organización del departamento de mantenimiento - …gspano/ingenieria de mantenimiento ipvg...
TRANSCRIPT

1
Organización del Departamento de Mantenimiento
Tipos de Mantenimiento. Escoger un tipo de organización capaz de atender los objetivos del área. Para eso es preciso determinar cual es la forma de control mas adecuada.
- Organización por Especialidades.
- Organización por Areas.
- Organización por Especialidades y Areas.
- Organización por Servicios.
Objetivos. Formular un plan básico de operaciones para mantención, a fin de prestar servicios eficientes y de manera organizada.
- Definir los Propósitos o Metas.
- Definir las Actividades necesarias para cumplimiento de Propósitos.
2
- Fijar las Directrices superiores.
- Definir el área de Acción y las líneas de responsabilidades.
- Estudiar las relaciones entre el Mantenimiento y la Producción, Operación y otras Areas.
Objetivos referentes a Costos. Informar detalles suficientes sobre costos y resultados obtenidos, para que de este modo la Empresa pueda basarse en datos y no en opiniones. Obtener un nivel de Mantenimiento compatible con los aspectos económicos de producción , costos de mano de obra y materiales.
Resultado = f ( Costos )
Costos = f ( Resultados )
Nivel de Mantenimiento = f ( eficiencia )
Para obtener un nivel de mantenimiento se debe tener en cuenta:
- Control de volumen de servicios e índices de costos involucrados.
- Obtener una mayor eficiencia de ejecución de servicios de mantención.
3
- Mantenimiento de Especialidades y Areas con estándares más elevados.
- Racionalización y Minimización de los niveles de stocks de piezas y repuestos.
- Recuperación y reaprovechamiento de piezas de reposición.
- Reducción de costos por servicios externos.
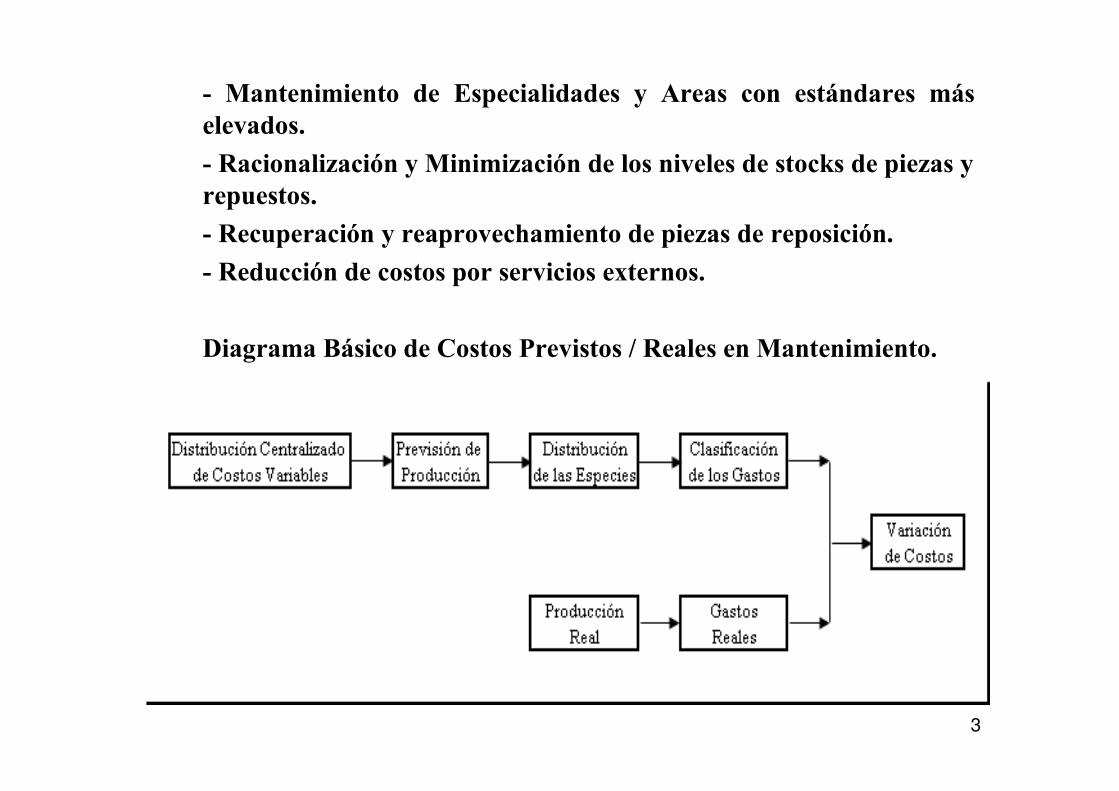
Diagrama Básico de Costos Previstos / Reales en Mantenimiento.

4
Diagrama Básico de Costos Fijos aplicados en Mantenimiento.
5
Personal.
Suministrar un área de mantención de los mejores técnicos disponibles, los cuales serán reclutados para dirigir, supervisar y en algunos casos especiales hacer de jefe de sus actividades.
Pasos Necesarios.
- Estudios y especificaciones de actividades del área de mantención.
- Determinación de calidades exigidas para dirigir sus actividades y redactar sus descripción de cargos.
- Determinación de especialistas apropiados.
- Evaluar y seleccionar el personal clave.
Procedimientos.
Establecer un sistema coherente de dirección a sus objetivos. Definir líneas internas y externas de responsabilidades.
Comunicación, coordinación y entendimientos entre todos los niveles de mantención y con otras áreas de la Empresa. Para estos procedimientos son necesarios los siguientes pasos:

6
- Obtención de criterios uniformes.
- Definición de relaciones con otras áreas.
- Fijar, tanto como sea posible, las reglas básicas de conductas en el trabajo.
- Establecer e indicar quien puede aprobar los servicios.
- Elaborar prácticas actuales en lo posible estándares.
7
Utilización de Contratistas Externos
Muchas industrias utilizan contratistas para ciertas fases de los trabajos necesarios de construcción y mantenimiento en una planta y han visto que conviene hacerlo así. Los contratistas se utilizan en diversos grados, dependiendo de las necesidades de la planta a a la que sirven.
- Base de rutina. Cuando se utiliza a un contratista sobre una base rutinaria, la administración de la fuerza de trabajo se minimiza en lo que se refiere a la Compañía. Esta función es de responsabilidad del Contratista.
- Base intermitente. Cuando se usa a un contratista sobre una base intermitente, se proporciona un medio para estabilizar el empleo de una cantidad fija de técnicos de planta, conservando aún flexibilidad en la operación y la posibilidad de manejar los picos de
las cargas de trabajo o de los trabajos de emergencia.

8
- Generalidades. Comúnmente la especialidad en técnicas comparables de los trabajadores de planta es igual a las de los trabajadores externos. En algunos casos se encuentra en los técnicos externos un grado mayor de especialización para ciertas clases de trabajo, mientras que para trabajo especializado del tipo que se da en una planta industrial, la eficiencia de los técnicos de la planta puede ser mayor.
- Calificación de los contratistas. Se debe efectuar una encuesta de todos los contratistas con posibilidades de elección en el área de la planta que se va a servir. Los contratistas deben clasificarse en relación con la disponibilidad, organización, carácter, experiencia y condición financiera.a) Disponibilidad en el sentido de estar disponibles cuando se les necesite, flexible en sus operaciones, de tal forma que pueda colocar rápidamente a su gente en el trabajo independiente de los demás compromisos que pueda tener. b) Organización en el sentido que la organización de supervisión del contratista debe integrarse por personas con una base de experiencia en sus campos específicos y capaces de manejar, dirigir y organizar a los trabajadores para realizar tareas en un tiempo mi-

9
mino, con técnicas de calidad. c) Carácter en el sentido de ser hombres de negocios con una reputación de alta integridad. Deben ser confiables y seguros, en tal forma que los trabajos se inicien y terminen de acuerdo con un programa previamente arreglado. Esta reputación puede basarse en una realización consistente.
d) Experiencia en el sentido de tener experiencia en el tipo de trabajo considerado. Cada contratista debe proporcionar un resumen de los trabajos terminados, incluyendo a las organizaciones a las cuales se le han efectuados dichos trabajos, una lista de la experiencia de las personas principales de su empresa, asícomo una lista del equipo que tiene disponible su compañía.
e) Financiero en el sentido de ser capaz de llevar adelante las obligaciones financieras de un trabajo. Esto protegerá al propietario contra embargos y paros del trabajo. Cada contratistas debe tener un capital de activos líquidos y fijos igual al 25% de todos los trabajos contratados, incluyendo la obra que esta bajoconsideración.

10
- Consideraciones administrativas. Ningún análisis de un contratista esta completo a menos que también se consideren sus habilidades administrativas. El estudio debe incluir los métodos del contratista en los que se refiere a estimaciones, toma de tiempo, cargo, relaciones con los trabajadores , seguro y a veces otros aspectos.
a) Estimación. Estas son generalmente la base para aprobar o desaprobar los proyectos propuestos. El mal humor de muchos gerentes de planta proviene de la inexactitud de una estimación, en comparación con el costo final del proyecto. Cuando un contratista va a encargarse de un trabajo que se va a ejecutar sobre base deadministración, es importante que éste método de estimación sea realista y exacto.
b) Registro de Tiempo. Los métodos de registrar el tiempo del contratista son importantes, porque los cargos van a basarse en estos registros, sobre cualquier tarea que se maneje en forma decontrato de administración.

11
c) Cargos. Los cargos hechos por un contratista, generalmente deben estar estandarizados y ser iguales a los de otro contratista en el área. d) Relaciones laborales. Se dijo previamente que la fuerza supervisora de un contratista debe tener habilidad para manejar y dirigir a las personas. En ninguna parte esta habilidad sobresale más que en el campo de las relaciones laborales. Los trabajos realizados indicarán generalmente la eficiencia o bondad de la organización del contratista.e) Seguro. Los contratistas deben asegurarse o desear tener un seguro amplio para proteger al propietario mientras estén empleados en una planta. Los tipos de seguro y las cantidades aseguradas están incluidas por el trabajo, por su localización y por las leyes estatales en las que se ejecuta el trabajo.
- Selección de contratistas. Una vez que se ha obtenido toda la información sobre contratistas potenciales, se debe hacer un análisis final y comparación de las calificaciones totales, teniendo en mente las calificaciones mínimas necesarias para el trabajo considerado. Para satisfacer estos requerimientos mínimos un contratista debe:
12
1.- Estar disponible para el trabajo.
2.- Tener una cantidad suficiente de equipo disponible y apropiado.
3.- Tener experiencia previa en la realización de un contrato semejante, aproximadamente de la misma magnitud.
4.- Tener un historial limpio de trabajos terminados exitosamente.
5.- Tener una organización efectiva, con una buena reputación basada en carácter y cumplimiento, en relación con trabajos anteriores.
6.- Tener estabilidad financiera.
- Tipos de contratos. El trabajo desarrollado por los contratistas puede realizarse por tres tipos de contratos: De suma total, de precio unitario y de administración. Hay variaciones de la forma de “contrato por administración”. La forma de contrato usada depende del tipo de trabajo, de la flexibilidad requerida por untrabajo y de la ventaja que tiene uno sobre el otro, en una situación determinada con respecto al propietario.

13
- Contratos generales vs. separados. Si para una tarea bajo estudio se requiere de todas las personas para terminarla con éxito, se debe considerar si se va a retener a un solo contratista como contratista general y que él administre, en calidad de subcontrato, el trabajo de los técnicos que no se ha realizado por su fuerza de trabajo propia, o si se va a contratar el trabajo de varios técnicos en forma separada. En trabajos de gran envergadura es preferible la primera opción en cambio en trabajos pequeños se puede efectuar en forma separada por el ahorro que se tiene en los honorarios del contratista general.
- Control de los Contratistas. Antes de emplear a un contratista se debe adoptar un procedimiento administrativo para manejar todos los documentos que son parte de un procedimiento contractual. Aspectos como correspondencia, especificaciones, boletines, cambio de ordenes, facturas, pagos, requisitos y contratos, juegan un papel importante en la ejecución de una tarea contratada.

14
Se deben arreglar procedimientos para que estos documentos puedan seguir un flujo a través de los canales prescritos, para recibir el tratamiento y aprobación adecuados por parte del personal de la administración de nivel superior.
- Garantías y Multas. Siempre que sea posible se deben establecer garantías en las especificaciones, para cubrir fallas en las instalaciones originadas por mano de obra defectuosa o por materiales incorrectos proporcionados por el contratista. El período de garantía varía con los materiales usados.

15
Mantenimiento Preventivo¿ Que es el Mantenimiento Preventivo ?
Pídales a 10 personas de producción de una empresa que definan el mantenimiento preventivo y usted probablemente tendrá diez significados diferentes. Porque el mantenimiento preventivo (MP)varía según el alcance e intensidad de aplicación.
Muchos funcionarios piensan que el MP sólo en términos de inspección periódica de la planta y equipo con el fin de evitar paradas de equipos antes de que estos se produzcan. Además de esta consideración limitada, algunos atañen servicios respectivos, conservación y reparación general. En una etapa más avanzada se encuentran los que incluyen otras gestiones repetitivas de mantenimiento, como lubricación, pintura y limpieza. Otros incluyen el uso de equipo de protección para la planta y los trabajadores. Más adelante están los que estudian materiales y terminación del equipo (edificio o herramientas) antes que sean adquiridos e instalados.

16
El buen MP se inicia con el diseño e instalación adecuados. En lugar de fijar rutinas para mantener limpios los motores en áreas empolvadas, ellos especifican, por ejemplo, motores totalmente encerrados, enfriados con ventilador, para eliminar este gasto continuo.
Posteriormente llegamos a unas cuantas personas que aplican ampliamente la ideología del MP a cualquier actividad, no sólo que prevenga paros o cortes de los costos de producción, sino que mejore la producción o calidad del producto. En una planta, un control automático detiene una herramienta mecánica cuando cualquier máquina cortadora ha trabajado una cantidad predeterminada de piezas. La maquina estropeada se reemplaza. Este MP es del tipo altamente elaborado, una consideración muy remota de los rutinarios ajustes de inspección de la mayoría de los programas de MP; pero es una tendencia típica en industrias altamente mecanizadas que se acelerará a medida que avance la automatización.

17
No importa a que grado de refinamiento se desarrolle un programade MP, todos ellos incluyen estas actividades básicas:
1.- Inspección periódica de los archivos y del equipo de la planta, para descubrir las condiciones que conducen a paros imprevistos de producción o depreciación perjudicial.
2.- Conservar la planta para anular dichos aspectos o adaptarlos, cuando se encuentren aún en una etapa incipiente.
El monto de la actividad es inmaterial. Para un Ingeniero Electricista el MP puede significarla a elección adecuada y colocación de los controles dedicados para evitar tiempos ociosos innecesarios. Para un Ingeniero Mecánico puede significar un desarme completo y la reparación general de una bomba de proceso o una laminadora.
A menudo se considera como sinónimo de mantenimiento preventivo el término “mantenimiento planeado” y también “programado”, “controlado” y mantenimiento “productivo”. El hecho es que el MP debe ser una parte importante de todas estas funciones, pero no el único elemento.

18
Hay muchas actividades además del MP que deben planearse, programarse, controlarse y hacerse productivas. Entre ellas se encuentra el “Mantenimiento Correctivo”, que algunos definen como la actividad de reparar después del paro no previsto y otros como el estudio de mejoras materiales y diseños para minimizar los paros imprevistos.
Obviamente el MP reduce la carga de trabajo de Mantenimiento Correctivo. A medida que el MP toma su puesto, el tiempo de la carga de trabajo correctivo se cambia “Cuando usted tiene que hacerlo” a “Cuando usted quiera hacerlo”. Consecuentemente, la carga de trabajo puede ejecutarse en forma más eficiente y a un costo más bajo.
¿ Porque la Industria necesita MP ?
Cualquier programa de MP bien confeccionado producirábeneficios que sobrepasen su costo. Muchas personas han tenido dudas en adoptarlo, pero ninguna después de haberlo hecho.

19
No todas las plantas pueden esperar obtener beneficios iguales. El producto, el proceso y el método de fabricación son factores que intervienen en el alcance de los resultados.
Cuanto más altamente mecanizada es una industria, más necesita las ventajas del MP. Los costos de mantenimiento del equipo moderno son mayores. Y también lo son los costos de tiempo ocioso. Un gran planta automotriz estima una pérdida de U$ 3.000 dólares por cada minuto que deja de funcionar la línea principal de ensamblaje. En cualquier planta donde sea importante el tiempo ocioso, el MP lo reducirá. No hay duda de que el tiempo ocioso serámenor con MP que sin él. Hasta qué grado, depende de lo que usted busque. Por ejemplo, en esta planta automotriz el 1% del tiempo ocioso puede ser crítico.
El mantenimiento preventivo no es una panacea para el tiempo ocioso excesivo o los altos costos de mantenimiento. Hay otras funciones de mantenimiento con las que el MP debe integrarse para lograr un programa eficiente de mantenimiento de la planta:

20
- un buen sistema administrativo- trabajo de planeación y programación- adiestramiento- medición del trabajo- informes de control- buenos talleres y herramientas.
Las principales retribuciones que el MP ha producido a quienes lo usan son :- Disminuye el tiempo ocioso, en relación con todo lo que se refiere economías y beneficio para los clientes, debido a menos paros imprevistos.- Disminuye los pagos por tiempos extra de los trabajadores de mantenimiento en ajustes ordinarios y en reparaciones en paros imprevistos.- Menor número de reparaciones en gran escala y menor número de reparaciones repetitivas, por lo tanto, menor acumulación de la fuerza de trabajo de mantenimiento y del equipo.

21
- Disminuye los costos de reparaciones de los desperfectos sencillos realizadas antes de los paros imprevistos, debido a la menor fuerza del trabajo, a las pocas técnicas empleadas y a la menor cantidad de partes que se necesitan para los paros planeados, en relación con los no previstos.
- Menor número de productos rechazados, menos desperdicios, mejor control de calidad, debido a la correcta adaptación del equipo.
- Aplazamiento o eliminación de los desembolsos por reemplazo prematuro de planta o equipo, debido a la mejor conservación de los activo e incremento de la vida probable.
- Menor necesidad de equipo en operación, reduciendo con ello la inversión de capital.
- Reducción de los costos de mantenimiento, de mano de obra y materiales para las partidas de activos que se encuentran en el programa.

22
- Identificación de las partidas con los altos costos de mantenimiento, lo cual lleva investigar y corregir causas como:Aplicación inadecuada, Abuso del Operador y Obsolescencia.
- Cambio del mantenimiento deficiente de paros a mantenimiento programado menos costoso, logrando mejor control del trabajo.
- Mejor control de refacciones, lo cual conduce a tener un inventario mínimo.
- Mejores relaciones industriales, porque los trabajadores de producción no sufren detenciones involuntarias o pérdidas de las bonificaciones por incentivos provenientes de los paros imprevistos.
- Mayor seguridad para los trabajadores y mejor protección para la planta, lo cual conduce una compensación más baja y menores costos de seguros.
- Menor costo unitario de producción.
Todos estos son beneficios reales que se aplican en cualquier economía industrial, en situación de paz o bélica.

23
¿ Antes de que Usted inicie un Programa de MP ?
Si es un ejecutivo de mantenimiento de la planta el que inicia la idea de un programa de MP, o si es cualquier otra persona, normalmente tiene que manejarlo. Pero a menos que tenga cuidado para asentar algunos cimientos firmes de comprensión de la compañía y de política antes de que se aplique el programa, él se va a encontrar marchando al revés. Y el programa puede fracasar, no porque carezca de valor, sino porque no se le dio una buena oportunidad.
Como vender un programa de MP. El éxito de un programa de MP se basa fundamentalmente en que también se vende la idea de MP a cada uno de los integrantes de la planta, a la gerencia de tipo superior, a los ejecutivos de producción, a los supervisores de mantención de la planta y a los técnicos. El tiempo gastado en obtener el apoyo de la gerencia le quitará muchos dolores de cabeza posteriores.
Empiece vendiéndoselo a la gerencia de tipo superior. Esto inmediatamente hace que surja la pregunta. ¿Cuánto va a costar un programa de MP?

24
Hay varias fórmulas de satisfacer la demanda de comprensión de la gerencia por las cifras de costos.
- Verifique o tome de los registros del año anterior o de más tiempo atrás sobre todos los paros imprevistos de la maquinaria.
- Enliste el costo total de reparaciones de paros imprevistos materiales, mano de obra, tiempo extra y otros cargos.
- Enliste lo que le ha costado cada paro en tiempo ocioso de los operadores, desperdicio y trabajo que se necesita volver a hacerlo.
- Añadir los costos indirectos de producción y otras pérdidas posibles como el costo de lesiones.
- Estimar lo que hubiera costado las operaciones si se hubieran hecho antes de los paros. Si hubiera habido tiempo para planear,reunir los materiales y lograr el uso productivo de los operadores.
La Diferencia es lo que se puede gastar en un Programa de Mantenimiento.

25
El siguiente paso es ganarse al personal de producción con la idea. Venderle el interés o atractivo hacia el MP, es algo semejante a lo que se propone para la administración de tipo superior. No trate de vender mejor mantenimiento, venda mejor producción. Las principales objeciones al MP pueden surgir de los departamentos de procesos continuo, donde toda una línea se involucra en el paro, en lugar de una sola unidad. En este caso, su argumento fuerte es que Usted está sirviendo a todas las unidades de esa línea en forma simultanea y a un tiempo previsto, más que unidades aisladas en paros separados que producen un total mayor de tiempo ocioso.
El trabajo de ventas no esta terminado con vender la idea a la gerencia y a la producción. Después que se prepara el programa, es mejor explicarlo detalladamente a todos los departamentos afectados. Además es muy buena idea hacer participe al Sindicato. Al acoplar al sindicato con un programa, usted conquista su confianza y también previene posibles quejas y ofensas al aclarar desde el principio los malos entendidos.
26
Por último, todos los supervisores técnicos y de mantenimiento deben quedar informados, porque éstas son las personas que están más íntimamente involucradas y necesitan más detalles administrativos que otros departamentos.
El programa toma tiempo. Cualquier que espera que los beneficios completos de MP en forma rápida se desalentará. Todos los expertos están de acuerdo en que toma varios años para que funcione totalmente. Usted puede ver algún progreso después de algunos meses.
Un consultor acelerará el período de planeación del programa y su instalación. El jefe de mantenimiento es capaz de organizar el programa pero debido a sus múltiples responsabilidades, se debe ver si dispone de tiempo necesario para implementarlo.
También influye el tamaño de la planta, tipo de operaciones, cualidades e instrucción del jefe de mantenimiento y de sus ayudantes, ayuda administrativa adecuada y la condición actual de la planta y del equipo.

27
Como regla, las plantas más grandes requieren más estudio y necesitan programas y métodos de MP con mayor grado de refinamiento.
¿ Como empezar un programa de MP ?
Para muchos no iniciados, el MP es un sistema y nada más que eso. Piensan que todo lo que tienen que hacer es arreglar formas, programas de inspección, un cuerpo de inspectores y dejar que el calendario haga el resto.
Donde empezar el MP. El acuerdo general se orienta hacia la consideración de que es demasiado aplicar el MP a toda la planta de una sola vez. Es mejor ir construyendo el programa paso a paso. No es importante lo rápidamente que lo pueda Usted integrar. Cuando termine un paso, comience el siguiente. Otro factor importante es lo bien que se ha sido vendido el MP. Si usted tiene que mostrar rápidamente resultados del valor del MP, empiece donde considere que más se necesita y consecuentemente eso producirá el mayor dividendo de la forma más rápida.

28
Registro típico de la maquinaria de la planta y equipo, que incluye todos los datos que necesita un ejecutivo de mantenimiento para hacer que funcione un programa de MP.

29
¿ Que inspeccionar en MP ?
Un buen programa de MP se asegura de incluir funciones estacionales del equipo, al igual que el cuidado del equipo mismo. Por ejemplo, incluirán obligaciones que se llevan a cabo, tales como el vaciado de un sistema de refrigeración que no se usa en los meses de invierno, o la protección de plantas valiosas contra el frío o facilitación de la remoción rápida de la nieve.
¿ Para que inspeccionar ?
La experiencia de la planta no basta para diseñar un programa. Una de las mejores fuentes es el manual de servicio que envía el fabricante del equipo. Es una guía valiosísima sobre que inspeccionar, cuando hacerlo, así como a lo que se refiere de cómo instalar, prestar servicio y conservar el equipo.
30
¿ Frecuencia de la Inspección ?
La decisión de cuán a menudo inspeccionar tendrá probablemente máxima importancia en los costos y economías de un programa MP. La inspección excesiva es un gasto innecesario y puede involucrar más tiempo ocioso de producción que un paro de emergencia. La subinspección produce más paros y mas reemplazos anticipados. Se necesita un buen equilibrio para producir los ahorros óptimos. El primer paso en la fijación del ciclo de frecuencia en un análisis de ingeniería del equipo desde los siguientes puntos de vista:
- Edad, condición y valor. El equipo más viejo y más malo necesita servicios más frecuentes. Pero si está a punto de desecharse o rápidamente se va a considerar obsoleto, puede ser más económico inspeccionarlo sobre base general, o no inspeccionarlo.
- Severidad del servicio. Las aplicaciones más severas de equipos idénticos requieren ciclos más cortos. En una planta de procesos, usted puede necesitar inspeccionar una bomba crítica todos los días, e inspeccionar la misma bomba en una planta siderúrgica sólo una vez al mes.

31
- Requisitos de seguridad. Permita un amplio margen de seguridad. Por ejemplo, una planta inspecciona cada dos semanas los solenoides que operan los embragues de las prensas.
- Horas de operación. Muchos productores sugieren ciclos de frecuencias basados en un día de 8 horas, otros sobre el uso ( como kilometraje).
- Susceptibilidad de deterioro. Cual es la exposición de ensuciarse, de fricción, fatiga, tensión, corrosión.
- Susceptibilidad de siniestro. Vibraciones, sobrecargas o abuso.
- Susceptibilidad de perder el ajuste. Como lo afecta el ajuste indebido o el alineamiento inadecuado. Cuando las tolerancias del fabricante son estrechas, se necesitan ciclos más cortos de inspección.

