resumen ejecutivo comportamiento dinámico mecánico de una máquina de pulpa, cartón, papel o...
TRANSCRIPT

Resumen ejecutivo La vibración es cada vez mas un problema, ya que las velocidades de máquina han aumentado, así como los requerimientos de calidad del papel, junto con la competencia. Se requiere un grado de balanceo G1, y se pasa más tiempo balanceando los rodillos en la máquina. No obstante, al balancear, por lo general los fabricas solo miden la vibración longitudinal, en especial con los rodillos ensamblados rígidos (rodillos de succión, con compensación de deflexión). Si no se mide la vibración en las tres direcciones, no se conoce la contribución exacta de los rodillos giratorios a la vibración de la máquina de papel. Es por eso que se debe realizar un estudio completo de vibración.
El análisis de la vibración se debe realizar como un proceso independiente, o bien puede ser parte de la auditoría de una sección de la máquina, o un análisis integral de ésta. Independientemente del alcance del estudio, el proceso a seguir es similar. Se establece el objetivo, se crea un plan de trabajo, se recaban los datos mediante herramientas y sensores específicos, y se realizan análisis detallados.
Los analistas capacitados en vibración buscarán “firmas” reveladoras: comportamientos y patrones que se encuentren una y otra vez. Estas firmas, del mismo modo que cuando un experto en ajedrez mira la distribución de un juego en curso en el tablero, se reconocerán de inmediato como fuentes de excitación de las vibraciones. Por lo tanto, un analista capacitado en vibración es un miembro muy valioso de cualquier equipo de servicio en campo o de mantenimiento del fabrica.
Análisis de vibración
Control total de guías
© Valmet Página | 1
Serie de documentos técnicosValmet

El comportamiento dinámico mecánico de una máquina de pulpa, cartón, papel o papel tissue es un factor que limita la capacidad de la máquina. Las vibraciones en un equipo de máquina constituyen un riesgo para la seguridad, causarán graves problemas en el proceso de fabricación del papel y limitarán la eficiencia de la máquina.
Este documento analizará en qué consiste un estudio de vibración y por qué se realiza. También analizará el proceso del análisis de la máquina, de acuerdo con un estudio de vibración, y proporcionará algunos ejemplos de “firmas de vibración”, que los expertos en vibración de Valmet encuentran en el campo.
¿Qué es un estudio de vibración?Un estudio de vibración, como lo realiza Valmet, trata la condición mecánica y el comportamiento dinámico de la línea completa de la máquina, desde la preparación de la pasta hasta el acabado, o bien de secciones específicas de la misma para localizar y solucionar problemas. Se estudian las velocidades actuales y planeadas de producción . El costo del estudio se recupera en poco tiempo a través de los ahorros en compras de partes, solución de problemas, aceleramiento de la línea y reconstrucciones de la máquina. También es posible incluir un estudio de vibración como parte de un análisis de mayor alcance de la máquina.
Objetivo
Al realizar un estudio de vibración, los objetivos principales se dividen un una o más de las tres categorías siguientes:
• Capacidad: trazar el comportamiento dinámico de la máquina desde las velocidades actuales a las ideales, lo que generará el enfoque de prevención de problemas más eficaz en cuanto a costos. • Reconstrucción: evaluar la forma en que las reconstrucciones afectarán el comportamiento dinámico de la máquina y sus consecuencias a velocidades actuales o mayores. • Localización y solución de problemas: ubicar y eliminar las fuentes de vibración que actualmente tienen un efecto perjudicial sobre la maquinaria o el proceso.
Desde la perspectiva de Valmet, cada objetivo se basa en una amplia experiencia en construcción de máquinas de papel, y se analiza utilizando el mejor hardware y software. Las mediciones e investigaciones se realizan durante la producción y en los paros de la máquina. Los estudios de vibración de Valmet combinan análisis matemáticos y mediciones diagnósticas con un claro objetivo de hacer que la máquina funcione con más suavidad y velocidad, y sea más eficiente en cuanto a costos.
Beneficios
• De manera típica, un estudio de vibración producirá los siguientes beneficios: • Determinación del comportamiento dinámico de las secciones de la máquina. • Determinación de la condición mecánica de la máquina • Determinación de la viabilidad de un posible aumento de capacidad. • La instrumentación de reconstrucciones más eficaz en cuanto a costos. • Predicción de futuros problemas mecánicos y reducción de paros no planeados. • Programación de acciones de servicio con base en las recomendaciones de mantenimiento por prioridades. • Ahorros en las reconstrucciones de rodillos al reubicar los antiguos en posiciones donde aún se puedan utilizar. • Soluciones a problemas como rayaduras y fallas en el tren de engranes.
