modelling techniques for (semi-) continuous casting...
TRANSCRIPT
Laboratoire de simulation des matériaux - IMX-FSTI
Ecole de Mécanique des Matériaux Mécamat, Aussois 2008
Modelling techniques for (semi-) continuous casting processes
Outils numériques appliqués aux procédésde coulée continue
J.-M. Drezet and M. RappazComputational Materials Laboratory
Ecole Polytechnique Fédérale de LausanneMXG CH–1015 Lausanne, Switzerland

Laboratoire de simulation des matériaux - IMX-FSTI
Table of Contents
1. Overview of the Al, Cu and Steel casting processes
2. Status of solidification simulation capabilities
3. State-of-the-art and challenges at the macro scale
� Heat flow – fluid flow � Stresses, mushy behavior and residual stresses� Macrosegregation
4. State-of-the-art and challenges at the micro scale
� Grain structures� Microstructures� Porosity� Hot tearing
5. Conclusion

Laboratoire de simulation des matériaux - IMX-FSTI
Table of Contents
1996-2000 EU project EMPACT (European Modeling Program on Aluminium Casting Technology)
2000-2004 EU project VIRACT (Virtual Cast House)
2003-2006 project POST (Porosity and Stress)
2005-2006 Project Alcan Fund (Alufond)

Laboratoire de simulation des matériaux - IMX-FSTI
1. General Overview of Continuous Casting
sump
depth l
speed v
liquid
2w
x
solid
10.13785031Steel
0.932700200Aluminium
0.629000350Copper
Sump depth (m)density (-)k (W/mK)
Sump depth as a function of ingot format and alloy properties:
V = 1 mm/sec2w = 0.5 m

Laboratoire de simulation des matériaux - IMX-FSTI
S+L
Solid
x
1. Overview of the Al. semi-continuous casting process
4Lateral facespull–in
3Butt curlButt swell
1ConvectionMacrosegregation
2 Exudation
5 Grain movement
8 Hot cracking
7 Microporosity
6 Microstructureformation

Laboratoire de simulation des matériaux - IMX-FSTI
• Copper: horizontal or vertical casting• Coarse columnar microstructure• Almost all macro and micro aspects similar to Al. but with different scales owing to different physical properties
1. Overview of Copper Continuous Casting

Laboratoire de simulation des matériaux - IMX-FSTI
1. General Overview of Steel Continuous Casting
Computational Fluid Dynamics (CFD)
Finite ElementStructural Analyis
Casting simulation
Laboratoire de simulation des matériaux - IMX-FSTI
102
103
104
105
106
107
108
109
0 5 10 15 20 25
Year-1980
# N
od
es
1000 20.6667 (Year-1980)
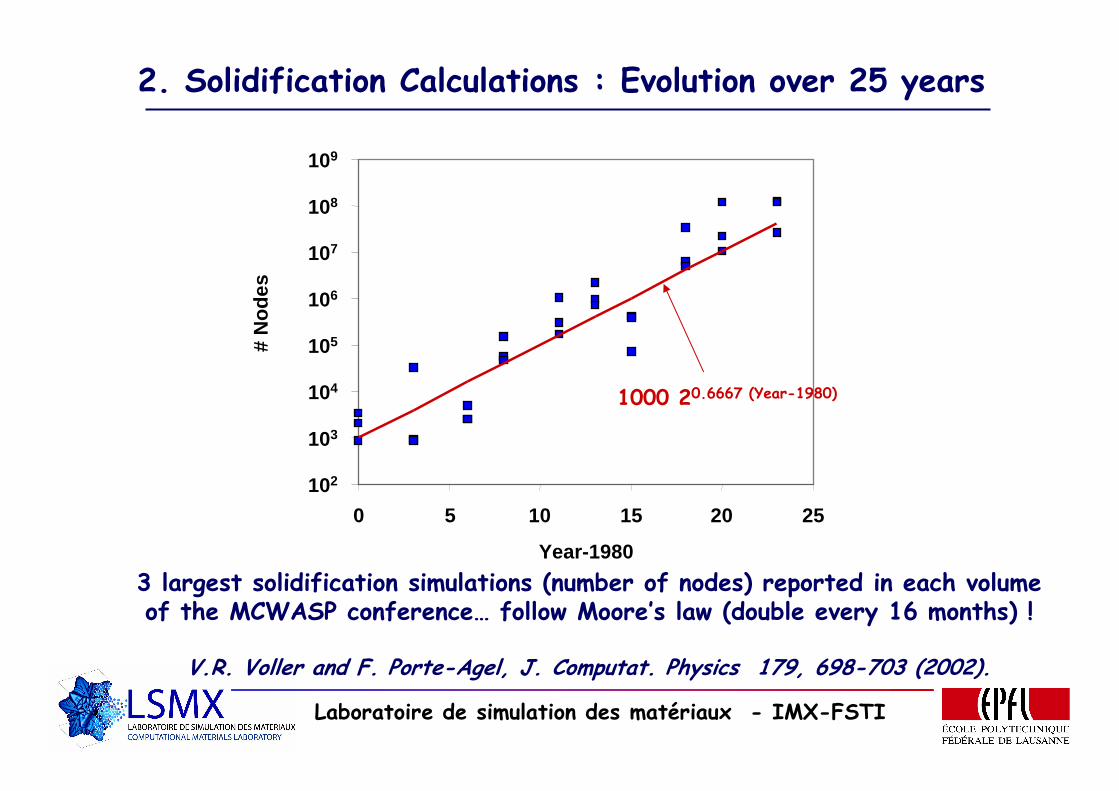
3 largest solidification simulations (number of nodes) reported in each volume of the MCWASP conference… follow Moore’s law (double every 16 months) !
V.R. Voller and F. Porte-Agel, J. Computat. Physics 179, 698-703 (2002).
2. Solidification Calculations : Evolution over 25 years
Laboratoire de simulation des matériaux - IMX-FSTI
2. Solidification Calculations
� Whatever the power of the computers, scientists and engineers are always going to use them at the “limit”.
� From simple thermal 2D computations done in 1980, we see nowadays complex multi-scale, multi-component alloys, multi-phenomena simulations.
� Although simulations are still limited by the computers performances, who could imagine of not using them ?
� Simulation is saving money not only through direct cost but through a LEARNING process where concomitant phenomena can be separated.
� Validation and determination of model input parameters are really an important step to get confidence in the results and to prospect new directions
� When defining a strategy of simulation, Moore’s law should be accounted for (eg. molecular ddynamic computations).

Laboratoire de simulation des matériaux - IMX-FSTI
3. State-of-the-art and challenges at the macro scale
� Heat flow simulations do not pose any challenge, except maybe boundary conditions.
� Fluid flow and thermo-mechanical simulations are more delicate but can rely on advanced commercial software.
� There is no direct coupling between fluid flow in the liquid andstresses in the solid. But fluid flow changes the shape of the isotherms, and thus modifies thermal stress development.
Combined heat-fluid-stresses calculations require mixed Lagrangian-Eulerian representations. Achieved only in few codes.
� Macrosegregation calculations are still very difficult : due to the various origins (convection, shrinkage, stresses, grain sedimentation) often very localised (e.g., in regions where vl·∇∇∇∇c ≠≠≠≠ 0).
Laboratoire de simulation des matériaux - IMX-FSTI
Vertical distance [mm]
Heatflux [MW/m
2]
2
50 200150 250 300
0
1
3
4
5
6
0 100
Water impingementpoint
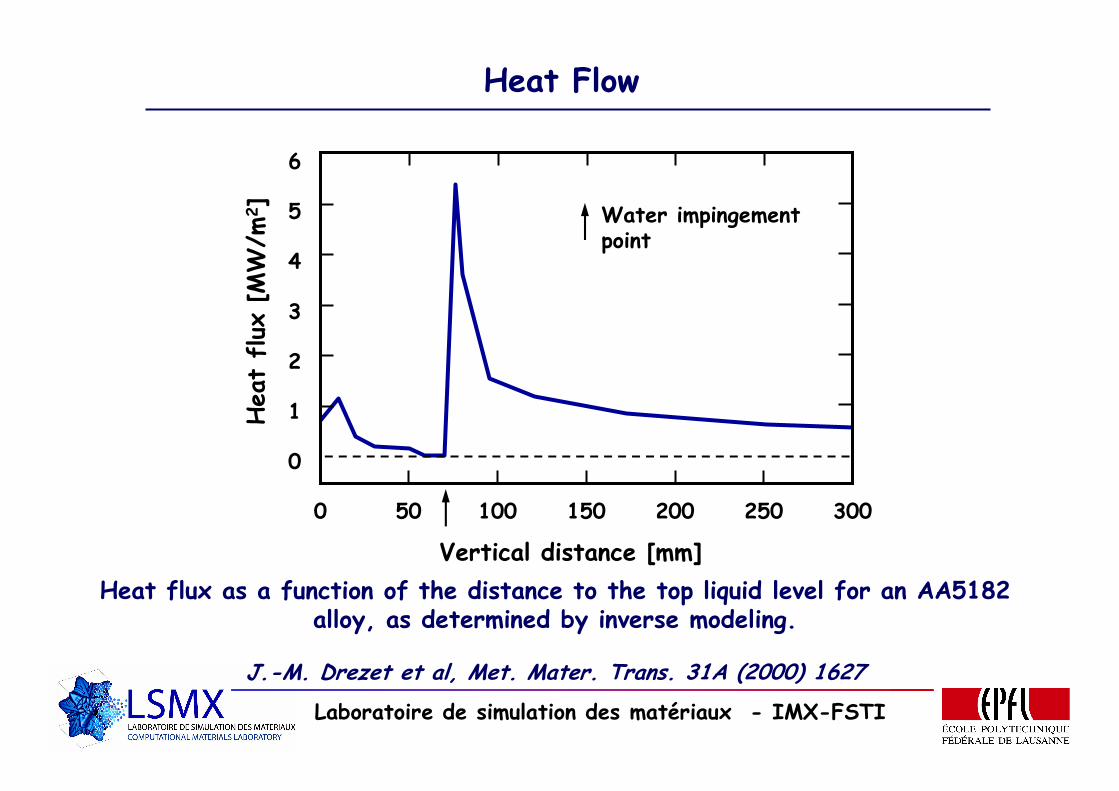
Heat Flow
Heat flux as a function of the distance to the top liquid level for an AA5182 alloy, as determined by inverse modeling.
J.-M. Drezet et al, Met. Mater. Trans. 31A (2000) 1627

