plasma power can make better powders - teknatekna.com/wp-content/uploads/2004-m-boulos-metal... ·...
TRANSCRIPT

Special feature
Plasma powercan makebetterpowders
The last decade has seen signifi-
cant technology transfer from
laboratory to industrial scale
application of induction plas-
ma processing. Meanwhile, a number of
newer subjects for the induction plasma
process, such as plasma-particulate inter-
action, heat and mass transfer, plasma
reactor mixing pattern modes, particulate
nucleation and growth mechanisms have
been widely studied in the laboratory.
The successful industrial application of
the induction plasma process depends
largely on fundamental engineering sup-
port. For example, industrial plasma torch
design, which allows high power levels of
between 50kW and 600 kW and long peri-
ods of processing - sometimes as much as
three shifts of 8 hours a day.
Another example is the powder feeders
that convey large quantity of solid pre-
cursor (1kg/h to 60 kg/h) with reliable and
precise delivery performance. Tekna
Plasma Systems, one company bridging
the gap between academic laboratory and
industry, has developed many induction
plasma processes in various industrial
applications. The company has promoted
and developed powder particle spheroidi-
sation/densification for commercial
applications using induction plasma
technology. The need for powder spher-
oidisation occurs in very different indus-
trial fields, from powder metallurgy to
thermal spray applications. The most
pressing need is for an industrial process
to turn agglomerated powders produced
by spray drying or sintering techniques
and angular powders produced by crush-
ing of the process feed material into
spherical form powders. At least one of
the following benefits of spheroidisation
are sought.
• Improve powder "flowability".Spheroidisation of particles provides
a homogeneous, free-flowing character
to the subject powder. This facilitates
powder handling and allows precise
control of powder feed rates in a
wide range of applications, including
powder metallurgy and in various
thermal spray processes. Hall flow
test results have demonstrated that a
material, which initially has poor
flow-ability, could have its Hall flow
time reduced by half as a result of
plasma spheroidisation.
• Increase powder packing density.
Spherical particles provide denser
packing of powders, increasing overall
bulk tap density.
• Eliminate particle internal cavitiesand fractures. The melting of
individual powder particles offers
the means for eliminating the
internal porosity of individual
particles, consequently increasing
particle hardness and overall powder
bulk density.
• Change particle surface morphology.
The macroscopic surface is made
smoother. This effect benefits applica-
tions requiring lower inter-particle fric-
tion coefficients and low material con-
tamination during pneumatic gas or
other means of transport.
• Enhance powder purity. The melting
process can also be favourably used to
enhance powder purity through the
reactive vapourisation of impurities.
Through proper control of plasma
medium chemistry, induction plasma
melting can provide significant increas-
es in the purity of initial powder mate-
rials, by a factor of 10 to 100, lowering
impurities to the ppm range or less.
Spherical powders are also ideal for
injection moulding work, as well as appli-
cations for thermal spray coating or the
forming of near net-shape parts. For
instance, in the field of thermal spraying,
the quality of coatings (density,
microstructure, etc.) can be significantly
improved by the use of spherical, dense
powder particles as the starting material.
Metal injection moulding (MIM) applica-
tions can benefit from spherical powder's
use through the improvement in flowabili-
ty of the material.
It may be a truism to say that round powderspack better, but spheroidisation of powder particles is one of the successful commercialapplications of induction plasma technologyand can play a key role in substantial improvement of powder quality and fluidity...
16 MPR May 2004 0026-0657/04 ©2004 Elsevier Ltd. All rights reserved.

metal-powder.net May 2004 MPR 17
Special feature
Since its incorporation in 1990, in
Sherbrooke, Québec Canada, Tekna
Plasma Systems has been recognised as a
world leader in induction plasma technol-
ogy development, with sales in Europe,
Asia and North America. Tekna's core
technology combines the latest laborato-
ry research with modern industrial pro-
cessing and technology.
How it works
Currently, Tekna is specialised in the
design, development and manufacture of
"turn-key" plasma systems for a wide
range of material processing and surface
treatment applications, such as powder
spheroidisation, nanopowder synthesis,
near net-shape form deposition and plas-
ma coatings. The company offers "turn-
key" plasma systems that can be tailored
to specific customer needs. Plasma is usu-
ally referred to as the fourth state of mat-
ter. The notion is based on the fact that if
sufficient energy is supplied, solids can be
melted to liquids, liquids can be
vapourised to gases, and gases are then
ionised to form a plasma. Plasmas are
partially ionised gases, containing ions,
electrons, atoms and molecules, all in
local electrical neutrality. The overall tem-
perature of a thermal plasma is typically
around 10,000oK or higher. Thermal plas-
mas can be generated at atmospheric
pressure or under soft vacuum conditions
for a wide range of gases, providing an
inert, oxidising or reducing atmosphere
for the needs of materials processing.
Typical examples of thermal plasmas
include various forms of DC arcs
and high frequency induction plasma
discharges.
Induction plasmas are generated
through electromagnetic coupling of the
input electrical energy into the discharge
medium. As schematically represented in
Figure 1, when an AC current of radio
frequency (RF) type passes through a suit-
able coil, the oscillating magnetic field
thereby generated will couple to a partial-
ly ionised gas load flowing within the
discharge cavity, providing for its ohmic
heating in order to sustain the plasma.
The plasma so generated is called an
Powder
Plasma gas
RF electricalsupply (MHz)
Magneticcoupling
Figure 1: Principle of operation of the induction plasma torch
Figure 2: Induction plasma generated byhigh frequency discharge

inductively coupled plasma or an induc-
tion plasma. Figure 2 shows an atmos-
pheric pressure, air induction plasma jet
at 100 kW. Note the size of the plasma jet
in comparison to the shielded operator
standing on the right hand side of the
plasma chamber.
Induction plasmas are particularly suit-
ed to powder spheroidisation processes
because of their large volume, high purity,
axial powders feeding and long particle
residence time within the discharge.
Flexible environment
Induction plasma also provides a flexi-
ble environment for chemical synthesis
under reducing, oxidising, corrosive or
neutral/inert atmospheres.
The induction plasma powder spher-
oidisation process, as shown schematically
in Figure 3, consists basically of the in-
flight heating and melting of individual
particles of the powder feed material. The
latter could be constituted from sintered or
crushed solids. The molten spherical
droplets are gradually cooled under "free
fall" projection conditions. Depending on
the particle size and apparent density of the
treated powder, the time of flight is con-
trolled such that the molten droplets have
sufficient time for complete solidification
before reaching the base of the primary
reactor chamber. Finer particles, still
entrained in the plasma gases, are recovered
downstream of the primary reactor cham-
ber by means of a cyclone and filter collec-
tor arrangements.
The basic phenomena involved in the
in-flight heating of individual particles, as
schematically represented in Figure 4, are
those of; conductive and convective heat
transfer from the plasma to the surface of
the particle, and radiation heat losses from
the particle surface and the vapour cloud
surrounding it.
Because of the very rapid increase in
radiation energy losses from the surface
of the particles to the surroundings, with
increases of particle temperature and
diameter, the heating and melting of par-
ticle becomes increasingly more difficult
for the higher melting temperature mate-
rials and particles of larger size. The dia-
gram shown in Figure 5 provides some
guidance to the plasma temperature need-
ed for melting particles of various melting
point materials, and at different particle
diameters. The calculations are based on
an energy balance between conductive
heat transfer between the plasma and the
surface of the particle and radiation ener-
gy loss from the surface of the particle.
The plasma gas composition is assumed
in this case to be a mixture of Argon and
Hydrogen, maintained at atmospheric
pressure. It may be particularly noted
that; for the very refractory metals such
as Molybdenum and Tungsten, the plas-
ma temperature needs to be considerably
greater than the normal melting tempera-
ture of the material before a 100 or 200
µm particle is able to be successfully
18 MPR May 2004 metal-powder.net
Special feature
Feed powder
Filter
Treated powder (fines)Reactor bottomTreated powder(course)
PL-50inductionplasma torch
Central gas
Sheath gasPowder +Carrier gas
~
Cyclonecollector
Figure 3: Schematic of the process of spheroidization by induction plasma technology.

metal-powder.net May 2004 MPR 19
Special feature
spheroidised through in-flight melting
conducted in a plasma. The graph also
underlines the uniqueness of the plasma
process since there are presently no other
heat sources available to reach such
temperatures.
The inert gas atomiser and combus-
tion-based technology are efficient tech-
nologies for obtaining spherical powders
of the lower melting point materials such
as zinc, aluminum, tin and copper metals
and alloys.
Cemented Alloy Powders
For the higher melting point materials
such as the refractory metals and ceram-
ics, thermal plasmas offer a unique tool
for the densification and spheroidising of
these materials in powder form.
A great variety of "refractory" metals /
metal alloys and ceramics have now been
successfully spheroidised / densified, using
Tekna's integrated plasma systems. Table
1 presents a partial list of typical materials
which can be spheroidised on a commer-
cial scale.
"Cast" tungsten carbide is a powder
material made from WC-W2C alloy. It is
harder than most steels, has greater mech-
anical strength, transfers heat quickly and
resists much wear and abrasion. The service
life of many kinds of machinery parts can
be greatly prolonged by the coating of wear-
prone surfaces with this cemented alloy.
