percussion drilling and quality button bits...percussion drilling impact or percussion created by...
TRANSCRIPT
PERCUSSION DRILLING
AND
QUALITY BUTTON BITS
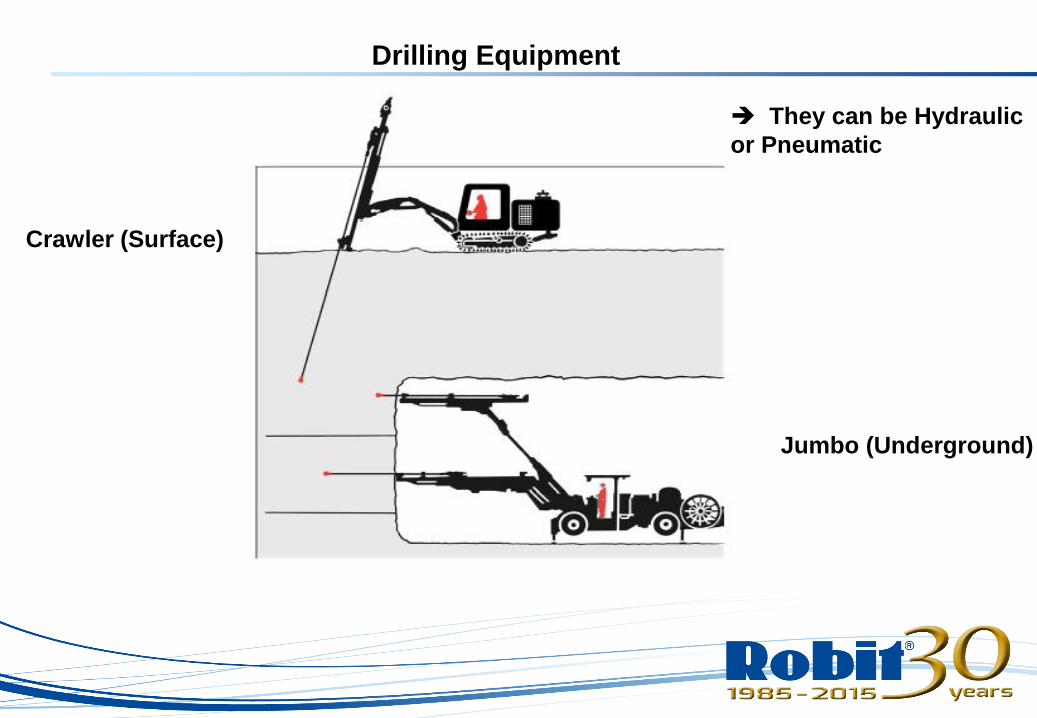
Crawler (Surface)
Jumbo (Underground)
Drilling Equipment
They can be Hydraulic
or Pneumatic
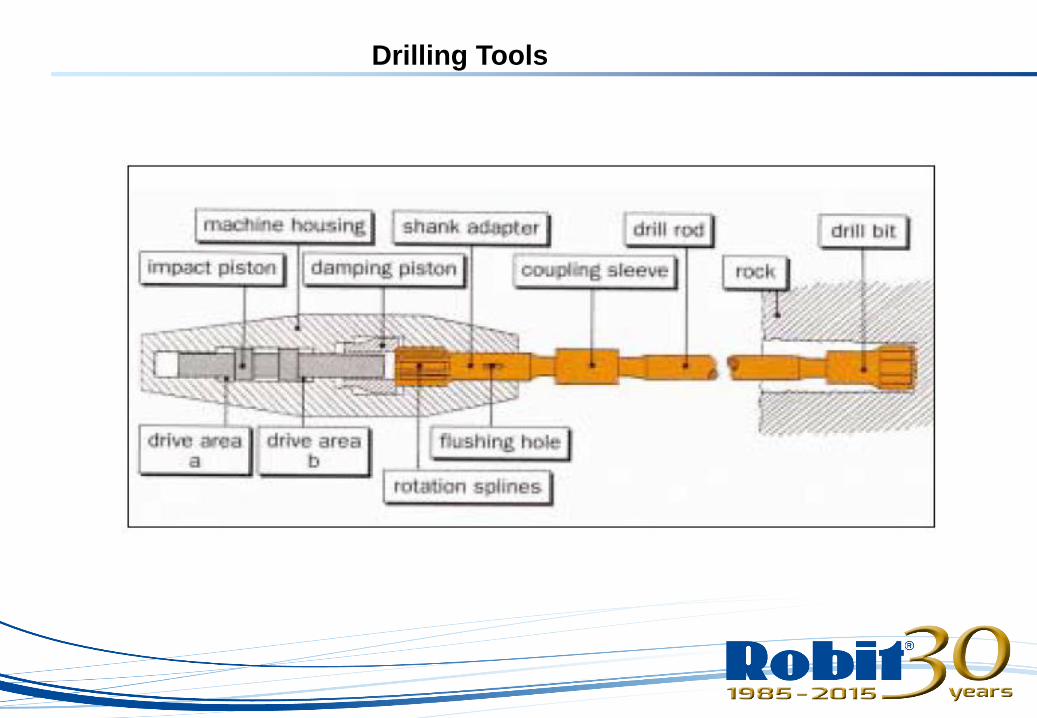
Drilling Tools
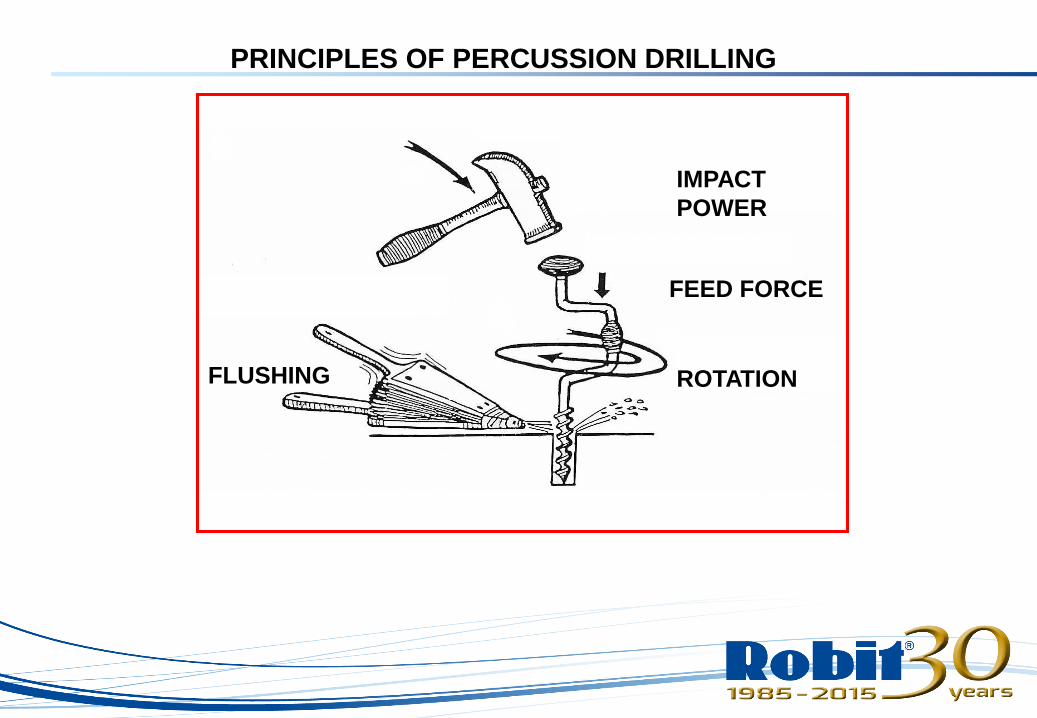
PRINCIPLES OF PERCUSSION DRILLING
ROTATION
FEED FORCE
FLUSHING
IMPACT
POWER
PERCUSSION DRILLING
Impact or percussion created by
the rock drill piston is transmitted to
the rock through the drill string. The
rock is broken in a crushing affect,
in front of the buttons.
Feed force is required to keep
the drill string in contact with the
rock drill and the bit in contact with
the rock.
Rotation is required to index the bit between consecutive blows.
After each blow, the bit must be turned to ensure there is always
fresh rock under the buttons.
Flushing is used to remove the rock cuttings from the hole and
to cool the bit.
