monografía - old.asepeyo.es · desde aquellos inicios de la prevención, ésta ha tenido mucho...
TRANSCRIPT
www.asepeyo.es
Prem
ios
a las
mejo
res
prác
ticas
pre
vent
ivas 2016
SST/0207/2011 OHSAS - 18001
Asepeyo, Mutua Colaboradora con la Seguridad Social nº 151
Monografía
Las mejores prácticas preventivas
2016


3
Reservados todos los derechos en todas las lenguas y países
Edita: Asepeyo, Mutua Colaboradora con la Seguridad Social nº 151
Depósito Legal: B.XXXXX-2015

4

ÍndicePresentación 11
GanadoresPremios específicos a la pequeña empresa
Primer premioINGENIERÍA Y BIOGÁS, SLProcedimientos de seguridad para trabajos en zonas ATEX y tuberías que han contenido gases explosivos 15
Segundo premio ex aequoVILLA FLORES, MARTIN, SAIntercambio de información de riesgos y medidas en situaciones de emergencia/imprevistos 19
Segundo premio ex aequoBETELGEUX,SLTalleres de divulgación del manual didáctico sobre higiene y seguridad para todos los empleados 23
Premios a las mejores prácticas para el control del riesgo
Primer premio METRO DE MADRID, SALa vigilancia de la salud colectiva en Metro de Madrid, SA 29
Segundo premio ex aequoPPG IBÉRICA, SAMejora en el proceso de filtración para eliminar la exposición a contaminantes químicos y riesgos por sobreesfuerzos 37
Segundo premio ex aequoRAMONDIN CÁPSULAS, SAImplantación de un sistema automático de manutención guiado por láser y gestionado por sistema informático 43
Tercer premio ALUMINIO Y ALEACIONES, SANo camines por los cuasi accidentes. “Analiza Actúa Afianza” Proyecto Cero Daños, ningún riesgo potencial sin tratar 47
5
Premios a las mejores prácticas de gestión de la prevención
Primer premio JOSEL, SLU (NÚÑEZ I NAVARRO)Gestión global de la prevención en la rehabilitación del edificio “La Rotonda” 53
Segundo premio MAXION WHEELS ESPAÑA, SLMaxion Wheels España method “Safety coach program” 61
Tercer premio ex aequoM. TORRES DISEÑOS INDUSTRIALES, SAU“Pequeñas charlas, grandes lecciones” 73
Tercer premio ex aequoNORBEGA, SAPilar de seguridad 81
Premio a la mejor contribución preventiva de la representación de trabajadores yempresarios
UTE TRACTAMENTS ECOLÒGICS DEL MARESMEEducando para trabajar seguros 89
FinalistasFinalistas a las mejores prácticas para el control del riesgo
ACERÍA DE ÁLAVA, SAMejora “ajuste de colada” 97 DS SMITH PACKAGING GALICIA, SASistema de alerta de peatones en operaciones de carga y descarga con carretillas elevadoras 101EMPRESA PROVINCIAL DE AGUAS DE CÓRDOBA, SAImplementación de sistemas de autoprotección: activación de plan de emergencias mediante sms 107INDUSTRIAS TITÁN, SAUAutomatización del sistema de lavado de depósitos de pintura 115ORTIZ CONSTRUCCIONES Y PROYECTOS, SAGrandes demoliciones en inmuebles con inquilinos con actividad productiva. Caso Primark 121REFTRANS, SABrazing Excellence Program 127
6
SACYR, SAUso de drones en Sacyr 133TORRES HERMANOS Y SUCESORES, SAUPrograma integral de gestión de la movilidad interna en Torres Hermanos y Sucesores, SAU 137 Finalistas a las mejores prácticas de gestión de la prevención
ALLIANZ CÍA. DE SEGUROS Y REASEGUROS, SAIntegración y participación en la gestión de los riesgos psicosociales 143FAURECIA AUTOMOTIVE ESPAÑA, SAZona de entrenamiento/formación en prevención (Training room) 151FCC AQUALIA, SAProyecto de mejora de la cultura preventiva en FCC Aqualia 155HIDRAMAR, SLMejora continua del sistema de gestión de la prevención en una empresa del sector naval 161JOHNSONS CONTROLS – HITACHI AIR CONDITIONING PRODUCTS SPAIN, SAUGymcana/Yincana de identificación de riesgos laborales 169 MANSEL ELECTRICIDAD Y MONTAJE, SLLa implicación del trabajador como elemento decisivo en el proceso de compra de equipos individuales 175SECURITAS DIRECT ESPAÑA, SAUCoordinación Digital de Actividades Preventivas (CAP tablet) 179SOIL TRATAMIENTOS DE AGUAS INDUSTRIALES, SLUHerramientas preventivas para la gestión del riesgo en trabajos especiales 185UNIVERSIDAD MIGUEL HERNÁNDEZGestión del acceso a las cubiertas de los edificios 189VIESGO DISTRIBUCIÓN ELÉCTRICA, SLWorkshops Seguridad 197 Finalistas a los Premios específicos a la pequeña empresa
MOLDPACK, SLPrograma Compromiso-Comportamiento-Seguridad 207TRABAJOS SERVÍCOLAS LA PEÑA EL SOL, SLUSistema de prevención “Safe Working” 211
7
8

9
Presentación

10
La Junta Directiva de Asepeyo siempre ha tenido el convencimiento de que laprevención es la mejor de las herramientas con que se cuenta para poderreducir la siniestralidad laboral; y la prueba de ello la tenemos en el hecho deque casi desde el mismo nacimiento de la Ley General de la Seguridad Social,Asepeyo apostó decididamente por esta acción y se dotó de los necesariosrecursos, muy especialmente de técnicos que desde la nada generaron todo unconjunto de procesos y acciones que las empresas y trabajadores agradecieron.
Desde aquellos inicios de la prevención, ésta ha tenido mucho recorrido, y lanormativa de Seguridad Social se hizo eco de la misma al incluirla dentro de suacción protectora, trasladando a las mutuas un papel de relevancia al respecto.
La Ley General de la Seguridad Social, en lo que respecta a la actividadpreventiva con cargo a cuotas, en el número 3 del artículo 82 fija las acciones adesarrollar por las mutuas de forma tal que se advierte una clara apuesta demayor intervención por parte de éstas, lo que debe interpretarse en el sentido deque supone un reconocimiento a la labor que realizan en la prestación deservicios preventivos a lo largo de su ya dilatada historia.
A su vez, la Estrategia Española de la Seguridad y Salud en el Trabajo 2015-2020 reconoce como parte fundamental del sistema de prevención de riesgoslaborales a las Mutuas Colaboradoras con la Seguridad Social, junto a otrosactores, que contribuyen al impulso y a la ejecución de las políticas preventivas,y a que la reducción de la siniestralidad laboral sea una realidad.
En esa línea, y formando parte de la actividad preventiva de la Mutua, losPremios Asepeyo a las mejores prácticas preventivas tienen por objetivoincentivar prácticas eficaces para el control de los riesgos laborales. En primerlugar, a través del reconocimiento de actuaciones ejemplares con la concesiónde los premios, y en segundo, promoviendo los medios necesarios para que lasempresas compartan el conocimiento adquirido y desarrollado en su seno,principalmente gracias a la comunidad de profesionales especialistas enprevención. Cabe destacar que a lo largo de estas cinco ediciones se hanpresentado más de 400 prácticas, hecho que corrobora el interés de la iniciativa.
La presente publicación tiene por objeto promover el intercambio deconocimiento entre empresas. En la actualidad existe un amplio consenso sobrela necesidad y el valor aportado por las prácticas en gestión de la prevención ylos controles de riesgos adoptados en el entorno laboral. Los Premios estánenfocados a orientar a las empresas en el diseño y aplicación de prácticasrealmente eficaces que eviten accidentes de trabajo y enfermedadesprofesionales, identificando y compartiendo las mejores iniciativas.
11
A la V Edición de los Premios Asepeyo a las mejores prácticas preventivas sepresentaron 94 candidaturas, con la siguiente distribución, por categorías:
Premio a la mejor práctica del control de riesgo, donde se presentaron 37candidaturas. Premio a la mejor práctica de gestión de la prevención, donde se presentaron34 candidaturas.Premio específico a la pequeña empresa, donde se presentaron 17candidaturas. Premio a la mejor contribución preventiva de la representación institucionalde trabajadores y empresarios, donde se presentaron 6 candidaturas.
Esta última categoría, en la que el jurado es la Comisión de Control ySeguimiento de la Mutua, nació en 2014, siendo en 2016 la tercera edición deeste premio.
Para el resto de categorías, el jurado, compuesto por la Junta Directiva deAsepeyo, decidió premiar a 11 de ellos y otorgar la distinción de finalistas a 20en el resto de categorías. Los galardones se dividen en 3 categorías de acuerdocon las bases.
Desde estas líneas felicitar a todas las empresas que han presentado sucandidatura, pues sus trabajos son realmente relevantes, y especialmente a lasque han obtenido los premios. También a los especialistas de la Mutua, que lashan estudiado y han debido sopesar mucho su propuesta ante la Junta Directiva,y finalmente animar a las empresas a presentar candidaturas para la VI Ediciónde estos premios.
Jorge Vilanova Martínez-FríasSubdirector general
12

13
Ganadores
14
15
Primer premio
INGENIERÍA Y BIOGÁS, SL
La empresa está especializada en gestión de biogás, de vertederos,depuradoras y digestión. Se realizan proyectos y obras para desgasificación,depuración y aprovechamiento del biogás, con o sin valorización eléctrica.
Donoso Cortés, 7 33204 Gijónwww.inbiogas.com
Procedimientos de seguridad paratrabajos en zonas ATEX y tuberías
que han contenido gases explosivos
Categoría Pequeña empresa
Problema u oportunidad
Los trabajadores se encuentran con la necesidad de trabajar en tuberías quehan contenido gases explosivos, o en zonas que normalmente tienenclasificación ATEX, por lo que, antes de realizar sus tareas de forma segura sedeben evaluar los riesgos y adoptar medidas en el menor tiempo posible.
Los coordinadores de seguridad de las obras o plantas a menudo no puedenunilateralmente realizar un diagnóstico de los riesgos que se van a presentar,puesto que aunque conocen bien las instalaciones en su uso habitual, pero noen lo relativo a las modificaciones que Inbiogás vaya a realizar, y los riesgos quepuedan surgir durante su desarrollo.
Además, los responsables de detener los flujos de gas, abrir y ventear lastuberías no suele ser personal de Inbiogás, sino de la propiedad (losresponsables de procesos de las plantas), por lo que es difícil negarse a iniciarlos trabajos cuando el cliente indica a los operarios que la zona ya está limpia ysin gas, aunque el criterio del jefe de obra de Inbiogás pueda ser contrario a ello.
También, la formación en riesgos relativos a atmósferas explosivas del personales genérica y no da respuesta a casos particulares que se producen en el día adía ni a la complejidad de las normas y legislación aplicable.
Por ello, se decide desarrollar una documentación que sirva de guía para larealización de los trabajos con los más altos niveles de seguridad posibles,dando un apoyo documental, logístico y moral a los responsables de lostrabajos, que pueden estar sometidos a un importante estrés por laresponsabilidad que asumen en la toma de decisiones relativa a trabajos enzonas con gas, sean ATEX o no.
Con estos documentos se logró simplificar las explicaciones, y facilitar de formarápida la valoración de la posibilidad o no de trabajar con seguridad.
Práctica de gestión implantada
Los procedimientos presentados se desarrollaron en noviembre de 2015 para elcontrol del riesgo durante los trabajos de modificación de los conductos de gasdentro de una instalación de un vertedero, de modo que los tubos metálicos quetrasegaban este biogás, se modificaron para incluir una T y otros elementos decalderería.
16
Para ello era preciso detener el flujo de gas, abrir las válvulas de los finales delínea, ventear suficientemente y después proceder a los trabajos de soldadura ymontaje.
Se desarrollaron dos checklist sencillos, que permitieron a los jefes de obravalorar los riesgos, evitarlos, y minimizar posibles errores, diferencias de criterioy malentendidos.
El primero de ellos consiste en la desclasificación temporal de la zona ATEX enla que se han de cortar tubos metálicos, y soldarlos nuevamente. Estos trabajosnunca podrían realizarse en una zona ATEX, y por ello hay que asegurar que lascircunstancias que determinan el peligro de explosión en estas zonas, no esténpresentes durante el tiempo necesario para realizar las tareas de corte ysoldadura.
Para ello, se ha desarrollado el “Documento de desclasificación temporal dezonas ATEX 1 y 2” donde se hace recuento de las personas presentes eimplicadas en los trabajos, se detallan los datos de la tarea a realizar, y medianteun breve checklist, se comprueba la eficacia y corrección de las medidasnecesarias para asegurar la ausencia de riesgos (parada de equipos, detectorde gases explosivos en marcha, etc.), así como para reducir el daño en unposible caso de accidente (presencia de extintores, personal con EPI...).
Para favorecer el compromiso del personal con las medidas a adoptar, serecoge el nombre y firma de los implicados por parte del la empresa Inbiogás,del cliente, y de la(s) subcontrata(s) si fuera el caso, así como de cualquier otropersonal que tenga que estar presente. Esto facilita además el control de accesoa la zona de intervención, y un recuento de personal en caso de accidente.
El segundo documento se ha utilizado para evitar los riesgos en todos lostrabajos que afectan a tuberías que han contenido gases explosivos.
El procedimiento habitual de trabajo consiste en abrir dichos conductos y dejarsalir el gas libremente durante un cierto tiempo, pero era preciso facilitar lasherramientas que hicieran cuantificable y medible el riesgo o la falta del mismo.
Para facilitar y apoyar la correcta toma de decisiones en situaciones como ladescrita, se ha desarrollado el “permiso de trabajo en tuberías que hancontenido gases explosivos”, con el cual se ha podido eliminar el riesgo debidoa una defectuosa valoración de la presencia de gas en la zona. Al igual que encaso del primer documento, se recogen los nombres y firma de los presentes.
17
Evaluación de la eficacia
La eficacia de los procedimientos fue muy alta, puesto que los trabajos sedesarrollaron sin ningún problema.
El jefe de obra y recurso preventivo de Inbiogás valoraron muy positivamenteesta herramienta, que facilitó la comunicación con los implicados en el procesoy la colaboración en el cumplimiento de las medidas necesarias para laseguridad de todos.
18
VILLA FLORES, MARTÍN, SA
Empresa que tiene como actividad el mantenimiento y montaje de instalacioneseléctricas. Los trabajos son realizados en instalaciones del cliente en cuestión obien en vía pública. Consiste básicamente, en la ejecución de obra nueva oreformas y mantenimiento de redes de distribución eléctrica MT-BT, trabajos enredes subterráneas MT-BT, redes aéreas MT-BT, centros de distribución.También de trabajos específicos de identificación y trazado de conductoressubterráneos MT-BT, y trabajos de albañilería en general asociados a estostrabajos eléctricos y de canalización.
Parque Logístico CarmonaN-IV, Km 521. 41410 Carmona (Sevilla)www.villafloresmartin.com
19
Segundo premio ex aequo
Intercambio de información deriesgos y medidas en situaciones de
emergencia / imprevistos
Categoría Pequeña empresa

Problema u oportunidad
A raíz de la revisión del procedimiento interno de coordinación de actividadespreventivas (CAE), centrado en las situaciones en las que la empresa es titular,se detectan posibles carencias en los trabajos realizados en campo y eninstalaciones de cliente.
El caso que merece especial atención consiste en la concurrencia detrabajadores de varias empresas en un mismo centro de trabajo, del que laempresa no es titular, sino sólo empresa contratista y concurrente al igual quelas demás. En esta situación cada empresa realiza su trabajo con susrespectivos riesgos, los cuales además pueden afectar a los trabajadores de lasotras empresas existentes en dichos centros o incluso agravarse aconsecuencia de las actividades realizadas.
La situación extrema que refleja lo expuesto sucede en aquellos trabajosimprevistos por averías, en los que se requiere una actuación inmediata y en laque se da la circunstancia de distintas empresas de distintos sectoresprofesionales en un mismo centro de trabajo con concurrencia de trabajadores,con la particularidad de que estos centros de trabajo son también improvisados,desarrollándose en la propia vía pública, a cualquier hora del día o la noche.
Práctica de gestión implantada
Para abordar esta problemática y sin perjuicio en lo establecido en losprocedimientos generales de coordinación de las distintas empresas, laempresa plantea la siguiente solución:
Se asignan funciones específicas para la CAE a los jefes de trabajo (JT) y/orecursos preventivos (RRPP), figuras que están presentes en todas las obrasejecutadas, con el apoyo de la figura de coordinador de actividadesempresariales.
La tarea a desarrollar consiste en la formalización de un nuevo registrodenominado “ Hoja de control y planificación diaria”, que no es específico niexclusivo para la gestión de la CAE en obra, pero se le da una nueva vertiente,aprovechando la información que aparece.
20
La hoja incluye la siguiente información:
FechaIdentificación de la obraRelación y verificación de personal que está trabajando en la obra: nombre yapellidos, DNI y firmaRiesgos detectadosMedias según riesgos detectados: EPI / protecciones colectivas y mediosauxiliaresPuntos próximos con tensiónCroquis o esquema
Para todos los trabajos realizados en campo y en centros de cliente, los JT y/oRRPP, cumplimentan todos los apartados de la hoja, siempre con anterioridada la ejecución del trabajo.
Cuando concurren trabajadores de distintas empresas, normalmentecontratistas, no titulares del centro ni principales, que ejecutan distintasactividades en el centro de trabajo (incluso en la misma zona de trabajo), seobtiene la información necesaria para dar cumplimiento a las obligaciones enCAE de la empresa. De este modo la acción es realmente efectiva, lográndoseun intercambio directo de información, sin perjuicio de con posterioridad seaplique el procedimiento CAE a través de la figura del coordinador deactividades empresariales.
El JT y/o RRPP, previa delimitación de la zona de trabajo, se dirige al personalconcurrente. Identifica a todo el personal y las funciones desempeñadas en esaobra en concreto, así como los datos de la hoja indicados anteriormente: riesgosexistentes, los medios de protección colectiva e individual, la zona de trabajo,croquis del trabajo a realizar, distancias de seguridad eléctricas, etc. Tambiénidentifica a los recursos preventivos si existieran, jefes de trabajo, encargados,jefes de obra y todos los operarios que vayan a intervenir de las otras empresas:nombres y apellidos, DNI, empresa a la que pertenecen y firma, trasladandodicha información antes de comenzar los trabajos.
En caso de negativa de identificación y firma de los trabajadores de las otrasempresas, lo indican en observaciones en el apartado correspondiente, paradejar constancia de su actuación.
En ocasiones, dicho documento se pone a disposición de los coordinadores deseguridad y salud en obra cuando existe, incluyéndolo específicamente en actas
21
de reunión. Aunque realmente su mayor utilidad es tratar con la complejidad deestablecer medios de coordinación en aquellos trabajos surgidos poravería/imprevistos.
Evaluación de la eficacia
Anualmente se logra una reducción de los índices de deficiencias en materia deseguridad registrados en concepto de no conformidades del sistema de gestiónde la empresa. La tendencia es a una mejora progresiva, constatado en lasauditorías externas correspondientes.
Cabe resaltar en esta evaluación de la eficacia, una evaluación de tipocualitativa, en este caso referida al nivel de concienciación adquirido por laplantilla al completo y el aprendizaje del personal interviniente en los trabajosejecutados, respecto de la materia concreta que nos ocupa. Día tras día vanperfeccionando e incluyendo los temas propios de CAE, con total integración enel trabajo a realizar.
22
BETELGEUX, SL
Betelgeux es una empresa especializada en la higiene industrial y ganadera.Con sede en España, Portugal y Chile, ofrece soluciones innovadoras y eficacesa los problemas específicos de higiene de las industrias alimentarias,cosméticas y farmacéuticas, así como de las explotaciones ganaderas, a travésde una amplia gama de productos, equipos y servicios diseñados para lacorrecta limpieza y desinfección de las instalaciones.
Polígono industrial RaconcParcelas 2-346729 Ador (Valencia)www.betelgeux.es
23
Segundo premio ex aequo
Talleres de divulgación del manualdidáctico sobre higiene y seguridad
para todos los empleados
Categoría Pequeña empresa
Problema u oportunidad
La elevada peligrosidad que supone trabajar en el sector químico por la cantidadde procesos en el que se utilizan numerosas materias primas y de diferentenaturaleza hace que sea necesario estar alerta constantemente a través desistemas firmes y eficaces capaces de gestionar con éxito los diversosproblemas que puedan surgir.
La integración del plan de prevención de riesgos laborales en todos los nivelesde la empresa y lograr la correcta difusión de todos los procedimientos ydocumentos derivados de dicho plan resulta muchas veces complicado y puederesultar fácil omitir u olvidarse de trasladar conceptos importantes.
Los cauces de comunicación de los que dispone Betelgeux para lograr lacorrecta difusión del sistema de prevención son el correo electrónico,comunicados internos, verbalmente y mediante reuniones bimensuales en lasque participa dirección, el trabajador asignado, mandos intermedios y todasaquellas personas que en ese momento lo necesiten. Aún así y debido a que elnúmero de procedimientos e instrucciones escritas y concisas que debenaportarse a todos los empleados son elevados y con información detalladaresulta conveniente la búsqueda de otros medios comunicativos que permitanproporcionar a los empleados la información de modo simple y eficaz.
En el manual elaborado por Betelgeux se incluye un resumen de las normas dehigiene y seguridad más relevantes del plan de prevención, está dotado con uncarácter visual atractivo y con un lenguaje asequible a todos los trabajadores.
Este método de difusión de la información tiene la ventaja de poder incluir eintegrar tanto las normas básicas de prevención establecidas por el plan deprevención como las normas internas necesarias que se consideren oportunaspara el correcto funcionamiento de la empresa que al final contribuirán de unmodo indirecto a la disminución de accidentes/incidentes que pudieran ocurriren el centro de trabajo. También permite la mejora en el proceso de auditorías einspecciones internas garantizando por escrito que las normas e indicacionesestablecidas se trasladen correctamente al destinatario adecuado permitiendoadoptar medidas correctoras necesarias que evitarán la posibilidad de sucesosindeseables.
Práctica de gestión implantada
Según establece la Ley 31/95 de Prevención de Riesgos Laborales, en suartículo 18, el empresario debe adoptar las medidas adecuadas para que los
24
trabajadores reciban todas las informaciones necesarias en relación, entre otras,con los riesgos para la seguridad y la salud de los trabajadores.
Como complemento para la difusión de dichas informaciones, se elabora undocumento de texto para repartir a todos los empleados de Betelgeux con lasnormas generales de higiene y seguridad con el fin de facilitar a lostrabajadores/as de cada departamento y en función de su puesto de trabajo, lainformación básica necesaria para contribuir al correcto funcionamiento de laempresa independientes de los procedimientos específicos elaborados dentrodel plan de prevención de la empresa.
Dicho manual recoge el siguiente contenido:
I. Política preventiva de Betelgeux.
II. Funciones y responsabilidades de los trabajadores/as en materia deprevención de riesgos laborales.
III. Normas de higiene y seguridad.
1. Introducción2. Normas comunes para todos los trabajadores/as.
2.1. Normas generales de higiene personal.2.2. Normas generales de seguridad.2.3. Medidas de emergencia.
3. Normas específicas para los trabajadores/as de P&L.3.1. Normas para el correcto uso de la carretilla elevadora.3.2. Normas para el correcto uso de estanterías.3.3. Normas para el correcto uso de máquinas eléctricas.3.4. Normas para el correcto uso de transpaletas.3.5. Normas para el correcto uso de vestuarios.3.6. Normas básicas para el manejo de materias primas, detergentes y
desinfectantes.4. Normas específicas para los trabajadores/as de laboratorio.5. Normas específicas para los trabajadores/as de oficinas.6. Normas específicas para conductores/as de vehículos de empresa
(turismos y camiones).
Anexo 1. Elementos de seguridad: planos oficinas. Anexo 2. Actuación en caso de accidente/incidente.
25
Como contraportada se ha incluido un listado con los números de teléfono deinterés y con la persona de contacto para que todo trabajador los tenga alalcance rápidamente en caso de necesidad. Entre ellos, destacan los de lamutua, del servicio de prevención ajeno, centros de salud, policía, etc.
Este manual se reparte a cada trabajador de cada área de Betelgeux, a cadatrabajador nuevo y al personal de prácticas. Además, desde el departamento deformación de Betelgeux se realizan seminarios periódicos a cada área donde seexplica detalladamente el contenido del libro, implicando a todo el personal dela empresa.
Se realizará una edición posterior donde se incluirán las modificaciones quepuedan surgir con el tiempo, así como las aportaciones de todos y cada uno delos trabajadores recabadas en los seminarios.
Evaluación de la eficacia
Esta medida ha supuesto un avance sustancial para la integración de laprevención en el sistema puesto que mejora el proceso de difusión de toda ladocumentación de prevención dirigida al personal de la empresa, garantizandoel cumplimiento de los requisitos legales.
Mediante la entrega de este manual todos los trabajadores disponen de maneraresumida, simple y precisa de todas las normas de higiene personal, deseguridad y medidas de emergencia necesarias para la realización de lostrabajos correspondientes a cada puesto de trabajo.
Con este sistema se minimiza el tiempo de gestión y se garantiza lacomprensión de la información por parte de todos los trabajadores. Puesto quetodos los sectores y los equipos de trabajo de la empresa conocen los riesgosespecíficos, estamos convencidos del cumplimiento de todas las normasestablecidas con la consecuente reducción de posibles accidentes e incidentesindeseables.
También se mejora el sistema de auditorías internas porque cada trabajadorconoce las normas que debe cumplir de un modo preciso y directo.
Se ha conseguido mejorar la implicación de todo el personal de la empresa entemas de prevención de riesgos laborales, mejorando el clima laboral y se hanaumentado los canales de comunicación, así como la imagen corporativa de lamarca Betelgeux.
26
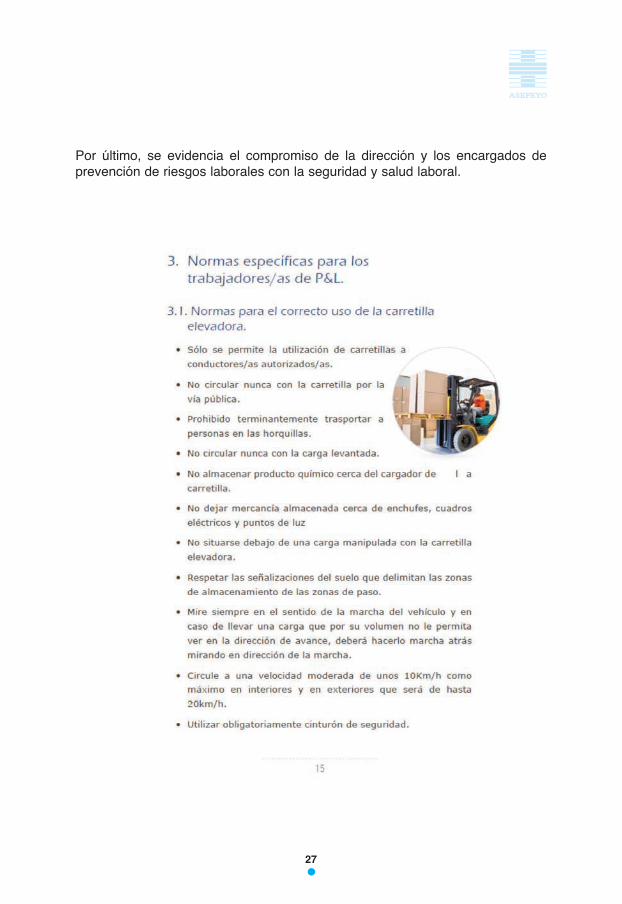
Por último, se evidencia el compromiso de la dirección y los encargados deprevención de riesgos laborales con la seguridad y salud laboral.
27
28
METRO DE MADRID, SA
Metro de Madrid, SA, cuya actividad principal es el transporte de viajeros porferrocarril en el área metropolitana de Madrid, tiene una red en explotación de293.914 kilómetros y 301 estaciones. La demanda de viajeros de Metro deMadrid en 2015 se situó en los 569,73 millones de viajes. La plantilla media a 31de diciembre de 2015, era de 6.684 trabajadores.
Cavanilles, 58 28022 Madridwww.metromadrid.es
29
Primer premio
La vigilancia de la salud colectiva enMetro de Madrid, SA
Categoría Control del riesgo
Problema u oportunidad
La paulatina aparición de riesgos emergentes, el compromiso de mejoracontinua y consecuente necesidad de optimizar/complementar las técnicaspreventivas y de control de riesgo tradicionales, y la oportunidad de contar conel inestimable enfoque de la medicina laboral orientado a la prevención dedaños, han propiciado en Metro de Madrid, a lo largo de estos últimos años, laimplantación de un sistema de Vigilancia de la Salud Colectiva (VSC) que,paulatinamente, ha conformado un sistema de control de riesgo perfectamenteimbricado en los procesos tradicionalmente destinados a esta tarea.
Si bien es cierto que en el ámbito de la salud laboral, la vigilancia de la saludindividual ha tenido un peso muy importante en la detección precoz detrastornos de la salud relacionados con el trabajo, al tratarse de una relaciónindividual, la correlación entre riesgo y daño, ha resultado prácticamente “linealo unidireccional”: una persona <-> un riesgo <-> un daño.
La vigilancia de la salud colectiva abandona esa condición y razón de sereminentemente reactiva, para consolidarse como técnica preventiva eimbricarse de forma natural en los procesos de control operativo de que se haservido hasta el momento el Servicio de Prevención, resolviendo “de modo realy objetivo”, algunos de los problemas que en materia de seguridad y saludlaboral se han originado en la empresa.
Mediante la VSC, se atiende a una población expuesta a riesgos similares, y sevaloran múltiples fenómenos de salud, con sus indicadores, que permitenconocer el estado de salud de un determinado grupo de trabajadores concarácter más global, y sus posibles afecciones o daños derivados, acometiendode manera prioritaria las oportunas actuaciones de control de riesgo y adoptarlas medidas preventivas más acordes para el colectivo.
La posibilidad de contar con estudios estadísticos y/o epidemiológicosespecíficos que, desde un enfoque estrictamente médico-laboral,complementen técnicas preventivas como el control de riesgo higiénico, lainvestigación de accidentes o la evaluación de riesgos, se ha mostrado crucial ala hora de analizar la incidencia de determinados riesgos en la poblacióntrabajadora de Metro de Madrid.
La implantación de un Sistema de VSC en Metro de Madrid ha permitido, enprimer lugar, identificar los principales problemas de salud en colectivoshomogéneos de trabajadores expuestos a similares riesgos, valorar su
30

