perubahan penempatan menurunkan jarak …mmt.its.ac.id/download/semnas/semnas xiii/mi/50. prosiding...
TRANSCRIPT

Prosiding Seminar Nasional Manajemen Teknologi XIIIProgram Studi MMT-ITS, Surabaya 5 Pebruari 2011
PERUBAHAN PENEMPATAN BACKING PLATE UNTUKMENURUNKAN JARAK PERPINDAHAN
PROSES PUT AWAY DAN PICKING(STUDI KASUS: PT.MK PRIMA INDONESIA)
Nengah Karta, I Nyoman PujawanProgram Studi Magister Manajemen Teknologi
Institut Teknologi Sepuluh NopemberEmail: [email protected]
ABSTRAK
Pada kondisi eksisting penataan gudang belum mempunyai pola tertentu, dimanamaterial yang mempunyai frekwensi transaksi yang tinggi kadang penempatannya padatempat yang jauh sebaliknya material yang frekwensi transaksi pemakaiannya rendahditempatkan pada tempat yang dekat yang mengakibatkan terjadinya transportationwaste atau kerugian akibat kelebihan jarak tempuh. Hal ini berimbas kepada rendahnyaproduktivitas gudang backing plate dalam menyediakan backing plate untuk keperluanproses produksi.
Untuk mengatasi hal ini, dibuat dua skenario perbaikan perubahan penempatanbacking plate yang kemudian disimulasikan untuk membuktikan apakah scenarioperbaikan yang dirancang tersebuat mampu mengurangi transportation waste. Dari hasilsimulasi ternyata skenario tersebut mampu mengurangi transportation waste yangditunjukkan dengan menurunnya travel distance. Skenario perbaikan tersebut kemudiandiiplementasikan dilapangan dan hasilnya dipantau. Dari hasil pemantauanimplementasi skenario perbaikan mampu meningkatkan produktivitas gudang backingplate sebesar 149% yaitu dari 612,46 Pcs/man.hour menjadi 1524,77 Pcs/man.hour.
Keyword: Transportation waste, skenario, Produktivitas, travel distance
PENDAHULUAN
Backing plate merupakan produk setengah jadi untuk pembuatan Kampas remmobil. Ada beberapa kendala yang dialami oleh gudang backing plate salah satunyaadalah travel distance yang tinggi dan juga kehilangan waktu mencari lokasi tempatpenyimpanan setiap item backing plate Efek dari hal tersebut menyebabkan backingplate yang bisa disiapkan untuk dikirim ke produksi sering kali kurang darikebutuhannya. Masalah diatas disebabkan karena penempatan backing plate di gudangbelum mempunyai pola tertentu yang menyebabkan material yang sering diambilkadang ditempatkan jauh dan material yang jarang diambil diletakkan di tempat yangdekat. Untuk mengatasi masalah ini yang dilakukan selama ini adalah menambah tenagakerja dan atau melemburkan karyawan. Apabila order bertambah maka karyawan dantenaga lembur juga bertambah. Walaupun demikian, terkadang jumlah backing plateyang disiapkan oleh operator, belum bisa memenuhi rencana target produksi yang telahdijadwalkan. Rencana perbaikan yang akan dilakukan untuk perbaikan adalah membuatskenario perubahan penempatan backing plate di gudang backing plate. Skenariotersebut akan disimulasikan. Apabila dari hasil simulasi tersebut menunjukkan hasilyang baik maka skenario tersebut akan diimplementasikan di gudang dan akan diamatihasilnya untuk mengetahui keuntungan atau kerugian yang dialami akibat implementasi

Prosiding Seminar Nasional Manajemen Teknologi XIIIProgram Studi MMT-ITS, Surabaya 5 Pebruari 2011
ISBN : 978-602-97491-2-0A-50-2
skenario. Bila menguntungkan maka skenario tersebut akan terus dijalankan menjadisistem yang harus diikuti oleh karyawan yang melakukan perkerjaan tersebut.