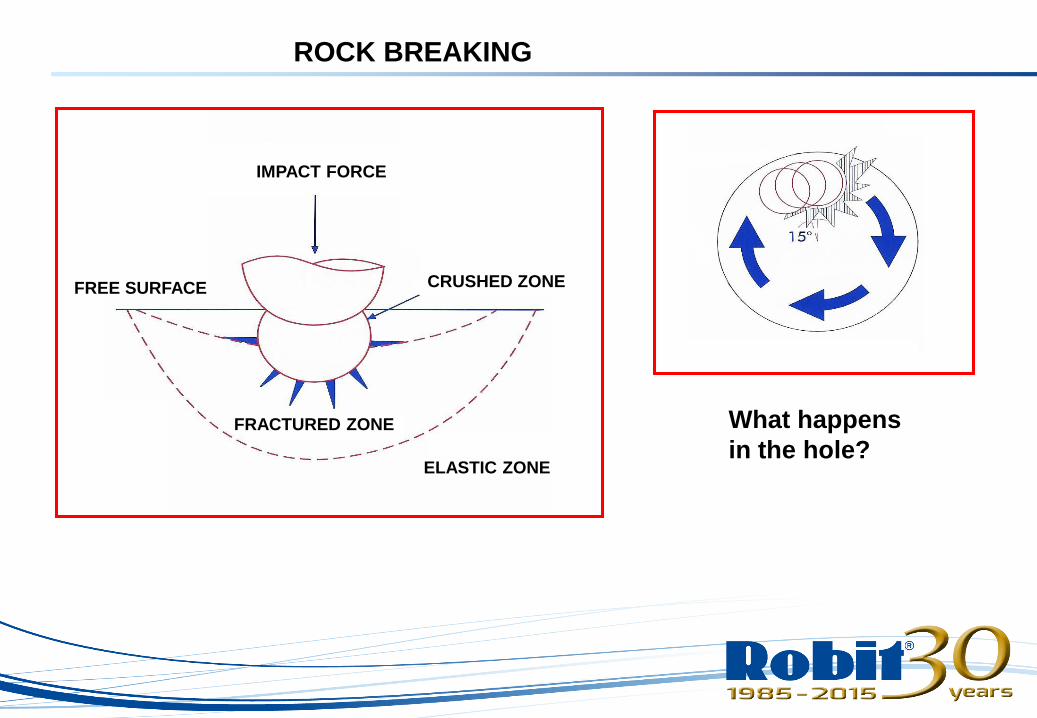
ROCK BREAKING
IMPACT FORCE
CRUSHED ZONE
FRACTURED ZONE
ELASTIC ZONE
FREE SURFACE
What happens
in the hole?

Drilling With Robit
Robit is a Finnish manufacturer of high constant
quality top hammer products for rock drilling and
casing systems for ground drilling.
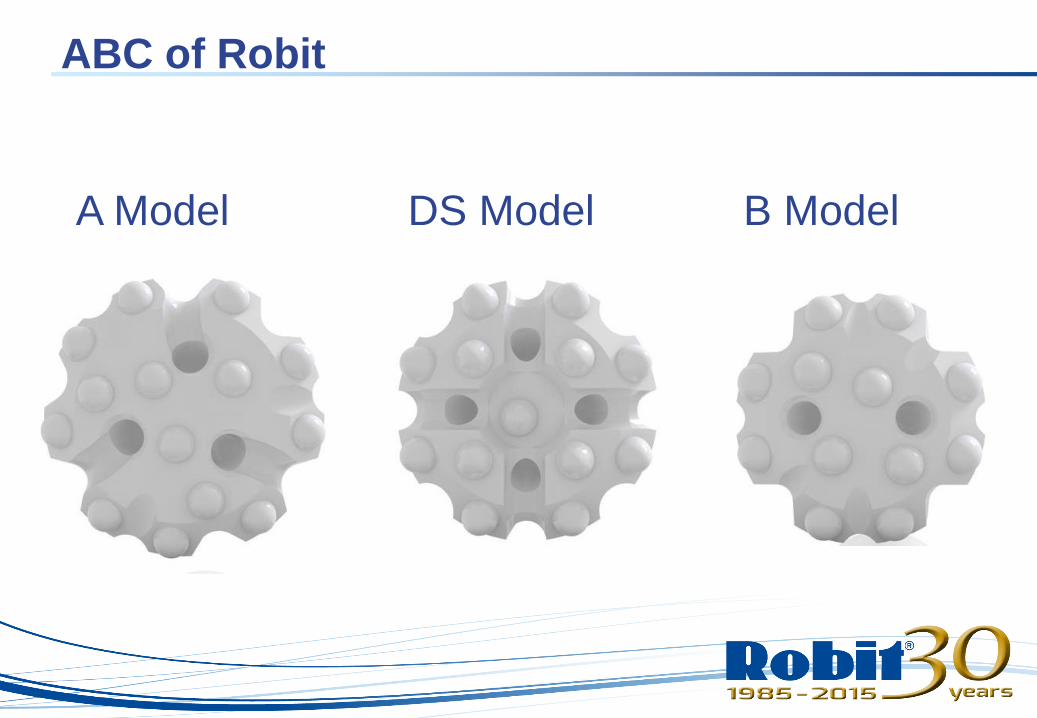
ABC of Robit
A Model B ModelDS Model
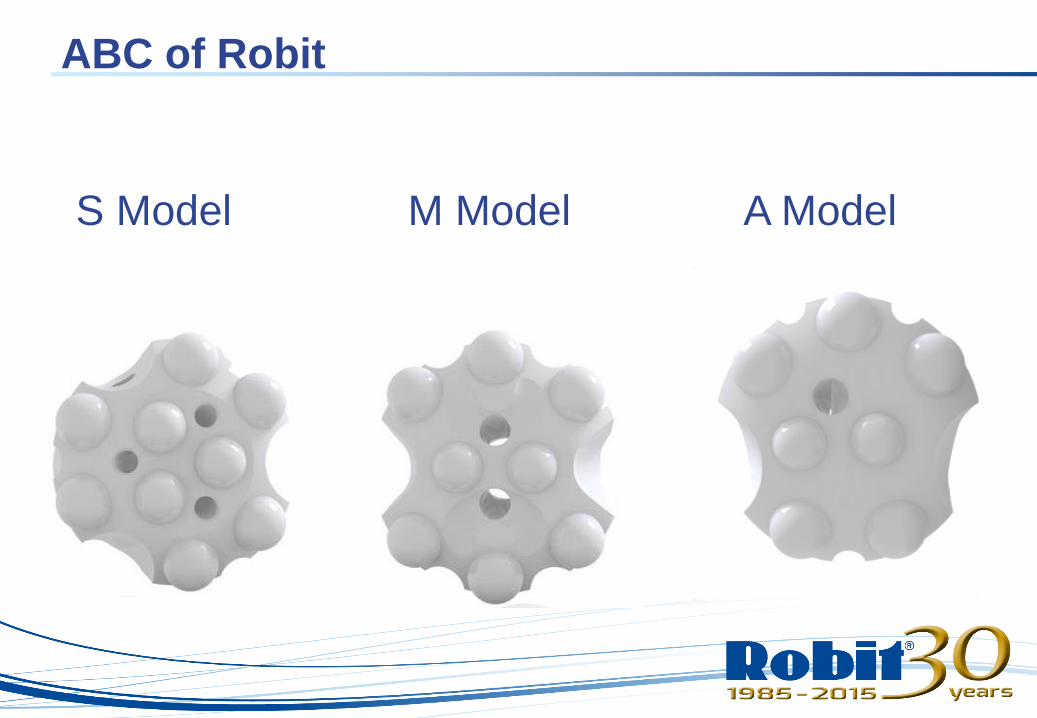
ABC of Robit
S Model A ModelM Model
ABC of Robit
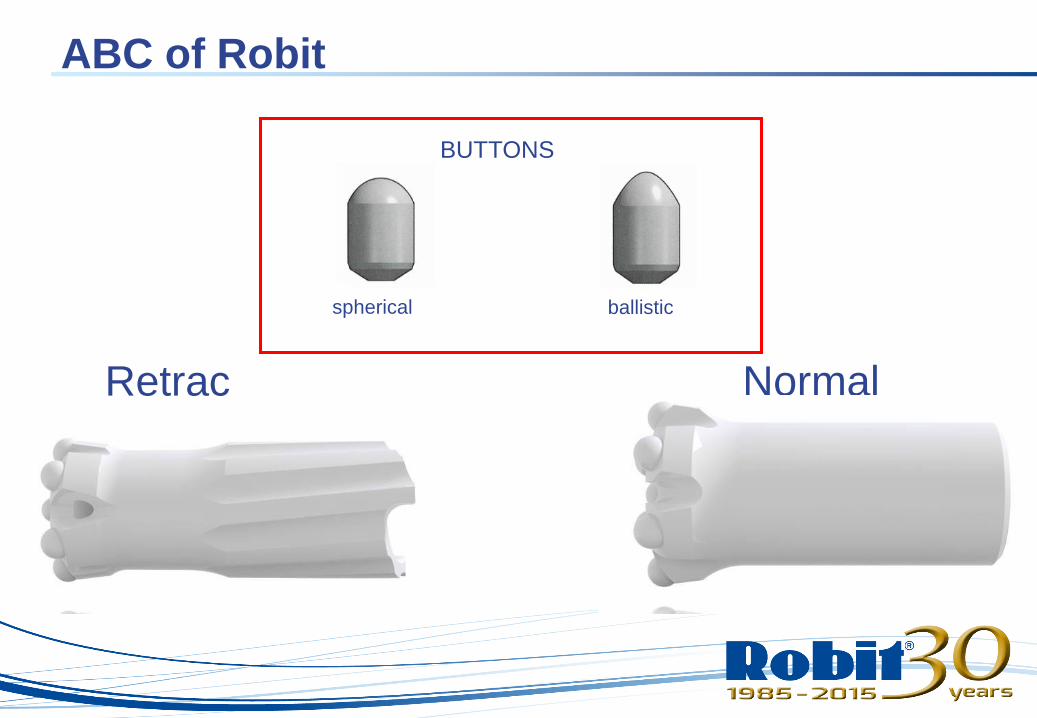
Retrac Normal
BUTTONS
spherical ballistic
ABC of Robit
impact force the harder the rock the more impact force is needed
feed force should increase with the impact force
impact frequency
rotation speed linked with the frequency and bit diameter
flushing volume as much as possible
DRILLING PARAMETERS
For the best performance, these parameters are to be
adjusted or set in relation to each other… to match the
rock conditions.