It already has wide applications in the
construction, pulp and paper industries,
and in coal mining, cement production,
rock crushing and the agricultural
industries.
Spheroidised cemented alloy powders
significantly increase the qualities of
cemented coating layers by overcoming the
notorious "corner effect problem" associat-
ed with the use of angularly shaped WC
Heat fromPlasma
Powder +carrier gas
Radiation heat loss
Vapourisationheat loss
In-flightparticlemelting
Figure 4: Schematic representation of the basic phenomena involved in the in-flight heating of individual particles
Figure 5: Equilibrium particle temperatures as a function of material, size and the plasma temperature, at 1 atmosphere pressure of Ar/H2 plasma, with additional 10% vol concentration of H2
powder particles, incorporated into a hard
Ni-Cr or Co matrix. The materials hard-
ness of these cemented alloy components
can be considerably increased. The exis-
tence of the commonly experienced micro-
cracks, pores, defects, etc., found in the
"angular" cemented powders, derived from
the WC powder's process of manufacture,
can be reduced considerably, as seen in
Figure. 6.
Refractory metals
In modern "high-tech" materials
application fields, some of the refract-
ory metals play key roles. The common
feature of all refractory metals is their
high melting point and their sensitivity
to oxygen at high temperatures. Typ-
ical melting points of the refractory
metals range from 2800K to 3800K.
Induction plasma spheroidisation is the
technology of preference for achieving
the production of highly spherical and
dense, 1-100 µm size refractory metal
powders. Their processing with Ar-H2
plasma can contribute to the reduction in
the original oxygen content of the precur-
sor metallic material. It is to be noted
that, in contrast with the DC plasma
technologies, there is no electrode conta-
mination associated with induction
plasma processing. This is a strong
attraction for the potential end user seek-
ing supply of higher purity refractory
metal products.
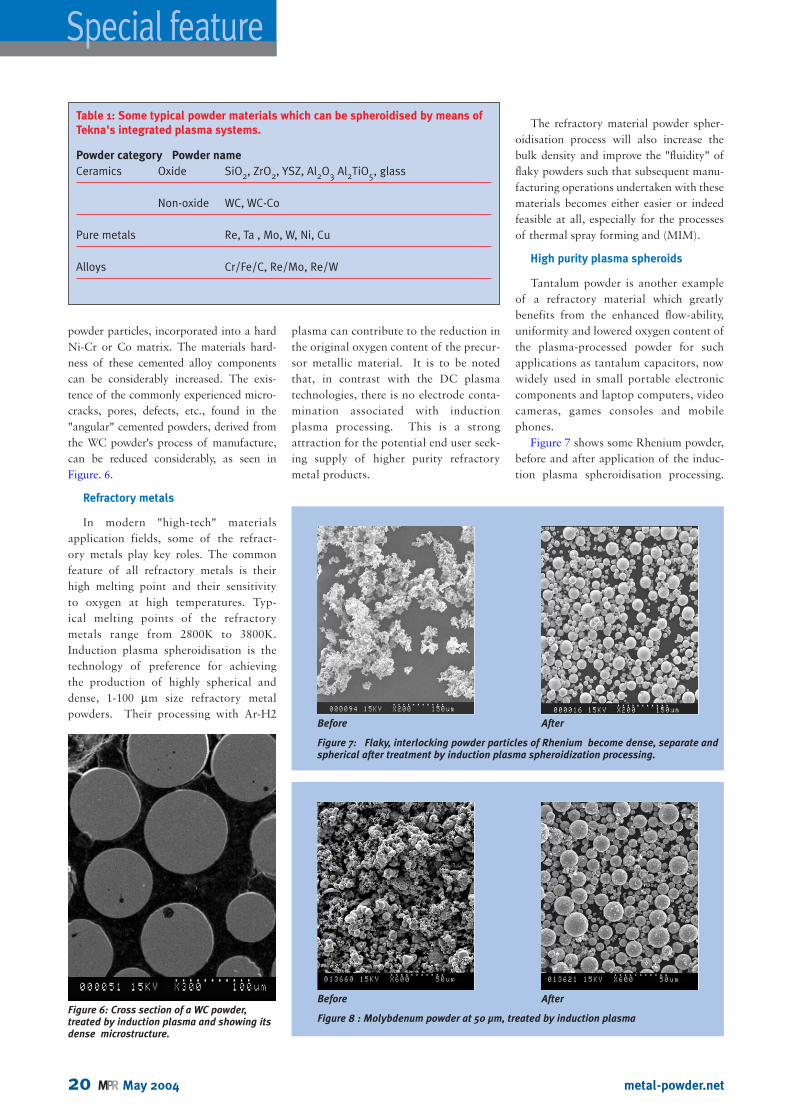
The refractory material powder spher-
oidisation process will also increase the
bulk density and improve the "fluidity" of
flaky powders such that subsequent manu-
facturing operations undertaken with these
materials becomes either easier or indeed
feasible at all, especially for the processes
of thermal spray forming and (MIM).
High purity plasma spheroids
Tantalum powder is another example
of a refractory material which greatly
benefits from the enhanced flow-ability,
uniformity and lowered oxygen content of
the plasma-processed powder for such
applications as tantalum capacitors, now
widely used in small portable electronic
components and laptop computers, video
cameras, games consoles and mobile
phones.
Figure 7 shows some Rhenium powder,
before and after application of the induc-
tion plasma spheroidisation processing.
20 MPR May 2004 metal-powder.net
Special feature
Before After
Figure 7: Flaky, interlocking powder particles of Rhenium become dense, separate andspherical after treatment by induction plasma spheroidization processing.
Before After
Figure 8 : Molybdenum powder at 50 µm, treated by induction plasma
Table 1: Some typical powder materials which can be spheroidised by means of
Tekna's integrated plasma systems.
Powder category Powder name
Ceramics Oxide SiO2, ZrO2, YSZ, Al2O3 Al2TiO5, glass
Non-oxide WC, WC-Co
Pure metals Re, Ta , Mo, W, Ni, Cu
Alloys Cr/Fe/C, Re/Mo, Re/W
Figure 6: Cross section of a WC powder, treated by induction plasma and showing itsdense microstructure.

metal-powder.net May 2004 MPR 21
Special feature
The spheroidisation efficiency is 100 per
cent despite the very high melting point of
rhenium (3180°C). Figures 8 and 9 show
corresponding micrographs for Molyb-
denum and Tungsten powders, which were
also induction-plasma spheroidised in a
reducing atmosphere.
The challenges for achieving success in
the induction plasma spheroidisation of
oxide ceramics are mostly related to the
poor thermal conductivities and the rela-
tively high melting points of these materi-
als. Induction plasma technology provides
for the long plasma residence times needed
to melt these materials. The homogeneous
temperature profile generated within the
plasma can also limit the surface vapouri-
sation, often a source of fume generation
due to the partial vapourisation of the
processed material. Oxide ceramics are
efficiently treated under an oxidising
atmosphere, using either Air or Oxygen as
the plasma gas.
As the mainstays of the oxide ceramics
materials market, Al2O3 and ZrO2 pow-
ders are both widely used as structural
materials. Lately, demand for spheroidised
oxide ceramic powders has been increasing.
Although some of these powders are
"spray-formed" and thus originally assume
the spherical shape, as "synthesised" by the
spray-drying process, powder densification
via plasma processing is very often
required for special applications of these
powders.
Silica powder (Figure 10) is also of
major interest for use in high purity SiO2
material applications in the semiconductor
industry, which requires a dense and spher-
ical powder.
In recent years Tekna has provided its
clients with a number of integrated units
for the powder spheroidisation operations
on a commercial scale (from 50 to 400 kW).
Special features of these industrial scale
systems for induction plasma processing
have included their reliability, their ease of
operation, automatic control and real-time
data acquisition. Figure 11 illustrates a 400
kW induction plasma spheroidisation sys-
tem, installed and available at Tekna facili-
ties for demonstration purposes and for the
company's toll processing service.
Unique designs
In terms of industrial engineering
development, Tekna has integrated many
unique design features into its systems in
order to lower operational costs. These
include the use of high-energy efficiency,
solid-state power supplies and the partial
(up to 90 per cent) plasma gases recycling.
The high degree of automation achieved
also makes it possible for a minimum num-
ber of operators to supervise several pro-
duction-scale industrial units.
Tekna offers an on site treatment ser-
vice to demonstrate the technology on pro-
cessing of smaller and larger quantities
and to help the service "end user" intro-
duce new and innovative materials to the
market. The flexibility of this process
makes it possible to treat nearly any mate-
rial under a wide range of conditions. The
spheroidisation of powder materials is an
important application of induction plas-
ma and a solution for the challenging and
demanding requirements of advanced
materials.
Before After
Figure 9: Tungsten powder at 50 µm, treated by the induction plasma spheroidizationprocess
Before After
Figure 10: SiO2 powder spheroidized by air plasma.
Figure 11: 400kW Industrial powder spher-oidization installation available at TeknaPlasma Systems inc. for demonstration pur-poses and for toll operations. This systemproduces spheroidized powders at productionrates of 20 - 40 kg/h or more, depending onthe nature of the powder processed and thedegree of spheroidization required.
Dr Maher Boulos, the author ofPowder Densification andSpheroidization Using InductionPlasma Technology, works for TeknaPlasma Systems Inc., Sherbrooke,Quebec, Canada.
The author