production of “high quality torrefied wood pellets” with ... - bahman ghiasi.pdfproduction of...
TRANSCRIPT
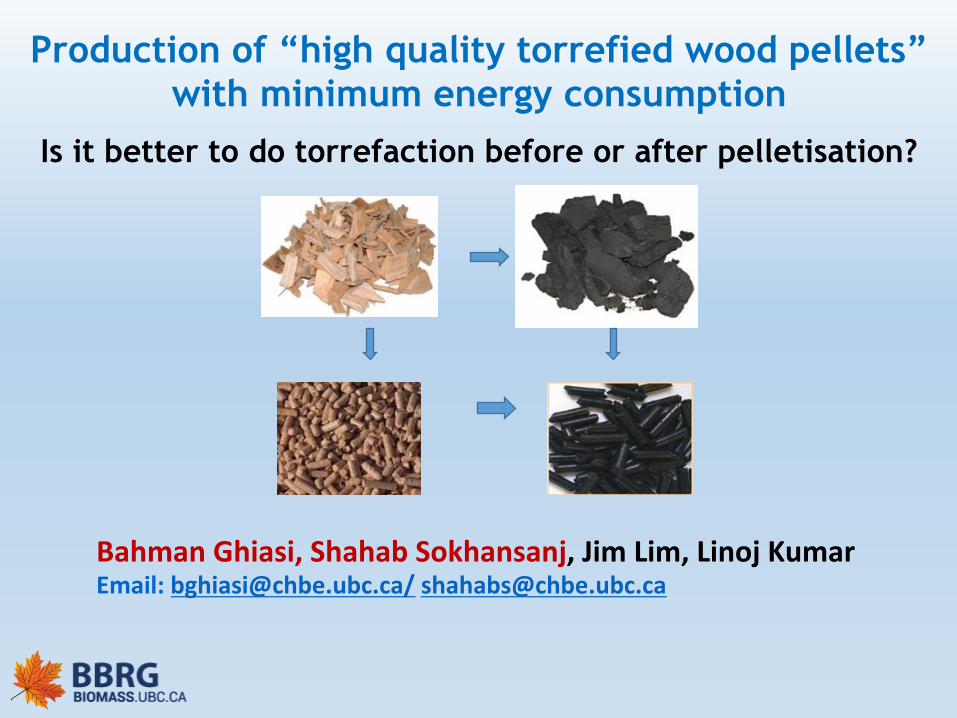
Production of “high quality torrefied wood pellets” with minimum energy consumption
Is it better to do torrefaction before or after pelletisation?
Bahman Ghiasi, Shahab Sokhansanj, Jim Lim, Linoj Kumar Email: [email protected]/ [email protected]
Outline of the presentation • Why torrefied biomass? • Why to densify torrefied biomass? • How to combine densification and torrefaction
to make high quality torrefied pellets? • Comparison of two different process pathways
— Detailed energy and mass balance
— Comparison of the wood pellet properties
• Take home messages
Torrefaction improve the biomass properties to be used as an energy/chemical commodity
• Can be co-fired efficiently with coal — Torrefaction can enhance the calorific value closer to coal — Torrefied particles are brittle – Easy to grind with less energy
consumption
• Improves biomass properties for other applications — Torrefied biomass based bio-oil is less acidic and more stable
compared to the raw biomass — Higher carbon content can lead to a better quality syngas production
• Easy to store ― Torrefaction can enhance the hydrophobic properties of biomass, can be stored even in an
open environment
• Produce homogenous fuel ― Upgrade low quality residues and wastes
3
Torrefied biomass currently has some limitations
• Density of torrefied biomass is lower and challenging to transport economically over long distances
• Need to be densified for the tradability as an energy commodity
• Hard to bind during densifica1on
Why to densify torrefied biomass?
• Increase in bulk density • Better flowability characteristics – feeding to reactors • Predictable quality and thermal performance But torrefied biomass particles should be densified • With minimum energy consumption • The resulting pellets must be stable and durable • Must maintain the higher properties of torrefied biomass (high energy value, less susceptible to moisture ingress and mechanical damage)
How to make torrefied pellets?
• Can we densify torrefied biomass? • Torrefied biomass is not easy to bind as the raw biomass particles
• High energy or the use of binder seems to be required to densify the torrefied biomass
• Alternatively, can we torrefy densified biomass? • Can we maintain the physical compaction of the pellets if we torrefy them?
• Can pellets be torrefied as effective as wood chips?