evolución en el tiempo, analizar posibles agregaciones de casos, orientar lasactuaciones preventivas en virtud de los indicadores estudiados, y dirigiractividades específicas de tipo preventivo, en función del colectivo laboral y desu evaluación de riesgos.
Asimismo, la naturaleza de la Compañía ha brindado una formidableoportunidad para desarrollar estudios estadísticos, debido por una parte, alimportante volumen de plantilla y al significativo número de trabajadores que seencuentran expuestos a riesgos homogéneos, y por otra, a la continua presenciaen el tiempo de daños a la salud, que no han podido ser controlados nieliminados significativamente mediante las tradicionales técnicas preventivas.
El notable impacto que la VSC, de forma específica, ha tenido sobredeterminados riesgos, a la hora de plantear mecanismos de control desde unpunto de vista eminentemente médico laboral, ha resultado tremendamentesignificativo. Por una parte, en aquellos casos cuya incidencia (y no sugravedad) mostraba tintes cuasi endémicos y, en otros, cuya evitación pasabanecesariamente por identificar patrones de naturaleza psicosocial y/o hábitos nonecesariamente ínsitos a la actividad laboral.
Así, se han venido desarrollando, entre otras, las siguientes actuaciones en elmarco de la VSC, específicamente dirigidas al control de:
Accidentes por agresión en el ámbito de los trabajadores de GestiónOperativa, derivados de la atención al público.Accidentes de tipo repetitivo del personal que desempeña sus tareas enestaciones, que por su volumen y características (golpes y atrapamientos enmáquinas expendedoras de billetes y sistemas de peaje), presentan unaespecial incidencia en la accidentabilidad de la Compañía.Elevada morbilidad en patología osteomuscular derivada de lascontingencias comunes.Uso práctico de la Vigilancia de la Salud Colectiva, en la evaluación defactores psicosociales.
Práctica de gestión implantada
El Área de Prevención y Salud Laboral de Metro de Madrid, dispone de unsistema de información en salud laboral, conformado por dos bases de datosinterconectadas y complementarias: RIESLAB (Riesgos Laborales), en la que seactualizan de modo permanente las evaluaciones de riesgos, las instruccionesoperativas de aplicación, los equipos de protección, los productos químicos,
31
acreditaciones especiales, módulos de formación en PRL, evaluación defactores psicosociales, protocolos de vigilancia sanitaria específica, riesgos ymedidas preventivas asociadas, TES y embarazadas, etc., y VISA (Vigilancia dela Salud), en la que se registran todos los eventos relativos a la accidentabilidad,morbilidad por contingencias comunes, vigilancia de la salud individual, escalasde salud, pruebas complementarias, discapacidad, campañas preventivas,vacunaciones, enfermería, etc.
Se debe destacar asimismo, que el Servicio de Salud Laboral, desde el año2008 y en el ámbito de la vigilancia de la salud individual, incorporó tres Escalasde Salud (objetiva, subjetiva y mental), que han venido proporcionando datosmuy significativos sobre la evolución del estado de salud de los distintoscolectivos de la Compañía.
El Servicio de Salud Laboral procede a extraer la información con carácter anualy obtiene un total de 33 indicadores, para cada uno de los grupos homogéneosen virtud de su evaluación de riesgos (patrones de EVR), conformando así uncuadro de mando en vigilancia de la salud colectiva. Los indicadores son lossiguientes:
Índices de accidentabilidad:
· Incidencia, frecuencia general de accidentes y frecuencia de accidentescon baja.
Índices de incapacidad temporal por contingencias comunes:
· Frecuencia de procesos de IT por CC, gravedad (duración media de baja),e índice general.
Escalas de salud:
· Escala de salud objetiva, escala de salud subjetiva y escala de saludmental.
Índice de discapacidad:
· Índice de discapacidad.
Vigilancia de la salud:
· Índice de población examinada médico-laboralmente.
32
Vigilancia sanitaria específica:
· Protocolos aplicados.
Incidencia morbilidad:
· Índice general de morbilidad.· Índice de morbilidad por grupos patológicos (20 indicadores por familia
CIE-9).
De este modo, se obtiene una visión general del conjunto de la plantilla, en virtudde su patrón de evaluación de riesgos (49 patrones), como por el colectivo alque pertenece (47 colectivos laborales).
Los estudios de VSC permiten detectar pérdidas de salud de carácter colectivo,establecer posibles relaciones entre condiciones de trabajo y pérdidas de salud,orientar sobre la idoneidad de los puestos de trabajo, y establecer y priorizaractuaciones preventivas. Se han documentado estudios de VSC de los años2013, 2014 y 2015, analizando los indicadores referidos. Se recogen acontinuación las siguientes actuaciones principales:
Accidentes por agresión: En el año 2013, y en el marco de la VSC seidentifican las agresiones como una de las formas de contacto mássignificativas de la accidentabilidad. Se realiza estudio de evolución de lasagresiones, y se analizan sus causas en el CSS. Se adoptan distintasmedidas tendentes al control y reducción de este tipo de siniestralidad(reforzar las tareas de intervención con vigilantes de seguridad, manual debuenas actuaciones, visualizar situaciones que han desencadenadoagresiones, interactuando con los trabajadores, al objeto de prevenircomportamientos que las eviten, registro de todas las agresiones de tipoverbal, insultos, etc.).
Accidentes de tipo repetitivo por golpes y atrapamientos en máquinasexpendedoras de billetes y sistemas de peaje: En el año 2013 se objetiva susignificativa incidencia: 54 accidentes. Se analiza su distribución y causas.Se proponen como medidas preventivas, la revisión de todos los pestillos deanclaje de las pantallas de las máquinas, evitando su caída y golpes en lacabeza, así como revisión preventiva de todas aquellas máquinas queocasionen incidentes o accidentes. Se actualiza y refuerza el conocimientode las Instrucciones Operativas sobre “Actuaciones básicas en torniquetes”(IOP-23 y 24), y “Procedimiento de apertura y cierre de máquinas
33
expendedoras de billetes” (IOP-56). Se facilita a los trabajadores la guíapostural, tablones de información y “Noticias en Línea”. Se designanresponsables del seguimiento en dalud laboral, gestión operativa de líneas,y mantenimiento de instalaciones.
Elevada morbilidad en patología osteomuscular derivada de lascontingencias comunes: En el ámbito de la VSC se analiza la morbilidad porIT por CC, objetivando que la primera causa corresponde a patologíaosteomuscular, cuya frecuencia, gravedad y duración va en aumento. Loselevados indicadores en el periodo 2013-2015, han orientado a la realizaciónde guías posturales para los colectivos con mayor volumen de plantilla(maquinista, jefe de sector y jefe de vestíbulo), así como la implantación deun módulo formativo voluntario, denominado Escuela de Espalda.
Uso práctico de la VSC, en la evaluación de factores psicosociales: Desde2008, el Servicio de Salud Laboral aplica tres encuestas de salud (objetiva,subjetiva y mental). Sus resultados, permiten realizar un análisis descriptivoy evolutivo para cada patrón y colectivo. Asimismo, y en la EVR psicosocial,las escalas de salud (especialmente la de salud mental), y el resto deindicadores de VSC, permiten triangular los resultados de la encuesta(FPSICO 3.0). Así, posibles trastornos de naturaleza psicológica de origenextralaboral, que pueden impactar en el entorno laboral, como el conjunto deresultados de la VSC, son incluidos en el estudio, ofreciendo una visión másglobal y ajustada a la realidad, que la que se deriva estrictamente de laaplicación del cuestionario subjetivo de evaluación de factores psicosociales.
Evaluación de la eficacia
La implantación de un cuadro de mando, tanto general como el específico, deVigilancia de la Salud Colectiva, en el marco del Sistema de Gestión dePrevención de Riesgos Laborales de Metro de Madrid, posibilita lamonitorización constante tanto de la buena marcha y bondades de los procesosen aquel integrados, como la inmediata detección de eventuales desviacionesrelacionadas con el desarrollo de la actividad preventiva y consecución deobjetivos.
Así y en lo que a la eficacia de las acciones derivadas de actuaciones en materiade Vigilancia de la Salud Colectiva, destacar:
Accidentes por agresión:· Desde el inicio de las actuaciones en materia de accidentes por
34
agresión, el número absoluto de accidentes por esta forma de contacto se hareducido a la mitad (de 74 accidentes en 2012, a 34 en 2015).
Accidentes de tipo repetitivo por golpes y atrapamientos en máquinasexpendedoras de billetes y sistemas de peaje.· Desde el inicio de las actuaciones en materia de accidentes repetitivos en
personal de estaciones producidos en máquinas expendedoras de billetesy sistemas de peaje, los accidentes de trabajo se han reducidonotablemente. Así, en el año 2013 se registraron 54 accidentes, pasandoen el año 2014 a un total de 37, y en 2015, se han registrado un total de32 accidentes, lo que supone una disminución porcentual del 40 %.
Elevada morbilidad en patología osteomuscular derivada de lascontingencias comunes.· Al objeto de incidir en la educación sanitaria y promoción de la salud, en
el ámbito de la patología osteomuscular, en el año 2015 se handesarrollado recomendaciones posturales para el personal del Área deGestión Operativa, que están a su disposición, tanto en las carpetas deinformación de las estaciones, como en la intranet de Metro de Madrid(Andén Central).
· Asimismo, ha desarrollado un programa formativo, denominado Escuelade Espalda, de 4 horas de duración, de carácter voluntario, dirigido atodos los trabajadores de la Compañía. Ya se han efectuado dosediciones, con un alto grado de satisfacción por parte de los participantes.
Uso práctico de la Vigilancia de la Salud Colectiva, en la evaluación defactores psicosociales.· Se realiza un estudio de evaluación de factores psicosociales en el
colectivo de Operador de TICS (Telemando de Instalaciones y Control deSeguridad), en el que se muestra la aplicabilidad de la VSC en laevaluación de factores psicosociales.
Otros indicadores de evaluación de la eficacia:
Auditorías
Como mecanismo adicional de evaluación, Metro de Madrid afronta conperiodicidad anual hasta un total de tres procesos de auditoría externa, de cuyosinformes puede extraerse igualmente, el reconocimiento que esta práctica deVSC, ha venido suscitando durante los últimos años. En concreto, en la
35
Auditoría de certificación AENOR 2015. Estándar OHSAS 18001:2007, serecoge como punto fuerte: “El Informe de Vigilancia de la Salud Colectivarealizado por patrón de riesgo”.
Indicadores de accidentabilidad
El año 2015 ha sido el de menor accidentabilidad de toda la serie histórica enMetro de Madrid. Se objetiva la paulatina disminución de los accidentes poragresión, la significativa disminución de los accidentes repetitivos en el ámbitode Gestión Operativa, y el importante descenso de los accidentes por contactoeléctrico, choque contra objetos en movimiento, agentes cortantes y punzantes,aplastamientos, y sobresfuerzos.
Indicadores del estado de salud
La evolución sostenida del estado de salud de la Compañía, y sus valores en2015:
Salud objetiva: 8.24Salud subjetiva: 7.89Salud mental: 8.64
Conclusión
Metro de Madrid SA. valora de modo muy satisfactorio el grado de retorno quelas prácticas preventivas implantadas, derivadas de la Vigilancia de la SaludColectiva, han tenido en la disminución de la accidentabilidad, en el control delriesgo, en el conocimiento del estado de salud de los trabajadores, en suaplicabilidad para la evaluación de riesgos psicosociales y en la priorización deactuaciones preventivas.
36
PPG IBÉRICA, SA
Empresa dedicada a la fabricación de resinas catiónicas y pinturas para laindustria y automoción.
Riu Vinalopó, 3 – Zona industrial46930 Quart de Poblet (Valencia)http://www.ppg.com
37
Segundo premio ex aequo
Mejora en el proceso de filtraciónpara eliminar la exposición a
contaminantes químicos y riesgospor sobreesfuerzos
Categoría Control del riesgo
Problema y análisis del riesgo
Los factores de riesgo que mayor impacto presentan para el trabajador en lasinstalaciones de PPG Ibérica son:
La exposición a agentes químicos.Manipulaciones de cargas, pudiendo desencadenar en lesiones músculo-esqueléticas en los operarios de la planta.
Por esta razón se trabaja día a día para conseguir reducir al máximo losdiferentes riesgos y focos de peligro, mediante el rediseño o modificación deinstalaciones, con un proceso de mejora continua, dando prioridad a laseguridad y salud de los trabajadores.
Se presenta una modificación en las instalaciones del proceso de filtración deproducto acabado en la planta de PPG Ibérica, en el municipio de Quart dePoblet (Valencia).
La filtración es necesaria para garantizar las propiedades idóneas del productoacabado, adaptado a las necesidades del cliente.
El proceso consistía en reemplazar un filtro de cesta tradicional de un tanque porotro nuevo. Para ello, el operario debía elevar el filtro, con el residuo originadopor el producto filtrado, hasta la altura de los hombros, dotado de los equipos deprotección individual adecuados y un sistema de extracción localizada paraevitar el contacto con los contaminantes químicos y el polvo desprendido. Esteprocedimiento requería:
Necesidad de realizar todas las operaciones de forma manual. Donde seobservó:
Manipulación manual de cargas, con riesgo de sufrir una lesión músculo-esquelética.Exposición de los trabajadores a gases nocivos y tóxicos derivados delcontacto con el producto químico.Manipulación de residuos por parte del trabajador.Falta de orden y limpieza en el área de trabajo.Riesgo de derrames de sustancias peligrosas.
Debido al grado de conciencia preventiva de la empresa, los trabajadoresadvirtieron que estaban expuestos a un riesgo que podría causarles una lesión
38
muscular a largo plazo, así como efectos crónicos derivados de la exposición aproductos químicos. Con el apoyo de la dirección de la empresa, así como delresto de departamentos, se decidió mejorar gradualmente la instalación, paraconseguir subsanar todos los peligros detectados. Tras el análisis de lasmejoras preventivas, la evaluación de riesgos simplificada quedaría reducida,eliminando parte de los riesgos asociados a seguridad, higiene y ergonomía.
Prácticas preventivas para el control del riesgo
Con el objetivo de eliminar el riesgo derivado de la exposición a productosquímicos y disminuir la manipulación manual de cargas en el proceso defiltración, se realizaron modificaciones en la instalación, incorporando todos losniveles de seguridad marcados por los requerimientos corporativos de lacompañía.
Se realizaron reuniones con los trabajadores afectados y con los representantesde cada departamento para definir posibles soluciones al problema planteado.En primer lugar, para eliminar el riesgo de sufrir lesiones músculo-esqueléticasse modificó la instalación invirtiendo el proceso de filtración, conectandodirectamente el sistema a un bidón metálico de 200 litros de capacidad.
De esta forma, a medida que el filtro se va saturando, la presión aumenta.Cuando el sistema alcanza la presión máxima de diseño, se detienen lasbombas, y el filtro se limpia automáticamente, purgando con nitrógeno yvertiendo el contenido de la cesta en el bidón metálico de residuos. Esta nuevainstalación pasó a denominarse filtro invertido.
Se trata de una instalación automática, cuyo seguimiento se realiza desde lasala de control por el propio operario, evitando el contacto directo con elproducto. Con este cambio se consigue:
Eliminar todas las operaciones manuales.Limpieza automática del proceso.Supervisión, monitoreo y control preciso desde un área aislada del procesoproductivo.Área limpia y ordenada.
Implantado el primer filtro invertido, se modificó el panel de control para llevar acabo el seguimiento del proceso, habiendo formado e informado a todo elpersonal sobre el nuevo funcionamiento.
39
Puesto que la efectividad del cambio fue notable a corto plazo, se modificarontodas las líneas de filtración que funcionaban según el procedimiento antiguo,reemplazándolas por el sistema de filtro invertido y añadiendo cada línea alpanel de control e informando al personal implicado.
Todas estas modificaciones realizadas atienden a la prevención de riesgos tantoa nivel laboral como productivo, mejorando el ambiente de trabajo debido algrado de implicación de todos los trabajadores de la empresa.
Evaluación de la eficacia
Con esta nueva instalación se ha reducido el riesgo de accidentes por lesionesmúsculo-esqueléticas, así como por exposición a contaminantes químicos.Desde su implantación, el registro de accidentes y enfermedades profesionalesderivadas de la actividad ha sido nulo, disminuyendo las preocupaciones de lostrabajadores de la empresa de sufrir un accidente laboral.
Todos estos cambios en la instalación permiten:
Evitar que el trabajador manipule directamente la instalación.Evitar la exposición del trabajador a los vapores y productos tóxicos al vaciarel filtro.Evitar derrames de producto.Control preciso y monitoreado de los residuos generados.Eliminación de los tiempos muertos durante la reposición del filtro, debido ala automatización del sistema.Limpieza automática del filtro invertido en función de la presión alcanzada enel sistema.
Los accidentes marcados por las estadísticas son casos aislados que no tienensu origen en problemas de seguridad de procesos, riesgos derivados de laexposición a contaminantes químicos o manipulación manual de cargas.
Debido a la automatización de la instalación, los empleados no han mostradomolestias ni lesiones músculoesqueléticas.
Tras la instalación del filtro invertido, se eliminaron los factores de riesgorelativos a la exposición a contaminantes químicos y factores ergonómicos, dela tarea correspondiente al cambio de filtro, de las evaluaciones de riesgo de lospuestos de trabajo operario de reactores, ayudante de operador, y jefe de equipode producción.
40
Además, puesto que se determinó la eficacia de la instalación y las ventajas quepresentaba, el proyecto se implantó en otras fábricas de la compañía.
Con este proyecto se demuestra que una buena idea, sencilla y de bajo costede instalación, puede eliminar riesgos cuya exposición puede suponer unaccidente laboral o desencadenar una enfermedad profesional, siendotransmisible a otras empresas del sector que detecten situaciones de peligro decaracterísticas similares.
En PPG trabaja con el objetivo de subsanar los riesgos que afectan a laseguridad y salud de los trabajadores, priorizando en aquellos que presentan unnivel elevado, aplicando las medidas preventivas necesarias para garantizar,con la colaboración de todos los empleados que conforman la empresa, quecada día sea más seguro trabajar.
41

42
43
Segundo premio ex aequo
Implantación de un sistemaautomático de manutención guiadopor láser y gestionado por sistema
informático
Categoría Control del riesgo
RAMONDIN CÁPSULAS, SA
Empresa dedicada a la fabricación de envases y embalajes metálicos ligeros.Sus más de 120 años de historia han servido a Ramondin para cultivar yconservar una organización comprometida y asentada sobre valores internoscon responsabilidad social.
El espíritu de trabajo de Ramondin se asienta sobre la responsabilidad, laarmonía y la confianza. Una forma de ser pautada por la madurez en las formasde trabajo y en los retos, la organización en la gestión y el dinamismo paraafrontar las evoluciones y cambios del mercado. Un estilo de liderazgo queinvolucra a cada trabajador y siembra ilusión en cada proyecto, con el máximofin de hacer las cosas bien: fabricar, comercializar y utilizar cápsulas de altovalor añadido para el precintado de vino, licores y champán.
Polígono industrial Casablanca La Paz, 27-2901300 Laguardia (Álava)www.ramondin.es
Problema y análisis del riesgo
La fábrica está organizada en distintas unidades y cada una de ellas se organizaa su vez en pequeñas “compañías” que comparten el objetivo de satisfacer lasnecesidades de sus clientes internos y externos. Basa su actuación en la gestióncon datos y el trabajo en equipo, centrada en la mejora continua de su actividaddiaria. Cada “minicompañía” está formada por células de trabajo, formadas pormáquinas y trabajadores encargados de elaborar una sucesión de operacionessobre múltiples unidades de un producto o familias de productos.
El proceso productivo requiere la continua manutención de cargas entre lasmismas: conjunto de operaciones de manipulación, aprovisionamiento yalmacenaje para dotar a todos los puestos de trabajo de los materialesnecesarios para la realización de pedidos, retirada de producto fabricado ytraslado a almacén, etc.
La manipulación de todos los materiales necesarios para la producción,dependiendo de su peso y volumen, se realiza manualmente, mediantetranspaleta manual, eléctrica o carretilla elevadora.
Además del personal de almacén y de la sección de tintas, hay cuatro operariosen fábrica cuyo trabajo consiste en el aprovisionamiento de materiales a lasdistintas células. Aparte del peso de las cargas manipuladas, existe el riesgo deatropello por vehículos, dado que el tránsito de transpaletas manuales,eléctricas y carretillas elevadoras es continúo.
Detectado el problema, se realiza un estudio de las manipulaciones que seefectúan a lo largo del todo el proceso productivo y de las necesidades demanutención de los puestos de trabajo de producción.
Prácticas preventivas para el control del riesgo
Para solventar los riesgos detectados en la manipulación de cargas que serealizan a lo largo del proceso productivo, así como para reducir el riesgo por eltránsito de carretillas elevadoras y transpaletas por la planta, se propusoimplantar un sistema de transporte mediante AGV (automatic guided vehicles).
Los AGV disponen de sensores en la parte delantera y trasera. Permitenconfigurar la velocidad dependiendo de la zona recorrida (velocidad reducida encruces, al entrar en una célula de trabajo). También están dotados de señalesluminosas a ambos lados. Estas señales, en marcha recta se encuentran ambas
44

encendidas, al realizar giros sólo parpadea aquella que indica la dirección delgiro (como un intermitente). Asimismo, disponen de señales acústicas quedependiendo del movimiento que estén realizando emiten un sonido u otro.
La implementación de este sistema de transporte ha implicado, entre otras, lassiguientes actuaciones:
Desarrollo de un programainformático de gestión derutas y movimientos de losAGV.Señalización de los pasillospor los que circulan los AGVindicando el sentido de lamarcha.Rediseño de la organizacióndel movimiento de materialesdentro de fábrica, que ahoraviene predeterminado por laprogramación del AGV.Modificación de la gestión depalets. En función del pedidoque se va a realizar enmáquina, aprovisionan a lacélula con el palet concretocon el que va a ser expedido (camión, barco, avión), para evitar lamanipulación manual de cargas por parte del trabajador responsable delalmacén.Formación e información de todo el personal sobre el funcionamiento de losAGV.
Evaluación de la eficacia
Una vez implementado este sistema automático de manutención guiado porláser y gestionado por el sistema informático, se ha conseguido disminuir eltránsito de carretillas elevadoras y transpaletas eléctricas dentro de la fábricareduciendo el riesgo de atropello, al eliminar el factor humano.
El uso de los AGV también ha permitido reducir considerablemente lamanipulación manual de cargas.
45
A través del sistema informático, cada operario indica sus necesidades para larealización de un pedido (estaño, tintas, embalaje, palet completo...) y el AGVpredeterminado establece prioridades de entrega según la importancia onecesidad de la célula.
La gestión de la manutención mediante AGV evita la parada de una célula detrabajo por falta de suministro de primera materia. Esto permite un gradoelevado de autonomía de los trabajadores a la hora de organizar lasnecesidades productivas.
Asimismo, se evitan pérdidas de tiempo y situaciones que puedan influir en lacarga mental del trabajo (palets situados fuera de su localización exacta,acumulación de material).
La reubicación de los productos en el perímetro externo de las células detrabajo, así como la redistribución de pasillos y almacenes mejora lascondiciones de orden y limpieza, reduciendo los riesgos de golpes, caídas,pisadas sobre objetos, etc.
Se ha formado a todo el personal sobre el funcionamiento del sistema de AGV,en relación con su puesto de trabajo. También se han formado algunostrabajadores para que puedan solucionar incidencias que impidan elfuncionamiento normal del AGV.
Una vez evaluada la eficacia de la medida en esta planta se ha trasladado laexperiencia a la planta de Francia, donde se ha implantado el mismo sistema demanutención de cargas.
46
47
Tercer premio
No camines por los cuasiaccidentes. “Analiza Actúa Afianza”Proyecto Cero Daños, ningún riesgo
potencial sin tratar
Categoría Control del riesgo
ALUMINIO Y ALEACIONES, SA
Empresa dedicada a la fundición de piezas de aluminio en coquilla por gravedadcon diseño y fabricación a medida de los clientes.
Carretera de Castellón, Km. 6,4 s/n 50720 La Cartuja (Zaragoza)www.alumalsa.com
Problema y análisis del riesgo
Uno de los principales problemas de las empresas es la inclusión de laconciencia preventiva en cada uno de los niveles productivos y la deteccióntemprana de todas aquellas condiciones inseguras y/o actos inseguros deltrabajo que sin haber causado un daño ni material ni humano, puedenmaterializarse y ocasionar un accidente.
Surge la necesidad, por tanto, de eliminar los riesgos del trabajo en el momentode producirse y de una manera temprana. Para poder cumplir con esta premisa,es necesaria la intervención de los trabajadores y conseguir que la prevenciónforme parte de su día a día.
Prácticas preventivas para el control del riesgo
Este proyecto proactivo tiene como función evitar que los accidentes ocurran,poniendo bajo control los riesgos potenciales, corrigiendo de manera temprana,por parte del portavoz SEMA, los actos y/o condiciones inseguras, que puedenderivar en cuasi accidentes o accidentes.
No Camines por los cuasi accidentes, es una forma de trabajo en la que con laayuda de los portavoces se busca romper la cadena de sucesos que llevan a losaccidentes.
La primera fase del proyecto empieza en 2013 dentro del proyecto de“Organización de responsabilidades de los equipos de producción (TCT, TopClass Team)” en la que se selecciona a operarios como “portavoces deSeguridad y salud, energía y medio ambiente”, en las diferentes áreasproductivas.
El objetivo de TCT es:
Tomar las decisiones a nivel de equipo.Incrementar las habilidades del equipo.Hacer frente a los problemas con rapidez a medida que surjan.Equipo impulsado por la mejora continua.Aumentar la participación de los empleados.
Los resultados que se esperan con este proyecto TCT son:
Mayores eficiencias.
48
Menores desviaciones del proceso.Reducir los rechazos y re-trabajos.Reducción de ausencias.Menor coste por pieza.
Las funciones del portavoz de seguridad y salud, energía y medio ambiente son:
Dirigir positivamente la seguridad, el medio ambiente y la energía en elequipo.Ayudar al equipo en la gestión de un problema de seguridad, energía o medioambiente.Transmitir la información al resto del equipo.
Es decir, ser una fuerza motriz para la mejora de la seguridad en el puesto detrabajo. Para asegurar que el lugar de trabajo es hoy en día seguro y mañanaserá más seguro aún.
Las tareas a realizar por portavoz se resumen en:
1. Gestionar los documentos para las auditorías diarias de la zona de trabajo.
2. Controlar la correcta separación de residuos en el área.
3. Mantener actualizados los indicadores de seguridad y salud, energía y medioambiente que son:
- Seguridad y salud: La cruz de seguridad + número de días sin accidentes
- Auditoría: Controlar que se llevan a cabo las auditorías de seguridadestablecidas.
4. Realizar una auditoría semanal de seguridad y salud, energía y medioambiente en una zona de la sección.
5. Participar en las auditorías establecidas de seguridad y salud, energía ymedio ambiente y en las acciones de mejora.
6. Hacer el seguimiento de las acciones de mejora en seguridad y salud,energía y medio ambiente dentro de su equipo.
49
En 2016 se inició una nueva fase del proyecto que lleva por título “No caminespor los cuasi accidentes”. Con el objetivo de formar a los portavoces SEMA YResponsables de líneas de producción, para detectar actos y condicionesinseguras, que se pueden solucionar en el momento, y así rompemos la cadenade sucesos que nos conducen a los accidentes.
Una condición para la prevención y la reducción de los índices de accidentes, esPensar de manera Pro-activa. Se trata de hablar abiertamente y sincondicionantes de las cuestiones de seguridad y factores humanos, actos ycondiciones inseguras.
Con la involucración del personal con este proyecto, y a través de la formaciónde 39 personas en todas las áreas de producción, que reciban los conocimientosy herramientas necesarias, se ha de buscado solucionar estas situacionesmejorables de manera inmediata.
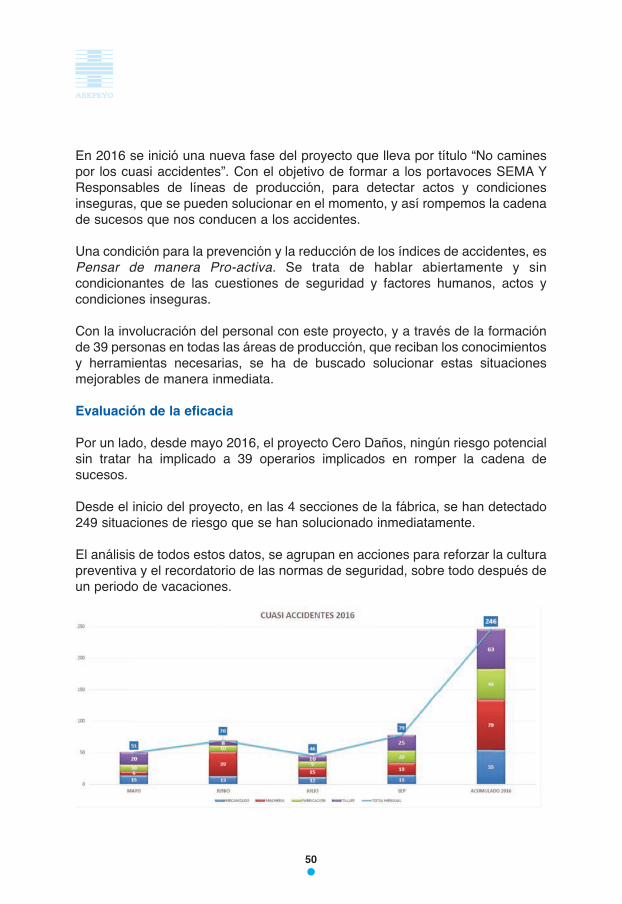
Evaluación de la eficacia
Por un lado, desde mayo 2016, el proyecto Cero Daños, ningún riesgo potencialsin tratar ha implicado a 39 operarios implicados en romper la cadena desucesos.
Desde el inicio del proyecto, en las 4 secciones de la fábrica, se han detectado249 situaciones de riesgo que se han solucionado inmediatamente.
El análisis de todos estos datos, se agrupan en acciones para reforzar la culturapreventiva y el recordatorio de las normas de seguridad, sobre todo después deun periodo de vacaciones.
50
Proyecto MMS-H&S Refreshment Program. Concienciación a la plantilla de losriesgos, incidentes y accidentes ocurridos. Objetivo es recordar las normasbásicas de seguridad, a todo el personal de fábrica, el primer día deincorporación y antes de iniciar su trabajo habitual.
Actualmente se están analizando los datos de los cuestionarios recibidos. Elproyecto del 2016, está al 83,42 % de cumplimiento, significa que ya se hancorregido 488 cuestionarios, de 585 (plantilla total actual 585 trabajadores). Losdatos analizados sobre este proyecto en curso, son muy satisfactorios, ya sealcanza un nuevo criterio de calificación (AA) que implica el 100 % de aciertos.
51

