modelagem, simulaÇÃo e otimizaÇÃo operacional de unidades de sÍntese de...
TRANSCRIPT
UNIVERSIDADE DO ESTADO DO RIO DE JANEIRO
INSTITUTO DE QUÍMICA PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA QUÍMICA
MODELAGEM, SIMULAÇÃO E OTIMIZAÇÃO
OPERACIONAL DE UNIDADES DE SÍNTESE DE METANOL
Danielle Lanchares Ornelas
Orientadores:
Prof. Dr. André Luiz Hemerly Costa
Dr. Víctor Rolando Ruiz Ahón
Rio de Janeiro Agosto de 2007

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.
ii
UNIVERSIDADE DO ESTADO DO RIO DE JANEIRO
INSTITUTO DE QUÍMICA
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA QUÍMICA
Modelagem, Simulação e Otimização Operacional de Unidades de
Síntese de Metanol
DANIELLE LANCHARES ORNELAS Dissertação submetida ao corpo docente do Programa de Pós-graduação em
Engenharia Química do Instituto de Química da Universidade do Estado do
Rio de Janeiro como requisito final para a obtenção do Diploma de Mestre em
Ciências em Engenharia Química.
BANCA EXAMINADORA __________________________________________________________
Prof. Dr. André Luiz Hemerly Costa – Instituto de Química/UERJ – Orientador
_____________________________________________________________ Dr. Víctor Rolando Ruiz Ahón – Projectus Consultoria – Orientador
_____________________________________________________________ Dr. Fábio Takeshi Mizutani – CENPES/Petrobras
_____________________________________________________________ Prof. Dr. Alexandre Rodrigues Tôrres – Faculdade de Tecnologia/UERJ
______________________________________________________________ Prof. Dr. Jorge Navaes Caldas – Instituto de Química/UERJ
Rio de Janeiro, RJ – Brasil Agosto – 2007
iii
O74 Ornelas, Danielle Lanchares
Modelagem, simulação e otimização operacional de unidades de síntese de metanol. / Danielle Lanchares Ornelas – 2007.
Xxii, 143 f.
Orientador: André Luiz Hemerly Costa. Orientador: Víctor Rolando Ruiz Ahón. Dissertação (mestrado) – Universidade do Estado do Rio
de Janeiro, Instituto de Química. 1. Metanol – Teses. 2. Métodos de simulação – Teses. 3.
Otimização matemática – Teses. I. Costa, André Luiz Hemerly. II. Ahón, Víctor Rolando Ruiz. III. Universidade do Estado do Rio de Janeiro. Instituto de Química. IV. Título
CDU 661.721

iv
Ao meu marido, Thiago, e aos meus pais
que me forneceram todo o apoio e
incentivo para seguir nesta jornada.

v
AGRADECIMENTOS
À Deus por iluminar meu caminho e dar forças para seguir sempre em frente.
Ao meu querido marido, Thiago, por todo o amor, incentivo e companheirismo incondicional
desde a nossa graduação até a conclusão deste trabalho.
Aos meus pais, Gilberto e Maria de Los Angeles, pelo amor, carinho e por todos os esforços
dedicados a mim, por terem me ensinado a valorizar os estudos e a buscar meus sonhos, meus
objetivos, aonde quer que estejam, com verdade, persistência e ética.
Ao meu orientador André Luiz Hemerly Costa por ter participado de forma intensa e
dedicada, transmitindo parte de seu grande conhecimento, e, principalmente, pela enorme
paciência, compreensão, amizade e confiança na execução deste trabalho.
Ao meu orientador Víctor Rolando Ruiz Ahón pelas imprescindíveis sugestões, apoio e
colaboração tão necessários no desenvolvimento desta pesquisa.
Aos professores do Programa de Pós-Graduação em Engenharia Química pelos ensinamentos
ao longo de todo o curso de mestrado.
Ao professor Pedro Ivo Canesso Guimarães por ter ajudado a despertar o interesse pela vida
acadêmica nos meus primeiros trabalhos de iniciação científica.
Aos engenheiros Roberto Castro Neves Galvão Bueno e Alan Mayne Sinclair pelos períodos
de ausência e suporte durante esta jornada.
Aos meus amigos Ana Luiza, Angélica, Jomara, Juliana, Omena, Priscilla, Taísa e, em
especial, a Zila pelos momentos agradáveis e conforto nas horas difíceis desta trajetória.
A todas as pessoas que, direta ou indiretamente, contribuíram para a execução desta
dissertação.
vi
RESUMO
A indústria de processos químicos tem sofrido consideráveis transformações devido ao
acirramento da competitividade. Importantes progressos tecnológicos têm sido atingidos
através de técnicas de modelagem, simulação e otimização visando o aumento da
lucratividade e melhoria contínua nos processos industriais. Neste contexto, as plantas de
metanol, um dos mais importantes produtos petroquímicos, podem ser destacadas.
Atualmente, a principal matéria-prima para obtenção de metanol é o gás natural. A produção
do metanol é caracterizada por três etapas: geração de gás de síntese, conversão do gás de
síntese em metanol (unidade de síntese ou loop de síntese) e purificação do produto na
especificação requerida. Os custos fixos e variáveis da unidade de síntese são fortemente
dependentes das variáveis operacionais, como temperatura, pressão, razão de reciclo e
composição da carga. Desta forma, foi desenvolvido um conjunto de modelos e algoritmos
computacionais para representar matematicamente unidades de síntese de metanol. O modelo
apresenta operações unitárias associadas aos seguintes equipamentos: divisores de correntes,
misturadores de correntes, compressores, trocadores de calor, vasos de flash e reatores.
Inicialmente, foi proposto um simulador estacionário, que serviu como base para um
pseudo-estacionário, o qual contempla a desativação do catalisador por sinterização térmica.
Os simuladores foram criados segundo uma arquitetura seqüencial modular e empregou-se o
método de substituição sucessiva para a convergência dos reciclos. O estudo envolveu dois
fluxogramas típicos, um constituído por reatores adiabáticos em série, enquanto o outro
constituído por um reator tipo quench. Uma análise do efeito das principais variáveis
operacionais foi realizada para o reator e para o loop de síntese. Estudou-se também o efeito
da desativação do catalisador ao longo do tempo. Uma ferramenta de otimização operacional
foi empregada para alcançar a máxima produção manipulando as injeções de carga fria na
entrada dos leitos catalíticos. Formulou-se também um problema de maximização do lucro em
função da otimização de paradas da unidade para troca do catalisador. Os resultados obtidos
apontam que a ferramenta desenvolvida é promissora para a compreensão e otimização da
unidade objeto deste estudo.
Palavras-chave:
Metanol; Método de simulação; Otimização matemática.

vii
ABSTRACT
The chemical process industries have been suffering considerable transformations due
to the increase of competition. Important technological progresses have been reached through
techniques of modeling, simulation and optimization that make possible the development of
new tools, aiming an increase in profitability and continuous improvement in industrial
processes. In this context, methanol plants, one of the most important petrochemical products,
can be highlighted. Currently, the main raw material for methanol manufacture is the natural
gas. The methanol production is characterized by three steps: syngas generation, conversion
of the syngas into methanol (synthesis unit or synthesis loop) and distillation/purification of
the product to the required specification. Fixed and variable costs of methanol synthesis units
are strongly dependent on operational variables such as temperature, pressure, recycle ratio
and make up gas composition. In this way, it was developed a computational set of models
and algorithms to represent units of methanol synthesis. The model presents unit operations
associated to the following equipment: splitters, mixers, compressors, heat exchangers, flash
vessels and reactors. Initially, a stationary simulator was considered, that served as base for a
pseudo-stationary one, which contemplates the catalyst deactivation for thermal sintering. The
simulators were created using a sequential modular architecture and a direct substitution
method is employed for the convergence of recycle streams. The study involved two typical
flowsheets, one consisting of adiabatic reactors in series and other based on a quench reactor.
An analysis of the effect of the main operational variables was carried out for the reactor and
the synthesis loop. It was studied the effect of catalyst deactivation with time. An
optimization tool was used to seek the maximum production varying the fraction of cold feed
to beds. An optimization problem was also formulated so as to maximize a profit function
using as decision variables operating times of reactor beds before catalyst change. The results
had shown that the tool developed is promising for the understanding and optimization of the
object unit of this study.
Keywords:
Methanol; Methods of simulation; Mathematical optimization.

viii
SUMÁRIO
1. Introdução 1
2. Revisão bibliográfica 4
2.1. Metanol e suas aplicações 4
2.1.1. Principais derivados 5
2.1.1.1. Formaldeído 5
2.1.1.2. Ácido acético 6
2.1.1.3. Dimetiléter (DME) 6
2.1.1.4. Metilterciobutiléter (MTBE) 7
2.1.1.5. Biodiesel 8
2.1.1.6. Conversão em hidrocarbonetos (MTG e MTO) 9
2.2. Tecnologias de produção de metanol 10
2.2.1. Produção de gás de síntese 12
2.2.2. Síntese de metanol 15
2.2.3. Destilação 18
2.2.4. Tecnologias atualmente comercializadas 19
2.2.5. Fluxograma de processo 21
2.2.6. Panorama geral do mercado de metanol 23
2.3. Modelagem, simulação e otimização 27
2.3.1. Modelos cinéticos 29
2.3.2. Modelagem, simulação e otimização do reator 35
2.3.3. Modelagem, simulação e otimização do loop de síntese 37
3. Modelagem e simulação 40
3.1. Sistemas investigados 40
3.2. Variáveis do modelo 43
3.3. Equipamentos 44
3.3.1. Misturador de correntes 44
3.3.2. Divisor de correntes 46
3.3.3. Compressor 47
3.3.4. Trocador de calor 48
3.3.5. Flash 51
3.3.6. Reator 54
ix
3.4. Modelagem estacionária do processo 59
3.5. Simulação 61
3.6. Extensão do modelo: abordagem pseudo-estacionária 65
4. Otimização operacional 67
4.1. Frações de injeção de carga fria na entrada dos leitos catalíticos 67
4.1.1. Análise econômica 67
4.1.2. Formulação do problema de otimização 69
4.2. Parada para troca dos leitos catalíticos 71
4.2.1. Análise econômica 72
4.2.2. Formulação do problema de otimização 73
5. Validação 74
5.1. Equipamentos 75
5.1.1. Misturador de correntes 75
5.1.2. Divisor de correntes 76
5.1.3. Compressor 77
5.1.4. Trocador de calor 78
5.1.5. Flash 78
5.1.6. Reator 80
5.2. Simulação estacionária do loop 83
5.2.1. Fluxograma dos reatores adiabáticos 83
5.2.2. Fluxograma do reator tipo quench 87
6. Resultados 91
6.1. Análise das principais variáveis operacionais no reator 91
6.1.1. Temperatura 91
6.1.2. Pressão 96
6.1.3. Composição da carga 98
6.1.4. Atividade 98
6.2. Simulação estacionária 101
6.2.1. Pressão 104
6.2.2. Razão de recirculação 106
6.2.3. Número estequiométrico 105
6.2.4. Vazão de carga fresca 110
6.3. Simulação pseudo-estacionária 112

x
6.4. Otimização das frações de injeção de carga fria nos leitos catalíticos 122
6.5. Otimização das paradas para troca dos leitos catalíticos 129
6.5.1. Problema 1 130
6.5.2. Problema 2 131
7. Conclusões e sugestões 134
7.1. Conclusões 134
7.2. Sugestões 135
8. Referências bibliográficas 136

xi
LISTA DE TABELAS
• Tabela 2.1 – Comparação das rotas metílica e etílica para obtenção do
biodiesel
9
• Tabela 2.2 – Produção de metanol de alguns países no ano de 2003 24
• Tabela 2.3 – Importação de metanol de 2000 até 2006 26
• Tabela 2.4 – Processo de desativação do catalisador para síntese de
metanol
32
• Tabela 2.5 – Temperatura de fusão, Hüttig e Tammann 32
• Tabela 2.6 – Parâmetros do modelo de desativação 34
• Tabela 3.1 – Propriedades críticas e fator acêntrico 52
• Tabela 3.2 – Parâmetros de interação binária 52
• Tabela 3.3 – Parâmetros do modelo cinético 55
• Tabela 5.1 – Resultados do misturador de correntes 75
• Tabela 5.2 – Validação da modelagem do misturador de correntes 76
• Tabela 5.3 – Resultados do divisor de correntes 76
• Tabela 5.4 – Validação da modelagem do divisor de correntes 77
• Tabela 5.5 – Validação da modelagem do compressor 77
• Tabela 5.6 – Dados de entrada empregados na validação do flash 79
• Tabela 5.7 – Validação da modelagem do flash 79
• Tabela 5.8 – Condições operacionais empregadas na validação do modelo do
reator
80
• Tabela 5.9 – Comparação do perfil de concentração 82
• Tabela 5.10 – Comparação do perfil de temperatura 82
• Tabela 5.11 – Condições operacionais: fluxograma dos reatores adiabáticos 84
• Tabela 5.12 – Dados dos reatores: fluxograma dos reatores adiabáticos 84
• Tabela 5.13 – Dados dos trocadores: fluxograma dos reatores adiabáticos 85
• Tabela 5.14 – Dados dos compressores: fluxograma dos reatores
adiabáticos
85
• Tabela 5.15 – Balanço de massa global: fluxograma dos reatores adiabáticos 86
• Tabela 5.16 – Balanço de massa global por átomo: fluxograma dos reatores
adiabáticos
86
xii
• Tabela 5.17 – Comparação do fluxograma dos reatores adiabáticos
com dados do fluxograma de processo de uma unidade
de síntese de uma planta industrial
87
• Tabela 5.18 – Condições operacionais: fluxograma do reator tipo quench 87
• Tabela 5.19 – Dados do reator: fluxograma do reator tipo quench 88
• Tabela 5.20 – Dados dos trocadores: fluxograma do reator tipo quench 88
• Tabela 5.21 – Dados dos compressores: fluxograma do reator tipo
quench
88
• Tabela 5.22 – Balanço de massa global: fluxograma do reator tipo quench 89
• Tabela 5.23 - Balanço de massa global por átomo: fluxograma do reator tipo
quench
89
• Tabela 6.1 – Condições operacionais das correntes do fluxograma dos
reatores adiabáticos: parte I
102
• Tabela 6.1 – Condições operacionais das correntes do fluxograma dos
reatores adiabáticos: parte II
103
• Tabela 6.2 – Parâmetros da simulação pseudo-estacionária 112
• Tabela 6.3 – Condições operacionais das correntes do fluxograma dos
reatores do tipo quench: parte I
116
• Tabela 6.3 – Condições operacionais das correntes do fluxograma dos
reatores do tipo quench: parte II
117
• Tabela 6.4 – Restrições para a otimização da injeção de carga fria:
fluxograma dos reatores adiabáticos 123
• Tabela 6.5 – Otimização das frações de injeção de carga fria: caso reatores
adiabáticos - BOR
123
• Tabela 6.6 – Otimização das frações de injeção de carga fria: caso reatores
adiabáticos - EOR
125
• Tabela 6.7 – Restrições para a otimização da injeção de carga fria:
fluxograma do reator tipo quench - BOR
126
• Tabela 6.8 – Otimização das frações de injeção de carga fria: caso reator
tipo quench - BOR
127
• Tabela 6.9 – Restrições para a otimização da injeção de carga fria:
fluxograma do reator tipo quench - EOR
128
• Tabela 6.10 – Otimização das frações de injeção de carga fria: caso reator 128

xiii
tipo quench - EOR
• Tabela 6.11 – Ponto de ótimo – Atividade inicial = 1 131
• Tabela 6.12 – Ponto de ótimo – Atividade inicial = 0,5 132

xiv
LISTA DE FIGURAS
• Figura 2.1 – Principais aplicações de metanol 4
• Figura 2.2 – Obtenção de biodiesel através de transesterificação 8
• Figura 2.3 – Diagrama de blocos da obtenção de metanol via gás natural 11
• Figura 2.4 – Loop de síntese 16
• Figura 2.5 – Reatores de síntese de metanol 17
• Figura 2.6 – Componentes no metanol cru 18
• Figura 2.7 – Diagrama de blocos da produção de metanol –
Haldor Topsoe
20
• Figura 2.8 – Fluxograma de processo típico de uma planta de metanol
com produção de gás de síntese por reforma com vapor
22
• Figura 2.9 – Produção nacional de metanol 25
• Figura 2.10 – Quantidade de metanol importado 25
• Figura 2.11 – Etapas do desenvolvimento de um problema de modelagem e
simulação
28
• Figura 3.1 – Fluxograma dos reatores adiabáticos 42
• Figura 3.2 – Fluxograma do reator tipo quench 43
• Figura 3.3 – Diagrama do modelo do misturador de correntes 44
• Figura 3.4 – Diagrama do modelo do divisor de correntes 46
• Figura 3.5 – Diagrama do modelo do compressor 47
• Figura 3.6 – Diagrama do modelo do trocador de calor 49
• Figura 3.7 – Diagrama do modelo do flash 51
• Figura 3.8 – Diagrama do modelo do reator 55
• Figura 3.9 – Volume de controle do reator 56
• Figura 3.10 – Modelagem do fluxograma composto pelos reatores
adiabáticos
60
• Figura 3.11 – Modelagem do fluxograma composto pelo reator tipo quench 61
• Figura 3.12 – Simulação estacionária do fluxograma dos reatores
adiabáticos
62
• Figura 3.13 – Simulação estacionária do fluxograma do reator tipo quench 64
xv
• Figura 3.14 – Simulação pseudo-estacionária 65
• Figura 4.1 – Esquema empregado para a otimização 67
• Figura 5.1 – Concentrações de produtos e reagentes ao longo do reator
calculadas pelo modelo
81
• Figura 5.2 – Temperatura ao longo do reator calculada pelo modelo 81
• Figura 5.3 – Esquema do balanço de massa global: fluxograma dos reatores
adiabáticos
85
• Figura 5.4 – Esquema do balanço de massa global: fluxograma do reator tipo
quench
89
• Figura 6.1 – Temperatura ao longo do reator com conversão limitada pela
cinética para dois níveis de temperatura
92
• Figura 6.2 – Perfil de temperatura ao longo do reator com conversão
limitada pelo equilíbrio para dois níveis de temperatura
93
• Figura 6.3 – Variação de temperatura ao longo do reator e da temperatura de
equilíbrio da reação de síntese de metanol
94
• Figura 6.4 – Perfil de produção ao longo do reator 95
• Figura 6.5 – Variação da produção com a temperatura da corrente de
alimentação do reator (comprimento reduzido = 1)
96
• Figura 6.6 – Variação da produção ao longo do reator com conversão
limitada pela cinética para dois níveis de pressão
97
• Figura 6.7 – Variação da produção ao longo do reator com conversão
limitada pelo equilíbrio para dois níveis de pressão
97
• Figura 6.8 – Variação da produção com a razão CO2/CO 98
• Figura 6.9 – Perfil de produção ao longo do reator para dois níveis de
atividade
99
• Figura 6.10 – Variação da produção com a temperatura para dois níveis de
atividade
100
• Figura 6.11 - Variação da produção com a pressão 104
• Figura 6.12 – Variação da produção com a razão de recirculação 105
• Figura 6.13 – Variação da eficiência de carbono com a razão de recirculação 106
• Figura 6.14 – Variação da produção com o número estequiométrico 107
• Figura 6.15 – Variação da eficiência de carbono com o número 107

xvi
estequiométrico
• Figura 6.16 – Variação da massa molar com o número estequiométrico 108
• Figura 6.17 – Variação da vazão molar do gás de purga com o número
estequiométrico
109
• Figura 6.18 – Variação da vazão mássica do gás de purga com o número
estequiométrico
109
• Figura 6.19 – Variação do poder calorífico específico do gás de purga com o
número estequiométrico
110
• Figura 6.20 – Variação da produção com a vazão de carga fresca 111
• Figura 6.21 – Variação da eficiência de carbono com a vazão de carga fresca 111
• Figura 6.22 – Decréscimo da produção ao longo do tempo para o caso dos
reatores adiabáticos
113
• Figura 6.23 – Decréscimo da produção ao longo do tempo para o caso dos
reatores adiabáticos com diferentes intervalos de desativação
114
• Figura 6.24 – Decréscimo da eficiência de carbono ao longo do tempo para o
caso dos reatores adiabáticos
114
• Figura 6.25 – Perfil da temperatura de saída do leito ao longo do tempo para
o caso dos reatores adiabáticos
115
• Figura 6.26 – Produção ao longo do tempo para o caso do reator tipo quench 118
• Figura 6.27 – Perfil de temperatura ao longo dos quatro leitos do reator
tipo quench com conversão limitada pelo equilíbrio
119
• Figura 6.28 – Eficiência de carbono ao longo do tempo para o reator tipo
• quench com conversão limitada pelo equilíbrio
119
• Figura 6.29 – Decréscimo da produção ao longo do tempo para o reator tipo
quench com conversão limitada pelo equilíbrio
120
• Figura 6.30 – Perfil de temperatura ao longo dos quatro leitos do reator tipo
quench
121
• Figura 6.31 – Decréscimo da eficiência de carbono ao longo do tempo para
o reator tipo quench
121
• Figura 6.32 – Perfil da temperatura de saída do leito ao longo do tempo para
o reator tipo quench
122
• Figura 6.33 – Perfil da função objetivo ao longo das iterações para
otimização das frações de injeção de carga fresca na unidade
124
xvii
dos reatores adiabáticos
• Figura 6.34 – Perfil de temperatura para os reatores adiabáticos no início de
campanha
125
• Figura 6.35 – Perfil de temperatura dos reatores adiabáticos no fim de
campanha
126
• Figura 6.36 – Perfil da função objetivo ao longo das iterações para
otimização das frações de injeção de carga fria na
unidade do reator tipo quench - BOR
127
• Figura 6.37 – Perfil da função objetivo ao longo das iterações para
otimização das frações de injeção de carga fria na
unidade do reator tipo quench - EOR
129
• Figura 6.38 – Gráfico da variação do lucro com relação ao instante de
parada para troca dos leitos catalíticos – Atividade inicial = 1
130
• Figura 6.39 – Perfil temporal da produção ao longo do tempo – Atividade
inicial = 1
131
• Figura 6.40 – Gráfico da variação do lucro com relação ao instante de
parada para troca dos leitos catalíticos – Atividade inicial = 0,5
132
• Figura 6.41 – Perfil temporal da produção ao longo do tempo - Atividade
inicial = 0,5
133

xviii
NOMENCLATURA
• a Atividade do catalisador adimensional
• A Área de troca térmica m2
• a Parâmetro atrativo de mistura bar·m6·kmol-2
• Ac Área da seção reta do reator m2
• b Parâmetro repulsivo de mistura m3·kmol-1
• C Capacidade calorífica do fluido W·K-1
• Cp,m Capacidade calorífica mássica a pressão constante J· (kg·K)-1
• Cp Capacidade calorífica molar a pressão constante J· (kmol·K)-1
• D Diâmetro interno do reator m
• Ed Energia de ativação da desativação J·mol-1
• F Vazão molar kmol·s-1
• f Vazão mássica kg·s-1
• fobj Função objetivo kg·s-1
• G Fluxo mássico kg·m-2·s-1
• h Entalpia específica J·kg-1
• H Entalpia de corrente W
• Kd Constante de desativação h-1
• Ki Constante de equilíbrio entre as fases líquido-vapor adimensional
• kij Parâmetro de interação binária adimensional
• *1K Constante de equilíbrio para a reação de síntese de
metanol
bar-2
• *2K Constante de equilíbrio para a reação de hidrogenação do
CO
bar-2
• *3K Constante de equilíbrio para a reação de shift adimensional
• L Comprimento do leito catalítico m
• M Massa molar kg·kmol-1
• N Quantidade de matéria kmol
• NSP Número de divisores de correntes otimizados adimensional
• NP Número de paradas adimensional
• P Pressão bar

xix
• Psat Pressão de vapor kPa
• Pc Pressão crítica bar
• Pi Pressão parcial do componente i bar
• Potcomp Potência teórica do compressor W
• Pot’comp Potência real do compressor W
• pCH3OH Preço do metanol US$·t-1
• pcat Preço do catalisador US$·m-3
• qmáx Taxa máxima de transferência de calor W
• r Taxa da reação kmol·s1·kgcat-1
• R Constante dos gases ideais J·kmol-1·K-1
• T Temperatura K
• z Coordenada espacial m
• Z Fator de compressibilidade adimensional
Letras gregas
• α Parâmetro do divisor de corrente adimensional
• β Parâmetro do divisor de corrente kmol·s-1
• ∆Hr Calor de reação J·kmol-1
• ∆n Período necessário para a troca dos leitos após a parada n h
• ε Efetividade adimensional
• ηa Eficiência adiabática do compressor adimensional
• Φ Coeficiente de fugacidade adimensional
• γ Razão entre capacidades caloríficas adimensional
• υ Coeficiente estequiométrico adimensional
• ω Fator acêntrico adimensional
• ρB Massa específica do leito kg·m-3
• θ Variável transformada adimensional
• τ Variável de decisão da otimização das paradas h
xx
Subscrito
• c Fluido frio
• h Fluido quente
• i Índice do componente
• j Índice da reação química
• k Índice da iteração
• liq Fase líquida
• m Mistura
• max Máximo
• min Mínimo
• ref Referência
Subscritos
xxi
LISTA DE ABREVIATURAS
• ABIQUIM Associação Brasileira das Indústrias Químicas
• ATR Autothermal Reforming
• BOR Beginning of Running
• DME Dimetiléter
• EOR End of Running
• EPA Environment Protection Agency
• LPMEOH Liquid Phase Methanol
• MTBE Metilterciobutiléter
• MTG Methanol to Gasoline
• MTO Methanol to Olefins
• MTP Methanol to Propylene
• MUG Make up Gas
• NE Número Estequiométrico
• NUT Número de Unidades de Transferência
• PNPB Programa Nacional de Produção e Uso do Biodiesel
• POX Partial Oxidation
• REC Recycle Gas
• SRK Soave-Redlich-Kwong

xxii
“E no final tudo acaba bem.
Se não está bem é porque não chegou ao final.”
Willian Shakespeare
(1564-1616)
Dramaturgo e poeta inglês

1
1. INTRODUÇÃO
Nos últimos anos a estrutura do setor industrial tem experimentado consideráveis
transformações, marcadas por um acirramento da concorrência em escala global. Nesse
processo, os grandes conglomerados do setor petroquímico têm realizado um movimento de
reestruturação e racionalização produtiva baseando-se em alguns vetores estratégicos básicos:
redirecionamento dos investimentos para os segmentos de química fina, especialidades e, em
alguns casos, biotecnologia; transferências de áreas de produção de petroquímicos tradicionais
para alguns países recém-industrializados; formação de alianças estratégicas entre produtores
com o objetivo de aproveitar oportunidades tecnológicas e de mercado; movimentos de fusões
e incorporações de empresas e diversificação de linhas de produtos. Esse movimento de
reestruturação segue em curso, ocasionando a redução do número de empresas e a maior
concentração do mercado. A intensificação da competição, aliada à maturidade tecnológica,
direcionou os investimentos em pesquisa e desenvolvimento para melhoramentos
incrementais nos processos e produtos existentes (WONGTSCHOWSKI, 1999).
Com o aumento das escalas de produção, viabilizado por diversos progressos técnicos
na engenharia de processos e também pelo crescente aprofundamento da automação
computadorizada, as empresas petroquímicas conseguiram diluir seus elevados custos fixos e
reduzir seus custos unitários.
O desenvolvimento da informática auxiliou as técnicas de modelagem e simulação a se
tornarem ferramentas cruciais no auxílio à tomada de decisões. Como as plantas
petroquímicas, em geral, atuam com processos contínuos, e, portanto, incorrem em todos os
seus custos fixos, independentemente do fator de utilização da capacidade produtiva, estas
ferramentas possibilitam a melhoria da competitividade através da redução de custos
variáveis.
No segmento dos produtores de commodities, no qual a possibilidade para diferenciar
produtos é reduzida, restringindo as opções para o aumento da lucratividade, o foco da
atividade tecnológica dirige-se, fundamentalmente, para o melhoramento dos processos de
produção, seja na fase de projeto ou em plantas já em operação, via ferramentas de
modelagem e simulação (EDGAR e HIMMELBLAU, 1988).
Uma indústria típica dentro do cenário apresentado é a planta de produção de metanol.
O metanol é um dos mais relevantes produtos petroquímicos, sendo utilizado como
combustível, solvente e intermediário químico. Os processos mais importantes, que possuem
2
o metanol como matéria-prima, são os de produção de formaldeído, dimetiltereftalato e
metilterciobutiléter. Além disso, também é bastante empregado na produção de
metilmetacrilato, metilacrilato e metilaminas. Novas aplicações e usos para o metanol estão
sendo estudados. Espera-se, no futuro, que este seja uma fonte de hidrogênio para as células
combustíveis (BROWN et al., 2001). No cenário atual do Brasil, destaca-se o crescente
mercado de metanol para a produção de biodiesel.
As rotas industriais economicamente viáveis para a produção de metanol são
relativamente simples e baseadas na geração de gás de síntese. Atualmente, este processo tem
como principal matéria-prima o gás natural, sendo constituído por três etapas básicas:
produção de gás de síntese, conversão do gás de síntese em metanol e purificação do produto
na especificação requerida (BROWN et al., 2001).
Os custos fixo e variável envolvidos nesse sistema são diretamente dependentes de
variáveis operacionais da unidade de síntese de metanol, como temperatura, devido à alta
exotermia das reações envolvidas, pressão, devido à estequiometria da reação em relação ao
equilíbrio e, consideráveis razões de reciclo, devido à limitação dos valores de conversão por
passe.
Neste contexto, o objetivo desta dissertação é desenvolver modelos e algoritmos
computacionais para a simulação e otimização operacional de unidades de síntese de metanol
visando contribuir com o estado da arte da literatura. O estudo envolve fluxogramas baseados
em dois reatores: adiabático e tipo quench.
A estrutura geral desta dissertação segue o padrão descrito nos próximos parágrafos.
No Capítulo 2, Revisão Bibliográfica, inicialmente são apresentados os principais
derivados do metanol e alguns aspectos relevantes às tecnologias de produção desse álcool.
Neste contexto são abordados diversos temas como a produção de gás de síntese, a reação de
síntese propriamente dita, catalisador e reatores, destilação, algumas das tecnologias
atualmente licenciadas, fluxograma de processo e uma visão geral do mercado nacional e
internacional. O capítulo traz ainda uma revisão sobre os trabalhos voltados para a produção
de metanol relativos a modelos cinéticos, modelos de desativação do catalisador, otimização
de reatores e loop de síntese.
No Capítulo 3 são propostos os modelos matemáticos empregados na simulação dos
dois fluxogramas estudados, reatores adiabáticos e reator tipo quench. A partir da modelagem,
são construídos dois simuladores: um simulador estacionário e um simulador
pseudo-estacionário, caracterizado pela desativação do catalisador no decorrer do tempo.
3
As duas abordagens de otimização operacional estudadas são desenvolvidas e
contextualizadas no Capítulo 4. A primeira baseia-se na maximização da produção buscando
as temperaturas ótimas de entrada nos leitos dos catalisadores. Já a segunda visa a
maximização do lucro buscando o melhor cenário de troca dos leitos catalíticos.
O Capítulo 5 retrata a etapa de validação da modelagem e dos simuladores,
buscando-se reproduzir dados da literatura e analisar balanços de massa e energia a fim de
garantir a consistência das rotinas computacionais.
Os resultados são discutidos no Capítulo 6. Inicialmente, adotou-se como foco do
estudo apenas o reator, analisando-se o efeito de algumas variáveis operacionais na produção
de metanol. Definiu-se então um novo conjunto de variáveis a ser avaliado no loop de síntese
através do simulador estacionário. Verificou-se o impacto da desativação do catalisador
empregando-se o simulador pseudo-estacionário. Os potenciais ganhos apresentados pelas
abordagens de otimização propostas são também explorados neste capítulo.
Finalmente, no Capítulo 7 são apontadas as conclusões e algumas das possíveis
sugestões para trabalhos futuros.
4
2. REVISÃO BIBLIOGRÁFICA
2.1. Metanol e suas aplicações
O metanol é um álcool alifático de fórmula molecular CH3OH e massa molar igual a
32,04 kg/kmol. É um líquido a temperatura ambiente, incolor, volátil, inflamável, de odor
característico de álcool e tóxico. Também é denominado carbinol, álcool metílico e
hidroximetano. Desde sua descoberta, no final do século XVII, o metanol evoluiu para ser
uma das matérias-primas mais consumidas na indústria química. Já foi também chamado de
álcool de madeira, devido à sua antiga obtenção comercial a partir da destilação destrutiva da
madeira (BROWN et al., 2001).
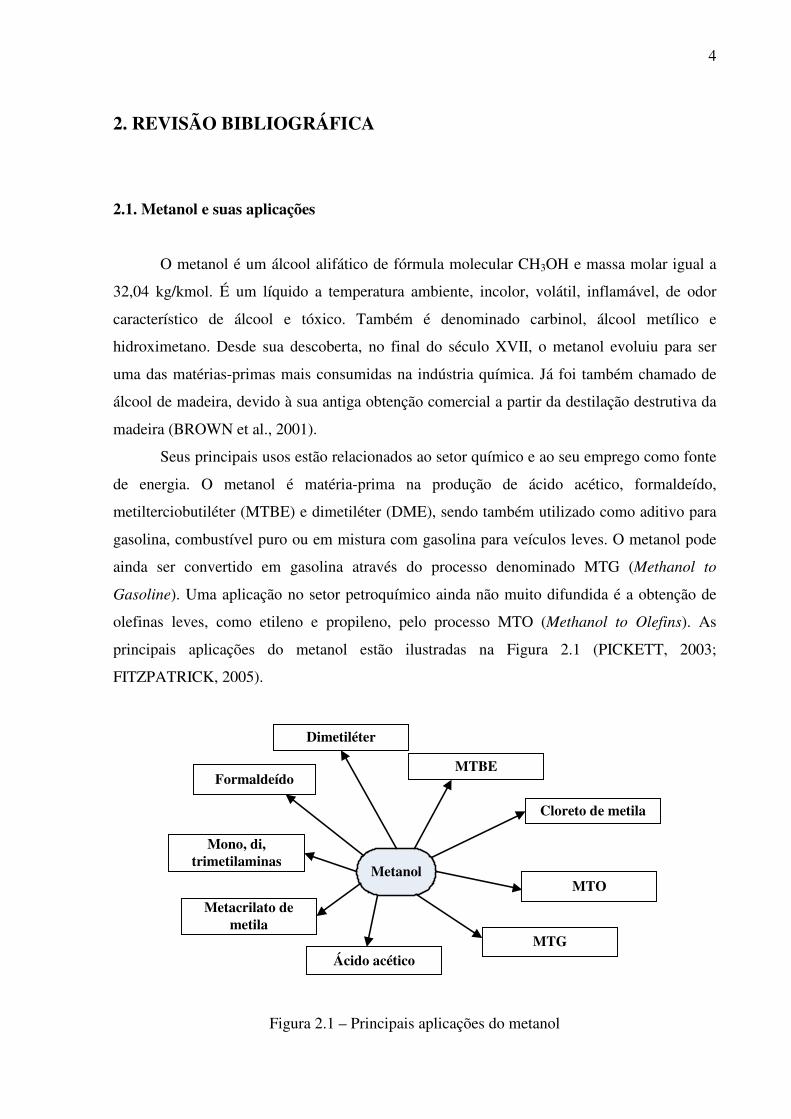
Seus principais usos estão relacionados ao setor químico e ao seu emprego como fonte
de energia. O metanol é matéria-prima na produção de ácido acético, formaldeído,
metilterciobutiléter (MTBE) e dimetiléter (DME), sendo também utilizado como aditivo para
gasolina, combustível puro ou em mistura com gasolina para veículos leves. O metanol pode
ainda ser convertido em gasolina através do processo denominado MTG (Methanol to
Gasoline). Uma aplicação no setor petroquímico ainda não muito difundida é a obtenção de
olefinas leves, como etileno e propileno, pelo processo MTO (Methanol to Olefins). As
principais aplicações do metanol estão ilustradas na Figura 2.1 (PICKETT, 2003;
FITZPATRICK, 2005).
Dimetiléter
Metanol
Formaldeído
Ácido acético
MTBE
Cloreto de metila
Mono, di, trimetilaminas
Metacrilato de metila
MTO
MTG
Figura 2.1 – Principais aplicações do metanol

5
Um recente e potencial uso de metanol é na fabricação do biodiesel. Em 2004, a
criação do Programa Nacional de Produção e Uso de Biodiesel (PNPB) afirmou a relevância
de buscar combustíveis alternativos (PROGRAMA NACIONAL DE PRODUÇÃO E USO
DE BIODIESEL, 2007). Existe uma tendência de aumento dos preços e consumo dos
combustíveis derivados do petróleo, assim como uma flutuação inerente a aspectos
econômicos e políticos mundiais. Estes fatores econômicos junto à crescente preocupação
com o meio-ambiente levam a busca de combustíveis alternativos. Como um dos principais
processos de obtenção do biodiesel é a partir do metanol, estima-se um crescimento deste
segmento do mercado de metanol.
2.1.1. Principais derivados
2.1.1.1. Formaldeído
O formaldeído (também conhecido como aldeído fórmico ou metanal), CH2O, é o
mais reativo dos aldeídos. Trata-se de um dos mais versáteis produtos químicos, apresentando
diversas aplicações como, por exemplo, na fabricação de resinas aplicadas à indústria
moveleira, principalmente na produção de aglomerados, compensados e móveis, e como
intermediário químico na síntese de trimetilolpropano e neopentil glicol, os quais são
utilizados na obtenção de poliuretano, poliéster, resinas sintéticas e óleos lubrificantes
sintéticos (CAPRARA et al., 2005). Em relação às aplicações diretas do formaldeído, vale
ressaltar sua ação como agente inibidor de corrosão nas indústrias metalúrgicas, na produção
de filmes fotográficos e também na área de circuitos impressos (SCHORE e VOLLHARDT,
2004).
A rota tradicional de obtenção pode ser descrita pelas reações de oxidação catalítica e
desidrogenação a seguir, promovidas por um catalisador de prata:
CH3OH + ½ O2 CH2O + H2O
CH3OH CH2O + H2
Uma outra alternativa engloba apenas a reação de oxidação parcial utilizando um
catalisador de óxido metálico (MOULIJN et al., 2005).
6
2.1.1.2. Ácido acético
A carbonilação do metanol é, atualmente, a principal rota para a produção de ácido
acético (MORRISON e BOYD, 1996). Trata-se de um processo exotérmico, onde o metanol
reage com o monóxido de carbono em presença de catalisador.
CH3OH + CO CH3COOH
Este processo foi primeiramente desenvolvido pela BASF, em 1913, operando a altas
temperaturas (250°C), altas pressões (70 bar) e catalisador a base de cobalto iodado. Em
1960, a Monsanto desenvolveu um processo que operava a pressão atmosférica, temperatura
em torno de 150°C, cujo catalisador era a base de ródio iodado, o qual se apresentou mais
seletivo, permitindo um rendimento da conversão na faixa de 99%. A maior parte do ácido
acético é utilizada para a produção de acetato de etila, que é aplicado na produção de
adesivos, filmes, papel e tecidos. Entre outras aplicações do ácido acético é possível também
citar seu emprego na indústria farmacêutica, na fabricação de tintas e corantes e também em
inseticidas (SCHORE e VOLLHARDT, 2004).
2.1.1.3. Dimetiléter (DME)
O metóxi-metano, também chamado de éter metílico, dimetiléter ou, simplesmente,
DME, é o mais simples dos éteres e apresenta fórmula estrutural CH3OCH3. Suas principais
utilizações são: como propelente em aerosóis (em substituição aos cloro-flúoro-carbonetos,
CFC), nas indústrias de tintas e cosméticos e na agricultura (JUNIOR, 2006). No tocante à
indústria química, o DME pode ser empregado na obtenção de formaldeído e no setor
petroquímico para a obtenção de olefinas de baixa massa molar, como eteno, propeno e
butadieno.
O método mais tradicional para produção do DME é a partir da desidratação
intermolecular do metanol (ALMEIDA et al., 2007). A reação de desidratação do álcool
ocorre na presença de um catalisador como a alumina ou aluminossilicatos (McMURRY,
1997).