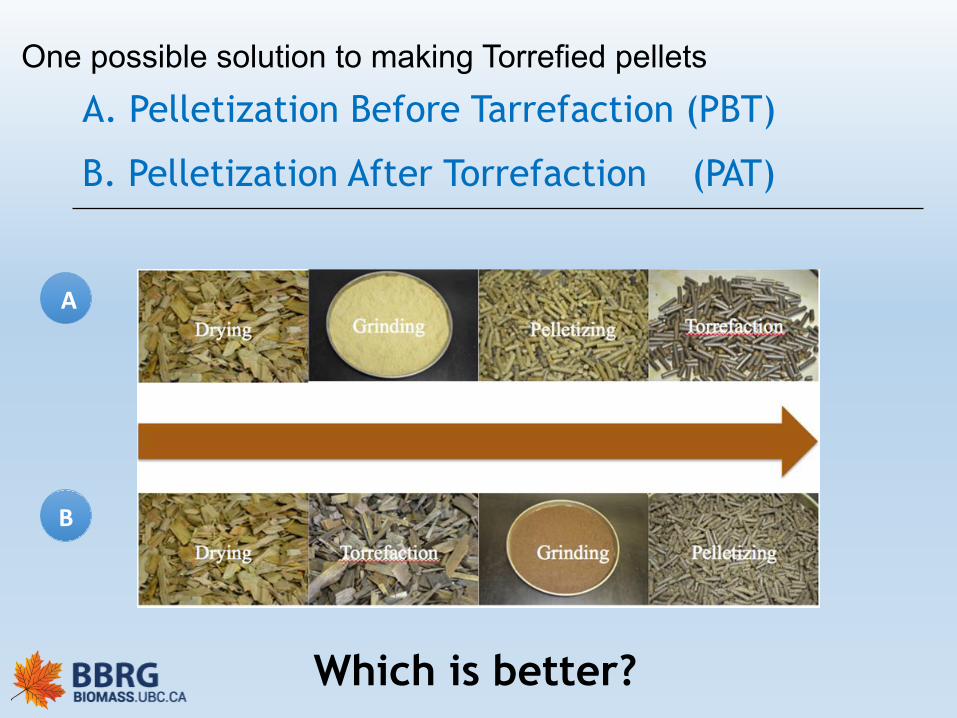
One possible solution to making Torrefied pellets
A. Pelletization Before Tarrefaction (PBT)
B. Pelletization After Torrefaction (PAT)
B
A
Which is better?
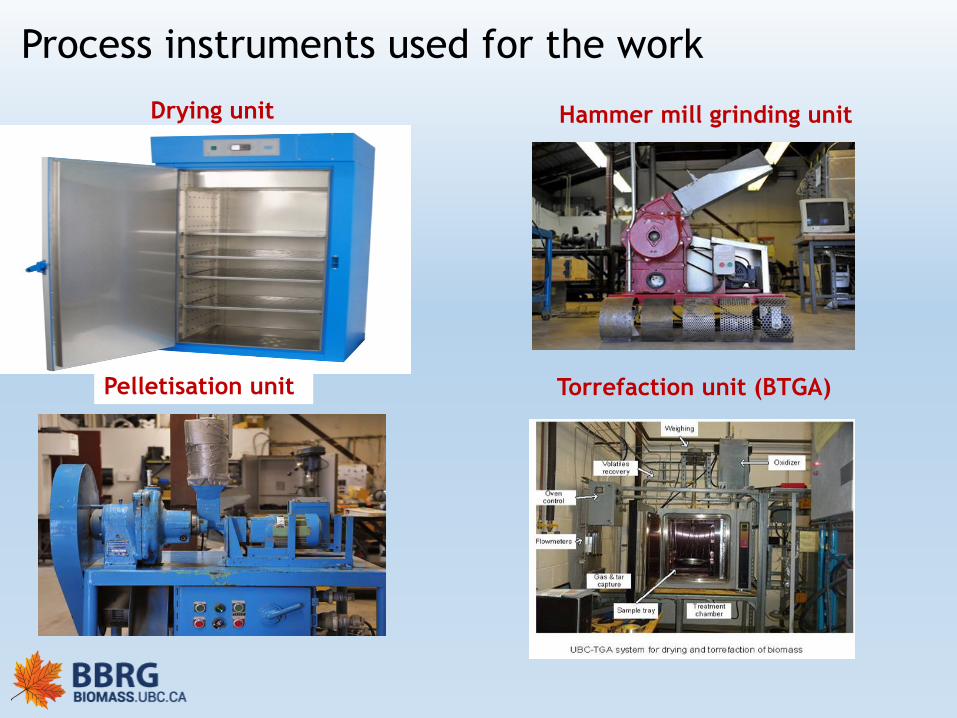
Process instruments used for the work
Torrefaction unit (BTGA)
Hammer mill grinding unit
Pelletisation unit
Drying unit

Grinding of raw wood chips vs. torrefied wood chips
9
Comparison
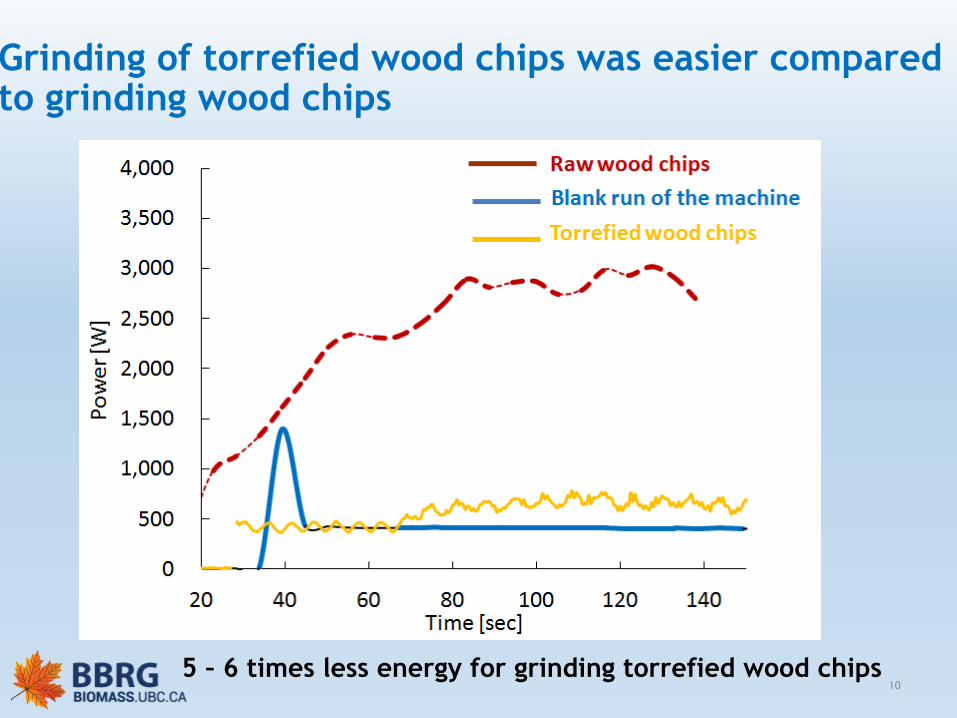
Grinding of torrefied wood chips was easier compared to grinding wood chips
10 5 – 6 times less energy for grinding torrefied wood chips
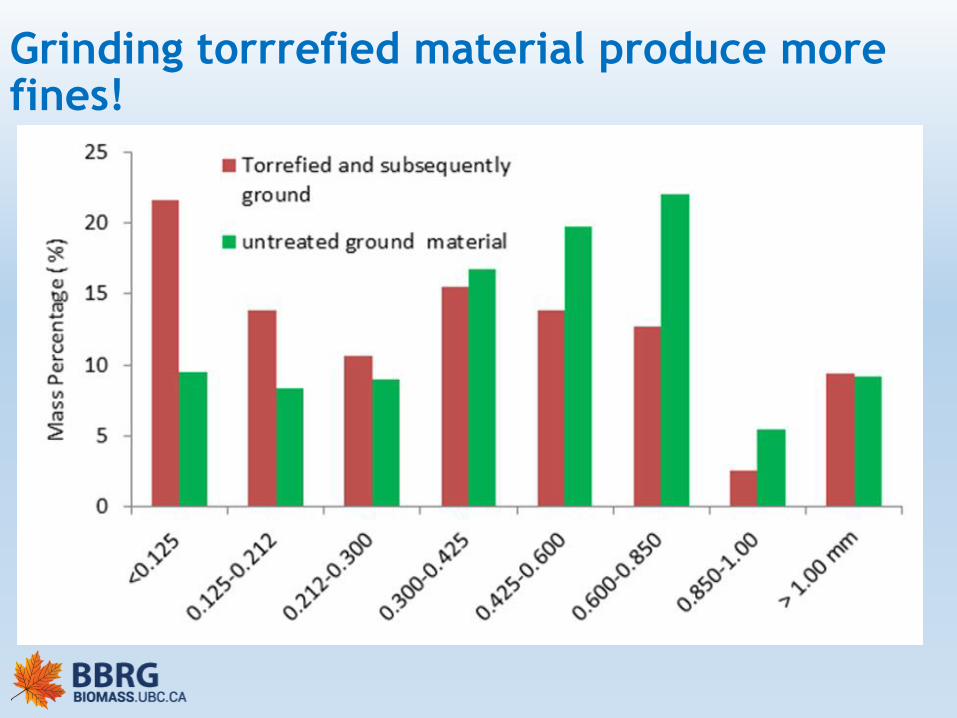
Grinding torrrefied material produce more fines!
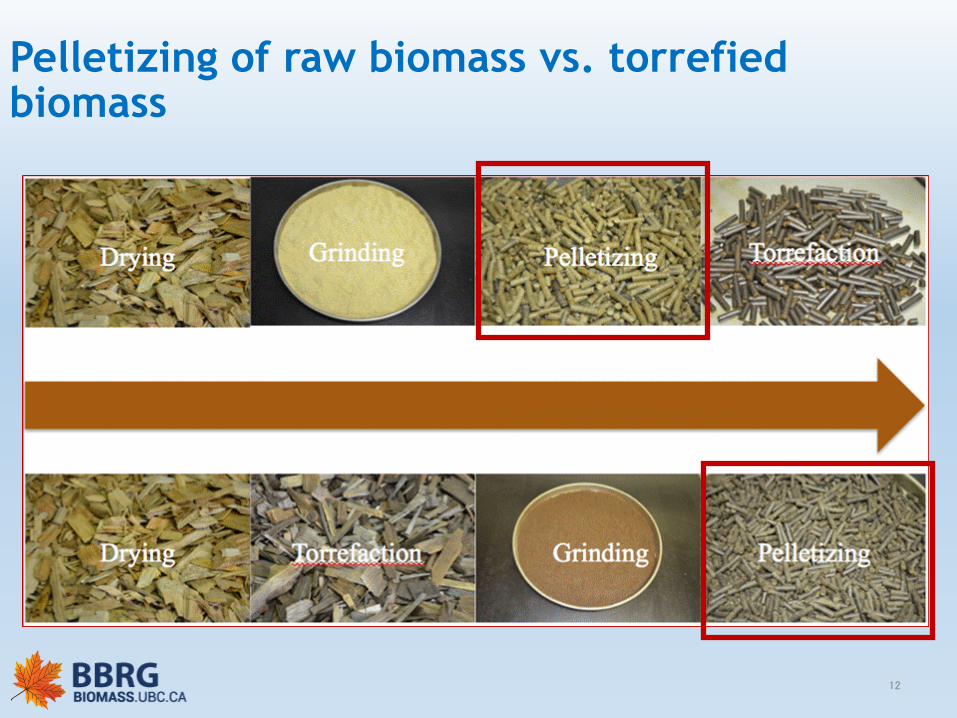
Pelletizing of raw biomass vs. torrefied biomass
