programmation roboform notion de jobblogpeda.ac-poitiers.fr/.../form-methodologie-roboform.pdf ·...
TRANSCRIPT
1/24
PROGRAMMATION ROBOFORM
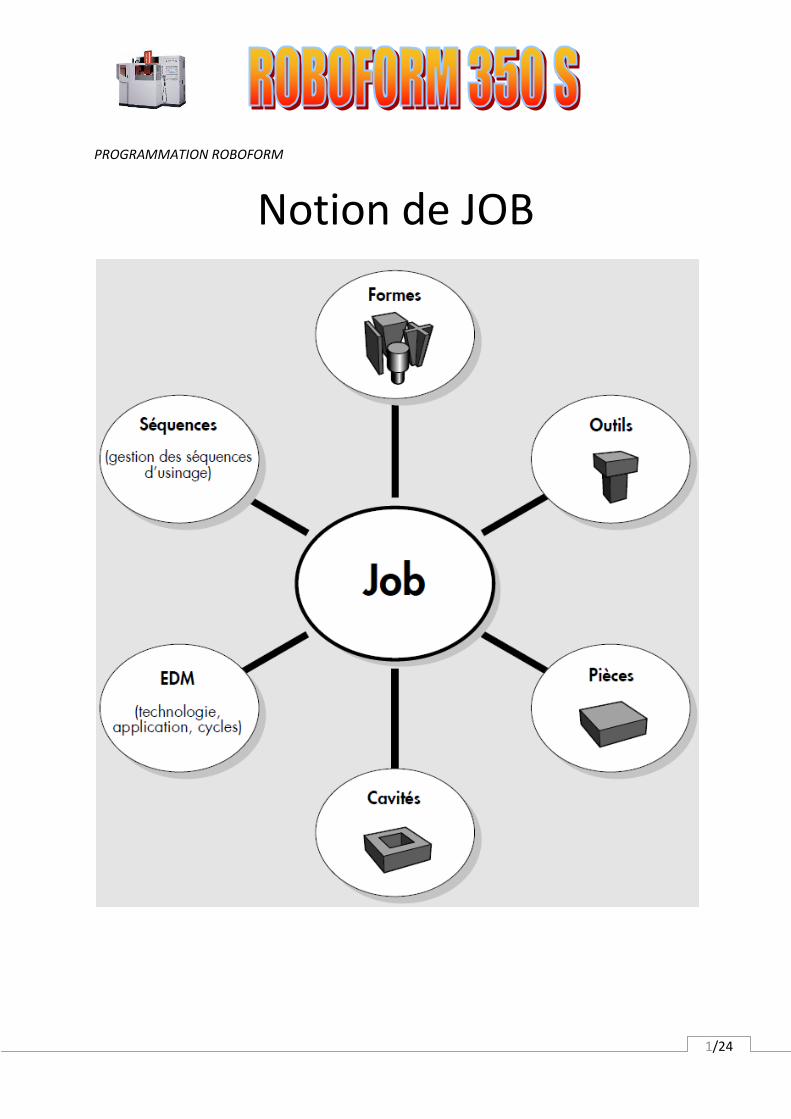
Notion de JOB

2/24
Notion de forme
Une forme est définie par ses caractéristiques géométriques. Elle regroupe en général une famille d’électrodes de même forme dont seulement la sous-dimension ou la matière qui les compose peuvent différer. Une forme peut être appliquée sur différentes pièces et en différents points.
Dans l’exemple ci-contre, la pièce possède deux cavités de forme carrée (1) et une cavité de forme ronde (2), soit trois cavités bien distinctes.
Dans le cas de cavités complexes, la notion de forme permet de les partager en autant de formes simples qu’il est nécessaire.
Par exemple, la cavité ci-contre peut être décomposée en une forme de section carrée (1) et en forme de section circulaire (2).
Notion d’outil Chaque électrode est répertoriée en tant qu’outil.
Notion de pièce
Chaque pièce à usiner est identifiée.
Séquences :
Un job contient les instructions permettant d’organiser l’ordre et la manière d’usiner une cavité.

3/24
EDM : Les paramètres du générateur électrique sont contenus dans un job.
Notion de cavité
La position d’une cavité par rapport à la pièce ainsi que l’orientation de son axe de pénétration sont définis par rapport au référentiel de la pièce. Elle peut être positionnée sur plusieurs pièces. Exemple d’une cavité appliquée à trois pièces pour situer le même usinage sur chacune d’elles.
Exemple d’une pièce avec trois cavités distinctes à réaliser.

4/24
Check-list de préparation Ce qu’il faut savoir - La préparation doit se faire de façon structurée. - Utiliser la check-list ci-dessous. • Identifier et numéroter chaque forme différente. (Plusieurs cavités peuvent avoir la même forme.) • Identifier et numéroter chaque cavité. • Identifier et numéroter les outils (électrodes et électrodes de mesure). • Identifier et numéroter les pièces. • Regrouper les informations dans le tableau ci-dessous.
5/24
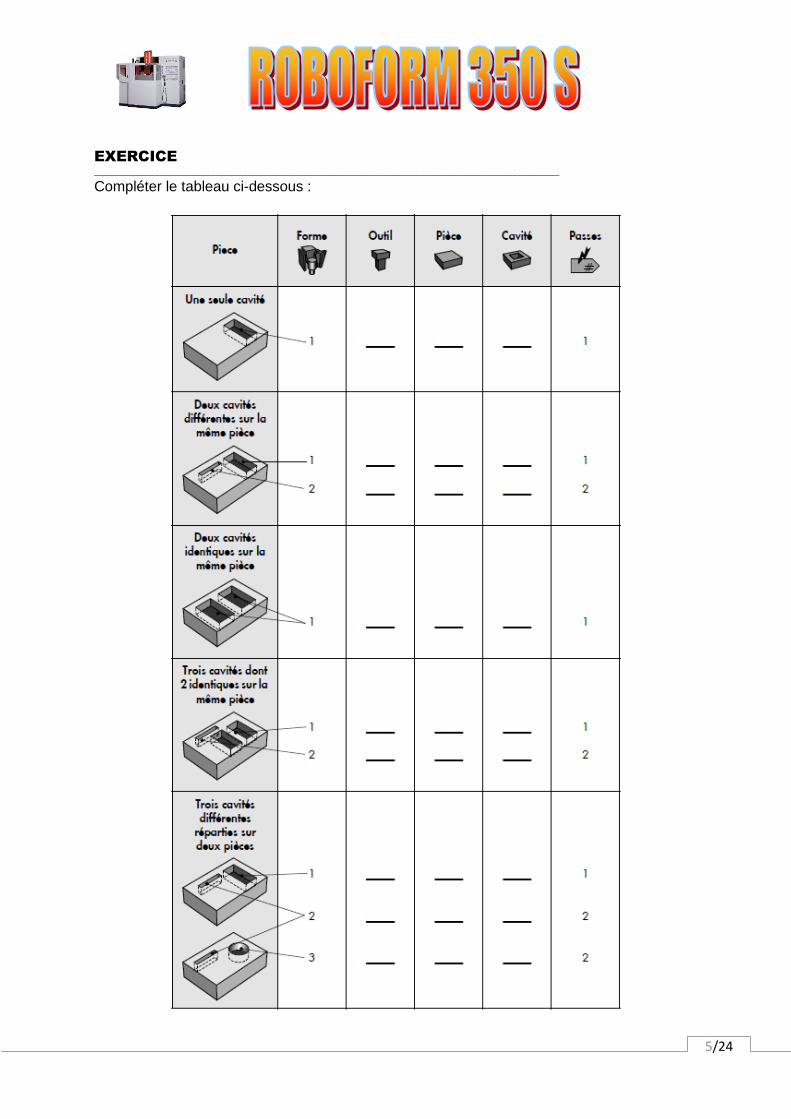
EXERCICE
____________________________________________________________________________________________________
Compléter le tableau ci-dessous :

6/24

7/24
Préparation Page Carrefour
Sélectionner job vide
Valider avec
Vérifier R palpeur
Monter la pièce et vérifier que le palpeur pourra palper aux endroits que vous désirez
(courses X et Y suffisantes)
8/24
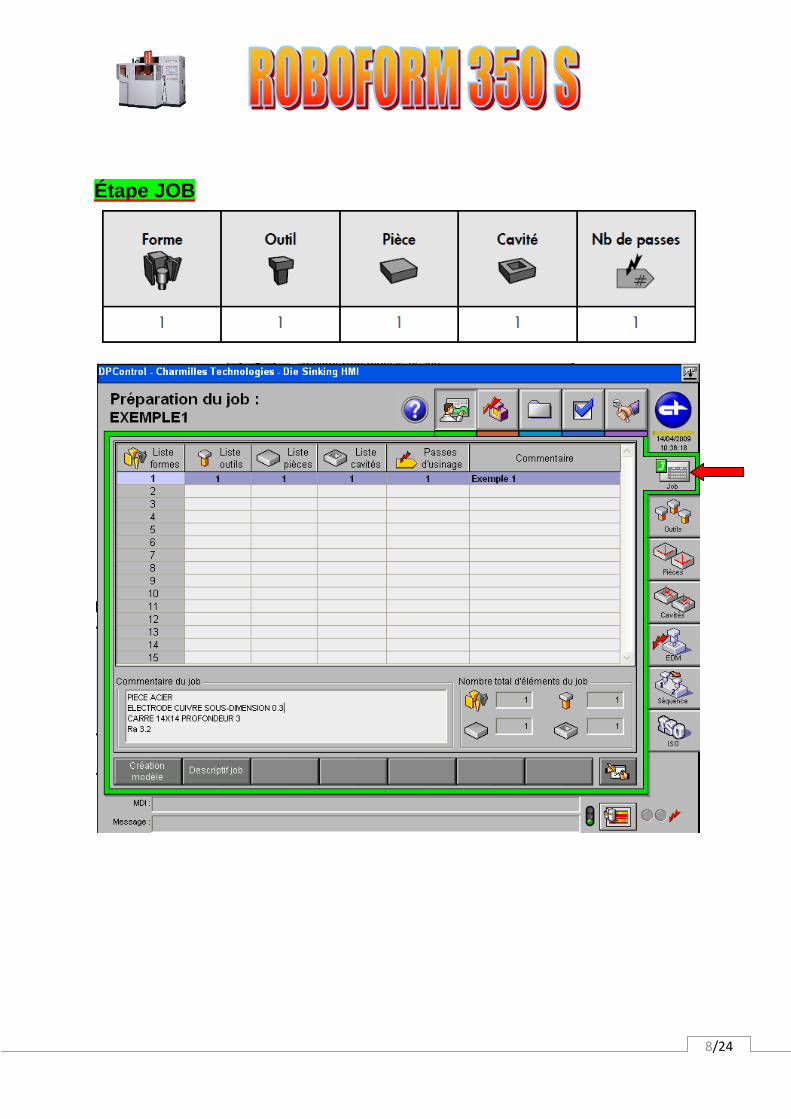
Étape JOB

9/24
Étape OUTILS
Position dans le magasin :1 Position dans le magasin :2
Nom outil :
Donner à l’outil un nom
reconnaissable. Important pour les
jobs à plusieurs outils
Sous-dimensions :
Introduire la sous-
dimension radiale de
l’outil
Nombre de passes :
Introduire le numéro de passe
d’usinage
Pour un outil de mesure, introduire
6

10/24
Mesure des OUTILS (sur la machine) Mesure « référence boule » But : Définir un point de référence sur la table d’usinage.
[1] Charger l’outil de mesure - mettre l’outil désiré en surbrillance
Valider

11/24
[2] Positionner l’outil de mesure au dessus de la boule au moyen de la télécommande.
[3] Lancer le cycle de mesure G131 « Référence boule » (étape outils, action mesure outils).

12/24
Mesure de l’électrode en cuivre But : Connaître l’emplacement et l’orientation de l’électrode [1] Charger l’électrode (étape outils, action changement outil). - mettre l’outil désiré en surbrillance
Valider [2] Orientation de l’outil (angle C) Déplacer manuellement l’électrode en face de la boule fixe

13/24
[3] Lancer le cycle de mesure G132 « Alignement outil 1 » (étape outils, action mesure outils).
[4] Remplir avec les paramètres C : 1 I : 10 mm.
[5] Continuer en pressant

14/24
[6] Mesure de décalage de l’outil. Positionner l’électrode au-dessus de la boule de référence.
[7] Lancer le cycle de mesure G133 « Décalage outil 1 »
[8] Remplir avec les paramètres X : 20 mm Y : 20 mm Z : 5 mm.

15/24
[9] Continuer en pressant [10] A la fin du cycle, les mesures de l’outil figurent dans le tableau.
Ce qu’il faut savoir - Ordre des mesures G132 puis G133 important.
Étape Pièces
Nom pièce A remplir. Important pour les jobs avec plusieurs pièces.
Hauteur HDiel Hauteur de diélectrique au-dessus de la pièce.
Magasin position Toujours à 1 (nous n’avons pas la palettisation)

16/24
Mesure de la PIECE (sur la machine)

17/24
But : Connaître la position et l’orientation exactes de la pièce à usiner.
- Définir l’origine pour l’usinage de la pièce suivant votre cas de figure :
Ce qu’il faut savoir - La mesure G135 doit être effectuée en premier. - L’ordre des autres mesures est indifférent. - Les 3 axes doivent être mesurés (X, Y, Z) et la rotation (orientation pièce).
Fonction Bord :
Tenir compte du R palpeur en X et Y
Ne pas tenir compte du R palpeur en Z

18/24
Étape Cavités
Vérifier au réglet la position en Z de votre outil
Vérifier l’OP par G0 X0 Y0 C0 puis G0 Z13
Direction d’usinage Vue détail 3D Point vert = départ cycle Point orange= début de cavité
Point rouge= fond de cavité
Coordonnées d’usinage Lieu ou débute l’usinage
Hauteur de départ Cote de départ de l’usinage (habituellement 10mm)
Angle C Orientation angulaire de l’électrode

19/24
Étape EDM
Données essentielles Couple de matériaux Type d’application Cycle d’usinage (trajectoire suivi par l’outil)
Générer
une fois tous les
champs remplis

20/24
État de surface : Introduire l’état de surface à
l’aide de la touche F3
Surface frontale maxi (aide au calcul)
Longueur de l’outil Permet de tenir compte des effets dus à la dilatation de l’électrode.
Profondeur d’usinage Cote à obtenir
Sous-dimensions • Déclarées dans l’étape « Outils »
Calculer l’EDM
• Calcule les paramètres de
l’usinage
Priorités :
A l’aide des curseurs :
Décider d’un compromis entre
les paramètres présentés.

21/24
Étape Séquence Cette page permet de déterminer l’ordre des séquences d’usinage.
Presser pour générer la suite des séquences d’usinage
Les séquences s’affichent après leur création
Lorsque la séquence est OK, créer le programme
22/24
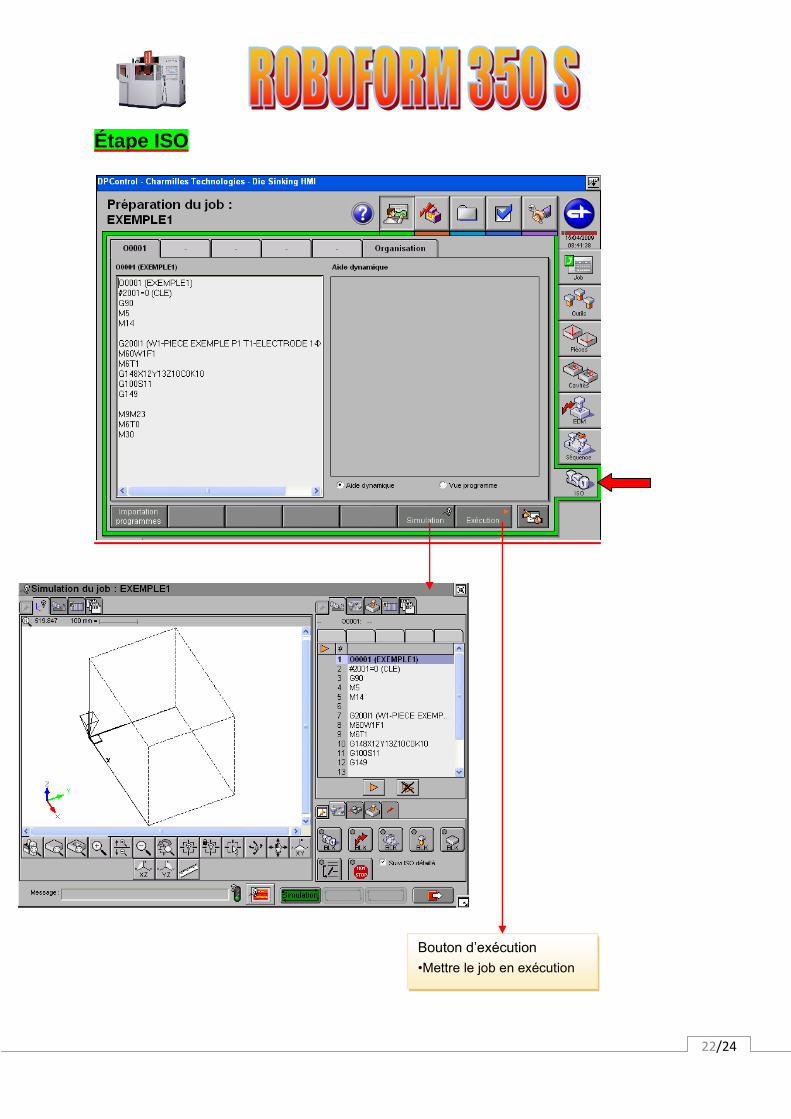
Étape ISO
Bouton d’exécution
•Mettre le job en exécution

23/24
Exécution d’un Job(sur la machine) Configuration de l’exécution L’étape configuration permet de définir les derniers détails avant l’exécution d’un job.
Si vous simulez vérifier qu’il existe un décalage Z≠0
Par exemple Z=20
Vérifier que le mode avec étincelles est actif (LED verte allumée) (zone « Options du mode sans étincelles » grisée)
Lancer le job en exécution. L’étape « Gap » est activée

24/24
Suivi d’usinage