32
¿ Cuando inspeccionar los programas ?
Teóricamente un programa puede ser perfecto en lo que se refiere a alcance pero posteriormente surgirán problemas si subestima un solo articulo. La falla en la revisión de una alarma puede producir pérdidas muy costosas, si no funciona cuando debe.
Normalmente, la programación incluye una determinación de fechas de inspección que llenan los requerimientos de frecuencia en la forma más eficiente. Esto no es siempre posible, sobre todo en el caso de producción de maquinaria y equipo. En este punto es donde se localizan los dolores de cabeza, a menos que coopere todo el mundo ( las fuerzas de mantenimiento y producción ). El mismo jefe de mantenimiento puede eliminar muchos de estos dolores de cabeza. Al diseñar programas, debe estar siempre consciente de su responsabilidad de mantener la producción al menor costo total. El debe arreglar programas que sean adaptables a las necesidades deproducción.

33
Programas de Inspección. Programas semanales flexibles típicos: (A) Para equipo de producción. (B) Para equipo de servicio. También sirven para ordenes permanentes para inspecciones de MP y servicios. El trabajo se distribuye para minimizar el tiempo ocioso de la producción y partir la carga de trabajo.

34
¿ Quien inspecciona ?
Nadie ha puesto el punto final de su organigrama de mantenimiento para instalar un programa MP. Puede hacerse para servir a cualquier tipo de arreglo con cambios menores, porque el MP es más una ideología de operación que un método. En lugar de la posible adición de uno o más empleados o ingenieros, como regla, el mismo personal será capaz de ejecutar el programa. Si usted tiene que añadir posteriormente más personal, sólo prueba que usted no estaba llevando a cabo correctamente el trabajo de mantenimiento.
Algunas plantas prefieren manejar el MP a través de una división separada de inspectores, cuadrillas y supervisores. Dicen que protegen el MP contra la dominación de otras fuerzas de mantenimiento. Otras prefieren que todo el trabajo de mantenimiento ( rutinario y de MP ) sea ejecutado por la misma fuerza. Pero evitan desdeñar el MP concediéndole prioridad. Una planta coloca un presupuesto separado para la fuerza de MP.

35
¿ Tramites administrativos para el MP ?
El mayor obstáculo al adoptar un programa de MP parece ser el aspecto administrativo. El Jefe de mantenimiento inexperto prevéuna gran cantidad de detalles y no quiere ninguno de ellos. Y aún si supera ese temor, la administración superior a menudo se opone a los gastos administrativos.
No importa que sistema administrativo seleccione, hay ciertas directrices a seguir:
- Minimice la cantidad de formas y asientos. No trate de registrar información sólo porque es agradable tenerla.
- Integre el sistema de MP con otros sistemas administrativos de mantenimiento. Un buen programa de MP no se mantendrá aislado.
- Asegure que se contabilicen los costos de todas las actividadesprimarias de inspección.
- Arregle un informe de control periódico una vez por semana o por mes, para verificar lo ejecutado en MP.

36
¿ Auxiliares para un buen MP ?
Además de las inspecciones normales hay muchas otras formas auxiliares de un buen MP por medio de las cuales se lleva a cabo un programa de MP. La técnicas finas se detallan a continuación:
- Investigación de materiales. Se requiere la utilización de mejores materiales para evitar servicios repetitivos.
- Cambios en el diseño. Pueden incluir la utilización de los mismos materiales o de materiales mejores. Sin embargo, en el caso de una maquina, no inicie el rediseño hasta que haya comprobado la carga y la capacidad y haya consultado al fabricante.
- Adiestramiento de los operarios. El abuso del equipo por parte de los operarios es una gran queja del personal del mantenimiento.
- Estudio de equipo. Las herramientas de hoy pueden ser obsoletas mañana.
- Manuales de prácticas estándar. Van más de allá de las hojas de procedimientos estándar, que se mencionaron para la instalación y servicio de renglones específicos de equipo.

37
- Estandarización. La adhesión a los estándares también acelera las inspecciones de MP y mejora el servicio.
- Informes especiales. Tratan de controlar el MP a través de la “regla de excepción”. Por ejemplo, muchos ejecutivos buscan un informe de paro imprevisto para orientarse en la administración de su programa de MP. Es una buena medida de la efectividad del programa. Señala la falla o necesidad de revisión general y ayuda a justificar las frecuencias más cortas de inspección. Dicho informe contiene normalmente nombre, número y localización de la máquina, tiempo perdido y las reparaciones que se necesitaron.
- Métodos de protección. Su fin es prolongar la vida del equipo por medio de barreras especiales contra el deterioro. Un ejemplo son los recubrimientos superficiales o la protección catódica contra la corrosión.
- Almacén de Mantenimiento. Un almacén bien organizado es indispensable para un programa exitoso de MP.
- Análisis de los registros. El análisis periódico de los registros de equipo para maquinaria, equipo y edificios revelará clases o tipos
38
o facturas de artículos que (1) tienen altos costos de mantenimiento, (2) causan tiempo ocioso excesivo y (3) sufren fallas repetitivas. Estos datos son las pistas para precisar que se va a hacer, de acuerdo con los siguientes aspectos:
- Revisar la frecuencia de inspección.
- Rediseñar la parte débil.
- Sustituir por mejores materiales.
- Cambiar los métodos de operación.
- Usar una mejor unidad.
¿ Refinación de un programa de MP ?
Sin embargo, ningún programa de MP cuidadosamente planeado puede permanecer estático y ser efectivo. Los nuevos conceptos de producción, las nuevas técnicas administrativas y las nuevas herramientas, requieren comprobación periódica y poner al día su funcionamiento. Aquí se señalan directrices para refinar un programa de MP.

39
- Evite el sobre-mantenimiento. Para encontrar el nivel óptimo de aplicación, grafique los costos de MP, de reparaciones y de pérdidas de producción a diferentes niveles de actividad de MP. El nivel óptimo se encuentra en el punto de la suma mínima de estos tres costos. Este nivel, debe ser obtenible para una maquina específica, para un centro de costos o para toda la planta.
- Obtenga costos exactos. Para llegar al nivel óptimo, el ingeniero de mantenimiento debe tener costos verdaderos.
- Verifique las frecuencias de las inspecciones. Al iniciar un programa de MP, la regla es inspeccionar en exceso para estar seguro. Si el registro de una máquina no muestra otros costos de mantenimiento más que las inspecciones de MP, considere la prolongación del intervalo.
- Proporciones a los encargados instrucciones específicas. Y además asegúrese que estén al día, con esto se facilita la carga de la supervisión.
- Adopte códigos de reparación. Estos normalmente son códigos de 4 a 6 dígitos y entregan información de la maquina y parte donde se

40
trabaja, la naturaleza de la reparación, la causa probable, el tiempo por encargados y los costos de materiales y de mano de obra.
- Utilice herramientas modernas para diagnosticar. Las inspecciones pueden simplificarse y acelerarse con herramientas especiales como estetoscopios, indicadores de carátula, analizadores de vibraciones y aparatos ultrasónicos de rayos X que no sean destructivos.
- Aplique técnicas de Ingeniería Industrial. Fije estándares de tiempo para los trabajos repetitivos. Desarrolle procedimientos para las inspecciones y revisiones generales que señalan los métodos de trabajo, la secuencia del mismo, herramientas, materiales y equipo accesorio. Use el método del camino crítico para programar las tareas de más de 30 a 50 horas. Coordine las inspecciones para minimizar la cantidad de visitas y el tiempo de desplazamiento. Inspeccione previamente las partes nuevas cuando se reciben, para evitar demoras que provengan de elementos faltantes o defectuosos. Aplique los principios de simplificación de trabajos a todas las tareas.
41
- Utilice auxiliares estadísticos. Aprenda los tipos de curvas de fallas del equipo desgastado y como influye en el programa de MP. Por ejemplo, las partes que no tienen un deterioro característico, o las que se encuentran en la categoría de fallas ocasionales, no obtienen ninguna ventaja en el MP, estudie los modelos de deterioro del equipo; tenga libros auxiliares que ayuden a determinar el menornúmero de inspecciones o de ciclos de reparaciones generales para adaptación o reemplazo.
- Diseño para mantenimiento de bajo costo. Este es el primer paso para minimizar la carga de trabajo. El diseño de confiabilidad reduce la frecuencia de fallas. El diseño de mantenimiento mejora la disponibilidad del equipo. Los artículos que están o son más propensos a fallar, deben estar accesibles, fáciles de reparar o reemplazar, a través de módulos o unidades integrales transferibles.
42
Autorización y Control de Trabajo
La Autorización y Control de Trabajo de mantenimiento es una técnica para prever y controlar los gastos del departamento de mantenimiento. Su fin es planificar y controlar el trabajo realizado por el mantenimiento. Es una evolución de la función que ha sido llamada a menudo “planificación y programación”.
Aquí se presenta un método básico que se puede usar para desarrollar la función de Control de Trabajo de Mantenimiento para cubrir las necesidades de cualquier departamento de mantenimiento. El plan presentado no es un procedimiento ya dispuesto para su uso completo con formas y valores estimados, es más bien un enfoque básico al asunto y que puede adaptarse a las condiciones de cada compañía individual.

43
Elementos Básicos de la Autorización y Control de Trabajo.
Los elementos básicos, en el orden aproximado de su aplicación en la autorización y control de trabajo de mantenimiento son :
1.- Una función de planificación del trabajo para trazar un camino para el mantenimiento.
2.- Un sistema de ordenes de trabajo para la organización y control del trabajo.
3.- Un sistema de prioridad de trabajo, para controlar las secuencias del trabajo.
4.- Un procedimiento de estimación, para determinar magnitud de las tareas.
5.- Un programa general, para relacionar el total de las tareas autorizadas con el tiempo y la mano de obra disponible.
6.-Un procedimiento de programación de detalle, para establecer las secuencias de trabajo, para cada tarea importante mostrada en el programa general.

44
7.- Un procedimiento de control de horas, para saber los costos reales en comparación con los estimados.
8.- Un base para la medición del trabajo, que permita comparar el progreso con los gastos.
9.- Un adecuado sistema de información, para registrar el cumplimiento, efectividad y las variaciones.
10.- Normas de trabajo, para asegurar las bases comunes para las estimaciones.
En un pequeño departamento de mantenimiento la función de Control de Trabajo puede ser de la responsabilidad en parte de un solo hombre, mientras que en una operación de mantenimiento esta función requeriría la atención de todo el tiempo de varias personas. En ambos casos los elemento básicos son idénticos.
1.- Planificación del trabajo. Se debe trabajar en coordinación con los ingenieros de equipos (Ingenieros de Planta) y se debe establecer y mantener un plan de general para las operaciones de mantenimiento. Como parte de esta responsabilidad la Planificación

45
del Trabajo deberá ser la emisión de todas las “Ordenes de Trabajo”. La función planificación del trabajo dentro del Control de Trabajo tiene la responsabilidad de asegurar que: (1) sólo se realice el trabajo necesario y (2) que éste se cumpla del modo más efectivo.
Sistema de Ordenes de Trabajo.
Esto se realiza para definir la clase de trabajos de mantenimiento aprobados. Esto incluye, primero establecer un sistema de cargas de tiempos para proporcionar una buena identificación a cada partida de trabajo llevado a cabo por mantenimiento. Un sistema satisfactorio de carga de tiempo permitirá una acumulación del costo diario de la mano de obra y de los materiales de mantenimiento, cargando cada hora de trabajo y costo del material gastado en el número de la orden del trabajo señalado.
Sistema de numeración para órdenes de trabajo. Un sistema bastante simple de aplicar esta formado por un número clave de tres partes. La primera parte indica la prioridad del trabajo, la segunda el grupo de mantenimiento que tiene más responsabilidad para dicho

46
trabajo y el último número es un número de serie indicando la secuencia de emisión. Un número de trabajo 1-2-53 podría indicar un trabajo que tuviera la prioridad más alta del trabajo (o “primera”), con el 2 indicaría la sección mecánica de mantenimiento tiene la máxima responsabilidad en asegurar el cumplimiento del trabajo y el último número 53 indicaría que es el trabajo 53. Por lo tanto es el trabajo 53 de prioridad 1 asignado a la sección mecánica.
La orden de trabajo de mantenimiento. El segundo aspecto importante de un sistema de órdenes de trabajo es el establecimiento de un documento formal para autorizar el trabajo de mantenimiento. El documento que se utiliza es denominado Orden de Trabajo de Mantenimiento (OTM). Cada OTM definirála naturaleza general del trabajo y mostrará las responsabilidades de los diferentes grupos responsables del cumplimiento de la tarea descrita en la orden, con anotaciones de horas-hombre y costo del material distribuidos a cada grupo por su parte en la tarea y laestipulación de la fecha requerida para su terminación.

47
Orden de Trabajo de Mantenimiento

48
Ordenes de trabajo abiertas. Un cierto número de “órdenes de trabajo abiertas” se requerirán para describir tareas que deban continuar indefinidamente y aquellas donde lo más importante sea controlar la calidad de mano de obra, mediante el establecimiento de una asignación máxima de horas por semana o mes para cada una de estas tareas. Ejemplos de tales OTM son las ordenes rutinarias de mantenimiento y la misma operación de Control de Trabajo.
También son necesarias OTM generales para establecer las cuentas del tiempo acumulado en conceptos tales como enfermedad y ausentismo.
Control de gasto de materiales. El consumo de los materiales de mantenimiento también deben autorizarse y controlarse a través de las OTM, por entrega del detalle, llamada Factura de Materiales que acompaña a todos los trabajos donde el costo de los materiales sea una partida significativa.

49
Autorización de trabajo en órdenes de mantenimiento rutinario. Los trabajos de mantenimiento rutinario de naturaleza simple, también se registrarán para asegurar un manejo rápido y controlar el tiempo y los materiales usados. Estas órdenes normalmente tienen su origen en una llamada telefónica al departamento de mantenimiento y a menudo las dirige un empleado que actúa también como despachador.
Tras recibir dicha llamada, el empleado puede llenar una forma simple de dos partes que se muestra a continuación, con tiempo, fecha, solicitante, naturaleza y situación del problema y otros datos. Una copia de la forma se enviará al capataz de mantenimiento pertinente para ponerla en marcha y la otra se archivará para su vigilancia. El capataz puede asignar la orden a un mecánico de mantenimiento el cual, tras completar el trabajo necesario suele ser preciso estando el trabajo realizado y los materiales usados, devolviendo la forma, ya llenada, a la oficina de mantenimiento para que ésta anote el tiempo y los materiales en la cuenta de dicho trabajo.

50
Nota e Informe de mantenimiento usado para autorizar y describir el trabajo de órdenes rutinarias y poco importantes.

51
Asignación de Prioridad de Trabajo.
Cuando se establece un sistema de prioridades es importante que sea simple de manera que su aplicación e interpretación sea rápidamente entendido por cualquier que esté afectado por su uso. Por esta razón se recomienda que se establezcan solo tres clases de prioridades que se identifiquen como prioridades 1, 2 y 3 . Estopermite definiciones sencillas, tales como :
Prioridad 1: Trabajos con prioridad 1 preceden al resto de los trabajos de mantenimiento y representan tareas que son obligatorias para el buen funcionamiento de la compañía.
Prioridad 2: Trabajos con prioridad 2 son las tareas de mantenimiento que deben completarse lo más pronto posible y preceden al resto de las tareas excepto a las de prioridad 1.
Prioridad 3: Trabajos con prioridad 3 son los trabajos de mantenimiento interesantes, pero que pueden realizarse cuando sea conveniente. En efecto éstas son las reservas de trabajos de conveniencia que estarán siempre dispuestas a llenar los altibajos en las cargas de mano de obra.

52
Estimación del Tiempo de Mantenimiento.
La clave de un buen procedimiento de control de trabajo es la estimación exacta de horas-hombre requeridos para cada trabajo. La filosofía básica de la estimación es reducir cada tarea a sus elementos de trabajo básicos y establecer valores para cada elemento. La suma de los elementos da la estimación de la tarea total. La finalidad de la estimación es el establecimientos de normas en una base de unidad de trabajo para cada elemento. Al principio estas normas serán más de cálculo aproximado que estimaciones, pero a medida que se adquieren datos históricos reales y los trabajos se comparan con las estimaciones, es posible afinar estos valores hasta un punto en que las estimaciones de los trabajos más complejos pueden realizarse con una exactitud total de mas o menos el 5%.

53
El Programa General del Mantenimiento.
La esencia de la programación es mantener un balance adecuado entre la capacidad de trabajo y las cargas de trabajo. Se prepararáy mantendrá una programación general como preliminar para detallar la programación. Esta programación general mostrará la naturaleza y magnitud de cada parte de tarea de reparación y construcción de mantenimiento para un tiempo total dado. El total de horas-hombre requeridas para cada parte deberá deducirse del total de mano de obra disponible y así obtener una distribución de trabajos que dé un trabajo razonable a los operarios para que éstos puedan cumplirlo.
Esta programación general será flexible, no fija, pues es básicamente una proyección en el futuro y sujeta a cambios, ya que las condiciones anticipadas pueden variar de las estimadas antes de ser realidad. En la práctica real, es a veces conveniente establecer la programación general sobre una base móvil (de 90 días a 12 meses dependiendo del grado de cambio probable en toda la tarea de mantenimiento).

54
Programación Detallada.
Como las órdenes de trabajo de mantenimiento reales se emiten para autorizar y definir trabajos específicos, se hace necesario aplicar una programación detallada para separar en unidades de tiempo más pequeñas el tiempo señalado en el programa general. Esto establecerá la secuencia adecuada de las diferentes fases de los trabajos importantes para así asegurar que cada tarea se cumpliráen forma efectiva.
Control de Horas.
Se establecerá un sistema de control de horas como parte integrante del Control de Trabajo para proporcionar la acumulación diaria del costo, cargando cada hora de mantenimiento al número de trabajo designado. Estos números de trabajos no sólo servirán para cargar el tiempo en cada proyecto importante dentro del mantenimiento sino que también proporcionarán un análisis suficiente detallado para mostrar con exactitud como están distribuidas las horas dentro de cada proyecto según las Ordenes de

55
Trabajo de Mantenimiento individual. Esto permite determinar cuando y por que las estimaciones se sobrepasan o disminuyen.
No se debe gastar tiempo de mantenimiento a menos que se asigne un número de trabajo para cubrir dicho trabajo. Cada capataz de mantenimiento enviará al Control de Trabajo un informe diario que muestre la distribución del tiempo de sus empleados con la cantidad de horas asignadas a los trabajos realizados durante dicho día.
Medición del Trabajo.
Un requisito para la buena realización del Control de Trabajo es tener un buen plan para medición del trabajo, que permita la comparación exacta del progreso con los gastos de mano de obra. Es obvio que esto requiere establecer un común denominador para medir el trabajo de mantenimiento, que será válido tanto para los informes de progreso como para los de estimación.

56
Controles de Funcionamiento.
Un último y muy importante paso en el Control de Trabajo es el establecimiento y mantenimiento de un sistema adecuado de controles de funcionamiento. Esto, es esencia, es un medio periódico de información corriente del cumplimiento y efectividad del mantenimiento y de investigación de todas las variaciones importantes.
Un método de información es un resumen semanal del trabajo del grupo de mantenimiento mostrando las horas reales en comparación con las estimadas (horas permitidas) para cada grupo, resumidas de acuerdo con las prioridades de trabajo 1, 2 y 3. Seincluirá un resumen separado mostrando las horas reales y las permitidas empleadas en todas las cuentas generales, para proporcionar un informe al corriente de las cargas de mantenimiento. Este informe dará una impresión total o masiva, del modo en que ha empleado el tiempo de mantenimiento.

57
Resumen de la distribución de horas de mantenimiento, preparado semanalmente por control de trabajo y distribuido a toda la supervisión de mantenimiento.

58
Estándares de Mantenimiento.
La tarea del Control de Trabajo será difícil, casi imposible, si no existen métodos y procedimientos estandarizados de mantenimiento. En tales casos cada grupo o sección de mantenimiento puede trabajar con un grupo de reglas básicas distintas y las funciones básicas, tales como las estimaciones, se hacen difíciles de aplicar sobre bases consistentes.
Necesita Control de Trabajo su Depto. de Mantenimiento.
Quizás parece que el Control de Trabajo es una función altamente compleja y que requiere mucha gente dedicada a revisar por segunda vez la labor de los capataces y mecánicos de mantenimiento. En un departamento de mantenimiento de alrededor de 50 empleados la función de control de trabajo la puede llevar a cabo una persona dedicando a ella solamente parte de sutiempo. Con 75 a 100 empleados se utilizará todo el tiempo de un empleado , con la ayuda de un oficinista que mantenga y resuma los

59
informes de tiempo. Cuando los departamentos de mantenimiento sean grandes con 500 empleados o más; se necesitará todo el tiempo de varios empleados para la función de Control de Trabajo.
En cualquier caso es cierto que una planificación científica y un control de trabajo de mantenimiento recompensará largamente los esfuerzos realizados.

60
Códigos de Barras para Mantenimiento
IntroducciónEl código de barras es una herramienta que hoy en día esta incluida en nuestro diario vivir sin que a veces nos percatemos de su existencia, salvo aquellas veces en que nos preguntamos para que servía, hasta que los supermercados empezaron a masificar la tecnología de lectura de códigos de barras para acelerar la atención al cliente, con lo cual nos hemos dado cuenta de para que servían esas líneas negras de distinto ancho y con un largo número debajo. Para la mayoría de nosotros es útil para marcar precios pero para la empresa ha significado un importante medio de organización y de manipulación de datos con precisión. A continuación se mostrara el desarrollo del código de barras, los diferentes tipos de codificación a modo de comprender su funcionamiento y su aplicación en las labores de mantenimiento.
61
¿ Qué es un código de Barras ?- Se puede definir como una “Clave Morse Optica”.
- Consiste en una serie de barras negras y espacios en blanco de diferentes anchos, que están impresos en una etiqueta.
Historia de los Códigos de Barras- Oficialmente el código de barras fue inventado en 1949, hecho de círculos concéntricos.
- En 1969 la empresa Rust-Oleum. Es la primera en desarrollar el scanner y un computador. Este programa desarrollaba labores de mantenimiento, inventarios e impresión de reportes de embarques.
- En 1970 apareció el primer lector portátil de código e barras, que
utilizaba un “wand” o lápiz de contacto.
62
- En 1973 se anuncia la aparición del código UPC (Universal ProductCode), el cual se convertiría en el estándar de identificación de productos que conocemos actualmente. De esta forma la actualización automática de inventarios permitía una mejor y más oportuna compra y reabastecimiento de bienes.
- En 1974 aparece el primer código de barras alfanumérico, el Código 39.
63
- En 1976 Europa se hace presente con su propia versión de U.P.C. el llamado código EAN (European Articule Number).
- En 1981 aparece el Código 128, que también es alfanumérico.

64
- Y en 1990 aparece el código bidimensional PDF147.
Tipos de Códigos de Barras- Código 39: Usado para identificación, inventarios, etiquetas y propósitos de seguimiento. Puede tener una amplia gama de representación, ya sea de caracteres o numéricas.
65
- Código Postnet: Usado para los códigos ZIP de la correspondencia de los EE.UU. y otros lugares del mundo.
- UPC: Es el Código Uniforme del producto, es el que se utiliza con mas frecuencia, ya que es usado en abarrotes, libros, discos compactos, revistas, etc.
- Código 128: Relativamente nuevo con simbología muy compacta usada en la industria de envíos de productos y etiquetas de los contenedores.

66
- Interleaved 2 of 5 (ITF) : Es conocido también como el 2 de 5, es un código de barras exclusivamente numérico. Usada en empaques corrugados, en la industria de envíos de mercancía, productos y en los laboratorios.
- Codabar : Simbología numérica usada en bibliotecas y en bancos de sangre.
- PDF417 : Simbología de nueva generación, no lineal que es llamada de 2D, usada para los registros de las licencias de conducir y cédulas de identidad.

67
Características de un Código de Barras- Densidad : Es la anchura del elemento, barra o espacio mas angosto dentro del símbolo del código de barras. Esta dado en milésimas de pulgada.
- WNR (Wide to Narrow Ratio) : Es la razón de grosor del elemento más angosto contra el mas ancho, usualmente es 1:3 o 1:2. Un Código de barras no se mide por su longitud física sino por su densidad.
-Quiet Zone : Es el área blanca al principio y al final de un símbolo de código de barras. Esta área es necesaria para una lectura conveniente del símbolo.

68
Tipos de Lectores1.- Lectores tipo pluma o lápiz.
2.- Lectores de ranura o slot.
3.- Lectores tipo CCD.
4.- Lectores láser.
1.- Lectores tipo pluma o lápiz, fueron los más populares, debido a su bajo precio, tamaño reducido.
Desventajas:
- Requieren de cierta habilidad por parte del usuario.
- Aparatos susceptibles a caídas por su forma.
- Pueden ser necesarios varios escaneos para conseguir una lectura correcta.
69
2.- Lectores de ranura o slot, son básicamente lectores tipo pluma montados en una caja. La lectura se realiza al deslizar una tarjeta o documento por la ranura del lector. El código debe estar alineado apropiadamente y colocado cerca del borde de la tarjeta o documento.
3.- Lectores tipo CCD
- Lectores tipo rastrillo.
- Son lectores de contacto que emplean un fotodetector CCD, formado por una fila de LEDs que emite múltiples fuentes de luz. Se requiere hacer contacto físico.
- Lectores de proximidad, El escaneo es completamente electrónico, como si se tomase una fotografía al código. No se requiere hacer contacto físico.