12
Comparison
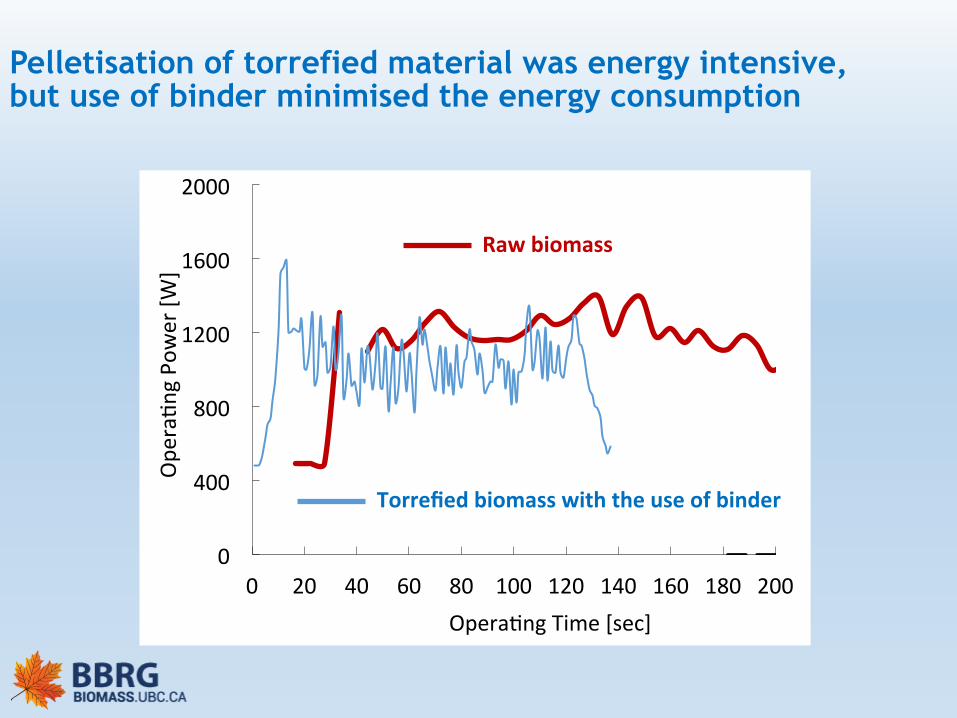
Pelletisation of torrefied material was energy intensive, but use of binder minimised the energy consumption
0
400
800
1200
1600
2000
0 20 40 60 80 100 120 140 160 180 200
Ope
ra1n
g Po
wer [W
]
Opera1ng Time [sec]
Torrefied biomass with the use of binder
Raw biomass
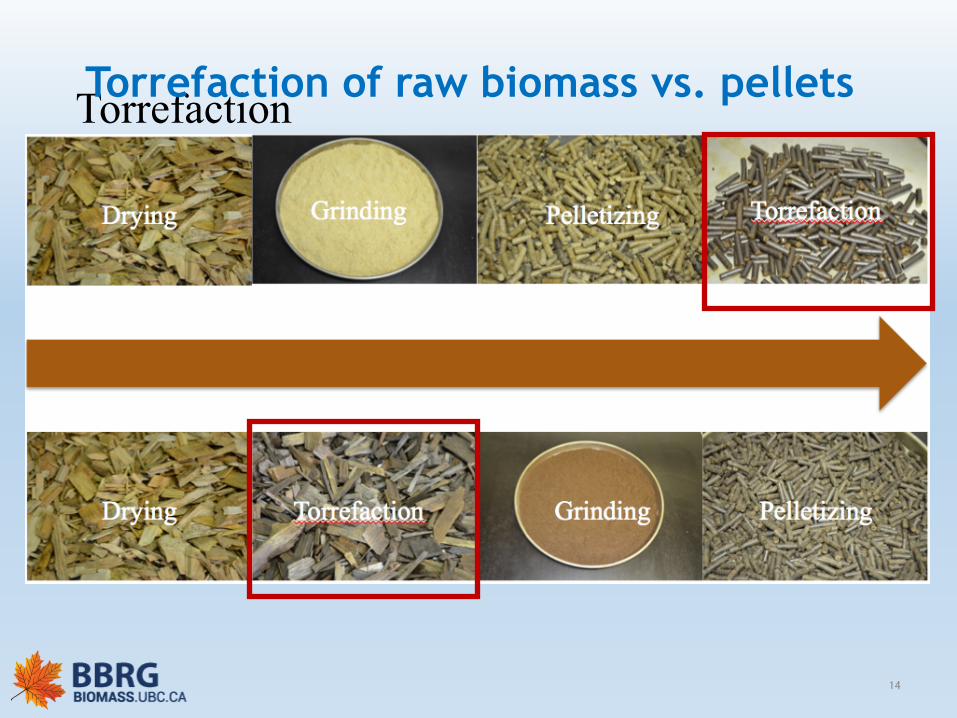
Torrefaction
14
Torrefaction of raw biomass vs. pellets
15
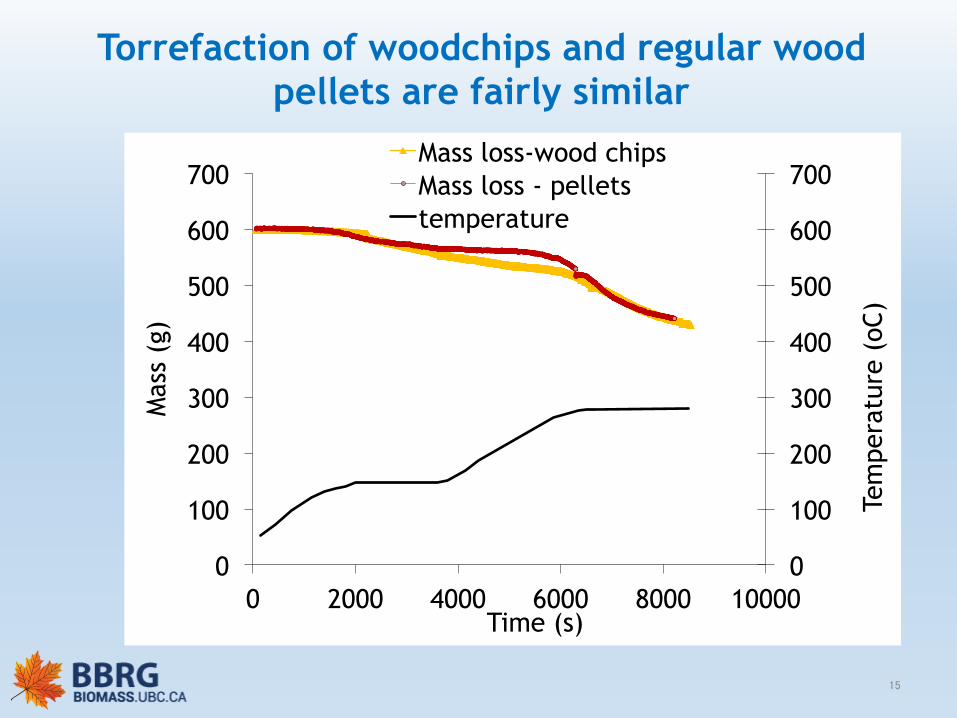
Torrefaction of woodchips and regular wood pellets are fairly similar
0
100
200
300
400
500
600
700
0
100
200
300
400
500
600
700
0 2000 4000 6000 8000 10000
Tem
pera
ture
(oC
)
Mas
s (g
)
Time (s)
Mass loss-wood chips Mass loss - pellets temperature
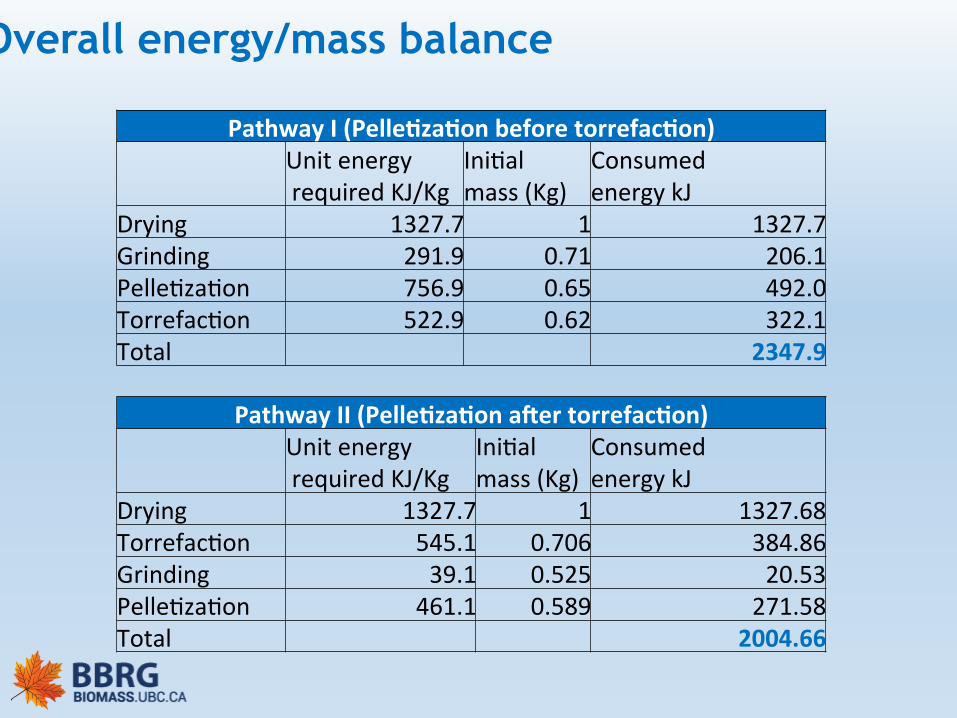