7
2 CH3OH → 32OAl CH3OCH3 + H2O
A síntese direta do DME a partir do gás de síntese ocorre na faixa de temperatura 210-
290°C e pressão 3-10 MPa. Nesse processo é necessária a escolha de catalisadores
bifuncionais ou de uma mistura de catalisadores. Estes devem apresentar as funções
hidrogenantes, para a síntese do metanol, e desidratantes, para a obtenção do DME. As
principais empresas detentoras das patentes para a produção de DME, seja através da síntese
direta, ou através da desidratação do metanol são: Haldor Topsoe, Linde AG, Toyo
Engineering e Mitsubishi (APPL, 1997).
2.1.1.4. Metilterciobutiléter (MTBE)
O MTBE, também chamado de metóxi-2-metil-propano, pode ser obtido através da
reação do metanol com o isobuteno.
CH3CCH3OH +
CH3
CH2 OH3C C
CH3
CH3
CH3
Este processo é conduzido em fase líquida e na presença de um catalisador sólido de
base ácida a temperaturas de aproximadamente 50°C (KNIFTON et al., 1989).
A maior parte de MTBE produzido é empregado como aditivo da gasolina automotiva.
Sua adição a este combustível ocorre em substituição ao chumbo tetraetila, com o objetivo de
aumentar a octanagem da gasolina (octanagem é o índice de resistência a detonação da
gasolina, através da equivalência à porcentagem de mistura de isoctano e o n-heptano).
Entretanto, o emprego desse aditivo na gasolina já foi proibido em 27 estados dos EUA
(PRICE et al., 1996).
O motivo de tal proibição seria a alta solubilidade em água do MTBE. Essa
característica é muito relevante já que o combustível geralmente fica armazenado em tanques
subterrâneos e o risco de vazamento sempre existe. Isto significa que, uma vez em contato
com o solo, o MTBE pode atingir as fontes de água que abastecem os centros de distribuição
para consumo. Embora não esteja comprovado que a água contaminada com MTBE cause

8
danos à saúde, a Agência de Proteção Ambiental Norte-Americana (EPA) incluiu essa
substância em sua lista de contaminantes de água potável (PRICE et al., 1996).
2.1.1.5. Biodiesel
De acordo com o Programa Nacional de Produção e Uso de Biodiesel, o biodiesel é
um combustível produzido a partir de óleos vegetais extraídos de diversas matérias-primas,
como palma, mamona, soja, girassol, babaçu, amendoim e pinhão manso, dentre outras
(PROGRAMA NACIONAL DE PRODUÇÃO E USO DE BIODIESEL, 2007). Trata-se de
um material biodegradável que por advir de fontes renováveis de energia e por ser menos
poluente que seus concorrentes, constitui-se como um tipo de combustível ecologicamente
correto.
A obtenção do biodiesel pode ocorrer por diferentes processos, dentre os quais pode-se
destacar o craqueamento, a esterificação ou ainda a transesterificação. Este último consiste na
reação de óleos vegetais ou gorduras animais com etanol ou metanol, em presença de
catalisador. O outro produto formado no decorrer da reação é o glicerol, substância com
diversas aplicações na indústria química. A Figura 2.2 exibe a equação de uma reação de
transesterificação genérica para obtenção do biodiesel a partir de um óleo vegetal e metanol.
Figura 2.2 – Obtenção do biodiesel através de transesterificação
O biodiesel pode ser usado puro ou misturado ao diesel em diversas proporções, tanto
em motores automotivos, quanto em motores estacionários (geradores de eletricidade, por
exemplo). A mistura de 2% de biodiesel ao diesel de petróleo é chamada de B2 e assim
sucessivamente, até o biodiesel puro, denominado B100.
De acordo com o governo federal, todo o diesel produzido no país em 2007 deverá
conter obrigatoriamente 2% (v/v) de biodiesel. Este teor deverá aumentar de modo a atingir
H2C O
HC O
H2C O C
C
C R
R
R
O
O
O
+ 3 CH3OHcatalisador
H3C O C
O
R +
H2C OH
HC OH
H2C OH
Óleo metanol glicerol
3
Biodiesel(éster metílico)
9
5% (v/v) em 2009. Dessa forma, espera-se que a partir do presente ano a produção de
biodiesel comece a aumentar a fim de atingir a meta estabelecida.
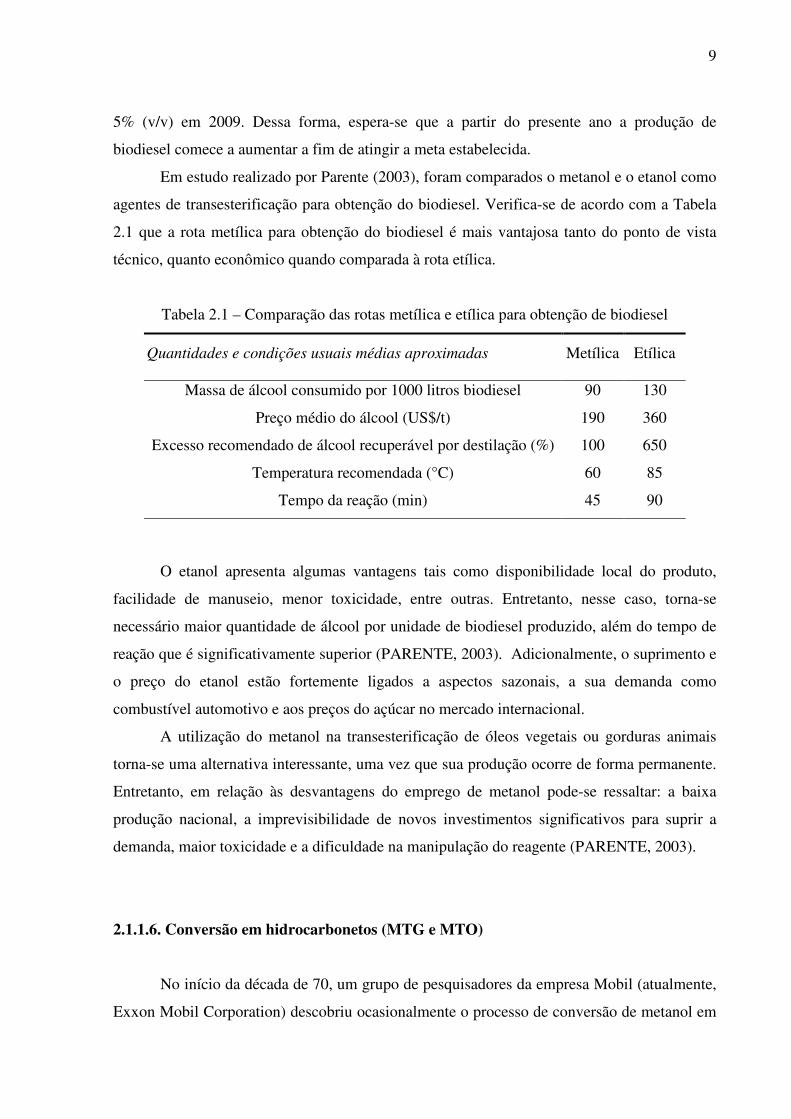
Em estudo realizado por Parente (2003), foram comparados o metanol e o etanol como
agentes de transesterificação para obtenção do biodiesel. Verifica-se de acordo com a Tabela
2.1 que a rota metílica para obtenção do biodiesel é mais vantajosa tanto do ponto de vista
técnico, quanto econômico quando comparada à rota etílica.
Tabela 2.1 – Comparação das rotas metílica e etílica para obtenção de biodiesel
Quantidades e condições usuais médias aproximadas Metílica Etílica
Massa de álcool consumido por 1000 litros biodiesel 90 130
Preço médio do álcool (US$/t) 190 360
Excesso recomendado de álcool recuperável por destilação (%) 100 650
Temperatura recomendada (°C) 60 85
Tempo da reação (min) 45 90
O etanol apresenta algumas vantagens tais como disponibilidade local do produto,
facilidade de manuseio, menor toxicidade, entre outras. Entretanto, nesse caso, torna-se
necessário maior quantidade de álcool por unidade de biodiesel produzido, além do tempo de
reação que é significativamente superior (PARENTE, 2003). Adicionalmente, o suprimento e
o preço do etanol estão fortemente ligados a aspectos sazonais, a sua demanda como
combustível automotivo e aos preços do açúcar no mercado internacional.
A utilização do metanol na transesterificação de óleos vegetais ou gorduras animais
torna-se uma alternativa interessante, uma vez que sua produção ocorre de forma permanente.
Entretanto, em relação às desvantagens do emprego de metanol pode-se ressaltar: a baixa
produção nacional, a imprevisibilidade de novos investimentos significativos para suprir a
demanda, maior toxicidade e a dificuldade na manipulação do reagente (PARENTE, 2003).
2.1.1.6. Conversão em hidrocarbonetos (MTG e MTO)
No início da década de 70, um grupo de pesquisadores da empresa Mobil (atualmente,
Exxon Mobil Corporation) descobriu ocasionalmente o processo de conversão de metanol em
10
gasolina quando tentava obter compostos oxigenados a partir do metanol, utilizando como
catalisador a zeólita ZSM-5 (STÖCKER, 1999).
Pode-se considerar que a passagem do metanol pela ZSM-5 é uma reação de
desidratação e oligomerização. A reação simplificada deste processo é descrita a seguir:
n CH3OH (CH2)n + n H2O
Os processos comerciais atualmente comprovados para conversão de álcoois em
hidrocarbonetos utilizam o metanol como matéria-prima. Em 1986, o processo desenvolvido
pela Mobil denominado MTG (Methanol to Gasoline) foi testado de modo comercial na Nova
Zelândia com a produção de 600.000 t/a de gasolina de elevado índice de octanagem.
O processo de transformação do metanol em olefinas (MTO) deriva do processo MTG
implantado originalmente pela Mobil. O processo MTO foi demonstrado em uma planta
experimental em Wesseling, na Alemanha, em 1982, que operando com reator de leito
fluidizado e catalisador ZSM-5 produziu cerca de 4000 toneladas por ano de olefinas
(KEIL,1999).
A UOP e a Norsk trabalhando em conjunto desenvolveram o processo MTO -
UOP/HYDRO que visa à conversão de metanol em eteno e propeno, utilizando como
catalisador a peneira molecular SAPO-34. Esse catalisador constituído por sílica, alumina e
fosfato é bastante seletivo para eteno e propeno, sendo possível alterar a produção destas
olefinas variando-se as condições reacionais (BOZZANO et al., 2005).
2.2. Tecnologias de produção de metanol
O processo de produção de metanol tem como principal matéria-prima o gás natural,
sendo constituído por três etapas básicas: a produção de gás de síntese, a conversão do gás de
síntese em metanol e a destilação para obtenção do produto na especificação desejada,
conforme apresentado na Figura 2.3.

11
Gás Natural
Geração de Gás de Síntese
Síntese de Metanol
Destilação
Metanol
Figura 2.3 – Diagrama de blocos da obtenção de metanol via gás natural
Com relação ao balanço material, a conversão do gás de síntese em metanol através de
um leito catalítico (Cu/ZnO/Al2O3) é usualmente representada a partir de duas reações: a
hidrogenação de monóxido de carbono e a reação de deslocamento de gás d’água, comumente
denominada shift (LANGE, 2001).
CO + 2 H2 CH3OH ∆H°r 298K = -91 kJ/mol (2.1)
CO + H2O CO2 + H2 ∆H°r 298K = - 41 kJ/mol (2.2)
Neste caso, a composição do gás de síntese é caracterizada por seu número
estequiométrico (NE) segundo a razão:
2
22
COCO
COH
N N
N - N NE
+= (2.3)
onde N é a quantidade de matéria de cada componente na mistura reacional. O dióxido de
carbono aparece no numerador do número estequiométrico porque está presente no gás de
síntese e consome hidrogênio através da reação de shift.

12
A composição estequiométrica do gás de síntese precursor do metanol corresponde a
um NE igual a dois. Quando o NE é superior a dois, há excesso de hidrogênio na composição
do gás de síntese, sendo, em geral, típico do gás produzido pela reforma com vapor do gás
natural. Valor inferior a dois indica que existe falta de hidrogênio, ou seja, significa que o gás
é rico em carbono, o qual pode ser produzido por oxidação parcial de hidrocarbonetos ou
gaseificação do carvão.
2.2.1. Produção de gás de síntese
O gás de síntese, mistura de CO e H2, é a principal matéria-prima para a produção de
metanol e para a síntese de hidrocarbonetos via processos de Fischer-Tropsch. Este pode ser
produzido a partir de diferentes fontes: gás natural, correntes líquidas de hidrocarbonetos e de
coque. Entre os anos de 1920 e 1930, o emprego de gás natural no lugar de coque
incandescente para produção do gás de síntese começou a despertar grande interesse.
O gás de síntese pode ser produzido pela reforma com vapor do gás natural, cujo
principal constituinte é o metano, segundo a reação a seguir (FEELEY et. al, 2003) :
CH4 + H2O CO + 3 H2 ∆H°r 298K = + 206 kJ/mol (2.4)
Esse gás é caracterizado por seu número estequiométrico próximo a três. A reação é
conduzida na presença de catalisador a base de níquel a alta temperatura (900oC) e excesso de
vapor de água (relação molar H2O/C ≈ 3), o que determina a utilização de grande quantidade
de combustível. O vapor em excesso conduz paralelamente à reação de shift, conforme a
reação abaixo (LANGE, 2001):
CO + H2O CO2 + H2 ∆H°r 298K = - 41 kJ/mol (2.2)
As duas reações ocorrem simultaneamente e determinam que a reação global é
fortemente endotérmica, sendo conduzidas a elevadas temperaturas. Embora a proporção
estequiométrica da reação de reforma seja um mol de água por mol de metano, deve-se,
entretanto, utilizar vapor de água em excesso para deslocar o equilíbrio e reduzir a formação
de depósitos de carbono sobre o catalisador. Industrialmente, a reforma com vapor do gás
13
natural é conduzida em fornos compostos por tubos recheados com catalisador de níquel
suportado em alumina.
Outra rota básica para obtenção de gás de síntese é a oxidação parcial (POX), a qual
foi introduzida pelas empresas Texaco e Shell em 1945. A reação é levemente exotérmica e é
conduzida a altas temperaturas, entre 1000 oC e 1200oC, para assegurar a conversão completa
do metano e reduzir a formação de fuligem. Um pequeno excesso de oxigênio também é
empregado para alcançar alta conversão (LANGE, 2001).
CH4 + ½ O2 CO + 2 H2 ∆H°r 298K = -35 kJ/mol (2.5)
A oxidação parcial de metano produz um gás de síntese rico em CO com NE
aproximadamente 1,6, ou seja, próximo do valor ideal para síntese de metanol. Esta vantagem
é seguida ainda de um baixo investimento referente à pequena necessidade de transferências
de energia entre as unidades de processo. Entretanto, a etapa de obtenção de oxigênio puro
requer alto investimento (APPL, 1997).
Avanços tecnológicos levaram à oxidação parcial catalítica, na qual os reagentes são
previamente misturados e toda a conversão química ocorre em um reator catalítico sem
maçarico. A oxidação parcial catalítica direta resulta em uma boa solução, pois fornece uma
correta relação H2/CO e possui um baixo calor de reação. Nas unidades de POX catalítico, a
matéria-prima de entrada deve estar isenta de compostos sulfurados, já que estes danificam o
catalisador. A presença do catalisador faz com que a temperatura do processo seja um pouco
mais baixa (LANGE, 2001).
No final dos anos 50, a Haldor Topsoe desenvolveu a reforma autotérmica (ATR),
cujo emprego inicial foi em plantas de amônia. Neste processo, ocorre uma reação de
oxidação do gás natural na presença de vapor de água. Esta mistura gasosa passa então em um
leito catalítico de níquel. O agente oxidante utilizado pode ser ar atmosférico ou oxigênio
puro. A reforma autotérmica combina oxidação parcial e reforma com vapor, de acordo com
as reações a seguir (ROSTRUP-NIELSEN, 2000):
CH4 + 3/2 O2 CO + 2 H2O ∆H°r 298K = - 520 kJ/mol (2.6)
CH4 + H2O CO + 3 H2 ∆H°r 298K = + 206 kJ/mol (2.4)
CO + H2O CO2 + H2 ∆H°r 298K = - 41 kJ/mol (2.2)
14
A oxidação parcial é promovida na zona de entrada do reator, fornecendo calor para
que a reação de reforma com vapor ocorra na zona secundária do vaso contendo o catalisador.
Os principais elementos nesta tecnologia são o maçarico e o catalisador. A principal vantagem
desse tipo de reação consiste no fato de se realizar ao mesmo tempo uma reação exotérmica
(oxidação parcial do metano) e uma reação endotérmica (reforma com vapor do metano),
otimizando assim os custos energéticos da unidade industrial. O gás de síntese obtido deste
processo caracteriza-se por possuir NE próximo a 1,8.
A reforma com CO2, também denominada reforma seca, não se mostra tão vantajosa
para a síntese de metanol devido ao número estequiométrico ser próximo de um. Deve-se
considerar a possibilidade de combinar as reações de reforma com vapor, oxidação parcial e
reforma seca para alcançar a razão H2/CO desejada.
CH4 + CO2 2 CO + 2 H2 ∆H°r 298K = + 247 kJ/mol (2.7)
Esta rota para produção de gás de síntese é mais adequada para outros processos
industriais, como hidroformilação, síntese de ácido acético e éter dimetílico.
Segundo Rostrup-Nielsen (2000), a escolha da tecnologia para produção de gás de
síntese depende, dentre outros fatores, da capacidade da planta. Por exemplo, para produção
de metanol abaixo de 1000-1500 t/d, a reforma com vapor é a opção mais econômica,
enquanto, a reforma autotérmica é favorável para capacidades a partir de 6000 t/d. Tal fato é
justificado pela diferença da economia de escala entre uma planta de oxigênio e um
reformador tubular. Para unidades com capacidades intermediárias, em geral, a melhor
configuração é obtida a partir da combinação da reforma com vapor com um reformador
secundário (ATR).
Comumente encontra-se a combinação da reforma com vapor e oxidação parcial a fim
de reduzir os custos. Uma simples combinação do efluente da reforma com vapor, rico em H2,
com o efluente da oxidação parcial, rico em CO, resulta em um número estequiométrico igual
a dois. Arranjos mais sofisticados são empregados para integrar o fluxo de calor dos dois
processos. Algumas empresas como a Haldor-Topsoe, ICI e Kellogg desenvolveram, nos anos
90, novas tecnologias a fim de reduzir o consumo de energia e o investimento fixo
(ROSTRUP-NIELSEN, 2000).
15
2.2.2. Síntese de metanol
A síntese de metanol constitui a principal etapa da sua produção. Em 1923, a primeira
unidade industrial de síntese foi construída pela BASF, na Alemanha. Esse processo
corresponde a denominada síntese a alta pressão, cujas condições operacionais foram 250–
350 bar e 320–450oC. Tal tecnologia permaneceu preponderante durante cerca de 45 anos
(BROWN et al., 2001).
Somente a partir de 1966, a Imperial Chemical Industries (ICI), com o
desenvolvimento de um catalisador de Cu/ZnO/Al2O3 de alta atividade, atingiu a síntese de
metanol a baixa pressão (50-100 bar e 200-300oC). Esta tecnologia é a atualmente empregada,
pois requer menor investimento fixo e menor custo operacional que a síntese a alta pressão
(LANGE, 2001).
A princípio, a síntese de metanol pode ser descrita baseando-se nas três reações
exotérmicas apresentadas a seguir: a hidrogenação de CO2 e CO e a reação de shift.
CO2 + 3 H2 CH3OH + H2O ∆H°298K = -49 kJ/mol (2.8)
CO + 2 H2 CH3OH ∆H°298K = -91 kJ/mol (2.1)
CO + H2O H2 + CO2 ∆H°298K = -41 kJ/mol (2.2)
A conversão do gás de síntese é restringida por limitações termodinâmicas e, portanto,
gases não reagidos devem ser reciclados para a entrada do reator após a remoção do produto e
subprodutos por condensação. Faz-se então uma purga contínua para prevenir o acúmulo de
gases inertes no loop de síntese e a diluição dos reagentes. O gás de purga é comumente usado
como combustível na reforma. Após a reação de síntese, o metanol bruto é separado da água e
impurezas, como álcoois superiores e éteres, por destilação.
A Figura 2.4 apresenta um diagrama de blocos representando de forma simplificada o
loop de síntese.

16
Gás de SínteseCompressão Reator Separação
Metanol Bruto
Reciclo
Purga
CH3OH, H2O
CO, H2
CO, CO2, H2
Figura 2.4 – Loop de síntese
Os reatores de síntese de metanol são projetados ao redor de três aspectos principais:
limitações de perda de carga, necessidade de considerável retirada de calor e redução dos
custos baseados na economia de escala.
Appl (1997) aponta a importância do projeto dos reatores em relação ao perfil de
temperatura durante a reação através de um exemplo hipotético. Considerando que a reação
seja conduzida sem remoção de calor com um gás de composição 3% CO2, 7% CO, 64% H2 e
26% de nitrogênio e metano a 250°C e 70 bar, o equilíbrio é atingido a 337°C e a composição
da corrente resultante é 2,8% CO2, 25,7% CO, 60,9% H2 e 3,7% CH3OH e 0,4% H2O.
Somente 12% do CO2 e 11,4% do CO introduzidos são convertidos. Ou seja, sema a remoção
de calor do sistema a conversão estaria severamente limitada.
A temperatura nos reatores de metanol precisa ser cuidadosamente controlada, sendo
estes separados segundo duas concepções básicas:
- A massa de catalisador é dividida em vários leitos com seções intermediárias para
resfriamento do gás. O resfriamento pode ser realizado com a injeção de gás de síntese fresco
ou com trocadores de calor (conceito dos múltiplos leitos catalíticos). Tal configuração possui
a vantagem de possibilitar a troca de um dos leitos sem perturbar os demais.
- A reação é processada em um reator projetado como um trocador de calor. O
catalisador fica contido no interior dos tubos ou no casco e o calor é removido continuamente
através das paredes dos tubos (conceito do leito catalítico único).
Existem quatro reatores típicos para síntese de metanol, os quais são apresentados na
Figura 2.5: adiabático, steam-raising, quench e tube-cooled.

17
Vapor
Água de Caldeira
Alimentação
Produto
Produto
Alimentação
Água de Caldeira
Vapor
Água de CaldeiraVapor
Produto
Alimentação
Tube Cooled(d)
Quench(c)
Steam Raising(b)
Adiabático(a)
Alimentação
VaporÁgua de Caldeira
Produto
Figura 2.5 – Reatores de síntese de metanol
Reatores adiabáticos são instalados em série com uma caldeira de recuperação de calor
entre cada um dos leitos. Essa configuração foi usada pela primeira vez pela empresa Kellogg
com reatores esféricos (APPL, 1997). A geometria esférica permite reduzir a espessura de
parede quando comparada a de outros projetos.
Existem duas configurações possíveis para o reator do tipo steam-raising (Lurgi). O
catalisador pode estar contido dentro dos tubos com água de caldeira em ebulição atuando
como refrigerante no lado do casco. Alternativamente, o catalisador pode estar contido no
casco com água em ebulição nos tubos, sendo este arranjo similar ao utilizado no reator tube-
cooled. No reator apresentado na Figura 2.5 (b), o gás circulante é distribuído verticalmente e
flui ao longo do leito catalítico. A perda de carga é maior para o reator com o catalisador no
interior dos tubos (SUPP, 1981).
Já os reatores do tipo quench são reatores ICI padrão para plantas industriais em larga
escala. Nesse caso são requeridos uma instrumentação e projeto de tubulação mais
complicados. Parte do gás circulante é pré-aquecido e alimentado no reator. O remanescente é
usado como gás para resfriamento e é admitido no leito catalítico por distribuidores a fim de
controlar as temperaturas dos leitos.
Os reatores tube-cooled combinam investimento fixo menor que o reator tipo quench
com simplicidade de operação e um projeto muito flexível. Nesse caso, o gás circulante é pré-
aquecido através da passagem por tubos no interior do leito catalítico conforme ilustrado na
Figura 2.5 (d), removendo o calor liberado na reação.
Projetos de reatores industriais para síntese de metanol são comercializados por
diversos licenciadores, como Lurgi, ICI, Linde, Mitsubish Gas Chemical, Topsoe, Methanol
Casale e Toyo Engineering, cada qual com características e tecnologias próprias. Segundo
Appl (1997), a escolha do reator está relacionada a diversos fatores, podendo-se destacar:
18
- custo de investimento do reator, loop e catalisador;
- consumo de energia na compressão do gás (razão de recirculação);
- recuperação de calor (tipo de sistema, carga térmica e nível de temperatura);
- tempo de vida do catalisador (pode variar devido aos diferentes perfis de temperatura
para cada reator);
- flexibilidade operacional (mudança de carga, velocidade de partida etc);
- estabilidade mecânica de projeto (aspectos principalmente relacionados a variações
térmicas bruscas durante partidas e paradas da unidade);
- facilidade de manutenção e reparos;
- peso e dimensões (para considerações de transporte e obra civil);
- integração com a planta, incluindo destilação e produção de gás de síntese; e
- capacidade de produção da unidade.
2.2.3. Destilação
O metanol bruto contem água e outras impurezas. Sua composição depende de
diversos fatores, tais como as condições de operação da unidade de síntese, a composição do
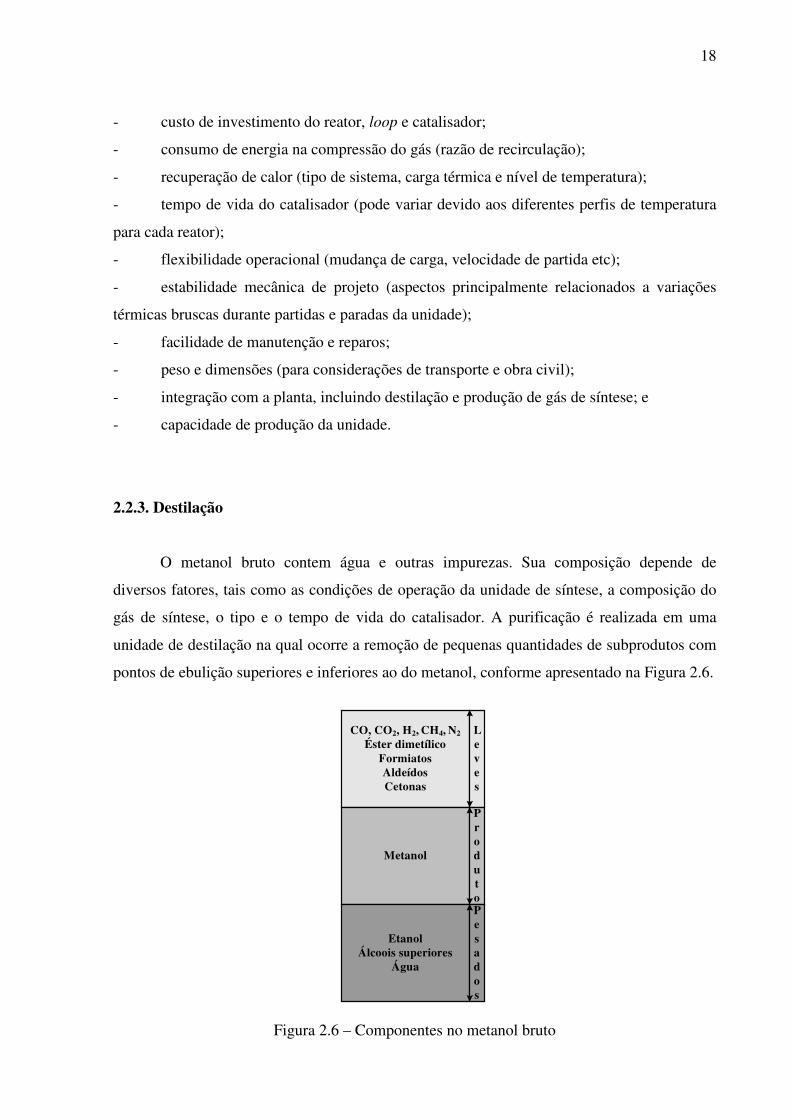
gás de síntese, o tipo e o tempo de vida do catalisador. A purificação é realizada em uma
unidade de destilação na qual ocorre a remoção de pequenas quantidades de subprodutos com
pontos de ebulição superiores e inferiores ao do metanol, conforme apresentado na Figura 2.6.
Figura 2.6 – Componentes no metanol bruto
CO, CO2, H2, CH4, N2
Éster dimetílicoFormiatosAldeídosCetonas
Metanol
EtanolÁlcoois superiores
Água
Leves
ProdutoPesados

19
A unidade de destilação é projetada em função da pureza a ser atingida pelo produto,
da capacidade e da integração energética da planta. Existem duas linhas de aplicação do
metanol influenciando nesta etapa: uma supre a indústria química, cuja especificação é mais
rígida, enquanto a outra, visa o emprego como combustível. O primeiro caso trata do metanol
de grau AA, no qual a maioria das impurezas é removida; já no segundo, metanol de grau A é
obtido (HARVEY, 1993).
Na purificação para indústria química utilizam-se projetos envolvendo de duas a
quatro colunas de destilação. Entretanto, o arranjo mais comum baseia-se em três colunas.
Neste caso, a primeira coluna, torre de leves, remove os gases dissolvidos a baixa pressão. A
segunda coluna, denominada torre intermediária, opera à pressão mais elevada e a terceira,
torre de retificação final, à pressão atmosférica. Na torre intermediária, parte do metanol
produzido é retirado pelo topo e uma mistura de metanol, água e álcoois superiores retirada
pelo fundo segue para a torre de retificação final. Na última coluna, o metanol é retirado pelo
topo, enquanto a água é removida pelo fundo. Pode-se ter uma saída lateral de uma corrente
de álcoois superiores, metanol e água sendo enviada para uma outra coluna. O condensador da
coluna de alta pressão é integrado com o refervedor da coluna a baixa pressão.
Em relação à classe de metanol como combustível, emprega-se apenas uma coluna de
destilação, resultando em baixo consumo energético. A especificação da qualidade do produto
concentra-se no índice de água e gases dissolvidos. O metanol deve estar isento de gases e
preferencialmente não conter mais que 500 ppm de água (m/m), em função da imiscibilidade
da água na gasolina.
2.2.4. Tecnologias atualmente comercializadas
Os catalisadores para a reação de síntese são manufaturados pelas empresas: Johnson
Matthey, Süd-Chemie/United Catalysts, Topsoe, BASF e Mitsubishi Gas Chemical.
Atualmente, duas das empresas de maior destaque na detenção de tecnologias para
produção de metanol são a Haldor Topsoe e a Davy Process Technology. A Davy Process
Technology é uma companhia inglesa pertencente à Johnson Matthey.
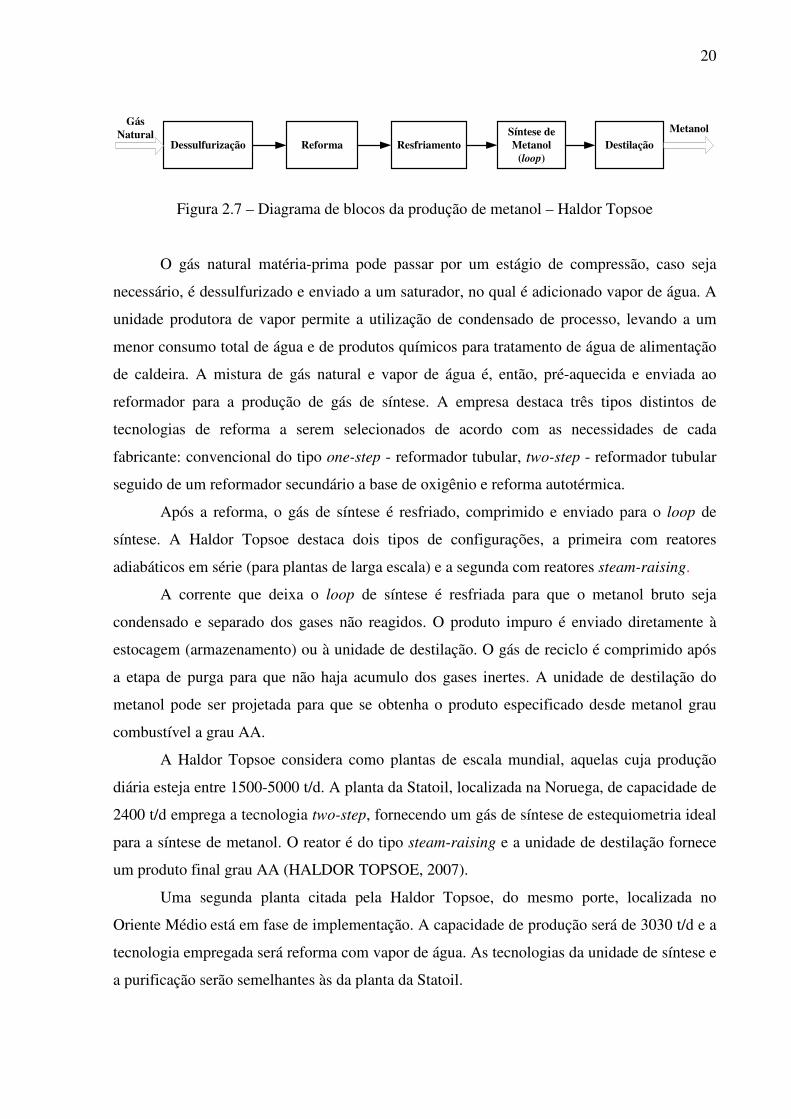
O esquema típico do processo da Haldor Topsoe é apresentado na Figura 2.7
(HALDOR TOPSOE, 2007).
20
Gás Natural
Dessulfurização Reforma ResfriamentoSíntese de Metanol
(loop)Destilação
Metanol
Figura 2.7 – Diagrama de blocos da produção de metanol – Haldor Topsoe
O gás natural matéria-prima pode passar por um estágio de compressão, caso seja
necessário, é dessulfurizado e enviado a um saturador, no qual é adicionado vapor de água. A
unidade produtora de vapor permite a utilização de condensado de processo, levando a um
menor consumo total de água e de produtos químicos para tratamento de água de alimentação
de caldeira. A mistura de gás natural e vapor de água é, então, pré-aquecida e enviada ao
reformador para a produção de gás de síntese. A empresa destaca três tipos distintos de
tecnologias de reforma a serem selecionados de acordo com as necessidades de cada
fabricante: convencional do tipo one-step - reformador tubular, two-step - reformador tubular
seguido de um reformador secundário a base de oxigênio e reforma autotérmica.
Após a reforma, o gás de síntese é resfriado, comprimido e enviado para o loop de
síntese. A Haldor Topsoe destaca dois tipos de configurações, a primeira com reatores
adiabáticos em série (para plantas de larga escala) e a segunda com reatores steam-raising.
A corrente que deixa o loop de síntese é resfriada para que o metanol bruto seja
condensado e separado dos gases não reagidos. O produto impuro é enviado diretamente à
estocagem (armazenamento) ou à unidade de destilação. O gás de reciclo é comprimido após
a etapa de purga para que não haja acumulo dos gases inertes. A unidade de destilação do
metanol pode ser projetada para que se obtenha o produto especificado desde metanol grau
combustível a grau AA.
A Haldor Topsoe considera como plantas de escala mundial, aquelas cuja produção
diária esteja entre 1500-5000 t/d. A planta da Statoil, localizada na Noruega, de capacidade de
2400 t/d emprega a tecnologia two-step, fornecendo um gás de síntese de estequiometria ideal
para a síntese de metanol. O reator é do tipo steam-raising e a unidade de destilação fornece
um produto final grau AA (HALDOR TOPSOE, 2007).
Uma segunda planta citada pela Haldor Topsoe, do mesmo porte, localizada no
Oriente Médio está em fase de implementação. A capacidade de produção será de 3030 t/d e a
tecnologia empregada será reforma com vapor de água. As tecnologias da unidade de síntese e
a purificação serão semelhantes às da planta da Statoil.
21
Outra empresa bastante conceituada é a Davy Process Technology com mais de 40
anos de experiência em tecnologias relacionadas ao metanol. Segundo a empresa, mais de
40% da capacidade mundial de produção de metanol é baseada na sua tecnologia, com larga
experiência em reforma. Esse processo é capaz de produzir metanol de grau AA para
aplicações químicas, produção de olefinas, utilização de combustível ou geração de energia
(DAVY PROCESS TECHNOLOGY, 2007).
Atualmente, existem plantas licenciadas com produção maior que 5400 t/d usando
reatores do tipo steam-raising e reformadores com vapor convencionais. A geração de gás de
síntese pode ser através de reforma com vapor convencional ou através de reforma com
oxigênio (reforma combinada e reforma autotérmica). O projeto das unidades de destilação
pode envolver uma, duas ou até três colunas (DAVY PROCESS TECHNOLOGY, 2007).
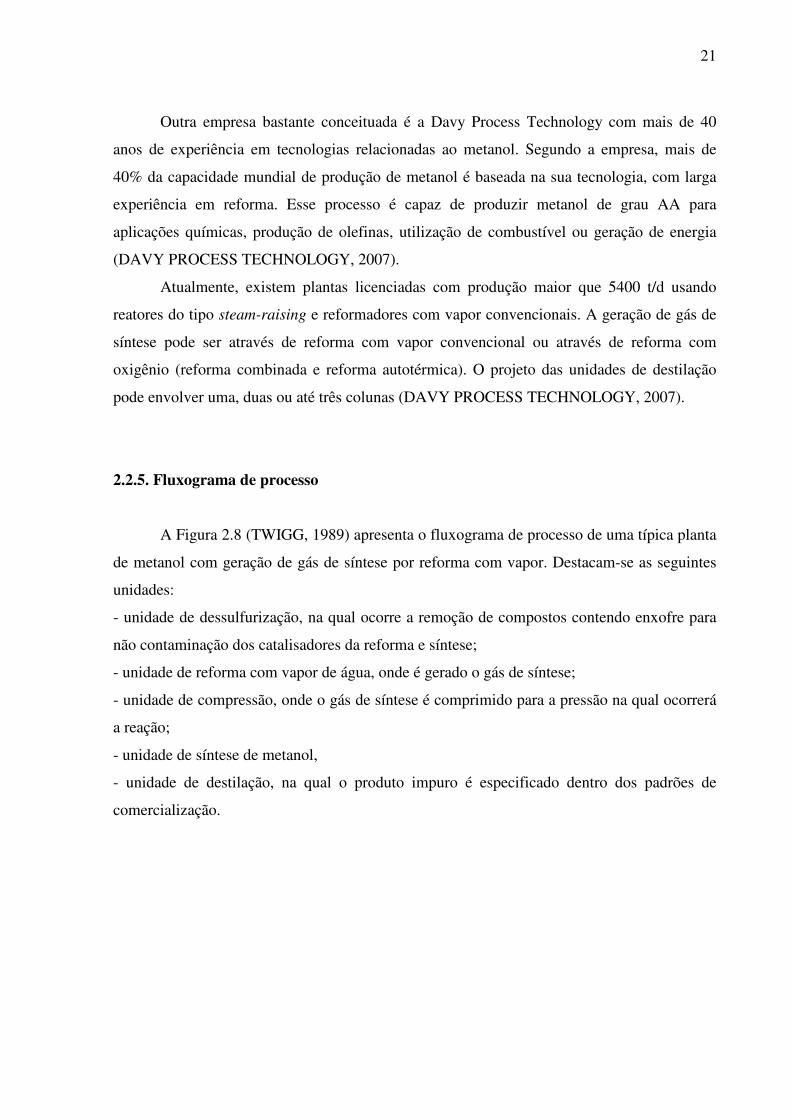
2.2.5. Fluxograma de processo
A Figura 2.8 (TWIGG, 1989) apresenta o fluxograma de processo de uma típica planta
de metanol com geração de gás de síntese por reforma com vapor. Destacam-se as seguintes
unidades:
- unidade de dessulfurização, na qual ocorre a remoção de compostos contendo enxofre para
não contaminação dos catalisadores da reforma e síntese;
- unidade de reforma com vapor de água, onde é gerado o gás de síntese;
- unidade de compressão, onde o gás de síntese é comprimido para a pressão na qual ocorrerá
a reação;
- unidade de síntese de metanol,
- unidade de destilação, na qual o produto impuro é especificado dentro dos padrões de
comercialização.
22
GÁS NATURAL
AR
Água de refrigeração
Água de alimentação de caldeira
Metanol cru
Metanol produto
Água de refrigeração
Água de alimentação do desaerador
Condensado
Gás de purga
Unidade de Síntese de Metanol
Unidade de Dessulfurização
Unidade de Reforma com Vapor
Unidade de Destilação
Unidade de Compressão
Gases
Água
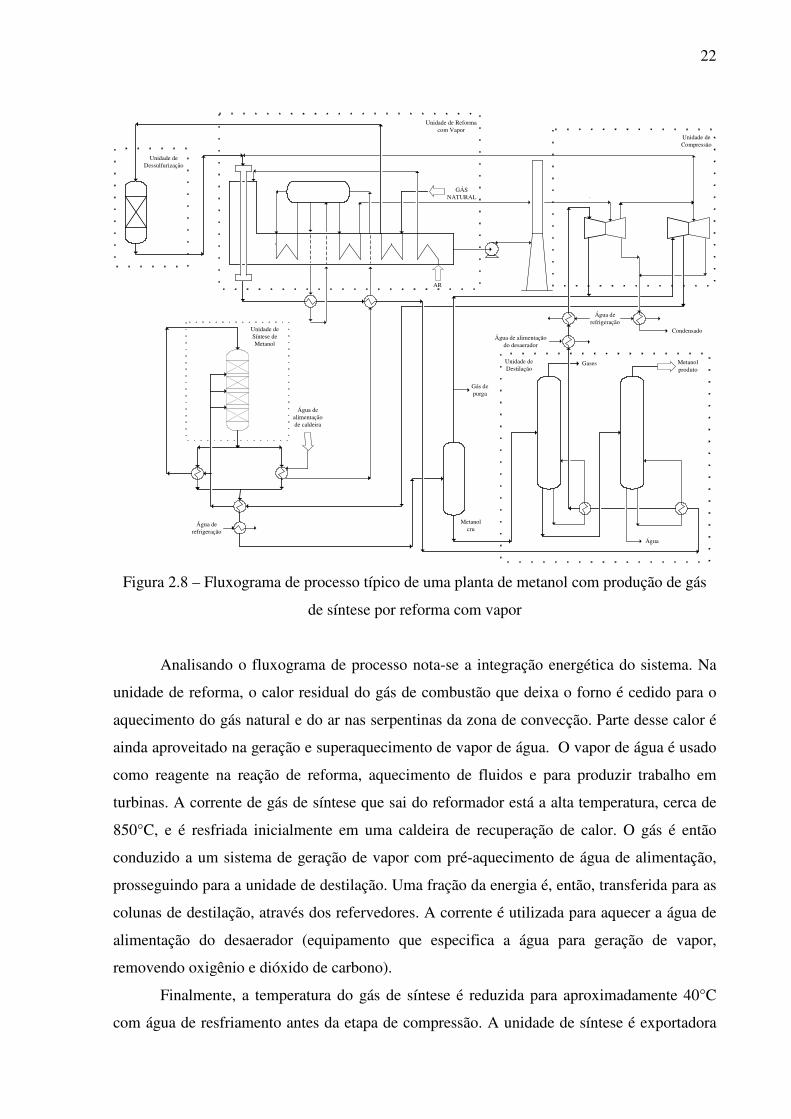
Figura 2.8 – Fluxograma de processo típico de uma planta de metanol com produção de gás
de síntese por reforma com vapor
Analisando o fluxograma de processo nota-se a integração energética do sistema. Na
unidade de reforma, o calor residual do gás de combustão que deixa o forno é cedido para o
aquecimento do gás natural e do ar nas serpentinas da zona de convecção. Parte desse calor é
ainda aproveitado na geração e superaquecimento de vapor de água. O vapor de água é usado
como reagente na reação de reforma, aquecimento de fluidos e para produzir trabalho em
turbinas. A corrente de gás de síntese que sai do reformador está a alta temperatura, cerca de
850°C, e é resfriada inicialmente em uma caldeira de recuperação de calor. O gás é então
conduzido a um sistema de geração de vapor com pré-aquecimento de água de alimentação,
prosseguindo para a unidade de destilação. Uma fração da energia é, então, transferida para as
colunas de destilação, através dos refervedores. A corrente é utilizada para aquecer a água de
alimentação do desaerador (equipamento que especifica a água para geração de vapor,
removendo oxigênio e dióxido de carbono).
Finalmente, a temperatura do gás de síntese é reduzida para aproximadamente 40°C
com água de resfriamento antes da etapa de compressão. A unidade de síntese é exportadora
23
de calor devido à exotermia da reação. O calor liberado é empregado no aquecimento da água
de alimentação de caldeira e para pré-aquecimento da carga do reator.
Dessa forma, uma variação nas condições operacionais da planta afeta bastante o
balanço de energia global, alterando a produção e consumo de vapor, assim como o consumo
de água de resfriamento. Por exemplo, o balanço de vapor pode ser influenciado pela
eficiência do forno de reforma, atividade do catalisador, composição do gás natural, relação
vapor/carbono, entre outros fatores.
Outro aspecto energético relevante nesse processo é o balanço de combustível. A
mistura de gases após a unidade de síntese é resfriada para que ocorra a condensação do
metanol e conduzida a um vaso separador. Duas correntes deixam o equipamento: a corrente
de metanol impuro e os gases não reagidos. Na composição da fase gasosa existem inertes
(como metano e nitrogênio) que precisam ser purgados para que não haja acúmulo no loop de
síntese. O gás de purga, por ser rico em hidrogênio e conter metano e monóxido de carbono,
possui alto poder calorífico, sendo empregado como combustível nos reformadores. Desta
forma, parte do gás de purga é enviado para o forno de reforma onde sofre combustão. O calor
requerido no interior dos tubos catalíticos é complementado pela queima de gás natural
combustível. O gás de purga também pode ser utilizado no processo como fonte de hidrogênio
para a unidade de dessulfurização. Outra parte da corrente oriunda do vaso separador é
comprimida e reciclada para o loop a fim de aumentar a conversão global da reação de
síntese. Portanto, a necessidade de gás natural combustível é função, além de outras variáveis,
da quantidade de gás de purga e, conseqüentemente, da eficiência do loop de síntese.
A análise do impacto de variáveis de processo em um sistema caracterizado por uma
complexa integração energética não pode ser visualizada de forma direta e rápida. Em
situações como essa, o emprego de um simulador é bastante importante, pois propicia um
melhor entendimento do sistema e auxilia na determinação de ajustes operacionais para novos
cenários.
2.2.6. Panorama geral do mercado de metanol
Pesquisas da British Sulphur Consultants Division (PICKETT, 2003) indicam que a
capacidade de produção mundial de metanol irá crescer de 38,4 milhões de toneladas em 2002
para 54,1 milhões de toneladas em 2007. O estudo destaca que os mercados com alto
potencial são para novas aplicações, como produção de olefinas (MTO - Methanol to Olefins,
24
MTP - Methanol to Propylene), gasolina (MTG - Methanol to Gasoline), dimetiléter (DME),
célula combustível e energia. O grupo espera que em 2012 o consumo de metanol em células
combustível chegue a 1,5 milhão de toneladas, aumentando para 40 milhões de toneladas em
2020.
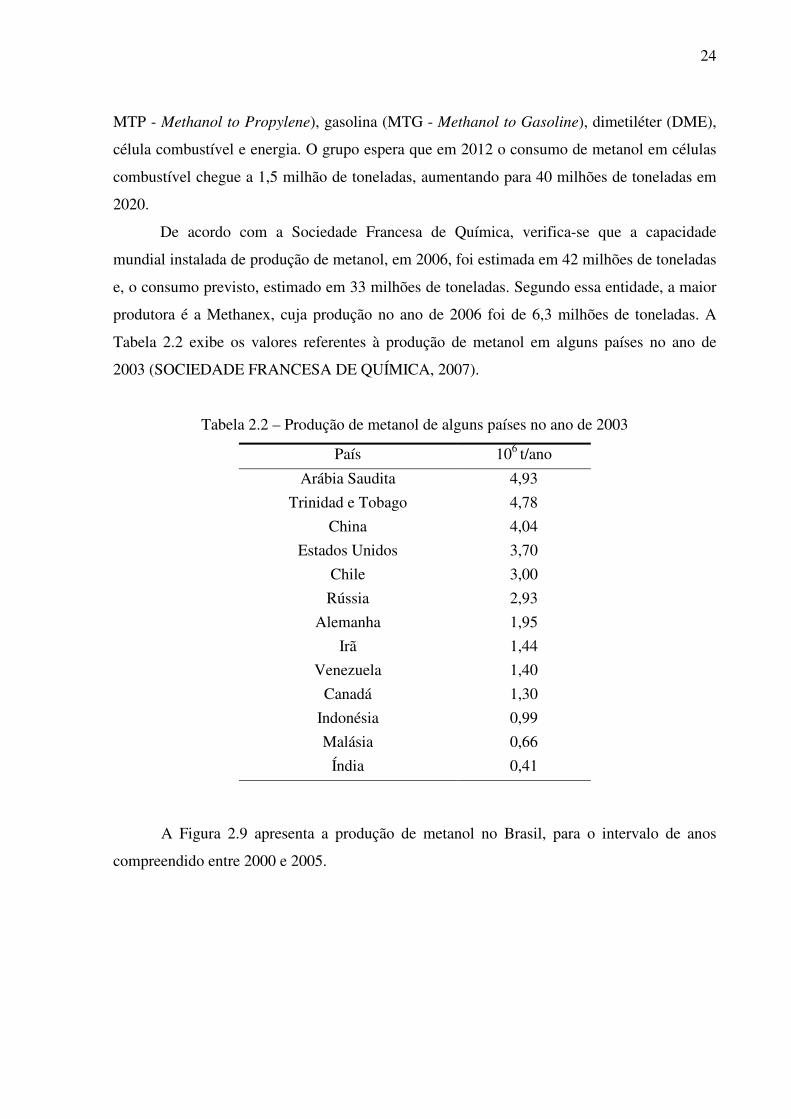
De acordo com a Sociedade Francesa de Química, verifica-se que a capacidade
mundial instalada de produção de metanol, em 2006, foi estimada em 42 milhões de toneladas
e, o consumo previsto, estimado em 33 milhões de toneladas. Segundo essa entidade, a maior
produtora é a Methanex, cuja produção no ano de 2006 foi de 6,3 milhões de toneladas. A
Tabela 2.2 exibe os valores referentes à produção de metanol em alguns países no ano de
2003 (SOCIEDADE FRANCESA DE QUÍMICA, 2007).
Tabela 2.2 – Produção de metanol de alguns países no ano de 2003
País 106 t/ano
Arábia Saudita 4,93
Trinidad e Tobago 4,78
China 4,04
Estados Unidos 3,70
Chile 3,00
Rússia 2,93
Alemanha 1,95
Irã 1,44
Venezuela 1,40
Canadá 1,30
Indonésia 0,99
Malásia 0,66
Índia 0,41
A Figura 2.9 apresenta a produção de metanol no Brasil, para o intervalo de anos
compreendido entre 2000 e 2005.