(WHICH AFFECT PERFORMANCE)
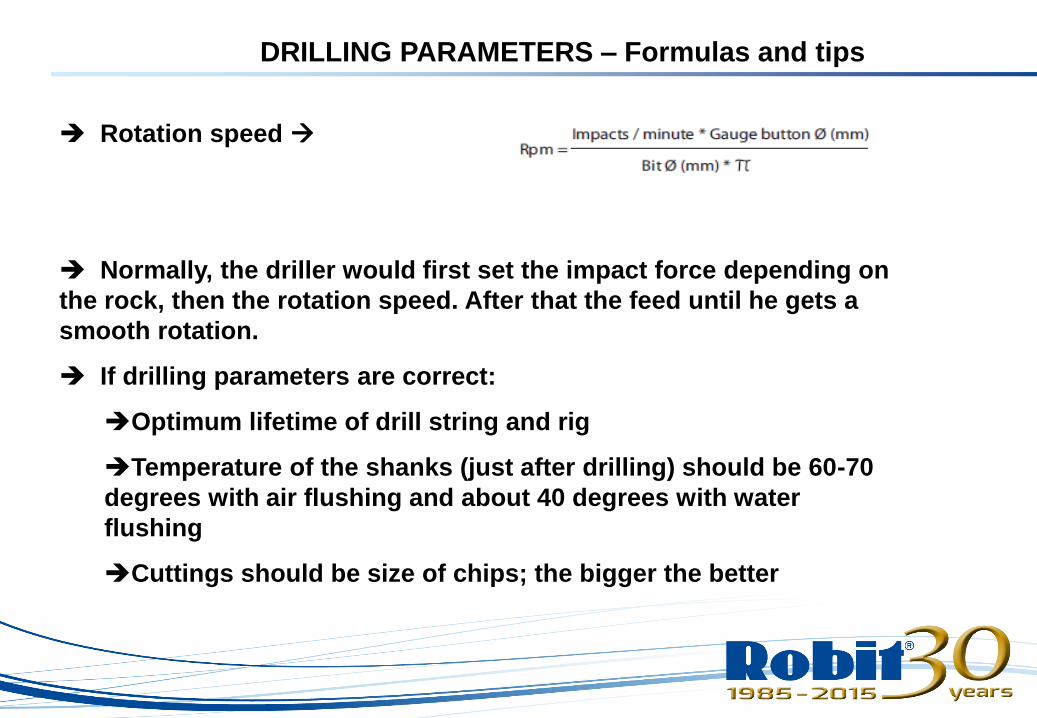
DRILLING PARAMETERS – Formulas and tips
Rotation speed
Normally, the driller would first set the impact force depending on
the rock, then the rotation speed. After that the feed until he gets a
smooth rotation.
If drilling parameters are correct:
Optimum lifetime of drill string and rig
Temperature of the shanks (just after drilling) should be 60-70
degrees with air flushing and about 40 degrees with water
flushing
Cuttings should be size of chips; the bigger the better

WHAT MAKES A HIGH QUALITY BIT
PROPER DESIGN
- flushing properties
- button layout, diameters, quantity
- materials used
QUALITY MATERIALS
- buttons and bodies
- proper balance: hardness / strength
MANUFACTURING ACCURACY
- precision machining & measuring
- uniform tempering
- consistent quality & control
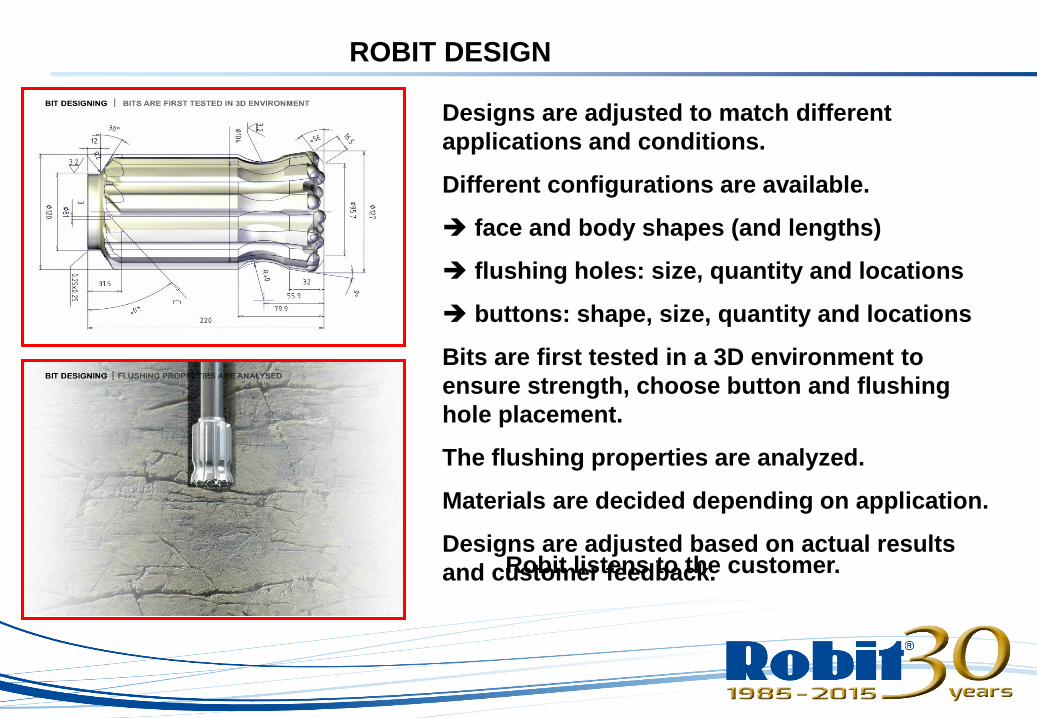
ROBIT DESIGN
Designs are adjusted to match different
applications and conditions.
Different configurations are available.
face and body shapes (and lengths)
flushing holes: size, quantity and locations
buttons: shape, size, quantity and locations
Bits are first tested in a 3D environment to
ensure strength, choose button and flushing
hole placement.
The flushing properties are analyzed.
Materials are decided depending on application.
Designs are adjusted based on actual results
and customer feedback.Robit listens to the customer.
• The Green Steel
– 100 % recyclable
– 80% less CO2 emissions
– Energy consumption minimized
– Improved fatigue strength
ROBIT MANUFACTURING
ROBIT MANUFACTURING
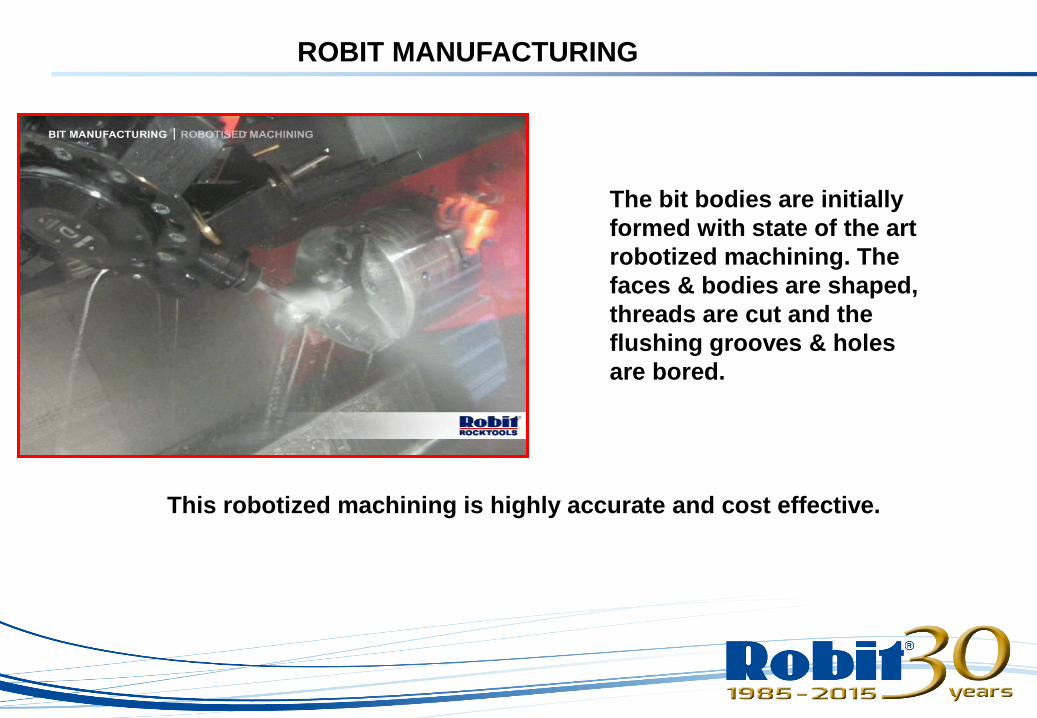
The bit bodies are initially
formed with state of the art
robotized machining. The
faces & bodies are shaped,
threads are cut and the
flushing grooves & holes
are bored.