Overall energy/mass balance
Pathway I (PelleJzaJon before torrefacJon)
Unit energy required KJ/Kg
Ini1al mass (Kg)
Consumed energy kJ
Drying 1327.7 1 1327.7 Grinding 291.9 0.71 206.1 Pelle1za1on 756.9 0.65 492.0 Torrefac1on 522.9 0.62 322.1 Total 2347.9
Pathway II (PelleJzaJon aRer torrefacJon)
Unit energy required KJ/Kg
Ini1al mass (Kg)
Consumed energy kJ
Drying 1327.7 1 1327.68 Torrefac1on 545.1 0.706 384.86 Grinding 39.1 0.525 20.53 Pelle1za1on 461.1 0.589 271.58 Total 2004.66
17
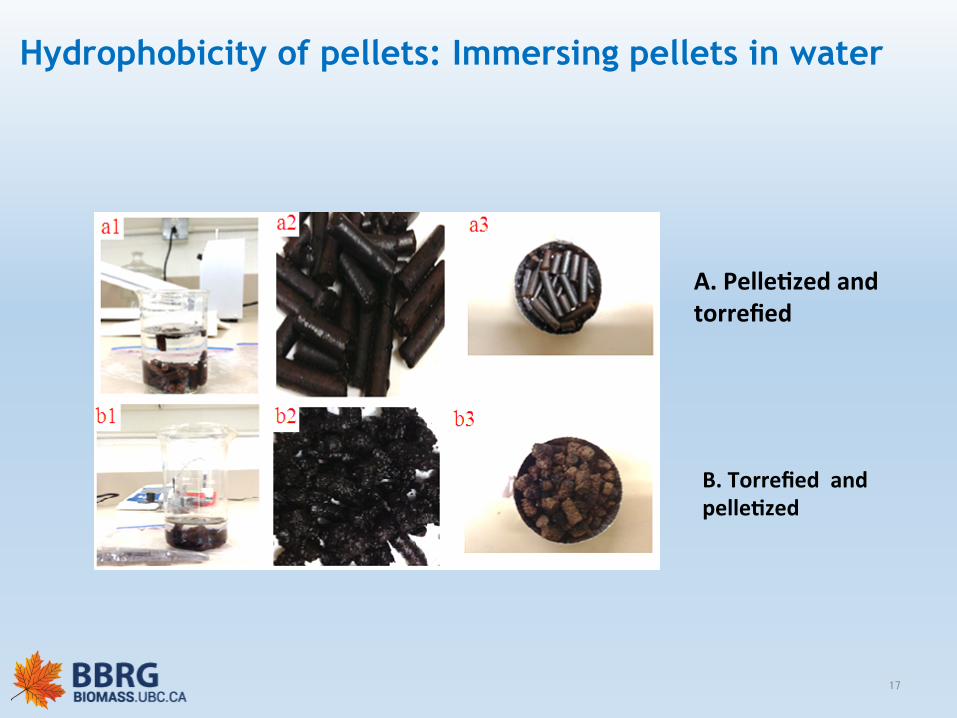
A. PelleJzed and torrefied
B. Torrefied and pelleJzed
Hydrophobicity of pellets: Immersing pellets in water
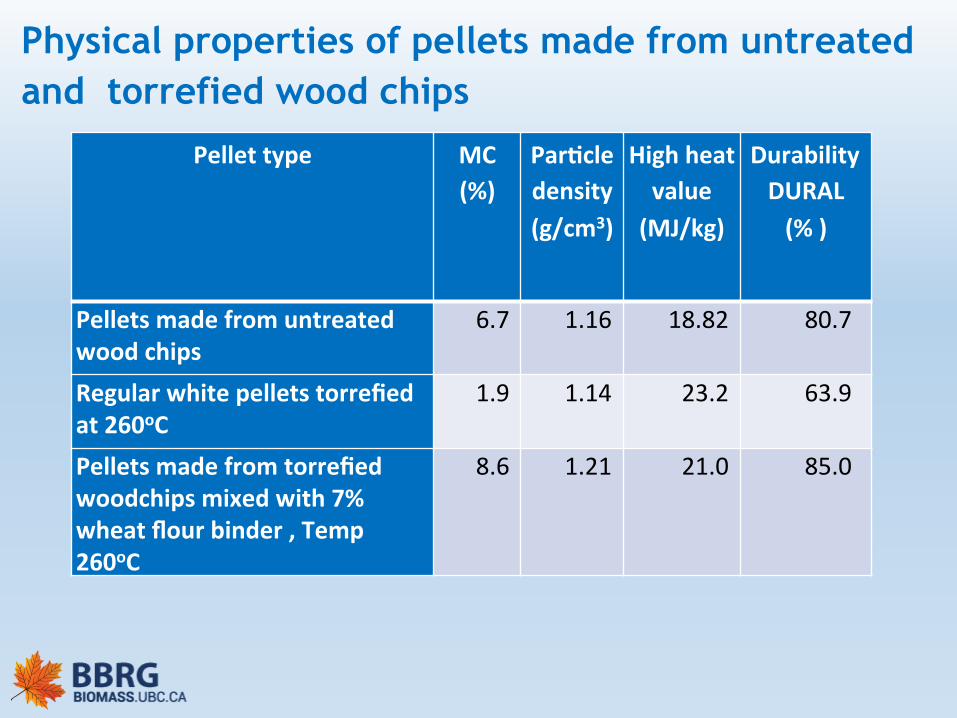
Physical properties of pellets made from untreated and torrefied wood chips