70
4.- Lectores láser
Lectores de proximidad. Tienen mejor performance que los CCD debido a su potente luz láser, por lo que requieren poca distancia. Mejores resultados en superficies curvas o irregulares.
Lectores tipo pistola. Usan un mecanismo activador el escáner para prevenir la lectura accidental. Un espejo rotatorio u oscilatorio dentro el equipo mueve el haz de un lado a otro.
5.- Lectores fijos
Lectores fijos omnidireccionales. El haz de láser se hace pasar por un arreglo de espejos que generan un patrón ominidireccional, otorgando así la posibilidad de pasar el código en cualquier dirección.

71
Como opera un cifrado de BarrasEl lector mide la cantidad de luz reflejada por las distintas barras, estas son detectadas por un dispositivo fotoeléctrico que mide su intensidad y la convierte a un voltaje de salida.
Las barras negras indican o reflejan una luz menos intensa por lo que el voltaje es bajo, una barra sin tinte (espacio blanco) reflejan una cantidad mayor de luz y el voltaje de salida es mayor

72
Procedimiento- Se ilumina el código de barras.
- Un escáner transforma la señal de luz a impulsos eléctricos.
- Un algoritmo transforma a números binarios.
- Se obtiene la información.
- Como opera un cifrado de Barras.

73
Ejemplo como leer un Código de Barras (EAN -13)
- Las tres primeras posiciones que forman el prefijo EAN, identifican la Organización de Codificación de la cual emana el número (ej. 779 es Argentina).
- Las cuatro posiciones siguientes corresponden al código de la empresa.
- Los cinco dígitos restantes pueden ser administrados por el fabricante e identifican al producto.
- La decimotercera posición es una cifra de control que permite verificar si las cifras precedentes han sido correctamente leídas.
74
Codificación para contenedores de embarque o pallets, EAN/UCC-128 (SSCC).
- Es utilizado para identificar la trayectoria de los artículos desde el vendedor hasta el receptor final, incluyendo todos los participantes de la cadena de transporte y distribución.
- A diferencia del EAN 13 y el DUN 14, el EAN/UCC-128 permite codificar información adicional sin límite de cantidad. Si bien hay una longitud máxima en su extensión de 16,8 cm, el código permite la suma de tantos códigos como soluciones se necesiten (ej. Fecha de envasado, número de lote, tiempo máximo de durabilidad, etc.)
- Los productos marcados con el sistema UPC, como los que provienen de Estados Unidos y Canadá, pueden ser identificados por los instrumentos de lectura del sistema EAN. Sin embargo, EAN no puede ser leído actualmente en esos países. Por lo tanto, los industriales que exportan a estos mercados deben seguir marcando por el momento con el sistema UPC. Se espera que en breve plazo ambos sistemas sean compatibles.

75

76
Ventajas del Código de Barras
- Permite la captura automática de la Información.
- Permite la automatización de varios procesos a lo largo de la Cadena de Abastecimiento.
- Permite obtener información rápida y oportuna sobre productos, servicios o localizaciones.
- Al optimizar el tiempo en captura de información, se incrementa la productividad y la eficiencia.
- Disminuye las posibilidades de error humano.
- Es de bajo costo de mantención e instalación.
- Es de fácil uso y comprensión.
- Posee una interfaz entre hardware y usuario amigable.

77
Beneficios del Código de Barras- Considerando el mejor sistema de colección de datos a través de la identificación automática nos entrega beneficios como:
- Cero retraso en el proceso de lectura entre el código de barras y el sistema de almacenamiento.
- Exactitud y precisión de la información.
- Disminución de costos fijos.
- Mejora el Control de Calidad.
- Mejor servicio al Cliente.
- Se pueden contar con nuevas categoría de información.
- Se mejora la Competitividad.
- Se reducen los errores, mayor velocidad y ahorro de tiempo y dinero.
- Se capturan los datos rápidamente.
- Se mejora el Control de las entradas y salidas.
- Precisión y Contabilidad en la información, por la reducción de errores.

78
Aplicaciones en Mantención
1.- Recepción de Materiales- Recepción manual de paquetes.
- Actualización base de datos.
- La computadora asigna al paquete un número de serie único.
- El empleado coloca el paquete en un carro.
- Transferencia del carro al departamento de inspección.
- Inspección.
- Traslado a bodega.
2.- Almacenamiento- Las aplicaciones en el almacenamiento ofrecen varias oportunidades para un uso efectivo del código de barras, por ejemplo:

79
- Los productos son recibidos, la descripción y otra información se introducen manualmente a la base de datos. La base de datos genera un código único de barra en el área de recepción que es adherida a cada unidad almacenada.
- Los artículos por almacenar son colocados en un área de espera. Un operador posee un lector de código de barra portátil y barre con el scanner cada articulo que va a ser almacenado. Estos son almacenados en la base de datos.
- Al ser recibidos los artículos, se descarga una lista de ellos en la terminal portátil del operador. El operador barre con el scanner, y el equipo confirma que este es el articulo correcto.
80
3.- Seguimiento al trabajo en Proceso
- En su configuración mas simple, consiste en una computadora conectada a una serie de lectores en línea y por lo menos una impresora.
- La orden de trabajo tiene un numero con código de barras y enumera todas las operaciones que se han de llevar a cabo.
- Cuando un operador completa una operación se utiliza el lector para introducir el numero del orden de trabajo, la clave de la operación, la identificación y la cantidad terminada.
Los datos son recolectados y pueden retroalimentar el sistema deplaneación de requerimiento de materiales y proporcionar reportes de:
- Status de ordenes de trabajo.
- Niveles de trabajo en proceso.
- Cuellos de botella.

81
4.- Código de Barras aplicado a la Orden de Trabajo.
a).- Debido a la necesidad de mantención se realiza un pedido a través de una solicitud de servicio.
b).- Se planifica un programa de trabajo y se realiza una OT’s, y las imprime en un código de barra.
c).- Los mantenedores inician el trabajo de una acción con el lector de código de barras.
d).- Se realiza el trabajo.
e).- Los mantenedores finalizan el trabajo de una acción con el lector de código de barras.
f).- Al finalizar se ingresa el estado de cada acción en la que se trabajo.
g).- Se repiten los pasos c, d, e y f hasta que se finaliza la orden de trabajo.
82
Ejemplo de aplicación de Código de Barras.
Dentro del Ferrocarril de Antofagasta a Bolivia existe un área de mantención cuya labor es mantener el parque de Locomotoras y Carros de la Empresa, además de proporcionar servicios a clientes externos a través de su Maestranza, es en este lugar donde se ve más afectada la carga de trabajo, así como la necesidad de información oportuna para la Gestión. El procedimiento empleado para atender la mantención de Locomotoras y equipos de clientes externos al Ferrocarril, es el que muestra el siguiente diagrama.
83
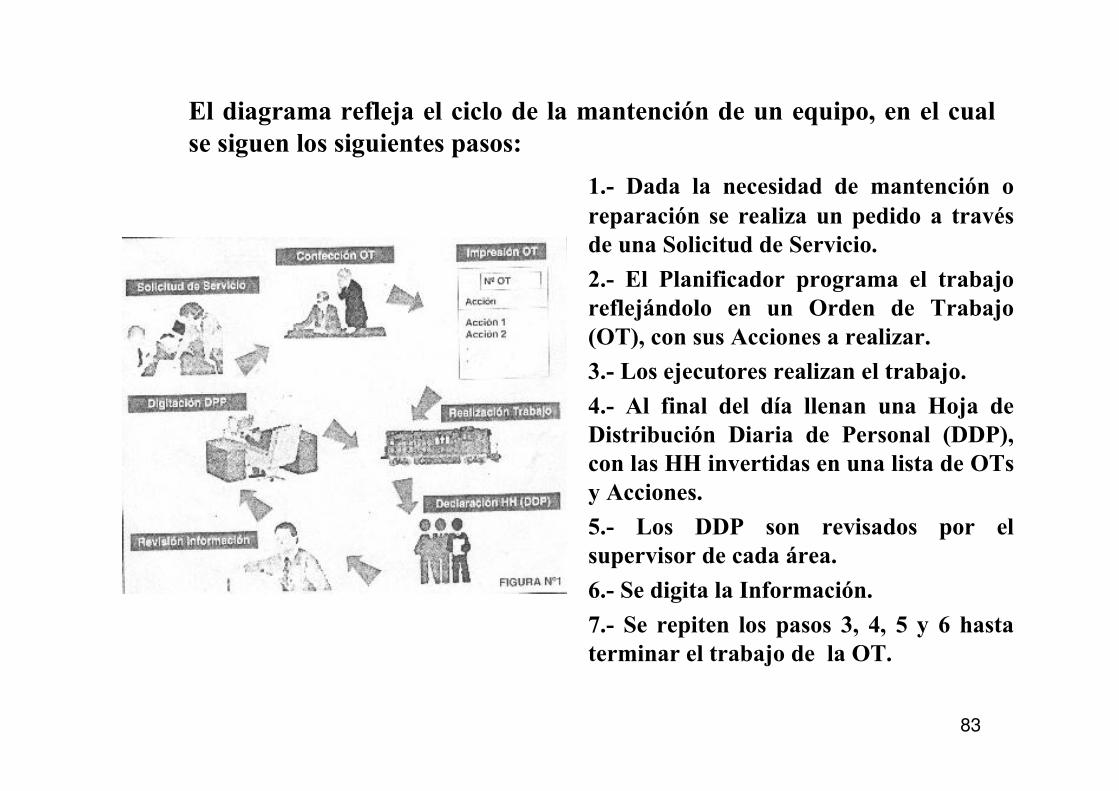
El diagrama refleja el ciclo de la mantención de un equipo, en el cual se siguen los siguientes pasos:
1.- Dada la necesidad de mantención o reparación se realiza un pedido a través de una Solicitud de Servicio.
2.- El Planificador programa el trabajo reflejándolo en un Orden de Trabajo (OT), con sus Acciones a realizar.
3.- Los ejecutores realizan el trabajo.
4.- Al final del día llenan una Hoja de Distribución Diaria de Personal (DDP), con las HH invertidas en una lista de OTsy Acciones.
5.- Los DDP son revisados por el supervisor de cada área.
6.- Se digita la Información.
7.- Se repiten los pasos 3, 4, 5 y 6 hasta terminar el trabajo de la OT.

84
Esto incurría en los siguientes problemas y costos:
- Tiempo de los Mantenedores y Supervisores en labores administrativas.
- Gran volumen de digitación.
- Errores en la digitación de DDP.
- Errores de apreciación en las HH invertidas para su declaración.
- Demoras en obtener la información en los sistemas.
Al incorporar un sistema de Código de Barras permitió disminuir considerablemente estos quiebres, transformando el esquema de laFigura N°1 en el siguiente diagrama que se detalla a continuación.
85
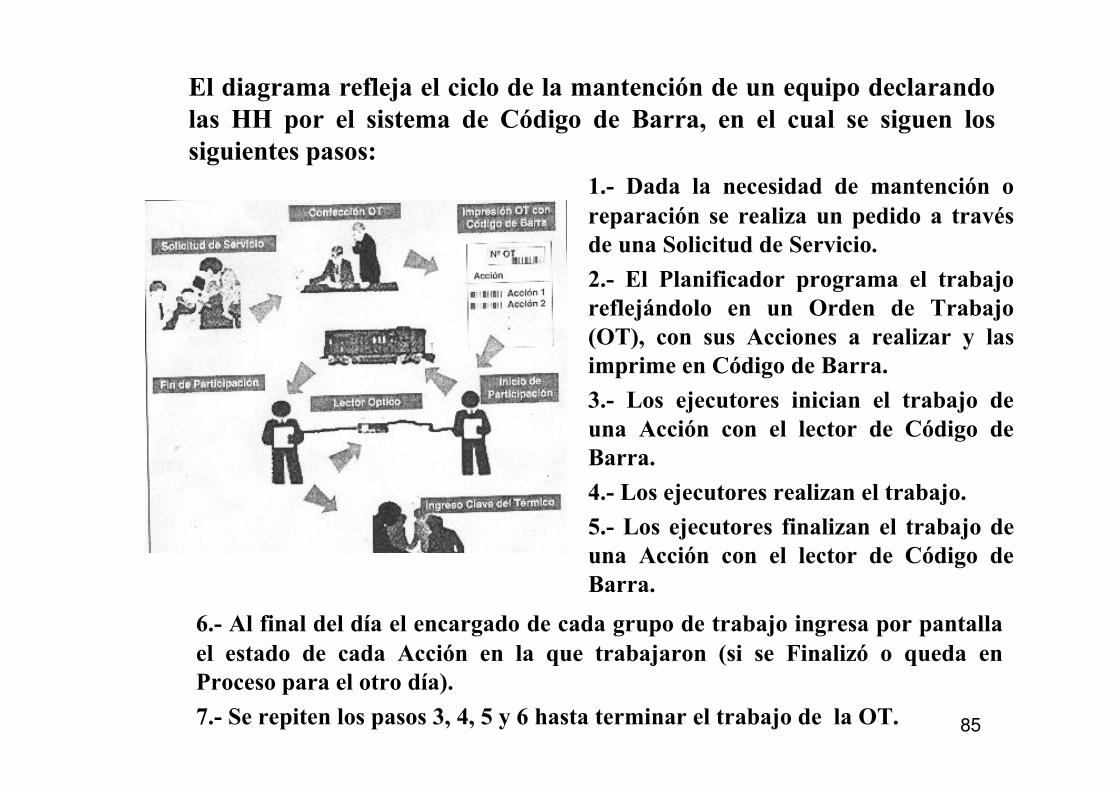
El diagrama refleja el ciclo de la mantención de un equipo declarando las HH por el sistema de Código de Barra, en el cual se siguen los siguientes pasos:
1.- Dada la necesidad de mantención o reparación se realiza un pedido a través de una Solicitud de Servicio.
2.- El Planificador programa el trabajo reflejándolo en un Orden de Trabajo (OT), con sus Acciones a realizar y las imprime en Código de Barra.
3.- Los ejecutores inician el trabajo de una Acción con el lector de Código de Barra.
4.- Los ejecutores realizan el trabajo.
5.- Los ejecutores finalizan el trabajo de una Acción con el lector de Código de Barra.
6.- Al final del día el encargado de cada grupo de trabajo ingresa por pantalla el estado de cada Acción en la que trabajaron (si se Finalizó o queda en Proceso para el otro día).
7.- Se repiten los pasos 3, 4, 5 y 6 hasta terminar el trabajo de la OT.

86
Las ventajas de la aplicación de esta tecnología al sistema de mantención se pueden mencionar entre otras:
- Dedicación de los Mantenedores y Supervisores a labores de mayor valor agregado.
- Exactitud en la información declarada.
- Distribución real de HH a las OT’s que corresponden
- Disminución en papeleo.
- Escasa digitación.
- Aumento de productividad.
- Información confiable y oportuna.
- Control de avance de los trabajos en línea.
Los resultados alcanzados se pueden apreciar en la siguiente tabla:
87
Conclusiones.La implementación de un sistema de Código de Barra en la empresa no es un asunto trivial. No se trata de comprar la tecnología e instalarla sin más, sobre todo si no se le dará un uso común. La implementación de este tipo de tecnología requiere más de un cambio organizacional que haga posible su funcionamiento en la práctica. En consecuencia, es necesario realizar un buen plan de capacitación al interior de la empresa, que asegure su correcto uso. Por otro lado es una tecnología que nos reporta grandes beneficios y abre un importante horizonte de aplicaciones. Además el enfrentar la solución en una forma seria y responsable nos reportó buenos resultados.

88
Estimación de los Costosde Mantenimiento y Reparación.La Estimación en materia de Mantenimiento se define como el proceso de predecir los costos antes de que se haya realizado eltrabajo. Con esta premisa, la estimación es la base de la mayor parte de herramientas administrativas utilizadas para la dirección efectiva del trabajo de Mantenimiento. Incluso cuando no se utiliza el término “estimación” o se admite que el proceso forma parte de un trabajo normal conocido, siempre existe una opinión o duda sobre cuanto va a durar. La efectividad de la operación puede depender de lo bien que esta operación se vea confirmada por lo hechos reales.
El control de los costos de la mano de obra, por ejemplo, puede conseguirse estableciendo niveles de costo, programando la sucesión de trabajos para limitar las horas extraordinarias, regular el número de trabajadores y conseguir que se trabaje con plena ocupación, todo ello basado sobre costos estimados.
89
Las decisiones sobre si es mejor hacer o comprar, los métodos de mejora y los costos de control conjunto están necesariamente basados sobre costos estimados. Incluso los proyectos que no necesitan estimaciones para su desarrollo y ejecución dependen de las estimaciones para su justificación y aprobación. Por lo tanto, la estimación constituye la base para la administración del trabajo de Mantenimiento.
Consideraciones Básicas.La estimación de un costo de Mantenimiento se basa fundamentalmente en los siguientes factores:
- Que es lo que se conoce del trabajo, esto es, sus necesidades, su contenido, sus necesidades y su urgencia.
- Como se utilizará dicha estimación.
Estos dos factores determinan como debe hacerse la estimación, cual de las muchas técnicas de estimación se aplicará y el grado de detalle que se requerirá. Por lo tanto, un estudio sobre cómo efectuarse la estimación incluye los siguientes puntos generales:
90
- Clasificación del trabajo.
- Como se utilizarán las estimaciones.
- Quien prepara las estimaciones.
- Técnicas de estimación.
- Selección del método de estimación.
Clasificación del TrabajoLo que el estimador conoce del trabajo viene determinado por el grado en que el trabajo puede ser planificado antes de empezarlo. Donde mayor sea la información se consigue una mejor planificación, unas mejores estimaciones y por lo general, unos mejores costos. En muchos casos el importante beneficio derivado de poseer buenos métodos de estimación es más efectivo una vez que se ha realizado el trabajo ya que el trabajo necesitaba ser definido y planificado muy claramente para poder ser estimado con precisión.
Muchos encargados de Mantenimiento piensan que todo su trabajo es un trabajo de emergencia y en consecuencia tanto de emergencia y en consecuencia tanto la planificación como la estimación no tienen
91
razón de ser. Para evitar las limitaciones obvias que resultan de adoptar esta posición, es importante tener una valoración real de la clasificación del trabajo en cada instalación individual. Esto significa que las verdaderas emergencias deben separarse del trabajo que puede ser planificado. Si se examinan con cuidado cada una de las siguientes clasificaciones generales mostrará que por lo menos alguno de los trabajos de Mantenimiento de cada instalación puede ser considerado como “planificado o repetitivo”. Estos trabajos pueden ser planificados y estimados con la precisión que requiera la utilización que debe hacerse de las estimaciones.
Trabajos de Mantenimiento Planificados y Repetitivos.
- Recambio o reparación repetitiva de objetos específicos como son bandas, cojinetes, filtros de motores y pantallas.
- Trabajos rutinarios como lubricación, limpieza, protección e inspección.
- Producción de piezas de recambio y reparaciones.
- Reparación de equipo planificado.
- Reparación del equipo auxiliar y del edificio.
92
- Cuidado de la superficie asignada.
- Recambios y reparaciones planificadas no repetitivas.
- Cambios de lugar.
- Modificaciones.
- Mejora de equipos.
- Reparaciones en equipos críticos y de poca transparencia para la producción y que pueden pararse durante su reparación programada.
Servicios de emergencia. Aunque puede ser necesario aplicar varias técnicas, pueden aplicarse de una manera provechosa procedimientos de estimación a situaciones de emergencia. Generalmente la clave para poder tener estimaciones precisas, eneste caso, es tener una repetición de problemas iguales o semejantes. Al clasificar estos trabajos es necesario en primer lugar identificar los trabajos altamente repetitivos y aquellos cuyo costo sea elevado y que se piense que puedan repetirse de vez en vez. Estos últimos incluyen las siguientes categorías simples.
- Servicio de identificación de la avería. - Paradas de equipos.
- Emergencias de seguridad.
93
Como se utilizaran las EstimacionesEl grado de detalle de la estimación y por lo tanto lo que debe gastarse en la misma y que esté justificado para una situación determinada depende principalmente del uso que debe hacerse de la estimación. Un método fácil para determinar el grado relativo de detalle nos da la comparación con una lista guía que nos sirve de referencia.
La siguiente lista está confeccionada de modo que aproximadamente sigue un grado de detalle creciente. A la hora de escoger el método de selección debe ser siempre considerado junto con otros criterios.
- Determinación de la cuantía requerida ( más o menos $500.)
- Evaluación de las Ordenes de Trabajo pendientes.
- Previsiones a largo plazo.
- Evaluación de la compra de equipo recomendada.
- Evaluación de los distintos métodos propuestos.
- Decisiones de comprar o fabricar con volumen de dinero anual limitado.

94
- Programación de trabajos mediante el método del camino crítico.
- Programas mensuales y previsionales de trabajo-carga.
- Informes de control de costos de la ejecución del trabajo a nivel de instalación.
- Programas semanales y distribución de la mano de obra.
- Informes de control de costos a nivel de departamento.
- Incentivos de grupo a nivel de instalación.
- Informes de control de costos individuales.
- Distribución diaria de mano de obra y programas de trabajo.
- Decisiones de fabricar o comprar – volumen anual de dinero elevado.
- Incentivos de grupos semanales a nivel de departamento.
- Incentivos diarios para pequeños grupos.
- Incentivos individuales semanales.
- Incentivos individuales diarios.
95
Costo de carencia de mantenimiento.
Una importante aplicación de los procedimientos que no se acomoda a ninguno de los ejemplos descritos hasta ahora, es la determinación o predicción del costo de carencia de mantenimiento o de reparaciones. Frecuentemente tiene un valor mucho más real como herramienta administrativa el conocer cuanto nos costaría el no hacer un trabajo que estimar el costo del mismo. Estas estimaciones incluyen generalmente la evaluación del costo de la producción perdida así como el costo de los posibles daños que pudieran ocasionarse en el equipo y en el material. Estas informaciones afectan directamente a importantes decisiones administrativas tales como las que se refieren a parar la producción, a la autorización de horas extraordinarias y al mantenimiento de la misma cantidad de mano de obra disponible. Frecuentemente la aplicación de los puntos de vista de la ingeniería industrial a situaciones típicas está expuesta a las aplicaciones de soluciones falsas y muy caras.

96
Por ejemplo : ¿debe llamarse en domingo a una cuadrilla de mantenimiento de cuatro personas, pagándoles el doble para reparar una máquina, cuando dicho trabajo lo podrían haber efectuado el viernes dos operarios libres en un tiempo de cuatrohoras.?. La respuesta a ésta pregunta no esta clara a menos que se considere cuidadosamente la situación. Sin embargo, el grado de precisión no debe ser tan importante como si se consideraran factores de mayor trascendencia.
Quien prepara las estimacionesLas estimaciones las pueden efectuar cualesquiera de los cuatro grupos de personas siguientes : capataces, ingenieros, planificadores y los encargados de aplicar porcentaje al trabajo. La pregunta sobre quién debe hacer la estimación se contesta adecuadamente cuando se ha establecido el método de estimación adecuado que se adapte mejor a las circunstancias existentes. Cada grupo esta mejor preparado para o puede desempeñar mejor un tipo particular de procedimiento de estimación.

97
Estimación por parte del capataz de mantenimiento. Las estimaciones realizadas por el capataz de mantenimiento son generalmente las más rápidas y fáciles de obtener, pueden estar basadas en una información de alcance limitado y pueden hacerse sin necesidad de ningún informe formal u otros controles. Cuando para la utilización que debe hacerse de la estimación, se tiene que la información es aproximada o bien detallada o cuando parezca que no sea posible asegurar un información más avanzada acerca del trabajo, la estimación del capataz puede ser la mejor. Las estimaciones que efectúe el capataz deben limitarse a situaciones que no interfieran con la necesaria supervisión y cuando no sea posible emplear procedimientos más detallados.
Estimación por parte del Ingeniero. El proyecto de la mayor parte de construcciones industriales y la selección o proyecto del equipo necesario pueden necesitar estimaciones del costo de la mano de obra, así como de los precios de compra de los materiales y de las condiciones del contratista. Aunque los capataces de mantenimiento o los planificadores pueden servir como elementos de consulta, los
98
distintos tipos de proyectos que se presentan hacen que generalmente sea necesario el concurso de los ingenieros para realizar dichas estimaciones.
¿Deben los ingenieros estimar normalmente los proyectos de reparación?. Sí, si el procedimiento de estimación necesario es principalmente el de obtener los precios de los equipos y las condiciones de los contratistas y particularmente si la información que se estima afecta vitalmente a las decisiones del proyecto. No, si el procedimiento de estimación necesario puede ser realizado de un modo más efectivo por el planificador del mantenimiento o por el capataz del mismo, porque el trabajo que debe realizar el personal de mantenimiento es una parte importante de la tarea.
Estimaciones por parte del planificador. Una de las principales ventajas que se tienen cuando son los planificadores los que realizan la estimación, es la flexibilidad de poder utilizar varios medios de estimación para abarcar distintas situaciones. Las estimaciones realizadas por los ingenieros y los capataces sólo pueden ser utilizadas de un modo ideal para un margen limitado de problemas

99
de estimación, los procedimientos que utiliza el planificador se adaptan prácticamente a cualquier necesidad.
Estimación por parte del encargado de aplicar porcentajes de trabajo.
Cuando se aplican valores estandarizados muy detallados a las operaciones de mantenimiento para la medida del ritmo de realización o para calcular los incentivos algunas tareas pueden estar “basadas” o “realizadas” a partir de datos básicos durante la misma ejecución del trabajo o una vez que éste haya sido terminado. Aunque estos valores estandarizados no pueden llamarse propiamente estimaciones, según lo hemos definido, las personas que las aplican están bien preparadas para realizar estimaciones, pudiendo utilizar una gama muy amplia de procedimientos de estimación. Las recomendaciones que se refieren a la flexibilidad de los métodos en el caso de los planificadores son también válidas para este grupo.

