projet de fin d’études application statistique de...
TRANSCRIPT
Stagiaire : Marine ZANON, Service IPI Tuteur pédagogique : François GEISKOPF, INSA Strasbourg Tuteur entreprise : Denis ZEIGIN, Service IPI
Client du projet métrologie: Olivier BISCHOFF, Service Coordination Qualité France
PFE / Mécatronique / Promotion 2014 / ZANON Marine
INSA de Strasbourg / SEW Usocome
Du 10 février au 8 aout 2014
Projet de fin d’études Application statistique de Métrologie & Communication machine de production Service informatique – SEW USOCOME
PFE / Mécatronique / Promotion 2014 / ZANON Marine
INSA de Strasbourg / SEW Usocome
Du 10 février au 8 aout 2014

ZANON Marine Projet de fin d’études Année 2014
2
ZANON Marine Projet de fin d’études Année 2014
3
Condensé
PROJET DE FIN D’ETUDES
Auteur : ZANON Marine Promotion : Mécatronique 2014
Titre : Application de visualisation des qualités
d’engrenages et retro-engineering sur un ilot de production
Soutenance :
Mardi 9 septembre 2014 à 15h
Structure d’accueil : SEW Usocome Haguenau
Nb de volume(s) : 5 Nb de pages : 179 Nb de références bibliographiques : 9 références
Résumé : 1) Le service de métrologie de SEW Usocome Haguenau ne disposait pas d’outil de visualisation globale des qualités produites dans son usine d’engrenages. Le projet a donc consisté à créer une application permettant de générer des rapports visuels à partir des relevés enregistrées dans des bases par les machines de mesures 3D.
2) Certaines machines de production de l’usine fonctionnent encore sur des terminaux qui peuvent être qualifiés d’obsolètes, et sont incompatibles avec les nouveaux ordinateurs. Si cet ancien terminal tombe en panne, il est donc impossible de le remplacer par un poste plus récent et la machine est inutilisable. Le projet a ainsi été de comprendre le fonctionnement de la communication entre le poste et la machine de rectification STUDER pour ensuite créer un programme installer sur un pc actuel et capable de communiquer avec la machine.
Mots clés : Qualités Engrenages, Programmation, RS-232
Traduction: 1) SEW Usocome Haguenau’s metrological service didn’t had a way to visualize the global gear qualities produced in their factory. Therefore the goal of the project was to create an application that could generate visual reports based on the measures and determined values stored in databases by the three-dimensional measuring machine.
2) Some of the factory production machines are controlled by computers that have become obsolete and the software programs running on these computers cannot be used on new PC. If this old computer crashes it would thus be impossible to replace it by more recent computer. Accordingly, the project consisted in understanding the communication procedure between the computer and the rectification STUDER machine in order to create a piece of software running on an actual computer and capable of communicating with the machine.

ZANON Marine Projet de fin d’études Année 2014
4
ZANON Marine Projet de fin d’études Année 2014
5
Remerciements
En premier lieu, merci à SEW Usocome d’Haguenau pour m’avoir permis d’effectuer cette période d’apprentissage dans leur entreprise.
Ce stage a réellement été une expérience bénéfique pour ma formation. J’ai pu être confrontée pendant six mois aux problématiques liées au bon fonctionnement d’une grande entreprise et aux façons de les aborder de manière professionnelle et efficace.
Merci à M. Eric Hoffstetter, responsable du bâtiment informatique, pour m’avoir acceptée parmi ses collaborateurs et m’avoir donné la chance d’effectuer mon stage de fin d’études au CIRAB.
Ceci n’aurait pas été possible sans l’investissement de mon tuteur de stage, Monsieur Denis ZEIGIN, responsable du service d’Informatique & Process Industriels (IPI) chez SEW Usocome à Haguenau. Merci à lui de m’avoir acceptée au sein de son service et d’avoir suivi ma progression tout au long de cette période de stage.
Je remercie également Olivier BISCHOFF, responsable du service de métrologie de SEW Usocome sur le site d’Haguenau. Il m’a apporté les informations nécessaires à la réalisation de ce projet en partenariat avec son service et a su me fournir un cahier des charges précis de ses attentes concernant mon travail. Il a également pris le temps de m’expliquer en détails les différents aspects du fonctionnement de son service afin de me permettre de mieux aborder la problématique de ce projet.
J’adresse aussi mes remerciements à François GEISKOPF pour avoir été mon tuteur INSA et m’avoir guidé dans mon travail afin de répondre aux exigences du projet de fin d’études.
Je souhaite de la même façon remercier mes collègues du service informatique, en particulier Olivier VITZIKAM, Olivier SIEDEL et Jean-François CARNEIRO, qui se sont montrés très accueillants et sympathiques. J’ai parfaitement réussi à m’intégrer et à trouver ma place au sein de l’équipe grâce à eux. Ils étaient de même toujours prêts à répondre à mes questions et à m’aider quand je rencontrais des difficultés. J’espère retrouver dans mon futur métier, cette bonne ambiance qui n’enlève rien à l’efficacité du service, au contraire.

ZANON Marine Projet de fin d’études Année 2014
6
ZANON Marine Projet de fin d’études Année 2014
7
Sommaire I) Introduction ............................................................................................................................................ 9
II) Présentation du groupe SEW.............................................................................................................. 10
A. Le groupe dans le monde ............................................................................................................... 10
1. SEW à l’international ................................................................................................................... 10
2. SEW USOCOME : La filiale française ........................................................................................ 11
B. Les produits SEW et leurs applications .......................................................................................... 13
1. Les produits ................................................................................................................................. 13
2. Les applications .......................................................................................................................... 14
C. Le service IPI & le service Métrologie ............................................................................................. 15
1. Service IPI ................................................................................................................................... 15
2. Service Métrologie ...................................................................................................................... 16
III) Projet de statistiques de métrologie ................................................................................................ 17
A. Métrologie des engrenages et organisation de l’usine ................................................................... 18
1. Le contrôle des écarts de profil ................................................................................................... 19
2. Le contrôle des écarts d’hélice.................................................................................................... 20
3. Organisation de l’usine ................................................................................................................ 21
B. Réalisation du cahier des charges .................................................................................................. 23
1. Reformulation de la problématique ............................................................................................. 23
2. Présentation de la base de données .......................................................................................... 26
2.1. La base de données Q-DAS ................................................................................................... 26
2.2. Création d’un nouveau schéma de base et remplissage de celui-ci ....................................... 33
C. Présentation de la solution .............................................................................................................. 37
1. Organisation du rapport .............................................................................................................. 37
2. Contenu des rapports : graphiques et tableaux .......................................................................... 38
3. Présentation de l’interface ........................................................................................................... 41
IV) Unité de contrôle Machine de rectification STUDER ...................................................................... 45
A. Problématique ................................................................................................................................. 45
B. Réalisation de l’application .............................................................................................................. 46
1. Cahier des charges ..................................................................................................................... 46
2. Rétro-engineering ....................................................................................................................... 48
V) Conclusion et bilan personnel ............................................................................................................. 57
A. Le projet métrologie ........................................................................................................................ 57
B. Le projet Studer ............................................................................................................................... 58
C. Bilan personnel ............................................................................................................................... 59
Bibliographie / Webographie ....................................................................................................................... 60

ZANON Marine Projet de fin d’études Année 2014
8
ZANON Marine Projet de fin d’études Année 2014
9
I) Introduction
Le groupe SEW possède une renommée internationale et est le leader mondial dans son domaine. Afin de se maintenir à cette position et conserver un avantage par rapport à ses concurrents, l’entreprise se doit de fabriquer des produits de qualité qui répondent parfaitement aux attentes des clients. Pour cela, la production doit être suivie minutieusement afin d’éviter au maximum de livrer des pièces hors tolérances aux clients. En effet, les pièces rebut sont une perte d’argent pour le groupe qui doit les remplacer chez le client par des pièces conformes, mais c’est également une perte de temps et de confiance pour l’acquéreur. De fait, ce dernier est mécontent de la prestation fournie et peut décider de ne pas renouveler de contrat avec la société. Ceci peut grandement nuire à l’image de marque du groupe et lui faire ainsi perdre en crédibilité face aux acheteurs.
SEW Usocome a bien compris qu’il était capital de contrôler les pièces produites au sein de son usine afin de s’assurer de leur conformité. C’est la raison pour laquelle le service de métrologie de leur site d’Haguenau va bénéficier d’une mise à niveau concernant ses machines de mesures. Afin d’être toujours plus performant et réactif, un projet concernant la visualisation globale des qualités produites pour leur usine d’engrenages a été mis en place. En effet, à l’heure actuelle, les métrologues et les responsables de l’usine manquaient de rapports clairs détaillant de façon plus générale les résultats de cette unité de fabrication et souhaitaient avoir à leur disposition un outil capable de les aider à visionner ces données. Ce projet a ainsi consisté à réaliser une application capable de générer des rapports très visuels concernant les qualités d’engrenages produits selon certains paramètres que l’utilisateur peut choisir.
Un autre point important à ne pas négliger pour rester compétitifs sur le marché est de conserver la maitrise des machines qui rendent la production possible. En effet, il est important de comprendre le fonctionnement d’une machine afin d’être en mesure d’intervenir efficacement en cas de problèmes. Or certaines machines très anciennes mais toujours productives, sont devenues un mystère quant à leur fonctionnement. C’est notamment le cas de la machine de rectification STUDER qui malgré son ancienneté, continue à rapporter de l’argent chaque année. En revanche, elle fonctionne grâce à un vieil ordinateur portable qui menace de s’éteindre à tout instant. Si cela devait arriver, il serait impossible de le remplacer par un nouveau poste pour des raisons d’incompatibilité du logiciel utilisé. Il a ainsi été nécessaire de comprendre le fonctionnement de la communication entre cet ancien logiciel et la machine afin de pouvoir recréer un programme qui serait installé sur un poste actuel et capable d’envoyer et de recevoir des données de la machine. Ceci nous permettrait de pouvoir continuer à utiliser la machine tout en ayant éliminé l’épée de Damoclès que représente la panne de l’ancien ordinateur.
Le rapport ci-présent va donc commencer par une présentation du groupe SEW et continuer en traitant le projet de métrologie. Une présentation des caractéristiques mesurées sur un engrenage ouvrira le chapitre. Viendra ensuite l’explicitation du cahier des charges aves une présentation des bases de données utilisées dans l’application. Enfin la solution créée sera présentée au travers des rapports générés et de l’interface de l’application. On passera ensuite au projet STUDER avec une présentation de la problématique puis la présentation de la démarche de réalisation de la solution. Pour finir, une conclusion quant aux déroulements et aux résultats de chacun des projets, ainsi qu’un bilan personnel sur l’expérience vécu pendant ce stage conclura le document.
ZANON Marine Projet de fin d’études Année 2014
10
II) Présentation du groupe SEW
A. Le groupe dans le monde
1. SEW à l’international
Le groupe SEW a été fondé en 1931 en Allemagne par la famille BLICKLE. Son siège social est implanté à Bruchsal près de Karlsruhe, dans le Land du Bade-Wurtemberg en Allemagne. Cette région se situe au cœur de l’Europe et de nombreuses entreprises de la mécanique y ont leur siège.
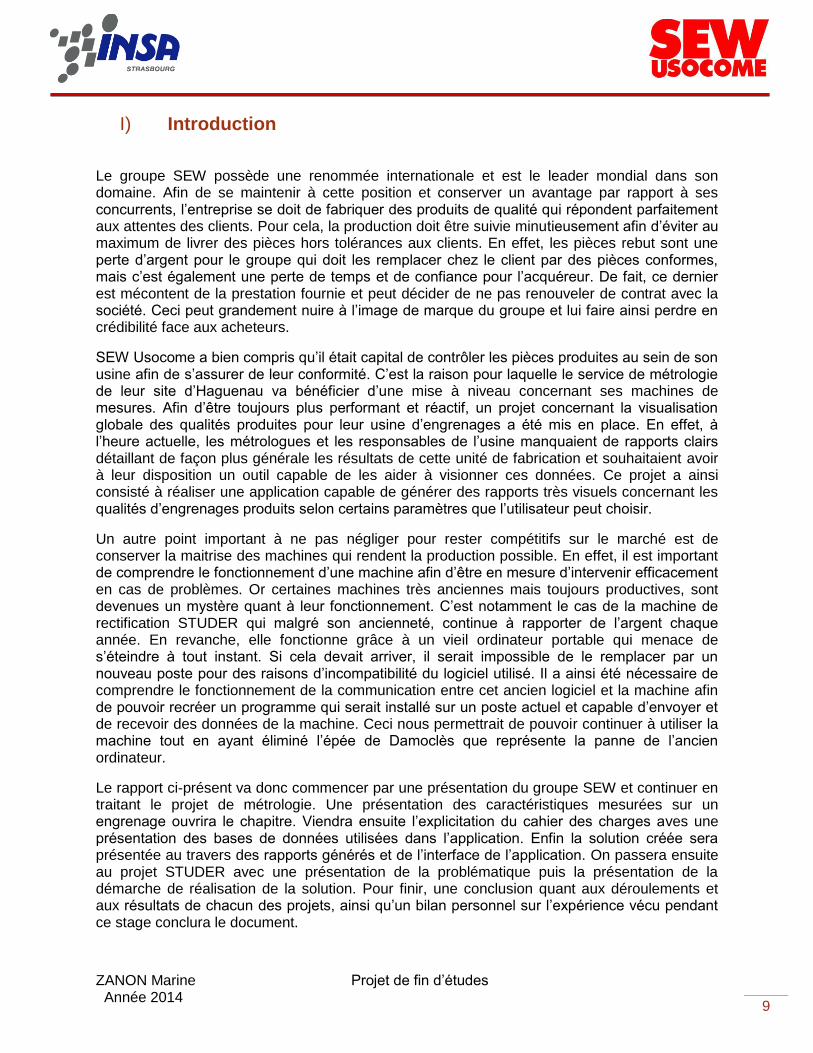
Le groupe ne couvre pas moins de 45 pays sur les 5 continents avec 11 pôles de production et 58 centres de montage qui irriguent les marchés mondiaux. En effet, SEW est le leader mondial dans le domaine de l’entrainement mécanique. Ses différents produits tels que ses motoréducteurs et bien d’autres encore, contribuent chaque jour à faire bouger le monde. Grâce à ses services de qualité et à ses technologies de pointes, l’entreprise a réussi à imposer son nom dans cette catégorie de produits. La figure 1 témoigne de la répartition mondiale du groupe.
Le groupe réalise aujourd’hui plus de 2,4 milliards d’euros de chiffre d’affaires et emploie quelque 15000 collaborateurs assurant le développement, la production, la vente et le service après-vente des moteurs et motoréducteurs avec leur électronique de puissance associée.
Figure 1 : Répartition mondiale des sites de SEW USOCOME
Plus de 15,000 employés
15 Usines de fabrication 76 Centres Technique d’Entrainement
Situé dans 45 pays
CA de 2.5 Mrd. € EN2012/2013
Etablis depuis plus de 80 ans
ZANON Marine Projet de fin d’études Année 2014
11
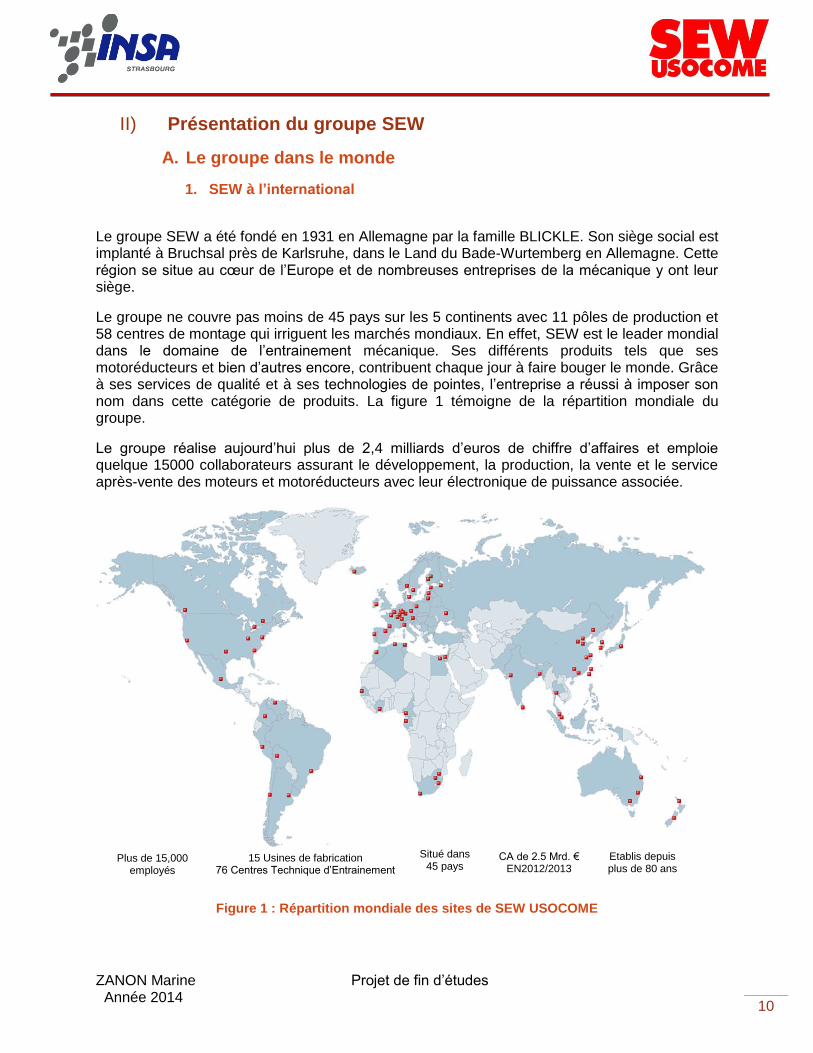
La philosophie du groupe tourne toujours autour du client et a pour devise : "Think global, act local", c’est-à-dire « Penser globalement, agir localement. » Cette devise explique bien cette répartition mondiale. Le client dispose donc de délais réduits tout en ayant un produit de proximité et de qualité. C’est pour cette raison qu’il y a bien plus de centres de montage que de pôles de production. De cette façon on peut rapprocher le produit du client et réduire les aléas liés au transport. On voit sur la figure 2 ci-dessous, une représentation de cette philosophie du groupe.
La recherche tient également une place importante dans la stratégie du groupe pour présenter toujours plus d’innovations et des produits de grande qualité afin satisfaire les nombreux clients et rester au premier rang mondial.
2. SEW USOCOME : La filiale française
Le groupe est présent en France avec deux usines de production à Haguenau (67) et Forbach (57), et 4 usines de montage réparties sur la France comme on peut le voir sur la figure 3 ci-dessous. L’usine EUROCOME de Forbach est spécialisée dans le moulage d’Aluminium et emploie environ 400 personnes alors que le site d’Haguenau consacre son activité à la fabrication de motoréducteurs et de variateurs électroniques et emploie près de 1300 personnes.
Figure 2 : Philosophie du groupe centrée sur le Client
Figure 3 : Répartition des sites de SEW en France
ZANON Marine Projet de fin d’études Année 2014
12
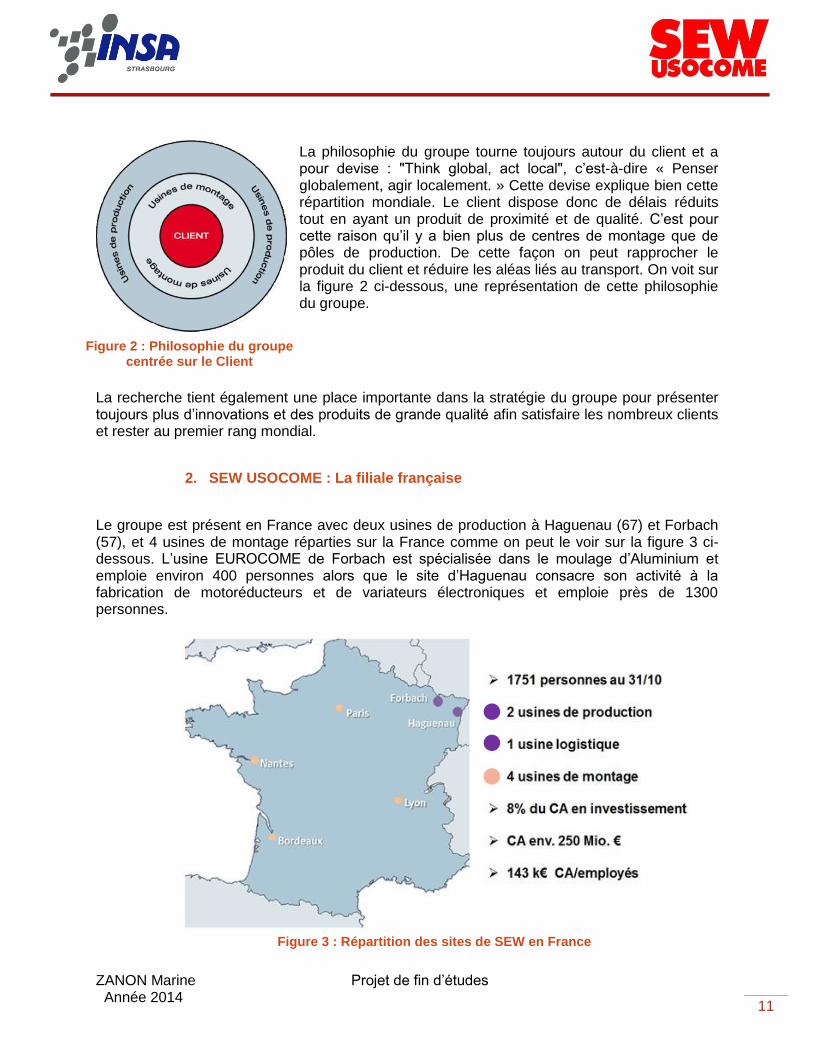
Depuis le 25 décembre 2009, la filiale française ne fait plus qu’une seule entité comme le présentent les schémas de la figure 6 ci-dessous.
Figure 4 : Organigramme de la filiale française

ZANON Marine Projet de fin d’études Année 2014
13
B. Les produits SEW et leurs applications
1. Les produits
Le groupe SEW est spécialisé dans la fabrication de moteurs, de réducteurs et d’automates. La particularité de SEW est de proposer une gamme de produits modulables qui permet 50 millions de possibilités différentes. Cette modularité permet à l’entreprise s’adapter à chaque demande spécifique d’un client, ce qui représente un atout majeur pour SEW.