Pellet type MC (%)
ParJcle density (g/cm3)
High heat value (MJ/kg)
Durability DURAL (% )
Pellets made from untreated wood chips
6.7 1.16 18.82 80.7
Regular white pellets torrefied at 260oC
1.9 1.14 23.2 63.9
Pellets made from torrefied woodchips mixed with 7% wheat flour binder , Temp 260oC
8.6 1.21 21.0 85.0
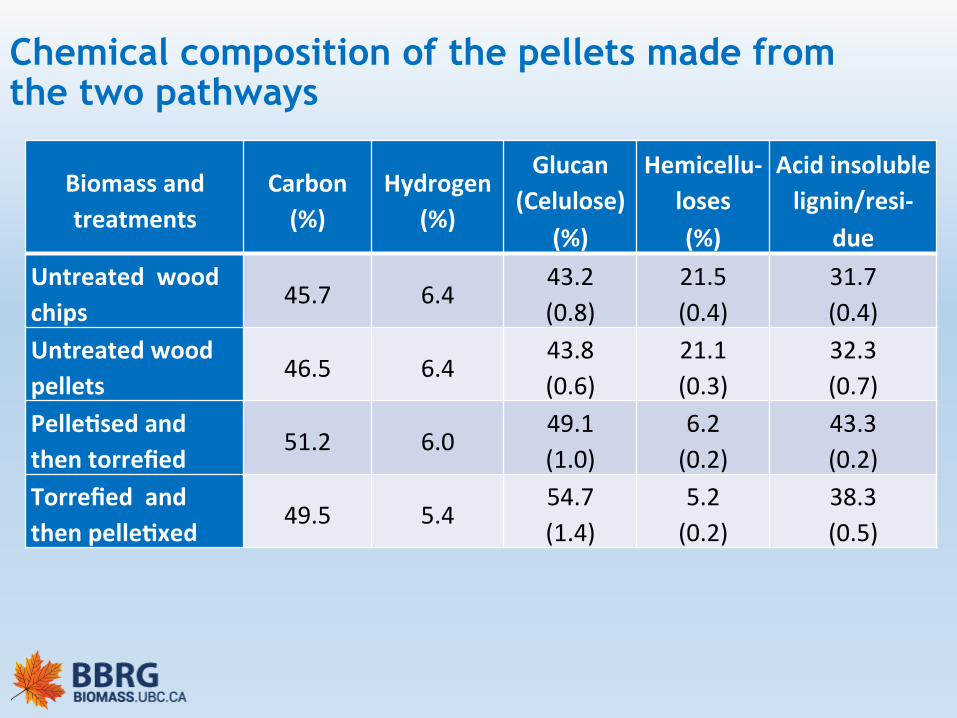
Chemical composition of the pellets made from the two pathways
Biomass and treatments
Carbon (%)
Hydrogen (%)
Glucan (Celulose)
(%)
Hemicellu-‐loses (%)
Acid insoluble lignin/resi-‐
due Untreated wood chips
45.7 6.4 43.2 (0.8)
21.5 (0.4)
31.7 (0.4)
Untreated wood pellets
46.5 6.4 43.8 (0.6)
21.1 (0.3)
32.3 (0.7)
PelleJsed and then torrefied
51.2 6.0 49.1 (1.0)
6.2 (0.2)
43.3 (0.2)
Torrefied and then pelleJxed
