metal casting ,its types and methods
TRANSCRIPT
Casting
Workshop Technology
Department of Mechanical EngineeringCollege of E&ME, NUST Pakistan
Contents
• Definition of Casting
• Types of Casting
• Sand Casting & Associated Terminologies
• Permanent Mold Casting
• Die Casting
• Casting Allowances
• Casting Defects
CASTING & ITS TYPES
Casting
• A manufacturing process that involves pouring molten material into a mold and then allowing it to cool and solidify.
• Mold contains a hollow cavity of the desired part shape and can be either permanent or temporary.
• After solidification, the part is ejected or broken out of the mold. The solidified part is also called “casting.”
• Casting is mainly categorized into two types, based on nature of mold. Other sub-categorizes are based on mold material, pattern type and molten material injection process.
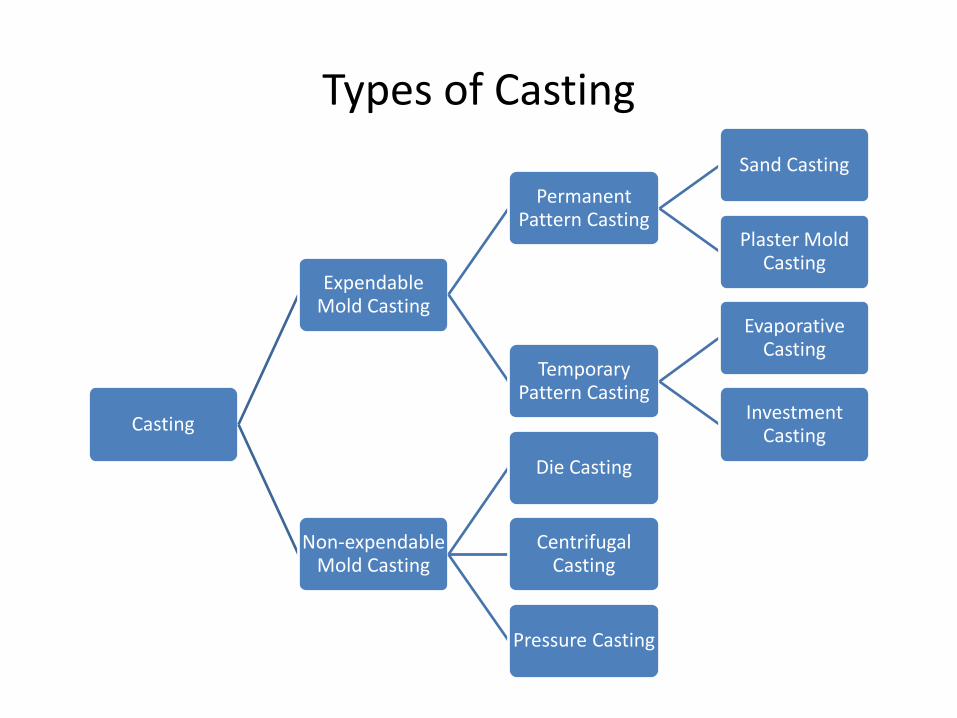
Types of Casting
Casting
Expendable Mold Casting
Permanent Pattern Casting
Sand Casting
Plaster Mold Casting
Temporary Pattern Casting
Evaporative Casting
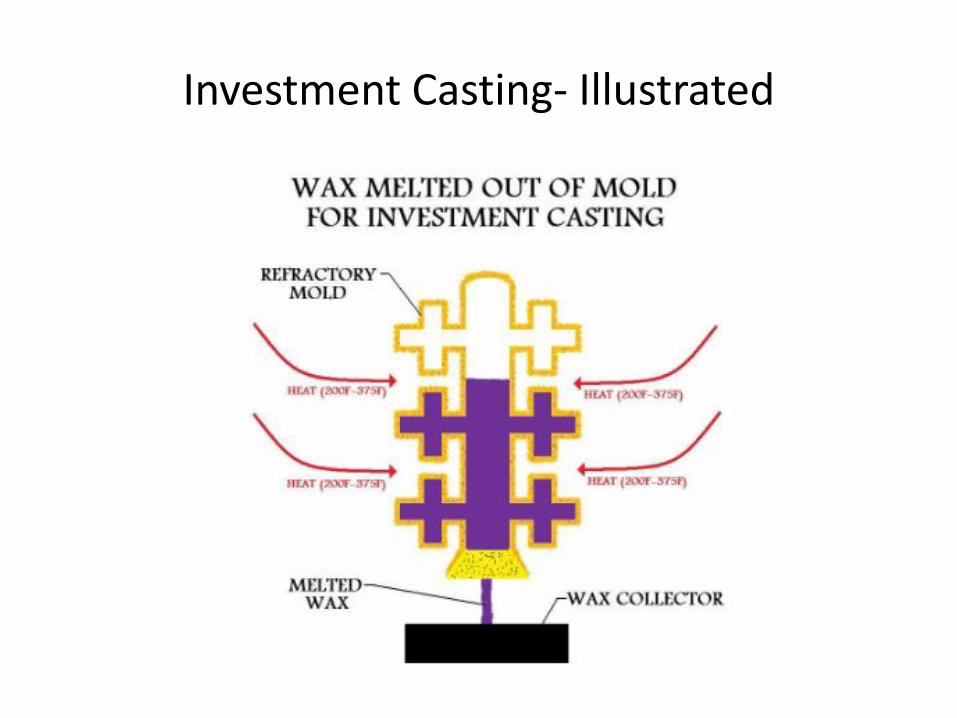
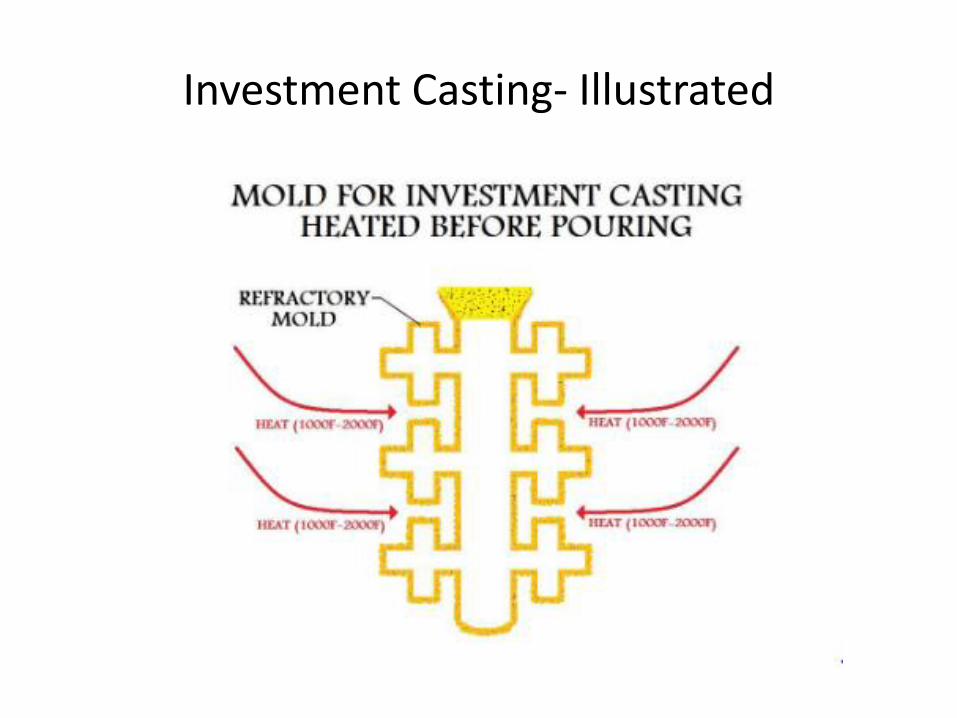
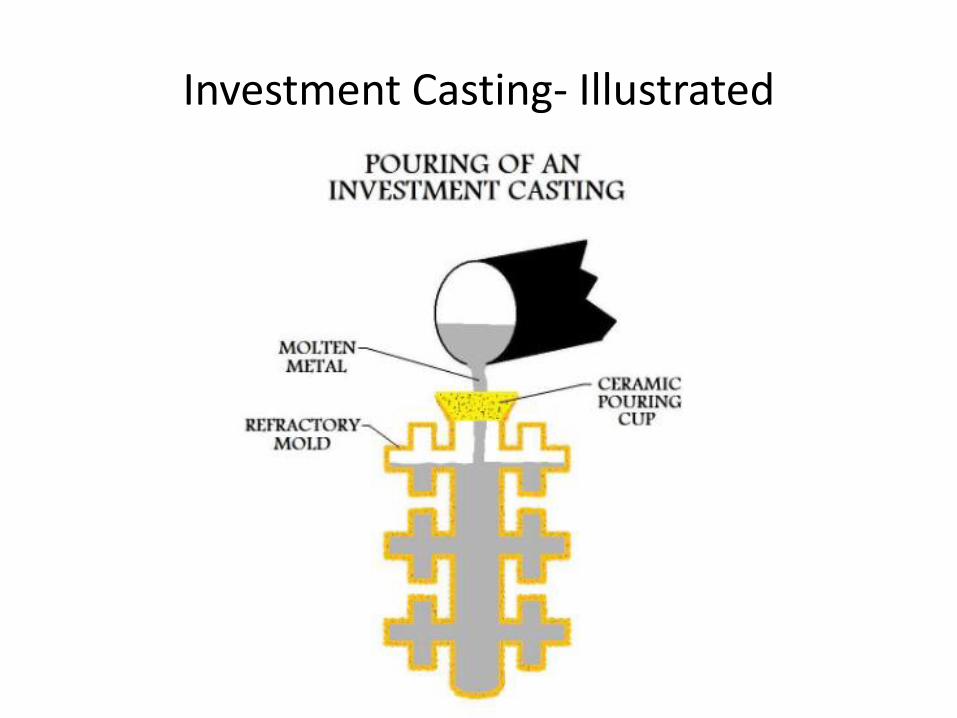