Figura 1. El análisis de la vibración requiere una gran experiencia.
© Valmet Página | 2
Control total de guías

Revisión de las mediciones y el diseño
Las mediciones que se realizan durante la producción incluyen:
• Mediciones de la condición mecánica (por ejemplo, vibración, descentrado dinámico, etc.) • Mediciones sincronizadas • Mediciones de las formas de deflexión en operación • Muestras de papel • Mediciones del nivel de ruido (donde corresponda)
Durante un paro de máquina se realizan las siguientes mediciones:
• Pruebas de velocidad • Pruebas de impacto y análisis modal • Mediciones de descentrado • Mediciones sincronizadas
Un estudio de vibración también incluye análisis dimensional y análisis matemáticos de los componentes y las estructuras de la línea.
Informe de los hallazgos
Los informes de los estudios de vibración de Valmet son claros y exhaustivos. Incluyen una explicación de todas las mediciones y análisis realizados. Se cubre el comportamiento mecánico y dinámico de cada uno de los componentes analizados en cada sección de la máquina. También se detallan las acciones recomendadas para cada componente. Éstas mejorarán la confiabilidad y la disponibilidad de los elementos analizados. Un estudio de vibración reduce los costos de mantenimiento y de paro, y reduce la probabilidad de paros no previstos. Cada informe viene acompañado por una base de datos electrónica que se puede utilizar para asignar prioridades y administrar las acciones recomendadas.
Experiencia y equipo de medición
Todos los expertos de Valmet poseen una amplia experiencia en fabricas y en los equipos más avanzados. Emplean herramientas especializadas y enfoques probados desarrollados durante décadas en cientos de fabricas de clientes. Los estudios de vibración de Valmet combinan análisis matemáticos mediciones y diagnósticos en una forma que ayuda a generar ahorros concretos respecto de las actualizaciones de la línea y reduce los riesgos relacionados. Nuestra experiencia se basa en un amplio conocimiento de la ingeniería de Valmet.
Figura 2. Durante el análisis de vibración se utilizan herramientas y sensores especializados.
© Valmet Página | 3
Control total de guías

¿Cómo se realiza un estudio de vibración?Un análisis de vibración es un componente clave de la mayoría de los programas de Mantenimiento Centrado en la Confiabilidad, y es aquí donde continuamos encontrándonos con la misma pregunta de siempre: ¿cuánto tiempo durará un equipo? En verdad, este problema se torna aún más urgente con la mayor competencia que requiere un uso más eficaz y niveles más altos de eficiencia de la máquina de papel.
Análisis de la forma de la onda del tiempo de producción
El personal del estudio de vibración y análisis de la máquina usará las mediciones de diversas señales para ayudar a determinar la naturaleza y el origen de un problema. La medición más común es la vibración, en unidades de aceleración, velocidad y desplazamiento. Otras señales pueden incluir los parámetros de presión o de calidad de la hoja, como el peso base, la humedad y el calibre.
El análisis de la forma de onda del tiempo de producción proporciona información valiosa para localizar y resolver muchos problemas, incluso de las cajas de engranes. La vibración del impulso (debido a problemas en el contacto de los dientes del engranaje, etc.) se analiza mejor en el ámbito de tiempo.
La forma de análisis más fundamental de estas señales es por unidad de tiempo. Esta forma de análisis permite al analista ver la amplitud de la señal (pico a pico) frente al tiempo. Al ajustar la velocidad de muestreo y la longitud del registro del tiempo, el analista puede establecer muchas características físicas de la señal y de la máquina que se prueba. Muchas veces es un método subutilizado de análisis.
El análisis por unidad de tiempo es muy bueno para analizar las señales no determinantes, como las aleatorias o de impulsos generadas por engranes defectuosos, rayaduras o golpes.
Análisis del espectro
El análisis del espectro separa la vibración total en frecuencias discretas, de forma que se pueda identificar con facilidad el origen de un problema determinado. El análisis del espectro incluye pasar los datos por unidad de tiempo de producción por un cálculo matemático llamado Transformada Rápida de Fourier o TRF. El algoritmo TRF convierte la señal original por unidad de tiempo en el dominio de frecuencia. El resultado es que una señal compleja se separa en diferentes frecuencias que contribuyen (las unidades de frecuencia son ciclos por unidad de tiempo, por ejemplo, Hertz = ciclos/segundos.
Es importante analizar la misma señal en diferentes rangos de frecuencia para conocer plenamente el problema. La experiencia y unas buenas habilidades de adquisición de datos y herramientas son fundamentales para asegurarse de que se verifiquen todos los rangos relevantes de frecuencia. Un error común que cometen los analistas es analizar todos los datos en un solo rango de frecuencia.
Figura 3. El análisis de la forma de onda del tiempo de producción proporciona información valiosa para localizar y solucionar muchos problemas. La figura muestra la amplitud modulada de la forma de onda del tiempo de engranes debido a un descentrado axial de los engranes.
RMS: 3.840 Máx.: 40.97 Mín.: 16.35 PkPk: 57.32 Promedio: 6.974 m
seg.
Figura 4. Tal vez sea necesario analizar la misma señal en diferentes rangos de frecuencia.
Núm. de pico
Núm. de pico
Nip del lado Servicio (ts) del rodillo central
Nip del lado transmisión (ds) del rodillo de la 3° prensa
Mag
nitu
d, p
ulg/
sM
agni
tud,
pul
g/s
© Valmet Página | 4
Control total de guías

La resolución implica la habilidad para distinguir entre frecuencias muy poco espaciadas. Una resolución muy baja hace que el analista suponga que existe una sola frecuencia o un solo origen de interés, cuando en realidad puede haber varias de ellas y, por lo tanto varias fuentes, que estén muy cerca entre sí en el dominio de la frecuencia.
La flexibilidad para poder visualizar muchos datos al mismo tiempo permite un diagnóstico eficaz. Por ejemplo, el análisis de datos y el sistema de adquisición de Valmet posee herramientas muy avanzadas de presentación de datos. Se pueden superponer varias señales para una rápida comparación e identificación del origen. Esto permite determinar al mismo tiempo la gravedad de la vibración y es posible analizar los orígenes que contribuyen en distintas ubicaciones.
Las señales del tacómetro de varios rodillos, fieltros, etc., permiten una identificación precisa del origen. En el ejemplo de la Figura 5, la línea verde muestra un espectro generado por una señal de tacómetro en un rodillo de corona controlada, de forma que es posible conocer con facilidad la frecuencia rotacional fundamental y sus múltiplos. Se presenta en el dominio de frecuencia, de forma que puedan compararse entre sí las frecuencias de vibración.
Pruebas de velocidad
Por lo general, los cambios en los niveles de vibración como función de los cambios en la velocidad o carga de máquina se analizan mediante gráficas de tipo cascada. Las gráficas de tipo cascada, que también se denominan mapas espectrales, consisten en una serie de espectros colocados uno detrás del otro para generar una gráfica en 3 dimensiones. El eje de las X representa la frecuencia, el eje de las Y representa la amplitud de vibración y el eje de las Z representa el tiempo o la velocidad de la máquina. Las gráficas de tipo cascada se usan para identificar resonancias. Los altos niveles de energía de los componentes giratorios excitan las resonancias estructurales, y también las de los rodillos y los componentes principales.
Es fácil analizar los cambios en la vibración como función del cambio de velocidad de la máquina con esta herramienta. En el ejemplo que se muestra en la Figura 6, la línea roja muestra un orden particular o múltiple del rodillo que se mide. Se observa un claro pico de resonancia a 260 rpm.
Pruebas de impacto
El objetivo de las pruebas de impacto es identificar las frecuencias naturales de los componentes generalmente más pequeños de la máquina, como rodillos de tubo, separadores, ejes impulsores, soportes de motores, regaderas, cajas de succión, etc. Esto complementa la prueba de velocidad, porque ésta y las cascadas resultantes mostrarán múltiples frecuencias naturales excitadas. El siguiente desafío para el analista es determinar en realidad qué componente estaba resonando, porque la cascada los muestra a todos.
El equipo consiste en un martillo modal que contiene un sensor de fuerza y un sensor de vibración convencional, como un acelerómetro montado en el componente que se mide. El martillo golpea al componente, que mide la fuerza del impacto. El acelerómetro mide la respuesta. Luego el software genera una función de transferencia
Figura 6. Los cambios en la vibración como función del cambio de velocidad de la máquina se analizan fácilmente con gráficas de tipo cascada.
Rodillo guía de fieltro Lado Servicio, Axial
Figura 5. Se pueden comparar al mismo tiempo varias señales, de forma que se puedan analizar la gravedad de la vibración y las fuentes que contribuyen en diferentes ubicaciones.
Mag
nitu
d, p
ulg/
s
Nip del lado frontal (fs) del rodillo de corona controlada de la segunda prensa Nip de prensa del lado frontal (fs) del rodillo de corona controlada de la segunda prensa Nip del lado frontal (fs) del rodillo de corona controlada de la segunda prensa Nip de prensa del lado frontal (fs) del rodillo de corona controlada de la segunda prensa Rodillo de corona controlada de la segunda prensa RPD(detector rotacional de fase)
2.042 orden; 4.09 mm/s;, 260.9 RPM
© Valmet Página | 5
Control total de guías

en el dominio de frecuencia: la relación entre la respuesta y la fuerza. Los picos de la función de transferencia corresponden a las frecuencias naturales del componente que se mide. La amplitud indica al analista la energía requerida para excitar el modo (frecuencia natural).
Promedio sincrónico
El promedio sincrónico se usa para aislar la contribución de una sola fuente giratoria a la vibración. Esto se realiza obteniendo un impulso para el tacómetro a partir de un rodillo o fieltro dado y luego sincronizando perfectamente la adquisición de los datos con la ocurrencia del impulso. Luego, el promedio de una serie de adquisiciones elimina la contribución de la vibración de los componentes asíncronos, y deja solo la vibración sincrónica con el impulso.
La Figura 8 muestra la vibración promediada sincrónicamente en formato polar descentrado, medida en la carcasa del cojinete del rodillo inferior. El rodillo superior es el que más contribuye a la vibración en el nip de calandrado. Ambas gráficas representan la vibración medida con el mismo trasductor o sensor, pero con diferentes fuentes de impulso del tacómetro.
La vibración sincrónica al rodillo superior tuvo un nivel de vibración de pico a pico de 1.64 pulg/seg, que es muy elevada. La vibración sincrónica con el rodillo inferior fue de solo 0.26 pulg/seg, de pico a pico, en comparación. El rodillo superior muestra 14 rayaduras u ondulaciones, en tanto que el rodillo inferior muestra 12 rayaduras de baja amplitud.
Se recomendó reemplazar de inmediato el rodillo superior. Luego de reemplazar el rodillo superior, se obtuvieron nuevos datos (Figura 9).
Figura 7. En estas gráficas de prueba de impacto, la gráfica inferior muestra la respuesta del dominio de tiempo mientras que la superior es la función de transferencia, es decir, la relación entre la respuesta y la fuerza del impacto.
RMS: 86.93 m Máx.: 630.4 m Mín.: -707.5 m PkPk: 1.338
Mag
nitu
d, g
/lbf
Rea
l, g
Seg.
Figura 8. Promedio sincrónico – máquina de calandrado de papel antes de la corrección del problema.
Figura 9. Promedio sincrónico – máquina de calandrado de papel después de la corrección del problema.
Vibración sincrónica al rodillo superior: 1.64 pulg/seg, pk-pk
Vibración sincrónica al rodillo superior: 0.03 pulg/seg, pk-pk
Vibración sincrónica al rodillo superior: 0.26 pulg/seg, pk-pk
Vibración sincrónica al rodillo inferior: 0.26 pulg/seg, pk-pk
© Valmet Página | 6
Control total de guías

Los nuevos datos muestran que la vibración debida al rodillo superior se había reducido a 0.03 pulg/seg, lo que estaba muy por debajo de los niveles aceptables. El rodillo inferior, que no se cambió, siguió mostrando una contribución a la vibración del nip de 0.26 pulg/seg. Las 12 rayaduras son todavía evidentes del gráfico polar descentrado. El formato polar proporciona una herramienta visual muy potente cuando se combina con las capacidades de promedio sincrónico del analizador.
Cuando las rayaduras constituyen un problema a largo plazo, deben analizarse el sistema y los antecedentes a partir del origen del problema hasta los síntomas actuales. Las rayaduras constituyen uno de los problemas más difíciles de resolver desde el punto de vista del analista, en especial en el extremo húmedo de la máquina. En el caso de
rayaduras en la máquina de calandrado, una solución es descentrar ligeramente los rodillos de calandras, de acuerdo con mediciones y cálculos meticulosos.
Análisis de la flexión de los cuerpos durante la operación (ODS)
El análisis ODS muestra cómo se mueve una máquina o estructura en la operación real a frecuencias de interés específicas, y ayuda a determinar la causa del movimiento. Por lo general, las frecuencias que se utilizan en el análisis son múltiplos de la velocidad de funcionamiento de los diversos rodillos en el sistema, las frecuencias de acoplamientos de engranes, etc.
Figura 10. El análisis ODS ayuda a comprender el movimiento de una máquina de papel durante la operación. (Izquierda, Twinver más tercera prensa; Derecha, tren de impulso en 3D)
Figura 11. El software de animación ODS usa el modelo de la máquina y la información de las mediciones para mostrar el movimiento de la máquina en las frecuencias deseadas.
© Valmet Página | 7
Control total de guías
Si los datos que se utilizaron en el análisis ODS son adecuados para las frecuencias naturales del sistema (identificadas en las pruebas de velocidad, etc.), el modelo resultante mostrará las formas de modo en su lugar. Conocer qué modos se excitan y las posiciones de los mayores movimientos permite realizar las modificaciones estructurales más eficaces.
Un ODS requiere recopilar datos de vibración (en condiciones normales de operación) en tres direcciones en distintos puntos de la máquina (estructura, rodillos, etc.). Luego los datos se procesan en una computadora personal para ver la animación de una figura fija o una representación del modelo en 3D, que muestra la amplitud relativa y la fase entre todos los puntos medidos, en cualquier frecuencia seleccionada.
Las figuras en la Figura 11 son fotogramas de una película que muestra el movimiento de una sección de prensa a una frecuencia natural de 5 Hz. La frecuencia de 5 Hz se identificó durante las pruebas de velocidad. El software puede permitir la fácil visualización desde CUALQUIER ángulo de interés.
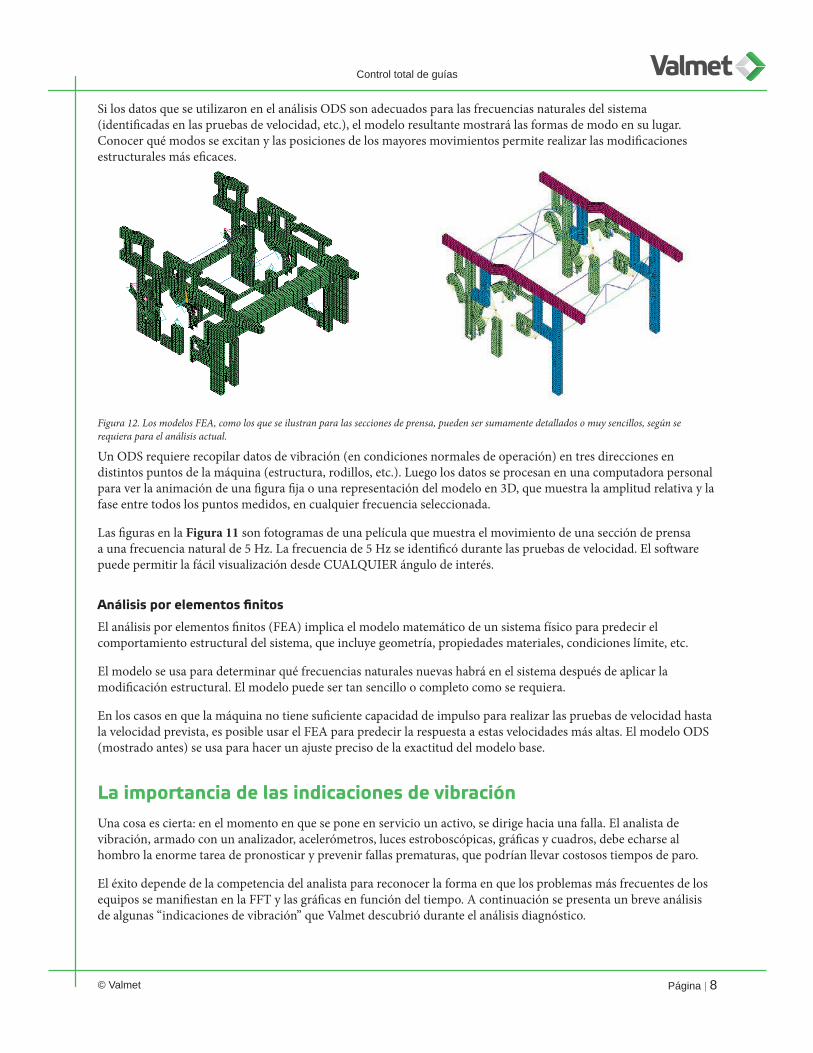
Análisis por elementos finitos
El análisis por elementos finitos (FEA) implica el modelo matemático de un sistema físico para predecir el comportamiento estructural del sistema, que incluye geometría, propiedades materiales, condiciones límite, etc.
El modelo se usa para determinar qué frecuencias naturales nuevas habrá en el sistema después de aplicar la modificación estructural. El modelo puede ser tan sencillo o completo como se requiera.
En los casos en que la máquina no tiene suficiente capacidad de impulso para realizar las pruebas de velocidad hasta la velocidad prevista, es posible usar el FEA para predecir la respuesta a estas velocidades más altas. El modelo ODS (mostrado antes) se usa para hacer un ajuste preciso de la exactitud del modelo base.
La importancia de las indicaciones de vibraciónUna cosa es cierta: en el momento en que se pone en servicio un activo, se dirige hacia una falla. El analista de vibración, armado con un analizador, acelerómetros, luces estroboscópicas, gráficas y cuadros, debe echarse al hombro la enorme tarea de pronosticar y prevenir fallas prematuras, que podrían llevar costosos tiempos de paro.
El éxito depende de la competencia del analista para reconocer la forma en que los problemas más frecuentes de los equipos se manifiestan en la FFT y las gráficas en función del tiempo. A continuación se presenta un breve análisis de algunas “indicaciones de vibración” que Valmet descubrió durante el análisis diagnóstico.
Figura 12. Los modelos FEA, como los que se ilustran para las secciones de prensa, pueden ser sumamente detallados o muy sencillos, según se requiera para el análisis actual.
© Valmet Página | 8
Control total de guías

Desequilibrio
Siempre hay algo de desequilibrio en los elementos giratorios. Por lo general, cada fabrica tiene una cualidad predominante de especificación de equilibrio a la cual se apega, a fin de minimizar la vibración resultante. Cualquier
desequilibrio puede dividirse en desequilibrio puramente estático y desequilibrio en el acoplamiento. Normalmente genera un pico de frecuencia rotacional alto a 1X radial en FFT (Figura 13). En los equipos suspendidos, también puede originar un pico alto a 1X axial. En las gráficas en función del tiempo, es un problema que se asemeja mucho a una ayuda de capacitación muy utilizada: la onda sinusoidal.
Debe entenderse que la rigidez estructural puede diferir significativamente entre los planos horizontal y vertical. En este caso en particular, sería fácil pasar por alto la naturaleza del problema si se hubiera elegido solo el plano vertical para la medición radial. La amplitud horizontal fue 10X mayor que la vertical. El problema resultó ser un eje impulsor muy desbalanceado y el sistema en línea no lo notó, porque solo se midió el plano axial.
Falta de alineamiento
Los tipos de falta de alineamiento incluyen descentrado, angular y la combinación de ambos. Lo más frecuente es que la falta alineamiento sea una combinación. La falta de alineamiento angular puede crear picos altos a 1X y 2X en la dirección axial, y puede estar a 180 grados fuera de fase en el acoplamiento. La falta de alineamiento descentrado también crea picos a 1X y 2X. No obstante, muchas veces se muestra en la dirección radial. Con frecuencia, el componente 2X supera al 1X. El dominio de tiempo puede tomar un patrón en W pronunciado. La Figura 14 muestra ejemplos de falta de alineamiento combinada en un tren de fuerza de prensa.
Impacto El impacto puede ocurrir si hay interferencia estructural o daños en los cojinetes. Puede ser sincrónico o asíncrono
Figura 13. El desequilibrio debido a un eje impulsor requirió investigación en los planos horizontal y vertical.
Figura 14. Desalineamiento combinado de un tren motriz de prensa.
© Valmet Página | 9
Control total de guías

respecto de la velocidad de giro. Todos los impactos significativos excitan las frecuencias de resonancia estructurales que los rodean. Por lo tanto, es común que el patrón se pueda ver con facilidad en función del tiempo. El impacto tendrá un aumento inmediato y abrupto que luego cae, de forma similar al patrón que se espera cuando suena una campana.
Figura 15. Ejemplos de impactos capturados. (Izquierda, rodillo de succión; Derecha, filtro principal)
La Figura 15 muestra dos ejemplos de impactos capturados. La gráfica izquierda es un rodillo de prensa de succión que tenía interferencia interna de la caja de succión y golpeaba a 1X/rev. El gráfico derecho se midió en filtro primario que operaba por encima de su capacidad hidráulica, lo que produjo deformación intermitente de la canasta que creaba interferencia interna.
Holgura
La holgura puede producirse por desgaste, soldaduras agrietadas, sujetadores sueltos o rotos, espacio libre excesivo entre cojinetes o ajustes incorrectos. Muchas veces puede observarse en la FFT, donde existen múltiples armónicas de la velocidad de giro. Este autor ha visto hasta 100 armónicas en el momento en que se produjeron. Muchas veces, las amplitudes son bastante bajas. No obstante, el hecho de su existencia por lo general presagia algún problema
subyacente que solo empeorará con el tiempo. A veces, las armónicas de orden mayor pueden convertirse en funciones forzadas que excitan frecuencias de resonancia que, de otro modo, no serían perjudiciales.
Resonancia
Todas las estructuras tienen múltiples frecuencias de resonancia. Los fabricantes de equipos originales tratan de diseñar la maquinaria de forma que las frecuencias de resonancia estructurales perjudiciales estén muy alejadas de las frecuencias rotacionales. La tendencia general es hacer avanzar la máquina de papel cada vez más rápido, para aumentar la producción. En algún punto, esto fuerza frecuencias rotacionales 1X y 2X en áreas de frecuencias de resonancia potencialmente
perjudiciales, muchas veces con efectos catastróficos. El desequilibrio residual y la falta de alineamiento de los rodillos y los trenes de fuerza crean un excelente sacudidor en el lugar, si las frecuencias rotacionales 1X o 2X se acercan o coinciden con la frecuencia de resonancia estructural. Este mismo efecto de sacudidor se puede aprovechar para ayudar a encontrar áreas de resonancia realizando pruebas de rampa antes de instrumentar aumentos de la velocidad de producción. Los datos se obtienen durante el aumento (rampa) en secciones contiguas de la máquina durante la aceleración y luego la desaceleración controladas. El rango de velocidad debe cubrir las máximas velocidades previstas. La Figura 16 es un FFT de cascada de dicha prueba. Esta cascada es una sucesión de FFT en una gráfica única de múltiples ejes. Los ejes son X (frecuencia), Y (amplitud) y Z (tiempo). De inmediato puede ser evidente a qué velocidades pueden ocurrir problemas.
Figura 16. Ejemplo de FFT de cascadas que muestra picos claros.
© Valmet Página | 10
Control total de guías

ResumenEste artículo solo presentó la punta del iceberg de los análisis de vibración. No obstante, esperamos que haya proporcionado una breve visión del mundo del analista. Cuando menos, confiamos en que usted esté convencido que hay cierto fundamento en la atención que el analista de vibración presta a los cientos de indicaciones de vibración que se presentan todos los días. Después de todo, alguien tiene que contestar la pregunta: “¿cuánto tiempo funcionará antes de que se descomponga?” Ya sea que lo realicen el personal de Valmet o los analistas de vibración de su propio fabrica, el trabajo es difícil, requiere capacitación y herramientas especializadas y es subestimado con frecuencia.
Este documento combina información técnica obtenida del personal de Valmet y documentos electrónicos publicados.
Valmet es un proveedor mundial de maquinaria y sistemas para la industria de proceso, así como de tecnología y servicios posventa. El área de negocios de tecnología de fibra y papel de la corporación es el principal proveedor de tecnología, sistemas y equipo del mundo en las industrias de pulpa, papel y conversión. Los otros negocios fundamentales de Valmet son la tecnología para minería y construcción, así como la tecnología para la energía y el medio ambiente. En 2011, las ventas netas de Valmet fueron de 6,600 millones de euros, y el número de empleados ascendió aproximadamente a 30,000 personas. Valmet opera 300 unidades en aproximadamente 50 países, y sirve a clientes en más de 100 naciones.
© Valmet Página | 11
Control total de guías