49.5 5.4 54.7 (1.4)
5.2 (0.2)
38.3 (0.5)
Application of pathway 1 for agri-biomass torrefied pellet production
There are several concerns regarding densification of agricultural biomass
• Agri biomass has less bulk density and need more compression for pelletization
• Some agri biomass coated with waxy materials that prevent proper pelletization
• Conditioned ground agri-biomass loss moisture faster than the woody biomass
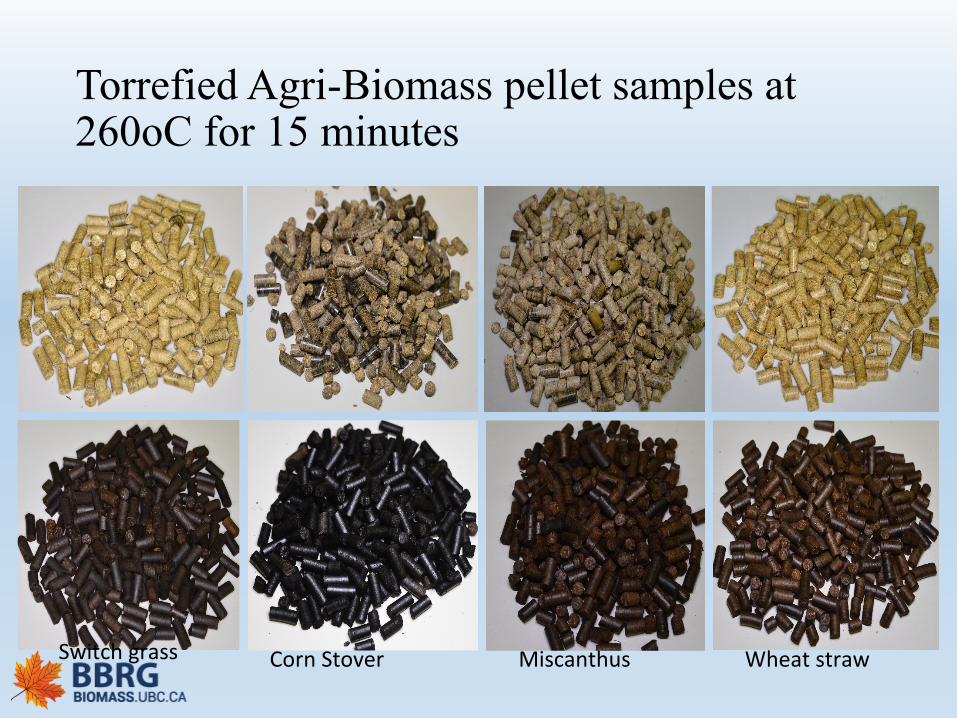
Torrefied Agri-Biomass pellet samples at 260oC for 15 minutes
Switch grass Corn Stover Miscanthus Wheat straw
Densification of raw material production of denser pellet
Effect of pretreatment 1. Steam explosion pretreatment 2. Effect of die thickness on pellet density 3. Effect of size distribution on pellet density
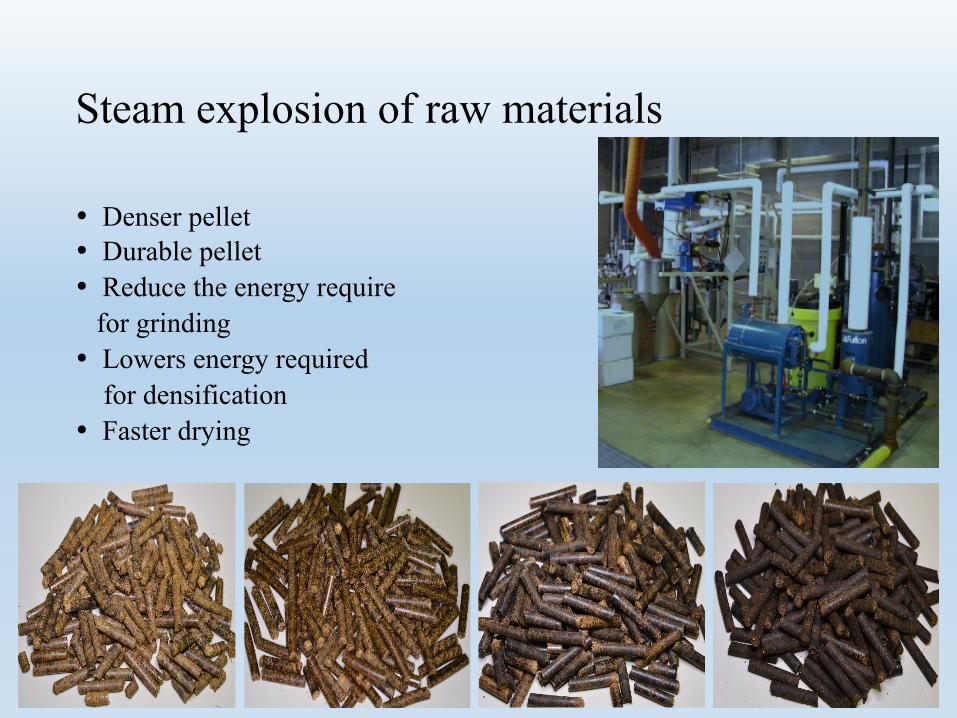
Steam explosion of raw materials
• Denser pellet • Durable pellet • Reduce the energy require for grinding • Lowers energy required for densification • Faster drying
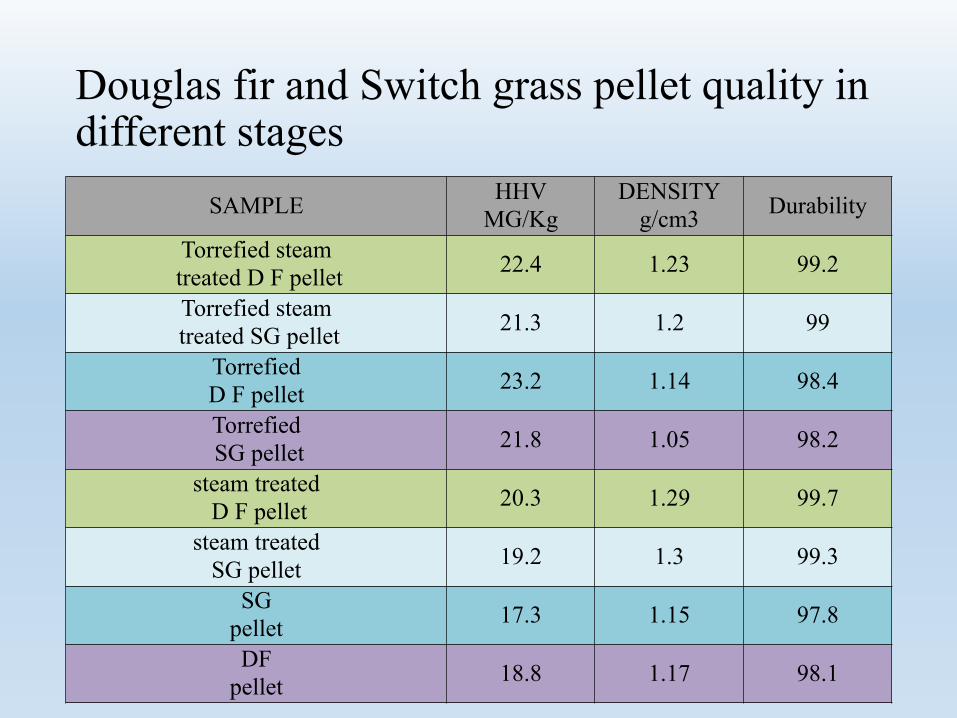
Douglas fir and Switch grass pellet quality in different stages
SAMPLE HHV MG/Kg
DENSITY g/cm3 Durability
Torrefied steam treated D F pellet 22.4 1.23 99.2
Torrefied steam treated SG pellet 21.3 1.2 99
Torrefied D F pellet 23.2 1.14 98.4
Torrefied SG pellet 21.8 1.05 98.2
steam treated D F pellet 20.3 1.29 99.7
steam treated SG pellet 19.2 1.3 99.3
SG pellet 17.3 1.15 97.8
DF pellet 18.8 1.17 98.1
Effect of die thickness on pellet density
• Effect of L/D of die on compression of the materials
1. Densification of woody biomass 2. Densification of agri-biomass
• Expanded surface are for more friction 1. Increase surface temperature 2. Increase moisture content drop 3. Help lignin replacement properly
Key conclusions
• It was very difficult to bind the torrefied material with reasonable energy consumption
• The use of binder minimized the energy required for pelletizing torrefied wood chips
• Alternatively, torrefied pellets can be made from torrefying regular wood pellets with reasonable energy consumption. The resulting torrefied pellets had many promising properties (Enhanced energy value, higher hydrophobicity, higher carbon content etc.)
• Pretreatment prior to densificacion can help to produce more denser pellet for torrefaction.

Questions? Thank you!