METODA
Metode yang akan digunakan untuk memperbaiki masalah tersebut adalahdengan pendekatan metode analisis ABC sedangkan jenis simulasi yang digunakanuntuk mensimulasikan skenario perbaikan tersebut adalah simulasi Monte Carlo.Metode ABC merupakan suatu metode penempatan material di gudang berdasarkanfrekwensi pemakaian material. Penataan di gudang masih tidak mengikuti suatu polatertentu, ada barang yang sering diambil tetapi penempatannya pada jarak yang jauh,ada juga barang yang sangat jarang diambil tetapi penempatannya sangat dekat. Olehkarena itu dengan penataan atas dasar frekwensi pemakaian backing plate, diharapkanada peningkatan produktivitas dalam bentuk meningkatnya kemampuan penyediaanbacking plate oleh operator gudang backing plate. Sedangkan simulasi Monte Carloakan dilakukan untuk mengevaluasi dampak dari skenario perbaikan yang diusulkanapakah berdampak positif atau berdampak negative.
Menurut Liberati et al (2008), Simulasi monte carlo merupakan simulasiprobabilistik dimana dalam melakukan simulasi monte carlo ini perlu membangkitkanbilangan random sesuai keperluannya. Pembangkitan bilangan random sebenarnya inginmeniru kejadian yang tak pasti yang dialami oleh manusia.
Menurut Law dan Kelton (1991), simulasi monte carlo suatu metode yangdigunakan saat perang dunia ke 2 dimana digunakan untuk pendekatan aplikasipermasalahan yang berhubungan dengan pengembangan bom atom. Saat ini simulasimonte carlo secara luas digunakan untuk menyelesaikan permasalahan permasalahanstatistik bukan penelusuran analitis. Simulasi Monte Carlo mengacu pada generalisasifakta-fakta yang terjadi dengan mempresentasikan dalam bilangan acak dan distribusiprobabilitas komulatif.
Simulasi Monte Carlo membuat model probabilistik dari kondisi nyata dankemudian memperagakan eksperimen dengan sampling pada model tersebut. TeknikSimulasi Monte Carlo membangkitkan bilangan dari data yang mungkin memerlukanwaktu yang lama untuk menerapkannya setelah pembangkitan dari data, dapatdilakukan analisis dan solusi masalah dapat diturunkan. Tahapan utama dalam simulasimonte carlo adalah sebagai berikut :a. Menentukan distribusi probabilitas yang diketahui dari beberapa variable kunci.b. Mengubah distribusi frekwensi ke dalam distribusi probabilitas komulatif untuk
memastikan hanya satu nilai variabel yang diwakili oleh bilangan acak yangdiberikan.
c. Mengambil sampel secara random dari distribusi komulatif untuk menentukan nilaivariabel yang spesifik untuk digunakan dalam simulasi. Untuk mengambil sampeldapat menggunakan tabel bilangan random. Bilangan acak dimasukkan ke dalamdistribusi probabilitas komulatif untuk menghasilkan nilai variabel yang spesifikuntuk setiap observasi.
d. Mensimulasikan operasi yang dianalisis dalam jumlah replikasi.
Prosiding Seminar Nasional Manajemen Teknologi XIIIProgram Studi MMT-ITS, Surabaya 5 Pebruari 2011
ISBN : 978-602-97491-2-0A-50-3
HASIL DAN DISKUSI
Kondisi Eksisting
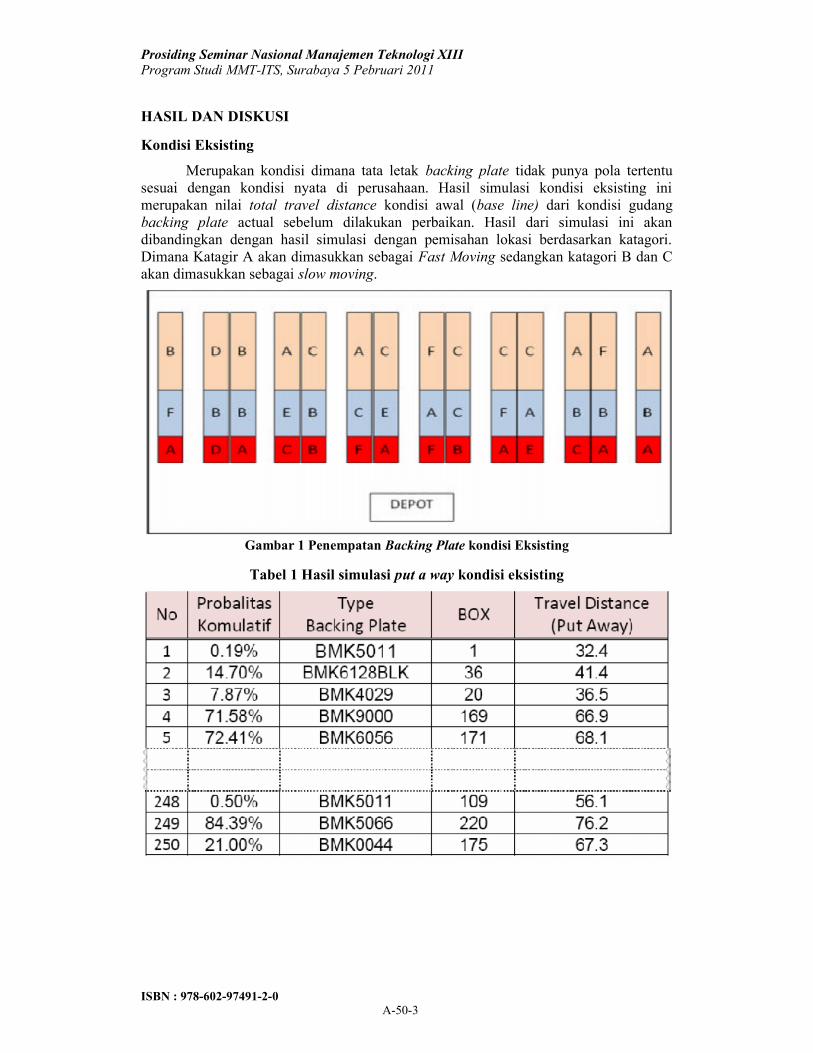
Merupakan kondisi dimana tata letak backing plate tidak punya pola tertentusesuai dengan kondisi nyata di perusahaan. Hasil simulasi kondisi eksisting inimerupakan nilai total travel distance kondisi awal (base line) dari kondisi gudangbacking plate actual sebelum dilakukan perbaikan. Hasil dari simulasi ini akandibandingkan dengan hasil simulasi dengan pemisahan lokasi berdasarkan katagori.Dimana Katagir A akan dimasukkan sebagai Fast Moving sedangkan katagori B dan Cakan dimasukkan sebagai slow moving.
Gambar 1 Penempatan Backing Plate kondisi Eksisting
Tabel 1 Hasil simulasi put a way kondisi eksisting
Prosiding Seminar Nasional Manajemen Teknologi XIIIProgram Studi MMT-ITS, Surabaya 5 Pebruari 2011
ISBN : 978-602-97491-2-0A-50-4
Skenario 1
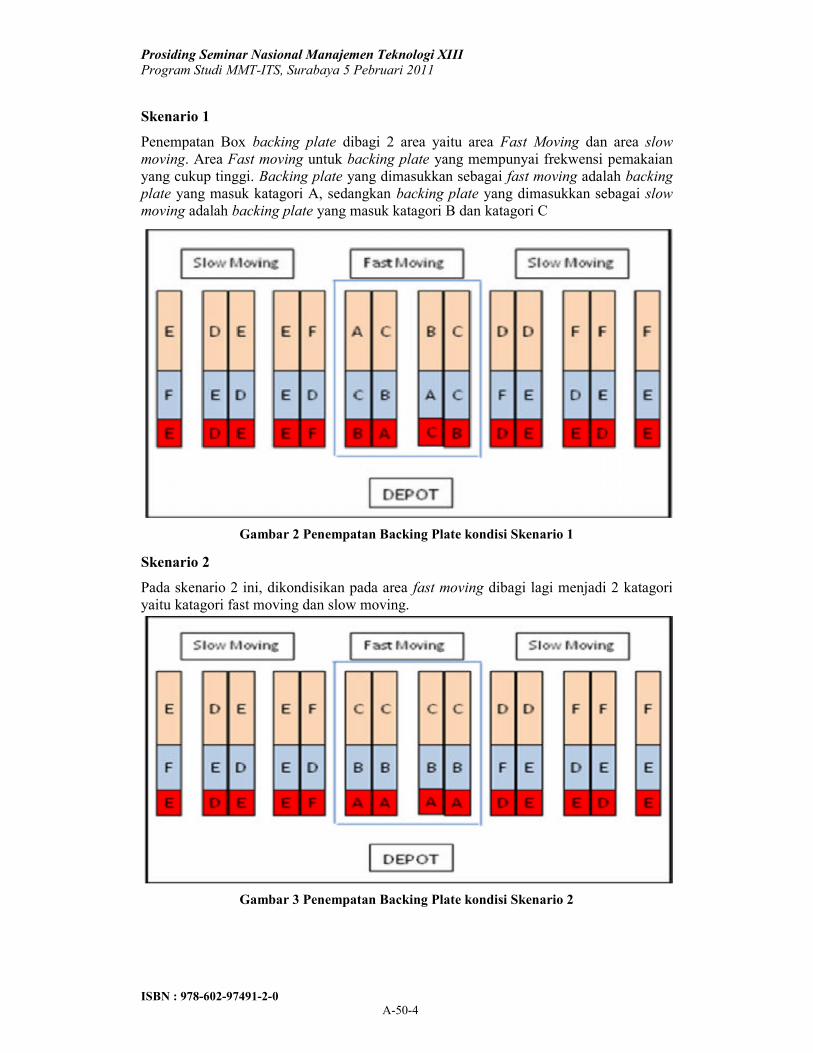
Penempatan Box backing plate dibagi 2 area yaitu area Fast Moving dan area slowmoving. Area Fast moving untuk backing plate yang mempunyai frekwensi pemakaianyang cukup tinggi. Backing plate yang dimasukkan sebagai fast moving adalah backingplate yang masuk katagori A, sedangkan backing plate yang dimasukkan sebagai slowmoving adalah backing plate yang masuk katagori B dan katagori C
Gambar 2 Penempatan Backing Plate kondisi Skenario 1
Skenario 2
Pada skenario 2 ini, dikondisikan pada area fast moving dibagi lagi menjadi 2 katagoriyaitu katagori fast moving dan slow moving.
Gambar 3 Penempatan Backing Plate kondisi Skenario 2
Prosiding Seminar Nasional Manajemen Teknologi XIIIProgram Studi MMT-ITS, Surabaya 5 Pebruari 2011
ISBN : 978-602-97491-2-0A-50-5
Perbandingan Hasil Kondisi Eksisting Dengan Skenario 1
Membandingkan total travel distance antara kondisi eksisting dengan scenarioperbaikan tata letak 1. Dimana hasilnya berupa prosentase perubahan total traveldistance. Yaitu total travel distance kondisi eksisting dikurangi total travel distanceskenario 1 kemudian dibagi dengan total travel distance kondisi eksisting.= (Travel distance eksisting – travel distance skenario 1)/(travel distance eksisting)= (19744.7 - 15922 ) / 19744.7 ) x 100%= 19,36 %
Perbandingan Hasil Kondisi Eksisting Dengan Skenario 2
Membandingkan total travel distance antara kondisi eksisting dengan scenarioperbaikan tata letak 1. Dimana hasilnya berupa prosentase perubahan total traveldistance. Yaitu total travel distance kondisi eksisting dikurangi total travel distanceskenario 1 kemudian dibagi dengan total travel distance kondisi eksisting.= (Travel distance eksisting – travel distance skenario 2)/(travel distance eksisting= ((19744.7 – 15224.8) / 19744.7 ) x 100%= 22.89%
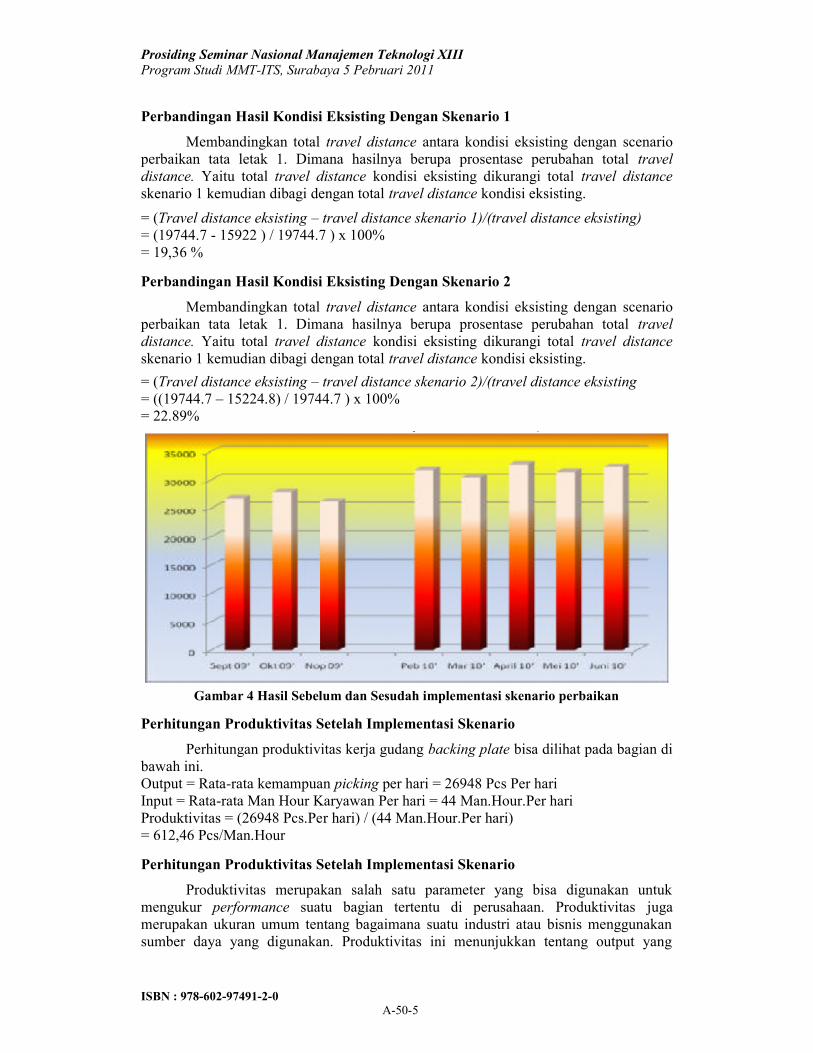
Gambar 4 Hasil Sebelum dan Sesudah implementasi skenario perbaikan
Perhitungan Produktivitas Setelah Implementasi Skenario
Perhitungan produktivitas kerja gudang backing plate bisa dilihat pada bagian dibawah ini.Output = Rata-rata kemampuan picking per hari = 26948 Pcs Per hariInput = Rata-rata Man Hour Karyawan Per hari = 44 Man.Hour.Per hariProduktivitas = (26948 Pcs.Per hari) / (44 Man.Hour.Per hari)= 612,46 Pcs/Man.Hour
Perhitungan Produktivitas Setelah Implementasi Skenario
Produktivitas merupakan salah satu parameter yang bisa digunakan untukmengukur performance suatu bagian tertentu di perusahaan. Produktivitas jugamerupakan ukuran umum tentang bagaimana suatu industri atau bisnis menggunakansumber daya yang digunakan. Produktivitas ini menunjukkan tentang output yang
Prosiding Seminar Nasional Manajemen Teknologi XIIIProgram Studi MMT-ITS, Surabaya 5 Pebruari 2011
ISBN : 978-602-97491-2-0A-50-6
dihasilkan oleh suatu proses tertentu dibandingkan dengan input yang dimasukkan keproses tersebut.
Rata-rata per hari dihitung berdasarkan pemantauan data selama 5 bulan. Mulaibulan Pebruari sampai dengan Juni. Data pemantauan selama 5 bulan bisa dilihat padatable 19 yaitu data hitung dan man hour operator backing plate perhari pada kondisisetelah implementasi scenario
Produktivitas = Output / Input
Output = Rata-rata hitung perhari= 31715,2 Pcs Perhari
Input = Rata-rata man hour Karyawan Per hari= 20,8 man hour.Per hari
Produktivitas = (31715,2 Pcs.Per hari) / (20.8 man.hour.per hari)= 1524,77 Pcs/man.hour
KESIMPULAN
Perubahan penempatan backing plate di gudang backing dilakukan denganmenggunakan pendekatan metode ABC dan simulasi monte carlodimana metode ABCini dibagi 3 katagori material berdasarkan frekwensi transaksi jumlah pemakaian itembacking plate diantaranya katagori A merupakan material backing plate yang frekwensipemakaiannya masuk dalam 80% item pemakaian material. Katagari B merupakanmaterial backing plate yang frekwensi pemakaiannya sebanyak 15% setelah katagori A,sedangkan Katagori C merupakan material backing plate yang frekwensi jumlahpemakaian material sebanyak 5% setelah katagori A dan B.
Dengan melakukan skenario 1 dalam simulasi mampu menurunkan total traveldistance 19,36% dari 19744,7 meter pada kondisi eksisting menjadi 15922 meter padakondisi skenario 1. Kemudian dengan skenario 2 mampu menurunkan total traveldistance sebanyak 22,89% dari 19744,7 meter pada kondisi eksisting menjadi 15224.8meter pada kondisi skenario 2.
Skenario perbaikan diimplementasikan di gudang backing plate PT.MK PrimaIndonesia. Setelah diimplementasikan selama 5 bulan didapatkan hasil perbaikan yaitumeningkatkan kemampuan penyiapan rata-rata jumlah backing plate ke produksilanjutan dari 26948 Pcs Per hari menjadi 31715,2 Pcs Per hari, adanya peningkatanproduktivitas gudang backing plate dari 612,46 Pcs/Man.Hour menjadi 1524,77Pcs/man.hour
DAFTAR PUSTAKA
Arifin, M. (2009), Simulasi Sistem Industri, 1st edition, Graha Ilmu, Yogjakarta.
Giani, G., Lapopte, G. dan Musmanno, R.(2004), Introduction to Logistics SystemPlanning and Control, John Willey & Sons, Inc., California.
Gronroos C., Ojasalo K.,(2004), Service Productivity Towards a Conseptualization ofThe Transformation of Input Into Economic Result In Services, Journal ofBusiness Research, Vol. 57, hal. 414-423.
Hannula M. (2002), Total Productivity Measurement Base On Partial ProductivityRatios, International Journal of Production Economics, Vol.78, hal.57-67.

Prosiding Seminar Nasional Manajemen Teknologi XIIIProgram Studi MMT-ITS, Surabaya 5 Pebruari 2011
ISBN : 978-602-97491-2-0A-50-7
Jinxiang G., Goetschalckx M., McGinnis L.X. (2007), Research on warehouseoperation: A comprehenshive review, European Journal of OperationResearch,Vol.177, hal.1-21.
Koster R.D., Tho Le-Duc, Roodbergen K.J., (2007), Design and control of warehouseorder picking:A literature review, European Journal of Operation Research,Vol. 182, hal. 481-501.
Law A.M., Kelton W.D., (1991), Simulation Modeling And Analysis, Second edition,McGraw-Hill, Inc., New York.
Liberati N.B, Martini F., PiccardiM., Platen E. (2008),”A Hardware Generator of Multi-point Distributed Random Number for Monte Carlo Simulation”
Mathematics and Computers in Simulation, Vol. 77, Hal 45-56.
Maniadakis N., Thanassoulis E. (2004), A cost Malmquist Productivity Indeks,European Journal of Operational Research, Vol. 154, hal. 396-409.
Nasution, A.H., dan Baihaqi I. (2007), Simulasi Bisnis, 1st edition, Andi, Yogjakarta.
Ng W.L. (2007), A Simple Classifier for Multiple Criteria ABC Analysis, EuropeanJournal of Operational Research, Vol.77 hal.344-353.
Pujawan, I N. (2005), Supply Chain Management, 1st edition, Guna Widya, Surabaya.
Strack G., Pochet Y. (2009), An Integrated model for warehouse and InventoryPlanning, European Journal of Operation Research, Vol.xxx hal.xxx-xxx.
Timpe A.D. (1989), The Art And Sciene Of Business Management Productivity, KENDPublishing, Inc.
Tompkins J.A., White J.A., Bozer, Tanchoco J.M.A. (2003), Facilities Planning, 1rdedition, John Willey & Sons, Inc, California.