52
53
Primer premio
Gestión global de la prevención enla rehabilitación del
edificio “La Rotonda”
Categoría Gestión de la prevención
JOSEL, SLU (NÚÑEZ I NAVARRO)
Empresa dedicada a la construcción y promoción inmobiliaria, a la rehabilitaciónde edificios históricos, y a la venta y alquiler de pisos y oficinas, aparcamientos,locales comerciales y naves industriales.
Comte d’Urgell, 23008036 Barcelonawww.nyn.es
Problema u oportunidad
Problema
Desde la compra del edificio, el enfoque del departamento de Seguridad para laimplantación de prevención se sabía que iba ser diferente y más difícil de lohabitual por la singularidad e importancia de la finca.
Dos de los grandes problemas-retos de implantación de la seguridad eran:
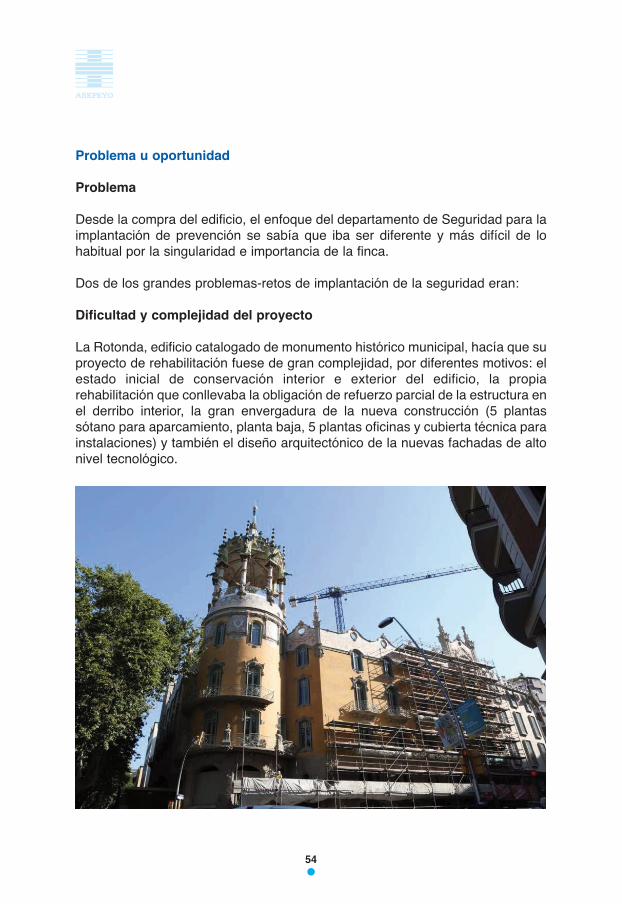
Dificultad y complejidad del proyecto
La Rotonda, edificio catalogado de monumento histórico municipal, hacía que suproyecto de rehabilitación fuese de gran complejidad, por diferentes motivos: elestado inicial de conservación interior e exterior del edificio, la propiarehabilitación que conllevaba la obligación de refuerzo parcial de la estructura enel derribo interior, la gran envergadura de la nueva construcción (5 plantassótano para aparcamiento, planta baja, 5 plantas oficinas y cubierta técnica parainstalaciones) y también el diseño arquitectónico de la nuevas fachadas de altonivel tecnológico.
54
Todos estos motivos hacían que el proyecto tuviese una dificultad técnica mayorque las obras tradicionales de edificación y también una duración muy superior(60 meses) a cualquier obra promovida por Núñez y Navarro.
Además, durante la ejecución de proyecto, fueron surgiendo nuevos desafíos.Entre ellos, problemas estructurales de conservación que tuvieron que hacercambiar el proceso de deconstrucción, o la especial necesidad de mantenerabierta al público 24 horas la farmacia situada en el local de planta baja delpaseo St. Gervasi en el interior del edificio y la obra.
Cambio organizacional
El segundo gran reto/problema fue originado por el propio grupo empresarialNúñez y Navarro, que tomó un cambio estratégico organizativo importante, porla coyuntura de crisis económica del sector de la construcción, hacia un nuevoenfoque del modelo negocio más alineado a la gestión patrimonial que a laconstrucción tradicional.
Este cambio se vivió en los inicios de la obra. Núñez y Navarro abandonó lafunción histórica de promotor - constructor para ser promotor - project managerde la obra (con la dirección facultativa), traspasando las obligaciones yfunciones de constructor a los diferentes contratistas - industriales (hastaentonces subcontratistas habituales).
Esta nueva forma de trabajar significó un cambio importante para toda laorganización de obra propia, y en especial para los nuevos contratistas, queconllevó la reducción de personal técnico y mando de la empresa (menos controldirecto) y la no contratación directa de materiales, medios auxiliares,maquinaria, servicios, protecciones colectivas, etc., elementos que siemprehabía asumido bajo su responsabilidad y coste económico.
A nivel de gestión de la prevención, comportó un traspaso significativo a loscontratistas de obligaciones administrativas legales y de control documental(planes de seguridad y salud, libro de subcontratación, control de acceso, etc.),y también operacional, como el control e implantación de proteccionescolectivas, de los medios auxiliares (maquinaria, andamios), designación derecursos preventivos, etc.
55
Oportunidad
Estos retos/problemas facilitaron una oportunidad de mejora en la implantacióndel modelo preventivo de gestión de la compañía y obligaron a un esfuerzo porparte de los responsables técnicos de obra (dirección facultativa y departamentode Ejecución de Obras) en continua colaboración con el departamento QSM-Coordinación de SyS.
El objetivo era seguir alcanzando una ejecución de obra de calidad y una granrehabilitación arquitectónica para el edificio pero garantizando, al mismo tiempo,la mayor seguridad para los trabajadores y a terceros (edificios vecinos,servicios municipales parada de Tranvía Blau, autobuses, local comercial,viandantes, tránsito de vehículos, etc.).
El equipo técnico de la obra, dirección de obra formado por el despacho dearquitectura y los técnicos del departamento de Ejecución, con la implicación delos diferentes contratistas, tuvieron que profundizar y avanzar más allá de lohabitual en la búsqueda de soluciones y decisiones técnicas para la mejorejecución y seguridad. En especial en la fase inicial de refuerzo y dedeconstrucción o derribo interior que se ejecutó de forma programada y muycontrolada.
Desde los departamentos QSM y Ejecución de Obras se aumentaron losesfuerzos para mantener los niveles de seguridad y exigencia en materia deseguridad conseguidos como promotores - constructores, traspasando elconocimiento y la metodología propia (el Know-How) en materia de prevencióna cada contratista.
Este traspaso de experiencias y exigencias en materia de seguridad se fuerealizando en las diferentes reuniones de coordinación con los responsables dela empresas contratistas, y especialmente en cada visita-inspección decoordinación (con informe posterior) donde se detectaban las incidencias acorregir y a la vez se estudiaban y solucionaban las necesidades en materia deprotección de los siguientes trabajos a ejecutar.
El deparatmento QSM, tutorizó y mentorizó a diversas empresas contratistas ensu nuevo rol técnico-legal para asumir sus obligaciones administrativas comoeran la edición e implantación de los planes de seguridad y salud, los trámitesde comunicación de apertura y libro de subcontratación y los documentosobligatorios de los trabajadores para el control de acceso, entre otros.
56
Práctica de gestión implantada
La práctica preventiva implantada consiste en la “Gestión global de laprevención en la rehabilitación del edificio La Rotonda”, proyecto que desde elinicio ha contado con el liderazgo del departamento QSM en relación a la gestiónde la prevención, pero también ha sido necesario el apoyo total de la direcciónde la empresa, la implicación de los técnicos y mandos del proyecto y lacolaboración de los contratistas y proveedores especializados.
La gestión se puede detallar en dos líneas de actuación:
Coordinación, planificación y control de la seguridad por el departamentoQSM.
Desde el departamento, y en especial desde la coordinación de Seguridad ySalud, se han realizado las diferentes acciones preventivas de formacontinua para anticiparse a las necesidades de seguridad del proyecto, obray explotación del edificio acabado.
57
Las más significativas son:
- Inspecciones iniciales de recepción de la finca.- Inspecciones de elementos con fibrocemento previo al derribo.- Inspección y seguimiento para protección de elementos de fachada.- Revisión y realización de estudio de seguridad y salud.- Revisión y realización del plan de seguridad y salud inicial Núñez y
Navarro.- Revisión y aprobación de PSS, anexos y protocolos de trabajo de los
contratistas de Núñez y Navarro. (25 contratistas de diferente tamaño).- Visitas de control de seguridad semanal con contratistas (224 informes).- Reuniones de coordinación de seguridad y salud bimestrales y
específicas (23 actas).- Control documental de la CAE de las empresas y trabajadores
contratados y subcontratados (25 contratistas, 171 subcontratistas, 750trabajadores).
- Revisión técnica y aprobación de planes de montaje de andamios.- Estudio, medición y supervisión de la implantación de las protecciones
colectivas.- Investigación de accidentes e incidentes (11 informes).- Sesiones informativas anual en obra para trabajadores (4 sesiones).- Implantación de planes de emergencia en obra (práctica de simulacros
anual, designación de responsables).- Auditorías internas y externas de certificación del OHSAS 18001
(apartado control operacional).- Amonestaciones a contratistas por incumplimientos contractuales en
materia de seguridad y salud.- Evaluación de riesgo de puestos de trabajo de obra.- Medición higiénica de ruido.- Diseño, elección y verificación de los sistemas de protección en altura
para trabajos de mantenimiento.- Elaboración del plan de autoprotección del nuevo uso del edificio.- Definición de la señalética de evacuación y extinción de incendios.
Trabajos específicos de protección en obra
Por la singularidad del proyecto, liderado por los responsables técnicos deobra y de seguridad se han llevado a cabo tareas específicas necesariaspara la protección de los trabajadores, la estabilidad del propio edificio yterceros:
58
Las más significativas son:
- Protección y refuerzo elementos ornamentales de fachada y del templetede cubierta.
- Retirada de antigua chimenea por peligro de desprendimiento. - Instalación de marquesina de protección para viandantes (paseo. St.
Gervasi y calle Lleó XIII).- Desmontaje de antigua escalera metálica de emergencia.- Refuerzo metálico provisional antigua estructura del edificio para el
derribo controlado por fases y plantas.- Apuntalamiento con micropilotaje de antigua estructura para el derribo
controlado.- Retirada del elementos con fibrocemento según plan de trabajo por
empresa registrada RERA.- Aseguramiento y estabilización de cimentaciones mediante pilotajes y
codales metálicos para evitar afectaciones a edificios contiguos.- Cubrimiento superior y lateral para protección de local de farmacia en
planta baja (abierta al público 24 horas), mediante envolvente dehormigón.
- Envolvente con andamio tubular incorporando lonas de protección yrecogida de cascotes en fachadas modernista a rehabilitar y templete.
- Instalación, montaje y desmontaje de protecciones colectivas específicaspor fase y según avance de obra.
- Anticipación y avance del montaje de elementos de protección contracaída definitivos para su uso en cubierta y patio central.
- Trabajos verticales para la instalación y acabados de elementos defachada por empresas especializadas.
- Desvío de tránsito de circulación de vehículos en calzada para montajesespeciales, coordinados con Guardia Urbana.
- Regularización de la zona de giro de la grúa torre para prohibir circularcargas por encima de Av. Tibidabo (Tranvía Blau, parada de bus).
- Preparación de recorridos seguros para visitas de obra para medios decomunicación.
Evaluación de la eficacia
La evaluación de la eficacia se ha medido mediante dos parámetros: elprocedimiento interno de indicadores de medición del sistema de gestión en elcontrol de la seguridad (objetivo para certificación OHSAS 18001) y lacomparativa de los índices de siniestralidad según el registro de accidentes.
59
a. El sistema interno de indicadores de medición, extraído de cada informede coordinación de seguridad y salud según visita realizada. En el sepuntúan de 0 a 1, ocho parámetros de seguridad y dos de medioambientesegún su estado en el momento de la visita (bien, regular o mal).
La puntuación promedio global para el conjunto de 224 visitas - informesrealizados para todo el período de ejecución de obra entre los años 2011 a2016 se sitúa en 9,2, cumpliendo además cada año el objetivo anual deseguridad de Núñez y Navarro, que se revisa en la certificación sistema degestión según OHSAS 18001, en que las obras deben superar o igualar elvalor promedio de 8,5.
b. Los resultados comparados con los índices de incidencia laborales oficialesdel sector de la construcción de edificios han sido muy positivos dado quesólo han ocurrido 10 accidentes de carácter leve, por pequeña lesión y cortaduración de la baja laboral, en todo su período de ejecución la obra (60meses). No ha habido ningún accidente grave, ni muy graves, ni mortal.
De esta manera, el índice de Incidencia de la obra se sitúa en 1.333,33, un81 % por debajo del índice del sector de la construcción de edificios para elaño 2015.
60
61
Segundo premio
Maxion Wheels España method“Safety coach program”
Categoría Gestión de la prevención
MAXION WHEELS ESPAÑA, SL
Empresa dedicada a la fabricación de ruedas de acero para fabricantes devehículos turismo y furgonetas. Es una marca referente en el mercado delautomóvil. El grupo IOCHPE-MAXION al cual pertenece tiene presencia en los5 continentes contando con 31 plantas de fabricación distribuidas en 15 paísesy más de 14.000 empleados.
De la Lemmerz, 4108241 Manresa (Barcelona)www.maxionwheels.com
Problema y análisis del riesgo
Desde el año 2009, Maxion Wheels España adopta una clasificación distinta ala habitual en el análisis de los resultados de su siniestralidad (accidentes,incidentes y primeros auxilios). Esta diferenciación obedece a la necesidad deobtener una visión de la realidad que, hasta el momento, permanecía oculta: lainfluencia de las conductas en la accidentabilidad.
De esta forma, en el año de referencia, se clasificó el número de incidentes poractividad desde la siguiente óptica:
Incidentes ocurridos con actividad normal de producción.Incidentes ocurridos por actividades auxiliares a la producción normal. Estasactividades auxiliares (indirectas) estaban vinculadas a los trabajos demontaje y de desmontaje de maquinaria y útiles (setup), ajustes(troubleshooting) y mantenimiento (maintenance).
En ese momento, la plantilla era de 310 personas y se contabilizaron 142incidentes.
En síntesis, del análisis de esos 142 incidentes se podían extraer las siguientesconclusiones y valoraciones:
Un 72 % de los incidentes habían tenido una relación directa con lasconductas (behaviors).El 33 % ocurrieron durante la actividad normal de producción, el 67 %ocurrieron durante la actividad auxiliar de producción (29 % en ajustes, 21 %en montajes y 17 % mantenimiento).Las evaluaciones de riesgos estaban orientadas a las actividades normalesde producción, por tanto solamente cubrían 1/3 de todas las actividadespotenciales de producir incidentes. Había que hacer hincapié en las conductas inseguras (factor humano) parareducir los incidentes.Era necesario extender la cultura de la prevención a toda la organización.Que la implantación y desarrollo de un sistema de gestión en materia deprevención (OHSAS 18.001), no es suficiente por sí mismo, si no seacompaña de una cultura de seguridad arraigada.Que la línea de mando (responsables de sección y supervisores) deberíaimplicarse directamente en las actividades de prevención en línea con elcompromiso de la dirección.
62
Oportunidades de mejora
A la vista de los resultados obtenidos, Maxion Wheels España estableció unaserie de premisas:
El empleado debe ser el protagonista del cambio con total participación eimplicación en los programas.El supervisor debe ser el gestor de la seguridad y confort de los empleados.El responsable de sección debe liderar el cambio como facilitador. La dirección debe mantener su compromiso con el programa.
De acuerdo con estas premisas, identificó las oportunidades de mejoradirigiendo las actuaciones en:
La identificación y control del riesgo a través de las conductas.La reducción de costes por accidentabilidad.La reducción de los índices de accidentabilidad.Completa integración de la prevención en el sistema de gestión de lacompañía.Compromiso e implicación en ambas direcciones (empleados – compañía).Crear Cultura " 0 accidentes", a través de las normas cardinales.
Para ello, se crearon dos programas con distintas líneas de actuación, queconsolidaran la integración de la prevención del SGSSL y diera respuesta a lasexpectativas de mejora.
Gestión de las conductas a través de las observaciones (BBST). Dirigido a laplantilla en general, con la participación de los supervisores y jefes desección.Cultura de la prevención a través de coaching. Dirigido a los supervisores yresponsables de sección, con la participación de los empleados.
Ambos perseguían la identificación y control de riesgos a través de lasconductas y la consolidación de una cultura propia en materia de seguridad (0accidentes). Pasando de un nivel de gestión de la prevención reactivo -dependiente a independiente - interdependiente, mediante el liderazgo de lossupervisores y responsables de sección.
63
Prácticas preventivas para el control del riesgo
Programa de gestión de las conductas a través de las observaciones (BBST)
1. Sistema de gestión
El primer punto del programa era asegurarse que el personal de MaxionWheels España conocía todas las instrucciones de seguridad vinculadas a suactividad y que estas se llevasen a la práctica.
2. Información / formación
Se llevaron a cabo diferentes sesiones formativas / informativas, tantopersonales como por colectivos, según la actividad, como recordatorio de loya conocido. En el programa, participaron 193 personas.
3. Publicidad
Se comunicó a la dirección de planta, delegados de prevención y a losresponsables de sección del contenido del programa BBST (BehaviorsBased in Safety Tools) y los objetivos, presentando al mismo tiempo el perfildel observador y su rol. A través de las reuniones diarias, los responsablesde sección fueron los que transmitieron a su personal, en que iba a consistirel programa.
4. Formación de observadores
El contenido de la formación para los observadores, constaba de:
Programa y objetivos.Conceptos y fundamentos de las conductas (Conceptos BBST).Proceso y desarrollo de las observaciones (Implementación BBST).Registros (actividad normal - actividad especial o anormal).Elaboración del listado de conductas inseguras a observar.Plan de reacción.
En su inicio participaron 12 observadores de distintas plantas del grupo.
64
5. Periodo de observación
El programa requería 3 años de desarrollo, con revisiones semestrales.
Las observaciones no debían ser superiores a los 30''.
La valoración inicial de cumplimiento era del 80 %, al final del año. Dichavaloración debía hacer referencia a actos inseguros vs actos seguros.
Cada observación clasificada como insegura, el observador dialogaba con elobservado para reflexionar sobre su conducta y que el mismo empleadomanifestara la forma correcta de proceder, para ir cambiando hábitosinseguros.
6. Plan de reacción
Mensualmente se publicaban los datos y se llevaba a cabo una reunión concada responsable de sección para desarrollar una serie de actuaciones haciael personal, de su sección en relación a las actitudes observadas, en base a:
Desconocimiento de la forma de actuar frente al riesgo.Hábitos viciados frente al riesgo que le cuesta cambiar (no constante).No acepta cambios de conducta.
7. Mejora continua
Dependiendo de la evolución (< 80 %), se vuelven a revisar e identificar ellistado de las conductas críticas (actos inseguros) que permitieran establecerun nuevo punto de partida, por el que se debían focalizar las observaciones.Desarrollándose así nuevamente el apartado 5 y 6 e informando a ladirección de planta de la evolución.
Programa de gestión de conductas a través del coaching
1. Sistema de gestión
El primer punto del programa era asegurarse de que los responsables desección y los supervisores de línea de Maxion Wheels España conocieran laevolución histórica que estaban llevando sus propias secciones en materiade accidentabilidad. (accidentes con baja, incidentes, cuasi accidentes, etc.).Para ello, se editó una memoria de bolsillo para cada participante del
65
programa (Dossier Safety Coach 2015) y cuyo contenido histórico seremontaba desde el año 2008 hasta 2014.
2. Publicidad
Se presentó a la dirección de planta y delegados de prevención, así como alos responsables de sección el contenido del programa Safety Culture, losobjetivos, el perfil de los participantes y su rol.
A través de las reuniones diarias, los responsables de sección fueron los quetransmitieron a su personal, el contenido del programa.
3. Formación de supervisores y responsables de sección
El contenido de la formación estaba estructurado en dos bloques o partes,más el plan de reacción.
Parte I
La sesión de formación que se realiza es completamente interactiva, es decirel personal encargado del coaching (técnicos superiores de prevención deMaxion España), asume el rol de facilitador y conductor, dejando que losparticipantes sean los actores principales de la misma.
Las funciones que el coach debía asumir eran:
Presentar el programa y los objetivos.Mostrar los datos históricos de cada línea o sección de producción.Facilitar los ejercicios que deben resolver. Para ello se sirven dediferentes situaciones en base a accidentes / incidentes reales sucedidosen Manresa o en otras plantas del Grupo Maxion, mostrado dichosejercicios con ilustraciones secuenciales.Dar a conocer el sistema de análisis simple y eficaz para que losparticipantes resuelvan los ejercicios.Facilitar a los participantes una pequeña encuesta, con la finalidad deidentificar las oportunidades de mejora, como líderes del proceso (SafetyCulture). Esta encuesta (10 preguntas), es anónima y solamente tiene unrequerimiento. "Que todas las respuestas sean honestas". Tabular los datos de la encuesta y presentarlos gráficamente en estamisma sesión.Moderar las intervenciones y recoger las conclusiones presentadas porlos participantes.
66
Preparar las posteriores actividades de campo.
En relación a los participantes en el programa, para alcanzar losconocimientos necesarios y poder desarrollar adecuadamente su rol, debíanexponer las conclusiones a las que han llegado mediante el análisis deaccidentes, defender sus propuestas frente a los demás participantes ycompartir las soluciones. Finalmente "todos adquieren un compromisocolectivo", que presentarán a la dirección de planta, para que esta lo ratifiquey se comprometa también en su desarrollo y cumplimiento.
La formación de todo el programa estaba dirigida a 30 personas entreresponsables de sección y supervisores, repartidos entre los tres turnos detrabajo.
Parte II
El compromiso fijado por los supervisores y jefes de sección no fue otro queel de establecer 8 normas cardinales. Estas normas fueron ratificadas porla dirección de planta.
Las normas cardinales marcan el camino a seguir hacia la culturapreventiva del "0 accidentes". Deben ser respetadas por todos y cada uno delos componentes de Maxion Wheels España y exigidas por todo el personala cualquiera que no las cumpla.
La segunda parte del programa se centró en la implementación ycumplimiento de las 8 normas cardinales y para ello se le dio soporte a lossupervisores y responsables de sección (coach), sobre cómo gestionar elcumplimiento de las mismas, con hechos reales, en situaciones cotidianas delos procesos de fabricación y actividades complementarias (auxiliares).
Las actividades de soporte (coaching) tenían varios aspectos a trabajar, queya estaban incluidos en la encuesta, indicada en la Parte I.
Liderazgo.Supervisión.Capacitación del personal.Actitud, identificación y control del riesgo.Comunicación, feedback (positivo y negativo).Gestión de conflictos.
67
Este soporte se realiza con entrevistas en la planta de producción de formainteractiva con los supervisores y responsables de sección, para incrementarsus habilidades de liderazgo en materia de prevención.
A raíz de las visitas de campo (entrevistas), los supervisores y responsablesde sección han podido consultar las base de datos y la opinión del coach deviva voz, con lo que conocen perfectamente sus puntos fuertes y sus puntosdébiles.
La valoración realizada por el equipo de coaching, tomaba en consideraciónlas sus propias observaciones y respuestas de los supervisores y jefes desección, así como la de los empleados de cada sección, estas últimas,también a través de entrevistas con opiniones anónimas.
Con las valoraciones semestrales realizadas en el transcurso de un año dela implementación, se prepara nuevamente otra sesión interactiva, que formaparte del plan de reacción.
4. Periodo de implantación y desarrollo
Una vez conocidas y publicadas las 8 normas cardinales mediante cartelesen toda la fábrica y trípticos entregados personalmente a todos losempleados y personal externo, los propios supervisores y responsables desección comunican a los empleados de sus respectivas secciones, laimportancia y el compromiso del cumplimiento de las normas cardinales.
El programa requiere 2- 3 años de desarrollo, con revisiones semestrales.Tanto los supervisores como los responsables de sección son evaluados encontinuo durante ese periodo de 6 meses, con visitas planificadas a planta.
El equipo de coaching se entrevista (8-10 minutos) con los supervisores yresponsables de sección de forma individual. En estas entrevistas secomprueba la forma de actuar de los mismos y el coach recibe el feedbackde los entrevistados para comprobar que tipos de obstáculos o puntosdébiles hay que trabajar para la eficaz implantación de las normascardinales. Al mismo tiempo, se les informa de que el equipo de coachingiba a llevar a cabo diferentes entrevistas con las personas que trabajan en suárea para obtener una valoración más objetiva de su gestión.
La evaluación de los supervisores y responsables de sección se hace através de entrevistas (3-5 minutos) con las personas que trabajan en su área.
68
Es decir, con personal de fabricación de las diferentes líneas o secciones quelideran, para que valoren la eficacia del mando en materia de prevención,juntamente con las observaciones del coach.
Los registros de las entrevistas son volcados en una base de datos por elequipo de coaching, manteniendo el anonimato y se valoran los aspectosreseñados anteriormente.
La valoración al final de año sobre la capacitación de los supervisores ymanagement debe ser > 85 % en su cumplimiento.
Estas valoraciones se realizan de forma individual, por secciones(supervisores) y / o líneas de producción o áreas (responsables de sección)y por turnos de trabajo, valorando los siguientes aspectos:
Liderazgo.Supervisión.Capacitación del personal.Actitud, identificación y control del riesgo.Comunicación, feedback (positivo y negativo).
5. Plan de reacción
El plan de reacción se establece en base a los resultados obtenidos en lasentrevistas de campo y los nuevos compromisos adquiridos por losparticipantes, de tal forma que se evolucione hacia un modelo de gestióninterdependiente, en la que todo empleado vea la seguridad de forma global,mediante el cumplimiento de las normas cardinales aplicadas para unomismo y compartidas con todos los demás.
Los aspectos a tratar en esta sesión se centran sobre los puntos débiles decada supervisor y responsable de sección, como líderes del sistema degestión.
Dentro de las actividades de campo, se realiza un ejercicio práctico en el cuallos participantes podrán valorar el cumplimiento de las normas cardinales,en secciones distintas a las suyas.
Al mismo tiempo para esta sesión se han preparado entre 2 o 3 videosalusivos a cada norma cardinal. En ellos se muestra claramente el actoinseguro y posteriormente el acto seguro, lo que facilita claramente, que rol
69
debe asumir el supervisor o el jefe de sección y cómo debe actuar frente acada situación.
Estos videos han sido realizados por el equipo de coaching, siendo losactores los propios empleados de cada una de las secciones, quevoluntariamente se han ofrecido (han participado personal de los tres turnosy de empresas externas que prestan sus servicios en nuestrasdependencias).
Finalmente, cada participante, asumirá un compromiso personal, sobreaquellos aspectos que debe mejorar y se aplicará lo descrito en el punto 4.
6. Mejora continua
En consecuencia al plan de reacción y dependiendo de la progresión, sevuelven a revisar y valorar los aspectos indicados en la parte II. De estaforma se evoluciona hacia un modelo de gestión interdependiente, en la quetodo empleado vea la seguridad de forma global, mediante el cumplimientode las normas cardinales aplicadas para uno mismo y compartidas yexigidas a todos, incluido el personal externo que pueda prestar servicios enMaxion Wheels España.
Evaluación de la eficacia
Para evaluar la eficacia del programa se han tenido en cuenta los siguientesindicadores:
Índice de gravedad (Ig).Índice de frecuencia (If).Índice de incidencia (Ii).Incidentes en términos absolutos.
Hasta el año 2015 y desde los inicios del programa, estos han sido losresultados:
(Ig) acumulado periodo 2009 (2,85) a 2015 (0,50). Reducción en un 82,45 %.(If) acumulado periodo 2009 (64.35) a 2015 (18.62). Reducción en un 71,06 %.(Ii) acumulado periodo 2009 (6536) a 2015 (2193). Reducción en un 66,44 %.Incidentes totales en 2009 (142) a 2015 (47). Reducción 66,90 %.
70
En el transcurso de este periodo (2009-2015) en el que se ha desarrollado elmétodo Maxion Wheels España method, se han llevado a cabo más de 78.800observaciones de conductas, lo que supone una media anual de 9.750observaciones.
Entre 2015 y 2016 se han materializado un total de 106 entrevistas de campo(equipo de coaching), para valorar la implicación en materia de prevención delos supervisores y responsables de sección.
A fecha de hoy, previo al cierre del año 2016 (agosto) se dispone de lossiguientes resultados:
(Ig) acumulado 2016 (0.30), reducción de un 40 % respecto a 2015. (If) acumulado 2016 (9.59), reducción de un 48.5 %, respecto 2015. (Ii) acumulado 2016 (869), reducción de un 63.31 % respecto 2015. Incidentes totales 2016 (32), reducción de un 31.91 % respecto 2015.
Indicar también que la reducción de costes ha sido significativa durante todoeste tiempo (2009 a 2015) y que esta evolución les ha permitido tomar parte enel sistema de incentivos para la prevención, conocido como Bonus. La evoluciónde los costes por accidentabilidad ascendía a 149.040 €, a fecha de hoy el costeasciende a 14.880 €.
Maxion Wheels España method, es un método innovador, creado en Maxion(Manresa), para Maxion y exportable a cualquier actividad de producción.
El motor del método son las normas cardinales, creadas por los propiosempleados, lo que implica un compromiso propio (no impuesto). MaxionWheels method, está enfocado para crear cultura preventiva, a través de lasconductas y el liderazgo, en busca del objetivo " 0 accidentes".
La implicación y el compromiso de la dirección son vitales para el éxito delprograma.
71
72
73
Tercer premio ex aequo
“Pequeñas charlas, grandeslecciones”
Categoría Gestión de la prevención
M. TORRES DISEÑOS INDUSTRIALES, SAU
La actividad productiva de M. Torres diseños industriales, SAU engloba eldiseño, fabricación e instalación de máquina herramienta especial para lafabricación de componentes aeronáuticos, así como de utillajes y sistemas deensamblaje de los mismos, cubriendo todo el proceso productivo, desde lamecanización de componentes aislados hasta el ensamblaje del producto final,tanto en metal como en materiales compuestos.
Asimismo, diseñan, fabrican e instalan máquinas para la conversión de bandasflexibles (empalmadores y porta bobinas), sistemas de transporte de bobina y decontrol de tensión de banda, así como maquinaria afín a los sectores de cartónondulado, impresoras, laminadoras, cortadoras, tisú, yeso y de conversión delpapel en general.
Ctra. Pamplona-Huesca Km. 9 31119 Torres de Elorz (Navarra)www.mtorres.es/es/aeronauticawww.mtorres.es/es/paper-converting
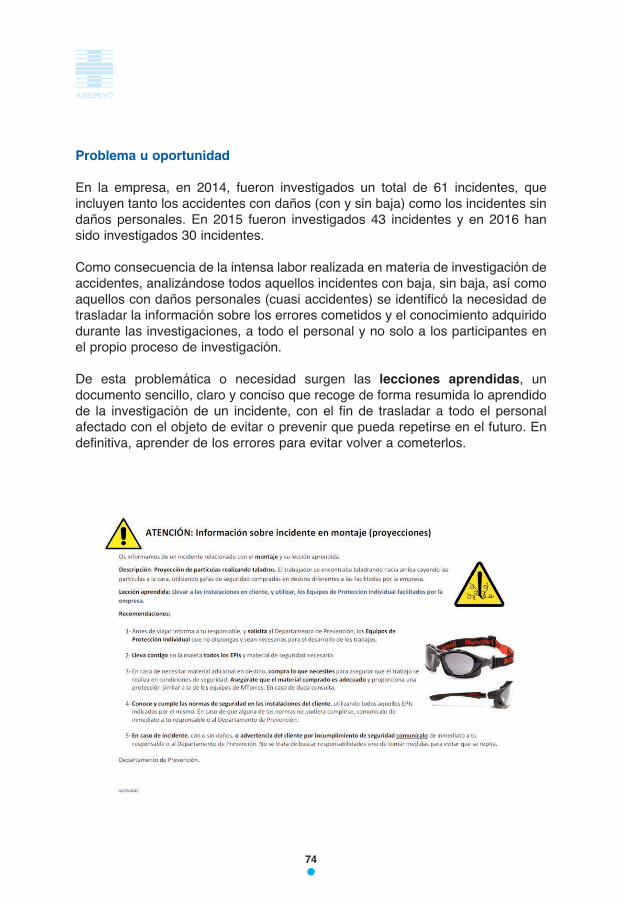
Problema u oportunidad
En la empresa, en 2014, fueron investigados un total de 61 incidentes, queincluyen tanto los accidentes con daños (con y sin baja) como los incidentes sindaños personales. En 2015 fueron investigados 43 incidentes y en 2016 hansido investigados 30 incidentes.
Como consecuencia de la intensa labor realizada en materia de investigación deaccidentes, analizándose todos aquellos incidentes con baja, sin baja, así comoaquellos con daños personales (cuasi accidentes) se identificó la necesidad detrasladar la información sobre los errores cometidos y el conocimiento adquiridodurante las investigaciones, a todo el personal y no solo a los participantes enel propio proceso de investigación.
De esta problemática o necesidad surgen las lecciones aprendidas, undocumento sencillo, claro y conciso que recoge de forma resumida lo aprendidode la investigación de un incidente, con el fin de trasladar a todo el personalafectado con el objeto de evitar o prevenir que pueda repetirse en el futuro. Endefinitiva, aprender de los errores para evitar volver a cometerlos.
74
Asimismo, se identifican carencias en la comunicación de la información enmateria preventiva al personal de producción (montaje), dado que aunque sedisponen de medios y cauces de comunicación: comité de Seguridad y Salud,delegados de prevención, tablón de prevención, intranet, comunicados víacorreo electrónico, etc., la información muchas veces no llega al personal deltaller.
La razón es sencilla, estos trabajadores no disponen de correo electrónico nitiempo para consultar información de la intranet, la atención prestada a ladocumentación de los tablones es limitada y, por ello, el impacto de lascomunicaciones es reducido.
De esta necesidad surge la idea de las charlas de 5 minutos de prevención.
Inicialmente llamadas charlas de 5 minutos de prevención para producción, notardo en ser eliminado el término “para producción” al participar en las mismaspersonal de otros departamentos como de almacén, mantenimiento o técnicosde aplicaciones encargados de la puesta en marcha de las máquinas.
Las primeras charlas se realizaron a viva voz con el fin de crear una atmósferade cercanía con los trabajadores, pero la afluencia de personal y la altaparticipación hizo en poco tiempo necesario buscar medios adicionales parafavorecer la comunicación y poder ser oídos por todo el personal. Para ello sedispuso de un sistema de megafonía con micrófono que posteriormente fuesustituido por un sistema de manos libres que permite al formador poder darexplicaciones a la vez que se manipulan equipos o materiales para ilustrar lasexplicaciones. Por ejemplo, herramientas deterioradas para demostrar cómopueden causar accidentes, elementos de protección personal para demostrar suuso apropiado, etc.
Asimismo, se estableció un horario para las charlas que permitiera por una partehacer sentir a los trabajadores que no se les estaba haciendo perder el tiemponi iba a afectar a su trabajo, a la vez que se buscaba un intervalo en el que losoperarios no estuvieran ni recién iniciada la jornada (pensando en lo que tienenque hacer ese día) ni al final de la misma (donde el cansancio y las ganas determinar hacen mella en la atención prestada). Es por ello que fueron fijaron losjueves a las 13:45 (15 min. antes de la comida), limitando así la duración de lascharlas pero propiciando que los trabajadores tuvieran un tiempo de relax traslas mismas para comentar y asimilar los contenidos.
75
Siempre se intenta que las charlas transcurran en tono amistoso, sin leerpapeles, expresándose los formadores con sus propias palabras y ejemplos,haciendo que los trabajadores participen y en algunos casos, propiciando elinicio de discusiones amistosas. Son revisados habitualmente los incidentesocurridos, lecciones aprendidas, actos inseguros detectados en lasinspecciones de seguridad semanales, etc. para insistir y hacer hincapié en losriesgos y el peligro que representan, sin criticar ni mencionar a nadie.
Práctica de gestión implantada
Lecciones aprendidas
Derivadas de la investigación de incidentes se implantan en 2014 las leccionesaprendidas, donde se recogen los errores cometidos y el conocimientoadquirido durante la investigación de incidentes, con el fin de mejorarejecuciones futuras.
En términos muy sencillos la lección aprendida es la enseñanza que se adquiereo se genera tras la investigación de un incidente ocurrido. No solo se trata deevitar repetir los mismos errores sino de revisar los hechos, las causas que losgeneraron, las consecuencias que produjeron y principalmente establecer losmecanismos para lograr que ese conocimiento llegue a todo el personal de laorganización que pueda verse afectado por hechos similares.
Dichas lecciones aprendidas son una parte integral de la investigación de losincidentes y sirven para muchos propósitos, entre ellos, la mejora continua. Nogenerar lecciones aprendidas y/o no hacer uso de esta valiosa herramientapodría derivar en situaciones críticas en futuros trabajos que conllevaran aincidentes repitiendo los errores cometidos en el pasado.
Las ventajas de utilizar las lecciones aprendidas son las siguientes:
Sirve como una valiosa herramienta de apoyo para impartir charlas deformación e información.
Mejora la planificación y realización de trabajos futuros, evitando cometererrores anteriores y por lo tanto disminuyendo los riesgos.
Ayuda a detectar oportunidades de mejora.
76
Conforma la base para mejorar las prácticas de trabajo.
Contribuye a desarrollar nuevos y mejores procedimientos de trabajo.
Ofrece información de apoyo para una mejor toma de decisiones, reduce laincertidumbre y mejora el tiempo de respuesta ante situaciones similares alas que se tiene que enfrentar los trabajadores.
Charlas de prevención de 5 minutos para producción
En octubre de 2014 se pone en marcha, en colaboración con producción, comocomplemento de las lecciones aprendidas, y con el fin de que la informaciónen materia de prevención llegue al personal del taller, las charlas deprevención de 5 minutos para producción.
Estas charlas son impartidas los jueves con una periodicidad quincenal, y enellas se reúne a todo el personal de producción en la nave 4, para comentar deforma breve situaciones de riesgo que se hayan detectado, incidentes quehayan tenido lugar, lecciones aprendidas de dichos incidentes u otrasinformaciones de interés en materia de seguridad y salud en el trabajo.
El contenido de dichas charlas es seleccionado cuidadosamente, junto con losresponsables de producción, para contener un mensaje práctico y sencillorelacionado con la seguridad, con el propósito de captar la atención de lostrabajadores y fomentar el interés en las prácticas de trabajo correctas,esperando que sean una herramienta eficaz para corregir errores y concienciaren la prevención de accidentes, además de ser una oportunidad decomunicación, enseñanza y participación de todos los trabajadores, al ser elmomento adecuado para dar sus opiniones, experiencias o aportar ideas demejora.
La participación es alta y la valoración muy positiva, aunque inicialmenteestaban dirigidas al personal de producción, pronto fueron reclutándose en lasmismas personal de otros departamentos como almacén, mantenimiento,técnicos de aplicaciones, etc.
Las charlas impartidas durante los años 2014, 2015 y 2016 trataron entre otroslos siguientes temas relacionados con la prevención de riesgos laborales:
Manipulación del puente grúa: sobre cómo manipular los mármoles, así comootras cargas con riesgo de deslizamiento de eslingas, con las eslingasahorcadas mediante lazada (lección aprendida).
77
Uso de escaleras: sobre la elección y uso correcto de las escaleras de mano(lección aprendida).
Plataforma Teletower: sobre el montaje y uso seguro de la plataforma detrabajo TELETOWER®
Acceso materiales y conexiones a partes altas: sobre el acceso conmateriales y conexiones a partes altas de las máquinas (lección aprendida).
Orden y limpieza: sobre material de limpieza, transpaletas, eslingas yproductos químicos.
Actualización de la ficha del puesto de montaje mecánico en relación a laprevención de riesgos en el uso de pinzas y pistolas de calor (lecciónaprendida).
Importancia de comunicar todos los incidentes y situaciones de riesgo.
Evaluación de la eficacia
La seguridad es de los trabajadores y es por ello que se intenta que las charlasde 5 minutos sean un foro en el cual estos participaran activamente, discutiendoproblemas de importancia para todos. No se trata simplemente de reunir a lagente y decirles: “Se está produciendo este o aquel accidente, tener másprecaución y recordar que hay que prevenir y tener en mente la seguridad entodo momento. Gracias y hasta luego”. Tampoco se trata de dar grandesconferencias ni divagar sobre un tema. No se trata de cansar al personal conlargos discursos, porque sería un fracaso y nadie participaría, obteniendo comoresultado que nadie contribuyera entonces a los problemas que se plantean consugerencias que ayudaran a resolver los problemas existentes. Por ello desdeel principio se ha tenido especial cuidado en preparar con tiempo las charlas, nodejarlas a la improvisación, usar ejemplos, demostraciones y ayudas visuales,estimulando la participación del personal mediante preguntas o sugerencias.
El objetivo es aprender juntos. El personal de producción es el que estáexpuesto a mayores riesgos y a su vez el que mayor conocimiento puedeaportar sobre la realidad del trabajo, la eficacia de una u otra medida o valorarsi una medida propuesta es factible o va a terminar en papel mojado. No sirvede nada establecer medidas, mejoras o invertir en grandes equipos destinadosa mejorar la seguridad si estas luego no van a ser aplicadas por los trabajadoresporque dificultan su trabajo o generan otro tipo de dificultades no identificadaspor aquellos que analizan estas medidas desde una mesa de despacho.
78
El objetivo es hablar de seguridad, pero en su mismo idioma, con ejemplossobre condiciones y actos inseguros de su trabajo, tratar con ellos los aspectosque realmente les importan y tienen impacto sobre su seguridad, creando laconciencia de seguridad necesaria para integrar la prevención en el día a día.
En definitiva, se considera que las charlas de 5 minutos, junto con laslecciones aprendidas como soporte y registro del conocimiento adquirido trasla investigación de los incidentes suponen, por su brevedad, su estilo sencillo ydirecto y por su eficacia en captar la atención y fomentar la participación delpersonal, uno de los medios más eficaces para corregir las prácticas de trabajoincorrectas y formar una conciencia en prevención de accidentes.
79

80
81
Tercer premio ex aequo
Pilar de seguridad
Categoría Gestión de la prevención
NORBEGA, SA
Compañía Norteña de Bebidas Gaseosas, Norbega, SA, embotella y distribuyeproductos de la compañía Coca-Cola.
Ibaizabal, 57 48960 Galdakao (Bizkaia)
Problema u oportunidad
La dirección está convencida de que las lesiones y enfermedades derivadas detrabajo son evitables. El factor clave son las personas y su conciencia de laseguridad.
Para mantener un entorno de trabajo seguro y saludable, la colaboración detodos los estamentos de la empresa es fundamental. Si un trabajador no sesiente involucrado y responsable de su seguridad y de la de los demás,difícilmente cooperará en la gestión de la misma.
El objetivo final es el de cero accidentes, y para ello se requiere de lacolaboración de todos y cada uno de los miembros de la empresa.
Práctica de gestión implantada
El pilar de seguridad define como:
Un grupo de personas interdisciplinar, alineadas con los objetivos de la planta yque implementan sistemas, técnicas y métodos para la reducción de “pérdidas”.
Los pasos para implantar el pilar de seguridad fueron:
1. Definir una visión y misión del pilar 2. Definir el modelo de reunión del pilar y las agendas 3. Roadmap 4. Establecer los roles y responsabilidades del grupo del pilar 5. Definir los KPI (Key Performance Indicator) del pilar
1. Definir una misión y visión del pilar
Se establecieron las siguientes misión y visión del pilar de seguridad:
Misión: Garantizar que la planta sea un lugar seguro:
1. Reduciendo los riesgos eliminando condiciones inseguras. 2. Fomentando y reforzando los comportamientos seguros. 3. Anticipándonos al riesgo. 4. Mejorando la comunicación y participación de todas las personas.
Visión: Cero accidentes: fomentar la cultura preventiva en todos los niveles dela empresa.
82
2. Definir el modelo de reunión del pilar y las agendas
Para fomentar la colaboración y la contaminación positiva de cultura preventiva,se plantean reuniones semanales, los viernes a las 11.30 horas.
La asistencia ha ser de un mínimo de 3 de los participantes, y el orden del día,es el siguiente:
1. Revisión indicadores (LTIR / nº comunicados de riesgo / % realizaciones…) 2. Revisar el plan de acción: se plantean acciones a realizar con responsable y
plazo. En todas las reuniones se revisan las acciones pendientes. 3. Analizar los datos semanales: observaciones preventivas, accidentes,
incidentes, etc. 4. Grupos de mejora o workshops: planificación, seguimiento… 5. Revisar roadmap
a. Comunicados de riesgo b. Observaciones preventivas c. Lecciones aprendidas d. Campaña mensual e. Panel del pilar f. Formación de la cadena de mando g. Realización de workshosp
6. Cierre (acta de la reunión)
3. Roadmap
El roadmap del pilar de seguridad es la revisión / implantación de todas aquellasherramientas que se han puesto en marcha para fomentar la proactividad.
Estas herramientas son las siguientes:
3.1. Comunicados de riesgo
El comunicado de riesgo es una herramienta puesta a disposición de todos losoperadores de planta, por el cual comunican cualquier incidencia o sugerenciade mejora en materia preventiva. El formato de comunicado de riesgo estádistribuido por todas las líneas para que todo trabajador tenga acceso a ellos.
Estos comunicados de riesgo han de ser por escrito, indicándose a su vez eltrabajador que lo redacta y la posible mejora en la instalación o proceso. Son
83
entregados por los operadores a los coordinadores de línea, que inicialmente lotrasladan a un listado de comunicados en el que se indican, entre otros datos,el texto del comunicado, fecha, solicitante, responsable de realización y estado.
El coordinador de línea, junto con el operador solicitante, define la solución y lapresupuesta, remitiendo el presupuesto al departamento de Prevención deRiesgos Laborales, que lo visa. Tras haberse realizado el comunicado, se cierraen el listado. Los datos de nº comunicados / año y porcentaje de comunicadosrealizados, son utilizados como objetivos.
3.2. Observaciones preventivas (OOPP)
Anualmente se diseña un calendario con las observaciones preventivas que sehan que realizar.
Se planifican 60 OOPP mensuales, donde absolutamente toda la líneajerárquica realiza las observaciones preventivas de los puestos planificados.
El personal que realiza OOPP ha sido formado previamente tanto en cómorealizar las OOPP como en el manejo del programa informático que las gestiona.
En el registro de dichas OOPP, se indican a su vez, los actos inseguros que sehan visto, tras haberlos comentado con el trabajador observado, así como eltiempo que ha sido necesario para realizar la observación.
Semanalmente, el coordinador de cada línea, comprueba el estado decumplimiento de la planificación de OOPP.
En base a los resultados de las OOPP, se definen:
Campañas mensuales de comunicación, que se publican en el panel del pilarde seguridad.Acciones inmediatas a realizar (pasarelas, barandillas…). Cambios en procedimientos operativos y/o instrucciones de trabajo. Definición de uso de EPI.
3.3. Lecciones aprendidas
Cuando un trabajador de Norbega tiene un accidente (con baja, sin baja), ha derealizar una comunicación al resto de compañeros que se denomina “lecciónaprendida”.
84
La lección aprendida es un resumen de lo ocurrido en el accidente, las causasque lo provocaron y lo que se aprende después del accidente, con la idea deevitar repeticiones futuras. Lo prepara el departamento de Prevención deRiesgos Laborales, de manera muy sencilla y escueta, para facilitar esacomunicación y explicación de la misma.
Es el mismo trabajador accidentado el que cuenta a sus compañeros qué ocurrióy qué hemos aprendido. Este documento se registra con las firmas de losasistentes como evidencia de haberse realizado.
3.4. Campaña mensual
En base a los resultados de las observaciones preventivas, a los accidentes cono sin lesión que hayan acaecido el mes anterior e incluso a las condiciones dela fabricación, se define una campaña del mes, la cual se publica en el panel delpilar de seguridad. A su vez, el mes siguiente en las OOPP será un factorprioritario
3.5. Panel del pilar de seguridad
El panel del pilar de seguridad es un panel informativo donde se publican lasinformaciones relativas a accidentes, reuniones del pilar y comunicados deriesgo. La parte central del panel es la pirámide de seguridad, donde vamoscontabilizando mensualmente los comunicados de riesgo, incidentes, cuasi –accidentes y accidentes (botiquín, sin baja y con baja).
A su vez se publica:
1. La campaña mensual. 2. ¿Qué estamos haciendo? Listado de los comunicados de riesgos pendientes
y porcentajes de cumplimentación. 3. Top ten riesgos: los riesgos que más se repiten en los accidentes. 4. Layout de las líneas marcando en qué ubicación han sido los accidentes. 5. Última lección aprendida de accidente propio. 6. Infografía indicando dónde han sido las lesiones de accidentes. 7. Nº de días sin accidentes con baja. 8. LTIR (Lost time incident trate) = nº accidentes con baja * 200.000/ nº horas
trabajadas
85