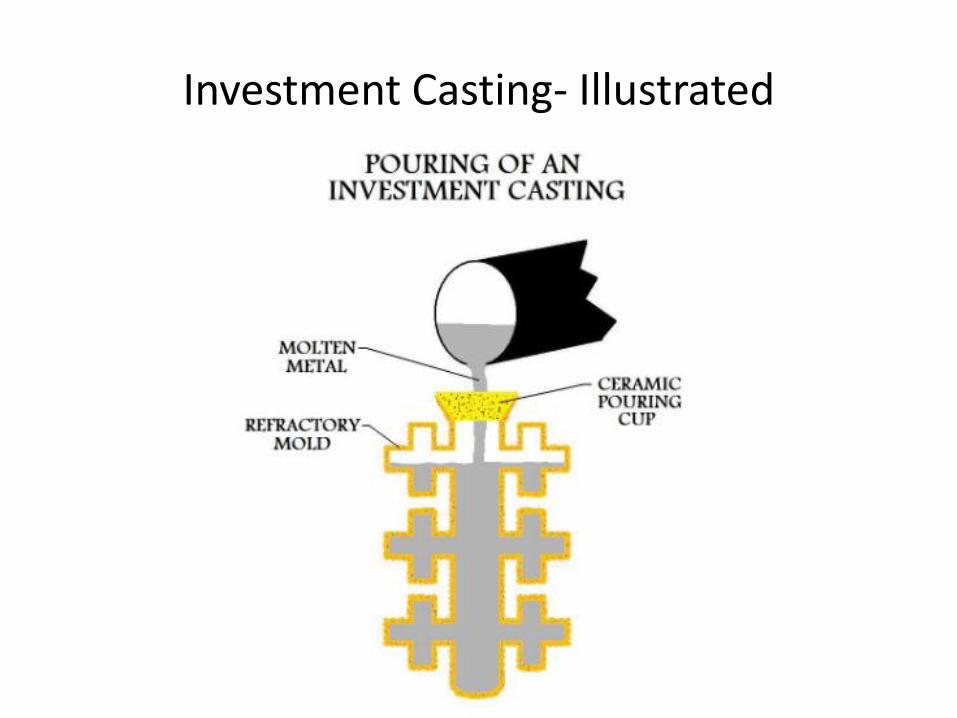
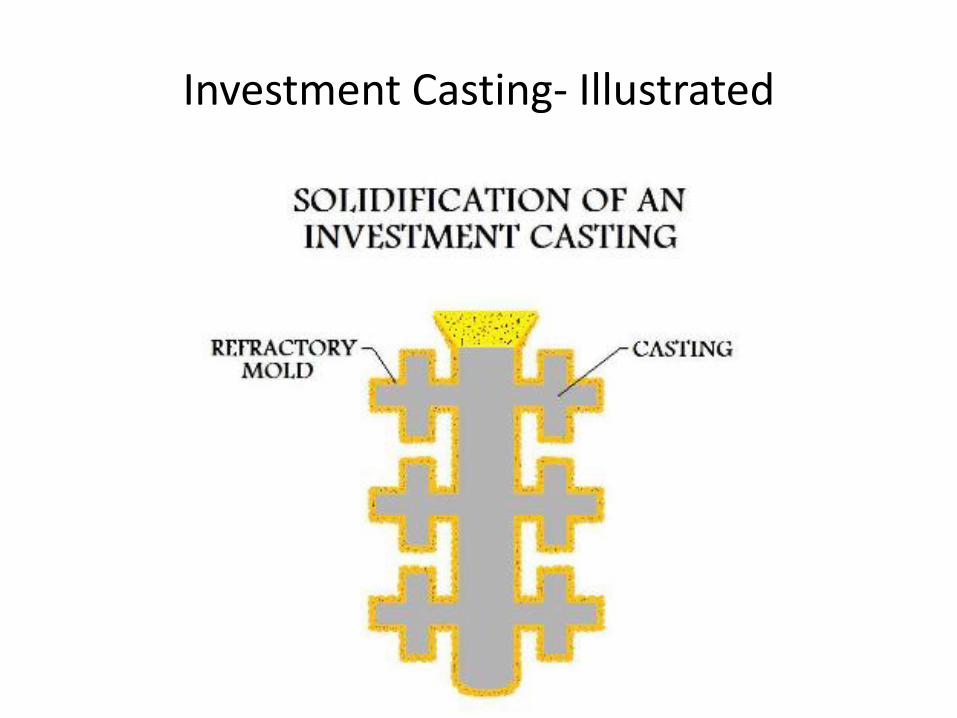
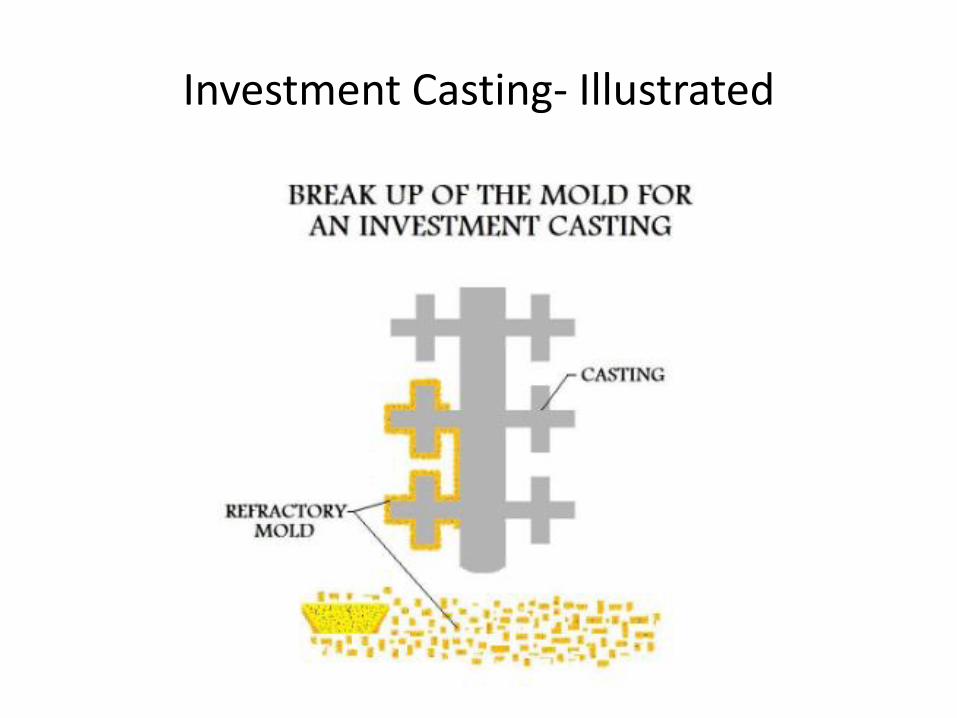
Investment Casting
Non-expendable Mold Casting
Die Casting
Centrifugal Casting
Pressure Casting
SAND CASTING
EXPANDABLE MOLD CASTING
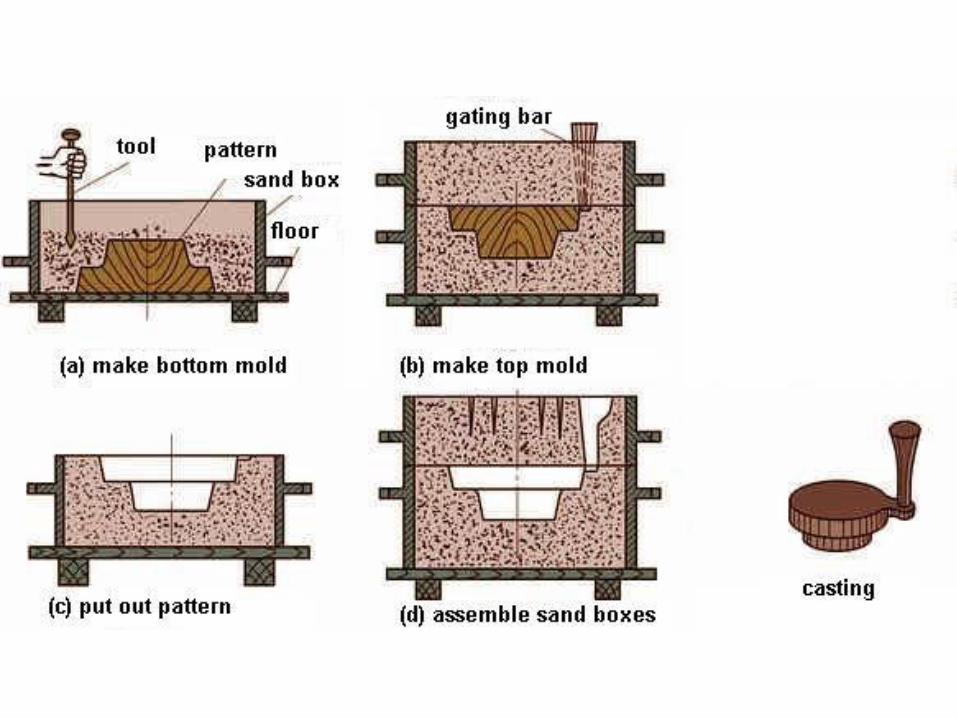
Sand Casting
• Sand casting is a metal casting process that uses various types of sand as the mold material. Over 70% of all metal casting are produced via sand casting.
• The sand mold is enclosed is a box frame called flask and is held together by a bonding agent.