Laboratoire de simulation des matériaux - IMX-FSTI
Thermo-Mechanical Aspects
A non uniform contraction of the whole ingot leads to distortions.
J.-M. Drezet et al, Met. Mater. Trans. 31A (2000) 1627
TS
TL
Liquid
Solid
S+L
Mould
Bottomblock
V
Waterflow
G
G G
Buttcurl
Lateralfacespull-in
g
Butt swell
S+L
Solid
Liquid

Laboratoire de simulation des matériaux - IMX-FSTI
Thermo-Mechanical Aspects
Shrinkage between mould and ingot.
W. Schneider et al, in Continuous Casting Conf., Neu-Ulm, Ed. Mueller, 2005

Laboratoire de simulation des matériaux - IMX-FSTI
Thermo-Mechanical Aspects
Ingot rolling faces pull-in
J.-M. Drezet, PhD thesis no. 1509, EPF-Lausanne, 1996
Laboratoire de simulation des matériaux - IMX-FSTI
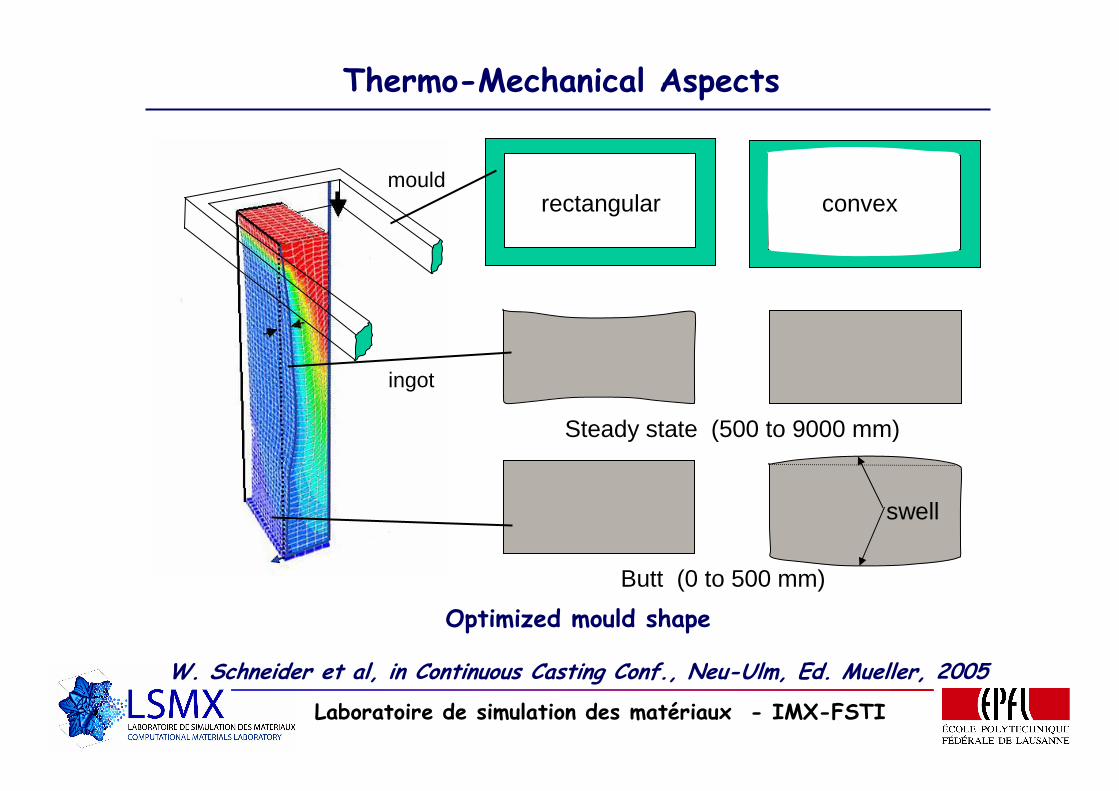
Thermo-Mechanical Aspects
Optimized mould shape
W. Schneider et al, in Continuous Casting Conf., Neu-Ulm, Ed. Mueller, 2005
rectangular convex
Butt (0 to 500 mm)
Steady state (500 to 9000 mm)
mould
ingot
swell

Laboratoire de simulation des matériaux - IMX-FSTI
Lateral width [mm]
Shrinkage[%]
1000 400600 200 00
2
4
6
8
1200 800
810 mm
1500 mm
Measured
Thermo-Mechanical Aspects
Measured and simulated contraction along the rolling faces of a 2200 ×××× 600 mm2 AA1050 slab cast at 60 mm/min.
W. Droste et al, in Light Metals (TMS Publ. 2002) p. 703.
Laboratoire de simulation des matériaux - IMX-FSTI
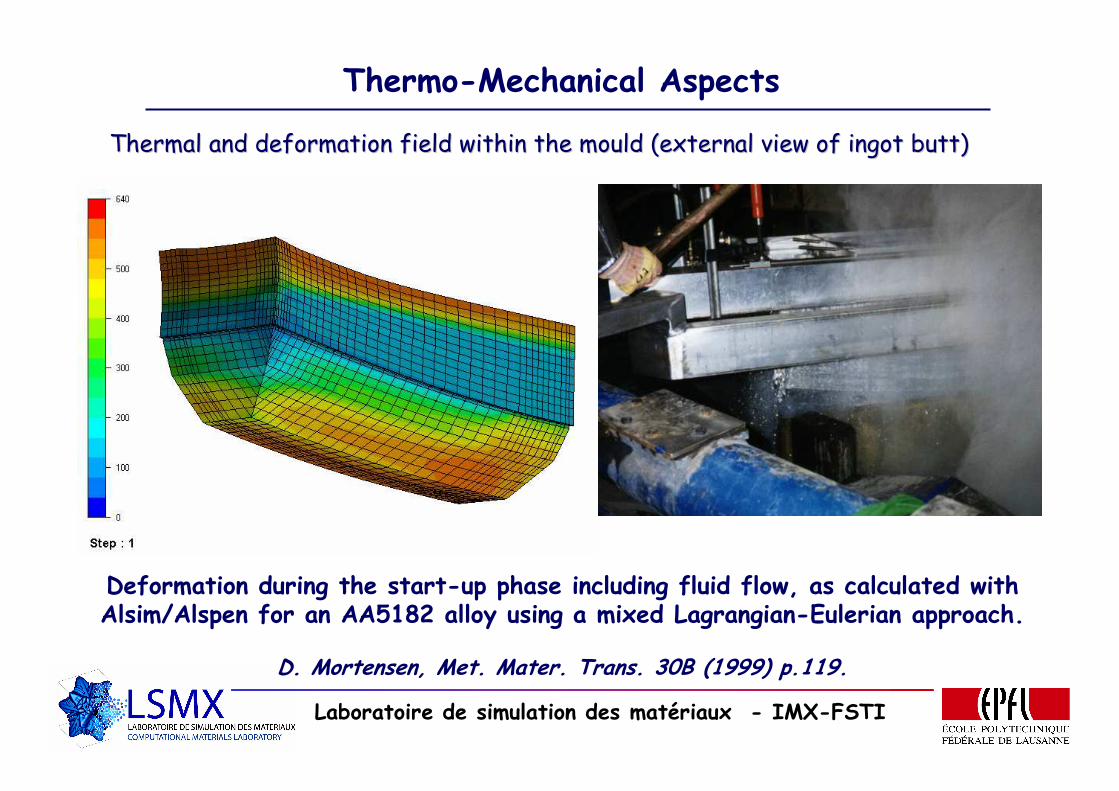
Thermo-Mechanical Aspects
Deformation during the start-up phase including fluid flow, as calculated with Alsim/Alspen for an AA5182 alloy using a mixed Lagrangian-Eulerian approach.
D. Mortensen, Met. Mater. Trans. 30B (1999) p.119.
Thermal and Thermal and deformationdeformation fieldfield withinwithin the the mouldmould ((externalexternal viewview of of ingotingot buttbutt))

Laboratoire de simulation des matériaux - IMX-FSTI
Thermo-Mechanical Aspects
Measured and computed butt curl and curling speed (Abaqus).
W. Droste et al., in Continuous Casting Conf., Frankfurt, Ed. Ehrke, p. 175, 2000.