25
212
242 240 241
274
240
0
50
100
150
200
250
300
Qua
ntid
ade
de m
etan
ol (
103 t
)
2000 2001 2002 2003 2004 2005
Ano
Produção de metanol
278
242
260262
272
251
220
230
240
250
260
270
280
Qua
ntid
ade
de m
etan
ol (
103 t)
2000 2001 2002 2003 2004 2005
Ano
Importação de metanol
Figura 2.9 – Produção nacional de metanol
Fonte: Anuários da ABIQUIM (2001, 2002, 2003, 2004, 2005)
A Figura 2.10 ilustra a quantidade de metanol importado entre os anos de 2000 e 2005.
Figura 2.10 – Quantidade de metanol importado
Fonte: Anuários da ABIQUIM (2001, 2002, 2003, 2004, 2005)
A capacidade produtiva interna de metanol não é suficiente para atender a demanda,
sendo o Brasil, portanto, um país importador.
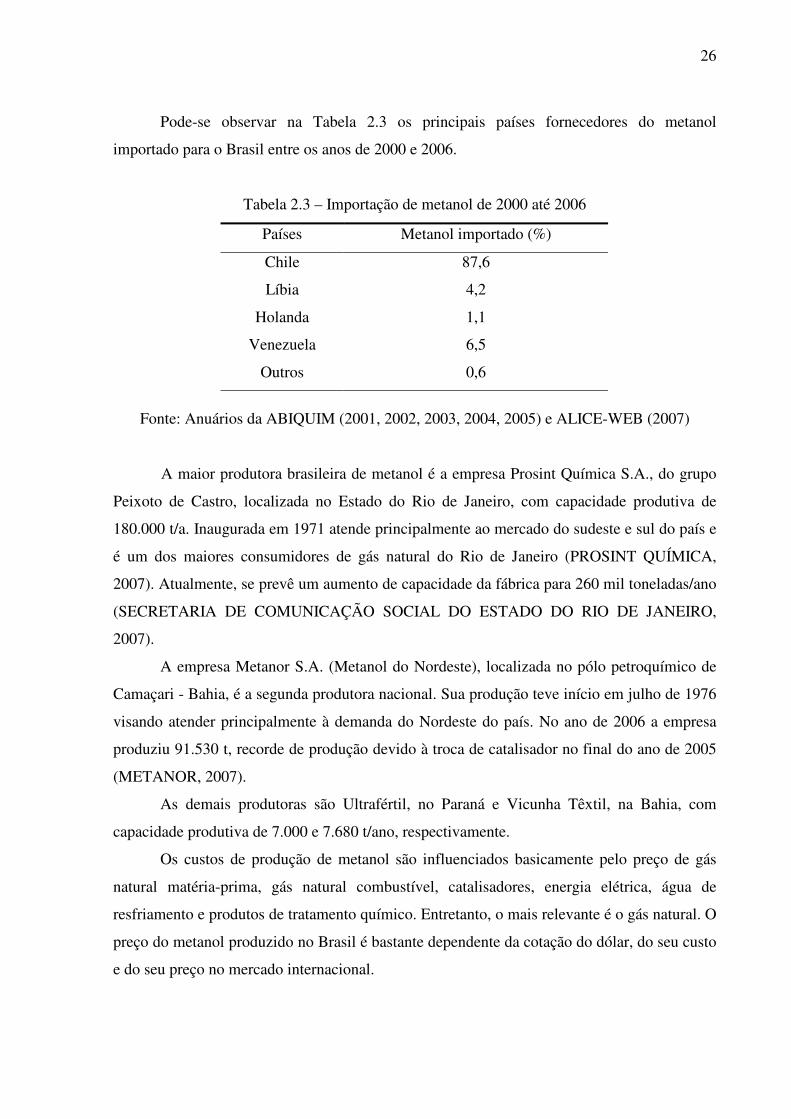
26
Pode-se observar na Tabela 2.3 os principais países fornecedores do metanol
importado para o Brasil entre os anos de 2000 e 2006.
Tabela 2.3 – Importação de metanol de 2000 até 2006
Países Metanol importado (%)
Chile 87,6
Líbia 4,2
Holanda 1,1
Venezuela 6,5
Outros 0,6
Fonte: Anuários da ABIQUIM (2001, 2002, 2003, 2004, 2005) e ALICE-WEB (2007)
A maior produtora brasileira de metanol é a empresa Prosint Química S.A., do grupo
Peixoto de Castro, localizada no Estado do Rio de Janeiro, com capacidade produtiva de
180.000 t/a. Inaugurada em 1971 atende principalmente ao mercado do sudeste e sul do país e
é um dos maiores consumidores de gás natural do Rio de Janeiro (PROSINT QUÍMICA,
2007). Atualmente, se prevê um aumento de capacidade da fábrica para 260 mil toneladas/ano
(SECRETARIA DE COMUNICAÇÃO SOCIAL DO ESTADO DO RIO DE JANEIRO,
2007).
A empresa Metanor S.A. (Metanol do Nordeste), localizada no pólo petroquímico de
Camaçari - Bahia, é a segunda produtora nacional. Sua produção teve início em julho de 1976
visando atender principalmente à demanda do Nordeste do país. No ano de 2006 a empresa
produziu 91.530 t, recorde de produção devido à troca de catalisador no final do ano de 2005
(METANOR, 2007).
As demais produtoras são Ultrafértil, no Paraná e Vicunha Têxtil, na Bahia, com
capacidade produtiva de 7.000 e 7.680 t/ano, respectivamente.
Os custos de produção de metanol são influenciados basicamente pelo preço de gás
natural matéria-prima, gás natural combustível, catalisadores, energia elétrica, água de
resfriamento e produtos de tratamento químico. Entretanto, o mais relevante é o gás natural. O
preço do metanol produzido no Brasil é bastante dependente da cotação do dólar, do seu custo
e do seu preço no mercado internacional.
27
2.3. Modelagem, simulação e otimização
A modelagem matemática dos mais variados problemas na engenharia química é uma
atividade que tem auxiliado de maneira decisiva o desenvolvimento de novas tecnologias, ou
mesmo, permitido a simulação de alterações em variáveis operacionais ou de projeto em
plantas industriais. A razão para esse sucesso deve-se principalmente ao fato de que a
modelagem matemática permite a previsão do comportamento de um sistema de forma rápida
e barata, evitando, ou pelo menos reduzindo, a necessidade de avaliações experimentais do
sistema real ou de sua representação em menor escala.
Dentre as várias classificações existentes para os modelos matemáticos de simulação é
possível citar (EDGAR e HIMMELBLAU, 1988):
● teóricos ou empíricos – modelos teóricos são construídos baseados em fundamentos físicos
(e.g. equações de conservação de massa, momento e energia; relações termodinâmicas, etc.).
Os modelos empíricos envolvem a identificação de relações matemáticas capazes de
representar o comportamento de um sistema através da análise de um conjunto de dados
experimentais.
● estáticos ou dinâmicos – os modelos estáticos são os que visam representar o estado de um
sistema em condições de estado estacionário, ou seja, não contemplam a variável tempo,
enquanto os modelos dinâmicos são formulados para representarem alterações de estado do
sistema no decorrer do tempo.
● parâmetros concentrados ou distribuídos – nos modelos de parâmetros concentrados a
distribuição espacial das variáveis e de suas propriedades não é levada em conta, já nos
modelos de parâmetros distribuídos a variação espacial das grandezas relevantes do processo
é também abordada.
● determinísticos ou estocásticos – os modelos determinísticos são os que em suas
formulações não fazem uso de variáveis aleatórias, enquanto os estocásticos podem empregar
uma ou mais variáveis com esta natureza.
As técnicas de simulação constituem uma ferramenta de apoio à tomada de decisão,
podendo ser aplicadas em diversas situações, como por exemplo:
- estudos de análise de sensibilidade;
- otimização de condições operacionais;

28
- comparação de cenários;
- identificação de problemas, como gargalos e pontos críticos no processo;
- melhor compreensão do sistema;
- redução do consumo de utilidades; e
- avaliação técnico-econômica de novos projetos.
Os benefícios das técnicas de simulação são significativos, destacando-se o aumento
da lucratividade através da redução do investimento inicial e dos custos variáveis.
De forma resumida, pode-se definir o processo de modelagem e simulação como
sendo uma experimentação computacional, onde modelos de um sistema real ou idealizado
para o estudo de problemas reais de natureza complexa são aplicados. O processo é
constituído por três fases: definição do problema, projeto e avaliação, conforme ilustrado na
Figura 2.11 (EDGAR e HIMMELBLAU, 1988).
Identificação dos objetivos
do estudo
Experiência anterior e busca de conceitos
científicos consolidados
Seleção de variáveis chave, princípios físicos
a serem aplicados e metodologia
Construção do modelo
Aplicação
Modelagem computacional
Avaliação e verificação
FASE DE DEFINIÇÃO DO PROBLEMA
FASE DE PROJETO
FASE DE VALIDAÇÃO E AVALIAÇÃO
Estimação de parâmetros
Dados experimentais
Figura 2.11 – Etapas do desenvolvimento de um problema de modelagem e simulação
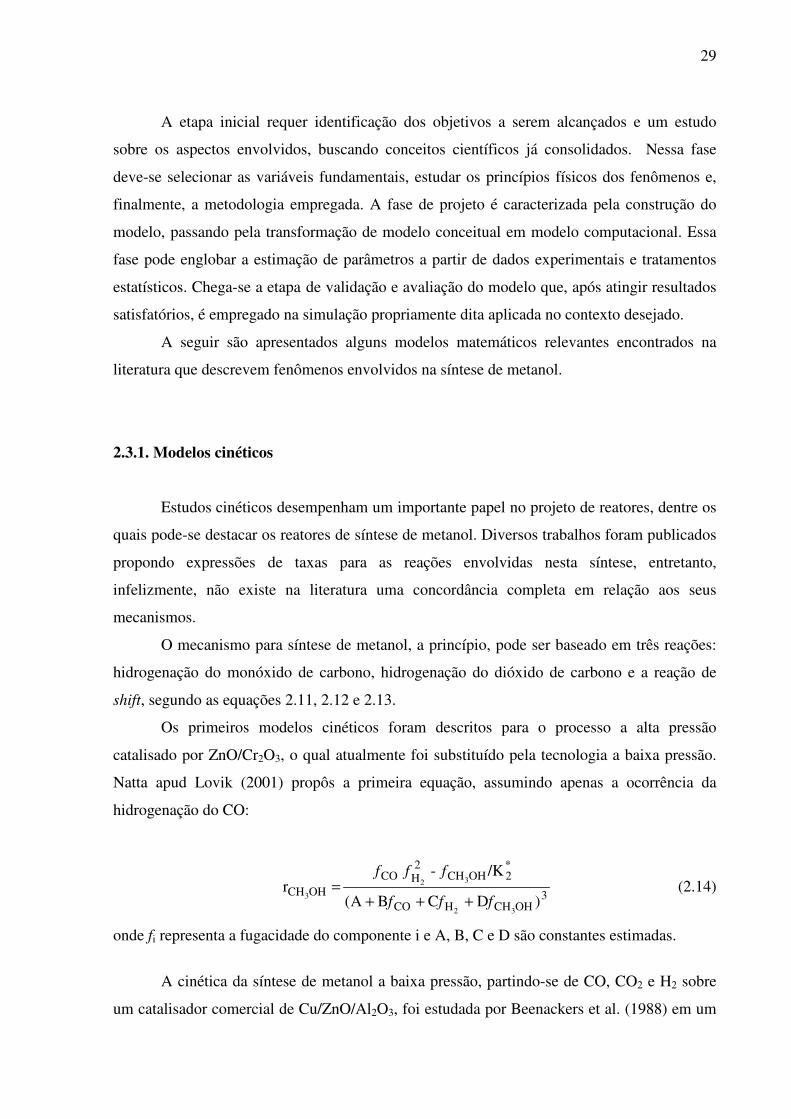
29
A etapa inicial requer identificação dos objetivos a serem alcançados e um estudo
sobre os aspectos envolvidos, buscando conceitos científicos já consolidados. Nessa fase
deve-se selecionar as variáveis fundamentais, estudar os princípios físicos dos fenômenos e,
finalmente, a metodologia empregada. A fase de projeto é caracterizada pela construção do
modelo, passando pela transformação de modelo conceitual em modelo computacional. Essa
fase pode englobar a estimação de parâmetros a partir de dados experimentais e tratamentos
estatísticos. Chega-se a etapa de validação e avaliação do modelo que, após atingir resultados
satisfatórios, é empregado na simulação propriamente dita aplicada no contexto desejado.
A seguir são apresentados alguns modelos matemáticos relevantes encontrados na
literatura que descrevem fenômenos envolvidos na síntese de metanol.
2.3.1. Modelos cinéticos
Estudos cinéticos desempenham um importante papel no projeto de reatores, dentre os
quais pode-se destacar os reatores de síntese de metanol. Diversos trabalhos foram publicados
propondo expressões de taxas para as reações envolvidas nesta síntese, entretanto,
infelizmente, não existe na literatura uma concordância completa em relação aos seus
mecanismos.
O mecanismo para síntese de metanol, a princípio, pode ser baseado em três reações:
hidrogenação do monóxido de carbono, hidrogenação do dióxido de carbono e a reação de
shift, segundo as equações 2.11, 2.12 e 2.13.
Os primeiros modelos cinéticos foram descritos para o processo a alta pressão
catalisado por ZnO/Cr2O3, o qual atualmente foi substituído pela tecnologia a baixa pressão.
Natta apud Lovik (2001) propôs a primeira equação, assumindo apenas a ocorrência da
hidrogenação do CO:
3OHCHHCO
*2OHCH
2H CO
OHCH)D C B A(
/K - r
32
32
3fff
fff
+++= (2.14)
onde fi representa a fugacidade do componente i e A, B, C e D são constantes estimadas.
A cinética da síntese de metanol a baixa pressão, partindo-se de CO, CO2 e H2 sobre
um catalisador comercial de Cu/ZnO/Al2O3, foi estudada por Beenackers et al. (1988) em um

30
reator a pressão de 15-50 bar e temperatura de 210-245°C. Nesse trabalho foi realizada uma
revisão dos principais modelos para descrever a cinética da síntese de metanol a baixa
pressão, ressaltando a divergência que há na literatura. De acordo com os autores, o metanol
pode ser obtido tanto a partir de CO quanto de CO2. Além destas duas reações, também ocorre
a reação de shift. Baseado nestas três reações e em um mecanismo de adsorção de sítio duplo,
48 modelos de taxas cinéticas foram obtidos. Os autores suspeitavam que o hidrogênio fosse
adsorvido por dissociação, o que foi comprovado pelos resultados experimentais.
Beenackers et al. (1988) ressaltaram que a equação da taxa cinética estudada por eles
apresentou melhores resultados que os modelos cinéticos descritos até então na literatura. As
taxas reacionais a seguir foram obtidas:
])/K(K [ ) K K 1(
)]K/ - [Kk r
OH1/2HOH
1/2HCOCOCOCO
*1
1/2HOHOHCH
3/2H COCO1
OH,1CH
222222
2232
3ffff
ff fff
+++= (2.15)
])/K(K [ ) K K 1(
)]K/ - [Kk r
OH1/2HOH
1/2HCOCOCOCO
*2
3/2HOHOHCH
3/2H COCO2
OH,2CH
222222
223222
3ffff
ff fff
+++= (2.16)
])/K(K [ ) K K 1(
)]K - (Kk r
OH1/2HOH
1/2HCOCOCOCO
*3COOH
3/2H COCO3
OH,3CH
222222
2222
3ffff
f fff
+++= (2.17)
Durante o estudo os autores observaram limitações difusionais a temperaturas acima
de 245°C, as quais foram detalhadas em um trabalho posterior (BEENACKERS et al., 1990).
Beenackers et al. (1990) avaliaram o efeito da limitação difusional na reação de
síntese de metanol a baixa pressão. Os autores realizaram experimentos empregando o mesmo
catalisador e pressão do estudo anterior, entretanto a faixa de temperatura foi alterada para
210-275°C. Foi concluído que o fator de efetividade (definido como a razão entre a taxa real
de reação química e a taxa de reação baseada nas condições da superfície externa da partícula,
como se toda a superfície ativa dos poros estivesse exposta nas mesmas condições da
superfície, CREMASCO, 2002) para as reações analisadas diminuem com o aumento da
temperatura. A influência da pressão foi pequena, porém não desprezível. Nesse estudo novas
expressões para os parâmetros cinéticos foram obtidas.
31
Experimentos realizados por Waugh (1991) e Grzesik et al. (1995) apontam que o
carbono constituinte da molécula de metanol é oriundo do CO2 e não do CO. Acredita-se que
o papel do CO no mecanismo cinético é de um aceptor de oxigênio transferido de um
intermediário da reação.
Vanden Bussche e Froment (1996) revisaram os modelos cinéticos disponíveis na
literatura para síntese de metanol, apontando uma inconsistência no modelo proposto por
Beenackers et. al (1988) empregado em diversos outros trabalhos. Os autores propuseram um
mecanismo de reação para a conversão de gás de síntese catalisada por Cu/ZnO/Al2O3, o qual
serviu de base para o desenvolvimento de um modelo cinético. Observou-se que a única fonte
de carbono no metanol é proveniente do CO2:
CO + H2O CO2 + H2 CH3OH + H2O (2.18)
As equações das taxas da reação de síntese de metanol (rMeOH) e da reação de shift
(rRWGS) estão apresentadas a seguir:
)PK PK )/P)(PKK/KK 1(
)]P /PP)(P(1/K - [1P PK K K KK r
3OHOHHHHOHH98OH
CO3HOHCHOH
*HCOH43
´2
´5a
MeOH
22222222
2232 222
+++= (2.19)
)PK PK )/P)(PKK/K(K 1(
)]P/PP(PK - [1PK r
OHOHHHHOHH98OH
COHCOOH*3CO
´1
RWGS22222222
2222
+++= (2.20)
A validação do modelo foi realizada com dados experimentais em escala de bancada,
empregando catalisador industrial ICI 51-2 a pressões variando entre 15 e 51 bar e
temperaturas entre 180 e 280oC.
O catalisador empregado na síntese de metanol sofre desativação ao longo do tempo o
que limita seu tempo de vida e reduz a produção da planta. A desativação do catalisador de
Cu/ZnO/Al2O3 pode ser causada por sinterização térmica, envenenamento químico ou
induzida por reagentes (KELLY e SYKES, 2003). Compostos de enxofre, cloro e metais
pesados são venenos para o catalisador, entretanto, entre estes, os mais comuns são enxofre,
ferro e níquel. Os efeitos dos três processos de desativação encontram-se descritos na Tabela
2.4.
+ 2 H2

32
Tabela 2.4 – Processos de desativação do catalisador para síntese de metanol
Processo de desativação Descrição Efeito
Sinterização térmica Perda de área superficial do cobre
devido à alta temperatura
Perda permanente
da atividade
Envenenamento
Transporte de substâncias que atuam
como veneno com o gás de síntese para
o reator
Perda permanente
da atividade e
seletividade
Reagentes Desativação ocasionada pela
composição dos gases reagentes
Perda permanente
da atividade
Sob condições normais de operação, o principal responsável pela desativação é a
sinterização, já que os compostos responsáveis pelo envenenamento são removidos no início
do processo.
A temperatura é o fator dominante no controle da taxa de sinterização de metais e de
óxidos. Estudos identificam uma relação entre o ponto de fusão de um material com a
magnitude do processo de sinterização em uma dada temperatura. A temperatura Hüttig é
calculada como um terço da temperatura de fusão do metal ou do óxido (em unidade absoluta,
Kelvin) e fornece uma indicação da temperatura na qual os cristais superficiais podem
adquirir mobilidade. Já a temperatura Tammann é definida como a metade da temperatura de
fusão (em unidade absoluta, Kelvin) e é considerada a temperatura na qual o metal ou o óxido
apresenta mobilidade. A Tabela 2.5 exibe tais temperaturas para os três principais
componentes do catalisador da síntese de metanol (TWIGG, 1989).
Tabela 2.5 – Temperatura de fusão, Hüttig e Tammann
Temperaturas (K) Cobre Óxido de zinco Alumina
Fusão 1356 2248 2318
Hüttig 452 749 773
Tammann 678 1124 1159
O cobre constitui a fase ativa do catalisador, enquanto o óxido de zinco atua como
estabilizador dos cristais. Mesmo sendo a sinterização do cobre a mais comum, a do óxido de
zinco também pode ocorrer. O processo ocorre através da migração de átomos ou cristais para
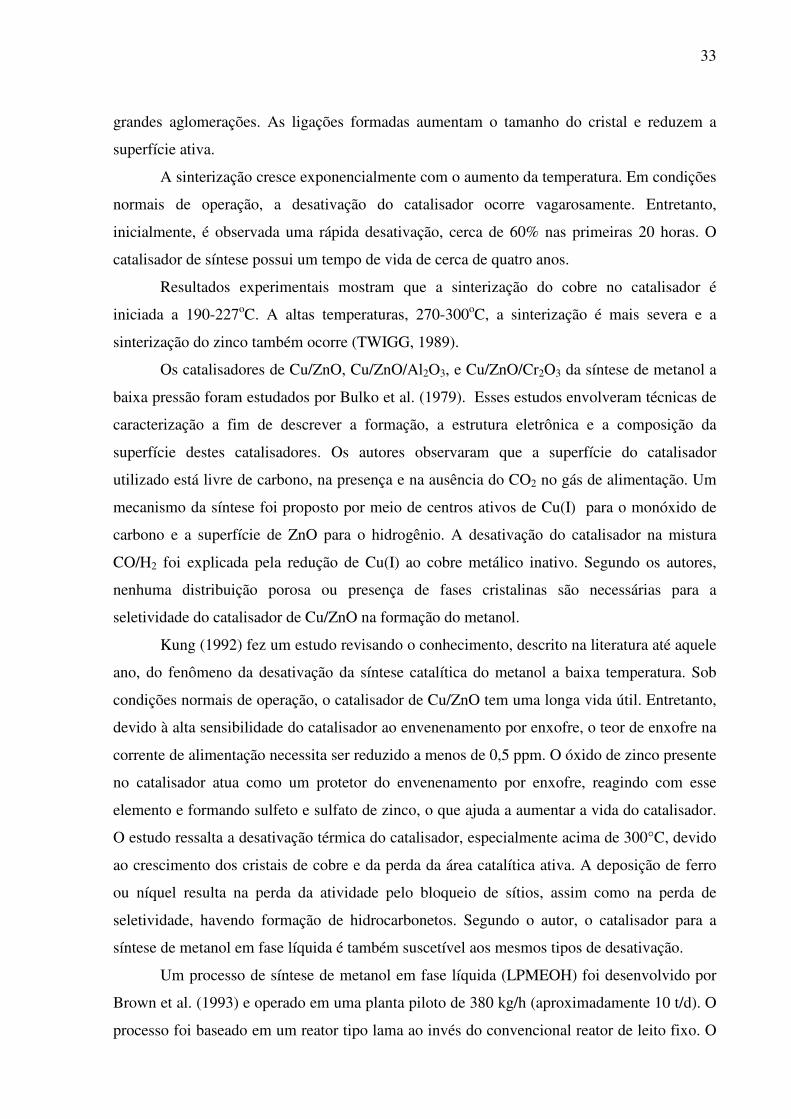
33
grandes aglomerações. As ligações formadas aumentam o tamanho do cristal e reduzem a
superfície ativa.
A sinterização cresce exponencialmente com o aumento da temperatura. Em condições
normais de operação, a desativação do catalisador ocorre vagarosamente. Entretanto,
inicialmente, é observada uma rápida desativação, cerca de 60% nas primeiras 20 horas. O
catalisador de síntese possui um tempo de vida de cerca de quatro anos.
Resultados experimentais mostram que a sinterização do cobre no catalisador é
iniciada a 190-227oC. A altas temperaturas, 270-300oC, a sinterização é mais severa e a
sinterização do zinco também ocorre (TWIGG, 1989).
Os catalisadores de Cu/ZnO, Cu/ZnO/Al2O3, e Cu/ZnO/Cr2O3 da síntese de metanol a
baixa pressão foram estudados por Bulko et al. (1979). Esses estudos envolveram técnicas de
caracterização a fim de descrever a formação, a estrutura eletrônica e a composição da
superfície destes catalisadores. Os autores observaram que a superfície do catalisador
utilizado está livre de carbono, na presença e na ausência do CO2 no gás de alimentação. Um
mecanismo da síntese foi proposto por meio de centros ativos de Cu(I) para o monóxido de
carbono e a superfície de ZnO para o hidrogênio. A desativação do catalisador na mistura
CO/H2 foi explicada pela redução de Cu(I) ao cobre metálico inativo. Segundo os autores,
nenhuma distribuição porosa ou presença de fases cristalinas são necessárias para a
seletividade do catalisador de Cu/ZnO na formação do metanol.
Kung (1992) fez um estudo revisando o conhecimento, descrito na literatura até aquele
ano, do fenômeno da desativação da síntese catalítica do metanol a baixa temperatura. Sob
condições normais de operação, o catalisador de Cu/ZnO tem uma longa vida útil. Entretanto,
devido à alta sensibilidade do catalisador ao envenenamento por enxofre, o teor de enxofre na
corrente de alimentação necessita ser reduzido a menos de 0,5 ppm. O óxido de zinco presente
no catalisador atua como um protetor do envenenamento por enxofre, reagindo com esse
elemento e formando sulfeto e sulfato de zinco, o que ajuda a aumentar a vida do catalisador.
O estudo ressalta a desativação térmica do catalisador, especialmente acima de 300°C, devido
ao crescimento dos cristais de cobre e da perda da área catalítica ativa. A deposição de ferro
ou níquel resulta na perda da atividade pelo bloqueio de sítios, assim como na perda de
seletividade, havendo formação de hidrocarbonetos. Segundo o autor, o catalisador para a
síntese de metanol em fase líquida é também suscetível aos mesmos tipos de desativação.
Um processo de síntese de metanol em fase líquida (LPMEOH) foi desenvolvido por
Brown et al. (1993) e operado em uma planta piloto de 380 kg/h (aproximadamente 10 t/d). O
processo foi baseado em um reator tipo lama ao invés do convencional reator de leito fixo. O
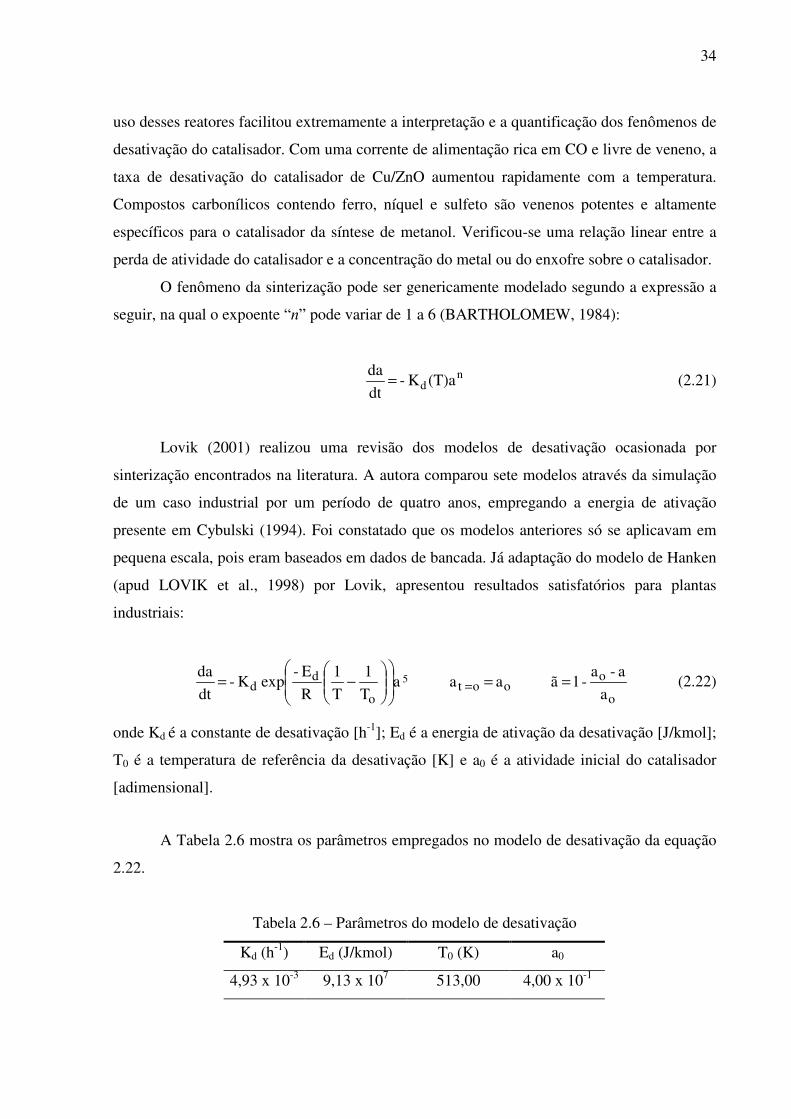
34
uso desses reatores facilitou extremamente a interpretação e a quantificação dos fenômenos de
desativação do catalisador. Com uma corrente de alimentação rica em CO e livre de veneno, a
taxa de desativação do catalisador de Cu/ZnO aumentou rapidamente com a temperatura.
Compostos carbonílicos contendo ferro, níquel e sulfeto são venenos potentes e altamente
específicos para o catalisador da síntese de metanol. Verificou-se uma relação linear entre a
perda de atividade do catalisador e a concentração do metal ou do enxofre sobre o catalisador.
O fenômeno da sinterização pode ser genericamente modelado segundo a expressão a
seguir, na qual o expoente “n” pode variar de 1 a 6 (BARTHOLOMEW, 1984):
nd (T)aK -
dt
da= (2.21)
Lovik (2001) realizou uma revisão dos modelos de desativação ocasionada por
sinterização encontrados na literatura. A autora comparou sete modelos através da simulação
de um caso industrial por um período de quatro anos, empregando a energia de ativação
presente em Cybulski (1994). Foi constatado que os modelos anteriores só se aplicavam em
pequena escala, pois eram baseados em dados de bancada. Já adaptação do modelo de Hanken
(apud LOVIK et al., 1998) por Lovik, apresentou resultados satisfatórios para plantas
industriais:
o
ooot
o
dd a
a - a - 1 ã a a a
T
1
T
1
R
E-exp K -
dt
da5 ==
−= = (2.22)
onde Kd é a constante de desativação [h-1]; Ed é a energia de ativação da desativação [J/kmol];
T0 é a temperatura de referência da desativação [K] e a0 é a atividade inicial do catalisador
[adimensional].
A Tabela 2.6 mostra os parâmetros empregados no modelo de desativação da equação
2.22.
Tabela 2.6 – Parâmetros do modelo de desativação
Kd (h-1) Ed (J/kmol) T0 (K) a0
4,93 x 10-3 9,13 x 107 513,00 4,00 x 10-1
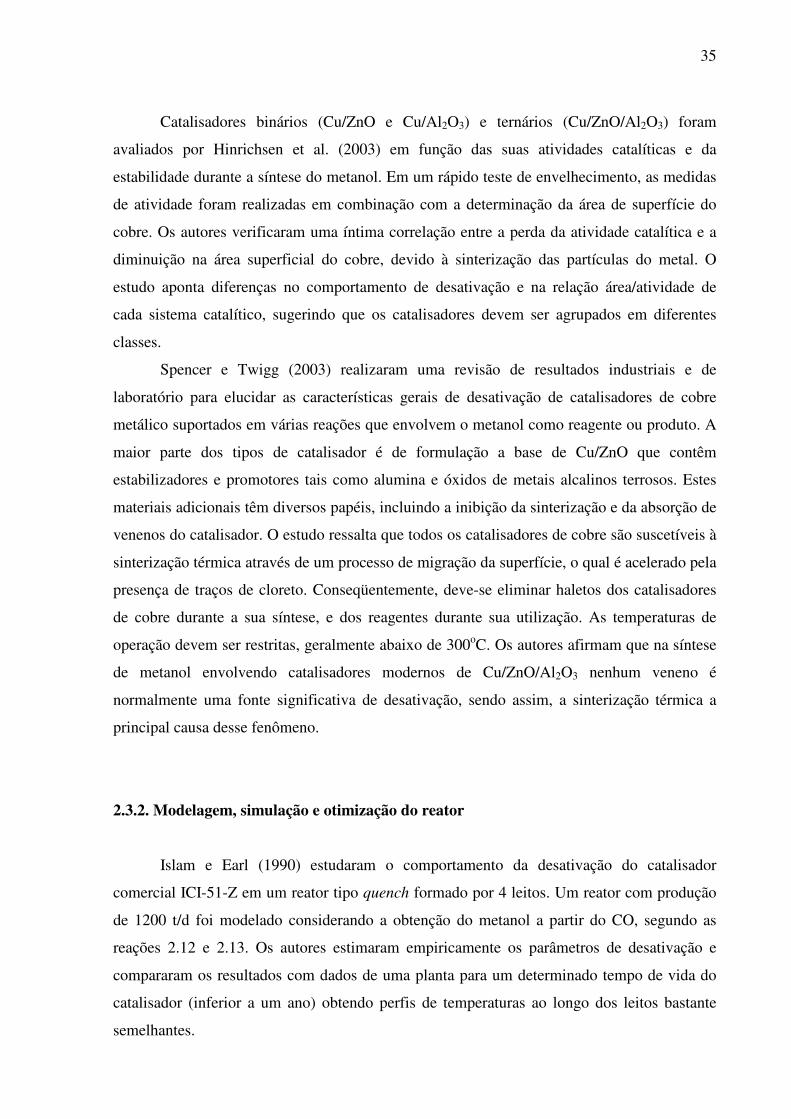
35
Catalisadores binários (Cu/ZnO e Cu/Al2O3) e ternários (Cu/ZnO/Al2O3) foram
avaliados por Hinrichsen et al. (2003) em função das suas atividades catalíticas e da
estabilidade durante a síntese do metanol. Em um rápido teste de envelhecimento, as medidas
de atividade foram realizadas em combinação com a determinação da área de superfície do
cobre. Os autores verificaram uma íntima correlação entre a perda da atividade catalítica e a
diminuição na área superficial do cobre, devido à sinterização das partículas do metal. O
estudo aponta diferenças no comportamento de desativação e na relação área/atividade de
cada sistema catalítico, sugerindo que os catalisadores devem ser agrupados em diferentes
classes.
Spencer e Twigg (2003) realizaram uma revisão de resultados industriais e de
laboratório para elucidar as características gerais de desativação de catalisadores de cobre
metálico suportados em várias reações que envolvem o metanol como reagente ou produto. A
maior parte dos tipos de catalisador é de formulação a base de Cu/ZnO que contêm
estabilizadores e promotores tais como alumina e óxidos de metais alcalinos terrosos. Estes
materiais adicionais têm diversos papéis, incluindo a inibição da sinterização e da absorção de
venenos do catalisador. O estudo ressalta que todos os catalisadores de cobre são suscetíveis à
sinterização térmica através de um processo de migração da superfície, o qual é acelerado pela
presença de traços de cloreto. Conseqüentemente, deve-se eliminar haletos dos catalisadores
de cobre durante a sua síntese, e dos reagentes durante sua utilização. As temperaturas de
operação devem ser restritas, geralmente abaixo de 300oC. Os autores afirmam que na síntese
de metanol envolvendo catalisadores modernos de Cu/ZnO/Al2O3 nenhum veneno é
normalmente uma fonte significativa de desativação, sendo assim, a sinterização térmica a
principal causa desse fenômeno.
2.3.2. Modelagem, simulação e otimização do reator
Islam e Earl (1990) estudaram o comportamento da desativação do catalisador
comercial ICI-51-Z em um reator tipo quench formado por 4 leitos. Um reator com produção
de 1200 t/d foi modelado considerando a obtenção do metanol a partir do CO, segundo as
reações 2.12 e 2.13. Os autores estimaram empiricamente os parâmetros de desativação e
compararam os resultados com dados de uma planta para um determinado tempo de vida do
catalisador (inferior a um ano) obtendo perfis de temperaturas ao longo dos leitos bastante
semelhantes.