• Sand Casting is performed by either:– Green Sand Method
– Or Air Set Method
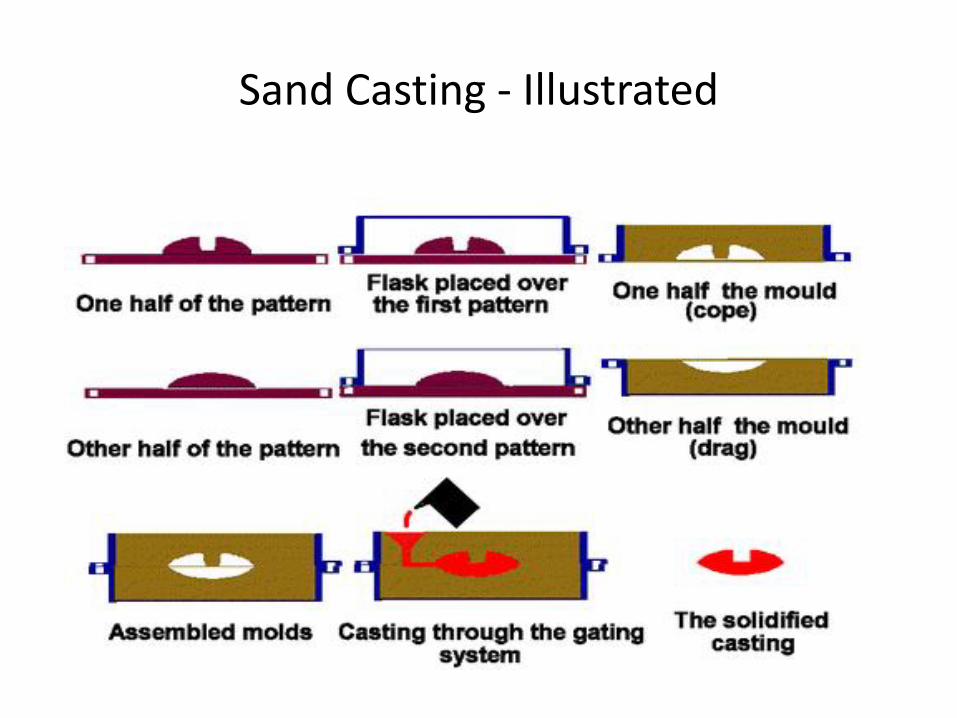
Sand Casting - Illustrated

Sand Casting Mold
The top and bottom halves of the sand casting mold known as cope and drag respectively. The wooden items are the core used to create hollow internal features.
Cope Drag
Core
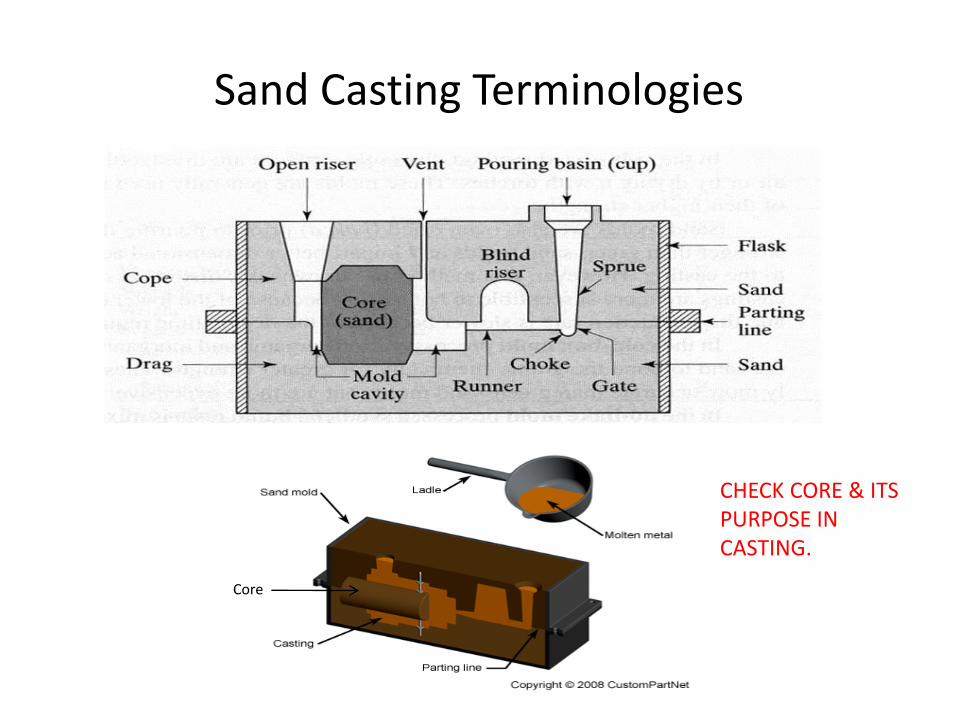
Sand Casting Terminologies
Core
CHECK CORE & ITS PURPOSE IN CASTING.
DIE AND CENTRIFUGAL CASTING
Non-expendable Mold Castings
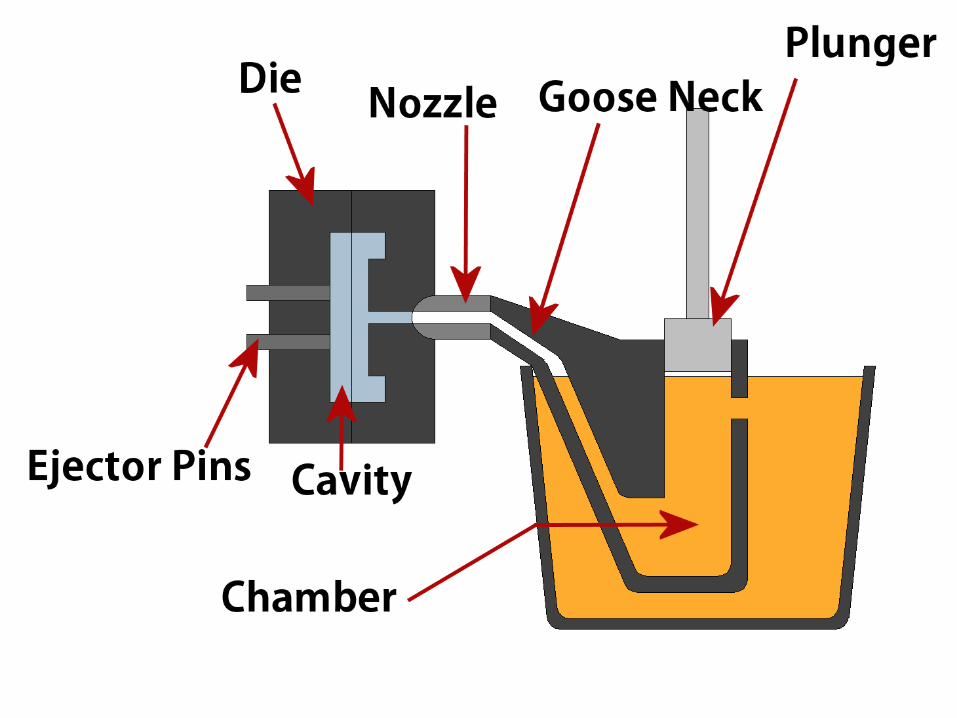
Die Casting
• It is part of an array of casting processes known as injection molding.
• The process is characterized by forcing molten metal under pressure into a mold.
• The mold cavity is created by the assembly of two steel halves which are machined to produce desired cavity shape.
• Unlike sand casting, the mold is reusable in die casting. Die casting is used for mass producing high-accuracy and good finished parts.
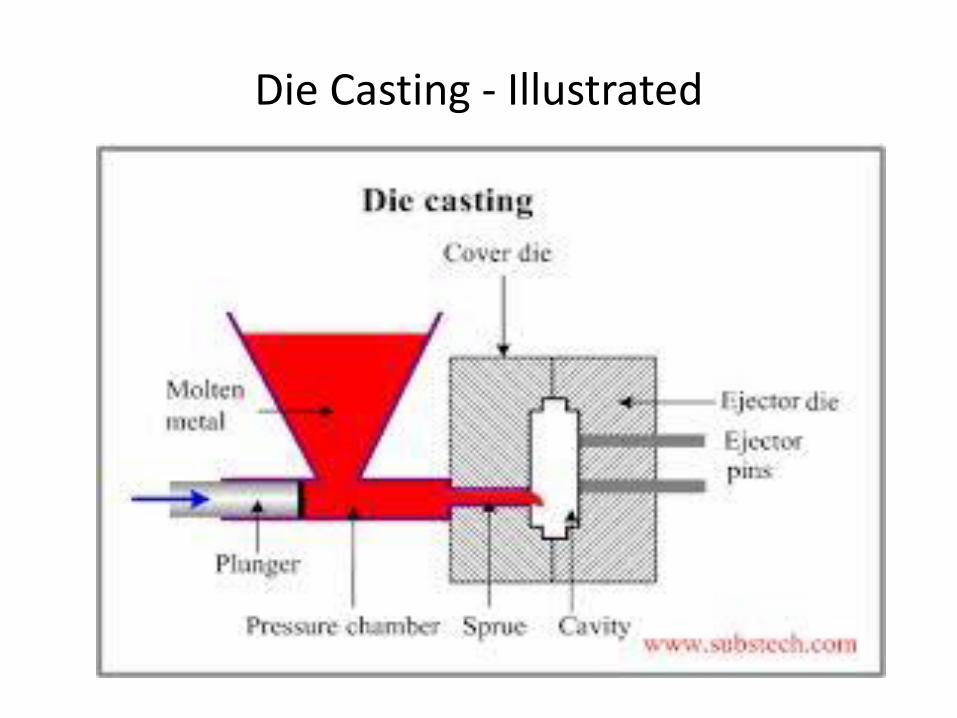
Die Casting - Illustrated
Centrifugal Casting
• In this casting process, a permanent mold is rapidly spun around its axis (300-3000 rpm) while molten metal is being poured into it.
• The molten metal is thrown outwards along the mold walls under centrifugal force, where it solidifies to form cylinders.
• Centrifugal castings can be generated in all lengths and diameters and thickness. The process is used to create semi-finished castings which are subsequently machined.
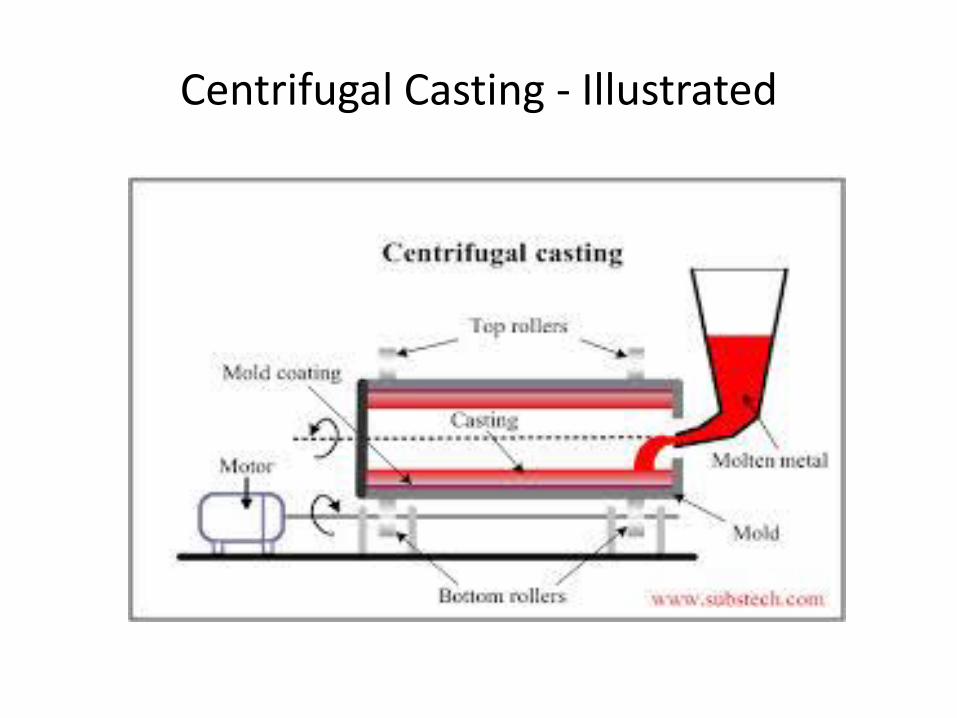
Centrifugal Casting - Illustrated
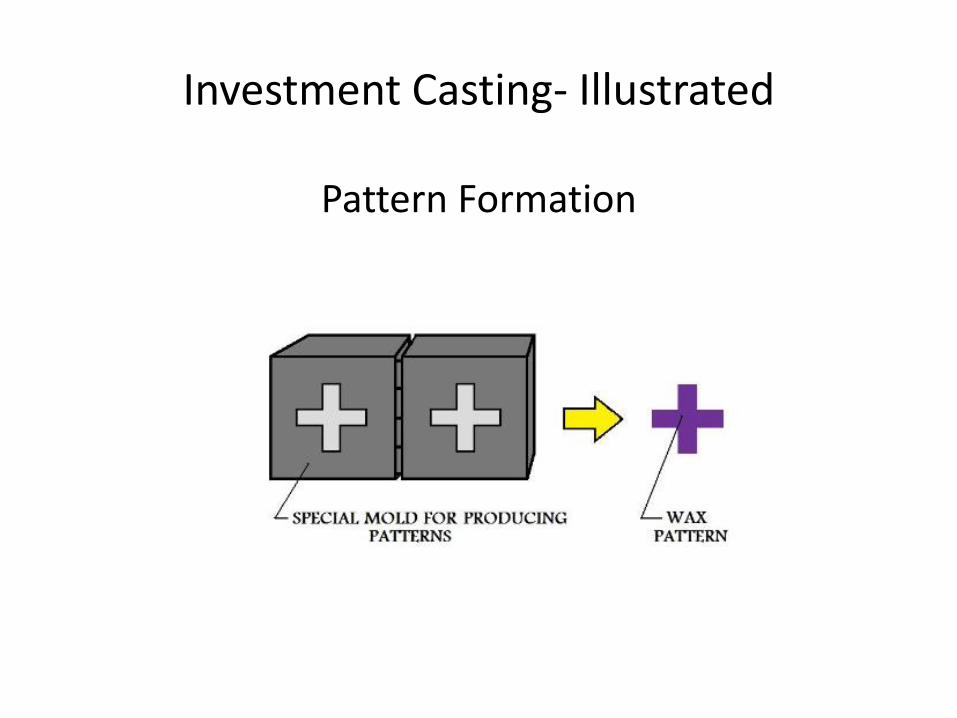
Investment Casting- Illustrated
Pattern Formation
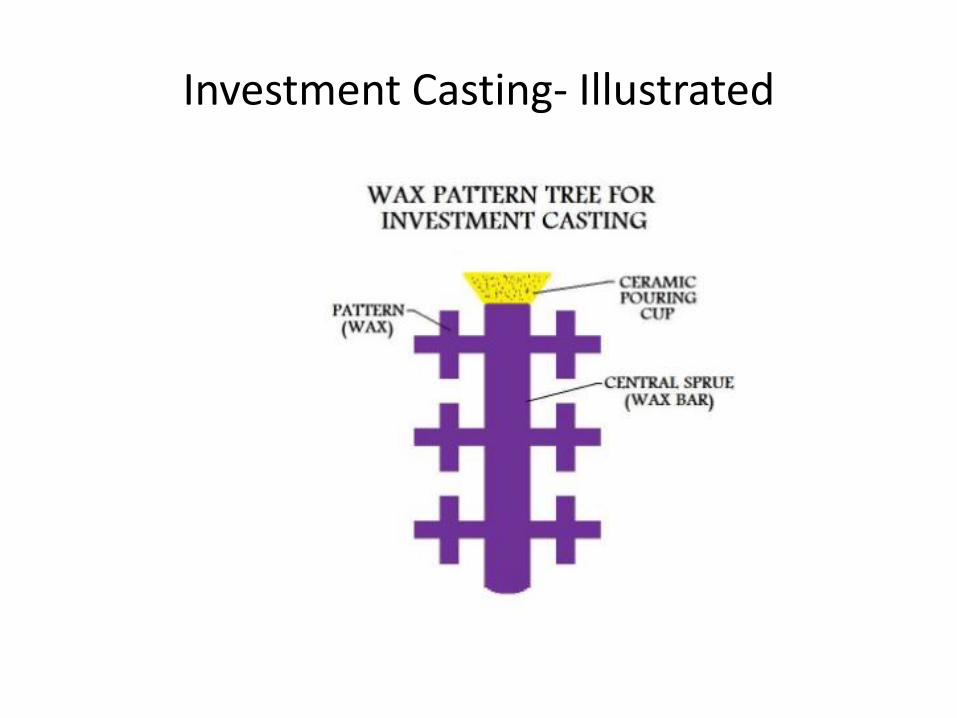
Investment Casting- Illustrated
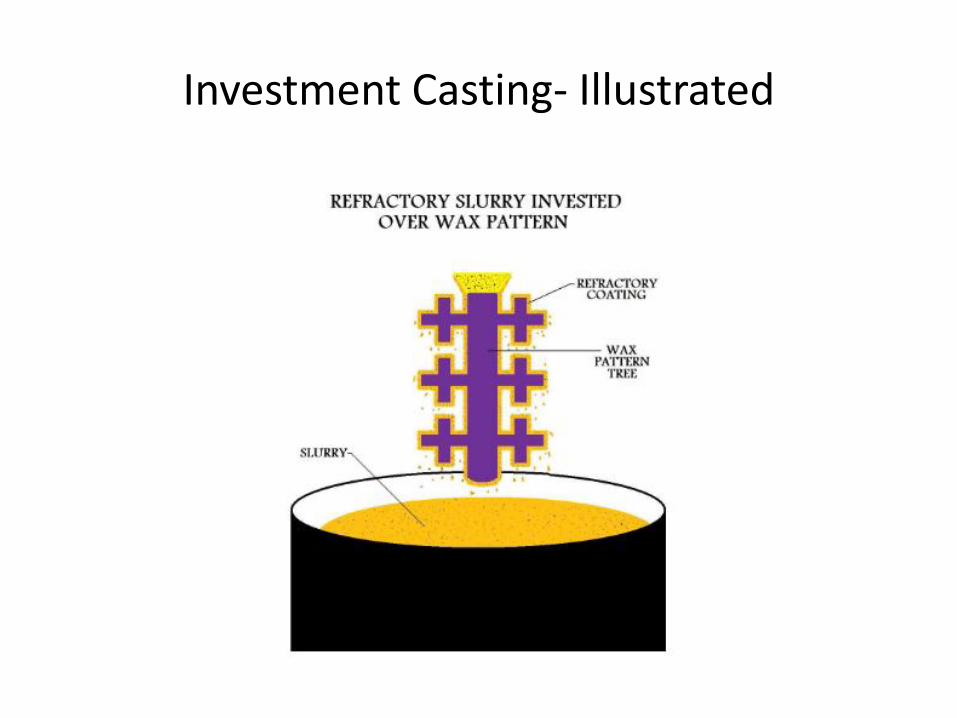
Investment Casting- Illustrated
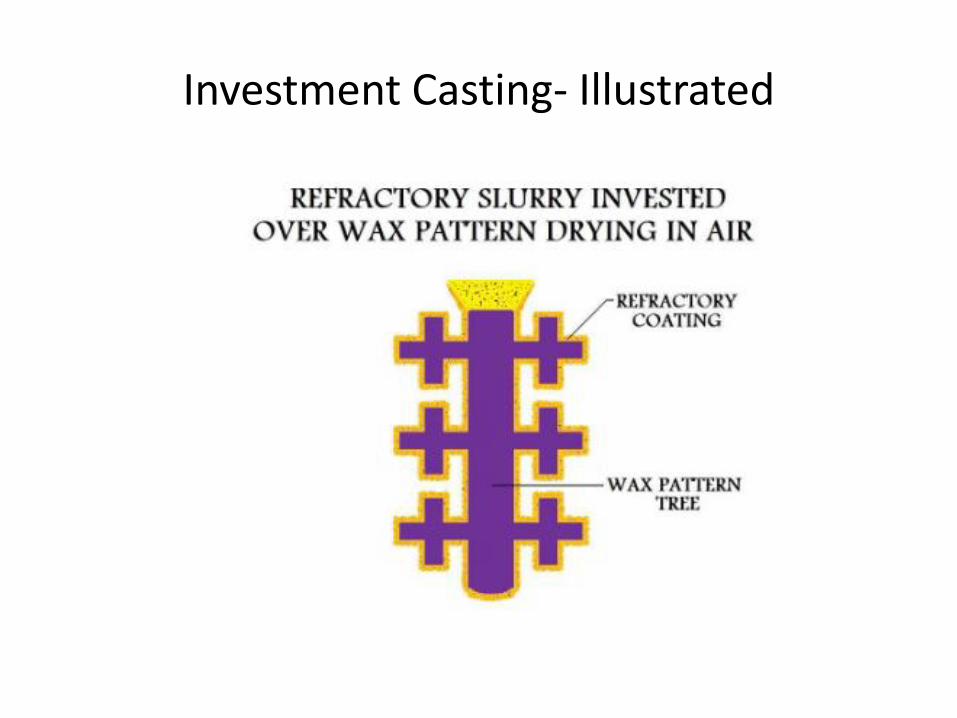
Investment Casting- Illustrated
Investment Casting- Illustrated
Investment Casting- Illustrated
Investment Casting- Illustrated
Investment Casting- Illustrated
Investment Casting- Illustrated
Investment Casting- Illustrated
Investment Casting- Illustrated
CASTING ALLOWANCES
Casting Allowances
• Since dimensional changes occur when a material solidifies, appropriate allowance is introduced into the pattern.
• To prevent shrinkage of casting, the pattern is over sized based on a set of so called “shrink rules”.
• For example aluminum has a solidification shrinkage of ~6.6 % and low carbon steel has a shrinkage of ~2.5-3.0 %.
• Apart from shrinkage allowance, a draft is introduced into the pattern as well. The draft is a slight taper in the pattern that allows for easy retrieval of the pattern from the mold.
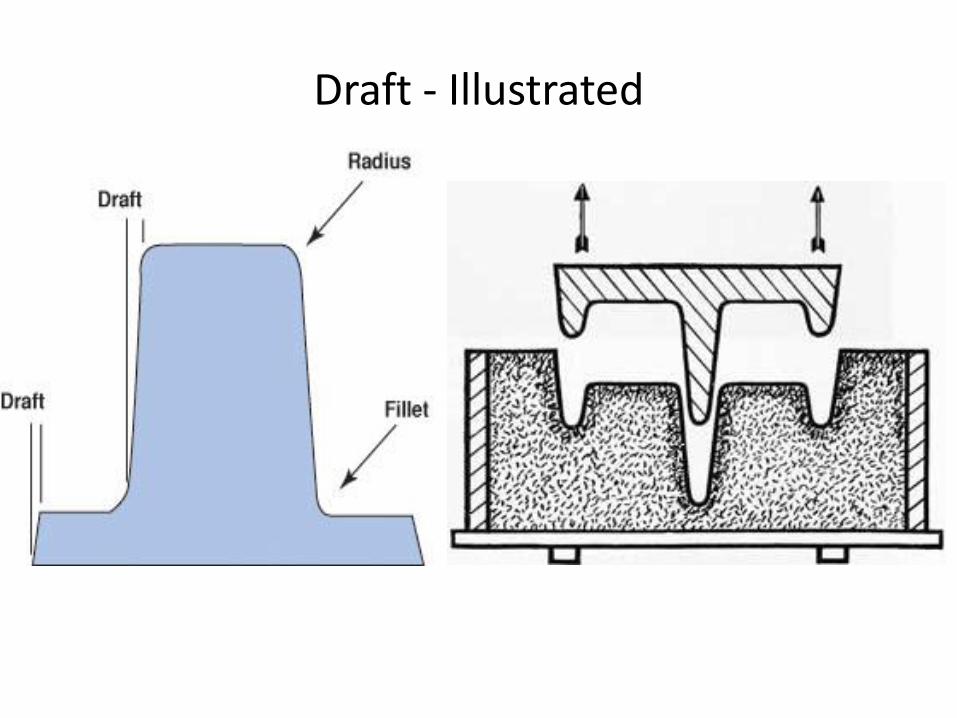
Draft - Illustrated
Casting Defects
• Blow: A relatively large cavity produced by gases that prevent the molten metal from filling the mould completely.
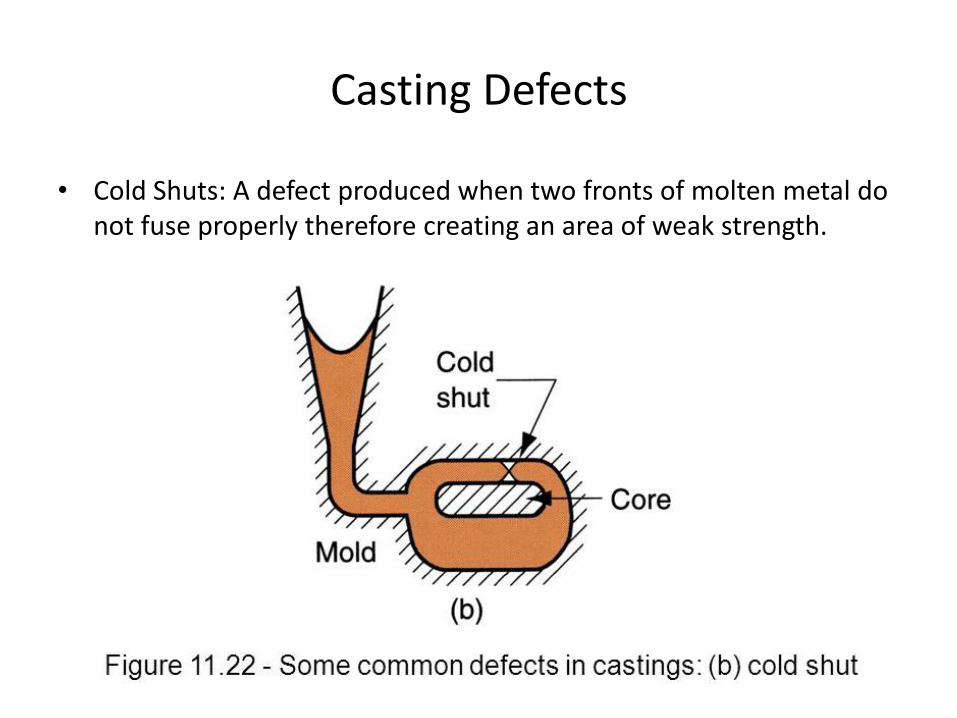
• Cold Shuts: A defect produced when two fronts of molten metal do not fuse properly therefore creating an area of weak strength.
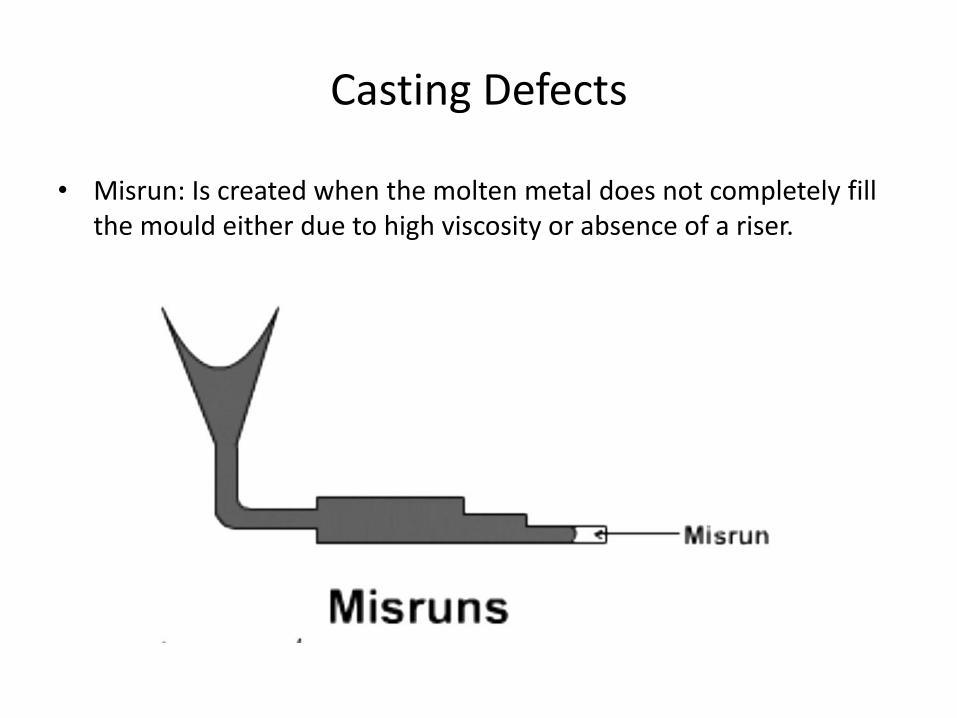
• Misrun: Is created when the molten metal does not completely fill the mould either due to high viscosity or absence of a riser.
• Inclusion: Contamination of the casting by external materials such as slag or chips broken off from the ladle.
Casting Defects
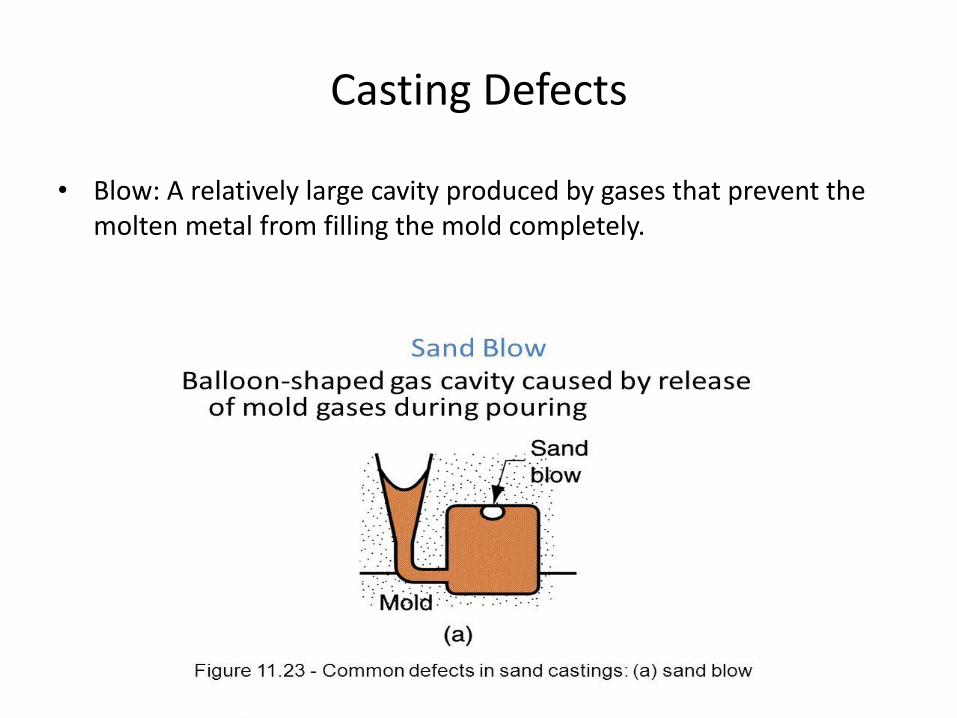
• Blow: A relatively large cavity produced by gases that prevent the molten metal from filling the mold completely.
Casting Defects
• Cold Shuts: A defect produced when two fronts of molten metal do not fuse properly therefore creating an area of weak strength.
Casting Defects
• Misrun: Is created when the molten metal does not completely fill the mould either due to high viscosity or absence of a riser.
THE END