Figure 5 : Les différents types de produits proposés par SEW USOCOME
Aujourd’hui en plus de produits à la pointe de la technologie, le groupe propose également des prestations de service pour les systèmes d'entraînement. Qu'il s'agisse d'un motoréducteur de faible puissance, d'un réducteur industriel ou d'une électronique, il est possible de trouver un service qui corresponde aux besoins du client. Ces services couvrent tous les cycles de vie des produits : de l'installation et la mise en service à l'optimisation et à la remise à niveau en passant par des cycles d'exploitation et de maintenance.
Des spécialistes après-vente sont également disponibles à tout moment pour assister le client et lui proposer les solutions adéquates 24h/24, sept jours sur sept. SEW a bien cerné les besoins du client et sait que le suivi après-vente de ses produits jouera un rôle majeur dans son

ZANON Marine Projet de fin d’études Année 2014
14
développement. C’est pour cette raison que des projets concernant l’amélioration de ces services sont actuellement en cours de réalisation dans l’entreprise. C’est d’ailleurs le principe du Drive Management dont les outils sont en constante évolution et leur amélioration permettra un suivi beaucoup plus réactif des installations du client.
Le Drive Management est à la base du sujet de ce stage, il sera donc explicité plus loin dans ce document.
2. Les applications
Du fait de leur modularité, les produits SEW ont un grand champ d’action et interviennent dans de nombreuses applications. En effet, sans les technologies proposées par le groupe, un grand nombre de système seraient immobiles. Les produits SEW sont notamment utilisés dans :
- Le transport et la logistique - L’industrie automobile - L’industrie agroalimentaire - Le domaine de la construction - L’industrie chimique et pharmaceutique - L’industrie du bois et bien d’autres encore
Ainsi, tout secteur industriel est un client potentiel de SEW. Mais ses produits entraînent également, dans la vie de tous les jours, des ascenseurs, des escalators, des manèges ou des passerelles d’accès aux avions pour n’en citer que quelques-uns.
Les clients de SEW sont très nombreux et dans des domaines variés ainsi lorsqu’un domaine est en difficulté (comme l’automobile par exemple), les conséquences se font moins ressentir sur le chiffre d’affaire.
Mais comme tout marché, celui de SEW présente une concurrence très rude. Malgré ses 10% de part de marché mondial, les 80 entreprises concurrentes, telles que Leroy Sommer, Flender, Siemens, Sanfoss, Nord, forcent SEW à toujours rester le plus compétitif possible et à proposer des solutions innovantes.
Figure 6 : Exemples d'applications des produits SEW
ZANON Marine Projet de fin d’études Année 2014
15
C. Le service IPI & le service Métrologie
1. Service IPI
Le service Informatique des Process Industriels (IPI) a été le lieu de ce stage de fin d’études. Ce service fait partie d’un ensemble de quatre unités regroupées dans le CIRAB (Centre Informatique Rainer BLICKLE) sous la direction de Monsieur Eric HOFFSTETTER, le directeur du service informatique. Sa mission est de définir, mettre en place et gérer les moyens techniques et humains nécessaires aux systèmes d’informations et de communication, et de planifier leur évolution conformément aux orientations stratégiques de l’entreprise.
Les équipes du service informatique sont chargées de garantir la haute disponibilité des systèmes afin de permettre aux utilisateurs de travailler efficacement en utilisant des outils adaptés à leurs besoins.
Le service IPI dirigé par Monsieur Denis ZEIGIN est quant à lui, en charge des interfaces hommes/machines ainsi que des automatismes industriels. En plus de son responsable, cette unité se compose de deux chefs de projets informatiques et d’un support technique.
L’entreprise SEW USOCOME a engagé une équipe de développeurs pour créer ses propres programmes plutôt que de sous-traiter cette tâche à une autre entreprise. Ainsi, les lignes montées à USOCOME sont programmées par les ingénieurs du service IPI. Ces spécialistes participent à la création des lignes en imaginant et en réalisant les programmes qui permettront leur bon fonctionnement. Ils suivent ensuite la ligne tout au long de son utilisation au sein de l’usine et interviennent en cas de problème ou s’il est nécessaire de modifier certains paramètres.
Dès qu’un nouveau projet impliquant une partie informatique est mis en œuvre, un de ces ingénieurs participe à sa réalisation, que ce soit pour une ligne complète ou simplement l’ajout de modules. Par exemple l’ajout d’un contrôle sur une ligne : ces contrôles sont placés à certains emplacements clés sur la ligne afin d’éviter autant que possible de livrer des pièces non conformes au client.

ZANON Marine Projet de fin d’études Année 2014
16
2. Service Métrologie
La Métrologie possède un rôle essentiel en ce qui concerne les procédés industriels. En effet, si ce service n’existait pas, il n’y aurait aucun contrôle des pièces produites et de ce fait, aucun moyen de vérifier que le processus de fabrication produise des pièces dans les tolérances établies. Le contrôle régulier de pièces permet de détecter des dérives à différent endroits dans le processus et de les corriger efficacement.
Aujourd’hui, l’importance de la métrologie est controversée au sein d’Usocome Haguenau car la valeur ajoutée de ce type de suivi n’est pas appréciée à sa juste valeur. De fait, il est plus compliqué pour les industriels d’investir des fonds dans une machine de production qui elle, va générer des profits, plutôt que d’allouer des ressources pour un service de contrôle qui ne produit pas de pièces et donc pas de bénéfices.
En revanche, si le contrôle métrologique des pièces ne produit pas directement d’argent, elle permet de limiter les sommes perdues. En effet, lorsque des pièces hors tolérances sont produites et livrées au client, celles-ci sont renvoyées à Usocome pour être retouchées ou simplement mises à la benne. De nouvelles pièces conformes doivent ensuite être livrées au client.
Le contrôle des pièces tout au long de leur processus de fabrication permet donc de limiter le nombre de pièces rebus en s’assurant tout au long du processus que celui-ci ne dérive pas.
Le service métrologie d’Usocome possède ainsi quatre machines de contrôle pour quatre personnes embauchées à temps plein pour tenir ce service et trois remplaçants polyvalents.
Leur mission est ainsi d’effectuer des contrôles réguliers des pièces produites et de signaler les dérives éventuelles. Ils sont également capables d’analyser les résultats de mesures avec les différents responsables de secteurs afin de décider des meilleures actions à mener en cas de pièces non-conformes détectées.
Figure 7 : Machine de mesure 3D en train de contrôler la denture d'un engrenage
ZANON Marine Projet de fin d’études Année 2014
17
III) Projet de statistiques de métrologie
Actuellement le service métrologie de SEW USOCOME Haguenau contrôle les engrenages produits dans l’usine tout au long de leur processus de fabrication. Ces mesures permettent d’ajuster les réglages des machines de production si l’on constate que l’une ou l’autre des caractéristiques n’est pas dans la plage de valeurs acceptables.
Les programmes actuels de post-traitement des mesures ne fournissent que des rapports où sont mises en avant les mesures en micromètres sur les différentes pièces. Or ces chiffres ne permettent pas directement d’en déduire la qualité de la pièce. Il faut encore regarder dans des tables qui fournissent la qualité obtenue en fonction de la mesure en micromètres d’une caractéristique et du type d’usinage utilisé sur la pièce. De plus, ces rapports sont produits pour chaque pièce individuellement. Il n’y a donc pas de visualisation à long terme de ces résultats de mesures pour la production globale.
Une analyse des mesures sur une période de temps étendue (par exemple un mois, voire un an) n’est aujourd’hui pas possible à moins que les statistiques soient réalisées à la main, ce qui consiste en un travail long et fastidieux.
Le but de ce projet est donc de créer une application informatique qui simplifierait la tâche des métrologues en générant un rapport de façon automatique sur la demande de ces derniers. Ce rapport doit présenter les informations nécessaires au suivi de production de façon visuelle et pertinente. C’est-à-dire qu’il doit proposer une visualisation claire des informations concernant les qualités des pièces livrées au client.
De cette façon si des dérives apparaissent, elles seront détectées rapidement et sans difficultés, et les moyens pour les compenser pourront être mis en œuvre dans des délais plus courts. Le nombre de rebuts pourra ainsi être diminué et l’efficacité de production pourra être améliorée.
Cette partie du rapport présentera brièvement ce qu’est la qualité d’après les normes industrielles utilisées ainsi que les caractéristiques principales d’un engrenage afin de mieux comprendre les mesures à analyser.
Ensuite la réalisation du cahier des charges sera détaillée et seront abordés les thèmes tels que la reformulation du problème, les choix concernant le contenu des rapports générés ou encore la présentation de la base de données, support de toute l’application.
ZANON Marine Projet de fin d’études Année 2014
18
A. Métrologie des engrenages et organisation de l’usine
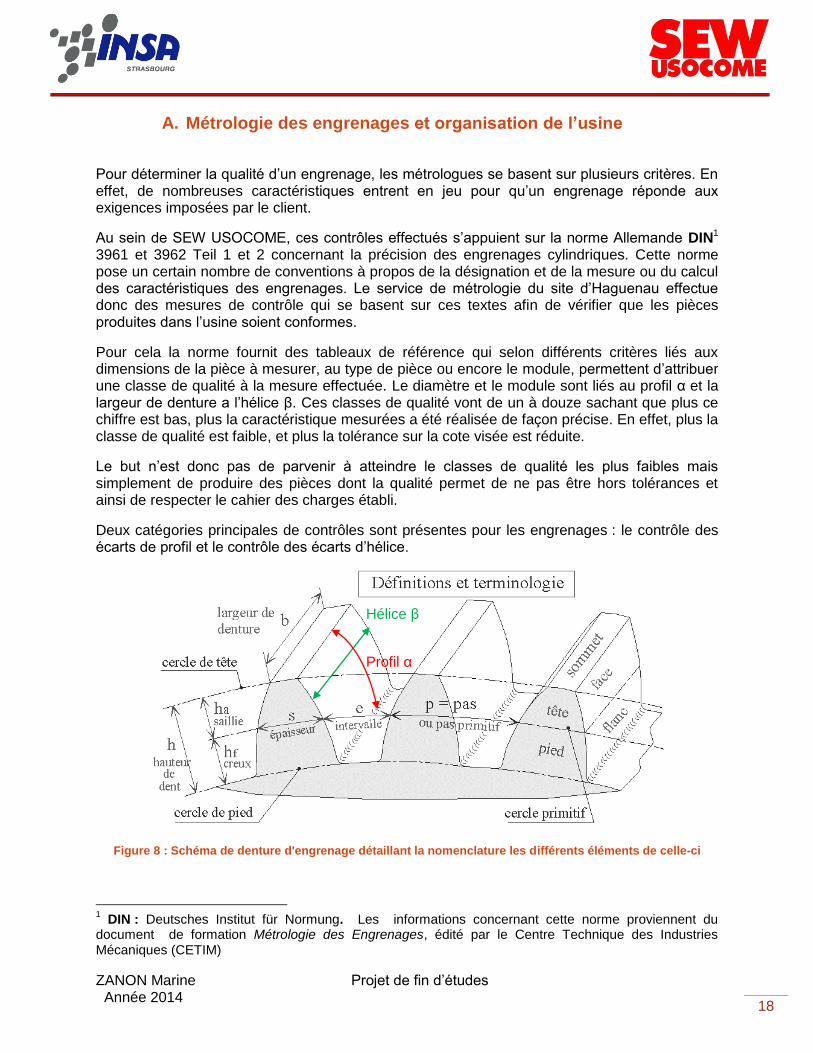
Pour déterminer la qualité d’un engrenage, les métrologues se basent sur plusieurs critères. En effet, de nombreuses caractéristiques entrent en jeu pour qu’un engrenage réponde aux exigences imposées par le client.
Au sein de SEW USOCOME, ces contrôles effectués s’appuient sur la norme Allemande DIN1 3961 et 3962 Teil 1 et 2 concernant la précision des engrenages cylindriques. Cette norme pose un certain nombre de conventions à propos de la désignation et de la mesure ou du calcul des caractéristiques des engrenages. Le service de métrologie du site d’Haguenau effectue donc des mesures de contrôle qui se basent sur ces textes afin de vérifier que les pièces produites dans l’usine soient conformes.
Pour cela la norme fournit des tableaux de référence qui selon différents critères liés aux dimensions de la pièce à mesurer, au type de pièce ou encore le module, permettent d’attribuer une classe de qualité à la mesure effectuée. Le diamètre et le module sont liés au profil α et la largeur de denture a l’hélice β. Ces classes de qualité vont de un à douze sachant que plus ce chiffre est bas, plus la caractéristique mesurées a été réalisée de façon précise. En effet, plus la classe de qualité est faible, et plus la tolérance sur la cote visée est réduite.
Le but n’est donc pas de parvenir à atteindre le classes de qualité les plus faibles mais simplement de produire des pièces dont la qualité permet de ne pas être hors tolérances et ainsi de respecter le cahier des charges établi.
Deux catégories principales de contrôles sont présentes pour les engrenages : le contrôle des écarts de profil et le contrôle des écarts d’hélice.
Figure 8 : Schéma de denture d'engrenage détaillant la nomenclature les différents éléments de celle-ci
1 DIN : Deutsches Institut für Normung. Les informations concernant cette norme proviennent du
document de formation Métrologie des Engrenages, édité par le Centre Technique des Industries Mécaniques (CETIM)
Profil α
Hélice β
ZANON Marine Projet de fin d’études Année 2014
19
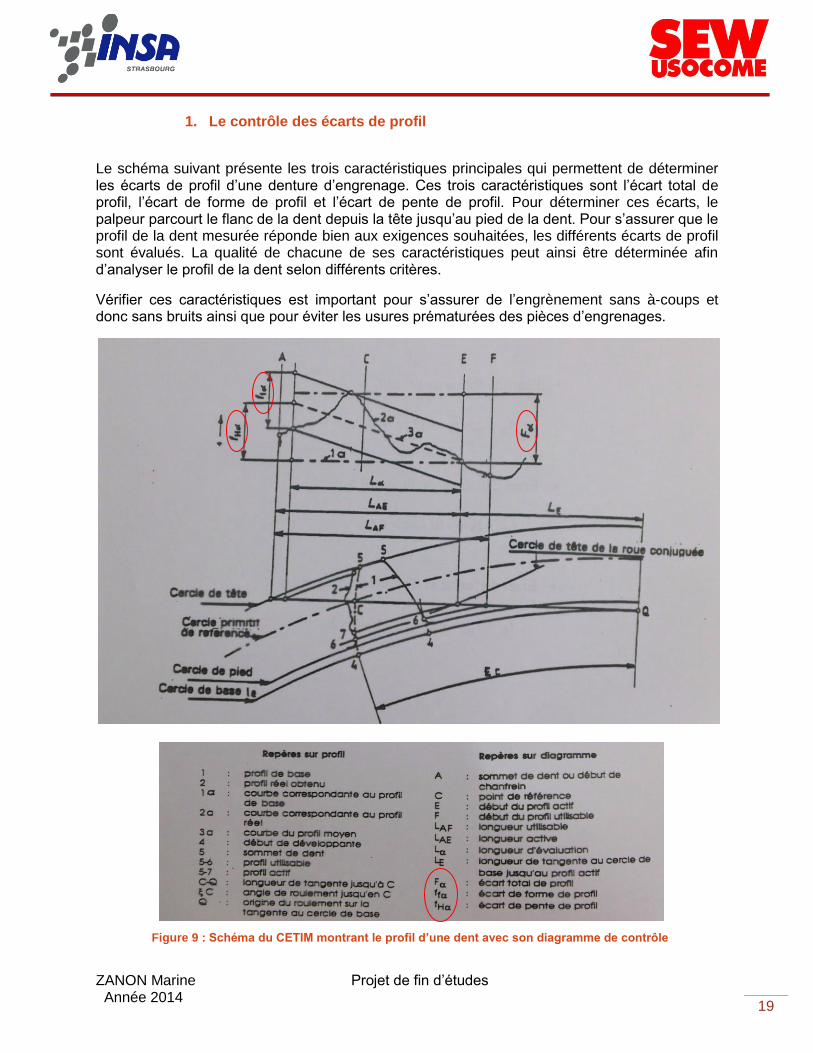
1. Le contrôle des écarts de profil
Le schéma suivant présente les trois caractéristiques principales qui permettent de déterminer les écarts de profil d’une denture d’engrenage. Ces trois caractéristiques sont l’écart total de profil, l’écart de forme de profil et l’écart de pente de profil. Pour déterminer ces écarts, le palpeur parcourt le flanc de la dent depuis la tête jusqu’au pied de la dent. Pour s’assurer que le profil de la dent mesurée réponde bien aux exigences souhaitées, les différents écarts de profil sont évalués. La qualité de chacune de ses caractéristiques peut ainsi être déterminée afin d’analyser le profil de la dent selon différents critères.
Vérifier ces caractéristiques est important pour s’assurer de l’engrènement sans à-coups et donc sans bruits ainsi que pour éviter les usures prématurées des pièces d’engrenages.
Figure 9 : Schéma du CETIM montrant le profil d’une dent avec son diagramme de contrôle
ZANON Marine Projet de fin d’études Année 2014
20
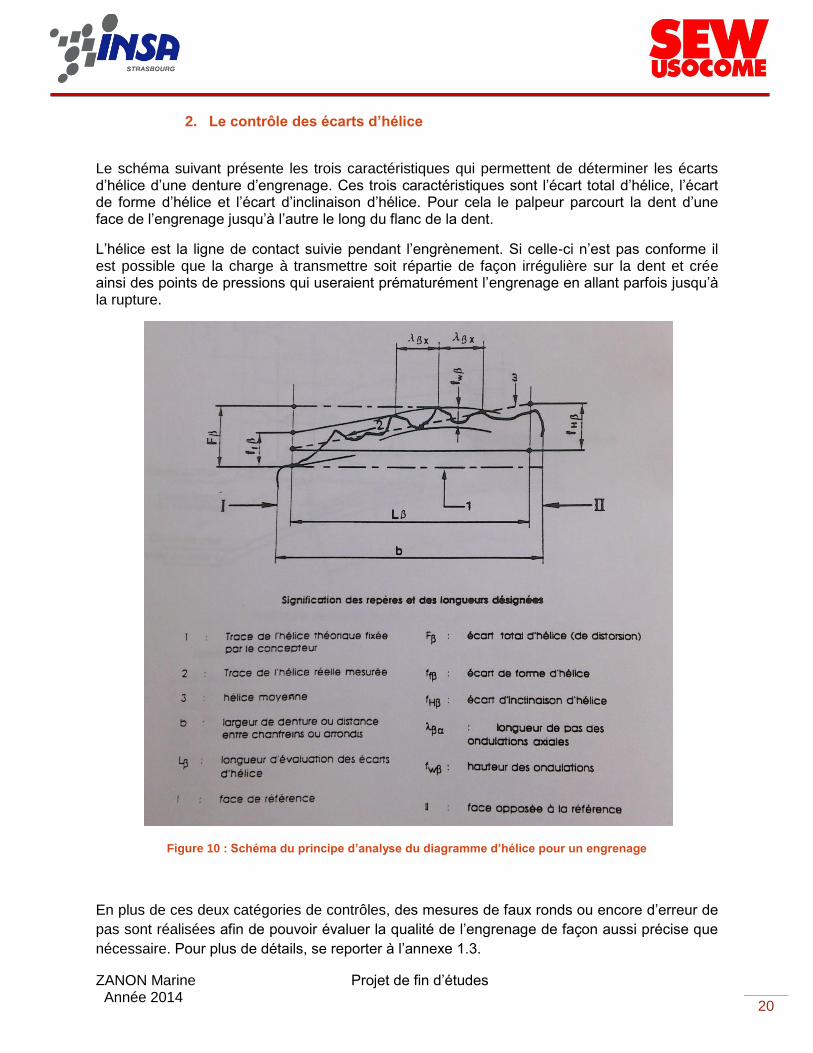
2. Le contrôle des écarts d’hélice
Le schéma suivant présente les trois caractéristiques qui permettent de déterminer les écarts d’hélice d’une denture d’engrenage. Ces trois caractéristiques sont l’écart total d’hélice, l’écart de forme d’hélice et l’écart d’inclinaison d’hélice. Pour cela le palpeur parcourt la dent d’une face de l’engrenage jusqu’à l’autre le long du flanc de la dent.
L’hélice est la ligne de contact suivie pendant l’engrènement. Si celle-ci n’est pas conforme il est possible que la charge à transmettre soit répartie de façon irrégulière sur la dent et crée ainsi des points de pressions qui useraient prématurément l’engrenage en allant parfois jusqu’à la rupture.
Figure 10 : Schéma du principe d’analyse du diagramme d’hélice pour un engrenage
En plus de ces deux catégories de contrôles, des mesures de faux ronds ou encore d’erreur de
pas sont réalisées afin de pouvoir évaluer la qualité de l’engrenage de façon aussi précise que
nécessaire. Pour plus de détails, se reporter à l’annexe 1.3.