100
Técnicas de EstimaciónAnálisis. Esta es la herramienta más importante que puede utilizar el estimador. Cuando se divide en sus dos partes componentes, elproyecto más complejo se convierte simplemente en una serie de tareas típicas. A menos que se realice un análisis adecuado, la mayor parte de métodos de estimación no tienen ningún valor práctico. El análisis es la más importante herramienta que puede utilizar el estimador, no sólo porque se depende de ella para la obtención de resultados sino también por el tiempo que lleva. En una aplicación típica de la estimación detallada de la reparación de un taller de maquinaria, la separación del trabajo total en diversas operaciones requiere el 90% del tiempo total del estimador, mientras que la estimación real requiere el 10% restante.
Opiniones. En muchos casos, las opiniones basadas en experiencias personales acaban de completar la precisión adecuada para una situación particular, con un costo de estimación mínima. Para obtener buenos resultados es esencial tener una clara definición del alcance del trabajo y un análisis acorde con la experiencia del estimador.
101
La principal objeción que puede oponerse a las estimaciones que están basadas en opiniones personales es la falta de pruebas que demuestren su consistencia. Con una definición clara de la tarea, con un análisis cuidadoso y con estimadores con experiencia, las estimaciones resultantes pueden estar dentro de los márgenes de precisión tolerados y aún así no inspiran confianza simplemente porque su grado de precisión no puede ser probado, incluso ni de una manera relativa.
Este problema puede intensificarse por la tendencia a la utilización en las estimaciones de números exactos cuando en realidad sería más apropiado utilizar cifras redondeadas (por ejemplo, 267½horas en lugar de 300 horas), con el resultado inevitable que si se estima la misma tarea otra vez, se le atribuirá una estimación diferente.
Clasificación por comparación. Las dos objeciones principales que se oponen a las estimaciones basadas en opiniones subjetivas puedenser parcialmente resueltas utilizando otros método llamado “clasificación por comparación”, en la que se clasifica la tarea dentro de un intervalo determinado de costos o tiempos.

102
La clasificación esta generalmente basada en opiniones subjetivas, pero estas opiniones pueden estar guiadas mediante la comparación con “puntos de referencia”, constituidos por tareas normales típicas para las que se conocen sus costos reales y los intervalos en los que están clasificados. Haciendo las estimaciones de esta clasificación por comparación o intervalos de costos se evitan sutilezas innecesarias acerca de las diferencias insignificantes entre tareas o estimaciones.
Método Estadístico PERT. En la aplicación del programa PERT (Técnicas de Revisión y Evaluación de Programas) a los programas calculados por medio del computador, el tiempo asociado a cualquier acontecimiento es estimado sobre tres bases distintas: una optimista, una esperada y una pesimista. Para la obtención de la fecha más probable se utilizan las tres cifras. Esta técnica adquiere su mayor valoración en los proyectos que tienen un alcance poco definido y que son difíciles de estimar sobre una base segura, como son los proyectos de investigación y desarrollo. La mayor parte de los proyectos de mantenimiento son más tangibles y pueden ser estimados de una manera más adecuada por otros medios.

103
Estimación del costo de carencia del mantenimiento. El costo de la producción perdida y del posible daño que se pueda ocasionar en el equipo o en los productos a causa de la falta de mantenimiento, puede ser generalmente estimado a partir de opiniones subjetivas o mediante cifras guía que sirven de base. Los costos de mantenimiento cotidiano serán más reales y útiles y no es necesario en ellos un alto grado de detalle. Es muy importante considerar cuidadosamente las cifras de gastos fijos. La práctica común de utilizar en contabilidad las horas de trabajo realizadas en las máquinas claves para la distribución de los costos, puede dar lugar a cifras equivocadas si éstos módulos horarios se aplican al cálculo del dinero que se pierde por tener una máquina parada. Por ejemplo, la producción que se ha perdido por estar una máquina parada durante dos horas difiere poco del beneficio que puede obtenerse de la misma haciéndola funcionar dos horas extraordinarias con poco aumento de costo, excepto el costo del trabajo de los operarios durante estas dos horas y por la prima de las horas extraordinarias.
104
Puede obtenerse una valoración aproximada, práctica y útil de las pérdidas en material o productos, utilizando relaciones promedio entre el costo de la mano de obra y el de los materiales. Por ejemplo, si el costo de la mano de obra necesaria para un producto es más o menos la mitad de su costo material y cuatro personas, ganando $3 la hora, fabrican durante un día 10 unidades de dicho producto, el costo aproximado de la mano de obra es de $10 por unidad y el costo del material de las unidades es $20.
Costo Mano de Obra = 4 personas x $3 = $12
Costo Mano de Obra = 8 horas x $12 = $96
con $96 como costo de Mano de Obra --- 10 Unidades se realizan.
para efectuar 1 Unidad se requiere $9.6 --- app $10
y como dijimos que Mano de Obra = mitad de los Materiales
Costo de Mano de Obra = $10 ---- Costo Materiales = $20.
105
Valores Unitarios. Los métodos de estimación para los trabajos no repetitivos descritos hasta ahora tienen una importante limitación común: no existe ninguna seguridad de que su aplicación sea real cuando la base en la que se ha fundado la estimación es una opinión subjetiva. Por esta razón, la comparación de resultados entre varios departamentos o la comparación entre los resultados que se obtienen en un momento dado con resultados obtenidos anteriormente, no tiene ninguna significación. Un incremento de la productividad que esté basado en estimaciones fundadas en opiniones subjetivas puede significar a lo mejor que los estimadores se han vuelto mas generosos. Por desgracia, la suposición de que los estimadores se han vuelto más generosos puede hacerse siempre que las cifras que se obtienen, basadas en una opinión subjetivas, hayan mejorado, aunque la mejora sea bastante real.
El concepto de valores estándar unitarios es muy amplio e incluyen una gran variedad de procedimientos de estimación que van desde la estimación del costo total por parte del constructor, por metro cuadrado, a la aplicación de valores elementales de tiempo predeterminados a operaciones específicas de un ramo.

106
Todos tienen la ventaja de estar basados en valores estándar unitarios fijos que pueden volverse a aplicar de una manera consistente. Debe admitirse, sin embargo, que esto no garantiza la exactitud absoluta de la estimación final ya que los valores utilizados están basados de una manera más o menos intensa en condiciones o requisitos promedio. Fundamentalmente, el grado deexactitud probable del resultado es una función del grado de análisis, o punto crítico de la aplicación de estos valores estándar unitarios. Estos valores de estimación pueden clasificarse según esta base en cinco grupos básicos:
- Valores promedio o índices a nivel de instalación o de industria.
Incluye datos tales como el costo total de mantenimiento por tonelada de producción por hora de trabajo de equipo primario o por milla de desplazamiento del equipo móvil; los valores fundamentales de una construcción por metro cuadrado o metro cúbico y muchos otros. Aun cuando las limitaciones de las estimaciones basadas en estas cifras son bastantes obvias, no debe despreciarse su valor para planeamientos preliminares o para control.

107
En particular los datos referentes a la construcción de edificios pueden obtenerse fácilmente en los manuales y deben considerarse como una de las herramientas del estimador de mantenimiento.
- Valores estándar comparativos. Este es uno de los caminos más eficaces para alcanzar un grado de exactitud razonablemente bueno al efectuar la estimación con un costo mínimo. Los trabajos de reparación en equipos similares, que cubran un amplio margen de los costos totales por tarea, pueden estar referido a una o dos causas determinantes sencillas, comparándolas con valores estándar que estén basados en análisis detallados. Por ejemplo, Los valores estándares para un bobinado de motores grandes de corriente continua de diferentes tamaños, fueron establecidos detalladamente durante un período de más de dos años y luego se compararon gráficamente en función de la potencia. La formula resultante proporciona una estimación completamente adecuada para esta aplicación particular y sólo necesita conocer el valor de la potencia del motor para determinar el valor estándar.

108
- Valores estándar específicos. El muestreo de trabajo o el estudio de tiempos, puede dar una medida del trabajo que se ha realizadopor día en un campo específico tal como las averías eléctricas o el área de mantenimiento asignada en el área de producción de una máquina. Al referir la medida del trabajo a causas determinantes, como pueden ser el número de averías por día o las horas de trabajo del equipo de mantenimiento por día, resulta una cifra de estimación que puede ser bastante exacta siempre que las condiciones generales no cambien de una manera sustancial. Estosvalores estándar deben ser revisados periódicamente para que la medida se efectúe en función de las condiciones que existan en aquel momento. Los valores estándar para trabajos de reparación repetitivos caen también debajo de esta categoría, tanto si están establecidos por un estudio de tiempo, datos de aplicación o básicos, como si son una acumulación ajustada de tiempos reales.
Datos reales de una operación. Muchas operaciones de mantenimiento son repetitivas aunque formen parte de una tarea que en su conjunto puede no serlo. Por ejemplo en el mantenimiento

109
eléctrico, la instalación de una caja de unión o el montaje de una caja de panel no pueden ser llamados propiamente “elementos”, pero el valor estándar estimado para esta operación puede añadirse al valor de la estimación total de la tarea de una manera mucho más fácil que si tuviera en cuenta cada uno de los elementos de la operación. Un grupo de estas operaciones estándar puede dar un camino relativamente rápido para hallar el valor estándar de una tarea completa. Generalmente se desarrollan aplicaciones especiales de esta técnica como experiencia en práctica en instalaciones individuales utilizando datos básicos elementales.
Datos básicos elementales. Los datos fundamentales en la estimación de los costos de reparación y mantenimiento pueden obtenerse a través de la aplicación de datos elementales básicos. El grado de exactitud y de consistencia que se alcanza con este método está de acuerdo con las exigencias más precisas y con la última utilización de la estimación. Cuando la información que sobre la tarea se posee es adecuada, el grado de exactitud del valor estándar de la tarea que se encuentra por este método es tan bueno como el que se

110
encuentra normalmente en los valores estándar para incentivos de producción. Cualquiera que esté familiarizado con el proceso de obtención de datos estándar básicos para las operaciones de producción puede comprender perfectamente cualquier proyecto de ingeniería industrial por grande que sea, si se utiliza el mismo método para cubrir la gran variedad de operaciones de mantenimiento. Pero esto ha sido realizado durante un período de años, por lo que ahora se dispone de datos para la mayor parte de operaciones comunes de cualquier industria. Varios consultores de gestión han desarrollado datos básicos elementales para los trabajos de reparación y mantenimiento. Pueden también conseguirse diversas publicaciones, incluyendo una muy detallada realizada por la United States Navy. Generalmente es mucho más práctico utilizar datos existentes que empezar desde un principio y hallar los datos propios.
Para ser efectiva, la aplicación de los datos básicos, debe ser capaz de detectar una variación significativa de las condiciones. Considérese la operación relativamente sencilla de pintar una pared. El tiempo estándar necesario por metro cuadrado se obtendrá conociendo

111
el método de pintura empleado (pincel o rodillo), el tipo de pintura,la absorción, la regularidad y la suavidad de la superficie. Además puede tener también un efecto significativo la altura a la que deba trabajarse, las interferencias y obstrucciones, un calor o un frío muy grande, la humedad, los humos y otros factores poco corrientes. La manera más práctica de abarcar todos estos factores es utilizar tablas preparadas que relacionen las condiciones de trabajo con los valores estándar que pueden obtenerse, como los utilizados por los consultores experimentados en este campo.
112
Técnicas de EstimaciónLas discusiones anteriores indican que los métodos de estimación para l mantenimiento abarcan un amplio margen de técnicas, utilizaciones y costos de aplicación. La consideración más importante que debe hacerse al establecer un programa de estimación es la selección del método más adecuado a cada caso en particular. La Figura a continuación resume los criterios para la selección del mejor método. Está basada en primer lugar en lo que es conocido acerca del trabajo (lo que está definido y lo que no está) y en segundo lugar en cuál será la utilización que se hará de la estimación; el método que debe utilizarse viene explicado en la Figura.

113
Como escoger correctamente un método de estimación

114
Métodos PERT y CPM 1.- Introducción
La problemática de la planeación de proyectos no ha sido una problemática reciente, si no que desde tiempos pasados nuestros antepasados han enfrentado emprendimientos de gran envergadura que significaron una problemática desde el punto de la planificación.
Actualmente se han logrado perfeccionar herramientas que permiten a los administradores de dichos proyectos, realizar una labor más eficiente permitiendo una óptima aplicación de los recursos en las mismas y logrando una maximización de los mismos.
Admitiendo que la ejecución de un proyecto o elaboración se puede subdividir en planear, programar y controlar, y hablando de manera clásica, podemos considerar las técnicas PERT (Program Evaluationand Review Technique) y el CPM (Critical Path Method,) que son los mas usuales para un primer cometido. En general estas técnicas resultan útiles para una gran variedad de proyectos que contemplen:
- Investigación y desarrollo de nuevos productos y procesos.- Construcción de plantas, edificios, y carreteras.
115
- Diseño de equipo grande y complejo.
- Diseño e instalación de sistemas nuevos.- Diseño y control de epidemias y otras múltiples aplicaciones en las cuales se requiera una planificación adecuada.
En los proyectos como estos, los administradores deben programas, coordinar las diversas tareas o actividades a desarrollar un proyecto, las cuales no necesariamente son secuenciales y aún en este caso estas actividades son interdependientes. Si bien es cierto que algunasactividades en paralelo que originan una tercera.
Las preguntas esenciales de la elaboración de un proyecto comprenden: - Cual es el tiempo que se requiere para terminar el proyecto.- Cuales son las fechas programadas de inicio y finalización del proyecto.- Que actividades son críticas y deben terminarse exactamente según lo programado para poder mantener el proyecto según el cronograma.- Cuales actividades pueden ser demoradas sin afectar el tiempo de terminación del proyecto.
116
Para lograr una adecuada comprensión del tema a desarrollar se consideró prioritario desarrollar un glosario que sirva como guía para comprender la terminología empleada.
PERT. Las traducción de las siglas en inglés significan: técnica de revisión y evaluación de programas, es una técnica de redes desarrollado en la década de los 50, utilizada para programar y controlar programas a realizar. Cuando hay un grado extremo de incertidumbre y cuando el control sobre el tiempo es más importante sobre el control del costo, PERT es mejor opción que CPM.
CPM. La traducción de las siglas en inglés significan: método del camino crítico, es uno de los sistemas que siguen los principios de redes, que fue desarrollado en 1957 y es utilizado para planear y controlar proyectos, añadiendo el concepto de costo al formato PERT. Cuando los tiempos y costos se pueden estimar relativamente bien, el CPM puede ser superior a PERT.
Actividad. Es un trabajo que se debe llevar a cabo como parte de un proyecto, es simbolizado mediante una rama de la red de PERT.

117
2.- Lista de actividades. Es una lista cuidadosa y ordenada donde se recopilan todas las diferentes actividades que intervienen en larealización de un proyecto.
Evento. Se dice que se realiza un evento, cuando todas las actividadesque llegan a un mismo nodo han sido terminadas. Son los círculos numerados que forman parte del diagrama de red y representan el principio y el fin de las actividades que intervienen en el proyecto.
Rama. Son las flechas que forman Parte del diagrama de red y significan las actividades en el proyecto.
Ruta crítica o camino crítico. Camino es una secuencia de actividades conectadas, que conduce del principio del proyecto al final del mismo, por lo que aquel camino que requiera el mayor trabajo, es decir, el camino más largo dentro de la red, viene siendo la ruta crítica o el camino crítico de la red del proyecto.
Predecesor Inmediato. Es una actividad que debe Preceder (estar antes) inmediatamente a una actividad dada en un proyecto, también nombradas prioridades inmediatas.

118
Diagrama de red. Es una red de círculos numerados y conectados con flechas, donde se muestran todas las actividades que intervienen en un determinado proyecto y la relación de prioridad entre las actividades en la red.
Actividad ficticia. Actividades imaginarias que existen dentro del diagrama de red, sólo con el Propósito de establecer las relaciones de precedencia y no se les asigna tiempo alguno, es decir, que la actividad ficticia Permite dibujar redes con las relaciones de Precedenciaapropiadas, se representa por medio de una línea punteada.
Holgura. Es el tiempo libre en la red, es decir, la cantidad de tiempo que puede demorar una actividad sin afectar la fecha de terminación del, proyecto total.
Distribución beta. Distribución utilizada para la estimación del tiempo de actividad esperado en el PERT, esta estimación se basa en el supuesto de que el tiempo de la actividad es una variable aleatoria cuya Probabilidad tiene una distribución beta unimodal.
119
Tiempo optimista. Es el tiempo mínimo o más corto posible en el cual es probable que sea terminada una actividad si todo marcha a la Perfección, utilizado en el PERT y simbolizado con a.
Tiempo más probable. Es el tiempo que esta actividad sea más probable que tome sí se repitiera una y otra vez, en otras palabras, es el tiempo normal que se necesita en circunstancias ordinarias, utilizado en el PERT y simbolizado con m.
Tiempo pesimista. Es el tiempo máximo o más largo posible en el cual es probable sea terminada una actividad bajo las condiciones más desfavorables, utilizado en el PERT y simbolizado con b.
Tiempo esperado para una actividad. Es el tiempo calculado en el PERT usando el promedio ponderado (a+4m+b)/6.
Tiempo normal. Es el tiempo en el CPM requerido para terminar una actividad si esta se realiza en forma normal. Es el tiempo máximo para terminar una actividad con el uso mínimo de recurso, el tiempo normal se aproxima al tiempo estimado probable en PERT.
120
Tiempo acelerado. Tiempo en el CPM que sería requerido si no se evita costo alguno con tal de reducir el tiempo del proyecto. Tiempo mínimo posible para terminar una actividad con la concentración máxima de recursos.
3.- Antecedentes
Dos son los orígenes del método del camino crítico: el método PERT (Program Evaluation and Review Technique) desarrollo por la Armada de los Estados Unidos de América, en 1957, para controlar los tiempos de ejecución de las diversas actividades integrantes de los proyectos espaciales, por la necesidad de terminar cada una de ellas dentro de los intervalos de tiempo disponibles. Fue utilizado originalmente por el control de tiempos del proyecto Polaris y actualmente se utiliza en todo el programa espacial.

121
El método CPM (Crítical Path Method), el segundo origen del método actual, fue desarrollado también en 1957 en los Estados Unidos de América, por un centro de investigación de operaciones para la firma Dupont y Remington Rand, buscando el control y la optimización de los costos de operación mediante la planeación adecuada de las actividades componentes del proyecto.
Ambos métodos aportaron los elementos administrativos necesarios para formar el método del camino crítico actual, utilizando el control de los tiempos de ejecución y los costos de operación, para buscar que el proyecto total sea ejecutado en el menor tiempo y al menor costo posible.
122
4.-Diferencias entre los Métodos PERT y CPM
La principal diferencia entre los métodos es la manera en que se realizan los estimativos de tiempo.
Método PERT
- Probabilístico.
- Considera que la variable de tiempo es una variable desconocida de la cual solo se tienen datos estimativos.
- El tiempo esperado de finalización de un proyecto es la suma de todos los tiempos esperados de las actividades sobre la ruta crítica.
- Suponiendo que las distribuciones de los tiempos de las actividades son inde-pendientes, (una suposición fuertemente cuestionable), la varianza del proyecto es la suma de las varianzas de las actividades en la ruta crítica.
-Considera tres estimativos de tiempos: el más probable, tiempo optimista, tiempo pesimista.

123
Método CPM
- Deterministico. Ya que considera que los tiempos de las actividades se conocen y se pueden variar cambiando el nivel de recursos utilizados.
- A medida que el proyecto avanza, estos estimados se utilizan para controlar y monitorear el progreso. Si ocurre algún retardo en el proyecto, se hacen esfuerzos por lograr que el proyecto quede de nuevo en programa cambiando la asignación de recursos.
- Considera que las actividades son continuas e interdependientes, siguen un orden cronológico y ofrece parámetros del momento oportuno del inicio de la actividad.
- Considera tiempos normales y acelerados de una determinada actividad, según la cantidad de recursos aplicados en la misma.
124
5.- Usos
El campo de acción de este método es muy amplio, dada su gran flexibilidad y adaptabilidad a cualquier proyecto grande o pequeño. Para obtener los mejores resultados debe aplicarse a los proyectos que posean las siguientes características:
- Que el proyecto sea único, no repetitivo, en algunas partes o en su totalidad.
- Que se deba ejecutar todo el proyecto o parte de el, en un tiempo mínimo, sin variaciones, es decir, en tiempo crítico.
- Que se desee el costo de operación más bajo posible dentro de un tiempo disponible.
Dentro del ámbito aplicación, el método se ha estado usando para la planeación y control de diversas actividades, tales como construcción de presas, apertura de caminos, pavimentación, construcción de casas y edificios, reparación de barcos, investigación de mercados, movimientos de colonización, estudios económicos regionales, auditorias, planeación de carreras universitarias, distribución de tiempos de salas de operaciones, ampliaciones de fábrica, planeación de itinerarios para cobranzas, planes de venta, censos de población, etc., etc.

125
6.- Ventajas PERT y CPM
1.- Enseña una disciplina lógica para planificar y organizar un programa detallado de largo alcance.
2.- Proporciona una metodología Standard de comunicar los planes del proyecto mediante un cuadro de tres dimensiones (tiempo, personal y costo).
3.- Identifica los elementos (segmentos) más críticos del plan, en que problemas potenciales puedan perjudicar el cumplimiento del programa propuesto.
4.- Ofrece la posibilidad de simular los efectos de las decisiones alternativas o situaciones imprevistas y una oportunidad para estudiar sus consecuencias en relación a los plazos de cumplimiento de los programas.
5.- Aporta la probabilidad de cumplir exitosamente los plazos propuestos.
6.- En otras palabras: CPM es un sistema dinámico, que se mueve con el progreso del proyecto, reflejando en cualquier momento el STATUS presente del plan de acción.

126
7.- Procedimiento para trazar un modelo de red
Para aplicar CPM o PERT se requiere conocer la lista de actividades que incluye un proyecto. Se considera que el proyecto esta terminado cuando todas las actividades han sido completadas. Para cada actividad, puede existir un conjunto de actividades predecesoras que deben ser completadas antes de que comience la nueva actividad. Se construye una malla o red del proyecto para graficar las relaciones de precedencia entre las actividades. En dicha representación grafica, cada actividad es representada como un arco y cada nodo ilustra la culminación de una o varias actividades.
Consideremos un proyecto que consta de solo dos actividades A y B. Supongamos que la actividad A es predecesora de la actividad B. La representación grafica de este proyecto se muestra en la figura. Así, el nodo 2 representa la culminación de la actividad A y el comienzo de la actividad B.
Figura N°1

127
Si suponemos ahora que las actividades A y B deben ser terminadas antes que una actividad C pueda comenzar, la malla del proyecto queda como se muestra en la Figura Nº2. En este caso, el nodo representa que las actividades A y B se han terminado, además del inicio de la actividad C. Si la actividad A fuera predecesora de las actividades B y C, la red quedara como se muestra en la Figura Nº3.
A
C
B 1
1
1
A
C
B
1 2
B
Figura N°2
Figura N°3 Figura N°4
1 2
3
B
A C

128
Dado un conjunto de actividades y sus relaciones de predecisión, se puede construir una representación grafica de acuerdo a las siguientes reglas:
1.- El nodo 1 representa el inicio del proyecto. Por lo tanto, las actividades que parten del nodo 1 no pueden tener predecesoras.
2.- El nodo Terminal o final del proyecto debe representar el término de todas las actividades incluidas en la red.
3.- Una actividad no puede ser representada por más de un arco en la red.
4.- Dos nodos deben estar conectados por a lo mas un arco.
Para no violar las reglas 3 y 4, a veces es necesario introducir una actividad artificial o dummy que posee tiempo de duración nulo. Por ejemplo, supongamos que las actividades A y B son predecesoras de la actividad C y además comienzan al mismo tiempo. En este caso, una primera representación podría ser la indicada en la Figura Nº2. Sin embargo, la red de la Figura Nº3 viola la regla 4. Para corregir este problema, se introduce unaactividad artificial indicada con un arco segmentado en la figura
La red de la Figura Nº4 refleja el hecho de que la actividad C tiene como predecesoras a A y B, pero sin violar la regla 4. En otros casos, se deben agregar actividades artificiales para no violar la regla 3.
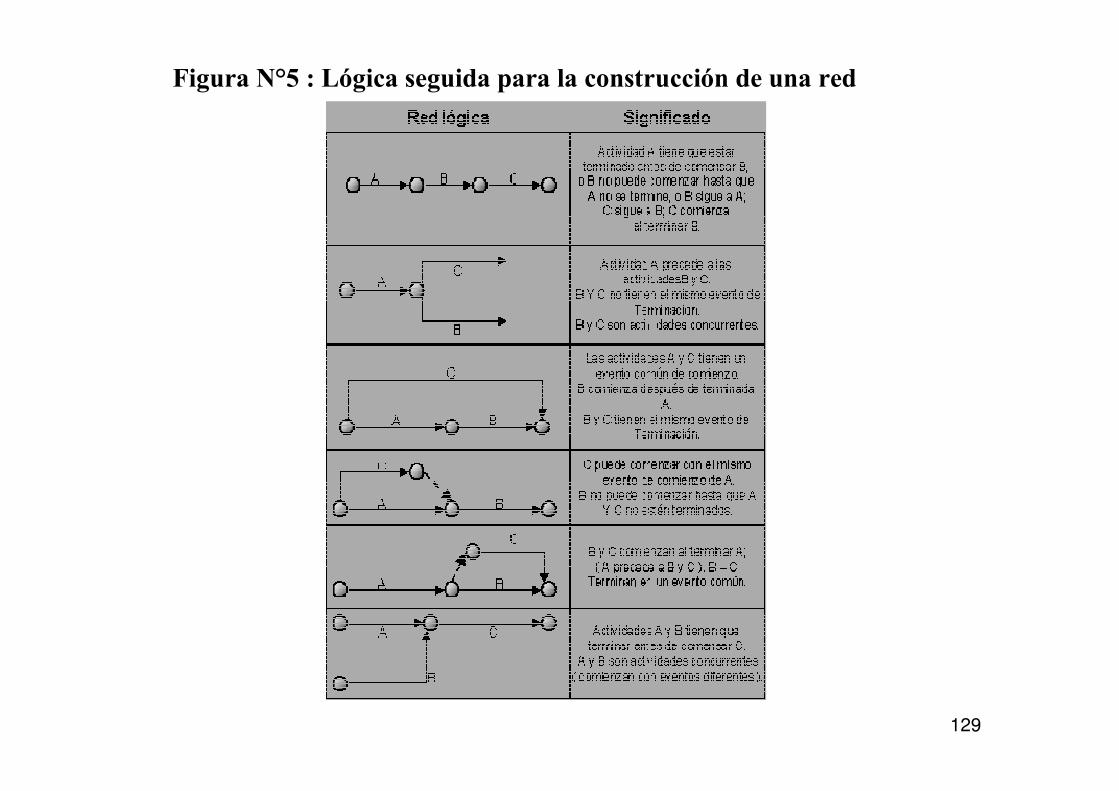
129
Figura N°5 : Lógica seguida para la construcción de una red
130
8.- CPM --- (Critical Path Method)
Pasos en el planeamiento del proyecto del CPM :
- Especifique las actividades individuales.
- Determine la secuencia de las actividades.
- Dibuje un diagrama de la red.
- Estime la época de la terminación para cada actividad.
- Identifique la trayectoria crítica (la más larga a través de la red).
- Ponga al día el diagrama del CPM como progresa el proyecto.
- Especifique las actividades individuales
- Especifique las actividades individuales. De la estructura de la interrupción del trabajo, un listado se puede hacer de todas las actividades en el proyecto. Este listado se puede utilizar como la base para agregar la información de la secuencia y de la duración en pasos más últimos.