36
Lovik et al. (1998) modelou o leito assumindo um sistema homogêneo, equações das
taxas reacionais propostas por Vanden Bussche e Froment (1996), desativação do catalisador
de Hanken (apud LOVIK et al., 1998) adaptada e contemplou a efetividade. O objeto do
estudo foi o reator tipo Lurgi (steam-raising). Investigou-se a maximização da produção de
metanol tendo como variável a temperatura do fluido de resfriamento. Empregou-se um
método seqüencial para achar a solução do problema de otimização dinâmica.
Rezaie et al. (2005) realizaram um estudo para a previsão do comportamento dinâmico
de reatores de síntese de metanol segundo a comparação de um modelo homogêneo e outro
heterogêneo. O modelo homogêneo assume que gradientes de temperatura e concentrações
entre as fases podem ser ignorados e as equações de balanço de massa e balanço de energia,
para ambas as fases, podem ser combinadas. O modelo heterogêneo descreve equações de
balanço diferentes para cada fase, incluindo os correspondentes termos de transferência. Os
resultados da simulação dinâmica foram comparados com dados operacionais varrendo o
tempo de vida do catalisador, 1200 dias. Os autores empregaram as equações de taxa descritas
por Graaf et al. (1990), o modelo de desativação proposto por Lovik et al. (1998) e
consideraram o efeito da efetividade.
Os resultados obtidos para o modelo homogêneo e heterogêneo foram validados com
dados de operação de uma unidade de síntese de metanol e apontaram para uma diferença
desprezível tanto para a simulação estacionária quanto para a dinâmica. Entretanto, cabe
ressaltar que a diferença é mais pronunciada no início da vida útil do catalisador, ou seja,
aproximadamente nos primeiros 500 dias.
A exploração de esquemas alternativos de carregamento de catalisador foi realizada
por Rahimpour et al. (2005) misturando catalisador reciclado com catalisador fresco em
diferentes quantidades (30%, 40% e 50% de catalisador reciclado) e diferentes disposições ao
longo do leito (em camadas ou misturadas). Modelou-se o reator como um sistema
heterogêneo, com as taxas cinéticas validadas por Graaf et al. (1990) e contemplando a
barreira difusional no fator de efetividade. O processo de desativação foi considerado de
acordo com as equações sugeridas por Hanken (apud LOVIK et al., 1998). O estudo de caso
foi de um reator tipo Lurgi (steam-raising) de pequena escala, cuja produção é de 255 t/d. Os
autores concluíram que operar o reator com uma mistura de catalisador fresco e reciclado não
seria viável economicamente.
Shahrokhi e Baghmisheh (2005) investigaram o comportamento de uma unidade de
síntese de metanol com reator tipo Lurgi. Os autores mostraram como o processo é
influenciado pela variação da temperatura do fluido refrigerante, a composição da carga e a
37
razão de reciclo. O foco do estudo foi a simulação dinâmica para otimizar o controle do
reator. Os autores empregaram um modelo heterogêneo e embora não tenham considerado a
desativação, tanto a perda de carga ao longo do leito quanto a efetividade foram
contempladas. Os resultados oriundos da simulação estacionária foram comparados com
dados obtidos de três reatores industriais apontando boa aderência. Neste trabalho os autores
otimizaram a temperatura no casco do reator, ou seja, do fluido refrigerante para uma dada
composição da carga e razão de reciclo para a obtenção da máxima conversão. Foi investigada
uma otimização estacionária a fim de avaliar se o controlador proporcional integral ou
proporcional integral derivativo seria mais adequado. Os autores propuseram uma ferramenta
de otimização em tempo real, ou seja, novos valores de set-point para a pressão no casco, e
conseqüentemente, temperatura do fluido refrigerante, são gerados em função da variação da
composição da carga ao longo do tempo.
Kordabadi e Jahanmiri (2005) utilizaram o modelo heterogêneo proposto por Rezaie et
al. (2005), considerando a desativação do catalisador proposta por Hanken et al. (apud
LOVIK et al., 1998) e as equações das taxas estudadas por Graaf et al. (1990). Neste trabalho
foi proposta a otimização de dois sistemas diferentes através de algoritmos genéticos. No
primeiro, os autores estudaram o perfil ótimo de temperatura ao longo do reator para três
níveis de desativação do catalisador (0,5; 0,7 e 0,9) visando maximizar a produção de
metanol. No segundo, foi estudado o aumento de produção para diferentes números de leitos,
comprimentos e perfis de temperatura. Os resultados demonstraram que com dois estágios
obtém-se a melhor configuração, já que à medida que o número de estágios aumentou, não se
verificou ganho superior ao obtido com dois. Variou-se o comprimento do leito para os
diferentes níveis de atividade e determinaram-se os comprimentos ótimos através de uma
média ponderada, baseado no fato que na maior parte da vida útil do catalisador, sua atividade
encontra-se abaixo de 0,6. Mediante os comprimentos ótimos determinados, otimizou-se a
temperatura do leito para os três valores de atividade.
2.3.3. Modelagem, simulação e otimização do loop de síntese
Rahimpour et al. (2003) realizaram um estudo de flexibilidade do loop de síntese sob o
aspecto da desativação. É definido o conceito de flexibilidade de um processo como a
capacidade do sistema manter níveis adequados de operação mediante alterações das
condições de projeto como, por exemplo, composição da carga, especificação do produto,

38
deposição em trocadores de calor, entre outros. Dessa forma, foi realizada a modelagem do
loop de síntese visando a desativação do catalisador de síntese como fonte de variação do
comportamento da planta. O modelo empregado para o reator foi o heterogêneo, semelhante
ao empregado por Rezaie et al. (2005), entretanto sem menção à efetividade. A desativação de
catalisador foi modelada segundo Lovik et al. (1998). No separador admitiu-se temperatura e
pressão constantes. Os valores das constantes de equilíbrio dos componentes no separador
foram adquiridos de dados operacionais. No misturador foi contemplado apenas o balanço
material.
Nas investigações realizadas, as dimensões do leito catalítico e a razão de reciclo
foram fixadas. A produção de metanol foi maximizada otimizando-se a temperatura de
entrada do leito para o início e fim da vida útil do catalisador. Estudou-se o efeito do aumento
da pressão na síntese de metanol visando a manutenção da sua produção de forma a
compensar a redução provocada pelo processo de desativação do catalisador. Com o mesmo
objetivo, investigou-se ainda o aumento da vazão da carga fresca e a injeção de dióxido de
carbono no reator. O modelo de desativação do catalisador aborda apenas a desativação
térmica, sendo desconsiderado o efeito de altas concentrações de CO2, entretanto os autores
não fizeram nenhuma consideração sobre esse assunto.
Lovik (2001) modelou o reator tipo Lurgi assumindo um sistema homogêneo,
equações das taxas reacionais propostas por Vanden Bussche e Froment (1996), desativação
do catalisador de Hanken (apud LOVIK et al., 1998) adaptada e contemplou a efetividade.
Em seu estudo modelou e validou o loop de síntese (flash, compressor, trocadores de calor,
misturador e divisor de correntes). A autora otimizou a simulação dinâmica do sistema com o
objetivo de maximizar a receita função da produção de metanol e geração de vapor.
Panorama geral:
A modelagem do loop de síntese embora seja realizada em alguns estudos, não foi
muito explorada, baseando-se somente em uma estrutura, a qual está focada no reator tipo
Lurgi. As investigações realizadas estão centradas na modelagem do reator. Os trabalhos
publicados após 1998 empregam o modelo de Hanken (apud LOVIK et al., 1998), adaptado
por Lovik (2001), para a desativação do catalisador.
De forma geral, as análises do loop contemplam um modelo para o misturador
envolvendo balanço de massa e de energia, um modelo para o separador, no qual é calculado
39
o equilíbrio de fases e a modelagem do reator, considerando tanto o modelo homogêneo,
quanto o heterogêneo.
Os estudos relativos à otimização do reator se concentram na investigação do perfil
ótimo de temperatura. Já a otimização do loop concentrou-se no mesmo fluxograma dos
demais trabalhos mencionados, abrangendo poucos aspectos e discussões operacionais de uma
planta industrial, ou voltado para a abordagem de controle.
40
3. MODELAGEM E SIMULAÇÃO
Este capítulo apresenta a estrutura do modelo para a simulação estacionária dos
fluxogramas de processo investigados (reatores adiabáticos e quench). Adicionalmente,
apresenta-se uma extensão do modelo para simulação pseudo-estacionária do comportamento
do sistema ao longo do tempo em função da desativação do catalisador.
3.1. Sistemas investigados
Dois fluxogramas foram foco deste estudo, um com um reator tipo quench e o outro
constituído por reatores adiabáticos. O conjunto de operações unitárias de ambos os sistemas
é o mesmo, envolvendo os seguintes equipamentos:
- misturador de correntes;
- divisor de correntes;
- compressor;
- trocador de calor;
- flash e
- reator.
A Figura 3.1 apresenta o fluxograma do primeiro sistema investigado. A corrente de
gás de síntese fresco (make up gas, MUG) é comprimida pelo primeiro compressor até uma
pressão bastante próxima a da qual a reação é conduzida e, em seguida, resfriada e misturada
com a corrente de gás de síntese de reciclo (recycle gas, REC). A mistura é, então, novamente
comprimida até a pressão desejada, compensando a perda de carga ao longo do loop, e
aquecida com o gás quente que deixa o reator. O gás de síntese aquecido entra no primeiro
reator. A corrente que deixa os dois primeiros reatores adiabáticos é resfriada em trocadores
de calor que geram vapor de água, enquanto a corrente que deixa o último reator é resfriada
pelo gás de síntese na entrada do primeiro leito. Um vaso separa o metanol impuro
condensado. Uma fração do gás de síntese não reagido, do metanol e água no estado vapor é
reciclada, sendo a outra parte purgada do sistema.

41
Conforme mencionado anteriormente, a corrente de alimentação no primeiro reator é
pré-aquecida pela corrente de saída do último leito. Desta forma, apesar de estarem ilustrados
no fluxograma de processo dois trocadores de calor (E-201A/E-201B), na prática estão
representando apenas um equipamento, ou seja, um único serviço.

42
R-201 R-202 R-203
E-203
C-201A
Gás de SínteseFresco
MisturadorC-201B
204
E-201B
D-201
PurgaDivisor
MetanolImpuro
201 202 203
205
206
209 210
211 212
213
214
216
215
E-204
E-201A
E-202
207 208
Misturador 208A Misturador 210A
205B
205C
Divisor
205D
205A
206A
205E
205F
Água de resfriamento
Água de resfriamento
Figura 3.1 – Fluxograma dos reatores adiabáticos

43
A Figura 3.2 apresenta o fluxograma do reator tipo quench. Este sistema é semelhante
ao anterior até a entrada do reator. Entretanto, neste caso existe apenas um reator composto
por uma série de leitos. Na entrada de cada leito, a fim de manter a temperatura desejada,
existe uma injeção de carga fresca fria.
C-201A
Gás de SínteseFresco
C-201B
204
D-201
PurgaDivisor
MetanolImpuro
201 202 203
205
206
E-204
E-201A
207
205C
Divisor
208
E-201B
212
209
210
205E
205A
205F
205B
205D
211
R-201
Água de resfriamento
Água de resfriamento
Figura 3.2 – Fluxograma do reator tipo quench
3.2. Variáveis do modelo
Cada corrente indicada nos fluxogramas apresentados é representada na modelagem
através das seguintes variáveis: vazão molar (F) [kmol·s-1], temperatura (T) [K], pressão (P)
[bar] e um vetor de frações molares (Y), NC x 1, [adimensional]. A composição de todas
correntes é descrita em função dos seguintes componentes: CO2, CO, H2, CH3OH, H2O e
CH4.
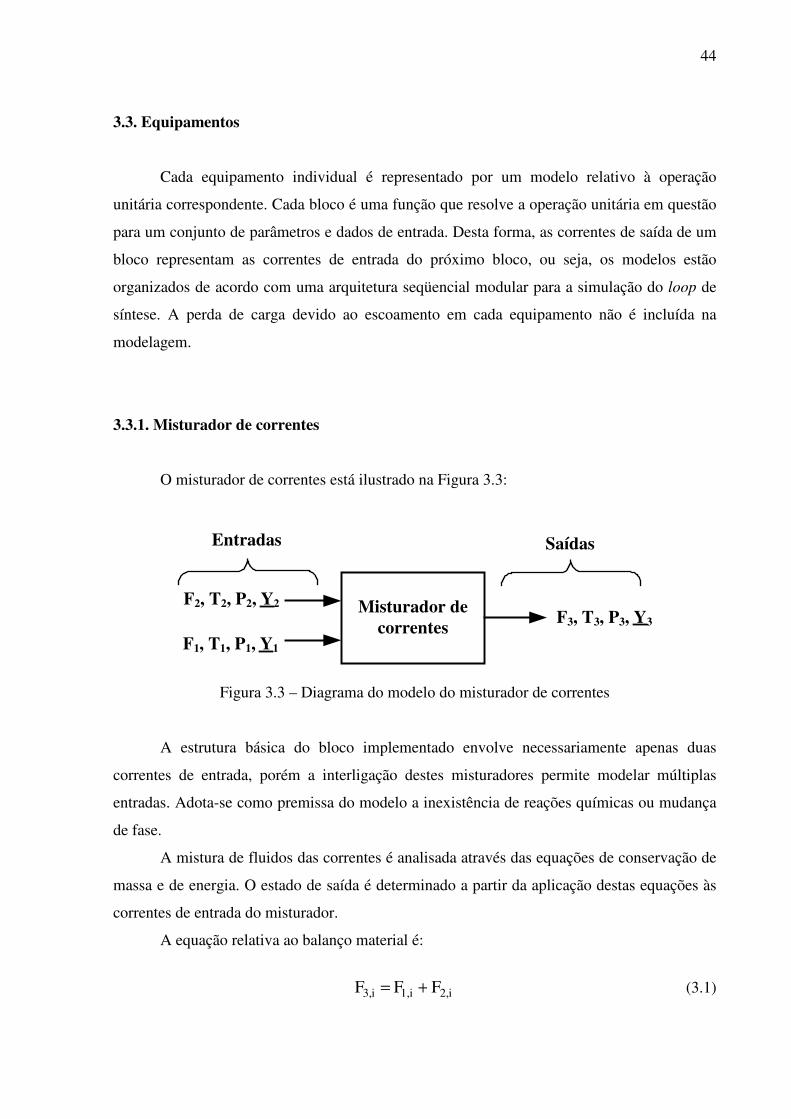
44
3.3. Equipamentos
Cada equipamento individual é representado por um modelo relativo à operação
unitária correspondente. Cada bloco é uma função que resolve a operação unitária em questão
para um conjunto de parâmetros e dados de entrada. Desta forma, as correntes de saída de um
bloco representam as correntes de entrada do próximo bloco, ou seja, os modelos estão
organizados de acordo com uma arquitetura seqüencial modular para a simulação do loop de
síntese. A perda de carga devido ao escoamento em cada equipamento não é incluída na
modelagem.
3.3.1. Misturador de correntes
O misturador de correntes está ilustrado na Figura 3.3:
F1, T1, P1, Y1
Misturador de correntes
F2, T2, P2, Y2F3, T3, P3, Y3
Entradas Saídas
Figura 3.3 – Diagrama do modelo do misturador de correntes
A estrutura básica do bloco implementado envolve necessariamente apenas duas
correntes de entrada, porém a interligação destes misturadores permite modelar múltiplas
entradas. Adota-se como premissa do modelo a inexistência de reações químicas ou mudança
de fase.
A mistura de fluidos das correntes é analisada através das equações de conservação de
massa e de energia. O estado de saída é determinado a partir da aplicação destas equações às
correntes de entrada do misturador.
A equação relativa ao balanço material é:
i2,i1,i3, F F F += (3.1)

45
A temperatura da corrente resultante pode ser determinada por um balanço de energia
em um processo iterativo, devido à forma da relação não linear entre entalpia e temperatura. A
Equação 3.2 apresenta o balanço de energia global.
321 H H H =+ (3.2)
onde H é a entalpia da corrente [W].
A entalpia de uma corrente pode ser calculada segundo a Equação 3.3, considerando
comportamento ideal e Href = 0:
dTCpYF HT
Tii
ii
ref
∫∑= (3.3)
onde Cp é a capacidade calorífica a pressão constante [J·kmol-1·K-1], T é a temperatura do
limite superior da integração, ou seja, na qual deseja-se determinar a entalpia da corrente [K]
e Tref é a temperatura do limite inferior da integração, ou seja, temperatura de referência [K].
A Equação 3.4 pode ser obtida substituindo-se a Equação 3.3 na Equação 3.2:
dTCpYF dTCpYFdTCpYF2
ref
1
ref
3
ref
T
Ti2,i
i2,i
T
Ti1,i
i1,i
T
Ti3,i
i3,i ∫∑∫∑∫∑ += (3.4)
Para resolver a Equação 3.4 e obter a temperatura T3 foi empregado o método
Newton-Raphson (BURDEN e FAIRES, 2003).
Considerou-se a pressão da corrente de saída igual ao valor da menor pressão das
correntes de entrada, simplificação comum em simuladores comerciais de processo:
)P ,min(P P 213 = (3.5)

46
3.3.2. Divisor de correntes
Para o divisor de correntes, as vazões molares são determinadas a partir da
especificação de uma fração de divisão ou de uma das vazões, mantendo-se a composição,
pressão e temperatura iguais à corrente de entrada, conforme apresentado na Figura 3.4.
F3, T3, P3, Y3
Separador de correntes
F2, T2, P2, Y2F1, T1, P1, Y1
Entradas Saídas
21
2 F βouF
F α ==
Parâmetro
Figura 3.4 – Diagrama do modelo do divisor de correntes
Assim como no caso do misturador de correntes, a estrutura básica do bloco
implementado envolve necessariamente apenas duas correntes de saída, entretanto é possível
modelar um divisor de correntes com múltiplas saídas através da combinação de uma série de
divisores.
A pressão e a temperatura das correntes que deixam o divisor de correntes
permanecem as mesmas, conforme as equações 3.6 e 3.7:
123 P P P == (3.6)
123 T T T == (3.7)
As vazões molares das correntes de saída do divisor de correntes podem ser calculadas
segundo a fração especificada:
1
31
1
2
F
F-F
F
F α == (3.8)
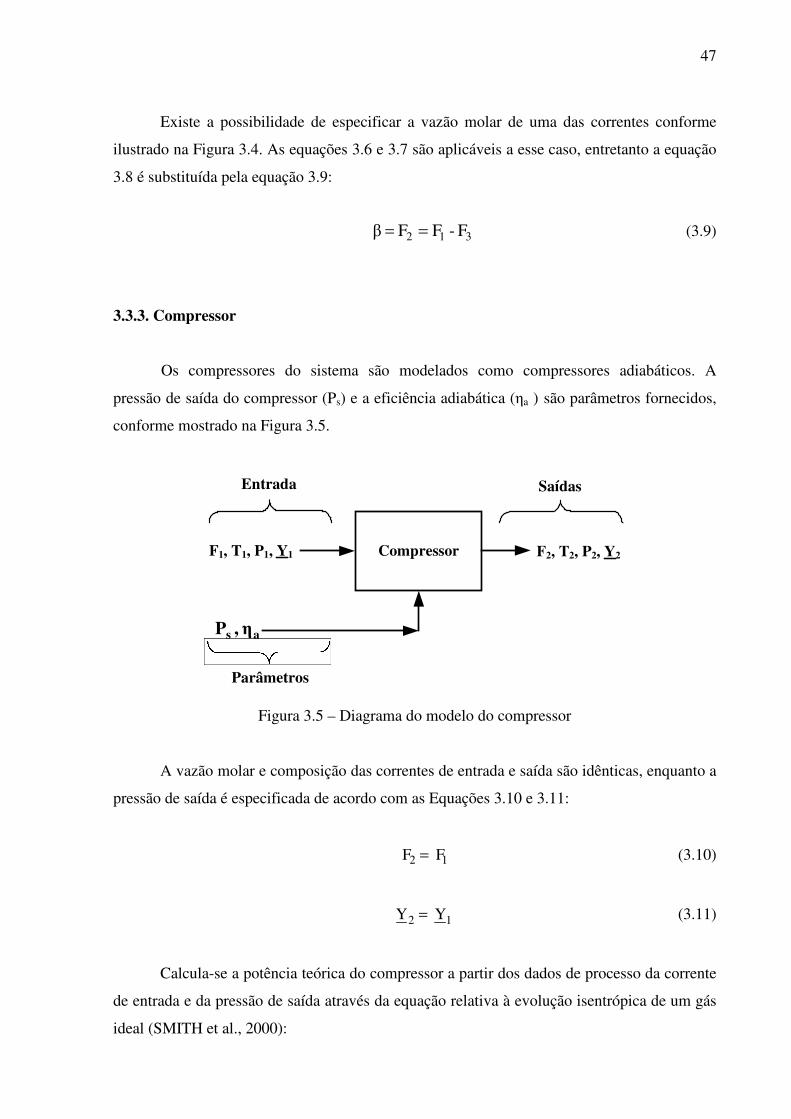
47
Existe a possibilidade de especificar a vazão molar de uma das correntes conforme
ilustrado na Figura 3.4. As equações 3.6 e 3.7 são aplicáveis a esse caso, entretanto a equação
3.8 é substituída pela equação 3.9:
312 F-FF β == (3.9)
3.3.3. Compressor
Os compressores do sistema são modelados como compressores adiabáticos. A
pressão de saída do compressor (Ps) e a eficiência adiabática (ηa ) são parâmetros fornecidos,
conforme mostrado na Figura 3.5.
Compressor F2, T2, P2, Y2F1, T1, P1, Y1
Entrada Saídas
Parâmetros
as η,P
Figura 3.5 – Diagrama do modelo do compressor
A vazão molar e composição das correntes de entrada e saída são idênticas, enquanto a
pressão de saída é especificada de acordo com as Equações 3.10 e 3.11:
F F 12 = (3.10)
Y Y 12 = (3.11)
Calcula-se a potência teórica do compressor a partir dos dados de processo da corrente
de entrada e da pressão de saída através da equação relativa à evolução isentrópica de um gás
ideal (SMITH et al., 2000):
48
=
1 - P
P RT
1)-(γ
γ F Pot
γ
1 - γ
1
211comp (3.12)
onde Potcomp é a potência do compressor [W] e R é constante dos gases ideais [J·kmol-1·K-1].
A Equação 3.13 fornece a razão entre as capacidades caloríficas [adimensional].
R - Cp
Cp =γ (3.13)
A potência real ( 'compotP ) é calculada segundo a Equação 3.14:
η
otP otP
a
comp'comp = (3.14)
onde ηa é a eficiência adiabática do compressor [adimensional]. De acordo com o primeiro
princípio da termodinâmica para processos em escoamento (SMITH et al., 2000), determina-
se a temperatura de saída resolvendo-se a Equação 3.15, utilizando o método Newton-
Raphson. Adotou-se como estimativa inicial a temperatura calculada segundo a Equação 3.16:
dTCF otP 2
1
T
T p1'comp ∫= (3.15)
(3.16)
3.3.4. Trocador de calor
Os trocadores de calor são modelados segundo duas abordagens, uma de projeto e a
outra operacional. No primeiro caso, as temperaturas são especificadas, e então, a carga
térmica correspondente é calculada. No segundo caso, a partir das informações sobre as
correntes de entrada, as temperaturas de saída são calculadas, conhecendo-se a área e o
coeficiente global de transferência de calor para uma dada configuração do equipamento.
γ
γ
=
1 -
1
212 P
P T T
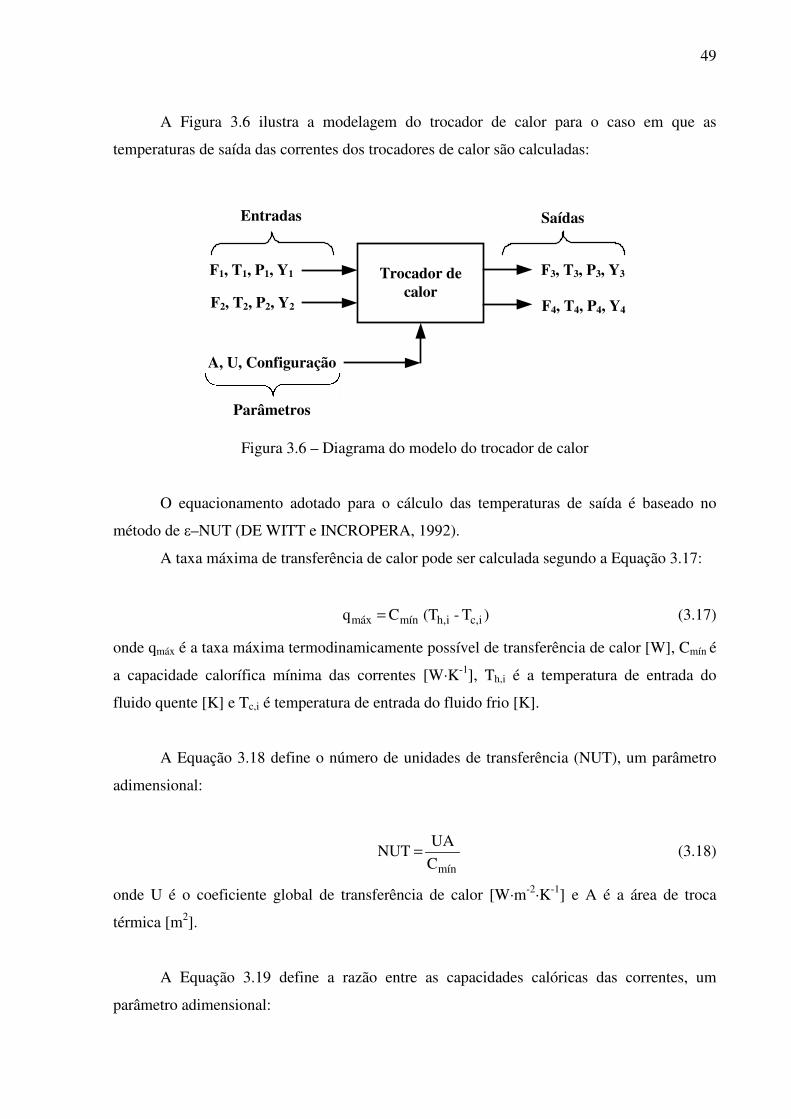
49
A Figura 3.6 ilustra a modelagem do trocador de calor para o caso em que as
temperaturas de saída das correntes dos trocadores de calor são calculadas:
F3, T3, P3, Y3Trocador de calor
F4, T4, P4, Y4
F1, T1, P1, Y1
Entradas Saídas
Parâmetros
F2, T2, P2, Y2
A, U, Configuração
Figura 3.6 – Diagrama do modelo do trocador de calor
O equacionamento adotado para o cálculo das temperaturas de saída é baseado no
método de ε–NUT (DE WITT e INCROPERA, 1992).
A taxa máxima de transferência de calor pode ser calculada segundo a Equação 3.17:
)T - (T C q ic,ih,mínmáx = (3.17)
onde qmáx é a taxa máxima termodinamicamente possível de transferência de calor [W], Cmín é
a capacidade calorífica mínima das correntes [W·K-1], Th,i é a temperatura de entrada do
fluido quente [K] e Tc,i é temperatura de entrada do fluido frio [K].
A Equação 3.18 define o número de unidades de transferência (NUT), um parâmetro
adimensional:
mínC
UA NUT = (3.18)
onde U é o coeficiente global de transferência de calor [W·m-2·K-1] e A é a área de troca
térmica [m2].
A Equação 3.19 define a razão entre as capacidades calóricas das correntes, um
parâmetro adimensional:

50
máx
mínr C
C C = (3.19)
Após a determinação de NUT e Cr, chega-se ao cálculo da efetividade. A Equação
3.20 é empregada para configuração em contracorrente, a Equação 3.21 para configuração em
paralelo e a Equação 3.22 para a configuração CT 1-N, onde N = {2, 4, 6, 8, ...}:
)]C (1 NUT[ expC - 1
)]C (1 NUT [ exp - 1 ε
rr
r
−−
−−= (3.20)
( )
r
r
C1
]C1NUTexp[1 ε
+
−−−= (3.21)
( ) ( )( )
1
5,02r
5,02r5,02
rrC1NUT [ exp 1
]C1NUT [ exp 1C1C12 ε
−
+−−
+−++++= (3.22)
onde ε é a efetividade [adimensional].
A partir da Equação 3.23 calcula-se o valor da taxa real de transferência de calor [W]:
máxq
q ε = (3.23)
As Equações 3.24 e 3.25 exibem o cálculo da temperatura das correntes de saída do
trocador:
h
ih,oh, C
q - T T = (3.24)
c
ic,oc, C
q T T += (3.25)
onde Th,o é a temperatura de saída do fluido quente [K], Ch é a capacidade calorífica do fluido
quente [W·K-1], Tc,o é temperatura de saída do fluido frio [K] e Cc é a capacidade calorífica do
fluido frio [W·K-1].

51
3.3.5. Flash
O flash foi modelado especificando-se pressão (Ps) e temperatura (Ts), segundo a
Figura 3.7:
F3, T3, P3, Y3
FlashF2, T2, P2, Y2
F1, T1, P1, Y1
Entradas Saídas
ss P ,T
Parâmetros
Figura 3.7 – Diagrama do modelo do flash
Adotando-se localmente a notação das correntes de entrada e saída em relação à
representação normalmente utilizada nos cálculos de equilíbrio líquido-vapor, tem-se:
Y1 � Z F1 � F
Y2 � Y F2 � V
Y3 � X F3 � L
O modelo do flash é composto pelas Equações 3.26 a 3.29, correspondendo ao balanço
em quantidade de matéria, o somatório das frações molares das fases líquido e vapor e o
equilíbrio das fases líquido e vapor.
0 Lx - Vy - Fz iii = (3.26)
∑ =1 x i (3.27)
∑ =1 yi (3.28)

52
liq i,Φi x vapi,Φiy = (3.29)
onde Φ corresponde ao coeficiente de fugacidade [adimensional].
Empregou-se a equação de estado de Soave-Redlich-Kwong (SRK) na determinação
do coeficiente de fugacidade:
bv v
a -
b - v
RT P
2 += (3.30)
onde v é o volume molar da mistura [m3·kmol-1], a é o parâmetro atrativo de mistura
[bar·m6·kmol-2] e b é o parâmetro repulsivo de mistura [m3·kmol-1].
A Tabela 3.1 exibe os valores das propriedades críticas e fator acêntrico dos
componentes puros (LOVIK, 2001).
Tabela 3.1 – Propriedades críticas e fator acêntrico
CO CO2 H2 H2O CH3OH CH4
Pc (bar) 35,0 73,8 20,5 221,2 80,4 46,0
Tc (K) 132,9 304,1 43,6 647,3 512,6 190,4
ω 0,0066 0,239 0 0,344 0,556 0,011
Na Tabela 3.2 estão apresentados os parâmetros de interação binária (LOVIK, 2001).
Tabela 3.2 – Parâmetros de interação binária
kij CO CO2 H2 H2O CH3OH CH4
CO 0 0 0,0804 0 0 0,0322
CO2 0 0 -0,3462 0,0737 0,0148 0,0933
H2 0,0804 -0,3462 0 0 0 -0,0222
H2O 0 0,0737 0 0 -0,0789 0
CH3OH 0 0,0148 0 -0,0789 0 0
CH4 0,0322 0,0933 -0,0222 0 0 0
O coeficiente de fugacidade pode ser obtido de acordo com a Equação 3.31:

53
(3.31)
onde Z é o fator de compressibilidade [adimensional], N é a quantidade de matéria [kmol] e V
é o volume [m3].
Após o desenvolvimento da Equação 3.31, chega-se a:
(3.32)
onde bi é o parâmetro repulsivo do componente i, bm é o parâmetro repulsivo da mistura e am é
o parâmetro de atração da mistura.
A Equação 3.32 pode ser explicitada na variável Z:
(3.33)
As Equações 3.34 a 3.40 referem-se aos parâmetros empregados nas Equações 3.32 e
3.33:
(3.34)
(3.35)
(3.36)
(3.37)
∫∞
∂
∂=Φ
V
NV,T,jj ln Z RT - dV
V
RT -
N
P ln RT
j
+
∂
∂
−+=2Z
2B 2Zln
a
x
a
b
b
B
A B) - (Zln - 1) - (Z
b
b Φjln
m
j
m
m
j
m
j
0 B)(A - )ZB - B -(A Z- Z 223 =+
2m
(RT)
a P A =
RT
b P B m=
∑=
=6
1 iiim b x b
∑=
∑=
=6
1 i
6
1 jjiij
0,5jim x x)k - (1 )a (a a

54
(3.38)
(3.39)
(3.40)
onde ai é o parâmetro de atração do componente i, kij é o parâmetro de interação binária
[adimensional], Tc é a temperatura crítica [K], Pc é a pressão crítica [bar] e Tr é a temperatura
reduzida [adimensional].
3.3.6. Reator
A modelagem do reator foi realizada utilizando as seguintes hipóteses:
- Modelo homogêneo e unidimensional;
- Escoamento com perfil de velocidade uniforme (pistonado);
- Condução e dispersão axial desprezível;
- Regime permanente;
- Efetividade do catalisador constante;
- Sistema isobárico.
As equações das taxas reacionais empregadas (equações 2.19 e 2.20) foram as mesmas
propostas por Vanden Bussche e Froment (1996). A Tabela 3.3 exibe os valores dos
parâmetros do modelo cinético.
20,5r
c
2c
2
i )]T - (1 m [1P
T R 0,42747 a +
=
cr T
T T =
20,176- 1,574 0,48 m ϖω+=

55
Tabela 3.3 – Parâmetros do modelo cinético
k = Aexp(BR-1T-1) A B
2HK [bar-0.5] 0,499 17191
OH2K [bar –1] 6,62·10-11 124119
)KK/(KK22 H98OH 3453,38 -
2H4325a KKKK'K' [mol·kg-1·s·bar-1] 1,07 36696
1K' [mol·kg-1 ·s·bar-2] 1,22·1010 -94765
As constantes de equilíbrio para a reação de obtenção de metanol, *
1K [bar-2], e para a
reação de shift, *3K [adimensional], empregadas nas taxas propostas por Vanden Bussche e
Froment (1996) foram determinadas por Graaf et al. (1986):
10,592 - (3066/T) K Log *110 = (3.41)
2,029 (-2073/T) )K / (1 Log *310 += (3.42)
onde T [K].é a temperatura na qual deseja-se calcular a constante de equilíbrio.
A Figura 3.8 ilustra as variáveis de entrada, saída e parâmetros do modelo do reator,
onde D é o diâmetro interno do reator [m], L é o comprimento do leito catalítico [m], ρB é a
massa específica do leito [kg·m-3] e ηj é a efetividade da referente à reação j [adimensional].
Reator F2, T2, P2, Y2F1, T1, P1, Y1
Entradas Saídas
Parâmetros
jB η,ρL, D,
Figura 3.8 – Diagrama do modelo do reator

56
A Figura 3.9 ilustra o volume de controle para o equacionamento dos balanços de
massa e energia do reator.
Figura 3.9 – Volume de controle do reator
A vazão molar de entrada do componente i na posição z é dada por:
ziF (3.43)
Apresenta-se a seguir a vazão molar de saída do componente i do elemento de volume:
dzziF
+ (3.44)
A Equação 3.45 exibe o termo de geração:
dz A ρ η ã )r ( cBjjijj
υΣ (3.45)
onde ijυ é o coeficiente estequiométrico do componente i na reação j ( },síntese{ j shift∈ )
[adimensional], jr é a taxa da reação j [kmol·s-1·kg catalisador-1], ã é a atividade do
catalisador [adimensional], jη é a efetividade do catalisador na reação j [adimensional], ρB é a
massa específica do leito [kg·m-3], cA é a área da seção reta do reator [m2] e z é a coordenada
axial [m].
Organizando os termos apresentados na equação de balanço material:
0 dz A ρ η ã )r Σ( F -F cBjjijjdz zizi =υ+
+ (3.46)
z + dz
z
57
A Equação 3.47 é obtida dividindo-se 3.46 por dz:
0 A ρ η )ãr Σ( dz
FF - cBjjij
j
zidz zi=υ+
−+ (3.47)
Finalmente, chega-se a Equação 3.47 fazendo dz � 0.
0 A ρ η ã )r Σ( - dz
dFcBjjij
j
i =υ (3.48)
A equação de balanço de massa 3.47 está associada a seguinte condição de contorno:
z = 0; )Y(FF i11i =
onde F1, como indicado na Figura 3.8, corresponde a vazão molar na entrada do reator e Y1 é
o vetor da fração molar dos componentes.
O desenvolvimento das equações para o balanço de energia é similar. Considerando
um elemento de volume, a energia da corrente na sua entrada é obtida pela multiplicação da
vazão mássica pela entalpia específica neste ponto:
zh f (3.49)
onde f é a vazão mássica [kg·s-1] e h é a entalpia específica [J·kg-1].
A energia da corrente de saída do elemento de volume está representada na Equação
3.50:
dz zh f+
(3.50)
O termo de geração de energia liberada pela reação encontra-se apresentado na
Equação 3.51:
dz A ρ η ã ]r )H (- [ cBjjjrj
∆Σ (3.51)

58
onde rH∆ é o calor de reação [J·kmol-1].
O calor de reação rH∆ é função da temperatura e foi calculado, segundo a Equação
3.52.
( ) ∑ ∫ υ+−=i
T
Tpijj
o298Kr jr
refidTC∆H)∆H (- (3.52)
onde o298Kr ∆H é o calor de reação padrão [J·kmol-1].
Organizando-se os termos descritos na equação de balanço de energia:
0 dz A ρ η ã ]r )H (- [ )h - hf( cBjjjrjdz zz =∆Σ+
+ (3.53)
Dividindo-se a Equação 3.53 por dz, chega-se a:
0 A ρ η ã ]r )H (- [ dz
)h - hf( - cBjjjr
j
zdz z =∆Σ+
+ (3.54)
A Equação 3.55 é resultante após fazer dz�0:
0 A ρ η ã ]r )H (- [ - dz
dhf cBjjjr
j=∆Σ (3.55)
Escrevendo-se a entalpia como função da capacidade calorífica da corrente a pressão
constante, tem-se:
dTC dh mp,= (3.56)
onde Cp,m é a capacidade calorífica a pressão constante [J· kg-1·K-1].
Segundo a Equação 3.56, nota-se que foi adotado o comportamento de gás ideal. Esta
hipótese pode ser justificada além do fato da variação da pressão do sistema não ser
significativa, pela comparação realizada por Jahanmiri e Eslamloueyan (2002), apontando que
o desvio entre o valor ideal e real, em condições típicas do reator estudado, não excedeu

59
2,8%. Adicionalmente, verifica-se que esta abordagem foi empregada em diversos trabalhos
da literatura.
Substituindo-se a Equação 3.56 na 3.55:
0 A ρ η ã ]r )H (- [ - dz
dTC f cBjjjr
jmp, =∆Σ (3.57)
Dividindo-se a Equação 3.57 por Ac, chega-se a:
0 ρ η ã ]r )H (- [ - dz
dT CG Bjjjr
jmp, =∆Σ (3.58)
onde G é o fluxo mássico [kg·m-2·s-1].
A equação de balanço de energia 3.58 está associada a seguinte condição de contorno:
z = 0; T = T1
onde T1, como indicado na Figura 3.8, corresponde a temperatura de entrada no reator.
O sistema de equações diferenciais ordinárias (EDO) correspondente aos balanços de
massa e energia (Equações 3.48 e 3.58) foram resolvidos através do método de Adams
segundo o comando ODE do software Scilab (ODEPACK).
3.4. Modelagem estacionária do processo
De acordo com a abordagem seqüencial modular adotada, a estrutura do modelo do
processo referente ao fluxograma com reatores adiabáticos está apresentada na Figura 3.10:

60
Corrente de Entrada
Compressor C-201A
Misturador de Correntes
Compressor C-201B
Divisor de Correntes
Trocador E-201A
Misturador de Correntes
Reator R-201
Trocador E-202
Misturador de Correntes
Reator R-202
Trocador E-203
Misturador de Correntes
Reator R-203
Trocador E-201B
Separador D-201
Divisor de Correntes
Metanol Impuro
Purga
Trocador E-204
Figura 3.10 – Modelagem do fluxograma composto pelos reatores adiabáticos
O diagrama de blocos do modelo para o fluxograma estudado referente ao reator tipo
quench é bastante similar e está apresentado na Figura 3.11:

61
Corrente de Entrada
Compressor C-201A
Misturador de Correntes
Compressor C-201B
Divisor de Correntes
Trocador E-201A
Reator R-201 Leito 1
Misturador de Correntes
Reator 201 Leito 2
Misturador de Correntes
Reator 201 Leito 3
Misturador de Correntes
Reator R-201 Leito 4
Trocador E-201B
Separador D-201
Divisor de Correntes
Metanol Impuro
Purga
Trocador E-204
Figura 3.11 – Modelagem do fluxograma composto pelo reator tipo quench
3.5. Simulação
A simulação do processo através da resolução do modelo apresentado foi
implementada na forma de um código computacional baseado no ambiente de programação
Scilab (SCILAB, 2007). O Scilab é um programa de distribuição gratuita similar ao Matlab
(MATHWORKS, 2007).
A Figura 3.12 exibe o algoritmo de resolução do simulador para o fluxograma dos
reatores adiabáticos. Observa-se em sua estrutura dois laços a serem convergidos: um laço
externo referente à corrente de reciclo (r) e um laço interno referente à corrente do trocador de
calor que pré-aquece a carga através do resfriamento da corrente de saída do reator (p). Na
Figura, o vetor x representa o conjunto de variáveis associadas a cada corrente:
=
Y
P
T
F
x
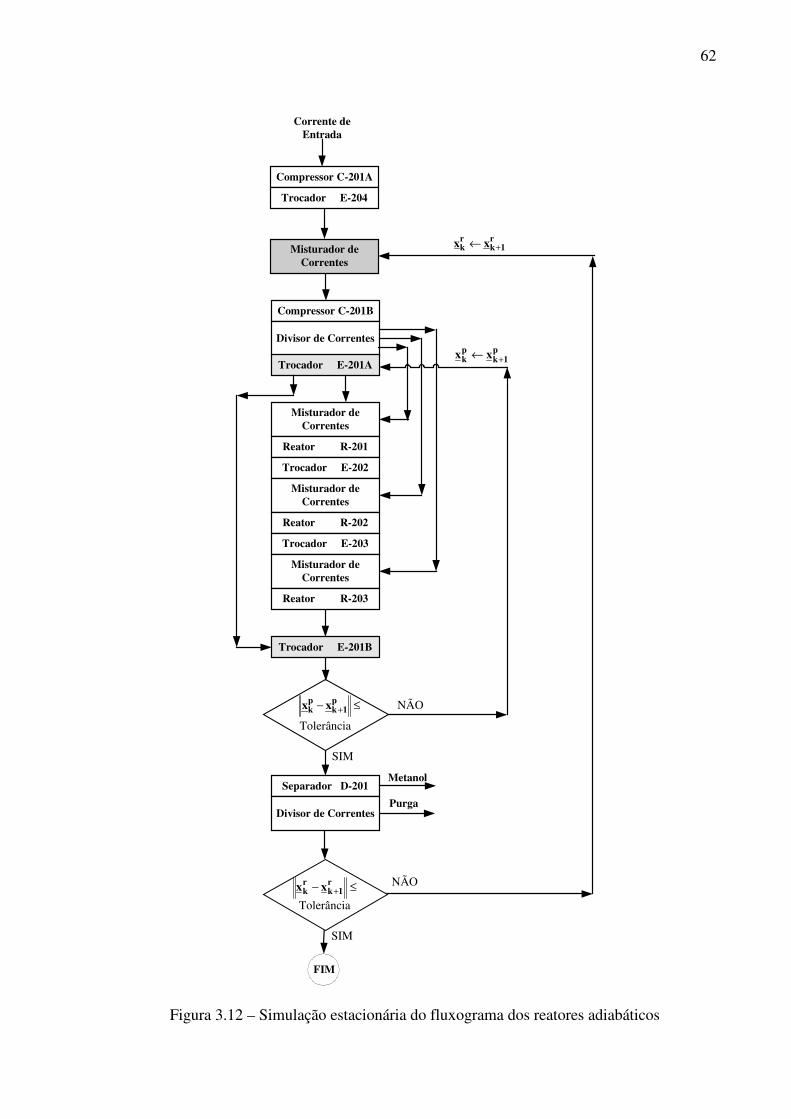
62
Corrente de Entrada
Purga
Misturador de Correntes
Compressor C-201B
Divisor de Correntes
Trocador E-201A
Trocador E-201B
Separador D-201
Divisor de Correntes
Misturador de Correntes
Reator R-201
Trocador E-202
Misturador de Correntes
Reator R-202
Trocador E-203
Misturador de Correntes
Reator R-203
Compressor C-201A
Trocador E-204
Metanol
SIM
NÃO
r1k
rk xx +←
p1k
pk xx +←
FIM
≤− +r
1krk xx
Tolerância
SIM
NÃO≤− +p
1kpk xx
Tolerância
Figura 3.12 – Simulação estacionária do fluxograma dos reatores adiabáticos
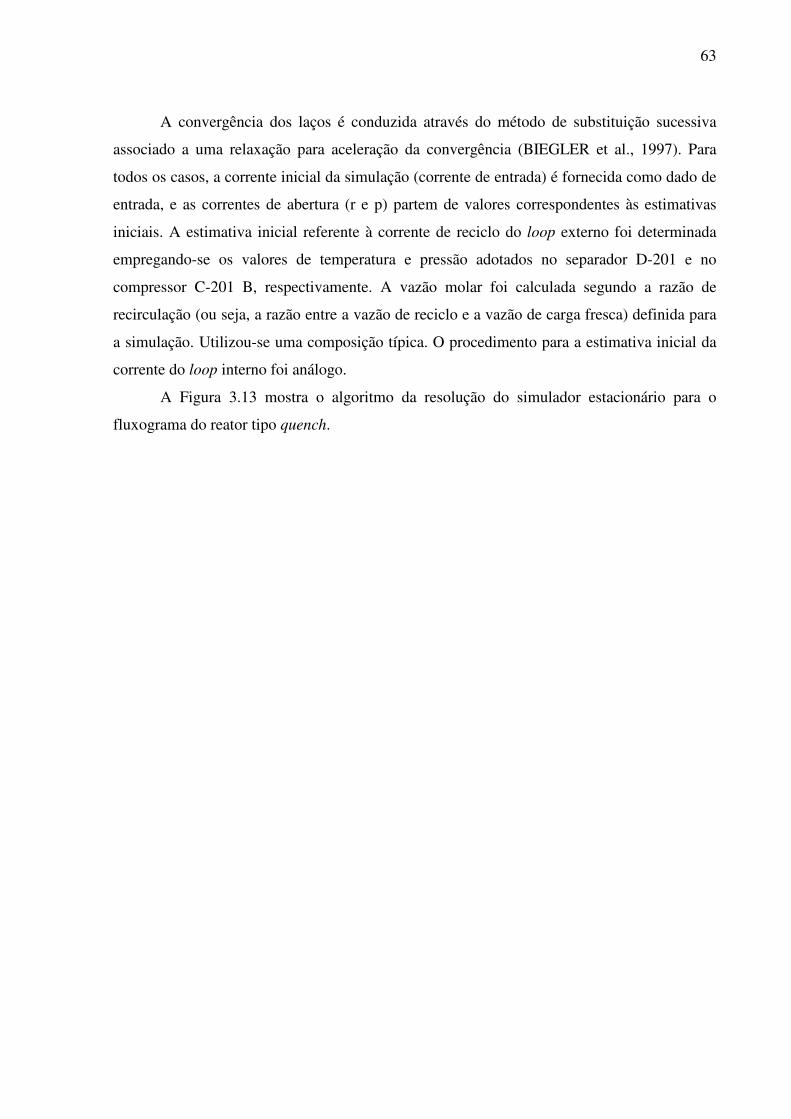
63
A convergência dos laços é conduzida através do método de substituição sucessiva
associado a uma relaxação para aceleração da convergência (BIEGLER et al., 1997). Para
todos os casos, a corrente inicial da simulação (corrente de entrada) é fornecida como dado de
entrada, e as correntes de abertura (r e p) partem de valores correspondentes às estimativas
iniciais. A estimativa inicial referente à corrente de reciclo do loop externo foi determinada
empregando-se os valores de temperatura e pressão adotados no separador D-201 e no
compressor C-201 B, respectivamente. A vazão molar foi calculada segundo a razão de
recirculação (ou seja, a razão entre a vazão de reciclo e a vazão de carga fresca) definida para
a simulação. Utilizou-se uma composição típica. O procedimento para a estimativa inicial da
corrente do loop interno foi análogo.
A Figura 3.13 mostra o algoritmo da resolução do simulador estacionário para o
fluxograma do reator tipo quench.
64
Corrente de Entrada
Purga
Misturador de Correntes
Compressor C-201B
Divisor de Correntes
Trocador E-201A
Trocador E-201B
Separador D-201
Divisor de Correntes
Misturador de Correntes
Compressor C-201A
Trocador E-204
Metanol
Reator R-201Leito 1
Reator R-201Leito 2
Misturador de Correntes
Reator R-201Leito 3
Misturador de Correntes
Reator R-201Leito 4
SIM
FIM
≤− +r
1krk xx
Tolerância
r1k
rk xx +←
p1k
pk xx +←
SIM
NÃO≤− +p
1kpk xx
Tolerância
NÃO
Figura 3.13 – Simulação estacionária do fluxograma do reator tipo quench

65
3.6. Extensão do modelo: abordagem pseudo-estacionária
A modelagem pseudo-estacionária visa representar o comportamento de uma unidade
de síntese de metanol em função da desativação do catalisador ao longo do tempo. Dessa
forma, há uma redução da produção de metanol devido à queda no desempenho dos leitos
catalíticos, processo modelado segundo a Equação 2.22 proposta por Lovik (2001). É
importante ressaltar que, em cada ponto do leito, a temperatura para o cálculo da taxa de
desativação é dependente da resolução dos balanços de massa e energia do sistema como um
todo.
A simulação pseudo-estacionária é representada por uma série de simulações
estacionárias ao longo do horizonte de tempo a ser investigado. Neste sentido, a descrição da
evolução temporal do sistema é baseada na discretização adequada do intervalo de tempo
avaliado, onde os valores da atividade são periodicamente atualizados após cada incremento
de tempo. Esta abordagem se justifica em função do processo de desativação catalítica ser
muito mais lento que o tempo de resposta das principais variáveis de processo, possibilitando
assim assumir que o sistema irá percorrer aproximadamente uma trajetória de estados
estacionários.
A Figura 3.14 ilustra o esquema computacional adotado:
Simulador Estacionário
Desativação do Catalisador
∆ttt +←
SIM
FIM
horizontett >NÃO
Figura 3.14 – Simulação pseudo-estacionária
66
Cabe ressaltar que esta abordagem exige um esforço computacional bastante maior
quando comparado à modelagem estacionária. Neste sentido, visando reduzir o tempo
computacional e possibilitar o estudo de corridas maiores, empregou-se como estimativas
iniciais das correntes de abertura de cada simulação estacionária, os resultados obtidos na
simulação estacionária do período anterior.
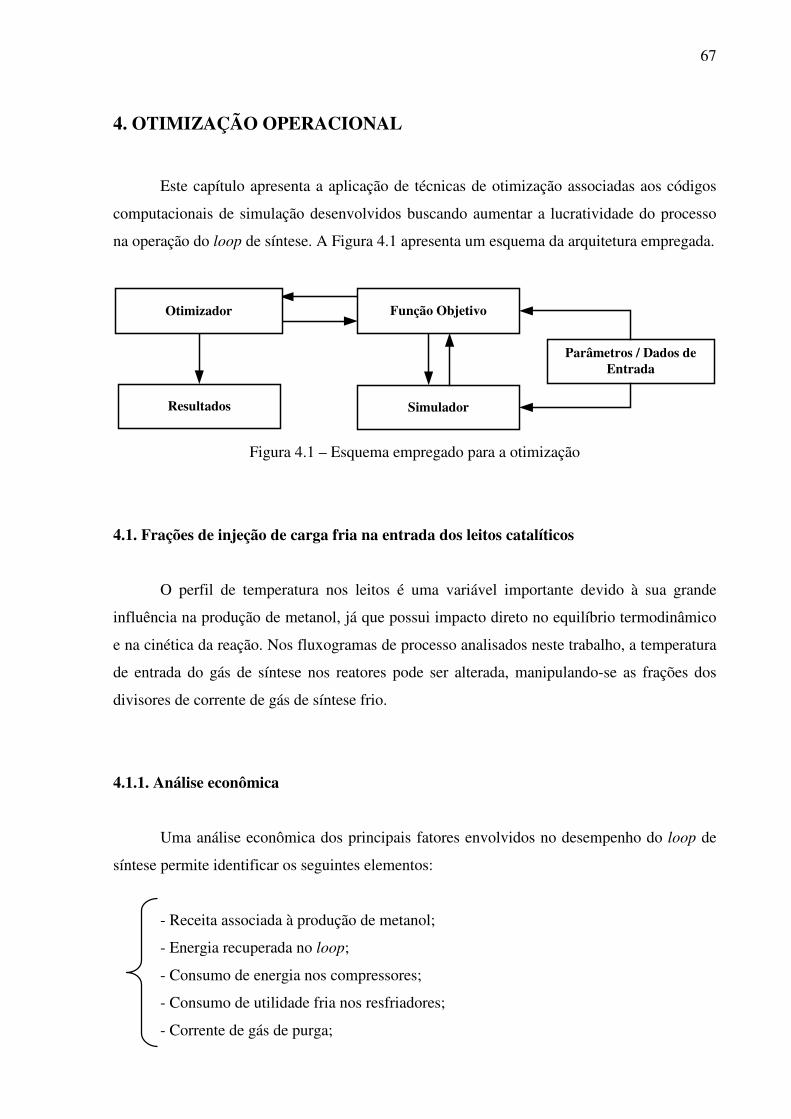
67
4. OTIMIZAÇÃO OPERACIONAL
Este capítulo apresenta a aplicação de técnicas de otimização associadas aos códigos
computacionais de simulação desenvolvidos buscando aumentar a lucratividade do processo
na operação do loop de síntese. A Figura 4.1 apresenta um esquema da arquitetura empregada.
SimuladorResultados
Função Objetivo
Parâmetros / Dados de Entrada
Otimizador
Figura 4.1 – Esquema empregado para a otimização
4.1. Frações de injeção de carga fria na entrada dos leitos catalíticos
O perfil de temperatura nos leitos é uma variável importante devido à sua grande
influência na produção de metanol, já que possui impacto direto no equilíbrio termodinâmico
e na cinética da reação. Nos fluxogramas de processo analisados neste trabalho, a temperatura
de entrada do gás de síntese nos reatores pode ser alterada, manipulando-se as frações dos
divisores de corrente de gás de síntese frio.
4.1.1. Análise econômica
Uma análise econômica dos principais fatores envolvidos no desempenho do loop de
síntese permite identificar os seguintes elementos:
- Receita associada à produção de metanol;
- Energia recuperada no loop;
- Consumo de energia nos compressores;
- Consumo de utilidade fria nos resfriadores;
- Corrente de gás de purga;

68
Nos parágrafos a seguir, cada elemento mencionado será discutido, apresentando-se as
simplificações e interpretações adotadas neste trabalho para a construção do índice de mérito
associado ao desempenho econômico da unidade. As premissas adotadas eliminam alguns
graus de liberdade (e.g. otimização da razão de recirculação, otimização da composição do
gás de síntese de alimentação da unidade, etc.) que não serão explorados neste estudo, uma
vez que implicam em uma avaliação do desempenho da planta de metanol como um todo,
ultrapassando o escopo deste trabalho, especificamente focado na unidade de síntese.
Receita associada à produção de metanol:
A produção de metanol pode ser avaliada através da vazão de metanol presente na
corrente de líquido que deixa o flash. A valoração da produção de metanol é estabelecida de
acordo com o preço do metanol no mercado. Rigorosamente, esta valoração deve estar
também atrelada ao custo da destilação do metanol bruto, que depende de certa forma, da sua
composição. Entretanto, uma vez que a composição do gás de síntese no limite de bateria será
considerada constante, este custo não irá variar de forma significativa.
Energia recuperada no loop:
Corresponde à geração de vapor presente nas caldeiras de recuperação entre os
reatores no fluxograma de processo com reatores adiabáticos. Na alternativa de fluxograma de
processo considerado para o reator quench, não há recuperação de energia para a geração de
vapor. A valoração desta produção de vapor depende do preço da energia e do balanço de
vapor da planta. Considerando o grau de integração energética em uma planta de metanol e do
seu sistema de vapor associado, esta análise pode ser complexa e depende fortemente do
ponto operacional da unidade como um todo. Por exemplo, em certas situações operacionais
específicas, pode ocorrer sobra de vapor e, desta forma, a energia recuperada no loop não vir a
trazer um benefício econômico real.
Consumo de energia nos compressores:
O consumo de energia nos compressores corresponde à potência necessária para
compressão do gás de síntese de alimentação da unidade (compressor MUG) e a compressão
do gás em função da perda de carga ao longo do loop (compressor REC). Nos procedimentos
de otimização investigados neste trabalho, uma vez que a vazão e a composição do gás de
síntese de alimentação da unidade são mantidas constantes, assim como a pressão de operação
do loop, não haverá alteração no consumo de energia correspondente para sua compressão,

69
excluindo assim a presença do consumo de energia do compressor MUG na análise para a
otimização operacional. Em relação ao compressor REC, não será objeto de estudo deste
trabalho a otimização do sistema considerando variações na razão de compressão, desta
forma, pode-se também excluir este consumo de energia na análise para a otimização
operacional, uma vez que este não apresentará variações significativas.
Consumo de utilidade fria nos resfriadores:
Os consumidores de utilidade fria no loop de síntese correspondem aos aftercoolers
dos compressores e à condensação do metanol bruto. Do ponto de vista quantitativo, o
condensador de metanol é o principal consumidor, sendo esta demanda razoavelmente
proporcional à vazão de metanol bruto. Entretanto, considerando os custos usuais de água de
resfriamento em uma planta de processo, quando comparados com o preço do metanol, estes
serão desconsiderados.
Corrente de gás de purga:
O gás de purga que sai do loop é usualmente valorado pelo seu conteúdo energético na
combustão (e.g. queima nos fornos de reforma), embora havendo um consumidor próximo à
planta, este também pode ser utilizado para gerar receita como fonte de hidrogênio. O
conteúdo energético total do gás de purga varia com a vazão de gás de purga e com o seu
poder calorífico (determinado em função da sua composição). A análise econômica do
balanço de combustível correspondente depende da natureza das unidades de gás de síntese da
planta, o que demandaria uma análise mais ampla e, tal como mencionado, não será incluída
neste trabalho. Entretanto, considerando as variáveis de decisão investigadas, pode-se
considerar que o conteúdo energético total da corrente de gás de purga permanecerá
aproximadamente constante em cada problema, não afetando significativamente os resultados.
4.1.2. Formulação do problema de otimização
Em função do quadro apresentado na análise econômica, a função objetivo é
inicialmente dada por (no sentido da maximização):
OHCHOHCHobj 33M )α(F)α(f = (4.1)
70
onde fobj é a função objetivo [kg·s-1], FCH3OH é a vazão molar do metanol [kmol·s-1], MCH3OH é
a massa molar do metanol [kg·kmol-1] e α é o vetor das frações de injeção de carga fria na
entrada dos leitos catalíticos, NSP x 1, [adimensional].
Entretanto, como o método de otimização utilizado está descrito em termos de uma
minimização, a função objetivo deve ser tratada como:
OHCHOHCHobj 33M )α(F)α(f −= (4.2)
Tal como ilustrado na Figura 4.1, cada avaliação da função objetivo implica na
execução de uma simulação estacionária para a determinação da produção de metanol em
relação a um determinado conjunto de frações de divisão de corrente.
Conforme mencionado anteriormente, a vazão de gás de síntese frio injetado nas
entradas dos reatores pode ser manipulada pelas frações dos divisores de correntes, o que
conseqüentemente altera os perfis de temperatura ao longo dos leitos. Desta forma, tais
frações representam as variáveis a serem otimizadas (NSP variáveis). Entretanto, estas
precisam ser definidas em um intervalo operacionalmente viável, constituindo, portanto, as
restrições do problema de otimização. A Equação 4.3 mostra, matematicamente, a formulação
do problema de otimização.
(4.3)
onde αlb é o vetor com os limites inferiores das frações de injeção de carga fria na entrada dos
leitos catalíticos, NSP x 1, [adimensional] e αub é o vetor com os limites superiores das frações
de injeção de carga fria na entrada dos leitos catalíticos, NSP x 1, [adimensional].
Embora o problema possua restrições, pode-se realizar uma transformação de
variáveis, semelhante à empregada por Ahón e Medeiros (2001) na otimização de sistemas de
destilação em batelada, a fim de simplificar o problema, tornando-o irrestrito. As frações de
injeção de carga fria são substituídas por novas variáveis de decisão segundo a expressão a
seguir:
ublb
obj
a sujeito
(fmin
α≤α≤α
α )
71
1e
e)α(αα αθ
θ
lbublb+
−+= (4.4)
onde θ é o vetor de variáveis transformadas para o problema irrestrito, NSP x 1,
[adimensional].
Tomando como base as restrições para a otimização da injeção de carga fria, a
transformação de variável permite que o domínio seja irrestrito no qual θ pode assumir
qualquer valor entre -∞ e +∞.
Desta forma, chega-se à formulação matemática do problema de otimização não-linear
irrestrito, de acordo com a Equação 4.5:
SPN
obj ) (fmin
ℜ∈θ
θ (4.5)
O método de otimização utilizado corresponde ao método simplex de programação
não-linear (NELDER e MEAD, 1965), descrito em Bazaraa et al. (1993). Desde sua
publicação, tal método tornou-se um dos mais utilizados em problemas otimização não-linear
irrestrita (LAGARIAS et al., 1998).
4.2. Parada para troca dos leitos catalíticos
Ao longo do tempo de operação do loop de síntese, torna-se necessário efetuar a troca
periódica dos leitos catalíticos, em função da sua gradual perda de atividade. Neste contexto,
um problema associado ao planejamento da produção de plantas de metanol é a decisão de
quando os reatores devem ser parados para a troca do catalisador de forma a se alcançar o
máximo lucro possível. Uma parada da unidade de síntese implica na interrupção da produção
por um determinado intervalo de tempo, com a necessária repartida de todas as unidades da
fábrica com os custos inerentes aos procedimentos de partida e parada de plantas industriais.
72
4.2.1. Análise econômica
A análise do desempenho do loop para avaliação do instante ótimo para troca dos
leitos parte da discussão apresentada na subseção 4.1.1, referente à otimização das frações de
injeção de carga fria, resultando nos seguintes elementos:
- Receita associada à produção de metanol;
- Consumo de catalisador;
- Custo da interrupção de produção;
Receita associada à produção de metanol:
A quantificação desta receita deve incluir o volume total de metanol produzido no
horizonte de tempo analisado. Neste sentido, após a troca do catalisador, há um aumento da
produção, que deve ser contrabalançado com os custos necessários para a troca dos leitos
catalíticos.
Consumo de catalisador:
Adotando como premissa que o esquema de carregamento do catalisador será
constante em termos de volume e tipo de catalisador, o seu consumo é somente função do
número de paradas para a sua troca. Sabe-se que o preço do catalisador é considerável e
estabelecido segundo o fornecedor, detentor da tecnologia. Foi estimado um preço típico para
este insumo de acordo com os valores usualmente praticados no mercado.
Custo da interrupção da produção:
Os custos envolvidos em procedimentos de partida e parada estão associados a
atividades, tais como, purga com nitrogênio de toda a planta, purga com vapor de água, pré-
aquecimento dos equipamentos, aumento gradual de vazões, ajuste das variáveis operacionais,
etc. Durante tais procedimentos existe a perda de vapor de água, nitrogênio, gás de purga, gás
de síntese e energia. Esta análise é bastante complexa e dependente da planta como um todo,
da tecnologia empregada e de cada equipamento/fabricante especificamente. Neste trabalho,
estes custos não serão explicitados no índice de mérito da análise econômica (caso seja
necessário, estes poderiam ser inseridos, sem alteração da estrutura do problema formulado,
através de uma penalização extra do ponto de vista do volume de catalisador a ser
substituído). Um aspecto adicional mais importante que deve ser considerado na análise
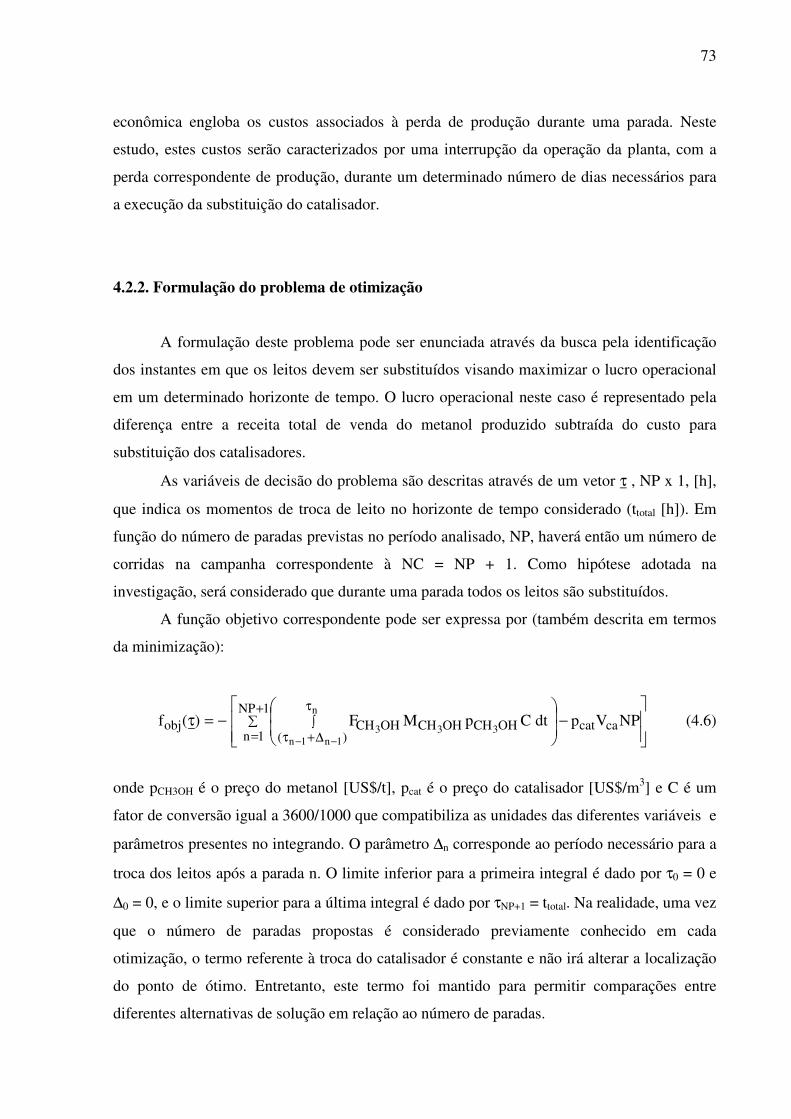
73
econômica engloba os custos associados à perda de produção durante uma parada. Neste
estudo, estes custos serão caracterizados por uma interrupção da operação da planta, com a
perda correspondente de produção, durante um determinado número de dias necessários para
a execução da substituição do catalisador.
4.2.2. Formulação do problema de otimização
A formulação deste problema pode ser enunciada através da busca pela identificação
dos instantes em que os leitos devem ser substituídos visando maximizar o lucro operacional
em um determinado horizonte de tempo. O lucro operacional neste caso é representado pela
diferença entre a receita total de venda do metanol produzido subtraída do custo para
substituição dos catalisadores.
As variáveis de decisão do problema são descritas através de um vetor τ , NP x 1, [h],
que indica os momentos de troca de leito no horizonte de tempo considerado (ttotal [h]). Em
função do número de paradas previstas no período analisado, NP, haverá então um número de
corridas na campanha correspondente à NC = NP + 1. Como hipótese adotada na
investigação, será considerado que durante uma parada todos os leitos são substituídos.
A função objetivo correspondente pode ser expressa por (também descrita em termos
da minimização):
−
−=τ ∑
+
=∫
τ
∆+τ −−
1NP
1ncacat
)(OHCHOHCHOHCHobj NPVpdtCpMF)(f
n
1n1n333
(4.6)
onde pCH3OH é o preço do metanol [US$/t], pcat é o preço do catalisador [US$/m3] e C é um
fator de conversão igual a 3600/1000 que compatibiliza as unidades das diferentes variáveis e
parâmetros presentes no integrando. O parâmetro ∆n corresponde ao período necessário para a
troca dos leitos após a parada n. O limite inferior para a primeira integral é dado por τ0 = 0 e
∆0 = 0, e o limite superior para a última integral é dado por τNP+1 = ttotal. Na realidade, uma vez
que o número de paradas propostas é considerado previamente conhecido em cada
otimização, o termo referente à troca do catalisador é constante e não irá alterar a localização
do ponto de ótimo. Entretanto, este termo foi mantido para permitir comparações entre
diferentes alternativas de solução em relação ao número de paradas.

74
Considerando a mesma transformação de variáveis apresentada no problema de
otimização da injeção de carga fria, o problema de otimização apresenta a sua forma final,
também a ser resolvido através do método simplex:
NP
obj ) (fmin
ℜ∈θ
θ (4.7)
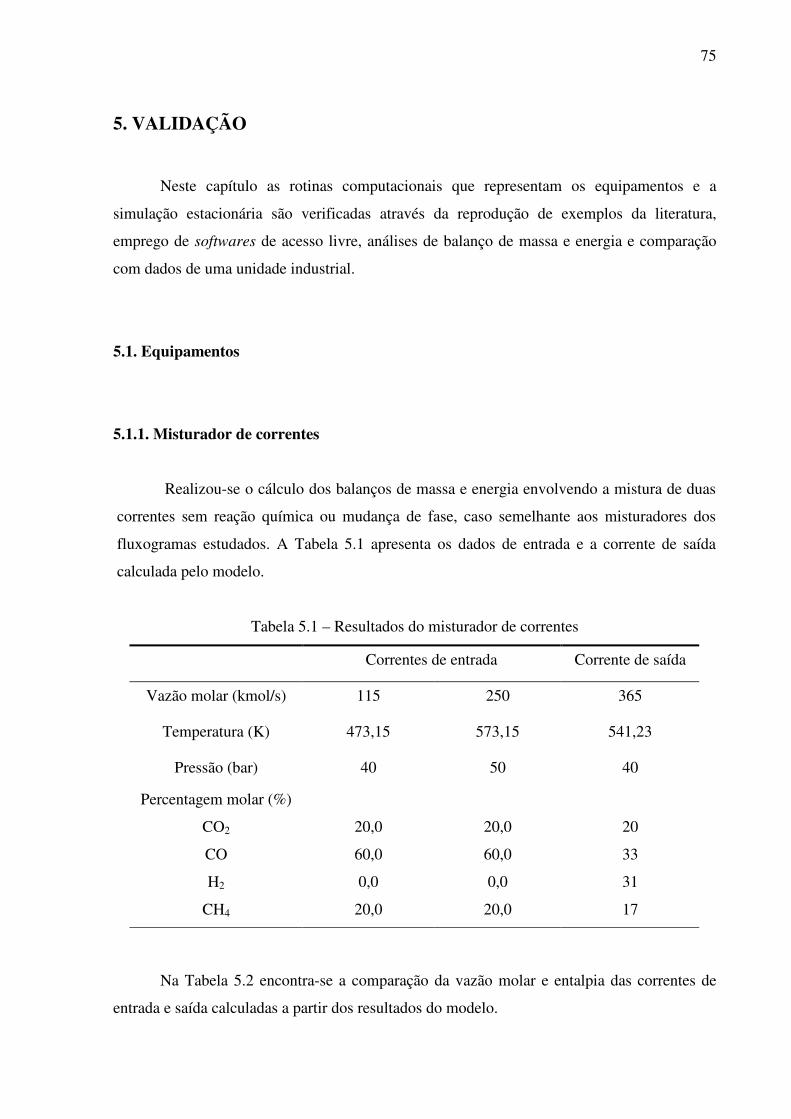
75
5. VALIDAÇÃO
Neste capítulo as rotinas computacionais que representam os equipamentos e a
simulação estacionária são verificadas através da reprodução de exemplos da literatura,
emprego de softwares de acesso livre, análises de balanço de massa e energia e comparação
com dados de uma unidade industrial.
5.1. Equipamentos
5.1.1. Misturador de correntes
Realizou-se o cálculo dos balanços de massa e energia envolvendo a mistura de duas
correntes sem reação química ou mudança de fase, caso semelhante aos misturadores dos
fluxogramas estudados. A Tabela 5.1 apresenta os dados de entrada e a corrente de saída
calculada pelo modelo.
Tabela 5.1 – Resultados do misturador de correntes
Correntes de entrada Corrente de saída
Vazão molar (kmol/s) 115 250 365
Temperatura (K) 473,15 573,15 541,23
Pressão (bar) 40 50 40
Percentagem molar (%)
CO2
CO
H2
CH4
20,0
60,0
0,0
20,0
20,0
60,0
0,0
20,0
20
33
31
17
Na Tabela 5.2 encontra-se a comparação da vazão molar e entalpia das correntes de
entrada e saída calculadas a partir dos resultados do modelo.

76
Tabela 5.2 – Validação da modelagem do misturador de correntes1
Correntes de entrada Corrente de saída
Vazão molar (kmol/s) 365 365
Entalpia (W) 6,67x109 6,67x109
1Valores de entalpia em relação à temperatura de referência de 273,15 K.
Como pode-se verificar o modelo está representando adequadamente as leis de
conservação.
5.1.2. Divisor de correntes
A Tabela 5.3 ilustra os dados de entrada e os resultados obtidos para uma fração de
divisão de 0,4 de uma certa corrente de entrada.
Tabela 5.3 – Resultados do divisor de correntes
Corrente de entrada Correntes de saída
Vazão molar (kmol/s) 100 60 40
Temperatura (K) 473,15 473,15 473,15
Pressão (bar) 40 40 40
Percentagem molar (%)
CO2
CO
H2
H2O
CH4
5,0
5,0
5,0
5,0
75,0
5,0
5,0
5,0
5,0
75,0
5,0
5,0
5,0
5,0
75,0
A Tabela 5.4 apresenta a comparação da vazão molar e entalpia da corrente de entrada
e saída calculadas a partir dos resultados do modelo.

77
Tabela 5.4 – Validação da modelagem do divisor de correntes1
Corrente de entrada Corrente de saída
Vazão molar (kmol/s) 100 100
Entalpia (W) 3,64x108 3,64x108
1Valores de entalpia em relação à temperatura de referência de 273,15 K.
Tais resultados indicam que o modelo está representando adequadamente as leis de
conservação de massa e energia.
5.1.3. Compressor
A rotina de cálculo da potência do compressor foi validada baseado no resultado de
McCabe et al. (1993). O exemplo estudado, que utiliza um equacionamento semelhante ao
adotado neste trabalho, envolve uma corrente com vazão de 12,9 kmol/h de metano a
299,85 K sendo comprimida em um processo adiabático de eficiência igual a 0,80 de 0,96 bar
a 3,84 bar. A comparação da temperatura encontra-se na Tabela 5.5, entretanto empregou-se
no modelo a temperatura obtida segundo a potência real conforme descrito no item 3.2.4.
Tabela 5.5 – Validação da modelagem do compressor
Valor de referência Valor calculado
Potência (W) 18344,2 18317,6
Temperatura isentrópica (K) 416,5 416,1
Temperatura processo
irreversível (K) - 430,0
Os resultados indicam uma adequada reprodução do exemplo (pequenas diferenças
podem ser atribuídas a alguma variação nas constantes empregadas em ambos os casos).

78
5.1.4. Trocador de calor
A validação da rotina desenvolvida para modelagem do trocador de calor foi realizada
reproduzindo um exemplo descrito em De Witt e Incropera (1992). Os dados de entrada
empregados foram:
- Área de troca térmica: 5,220 m2
- Vazão mássica da corrente de óleo (fluido quente): 0,1 kg·s-1
- Temperatura de entrada da corrente de óleo: 100°C
- Capacidade calorífica da corrente de óleo: 2132 J·kg-1·K-1
- Vazão mássica da corrente de água (fluido frio): 0,2 kg·s-1
- Temperatura de entrada da corrente de óleo: 30°C
- Capacidade calorífica da corrente de óleo: 4178 J·kg-1·K-1
- Coeficiente global de transferência de calor: 37,8 W·m-2·K-1
A configuração do trocador de calor implementado pode ser contra-corrente, paralelo
ou CT 1-N (onde N = {2, 4, 6, 8, ...}), entretanto escolheu-se um caso contra-corrente para
validação, já que este foi o empregado nos fluxogramas aqui estudados. Calcularam-se as
temperaturas de saída e obteve-se como resultado valores idênticos aos observados na
literatura:
- Temperatura de saída da corrente de óleo: 60,0°C
- Temperatura de saída da corrente de água: 40,2°C
5.1.5. Flash
O flash foi validado segundo um software gratuito denominado ChemSep-Lite
(CHEMSEP, 2007), desenvolvido por um consórcio coordenado pelos professores Ross
Taylor e Harry Kooijan da Clarkson University. O programa e o modelo foram alimentados
com as variáveis relacionadas na Tabela 5.6.
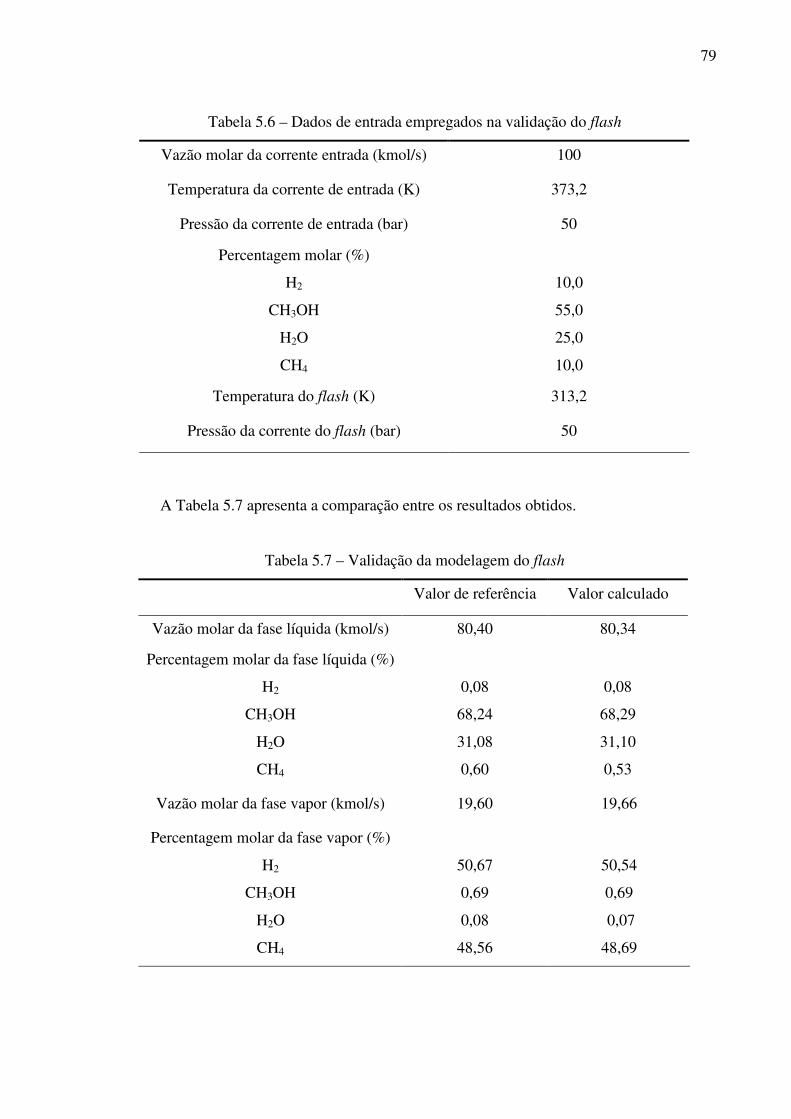
79
Tabela 5.6 – Dados de entrada empregados na validação do flash
Vazão molar da corrente entrada (kmol/s) 100
Temperatura da corrente de entrada (K) 373,2
Pressão da corrente de entrada (bar) 50
Percentagem molar (%)
H2
CH3OH
H2O
CH4
10,0
55,0
25,0
10,0
Temperatura do flash (K) 313,2
Pressão da corrente do flash (bar) 50
A Tabela 5.7 apresenta a comparação entre os resultados obtidos.
Tabela 5.7 – Validação da modelagem do flash
Valor de referência Valor calculado
Vazão molar da fase líquida (kmol/s) 80,40 80,34
Percentagem molar da fase líquida (%)
H2
CH3OH
H2O
CH4
0,08
68,24
31,08
0,60
0,08
68,29
31,10
0,53
Vazão molar da fase vapor (kmol/s) 19,60 19,66
Percentagem molar da fase vapor (%)
H2
CH3OH
H2O
CH4
50,67
0,69
0,08
48,56
50,54
0,69
0,07
48,69

80
Verifica-se na Tabela 5.7 que os resultados são muito próximos, pequenas diferenças
podem ser atribuídas aos valores das propriedades físicas dos compostos e a questões
envolvendo truncamentos e/ou tolerâncias.
5.1.6. Reator
A validação da rotina computacional que representa o reator foi realizada
reproduzindo-se um caso apresentado por Vanden Bussche e Froment (1996). A Tabela 5.8
mostra as condições operacionais do caso estudado.
Tabela 5.8 – Condições operacionais empregadas na validação do modelo do reator
Massa específica do catalisador (kg/m3) 1154
Diâmetro do reator (cm) 1,6
Comprimento do reator (cm) 15
Temperatura da corrente de entrada (K) 493,2
Pressão da corrente de entrada (bar) 50
Vazão mássica (g/h) 100,8
Percentagem molar (%)
CO2
CO
H2
CH3OH
H2O
Inerte
3,00
4,00
82,00
0,00
0,00
11,0
A Figura 5.1 ilustra os perfis de concentrações dos produtos e reagentes ao longo do
reator, calculados pelo modelo implementado. Os gráficos foram construídos considerando-se
como abscissa a grandeza adimensional denominada comprimento reduzido, definida pela
razão da posição em cada ponto do reator (z) pelo seu comprimento (L).

81
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
Comprimento reduzido
Co
nce
ntr
açã
o (
% m
ol)
CO2
CO
CH3OH
H2O
Figura 5.1 – Concentrações de produtos e reagentes
ao longo do reator calculadas pelo modelo
A Figura 5.2 apresenta o perfil de temperatura ao longo do reator.
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
490
500
510
520
530
540
550
560
Comprimento reduzido
Te
mp
era
tura
(K
)
Figura 5.2 – Temperatura ao longo do reator calculada pelo modelo
Os gráficos encontrados na literatura (VANDEN BUSSCHE e FROMENT, 1996)
foram digitalizados e escalonados a fim de comparar com os resultados obtidos pelo modelo.
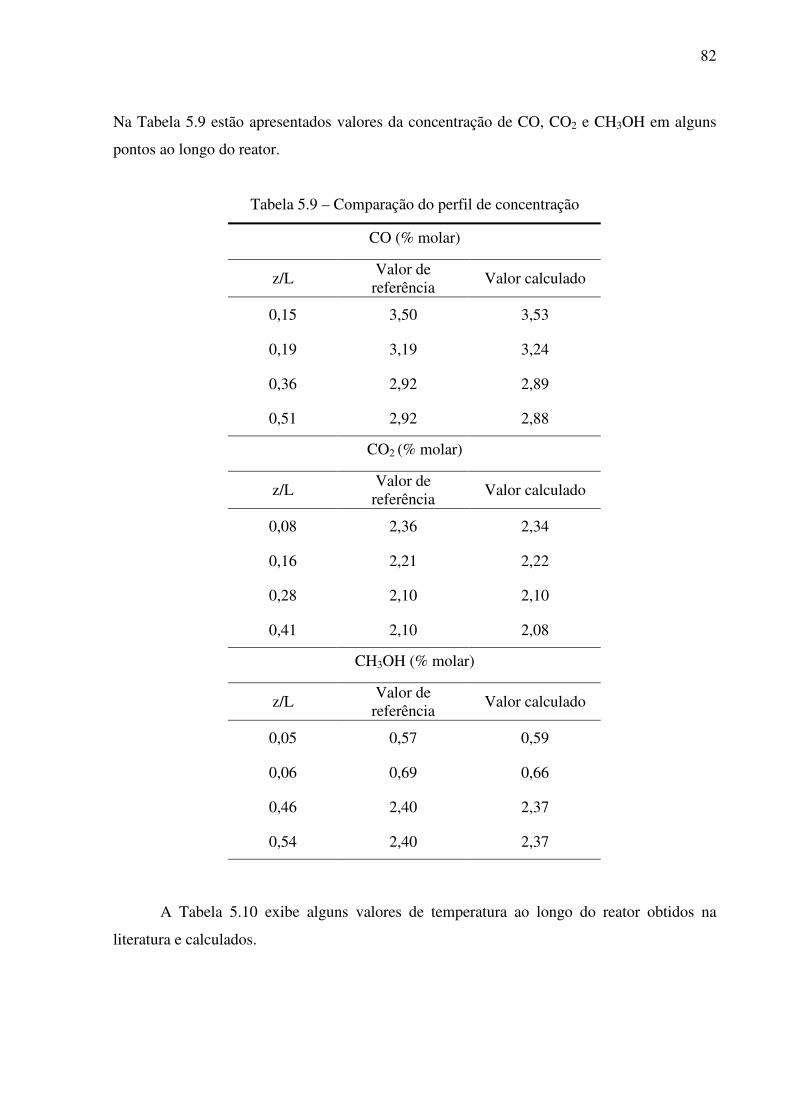
82
Na Tabela 5.9 estão apresentados valores da concentração de CO, CO2 e CH3OH em alguns
pontos ao longo do reator.
Tabela 5.9 – Comparação do perfil de concentração
CO (% molar)
z/L Valor de referência
Valor calculado
0,15 3,50 3,53
0,19 3,19 3,24
0,36 2,92 2,89
0,51 2,92 2,88
CO2 (% molar)
z/L Valor de referência
Valor calculado
0,08 2,36 2,34
0,16 2,21 2,22
0,28 2,10 2,10
0,41 2,10 2,08
CH3OH (% molar)
z/L Valor de referência
Valor calculado
0,05 0,57 0,59
0,06 0,69 0,66
0,46 2,40 2,37
0,54 2,40 2,37
A Tabela 5.10 exibe alguns valores de temperatura ao longo do reator obtidos na
literatura e calculados.

83
Tabela 5.10 – Comparação do perfil de temperatura
Comprimento
reduzido
Temperatura de
referência (K)
Temperatura
calculada (K)
0,04 499,64 501,64
0,07 507,52 506,76
0,12 520,27 517,66
0,17 534,83 531,4
0,20 542,11 538,97
0,53 550,61 550,73
As Tabelas 5.9 e 5.10 indicam boa concordância entre as duas fontes de resultados.
5.2. Simulação estacionária do loop
Após a etapa de validação dos equipamentos individuais, buscou-se validar as
simulações estacionárias para os fluxogramas estudados a partir da verificação da consistência
entre as vazões mássicas de entrada e saída do processo.
5.2.1. Fluxograma dos reatores adiabáticos
Como os equipamentos foram validados individualmente, realizou-se um balanço de
massa global do loop para validação do fluxograma dos reatores adiabáticos (Figura 3.2).
Definiu-se uma planta com produção diária de aproximadamente 1000 t no final da campanha
do catalisador. Na Tabela 5.11 estão as condições operacionais do caso base escolhido.
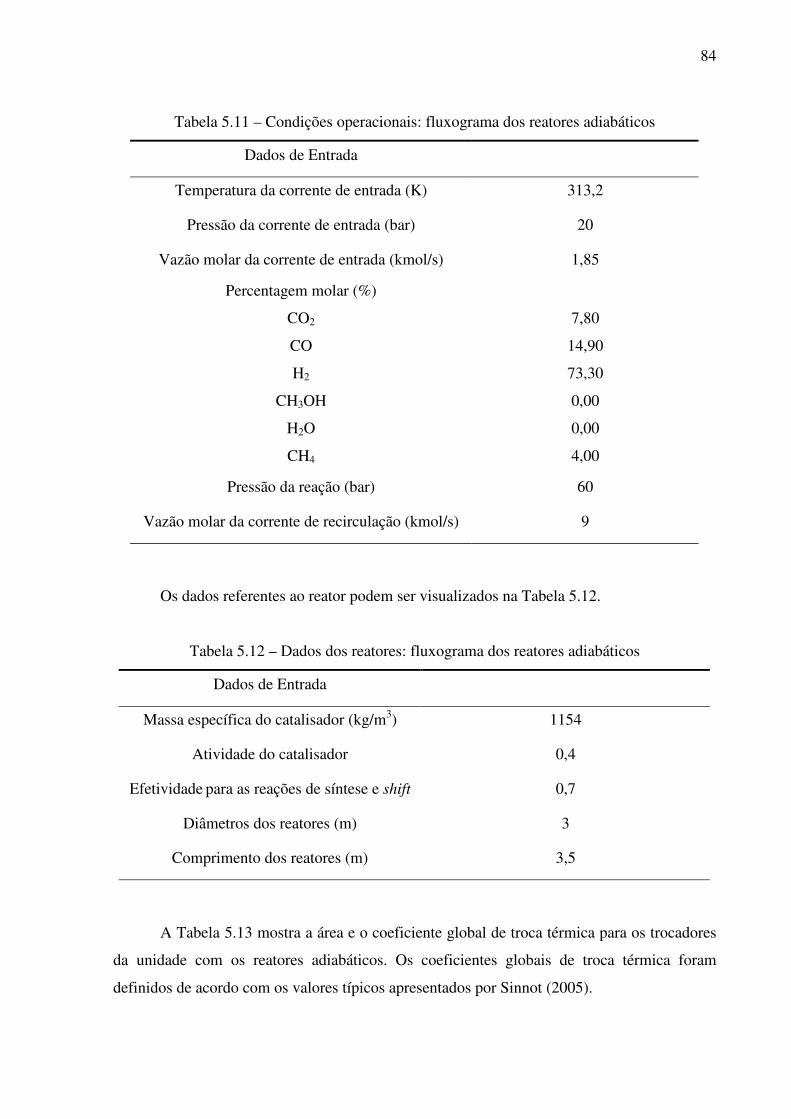
84
Tabela 5.11 – Condições operacionais: fluxograma dos reatores adiabáticos
Dados de Entrada
Temperatura da corrente de entrada (K) 313,2
Pressão da corrente de entrada (bar) 20
Vazão molar da corrente de entrada (kmol/s) 1,85
Percentagem molar (%)
CO2
CO
H2
CH3OH
H2O
CH4
7,80
14,90
73,30
0,00
0,00
4,00
Pressão da reação (bar) 60
Vazão molar da corrente de recirculação (kmol/s) 9
Os dados referentes ao reator podem ser visualizados na Tabela 5.12.
Tabela 5.12 – Dados dos reatores: fluxograma dos reatores adiabáticos
Dados de Entrada
Massa específica do catalisador (kg/m3) 1154
Atividade do catalisador 0,4
Efetividade para as reações de síntese e shift 0,7
Diâmetros dos reatores (m) 3
Comprimento dos reatores (m) 3,5
A Tabela 5.13 mostra a área e o coeficiente global de troca térmica para os trocadores
da unidade com os reatores adiabáticos. Os coeficientes globais de troca térmica foram
definidos de acordo com os valores típicos apresentados por Sinnot (2005).
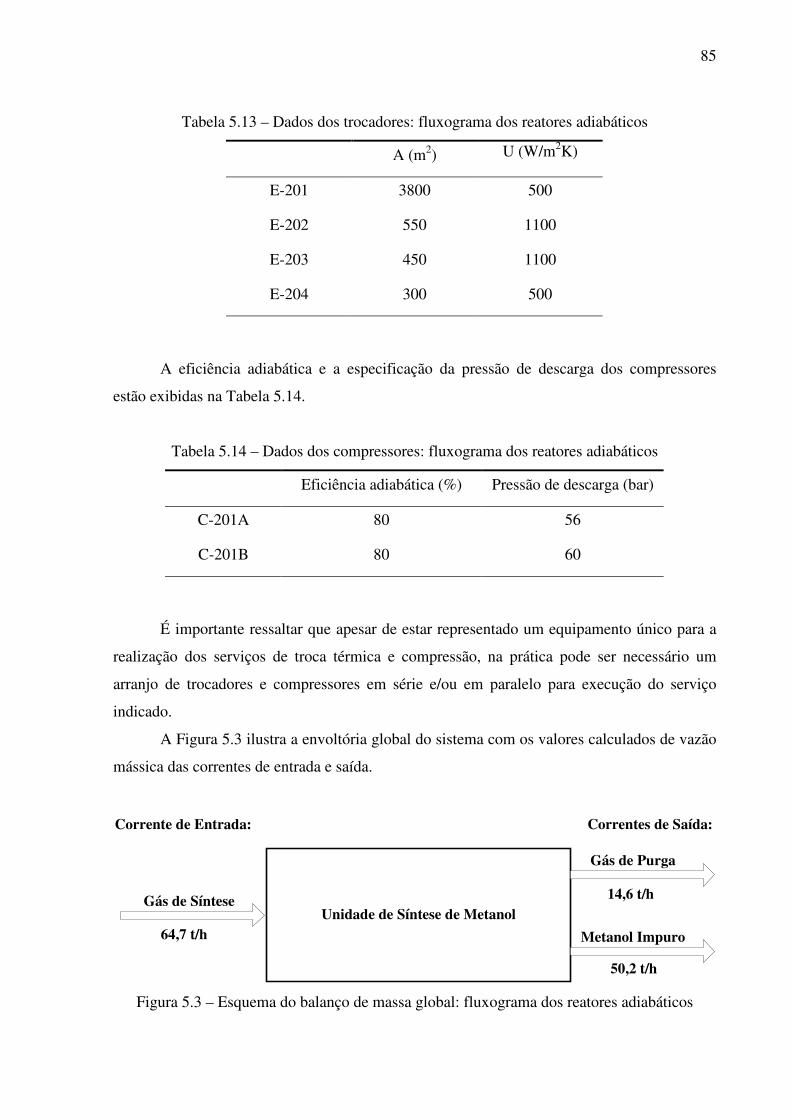
85
Tabela 5.13 – Dados dos trocadores: fluxograma dos reatores adiabáticos
A (m2) U (W/m2K)
E-201 3800 500
E-202 550 1100
E-203 450 1100
E-204 300 500
A eficiência adiabática e a especificação da pressão de descarga dos compressores
estão exibidas na Tabela 5.14.
Tabela 5.14 – Dados dos compressores: fluxograma dos reatores adiabáticos
Eficiência adiabática (%) Pressão de descarga (bar)
C-201A 80 56
C-201B 80 60
É importante ressaltar que apesar de estar representado um equipamento único para a
realização dos serviços de troca térmica e compressão, na prática pode ser necessário um
arranjo de trocadores e compressores em série e/ou em paralelo para execução do serviço
indicado.
A Figura 5.3 ilustra a envoltória global do sistema com os valores calculados de vazão
mássica das correntes de entrada e saída.
Unidade de Síntese de Metanol Gás de Síntese
Correntes de Saída:Corrente de Entrada:
Gás de Purga
Metanol Impuro
14,6 t/h
50,2 t/h
64,7 t/h
Figura 5.3 – Esquema do balanço de massa global: fluxograma dos reatores adiabáticos

86
A Tabela 5.15 apresenta os resultados do balanço de massa global.
Tabela 5.15 – Balanço de massa global: fluxograma dos reatores adiabáticos
Corrente de gás
de síntese
Corrente de gás
de purga
Corrente
metanol impuro
Soma das
correntes de saída
Vazão
mássica (t/h) 64,7 14,6 50,2 64,8
A Tabela 5.16 apresenta o resultado do balanço de massa global por átomo.
Tabela 5.16 – Balanço de massa global por átomo: fluxograma de reatores adiabáticos
Átomo Corrente de gás
de síntese (t/h)
Corrente de gás
de purga (t/h)
Corrente metanol
impuro (t/h)
Soma das correntes
de saída (t/h)
C 21,4 5,5 15,9 21,4
H 10,9 4,8 6,1 10,9
O 32,5 4,4 28,1 32,5
A fim de complementar a validação, o loop de síntese baseado nos reatores adiabáticos
foi simulado com dados de projeto de uma unidade industrial obtendo-se resultados
satisfatórios. A Tabela 5.17 ilustra o erro percentual em módulo de algumas variáveis da
modelagem em relação os valores definidos no fluxograma de processo da planta no final de
campanha. Devido a restrições de sigilo industrial, não é possível apresentar os dados
completos.

87
Tabela 5.17 – Comparação do fluxograma dos reatores adiabáticos com dados do
fluxograma de processo de uma unidade de síntese de uma planta industrial
Variáveis Erro (%)
Vazão mássica de metanol impuro 6,1
Fração molar de CH3OH na corrente de metanol impuro 3,5
Temperatura de saída do primeiro reator (K) 3,5
Temperatura de saída do segundo reator (K) 3,8
Temperatura de saída do terceiro reator (K) 4,6
5.2.2. Fluxograma do reator tipo quench
Foi realizado um balanço de massa global do loop para validação do fluxograma do
reator tipo quench (Figura 3.2). O caso utilizado foi baseado em uma unidade apresentada na
literatura por Heyen et al. (1997), cujas condições operacionais encontram-se na Tabela 5.18.
A planta tem capacidade de produção de metanol aproximada de 2000 t/d.
Tabela 5.18 – Condições operacionais: fluxograma do reator tipo quench
Dados de Entrada
Temperatura da corrente de entrada (K) 313,2
Pressão da corrente de entrada (bar) 20
Vazão molar da corrente de entrada (kmol/s) 3,655
Percentagem molar (%)
CO2
CO
H2
CH3OH
H2O
CH4
7,80
14,90
73,30
0,00
0,00
4,00
Pressão da reação (bar) 85
Vazão molar da corrente de recirculação (kmol/s) 12,485

88
A Tabela 5.19 apresenta os dados relacionados ao reator.
Tabela 5.19 – Dados do reator: fluxograma do reator tipo quench
Dados de Entrada
Massa específica do catalisador (kg/m3) 1154
Atividade do catalisador 0,4
Efetividade das reações de síntese e shift 0,7
Diâmetros dos leitos (m) 3
Comprimento dos leitos (m) 7,8/9,9/11,0/11,9
A área e o coeficiente global de troca térmica para os trocadores de calor presentes no
fluxograma do reator tipo quench encontram-se na Tabela 5.20.
Tabela 5.20 – Dados dos trocadores: fluxograma do reator tipo quench
A (m2) U (W/m2K)
E-201 1400 600
E-204 700 500
A Tabela 5.21 mostra a eficiência adiabática e a especificação da pressão de descarga
dos compressores.
Tabela 5.21 – Dados dos compressores: fluxograma do reator tipo quench
Eficiência adiabática (%) Pressão de descarga (bar)
C-201A 80 80
C-201B 80 85
Conforme já descrito para o caso da configuração dos reatores adiabáticos, mesmo
estando representado no fluxograma um único equipamento para a realização dos serviços de
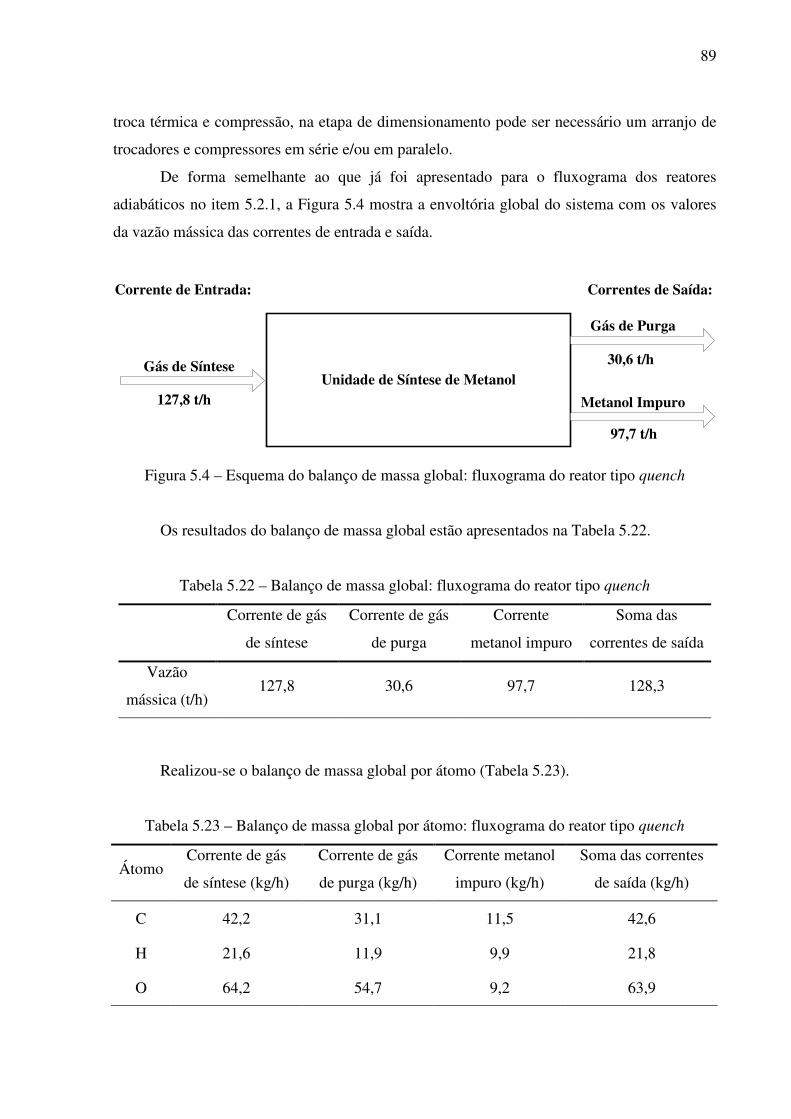
89
troca térmica e compressão, na etapa de dimensionamento pode ser necessário um arranjo de
trocadores e compressores em série e/ou em paralelo.
De forma semelhante ao que já foi apresentado para o fluxograma dos reatores
adiabáticos no item 5.2.1, a Figura 5.4 mostra a envoltória global do sistema com os valores
da vazão mássica das correntes de entrada e saída.
Unidade de Síntese de Metanol Gás de Síntese
Correntes de Saída:Corrente de Entrada:
Gás de Purga
Metanol Impuro
30,6 t/h
97,7 t/h
127,8 t/h
Figura 5.4 – Esquema do balanço de massa global: fluxograma do reator tipo quench
Os resultados do balanço de massa global estão apresentados na Tabela 5.22.
Tabela 5.22 – Balanço de massa global: fluxograma do reator tipo quench
Corrente de gás
de síntese
Corrente de gás
de purga
Corrente
metanol impuro
Soma das
correntes de saída
Vazão
mássica (t/h) 127,8 30,6 97,7 128,3
Realizou-se o balanço de massa global por átomo (Tabela 5.23).
Tabela 5.23 – Balanço de massa global por átomo: fluxograma do reator tipo quench
Átomo Corrente de gás
de síntese (kg/h)
Corrente de gás
de purga (kg/h)
Corrente metanol
impuro (kg/h)
Soma das correntes
de saída (kg/h)
C 42,2 31,1 11,5 42,6
H 21,6 11,9 9,9 21,8
O 64,2 54,7 9,2 63,9

90
Não foi possível fazer a validação do loop de síntese para o fluxograma do reator tipo
quench com dados de uma planta real devido à impossibilidade de acesso a uma unidade com
essa configuração.
91
6. RESULTADOS
6.1. Análise das principais variáveis operacionais no reator
As principais variáveis operacionais que influenciam o comportamento do reator são:
temperatura da corrente de alimentação, pressão, composição da carga e atividade do
catalisador. Objetivando explorar algoritmos de simulação e proporcionar um melhor
entendimento do loop de síntese, realizou-se uma investigação dessas variáveis operacionais,
ilustrando alguns conceitos básicos em engenharia de reatores. Adotou-se como base do
estudo o mesmo reator empregado na validação do modelo (VANDEN BUSSCHE e
FROMENT, 1996), desta forma, os comprimentos dos leitos analisados serão apresentados
normalizados segundo o comprimento do reator original. Quando a produção for apresentada
também será adotada sua normalização correspondente.
Em linhas gerais, como poderá ser observado a seguir, o comportamento do reator
dependerá se o mesmo possui sua conversão limitada pelos aspectos cinéticos ou pelo
equilíbrio termodinâmico.
6.1.1. Temperatura
A Figura 6.1 ilustra o gráfico do perfil de temperatura ao longo de um leito para duas
temperaturas da corrente de alimentação (210°C/483,15K e 230°C/503,15K).

92
0.00 0.05 0.10 0.15
480
490
500
510
520
530
540
550
Comprimento reduzido
Te
mp
era
tura
(K
)
483,15 K
503,15 K
Figura 6.1 – Temperatura ao longo do reator com conversão
limitada pela cinética para dois níveis de temperatura
Neste caso, verifica-se que em ambas as temperaturas a conversão está limitada pela
cinética da reação, não tendo sido atingido o equilíbrio.
Como se trata de uma reação exotérmica, verifica-se que a temperatura ao longo do
reator aumenta devido à liberação de energia durante o curso da reação. Para a maior
temperatura nota-se uma maior inclinação, ou seja, um maior incremento da temperatura
função de uma maior taxa cinética.
A Figura 6.2 apresenta o perfil de temperatura ao longo de um leito de maior
comprimento para os mesmos dois níveis de temperatura (210°C/483,15K e 230°C/503,15K)
da corrente de entrada.
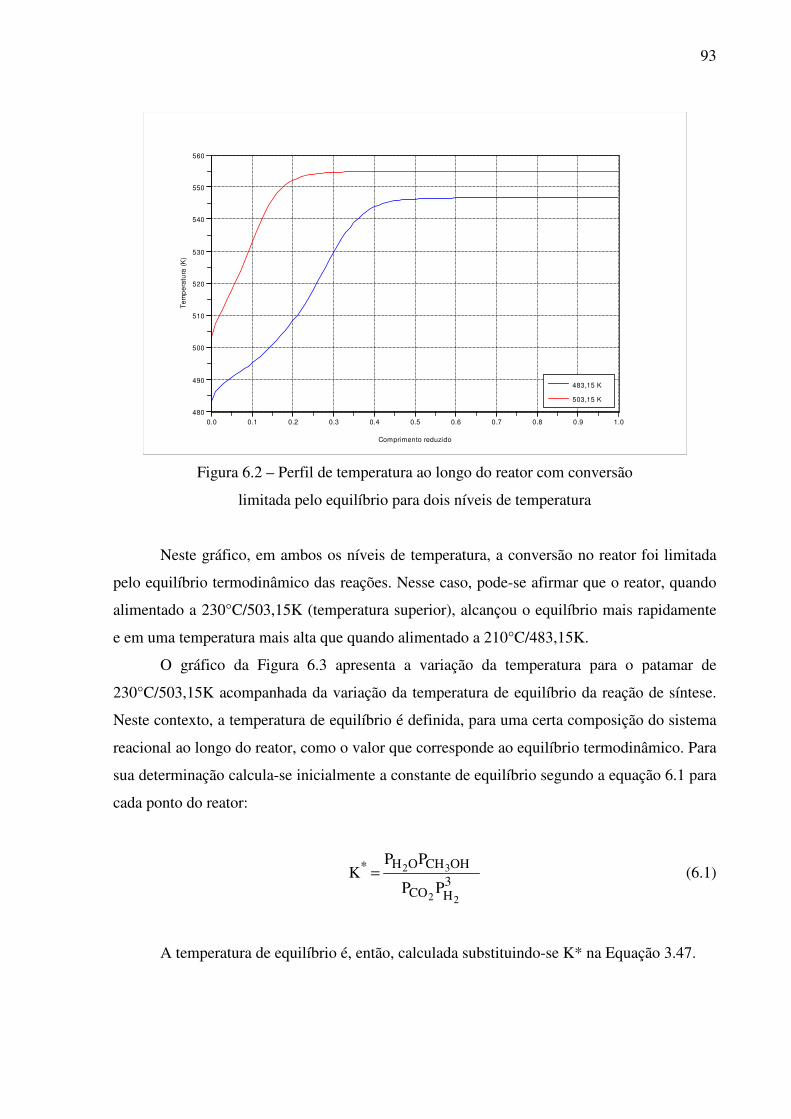
93
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
480
490
500
510
520
530
540
550
560
Comprimento reduzido
Te
mp
era
tura
(K
)
483,15 K
503,15 K
Figura 6.2 – Perfil de temperatura ao longo do reator com conversão
limitada pelo equilíbrio para dois níveis de temperatura
Neste gráfico, em ambos os níveis de temperatura, a conversão no reator foi limitada
pelo equilíbrio termodinâmico das reações. Nesse caso, pode-se afirmar que o reator, quando
alimentado a 230°C/503,15K (temperatura superior), alcançou o equilíbrio mais rapidamente
e em uma temperatura mais alta que quando alimentado a 210°C/483,15K.
O gráfico da Figura 6.3 apresenta a variação da temperatura para o patamar de
230°C/503,15K acompanhada da variação da temperatura de equilíbrio da reação de síntese.
Neste contexto, a temperatura de equilíbrio é definida, para uma certa composição do sistema
reacional ao longo do reator, como o valor que corresponde ao equilíbrio termodinâmico. Para
sua determinação calcula-se inicialmente a constante de equilíbrio segundo a equação 6.1 para
cada ponto do reator:
3HCO
OHCHOH*
22
32
PP
PP K = (6.1)
A temperatura de equilíbrio é, então, calculada substituindo-se K* na Equação 3.47.

94
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
500
550
600
650
700
750
800
Comprimento reduzido
Te
mp
era
tura
(K
)
503,15 K
Equilíbrio
Figura 6.3 – Variação de temperatura ao longo do reator e da
temperatura de equilíbrio da reação de síntese de metanol
A temperatura de equilíbrio da reação de síntese cai ao longo do reator, o que é
esperado pelo fato da reação ser exotérmica. Nota-se na Figura 6.3 que no final do reator
tem-se a temperatura de saída do reator igual à temperatura de equilíbrio, confirmando a
limitação pelo equilíbrio da reação.
Entre os dados de entrada necessários para a simulação dos reatores do processo nos
casos nas quais as equações de taxa cinética são desconhecidas, a temperatura de approach é
de fundamental importância. Este parâmetro aponta o afastamento da reação em relação ao
equilíbrio. Desta forma, é comum a representação dos reatores através de modelos baseados
no equilíbrio termodinâmico. Para compatibilizar esta limitação da simulação em relação ao
processo real, é utilizado o conceito de approach.
Neste contexto, define-se approach da seguinte forma: seja T a temperatura do reator
calculada através do balanço de energia, se a temperatura de approach for ∆T, significa que a
constante de equilíbrio químico foi calculada na temperatura T + ∆T. Em uma reação
exotérmica, o ∆T de approach é positivo, já em uma reação endotérmica, o ∆T de approach é
negativo. O approach representa a limitação cinética do avanço da reação na direção do
equilíbrio.

95
Na Figura 6.4 tem-se o perfil de produção no reator limitado pelo equilíbrio para dois
níveis de temperatura.
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
0.0
0.2
0.4
0.6
0.8
1.0
1.2
Comprimento reduzido
Pro
du
ção
483,15 K
503,15 K
Figura 6.4 – Perfil de produção ao longo do reator
Caso a conversão do reator fosse limitada pela cinética, ou seja, por exemplo, se o
comprimento reduzido fosse inferior a 0,3, a maior produção seria obtida com a maior
temperatura de entrada no reator. Entretanto, para o reator ilustrado na Figura 6.4 com
comprimento reduzido igual a 1,0, tem-se o equilíbrio como fator limitante. Dessa forma,
como a reação ocorre com liberação de energia, a menor temperatura favorece o
deslocamento do equilíbrio, e conseqüentemente, produz uma maior quantidade de metanol.
Do ponto de vista de um reator industrial, em geral, a influência da temperatura de
entrada na produção de metanol constitui um aspecto de grande importância. O gráfico da
variação da produção com a temperatura de entrada do reator está apresentado na Figura 6.5.

96
450 460 470 480 490 500 510 520
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.1
1.2
1.3
Temperatura (K)
Pro
du
ção
Figura 6.5 – Variação da produção com a temperatura da corrente
de alimentação do reator (comprimento reduzido = 1)
Observa-se a existência de uma temperatura da corrente de entrada no reator
responsável por uma máxima produção. Este fato deve-se ao ponto ótimo resultado de um
balanço entre os aspectos termodinâmicos e cinéticos, considerando que com o crescimento
da temperatura as taxas de reação são aumentadas, enquanto a conversão de equilíbrio é
prejudicada.
6.1.2. Pressão
O aumento da pressão ocasiona um aumento de produção, pois nesse caso tanto a
cinética quanto o equilíbrio são favorecidos. A taxa da reação é aumentada devido à elevação
das pressões parciais. Como a reação de síntese ocorre com contração de volume, o aumento
da pressão favorece o deslocamento do equilíbrio em direção aos produtos.
Na Figura 6.6 tem-se o perfil de produção no reator para dois níveis de pressão (45 e
75 bar). Nesse caso a conversão no reator é limitada pela cinética das reações em função da
utilização de um menor leito.
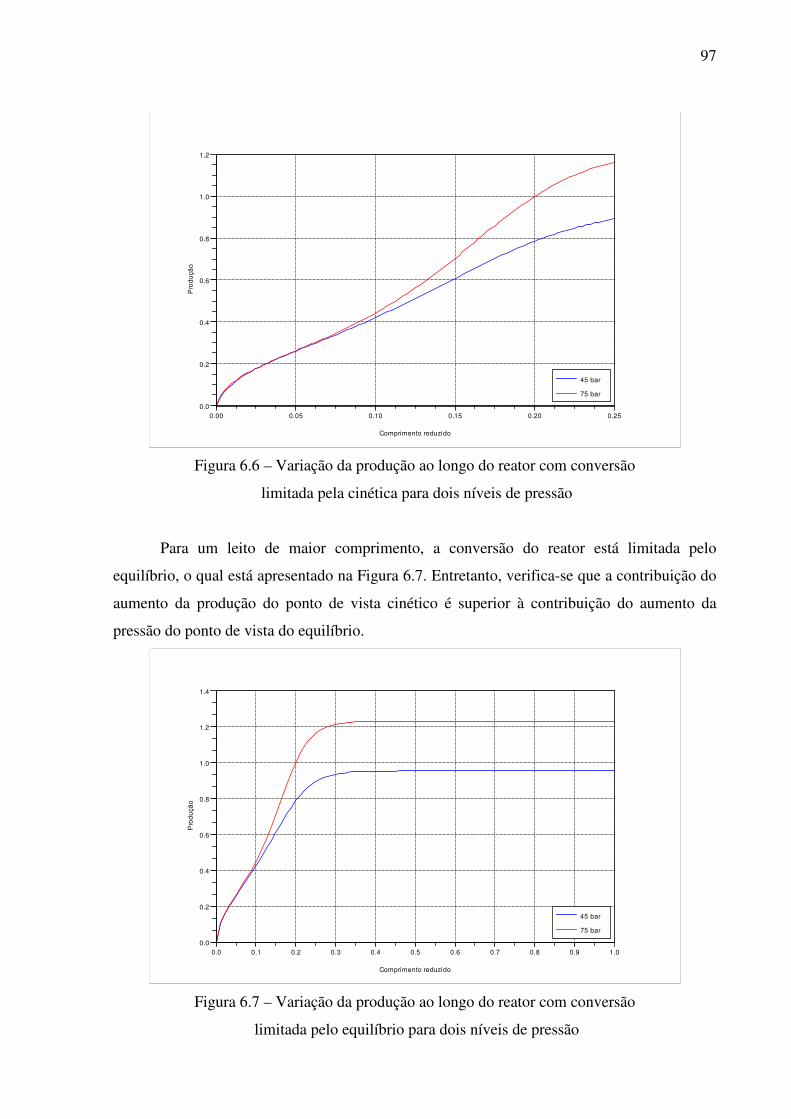
97
0.00 0.05 0.10 0.15 0.20 0.25
0.0
0.2
0.4
0.6
0.8
1.0
1.2
Comprimento reduzido
Pro
du
çã
o
45 bar
75 bar
Figura 6.6 – Variação da produção ao longo do reator com conversão
limitada pela cinética para dois níveis de pressão
Para um leito de maior comprimento, a conversão do reator está limitada pelo
equilíbrio, o qual está apresentado na Figura 6.7. Entretanto, verifica-se que a contribuição do
aumento da produção do ponto de vista cinético é superior à contribuição do aumento da
pressão do ponto de vista do equilíbrio.
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
Comprimento reduzido
Pro
du
çã
o
45 bar
75 bar
Figura 6.7 – Variação da produção ao longo do reator com conversão
limitada pelo equilíbrio para dois níveis de pressão

98
6.1.3. Composição da carga
Um aspecto importante a respeito da composição da carga envolve em como o
conteúdo de carbono na alimentação do reator se distribui entre seus diferentes óxidos, o que
pode ser observado na Figura 6.8.
0 1 2 3 4 5 6 7 8 9 10
1.00
1.05
1.10
1.15
1.20
1.25
1.30
1.35
1.40
Razão CO2/CO
Pro
du
ção
Figura 6.8 – Variação da produção com a razão CO2/CO
Verifica-se que o aumento da razão CO2/CO proporciona um incremento na produção
até atingir um máximo e, posteriormente, o aumento da razão leva a uma redução na
produção.
6.1.4. Atividade
A Figura 6.9 ilustra o efeito da atividade do catalisador na produção. Foram avaliados
dois níveis de atividade, um para o início da campanha (BOR – beginning of running), ou
seja, para a atividade igual a 1, e outro para o final da campanha (EOR – end of running), ou
seja, para a atividade igual a 0,4 .
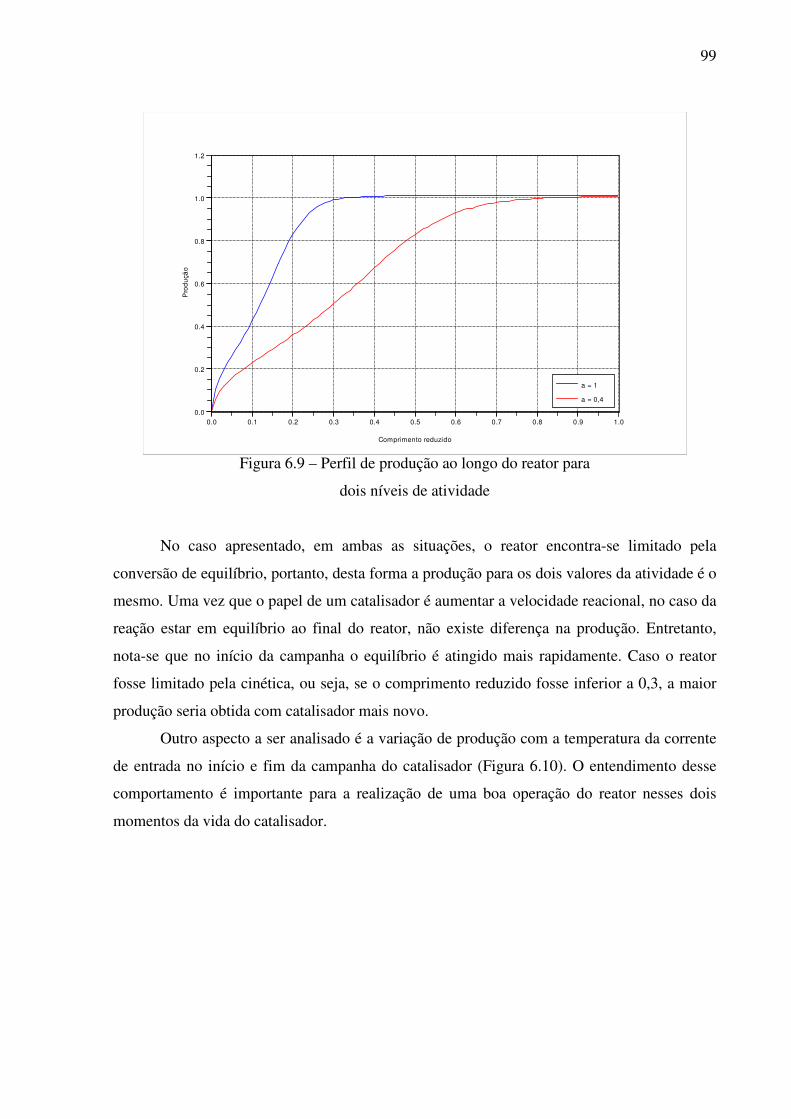
99
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
0.0
0.2
0.4
0.6
0.8
1.0
1.2
Comprimento reduzido
Pro
du
ção
a = 1
a = 0,4
Figura 6.9 – Perfil de produção ao longo do reator para
dois níveis de atividade
No caso apresentado, em ambas as situações, o reator encontra-se limitado pela
conversão de equilíbrio, portanto, desta forma a produção para os dois valores da atividade é o
mesmo. Uma vez que o papel de um catalisador é aumentar a velocidade reacional, no caso da
reação estar em equilíbrio ao final do reator, não existe diferença na produção. Entretanto,
nota-se que no início da campanha o equilíbrio é atingido mais rapidamente. Caso o reator
fosse limitado pela cinética, ou seja, se o comprimento reduzido fosse inferior a 0,3, a maior
produção seria obtida com catalisador mais novo.
Outro aspecto a ser analisado é a variação de produção com a temperatura da corrente
de entrada no início e fim da campanha do catalisador (Figura 6.10). O entendimento desse
comportamento é importante para a realização de uma boa operação do reator nesses dois
momentos da vida do catalisador.

100
460 465 470 475 480 485 490 495 500 505
0.2
0.4
0.6
0.8
1.0
1.2
1.4
Temperatura (K)
Pro
du
ção
a = 1
a = 0,4
Figura 6.10 – Variação da produção com a temperatura da corrente
de alimentação para dois níveis de atividade
Observando o gráfico verifica-se que à medida que se aumenta a temperatura da
corrente de entrada para ambos os valores de atividade, a produção aumenta até atingir um
valor máximo, a partir desse ponto há uma redução da produção com o aumento da
temperatura. Esse comportamento, conforme dito anteriormente, é resultado do efeito do
aumento da produção em uma faixa de temperatura devido ao aumento da taxa reacional
cinética e da diminuição da produção devido ao deslocamento do equilíbrio, pois a reação é
exotérmica. Nota-se que para a atividade igual a 1, tem-se o máximo atingido mais
rapidamente, função da maior velocidade de reação, e com uma produção maior.
Dessa forma, reatores com catalisador mais ativos no início da campanha do
catalisador devem operar com a temperatura da corrente de entrada mais baixa a fim de
alcançar maior produção de metanol. Já reatores com o catalisador no final de sua vida útil,
necessitam de uma temperatura de alimentação mais alta para aumentar a taxa da reação e,
portanto, a produção.
101
6.2. Simulação estacionária
Os resultados referentes à simulação estacionária estão ilustrados através da
investigação da influência das principais variáveis operacionais no loop de síntese: pressão,
razão de recirculação, número estequiométrico e vazão de carga fresca. Empregou-se o
simulador estacionário do fluxograma dos reatores adiabáticos para este estudo.
Definiu-se um caso base para o estudo, o qual caracteriza-se pelas variáveis
destacadas no item 5.2.1 (Tabelas 5.11 a 5.14). Na Tabela 6.1 (parte I e parte II) estão
apresentados os valores de vazão molar, vazão mássica, temperatura, pressão e fração molar
das correntes do fluxograma ilustrado na Figura 3.1, calculadas utilizando o simulador
desenvolvido.

102
Tabela 6.1 – Condições operacionais das correntes do fluxograma dos reatores adiabáticos: parte I
201 202 203 204 205 205A 205B 205C 205D 205E 205F 206 206A
Vazão (kmol/s) 1,85 1,85 1,85 10,85 10,85 10,85 0,00 10,85 0,00 10,85 0,00 10,85 10,85
Vazão (kg/s) 17,97 17,97 17,97 75,97 75,97 75,97 0,00 75,97 0,00 75,97 0,00 75,97 75,97
T (°C) 40,00 177,36 43,79 40,64 48,18 48,18 - 48,18 - 48,18 - 239,36 239,36
P (bar) 20,00 60,00 60,00 56 60 60 - 60 - 60 - 60 60
Percentagem molar (%)
CO2 7,80 7,80 7,80 4,45 4,45 4,45 - 4,45 - 4,45 - 4,45 4,45
CO 14,90 14,90 14,90 5,92 5,92 5,92 - 5,92 - 5,92 - 5,92 5,92
H2 73,30 73,30 73,30 78,82 78,82 78,82 - 78,82 - 78,82 - 78,82 78,82
CH3OH 0,00 0,00 0,00 0,46 0,46 0,46 - 0,46 - 0,46 - 0,46 0,46
H2O 0,00 0,00 0,00 0,04 0,04 0,04 - 0,04 - 0,04 - 0,04 0,04
CH4 4,00 4,00 4,00 10,31 10,31 10,31 - 10,31 - 10,31 - 10,31 10,31
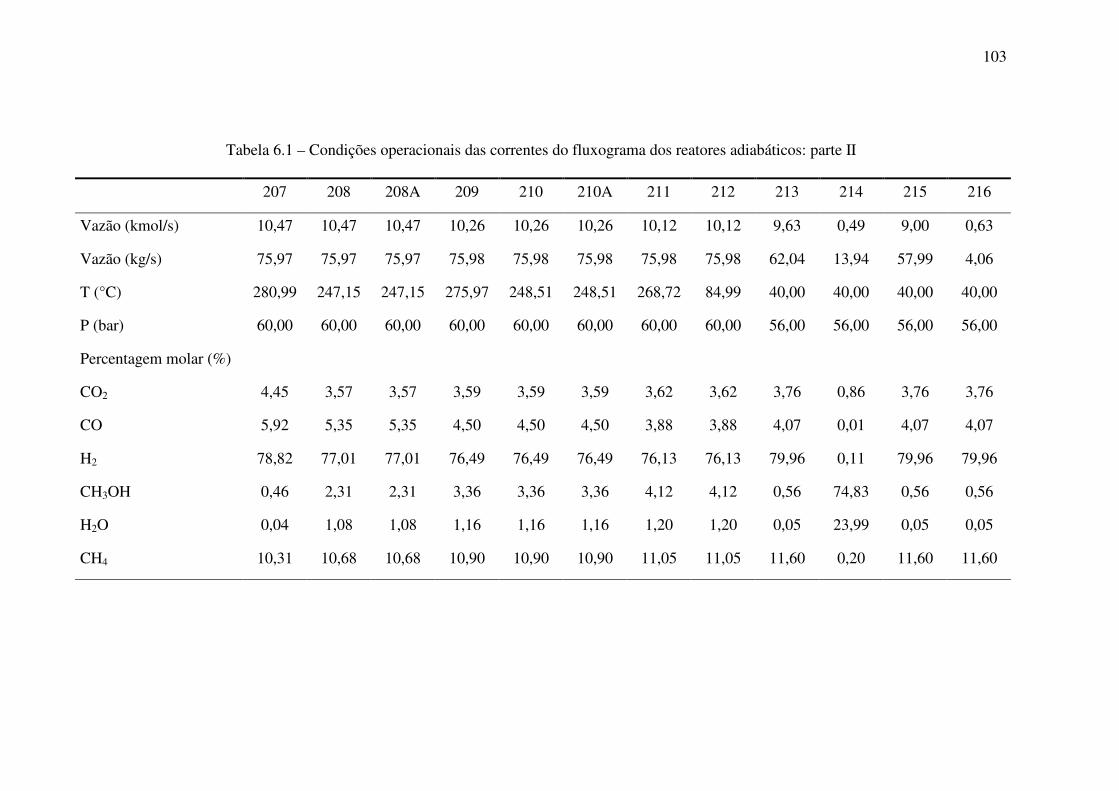
103
Tabela 6.1 – Condições operacionais das correntes do fluxograma dos reatores adiabáticos: parte II
207 208 208A 209 210 210A 211 212 213 214 215 216
Vazão (kmol/s) 10,47 10,47 10,47 10,26 10,26 10,26 10,12 10,12 9,63 0,49 9,00 0,63
Vazão (kg/s) 75,97 75,97 75,97 75,98 75,98 75,98 75,98 75,98 62,04 13,94 57,99 4,06
T (°C) 280,99 247,15 247,15 275,97 248,51 248,51 268,72 84,99 40,00 40,00 40,00 40,00
P (bar) 60,00 60,00 60,00 60,00 60,00 60,00 60,00 60,00 56,00 56,00 56,00 56,00
Percentagem molar (%)
CO2 4,45 3,57 3,57 3,59 3,59 3,59 3,62 3,62 3,76 0,86 3,76 3,76
CO 5,92 5,35 5,35 4,50 4,50 4,50 3,88 3,88 4,07 0,01 4,07 4,07
H2 78,82 77,01 77,01 76,49 76,49 76,49 76,13 76,13 79,96 0,11 79,96 79,96
CH3OH 0,46 2,31 2,31 3,36 3,36 3,36 4,12 4,12 0,56 74,83 0,56 0,56
H2O 0,04 1,08 1,08 1,16 1,16 1,16 1,20 1,20 0,05 23,99 0,05 0,05
CH4 10,31 10,68 10,68 10,90 10,90 10,90 11,05 11,05 11,60 0,20 11,60 11,60

104
6.2.1. Pressão
De acordo com a análise realizada para o reator individualmente no item 6.1.2 o
aumento da pressão ocasiona um aumento de produção. A Figura 6.11 ilustra o efeito da
pressão na produção de metanol no loop de síntese.
54 56 58 60 62 64 66 68 70 72 74
1035
1040
1045
1050
1055
1060
1065
1070
1075
1080
1085
1090
Pressão (bar)
Pro
du
çã
o (
t/d
)
Figura 6.11 – Variação da produção com a pressão
Cabe ressaltar que em um projeto de uma unidade de síntese a variável pressão é
discutida e avaliada, considerando o ganho de produção e o encarecimento dos materiais
necessários para a construção da planta. Em contrapartida, na avaliação de uma unidade já
existente, a folga para operar a uma pressão mais alta é pequena devido aos limites dos
equipamentos (reatores, trocadores de calor, vasos separadores e compressores), tubulações e
instrumentos (como válvulas de controle e válvulas de segurança).
Neste caso, o aumento de produção obtido na unidade de síntese está relacionado a um
maior consumo de energia pelos compressores.
6.2.2. Razão de recirculação
A razão de recirculação indica a magnitude do reciclo de gás de purga, sendo definida
como a razão entre a vazão de reciclo e a vazão de carga fresca.

105
A conversão global do processo, ou seja, à fração do reagente presente na carga fresca
que é convertido em produto efluente do processo, está diretamente ligada a razão de
recirculação. Quanto maior a razão de recirculação, maior é a produção, pois há um aumento
na conversão global, conforme mostra a Figura 6.12.
1.0 1.2 1.4 1.6 1.8 2.0 2.2
500
550
600
650
700
750
800
Razão de recirculação
Pro
du
çã
o (
t/d
)
Figura 6.12 – Variação da produção com a razão de recirculação
Na indústria de metanol, comumente os engenheiros de processo estão preocupados
com a eficiência de carbono na síntese, a qual é definida como:
entrada2
saída3
CO) CO de matéria de e(Quantidad
OH)CH de matéria de e(Quantidad carbono de Eficiência
+=
O aumento na vazão da corrente de reciclo ocasiona, portanto, um aumento na
eficiência de carbono. A Figura 6.13 ilustra esse comportamento.

106
1.0 1.2 1.4 1.6 1.8 2.0 2.2
0.45
0.50
0.55
0.60
0.65
0.70
Razão de recirculação
Efic
iên
cia
de
ca
rbo
no
(%
)
Figura 6.13 – Variação da eficiência de carbono com a razão de recirculação
6.2.3. Número estequiométrico
Os diversos processos de geração de gás de síntese resultam em diferentes
composições e, em conseqüência, diferentes números estequiométricos. A injeção de CO2 na
entrada de unidades de síntese ou na alimentação dos fornos de reforma é uma prática comum
na indústria para manipulação do número estequiométrico do gás. Na Figura 6.14 é possível
verificar que valores altos de produção são alcançados quando o número estequiométrico
encontra-se próximo ao valor 2.

107
1 2 3 4 5 6 7 8 9
1060
1080
1100
1120
1140
1160
1180
1200
Número estequiométrico
Pro
du
çã
o (
t/d
)
Figura 6.14 – Variação da produção com o número estequiométrico
Analisando o número estequiométrico, nota-se que quanto menor o seu valor significa
que maior é a concentração de CO e CO2 no gás de síntese. Dessa forma, com a redução do
número estequiométrico ocorre um aumento de produção com uma menor eficiência de
carbono (Figura 6.15).
1 2 3 4 5 6 7 8 9
0.76
0.78
0.80
0.82
0.84
0.86
0.88
0.90
0.92
Número estequiométrico
Efic
iên
cia
de
ca
rbo
no
(%
)
Figura 6.15 – Variação da eficiência de carbono com o número estequiométrico
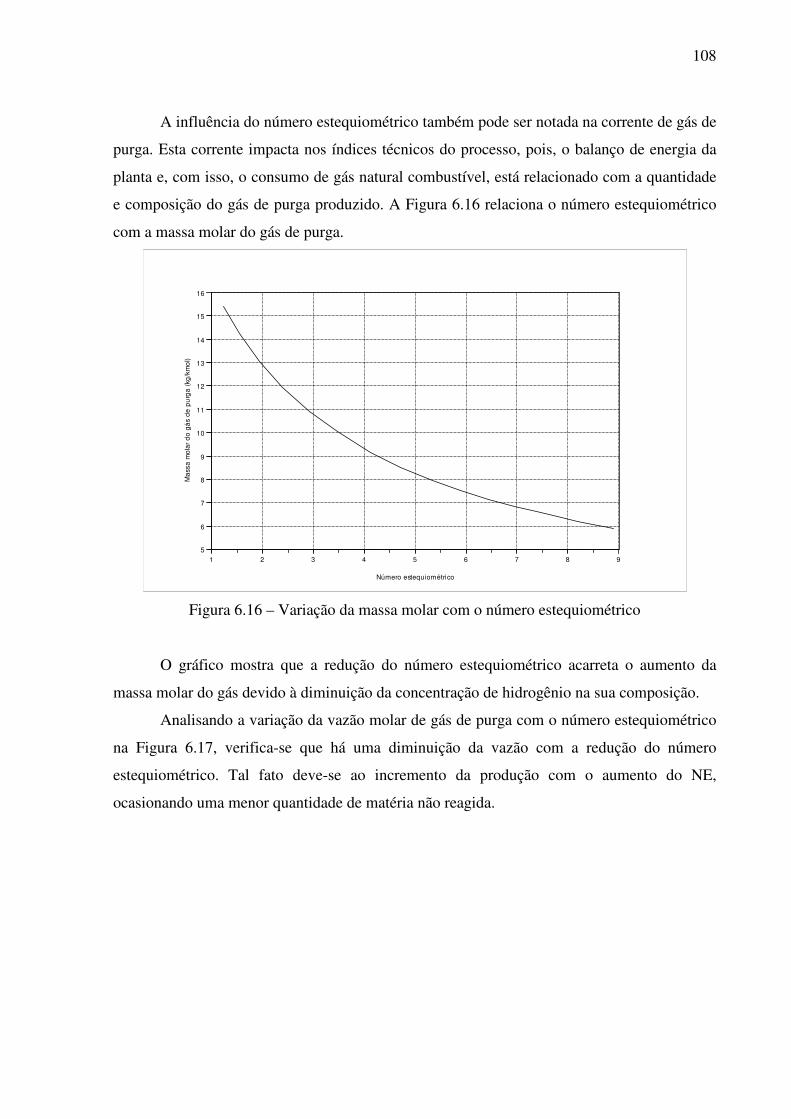
108
A influência do número estequiométrico também pode ser notada na corrente de gás de
purga. Esta corrente impacta nos índices técnicos do processo, pois, o balanço de energia da
planta e, com isso, o consumo de gás natural combustível, está relacionado com a quantidade
e composição do gás de purga produzido. A Figura 6.16 relaciona o número estequiométrico
com a massa molar do gás de purga.
1 2 3 4 5 6 7 8 9
5
6
7
8
9
10
11
12
13
14
15
16
Número estequiométrico
Ma
ssa
mo
lar
do
gá
s d
e p
urg
a (
kg/k
mo
l)
Figura 6.16 – Variação da massa molar com o número estequiométrico
O gráfico mostra que a redução do número estequiométrico acarreta o aumento da
massa molar do gás devido à diminuição da concentração de hidrogênio na sua composição.
Analisando a variação da vazão molar de gás de purga com o número estequiométrico
na Figura 6.17, verifica-se que há uma diminuição da vazão com a redução do número
estequiométrico. Tal fato deve-se ao incremento da produção com o aumento do NE,
ocasionando uma menor quantidade de matéria não reagida.
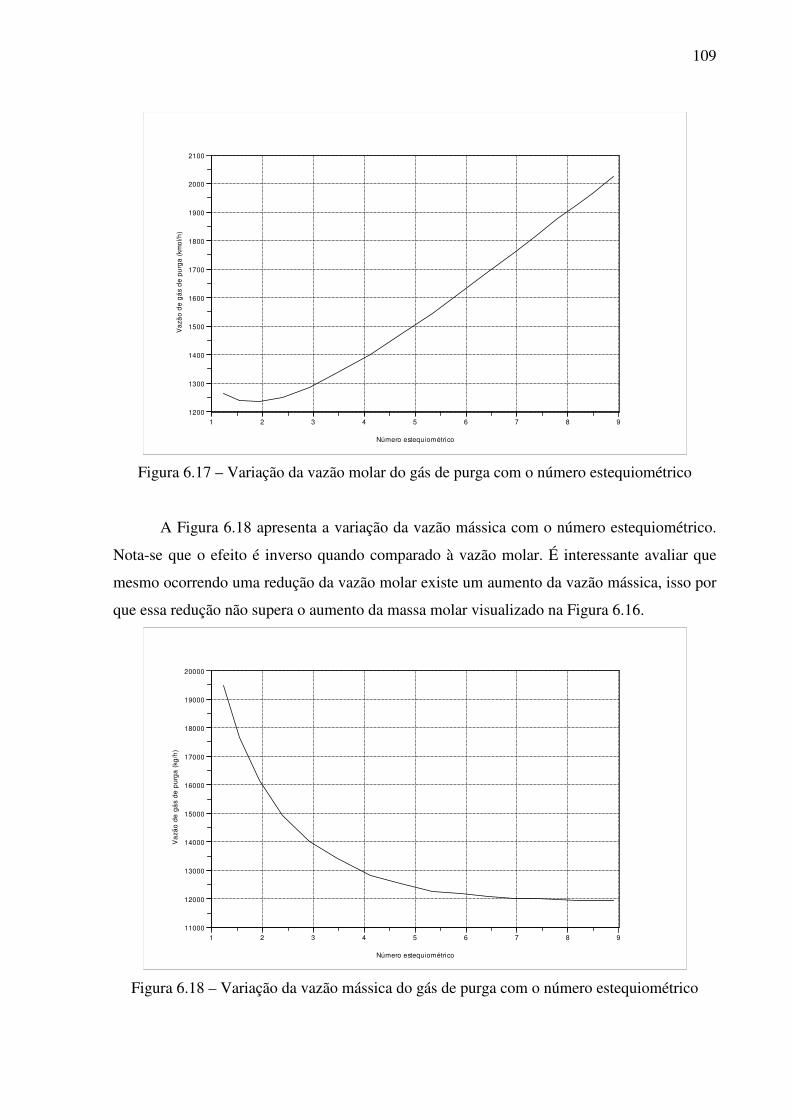
109
1 2 3 4 5 6 7 8 9
1200
1300
1400
1500
1600
1700
1800
1900
2000
2100
Número estequiométrico
Va
zão
de
gá
s d
e p
urg
a (
kmo
l/h)
Figura 6.17 – Variação da vazão molar do gás de purga com o número estequiométrico
A Figura 6.18 apresenta a variação da vazão mássica com o número estequiométrico.
Nota-se que o efeito é inverso quando comparado à vazão molar. É interessante avaliar que
mesmo ocorrendo uma redução da vazão molar existe um aumento da vazão mássica, isso por
que essa redução não supera o aumento da massa molar visualizado na Figura 6.16.
1 2 3 4 5 6 7 8 9
11000
12000
13000
14000
15000
16000
17000
18000
19000
20000
Número estequiométrico
Va
zão
de
gá
s d
e p
urg
a (
kg/h
)
Figura 6.18 – Variação da vazão mássica do gás de purga com o número estequiométrico

110
Além da vazão do gás de purga contribuir para o balanço energético da planta, é
importante compreender o impacto do número estequiométrico no seu poder calorífico
específico. A Figura 6.19 relaciona essas duas variáveis.
1 2 3 4 5 6 7 8 9
5000
6000
7000
8000
9000
10000
11000
12000
13000
14000
15000
Número estequiométrico
Po
de
r ca
lorí
fico
esp
ecí
fico
do
gá
s d
e p
urg
a (
kca
l/kg
)
Figura 6.19 – Variação do poder calorífico específico do
gás de purga com o número estequiométrico
Esse perfil já era esperado, pois conforme apontado na Figura 6.16, a redução do
número estequiométrico gera um gás de purga com menor fração molar de hidrogênio e,
portanto, com menor poder calorífico específico.
Resumindo, o ajuste da composição do gás de síntese de alimentação da unidade
permite aumentar a produção, embora também implique em uma redução no conteúdo
energético da corrente de gás de purga, acarretando um aumento no consumo de combustível,
por exemplo, nos fornos de reforma.
6.2.4. Vazão de carga fresca
O aumento da vazão de gás de síntese resulta em um aumento de produção conforme
ilustrado na Figura 6.20.
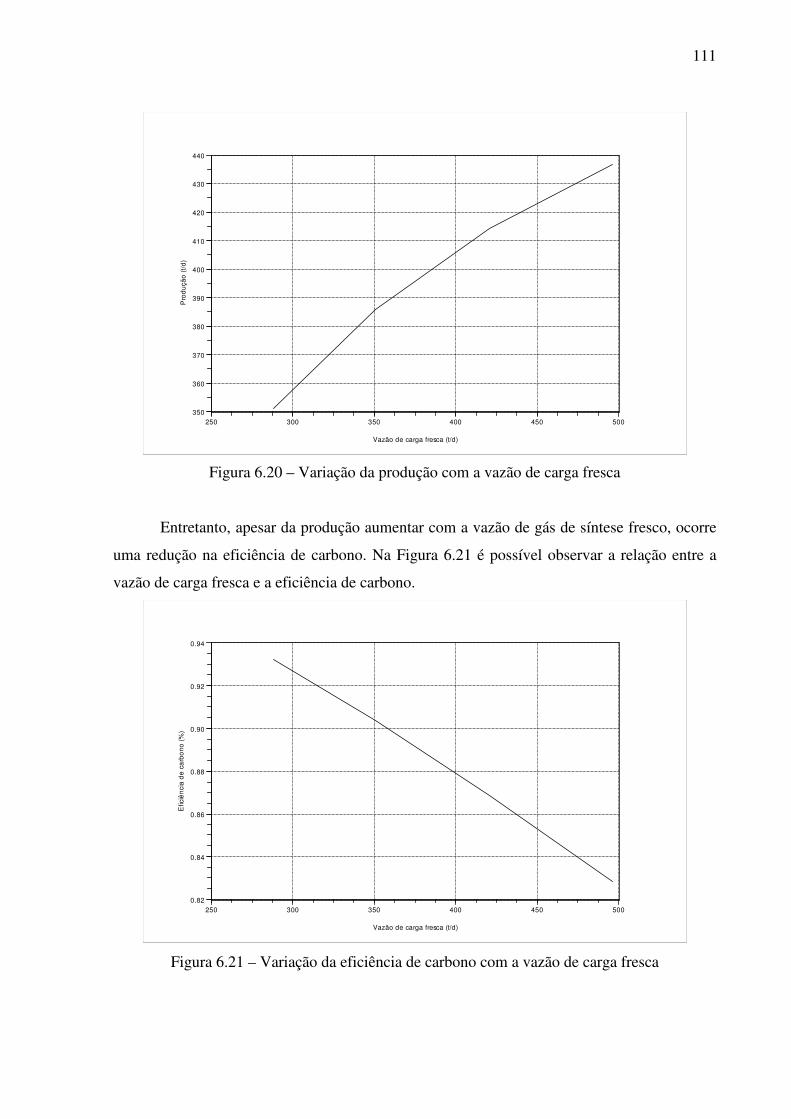
111
250 300 350 400 450 500
350
360
370
380
390
400
410
420
430
440
Vazão de carga fresca (t/d)
Pro
du
çã
o (
t/d
)
Figura 6.20 – Variação da produção com a vazão de carga fresca
Entretanto, apesar da produção aumentar com a vazão de gás de síntese fresco, ocorre
uma redução na eficiência de carbono. Na Figura 6.21 é possível observar a relação entre a
vazão de carga fresca e a eficiência de carbono.
250 300 350 400 450 500
0.82
0.84
0.86
0.88
0.90
0.92
0.94
Vazão de carga fresca (t/d)
Efic
iên
cia
de
ca
rbo
no
(%
)
Figura 6.21 – Variação da eficiência de carbono com a vazão de carga fresca
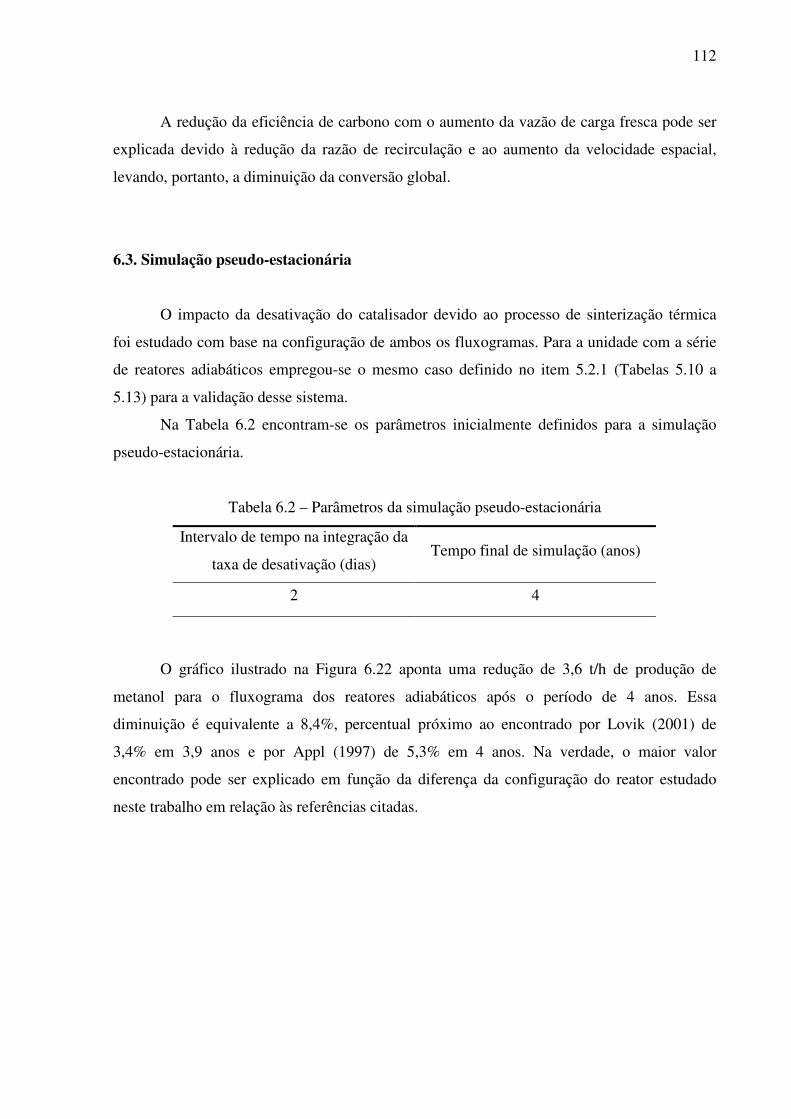
112
A redução da eficiência de carbono com o aumento da vazão de carga fresca pode ser
explicada devido à redução da razão de recirculação e ao aumento da velocidade espacial,
levando, portanto, a diminuição da conversão global.
6.3. Simulação pseudo-estacionária
O impacto da desativação do catalisador devido ao processo de sinterização térmica
foi estudado com base na configuração de ambos os fluxogramas. Para a unidade com a série
de reatores adiabáticos empregou-se o mesmo caso definido no item 5.2.1 (Tabelas 5.10 a
5.13) para a validação desse sistema.
Na Tabela 6.2 encontram-se os parâmetros inicialmente definidos para a simulação
pseudo-estacionária.
Tabela 6.2 – Parâmetros da simulação pseudo-estacionária
Intervalo de tempo na integração da
taxa de desativação (dias) Tempo final de simulação (anos)
2 4
O gráfico ilustrado na Figura 6.22 aponta uma redução de 3,6 t/h de produção de
metanol para o fluxograma dos reatores adiabáticos após o período de 4 anos. Essa
diminuição é equivalente a 8,4%, percentual próximo ao encontrado por Lovik (2001) de
3,4% em 3,9 anos e por Appl (1997) de 5,3% em 4 anos. Na verdade, o maior valor
encontrado pode ser explicado em função da diferença da configuração do reator estudado
neste trabalho em relação às referências citadas.
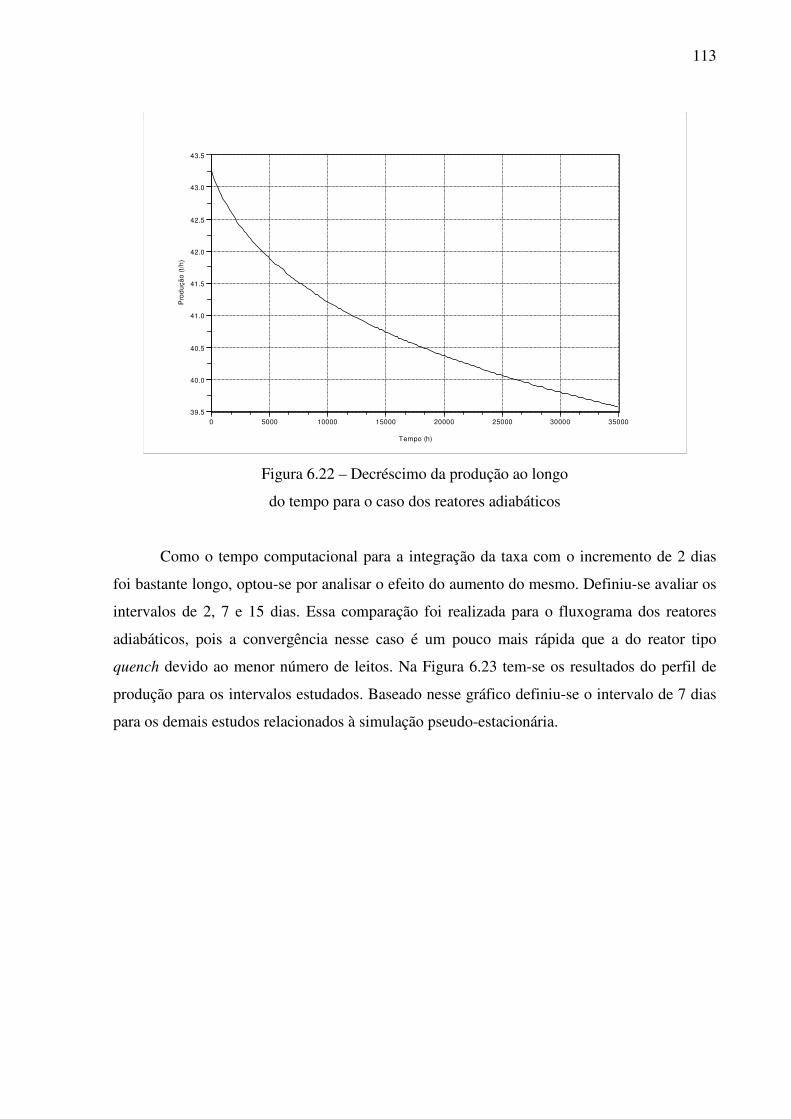
113
0 5000 10000 15000 20000 25000 30000 35000
39.5
40.0
40.5
41.0
41.5
42.0
42.5
43.0
43.5
Tempo (h)
Pro
du
çã
o (
t/h
)
Figura 6.22 – Decréscimo da produção ao longo
do tempo para o caso dos reatores adiabáticos
Como o tempo computacional para a integração da taxa com o incremento de 2 dias
foi bastante longo, optou-se por analisar o efeito do aumento do mesmo. Definiu-se avaliar os
intervalos de 2, 7 e 15 dias. Essa comparação foi realizada para o fluxograma dos reatores
adiabáticos, pois a convergência nesse caso é um pouco mais rápida que a do reator tipo
quench devido ao menor número de leitos. Na Figura 6.23 tem-se os resultados do perfil de
produção para os intervalos estudados. Baseado nesse gráfico definiu-se o intervalo de 7 dias
para os demais estudos relacionados à simulação pseudo-estacionária.
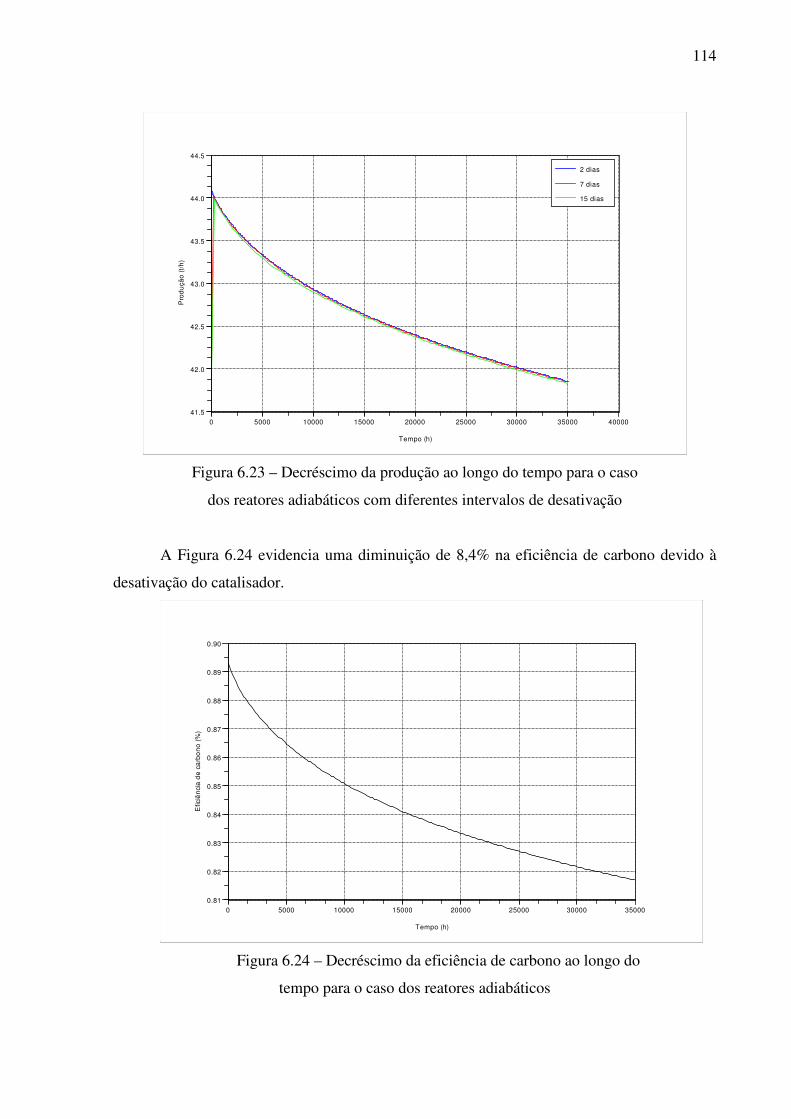
114
0 5000 10000 15000 20000 25000 30000 35000 40000
41.5
42.0
42.5
43.0
43.5
44.0
44.5
Tempo (h)
Pro
du
çã
o (
t/h
)
2 dias
7 dias
15 dias
Figura 6.23 – Decréscimo da produção ao longo do tempo para o caso
dos reatores adiabáticos com diferentes intervalos de desativação
A Figura 6.24 evidencia uma diminuição de 8,4% na eficiência de carbono devido à
desativação do catalisador.
0 5000 10000 15000 20000 25000 30000 35000
0.81
0.82
0.83
0.84
0.85
0.86
0.87
0.88
0.89
0.90
Tempo (h)
Efic
iên
cia
de
ca
rbo
no
(%
)
Figura 6.24 – Decréscimo da eficiência de carbono ao longo do
tempo para o caso dos reatores adiabáticos
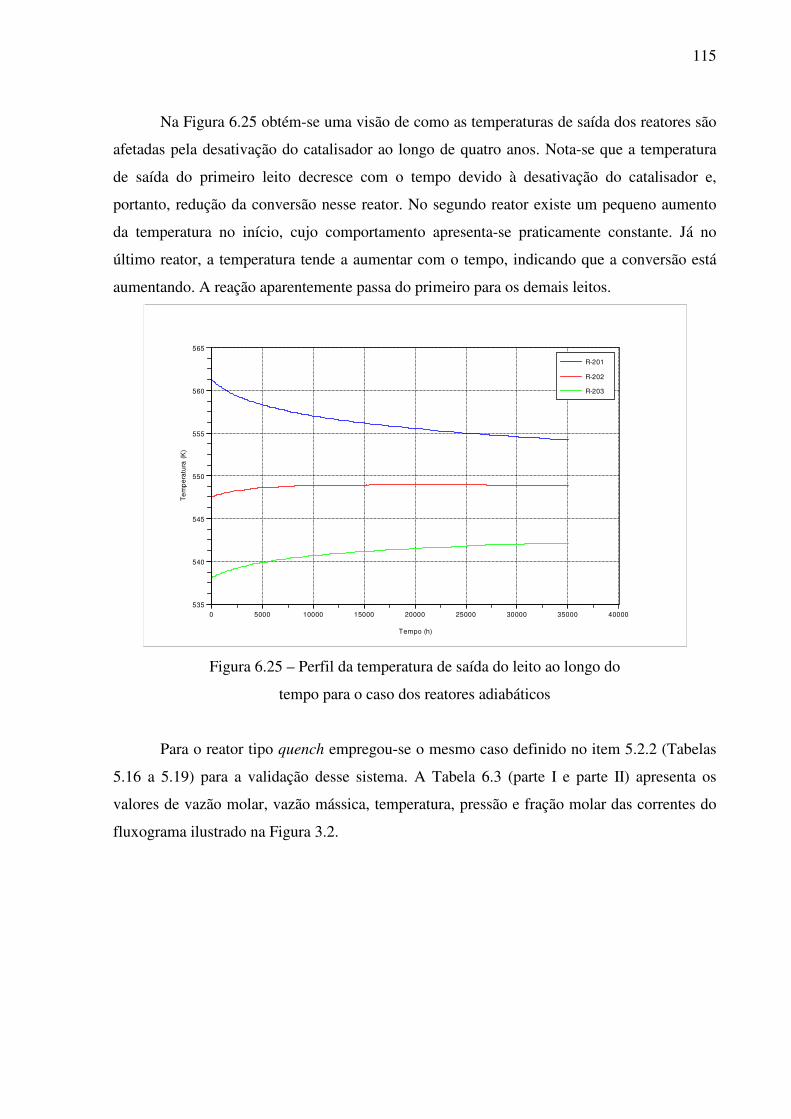
115
Na Figura 6.25 obtém-se uma visão de como as temperaturas de saída dos reatores são
afetadas pela desativação do catalisador ao longo de quatro anos. Nota-se que a temperatura
de saída do primeiro leito decresce com o tempo devido à desativação do catalisador e,
portanto, redução da conversão nesse reator. No segundo reator existe um pequeno aumento
da temperatura no início, cujo comportamento apresenta-se praticamente constante. Já no
último reator, a temperatura tende a aumentar com o tempo, indicando que a conversão está
aumentando. A reação aparentemente passa do primeiro para os demais leitos.
0 5000 10000 15000 20000 25000 30000 35000 40000
535
540
545
550
555
560
565
Tempo (h)
Te
mp
era
tura
(K
)
R-201
R-202
R-203
Figura 6.25 – Perfil da temperatura de saída do leito ao longo do
tempo para o caso dos reatores adiabáticos
Para o reator tipo quench empregou-se o mesmo caso definido no item 5.2.2 (Tabelas
5.16 a 5.19) para a validação desse sistema. A Tabela 6.3 (parte I e parte II) apresenta os
valores de vazão molar, vazão mássica, temperatura, pressão e fração molar das correntes do
fluxograma ilustrado na Figura 3.2.

116
Tabela 6.3 – Condições operacionais das correntes do fluxograma dos reatores do tipo quench: parte I
201 202 203 204 205 205A 205B 205C 205D 205E 205F 206
Vazão (kmol/s) 3,66 3,66 3,66 16,14 16,14 14,20 1,94 11,93 2,27 9,66 2,27 9,66
Vazão (kg/s) 35,50 35,50 35,50 116,56 116,56 102,57 13,99 86,16 16,41 69,79 16,37 69,79
T (°C) 40,00 229,30 39,72 39,94 46,54 46,54 46,54 46,54 46,54 46,54 46,54 252,58
P (bar) 20,00 85,00 85,00 80,00 85,00 85,00 85,00 85,00 85,00 85,00 85,00 85,00
Percentagem molar (%)
CO2 7,80 7,80 7,80 4,67 4,67 4,67 4,67 4,67 4,67 4,67 4,67 4,67
CO 14,90 14,90 14,90 6,54 6,54 6,54 6,54 6,54 6,54 6,54 6,54 6,54
H2 73,30 73,30 73,30 78,08 78,08 78,08 78,08 78,08 78,08 78,08 78,08 78,08
CH3OH 0,00 0,00 0,00 0,33 0,33 0,33 0,33 0,33 0,33 0,33 0,33 0,33
H2O 0,00 0,00 0,00 0,03 0,03 0,03 0,03 0,03 0,03 0,03 0,03 0,03
CH4 4,00 4,00 4,00 10,35 10,35 10,35 10,35 10,35 10,35 10,35 10,35 10,35

117
Tabela 6.3 – Condições operacionais das correntes do fluxograma dos reatores do tipo quench: parte II
207 208 209 210 211 212
Vazão (kmol/s) 14,74 14,74 13,79 0,94 12,48 1,31
Vazão (kg/s) 116,60 116,60 89,64 27,14 81,05 8,49
T (°C) 289,04 170,50 40,00 40,00 40,00 40,00
P (bar) 85,00 85,00 80,00 80,00 80,00 80,00
Percentagem molar (%)
CO2 3,62 3,62 3,79 1,21 3,76 3,79
CO 3,88 3,88 4,15 0,02 4,10 4,15
H2 74,49 74,49 79,52 0,16 79,48 79,52
CH3OH 5,14 5,14 0,42 74,77 0,42 0,42
H2O 1,53 1,53 0,03 23,54 0,03 0,03
CH4 11,34 11,34 12,09 0,30 12,21 12,09

118
Na Figura 6.26 é apresentado o perfil de produção no período de quatro anos para o
fluxograma com o reator tipo quench.
0 5000 10000 15000 20000 25000 30000 35000
81.00
81.01
81.02
81.03
81.04
81.05
81.06
81.07
81.08
81.09
Tempo (h)
Pro
du
çã
o (
t/h
)
Figura 6.26 – Produção ao longo do tempo
para o caso do reator tipo quench
Verifica-se que no caso do fluxograma do reator tipo quench a produção praticamente
não decresce. É possível concluir que esse reator encontra-se praticamente limitado pelo
equilíbrio ao longo de toda a campanha, conforme pode ser observado na Figura 6.27. O platô
em todos os leitos é tão extenso que comprova que mesmo no fim da campanha a corrente de
saída do reator permanece em equilíbrio, conforme observado na Figura 6.26. Do ponto de
vista prático essa situação não seria comum. Dificilmente uma unidade seria projetada para
operar ainda com parte do leito em equilíbrio no final da campanha, pois além do catalisador
ser bastante caro, o reator também teria um tamanho desnecessário. Ou seja, provavelmente,
apenas em uma planta operando abaixo da sua capacidade produtiva esse comportamento
poderia ser observado.
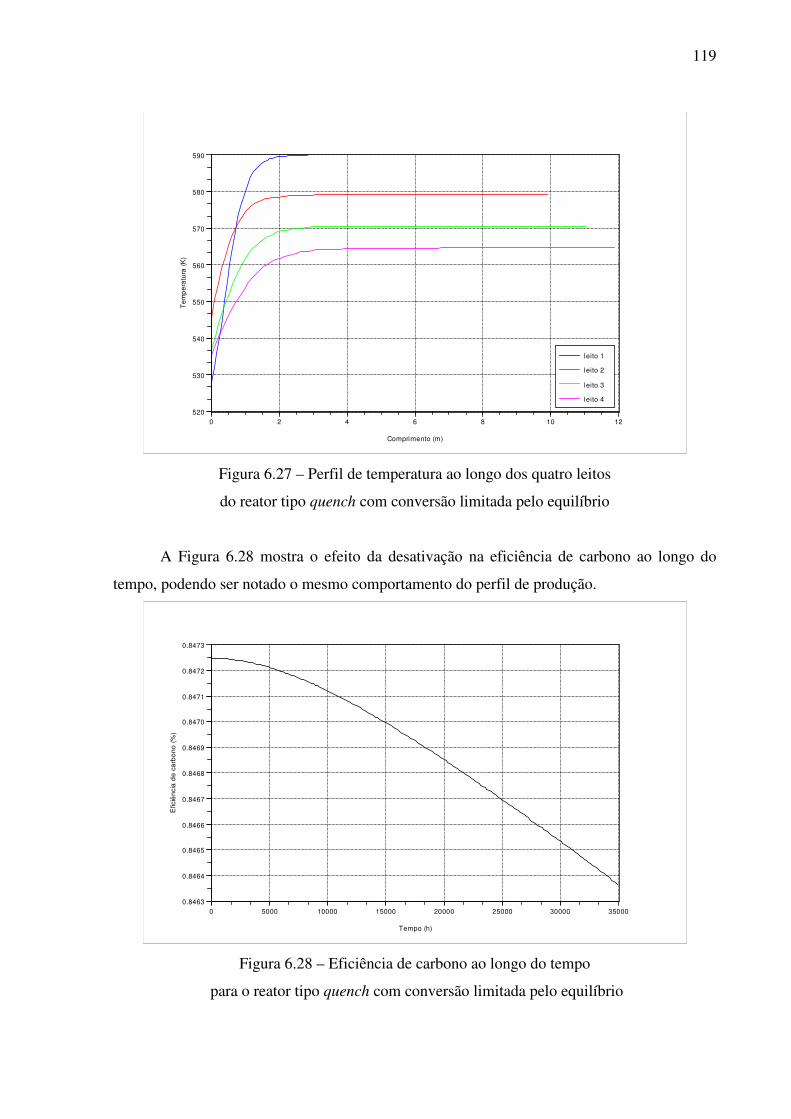
119
0 2 4 6 8 10 12
520
530
540
550
560
570
580
590
Comprimento (m)
Te
mp
era
tura
(K
)
leito 1
leito 2
leito 3
leito 4
Figura 6.27 – Perfil de temperatura ao longo dos quatro leitos
do reator tipo quench com conversão limitada pelo equilíbrio
A Figura 6.28 mostra o efeito da desativação na eficiência de carbono ao longo do
tempo, podendo ser notado o mesmo comportamento do perfil de produção.
0 5000 10000 15000 20000 25000 30000 35000
0.8463
0.8464
0.8465
0.8466
0.8467
0.8468
0.8469
0.8470
0.8471
0.8472
0.8473
Tempo (h)
Efic
iên
cia
de
ca
rbo
no
(%
)
Figura 6.28 – Eficiência de carbono ao longo do tempo
para o reator tipo quench com conversão limitada pelo equilíbrio

120
Repetindo a simulação anterior, entretanto reduzindo-se o volume do leito catalítico
para 75% do valor original e aumentando a razão de recirculação para 4, a redução de
produção é de 2,5% (Figura 6.29).
0 5000 10000 15000 20000 25000 30000 35000
86.5
87.0
87.5
88.0
88.5
89.0
Tempo (h)
Pro
du
çã
o (
t/h
)
Figura 6.29 – Decréscimo da produção ao longo do tempo para
o reator tipo quench com conversão limitada pelo equilíbrio
A Figura 6.30 apresenta o perfil de temperatura dos quatro leitos para o novo conjunto
de dados do reator tipo quench. Esse comportamento está relacionado à atividade máxima, ou
seja, é equivalente ao início da campanha. Nesse caso, nota-se que com a desativação do
catalisador a reação ficará limitada pela cinética e, conseqüentemente, a produção irá
diminuir.
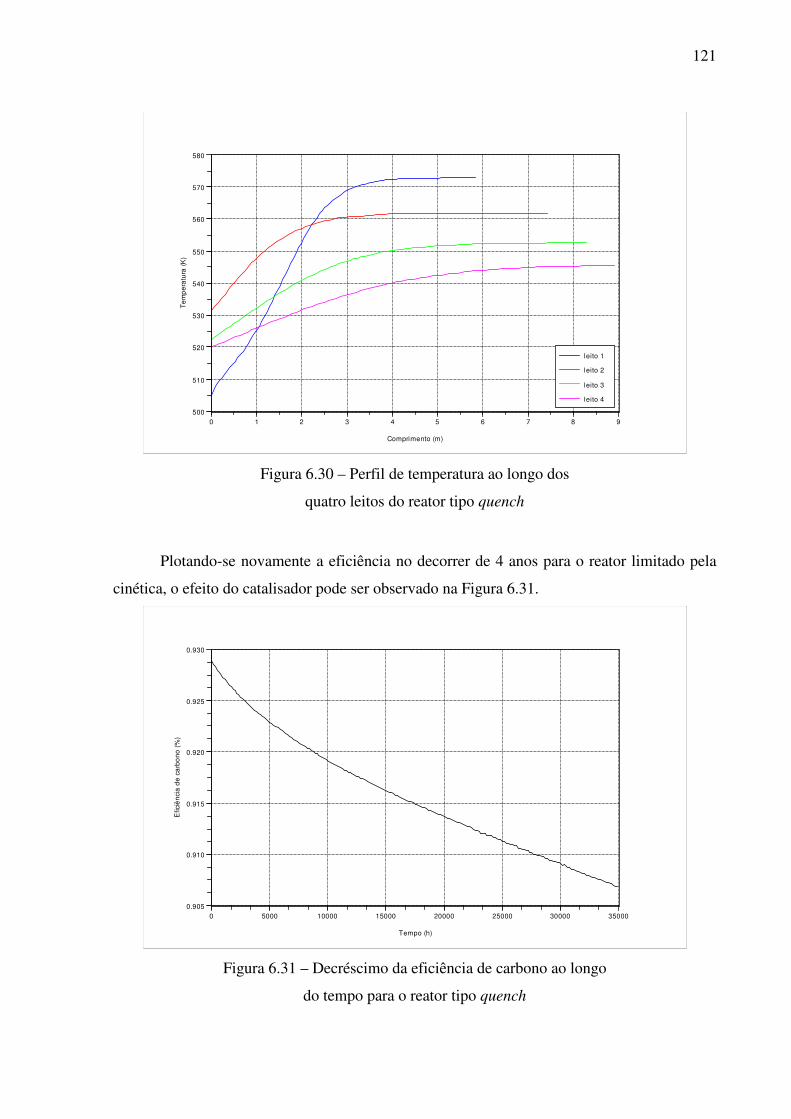
121
0 1 2 3 4 5 6 7 8 9
500
510
520
530
540
550
560
570
580
Comprimento (m)
Te
mp
era
tura
(K
)
leito 1
leito 2
leito 3
leito 4
Figura 6.30 – Perfil de temperatura ao longo dos
quatro leitos do reator tipo quench
Plotando-se novamente a eficiência no decorrer de 4 anos para o reator limitado pela
cinética, o efeito do catalisador pode ser observado na Figura 6.31.
0 5000 10000 15000 20000 25000 30000 35000
0.905
0.910
0.915
0.920
0.925
0.930
Tempo (h)
Efic
iên
cia
de
ca
rbo
no
(%
)
Figura 6.31 – Decréscimo da eficiência de carbono ao longo
do tempo para o reator tipo quench
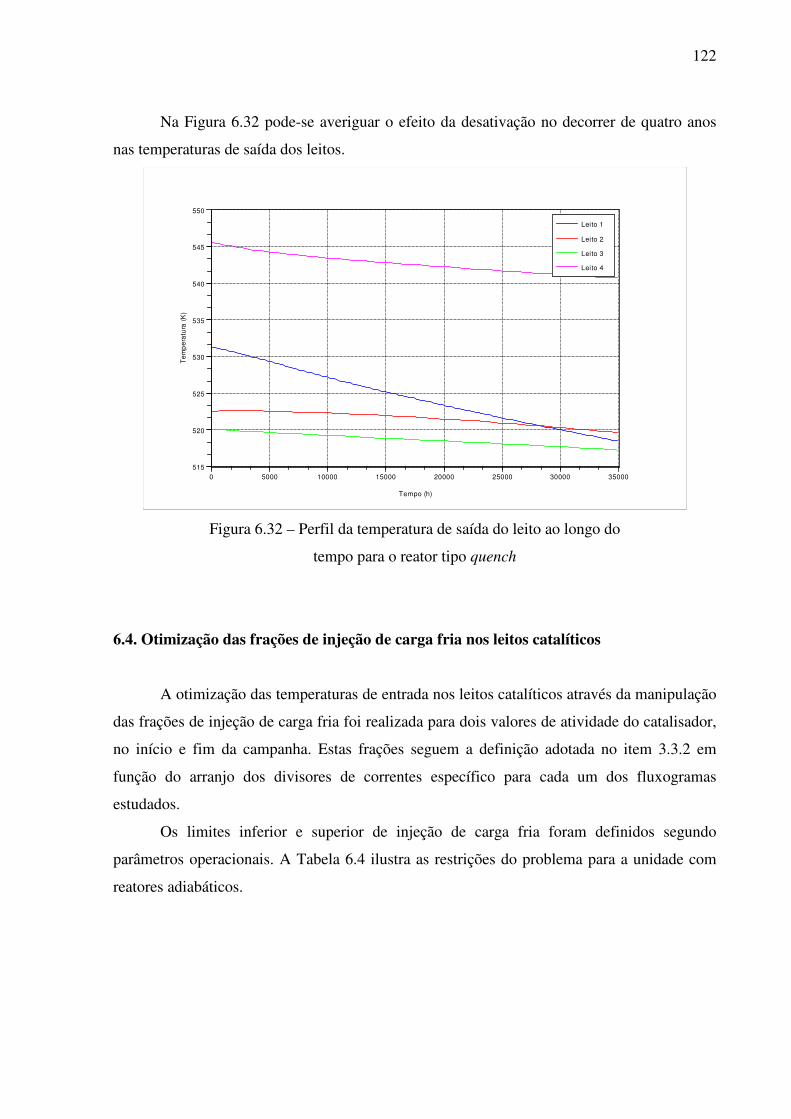
122
Na Figura 6.32 pode-se averiguar o efeito da desativação no decorrer de quatro anos
nas temperaturas de saída dos leitos.
0 5000 10000 15000 20000 25000 30000 35000
515
520
525
530
535
540
545
550
Tempo (h)
Te
mp
era
tura
(K
)
Leito 1
Leito 2
Leito 3
Leito 4
Figura 6.32 – Perfil da temperatura de saída do leito ao longo do
tempo para o reator tipo quench
6.4. Otimização das frações de injeção de carga fria nos leitos catalíticos
A otimização das temperaturas de entrada nos leitos catalíticos através da manipulação
das frações de injeção de carga fria foi realizada para dois valores de atividade do catalisador,
no início e fim da campanha. Estas frações seguem a definição adotada no item 3.3.2 em
função do arranjo dos divisores de correntes específico para cada um dos fluxogramas
estudados.
Os limites inferior e superior de injeção de carga fria foram definidos segundo
parâmetros operacionais. A Tabela 6.4 ilustra as restrições do problema para a unidade com
reatores adiabáticos.
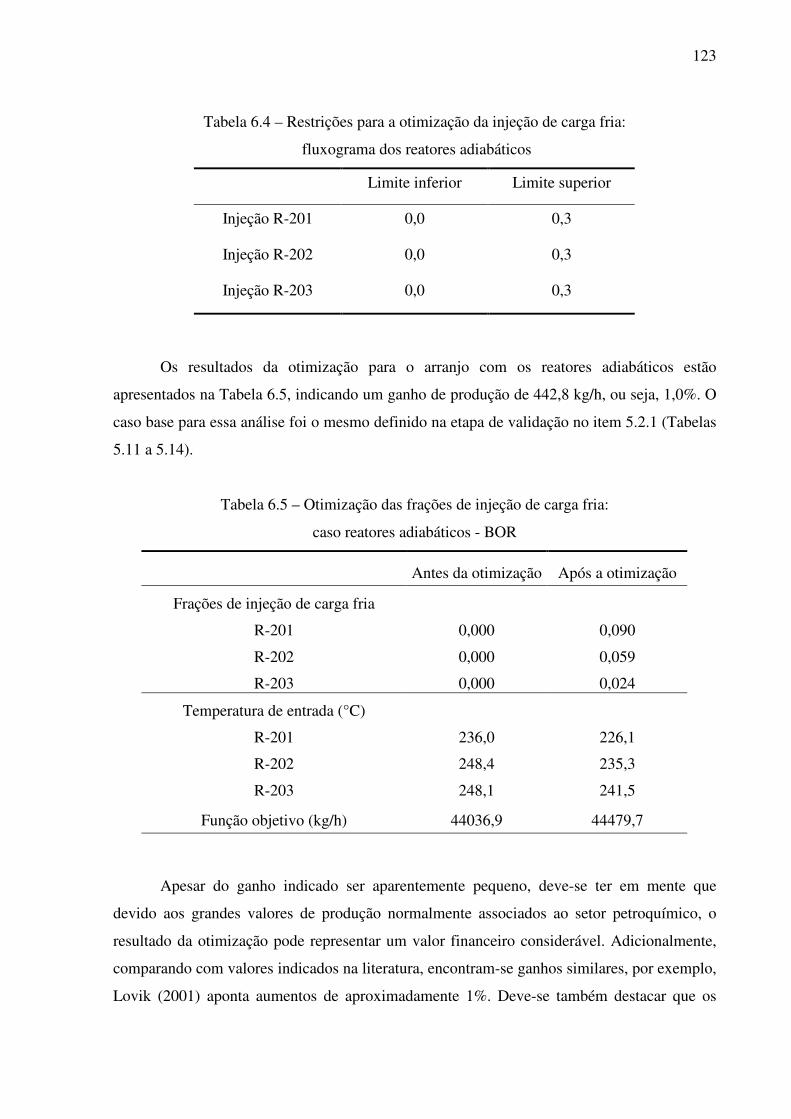
123
Tabela 6.4 – Restrições para a otimização da injeção de carga fria:
fluxograma dos reatores adiabáticos
Limite inferior Limite superior
Injeção R-201 0,0 0,3
Injeção R-202 0,0 0,3
Injeção R-203 0,0 0,3
Os resultados da otimização para o arranjo com os reatores adiabáticos estão
apresentados na Tabela 6.5, indicando um ganho de produção de 442,8 kg/h, ou seja, 1,0%. O
caso base para essa análise foi o mesmo definido na etapa de validação no item 5.2.1 (Tabelas
5.11 a 5.14).
Tabela 6.5 – Otimização das frações de injeção de carga fria:
caso reatores adiabáticos - BOR
Antes da otimização Após a otimização
Frações de injeção de carga fria
R-201
R-202
R-203
0,000
0,000
0,000
0,090
0,059
0,024
Temperatura de entrada (°C)
R-201
R-202
R-203
236,0
248,4
248,1
226,1
235,3
241,5
Função objetivo (kg/h) 44036,9 44479,7
Apesar do ganho indicado ser aparentemente pequeno, deve-se ter em mente que
devido aos grandes valores de produção normalmente associados ao setor petroquímico, o
resultado da otimização pode representar um valor financeiro considerável. Adicionalmente,
comparando com valores indicados na literatura, encontram-se ganhos similares, por exemplo,
Lovik (2001) aponta aumentos de aproximadamente 1%. Deve-se também destacar que os
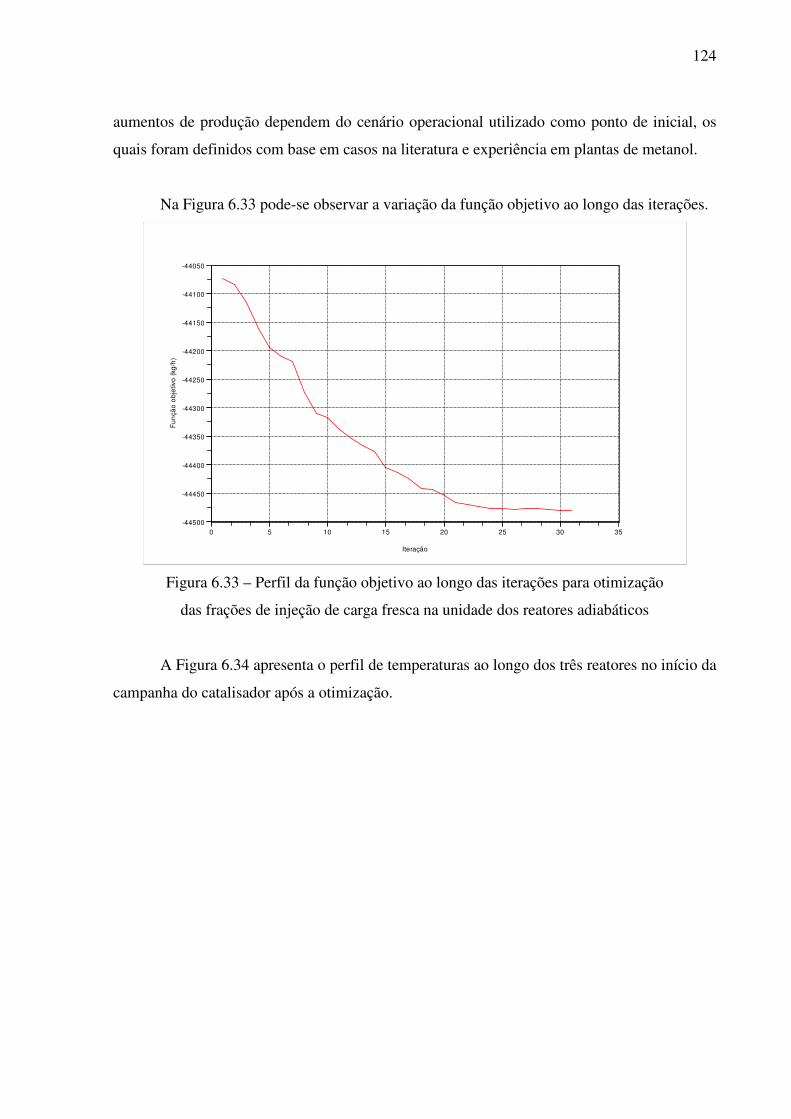
124
aumentos de produção dependem do cenário operacional utilizado como ponto de inicial, os
quais foram definidos com base em casos na literatura e experiência em plantas de metanol.
Na Figura 6.33 pode-se observar a variação da função objetivo ao longo das iterações.
0 5 10 15 20 25 30 35
-44500
-44450
-44400
-44350
-44300
-44250
-44200
-44150
-44100
-44050
Iteração
Fu
nçã
o o
bje
tivo
(kg
/h)
Figura 6.33 – Perfil da função objetivo ao longo das iterações para otimização
das frações de injeção de carga fresca na unidade dos reatores adiabáticos
A Figura 6.34 apresenta o perfil de temperaturas ao longo dos três reatores no início da
campanha do catalisador após a otimização.

125
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
490
500
510
520
530
540
550
560
Comprimento (m)
Te
mp
era
tura
(K
)
R-201
R-202
R-203
Figura 6.34 – Perfil de temperatura para os reatores adiabáticos no início de campanha
Para o cenário de fim da campanha, não se obteve ganho de produção. A diferença da
função objetivo é 26 kg/h, equivalente a 0,1%. Esses resultados encontram-se na Tabela 6.6.
Tabela 6.6 – Otimização das frações de injeção de carga fria:
caso reatores adiabáticos - EOR
Antes da otimização Após a otimização
Frações de injeção de carga fria
R-201
R-202
R-203
0,000
0,000
0,000
0,000
0,000
0,000
Temperatura de entrada (°C)
R-201
R-202
R-203
239,3
247,1
248,5
239,9
245,5
248,1
Função objetivo (kg/h) 41790,5 41815,2

126
Comparando as duas situações estudadas pode-se concluir que injeção de carga fresca
para redução da temperatura na entrada do leito é benéfica somente para períodos de operação
caracterizados por alta atividade do catalisador, como já esperado. Quando este está no final
da campanha, deve-se introduzir a carga a temperaturas mais altas que no início a fim de
favorecer a cinética da reação.
O perfil de temperaturas ao longo dos três reatores encontra-se ilustrado na Figura
6.35. Pode-se verificar que os reatores estão limitados pela cinética.
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
510
515
520
525
530
535
540
545
550
555
Comprimento (m)
Te
mp
era
tura
(K
)
R-201
R-202
R-203
Figura 6.35 – Perfil de temperatura dos reatores adiabáticos no fim de campanha
A mesma avaliação foi feita para o loop de síntese com o reator tipo quench. A Tabela
6.7 apresenta os limites inferior e superior de injeção de carga fria para a unidade com o
reator tipo quench para o caso do catalisador novo (BOR).
Tabela 6.7 – Restrições para a otimização da injeção de carga fria:
fluxograma do reator tipo quench - BOR
Limite inferior Limite superior
Leito 2 0,75 0,90
Leito 3 0,70 0,85
Leito 4 0,70 0,85
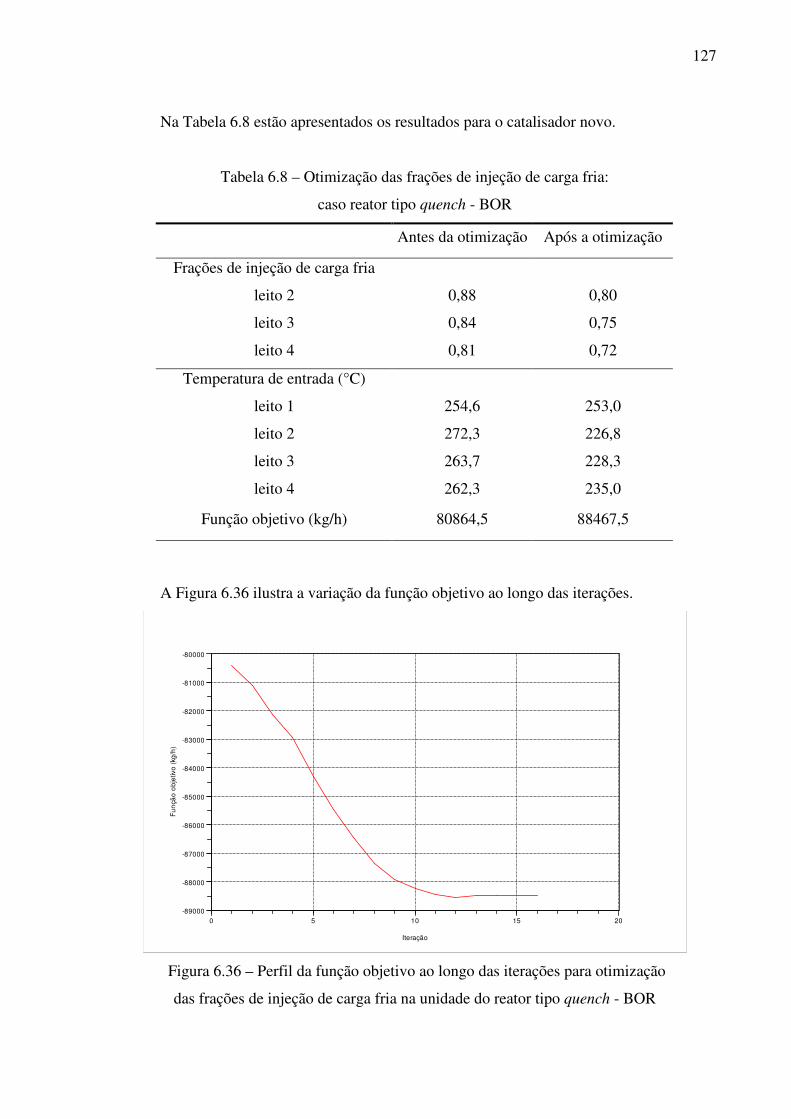
127
Na Tabela 6.8 estão apresentados os resultados para o catalisador novo.
Tabela 6.8 – Otimização das frações de injeção de carga fria:
caso reator tipo quench - BOR
Antes da otimização Após a otimização
Frações de injeção de carga fria
leito 2
leito 3
leito 4
0,88
0,84
0,81
0,80
0,75
0,72
Temperatura de entrada (°C)
leito 1
leito 2
leito 3
leito 4
254,6
272,3
263,7
262,3
253,0
226,8
228,3
235,0
Função objetivo (kg/h) 80864,5 88467,5
A Figura 6.36 ilustra a variação da função objetivo ao longo das iterações.
0 5 10 15 20
-89000
-88000
-87000
-86000
-85000
-84000
-83000
-82000
-81000
-80000
Iteração
Fu
nçã
o o
bje
tivo
(kg
/h)
Figura 6.36 – Perfil da função objetivo ao longo das iterações para otimização
das frações de injeção de carga fria na unidade do reator tipo quench - BOR

128
A Tabela 6.9 apresenta os limites inferior e superior de injeção de carga fria para a
unidade com o reator tipo quench no final de campanha (EOR).
Tabela 6.9 – Restrições para a otimização da injeção de carga fria:
fluxograma do reator tipo quench - EOR
Limite inferior Limite superior
Leito 2 0,80 0,90
Leito 3 0,75 0,85
Leito 4 0,75 0,85
Na Tabela 6.10 estão ilustrados os resultados para o catalisador no final da campanha.
Tabela 6.10 – Otimização das frações de injeção de carga fria:
caso reator tipo quench - EOR
Antes da otimização Após a otimização
Frações de injeção de carga fria
leito 2
leito 3
leito 4
0,88
0,84
0,81
0,80
0,75
0,75
Temperatura de entrada (°C)
leito 1
leito 2
leito 3
leito 4
291,3
287,0
276,4
274,0
272,7
236,4
236,8
245,9
Função objetivo (kg/h) 74076,2 85698,4
A Figura 6.37 ilustra a variação da função objetivo ao longo das iterações.
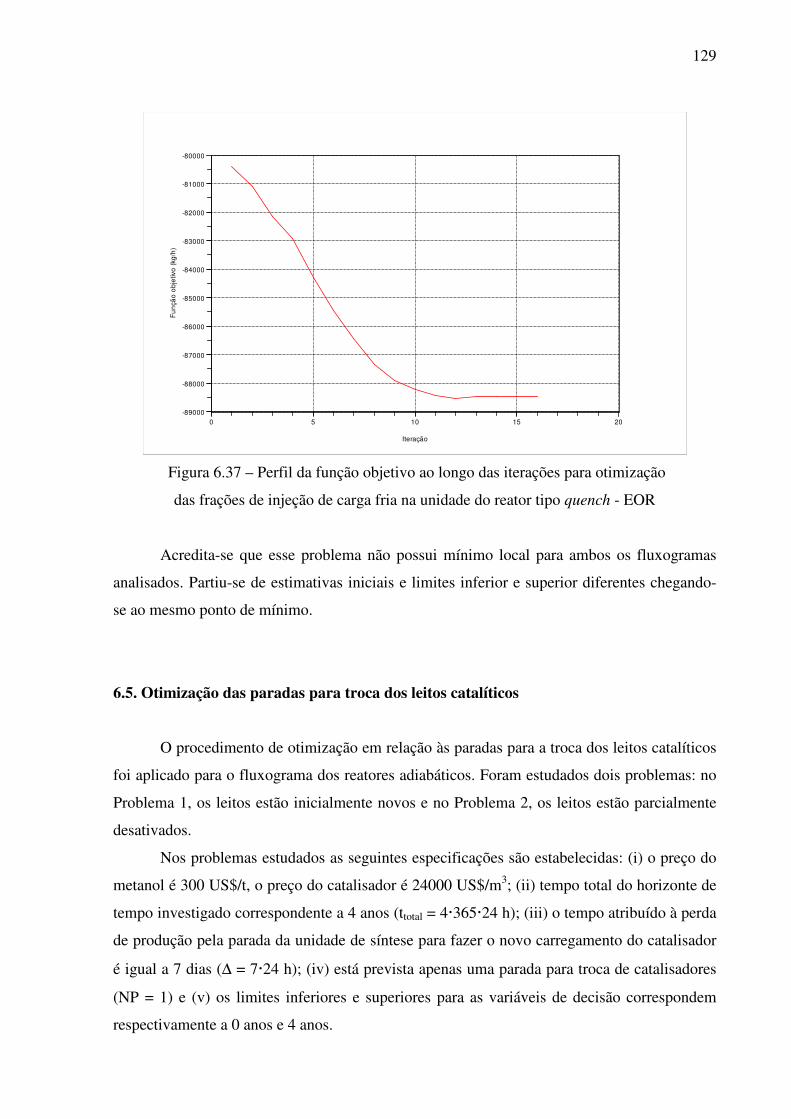
129
0 5 10 15 20
-89000
-88000
-87000
-86000
-85000
-84000
-83000
-82000
-81000
-80000
Iteração
Fu
nçã
o o
bje
tivo
(kg
/h)
Figura 6.37 – Perfil da função objetivo ao longo das iterações para otimização
das frações de injeção de carga fria na unidade do reator tipo quench - EOR
Acredita-se que esse problema não possui mínimo local para ambos os fluxogramas
analisados. Partiu-se de estimativas iniciais e limites inferior e superior diferentes chegando-
se ao mesmo ponto de mínimo.
6.5. Otimização das paradas para troca dos leitos catalíticos
O procedimento de otimização em relação às paradas para a troca dos leitos catalíticos
foi aplicado para o fluxograma dos reatores adiabáticos. Foram estudados dois problemas: no
Problema 1, os leitos estão inicialmente novos e no Problema 2, os leitos estão parcialmente
desativados.
Nos problemas estudados as seguintes especificações são estabelecidas: (i) o preço do
metanol é 300 US$/t, o preço do catalisador é 24000 US$/m3; (ii) tempo total do horizonte de
tempo investigado correspondente a 4 anos (ttotal = 4�365�24 h); (iii) o tempo atribuído à perda
de produção pela parada da unidade de síntese para fazer o novo carregamento do catalisador
é igual a 7 dias (∆ = 7�24 h); (iv) está prevista apenas uma parada para troca de catalisadores
(NP = 1) e (v) os limites inferiores e superiores para as variáveis de decisão correspondem
respectivamente a 0 anos e 4 anos.

130
Devido ao considerável esforço computacional na resolução deste problema de
otimização, optou-se por utilizar uma variante dos códigos de simulação desenvolvidos. Neste
contexto, os trocadores presentes na unidade de síntese são descritos através de um valor
constante de temperatura de saída ao longo da corrida (abordagem de projeto, descrita na
subseção 3.2.4). Como conseqüência, o principal ganho em termos de redução do tempo de
processamento computacional ocorre devido à eliminação do laço de convergência interno
relativo ao trocador de pré-aquecimento da carga (seção 3.4).
6.5.1. Problema 1
Neste problema, considera-se que no início do período todos os leitos estavam novos
(atividade igual a 1). Inicialmente, fez-se uma análise do espaço de busca, a fim de descrever
o comportamento da função objetivo. A Figura 6.38 apresenta o lucro função de diferentes
instantes de parada da unidade para a troca dos leitos catalíticos.
5 10 15 20 25 30 35 40 45
447.5
448.0
448.5
449.0
449.5
450.0
450.5
451.0
Tempo (meses)
Lu
cro
(M
M$
)
Figura 6.38 – Gráfico da variação do lucro com relação ao instante de
parada para troca dos leitos catalíticos – Atividade inicial = 1
Partindo-se do valor correspondente a uma parada com 720 dias (24 meses), como
estimativa inicial para determinação do ponto ótimo, obteve-se o resultado exibido na Tabela
6.11.
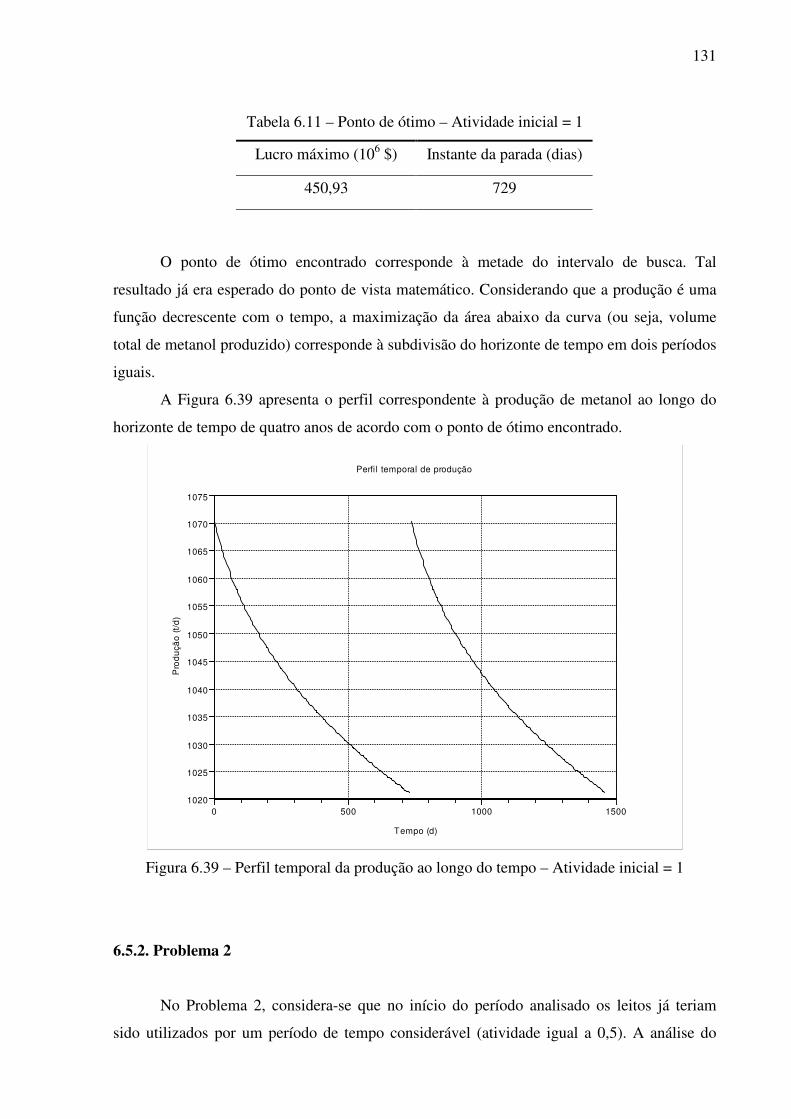
131
Tabela 6.11 – Ponto de ótimo – Atividade inicial = 1
Lucro máximo (106 $) Instante da parada (dias)
450,93 729
O ponto de ótimo encontrado corresponde à metade do intervalo de busca. Tal
resultado já era esperado do ponto de vista matemático. Considerando que a produção é uma
função decrescente com o tempo, a maximização da área abaixo da curva (ou seja, volume
total de metanol produzido) corresponde à subdivisão do horizonte de tempo em dois períodos
iguais.
A Figura 6.39 apresenta o perfil correspondente à produção de metanol ao longo do
horizonte de tempo de quatro anos de acordo com o ponto de ótimo encontrado.
0 500 1000 1500
1020
1025
1030
1035
1040
1045
1050
1055
1060
1065
1070
1075
Perfi l temporal de produção
Tempo (d)
Pro
du
çã
o (
t/d
)
Figura 6.39 – Perfil temporal da produção ao longo do tempo – Atividade inicial = 1
6.5.2. Problema 2
No Problema 2, considera-se que no início do período analisado os leitos já teriam
sido utilizados por um período de tempo considerável (atividade igual a 0,5). A análise do
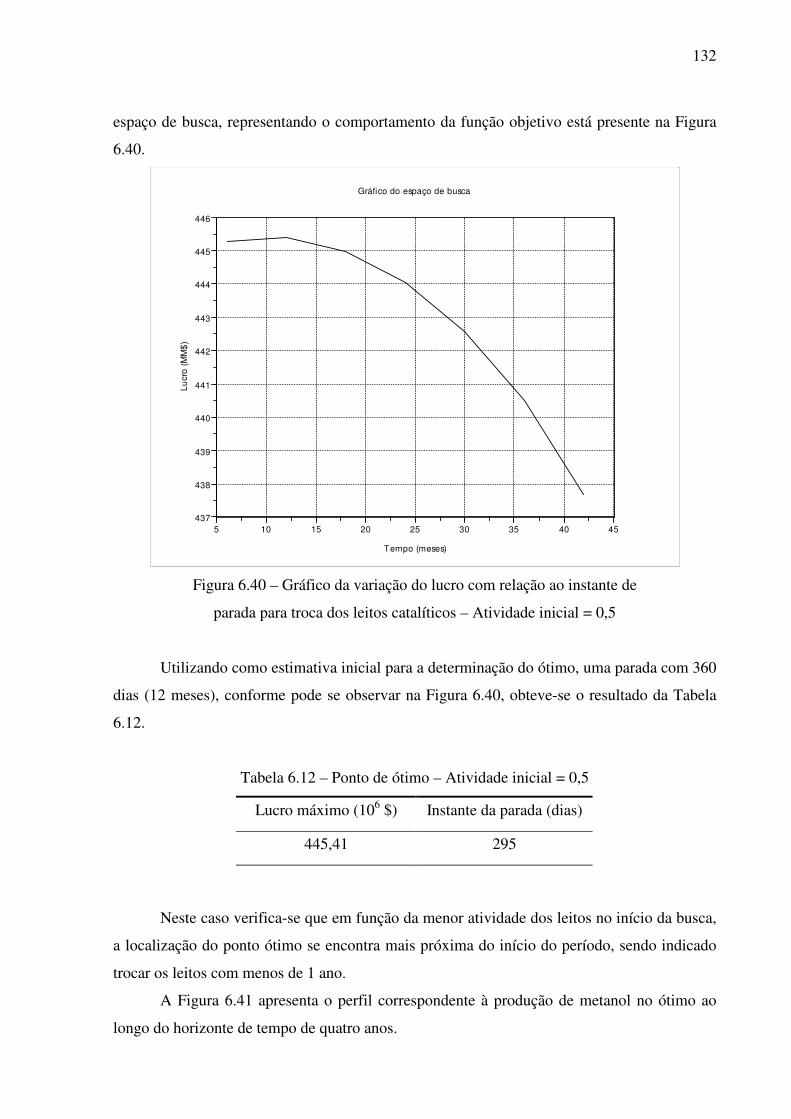
132
espaço de busca, representando o comportamento da função objetivo está presente na Figura
6.40.
5 10 15 20 25 30 35 40 45
437
438
439
440
441
442
443
444
445
446
Gráfico do espaço de busca
Tempo (meses)
Lu
cro
(M
M$
)
Figura 6.40 – Gráfico da variação do lucro com relação ao instante de
parada para troca dos leitos catalíticos – Atividade inicial = 0,5
Utilizando como estimativa inicial para a determinação do ótimo, uma parada com 360
dias (12 meses), conforme pode se observar na Figura 6.40, obteve-se o resultado da Tabela
6.12.
Tabela 6.12 – Ponto de ótimo – Atividade inicial = 0,5
Lucro máximo (106 $) Instante da parada (dias)
445,41 295
Neste caso verifica-se que em função da menor atividade dos leitos no início da busca,
a localização do ponto ótimo se encontra mais próxima do início do período, sendo indicado
trocar os leitos com menos de 1 ano.
A Figura 6.41 apresenta o perfil correspondente à produção de metanol no ótimo ao
longo do horizonte de tempo de quatro anos.

133
0 500 1000 1500
1000
1010
1020
1030
1040
1050
1060
1070
1080
Perfil temporal de produção
Tempo (d)
Pro
du
çã
o (
t/d
)
Figura 6.41 – Perfil temporal da produção ao longo do
tempo – Atividade inicial = 0,5

134
7. CONCLUSÕES E SUGESTÕES
7.1. Conclusões
Esta tese foi baseada no desenvolvimento de um conjunto de rotinas computacionais
de acordo com dois objetivos básicos: (i) desenvolvimento de um modelo capaz de simular o
comportamento em estado estacionário de dois fluxogramas típicos de uma unidade de síntese
de metanol e (ii) proposição de procedimentos de otimização operacional, que acoplados ao
simulador desenvolvido, apontassem políticas operacionais capazes de aumentar o lucro
associado a uma unidade industrial.
Modelagem e Simulação:
A partir de uma série de modelos desenvolvidos, selecionados e validados, conseguiu-
se propor um simulador estacionário, o qual demonstrou representar satisfatoriamente a
unidade, assim como uma extensão deste constituindo um simulador pseudo-estacionário. As
rotinas de simulação possibilitaram um estudo das principais variáveis relacionadas ao loop
de síntese, como pressão, razão de recirculação, número estequiométrico e vazão de carga
fresca. Para o simulador pseudo-estacionário, buscou-se um entendimento da variação da
produção, temperaturas de entrada do leito e eficiências ao longo do tempo.
Otimização:
Formulou-se um problema de otimização visando a maximização da produção de
unidades de síntese de metanol através da manipulação das temperaturas de entrada dos leitos.
Alcançou-se um aumento de até 9,4% da produção de metanol em relação a um caso base
definido na literatura. Esse resultado aponta um exemplo do potencial de ganho que a
aplicação de ferramentas de otimização podem proporcionar para indústrias de processos. A
otimização das paradas para a troca dos leitos catalíticos foi estudada buscando-se a
maximização do lucro variando o tempo de troca do catalisador.
Desta forma, o presente trabalho contribuiu na discussão sobre o efeito das principais
variáveis de processo nas unidades de síntese de metanol, baseando-se no desenvolvimento de
rotinas de simulação e, associando também, à determinação de pontos ótimos de operação da

135
planta, tanto do ponto de vista das temperaturas de entrada dos reatores, quanto do
planejamento de troca de catalisador.
7.2. Sugestões
Identificaram-se como potenciais sugestões desse trabalho o aprimoramento da
modelagem e a ampliação da otimização. Dentro desse contexto pode-se incluir na
modelagem do reator o cálculo da efetividade e da perda de carga no leito catalítico. A
modelagem do loop poderia envolver a perda de carga nos equipamentos e tubulações e o
cálculo rigoroso do trocador de calor responsável pela condensação do metanol bruto.
Um estudo viável seria a otimização operacional englobando o simulador pseudo-
estacionário. Entretanto, haveria a necessidade de reduzir o tempo computacional de
convergência dos simuladores e, portanto, investir em algoritmos para melhorar as estimativas
iniciais e estudar outros métodos numéricos. Outra possibilidade seria a investigação da
maximização do lucro para outras variáveis, como a razão de recirculação, além do projeto
ótimo dos equipamentos. Em função do comportamento observado em relação ao aumento da
conversão de carbono com a penalização do balanço de combustível, através da corrente de
gás de purga, pode-se ainda apontar como sugestão a formulação do problema da otimização
através de uma abordagem multiobjetivo.
Por último, devido à grande integração das plantas de metanol, seria interessante
estudar um fluxograma englobando não somente a unidade de síntese, mas também uma
unidade de geração de gás síntese, por exemplo, a reforma com vapor de água. Com a
inclusão da reforma seria alcançada uma visão mais global das variáveis do processo de
produção de metanol, principalmente, do ponto de vista de balanço de energia.
136
8. REFERÊNCIAS BIBLIOGRÁFICAS
ABIQUIM – ASSOCIAÇÃO BRASILEIRA DAS INDÚSTRIAS QUÍMICAS, Anuário
Estatístico Associação Brasileira das Indústrias Químicas 2002, ano-base 2001.
ABIQUIM – ASSOCIAÇÃO BRASILEIRA DAS INDÚSTRIAS QUÍMICAS, Anuário
Estatístico Associação Brasileira das Indústrias Químicas 2003, ano-base 2002.
ABIQUIM – ASSOCIAÇÃO BRASILEIRA DAS INDÚSTRIAS QUÍMICAS, Anuário
Estatístico Associação Brasileira das Indústrias Químicas 2004, ano-base 2003.
ABIQUIM – ASSOCIAÇÃO BRASILEIRA DAS INDÚSTRIAS QUÍMICAS, Anuário
Estatístico Associação Brasileira das Indústrias Químicas 2005, ano-base 2004.
ABIQUIM – ASSOCIAÇÃO BRASILEIRA DAS INDÚSTRIAS QUÍMICAS, Anuário
Estatístico Associação Brasileira das Indústrias Químicas 2006, ano-base 2005.
AHÓN, V. R. R.; MEDEIROS, J. L. Optimal Programming of Ideal and Extractive Batch
Distillation: Single Vessel Operations. Computers and Chemical Engineering, v. 25, n. 7/8,
p. 1115-1140, 2001.
ALICE-WEB - Análise das Informações de Comércio Exterior via Internet.
http://aliceweb.desenvolvimento.gov.br, acessado em julho de 2007.
ALMEIDA, F. et al. O Dimetil Éter (DME): um novo combustível derivado do gás natural.
Disponível em:
http://www.gasnet.com.br/novo_novidades_view.asp?tipo=producao&cod=482, acessado em
junho de 2007.
APPL, M. Ammonia, methanol, hydrogen, carbon monoxide – Modern Production
Technologies. Londres: Nitrogen – The Journal of the World Nitrogen and Methanol
Industries, 1997.
137
BARTHOLOMEW, C. H. Catalyst Deactivation. Chemical Engineering, v. 91, n. 23, p.106,
1984.
BAZARRA, M. S.; SHERALIM H. D.; SHETTY, C. M. Nonlinear Programming, 2nd. ed.,
Wiley, 1993.
BEENACKERS, A. A. C. M; GRAAF, G. H.; STAMHUIS, E. J. Kinetics of low-pressure
methanol synthesis. Chemical Engineering Science, v. 43, n. 12, p. 3195, 1988.
BEENACKERS, A. A. C. M.; GRAAF, G. H.; SCHOLTENS, H.; STAMHUIS, E. J. Intra-
particle diffusion limitation in low-pressure methanol synthesis. Chemical Engineering
Science, v. 45, n. 4, p. 773, 1990.
BIEGLER, L. T.; GROSSMANN, I. E.; WESTERBERG, A. W. Systematic Methods of
Chemical Process Design. New Jersey: Prentice Hall, 1997.
BOZZANO, A.; CHEN, J. Q.; FUGLERUD, T.; GLOVER, B.; KVISLE, S. Recent
advancements in ethylene and propylene production using the UOP/hydro MTO process.
Catalysis Today, n. 106, p. 103-107, 2005.
BROWN, D. M., et al. Deactivation of methanol synthesis catalyst. Industrial &
Engineering Chemistry, n. 32, p. 1610-1621, 1993.
BROWN, D. M.; WALLER, F. J.; TIJM, P. J. A. Methanol technology developments for the
new millennium. Applied Catalysis, n. 221, p. 275-282, 2001.
BULKO, J. B. et al. Catalytic synthesis of methanol from CO/H2. Journal of Catalysis,
v. 56, n. 3, p. 407-429, 1979.
BURDEN, R. L.; FAIRES, J. D. Análise Numérica. São Paulo: Pioneira Thomson Learning,
2003.
CAPRARA, C. A. et al. Produção de painéis de madeira aglomerada de alta densificação com
diferentes tipos de resinas. Scientia Forestalis, n. 68, p.39-43, 2005.

138
Davy Process Technology. http://www.davyprotech.com/, acessado em maio de 2007.
CHEMSEP, http://www.chemsep.org/, acessado em maio de 2007.
CYBULSKI, A. L Liquid-phase methanol synthesis: catalysts, mechanism, kinetics, chemical
equilibrium, vapor-liquid equilibria, and modeling – a review. Catalysis Review: Science
and Engineering, v. 36, n. 4, p. 557-613, 1994.
CREMASCO, M. A. Fundamentos de Transferência de Massa. 2. ed. São Paulo: Editora
da UNICAMP, 2002.
DE WITT, P.; INCROPERA, F. P. Fundamentos de Transferência de Calor e de Massa.
3. ed. Rio de Janeiro: Guanabara Koogan, 1992.
EDGAR, T. F.; HIMMELBLAU, D. M. Optimization of Chemical Processes. Estados
Unidos da América: McGraw-Hill, 1988.
FEELEY, J. S.; REYES, S. C.; SINFELT, J. H. Evolution of processes for synthesis gas
production: recent developments in an old technology. Industrial & Engineering Chemistry
Research, v.42, n, 8, p. 1588-1597, 2003.
FITZPATRICK, T. J. Large-scale syngas and methanol production technologies from One
Synergy. Livro de resumos. Londres. ln: IMTOF, 2005. Londres. Livro de resumos ...
Londres, 2005.
GRZESIK, M.; LACHOWSKA, M.; NOWAK, P.; SLOCZYŃSKI, J.; SKRZYPEK, J.
Thermodynamics and kinetics of low pressure methanol synthesis. The Chemical
Engineering Journal, n. 58, p. 101, 1995.
HALDOR TOPSOE – The catalyst and Technology Company. http://www.topsoe.com,
acessado em maio de 2007.
139
HANKEN, L. Optimization of methanol reactor. 1995. Tese (Mestrado em Engenharia) –
Norwegian University of Science and Technology, Norwegian, apud LOVIK, I.;
HARVEY, M. Methanol distillation – two and three column schemes. Livro de resumos.
Londres. ln: IMTOF, 1993. Londres. Livro de resumos ... Londres, 1993.
HEYEN, G.; KALITVENTZEFF, B.; MARÉCHAL, F. Energy savings in methanol
synthesis: use of heat integration techniques and simulation tools. Computers Chemical
Engineering, v. 21, p. 8511-8516, 1997.
HILLESTAD, M.; HERTZBERG, T. Long term dynamic optimization of a catalytic reactor
system. Computers and Chemical Engineering, v. 22, p. 707, 1998.
HINRICHSEN, O. et al. Deactivation of supported copper catalysts for methanol synthesis.
Catalysis Letters, v. 86, n. 1-3 , p. 77-80, 2003.
ISLAM, K, A.; EARL, W. B. Deactivation of ICI low temperature methanol catalyst in an
industrial reactor. The Canadian Journal of Chemical Engineering, v. 68, 1990.
JAHANMIRI, A.; ESLAMLOUEYAN, R. Optimal temperature profile in methanol synthesis
reactor. Chemical Engineering Communications, n. 189, p. 713-741, 2002.
JUNIOR, C. INT estuda outras alternativas derivadas do gás natural e do etanol, como o
dimetiléter. Disponível em: http://www.ipen.br/sitio/?idc=1193, acessado em junho de 2007.
KEIL, F. J. Methanol-to-hydrocarbons: process technology – a review. Microporous and
Mesoporous Materials, n. 29, p. 49–66, 1999.
KELLY, G. J.; SYKES, J. G. Deactivation of methanol synthesis catalysts. Londres. ln:
IMTOF, 2003. Londres. Livro de resumos ... Londres, 2003.
KNIFTON, J. F.; et al. Method for one-step synthesis of methyl t-butyl ether. U. S. Patent
n. 4.822.921, 1989.

140
KORDABADI, H.; JAHANMIRI, A. Optimization of methanol synthesis reactor using
genetic algorithms. Chemical Engineering Journal, n. 108, p. 249, 2005.
KUNG, H. H. Deactivation of methanol synthesis catalyst – a review. Catalysis Today, n. 11,
p. 443-453, 1992.
LAGARIAS, J. C.; REEDS, J. A.; WRIGHT, M. H.; WRIGHT, P. E. Convergence properties
of the Nelder-Mead simplex method in low dimensions. SIAM J. Optim., v. 9 n. 1, p. 112-
147, 1998.
LANGE, J. P. Methanol synthesis: a short review of technology improvements. Catalysis
Today, n. 64, p. 3-8, 2001.
LAW, A M.; KELTON, W. D. Simulation modeling and analysis. 2nd. ed. Singapore:
McGraw-Hill, 1991.
LOVIK, I. Modelling, estimation and optimization of the methanol synthesis with catalyst
deactivation. 2001. 127f. Tese (Doutorado em Engenharia) – Norwegian University of
Science and Technology, Norwegian.
LOVIK, I.; HILLESTAD, M.; HERTZBERG, T. Long term dynamic optimization of a
catalytic reactor system. Computers and Chemical Engineering, v. 22, p. 707, 1998.
MATHWORKS, http://www.mathworks.com/, acessado em janeiro de 2007.
MCCABE, W. L; HARRIOT, P.; SMITH, J. C. Unit Operations of Chemical Engineering.
5. ed. Singapura: McGRAW-HILL, 1993.
MCMURRY, J. Química Orgânica. 4. ed. Rio de Janeiro: LTC – Livros Técnicos e
Científicos, 1997.
MENNER, W. A. Introduction to modeling and simulation. Johns Hopkins APL Technical
digest, v. 16, n. 1, p. 6-17, 1995.

141
METANOR, Relatório de Administração 2006. Disponível em:
http://www.metanor.com.br/webmetanor/metanor.htm, acessado em junho de 2007.
MORRISON, R.; BOYD, R. Química Orgânica. 8. ed. Lisboa: Fundação Calouste
Gulbenkian, 1996.
MOULIJN, J. A.; MAKKEE, M.; VAN DIEPEN, A. Chemical Process Technology. 5. ed.
USA: John Wiley & Sons, 2005.
NATTA, G. Synthesis of Methanol. In: Catalysis. O. H. Emmett Ed., v. 3, 1995, apud
LOVIK, I. Modelling, estimation and optimization of the methanol synthesis with catalyst
deactivation. 2001. 127f. Tese (Doutorado em Engenharia) – Norwegian University of
Science and Technology, Norwegian.
NELDER, J. A., MEAD, R. A simplex method for function minimization. Computer
Journal, v. 7, p. 308-313, 1965.
PARENTE, E. J. S. BIODIESEL: Uma Aventura Tecnológica num País Engraçado.
Fortaleza, 2003. Disponível em http://www.tecbio.com.br, acessado em julho de 2007.
PICKETT, A. Predicting the unpredictable: the outlook for methanol to 2012. ln: IMTOF,
2003. Londres. Livro de resumos ... Londres, 2003.
PRICE, C. V.; SQUILLACE, P. J.; WILBER, W. G.; ZOGORSKI, J. S. Preliminary
assessment of the occurrence and possible sources of MTBE in groundwater in the United
States, 1993-1994. Environmental Science & Technology, v. 30, n. 5, p. 1721 –1730, 1996.
PROGRAMA NACIONAL DE PRODUÇÃO E USO DE BIODIESEL,
http://www.biodiesel.gov.br/, acessado em junho de 2007.
PROSINT QUÍMICA, http://www.prosint.com.br, acessado em maio de 2007.
142
RAHIMPOUR, M. R.; BANIADAM, M.; GHADER S.; KALAJAHI, J. F. Incorporation of
flexibility in the design of a methanol synthesis loop in the presence of catalyst deactivation.
Chemical Engineering Technology, v. 26, n. 6, p. 672-678, 2003.
RAHIMPOUR, M. R.; MOGHTADERI, B.; JAHANMIRI, A.; REZAIE, N. Operability of an
industrial methanol synthesis reactor with mixtures of fresh and partially deactivated catalyst.
Chemical Engineering Technology, v. 28, n. 2, p. 226-234, 2005.
REZAIE, N.; JAHANMIRI, A.; MOGHTADERI, B.; RAHIMPOUR, M. R. A comparison of
homogeneous and heterogeneous dynamic models for industrial methanol reactors in the
presence of catalyst deactivation. Chemical Engineering Processing, n. 44, p. 911, 2005.
______. Operability of an industrial methanol synthesis reactor with mixtures of fresh and
partially deactivated catalyst. Chemical Engineering and Technology, v. 28, n. 2, p. 226,
2005.
ROSTRUP-NIELSEN, J. R. New aspects of syngas production and use. Catalysis Today, n.
63, p. 159-164, 2000.
RIO DE JANEIRO. Secretaria de Comunicação Social do Estado do Rio de Janeiro.
Disponível em www.imprensa.rj.gov.br/SCSSiteImprensa/detalhe_noticia.asp?ident=35112,
acessado em julho de 2007.
SCHORE, N. E.; VOLHARDT, K. P. C. Química Orgânica Estrutura e Função. 4. ed.
Porto Alegre: Bookman, 2004, p.632-633.
SCILAB, http://www.scilab.org/, acessado em janeiro de 2007.
SHAHROKHI, M.; BAGHMISHEH, G. R. Modeling, simulation and control of a methanol
synthesis fixed-bed-reactor. Chemical Engineering Science, n. 60, p. 4275, 2005.
SINNOTT, R. K. Chemical Engineering – An Introduction to Chemical Engineering
Design. 4 ed, vol. 6. London: Butterworth-Heinemann, 2005.
143
SMITH, J. M.; VAN NESS, H. C.; ABBOTT, M. M. Introdução à Termodinâmica da
Engenharia Química. 5. ed. Rio de Janeiro: Livros Técnicos e Científicos, 2000.
SOCIEDADE FRANCESA DE QUÍMICA,
http://www.sfc.fr/Donnees/orga/methanol/titmeol.htm, acessado em maio de 2007.
SPENCER, M. S.; TWIGG, M. V. Deactivation of copper metal catalysts for methanol
decomposition, methanol steam reforming and methanol synthesis. Topics in Catalysis, v.
22, n. 3-4, p. 191-203, 2003.
STÖCKER, M. Methanol-to-hydrocarbons: catalytic materials and their behavior – a review.
Microporous and Mesoporous Materials, n. 29, p.3–48, 1999.
SUPP, E. Improved methanol process. Hydrocarbon Processing, p. 71, 1981.
TWIGG, M. V. Catalyst Handbook. 2nd. ed. London: Wolfe, 1989.
VANDEN BUSSCHE, K. M.; FROMENT, G. F. A steady-state kinetic model for methanol
synthesis and the water gas shift reaction on a commercial Cu/ZnO/Al2O3 catalyst. Journal of
Catalysis, v. 161, p. 1-10, 1996.
WAUGH, K. C. The kinetics and mechanism of methanol synthesis. ln: IMTOF, 1991.
Londres. Livro de resumos ... Londres, 1991.
WONGTSCHOWSKI, P. Indústria Química. 1. ed. São Paulo: Edgar Blücher Ltda., 1999.
Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas
Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo