mathematical modelling of oxygen steelmaking...v abstract oxygen steelmaking is currently the...
TRANSCRIPT
Mathematical Modelling of Oxygen Steelmaking
Neslihan Dogan
A Thesis Presented for the Degree of Doctor of Philosophy
Mathematics Discipline
Faculty of Engineering and Industrial Sciences
Swinburne University of Technology
Melbourne, Australia
2011

iii
Declaration The candidate hereby declares that the work in this thesis, presented for the degree of
Doctor of Philosophy submitted to the Mathematics Discipline, Faculty of Engineering
and Industrial Sciences, Swinburne University of Technology; is that of the candidate
alone and has not been submitted previously, in whole or in part, in respect of any other
academic award and has not been published in any form by any other person except
where due reference is given, and has been carried out during the period from March
2007 to November 2010 under the supervision of Prof. Geoffrey Brooks and Dr. M. Akbar
Rhamdhani.
Neslihan Dogan 16 June 2011
Certification This is to certify that the above statement made by the candidate is correct to the best
of our knowledge.
Prof. Geoffrey Brooks
Dr. M. Akbar Rhamdhani


v
Abstract
Oxygen steelmaking is currently the dominant technology for producing steel from pig iron. The
process is complex because of the presence of multiple phases (liquid metal, slag, gas, etc.),
many components, and the non-steady state/non-homogenous conditions within the process. The
severe operating conditions make it difficult to take measurements and directly observe the
process. Furthermore, experimental results are not always adequate in providing an evaluation of
important parameters of the system. Mathematical modelling has been widely used to describe
the complicated nature of the process, improve understanding of the system, and optimize
process control.
Some process models have been developed to predict the temperature and carbon content of the
steel at the end of the blow. Although these models might be suitable for industrial applications
and provide reasonable approximations, existing theories have not been successfully applied to
describe the kinetics of oxygen steelmaking under dynamic process conditions. Moreover, some
recent findings on the kinetics of steelmaking were not included in these models. An example of
this is the bloated droplet theory. There is evidence that the residence time of droplets ejected
from the liquid metal to the slag-metal-gas emulsion is a strong function of the bloating behavior
of metal droplets. Recent studies have shown that the period when the bloated droplets are
suspended in the emulsion phase enhances the reaction areas, and the decarburization rates. In
this study a computer based model has been developed that incorporates bloated droplet theory
under dynamic conditions to evaluate its influence on the overall kinetics of the process. The
dynamic simulation model predicts the metal analysis for each time step throughout the blow to
provide greater control, and as a tool to optimize the steelmaking process.
In this study the process variables influencing the decarburization reaction kinetics considered in
the model were hot metal, scrap and flux charges, hot metal, scrap and slag compositions,
oxygen blowing conditions such as lance height, gas flow rates, temperature of the bath, flux
dissolution, scrap melting, ejected metal droplets behavior such as the droplet generation rate,
droplet size, residence time in the emulsion, and decarburization rates in the emulsion and
impact zones. The model did not consider the refining reactions of other impurities in the liquid
metal, the heat balance of the process, variation in slag foaming, and dissolution of the
refractories into the slag phase. Moreover, the model has been performed based on an
assumption of homogenous slag and constant slag foam height. The major limitation of this study
is that slag formation is not included. Accordingly, the amount of major metal oxides such as FeO

vi
and SiO2 present in the slag were taken from industrial data with respect to blowing time, and
were entered as input for model calculations.
All the selected process variables were modelled individually. The equations involved in this
model were solved numerically on the basis of parameters encountered in the operation of
oxygen steelmaking furnaces. Each sub-model was translated into computational code.
Accordingly, each proposed sub-model prediction was compared with the industrial or
experimental data available in the open literature. All the developed models were linked to one
another in this study. The global model was tested with actual data for a 200 t top-blown furnace
under the full scale operating conditions available in the open literature. The model was based
on a stepwise calculation of carbon removal reaction which allowed for a continuous calculation
of the change of carbon in liquid iron throughout the oxygen steelmaking process.
The model predictions proved that the carbon content of liquid iron agreed with with the actual
process data. The model suggests that 45% of total carbon was removed via emulsified metal
droplets and the remainder was removed from the impact zone during the entire blow. It was
found that the residence time of droplets and the decarburization reaction rate via emulsified
droplets, was a strong function of the bloating behavior of the droplets. The estimated residence
times of the metal droplets in the emulsion were between 0.4 and 45 seconds throughout the
blow. The values of residence time decreased towards the end of the blow because the metal
droplets became dense and were suspended for shorter times in the slag-metal-gas emulsion.
The calculations showed that the height of the lance is an important process variable to
determine the amount of metal droplets generated. A decrease in the lance height increased the
number of droplets generated and thereby increased the refining rate of carbon from liquid metal
through the emulsion phase. For example, the decarburization rates via emulsified droplets
increased from 102.7 kg/min to 222 kg/min when the lance height decreased from 2.5 m to 2.2
m.
The global model enabled a comparison of the decarburization rates in different reaction zones
and provided a better understanding of the process variables affecting in each reaction zone. On
the basis of this model, the decarburization rates in the emulsion phase reached 60% of the
overall decarburization rate during the main blow. This increase in the decarburization rates was
due to an increase in the number of droplets with long residence times in the emulsion phase.
This finding emphasizes the importance of the bloated droplet theory in predicting droplet
behavior and giving a better understanding of decarburization during the entire blow.

vii
The results of the present work can be used quantitatively to explain the phenomena occurring in
the real system and gain a better understanding of the process. These findings will provide a
further theoretical understanding of the oxygen steelmaking process and provide a predictive tool
for industrial applications. In particular, the model developed in this study allows for the
decarburization kinetics in the impact zone to be predicted separately from the decarburization
kinetics of the emulsion. This development represents an original contribution to our
understanding of steelmaking.


ix
Acknowledgments
PhD is an exciting and simulating journey but also at times challenging. Many people have
contributed to my journey in innumerable ways and I am greatful to all of them. Firstly, I would
like to express my sincere gratitude to Professor Geoffrey Brooks for the opportunity to work on
this project and for his advice during the progress of this work. His continuous energy and
enthusiasm in research motivated all his advisees, including me. In addition, he was always
accessible and willing to help his students with their research. From the very beginning he had
confidence in my ability to complete my degree. He provided me with direction and technical
support, and ultimately became more of a mentor and friend than a professor.
I gratefully thank my second supervisor Dr. Muhammad Akbar Rhamdhani for his continual
encouragement and enthusiasm to see this project completed. His guidance and valuable
suggestions are very much appreciated. I consider it fortunate to have worked with my
supervisors and been a part of the research group they created. I have learned research culture
and been well trained by my supervisors from the beginning to the final level of my degree. I
have found my research topic throughout the program to be simulating and thoughtful, providing
me with tools to explore both past and present ideas and issues.
I would like to thank Dr. Carlos Cicutti from the Centre for Industrial Research at Tenaris,
Argentina for his valuable discussions and contributions to the operational data used in this study.
It was a great moment to meet with him at the AISTech Conference 2010.
Thanks to members of the High Temperature Processing Group of the Faculty of Engineering and
Industrial Science for their ongoing support, good humour, and proof reading ability. These
current and former group members are (no special order): Winny Wulandari, Bernard Xu, Morshed
Alam, Nazmul Huda, Behrooz Fateh, Francesco Pignatale, Reiza Zakia Mukhlis and Abdul Khaliq. It
has been a great journey with them. I really enjoyed sharing experiences and knowledge in the
coffee breaks during the time of this study, particularly with Winny, Morshed, and Nazmul.
I wish to thank all of my friends outside the Department for bearing with me and their
understanding. I offer my regards and blessings to Mehrnaz Amidi, Nada Gafayri, Nadia Gafayri
and Aylin Gumus who supported me when it was most required, during the completion of the
project. Many thanks to you girls for all the fun we had in the last four years. I enjoyed every
moment of the sleepless nights we worked together Mehrnaz! My special thanks to the Sirin

x
Family, Leyla, Huseyin, and their children who treated me as a member of their family in
Australia. They gave me strength to stand for who I am.
Above all, this thesis is dedicated to my beloved parents, Mehmet and Ayfer, and my brother,
Ismet. They have given up many things for me to stand where I am standing now. They always
encouraged me and helped me pursue my dreams. They have cherished every moment and
supported me whenever I needed it. I would have not finished this work without their faith in me.
Their unconditional love and continual support in all that I have done till now are the keys to all
my achievements. I need to thank them in Turkish.
Canım ailem,
Yarattığınız bu güzel ailenin bir parçası olarak sizinle gurur duyuyorum. Herzaman verdiğiniz
desteğiniz ve sevginiz olmadan bu çalışmamı bitiremezdim. Sevginiz ve inancınız için çok teşekkür
ederim. Benim için yaptığınız fedakarlıkları asla ödeyemem. Bundan sonraki hayatımda da sizlere
herzaman layık olmaya çalışacağım.
Sizi çok seviyorum ve bu doktora çalışmamı size adıyorum!

xi
Table of Contents
Declaration……………………………………………………………………………………………………………………………………….iii
Abstract………………………………………………………………………………………………………………………………………………v
Acknowledgment………………………………………………………………………………………………………………………………ix
Table of Content………………………………………………………………………………………………………………………………xi
List of Figures…………………………………………………………………………………………………………………………………xvi
List of Tables……………………………………………………………………………….………………………………………………xxiii
Nomenclature……………………………………………………………………………………………………………………….………xxv
CHAPTER 1 Introduction ......................................................................................... 1
CHAPTER 2 Fundamentals of Oxygen Steelmaking ........................................................ 5
2.1 Background of Steelmaking Production ............................................................ 5
2.2 Description of the Oxygen Steelmaking Process .................................................. 8
2.2.1 Process Route of Oxygen Steelmaking ....................................................... 9
2.2.2 Raw Materials ................................................................................... 12
2.2.3 Furnace Design ................................................................................. 14
2.2.3.1 Furnace Description ........................................................................ 14
2.2.3.2 Furnace Lining ............................................................................... 15
2.2.4 Secondary Steelmaking and Casting ........................................................ 16
2.2.5 Slag Formation ................................................................................. 17
2.2.5.1 Slag Structure ............................................................................... 19
2.2.5.2 Slag Basicity.................................................................................. 20
2.2.6 Oxygen Injection ............................................................................... 22
2.2.6.1 Jet Penetration.............................................................................. 24
2.2.6.2 Impact Area .................................................................................. 26
2.2.6.3 Nozzle Design ................................................................................ 27
2.2.6.4 Lance Height ................................................................................. 32
2.2.7 Temperature Profile of the Process ........................................................ 34
2.2.8 Process Control of the Process .............................................................. 35
2.3 Thermodynamic Fundamentals .................................................................... 37
2.3.1 Thermodynamics of Liquid Iron.............................................................. 38
2.3.2 Thermodynamics of Steelmaking Slag ...................................................... 39
2.3.3 Thermodynamic Modelling of Oxygen Steelmaking ...................................... 42
2.4 Kinetic Fundamentals ............................................................................... 45
2.4.1 Kinetics of Decarburization Reactions ..................................................... 48

xii
2.4.1.1 Decarburization in the Impact Zone ..................................................... 50
2.4.1.2 Decarburization in the Slag-Metal-Gas Emulsion ....................................... 54
2.4.1.3 “Bloated Droplet Theory” .................................................................. 55
2.4.1.4 Generation of Metal Droplets ............................................................. 58
2.4.1.5 Residence Time of Metal Droplets in a Slag-Metal-Gas Emulsion ................... 62
2.4.1.6 Drop Size Distribution....................................................................... 66
2.4.2 Kinetics of Other Refining Reactions ........................................................ 68
2.4.3 Kinetics of Scrap Melting ...................................................................... 70
2.4.3.1 Rate-Determining Mechanism ............................................................. 72
2.4.3.2 Heat and Mass Transfer..................................................................... 73
2.4.3.3 The Effect of Scrap Type on Melting Rate .............................................. 74
2.4.4 Kinetics of Flux Dissolution ................................................................... 75
2.4.4.1 Lime Dissolution ............................................................................. 75
2.4.4.2 Dolomite Dissolution ........................................................................ 76
2.5 Modelling Approaches ................................................................................ 77
2.6 Previous Kinetic Models ............................................................................. 79
2.6.1 Static Process Models .......................................................................... 79
2.6.2 Dynamic Process Models ....................................................................... 80
2.7 Industrial Data Collection ........................................................................... 81
CHAPTER 3 Research Issues .................................................................................. 87
CHAPTER 4 Modelling of Oxygen Steelmaking ............................................................ 91
4.1 Introduction ........................................................................................... 91
4.2 Model Description .................................................................................... 91
4.3 Governing Equations ................................................................................. 92
4.4 System Definition and Assumptions ............................................................... 94
4.5 Model Verification and Validation ................................................................. 99
4.6 Computational Solution ............................................................................ 100
4.7 Mass Flows ........................................................................................... 101
4.7.1 Prescribed Input Hot Metal (IM) and Input Scrap (IS) Sub-model .................... 101
4.7.2 Prescribed Slag Composition with Time (ST) Sub-model .............................. 101
4.7.3 Prescribed Flux Addition with Time (FT) Sub-model ................................... 102
4.8 Operating Conditions ............................................................................... 102
4.8.1 Prescribed Lance Position with Time (LT) Sub-model ................................. 102
4.8.2 Prescribed Oxygen Flow Rate with Time (OT) Sub-model ............................. 102
4.8.3 Prescribed Bottom Stirring with Time (BST) Sub-model ............................... 102
4.8.4 Prescribed Temperature Profile of Metal with Time (MTT) Sub-model ............. 102

xiii
4.8.5 Prescribed Temperature Profile of Slag with Time (STT) Sub-model ................ 103
4.9 Slag Generation with Time (SG) Sub-model .................................................... 103
4.10 Gas Generation with Time (GG) Sub-model .................................................... 103
CHAPTER 5 Droplet Generation Model* .................................................................. 105
5.1 Introduction .......................................................................................... 105
5.2 Model Development ................................................................................. 106
5.2.1 Theoretical Background ...................................................................... 106
5.2.2 Numerical Analysis ............................................................................ 107
5.3 Formulation of the Model .......................................................................... 109
5.4 Results and Discussion .............................................................................. 110
5.4.1 Effect of Operating Conditions ............................................................. 110
5.4.2 Effect of Surface Tension .................................................................... 111
5.4.3 Effect of Carbon Content at the End of the Blow ....................................... 112
5.5 Conclusion ............................................................................................ 114
CHAPTER 6 Flux Dissolution Model* ....................................................................... 115
6.1 Introduction .......................................................................................... 115
6.2 Model Development ................................................................................. 116
6.2.1 Rate-Determining Mechanism of Lime Dissolution ...................................... 117
6.2.2 Rate-Determining Mechanism of Dolomite Dissolution ................................. 117
6.2.3 Mass Transfer Coefficient ................................................................... 118
6.2.4 Diffusivity ...................................................................................... 119
6.3 Formulation of the Model .......................................................................... 119
6.4 Input Data ............................................................................................ 120
6.5 Results and Discussion .............................................................................. 122
6.5.1 CO Evolution ................................................................................... 122
6.5.2 Determination of Mass Transfer Coefficient ............................................. 123
6.5.3 Evolution of the Amount of Slag............................................................ 125
6.5.4 Effect of Particle Size on Dissolution ...................................................... 127
6.5.5 Effect of Addition Rate of Flux on Dissolution ........................................... 127
6.6 Conclusion ............................................................................................ 130
CHAPTER 7 Scrap melting Model* .......................................................................... 131
7.1 Introduction .......................................................................................... 131
7.2 Model Development ................................................................................. 131
7.2.1 Rate-Determining Step ....................................................................... 131
7.2.2 Calculation of Interface Temperature .................................................... 132
7.2.3 Calculation of Scrap Temperature ......................................................... 132

xiv
7.2.4 Boundary Conditions ......................................................................... 133
7.3 Formulation of the Model ......................................................................... 133
7.4 Input Data ............................................................................................ 135
7.5 Validation of the SD Model ........................................................................ 135
7.6 Conclusion ........................................................................................... 136
CHAPTER 8 Decarburization in the Emulsion Model ................................................... 139
8.1 Introduction ......................................................................................... 139
8.2 Model Development ................................................................................ 139
8.2.1 Rate-Determining Step ...................................................................... 140
8.2.2 Droplet Residence Model .................................................................... 143
8.2.3 Basis of the Model ............................................................................ 146
8.3 Formulation of the Model ......................................................................... 149
8.4 Verification and Validation ....................................................................... 152
8.5 Results and Discussion ............................................................................. 155
8.5.1 Residence Time ............................................................................... 155
8.5.2 Effect of Gas Fraction on Residence Time ............................................... 157
8.5.3 Effects of Ejection Angle on Residence Time ........................................... 158
8.5.4 Effects of Droplet Size on Residence Time .............................................. 160
8.5.5 Effects of Droplet Size on Decarburization Rate ........................................ 162
8.5.6 Effect of Ejection Angle on Decarburization Rate ...................................... 163
8.6 Conclusion ........................................................................................... 164
CHAPTER 9 Decarburization in the Impact Zone Model ............................................... 165
9.1 Introduction ......................................................................................... 165
9.2 Model Development ................................................................................ 165
9.2.1 Rate-Determining Step ...................................................................... 165
9.2.2 Calculation of Rate Constants .............................................................. 166
9.2.3 Calculation of Partial Pressure ............................................................. 168
9.2.4 Calculation of Gas Temperature ........................................................... 169
9.2.5 Calculation of the Impact Area ............................................................ 169
9.2.6 Calculation of the Critical Carbon Content .............................................. 170
9.2.7 Calculation of the Physical Properties of Gas ........................................... 170
9.3 Formulation of the Model ......................................................................... 171
9.4 Validation of the DCI Model ....................................................................... 172
9.5 Results and Discussion ............................................................................. 173
9.5.1 Rate Constants ................................................................................ 173
9.5.2 Impact Area.................................................................................... 174
9.5.3 Decarburization via O2 ....................................................................... 175

xv
9.5.4 Decarburization via CO2 ..................................................................... 176
9.5.5 Effect of Bottom Stirring .................................................................... 176
9.5.6 Decarburization Rate in Impact Zone ..................................................... 178
9.6 Conclusion ............................................................................................ 178
CHAPTER 10 Results .......................................................................................... 181
10.1 Verification ........................................................................................... 184
10.2 Validation............................................................................................. 184
10.2.1 Decarburization Rates ........................................................................ 186
10.2.2 Decarburization in Emulsion ................................................................ 188
10.2.3 Droplet Generation ........................................................................... 190
10.2.4 Droplet Residence ............................................................................ 191
10.2.5 Interfacial Area in the Emulsion ............................................................ 192
10.2.6 Carbon Content of Metal Droplets ......................................................... 193
10.2.7 Temperature Profile of the Process ....................................................... 194
10.2.8 Flux Dissolution................................................................................ 194
10.2.9 Scrap Melting .................................................................................. 197
CHAPTER 11 Discussion ...................................................................................... 199
11.1 Carbon Content of Liquid Steel ................................................................... 201
11.2 Effects of Bloating Behavior on Decarburization Kinetics ................................... 201
11.2.1 Influence of Drop Size Distribution ........................................................ 203
11.2.2 Influence of Droplet Generation ........................................................... 203
11.3 Decarburization Rates in Reaction Zones ....................................................... 203
11.4 Limitations of the Model ........................................................................... 206
CHAPTER 12 Conclusions .................................................................................... 209
References ...................................................................................................... 211
Appendix A ...................................................................................................... 241
Appendix B ...................................................................................................... 255
Appendix C ...................................................................................................... 256
Appendix D...................................................................................................... 261
Appendix E ...................................................................................................... 265
Appendix F ...................................................................................................... 270
Appendix G ..................................................................................................... 273


xvii
List of Figures
Figure 1.1 The world metal production between the years 1950 and 20082, 3) .......................... 1
Figure 2.1 Steel production processes from 1900 to 200811, 12) ............................................ 7
Figure 2.2 The variations of oxygen steelmaking process16) ................................................ 9
Figure 2.3 The schematic diagram of ......................................................................... 10
Figure 2.4 The measured concentrations of CO and CO2 in the off-gas hood during a blow18) ..... 11
Figure 2.5 Typical change in metal composition during the blow16) .................................... 12
Figure 2.6 A schematic diagram of top blowing process24) ................................................ 15
Figure 2.7 Slag formation path during oxygen steelmaking process29) .................................. 18
Figure 2.8 Evolution of slag composition as a function of time30) ....................................... 18
Figure 2.9 Representation of network of tetrahedra formed by Si etc. and oxygen atoms36) ...... 20
Figure 2.10 Illustration of depolymerization after addition of metal oxides in silicate melt32) .... 20
Figure 2.11 Flow behavior of jet40) ............................................................................ 23
Figure 2.12 Fluid flow and splashing by multihole nozzle9) ............................................... 23
Figure 2.13 Factors affecting jet penetration44) ............................................................ 24
Figure 2.14 The penetration depth as a function of nozzle diameter, lance height and gas flow
rate42) ............................................................................................... 26
Figure 2.15 The schematic diagram of convergent-divergent nozzle16) ................................ 28
Figure 2.16 The flow regimes in a supersonic nozzle62) ................................................... 28
Figure 2.17 The inclination angle is plotted as a function of number of nozzles63) .................. 30
Figure 2.18 The illustration of seven-hole lance design with a subsonic central nozzle72) .......... 31
Figure 2.19 The different effects of coherent and supersonic jets on metal surface 65) ............ 32
Figure 2.20 A comparison of axial velocity of coherent and supersonic jets74) ....................... 32
Figure 2.21 The lance height as a function of the process time from different plants8) ............ 33
Figure 2.22 The time sequence of a charge control system and material handling for the oxygen
steelmaking process32) ........................................................................... 35
Figure 2.23 An example of fully automatic control system32) ............................................ 36
Figure 2.24 The isoactivity lines of FeO in CaO-MgO-FeO-SiO2 system at 1600 °C as a function of
mass fraction after Taylor and Chipman124) .................................................. 40
Figure 2.25 The activity coefficient of SiO2 in CaO-MgO-FeO-SiO2 system at 1600 °C as a function
of molar fraction after Taylor and Chipman34) .............................................. 40
Figure 2.26 The activity coefficient of CaO in CaO-MgO-FeO-SiO2 system at 1600°C as a function
of molar fraction after Taylor and Chipman34) .............................................. 41
Figure 2.27 The activity of MnO in CaO- SiO2-MnO system at 1650°C as a function of molar
fraction after Abraham, Davies and Richardson125) ......................................... 41
Figure 2.28 The schematic representation of oxygen steelmaking regions ............................ 46

xviii
Figure 2.29 The evolution of decarburization rates with the oxygen flow rate8) ..................... 49
Figure 2.30 The decarburization rate is plotted as a function of time167) .............................. 50
Figure 2.31 The effect of jet momentum on drop generation rate249) .................................. 59
Figure 2.32 Two regions of droplet generation249) .......................................................... 59
Figure 2.33 The variation of droplet generation as a function of lance height249) .................... 60
Figure 2.34 The rate of droplet generation as a function of blowing number ......................... 62
Figure 2.35 A schematic diagram of the behavior of a Fe-C drop in a slag containing 20 mass %
FeO152) ............................................................................................... 63
Figure 2.36 A schematic illustration of the ballistic motion of a metal droplet in slag 5) .......... 64
Figure 2.37 The influence of droplet diameter and ejection velocity on the residence time of a
metal droplet in slag without decarburization5) ............................................. 65
Figure 2.38 Variations in the vertical position of metal droplets in the slag in top blown oxygen
steelmaking5) ....................................................................................... 66
Figure 2.39 The changes in scrap thickness as a function of time285).................................... 71
Figure 2.40 Temperature and concentration profiles for scrap melting289) ............................ 72
Figure 2.41 Modelling techniques used in steelmaking processes ........................................ 79
Figure 2.42 The variation in lance distance during the blow166) .......................................... 83
Figure 2.43 Evolution of slag mass and free lime content along the process167) ....................... 84
Figure 4.1 A schematic description of the system .......................................................... 92
Figure 5.1 The change of oxygen, sulphur and carbon content (in mass %) of metal bath
throughout the blow, from Jalkanen and Holappa7) ...................................... 109
Figure 5.2 Algorithm of droplet generation program ..................................................... 110
Figure 5.3 Blowing number as a function of lance height and blowing time354) ..................... 110
Figure 5.4 The change of surface tension with time as a function of bath temperature, oxygen,
sulphur and carbon contents .................................................................. 111
Figure 5.5 The blowing number and surface tension as a function of time .......................... 112
Figure 5.6 The blowing number determined using constant and varying surface tension ......... 112
Figure 5.7 The relationship between end carbon content in liquid iron and NB ..................... 113
Figure 6.1 Preliminary algorithm of flux dissolution program .......................................... 120
Figure 6.2 Evolution of slag composition and temperature profile of bath with time380) .......... 121
Figure 6.3 Comparison of slag height as a function of volume of CO gas available in the emulsion
during the blow .................................................................................. 123
Figure 6.4 Comparison of the weight of undissolved lime as a function of time between predicted
values by assuming laminar and turbulent flow and those reported by Cicutti et al.167)
..................................................................................................... 124
Figure 6.5 Comparison of the weight of undissolved lime as a function of different β values with
those reported by Cicutti et al.379) ........................................................... 125

xix
Figure 6.6 Algorithm of flux dissolution program incorporating β (The broken box shows the
modified steps) .................................................................................. 126
Figure 6.7 Comparison of model results for the weight of slag with those reported by Cicutti et
al.167) during the blow .......................................................................... 126
Figure 6.8 The predictions of amount of lime dissolved with respect to initial size of lime
particles ........................................................................................... 127
Figure 6.9 The predictions of amount of dolomite dissolved with respect to initial size of lime
particles ........................................................................................... 128
Figure 6.10 Predictions for lime dissolution as a function of various addition rates of lime ...... 129
Figure 6.11 Predictions for dolomite dissolution as a function of various addition rates of dolomite
...................................................................................................... 129
Figure 7.1 Algorithm for scrap melting model ............................................................. 134
Figure 7.2 The change in scrap thickness as a function of time ........................................ 136
Figure 8.1 Comparison of the change in carbon content of a metal droplet between measured
values from the experimental study of Molloseau and Fruehan240) and proposed
kinetic models ................................................................................... 142
Figure 8.2 The schematic illustration of ballistic motion of a metal droplet in slag5) .............. 143
Figure 8.3 Algorithm of droplet residence model ......................................................... 151
Figure 8.4 Algorithm of the decarburization model ....................................................... 152
Figure 8.5 The results for the residence time of metal droplets with various diameters as a
function of vertical distance are compared with Brooks et al.5) ........................ 153
Figure 8.6 Model predictions for carbon content of liquid iron were compared for various time-
steps with respect to blowing time .......................................................... 154
Figure 8.7 Model predictions for decarburization rate in the emulsion phase were compared for
various time-steps as a function of lance height .......................................... 155
Figure 8.8 Residence times of droplets as a function of initial carbon content in the metal
droplets ........................................................................................... 156
Figure 8.9 Evolution of droplets residence time with respect to physical properties of slag-gas
continuum during the blow .................................................................... 157
Figure 8.10 Residence time of the droplets as a function of gas fraction ............................ 158
Figure 8.11 Gas fraction in the emulsion during the blow ............................................... 158
Figure 8.12 Trajectories of metal droplets with different ejection angles at various blowing
periods............................................................................................. 159
Figure 8.13 Change in diameter of droplets ejected in a 60-deg angle at different times predicted
by the model ..................................................................................... 160
Figure 8.14 Residence times predicted by the model for industrial data by Cicutti et al. as a
function of droplet size at different blowing period ...................................... 161

xx
Figure 8.15 Behavior of droplets ejected at different times predicted by the model ............. 162
Figure 8.16 Model predictions of decarburization rates as a function of droplet size ............. 163
Figure 8.17 Model predictions of decarburization rate with respect to ejection angle ............ 164
Figure 9.1 Algorithm of the decarburization at impact zone model ................................... 172
Figure 9.2 Rate constant of CO2 as a function of sulphur concentration calculated at different
temperatures using the data of Sain and Belton154, 155) Closed circles are for
experimental data, solid lines are for model results ..................................... 173
Figure 9.3 The variations in rate constants for CO2 throughout the blow ............................ 174
Figure 9.4 The changes in impact area as a function of penetration depth, radius and lance height
..................................................................................................... 175
Figure 9.5 Decarburization reaction via oxygen as a function of partial pressure of oxygen, impact
area and mass transfer coefficient .......................................................... 176
Figure 9.6 Decarburization reaction via carbon dioxide as a function of partial pressure of oxygen,
impact area and mass transfer coefficient ................................................. 177
Figure 9.7 Evolution of reaction rate as a function of mass transfer coefficient, carbon content of
liquid iron and inert gas flow rate predicted by the proposed model ................. 177
Figure 9.8 The decarburization rate at the impact zone predicted by the model .................. 178
Figure 10.1 Global computational mathematical model ................................................. 182
Figure 10.2 Change in the carbon content of liquid iron with respect to blowing time predicted as
a function of various time steps .............................................................. 184
Figure 10.3 Computed carbon content as a function of blowing time was compared with the
measured data reported by Cicutti et al.166) ............................................... 185
Figure 10.4 Evolution of hot metal, scrap and slag mass as a function of time ..................... 185
Figure 10.5 Comparison of decarburization rate curves at different reaction zones ............... 186
Figure 10.6 Overall decarburization curve was compared with the industrial data reported by
Cicutti et al.166, 167) .............................................................................. 187
Figure 10.7 Carbon removal via emulsion calculated by the model and based on the operating
conditions described by Cicutti et al.166) ................................................... 188
Figure 10.8 Model predictions of decarburization rate in emulsion with respect to initial droplet
size ................................................................................................ 189
Figure 10.9 Comparison of carbon content with respect to different initial drop size assumption
predicted by the model ........................................................................ 189
Figure 10.10 Predictions on Blowing Number as a function of lance height and blowing time ... 190
Figure 10.11 Predictions on droplet generation rate with respect to lance height and blowing time
..................................................................................................... 190
Figure 10.12 Residence times of droplets as a function of initial carbon content in the metal
droplets predicted by the global model..................................................... 191

xxi
Figure 10.13 Variations in residence time as a function of initial droplet size ...................... 192
Figure 10.14 Total surface area of metal droplets with respect to initial droplet size predicted by
the model ......................................................................................... 193
Figure 10.15 Comparison of carbon content in metal droplets predicted by the proposed model
with the measured carbon content of metal droplets reported by Cicutti et al.166) 194
Figure 10.16 Evolution of temperature in the process predicted by the global model ............. 195
Figure 10.17 Evolution of flux dissolution with respect to time predicted by the global model.. 195
Figure 10.18 Model predictions of the change in the radius of lime particles with addition times
...................................................................................................... 196
Figure 10.19 Model predictions of the change in the radius of dolomite particles with addition
times ............................................................................................... 196
Figure 10.20 Model Predictions of the change in scrap thickness as a function of blowing time . 197
Figure 11.1 Schematic illustration of process model ..................................................... 200


xxiii
List of Tables
Table 2.1 Heats of Reactions16) ................................................................................ 14
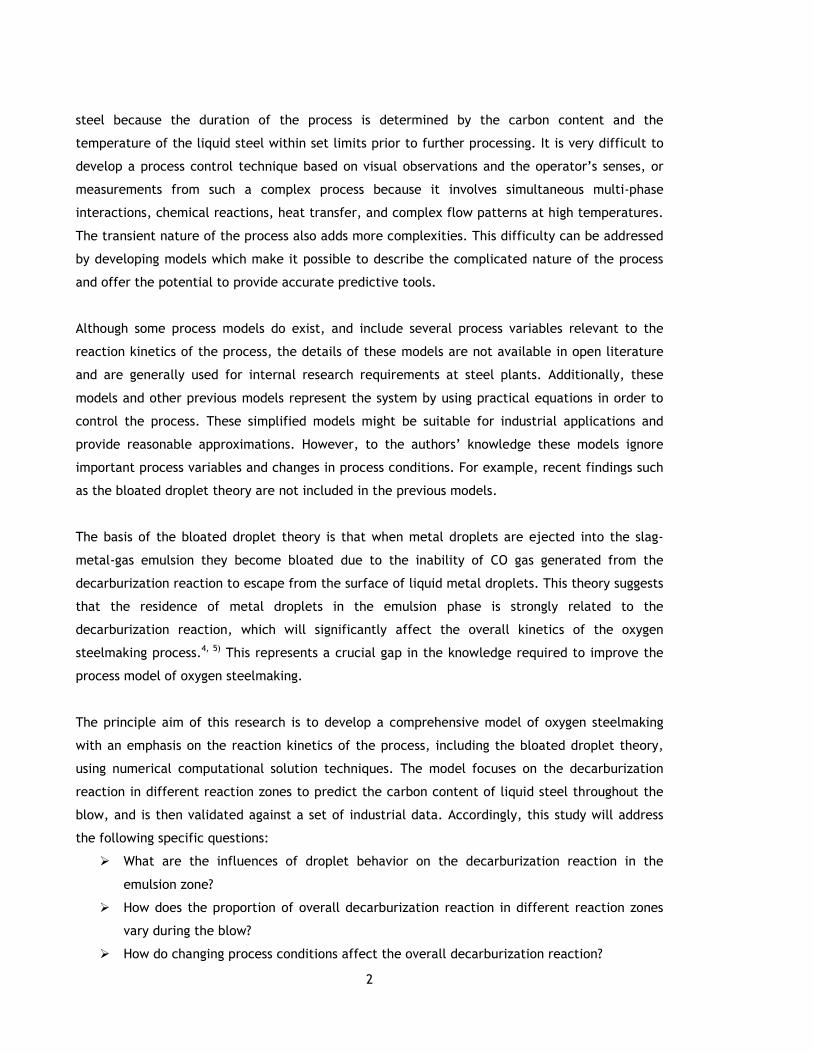
Table 2.2 Composition range of oxides in final oxygen steelmaking slags31) .......................... 19
Table 2.3 The first order interaction coefficients of elements dissolved in liquid iron at 1600 °C86)
....................................................................................................... 39
Table 2.4 The major reactions in an oxygen steelmaking system14)..................................... 46
Table 2.5 Summary of industrial data available for oxygen steelmaking process .................... 85
Table 4.1 Analysis of materials charged into and tapped from the process ........................... 95
Table 4.2 Operating Conditions ................................................................................ 96
Table 4.3 Description of components in zones and mass flows at interface .......................... 96
Table 4.4 Sub-models ............................................................................................ 97
Table 5.1 Data for numerical calculation ................................................................... 108
Table 6.1 Data used for calculations380) ..................................................................... 121
Table 6.2 Different flux additions for top blowing oxygen steelmaking ............................... 128
Table 7.1 Data used for calculations284) ..................................................................... 135
Table 8.1 Comparison of previous studies on decarburization in emulsion ........................... 141
Table 8.2 Data for numerical calculation166, 167) ........................................................... 154
Table 8.3 Measured FeO concentration and lance variations taken from the industrial data166) at
different blowing period ....................................................................... 159
Table 9.1 Characteristic parameter of gases427) ........................................................... 171
Table 9.2 Data for numerical calculation166) ............................................................... 174
Table 11.1 A comparison of the global model using bloated droplet theory predictions with plant
measurements/predictions, and a numerical model on the residence time of droplets
in slag in top blown oxygen steelmaking .................................................... 202
Table C.1. Recommended values for partial molar volume of slag constitutes at 1500 °C394) .... 258
Table C.2. B parameters for calculating the viscosity of slag395) ....................................... 259


xxv
Nomenclature
R - gas constant
Hs - melting heat of steel (J/kg)
α - heat transfer coefficient (W/m2K)
λ - heat conductivity (W/mK)
v - the velocity of the displacement of the scrap-metal interface (m/s)
dt - throat diameter of nozzle (m)
Uj - free jet axial velocity (m/s)
σ - surface tension (kg/s2)
g - gravitational constant (m/s2)
x - penetration depth (m)
h - lance height (m)
n - number of nozzles
RB - droplet generation rate (kg/s)
t - time (min)
∆t - time step (min)
tr - residence time of the metal droplet (min)
T - temperature (K)
FG - volumetric gas flow rate (Nm3/min)
kf - chemical rate constant for pure iron (mol/m2.s.atm)
kr - residual rate constant at high sulphur contents (mol/m2.s.atm)
Ks - adsorption coefficient of sulphur
γs - activity coefficient of sulphur in liquid iron
k - Boltzmann constant (J/K)
B - basicity ratio
Λ - optical basicity
X - equivalent cation fraction of each oxide
Ue - velocity of gas exiting from nozzle (m/s)
d* - nozzle diameter (m)
H - bath height (m)
Dc - furnace diameter (m)
hc - height of jet penetration (m)
dc - diameter of jet penetration (m)
dt - nozzle throat diameter (m)
Pd,e - dynamic pressure at the nozzle exit (bar)

xxvi
Pd,x - dynamic pressure at any distance x (bar) b
COP2 - partial pressure of CO2 (atm)
Pa - ambient pressure (bar)
P0 - supply pressure from the nozzle (bar)
Dc - diffusivity coefficient of carbon (m2/s)
km - mass transfer coefficient of carbon in liquid iron (m/s)
kg - mass transfer coefficient of gas in gas phase (mole/m2.s.atm)
Ceq - equilibrium carbon content (mass %)
C - carbon content (mass %)
Wb - mass of metal in the bath (kg)
Wsc - mass of scrap charged to the furnace (kg)
Subscript
s - slag
m - metal
g - gas
b - bath
sc - scrap
d - droplet
Greek letters
β - constant
ρ - density (kg/m3)
γ - surface tension (N/m)
µ – viscosity of the liquid (kg/ms)
α - inclination angle

1
CHAPTER 1
1 Introduction
Steel is the most produced metal in the world with over 1300 million metric tonnes (mmt) p.a
made globally compared to approximately 30 mmt p.a. of aluminium. Even though light metals
such as magnesium, aluminium and titanium have excellent properties for various industrial
applications, steel is the leading metal mainly because of its low-priced production in comparison
to other metals.1) A comparison between the world production of steel and light metals is shown
in Figure 1.1. It can be seen from the figures that the annual production of steel increased
linearly to 1999, followed by a significant rise compared to light metals. This is largely due to an
industrial evolution in China.1)
Figure 1.1 The world metal production between the years 1950 and 20082, 3)
Due to a growing demand for steel worldwide, steelmakers have been improving their
steelmaking process by improving its quality and shortening its processing time. Accordingly,
there is a need for the development of high performance process tools and efficient
manufacturing techniques for steelmaking production.
Oxygen steelmaking is the dominant technology to produce steel from pig iron. This process has
high rates of production (>200 t/h) and can produce high quality steel, although several other
process steps after steelmaking are required before casting. The most significant process
variables of interest to the operators are the end point carbon content and the temperature of
2
steel because the duration of the process is determined by the carbon content and the
temperature of the liquid steel within set limits prior to further processing. It is very difficult to
develop a process control technique based on visual observations and the operator’s senses, or
measurements from such a complex process because it involves simultaneous multi-phase
interactions, chemical reactions, heat transfer, and complex flow patterns at high temperatures.
The transient nature of the process also adds more complexities. This difficulty can be addressed
by developing models which make it possible to describe the complicated nature of the process
and offer the potential to provide accurate predictive tools.
Although some process models do exist, and include several process variables relevant to the
reaction kinetics of the process, the details of these models are not available in open literature
and are generally used for internal research requirements at steel plants. Additionally, these
models and other previous models represent the system by using practical equations in order to
control the process. These simplified models might be suitable for industrial applications and
provide reasonable approximations. However, to the authors’ knowledge these models ignore
important process variables and changes in process conditions. For example, recent findings such
as the bloated droplet theory are not included in the previous models.
The basis of the bloated droplet theory is that when metal droplets are ejected into the slag-
metal-gas emulsion they become bloated due to the inability of CO gas generated from the
decarburization reaction to escape from the surface of liquid metal droplets. This theory suggests
that the residence of metal droplets in the emulsion phase is strongly related to the
decarburization reaction, which will significantly affect the overall kinetics of the oxygen
steelmaking process.4, 5) This represents a crucial gap in the knowledge required to improve the
process model of oxygen steelmaking.
The principle aim of this research is to develop a comprehensive model of oxygen steelmaking
with an emphasis on the reaction kinetics of the process, including the bloated droplet theory,
using numerical computational solution techniques. The model focuses on the decarburization
reaction in different reaction zones to predict the carbon content of liquid steel throughout the
blow, and is then validated against a set of industrial data. Accordingly, this study will address
the following specific questions:
What are the influences of droplet behavior on the decarburization reaction in the
emulsion zone?
How does the proportion of overall decarburization reaction in different reaction zones
vary during the blow?
How do changing process conditions affect the overall decarburization reaction?

3
Is there any way of developing a better model to predict changes in metal composition
for an industrial practice?
In order to explore these questions this study will first develop a conceptual model to evaluate
the important process variables in decarburization kinetics. This will be followed by developing
individual models to calculate the selected process variables. The basis of individual models will
be discussed in terms of governing equations, boundary conditions, and major assumptions made
in comparison with those of previous models, and relevant industrial and experimental data. It
will be argued throughout this study that despite the problems associated with the models, and
despite the complexity of the issues, there should be an appropriate method to evaluate the
bloated droplet theory that incorporates the overall kinetics of the process so that modelling the
oxygen steelmaking process with a new concept is achievable. In particular, it will be argued that
this model is effective in evaluating the decarburization rate of individual metal droplets. The
study will conclude with an evaluation of the results of the global model that combines individual
models based on a set of industrial data available in open literature.
Overview of this study
A literature review is presented in Chapter 2 to give a background of the process and examine the
crucial process parameters influencing the kinetics of the steelmaking process. Lastly, the
chapter explores previous approaches to develop a model. The key findings of the review are
summarized in Chapter 3. The chapter analyses the problems with a definition of the
decarburization reaction and identifies areas with potential for future work. Chapter 3 also
examines bloated droplet theory and its relevance to the kinetics of steelmaking.
Based on Chapter 2 and 3, Chapter 4 describes the development of a mathematical model
designed to describe more accurately the decarburization kinetics of oxygen steelmaking. This
includes a description of how global model and sub models, which define the input process data,
work, including calculation procedures, assumptions, and sources. Chapters from 5 to 9 describe
the kinetic models of droplet generation, flux dissolution, scrap melting, decarburization in
emulsion and decarburization in the impact zone, sequentially. The verification and validation of
each model is also outlined in the corresponding chapters. Chapter 10 demonstrates the results of
the work and compares the results with a set of industrial data. Chapter 11 discusses the results
of the global model and examines the influence of new bloated droplet theory on the kinetics of
steelmaking. Finally, conclusions from the study are drawn and some future work is suggested in
Chapter 12.
The following papers have resulted from this study:

4
N. Dogan, G.A. Brooks, and M.A. Rhamdhani: ‘Modelling of Metal Droplet Generation in
Oxygen Steelmaking’ in Chemeca Conference, Newcastle, Australia, 2008, pp.766-775.
N. Dogan, G.A. Brooks, and M.A. Rhamdhani: ‘Analysis of Droplet Generation in Oxygen
Steelmaking’, ISIJ International, 2009, 49(1): pp. 24-28.
N. Dogan, G.A. Brooks, and M.A. Rhamdhani: ‘Kinetics of Flux Dissolution in Oxygen
Steelmaking’, ISIJ International, 2009, 49(10): pp. 1474-1482.
N. Dogan, G.A. Brooks, and M.A. Rhamdhani: “Development of Comprehensive Model for
Oxygen Steelmaking” Proc. AIST Conference, 2010, Pittsburgh, USA, pp. 1091-1101.
G.A. Brooks, N. Dogan, M.A. Rhamdhani, M. Alam, J. Naser: “Development of Dynamic
Models for Oxygen Steelmaking” 3rd Australia-China-Japan Symposium of Iron and
Steelmaking, 25-27 July 2010, Sydney, Australia.
N. Dogan, G.A. Brooks, and M.A. Rhamdhani: ‘Comprehensive Model of Oxygen
Steelmaking Part 1: Model Development and Validation’, ISIJ International, 2011, 51(7):
pp. 1086–1092.
N. Dogan, G.A. Brooks, and M.A. Rhamdhani: ‘Comprehensive Model of Oxygen
Steelmaking Part 2: Application of Bloated Droplet Theory for Decarburization in Emulsion
Zone’, ISIJ International, 2011, 51(7): pp. 1093–1101.
N. Dogan, G.A. Brooks, and M.A. Rhamdhani: ‘Comprehensive Model of Oxygen
Steelmaking Part 3: Decarburization in Impact Zone’, ISIJ International, 2011, 51(7): pp.
1102–1109.

5
CHAPTER 2
2 Fundamentals of Oxygen Steelmaking Process
The purpose of this chapter is to provide an overview of the oxygen steelmaking process and to
describe the fundamentals of this process. A review of the whole field of development of oxygen
steelmaking is a difficult task. This subject has been active in a research sense for over fifty
years. The literature on silicon, manganese, phosphorus and sulphur removal, and literature on
the thermodynamics of the process will be summarized briefly. This review will cover in detail,
oxygen injection, slag formation, the kinetics of refining reactions of carbon, and the key
features of metal droplets and modelling techniques for the steelmaking process because they
are the main areas of interest in this study.
This chapter consists of 5 sections. Section 2.1 briefly reviews the evolution of oxygen
steelmaking process. Section 2.2 outlines the current status of the important parameters in terms
of process control. In Sections 2.3 and 2.4, the thermodynamics and kinetic fundamentals of the
oxygen steelmaking process are considered. Section 2.5 reviews the overall process models
previously developed.
2.1 Background of Steelmaking Production
There has been a continuing evolution and development in steelmaking technology due to a
significant growth in demand for high quality steel. The first technology applied to large scale
production was invented by Henry Bessemer in 1856. This process involved blowing air into a
metal bath through tuyeres from the bottom of a furnace containing acid (siliceous) refractories.
This process is also known as the bottom-blown acid process.6) One of the major problems with
this process is that it lowered the quality of steel because of nitrogen in the melt. This process
also struggled to remove phosphorus from the liquid metal because of acid lining the furnace (see
section 2.4.4.4).
Sydney Gilchrist Thomas further developed the acid Bessemer process in England in 1871.
Therefore, this enhanced process is variously known as the Thomas process, the Thomas-Gilchrist
process, or Basic Bessemer. The difference between the acid Bessemer process is a lining of
dolomite bricks and the use of a basic flux. This methodology made it possible to refine pig iron
containing high levels of phosphorus. The Bessemer process supplied the majority of the world’s
steel requirements between the years 1870 and 1910.3, 5, 6)

6
In 1868, Karl Wilhelm Siemens developed the Open Hearth process which involved blowing air
across the top of a rectangular covered hearth. The name ‘open hearth’ comes from the shape of
the process. Pig iron, or a mixture of pig iron and steel scrap was loaded into the furnace and the
required heat was supplied by burning fuels over the top of the materials. Air was blown through
ports at each end of the furnace. The hot metal was melted on a hearth under a roof and was
accessible through the furnace doors for inspection, sampling, and testing.6)
In the early days the hearth linings of the furnaces were made of acid bricks. Accordingly, the
process was called the acid open hearth process. Later, with the introduction of basic flux and
basic lining, the refractory material of the hearth was replaced with magnesite brick containing a
cover layer of burned dolomite or magnesite to remove phosphorus more effectively.6) This
process is called the basic open hearth process. It was the main method used in the 1930s and
1940s for steel production and accordingly there was a decrease in the use of the basic Bessemer
process in Europe due to the development of a basic open hearth process that was more flexible
in the scrap/hot metal charging ratio, and provided better control than the Bessemer process.7)
The electric arc was discovered by Sir Humphrey in 1800. However, the first practical application
was introduced by Sir William Siemens in 1868.6) Electricity is the main source of heat generation
in an electric arc furnace. In the early days there wasn’t sufficient electric power for this process
to be practical in industry. Subsequently, the arc furnace was improved by using a higher
frequency current. Since then, electrical consumption in this process has been reduced by 70%
and processing time has been decreased from 200 minutes to less than an hour due to the use of
high power furnaces which utilize foamy slags and oxygen injection.6) Accordingly, there has been
a significant increase in the use of electric arc furnace to produce high quality steel since the
1980s. One of the main reasons for the growth in the production of steel from EAFs, is their
operational flexibility.6) The EAF process can be applied to a wide range of scales (1 to 400 t), the
process accepts charge materials such as scrap, molten iron, and pre-reduced material and
pallets in any proportion, and offers a wide range of possibilities of control which allows for the
production of both ordinary and high quality steels.8) As with the open hearth process, oxygen or
fuel can be injected to accelerate the melt refining process. The electric steelmaking process is
especially preferred for producing certain special alloy steel grades (namely, tool steels, stainless
steels, etc.).6, 8)
Even though the first proposal for tonnage use of oxygen in steelmaking was from Bessemer the
use of oxygen was impractical in those days.9) The first industrial application to steelmaking of
tonnage oxygen produced by air liquefaction was made in Germany just before the World War II.
It consisted of enriching the air blown through the bottom of a basic Bessemer process in order to

7
melt a higher proportion of scrap and produce steel with lower nitrogen content, than could be
achieved with conventional practice. While this process was being developed after the war,
mostly in Western Europe, steelmakers began developing the technique of blowing pure oxygen
from the top, first by means of consumable steel pipes, with or without refractory shielding, and
later by water-cooled lances, designed for the purpose of increasing lance life.9, 10) The main
developments in oxygen steelmaking took place in Linz and Donawitz in Austria after the Second
World War. Accordingly, the top blown oxygen steelmaking process is also known as the LD
process, particularly in Europe. In 1960 the total capacity of steel production by oxygen
steelmaking was thirteen million tonnes, which increased to 240 million tonnes by 1970. The basis
of this rapid increase was shortening the process time and lowering the capital cost with regard
to high purity oxygen usage.11)
The implementation of steelmaking processes varies from country to country due to local
conditions and when the steelmaking industry was first introduced.6) The steel production
processes from 1900 to 2008 are illustrated in Figure 2.1.11) It was seen that the open hearth
process, the Thomas process and the Bessemer process, all played an important role in the
development of steelmaking. However, the application of these processes has decreased
dramatically as oxygen steelmaking and electric arc furnace steelmaking have developed.
Figure 2.1 Steel production processes from 1900 to 200811, 12)
Even though electric steelmaking is growing due to its use of a less expensive metallic charge,
oxygen steelmaking has been the dominant technology since the 1970s.7) The main factor to be
considered in the use of EAF compared with oxygen steelmaking is the cost of electric power and
economies of scale. In some countries electric power is cheap and hence EAF can be used for

8
large scale production. Conversely, oxygen steelmaking process of less than 30 tonnes is not
economical because of the cost of oxygen usage. Oxygen steelmaking is also suited to process
liquid iron from the blast furnace, the dominant ironmaking route. This process gives high
product quality in a short processing time which makes it a leading technology with over 60% of
world steel production.8, 11, 13)
2.2 Description of the Oxygen Steelmaking Process
The most important development in the oxygen steelmaking process was advances in the
technology of oxygen supply made in the 1950s and 1960s.14) There are currently three main
variations for introducing oxygen into the process, as shown schematically in Figure 2.2.
The most widely employed configuration is top-blown basic oxygen steelmaking which uses a
water-cooled lance to inject oxygen from the top of the process. Various names such as LD
process, basic oxygen steelmaking process (BOS), and basic oxygen furnace process (BOF) are
used for this process.8) In this process, as the vertical lance is lowered into the furnace through
the mouth, a supersonic jet of oxygen is injected that impinges vertically onto the surface of the
metal bath to remove impurities into the slag through an interaction between the metal bath and
oxygen jet.15) This injection of oxygen causes an intensive mixing and rapid oxidation reaction to
take place.16)
In the bottom-blown process, all the oxygen is introduced through replaceable tuyeres at the
bottom of the furnace. The number of tuyeres is determined by the capacity of the process
because it is directly related to the stirring capacity of the process. An increase in the size of the
furnace increases the number of tuyeres.17) In the bottom-blowing process the oxygen tuyeres are
cooled by injecting a sheath of gas or fuel oil through an outer pipe surrounding the oxygen pipe
to minimize the intense heat generated by oxidation reactions at the tip of the tuyere. When the
coolant encounters high temperatures it decomposes and absorbs any overheat generated. The
most common sheathing gas used is hydrocarbon gas such as propane or methane (natural gas).16)
In the early days of oxygen steelmaking the bottom-blown process allowed easy conversion from
the open hearth or Bessemer process by modifying the furnace. Thus, the requirement of lower
plant height helps lower the cost of this process.17) The direct interaction of oxygen with carbon
and other impurities lowers the refining level of steel because of the limited interfacial area
created. However, bottom blowing has a better mixing process that gives an opportunity for a
better control of decarburization. Accordingly, iron oxidation is lowered and the yield of metal is
increased.16)

9
The combined blown process includes blowing gases both from the top and bottom of the
furnace. There are several different combined blown processes suggested to achieve the desired
process control. One of the configurations of this combined blown process uses top-blown oxygen
with inert gas (argon and nitrogen) injected through the bottom of the furnace by uncooled
tuyeres or permeable brick elements. In the second configuration there are both top oxygen
lances and tuyere technology: the bottom tuyeres can also be used for inert gas injection during
stirring, as shown in Figure 2.2.16) An increase in the mixing rate of the process can be achieved
by varying the type and flow rate of the gas. In general, additional bottom blowing helps to
control oxidation reactions during the process.16)
Figure 2.2 The variations of oxygen steelmaking process16)
Although there are some differences in chemistry and operations in these process types, they all
use pure oxygen to oxidize impurities from pig iron and high speed gas injection to generate
emulsions with large interfacial areas between slag, metal, and gases.14) This study focuses on
top-blown oxygen steelmaking because it is currently the leading technology for steel production.
2.2.1 Process Route of Oxygen Steelmaking
The aim of oxygen steelmaking is to eliminate major impurities in hot metal such as carbon,
silicon, manganese, and phosphorus, within the desired limits of composition. The other aim is to
provide enough heat to melt scrap and achieve the desired tap temperature at the end of the
blow. The production flow is shown schematically in Figure 2.3.16)

10
Hot metal from the blast furnace is charged to
transfer a ladle. Loaded scrap is weighed in rail
cars or rubber tired platform carriers and
transferred to the charging box. The weight of
scrap is entered to the process control system to
adjust the hot metal charge to process.16) Initially,
scrap is charged by a charging crane to avoid the
splashing effect of hot metal. The predetermined
quantity of hot metal is then poured on top of the
scrap by a charging crane into the furnace. Based
on the desired composition and temperature of the
steel, the blowing conditions are determined and
the process commences.
Figure 2.3 The schematic diagram of
process flow in oxygen steelmaking16)
of the bath increases to approximately 1700˚C: thereby no external thermal energy is required
for refining reactions during this process. Fluxes are generally added in the first half of the blow.
The purpose of flux addition is to control the chemistry, sulphur, and phosphorus capacity of the
slag because these formed oxides can dissolve with the fluxes, particularly with CaO. The level of
silicon, manganese, phosphorus, and sulphur, in liquid metal is much less than the level of carbon
in the liquid metal. Therefore, the presence of these impurities is not a crucial issue in this
process in terms of process time or speed. The carbon content and temperature of the steel must
be within specified limits, generally ±0.02 % and ±16 °C, respectively. Carbon is removed in a
gaseous form, which contains approximately 90% CO and 10% CO2. The percentage of CO and CO2
production throughout the blow is given schematically in Figure 2.4.8, 18) The measured
concentration of CO and CO2 were taken from an off-gas hood of 300-t furnace in Bethlehem
Steel’s steelmaking shop. As can be seen from the figure, CO concentration reaches to around
60% in 4 min after the start of the blow and increases to 80% at about 13 min after the start of
the blow and decreases gradually towards the end of the blow. Alternatively, the concentration
of CO2 increases to 20% and then decreases during the main blow before building up again at the
After charging, the vessel is rotated upright and a
lance is lowered to a predetermined position above
the bath through the mouth of the vessel. A lance
generally has three to six nozzles that deliver high
speed oxygen which causes rapid oxidation of the
impurities. These reactions are exothermic
reactions. Accordingly, the temperature

11
end of the blow.18) This might be due to the blowing conditions since the post combustion degree
increases with increasing lance height.19-22)
Figure 2.4 The measured concentrations of CO and CO2 in the off-gas hood during a blow18)
As the desired composition of steel is reached the furnace is tilted towards the taphole side and
poured into the teemed ladle for tapping operations which involves alloy addition for fine
adjustment and further processing. The aim of tapping is to maximize the yield and minimize the
carryover of furnace slag. There are two methods for minimizing slag carryover to the ladle. The
first method is reducing the pouring rate of the stream at the end of the tap using a refractory
plug which controls the density at the slag-metal interface. The second method involves a slag
carryover detector which has a sensor coil that gives an early warning for tapping operations.16)
According to results from chemical laboratories the operators decide to end the oxygen blow.
Otherwise, the metal will be re-blown or coolant will be charged to the process.8, 16)
In general, the blowing time of the process is between 13-25 minutes. The process times,
temperatures, and chemistries vary depending on the required quantities, temperatures, and
compositions of hot metal and scrap, oxygen and fluxes, and the desired composition and
temperature of steel to be tapped. Typical changes in the metal composition during the blow are
illustrated in Figure 2.5.16)
A pre-treatment of hot metal is sometimes required depending on the composition of hot metal
from the blast furnace to achieve a cost effective refinement of the steel by reducing the amount
of slag produced. Pre-treatment processes reduce the concentration of impurities such as silicon,
sulphur, and phosphorus within the desired limits.8) It is very difficult to remove sulphur because
it has a low oxidation affinity.23) Accordingly, sulphur has a minor variation during the blow,
which can be seen in Figure 2.5. Control of the oxygen steelmaking process can focus on the
decarburization reaction with the help of pre-treatment processes.16)

12
Figure 2.5 Typical change in metal composition during the blow16)
In the pre-treatment processes, desiliconization takes place initially by either mill scale addition
or oxygen injection, and at the end of desiliconization, the product slag containing CaO, FeO,
MnO and SiO2 is removed to enhance the effectiveness of desulphurization and dephosphorization
reactions. These reactions occur via the injection of basic fluxes such as burnt lime and sinter
fines with air or nitrogen. The low melt temperature and high ratio of CaO/SiO2 are the operating
conditions required to lower the phosphorus content in liquid metal. In the presence of basic
oxides containing high magnesium content, the level of sulphur can be reduced to approximately
0.002 mass %.8, 16)
2.2.2 Raw Materials
The required raw materials to produce steel from the oxygen steelmaking process are listed in
the following.
Oxygen: The composition of oxygen must be at least 99.5 mass % pure, ideally 99.7-99.8 mass %
pure. The remaining 0.2-0.3 mass % includes generally 0.005 mass % nitrogen and approximately
0.2 mass % argon.16)
Hot metal: It is a blast furnace product which consists of molten iron and small quantities of
other constituents. A typical composition of hot metal charged into the process is 4-4.5 mass % C,
0.3-1.5 mass % Si, 0.05-0.2 mass % P, 0.25-2.2 mass % Mn and 0.03-0.08 mass % S (before hot
metal desulphurization). The composition of hot metal depends on the blast furnace operating
conditions.16) The quantity and use of hot metal is determined by hot metal and scrap prices,
material availability, and product demand.17)

13
Scrap: Scrap is used as a source of iron and as a coolant. Sheet scrap, trimmer scrap, slab ends
and ingot butts are often used as scrap charge for the process. It is produced within the mill or
purchased from external sources. Scrap is selected according to its size and quality.16)
The effect of scrap charge on the thermochemistry of oxygen steelmaking is an important factor
for process control due to the variability of scrap size, its composition and melting rate.8) The
typical consumption of scrap varies from 20 to 35 mass % of the total metallic charge. The
required quantity of scrap is determined based on the temperature and composition of hot metal
because the oxidation of silicon provides a significant heat release for the melting process.
Vigorous stirring and the temperature of hot metal also contributes to fast oxidation reactions,
which results in high energy release. Accordingly, the heat balance for oxygen steelmaking can be
summarized as follows:16)
Heat Input = Heat Output (2.1)
Heat Input = [Heat Content in Hot Metal] + [Heats of Reaction]
+ [Heat of Slag Formation] (2.2)
Heat Output = [Sensible Heat of Steel] + [Sensible Heat of Slag]
+ [Sensible Heat of Gas and Fume] + [Heat Losses] (2.3)
Heat added to the process is from the heat content of hot metal charged at around 1350 °C and
oxidation reactions, and the heat of slag formation reactions. Released heat is used for the
melting process and increasing the temperature to achieve the desired tapping temperature. The
heat of major reactions are given in Table 2.1.16)
Flux Materials: Fluxes are minerals in the form of lumps such as burnt lime, limestone, and
dolomitic lime. They are charged through the furnace mouth in the early part of the blow to
control the removal of sulphur and phosphorus, maintain the desired basicity and fluidity of the
slag, and avoid slag attack on the refractory lining because steelmaking slags are corrosive by
nature.16)
The composition of burnt lime is typically 96 mass % CaO, 1 mass % MgO and 1 mass % SiO2. The
consumption of burnt lime depends on the hot metal silicon, the proportion of hot metal to
scrap, the initial and final sulphur, and phosphorus contents. The typical charge of burnt lime is
ranging from 18.2 to 45.4 kg/t steel produced. Burnt lime can be obtained from the calcination
of limestone via the reaction:16)
2
Heat
3 COCaOCaCO + → (2.4)

14
Table 2.1 Heats of Reactions16)
Heats of Reaction
Oxidation Reactions KJ per mole of
[C]+1/2O2=CO 4173 C
[C]+O2=CO2 14884 C
CO+O2=CO2 4593 CO
[Si]+O2=(SiO2) 13927 Si
[Fe]+1/2O2=(FeO) 2198 Fe
[Mn]+1/2O2=(MnO) 3326 Mn
Dolomitic lime is charged to saturate the liquid metal with MgO and increase the life of the
refractory lining. The composition of dolomitic lime is 36-42 mass % MgO, 55-59 mass % CaO. A
typical charge of dolomitic lime ranges from 13.7 to 36.32 kg/t of steel produced. Dolomitic lime
can be produced by calcining dolomitic stone in rotary kilns as follows:16)
2
Heat
3 COMgOMgCO + → (2.5)
Coolants: Iron ore and limestone chips are sometimes used as coolants in the process to meet the
desired temperature at the end of the blow, under defined operating conditions such as a large
amount of hot metal and a low amount of scrap. They are charged in the form of lumps or pellets
and their composition varies from different sources.16)
2.2.3 Furnace Design
2.2.3.1 Furnace Description
The furnace is a barrel-shaped, open topped, basic refractory lined furnace. It contains furnace
protective slag shields, a furnace suspension system supporting the furnace within the trunnion
ring, trunnion pins and support bearings, and an oxygen lance. An essential feature of the furnace
is its capability of rotating 360° on a horizontal trunnion axis that facilities loading of raw
materials and discharging the steel product. It is held upright before the vertical lance is lowered
through it for blowing practice. There is a tap hole in the furnace to separate the slag and the
metal during pouring.8, 16) In general, the tap hole angle varies from 0 up to 30° above the
horizontal (the angle of a tap hole is between 0 and 10° for steel weight ≥ 250 t).11) A schematic
diagram of the top blowing oxygen steelmaking process is given in Figure 2.6.8)
The ratio of the inner volume (m3) of a newly lined process to liquid steel weight (t) when tapped
is an important design parameter. This ratio lies between 0.7 to 1.2 m3/t.11) Based on this ratio,

15
the capacity of the process can be determined. The capacity of the process has increased
significantly over time, from 5 to 300 t, as technology has developed and demand for steel has
grown.8, 17)
Figure 2.6 A schematic diagram of top blowing process24)
2.2.3.2 Furnace Lining
The design of the furnace lining is an important parameter to be considered. The lining design is
based on the quality and thickness of the refractory material. The important properties of a
refractory are hot strength, slag resistance, and oxidation residence. A refractory with these
properties should provide a useful lining life for maximum furnace availability and lower the cost
of refractory material.8, 25)
Refractory materials used in oxygen steelmaking range from pitch-bonded magnesia or dolomitic
types to advanced refractories containing resin bonds, metallic, graphite and sintered and/or
fused magnesia, which are typically 99 % pure.25) There are two different linings used in the
furnace. They are: (i) safety lining (ii) working lining. A safety lining is typically made of burned
and/or burned pitch impregnated magnesite refractories. The typical thickness of safety lining is
around 0.23 m whereas the working lining thickness varies due to the type of operation and wear
rate. Higher areas of wear have greater thickness or high quality lining and ideally contain bricks
with properties reflecting the mechanism of wear.8)

16
2.2.4 Secondary Steelmaking and Casting
Secondary steelmaking is a further refining step to produce high quality steel such as thin sheet
materials, heavy plate steel, and HSLA steels for line pipe.8, 17) Secondary steelmaking includes
alloy addition, homogenization of steel composition and adjustment of steel temperature, and
can be achieved by the following ladle treatment.
Stirring process: The aim of the stirring process is to maintain oxide flotation and homogenize the
composition and temperature of the bath. Inert argon gas is used for the stirring process and can
be introduced to the ladle by either bottom blowing through a porous plug or a submerged
lance.8)
Injection process: Desulphurization, alloy addition and deoxidation can be achieved by wire
feeding or powder injection through a submerged lance with a carrier gas or injection through
the bottom of the ladle. Powders of magnesium, calcium, calcium-silicon, ferrosilicon, and
aluminium, CaO or CaO-Al2O3 can be injected via a refractory coated lance into the ladle.
However, these reactants can also be introduced in the form of wire or as a core in a wire that
supports steel cleanliness. Deoxidation is required to produce castable, hot workable steel with
the desired mechanical and metallurgical properties.8, 17)
Vacuum process: The aim of a vacuum process is to maintain degassing, decarburization and
deoxidation by minimizing the partial pressure of nitrogen, carbon monoxide and hydrogen in the
ambient atmosphere. The treatment of ladle degassing can be achieved by keeping the steel
stream in an evacuated furnace and allowing inert argon gas to pass through the steel stream. A
vacuum is applied simultaneously to promote recirculation of the ladle and promote the
decarburization reaction.8)
Reheating process: This process is important for recovering the heat lost due to the previous ladle
treatment before continuous casting. Reheating can be achieved by using electrodes in various
ladle treatments such as using ladle furnace with submerged electrodes, using vacuum arc
degassing with submerged electrodes under vacuum (VAD process) or chemical heating by oxygen
blowing (VOD process), such as vacuum oxygen degassing.8) The selection of a process route
depends on the required steel production, and the composition and temperature of the steel at
the tapping point. Some plants may transfer steel to the casting section without any further
treatment.
After secondary steelmaking, the molten steel is usually cast continuously via a tundish into a
water-cooled copper mould. A thin shell starts to solidify due to the high temperature difference

17
and forms strand. The strand is then withdrawn through a set of rolls and further cooled by
spraying with a fine water mist. The strand then becomes thicker untill it is fully solidified. At
the end, the strand is cut into desired lengths depending on the final application; ‘slabs’ for flat
products such as plate and strip, ‘blooms’ for sections such as beams, and ‘billets’ for long
products such as wire.26) Higher yield, uniform forms of steel and higher overall productivity can
be achieved by the continuous casting process. Continuous casting was introduced in the 1960s
and become widespread around the world in a short period of time.26, 27)
2.2.5 Slag Formation
Slag is a non-metallic mixture of impurities in a form of oxides and complex compounds formed
between some of these oxides. Slag also contains dissolved or solid flux material, solid or
dissolved refractory lines, and gas or dissolved gases. Generally, slag has a much lower density
than metal and thus floats above the metal phase. In the steelmaking process the main role of
slag is to provide a reservoir for impurities such as SiO2, P2O5 and MnO formed by oxygen
injection. The other important roles of slag are to prevent air contacting the metal bath, to
extend the life of the refractory and control the temperature of the bath. 28)
The path of slag formation varies depending on the desired steel composition, the characteristics
of flux additions, and the operating conditions.8, 10) Changes in the composition of slag during an
industrial practice are given in Figure 2.7. The heavy line represents change in the composition of
slag such as FeO, CaO and SiO2 concentration. Slag formation starts with an interaction between
oxygen and the metal bath. In the early part of the blow, iron and minor constitutes in metal
such as silicon and manganese react with oxygen and FeO, SiO2 and MnO are formed which in turn
form iron-manganese silicate slag. Due to the presence of acidic impurities, lime and other fluxes
dissolve in the slag. After the oxygen lance is lowered, the decarburization reaction becomes
faster such that FeO is reduced in the slag and its composition shifts towards the precipitation
region of dicalcium silicate (towards the left side given in Figure 2.7) in the quasi-ternary CaO-
SiO2-FeO-(MnO-MgO) diagram. When all the silicon is oxidized the slag path shifts towards the
corner of CaO due to further lime dissolution and FeO reduction.

