qualite azerty azerty
DESCRIPTION
RESPONSABLE QUALITE AZERT TYUI IOPMLK JHGFD SQAZER REFDTYHI AZEERRY AZERTY AZERTY AZERTY AZERTY AZERTY AZERTYTRANSCRIPT
Rapport de stage
Remerciements
Ce travail ne peut être le résultat d’un effort personnel.
Je tiens donc à adresser mon sincère remerciement à Monsieur le directeur
de la Société YAZAKI (YMO) Redouane KHARIBACH, et à Monsieur le
Manager Qualité Youssef ALAMI.
Je tiens à remercier profondément tout le personnel du département Qualité
et précisément Melle Fatima ELJOURANI superviseur qualité système,
Monsieur Tarik EL BAZ responsable qualité usine, pour m’avoir aidé et
soutenu techniquement et moralement, et pour leur disponibilité et toutes les
remarques et les précieux conseils prodigués.
Ainsi que tous ceux dont je n’ai pas cité le nom ; pour leur gentillesse, leur
contribution, leur bonne humeur et leur amitié. Je leur témoigne toutes mes
gratitudes.
1
Rapport de stage
SommaireSommaire ........................................................................................................................... 2
INTRODUCTION ................................................................................................................... 3
Généralités ........................................................................................................................ 4
Section 1 : Le groupe YAZAKI ............................................................................................. 5
Section II : YAZAKI Maroc YMO ...........................................................................................8
Les objectifs YAZAKI Maroc: .......................................................................................... 10
Section III : Activités principales de YMO et processus de production..............................13
La coupe ..................................................................................................................... 18
Pré assemblage .......................................................................................................... 18
Montage ..................................................................................................................... 21
Section IV : Les départements d’YMO .............................................................................23
Section V : méthodes et outils employés dans la gestion de qualité................................25
Etude de la réimplantation de la méthode QRQC dans YMO...........................................29
Pour établir le diagnostic, qui m’a permis de visualiser l’état de la manipulation de la
méthode QRQC, il m’a fallut tout d’abord faire une analyse documentaire afin de
comprendre les attentes de cette méthode, puis élaborer une procédure des documents
qui présentent cette dernière : ‘ contrôle journalier des défauts internes’ et ‘le système
d’évaluation rapide des défauts’ SERD au niveau de la zone de montage et de coupe,
ensuite il m’était nécessaire de faire une visite des lieux pour voir la situation actuelle
des chaines, la comparée avec le standard et remédier aux actions correctives
définitives,........................................................................................................................29
Donc les questions à poser sont : les démarches de remplissage du contrôle journalier
des défauts internes sont-t-ils respectées ou non ? Et quelles sont les difficultés ou les
obstacles rencontrés lors de la manipulation de cet outil par les LQC’s (line quality
control)? Cette méthode est elle fiable ou non ? Elle permet de cerner les différents
problèmes ? Et que pourrions nous améliorer afin de rendre opérationnel cet outil ? .....29
Au fur et à mesure de la détection des écarts sur terrain, je réalisais mon plan d’action
ou je défini le problème, les actions apportées, la date d’application de ces actions et
leur état d’avancement....................................................................................................30
- objectif ............................................................................................................. 33
Au niveau du montage : ............................................................................................. 37
Au niveau de la coupe : .............................................................................................. 39
2
Rapport de stage
Résumé générale : ..................................................................................................... 40
INTRODUCTION
Dans le cadre de ma formation en conception et analyse mécanique, j’ai choisi de
réaliser un stage dans une société de câblage automobile YAZAKI de renommé
mondial, afin d élargir mes connaissances au niveau des différents outils et méthodes
utilisés.
Ce stage de deux mois mon permis de visualiser de prêt les outils de qualité dont
dispose l’entreprise et de ce fait mon sujet portait sur le QRQC quick response quality
control, qui est un contrôle rapide des defaults internes.
Dans ce rapport je vais commencer par un bref historique de la société puis une
description de la YAZAKI MOROCCO, je vais enfin entamer le QRQC : analyse
documentaire ; états des lieux, les écarts rencontrés et enfin les solutions proposés.
3
Rapport de stage
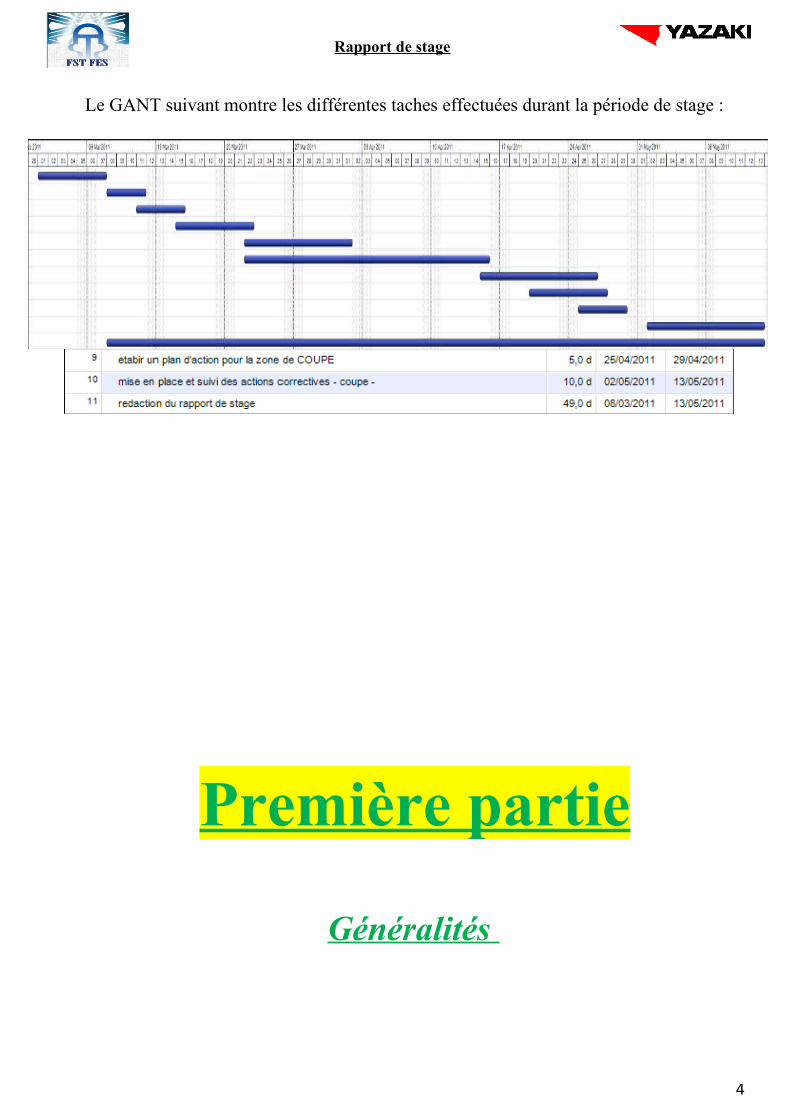
Le GANT suivant montre les différentes taches effectuées durant la période de stage :
Première partie
Généralités
4
Rapport de stage
Section 1Section 1 : Le: Le groupe YAZAKI groupe YAZAKI
I- YAZAKI à travers le monde
1- Présentation :
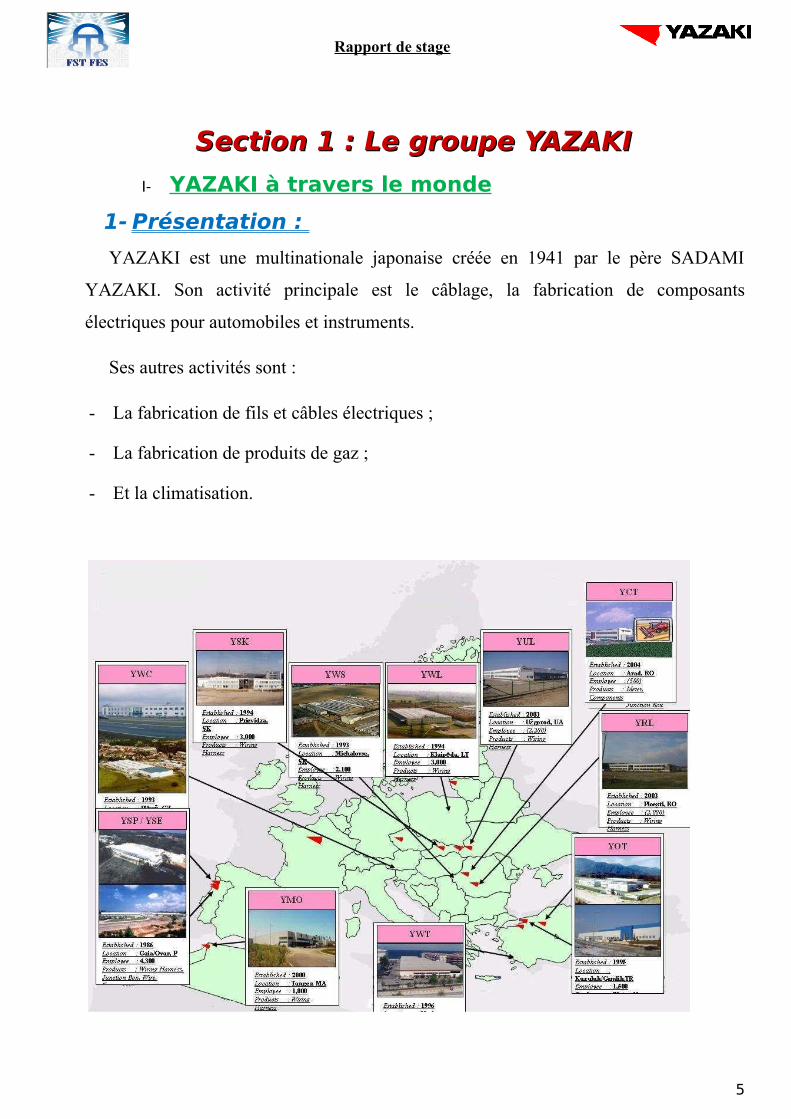
YAZAKI est une multinationale japonaise créée en 1941 par le père SADAMI
YAZAKI. Son activité principale est le câblage, la fabrication de composants
électriques pour automobiles et instruments.