131
- Determine la secuencia de las actividades. Algunas actividades son dependientes en la terminación de otras. Un listado de los precursores inmediatos de cada actividad es útil para construir el diagrama de la red del CPM.
- Dibuje el diagrama de la red. Una vez que se hayan definido las actividades y el su ordenar, el diagrama del CPM puede ser dibujado. El CPM fue desarrollado originalmente como actividad en red del nodo (AON), pero algunos planificadores del proyecto prefieren especificar las actividades en los arcos.
- Estime la época de la terminación para cada actividad. El tiempo requerido para terminar cada actividad se puede estimar usando experiencia previa o las estimaciones de personas bien informadas. El CPM es un modelo determinista que no considera la variación en el tiempo de la terminación, tan solamente un número se utiliza para la estimación del tiempo de una actividad.
132
- Identifique la trayectoria crítica. La trayectoria crítica es la trayectoria de larga duración a través de la red. Debido a su impacto en el proyecto entero, el análisis de trayectoria crítica es un aspecto importantísimo del planeamiento del proyecto.
- Ponga al día el Diagrama del CPM. Pues progresa el proyecto, los tiempos reales de la terminación de la tarea serán sabidos y el diagrama de la red se puede poner al día para incluir esta información. Una trayectoria crítica nueva puede emerger, y los cambios estructurales se pueden realizar en la red si los requisitos del proyecto cambian.
- Limitaciones del CPM. El CPM fue desarrollado para proyectos bastante rutinarios con incertidumbre mínima en los tiempos de la terminación del proyecto. Para otros proyectos de rutina hay más incertidumbre en los tiempos de terminación, por lo tanto se limita la utilidad del modelo deterministico del CPM. Una alternativa al CPM es el modelo del planeamiento del proyecto del PERT, que permiteque una gama de duraciones sea especificada para cada actividad.
133
9.- PERT --- (Program Evaluation and Review Technique)
En CPM se asume que la duración de cada actividad es conocida con certeza. Claramente, en muchas ocasiones este supuesto no es valido. PERT intenta corregir este error suponiendo que la duración de cada actividad es una variable aleatoria. Para cada actividad, se requiere estimar las siguientes cantidades:
a = Tiempo Optimista. Duración de la actividad bajo las condiciones más favorables
b = Tiempo Pesimista. Duración de la actividad bajo las condiciones más desfavorables
m = Tiempo Normal. El valor más probable de la duración de la actividad.

134
La forma de la distribución se muestra en la siguiente Figura N°6tiempo más probable es el tiempo requerido para completar la actividad bajo condiciones normales. Los tiempos optimistas y pesimistas proporcionan una medida de la incertidumbre inherente en la actividad, incluyendo desperfectos en el equipo, disponibilidad de mano de obra, retardo en los materiales y otros factores.
Con la distribución definida, la media (esperada) y la desviación estándar, respectivamente, del tiempo de la actividad para la actividad Z puede calcularse por medio de las fórmulas de aproximación.
( )
( )6
6
4
abZ
bmaZTe
−=
++=
σ

135
El tiempo esperado de finalización de un proyecto es la suma de todos los tiempos esperados de las actividades sobre la ruta crítica. De modo similar, suponiendo que las distribuciones de los tiempos de lasactividades son inde-pendientes (realísticamente, una suposición fuertemente cuestionable), la varianza del proyecto es la suma de las varianzas de las actividades en la ruta crítica.
Pasos en el proceso de planeamiento del PERT
- Identifique las actividades y duración especifica.
- Determine la secuencia apropiada de las actividades.
- Construya un diagrama de red.
- Determine el tiempo requerido para cada actividad.
- Determine la trayectoria critica.
- Ponga al día la carta del PERT según como progresa el proyecto.

136
- Identifique las actividades y los precedentes. Las actividades son las tareas requeridas para terminar el proyecto. Los precedentes son los acontecimientos que marcan el principio y el final de una o más actividades. Es provechoso enumerar las tareas en una tabla que en pasos mas últimos se pueda ampliar para incluir la información sobre secuencia y duración.
- Determine la secuencia apropiada de las actividades. Este paso se puede combinar con el paso de la identificación de la actividad puesto que la secuencia de la actividad es evidente para algunas tareas. Otras tareas pueden requerir más análisis para determinar el orden exacto en la cual deben ser realizadas.
- Construya el Diagrama de Red. Usando la información de la secuencia de la actividad, un diagrama de la red se puede dibujar demostrando la secuencia de actividades seriales y paralelas.
137
- Tiempos de actividad de estimación. Para cada actividad, se requiere estimar las siguientes cantidades:
a = Tiempo Optimista. El que representa el tiempo mínimo posible sin importar el costo o cuantía de elementos materiales y humanos que se requieran; es simplemente la posibilidad física de realizar la actividad en el menor tiempo
b = Tiempo Pesimista. Es un tiempo excepcionalmente grande que pudiera presentarse ocasionalmente como consecuencia de accidentes, falta de suministros, retardos involuntarios, causas no previstas, etc.
m = Tiempo Normal. El valor más probable de la duración de la actividad, basado en la experiencia personal del informador.
Si Tij es la variable aleatoria asociada a la duración de la actividad (i; j), PERT asume que Tij sigue una distribución Beta. Sin entrar en mayores detalles de esta distribución, se puede demostrar que el valor esperado y la varianza de la variable aleatoria Tij quedan definidas por:

138
[ ] ( )
[ ]( )
36
6
4
2ab
TijV
bmaZTijE e
−=
++=
En PERT se asume además que la duración de las actividades es independiente. Por lo tanto, el valor esperado y la varianza de una ruta pueden ser estimadas según:
[ ]( )∑∈Rutaij
Tij = Duración esperada de la ruta
[ ]( )∑∈Rutaij
Vij = Variación de la duración de la ruta
Si Tij es la variable aleatoria asociada a la duración de la actividad (i; j), PERT asume que Tij sigue una distribución Beta. Sin entrar en mayores detalles de esta distribución, se puede demostrar que el valor esperado y la varianza de la variable aleatoria Tij quedan definidas por:

139
- Determine la trayectoria crítica. La trayectoria crítica es determinada agregando los tiempos para las actividades en cada secuencia y determinando la trayectoria mas larga del proyecto. La trayectoria crítica determina el tiempo total del calendario requerido para el proyecto. Si las actividades fuera de la trayectoria cítrica aceleran o retrasaron el tiempo (dentro de los limites), entonces el tiempo total de proyecto no varia, la cantidad del tiempo que una actividad no critica de la trayectoria sin alterar la duración del proyecto se denomina como tiempo flojo.
Si la trayectoria crítica del proyecto no resulta obvia, entonces puede ser provechoso determinar las cuatro cantidades siguientes para cadaactividad:
- ES, Principio temprano.
- EF, principio tardío.
- LS, terminación temprana.
- LF, terminación tardía.
140
Se calculan estos tiempos usando la época prevista para las actividades relevantes. Los tiempos más tempranos del comienzo y del final de cada actividad son determinados trabajando adelante a través de la red y determinando el tiempo más temprano en el cual una actividad puede comenzar y acabar a considerar sus actividades del precursor. Los tiempos más últimos del comienzo y del final son los tiempos más últimos que una actividad puede comenzar y acabar sin variar el proyecto. El LS y el LF son encontrados trabajando al revés a través de la red. La diferencia en el final más último y más temprano de cada actividad es holgura de esa actividad. La trayectoria crítica entonces es la trayectoria a través de la red en la cual ningunas de las actividades tienen holgura.
La variación en el tiempo de la terminación del proyecto puede ser calculada sumando las variaciones en los tiempos de la terminación de las actividades en la trayectoria crítica. Dado esta variación, una puede calcular la probabilidad que el proyecto será terminado por cierta fecha si se asume que una distribución normal de la probabilidad para la trayectoria crítica.
141
Sea CP la variable aleatoria asociada a la duración total de las actividades de la ruta crítica determinadas mediante CPM. PERT asume que la ruta crítica encontrada a través de CPM contiene suficientes actividades para emplear el Teorema Central del Límite y concluir que CP se distribuye normalmente.
Puesto que la trayectoria crítica determina la fecha de la terminación del proyecto, el proyecto puede ser acelerado agregando los recursos requeridos para disminuir la época para las actividades en la trayectoria crítica.
- La actualización según como el proyecto progresa. Efectúe los ajustes en la carta del PERT como progresa el proyecto. Mientras que el proyecto revela, los tiempos estimados se pueden sustituir por épocas reales. En casos donde hay retrasa, los recursos adicionales puede ser necesario permanecer en horario y la carta del PERT se puede modificar para reflejar la nueva situación.
( )
TijCPRutaij
∑∈
=

142
Ventajas del PERT
El PERT es útil porque proporciona la información siguiente:
- Tiempo previsto de la terminación del proyecto.
- Probabilidad de la terminación antes de una fecha especificada.
- Las actividades de la trayectoria crítica que afectan directamente el tiempo de la terminación.
- Las actividades que tienen tiempo flojo y que pueden prestar recursos a las actividades de la trayectoria crítica.
- Fechas del comienzo y del extremo de la actividad.
Limitaciones
Las siguientes son algunas de las debilidades del PERT:
- Las estimaciones del tiempo de la actividad son algo subjetivas y dependen del juicio. En casos donde hay poca experiencia en la ejecución de una actividad, los números pueden ser solamente una conjetura. En otros casos, si la persona o el grupo que realiza la actividad estiman el tiempo puede haber diagonal en la estimación.

143
- Incluso si bien se estiman los tiempos de la actividad, el PERT asume una distribución beta para éstos las estimaciones del tiempo, pero la distribución real puede ser diferente.
- Incluso si la asunción beta de la distribución sostiene, el PERT asume que la distribución de la probabilidad del tiempo de la terminación del proyecto es igual que el de la trayectoria crítica. Porque otras trayectorias pueden convertirse en la trayectoria crítica si se retrasan sus actividades asociadas, el PERT subestima constantemente el tiempo previsto de la terminación del proyecto.

144
10.- Conclusiones
El PERT y CPM han sido aplicados a numerosos proyectos. Empezando con su aplicación inicial al proyecto Polaris y al mantenimiento de plantas químicas, hoy ellos (y sus variantes) se aplican a la construcción de carreteras y de edificios y al desarrollo y producción de artículos de alta tecnología tales como aviones, vehículos espaciales, barcos y computadores.
El PERT se desarrolló para proyectos en donde hubiera incertidumbre en el tiempo de las actividades (usualmente debido a que el proyecto nunca se había intentado antes y por tanto no había bases de datos, para los tiempos de las actividades). Esto condujo al enfoque probabilístico que se tomó. Mientras que en PERT los estimados de tiempo y sus distribuciones han sido de controversia, el PERT ha constituido una herramienta útil para la administración de proyectos. La principal desventaja es que no es funcional para grandes proyectos, debido a los tres estimados de tiempo que se requieren en cada actividad y a la capacidad limitada de los computadores actuales, para almacenar esta vasta cantidad de datos.
145
Además, el costo de actualizar y mantener la información del proyecto con el tiempo en ambientes tan dinámicos, puede ser excesivamente prohibitivo.
Por otra parte, el CPM se desarrolló para manejar proyectos repetitivos o similares (ej., mantenimiento de plantas químicas). Obviamente, se gana gran cantidad de experiencia con el tiempo en tales circunstancias, aun cuan-do dos proyectos puede que no sean iguales. Esta experiencia llevó al análisis de técnicas de colisión utilizadas en las redes CPM.

146
11.- Ejemplo de Aplicación
1.- Primeramente se prepara la grafica de actividades siguiendo la secuencia lógica ya explicada, respetando las actividades antecedentes.
1 2 3 4 5
Actividad Antecedente T. Optimo (o) T. Normal (m) T. Pesimo (p)
A - 2 6 10
B - 5 9 13
C A,B 3 8 13
D A,B 1 7 13
E D 8 10 12
F C,E 9 12 15
7 10
6
9
Dummy
E D
A
1
5
4
3
2
6
B
C F
8 12

147
2.- Segundo paso se procede a determinar el tiempo esperado Te mediante la fórmula:
6
4 pmoTe
++=
1 2 3 4 5 6
Actividad Antecedente T. Optimo (o) T. Normal (m) T. Pesimo (p) T. Esperado (Te)
A - 2 6 10 6
B - 5 9 13 9
C A,B 3 8 13 8
D A,B 1 7 13 7
E D 8 10 12 10
F C,E 9 12 15 12

148
3.- Tercer paso para de la ruta crítica se calcula los tiempos mas tempranos para cada actividad se comienza dejando el tiempo como cero en el nodo inicial. Luego, se calcula el intervalo de tiempo que transcurre entre el inicio y las actividades inmediatas al comienzo del proyecto. Debido a que la actividad artificial no tiene duración, el tiempo acumulado al nodo 3 para que sean terminadas todas las actividades predecesoras a dicho nodo corresponde a 9 días. En otras palabras, el tiempo más temprano para el nodo 3 es 9 días. Luego, las actividades que comienzan en el nodo 3 no pueden comenzar antes de 9 días.
Dummy
E D
A
(0,9)
(0,6)
(16,26) (9,16)
1
5
4
3
2
6
(9,17) (26,38)
B
C F
Tiempo ruta
critica 38 días

149
A continuación, es posible completar el intervalo de tiempo de desarrollo para la actividad. Finalmente, el tiempo mas temprano para el nodo 5 es de 26 días, por lo que la actividad F solo puede comenzar en dicho instante. Los intervalos de tiempo más temprano para todas las actividades del proyecto. A partir de la figura, se puede concluir que la duración mínima del proyecto es de 38 días, cantidad que corresponde al camino mas largo para llegar del nodo 1 al nodo 6.
Dummy
E D
A
(0,9)
(0,6)
(16,26) (9,16)
1
5
4
3
2
6
(9,17) (26,38)
B
C F
Tiempo ruta
critica 38 días
150
4.- Cuarto paso se procede a calcular los tiempos mas tarde para cada nodo. La idea consiste en determinar cuanto es posible retardar el inicio de cada actividad sin afectar la duración total del proyecto. Para ello se comienza desde el nodo final. En este caso, dado que existe una única actividad que llega a dicho nodo no es posible retardarla sin afectar la duración del proyecto. La figura muestra el intervalo de tiempo mas tarde para la última actividad en paréntesis cuadrado. Las actividades que llegan al nodo 5 terminan a mas tardar en el día 26, por lo tanto, es posible retardar la actividad C en 26 -17 = 9 días. Se incorpora los intervalos de duración de tiempo mas tarde a la malla en la figura. El nodo 4 tiene como tiempo mas tarde 26, por lo que no es factible retardar la actividad D. De esta forma, el nodo 3 tiene como tiempo mas tarde 9 días, por lo tanto las actividades deben llegar a más tardar el día 9. Como la actividad artificial no tiene duración, La actividad B no puede ser retardada. La actividad A puede ser retardada en 9-6= 3 días.

151
Una actividad crítica es una actividad que no puede ser retardada sin afectar la duración total del proyecto. En otras palabras, en el tiempo más temprano y el tiempo mas tarde de inicio de la actividad son idénticos. Un camino desde el nodo inicial al final constituido solo por actividades críticas se denomina ruta crítica. Es decir, constituye el camino que no puede ser retrasado sin afectar la duración del proyecto, o bien, la ruta mas larga entre los nodos inicial y final.
Dummy
E D
A
[0,9]
(0,9)
[3,9]
(0,6)
[16,26]
(16,26)
[9,16]
(9,16)
1
5
4
3
2
6
[18,26]
(9,17)
[26,38]
(26,38)
B
C F
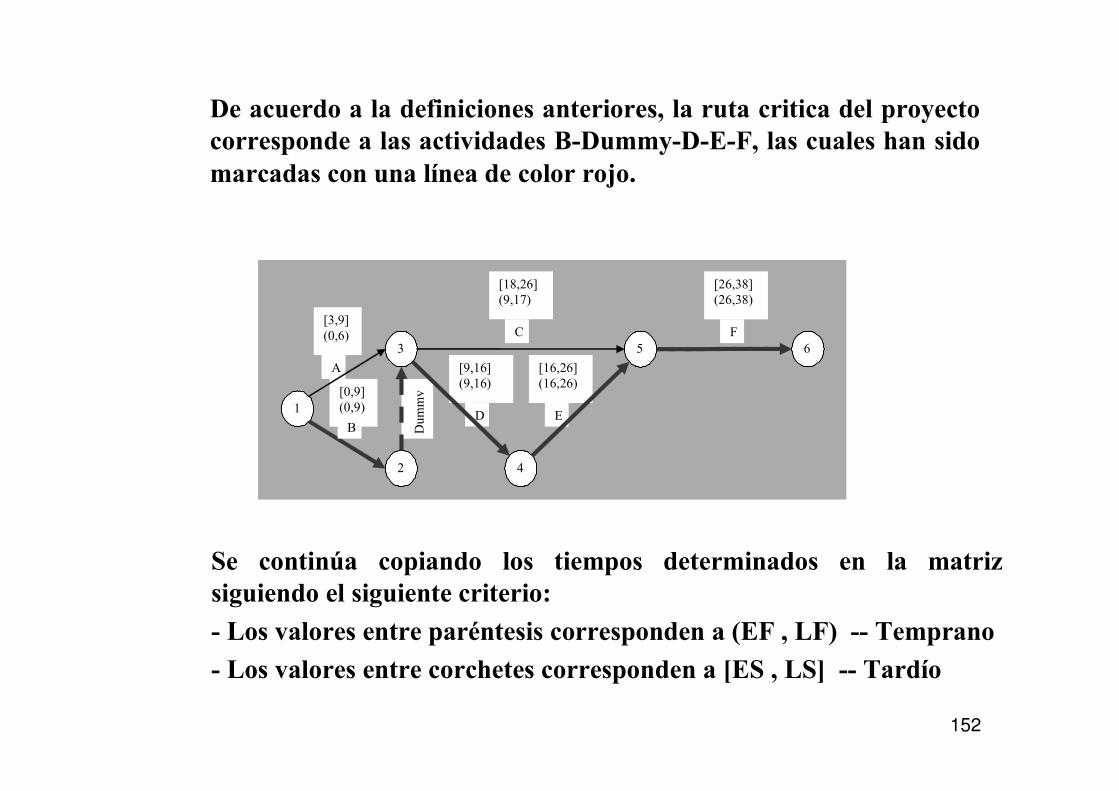
152
Se continúa copiando los tiempos determinados en la matriz siguiendo el siguiente criterio:
- Los valores entre paréntesis corresponden a (EF , LF) -- Temprano
- Los valores entre corchetes corresponden a [ES , LS] -- Tardío
Dummy
E D
A
[0,9]
(0,9)
[3,9]
(0,6)
[16,26]
(16,26)
[9,16]
(9,16)
1
5
4
3
2
6
[18,26]
(9,17)
[26,38]
(26,38)
B
C F
De acuerdo a la definiciones anteriores, la ruta critica del proyecto corresponde a las actividades B-Dummy-D-E-F, las cuales han sido marcadas con una línea de color rojo.

153
5.- El Quinto paso se determina las holguras (s) que nos determinan el tiempo que puede retrasarse o adelantarse una actividad que esta fuera de la ruta critica, mediante la formula:
1 2 3 4 5 7 8 9 10
Actividad Antecedente T. Optimo (o) T. Normal (m) T. Pesimo (p) ES LS EF LF
A - 2 6 10 0 6 3 9
B - 5 9 13 0 9 0 9
C A,B 3 8 13 9 17 18 26
D A,B 1 7 13 9 16 9 16
E D 8 10 12 16 26 16 26
F C,E 9 12 15 26 38 26 38
ESEFs
y
LSLFs
−=
−=
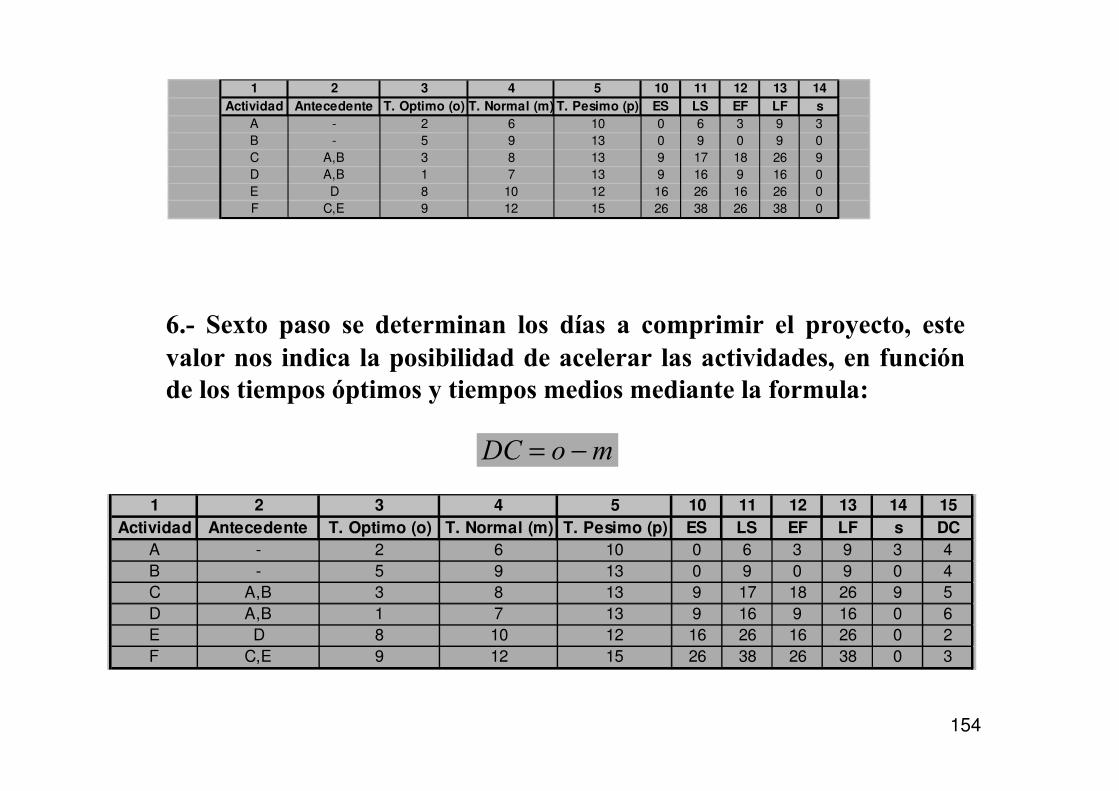
154
6.- Sexto paso se determinan los días a comprimir el proyecto, este valor nos indica la posibilidad de acelerar las actividades, en función de los tiempos óptimos y tiempos medios mediante la formula:
1 2 3 4 5 10 11 12 13 14
Actividad Antecedente T. Optimo (o) T. Normal (m) T. Pesimo (p) ES LS EF LF s
A - 2 6 10 0 6 3 9 3
B - 5 9 13 0 9 0 9 0
C A,B 3 8 13 9 17 18 26 9
D A,B 1 7 13 9 16 9 16 0
E D 8 10 12 16 26 16 26 0
F C,E 9 12 15 26 38 26 38 0
moDC −=
1 2 3 4 5 10 11 12 13 14 15
Actividad Antecedente T. Optimo (o) T. Normal (m) T. Pesimo (p) ES LS EF LF s DC
A - 2 6 10 0 6 3 9 3 4
B - 5 9 13 0 9 0 9 0 4
C A,B 3 8 13 9 17 18 26 9 5
D A,B 1 7 13 9 16 9 16 0 6
E D 8 10 12 16 26 16 26 0 2
F C,E 9 12 15 26 38 26 38 0 3