18
Figure 2.7 Slag formation path during oxygen steelmaking process29)
The progress of oxidation reactions during steelmaking can be explained by the oxygen affinity of
components dissolved in liquid metal. Local affinities at the phase boundaries such as slag-
droplet and slag-bath determines the interaction of constitutes in the same solution (liquid metal
or slag) thereby oxygen distribution between constitutes. The importance of affinity of oxidation
reaction depends on the standard affinity and activity of components in solution phases. For
example, iron is oxidized due to the high oxygen affiliation in the early part of the blow.23) Figure
2.8 shows the evolution of slag composition in a 300 t top-blown furnace.30) The composition
range of oxides in final oxygen steelmaking slag are indicated in Table 2.2.31) There are also
minor components of oxygen steelmaking such as Al2O3 and TiO2.
Figure 2.8 Evolution of slag composition as a function of time30)
19
Table 2.2 Composition range of oxides in final oxygen steelmaking slags31)
Oxides Mass %
CaO 45~52
SiO2 13~16
MnO 4~7
MgO 4~6
FeO 5~20
P2O5 1.6~2.1
Fe2O3 1~8
The composition of slag is crucial in the steelmaking process because the progress of refining
reactions depends on the composition and temperature of the slag, and the mixing intensity of
liquid metal and slag.32) The influence of slag composition on the progress of refining reactions
will be discussed in section 2.4. As a result, proper control of the formation of slag is important
in terms of metallic yield and metallurgical conditions.10)
2.2.5.1 Slag Structure
Steelmaking slag can be considered as an ionic solution with positively and negatively charged
ions. The initial unit building block is complex silicate ions as a form of silica tetrahedra (SiO44-)
consisting of four nearly close-packed oxygen atoms and one silicon atom. Each corner of the
oxygen atom of silica tetrahedra has a residual valency that silica tetrahedra have four totally
negative charges.33, 34)
Silicate, phosphate, and aluminate are network formers in the slag and they have a tendency to
form more complex networks, and the presence of complex networks increases the viscosity of
slag. However, as the temperature rises above the melting point of silica, or basic oxides are
added to the slag, the oxygen ion added from the basic oxides are linked to the silicate forms.
The bridging oxygens in the silicate structure form non-bridging O- and O2- because basic oxides,
operating as network breakers are added to the slag and break down the silicate network, reduce
the molecular size, and provide more free “O2-“ in the slag. The quantity of shared corners falls
due to the further addition of basic oxides. As a result, the slag consists of (SiO44+) and (O2-)
corresponding with the cations depending on the concentration of components in the slag.33-35)
The degree of depolymerization can be expressed by the ratio of the number of non-bridging
oxygen atoms to the number of tetrahedrally-coordinated atoms. Some of the physical properties
of the slag depend on this ratio.36) The various forms of cations and oxygen atoms are represented

20
in Figure 2.9.36) The different structure of slag due to depolymerization after the addition of
basic oxides in silicate melt is illustrated in Figure 2.10. The oxygen and silicon atoms are
represented by white and black respectively, whereas metal ions are illustrated as shaded
circles.33, 36)
Figure 2.9 Representation of network of tetrahedra formed by Si etc. and oxygen atoms36)
Figure 2.10 Illustration of depolymerization after addition of metal oxides in silicate melt32)
2.2.5.2 Slag Basicity
Steelmaking slags are normally basic to dissolve acid impurities. In slags, the basic ion is
producing O2- from CaO, FeO and MgO whereas the acid substance is SiO2. The affinity of the
reaction between acid and base represents the relative strength of acid and base. This
phenomenon can be defined by the basicity of the slag.
The most common approach to measure slag basicity is basicity ratio or basicity index which is
the mass concentration ratio of the basic oxides to the acid oxides.37) The concentration ratio
between CaO and SiO2, known as the V ratio, can be given using:8)

21
2SiO%
CaO%=V (2.6)
Modified forms of V ratios are also employed.8) One of these correlations is:8)
32522 OAl%OP%SiO%
MgO%CaO%
++
+=B (2.7)
Another approach is Excess Base, which is the difference in concentration between the basic
oxides and acid oxides, expressed by the following equation. The concentration units can be mass
%, molar % or mole fraction.37)
∑ ∑−= sAcid OxideesBasic OxidB (2.8)
The concept of basicity in slags is explained by two main approaches:37)
i. The Lux-Flood approach is based on oxide ion activity in acid-base reactions, including
the exchange of O2- ions. Even though this approach is axio-metric it is hard to define
single ion activity due to the non-existence of a suitable reference or standard state and
not having an independent existence in slag systems.37)
ii. The Lewis approach is based on the ability of negative change donation, so that anions
such as O2- behave as bases in the Lewis state while cations behave as Lewis acids. This
basicity is expressed in terms of the state of polarization, or more simply the ‘state’ of
oxygen ions in the slag, so that this approach is much more applicable for slags.37)
The bulk and average values of the Lewis state can be quantified by optical basicity regarded in
terms of the electron donor power of the oxygen ions present. The meaning of electron donor
power of the oxygen is the average residual negative charge left on the oxygen that is less likely
to be polarised by the surrounding cations. Oxygen with high charge cations such as silicon and
phosphorus can be highly polarised, so their residual negative charge is low and so the optical
basicity would be low.37)
Duffy and Ingram37) suggested a correlation between optical basicity and Pauling
electronegativity. This correlation has been employed to several systems due to its being a
simpler method compared to spectroscopy measurements. The optical basicity values can be
calculated from Pauling electronegativity or from average electron densities for metal oxides in
steelmaking systems. The average value of optical basicity Λ, for a slag can be expressed by the
following equation.37)
...+Λ+Λ=Λ
YYXX BOBOAOAO XX (2.9)

22
where X is the equivalent cation fraction of each oxide. The standard state is determined to
define the state of polarization. In slag chemistry the optical basicity is based on CaO basicity
Λ(CaO)=1.
The main issue of these approaches is the excursive determination of slag components as acidic
or basic oxides and accommodating the intermediate oxide in the acidic or basic side.37) The
effective optical basicity of transition metal oxides varies due to the particular chemical
reactions within the slag. For instance, the optical basicity of the system is higher for a sulphur
equilibrium reaction in comparison to a phosphorus equilibrium reaction.37) Although the slag
basicity is expressed in many ways such as optical basicity, basicity ratio and Excess Base, there
is no absolute definition accepted in the literature.
2.2.6 Oxygen Injection
Oxygen injection is the main driving force for the rapid refining reactions by producing metal
droplets, distributing oxygen within the phases and mixing the bath for the top blown oxygen
steelmaking process. Oxygen impingement at high velocities creates a cavity on the surface of
the liquid and gas travels radially outwards from the impact region along the surface.
Accordingly, the liquid bath is dragged into motion and a recirculation flow occurs.38, 39)
Molloy40) described the jet-metal interaction in terms of three modes: dimpling, splashing and
penetrating, as illustrated in Figure 2.11. The dimpling mode occurs if there is a smooth surface
depression due to the low velocity and/or large lance height. As lance height is reduced and/or
the velocity of the jet is increased, the surface of the liquid becomes unstable until at a certain
point they broke up. This point is the onset of the splashing mode where the metal droplets are
torn from the side of the cavity. In the steelmaking process the splashing mode is desirable to
enhance the refining rates, except during an early blow. A further increase in the velocity of the
jet and a decrease in the lance height cause a deeper penetration. The amount of droplets
splashed is reduced and more metal droplets return back to the metal bath. This mode is referred
to as penetrating.40) These modes depend on the jet momentum and physical properties of the
liquid. The interaction of jet and liquid metal by multi-hole nozzle in a top blowing process is
illustrated in Figure 2.12.9)
As the CO gas bubbles due to the decarburization reaction build up in the gas-metal-slag
emulsion, the bubbles lead to a voluminous slag. The height of foamy slag rises inside the furnace
and can flow over the mouth into the space immediately around and below the process. This
phenomenon is called “slopping”. Slopping causes operational problems, reduces the refractory

23
lining life and lowers the yield of metal production due to an insufficient chemical reaction or
mass transfer in the process.41) Therefore, it is important to control and optimize the oxygen
delivered from the nozzle.
Figure 2.11 Flow behavior of jet40)
Figure 2.12 Fluid flow and splashing by multihole nozzle9)
The penetration area is another parameter occupying an important role in the refining reaction
kinetics. These phenomena will be discussed in the following sections. The criteria used in the
selection of nozzle design and lance dynamics which influence jet behavior are also discussed in
this section.

24
2.2.6.1 Jet Penetration
Jet penetration is characterized by the shape, diameter, and depth of the jet cavity.42) There
have been several experimental studies using air-water models38, 42-51) and argon/oxygen-steel
models.52-54) These studies were carried out to understand the various factors influencing the
depth of penetration and penetration diameter for the top blowing oxygen steelmaking process.
However, these studies were generally limited by experimental conditions such as flow
conditions, type of cold system, and nozzle applied, which can be practically studied at
laboratory scale. In these studies, nozzle diameter (d*), bath height (H), furnace diameter (Dc),
nozzle angle (α) and lance height (h) are considered as important factors affecting jet
penetration onto the liquid metal, and they are illustrated in Figure 2.13.
Figure 2.13 Factors affecting jet penetration44)
Banks and Chandrasekhara44) conducted an experimental study on gas impingement into a liquid.
They used both plane and circular air jets considering free-streamline and turbulent flow
impinging on water. They found that factors including penetration depth, diameter and
peripheral lip height have a strong relationship with jet momentum. They used a displaced
analysis technique to develop a correlation to predict the penetration depth of deep cavities by
circular jets:44)
( )
2
c
2
cld
hh
125dhg
M
+π=
ρ∗∗
(2.10)

25
where M is the jet momentum. The jet momentum depending on its high velocity and density
immediately after exiting the nozzle is calculated as follows:50)
( ) 2
e
2
g Ud4
M ∗π×ρ= (2.11)
where ρg is the density of the gas and Ue is the velocity of the gas exiting from nozzle.
Wakelin55) investigated the interaction of gas jet with liquids, including molten metals. But this
study was also limited to single layer systems. Qian et al.50) studied the impinging region using a
physical model consisting of an air jet and water bath. Kerosene and corn oil were used as the
second layer to investigate the role of the slag layer on the interface shape and bath circulation.
Qian et al.50) extended the existing model developed by Wakelin55) and developed a general
model to predict the penetration depth at various jet heights, and for a single-layer and two-
layer liquid bath systems. The correlation is given by50)
2
cc
2
2
3
lh
h1
h
h
K2hg
M
+
π=
ρ (2.12)
where K2 is 7.5. In the case of a two-layer liquid bath system, the density of the single liquid is
replaced by the densities of two different liquids. They found that the penetration depth behaves
similarly for a single and a two-layer liquid bath system at various jet momentums.
Koria and Lange54) carried out an experimental study on the interaction of the oxygen jet to the
molten steel for top blowing and combined blowing processes at 1600 °C. This is the only
experimental study reported using single and multi-nozzle jets. They suggested that the
penetration depth and diameter depend mainly on the pressure of the oxygen supply, lance
height, and the number and inclination angle of nozzle. The correlation between the penetration
depth and its factors proposed by Koria and Lange is widely employed:54)
66.0
3
la
0
a
2
t
5c
hg
1cos1
P
P27.1xP)d(x10x7854.0x469.4
h
h
ρα
−= (2.13)
The diameter of jet penetration is given by:
( )282.0
3
la
0
a
2
t
5c
hg
1sin11
P
P27.1xP)d(x10x7854.0x813.2
h
d
ρα+
−= (2.14)
These correlations were developed based on their own experimental results and previous
experimental results. It should be noted that these correlations are valid for non-coalescing jets.
The jets would coalescence when the inclination angle is less than 8.5° for a multiple nozzle

26
lance.54) Koria and Lange54) concluded that the penetration depth and diameter are influenced by
the blowing conditions and not by the presence of slag or the carbon content of liquid steel.
These findings were in agreement with those reported by Sharma and his co-workers.53)
Nordquist et al.42) reviewed the previous studies on jet penetration and its control parameters
and further modified the correlation by Quin et al.50) to predict the depth of penetration at
smaller nozzle diameters (2-3 mm). From the study of Nordquist et al.42), the penetration depth
is plotted as a function of lance height, gas flow rate, and nozzle diameter given in Figure 2.14.42)
As seen from the figure, decreasing the nozzle diameter and increasing oxygen flow rate
increases the velocity and momentum of the jet, which replaces more volume of the liquid and
creates a larger penetration depth.
Figure 2.14 The penetration depth as a function of nozzle diameter, lance height and gas flow
rate42)
The decrease in lance height increases the momentum of the jet delivered and its depth of
penetration.42, 50, 54) Because as the jet encounters a gas medium after discharging from the
nozzle, its velocity decreases in proportion to the density of the gas medium, which further
decreases its momentum.42) This topic will be further discussed in section 2.2.6.3.
2.2.6.2 Impact Area
The region formed by oxygen impingement is known as the “impact area” or “hot spot” and it is
the contact area between the oxygen and metal surface.10) Many suggestions about the geometry
of the impact area such as paraboloid, ellipsoid or Gaussian form have been made in the past.46,

27
56, 57) The impact area can be approximated as a function of the penetration depth and
diameter, which is directly related to lance dynamics, as discussed in section 2.2.6.1.
The total impact area can be found by adding the individual impact spots of every nozzle.8)
Therefore, the area can be extended by increasing the number of nozzles applied. In previous
studies by Blanco and Diaz58) and Martin et al.59), the reaction area created by a 4-nozzle lance
was assumed to be 32 m2 for a 250-300 t oxygen steelmaking process. In some studies the impact
area was assumed to be equal to the cross sectional area of the furnace. The average cross
sectional area of the bath is approximated to be 22 m2 at FG=60 m3/min for a top and bottom
blowing oxygen steelmaking process.60)
2.2.6.3 Nozzle Design
In oxygen steelmaking, oxygen is blown with approximately 8-10 atm of inlet pressure through a
convergent-divergent (Laval) nozzle which transforms high pressure energy at the nozzle inlet
into kinetic energy. The jet speed at the nozzle exit is between Mach 1.5 to 2.2.15) The velocity
of the jet is represented by the Mach number, which is a dimensionless number that relates the
speed of fluids to the speed of sound. This relationship is shown in Equation (2.15). If the speed
of a jet is more than Mach 1, the speed is called “supersonic”.
U
UM e= (2.15)
Here Ue is the velocity of the jet (m/s) and U is the velocity of sound (m/s). Oxygen is blown
through the lance tip, which is made from a high thermal conductivity cast copper alloy with
precisely machined nozzles. A typical five nozzle lance tip is illustrated in Figure 2.15. Cooling
water is crucial to preventing the lance from melting during a blow. The oxygen flow rate ranges
from 560 to 1000 Nm3/min depending on the industrial practice16, 61) and is related to n nozzles of
throat diameter d* (m) using:8)
0
0
2
5
O
T
P*)d(n10x414.1Q
2ζ= (2.16)
Where ξ is the coefficient of the flow rate, lies in the range 0.95-0.97. T0 is the temperature at
the nozzle entrance (K). Generally, the flow rate of oxygen into oxygen steelmaking is limited by
the capacity of the hood above the furnace, the gas cleaning system, and the oxygen pressure
available.16, 61)
As oxygen travels through the converging side of the nozzle it accelerates and reaches a sonic
velocity. After the diverging section the oxygen expands and the velocity becomes supersonic.16)
The flow trend of oxygen is divided into three regimes, core, supersonic, and subsonic regions.62)

28
In the core region the jet speed remains constant. At the end of the potential core the jet is
transformed into a supersonic region. As the jet travels away from the nozzle it is retarded by
the process atmosphere so that both radial and axial velocities gradually decrease until the jet
becomes fully subsonic some distance away from the nozzle.62-64) These regimes with Laval nozzle
are given in Figure 2.16.62)
Figure 2.15 The schematic diagram of convergent-divergent nozzle16)
The potential length of the core of the jet x1, varies from three to eight times the nozzle exit
diameter d1. The main factors affecting the length of the supersonic core are the blowing factors
and the ratio of densities of the gas jet and ambient medium. With top blowing the ratio would
vary throughout depending on the oxygen flow rate, the lance height, and how far the blow has
actually progressed.8)
Figure 2.16 The flow regimes in a supersonic nozzle62)
The pressure of nozzle P0, is an important design factor to be considered because the supply
pressure determines the intensity of impact onto the metal bath. Additionally, the core length of
the supersonic jet, the radial spreading and decay characteristics are influenced by the supply
pressure of the jet.65) The inlet pressure must be adjusted to provide the required velocity for

29
the prescribed mass flow rate. Otherwise, inefficient inlet pressure for a given nozzle angle
results in the jets coalescing. Thus, the dynamic pressure decreases gradually from the nozzle
exit.41) The dynamic pressure at the nozzle exit Pd,e and at any distance x, Pd,x are expressed by
the following equations.8)
2
eee,d U2
1P ρ= (2.17)
2
x,0xx,d U2
1P ρ= (2.18)
Where Uo,x is the centre line velocity at any distance x. ρe and ρx are the gas density at the nozzle
exit and at any distance x, respectively. The exit pressure of the nozzle should be equal to or
slightly higher than the ambient pressure, otherwise shock waves are generated.8) If the nozzle
exit pressure is lower than ambient there might be a dust gas absorption from the furnace into
the nozzle due to the pressure gradient at the nozzle exit.8, 63)
Multi-hole supersonic nozzles have been widely employed in top-blown oxygen steelmaking to
deliver the necessary amount of oxygen to the process. Subsequently, determining the inclination
angle α, associated with the number of nozzles is an important parameter to control the behavior
of supersonic nozzles that influence the metallurgical conditions, slopping characteristics and
lining life, and is crucial to control the coalescence behavior of the jet in the bath.66)
Coalescence occurs when the jets interfere with each other before they hit the metal bath. As a
result, their velocity decreases until it is equivalent to the velocity of the single-nozzle. 64, 66) The
number of nozzles varies from 3 to 6 holes, with an inclination angle of 10°-20° from the vertical
axis.41) The angle of the nozzle depends on the geometry of the furnace, such as the diameter of
the bath and the required impact area for the process. The relationship between the inclination
angle and number of nozzles is represented for various process capacities in Figure 2.17. The
height of the bar shows the range of inclination angle for a given multi-nozzle lance to stop the
nozzle from coalescing. 63)
Several researchers66-69) focussed on the influence of the nozzle angle on the performance of
multi-nozzle lances for top blowing steelmaking, using experimental and modelling techniques.
Based on previous studies, it is better to increase the angle of the nozzle rather than increasing
the number of nozzles because individual impact regions would be brought closer to the centre of
the bath and cause some reduction in the maximum velocity of the jet, which in turn decreases
its momentum when hitting molten metal.67, 69) Moreover, there is no advantage in increasing the
nozzle angle beyond the coalescence point because the required turbulent fluid flow would move
radially outward and be more effective on the side walls of the process.9, 29, 41) It has been

30
suggested that the optimum nozzle angle is from 12˚-12.5˚ for four-hole nozzles whereas the
angle lies between 9.5˚ to 10˚ for three-hole nozzles.67, 68)
Figure 2.17 The inclination angle is plotted as a function of number of nozzles63)
There have been numerous studies41, 63, 64, 66-73) focussing on the effects that lance dynamics has
on the flow pattern in oxygen steelmaking. Luamala et al.66) investigated the effects of blowing
parameters such as the gas flow rate, lance height, bottom blowing, nozzle angle, and number of
nozzles employed on the spitting or splashing phenomena, using the cold modelling technique.
They found that as the gas flow rate decreases from 590 to 500 Nm3/min for a given lance height
of 0.18 m, the total amount of splashing decreased by 20.6% and spitting by 44.5%. When bottom
blowing was applied, splashing and spitting decreased by 22.5% and 56.2%, respectively. The
distribution of splashes on the wall increased by 60.5% as the nozzle angle decreased from 15º to
12º. Moreover, the splashing mode is reduced significantly for a foamy slag, while introducing
bottom blowing increases splashing, particularly on the bottom parts of the furnace.
Higuchi and Tago41, 69, 70) emphasised the importance of a properly designed nozzle, such as
diameter and inclination angle for a better control of pressure distribution on the liquid metal.
They further designed a “nozzle twisted lance” to minimize spitting for the top-blown process.
They suggested that the shift of maximum pressure distribution from the lance axis reduced the
spitting rate of droplets. The maximum pressure delivered to the process is the same as with
conventional lance design for a twisted angle of 11.4˚. Zhong et al.73) also studied the splashing
effect for conventional and twisted nozzles. They suggested that a twisted nozzle with large flow
rates can be employed for splashing processes.
Sambasivam et al.72) suggested a new lance design to improve process control using
computational and experimental tools. The new lance design has six peripheral supersonic

31
nozzles and one larger sub-sonic central nozzle that will be controlled separately by the separate
supply gas given in Figure 2.18.
Regarding the new design, the oxygen flow rate can be adjusted to create a larger interfacial
area with respect to the lance.72) An optimum flow rate through the central jet can be obtained
to create a balance between improved droplet generation and control of the splashing or spitting
behavior of the jet. The sub-sonic central nozzle has a converging section to provide a wide range
of impact velocities that reduce slag foaming. The central nozzle hits the liquid metal vertically
and forms a strong shear stress on the surface. Augmentation of the interfacial area between slag
and metal phases and penetration of the oxygen jet through the metal is expected to increase
with the new lance design.72)
Figure 2.18 The illustration of seven-hole lance design with a subsonic central nozzle72)
The industrial gas supply company, Praxair, have promoted CoJet Technology based on a
coherent jet which they claim improves metal productivity.65, 74) A coherent jet is capable of
maintaining the characteristics of the jet such as exit diameter and velocity. Accordingly, the
concentration of force onto the metal bath over long distances is higher than those created by a
supersonic jet. A coherent jet consists of a convergent-divergent nozzle and a surrounding flame
envelope created by combustion of fuel and oxidant. The design of a coherent jet is, (i) the
length of its supersonic core is higher (ii) the impact pressure is higher, and (iii) the rate of
spreading and decay is lower.74) The wall mounted injection nozzle with a fixed lance has an
impact of decarburization rate with no splashing because the length of the core can be altered in
accordance with the operating conditions. In Figure 2.19, the different effect of both coherent
and supersonic jets on a metal surface, as claimed by Praxair, is shown schematically.65)

32
Figure 2.19 The different effects of coherent and supersonic jets on metal surface 65)
Praxair65, 74) investigated the effects of coherent and supersonic jets on the behavior of jets using
cold modelling. They compared the results of axial velocity for both jets for a defined flow rate
given in Figure 2.20.74) From Figure 2.19 and Figure 2.20, it can be concluded that a coherent jet
creates a deeper penetration and has a better mixing capacity in the top blowing oxygen
steelmaking process. It is claimed that the slag would have a lower concentration of FeO,
resulting in improved metal productivity and decreased splashing.65, 74)
Figure 2.20 A comparison of axial velocity of coherent and supersonic jets74)
2.2.6.4 Lance Height
Lance height is defined as the distance between the nozzle exit and surface of the metal (Figure
2.13). The oxygen blowing rate is adjusted with respect to the lance height to control the
intensity of the oxygen impinging on the liquid metal surface that affects control of the slag, gas,
and metal recirculation due to the height and nature of the slag.72) Variations in lance height are
called “soft” and “hard” blowing, respectively, for higher and lower heights.71, 72) Dynamic
variations in lance height during a blow are described below:16, 61)

33
In the early part of a blow the lance is generally placed at a higher position to promote slag
formation for refining reactions, and to stop the lance tip from making contact with the scrap.
Otherwise, the lance tip could be damaged which may cause a water leak in the process and a
possibly dangerous steam explosion. Thus, the flow pattern becomes similar to the splashing
mode.8, 63) As a result, the initial lance distance is an important parameter to be determined for a
given gas flow rate.
Koria63) developed an empirical correlation between the initial lance height hi and the bath
diameter db by using industrial data from different practices. The correlation is given below:63)
04.1
bi d541.0h = (2.19)
The correlation between bath diameter and process capacity Mt (t) was proposed using:63)
386.0
tb M704.0d = (2.20)
As the oxygen blow proceeds the lance is gradually lowered towards the bath to increase the
refining reactions and contribute to the formation of a foamy slag. Towards the end of the blow
the lance height remains constant.16)
Dynamic variation in lance height differs from one plant to another. During a blow the lance
height varies from 1.5 to 3.8 m depending on the blown pattern employed for a particular
practice. The lance height is kept higher in the initial part of the blow and decreased gradually as
the blow proceeds, as illustrated in Figure 2.21.
Figure 2.21 The lance height as a function of the process time from different plants8)

34
2.2.7 Temperature Profile of the Process
In the oxygen steelmaking process there is a wide temperature difference ranging from 1200 to
1600 °C during the blow. These temperatures are difficult to measure and are postulated to be
inconsistent because of the heterogeneous composition of slag and an impact area at higher
temperatures.10) However, it is believed from previous experimental and modelling studies75, 76)
that the temperature profile of a metal bath (Tb) increases linearly during an oxygen blow.
Chatterjee et al.15) studied various aspects of top blowing oxygen steelmaking such as bath
recirculation, rate of scrap melting, and decarburization reaction. They measured temperature
variations within the bath using a thermocouple positioned in the refractory lining below the
level of the bath. They suggested that temperature gradients vary from 10 °C to 40 °C every 5-10
s in the first half of the blow. This temperature variation was expected to be higher during a soft
blow period.15)
It is believed that the temperature of the slag is higher than the bath.8, 76) It is claimed that the
temperature differences are higher (almost 300 °C) during an early blow followed by a decrease
of 50 °C towards the end of the blow.8) Masui et al.76) also measured a 50°C temperature
difference between slag and bath during an entire blow.
The temperature at the impact area in the actual process is difficult to measure because of the
slag phase which interacts with the jet and removes heat from the impact area.8) There are few
experimental studies77-80) on measuring the temperature profile of the impact area during a blow.
Koch et al.78, 79) measured the impact temperature of a 50 kg reactor and suggested that the
impact temperature is a function of the oxygen delivered to the system. It was observed that an
increase in the oxygen flow rate accelerates the temperature of the impact area significantly.
Based on their experiments, the temperature at the impact area increases very rapidly in the
early blow and remains at a maximum level during the active decarburization period. Towards
the end of the blow the temperature at the impact area disappears. Koch et al. claimed that the
temperature at the impact area reaches 2400-2600 K during the main blow.8, 81)
Lee et al.81) proposed a correlation for the temperature of the impact area as a function of the
oxygen flow rate using the experimental study of Koch et al. for the active decarburization
period. They assumed that the temperature developed at the impact area is increased locally by
the oxidation of iron, which is controlled by the oxygen flow rate that drives the refining reaction
faster.81) This relationship is given by:81)
Ghotzone F21816)K(T += (2.21)

35
where the first value at the right hand side represents the average bath temperature during the
period between 20 to 80% of blowing time. It should be noted that the temperature profiles in
this process vary depending on the specific operating conditions.82)
2.2.8 Process Control of the Process
A number of process control systems have been developed since the early commercialization of
top blown process to optimize the process and effectively reduce the costs. Process control
systems vary from one plant to another and can be divided into two groups, static control and
dynamic control.
A static control system is based on charge control in terms of mass and heat balances to
determine the amount of oxygen to be blown and the amount of additions to be charged to the
process using the initial and final information about the process.16, 32) The time sequence of the
charge control system and material handling are shown in Figure 2.22.32) Each blowing practice
can be called “heat”. As seen in Figure 2.22, for Heat B there is a preliminary calculation to
determine the initial amount of hot metal and scrap charge required, depending on the amount
of steel aimed for and the tap temperature and carbon content of steel aimed for. Followed by a
calculation of the amount of flux, coolant, and oxygen required based on a hot metal composition
analysis conducted before the blowing period. During the initial stage of the blow for Heat B,
oxygen trim calculations are performed to determine the oxygen required utilizing the actual
amount of flux added to Heat B.16)
Figure 2.22 The time sequence of a charge control system and material handling for the oxygen
steelmaking process32)

36
Dynamic control is based on the measurement of online temperature and a determination of the
chemical analysis of the steel bath and slag without interrupting the oxygen blow.16, 17) Dynamic
control consists of a few control schemes. They are, a) a gas monitoring scheme based on a
continuous carbon balance during the process. The system determines the amount of carbon to
be oxidized by analysing dust free off-gas samples of CO and CO2,16) b) optical and laser sensors
which measure the amount of emitted light from the mouth of the furnace to estimate the
carbon level and bath temperature of the steel, respectively,16, 83) c) sub-lance technology, which
is used to measure the carbon content and temperature of the bath without interrupting the blow
before the end of the blow, and determines the additional amount of oxygen required to be
blown, or the amount of coolants to be charged,16) d) drop-in thermocouples for a quick-tap,
which is used for measuring the temperature without turning the process down, e) sonic analysis,
which is believed to provide information on the decarburization reaction and slag foaming.16) Due
to the intensity of the sound, the process can be controlled by altering the lance height or oxygen
flow rate, and f) lance height control is an important control system that determines the
behavior of the flow, and thereby the refining reactions. Variations in the lance height is
discussed in section 2.2.6.4.16)
Figure 2.23 An example of fully automatic control system32)
Iida et al.32) proposed a control system that included a device for measuring lance vibration and a
probe attached to the sub-lance to measure slag foaming using the following empirical
relationship:
37
M
O
f BhaQ
bGh
2
++−
= (2.22)
where G is the acceleration of lance vibration (cm/s2), hf is the foamy slag height (m), BM is the
furnace-bottom height correction (m), a and b are constants. An example of a fully automatic
static and dynamic control system is shown schematically in Figure 2.23.32) The process control
system is divided into 4 sub-systems. Sub-systems A and B perform the duties of static process
control and sub-systems C and D manage the dynamic control.
2.3 Thermodynamic Fundamentals
The oxygen steelmaking process is an open and heterogeneous system which allows matter and
energy to transfer between the system and its surrounding environment. Hot metal, scrap, ore,
oxygen, flux, and lance cooling water are transferred into the system and steel, slag, and exhaust
gases are transferred from the system.8) Thermodynamics provides information on the equilibrium
composition of phases under a set of conditions during the blow from thermodynamic properties
of the components in the system. During the oxygen steelmaking process, oxidation reactions
occur under non-equilibrium conditions such that predictions based on thermodynamics will be
insufficient to control the system. However, these predictions can be used to determine the
limits of the system and describe the favourable direction of the reactions occurring in the
system.
The equilibrium calculation is a strong function of Gibbs free energy. Gibbs free energy is a
function of the enthalpy and entropy of the system. Changes in enthalpy ∆H, and entropy ∆S, of
the system at temperature T, are defined by the following equations.84)
( ) ( ) ( ) ( )( )∫ ∑∑∑∑ −+∆−∆=∆ °°°T
298
pp298298T dTtstanreacCproductsCtstanreacHproductsHH (2.23)
where Cp is the heat capacity. The heat capacity data is often determined in the best-fit equation
with a limited range of temperature using:8)
2
p cTbTaC −++= (2.24)
where a, b and c are constants.
∑ ∑−=∆ tstanreacproducts SSS (2.25)
Accordingly, a variation of the standard free energy change with temperature is given by:84)

38
∫ ∫∆
−∆−∆+∆=∆ °°°T
298
T
298
p
298p298TT
dTCTSTdTCHG (2.26)
where ∆H˚ and ∆G˚ are changes in enthalpy and Gibbs free energy at a standard state,
respectively. The standard state is usually referred to as pure substance at 298.15 K and 1 atm
pressure.8) As the process proceeds at a constant temperature and pressure the Gibbs free energy
of the system decreases. The reaction is thermodynamically favoured when the Gibbs free energy
of the system is at a minimum.13, 84)
2.3.1 Thermodynamics of Liquid Iron
Liquid iron in the steelmaking process is a solution where iron is the solvent and other elements
such as carbon, manganese, and phosphorus are the solutes. The species dissolved in liquid iron
behave as a non-ideal dilute solution. The activity of elements in liquid iron can be determined
using Henry’s Law8)
( )iii %massfh = (2.27)
where hi is the Henrian activity of species i, ƒi is the Henrian activity coefficient of species i and
(mass %)i is the mass concentration of solute i in liquid iron. The relationship between the Henrian
activity coefficient and Raultian activity coefficient are expressed below8)
i
0
ii fγ=γ (2.28)
where γi˚ is the Raultian activity coefficient of species i at a standard state. In liquid iron the
solute atoms interacted with each other as a function of the composition of liquid iron and a
mass concentration of solutes during the process. The activity coefficient of elements dissolved
in liquid iron is obtained using:8)
( ) ( )∑+= i
j
ii
i
ii %masse%masseflog (2.29)
∑ε+ε= i
j
ii
i
ii xxfln (2.30)
where i
ie and j
ie are the interaction coefficient of solute i and the interaction coefficient
between solutes i and j in liquid iron, respectively. For the species in liquid iron the variation of
ln ƒi is due to the mole fraction of species whereas the variation of log ƒi is due to the mass
concentration of species. The first order interaction coefficients of major elements dissolved in
liquid iron at 1600 °C are given in Table 2.3.85) The second-order interaction coefficients are also
included in Equations (2.29) and (2.30) when log fi (or ln fi) is not a linear function of the

39
concentration of species. However, Equations (2.29) and (2.30) are only valid for oxygen
steelmaking systems.8)
Table 2.3 The first order interaction coefficients of elements dissolved in liquid iron at 1600 °C86)
i/j Si P Mn C S O
Si 0.11 0.11 0.00 0.18 0.06 -0.23 P 0.12 0.06 0.00 0.13 0.03 0.13 Mn 0.00 0.00 0.00 -0.07 -0.05 -0.08 C 0.08 0.05 -0.01 0.14 0.05 -0.34 S 0.06 0.29 -0.03 0.11 -0.03 -0.27 O -0.13 0.07 -0.02 -0.45 -0.13 -0.20
2.3.2 Thermodynamics of Steelmaking Slag
Slag is a liquid solution of molten oxides. The most important oxides of slag are MnO, SiO2, CaO,
MgO, P2O5 and FetO which represent all iron oxides in the form of FeO, Fe2O3 and Fe3O4 in the slag
phase. The activities of oxides in slag expressed in the Raultian standard state using:8)
iii xa γ= (2.31)
where ai is the Raultian activity of species i, and xi is the mole fraction of component i in slag
phase. The Raultian activity coefficient is determined as a function of the temperature and the
composition of other oxides in slag.8)
Many experimental studies87-123) on the activities of oxide component have been performed for
steelmaking slag systems. An examination of thermodynamics for oxygen steelmaking is beyond
the scope of this study, although well known studies are given as an example to represent the
activity values for the major metal oxides in slag.
Elliott99) studied the activities of CaO, FeO and SiO2 based on the Gibbs Duhem relationship in a
CaO-FeO-SiO2 system containing small quantities of MgO and low concentrations of MnO and P2O5
at 1600°C using experimental data from Taylor and Chipman90) and Winkler and Chipman.92) The
activity curves for FeO are illustrated schematically in Figure 2.24.124) The effect of MgO
concentration was considered to be similar to CaO on a molar basis and a standard state of FeO
was chosen as pure liquid FeO in equilibrium with pure iron in Figure 2.24.124) It should be noted
that the addition of lime in ferrous oxide at a constant (CaO+FeO)/SiO2 ratio increases the
activity coefficient of FeO in the slag.33)

40
The activities of SiO2 and CaO are illustrated by the plot of log γ of SiO2 and CaO in Figure 2.25 and
Figure 2.26, respectively.124) The standard states of CaO and SiO2 were chosen as pure solid CaO
in equilibrium with the melt, and pure solid SiO2.124)
Figure 2.24 The isoactivity lines of FeO in CaO-MgO-FeO-SiO2 system at 1600 °C as a function of
mass fraction after Taylor and Chipman124)
Figure 2.25 The activity coefficient of SiO2 in CaO-MgO-FeO-SiO2 system at 1600 °C as a function
of molar fraction after Taylor and Chipman34)

41
The activities of MnO in the ternary system CaO-SiO2-MnO at 1500 to 1650 °C were measured by
Abraham, Davies and Richardson.125) The activity of MnO in the system CaO-SiO2-MnO at 1650 °C is
given in Figure 2.27.126) The standard state of MnO was chosen as pure solid MnO in equilibrium
with the melt.34, 126)
Figure 2.26 The activity coefficient of CaO in CaO-MgO-FeO-SiO2 system at 1600°C as a function
of molar fraction after Taylor and Chipman34)
Figure 2.27 The activity of MnO in CaO- SiO2-MnO system at 1650°C as a function of molar
fraction after Abraham, Davies and Richardson125)

42
Richardson33) suggested that the ideal silicate mixing model can be used when two binary silicate
systems containing the same mole fraction of SiO2 were mixed. Consequently, the free energy of
the system will decrease due to the random mixing of cations such as Ca2+ and Fe2+. The activities
of FeO and MnO can be reproduced for the mole fraction of SiO2 ranging from 0.42 to 0.58 by the
ideal silicate mixing model, which agreed with experimental data from Taylor and Chipman, and
Abraham, Davies, and Richardson.127)
The activity data for metal oxides in slag have been predicted based on experimental studies.
However, these are generally limited studies with experimental conditions such as the
composition and temperature of a molten slag system, which can be practically studied at
laboratory scale for a limited range of temperature and composition. Although these studies
provide qualitative information on activity data, it is difficult to apply the findings to predict the
equilibrium composition of slag over a full range of operating conditions.
2.3.3 Thermodynamic Modelling of Oxygen Steelmaking
Thermodynamic modelling is a well established technique that provides information on the
equilibrium distribution of elements within the phases, the heat generated or consumed by these
chemical reactions, and the behavior of species in solution (as opposed to their behavior as pure
species).
Thermodynamic modelling is based on the 2nd law of Thermodynamics and the equilibrium
calculations are made using the Gibbs free energy minimization technique developed from this
law. The basis of this method is to minimize the Gibbs free energy of the system at a constant
temperature and pressure using:128)
( ) minalnRTnnGi
i
0
ii
i
ii =+µ=µ= ∑∑ (2.32)
where i represents the components of a solution and Gi represents the partial molar free energy
of i in the solution. The free energy change of the system due to mixing is the difference
between the Gibbs free energy of the system before and after mixing, as given in the following
equation.129)
∑=−=∆ ii
0
tot alnnRTGGG (2.33)
Here the variables R, T, ni refer to the gas constant, temperature, and mole of species i,
respectively. µ0 denotes the standard chemical potential and a refers to activity. Two constraints
should be satisfied, ni must be non-negative and total moles of the elements in the system must
be equal to a summation of moles in the species in each phase, as given in Eq. (2.34).

43
bjan
k
1i
jii =∑=
(2.34)
where aji is the number of g atoms of element j and bj is the total atom of element j. This is a
standard optimization problem that can be solved using the Lagrange method of unknown
multipliers. The equations that must be solved to obtain the composition of the system are not
all linear in regards to the composition variables. The Newton-Raphson method is used to solve
the equations using initial estimates of compositions nj, and Lagrangian multipliers λi, for a given
quantity of species n and temperature. This method involves a Taylor series expansion of the
appropriate equations, ignoring the second and higher orders.130, 131)
In developing thermodynamic models, the phases and the possible species within the system need
to be defined carefully. All the species defined in the system require thermochemical data such
as heat capacity, enthalpy, and entropy as functions of temperature for pure species before the
Gibbs energy minimization techniques can be applied. Fortunately, large databases of critically
evaluated thermodynamic data have been compiled by internationally recognised groups such as
NASA and NPL.
The appropriate solution models for each phase also need to be evaluated based on solution
structure and behavior. The initial quantities of species within the phases and operating
conditions are then entered. Equilibrium calculations are evaluated based on the Gibbs energy
minimization technique which is readily available in commercial thermochemical software. The
most widely used packages are Thermo-Calc, Factsage, MTData, Thermodata, HSC, Chemix and
Gemini2.128, 132) These softwares combine computational codes for databases and equilibrium
calculations to extend the applications in different metallurgical systems.132, 133) For example,
Chemix, Thermo-Calc and MTData offer flexibility to choose a solution model such as polynomial,
Redlich-Kister and Margules depending on the user’s system. HSC has a limitation on the solution
behavior selection. The activity coefficients can only be entered as a constant number or a
polynomial function of composition and temperature. Nevertheless, HSC has been widely used in
industry because of its simplicity.128)
One of the major challenges in a thermodynamic model of steelmaking is a determination of an
appropriate solution model for each phase in the steelmaking process. Models of solution
behavior allow experimental results for particular systems to be generalised and make
predictions of solution behavior away from the conditions of the original empirical data set.
However, interactions between different species in a phase at different concentrations and
temperatures are complex, particularly where basic molecular forms in a phase vary with

44
concentration and temperature, in these instances it is hard to find a solution model that works
well for all conditions.
In the case of liquid iron, a dilute solution model using empirically determined “interaction”
parameters is well established and can be readily applied to these problems. The dilute solution
model is based on Henry’s Law which assumes that the activity of solute has a linear relationship
with concentration.134) However, for slag the solution behavior of the phase is challenging to
model because it is difficult to describe the complex molecular structure of slag itself, which
makes an interpretation of the experimental data troublesome. Moreover, a lack of knowledge of
the interaction between different metal oxides in slag creates further difficulties in developing
robust thermodynamic models of slags.133) However, the importance of molten oxide solution
behavior to materials science, geology, and inorganic chemistry has meant that a large body of
work exists around this work.32, 126) Several models of multi-component oxide systems have been
developed, these include ionic two sub-lattice, regular solution, cell, associated solution, and
modified quasi-chemical models.135-143) Although the regular solution model is simple to employ,
cell and modified quasi-chemical models are more appropriate for studying steelmaking slags.133)
Kapoor and Frohberg139) suggested the cell model where oxides are described by two sub-lattices.
Gaye and Wellfringer140) modified this model to include poly-anionic and multi-component melts.
An anionic vacancy free sub-lattice occupied by oxygen ions and a cationic sub-lattice occupied
by cations and cationic entities exists according to the order of their decreasing electrical
charge.133) Cationic entity is defined as cations doubly bonded to one oxygen. This extension is
helpful to describe the behavior of some oxides which do not release all their oxygen to anionic
sub-lattice, such as P2O5.135) A change in the state of oxygen ions polarization can be given:
−− =+ O2OO 20 (2.35)
The state of polarization of oxygen ions is affected by the surrounding cations. Therefore, slag is
a mixture of cells where the oxygen atom is centred and two cations are surrounded by oxygen
which are asymmetric (MiOMj) and symmetric (MiOMi) cells.84, 139) There are two types of energy
parameters required to describe the formation of cells to determine the activity coefficients of
metal oxides in slag as a function of composition and temperature, (i) the formation energy Wij,
of the asymmetric cells corresponding to the reaction between two symmetric cells MiOMi and
MjOMj : (ii) interaction energies limited to one parameter per couple of cations and binary
interaction energy Eij describing the binary interaction energy between symmetric and
asymmetric cells. The limitation of the cell model is that there are limited binary parameters
available for multi-component slag systems. Furthermore, the parameters are independent of
temperature.60, 144)

45
The second challenge is to determine an appropriate database with regard to the software
program. The literature is established based on experimental data for particular ranges of
temperature, pressure, and composition. An interpolation technique is applied if there is no
study available for a particular temperature, composition, and pressure. As a result, models can
give unrealistic results when studying a particular system in conditions far removed from the
experimental results that feed into the various equations described above. Whilst the modelling
of molten oxides solution behavior is complex and reliance on empirical measurements is
unsatisfactory, computational chemical thermodynamic modelling is regarded as a great success,
resulting in many useful and important predictions over many fields, including steelmaking.145)
For example, thermodynamic modelling has been successfully applied to a prediction of the
distribution of sulphur in steelmaking reactions146) using the techniques described above.
2.4 Kinetic Fundamentals
Whilst computational thermodynamics can predict the equilibrium composition of steelmaking
reactions, this technique cannot predict how fast these reactions take place and what controls
their rate. As a field of knowledge, “reaction kinetics” attempts to answer such questions.
Reaction kinetics provides information on the conditions that govern the rate at which a reaction
will occur and can describe the mechanism by which it proceeds. However, it is important to
integrate knowledge from thermodynamic equilibrium to kinetics and relate these essentially
fundamental phenomena to understand the steelmaking process more thoroughly.147)
To start with, it is important to analyze the system itself and determine its surrounds. Oxygen
steelmaking involves simultaneous multi-phase (solid-gas-liquid) interactions, chemical reactions,
heat and mass transfer, and complex flow patterns due to an interaction between the liquid
metal bath and high speed oxygen jet at high temperatures. A schematic representation of the
system is given in Figure 2.28.
The oxygen jet contacts the metal bath directly and is picked up by the molten iron. The
dissolved oxygen reacts with other elements dissolved in the molten metal at the interfaces
between metal and gas, and between metal and slag. Meanwhile, metal droplets are ejected
through the slag phase and metal droplets are simultaneously in contact with FeO in the slag. Gas
bubbles are generated due to a decarburization of metal droplets via FeO reduction. Slag-metal-
gas emulsion is formed due to refining reactions, as seen in Figure 2.28. Table 2.4 lists the major
reactions occurring within the different phases. All these refining reactions take place
simultaneously in various reaction regions that makes the process complex to analyze thoroughly.

46
Figure 2.28 The schematic representation of oxygen steelmaking regions
Table 2.4 The major reactions in an oxygen steelmaking system14)
Oxygen pick up by the metal:
O2(g) = [O] (2.36)
CO2(g) = CO(g) + [O] (2.37)
(FeO) = Fe + [O] (2.38)
(Fe2O3) = 2(FeO) + [O] (2.39)
Oxidation of elements in the metal:
[C] + [O] = CO(g) (2.40)
Fe + [O] = (FeO) (2.41)
[Si] + [O] = (SiO2) (2.42)
[Mn] + [O] = (MnO) (2.43)
2[P] + 5[O] = (P2O5) (2.44)
Oxidation of compounds in the slag:
2(FeO) + ½O2(g) = (Fe2O3) (2.45)
2(FeO) + CO2(g) = (Fe2O3) + CO(g) (2.46)
Flux reactions:
MgO(s) = (MgO) (2.47)
CaO(s) = (CaO) (2.48)
Gas reactions:
CO(g) + ½O2(g) = CO2(g) (2.49)
where [] indicates the element dissolved in iron and () indicates the compound dissolved in slag.
In general, the reaction kinetics of an element from the metal phase to the slag phase take place
in the following sequence:148)
• The mass transfer of elements from the metal phase to the slag-metal interface

47
• The mass transfer of oxygen from the gas phase to the metal-gas interface, or oxygen
dissolved from the metal phase to the slag-metal interface
• A chemical reaction of the elements at the slag-metal interface
• The mass transfer of product element from the slag-metal interface to the slag phase
In steelmaking, the chemical reactions are usually not a rate limiting step because the high
temperature of steelmaking reactions favours high reaction rates. Thus, reaction kinetics is more
likely to be controlled by the transport of elements from/to the phase interphase. Generally
speaking, the reaction rates in steelmaking operations are predicted using Fick’s 1st Law which
states that the rate of diffusion is proportional to the concentration gradient.60, 149)
( )∗−= CCV
Ak
dt
dCb (2.50)
Here variables k, A and V are the mass transfer constant and the area and volume, respectively.
Cb and C* refer to the bulk and equilibrium concentrations in mass %, respectively. It should be
noted that there are different mechanisms that control the kinetics of oxygen steelmaking.
Robertson et al.150) developed a general kinetic model for multi-component slag-metal and slag-
metal-gas reactions by assuming that the reaction rates are controlled by multi-component
transport processes in the metal, slag, and gas phases. The equilibrium and interface
concentrations of each component are calculated simultaneously and can be fed into the mass
transfer equations. This model was applied to the desulphurization reaction in liquid iron as an
example. There were some differences between the model predictions and experimental results.
Some of the important weaknesses of this model are that the ratio of the metal phase mass
transfer coefficient to the slag phase mass transfer coefficient kept constant, and changes in the
physical properties of slag such as viscosity and interfacial tension were not included in the
calculations. They suggested that this may be the reason for differences in the model predictions.
Conversely, Brooks et al.151) disagreed with using 1st order differential equations for steelmaking
systems because a reduction of Fick 1st Law to a simple 1st order differential of Equation (2.50)
involves many gross simplifications. They stated that a 1st order differential equation can be
employed when there is a small variation in the mass transfer conditions, the equilibrium drive,
and the interfacial area, which is not the case in steelmaking operations. Accordingly, they
suggested that the overall kinetics for a particular reaction in such a system can be calculated by
a simultaneous summation of the flux of a particular species at distinct interfaces in the system
represented by the equation:151)

48
∑=
=
=mi
1i
ioverall JJ (2.51)
where m is the number of distinct interfaces in the system. Brooks et al.151) showed different
approaches to deal with transient kinetic behavior in slag-metal reactions such as the bloating
phenomena of metal droplets, desulphurization in the steel ladle, and spontaneous
emulsification. For example, the model to predict the residence time of bloated and dense
droplets has been successfully applied to the experimental data152) and details of this model have
been explained elsewhere5) and will be the subject of section 2.4.1.5.
In addition to mass transfer, Belton and his co-workers153-157) pointed out that chemical reactions
at surface of the liquid play an important role in understanding the overall kinetics of multi-
phase reactions, particularly metal-gas reactions. The basis of this statement is that the
interfacial area would be limited by the surface coverage of elements such as sulphur and oxygen
present in the gas or metal phase. Accordingly, the reaction rate becomes slow. One example of
this is the control of nitrogen in liquid steel. Pehlke and Elliott158) studied the kinetics of nitrogen
dissolution in liquid iron and established that the adsorption or desorption of nitrogen is a rate
limiting step, and the presence of sulphur decreases the reaction rate significantly. Several
researchers159, 160) also obtained a similar result. Sain and Belton154) studied the kinetics of the
decarburization reaction of liquid iron via CO2 under high gas flow rates between 1160 and
1600°C. Their experiments showed that sulphur has a retarding effect on the reaction rate and
the rate of dissociative adsorption of CO2 is a rate limiting step. This result was also confirmed by
Mannion and Fruehan.161) Decarburization via CO2 is a subject of this study and will be further
discussed in section 2.4.1.1. In conclusion, chemical reactions become of interest in some
instances of oxygen steelmaking reactions.
The kinetics and mechanism of decarburization reactions, scrap melting and flux dissolution will
be discussed in the following sections, while other refining reaction kinetics will only be
mentioned briefly because it is beyond the scope of this study.
2.4.1 Kinetics of Decarburization Reactions
The progress of carbon removal is crucial in oxygen steelmaking because the oxygen blowing
period is determined with regard to the carbon content and temperature of the steel within
certain limits, prior to further processing. The products of carbon removal reactions such as CO
and CO2 provide an additional power for bath circulation and create new surfaces at the impact
zone continuously. This behavior of fluid flow enhances the kinetics of refining reactions.162) The
decarburization reaction itself is an important issue in designing the process of steelmaking.

49
Although numerous attempts have been made to describe the kinetics and mechanism of
decarburization, there still remains a gap in understanding how laboratory results can relate to
plant measurements.
It is believed that the overall decarburization reaction can be divided into three main regimes.8,
163) In the initial period of blow (regime 1), almost all the oxygen is used for silicon oxidation.8, 164)
The decarburization rate is low, but it increases linearly. During the main blow (regime 2), the
silicon content of metal is very low and nearly all the oxygen is consumed by decarburization.
Consequently, the overall decarburization rate increases with an increasing oxygen flow rate, as
shown in Figure 2.29.8, 78, 82, 163, 164)
Figure 2.29 The evolution of decarburization rates with the oxygen flow rate8)
Towards the end of a blow, the overall decarburization rate decreases linearly as the carbon
content reaches a critical limit. The critical carbon content is crucial for controlling the end
point content of carbon. Goldstein and Fruehan82) developed a relationship to predict the critical
carbon content, which suggests that the decarburization rate controlled by the oxygen flow rate
equals the decarburization rate controlled by carbon diffusion in liquid metal.
In regime 3 it has been argued that the decarburization rate becomes slower and is controlled by
carbon diffusion to the metal-slag interface due to a low level of carbon content.8, 163, 165) Based
on the bulk carbon content of metal measurement, a decarburization rate for a 200 t top blown
oxygen steelmaking process was predicted by Cicutti et al.166) The change in the carbon content
of the metal and predicted decarburization rate for different regimes with respect to time, is
given in Figure 2.30.

50
Figure 2.30 The decarburization rate is plotted as a function of time167)
It has been established that decarburization occurs in different reaction zones using various
reaction mechanisms. There are two main reaction zones considered in the literature, the bath
and emulsion zone. However, there is no agreement on the proportion of carbon refining taking
place, and in which reaction zone. Several researchers168, 169) claimed that the predominant
reaction is via the gas-metal interaction at the impact zone. Okano et al.168) studied the
decarburization reaction at three reaction zones, experimentally and theoretically. They argued
that 75-80% of carbon is removed at the impact zone and only 20% of carbon is removed in
emulsion during the main blowing time. The remaining part of the blow takes place via
nucleation of CO gas bubbles from the bath. Price170) also suggested that 65% of decarburization
occurs at the impact zone.
Conversely, a number of researchers171-174) believe that most of the decarburization reaction
takes place in the emulsion phase. Kozakevitch et al.171) observed the presence of metal droplets
in emulsion. Meyer et al.172) further quantified the amount of metal droplets generated in the
emulsion using the splashing sampling technique in a 230 t oxygen steelmaking furnace. After
these findings, researches mainly focused on understanding the kinetics of decarburization in the
emulsion phase. Chatterjee et al.15) investigated the effects of changes in process conditions on
the droplet formation and decarburization rate. Thus, the mechanism and kinetics of the reaction
is another important issue in the oxygen steelmaking process to be reviewed.
2.4.1.1 Decarburization in the Impact Zone
Reactions between the metal bath and oxidizing gasses are of particular interest because a
significant proportion of carbon removal in oxygen steelmaking occurs in the impact zone in the
reactor.161, 175, 176)

51
It is known that as oxygen from a top blown lance reaches the surface of the liquid bath it reacts
with carbon dissolved in the metal at the impact zone and forms a mixture of CO and CO2 gases.
Subsequently, dissolved carbon also reacts simultaneously with CO2 at this region. The following
equations can be used to represent decarburization reactions at the impact area:148)
[ ] )g()g(2 CO2COC =+ (2.52)
[ ] )g()g(2 COO2/1C =+ (2.53)
Decarburization reactions via gasses have been studied using two different experimental
techniques. The first method is the crucible technique where liquid iron is exposed to the
oxidizing gases to investigate the mechanism and reaction rate of decarburization. Another
method is the levitation technique where liquid iron droplets containing carbon content are
levitated in or allowed to accelerate through an oxidizing environment. The second method was
initially applied to understand the reaction kinetics in continuous steelmaking developed by the
British Iron and Steel Research Association. This process is also known as spray steelmaking.177)
This process involves the atomization of a stream of liquid metal by high speed oxygen jets. This
process creates a great interfacial area that allows for fast refining rates of impurities.177)
The possible reaction mechanisms for the above reactions are given below:
(i) A mass transfer of oxygen in the gas phase
(ii) the adsorption of oxygen into the liquid iron
(iii) a mass transfer of carbon monoxide in the gas phase
(iv) a mass transfer of carbon dioxide in the gas phase
(v) a mass transfer of carbon through the metal phase
(vi) a chemical reaction between carbon and oxygen at the interface
steps (i), (iii), and (vi) apply to the decarburization reaction with O2 whereas (iii), (iv), and (vi)
apply to the decarburization reaction with CO2. It has been postulated that the mass transfer of
carbon can be neglected at high concentrations of carbon (above critical carbon content).8, 154, 159,
161, 178-180) The adsorption of oxygen can also be neglected because oxygen has already been
present in the liquid iron.
There have been numerous studies in the literature 154, 155, 159, 161, 176, 178-203) on the mechanism and
kinetics of the decarburization of Fe-C melts with oxidizing gasses using levitation and crucible
techniques. The conclusion from previous studies is a general agreement that gaseous diffusion
controls the decarburization rate down to the critical level of carbon, where carbon diffusion in
the liquid phase becomes the rate-limiting step. However, some investigators have suggested

52
that sulphur has a determining effect on the reaction rate and chemical reaction at the
interface, and also controls the reaction rate.
In the case of the decarburization reaction via CO-CO2, Nomura and Mori186, 187) studied the
kinetics of decarburization experimentally by blowing CO-CO2 gas mixtures onto the inductively-
stirred iron-carbon melts at high and low carbon concentrations using the crucible technique.
They developed models that involve both mass transfer and chemical reactions at the melt
surface. They suggested that the decarburization reaction is limited by gas diffusion at high
carbon concentrations whereas the reaction involves a mixed control mechanism involving
gaseous diffusion, chemical reaction, and carbon diffusion at low carbon concentrations.187)
Nomura and Mori186) and Fruehan and Martonik189) claimed that the effect of sulphur (sulphur
concentration is below 0.3 mass %) is relatively small on the reaction rate in CO-CO2 gas mixture
at high carbon concentrations. Goto et al.203) also measured the change in concentration of CO2 in
carbon containing iron melts at 1600°C. These measured values were close to those calculated
based on the gas diffusion approach. They concluded that sulphur has no significant effect on the
reaction kinetics. Sain and Belton154) and Mannion and Fruehan161) studied the kinetics of
decarburization reaction in liquid iron by CO2 under high gas flow rates to reduce the effects of
mass transfer. They argued that CO2 dissociation on the surface controls the reaction rate. Lee
and Rao178, 179) investigated the effects of surface active elements, gas flow rate, partial pressure
of oxygen and gas composition. They proposed that all the parameters have an influence on the
decarburization rate. However, the rate of decarburization is markedly controlled by the
composition of gas because it determines the amount of oxygen transferred to the system. Based
on their observations, they developed a kinetic model including a mixed control of the
dissociative absorption of CO2 and gas phase mass transfer at high carbon concentration, and in
the presence of sulphur.
The studies159, 180, 182, 183, 185, 188, 190) on decarburization reaction kinetics via oxygen agree that
oxygen diffusion in the gas phase limits the system at high carbon concentrations. Ghosh and
Sen204) and Kondratev et al.198) claimed that the chemical reaction between carbon and oxygen is
the rate limiting step. However, these studies were industrial scale studies that did not include a
precise formulation of the reaction mechanism. Rao and Lee159) investigated the kinetics of
levitated molten iron-carbon specimens reacting with quaternary Ar-He-N2-O2 gas mixtures at
1700 °C at various oxygen partial pressures. They suggested that surface active elements such as
oxygen and sulphur have no effect on the kinetics of the decarburization reaction.
The current knowledge on the kinetics of the decarburization reaction via gaseous products can
be summarized as follows:

53
- At high carbon concentrations the decarburization rate is independent of carbon concentration.
However, the rate decreases with a decrease in the carbon content below the critical carbon
content.154, 155, 159, 178, 179, 189)
- Sulphur has a retarding effect on the decarburization rate via CO2. Lee and Rao178) observed that
the rate decreased significantly with an increase in sulphur concentration up to an 0.05 mass %.
Above this level the rate remains constant as a function of the sulphur concentration at 1700°C.
- The composition of gas mixture is another important factor on the rate of decarburization.178,
186) An increase in the partial pressure of CO2 increases the rate of decarburization.186) The partial
pressure of oxygen has a crucial effect on the decarburization reaction.159)
- An increase in the gas flow rate increases the rate of the reaction.176, 178, 183, 185, 189, 193, 198) In the
case of gas mixture blowing, the increased oxygen content of the gas mixture increases the rate
of decarburization.178, 198)
- An increase in the temperature of the melt has an effect on the decarburization kinetics.176, 178,
193)
Most of the experimental studies focused on the decarburization reaction of Fe-C melts or
droplets and the effect of sulphur on the reaction mechanism was investigated. There are a few
studies181, 192, 193, 196) that consider the influence of other refining reactions on decarburization
kinetics. Robertson and Jenkins181) observed the behavior of levitated droplets containing C, Si
and Al with oxygen. They found that the silicate layers formed initially on Fe-C-Si droplets which
retard the decarburization reaction. A similar behavior was observed by Sun and Pehlke.193) They
studied the kinetics of a simultaneous oxidation of carbon, silicon, manganese and sulphur in a
liquid metal droplet by oxygen and/or carbon dioxide in nitrogen gas at 1873 to 1993 K. They
observed there was a delay in silicon and manganese oxidation reactions at high temperatures
and high carbon contents because the decarburization reaction consumed most of the oxygen
supplied to the system. In the case of a low carbon content (0.4 mass %), a simultaneous
oxidation of manganese and silicon was observed in their experiments.
Blanco and Diaz58) developed a kinetic model which assumed that the removal of carbon occurs
via direct oxidation at the impact zone. They estimated the mass transfer constants by fitting
data taken from an oxygen steelmaking process. They studied different scenarios for the reaction
mechanism and suggested that the mixed control of a carbon-oxygen reaction at the gas-metal
interface and gas diffusion should be considered as a rate controlling step. However, it should be
noted that the effects of blowing conditions were not included in this study.

54
2.4.1.2 Decarburization in the Slag-Metal-Gas Emulsion
The decarburization reaction in the emulsion phase takes place via FeO reduction. On the basis of
x-ray transmission photographs4, 173, 205, 206) and an analysis of the experimental results, 4, 206, 207) it
is believed that the reaction takes place in two steps via a bubble formation. As metal droplets
are ejected from the liquid metal they react with FeO in the slag. FeO diffuses to the slag-gas
interface towards a bubble sitting on the metal-gas interface to supply oxygen. CO reduces FeO
at the slag-gas interface which is followed by a reaction at the metal-gas interface with CO2
diffusion through a gas halo.206) CO2 provides oxygen to react with carbon in the melt. These
reactions involve the sequence206)
( ) )g(2)g( COFeFeOCO +=+ (slag surface) (2.54)
[ ] )g()g(2 CO2CCO =+ (metal surface) (2.55)
The overall reaction is
( ) [ ] )g(COFeCFeO +=+ (2.56)
These sequential reactions continue until the bubble leaves the slag-metal interface.
Accordingly, the carbon content of metal droplets will decrease and numerous CO gas bubbles
will be formed. The reaction product, CO gas, provides stirring to the emulsion phase. It is
believed that the decarburization reaction via FeO reduction is responsible for the majority of
decarburization in oxygen steelmaking, and this reaction is also important to slag foaming and
slopping during the process.
The transport of oxygen through the slag phase or through bubbles surrounding the metal droplet,
transfer of carbon in the metal, interface chemical reaction, nucleation and removal of CO gas
bubbles from the reaction site may all be important in determining the rate of decarburization
reaction. Numerous researchers4, 165, 169, 173, 192, 200, 206-237) have studied the kinetics of the overall
reaction as well as the reaction steps extensively. The carbon refining reaction via FeO reduction
is summarised based on current knowledge in the following.
There is evidence that a CO gas halo formation surrounds a liquid metal droplet when the metal
droplets containing high carbon content (up to 4 mass %) reacts with an oxygen steelmaking slag.
Mulholland et al.173) first observed the gas halo surrounding Fe-C-S droplets in slag using an x-ray
fluoroscopy technique. Other researchers4, 169, 206, 236, 238, 239) provided further evidence of the
formation of a gas halo. This phenomenon may occur due to the high rate of external nucleation
of CO gas compared to internal nucleation. In such a case the energy barrier for nucleation is
reduced due to a sufficient amount of C and O available at the slag-metal interface, which is

55
called external nucleation.169) When oxygen diffuses through a droplet, CO pressure increases
with time, and if the CO pressure exceeds the ambient pressure, the metal droplet becomes
supersaturated and the reaction of oxygen and carbon becomes possible.235) Gaye and Riboud165)
further studied the observations of Mulholland et al.173) to measure the oxidation reactions
between droplets of Fe-C, Fe-C-S, and Fe-C-P in oxidizing slags at 1500˚C. It was evident that
there is a spontaneous emulsification and agitation created by CO bubbles that significantly
increases the reaction kinetics. They stated that all oxidation reactions take place simultaneously
rather than sequentially. They found that the interfacial reactions, mass transfer in gas and
metal phases are crucial steps, however, they did not suggest any control step for the
decarburization reaction. A similar conclusion was reached by Gare and Hazeldan.169) They also
carried out an experimental study to quantify the factors affecting the decarburization reaction
between liquid iron droplets and oxidizing slags. They described the decarburization reaction in
five different periods based on their x-ray observations and postulated various reaction
mechanisms for each period.
2.4.1.3 “Bloated Droplet Theory”
When the internal pressure of CO exceeds the surface energy of the metal droplet, CO gas forms
inside the metal droplet.230) The pressure of CO gas depends on the concentration of carbon and
oxygen, and the temperature and concentration of other impurities inside the metal droplet. The
build up rate of bulk oxygen depends on the difference between the oxygen absorption rate and
rate of consumption of this oxygen at the surface due to decarburization and formation of iron
oxide. 230)
As internal nucleation started, the metal droplet becomes “bloated” and the surface area
increases, therefore the reaction kinetics increases because turbulence caused by the generation
of CO bubbles inside the metal droplet promotes diffusivities.233) This bloating of metal droplets
is suggested due to an internal generation of CO bubbles. 235-237) It is worth mentioning that in the
literature some researchers use the term “swelling” instead of “bloating.”235, 237)
Baker et al.210, 212, 213) first observed a metal droplet exploding from internal CO nucleation when
passing through a mixture of oxygen and helium gas. This phenomenon was called “boiling”.
Similar observations have been done by Sun and his co-workers.200) They investigated the
decarburization and oxygen absorption rates at 1723-1843 K and found that the supply rate of
oxygen from bulk gas was faster than the oxygen consumption rate at the surface by the reaction.
It was stated that this may be due to an insufficient transfer of carbon through the interface.
They also found that the decarburization rate decreases with sulphur in the metal droplet. They

56
concluded that these steps were all crucial and developed a kinetic model that included the gas
phase and metal phase mass transfer, and interfacial reaction.
Later, Sun and his co-workers233, 235) studied the bloating behavior of metal droplets in oxidizing
slags. They carried out an experimental study to investigate the effects of the composition of the
metal droplet on the reaction rate of decarburization in oxidizing slag. They developed a kinetic
model incorporating the liquid phase mass transfer of substitutes such as carbon, silicon,
manganese, the gas phase mass transfer and the interfacial reaction controls. They found that
the decarburization rate was retarded due to other oxidation reactions in the metal droplets. The
kinetic model results for the decarburization rate agreed with those of their experimental
observations and Molloseau and Fruehan’s experimental study at low FeO content (<5 mass %).
However, the decarburization rate predicted by Sun et al.235) was underestimated when the FeO
content was higher than 10%. They stated that the disagreement might be due to the bloating
behavior of droplets because they did not include an increase in the interfacial area and the
contribution of reactions inside the metal droplets. They found that there is an incubation period
for the bloating phenomena and suggested that some time is required to build up the over-
saturation level of CO nucleation within the droplet. Accordingly, they concluded that CO
nucleation within the droplet is responsible for the droplets bloating.
A similar conclusion was also drawn by Fruehan and his colleagues.4, 206) Firstly, Min and
Fruehan206) carried out an experimental study to measure the decarburization rate of droplets in
steelmaking slags containing low FeO content. They proposed a rate controlling step of
decarburization based on the sulphur concentration of metal droplets. At high sulphur
concentrations (>0.01 mass %), the dissociation of CO2 on the surface of a metal drop limits the
reaction whereas it is controlled by the mass transfer in the slag, the mass transfer in the gas
halo, and a chemical reaction at the metal-gas surface. Their observations indicated that the
carbon content of droplets also has an influence on the reaction rate. However, in their study
they couldn’t explain the relationship between the carbon content and decarburization rate.
Molloseau and Fruehan4) further studied this phenomenon for slags containing between 3 and 35
mass % FeO. This study is the first to investigate the behavior of dense and bloated droplets
under various FeO concentrations. They measured that the reaction rate of bloated droplets was
one to two orders of magnitude faster than the rates of dense droplets. Based on their
observations they suggested that FeO transfer in the slag is a possible rate limiting step for the
decarburization rate of bloated droplets whereas the reaction rate of dense droplets is controlled
by dissociation of CO2 on the metal.

57
Chen and Coley236, 237) conducted an experimental study to predict the nucleation rate of CO
inside the metal droplets using an x-ray fluoroscopy technique at various temperatures. They
compared the swelling rate with the total volume of gas evolved during the reactions. They
investigated the effects of droplet size on the gas generation rate and found that the diameter of
the droplets increased to 1.5 times their original size. This observation agreed with those
reported by Molloseau and Fruehan.4) It was found that the reaction rate increases as the size of
the droplet increases. The gas generation rate was suggested to be controlled by the rate of
nucleation of CO gas bubbles inside the droplet due to a dependency of the reaction rate on the
droplet size. They reported that the critical supersaturation pressure of the nucleation was two
orders of magnitude less than that predicted by nucleation theory.
The current observations showed that metal droplets are “bloated” with CO gas, generated
during the active decarburization period when FeO concentration in the slag is higher than 10
mass % in the emulsion phase. The droplets become less dense and are suspended for a longer
time in the emulsion. Alternatively, if the rate of carbon removal is weak, CO gas as a reaction
product escapes easily and is detached from the droplet. As a result, the metal droplet maintains
its original shape.240) These studies indicated that droplet emulsification was a crucial factor in
the decarburization kinetics of oxygen steelmaking. Some industrial observations171, 172) provided
supportive evidence for these findings.
In summary, there is no agreement on the mechanism, controlling step, and reaction rate of the
decarburization reaction in the emulsion phase. There is firm evidence that the decarburization
rate increases with an increase in the temperature of the slag, the FeO content in the slag, the
carbon content in the metal droplet and droplet size, however, the rate decreases with an
increase in sulphur and silicon content in the metal droplet, and the ambient pressure.4, 165, 200, 206,
235)
Whatever the mechanism is, refining rates in the emulsion phase can be increased dramatically
by the interfacial area between the metal droplets and the slag. Meyer et al.172) claimed that the
surface area for carbon-oxygen reaction reaches 18580 m2/t during oxygen steelmaking. Brooks
and Subagyo241) reported a relationship to predict the total interfacial area as a function of drop
size and fraction of metal emulsified based on the assumption of an ideal system with mono-sized
liquid spheres of liquid metal suspended in the slag, given as follows:241)
pD
87.0
tonne
Area ϕ= (2.57)

58
where φ is the fraction of metal in the emulsion to the total metal in the furnace and Dp is the
diameter of mono-sized droplets (m). Based on this relationship, if 50% of the total metal is in
the emulsion and the size of the droplets is 1 mm, the total surface area would be 436 m2/t.241)
Since decarburization kinetics in the emulsion are induced by the interfacial area, the reaction
rate depends on (i) the number of metal droplets generated (ii) the droplet size distribution and
(iii) the residence time of the metal droplets.242) The residence time represents the required time
to react with the slag, whereas the quantity of droplets and droplet size distribution provide
information on the size of the interfacial area. As a result the current knowledge on droplet
generation, droplet residence time, and droplet size distribution should be reviewed to better
understand the kinetics of refining reactions. It will be discussed in the following section.
2.4.1.4 Generation of Metal Droplets
Several studies have been carried out in recent years to develop a better understanding of the
mechanism of the kinetics of oxygen steelmaking. 5, 38, 39, 71, 147, 150, 152, 166, 206, 235, 242-249) As an
outcome of these studies, it has been established that droplet generation is a crucial part of the
process kinetics of oxygen steelmaking because it contributes to a large interfacial area during
the blow which in turn affects mass transfer between the metal and the slag.
In top blowing practice, as the oxygen jet impinges into the liquid bath, the jet spreads out the
slag phase, interacts with liquid metal and creates a cavity at the interface between the slag and
the metal phases. Metal droplets are torn from the cavity and ejected out of the metal bath into
the slag-metal-gas emulsion due to the high speed jet throughout the blow.38) This phenomenon
of droplet generation by an impingement of oxygen on the metal surface is governed by the laws
of mechanics, which are based on the force balance on the metal surface.249)
There are three main forces influencing droplet generation, inertial, gravitational, and surface
forces. Gravitational and surface tension forces tend to stabilize the interface, whilst the inertial
force tends to destabilize the interface. The impingement of a gas jet causes a depression on the
surface of the metal bath. As jet momentum is low, the metal phase has a tendency to self-
adjust by changing the shape of the depression to keep the force balance on the droplet. Under
dynamic blowing conditions, inertial forces dominate other forces. Therefore, the inter-facial
flow increases the frequency of surface waves until, at a certain point, surface waves break up
and metal droplets are torn off, which leads to an increased inter-facial area.38, 249, 250)

59
Figure 2.31 The effect of jet momentum on drop generation rate249)
Regarding the balance of forces exerted on the metal surface, Standish and He249) reported that
two different mechanisms of droplet generation exist due to a variation in the gas flow rate, as
shown in Figure 2.31. As seen in Figure 2.31, when the oxygen flow rate is low, a weak depression
occurs on the metal surface that corresponds to the line AB. A single droplet is generated and
ejected at the edge of the small wave. This region is called “dropping” and is represented in
Figure 2.32(a).
(a) (b)
Figure 2.32 Two regions of droplet generation249)
An increase in the oxygen flow rate results in the growth of waves in the impact area. As a result,
there is an increment in the quantity of droplets and also large tears of liquid are produced at
the edge of the impact area. Each of the waves might cause an ejection of liquid tears at the
edge of the impact area. From experiments undertaken by Standish and He,249) it has been found
that the formation of a tear of liquid starts with a wave which expands gradually as it moves up
along the surface of the impact area. The liquid tear is impacted by the deflected gas flow to
become several small drops. Meanwhile, a number of individual drops are directly generated at

60
the impact area of the jet. This region is called “swarming,” is shown in Figure 2.32(b) and
corresponds to the line BD in Figure 2.31.249) The dropping and swarming regions affect the
increment level of droplet generation rate differently. It has been observed that the droplet
generation rate in the swarming region is higher than the dropping region due to a larger
penetration depth on the furnace.248)
There have been two important factors affecting droplet generation.39) They are the momentum
intensity of the gas jet and the physical properties of liquid metal. The momentum intensity of
the gas jet is an external factor defined as the ratio between jet momentum a certain distance
from the nozzle exit and the corresponding jet cross sectional area. The momentum intensity can
be increased by either decreasing lance height or increasing the oxygen flow rate.39)
Figure 2.33 shows the predicted droplet generation rate with respect to lance height at a
constant flow rate of 46.67 l/min. The droplet generation rate increases by decreasing the lance
height until it reaches 100 mm. Above this level the generation rate drops down because of a
weak depression in the impact area.249)
Figure 2.33 The variation of droplet generation as a function of lance height249)
Properties of liquid metal such as viscosity, surface tension, and density of liquid metal are
internal factors that influence droplet generation. An increase in the density, viscosity, and
surface tension of liquid metal decreases the generation of droplets in the furnace.39)
Dimensionless numbers such as water-oil and water-glycerine systems have been used to analyze
cold systems and study high temperature processes based on the dynamic similarity of these
systems. The Froude number (Fr), which is the ratio between the inertial force to gravitational

61
force, was suggested by Newby.251) He and Standish39) used a nominal Weber number (NNWe),
which is the ratio of inertial force to the surface tension force. This model was further developed
by Subagyo et al.252) who proposed a blowing number (NB), based on Kelvin-Helmholtz instability
criteria, as suitable for modelling droplet generation.
On the basis of the Kelvin-Helmholtz instability criteria, for top blown oxygen steelmaking
systems the interface between the slag and metal phases is postulated to be unstable due to the
motion of phases with different velocities on each side of the interface. Accordingly, gravity and
surface tension forces tend to stabilize the interface, whilst the inertial force tends to
destabilize the interface. Under dynamic blowing conditions the inertial force dominates other
forces. Therefore, the inter-facial flow increases the frequency of surface waves until, at a
certain point, the surface waves break up and metal droplets are torn off, which leads to an
increased inter-facial area and the subsequent formation of the emulsification phase.250, 253) This
dimensionless number NB relates to the jet momentum intensity and properties of liquid metal,
and is given by:252)
L
2
gg
B
g2
UN
ρσ
ρ= (2.58)
where Ug is the centre line velocity of gas impinging onto the surface (m/s), σ is the surface
tension (kg/s2), g is the gravitational constant (m/s2), ρg and ρl are the density of gas and liquid
(kg/m3), respectively. As NB is less than three, this region is defined as the dropping region.252)
Subagyo et al.252) studied the behavior of metal droplets in the emulsion phase experimentally for
a cast iron-slag-nitrogen system at high temperatures. They developed a correlation between the
blowing number and the rate of droplet generation per unit volume of the blown gas. The
correlation is given in Equation (2.59).
2.012
B46
2.3
B
G
B
])(N100.2106.2[
)(N
F
R−×+×
= (2.59)
where RB is the droplet generation rate (kg/sec) and FG is the volumetric flow of blown gas
(Nm3/min). They evaluated their results against those reported by Standish and He,249) which was
undertaken at low temperatures. The results agreed with the previous study249) as given in Figure
2.34. Thus, Equation (2.59) can predict the rate of droplet generation from the results of both
hot and cold models. However, it should be noted that these research studies are able to provide
information about the mechanism of the droplet generation and they ignore the effect of the
generated CO bubbles on the behavior of droplets in the emulsion.252)

62
Figure 2.34 The rate of droplet generation as a function of blowing number
2.4.1.5 Residence Time of Metal Droplets in a Slag-Metal-Gas Emulsion
Droplet generation enhances the reaction area significantly and increases the reaction rates of
the process.170, 254) This knowledge leads researchers to study how a droplet behaves in the slag-
gas-metal emulsion phase. When liquid metal droplets are ejected to the emulsion phase due to
oxygen impingement onto the liquid bath at high speeds (> Mach 1), these droplets spend some
time in the emulsion and fall back to the metal bath. The amount of time droplets spend in the
emulsion phase is known as the residence time. There are some studies on the droplet residence
time based on laboratory scale studies,4, 174, 242, 247) industrial scale studies29, 170, 254) and
mathematical models.5, 255)
Price170) measured the residence time of droplets using a radioactive gold isotope tracer
technique in a 90 t oxygen steelmaking process. It has been found that the metal droplets have a
wide range of residence times from 0.25 s to 2.5 min, whereas Kozakevitch29) predicted that the
average values lies between 1-2 min, based on the carbon and phosphorus content in a metal
droplet, from plant measurement. Similar to Kozakevitch, Schoop et al.254) predicted the
residence time of droplets between 1 to 60 s based on a calculation of phosphorus removal rates
using indirect measurement techniques.
Urquhart and Davenport174) assumed that the mean residence time is 0.25 s based on their cold
model experiments. He and Standish242) investigated the residence time of droplets using a 3-D
two-phase (mercury/glycerine) model at room temperature. They suggested that the average
residence time of a droplet is 60 s, which is consistent with the study by Oeters.247) On the basis

63
of cold models, He and Standish242) suggested that the mean residence time increases with an
increase in the jet momentum at the bath surface by increasing top gas flow rate, or decreasing
the lance height.
There is only one experimental study4) that includes an observation of the motion of a metal
droplet in a steelmaking slag system with a high FeO content at high temperatures, in order to
understand its affect on droplet motion. In an experimental study by Molloseau and Fruehan,4)
the behavior of a 1 g Fe-C droplet in a slag containing 10 and 20 mass % FeO as well as 5 mass %
Fe2O3 was observed by x-ray fluoroscopy technique at 1713 K. A schematic diagram of the
behavior of a metal droplet in slag containing 20 mass % FeO is given in Figure 2.35.
When a droplet was dropped into the slag phase, the droplet expanded and emerged out of the
foamy slag. The diameter of the droplet increased more than twice its original diameter or the
volume of the droplet increased over 10 times its original volume. After the droplet was
suspended on the slag surface for about six seconds, the droplet recoalesced and fell rapidly to
the bottom of the slag bath. The principle finding is that the FeO content of slag has a significant
effect on the behavior of a droplet when it reacts with oxidized slag. Below 10 mass % FeO, the
droplet would maintain its original size and stay at 2-3 s. However, when the FeO content is more
than 10% the droplet becomes emulsified and resides at approximately 30 s.152)
Figure 2.35 A schematic diagram of the behavior of a Fe-C drop in a slag containing 20 mass %
FeO152)
Brooks et al.255) further studied the behavior of droplets in the emulsion phase and developed a
mathematical model to predict the trajectory and residence time of droplets generated in the
slag-gas-metal emulsion under various operating conditions. In the proposed model, a force

64
balance was made based on the ballistic motion principle to calculate the trajectory of a single
droplet at vertical and horizontal coordinates. The forces and their directions governing the
motion of a single droplet are illustrated in Figure 2.36.
Figure 2.36 A schematic illustration of the ballistic motion of a metal droplet in slag 5)
In Figure 2.36, FB, FG, FD and FA are buoyancy, gravitation, drag, and added mass forces,
respectively. The subscripts z and r stand for the coordinates in vertical and horizontal
directions, respectively. When the trajectory in the z direction is equal or close to zero, the
corresponding time lapse is defined as residence time.
In the model, it was assumed that metal droplets are ejected at a certain angle. Since there is no
decarburization, the residence time of the droplets is affected by two factors, ejection velocity
and the ejection angle of droplets from the metal bath. An increase in droplet size decreases the
ejection velocity and thereby increases the residence time of the metal droplet. However, after
reaching a certain size, the residence time of a droplet decreases because the ejection velocity
becomes so low the droplet spends an extremely short time there. The residence time of a
droplet as a function of droplet diameter and ejection velocity is illustrated in Figure 2.37.5)
The trajectory in the z direction decreases when the ejection angle increases which causes a
subsequent decrease in residence time. It can be concluded that dense droplets have a short
residence time in slag, usually less than a second, because they can’t reach the top of the slag
due the low decarburization rate.5)
The proposed ballistic motion model by Brooks et al.5) was modified for the active
decarburization period. As established by Molloseau and Fruehan,4) there is a strong relationship
between the residence time of droplets and decarburization rate, that influences the apparent
density of the droplet, which in turn, governs the motion of the droplet in the slag.

65
Figure 2.37 The influence of droplet diameter and ejection velocity on the residence time of a
metal droplet in slag without decarburization5)
When the decarburization rate is low, CO gas is able to escape simultaneously through the metal
droplet. However, as the generation rate of CO gas is higher than its escape rate, a certain
amount of CO gas is detained so that the droplet could not maintain its original size and become
bloated. Therefore the droplet is effectively less dense and floats on top of the slag phase and
exceeds the residence time of a droplet in the emulsion. It is suggested that the apparent density
of a droplet was estimated as a function of the decarburization rate, as given by:5)
c
*
c
0ddr
rρ=ρ (2.60)
where ρd0 is the initial density of droplet, cr is the decarburization rate and ∗cr is the threshold
decarburization rate. In their study it was assumed that if there is no bloated motion of droplet,
the apparent density of the droplet is equivalent to its initial density, and the threshold
decarburization rate can be calculated using an empirical correlation with respect to the FeO
content of the slag phase. This correlation was based on findings from the experimental study of
Molloseau and Fruehan,4) because there is a lack of understanding on how the bloating behavior
of a droplet occurs in the emulsion. This correlation is:5)
( )FeOmassrc %1086.2 4−∗ ×= (2.61)
This model was applied to the experimental data reported by Molloseau and Fruehan.4) The
residence times of droplets with various initial diameters were simulated as a function of droplet
position in the slag. The results are illustrated in Figure 2.38.5) These calculations suggested that
larger droplets stay for longer times on the slag surface due to the higher carbon concentrations
in larger droplets.

66
Figure 2.38 Variations in the vertical position of metal droplets in the slag in top blown oxygen
steelmaking5)
It is claimed that in the oxygen steelmaking process, gas bubbles in the emulsion have an impact
on the residence time of droplets.256) The residence time of droplets decreases significantly as
the volume of gas bubbles in the emulsion increases. Deo et al.256) proposed a relationship to
predict the terminal velocities of metal droplets for Reynolds numbers restricted in Stokes
regime. Subagyo and Brooks257) used this approach for higher Reynolds numbers.
The study of Brooks et al. explained the motion of droplets based on the basic laws of physics
and an empirical relationship for the density of metal droplets. Based on this model, the
residence time of a droplet in the oxygen steelmaking process can be calculated under defined
operating conditions, the physical properties of slag, and the initial carbon content of the
droplet. Current knowledge indicates that the residence time of a droplet varies from 0.25 to 200
s, depending on the operating conditions.
2.4.1.6 Drop Size Distribution
The drop size and its distribution is one of the important factors on the interfacial area of the
slag-metal-gas emulsion. There are some studies that focus on the drop size produced by an
oxygen jet for the steelmaking process by collecting droplets from both inside (near the bath),15,
258-260) and outside the furnace (from the mouth of the furnace),172, 261, 262) by tilting the furnace263)
and cutting a hole in the crucible,264, 265) or by collecting the slag-gas-metal emulsion.174, 266) The
general finding from the plant measurement and experimental data indicates that the diameter
of droplets varies over a range of 0.05 to 5 mm. Based on the radioactive gold isotope technique,

67
Price170) pointed out there is a wide range of droplet sizes generated by jet impingement but the
predominant size of a droplet varies between 1 and 2 mm. However, Koria and Lange267) found
that a wider range of size distribution of metal droplets lies between 0.04 to 70 mm. This large
variation may be issued due to the sampling method or the place of collecting data since the
droplets were collected from the vicinity of the impact area in the study of Koria and Lange.267)
Koria and Lange267) investigated the effects of blowing parameters on the size of a droplet
ejected from the bath. The experiment was designed in a way that the furnace height was equal
to the bath height and the diameter of the impact area reached the furnace diameter. By high
speed gas impingement the drops fell outside the crucible and agglomerated on the platform.
They found that blowing conditions such as the supply pressure, lance height, number of nozzles
and inclination angle of the nozzle have an effect on drop size.267)
Koria and Lange267) suggested that the size distribution of metal droplets in the emulsion obeys a
Rosin-Rammler-Sperling distribution function.267) The relationship is:
n
'd
dexp100R
−= (2.62)
where R is the cumulative weight (in %) of drops remaining on the sieve with diameter d: d´ and n
are characteristic parameters of the distribution function. n is a measure of the homogeneity of
the particle size distribution and the value of n is 1.26 for the steelmaking process.267)
In Equation (2.62), d´ is a measure of sample fineness and represents the statistical drop size for
R=36.8 % cumulative weight retained.267) d´ is dependent on the blowing parameters and
collection place whereas n is independent of both.268) According to Ji et al.269), d´ was correlated
with the collection place.270)
⟩+
⟨=
mp
m
1
HH
H3exp
'd20'd (2.63)
where d1´ is the RRS distribution of droplets taken at distance Hp from the top of the metal bath.
Hm is the height of the metal bath. From the experimental study of Koria and Lange, the value of
d´ increases with a decrease in the ratio of Hp/Hm. A decrease in the dimensionless lance distance,
number of nozzles and inclination angle of the nozzle, and an increase in the supply pressure,
increase the value of d´.267) Accordingly, Subagyo and co-workers252) developed a correlation
between d´ and the blowing conditions using the dimensionless blowing number NB. They used a
regression analysis technique combined with their own experimental data252) and Koria and
Lange’s data.267) The relationship is:

68
( ) 82.0
BN12'd = (2.64)
The parameter d´ increases as the blowing number increases. d´ can be calculated without
knowing the sampling point from the furnace by applying Equation (2.64).252)
Standish and He249) also studied the blowing parameters on the size of a drop with top and
combined blowing. They found that larger droplets are generated with an increasing gas flow rate
and decreasing lance height, and the mean drop size is increased by the introduction of bottom
blowing. In addition, they pointed out that the distribution of drop size follows a normal
distribution.
There is interplay between decarburization kinetics, the interfacial area, and changes in the
droplet residence during oxygen blowing. Decarburization kinetics influences the droplet
residence time which in turn increases the interfacial area which enhances the overall reaction
rate. Accordingly, the predictions of droplet residence time, droplet generation rate, and droplet
size distribution provide crucial information on refining rates in the emulsion phase, and
therefore the overall refining rates for the overall process.
2.4.2 Kinetics of Other Refining Reactions
This section briefly explains the kinetics of other refining reactions that occur simultaneously in
the process. The refining reactions include silicon, and phosphorus and manganese removal
reactions because these constitutes are major impurities in the liquid iron and thus, previous
studies focused on these refining reactions.
The majority of silicon oxidation occurs in the early part of the process.30, 76, 166) It is an
exothermic reaction that supplies the heat required for the process and accordingly, there is no
external heat required for the entire blowing.60) In the case of manganese oxidation, the refining
starts simultaneously in the early part of the blow, followed by an increase during the main blow
and a decrease backwards at the end of the blow.30, 166, 168) In the slag phase, manganese oxide
and iron oxide are reduced by carbon and returned back to the metal bath again. Tarby and
Philbrook211) proposed that the reduction of manganese oxide takes place in two distinct stages.
In the first stage a rapid gas evolution takes place followed by a slow gas evolution. The
reduction of iron oxide by carbon in the metal droplets was discussed extensively in section
2.4.1.2. Phosphorus and sulphur are gradually removed from the liquid iron.
One of the routes that oxidation of silicon and manganese occur is via direct oxygen injection.
The oxidation reactions of silicon and manganese with gaseous oxygen are,8)

69
[ ] ( )2)g(2 SiOOSi =+ (2.65)
[ ] ( )MnOO2/1Mn )g(2 =+ (2.66)
Silicon and manganese are partially oxidized by FeO in the slag phase. Deo and Boom8) suggested
that the major part of refining manganese takes place via a reaction with FeO in the slag. The
reactions are:
[ ] ( ) ( ) FeSiOFeO2Si 2 +=+ (2.67)
[ ] ( ) ( ) FeMnOFeOMn +=+ (2.68)
Thus, the oxidation of manganese with oxygen dissolved in the metal droplets at initial blowing
when the concentration of manganese is high and the temperature is low.8)
[ ] [ ] ( )MnOOMn =+ (2.69)
The refining reactions of impurities are generally assumed to be controlled by the mass transfer
of reactants or products in the metal and slag phases because the chemical reactions occur
relatively faster at high temperatures.8, 271) In some studies, 223, 246, 272, 273) the effects of stirring
conditions on the kinetics of slag-metal reactions were investigated. Hirasawa et al.246) studied
the kinetics of Si dissolved in Cu by FeO in Li2O-Al2O3-SiO2 slag system in which the physical
properties were similar to those of a slag-molten iron system at 1250 °C. They suggested that the
mass transfer coefficient is a strong function of gas injection stirring. Wei et al.223) further
studied the effects of initial concentrations of FeO and Si and mechanical stirring on the kinetics
of silicon oxidation in molten iron with high carbon concentration by Li2O-Al2O3-SiO2-FeO slag
under gas stirring conditions. They stated that the oxidation rate of silicon is controlled by the
metal-phase mass transfer of silicon and slag phase mass transfer of FeO.
It is difficult to develop a kinetic model for phosphorus and sulphur removals because they are
sensitive to process conditions such as basicity, FeO concentration, and temperature.274, 275) There
are some correlations141, 275-280) proposed to predict the sulphur and phosphorus distribution
between slag and metal phases as a function of process variables, such as FeO and CaO
concentrations and temperature.
The influence of impurities on the decarburization kinetics in oxidizing slags has been studied by
some researchers.165, 169, 225, 233) Gare and Hazeldan169) investigated the reactions between Fe-C
and Fe-C-X (X=P, S, Si, Mn) droplets with synthetic ferruginous slags at 1773 and 1813 K. They
found that the oxidation of manganese has a minor effect whereas oxidation of phosphorus
lowers initial decarburization. However, they stated that elements such as silicon, manganese,

70
phosphorus and sulphur are unlikely to have a significant effect on decarburization kinetics in
commercial oxygen steelmaking practice. Sun and Zhang233) observed the reaction rates of
decarburization in a metal droplet with and without other impurities such as silicon and
manganese in oxygen steelmaking slag at 1713 K. They found that the oxidation of carbon was
suppressed by adding silicon and manganese to the metal droplet. In the case of metal bath-slag
reactions, the change in silicon, manganese, and carbon concentrations was much lower. Their
kinetic model predicted that silicon and manganese would prevent the bloating behavior of
droplets which in turn, would reduce the decarburization rates of droplets in the slag phase.
Gaye and Riboud165) claimed that sulphur has several effects on decarburization kinetics in the
slag; it lowers the specific rate of interfacial reactions or alternatively, promotes emulsification.
They stated that the second effect is more important in oxygen steelmaking reactions. A similar
conclusion was made by Kozakovetich.29)
2.4.3 Kinetics of Scrap Melting
When cold scrap interacts with molten iron, the surface of the scrap will heat up and large
temperature gradients will be formed between the liquid iron and cold scrap. Accordingly, rapid
heat flow from molten iron into the scrap will occur. Depending on the relative heat flow from
the bulk liquid to the interface and from the interface into the scrap, solidification or melting
occurs.281, 282)
In the oxygen steelmaking process, it is believed that a solid shell is formed around scrap
particles because the heat transfer from the liquid to the interface is much less than the heat
transfer into the scrap that causes a freezing effect of liquid metal around the scrap. This
phenomenon is called a “chilling effect”. The rate of heat conduction decreases until it is equal
to the heat convection. At this point the solidified shell reaches its maximum thickness. The solid
shell begins to melt when heat transfer by convection is larger than heat transfer by
conduction.281, 283) Accordingly, the melting process can be divided into three stages, (1)
solidification of liquid metal around the scrap particles (2) fast melting of the solidified shell (3)
normal melting of scrap.284) The change in scrap thickness as a function of time is illustrated in
Figure 2.39.285) In solidification, the scrap thickness increases due to the formation of a shell
followed by a decrease towards the end of the blow.

71
Figure 2.39 The changes in scrap thickness as a function of time285)
Simultaneously, carbon diffusion into the solid scrap takes place due to a different concentration
of carbon. Therefore, the melting temperature will decrease, referring to the Fe-C phase
diagram. Accordingly, the scrap melting process depends on the degree of super heating the
scrap above liquidus temperature, the difference in the carbon concentration of the scrap, and
the melt and interfacial area between the scrap and the melt, 286, 287) in other words both
simultaneous heat and mass transfer of carbon during the blow. The heat and mass transfer
equations can be written as:283, 288)
( ) ( )int
sc
Fe
'
mx
TAvHATThA
∂
∂λ−∆−ρ=− (2.70)
( ) ( )
∂
∂−−=−
x
CDvCCCCk sc
sc
'
m
'
mm (2.71)
where ∆HFe is the melting heat of steel, λ is the heat conductivity, A is the surface area of scrap,
ρ is the density of scrap, and v is the melting rate of scrap. h and k denote the heat transfer and
mass transfer coefficients in the liquid, respectively. Tm and Cm represent the temperature and
carbon concentration of the bath whereas Tsc and Csc represent the temperature and carbon
concentration of scrap, respectively. The interface temperature T' and carbon concentration at
the interface C' are interrelated by the equation for the liquidus line on the Fe-C phase
diagram.60) The temperature and concentration profiles during the scrap melting process are
schematically illustrated in Figure 2.40.289) The boundary layer thicknesses δT and δC depend on
the fluid flow conditions and can be calculated by mass and heat transfer equations.289)
The bath temperature is most likely decreased during the solidification stage of scrap melting,
which affects slag formation, and thereby the progress of blowing. In this case the silicon content
of hot metal is crucial because the oxidation of silicon is highly exothermic.290)

72
Figure 2.40 Temperature and concentration profiles for scrap melting289)
2.4.3.1 Rate-Determining Mechanism
The kinetics of scrap melting in steelmaking has been a subject for many researchers. These
studies can be divided into three groups based on possible control mechanisms for scrap melting
using experimental and modelling techniques. The mechanisms are heat transfer, the mass
transfer of carbon, and coupled heat and mass transfer.
The melting process is controlled by heat transfer if the carbon content in scrap is equal to that
in the liquid iron. There are few studies281) focussing on heat transfer due to the difficulties in
performing experiments and validating the models developed.
In the case of mass transfer control, the experimental studies287, 291-296) focussed on those factors
affecting the scrap melting rates. However, they were limited by experimental conditions such as
the temperature and composition of steel, and the mixing, compared to industrial practice.
These studies were generally performed under isothermal conditions below 1500 °C. Some studies
have been performed under various gas stirring conditions, such as CO gas stirring295) due to
decarburization and nitrogen gas stirring.287, 291) Pehlke et al.296) carried out an experimental
study to investigate the rate of dissolution of steel bars under various stirring conditions. They
observed the layer of pig iron freezing on the surface of a steel bar, so they preheated the steel
rods to prevent the freezing effect. Under these conditions they concluded that carbon diffusion
is a rate controlling step.
It is believed that the mass transfer of carbon is a rate-determining step of scrap melting in liquid
iron with a high carbon content at low temperatures. Few researchers282, 285, 288) argued that this

73
case might be applied to an early part of the blow because scrap melting can proceed below the
melting temperature of liquid iron.
In many studies282, 284, 285, 288, 290, 296-301) both heat and mass transfer processes were considered
together to predict the mechanism and kinetics of melting in a top-blown oxygen steelmaking
process. Szekely et al.285) conducted experiments to measure the melting rate of steel cylinders.
Based on their observations they built a kinetic model based on the carbon transfer and unsteady
state heat transfer within a moving boundary system. Hartog et al.297) also applied the same
approach to estimate the heat transfer coefficient and used the Chilton-Colburn analogy to
estimate the mass transfer coefficient. The model proposed by Hartog et al. incorporates
different sizes of scrap. They found that scrap size has a crucial impact on the progress of
melting and temperature of the liquid metal, while the blowing rate has no influence on the
kinetics of scrap melting. Similarly, Gaye and his colleagues288, 300) developed a kinetic model to
investigate the mixing time of scrap as a function of various scrap sizes. They correlated the heat
transfer coefficient with stirring power for oxygen steelmaking and electric arc furnaces.
Asai and Muchi298) developed a model to investigate the effect of scrap melting on the
temperature and carbon content of liquid iron. The model assumed that the composition of a
solidified shell is the same as the scrap composition and the temperature inside the scrap is
uniform. This model was used as a part of process model of oxygen steelmaking. Sethi et al.284)
calculated the melting rate of scrap based on an equation of heat balance at the interface. The
heat balance and heat conduction in solid scrap were solved based on the Fourier series. The
enthalpy change of iron incorporates the heat of fusion and heat required to raise the
temperature of liquid metal from an interface temperature to a bath temperature. Shukla and
Deo301) further developed this analytical model by coupling the heat and mass transfer equations.
They calculated the heat transfer coefficient as a function of stirring rates in the furnace and
used the Chilton-Colburn analogy to calculate the mass transfer coefficient.
2.4.3.2 Heat and Mass Transfer
There are some correlations of mass and heat transfer coefficients related to the stirring effect
developed in the previous experimental studies. Wright287) investigated the melting rate of scrap
bars in a 1 kg and a 25 kg iron-carbon bath under various gas stirring conditions. He suggested a
correlation between the mass transfer coefficient and gas injection flow rate, which can be
expressed as:287)
( ) 21.0
m Qk α (2.72)

74
where km is the mass transfer coefficient and Q is the gas flow rate. The values for mass transfer
coefficients increase with increasing gas stirring.287) Szekely et al.285) suggested that the heat
transfer coefficient can be related with stirring under steelmaking operating conditions. The
values for the heat transfer coefficient lie between 3500 and 11800 W/m2K. They also developed
a relationship between the heat and mass transfer coefficients:285)
λD
Sch
km 38.03/1 Pr −= (2.73)
Gaye et al.288) also performed some plant scale experiments to determine the melting time of
scrap in the top-blown, bottom-blown, and combined blown processes. They developed a
correlation between the heat transfer coefficient and stirring power using:288)
2.05000h ε×= (2.74)
The suggested value for the heat transfer coefficient is 17000 W/mK for a 310 t top-blown
process.288) Moreover, a dimensionless analysis technique has been widely used to estimate the
mass and heat transfer coefficients for different types of solid particles under forced
convection.299)
( )[ ] 25.0
68.02
17.033.02/1
min
Pr92.09/
PrPrRe664.0NuNu
+π+= (2.75)
33.02/1
min ScRe664.0ShSh += (2.76)
The minimum Sherwood and Nusselt number for Re=0 is Numin=Shmin=2 for spheres, Numin=Shmin=0.35
for cylinders and Numin=Shmin=0 for slabs.299)
2.4.3.3 The Effect of Scrap Type on Melting Rate
There are various types of scrap such as slabs and sheets used in the oxygen steelmaking process.
The geometric dimensions and density of the scrap are crucial factors influencing its rate of
melting. For example, slabs have a higher density than sheets. In the study by Gaye et al.288), the
effects of various amounts of iron ore and thick slabs on the scrap melting rate were investigated
for different types of steelmaking processes. They found that the melting time of iron ore is
shorter than a slab because all the supplied heat can be used to melt the iron ore. They stated
that the type of scrap is relatively more important than the thickness or shape of the pieces,
based on their experimental findings. Based on their findings, they also suggested that the
maximum thickness of scrap should be approximately 100-120 mm to ensure there was no
unmelted scrap at the end of the blow.288)

75
Hartog et al.297) compared the melting behavior of heavy scrap (20 cm thickness) and light scrap
(1 cm). They predicted that heavy scrap did not melt until the light scrap completely melted in
the bath. And they found that 4 % of the total scrap charged would not be melted if 12.5% of the
charge is heavy scrap.
In conclusion, melting scrap is a complicated process that includes mass and heat transfer. The
fundamentals of this process are critical, but the experimental studies are limited and there are
only a few models288, 297, 301) that incorporate the industrial conditions available in the literature.
2.4.4 Kinetics of Flux Dissolution
The dissolution of solid oxides in a molten slag system proceeds according to the temperature,
composition of slag, and the mixing conditions between metal and slag. When solid oxide
dissolves into the melt, it may form an intermediate product at or near the solid/melt interface.
This dissolution can be controlled by a chemical reaction, i.e., diffusion through the solid
intermediate product, diffusion through the liquid phase boundary layer, or by mixed control.302,
303) The formation of an intermediate product retards dissolution but it does not stop the
dissolution.304-306) The dissolution mechanism and kinetics of solid lime and dolomite in the oxygen
steelmaking process are described in the following section.
2.4.4.1 Lime Dissolution
The dissolution mechanism of lime is mainly influenced by the composition of slag and is limited
by the saturation level of dicalcium silicate in the slag.307) In a basic oxygen steelmaking system,
the slag can be saturated by lime, dicalcium silicate, or tricalcium silicate, depending on the
ratio of CaO to SiO2. The saturation with dicalcium silicate mainly occurs at a high silica
concentration in the slag phase.305, 308-310)
Based on the previous studies, when lime dissolves in silica containing slag, a film of dicalcium
silicate, 2CaO.SiO2, is formed at the periphery of the lime particles which prevents the particles
from direct contact with molten slag and reduces their dissolution; this is suggested to occur for
a mole ratio of CaO/SiO2<2.308, 310-312) Cracks may occur in the film layer and FeO in the slag
penetrates through the film layer resulting in a FeO rich layer between the dicalcium silicate
layer and lime. Matsushima et al.305) investigated the mechanism and rate of solid lime
dissolution into stirred CaO-SiO2-FeO and CaO-SiO2-Al2O3 slag systems at temperatures ranging
from 1400 to 1600°C using a finger test technique. They observed the formation of 2CaO.SiO2 and
3CaO.SiO2 on the surface of the lime particles. They suggested that the thickness of 2CaO.SiO2
film depends on the FeO content of the slag. A thicker film forms when the concentration of FeO

76
in slag is less than 20 mass %. Above this level the film formation discontinues and the dissolution
of lime progresses.305) Hamano et al.304) also investigated the dissolution rate of lime into
different CaO-SiO2-FeOx-P2O5 slag systems at 1300°C using the finger test technique. They
observed the formation of CaO-FeO and 2CaO.SiO2 layer as a function of immersion time.
2.4.4.2 Dolomite Dissolution
MgO has a tendency to form a solid product with FeO in steelmaking slags with a low melting
point.311) When dolomite dissolves into the slag, the slag penetrates into the dolomite through
pores in the dolomite particles. CaO and MgO diffuse out of the dolomite due to differences in
concentration. Accordingly, the solid solution (Fe, Mg)O, layer forms on the surface of dolomite
particles or at a distance from the surface. A film of 2CaO.SiO2 may also occur between the FeO-
rich layer and molten slag.306, 309, 311) Williams et al.309) investigated the dissolution mechanism
and kinetics of lime and dolomitic lime in iron silicate melts under stirred and stagnant conditions
at 1300°C. They found that the presence of MgO (above 5 mass %) in the slag prevents the
formation of continuous dicalcium silicate; instead, a porous film is formed. This behavior has a
crucial influence on the dissolution of lime and fluxing of impurities from liquid metal.311)
Additionally, Umakoshi et al.306) measured the dissolution rate of sintered burnt dolomite in a
stirred FexO-CaO-SiO2 slag containing FeO from 20 to 65 mass % (% CaO / % SiO2=1) at
temperatures of 1350 to 1425 °C. They observed that the CaO and MgO in dolomite reacted
individually and a dicalcium silicate and a magnesiowustite solid solution were formed at the
periphery of the dolomite particles. They proposed that the diffusion of MgO through a boundary
layer is a rate limiting step when the FeO content of the slag phase is above 20 mass % while the
diffusion of CaO through the boundary layer is a rate limiting step for low FeO concentrations
(mass % FeO<20). They also observed that 2CaO.SiO2 film layer disappears under forced
convection conditions and the formation of (Fe, Mg)O is hardly affected by the intensity of
stirring.306)
The current knowledge of the kinetics of lime and dolomite dissolution can be summarized as
follows:
• The dissolution of lime is limited by CaO diffusion through a boundary layer liquid
phase.305, 307, 310, 313) The dissolution of dolomite is limited by CaO and MgO diffusion
through a boundary layer liquid phase.306)
• The rate of dissolution is increased by the temperature and stirring intensity.305, 306, 309, 314,
315)
• The rate of dissolution is increased by the concentration of FeO in slag.304, 314, 315)
77
• Decreasing the particle size of lime and dolomite promotes the kinetics of the dissolution
process.316)
• An increase in porosity increases the dissolution rate of lime.317)
• A solid solution layer initially forms on the surface of solid dolomite or at a distance from
the surface. However, the formation of a film can be ignored under forced convection
conditions.309)
• The addition of species such as CaF2 have a crucial impact on the diffusivities of lime and
dolomite.314, 315)
The dissolution of a refractory is complex and depends on the chemical and physical parameters
as well as the quality of the refractory, design of the furnace, the reblows and blowing regime.8,
25) Important physical parameters include the temperature of the process, the static mechanical
stresses and dynamic mechanical stresses. Chemical processes include the reaction of the
refractory with gas, liquid, or solid substances. Clearly the slag attack is very important. The
silicon content of hot metal and quality of lime is crucial because they determine the progress of
slag formation. As the lime dissolves into the slag CaO reacts with SiO2, which in turn, reduces
the corrosive effect of silica on the dissolution of the refractory.25) Deo and Mishra318) studied the
effects of the blowing regime such as lance height and bath depth on refractory wear. Wax and
kerosene were used to represent, respectively, the refractory and the medium of dissolution. Air
was blown through a lance fitted with a 0.035 m diameter cylindrical Cu nozzle. Their
experiment showed that a decrease in lance height has a great impact on the wear of a
refractory. In recent times, the development of new refractories and slag splashing (to form a
protective layer) has been greatly increased.
2.5 Modelling Approaches
In the oxygen steelmaking process it is not an easy task to analyze and control the system
because of the difficulties in measuring and visualizing the system at high temperatures, as
blowing progresses. Operating the process is complex because of the presence of multiple phases
(liquid metal, slag, gas, etc.), many components in the system, and non-steady state/non-
homogenous conditions within the process.319, 320) Problems in sampling at high temperatures, the
interconnected nature of slag and metal, as well as scaling-up cold modelling results to plant
conditions, means that the experimental results do not always provide a clear picture of the
evaluation of important system parameters such as slag and metal composition, and temperature
with time.5) The difficulties inherently involved in the experiments for a slag-molten iron system
at high temperatures make it difficult to produce results describing quantitatively the effects of
gas stirring on the rate of slag-metal reaction. Thus a physical model including laboratory work

78
often includes a study of the water-air system. These studies have provided some useful
information about how the system operates but have limitations in capturing some of the
important features of the process.246, 270, 319)
This difficulty can be addressed by developing mathematical models which make it possible to
describe the complicated nature of the process itself. Models also offer the potential to provide
accurate predictive tools that can be used to optimize and improve the process control of
steelmaking. Thus, modelling techniques provide information for a better understanding of the
process and the interconnection of important process variables.
Simple empirical models have been developed in industry for the purpose of process control but
they are not suitable for increasing understanding or optimizing the process beyond current
operating regimes.321) Neural networks,322, 323) fuzzy logic324, 325) and multi-variate statistics326-329)
have also been used as process control tools in steelmaking operations but these “black box”
models330) suffer from the same limitations as simple empirical models, although they are more
likely to improve control and provide a basis for process optimization within current operating
regimes. Unfortunately, the physical complexity of the process means that a completely rigorous
mathematical description of the process based on the fundamental physics and chemistry is
currently not possible. In many cases, only semi-empirical relationships are available to describe
physical phenomena in processes like oxygen steelmaking.331) Whilst a fully scientific model
(“white box” model) of oxygen steelmaking may be impractical, more scientifically based
modelling techniques can be applied to improve understanding and provide a basis to design more
efficient furnaces and optimize the current technology.321) However, in developing models for
complex processes like oxygen steelmaking it is important to compromise between the detail
required, the information available on empirical parameters, the inherent limits of the available
mathematical tools, and the computational time required to find solutions.332)
There are various modelling techniques used to increase an understanding of the process. These
common modelling techniques can be classified into three groups, shown schematically in Figure
2.41. The computational thermodynamic models are used to understand the limits of the system
and portion of impurities among the phases; the computational fluid models are employed to
understand the fluid flow patterns and interaction between the phases, and the computational
kinetic models are used to evaluate the concentration changes of each phase with time.
As implied by the schematic representation in Figure 2.41, these techniques are interrelated and
result from models informing other models of the system. For example, computational fluid
dynamics provides important parameters for understanding convective mass transfer. The detail

79
of this technique is beyond of the scope of this study. Similarly, a thermodynamics model
provides the limits for kinetic modelling, and the application of these models was described in
section 2.3.3. In this section, kinetic modelling techniques using selected aspects of oxygen
steelmaking operations are described.
Figure 2.41 Modelling techniques used in steelmaking processes
2.6 Previous Kinetic Models
Kinetic models are tools to estimate the effects of changing process variables during oxygen
blowing. They include the reaction mechanisms involving transport phenomena or chemical
reactions in oxygen steelmaking. These models focus on the fundamentals of that particular
phenomenon such as how a reaction occurs, how the temperature or physical properties of a solid
and fluids affect the reaction. Since the phenomenon involved in oxygen steelmaking cannot yet
be fully explained based on the laws of physics formed by a limited set of equations, a level of
empiricism is required.
Process models are developed to explain what steps a process consists of or how they are to be
performed. These models enable us to evaluate key process variables such as the concentration
of impurities and temperature of the liquid bath throughout a blow, to understand the process
better, and to design new techniques and optimize the current technology. Numerous kinetic
models have been proposed to predict process variables that influence the system such as scrap
melting285, 288, 297, 298) and carbon removal reaction in the gas-slag-metal emulsion.154, 161, 179, 185)
Process models of oxygen steelmaking will be discussed in the following section.
2.6.1 Static Process Models
In the 1960s, early models were based on the mass and energy balance of the species in the
process to predict the required end point specifications of steel such as the carbon content,
mass, and temperature of the steel. Balances were made between the input and output values of
the impurities dissolved in liquid metal with regard to the quantity of oxygen blown into the
Computational Chemical
Thermodynamics
Computational Kinetics
Computational Fluid
Dynamics

80
metal bath.16, 333) The problem with static models is that they do not provide information about
the intermediate process conditions. As a result these models are beneficial in approximating the
end product of the oxygen steelmaking process, predicting reactant requirements, and the final
chemistry of the steel.
2.6.2 Dynamic Process Models
Static models are unable to optimize the oxygen steelmaking process. Dynamic models which
enable the process to be controlled by changing process variables such as the flux addition rates,
lance height, and oxygen flow rate during blowing are better at improving the process control of
oxygen steelmaking.
There have been a number of process models334-352) developed to describe the kinetics of oxygen
steelmaking with an emphasis on the evolution of bath temperature, and metal and slag
chemistry. Asai and Muchi334) developed a theoretical model to evaluate the changes in metal
composition and temperature during a blow using industrial data. This model included the
kinetics of oxidation reactions of Fe, Si and C at the impact area using kinetic constants and
employed a melting curve of a CaO-FeO system to predict the flux dissolution process. Muchi et
al.336) further modified this model by including the scrap melting and oxidation reactions of
phosphorus and manganese at the impact area, and the indirect reactions of manganese and
phosphorus by wustite at the slag-metal interface. Although this model was a reasonable attempt
at model development for oxygen steelmaking, it ignored reactions occurring in the emulsion.
Deo et al.340) employed the multi-component mixed transport control theory by Robertson et
al.150) for the oxygen steelmaking process. They used identical mass transfer coefficients for C,
Si, Mn and Fe and a constant scrap melting rate. Knoop et al.343) further modified this model to
incorporate droplet formation. It was assumed that FeO is formed in the impact zone, followed
by FeO reduction with carbon in metal droplets. Their flux dissolution model is based on the
silicate layer formation and the dissolution rate was found as a function of FeO or CaO activity in
the slag with regard to the presence of a layer of silicat. The scrap melting model was only based
on the temperature of the scrap, it did not take into account the heat fluxes needed to melt or
solidify the scrap. Graveland-Gisolf et al.349) improved the scrap melting model incorporating
unsteady heat conduction into the scrap and heat and mass transfer at the scrap-metal interface.
The modelling of slag foaming was also improved by considering the effect of gas formation
within the foam. They suggested a general model utilizing the sub-models to explain important
parts of the system. This approach gives more flexibility to maintain and improve the process

81
control. This model is used for internal requirements by the Tata Steel Europe research group but
has not been evaluated in the open literature.349)
Jalkanen and his co-workers347, 352, 353) also studied the modelling of the oxygen steelmaking
process. Their program, CONSIM-5 was based on a physical model with several sub-models that
describe a few process variables that influence the end point composition and temperature of
steel, slag, and gas. The refining rates of Si, C, and Mn reactions and the absorption of oxygen
were based on the affinities of oxidation reactions and mass transfer from a metal bath. One
reaction zone, which consists of the impact zone, slag-metal interface, slag-gas interface and
slag-metal droplets interface, was assumed. Oxygen delivered from top-lance and metal oxides in
slag (predominantly FeO) were considered to be an oxygen source for refining impurities from the
liquid bath. This model included flux dissolution, scrap melting, post-combustion and heat loss
calculations as individual sub-models.
Process modelling of non-equilibrium systems was developed by the Institute for Chemical
Engineering, RWTH Aachen in co-operation with SMS Demag AG. This tool was implemented to the
oxygen steelmaking process. The process was divided into several reaction zones, slag-metal,
metal bath, and hot spot. These zones were modelled as steady-state mixed flow zones and the
refining progress of impurities were calculated by assuming a thermochemical equilibrium
calculated using the Gibbs energy minimization technique.344, 345) The decarburization reaction
was based on an exchange of FeO between the hot spot and slag-metal zones, and the
decarburization rate was limited by the oxygen supply. Below the critical carbon content, it is
limited by carbon diffusion in the liquid metal phase. The refining reaction of Si and Mn were
related to simple correlations which define the mass transfer between the metal and slag-metal
zones. This model was validated against the data reported by Asai and Muchi.334) The predictions
for a change in metal composition and temperature of the liquid metal agreed with those by Asai
and Muchi.334)
Such process models have different levels of simplification which makes it possible to implement
them into a real practice. Although these models played an important role in the development of
modelling the oxygen steelmaking process, there is still more work required to develop robust
and accurate models.
2.7 Industrial Data Collection
Due to the severe operating conditions in the oxygen steelmaking process it is hard to obtain
measurements from the furnace. Accordingly, there are few industrial data available in the open

82
literature. The common technique for obtaining data from oxygen steelmaking is explained as
follows;the operators generally interrupt the process and immerse a sampler ino the process to
obtain a sample either from the slag or metal phase, or both phases at different stages of the
blow. Only one sample from each heat is generally taken in order to minimize any influence on
progress of the blow. Thermocouples are used to determine the temperature of the liquid bath.
After the collection of data an x-ray fluorescence technique can be used to analyze the data
obtained from the slag and metal composition. Even though a repetition of the measurements
under defined blowing conditions might provide more reliable data at high temperatures,
obtaining reliable data is still open to debate and better measurement techniques are still
desirable due to the complicated nature of the process.
The industrial studies published in the literature that provide the majority of important process
variables influencing the progress of a blow for the oxygen steelmaking process are summarized
in Table 2.5. All industrial data provided in this table were based on plant measurements. The
bath sampling technique was mainly used in these studies. Splash sampling was only used in the
study by Meyer et al.172)
Price170) and Schoop et al.254) discussed the importance of blowing conditions but they didn’t
include the full data on blowing conditions and furnace charges in their study. Schoop et al.254)
reported the variations in lance height and oxygen flow rate and variations in the phosphorus
content as a metal analysis. They provided information on the amount of metal in the emulsion,
metal droplet size, the interfacial area created by the emulsified droplets, the droplet
generation rate, and decarburization and dephosphorization rates. Alternatively, Price170)
included data on metal analysis including C, S, Mn, P and O, droplet carbon content, and the size
and decarburization rate. Meyer et al.172) reported the amount of metal in the emulsion phase
and interfacial area created by emulsified droplets and droplet size that in corporated the
furnace charges, and the metal and slag chemistry. These three studies mainly focussed on the
significance that emulsion formation has on the oxygen steelmaking process.
Masui et al.76) and van Hoorn et al.30) studied slag formation for the oxygen blowing process. In
the study of van Hoorn et al.30) the initial conditions such as hot metal, scrap, and flux charges,
bath temperature, composition of hot metal, lance height, and oxygen flow rate were provided.
The metal and slag compositions were analyzed based on sampling the bath and the slag. They
estimated the weight of the slag during an entire blow from its analysis and weight at the end of
the blow. Masui et al.76) investigated the lime slagging mechanism to better understand the lime
dissolution and slag formation in the oxygen steelmaking process. They provided data on metal
and slag analysis using a sampling method, the foaming height and variations in the temperature

83
of the slag and metal. These studies did not include the behavior of the metal droplets in the
emulsion phase.
Fortunately, the majority of blowing conditions and furnace weights were provided in the study
by Cicutti et al.166, 167) and Holappa et al.23, 354) Both of these studies included data on hot metal,
scrap and flux charges, and blowing conditions such gas flow rates, lance height, and lance
dynamics. In the study by Cicutti et al.166) the various compositions of slag and metal during a
blow were examined by a sampling method. Slag and metal samples were taken from the mouth
of the furnace at different times from the start of the blow. Only one sample was taken by
disturbing the blow and submerging it into the furnace.
Figure 2.42 The variation in lance distance during the blow166)
Figure 2.42 shows the changes in lance height, inert gas flow rates, and sampling points as a
function of time taken from the industrial data reported by Cicutti et al.166) Metal and slag
samples were analyzed by atomic absorption and UV spectrometry. The data reported by Cicutti
et al.166) included more results on the characteristics of metal droplets in the emulsion such as
droplet size and composition. The metallic droplets were magnetically separated from the slag to
measure the size distribution, and the carbon and oxygen content.
They also investigated the flux dissolution and slag formation. They measured the free lime
content and estimated the amount of slag generated during the entire blow, as illustrated in
Figure 2.43.

84
Figure 2.43 Evolution of slag mass and free lime content along the process167)

85
Table 2.5 S
um
mar
y of
indust
rial
dat
a av
aila
ble
for
oxy
gen
steel
mak
ing
pro
cess
Investigators
Metal Chemistry
Slag Chemistry
Hot Metal/Scrap Charge
Flux additions and its rate
Lance height
Lance dynamics
Oxygen Flow Rate
Bath Temperature
Slag Produced
Decarburization Rate
Droplet Size
Droplet Residence
Droplet Chemistry
Metal Mass in Emulsion
Scho
op e
t al.
254)
X
X
X
X
X
X
X
X
Pri
ce17
0)
X
X
X
X
X
X
Mey
er
et
al.
172)
X
X
X
X
X
X
X
Cic
utti
et
al.
5)
X
X
X
X
X
X
X
X
X
X
X
X
X
Hol
loppa
et
al.
23,
354)
X
X
X
X
X
X
X
X
X
X
Van
Hoo
rn e
t al.
30)
X
X
X
X
X
X
X
Mas
ui e
t al.
76)
X
X
X


87
CHAPTER 3
3 Research Issues
Models provide powerful tools for making useful predictions, developing a theoretical
understanding of the system, and provide a framework to advance our understanding. The
complexity of steelmaking and problems associated with measuring and visualizing the
phenomenon being studied necessitates the use of semi-empirical models and compromises
between mathematical/scientific rigor and practical solutions being found.
Several mathematical models175, 334-338, 343-346, 348-350, 355) have been developed to evaluate the
changes in metal composition and temperature during a blow using industrial data. Among these
studies, a model developed by Graveland-Gisolf et al.349) includes important process variables
such as scrap melting, slag foaming, and flux dissolution to predict the progress of refining
reactions more accurately. However, this model is not available in open literature and thus its
scientific merit is difficult to judge.
Previous models guide researchers to study the oxygen steelmaking process more thoroughly
under defined dynamic process variables. These models made numerous assumptions to provide
practical solutions. An example of this is that some models focussed on one reaction zone where
all refining reactions occur, or some models assumed an overall reaction taking place for the
defined refining reactions. Moreover, these studies did not include the bloated droplet theory.
Previous studies5, 152, 206, 356, 357) have established that the formation of metal droplets and carbon
monoxide bubbles in the emulsion have crucial impacts on extending the interfacial area that
significantly increases the refining rates. In the literature there is a limited knowledge on how to
relate the carbon removal rate within droplets to the overall kinetics of the process under full
scale operating conditions. To the best of the author’s knowledge, no general model of the
oxygen steelmaking process has been developed which incorporates the bloated droplet theory.
In summary, the main objective of this study is the development of a mathematical model of the
oxygen steelmaking process as a basis for optimizing the process.
A comprehensive literature review on the oxygen steelmaking process has been completed and
described in the previous chapter. Current knowledge of oxygen steelmaking indicates that the
higher the reaction rate of carbon removal, the quicker the metal can be tapped for further
processing. In order to control the process practically for high quality production, the carbon

88
level and temperature of the steel should be within the required limits. Consequently, this study
will focus on the decarburization reaction kinetic characteristics in different reaction zones
under various operating conditions of the oxygen steelmaking process. One of the goals of this
study is to develop a better understanding of the effects of metal droplet behavior in the
emulsion on the kinetics of decarburization, and hence the overall kinetics of the process.
Kozakevitch et al.171) and Meyer et al.172) claimed that the most of the decarburization reaction
takes place in the emulsion phase, while Okano et al.175) and Price170) suggested that most
decarburization occurs at the impact zone. Accordingly, this study will attempt to address the
issue of the proportion of the decarburization reaction in different zones of the furnace.
In the development of a dynamic model of the oxygen steelmaking process it is necessary to
obtain some information on the process states at the intermediate stages of the blow to ensure
that the model is an accurate representation of the process throughout the blow. The available
industrial data was reviewed in section 2.7. Fortunately, there is a set of industrial data available
which involves important process conditions such as material additions, lance dynamics, and the
droplet concentration and size, to compare with the proposed model. The model development
covered in this thesis is based on a calculation of the carbon concentration of the liquid iron using
industrial data reported by Cicutti et al.166) This is the only study in the literature that provides
data on the variation in slag compositions complete with important process parameters such as
lance height, metal, scrap and flux charges, and compositions and oxygen blowing rate. Slag and
metal samples were taken from the mouth of the furnace at different times from the beginning
of the blow. Only one sample was taken by disturbing the blow and submerging the sampler into
the furnace. These industrial trials were repeated five times to obtain more accurate results.
The approach involved in this study was to first develop a conceptual model to evaluate the
relative importance of various phenomena, investigate the relationship between the key process
variables, and to then analyze the requirements for data and methods used for the model.
Secondly, the related phenomena were developed as independent sub-models which include the
calculation procedure, and the assumptions and boundary conditions needed to represent each
process variable considered. The developed sub-models were applied into the industrial data, and
then reported in the literature for verification and validation purposes. In the following step the
sub models were linked to each other dynamically for input data or boundary conditions and sub-
models to form the global model of the oxygen steelmaking process. Finally, the results of the
proposed global model were compared with a full set of industrial data to investigate the
feasibility of the application of the developed model. All the fundamental equations, as well as

89
some specific treatments of the mathematical models, and models’ applications to the industrial
practice, are described in the following chapters.

91
CHAPTER 4
4 Modelling of Oxygen Steelmaking
4.1 Introduction
This chapter explains the basis of the global model and the interaction of selected sub-models to
the global model of the oxygen steelmaking process. This chapter also describes the major
assumptions included to construct the model. Additionally, this chapter focuses on the sub-
models in which input data on the charged hot metal, scrap and flux materials, lance height,
nozzle design, slag and gas generation models are defined.
4.2 Model Description
The ultimate goal of this study is to predict the carbon content of the liquid steel as a function of
the decarburization rates at different reaction zones. The rate at which equations are solved
with defined process variables, and parameters using an explicit function and the change in
carbon concentration, can be predicted by marching forward with a defined time step ∆t. At the
end of each time step the new carbon concentration can be calculated and the output results of
the model are updated, with values from each sub-routine entered as input data for the next
time step. The calculation procedure is repeated until the total calculation time reaches the
defined blowing time.
The overall decarburization rate is a function of many variables. In order to describe the
interaction of the system inputs for all matter and energy transformation and transportation
processes, the oxygen steelmaking process is shown schematically in Figure 4.1. For a better
understanding these interactions the system is divided into sub-models and reaction zones.
The system includes 17 sub-models and 2 reaction zones. Two reaction zones, the emulsion and
impact zone, are considered to investigate the kinetics and mechanism of carbon removal
reactions because it is well known that they take place via direct oxygen absorption at the
impact area and FeO reduction in the emulsion phase.8) The reaction zones are linked to each
other by material streams which are slag constitutes and liquid metal droplets. The input mass
flows, the process conditions, and the sub-models to be considered for each reaction zone are
illustrated in Figure 4.1. The hot metal, scrap, and oxygen are linked to the bath zone whereas
flux is linked to the emulsion zone to be compatible with an illustration of the related sub-
models. Once all the variables deemed to be important to each sub-model have been identified,

92
inter-relationships among them are developed. These sub-models are built separately and later
linked together. They form the whole system to predict the outcome from a set of initial
conditions.
Figure 4.1 A schematic description of the system
4.3 Governing Equations
Since the key objective is to predict the change in the carbon concentration of the liquid metal,
a mass balance equation is performed. The terms in the balance are given in the following.
Carbon sources are liquid iron and cold scrap. They are charged to the furnace before the oxygen
blow. The total amount of carbon input is:
100
mass% CW
100
mass% CWputcarbon inAmount of sc
Scb
b += (4.1)
Metal
Droplets
Metal
Return Slag
Gas
Flux
Emulsion Zone
Process Conditions Sub-Models
STT (slag temp)
OT (oxygen flow)
LT (lance variation)
FD (flux dissolution)
DL (droplet generation)
RD (droplet residence)
GG (gas generation)
DCE (decarburization in emulsion)
Oxygenn
Hot metal
Scrap
Bath Zone
Process Conditions Sub-Models
MTT (bath temp) SD (scrap melting)
BST (bath stirring) GG (gas generation)
OT (oxygen flow) DCI(decarburization in bath)
LT (lance variation)

93
where C is the carbon concentration, Wb is the mass of metal in the bath, Wsc is the mass of scrap
melted in the bath. The subscripts b and sc refer to bath and scrap, respectively. (For a list of
symbols see the Nomenclature at the beginning of the thesis) Carbon reacts with oxygen in the
emulsion zone and impact zone. The total amount of carbon consumed:
∑=
∆=m
1i
C tnnsumedcarbon coAmount of (4.2)
Here m is the number of phases, nC is the decarburization reaction rate, and ∆t is the selected
time-step. The refining rates of carbon can be predicted using Fick’s first law which states that
the rate of diffusion is proportional to the concentration gradient.60, 149) To reduce the process
variables to a manageable level, the calculation procedure of the proposed model involves
ordinary differential equations with respect to time because the differential independent
variable and spatial gradients are ignored. With this simplification, the dependent variable and
bulk concentration is only a function of time and itself, as given in the following equation.
( )C,tfdt
dC= (4.3)
Since the data points for initial and intermediate metal oxide concentrations in the slag phase
are known, the rate at which equations are solved as a function of the defined process variables
and parameters using an explicit function, and the change in carbon concentration can be
predicted by marching forward with a defined time step ∆t. In order to calculate the reactions in
the impact and emulsion zone, the total blowing time is divided into a number of time-steps ∆t.
It should be noted that the selected time step should be small enough to assume the constant
process variables such as the mass transfer constant and physical properties of the phases.
After assembling the terms in the mass balance, the transitional variation of the concentration of
carbon in the metal during blowing can be obtained by using the calculated carbon content and
mass of the bath at the end of the previous time-step (t-∆t), scrap melting at time t, the
decarburization reaction at the impact zone and the emulsion zone at that particular time-step,
and is given in Equation (4.4). It should be noted that the amount of carbon removed via
emulsion represents the amount of carbon removed via metal droplets returning to the liquid
bath. The metal droplets suspended in the emulsion phase have no impact on the overall mass
balance of carbon in the bath.
∆tdt
dW∆t
dt
dW
100
mass% CW
100
mass% CW
100
mass% CW
b
C
em
Csct
Sc
t-∆-
bt-∆-
b
t
bt
b
−
−+= (4.4)
The change in the mass of the bath can be estimated using the calculated mass of scrap melted
at time t, the amount of slag generated during time step ∆t, and the metal droplets generated

94
through the emulsion phase and fallen back to metal bath during time step, ∆t. The relationship
is:
∆ts,gen
∆tgm,returnin
∆tm,gen
tSc
tt-b
tb WWWWWW −+−+= ∆ (4.5)
Formulation of the rate equations for different reaction zones differ with the physical properties
and type of fluid flowing over the surface of the reacting condensed phase. A more detailed
treatment and implementation of each term will be explained in the following chapters.
4.4 System Definition and Assumptions
The possible elements and compounds of the process considered in this study were Fe, C, Si, Mn,
O2, CO, CO2, CaO, MgO, SiO2, MnO and FeO. These constitutes were chosen because they are
crucial process variables for analyzing the process, and the input data related to these
constitutes was available in the industrial data used in this study. Consequently, the system was
divided into 5 phases, including these constitutes given below. In this study these phases were
considered as homogeneous.
• Gas: O2(g) – CO(g) – CO2(g)- N2(g)
• Metal (Liquid): Fe – C – Si – Mn
• Slag (Liquid): FeO - CaO – MgO – SiO2 – MnO
• Scrap (Solid): Fe – C – Si – Mn
• Flux addition(Solid): MgO – CaO
The initial and end point temperature of hot metal, the amount and composition of hot metal,
scrap and flux charged, and the blowing conditions, were considered as process variables for the
global model. The concentration changes of metal oxides such as SiO2, FeO, CaO, MgO and MnO in
the slag phase were presumed and entered as process parameters because the oxygen
distribution between the impurities is complicated and beyond the scope of this project. A
description of the mass flows and operating conditions is given in section 4.7 and section 4.8,
respectively.
The simultaneous decarburization reactions at the impact zone and in the emulsion zone, the
temperature profile of the bath, the dissolution process of flux, the melting process of scrap, the
behavior of gas flow at the impact zone, the behavior of metal droplets in the emulsion phase
and the generation of off-gases above the bath were considered in this model. These variables
were selected based on the current knowledge of the kinetics and mechanism of decarburization
reactions. The relationships between mass flows in/out of the oxygen steelmaking process
between the zones, with regard to the sub-models and blowing conditions, are given in Tables 4.1
to 4.4. The sub-models, including the governing equations, initial and boundary conditions, and

95
the assumptions are explained in the corresponding chapters where the particular topic is
expounded. All modelling procedures require a number of parameters that must be specified a
priori. Most parameters in the model can be obtained or calculated according to the literature,
as explained in the corresponding chapter. These parameters were included in the corresponding
sub-models.
Table 4.1 Analysis of materials charged into and tapped from the process
Mass flows IN/OUT of the process
Hot
metal
Content Description of Sub-models
Hot metal weight: 170 t/charge
Initial composition:4 mass % C, 0.33 mass % Si,
0.52 mass % Mn
IM (Prescribed Input Hot metal)
Sub-model
Initial temperature: 1350 °C
T range: 1300-1650 °C
MTT (Prescribed temperature profile
for metal bath with time) Sub-model
Scrap
Scrap weight: 30 t/charge
Initial composition: 0.08 mass % C, 0.001 mass % Si,
0.52 mass % Mn
Initial temperature: 25 °C
IS (Prescribed Input Scrap)
Sub-model
Flux
lime weight: 7600 kg/charge
dolomite weight: 2800 kg/charge
iron ore weight: 1900 kg/charge
cuarcite weight: 800 kg/charge
FT (Prescribed flux addition with
time) Sub-model
Initial temperature: 25 °C
Oxygen flow rate: 620 Nm3/min OT (Prescribed oxygen flow rate
with time) Sub-model
Gas Ar-N2 GT (Prescribed gas generation with
time) Sub-model

96
Table 4.2 Operating Conditions
Sub-models Zones Description
OT Emulsion and Bath Prescribed oxygen flow rate with time
BST Bath Prescribed bath stirring with time
MTT Bath
Prescribed temperature profile of metal bath with time
T range 1300-1650 °C
STT Emulsion Prescribed temperature profile of slag with time
LT Emulsion Prescribed lance position with time
Table 4.3 Description of components in zones and mass flows at interface
Components in zones
Emulsion
Component Sub-model
Slag
FD (Flux dissolution) Sub-model
ST (Prescribed slag composition with time) Sub-model
SG (Slag generation) Sub-model
Metal
Droplet
DL (Droplet generation) Sub-model
DCE (Decarburization in emulsion zone) Sub-model
RD (Droplet residence) Sub-model
Gas GG (Gas generation) Sub-model
Bath
Component Sub-model
Metal
SD (Scrap melting) Sub-model
IM (Prescribed Input Hot metal) Sub-model
IS (Prescribed Input Scrap) Sub-model
DCI (Decarburization in impact zone) Sub-model
Gas OT (Prescribed oxygen flow rate with time) Sub-model
Interface
between
emulsion and
bath zones
Mass flows across
interface Sub-model
Metal Droplets DL (Droplet generation) Sub-model
LT (Prescribed lance position with time) Sub-model
Slag SG (Slag generated) Sub-model
Metal Return RD (Droplet residence) Sub-model
DCE (Decarburization in emulsion zone) Sub-model

97
Table 4.4 Sub-models
Sub-models Zones Description
SD Bath Scrap melting sub-model
DCI Bath Decarburization in impact zone sub-model
GG Emulsion and Bath Gas generation sub-model
FD Emulsion Flux dissolution sub-model
DL Emulsion Droplet generation sub-model
RD Emulsion Droplet residence sub- model
DCE Emulsion Decarburization in emulsion zone sub-model
The major assumptions included in the mathematical model are as follows.
1. The amount of heat generated or transfer was not included in this study. The temperature
profile of the metal bath was considered to increase linearly as blowing progresses.
Consequently, the temperature of the slag was considered to be 100°C higher than that of the
metal bath. Details of the calculation of the temperature of metal and slag phases are explained
in sections 4.8.4 and 4.8.5.
2. The calculations were started 2 min after blowing commenced because the available data
began from this moment.
3. It was assumed that iron ore was dissolved into liquid iron as it was charged to the furnace.
The kinetics of iron ore dissolution was not included in the study because iron ore was added in
the first two minutes.
4. The kinetics of flux dissolution was controlled by the mass transfer of CaO and MgO through
the slag phase. And the dissolution rate of fluxes into the slag system was expressed as a function
of the rate of decrease of the thickness of solid flux particles. The lime and dolomite particles
were assumed to be spherical. The sub-model for flux dissolution is explained in Chapter 6.
5. As discussed in section 2.4.4, the dissolution of refractory into the slag phase was a
complicated and very slow process. It was very difficult to predict the amount of refractory
dissolved during one heat so for simplicity, it was not included in this study.

98
6. The previous studies78, 79, 81, 358) suggested that the temperature in the impact zone reached
2300-2600 K during the main blow and disappeared towards the end of the blow. In this study,
the impact temperature was assumed to be 2000°C until 4 min after the start of the blow,
followed by an increase to 2500°C till 14 min after the blow, and then decreased to the bath
temperature towards the end of the blow.
7. In the impact zone the rate of decarburization via oxygen was assumed to be controlled by
mass transfer in the gas phase. In the case of decarburization via CO2, a model based on a mixed
control kinetics, including the gas phase mass transfer and chemical kinetics, was applied. The
basis of this assumption was reviewed in section 2.4.1.1.
8. Each impact area generated from the nozzles was assumed to have a parabolic shape. The
impact area was calculated as a function of the penetration depth and width thereby the blowing
conditions of the process. It was assumed that individual impact areas do not coalesce to each
other, based on the relationship between the number of nozzles and inclination angle. This
assumption was assessed in sections 2.2.6.1, 2.2.6.2 and 2.2.6.3.
9. As discussed in Chapter 2, the variation in sulphur concentration was relatively small.
Accordingly, the concentration of bath sulphur was assumed to be constant at a value of 0.015
mass % during the blow. The issue of how concentrated sulphur may affect droplet generation is
described in Chapter 5.
10. It was assumed that the gas generated by decarburization reactions was carbon monoxide,
with 15% of the generated CO gas combusted to CO2. This assumption was reviewed in section
2.2.1.
11. 90% of the total amount of gas generated leaves the process as an off-gas production and 10%
of the gas collapsed in the emulsion phase in this study. This proportion was related to the
maximum height of the foamy slag that can reach where it lay at the edge of slopping. This
assumption is assessed in section 6.5.1.
12. Some of the metal droplets generated by oxygen impingement might be entrained by the
oxygen jet and returned to the metal bath, while some droplets entered the slag-gas-metal
emulsion, while others escaped from the emulsion and were ejected from the furnace. In this
study it was assumed that all the droplets were ejected to the emulsion phase. Accordingly,
possible reactions between metal droplets ejected from the bath and oxygen or carbon dioxide
were neglected in this study.

99
13. In the droplet generation sub-model, the blowing number, the droplet generation rate and
number of droplets were calculated as a function of the blowing parameters. And the values for
the physical properties of metal such as surface tension and density were considered as constant
in the global model. This assumption is discussed in Chapter 5.
14. In the oxygen steelmaking furnace, the height of the foam varies significantly and might
reach the mouth of the furnace, particularly during the main blowing period. In this study the
slag foam height was assumed to be constant, and was equal to 2 m. This assumption is discussed
in sections 8.5.2, 8.5.3 and 8.5.4.
15. The rate of decarburization in the emulsion phase was limited with carbon diffusion in the
liquid iron. The mass transfer constant was obtained based on the surface renewal theory
suggested by Brooks et al.5) The detail of this assumption is described in section 8.2.1.
16. In the scrap melting model the concentration of carbon at the interface was assumed to be
equal to the carbon concentration of liquid iron, as described in section 7.2.1.
17. The kinetics of scrap melting was controlled by heat transfer from the liquid phase to solid
scrap. In the scrap melting model it was assumed that there is only one type of scrap charged to
the process, which is plate. The scrap thickness was 0.1 m and the carbon concentration of scrap
was 0.08 mass %. These properties of scrap were assumed based on private communication with
Dr. Carlos Cicutti because validation of the global model was performed with the industrial data
reported by Cicutti et al.166, 167)
18. The gas volume in the emulsion was assumed to be constant and equal to 80% of the total
emulsion volume during the blow. This assumption is discussed in section 8.5.2.
19. The amount of slag generated by the oxidation reactions was calculated using the difference
in slag masses in each time step. The calculation procedure is described in section 4.9.
4.5 Model Verification and Validation
A model is an abstract form of a real system that includes assumptions that limit the system to
focus on the required elements of the system to be investigated. This abstraction process causes
some inaccuracies which must be analyzed before implementing the model. Model verification
and validation are essential parts of the development process if the models are to be
accepted.359, 360)
100
Model “verification” deals with building the model correctly by comparing the conceptual model
and the computer representation. It is crucial to confirm that the model is independent from the
numerical procedures. For verification purposes it is required to test the model by changing the
system variables to investigate the influence of the variables on the model predictions. Model
“validation” is used to ascertain that the model represents the system accurately within its
domain of applicability. It can be done by comparing the model results with the system chosen
when they run for the same input data, and by analyzing the difference. As the difference is
small the model developed can be reliable.360, 361)
In this study the validation of each sub-model, except the decarburization in emulsion sub-model,
was carried out from existing data. The droplet generation and flux dissolution sub-models were
compared with the available industrial data published in the literature.167, 354) The droplet
residence and scrap melting sub-models were validated against the validated mathematical
models.5, 284) The decarburization in impact zone sub-model was based on an experimental study
by Sain and Belton154, 155) because it is very difficult to collect data from the impact zone in an
industrial practice. Accordingly, the model predictions were compared against the experimental
results by Sain and Belton. The decarburization in emulsion sub-model was verified by testing the
model with various time-steps based on the industrial data reported by Cicutti et al.166) A
decision on the verification and validation of the sub-models was mainly guided by the
availability and quality of the data in the literature. A combination of the decarburization
reaction rates in each zone was used to predict the carbon content of liquid steel. The predicted
result for the carbon content in liquid steel was compared with those measured in industrial
practice as a means of validating the global model. The validation results of each model were
discussed in the corresponding chapter.
4.6 Computational Solution
A mathematical description of the system was carried out using a general numerical analysis
program, Scilab. Scilab is an open computing source available since 1994. Scilab is a powerful
tool for numerical calculations that has been applied in industrial and educational areas.362) A
Scilab program was selected in this study due to its simple application, strength in numerical
calculations, and being freely available around the world.
Scilab language syntax requires the user to declare the variables before use. Accordingly, there is
one central sub-model where all the variables, constants, and input and output data are
generated in matrix or list form and declared for each sub-model, and this sub-model compiles all
the sub-models created to perform the mass balance of carbon.

101
One of the key issues in this study was to ensure that all the sub-models worked compatibly and
simultaneously. The developed kinetic models, including important relevant process variables,
were linked to each other. The relevant information was interconnected using advanced
programming commands in Scilab. As mentioned earlier, the process variables and sub-models
were written individually. These sub-models were linked to each other using the “exec”
command. This command is able to call the required parameter in that particular sub-model so
there was no need to use other programming tools. This feature is simple to use but it should be
noted that the flow of information should be checked with regard to the time step. Thus, the
definition of the variables should be done very carefully because the last variable used with the
same definition might be used in other irrelevant sub-models. To overcome this problem, the
author used a unique terminology for each sub-model, and also created a sub-model which
includes global variables such as the Boltzman constant, and an ideal gas constant applied across
all the sub-models. The programming code for the central sub-model is provided in Appendix A.1.
4.7 Mass Flows
4.7.1 Prescribed Input Hot Metal (IM) and Input Scrap (IS) Sub-model
In these sub-models the weight and composition of hot metal and charged scrap were given for a
particular industrial practice. The input data for an industrial study by Cicutti et al. was given as
an example in Table 4.1.166) This sub-model provides information to sub-models such as scrap
melting, and central sub-models to calculate variations in the carbon content and mass of the
liquid bath. The application of IM and IS sub-models to the relevant sub-models are illustrated in
the following sections. The programming codes for these sub-models are given in Appendix A.2
and A.3.
4.7.2 Prescribed Slag Composition with Time (ST) Sub-model
This sub-model provides information on the composition of metal oxides (FeO, CaO, MgO, MnO
and SiO2) in the slag phase in mass % taken from each sampling points of the industrial trials by
Cicutti et al.166) to calculate the physical properties of the slag phase such as density and
viscosity. This prediction was linked to the kinetics of the reactions in some sub-models such as
the flux dissolution and droplet residence sub-models. The programming code for this sub-model
is given in Appendix A.4.

102
4.7.3 Prescribed Flux Addition with Time (FT) Sub-model
This sub-model provides input data on the total amount and addition rates of the fluxes charged
to the furnace. The composition and particle size of fluxes were also included in this sub-model.
This information is crucial to calculate the progress of flux dissolution and slag formation, and to
calculate the overall mass balance of the furnace. The programming code of this sub-model is
given in Appendix A.5. The application of the FT Sub-model to the relevant sub-models are
illustrated in the following sections.
4.8 Operating Conditions
4.8.1 Prescribed Lance Position with Time (LT) Sub-model
The variation in lance height during the blow is considered as an input data for some sub-models
such as droplet generation and decarburization in the impact zone sub-models. Details of
programming code for this sub-model are given in Appendix A.6. This data has been illustrated in
the related algorithm in the required sub-model.
4.8.2 Prescribed Oxygen Flow Rate with Time (OT) Sub-model
Blowing parameters were defined as oxygen flow rate and nozzle design (number of nozzles, the
inclination angle of the nozzle, the supply pressure of oxygen, the throat diameter and exit
diameter of nozzle), were provided in this sub-model. This sub-model was used as an input data
for some sub-models such as the droplet generation and flux dissolution sub-models. Details of
programming code for this sub-model are given in Appendix A.7.
4.8.3 Prescribed Bottom Stirring with Time (BST) Sub-model
Bath stirring is crucial to enhance the mass transfer rates in the bath. Stirring is usually done with
inert gases such as argon or nitrogen. Particularly, the bath stirring rate is increased to enhance
the decarburization rates at the end of the blow. Variations in the Ar/N2 gas flow rates reported
by Cicutti et al.166) were given in Figure 2.42. Details of the programming code for this sub-model
are given in Appendix A.8.
4.8.4 Prescribed Temperature Profile of Metal with Time (MTT) Sub-model
The change in temperature profile for the metal phase was calculated in this sub-model. In an
industrial process, during a blow, there is a wide temperature difference typically ranging from
1200 to 1600°C. The temperature of the bath can be obtained by applying the balances of mass

103
and energy, however, previous studies75, 76, 320) based on industrial practice showed that there is a
linear relationship between bath temperature and time. This relationship can be written with
regard to the time step and the initial and end point temperatures, using:
0
b
t
b TtzT +∆⋅= (4.6)
where z is a constant varying from one practice to another practice. In the case of a study by
Cicutti et al.166), it can be given by:
1350t65.17T t
b +∆⋅= (4.7)
It should be noted that the amount of heat generated or transfer was not included in this study.
Details of the programming code for this sub-model are given in Appendix A.9.
4.8.5 Prescribed Temperature Profile of Slag with Time (STT) Sub-model
The change in temperature profile of the slag phase was given in this sub-model. The
temperature of the slag was assumed to be 100°C higher than the molten bath.8, 76) The
relationship is given using:
100TT t
b
t
s += (4.8)
Details of the programming code for this sub-model are given in Appendix A.10.
4.9 Slag Generation with Time (SG) Sub-model
The mass of slag formed at each time step was calculated in this sub-model. This value was
incorporated in the calculation of the weight and carbon content of the bath. The difference in
the mass of slag will give the amount of slag generated given as below. The programming code of
this model is shown in Appendix A.11.
tt
s
t
s
t
gen,s WWW ∆−∆ −= (4.9)
4.10 Gas Generation with Time (GG) Sub-model
Knowledge of gas generation is crucial to calculate the stirring intensity induced by gas
generation. The total amount of gas generated that leaves the system was assumed to depend on
the decarburization reaction in the impact zone and decarburization reaction of the dense
droplets. The relationship can be written as:

104
tdt
dWt
dt
dWW
impact
C
em
Cg ∆
+∆
= (4.10)
It was assumed that the gas generated by the decarburization reactions is carbon monoxide. 15 %
of the generated CO gas was further combusted to CO2. Thus, 90% of the total amount of gas
generated leaves the process as off-gas production and 10% of the gas collapseed in the emulsion
phase in this study. This proportion was related to the maximum height of the foamy slag that
can reach where it lay at the edge of the slopping. This assumption is assessed in section 6.5.1.
It should be noted that the amount of CO produced by the decomposition of charged sub
materials such as limestone was neglected because this amount would be relatively lower than
those produced by the decarburization reaction. The programming code of this sub-model is given
in Appendix A.12. The applications of a GG sub-model to the relevant sub-models are illustrated
in the following sections.

105
CHAPTER 5
5 Droplet Generation Model*
5.1 Introduction
The droplet generation rate is extremely important because the amount and number of metal
droplets generated in the slag-gas-emulsion provides information on the size of the interfacial
area during the blow, which in turn affects the mass transfer and overall kinetics between the
metal and slag. It is also a crucial parameter to determine the physical properties of the emulsion
phase that in turn, influences the reaction kinetics of decarburization to be considered in the
global model. To evaluate the droplet generation rate in this study a mathematical model was
developed.
This model is designed to calculate the amount and number of droplets generated in the slag-gas-
emulsion for a given time step. The blowing number NB, was used to quantify the droplet
generation rate because this relationship agrees with the cold and hot experimental studies39, 249)
(See section 2.4) This relationship is:252)
2.012
B46
2.3
B
G
B
])(N100.2106.2[
)(N
F
R−×+×
= (5.1)
where RB is the droplet generation rate (kg/min), FG is the volumetric flow rate of blown gas
(Nm3/min). This dimensionless number NB, relates the jet momentum intensity and properties of
the liquid metal and is given by the following equation,
L
2
Gg
B
g2
UN
ργ
ρ= (5.2)
Droplet generation is dominated by the momentum transport in the process. There have been
several experimental studies and mathematical models investigating the influence of the
intensity of jet momentum on the metal droplet generation established over the past three
decades.39, 244, 252, 363-365) However, there is still limited knowledge on the effects of liquid
properties such as surface tension on droplet generation compared to the effect of operating
conditions in oxygen steelmaking.
(*This chapter has been published in the form of a journal paper in ISIJ International in
January 2009.)

106
In this study the influence of the surface tension of liquid metal as a function of temperature,
and the composition of liquid metal on the generation of metal droplets was analyzed using
industrial data from the study by Jalkanen and Holappa.23) This is the only study in the literature
that provides data on the variation in oxygen content in the bath complete with important
process parameters such as lance height, metal and slag compositions, and oxygen blowing rate.
The aim of this study is to contribute to a better understanding of the influence of surface
tension on droplet generation in top-blown oxygen steelmaking processes.
5.2 Model Development
5.2.1 Theoretical Background
The blowing number is based on the Kelvin-Helmholtz instability criteria.252) On the basis of this
criteria the interface between gas and metal phases is postulated to be unstable due to the
motion of phases with different velocities on each side of the interface, for top blown oxygen
steelmaking systems. Accordingly, gravity and surface tension forces tend to stabilize the
interface, whilst the inertial force tends to destabilize the interface. Under dynamic blowing
conditions the inertial force dominates other forces. Therefore, the interfacial flow increases the
frequency of surface waves until, at a certain point, surface waves break up and metal droplets
are torn off, which leads to the formation of an emulsified phase.38, 250)
For a better understanding of droplet generation it is necessary to investigate the factors
affecting the behavior of inter-facial flow. One of the important factors is surface tension. It is
assumed that the surface tension of liquid iron is considered instead of inter-facial tension
because the slag in the impact region of the furnace is not in contact with the metal. Although
the factors governing the surface tension of liquid metal includes temperature, concentration of
solutes (particularly surface active elements) and electric potential, only the effects of
temperature and concentration of the liquid metal were considered in this study.250)
A comprehensive overview of the surface tension of pure liquid iron was made by Keene.366) He
suggested a correlation for the surface tension of liquid iron as a function of temperature. The
surface tension of alloys depends on both the temperature and composition of the alloy. For
example, the presence of surface active elements such as oxygen and sulphur affect the surface
tension considerably. Poirier and Yin367) further developed the correlation by Keene to include the
effects of sulphur and oxygen on the surface tension of liquid iron. This correlation is obtained by
averaging the correlations proposed by previous researchers.368-372) Chung and Cramb250) related
the effect of sulphur and oxygen contents on the surface tension of iron with the level of carbon
in the bath as a function of temperature by using the approach of Belton373) and of Sahoo et al.374)

107
This correlation, which is based on the Gibbs-Langmuir adsorption isotherm, is used in this study,
and is given by:
[ ] [ ] [ ] [ ]OObSSbb aK1lnT153.0aK1lnT107.0C%mass75.67T182343.01913 +−+−+−+=γ (5.3)
KO and KS are the adsorption coefficients for oxygen on liquid iron alloys and for sulphur on liquid
Fe-4 mass % C alloys, respectively and they are given by:250)
09.4T/11370Klog bO −= (5.4)
87.2T/10013Klog bS −= (5.5)
The activity of oxygen is calculated from the activity coefficients by using the following equation.
C) (mass% e S)(mass% eO) (mass% elogf C
O
S
O
O
OO ++= (5.6)
where OOe , S
Oe , C
Oe are the first order interaction parameters, and are obtained from the
literature.375) The activity of sulphur was calculated using the same procedure.
Equation (5.3) represents the surface tension of liquid iron as a function of the carbon, sulphur,
and oxygen contents, and the bath temperature at equilibrium. Although the system is non-
equilibrium, the sulphur and oxygen contents are assumed to be in equilibrium with the carbon
monoxide for the purpose of these calculations.
In order to predict the influence of the surface tension of liquid metal to analyze droplet
generation, it is necessary to estimate the variations in concentration of oxygen and sulphur, and
temperature of the liquid metal. Sulphur has a small variation with low content during the blow.
Conversely, oxygen has a relatively higher variation because it is the driving force for refining
reactions, particularly for decarburization during the blow. However, towards the end of the
blow, oxygen is consumed mainly by iron, phosphorus and manganese due to a decrease in the
carbon content and is dissolved into the liquid bath. Consequently, the oxygen content during a
blow is low and builds up towards the end of the blow.376) Oxygen concentrations in the metal
vary from 0.002 to 0.16 mass % depending on the composition of the metal bath, blowing
practice, and sampling methods.376-378)
5.2.2 Numerical Analysis
Combining the mathematical modelling with theoretical basis, the blowing number can be
calculated as a function of the bath temperature, oxygen, sulphur, and carbon contents to
analyze droplet generation under given operating conditions for a 55 t top-blown oxygen
steelmaking process.

108
In Equation (5.7), the critical gas velocity is related to the jet centreline velocity at the metal
surface which can be obtained using:252)
jG UU η= (5.7)
η is a constant and its value is 0.44721. The jet centreline velocity can be obtained by the
equation for the dynamic impact pressure of the jet at the metal surface.8)
gxU2
1l
2
jg ρ=ρ (5.8)
The depth of penetration x was obtained using the correlation given in Equation (2.13). The
industrial data taken from the study by Jalkanen and Holappa23, 354) is given in Table 5.1. The
inclination angle of the nozzle was not given in their study. In the present study, the inclination
angle of nozzle was assumed to be 15°.
Table 5.1 Data for numerical calculation
Furnace capacity 55 t
Blowing time 18 min
Oxygen flow rate 130 Nm3/min
Supply pressure 8 atm
Number of nozzle 3
Diameter of throat 24 mm
Lance height 0.9-1.25 m
Initial hot metal temperature 1330 °C
Tapping temperature 1640-1700 °C
Figure 5.1 shows the industrial data for maximum and minimum values of the oxygen, sulphur,
and carbon concentrations in the metal bath, with the progress of top blowing.23) However, the
oxygen content at the end of the blow was not given in the study by Jalkanen and Holappa.
Turkdogan376) evaluated the available industrial data and suggested the following relationship
between carbon and oxygen contents in the bath at the end of the blow.
[ ] 5135C%ppmO ±= (5.9)
This correlation is valid at low carbon contents (below 0.05 mass %). For higher carbon contents
the oxygen content can be approximated by the following equation developed by Turkdogan.376)
[ ][ ] 30C%ppmO = (5.10)
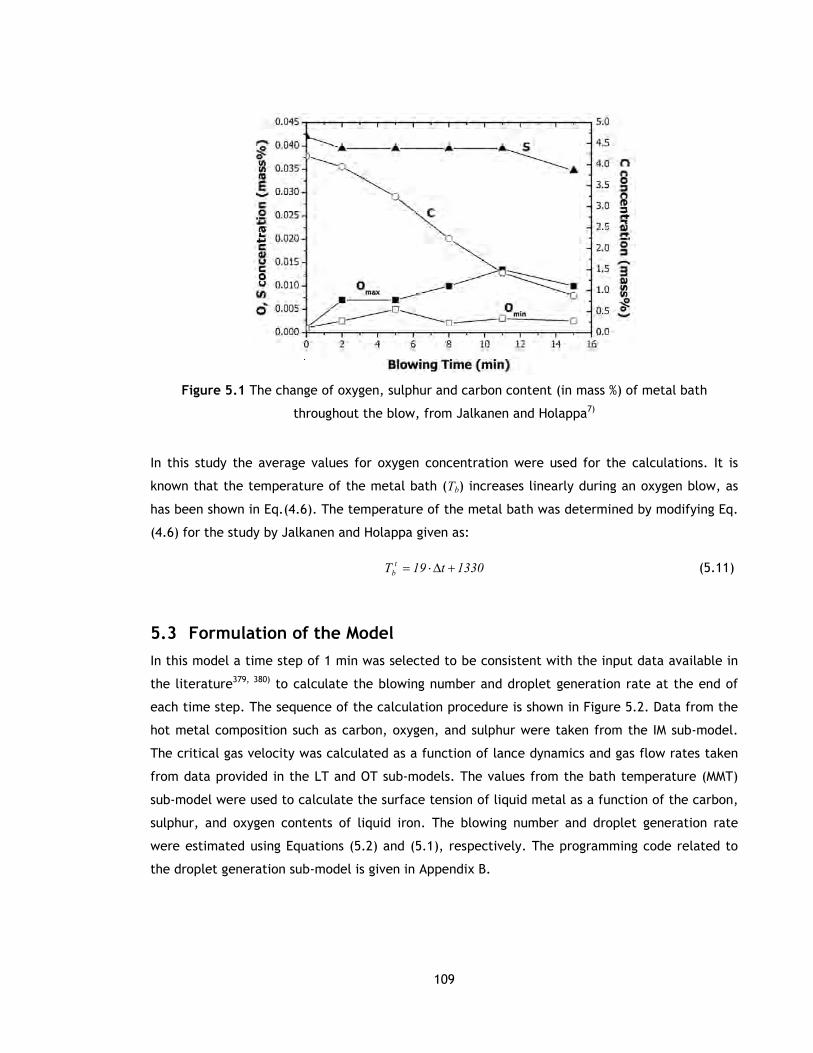
109
Figure 5.1 The change of oxygen, sulphur and carbon content (in mass %) of metal bath
throughout the blow, from Jalkanen and Holappa7)
In this study the average values for oxygen concentration were used for the calculations. It is
known that the temperature of the metal bath (Tb) increases linearly during an oxygen blow, as
has been shown in Eq.(4.6). The temperature of the metal bath was determined by modifying Eq.
(4.6) for the study by Jalkanen and Holappa given as:
1330t19T t
b +∆⋅= (5.11)
5.3 Formulation of the Model
In this model a time step of 1 min was selected to be consistent with the input data available in
the literature379, 380) to calculate the blowing number and droplet generation rate at the end of
each time step. The sequence of the calculation procedure is shown in Figure 5.2. Data from the
hot metal composition such as carbon, oxygen, and sulphur were taken from the IM sub-model.
The critical gas velocity was calculated as a function of lance dynamics and gas flow rates taken
from data provided in the LT and OT sub-models. The values from the bath temperature (MMT)
sub-model were used to calculate the surface tension of liquid metal as a function of the carbon,
sulphur, and oxygen contents of liquid iron. The blowing number and droplet generation rate
were estimated using Equations (5.2) and (5.1), respectively. The programming code related to
the droplet generation sub-model is given in Appendix B.

110
Figure 5.2 Algorithm of droplet generation program
5.4 Results and Discussion
5.4.1 Effect of Operating Conditions
The blowing number was calculated as a function of the gas flow rate, nozzle diameter, lance
height, surface tension, and density of liquid metal, and the results are presented in Figure 5.3.
The lance height is the only variable changing with time, whereas the other parameters of lance
design remain constant in this particular practice. The lance was kept close to the metal bath in
the early part of the blow, followed by an increase in lance height during the main blow. Towards
the end of the process the lance height was decreased again. As can be seen in Figure 5.3, when
the lance height decreased, the transfer of jet momentum from the gas to liquid phase increased
and therefore the blowing number increased.
Figure 5.3 Blowing number as a function of lance height and blowing time354)
Initialize variables Tb, QO2, h, n, dt, α,ρg,
mass % C, mass % O,mass % S
Calculate blowing number, NB
Calculate critical gas velocity, UG
Calculate generation rate of metal droplets
Calculate surface tension of liquid metal, γ

111
The calculated blowing number as a function of lance dynamics ranges from 6 to 8.5. For
example, the maximum value for a blowing number occurs in the initial period of the blow when
the lance height is 0.9 m. The blowing numbers obtained in the present study are consistent with
those obtained by Subagyo et al.252)
5.4.2 Effect of Surface Tension
The effect of the surface tension of liquid iron as a function of temperature and oxygen, and the
sulphur and carbon contents in liquid iron was investigated, and the results are given in Figure
5.4. The surface tension of liquid iron, relative to the surface tension of pure iron, decreases as
the temperature of the bath and oxygen content of the liquid iron increase. Although the
temperature of the bath increases linearly, the surface tension increases due to a decrease in the
sulphur and oxygen concentrations from 11 min to 15 min after the start of the blow.
Figure 5.4 The change of surface tension with time as a function of bath temperature, oxygen,
sulphur and carbon contents
The results of the blowing number calculations as a function of the variations of surface tension
changing with time are given in Figure 5.5 and Figure 5.6. The decrease in surface tension
increases the blowing number with time, particularly for the first four minutes of the blow,
because the lance height remains constant. However, a change in the position of the lance height
has more effect on droplet generation than the change in surface tension.
Figure 5.6 shows the difference between the blowing numbers calculated by considering constant
and variable surface tension throughout the blow. It can be seen from Figure 5.6 that they are
close to each other, which implies that the transfer of jet momentum is the crucial factor for
droplet generation compared to changes in the physical properties of liquid iron in top blowing

112
practice. These calculations were repeated using the maximum oxygen content value presented
in Figure 5.1, and the same conclusion was reached. If blowing parameters such as lance height
and oxygen flow rate remain constant, then variations in the surface tension of liquid iron
become more important.
Figure 5.5 The blowing number and surface tension as a function of time
Figure 5.6 The blowing number determined using constant and varying surface tension
5.4.3 Effect of Carbon Content at the End of the Blow
It is known that oxygen concentration in the liquid metal increases with decreasing the rate of
decarburization at the end of the blow. As more oxygen is dissolved in the metal, the surface
tension will be much lower and more droplets will be generated towards the end of the blow.
This effect was considered for the present industrial data using Equation (5.9). Accordingly, the

113
blowing number as a function of surface tension at the end of the blow was obtained, i.e. the
data point at the 18th min as shown in Figure 5.6. As seen, the blowing number increases to a
higher value at the end of the blow. It can be said that the effect of the surface tension of liquid
metal, and thereby the composition of the liquid iron, becomes more significant towards the end
of the blow.
The relationship between the end carbon and oxygen contents was investigated using Eq.s (5.9)
and (5.10). The end carbon content in liquid metal was selected ranging from 0.25 to 0.01 mass
%, and the corresponding oxygen contents were calculated. The calculated oxygen contents
(along with the bath temperature, the carbon contents and an assumed sulphur content of 0.03
mass %) were then used in considering the change in surface tension for calculating the blowing
numbers prior to the end of the blow. The results of the calculations for different lance height
are shown in Figure 5.7. As the end carbon level of the liquid metal decreases the blowing
number increases for a given lance height. The blowing number increases from 8.3 to 14.5 when
the end carbon level decreases from 0.25 to 0.01 mass % for a lance height of 1 m.
Figure 5.7 The relationship between end carbon content in liquid iron and NB
These findings are important when modelling oxygen steelmaking because it allows the oxygen
content of the bath, a quantity that is difficult to measure and predict, to be largely ignored
when calculating the droplet generation rate with time. In the case of low carbon steels, the
authors suggest that droplet generation becomes more dependent on the composition of steel
required only towards the end of the blow. It should be noted that this result is only based on one
set of industrial data, however, the author expects this finding would be duplicated in similar
industrial studies. Further industrial trials are required to fully quantify this effect.

114
The author also expects the oxygen content at the impact zone to be higher than the bulk oxygen
content in a liquid bath. Therefore, the calculations based on bulk data will tend to
underestimate droplet generation. However, there is no data available in the literature to
quantify this suggestion.
5.5 Conclusion
To establish the effects of the operating conditions and the liquid properties on droplet
generation for a top-blown oxygen steelmaking process, a mathematical model was developed in
this study and the conclusions reached are as follows:
1. The blowing number increases with decreasing the lance height, due to an increase in
the intensity of jet momentum.
2. The surface tension has an influence on droplet generation. Droplet generation during the
blow increases as the surface tension of the liquid metal decreases.
3. We proposed that droplet generation in top blown oxygen steelmaking is mainly
dominated by the blowing conditions, not by the physical properties of liquid metal.
However, the composition of the steel strongly affects the generation of droplets for low
carbon steels towards the end of the blow.
Further studies are required to verify these conclusions, particularly focusing on the simultaneous
effect of temperature and oxygen content on the surface tension of liquid metal, and the
variation of oxygen content in iron during steelmaking.
In summary, the droplet generation rate will be calculated as a function of the blowing
parameters. And the values for the physical properties of metal such as surface tension and
density will be considered as constant in the global model.

115
CHAPTER 6
6 Flux Dissolution Model*
6.1 Introduction
In oxygen steelmaking flux is added to the process in a solid shape to form a basic slag that will
limit the degradation of the refractory lining and remove oxidation products such as phosphorus
and silicon. The progress of flux dissolution determines the efficiency of fluxing the impurities
and prolongs contact time with the refractory lining. Since the top blowing process takes only 15-
20 min to refine impurities from the steel, full utilization of the flux addition requires rapid flux
dissolution in the slag. Therefore, the degree of flux dissolution is of crucial interest for
understanding the progress of slag-metal reactions in the oxygen steelmaking system.
This model was designed to calculate the rate of flux dissolution in the slag phase, which
determined the weight of slag generated for each time step. There have been several
experimental studies302, 304-306, 309-311, 314-317, 381-384) on the mechanism and kinetics of flux addition
into stirred and stagnant slag baths at high temperatures. However, these are generally limited
studies with experimental conditions such as the stirring intensity, composition, and temperature
of the molten slag system which can be practically studied at laboratory scale. Although these
studies provide qualitative information on flux dissolution, it is difficult to apply the findings to
predict the kinetics of flux dissolution under full-scale operating conditions. There have also been
studies385-389) on the dissolution of solid into liquids related to the effects of the mixing
characteristics of liquids induced by gas bubbles for metallurgical systems at high temperatures.
However, the effect of gas generation on flux dissolution has never been reported in literature.
The aim of the present study is to provide a better knowledge on the rate of flux dissolution
under full-scale operating conditions at high temperatures. In the present study the effects of the
composition of slag and stirring intensity induced by CO gas bubbles on the kinetics of flux
dissolution were investigated using a numerical solution of equations and validation of the model
using an industrial study by Cicutti and his co-workers.379, 380) The following specific issues
associated with flux dissolution were also investigated:
(1) the effects of particle size on dissolution
(2) the effects of flux addition rates on dissolution
(*This chapter has been published in a form of journal paper in ISIJ international in October 2009.)

116
6.2 Model Development
In this model the dissolution rate of fluxes vr (m/min), into the slag system was expressed as a
function of the rate of decrease of the thickness of solid flux particles, assuming spherical
geometry.
dt
dr
dt
dV
S
1vr −=−= (6.1)
where vr is the rate of decrease of the thickness of solid particle (m/min), V is the volume of
particle (m3), S is the surface area of particle (m2), r is the radius of particle (m) and t is time
(min).
The number of particles dissolved in the slag is proportional to particle concentration in the slag.
The calculations for different individual particle size were carried out separately and the results
were then added. The amount of lime WL and dolomite WD dissolved in the slag phase as a
function of time was determined using:
LL
L ndt
drSρ
dt
dW= (6.2)
DD
D ndt
drSρ
dt
dW= (6.3)
where ρL is the density of lime (kg/m3) and ρd is the density of dolomite (kg/m3). nL and nD are the
number of lime and dolomite particles, respectively. The total amount of lime dissolved in slag at
time t, tt
Ld,M ∆+ was determined by summation of total amount of lime dissolved at time t and the
amount of lime dissolved at given time step, ∆t (see Eq.6.4). The same calculation procedure was
applied for the total amount of dolomite dissolved at time t using Eq.(6.5).
∆tdt
dWMM Lt
Limed,
tt
Limed, +=∆+ (6.4)
∆tdt
dWMM D∆tt
Dolomited,
t
Dolomited, += − (6.5)
where the subscript d refers to dissolved flux in slag. In this study, the amount of slag formed for
each time step was determined using predetermined CaO content (in mass %) in the slag phase
given by Eq.(6.6).
CaO mass%
M100M
t
CaOd,t
slag
×= (6.6)

117
6.2.1 Rate-Determining Mechanism of Lime Dissolution
In this study the rate of dissolution was assumed to be controlled by CaO diffusion through a
boundary layer.308) The dissolution rate can be calculated by the model suggested by Matsushima
et al.305)
∆(%CaO)100ρ
ρk
dt
dr
L
s=− (6.7)
where ρs is the density of slag (kg/m3) and k is the mass transfer coefficient of CaO in the slag
(m/min). ∆(%CaO) is the difference between the concentration of CaO in the slag phase and its
solubility in the slag phase (in mass %). In this model the solubility of CaO was obtained from the
ternary phase diagram of FeO-SiO2-CaO considering intersections between the liquidus line with a
straight line connecting the point 2CaO.SiO2. In this method the maximum CaO/SiO2 should be the
value on the liquidus line of 2CaO.SiO2 saturated region.390) Details of the calculation procedure
for dissolution mechanism and rate equation of lime are given in Figure 6.1.
6.2.2 Rate-Determining Mechanism of Dolomite Dissolution
In this model the dissolution of dolomite depends on the FeO content of slag phase. The
dissolution rate of dolomite was controlled by the dissolution of CaO through a liquid boundary
layer for slags containing FeO less than 20 mass %.306) The relationship was expressed as
follows:306)
∆(%CaO)ρ100
ρk
mw
mw1
dt
dr
d
s
CaO
MgO
+=− (6.8)
On the contrary, if FeO content of slag is above 20 mass %, the change in the radius of dolomite
particle was calculated using the following correlation:306)
∆(%MgO)ρ100
ρk
mw
mw1
dt
dr
d
s
MgO
CaO
+=− (6.9)
where ∆(%MgO) is the difference between the concentration of MgO in the slag phase and its
saturation in the slag phase (in mass %). In this model the solubility of MgO was determined using
modified relationship for CaO-MgO-FeO-SiO2 slag saturated with magnesiowustite at 1600ºC
reported in literature.390) This relationship was modified by Chen et al.391) They suggested a
relationship between MgO concentration for a given slag composition at 1600ºC and slag
temperature to predict the solubility of MgO at various temperatures. This relationship was
applied in this study to calculate the saturation concentration of MgO. It should be noted that the
dissolution of refractory lining to the system was not considered in this model. Therefore, the

118
model tends to under estimate the total volume of slag. The calculation procedure for dissolution
mechanism and rate equations of dolomite and lime are given in Figure 6.1.
6.2.3 Mass Transfer Coefficient
Previous experimental studies304-306, 309) provide qualitative information for estimating mass
transfer coefficients. However, these values are not applicable in this model due to different
parameters and operating conditions such as shape of solid particles, slag temperature and
stirring intensity. Semi-empirical relationships based on Sherwood, Reynolds and Schmidt
numbers have been widely used to estimate the mass transfer coefficient of different shaped
solids in steelmaking systems under different flow conditions.304-306, 309, 314, 315) The correlation
proposed by Ranz and Marshall392) is:
1/31/2 Sc0.6Re2Sh += (6.10)
This correlation has been widely applied in the literature. However, this correlation is valid for a
low Reynolds number (2<Re<200). Clift et al.393) proposed a correlation for rigid spheres which
can be applied for a high Schmidt number (Sc>200) and 100<Re<2000. The relationship is:393)
3/10.48 Sc0.724Re1Sh += (6.11)
In this model the Reynolds number was related to the particle size and settling velocity of the
particles. The Schmidt number for CaO and MgO can be found as a function of the physical
properties of slag and diffusivities of lime and dolomite lumps. The physico-chemical properties
of slag were calculated from the literature,394, 395) which is described in Appendix C.2.
In the oxygen steelmaking process a turbulent flow occurs in the vicinity of the oxygen lance due
to rising CO gas bubbles during the blow, generated from decarburization. These rising bubbles
generate a circulation flow that accelerates the mass transfer rate of solid particles in the slag.
Accordingly, the Sherwood number can be related to the stirring intensity induced by CO gas
bubbles using:396)
31
41
3
4
402 /
/
s
pCOSc
v
d.Sh
ε+= (6.12)
where εCO is the stirring power (W/kg), dp is the diameter of particle (m) and vs is the kinematic
viscosity of slag (m2/min). Accordingly, Eq.(6.12) directly relates the mass transfer of particles
with the stirring intensity (rather than particle velocity) influencing the mixing phenomena in the
slag-gas-metal slag.308) The stirring power εCO, can be determined as a function of the CO gas
flow rate generated by the decarburization reaction using397)

119
+=
1.46
hP1log
M
TQ14.2ε a
S
SCOCO (6.13)
where QCO is the gas volume flow rate (Nm3/min) generated by the decarburization reaction, Ts is
the temperature of the slag (K), Ms is the weight of the slag (kg), h is the height of the slag (m),
and Pa is the ambient pressure of the system (Pa). The application of the mass transfer
coefficient and stirring power in this model are illustrated in Figure 6.1.
6.2.4 Diffusivity
There is a limited knowledge on the diffusivities of MgO and CaO in oxygen steelmaking slags.
Umakoshi et al.306) applied a dimensionless mass transfer correlation and estimated the diffusivity
of MgO as 1.5x10-5 to 1.8x10-5 cm2/s for FeO-CaO-SiO2 slags (CaO/SiO2=1 and FeO=20 to 70 mass
%). In the case of lime dissolution, Matsushima et al.305) used the diffusivity of CaO for 20 % FeO-
40 % CaO-40 % SiO2 slags of a value of 2.7 х 10-5 (cm2/s). As far as the author knows, these data
are the only available data in literature providing information on the diffusivities of CaO and MgO
for basic oxygen steelmaking slags using the rotating cylinder technique at 1400 °C. In this study
the values for the diffusivities of CaO and MgO were chosen to be 2.7х10-5 and 1.6 х 10-5 cm2/s,
respectively, at 1400°C. The relationship between diffusivity in liquids and temperature and the
viscosity of liquid by the Stokes-Einstein and Eyring equations, was used to calculate the
diffusivities of CaO and MgO for various temperatures.
s
s
µ
T D ∝ (6.14)
Turbulent diffusivity was introduced for turbulent flow conditions and was assumed to be twice
that of molecular diffusivity.308) The diffusivities of CaO and MgO were then determined as a
function of the temperature and viscosity of slag. These diffusivity values were used to calculate
the dissolution rate of lime and dolomite in Equations (6.7), (6.8) and (6.9) as given in Figure 6.1.
6.3 Formulation of the Model
In this model a time step of 1 min was selected to be consistent with the input data available in
literature379, 380) to calculate the amount of CaO and MgO dissolved at the end of each time step.
The sequence of the calculation procedure is shown in Figure 6.1. The programming code related
to the flux dissolution kinetic model is given in Appendix C.1.

120
Figure 6.1 Preliminary algorithm of flux dissolution program
6.4 Input Data
The dissolution rate of lime and dolomite was predicted as a function of the stirring intensity, the
physico-chemical properties of slag, the composition of slag, the temperature profile of the
system, and the saturation limits of CaO and MgO using industrial data from the study by Cicutti
and his co-workers.379, 380)
Table 6.1 shows the operating conditions of an oxygen steelmaking process taken from the study
by Cicutti et al.380) Oxygen was introduced into the process through a lance. Bottom stirring was
also applied to enhance the mass transfer rates, particularly towards the end of the blow. 1000
kg of lime and 1700 kg of dolomite were added before starting the blow. The remaining amount
of lime was continuously added during the first 7 min of the blow at a constant rate, whereas the
remaining amount of dolomite was added 7 min after the blow started. It was also assumed that
1200 kg of lime and 1000 kg of dolomite dissolved in the slag at the end of first minute to be
consistent with the industrial data.
No Yes
Initialize variables Tb, Ts, WL, WD, rL, rD
Find out saturation level of CaO and MgO from phase diagram
Calculate slag properties µs, ρs using Eqs (A.7) and (A.3)
Calculate CO gas generation rate, QCO
Calculate diffusivities DCaO and DMgO using Eq. (6.14)
Calculate stirring power, εCO, using Eq. (6.13)
Calculate mass transfer coefficients, kCaO and kMgO, using Eq. (6.11) and (6.12)
Find out dol. dissolution rate
Is FeO<20?
Calculate dissolution rate
use Eq. (6.8)
Calculate dissolution rate
use Eq. (6.9)
Calculate dissolution rate of lime use Eq. (6.7)
Calculate amount of flux dissolved at time=t
Calculate amount of slag at time=t

121
Table 6.1 Data used for calculations380)
Amount of hot metal charged 170000 kg
Amount of scrap charged 30000 kg
Amount of iron ore charged 1900 kg
Amount of lime charged
1000 kg before starting the blow 6600 kg in the first half of the blow
Amount of dolomite charged
1700 kg before starting the blow 1100 kg in the first half of the blow
Initial diameter of lime particle 0.03 m
Initial diameter of dolomite particle 0.045 m
Initial hot metal temperature 1350 °C
Oxygen blow 620 m3/min, 6 hole lance
Inert gas (Ar/N2) 2.5-8.33 m3/min through the bottom
Lance height 2.5 m/ 2.2 m/ 1.8 m
Figure 6.2 shows the evolution of slag composition measured during the blow from the study by
Cicutti et al.380) Initially the FeO content in slag increased rapidly. During the main blow the
level of FeO was reduced significantly by carbon in the metal due to a high decarburization rate.
Towards the end of the blow the FeO in the slag built up again as the decarburization rate
decreased. The temperature profile of the bath is also illustrated in Figure 6.2. In this study it
was assumed that it increased linearly from 1350°C to 1650°C for the given industrial practice.
The calculation procedure for the temperature of the bath and slag are given above in Eq.s (4.7)
and (4.8), in sections 4.2.3 and 4.2.4, respectively.
Figure 6.2 Evolution of slag composition and temperature profile of bath with time380)

122
6.5 Results and Discussion
6.5.1 CO Evolution
The generation of CO gas provides a circulation flow in the system. However, some amounts of
CO gas escaped from the slag and left the system. Therefore, the actual amount of CO gas
influencing the stirring power should be investigated.
Thus, the cumulative CO gas produced enhances the void fraction of gas in the emulsion phase.
For high rates of decarburization, particularly during the main blow, the rate of CO gas
generation increases and not all the CO gas can escape from the emulsion. The excessive amount
of CO gas in the emulsion may cause a slopping problem because of the critical height of foamy
slag reached when the bubble plume completely fills the system.308) Therefore, it is important to
predict the height of foamy slag for a better process control of the system. Accordingly, in this
model the critical height of foamy slag was investigated as a function of the different volume
fraction of CO gas in the emulsion.
There are several ways of calculating the height of foamy slag as a function of the physical
properties of the slag and CO gas generation rate reported in the literature.398-402) However, all
these equations give different values for the height of the foamy slag for process conditions. For
simplicity, in this study the height of foamy slag was approximated by:402)
)φA(1ρ
Mh
gs
s
f −= (6.15)
where hf is the height of foamy slag (m), A is the slag area (m2), and gφ is the gas fraction in
emulsion.
The predicted foam height of an oxygen steelmaking process as a function of the volume fraction
of CO gas held up in the emulsion during a blow is given in Figure 6.3. In this calculation the CO
gas generation rate was obtained from the evolution of the carbon content in the metal bath as a
function of time, where we assumed that all the carbon was converted to CO gas (see Figure 6.2).
The volume fraction of CO gas varied between 5 and 100%. If we assume that more than 10 vol %
of CO gas is held up in the emulsion, the predicted height of the slag exceeds that and might
cause slopping. (i.e.>5 m) The values of foamy height calculated on the basis of a 10 vol % CO gas
assumption lay at the edge of slopping. This finding implies that only a small proportion of the CO
gas generated was held up in the emulsion. In this study we assumed that 90% of the CO gas
generated at any time by-passes the emulsion region (i.e. leaves close to the lance) and the 10%
of CO gas contributes to foaming and stirring the emulsion. Subsequently, all the calculations

123
reported were carried out based on the assumption of 10 vol % of CO gas generated being held up
in the emulsion.
Figure 6.3 Comparison of slag height as a function of volume of CO gas available in the emulsion
during the blow
6.5.2 Determination of Mass Transfer Coefficient
An earlier study305) was carried out at laboratory scale with a defined geometry where the
velocity profile was known. This is not the case in an oxygen steelmaking furnace where the
velocity fields are complex, not homogenous, and not known (e.g. some parts of the slag are
comparatively stagnant). In this study two approaches were compared, (a) assuming the velocity
is simply the settling velocity, and (b) using a correlation for turbulent flow induced by gas
bubbling. This methodology is outlined in Figure 6.1 and described in an earlier section called the
“Mass Transfer Coefficient”. Accordingly, different correlations were used to determine the
appropriate mass transfer correlation for calculating the dissolution rate of lime and dolomite
particles in the slag. The mass transfer coefficient of sphere particles under laminar and
turbulent flow conditions was determined using Equations (6.11) and (6.12), respectively. The
results for the weight of undissolved lime were compared with those reported by Cicutti et al.
given in Figure 6.4.
The measured values for the industrial practice lie between those values from two different
assumptions. A laminar flow assumption under predicts the dissolution rate but even using only 10
% CO gas generated to stir the emulsion over predicts the dissolution. Therefore, the author
suggests there are two different flow regimes in the slag due to the stirring conditions. The
regime near the lance has a higher stirring intensity due to the generation of CO gas. This regime

124
can be called “turbulent”. The regime further away from the lance and close to the refractory
lining is expected to be a more stagnant regime. Therefore, the dissolution of solid particles in
this stagnant regime takes place at a slower rate compared to that in the turbulent regime.
Figure 6.4 Comparison of the weight of undissolved lime as a function of time between predicted
values by assuming laminar and turbulent flow and those reported by Cicutti et al.167)
The flow regime in the furnace was defined due to the Reynolds number as a function of the
settling velocity of solid particles. In the early part of the blow the values for the Reynolds
number lie in the transient regime (100<Re<500). However, as the particles become smaller,
their movement is faster and the flow becomes more turbulent. It is concluded that it is not
possible to model flux dissolution using one simple correlation to understand the complex nature
of the oxygen steelmaking process. As a practical solution to the problem we introduced a
constant (β) to modify the settling velocity of the particles and provide a means of modelling the
data. The correlation by Clift et al.393) was modified using the following relationship:
( ) 3/10.48ScRe'0.7241Sh += (6.16)
s
spp
µ
ρduβReβ'Re == (6.17)
where up is the settling velocity of particles and dp is the diameter of solid particle. Accordingly,
the weight of undissolved lime as a function of β were calculated and compared with those
reported by Cicutti et al. given in Figure 6.5. The predicted amount of undissolved lime for β=10
is more closer value for the measured value of undissolved lime in the slag from the study by
Cicutti et al.379) This implies that the stirring effect of CO gas on the dissolution rate is crucial
and should be related to determine the mass transfer coefficient. It may also be necessary to

125
model the emulsion region as a multi-zoned reactor to reflect stirring near the lance, as
compared to the wall region. The CFD model may also be useful to study the variation in flow
conditions around flux particles, as a function of the changing process conditions. The
recommended value of β is 10 for all practical applications to predict the overall dissolution rate
of lime and dolomite for oxygen steelmaking. The algorithm to model the dissolution of flux in
the emulsion for β=10 is illustrated in Figure 6.6.
Figure 6.5 Comparison of the weight of undissolved lime as a function of different β values with
those reported by Cicutti et al.379)
The author would prefer not to introduce this factor but introducing β is practical and
particularly useful to steelmakers. It should be noted that this limitation aside, this study is the
most scientifically rigorous treatment of flux dissolution available in the literature.
6.5.3 Evolution of the Amount of Slag
The flux dissolution model using Equation (6.16) for β=10 was validated using the study by Cicutti
et al.379) Figure 6.7 shows the results of changes in the slag weight during the blow compared
with those reported by Cicutti et al.379) Both the measured silicon content in the metal and slag
phase during practice, and flux additions to the process, were used to estimate the slag weight.
The results of these calculations for slag weight are illustrated as Sample 1 and Sample 2 in
Figure 6.7. Initially (between 2-4 min), the slag weight increases linearly and remains constant
during the time between 5-12 min but towards the end of the blow, it increases linearly. The
maximum and minimum values of slag weight with time, as estimated by Cicutti et al. are shown
in Figure 6.7. The results for the predicted slag weight from the flux dissolution model for β=10
were consistent with data from the study by Cicutti et al. However, during the main blow (5-12
min), values for the weight of the slag are relatively higher than previous results.

126
Figure 6.6 Algorithm of flux dissolution program incorporating β (The broken box shows the
modified steps)
Figure 6.7 Comparison of model results for the weight of slag with those reported by Cicutti et
al.167) during the blow
Yes
Initialize variables Tb, Ts, WL, WD, rL, rD
Find out saturation level of CaO and MgO from phase diagram
Calculate slag properties µs, ρs using Eqs (A.7) and (A.3)
Calculate Re number using Eq. (6.17)
Calculate diffusivities DCaO and DMgO using Eq. (6.14)
Calculate mass transfer coefficients, kCaO and kMgO, using Eq. (6.16)
Find out dol. dissolution rate
Is FeO<20?
Calculate dissolution rate
use Eq. (6.8)
Calculate dissolution rate
use Eq. (6.9)
Calculate dissolution rate of lime use Eq. (6.7)
Calculate amount of flux dissolved at time=t
Calculate amount of slag at time=t
No

127
6.5.4 Effect of Particle Size on Dissolution
The effect of the size of solid lime and dolomite particles on the dissolution of lime and dolomite
was investigated using the mass transfer correlation given in Equation (6.16) for β=10. Three
different sizes for lime (0.06 m, 0.04 m and 0.02 m) and dolomite particles (0.09 m, 0.06 m and
0.03 m) were selected in this model. Figure 6.8 and Figure 6.9 show predictions for the amount
of lime and dolomite dissolved in the slag as a function of various particle sizes. Decreasing the
size of lime particles from 0.06 m to 0.04 m increases the dissolution of lime from 4300 kg to
5460 kg. Solid lime is present in the slag at the end of the blow regardless of particle diameter.
In the case of dolomite, particles with a diameter of 0.03 m dissolved completely at the end of
the blow. Solid dolomite remained at the end of the blow when the sizes of the particles were
0.06 m and 0.09 m. As a result, as the size of the solid particles decreased, the amount of flux
dissolved increased simultaneously.
Figure 6.8 The predictions of amount of lime dissolved with respect to initial size of lime
particles
6.5.5 Effect of Addition Rate of Flux on Dissolution
The effect of the flux addition rate on the kinetics of flux dissolution was investigated. The
dissolution rate of lime and dolomite were also calculated using the mass transfer correlation
given in Eq. (6.16) for β=10. Different addition rates for lime and dolomite are given in Table 6.2.
In Case 1 and 3, it was assumed that 1000 kg of lime and 1700 kg of dolomite were added before
starting the blow. The remaining amount of lime and dolomite was added continuously during the
first 3 minutes of the blow at a constant rate in Case 1. In Case 2, both the amount of dolomite
and lime charge was increased to 2000 kg prior to the blow. The remaining amount of lime and
dolomite was added continuously during the first 7 minutes of the blow at a constant rate, for

128
Case 2 and 3. The results of the weight of lime and dolomite dissolved in the process are given in
Figure 6.10 and Figure 6.11, respectively.
Figure 6.9 The predictions of amount of dolomite dissolved with respect to initial size of lime
particles
Table 6.2 Different flux additions for top blowing oxygen steelmaking
lime addition dolomite addition stages
Case 1 1000 kg prior to blow 1700 kg prior to blow
3
6600 kg in the early blow 1100 kg in the early blow
Case 2 2000 kg prior to blow 2000 kg prior to blow
7
5600 kg in the early blow 800 kg in the early blow
Case 3 1000 kg prior to blow 1700 kg prior to blow
7
6600 kg in the early blow 1100 kg in the early blow
With the dissolution of lime and dolomite, an increase in the addition of lime and dolomite prior
to the blow increases the amount of lime and dolomite dissolved in the slag. When flux particles
are added continuously in 3 min, a higher dissolution of lime would be achieved than a constant
addition in 7 min. This might be due to the higher concentration difference of CaO and MgO that
accelerates the dissolution of CaO and MgO during the process. As a result, the faster the flux
addition is the more flux is dissolved in the system.

129
Figure 6.10 Predictions for lime dissolution as a function of various addition rates of lime
These findings are important for the oxygen steelmaking process because it provides crucial
information on the progress of flux dissolution that affects the refining reactions and physical
properties of the slag. Accordingly, this model can be used for better process control for a top
blowing oxygen steelmaking process.
Figure 6.11 Predictions for dolomite dissolution as a function of various addition rates of
dolomite

130
6.6 Conclusion
The models for lime and dolomite dissolution as a function of temperature, slag composition, and
stirring intensity were developed for oxygen steelmaking slags at high temperatures. The models
provide a better understanding of crucial factors affecting the dissolution of fluxes, and allow for
quantitative predictions of flux dissolution. The following conclusions can be drawn from the
present study:
- The oxygen steelmaking process has heterogenous mixing characteristics. In the beginning, solid
particles exist in a transient regime with regard to their size and velocities. As the particles
decrease in size, those that remain in the turbulent regime become faster. Therefore, it is
difficult to predict the dissolution rate of solid flux particles using one simple equation. To
incorporate the stirring effect with laminar flow conditions a modified correlation was proposed
for practical reasons. The recommended value for β is 10.
- The flow rate of stirring gas has a crucial impact on the rate of dissolution of flux additions. The
increase in gas flow rate gives a higher mass transfer rate.
- The decreasing size of particles of lime and dolomite can effectively promote their dissolution
in oxygen steelmaking slags.
- Increasing the addition rate of lime and dolomite both prior to and during a blow increases the
amount of flux dissolved in the slag. If the lime addition occurs in three stages rather than seven,
a greater amount of lime would dissolve in the early part of the blow which would affect the
characteristics of slag such as viscosity and fluidity, and would also reduce the slag attack on the
refractory lining.
As a summary, the flux dissolution rate will be calculated based on the laminar flow assumption
for β=10. And the weight of slag will be calculated as a function of the amount of CaO dissolved
in the process with time in the global model.

131
CHAPTER 7
7 Scrap Melting Model
7.1 Introduction
Scrap is a raw material used in the oxygen steelmaking process. The progress of scrap melting is
important because it has a crucial impact on the carbon concentration and temperature of the
steel. The presence of unmelted scrap at the end of the blow might cause re-blows with their
numerous problems such as the over-oxidation of metal and slag, and disruption of metal flow in
the plant.288, 297) Therefore, it is important to understand the fundamentals of scrap melting in
the oxygen steelmaking process.
The kinetic model developed by Sethi et al.284) was applied in this study because it was relatively
easier to apply compared to the other available models.297, 300) The mathematical model applied
an analytical solution technique using industrial data taken by Asai and Muchi.298) This model was
further modified to be applicable for other sets of industrial data. The model outlined below is
designed to calculate the melting rate of scrap, and thereby the amount of scrap melted at a
given temperature with each time step. This information will be linked to the global model to
find out the overall mass balance of the furnace.
7.2 Model Development
The melting rate of scrap v (m/s), into liquid iron was expressed as a function of the rate of
decrease of the thickness of solid scrap particles,284)
t
Lv
∆∆
= (7.1)
In reality it is hard to assume the geometry of scrap charged because it is left over parts of the
goods. For simplicity it was assumed to be plate in this study. Accordingly, the amount of scrap
melted in the metal bath as a function of time was determined using:284)
Avdt
dWSc ρ= (7.2)
7.2.1 Rate-Determining Step
It is established that both mass and heat transfers are crucial to the melting rate of scrap.
However, there is still a debate in the literature on the rate limiting step of scrap melting. The
models285, 288, 297) are proposed based on various assumptions.

132
In this model, for the sake of simplicity, the carbon concentration of the metal bath was assumed
to be equal to the carbon concentration at the interface. It was also assumed that the bath
temperature is relatively higher than the scrap temperature at the interface. Under these
conditions, heat transfer control was considered to be the rate-limiting step. The melting rate of
scrap v (m/s), into liquid iron was obtained using an equation for the conservation of heat at the
solid-melt interface, which can be written as:283, 288)
( ) ( )int
sc
Fe
'
bx
TAvHATThA
∂
∂λ−∆−ρ=− (7.3)
where h is the heat transfer coefficient, λ is the heat conductivity, A is the surface area of scrap
and ρ is the density of scrap. The enthalpy change in scrap melting and raising the temperature
of liquid metal to interface temperature is equal to ∆HFe. This relationship is given using:
( )'TTCphH bmFe −+∆=∆ (7.4)
Based on the conservation of heat, the heat flux supplied from the liquid metal was used for the
absorption of heat into the cold scrap and the melting of the scrap.
7.2.2 Calculation of Interface Temperature
The temperature at interface T', was related to the interface carbon concentration referring to
the Fe-C phase diagram using:
'C'T 901810 −= , %.'C 2740 ≤≤ (7.5)
1425='T , %.'C 274>
Here C' and T' denote the carbon concentration and the scrap temperature at the interface. The
temperature of the bath (Tb) was assumed to increase linearly during the oxygen blow as shown in
previous studies.76, 298)
7.2.3 Calculation of Scrap Temperature
For one dimensional heat flow the temperature distribution across the scrap at a given time step
can be obtained by employing the Fourier series using:284)
∑∞
==
αλ−π
=∂
∂
1
2
02
n
n
x
Sc )texp(L
nA
x
)t,x(T
(7.6)
In Eq. (7.6), it was assumed that n is 3 and An is the coefficient of Fourier series. In this study the
temperature distribution of the scrap was estimated and calculated using the error function,

133
which is simple to apply and valid for calculations over short time steps.149) The temperature
profile of the scrap can also be predicted using:
[ ]
[ ]
++⋅+++
−+⋅+−
+
++
−−=
−
−
Fo2
x/L1FoBierfcFoBix/L)Bi(1exp
Fo2
x/L1FoBierfcFoBix/L)Bi(1exp
Fo2
x/L)(1erfc
Fo2
x/L)(1erfc1
TT
TT
2
2
biSc,
bSc
(7.7)
where the half thickness of the scrap and the thickness of the scrap from the centreline of the
scrap are represented by L and x, respectively. In this calculation procedure the Biot number (Bi)
and Fourier number (Fo) were obtained using:149)
hL/λBi = (7.8)
2αt/LFo = (7.9)
The Biot number expresses the ratio between the surface conductance and interior thermal
conductivity of a body whereas the Fourier number is the ratio of the heat conduction rate to
thermal heat storage rate.149)
7.2.4 Boundary Conditions
The process of scrap melting can be broken into three stages, Solidification takes place on
surface of the scrap if the heat flux transfer from the metal bath is smaller than heat conduction
in the scrap. The Solidified shell melting stage continues until the thickness of the scrap returns
to the initial value. The normal melting stage continues until all the scrap is melted. The
mathematical descriptions of the boundary conditions were given in the following equations.283,
284)
Solidification occurs while ( )x
TTTh Sc'
b ∂
∂λ<− (7.10)
Solidified shell melting occurs while 0LL ≥ (7.11)
Normal melting occurs while 0L ≥ (7.12)
7.3 Formulation of the Model
In this model a time step of 1 s was selected to predict the scrap melting rate at the end of each
time step. The computational set-up of the model is illustrated in Figure 7.1. The input data was
taken from the IM and IS sub-models.

134
Figure 7.1 Algorithm for scrap melting model
Heat convection was calculated as a function of the bath temperature and interface temperature
of scrap; whereas heat conduction was calculated as a function of the interface temperature of
scrap-metal, scrap temperature, and thermal conductivity of the scrap. The heat convection and
heat conduction were compared. If the heat conduction is much higher than heat convection,
solidification takes place. Conversely, melting takes place. The melting rate of scrap was
estimated using Equation (7.3), the energy conservation equation. The calculations are
programmed in Scilab and the details of the program code are given in Appendix D.
No
Yes
Initialize variables Tb, TSc, WM, WSc, rSc,Cm, CSc
Calculate interface temperature using Eq.(7.5)
Find out carbon concentration at interface
Calculate scrap temperature using equation, Tsc
Calculate Tav, CpSc, λSc
Work out melting stage: Is heat
conduction>heat convection?
Calculate heat convection
Calculate heat conduction use Eq. (7.6)
Calculate melting rate of scrap at time t
Calculate thickness of scrap at time t
Melting occurs
Solidification occurs
Calculate amount of scrap dissolved at time t

135
7.4 Input Data
The input data influencing the kinetics of scrap melting are the weight, temperature, and the
composition of hot metal and scrap, the size of scrap particles, the oxygen flow rate, and the
decarburization rate. The shape of the scrap also influences its melting rate, however, different
shaped scrap was not considered in this model.
Table 7.1 shows the operating conditions of oxygen steelmaking process taken from the industrial
data in the study of Sethi et al.284) Changes in the carbon concentration of steel are presumed
from the same set of industrial data.
Table 7.1 Data used for calculations284)
Amount of scrap charged, kg 8000
Initial hot metal temperature, K 1573
Initial scrap temperature, K 303
Bulk carbon concentration, mass % 4.26
Area of scrap/liquid interface, m2 5.4
L, scrap thickness, m 0.2
h, heat transfer coefficient in liquid metal, W/m2K 3630
Scρ , density of scrap, kg/m3 7200
∆h, heat of fusion, kJ/kg Fe 277.2
α, thermal diffusivity of scrap, m2/s 0.0000062
7.5 Validation of the SD Model
The melting rate of scrap was calculated as a function of the temperature profile of the scrap
and carbon concentration of the metal bath. The heat transfer coefficient was assumed to be
constant. Enthalpy changes in the scrap can be found using Equation (7.4). Figure 7.2 compares
the values of scrap thickness as a function of time predicted by the modified model, with the
study by Sethi et al.284) The results agreed with the previous study and are applicable for other
industrial applications. It should be noted that the heat transfer coefficient should be modified.
Heat transfer coefficients can be estimated from experimental studies using a dimensionless
analysis technique.285, 403) However, this approach is not likely to be valid for oxygen steelmaking
where the velocity fields are complex and not homogenous (e.g. some parts of the slag near the

136
furnace walls maybe comparatively stagnant). The difficulty in measuring velocity fields in
steelmaking furnaces compounds the problems because validation is very challenging.
A dimensionless analysis technique has been applied widely to calculate the heat transfer
coefficient under forced convection. Specht and Jeschar404) developed a relationship for different
types of solid particles (range of validity 0Pr ≥ ). Szekely et al.285) suggested that the heat
transfer coefficient can be related with stirring intensity under steelmaking operating conditions.
The values for the heat transfer coefficient lie between 3500 and 11800 W/m2K. Gaye et al.288)
also performed some plant scale experiments to determine the melting time of scrap in top-
blown, bottom-blown, and combined blown processes. The suggested value for the heat transfer
coefficients is 17000 W/m2K for a 310 t top-blown process.288) The heat transfer coefficient
should be modified based on the stirring conditions in industrial practice. Irons et al.405, 406)
studied scrap melting behavior using computation fluid dynamics for electric arc furnace
steelmaking. The heat transfer model was based on phase field modelling proposed by Li et al.283,
407) This model can predict the stirring effect of the melting of individual solid scrap particles but
this modelling technique is not currently incorporated into the global model due to its
complexity.
Figure 7.2 The change in scrap thickness as a function of time
7.6 Conclusion
The scrap melting model developed by Sethi et al.284) was modified to include variations in the
heat transfer coefficient and error function for calculating the temperature of scrap. The model
allows quantitative predictions of scrap melting for industrial practices. However, it should be

137
noted that this model should be checked against other sets of data and is an area worthy of
further investigation.
As a summary, scrap melting can be calculated as a function of the temperature, the particle size
of the scrap for oxygen steelmaking process at high temperatures, and will be linked to the global
model to calculate the overall mass balance in the furnace.


139
CHAPTER 8
8 Decarburization in the Emulsion Model
8.1 Introduction
One of the main goals of the oxygen steelmaking process is to effectively reduce the carbon
concentration of the liquid iron. It is understood that most carbon removal reactions occur in the
emulsion phase via a reaction between the metal droplets and slag phase.170, 172) An improved
understanding of this reaction and the factors controlling the overall rate should provide a better
control of the process and increase productivity. In the literature there is a limited knowledge of
how to relate the carbon removal rate within droplets to the overall kinetics of the process under
full scale operating conditions. This chapter will focus on a development of the decarburization
reaction in the emulsion phase that incorporates the droplet residence model.
8.2 Model Development
In the emulsion zone a decarburization reaction takes place via an FeO reduction given in
Equation (2.56). The theoretical treatment suggested by Brooks et al.151) was applied in this study
to estimate the decarburization rates of metal droplets as a function of the dynamic changes in
their behavior. Using this approach the total decarburization rate in the emulsion zone can be
obtained from a summation of the decarburization rates of individual metal droplets as a function
of droplets volume due to a bloating behavior of the droplets. In the model the metal droplets
were ejected with rate RB to the slag phase, the generated droplets, whose residence time was
smaller than the given time-step, returned from the emulsion zone at rate RD. When the steady
state conditions were reached, droplet generation rate was equal to the droplet returning rate.
The droplet generation rate can be obtained using a blowing number, as explained in Chapter 5.
The rate of metal droplets returning to the metal bath with respect to residence time tr can be
written as:
≥
<=
ijBi
ij
Di tr∆tR
tr∆t0R
(8.1)
Here i represents the ejected time of the metal droplets and j represents the blowing time of the
process. Because all the droplets ejected at each time step were assumed to have the same
residence time for a defined size droplet, the mass of metal droplets in the emulsion with
respect to the residence time tr can be written as:

140
≥
<=
ijijBi
ijBi
Bi tr∆ttrR
tr∆t∆tRV
(8.2)
The mass of metal droplets returning is the remaining mass of droplets generated after the
decarburization reaction. It can be calculated by substituting the quantity of carbon removed
from the quantity of metal droplets ejected at time i. The relationship is given as:
( )
≥−
−
<= ∆+
ij
t
i
tt
ii
Bi
ij
Ditr∆t
100
CCm∆tR
tr∆t 0
V
(8.3)
where mi is the weight of a single droplet (kg). Thus the decarburization rate can be calculated
using:
( )t
CC100
m
dt
dW
t
i
tt
i
m
1i
i
C
∆
−
=
∆+
=∑
(8.4)
8.2.1 Rate-Determining Step
The transport of oxygen through the slag phase or bubbles surrounding the metal droplet, the
transfer of carbon in the metal, interface chemical reaction, nucleation and removal of CO gas
bubbles from the reaction site may all be important in determining the rate of the
decarburization reaction. However, there is no agreement in the literature on the rate
controlling step of this reaction under various operating conditions, as discussed in section
2.4.1.2.
Variation in the carbon content of a single droplet was calculated using different rate equations
suggested by previous researchers to determine a rate controlling step for the decarburization
reaction within metal droplets. Table 8.1 summarizes the previous studies with given rate
equations and suggested reaction mechanisms. These studies were compared because they were
developed for slags containing high concentrations of FeO which are valid for oxygen steelmaking
slags. The input data for this comparison was taken from the previous experimental study by
Molloseau and Fruehan240) because the experimental conditions were well defined and valid for
oxygen steelmaking operating conditions.
In the reaction rate equation proposed by Molloseau and Fruehan240), ks refers to the mass
transfer coefficient in the slag phase, mwFeO is the molecular weight of FeO, mass % FeO is the
FeO content of bulk slag, mass % FeOs is the FeO content at the surface of a droplet, and A refers
to the surface area of an emulsified droplet determined by the observation of x-ray videos. In the
reaction rate equation suggested by Brooks et al.5), keff is the mass transfer coefficient in the

141
metal droplet, Aapp is the apparent surface area of the droplet, Vapp is the apparent volume of the
droplet, mass % C is the carbon content in a droplet, and mass % Ceq is the equilibrium carbon
content. In Chen and Coley’s equation236), ne is the number of molecules in an embryo, NA is
Avogadro number, and V0 is the original droplet volume. Js is the nucleation rate and can be
found using:236)
( ) ( )[ ]
−
ψσπ−
π
ψσ
∆−=
2
Lve
3
0
2/1
00s
PPkT3
16exp
m
3
kT
HexpNJ (8.5)
where N0 is the number concentration of CO embryos in the liquid, σ0 is the surface tension at
liquid gas interface, ∆H is the heat of formation of one CO molecule, m is the mass of one
molecule, T is the temperature, k is the Boltzman constant, Pve is pressure in the vapour bubble
at equilibrium, PL is the liquid pressure, and ψ is the reduction magnitude of surface tension.
Table 8.1 Comparison of previous studies on decarburization in emulsion
Studies Rate Equation Mechanism
Molloseau and
Fruehan240)
( )s
FeO
ss FeO%massFeO%massmw100
Ak
s
molesRate −
ρ=
mass transfer of FeO
through slag phase
Brooks et al.5) ( )eq
app
app
eff C%massC%massV
Ak
s
%massRate −=
mass transfer of carbon
through metal phase
Chen and
Coley236) ( )0V
N
nJ
s
molesRate
A
e
s=
chemical reaction of C and
O in the metal droplet
Figure 8.1 presents changes in the carbon content of a metal droplet as a function of time. The
kinetic model proposed by Brooks et al., based on a simple surface renewal model of carbon
diffusion, closely follows the measured values of the carbon content in the droplet. It is
important to note that the Brooks et al. model used empirical data from the Molloseau and
Fruehan study for some of the parameters in their model, so in effect they “fitted” their model
to the data and only claimed that this model is useful for global kinetic calculations and not
necessarily the “correct” kinetic model. Carbon diffusion with the metal droplets might be the
rate controlling step for the bloated droplets because there is enough oxygen available in the
system so that the generation rate of CO gas is high and the metal droplets become bloated.
Nevertheless, further work is required to fully understand the mechanism at the individual
droplet level.5) The approach of Brooks et al. was successfully applied to the experimental
results240) and this approach was incorporated into the global model.

142
Figure 8.1 Comparison of the change in carbon content of a metal droplet between measured
values from the experimental study of Molloseau and Fruehan240) and proposed kinetic models
As reviewed in section 2.4.2, other impurities such as silicon and manganese have an impact on
the decarburization rates of metal droplets in oxidizing slag. It should be noted that the
experimental studies169, 233) were limited with high manganese and silicon content, which were
relatively higher (above 1 mass %) than those in oxygen steelmaking practice. Only the model
developed by Sun and Zhang233) considered the metal droplets containing low silicon and
manganese content (below 1 mass %). In their work it was predicted that the decarburization
reaction rate was also suppressed and the effect of impurities was lower. However, these
predictions were not validated against experimental or industrial data. In conclusion, other
impurities have a potential to decrease the decarburization rates of metal droplets in the slag.
Particularly, high silicon could cause the formation of SiO2 at the start of the blow that retards
the decarburization reaction. There is very limited data available in the literature on the effect
of impurities on decarburization. Additionally, the industrial data used in this study has no
information about impurities within the metal droplets. For simplicity, it was assumed that
droplets only contain carbon and the effects of other impurities were not included.
In this model the effective mass transfer coefficient keff was calculated on the basis of Higbie’s
penetration theory.408) When the volume of an element is carried from a liquid phase to the
interface it reaches a stagnant point where it allows a certain concentration of the substance to
penetrate from the other phase before returning to its original liquid phase. This theory assumes

143
that the surface is continuously renewed by this process. The diffusion boundary layer can be
related to the residence time of the element at the interface. This approach was employed by
Brooks et al.5) to predict the mass transfer coefficient of carbon to the interface based on the
residence time of dense and bloated droplets. The relationship is:
p
dC
effD
uD2k
π= (8.6)
where DC is the diffusivity of carbon and ud is the overall velocity of droplet estimated by:
2
z
2
rd uuu += (8.7)
Here, uz and ur are the velocity of a metal droplet in the vertical and horizontal directions,
respectively. The calculation procedure of these values will be explained in the following section.
8.2.2 Droplet Residence Model
The decarburization rate is strongly dependent on the residence time of droplets in the emulsion,
as mentioned above, and that the bloating of a droplet is critical to understand the overall
kinetics of steelmaking. This model was designed to calculate the residence time of metal
droplets ejected to the emulsion phase as a function of the physical properties of slag, the FeO
concentration of slag, the carbon concentration of metal, and droplet generation due to jet
intensity.
The model developed by Brooks et al.5) was applied in this study because it includes the dynamics
of the motion of droplets in the slag-gas-metal emulsion phase. In the proposed model a force
balance was made based on the ballistic motion of a single droplet at vertical and horizontal
coordinates. The motion of a single droplet is illustrated in Figure 8.2.
Figure 8.2 The schematic illustration of ballistic motion of a metal droplet in slag5)

144
The relationship between the forces can be represented for horizontal and vertical coordinates in
the following equations.5)
for z direction:
z,Az,DGB
z
dd FFFFdt
duV −−−=ρ (8.8)
for r direction:
r,Ar,D
r
dd FFdt
duV −−=ρ (8.9)
where uz and ur are the velocity of droplet at z and r directions, respectively. Variables ρd and Vd
refer to the density and the volume of a droplet. FB, FG, FD and FA are buoyancy, gravitational,
drag and added mass forces, respectively. The relevant forces were found using the following
equations.5)
gVF sdB ρ= (8.10)
gVF ddG ρ= (8.11)
2
zsz,Ddpz,D uCA2
1F ρ= (8.12)
2
rsr,Ddpr,D uCA2
1F ρ= (8.13)
dt
duV
2
1F z
sdz,A ρ= (8.14)
dt
duV
2
1F r
sdr,A ρ= (8.15)
where ρs is the density of slag and Adp refers to the project area of droplet. The drag coefficients
can be obtained by:5)
1
zz,D Re24C −= )1(Rez ≤ (8.16)
6.0
zz,D Re5.18C −= )1000Re1( z ≤≤ (8.17)
44.0C z,D = )10000Re1000( z ≤≤ (8.18)
and
1
rr,D Re24C −= )1(Rer ≤ (8.19)

145
6.0
rr,D Re5.18C −= )1000Re1( r ≤≤ (8.20)
44.0C r,D = )10000Re1000( r ≤≤ (8.21)
where
s
spz
z
DuRe
µ
ρ= and
s
spr
r
DuRe
µ
ρ= (8.22)
Here Dp is a diameter of droplet and µs is the viscosity of slag. The velocity of the droplet to be
inserted into the Reynolds number was related to the initial velocity of metal droplet.
Substituting Equations (8.10) through (8.15) into Equations (8.8) and (8.9), the velocity of
droplets at z and r directions can be obtained in the following.5)
2
z
d
p,d
ds
z,Ds
ds
dsz uV
A
2
C
2
g)(2
dt
du⋅
ρ+ρ
ρ−
ρ+ρ
ρ−ρ= (8.23)
2
r
d
dp
ds
r,Dsr uV
A
2
C
dt
du⋅
ρ+ρ
ρ−= (8.24)
Equations (8.23) and (8.24) are the major differential equations to be solved. These equations
are highly non-linear. A numerical calculation was undertaken using the explicit forward
differencing method. The finite difference equations of (8.23) and (8.24) were derived as:
( ) ( ) ( )2
zz0
zz 1iu1iKKt
1iu)i(u−−+=
∆
−− (8.25)
( ) ( ) ( )2
rr
rr 1iu1iKt
1iu)i(u−−=
∆
−− (8.26)
Here
ds
ds
02
g)(2K
ρ+ρ
ρ−ρ= and
( ) dds
r,Ds
rD22
C3K
ρ+ρ
ρ−= (8.27)
Finally, the trajectory of a droplet in various directions can be calculated using the numerical
values of uz and ur:5)
[ ]∑ ∆−+=i
zzz t)1i(u)i(u2
1)i(L (8.28)
[ ]∑ ∆−+=i
rrr t)1i(u)i(u2
1)i(L (8.29)

146
where Lz(i) and Lr(i) are the trajectories of a droplet trajectory at z and r directions, respectively.
∆t is time-step used in differential equations. As Lz(i) approaches zero, the residence time can be
estimated using:5)
∑∆=
i
ttr (8.30)
This model is called the “ballistic motion model” and is valid for dense droplets. Dense droplets
can be seen under conditions of weak decarburization rates. In order to calculate the residence
time of bloated droplets the threshold decarburization rate was calculated. The bloating behavior
phenomenon cannot yet be completely explained from basic principles, so empiricism was
introduced. As a consequence, the threshold decarburization rate was evaluated from an
experimental study by Molloseau and Fruehan240) and calculated as a function of the FeO content
in slag using:5)
( )FeO%mass1086.2r 4*
c
−×= (8.31)
Subsequently, the apparent density of a droplet can be calculated as a function of the initial
density and rate of decarburization reaction given by:5)
c
c
0ddr
r ∗
ρ=ρ (8.32)
where ρd0 is the initial density of a droplet cr is the decarburization rate, and ∗cr is the threshold
decarburization rate. If there is no bloating motion of a droplet its apparent density is equivalent
to its initial density. It is represented as:5)
0dd ρ=ρ (8.33)
8.2.3 Basis of the Model
The following assumptions have been made in the model based on the industrial data available
for a 200-t oxygen steelmaking furnace.
1) The factors affecting the path of decarburization are the temperature profile of hot metal, the
amount of hot metal charged, hot metal and scrap compositions, scrap and flux additions, and
blowing practice, which were considered as system inputs for this model given in Figure 8.4. The
input data for the calculations were taken from industrial data reported by Cicutti et al.166, 167)
The outcome of other refining reactions such as the FeO concentration was entered as known
variables.
2) The simultaneous decarburization reactions at the impact zone and in the emulsion zone,
temperature profile of the bath, the dissolution process of flux, the melting process of scrap, the
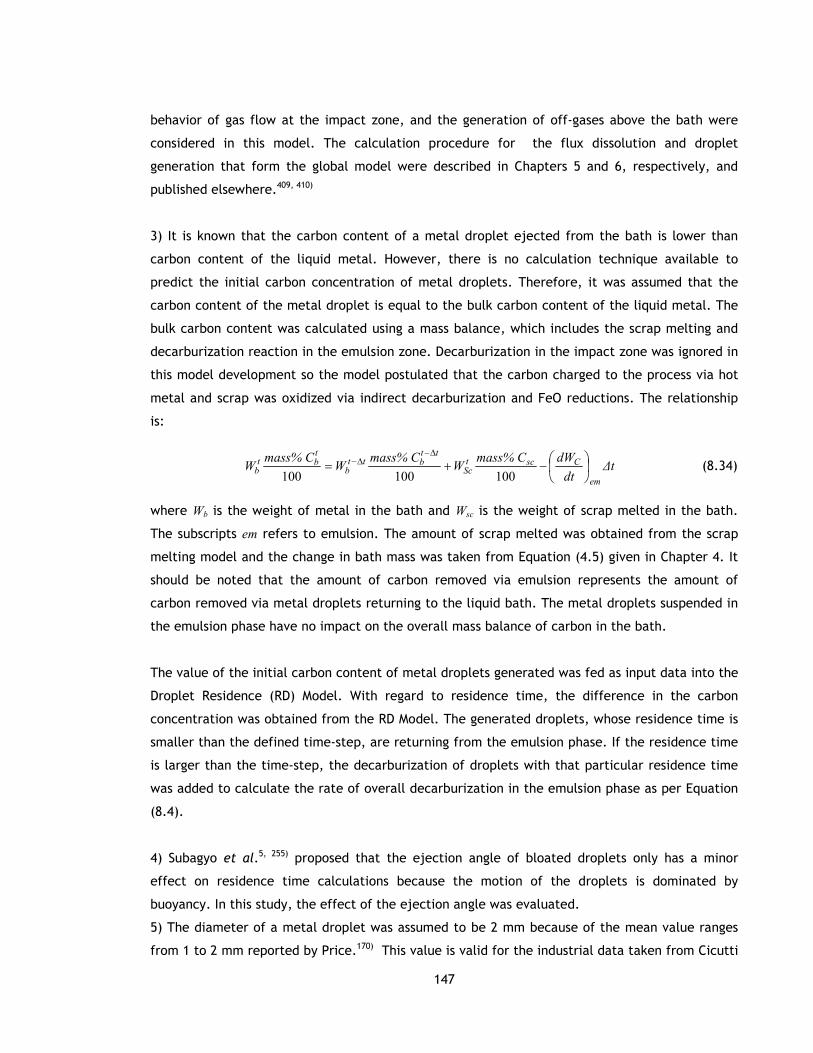
147
behavior of gas flow at the impact zone, and the generation of off-gases above the bath were
considered in this model. The calculation procedure for the flux dissolution and droplet
generation that form the global model were described in Chapters 5 and 6, respectively, and
published elsewhere.409, 410)
3) It is known that the carbon content of a metal droplet ejected from the bath is lower than
carbon content of the liquid metal. However, there is no calculation technique available to
predict the initial carbon concentration of metal droplets. Therefore, it was assumed that the
carbon content of the metal droplet is equal to the bulk carbon content of the liquid metal. The
bulk carbon content was calculated using a mass balance, which includes the scrap melting and
decarburization reaction in the emulsion zone. Decarburization in the impact zone was ignored in
this model development so the model postulated that the carbon charged to the process via hot
metal and scrap was oxidized via indirect decarburization and FeO reductions. The relationship
is:
∆tdt
dWmass% CW
mass% CW
mass% CW
em
CsctSc
ttbtt
b
tbt
b
−+=
∆−∆−
100100100 (8.34)
where Wb is the weight of metal in the bath and Wsc is the weight of scrap melted in the bath.
The subscripts em refers to emulsion. The amount of scrap melted was obtained from the scrap
melting model and the change in bath mass was taken from Equation (4.5) given in Chapter 4. It
should be noted that the amount of carbon removed via emulsion represents the amount of
carbon removed via metal droplets returning to the liquid bath. The metal droplets suspended in
the emulsion phase have no impact on the overall mass balance of carbon in the bath.
The value of the initial carbon content of metal droplets generated was fed as input data into the
Droplet Residence (RD) Model. With regard to residence time, the difference in the carbon
concentration was obtained from the RD Model. The generated droplets, whose residence time is
smaller than the defined time-step, are returning from the emulsion phase. If the residence time
is larger than the time-step, the decarburization of droplets with that particular residence time
was added to calculate the rate of overall decarburization in the emulsion phase as per Equation
(8.4).
4) Subagyo et al.5, 255) proposed that the ejection angle of bloated droplets only has a minor
effect on residence time calculations because the motion of the droplets is dominated by
buoyancy. In this study, the effect of the ejection angle was evaluated.
5) The diameter of a metal droplet was assumed to be 2 mm because of the mean value ranges
from 1 to 2 mm reported by Price.170) This value is valid for the industrial data taken from Cicutti

148
et al. They also stated that the drop size varies from 0.23 mm to 3.35 mm.166) However, the
effects of size distribution on the instanenous decarburization rates in the emulsion phase and
overall kinetics of the process were included.
6) The decarburization rate of an individual droplet was calculated using the rate equation
proposed by Brooks et al. given in Table 8.1.
7) The diffusivity of carbon in liquid iron is 2х10-9 m2/s at 1600 °C.411) The diffusivity of carbon
was determined as a function of the slag temperature and viscosity of the slag-metal-gas
emulsion based on the Stokes-Einstein and Eyring equations for various temperatures. It was
assumed that the slag temperature increases linearly and is 100°C higher than the bath
temperature. The relationship is given in Equation (4.8) in Chapter 4.
8) For a slag-metal-gas emulsion, the motion of metal droplets is influenced by the gas bubbles
trapped in the gas phase. The metal droplets were treated as a dispersed phase in a slag-gas
continuum. The average density and viscosity of the slag-gas continuum was calculated by the
following equations.5, 257)
( )gsggsg φρφρρ −+= 1 (8.35)
( )( )( )gs
gsg
g
ssg ρρ
ρρ
φ
µµ
−
−
−=
3/113
2 (8.36)
Here gφ refers to the volume fraction of the gas in the emulsion and can be given by:5)
smg
sg
VVV
V
++=φ (8.37)
Initially, the density and viscosity of slag was calculated as a function of the slag composition and
temperature as explained in Appendix C. These values were entered as input data into the
droplet residence model. The average density and viscosity of the slag-gas continuum were
calculated as a function of the gas volume, as given in Equations (8.35) and (8.36) to predict the
velocity of the droplets in the z and r directions.
9) The initial velocity of a droplet was estimated based on the conservation of energy relationship
proposed by Subagyo et al.255) This relationship suggests that the kinetic energy of blown gas is
used to generate and eject the droplets. The kinetic energy absorbed by a metal droplet from the
oxygen jet EKd was calculated using:255)

149
2
)0(dBKd uR2
1E = (8.38)
where RB and ud(0) denote the droplet generation rate and initial velocity of droplets,
respectively. This relationship is valid if all the produced droplets are spherical. The kinetic
energy of the blowing gas EKg, is:255)
2
gGgKg uR2
1E ρ= (8.39)
The kinetic energy absorbed by the metal droplets was correlated to the kinetic energy of blown
gas as a function of the blowing number NB based on the experimental data reported by Subagyo
et al.255) and Koria and Lange.267) The correlation is given in the following255)
7.0
B
Kg
KdN00143.0
E
E= (8.40)
10) The equilibrium concentrations of carbon and iron oxide were determined by the activity
coefficient and concentration. The activity of carbon follows Henry’s Law and was calculated
from the interaction parameter of carbon itself because it was assumed that carbon is the only
substitute in a metal droplet. Alternatively, the Raultian activity coefficient of iron oxide was
determined as a function of the temperature and composition of other oxides in slag. The
programming codes for the equilibrium calculations are given in Appendix E.
11) Ito and Fruehan412, 413) reported that the gas volume fraction in the slag-metal-gas emulsion
varies between 0.7 and 0.9. The average value of this range, 0.8, was used to calculate the slag-
gas continuum in this study. An assessment of this assumption will be discussed in the results
section.
12) The slag foam height was assumed to be constant and equal to 2 m. In an oxygen steelmaking
furnace the foam height might reach to the mouth of the furnace, particularly during the main
blowing period. An assessment of this assumption will be discussed in the results section.
8.3 Formulation of the Model
The sequence of calculation procedure to compute the residence time of metal droplets ejected
for a given time step is shown in Figure 8.3. Blowing conditions such as the variation in lance
height and presumed slag composition were entered as input data into the RD sub-model. The
slag properties were calculated as a function of the slag composition and temperature. The
droplet generation was then calculated as a function of blowing conditions. The output results of

150
the droplet generation sub-model were used to calculate the initial velocity of metal droplets
ejected to the emulsion phase and calculate the quantity of metal droplets ejected. Then, the
velocity and trajectory of metal droplets were obtained based on the finite difference technique.
The values of droplet velocity as a function of change in their diameter were put into an Equation
(8.6) to calculate the effective mass transfer coefficient. Therefore, the decarburization rate in
the metal droplets and change in the carbon concentration of metal droplets can be calculated.
If the decarburization rate is higher than threshold decarburization, bloating occurs. This
calculation procedure was repeated until the trajectory of metal droplets in the z direction
reaches zero. The programming code related to the droplet residence model is given in Appendix
E. In this droplet residence model the selected time step was 0.0001s for numerical accuracy and
computational time.
The sequence of the calculation procedure to estimate the decarburization rate of metal droplets
is shown schematically in Figure 8.4. The programming code is provided in Appendix F. The
output values for residence time and change in carbon content of metal droplets were taken from
the RD sub-model to feed into the DCE sub-model as input data.
The matrix called “DrTime” was introduced to track the change of the residence time of metal
droplets ejected from the liquid bath in each time step, with respect to blowing time. The
residence time of metal droplets were entered into the matrix beginning with time=2 min.
corresponding to the moment they were ejected to the slag phase.
The matrix DrTime is given using:
( ) ( ) ( )( ) ( )
( )
=
ttr000
......00
ttr...ttr0
ttr...ttrttr
DrTime
ij
j222
j11211
M,....,1j
M,.....,1i
=
= (8.41)
ttrtr 1ijij ∆−= − (8.42)
The matrix DrTime is an M×M array where M is the total number of time steps for a single
simulation. In the proposed global model the time-step ∆t was selected as 1 min and the process
time step is divided into N equal small time-steps ∆ts=∆t/N. For example, if the time step is
selected as 5 seconds for DCE sub-model then ∆ts would be 5 and N would be equal to 12. For the
entire blowing time, the total amount of variables, M to be entered to the matrix can be found
using:

151
Figure 8.3 Algorithm of droplet residence model
NtM b ×= (8.43)
Here tb denotes the blowing time. Another matrix called “Crange” was formed which denotes the
change in carbon concentration with respect to blowing time. This matrix was developed based
on the same procedure as the “DrTime” matrix.
Yes
Initialize variables Tb, Ts, WM, dd, QO2, h, n, dt, α
Calculate blowing number, NB
Calculate slag properties µs, ρs u
Calculate generation rate of metal droplets
Calculate initial velocity of droplet with size of dd
Find out decarburization rate
Is rc<rc*?
Calculate threshold decarburization rate, rc*
Calculate density change
No
Calculate velocity of droplet with size of dd
Calculate mass transfer coefficient
Calculate decarburization rate
Calculate diameter change
Calculate carbon content in metal droplet
Calculate residence time of droplet
Calculate trajectory of droplet

152
( ) ( ) ( )( ) ( )
( )
=
tC000
......00
tC...tC0
tC...tCtC
Crange
ij
j222
j11211
M,....,1j
M,.....,1i
=
= (8.44)
Both matrices, DrTime and Crange could then be used in the program to estimate the total
amount of metal droplets in the emulsion phase, the total amount of metal returning to the
metal bath, and the total decarburization rate of metal droplets in the emulsion phase.
Based on droplet residence, the quantity of metal droplets in the emulsion phase and quantity of
metal droplets returning to the metal bath were calculated using Equations (8.2) and (8.3),
respectively. And the total decarburization rate within the individual droplets was calculated
using Equation (8.4).
Figure 8.4 Algorithm of the decarburization model
8.4 Verification and Validation
The droplet residence sub-model was verified by comparing the predicted droplet residence time
by the model with the results of Brooks et al.5) Figure 8.5 shows the position of droplets ejected
at a 60 deg angle as a function of the initial droplet diameter. The calculations were performed
based on a 2 m thick layer of slag with a density of 2991.4 kg/m3 and a viscosity of 0.0709 Pa.s.
The model was able to duplicate the previous model. This model was linked to decarburization in
the emulsion model.
Initialize variables WM, dd, Ci,
Calculate residence time of metal droplets
Calculate slag properties µs, ρs u
Calculate decarburization rate using Eq.(8.4)
Calculate carbon content of metal droplets using Eq.(4.4)
Get values from Droplet Residence Model

153
Figure 8.5 The results for the residence time of metal droplets with various diameters as a
function of vertical distance are compared with Brooks et al.5)
The decarburization rate was calculated based on an assumption that the decarburization
reaction only takes place in the emulsion zone. Industrial data from the study by Cicutti et al.166,
167) was used as an input in this model. The operating conditions are given in Table 8.2. The
model predictions for the carbon content of liquid iron with respect to various time steps are
given in Figure 8.6. The results are close to each other. A comparison of the decarburization rate
in the emulsion zone as a function of various time steps is given in Figure 8.7. The rates predicted
by the model are converging as the time step decreased. The results for 5 and 2 s time steps are
close to each other until 12 min after the start of the blow. Later, periodical differences can be
seen towards the end of the blow. This is due to the presence of dense droplets in the emulsion
phase. Towards the end of the blow, metal droplets contain less carbon and the driving force for
the reaction between metal droplets and slag is decreased. The bloating behavior of droplets
only takes a short time due to weak decarburization and the emulsion phase begining to collapse.
Unfortunately, calculations for the decarburization rate of dense droplets did not converge
because the time step was reduced. In order to overcome this numerical problem it was
necessary to run the routine using very short time steps (<0.5 s). However, the calculations could
not proceed for smaller time-steps due to computational limitations. For this reason, the results
presented were based on the model using 5 s time-steps.
It should be noted that these numerical problems had no noticeable influence on the overall rate
of carbon removal in the emulsion, as mention in section 8.2.3. The mass balance calculation
only considers the amount of carbon removed from the metal droplets returning to the bath. For
instance, the maximum difference in the total amount of carbon removed is approximately 25 kg

154
for a 2 s time step, which decreases to 0.1 kg towards the end of the blow. At peak points after
12th min, as seen in Figure 8.7, the difference in the amount of carbon removed increased to 15
kg. However, these “spikes” in the instantaneous decarburization rates are not important to the
overall rate of carbon removal. These results show that whilst the current model is not good at
predicting instantaneous decarburization rates for dense droplets, this is not a major shortcoming
for predicting the overall decarburization rate.
Table 8.2 Data for numerical calculation166, 167)
Hot metal charged 170 t
Scrap charged 30 t
Oxygen flow rate 620 Nm3/min
Supply pressure 10 atm
Number of nozzle 6
Throat diameter of nozzle 33 mm
Exit diameter of nozzle 45 mm
Inclination angle 17.5°
Lance height 1.8-2.5 m
Initial hot metal temperature 1350 °C
Tapping temperature 1650 °C
Figure 8.6 Model predictions for carbon content of liquid iron were compared for various time-
steps with respect to blowing time

155
As seen in Figure 8.7, the model predicts that the decarburization rate increases at 4 min and at
7 min. At this point the rate reaches its peak level during the main blow and decreases back
towards the end of the blow. This increase in the decarburization rate is due to variations in the
lance height. These variations in lance height were given in Figure 8.7. As the lance height is
decreased there is an increase in the number of droplets ejected through the emulsion zone and
consequently, the reaction rate of decarburization increases significantly in the emulsion zone.
Figure 8.7 Model predictions for decarburization rate in the emulsion phase were compared for
various time-steps as a function of lance height
8.5 Results and Discussion
8.5.1 Residence Time
Figure 8.8 illustrates the evolution of the residence time of droplets with a diameter of 2 mm as
a function of the carbon concentration of the bath, as predicted by the proposed model. In the
early part of the blow the residence time of droplets is around 45 s. Towards the end of the blow
it decreases to 0.4 s. As seen, the residence time of droplets is much higher in the presence of
high carbon concentrations. Towards the end of the blow the residence time is low due to weak
decarburization rates. This may imply that the metal droplets are “bloated” with CO gas,

156
generated during the active decarburization period and then become less dense and spend longer
time in the emulsion.206) However, towards the end of the blow the metal droplets maintain their
original density due to slow decarburization.
Figure 8.8 Residence times of droplets as a function of initial carbon content in the metal
droplets
Significant differences in droplet residence time are also due to the physical properties of slag as
a function of the gas volume fraction. For example, the gas hold up of 80% in the emulsion
increases the viscosity of the slag-gas continuum by two times the viscosity of the slag, and
decreases the density of the slag-gas continuum by four times the density of the slag. Model
results of residence time, assuming a gas volume fraction of 0.8 with respect to the density and
the viscosity of slag-gas continuum, are illustrated in Figure 8.9.
The residence times of droplets decrease as the density of the slag-gas continuum decreases
towards the end of the blow. On the other hand, it is expected to observe a higher residence
time because the viscosity of the slag-gas continuum decreases. As the carbon content of droplets
decreases the droplets are not bloated and have a short residence time. This demonstrates that
the carbon content of liquid iron has a predominant role on the residence time of droplets.
A significant decrease in the residence time of droplets decreases the decarburization rates as
per that given in Figure 8.7. As a result, it was concluded that the decarburization rate is strongly
dependent on the residence time of droplets in the emulsion and that the bloating of a droplet is
critical to understand the overall kinetics of steelmaking. It was found that running the model
without including the bloated droplet theory (every droplet is dense) results in vastly under
predicting the overall decarburization rate. The decarburization rate via emulsified droplets
decreases from 200 kg/min to 70 kg/min when dense droplet assumption was considered.

157
Figure 8.9 Evolution of droplets residence time with respect to physical properties of slag-gas
continuum during the blow
8.5.2 Effect of Gas Fraction on Residence Time
Figure 8.10 shows the residence time of bloated droplets in the slag-metal-gas emulsion
predicted for different volume fractions of gas hold up. It can be seen from these results that the
greater the hold up of gas in the slag, the shorter the predicted residence time of the droplets.
As the gas volume fraction increases from 0.7 to 0.9, the residence time of droplets is predicted
to decrease from 45 s to 0.9 s. This variation is due to a change in the physical properties of the
slag-gas continuum. Particularly, the variation in viscosity has a greater impact on the residence
time of the droplets. The residence time of droplets will decrease from 51 s to 0.6 s as the
viscosity of the slag-gas continuum increases from 26.02 kg/ms to 28.175 kg/ms, if the volume
fraction of gas increases from 0.7 to 0.9.
A further instance of this is that the density of the slag-gas continuum varies between 450 and
550 kg/m3 for a gas fraction of 0.8. This range will decrease approximately 250-270 kg/m3 for a
gas fraction of 0.9. As the gas hold up increases the density decreases and the viscosity increases,
which in turn, influences the velocity of the droplets and thereby the trajectory of the droplets.
As a result, the droplets return to the bath in a shorter time. This implies that the amount of gas
in the emulsion is crucial to accurately predict the residence of droplets.
The presence of gas in the emulsion depends on the bloating behavior of the droplets as well as
gas generated from the impact zone. Since the decarburization reaction in the impact zone has
been ignored at this stage, the amount of gas generated in the emulsion was calculated as a

158
function of the gas generated within the metal droplets using Equation (8.37). The change in the
gas fraction is given in Figure 8.11. As seen from the results presented, the gas fraction is
relatively smaller than those reported in the literature. This implies that some of the gas
generated from the impact zone is also held up in the emulsion phase. However, it is very
difficult to estimate this process variable due to the lack of data in the literature. Therefore, the
gas volume faction will be considered as constant and equal to 0.8 in this study.
Figure 8.10 Residence time of the droplets as a function of gas fraction
Figure 8.11 Gas fraction in the emulsion during the blow
8.5.3 Effects of Ejection Angle on Residence Time
The droplet residence model was further used to investigate the effects of the ejection angle on
droplet trajectories under various operating conditions. Table 8.3 lists the selected operating
conditions such as variations in the lance height and FeO concentrations of the slag taken from
industrial data by Cicutti et al. at various blowing periods, to investigate the effects of different
process conditions on the behavior of metal droplets.
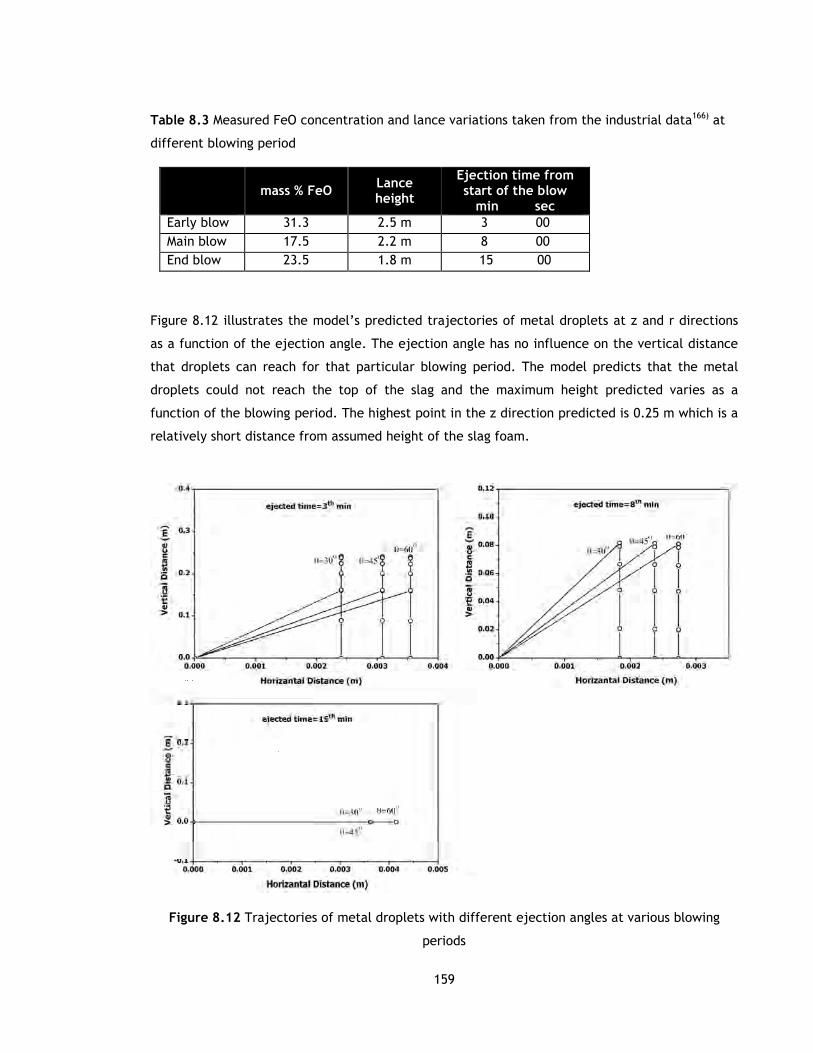
159
Table 8.3 Measured FeO concentration and lance variations taken from the industrial data166) at
different blowing period
mass % FeO
Lance height
Ejection time from start of the blow min sec
Early blow 31.3 2.5 m 3 00
Main blow 17.5 2.2 m 8 00
End blow 23.5 1.8 m 15 00
Figure 8.12 illustrates the model’s predicted trajectories of metal droplets at z and r directions
as a function of the ejection angle. The ejection angle has no influence on the vertical distance
that droplets can reach for that particular blowing period. The model predicts that the metal
droplets could not reach the top of the slag and the maximum height predicted varies as a
function of the blowing period. The highest point in the z direction predicted is 0.25 m which is a
relatively short distance from assumed height of the slag foam.
Figure 8.12 Trajectories of metal droplets with different ejection angles at various blowing
periods

160
8.5.4 Effects of Droplet Size on Residence Time
Figure 8.13 illustrates the change in the size of a droplet ejected at a 60° angle from the bath
predicted by the global model as a function of residence time during the blow. There is a
significant increase in diameter (three times larger than initial diameter) of a droplet due to its
bloating behavior regardless of the blowing period. However, this increase in size decreases
towards the end of the blow. This is most likely due to a decrease in the carbon concentration
because the decarburization rate decreases with a decrease in the carbon concentration of the
droplets. This indicates that maximum decarburization will be achieved initially followed by an
eventual decrease in the reaction rate. The carbon content of the droplet and concentration of
FeO are important in determining changes in the size of the droplet. However, the effect of
variations in FeO content in the slag is not clear in this study. Therefore, a more robust
understanding of how FeO varies during the blow will be important to improve the models
described in this study because the FeO values used in our calculation come directly from
industrial data.
Additionally, slag formation has an influence on the prediction of droplet residence times.
However, it is unlikely the current study will investigate any further because the model does not
include slag formation. The effect of slag formation on the droplets residence time is also worthy
of further study.
Figure 8.13 Change in diameter of droplets ejected in a 60-deg angle at different times
predicted by the model

161
Figure 8.14 illustrates the model’s predicted residence time of bloated droplets ejected at a 60˚
angle with respect to different droplet sizes in various ejection periods. The droplet residence
time varies significantly with respect to the operating conditions as well as droplet size. In an
early blow, as droplet size increases, the residence time increases. It is most likely that the
metal droplets contain more carbon and they require a longer time for the decarburization
reaction. The droplets with an initial diameter of 0.25 mm are predicted to return quickly due to
fast decarburization in the early and main blowing period.
In addition, the blowing conditions also influence the distribution of residence time for different
size droplets. In the main blow, the residence time first increases with the initial diameter of the
droplets and then decreases for droplets initially larger than 1 mm. A similar behavior was
obtained for droplets initially larger than 0.5 mm towards the end of the blow. It can be
concluded that maximum residence time shifts from larger droplets to smaller ones as the carbon
concentration decreases.
Figure 8.14 Residence times predicted by the model for industrial data by Cicutti et al. as a
function of droplet size at different blowing period
The trajectory of droplets with various droplet size ejected at a 60° angle at various ejection
times was compared with respect to time in Figure 8.15. It shows that larger droplets are
predicted to spend a longer time than smaller droplets in the emulsion, except at the end of the
blow. In the early blow the droplets are thrown higher than those ejected during later stages of
the blow. It can be noticed that the droplets with an initial diameter of 3 mm return to the bath
immediately since the ejection velocity is more likely to become low towards the end of the

162
blow. On the other hand, droplets with an initial diameter of 0.25 mm return to the bath zone
directly, due to fast decarburization. This implies that the residence time of droplets decreases
significantly, which in turn lowers the decarburization rates, particularly towards the end of a
blow.
Figure 8.15 Behavior of droplets ejected at different times predicted by the model
8.5.5 Effects of Droplet Size on Decarburization Rate
Figure 8.16 illustrates the changes in decarburization rates as a function of droplet size with
respect to blowing time. As discussed in Figure 8.14 and Figure 8.15, the residence time of larger
droplets is higher than smaller ones in the early blow where in turn the decarburization rates will
increase as the droplet size increases. Later, the decarburization rates of large droplets
decreases dramatically compared to the reaction rates of smaller ones. This shows that the
decarburization rate strongly depends on the residence time of droplets. Additionally, the model
suggests that the maximum reaction rates in the emulsion can be achieved by the generation of
smaller droplets.

163
Once again, this figure indicates that the model cannot predict the decarburization rates of
dense droplets towards the end of a blow, as mentioned in section 8.4. Metal droplets 2 mm or 3
mm in size become dense and only spend a few seconds in the emulsion phase compared to the
smaller ones. Mathematically, the decarburization rates of the present dense droplets add up
with those of bloated droplets which in turn, generate noticeable differences in the overall
decarburization rates in the emulsion phase. These differences are relatively small for smaller
droplets because they are bloated and contribute to the carbon refining rates in the emulsion
phase.
Figure 8.16 Model predictions of decarburization rates as a function of droplet size
8.5.6 Effect of Ejection Angle on Decarburization Rate
Decarburization in the emulsion model was simulated for a 30° and 60° ejection angle to verify
this assumption. The simulations were performed for droplets with an initial diameter of 2 mm.
Figure 8.17 demonstrates the change in the decarburization rate predicted by the model as a
function of the ejection angle. As seen from the figure, the decarburization curves are close to
each other during the first half of the blow because the metal droplets are bloated. The model
predicts that the decarburization rates using an assumption of droplet ejection in a 60° angle are
relatively lower than those with a 30° ejection angle. It would seem that the decarburization
rate decreases as the ejection angle increases towards the end of the blow. This implies that as
the droplets become denser the ejection angle has more influence on their residence time.
In this study the decarburization rates were calculated based on an assumption that the ejection
angle is constant and equals 60°, as mentioned in section 8.2.3 for simplicity. This assumption
seems to be reasonable since the metal droplets become bloated during most of the blow.

164
Figure 8.17 Model predictions of decarburization rate with respect to ejection angle
8.6 Conclusion
A mathematical model was developed to study the decarburization reaction in the slag-metal-gas
emulsion for industrial practice. A numerical calculation technique was used to predict the
residence time of the droplets and the decarburization rates of individual droplets during the
blow. This model was linked to the global model to calculate the carbon change of a metal bath
with time. As a result of decarburization in the emulsion model, the following conclusions can be
drawn.
1. The bloated droplet theory has been applied to the industrial data. A global model including
the bloated droplet theory can predict the decarburization rates of individual droplets under full-
scale operating conditions for the oxygen steelmaking process. The decarburization rate in the
emulsion zone increases as the lance height is decreased.
2. The proposed model provides information about variations in the residence time of ejected
metal droplets. For bloated droplets, it is predicted that their residence time in emulsion is
around 45 s during the blow. Towards the end of the blow, the residence time of droplets
decreases to 0.4 s.
3. The residence time of droplets depends strongly on the carbon content of the metal droplets
as well as the volume fraction of the gas in the slag-metal-gas emulsion.

165
CHAPTER 9
9 Decarburization in the Impact Zone Model
9.1 Introduction
The model described in this chapter was designed to calculate the rate of decarburization in the
impact zone for a given time step. There have been several experimental studies on the
mechanism and kinetics of the decarburization reaction of liquid iron with gaseous oxygen and
carbon dioxide. However, there are only limited studies58) based on the industrial data of carbon
removal rates via direct oxidation at the impact zone, due to the complexity of the process. This
model is an attempt to implement the theoretical findings from experimental studies to full-scale
operating conditions.
9.2 Model Development
At the impact zone the dissolved carbon reacts with gaseous oxygen and carbon dioxide. (See
section 2.5) The reactions are:
[ ] )g()g(2 CO2COC =+ (9.1)
[ ] )g()g(2 COO2/1C =+ (9.2)
Accordingly, the decarburization rate via CO2 and O2 are given by the following equations,
respectively.8)
2CO
C JV
Amw100
dt
dC
ρ=
− (9.3)
2
200 OC JV
Amw
dt
dC
=
−ρ
(9.4)
where A is the surface area, V is the volume of the liquid, ρ is the density of liquid metal and mwC
is the molecular weight of carbon. 2COJ and
2OJ are the flux of carbon dioxide and the flux of
oxygen with regard to the Equations (2.52) and (2.53).
9.2.1 Rate-Determining Step
In this study it was considered that the decarburization reactions in the impact zone vary over a
large range of temperature and fluid flow conditions, with different concentration of sulphur.

166
In the case of decarburization via CO2, a model based on mixed control kinetics, including gas
phase mass transfer and chemical kinetics, was used because it has been established that sulphur
has a retarding effect on the kinetics of a decarburization reaction60, 155, 161, 195) and this effect
should be considered when investigating the reaction rates of decarburization under various
operational conditions. The rate equation can be written by:60)
b
COa 2Pk
V
A1200
dt
dC
ρ=
− (9.5)
where
tgf
ak/1k/RT
1k
+= (9.6)
Here kg, kt and ka are the gas phase mass transfer coefficient, the chemical rate constant and the
apparent rate constant, respectively. b
CO2P is the partial pressure of CO2 in the gas mixture, R is
gas constant and Tf is the average gas film temperature.
It was assumed that the rate of decarburization via oxygen was controlled by mass transfer in the
gas phase because it has been established that gas diffusion has a predominant effect on reaction
kinetics and surface active elements play no important role on the reaction mechanism.159, 180, 185,
190) The rate equation can be written using:180, 185)
( )b
Og 2P1lnk
V
A2400
dt
dC+
ρ=
− (9.7)
Equations (9.5) and (9.7) were applied to calculate the reaction rates during the blowing period
where the carbon content is high. Below a critical value, carbon diffusion in the liquid phase is
considered to control the reaction rates of decarburization. The rate equation is represented in a
mass unit by the Equation (9.8):154)
( )eqbm
mC C%massC%mass
100Ak
dt
dW −
ρ= (9.8)
where ρm is the density of liquid iron and km is the mass transfer coefficient of carbon in liquid
iron. The equilibrium carbon content, Ceq was small and neglected in the calculations.
9.2.2 Calculation of Rate Constants
There are few studies154, 156, 414-417) for impinging gas jets at the metal surface. Based on the study
by Rao and Trass,414) Sain and Belton154) suggested a mass transfer correlation for impinging a jet
onto a liquid surface.

167
09.0
t
53.006.1
d
'zScRe026.0Sh
−
= (9.9)
This correlation is valid for ( ) 5.6d/'z t ≤ , ( ) 5.4d/x t ≤ but it is not the case in an industrial
configuration. Lohe417) also suggested mass transfer correlations for gas side mass transfer, which
are given based on the range of Reynolds number:
330510411 .. ScRe.Sh = , 42 103102 ⋅≤≤⋅ Re (9.10)
530750410 .. ScRe.Sh = , 54 102103 ⋅≤≤⋅ Re (9.11)
Here D/rkSh 0m= , µρ= /urRe 0 and ( )D/Sc ρµ= . dt refers to nozzle throat diameter and z'
denotes the distance of the nozzle from the surface of the liquid. Interdiffusivity, viscosity and
density of fluid (gas) at Tf are D, µ and ρ, respectively. Sc varies between 0.1 and 2 for gases.149)
These correlations were used for the range of Reynolds number applying in this study. The
velocity of the gas to be inserted into the Reynolds number was designated as the mean velocity
of the gas. In this study it was assumed to be equal to the impact velocity from the oxygen lance.
The details of impact velocity calculation were explained in Chapter 5.
Variable r0 is the radius of the inundated surface area. The variable r0 was considered to be the
radius of the individual penetration area. There are few proposed correlations44, 46, 54, 418, 419) to
calculate the diameter of the penetration area. The correlation developed by Koria and Lange54)
was used to estimate the diameter of the cavity because this study was based on an experimental
study at steelmaking temperatures, and the penetration correlations have been widely used by
many researchers. The relationship was provided in Equation (2.14) in Chapter 2.
According to Sain and Belton154, 155) and Nagasaka and Fruehan,420) the rate constant of the
dissociative adsorption of CO2 for γ-iron by CO-CO2 was:
r
ss
f
t k)S%mass(K1
kk +
γ+= (9.12)
where kf, kr, Ks and γs refers to the chemical rate constant for pure iron, the residual rate at high
sulphur contents, the adsorption coefficient of sulphur, and the activity coefficient of sulphur in
liquid iron, respectively. In the study by Nagasaka et al.420), the standard state for sulphur
activity was taken as 1 mass % in carbon-saturated liquid iron that the activity coefficient was
assumed to equal unity for carbon-saturated liquid iron. The rate constants kf, kr and the
adsorption coefficient, Ks can be calculated as a function of the temperature using:155, 420)

168
21.0T
5080klog f −−= (9.13)
75.1T
5600klog r −−= (9.14)
57.0T
3600Klog s +−= (9.15)
In the case of mass transfer in the metal phase, the mass transfer coefficient was related to the
stirring intensity in the metal bath. Several researchers61, 246, 421, 422) proposed a correlation
between the mass transfer constant to the gas flow rate for gas stirred liquid-liquid systems.
Accordingly, the mass transfer coefficient can be found using:8, 271)
2/1
GCm
A
FDβk
⋅= (9.16)
where β is constant and equal to 500 m-0.5.271) FG is the volumetric gas flow rate (m3/s) and it was
assumed that inert gas blowing from the bottom of the furnace influences mixing in the bath. Dc
is the diffusion coefficient of carbon and the relationship between diffusivity in liquids and the
temperature and viscosity of liquid by the Stokes-Einstein and Eyring equations was used to
calculate the diffusivities of carbon in liquid iron for various temperatures.
9.2.3 Calculation of Partial Pressure
A determination of the partial pressure of oxidizing gasses such as CO2 and O2 is crucial because it
governs the amount of gas delivered to the system in order to achieve reactions at the impact
zone. The partial pressure of gases in the system varies as a function of the reaction rates and
gas composition. In this model it was assumed that the amount of gas blown (O2 and Ar-N2) and
10% of the total amount of gas generated from the decarburization reaction were available in the
impact zone for a given time interval. The gas generated by the decarburization reaction via
emulsion was not included in the calculations of partial pressure of gasses in the impact zone. In
this model the total amount of gas available in the system was calculated by the summation of
gasses (O2, CO, CO2 and Ar-N2) in the unit of mol over time step. The partial pressure of CO2 and
O2 were calculated from the molar rates of Ar-N2 (NA), O2 (NO2), CO (NCO) and CO2 (NCO2) and the
average pressure in the bath (P):
PNNNN
NP
22
2
2
OACOCO
CO
CO ×
+++= (9.17)

169
PNNNN
NP
22
2
2
OACOCO
O
O ×
+++= (9.18)
9.2.4 Calculation of Gas Temperature
The average gas film temperature Tf, is the mean of the temperature of bulk gas and
temperature at the gas-liquid interface. The film temperature was estimated using:185)
( )2
TTKT
bg
f
+= (9.19)
In this study the temperature of CO2, Tg was assumed to be equal to the temperature of the
impact zone whereas the temperature of O2 was assumed to be 25°C. Koch et al.78, 79) suggested
that the temperature at the impact area increases very rapidly in the early blow and remains at a
maximum level during the active decarburization period. Towards the end of the blow the impact
area temperature disappears. According to these studies, the impact temperature was assumed
to be 2000°C until 4 min after the start of the blow, followed by an increase to 2500°C till 14 min
after the blow, and then decreasing to the bath temperature towards the end of the blow, in this
study.
All dimensionless groups, and thereby the mass transfer coefficients of CO2 and O2 were
calculated at the film temperatures of the related gasses, as per previous studies179, 185) whereas
the rate constants kf, kr and adsorption coefficient Ks were calculated at the impact temperature
of the process.
9.2.5 Calculation of the Impact Area
It is known that an increase in the impact area significantly increases the reaction rates.195, 358)
Zughbi195) studied experimentally the effects of the bath surface area on the kinetics of the
decarburization reaction of Fe-C melts using a crucible technique at 1450 °C. They found that a
decrease in the bath area lowers the reaction rates. They observed that the reaction also takes
place outside the penetration area. However, there is limited knowledge of the reaction area at
the impact zone due to difficulties in measurements and visualization at high temperatures.
In this study the penetration area was assumed to be the reaction area for the carbon removal
reaction. The multi-head lance creates individual cavities on the liquid bath. The total impact
area of a jet can be calculated by a summation of the individual areas of a multi-head lance.8)
The shape of the cavity was assumed to be paraboloid.46, 358) The individual impact area was
calculated using:

170
( )i1i
2
i1i
i1i
i
r
0
2
22
rrrr
hh1r2
drdr
dh1r
2
dhdrr2Area
−
−
−+π=
+π=
+π=
++
+∑
∫
∫
(9.20)
where h is the paraboloid height and r is the paraboloid radius. The height equals to the
penetration depth which can be calculated using Korea and Lange’s363) relationship given in
Equation (2.13) in Chapter 2. Similarly, the radius was equal to half of the penetration diameter
and was also taken from Koria and Lange.54) There would also be a change in the cavity
throughout the blow due to surface waves, but this effect was ignored, based on the findings
from a study by Cheslak et al. because the cavity oscillations did not affect the final result of
their observations.46)
9.2.6 Calculation of the Critical Carbon Content
Different proposals were made to determine the critical carbon content of liquid iron. Goldstein
and Fruehan82) defined the critical carbon content as the carbon content where the
decarburization reaction rate during the main blow equals the decarburization rate at the end of
the blow. In this study this approach was used and it was assumed that the point where the total
rate of decarburization via gases was equal to the decarburization rate controlled by the mass
transfer of carbon in the liquid iron. The critical carbon content was obtained using:
( )ρ
ρ++
ρ=
Ak
PkV
A12P1lnk
V
A24
Cm
b
COa
b
Og
cr
22
(9.21)
9.2.7 Calculation of the Physical Properties of Gas
Viscosity
The viscosity of gases can be estimated using the Lennard-Jones parameter. The relationship is
given:423-426)
µ
−
Ω×
××=µ
2
c
fg7
gd
Tmw1093.266 (9.22)
where the molecular weight of gas is expressed as mwg and the collision diameter of gas is as dc.
The collision integral can be approximated by424)

171
2145.0
5.0kTkT
147.1
−−
µ
+
ε+
ε
=Ω (9.23)
In this equation a molecule’s kinetic energy is represented by kT while the potential energy of
two colliding molecules is represented by ε, which is Lennard-Jones potential well depth. The
characteristic parameters ε/k and dc for O2, CO, and CO2 are were taken from the literature427)
and given in Table 9.1.
Table 9.1 Characteristic parameter of gases427)
Characteristic parameters O2 CO CO2
ε/k 113.2 110.3 190
dc, (10-10 m) 3.433 3.59 3.996 Diffusivity
The Chapman-Enskog theory was applied to predict the inter-diffusivity of gases as a function of
temperature. The relationship is:149, 427)
BAAB,D
2
AB,c
2/3
f
ABmw
1
mw
1
dP
T0018583.0D +
Ω××= (9.24)
where the collision diameter between gases can be found using:149, 424)
( )B,cA,cAB,c dd5.0d += (9.25)
The collision integral for mixtures can be approximated by Cloutman424) using:
2
AB
145.0
AB
AB,D 5.0kTkT
−−
+
ε+
ε=Ω (9.26)
5.0
BAAB
kkk
εε=
ε (9.27)
9.3 Formulation of the Model
The sequence of calculating decarburization in the impact zone model is shown in Figure 9.1. The
data from hot metal composition such as carbon and sulphur, oxygen flow rate, lance height, and
bottom gas flow rate with time were taken from the related sub-models. The penetration area
was calculated as a function of lance dynamics and gas flow rates.

172
The values from the bath temperature (MMT) sub-model were used to calculate the gas film
temperatures because of the physical properties of gasses, and therefore dimensionless groups
such as Re, Sc were calculated as a function of the gas film temperature. The mass transfer rates
of CO2 and O2 and the rate constant for the CO2 reaction were estimated using Equations (9.9),
(9.10), (9.11) and (9.12) to calculate the individual decarburization rate via oxygen and carbon
dioxide. The programming code related to the impact zone sub-model is given in Appendix G. The
physical properties of CO2 and O2 are also provided in Appendix G.
Figure 9.1 Algorithm of the decarburization at impact zone model
9.4 Validation of the DCI Model
Model predictions for the overall rate constants of CO2, including both gas diffusion and chemical
kinetics, are given as a function of the sulphur concentration in Figure 9.2. The predictions were
compared with experimental data by Sain and Belton.154, 155) Their experiments were carried out
with a lance height of 2-3 mm and a flow rate of 0.02-0.03 m3/min. CO2 gas was blown with Ar
and N2 gases onto the liquid iron bath between 1160 and 1600°C. The solid lines represent the
model predictions whereas the points are related to experimental data by Sain and Belton.
The model results are consistent with the experimental data reported by the previous
researchers. The mass transfer coefficient values are much higher (approximately 6x10-3
mol/cm2.atm.s for 0.2-0.1 mass % sulphur and 10 l/min gas flow rate at 1600 °C) than the
chemical kinetics constants (3.7-5.5x10-4 mol/cm2.atm.s) that the decarburization reaction is
controlled by the dissociative adsorption of CO2. Accordingly, the reaction rate is influenced by
Initialize variables Wb, mass % C, PO2, PCO2
Calculate film temperature using Eq. (9.19)
Calculate interfacial area
Calculate rate constants using Eq.s (9.9),(9.12),(9.16)
Calculate rate of decarburization
Get values from MMT Model
Get values from LT and OT Models

173
the temperature of the bath and the sulphur concentration of liquid iron. As the temperature of
the bath increases, the rate increases.
Figure 9.2 Rate constant of CO2 as a function of sulphur concentration calculated at different
temperatures using the data of Sain and Belton154, 155) Closed circles are for experimental data,
solid lines are for model results
9.5 Results and Discussion
9.5.1 Rate Constants
The model was further studied using the industrial conditions reported by Cicutti et al.166) Table
9.2 lists the operating conditions taken from the industrial data reported by Cicutti et al.166) The
bath sulphur concentration was assumed to be constant with a value of 0.015 mass % during the
blow. Figure 9.3 shows the predictions for the rate constants for CO2 during the blow. The mass
transfer coefficient kg was influenced by the gas velocity, penetration profile, and physical
properties of the gasses, simultaneously, while the values of kg vary between 25-35
mole/m2.s.atm (270-378 m/min). The predicted values for the mass transfer coefficient of
oxygen in the gas phase were between 560 and 670 m/min. An increase in the gas velocity and
impact area radius causes an increase in the gas-metal transfer coefficients. In real practice,
these properties vary dynamically but they all have important impact on gas diffusion.
The reaction rate constant kt is only a function of the impact temperature because the
concentration of sulphur was assumed to remain constant during the blow. Consequently, as the
temperature of the impact zone decreases, the reaction rate constant decreases. As can be seen
in Figure 9.3, the values for gas diffusion and chemical reaction constants are close to each other

174
2 min after the start of the blow. This suggests that the decarburization of liquid iron via CO2 at
the impact zone is influenced by mixed control at a high carbon concentration under various
operating conditions such as temperature, gas flow rate, and lance height.
Table 9.2 Data for numerical calculation166)
Hot metal charged 170 t
Scrap charged 30 t
Oxygen flow rate 620 Nm3/min
Supply pressure 10 atm
Number of nozzle 6
Throat diameter of nozzle 33 mm
Exit diameter of nozzle 45 mm
Inclination angle 17.5°
Lance height 1.8-2.5 m
Initial hot metal temperature 1350 °C
Tapping temperature 1650 °C
Figure 9.3 The variations in rate constants for CO2 throughout the blow
9.5.2 Impact Area
The impact area was calculated as a function of the penetration depth and diameter. Figure 9.4
shows the predicted individual impact area as a function of lance dynamics. As the lance height
decreases, the penetration depth increases and the radius of the penetration decreases. At lower

175
lance heights, the penetration would be deeper with a lower penetration radius, and therefore,
the penetration area would decrease. These findings agree with those by Koria and Lange.54) The
individual penetration area ranges between 2.6 and 2.3 m2 using Equation (9.20). In this study it
was assumed that interaction between the separate jets does not occur. This assumption is valid
for jets with an inclination angle higher than 8°. Consequently, the total impact area is predicted
to vary from 13 to 15.5 m2.
Figure 9.4 The changes in impact area as a function of penetration depth, radius and lance
height
9.5.3 Decarburization via O2
The reaction rates of decarburization via oxygen were calculated using Equation (9.7) as a
function of the partial pressure of oxygen, and the impact area and mass transfer of oxygen in
the gas boundary layer given in Figure 9.5. The reaction rates varied from 180 to 280 kg/min. The
reaction rate increases the impact area, or the mass transfer constant, or the partial pressure of
oxygen increases. The reaction rates increases throughout the blow except for periods when the
partial pressure of oxygen drops significantly. It was found that if the partial pressure decreases
from 0.26 to 0.16 atm, the decarburization rate decreased from 202 to 134 kg/min. This suggests
that the partial pressure of oxygen has a decisive impact on the decarburization rates. However,
it should be noted that these parameters have a relative importance on the kinetics of
decarburization reactions via gaseous oxygen in a dynamic oxygen steelmaking process.

176
Figure 9.5 Decarburization reaction via oxygen as a function of partial pressure of oxygen,
impact area and mass transfer coefficient
9.5.4 Decarburization via CO2
Figure 9.6 shows the estimated decarburization rates via CO2 as a function of the partial pressure
of CO2, the apparent rate constant, and the impact area for the region above the critical carbon
content. The rates of decarburization were calculated for CO2 using Equation (9.5). The reaction
rate dropped much less rapidly with the partial pressure of CO2 compared to the decarburization
rates via oxygen. For example, an increase in the partial pressure of CO2 increases the reaction
rate slightly with time in the early part of the blow, as the impact area and rate constant remain
constant.
A similar pattern emerges in a comparison of the estimated rate constant and decarburization
rate in Figure 9.6. This implies that the apparent rate constant is relatively more important on
the kinetics of the decarburization reaction via CO2.
9.5.5 Effect of Bottom Stirring
In the industrial data, inert gas was blown through the bottom of the furnace at a flow rate of
150 Nm3/h. This flow rate was increased to 500 Nm3/h in the last two minutes of the process.
Below the critical carbon content, the metal-phase mass transfer controls the refining rates. It is
known that bottom stirring increases the transfer rates in the bath significantly.59, 428) Figure 9.7

177
shows the predictions of the decarburization rate as a function of the gas flow rate, carbon
concentration, and mass transfer coefficient of carbon in liquid iron. As can be seen the
decarburization rate depends on the carbon concentration and decreases as the carbon content
decreases towards the end of the blow. However, it is shown that as the bottom gas flow rate is
increased to 500 Nm3/h, the values for the mass transfer coefficient and decarburization rate
increase.
Figure 9.6 Decarburization reaction via carbon dioxide as a function of partial pressure of
oxygen, impact area and mass transfer coefficient
Figure 9.7 Evolution of reaction rate as a function of mass transfer coefficient, carbon content of
liquid iron and inert gas flow rate predicted by the proposed model

178
9.5.6 Decarburization Rate in Impact Zone
Figure 9.8 shows the evolution of the decarburization rate via O2 and CO2 in the impact zone
during a blow, as predicted by the model. As seen from the figure, the reaction rate of carbon is
divided into two distinct regions according to the critical carbon content of the liquid bath. The
critical carbon content was obtained using Equation (9.21). Because these values are around 1.3
mass %, the critical carbon content was considered to be 0.5 mass % in this study. In region 1
(above the critical carbon content), the rate of carbon oxidation is independent of the carbon
concentration but subjected to the fluid flow and partial pressure of the gasses. The
decarburization reaction via oxygen is controlled by gas diffusion and plays a major role on the
overall kinetics of the reaction at the impact zone. This is presumably due to the partial pressure
of oxygen. In the case of CO2, both chemical reaction and gas diffusion limit the reaction
kinetics.
In region 2, the decarburization rate decreases rapidly below the critical carbon content of the
liquid iron (mass % C<1). The reaction rate is controlled by carbon diffusion in the liquid metal
using Equation (9.8). The reaction rate is a strong function of the mass transfer coefficient and
the carbon concentration of the liquid bath. As the carbon concentration decreases, the reaction
rate decreases simultaneously.
Figure 9.8 The decarburization rate at the impact zone predicted by the model
9.6 Conclusion
A kinetic model involving decarburization reactions with O2 and CO2 that provides a quantitative
understanding of how different operational parameters affect decarburization rates at the impact

179
zone under full-scale operating conditions was developed. The model simulations were applied to
given top and bottom gas flow rates on full scale operating conditions. The results from the
model calculations indicate the following.
• In region 1, higher decarburization rates were predicted when O2 was used as oxidizing
gas instead of CO2. A partial pressure of oxygen has a marked affect on decarburization
kinetics via O2.
• The predicted rate constants showed that sulphur has a retarding effect on the
decarburization reaction via CO2.
• In region 2, the decarburization rates decreased as the carbon content decreased towards
the end of the blow. The increase in bottom stirring from 150 to 500 Nm3/min increases
the transfer rates significantly.
The impact zone model can not be validated against industrial data because it is very difficult to
individually measure the decarburization rates at the impact zone and distinguish the gas
production (CO and CO2) from off-gas analysis. Based on the model predictions it can be
approximated that 40% of decarburization takes place in the impact zone during the main blow.
The results of the impact zone model will be compared with the overall decarburization rate in
the furnace in section 10.2.1. Limited data exists for real systems and further investigations are
needed to refine these correlations and further establish their integrity and validity.


181
CHAPTER 10
10 Results
A dynamic model with important process variables was presented in Chapters 4, 5, 6, 7, 8, and 9.
The computational solution was based on a stepwise calculation of the carbon removal reaction
and it allows for a continuous calculation of the change of carbon in the composition of liquid
iron and gas throughout the oxygen steelmaking process. The basis of this global model was a
central sub-model where the change in carbon concentration and weight of the bath were
calculated as a function of the process variables and parameters considered by the initiation of
data required, and a calculation of crucial parts of the kinetics of this process.
Figure 10.1 demonstrates the flow computing program for the complete mathematical model.
Initially, global parameters such as the gas constant, molecular weight of metal oxides and
density of lime, lance dynamics, oxygen blowing conditions and furnace charges such as hot
metal, and scrap and flux additions were entered into the central sub-model as input data. The
bath and slag temperatures were calculated to obtain the physical properties of slag and gas
phases such as density and viscosity. The droplet generation rate and number of droplets were
calculated to be used as decarburization in the emulsion model. Flux dissolution was calculated
as a function of composition, temperature, and the physical properties of slag. Then, the amount
of flux dissolved into the slag was used to predict the amount of slag formed. The values from
flux dissolution and the physical properties of slag and droplet generation sub-models were used
to estimate the residence time of droplets. Later, the decarburization rate in emulsion was
calculated as a function of the residence time of droplets. This sub-model also used information
from the droplet generation sub-model. After these calculations, scrap melting as a function of
bath temperature, enthalpy change in iron, and decarburization in the impact zone as a function
of blowing conditions, and the gas composition and impact temperature were calculated,
respectively. Using the proposed kinetic models, the decarburization reaction rates in each
reaction zone were calculated from Equations (8.4), (9.3) and (9.4). In Equation (4.4), these rates
were substituted to estimate the carbon content of liquid iron.
The program was tested for industrial data reported by Cicutti et al.166, 167) The initial parameters
of the metal and scrap (composition, weight and temperature), final results (slag and metal
composition, temperature) and intermediate products (slag and metal composition, metal droplet
size and composition) from seven sampling points were known. The input data for the

182
concentration of metal oxide in the slag phase was increased by the predicted curves of metal
oxides concentration reported by Cicutti et al.166, 167)
Figure 10.1 Global computational mathematical model
Computational time is crucial to analyze how much processor time is required for the model to
optimize the program or measure its efficiency. CPU time is represented by the data type
clock_t, which is a number of clock ticks in Scilab. It gives the total amount of time a process has
actively used a CPU for, during the period the defined event takes place. The principle reason for
the excessive time required for the simulations was that the numerical integration used relatively
small time steps, particularly for droplet residence time calculation. The solution time of the
model could be reduced by improving the efficiency of the program such as optimizing the coding
better and running the model with higher computer specifications. Parallelizing the tasks in the
Initialize variables
Scrap melting (SD sub-model)
Calculate gas properties
Flux dissolution (FD sub-model)
Decarburization in impact zone
(DCI sub-model)
Slag amount Decarburization in emulsion zone
(DCE sub-model)
Overall decarburization rate
Calculate amount of liquid iron
Evaluate bulk carbon content of liquid iron
Calculate bath and slag temperature
Input Materials
(IM, IS, ST, FT sub-models)
Blowing conditions
(LT, OT, BST sub-models)
Calculate slag properties
Droplet generation (DL sub-model)
Droplet residence (RD sub-model)
Gas generation (GG sub-model)
Global parameters

183
operation would not be helpful because the calculations were performed by sequential
processing.
Total blowing time was divided into a number of time-steps ∆t. In the proposed sub-models every
time-step ∆t was divided into N equal small time-steps ∆ts=∆t/N. The length of time-step for these
sub-models ∆ts varied from 0.0001 s to 1 min. Determining the time-step was based on the
accuracy of the calculation procedure and data available for the calculation. Accordingly, the
total refining period was divided into three groups. The droplet residence sub-model has the
smallest time step and it forms the first group. Flux dissolution, and the temperature profiles of
the liquid iron and slag generation sub-models comprise the second group. The model calculates
these sub-models every minute based on industrial data such as slag composition and lance
dynamics. The third group includes scrap melting, droplet generation, gas generation, and
decarburization rates in the emulsion and impact zone. These sub-models were calculated with
regard to the selected time step ∆ts. Accordingly, the calculations of the SD, RD, DL, DCI, and DCE
sub-models were repeated by taking the same value for the temperature profiles of the liquid
iron, slag, and flux dissolution sub-models.
Table 10.1 lists the selected time-step for each sub-model. For instance, the residence time of a
droplet ejected to the slag-gas-metal emulsion was calculated using the finite difference method
where the time-step was selected to be 0.0001 s. With flux dissolution the time step was equal to
60 s, which gives enough accuracy with regard to the corresponding assumptions.
Table 10.1 Comparison of selected time steps of the kinetic models
Title of Sub-model Time step
Flux Dissolution 60 sec
Droplet Generation ∆ts
Scrap Melting ∆ts
Decarburization in Emulsion Zone ∆ts
Decarburization in Impact Zone ∆ts
Gas Generation ∆ts
Slag generation ∆ts
Droplet Residence 0.0001 sec

184
10.1 Verification
The global model was simulated for various time steps in order to provide an optimal solution.
The model cannot be run for smaller than 5 s time steps because the computational limitations
and simulations that use larger time steps are unable to capture spontaneous changes within the
metal droplets. Accordingly, time steps of 5, 10, and 20 s were selected and the model
predictions of the carbon content of liquid steel as a function of the time steps were compared in
Figure 10.2. The values of the decarburization rates for step size ∆t=5, 10, 20 s converge to each
other which proves that the model was programmed accurately. The defined step size of 10 s is
likely to provide better approximations based on the model predictions compared to the
industrial data for this calculation. When considering the simplicity of the implementation and
computer time requirements, the global model was developed using a time step of 10 s for
further calculations. The total calculation time for one blowing period is about 4 h on a PC
(Pentium (R) 4 CPU 3.00 GHz, 3 GB of RAM).
Figure 10.2 Change in the carbon content of liquid iron with respect to blowing time predicted
as a function of various time steps
10.2 Validation
The change in carbon concentration was simulated for each time step, based on the overall
kinetics of the process in each reaction zone, while incorporating the defined process variables
and parameters. Figure 10.3 shows the model predictions of the carbon content of the liquid iron
compared to the measured data reported by Cicutti et al.166) The results of the predicted model
agreed with those reported by Cicutti et al. This implies that the proposed model based on the
decarburization in the impact and emulsion zones, incorporating the bloating droplet theory, was
successfully applied for a given set of industrial data. As seen in Figure 10.3, the model over

185
predicted the end carbon content. This was most likely due to under predicting the
decarburization rates in the emulsion, or in the impact, or in both zones.
Figure 10.3 Computed carbon content as a function of blowing time was compared with the
measured data reported by Cicutti et al.166)
Figure 10.4 Evolution of hot metal, scrap and slag mass as a function of time
The predictions of hot metal, scrap, and slag masses with respect to time are given in Figure
10.4. The change in the mass of the liquid bath was found using the Equation (4.5) given in
Chapter 4. In the case of the scrap, the values for the amount of scrap melted were obtained
from the scrap melting model. The model predicts that the scrap melted gradually and
disappeared 7 min after the blow started. The flux dissolution model gives the predictions for the
amount of slag produced throughout the blow using Equation (6.6). As reported in Chapter 6,

186
initially (between 2-4 min), the slag mass increases linearly and remains almost constant between
5-12 min, but it increased linearly towards the end of the blow.
10.2.1 Decarburization Rates
The results for the prediction of decarburization rates in the emulsion and impact zones and
overall decarburization rate throughout the blow are presented in Figure 10.5. The reaction rates
are plotted with respect to time. The reaction rates are close to each other in the early blow and
then the decarburization rate in the emulsion zone is higher than the impact zone during the
main blow. 10 min after the start of blowing the decarburization rate in the emulsion zone
decreased gradually towards the end of the blow because the metal droplets contain lower
carbon contents and suspend for a shorter time in the emulsion phase which lowers the reaction
rate in the emulsion. Decarburization rates in the emulsion varies from 75 to 310 kg carbon
removed /min are estimated.
Figure 10.5 Comparison of decarburization rate curves at different reaction zones
Alternatively, the decarburization rate in the impact zone remains constant up to the point
where the carbon reaches its critical content. During this period the values vary from 160 to 230
kg carbon removed per min, with a mean value of 200 kg/min. There are variations which were
initially due to differences in the partial pressure of gasses, but as this difference becomes
smaller, there is little change in the predicted decarburization rates in the impact zone. It should
be noted that this model is likely to over predict the decarburization rate in the impact zone to
some extent because it was assumed that all the oxygen is only used for the carbon removal
reaction. This assumption is reasonable for the main blowing period but it should be noted that

187
there are other refining reactions occurring simultaneously. After this point the reaction rate for
the impact zone decreases sharply due to the low carbon content of the liquid bath. This increase
at the end of the blow is due to an increase in the mass transfer rates in the liquid bath by
increasing bottom stirring.
In Figure 10.5 it can be seen that there are periodical trends at the emulsion zone rates. In
Chapter 8 it was found that the residence time of droplets is a strong function of the carbon
content of the liquid metal droplets and physical properties of the slag. The chemistry and
physical conditions of the process changed every minute but they remained constant for the
following calculation procedure. Since the lance height and FeO content of the slag, and the slag
properties are changing every minute, residence time decreases as the carbon content of the
metal decreases. Therefore, the increment point’s most likely show an increase in the
decarburization rates as a function of new process conditions defined and followed by a decrease
in the decarburization rate as the carbon content decreases under constant process variables
such as the physical properties of the slag. Physically this means that most of the droplets
become settled in the emulsion phase and freshly generated droplets contribute less to the
decarburization rates in the emulsion for that particular time step.
Figure 10.6 demonstrates the evolution of the overall decarburization rate in comparison with the
predicted industrial data reported by Cicutti et al.166, 167) The predicted data was approximated
from the measured carbon concentration of bulk metal from various sampling points. The
calculation results agree with those reported by Cicutti et al.166)
Figure 10.6 Overall decarburization curve was compared with the industrial data reported by
Cicutti et al.166, 167)

188
10.2.2 Decarburization in Emulsion
The proportion of decarburization via emulsion as a function of the bulk carbon content is given
in Figure 10.7. The refining rate in the emulsion zone decreases as the carbon content of the
metal decreases. However, there variations away from these trends as the carbon concentration
decreases, reflecting changes in the blowing conditions (shown in Figure 8.7), in particular, as
more droplets are generated, they react in the emulsion due to a decrease in lance height.
Therefore, the proportion of decarburization increases as the lance height decreases and then
reaches 60 % during the main blow. This rate decreases below 30 % towards the end of the blow.
Figure 10.7 Carbon removal via emulsion calculated by the model and based on the operating
conditions described by Cicutti et al.166)
The global model was further simulated to investigate the sensitivity of decarburization in the
emulsion model as a function of various droplet diameters ranging from 0.5 mm to 3 mm. The
model predictions are shown in Figure 10.8. As evidence from the plot, the decarburization rates
increase as the lance height decreases, regardless of the initial droplet diameter, and the
reaction rate curves follow similar trends until 7 min after the start of the blow.
8 min after the start of the blow there is a noticeable difference between the decarburization
rates of metal droplets. The decarburization rate of droplets with an initial diameter of 3 mm
was 75 kg/min while the decarburization rate was 300 kg/min for droplets with an initial
diameter of 0.5 mm. As discussed in section 8.5.4, large droplets containing low carbon
concentration have weak decarburization rates and a subsequently short residence time. They
would return to the bath zone in a short period of time. The change in carbon content of liquid
iron was calculated to investigate the effects of droplet size on the overall reaction kinetics. The
model predictions are shown in Figure 10.9. This figure suggests that the variations in droplet size

189
play a crucial role on the instantaneous decarburization rates of individual droplets but only have
a minor effect on predicting the total amount of carbon removed in the oxygen steelmaking
process. This is because the total amount of carbon removed via emulsified droplets is similar
regardless to the initial diameter of the droplets, and the mass balance calculation only considers
the amount of carbon removed from the metal droplets returning to the bath, as given in
Equation (4.4). In other words the decarburization rates of droplets suspending in the emulsion
have no influence on the overall mass balance of carbon before they return to the liquid bath.
And the small variations in the carbon content of liquid iron (Figure 10.9) represent the periods
when the decarburization rates have noticeable differences, as given in Figure 10.8, due to the
droplets having different residence times.
Figure 10.8 Model predictions of decarburization rate in emulsion with respect to initial droplet
size
Figure 10.9 Comparison of carbon content with respect to different initial drop size assumption
predicted by the model

190
10.2.3 Droplet Generation
Droplet generation was quantified using a correlation based on the dimensionless analysis
technique. Details of the calculation procedure were explained in Chapter 5. As discussed in
Chapter 5, the blowing conditions and not the physical properties of liquid iron have the greatest
impact on droplet generation in the oxygen steelmaking process. Therefore, the droplet
generation rate was calculated as a function of lance dynamics. The lance height was the only
variable changing with time, while the other blowing conditions remained constant in the
industrial data reported by Cicutti et al. The lance height was decreased gradually and kept
constant from 7 min to the end of the blow. The results of the blowing number and droplet
generation rate calculations, as a function of the variations in lance height and blowing time, are
given in Figure 10.10 and Figure 10.11, respectively. As blowing progresses the decrease in lance
height increases the blowing number and thereby the droplet generation rate.
Figure 10.10 Predictions on Blowing Number as a function of lance height and blowing time
Figure 10.11 Predictions on droplet generation rate with respect to lance height and blowing
time

191
The calculated blowing number as a function of lance height ranges from 4.8 to 6.7. The
predictions of blowing numbers in the present calculations agree with those reported by Subagyo
et al.252) Accordingly the calculated values for the droplet generation rate lie between 5000 and
13000 kg/min.
10.2.4 Droplet Residence
The residence time of droplets from the residence time model represents the time available for
the decarburization reaction to take place in the emulsion phase. The residence time of the
metal droplets was calculated based on the blowing parameters, charged hot metal composition,
physical properties of the slag, the temperature profile of the liquid metal bath, and generation
of slag and gas.
The calculation results of the residence time of metal droplets with a diameter of 2 mm in
emulsion are presented in Figure 10.12. The values of the residence time of metal droplets in
emulsion for the plant data studied lie between 0.4 and 45 s. These results agree with previous
studies by Oeters,247) He and Standish242) and Subagyo et al.255) The residence time of droplets
decreases as the carbon content of liquid metal decreases. The metal droplets become dense
when the carbon content is below 1.25 mass %, towards the end of the blow.
Figure 10.12 Residence times of droplets as a function of initial carbon content in the metal
droplets predicted by the global model
Further simulations were performed to investigate the change in residence time as a function of
droplet size. Figure 10.13 compares the residence time of metal-droplets in the emulsion over a
range of sizes in relation to the ejection time. It is evident that the residence time of droplets

192
with high carbon content is higher with regardless to the initial droplet size owing to the
spontaneous formation of CO early in the blow. Furthermore, the droplets have the same
pattern, except those with a diameter of 3 mm. Their residence time decreased, and increased
slightly approximately 9 min after the start of the blow, followed by a sharp decrease towards
the end of the blow. The larger droplets with low carbon concentrations did not become bloated,
they returned to the bath simultaneously.
Figure 10.13 Variations in residence time as a function of initial droplet size
10.2.5 Interfacial Area in the Emulsion
The interfacial area depends on droplet generation, droplet residence time, and droplet size
distribution. In this study the total surface area of the metal droplets travelling in the emulsion
phase was obtained as a function of the number of droplets generated, and the droplet size and
residence time of droplets for the industrial practice studied. The results are summarized in
Figure 10.14. It can be seen from the figure that the total surface area of metal droplets
increases significantly as the droplet size decreased. Regardless of the droplet size, the total
surface area of each droplet is relatively higher until the end of the 10th minute. Later, the
surface area was greatly reduced because the metal droplets remained dense.
In the case of the 0.5 mm drop size assumption, variations in the interfacial area become higher,
particularly towards the end of the blow because as the drop size decreases, the number of
droplets ejected increases significantly and their residence times are longer. For instance, when
the lance height was decreased to 1.8 m, the number of droplets with a diameter of 0.5 mm
generated in 10 second equalled 4672391390. And droplets with an initial diameter of 0.5 mm
will remain bloated during the majority of the blow, as discussed in section 10.2.4. A summation

193
of the interfacial area created by emulsified droplets will vary with respect to the time step
selected.
In addition, the total surface area of metal droplets is more than a hundred times larger than the
15 m2 impact area represented in Chapter 10. This figure suggests that larger interfacial areas in
the emulsion can be achieved as more droplets are generated with a smaller size.
Figure 10.14 Total surface area of metal droplets with respect to initial droplet size predicted
by the model
10.2.6 Carbon Content of Metal Droplets
The global model can predict the change in carbon concentration of metal droplets ejected at
each time-step. Figure 10.15 compares the carbon concentration of the metal droplets predicted
by the global model with the measured values of the carbon content of metal droplets taken from
the study by Cicutti et al.166) The predicted values vary over a large range due to their presence
in the emulsion zone because metal droplets may be generated, circulating in the emulsion, or
have fallen back into the metal bath. Very few of the results are close to those reported by
Cicutti et al. The model predictions which are close to the measured values by Cicutti et al. most
likely represent the carbon content of metal droplets circulating in the emulsion phase. However,
further plant trial data is required to compare with the model.
On the basis of the model, the carbon content of metal droplets freshly ejected from the bath is
equal to the carbon content of liquid iron. The highest carbon concentrations for each time step
represent the concentration of unreacted metal droplets. Those droplets with lower

194
concentrations represent droplets returning to the liquid bath. Those droplets with minimum
carbon content have maximum residence time in the slag-metal-gas emulsion.
As seen from the figure, there are more variations in the carbon concentrations of metal droplets
due to longer residence times in the first part of the blow. Bloated droplets need more time to
decarburize. On the other hand, dense droplets are only suspended for short periods of time in
the emulsion so they return with similar concentrations to the liquid metal.
Figure 10.15 Comparison of carbon content in metal droplets predicted by the proposed model
with the measured carbon content of metal droplets reported by Cicutti et al.166)
10.2.7 Temperature Profile of the Process
Figure 10.16 demonstrates the temperature profile of the bath, slag, and impact zone with
respect to blowing time. The initial and end point temperatures of the liquid metal were entered
as input data reported by Cicutti et al. It was presumed that the temperature of the bath
increased linearly during the blow and the slag temperature was 100°C higher than the bath
temperature. The relationships to calculate the bath and slag temperature were given in
Equations (4.7) and (4.8). With the impact zone, the temperature was fixed at 2000°C at the final
20% of the blow, followed by an increase to 2300°C where the temperature was equal to the bath
temperature after 80% of the blow.
10.2.8 Flux Dissolution
Figure 10.17 shows the predictions of lime and dolomite dissolution with respect to time. The
total amount of lime and dolomite dissolved at the end of the blow are 6.1 and 2.73 t,

195
respectively. The model predicts that almost 1.6 t of flux did not dissolve in the slag phase.
Cicutti et al. also reported that 500 kg of lime didn’t dissolve into the slag phase and there was
no data on dolomite dissolution in their study.
Figure 10.16 Evolution of temperature in the process predicted by the global model
Figure 10.17 Evolution of flux dissolution with respect to time predicted by the global model
The dissolution rate of dolomite and lime particles were expressed by a decrease in the radius of
solid flux particles given in Equation (6.1). The results are given in Figure 10.18 and Figure 10.19
as plots of change in the radius of lime and dolomite particles at a given addition time, with
respect to blowing time. In the case of lime, lime particles were added to the system before the
blow and during the first seven minutes of the blow at a constant rate. Dolomite particles were
also added to the system before the blow and 7 min after the blow began. It was assumed that
1200 kg of lime and 1000 kg of dolomite dissolved into the process at the end of first minute

196
would be consistent with the industrial data. The remaining additions of lime before the 2nd min
and at the 2nd min were assumed to dissolve together with an initial particle diameter of 30 mm.
The remaining dolomite added before the 2nd min was also expected to dissolve with an initial
diameter of 45 mm at the 2nd minute. In this study, it was assumed that the initial particle
diameter of lime and dolomite is the same for every addition at various times.
Figure 10.18 Model predictions of the change in the radius of lime particles with addition times
Figure 10.19 Model predictions of the change in the radius of dolomite particles with addition
times
As seen from these figures, the relationship between the decrease in radius and blowing time is
approximately linear. In the case of dolomite dissolution, there is some change in the slope due
to the dissolution mechanism with respect to the FeO content of the slag phase. The dissolution
rate of dolomite is controlled by the mass transfer of CaO through the slag phase between 8 and
13 min when the FeO content is below 20 mass %.

197
10.2.9 Scrap Melting
In this study the melting rate of scrap was obtained as a function of heat convection from the
liquid bath to the metal-scrap interface and heat conduction through solid scrap. As mentioned in
Chapter 4, 30 t of scrap was charged to the furnace. It was assumed that there is only one type of
scrap charged to the process, which is plate. The scrap was 0.1 m thick and the carbon
concentration was 0.08 mass %. The suggested value of heat transfer coefficients by Gaye et al. 288) was used in this study, and was equal to 17000 W/m2K for a 310 t top-blown process because
it was predicted based on stirring conditions inside the furnace. Figure 10.20 shows the decay of
thickness of scrap melted with respect to blowing time. The proposed model assumed the
solidification behavior of scrap during the first two minutes of blowing due to the lack of data.
This assumption was based on a previous calculation using industrial data reported by Sethi et
al.284) It can be seen that scrap thickness decreases sharply as the blow progresses. There is no
data available on scrap melting in the study by Cicutti et al. However, it was expected to melt
completely towards the end of the blow.
The model predictions for the carbon content of liquid steel incorporated with decarburization
rates at different reaction zones. The results of crucial process variables were also demonstrated
to show how accurately the model can predict to real industrial practice. The global model
results mostly agreed with real practice which implies that the model itself can be used to
advance our knowledge.
Figure 10.20 Model Predictions of the change in scrap thickness as a function of blowing time

198
The effects of bloating behavior on the decarburization kinetics in an oxygen steelmaking process
under defined operating conditions were understood. Furthermore, a proportion of the
decarburization reaction in each zone was demonstrated. This model suggests that bloating
promotes decarburization rates in the emulsion phase, particularly during the main blow. It
should be noted that decarburization in the impact zone is also important to refine carbon from
liquid steel.

199
CHAPTER 11
11 Discussion
The study of oxygen steelmaking is challenging because it is complex and involves high
temperatures. Mathematical models provide powerful tools for making useful predictions,
developing a theoretical understanding of the system, provide a framework to advance our
understanding, and can be used to design new technologies. The complexity of steelmaking and
problems associated with measuring and visualizing the phenomenon being studied necessitates
the use of semi-empirical models and compromises between mathematical/scientific rigor and
practical solutions being found.
Current models320, 334, 336, 338, 343-345, 349, 351, 352, 429) of the oxygen steelmaking process are based on
the kinetics of refining reactions occurring simultaneously during oxygen blowing to predict
important process variables. The end point temperature and carbon content of liquid steel are
the decisive process variables to be measured during industrial operations. Even though the
concepts of these models are known, their details are not available in the literature.
Additionally, such process models have different levels of simplification which makes it possible
to implement them into real practice. They did not include recent findings on decarburization
kinetics such as the bloated droplet theory.
A conceptual model was made to establish the inter-relationship between important process
variables influencing the decarburization kinetics of oxygen steelmaking. Previous investigations
demonstrated that the process variables to be considered are hot metal, scrap and flux charges,
hot metal, scrap and slag compositions, oxygen blowing conditions, lance height, gas flow rates,
temperature of the bath, the slag and impact zones, flux dissolution, scrap melting, ejected
metal droplets behavior such as droplet generation rate, droplet size, residence time in the
emulsion, decarburization rates in the emulsion, and impact zones. These process variables have
been studied in the literature individually. For example, the residence time of droplets has been
predicted under industrial conditions using indirect measurement techniques.29, 170, 254) The
phenomena affecting the residence time of droplets has been studied using laboratory scale
experiments.4) Accordingly, a recent model has been developed to predict the residence time of
droplets under various operating conditions.5, 255) These process variables were reviewed in
Chapter 2.

200
It is clear that the behavior of droplets plays an important role in understanding the
decarburization kinetics in the emulsion phase. Incorporating new theories into the process
modelling of oxygen steelmaking should improve control and help in designing new technologies.
All selected process variables were modelled individually and each proposed model predictions
were compared with the available industrial data in the open literature. Each sub-model was
translated into computational language. Scilab was selected for this purpose due to its
computational power and flexibility. Later, all the developed models were linked to each other in
this study. The model was simulated to evaluate the change in carbon content of bulk metal
under the full scale operating conditions available in the literature. The approach followed in this
study is shown schematically in Figure 11.1.
Figure 11.1 Schematic illustration of process model
This study is the first attempt to determine the role of emulsion quantitatively based on the
bloated droplet theory, using a theoretical model under full scale operating conditions. The
no
yes
Define the inter-relationships
between the process variables
Generate modules
for each process variable
Link module
to form a global model
Test global model
against industrial practice
Define the process
and the process variables
Theory Industrial
data
Information on
the process
Information on
similar processes
Final model

201
application of a global model of the oxygen steelmaking process presented in Chapter 10
quantitatively showed the evolution of carbon analysis of liquid iron based on decarburization
rates in different reaction zones during the blow. Based on an analysis of model predictions, the
following comments can be made:
• For the defined slag chemistry employed in the calculations, the global model considers
and inter-connects decarburization curves caused by reactions at different zones during
the entire blow. High rates in the emulsion phase have a great impact on the kinetics of
the process.
• The key process parameters that directly influence the decarburization curve are lance
height, gas flow rates, and the volume fraction of gas in the slag-metal-gas emulsion.
There are, nevertheless, physical limits imposed on how much these parameters can be
modified.
In Chapter 10 several distinctive features of the prediction of each sub-model were detected.
The important findings are given in the following:
11.1 Carbon Content of Liquid Steel
The data presented in Figure 10.3 indicated that the model can successfully predict the carbon
content of liquid iron throughout the blow. Based on the model predictions, 45% of carbon was
removed via emulsified metal droplets while the remainder was removed from the impact zone.
This finding agrees with Cicutti et al.166) and Price.170)
The current model demonstrated the range for the carbon content of metal droplets throughout
the blow, as given in section 10.2.6. The results indicated that the difference between the bulk
carbon content and minimum carbon content of metal droplets became smaller towards the end
of the blow because the metal droplets are dense. This implies that the residence time of
droplets becomes less important and the overall decarburization rate is dominated by the impact
zone.
11.2 Effects of Bloating Behavior on Decarburization Kinetics
On the basis of this model it is proposed that the bloating behavior of droplets is crucial to
improve the overall kinetics of the process because it enhances the decarburization rates in the
emulsion. A global model coupled with a dense droplet assumption would not be able to predict
the decarburization rates in the emulsion phase because they decreased from 300 to 50 kg/min
for dense droplets. The author would expect that the decarburization rate via dense droplets

202
would be slow which would in turn influence the overall reaction kinetics. Bloated droplet theory
provides a better understanding of the decarburization kinetics in the emulsion phase, as well as
the kinetics of the process.
The bloating behavior of droplets was represented by measuring the residence time of droplets in
the slag-metal-gas emulsion. Section 10.2.4 demonstrated the variation in droplet residence in
the emulsion phase. By comparing the residence time predictions with the practical estimates
shown in Table 11.1, it can be seen that the bloated droplet motion model provides good
predictions for the residence times of droplets in the slag-metal-gas emulsion in a top blown
oxygen steelmaking process.
Table 11.1 A comparison of the global model using bloated droplet theory predictions with plant
measurements/predictions, and a numerical model on the residence time of droplets in slag in
top blown oxygen steelmaking
Investigators Methods Residence Time (s)
Schoop et al.254)
Indirect plant measurement from which the residence
time was calculated based on the chemical analysis
and kinetics model
~60
Price170) Plant measurement with radioactive gold isotope
tracer technique 120±30
Kozakevitch29) Predictions based on carbon and phosphorus contents
in metal droplet from plant measurement 60 to 120
Brooks et al.5)
Predictions using bloated droplet motion model on
slag-metal-gas emulsions with 15 % FeO and gas
volume fraction less than 85 %
20 to 80
Present work
Predictions using bloated droplet motion model on
slag-metal-gas emulsions with 14-30 % FeO and gas
volume fraction of 80 %
0.4 to 45
The carbon content of the metal and the volume fraction of gas in the emulsion have been shown
to be of prime importance in determining the residence time of metal droplets. In general, an
increase in the carbon content or decrease in the gas fraction increases the residence time of
droplets. This model suggests that the residence times of metal droplets in the early blow have
the highest values during the blow.

203
11.2.1 Influence of Drop Size Distribution
In this study drop size distribution was not included due to computational limitations. However,
the effects of drop size on the residence time of droplets and decarburization rates via
emulsified droplets were investigated in sections 10.2.4 and 10.2.2. It was found that a decrease
in drop size increases the residence time and thereby the decarburization rates in the emulsion.
In an early blow the residence time of droplets with a larger initial diameter was higher than
those with a smaller size because larger droplets contain higher carbon concentrations and are
suspended for a longer time in the emulsion.
The predictions presented in Figure 10.9 indicated that the total amount of carbon removed via
emulsion is not affected by a change in drop size. In conclusion, it is expected that the model can
estimate the change in carbon content of liquid iron for an assumption of drop size in the range
of 0.5-3 mm for an oxygen steelmaking process.
11.2.2 Influence of Droplet Generation
The current model allows for quantifying the droplet generation rate and number of droplets
generated under defined blowing conditions. The analyses are shown in section 10.2.3. The
percentage of metal in the emulsion compared to the metal bath lay between 1 and 3. The
results agreed with the previous industrial studies by Schoop et al.254) and Price.170) On the other
hand the results were relatively lower than those reported by Meyer et al.172)
Furthermore, the total surface area created by the metal droplets generated was analyzed in
section 10.2.5 as a function of droplet size. The values for 1-3 mm drop size agreed with those
suggested by Schoop et al.254) (in the range 1000-3250 m2) It can be expected that a high surface
area will also enhance the refining rates of other impurities.
11.3 Decarburization Rates in Reaction Zones
The decarburization reaction rates in each reaction zone were analyzed in section 10.2.1. It was
found that they are both significant to the overall decarburization kinetics of the oxygen
steelmaking process. It is most likely that a decarburization reaction at the emulsion zone plays a
predominant role during the main blow due to an increase in droplet generation by decreasing
the lance height. Decarburization at the impact zone towards the end of the blow became more
important than the emulsion zone because dense droplets do not promote the decarburization
rate in the emulsion phase.

204
If the droplets did not become bloated the residence time of metal droplets would be less than
one second (<1 s). Accordingly, the decarburization rate in the emulsion phase and the overall
decarburization rate would be very low.
It is evident that the decarburization rate via emulsified droplets increases by decreasing the
lance height, which is due, as discussed in section 10.2.2, to an increase in the number of
droplets. This investigation showed that differences in the residence time of metal droplets play
an important role in the decarburization rates in the emulsion phase.
Several critical aspects of the model are discussed below:
1. Decarburization in Emulsion
It was found that the decarburization rate depends on the carbon concentration of droplets, as
shown in Figure 10.8. Sun and his co-workers182, 188) also found that carbon diffusion is one of the
rate limiting steps to be considered in reaction kinetics. However, the exact reaction mechanism
of the decarburization of droplets should be studied further. An empirical relationship was
introduced to relate the effects of FeO on decarburization kinetics via emulsified metal droplets.
The direct effect of the FeO content in slag on the residence time of metal droplets is an
important topic and worthy of future research.
Additionally, a reaction mechanism for dense droplets is required to be coupled with the current
model. In this study, FeO concentrations were sufficiently high, so the bloating behavior of the
droplets was estimated during the entire blow. In order to implement this model into other
industrial systems which contains lower FeO contents, the current model needs to be extended
for different FeO concentrations.
There are several studies165, 169, 233) available in the literature that focus on the effects of silicon,
manganese, phosphorus, and sulphur in metal droplets reacting with an oxidizing slag, on the
mechanism of decarburization reaction. It was found that these impurities have a retarding
effect on the reaction kinetics. Sun and Zhang233) found that this effect was lower for low
concentrations of manganese and silicon. Based on current knowledge, it is difficult to estimate
the concentrations of impurities in metal droplets and incorporate them into the model
development. This phenomenon is of interest for future study to investigate the effects of
impurities on decarburization kinetics of metal droplets in oxygen steelmaking slag.
It was assumed that the ejected metal droplets have the same concentration as the bulk carbon
content in the metal bath. It was observed in the previous industrial measurements172, 174) that

205
the carbon content of a metal droplet tends to be lower than the bulk content. However there is
no way of calculating the carbon concentration within metal droplets. As a result, this is a
reasonable assumption for the current knowledge. Further studies are required to quantify the
carbon concentration of metal droplets.
2. Decarburization in the Impact Zone
Decarburization rates in the impact zone were calculated using semi-empirical relationships
based on previous experimental studies. Based on these experimental findings the mechanism of
carbon removal via oxygen considered in this study was oxygen diffusion through the gas phase. In
the case of carbon removal reaction via carbon dioxide, chemical reactions at the interface and
gas diffusion were used together to predict reaction kinetics in the impact zone.
The results of the decarburization rates were analyzed in sections 9.5.3, 9.5.4 and 9.5.5. It was
found that the decarburization rate is sensitive to the partial pressure of gas in the impact zone.
So portioning the gas should be investigated for a better understanding of reaction kinetics. A
variation in the partial pressure of oxygen occurs due to a change in the gas flow rate, which are
changed frequently by operators in an industrial process.
It is evident that the impact area depends on the lance dynamics of the process described in
section 9.5.2. It can be expected that increasing the number of nozzles or increasing the gas flow
rate would increase the impact area, which in turn increases the refining rate of carbon. The
inter-relationship between the impact area and emulsion or between individual impact areas was
not considered in this study. Variations in the impact area is worthy of further research using
computational fluid dynamics.
3. Scrap Melting
It is an established fact that scrap melting is controlled by both heat and mass transfer. There
are few models available in the literature. Since the focus of this study is to improve our
understanding of decarburization kinetics and scrap melting as only used for the mass
conservation equation for carbon, a simple model was applied in this study. The predictions were
reasonable under the given industrial conditions, as demonstrated in section 10.2.9.
4. Flux Dissolution
The flux dissolution model is a novel attempt to predict the dissolution progress in oxygen
steelmaking slag under defined industrial conditions. The predicted results of flux dissolved
during the blow agreed with those reported by Cicutti et al.166) as illustrated in section 10.2.8.

206
Dissolution kinetics was based on the mass transfer of metal oxides through the slag phase. The
rate equations were taken from previous studies by Matsushima et al.305) and Umakoshi et al.306) It
should be noted that a saturated concentration of CaO was presumed in this study. In order to
generalize this model, it is important to investigate an approach to predict the saturation level of
metal oxides under various slag compositions. Additionally, β was introduced to estimate the
relative velocity of solid particles in the slag phase due to a lack of knowledge on the velocity
distributions. This approach provided a practical solution for industrial applications but it should
be further studied for other operating conditions.
11.4 Limitations of the Model
Comprehensive modelling of the oxygen steelmaking process was limited by the complexity of the
process and current knowledge. This lack of sufficient information on real time process
measurement during a blow and lack of knowledge of this complex phenomenon are crucial issues
to be overcome to develop better process models of oxygen steelmaking. However, due to time
limitations the following items were not investigated any further:
1. Slag formation was not considered in this study. There are more than 15 oxidation reactions
taking place simultaneously during the blow. Additionally, some of metal oxides produced might
be further used for other refining reactions. Due to the complexity of the process, the application
of semi-empirical relationships for refining reactions would be far behind real practice at this
stage. A more robust understanding of how slag composition varies during a blow is important to
improve the current model. Accordingly, changes in blowing conditions such as the gas flow rate
would be possible to investigate the influence of oxygen distribution on slag formation and
decarburization kinetics with the current model.
2. In this study the model was performed based on an assumption of homogenous slag. However,
it is evident that slag is a mixture of solid flux additions, gas bubbles of CO formed from
decarburization reactions, solid and liquid metal oxides, and liquid metal droplets resulting from
an insufficient degree of mixing. To understand and investigate the real picture of this complex
mixture, the proposed kinetic model should be coupled with computational fluid dynamics. An
assumption of homogeneous slag is reasonable based on current knowledge, but this area is
worthy of further work.
3. In this study the foamy slag height was equal to 2 m with blowing time. However, this value
would change dynamically as a function of the volume of the gas generated in the process. There
have been some correlations256, 398, 399, 401, 402, 430, 431) proposed as a function of physical properties
of slag and the behavior of gas bubbles to predict slag foaming. Since there is no general

207
agreement on understanding slag foaming behavior, for simplicity, a constant value for slag
height was used in this study even though it is a distinct weakness.
4. Gas bubbles in the slag-metal-gas emulsion have an important role on the residence time of
droplets. It is proposed that the residence time of droplets decreases significantly and thereby
the decarburization rates in the emulsion will decrease as the gas hold up increases, particularly
above 80% volume fraction of the emulsion. A more complete quantification of gas bubbles in the
emulsion phase is required.
5. Other elements such as silicon and manganese are expected to have an influence on the
kinetics of the decarburization reaction. More industrial and experimental data are required to
investigate the effects of impurities on the reaction kinetics of metal droplets. Since the refining
kinetics of other elements are not included in this study and there is no basis for the estimations
of these elements available, the current model was developed based on an assumption of only
carbon being present in the metal droplets.
6. The bloating behavior of droplets depends on the CO nucleation within the metal droplets.
There are theories available in the current literature but they were not successfully incorporated
into the current modelling techniques. The approach used in this study does not have a
fundamental basis at this stage. A better understanding of the bloating behavior of metal
droplets is required.
7. The current model is limited to computational time at this stage. It is necessary to simulate
the model with very short time steps to better understand the various decarburization rates of
dense droplets.
8. The sub-models that link the changes of important variables such as chemistry, temperature,
and physico-chemical properties of slag for all the sub-models have an important role on the
residence time of metal droplets, and the flux dissolution process. The current global model
utilizes these sub-models based on industrial data taken for every minute, but these sub-models
must be calculated using smaller time-steps to more accurately predict the residence time of
metal droplets.
9. The heat balance of the system should be performed as a function of scrap melting, flux
dissolution, refining reactions, and temperature of the process. A global model incorporating the
heat balance will enable an estimate of the end point temperature of steel to be made. The end
point temperature is one of the important process variables in oxygen steelmaking.


209
CHAPTER 12
12 Conclusions
A dynamic model to simulate the oxygen steelmaking process was developed. A new method was
used to calculate the refining reaction rates within the emulsified metal droplets using the
bloated droplet theory to improve our understanding of process kinetics. On the basis of this
study it is possible to draw the following conclusions.
1. A global model incorporating the bloating behavior of droplets has been developed and
validated with industrial data. The model can predict variations in the carbon content of liquid
iron during the blowing process under defined operating conditions.
2. The current approach enables us to make connections with the residence of metal droplets in
the emulsion and overall reaction kinetics of oxygen steelmaking and use these results to provide
more insight into the “bloating droplet theory” for industrial practice. The results indicated that
the behavior of droplets has a crucial impact on decarburization kinetics.
3. Bloating primarily depends on the process conditions. Lance height is an influential process
variable to determine the amount of droplets generated. The calculations showed that a
decrease in lance height increases the number of droplets generated, which subsequently
increases the refining rate of carbon from liquid metal through the emulsion phase.
4. The global model enables us to compare the decarburization rates in different reaction zones
to provide a better understanding of the process variables affecting each reaction zone. From the
model results it is suggested that 60% of decarburization takes place in the emulsion phase during
the main blow, followed by a decrease below 30% towards the end of the blow. We understand
that this is the first model in open literature that allows these comparisons to be made, and this
study represents an original contribution to the field.
Although the reactions of individual droplets were coupled successfully for an industrial practice
by this global model, there are several aspects of the reaction rates of metal droplets in the
emulsion which remain unclear in the present study. These topics are recommended as further
research topics.

210
1. To design, test, and optimize an oxygen steelmaking system, it is necessary to couple the slag
formation to calculate the refining reaction kinetics. The FeO content of slag is crucial in this
regard because of its strong tendency to decarburization reactions in the emulsion.
2. The mechanism of decarburization of liquid iron droplets, particularly with other elements
should be studied more systematically.
3. The decarburization reaction kinetics for dense droplets should be included in the model
development. The modified model results should be compared with the current results.
4. The difficulty with kinetic modelling a slag-metal system stems from a determination of how
oxygen transfers into the metal and influences the oxidation reactions. The distribution of oxygen
for carbon removal and slag formation will provide a better prediction of gas formation in the
reaction areas, which in turn will improve the process model significantly.
5. The prediction of slag foaming with the amount of gas available in the process should be
incorporated into the current model to better predict the decarburization rates in the emulsion
phase.

211
13 References
1. G. A. Brooks, M. Cooksey, G. Wellwood, and C. Goodes, "Challenges in Light Metals
Production," in Green Proceedings Conference, 2006, Newcastle, pp.145-153.
2. "Steel Statistics Archives," World Steel Association 2008.
3. T. D. Kelly and G. R. Matos, "US Geological Survey Data Series, Statistical Summary 2004."
4. C. L. Molloseau and R. J. Fruehan, "The Reaction Behaviour of Fe-C-S Droplets in CaO-
SiO2-MgO-FeO Slags," Metallurgical and Materials Transaction B, Vol.33B, No.3, 2002, pp.335-344.
5. G. A. Brooks, Y. Pan, Subagyo, and K. Coley, "Modeling of Trajectory and Residence Time
of Metal Droplets in Slag-Metal-Gas Emulsions in Oxygen Steelmaking," Metallurgical and
Materials Transaction B, Vol.36B, 2005, pp.525-535.
6. R. J. Fruehan, "Overview of Steelmaking Processes and Their Development," in R. J.
Fruehan (ed.), The Making, Shaping and Treating of Steel, The AISE Steel Foundation, Pittsburg,
1998, pp.1-12.
7. D. I. Borodin and A. B. Timofeev, "Analysis of the Development of Steelmaking Processes,"
Metallurgist, Vol.47, No.5-6, 2003, pp.206-209.
8. B. Deo and R. Boom, "Fundamentals of Steelmaking Metallurgy", Prentice Hall
International, New York, 1993, pp. 21-290.
9. R. D. Pehlke, "Steelmaking-The Jet Age," Metallurgical and Materials Transaction B,
Vol.11B, 1980, pp.539-562.
10. B. Trentini, "Comments on Oxygen Steelmaking," Transactions of the Metallurgical
Society of AIME, Vol.242, 1968, pp.2377-2388.
11. E. Fritz, W. Gebert, and N. Ramaseder, "Converter Steelmaking with Emphasis on LD
Technology," BHM, Vol.5, 2002, pp.127-137.
12. "Steel Statistical Yearbook 2009", World Steel Association Brussels, 2010, pp. 22-36.
13. C. Bodsworth and H. B. Bell, "Physical Chemistry of Iron and Steel Manufacture",
Longman Group Limited, London, 1972, pp. 10-42,234-239.
14. G. A. Brooks, "Future Directions in Oxygen Steelmaking," Iron and Steelmaker (USA),
Vol.29, No.6, 2002, pp.17-21.
15. A. Chatterjee, N.-O. Lindfors, and J. A. Wester, "Process Metallurgy of LD Steelmaking,"
Ironmaking&Steelmaking, Vol.3, No.1, 1976, pp.21-32.
16. T. W. Miller, J. Jimenez, A. Sharan, and D. A. Goldstein, "Oxygen Steelmaking Processes,"
in R. J. Fruehan (ed.), The Making, Shaping and Treating of Steel, The AISE Steel Foundation,
Pittsburgh, 1998, pp.475-522.
17. R. D. Pehlke, "Steelmaking Processes," in J. F. Elliott and J. K. Tien (eds.), Metallurgical
Treatises, Metallurgical Society of AIME, New York, 1981, pp.229-238.

212
18. B. Sarma, R. C. Novak, and C. L. Bermel, "Development of Postcombustion Practices at
Bethlehem Steel's Burns Harbor Division " in Seventy Ninth Conference of the Steelmaking
Division of the Iron and Steel Society, 1996 Pittsburgh, Pennsylvania, USA, pp.115-122.
19. T. Soejima, H. Matsumoto, H. Matsui, M. Takeuchi, and N. Genma, "Post Combustion in
240T Combined Blowing Converter," Transactions of the Iron and Steel Institute of Japan, Vol.26,
No.4, 1985, pp.B-166
20. H. Okuda, H. Take, T. Yamada, and E. Fritz, "Thermal Compensation by Post Combustion
in a Converter," Transactions of the Iron and Steel Institute of Japan, Vol.25, No.11, 1985, pp.B-
291.
21. M. Nira, H. Take, N. Takashiba, and F. Yoshikawa, "Development of the Post Combustion
Technique For The Top and Bottom Blowing Converter. Development of the Post Combustion
Technique in LD Converter-II," Transactions of the Iron and Steel Institute of Japan, Vol.27, No.3,
1986, pp.B-74.
22. M. Hirai, R. Tsujino, T. Mukai, T. Harada, and M. Omori, "Mechanism of Post Combustion
in the Converter," Transactions of the Iron and Steel Institute of Japan, Vol.27, No.10, 1987,
pp.805-813.
23. H. Jalkanen and L. Holappa, "On the Role of Slag in the Oxygen Converter Process," in VII
International Conference on Molten Slags Fluxes and Salts 2004, The South African Institute of
Mining and Metallurgy, pp.71-76.
24. K. J. Barker, J. R. Paules, N. Rymarchyk, and R. M. Jancosko, "Oxygen Steelmaking
Furnace Mechanical Description and Maintainance Considerations," in R. J. Fruehan (ed.), The
Making, Shaping and Treating of Steel, The AISE Steel Foundation, Pittsburg, 1998, pp.431-436.
25. D. H. Hubble, R. O. Russell, H. L. Vernon, and R. J. Marr, "Steelmaking Refractories," in
R. J. Fruehan (ed.), The Making, Shaping and Treating of Steel, The AISE Steel Foundation,
Pittsburg, 1995, pp.227-229.
26. T. Emi, "The Making, Shaping and Treating of Steel", The AISE Steel Foundation,
Pittsburgh, 2003, pp. 1–58.
27. T. Emi and H. Fredriksson, "High-Speed Continuous Casting of Peritectic Carbon Steels,"
Materials Science and Engineering: A, Vol.413-414, 2005, pp.2-9.
28. J. D. Gilchrist, "Extraction Metallurgy", Pergamon Press, Oxford, 1989, pp. 193-212.
29. P. Kozakevitch, "Foams and Emulsion in Steelmaking," Journal of Minerals, Metals and
Metarials Society, Vol.22, No.7, 1969, pp.57-58.
30. A. I. V. Hoorn, J. T. V. Konijnenburg, and P. J. Kreijger, "The Evolution of Slag
Composition and Weight During The Blow," in The Role of Slag in Basic Oxygen Steelmaking
Processes Symposium Proceedings, 1976, Hamilton, Canada, McMaster University, pp.2.1-2.22.

213
31. Y.-s. Li, C.-s. Chiou, and Y.-s. Shieh, "Adsorption of Acid Black Wastewater by Basic
Oxygen Furnace Slag," Bulletin of Environmental Contamination and Toxicology, 2000, pp.659-
660.
32. E. T. Turkdogan, "Fundamentals of Steelmaking", The Institute of Materials, London,
1996, pp. 138-220.
33. F. D. Richardson, "Oxide Slags-A Survey of Our Present Knowledge," in J. F. Elliott (ed.),
The Physical Chemistry of Steelmaking, The Technology Press of Massachusette Institute of
Technology and John Willey&Sons Inc., New York, 1958, pp.55-61.
34. J. F. Elliot, M. Gleiser, and V. Ramakrishna, "Thermochemistry for Steelmaking", Addison-
Wesley Publishing Company, 1963, pp. 491-665.
35. E. T. Turkdogan, "Fundamentals of Steelmaking", The Institute of Materials, London,
1996, pp. 138-180.
36. K. C. Mills, "Structure of Liquid Slags," in V. D. Eisenhuttenleute (ed.), Slag Atlas, Verlag
Stahleisen GmbH, Dusseldorf, 1995, pp.2-19.
37. I. D. Sommerville and Y. Yang, "Basicity of metallurgical slags," in The AusIMM
Proceedings, 2001, pp.71-77.
38. R. Li and R. L. Harris, "Interaction of Gas Jets with Model Process Liquids," in
Pyrometallurgy'95 Conf. Proc., 1995, London, IMM, pp.107-124.
39. Q. L. He and N. Standish, "A model study of Droplet Generation in the BOF Steelmaking,"
ISIJ International, Vol.30, No.4, 1990, pp.305-309.
40. N. A. Molloy, "Impinging Jet Flow in a Two-Phase System: The Basic Flow Pattern,"
Journal of Iron and Steel Institute, Vol.216, 1970, pp.943-950.
41. Y. Tago and Y. Higuchi, "Fluid Flow Analysis of Jets from Nozzles in Top Blown Process,"
ISIJ International, Vol.43, No.2, 2003, pp.209-215.
42. A. Nordquist, N. Kumbhat, L. Jonsson, and P. Jonsson, "The Effect of Nozzle Diameter,
Lance Height and Flow Rate on Penetration Depth in a Top-Blown Water Model," Steeel Research,
Vol.77, No.2, 2006, pp.82-90.
43. R. D. Collins and H. Lubanska, "The depression of liquid surfaces by gas jets," British
Journal of Applied Physics, Vol.5, No.1, 1954, pp.22-26.
44. R. B. Banks and D. V. Chandrasekhara, "Experimental Investigation of the penetration of a
high-velocity gas jet through a liquid surface," Journal of Fluid Mechanics, Vol.15, 1963, pp.13-
34.
45. W. G. Davenport, D. H. Wakelin, and A. V. Bradshaw, in Proceedings of Symposium on
Heat and Mass Transfer in Process Metallurgy 1966, pp.207-244.
46. F. R. Cheslak, J. A. Nicholls, and M. Sichel, "Cavities formed on liquid surfaces bu
impinging gaseous jets," J. Fluid Mechanics, Vol.36, No.1, 1969, pp.55-63.

214
47. A. Chatterjee and A. V. Bradshaw, "Break-Up of a Liquid Surface by an Impinging Gas
Jet," Journal of Iron and Steel Institute, Vol.210, No.3, 1972, pp.179-187.
48. T. Kumagai and M. Iguchi, "Instability phenomena at bath surface induced by top lance
gas injection," ISIJ International, Vol.41, No.SUPPL., 2001,
49. O. Olivares, A. Elias, R. Sanchez, M. Diaz-Cruz, and R. D. Morales, "Physical and
Mathematical Models of Gas-Liquid Fluid Dynamics in LD Converters," Steel Research, Vol.73,
No.2, 2002, pp.44-51.
50. F. Qian, R. Mutharasan, and B. Farouk, "Studies of Interface Deformations in a Single- and
Multi-Layered Liquid Baths Due to an Impinging Gas Jet," Metallurgical and Materials Transaction
B, Vol.27, 1996, pp.911-920.
51. R. I. L. Guthrie, M. Isac, A. R. Naji Meidani, A. Richardson, and A. Cameron, "Modelling
Shrouded Supersonic Jets in Metallurgical Reactor Vessels," in Jon Floyd International Symposium
on Sustainable Developments in Metals Processing, 2005, Melbourne, pp.151-164.
52. R. A. Flinn, R. D. Pehlke, D. R. Glass, and P. O. Hays, "Jet Penetration and Bath
Circulation in the Basic Oxygen Furnace," Transactions of the Metallurgical Society of AIME,
Vol.239, No. 11, 1967, pp.1776-1791.
53. S. K. Sharma, J. W. Hlinka, and D. W. Kern, "The Bath Circulation, Jet Penetration and
High-Temperature Reaction Zone in BOF Steelmaking," Iron and Steelmaker, Vol.4, No.7, 1977,
pp.7-18.
54. S. C. Koria and K. W. Lange, "Penetrability of Impinging Gas Jets in Molten Steel Bath,"
Steel Research, Vol.58, No.9, 1987, pp.421-426.
55. D. H. Wakelin, PhD Thesis, Imperial College, University of London, London, 1966.
56. S. Eletribi, D. K. Mukherjee, and V. Prasad, "Experiments on Liquid Surface Deformation
upon Impingement by a Gas Jet," in Proceedings of the ASME Fluids Engineering Division, 1997,
ASME, pp.43-52
57. M. Evestedt and A. Medvedev, "Cavity depth and Diameter Estimation in the Converter
Process Water Model," in Proceedings of AISTech 2004, Nashville, Association of Iron and Steel
Institute, pp.763-771.
58. C. Blanco and M. Diaz, "Model of Mixed Control for Carbon and Silicon in a Steel
Converter," ISIJ International, Vol.33, No.7, 1993, pp.757-763.
59. M. Martin, C. Blanco, M. Rendueles, and M. Diaz, "Gas-Liquid Mass-Transfer Coefficients
in Steel Converters," Industrial & Engineering Chemistry Research, Vol.42, No.4, 2003, pp.911-
919.
60. E. T. Turkdogan and R. Fruehan, "Fundamentals of Iron and Steelmaking " in R. J. Fruehan
(ed.), The Making, Shaping and Treating of Steel, The AISE Steel Foundation, Pittsburgh, 1998,
pp.64.

215
61. M. Martin, M. Renduelles, and M. Diaz, "Steel-Slag Mass Transfer in Steel Converter,
Bottom and Top/Bottom Combined Blowing Through Cold Model Experiments," Chemical
Engineering Research and Design, Vol.83, No.A9, 2005, pp.1076-1084.
62. H.-J. Odenthal, U. Falkenreck, and J. Schlüter, "Cfd Simulation of Multiphase Melt Flows
in Steelmaking Converters," in European Conference on Computational Fluid Dynamics 2006,
Netherland,
63. S. C. Koria, "Dynamic Variations of Lance Distance in Impinging Jet Steelmaking Practice,"
Steel Research, Vol.59, No.6, 1988, pp.257-262.
64. K. Naito, Y. Ogawa, T. Inomoto, S. Kitamura, and M. Yano, "Characteristics of Jets from
Top-Blown Lance in Converter," ISIJ International, Vol.40, No.1, 2000 pp.23-30.
65. P. Mathur, "Praxair CoJet Technology-Principles and Actual Results from Recent
Installations," AISE, Pittsburg, PA, 2000.
66. M. J. Luomala, T. M. J. Fabritius, E. O. Virtanen, T. P. Siivola, and J. J. Harkki,
"Splashing and Spitting Behaviour in the Combined Blown Steelmaking Converter," ISIJ
International, Vol.42, No.9, 2002, pp.944-949.
67. C. K. Lee, J. H. Neilson, and A. Gilchrist, "Effects of nozzle angle on performance of
multi-nozzle lances in steelmaking converters," Ironmaking&Steelmaking, Vol.6, 1977, pp.329-
337.
68. M. S. Lee, S. L. O'Rourke, and N. A. Molloy, "Oscillatory flow in the steelmaking vessel,"
Scandinavian Journal of Metallurgy, Vol.32, 2003, pp.281-288.
69. Y. Higuchi and Y. Tago, "Effect of Lance Design on Jet Behaviour and Spitting Rate in Top
Blown Process," ISIJ International, Vol.41, No.12, 2001, pp.1454-1459.
70. Y. Higuchi and Y. Tago, "Effect of Nozzle Twisted Lance on Jet Behaviour and Spitting
Rate in Top Blown Process " ISIJ International, Vol.43, No.9, 2003, pp.1410-1414.
71. S. C. Koria, "Studies of the Bath Mixing Intensity in Converter Steelmaking Processes,"
Canadian Metallurgical Quarterly, Vol.31, 1992, pp.105-112.
72. R. Sambasivam, S. N. Lenka, F. Durst, M. Bock, and S. Chandra, "A New Lance Design for
BOF Steelmaking," Metallurgical and Materials Transaction B, Vol.38B, 2007, pp.45-53.
73. L. Zhong, Y. Zhu, M. Yiang, Z. Qu, Y. Za, and X. Bao, "Cold Modelling of Slag Splashing in
LD Furnace by Oxygen Lance with Twisted Nozzle Tip," Steel Research Int., Vol.76, No.9, 2005,
pp.611-615.
74. B. Sarma, P. C. Mathur, R. J. Selines, and J. E. Anderson, "Fundamental Aspects of
Coherent Jets," Praxair Technology Inc., 1999, pp.1-12.
75. S. Asai and I. Muchi, "Theoretical Analysis by the Use of Mathematical Model in LD
Converter Operation," Transactions ISIJ, Vol.10, 1970, pp.250-263.
76. A. Masui, K. Yamada, and K. Takahashi, "Slagmaking, Slag/Metal Reactions and Their Sites
in BOF Refining Processes," in McMaster Symposium, 1976, Hamilton, Canada, pp.1-31.

216
77. K. Kawakami, J. Met., Vol.18, 1966, pp.836.
78. K. Koch, W. Fix, and P. Valentin, "Investigation of the Decarburization of Fe-C Melts in a
50 KG Top-Blown Converter," Arch. Eisenhuttenwes, Vol. 47, No.11, 1976, pp.659-663.
79. K. Koch, W. Fix, and P. Valentin, "Einfluss von Sauerstoffangebot und
Kohlenstoffausgangsgehalt Sowie von Badgeometrie und Feuerfestmaterial auf den Ablauf der
Entwicklung von Fe-C-Schmelzen in einem 50-kg-Aufblastkonverter," Arch. Eisenhuttenwes, Vol.
49, 1978, pp.231-234.
80. M. Nakamura and M. Tate, Tetsu-to-Hagane, Vol.63, 1977, pp.236.
81. Y. E. Lee and L. Kolbeinsen, "An Analysis of Hot Spot Phenomenon in BOF Process," ISIJ
International, Vol.47, No.5, 2007, pp.764-765.
82. D. Goldstein and R. Fruehan, "Mathematical model for nitrogen control in oxygen
steelmaking," Metallurgical and Materials Transactions B, Vol.30, No.5, 1999, pp.945-956.
83. D. A. Ottesen, S. Ludowise, P. Hardesty, D. Goldstein, D. Miller, T. Smith, C. Bonin, M. ,
"A Laser-Based Sensor for Measurement of Off-Gas Composition and Temperature in Basic Oxygen
Steelmaking," Scandinavian Journal of Metallurgy, Vol.28, No. 3, 1999, pp.131-137
84. M. Kowalski, P. J. Spencer, and D. Neuschitz, "Phase Diagrams," in V. D. Eisenhuttenleute
(ed.), Slag Atlas, Verlag Stahleisen GmbH, Dusseldorf, 1995, pp.25-28.
85. G. K. Sigworth and J. F. Elliot, "Thermodynamics of Liquid Dilute Iron Alloys," Metal
Science, Vol.3, 1974, pp. 298-310.
86. G. K. Sigworth and J. F. Elliott, "Thermodynamics of Liquid Dilute Iron Alloys," Metal
Science, Vol.3, 1974, pp. 298-310.
87. N. L. Bowen and J. F. Schairer, "The system FeO-SiO2," American Journal of Science,
Vol.24, 1932, pp.177-213.
88. N. L. Bowen, J. F. Schairer, and E. Posnjak, "The System CaO-FeO-SiO2," American
Journal of Science, Vol.26, 1933, pp.193-284.
89. K. L. Fetters and J. Chipman, "Equilibria of Liquid Iron and Slags of the System CaO–MgO–
FeO–SiO2," AIME Trans., Vol.145, 1941, pp.95-112.
90. C. R. Taylor and J. Chipman, "Equilibria of Liquid Iron and Simple Basic and Acid Slags in a
Rotating Induction Furnace," Trans. AIME, Vol.154, 1943, pp.228-245.
91. L. S. Darken and R. W. Gurry, "The System Iron-Oxygen. II. Equilibrium and
Thermodynamics of Liquid Oxide and other Phases," Journal of the American Chemical Society,
Vol.68 No.5, 1946, pp.798-816.
92. T. B. Winkler and J. Chipman, "An Equilibrium Study of the Distribution of Phosphorus
between Liquid Iron and Basic Slags," Trans. AIME, Vol.167, 1946, pp.111.
93. M. N. Dastur and J. Chipman, "Equilibrium in the Reaction of Hydrogen with Oxygen in
Liquid Iron," Trans AIME, Vol.185, 1949, pp.441–445.

217
94. L. S. Darken, "Thermodynamics in Physical Metallurgy", American Society for Metals,
Cleveland, 1950, pp. 28.
95. R. Schuhmann and P. J. Ensio, "FeO-SiO2 Phase Equilibrium Diagram," Trans. AIME,
Vol.191, 1951, pp.401-411.
96. H. Larson and J.Chipman, Trans. AIME, Vol.197, 1953, pp.1089-1096.
97. E. T. Turkdogan and J. Pearson, J. Iron Steel Inst., 1953, pp.217-223.
98. W. C. Allen and R. B. Snow, "The Orthosilicate-Iron Oxide Portion of the System CaO-
“FeO”-SiO2," Journal of American Ceramic Society, Vol.38, No.8, 1955, pp.264-280.
99. J. F. Elliott, "Activities in the Iron Oxide-Silica-Lime System," Trans. AIME, Vol.203, 1955,
pp.485–488.
100. J. F. Elliott and F. W. Luerssen, J. Met. Trans. AIME, Vol.203, 1955, pp.1129-1136.
101. H. L. Bishop, N. J. Grant, and J. Chipman, "Equilibria of Molten Iron and Liquid Slags of
the System CaO-SiO2-(FeO)t," Trans. TMS-AIME, Vol.212, 1958, pp. 890-892.
102. H. L. Bishop, N. J. Grant, and J. Chipman, "Equilibria of Molten Iron and Liquid Slags of
the System CaO-SiO2-(FeO)t," Trans. TMS-AIME, Vol.212, 1958, pp.185-192.
103. F. W. Luerssen, in Proc. National Open-Hearth Conference, 1958, Warrendale, PA, ISS-
AIME, pp.398-411.
104. F. D. Richardson, "Activities in Ternary Silicate Melts," in J. F. Elliot (ed.), The Physical
Chemistry of Steelmaking, The Technology Press of Massachusette Institute of Technology and
John Willey&Sons Inc., New York, 1958, pp.68-75.
105. C. Bodsworth, "The Activity of Ferrous Oxide in Silicate Melts," J. Iron Steel Inst.,
Vol.193, 1959, pp.13-24.
106. B. Phillips and A. Muan, "Phase Equilibria in the System CaO-Iron Oxide-SiO2, in Air,"
Journal of American Ceramic Society, Vol.42, No.9, 1959, pp.413-423.
107. E. S. Tankins, N. A. Gokcen, and G. R. Belton, "The Activity and Solubility of Oxygen in
Liquid Iron, Nickel and Cobalt," Trans. Met. Soc. AIME, Vol.230, 1964, pp.820–827.
108. E. Görl, F. Oeters, and R. Scheel, "Equilibriums Between Liquid Iron and Saturated Slags
of the CaO-FeON-SiO2 System with Consideration of the Distribution of Sulfur " Arch.
Eisenhüttenwes., Vol.387, No.6, 1966, pp.441-451.
109. C. Carel, "Recherches Experimentales et Thtorlques Sur le Diagramme D’etat de la
Wustite Solide Au-dessus de 910“ C," Mem. Sci. Rev. Mer., Vol. 64, 1967, pp.821-836.
110. L. S. Darken, "Thermodynamics of Binary Metallic Solutions," Trans TMS-AIME, Vol.239,
1967, pp.90-96.
111. K. Schwerdtfeger, "Measurement of Oxygen Activity in Iron, Iron-Silicon, Manganese, and
Iron-Manganese Melts Using Solid Electrolyte Galvanic Cells," Trans. Met. Soc. AIME, Vol.239,
1967, pp.1276-1281.

218
112. C. Gatellier and M. Olette, "Determination of the Free Enthalphy of Dissolution of Oxygen
in Liquid Iron at 1600C., using an Electrochemical Cell with a Solid Electrolyte " Compt. Rend.
ACAD SCI, Vol.266, No.15, 1968, pp.1133-1135
113. Y. Kojima, M. Inouye, and K. Sano, "Activity of Iron Oxide in FeO-MgO- SiO2 Slags at
1600C, [DIE AKTIVITAET DES EISENOXYDS IN FeO-MgO- SiO2- SCHLACKEN BEI 1600 C]," Archiv fuer
das Eisenhuettenwesen, Vol.40 No.1, 1969, pp. 37-40.
114. D. H. Lindsley and J. L. Munoz, "Subsolidus Relations Along the Join Hedenbergite-
Ferrosilite," American Journal of Science, Vol.267-A, 1969, pp. 295-324.
115. A. S. Venkatradi and H. B. Bell, "Sulphur Partition Between Slag and Metal in the Iron
Blast Furnace," J. Iron & Steel Inst, Vol.207, No.8, 1969, pp.1110-1113.
116. M. Timucin and A. E. Morris, "Phase Equilibria and Thermodynamic Studies in the System
CaO-FeO-Fe2O3-SiO2," Metallurgical Transactions, Vol.1 No.11, 1970, pp.3193-3201.
117. Sakawa, Mitsuhiro, S. G. Whiteway, and C. R. Masson, "Activity of FeO in the Ternary
System SiO2-MgO-FeO and Constitution of SiO2," Trans Iron Steel Inst Jpn, Vol.18, No.3, 1978,
pp.173-176.
118. E. Schuermann, H. P. Kaiser, and U. Hensgen, "Calorimetry and Thermodynamics of the
System Iron-Phosphorus," Arch. Eisenhuttenwes, Vol.52, No.2, 1981, pp.51-55.
119. Shim, J. Dong, Ban-Ya, and Shiro, "Solubility of Magnesia and Ferric-Ferrous Equilibrium in
Liquid FetO-SiO2-MgO Slags," Tetsu-To-Hagane/Journal of the Iron and Steel Institute of Japan,
Vol.67 No.10, 1981, pp.1735-1744.
120. H. Zhang, D. Ye, P. Zhang, and X. Chen, J. Central-South Inst. Min Metall. (China),
Vol.21, 1990, pp.447-450.
121. S. Nakamura, F. Tsukihashi, and N. Sano, "Phosphorus Partition Between CaOsatd.-BaO-
SiO2-FetO Slags and Liquid Iron at 1873 K," ISIJ International, Vol.33, No.1, 1993, pp.53-58.
122. C. L. Nassaralla, B. Sarma, A. T. Morales, and J. C. Myers, in Proc. E.T. Turkdogan
Symposium, 1994, Pittsburgh, PA, pp.61-71.
123. S.-H. Liu, R. Fruehan, A. Morales, and B. Ozturk, "Measurement of FeO activity and
solubility of MgO in smelting slags," Metallurgical and Materials Transactions B, Vol.32, No.1,
2001, pp.31-36.
124. J. F. Elliott, M. Gleiser, and V. Ramakrishna, "Thermochemistry for Steelmaking",
Addison-Wesley Publishing Company, 1963, pp. 491-665.
125. M. Allibert, K. Parra, C. Saint-Jours, and M. Tmar, "Thermodynamic Activity Data for Slag
Systems," in V. D. Eisenhuttenleute (ed.), Slag Atlas, Verlag Stahleisen GmbH, Dusseldorf, 1995,
pp.244-254.
126. M. Allibert, H. Gaye, J. Geiseler, D. Janke, B. J. Keene, D. Kirner, M. Kowalski, J.
Lehman, K. C. Mills, D. Neuschutz, R. Parra, C. Saint-Jours, P. J. Spencer, M. Susa, M. Tmar, and
E. Woermann, "Slag Atlas", Verlag Stahleisen GmbH, Dusseldorf, 1995, pp. 1-600.

219
127. D. R. Gaskell, "The Thermodynamic Properties and Structures of Slags," in J. F. Elliot and
J. K. Tien (eds.), Metallurgical Treatises, Metallurgical Society of AIME, New York, 1981, pp.59-
77.
128. W. Wulandari, G. A. Brooks, M. A. Rhamdhani, and B. J. Monaghan, "Thermodynamic
Modelling of High Temperature Systems," Proceedings of Chemeca, Perth, 2009.
129. D. R. Gaskell, "Introduction to Metallurgical Thermodynamics", McGraw-Hill, Washington,
DC, 1973, pp. 102-106, 300-306.
130. G. Eriksson, "Thermodynamic Studies of High Temperature Equilibra. XII. SOLGAMIX, a
computer program for calculation of equilibrium equations in multiphase systems," Chemica
Scripta, Vol.8, 1975, pp.100-103.
131. S. Gordon and B. J. McBride, "Computer Program for Calculation of Complex Chemical
Equilibrium Compositions and Applications," National Aeronautics and Space Administration
Technical Report, 1994, pp.3-10.
132. H. Gaye, J. Lehmann, P. Rocabois, and F. Ruby-Meyer, "Computational Thermodynamics
and Slag Modelling Applied to Steel Elaboration," Steel Research, Vol.72, No.11-12, 2001, pp.446-
451.
133. L. C. Oertel and A. C. e. Silva, "Application of Thermodynamic Modeling to Slag-Metal
Equilibria in Steelmaking " Calphad, Vol.23, No.3-4, 1999, pp.379-391.
134. W. Henry, "The Elements of Experimental Chemistry," Baldwin,Cradock and Joy, and R.
Hunter, 1823.
135. H. Gaye, J. Lehmann, T. Matsumiya, and W. Yamada, "A Statistical Thermodynamics
Model of Slags:Applications to Systems Containing S, F, P2O5 and Cr Oxides," in 4th International
Conference on Molten Slags and Fluxes, 1992, pp.103-108.
136. G. W. Toop and C. S. Samis, "Activities of Ions in Silicate Melts," Trans. Met. Soc. AIME,
Vol.224, 1962, pp.878-887.
137. M. Hillert, B. Jahnsson, B. Sundman, and J. Agren, "A Two Sub-Lattice Model for Molten
Solutions with Different Tendency for Ionization," Metallurgical and Materials Transactions A,
Vol.16, 1985, pp.261-266.
138. A. D. Pelton and M. Blander, "Computer-Assisted Analysis of the Thermodynamic
Properties and Phase Diagrams of Slags," in Proceedings of the 2nd International Symposium on
Metallurgical Slags and Fluxes, 1984, Warrandale, PA., TMS-AIME, pp.281-294.
139. M. L. Kapoor and M. G. Frohberg, "Theoretical Treatment of Activities in Silicate Melts "
in Proc. Internat. Symposium on Chemical Metallurgy of Iron and Steel, 1973, pp.17-22, 35-42
140. H. Gaye and J. Welfringer, "Modellling of the Thermodynamic Properties of Complex
Metallurgical Slags," in Proceedings of the 2nd International Symposium on Metallurgical Slags and
Fluxes, 1984, Warrandale, PA., TMS-AIME, pp.357-376.

220
141. S. Ban-ya, "Mathematical Expression of Slag-Metal Reactions in Steelmaking Process by
Quadratic Formalism Based on the Regular Solution Model," ISIJ International, Vol.33, No.1, 1993,
pp.2-11.
142. R. C. Sharma, J. C. Lin, and Y. A. Chang, "A Thermodynamic Analysis of the Pb−S System
and Calculation of the Pb−S Phase Diagram " Metallurgical and Materials Transactions B, Vol.18,
No.1, 1987, pp.237-244.
143. H. Gaye and J. Lehmann, "Modelling of Slag Thermodynamic Properties, From Oxides to
Oxisulphides," in Molten Slags, Fluxes and Salts'97 Conference, 1997, pp.27-34.
144. M. Kawalski, P. J. Spencer, and D. Neuschitz, Slag Atlas, Verlag Stahleisen GmbH,
Dusseldorf, 1995, pp.25-28.
145. U. R. Kattner, "The Thermodynamic Modeling of Multicomponent Phase Equilibria "
Journal of the Minerals, Metals, and Materials Society, Vol.49, No.12, 1997, pp.14-19.
146. M. A. T. Anderson, P. G. Jonsson, and M. M. Nzotta, "Application of the Sulphide Capacity
Concept on High-basicity Ladle Slags Used in Bearing-Steel Production," ISIJ International, Vol.39,
No.11, 1999, pp.1140-1149.
147. K. Mori, "Kinetics of Fundamental Reactions Pertinent to Steelmaking Process," Trans.
Iron Steel Inst. Japan, Vol.28, No.4, 1988, pp.246-261.
148. B. Deo and R. Boom, "Fundamentals of Steelmaking Metallurgy", Prentice Hall
International, London, 1993, pp. 176-177.
149. G. H. Geiger and D. R. Poirier, "Transport Phenomena in Material Processing", The
Minerals, Metals and Materials of Society, Warrandale, Pennsylvania, 1994, pp. 298-540.
150. D. G. C. Robertson, B. Deo, and S. Ohguchi, "Multicomponent Mixed-Transport-Control
theory for Kinetics of Coupled Slag/Metal and Slag/Metal/Gas Reactions:Application to
Desulphurization of Molten Iron," Ironmaking&Steelmaking, Vol.11, No.1, 1984, pp.41-55.
151. G. A. Brooks, M. A. Rhamdhani, K. S. Coley, Subagyo, and P. Y., "Transient Kinetics of
Slag Metal Reactions," Metallurgical and Materials Transactions B, Vol.40B No.3, 2009, pp.353-
362.
152. C. L. Molloseau and R. J. Fruehan, "The Reaction Behaviour of Fe-C-S Droplets in CaO-
SiO2-MgO-FeO," Metallurgical and Materials Transaction B, Vol.33B, 2002, pp.335-344.
153. G. R. Belton, "Langmuir Adsorption, The Gibbs Adsorption Isotherm and Interracial
Kinetics in Liquid Metal Systems," Metallurgical and Materials Transactions B, Vol. 7, No.1, 1976,
pp.35-42.
154. D. R. Sain and G. R. Belton, "Interfacial Reaction Kinetics in the Decarburization of Liquid
Iron by Carbon Dioxide," Metallurgical and Materials Transactions B, Vol. 7, No.2, 1976, pp.235-
244.

221
155. D. R. Sain and G. R. Belton, "The Influence of Sulfur on Interfacial Reaction Kinetics in
the Decarburization of Liquid Iron by Carbon Dioxide " Metallurgical and Materials Transactions B,
Vol. 9, No.4, 1978, pp.403-407.
156. G. R. Belton and R. A. Belton, "On the Rate of Desulfurization of Liquid Iron by
Hydrogen," Transactions of the Iron and Steel Institute of Japan, Vol.20, No.2, 1980, pp.87-91.
157. G. R. Belton, "How Fast Can We Go? The Status of Our Knowledge of the Rates of Gas-
Liquid Metal Reactions " Metallurgical and Materials Transactions B, Vol.24, No.2, 1993, pp.241-
258.
158. R. D. Pehlke and J. F. Elliott, "Solubility of Nitrogen in Liquid Iron Alloys, II. Kinetics,"
Trans. Metall. Soc. AIME, Vol.227, 1963, pp.844-855.
159. Y. K. Rao and H. G. Lee, "Decarburisation and Nitrogen Absorption in Molten Fe-C Alloys:
Part 1 Experimental " Ironmaking and Steelmaking, Vol.15, No.5, 1988, pp.228-237.
160. K. Ito, K. Amano, and H. Sakao, "Kinetic Study on a Nitrogen Absorption and Desorption of
Molten Iron," Trans Iron Steel Inst Jap, Vol.28, 1988, pp.41-48.
161. F. J. Mannion and R. J. Fruehan, "Decarburization kinetics of liquid Fe-Csat alloys by CO2,"
Metallurgical Transactions B, Vol.20, No.6, 1989, pp.853-861.
162. H. Schlarb and M. G. Frohberg, "Experiments on the Mass Transfer Between two
Immiscible Phases by a Top and Bottom Blown Converter Model," Steel Research, Vol.56, No.1,
1985, pp.15-18.
163. M. Ichinoe, S. Yamamoto, Y. Nagano, K. Miyamura, K. Yamaguchi, and M. Tezuka, "A
Study on Decarburization Reactions in Basic Oxygen Furnace," in International Conference on
Science and Technology of Iron and Steel, 1970, Tokyo, Iron and Steel Institute, pp.232-235.
164. K. Li, D. A. Dukelow, and G. C. Smith, "Decarburization in Iron-Carbon System by Oxygen
Top Blowing," Transactions of The Metallurgical Society of AIME, Vol.230, 1964, pp.71-76.
165. H. Gaye and P. Riboud, "Oxidation Kinetics of Iron Alloy Drops in Oxidizing Slags,"
Metallurgical and Materials Transactions B, Vol.8, No.2, 1977, pp.409-415.
166. C. Cicutti, M. Valdez, T. Perez, J. Petroni, A. Gomez, R. Donayo, and L. Ferro, "Study of
Slag-Metal Reactions In An LD-LBE Converter," in 6th International Conference on Molten Slags,
Fluxes and Salts, 2000, Stockholm-Helsinki, pp.367.
167. C. Cicutti, M. Valdez, T. Perez, R. Donayo, and J. Petroni, "Analysis of Slag Foaming
During the Operation of an Industrial Converter," Latin American Applied Research, Vol.32, No.3,
2002, pp.237-240.
168. S. Okano, J. Matsuno, H. Ooi, K. Tsuruoka, T. Koshikawa, and A. Okazaki, "Model Analysis
in Three Different Reaction Zones in Basic Oxygen Converter," in International Conference on
Science and Technology of Iron and Steel, 1970, Tokyo, Iron and Steel Institute, pp.227-231.

222
169. T. Gare and G. S. F. Hazeldean, "Basic Oxygen Steelmaking: Decarburization of Binary Fe-
C Droplets and Ternary Fe-C-X Droplets in Ferruginous Slags," Ironmaking and Steelmaking, Vol.8,
No.4, 1981, pp.169-181.
170. D. J. Price, "L.D. Steelmaking: Significance of the Emulsion in Carbon Removal," Process
Engineering of Pyrometallurgy Symposium, IMM London, 1974.
171. P. Kozakevitch, "Study of Basic Phosphate Slag Foams," International Congress of Oxygen
Steelmaking, Le Touquet, 1963.
172. H. W. Meyer, W. F. Porter, G. C. Smith, and J. Szekely, "Slag-Metal Emulsions and Their
Importance in BOF Steelmaking," JOM, Vol.20, 1968, pp.35-42.
173. E. W. Mulholland, G. S. F. Hazeldean, and M. W. Davies, "Visualization of Slag-Metal
Reactions by X-Ray Fluoroscopy : Decarburization in Basic Oxygen Steelmaking " JISI, Vol.211,
No.9, 1973, pp.632-639.
174. R. C. Urquhart and W. G. Davenport, "Foams and Emulsions in Oxygen Steelmaking,"
Canadian Metallurgical Quarterly, Vol.12, No.4, 1973, pp.507-516.
175. S. Okano, J. Matsuno, H. Ooi, K. Tsuruoka, T. Koshikawa, and A. Okazaki, "Model Analysis
in Three Different Reaction Zones in Basic Oxygen Converter," in International Conference on
Science and Technology of Iron and Steel, 1971, Tokyo, Iron and Steel Institute, pp.227-231.
176. K. Ito, K. Amano, and H. Sakao, "Kinetics of Carbon- and Oxygen- Transfer between CO-
CO2 Mixture and Molten Iron," Transactions ISIJ, Vol.24, No.7, 1984, pp.515-521.
177. Anon., "BISRA Spray Steelmaking Process," Metallurgia, Vol.74, 1966, pp.197-200.
178. H. G. Lee and Y. K. Rao, "Rate of Decarburization of Iron-Carbon Melts: Part I.
Experimental Determination of the Effect of Sulfur " Metallurgical and Materials Transactions B,
Vol.13, No.3, 1982, pp.403-409.
179. H. G. Lee and Y. K. Rao, "Rate of Decarburization of Iron-Carbon Melts: Part I. A Mixed-
Control Model " Metallurgical and Materials Transactions B, Vol.13, No.3, 1982, pp.411-421.
180. H. G. Lee and Y. K. Rao, "Decarburisation and Nitrogen Absorption in Molten Fe-C Alloys:
Part 2 Mathematical Model " Iranmaking and Steelmaking, Vol.15, No.5, 1988, pp.238-243.
181. D. G. C. Robertson and A. E. Jenkins, "Reaction of Liquid Iron and Its Aloys in Pure Oxygen
" in Heterogeneous Kinetics at Elevated Temperatures 1970, Plenum Press, New York, pp.393-
408.
182. L. A. Baker and R. G. Ward, "Reaction of an Iron-Carbon Droplet During Free Fall Through
Oxygen," Journal of iron and Steel Institute, Vol.205, No.7, 1967 pp.714-717.
183. L. A. Baker, N. A. Warner, and A. E. Jenkins, "Decarburization of a Levitated Iron Droplet
in Oxygen," Transactions of The Metallurgical Society of AIME, Vol.239, No. 6, 1967 pp. 857-864.
184. J. H. Swisher and E. T. Turkdogan, "Decarburization of iron-Carbon Melts in CO2-CO
Atmospheres; Kinetics of Gas-Metal Surface Reactions," Transactions of The Metallurgical Society
of AIME, Vol.239, 1967 pp.602-610.

223
185. P. A. Distin, G. D. Hallett, and F. D. Richardson, "Some Reactions between Drops of Iron
and Flowing Gases," J. Iron Steel Inst., Vol.206, No.8 1968 pp. 821-833.
186. H. Nomura and K. Mori, "Kinetics of Decarburization of Liquid Iron at Low Concentrations
of Carbon " Trans Iron Steel Inst Jap, Vol.13, No.5, 1973, pp.325-332.
187. H. Nomura and K. Mori, " Kinetics of Decarburization of Liquid Fe With High Concentration
of C " Trans Iron Steel Inst Jap, Vol.13, No.4, 1973, pp.265-273.
188. P. G. Roddis, "Mechanism of Decarburization of Iron-Carbon Alloy Drops Falling Through
an Oxidizing Slag," Journal of iron and Steel Institute, Vol.211, No.1, 1973, pp.53-58.
189. R. J. Fruehan and L. J. Martonik, "The Rate of Decarburization of Liquid Iron by CO2 and
H2 " Metallurgical and Materials Transactions B, Vol. 5, No.5 1974, pp.1027-1032.
190. L. A. Greenberg and A. McLean, "Kinetics of Oxygen Dissolution in Liquid Iron and Liquid
Iron Alloy Droplets," Trans Iron Steel Inst Jap, Vol.14, No.6, 1974, pp.395-403.
191. T. Nagasaka and R. J. Fruehan, "Kinetics of the Reaction of H2O gas with liquid iron,"
Metallurgical and Materials Transactions B, Vol.25, No.2, 1994, pp.245-253.
192. H. Sun and R. D. Pehlke, "Kinetics of Oxidation of Carbon in Liquid Iron-Carbon-Silicon-
Manganese-Sulfur Alloys by Carbon Dioxide in Nitrogen," Metallurgical and Materials Transactions
B, Vol.26, No.2, 1995, pp.335-344.
193. H. Sun and R. D. Pehlke, "Modelling and Experimental Study of Gaseous Oxidation of
Liquid Iron Alloys," Metallurgical and Materials Transactions B, Vol.27, No.5, 1996, pp.854-864.
194. H. D. Zughbi, "Decarburization of Fe/C Melts in a Crucible: Effects of Gas Flow Rate and
Composition," Scandinavian Journal of Metallurgy, Vol.32, No.4, 2003, pp.194-202.
195. H. D. Zughbi, "Decarburization of Fe/C Melts in a Crucible: Effects of Bath Sulfur Level
and Bath Surface Area," Scandinavian Journal of Metallurgy, Vol.33, No.4, 2004, pp.242-250.
196. H. Sun and R. D. Pehlke, "Kinetics of Oxidation of Multicomponent Liquid Iron Alloys by
Oxidizing Gases using Levitation Melting," Trans. Am. Foundary's Soc., Vol.100, 1992, pp.371-376.
197. K. Koch, J. Falkus, and R. Bruckhaus, "Hot Model Experiments of the Metal Bath Spraying
Effect During the decarburization of Fe-C melts through Oxygen Top Blowing," Steel Research,
Vol.64, No.1, 1992, pp.15-21
198. A. I. Kondrat'ev, N. V. Gavrikov, B. S. Ivanov, A. F. Kablukovskii, and V. V. Kazanskii,
"Refining High-Alloy melts with Gas-Oxygen Mixtures," Steel USSR, Vol.8, No.8, 1978, pp.439-441.
199. R. J. Fruehan and S. Antolin, "A Study of the Reaction of CO on Liquid Iron Alloys,"
Metallurgical Transactions B, Vol.18, No.2, 1987, pp.415-420.
200. H. Sun, K. Gao, V. Sahajwalla, K. Mori, and R. D. Pehlke, "Kinetics of Gas Oxidation of
Liquid Fe-C-S Alloys and Carbon Boil Phenomenon," ISIJ International, Vol.39, No.11, 1999,
pp.1125-1133.

224
201. D. Widlund, D. S. Sarma, and P. G. Jönsson, "Studies on Decarburisation and
Desiliconisation of Levitated Fe-C-Si Alloy Droplets," ISIJ International, Vol.46, No.8, 2006,
pp.1149-1157.
202. M. Hayer and S. Whiteway, "Effect of Sulphur on the Rate of Decarburization of Molten
Iron," Can. Met. Quart, Vol.12, No.1, 1973, pp.35-44.
203. K. Goto, M. Kawakami, and M. Someno, "On the Rate of Decarburization of Liquid metals
with CO-CO2 Gas Mixture," Trans. Metall. Soc. AIME, Vol.245, 1969, pp.293-301.
204. D. N. Ghosh and P. K. Sen, "Kinetics of Decarburization of Iron-Carbon Melts in Oxidizing
Gas Atmospheres," Journal of iron and Steel Institute, Vol.208, 1970, pp.911-916.
205. T. Soma and F. Tsukihashi, "X-Ray Transmission Observation of Reduction of Iron Oxide in
Molten State " in Proceedings of International Symposium on Physical Chemistry of Iron and
Steelmaking, 1982, Canadian Institute of Mining and Metallurgy, pp.I34-I39.
206. D.-J. Min and R. J. Fruehan, "Rate of Reduction of FeO in Slag by Fe-C Drops "
Metallurgical and Materials Transactions B, Vol.23, No.1, 1992, pp.29-37.
207. I. D. Sommerville, P. Grieveson, and J. Taylor, "Kinetics of Reduction of Iron Oxide in Slag
by Carbon in Iron:Part 1 Effect of Iron Oxidation," Ironmaking and Steelmaking, Vol. 7, No.1, 1980
pp.25-32.
208. L. S. Darken, "The system iron-oxygen. II. equilibrium and thermodynamics of liquid oxide
and other phases," Journal of the American Chemical Society, Vol.68, No.5, 1946, pp.798-816.
209. W. O. Philbrook and L. D. Kirkbride, "Rate of FeO reduction from a CaO-SiO2-Al2O3 slag by
carbon," Transactions of AIME, Vol.206, 1956, pp.351-356.
210. L. A. Baker, N. A. Warner, and A. E. Jenkins, "Kinetics of Decarburization of Liquid Iron in
an Oxidizing Atmosphere Using the Levitation Technique," AIME MET SOC TRANS, Vol.230, 1964,
pp.1228-1235.
211. S. K. Tarby and W. O. Philbrook, "The Rate and Mechanism of the Reduction of FeO and
MnO from Silicate and Aluminate Slags by Carbon-Saturated Iron," Transactions of The
Metallurgical Society of AIME, Vol.239, No.7, 1967, pp.1005-1017.
212. L. A. Baker and R. G. Ward, "Reaction of an Iron Carbon Droplet During Free Fall Through
Oxygen," J. Iron Steel Inst., Vol.205, No.7, 1967 pp.714- 717.
213. L. A. Baker, N. A. Warner, and A. E. Jenkins, "Decarburization of a Levitated Iron Droplet
in Oxygen," AIME MET SOC TRANS, Vol.239, No.6, 1967 pp.857-864.
214. M. W. Davies, G. S. F. Hazeldean, and P. N. Smith, in Physical Chemistry of Process
Metallurgy,The Richardson Conf., 1973, London, The Institute of Mining and Metallurgy, pp.95-
107.
215. K. Hori, S. Hiwasa, and Y. Kawai, "Rate of Transfer of Oxygen From Slag to Liquid Iron,"
Nippon Kinzoku Gakkaishi/Journal of the Japan Institute of Metals, Vol.44, No.11, 1980,
pp.1282-1287.

225
216. K. Upadhya, I. D. Sommerville, and P. Grieveson, "Kinetics of Reduction of Iron Oxide in
Slag by Carbon inIron: Part 2 Effect of Carbon Content of Iron and Silica Content of Slag,"
Ironmaking and Steelmaking, Vol.7, No.1, 1980, pp.33-36.
217. M. Hacioglu and R. J. Pomfret, "The Kinetics of Reduction of Iron Oxides from Slag by
Carbon in Liquid Iron," in Proceedings of International Symposium on the Physical Chemistry of
Iron and Steelmaking 1982, pp.127-133.
218. F. Tsukihashi, K. Kato, K. Otsuka, and T. Soma, "Reduction of Molten Iron Oxide in CO Gas
Conveyed System " Trans. Iron Steel Inst. Jpn., Vol. 22, No.9, 1982 pp.688-695.
219. A. Sato, G. Aragane, F. Hirose, R. Nakagawa, and S. Yoshimatsu, "Reducing Rate of Iron
Oxide in Molten Slag by Carbon in Molten Iron," Trans. Iron Steel Inst. Japan, Vol.24 No.10, 1984,
pp.808-815.
220. H. A. Fine, D. Meyer, D. Janke, and H.-J. Engell, "Kinetics of Reduction of Iron Oxide in
Molten Slag by CO at 1873K," Ironmaking and Steelmaking, Vol.12, No.4, 1985, pp.157-162.
221. S. K. El-Rahaiby, Y. Sasaki, D. R. Gaskell, and G. R. Belton, "Interfacial Rates of Reaction
of CO2 with Liquid Iron Silicates, Silica-Saturated Manganese Silicates, and Some Calcium Iron
Silicates," Metallurgical Transactions B, Vol.17, No.2, 1986, pp.307-316.
222. A. Sato, G. Aragane, K. Kamihira, and S. Yoshimatsu, "Reducing Rates of Molten Iron
Oxide by Solid Carbon or Carbon in Molten Iron " Transactions of the Iron and Steel Institute of
Japan, Vol.27 No.10 1987 pp.789-796
223. P. Wei, M. Sano, M. Hirasawa, and K. Mori, "Kinetics of Reactions Between High Carbon
Molten Iron and FeO Containing Slag," Trans. Iron Steel Inst. Japan, Vol.28, No.8, 1988, pp.637-
644.
224. P. Wei, M. Sano, K. Mori, and M. Hirasawa, "Kinetics of Oxidation Reactions Between Fe-
C-Si Alloy and FeO Containing Slag " in W.O. Philbrook Memorial Symposium 1988, Toronto,
Ontario, Canada, pp.129-132.
225. P. Wei, M. Sano, M. Hirasawa, and K. Mori, "Kinetics of Carbon Oxidation Between Molten
Iron of High Carbon Concentration and Iron Oxide Containing Slag," Trans. Iron Steel Inst. Japan,
Vol.31, No.4, 1991, pp.358-365.
226. K. Shibata, T. Kitamura, and N. Tokumitsu, "Kinetic Model for the Reaction Between Iron
Oxide in Molten Slag and Carbon in Molten Iron via CO-CO2 Bubble," in 4th International
Conference on Molten Slags and Fluxes, 1992, Sendai, Iron Steel Inst Japan, pp.537-542.
227. A. Paul, B. Deo, and N. Sathyamurthy, "Kinetic Model for Reduction of Iron Oxide in
Molten Slags by Iron-Carbon Melt," Steel Research, Vol.65, No.10, 1994, pp.414-420.
228. R. D. Morales, L. G., Ruben, Lopez, Francisco, Camacho, Jorge, and J. A. Romero, "Slag
Foaming Practice in EAF and Its Influence on the Steel-making Shop Productivity," ISIJ
International, Vol.35, No.9, 1995, pp.1054-1062.

226
229. E. Shibata, H. Sun, and K. Mori, "Transfer Rate of Oxygen from Gas into Liquid Iron
through Molten Slag," Tetsu-To-Hagane/Journal of the Iron and Steel Institute of Japan, Vol.85,
No.1, 1999, pp.27-33.
230. K. Gao, V. Sahajwalla, H. Sun, C. Wheatley, and R. Dry, "Influence of Sulfur Content and
Temperature on the Carbon Boil and CO Generation in Fe-C-S Drops," ISIJ International, Vol.40,
No.4, 2000, pp.301-308.
231. Y. Li, I. P. Ratchev, J. A. Lucas, G. M. Evans, and G. R. Belton, "Rate of Interfacial
Reaction Between Liquid Iron Oxide and CO-CO2," Metallurgical and Materials Transactions B:
Process Metallurgy and Materials Processing Science, Vol.31, No.5, 2000, pp.1049-1057.
232. M. Barati and K. S. Coley, "Kinetics of CO-CO2 reaction with CaO-SiO2-FeOx melts,"
Metallurgical and Materials Transactions B: Process Metallurgy and Materials Processing Science,
Vol.36, No.2, 2005, pp.169-178.
233. H. Sun and G. Zhang, "Influence of Silicon on Decarburization Rate and Bloating of Iron
Droplets in Steelmaking and Direct Iron Smelting Slags," in ICS Proceedings, 2005, pp.257-268.
234. M. Barati and K. S. Coley, "A Comprehensive Kinetic Model for the CO-CO2 Reaction with
Iron Oxide-Containing Slags," Metallurgical and Materials Transactions B: Process Metallurgy and
Materials Processing Science, Vol.37, No.1, 2006, pp.61-69.
235. H. Sun, "Reaction Rates and Swelling Phenomenon of Fe-C Droplets in FeO bearing Slag "
ISIJ International, Vol.46, No.11, 2006, pp.1560-1569.
236. E. Chen and K. Coley, "Kinetics Study of Droplet Swelling in BOF Steelmaking," in 8th
International Conference on Molten Slags, Fluxes and Salts, 2009, Santiago, Chile, pp.803-813.
237. E. Chen and K. Coley, "Kinetic Study of Droplet Swelling in BOF Steelmaking," Ironmaking
and Steelmaking, Vol.37, No.7, 2010, pp.541-545.
238. B. Sarma, A. W. Cramb, and R. J. Fruehan, "Reduction of FeO in Smelting Slags by Solid
Carbon: Experimental Results," Metallurgical and Materials Transaction B, Vol.27, No.5, 1996,
pp.717-730.
239. Y.Ogawa and N. Tokumitsu, in Proceedings of 6th International Iron and Steel Congress,
1990, Nagoya, ISIJ, pp.147-152.
240. C. L. Molloseau and R. J. Fruehan, "The Reaction Behaviour of Fe-C-S Droplets in CaO-
SiO2-MgO-FeO Slags," Metallurgical and Materials Transaction B, Vol.33B, 2002, pp.335-344.
241. G. A. Brooks and Subagyo, "Interfacial Area in Pyrometallurgical Reactor Design " in
Yazawa International Symposium on Metallurgical and Materials Processing: Principles and
Technologies, 2003, San Diego, CA; USA, pp.965-974.
242. Q. L. He and N. Standish, "A Model Study of Residence Time of Metal Droplets in the Slag
in BOF Steelmaking," ISIJ International, Vol.30, No.5, 1990, pp.356-361.
243. T. Matsumiya, "Analyses of Diffusion-Related Phenomena in Steel Process," Journal of
Phase Equilibria and Diffusion, Vol.26, No.5, 2005, pp.494-502.

227
244. G. A. Brooks and Subagyo, "Interfacial Area in Pyrometallurgical Reactor Design " in
Yazawa Int. Symp. on Metallurgical and Materials Processing: Principles and Technologies, 2003,
San Diego, CA; USA, pp.965.
245. L. Dong, S. T. Johansen, and T. A. Engh, "Mass Transfer at Gas-Liquid Interfaces in Stirred
Vessels," Canadian Metallurgical Quarterly, Vol.31, No.4, 1992, pp.299-307.
246. M. Hirasawa, K. Mori, M. Sano, A. Hatanaka, Y. Shimatani, and Y. Okazaki, "Rate of Mass
Transfer between Slag and Metal under Gas Injection Stirring," Transactions of the Iron and Steel
Institute of Japan, Vol.27 No.4, 1987, pp.277-282.
247. F. Oeters, "Kinetic Treatment of Chemical Reactions in Emulsion Metallurgy," Steel
Research, Vol.56, No.2, 1985, pp.69-74.
248. J. Schoop, W. Resch, and G. Mahn, "Reactions Occuring during the Oxygen Top-Blown
Process and Calculation of Metallurgical Control Parameters," Ironmaking&Steelmaking, Vol.2,
1978, pp.72-79.
249. N. Standish and Q. L. He, "Drop Generation due to an Impinging Jet and the Effect of
Bottom Blowing in the Steelmaking Vessel," ISIJ International, Vol.29, No.6, 1989, pp.455-461.
250. Y. Chung and A. W. Cramb, "Dynamic and Equilibrium Interfacial Phenomena in Liquid
Steel-Slag Systems," Metallurgical and Materials Transactions B, Vol.31B, No.5, 2000, pp.957-971.
251. M. P. Newby, JISI, Vol.162, 1949, pp.452-456.
252. Subagyo, G. A. Brooks, K. S. Coley, and G. A. Irons, "Generation of Droplets in Slag-Metal
Emulsions through Top Gas Blowing," ISIJ Int., Vol.43, No.7, 2003, pp.983.
253. R. Li and R. L. Harris, "Interaction of Gas Jets with Model Process Liquids," in
Pyrometallurgy'95, 1995, The Institution of Mining and Metallurgy, pp.107-124.
254. J. Schoop, W. Resch, and G. Mahn, "Reactions Occuring During the Oxygen Top-Blown
Process and The Calculation of Metallurgical Control Parameters," Ironmaking and Steelmaking,
Vol.2, 1978, pp.72-79.
255. Subagyo and G. A. Brooks, "The Residence Time of Metal Droplets in the Emulsion,"
Canadian Metallurgical Quarterly, Vol.44, No.1, 2005, pp.119-129.
256. B. Deo, A. Karamchetti, P. S. A. Paul, and R. P. Chhabra, "Characterization of Slag-Metal
Droplet-Gas Emulsion in Oxygen Steelmaking Converters," ISIJ International (Iron and Steel
Institute of Japan), Vol.36, No.6, 1996 pp.658-666.
257. Subagyo and G. A. Brooks, "An Improved Correlation for Predicting Terminal Velocity of
Droplets and Bubbles in Slag-Metal-Gas Emulsion," ISIJ International, Vol.42, No.10, 2002,
pp.1182-1184.
258. R. F. Block, A. Masui, and G. Stolzenberg, Arch. Eisenhuttenwes, Vol.44, 1973, pp.357-
361.

228
259. F. Bardenheuer, "Causes of Slag Foaming in Top-Blowing Basic Oxygen Processes. |
[URSACHEN DES SCHLACKENSCHAEUMENS BEI DEN SAUERSTOFFAUFBLASVERFAHREN.] " Stahl und
Eisen, Vol.95, No.22, 1975, pp.1023-1027.
260. K. D. Peaslee, D. K. Panda, and D. G. C. Robertson, "Physical Modeling of Metal/Slag/Gas
Interactions and Reactions," in Proc. of 76th Steelmaking Conference 1993, Dallas, Texas; USA,
pp.637-644.
261. H. W. Meyer, "Oxygen Steelmaking-Its Control and Future " JISI, Vol.207, No.6, 1969,
pp.781-789.
262. H. J. Nierhoff, PhD Thesis, Technical University of Aachen, West Germany, 1976.
263. W. Resch, PhD Thesis, Technical University of Clausthal, Zellerfeld, Germany, 1976.
264. V. I. Baptizmanskii, V. B. Okhotskii, K. S. Prosvirin, G. A. Shchedrin, Y. A. Ardelyan, and
A. G. Velinchko, "Investigation of the Physico-Chemical Processes in the Reaction Zone With
Oxyjen Injection of the Metal- Part 1 " Steel in the USSR, Vol.7, No.6, 1977, pp.329-331.
265. V. I. Baptizmanskii, V. B. Okhotskii, K. S. Prosvirin, G. A. Shchedrin, Y. A. Ardelyan, and
A. G. Velinchko, "Physical and Chemical Processes in the Reaction Zone With Oxygen Injection of
Metal-Part 2," Steel in the USSR, Vol.7, No.10, 1977, pp.551-552.
266. O. K. Tokovoi, A. I. Stroganov, and D. Y. Povolotskii, Steel in the USSR, Vol.2, 1972,
pp.116-117.
267. S. C. Koria and K. W. Lange, "A New Approach to Investigate the Drop Size Distribution in
Basic Oxygen Steelmaking," Metallurgical and Materials Transaction B, Vol.15B, 1984, pp.109-
116.
268. S. C. Koria and K. W. Lange, "Estimation of Drop Sizes in Impinging Jet Steelmaking
Processes," Ironmaking&Steelmaking, Vol.13, No.5, 1986, pp.236-240.
269. F.-Z. Ji, M. A. Rhamdhani, Subagyo, M. Barati, K. S. Coley, G. A. Brooks, G. A. Irons, and
S. A. Nightingale, "Treatment of transient phenomena in analysis of slag-metal-gas reaction
kinetics," in Proc. Mills Symp., Metals, Slags, Glasses: High Temperature Properties and
Phenomena 2002, London, United Kingdom, IOM3, pp.247-261.
270. Subagyo, G. A. Brooks, K. S. Coley, and G. A. Irons, "Generation of Droplets in Slag-Metal
Emulsions through Top Gas Blowing," ISIJ International, Vol.43, No.7, 2003, pp.983-989.
271. F. Oeters, "Metallurgy of Steelmaking", Verlag Stahl Eisen mbH, Düsseldorf, 1994, pp. 37-
416.
272. Y. Kawai, N. Shinozaki, and K. Mori, "Rate of Transfer of Manganese Across Metal/Slag
Interface and Interfacial Phenomena " Can. Metall. Q., Vol.21, No. 4, 1982 pp.385-391.
273. Y. Kawai, R. Nakao, and K. Mori, "Dephosphorization of Liquid Iron by CaF2-base Fluxes,"
Transactions of the Iron and Steel Institute of Japan, Vol.24 No.7, 1984, pp.509-514.

229
274. A. McKague, A. McLean, and I. D. Sommerville, "The Dephosphorization of Carbon
Saturated iron Using Lime-Calcium Halide Slags," in 5th International Iron and Steel Congress
1986, Washington, Iron and Steel Society,
275. E. T. Turkdogan, "Slag Composition Variations Causing Variations in Steel
Dephosphorisation and Desulphurisation in Oxygen Steelmaking," ISIJ International, Vol.40, No.9,
2000, pp.827-832.
276. H. Suito and R. Inoue, "Phosphorus Distribution between MgO-saturated CaO-FetO-SiO2-
P2O5-MnO Slags and Liquid Iron," Transactions of the Iron and Steel Institute of Japan, Vol.24,
No.1, 1984, pp.40-46.
277. G. W. Healy, "New Look at Phosphorus Distribution " J Iron and Steel Inst., Vol.208, No.7,
1970, pp.664-668.
278. K. Sipos and E. Alvez, "Dephosphorisation in BOF Steelmaking," in Proceedings of the VIII
International Conference on Molten Slages, Fluxes and Salt 2009, Santiago, Chile, Gecamin Ltd
pp.1024-1030.
279. D. R. Fosnacht, S. R. Balajee, and A. R. Hebbard, in Proceedings of 70th Steelmaking
Conference, 1987, Pittsburgh, PA, Iron and Steel Society of AIME, pp.329-338.
280. R. W. Young, J. A. Duffy, G. J. hassall, and Z. Xu, "Establishment of an Optical Scale for
Lewis Basicity in Inorganic Oxyacids, Molten Salts, and Glasses," Ironmaking and Steelmaking,
Vol.19, 1992, pp.201-219.
281. R. I. L. Guthrie and L. Gourtsoyannis, "Melting Rates of Furnace or Ladle Additions in
Steelmaking," Canadian Metallurgical Quarterly, Vol.10, No.1, 1971, pp.37-46.
282. H. Yorucu and R. Rolls, "A Mathematical Model of Scrap Melting for the LD Process," Iron
Steel Int, Vol.49, No.1, 1976, pp.35-40.
283. J. Li, N. Provatas, and G. A. Brooks, "Kinetics of Scrap Melting in Liquid Steel,"
Metallurgical and Materials Transactions B, Vol.36B, No.2, 2005, pp.293-302.
284. G. Sethi, A. K. Shukla, P. C. Das, P. Chandra, and B. Deo, "Theoretical Aspects of Scrap
Dissolution in Oxygen Steelmaking Converters," in AISTech 2004 Proceedings, 2004, Nashville,
USA, The Association of Iron & Steel Technology, pp.915-926.
285. J. Szekely, Y. K. Chuang, and J. W. Hlinka, "The Melting and Dissolution of Low-Carbon
Steels in Iron-Carbon Melts," Metallurgical and Materials Transaction B, Vol.3, 1972, pp.2825-
2833.
286. D. D. Burdakov and A. P. Varshavskii, "Melting Scrap in the Oxygen Converter Process,"
Stal, Vol.8, 1968, pp.647-653.
287. J. K. Wright, "Steel Dissolution in Quiescent and Gas Stirred Fe/C Melts," Metallurgical
and Materials Transaction B, Vol.20B, 1989, pp.363-374.

230
288. H. Gaye, P. Destannes, J. L. Roth, and M. Guyon, "Kinetics of Scrap Melting in the
Converter and Electric Arc Furnace," in Proceedings of the 6th International Iron and Steel
Congress, 1990, Nagoya, pp.11-17.
289. L. C. Brabie and M. Kawakami, "Kinetics of Scrap Melting in Molten Fe-C Bath," High
Temperature Materials and Processes, Vol.19, No.3, 2000, pp.241-255.
290. B. Deo, G. Gupta, and M. Gupta, "Theoretical and Practical Aspects of Scrap Dissolution in
Oxygen Steelmaking Converters," in Asia Steel International Conference, 2003, Jamshedpur,
India, Indian Institute of Metals, pp.2.d: 1.1-2.d: 1.8.
291. M. A. Glinkov, Y. P. Filimonov, and V. V. Yurevich, Steel in the USSR, 1971, pp.202-203.
292. R. G. Olsson, V. Koump, and T. F. Perzak, Trans. TMS-AIME, Vol.233, 1965, pp.1654-1657.
293. M. Kosaka and S. Minowa, "Dissolution of Steel Cylinder into Liquid Fe-C Alloy," Tetsu-to-
Hagane, Vol.53, 1967, pp.983-997.
294. Y.-U. Kim and R. Pehlke, "Mass Transfer During Dissolution of a Solid into Liquid in the
Iron-Carbon System " Metallurgical and Materials Transaction B, Vol.5, No.12, 1974, pp.2527-
2532.
295. K. Mori and T. Sakuraya, "Rate of Dissolution of Solid Iron in a Carbon-saturated Liquid
Iron Alloy with Evolution of CO," Transactions of the Iron and Steel Institute of Japan, Vol.22,
No.12, 1982, pp.984-990.
296. R. D. Pehlke, P. Goodell, and R. Dunlap, "Kinetics of Steel Dissolution in Molten Pig Iron,"
Trans. Met. Soc., Vol.233, 1965, pp.1420-1427.
297. H. W. d. Hartog, P. J. Kreyger, and A. B. Snoeijer, "Dynamic Model of the Dissolution of
Scrap in the BOF Process," C.R.M, Vol.37, 1973 pp.13-22.
298. S. Asai and I. Muchi, "Effects of Scrap Melting on the Process Variables in LD Converter
Caused by the Change of Operating Conditions," Transactions ISIJ, Vol.11, No.2, 1971, pp.107-
115.
299. E. Specht and R. Jeschar, "Kinetics of Steel Melting in Carbon-Steel Alloys," Steel
Research, Vol.64, No.1, 1993, pp.28-34.
300. H. Gaye, M. Wanin, P. Gugliermina, and P. Schittly, "Kinetics of Scrap Dissolution in the
Converter " in Proceedings of the 68th Steelmaking Conference, 1986, Detroit, USA, CIT, Reveu de
Metallurgie, pp.793-806.
301. A. K. Shukla and B. Deo, "Coupled Heat and Mass Transfer Approach to Simulate the Scrap
Dissolution in Steelmaking," International Symposium for Research Scholars 2006 on Metallurgy,
Materials Science & Engineering India 2006.
302. J. Liu, M. Guo, P. Jones, F. Verhaeghe, B. Blanpain, and P. Wollants, "In situ observation
of the direct and indirect dissolutionof MgO particles in CaO–Al2O3–SiO2-based slags," J. Eu.
Ceram. Soc., Vol.27, 2007, pp.1961–1972.

231
303. K. H. Sandhage and G. J. Yurek, "Indirect Dissolution of Sapphire into Silicate Melts," J.
Am. Ceram. Soc., Vol.71, No.6, 1988, pp.478-489.
304. T. Hamano, M. Horibe, and K. Ito, "The Dissolution Rate of Solid Lime into Molten Slag
Used for Hot-Metal Dephosphorization," ISIJ Int., Vol.44, No.2, 2004, pp.263-267.
305. M. Matsushima, S. Yadoomaru, K. Mori, and Y. Kawai, "A Fundamental Study on the
Dissolution Rate of Solid Lime into Liquid Slag," Trans. Iron Steel Inst. Jpn., Vol.17, No.8, 1977,
pp.442-449.
306. M. Umakoshi, K. Mori, and Y. Kawai, "Dissolution Rate of Burnt Dolomite in Molten FetO-
CaO-SiO2 Slags " Trans. Iron Steel Inst. Jpn., Vol.24, 1984, pp.532-539.
307. E. T. Turkdogan, "Physicochemical Properties of Molten Slags and Glasses", The Metals
Society, London, 1983, pp. 183-188.
308. F. Oeters, "Metallurgy of Steelmaking", Verlag Stahleisen, Dusseldorf, 1994, pp. 219.
309. P. Williams, M. Sunderland, and G. Briggs, "Intersections between Dolomitic Lime and
Iron Silicate Melts," Ironmaking Steelmaking, Vol.9, No.4, 1982, pp.150-162.
310. T. Hamano, S. Fukagai, and F. Tsukihashi, "Reaction Mechanism between Solid CaO and
FeOx-CaO-SiO2-P2O5 Slag at 1573K," ISIJ Int., Vol.46, No.4, 2006, pp.490-495.
311. Y. Satyoko and W. E. Lee, "Dissolution of dolomite and doloma in silicate slag " Br.
Ceram. Trans., Vol.98, No.6, 1999, pp.261-265.
312. G. Tromel and E. Gorl, "Die Bildung der Schlacke beim basischen Siemens-Martin-
Verfahren," Stahl Eisen, Vol.83, 1963, pp.1035-1051.
313. B. Deo, P. K. Gupta, M. Malathi, P. Koopmans, A. Overbosch, and R. Boom, "Theoretical
and Practical Aspects of Dissolution of Lime in Laboratory Experiments and in BOF," in
Proceedings of 5th European Steelmaking Conference, 2006, Aachen, Germany, Steel Institute
VDeh, pp.202-209.
314. S. Amini, M. Brungs, S. Jahanshahi, and O. Ostrovski, "Effects of Additives and
Temperature on the Dissolution Rate and Diffusivity of MgO in CaO-Al2O3 Slags under Forced
Convection," ISIJ Int., Vol.46, No.11, 2006, pp.1554-1559.
315. S. Amini, M. Brungs, S. Jahanshahi, and O. Ostrovski, "Effects of Additives and
Temperature on the Dissolution Rate and Diffusivity of Lime in Al2O3-CaO-SiO2 Based Slags,"
Metall. Mater. Trans. B, Vol.37, 2006, pp.773-780.
316. J. Yang, M. Kuwabara, T. Asano, A. Chuma, and J. Du, "Effect of Lime Particle Size on
Melting Behaviour of Lime-containing Flux " ISIJ Int., Vol.47, No.10, 2007, pp.1401-1408.
317. J. W. Evans and C. A. Natalie, "Kinetics of Lime Dissolution in Steelmaking Slags," in 3rd
Int. Iron Steel Cong., 1978, pp.365.
318. B. Deo and R. K. Mishra, "Cold Model Study of the Effect of Blowing Regime on Refractory
Wear in Top Blown Converters," Trans. Ind. Inst. Met., Vol.41, No.1, 1988, pp.57-63.

232
319. M. Cross and N. C. Markatos, "Mathematical Modelling of Gas Injection into Liquid Metals,"
in 4th Process Technology, 1984, Warrandale, PA, Iron and Steel Society of AIME, pp.11-14.
320. C. Blanco, M. Martin, V. A., and M. Diaz, "Following of Industrial Processes Using
Empirical Behaviour Models " in Process Technology Proceedings, 1991, Barcelona, Elsevier
Science Publishers B. V., pp.171-176.
321. G. A. Irons, "Developments in Electric Arc Furnace Steelmaking," in AISTech - Iron and
Steel Technology Conference Proceedings, 2005, Charlotte, NC, pp.3-21.
322. I. J. Cox, R. W. Lewis, R. S. Ransing, H. Laszczewski, and G. Berni, "Application of neural
computing in basic oxygen steelmaking," Journal of Materials Processing Technology, Vol.120,
No.1-3, 2002, pp.310-315.
323. J. Falkus and P. Pietrzkiewicz, "Neural Networks in Statistical Controlling of Oxygen
Converter Process " in Proc. Conf. High Technologies in Advanced Metal Science and Engineering,
2001, St. Petersburg, Russia,
324. C. Kubat, H. Tas kin, R. Artir, and A. Yilmaz, "Bofy-Fuzzy Logic Control for the Basic
Oxygen Furnace (BOF) " Robotics and Autonomous Systems, Vol.49, No.3-4, 2004, pp.193-205
325. V. Sahajwalla and R. Khanna, "A Monte Carlo Simulation Study of Dissolution of Graphite
in Iron-Carbon Melts " Metallurgical and Materials Transactions B: Process Metallurgy and
Materials Processing Science, Vol.31, No.6, 2000, pp.1517-1525
326. A. A. Greenfield, "Statistical Approach to Oxygen Steelmaking," in Proceedings of the
Conference on Mathematical Process Models in Iron- and Steelmaking, 1973, Amsterdam, The
Metals Society, pp.125-133.
327. K. Katsura, K. Isobe, and T. Itaoka, "Computer Control of the Basic Oxygen Process," J
Metals, Vol.16, 1964, pp.340-345.
328. A. Wyatt, D. Kundrat, H. Fuchs, and H. Schaefer, "Reduction in Energy Consumption
through Optimization of Oxygen and Carbon Injection " in AISTech - Iron and Steel Technology
Conference Proceedings 2009, pp.577-584
329. E. Sandberg, PhD Thesis, Luleå University of Technology, Luleå, 2005.
330. D. M. Jones, J. Watton, and K. J. Brown, "Comparison of black-, white-, and grey-box
models to predict ultimate tensile strength of high-strength hot rolled coils at the Port Talbot hot
strip mill," Proceedings of the Institution of Mechanical Engineers -- Part L -- Journal of
Materials: Design & Applications, Vol.221, No.1, 2007, pp.1-9.
331. J. Szekely, J. W. Evans, and J. K. Brimacombe, "The Mathematical and Physical Modeling
of Primary Metals and Processing Operations", John Wiley & Sons Inc New York, 1988, pp.
332. D. M. Himmelblau and K. B. Bischoff, "Process Analysis and Simulation: Deterministic
Systems", John Wiley & Sons Inc New York, 1968, pp.

233
333. F. Oeters, "Review of Mathematical Modelling for Steelmaking and Solidification," in
Proceedings of the Conference on Mathematical Process Models in Iron- and Steelmaking, 1973,
Amsterdam, The Metals Society, pp.97-102.
334. S. Asai and I. Muchi, "Theoretical Analysis by the Use of Mathematical Model in LD
Converter Operation," Transactions ISIJ, Vol.10, No.4, 1970, pp.250-263.
335. E. L. Cambridge, J. R. Middleton, and R. Rolls, "A Dynamic Model for Control of the LD-AC
Process " in International Conference on Science and Technology of Iron and Steel, 1971, Tokyo,
Iron and Steel Institute, pp.344-346.
336. I. Muchi, S. Asai, and M. Miwa, "Mathematical Model of LD Converter and Its Application
to Theoretical Analysis of Refining Process," in International Conference on Science and
Technology of Iron and Steel, 1971, Tokyo, Iron and Steel Institute, pp.347-351.
337. J. R. Middleton and R. Rolls, "Dynamic Mathematical Model of the LD Steelmaking
Process," in Proceedings of the Conference on Mathematical Process Models in Iron- and
Steelmaking, 1973, Amsterdam, The Metals Society, pp.117-124.
338. R. Weeks, "Dynamic Model of the BOS Process," in Proceedings of the Conference on
Mathematical Process Models in Iron- and Steelmaking, 1973, Amsterdam, The Metals Society,
pp.103-116.
339. S. Asai and I. Muchi, "Unified Modelling and Theoretical Analysis of Various Refining
Processes," Trans Iron Steel Inst Jap, Vol.14, No.1, 1974, pp.34-43.
340. B. Deo, P. Ranjan, and A. Kumar, "Mathematical Model for Computer Simulation and
Control of Steelmaking," Process Metallurgy, Vol.58, No.9, 1987, pp.427-431.
341. T. Takawa, K. Katayama, K. Katohgi, and T. Kuribayashi, "Analysis of Converter Process
Variables from Exhaust Gas," Transactions of the Iron and Steel Institute of Japan, Vol.28, No.1,
1988, pp.59-67.
342. E. Andersin and H. Jalkanen, "Physicochemical Modelling of Converter Steelmaking " in
Proceedings of the 6th International Iron and Steel Congress, 1990, Nagoya, Japan, ISIJ, pp. 378-
385.
343. W. v. d. Knoop, B. Deo, A. B. Snoijer, G. v. Unen, and R. Boom, "A Dynamic Slag-Droplet
Model for the Steelmaking Process," in 4th International Conference on Molten Slags and Fluxes,
1992, Sendai, pp.302-307.
344. A. Traebert, M. Modigell, P. Monheim, and K. Hack, "Development of a Modelling
Technique for Non-Equilibrium Metallurgical Processes," Scandinavian Journal of Metallurgy,
Vol.28, No.6, 1999, pp.285-290.
345. M. Modigell, A. Traebert, P. Monheim, S. Petersen, and U. Pickartz, "A New Tool for
Process Modelling of Metallurgical Processes," Computers&Chemical Engineering, Vol.25, 2001,
pp.723-725.

234
346. E. Graveland-Gisolf, P. Mink, A. Overbosch, R. Boom, G. d. Gendt, and B. Deo, "Slag-
Droplet Model: A Dynamic Tool to Simulate and Optimise the Refining Conditions in BOF," Steel
Research, Vol.74, No.3, 2003, pp.125-130.
347. H. Jalkanen and T. Kostamo, "Simulation of Oxygen Converter Process " in Metallurgy
Refractories and Environment, 2004, Kosice: Harlequin, pp.87-99.
348. C. Chigwedu, J. Kempken, and W. Pluschkell, "A New Approach for the Dynamic
Simulation of the BOF Process," Stahl und Essen, Vol.126, No.12, 2006, pp.25-31.
349. E. Graveland-Gisolf, P. Mink, A. B. Snoeijer, E. Barker, R. Boom, D. Dixit, and B. Deo,
"The New generation Slag-Droplet Model," 2007, Private Communication.
350. C. Kattenbelt and B. Roffel, "Dynamic Modeling of the Main Blow in Basic Oxygen
Steelmaking Using Measured Step Responses," Metallurgical and Materials Transactions B: Process
Metallurgy and Materials Processing Science, Vol.39, No.5, 2008, pp.764-769.
351. B. Deo and V. Balakrishnan, "Application of Model Predictive Control in a Dynamic
System: An Application to BOF Steelmaking Process," in AISTech - Iron and Steel Technology
Conference Proceedings, 2009, pp.801-810.
352. H. Jalkanen, M.-L. Suomi, and A. Wallgren, "Simulation of Oxygen Converter Process
(BOF)," Joint Finnish-South African Symposium on Metallurgical Research Johannesberg, 1998.
353. H. Jalkanen, "Experiences in Physicochemical Modelling of Oxygen Converter Process
(BOF)," in Proceedings of the Sohn International Symposium, Advanced Processing of Metals and
Materials, 2006, San Diego, California, TMS Fall Extraction and Processing Division, pp.541-554.
354. L. Holappa and P. A. Kostamo, "Development of Blowing Practice in the Koverhar LD
Plant," Scandinavian Journal of Metallurgy, Vol.3, 1974, pp.56-60.
355. H. Jalkanen, "Experiences in Physicochemical Modelling of Oxygen Converter Process
(BOF)," in Sohn International Symposium, Advanced Processing of Metals and Materials, Proc. Int.
Symp., August 27-31, 2006, San Diego, California, pp.541-554.
356. Subagyo, G. A. Brooks, and K. S. Coley, "Interfacial Area in Top Blown Oxygen
Steelmaking " in Ironmaking Conference Proceedings, 2002, Warrendale, PA, USA, ISS, pp.837-
850.
357. Z. Lin and R. I. L. Guthrie, "Modelling of Metallurgical Emulsions," Metallurgical and
Materials Transaction B, Vol.25, No.6, 1994, pp.855-864.
358. R. Imai, K. Kawakami, S. Miyoshi, and S. Jinbo, "Effects of Blowing Conditions on Blowing
Reactions in LD Converter," Nippon Kokan Technical Report, No.39, 1967 pp.19-30.
359. J. Hillston, "Model Validation and Verification," 2003.
360. O. Balci, "Verification, Validation and Accreditation of Simulation Models," in Proceedings
of the 29th Conference on Winter Simulation 1997, Atlanta, Georgia, United States Association for
Computing Machinery, pp.135-141.
361. L. Ljung and T. Glad, "Modeling of Dynamic Systems ", Prentice Hall, 1994, pp.

235
362. C. Gomez, "Engineering and Scientific Computing with Scilab", Boston, Mass. : Birkhäuser
Boston, 1998, pp. 1-148.
363. S. C. Koria and K. W. Lange, "Disintegration of iron-carbon drop by high velocity gas jet,"
Ironmaking Steelmaking, Vol.10, No.4, 1983, pp.160.
364. K. D. Peaslee, D. K. Panda, and D. G. C. Robertson, "Physical Modeling of Metal/Slag/Gas
Interactions and Reactions," in Steelmaking Conference Proceedings, 1993, pp.637-644.
365. D.-J. Min and R. J. Fruehan, "Rate of reduction of FeO in slag by Fe-C drops " Metall.
Mater. Trans.B, Vol.23, No.1, 1992, pp.29.
366. B. J. Keene, "Review of data for the surface tension of pure metals," International
Materials Reviews, Vol.38, No.4, 1993, pp.157.
367. D. R. Poirier and H. Yin, "Interfacial Properties of Dilute Fe-O-S Melts on Alumina
Substrates," ISIJ International, Vol.38, No.3, 1998, pp.229-238.
368. N. Takiuchi, T. Taniguchi, N. Shinozaki, and K. Mukai, J. Jpn Inst. Met., Vol.55, 1991,
pp.44.
369. N. Takiuchi, T. Taniguchi, Y. Tanaka, N. Shinozaki, and K. Mukai, J. Jpn Inst. Met.,
Vol.55, 1991, pp.180.
370. K. Nakashima, K. Takihira, K. Mori, and N. Shinozaki, Mater. Trans., JIM, Vol.33, 1992,
pp.918.
371. I. Jimbo and A. Cramb, ISIJ Int., Vol.32, 1992, pp.26.
372. H. Taimatsu, K. Nogi, and K. Ogino, J. High Temp. Soc. Jpn., Vol.18, 1992, pp.14.
373. G. R. Belton, "Langmuir Adsorption, the Gibbs Adsorption Isotherm, and Interfacial
Kinetics in Liquid Metal Systems " Metall. Mater. Trans.B, Vol.7B, 1976, pp.235.
374. P. Sahoo, T. DebRoy, and M. J. McNallan, "Surface Tension of Binary Metal—Surface
Active Solute Systems Under Conditions Relevant to Welding Metallurgy " Metall. Mater. Trans.B,
Vol.19B, 1988, pp.483.
375. G. K. Sigworth and J. F. Elliot, "Thermodynamics of Liquid Dilute Iron Alloys," Metal
Science, Vol.3, 1974, pp. 298.
376. E. T. Turkdogan, "Fundamentals of Steelmaking", The Institute of Materials, London,
1996, pp. 221.
377. H. W. d. Hartog, P. J. Kreyger, and H. Surinx, "Relationship Between Carbon and Free
Oxygen in Large Basic Oxygen Furnaces " Iron and Steel International, Vol.46 No.4, 1973, pp.332.
378. D. J. Price, "L.D. steelmaking: significance of the emulsion in carbon removal," Process
Engineering of Pyrometallurgy Symposium, IMM London, 1974.
379. C. Cicutti, M. Valdez, T. Perez, R. Donayo, and J. Petroni, "Analysis of Slag Foaming
During the Operation of an Industrial Converter," Latin Am. App. Res., Vol.32, No.3, 2002,
pp.237-240.

236
380. C. Cicutti, M. Valdez, T. Perez, J. Petroni, A. Gomez, R. Donayo, and L. Ferro, "Study of
Slag-Metal Reactions In An LD-LBE Converter," in 6th Int. Conf. on Molten Slags, Fluxes and Salts,
2000, Stockholm-Helsinki, pp.367.
381. S. Amini, O. Ostrovski, and M. Brungs, "A Study of Dissolution of Dense Lime in Molten
Slags under Static Conditions," in 7th Int. Con. on Molten Slags, Fluxes, Salts, 2004, The South
African Inst. of Mining Metall., pp.595-600.
382. A. Chatterjee, B. S. Bhatia, and A. K. Das, "The Effect of Calcination Conditions on Lime
Reactivity and Its Influence on the Rate of Slag Formation during Steelmaking," Trans. Ind. Inst.
Met., Vol.36, No.2, 1983, pp.127-131.
383. G. J. W. Kor, L. J. Martonik, and R. A. Miller, "Evaluation of Lime for the BOF Process and
Effect of Degree of Calcination its Dissolution Rate in Slags " in 5th Int. Iron Steel Cong., 1986,
Warrandale, PA, USA, Iron Steel Inst., AIME, pp.679.
384. C. A. Natalie, "A Correlation of the Structure of Limes with Their Rates of Dissolution in
Steelmaking Slags", University of California, Berkeley, 1978, pp. 63.
385. A. Sato, R. Nakagawa, S. Yoshimatsu, A. Fuzukuzawa, and T. Ozaki, "Melting Rate of Iron
Oxide Pellets into Iron Melt," Trans. Iron Steel Inst. Jpn., Vol.21 No.12, 1981, pp.879-886.
386. K. Mori and T. Sakuraya, "Rate of Dissolution of Solid Iron in a Carbon-Saturated Liquid
Iron Alloy with Evolution of CO," Trans. Iron Steel Inst. Jpn., Vol.22, 1982, pp.984-990.
387. G. W. Lloyd, D. R. Young, and L. A. Baker, "Reaction of Iron Oxide with Iron-Carbon
Melts," Ironmaking Steelmaking, Vol.2, No.1, 1975 pp.49-55.
388. A. K. Jouhari, R. K. Galgali, P. Chattopadhyay, R. C. Gupta, and H. S. Ray, "Kinetics of
iron oxide reduction in molten slag," Scand. J. of Metall., Vol.30, No.1, 2001, pp.14-20.
389. E. Kawasaki, J. Sanscrainte, and T. J. Walsh, "Kinetics of Reduction of iron Oxide with
Carbon Monoxide and Hydrogen," AIChE J., Vol.8, 1962, pp.48-52.
390. M. Kowalski, P. J. Spencer, and D. Neuschutz, "Phase diagrams," Slag Atlas, Verlag
Stahleisen GmbH, Dusseldorf, 1995, pp.126, 170.
391. Y. Chen, G. A. Brooks, and S. A. Nightingale, "Slag line dissolution of MgO refractory,"
Can. Metall. Quar., Vol.44, No.3, 2005, pp.323-330.
392. W. E. Ranz and W. R. Marshall, "Evaporation from Drops Part 1-2," Chem. Eng. Prog.,
Vol.48, 1952, pp.141.
393. R. Clift, J. R. Grace, and M. E. Weber, "Bubbles, Drops and Particles", Academic Press,
New York, 1978, pp.
394. B. J. Keene and K. C. Mills, "Density of Molten Slags," Slag Atlas, Verlag Stahleisen GmbH,
Dusseldorf, 1995, pp.313.
395. K. C. Mills, "Viscosities of Molten Slags," Slag Atlas, Verlag Stahleisen GmbH, Dusseldorf,
1995, pp.353.

237
396. Y. Sano, N. Yamaguchi, and T. Adachi, "Mass Transfer Coefficients for Suspended Particles
in Agitated Vessels and Bubble Columns " J. Chem. Eng. Jpn, Vol.7, No.4, 1974, pp.255-261.
397. G. A. Brooks and Subagyo, "Interfacial Area in Pyrometallurgical Reactor Design " in
Yazawa Int. Symp. Metall. Mater. Proc.: Prin. Tech., 2003, San Diego, CA; USA, pp.965-974.
398. Y. Zhang and R. J. Fruehan, "Effect of the Bubble Size and Chemical Reactions on Slag
Foaming," Metall. Mater. Trans. B, Vol.26B, No.4, 1995, pp.803-812.
399. R. Jiang and R. J. Fruehan, "Slag Foaming in Bath Smelting " Metall. Mater. Trans. B,
Vol.22B, No.4, 1991, pp.481-489.
400. J. J. Bikerman, Trans. Faraday Soc., Vol.34, 1938,
401. K. Ito and R. J. Fruehan, "Study on the Foaming of CaO-SiO2-FeO Slags. Part-1: Foaming
Parameters and Experimental Results," Metall. Mater. Trans. B, Vol.20B, No.4, 1989, pp.509-514.
402. P. Misra, B. Deo, and R. P. Chhabra, "Dynamic Model of Slag Foaming in Oxygen
Steelmaking," ISIJ Int., Vol.38, No.11, 1998, pp.1225-1232.
403. J. K. Wright and I. F. Taylor, "Multiparticle Dissolution Kinetics of Carbon in Iron-Carbon-
Sulphur Melts. ," ISIJ International, Vol.33 No. 5 1993 pp.529-538
404. E. Specht and R. Jeschar, "Dimensionless Groups for the Description of the Influence of
Temperature-Dependent Properties with Heat Transfer on Affluxed Bodies |
[Ähnlichkeitskennzahlen zur Beschreibung des Einflusses der Temperaturabhängigkeit von
Stoffwerten beim Wärmeübergang an überströmten Körpern] " Warme- und Stoffubertragung,
Vol.18, No.2, 1984, pp.75-81.
405. L. Gu and G. A. Irons, "Physical Modelling of Fluid Flow in Electric Arc Furnaces," in 55th
Electric Arc Furnace Conference Proceedings, 1997, Chicago, Iron and Steel Society, pp.651-659.
406. L. Gu and G. A. Irons, "Physical and Mathematical Modelling of Oxygen Lancing and Arc
Jetting in Electric Arc Furnaces," in Electric Arc Furnace Conference Proceedings, 1999,
Pittsburgh, Iron and Steel Society, pp.269-278.
407. J. Li and N. Provatas, "Kinetics of Scrap Melting in Liquid Steel: Multipiece Scrap Melting,"
Metallurgical and Materials Transactions B: Process Metallurgy and Materials Processing Science,
Vol.39, No.2, 2008, pp.268-279.
408. R. Higbie, "The Rate of Absorption of Pure Gas into a Still-Liquid- During Short Periods of
Exposure " Trans. Am. Inst. Chem. Eng., Vol.31, 1935, pp.365-389.
409. N. Dogan, G. A. Brooks, and M. A. Rhamdhani, "Analysis of Droplet Generation in Oxygen
Steelmaking," ISIJ Int., Vol.49, No.1, 2009, pp.24-28.
410. N. Dogan, G. A. Brooks, and M. A. Rhamdhani, "Kinetics of Flux Dissolution in Oxygen
Steelmaking," ISIJ In., Vol.49, No.10, 2009, pp.1474-1482.
411. R. I. L. Guthrie, "Engineering in Process Metallurgy", Oxford University Press Inc., New
York, 1989, pp. 64.

238
412. K. Ito and R. J. Fruehan, "Study on the foaming of CaO-SiO2-FeO slags: Part II.
Dimensional analysis and foaming in iron and steelmaking processes," Metallurgical and Materials
Transactions B, Vol.20, No.4, 1989, pp.515-521.
413. K. Ito and R. J. Fruehan, "Study on the foaming of CaO-SiO2-FeO slags: Part I. Foaming
parameters and experimental results," Metallurgical and Materials Transactions B, Vol.20, No.4,
1989, pp.509-514.
414. V. V. Rao and O. Trass, "Mass Transfer from a Flat Surface to an Impinging Turbulent Jet,"
Canadian Journal of Chemical Engineering, Vol.42, 1964, pp.95-99.
415. M. T. Scholtz and T. Olev, "Mass Transfer in the Laminar Radial Wall Jet," AIChE Journal,
Vol.9, No.4, 1963, pp.548-554.
416. G. C. Huang, J. Heat Transfer, Vol.85, 1963, pp.237-245.
417. H. Lohe, "Warme- und Stofftransport beim Aufblasen von Gasstrahlen auf Flussigkeiten.
Fortschrittsber", VDI-Z. Reihe 3, No 15, Dusseldorf, 1967, pp.
418. E. T. Turkdogan, Chemical Engineering Science, Vol.21, 1966, pp.1133-1144.
419. R. S. Rosler and G. H. Stewart, "Impingement of Gas Jets on Liquid Surfaces," Journal of
Fluid Mechanics, Vol. 31, No.1, 1968, pp.163-174
420. T. Nagasaka and R. J. Fruehan, "Reaction Kinetics of CO2-H2O Gas Mixtures with Liquid Fe-
C Alloys. ," ISIJ International, Vol.34 No. 3 1994 pp.241-246
421. S. Paul and D. Ghosh, "Model study of mixing and mass transfer rates of slag-metal in top
and bottom blown converters," Metallurgical and Materials Transactions B, Vol.17, No.3, 1986,
pp.461-469.
422. S.-H. Kim and R. Fruehan, "Physical modeling of liquid/liquid mass transfer in gas stirred
ladles," Metallurgical and Materials Transactions B, Vol.18, No.2, 1987, pp.381-390.
423. J. O. Hirschfelder, C. F. Curtiss, and R. B. Bird, "Molecular Theory of Gases and Liquids",
Wiley & Sons, New York, 1954, pp. 529-540.
424. L. D. Cloutman, "A Database of Selected Transport Coefficients for Combustion Studies,"
Lawrence Livermore National Laboratory Technical Report, 1993, pp.15
425. R. I. L. Guthrie, "Engineering in Process Metallurgy", Oxford University Press Inc., New
York, 1989, pp. 474-485.
426. J. Hilsenrath and Y. S. Toulokian, "The Viscosity, Thermal Conductivity and Prandtl
Number for Air, O2, N2, NO, H2, CO, CO2, H2O, He and A," Transactions of The ASME, Vol.76, 1954,
pp.967-985.
427. J. O. Hirschfelder, R. B. Bird, and E. L. Spotz, "The Transport Properties for Non-Polar
Gases," The Journal of Chemical Physics, Vol.16, No.10, 1948, pp.968-981.
428. J. Nagai, H. Take, K. Nakanishi, T. Yamamota, R. Tachibana, Y. Iida, H. Yamada, and H.
Omori, "Metallurgical Characteristics of Combined Blown Converters," Kawasaki Steel Technical
Report, 1982,

239
429. H. Jalkanen and T. Kostamo, "CONSIM 5 Oxygen Converter Simulation Program," 2005.
430. K. Ito and R. J. Fruehan, "Study on the Foaming of CaO-SiO2-FeO Slags. Part-2:
Dimensional analysis and foaming in iron and steelmaking processes " Metall. Mater. Trans. B,
Vol.20B, No.4, 1989, pp.515-521.
431. S.-M. Jung and R. J. Fruehan, "Foaming Characteristics of BOF Slags," ISIJ Int., Vol.40
No.4, 2000 pp.348-355


241
14 Appendix A
A.1 Scilab Codes for Central Sub-model
//Central Sub-model
//Input Data(C. Cicutti, M. Valdez, T. Perez, J. Petroni, A. Gomez, R.
Donayo, Study of Slag-Metal Reactions in an LD-LBE Converter. in Slag
Conference. 2000. Stockholm.)
// Initialisation
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\global variables.sci', [,0])
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\LT.sci', [,0])
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\IM.sci', [,0])
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\ST.sci', [,0])
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\FT.sci', [,0])
blowtime=17;
dt=10;
i=60/dt;
M=i*blowtime;
ntime=blowtime;
//Dimension for metal
Wb=list(); //amount of metal in the bath (kg)
C=list(); //carbon content in the furnace (mass %)
bh=list(); //bath height (m)
Overall=list(); //overall decarburization rate (kg/min)
model=zeros(M,65);
//model is a matrix showing changes in process variables
//1. column is for x
//2. column is for iz
//3. column is for C
//4. column is for C content of droplets returning
//5. column is for weight of bath
//6. column is for weight of scrap
//7. column is for weight of metal in emulsion
//8. column is for weight of metal returning to the bath
//9. column is for RB
//10. column is for nd
//11. column is for tr
//12. column is for Wc
//13. column is for Wcc
//14. columng is for RateBath
//15. column is for overall rate
//16. column is for Vt, total gas flow rate at bath conditions (m3/s)
//17. column is for impact area
//18. column is for impact area radius
//19. column is for viscosity of CO2
//20. column is for density of CO2

242
//21. column is for diffusivity of CO2
//22. column is for Re numbers of CO2
//23. column is for Sc number of CO2
//24. column is for Sh number of CO2
//25. column is for mass transfer coeffcient of CO2
//26. column is for chemical reaction constant of CO2
//27. column is for mixed control constant
//28. column is for partial pressure of CO2
//29. column is for decarburization rate via CO2
//30. column is for viscosity of O2
//31. column is for density of O2
//32. column is for diffusivity of O2
//33. column is for Re numbers of O2
//34. column is for Sc number of O2
//35. column is for Sh number of O2
//36. column is for mass transfer coeffcient of O2
//37. column is for partial pressure of O2
//38. column is for decarburization rate via O2
//39. column is for mass transfer of carbon in liquid iron
//40. column is for decarburization rate below critical carbon
content
//41. column is for total decarburization rate above critical carbon
content
//42. column is for critical carbon content
//43. column is for nCO
//44. column is for ngas
//45. column is for QCO
//46. column is for molar fraction of inert gas (N2-Ar)
//47. column is for molar fraction of CO
//48. column is for molar fraction of CO2
//49. column is for molar fraction of O2
//50. column is for bath temperature
//51. column is for slag temperature
//52. column is for impact temperature
//53. column is for film temperature of CO2
//54. column is for film temperature of O2
//55. column is for bath height
//56. column is for slag foam height
//57. column is for liquid slag height
//58. column is for volume of gas in the system
//59. column is for total volume of gas in the droplets
//60. column is for gas fraction in the emulsion
//61. column is for CO gas produced
//62. column is for CO2 gas produced
//63. column is for volume of emulsion m3
//64. column is for amount of slag generated
//65. column is for cavity radius
//66. column is for initial velocity of droplets
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\IS.sci', [,0])
//Dimension for scrap
WSc=list(); //weight of unmelted scrap (kg)
TSc=list(); //scrap temperature (K)
Ti=list(); //Ti stands for interface temperature (K)

243
T=list(); //average temperature between interface temperature and
centerline temperature (K)
thic=list(); // thickness of unmelted scrap (m)
L=list();// half thickness of unmelted scrap (m)
xsc=list(); // distance from centerline of the scrap particle (m)
Mrate=list(); //melting rate (m/min)
Cint=list(); //interface carbon concentration (mass %)
msc=list(); // amount of melted scrap (kg)
//Dimension for bath temperature
Tb=list(); //bath temperature (K)
//Dimension for slag temperature
Ts=list(); //slag temperature (K)
//Dimension for slag properties
dens=list(); //density of slag(kg/m3)
viss=list(); //viscosity of slag based on Urbain et al model
(kg/mmin)
//Dimension for droplet generation
NB=(1:ntime); //blowing number
RB=(1:ntime); //rate of droplet generation (kg/min)
nd=(1:ntime); //number of droplets generated
RBi=(1:M); //droplet birth rate for 5 sec. (kg/min)
ndi=(1:M); //the number of droplets generated
UG=(1:ntime); //critical gas velocity (m/s)
Uj=(1:ntime); //free jet velocity on the surface of metal bath (m/s)
P=(1:ntime); //impact pressure on the metal bath
pd=(1:ntime); //penetration depth (m)
pend=(1:ntime); //penetration diameter (m)
//Dimension for gas generation
QCO=list(); //CO gas rate generated by decarburization reaction
(m3/min)
FCO=list(); //Nm3/min
//Dimension for impact zone
RateBath=list(); //total decarburization rate at the impact zone
RateCO2=list(); //decarburization rate created by the reaction
C+CO2=2CO
RateO2=list(); //decarburization rate created by the reaction
C+CO2=2CO
RateDiff=list(); //decarburization rate when carbon diffusion is the
rate limiting step
TfCO2=list(); //CO2 gas film temperature (K)
TfO2=list(); //O2 gas film temperature (K)
Timpact=list();//impact zone temperature (K)
//Dimension for off-gas generation kinetics
Offgas=list(); //amount of off-gas generated (kg/min)
Gasout=list(); //amount of off-gas leaving the process (kg/min)
Gasin=list(); //amount of off-gas staying in the process (kg/min)
COpr=list(); //amount of CO gas leaving (kg/min)
CO2pr=list(); //amount of CO2 gas leaving (kg/min)
//Dimension for flux dissolution

244
WSl=list(); //the amount of slag formed at the end of each time step
(t)
SG=list(); //the amount of slag generated at the end of each time
step (t)
DCaO=list(); //the amount of CaO dissolved in the converter (t)
DMgO=list(); //the amount of MgO dissolved in the converter (t)
MLime=list(); //the amount of CaO charged to the converter for the
first two minutes(t)
MDolomite=list(); //the amount of MgO charged to the converter for
the first two minutes(t)
nLime=(1:ntime); //the number of lime lumps added to the converter
nDolomite=(1:ntime); //the number of dolomite lumps added to the
converter
rLime=zeros(ntime,ntime); //radius of lime particles (m)
rDolomite=zeros(ntime,ntime); //radius of dolomite particles (m)
UDLime=zeros(ntime,ntime); //radius of dolomite particles (m)
UDDolomite=zeros(ntime,ntime); //radius of dolomite particles (m)
Bs=list(); //basicity of the slag, which is the ratio of % CaO to %
SiO2
//Dimension for equilibrium concentrations, constants
Ceq=(1:ntime); //equilibrium concentration of carbon in the metal
droplet (mass %)
fCd=(1:ntime); //activity coefficient of carbon in metal droplet
(Henrian)
aFeO=(1:ntime); //activity of FeO (raultian)
gFeO=(1:ntime); //activity coefficient of FeO (raultian)
hO=(1:ntime); //activity coefficient of oxygen in liquid iron
(Henrian)
KFe=(1:ntime); //Equilibrium constant of reaction FeO=[O]+Fe
Kc=list();
//Dimension for droplet residence time
Vd=list(); //mass of metal in emulsion (kg)
Vb=list(); //mass of metal returning to the bath (kg)
Wc=list(); //decarburization rate in emulsion (kg/min)
Wcc=list(); //mass of carbon removed in the emulsion phase (kg)
Mce=list(); //the amount of carbon in the emulsion (kg)
hSl=list(); //height of foamy slag (m) ref:Misra, P., B. Deo, and
R.P. