pi–08–01–01 valvulas de bola, mariposa, tapon, compuerta, globo y retencion
TRANSCRIPT
PDVSA N° TITULO
REV. FECHA DESCRIPCION PAG. REV. APROB. APROB.
APROB. FECHAAPROB.FECHA
VOLUMEN 6
�1994
PI–08–01–01 VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUERTA, GLOBO Y RETENCION
APROBADA
OCT.86 OCT.86
PROCEDIMIENTO DE INSPECCION
OCT.86
MAR.951
0
REVISION GENERAL 29
29
MANUAL DE INSPECCION
ESPECIALISTAS
�����
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 1
�����
.Menú Principal Indice manual Indice volumen Indice norma
Indice1 ALCANCE 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 DESCRIPCION DE VALVULAS Y DEFINICION DE LOSMATERIALES DE FABRICACION 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.1 Válvulas de Bola 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.2 Válvulas de Mariposa 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.3 Válvula de Tapón 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.4 Válvulas de Compuerta 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.5 Válvulas de Globo 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.6 Válvulas de Retención 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.7 Definición de los Materiales de Fabricación 4. . . . . . . . . . . . . . . . . . . . . . . . .
3 TIPOS DE DEFECTOS SEGUN INSPECCION VISUAL YPRUEBA HIDROSTATICA 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.1 Inspección Visual 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.2 Fuga en Prueba Hidrostática 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 CERTIFICADO DE CALIDAD DEL FABRICANTE 5. . . . . . . . . . . . . .
5 MUESTREO DE INSPECCION A LA RECEPCION DEL MATERIAL 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 INSPECCION Y PRUEBAS 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.1 Generalidades 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.2 Condiciones de Inspección 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.3 Prueba de Presión Hidrostática 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.4 Método de Ensayo 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.5 Prueba para Válvulas Almacenadas 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.6 Requerimientos Opcionales de Inspección 12. . . . . . . . . . . . . . . . . . . . . . . . . .
7 REPARACIONES 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 MARCAS DE IDENTIFICACION 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.1 Designación del Material 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.2 Rotulación 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 INFORME 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 BIBLIOGRAFIA 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 2
�����
.Menú Principal Indice manual Indice volumen Indice norma
1 ALCANCEEste procedimiento cubre los requerimientos de prueba e inspección en planta yen recepción de válvulas tipo: bola, mariposa, tapón, compuerta, globo yretención. Las válvulas para servicio de HF no están cubiertas por esteprocedimiento.
2 DESCRIPCION DE VALVULAS Y DEFINICION DE LOSMATERIALES DE FABRICACION
2.1 Válvulas de BolaEs uno de los tipos de válvula más comúnmente utilizados en los procesosindustriales debido a que proveen buena hermeticidad y rápido cierre. Dado quesu hermeticidad es producto de la utilización de asientos no metálicos, ellas estánlimitadas a servicios a temperaturas moderadas. Este tipo de válvula por logeneral, posee un sistema de sello secundario a base de inyección de agentesellante, el cual permite obtener de una manera parcial el cierre hermético de laválvula en caso de fugas.
Existen dos (2) tipos básicos: la válvula de bola soportada por asientos y la válvulade bola soportada por muñones. La ventaja principal de una con respecto a la otraradica en la operatividad.
Para altas presiones es recomendable utilizar válvulas de bola soportada pormuñones, debido a que la fuerza hidrostática del fluido que actúa sobre la bolaes absorbido parcialmente por los muñones.
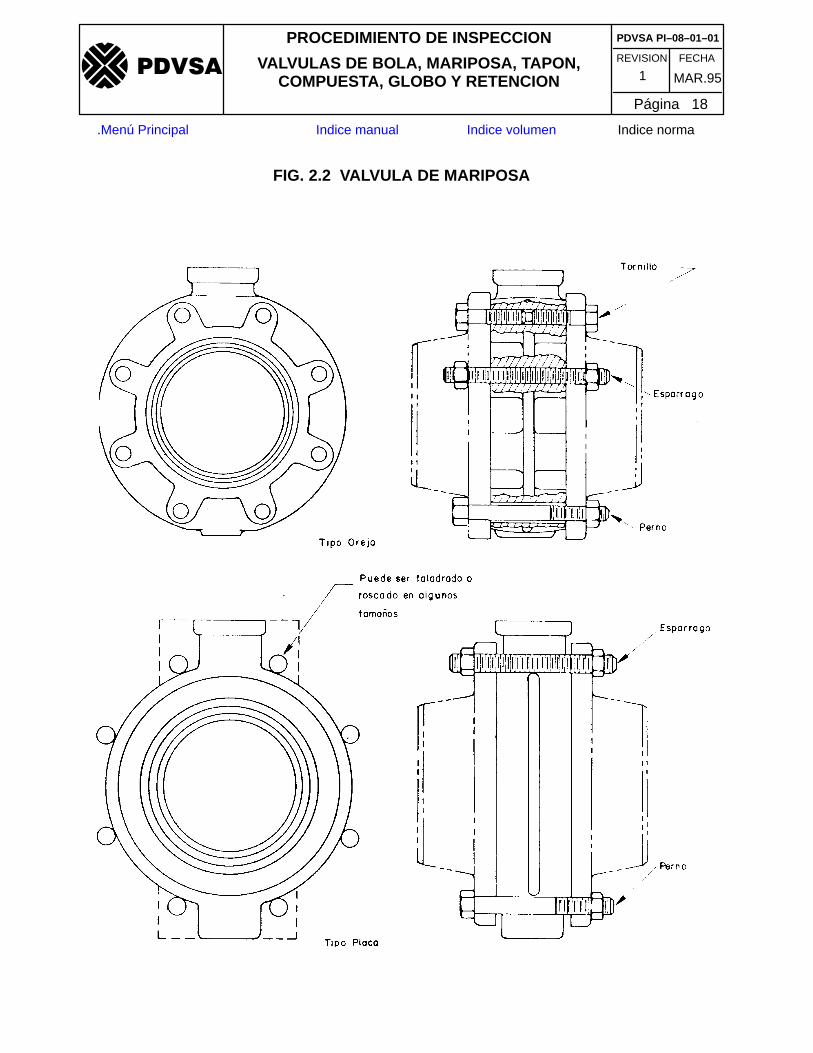
2.2 Válvulas de MariposaSon válvulas normalmente utilizadas para servicio de estrangulamiento a bajascaídas de presión, pudiendo ser utilizadas en servicio de bloqueo donde no serequiera un sello hermético.
Las válvulas de mariposa son usualmente clasificadas de acuerdo al tipo deconexión. Ellas pueden ser: sin bridas, con bridas simples y con brida doble. Elelemento de cierre en estas válvulas está constituido por un disco, el cual al girarsella contra una superficie de asiento generalmente no metálico produciendo unaadecuada hermeticidad. Este tipo de válvula también es diseñada con asientometálico, el cual aunque no ofrece un sello hermético durante su operación,resulta más seguro en caso de incendio.
2.3 Válvula de TapónEste tipo de válvula está diseñada para servicios de bloqueo. Las válvulas detapón pueden ser clasificadas en dos (2) tipos: lubricadas y no lubricadas. Las
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 3
�����
.Menú Principal Indice manual Indice volumen Indice norma
lubricadas requieren de la utilización de un lubricante para asegurar suoperatividad y hermeticidad, y están diseñadas para proveer sello metal–metal.
Las no lubricadas, por el contrario, no requieren de lubricación y están diseñadascon doble sistema de sello metal–metal y metal–no metal. Este último tipo deválvula presenta la ventaja de que requiere poco mantenimiento.
2.4 Válvulas de CompuertaLa válvula de compuerta está diseñada para servicios donde se requiere bloqueo.Presentan la ventaja de que son fáciles de obtener en todos los tamaños, clasesy materiales requeridos.
Estas válvulas no son adecuadas para servicios de estrangulamiento, debido aque la superficie de los asientos se erosiona rápidamente cuando la compuertano está en posición cerrada o abierta.
Existen tres (3) tipos básicos de válvulas de compuerta: apertura completa,apertura reducida y tipo venturi. La diferencia principal entre ellas radica en eltamaño y forma del área de flujo de la válvula. La de apertura completa posee unárea de flujo igual al tamaño nominal de la tubería, mientras que en las dosúltimas, ésta es menor. Las válvulas de compuerta, están constituidas por 20 ómás componentes, siendo la compuerta, el vástago, el bonete, los asientos y lasconexiones, los más significativos, y pueden ser obtenidos en una gran variedadde diseños.
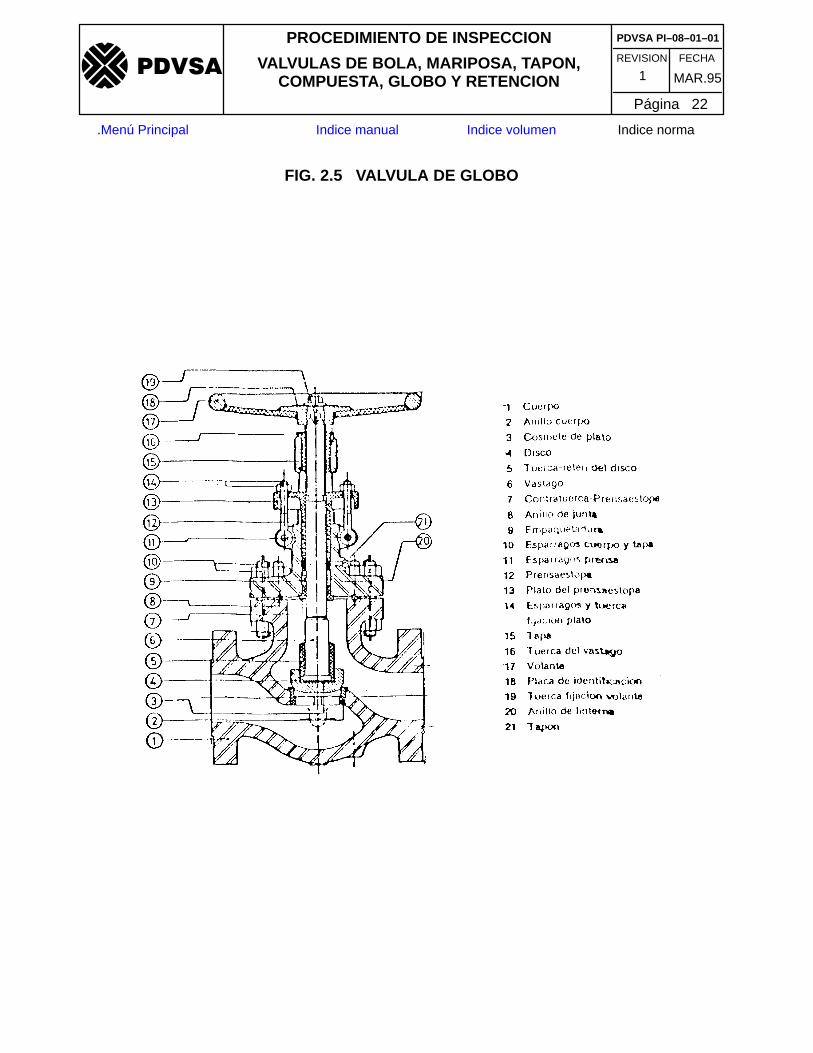
2.5 Válvulas de GloboSon las válvulas diseñadas para controlar flujo, utilizadas en procesos donde lapresión, temperatura y/o el nivel de un líquido deben mantenerse en valorespre–establecidos. Estas válvulas pueden ser de dos tipos: de asiento simple y deasiento doble. Las de asiento simple son generalmente utilizadas cuando serequiere un sello hermético y tamaño menor o igual a dos (2) pulgadas. Lasválvulas de globo de asiento doble, normalmente son suministradas en tamañosmayores de 2”. Su principal ventaja radica en que la fuerza requerida por elactuador es menor que en las de asiento simple, debido a que las fuerzasoriginadas por la presión del fluido sobre cada uno de los tapones tiende acancelarse.
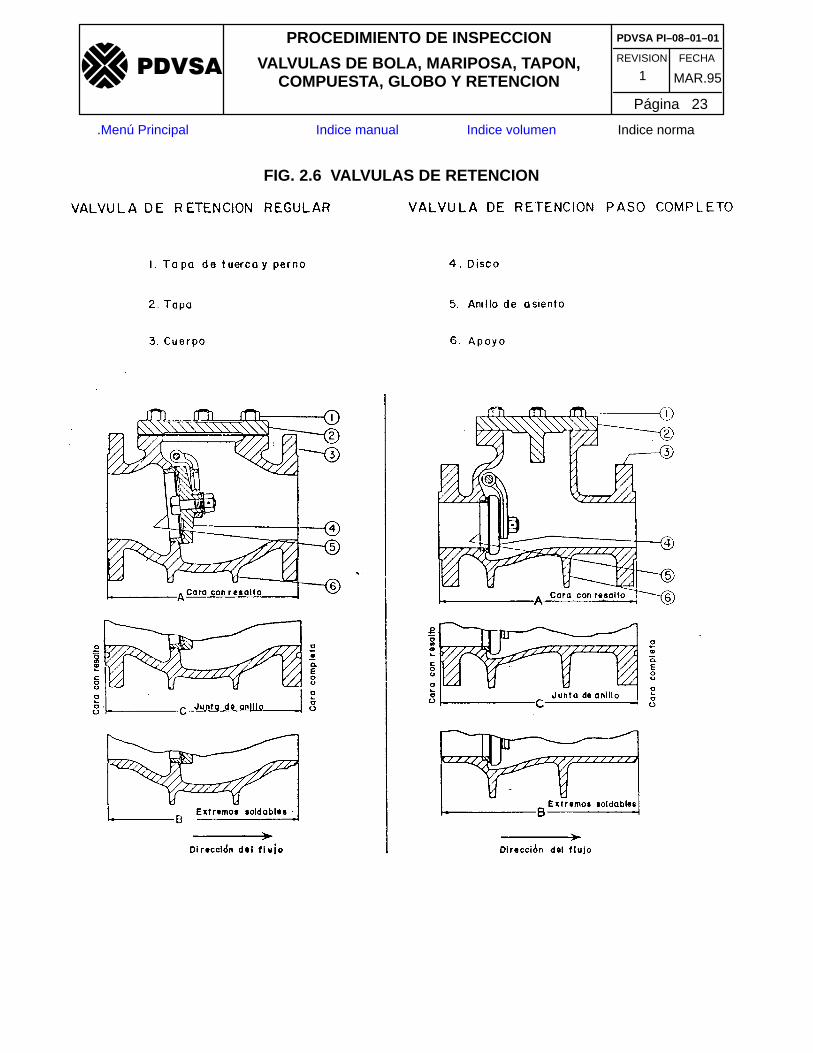
2.6 Válvulas de RetenciónLas válvulas de retención, conocidas como válvulas check, están diseñadas paraprevenir la inversión del flujo. En una válvula de retención, el elemento de cierrees activado por su propio peso o por el cambio de dirección de flujo. Este elementode cierre puede ser una bola, un disco o un pistón. Los tipos más comunes son:de giro, de disco inclinado, de plato simple, de plato doble y de levantamiento. La
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 4
�����
.Menú Principal Indice manual Indice volumen Indice norma
selección de un tipo particular depende esencialmente de los requerimientos deservicio y disponibilidad. Es de hacer notar que para todos los procesos, la funciónprincipal de estas válvulas es prevenir la inversión del flujo y no bloquearlocompletamente. Sin embargo, la utilización de válvulas de retención con asientosno metálicos, permitirá una disminución de las fuerzas, siempre y cuando latemperatura de trabajo no impida su utilización.
2.7 Definición de los Materiales de FabricaciónLos materiales para la fabricación de válvulas serán los definidos en la orden decompra.
3 TIPOS DE DEFECTOS SEGUN INSPECCION VISUAL YPRUEBA HIDROSTATICA
3.1 Inspección VisualA continuación se presentan los tipos de defectos relacionados con la inspecciónvisual de las superficies de piezas fundidas en válvulas.
3.1.1 Puntos calientes y grietasSon discontinuidades lineales, superficiales o fracturas causadas por esfuerzosinternos o externos o una combinación de ambos, actuando sobre la piezafundida. Pueden producirse durante o después de la solidificación.
3.1.2 Contracciones de solidificación o rechupeEs una cavidad que aparece en metales fundidos como resultado de unacontracción en la solidificación y progresivo enfriamiento del metal, el cual quedaexpuesto al cortar los conductos alimentadores y de alivio.
3.1.3 Incrustaciones de arenaEs la arena arrastrada que queda atrapada en el metal fundido y aparece visibleen la superficie de las piezas.
3.1.4 PorosidadEs una cavidad en la pieza de metal fundido, causada por gases o vapor de aguaatrapados durante el proceso de solidificación.
3.1.5 VeteadoEs una irregularidad que aparece en la superficie de piezas fundidas como unborde definido y está asociado con el movimiento o resquebrajamiento de laarena.
3.1.6 Colas de ratasEs una irregularidad que aparece en la superficie de piezas fundidas en forma dedepresiones, como resultado del desplazamiento o pandeo de las superficies delos moldes.
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 5
�����
.Menú Principal Indice manual Indice volumen Indice norma
3.1.7 Arrugas, solapaduras, pliegues y defectos por baja temperatura
Son irregularidades superficiales causadas por fusión incompleta o pliegues enlas superficies del metal fundido, al vaciar éste a una temperatura relativamentebaja.
3.1.8 Marcas de corte
Son irregularidades en superficies de piezas fundidas ocasionadas por laaplicación no apropiada de métodos mecánicos o cualquier otro, utilizados parasu limpieza.
3.1.9 Sobre juntas o costras
Son irregularidades superficiales que generalmente están formadas porincrustaciones de arena arrastrada por el metal fundido, recubiertas por una capade metal poroso.
3.1.10 Coronas
Son irregularidades superficiales que aparecen en piezas fundidas comoconsecuencia de una fusión incompleta o por solidificaciones internas localizadaspor enfriamiento diferenciado en la pieza.
3.1.11 Irregularidades en áreas reparadas por soldaduras
Son irregularidades resultantes de una inadecuada preparación de la superficiedespués de soldar.
3.1.12 Rugosidad superficial
Es una textura superficial rugosa causada por defectos de diseño, modelo ycondiciones de la arena.
3.2 Fuga en Prueba HidrostáticaSe define como fuga toda pérdida del fluido de prueba que supere la máximapérdida aceptable establecida en la norma aplicable o especificada en la ordende compra. Si el fluido de prueba es agua la unidad será la gota (1 onza esaproximadamente 480 gotas) y si el fluido de prueba es aire la unidad será laburbuja.
4 CERTIFICADO DE CALIDAD DEL FABRICANTEEl certificado de calidad de la válvula contendrá los resultados siguientes segúnse especifiquen en la orden de compra.
– Certificado de tratamiento térmico para los materiales recocidos, normalizadoso templados.
– Registro de calificación del soldador para ensamblajes con soldadura,reparaciones de defectos y cambios en la guarnición.
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 6
�����
.Menú Principal Indice manual Indice volumen Indice norma
– Registro de calificación del procedimiento de soldadura y especificaciones delprocedimiento.
– Certificados de pruebas físicas y químicas del material utilizado.– Resultados inspección visual.– Prueba hidrostática del cuerpo de la válvula.– Prueba de asientos a baja presión.– Prueba de cierre a alta presión.– Prueba de dureza (caso válvulas monel).– Prueba de torque.– Prueba de impacto (si temperatura < 20�F).– Resultados prueba con partículas magnéticas, radiografía, ultrasonido o
líquidos penetrantes.– Prueba de fuego para válvulas de bola con asientos no–metálico, según lo
especifica la norma API 607 (“Fire Test For Soft Seated Ball–Valve”).
5 MUESTREO DE INSPECCION A LA RECEPCION DELMATERIAL
La inspección se basará en la inspección por muestreo de las válvulasutilizándose la norma Venezolana COVENIN3133-1. “Procedimientos de Muestreopara Inspección por Atributos".
El programa de inspección por muestreo será aplicado de acuerdo al siguienteplan:
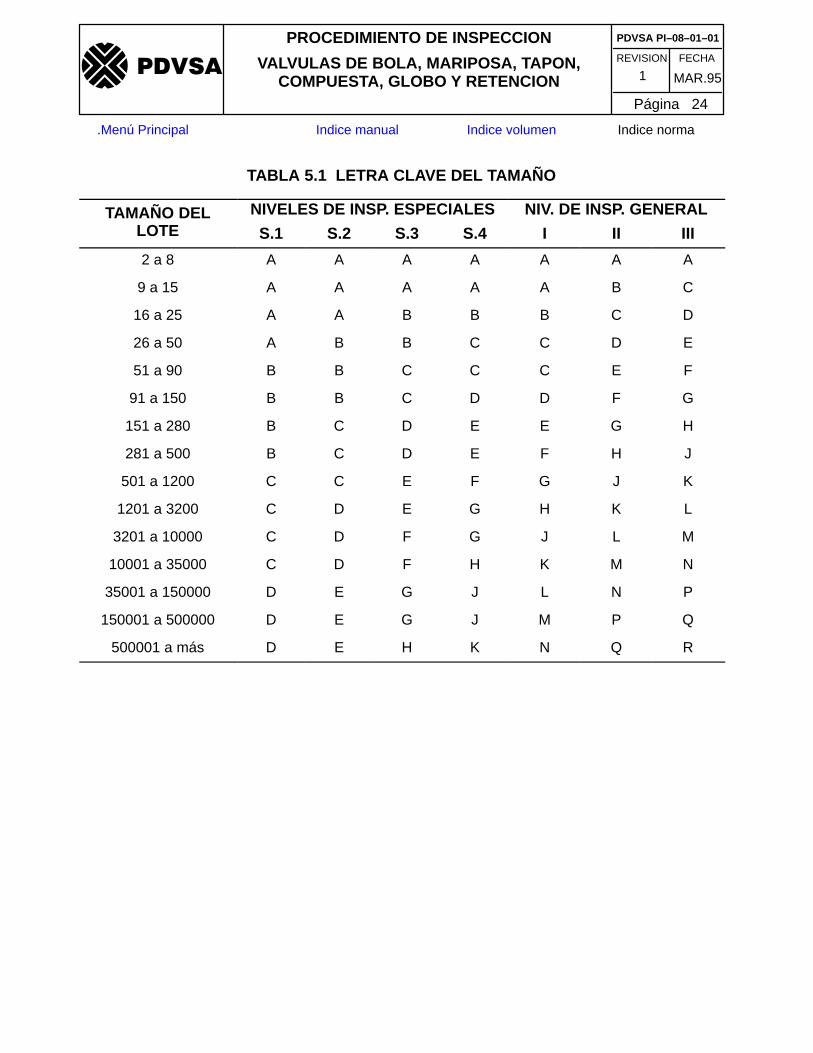
– Plan de Muestreo Unico (Simple).– Inspección Normal (Nivel de Inspección II).– Nivel de Calidad Aceptable (AQL): 0,65.El cambio de inspección normal a simplificado se hará de acuerdo a la normaCOVENIN 598–75 y a juicio de la filial. Para la selección de la letra clave deltamaño de la muestra, se utilizará la Tabla 5.1 y se inspeccionarán todas lasunidades de la muestra correspondiente.
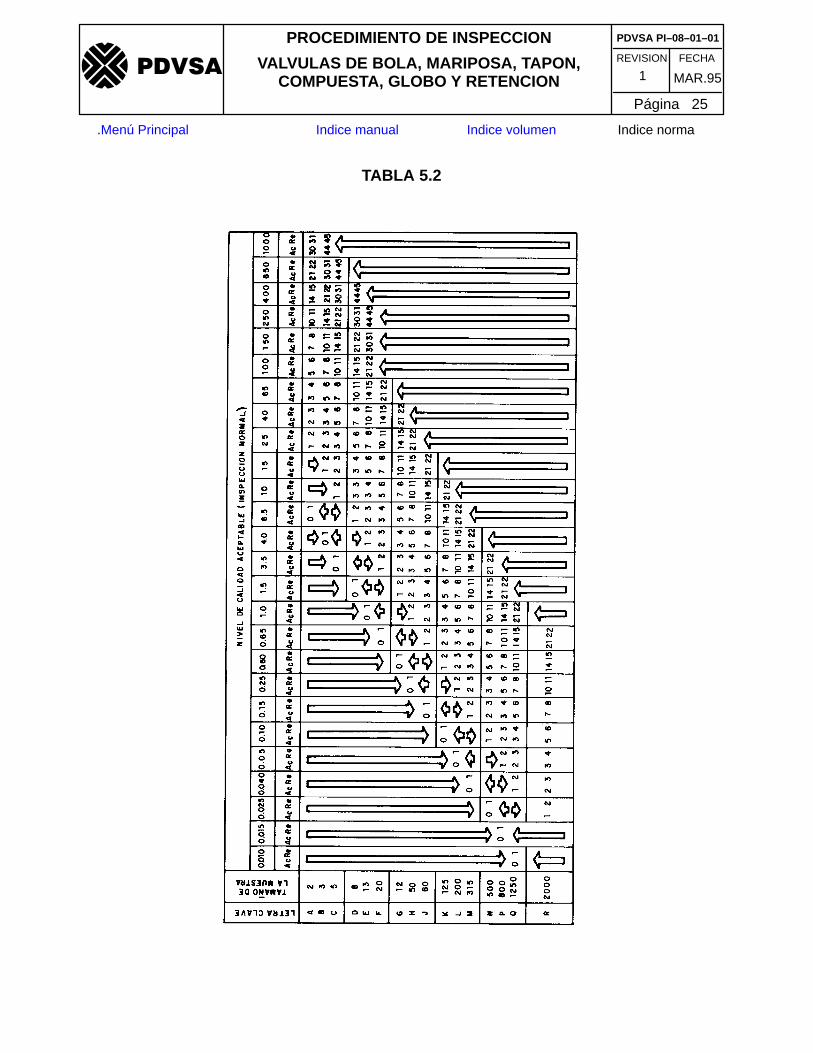
Si el número de unidades defectuosas en la muestra es menor o igual al número
de aceptación, se aceptará el lote (Tabla 5.2).
Si el número de unidades defectuosas en la muestra es igual o mayor al númerode rechazo, se rechazará el lote y se presentará el reclamo al fabricante.
Las unidades defectuosas podrán ser rechazadas, independientemente de queformen parte o no de una muestra y de que el lote en conjunto sea aceptado orechazado.
Una válvula se considera rechazada al no cumplir con una o más de lasespecificaciones en la orden de compra.

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 7
�����
.Menú Principal Indice manual Indice volumen Indice norma
Los métodos de inspección a utilizar durante esta etapa son los siguientes:
Obligatorios:
A. Inspección visual
B. Prueba hidrostática
C. Verificación dimensional y del certificado del material de fabricación
D. Identificación.
Opcionales:
– Líquidos penetrantes– Partículas magnéticas– Radiografía– Inspección con equipos de identificación positiva de material.
6 INSPECCION Y PRUEBAS
6.1 GeneralidadesLos requerimientos de prueba se refieren a las pruebas de presión realizadas bajola responsabilidad del fabricante en planta según especificado en la orden decompra.
Estas pruebas son las siguientes:
A. Cuerpo (incluyendo la tapa)
B. Prueba de cierre a baja presión
C. Prueba de cierre a alta presión
6.2 Condiciones de Inspección
6.2.1 Inspección en planta del fabricante
Si se requiere inspección (especificada en la orden de compra), la válvula seráinspeccionada por el inspector del comprador en la planta del fabricante. Elinspector tendrá libre acceso a cualquier lugar de la planta donde se realicen lostrabajos de fabricación relacionados con su orden de compra, y en cualquiermomento en que se estén ejecutando dichos trabajos.
6.2.2 Inspección fuera de la planta del fabricante
Si se requiere inspección de componentes de la la válvula, manufacturados fuerade la planta del fabricante, el inspector del comprador realizará las inspeccionesen los lugares de manufactura correspondientes.
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 8
�����
.Menú Principal Indice manual Indice volumen Indice norma
6.2.3 Requerimientos de inspección complementarios
1. A menos que se especifiquen requerimientos complementarios en la ordende compra, la inspección del comprador se limitará:
a. Examen de la válvula incluyendo el uso de herramientas ordinariasde inspección para comprobar el cumplimiento de lo establecido enla orden de compra. El fabricante o suplidor deberá presentar losplanos de fabricación de las válvulas a inspeccionar, donde seobserven las dimensiones de las mismas, así como también el detallede las dimensiones de las bridas. El inspector podrá verificar estosvalores en las válvulas sujetas a inspección.
b. Inspección visual de cualquier pieza fundida para asegurar elcumplimiento de la Norma COVENIN 1762–81.
c. Los materiales utilizados en la fabricación de la válvula deben serverificados sobre la placa de identificación durante la inspección quese realice a la válvula. Los certificados de calidad con los resultadosde la composición química y pruebas mecánicas deben ser revisadospara todas las válvulas inspeccionadas. El número de colada sobrela válvula debe estar en acuerdo con lo establecido en el certificadode calidad. Si los resultados de los análisis no están disponibles parala guarnición, el fabricante deberá expedir un certificado sobre elgrado o tipo de material utilizado.
d. Presenciar las pruebas de presión requeridas.
2. En la inspección visual se rechazarán las piezas fundidas que presentendefectos en igual o mayor proporción que los indicados como “noaceptables” en la norma aplicable (COVENIN 1762–81, MSS–SP–55 uotra).
6.2.4 Notificación de inspección
El fabricante deberá notificar a la filial con suficiente antelación el lugar y hora enque podrá realizar la inspección a las válvulas pedidas e inspecciones acomponentes que se producen fuera de la planta del proveedor, en el caso en queéstos sean suplidos por otra planta fabricante.
6.2.5 Superficies pintadas
Las capas de pintura o material de protección requerido no serán aplicadas aninguna superficie antes de que se realice la inspección según lo indicado.
6.3 Prueba de Presión Hidrostática
6.3.1 Pruebas requeridas
Las siguientes pruebas de presión deben ser realizadas a cada válvula:
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 9
�����
.Menú Principal Indice manual Indice volumen Indice norma
PRUEBA TIPO DE VALVULAPrueba al cuerpo de la válvula. Tapón, bola, mariposa, compuerta, globo,
retención.
Prueba de asientos a alta ybaja presión (cierre).
Tapón, bola, compuerta, globo, retención.
Prueba de cono de cierre. Compuerta
Las válvulas mariposa serán probadas de acuerdo a la Tabla 6.1.
6.3.2 Prueba de cierre a alta presión
Excepto para las válvulas tipo mariposa, la prueba de cierre a alta presión no esobligatoria a menos que se indique expresamente en la orden de compra. Sinembargo, la válvula debe pasar satisfactoriamente este ensayo como prueba deque las características estructurales de asientos de cierre de la válvula están bien.
6.3.3 Lugar de la prueba
Las pruebas serán realizadas por el proveedor en sus instalaciones y/o cualquierotro lugar seleccionado por el proveedor en acuerdo con el comprador, enpresencia del inspector nominado por el comprador.
6.3.4 Medio de prueba
1. Para las pruebas de cuerpo y cierre a alta presión el medio podrá ser aire,gas inerte, kerosén o agua (incluyendo cualquier líquido con viscosidadinferior a la del agua; la temperatura no debe exceder de 52�C (125 �F)).
2. Para la rueba de asientos a baja presión, el fluido será aire o gas inerte.
3. En los casos en que se utiliza aire o gas para las pruebas, el fabricantedeberá demostrar que el método para detectar fugas es adecuado. En casode que se utilice agua o kerosén, el cuerpo de la válvula deberá llenarsecompletamente para expulsar el aire contenido antes de aplicar presión.
4. El agua usada para pruebas de presión podrá contener aceite soluble o uninhibidor adecuado de corrosión siempre y cuando sea requerido por elcomprador.
6.3.5 Presiones de prueba
1. La presión de prueba para el cuerpo de la válvula será especificada en lanorma aplicable o en la orden de compra. Para las válvulas no cubiertas porAPI en la Norma 598 y para las válvulas tipo mariposa, la presión de pruebapara el cuerpo de la válvula será 1–1/2 veces la máxima presión de trabajoa 38�C (100�F) redondeado al múltiple de cinco inmediato superior.
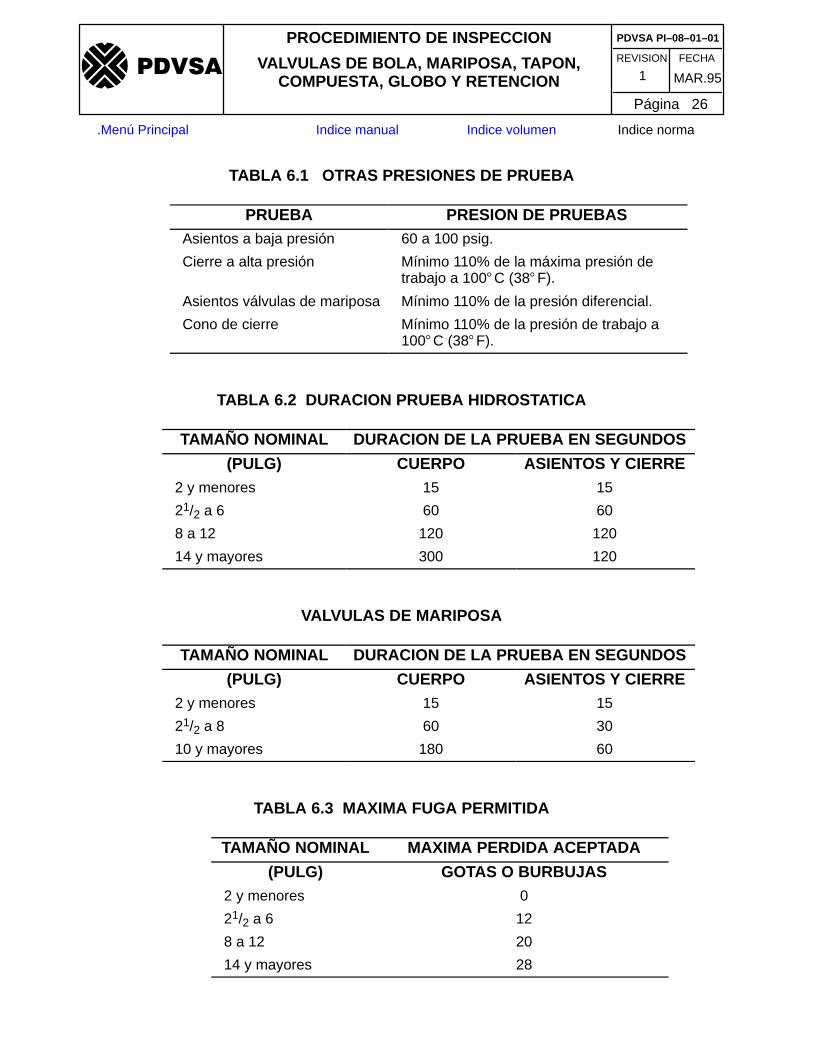
2. Otras presiones de prueba serán las presentadas en la Tabla 6.1
6.3.6 Duración de la prueba
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 10
�����
.Menú Principal Indice manual Indice volumen Indice norma
Las presiones de pruebas requeridas serán mantenidas, según el tipo de válvula,conforme a la Tabla 6.2
6.3.7 Fugas
1. En las pruebas de cuerpo, no se permitirá ningún tipo de fuga. Si el fluidoempleado es líquido no deberá apreciarse ninguna evidencia dehumedecimiento de las superficies externas. Si el fluido de prueba es aireo gas, no se deberá apreciar ninguna pérdida en base al método dedetección adoptado.
2. Para las pruebas de asientos a baja presión y cierre a alta presión enválvulas con sello metal–metal (excepto válvulas mariposa), las fugas opérdidas permisibles de fluido empleado serán a razón de los valoresindicados en la Tabla 6.3, con base al tiempo estipulado para la duración decada prueba, a menos que se especifique otra cosa en la orden de compra.Si el fluido de prueba es agua, la unidad será la gota (1 onzaaproximadamente 480 gotas, 16 gotas son aprox. 1 cm3). Si el fluido deprueba es aire la unidad será la burbuja. Las pérdidas permisibles parasellos metal–metal, en válvulas mariposa, estarán basadas sobre unacuerdo mutuo entre el comprador y el fabricante.
6.4 Método de Ensayo
6.4.1 Prueba al cuerpo de la válvula
1. Verificar el rango y uso adecuados del manómetro compatible con la prueba.
2. La prueba al cuerpo de la válvula se realizará antes de que le sea aplicadoal mismo cualquier tipo de pintura y antes de la prueba de cierre a alta y bajapresión.
3. La prueba del cuerpo se realizará aplicando la presión al interior de la válvulaensamblada, con los extremos tapados y la válvula parcialmente cerrada,manteniendo al prensa–estopa lo suficientemente apretada como para quela empaquetadura resista normalmente la presión de prueba, con lo cual severifica su correcta instalación y diseño.
4. Para el caso de válvulas de retención, se realizará la prueba del cuerpoaplicando presión al interior de la válvula ensamblada, libre de aire y con losextremos cerrados.
6.4.2 Prueba de los asientos a baja presión
1. Esta prueba se efectuará de acuerdo al procedimiento detallado acontinuación:
a. Para las válvulas de tapón, bola, mariposa y compuerta, diseñadaspara flujo de ambas direcciones, la presión de prueba se aplicará
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 11
�����
.Menú Principal Indice manual Indice volumen Indice norma
sucesivamente a cada uno de los extremos de la válvula cerrada,manteniendo el otro extremo abierto a la atmósfera para detectarfugas en el lado cerrado.
b. Para válvulas de globo y retención, diseñadas para flujo en unadirección solamente, la presión será aplicada sobre un lado.Cualquier fuga o pérdida por los asientos será detectada por el ladoabierto de la válvula, observándose gotas o burbujas cuando losasientos sean probadas con agua o aire respectivamente. Comoalternativa, podrá utilizarse un equipo para la medición deldesplazamiento el cual puede ser usado para medir la velocidad defuga de acuerdo a lo establecido en la Norma API 598 y desarrolladode común acuerdo entre el comprador y el fabricante.
2. La prueba de cierre de baja presión se efectuará con los asientos limpios ylibres de aceite. Sin embargo, en caso de que fuese requerido para evitaratascamientos, los asientos pueden recubrirse con una película de aceiteno más pesado que el kerosén. Este requerimiento no es aplicable aválvulas en las que un lubricante constituye el elemento primario de cierre.
6.4.3 Prueba de cierre a alta presión
El procedimiento para esta prueba es el mismo indicado en el punto 6.4.2.
6.4.4 Prueba de cono de cierre
La prueba del cono de cierre se realizará aplicando la presión de prueba al interiordel cuerpo de la válvula ensamblada, manteniendo los extremos tapados, lacompuerta en posición totalmente abierta y la prensa–estopa con laempaquetadura sin apretar.
Este ensayo debe realizarse a continuación de la prueba del cuerpo de la válvula.
6.4.5 Condiciones de prueba
Al efectuarse las pruebas de los asientos, no podrán aplicarse a los extremos delcuerpo de la válvula fuerzas externas excesivas que puedan modificar lascondiciones de pérdida por los asientos.
6.5 Prueba para Válvulas Almacenadas
No se requiere repetición de pruebas en válvulas terminadas, a menos que estacondición se exprese claramente en la orden de compra y/o a pedido delinspector. De no realizarse la prueba, el fabricante deberá emitir una certificaciónescrita en el sentido de que la válvula ha sido probada y cumple totalmente conlos requerimientos de la presente norma. No se requiere quitar la pintura aválvulas terminadas para efectuar repetición de pruebas.
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 12
�����
.Menú Principal Indice manual Indice volumen Indice norma
6.6 Requerimientos opcionales de inspecciónA continuación se detallan algunos procedimientos opcionales de inspeccióncomo la prueba de impacto y la inspección radiográfica que se realizarán cuandoasí se exija en la orden de compra, donde se establecerán los niveles deaceptación y rechazo.
6.6.1 Procedimiento radiográfico
El procedimiento para inspección radiográfica será el establecido en la NormaPDVSA–PI–02–02–01.
Para los ensayos radiográficos deben seleccionarse aquellas secciones críticasde la válvula (sitios de concentración de esfuerzos).
6.6.2 Criterio de aceptación radiográfica
Los criterios de aceptación del cuerpo y de la tapa (bonete) están basados en elespesor de pared. La aceptación de niveles de severidad más altos o más bajosque los recomendados, pueden basarse en servicio primario, rango de presión,servicio letal, etc., y debe ser acordada con el fabricante o suplidor.
1. Radiografías de referencia.
Hay un conjunto de radiografías de referencia las cuales se pueden utilizarcomo patrones bajo acuerdo mutuo, donde se presentan ilustraciones deaceptabilidad mínima. Las discontinuidades en espesores de pared hasta51 mm (2 pulg) se clasifican de la siguiente manera:
a. Categoría A – Arena de gas; niveles de severidad 1 hasta 5.
b. Categoría B – Arena e inclusiones de escoria; niveles de severidad1 hasta 5.
c. Categoría C – Contracciones; 4 tipos:
(1) CA – Niveles de severidad 1 hasta 5.(2) CB – Niveles de severidad 1 hasta 5.(3) CC – Niveles de severidad 1 hasta 5.(4) CD – Niveles de severidad 1 hasta 5.
d. Categoría D – Grietas; 1 ilustración.
e. Categoría E – Grietas por calor; 1 ilustración.
f. Categoría F – Inserto; 1 ilustración.
g. Categoría C – Manchas (Mottling); 1 ilustración.
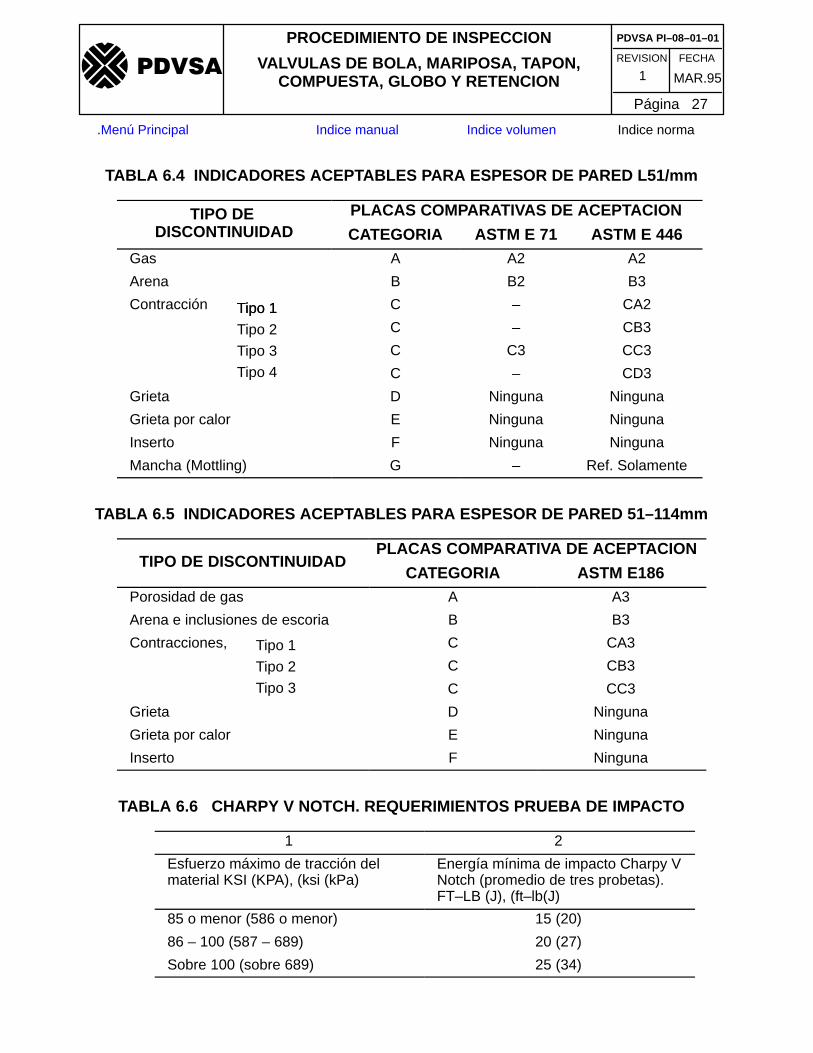
2. La Tabla 6.4 define los indicadores aceptables recomendados paraespesores de pared menores de 51 mm (2 pulg).
3. La Tabla 6.5, define las indicaciones aceptables recomendados paraespesores de pared de 51 mm hasta 114 mm (2 pulg hasta 4,5 pulg)
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 13
�����
.Menú Principal Indice manual Indice volumen Indice norma
6.6.3 Prueba de impacto
Todos los materiales de la carcaza o estructura sometidos a presión, tales comocuerpo, bonete, tapa, extremos bridados y extremos soldables, así como tambiénlos materiales para pernos sometidos a temperaturas inferiores a –20�C (–29�F),serán probados de acuerdo con lo previsto en la prueba de impacto según laúltima revisión de ASTM 370, “Mechanical Testing of Steel Products”, usando el“Charpy V Notch”.
Como mínimo una prueba de impacto será realizada en una probetarepresentativa tomada de cada extremo de material al finalizar el tratamientotérmico. Esta calificación del material se realizará antes de la fabricación prevista,de forma de asegurar que el tratamiento térmico es eficiente en las condicionesde trabajo del equipo de producción. Los resultados de la prueba estarán deacuerdo con la Tabla 6.6, a excepción de los materiales de los pernos que serealizará según ASTM A320.
La prueba Charpy de impacto se hará a la temperatura especificada en la ordende compra, y será la temperatura mínima estampada sobre la placa deidentificación.
7 REPARACIONESLos defectos en el cuerpo de la válvula detectados durante la inspección oprueba, deben ser reparados según lo permitido en la Norma ASTM aplicable almaterial. Las reparaciones que se realicen deberán examinarse nuevamente porradiografía y no se permitirá una segunda reparación (referencias bibliográficas1, 3, 4).