Ses autres activités sont :
- La fabrication de fils et câbles électriques ;
- La fabrication de produits de gaz ;
- Et la climatisation.
5
Rapport de stage
2- Les filiales de YAZAKI
Le processus de délocalisation de la société a commencé en 1962 avec sa filiale,
THAIYAZAKI ELECTRIC WIRE CO. LTD.
YAZAKI est présentée dans 39 pays dans le monde, 418 sites, plus de 410 unités
réparties entre usines de production et centres de service aux clients et centres de
Recherches et Développement.
6
Rapport de stage
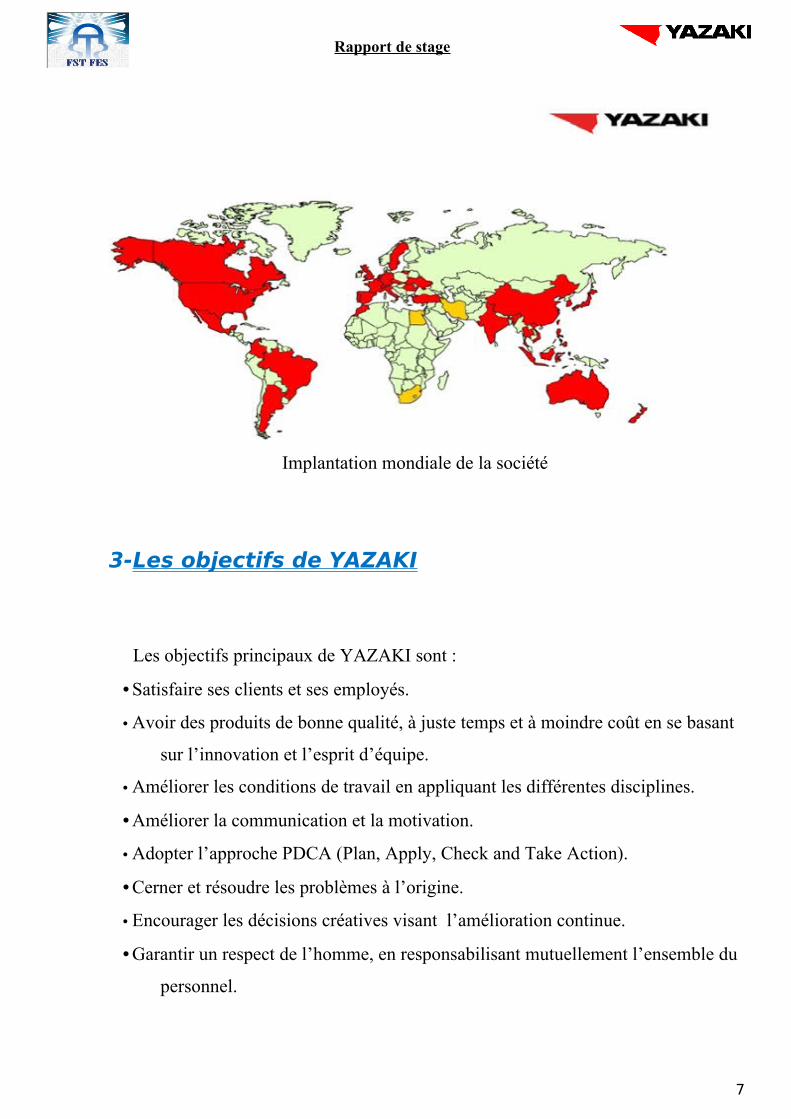
Implantation mondiale de la société
3-Les objectifs de YAZAKI
Les objectifs principaux de YAZAKI sont :
•Satisfaire ses clients et ses employés.
• Avoir des produits de bonne qualité, à juste temps et à moindre coût en se basant
sur l’innovation et l’esprit d’équipe.
• Améliorer les conditions de travail en appliquant les différentes disciplines.
•Améliorer la communication et la motivation.
• Adopter l’approche PDCA (Plan, Apply, Check and Take Action).
•Cerner et résoudre les problèmes à l’origine.
• Encourager les décisions créatives visant l’amélioration continue.
•Garantir un respect de l’homme, en responsabilisant mutuellement l’ensemble du
personnel.
7
Rapport de stage
4- les clients de YAZAKI
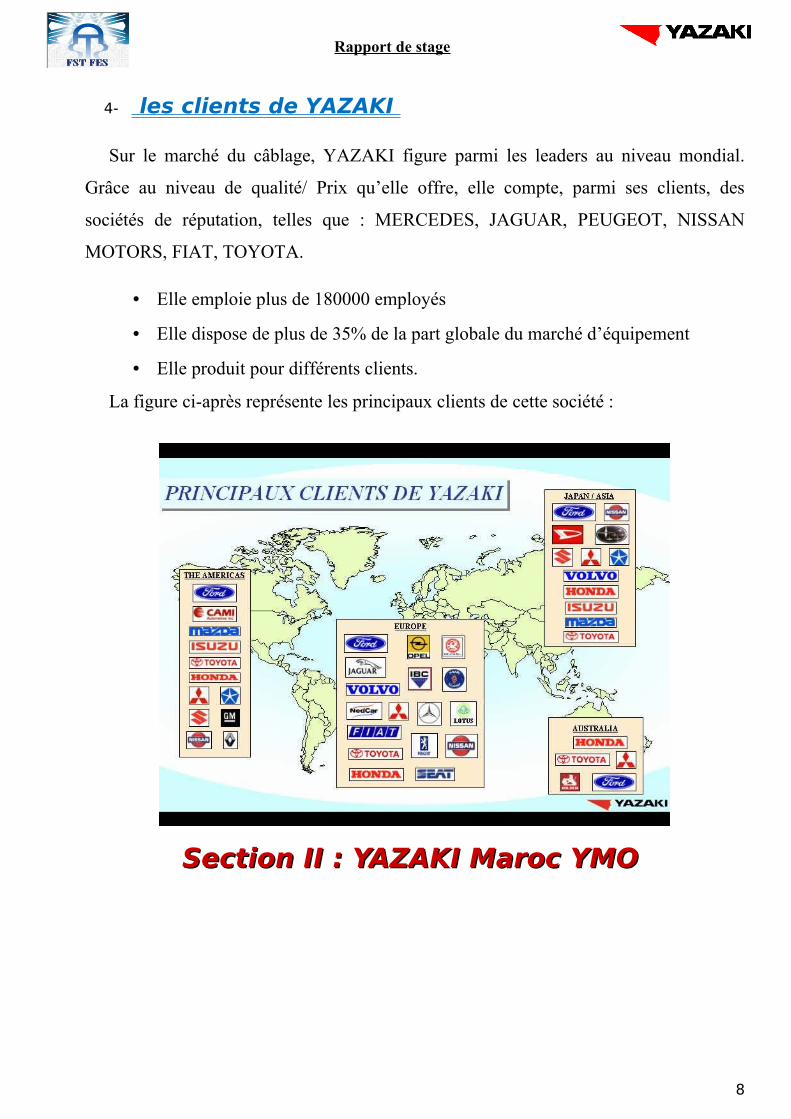
Sur le marché du câblage, YAZAKI figure parmi les leaders au niveau mondial.
Grâce au niveau de qualité/ Prix qu’elle offre, elle compte, parmi ses clients, des
sociétés de réputation, telles que : MERCEDES, JAGUAR, PEUGEOT, NISSAN
MOTORS, FIAT, TOYOTA.
• Elle emploie plus de 180000 employés
• Elle dispose de plus de 35% de la part globale du marché d’équipement
• Elle produit pour différents clients.
La figure ci-après représente les principaux clients de cette société :
Section IISection II : YAZAKI Maroc YMO: YAZAKI Maroc YMO
8

Rapport de stage
I- Fiche technique :
9
Rapport de stage
II- Implantation d’YMO :
Le processus de délocalisation du groupe YAZAKI s’est poursuivi par la création,
en Octobre 2000, d’une unité de Production au Maroc, sous la dénomination de
YAZAKI SALTANO DE Portugal, Succursale MAROC.
En Mai 2001, Le Maroc a été le premier pays africain auquel Mr YAZAKI a fait
honneur, par l’inauguration de son site opérationnel YMO (YAZAKI MOROCCO) – ou
j’ai effectué mon stage - pour la production du câblage automobile, en présence de SM
le Roi MOHAMMED VI.
La société a poursuivi sa stratégie, par l’ouverture de YAZAKI Kenitra Maroc en
2010.
YAZAKI est spécialisée dans la production et le montage du câblage automobile,
ses principaux clients sont NISSAN, PSA (Peugeot & Citroën) et TOYOTA, elle
emploie actuellement plus de 6500 personnes (entre Tanger et Kenitra), avec une
perspective d’atteindre 4000 employés en fin 2008.
Ainsi le choix de la ville de Tanger est légitimé par plusieurs raisons dont les
principales sont :
La proximité avec le continent européen : Tanger étant située à 13 KM de
l’Espagne.
La fréquence des liaisons et correspondances maritimes.
L’existence d’un aéroport International.
La vocation même de la ville : 2ème ville industrielle du pays.
Les objectifs YAZAKI Maroc: Satisfaire ses clients et ses employés.
Avoir des produits de bonne qualité, à juste temps et à moindre coût en se basant
sur la créativité et l’esprit d’équipe.
10
Rapport de stage
Améliorer les conditions de travail en appliquant la discipline des 5S.
Améliorer la communication et la motivation.
Adopter l’approche PDCA (Plan, Apply, Check and Take Action).
Cerner et résoudre les problèmes à l’origine.
Encourager les décisions créatives axées sur l’amélioration continue.
Mettre en place une organisation apprenante, et créer un esprit de compétition
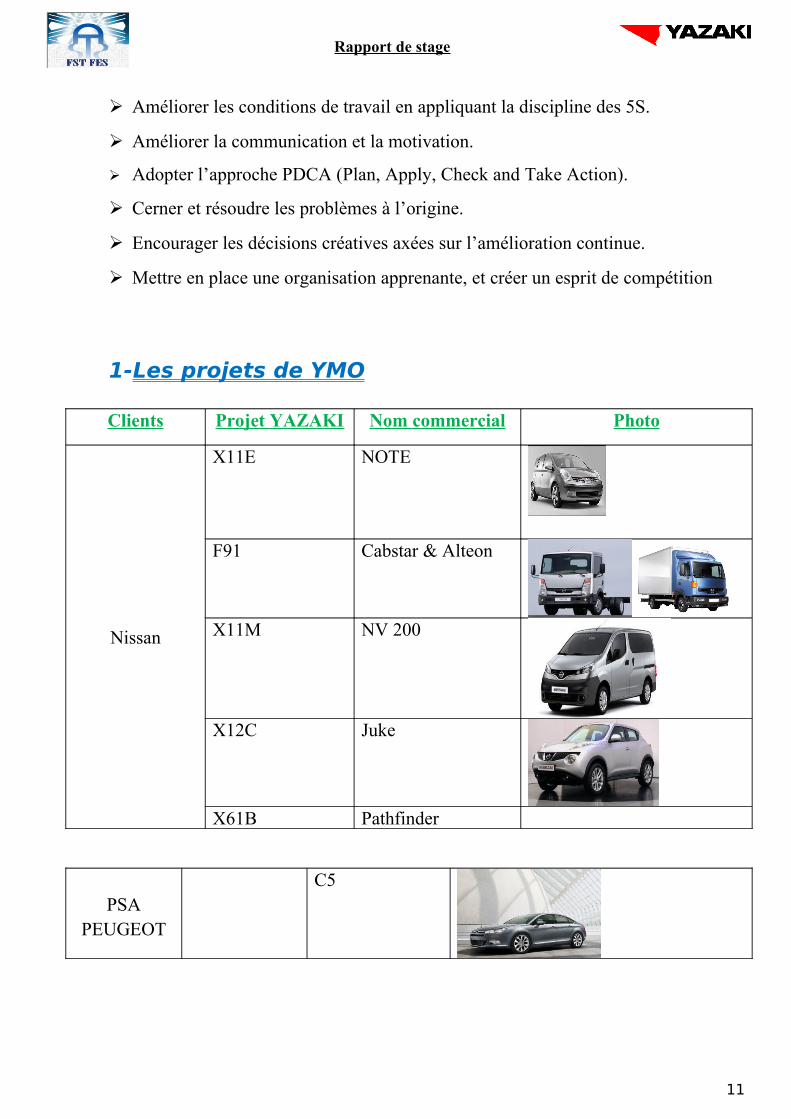
1-Les projets de YMO
Clients Projet YAZAKI Nom commercial Photo
Nissan
X11E NOTE
F91 Cabstar & Alteon
X11M NV 200
X12C Juke
X61B Pathfinder
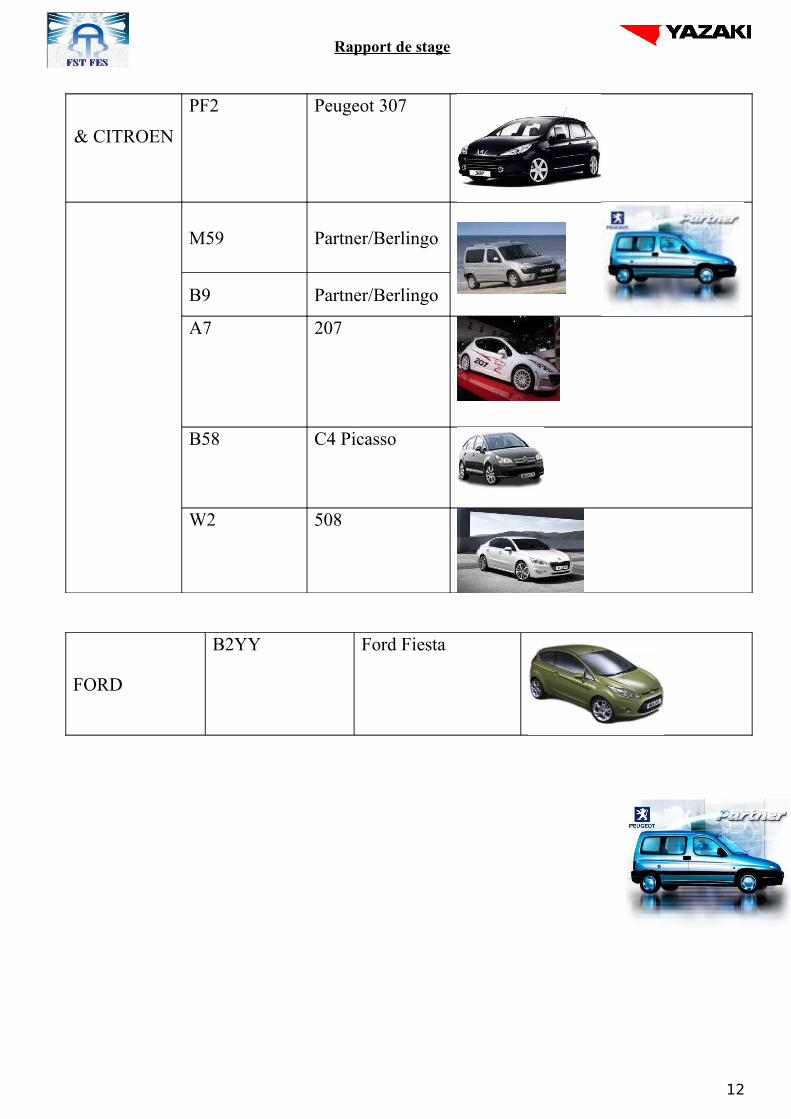
PSA PEUGEOT
C5
11
Rapport de stage
& CITROEN
PF2 Peugeot 307
M59 Partner/Berlingo
B9 Partner/Berlingo
A7 207
B58 C4 Picasso
W2 508
FORD
B2YY Ford Fiesta
12
Rapport de stage
Section IIISection III : Activités principales de YMO et: Activités principales de YMO et processus de productionprocessus de production
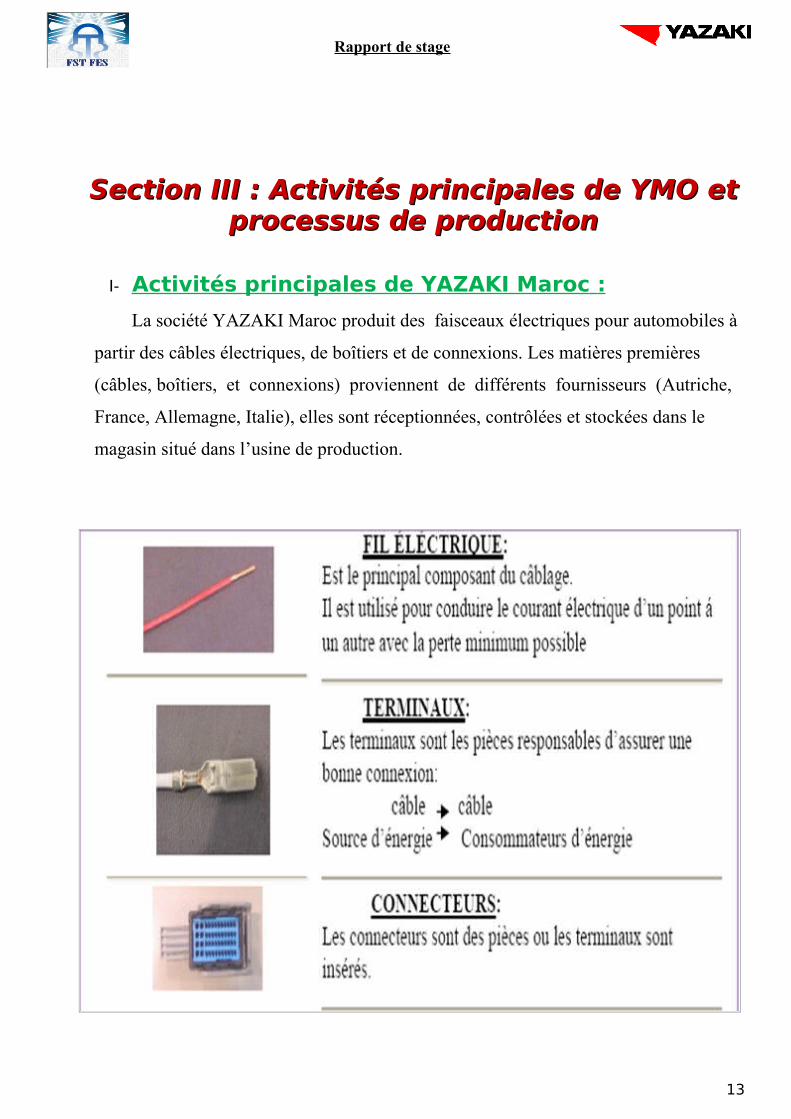
I- Activités principales de YAZAKI Maroc :
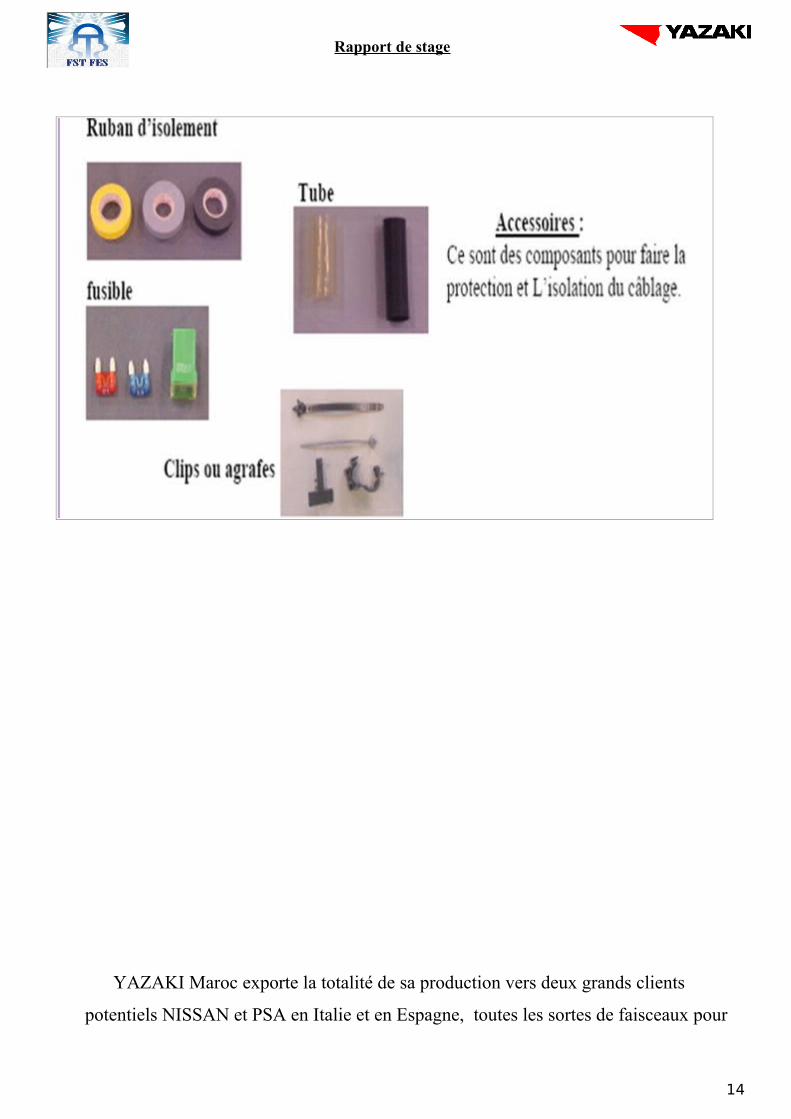
La société YAZAKI Maroc produit des faisceaux électriques pour automobiles à
partir des câbles électriques, de boîtiers et de connexions. Les matières premières
(câbles, boîtiers, et connexions) proviennent de différents fournisseurs (Autriche,
France, Allemagne, Italie), elles sont réceptionnées, contrôlées et stockées dans le
magasin situé dans l’usine de production.
13
Rapport de stage
YAZAKI Maroc exporte la totalité de sa production vers deux grands clients
potentiels NISSAN et PSA en Italie et en Espagne, toutes les sortes de faisceaux pour
14
Rapport de stage
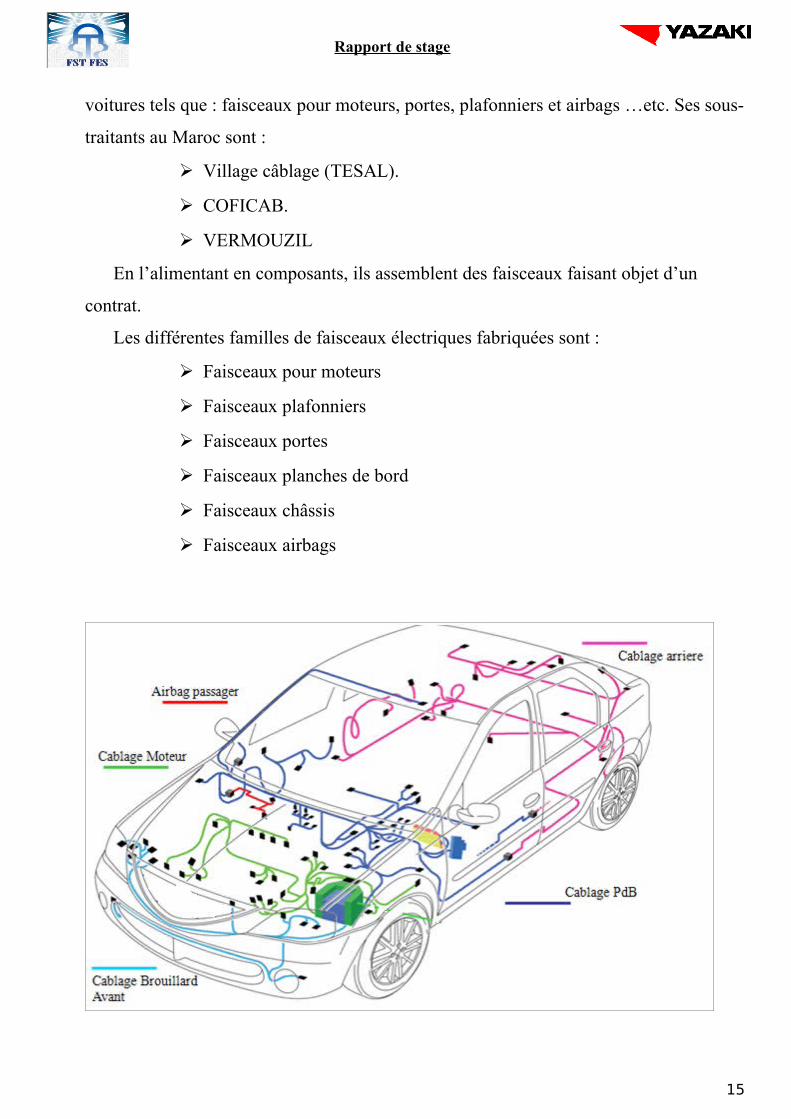
voitures tels que : faisceaux pour moteurs, portes, plafonniers et airbags …etc. Ses sous-
traitants au Maroc sont :
Village câblage (TESAL).
COFICAB.
VERMOUZIL
En l’alimentant en composants, ils assemblent des faisceaux faisant objet d’un
contrat.
Les différentes familles de faisceaux électriques fabriquées sont :
Faisceaux pour moteurs
Faisceaux plafonniers
Faisceaux portes
Faisceaux planches de bord
Faisceaux châssis
Faisceaux airbags
15
Rapport de stage
Pour chaque famille, il existe plusieurs références (type de faisceaux).
Il est à signaler qu’il n’existe pas de stock local de produits finis, la société
travaille en flux tendu pour assurer l’approvisionnement en produits pour les
clients.
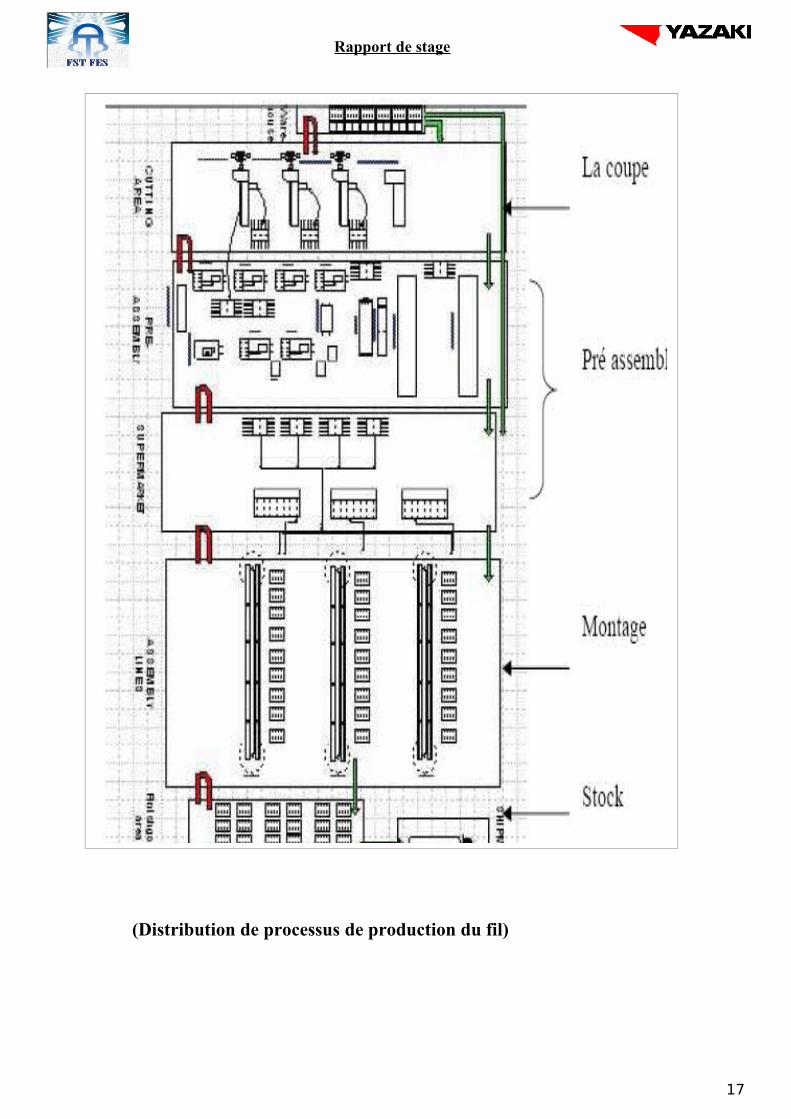
II- Processus général de production :
Le processus général de production d’un faisceau est le suivant :
16
Rapport de stage
(Distribution de processus de production du fil)
17

Rapport de stage
La coupe
C’est la première étape dans le processus de production de l’entreprise, elle
consiste en le découpage de la matière première (les fils électriques) selon
l’instruction (ordre de fabrication ou le Kanban) qui contient: la longueur désirée, le
dénudage (= séparer l’isolant des filaments des extrémités et/ ou milieu du fil de
façon à ce que le terminal soit serti), l’insertion des terminaux (sertissage), et
l’insertion des bouchons.
Pour la coupe on utilise deux types de machines : KOMAX et YACC.
• YACC : C’est une machine spéciale pour YAZAKI, elle a été fabriquée à cette fin.
• KOMAX :
Machine standard utilisée par toutes les entreprises de câblage.
Pré assemblage
Dans cette étape on trouve plusieurs poste de travaille, le sertissage le soudage
plus d’autres opérations, les machines utilisées dans cette phase sont :
MECAL :
Cette machine permet le sertissage manuel où on ajoute le terminal et le
bouchon au fil.
18
Rapport de stage
Ultra Sonic :
Ce poste est constitué de 2 machines :
SCHUNK : qui permet le soudage (jointure de plusieurs fils) par UltraSonic
(vibration ou frottement).
RAYCHEN: qui sert à mettre du Shrink ou du PVC pour protéger les jointures
avec du chauffage.
Taiping:
Permet de mettre du Shrink ou du PVC pour protéger les jointures.
Bonder 2 :
Cette machine permet une jointure par chaleur.
19
Rapport de stage
Bonder 3 :
La BONDER 3 permet le sertissage de plusieurs fils en un seul terminal
Twist :
Cette machine sert à twister deux fils (rarement trois fils).
Nakamuki :
La machine de Nakamuki sert à faire le découpage (dénudage) de tous les fils qui ont
des joints.
Le soudage
- Soudure de fer : on protège la partie visible entre le terminal et le fil.
- Soudure par immersion : on utilise dans cette étape le Pb et l’isonile pour souder a
600°C.
Postes d’accessoires :
- Pour l’insertion des accessoires (par exemple le bouchon).
20
Rapport de stage
Traction :
Pour chaque secteur il y a une machine de traction qui mesure la capacité du fil.
Montage
C’est la troisième et la dernière étape, elle se compose de :
Chaîne de montage :
Ou on distribue les fils selon les produits pour les monter sur des tableaux afin de les
rassembler, et on insère d’autres accessoires comme les clips et les connecteurs.
Checker:
Dans cette étape, on assure la continuité au niveau du processus « test électrique »,
et l’étanchéité du câble au niveau d’un processus ou on fait passer le faisceau pour
s’assurer qu’il n’est pas perméable.
Clip checker :
Dans cette étape l’opérateur insert les différents clips, tout en vérifiant le faisceau .
21
Rapport de stage
2ème visuel :
Pour finir le câble passe par cette dernière étape qui permet à l’opérateur de
visualiser d’une manière claire la position des connecteurs, des mesures des troncs et
les différents points à vérifier.
Emballage
C’est la phase final de processus de fabrication, dans cette étape en fait emballer
les faisceaux dans des caisses en carton ou en plastique selon les spécifications client,
22
Rapport de stage
Section IVSection IV : Les départements d’YMO : Les départements d’YMO
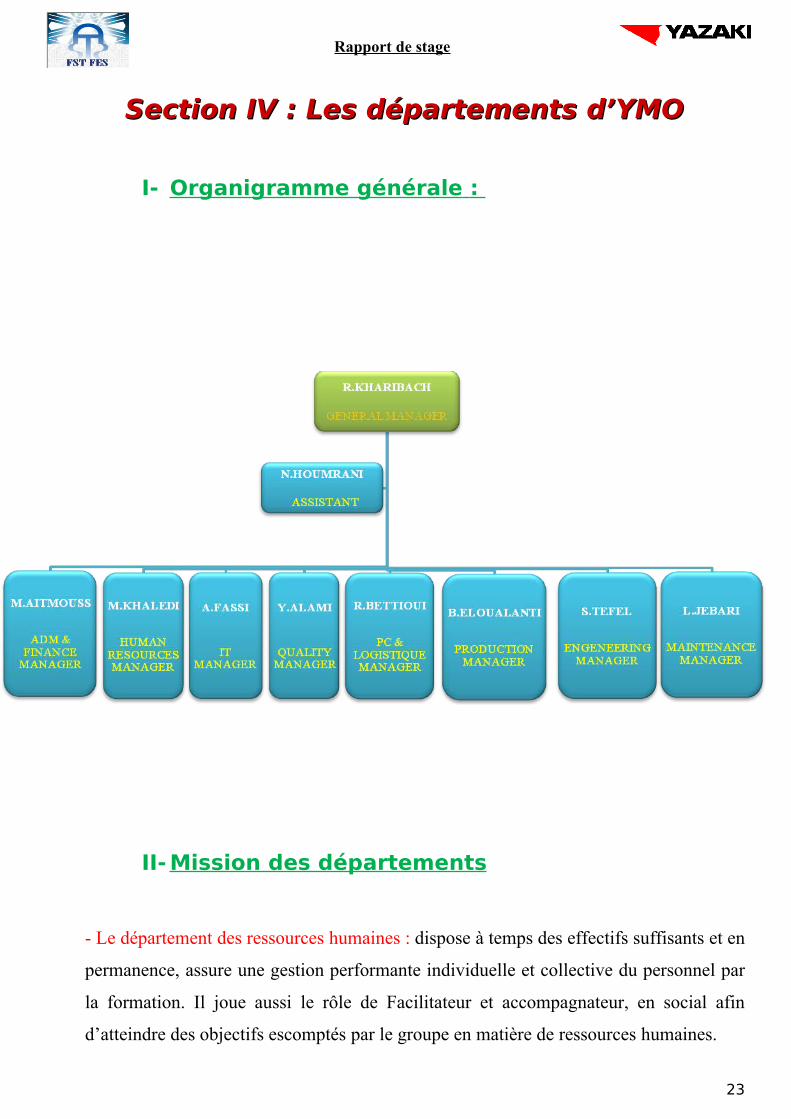
I- Organigramme générale :
II-Mission des départements
- Le département des ressources humaines : dispose à temps des effectifs suffisants et en
permanence, assure une gestion performante individuelle et collective du personnel par
la formation. Il joue aussi le rôle de Facilitateur et accompagnateur, en social afin
d’atteindre des objectifs escomptés par le groupe en matière de ressources humaines.
23
Rapport de stage
- Le département financier: assure les fonctions financières et comptables de
l’entreprise, développe et implante les pratiques, les procédures financières et le
contrôle de gestion qui affectent la santé financière de la compagnie tout en veillant à la
préservation du patrimoine financier de l’entreprise.
- Le département logistique : son rôle est d’optimiser la mise en place et le lancement
des programmes de fabrication tout en assurant une gestion optimale du stock et une
expédition à temps aux clients.
- Le département qualité :- au sein du quel j’ai effectué mon stage - c’est le garant de la
politique et du système qualité de l’entreprise à travers l’implantation d’un système
qualité fiable qui répond aux exigences des clients afin d’atteindre le niveau de qualité
escompté sur le plan du processus et des produits.
- Le département engineering : qui a pour mission d’adapter les procédés de fabrication
conformément aux règles définies par les Directions Engineering et Qualité (plans de
surveillance, plan de contrôle, …) du groupe.
- Le département production : qui a pour principale mission la réalisation des
programmes de production tout en assurant une bonne qualité du produit en respectant
les délais fixés au préalable et en optimisant les performances.
- Le département maintenance : il assure l’installation et la maintenance de tous les
équipements de l’usine avec une fiabilité optimale et une efficacité maximale
d’équipement d’YMO.
24
Rapport de stage
Section VSection V : méthodes et outils employés: méthodes et outils employés dans la gestion de qualitédans la gestion de qualité
I- Définition de la méthode QRQC
1-Généralité
Le QRQC est une méthode qui permet d’analyser et de résoudre les problèmes, la
où ils apparaissent est sans perdre de temps en réunion ; elle emploie l’ensemble d’outil,
de méthode qui parviennent à cerner, traiter et éliminer ces problèmes, plus qu’un outil
de qualité le QRQC est une culture de la qualité.
2-Objectifs
- Comprendre les fondements et les avantages de la méthode QRQC (Quick Response
Quality Control) à partir des principes du PDCA (Plan – Do – Check – Act) et de
l'approche 8D,
- Savoir quand et comment utiliser les outils associés pour recherche et éradication
des causes racines.
- Animer et développer la participation au travail de groupe dans le but d’avoir
l’efficacité permanente.
- Répondre aux demandes clients ou aux demandes internes.
3- Les approches du QRQC
25
Rapport de stage
• Les bases et les piliers du QRQC
- Utiliser de façon rigoureuse et performante les approches de résolution de
problèmes type 8D
- Avoir une méthode permettant de traiter les réclamations clients, les non
conformités internes...)
- Viser les exigences clients et/ou normatives
- Rappels de l’approche 8D (Objectifs, méthode « packagée », intérêts, culture de
l'efficacité, contraintes et méthodologie)
- Savoir décrire une situation insatisfaisante pour apporter de réelles solutions
• Utiliser les outils de résolution des dysfonctionnements
- Définition d’un problème
- Prendre en compte les éléments significatifs (définitions, énoncé du problème)
- Collecter les informations disponibles et manquantes
- Disposer des bons outils (méthode est / n’est pas, QQOQCPC, KJ, diagramme
saggital, histogrammes, approche 5/7M, 5 pourquoi, diagramme de cause effet,
Pareto, …)
- Utiliser tous les documents disponibles et vérifier les aspects de management et de
finance (éviter les impossibilités structurelles)
- Savoir rechercher les vraies causes d’un problème ( types de causes)
• Traiter au fond les dysfonctionnements par le QRQC (Quick Response Quality Control)
- Décrire aussi complètement que possible la situation insatisfaisante
- Rechercher les points de conformité avec les «standards»
- Savoir passer des causes possibles aux causes probables
- Se baser sur des approches concrètes (Kaizen et San Gen Shugi – 3 réalismes)
Procéder en 6 étapes :
- aller sur place (autant que nécessaire),
26
Rapport de stage
- examiner les éléments concrets disponibles (pièces...),
- parler avec des données
- aller vite,
- suivre un raisonnement logique,
- être présent sur le terrain pour y agir.
• Maintenir les résultats obtenus
- Obtenir un résultat reconnu, en mesurer l'efficacité et déployer des actions
- Après résolution, effectuer le bouclage sur les exigences normatives (Outils de
vérification, critères, indicateurs, audits, validation et actions de prévention...)
- Développer systématiquement les mécanismes d'apprentissage des connaissances
acquises lors des approches QRQC
• Pour aller plus loin dans sa démarche
- Analyser sa propre entreprise au regard des points clés de l'approche QRQC
- Initiation d'une réflexion sur les méthodes de résolution de problèmes en vigueur
dans son entreprise (identification des potentiels d'amélioration)
- Pistes de plan d’action à mettre en œuvre au retour dans l'entreprise
27
Rapport de stage
Deuxième partie
La réimplantation de la
méthode QRQC au sein
de YMO.
28
Rapport de stage
Etude de la réimplantation de la méthodeEtude de la réimplantation de la méthode QRQC dans YMOQRQC dans YMO
I- Diagnostique et problématique
Pour établir le diagnostic, qui m’a permis de visualiser l’état de la manipulation
de la méthode QRQC, il m’a fallut tout d’abord faire une analyse documentaire afin de
comprendre les attentes de cette méthode, puis élaborer une procédure des documents
qui présentent cette dernière : ‘ contrôle journalier des défauts internes’ et ‘le système
d’évaluation rapide des défauts’ SERD au niveau de la zone de montage et de coupe,
ensuite il m’était nécessaire de faire une visite des lieux pour voir la situation actuelle
des chaines, la comparée avec le standard et remédier aux actions correctives
définitives,
Donc les questions à poser sont : les démarches de remplissage du contrôle
journalier des défauts internes sont-t-ils respectées ou non ? Et quelles sont les
difficultés ou les obstacles rencontrés lors de la manipulation de cet outil par les
LQC’s (line quality control)? Cette méthode est elle fiable ou non ? Elle permet de
cerner les différents problèmes ? Et que pourrions nous améliorer afin de rendre
opérationnel cet outil ?
29
Rapport de stage
Au fur et à mesure de la détection des écarts sur terrain, je réalisais mon plan
d’action ou je défini le problème, les actions apportées, la date d’application de ces
actions et leur état d’avancement.
II- Analyse documentaire
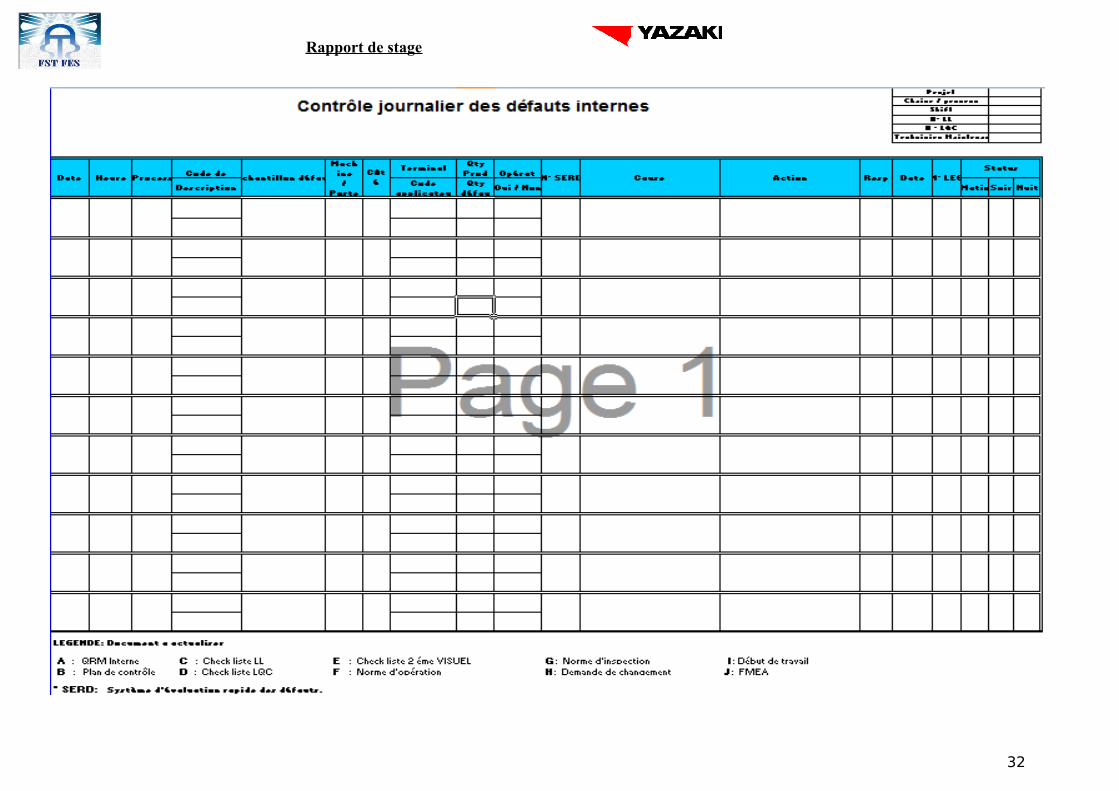
1- Document du contrôle journalier des défauts
internes
- Définition :
La première étape de ce contrôle journalier est de faire une analyse minutieuse de
chaque défaut rencontré afin de remonter aux causes racines, qui nous permettent de
trouver les actions définitives ; on rempli dans ce document : la date, l’heure, le
processus, le code du défaut, le poste concerné, la quantité du défaut et l’operateur en
question.
A partir de cette analyse on passe à la deuxième étape, celle de déterminer le
numéro SERD, qui traduit les causes du défaut, et à partir de ce point on détermine les
actions correctives immédiates provisoires ou définitives, le département responsable, la
date d’application des modifications, et dans quelle légende on peut l’inscrire
(document à actualiser) ?
Enfin, on remplie le verso de la feuille « PARETO » par les quatre plus grands
défauts rencontrés pour attaquer le plus critique et l’éliminé.
Toutes ces informations nous conduisent à connaitre la fréquence de chaque
défaut, le poste problématique, la personne problématique …, enfin chaque indicateur
qu’on peut corriger et qui contribuera à minimiser le défaut et éliminer sa répétition
30

Rapport de stage
- objectif
Notre objectif est de se pencher sur les problèmes rencontrés le plus vite possible,
pour définir les plans d’action, ensuite voir qu’est ce qu’on a résolu et qu’est ce qui
reste à faire dans le but de s’améliorer, pour qu’à la fin on aura la possibilité de réduire
et éliminer les défauts.
31
Rapport de stage
32
Rapport de stage
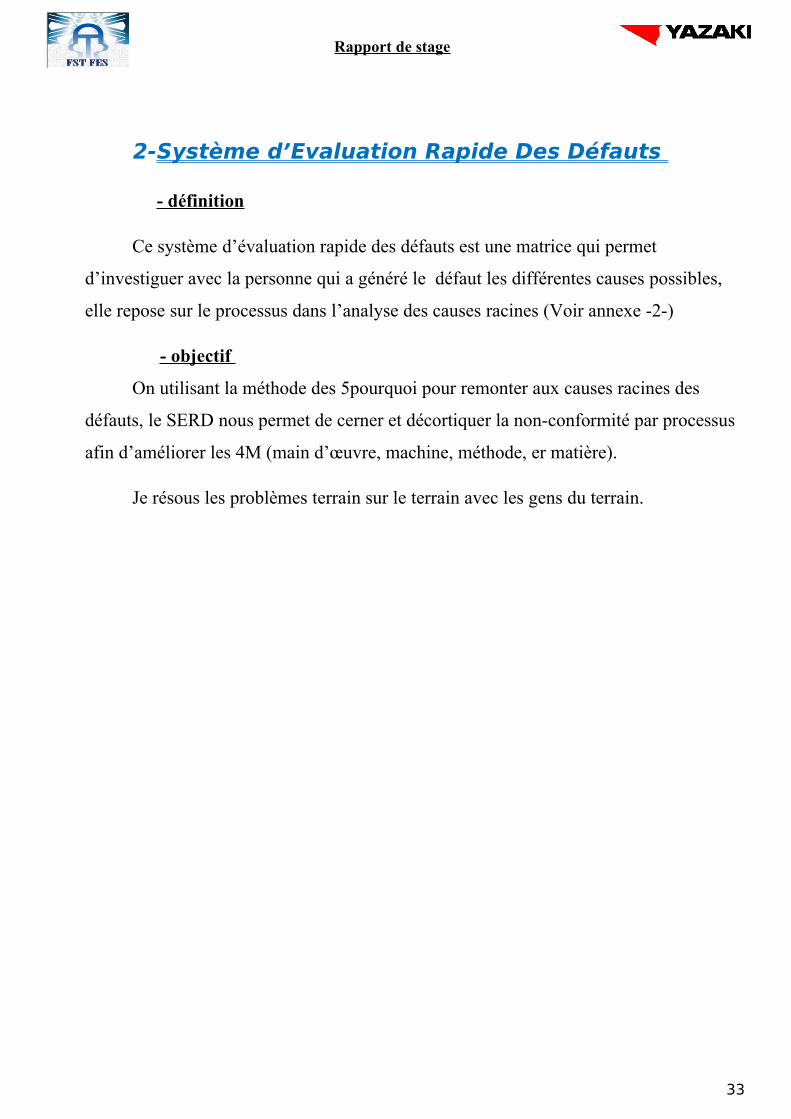
2-Système d’Evaluation Rapide Des Défauts
- définition
Ce système d’évaluation rapide des défauts est une matrice qui permet
d’investiguer avec la personne qui a généré le défaut les différentes causes possibles,
elle repose sur le processus dans l’analyse des causes racines (Voir annexe -2-)
- objectif
On utilisant la méthode des 5pourquoi pour remonter aux causes racines des
défauts, le SERD nous permet de cerner et décortiquer la non-conformité par processus
afin d’améliorer les 4M (main d’œuvre, machine, méthode, er matière).
Je résous les problèmes terrain sur le terrain avec les gens du terrain.
33
Rapport de stage
34
Rapport de stage
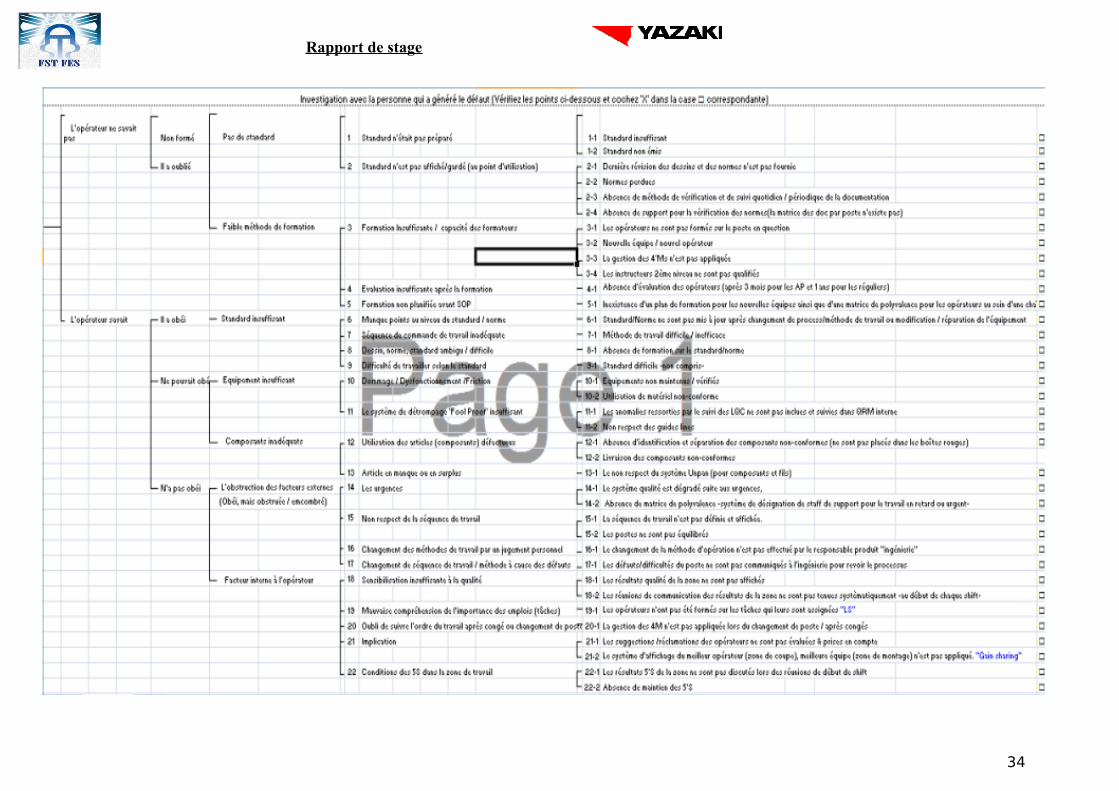
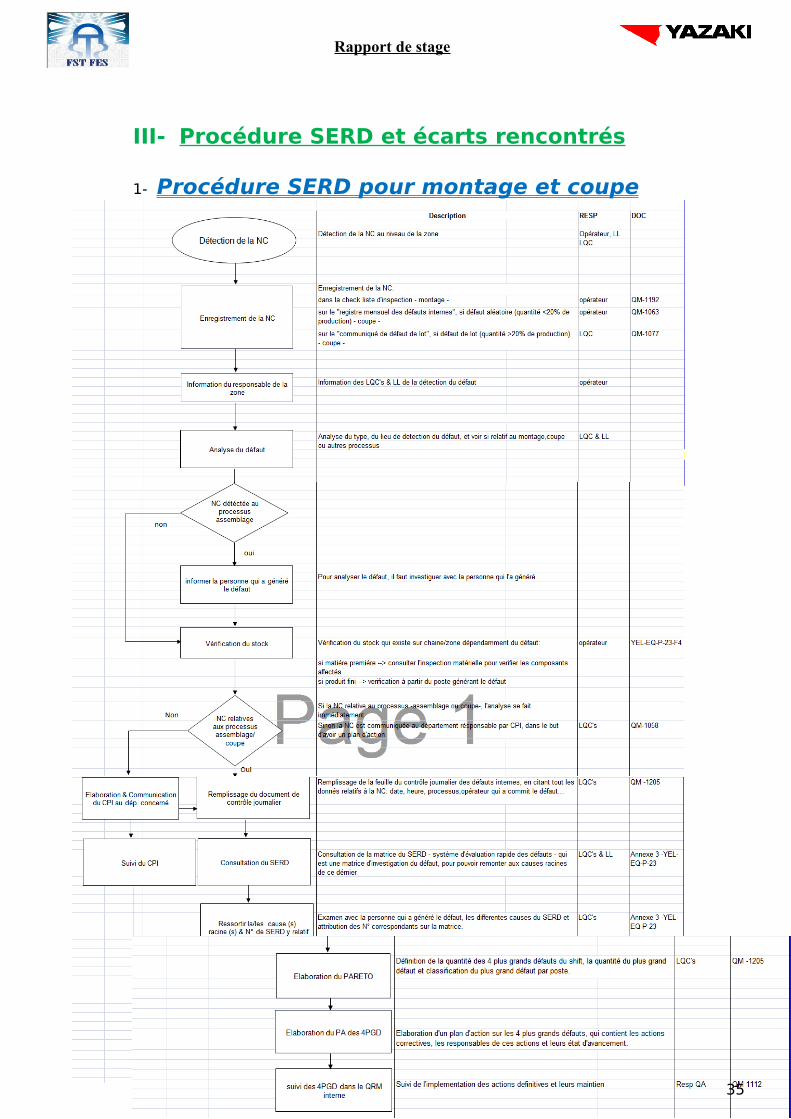
III- Procédure SERD et écarts rencontrés
1- Procédure SERD pour montage et coupe
35
Rapport de stage
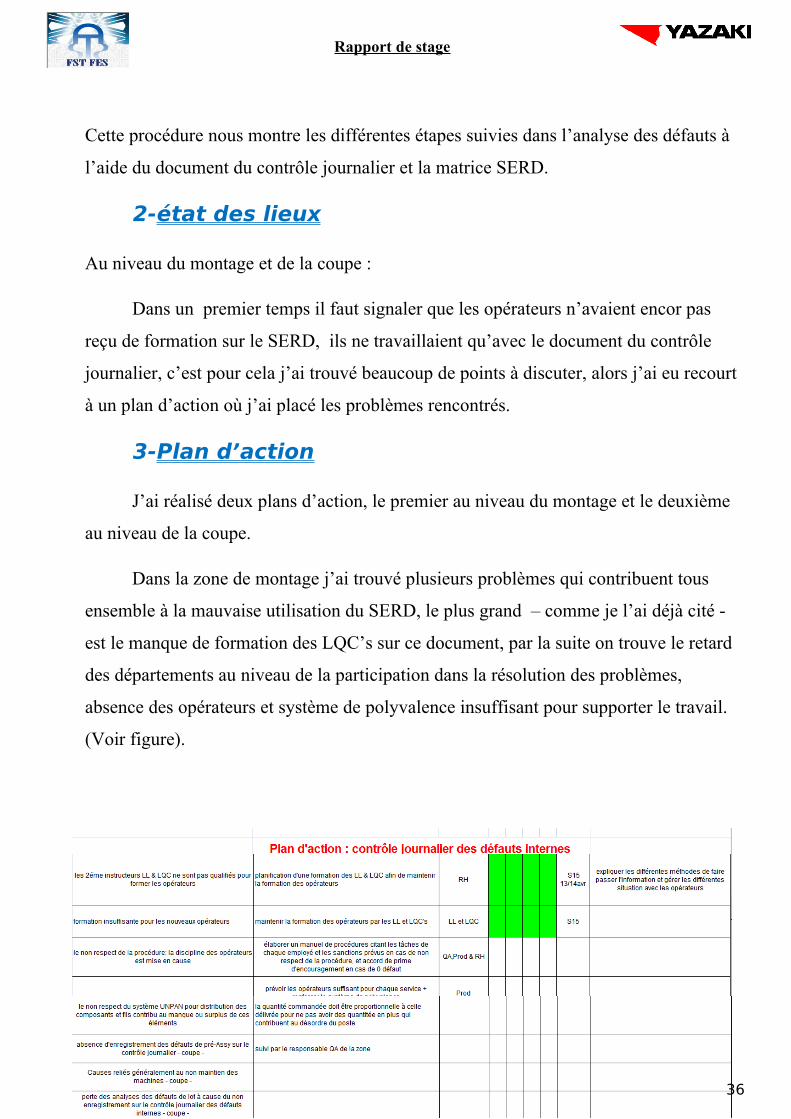
Cette procédure nous montre les différentes étapes suivies dans l’analyse des défauts à
l’aide du document du contrôle journalier et la matrice SERD.
2-état des lieux
Au niveau du montage et de la coupe :
Dans un premier temps il faut signaler que les opérateurs n’avaient encor pas
reçu de formation sur le SERD, ils ne travaillaient qu’avec le document du contrôle
journalier, c’est pour cela j’ai trouvé beaucoup de points à discuter, alors j’ai eu recourt
à un plan d’action où j’ai placé les problèmes rencontrés.
3-Plan d’action
J’ai réalisé deux plans d’action, le premier au niveau du montage et le deuxième
au niveau de la coupe.
Dans la zone de montage j’ai trouvé plusieurs problèmes qui contribuent tous
ensemble à la mauvaise utilisation du SERD, le plus grand – comme je l’ai déjà cité -
est le manque de formation des LQC’s sur ce document, par la suite on trouve le retard
des départements au niveau de la participation dans la résolution des problèmes,
absence des opérateurs et système de polyvalence insuffisant pour supporter le travail.
(Voir figure).
36
Rapport de stage
Au niveau du montage :
Ce plan d’action présente les problèmes qui empêchent la bonne manipulation du
SERD,
Comme les LQC’s n’étaient pas formés sur le SERD, et puisque travailler avec cet outil
demande la collaboration des différents services, plusieurs problèmes ont été détectés :
- Document mal rempli par les LQC’s (n° SERD, n° légende et Pareto incomplet) : ce
problème est du à la formation et le suivi insuffisant pour ce document, lors de la
formation il faut prendre des exemples représentatifs mais surtout simples et qui
puissent aboutir à des résultats significatifs.
- Manque de collaboration entre shifts : au niveau de la résolution des défauts, on
trouve sur le suivi des défauts interne ‘ défaut du shift précédent’, ces types de
problème ne sont pas traités, c’est pour cela qu’on perd l’analyse de ces non-
conformités, donc sur mon plan d’action j’ai proposé d’enregistrer ce problème dans
le communiqué entre shifts afin de le suivre par les LQC’s suivants.
- Défauts non analysés au moment / lieu de la détection de la non-conformité : avant
il y avait des défauts qui trainaient avec les plusieurs tâches des LQC’s, ils oublient
d’enregistrer les défauts, donc pour éviter cela, il fallait que lors de la détection du
moindre problème l’LQC doit remplir sur place la feuille du contrôle journalier en
présence du LL et de l’opérateur concerné.
- Causes mal choisies par les LQC's : l’utilisation de la méthode 5pourquoi n’est pas
faite correctement, car il se peut que l'analyse ait été déjà commencée ou même
terminée, selon les outils de collecte de l'information qu'on a utilisés, il faut réviser
les questions qui ont été définies avant la collecte de l'information,
- les LL non impliqués dans les analyses des défauts avec les LQC's : il faut
sensibiliser les instructeurs 2éme niveau du rôle de la collaboration entre ces deux
départements, qui encourage même les opérateurs pour le travail en groupe.
- Manque des polyvalents : à cause du départ des opérateurs, plusieurs postes sont
vacants ce qui dégrade le système de polyvalence
37
Rapport de stage
- Résultat de la gestion des 4M non diffusé : dans la réunion début de shift, l’LQC
doit faire le point sur les 4M, en citant les différents changements ou modifications
concernant ces derniers
- les 2éme instructeurs (LL & LQC) ne sont pas qualifiés pour former les opérateurs :
afin de gérer les différentes situations avec les opérateurs, les LL et LQC’s doivent
subir une formation sur les différentes techniques de communication.
- formation insuffisante pour les nouveaux opérateurs : cette formation va être
maintenue sur terrain par les LL et LQC, et on peut revoir aussi le module de
formation et essayer de l’améliorer.
- le non respect de la procédure: la discipline des opérateurs est mise en cause ; ce
point représente un grand problème pour la société vu le temps, le coût et les
personnes employés pour les rectifications des produits non conforme,
- l'absence et le départ des opérateurs est parmi les problèmes majeurs des défauts,
pour cela il faut accorder des primes d’encouragement et organiser différentes
activités dans le but de les encourager d’avantage.
- faible maintien des 5S : on aura besoin d’un plan d’action rien que pour ce point car
sur terrain la situation des 5S est dégradée, donc il faut planifier
- LQC’s en cours de formation : ces LQC’s supportent la chaine ou la zone de coupe
malgré la non maitrise de quelques processus.
- Le non respect du système UNPAN : c’est une méthode qui se base sur la livraison
des quantités nécessaires suivant un chemin fixe, avec une formation fixe, et en
temps exact. Cette méthode favorise la transmission combinée des marchandises,
assure une fréquence de transmission et réduit le volume du stock entre le précédent
et le prochain processus.
38
Rapport de stage
Sur terrain, cette méthode n’est pas respectée et cela peut engendrer le désordre et
l’endommagement des composants si on a des éléments en surplus, ou l’arrêt de
production si on a des éléments en manque
Au niveau de la coupe :
Les problèmes rencontrés dans la zone de coupe sont idem à ceux du montage, en plus
de quelques uns que je vais citer :
- Des causes reliées généralement au maintien des machines : la majorité des défauts
rencontrés au niveau de la coupe sont reliés à la machine, c’est pour cela il faut
améliorer les interventions de la maintenance pour que d’un coté on réduit le temps
de rectification, le coup et le Scrap des fils, et de l’autre on diminue la
consommation des pièces de rechange et le coup qu’ils engendrent.
- Les défauts de lot ne sont pas enregistrés dans le contrôle journalier des défauts
internes, donc on perd l’analyse et le suivi de ces défauts.
- absence d'enregistrement des défauts de pré-assy sur le contrôle journalier :
Résultats
Le plan d’action élaboré pour agir sur les problèmes rencontrés dans la manipulation du
SERD est appliqué en partie et plusieurs points ont été fermés, mais il reste une part
importante des actions qui ne sont pas encor mis en place vu des circonstances des
départements, pourtant j’ai eu la confirmation de l’implantation de ces actions qui vont
être rentables à la société
39
Rapport de stage
Résumé générale :
Ce stage au sein de la société YAZAKI ma permis de visualiser de prés l’ambiance du
travail dans une société, et le fait que chaque équipe se centre sur un travail pour en
structurer la démarche final.
Le quick response quality control, le sujet qui m’a été accordé par le département
qualité, est une méthode d'analyse pragmatique et participative (du top management à
l'opérateur), elle permit d'améliorer la réactivité dans le traitement et la résolution des
problèmes.
L’implantation du SERS (système d’évaluation rapide des défauts) dans YMO est une
étape très importante dans la mise en place du QRQC qui favorise la communication
« inter-service », objectif qui n’est pas encore atteint mais souhaité par la société.
Pour conclure, il faut dire qu’au cours de cette expérience enrichissante, j’ai pu
appliquer les différents outils de travail que j’ai déjà eu l’occasion de voir au cour de ma
formation, ce qui m’a permis d’évaluer mes acquis théoriques sur le terrain, mais
surtout de reconnaître la grandeur de cette organisation, et comprendre les raisons de ses
qualifications parmi les leaders mondiaux.
Et pour finir, il semble intéressant de mettre en évidence les questions actuelles qui se
posent sur l’avenir de l’industrie de câblage, de savoir comment les acteurs
économiques notamment la société YAZAKI MOROCCO vont faire face au
développement rapide en la matière.
40