This robotized machining is highly accurate and cost effective.
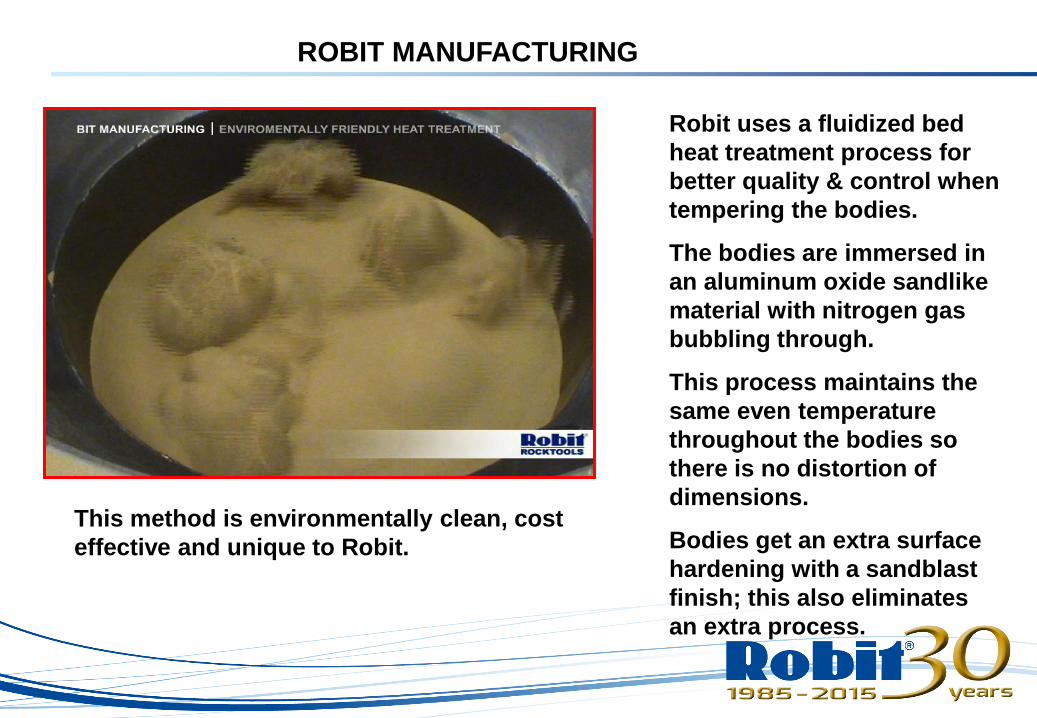
Robit uses a fluidized bed
heat treatment process for
better quality & control when
tempering the bodies.
The bodies are immersed in
an aluminum oxide sandlike
material with nitrogen gas
bubbling through.
This process maintains the
same even temperature
throughout the bodies so
there is no distortion of
dimensions.
Bodies get an extra surface
hardening with a sandblast
finish; this also eliminates
an extra process.
This method is environmentally clean, cost
effective and unique to Robit.
ROBIT MANUFACTURING
ROBIT MANUFACTURING
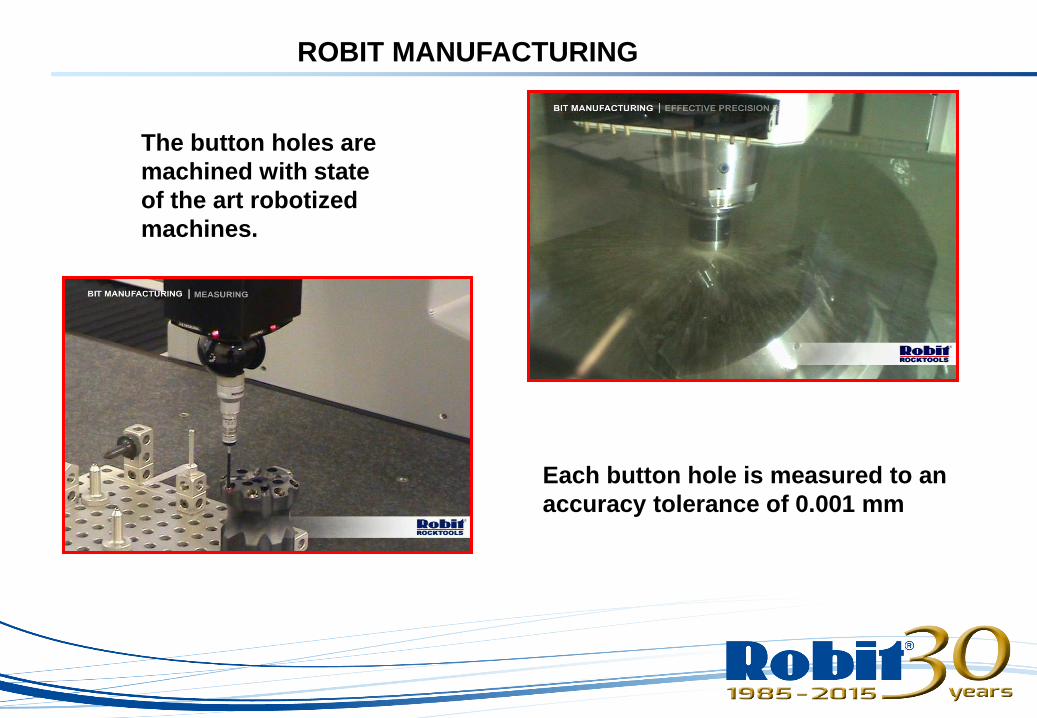
The button holes are
machined with state
of the art robotized
machines.
Each button hole is measured to an
accuracy tolerance of 0.001 mm
ROBIT MANUFACTURING
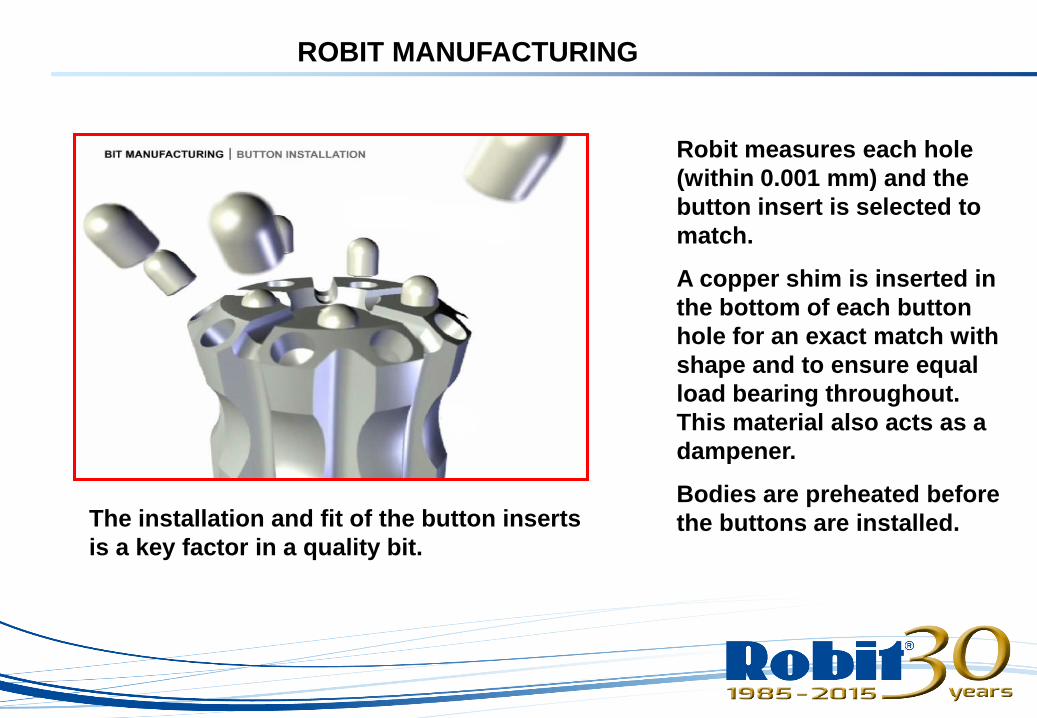
Robit measures each hole
(within 0.001 mm) and the
button insert is selected to
match.
A copper shim is inserted in
the bottom of each button
hole for an exact match with
shape and to ensure equal
load bearing throughout.
This material also acts as a
dampener.
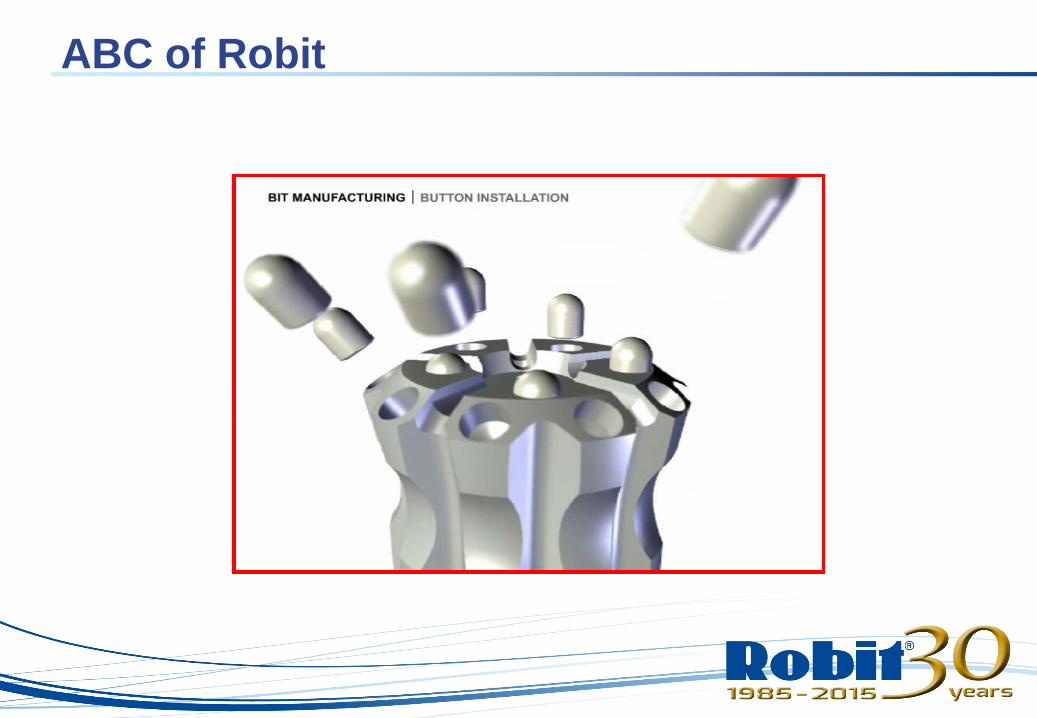
Bodies are preheated before
the buttons are installed.The installation and fit of the button inserts
is a key factor in a quality bit.
BUTTON BIT SELECTION – Diameter and thread
• Diameter:
• Normally given by customer
• Depending on the application, rock, location and equipment
• Thread:
• Normally given by customer
• Most of them are standard
• R-type for Rope thread (R25, R28, R32, R35)
• C-type for Trapezoid type (C38, C45, C51, C58)
• T-thread at Sandvik; Fi-thread at AC; etc...
• Some are patented, but in some cases Robit found the way to have
equivalent:
• RG60-Type compatible with GT60 from Sandvik
• RR-Type compatible with SR-type from AC
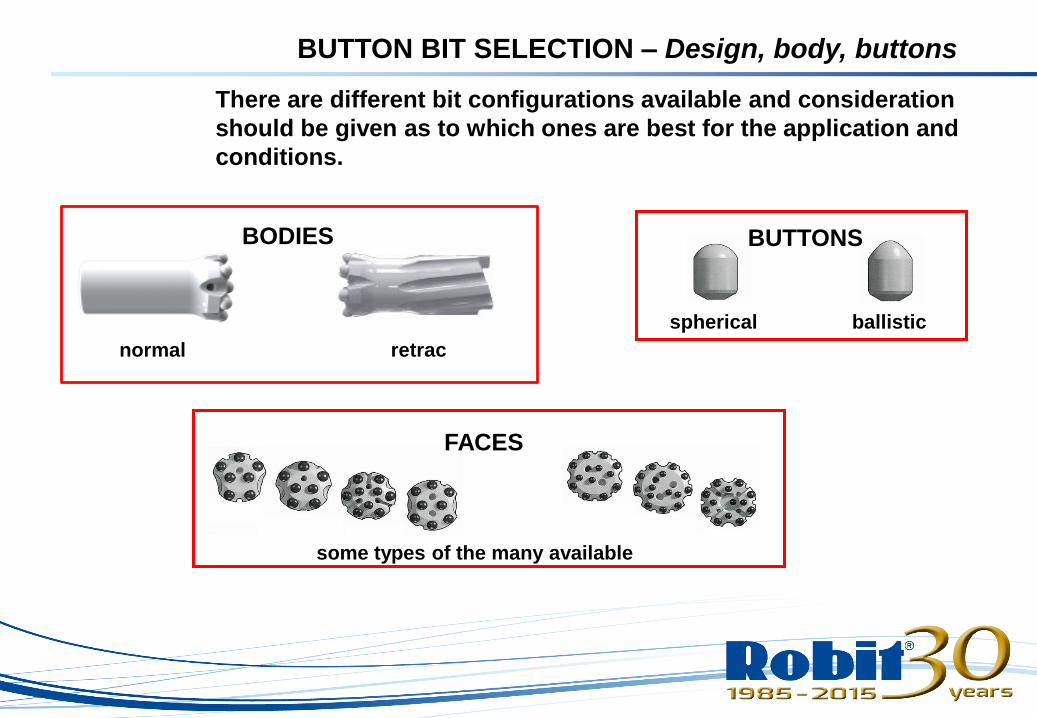
There are different bit configurations available and consideration
should be given as to which ones are best for the application and
conditions.
BUTTON BIT SELECTION – Design, body, buttons
BUTTONS
spherical ballistic
FACES
some types of the many available
BODIES
normal retrac
There are three basic questions to determine the type of bit
selection:
BUTTON BIT SELECTION
1. How Hard is the Rock?
2. How Abrasive is the Rock?
3. How Homogeneous is the
Rock?
?
BUTTON BIT SELECTION
Hard Rock use bits with a large quantity of smaller button
use standard spherical buttons
Soft Rock use semi ballistic shaped buttons
considerations are abrasiveness and
homogeneousness
Abrasive Rock use bits with large diameter gauge buttons
Non Abrasive considerations are hardness and
homogeneousness
Homogeneous considerations are hardness and abrasiveness
semi ballistic shaped buttons can be used
Non Homogeneous
use flat face bits with standard spherical buttons
use retrac bodies and side flushing holes
Different types and configurations are available, each with
specific characteristics designed to best meet certain criteria
and under certain rock conditions.
As examples: a bit can be designed for fast penetration in hard
rock or for reduced deviation in broken rock or for longer life,
etc... but normally when gaining in one criterion, there is a
loss in another.
In other words, it is not possible to have a button bit designed
and built to be good at everything; it is a selection of what is
important, then compromising to some extent on the other
criteria.
BUTTON BIT SELECTION
WHAT’S IMPORTANT?
SOME RULES OF THUMB
BUTTON BIT SELECTION
A bit with smaller buttons will penetrate easier and faster than a
bit with bigger buttons but smaller buttons wear more rapidly.
A bit with ballistic buttons will penetrate well in softer conditions
but in broken rock, the ballistic buttons tend to break easier.
A drop center faced bit will usually drill straighter than a flat
faced bit but a flat face bit will last longer.
A bit with a retrac body will increase hole straightness and it
helps avoid getting stuck in layers of broken rock.
In all conditions it is important to have sufficient flushing,
enough to clear the fresh cuttings away from the face of the bit
as this helps reduce wear and maintains hole quality.
Quarrying
Construction
Mining
Threaded button bits applications
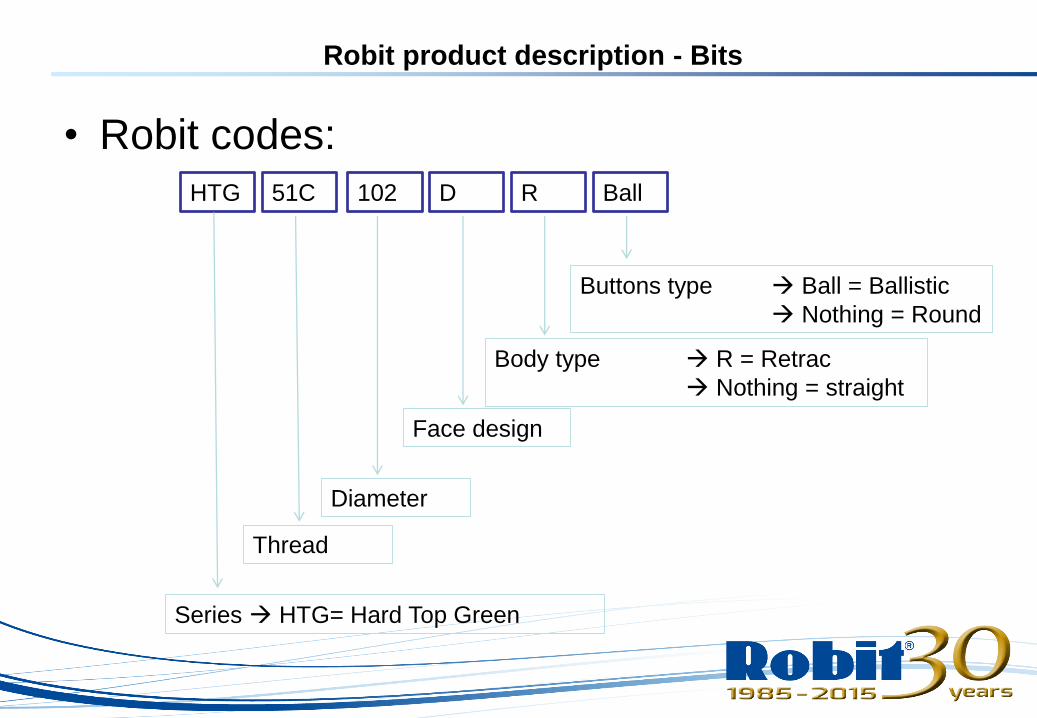
• Robit codes:
Robit product description - Bits
HTG 51C 102 D R Ball
Buttons type Ball = Ballistic
Nothing = Round
Body type R = Retrac
Nothing = straight
Face design
Diameter
Thread
Series HTG= Hard Top Green

Rock Drilling Tools Components
Surface drilling
Shank adapter
Extension hexagon
drill rod
Extension hexagon
drill rod
CouplingCoupling
Extension round
drill rod
Extension round
drill rod
CouplingCoupling
Extension male/female
hexagon drill rod
Extension male/female
hexagon drill rod
Extension male/female round
drill rod
Extension male/female round
drill rod
Button bit
Retrac bit
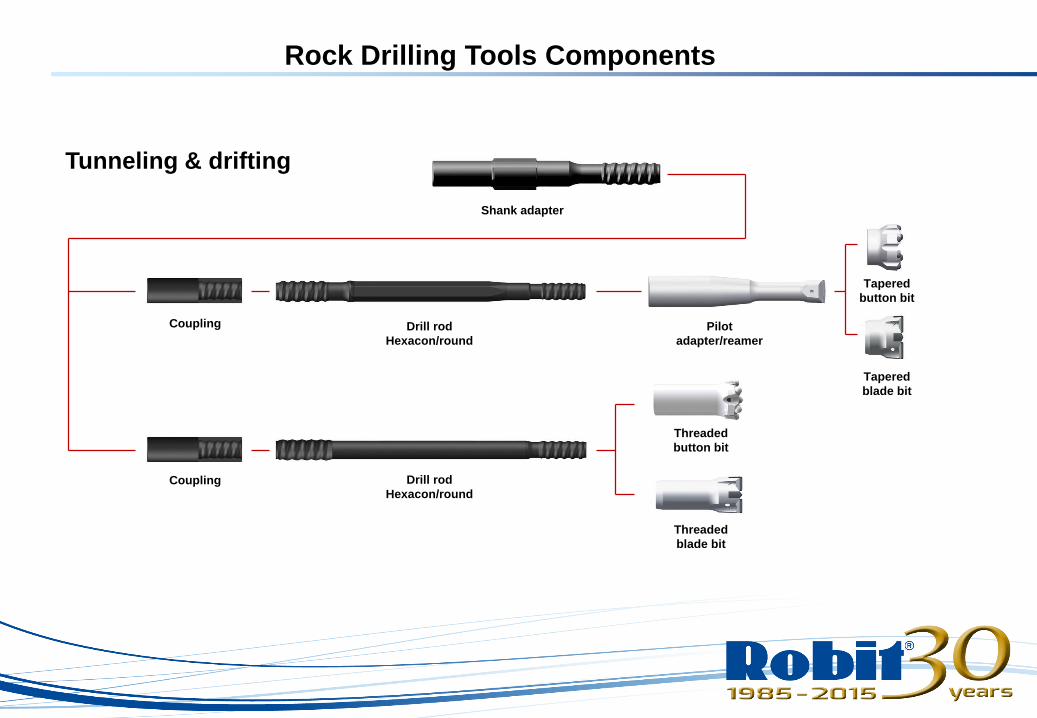
Rock Drilling Tools Components
Tunneling & drifting
Shank adapter
Drill rod
Hexacon/round
Coupling
Threaded
button bit
Coupling
Drill rod
Hexacon/round
Pilot
adapter/reamer
Threaded
blade bit
Tapered
button bit
Tapered
blade bit
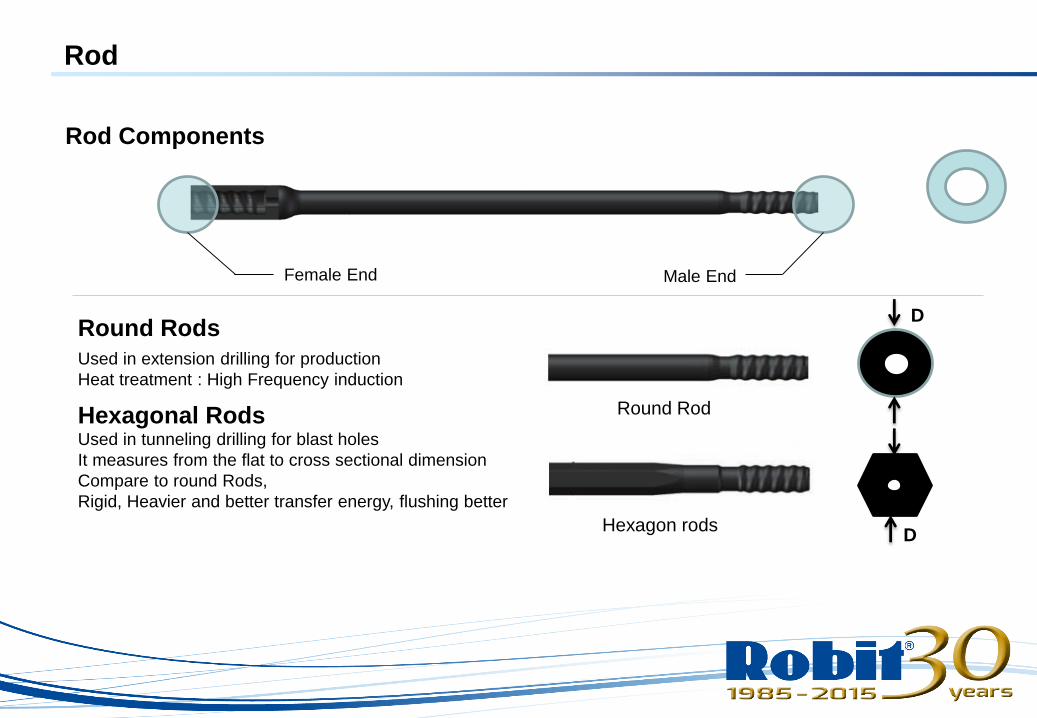
Rod
Rod Components
Female End Male End
Round Rods
Used in extension drilling for production
Heat treatment : High Frequency induction
Hexagonal RodsUsed in tunneling drilling for blast holes
It measures from the flat to cross sectional dimension
Compare to round Rods,
Rigid, Heavier and better transfer energy, flushing better
Hexagon rods
Round Rod
D
D
Rod
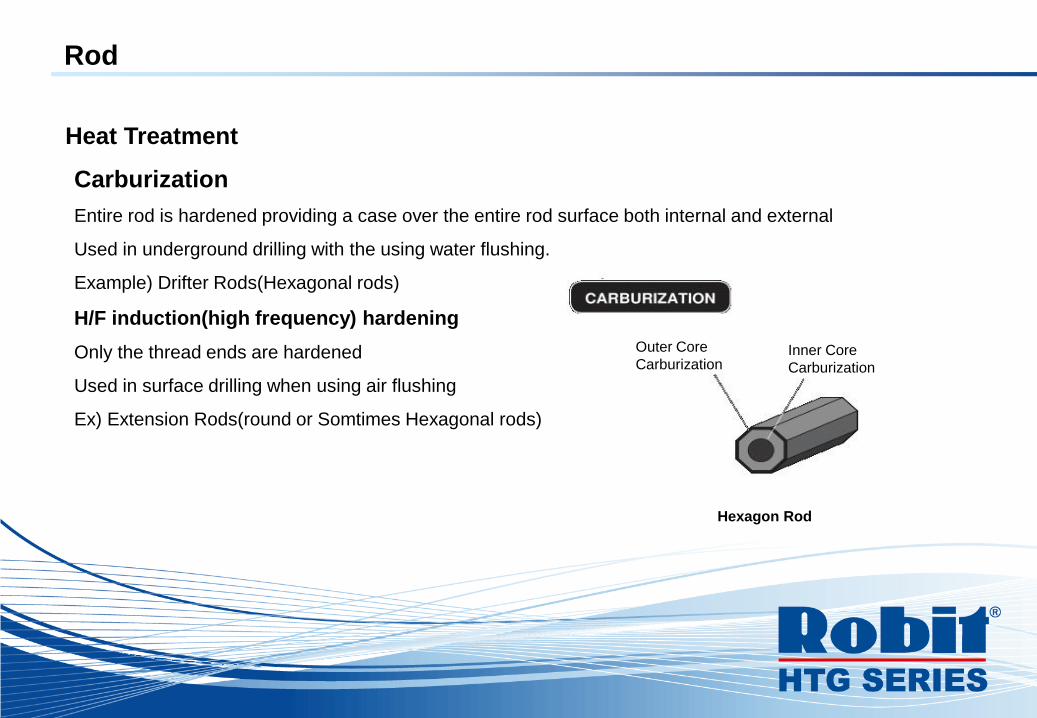
Heat Treatment
Carburization
Entire rod is hardened providing a case over the entire rod surface both internal and external
Used in underground drilling with the using water flushing.
Example) Drifter Rods(Hexagonal rods)
H/F induction(high frequency) hardening
Only the thread ends are hardened
Used in surface drilling when using air flushing
Ex) Extension Rods(round or Somtimes Hexagonal rods)
Outer Core
CarburizationInner Core
Carburization
Hexagon Rod
Rod
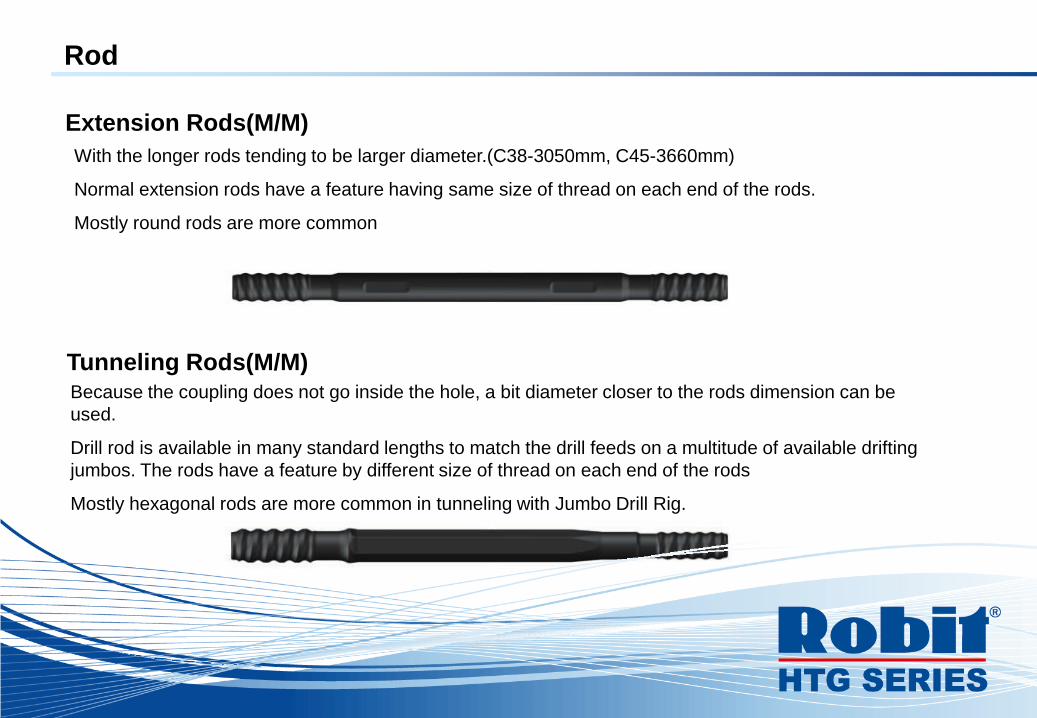
Extension Rods(M/M)
With the longer rods tending to be larger diameter.(C38-3050mm, C45-3660mm)
Normal extension rods have a feature having same size of thread on each end of the rods.
Mostly round rods are more common
Tunneling Rods(M/M)Because the coupling does not go inside the hole, a bit diameter closer to the rods dimension can be
used.
Drill rod is available in many standard lengths to match the drill feeds on a multitude of available drifting
jumbos. The rods have a feature by different size of thread on each end of the rods
Mostly hexagonal rods are more common in tunneling with Jumbo Drill Rig.
Rods
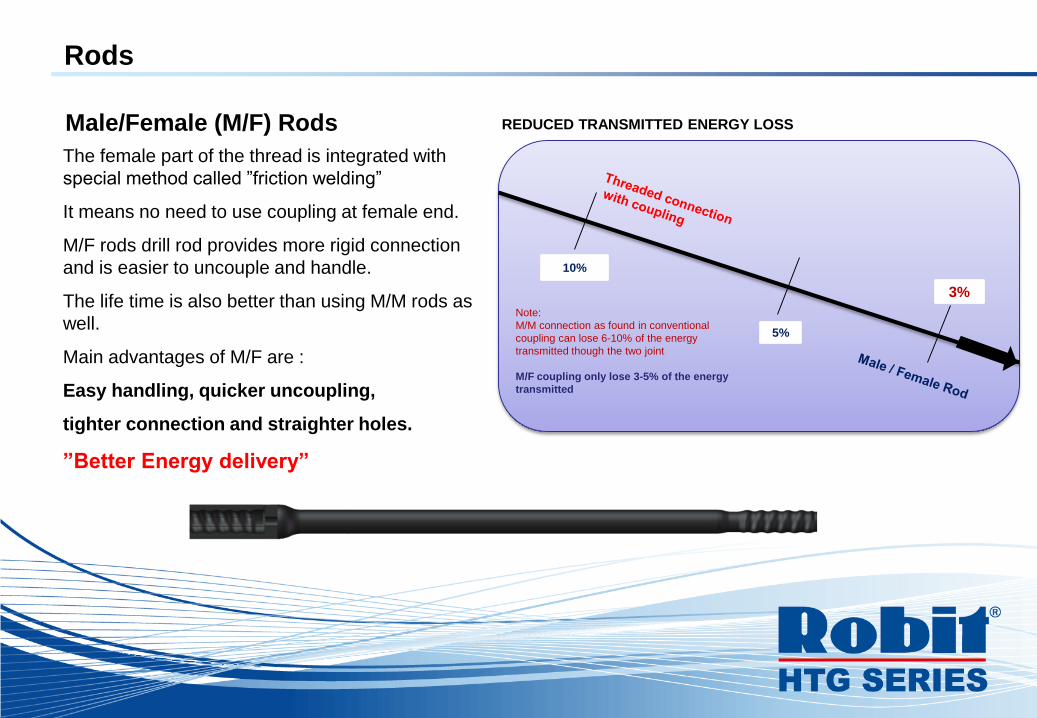
Male/Female (M/F) Rods
The female part of the thread is integrated with
special method called ”friction welding”
It means no need to use coupling at female end.
M/F rods drill rod provides more rigid connection
and is easier to uncouple and handle.
The life time is also better than using M/M rods as
well.
Main advantages of M/F are :
Easy handling, quicker uncoupling,
tighter connection and straighter holes.
”Better Energy delivery”
REDUCED TRANSMITTED ENERGY LOSS
10%
3%
5%
Note:
M/M connection as found in conventional
coupling can lose 6-10% of the energy
transmitted though the two joint
M/F coupling only lose 3-5% of the energy
transmitted
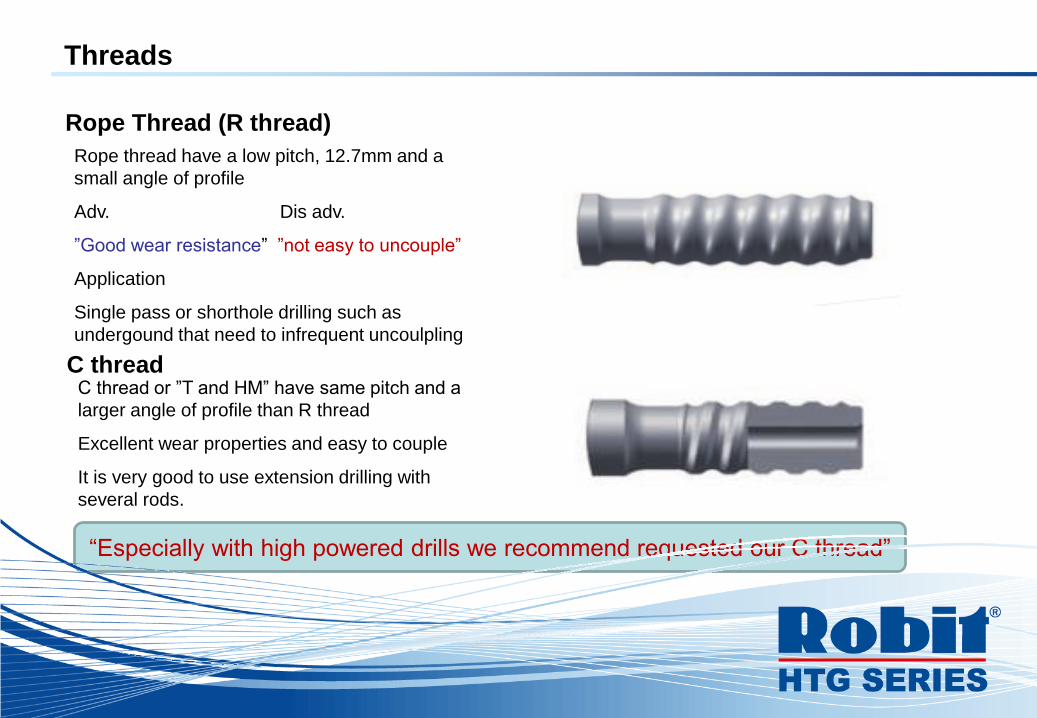
Threads
Rope Thread (R thread)
Rope thread have a low pitch, 12.7mm and a
small angle of profile
Adv. Dis adv.
”Good wear resistance” ”not easy to uncouple”
Application
Single pass or shorthole drilling such as
undergound that need to infrequent uncoulpling
C threadC thread or ”T and HM” have same pitch and a
larger angle of profile than R thread
Excellent wear properties and easy to couple
It is very good to use extension drilling with
several rods.
“Especially with high powered drills we recommend requested our C thread”
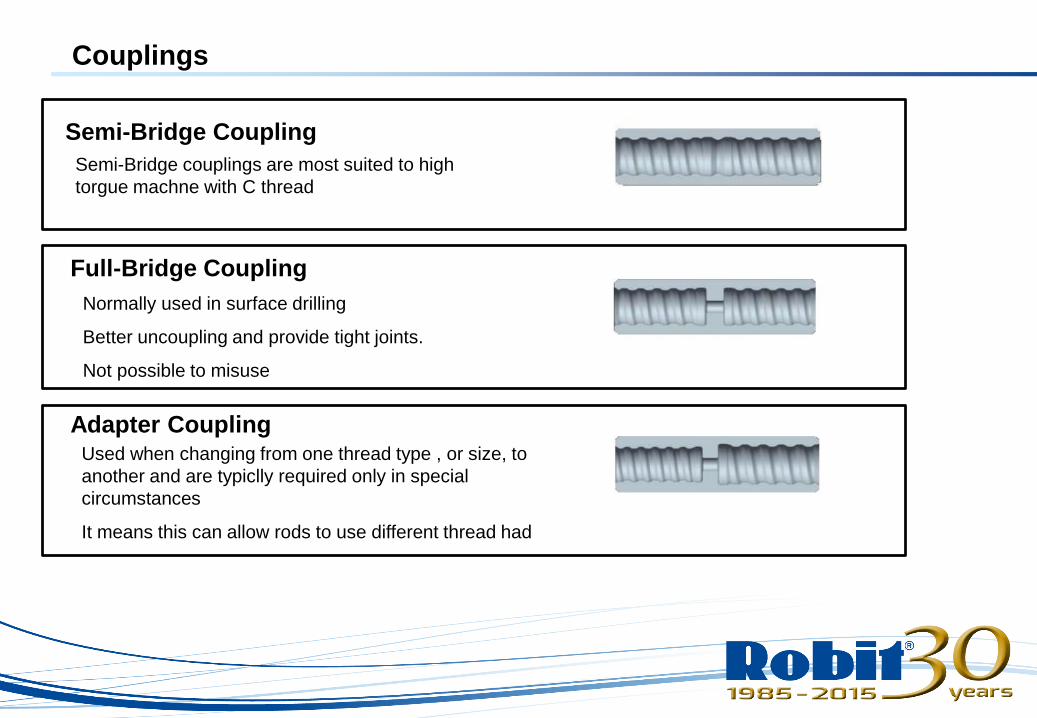
Couplings
Semi-Bridge Coupling
Semi-Bridge couplings are most suited to high
torgue machne with C thread
Full-Bridge Coupling
Normally used in surface drilling
Better uncoupling and provide tight joints.
Not possible to misuse
Adapter CouplingUsed when changing from one thread type , or size, to
another and are typiclly required only in special
circumstances
It means this can allow rods to use different thread had
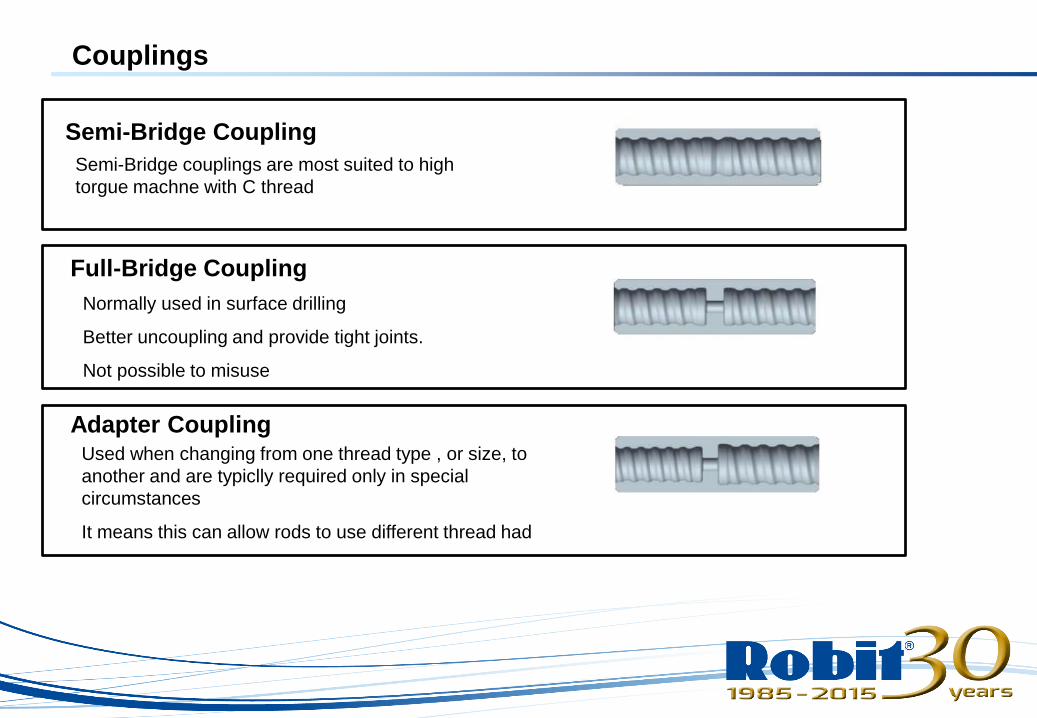
Couplings
Semi-Bridge Coupling
Semi-Bridge couplings are most suited to high
torgue machne with C thread
Full-Bridge Coupling
Normally used in surface drilling
Better uncoupling and provide tight joints.
Not possible to misuse
Adapter CouplingUsed when changing from one thread type , or size, to
another and are typiclly required only in special
circumstances
It means this can allow rods to use different thread had
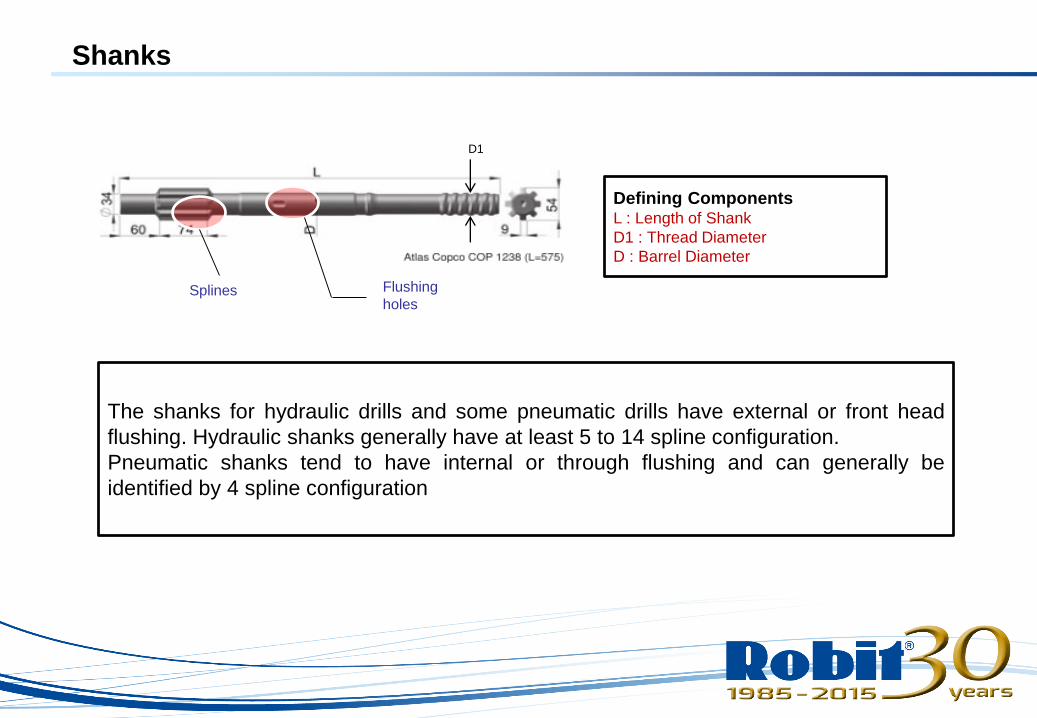
Shanks
Flushing
holesSplines
The shanks for hydraulic drills and some pneumatic drills have external or front head
flushing. Hydraulic shanks generally have at least 5 to 14 spline configuration.
Pneumatic shanks tend to have internal or through flushing and can generally be
identified by 4 spline configuration
Defining ComponentsL : Length of Shank
D1 : Thread Diameter
D : Barrel Diameter
D1
Sell the difference!
Why Robit products?
High quality product
Competitive price price per driller meter!
Service Technical support; stock; warranty...
Customer feedback taken into consideration
Robit family spirit
THANK YOU !