Laboratoire de simulation des matériaux - IMX-FSTI
Thermo-Mechanical Aspects: solid behaviour
Modified Ludwik’s law for as-cast behaviour: Gleeble tests
( )m(T)
n(T) p0p p 0
p
εσ=K(T) ε +ε
ε
&
&
-0.1
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0 50 100 150 200 250 300 350 400 450-100
0
100
200
300
400
500
600
700n(T)
m(T)
K(T)
AA2024AA2024
K(T) alloy consistancy (MPa)n(T) strain hardening coefficientm(T) strain rate sensitivity (-)
Laboratoire de simulation des matériaux - IMX-FSTI
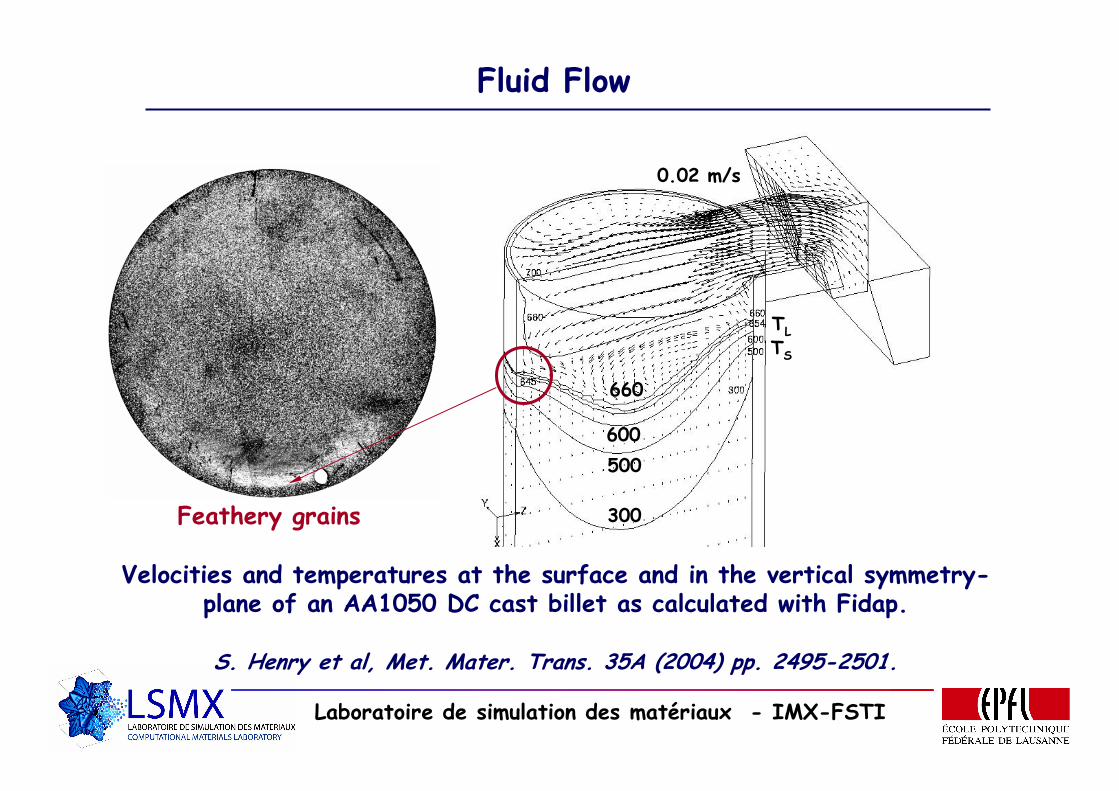
Fluid Flow
Velocities and temperatures at the surface and in the vertical symmetry-plane of an AA1050 DC cast billet as calculated with Fidap.
S. Henry et al, Met. Mater. Trans. 35A (2004) pp. 2495-2501.
500
300
0.02 m/s
600
TS
660
TL
Feathery grains
Laboratoire de simulation des matériaux - IMX-FSTI
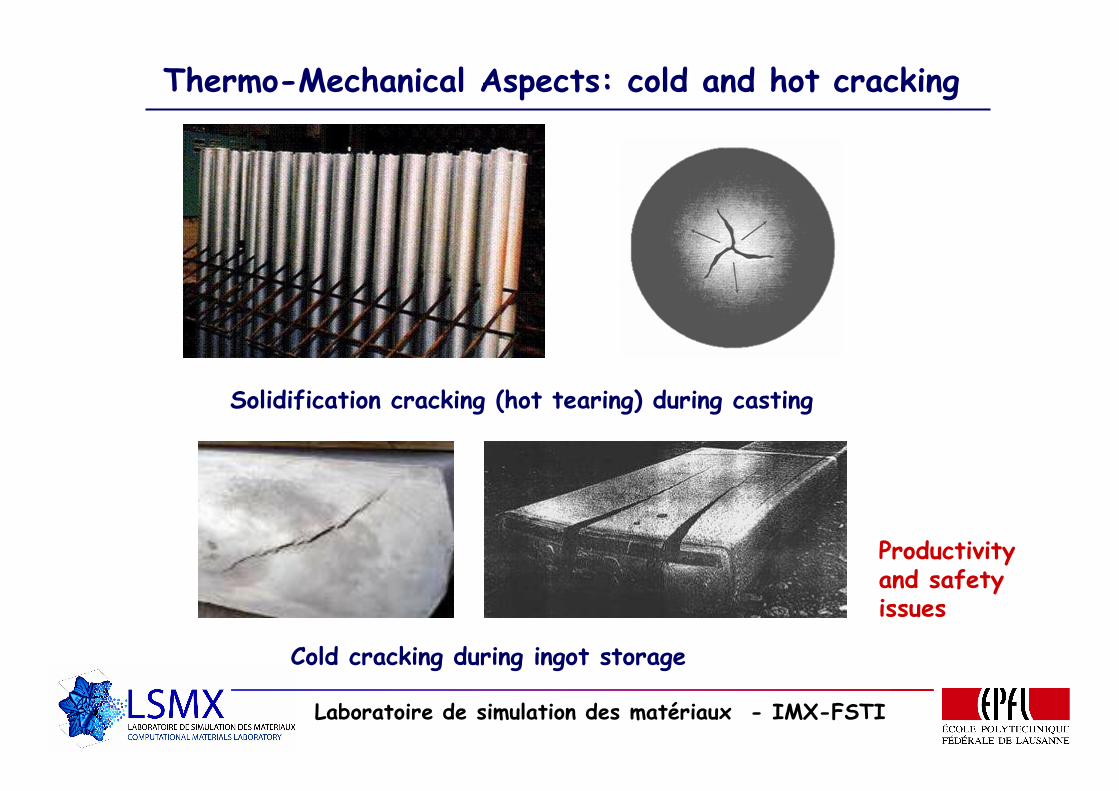
Thermo-Mechanical Aspects: cold and hot cracking
Solidification cracking (hot tearing) during casting
Cold cracking during ingot storage
Productivity and safety issues
Laboratoire de simulation des matériaux - IMX-FSTI
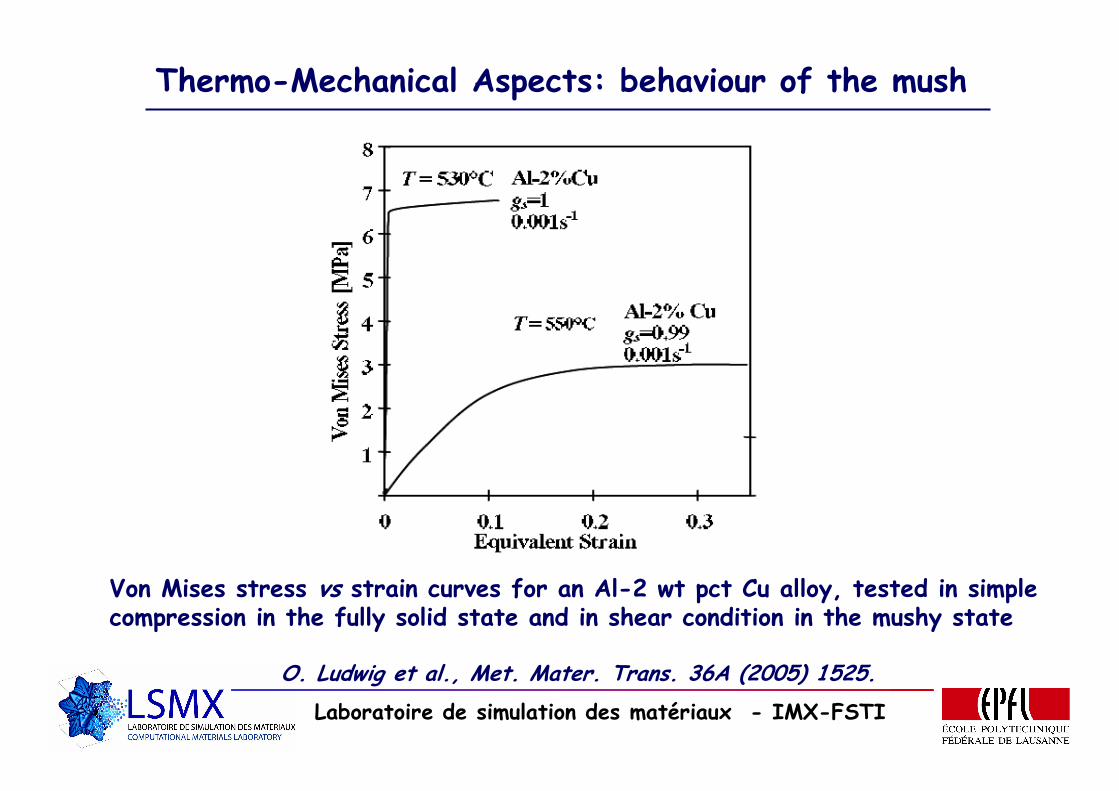
Thermo-Mechanical Aspects: behaviour of the mush
Von Mises stress vs strain curves for an Al-2 wt pct Cu alloy, tested in simple compression in the fully solid state and in shear condition in the mushy state
O. Ludwig et al., Met. Mater. Trans. 36A (2005) 1525.

Laboratoire de simulation des matériaux - IMX-FSTI
Thermo-Mechanical Aspects: behaviour of the mush
Compressible constitutive model with internal variables (cohesion).
Drained compression tests
O. Ludwig et al., Met. Mater. Trans. 36A (2005) 1525.
Laboratoire de simulation des matériaux - IMX-FSTI
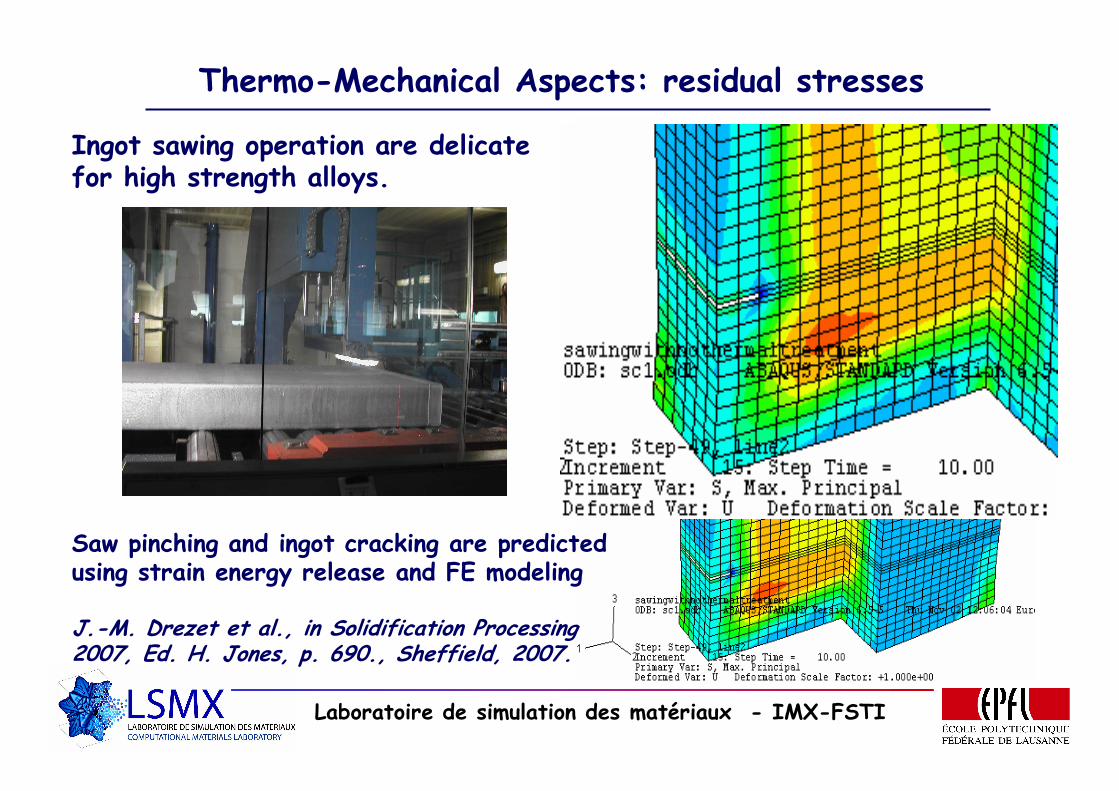
Thermo-Mechanical Aspects: residual stresses
Ingot sawing operation are delicate for high strength alloys.
Saw pinching and ingot cracking are predicted using strain energy release and FE modeling
J.-M. Drezet et al., in Solidification Processing 2007, Ed. H. Jones, p. 690., Sheffield, 2007.

Laboratoire de simulation des matériaux - IMX-FSTI
Thermo-Mechanical Aspects: residual stresses
Cracking might occur if lip tends to open and rate of energy release is higher than a critical value which depends on the fracture toughness of the alloy.
J.-M. Drezet et al., in Int. J. of Cast Metals Research 2007, vol. 20, p. 163.
Laboratoire de simulation des matériaux - IMX-FSTI
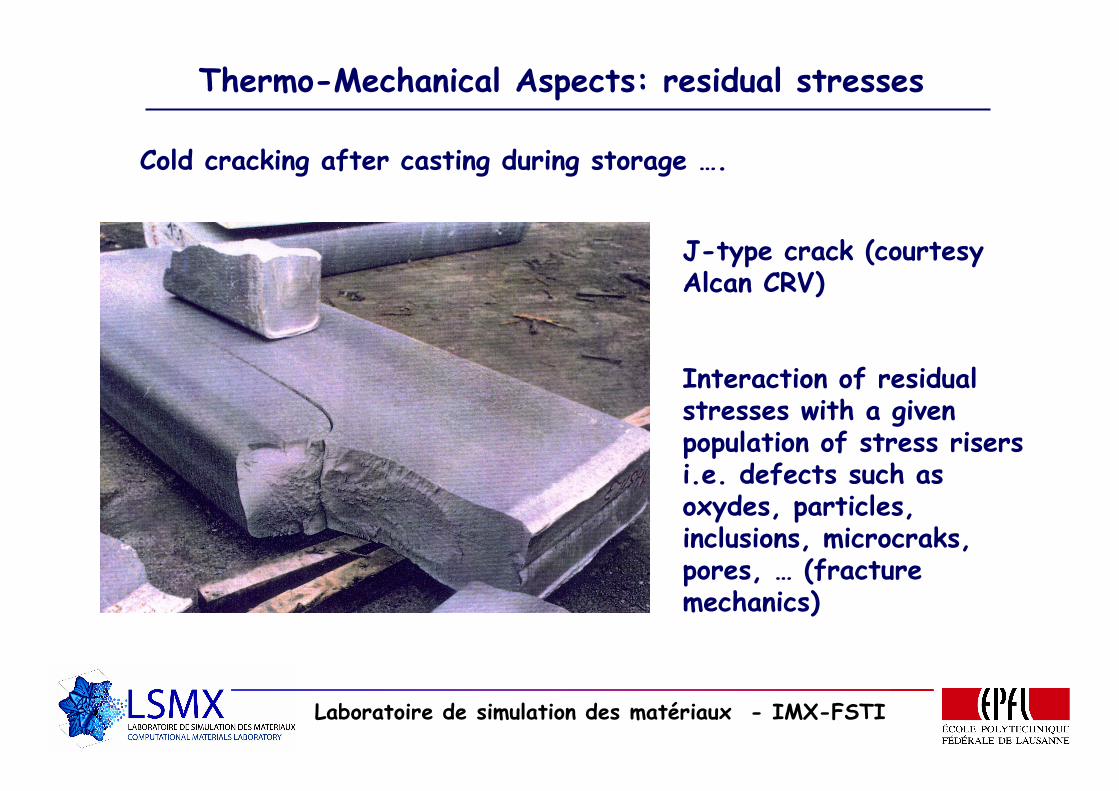
Thermo-Mechanical Aspects: residual stresses
J-type crack (courtesy Alcan CRV)
Interaction of residual stresses with a given population of stress risers i.e. defects such as oxydes, particles, inclusions, microcraks, pores, … (fracture mechanics)
Cold cracking after casting during storage ….
Laboratoire de simulation des matériaux - IMX-FSTI
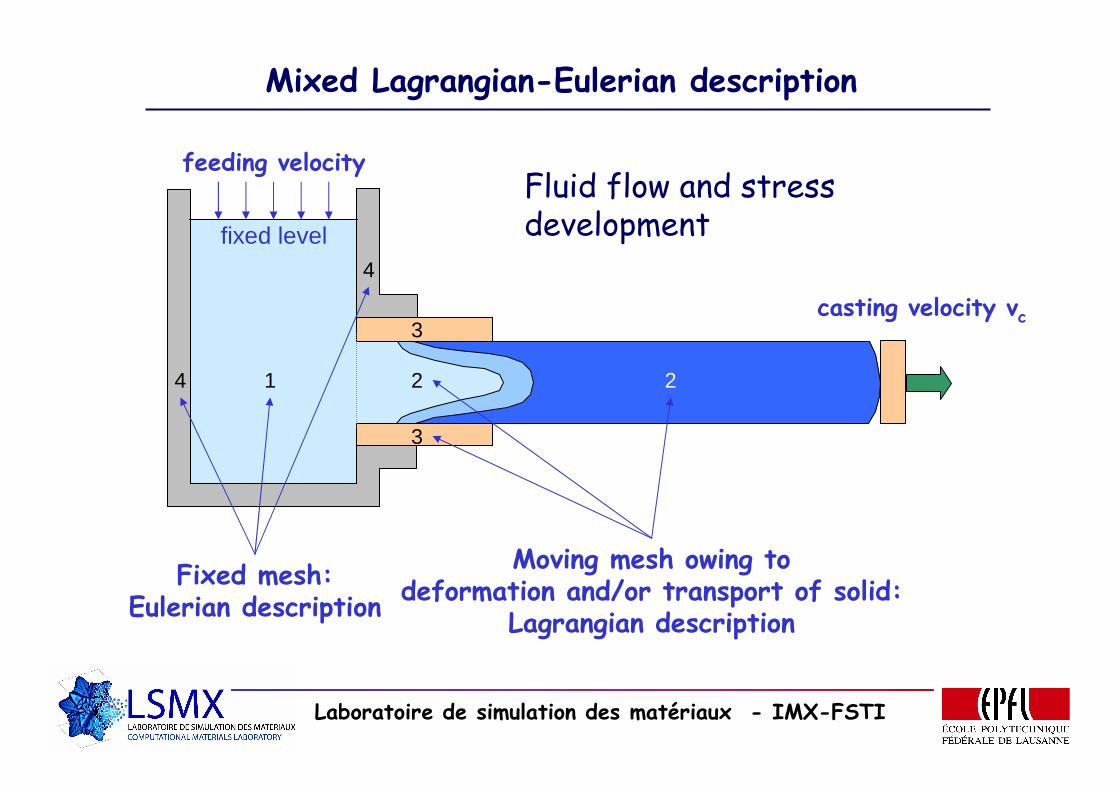
fixed level
feeding velocity
Fixed mesh:Eulerian description
casting velocity vc
1 2 24
3
4
3
Moving mesh owing todeformation and/or transport of solid:
Lagrangian description
Mixed Lagrangian-Eulerian description
Fluid flow and stress development

Laboratoire de simulation des matériaux - IMX-FSTI
Coupled fluid flow and solid deformation
Automatic generation of the accordion domain. The thickness of the elements is set here to a small value to make the elements visible. One layer of elements of the accordion domain is already stretched (ProCAST).

Laboratoire de simulation des matériaux - IMX-FSTI
Coupled fluid flow and solid deformation
Fluid flow and stress are computed simultaneously (ProCAST distributed by ESI, www.calcom.ch).
Laboratoire de simulation des matériaux - IMX-FSTI
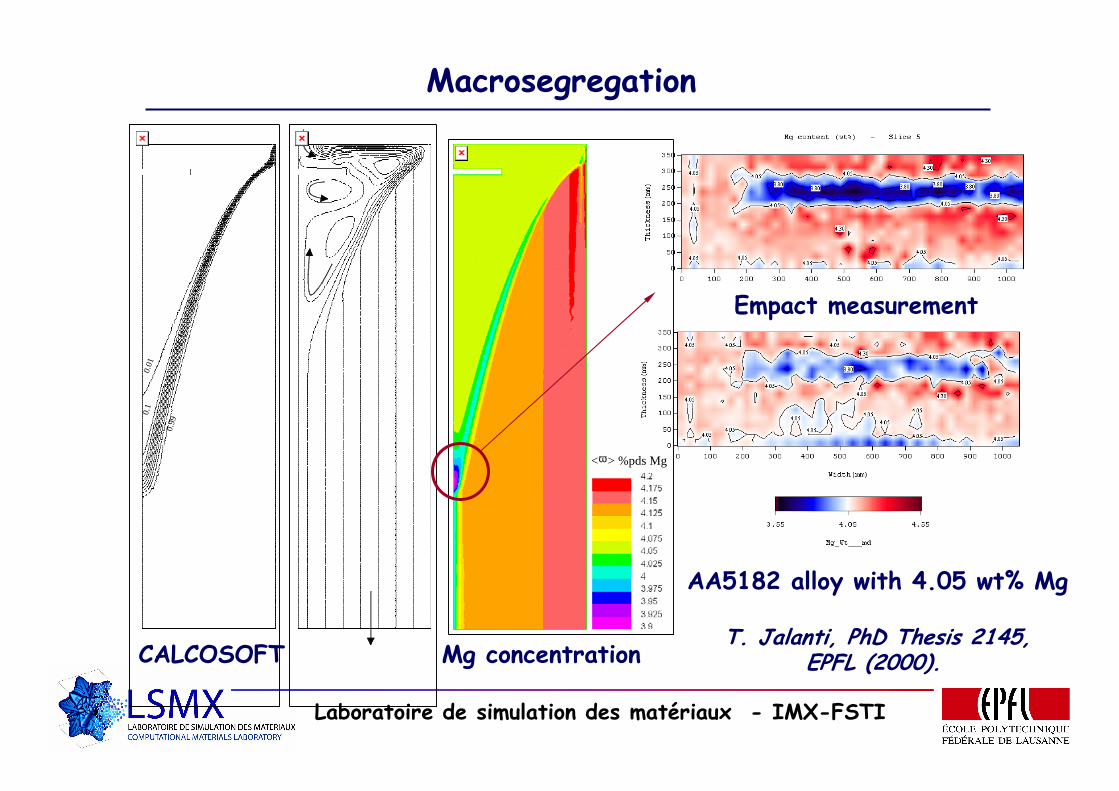
<ω > %pds Mg
0.1
0.99
0.01
Macrosegregation
AA5182 alloy with 4.05 wt% Mg
T. Jalanti, PhD Thesis 2145,EPFL (2000).CALCOSOFT
Empact measurement
Mg concentration
Laboratoire de simulation des matériaux - IMX-FSTI
4. State-of-the-art and challenges at the micro-scale
� Modelling of grain structure formation (i.e., nucleation/ fragmentation, growth and transport) in Al and Cu casting is still a challenge.
� Modelling of microstructure formation can be coupled with phase diagram calculations. It is restricted to a small region (typically mm2) in 2D (Phase field, Pseudo front tracking, …). Remaining challenges : CPU time, nucleation of phases, kinetics of eutectics.
� Microporosity modelling, including pipe shrinkage and macroporosity, can now be predicted in 3D. Model being extended to multicomponent alloys and more than one gas. Challenge of the curvature contribution, … but hard to measure so hard to validate …….
� Hot tearing has made substantial progress over the past five years, thanks to the VIRCAST project. Two-phase approaches (i.e., deformation of the solid mush and liquid feeding) now exist, as well as an approach to coalescence for the prediction of bridging of theprimary phase.
Laboratoire de simulation des matériaux - IMX-FSTI
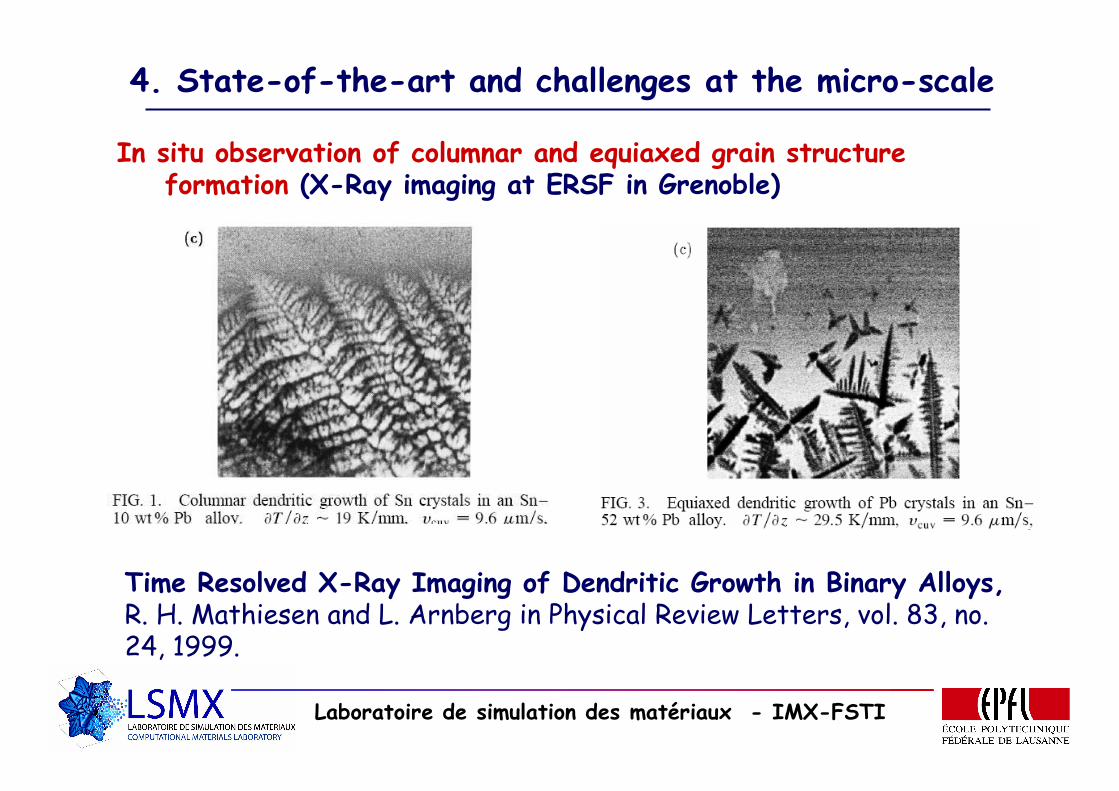
4. State-of-the-art and challenges at the micro-scale
In situ observation of columnar and equiaxed grain structure formation (X-Ray imaging at ERSF in Grenoble)
Time Resolved X-Ray Imaging of Dendritic Growth in Binary Alloys, R. H. Mathiesen and L. Arnberg in Physical Review Letters, vol. 83, no. 24, 1999.

Laboratoire de simulation des matériaux - IMX-FSTI
Velocity
Enthalpy(T,fs)
As-cast Grain Structures
Calculation of nucleation, growth and transport of equiaxed grains
using a granular approach.
H. Combeau et al, INPL-Nancy

Laboratoire de simulation des matériaux - IMX-FSTI
As-cast Grain Structures
Grain size distribution in a quarter section at the outlet of a DC casting
N. Houti et al, Aluminium (2004)
188 µµµµm
385 µµµµm
liquid metalinlet
1000 mm
250 mm
AA5182
Laboratoire de simulation des matériaux - IMX-FSTI
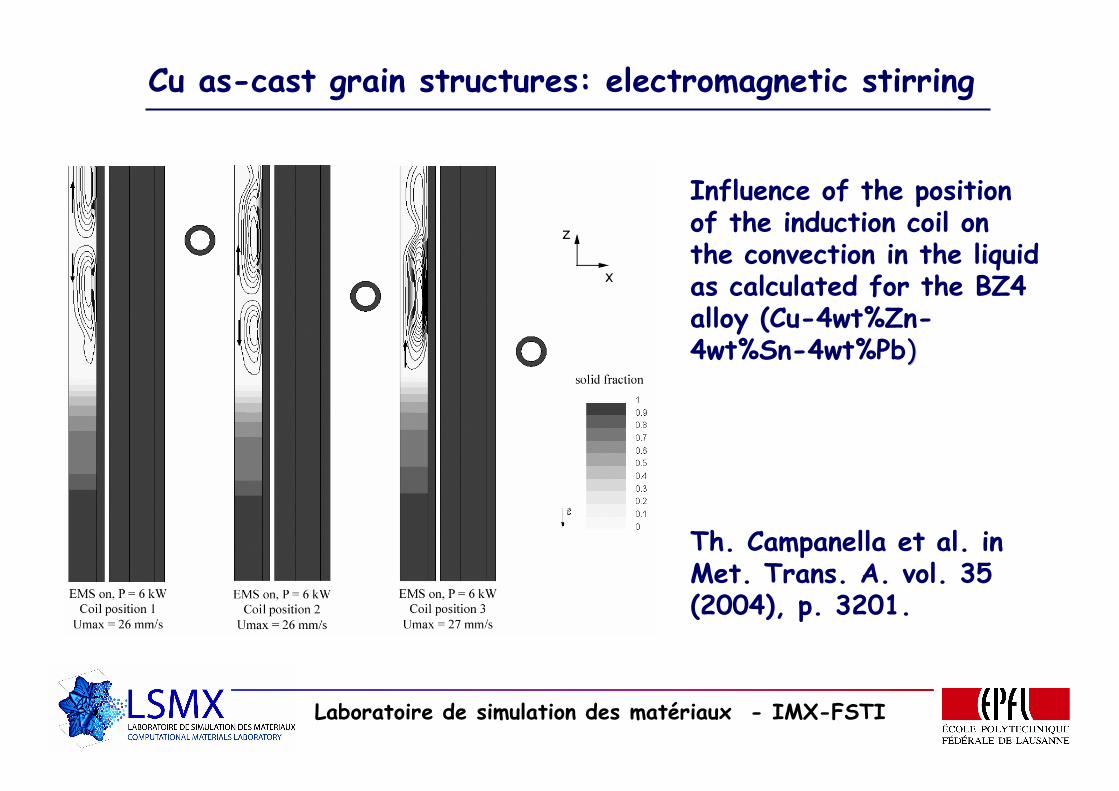
Cu as-cast grain structures: electromagnetic stirring
Influence of the position of the induction coil on the convection in the liquidas calculated for the BZ4 alloy (Cu-4wt%Zn-4wt%Sn-4wt%Pb))
Th. Campanella et al. in Met. Trans. A. vol. 35 (2004), p. 3201.
Laboratoire de simulation des matériaux - IMX-FSTI
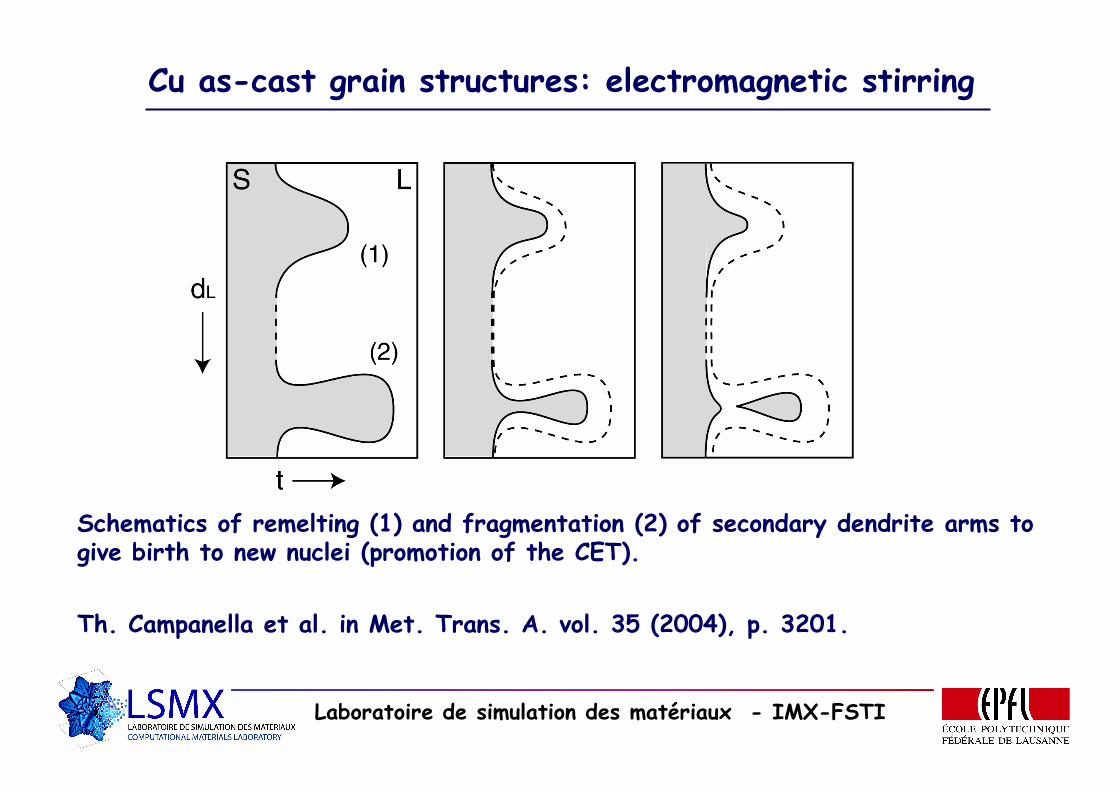
Cu as-cast grain structures: electromagnetic stirring
Schematics of remelting (1) and fragmentation (2) of secondary dendrite arms to give birth to new nuclei (promotion of the CET).
Th. Campanella et al. in Met. Trans. A. vol. 35 (2004), p. 3201.

Laboratoire de simulation des matériaux - IMX-FSTI
Cu as-cast grain structures: electromagnetic stirring
Schematics of local fluid flow in the liquid, ul, and in between the dendrites, uld. Criterion for remelting.
,1
dl z
RT
uC
V= >
Laboratoire de simulation des matériaux - IMX-FSTI
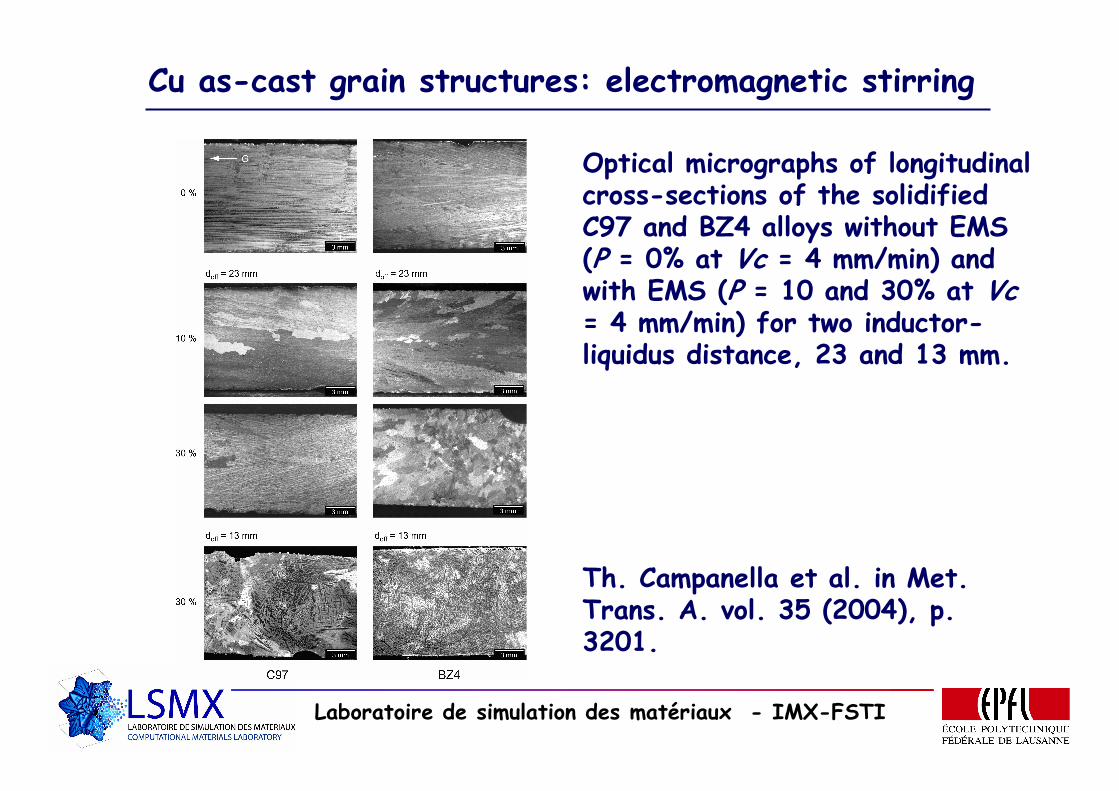
Cu as-cast grain structures: electromagnetic stirring
Optical micrographs of longitudinal cross-sections of the solidified C97 and BZ4 alloys without EMS (P = 0% at Vc = 4 mm/min) and with EMS (P = 10 and 30% at Vc= 4 mm/min) for two inductor-liquidus distance, 23 and 13 mm.
Th. Campanella et al. in Met. Trans. A. vol. 35 (2004), p. 3201.
Laboratoire de simulation des matériaux - IMX-FSTI
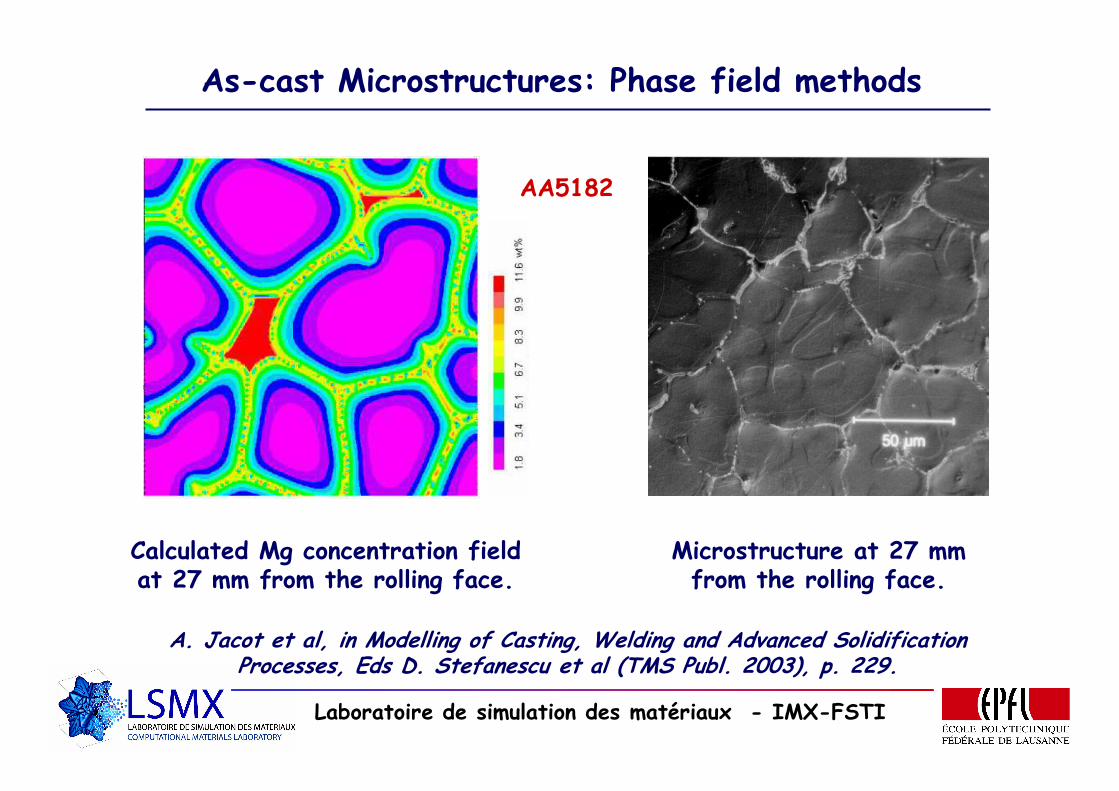
As-cast Microstructures: Phase field methods
Calculated Mg concentration fieldat 27 mm from the rolling face.
Microstructure at 27 mmfrom the rolling face.
AA5182
A. Jacot et al, in Modelling of Casting, Welding and Advanced Solidification Processes, Eds D. Stefanescu et al (TMS Publ. 2003), p. 229.
Laboratoire de simulation des matériaux - IMX-FSTI
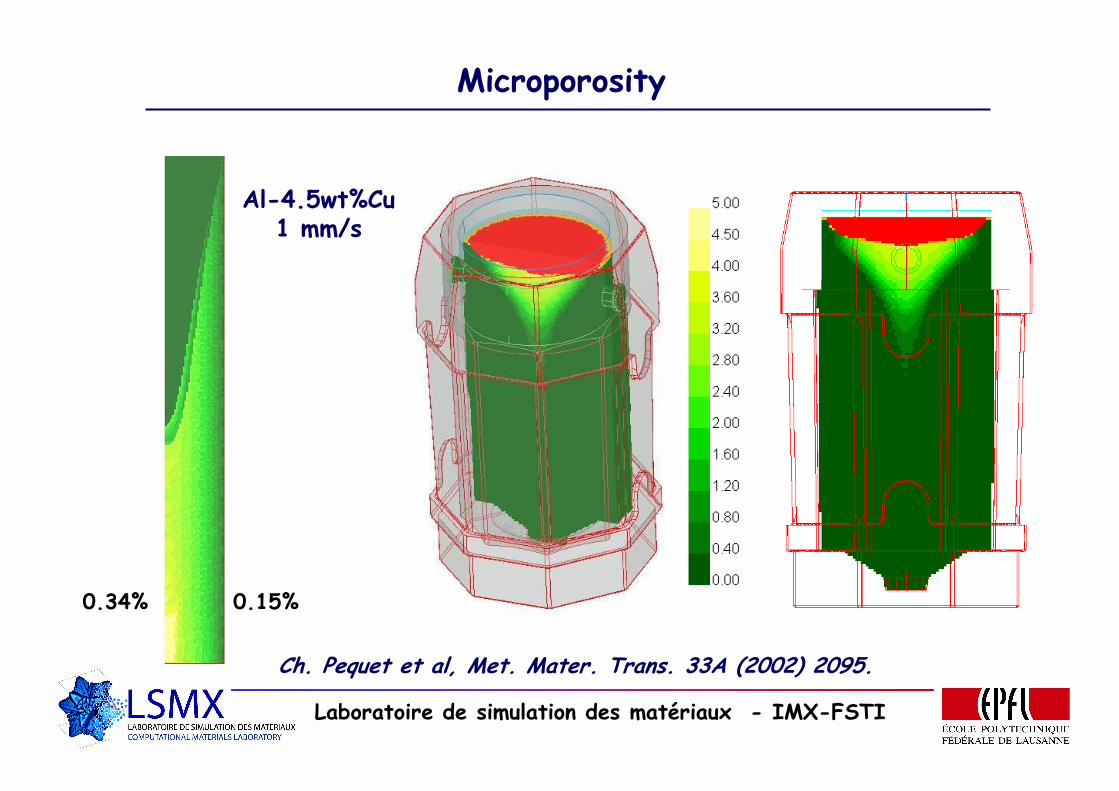
Microporosity
Ch. Pequet et al, Met. Mater. Trans. 33A (2002) 2095.
Al-4.5wt%Cu1 mm/s
0.34% 0.15%
Laboratoire de simulation des matériaux - IMX-FSTI
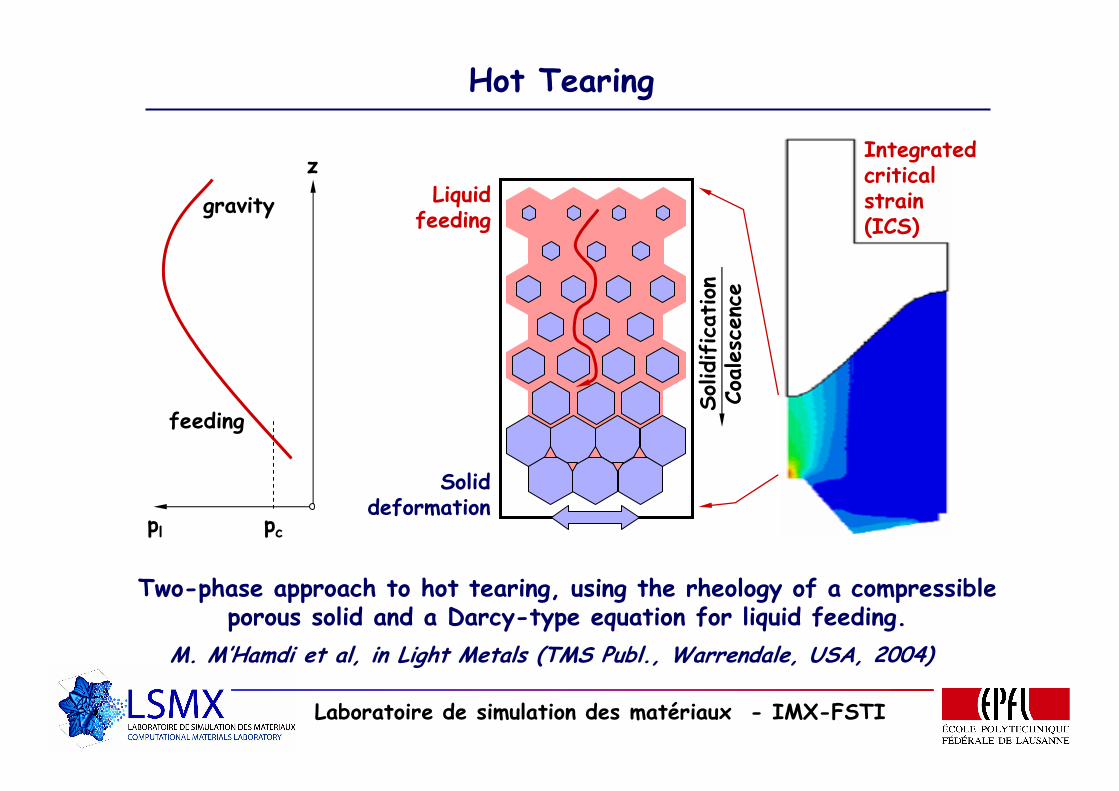
Hot Tearing
M. M’Hamdi et al, in Light Metals (TMS Publ., Warrendale, USA, 2004)
Two-phase approach to hot tearing, using the rheology of a compressible porous solid and a Darcy-type equation for liquid feeding.
Integratedcriticalstrain (ICS)
Liquidfeeding
Soliddeformation
Solidification
Coalescence
pl
z
gravity
feeding
pc
Laboratoire de simulation des matériaux - IMX-FSTI
Cast length [mm]
Pressure drop [kPa]
80
10 4030 60 70
20
60
100
120
160
0 20
T1
T2
T3
T4
T5
140
40
50
Cast length [mm]
Casting speed [mm/m
in]
100
50 200150 250 300
80
90
110
120
130
0 100
T1T2
T3
T4
T5 T2
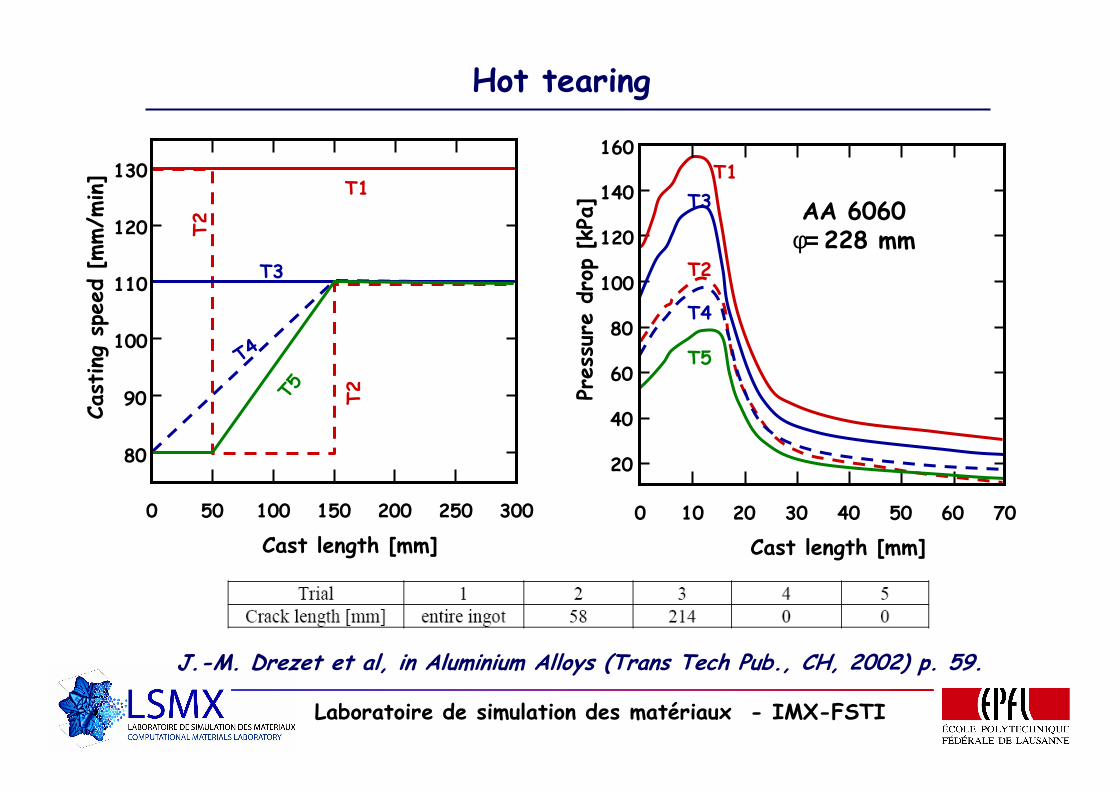
Hot tearing
J.-M. Drezet et al, in Aluminium Alloys (Trans Tech Pub., CH, 2002) p. 59.
AA 6060φ= = = = 228 mm

Laboratoire de simulation des matériaux - IMX-FSTI
Hot tearing : coalescence and percolation
Evolution of a population of equiaxed grains from a continuous liquid filmnetwork to a fully coherent solid
V. Mathier et al, MSMSE 12 (2004) 479. Extended by S. Vernède
600 ºC
550 ºC
500 ºC
2 mm
Al - 1%Cu
Red : wet grain boundaries
s

Laboratoire de simulation des matériaux - IMX-FSTI
Hot tearing : morphology of the liquid phase
In situ 3D investigation of solidification (Al -4%Cu)Evolution of liquid morphology
ESRF-Grenoble
In O. Ludwig et al., Met. and Mat. Trans. 36A, June 2005, p. 1515.
635°C (59%) 604°C (85%)
582°C (92%) 560°C (95%)

Laboratoire de simulation des matériaux - IMX-FSTI
Conclusion
� Macroscopic models of solidification are fairly mature for Al. and steel casting (slightly less for Cu casting)
� Macrosegregation calculations are still a challenge for two reasons : difficulty to maintain the mass balance, various origins (shrinkage, convection, sedimentation, deformation).
� Grain structure modelling still a topic of active research.
� Microstructure modelling coupled with phase diagrams can be done for a small 2D domain.
� Defect predictions have really moved forward over the past 4-5 years.
� Porosity : the challenge is to validate the model predictions by accurate comparison.
� Hot tearing : the challenge is to combine coalescence, mechanical deformation and liquid feeding.