ZANON Marine Projet de fin d’études Année 2014
21
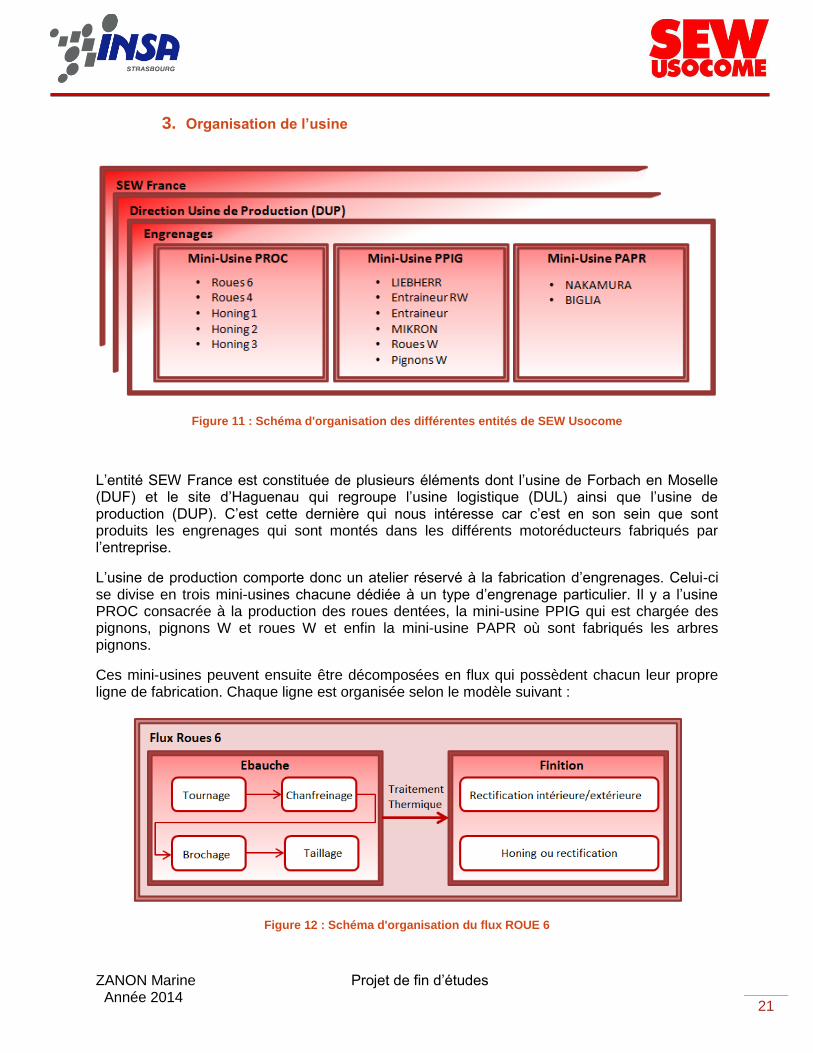
3. Organisation de l’usine
Figure 11 : Schéma d'organisation des différentes entités de SEW Usocome
L’entité SEW France est constituée de plusieurs éléments dont l’usine de Forbach en Moselle (DUF) et le site d’Haguenau qui regroupe l’usine logistique (DUL) ainsi que l’usine de production (DUP). C’est cette dernière qui nous intéresse car c’est en son sein que sont produits les engrenages qui sont montés dans les différents motoréducteurs fabriqués par l’entreprise.
L’usine de production comporte donc un atelier réservé à la fabrication d’engrenages. Celui-ci se divise en trois mini-usines chacune dédiée à un type d’engrenage particulier. Il y a l’usine PROC consacrée à la production des roues dentées, la mini-usine PPIG qui est chargée des pignons, pignons W et roues W et enfin la mini-usine PAPR où sont fabriqués les arbres pignons.
Ces mini-usines peuvent ensuite être décomposées en flux qui possèdent chacun leur propre ligne de fabrication. Chaque ligne est organisée selon le modèle suivant :
Figure 12 : Schéma d'organisation du flux ROUE 6
ZANON Marine Projet de fin d’études Année 2014
22
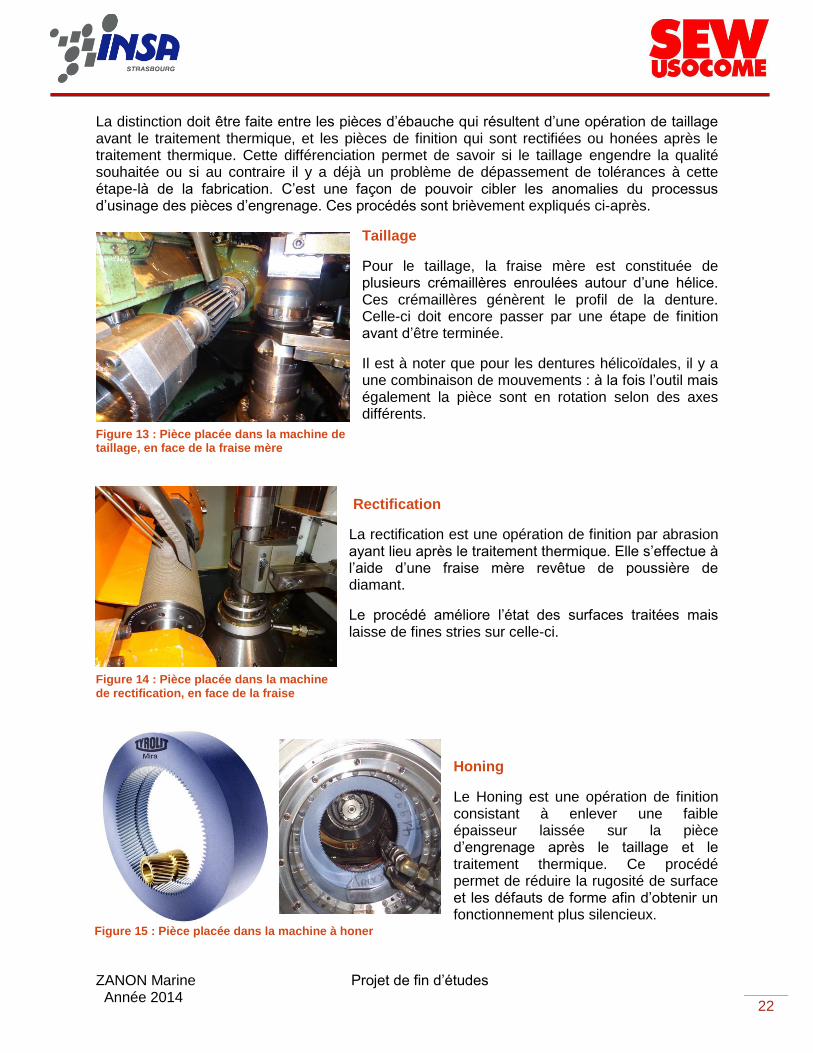
La distinction doit être faite entre les pièces d’ébauche qui résultent d’une opération de taillage avant le traitement thermique, et les pièces de finition qui sont rectifiées ou honées après le traitement thermique. Cette différenciation permet de savoir si le taillage engendre la qualité souhaitée ou si au contraire il y a déjà un problème de dépassement de tolérances à cette étape-là de la fabrication. C’est une façon de pouvoir cibler les anomalies du processus d’usinage des pièces d’engrenage. Ces procédés sont brièvement expliqués ci-après.
Taillage
Pour le taillage, la fraise mère est constituée de plusieurs crémaillères enroulées autour d’une hélice. Ces crémaillères génèrent le profil de la denture. Celle-ci doit encore passer par une étape de finition avant d’être terminée.
Il est à noter que pour les dentures hélicoïdales, il y a une combinaison de mouvements : à la fois l’outil mais également la pièce sont en rotation selon des axes différents.
Rectification
La rectification est une opération de finition par abrasion ayant lieu après le traitement thermique. Elle s’effectue à l’aide d’une fraise mère revêtue de poussière de diamant.
Le procédé améliore l’état des surfaces traitées mais laisse de fines stries sur celle-ci.
Honing
Le Honing est une opération de finition consistant à enlever une faible épaisseur laissée sur la pièce d’engrenage après le taillage et le traitement thermique. Ce procédé permet de réduire la rugosité de surface et les défauts de forme afin d’obtenir un fonctionnement plus silencieux.
Figure 13 : Pièce placée dans la machine de taillage, en face de la fraise mère
Figure 14 : Pièce placée dans la machine de rectification, en face de la fraise
Figure 15 : Pièce placée dans la machine à honer
ZANON Marine Projet de fin d’études Année 2014
23
B. Réalisation du cahier des charges
1. Reformulation de la problématique
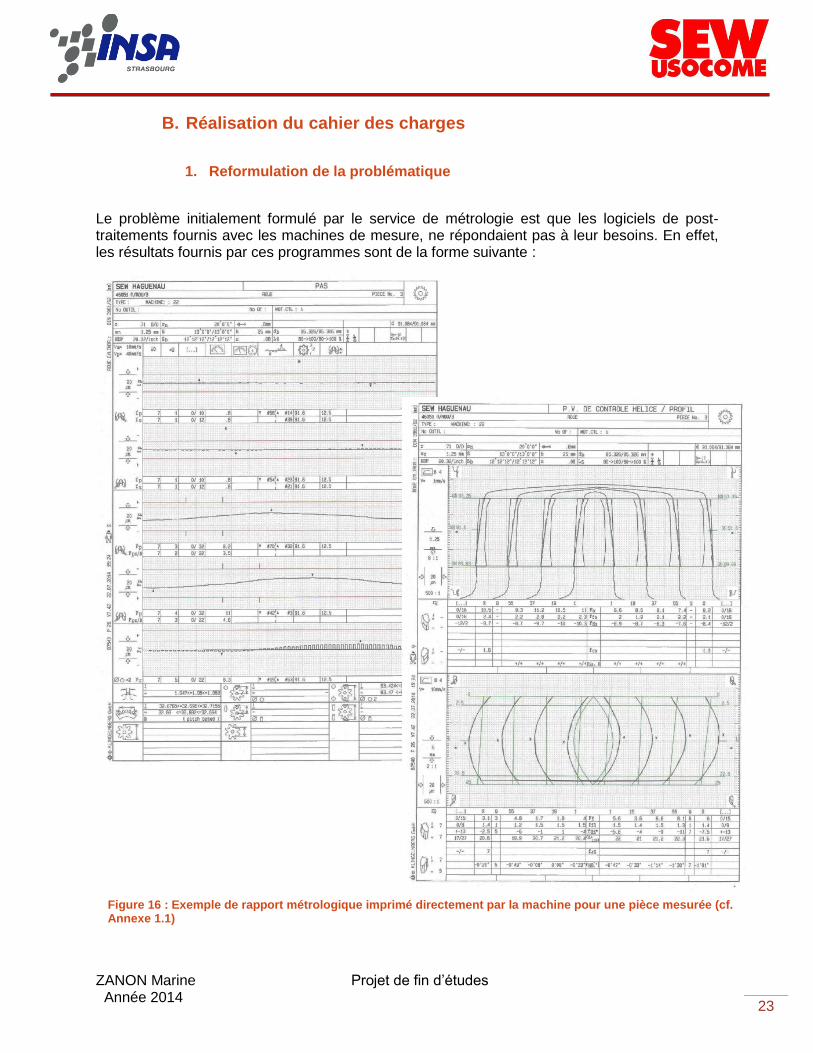
Le problème initialement formulé par le service de métrologie est que les logiciels de post-traitements fournis avec les machines de mesure, ne répondaient pas à leur besoins. En effet, les résultats fournis par ces programmes sont de la forme suivante :
Figure 16 : Exemple de rapport métrologique imprimé directement par la machine pour une pièce mesurée (cf. Annexe 1.1)
ZANON Marine Projet de fin d’études Année 2014
24
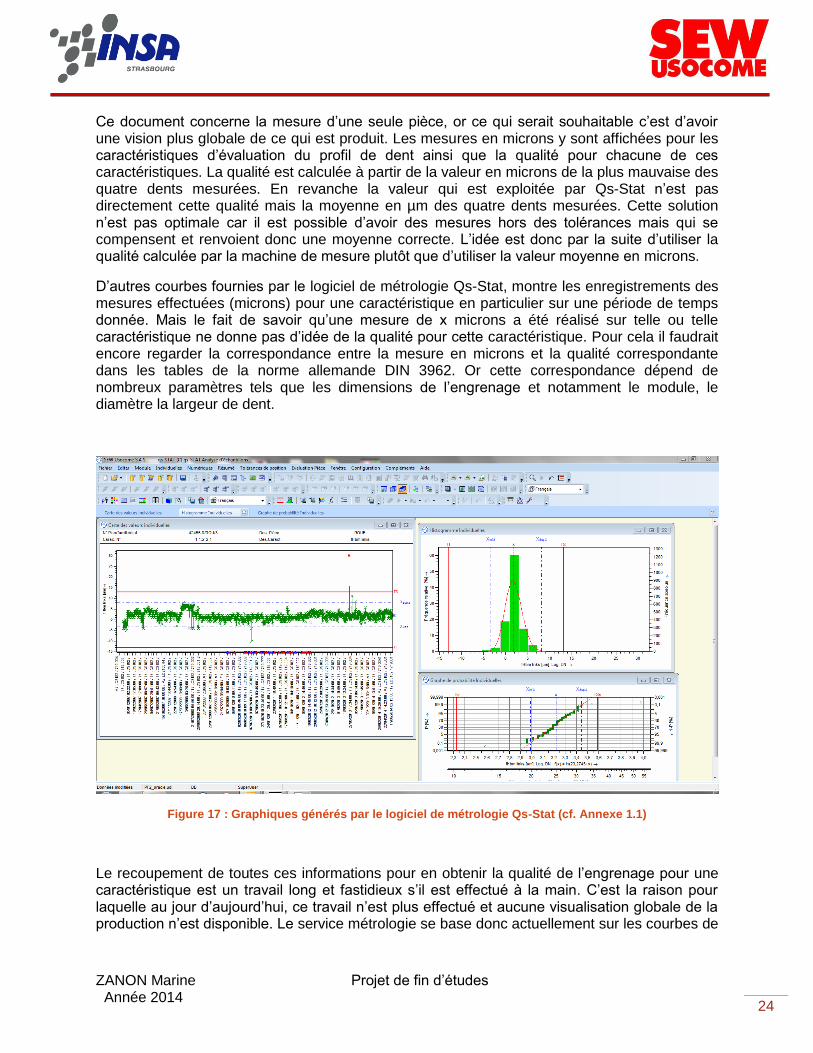
Ce document concerne la mesure d’une seule pièce, or ce qui serait souhaitable c’est d’avoir une vision plus globale de ce qui est produit. Les mesures en microns y sont affichées pour les caractéristiques d’évaluation du profil de dent ainsi que la qualité pour chacune de ces caractéristiques. La qualité est calculée à partir de la valeur en microns de la plus mauvaise des quatre dents mesurées. En revanche la valeur qui est exploitée par Qs-Stat n’est pas directement cette qualité mais la moyenne en µm des quatre dents mesurées. Cette solution n’est pas optimale car il est possible d’avoir des mesures hors des tolérances mais qui se compensent et renvoient donc une moyenne correcte. L’idée est donc par la suite d’utiliser la qualité calculée par la machine de mesure plutôt que d’utiliser la valeur moyenne en microns.
D’autres courbes fournies par le logiciel de métrologie Qs-Stat, montre les enregistrements des mesures effectuées (microns) pour une caractéristique en particulier sur une période de temps donnée. Mais le fait de savoir qu’une mesure de x microns a été réalisé sur telle ou telle caractéristique ne donne pas d’idée de la qualité pour cette caractéristique. Pour cela il faudrait encore regarder la correspondance entre la mesure en microns et la qualité correspondante dans les tables de la norme allemande DIN 3962. Or cette correspondance dépend de nombreux paramètres tels que les dimensions de l’engrenage et notamment le module, le diamètre la largeur de dent.
Figure 17 : Graphiques générés par le logiciel de métrologie Qs-Stat (cf. Annexe 1.1)
Le recoupement de toutes ces informations pour en obtenir la qualité de l’engrenage pour une caractéristique est un travail long et fastidieux s’il est effectué à la main. C’est la raison pour laquelle au jour d’aujourd’hui, ce travail n’est plus effectué et aucune visualisation globale de la production n’est disponible. Le service métrologie se base donc actuellement sur les courbes de
ZANON Marine Projet de fin d’études Année 2014
25
Qs-Stat pour suivre sa production mais aimerait une exploitation plus complète des données recueillies.
Les rapports pièces à pièces de la machine de mesure permettent d’apporter en temps réel des corrections concernant le processus de fabrication (réglages, changements d’outils, …) et le logiciel Qs-Stat permet de regarder plus précisément de combien est le défaut mesuré pour plusieurs données et permet donc de voir s’il y a effectivement dérive ou si il ne s’agit que d’une mesure isolée. En revanche, il n’y a aucun document qui permet de voir globalement les résultats du processus en termes de qualités produites.
Le but est ici de faciliter la visualisation de la qualité des engrenages produits pour les métrologues mais aussi de générer des rapports plus facilement compréhensibles par les managers de mini-usines et le directeur d’usine site d’Haguenau. L’enjeu est évidemment de mieux maitriser la production mais également d’améliorer la communication du service avec la direction. En effet, en leur fournissant des comptes rendus clairs de la situation des ateliers, le travail fournit par la métrologie serait considéré à sa juste valeur et ils seraient à même de mieux cerner les problèmes pour prendre des décisions au plus juste.
Cette application a donc pour objectif de rassembler les résultats de production concernant la qualité sous une forme très visuelle et compréhensible en un coup d’œil par quelqu’un qui n’aurait que quelques notions de métrologie.
L’application doit également permettre à l’utilisateur de choisir les paramètres sur lesquels va se baser le rapport, afin de pouvoir mettre en forme les informations que ce dernier souhaite observer. De ce fait, il faut créer une interface qui permette à l’utilisateur d’agir sur les données à sélectionner.
ZANON Marine Projet de fin d’études Année 2014
26
2. Présentation de la base de données
2.1. La base de données Q-DAS
Avant de s’attaquer à la réalisation de l’application, il est nécessaire de bien visualiser les données sur lesquels va se baser toute la programmation. Pour cela il est impératif de comprendre l’architecture de la base de données où sont enregistrées les mesures effectuées sur les engrenages.
Cette base de données est générée et alimentée par le programme de statistiques Qs-Stat de la société Q-DAS, utilisé par les métrologues pour enregistrer les mesures des machines tridimensionnelles. Son architecture est donc figée car standard. Les types de champ contenus dans les différentes tables sont définis mais les métrologues peuvent choisir de mettre les données voulues dans les colonnes souhaitées.
Pour cela, les métrologues font le lien entre les données à enregistrer dans la base et les colonnes où les placer. Ainsi des champs clés sont définis dans Qs-Stat qui permettent d’affecter les mesures générés par la machine tridimensionnelle ou encore les informations complémentaires contenues dans les catalogues, aux colonnes désirées.
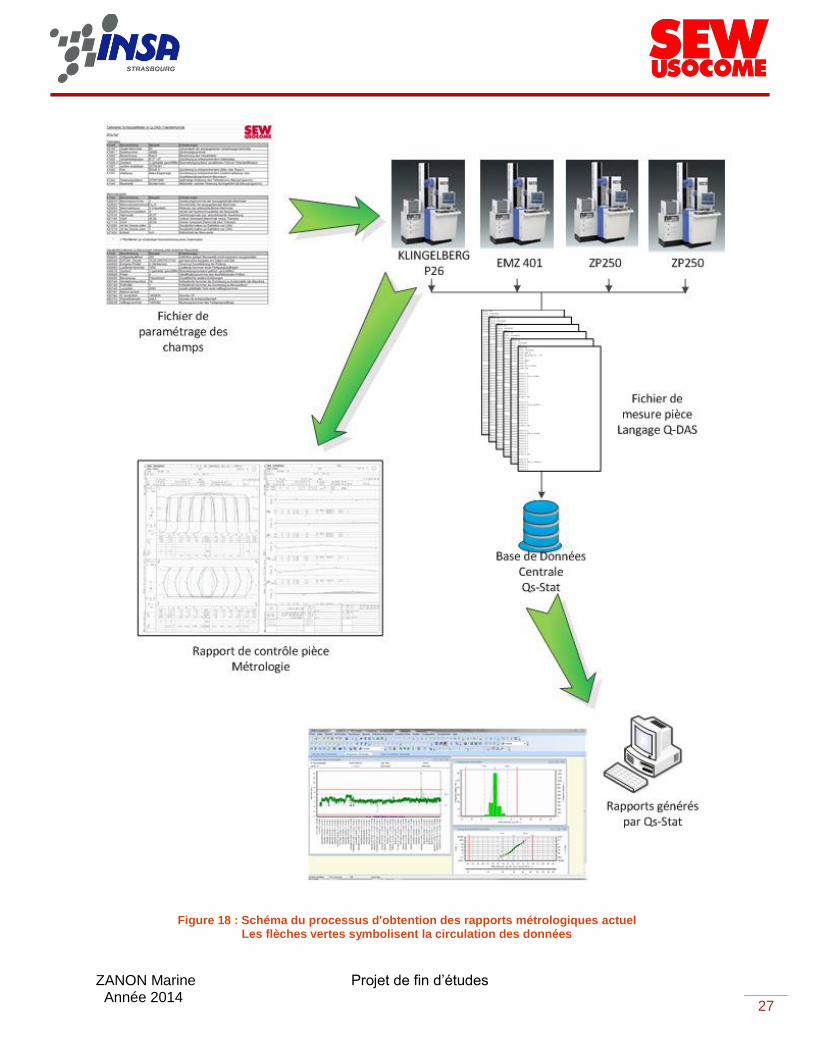
Une fois cette correspondance établie, la machine de mesure sait où enregistrer les données qu’elle mesure et génère ainsi un fichier texte où chaque information récoltée ou calculée est placée dans le champ correspondant. C’est ensuite ce fichier qui est ajouté à la base de données de Q-DAS. Un fichier récapitulant les résultats des mesures et des calculs de qualités est également généré par la machine 3D. Le schéma suivant montre les différents documents qu’il est possible d’obtenir grâce aux différents outils mis à disposition à Usocome.
ZANON Marine Projet de fin d’études Année 2014
27
Figure 18 : Schéma du processus d'obtention des rapports métrologiques actuel Les flèches vertes symbolisent la circulation des données
ZANON Marine Projet de fin d’études Année 2014
28
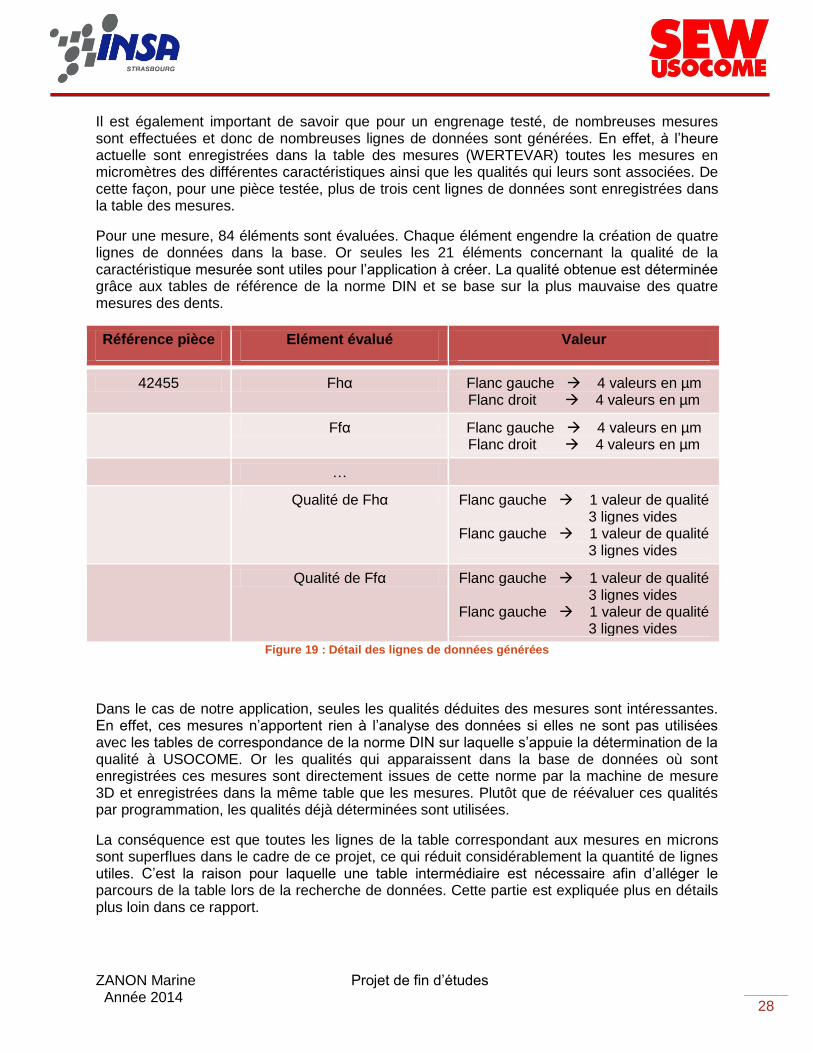
Il est également important de savoir que pour un engrenage testé, de nombreuses mesures sont effectuées et donc de nombreuses lignes de données sont générées. En effet, à l’heure actuelle sont enregistrées dans la table des mesures (WERTEVAR) toutes les mesures en micromètres des différentes caractéristiques ainsi que les qualités qui leurs sont associées. De cette façon, pour une pièce testée, plus de trois cent lignes de données sont enregistrées dans la table des mesures.
Pour une mesure, 84 éléments sont évaluées. Chaque élément engendre la création de quatre lignes de données dans la base. Or seules les 21 éléments concernant la qualité de la caractéristique mesurée sont utiles pour l’application à créer. La qualité obtenue est déterminée grâce aux tables de référence de la norme DIN et se base sur la plus mauvaise des quatre mesures des dents.
Référence pièce Elément évalué Valeur
42455 Fhα Flanc gauche 4 valeurs en µm Flanc droit 4 valeurs en µm
Ffα Flanc gauche 4 valeurs en µm Flanc droit 4 valeurs en µm
…
Qualité de Fhα Flanc gauche 1 valeur de qualité 3 lignes vides
Flanc gauche 1 valeur de qualité 3 lignes vides
Qualité de Ffα Flanc gauche 1 valeur de qualité 3 lignes vides
Flanc gauche 1 valeur de qualité 3 lignes vides
Figure 19 : Détail des lignes de données générées
Dans le cas de notre application, seules les qualités déduites des mesures sont intéressantes. En effet, ces mesures n’apportent rien à l’analyse des données si elles ne sont pas utilisées avec les tables de correspondance de la norme DIN sur laquelle s’appuie la détermination de la qualité à USOCOME. Or les qualités qui apparaissent dans la base de données où sont enregistrées ces mesures sont directement issues de cette norme par la machine de mesure 3D et enregistrées dans la même table que les mesures. Plutôt que de réévaluer ces qualités par programmation, les qualités déjà déterminées sont utilisées.
La conséquence est que toutes les lignes de la table correspondant aux mesures en microns sont superflues dans le cadre de ce projet, ce qui réduit considérablement la quantité de lignes utiles. C’est la raison pour laquelle une table intermédiaire est nécessaire afin d’alléger le parcours de la table lors de la recherche de données. Cette partie est expliquée plus en détails plus loin dans ce rapport.
ZANON Marine Projet de fin d’études Année 2014
29
Les autres tables sont des catalogues dont la taille varie nettement moins que celle de la table où sont stockées les mesures. Les tables catalogues regroupent les différentes informations associées aux mesures telles que le nom des opérateurs, des machines de production ou des machines de contrôle par exemple. Le lien entre le contenu du catalogue et les lignes de données enregistrées lors du contrôle est fait grâce à une clé unique qui permet d’associer les informations dans le catalogue et la table de mesures.
L’avantage des tables catalogues est que la classification des informations liées aux mesures est claire et facile à modifier. Par exemple s’il est nécessaire d’entrer un nouvel opérateur ou une nouvelle référence de pièce, il suffit d’ajouter une ligne dans le catalogue concerné. Ou encore si un secteur change de nom, il suffit de changer ce nom dans le catalogue et ce changement sera répercuté sur toutes les lignes de mesures qui sont contenues dans les autres tables vu que celles-ci contiennent uniquement la clé de parcours du catalogue et non le nom directement.
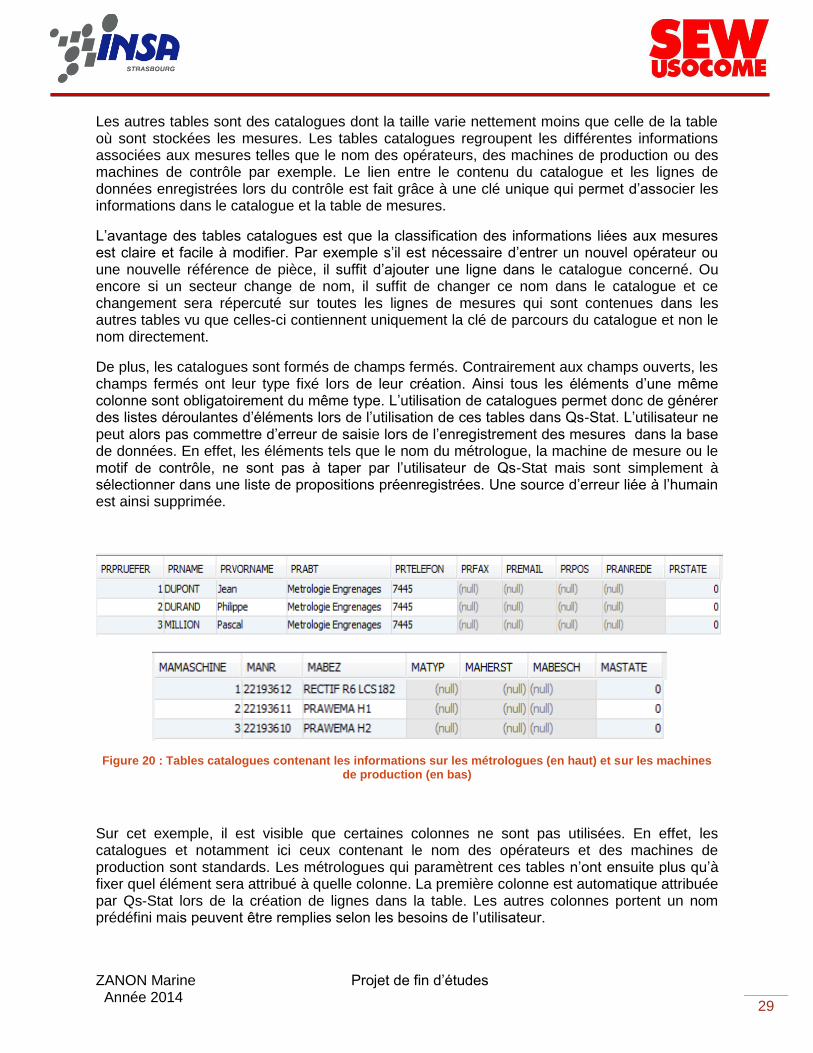
De plus, les catalogues sont formés de champs fermés. Contrairement aux champs ouverts, les champs fermés ont leur type fixé lors de leur création. Ainsi tous les éléments d’une même colonne sont obligatoirement du même type. L’utilisation de catalogues permet donc de générer des listes déroulantes d’éléments lors de l’utilisation de ces tables dans Qs-Stat. L’utilisateur ne peut alors pas commettre d’erreur de saisie lors de l’enregistrement des mesures dans la base de données. En effet, les éléments tels que le nom du métrologue, la machine de mesure ou le motif de contrôle, ne sont pas à taper par l’utilisateur de Qs-Stat mais sont simplement à sélectionner dans une liste de propositions préenregistrées. Une source d’erreur liée à l’humain est ainsi supprimée.
Figure 20 : Tables catalogues contenant les informations sur les métrologues (en haut) et sur les machines de production (en bas)
Sur cet exemple, il est visible que certaines colonnes ne sont pas utilisées. En effet, les catalogues et notamment ici ceux contenant le nom des opérateurs et des machines de production sont standards. Les métrologues qui paramètrent ces tables n’ont ensuite plus qu’à fixer quel élément sera attribué à quelle colonne. La première colonne est automatique attribuée par Qs-Stat lors de la création de lignes dans la table. Les autres colonnes portent un nom prédéfini mais peuvent être remplies selon les besoins de l’utilisateur.
ZANON Marine Projet de fin d’études Année 2014
30
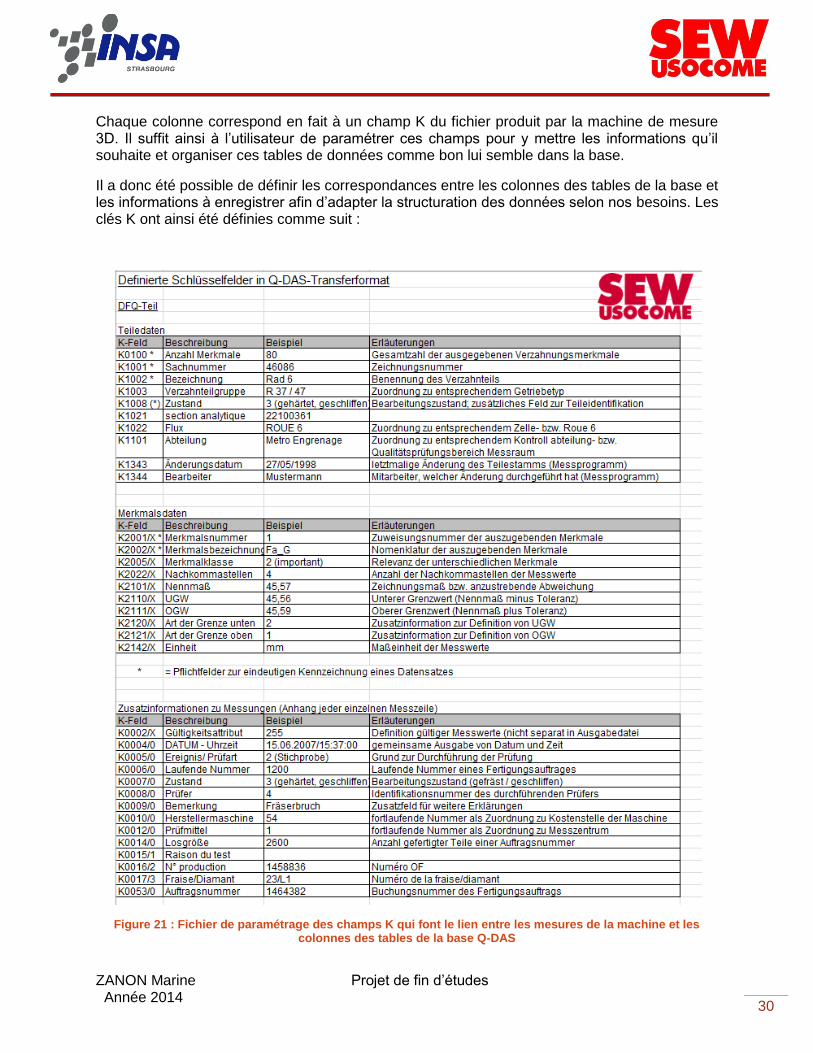
Chaque colonne correspond en fait à un champ K du fichier produit par la machine de mesure 3D. Il suffit ainsi à l’utilisateur de paramétrer ces champs pour y mettre les informations qu’il souhaite et organiser ces tables de données comme bon lui semble dans la base.
Il a donc été possible de définir les correspondances entre les colonnes des tables de la base et les informations à enregistrer afin d’adapter la structuration des données selon nos besoins. Les clés K ont ainsi été définies comme suit :
Figure 21 : Fichier de paramétrage des champs K qui font le lien entre les mesures de la machine et les colonnes des tables de la base Q-DAS
ZANON Marine Projet de fin d’études Année 2014
31
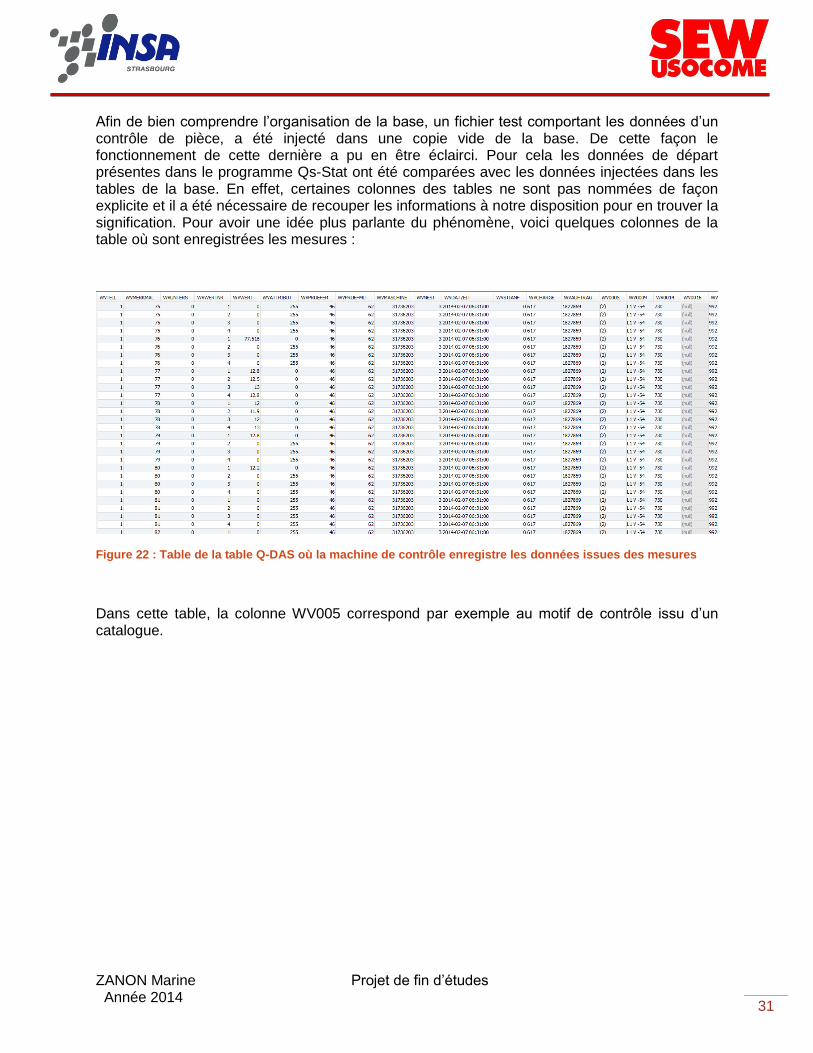
Afin de bien comprendre l’organisation de la base, un fichier test comportant les données d’un contrôle de pièce, a été injecté dans une copie vide de la base. De cette façon le fonctionnement de cette dernière a pu en être éclairci. Pour cela les données de départ présentes dans le programme Qs-Stat ont été comparées avec les données injectées dans les tables de la base. En effet, certaines colonnes des tables ne sont pas nommées de façon explicite et il a été nécessaire de recouper les informations à notre disposition pour en trouver la signification. Pour avoir une idée plus parlante du phénomène, voici quelques colonnes de la table où sont enregistrées les mesures :
Figure 22 : Table de la table Q-DAS où la machine de contrôle enregistre les données issues des mesures
Dans cette table, la colonne WV005 correspond par exemple au motif de contrôle issu d’un catalogue.
ZANON Marine Projet de fin d’études Année 2014
32
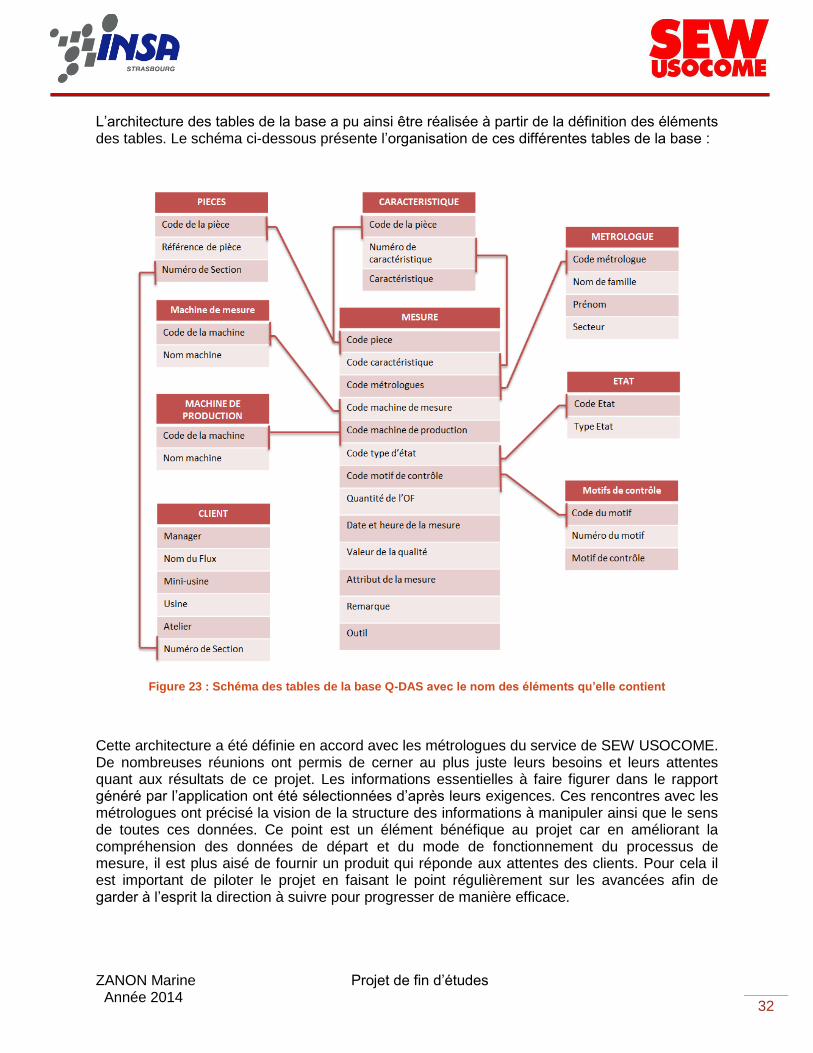
L’architecture des tables de la base a pu ainsi être réalisée à partir de la définition des éléments des tables. Le schéma ci-dessous présente l’organisation de ces différentes tables de la base :
Figure 23 : Schéma des tables de la base Q-DAS avec le nom des éléments qu’elle contient
Cette architecture a été définie en accord avec les métrologues du service de SEW USOCOME. De nombreuses réunions ont permis de cerner au plus juste leurs besoins et leurs attentes quant aux résultats de ce projet. Les informations essentielles à faire figurer dans le rapport généré par l’application ont été sélectionnées d’après leurs exigences. Ces rencontres avec les métrologues ont précisé la vision de la structure des informations à manipuler ainsi que le sens de toutes ces données. Ce point est un élément bénéfique au projet car en améliorant la compréhension des données de départ et du mode de fonctionnement du processus de mesure, il est plus aisé de fournir un produit qui réponde aux attentes des clients. Pour cela il est important de piloter le projet en faisant le point régulièrement sur les avancées afin de garder à l’esprit la direction à suivre pour progresser de manière efficace.
ZANON Marine Projet de fin d’études Année 2014
33
2.2. Création d’un nouveau schéma de base et remplissage de celui-ci
Comme expliqué précédemment, pour chaque pièce contrôlée, de nombreuses lignes de mesures sont générées. Chaque jour environ 300 pièces sont contrôlées ce qui fait augmenter de façon très rapide la taille de la table où sont stockées les données récoltées. Le parcours de cette table en est donc considérablement ralenti. De plus, seul un petit nombre des lignes enregistrées sont utiles au fonctionnement de l’application. Parcourir la table dans sa totalité à chaque fois que l’application est utilisée est donc inutile et fait perdre un temps précieux à l’utilisateur. Afin d’optimiser la récupération de données, il a été jugé nécessaire de créer une base intermédiaire ou seraient stockées uniquement les informations nécessaires, à savoir les lignes concernant les qualités déduites des mesures. L’ensemble de tables constituant la base ainsi que leurs liens est appelé « schéma ».
Le schéma de la base où sont enregistrées les données est généré par Qs-Stat et n’est donc pas modifiable. En effet, à chaque mise à jour de la base, les colonnes créées par programmation disparaitraient. Il est de ce fait nécessaire d’élaborer un nouveau schéma intermédiaire, hors du schéma de Qs-Stat, où seront stockées régulièrement les données utiles.
Le schéma est globalement le même que celui généré par Qs-Stat, avec exactement les mêmes catalogues qui seront recopiés dans ce nouveau schéma à chaque initialisation de l’application. En revanche, la table des mesures, qui dans Qs-Stat contient les mesures en microns ainsi que les qualités, sera remplie cette fois-ci uniquement avec les lignes contenant les qualités. L’élimination des lignes de mesures en microns permet d’alléger sensiblement la table en question. Le temps de parcours de cette dernière en est ainsi largement raccourci. De fait, le parcours de la table complète peut prendre plusieurs dizaines de minutes au vu de la quantité conséquente de données alors que le parcours de la table diminuée ne prend au maximum que quelques minutes. Il a également été nécessaire de créer quelques tables supplémentaires liées à l’enregistrement des données dans ce nouveau schéma. Les tables créées ainsi que leur utilité seront présentées plus loin dans ce document.
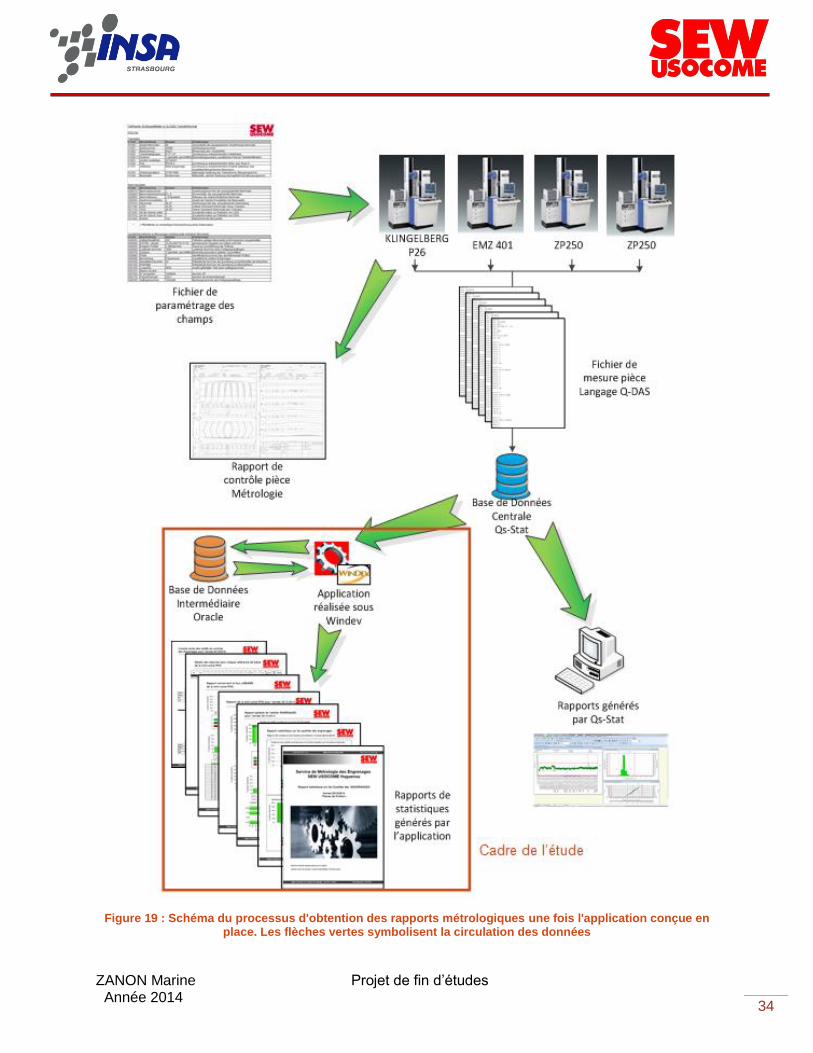
Le cheminement des données se fait donc comme présenté sur la figure ci-après. On voit que les données sont parcourues par l’application qui enregistre ce dont elle a besoin dans le nouveau schéma de la base de données Oracle. Ces données peuvent ensuite être réutilisées par l’application. Une fois les éléments nécessaires récoltés, le programme les traite pour créer les rapports statistiques utiles pour les métrologues.
Sur la droite du schéma est visible le flux de données à la base du rapport généré par Qs-Stat.
ZANON Marine Projet de fin d’études Année 2014
34
Figure 19 : Schéma du processus d'obtention des rapports métrologiques une fois l'application conçue en place. Les flèches vertes symbolisent la circulation des données
ZANON Marine Projet de fin d’études Année 2014
35
Afin d’être capable d’enregistrer les mesures souhaitées dans la base intermédiaire, il est nécessaire de créer plusieurs tables en plus de la table qui contiendra les mesures et des catalogues.
Deux tables ont été ainsi ajoutées au schéma de départ : une table ANNEE permettant de tracer les tendances de la production pour les années précédente ainsi qu’une table REPERE qui permet de connaitre la date du dernier enregistrement de données.
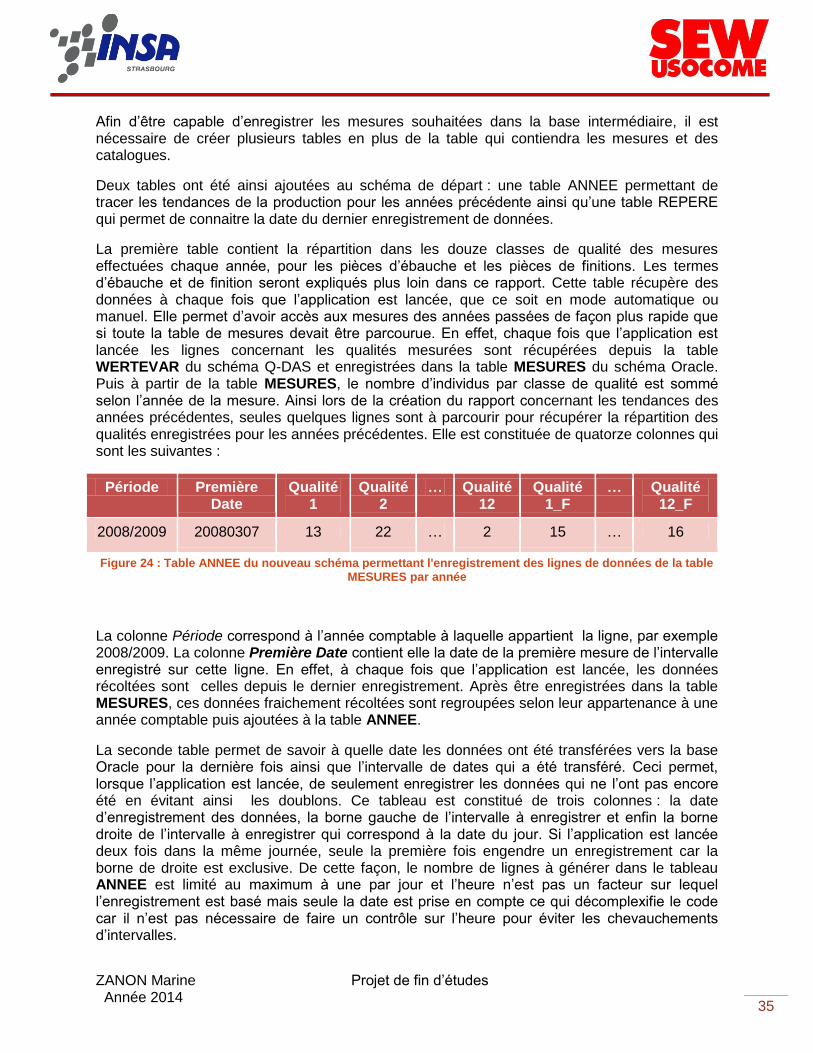
La première table contient la répartition dans les douze classes de qualité des mesures effectuées chaque année, pour les pièces d’ébauche et les pièces de finitions. Les termes d’ébauche et de finition seront expliqués plus loin dans ce rapport. Cette table récupère des données à chaque fois que l’application est lancée, que ce soit en mode automatique ou manuel. Elle permet d’avoir accès aux mesures des années passées de façon plus rapide que si toute la table de mesures devait être parcourue. En effet, chaque fois que l’application est lancée les lignes concernant les qualités mesurées sont récupérées depuis la table WERTEVAR du schéma Q-DAS et enregistrées dans la table MESURES du schéma Oracle. Puis à partir de la table MESURES, le nombre d’individus par classe de qualité est sommé selon l’année de la mesure. Ainsi lors de la création du rapport concernant les tendances des années précédentes, seules quelques lignes sont à parcourir pour récupérer la répartition des qualités enregistrées pour les années précédentes. Elle est constituée de quatorze colonnes qui sont les suivantes :
Période Première Date
Qualité 1
Qualité 2
… Qualité 12
Qualité 1_F
… Qualité 12_F
2008/2009 20080307 13 22 … 2 15 … 16
Figure 24 : Table ANNEE du nouveau schéma permettant l'enregistrement des lignes de données de la table MESURES par année
La colonne Période correspond à l’année comptable à laquelle appartient la ligne, par exemple 2008/2009. La colonne Première Date contient elle la date de la première mesure de l’intervalle enregistré sur cette ligne. En effet, à chaque fois que l’application est lancée, les données récoltées sont celles depuis le dernier enregistrement. Après être enregistrées dans la table MESURES, ces données fraichement récoltées sont regroupées selon leur appartenance à une année comptable puis ajoutées à la table ANNEE.
La seconde table permet de savoir à quelle date les données ont été transférées vers la base Oracle pour la dernière fois ainsi que l’intervalle de dates qui a été transféré. Ceci permet, lorsque l’application est lancée, de seulement enregistrer les données qui ne l’ont pas encore été en évitant ainsi les doublons. Ce tableau est constitué de trois colonnes : la date d’enregistrement des données, la borne gauche de l’intervalle à enregistrer et enfin la borne droite de l’intervalle à enregistrer qui correspond à la date du jour. Si l’application est lancée deux fois dans la même journée, seule la première fois engendre un enregistrement car la borne de droite est exclusive. De cette façon, le nombre de lignes à générer dans le tableau ANNEE est limité au maximum à une par jour et l’heure n’est pas un facteur sur lequel l’enregistrement est basé mais seule la date est prise en compte ce qui décomplexifie le code car il n’est pas nécessaire de faire un contrôle sur l’heure pour éviter les chevauchements d’intervalles.
ZANON Marine Projet de fin d’études Année 2014
36
SAVE DEBUT FIN
20140718 20140711 20140718
Figure 25 : Table REPERE du nouveau schéma permettant de connaire la date de la dernière mesure enregistrée et ainsi éviter les doublons
Ce système d’enregistrement des données est efficace si l’application est lancée régulièrement afin de limiter le nombre de lignes de données à traiter à chaque lancement. L’application traite une centaine de millier de lignes en moins de deux minutes. Or chaque année des millions de données sont enregistrées dans la base Q-DAS. Il serait trop long de parcourir toutes ces données pour en générer un rapport. De même le nombre de données enregistrées par mois est encore trop important pour que le temps de parcours soit inférieur à deux minutes. Il a ainsi été déterminé que l’application devait tourner toutes les semaines afin de traiter un nombre de données d’environ 200000 à 300000, ce qui permettrait d’obtenir un temps d’exécution dans les limites acceptables.
Or il ne serait pas très pratique que l’utilisateur doivent penser à lancer le programme toutes les semaines, surtout si ce n’est que pour enregistrer des données et pas pour imprimer un rapport de qualité. Il a donc été trouvé intéressant d’automatiser l’application de façon à ce qu’elle se lance sans que l’intervention humaine soit nécessaire. Elle fonctionnera toutes les semaines le même jour à la même heure grâce à la fonction de tâche programmée de Windows.
Il est plus commode que ce programme entre en action lorsque les métrologues ne sont pas susceptibles de l’utiliser, le moment choisi est donc le dimanche à midi. Le rapport concernant les résultats mensuels de l’atelier sera également généré et envoyé par mail aux métrologues tous les mois. De la même manière, le rapport annuel sera créé et transmis aux personnes intéressées au début du mois de mars car l’année comptable à Usocome va du premier mars au 28 février. Néanmoins, si un utilisateur a besoin d’imprimer un rapport à un autre moment, il peut utiliser l’application en mode manuel et ainsi choisir la composition de son rapport.
Pour cela il suffit de créer une tâche planifiée dans Windows qui lancera un exécutable avec le code nécessaire à la récupération de données. Il faut ainsi ouvrir le planificateur de tâches en cliquant sur Démarrer, puis panneau de configuration. Ensuite, il faut cliquer sur Outils d'administration, puis sur Planificateur de tâches. Afin de créer une tâche de base.
Ensuite il suffit de suivre les étapes et de renseigner les champs nécessaires. L’exécutable dont le chemin est entré en paramètres sera ainsi lancé cycliquement à la fréquence choisie. Ici trois tâches différentes sont nécessaires de façon à récupérer les données toutes les semaines, imprimer un rapport mensuel tous les mois et enfin, imprimer un rapport annuel chaque année.
ZANON Marine Projet de fin d’études Année 2014
37
C. Présentation de la solution
1. Organisation du rapport
Le rapport généré est destiné à montrer un vue globale de la qualité des engrenages produits tant sur le plan physique en affichant les résultats liés à un atelier ou une mini-usine, que sur le plan temporel par la création de rapports sur une durée plus ou moins longue.
Afin de créer les rapports adaptés à chacun il est indispensable de se baser sur l’organisation de l’usine de production d’engrenages du site d’Haguenau expliquée plus haut.
Les rapports générés devront être une source d’information quant aux performances concernant la qualité pour les métrologues, le directeur d’usine ainsi que des managers des mini-usines. Un seul niveau de détails n’est donc pas suffisant. Il est nécessaire de prévoir différentes déclinaisons de rapport afin de répondre aux besoins de chacun. En effet, le directeur d’usine, en plus de connaitre les références à problèmes, doit aussi avoir une vision générale de l’atelier, alors que le manager de mini-usine n’est pas obligatoirement tenu de connaitre les problèmes des autres mini-usines.
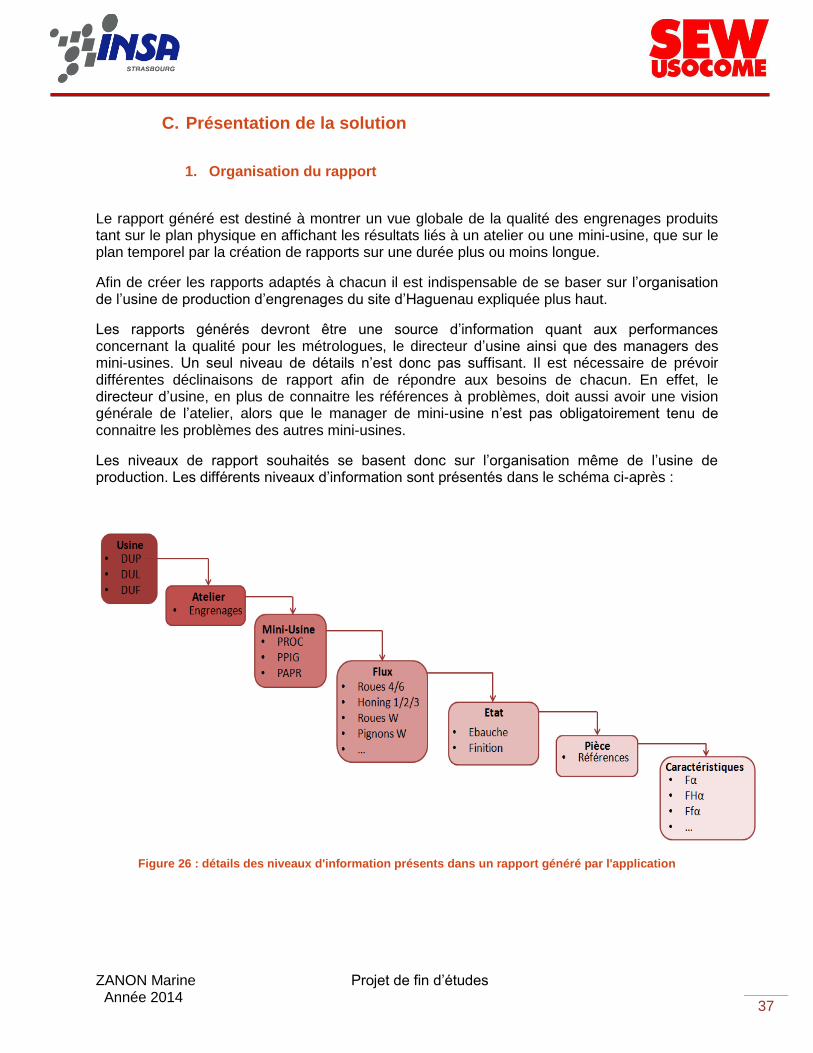
Les niveaux de rapport souhaités se basent donc sur l’organisation même de l’usine de production. Les différents niveaux d’information sont présentés dans le schéma ci-après :
Figure 26 : détails des niveaux d'information présents dans un rapport généré par l'application
ZANON Marine Projet de fin d’études Année 2014
38
L’application n’étant utilisée que pour l’atelier des engrenages de l’usine de production DUP, le premier niveau de déclinaison sera la synthèse des données concernant la globalité de cet atelier. Ensuite un compte rendu récapitulant les résultats de chaque mini-usine sera généré. Dans ce compte rendu seront détaillées les mesures relevées pour chaque flux de la mini-usine. Le but est de créer une sorte de poupée russe de rapports qui permette au lecteur, s’il le souhaite, d’avoir une vision plus détaillée de certaines subdivisions de l’atelier. Ainsi pour chaque flux, la vision des informations sur les relevés effectués va jusqu’aux mesures déclinées par caractéristiques de la pièce testée. De cette façon il est possible de repérer les caractéristiques à problèmes pour chaque flux répertorié et d’être ainsi en mesure de mener des actions correctives si cela apparait nécessaire. Un récapitulatif des qualités relevées selon les références de pièce est également souhaitée afin de repérer les références où le plus d’anomalies apparaissent.
Ainsi, en recoupant toutes ces informations, il est possible de faire une analyse plus poussée et plus précise des résultats de production. Ces rapports seraient donc un véritable outil d’aide pour l’exploitation des données récoltées par les métrologues. Ils permettraient d’obtenir des comptes rendus d’informations clairs de façon automatique, ce qui ferait gagner un temps précieux aux personnes chargées de l’analyse de ces données. De plus ces documents pourraient donner une crédibilité plus importante aux demandes de fonds supplémentaires pour régler tel ou tel problème. En effet, si les rapports mettent en avant qu’une référence de pièce est constamment hors tolérances, la source du problème vient peut-être de l’outil qui sert à les usiner qui s’userait trop vite. Il serait donc justifier de changer cet outil plus régulièrement.
2. Contenu des rapports : graphiques et tableaux
Les données nécessaires aux métrologues pour réaliser leurs analyses sont déjà à leur disposition dans les différentes tables des bases de données à leur disposition ou encore dans les programmes de post traitement de leurs machines de mesures tridimensionnelles. En revanche, ces données sont brutes et non traitées, ce qui les rend illisibles et ne permet pas de tirer des conclusions concernant les résultats de production. Il faudrait pour cela qu’un métrologue compile toutes ces données à la main afin d’en extraire des tableaux et des courbes de tendances. Or cette opération est longue et rébarbative et aucun des employés n’a le temps de s’y consacrer.
Le but de ce projet est donc d’utiliser ces données afin de les rendre facilement lisibles et exploitables par les personnes concernées mais également par des membres de la direction qui souhaiteraient s’intéresser à ces résultats.
Pour atteindre cet objectif de lisibilité facilitée, le moyen le plus pratique est de transcrire l’information sous forme de graphique synthétique. En effet, les graphiques, histogrammes et autres courbes permettent au lecteur de comprendre les informations présentées sans avoir besoin de s’attarder sur le document.
C’est la raison pour laquelle les graphiques sont privilégiés lors de la construction des rapports générés par cette application. Pour chaque niveau de rapport sera affichée la tendance des qualités produites sur une année afin d’être en mesure de comparer ces résultats à ceux obtenus précédemment, ainsi que la répartition des mesures sur les douze classes de qualités. Puis selon le niveau observé, il sera intéressant de visualiser d’autres informations.
ZANON Marine Projet de fin d’études Année 2014
39
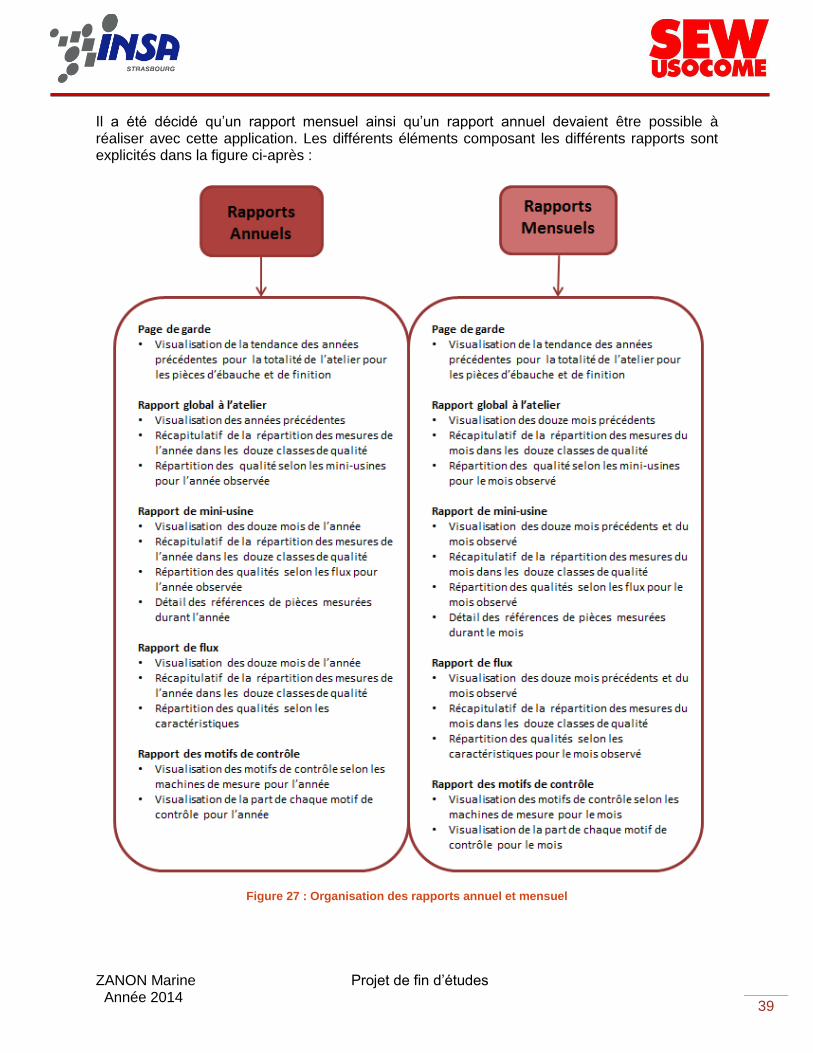
Il a été décidé qu’un rapport mensuel ainsi qu’un rapport annuel devaient être possible à réaliser avec cette application. Les différents éléments composant les différents rapports sont explicités dans la figure ci-après :
Figure 27 : Organisation des rapports annuel et mensuel

ZANON Marine Projet de fin d’études Année 2014
40
En premier lieu, une page de garde récapitulant les informations qui ont permis de générer ce
rapport est créée. Elle contient notamment la période de temps sur laquelle le rapport est
effectué, s’il s’agit d’un rapport portant sur les pièces d’ébauche ou de finition, les motifs de
contrôles qui ont permis de sélectionner les mesures sur lesquelles se basent le rapport et la
date d’impression du rapport.
La deuxième page du rapport est un récapitulatif des qualités produites par l’atelier sur les cinq
dernières années avant l’année en cours. Il y est fait la distinction entre pièce d’ébauche et de
finition pour les raisons expliquées plus haut. Cette page du rapport permet d’avoir une vision
globale de l’évolution des qualités sur plusieurs années de façon à constater ou non une
amélioration des résultats. Les résultats de l’année en cours sont ensuite détaillés dans le
rapport de l’atelier.
Figure 29 : Exemple de page de garde et de récapitulatif des résultats des cinq années précédentes
Pour plus d’explications sur le contenu des rapports, il est possible d’examiner un exemple de
rapport dans l’annexe 1.1 ou de lire la partie concernant le contenu des rapports dans le
document technique en annexe 1.2.

ZANON Marine Projet de fin d’études Année 2014
41
3. Présentation de l’interface
a. Sélection des motifs de contrôle
En premier lieu, pour produire un rapport concernant les qualités des pièces d’engrenages produits, il est nécessaire de sélectionner les motifs de contrôle sur lesquels va s’appuyer toute l’étude. C’est une étape importante car réaliser le traitement des valeurs issues de tous les motifs de contrôle n’a pas de sens. En effet, regrouper par exemple les mesures des pièces issues du contrôle intermédiaire avec celles provenant du calibrage de machine ne permettrait pas de générer un rapport pertinent pour analyser les résultats de production.
Par défaut les motifs Contrôle en cours de process, Contrôle intermédiaire et Première pièce sont sélectionnés. L’utilisateur peut choisir de cocher plus de motifs de contrôle ou au contraire de désélectionner ceux-ci pour en choisir d’autres.
Une fois le choix de motifs terminé, l’utilisateur valide sa sélection en cliquant sur la double flèche rouge à côté du cadre où apparaissent les différents motifs. Les éléments sélectionnés apparaissent alors dans le cadre de droite et la partie inférieure de l’application devient accessible.
Figure 28 : Page d'accueil de l'application - Choix des motifs de contrôle
ZANON Marine Projet de fin d’études Année 2014
42
Si l’utilisateur se rend compte qu’il n’a pas choisi les bons motifs de contrôle, il lui suffit de cocher ou décocher ce qui ne lui convient pas et de revalider en cliquant sur la double flèche.
Ensuite sur la partie inférieure de l’application, deux onglets principaux sont proposés à l’utilisateur : un onglet permettant de générer un rapport concernant les résultats mensuels de qualités produites et un onglet qui concerne les résultats annuels de qualités produites.
Le rapport annuel est généré sur une année comptable d’USOCOME, c’est-à-dire du premier mars de l’année sélectionnée au dernier jour de février de l’année suivante.
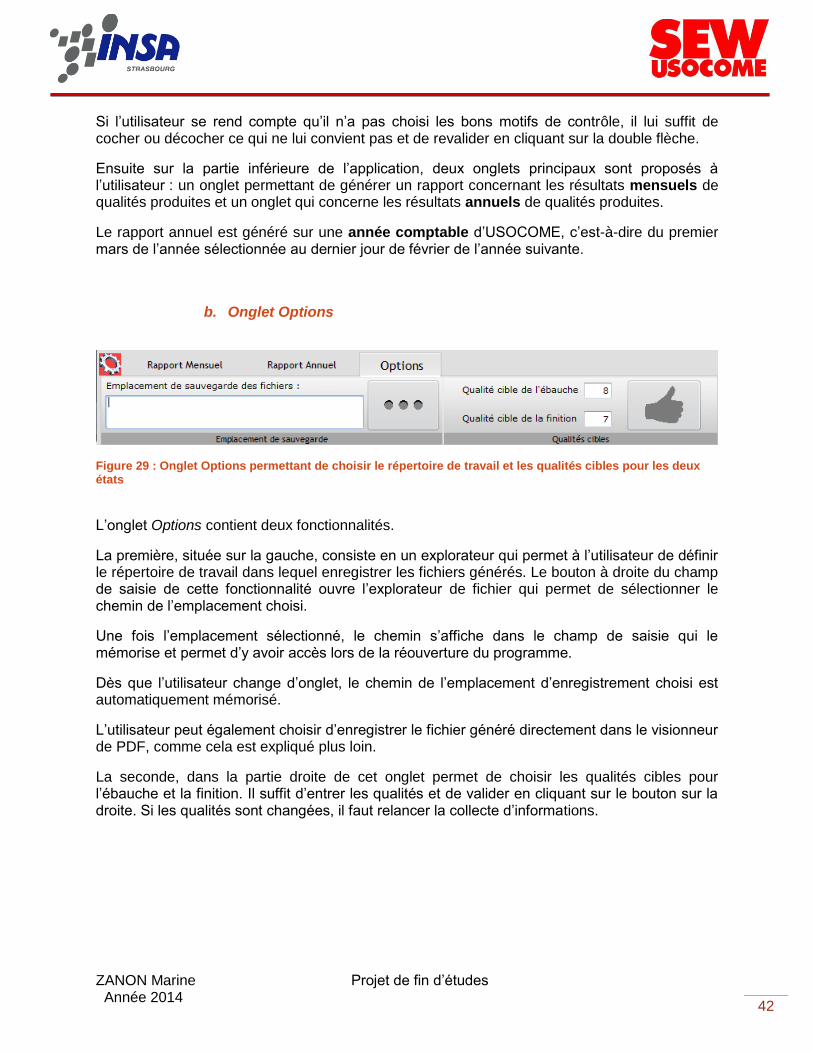
b. Onglet Options
Figure 29 : Onglet Options permettant de choisir le répertoire de travail et les qualités cibles pour les deux états
L’onglet Options contient deux fonctionnalités.
La première, située sur la gauche, consiste en un explorateur qui permet à l’utilisateur de définir le répertoire de travail dans lequel enregistrer les fichiers générés. Le bouton à droite du champ de saisie de cette fonctionnalité ouvre l’explorateur de fichier qui permet de sélectionner le chemin de l’emplacement choisi.
Une fois l’emplacement sélectionné, le chemin s’affiche dans le champ de saisie qui le mémorise et permet d’y avoir accès lors de la réouverture du programme.
Dès que l’utilisateur change d’onglet, le chemin de l’emplacement d’enregistrement choisi est automatiquement mémorisé.
L’utilisateur peut également choisir d’enregistrer le fichier généré directement dans le visionneur de PDF, comme cela est expliqué plus loin.
La seconde, dans la partie droite de cet onglet permet de choisir les qualités cibles pour l’ébauche et la finition. Il suffit d’entrer les qualités et de valider en cliquant sur le bouton sur la droite. Si les qualités sont changées, il faut relancer la collecte d’informations.
ZANON Marine Projet de fin d’études Année 2014
43
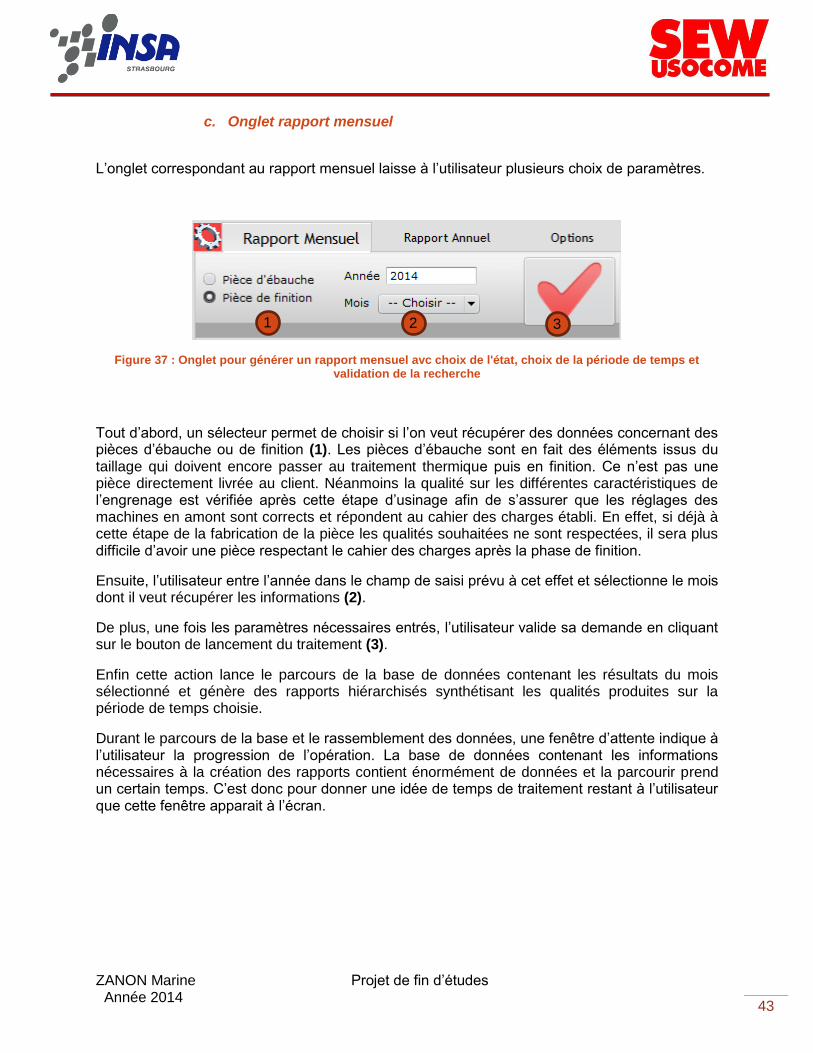
c. Onglet rapport mensuel
L’onglet correspondant au rapport mensuel laisse à l’utilisateur plusieurs choix de paramètres.
Figure 37 : Onglet pour générer un rapport mensuel avc choix de l'état, choix de la période de temps et validation de la recherche
Tout d’abord, un sélecteur permet de choisir si l’on veut récupérer des données concernant des pièces d’ébauche ou de finition (1). Les pièces d’ébauche sont en fait des éléments issus du taillage qui doivent encore passer au traitement thermique puis en finition. Ce n’est pas une pièce directement livrée au client. Néanmoins la qualité sur les différentes caractéristiques de l’engrenage est vérifiée après cette étape d’usinage afin de s’assurer que les réglages des machines en amont sont corrects et répondent au cahier des charges établi. En effet, si déjà à cette étape de la fabrication de la pièce les qualités souhaitées ne sont respectées, il sera plus difficile d’avoir une pièce respectant le cahier des charges après la phase de finition.
Ensuite, l’utilisateur entre l’année dans le champ de saisi prévu à cet effet et sélectionne le mois dont il veut récupérer les informations (2).
De plus, une fois les paramètres nécessaires entrés, l’utilisateur valide sa demande en cliquant sur le bouton de lancement du traitement (3).
Enfin cette action lance le parcours de la base de données contenant les résultats du mois sélectionné et génère des rapports hiérarchisés synthétisant les qualités produites sur la période de temps choisie.
Durant le parcours de la base et le rassemblement des données, une fenêtre d’attente indique à l’utilisateur la progression de l’opération. La base de données contenant les informations nécessaires à la création des rapports contient énormément de données et la parcourir prend un certain temps. C’est donc pour donner une idée de temps de traitement restant à l’utilisateur que cette fenêtre apparait à l’écran.
1 2 3

ZANON Marine Projet de fin d’études Année 2014
44
d. Onglet rapport annuel
L’onglet de génération de rapport annuel se présente comme montré sur la figure ci-dessous :
Figure 30 : Page d'accueil avec prrésentation de l'onglet pour générer un rapport annuel
Comme expliqué précédemment, le sélecteur (1) permet à l’utilisateur de choisir s’il souhaite créer un rapport concernant les pièces de finitions ou bien d’ébauche. Le sélecteur est par défaut sur la position Pièce de finition.
Sur cette page de l’application l’utilisateur doit également entrer l’année qu’il veut observer (2). Il est à noter que seul le champ de gauche est en mode saisie. Le champ de droite (A) se remplie automatiquement en fonction de ce qui est inscrit dans le champ de gauche (B). La période de temps observée correspond à une année comptable d’USOCOME, à savoir du 1er mars de l’année n au dernier jour de février de l’année n+1 suivante.
L’utilisateur lance la recherche de données avec le bouton de validation (3). Lors de la recherche et du traitement des données, une fenêtre d’attente indiquant le temps restant avant la fin de l’opération apparait à l’écran.
1 2 3
A B
ZANON Marine Projet de fin d’études Année 2014
45
IV) Unité de contrôle Machine de rectification STUDER
A. Problématique
A l’heure actuelle dans l’industrie, des technologies modernes côtoient encore des installations bien plus anciennes. En effet, il est impossible de moderniser l’intégralité d’une usine en une fois. Le changement se fait au fur et à mesure que les besoins se présentent car il est parfois compliqué de modifier les systèmes mis en place.
Il est certain que changer des postes informatiques dans des bureaux est faisable sans trop de difficultés techniques. De fait, il suffit de préparer les nouveaux postes en y installant les programmes nécessaires au travail de son utilisateur ce qui se fait assez aisément.
En revanche changer le poste de contrôle d’une machine ancienne n’est pas une opération des plus évidentes. Certaines machines fonctionnent encore sous commande DOS et sont contrôlées par ce qui peut être qualifié d’antiquité informatique. Tant que l’installation fonctionne, cette situation ne pose pas de problème particulier, mis à part son interface un peu vétuste. Néanmoins l’ordinateur se détériore, d’autant plus que celui-ci est dans un milieu industriel gras et dont la température peut être élevée. Si ce poste tombe en panne, le seul moyen de continuer la production est de le remplacer par un appareil identique et préalablement préparer avec le programme de communication contrôlant la machine. En revanche, les nouveaux processeurs et systèmes d’exploitation sont souvent incompatibles avec les systèmes des premières générations, ce qui rend le remplacement tel quel par un nouveau poste impossible. De plus, si l’ordinateur est un modèle ancien, il est probable que le fournisseur ne le fabrique plus. Pour remettre en route l’installation, il faut alors tenter de débusquer un terminal similaire au sein de l’usine, sur le net, voire dans les brocantes.
C’est le cas des deux machines STUDER présentes dans l’usine d’Haguenau. Ces deux machines de rectification sont mécaniquement en très bon état et encore capables de réaliser les tâches pour lesquelles elles ont été acquises. Cependant le poste qui les contrôle est un ancien portable dont le processeur est un pentium et son système d’exploitation est un Windows 98. Le fabricant ne possède plus aujourd’hui les connaissances pour résoudre le problème, les ingénieurs ayant programmés la machine étant partis à la retraite. Quelques années auparavant, ce terminal avait connu des problèmes et a pu être remplacé grâce à un collaborateur d’Usocome qui possédait encore un de ces ordinateurs chez lui. L’arrêt prolongé a ainsi pu être évité mais il est évident que la situation ne pouvait pas rester telle quelle car la moindre défaillance du poste pouvait signifier la mise en arrêt définitif des deux machines. En effet, le contrôle de ces machines s’effectue encore par commande DOS sous Windows 98 et il s’est avéré qu’un poste actuel sous Windows Seven n’était pas compatible en raison de l’évolution de l’architecture interne des ordinateurs.
Certes ces machines ont été depuis longtemps amorties mais, malgré leur grand âge, les rectifieuses STUDER produisent encore quelques 150 000€ de bénéfice par an. Pourquoi réinvestir dans de nouvelles machines si celles-ci fonctionnent encore ? C’est le point qui a été mis en avant lors de la mise en place de ce projet. Ainsi plutôt que de racheter des machines, il a été décidé de créer un programme qui ferait le lien entre la machine ancienne et le nouveau poste de contrôle sous Windows Seven.

ZANON Marine Projet de fin d’études Année 2014
46
B. Réalisation de l’application
1. Cahier des charges
L’application à créer doit donc avoir les mêmes fonctionnalités que celle qui existe actuellement mais doit permettre de faire communiquer un PC de nouvelle génération avec la machine STUDER. Le programme doit ainsi être capable d’envoyer des fichiers via un port RS232 de façon à ce que la machine puisse le réceptionner.
Figure 31 : Une des deux machines de rectification STUDER
Les fichiers à envoyer sont les cotes et instructions de rectification à effectuer par la machine. Si des modifications de cotes sont à réaliser pour compenser par exemple une usure des outils, ces changements sont effectués directement sur le moniteur de la machine. Pour enregistrer ces fichiers modifiés, il faut donc transmettre le fichier en question depuis la machine vers le poste de contrôle. La nouvelle application doit donc être capable de recevoir des données par le port RS232 de l’ordinateur sur laquelle elle est installée.
Le look de l’application est également à revoir et à mettre au gout du jour afin de lui donner un aspect plus moderne et ergonomique. Le but est bien évidemment de la rendre le plus intuitive possible et également le plus pratique pour l’utilisateur. Pour cela, il est intéressant de limiter le nombre d’actions nécessaires pour faire fonctionner le programme. Ceci constituera un gain de temps lors de l’utilisation et évitera à l’opérateur d’avoir à trop manipuler la souris ou le touch-pad.
ZANON Marine Projet de fin d’études Année 2014
47
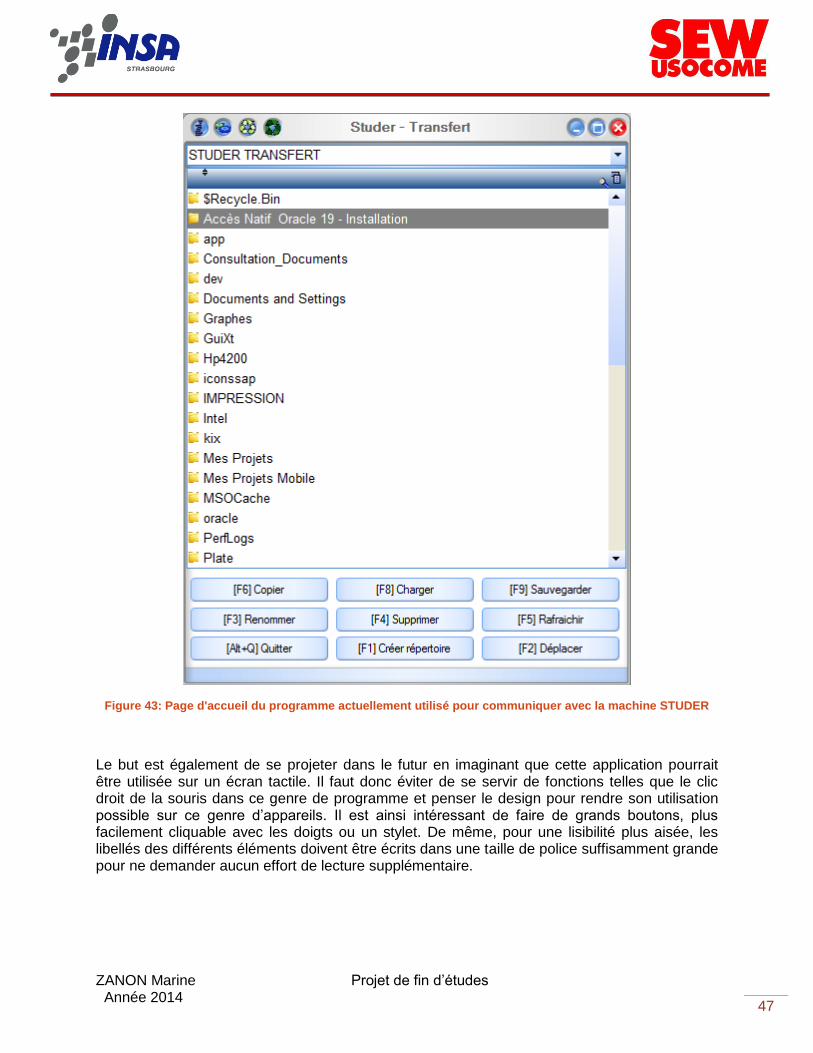
Figure 43: Page d'accueil du programme actuellement utilisé pour communiquer avec la machine STUDER
Le but est également de se projeter dans le futur en imaginant que cette application pourrait être utilisée sur un écran tactile. Il faut donc éviter de se servir de fonctions telles que le clic droit de la souris dans ce genre de programme et penser le design pour rendre son utilisation possible sur ce genre d’appareils. Il est ainsi intéressant de faire de grands boutons, plus facilement cliquable avec les doigts ou un stylet. De même, pour une lisibilité plus aisée, les libellés des différents éléments doivent être écrits dans une taille de police suffisamment grande pour ne demander aucun effort de lecture supplémentaire.
ZANON Marine Projet de fin d’études Année 2014
48
2. Rétro-engineering
a. Etude des fichiers à envoyer
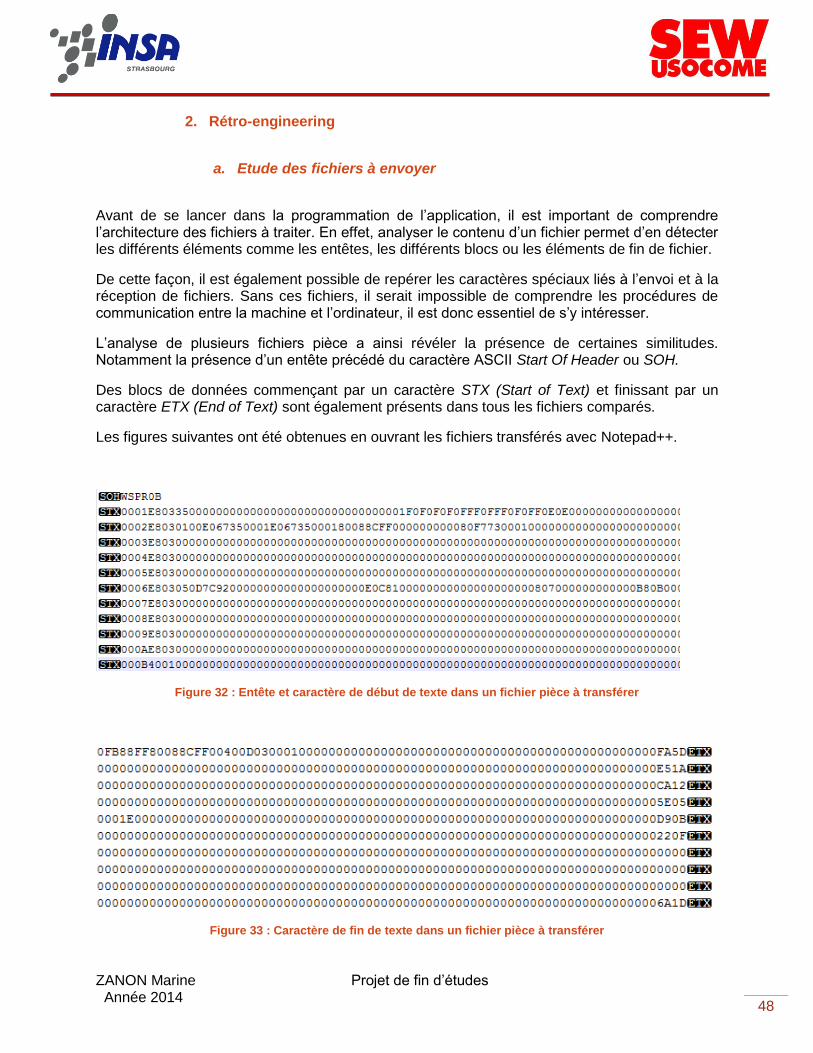
Avant de se lancer dans la programmation de l’application, il est important de comprendre l’architecture des fichiers à traiter. En effet, analyser le contenu d’un fichier permet d’en détecter les différents éléments comme les entêtes, les différents blocs ou les éléments de fin de fichier.
De cette façon, il est également possible de repérer les caractères spéciaux liés à l’envoi et à la réception de fichiers. Sans ces fichiers, il serait impossible de comprendre les procédures de communication entre la machine et l’ordinateur, il est donc essentiel de s’y intéresser.
L’analyse de plusieurs fichiers pièce a ainsi révéler la présence de certaines similitudes. Notamment la présence d’un entête précédé du caractère ASCII Start Of Header ou SOH.
Des blocs de données commençant par un caractère STX (Start of Text) et finissant par un caractère ETX (End of Text) sont également présents dans tous les fichiers comparés.
Les figures suivantes ont été obtenues en ouvrant les fichiers transférés avec Notepad++.
Figure 32 : Entête et caractère de début de texte dans un fichier pièce à transférer
Figure 33 : Caractère de fin de texte dans un fichier pièce à transférer
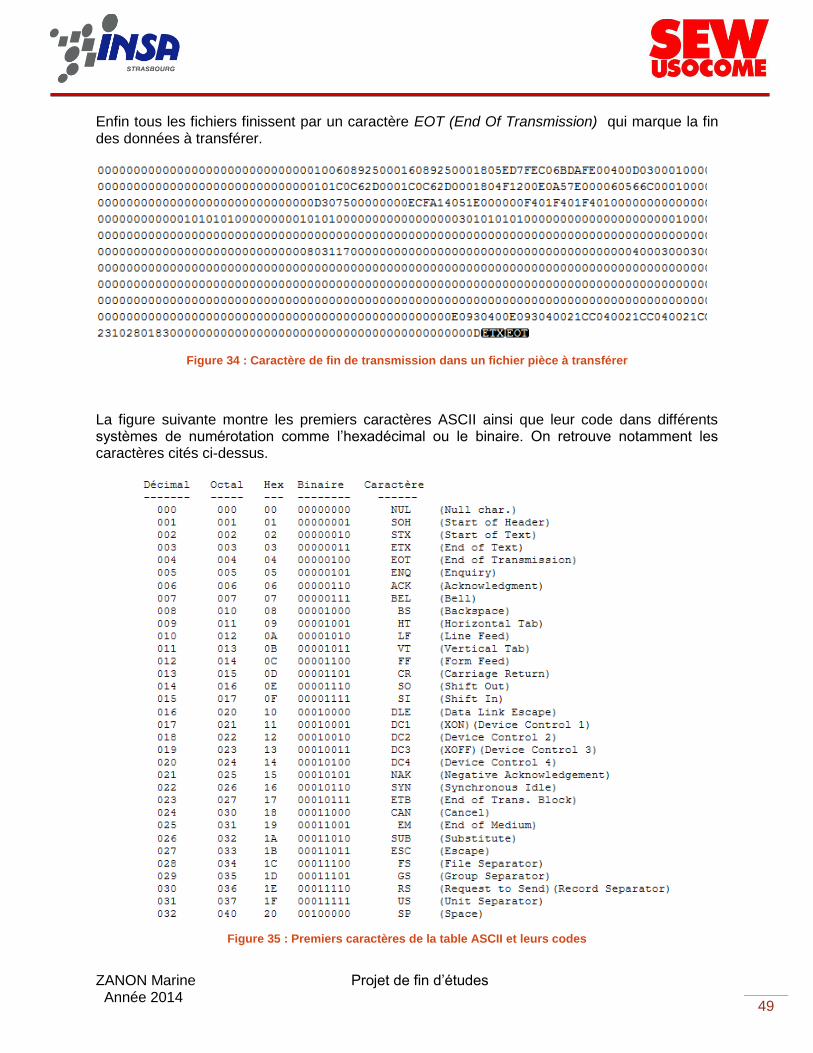
ZANON Marine Projet de fin d’études Année 2014
49
Enfin tous les fichiers finissent par un caractère EOT (End Of Transmission) qui marque la fin des données à transférer.
Figure 34 : Caractère de fin de transmission dans un fichier pièce à transférer
La figure suivante montre les premiers caractères ASCII ainsi que leur code dans différents systèmes de numérotation comme l’hexadécimal ou le binaire. On retrouve notamment les caractères cités ci-dessus.
Figure 35 : Premiers caractères de la table ASCII et leurs codes
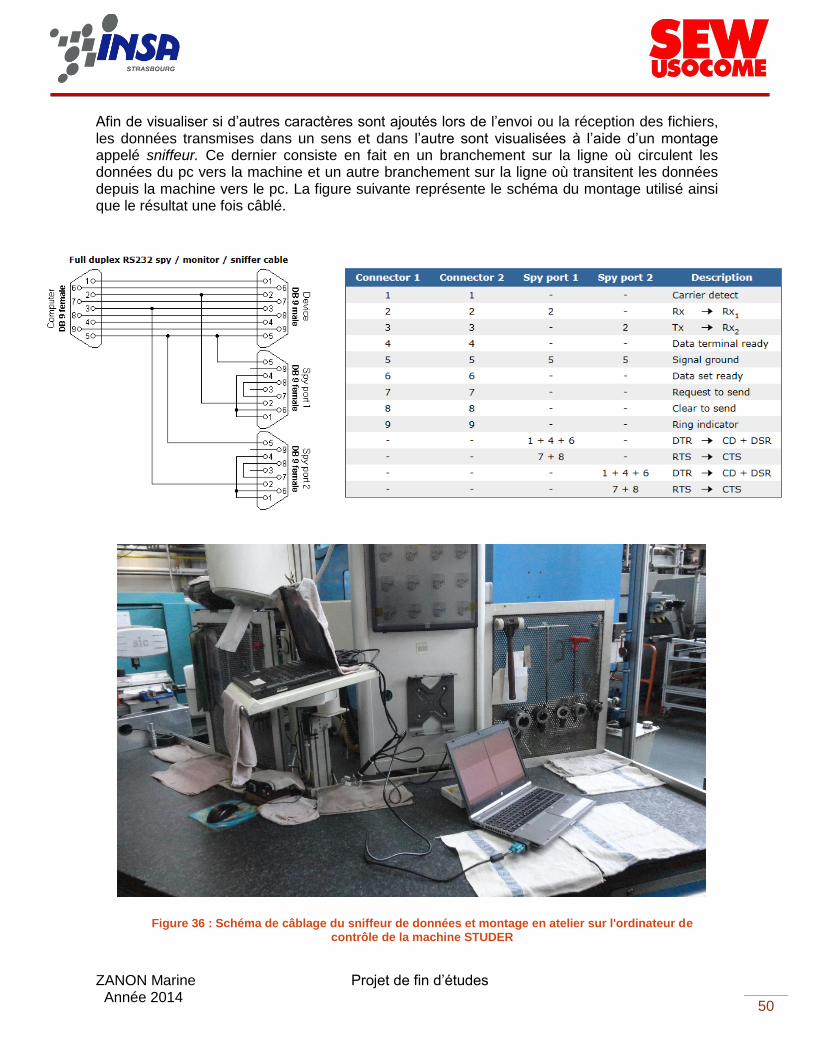
ZANON Marine Projet de fin d’études Année 2014
50
Afin de visualiser si d’autres caractères sont ajoutés lors de l’envoi ou la réception des fichiers, les données transmises dans un sens et dans l’autre sont visualisées à l’aide d’un montage appelé sniffeur. Ce dernier consiste en fait en un branchement sur la ligne où circulent les données du pc vers la machine et un autre branchement sur la ligne où transitent les données depuis la machine vers le pc. La figure suivante représente le schéma du montage utilisé ainsi que le résultat une fois câblé.
Figure 36 : Schéma de câblage du sniffeur de données et montage en atelier sur l'ordinateur de
contrôle de la machine STUDER
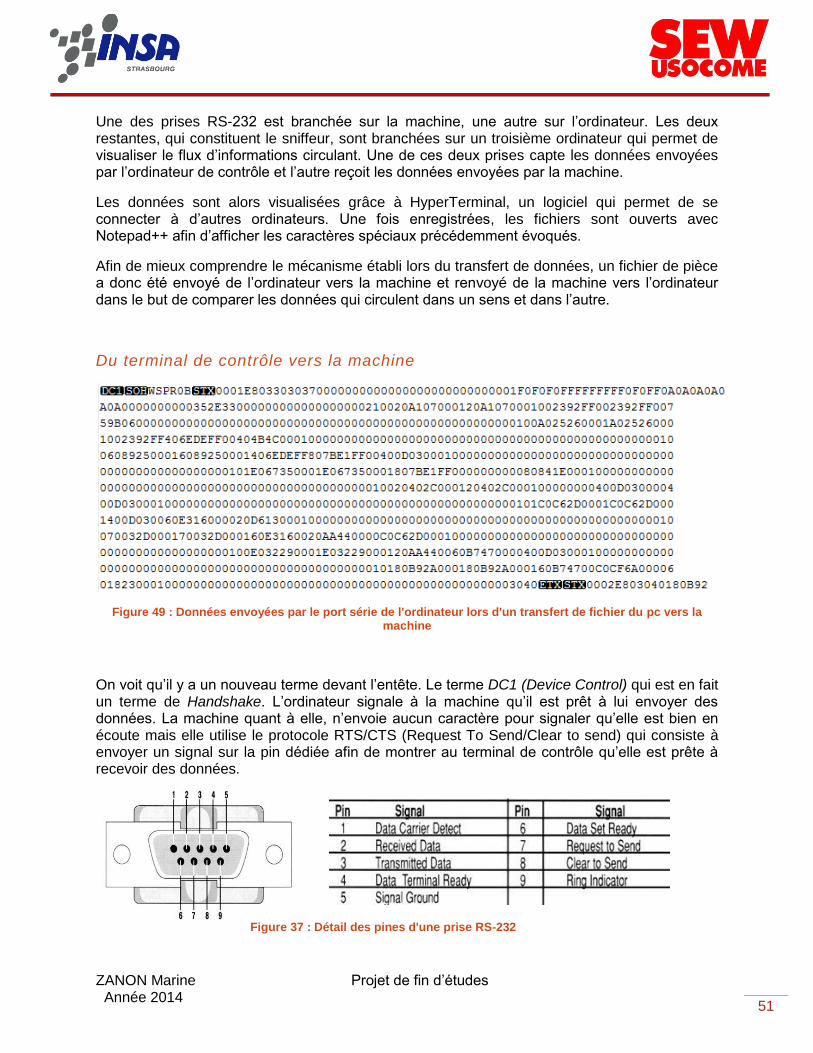
ZANON Marine Projet de fin d’études Année 2014
51
Une des prises RS-232 est branchée sur la machine, une autre sur l’ordinateur. Les deux restantes, qui constituent le sniffeur, sont branchées sur un troisième ordinateur qui permet de visualiser le flux d’informations circulant. Une de ces deux prises capte les données envoyées par l’ordinateur de contrôle et l’autre reçoit les données envoyées par la machine.
Les données sont alors visualisées grâce à HyperTerminal, un logiciel qui permet de se connecter à d’autres ordinateurs. Une fois enregistrées, les fichiers sont ouverts avec Notepad++ afin d’afficher les caractères spéciaux précédemment évoqués.
Afin de mieux comprendre le mécanisme établi lors du transfert de données, un fichier de pièce a donc été envoyé de l’ordinateur vers la machine et renvoyé de la machine vers l’ordinateur dans le but de comparer les données qui circulent dans un sens et dans l’autre.
Du terminal de contrôle vers la machine
Figure 49 : Données envoyées par le port série de l'ordinateur lors d'un transfert de fichier du pc vers la machine
On voit qu’il y a un nouveau terme devant l’entête. Le terme DC1 (Device Control) qui est en fait un terme de Handshake. L’ordinateur signale à la machine qu’il est prêt à lui envoyer des données. La machine quant à elle, n’envoie aucun caractère pour signaler qu’elle est bien en écoute mais elle utilise le protocole RTS/CTS (Request To Send/Clear to send) qui consiste à envoyer un signal sur la pin dédiée afin de montrer au terminal de contrôle qu’elle est prête à recevoir des données.
Figure 37 : Détail des pines d'une prise RS-232
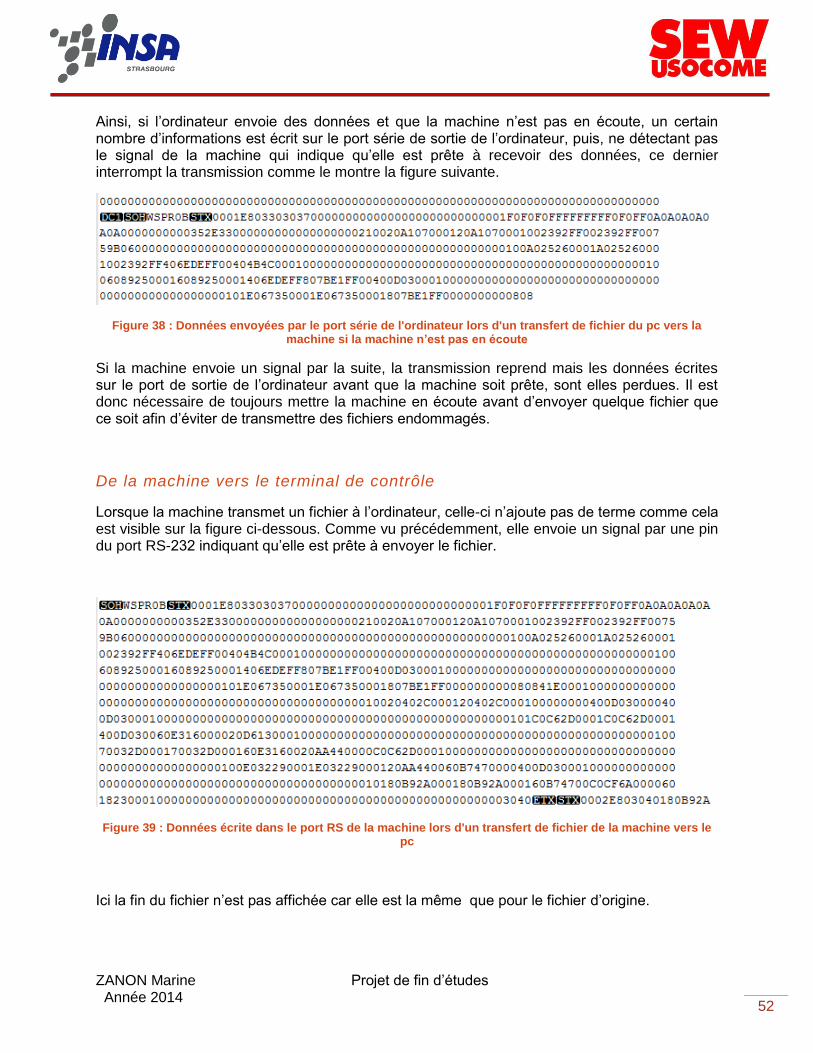
ZANON Marine Projet de fin d’études Année 2014
52
Ainsi, si l’ordinateur envoie des données et que la machine n’est pas en écoute, un certain nombre d’informations est écrit sur le port série de sortie de l’ordinateur, puis, ne détectant pas le signal de la machine qui indique qu’elle est prête à recevoir des données, ce dernier interrompt la transmission comme le montre la figure suivante.
Figure 38 : Données envoyées par le port série de l'ordinateur lors d'un transfert de fichier du pc vers la machine si la machine n’est pas en écoute
Si la machine envoie un signal par la suite, la transmission reprend mais les données écrites sur le port de sortie de l’ordinateur avant que la machine soit prête, sont elles perdues. Il est donc nécessaire de toujours mettre la machine en écoute avant d’envoyer quelque fichier que ce soit afin d’éviter de transmettre des fichiers endommagés.
De la machine vers le terminal de contrôle
Lorsque la machine transmet un fichier à l’ordinateur, celle-ci n’ajoute pas de terme comme cela est visible sur la figure ci-dessous. Comme vu précédemment, elle envoie un signal par une pin du port RS-232 indiquant qu’elle est prête à envoyer le fichier.
Figure 39 : Données écrite dans le port RS de la machine lors d'un transfert de fichier de la machine vers le pc
Ici la fin du fichier n’est pas affichée car elle est la même que pour le fichier d’origine.
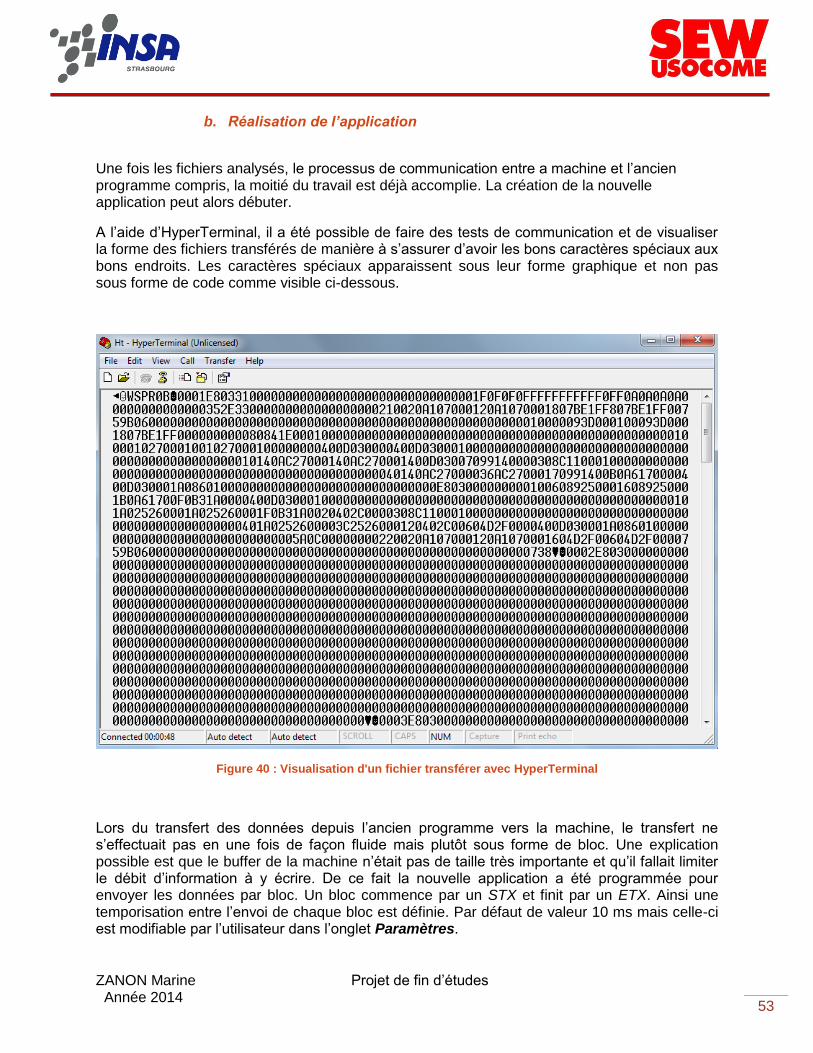
ZANON Marine Projet de fin d’études Année 2014
53
b. Réalisation de l’application
Une fois les fichiers analysés, le processus de communication entre a machine et l’ancien programme compris, la moitié du travail est déjà accomplie. La création de la nouvelle application peut alors débuter.
A l’aide d’HyperTerminal, il a été possible de faire des tests de communication et de visualiser la forme des fichiers transférés de manière à s’assurer d’avoir les bons caractères spéciaux aux bons endroits. Les caractères spéciaux apparaissent sous leur forme graphique et non pas sous forme de code comme visible ci-dessous.
Figure 40 : Visualisation d'un fichier transférer avec HyperTerminal
Lors du transfert des données depuis l’ancien programme vers la machine, le transfert ne s’effectuait pas en une fois de façon fluide mais plutôt sous forme de bloc. Une explication possible est que le buffer de la machine n’était pas de taille très importante et qu’il fallait limiter le débit d’information à y écrire. De ce fait la nouvelle application a été programmée pour envoyer les données par bloc. Un bloc commence par un STX et finit par un ETX. Ainsi une temporisation entre l’envoi de chaque bloc est définie. Par défaut de valeur 10 ms mais celle-ci est modifiable par l’utilisateur dans l’onglet Paramètres.