155
La desviación estándar (columna 16) que representa la probabilidad de retraso o adelanto en promedio, es igual al tiempo pésimo menos el tiempo óptimo dividido entre 6.
Por definición representa el 68% de seguridad. Si se desea una seguridad mayor en el resultado, de 95% se tomará el equivalente a dos desviaciones estándar y si se desea una seguridad del 99% en el tiempo de duración de la actividad se tomarán tres desviaciones estándar.
De esta manera, podemos observar que la actividad F tiene un tiempo estándar de 12 y una desviación estándar de 1 días. Esto significa que se podrá ejecutar entre 13 y 11 días con el 68% de seguridad; entre 14 y 10 días con el 95% de seguridad; y entre 15 y 9 días con el 99% de seguridad.
1 2 3 4 5 10 11 12 13 14 15 16
Actividad Antecedente T. Optimo (o) T. Normal (m) T. Pesimo (p) ES LS EF LF s DC DS
A - 2 6 10 0 6 3 9 3 4 1,3
B - 5 9 13 0 9 0 9 0 4 1,3
C A,B 3 8 13 9 17 18 26 9 5 1,7
D A,B 1 7 13 9 16 9 16 0 6 2,0
E D 8 10 12 16 26 16 26 0 2 0,7
F C,E 9 12 15 26 38 26 38 0 3 1,0

156
Mientras mayor sea el intervalo que se mencione para la ejecución, mayor será la seguridad de acertar.
La desviación estándar del proyecto es igual a la suma de las desviaciones estándar del camino crítico:
Esta desviación será la probabilidad de retraso de todo el proyecto. Por supuesto es la misma probabilidad de adelanto del mismo.
En el caso anterior el camino critico esta dado por:
Esto significa que el proyecto se va a ejecutar entre:
O sea entre 38 y 33 días, con el 68% de seguridad. La desviación estándar puede señalarse como tolerancia en el desarrollo del proyecto.
538±

157
Cables y ConectoresLos cables son el componente básico de todo sistema de cableado. Existen diferentes tipos de cables. La elección de uno respecto a otro depende del ancho de banda necesario, las distancias existentes y el coste del medio.
Cada tipo de cable tiene sus ventajas e inconvenientes; no existe un tipo ideal. Las principales diferencias entre los distintos tipos de cables radican en la anchura de banda permitida y consecuentemente en el rendimiento máximo de transmisión, su grado de inmunidad frente a interferencias electromagnéticas y la relación entre la amortiguación de la señal y la distancia recorrida.
En la actualidad existen básicamente tres tipos de cables factibles de ser utilizados para el cableado en el interior de edificios o entre edificios:
1.- Coaxial
2.- Par Trenzado
3.- Fibra Óptica

158
1.- Coaxial: Este tipo de cable esta compuesto de un hilo conductor central de cobre rodeado por una malla de hilos de cobre. El espacio entre el hilo y la malla lo ocupa un conducto de plástico que separa los dos conductores y mantiene las propiedades eléctricas. Todo el cable está cubierto por un aislamiento de protección para reducir las emisiones eléctricas. El ejemplo más común de este tipo de cables es el coaxial de televisión.
Originalmente fue el cable más utilizado en las redes locales debido a su alta capacidad y resistencia a las interferencias, pero en laactualidad su uso está en declive.
Su mayor defecto es su grosor, el cual limita su utilización en pequeños conductos eléctricos y en ángulos muy agudos.
159
Tipos de Cable Coaxial
THICK (grueso). Este cable se conoce normalmente como "cable amarillo", fue el cable coaxial utilizado en la mayoría de las redes. Su capacidad en términos de velocidad y distancia es grande, pero el coste del cableado es alto y su grosor no permite su utilización en canalizaciones con demasiados cables. Este cable es empleado en las redes de área local conformando con la norma 10 Base 2.
THIN (fino). Este cable se empezó a utilizar para reducir el coste de cableado de la redes. Su limitación está en la distancia máxima que puede alcanzar un tramo de red sin regeneración de la señal. Sin embargo el cable es mucho más barato y fino que el thick y, por lo tanto, solventa algunas de las desventajas del cable grueso. Este cable es empleado en las redes de área local conformando con la norma 10 Base 5.
El cable coaxial en general solo se puede utilizar en conexiones punto a punto o dentro de los racks.
160
Modelos de Cable Coaxial
- Cable estándar Ethernet, de tipo especial conforme a las normas IEEE 802.3 10 BASE 5. Se denomina también cable coaxial "grueso", y tiene una impedancia de 50 Ohmios. El conector que utiliza es del tipo "N".
- Cable coaxial Ethernet delgado, denominado también RG 58, con una impedancia de 50 Ohmios. El conector utilizado es del tipo BNC.
- Cable coaxial del tipo RG 62, con una impedancia de 93 Ohmios. Es el cable estándar utilizado en la gama de equipos 3270 de IBM, y también en la red ARCNET. Usa un conector BNC.
- Cable coaxial del tipo RG 59, con una impedancia de 75 Ohmios. Este tipo de cable lo utiliza, en versión doble, la red WANGNET, y dispone de conectores DNC y TNC.
También están los llamados "TwinAxial" que en realidad son 2 hilos de cobre por un solo conducto.

161
2.- Par Trenzado: Es el tipo de cable más común y se originó como solución para conectar teléfonos, terminales y ordenadores sobre el mismo cableado. Con anterioridad, en Europa, los sistemas de telefonía empleaban cables de pares no trenzados.
Cada cable de este tipo está compuesto por un serie de pares de cables trenzados. Los pares se trenzan para reducir la interferencia entre pares adyacentes. Normalmente una serie de pares se agrupan en una única funda de color codificado para reducir el número de cables físicos que se introducen en un conducto.
El número de pares por cable son 4, 25, 50, 100, 200 y 300. Cuando elnúmero de pares es superior a 4 se habla de cables multipar.
Tipos de Cable Trenzado
- No Apantallado (UTP): Es el cable de par trenzado normal y se le referencia por sus siglas en inglés UTP (Unshield Twiested Pair / Par Trenzado no Apantallado). Las mayores ventajas de este tipo de cable son su bajo costo y su facilidad de manejo. Sus mayores desventajas son su mayor tasa de error respecto a otros tipos de cable, así como sus limitaciones para trabajar a distancias elevadas sin regeneración.
162
Para las distintas tecnologías de red local, el cable de pares de cobre no apantallado se ha convertido en el sistema de cableado más ampliamente utilizado.
El estándar EIA-568 en el adendum TSB-36 diferencia tres categorías distintas para este tipo de cables:
- Categoría 3: Admiten frecuencias de hasta 16 Mhz y se suelen usar en redes IEEE 802.3 10BASE-T y 802.5 a 4 Mbps.
- Categoría 4: Admiten frecuencias de hasta 20 Mhz y se usan en redes IEEE 802.5 Token Ring y Ethernet 10BASE-T para largas distancias.
- Categoría 5: Admiten frecuencias de hasta 100 Mhz y se usan para aplicaciones como TPDDI y FDDI entre otras.
Los cables de categoría 1 y 2 se utilizan para voz y transmisión de datos de baja capacidad (hasta 4Mbps). Este tipo de cable es el idóneo para las comunicaciones telefónicas, pero las velocidades requeridas hoy en día por las redes necesitan mejor calidad.
163
Las características generales del cable UTP son:
- Tamaño: El menor diámetro de los cables de par trenzado no apantallado permite aprovechar más eficientemente las canalizaciones y los armarios de distribución. El diámetro típico de los cables es 0'52 mm.
- Peso: El poco peso de este tipo de cable con respecto a los otros tipos de cable facilita el tendido.
- Flexibilidad: La facilidad para curvar y doblar este tipo de cables permite un tendido más rápido así como el conexionado de las rosetas y las regletas.
- Instalación: Debido a la amplia difusión de este tipo de cables, existen una gran variedad de suministradores, instaladores y herramientas que abaratan la instalación y puesta en marcha.
- Integración: Los servicios soportados por este tipo de cable incluyen:
- Red de Area Local ISO 8802.3 (Ethernet) y ISO 8802.5 (Token Ring).
- Telefonía Analógica y Digital.
- Terminales síncronos y asíncronos .
- Líneas de control y alarmas.

164
- Apantallado (STP): Cada par se cubre con una malla metálica, de la misma forma que los cables coaxiales, y el conjunto de pares se recubre con una lámina apantallante. Se referencia frecuentemente con sus siglas en inglés STP (Shield Twiested Pair / Par Trenzado Apantallado).
El empleo de una malla apantallante reduce la tasa de error, pero incrementa el coste al requerirse un proceso de fabricación más costoso.
- Uniforme (FTP): Cada uno de los pares es trenzado uniformementedurante su creación. Esto elimina la mayoría de las interferencias entre cables y además protege al conjunto de los cables de interferencias exteriores. Se realiza un apantallamiento global de todos los pares mediante una lámina externa apantallante. Esta técnica permite tener características similares al cable apantallado con unos costes por metro ligeramente inferior. Este es usado dentro de la categoria 5 y 5e (Hasta 100 Mhz).
165
3.- Fibra Optica: Este cable está constituido por uno o más hilos de fibra de vidrio, cada fibra de vidrio consta de:
- Un núcleo central de fibra con un alto índice de refracción.
- Una cubierta que rodea al núcleo, de material similar, con un índice de refracción ligeramente menor.
- Una envoltura que aísla las fibras y evita que se produzcan interferencias entre fibras adyacentes, a la vez que proporcionaprotección al núcleo. Cada una de ellas está rodeada por un revestimiento y reforzada para proteger a la fibra.
166
La luz producida por diodos o por láser, viaja a través del núcleo debido a la reflexión que se produce en la cubierta y es convertida en señal eléctrica en el extremo receptor.
La fibra óptica es un medio excelente para la transmisión de información debido a sus excelentes características: gran ancho de banda, baja atenuación de la señal, integridad, inmunidad a interferencias electromagnéticas, alta seguridad y larga duración. Su mayor desventaja es su coste de producción superior al resto de los tipos de cable, debido a necesitarse el empleo de vidrio de alta calidad y la fragilidad de su manejo en producción. La terminación de los cables de fibra óptica requiere un tratamiento especial que ocasiona un aumento de los costes de instalación.
Uno de los parámetros más característicos de las fibras es su relación entre los índices de refracción del núcleo y de la cubierta que depende también del radio del núcleo y que se denomina frecuencia fundamental o normalizada; también se conoce como apertura numérica y es adimensional. Según el valor de este parámetro se pueden clasificar los cables de fibra óptica en dos clases:

167
- Monomodo. Cuando el valor de la apertura numérica es inferior a 2,405, un único modo electromagnético viaja a través de la línea y por tanto ésta se denomina monomodo. Sólo se propagan los rayos paralelos al eje de la fibra óptica, consiguiendo el rendimiento máximo, en concreto un ancho de banda de hasta 50 GHz.
Este tipo de fibras necesitan el empleo de emisores láser para la inyección de la luz, lo que proporciona un gran ancho de banda y una baja atenuación con la distancia, por lo que son utilizadas en redes metropolitanas y redes de área extensa. Por contra, resultan más caras de producir y el equipamiento es más sofisticado. Puede operar con velocidades de hasta los 622 Mbps y tiene un alcance de transmisión de hasta 100 Km.
- Multimodo. Cuando el valor de la apertura numérica es superior a 2,405, se transmiten varios modos electromagnéticos por la fibra, denominándose por este motivo fibra multimodo.

168
Las fibras multimodo son las más utilizadas en las redes locales por su bajo coste. Los diámetros más frecuentes 62,5/125 y 100/140 micras. Las distancias de transmisión de este tipo de fibras están alrededor de los 2,4 kms y se utilizan a diferentes velocidades: 10 Mbps, 16 Mbps, 100 Mbps y 155 Mbps.
Tipos de Multimodos
- Con salto de índice. La fibra óptica está compuesta por dos estructuras que tienen índices de refracción distintos. La señal de longitud de onda no visible por el ojo humano se propaga por reflexión. Asi se consigue un ancho de banda de hasta 100 MHz.
- Con índice gradual. El índice de refracción aumenta proporcionalmente a la distancia radial respecto al eje de la fibra óptica. Es la fibra más utilizada y proporciona un ancho de banda de hasta 1 GHz.
Las características generales de la fibra óptica son:
- Ancho de Banda : La fibra óptica proporciona un BW mucho mayor que los cables de pares (UTP/STP) y el Coaxial. En la actualidad se utilizan velocidades de 1.7 Gbps en las redes públicas, pero se alcanzarán los 39 Gbps. Permite transmitir datos, voz, vídeo, etc.

169
- Distancia: La baja atenuación de la señal óptica permite realizar tendidos de fibra óptica sin necesidad de repetidores.
- Integridad de datos: En condiciones normales, una transmisión de datos por fibra óptica tiene una frecuencia de errores o BER (BitError Rate) menor de 10-11. Esta característica permite que los protocolos de comunicaciones de alto nivel, no necesiten implantar procedimientos de corrección de errores por lo que se acelera la velocidad de transferencia.
- Duración: La fibra óptica es resistente a la corrosión y a las altas temperaturas. Gracias a la protección de la envoltura es capaz de soportar esfuerzos elevados de tensión en la instalación.
- Seguridad: Debido a que la fibra óptica no produce radiación electromagnética, es resistente a la acciones intrusivas de escucha. Para acceder a la señal que circula en la fibra es necesario partirla, con lo cual no hay transmisión durante este proceso, y puede por tanto detectarse.
La fibra también es inmune a los efectos electromagnéticos externos, por lo que se puede utilizar en ambientes industriales sin necesidad de protección especial.

170
Cuadro Resumen de Cables
AltoMedioMedioBajoCoste
AltaMediaBajaBajaSeguridad
AltaMediaMediaLimitadaInmunidad Electromagnética
2 km (Multi.)100 km (Mono.)
500 m(Ethernet)
100 m67 Mhz
100 m65 Mhz
Distancias medias
SiSiSiSiCanal Full Duplex
SiSiNoNoCanales video
SiSiSiSi (*)Hasta 100 Mhz
SiSiSiSiHasta 20 Mhz
SiSiSiSiHasta 10 Mhz
SiSiSiSiHasta 1 Mhz
Muy AltoAltoMedioMedioAncho de banda
SiSiSiSiTeconología ampliamente probada
Fibra OpticaCoaxialSTPUTP
(*) UTP Categoría 5

171
Del Control de Calidad a Calidad TotalLa calidad es el factor básico de decisión del cliente, para un número de productos y servicios que hoy crece en forma explosiva. La calidad ha llegado a ser la fuerza más importante y única que lleva al éxito de una organización y al crecimiento de la compañía en un mercado cada vez más amplio.
Los rendimientos de los programas de calidad están generando excelentes resultados en las Empresas. Esto se demuestra, ya que han habido aumentos en la penetración de empresas en los distintos mercados existentes, también debido a mejoras importantes en la productividad total, por que los costos de calidad son mucho menores y por que la competitividad es más fuerte.
Cuando se menciona el término "calidad", por lo general lo asociamos con productos o servicios excelentes, que satisfacen nuestras expectativas. Cuando un producto mejora nuestras expectativas estamos hablando de calidad. Es decir, se trata de una cualidad cuya valoración dependerá de lo que se perciba.

172
La calidad es en esencia una forma de administrar a la organización. Como finanzas y mercadotecnia, la calidad ha llegado a ser ahora un elemento esencial de la administración moderna. Y la eficiencia en la administración de la calidad se ha convertido en una condición necesaria para la eficiencia de la administración industrial en sí.
Definición de la CalidadLa calidad es un concepto que ha ido variando con los años y que existe una gran variedad de formas de concebirla en las empresas.
Con lo anterior se puede concluir que la calidad se define como "Un proceso de mejoramiento continuo, en donde todas las áreas de la empresa participan activamente en el desarrollo de productos y servicios, que satisfagan las necesidades del cliente, logrando con ello mayor productividad".

173
Concepto de CalidadUna condición indispensable para asegurar la implantación de una estrategia de Calidad Total consiste en definir y entender con claridad lo que significa este concepto. Es decir, los directivos de una organización que se proponen implantar la Calidad Total como estrategia para competir tienen que saber exactamente lo que quieren decir cuando hablan de calidad, o de mejorar la calidad del producto o servicio, tienen que saber como dividir la calidad global de proyectos de mejora manejables y como medir la calidad del producto.
En la práctica, como lo refiere Richard J. Schonberger, uno de los expertos en esta materia, " la calidad es como el arte. Todos la alaban, todos la reconocen cuando la ven, pero cada uno tiene su propia definición de lo que es".
Los diccionarios, nos brindan una primera base para la formación de este marco teórico. Una de las definiciones que encontramos en el Pequeño Larousse Ilustrado nos dice que Calidad es la cualidad de una cosa. Otra acepción recogida del diccionario es que calidad significa una manera de ser de una persona o cosa.
174
En estas definiciones implícitamente se esta concibiendo a la calidad como un atributo, propiedad o característica que distingue a las personas, a bienes y a servicios, lo cual resulta ya una interesante aproximación al concepto de calidad aplicado a las organizaciones.
El organismo internacional de normalización, ISO, en su norma 8402, ha definido a la calidad como la totalidad de características de una entidad que le confiere la capacidad para satisfacer necesidadesexplicitas e implícitas.
La norma precisa que entidad es una organización, llámese empresa o institución, producto o proceso. Complementando esta definición, diremos que las necesidades explicitas se definen mediante una relación contractual entre Clientes y Proveedores; mientras las necesidades implícitas se definen según las condiciones que imperan en el mercado.
Los elementos que conforman las necesidades, son básicamente: la seguridad, la disponibilidad, la mantenibilidad, la confiabilidad, la facilidad de uso, la economía (precio) y el ambiente. Estas necesidades, excepto el precio, se definen traduciendo aspectos y características necesarios para la fabricación de un buen producto.

175
Evolución de la CalidadDe manera general, puede decirse que el concepto de calidad y suaplicación, hasta llegar al estado actual, ha tenido la siguiente evolución:
1.- Control de calidad enfocada hacia los productos terminados.
2.- Control Estadístico de procesos.
3.- Control Total de Calidad o Calidad Total.
La primera etapa iniciada con la revolución industrial consistió en la inspección a los productos terminados, clasificándolos como aprobados o rechazados. Estos últimos debían ser sometidos a un reprocesamiento en caso de ser posible o simplemente eliminados.
En esta concepción tradicional, la calidad normalmente se asocia con una cadena de producción y a menudo se ve como competidora de otras prioridades empresariales como la reducción de costos y de la productividad. Para aumentar la productividad se tenía que sacrificar la calidad. Otro problema con este concepto tradicional de la calidad es el de centrarse en la corrección de errores después de hechos; esta filosofía de comprobar y arreglar después no sólo permite la existencia de errores sino que además los incorpora al sistema.

176
Nuestra experiencia como Clientes es que demasiadas veces terminamos comprando los errores que resulta de comprobar y arreglar luego. Muchas veces existen más posibilidades de comprar bienes y servicios defectuosos que perfectos.
El último problema de este enfoque, es que resulta muy caro arreglarlas cosas que han salido mal. Pues cuanto más se intenta mejorar con la calidad tradicional mas caro resulta. La calidad tradicional es algo impreciso, todos pensamos en ella de formas distintas, ocupa un lugar secundario ante otros objetivos como la productividad. No sólo permite errores sino, que los incorpora al sistema a través de la filosofía de comprobar y arreglar luego. Esta forma de hacer las cosas cuesta a las empresa muchísimo dinero y les hace perder Clientes.
La segunda etapa, iniciada en la primera mitad de este siglo, consistióen el desarrollo y aplicación de técnicas estadísticas para disminuir los costos de inspección. Con este enfoque se logro extender el concepto de calidad a todo el proceso de producción, lográndose mejoras significativas en términos de calidad, reducción de costos y de productividad. Las ventajas que ofrecía el Control Estadístico permitieron ampliar su aplicación a otras áreas de la organización.
177
Sin embargo se advirtió que si bien este método mejoraba tremendamente los resultados de la empresa resultaban insuficientes para enfrentar la creciente competitividad.
Es así como nace el Control Total de Calidad y la idea del Mejoramiento Continúo, como una manera de tener éxito en el viaje hacia la excelencia, es decir para lograr la Calidad Total.
¿ Qué es Calidad Total ?La calidad total es un concepto, una filosofía, una estrategia, un modelo de hacer negocios y está localizado hacia el cliente.
La calidad total no solo se refiere al producto o servicio en sí, sino que es la mejoría permanente del aspecto organizacional, gerencial; tomando una empresa como una máquina gigantesca, donde cada trabajador, desde el gerente, hasta el funcionario del más bajo nivel jerárquico están comprometidos con los objetivos empresariales.

178
Para que la calidad total se logre a plenitud, es necesario que se rescaten los valores morales básicos de la sociedad y es aquí, donde el empresario juega un papel fundamental, empezando por la educación previa de sus trabajadores para conseguir una población laboral más predispuesta, con mejor capacidad de asimilar los problemas de calidad, con mejor criterio para sugerir cambios en provecho de la calidad, con mejor capacidad de análisis y observación del proceso de manufactura en caso de productos y poder enmendar errores .
El uso de la calidad total conlleva ventajas, pudiendo citar como ejemplos las siguientes:
- Potencialmente alcanzable si hay decisión del más alto nivel.
- Mejora la relación del recurso humano con la dirección.
- Reduce los costos aumentando la productividad.
La reingeniería junto con la calidad total puede llevar a la empresa a vincularse electrónicamente con sus clientes y así convertirse en una empresa ampliada. Una de las estructuras más interesantes que se están presentando hoy en día es la formación de redes, que es una forma de organizar a una empresa y que está demostrando su potencial con creces.
179
La calidad total es un sistema de gestión de calidad que abarca a todas las actividades y a todas las realizaciones de la empresa, poniendo especial énfasis en el cliente interno y en la mejora continua.
Origen de la técnica de la calidad totalComo nos tienen acostumbrados, los japoneses fueron los pioneros. La II Guerra Mundial dejó la economía nipona en una situación catastrófica, con unos productos poco competitivos que no tenían cabida en los mercados internacionales.
Los japoneses no tardaron en reaccionar: se lanzaron al mercado gracias a la adopción de los sistemas de calidad. Los resultados fueron que Japón registró un espectacular crecimiento.
La iniciativa nipona pronto se transmitió a otras zonas del planeta. Europa tardó algo más, pero también fueron los años 80 los del impulso definitivo.

180
En 1988 nace la European Fundation for Quality Managment(EFQM), organización que apuesta por los modelos de gestión de calidad total (GTC o TQM), estrategias encaminadas a optimizar los recursos, reducir costes y mejorar los resultados, con el objetivo de perfeccionar constantemente el proceso productivo.
La implantación de la calidad total es un proceso largo y complicado, supone cambiar la filosofía de la empresa y los modos de gestión de sus responsables; se debe elegir un problema concreto, y analizar el punto en donde esté fallando la empresa.
Los principios de gestión de la calidad total son sencillos de entender, pero complicados de asimilar:
- El sistema parte de la búsqueda de la satisfacción del cliente, en todos sus aspectos.
- Un primer paso es la búsqueda de la calidad de los productos/servicios.
- Pero habrá que tener en claro que el producto/servicio ya no será el punto principal de calidad.
181
Los principios elementales son los siguientes:
- De poco sirve imponer de forma autoritaria la mejora en cada puesto de trabajo.
- La calidad la produce el último eslabón que termina el producto óque está en contacto con el cliente pero nunca el director general.
- El directivo tiene que estar convencido de la necesidad de la calidad.
Importancia de la Calidad TotalLa calidad total en la organización de una empresa, debe ser el nervio y motor de la misma; si de verdad la empresa desea alcanzar el éxito debe cimentarse en estas dos palabras.
El mensaje de la calidad total debe ser comunicado a tres audiencias que son complementarias entre sí:
- Los Trabajadores.
- Los Proveedores.
- Los Clientes.

182
Los fundamentos de la calidad total son los siguientes:
- El objetivo básico: la competitividad
- El trabajo bien hecho.
- La Mejora continuada con la colaboración de todos: responsabilidad y compromiso individual por la calidad.
- El trabajo en equipo es fundamental para la mejora permanente.
- Comunicación, información, participación y reconocimiento.
- Prevención del error y eliminación temprana del defecto.
- Fijación de objetivos de mejora.
- Seguimiento de resultados.
- Indicadores de gestión.
- Satisfacer las necesidades del cliente: calidad, precio, plazo.

183
Los obstáculos que impiden el avance de la calidad pueden ser:
- El hecho de que la dirección no defina lo que entiende por calidad.
- No se trata de hacer bien las cosas, sino de que el cliente opine igual y esté satisfecho.
- Todos creen en su concepto, pocos en su importancia y son menos los que la practican.
El Control de la Calidad TotalEl Control de la Calidad se posesiona como una estrategia para asegurar el mejoramiento continuo de la calidad. Es un programa para asegurar la continua satisfacción de los clientes externos e internos mediante el desarrollo permanente de la calidad del producto y sus servicios.
Es un concepto que involucra la orientación de la organización a la calidad manifestada en sus productos, servicios, desarrollo de su personal y contribución al bienestar general.

184
El mejoramiento continuo es una herramienta que en la actualidad es fundamental para todas las empresas porque les permite renovar los procesos administrativos que ellos realizan, lo cual hace que las empresas estén en constante actualización; además, permite que las organizaciones sean más eficientes y competitivas, fortalezas que le ayudarán a permanecer en el mercado.
Para la aplicación del mejoramiento es necesario que en la organización exista una buena comunicación entre todos los órganos que la conforman, y también los empleados deben estar bien compenetrados con la organización, porque ellos pueden ofrecer mucha información valiosa para llevar a cabo de forma óptima el proceso de mejoramiento continuo.
La definición de una estrategia asegura que la organización estáhaciendo las cosas que debe hacer para lograr sus objetivos. La definición de su sistema determina si está haciendo estas cosas correctamente.
La calidad de los procesos se mide por el grado de adecuación de estos a lograr la satisfacción de sus clientes (internos o externos).
Es el proceso de alcanzar los objetivos de calidad durante las operaciones.