3.6. Formación de la cadena de mando
Para poder aplicar y explicar al resto de colaboradores todas las herramientasdescritas, la línea de mando ha sido formada progresivamente en:
Realización de OOPPComunicados de riesgo Workshops
3.7. Realización de workshops
Metodología por la cual, durante uno o dos días, varios trabajadores sonliberados de sus puestos de trabajo para estudiar y analizar un puesto / máquina/ tarea y proponer mejoras en la misma.
4. Establecimiento de los roles y responsabilidades del grupo del pilar
El pilar de seguridad está compuesto al menos, por los siguientes miembros:
a. Un líder del pilar, generalmente del departamento de Prevención deRiesgos Laborales.
Las funciones del líder del pilar comprenden:
Organizar y presidir el pilar de seguridad (reuniones, grupos, análisis,propuestas). Actualizar el master plan.Realizar el seguimiento y análisis de los reportes de riesgo, observacionespreventivas y accidentes como metodología de reducción de riesgos. Liderazgo y seguimiento de workshops.Participación activa en las campañas de seguridad.
b. Un interlocutor con planta (sponsor), generalmente la gerencia industrial,con las siguientes funciones:
Apoyo y soporte en aspectos de organización. Seguimiento y apoyo al pilar de seguridad. Asignación de recursos necesarios (personales y económicos).
86

c. Un experto en mantenimiento y un experto en producción, con lassiguientes funciones:
Tracción y seguimiento de los grupos de mejora. Auditorías periódicas sobre el cumplimiento en la sistemática de loscomunicados de riesgo. Seguimiento de las acciones derivadas de los comunicados de riesgo. Participación activa en las campañas de seguridad periódicas. Seguimiento y análisis programa de observaciones preventivas de seguridad(OOPP).
d. Personal de planta de las diferentes líneas (Vidrio / PET / Latas / Aséptico)
Se han ido añadiendo, basándose en la experiencia, a diferentes expertos(experto en calidad, responsables de Supply), que ya colaboran habitualmenteen el pilar. A su vez, en caso de que se quiera tratar algún tema concreto, sepuede invitar a personal y/o mandos de los diferentes departamentos deNorbega. Todos los asistentes con roles fijos (líder, sponsor, experto producción,experto mantenimiento) tienen sustitutos nombrados.
5. Definir los KPIS (Key Performance Indicator) del pilar
Se establecen los siguientes indicadores del pilar de seguridad, datos que serevisan en todas las reuniones.
Nº de accidentes con bajaÍndice de frecuencia (accidentes con baja por cada 200.000 horastrabajadas) % Realización de observaciones preventivas Comunicados de riesgo + incidente
Evaluación de la eficacia
Para poder valorar la eficacia de la implantación tanto del pilar como de lasherramientas de comunicación de riesgos, se define un índice de proactividad.
La proactividad es básica para el cambio de cultura preventiva, ya que todos ycada uno de los trabajadores de Norbega ha de sentir la prevención de riesgoslaborales como algo intrínseco a su puesto de trabajo y a sus tareas habituales.
87
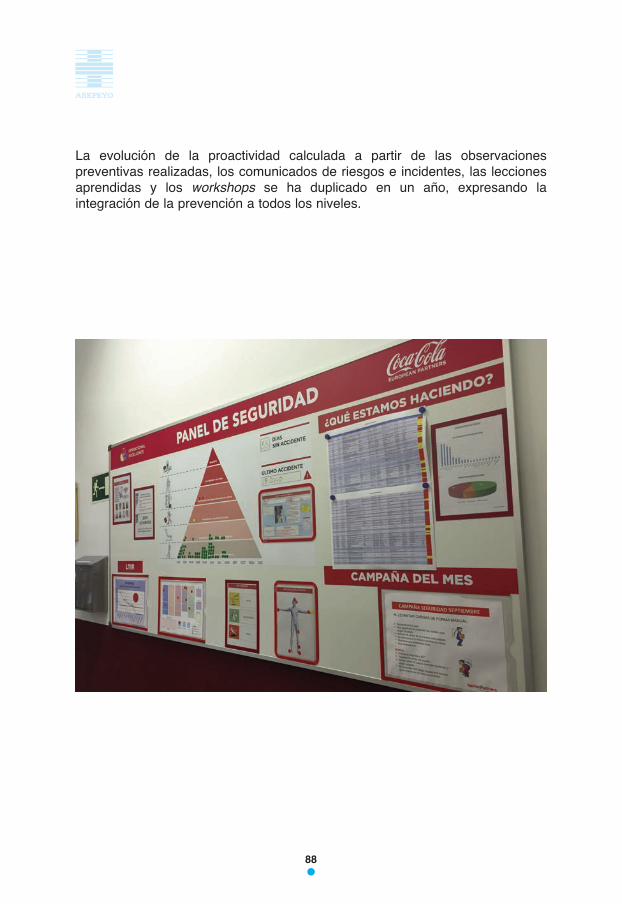
La evolución de la proactividad calculada a partir de las observacionespreventivas realizadas, los comunicados de riesgos e incidentes, las leccionesaprendidas y los workshops se ha duplicado en un año, expresando laintegración de la prevención a todos los niveles.
88
89
Educando para trabajar seguros
Categoría Mejor contribución preventiva de larepresentación de trabajadores yempresarios
UTE TRACTAMENTS ECOLÒGICS DEL MARESME
UTE Tractaments Ecològics del Maresme es un centro de referencia en elproceso y reciclado de los residuos de Cataluña. La actividad consiste en laproducción de energía eléctrica a partir del tratamiento de residuos sólidosurbanos. Clasificación de materiales valorizables, compostaje y producción debiogás de la fracción orgánica de los R.S.U., y valorización energética del resto.
De la Teixidora, 8308302 Mataró (Barcelona)www.cresidusmaresme.com
Problema y análisis del riesgo
Anualmente, en el Comité de Seguridad y Salud, se realiza un análisis de lasprincipales causas de accidentes e incidentes ocurridos durante el año. Los dosúltimos años se ha observado que hay una causa que destaca sobre otras, estaes la de los sobreesfuerzos que derivan en trastornos musculoesqueléticos, enadelante TME.
En el año 2014 se inició un programa de modificación de estructuras, tolvas yelementos de las cintas transportadoras para reducir los atascos. Con ello seconsiguió una importante reducción de la siniestralidad debido a la eliminacióndel riesgo de posturas forzadas durante las operaciones de desatasco. Aún conesa mejora la incidencia de los TME ha seguido siendo la causa mas importantepor lo que se han puesto en práctica otras medidas.
En 2015 se continuó con este programa de modificaciones y junto con el Comitéde Seguridad y Salud se decidió intensificar las acciones de campañas deconcienciación para un cambio conductual, de modo que se integrara einteriorizara la prevención de riesgos como una parte más del trabajo de cadapersona que forma parte de la empresa. Con este propósito, dentro de lacampaña del 2015, se inició un programa de reuniones mensuales con losdiferentes colectivos (encargados PTR, operadores, jefes de turno) donde seincluyó un apartado de prevención de riesgos junto con los datos de producción.
Práctica preventiva
Para el año 2016 se dio continuidad al programa con las reuniones mensualescon los trabajadores y del Comité de Seguridad y Salud, en el que estánrepresentados los delegados de prevención de riesgos y la parte institucional dela empresa, surgieron diversas propuestas de campañas de concienciación ysensibilización.
De todas las propuestas se desarrolló el proyecto “EDUCANDO PARATRABAJAR SEGUROS”, que consistía, principalmente, en la realización de lassiguientes actividades:
Jornadas de educación física y postural para prevenir trastornosmusculoesqueléticos.
Celebración de la Semana de la Seguridad en el mes de abril, que culminócon la organización de un concurso a la mejor idea de seguridad y salud queimplicaba a todos los trabajadores.
90
Programa de visitas de seguridad conjunta, lideradas por la gerencia,dirección y delegados de prevención.
El proyecto “EDUCANDO PARA TRABAJAR SEGUROS” se centra en lamodificación conductual de los trabajadores en cuanto a la seguridad.
Las prácticas clave han sido la organización de las jornadas de educación físicay postural para prevenir trastornos musculoesqueléticos. A estas jornadasasistieron todos los trabajadores. En ellas el formador realizó una entrevista alos trabajadores para averiguar cuáles eran sus principales dolencias, quépartes del cuerpo movilizaban más durante su jornada de trabajo y cuáles eransus hábitos de actividad física.
A raíz de estas entrevistas se practicaron ejercicios de movilización de losdiferentes grupos musculares que utilizaban estos trabajadores en su jornada.Se ejercitaron desde los dedos de los pies hasta las cervicales, pasando porpiernas, abdominales, lumbares, hombros, brazos, muñecas y mandíbula. Elobjetivo era educar al trabajador para que adquiera unos hábitos que prevenganlas lesiones musculares.
Los trabajadores quedaron muy satisfechos con las jornadas hasta el punto quesugirieron que se repitieran a lo largo del tiempo y solicitaron un resumen de losejercicios a realizar, lo que llevó a la empresa a colocar unos dispensadores conunos folletos con pautas (se incluían imágenes). Tal fue el interés que los folletosse tuvieron que reponer en 24 horas.
También se organizaron sesiones individuales de osteopatía, masaje ykinesiotape, impartidas por un osteópata. En estas sesiones se trabajaron loshuesos y músculos que los trabajadores utilizan en su trabajo diario.
Asimismo, durante todo el año, el Comité de Seguridad y Salud recogió lassugerencias de los trabajadores sobre seguridad y salud, de las cuales tresfueron premiadas.
El primer premio fue otorgado a la sugerencia de realizar rotaciones entre lostrabajadores de las cabinas de selección, lo que permite trabajar los diferentesgrupos musculares durante la jornada y no sobrecargar el mismo lado,reduciendo así el tiempo de exposición del riesgo. Otro de los premios fue parala propuesta de construir una plataforma para mejorar el acceso a una tolva yevitar posturas forzadas durante el desatasco de la misma.
91
Por último, se ha puesto en marcha el programa de visitas de seguridad querealizan la dirección y los delegados de prevención de forma conjunta y que tratade recorrer las diferentes áreas del centro y entrevistar a los trabajadoresmientras realizan su trabajo. Durante las visitas de seguridad se detectanposibles deficiencias en las instalaciones, en los procedimientos, en los recursosdestinados o en los medios de seguridad disponibles y se hace especialhincapié en las fortalezas en todos los ámbitos mencionados. Todo esto se lehace saber al trabajador durante la entrevista, al cual se le felicita por el trabajobien hecho y se le hace reflexionar sobre las deficiencias detectadas.
El programa ha fomentado el uso de protecciones colectivas e individuales y lomás importante, ha conseguido concienciar a la dirección, representación de lostrabajadores y trabajadores mismos, logrando el cambio conductual deseado.
Evaluación de la eficacia
Si analizamos la evolución de los datos de siniestralidad se observa que elnúmero de casos de contingencia profesional ha descendido a la mitad en el año2014 respecto al 2013.
También ha disminuido durante 2015 respecto al año 2014 el número de días debaja por contingencia profesional en un 43,72 %, con la reducción del coste deabsentismo en un 52,87 %.
De la misma manera, con las medidas adoptadas se ha reducido la incidenciade los TME en el total de accidentes en un 58 %, pasando de 12 casos en el2015 a 5 durante el periodo enero-septiembre de 2016, y consiguiendo obtenerlos bonus correspondientes por disminución y prevención de la siniestralidadlaboral en el año 2015.
Las medidas preventivas adoptadas por la empresa han conseguido minimizarel riesgo de aparición de TME en la población laboral de la planta, integrandouna verdadera cultura preventiva a lo largo de toda la línea jerárquica de laplanta. Este hecho es fácilmente contrastable viendo la implicación de lostrabajadores y la modificación de las conductas, observando que en las pausaso al inicio del trabajo realizan los diferentes ejercicios de estiramientosaprendidos en las sesiones de educación física y postural para la Prevención deTME.
También se ha valorado las acciones implementadas por el interés mostrado portodos los trabajadores al solicitar más información sobre todas las actividades
92
realizadas, pero principalmente sobre las jornadas de educación física ypostural.
Asimismo la implicación de la dirección y representación de los trabajadores seha visto reforzada en las visitas de seguridad y en los presupuestos destinadosa determinadas acciones preventivas como por ejemplo la construcción dedeterminadas pasarelas o incluso la instalación de algunos equipos deelevación, o solicitando presupuesto para actividades como la osteopatía.
Los equipos de trabajo son ahora más conscientes de los riesgos diarios y asíse lo transmiten a los miembros de dirección y delegados de prevención durantelas entrevistas que tienen con ellos. La satisfacción del personal ha mejorado alver reconocido su trabajo e incluso se interesan por los plazos para llevar a cabolas medidas surgidas de las visitas de seguridad.
93

94

95
Finalistas

96
97
Finalista
Mejora “ajuste de colada”
Categoría Control del riesgo
ACERÍA DE ÁLAVA, SA
Acería de Álava es una empresa integrante del grupo Tubacex, que es un grupomultinacional con sede en Álava, líder en la fabricación de productos tubulares(tubos y accesorios) de acero inoxidable y altas aleaciones. Ofrece además unaamplia gama de servicios que van desde el diseño de soluciones a medida hastaoperaciones de instalación o mantenimiento.
Dispone de plantas de producción en España, Austria, China, Italia, EstadosUnidos e India y centros de servicios a nivel mundial, así como presenciacomercial en 38 países.
Polígono industrial, s/n01470 Amurrio (Álava)www.tubacex.com
Problema y análisis del riesgo
Dada la actividad como acería que desarrolla la empresa, existen determinadospuestos de trabajo que requieren la realización de trabajos en condicionesatmosféricas difíciles.
Del estudio de la evaluación de riesgos de la empresa, así como de lasiniestralidad laboral en la misma, podemos ver que los principales riesgos a losque están expuestos los trabajadores dan lugar a accidentes con baja en los quepredominan los sobreesfuerzos y los golpes por caídas de objetos.
Uno de los puestos de trabajo en el que existe una de estas problemáticas, esel puesto denominado “ajuste de colada”, en el que se realizan trabajos delimpieza. Es decir, la rotura de la escoria generada durante la elaboración de lacolada.
Los riesgos a los que están expuestos los trabajadores durante este trabajo sonlos sobreesfuerzos, así como quemaduras debido a la proyección de escoriacaliente.
Prácticas preventivas para el control del riesgo
Cuando se decidió llevar a cabo la mejora del puesto de trabajo de ajuste decolada, el primer paso consistió en el estudio de las distintas tareas concretasque se desarrollaban en el mismo, para lo cual se contó con la colaboración delos distintos mandos bajo los cuales se desarrolla esta operación, así como devarios de los trabajadores que realizan esta tarea. De esta manera se puedenver las distintas y más variadas problemáticas que han surgido en el desarrollode la tarea, con la colaboración de los propios operarios encargados de surealización.
Una vez hecho un estudio de la situación por parte del personal demantenimiento y de prevención de riesgos de la empresa, se diseña un útil queconsiste en un martillo picador para semi-automatizar la operación. Esto permitealejar al operario de la fuente de riesgo, disminuyendo la probabilidad y laseveridad de las lesiones mencionadas anteriormente (sobreesfuerzos yquemaduras por proyecciones).
Una de las ventajas añadidas conseguidas con el establecimiento de estedispositivo, es que puede ser utilizado para romper la escoria después de colar,reduciendo las maniobras con la grúa de colada, así como los tiempos depreparación de la cuchara.
98

Así pues, las mejoras introducidas han logrado no sólo mejorar las condicionesde seguridad en las que se desarrollan los trabajos, sino una mejora de tiemposen el proceso productivo, reduciendo los tiempos de preparación de variosequipos necesarios para el trabajo.
Evaluación de la eficacia
Para poder estudiar la efectividad de la medida desarrollada, podemos ver queel número de accidentes en el puesto de trabajo ocurridos en el año 2014 fue de5 accidentes sin baja y un accidente con baja.
Durante el año 2015 no se produjo ningún accidente, ni con baja ni sin baja.
Con estos datos podemos concluir que la solución propuesta ha conseguidominimizar las consecuencias del trabajo en la seguridad y salud de lostrabajadores, y tan importante como esto es que ha conseguido impregnar a lostrabajadores y mandos de la cultura preventiva, y de la efectividad del trabajo engrupo en el establecimiento de medidas preventivas.
99

100
101
Finalista
Sistema de alerta de peatones enoperaciones de carga y descarga
con carretillas elevadoras
Categoría Control del riesgo
DS SMITH PACKAGING GALICIA, SA
Empresa dedicada a embalajes (embalajes para tránsito, embalajescomerciales, expositores y embalajes para promociones, embalajes deprotección personalizados y embalajes industriales).
Polígono industrial AdoratorioParcela 1, 436617 Vilagarcía de Aorusa (Pontevedra)www.dssmith.com/es/packaging
Problema y análisis del riesgo
La empresa se encontró con la problemática que suponía realizar lasoperaciones de carga de balas de papel en la zona de prensa de papelote y ladescarga de bobinas de papel en la zona exterior del almacén de bobinas, locual provocaba situaciones de riesgo que se daban principalmente al realizar lasoperaciones de carga y descarga de los camiones con carretilla elevadora.Estas situaciones se producían, principalmente, por tres motivos: por lapresencia de conductores fuera de las cabinas de los camiones durante lasoperaciones, por la presencia de personal de la empresa en las zonas de cargay descarga y por la presencia de carretillas elevadoras en lugares donde lavisibilidad era reducida.
Todo esto se vio agravado cuando en el mes de abril la empresa recibióinformación sobre un accidente ocurrido en otra empresa del grupo cuando unacarretilla elevadora realizaba la carga de dos balas de papelote en un camión,lo que venía a confirmar que se estaba ante un problema que afectaba a todaslas empresas que tuviesen que realizar carga y descarga de camiones concarretillas elevadoras en una zona donde hubiese peatones. Esta divulgación deinformación está encuadrada dentro de la nueva política de la organización deseguridad y salud, en la que cualquier acción de mejora de este tipo es difundidaa todas las plantas, así como cualquier accidente ocurrido en DS Smith en todaEuropa, es transmitido en menos de 24 horas.
Además, la empresa ya era consciente de la problemática que suponía realizareste tipo de tareas, ya que en enero del 2014 en una empresa próxima y quetiene vinculaciones con el grupo ocurrió un accidente mortal realizando trabajossimilares. Concretamente, un palé de cartón prensado de un peso aproximadode 800 Kg cayó encima de un trabajador que estaba colaborando en las laboresde carga y descarga de un camión, causándole la muerte casi de inmediato.
Por todo ello, la empresa empezó a cuestionarse cómo realizaba todas estastareas en sus instalaciones y se planteó, entre otras, las siguientes cuestiones:
¿Existe riesgo de atropello de los conductores de los camiones en estasoperaciones por parte de las carretillas elevadoras? ¿Existe riesgo de choque entre camiones y carretillas elevadoras en laszonas de carga y descarga?¿Existe riesgo de que al desprenderse la carga del útil de la carretillaelevadora pueda golpear al conductor del camión?
102
¿Existe riesgo de camiones circulando por zonas que no deben debido aerrores de ubicación?¿Existe riesgo de atropellos debido a la ubicación o trabajos que tiene querealizar el camionero antes, durante y después de las operaciones de cargay descarga?
Por lo tanto, se propuso buscar soluciones que tratasen de:
Eliminar o minimizar el riesgo de atropello en las zonas de descarga debobinas y carga de papelote.Eliminar o minimizar los errores del camionero y del carretillero en la formade actuar.Eliminar daños materiales (daños a la mercancía, carretillas, estructuras,camiones,...).Facilitar el trabajo de todas las personas implicadas, tanto desde el punto devista preventivo como productivo.
La principal dificultad residía en encontrar una solución adecuada que noimplicase una modificación sustancial: de la forma de trabajar ni de la máquinay que no entorpeciese el normal funcionamiento de la misma. A su vez, tenía quecumplir con toda la normativa de máquinas, teniendo en cuenta también que lasmedidas preventivas no disminuyeran considerablemente el ritmo productivo.
Prácticas preventivas para el control del riesgo
Después de estudiar varias propuestas y ver los pros y contras de cada una deellas, la empresa se decantó por implantar dos medidas preventivas. Las dossobre la propia carretilla elevadora que son:
a) El sistema de seguridad electrónico alerta de peatones (PAS), cuya funciónprincipal es avisar al conductor de la carretilla elevadora por medio deseñales luminosas y acústicas de que una persona (que lleva puesto el TAGpersonal T-10 de seguridad) accede a la zona de peligro. Para ello el TAGpersonal envía una señal de alarma a un Activador (AC-50) instalado en lacarretilla, y éste alerta al conductor de que un peatón ha sido detectado porestar presente en la zona de seguridad. Estas distancias son regulables de0,5 a 6,5 metros. Es un sistema complementario a la seguridad de lacarretilla. En ningún caso se puede considerar como un sistema certificado yhomologado para la seguridad de las personas.
103
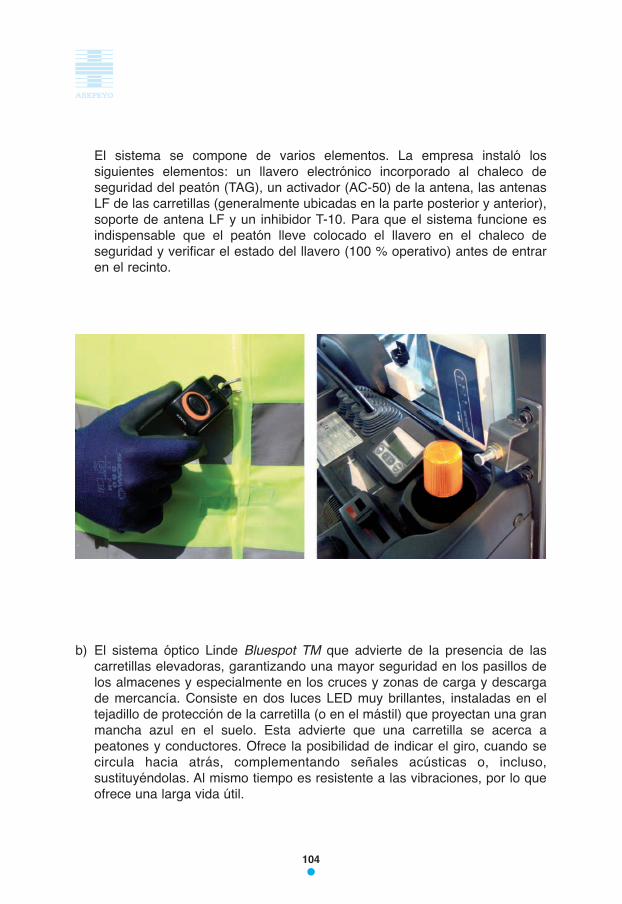
El sistema se compone de varios elementos. La empresa instaló lossiguientes elementos: un llavero electrónico incorporado al chaleco deseguridad del peatón (TAG), un activador (AC-50) de la antena, las antenasLF de las carretillas (generalmente ubicadas en la parte posterior y anterior),soporte de antena LF y un inhibidor T-10. Para que el sistema funcione esindispensable que el peatón lleve colocado el llavero en el chaleco deseguridad y verificar el estado del llavero (100 % operativo) antes de entraren el recinto.
b) El sistema óptico Linde Bluespot TM que advierte de la presencia de lascarretillas elevadoras, garantizando una mayor seguridad en los pasillos delos almacenes y especialmente en los cruces y zonas de carga y descargade mercancía. Consiste en dos luces LED muy brillantes, instaladas en eltejadillo de protección de la carretilla (o en el mástil) que proyectan una granmancha azul en el suelo. Esta advierte que una carretilla se acerca apeatones y conductores. Ofrece la posibilidad de indicar el giro, cuando secircula hacia atrás, complementando señales acústicas o, incluso,sustituyéndolas. Al mismo tiempo es resistente a las vibraciones, por lo queofrece una larga vida útil.
104
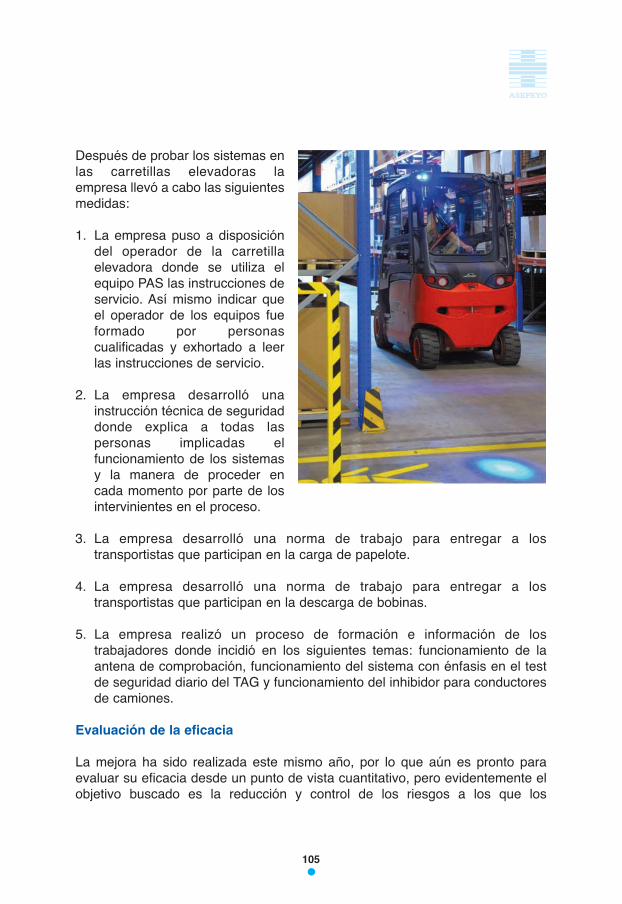
Después de probar los sistemas enlas carretillas elevadoras laempresa llevó a cabo las siguientesmedidas:
1. La empresa puso a disposicióndel operador de la carretillaelevadora donde se utiliza elequipo PAS las instrucciones deservicio. Así mismo indicar queel operador de los equipos fueformado por personascualificadas y exhortado a leerlas instrucciones de servicio.
2. La empresa desarrolló unainstrucción técnica de seguridaddonde explica a todas laspersonas implicadas elfuncionamiento de los sistemasy la manera de proceder encada momento por parte de losintervinientes en el proceso.
3. La empresa desarrolló una norma de trabajo para entregar a lostransportistas que participan en la carga de papelote.
4. La empresa desarrolló una norma de trabajo para entregar a lostransportistas que participan en la descarga de bobinas.
5. La empresa realizó un proceso de formación e información de lostrabajadores donde incidió en los siguientes temas: funcionamiento de laantena de comprobación, funcionamiento del sistema con énfasis en el testde seguridad diario del TAG y funcionamiento del inhibidor para conductoresde camiones.
Evaluación de la eficacia
La mejora ha sido realizada este mismo año, por lo que aún es pronto paraevaluar su eficacia desde un punto de vista cuantitativo, pero evidentemente elobjetivo buscado es la reducción y control de los riesgos a los que los
105
trabajadores están expuestos en las operaciones de carga y descarga demercancía, tanto conductores de camiones, carretillas como peatones.
Para la empresa son muy importantes también los resultados intangibles que seobtienen, como puede ser el cambio de actitud de los trabajadores ante laprevención (creación de grupo de trabajo donde participan los trabajadoresimplicados en las operaciones de carga y descarga, así como las propuestas eideas aportadas por todos para mejorar el sistema). Se trata de un cambio decultura preventiva, de forma que se logra conseguir que no vea la prevencióncomo una imposición sino como una herramienta para hacer su puesto detrabajo cada día más seguro.
Aún así, se pueden enumerar una serie de beneficios que se han conseguido:
Minimización o casi eliminación de los riesgos que tienen mayoresconsecuencias en las tareas de carga de papelote y descarga de bobinas.Gran satisfacción del grupo de trabajo, en el cual están los técnicos demantenimiento, conductores de carretillas, personal del almacén.... ante lamejora conseguida de las condiciones de trabajo en las operaciones demanutención, lo cual sumado a la política de mejora continua, hace que laempresa se involucre en desarrollar nuevas ideas para mejorar otrassituaciones problemáticas que puedan surgir.Mayor control en las operaciones de carga y descarga.Una reducción considerable en los tiempos empleados en las tareas demanutención.
106
107
Finalista
Implementación de sistemas deautoprotección: activación de plan
de emergencias mediante sms
Categoría Control del riesgo
EMPRESA PROVINCIAL DE AGUAS DE CÓRDOBA, SA
Gestión integral del ciclo del agua desde la regulación de los recursoshidráulicos necesarios hasta la devolución a cauce público de las aguas.
Av. Mediterráneo, s/n14011 Córdoba (Córdoba)www.aguasdecordoba.es
Problema y análisis del riesgo
Las empresas de aguas prestan un servicio esencial a la ciudadanía,encargándose de la dotación de este servicio básico. Para garantizar unosexigentes parámetros de calidad, el tratamiento de aguas potables empleadiversos sistemas, siendo los más extendidos los que recurren a métodos decloración.
El cloro es un gas potencialmente peligroso, cuya dosificación y manejo requiereun especial adiestramiento por parte de los empleados que se encargan delfuncionamiento de las plantas de tratamiento de agua potable (ETAP). Aunquelas empresas de aguas han sido impulsoras de eficaces sistemas de gestiónpreventiva, no ha de olvidarse el riesgo intrínseco que conlleva el uso de esteagente químico. Una fuga de cloro puede conllevar graves consecuencias quepueden afectar no solamente a la integridad de los trabajadores accidentados,sino generar una nube tóxica que incida en las poblaciones cercanas, pudiendoconvertirse en un accidente mayor. Todo ello sin perjuicio de los dañosambientales que podría ocasionar este agente tóxico.
Como se ha indicado anteriormente, una de las características significativas deEmproacsa es el carácter vertebrador en cuanto a la prestación del suministrode agua en la provincia de Córdoba. Ello requiere la disponibilidad de una ampliared de abastecimiento, que dé cobertura a un territorio tan extenso, así como laexistencia de diversas ETAP ubicadas en las diversas fuentes de captación delas que suministra la empresa. Para este cometido, Aguas de Córdoba cuentacon las siguientes estaciones de tratamiento:
ETAP del embalse de Iznájar (Término municipal de Rute)ETAP del embalse de Sierra Boyera (Término municipal de Belmez)ETAP del embalse de Martín Gonzalo (Término municipal de Montoro)ETAP del embalse de Puente Nuevo (Término municipal de Villaviciosa)
Para afrontar los riesgos que pueden producirse en dichas instalaciones, lasmismas cuentan con su propio plan de autoprotección. Emproacsa-Aguas deCórdoba siempre ha considerado este documento como uno de los engranajesfundamentales de su actividad preventiva, dándole un contenido que va más alláde las propias exigencias del legislador fijadas en el artículo 20 LPRL. Así, unapieza fundamental de su aplicación es la realización de unos simulacros quefaciliten el adiestramiento de los trabajadores de dichas plantas.
108
Una de las premisas que desde el primer momento se adoptaron en su puestaen práctica fue que dichos ejercicios simulasen de la manera más real posibleuna situación crítica que pudiese acontecer en estas instalaciones. Y,obviamente, el riesgo de una fuga de cloro se planteaba como el principal factorde riesgo de una ETAP. Los primeros simulacros comenzaron a realizarse en losalbores de este siglo, y como elemento común siempre se partía de laposibilidad de la existencia de una fuga de cloro, provocándose una pequeñaemanación controlada, empleando para su erradicación equipos de respiraciónautónomos y trajes NBQ. A tal efecto, han de subrayarse las propiascaracterísticas de los contenedores de 1.000 litros desde los que habitualmentese efectúa la dosificación: contienen dos válvulas que permiten operar biencomo cloro líquido, bien como cloro gas, resaltándose el efecto multiplicador delos riesgos en el primero de los casos, dado que una fuga de cloro líquidoequivale a 521 litros de cloro gas. Asimismo, el control de dicha fuga no puedeabordarse proyectando directamente agua sobre el foco emisor, sino creando unapantallamiento con una cortina de agua para evitar la dispersión de la nubetóxica hasta que se consiga controlar el escape.
Estos criterios se han tomado como base en los simulacros que con carácterrotatorio se han venido efectuando en las ETAP. Su realización ha servido paraimplementar mejoras en las instalaciones que optimizasen los criterios deresolución de posibles incidentes.
Así, se colocaron mangas para comprobar la dirección del viento, se duplicaronlos equipos de respiración autónomos de cada planta; se instaló un hidrantepara facilitar a los equipos de salvamento el suministro de agua. Perofundamentalmente, donde se han introducido mejoras ha sido en la coordinaciónpreventiva con todos los estamentos que potencialmente participarían en elriesgo potencial de una fuga de cloro. Así, a lo largo de los años se han idoincorporando dotaciones de los parques de bomberos del Consorcio Provincialde Incendios; Policía Local de la localidad afectada; unidades de laComandancia de Puesto de la Guardia Civil; Unidades de Soporte VitalAvanzado del Servicio Andaluz de Salud, así como Protección Civil que, comocorolario, ha canalizado la activación de estos ejercicios a través del 112.
La realización de estos simulacros se orientaba a uno de los procesos conmayores factores de riesgo de la ETAP -la manipulación de los contenedoresde cloro- y seguía el siguiente patrón: Durante el cambio de las conexiones delos contenedores, se producía alguna fuga en la válvula de regulación o en laconducción dúctil con los sistemas de cloración. Ello provocaba la supuestaintoxicación del trabajador, que quedaría inconsciente. Otro trabajador de la
109
planta se advierte de la situación, llamando al 112 y procediendo a atender altrabajador afectado hasta que se personen los servicios médicos, y la dotaciónde bomberos controle la fuga de cloro. A su vez, el trabajador que activa elsimulacro se colocará el equipo de respiración autónomo y el traje NBQ y,acompañado por los bomberos, que crean una pantalla de agua, entran en lasala de cloración para controlar mecánicamente el escape. Junto a ello, untécnico de prevención de riesgos laborales, igualmente equipado con equipo derespiración autónomo y traje NBQ, efectúa los niveles de concentración de cloroen el interior de la sala, habiéndose superado los 15 ppm.
La realización de estos ejercicios han mostrado muchos elementos positivos: laactivación de la fuga de cloro ha generado la automática puesta en marcha delos sistemas de alarma acústico y visual, así como el funcionamiento de la torrede absorción, que dosifica hidróxido sódico para neutralizar la fuga de cloro. Dela misma forma, los trabajadores de ETAP han ido adquiriendo destreza a lahora de abordar esta contingencia, reduciendo los tiempos en la colocación delos equipos de respiración autónomos y en el traje NBQ y mejorando lacomunicación con el 112, sintetizando el origen de la incidencia y los motivos dela activación; y auxiliando de manera más idónea al trabajador accidentadohasta que lleguen los servicios médicos de asistencia. También han cerrado bienla conclusión del ejercicio, acercándose a la ducha de emergencia paradescontaminar el traje NBQ. Y junto al establecimiento del punto de reunión, sehan mejorado los sistemas de acceso y la coordinación entre todos losparticipantes para que los diversos vehículos no obstaculicen la puesta enmarcha del ejercicio y aquellos que no estén suficientemente protegidos quedenfuera del radio de acción de la posible nube tóxica.
Sin embargo, pese a todas las mejoras introducidas a lo largo de estos años, seobserva una deficiencia de difícil subsanación: el tiempo de asistencia de losagentes participantes externos, fundamentalmente aquellos que directamenteabordarían el control de la fuga de cloro. Este imponderable tendría menorsignificación en las plantas de Sierra Boyera y de Martín Gonzalo, pues eltiempo de llegada desde los respectivos parques de bomberos de Peñarroya yde Montoro se sitúa en torno a los 12 minutos. Sin embargo, en el caso de lasETAP de Villaviciosa e Iznájar la demora sería mucho mayor. La ETAP deIznájar, la que más volumen de agua tratada suministra, garantizando elabastecimiento a la zona sur de la provincia de Córdoba, tiene en Lucena elparque de bomberos más próximo. Ello supone que, desde que se activa laalarma a través del 112, los efectivos desplazados desde dicho Parque tardaríanno menos de 40 minutos en llegar a la ETAP, una dilación que podría ocasionar
110
fatales consecuencias para el trabajador accidentado, expandiéndose la nubetóxica hacia las poblaciones cercanas.
Esta circunstancia se vería agravada por otro dato. Por las propiascaracterísticas de prestación de este servicio esencial, se opera en la ETAP enturnos de mañana, tarde y noche los 365 días del año. El turno suele cubrirsecon dos trabajadores, los cuales han de atender junto a la infraestructura de laplanta, la estación de bombeo situada a pie de presa del embalse y distanteunos 5 km, así como otra captación, situada en la aldea de La Hoz,requiriéndose unos 20 minutos en el desplazamiento entre ambas instalaciones.Ello supone que, en más de una ocasión, solo se encuentre un operario en laETAP. Y aunque el procedimiento de manipulación de contenedores de clororequiere la presencia mínima de dos trabajadores, puede producirse unaincidencia de escape de cloro, no pudiendo auxiliarse al trabajador accidentadohasta que el compañero regrese a la ETAP.
Prácticas preventivas para el control del riesgo
La principal conclusión obtenida de los resultados de simulacros anteriores, queconfirmaban el aislamiento y la imposibilidad de un auxilio inmediato, apuntabaa reforzar aún más las medidas de autoprotección. Igualmente, había quepotenciar los medios de comunicación para agilizar la atención hacia untrabajador accidentado. Junto a otras medidas ya indicadas, la empresa cuentacon dos grandes bazas para prevenir incidentes relacionados con la fuga decloro: la implantación de un sistema de aspiración automático acoplado a loscontenedores de cloro, y el requerimiento de que el cambio de contenedores decloro lo efectúen dos trabajadores. Aun así, había que cubrir flancos no cubiertospor estas medidas preventivas. En este sentido, se planteó como hipótesis lasituación de un trabajador que se encontrase solo en la ETAP, efectuando en lasala de contenedores de cloro medidas preventivas que no tuviesen relación conel sistema de cloración, produciéndose en dicha sala una fisura en lasconducciones de cloro.
Para combatir esos factores de riesgo, y teniendo presente la demora delsalvamento exterior, se han implementado dos medidas que optimizannotoriamente el plan de autoprotección:
1. Instalación de una cortina de agua colocada en el portón de acceso a la salade cloración. Dicha cortina se activa con una electroválvula, estandoconectada al sistema de alarma acústica y visual, de modo que al ponerseen funcionamiento el sistema de neutralización por superarse los niveles de
111
cloro establecidos, se apantalla con esta pulverización la salida de la sala decloro, evitándose la generación de una nube tóxica.
2. Implantación de un sistema de comunicación y envío de mensajes smsadaptado a los aplicativos del teléfono móvil e incorporado al sistema dedetección de alarma por fuga de cloro. Una vez producida la fuga de cloro,se activaría un mensaje a los teléfonos predeterminados avisando de esteincidente, lo cual supondría acortar los tiempos de respuesta respecto a laresolución de esta contingencia.
Estas medidas se pusieron en práctica en el simulacro efectuado el pasado 16de junio en la ETAP de Iznájar. Para poder abordar las distintas contingenciasque pudieran surgir en el desarrollo de este ejercicio, así como pautar su propiapuesta en práctica, el día 2 de junio tuvo lugar en la propia ETAP una reunióntécnica de coordinación entre las diversas entidades participantes en estesimulacro: Protección Civil, Consorcio Provincial de Prevención y Extinción deIncendios, Distrito Sanitario Sur, Guardia Civil (Destacamento de Rute) y PolicíaLocal de Rute.
En dicha reunión se abordaron los pormenores de esta actuación, cuyodesarrollo sería el siguiente: Uno de los trabajadores del turno de mañanaresulta intoxicado por un escape súbito de cloro. El otro trabajador del turno seencontraría tomando lecturas en la estación de bombeo situada a pie de presa.Debía comprobarse si se activaba las alarmas, se ponía en funcionamiento lacortina de agua, y si este segundo trabajador recibía en el móvil el mensaje defuga de cloro, desplazándose de esta forma para socorrer a su compañero.
Se elaboró un informe donde se recogen las diversas secuencias de esteejercicio, incluyéndose los tiempos de respuesta. Precisamente, como elementode mejora se planteó subsanar la disfunción en la comunicación con el 112,dado que una confusión de la teleoperadora demoró el tiempo de respuesta, locual redunda la necesidad de reforzar el papel de los agentes internos. En dichoInforme queda acreditado el correcto funcionamiento de la cortina de agua, asícomo la activación del mensaje de alarma vía móvil, el cual no solo fue recibidopor el otro trabajador del turno de mañana, sino por los mandos superiores, asícomo por el jefe de prevención de riesgos laborales. Ello permite agilizar las víasde activación del plan de autoprotección, y mejorar la coordinación con losdistintos intervinientes. También quedó demostrado el buen adiestramiento de latrabajadora que practicó las diversas partes del ejercicio, secuenciando el ordenlógico de los salvamentos (proteger, avisar y socorrer) y colocándose
112
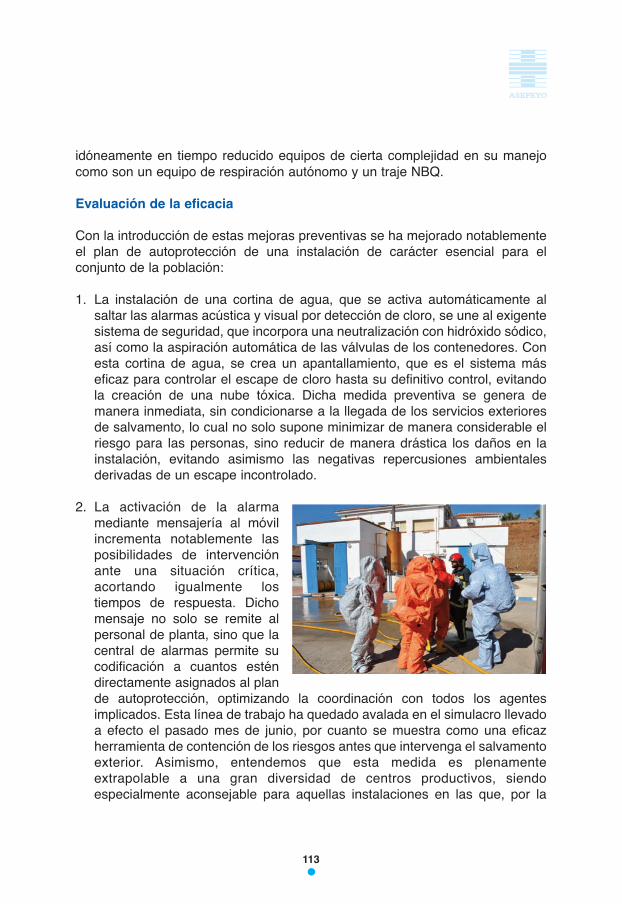
idóneamente en tiempo reducido equipos de cierta complejidad en su manejocomo son un equipo de respiración autónomo y un traje NBQ.
Evaluación de la eficacia
Con la introducción de estas mejoras preventivas se ha mejorado notablementeel plan de autoprotección de una instalación de carácter esencial para elconjunto de la población:
1. La instalación de una cortina de agua, que se activa automáticamente alsaltar las alarmas acústica y visual por detección de cloro, se une al exigentesistema de seguridad, que incorpora una neutralización con hidróxido sódico,así como la aspiración automática de las válvulas de los contenedores. Conesta cortina de agua, se crea un apantallamiento, que es el sistema máseficaz para controlar el escape de cloro hasta su definitivo control, evitandola creación de una nube tóxica. Dicha medida preventiva se genera demanera inmediata, sin condicionarse a la llegada de los servicios exterioresde salvamento, lo cual no solo supone minimizar de manera considerable elriesgo para las personas, sino reducir de manera drástica los daños en lainstalación, evitando asimismo las negativas repercusiones ambientalesderivadas de un escape incontrolado.
2. La activación de la alarmamediante mensajería al móvilincrementa notablemente lasposibilidades de intervenciónante una situación crítica,acortando igualmente lostiempos de respuesta. Dichomensaje no solo se remite alpersonal de planta, sino que lacentral de alarmas permite sucodificación a cuantos esténdirectamente asignados al plande autoprotección, optimizando la coordinación con todos los agentesimplicados. Esta línea de trabajo ha quedado avalada en el simulacro llevadoa efecto el pasado mes de junio, por cuanto se muestra como una eficazherramienta de contención de los riesgos antes que intervenga el salvamentoexterior. Asimismo, entendemos que esta medida es plenamenteextrapolable a una gran diversidad de centros productivos, siendoespecialmente aconsejable para aquellas instalaciones en las que, por la
113
distancia existente, imperiosamente ha de demorarse la llegada del operativode emergencias.
3. Finalmente, ha de subrayarse la escasa cuantificación económica de laimplantación de ambas medidas, cuyo coste es perfectamente asumible porcualquier entidad.
114

115
Finalista
Automatización del sistema delavado de depósitos de pintura
Categoría Control del riesgo
INDUSTRIAS TITÁN, SAU
Desde su fundación en 1917 Industria Titán, SA es una empresa dedicada a lafabricación de pinturas, esmaltes, barnices, pintura en polvo y productos parabellas artes y manualidades, así como productos complementarios.
El principal objetivo de Industrias Titán, SAU es ofrecer a sus clientes un amplioabanico de productos y soluciones técnicas de última generación y de calidad.Por ello, trabaja en la mejora continua de los productos y procesos existentes, yen el desarrollo de los programas de investigación específicos. Todo ello le hallevado a la obtención de las certificaciones AENOR de calidad ISO 9001/2008y gestión ambiental ISO 14001/2004.
Polígono industrial Pratenc, 114, 21-2308820 El Prat de Llobregat (Barcelona)www.titanlux.es
Problema y análisis del riesgo
Se identifica la necesidad de automatizar el sistema de lavado de los depósitosmóviles de pintura.
La limpieza de dichos depósitos con contenido en pintura plástica o consemielaborados para la pintura se hacía de forma manual. Los depósitos tienendiferentes dimensiones y capacidades, de 300 l, 640 l, 900 l y 1.200 l. Toda lalimpieza se realiza con agua.
En cuanto a la cantidad y tipo de depósitos que se limpia es muy variable ydepende de la producción y sus necesidades. Pero se hace una estimación de4 - 5 depósitos cada jornada laboral.
La tarea consistía en el llenado del depósito con agua, a continuación el operariodebía realizar la limpieza con un escobón con el que rascaba las paredes y labase del depósito subido en una plataforma durante unos 15 minutos en unaposición antiálgica. Posteriormente el operario vaciaba el depósito y lotrasladaba a la zona de fabricación. Todo este proceso manual tardabaaproximadamente unos 40 minutos.
Industrias Titán consideró que esta operativa no era efectiva debido a que elproceso dependía del esfuerzo del operario y de la buena praxis empleada.
El método empleado era poco efectivo porque limitaba el número de depósitosa limpiar en la jornada de trabajo.
Este proceso complicaba la dinámica del trabajo generando riesgosergonómicos a nivel de posturas del trabajador, empleando mucha agua para laslimpiezas, otros riesgos asociados al puesto de trabajo y el tiempo empleado enel vaciado del depósito. Todo este proceso implicaba la posibilidad de generarenfermedades profesionales (trastornos musculoesqueléticos) o dolencias decarácter laboral y que por otra parte generaba una acumulación a diario dedepósitos a limpiar.
Prácticas preventivas para el control del riesgo
Ante esta situación, la dirección de la empresa solicitó a su equipo técnico elanálisis de este proceso de limpieza de depósitos y su rediseño, con laincorporación de los equipos y útiles necesarios que permitan la realización de
116
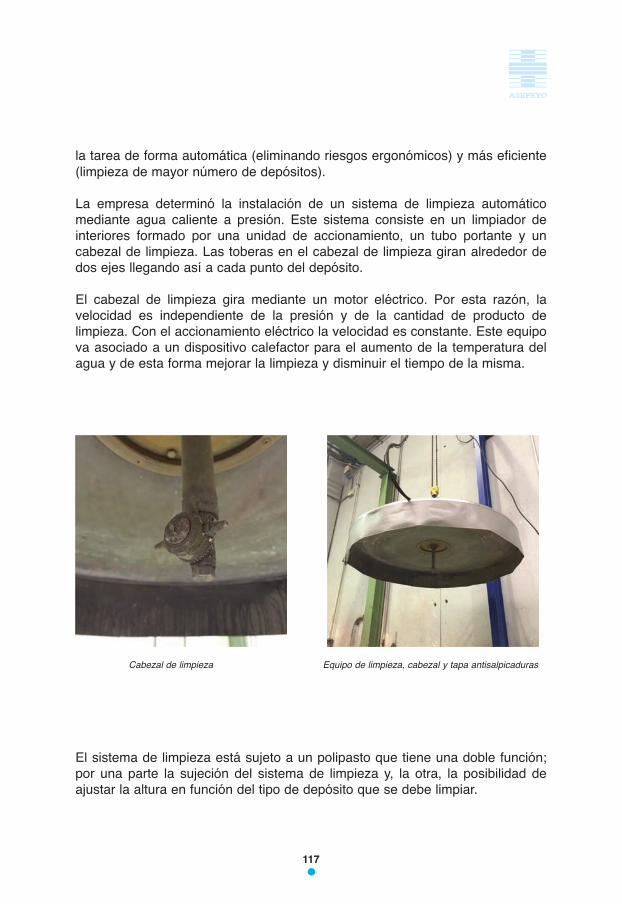
la tarea de forma automática (eliminando riesgos ergonómicos) y más eficiente(limpieza de mayor número de depósitos).
La empresa determinó la instalación de un sistema de limpieza automáticomediante agua caliente a presión. Este sistema consiste en un limpiador deinteriores formado por una unidad de accionamiento, un tubo portante y uncabezal de limpieza. Las toberas en el cabezal de limpieza giran alrededor dedos ejes llegando así a cada punto del depósito.
El cabezal de limpieza gira mediante un motor eléctrico. Por esta razón, lavelocidad es independiente de la presión y de la cantidad de producto delimpieza. Con el accionamiento eléctrico la velocidad es constante. Este equipova asociado a un dispositivo calefactor para el aumento de la temperatura delagua y de esta forma mejorar la limpieza y disminuir el tiempo de la misma.
Cabezal de limpieza Equipo de limpieza, cabezal y tapa antisalpicaduras
El sistema de limpieza está sujeto a un polipasto que tiene una doble función;por una parte la sujeción del sistema de limpieza y, la otra, la posibilidad deajustar la altura en función del tipo de depósito que se debe limpiar.
117
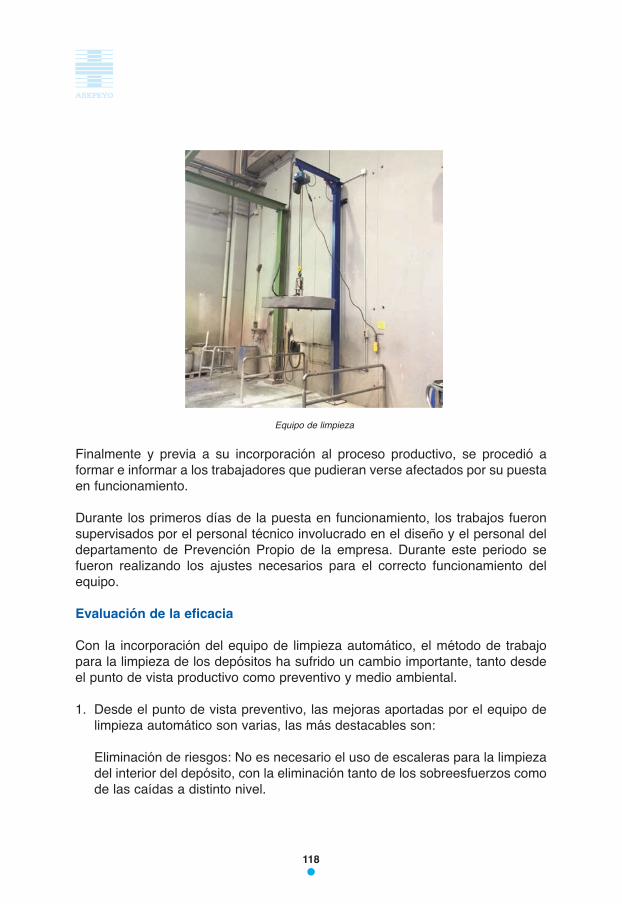
Equipo de limpieza
Finalmente y previa a su incorporación al proceso productivo, se procedió aformar e informar a los trabajadores que pudieran verse afectados por su puestaen funcionamiento.
Durante los primeros días de la puesta en funcionamiento, los trabajos fueronsupervisados por el personal técnico involucrado en el diseño y el personal deldepartamento de Prevención Propio de la empresa. Durante este periodo sefueron realizando los ajustes necesarios para el correcto funcionamiento delequipo.
Evaluación de la eficacia
Con la incorporación del equipo de limpieza automático, el método de trabajopara la limpieza de los depósitos ha sufrido un cambio importante, tanto desdeel punto de vista productivo como preventivo y medio ambiental.
1. Desde el punto de vista preventivo, las mejoras aportadas por el equipo delimpieza automático son varias, las más destacables son:
Eliminación de riesgos: No es necesario el uso de escaleras para la limpiezadel interior del depósito, con la eliminación tanto de los sobreesfuerzos comode las caídas a distinto nivel.
118
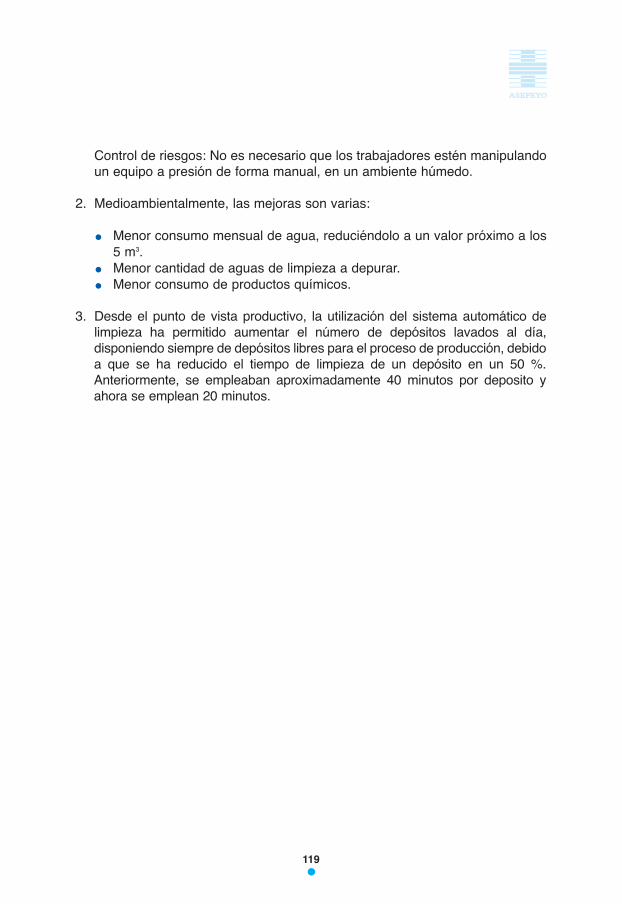
Control de riesgos: No es necesario que los trabajadores estén manipulandoun equipo a presión de forma manual, en un ambiente húmedo.
2. Medioambientalmente, las mejoras son varias:
Menor consumo mensual de agua, reduciéndolo a un valor próximo a los5 m3.Menor cantidad de aguas de limpieza a depurar.Menor consumo de productos químicos.
3. Desde el punto de vista productivo, la utilización del sistema automático delimpieza ha permitido aumentar el número de depósitos lavados al día,disponiendo siempre de depósitos libres para el proceso de producción, debidoa que se ha reducido el tiempo de limpieza de un depósito en un 50 %.Anteriormente, se empleaban aproximadamente 40 minutos por deposito yahora se emplean 20 minutos.
119

120
121
Finalista
Grandes demoliciones en inmueblescon inquilinos con actividadproductiva. Caso Primark
Categoría Control del riesgo
ORTIZ CONSTRUCCIONES Y PROYECTOS, SA
Empresa dedicada a la construcción de obra civil, obras de ingeniería hidráulicae industrial, aparcamientos, edificación, servicios, conservación deinfraestructuras, ejecución sustitutoria, etc.
Av. Ensanche de Vallecas, 4428051 Madridwww.grupoortiz.com
Problema y análisis del riesgo
Aspectos generales
El problema objeto del proyecto “Caso Primark” consistió en la demolición deuna cúpula interior en un edificio sin interrumpir las actividades comerciales quese realizan en las plantas inferiores del edificio. Se trata de una obra de grancomplejidad y singularidad debido, principalmente, a la peligrosidad de iniciarunos trabajos de demolición de una cubierta de gran peso como es esta sin laposibilidad de acceder desde la parte inferior de la misma, como sería la formahabitual de proceder.
Según esto, el objetivo principal del presente proyecto era el desarrollo denuevas soluciones capaces de eliminar cubiertas pesadas sin dejar de realizar
122
actividades productivas en las zonas colindantes. Para ello fue necesariorealizar una compleja investigación preventiva, que será el punto de partida paradesarrollar un sistema que elimine esta barrera sin afectar en primer lugar a lostrabajadores y, en segundo lugar, que incida lo menos posible en otrasactividades productivas. El proyecto se centró en el desarrollo de una rednovedosa de membranas y elementos de anclaje que sean capaces de aislar lazona a demoler para posteriormente realizar los trabajos de desmontaje de lasdiferentes estructuras.
La demolición de la cúpula, que ejerce una función de soporte estructural,requirió de la inserción de nuevos elementos sustitutivos de soporte que suplanla ausencia de esta cúpula, para lo cual fue necesario llevar a cabo unainvestigación para determinar la solución adecuada en función de las cargas asoportar.
Para alcanzar el objetivo principal descrito fue necesario enfrentarse a diversosretos tecnológicos, y así cumplir unos objetivos específicos:
Llevar a cabo un estudio específico del edificio objeto del proyecto, parapoder establecer un proceso constructivo global en función de su uso,ubicación y características (estructura, distribución, instalaciones, etc.).
Análisis específico del elemento a demoler así como de las acometidas quesu desmantelamiento llevó aparejados: posibles demoliciones de tabiques,falsos techos y otros elementos estructurales, refuerzo de estructurasafectadas tras la retirada de la cúpula, reposición de elementos eliminadosdurante las obras, etc.
Según los estudios realizados sobre el edificio y la cúpula, diseño de unasolución constructiva adecuada a las especiales condiciones de la obra, quepermitiese la demolición de este elemento sin interrumpir las actividades deledificio y sin la afección de grandes e importantes locales comercialessituados en Gran Vía, ubicados bajo la actuación.
Realización de los cálculos estructurales que lleve aparejada la soluciónideada, con la intención de determinar la composición y resistencia de la redde membranas a instalar y de los diferentes elementos de anclaje que vayana utilizarse.
Implementación de la nueva solución diseñada, iniciando las obras dedesmantelamiento de la cúpula según el procedimiento ideado, pero
123
teniendo en cuenta las posibles modificaciones que este requiera en funciónde cómo se vayan desarrollando los trabajos acometidos.
Diseño de nuevos elementos de soporte que fuesen capaces de ejercer lamisma función estructural de la cúpula en el nuevo espacio generado, asícomo la instalación de los mismos.
Novedad y avances científico-técnicos del proyecto
La principal novedad del proyecto se basaba en el desarrollo de la demoliciónde la cúpula sin interrumpir ni afectar a la significativa actividad comercial quese desarrollaba y se desarrolla en los locales que la rodean, como es el localubicado en su parte inferior. De este modo, hubo que idear una solución quepermitiese la demolición segura impidiendo cualquier caída de objetos yescombros, lo cual obligará a trabajar desde la parte superior de la cúpula.
La forma habitual de acometer un proceso de demolición de un elemento comoeste sería la ubicación de los elementos de obra necesarios bajo la propiacúpula para proceder al corte y la extracción de las diferentes piezas que lacomponen, de forma manual o empleando elementos mecánicos de bajaintensidad. Todos los trabajos se llevarían a cabo, por tanto, ubicando losandamiajes en la planta inmediatamente inferior a esta cubierta a demoler.
Sin embargo, las circunstancias especiales que rodean a esta obra van a obligaral diseño y el desarrollo de una solución que permita acometer este corte yextracción de las piezas desde la parte superior de la cúpula, adecuando losdiferentes elementos de obra y las medidas de seguridad a esta singularubicación.
Además, para impedir la caída de escombros y objetos al local inferior, habráque idear un sistema de protección compuesto por una malla que recogieseestos posibles objetos, por lo que deberá estar correctamente anclada bajo lacúpula y resistir las duras condiciones de una obra de desmantelamiento comoesta.
Todas estas características obligaron a la realización de estudios y diseños nodesarrollados con anterioridad, que el Grupo Ortiz debió llevar a cabo desdecero para alcanzar los ambiciosos objetivos que se pretendían. Así, tras superarlos retos tecnológicos, se obtuvo una solución constructiva única que pudoimplementarse y que en un futuro podrá implementarse en otro tipo de obras concaracterísticas similares, adaptándola a las tipologías específicas en cada caso.
124
Prácticas preventivas para el control del riesgo
El desarrollo de los trabajos asociados a la consecución del objetivo delpresente proyecto supuso tres actividades:
Actividad 1: Análisis estructural y esbozo de la solución
El objetivo de esta primera actividad era el de definir una soluciónque permitiese la demolición de la cúpula interior de un edificio sinperturbar la actividad del local sobre el que se ubica. Para ello, secomenzó con la realización de un intenso proceso de análisis tantode la estructura del edificio como de la propia cúpula a demoler,tratando de determinar todas las circunstancias a tener en cuenta ala hora de acometer la obra.
Teniendo en cuenta este análisis inicial, se diseñó una soluciónespecífica para la demolición de la cúpula, compuesta por losdiferentes pasos que había que seguir durante esta obra.
Se persigue desde primer momento que la metodología elaboradasirva como procedimiento ante posibles actuaciones futuras aacometer por parte del Grupo Ortiz en las que las características dela obra requieran de actuaciones similares a las aquí descritas.
Actividad 2: Diseño de la solución propuesta
Durante esta actividad se llevaron a cabo los cálculos estructuralesy dimensionales necesarios para asegurar el cumplimiento de losrequisitos objetivo por parte de la nueva malla a instalar y métodosde demolición con cimbras auxiliares. Se llevaron a cabo loscálculos de las cargas que soportaba la cúpula para establecer elmétodo óptimo de desmontaje de la misma y para diseñar nuevoselementos de soporte de las mismas que fuesen capaces desustituir a la cúpula en la estructura del edificio.
Actividad 3: Desarrollo de la nueva solución
Durante esta actividad y teniendo en cuenta todo lo definido ycalculado en las actividades anteriores, se llevó a cabo, por unaparte, la instalación cimbras auxiliares de demolición, polipastos yde la malla de seguridad que permitiese aislar correctamente la obra
125
de las actividades que se desarrollan en la parte inferior de la mismay, por otra, las propias tareas de desmantelamiento de la cúpula y lainstalación de los nuevos elementos de soporte.
Evaluación de la eficacia
Los trabajos de demolición interna de cubiertas pesadas son habitualmentellevados a cabo de la misma manera: acometiendo el corte y desmontaje de lasdiferentes piezas que la componen desde la parte inferior de la propia cubiertaayudándose con elementos estructurales como andamios y elevadores. De estemodo, se facilita tanto la demolición como el desescombro de la cubierta,disminuyéndose el tiempo de obra y mejorándose las condiciones de seguridad.
Con el diseño y desarrollo de este proyecto se obtuvo una nueva soluciónconstructiva para eliminar cubiertas pesadas sin dejar de realizar actividadesproductivas en las zonas colindantes, a través de su acometida desde la partesuperior y de la colocación de una novedosa red de membranas y elementos deanclaje que fuesen adecuados a este tipo de obra.
Se desarrolló un procedimiento de demolición completamente novedoso enconstrucción, debido a las particularidades de la obra objeto de este proyecto,por lo que obligó, de forma previa a la actuación, a realizar un estudio de lascaracterísticas del edificio, la cubierta y la obra para poder llevarla demolición acabo y de forma adecuada, sin incrementar los riesgos asociados a la misma,consiguiendo así los objetivos planteados de protección a terceros. El resultadofue de cero incidentes y cero accidentes.
Se llevó a cabo el diseño completo del sistema de protección, ya que no seconoce ninguna solución que sea aplicable a este tipo de situaciones de idénticamagnitud en España. Este diseño permitió acometer la obra desde la partesuperior de la cúpula a demoler sin interferencias a terceros, lo cual representauna novedad en cuanto a este tipo de actuación, que habitualmente se realizadesde abajo con clara interferencia o paralización de la actividad.
Además, la eliminación se ejecutó con nuevos elementos de soporte que fueronadecuados a las características de la obra y a las cargas estructurales quedeben sostener.
126
127
Finalista
Brazing Excellence Program
Categoría Control del riesgo
REFTRANS, SA
La empresa pertenece al grupo industrial Ingersoll Rand y fabrica la marcaThermo King. Líderes del sector de la refrigeración para el transporte.
En la fábrica de Sant Feliu de Llobregat se fabrican las unidades de refrigeraciónpara transporte accionadas por el motor del vehículo.
Sant Josep, 14008980 Sant Feliu de Llobregat (Barcelona)www.irco.com
Problema y análisis del riesgo
El proceso de soldadura es clave en la fabricación de las unidades derefrigeración. El tipo de soldadura utilizado es de oxígeno-propano mediantesopletes situados en los puntos de uso necesario de la línea de montaje.
Se analizaron los riesgos durante los procesos de soldadura con el fin deadoptar medidas preventivas y mejoras en el proceso para controlarlos. Losriesgos detectados relacionados con la soldadura fueron:
Manipulación de cargas (botellas de gases).
Condiciones inergonómicas.
Fuga de gases.
Riesgo de incendio y explosión relacionado con el uso del flux líquido.
Exposición a humos de soldadura.
Riesgo de quemaduras por contacto.
En el último año y medio se ha implementado un programa interno de excelenciaoperacional en este campo. El proceso de soldadura se ha estudiado deprincipio a fin con el objetivo de mejorarlo.
Prácticas preventivas para el control del riesgo
El primer paso fue identificar los elementos que eran requeridos para lasoldadura, incluyendo instalaciones, equipos, personal y medios de protección.Desde la multinacional se ha potenciado un método standard para la soldadura.Se empezó con la definición del proceso, dentro de las actividades propias deun estudio de métodos de trabajo y se rediseñó el concepto de la célula demontaje y las mesas de trabajo para la soldadura.
Se realizó una instalación centralizada para los gases. Previamente, seutilizaban botellines dentro de la fábrica y estos se retiraron para trabajar conbloques de botellas de gas. En este caso se redujo la manipulación de botellasde gas dentro de la fábrica con el riesgo que suponía mover entre 1 y 2 botellascada día y la manipulación de manómetros y conexiones.
128

La instalación rígida también reduce el riesgo de fugas de instalación.
Uno de los productos usados en la soldadura es un flux líquido que entra encontacto con el gas combustible. Este líquido es altamente inflamable yexplosivo. El suministro se realiza por medio de unos aparatos que hacen pasarel gas por el líquido. Anteriormente se disponía de varios de estos equiposdistribuidos en la fábrica y eran los soldadores que realizaban la tarea derellenado. En la centralización se pusieron unos de mayor tamaño y fuera de laslíneas de montaje. Con ello se ha reducido la exposición y limitado el personalque lo manipula.
Depósitos de flux
El segundo paso fue la definición de los equipos de soldadura a utilizar. Para ellose aplicó el standard definido por los expertos del Brazing Excellence programde Thermo King. Los cambios más representativos han sido:
La incorporación de unas puntas dobles que permiten calentar en menostiempo y por lo tanto reducir el tiempo que el soldador está sujetando elsoplete con la mano. También se consigue que la distribución del calor seamás uniforme.
129
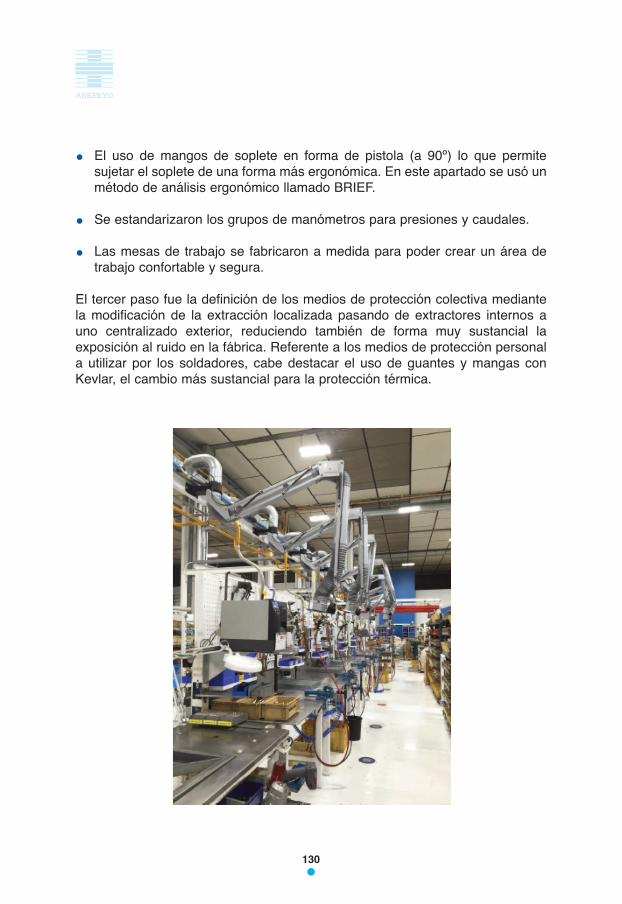
El uso de mangos de soplete en forma de pistola (a 90º) lo que permitesujetar el soplete de una forma más ergonómica. En este apartado se usó unmétodo de análisis ergonómico llamado BRIEF.
Se estandarizaron los grupos de manómetros para presiones y caudales.
Las mesas de trabajo se fabricaron a medida para poder crear un área detrabajo confortable y segura.
El tercer paso fue la definición de los medios de protección colectiva mediantela modificación de la extracción localizada pasando de extractores internos auno centralizado exterior, reduciendo también de forma muy sustancial laexposición al ruido en la fábrica. Referente a los medios de protección personala utilizar por los soldadores, cabe destacar el uso de guantes y mangas conKevlar, el cambio más sustancial para la protección térmica.
130

Mejoras de extracción localizada y de la luminosidad
Finalmente se ha realizado un programa completo de formación de tres días engrupos reducidos con ejemplos teóricos y aplicación práctica de los métodos yequipos. Esta formación incluye un examen final y se requiere unarecertificación de forma anual con lo que se asegura que el personal estácapacitado en todo momento.
Un post proceso adicional a la soldadura es la refrigeración de los tubos paraevitar quemaduras. Al trabajar en una línea de montaje, la soldadura de conjuntode tubos se hace de forma continua y en flujo con el montaje de la unidad. Paraevitar quemaduras por parte de los operarios de montaje anteriormente se hacíauna refrigeración por agua del tubo, ello generaba varios problemas eincomodidades. Se ha implementado un sistema de refrigeración por aire pormedio de unos cañones y unas bandejas que hacen que el proceso sea muchomás limpio y seguro.
131
Mejora del proceso de enfriamiento de tubosAdicionalmente cabe comentar la mejora en la iluminación de toda la nave parareducir el cansancio visual de los operarios. Esta mejora se ha realizado conpaneles LED controlados por un PLC que permiten además un mayor ahorroenergético, que es otro de los compromisos medioambientales de lamultinacional Ingersoll Rand.
Evaluación de la eficacia
La evaluación de la eficacia de las medidas se ha realizado desde varios puntosde vista. El primero ha sido la satisfacción del soldador con el método, losequipos y la formación que se llevan a cabo.
Otros métodos utilizados han sido:
El análisis ergonómico del método de soldadura mediante BRIEF.
Las mediciones higiénicas en cuanto a contaminantes que se realizan comocontrol de forma preventiva.
La vigilancia de la salud observando la mejora de la ergonomía sobre lossoldadores.
132
133
Finalista
Uso de drones en Sacyr
Categoría Control del riesgo
SACYR, SA
Sacyr es una compañía multinacional de infraestructuras y servicios. Su apuestapor la innovación y la expansión internacional le han convertido en unacompañía de referencia en la construcción y gestión de infraestructuras,proyectos industriales.
Paseo de la Castellana, 83-8528046 Madridwww.sacyr.com
Problema y análisis del riesgo
Las diferentes unidades de negocio comunicaron a la empresa que pretendíanusar esta tecnología para diferentes actividades que van desde la grabación devídeo o la toma de fotografías de las diferentes obras para ir documentando suevolución, la revisión de taludes inclinados o apoyos de estructuras en losservicios de conservación de autopistas, los trabajos de topografía de diferenteíndole, la medición de acopios de biomasa de forma más exacta y segura hastalos trabajos en espacios confinados.
Desde el departamento de Prevención de Sacyr tienen claro que, en la mayoríade los casos, en este tipo de trabajos el riesgo de accidente se minimiza oelimina. Es cierto que pueden aparecer otros riesgos, como la caída del propioaparato, pero esto es fácilmente controlable no sobrevolando sobre el personalque realiza sus tareas laborales, tal y como dicta la actual normativa en España.
Por este motivo, viendo la evidente necesidad de la utilización de drones porparte de las diferentes unidades de negocio de Sacyr, se decidió la obtención dela calificación de operador, la compra de equipos y la formación de pilotos parasu uso. Esta actividad conlleva la realización de planes de vuelo, en los que sedebe indicar las medidas de prevención a utilizar en los diferentes trabajosrealizados con drones, el registro de dichas actividades y del mantenimiento delos equipos, tareas que son realizadas por el departamento de Prevención de laempresa.
Prácticas preventivas para el control del riesgo
Durante el año 2016, a raíz de la realización del iFriday dedicado a los drones,se detectó la necesidad de utilizar esta tecnología en las diferentes unidades denegocio de la empresa. Su aplicación es muy diversa, pudiéndose utilizar paragrabación de vídeo, fotografía, trabajos de topografía, revisión deinfraestructuras, medición de acopios de biomasa, etc.
El departamento de Prevención de Sacyr es el que se encarga de lacoordinación de todas las actividades relacionadas con drones. En sí misma, lautilización de drones, en la mayoría de los casos, hace que la realización demuchos trabajos sea mucho menos peligrosa. Los miembros de dichodepartamento están habituados a la realización de planes de seguridad yevaluaciones de riesgos que tienen mucha similitud con los planes de vuelonecesarios para la realización de actividades con drones. Si a esto unimos queel departamento de Prevención da servicio a todas las unidades de negocio dela empresa, su implicación en este proyecto resulta lógica.
134
El primer paso a realizar es la obtención de la calificación como “operador” dedrones por parte de Sacyr. Este requisito es imprescindible para la utilización deestos aparatos de forma profesional. Los siguientes pasos son la adquisición delos propios aparatos, algunos de ellos para uso generalizado y otros paratrabajos especializados, su mantenimiento y revisión periódica. Por otro lado, seestá formando al personal de Sacyr que se ha considerado necesario para laobtención del título de piloto de drones, de forma que cada vez sea más sencillollegar a aquellos centros de trabajo donde se precise la utilización de drones.
Evaluación de la eficacia
El inicio de la actividad con drones es reciente por lo que aún no se tienen datosexactos de la eficacia de la utilización de esta herramienta, aunque se prevé quesu uso elimine el riesgo en muchas de las actuaciones diseñadas, ya que seráinnecesario exponer a determinado personal a situaciones de riesgo,cumpliendo así el principal objetivo de la prevención, que es el de eliminar elriesgo.
A lo largo del año se pretende realizar un estudio pormenorizado en el que sepueda ver la eficacia tanto en la reducción de accidentes como en el impactoeconómico de la utilización de drones como alternativa a otros mediostradicionales.
135

136
137
Finalista
Programa integral de gestión de lamovilidad interna en TorresHermanos y Sucesores, SAU
Categoría Control del riesgo
TORRES HERMANOS Y SUCESORES, SAU
Empresa dedicada a la manipulación, envasado y comercialización de productoshortofrutícolas, principalmente naranjas y clementinas.
Polígono industrial Agrícola nº 212590 Almenara (Castellón)www.naranjastorres.com
Problema y análisis del riesgo
La empresa ha tenido en los últimos años dos accidentes de trabajo poratropello de carretilla y algunos incidentes, lo que ha llevado a adoptar medidasde organización y movilidad interna con distintas actuaciones.
En todas las instalaciones: zona de confección, zona de envases, muelles ycámaras existe cruce de carretillas y personal con el riesgo de atropello.
Con el objetivo de mejorar y reducir el número de incidentes y/o accidentes enTorres Hermanos y Sucesores, SAU se ha desarrollado un programa integral degestión de la movilidad interna con una duración de 5 años que se inició en 2011y ha finalizado en el presente año 2016.
Dentro de este programa, se han realizado diferentes acciones:
Actuaciones en las carretillas elevadoras, transpaletas eléctricas ytranspaletas manuales.
Reorganización y acondicionamiento de las instalaciones y de las vías depaso y circulación.
Información, formación y adiestramiento del personal autorizado.
Prácticas preventivas para el control del riesgo
Se implementan las siguientes medidas:
Carretillas
Se ha dotado a la totalidad de las carretillas elevadoras de elementos deindicación de seguridad tales como luces de freno, señalización óptica yacústica de marcha atrás, luz giratoria destellante que adviertan a lostrabajadores próximos de la presencia de un equipo de trabajo. Se ha dotado a las carretillas de un espejo retrovisor en el lado superior dela cabina para favorecer la visibilidad del conductor. Se han instalado cinturones de seguridad que mantengan al trabajador sobreel asiento.Las carretillas disponen también de dispositivos de advertencia (bocinas) quepermiten anunciar su presencia en puntos conflictivos, entradas a cámaras,intersecciones y, en las de nueva adquisición, señal luminosa (luz azulproyectada sobre el suelo) que indica la marcha atrás.
138
Se han instalado en todas las carretillas limitadores de velocidad de formaque no puedan exceder de 10 km/hora, solicitando al fabricante que certifiqueestas limitaciones. La recarga, con sistemas de extinción de baterías se realiza en locales bienventilados, con sistemas de extinción debidamente señalizados.Todas las carretillas disponen de un freno de inmovilización que permitemantenerla inmóvil con su carga máxima admisible y sin ayuda delconductor/a con la pendiente máxima admisible. Además, todas lascarretillas disponen de una llave de contacto para bloquearla una vezestacionada, que se retira para impedir su utilización por parte de unapersona no autorizada.Se ha implantado el uso de chalecos reflectantes entre los trabajadores quese encuentran cerca de la circulación de carretillas, repartiendo entre lostrabajadores las instrucciones de seguridad. Todo el uniforme de trabajoutilizado es reflectante para garantizar una correcta visibilidad del operario.
Instalaciones
Se han acondicionado 2 zonas de paso exclusivo de personal en la zona deconfección y en la zona de acceso a la zona Pre-calibrado, evitando con elloque el personal cruce la zona de cámaras frigoríficas con circulación decarretilla, esta zona de cámaras frigoríficas se ha señalizado con un cartel deprohibido el paso al personal. En la zona de confección se ha habilitado igualmente una zona exclusiva depaso de personal y se han señalizado sobre el suelo zonas de preferencia depaso de personal cuando es inevitable el cruce con las carretillas. Se han instalado espejos panorámicos en cruces de escasa visibilidad,concretamente en la zona de envases y en la zona del volcado.Se han cambiado los suelos y superficies de trabajo resbaladizos. En la zonade entrada al comedor del personal se ha cambiado el pavimento para evitarsuelos resbaladizos, dado que el anterior pavimento se encontrabadesgastado y resbaladizo en algunos tramos, sobre todo en los días de lluvia. En las cámaras frigoríficas y zona de Drencher se recogen los derrames delíquido lo antes posible para lo cual se dispone de una máquina seca suelos.Cada noche los operarios de mantenimiento realizan la limpieza de losmuelles y zona de cámaras supervisando las condiciones óptimas de lasmismas antes del comienzo de la jornada laboral. Se vela por elmantenimiento de las vías de circulación libres de obstáculos y de objetosque puedan hacer perder el control de la carretilla.Se mejora la iluminación y visibilidad en las zonas donde se trabaja con lascarretillas. Se han cambiado todos los focos de luz en la zona de producción,
139
disminuyendo la fatiga visual significativamente, en total 74 luminariasincrementando el flujo lumínico en 106 lux.Se utilizan sistemas de fijación adecuados como palets, asegurando elcorrecto flejado de los mismos antes de su carga por las carretillas.Se ha prohibido el acceso a los muelles de carga y descarga a las personasno autorizadas.Los operarios del muelle de carga y descarga deben estar equipados conropa de alta visibilidad y calzado de seguridad mientras estén en la zona; semantendrán alejados de la zona de circulación del vehículo; durante lasoperaciones de guiado del vehículo permanecerán en una ubicación dondeestén siempre visibles al conductor. Se ha designado un responsable parasupervisar el movimiento seguro de los vehículos.Las carretillas disponen de parada de emergencia (tal como un desconectorrápido en la batería y en el motor eléctrico, en el caso de las carretillaseléctricas) capaz de desacelerar y parar completamente la carretilla encondiciones de seguridad.Se efectúan revisiones de las carretillas elevadoras con la finalidad de que elequipo no se deteriore conforme a la frecuencia y recomendacionesestablecidas por el fabricante, siempre teniendo en cuenta el uso que sehace de las mismas, por personal cualificado y autorizado. El mantenimientose documenta llevando un registro de mantenimiento a través de un diario demantenimiento. Además, se efectúa una revisión diaria a través decomprobaciones frecuentes, que se efectúa diariamente, cuyo principalobjetivo es la vigilancia del buen estado de la carretilla, cumplimentado laoportuna hoja de revisión diaria.Señalización y distinción de zonas de acceso de personal y carretillasdiferenciadas y colocación de vallas protectoras con el fin de evitar caídas decajas tanto en las zonas de paso como en los puestos de trabajo en los quehaya operarios trabajando. Estas vallas de protección se han ido colocandopor fases en distintas campañas.Se han ido señalizando pasos de cebra para dar preferencia al paso delpersonal frente al paso de la carretilla y zonas diferenciadas de pasoexclusivo de personal y carretillas.Se ha trabajado en la organización de los tiempos de la salida del personalen las pausas del almuerzo y la comida, de modo que, en la zona de lascámaras las carretillas elevadoras acaban 5 minutos antes que el personal,asegurando así que en el momento de salida del personal las carretillasestén ya detenidas. Igualmente en la zona de producción los operarios de lascarretillas deben parar las mismas cuando suena la señal de salida yúnicamente continuar con sus tareas encima de la carretilla cuando todo elpersonal ha salido. Se ha abierto una nueva puerta corredera desde el
140
vestuario de las mujeres al pasillo del comedor para dar fluidez en la salidadel comedor.
Formación e información
Se ha elaborado un plan de formación para los trabajadores usuarios decarretillas elevadoras distinguiendo entre el personal de nueva incorporaciónsin experiencia y reciclado y adecuación de conocimientos del personalprofesional con experiencia y formación desarrollando así una formación quese adapte a las necesidades de los trabajadores/as que utilizan las carretillasu otro tipo de vehículos. La formación se documenta y registra en el registro de formación de laempresa, con la firma por escrito de cada trabajador.Además, periódicamente la empresa proporciona información adecuada alos trabajadores sobre normas de prevención en el manejo de carretillaselevadoras, entre otras, utilizando para ello el anverso de las nóminas,asegurando así su recepción y conocimiento por todo el personal. Se ha elaborado un procedimiento para el acceso de visitas a planta, demodo que al presentarse en la recepción de la empresa el visitante ha depegarse una etiqueta adhesiva con la leyenda “personal autorizado paraentrar en planta” en la que se ha de indicar la persona de la empresaresponsable de acompañar al visitante quien será el garante de que secumplan las normas de prevención en la visita y de la propia seguridad delvisitante, especialmente en el cruce con carretillas. Al trabajador/a usuario de carretillas elevadoras se le exige unas aptitudespsicofísicas y sensoriales específicas, por lo que la empresa realizareconocimientos médicos anuales de los mismos con protocolos de controlauditivo-visual, vascular, cardiaco, musculoesquelético, neurológico.En apoyo y para supervisar la correcta implementación de las medidaspreventivas realizadas se ha impartido a nueve encargadas de sección elcurso de nivel básico en prevención de riesgos laborales de 30 horas. Se haimpartido una formación sobre seguridad basada en la conducta, paraconseguir y motivar en la gente comportamientos seguros a través de laidentificación y corrección de actos inseguros.
Evaluación de la eficacia
En los últimos dos años la empresa no ha tenido accidentes ni incidentesrelacionados con la conducción de carretillas elevadoras u otro tipo devehículos.
141
Se ha conseguido aumentar la concienciación de todo el personal en laimportancia de realizar comportamientos seguros consiguiendo instaurar elcomportamiento y sostenerlo por periodos dilatados de tiempo, centrando laatención y el esfuerzo de todos en conseguir una movilidad interna segura.
Se ha conseguido también que aquellos empleados que se incorporan a laempresa tiendan a valorar la seguridad y a generar actitudes favorables haciaella.
142
143
Finalista
Integración y participación en la gestión de los riesgos psicosociales
Categoría Gestión de la prevención
ALLIANZ CÍA. DE SEGUROS Y REASEGUROS, SA
Empresa líder en el mercado asegurador español, con más de 2.300empleados/as y más de 4 millones de clientes.
Pone a disposición de sus mediadores y clientes las mejores soluciones deaseguramiento y previsión del mercado, a través de productos y servicios quevan desde el ámbito personal y familiar al empresarial, ofreciendo desdeseguros de vida, autos, hogar, accidentes, o salud, pasando por multirriesgospara empresas, hasta las soluciones aseguradoras personalizadas máscomplejas.
Tarragona, 109 08014 Barcelonawww.allianz.es
Problema u oportunidad
Allianz Seguros evalúa los riesgos psicosociales desde hace más de 10 años.Debido a sus características organizativas y dispersión geográfica, el Serviciode Prevención ha apostado desde un inicio por evaluar en distintos años latotalidad de las áreas organizativas de la Compañía, consensuando con elComité Estatal de Seguridad y Salud un plan de acción para cada año. Noobstante, en las diversas encuestas de compromiso realizadas año tras año, seha detectado un porcentaje bajo de conocimiento por parte del personal,conforme la empresa lleva a cabo acciones para eliminar o reducir el estrés.
Se procedió al análisis del procedimiento de gestión de la evaluación de riesgospsicosociales en la empresa, detectándose los siguientes puntos débiles:
Se demora en el tiempo la evaluación de la totalidad de las áreasorganizativas de la Compañía.No se solicitaba la participación directa de la Comisión Ejecutiva. Sólo seinformaba de la planificación prevista para el año en curso y del plan deacción, una vez finalizado el proceso.Los trabajadores/as sólo participaban en el momento de cumplimentar elcuestionario on line (fase cuantitativa). Los responsables del área evaluada sólo participaban para ampliar el planpropuesto por el Servicio de Prevención y el Comité Estatal de Seguridad ySalud.Las medidas del plan de acción resultaban muy genéricas en algunos casos.
Se llegó a la conclusión de que era necesario modificar el procedimiento degestión de la evaluación de riesgos psicosociales, de forma que se dieraparticipación directa tanto a los managers como a los trabajadores/as, en todoslos procesos, así como contar con la participación directa de la ComisiónEjecutiva. De esta forma, el plan de acción establecido sería eficiente y eficazpara mejorar aquellos puntos débiles en la gestión de la organización.
Práctica de gestión implantada
En este contexto, y aprovechando el inicio de la reevaluación de los riesgospsicosociales en todas las áreas de la Empresa, en el 2015, se definió un nuevoprocedimiento de gestión de riesgos psicosociales que tuviera en cuenta lospuntos débiles expresados en el apartado anterior.
144

De esta forma, se acordó con el Comité Estatal de Seguridad y Salud llevar acabo la evaluación de toda la Compañía en 3 años, dividiéndose cada año poráreas organizativas y puestos de trabajo, e invitando a la participación a todo elpersonal con una antigüedad superior a 6 meses. Así se delimitó en el tiempo larealización de la evaluación de riesgos psicosociales en toda la Empresa,mostrando así el compromiso firme en este tema.
La evaluación se lleva a cabo con la colaboración de una empresa experta enprevención y gestión de riesgos psicosociales. De esta forma, se garantiza tantoa la representación social como a los trabajadores/as una total objetividad yconfidencialidad en cada una de las distintas fases del proyecto.
El proceso de gestión de la evaluación de riesgos psicosociales constaactualmente de 5 fases diferenciadas, en las que desde el primer momento,forman parte los siguientes agentes:
Servicio de Prevención Mancomunado de la empresa, con la colaboración dela empresa externa, trabajadores/asComisión EjecutivaComité Estatal de Seguridad y SaludMáximos responsables de la unidad organizativa evaluada
145
Fase 1. Definir, organizar, estructurar:
a. Análisis de indicadores psicosociales de la empresa en su contexto actual,en el que se pretende:
Garantizar una visión global y ajustada de la situación.Consolidar un enfoque objetivo y cuantitativo de la envergadura real de laproblemática psicosocial en la empresa: Obtención de todos los datossociales posibles al comienzo de la intervención: tasa y tipo deabsentismo, rotación de personal, incapacidad de corta y larga duración,etc.Aclarar las decisiones antes y durante la intervención.
b. Constitución y formación de grupos de trabajo:
Se establece para cada una de las 5 fases, la constitución de un grupo detrabajo específico en la que el Servicio de Prevención Mancomunado y laempresa externa forman parte en todos y cada uno de ellos.
Alternativamente según la fase, se incorpora la Comisión Ejecutiva, el ComitéEstatal de Seguridad y Salud, los máximos responsables del áreaorganizativa evaluada, el responsable del diseño del plan de acción, losresponsables de llevar a cabo el plan de acción acordado y definido, y lostrabajadores/as.
Por otro lado, se establece también el cronograma de las distintasactuaciones y fases del proyecto.
c. Transferencia de competencias:
En esta fase se desarrolla el formato y el calendario de reunionesinformativas para garantizar, por parte del Servicio de PrevenciónMancomunado y la empresa externa, que los distintos agentes del grupo detrabajo dispongan de información suficiente acerca de los riesgospsicosociales así como sobre los métodos operativos y análisis de laintervención.
Fase 2. Comunicar, concienciar, proyectar:
a. Definir el esquema técnico de la actuación:
En el diseño de las etapas de toma de datos se establecen las variables enfunción de las cuales van a ser presentados los resultados. Se han definido
146
5 variables: unidad organizativa, puesto de trabajo, edad, género,desplazamiento en jornada laboral.
Estas etapas cuentan con la participación del grupo de trabajo y losresponsables del área organizativa a evaluar
b. Comunicación y sensibilización:
Para favorecer la implicación de todos los componentes de la empresa y,consecuentemente, aumentar la participación tanto en la cumplimentación decuestionarios como en la asistencia a entrevistas o grupos de discusión, esindispensable la puesta en marcha de una campaña de comunicación. Estase basa en:
Presentación del proyecto ante el Comité de Dirección.Convocatoria de reunión extraordinaria del Comité Estatal de Seguridad ySalud para exponer y recabar de la representación social, la informaciónimportante y necesaria para el proceso.Reuniones presenciales con todos los responsables jerárquicos de cadaárea a evaluar.Preparación del material de divulgación (poster, dípticos, etc.) que seenvía a cada centro de trabajo para que esté disponible en los tablonesde anuncios; así como se envían correos electrónicos a todos y cada unode los colaboradores/as objeto de la evaluación.
Fase 3. Evaluar:
a. Evaluación cuantitativa:
La empresa colaboradora se encarga de enviar los cuestionarios on line yrecabar la información, así como analizar los resultados. La participación laplanteamos como una acción voluntaria por parte del trabajador/a, de ahí laimportancia de elaborar una buena campaña de comunicación.
b. Evaluación cualitativa:
Inicio del proceso cualitativo, en el que a través de entrevistas semi-estructuradas (focus group) con los trabajadores/as, de carácter colectivo, oindividual a través de una línea telefónica (sólo a personal de las islas, porconciliación laboral-personal), se recoge, con relación a los resultadosobtenidos en la fase de análisis cuantitativa, información de contraste de lashipótesis de estudio iniciales.
147
Fase 4. Analizar, informar:
a. Análisis de los datos cuantitativos y cualitativos:
Una vez se finalizan las entrevistas grupales o focus group, el grupo detrabajo constituido por el Servicio de Prevención y la empresa externa realizael análisis de todos los datos obtenidos, recabando información del área conla ayuda del responsable si es preciso, para acabar de reformular la hipótesisde trabajo.
b. Identificación y evaluación de los riesgos psicosociales:
La empresa externa realiza el informe con los resultados obtenidos a travésdel cuestionario on line, y con las aportaciones de los trabajadores/as quehan participado en los focus group, facilitando una serie de recomendacionesy líneas de actuación que ayuden a mejorar el bienestar de lostrabajadores/as y mejorar el rendimiento en el puesto de trabajo.
Fase 5. Actuar, desarrollar:
a. Creación de los grupos de trabajo:
Se organizan reuniones presenciales con el Comité de Dirección y losresponsables del área donde se determina el responsable de diseñar el plande acción, basado en las líneas de actuación propuestas por la empresaexterna. El papel del Servicio de Prevención en este punto, será el deasesorar, acompañar y delimitar en el tiempo, siendo el responsable deldiseño del plan quien realmente lidere el proceso.
b. Concepción de uno o varios planes de acción:
Cada área dispone de un responsable que elabora su plan de acción. Esteresponsable crea un grupo de trabajo con sus colaboradores/as paradeterminar qué acciones van a llevar a cabo, qué unidad organizativa será laresponsable de su implantación y el plazo para ello. Una vez se obtiene esteplan, se informa tanto al Comité Estatal de Seguridad y Salud, que ademásaportará medidas adicionales si lo estima necesario, así como se informa alpersonal objeto de la evaluación.
148
c. Puesta en marcha:
El Servicio de Prevención se encarga de hacer un seguimiento de laimplantación del plan de acción, facilitando información al Comité Estatal deSeguridad y Salud.
d. Evaluación de las acciones desarrolladas:
El Servicio de Prevención evalúa el impacto del plan de acción a través deindicadores obtenidos de la encuesta global de compromiso que se realizade forma anual, así como los resultados de la re-evaluación de riesgospsicosociales que se realice a los 3 años.
Evaluación de la eficacia
La eficacia de la implantación de esta gestión se mide a través de la encuestaglobal de compromiso. Los resultados obtenidos hasta ahora son:
Un 67 % del personal considera que Las campañas y promociones para unavida saludable son suficientes en la Empresa, 9 y 5 puntos porcentuales porencima respecto al año 2013 y 2015 respectivamente. Y 2 puntos por encimarespecto a la percepción de si Son suficientes las medidas tomadas en laempresa para manejar el estrés relacionado con el trabajo.
Otro indicador que demuestra el éxito de la gestión de la evaluación de riesgospsicosociales son los niveles de participación, tanto del cuestionario on linecomo de los focus group. Así, la participación de la evaluación de riesgospsicosociales realizada en el año 2015 fue del 83,35 % en la fase cuantitativa,sobre una muestra de 1.057 invitaciones realizadas, y un total de 87 % en la fasecualitativa, sobre una muestra de 129 personas invitadas.
En cuanto a la evaluación de riesgos psicosociales del 2016, se obtienenexcelentes resultados de participación. Un índice del 87,97 %, de 557 invi-taciones realizadas en la fase cuantitativa y un 87 % de las 100 invitaciones atrabajadores/as a participar en los focus group.
149

150
151
Finalista
Zona de entrenamiento/formación en prevención (Training room)
Categoría Gestión de la prevención
FAURECIA AUTOMOTIVE ESPAÑA, SA
Empresa de automoción especializada en el diseño, desarrollo, fabricación yentrega de componentes de automóviles en sus tres líneas de productos clave:asientos para automóviles, tecnologías de control de emisiones y sistemas deinterior.
Marie Curie, 1928521 Rivas Vaciamadrid (Madrid) www.faurecia.com
Problema u oportunidad
Con estas “training room”, se muestra la importancia que se otorga alentrenamiento/formación, tanto a las nuevas incorporaciones como a todos lostrabajadores a través de un reciclaje continuo.
Dedicando una zona completamente equipada y adaptada a los riesgos de cadacentro de la empresa Faurecia.
Estas zonas se encuentran ubicadas en la zona de producción, de modo queresulta visible y sirve de recordatorio visual para todos los empleados.Agilizando el acceso y disponiendo de equipos de trabajo para hacer esteentrenamiento/formación in situ, adaptado, en cada caso, a los riesgos de cadauna de las plantas.
También sirven para potenciar campañas de seguridad (normas de prevenciónpeatonal, evacuación, emergencia, EPI, etc.)
Implica a todos los empleados en respetar las 13 reglas de obligadocumplimiento en materia de seguridad y prevención.
En las sesiones de entrenamiento/formación están implicados todos lostrabajadores (desde el director de la planta, pasando por supervisores, gaplíderes y operarios, etc.) ya que participan de una manera directa en laformación/entrenamiento y en el despliegue de comportamientos seguros.
Práctica de gestión implantada
Zona de entrenamiento/formación en prevención:
Se eligió en una zona visible de cada una de las plantas de producción y sedefinió el siguiente contenido:
Señalización peatonalRelación y muestrario de EPI adecuados a las necesidades de los diferentespuestosSeñalizaciones de emergencias/evacuación. Uso de extintores13 reglas de obligado respeto (13 mandatory rules) Máquinas para demostración de protecciones/seguridadesUso adecuado de escaleras portátiles
152

Todo este contenido se estandarizó en todas las plantas y se impulsó, en estasprimeras fases, con la implicación de todos los comités de dirección de cada unode los centros participando activamente en el despliegue de todos estoscontenidos.
Actualmente se hace formación inicial al 100 % de los nuevos empleados. Eneste entrenamiento/formación, intervienen tanto sus jefes directos como losresponsables de prevención de las plantas, mostrando la obligatoriedad de lasreglas del grupo, los diferentes EPI adecuados para cada uno de los riesgosidentificados, las medidas de emergencia, uso adecuado de escalerasportátiles, etc.
Para abordar el posible exceso de confianza de los trabajadores a la hora decumplir con las medidas preventivas, se definen periódicamente un conjunto deacciones formativas y de entrenamiento que se desarrollan en estas trainingroom y que sirven de reciclaje para el conjunto de trabajadores.
153
Evaluación de la eficacia
Desde la implantación de estas zonas de entrenamiento/formación se hadetectado una disminución significativa, no sólo de accidentes, que yamostraban índices bajos, sino también de comportamientos inseguros.
En los procesos de observación de comportamientos, se sigue detectando,esporádicamente, algún tipo de incidencia, pero a mucho menor nivel. Y estasincidencias sirven de base para plantear nuevas acciones de entrenamientopara refrescar los buenos y adecuados comportamientos a nivel preventivo enlas zonas de entrenamiento.
Las encuestas de satisfacción del personal muestran un alto porcentaje enpercepción de la seguridad. Más del 87 % del personal encuestado manifiestaestar de acuerdo en la formación y entrenamiento recibido en materia deseguridad. Similar porcentaje está satisfecho de participar regularmente enactividades cuyo objetivo es identificar y eliminar los riesgos potenciales para lasalud y seguridad en el área de trabajo.
Ser han establecido grupos de mejora que estudian nuevos contenidos a incluiratendiendo a las necesidades del grupo en materia preventiva y a lassugerencias de los trabajadores recopiladas a través del sistema de ideas demejora (herramienta de implicación de personal donde los trabajadores, a nivelindividual no solo proponen una mejora que consideren, sino que tambiénaportan la posible solución).
Con todas estas acciones y a través de la zona de entrenamiento/formación semejora y potencia la cultura de la prevención.
154
155
Finalista
Proyecto de mejora de la cultura preventiva en FCC Aqualia
Categoría Gestión de la prevención
FCC AQUALIA, SA
Miembro del Grupo FCC Servicios Ciudadanos, uno de los mayores gruposeuropeos de servicios, cuya finalidad mayoritaria es tanto el diseño yconstrucción de sistemas de tratamiento, transporte y almacenamiento de agua,urbana e industrial, como la gestión del ciclo integral del agua.
Federico Salmón, 1328016 Madrid www.aqualia.com/es
Problema u oportunidad
Se ha analizado que durante los últimos cinco años la tendencia del índice defrecuencia, índice que refleja el número de accidentes de trabajo con bajalaboral por cada millón de horas trabajadas, se ha estancado.
Esta tendencia del estancamiento actual es previsiblemente normal puesto quelas empresas comienzan a tener resultados positivos de reducción desiniestralidad cuando comienzan a aplicar normas e invierten en tecnología. Enla primera etapa preventiva las inversiones se centraron en mejoras deingeniería (equipos y procesos) y se comenzó a poner énfasis en la seguridadpero la evolución temporal constató que si no se introducen nuevas líneas detrabajo preventivo estas bajadas de los índices de siniestralidad se estancan yla línea se convierte en asintótica.
Tras esa primera etapa preventiva, el siguiente paso fue centrar esfuerzos enuna correcta y adecuada implantación de un sistema de gestión de prevenciónde riesgos laborales, el cual ha permitido el establecimiento de normas,procedimientos, responsabilidades así como la ordenación de recursos, etc. enmateria preventiva así como obtener el certificado de la norma OHSAS18001:2007 (desde el año 2008).
Pero, tras la repercusión de este nuevo esfuerzo preventivo (traducido en unmarcado descenso en la siniestralidad y de consecución de grandes logros aeste nivel) desde hace ya varios años el descenso de la siniestralidad ha vueltoa estancarse de nuevo.
Por tanto, una vez consolidada la fase de sistemas de gestión es necesarioseguir mejorando llevando a cabo nuevas actuaciones que permitan conseguirreducir la siniestralidad a cero, o a niveles de incidencia muy bajos.
Es necesario seguir trabajando de cara al nuevo reto que se plantea, un nuevoesfuerzo preventivo ligado a la mejora de la cultura preventiva: al cambio enmateria de comportamientos preventivos, del liderazgo, de las respon-sabilidades y actitudes y del entendimiento de la prevención como beneficio ynecesidad de hacer, es decir, poner el énfasis modificador en las personas atodos los niveles organizativos.
156
Práctica de gestión implantada
El reto planteado es trabajar para lograr los puntos claves que culminarán enuna mejora significativa de la cultura preventiva en nuestra organización:
Asumir como propio el concepto de cultura preventiva definido a nivel grupaly de dirección y abarcando todo el conjunto de valores preventivoscompartidos por toda la organización. Reflejar la preocupación preventiva de la organización por la seguridad,especialmente desde los niveles de gerencia y supervisión. Enfatizar la contribución de cada uno en cada nivel de la organización.
Para recorrer este nuevo camino FCC Aqualia, a través del proyecto que aquípresentamos, está realizando una apuesta total por:
La consideración y evaluación de los aspectos culturales en relación a laprevención y a la promoción de la seguridad y la salud.Observar el comportamiento real y analizar sus causas.Poner en marcha programas de refuerzo del liderazgo en seguridad y salud(donde la dirección tiene un papel crucial).Fomentar la asunción personal de responsabilidades.El compromiso compartido.La transparencia.Reconocer la participación activa en la mejora de todos los miembros de laorganización.
El proyecto de mejora de la cultura preventiva cuenta con tres fasesdiferenciadas:
Fase 1: Diagnóstico y establecimiento del plan de mejora.Fase 2: Desarrollo del plan de mejora.Fase 3: Seguimiento.
Primera fase: Diagnóstico y plan de mejora
Análisis de la situación real de la empresa y las mejores actuaciones a realizardentro del proyecto con la finalidad de poder conseguir el objetivo marcado,hacer de la empresa un referente en materia de integración en prevención y enla consecución de una auténtica cultura preventiva en todos los miembros queformamos parte de la empresa.
157
Los pasos llevados a cabo en esta fase:
1. Constitución de un grupo multidisciplinar de trabajo y coordinación delproyecto.
2. Realización y puesta en marcha del taller “Cultura preventiva para el Serviciode Prevención”.
3. Realización y puesta en marcha del taller “Cultura preventiva para laDirección”.
4. Realización de encuestas y entrevistas según el método para el diagnósticodel clima preventivo NOSACQ-50 para la medición y análisis de la concienciacolectiva sobre la importancia que la organización concede a la seguridad.
5. Análisis de resultados, validación de los mismos y elaboración de propuestasde trabajo.
Resultados de esta fase
Realización del diagnóstico de clima preventivo: exhaustivo análisis de losresultados obtenidos, tanto general como específico por estrato, lo queestableció las bases para la evaluación de puntos críticos y la extracción deconclusiones, recomendaciones, líneas de avance.
Se determina que la empresa se encuentra actualmente en una posiciónproactiva en materia de prevención de riesgos laborales y una de lasconclusiones más relevantes obtenidas fue la necesidad de realizar accionesencaminadas a mejorar la sensibilización individual y colectiva de lostrabajadores y de los mandos respecto a las pautas del trabajo seguro en todacircunstancia.
Establecimiento del plan de mejora orientado a objetivos de cultura preventiva:se marcan las líneas de mejora sobre las que trabajar, el enfoque estratégico delproyecto y los objetivos, acciones del plan y cronograma de actuacionesestudiadas, planificadas y definidas específicamente en base a los resultadosobtenido y al reto marcado.
Segunda fase: Desarrollo del plan de mejora
Esta fase se centra en implantar las acciones definidas en el plan de mejora asícomo en formar/capacitar a todos los implicados para el correcto desarrollo delas medidas establecidas.
158
Las principales acciones hacia las que se han dirigido esfuerzos durante estasegunda fase son:
Desarrollo de guías de implantación de las herramientas seleccionadas en elplan de mejora.
Definición de planes de actuación específicos:
· Paseos de seguridad, orientados a incrementar la visibilidad delcompromiso de los directivos con la seguridad y la salud del equipo. Paraello, se ha configurado un programa de visitas escalonado durante lospróximos dos años.
· Para promover una mayor implicación operativa en la prevención, se handiseñado dinámicas de comunicación en los puestos de trabajo para jefesde Servicio, encargados y capataces.
· Los operarios recibirán formaciones de refresco orientadas a la mejora delcomportamiento en el desarrollo de sus tareas.
· Se dotará al equipo técnico del servicio de prevención de unas pautas deintervención para el seguimiento de las conductas de seguridad.
· Realización de talleres para la formación/capacitación del personal claveen el proyecto (Servicio de prevención, dirección, mandos intermedios,supervisores y delegados de prevención).
Desarrollo y aprobación del plan de comunicación que pretende ser unaestrategia transversal a todos los niveles de la organización y a los diferentesagentes, favoreciendo su participación e implicación, con el fin de mejorar elclima preventivo de la compañía.
Tercera: Seguimiento y evaluación
De manera simultánea y a medida que se van implantando las diferentesacciones establecidas se irán analizando los resultados de los diferentesindicadores positivos de desempeño preventivo que sean establecidos. Seprevé la realización de reuniones de seguimiento, con una periodicidadtrimestral.
Una vez implantado en su totalidad el plan de acción para la mejora de la culturapreventiva (2015-2018) se realizará un seguimiento de dicho desarrollo eimplantación para su análisis así como definir e implantar acciones correctorassi fueran necesarias. Este proceso finalizará con una evaluación de resultadosmediante la realización de un nuevo diagnóstico de clima preventivo.
159
Evaluación de la eficacia
A continuación se relacionan algunas de las actuaciones ya llevadas a cabo yestrechamente relacionadas con los cuatro aspectos imprescindibles(compromiso, liderazgo, participación/implicación y sensibilización) y que ponenen relieve los avances y logros que se van alcanzando:
Apuesta y participación activa por y en el proyecto de cultura preventiva:
· Impulsores del proyecto.· Constitución de un grupo de trabajo multidisciplinar de coordinación del
proyecto y participación en el mismo.· Participación en dinámicas de trabajo relacionadas con el proyecto (taller
inicial sobre cultura preventiva y taller de trabajo sobre “Paseos deSeguridad”).
Compromiso visible con la seguridad:
· Aprobación del “plan de visitas” y puesta en marcha de dicha iniciativa delos “Paseos de Seguridad”: orientados a incrementar la visibilidad delcompromiso de los directivos con la seguridad y salud del equipo.
· Aprobación del plan de comunicación de cultura preventiva (otorgando laimportancia de hacer de la comunicación en seguridad y salud unaestrategia trasversal a todos los niveles con el fin de mejorar el climapreventivo y generar relaciones de confianza con los empleados).
160
161
Finalista
Mejora continua del sistema degestión de la prevención en una
empresa del sector naval
Categoría Gestión de la prevención
HIDRAMAR, SL
Hidramar es una empresa familiar fundada en 1989, que ofrece los siguientesservicios: astillero de reparación, conversión y adecuación de buques generalesy unidades offshore. Servicios y asistencia técnica en los sectores Naval,Industrial y Oil&Gas. Gestión de proyectos, diseño, construcción, instalación,fabricación, reparación y mantenimiento de maquinaria, estructuras einstalaciones navales e industriales, incluyendo construcciones metálicas ycircuitos hidráulicos. Venta y distribución de bienes y equipos para instalacionesy reparaciones de maquinaria y estructuras navales e industriales.
Harald Flick s/n Parcela 20 Zona Franca Puerto La Luz35008 Las Palmas de Gran Canaria (Las Palmas)www.hidramar.com
Problema u oportunidad
Hasta el año 2011 la empresa disponía de un taller de maquinaría mecánica ehidráulica para las diferentes reparaciones que realizaba, principalmente comosubcontrata de otros astilleros. A partir de esa fecha decide expandirse y ampliarla gama de servicios, gestionando y realizando directamente con los armadoresla realización completa de los trabajos, lo que generó un aumento de volumen ycomplejidad de la gestión preventiva de la empresa, necesitando como premisafundamental que esta fuera eficaz y eficiente en todos sus ámbitos.
La empresa ha crecido y en los últimos cuatro años ha ampliado susinstalaciones y servicios, disponiendo de un taller (con maquinas demecanizado, CRM, hidráulica, zona de soldadura, construcción propia demaquinaria especifica para sus trabajos, etc.) y una nueva nave anexa al mismo.Y en otra zona del muelle unas nuevas instalaciones que están en desarrollocomo astillero para disponer de zona de atraque y nave de reparaciones.
Debido a la ampliación de servicios e instalaciones, y por la elevadasiniestralidad que tenía la empresa, se planteó modificar la forma de gestionarla prevención. Pasando de tener solamente contrato con un servicio deprevención a disponer de un departamento propio de prevención y calidad.
En el proceso de organización del departamento de prevención y calidad en laempresa, de forma muy rápida, y con un volumen elevado de trabajo, se detectala necesidad de disponer de un departamento solo de prevención y buscarsoluciones para implantar la prevención y coordinación de actividades de formamás rápida y eficiente.
Deberá también tener en cuenta las singularidades del sector naval, con un altonivel de subcontratación, número de trabajadores variable en función de lademanda, maquinaria especializada, gran número de equipos de elevación parala manipulación de los grandes elementos de los barcos y plataformas, contiempos de ejecución que tienen que ser eficientes para no perder clientes nicompetitividad.
Incluyendo, además, la mayor exigencia que tiene la empresa en el casoparticular de proyectos en plataformas petrolíferas. También la fuerte cultura deprevención que se pretende implantar, es vital llevar a cabo una coordinaciónentre empresas que funcione a la perfección, no solo para evitar cualquier tipode accidentes, lo que evidentemente es prioridad capital, sino para mantener
162
una imagen de empresa que muestre que se trabaja siempre siguiendo losestándares de seguridad más altos posibles.
Práctica de gestión implantada
I. Sistema informático
El 2013 nace el departamento conjunto de Prevención y Calidad. Y evolucionade forma muy rápida, detectándose la necesidad de separar el departamento enel año 2014 e implantar un sistema informático propio de gestión para facilitar ymejorar la gestión preventiva en la empresa.
Se ha desarrollado un programa informático para la gestión de la prevenciónintegral de la empresa, que ha sido elaborado e implantado por informáticos eingenieros de Hidramar, siendo posible su adaptación a la evolución de lasnecesidades de la empresa y a la mejora continua según avanza suimplantación.
La plataforma informática permite gestionar la prevención de la empresa,respecto a los trabajadores y equipos de trabajo y también para la coordinaciónde actividades empresariales. Concretamente en cada uno de estos aspectos sepuede gestionar:
a. A nivel de la propia empresa es posible controlar y gestionar:
Trabajadores, niveles de cualificación y permisos para trabajar en lasdistintas instalaciones o tareas.Cursos para trabajadores (trabajos en altura, primeros auxilios, recursopreventivo, etc.).Vigilancia de la salud de los trabajadores.Control de vehículos de la empresa y mantenimientos realizados.Control de elementos de elevación (tecles, grilletes, eslingas) y herramientasmanuales con inspecciones visuales y fechas de caducidad, al ser elementoscríticos en la seguridad.Sistema de entrega de herramientas por medio de huella dactilar conectadoa la aplicación, quedando registrado en el sistema todas las herramientasque tiene un trabajador y su estado.Control de equipos de protección como arneses.Autorización para la utilización de las distintas maquinarias.Control de equipos de trabajo (marcados, manuales, revisiones). Endesarrollo.
163
b. A nivel de coordinación empresarial:
Las empresas colaboradoras disponen de una página web a través de la que seconectan con la aplicación de la empresa, donde tienen que registrarse paradescargar la documentación que les es solicitada además de la identificación delos trabajadores que vaya a colaborar, directa o indirectamente, con Hidramar.De esta manera, los técnicos de Hidramar podrán validar toda la documentaciónadjuntada.
Hidramar exige, revisa y verifica que se cumplen los puntos establecidos enfunción del trabajo a realizar, incluso sugiriendo mejoras a las subcontratas paraaumentar el nivel de seguridad del conjunto de empresas. Aplicando estesistema se logra la anticipación necesaria, ya que si las empresascolaboradores mantienen su documentación actualizada, en el momento deproducirse la colaboración interempresarial las gestiones a realizar seránmínimas, habiendo optimizado los recursos y obteniendo una excelentecoordinación empresarial, en tiempo y forma.
Dentro de la aplicación y en función de los trabajos a desempeñar por lasubcontrata o contrata y el nivel de riesgo de estos, se le exigen unosdocumentos mínimos:
Documentación de tesorería.Modalidad preventiva y conciertos con servicios de prevención.Evaluación de riesgos y planificación de la actividad preventiva.Se les entregan las medidas de emergencia y la empresa debe firmar comoconocedora de las mismas.Hoja de coordinación empresarial (con toda la documentación que se les vaa exigir).Solicitud de entrada de equipos de trabajo o de medición de la subcontrataen las instalaciones (muy importante ya que en ocasiones se trabaja conzonas ATEX).Certificaciones de prevención.Procedimientos específicos de trabajo.Estudios de siniestralidad.
Además, de cada trabajador que vaya a acceder a las instalaciones o realizartrabajos para Hidramar se debe aportar:
Datos personales de los trabajadores (DNI, nombre, tesorería, etc.).Control de EPI.
164
Revisiones médicas.Formación de los trabajadores: riesgos generales, riesgos específicos,trabajos en altura, recintos confinados, etc.Ficha que acredite que ha recibido la formación de seguridad definidaparticularmente por el departamento de prevención de la empresa (inducciónde seguridad).En el caso de plataformas petrolíferas se les exige otra formación másespecífica para cada proyecto desarrollada por el departamento de Hidramar,y otra del responsable de seguridad de la plataforma antes de realizarcualquier tarea a bordo.
Con toda esta información se pretende buscar puntos débiles de la subcontratapara aportarles sugerencias de mejora, y entre todos crear una culturapreventiva en el seno de las empresas colaboradoras.
II. Prácticas preventivas
Además se ha querido complementar este sistema de gestión con prácticaspreventivas que realmente implanten y mejoren la prevención de la empresa.Como son:
a. Leassons learned
A la finalización de cada proyecto de mediana duración (al menos dos semanas)o de mayor envergadura, a parte del reporte final de producción que se elaboray se entrega al cliente, y en el que se tratan los aspectos de seguridad surgidos,se elabora un excel, Leassons learned, en el que se recogen todos aquellosaspectos que se han identificado en el proyecto, susceptibles de ser mejorados,y de los que queda registro que se consulta en los siguientes proyectos, a fin deaprender de la experiencia y no cometer los mismo errores o corregirdeficiencias. De esta manera, se mejora la eficacia de futuros trabajos,aportando mayor calidad a los mismos y previniendo incidentes y/o accidentes.
165
:JECTORP
GOLDNEARELS ASSONEL :haFec
nsequence Recommendation Resolution Comments Identification Status Responsible
1 Issue Con23456789
b. Prompt Cards
Sistema de participación de los trabajadores, que incluye sugerencias,propuestas de mejora o quejas, a nivel de seguridad. Son tratadasadecuadamente (se registran y se sacan gráficas). Esta gestión de incidenciaso mejoras se gestionan diariamente y se introducen en la aplicación informática.Es uno de los puntos que se valoran (la participación en este sistema) para laentrega bimensual de un premio de seguridad. Independientemente de estesistema, se tiene comunicación continua con los trabajadores para que aportensu impresión sobre la marcha de la seguridad en la empresa.
c. Charla de los jueves
Todos los jueves se hacen charlas de seguridad para recordarles los puntosdébiles detectados a lo largo de la semana, informarles sobre los riesgosasociados a las tareas planificadas para la semana siguiente, tratar temasconcretos que se creen necesarios, recopilar información a cerca de susnecesidades, quejas, etc. También se tratan los aspectos positivos que sedetectan para animar a los trabajadores a la participación activa en prevención.En función de las necesidades que el departamento va detectando, se preparanformaciones internas y refuerzos preventivos, que los técnicos aprovechan paraimpartir a los trabajadores en estas sesiones (apoyados con presentaciones,demostraciones prácticas, videos, etc.).
d. Premio de seguridad
Como reconocimiento a la actitud que demuestran los trabajadores enreferencia a la prevención, Hidramar, con carácter bimensual, otorga un premioen seguridad, que consiste en un diploma y una cuantía económica.
Este sistema también se aplica para grandes proyectos en particular (porejemplo, plataformas petrolíferas) pero con periodicidad semanal.
Las bases para la obtención de este galardón son las siguientes:
Colaborar con el sistema Prompt Card. Uso de EPI.Hacer un estricto uso de las paradas de seguridad (Time out for safety).Estrecha colaboración con los coordinadores de seguridad, ingenieros deproducción y/o jefes de equipo en temas relacionados con la vigilancia de laseguridad.Otras valoraciones.
166
Evaluación de la eficacia
La evolución de la siniestralidad de la empresa en los últimos 10 años presentauna clara mejoría, del índice de incidencia y de los días de baja totales.
Desde el año 2012 que comienza una nueva andadura en la empresa, primerodisminuye la siniestralidad motivada por la bajada de trabajo, y a partir del año2013 esta disminución se debe a la implantación real y efectiva de la prevenciónen la empresa que sigue una misma línea de descenso.
Desde el año 2011 al 2015 el índice de incidencia de la empresa ha disminuidode 32.000 a 5.000 por cada 100.000 trabajadores, y de 164 a 24 días de baja.Y se remarca continuamente a los trabajadores que comuniquen cualquieraccidente, incidente, o defecto que detecten para poder evaluarlo, e intentar queno vuelva a suceder.
Para realizar mejoras se deja participar activamente a los trabajadores en susolución, ya sea por el sistema de las prompt cards, las reuniones semanales oa diario con un acceso continuo al técnico de prevención. Por ejemplo, en estosmomentos se ha instalado en un equipo de trabajo del taller una alfombraantifatiga y se esta estudiando si seguir implantándola en el resto de maquinas,así como pantallas contra proyecciones de partículas e iluminación en el propioequipo de trabajo. Anualmente se pasa una encuesta a los trabajadores sobreprevención para seguir mejorando.
En estos cuatro años la empresa ha realizado un esfuerzo muy importante enprevención y en avanzar rápidamente en su mejora de implantación, tanto en sugestión interna como en las exigencias y mejoras de las más de 20 subcontratasque trabajan más habitualmente con ellos.
Desde que se estableció el departamento de prevención y sobre todo desde laimplantación de la aplicación informática:
La formación de cada trabajador ha crecido de forma muy rápida, siendocada vez más especifica. Pudiendo consultar en cualquier momento laformación y autorizaciones tiene cada trabajador.
Se registran todos los equipos de elevación de la empresa, vehículos,arneses, y el proyecto persigue incluir todos los equipos de trabajo de laempresa. La aplicación ha tenido una implantación muy rápida y siguedesarrollándose y en mejora constante.
167
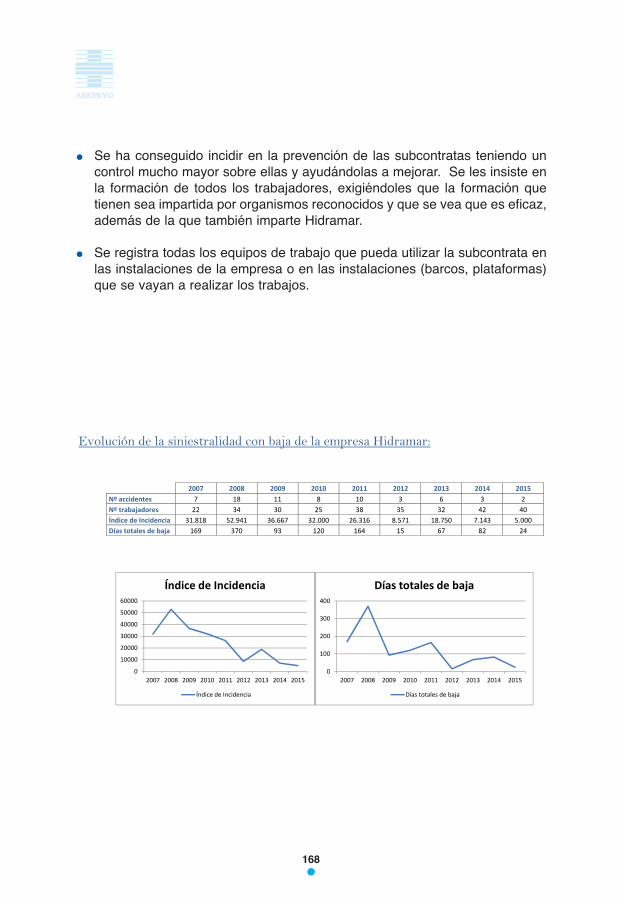
Se ha conseguido incidir en la prevención de las subcontratas teniendo uncontrol mucho mayor sobre ellas y ayudándolas a mejorar. Se les insiste enla formación de todos los trabajadores, exigiéndoles que la formación quetienen sea impartida por organismos reconocidos y que se vea que es eficaz,además de la que también imparte Hidramar.
Se registra todas los equipos de trabajo que pueda utilizar la subcontrata enlas instalaciones de la empresa o en las instalaciones (barcos, plataformas)que se vayan a realizar los trabajos.
168
169
Finalista
Gymcana/Yincana de identificación de riesgos laborales
Categoría Gestión de la prevención
JOHNSONS CONTROLS–HITACHI AIR CONDITIONING PRODUCTS SPAIN, SAU
Hitachi decidió iniciar una nueva aventura de futuro con el objetivo de conseguirsu extensión por todo el mundo, para ello decidieron junto con JohnsonsControls formar una joint venture que tiene como objetivo unir el continenteamericano y el continente asiático por un canal comercial del producto queambas compañías saben trabajar a la perfección, ese producto es la tecnología.
Ronda Shimizu,1 Polígon Can Torrella 08233 Vacarisseswww.johnsoncontrols.com/global-capabilities/buildings/spainwww.hitachi.eu/es-es
Problema u oportunidad
El hecho que conduce a la empresa a pensar en nuevas actuaciones paramejorar la consciencia preventiva surge tras hacer revisión de las acciones quese llevan a cabo. Es decir, no sirve únicamente con decir “hacemos formación yahora todo el personal sabe utilizar los EPI, conduce correctamente unacarretilla elevadora, etc.”. Tras las actuaciones que se realizan en prevención deriesgos laborales debe desarrollarse una tarea de revisión que permita conocerel nivel de aprendizaje, analizar las conductas y comportamientos del personalen materia de prevención de riesgos laborales, analizar la tipología de losaccidentes, etc. Todo esto aporta información para saber si éste es el buencamino o si hay que innovar.
Cuando en un curso de formación en prevención de riesgos laborales seescuchan comentarios del tipo: “la empresa hace estos cursos porque lo obligala Ley”, significa que esa persona no conoce el grado de la implicación de ladirección de la empresa en materia de prevención de riesgos laborales.
Cuando una persona realiza una tarea sin utilizar los EPI adecuados,probablemente tenga un nivel de percepción del riesgo no adecuado para supropia Seguridad.
Los múltiples ejemplos relacionados con la falta de cultura preventiva son losque han conducido a la empresa a utilizar alternativas para conseguir mejorar lacultura de seguridad y salud.
Práctica de gestión implantada
La propuesta para mejorar la consciencia preventiva ha sido realizar un ejerciciode aprendizaje en lo que se refiere a la identificación de los riesgos laborales,vendría a ser un ejemplo de “técnico/a de prevención de riesgos laborales porun día” A esta actividad se la ha denominado La “gimcana-yincana” de riesgoslaborales.
Se crean grupos de 10 personas de diferentes secciones y áreas de la empresa.Es decir, puede haber personas de oficinas, calidad, líneas de montaje, taller demantenimiento, etc. Esto permite no interrumpir el ritmo de trabajo de laempresa y tener diferentes percepciones sobre el riesgo en cada una de lasyincanas.
170
Se reúne al grupo en una sala y se les explica el objetivo de la tarea, se trata deconvertirse en técnicos y técnicas de prevención por unas horas. El total de lapráctica puede ser realizado en 2 horas.
¿De qué se trata esto de convertirse en técnicos por un día?
Primero, en la sala se explica brevemente lo que se entiende por identificaciónde riesgos en el puesto de trabajo, qué es un riesgo general y qué es un riesgoespecífico.
Se explica que no se trata de una visita de cortesía por la sección de trabajo quese vaya a analizar, se trata de intentar hallar en un tiempo concreto lasdiferentes situaciones que se proponen en el documento que se entrega(cuestionario con cosas concretas a identificar).
En estas situaciones se reflejan riesgos de tipo general y riesgos de tipoespecífico.
Antes de salir de la sala se leen los cuestionarios para comprobar que todo elpersonal entiende el lenguaje de prevención de riesgos laborales que en ellosse pueda reflejar.
171
Se comentan 4 aspectos generales para la visita en grupo.
Todo el personal debe llevar el chaleco puesto.Es importante no molestar al personal que está trabajando, si tienen algunaduda podrán preguntarle al personal de prevención de riesgos laborales queles acompañará en todo momento.El objetivo es localizar las situaciones concretas del cuestionario pero sialguna persona detecta otras situaciones que considere de riesgo esconveniente que también se anoten. La principal tarea es la observación y con ella la identificación del riesgo, sialguna persona necesitar tocar alguna máquina o siente la necesidad deacceder por algún sitio para comprobar algún aspecto, debe preguntarseantes al personal de prevención de riesgos laborales.
Una vez se comprueba con el grupo que todo el personal ha comprendido lasindicaciones se realizan en la misma sala, un par de identificaciones de riesgoscomo ejemplo y seguidamente se dirige al personal a la zona a evaluar.
Una vez se acaba el tiempo que se dispone para realizar la yincana se vuelve ala sala y se comentan diferentes aspectos entre las personas del grupo(comprobación de resultados de los cuestionarios, comentarios sobre lasdiferentes situaciones detectadas, etc.).
Preparación previa de las situaciones a identificar en la gimcana-yincana.
Previo a la visita del grupo se provocan las situaciones de riesgo que en elcuestionario se proponen, así como otras posibles situaciones que se puedendar (algunos ejemplos):
Obstaculizar un extintor.Cerrar el paso de ventilación de una campana de extracción.Tapar señales con algún elemento (abrigo, trapo..).
Evaluación de la eficacia
Como medio de evaluación se utiliza el cuestionario que se corrige entre todaslas personas al finalizar la actividad. Otra medida para valorar si la actividad haresultado efectiva en lo que respecta a alguno de los objetivos planteados es lacantidad de sugerencias, propuestas de mejora, comunicación sobre losriesgos, etc. que se reciben a partir del momento en que se ha realizado laformación.
172
Se ha observado que normalmente los primeros días siempre se recibennumerosas sugerencias, advertencias, comunicados de riesgos y a medida quepasa el tiempo el ritmo disminuye pero también es cierto que aquellas personasque tienen “espíritu preventivo” se consigue, que a partir de ese momento, encuanto detectan alguna situación la comuniquen.
Si tras la actividad se consigue que un 10 % del personal de la empresacomunique los riesgos, se valora positivamente la actividad. Esto confirma quela comunicación de los riesgos por parte de las personas que están en su puestode trabajo y por lo tanto los están sufriendo, es fundamental para ampliar elalcance de la prevención.
173

174
175
Finalista
La implicación del trabajador comoelemento decisivo en el proceso de
compra de equipos individuales
Categoría Gestión de la prevención
MANSEL ELECTRICIDAD Y MONTAJE, SL
Empresa dedicada al montaje de instalaciones eléctricas y fotovoltaicas talescomo líneas de baja y alta tensión, centros de transformación, iluminaciónindustria, viaria, interiores y exteriores, energía solar; incluyendo además elmantenimiento de instalaciones eléctricas, climatización, gas, diseño de laspropias instalaciones, y operaciones sobre contadores y de la red de distribuciónde BT.
Polígono industrial El TarajalActriz Amelia de la Torre, 21 29196 Málagawww.mansel.es
Problema y análisis del riesgo
La correcta toma de decisiones en el proceso de adquisición de los equiposnecesarios y adecuados para la realización, de forma segura, de las actividadesde la empresa, siempre ha preocupado a Mansel. Siendo conscientes de lanecesidad de conocer y disponer de fuentes de información fiables yactualizadas, que les ayuden y faciliten la toma de decisiones correctas. Sinembargo, la experiencia les ha hecho ver que no siempre, los elementosadquiridos han sido los idóneos, llegando a suponer en muchos casos unaadquisición poco acertada e inadecuada, condicionando incluso un aumento dedeterminados riesgos.
En este sentido, la elección inadecuada o desacertada de determinadosequipos, han dado lugar a:
Desmotivación del trabajador en la utilización o uso regular de los EPI porincomodidad, quedando desprotegido el trabajador.Generación de situaciones susceptibles de nuevos riesgos ergonómicos nocontemplados en la evaluación de riesgos, derivando incluso a posiblesriesgos psicosociales (fatiga, estrés, cansancio).Esfuerzos innecesarios, por una utilización forzada.Pérdidas de productividad elevada.Pérdidas económicas por adquisición incorrecta.Potenciales condicionantes de determinados riesgos y, por tanto, posiblesdesencadenantes de accidentes a corto e incluso medio o largo plazo,especialmente en tareas repetitivas, posturas forzadas y sobreesfuerzos, concondiciones ambientales extremas o no usuales; o bien, trabajos puntualesmuy específicos con condiciones espaciales difíciles.
Aunque desde el comienzo la adquisición de equipos ha estado gestionada porel responsable de prevención de la empresa, con la participación dedeterminados representantes de los trabajadores, en colaboración con eldepartamento de compras y dirección de la empresa, la empresa ha decididohacer cambios. Debido a los motivos anteriormente citados ha sido preciso un“cambio en la actitud y en la óptica”, que ha derivado en el “rediseño” delproceso de gestión para la adquisición de equipos, el cuál, confiere unvalor esencial a la implicación y participación de los trabajadores, teniendoen especial consideración la información obtenida a través de sus comentariosy opiniones, y por supuesto, mediante participación directa de los trabajadoresen dicho proceso, como usuarios y mantenedores de esos medios u equipos conlo que se les dota.
176
Prácticas preventivas para el control del riesgo
Fruto de la experiencia y de los resultados obtenidos en la adquisición deequipos individuales de trabajo, se ha puesto de manifiesto la existencia deáreas de mejora en el mencionado proceso. Ello ha propiciado un cambio deactitud y óptica a la hora de abordar el proceso, redefiniendo el mismo porcompleto.
Así, la base del nuevo proceso de gestión para la adquisición de equipos,se sustenta en la participación de todos los trabajadores y en especial, deaquellos cuyas características personales, pudieran hacerles especialmentesensibles.
Algunos de los elementos básicos del nuevo proceso de gestión para laadquisición de equipos, son:
Constitución de un equipo de autoevaluación formado por gerente, TSPRL,recurso preventivo y trabajadores cualificados preventivos designados porobra.Constitución de una mesa de trabajo semanal formada por la gerencia, elTSPRL, responsable de Calidad, Compras, representantes de lostrabajadores y los propios jefes de equipo y/o recursos preventivos a fin deestudiar, analizar y consensuar la información recabada.Análisis y estudio de los equipos existentes, detallando los inconvenientesque subyacen en la realización de las tareas. Propuestas de cambio.Análisis de los elementos comunes de disconfort. Propuestas de cambio.Establecimiento de “ensayos o pruebas piloto de uso y adaptación”.Mantenimiento de líneas de comunicación directas con fabricantes ycomerciales distribuidores-colaboradores.Puesta en marcha de un canal de comunicados de propuestas de mejoras enlos equipos adquiridos.Realización de estudios particulares en los casos de trabajadores confisionomías o tallajes especiales.Mantenimiento de un stock básico de aquellos equipos habituales, tal quegarantice una rápida sustitución, aspecto especialmente importante en elcaso de trabajadores que requieren algunos equipos más peculiares oconcretos.Aplicación y puesta en práctica de las sugerencias recogidas en lasentrevistas y “check-list ergonómicos”.
177
Evaluación de la eficacia
Como resultado de la puesta en marcha del nuevo proceso de gestión para laadquisición de equipos, se han conseguido mejoras sustanciales en múltiplesáreas, todas ellas con incidencia directa en la seguridad y salud laboral,logrando poner a disposición de los trabajadores equipos más cómodos, másprácticos, más útiles y más duraderos; lo que se ha traducido en una mayor ymejor utilización de los mismos, aumentando, no solo los niveles de seguridad,sino también la productividad, e incluso mejorando el clima laboral.
Así, se han producido mejoras tanto en las herramientas manuales, como en losequipos de protección y medios auxiliares empleados. Ello se ha traducido en:
La potenciación del uso de los EPI, pues se ha interiorizado entre lostrabajadores el cambio conceptual de “mis EPI obligatorios” por “mis EPIadecuados solicitados”.El aumento de la interrelación entre trabajador-empresa en términos deconfianza y acercamiento.La eliminación de situaciones de riesgo, especialmente de tipo ergonómico,como los sobreesfuerzos, la fatiga o el cansancio.Incremento de los niveles de confort y comodidad.Reducción de las situaciones de riesgo particulares, derivadas del trabajo encondiciones ambientales por temperatura o humedad extremas.
La participación del trabajador en la elección de los equipos es básica, ya queun equipo cómodo y adaptado a cada persona, es garantía de hábito, y portanto, de su uso permanente; siendo la incomodidad, caldo de cultivo de lasiniestralidad.
178
179
Finalista
Coordinación Digital de Actividades Preventivas (CAP tablet)
Categoría Gestión de la prevención
SECURITAS DIRECT ESPAÑA, SAU
Empresa comercializadora e instaladora de alarmas de alta tecnología converificación por voz e imagen, conectados las 24 horas del día a su centralreceptora de alarmas, la mayor de Europa, con aviso a policía.
Priégola, 228224 Pozuelo de Alarcón (Madrid) www.securitasdirect.es
Problema u oportunidad
Los técnicos de mantenimiento de la empresa, más de 360 personas, sedesplazan sucesivamente a uno u otro domicilio del cliente prestando su serviciopor un tiempo medio de 48 minutos. Es frecuente que no sean atendidos por elempresario titular sino por un empleado del mismo. De los 861.000 clientesactuales, más de 282.000 son negocios en los que Securitas Direct esempresario concurrente con el titular del centro de trabajo donde el cliente tieneinstalada una alarma.
En estas condiciones es de aplicación el RD 171/2004. El deber de cooperaciónse canaliza a través de la obligación de la información que ha de serintercambiada. Las empresas cuyos trabajadores coinciden en un centro detrabajo deben compartir la información de los riesgos antes del inicio de laactividad o cuando se produzca un cambio relevante.
Práctica de gestión implantada
El técnico de mantenimiento efectúa el parte de servicio a través de unsmartphone o tablet. El proceso de CAP (Coordinación de ActividadesPreventivas) se ha integrado en la nueva operativa, siendo un paso de obligadacumplimentación desde el momento en que se contacta in situ con el clientepara iniciar las tareas de mantenimiento del sistema de alarma.
Antes, el técnico realizaba esta operativa CAP de forma manual, cumpli-mentando a mano un impreso físico, careciendo de los controles y eficienciaactuales. Con la nueva operativa de digitalización documental, el sistemabloquea la posibilidad de continuar con al tarea de mantenimiento, cuando losriesgos informados por el cliente son calificados como graves o muy graves,hasta que se efectúe una eficaz coordinación por escrito entre el cliente ySecuritas Direct.
Por otra parte, la app posibilita al técnico de mantenimiento a marcar él mismola opción “Sí existen riesgos graves o muy graves” cuando a su juicio, en funciónde su experiencia y formación profesional, el lugar de trabajo lo requiera, bienpor las condiciones del local o bien por las características de la instalación delequipo de alarma. En ese mismo acto, el técnico puede aportar junto con suargumentario, imágenes del lugar o de la instalación de alarma.
180
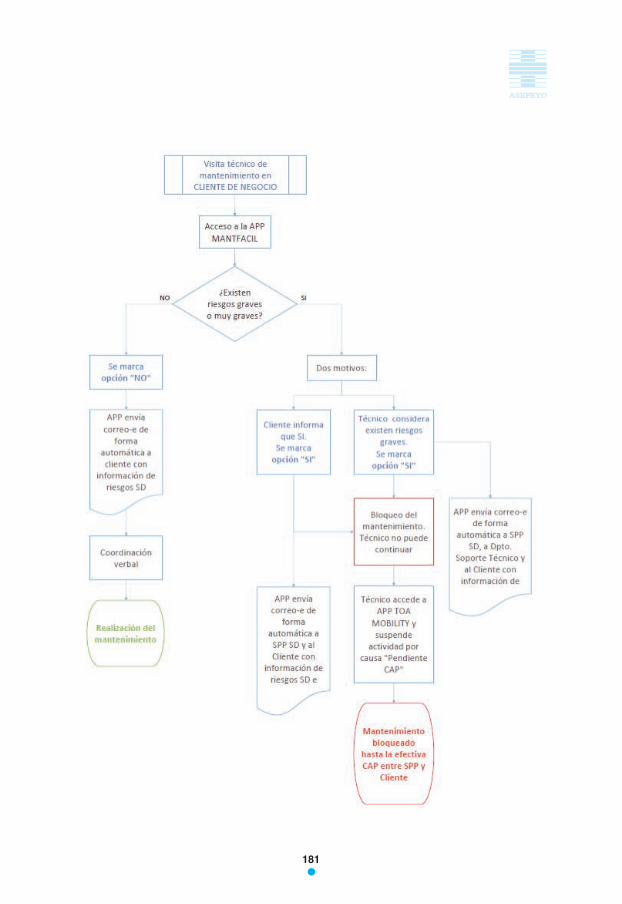
181
Hay que reseñar que el proceso de mantenimiento requiere del uso de una tableto un smartphone con una App Mantfacil específica (software) indispensable parapoder realizar el trabajo, de forma que no es posible hacer un mantenimiento dela alarma, sin haber superado esta etapa del proceso.
La ventaja aportada con respecto al proceso manual es que el técnico no puedealterar los tiempos de forma que, realizase en primer lugar el mantenimiento dela alarma para después, aprovechar el momento de cumplimentación del “partede servicio”, para documentar la coordinación, lo cual carecería de todo sentidoy eficacia desde el punto de vista de la seguridad y salud laboral.
Por tanto, en el supuesto que el cliente respondiese que “Sí existen riesgosgraves o muy graves”, la App Mantfacil bloquea el “mantenimiento” de forma quelas tareas de mantenimiento de la alarma no se pueden llevar a cabo. La app nova a permitir establecer las comunicaciones necesarias con los servidores paraponer el equipo de alarma en “modo mantenimiento”.
En este momento, de forma automática, se genera el envío de dos correoselectrónicos:
a. Para el cliente titular de la alarma, dejando constancia de esta circunstancia,poniéndonos a su disposición para cooperar en el proceso de coordinación y,además, adjuntando la Información de Riesgos de Securitas Direct relativa alos relacionados con el proceso de mantenimiento.
b. Para el SPP de Securitas Direct quien a su vez contactará con el técnicoprimero, para recabar información específica y después con el cliente paraofrecer la cooperación que sea precisa.
En cualquiera de los escenarios planteados, el cliente recibe en su correoelectrónico la información específica y concreta de los riesgos propios delproceso de mantenimiento.
El el caso del bloqueo por riesgos graves o muy graves, el SPP de SecuritasDirect contacta con el cliente titular de negocio y se ponen en marcha losmecanismos de coordinación que sean precisos. Alcanzado este objetivo, setraslada la información o medios necesarios al trabajador, se desbloquea elmantenimiento y se agenda con el cliente una nueva visita.
182
Evaluación de la eficacia
Integración de un proceso de prevención en un proceso productivo. El técnicoha interiorizado su papel fundamental en este proceso como sujeto activo en lacoordinación de actividades empresariales.
Sea el supuesto que sea, desde la exposición a riesgos más triviales, hasta losmás importantes, siempre hay una coordinación de actividades empresariales,desde el inicio del mantenimiento. Esta cuestión va a ser tratada siempre entreel técnico de mantenimiento y el cliente de negocio.
Cuando es el técnico quien detecta riesgos graves, dispone de una herramientade comunicación inmediata y sin ambigüedades. El proceso le concede laopción de ser él quien bloquee el mantenimiento. Ningún superior le podríaforzar a hacer un mantenimiento por otras razones productivas. El trabajadorpercibe una protección real de la empresa, no sólo formal.
De cara al cliente, se ha mejorado sensiblemente la comunicación. De formainmediata, Securitas Direct se pone a su disposición para cooperar en elproceso de coordinación de actividades empresariales en la que él tiene unpapel fundamental como empresario titular del centro de trabajo donde estáinstalada la alarma.
En 2014 el número de accidentes con baja en clientes de negocio alcanzó lacifra de 20. En 2015 se redujo a 13 casos. En el año actual a inicio del mes deseptiembre se han dado 4 casos. Ello en un contexto de crecimiento continuo decartera de clientes y de número de mantenimientos realizados por año. Laintroducción de esta práctica sin duda ha contribuido en los resultadosobtenidos.
183
184
185
Finalista
Herramientas preventivas para lagestión del riesgo
en trabajos especiales
Categoría Gestión de la prevención
SOIL TRATAMIENTOS DE AGUAS INDUSTRIALES, SLU
Empresa dedicada al diseño, instalación, construcción e integración detecnologías para el tratamiento de aguas, residuos y otras instalacionesmedioambientales. Dispone, además, de una completa línea de servicios deoperación y mantenimiento (O&M) y explotación de la actividad así como eldiseño y construcción llave en mano de plantas de agua e ingenieríamedioambiental.
Parsi, 341016 Sevillawww.gruposoil.com
Problema y análisis del riesgo
La actividad que desarrolla la empresa es diversa. Esto conlleva la realizaciónde trabajos especiales, que es como se denominan aquellos trabajos quegeneran unos riesgos graves para los trabajadores y cuyas consecuencias en lasalud de los mismos son bastante importantes. Aquellos trabajos peligrosos queafectan a la actividad son:
Trabajos en altura.Espacios confinados.Trabajos eléctricos.Trabajos en caliente.Trabajos en zonas ATEX.Izado de cargas.Manipulación de productos químicos.
Debido a esta diversidad, son bastantes los riesgos que se generan a diario, porlo que se requiere bastante versatilidad a la hora de gestionarlos. Es por ello,que la empresa tiene como una de sus metas principales la integración de todoslos trabajadores en el desarrollo de actividades preventivas enfocadasespecialmente a los trabajos considerados como especiales o peligrosos,mediante herramientas preventivas diseñadas para el control y gestión delriesgo. Estas herramientas en ningún caso tienen un fin correctivo sinopreventivo, cuyo objetivo es evitar accidentes de este tipo. Con el desarrollo y elcontrol de estas actividades preventivas, Soil Aguas ha alcanzado la cifra de 0accidentes con baja durante 3 años consecutivos de gestión, minimizando losincumplimientos, actos inseguros y condiciones peligrosas que se derivan deeste tipo de trabajos. Tanto en la política de la empresa como en sus normasinternas, se recoge la importancia que tiene la realización de estas tareas demanera segura con el objetivo principal de alcanzar la excelencia operacional“accidente 0”:
Minimizando incidencias reduciendo los actos inseguros y condicionespeligrosas.Cumpliendo con los requisitos legales establecidos.Creando cultura preventiva a todos los niveles.Integrando la prevención en todos los trabajadores.Potenciando la participación de los trabajadores en la gestión preventiva.Aumentando el control y el seguimiento de estas actividades.Mejorando la gestión de los trabajos de manera continua.Satisfaciendo a clientes, contratistas y propios trabajadores.
186
Prácticas preventivas para el control del riesgo
Para cumplir con el objetivo “accidente 0”, la dirección de la empresa implantauna serie de herramientas preventivas diseñadas para el control y la gestión delriesgo en los trabajos especiales que se desarrollan dentro de la actividad deGrupo Soil en el que la implicación de todos los trabajadores de la empresa esfundamental para obtener los resultados deseados. Estas herramientaspreventivas son:
Procedimiento del sistema para trabajos especiales. Descripción de lametodología para garantizar la seguridad en este tipo de trabajo.Desarrollo de Instrucciones específicas de seguridad para cada actividad.Formación específica previa al desarrollo de la actividad impartida porpersonal competente, tanto para el personal de nueva incorporación comopara el personal que cambia de puesto de trabajo.Información específica previa al desarrollo de la actividad a los trabajadores,aportando un mayor conocimiento de los riesgos y de las medidaspreventivas a adoptar.Documento de autorización de la empresa para que el trabajador puedadesarrollar trabajos especiales en función de su formación.Gestión de orden de trabajo para centros propios con el objeto de mejorar lacoordinación de actividades empresariales.Documento para el análisis de los riesgos de la actividad in situ,cumplimentado justo antes de realizar el trabajo al objeto de asegurarnos queno aparecen nuevos riesgos.Permiso de trabajos peligrosos a través de un documento por el cual unmando autoriza a un trabajador a ejecutar una tarea determinada, de maneraque se asegure que se han tomado todos los controles posibles.Información de seguridad específica y directa, con el objetivo de informar alos trabajadores de sus funciones y responsabilidades, accidentesrelacionados con este tipo de trabajos, sentencias laborales; potenciandouna cultura preventiva desde el conocimiento y concienciación.Reuniones semanales de los mandos para la coordinación de los trabajosespeciales de la semana para su correspondiente gestión y análisis deincidentes relacionados con ellos.Programa de inspecciones específico para el mando de manera que este tipode trabajos peligrosos estén en todo momento bajo el paraguas de lasupervisión.Registro de condiciones peligrosas/actos inseguros para su control a travésde medidas correctoras y/o preventivas.Análisis del trabajo realizado con el fin de definir posibles mejoras desde elpunto de vista preventivo y productivo.
187
Investigación de incidentes con el objetivo de determinar las causas que loshan motivado para definir las acciones correctoras y preventivas asociadas alas desviaciones detectadas.
Evaluación de la eficacia
La implantación de estas herramientas preventivas para el control del riesgo entrabajos especiales, ha dado a Grupo Soil unos beneficios y unas ventajasimportantes gracias a los resultados obtenidos, cumpliendo la mayoría de lasmetas establecidas por la dirección de la empresa y alcanzando hasta estemomento la excelencia operacional cuyo objetivo principal es “accidente 0”.
Mayor control de los trabajos especiales en centros propios y ajenos.Integración de los trabajadores en la gestión preventiva de la empresa.Disminución de incidencias. Bonus de seguridad de mutualistas.Accidente 0 en trabajos especiales.Aumento de actividades preventivas.Satisfacción personal y reconocimiento de los clientes.Mayor optimización de los tiempos muertos y reducción de costes indirectos.Aumento de la participación de los trabajadores en materia de seguridad.Reducción de costes en medidas correctoras.Crear una mayor cultura preventiva.
188
189
Finalista
Gestión del acceso a las cubiertasde los edificios
Categoría Gestión de la prevención
UNIVERSIDAD MIGUEL HERNÁNDEZ
La Universidad Miguel Hernández de Elche (UMH) es una universidad públicaespañola, abierta al mundo, que ofrece formación de prestigio, investigación deexcelencia y servicios de calidad que facilitan el desarrollo integral de susestudiantes y su inserción en el mundo laboral.
Av. de la Universidad, s/n 03202 Elchewww.umh.es
Problema u oportunidad
Los peligros que presenta el acceso a las cubiertas de los edificios son muyconocidos en el ámbito de la prevención de riesgos laborales tanto por lagravedad de sus consecuencias como por afectar a la mayoría de los sectoreseconómicos. La séptima encuesta nacional de condiciones de trabajo publicadapor el Instituto Nacional de Seguridad e Higiene en el Trabajo (Ministerio deEmpleo y Seguridad Social) pone de manifiesto que las caídas en altura son lacuarta causa de accidentes, representando aproximadamente un 14,7 % sobreel total. En la industria, el riesgo de caída en altura representa el 16,2 % y en laconstrucción el 55,8 %. Con ello tenemos una idea de la magnitud que suponeel trabajo en altura.
Las universidades cuentan con un gran número de edificios de distintastipologías, ya que responden a distintos tipos de necesidades. Por un ladoexisten edificios de tipo administrativo, para la realización de las tareasburocráticas, igualmente se dispone de aularios para realizar la labor docente;de edificios con laboratorios de investigación, con instalaciones que afectan alas cubiertas; de edificios deportivos, pabellones, vestuarios, etc. Por otra parte,las universidades albergan un gran número de edificios singulares en suconcepción y las más antiguas cuentan igualmente con edificios históricos quepresentan unas características constructivas muy diferentes a los estándaresactuales.
Todo esto supone que los accesos a las cubiertas, la protección de su perímetro,la cantidad y variedad de instalaciones en las cubiertas presenten una elevadaheterogeneidad tanto en los peligros como en el nivel de riesgo que conlleva elacceso a las mismas.
Además, en las universidades se añade el factor organizativo como un reto máspara la gestión de los riesgos asociados a las cubiertas. Las universidadestienen una estructura de gestión muy descentralizada, con unidades como losdepartamentos o los institutos de investigación que pueden gestionar de factonumerosos edificios. En todos estos edificios se realizan diversos tipos detrabajos, incluidos algunos de investigación, así como tareas de mantenimientoen las cubiertas de los edificios, bien por empresas que prestan sus servicios,de forma habitual y continuada en la Universidad (empresas adjudicatarias deun concurso de prestación de servicios determinados como, mantenimiento,limpieza, etc.) o bien por empresas a las que se han contratado trabajospuntuales. La externalización de las actividades de mantenimiento y conserjeríacombinada con la gestión descentralizada de los edificios es una de las mayores
190
dificultades para conseguir unos estándares de seguridad aceptables en elacceso a las cubiertas.
Prima, por tanto, el establecimiento de mecanismos que identifiquen lascondiciones concretas de cada cubierta y para cada tipo de trabajo a desarrollaren la misma, mantengan actualizada esta información, controlen el acceso a lascubiertas en base a autorizaciones y que exijan un protocolo de accesoadecuado a cada actuación.
Práctica de gestión implantada
Aspectos generales
Con el objeto de gestionar el riesgo que supone el acceso a cubiertas, se haredactado e implantado un procedimiento de acceso a cubiertas. Esteprocedimiento define los elementos a gestionar, los flujos de información, lasresponsabilidades de cada uno de los actores y pretende regular los accesos alas cubiertas de los edificios existentes en los cuatro campus de la Universidad.Se aplica a todas las cubiertas de los edificios de la Universidad MiguelHernández, salvo para aquellas en fase de construcción. Posteriormente, comoconsecuencia de este procedimiento se redactan los protocolos de acceso acada una de las cubiertas, incluyendo específicamente las medidas necesariaspara cada una de las actuaciones que es posible realizar en las mismas.
El sistema se basa, por tanto, en un procedimiento general que genera el marcode gestión del acceso a las cubiertas y de protocolos para cada cubiertaespecíficos que recogen los requisitos para desarrollar una serie de trabajos yaestudiados en esa cubierta. Dado que existen decenas de cubiertas distintas,para poder gestionar la información de las mismas y el flujo de autorizaciones,se ha diseñado una base de datos, a la cual tienen acceso los distintos actoresen el proceso, que facilita los condicionantes de cada cubierta y lasautorizaciones y restricciones existentes.
Como resumen, para poder gestionar el acceso a las cubiertas se requiere de:
Un procedimiento que establece el marco general y las responsabilidades.
Un sistema de autorizaciones para controlar el acceso y sus condiciones.
Una base de datos para permitir el flujo de la información entre los distintosactores.
191
Un protocolo específico de acceso para cada cubierta y tipo de trabajoprevisto.
Durante el año 2011, el servicio de prevención de riesgos laborales realizó unaprimera clasificación de las cubiertas de los edificios de la Universidad,asignando un nivel de restricción de acceso a cada una y que son los siguientes:
Acceso únicamente personal de obra (color negro).
Acceso prohibido (color rojo).
Acceso limitado (color amarillo).
Acceso autorizado (color verde).
Para poder mantener un sistema de gestión de las cubiertas, accesible amuchas personas y fácilmente actualizable, se ha diseñado una base de datosen la que se recogen los siguientes elementos de cada cubierta:
1. Campus donde se encuentra el edificio.
2. Nombre del edificio.
3. Código GIS de la cubierta.
4. Identificación del proyecto de seguridad laboral correspondiente a la mejorade las condiciones de la cubierta en concreto, así como su correspondientenivel de priorización asignado.
5. Nivel de peligrosidad de los accesos, superficies frágiles y perímetro: escalade colores y nivel de peligrosidad (extremo - color negro, muy alto - color rojo,alto - color naranja, medio - color amarillo, bajo - color verde, muy bajo - colorazul, irrelevante - color blanco).
6. Nivel de restricción: escala de colores y nivel de restricción asignado (accesoúnicamente personal de obra - color negro, acceso prohibido - color rojo,acceso limitado - color amarillo, acceso autorizado - color verde).
7. Instrucción general que incluirá las medidas de carácter general de acceso acubiertas.
192
8. Condiciones asociadas a la accesibilidad:
a. Permisos de acceso: Identificación del órgano de gobierno y/o personalpropio o contratado del servicio de Infraestructuras.
b. Restricciones temporales: Presencia restringida de personas debido acondicionantes temporales (fenómenos climatológicos, etc.).
c. Existencia o ausencia de iluminación.d. Contaminación en la cubierta: Presencia de personas condicionada al
funcionamiento de extractores de vitrinas de laboratorio.e. Enlace a plano o foto de la cubierta.
Gestión de autorizaciones
Las autorizaciones son uno de los elementos esenciales para el funcionamientodel sistema, son las que permiten controlar quién accede, cuándo accede y paraqué accede a una cubierta. La concesión de autorizaciones de acceso a lascubiertas de los distintos edificios de la UMH será competencia exclusiva delvicerrector de Infraestructuras o persona del Servicio de Infraestructuras enquién delegue. Se han tenido en cuentas los siguientes supuestos de solicitudde accesos:
Empresas que desarrollan su actividad de forma habitual en la Universidad
Empresas que realizan trabajos puntuales.
Acceso con fines docentes.
Acceso con fines de investigación.
Funciones y competencias de los agentes implicados
Se establece que tanto el personal de la UMH como el de las empresascontratadas velarán por el cumplimiento del procedimiento de trabajo,asegurándose de que todo el personal afectado lo conoce perfectamente y estádebidamente instruido para realizar las tareas encomendadas y los controlesnecesarios para el desarrollo de un trabajo seguro y dispone de los equipos detrabajo adecuados y los equipos de protección individual necesarios. Esteprocedimiento establece las funciones específicas de los agentes implicados:
Responsable de la autorización.
193
Responsable de la ejecución del trabajo.
Trabajador que actúa como recurso preventivo.
Trabajador que realiza los trabajos.
Profesores autorizados.
Investigadores autorizados.
Servicio de Prevención de Riesgos Laborales.
Procedimiento general de trabajo en cubiertas
Se establecen una serie de medidas que deben considerarse como unareferencia para la redacción de los procedimientos de trabajo específicos; casode no atenderse alguna de las medidas se debe justificar debidamente. En casode inexistencia de procedimiento específico se asume se aplicarán todas ellas.
Protocolos de trabajo en cubiertas
Se están desarrollando protocolos de trabajo en cada cubierta con el objeto deidentificar los elementos específicos para esa cubierta y el trabajo previsto.Estos protocolos cuentan con los siguientes elementos:
Identificación de la cubierta con un código univoco, código GIS.
Plano en planta de la cubierta.
Instrucciones específicas.
Instrucciones generales.
Evaluación de la eficacia
La implementación del procedimiento está estructurado en:
1. Visita y evaluación de las diferentes cubiertas
De esta visita se ha obtenido información de primera mano de los posiblesriesgos, y conocido in situ la problemática de cada una. Se han visitado y
194
evaluado 69 edificios de los 84 existentes en los 4 campus que componen laUMH, distinguimos:
Campus de Elche: 28 edificios de 36 edificios existentes.
Campus de Altea: 10 edificios de 14 edificios existentes.
Campus de San Juan: 9 edificios de 11 edificios existentes.
Campus de Orihuela - Desamparados: 21 de 22 edificios existentes.
Campus de Orihuela- Las Salesas: 1 de 1 edificio existente.
2. Creación de la base de datos
Se ha generado una base datos cuyo primer paso ha sido dividir por códigos lascubiertas existentes en cada edificio en tantas como sea necesario.
Esta nueva clasificación permite evaluar el nivel de peligrosidad de cadacubierta en función a los riesgos inherentes al acceso, superficies frágilesexistentes en la cubierta y la protección del perímetro.
Gracias a esta clasificación, pueden calcular el nivel de peligrosidad de cadacubierta por separado obteniendo el tipo de acceso de la cubierta (autorizado,limitado, prohibido), lo que permite planificar las actuaciones a realizar parareducir los riesgos.
195

196
197
Finalista
Workshops Seguridad
Categoría Gestión de la prevención
VIESGO DISTRIBUCIÓN ELÉCTRICA, SL
Empresa dedicada a la generación, distribución y comercialización deelectricidad.
Isabel Torres, 2539011 Santander (Cantabria)www.viesgo.com
Problema u oportunidad
Viesgo Distribución Eléctrica ha impulsado un conjunto de proyectos paraimplementar diversas aplicaciones informáticas, tanto en soportes móviles(tablets y teléfonos móviles) como en ordenadores (portátiles y fijos) que,aprovechando que los avances tecnológicos proporcionan numerosasposibilidades de mejora continua en el ámbito empresarial, constituyen un saltocualitativo en la gestión de la prevención.
Los nuevos desarrollos de hardware y software permite implementar diversasaplicaciones que simplifican los procesos, dotándoles de mayor valor añadido yhaciendo accesible toda la información necesaria a los distintos agentesintervinientes en cualquier lugar y en cualquier momento:
Trabajadores en general y trabajadores designados para las funciones deSeguridad y Salud.
Gestores de trabajos y de obras.
Inspectores y coordinadores de seguridad y salud.
Las herramientas se han concebido e implantado con la activa participación detodos los niveles organizativos de la empresa. Para ello, siempre se ha seguidouna línea de trabajo claramente definida, que no es otra que las solucionesadoptadas den respuesta a las necesidades técnico-preventivas de laorganización buscando tanto sinergias entre distintas actividades como de latransparencia en el acceso a la información. De esta forma se posibilita que lasdecisiones a adoptar por parte de los diferentes niveles jerárquicos puedanllevarse a cabo con un acceso en tiempo real a la información necesaria.
Teniendo en cuenta el gran número de instalaciones, elevada dispersióngeográfica y considerable número de trabajadores operativos, hay diversosfactores relacionados con la prevención que dificultan enormemente su gestióny que deben ser abordados mediante la implementación de nuevas tecnologíaspara alcanzar el óptimo deseable:
La información preventiva es de un volumen muy notable y debe seraccesible a todos los trabajadores, actualizada y en cualquier ubicación, porremota que se encuentre.
198
Los defectos registrados de las instalaciones, tanto técnicos como deseguridad, deben ser consultables, gestionables y actualizables en tiemporeal dado su impacto en la prevención de riesgos laborales.
Los registros relacionados con la prevención y generados en campo, debenser accesibles en tiempo real a los responsables de gestionar los contratos ola prevención en la empresa. Entre ellos, los más destacables son lasinspecciones de seguridad, la evaluación previa de riesgos antes de ejecutarlos trabajos o las visitas de seguridad que realizan los responsables adeterminados trabajos.
La enorme diversidad y dispersión de trabajos que se ejecutan en lasinstalaciones de la compañía debe ser objeto de planificación diaria, conobjeto de programar otras actividades preventivas asociadas (inspecciones,coordinación de seguridad y salud,…). Esto afecta a las distintas brigadas detrabajadores propios y de empresas colaboradoras quienes, además, debenrecibir las órdenes de trabajo para cada tarea, con información técnica ypreventiva necesaria para llevarlas a cabo de un modo seguro.
En relación con el punto anterior y el elevado número de trabajadores querealizan diariamente cada una de las tareas, se hace necesario unmecanismo de comprobación inmediata sobre sus cualificaciones,experiencia y formación, consultable en campo para verificar su adecuación.
El estado de la red de distribución es continuamente cambiante y lostrabajadores responsables de la operación local deben disponer deinformación actualizada sobre el mismo, con objeto de reforzar la seguridady fiabilidad de sus intervenciones. Estos mismos trabajadores, con objeto demantener actualizada su capacitación deben disponer de herramientas deentrenamiento en forma de simuladores virtuales, para garantizar laseguridad de las operaciones que realicen realmente en campo.
Práctica de gestión implantada
Hasta la implantación de las nuevas tecnologías, la información y gestión de losaspectos preventivos se venía realizando fundamentalmente en soporte papel ycon las dificultades que se han apuntado. Documentación como lasinspecciones de seguridad, la evaluación de riegos previa al inicio de trabajos,los planes diarios de trabajo, la información en las órdenes de trabajos, losesquemas con el estado de la red de distribución, etc. se elaboraba en soportepapel, con el riesgo añadido de utilizar información no actualizada.
199
El proyecto de implantación de nuevas tecnologías aplicadas a la prevención haabordado los factores más problemáticos que se han señalado y para ello se hafocalizado en las siguientes aplicaciones:
1. Software de inspecciones H&S: análisis de las inspecciones e informes(incluidas las del programa de observaciones de SBC y lasmedioambientales).
Esta aplicación permite al inspector cumplimentar el check-list de lainspección directamente sobre un dispositivo móvil (teléfono, tablet,…) ytransmitir su resultado inmediatamente a las personas encargadas de suanálisis y posible toma de decisiones correctivas. Además, se puedenacompañar ilustraciones fotográficas de los hallazgos efectuados, así comola ubicación exacta del punto donde se ha realizado la inspección.
2. Pre-work risk assessment adaptado a cada trabajo específico
Esta aplicación sirve de herramienta para que los trabajadores, antes derealizar las tareas asignadas, valoren el entorno, identificando riesgos no
200
previstos que se pudieran presentar durante la ejecución del trabajo. Uno delos factores de riesgo más importantes habitualmente identificados en losincidentes es la premura con la que se intentan desarrollar los trabajos y elpoco tiempo que se dedica al análisis del entorno y de los propios trabajos.Con el desarrollo de esta aplicación se obliga a los trabajadores acumplimentar en un dispositivo móvil un pequeño cuestionario, previamenteal inicio del propio trabajo, de modo que se garantice que han dedicadotiempo suficiente para el análisis.
3. No conformidades de H&S / técnicas: acceso a la información en cualquierlugar
Mediante esta aplicación, los trabajadores tienen acceso on line en todo lugara la información sobre los defectos y no conformidades de las instalacionesy que pueden tener relevancia en relación con su seguridad, como porejemplo defectos antirreglamentarios detectados en las inspeccionesperiódicas obligatorias, deficiencias de mantenimiento pendientes de corregiro riesgos detectados en las evaluaciones efectuadas sobre la instalación.
4. Programa de trabajos: información de contratistas acerca de trabajos y sulocalización
La aplicación permite que las diferentes empresas de contrata que colaborancon Viesgo introduzcan diariamente su programa de trabajos, indicando paracada uno de ellos la descripción del trabajo que se va a realizar, lalocalización física / geográfica del trabajo, el horario en que se desarrollará elmismo así como los trabajadores que participarán en la realización deltrabajo. Disponiendo de esta información se facilita a su vez que los gestoresde la seguridad puedan programar las inspecciones que se van a realizarsobre los mismos para realizar las comprobaciones oportunas.
5. Información de estado de la red en tiempo real
Esta aplicación permite a los trabajadores relacionados con la operaciónlocal de las instalaciones conocer el estado el tiempo real de las mismas y delos elementos de maniobra que pueden afectarles. A la hora de realizarmaniobras o de abordar las distintas fases de descargo de una instalación(proceso de desenergización y puesta en disposición de trabajar sobre ella),la información aportada por esta aplicación aporta un plus de seguridadfrente a situaciones anteriores donde la información se encontraba disponibleen soporte papel pero sin la garantía de actualización en todo momento.
201
Igualmente para el resto de trabajadores que vayan a realizar tareas en losdistintos elementos de la red de distribución, la aplicación aporta una valiosainformación.
6. Órdenes de trabajo con identificación de tareas y riesgos asociados
La aplicación permite emitir las órdenes de trabajo asociadas a cada tarea demodo que queden descritas en el dispositivo móvil (teléfono, tablet,…),accesibles desde cualquier ubicación y con actualización on line. Eltrabajador de campo dispone de un dispositivo móvil que recogeordenadamente todas las actividades a realizar y su documentación desoporte asociada, como es la información sobre los riesgos asociados a latarea a realizar así como la información sobre las medidas preventivas aadoptar.
7. Carnets con habilitaciones y formación preventiva de trabajadores
La aplicación permite, a través de un dispositivo móvil, la consulta en campode las acreditaciones de que dispone cada trabajador para realizar tareasespecíficas, así como la formación que ha recibido en materia técnico-preventiva para alcanzar dichas acreditaciones y otra información de interés(cualificaciones eléctricas, maquinaria para la que está habilitado, contratosmarco en los que se encuentra validado para trabajar para ViesgoDistribución Eléctrica, SL).
La lectura de dicha información se realiza mediante una aplicación Androidgratuita y se accede a la misma mediante un código QR impreso en un carnetque porta cada trabajador, junto con su nombre, nº de identificación yempresa colaboradora de Viesgo Distribución Eléctrica, S.L. para la quetrabaja. Inicialmente se está dotando de un carnet para los trabajadores quepertenecen a esas empresas colaboradoras.
202
8. Safety walk & talk (visitas de seguridad a trabajos por parte de líderes yresponsables de la compañía)
Esta aplicación está diseñada como una ayuda a los líderes y responsablesde Viesgo Distribución Eléctrica, S.L. que realizan visitas de seguridad adiferentes trabajos en campo orientadas a compartir con los trabajadores suvisión, experiencias y preocupaciones en torno a la seguridad. Estas visitasde seguridad, conocidas internamente por el término inglés “Safety walk &talk” forman parte de la integración de la prevención en todos los nivelesorganizativos de la empresa.
Tras cada visita de seguridad se ha de cumplimentar una tarjeta-resumen delos hallazgos y observaciones surgidas durante la misma. La aplicaciónpermite su cumplimentación en soporte electrónico y su remisión a losresponsables de seguridad que se encargarán de gestionar esos hallazgos yadoptar las medidas que procedan a partir de dichos hallazgos.
9. Simuladores virtuales de operación local
Esta parte del proyecto de “Nuevas tecnología aplicadas a la prevención deriesgos laborales en Viesgo Distribución Eléctrica, SL” está especialmenteorientado a los trabajadores encargados de la operación local de lasinstalaciones. Los simuladores representan la disposición física de loselementos de maniobra en una subestación o en un centro detransformación. Sobre ella, el trabajador debe seguir la secuencia correcta deoperación, considerando aspectos como la utilización de equipos deprotección individual y colectiva adecuados, las indicaciones de la norma deoperación de Viesgo o la secuencia de las 5 reglas de oro para poder trabajarsobre una instalación previamente energizada.
En caso de que se cometa algún error en la secuencia correcta, la aplicaciónse lo indica al trabajador, no le permite continuar y da por finalizado el trabajovirtual. En ese caso, debe iniciarse nuevamente la secuencia desde elcomienzo.
203
El desarrollo e implementación de las aplicaciones que se han explicado,enmarcadas en el proyecto de nuevas tecnologías aplicadas a la prevención deriesgos laborales en Viesgo Distribución Eléctrica se ha producido en los últimosdos años y concluirá en los próximos meses. El estado de cada una de lasaplicaciones que se han explicado es el siguiente:
Evaluación de la eficacia
La experiencia de Viesgo Distribución Eléctrica, SL está siendo extraordina-riamente positiva, habiendo mejorado sensiblemente la gestión preventiva en laempresa y contribuyendo a los excelentes resultados en lo que a reducción delos accidentes laborales se refiere en el periodo de implantación de esteproyecto de nuevas tecnologías aplicadas a la prevención.
Como ilustración a lo anterior, baste mencionar que el índice de frecuencia deViesgo Distribución Eléctrica se situó en un promedio de 4,9 durante el periodo2010-2014. En el periodo de implantación de este proyecto, durante los años2015 y 2016 se está registrado un índice de frecuencia promedio de 3,0, lo que
204
1. Software de inspecciones H&S Disponible y en explotación
2. Pre-work risk assessment Disponible y en explotación
3. No conformidades de H&S / técnicas En desarrollo, parcialmentedisponible
4. Programa de trabajos En desarrollo
5. Información de estado de la red en tiempo real Disponible y en explotación
6. Órdenes de trabajo con identificación de tareas y riesgosasociados En desarrollo
7. Carnets con habilitaciones y formación preventiva detrabajadores Disponible y en explotación
8. Safety walk & talk Disponible y en explotación
9. Simuladores virtuales de operación local En desarrollo
constituye una sensible mejoría a la que, como se ha indicado, ha contribuidoeste proyecto junto con el resto de la gestión preventiva de la empresa.
El desarrollo de este proyecto por parte de Viesgo Distribución Eléctrica, SL estásuponiendo una valiosa ayuda en el conjunto de actividades de gestión de laprevención hacia la excelencia. Entre otras, cabe destacar las siguientesventajas globales que se están constatando durante la implementación delproyecto, adicionales a las que se han señalado individualmente para cada unode ellos:
La gestión preventiva se ha estructurado y sistematizado en gran medida, comocondición necesaria para que los desarrolladores de las aplicaciones hayanpodido trabajar en su confección e implementación.
Muy destacable éxito de colaboración e integración en los proyectos de nuevastecnologías aplicadas a la prevención por parte de los implicados. Estoconstituye un paso adelante en la integración de la prevención en todos losagentes y niveles organizativos de la empresa.
Eficiencia en el empleo de los recursos, reduciendo la utilización de papel yminimizando así los residuosgenerados: protección y conserva-ción del medioambiente.
En base a estos buenosresultados, Viesgo DistribuciónEléctrica, SL, en su búsquedaconstante de la excelencia enmateria preventiva, tiene previstocontinuar desarrollando nuevasaplicación en futuros ejercicios,adoptando cualquier nuevatecnología que se demuestreeficaz en garantizar la seguridad yproteger la salud de lostrabajadores. Es este un objetivoirrenunciable con el que estátotalmente comprometida.
Esta eficiencia se traduce en quelas aplicaciones sustituyen
205

procesos que anteriormente se realizaban en soporte papel y que requerían deuna entrega física para su posterior gestión, análisis y tratamiento, posibilitandola realización de análisis más específicos y enriquecedores en materiapreventiva con una optimización de los recursos empleados. Todo ello setraduce en que el acceso a la información para todos los agentes involucradoses en tiempo real y, por tanto, la eficacia es del 100 %.
206
207
Finalista
Programa Compromiso-Comportamiento-Seguridad
Categoría Pequeña empresa
MOLDPACK, SL
Moldpack, SL es una pequeña empresa ubicada en Pravia que se dedica aldiseño, fabricación, reparación y venta de moldes metálicos para las industriasde termoformados plásticos.
Vegafriosa - La Calzada s/n 33128 Pravia (Asturias)
Problema u oportunidad
Tras el traslado de la empresa a unas nuevas instalaciones en el año 2014 sehabía notado un estancamiento en la participación de los trabajadores enmateria de PRL.
Con una casuística de accidentabilidad prácticamente nula, y una situación detrabajo controlada, la percepción de los asuntos relacionados con la seguridadpor parte del colectivo de trabajadores se ha notado estancada.
Por este motivo desde la dirección de la empresa, basándose en MejoresPrácticas de empresas del entorno y utilizando los medios y recursos de estepequeño taller, se decidió adoptar un sistema de promoción de la seguridad, através del desarrollo de diferentes herramientas que pudieran involucrar a todoslos estamentos de la empresa.
Este sistema se ha centrado en el establecimiento de las bases de:
COMPROMISO: de todos los miembros de la empresa, en hacer las cosas lomejor posible, dentro de su ámbito.
COMPORTAMIENTO: al hacer visible a través de nuestros actos de formaobjetiva cuáles son los valores de la empresa.
SEGURIDAD: siendo el primer valor de la empresa, conseguir un entorno detrabajo libre de riesgos.
Práctica de gestión implantada
Esta práctica preventiva tiene como objetivo exponer cómo herramientastradicionalmente usadas en grandes empresas, pueden ser aplicadas en unaorganización más pequeña. Con un coste bajo y un escaso tiempo requerido seconsiguen implantar herramientas que redundan en la mejora continua y laimplicación de los trabajadores. Involucrando a los trabajadores en la aplicaciónde las soluciones se consigue también una mayor retroalimentación del sistema.
En el procedimiento adjunto se explica la forma de implantación del programa,así como las herramientas utilizadas en el mismo.
Dicho programa fue expuesto en 3 sesiones a los turnos de taller y oficinatécnica, explicando cuáles eran los objetivos y comenzando la implantaciónprimero en taller.
208
Inicialmente se realizó un seguimiento diario del cumplimiento, pasando luego asemanal.
Durante el periodo de un mes, se realizaron charlas de refuerzo a los másrezagados de la organización, buscando una implicación de todo el equipo de laempresa.
El formato físico se encuentra plastificado en una carpeta a la entrada del taller,junto con un rotulador no permanente.
Cuando se rellena uno de los formatos en papel, éste se coloca en el escáner yse envía a la dirección de email del responsable del taller. Con esto se consigueno utilizar papel innecesariamente, y no perder los registros.
Por otra parte existe una hoja de excel, en la que se apuntan las herramientasque no requieren formato en papel. De esta hoja de excel se hace un backupdiario para no perder información.
El Responsable del taller de mecanizado se encarga de revisar los documentosescaneados. Si la acción es urgente, se establecen los responsables deejecución de manera inmediata. Para las no urgentes, en las reunionesmensuales se revisan y se establecen responsables y plazos de ejecución enotra hoja de “plan de acción” que es publicada en el tablón del taller.
Evaluación de la eficacia
La aplicación de esta herramienta se ha materializado en la creación de un plande acción exclusivo de seguridad.
En el periodo de 8 meses se han planteado 39 acciones, de las cuales hasta lafecha se han resuelto 26.
Entre estas acciones se han llevado a cabo mejoras de menor inversión peroque cubren todos los aspectos de la empresa, por ejemplo:
Revisión de medidas de emergencia.Información y formación sobre Evaluaciones de riesgo.Revisar procedimientos de trabajo con máquinas específicas o realizarnuevos.Orden y limpieza, (5S) en zonas de almacenamiento.Mejoras en accesos para trabajos en altura.
209
Renovación de persianas en oficinas.Reorganización de cableados de ordenadores en oficinas.
Aparte de las acciones tangibles que se han llevado a cabo, se valora necesarioindicar que este tipo de herramientas abiertas y públicas ha conseguido unamejora sustancial de las relaciones laborales en el entorno de esta empresa.
A través de la puesta en común de los riesgos, e implicando a los trabajadoresen la mejora de los mismos, se ha conseguido que se sientan realmenteatendidos y satisfechos.
210
211
Finalista
Sistema de prevención “Safe Working”
Categoría Pequeña empresa
TRABAJOS SERVÍCOLAS LA PEÑA EL SOL, SLU
Trabajos Servícolas La Peña El Sol, SLU, es una empresa que tiene sunacimiento en el año 2001 dedicada a los servicios forestales, el talado demadera, limpiezas y desbordamientos, cuidado y mantenimiento de las zonasforestales y agrícolas, la defensa contra incendios, la lucha contra las plagas, lareforestación y la plantación en general.
Actualmente con dedicación exclusiva para el mantenimiento de líneaseléctricas, dentro del sector forestal, con el fin de dar un servicio profesional yun sistema de seguridad laboral sólido y estructurado.
Antonio Díaz Carro, 11 24300 Bembibre (León)
Problema u oportunidad
Actualmente la empresa tiene planteadas dos problemáticas en el ámbito de laprevención de riesgos laborales:
a. Comprensión, por parte de los trabajadores, de toda la materia objeto de laformación proporcionada antes del trabajo, así como la capacidad deconocer y saber manejar los manuales de prevención.
L os manuales que se utilizaban eran extensos, con información importante yescritos en un lenguaje muy técnico. Teniendo el peón forestal un perfil noacadémico, ello ocasionaba claras dificultades para su comprensión.
b. Falta de fluidez en las comunicaciones entre la administración de la empresay los operarios para poder notificar los accidentes con rapidez.
La dispersión geográfica y la ubicación de las zonas de trabajo dificultaban lacomunicación de los accidentes de trabajo.
Práctica de gestión implantada
La práctica presentada se divide en dos acciones llevadas a cabo por laempresa.
a. Código de buenas prácticas para el correcto funcionamiento de la seguridady la calidad en los trabajos forestales.
Su finalidad es explicar de forma detallada a todos y cada uno de los agenteslaborales que intervienen en la ejecución del trabajo, desde el peón hasta elDirector Técnico, pasando por Encargados, Capataces y Jefes de Equipo, cadauna de las fases de la ejecución del trabajo, la utilización de los métodos paraevitar el accidente y especialmente la observación de la máxima seguridad y elcumplimiento de las medidas en el quehacer diario.
La empresa obedece a un principio de jerarquía, esto quiere decir que deconformidad con los planes anuales de ejecución de obra, todos los trabajosestán protocolizados y perfectamente organizados, realizándose bajo elprincipio empresarial de orden de trabajo de superior a inferior, respetando comodecimos todas las normas laborales y de prevención de riesgos laborales queafecten a la empresa y a la salud de los trabajadores. En esta situación, laempresa se estructura jerárquicamente de la siguiente forma:
212
Director Técnico. Responsable de la producción de toda la empresa, asícomo de la prevención de los riesgos laborales, ejerciendo funciones demando sobre todos los trabajadores por cuenta ajena, incluso sobre losautónomos que de una u otra forma presten colaboración a La Peña El Sol.Su trabajo lo diseña y dirige y únicamente depende del órgano deAdministración de la Sociedad, para cuestiones económicas ypresupuestarias.
Encargado. A las órdenes del Director Técnico, tiene por finalidad, organizarel trabajo de los equipos que ejecutan las órdenes tanto de él, como de losCapataces.
Capataz.A las órdenes del Encargado General de la empresa y por supuestodel Director Técnico.
Especialista. Son los trabajadores que ejecutan los trabajos ordenados porel Capataz, Encargado o Director Técnico.
Con el Código de Buenas Prácticas de la empresa La Peña el Sol, se pretendeque todos los trabajadores de la empresa tengan la suficiente información paratrabajar bajo el principio de seguridad.
El índice del manual es:
1. Procedimientos
1.1. Inicio de los trabajos
1.2. Tala de arbolado
1.2.1. Riesgos y medidas preventivas1.2.2. Factores de riesgo1.2.3. Medidas de protección
1.3. Desbroce manual
1.3.1. Riesgos y medidas preventivas1.3.2. Medidas de protección
2. Jefe de los trabajos y recurso preventivo
213
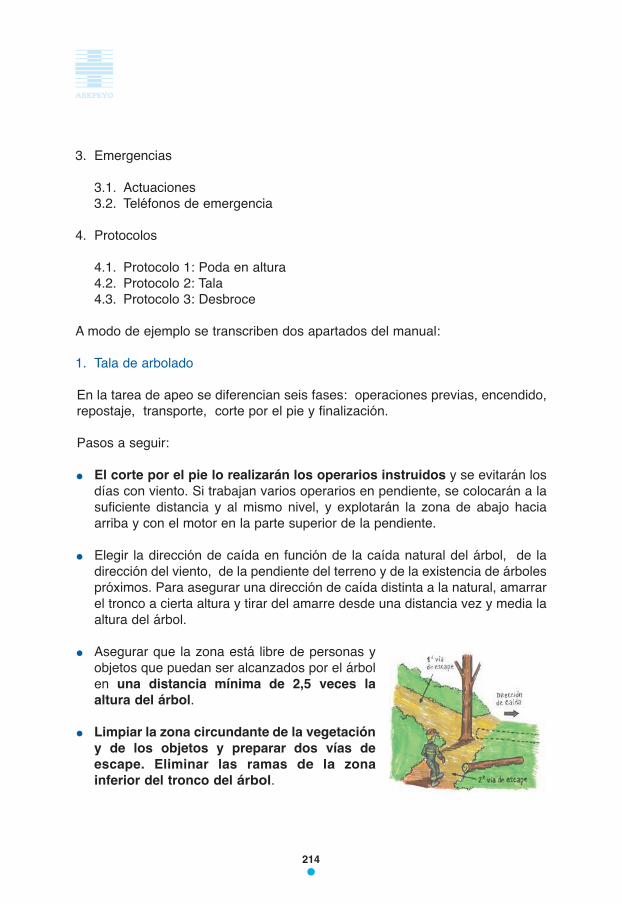
3. Emergencias
3.1. Actuaciones3.2. Teléfonos de emergencia
4. Protocolos
4.1. Protocolo 1: Poda en altura4.2. Protocolo 2: Tala4.3. Protocolo 3: Desbroce
A modo de ejemplo se transcriben dos apartados del manual:
1. Tala de arbolado
En la tarea de apeo se diferencian seis fases: operaciones previas, encendido,repostaje, transporte, corte por el pie y finalización.
Pasos a seguir:
El corte por el pie lo realizarán los operarios instruidos y se evitarán losdías con viento. Si trabajan varios operarios en pendiente, se colocarán a lasuficiente distancia y al mismo nivel, y explotarán la zona de abajo haciaarriba y con el motor en la parte superior de la pendiente.
Elegir la dirección de caída en función de la caída natural del árbol, de ladirección del viento, de la pendiente del terreno y de la existencia de árbolespróximos. Para asegurar una dirección de caída distinta a la natural, amarrarel tronco a cierta altura y tirar del amarre desde una distancia vez y media laaltura del árbol.
Asegurar que la zona está libre de personas yobjetos que puedan ser alcanzados por el árbolen una distancia mínima de 2,5 veces laaltura del árbol.
Limpiar la zona circundante de la vegetacióny de los objetos y preparar dos vías deescape. Eliminar las ramas de la zonainferior del tronco del árbol.
214
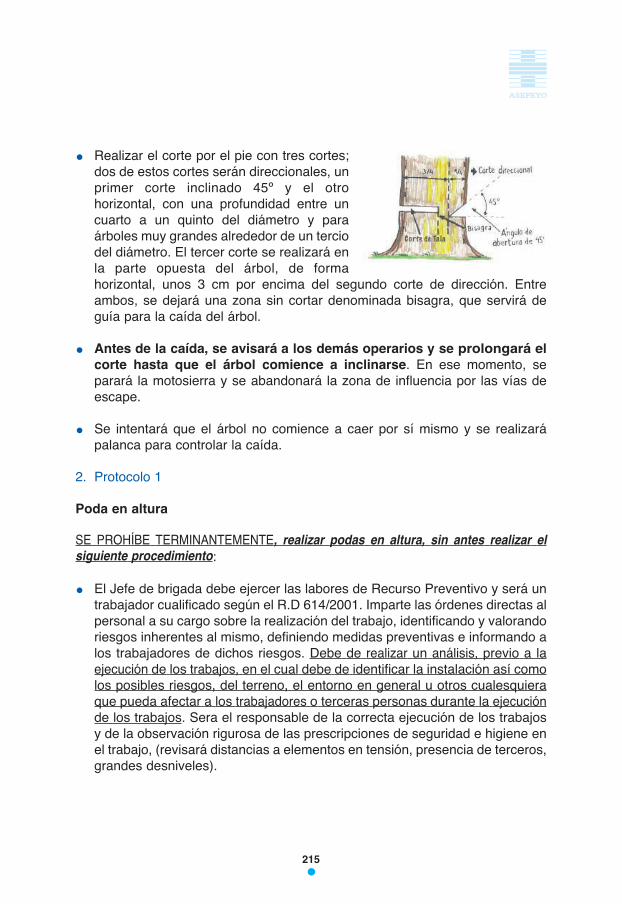
Realizar el corte por el pie con tres cortes;dos de estos cortes serán direccionales, unprimer corte inclinado 45º y el otrohorizontal, con una profundidad entre uncuarto a un quinto del diámetro y paraárboles muy grandes alrededor de un terciodel diámetro. El tercer corte se realizará enla parte opuesta del árbol, de formahorizontal, unos 3 cm por encima del segundo corte de dirección. Entreambos, se dejará una zona sin cortar denominada bisagra, que servirá deguía para la caída del árbol.
Antes de la caída, se avisará a los demás operarios y se prolongará elcorte hasta que el árbol comience a inclinarse. En ese momento, separará la motosierra y se abandonará la zona de influencia por las vías deescape.
Se intentará que el árbol no comience a caer por sí mismo y se realizarápalanca para controlar la caída.
2. Protocolo 1
Poda en altura
SE PROHÍBE TERMINANTEMENTE, realizar podas en altura, sin antes realizar elsiguiente procedimiento:
El Jefe de brigada debe ejercer las labores de Recurso Preventivo y será untrabajador cualificado según el R.D 614/2001. Imparte las órdenes directas alpersonal a su cargo sobre la realización del trabajo, identificando y valorandoriesgos inherentes al mismo, definiendo medidas preventivas e informando alos trabajadores de dichos riesgos. Debe de realizar un análisis, previo a laejecución de los trabajos, en el cual debe de identificar la instalación así comolos posibles riesgos, del terreno, el entorno en general u otros cualesquieraque pueda afectar a los trabajadores o terceras personas durante la ejecuciónde los trabajos. Sera el responsable de la correcta ejecución de los trabajosy de la observación rigurosa de las prescripciones de seguridad e higiene enel trabajo, (revisará distancias a elementos en tensión, presencia de terceros,grandes desniveles).
215
Después de realizar todos los puntos del procedimiento citado anteriormente,el jefe de brigada debe obligatoriamente comunicar el resultado y la situaciónde dicho procedimiento, al Técnico o al encargado de obra y hasta que estosno den su aprobación por escrito, y firmada adecuadamente por ambos, elárbol está terminantemente prohibido podarlo.
Adjunto anexo de Procedimiento de trabajos de Poda en altura y punto 6 de laPMP
Por todo ello firman para que quede constancia del recibí de esta notificación,en Bembibre a 07 de mayo 2015
Firma, fecha y DNI Firma, fecha y DNITécnico/Encargado de obra Jefe de Brigada
b. Sistema de comunicación
Se establece un sistema de comunicación que permite informar desde loslugares donde se realiza el trabajo, respecto a los siguientes ámbitos:
1. Control previo
2. Informe incidente
3. Informe inicial accidente sin baja
4. Inspección de seguridad
5. Notificación de punto crítico sobre línea
6. Parte diario
Evaluación de la eficacia
Según informa la empresa, su índice de incidencia ha experimentado undescenso en los últimos 2 años, pasando de 15.789 en el año 2013 a 11.666 enel año 2015.
216

217
MUTUA COLABORADORA CONLA SEGURIDAD SOCIAL Nº 151

www.asepeyo.es
Prem
ios
a las
mejo
res
prác
ticas
pre
vent
ivas 2016
SST/0207/2011 OHSAS - 18001
Asepeyo, Mutua Colaboradora con la Seguridad Social nº 151
Monografía
Las mejores prácticas preventivas