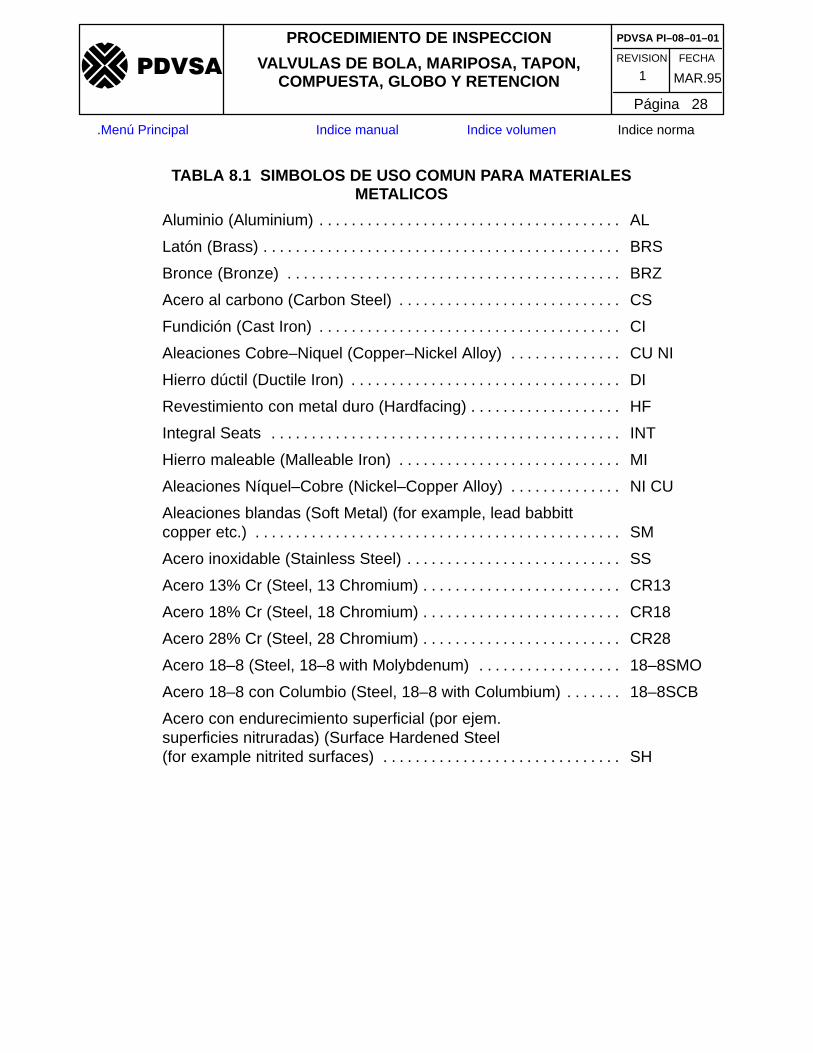
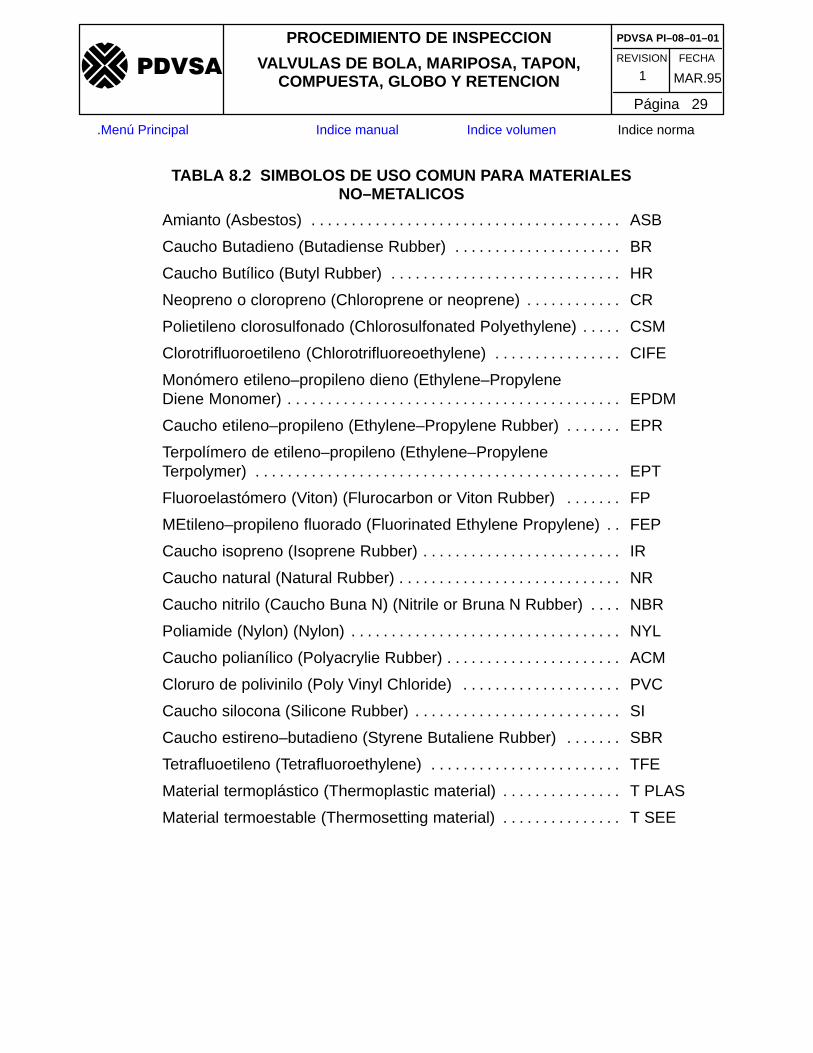
8 MARCAS DE IDENTIFICACIONLas marcas de identificación se realizarán según lo pautado en la norma PDVSAEM 20–01/01.
8.1 Designación del MaterialLas Tablas 8.1 y 8.2 presentan los símbolos de uso común para la designaciónde materiales metálicos y no metálicos, respectivamente.
8.2 RotulaciónLas válvulas deberán estar identificadas con la siguiente información, comomínimo:
– Nombre del fabricante y/o marca registrada.– Tamaño nominal de la válvula.– Material del cuerpo y guarnición.

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 14
�����
.Menú Principal Indice manual Indice volumen Indice norma
– Número de lote de fabricación.– Rango de temperatura.– Rango de presión.– Indicación del sentido de flujo.– Cualquier información adicional exigida por las reglamentaciones oficiales
vigentes al respecto.Referencia Norma PDVSA EM–20–01/01
9 INFORMEINFORME N� Página N°
Fecha:Inspección de válvulas:Para:Orden de Compra N�.
Inspeccionado por Teléfono:Empresa:
Fecha de inspección Lugar
Estado de la orden de compra Completa Incompleta
Renglón Descripción AceptadosPrueba
HidrostáticaCuerpo
PruebaHidrostática
Asientos
Rechazadosy Razones
– Inspección de válvulasLo especificado a continuación da una idea de lo que podrá contener el informede inspección, además de cualquier otra cosa especificada en la orden decompra.
– Inspección de acuerdo a norma1. Reporte de las pruebas en fábrica y/o certificado del material.
2. Certificados del tratamiento térmico para los materiales recocidos,normalizados o templados.
3. Registro de calificación del soldador para ensamblajes con soldadura,reparaciones de defectos y cambios en la guarnición.
4. Registro de calificación del procedimiento de soldadura y especificacionesdel procedimiento.
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 15
�����
.Menú Principal Indice manual Indice volumen Indice norma
5. Acabados, material, defectos en la superficie, componentes ydimensiones.
6. Concordancia con: descripción de la orden de compra, especificaciones,planos certificados, descripción del catálogo del proveedor,especificaciones de pintura o recubrimiento.
7. Implantación del programa de aseguramiento/control de calidad por partedel proveedor/fabricante.
8. Resultados de las pruebas hidrostáticas (cuerpo y cierre).
9. Marcaje o identificación.
10. Inspección con radiografías de las piezas de fundición.
11. Inspección radiográfica parcial de las soldaduras a tope en los cuerpossoldados.
12. Inspección con radiografías al 100% de las soldaduras a tope en cadaválvula.
13. Esquemas de las tomas de radiografías e informes de evaluación.
14. Inspección con partículas magnéticas de las piezas fundidas.
15. Otros.
Observaciones:
Fecha: Firma del inspector.
10 BIBLIOGRAFIA1. API 593 “Ductile Iron Plug Valves, Flanges Ends” – 2 Edición Agosto 1981.
2. API 598 “Valve Inspection and Test” – Cuarta Edición Octubre 1978.
3. API 609 “Buttertly Valves Lug–Type and Water Type” – Segunda EdiciónOctubre 1978.
4. API 599 “Steel Plug Valves Flanged or Buttwelding Ends” – 2 Edición Enero1978.
5. CASTILLO, JESUS. “Principios Básicos en la Selección, Inspección,Mantenimiento y Reacondicionamiento de Válvulas” LAGOVEN, S.A. IVJornadas Técnicas.
6. COVENIN 1762–81 “Acero Fundido para Válvulas, Bridas, Accesorios ycomponentes para Tuberías, Método de Inspección Visual”.
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 16
�����
.Menú Principal Indice manual Indice volumen Indice norma
7. COVENIN 3133-1 “Procedimiento de Muestreo para Inspección por Atributos”.
8. COVENIN 20.5.001 “Válvulas de Compuerta de Acero con Bridas oExtremos para Soldar”.
9. Exxon Engineering Inspection Manual. “Gate, Globle and Check Valves”Junio 1974, 12p.
10. CARDONA, RAMON. “Procedimientos de Inspección de Válvulas enFábrica” Borrador, Octubre 1985.
11. ASME V Nondestructive Examination.
12. ASME IX Welding and Brazing Qualifications.
13. API 6D Pipeline Valves, End Closures, Connectors and Swivels.
14. API 594 Wafer–Type Check Valves.
15. API 600 Steel Cate Valves, Flanged or Buttwelding Ends.
16. API 602 Compact Carbon Steel Gate Valves.
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 17
�����
.Menú Principal Indice manual Indice volumen Indice norma
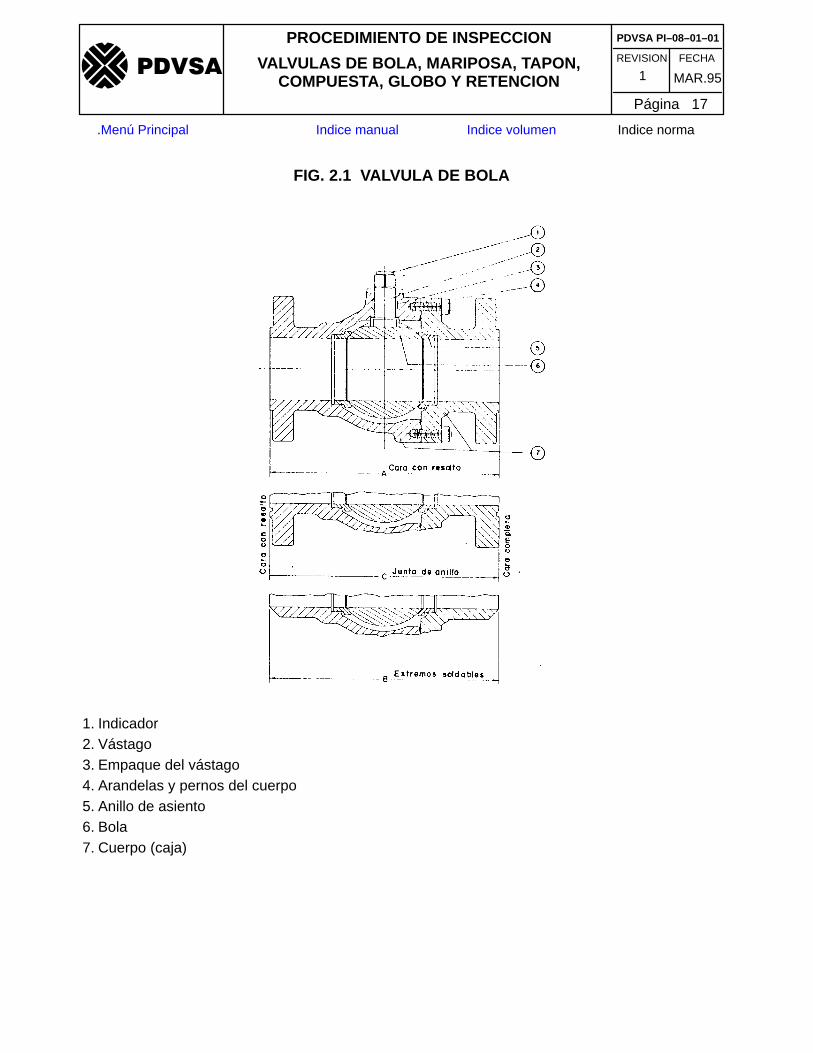
FIG. 2.1 VALVULA DE BOLA
1. Indicador2. Vástago3. Empaque del vástago4. Arandelas y pernos del cuerpo5. Anillo de asiento6. Bola7. Cuerpo (caja)
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 18
�����
.Menú Principal Indice manual Indice volumen Indice norma
FIG. 2.2 VALVULA DE MARIPOSA
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 19
�����
.Menú Principal Indice manual Indice volumen Indice norma
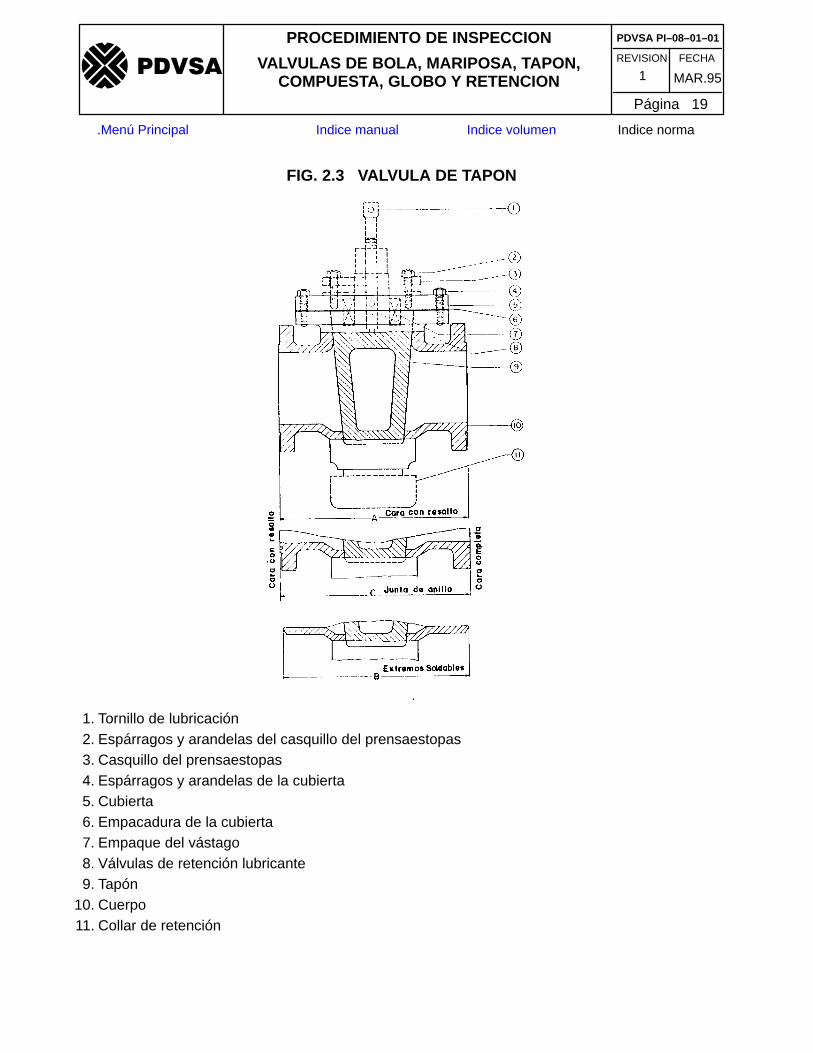
FIG. 2.3 VALVULA DE TAPON
1. Tornillo de lubricación2. Espárragos y arandelas del casquillo del prensaestopas3. Casquillo del prensaestopas4. Espárragos y arandelas de la cubierta5. Cubierta6. Empacadura de la cubierta7. Empaque del vástago8. Válvulas de retención lubricante9. Tapón
10. Cuerpo11. Collar de retención
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 20
�����
.Menú Principal Indice manual Indice volumen Indice norma
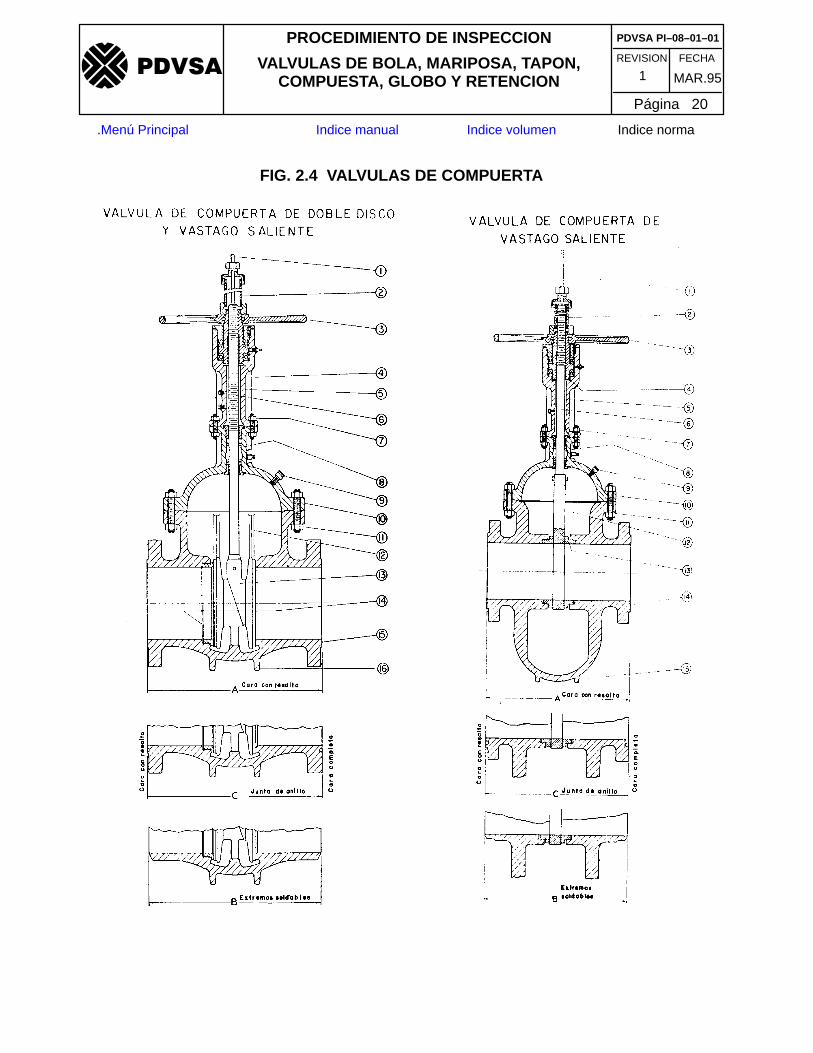
FIG. 2.4 VALVULAS DE COMPUERTA
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 21
�����
.Menú Principal Indice manual Indice volumen Indice norma
FIG. 2.4 (CONT.)
1. Indicador de vástago2. Protector del vástago3. Volante–Manubrio4. Tuercas de la horqueta5. Horquilla6. Vástago7. Tornillos y tuercas del estribo de apoyo8. Empaquetadura del vástago9. Válvula de alivio
10. Tope (casquete)11. Tope de tuerca y perno12. Disco de guía13. Disco de ensamblaje14. Anillo de Asiento15. Cuerpo (Caja)16. Apoyo
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 22
�����
.Menú Principal Indice manual Indice volumen Indice norma
FIG. 2.5 VALVULA DE GLOBO
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 23
�����
.Menú Principal Indice manual Indice volumen Indice norma
FIG. 2.6 VALVULAS DE RETENCION
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 24
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 5.1 LETRA CLAVE DEL TAMAÑO
TAMAÑO DEL NIVELES DE INSP. ESPECIALES NIV. DE INSP. GENERALLOTE S.1 S.2 S.3 S.4 I II III
2 a 8 A A A A A A A
9 a 15 A A A A A B C
16 a 25 A A B B B C D
26 a 50 A B B C C D E
51 a 90 B B C C C E F
91 a 150 B B C D D F G
151 a 280 B C D E E G H
281 a 500 B C D E F H J
501 a 1200 C C E F G J K
1201 a 3200 C D E G H K L
3201 a 10000 C D F G J L M
10001 a 35000 C D F H K M N
35001 a 150000 D E G J L N P
150001 a 500000 D E G J M P Q
500001 a más D E H K N Q R
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 25
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 5.2
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 26
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 6.1 OTRAS PRESIONES DE PRUEBA
PRUEBA PRESION DE PRUEBASAsientos a baja presión 60 a 100 psig.
Cierre a alta presión Mínimo 110% de la máxima presión detrabajo a 100�C (38�F).
Asientos válvulas de mariposa Mínimo 110% de la presión diferencial.
Cono de cierre Mínimo 110% de la presión de trabajo a100�C (38�F).
TABLA 6.2 DURACION PRUEBA HIDROSTATICA
TAMAÑO NOMINAL DURACION DE LA PRUEBA EN SEGUNDOS
(PULG) CUERPO ASIENTOS Y CIERRE2 y menores 15 15
21/2 a 6 60 60
8 a 12 120 120
14 y mayores 300 120
VALVULAS DE MARIPOSA
TAMAÑO NOMINAL DURACION DE LA PRUEBA EN SEGUNDOS
(PULG) CUERPO ASIENTOS Y CIERRE2 y menores 15 15
21/2 a 8 60 30
10 y mayores 180 60
TABLA 6.3 MAXIMA FUGA PERMITIDA
TAMAÑO NOMINAL MAXIMA PERDIDA ACEPTADA
(PULG) GOTAS O BURBUJAS2 y menores 0
21/2 a 6 12
8 a 12 20
14 y mayores 28
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 27
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 6.4 INDICADORES ACEPTABLES PARA ESPESOR DE PARED L51/mm
TIPO DE PLACAS COMPARATIVAS DE ACEPTACIONDISCONTINUIDAD CATEGORIA ASTM E 71 ASTM E 446
Gas A A2 A2
Arena B B2 B3
Contracción Tipo 1 C – CA2Tipo 1
Tipo 2 C – CB3
Tipo 3 C C3 CC3
Tipo 4 C – CD3
Grieta D Ninguna Ninguna
Grieta por calor E Ninguna Ninguna
Inserto F Ninguna Ninguna
Mancha (Mottling) G – Ref. Solamente
TABLA 6.5 INDICADORES ACEPTABLES PARA ESPESOR DE PARED 51–114mm
PLACAS COMPARATIVA DE ACEPTACIONTIPO DE DISCONTINUIDAD
CATEGORIA ASTM E186Porosidad de gas A A3
Arena e inclusiones de escoria B B3
Contracciones, Tipo 1 C CA3
Tipo 2 C CB3
Tipo 3 C CC3
Grieta D Ninguna
Grieta por calor E Ninguna
Inserto F Ninguna
TABLA 6.6 CHARPY V NOTCH. REQUERIMIENTOS PRUEBA DE IMPACTO
1 2
Esfuerzo máximo de tracción delmaterial KSI (KPA), (ksi (kPa)
Energía mínima de impacto Charpy VNotch (promedio de tres probetas).FT–LB (J), (ft–lb(J)
85 o menor (586 o menor) 15 (20)
86 – 100 (587 – 689) 20 (27)
Sobre 100 (sobre 689) 25 (34)
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 28
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 8.1 SIMBOLOS DE USO COMUN PARA MATERIALESMETALICOS
Aluminio (Aluminium) AL. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Latón (Brass) BRS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Bronce (Bronze) BRZ. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Acero al carbono (Carbon Steel) CS. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Fundición (Cast Iron) CI. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Aleaciones Cobre–Niquel (Copper–Nickel Alloy) CU NI. . . . . . . . . . . . . .
Hierro dúctil (Ductile Iron) DI. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Revestimiento con metal duro (Hardfacing) HF. . . . . . . . . . . . . . . . . . .
Integral Seats INT. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Hierro maleable (Malleable Iron) MI. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Aleaciones Níquel–Cobre (Nickel–Copper Alloy) NI CU. . . . . . . . . . . . . .
Aleaciones blandas (Soft Metal) (for example, lead babbitt copper etc.) SM. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Acero inoxidable (Stainless Steel) SS. . . . . . . . . . . . . . . . . . . . . . . . . . .
Acero 13% Cr (Steel, 13 Chromium) CR13. . . . . . . . . . . . . . . . . . . . . . . . .
Acero 18% Cr (Steel, 18 Chromium) CR18. . . . . . . . . . . . . . . . . . . . . . . . .
Acero 28% Cr (Steel, 28 Chromium) CR28. . . . . . . . . . . . . . . . . . . . . . . . .
Acero 18–8 (Steel, 18–8 with Molybdenum) 18–8SMO. . . . . . . . . . . . . . . . . .
Acero 18–8 con Columbio (Steel, 18–8 with Columbium) 18–8SCB. . . . . . .
Acero con endurecimiento superficial (por ejem.superficies nitruradas) (Surface Hardened Steel (for example nitrited surfaces) SH. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS DE BOLA, MARIPOSA, TAPON,COMPUESTA, GLOBO Y RETENCION MAR.951
PDVSA PI–08–01–01
Página 29
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 8.2 SIMBOLOS DE USO COMUN PARA MATERIALESNO–METALICOS
Amianto (Asbestos) ASB. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Caucho Butadieno (Butadiense Rubber) BR. . . . . . . . . . . . . . . . . . . . .
Caucho Butílico (Butyl Rubber) HR. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Neopreno o cloropreno (Chloroprene or neoprene) CR. . . . . . . . . . . .
Polietileno clorosulfonado (Chlorosulfonated Polyethylene) CSM. . . . .
Clorotrifluoroetileno (Chlorotrifluoreoethylene) CIFE. . . . . . . . . . . . . . . .
Monómero etileno–propileno dieno (Ethylene–Propylene Diene Monomer) EPDM. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Caucho etileno–propileno (Ethylene–Propylene Rubber) EPR. . . . . . .
Terpolímero de etileno–propileno (Ethylene–Propylene Terpolymer) EPT. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Fluoroelastómero (Viton) (Flurocarbon or Viton Rubber) FP. . . . . . .
MEtileno–propileno fluorado (Fluorinated Ethylene Propylene) FEP. .
Caucho isopreno (Isoprene Rubber) IR. . . . . . . . . . . . . . . . . . . . . . . . .
Caucho natural (Natural Rubber) NR. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Caucho nitrilo (Caucho Buna N) (Nitrile or Bruna N Rubber) NBR. . . .
Poliamide (Nylon) (Nylon) NYL. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Caucho polianílico (Polyacrylie Rubber) ACM. . . . . . . . . . . . . . . . . . . . . .
Cloruro de polivinilo (Poly Vinyl Chloride) PVC. . . . . . . . . . . . . . . . . . . .
Caucho silocona (Silicone Rubber) SI. . . . . . . . . . . . . . . . . . . . . . . . . .
Caucho estireno–butadieno (Styrene Butaliene Rubber) SBR. . . . . . .
Tetrafluoetileno (Tetrafluoroethylene) TFE. . . . . . . . . . . . . . . . . . . . . . . .
Material termoplástico (Thermoplastic material) T PLAS. . . . . . . . . . . . . . .
Material termoestable (Thermosetting material) T SEE. . . . . . . . . . . . . . .