185
Para el efecto, se deberán desarrollar los siguientes pasos:
1.- Elegir qué controlar.
2.- Determinar las unidades de medición.
3.- Establecer el sistema de medición.
4.- Establecer los estándares de performance.
5.- Medir la performance actual.
6.- Interpretar la diferencia entre lo real y el estándar.
7.- Tomar acción sobre la diferencia.
El término calidad se ha convertido en una de las palabras clave de nuestra sociedad, alcanzando tal grado de relevancia que iguala e incluso supera en ocasiones al factor precio, en cuanto a la importancia otorgada por el posible comprador de un producto o servicio.
Las necesidades de quienes compran nuestros productos o servicios no son estáticas, sino que evolucionan de forma continua.

186
Esto supone la permanente adaptación de todos nuestros procesos productivos y comerciales a dichas necesidades, si queremos seguir contando con su fidelidad.
Gestión de la calidad es el conjunto de actividades llevadas a cabo por la empresa para obtener beneficios mediante la utilización de la calidad como herramienta estratégica.
Calidad total: maniobra clave de la competitividadEl uso de estos conceptos supone una continua orientación hacia el entorno y una actitud estratégica por parte de las empresas grandes como en las pequeñas, en las de reciente creación o en las maduras y en general en cualquier clase de organización.
Por otra parte, el concepto de competitividad nos hace pensar en la idea de "excelencia", o sea, con características de eficiencia y eficacia de la organización.
El mundo vive un proceso de cambio acelerado y de competitividadglobal en una economía cada vez más liberal, marco que hace necesario un cambio total de enfoque en la gestión de las organizaciones.
187
En esta etapa de cambios, las empresas buscan elevar índices de productividad, lograr mayor eficiencia y brindar un servicio de calidad, lo que está obligando que los gerentes adopten modelos de administración participativa, tomando como base central al elemento humano, desarrollando el trabajo en equipo, para alcanzar la competitividad y responda de manera idónea la creciente demanda de productos de óptima calidad y de servicios a todo nivel, cada vez mas eficiente, rápido y de mejor calidad.
Para comprender el concepto de calidad total, es útil hacerlo a través del concepto denominado "paradigmas".
Un paradigma se entiende como modelo, teoría, percepción, presunción o marco de referencia que incluye un conjunto de normas y reglas que establecen parámetros y sugieren como resolver problemas exitosamente dentro de esos parámetros.
Un paradigma viene a ser, un filtro o un lente a través del cual vemos el mundo; no tanto en un plano visual propiamente, sino más bien perpetuo, comprensivo e interpretativo. un cambio total de enfoque en la gestión de las organizaciones.

188
Rivalizar humanizando la organización, enfocado en la calidad
Las estructuras actuales, basadas en la pirámide y en la jerarquía, ya son obsoletas y no responden a mercados de rápidos movimientos. Estas estructuras provocaron una deshumanización de las empresas, un concepto de trabajo desgastado, grandes y lentos controles burocráticos y un deterioro constante del medio ambiente.
El nuevo pensamiento empresarial se basa en el desarrollo, la estructuración y la sistematización del capital intelectual como la base de la organización del futuro.
Administrar el conocimiento conlleva a un cambio radical y profundo en la administración tradicional de las empresas y en el concepto de trabajo en su esencia.
El concepto de calidad ha evolucionado con el tiempo tratándose de adaptar a los continuos cambios en el medio ambiente empresarial. En sus orígenes, la calidad por inspección se basó en la detección de errores en los productos terminados que ofrece la empresa.

189
Más tarde la calidad evolucionó a asegurar los procesos productivos y asíevitar los posibles defectos de los productos finales. Con llegada de la calidad total, el término calidad, dejo de ser un herramienta de control y se convirtió en la estrategia de la empresa basada en el liderazgo del director general y en el cliente como la persona que define la calidad dentro de la empresa.
La mejora continua de la calidad orienta los esfuerzos de todo el personal hacia una mejora constante de todas sus actividades a ofrecer un valor agregado al cliente final. Con la reingeniería, la calidad pasó de ser una estrategia de negocios y se convirtió en la base para una reestructuración de la empresa.
Sin embargo, tampoco la reingeniería está siendo suficiente y se necesita una sexta generación de procesos de calidad basados en una rearquitectura de la empresa, como empresa ampliada, la estructuración del capital intelectual y el nuevo enfoque de liderazgo, todo orientado a ofrecerle valor continuamente al cliente vía conocimiento e inteligencia.

190
Círculos de CalidadEs un pequeño grupo de empleados que realizan un trabajo igual o similar en un área de trabajo común, y que trabajan para el mismo supervisor, que se reúnen voluntaria y periódicamente y son entrenados para identificar, seleccionar y analizar problemas y posibilidades de mejora relacionados con su trabajo, recomendar soluciones y presentarlas a la dirección, y si ésta lo aprueba, llevar a cabo su implantación.
Los círculos de calidad son un instrumento que utiliza la Dirección cuando su filosofía es participativa y cree en el concepto de "calidad total", es decir, en la idea de que la calidad se mejora ininterrumpidamente en el lugar de trabajo.
Los círculos de control de calidad son grupos que se reúnen voluntariamente de modo regular, con el fin de identificar y resolver los problemas relacionados con el trabajo y llevar a la práctica las soluciones oportunas, con el debido consentimiento de la dirección.
Los Círculos de Calidad funcionan en un contexto cultural en el cual el concepto de Empresa obedezca a intereses económicos y sociales que tengan en cuenta la capacidad creativa humana, la posibilidad del hombre para participar en objetivos comunes de grupo.

191
Los Círculos de Calidad nacieron en Japón después de la II Guerra Mundial, al final de la cual este país se encontró con que sus productos se conocían en el mundo con el sello de bajo precio, pero también de muy baja calidad; y entre 1955-60 empiezan a aplicar de forma sistemática el control de la calidad en dos líneas diferentes de investigación y trabajo:
- La gestión de calidad en el ámbito de Empresa
- Los círculos de calidad.
Por lo tanto la introducción de los Círculos de Calidad vino como parte de un proceso de evolución natural.
En 1988, en Japón, ya existían más de un millón de Círculos de Calidad en los que participaban más de 10 millones de trabajadores.
A partir de aquí se van introduciendo éstos en otros países. En U.S.A el primer Círculo de Calidad se crea en 1973 y en Europa a partir de 1978.
La evaluación de la viabilidad de un programa de círculos de calidad se basa en el supuesto de que los círculos de calidad no son aptos para cualquier organización, y por lo tanto, para reducir el riesgo de fracaso habrá que evaluar la compatibilidad de la organización con los supuestos de la técnica.

192
Los puntos focales de los círculos de calidad son:
- La calidad. Se puede considerar como el gran objetivo de los círculos; los mercados son cada vez más competitivos y los clientes tienen un mayor nivel de educación y exigencia lo que provoca que la calidad sea una preocupación central para la mayor parte de las empresas.
- La Productividad. Los círculos pueden colaborar a incrementar la productividad en un sentido más amplio y en todas las áreas de la empresa. Viene a ser la resultante de una correcta aplicación del conjunto de los recursos de la empresa, un índice fiable de que todos los recursos están bien dirigidos y administrados.
- La mejora de costes. El conocimiento de los costes evita el despilfarro y la mala administración de los recursos. Los círculos de calidad pueden colaborar decisivamente a la hora de reducir los costes de todo tipo: administrativos, comerciales, transportes, etc.
- La motivación. Gracias a los círculos de calidad se puede conseguir motivar de una forma constante a los trabajadores, ofreciéndoles oportunidades de participar en los objetivos de la empresa, y de sentirse valorados por el trabajo bien hecho.
193
- La integración. Los círculos de calidad facilitan la ruptura de los compartimentos estancos, y hacen que sus integrantes conozcan eltrabajo de los demás y comprendan mejor sus necesidades y problemas.
- La reorganización. Cuando la reorganización puede ser lenta en el tiempo, y no son necesarias decisiones drásticas y urgentes, es una buena alternativa encomendar a los círculos el estudio de esta reorganización.
Características de los Círculos de CalidadAlgunas de las características más sobresalientes de los círculos de calidad son las siguientes:
- La participación en el Círculo de Calidad es voluntaria.
- Son grupos pequeños, de 4 a 6 personas en talleres pequeños, de 6 a 10 en talleres medianos y de 8 a 12 en talleres grandes.
-Los miembros del Círculo de Calidad realizan el mismo trabajo o trabajos relacionados lógicamente, es decir, suelen formar parte de un equipo que tiene objetivos comunes.

194
- Los Círculos de Calidad se reúnen periódicamente para analizar y resolver problemas que ellos mismos descubren o que le son propuestos a
su jefe.
- Cada Círculo de Calidad tiene un jefe que es responsable del funcionamiento del Círculo. Dicho jefe es, por lo general, un supervisor que recibe formación especial relativa a las actividades del Círculo.
- La junta de gobierno de la dirección establece los objetivos, política y pautas de las actividades de los Círculos de Calidad, y sustenta el sistema de los Círculos mediante los recursos adecuados y el interés de la dirección.
- Todo aquel que participa en un programa de Círculos de Calidad recibe formación o información acorde con el grado de participación que tenga en el sistema.
- Deben participar diversas categorías laborales.
- El círculo de calidad no tiene relación jerárquica de autoridad y dependencia, los miembros son igualitarios.
- El objetivo es el deseo común de mejorar la técnica del trabajo, resolviendo los problemas comunes.
- El líder es elegido por los miembros y puede ir cambiando según el grupo.
195
Con respecto a los miembros del grupo, es normal que haya más voluntarios de lo necesario, por lo cual se establece normalmente una lista de espera que se ha de seguir en orden riguroso, para que entren a participar aquellos que vayan pudiendo incorporarse, debido a las bajas de los anteriores.
Las primeras sesiones se dedican a preparar a todos los miembros en los métodos de trabajo de los círculos de calidad, incidiendo en el carácter participativo de todos los miembros; no es el trabajo sobresaliente de un individuo lo que destaca, sino el esfuerzo combinado y acumulativo de todo el equipo.
Los Beneficios que aportan los Círculos de CalidadLos Círculos de Calidad generan en las personas un sentimiento de satisfacción y pueden proporcionarles el reconocimiento de sus logros. Estos se deben a tres razones:
-Una mayor conciencia del trabajo en equipo.
- Un aumento en la participación de los individuos.
- Mejoras en el modo de realizar tareas y por tanto aumento de lacalidad.
196
El fomento del espíritu de equipo mediante los Círculos de Calidad pueden tener un efecto extraordinario en el ambiente de toda la organización.
La comunicación también mejora enormemente con los Círculos de Calidad.
Naturalmente la comunicación entre ambos miembros del grupo mejora, pero también se beneficia la comunicación horizontal entre círculos dedicados a campos de trabajo diferentes y la comunicación vertical entre la fábrica y la dirección.
Al nivel de trabajadores, los Círculos de Calidad pueden juntar a personas que, aunque hayan estado trabajando en la misma rama, apenas se hayan llegado a conocer; con la ayuda del Círculo, no sólo discuten cosas juntos, sino que también obran de común acuerdo.
En cuanto a la comunicación vertical, los Círculos de Calidad hacen una gran aportación a favor de la compensación por parte de la dirección del propio personal.
Los directores quedan muchas veces sorprendidos ante el entusiasmo y conocimientos de sus empleados, y los empleados disfrutan de la oportunidad de emplear sus capacidades y ver que se hace buen uso de ellas.

197
Los elementos decisivos para el éxito de los círculos de calidad son:
- La participación voluntaria.
- La formación de los miembros en:
- Análisis estadístico.
- Dinámicas de grupo.
- Técnicas de resolución de problemas.
- La elección libre de los temas a tratar por los miembros del grupo, sin imposición jerárquica que ahogue la colaboración creativa del grupo.
- Las reuniones deben celebrarse regularmente en tiempo pagado por la empresa, y que ésta asuma el coste de la puesta en marcha.

198
Normas ISO¿Qué son las normas ISO?
Son una familia de normas técnicas interrelacionadas, emitidas por la International Organization for Standarisation (lOS) a través de sus comités regionales. Se eligió el término ISO porque significa igual en griego. Las principales son la ISO 9001, ISO 9002 e ISO 9003.
Estas normas certifican la calidad de las unidades de negocio de la Empresa (por tanto, nunca se refieren a los productos), y no distinguen distintos niveles de excelencia, es decir, las compañías pueden optar por estas normas en función de sus ámbitos de actuación.
Así, las firmas que diseñen, fabriquen o comercialicen sus mercancías podrán aspirar a conseguir la ISO 9001, ya que esta norma certifica calidad de diseño, desarrollo, producción, instalación y servicio postventa.
En estos tres últimos puntos se centra el ISO 9002. Los ISO 9003 miden los ensayos finales de los productos y las inspecciones.
El cumplimiento de las normas ISO sólo es obligatorio cuando así lo estipule una cláusula contractual entre proveedor y cliente, o por exigencias de la administración pública.

199
Estas normas son tan sólo un sistema de aseguramiento de la calidad.
Certifican un mínimo de excelencia y garantizan que la calidad es estable de acuerdo con los objetivos marcados por la Empresa. Lo verdaderamente importante no es la obtención del ISO, sino el proceso por el que pasa la empresa para conseguir el certificado.
Según los expertos, el ISO se ha convertido en una herramienta de marketing y muchas compañías se anuncian en los medios de comunicación utilizando como reclamo el hecho de que sus productos hayan obtenido un certificado, lo que puede llegar a confundir al cliente potencial. Habrá que legislar en este sentido, para erradicar este tipo de publicidad engañosa, que sobrevive gracias a la confusión existente en torno al concepto de calidad.
Es aconsejable, aunque no imprescindible, acudir en primer lugar a una consultora. Ésta orientará al empresario, y le recomendará un plan de calidad a aplicar en su gestión, a través de la cual conseguirá el certificado que le acredita como cumplidor de las normas ISO.

200
La implantación de un plan de calidad suele proponer un cambio en la cultura de la Empresa. Los fracasos tienden a producirse en los momentos de puesta en marcha, ya que la compañía debe realizar una auto evaluación que permita definir los puntos más débiles para conseguir mejorarlos.
Una vez superado este primer trámite, el plan establecido es sometido a una exigente auditoria por parte de las compañías certificadoras, que serán las encargadas de juzgar si la gestión llevada a cabo es acreditable.
Esto es el mínimo a conseguir para una Empresa que desea calidad; luego, hay que mantenerlo con posteriores evaluaciones, constantes mejoras y sucesivas auditorias.
La compañía que implanta un sistema de calidad suele reducir sus costes de una forma considerable. Pero éste no es el único resultado positivo, ya que los ingresos también son susceptibles de mejora gracias a una mayor satisfacción del cliente y de los empleados (que se encuentran mucho más integrados en la Empresa).
Además, muchas grandes firmas exigen a sus clientes la certificación ISO 9000. La Segunda Semana Europea de Calidad, celebrada en noviembre de 1996, tenía como lema "Calidad en Europa: Unidos ganamos". Y es que hay que insistir que la calidad es cosa de todos y a todos beneficia.
201
El cliente tiene la garantía de que el nivel de calidad programado por la Empresa se cumple de forma constante. Cuando una compañía establece un sistema de calidad, debe mantener una visión actualizada de la firma a lo largo de todo el proceso para aunar las iniciativas y los planes de mejora.
En este caso, se entendió por visión el sueño con el que se quiere entusiasmar al accionista pero, sobretodo, al cliente, que resulta ser el objetivo principal y uno de los mayores beneficiados.
Existe una complicada jerarquía de entidades encargadas de normalizar el proceso certificador. Cada una de ellas está capacitada para certificar determinados sectores industriales.

202
Ventajas del registro ISO 9000
1.- Optimización de la Empresa y motivación e integración del personal.
2.- Mejor conocimiento de los objetivos de la empresa.
3.- Mejora en las comunicaciones y en la calidad de la información.
4.- Definición clara de autoridad y responsabilidades.
5.-Análisis de las causas de los problemas de calidad.
6.- Mejora en la utilización del tiempo y los materiales.
7.- Asegurar calidad constante, con sistemas formalizados y certificados.
8.- Disminución de : defectos, trabajos repetidos y costes de calidad.
9. Prevención de errores.
10.- Mejores relaciones con clientes y proveedores.
11.- Mejora de la imagen corporativa.
12.- Presentación de ofertas más competitivas
13.- Posible reducción de auditorias de clientes.
14.- Documentación más adecuada en caso de reclamaciones.
203
El mejoramiento continuoEste es un ejemplo de calidad total y de competitividad, más que una mera extensión histórica de uno de los principios de la gerencia científica, establecida por Frederick Taylor, que afirma que todo método de trabajo es susceptible de ser mejorado.
La administración de la calidad total requiere de un proceso constante, que será llamado mejoramiento continuo y competitividad, donde la perfección nunca se logra pero siempre se busca.
El Mejoramiento Continuo es un proceso que describe muy bien lo que es la esencia de la calidad y refleja lo que las empresas necesitan hacer si quieren ser competitivas a lo largo del tiempo.

204
A continuación se presentan algunas definiciones de lo que significa el mejoramiento continuo para algunos autores:
- Para James Harrington mejorar un proceso, significa cambiarlo para hacerlo más efectivo, eficiente y adaptable, qué cambiar y cómo cambiar depende del enfoque específico del empresario y del proceso.
- Para Fadi Kabboul define el mejoramiento continuo como una conversión en el mecanismo viable y accesible, al que las empresas de los países en vías de desarrollo cierren la brecha tecnológica que mantienen con respecto al mundo desarrollado.
- Para Abell, D. se expresa del mejoramiento continuo opinando que es mera extensión histórica de uno de los principios de la gerencia científica, establecida por Frederick Taylor, que afirma que todo método de trabajo es susceptible de ser mejorado.
-Para L. P. Sullivan define el mejoramiento continuo, como un esfuerzo para aplicar mejoras en cada área de la organización de lo que se entrega a los clientes.

205
Importancia del mejoramiento continuoLa importancia de esta técnica gerencial radica en que con su aplicación se puede contribuir a mejorar las debilidades y afianzar las fortalezas de la organización.
A través del mejoramiento continuo se logra ser más productivos y competitivos en el mercado al cual pertenece la organización, por otra parte las organizaciones deben analizar los procesos utilizados, de manera tal que si existe algún inconveniente pueda mejorarse o corregirse; como resultado de la aplicación de esta técnica puede ser que las organizaciones crezcan dentro del mercado y hasta lleguen a ser líderes.
La importancia de esta técnica gerencial radica en que con su aplicación se puede contribuir a mejorar las debilidades y afianzar las fortalezas de la organización.
A través del mejoramiento continuo se logra ser más productivos y competitivos en el mercado al cual pertenece la organización, por otra parte las organizaciones deben analizar los procesos utilizados, de manera tal que si existe algún inconveniente pueda mejorarse o corregirse; como resultado de la aplicación de esta técnica puede ser que las organizaciones crezcan dentro del mercado, y hasta puedan llegar a ser líderes.
206
Ventajas y desventajas del mejoramiento continuo
Ventajas:
- Se concentra el esfuerzo en ámbitos organizativos y de procedimientos puntuales.
- Consiguen mejoras en un corto plazo y resultados visibles.
- Si existe reducción de productos defectuosos, trae como consecuencia una reducción en los costos, como resultado de un consumo menor de materias primas.
- Incrementa la productividad y dirige a la organización hacia la competitividad, lo cual es de vital importancia para las actuales organizaciones.
- Contribuye a la adaptación de los procesos a los avances tecnológicos.
- Permite eliminar procesos repetitivos.

207
Desventajas:
- Cuando el mejoramiento se concentra en un área específica de la organización, se pierde la perspectiva de la interdependencia que existe entre todos los miembros de la empresa.
- Requiere de un cambio en toda la organización, ya que para obtener el éxito es necesaria la participación de todos los integrantes de la organización y a todo nivel.
- En vista de que los gerentes en la pequeña y mediana empresa son muy conservadores, el Mejoramiento Continuo se hace un proceso muy largo.
- Hay que hacer inversiones importantes.

208
Conclusión
Las organizaciones buscan mejorar su competitividad implantandotécnicas para el mejoramiento de la calidad de sus productos y servicios, y la productividad de su operación.
El centro de calidad ha estado presente en todos estos cambios apoyando a las empresas en el establecimiento de programas de mejoramiento continuo. Las organizaciones tienen que lograr la satisfacción del cliente mediante productos y servicios de calidad.
Para esto se requiere la implantación de programas de mejoramiento continuo que asegure la calidad total.
Los individuos son el componente que refleja finalmente la calidad de la organización y los procesos. Este componente debe poseer calidad de vida para reflejar la calidad en su trabajo, en relación con el producto o servicio.

209
Se trata de conseguir la máxima efectividad a través de la mejora constante de los procesos productivos. Estamos hablando de implantación de sistemas de calidad. Una práctica que las empresas deberán introducir, para así ser más competitivas.
La implantación de sistemas de calidad aporta gran número de beneficios a las compañías que apuestan por esta estrategia. No sólo reducen sus costes de manera razonable, sino que además incrementan sus ingresos gracias al mayor grado de satisfacción de sus clientes y en una mejora de la motivación de sus empleados.

210
Diagramas de Ishikawa
Introducción
Una descripción de donde surgió, que son, para que sirven, como se elaboran e interpretan los Diagramas de Ishikawa y cuidados que hay que tener al analizar el diagrama. Veremos una aplicación en el área de mantenimiento y se mencionará otros diagramas relacionados al uso del Diagrama de Ishikawa.
Uno de los problemas más importantes que enfrenta cualquier persona que trabaja con la mejora de calidad, es que todos los procesos, sin importar que tan bien controlados estén, presentan fallas. Estas fallastienen su origen en variadas causas potenciales, en distintos aspectos del proceso, desde la máquina o proceso en sí, hasta los operadores de las mismas.
211
Debido a estas fallas, Kaoru Ishikawa, el padre de la calidad total, experto en dirección de empresas interesado en mejorar el Control de la Calidad creó el llamado Diagrama de Ishikawa. Ishikawa estaba interesado en cambiar la manera de pensar de la gente respecto a su trabajo. Para él, la calidad era un constante proceso que siempre podía ser llevado un paso más. Hoy es conocido como uno de los más famosos “Gurús” de la calidad mundial. Todos quienes están interesados en el tema de la calidad y la planificación de los procesos deben estudiar a Ishikawa, pero no solamente de manera superficial, repasando susplanteamientos, sino analizando profundamente su concepción del trabajo y sobre todo aplicándola cada quien a su propio entorno.

212
¿Qué es el Diagrama de Ishikawa y cómo se compone?
Un Diagrama de Ishikawa es una de las diversas herramientas surgidas a lo largo del siglo XX en ámbitos de la industria y posteriormente en el de los servicios, para facilitar el análisis de problemas y sus soluciones en esferas como es la calidad de los procesos, los productos y servicios. Este es una representación gráfica de varios elementos (causas) que pueden contribuir a un problema (efecto). Es también llamado gráfica de espina de pescado o de hueso de Godzilla por la forma en que se grafica.
Está compuesto por un recuadro (cabeza), una línea principal (columna
vertebral) y 4 o más líneas que apuntan a la línea principal formando un ángulo aproximado de 70º (espinas principales). Estas últimas poseen a su vez dos o tres líneas inclinadas (espinas), y así sucesivamente (espinas menores), según sea necesario.

213
Está compuesto por un recuadro (cabeza), una línea principal (columna
vertebral) y 4 o más líneas que apuntan a la línea principal formando un ángulo aproximado de 70º (espinas principales). Estas últimas poseen a su vez dos o tres líneas inclinadas (espinas), y así sucesivamente (espinas menores), según sea necesario.
214
¿Cuándo se utiliza?
Se utiliza cuando se quiere detectar las posibles causas de un problema específico. El uso del diagrama de Ishikawa hace posible reunir todas las ideas para el diagnóstico de un problema desde diferentes puntos de vista, este puede ser cualquier tipo de problema desde la confección de un pastel hasta un proceso complejo en el ámbito industrial. Para reunir todas estas ideas se recurre a una técnica complementaria llamada tormenta de ideas o Brainstorm. La tormenta de ideas, es una herramienta de trabajo grupal que facilita el surgimiento de nuevas ideas sobre un tema o problema determinado. La lluvia de ideas es una técnica de grupo para generar ideas originales en un ambiente relajado.
215
Construcción e Interpretación de un Diagrama de Ishikawa.
El Diagrama de Ishikawa es un gráfico con la siguiente información:
- El problema que se pretende diagnosticar.
- Las causas que posiblemente producen la situación que se estudia.
- Un eje horizontal conocido como espina central o línea principal.
- El tema central que se estudia se ubica en uno de los extremos del eje horizontal. Este tema se sugiere encerrarse con un rectángulo. Es frecuente que este rectángulo se dibuje en el extremo derecho de la espina central.

216
- Líneas o flechas inclinadas en 70º que llegan al eje principal. Estas representan los grupos de causas primarias en que se clasifican las posibles causas del problema en estudio.
- A las flechas inclinadas o de causas primarias llegan otras de menor tamaño que representan las causas que afectan a cada una de las causas primarias. Estas se conocen como causas secundarias.
- El Diagrama de Causa y Efecto debe llevar información complementaria que lo identifique. La información que se registra con mayor frecuencia es la siguiente: título, fecha de realización, área de la empresa, integrantes del equipo de estudio, etc .

217
Estructura de un Diagrama de Causa y Efecto.
Buena parte del éxito en la solución de un problema está en la correcta elaboración del Diagrama de Causa y Efecto. Cuando un equipo trabaja en el diagnóstico de un problema y se encuentra en la fase de búsqueda de las causas, seguramente ya cuenta con un Diagrama de Pareto, un diagrama que nos da las características principales que se considerarán en el diagrama causa-efecto, es el punto de partida para el diagrama de Ishikawa.
Para una correcta construcción del Diagrama de Causa y Efecto se recomienda seguir un proceso ordenado, con la participación del mayor número de personas involucradas en el tema de estudio.
El Doctor Kaoru Ishikawa sugiere la siguiente clasificación para las causas primarias. Esta clasificación es la más ampliamente difundida y se emplea preferiblemente para analizar problemas de procesos y averías de equipos; pero pueden existir otras alternativas para clasificar las causas principales, dependiendo de las características del problema que se estudia.

218
Causas debidas a la materia primaSe tienen en cuenta las causas que generan el problema desde el punto de vista de las materias primas empleadas para la elaboración de un producto. Por ejemplo: causas debidas a la variación del contenido mineral, pH, tipo de materia prima, proveedor, empaque, transporte etc. Estos factores causales pueden hacer que se presente con mayor severidad una falla en un equipo.
Causas debidas a los equiposEn esta clase de causas se agrupan aquellas relacionadas con el proceso de transformación de las materias primas como las máquinas y herramientas empleadas, efecto de las acciones de mantenimiento,obsolescencia de los equipos, cantidad de herramientas, distribución física de estos, problemas de operación, eficiencia, etc.
219
Causas debidas al métodoSe registran en esta espina las causas relacionadas con la forma de operar el equipo y el método de trabajo. Son numerosas las averías producidas por golpes de los equipos, deficiente operación y falta de respeto de los estándares de capacidades máximas.
Causas debidas al factor humanoEn este grupo se incluyen los factores que pueden generar el problema desde el punto de vista del factor humano. Por ejemplo, falta deexperiencia del personal, salario, grado de entrenamiento, creatividad, motivación, pericia, habilidad, estado de ánimo, etc.
220
Debido a que no en todos los problemas se pueden aplicar las anteriores clases, se sugiere buscar otras alternativas para identificar los grupos de causas principales.
De la experiencia se ha visto frecuentemente la necesidad de adicionar las siguientes causas primarias:
Causas debidas al entornoSe incluyen en este grupo aquellas causas que pueden venir de factores externos como contaminación, temperatura del medio ambiente, altura de la ciudad, humedad, ambiente laboral, etc.
Causas debidas a las mediciones y metrología.Frecuentemente en los procesos industriales los problemas de lossistemas de medición pueden ocasionar pérdidas importantes en la eficiencia de una planta. Es recomendable crear un nuevo grupo de causas primarias para poder recoger las causas relacionadas con este campo de la técnica.

221
Por ejemplo: descalibraciones en equipos, fallas en instrumentos de medida, errores en lecturas, deficiencias en los sistemas de comunicación de los sensores, fallas en los circuitos amplificadores, etc.
El animador de la reunión es el encargado de registrar las ideas aportadas por los participantes. Es importante que el equipo defina la espina primaria en que se debe registrar la idea aportada. Si sepresenta discusión, es necesario llegar a un acuerdo sobre donde registrar la idea. En situaciones en las que es difícil llegar a un acuerdo y para mejorar la comprensión del problema, se pueden registrar una misma idea en dos espinas principales. Sin embargo, se debe dejar esta posibilidad solamente para casos extremos.
Al considerar todos los factores y realizar una discriminación adecuada de los puntos anteriormente mencionados se llega a un diagrama como el siguiente:
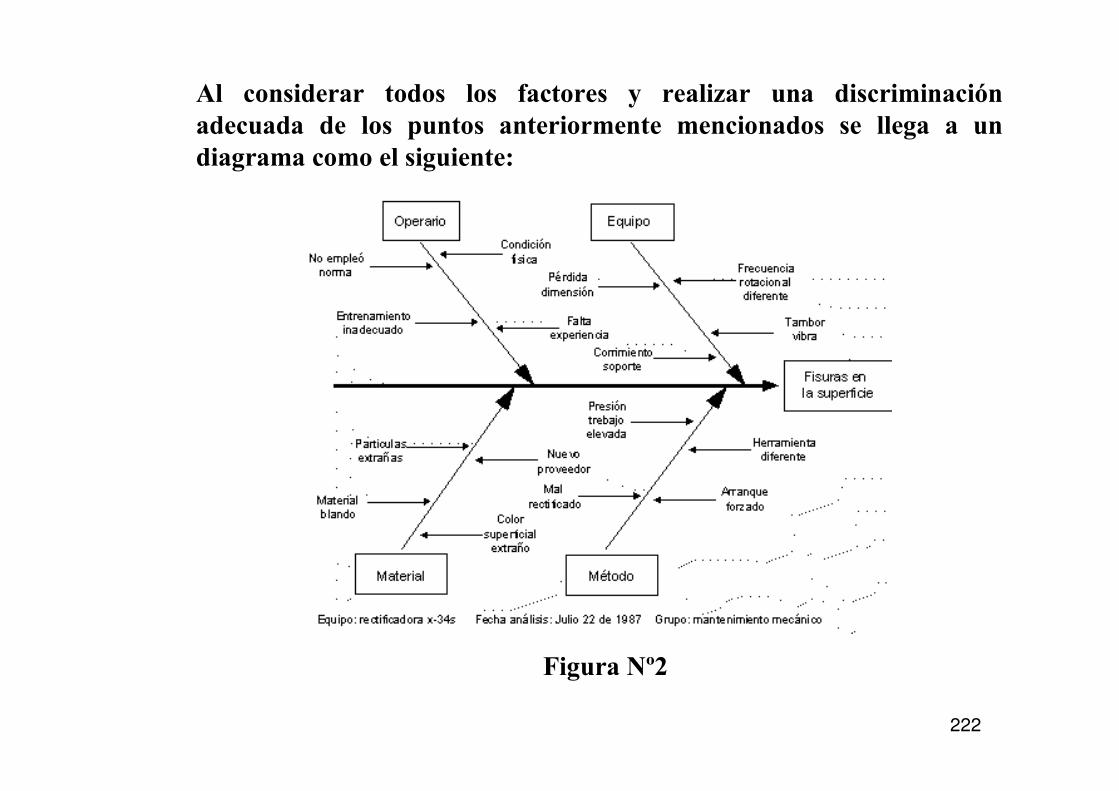
222
Al considerar todos los factores y realizar una discriminación adecuada de los puntos anteriormente mencionados se llega a un diagrama como el siguiente:
Figura Nº2
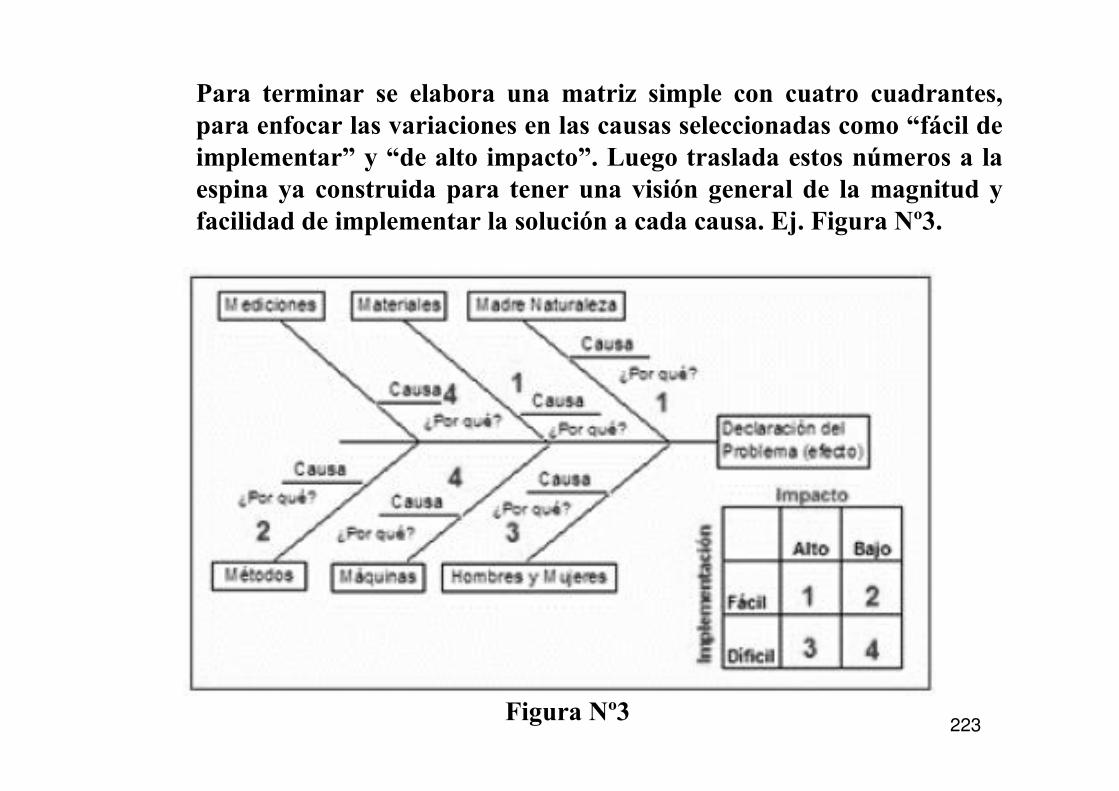
223
Para terminar se elabora una matriz simple con cuatro cuadrantes, para enfocar las variaciones en las causas seleccionadas como “fácil de implementar” y “de alto impacto”. Luego traslada estos números a la espina ya construida para tener una visión general de la magnitud y facilidad de implementar la solución a cada causa. Ej. Figura Nº3.
Figura Nº3

224
En el diagrama de la figura Nº2, se analizan las causas que pudieron provocar fisuras en la superficie de una máquina rectificadora de superficies planas x-34s. Como se ve se consideran las causas que podrían provenir del operario, del equipo, del material y del método empleado. A través del análisis cuantitativo y/o cualitativo de todas las causas, se puede llegar a la causa de las fisuras, siempre y cuando se siga un curso de acción empírico y adecuado en la interpretación del diagrama.
Interpretación del Diagrama de Causa y Efecto.En este paso se deben leer y obtener las conclusiones de la información recogida. Para una correcta utilización es necesario asignar el grado de importancia a cada factor y marcar los factores de particular importancia que tienen un gran efecto sobre el problema. Este paso es fundamental dentro de la metodología de la calidad, ya que se trata de un verdadero diagnóstico del problema o tema en estudio. Para identificar las causas más importantes se pueden emplear los siguientes métodos:

225
Diagnóstico con información cualitativaCuando se dispone en un Diagrama de Causa y Efecto ,numerosa información cualitativa, opiniones o frases, es el caso de causas relacionadas con la motivación del personal, falta de capacitación, sentido de pertenencia y otras causas difícilmente cuantificables, es necesario procesar esta información a través de técnicas especiales con otros diagramas(como los de Afinidad y Diagrama de Relaciones). Esta clase de técnicas facilitan el proceso de información verbal y su priorización en base a la búsqueda de relaciones Causa y Efecto.
Diagnóstico cuantitativoCuando el Diagrama de Causa y Efecto contiene causas que son cuantificables y para las cuales podemos tener facilidad de recolección de datos, se recomienda realizar una evaluación del grado de contribución de cada una de las posibles causas al efecto. Esta clase de estudios se realizan empleando procedimientos estadísticos simples como el Diagrama de Dispersión y empleando el Papel Binomial como complemento.

226
Estas técnicas permiten evaluar en una forma fácil el grado de contribución de cada causa al efecto. Con cada uno de los grados de contribución obtenidos a través del Papel Binomial y expresados en porcentaje (%), se podrá construir un Diagrama de Pareto e identificar la causa que más aporta al problema.
Precauciones que se deben tomar al diagnosticar a través del diagrama de Causa y Efecto.
Para el estudio de los problemas de averías de equipos, el análisis de factores o de calidad sin haber realizado un estudio profundo del equipo, sus mecanismos, estructura y funciones, puede conducir asoluciones superficiales. Frecuentemente la construcción del Diagrama Causa y Efecto se realiza a través de la tormenta de ideas, sin tener la posibilidad de validar y verificar a través de la inspección, si un determinado factor aportado por una persona del grupo de estudiocontribuye o está presente en el problema que se estudia.

227
De esta forma, los diagramas se hacen complejos, con numerosos factores y la priorización e identificación de estos factores es difícil debido a las relaciones complejas que existen entre estos factores.
Una práctica deficiente y frecuente en los estudios de averías empleando el diagrama Causa y Efecto (C-E) consiste en que ciertos integrantes del equipo de estudio, forzan conclusiones relacionadas con el factor humano como las causas más importantes de la avería. Una vez construido el diagrama C-E el equipo llega a conclusiones como " los factores que causan la pérdida está en un alto porcentaje relacionados con la falta de formación de personal, experiencia, desmotivación, presión de los superiores, etc." No se quiere decir que estos temas no sean vitales; pero ante problemas técnicos de equipamiento, debido a la falta de información y al no poder priorizar los factores con datos, se especula y finalmente se evade el problema central, que en conclusión es un problema técnico.
228
Otra situación anormal y que hay que evitar en el uso del Diagrama de Ishikawa durante el análisis de las causas, consiste en la omisión de factores causales, debido a que no se realiza una observación directa de la forma como se relacionan las variables. La falta de evaluación del problema in situ no permite reducir los problemas en forma dramática; simplemente se eliminan parcialmente algunos de los factores causales.
Conclusiónes
Un diagrama de Causa-Efecto es de por si educativo, sirve para que la gente conozca con profundidad el proceso con que trabaja, visualizando con claridad las relaciones entre los Efectos y sus Causas. Sirve también para guiar las discusiones, al exponer con claridad los orígenes de un problema de calidad. Y permite encontrar más rápidamente las causas asignables cuando el proceso se aparta de su funcionamiento habitual.

229
Consideramos que esta metodología es muy útil y brinda beneficios importantes, especialmente para mejorar el conocimiento del personal, ya que facilita un medio para el diálogo sobre los problemas de la planta. El empleo del diagrama causa-efecto ayuda a preparar a los equipos para abordar metodologías complementarias, que requieren un mayor grado de disciplina y experiencia de trabajo en equipo. El enfoque de calidad se puede emplear como un primer paso en la mejora de problemas esporádicos, que también hay que eliminarlos; una vez alcanzadas estas mejoras y como parte del proceso de mejora continua, se podrá continuar el trabajo de eliminación de factores causales para llegar al TPM (Mantención Productiva Total).

230
Norma NCh-ISO 17025
Introducción
Esta norma ha sido el resultado de la extensa experiencia de la implementación de las Guías a las cuales reemplaza. Contiene todos los requisitos que los laboratorios de ensayo y calibración deben cumplir si ellos desean demostrar que operan un sistema de calidad, son técnicamente competentes y son capaces de generar resultados válidos técnicamente. Los organismos de acreditación que reconocen la competencia de los laboratorios de ensayo y calibración deberían usar esta norma como base para su acreditación.

231
Por qué NCh-ISO 17025
La Norma NCh-ISO 17025 establece los requisitos generales relativos a la competencia técnica de los Laboratorios de Ensayo y Calibración y en ella se incorporan todos los requisitos de las normas de la familia ISO 9000 aplicables al alcance de los servicios de ensayo y calibración que forman parte del Sistema de Gestión de la Calidad del Laboratorio.
Qué exige NCh-ISO 17025
Esta norma exige a los Laboratorios a desarrollar su Sistema de Gestión de Calidad, de Gestión Administrativa y de Gestión de las Operaciones Técnicas y permite demostrar la competencia de los laboratorios a sus clientes y autoridades a través de la acreditación por parte de las entidades autorizadas.

232
Requisitos de NCh-ISO 17025
La norma contiene dos grandes áreas, entre otras, una parte que especifica los requisitos de gestión y otra que indica la competencia técnica para el tipo de ensayos y/o calibraciones que los laboratorios realicen. Los requisitos son:
1.-Requisitos de Gestión
• Organización • Sistema de Calidad
• Control de Documentos • Revisión Solicitud, Propuesta o Contrato
• Reclamos • Subcontratación Ensayos y Calibraciones
• Acción correctiva • Acción preventiva
• Control de registros • Auditorias internas
• Revisiones de Gerencia • Servicio al cliente
• Adquisición de servicios y suministros
• Control de trabajo de ensayo y/o calibración no conforme

233
2.- Requisitos de Técnicos
• Generalidades
• Personal
• Planta física y condiciones ambientales
• Métodos de ensayo y calibración
• Equipos
• Trazabilidad de las mediciones
• Muestreo
• Manipulación de los ítemes de ensayo y calibración
• Aseguramiento de calidad, de los resultados de ensayo y calibración
• Informe de los resultados

234
Trazabilidad de las mediciones
- Laboratorios de calibración: Para los laboratorios de calibración, el programa de calibración de los equipos debe estar diseñado y operado de forma tal, que asegure que las calibraciones y mediciones hechas por el laboratorio sean trazables al Sistema Internacional de Unidades (SI).
- Laboratorios de ensayo: Para los laboratorios de ensayo, los requisitos se aplican para las mediciones y equipos de medición con funciones, a menos que se haya establecido que la contribución asociada de la calibración contribuye muy poco a la incertidumbre total del resultado del ensayo. Cuando esto ocurre, el laboratorio debe asegurar que el equipo utilizado pueda entregar la incertidumbre de medición necesaria.
235
Control de los Documentos
Aprobación y emisión de documentos: Todos los documentos entregados al personal del laboratorio comoparte del sistema de calidad, deben ser revisados y aprobados para su uso por personal autorizado antes de su emisión. Se debe establecer una lista maestra o un procedimiento de control de documentos equivalente, que esté fácilmente disponible, que identifique la condición de revisión vigente y registre la distribución de los documentos del sistema de calidad para evitar el uso de documentos no válidos y/o obsoletos.

236
Cambios en los Documentos
Los cambios efectuados en los documentos deben ser revisados y aprobados por el mismo que efectuó la revisión y aprobación original, a menos que se especifique otra cosa. El personal designado debe tener acceso a la información de respaldo pertinente sobre la cual basa su revisión y aprobación. Cuando sea práctico, el texto modificado o nuevo se debe identificar en el documento o en anexos apropiados. Si el sistema de control de documentación del laboratorio permite modificar manualmente los documentos, mientras se vuelven a emitir éstos, se deben definir los procedimientos y personas con autoridad para realizar dichas modificaciones. Estas modificaciones deben estarclaramente marcadas, firmadas con las iniciales y fechadas Un documento modificado se debe volver a publicar formalmente tan pronto sea posible.
237
Revisión de Solicitudes, Propuestas y Contratos
- El laboratorio debe establecer y mantener procedimientos para la revisión de las solicitudes, cotizaciones y contratos.
- Cualquier diferencia entre la solicitud o cotización y el contrato debe ser resuelta antes de comenzar el trabajo.
- Cada contrato debe ser aceptado tanto por el laboratorio como por el cliente.
- Deben mantener registros de las revisiones, incluyendo cualquier cambio significativo.
- La revisión debe incluir también cualquier trabajo que tenga que ser subcontratado por el laboratorio.
- El cliente debe ser informado de cualquier desviación del contrato.
238
SubContratación de Ensayos y Calibraciones
- Cuando un laboratorio subcontrate un trabajo debido a circunstancias imprevistas, o en condiciones permanentes, este trabajo debe ser contratado a un subcontratista competente aquel que cumple con esta norma respecto al trabajo contratado.
- El laboratorio debe notificar por escrito al cliente del subcontrato.
- El laboratorio es responsable ante el cliente por el trabajo del subcontratista, excepto cuando el cliente o la autoridad reglamentaria especifica el subcontratista que se debe emplear.
- El laboratorio debe mantener un registro de todos los subcontratistas que emplee para ensayos y/o calibraciones y un registro de la evidencia del cumplimiento con esta norma para el trabajo correspondiente.

239
Adquisición de Servicios y Sumnistros
- El laboratorio debe tener una política y procedimientos para la selección y adquisición de los servicios y suministros que afecten la calidad de los ensayos y/o calibraciones. Deben existir procedimientos para la compra, recepción y almacenamiento de reactivos y materiales fungibles de laboratorio relevantes para los ensayos y calibraciones.
- Los documentos de compra para los ítemes que afectan a la calidad de los resultados del laboratorio, deben contener información que describa los servicios y suministros solicitados.
- El laboratorio debe evaluar a los proveedores de materiales fungibles, suministros y servicios críticos, que afectan a la calidad de los ensayos y calibraciones y mantener registros de estas evaluaciones y una lista de los proveedores aprobados.

240
Servicio al Cliente
El laboratorio debe brindar cooperación a sus clientes o a sus representantes para aclarar las consultas del cliente y para que puedan ver por sí mismos el desempeño del laboratorio en relación con el trabajo ejecutado, en la medida que el laboratorio pueda asegurar la confidencialidad a los otros clientes.
Reclamos
El laboratorio debe tener una política y procedimientos para la resolución de los reclamos recibidos de los clientes u otras partes. Se deben mantener los registros de todos los reclamos y de las investigaciones y acciones correctivas tomadas por el laboratorio

241
Control de Trabajo Ensayo y/o Calibración No-Conforme
- El laboratorio debe tener una política y procedimientos que deben ser implementados cuando cualquier aspecto de su trabajo de ensayo y/o calibración, o los resultados de este trabajo, no estén conformes con sus propios procedimientos o con los requisitos acordados con el cliente.
- Cuando la evaluación indique la posibilidad de recurrencia de la no-conformidad o que existen dudas acerca del cumplimiento de las operaciones del laboratorio con sus propias políticas y procedimientos, se deben aplicar de inmediato los procedimientos de acciones correctivas.

242
Acciones Correctivas
Análisis de la causa:El procedimiento para acciones correctivas se debe iniciar con una investigación para determinar las causas que originan el problema.
Selección e implementación de acciones correctivas:Cuando se requiera una acción correctiva, el laboratorio debe identificar acciones correctivas potenciales. Debe seleccionar eimplementar la o las acciones que tienen más probabilidades de eliminar el problema y prevenir su recurrencia.
Auditorias adicionales:Cuando la identificación de no conformidades o desviaciones cause dudas acerca del cumplimiento del laboratorio con sus propias políticas y procedimientos sobre su cumplimiento con esta norma, el laboratorio debe asegurar que las áreas de actividad pertinentes sean auditadas tan pronto sea posible.

243
Seguimiento de las acciones correctivas:El laboratorio debe hacer el seguimiento de los resultados para asegurar que las acciones correctivas tomadas hayan sido efectivas.
Acción preventiva:
Se deben identificar los mejoramientos necesarios y las potenciales fuentes de no conformidades, ya sean técnicas o del sistema de calidad. Si se requieren acciones preventivas, se deben desarrollar, implementar y monitorear planes de acción para reducir la probabilidad de ocurrencia de dichas no conformidades y aprovechar las oportunidades de mejoramiento.
244
Control de Registros
- Registros técnicos:El laboratorio debe mantener los registros de las observaciones originales, datos derivados e información suficiente para establecer el flujo de información para las auditorias, registros de calibración, registros del personal y una copia de cada informe de ensayo o certificado de calibración emitido, durante un período definido. Los registros de cada ensayo o calibración deben contener suficiente información para facilitar, si es posible, la identificación de los factores que afectan la incertidumbre y para permitir la repetición del ensayo o calibración en condiciones lo más parecidas posibles a las originales.
- Auditorias Internas:El laboratorio debe periódicamente y de acuerdo con un programa y procedimientos determinados previamente, efectuar auditorias internas de sus actividades para verificar si sus operaciones continúan cumpliendo con los requisitos del sistema de calidad y de esta norma.
245
El programa de auditoria interna se debe dirigir a todos los elementos del sistema de calidad, incluyendo las actividades de ensayo y/ocalibración.
- Revisiones de gerencia:La gerencia ejecutiva del laboratorio debe efectuar periódicamente, de acuerdo con un programa y procedimientos predeterminados, una revisión del sistema de calidad del laboratorio y de las actividades deensayo y/o calibración a fin de asegurar que continúan siendo apropiadas y efectivas e introducir cualquier cambio o mejoramiento necesario. Para la revisión de gerencia un período típico es una vez cada 12 meses Se deben registrar los hallazgos de las revisiones de la gerencia y las acciones producto de ellas. La gerencia debe asegurar que esas acciones se efectúen en un plazo apropiado y convenido.

246
Ventajas de NCh-ISO 17025
Un Sistema de Gestión de laboratorios acreditado permite:
- Un control efectivo de todas las operaciones.
- Disminución de no conformidades en todas las etapas.
- Adoptar una forma de trabajo basada en prevención y planificación.
- Acotar las responsabilidades y de este modo llegar al autocontrol.
- Coordinar las relaciones entre áreas.
- Satisfacer las expectativas de los clientes.
- Cumplir requisitos legales u otros establecidos.
- Ofrecer precios competitivos.

247
Conclusión
Para un laboratorio, de cualquier área, el ingreso al sistema de acreditación regido por el Instituto Nacional de Normalización (INN) es altamente beneficioso:
• Otorga mayor confianza a las instituciones públicas que los supervisan o con las cuales se esta relacionado, así como a los clientes y proveedores.
• Promueve oportunidades de mejorar la gestión en el marco del sistema de calidad.
• El sistema define claramente roles, autoridad e interrelaciones de todas las partes de la organización.
• El uso de procedimientos e instrucciones escritas mejora la comunicación y sirve de registro, entre otros.

248
Aplicación en Mantenimiento
La NCh-ISO 17025 sobre la calibración de los instrumentos es fundamental puesto que sin un instrumento calibrado según lo que rige esta norma se esta demasiado propenso a tener una medición errónea lo cual ocasionaría un gran problema en la producción de una empresa pudiendo incluso tener que parar alguna maquina. Es en esta instancia donde entran los laboratorios de ensayo y calibración los cuales se encuentran certificados por las normas ISO 17025, 9001 y 9002 donde se rigen por las normas actuales y usan instrumentos patrones para una calibración de calidad.

249
FIN