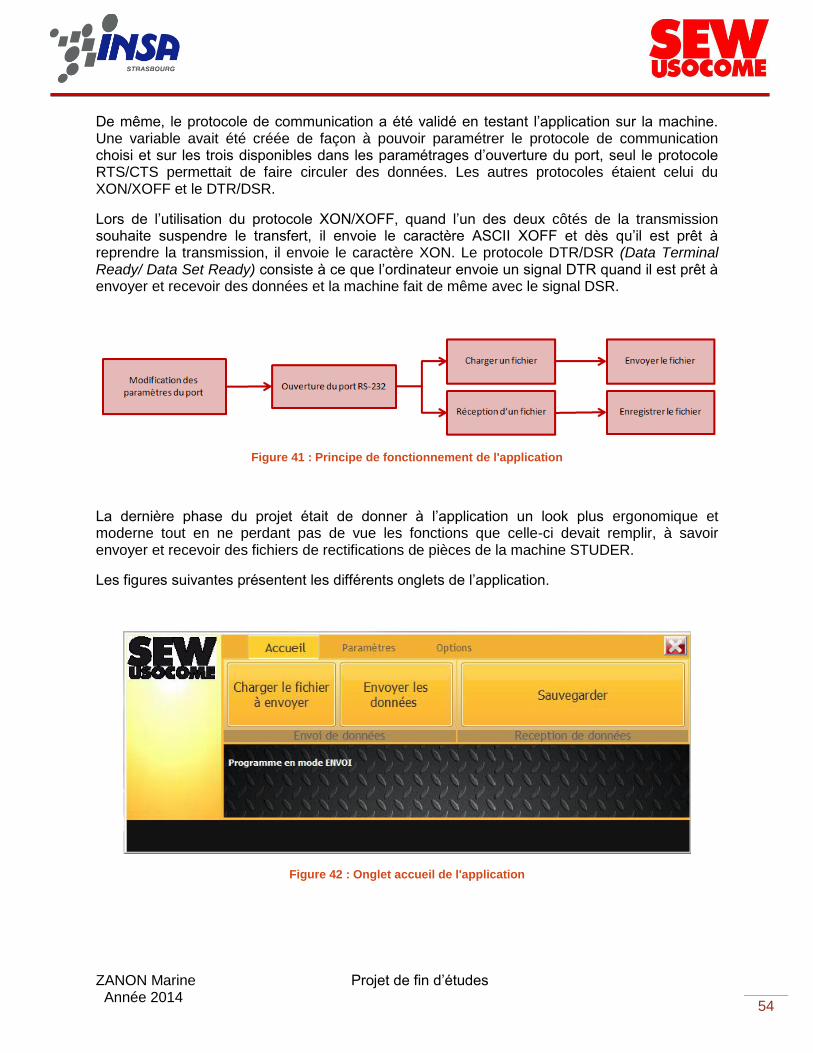
ZANON Marine Projet de fin d’études Année 2014
54
De même, le protocole de communication a été validé en testant l’application sur la machine. Une variable avait été créée de façon à pouvoir paramétrer le protocole de communication choisi et sur les trois disponibles dans les paramétrages d’ouverture du port, seul le protocole RTS/CTS permettait de faire circuler des données. Les autres protocoles étaient celui du XON/XOFF et le DTR/DSR.
Lors de l’utilisation du protocole XON/XOFF, quand l’un des deux côtés de la transmission souhaite suspendre le transfert, il envoie le caractère ASCII XOFF et dès qu’il est prêt à reprendre la transmission, il envoie le caractère XON. Le protocole DTR/DSR (Data Terminal Ready/ Data Set Ready) consiste à ce que l’ordinateur envoie un signal DTR quand il est prêt à envoyer et recevoir des données et la machine fait de même avec le signal DSR.
Figure 41 : Principe de fonctionnement de l'application
La dernière phase du projet était de donner à l’application un look plus ergonomique et moderne tout en ne perdant pas de vue les fonctions que celle-ci devait remplir, à savoir envoyer et recevoir des fichiers de rectifications de pièces de la machine STUDER.
Les figures suivantes présentent les différents onglets de l’application.
Figure 42 : Onglet accueil de l'application
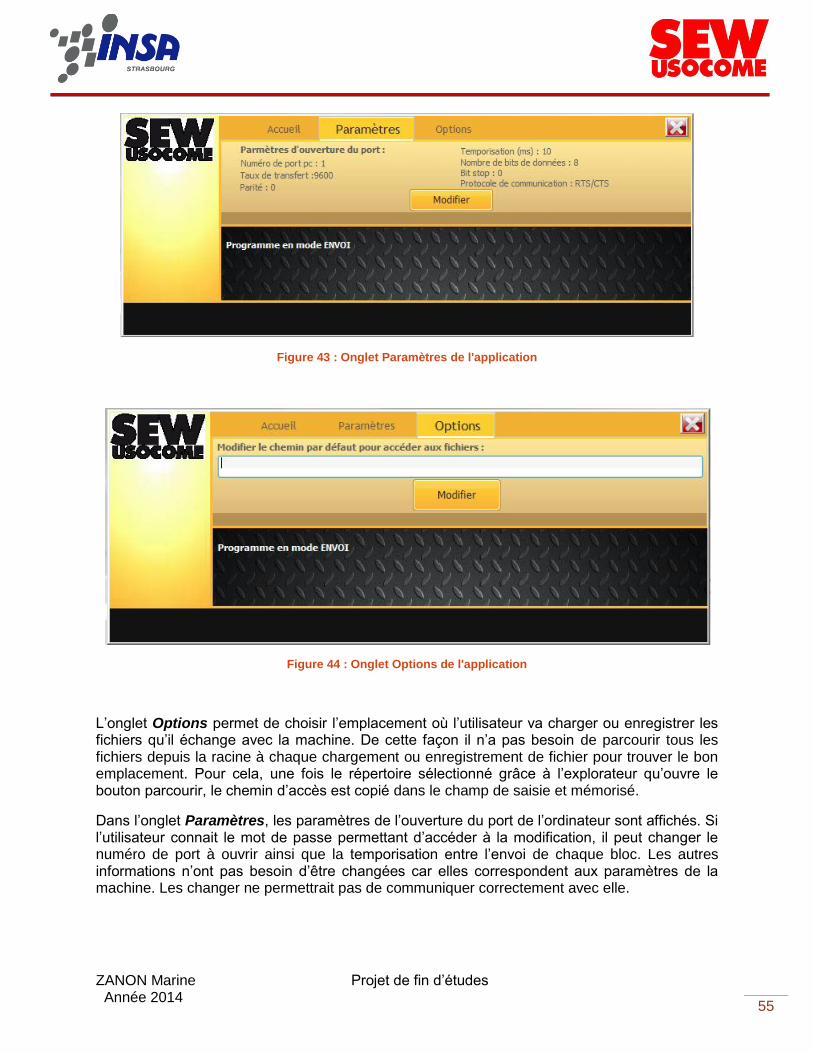
ZANON Marine Projet de fin d’études Année 2014
55
Figure 43 : Onglet Paramètres de l'application
Figure 44 : Onglet Options de l'application
L’onglet Options permet de choisir l’emplacement où l’utilisateur va charger ou enregistrer les fichiers qu’il échange avec la machine. De cette façon il n’a pas besoin de parcourir tous les fichiers depuis la racine à chaque chargement ou enregistrement de fichier pour trouver le bon emplacement. Pour cela, une fois le répertoire sélectionné grâce à l’explorateur qu’ouvre le bouton parcourir, le chemin d’accès est copié dans le champ de saisie et mémorisé.
Dans l’onglet Paramètres, les paramètres de l’ouverture du port de l’ordinateur sont affichés. Si l’utilisateur connait le mot de passe permettant d’accéder à la modification, il peut changer le numéro de port à ouvrir ainsi que la temporisation entre l’envoi de chaque bloc. Les autres informations n’ont pas besoin d’être changées car elles correspondent aux paramètres de la machine. Les changer ne permettrait pas de communiquer correctement avec elle.
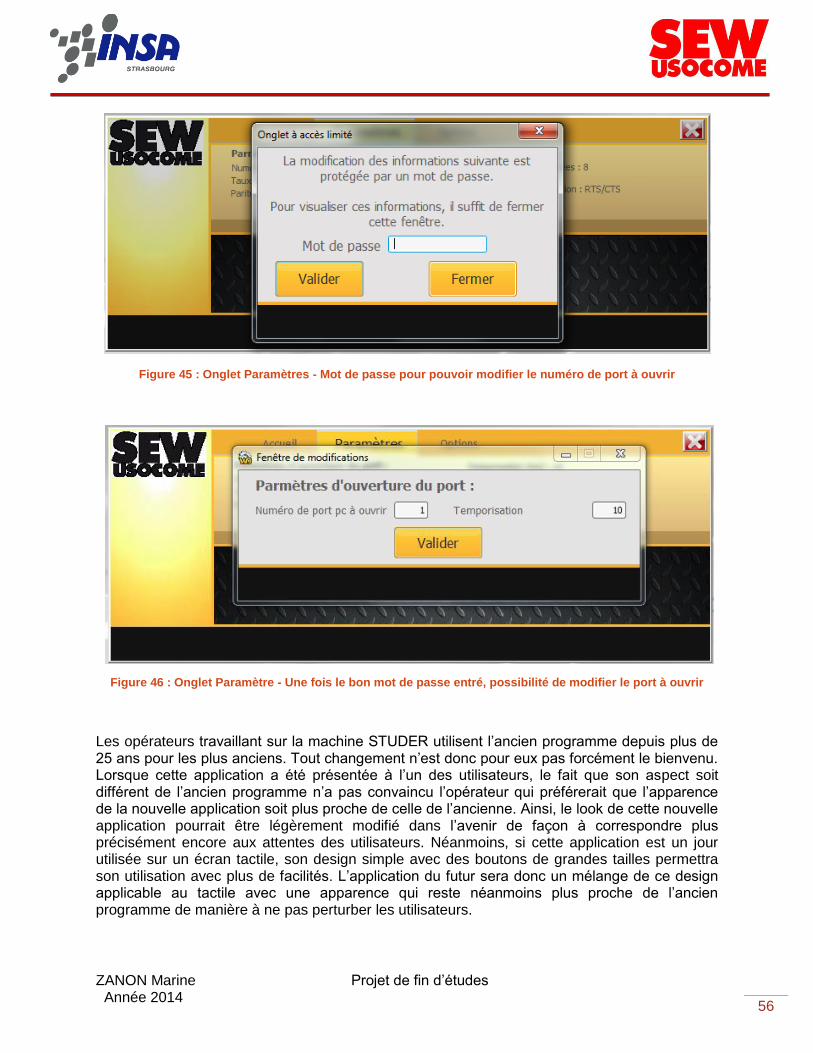
ZANON Marine Projet de fin d’études Année 2014
56
Figure 45 : Onglet Paramètres - Mot de passe pour pouvoir modifier le numéro de port à ouvrir
Figure 46 : Onglet Paramètre - Une fois le bon mot de passe entré, possibilité de modifier le port à ouvrir
Les opérateurs travaillant sur la machine STUDER utilisent l’ancien programme depuis plus de 25 ans pour les plus anciens. Tout changement n’est donc pour eux pas forcément le bienvenu. Lorsque cette application a été présentée à l’un des utilisateurs, le fait que son aspect soit différent de l’ancien programme n’a pas convaincu l’opérateur qui préférerait que l’apparence de la nouvelle application soit plus proche de celle de l’ancienne. Ainsi, le look de cette nouvelle application pourrait être légèrement modifié dans l’avenir de façon à correspondre plus précisément encore aux attentes des utilisateurs. Néanmoins, si cette application est un jour utilisée sur un écran tactile, son design simple avec des boutons de grandes tailles permettra son utilisation avec plus de facilités. L’application du futur sera donc un mélange de ce design applicable au tactile avec une apparence qui reste néanmoins plus proche de l’ancien programme de manière à ne pas perturber les utilisateurs.
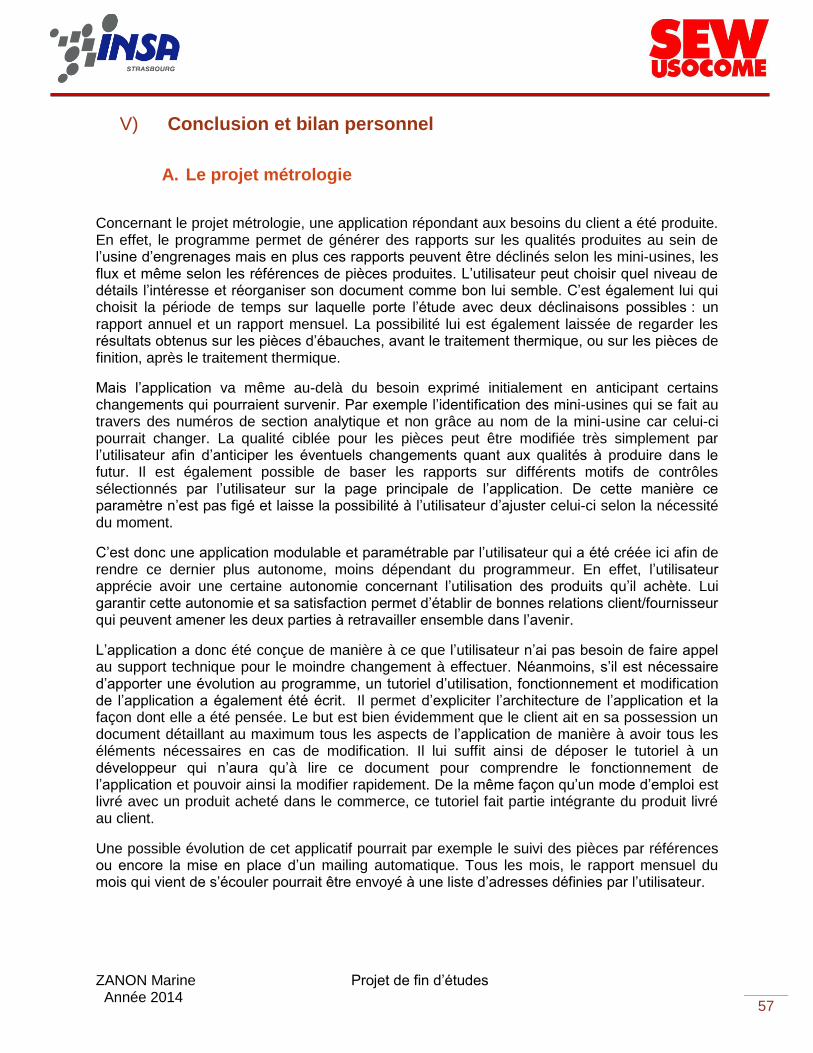
ZANON Marine Projet de fin d’études Année 2014
57
V) Conclusion et bilan personnel
A. Le projet métrologie
Concernant le projet métrologie, une application répondant aux besoins du client a été produite. En effet, le programme permet de générer des rapports sur les qualités produites au sein de l’usine d’engrenages mais en plus ces rapports peuvent être déclinés selon les mini-usines, les flux et même selon les références de pièces produites. L’utilisateur peut choisir quel niveau de détails l’intéresse et réorganiser son document comme bon lui semble. C’est également lui qui choisit la période de temps sur laquelle porte l’étude avec deux déclinaisons possibles : un rapport annuel et un rapport mensuel. La possibilité lui est également laissée de regarder les résultats obtenus sur les pièces d’ébauches, avant le traitement thermique, ou sur les pièces de finition, après le traitement thermique.
Mais l’application va même au-delà du besoin exprimé initialement en anticipant certains changements qui pourraient survenir. Par exemple l’identification des mini-usines qui se fait au travers des numéros de section analytique et non grâce au nom de la mini-usine car celui-ci pourrait changer. La qualité ciblée pour les pièces peut être modifiée très simplement par l’utilisateur afin d’anticiper les éventuels changements quant aux qualités à produire dans le futur. Il est également possible de baser les rapports sur différents motifs de contrôles sélectionnés par l’utilisateur sur la page principale de l’application. De cette manière ce paramètre n’est pas figé et laisse la possibilité à l’utilisateur d’ajuster celui-ci selon la nécessité du moment.
C’est donc une application modulable et paramétrable par l’utilisateur qui a été créée ici afin de rendre ce dernier plus autonome, moins dépendant du programmeur. En effet, l’utilisateur apprécie avoir une certaine autonomie concernant l’utilisation des produits qu’il achète. Lui garantir cette autonomie et sa satisfaction permet d’établir de bonnes relations client/fournisseur qui peuvent amener les deux parties à retravailler ensemble dans l’avenir.
L’application a donc été conçue de manière à ce que l’utilisateur n’ai pas besoin de faire appel au support technique pour le moindre changement à effectuer. Néanmoins, s’il est nécessaire d’apporter une évolution au programme, un tutoriel d’utilisation, fonctionnement et modification de l’application a également été écrit. Il permet d’expliciter l’architecture de l’application et la façon dont elle a été pensée. Le but est bien évidemment que le client ait en sa possession un document détaillant au maximum tous les aspects de l’application de manière à avoir tous les éléments nécessaires en cas de modification. Il lui suffit ainsi de déposer le tutoriel à un développeur qui n’aura qu’à lire ce document pour comprendre le fonctionnement de l’application et pouvoir ainsi la modifier rapidement. De la même façon qu’un mode d’emploi est livré avec un produit acheté dans le commerce, ce tutoriel fait partie intégrante du produit livré au client.
Une possible évolution de cet applicatif pourrait par exemple le suivi des pièces par références ou encore la mise en place d’un mailing automatique. Tous les mois, le rapport mensuel du mois qui vient de s’écouler pourrait être envoyé à une liste d’adresses définies par l’utilisateur.
ZANON Marine Projet de fin d’études Année 2014
58
B. Le projet Studer
Un programme répondant aux cahiers des charges initial a été réalisé. En effet, l’application créée permet d’échanger des fichiers pièces avec la machine de rectification STUDER tout en restant simple d’utilisation. Ainsi il est possible de remplacer l’ancien poste en place par n’importe quel autre ordinateur actuel capable de recevoir un signal par protocole RS-232. Ceci permet de ne plus craindre la défaillance du poste et de pouvoir utiliser la machine encore quelques années.
Ce projet a également permis de mieux connaitre le mode de fonctionnement de la machine STUDER, ce qui a permis de démystifier son fonctionnement. Il a été rassurant de se rendre compte que le fonctionnement de cette installation n’était finalement pas si compliqué et que le déchiffrage des fichiers envoyés et reçus ait permis de comprendre et de recréer ce mode de communication.
L’application est ainsi dotée des mêmes fonctionnalités que l’ancienne comme par exemple la possibilité de choisir et de sauvegarder le répertoire de travail. L’apparence du programme est la seule chose où une évolution a eu lieu et l’utilisateur devra donc s’habituer à ce changement. Il est également à noter que le style nouveau de cette application est plus adapté au tactile avec des boutons de dimensions plus importantes qui sont plus facilement cliquable avec le doigt. L’évolution vers le tactile serait donc une possibilité pour cet applicatif, ce qui permettrait à l’utilisateur de se détacher du clavier et de la souris.
ZANON Marine Projet de fin d’études Année 2014
59
C. Bilan personnel
Ce stage de fin d’études a réellement été une expérience bénéfique et instructive. Il m’a permis, pendant six mois d’occuper un poste d’ingénieur et de mener à bien plusieurs missions qui m’ont été assignées. J’ai ainsi pu être confrontée à différents aspects de cette profession si vaste.
Tout d’abord, mon séjour au sein de l’entreprise m’a permis de rencontrer deux types de clients diamétralement opposés. En effet, en ce qui concerne le projet de métrologie, Olivier BISCHOFF était un client avec lequel nous avons établi un cahier des charges détaillé et précis et avec qui nous avons fait des réunions régulières sur l’avancement du projet. C’était donc un client impliqué et qui savait ce qu’il voulait et comment il le voulait, ce qui m’a permis d’avancer efficacement. De fait, il a apporté une réponse à chacune des questions que je lui ai posées et dans des délais très courts. A l’opposé de cela, le projet STUDER n’avait pas de responsable physique auquel s’adresser en cas de problème ou de questions. Il n’y avait pas non plus d’autres consignes que de faire fonctionner la communication entre l’ordinateur et la machine. Il a donc fallu se débrouiller uniquement avec l’aide apportée par mes collègues pour arriver à un résultat. La démarche a donc été de comprendre comment fonctionnait l’installation pour être en mesure de réaliser l’application.
Ensuite, j’ai également pu être confrontée à la gestion de plusieurs projets. En effet, en plus du projet principal de métrologie, le projet STUDER devait être mené à bien. A cela s’est ajoutée une mission de quelques semaines sur un projet de nouvelle ligne d’emballage pour l’usine de Brumath. Il a été essentiel de savoir suspendre un projet pour travailler sur un autre de façon à être capable de mener à bien chacun d’eux.
Il a également été très motivant de travailler sur des projets qui auront une réelle utilité au sein de l’entreprise. Cette motivation m’a permis d’apprécier passer du temps sur ma tâche et de ne pas compter mes heures. La satisfaction d’un travail bien fait m’a aussi donné l’envie d’aller plus loin dans mon travail et de proposer des solutions plus complètes au client en lui fournissant un produit qui va au-delà de ses attentes.
Enfin j’ai pu me rendre compte que fournir un travail répondant au cahier des charges est une chose mais il est au moins aussi important de laisser une documentation claire sur ce travail. Le but est bien sur que les personnes amenées à travailler dessus aient en leur possession toutes les informations nécessaires pour comprendre, utiliser ou modifier ce qui a été réalisé pendant le projet.
Tous ces éléments m’ont ainsi permis d’avoir un aperçu concret du métier auquel ces cinq dernières années m’ont préparée et j’attends à présent avec impatience les nouveaux challenges auxquels cette profession pourra me confronter.
ZANON Marine Projet de fin d’études Année 2014
60
Bibliographie / Webographie
Projet de métrologie
NGUYEN Thanh, Métrologie des engrenages, Tome I : Extraits de Normes, Centre Technique des Industries Mécaniques
Extrait du rapport technique ISO 10064 – partie I
NGUYEN Thanh, Métrologie des engrenages, Tome II : Contrôles de Réception, Centre Technique des Industries Mécaniques
Michel PASQUIER, Ingénieur de l’Ecole Supérieure de l’Energie et des Matériaux CMD Engrenages et Réducteurs Contrôle des engrenages parallèles, Technique de l’ingénieur, 2002
ISO Online Browsing Platform: https://www.iso.org/obp/
Norme DIN 3961 et 3962
Aide Windev en ligne: http://doc.pcsoft.fr/
Projet STUDER
Wikipedia, RS-232: http://en.wikipedia.org/wiki/RS-232
Wikipedia, Software flow control: http://en.wikipedia.org/wiki/Software_flow_control
Aide Windev en ligne: http://doc.pcsoft.fr/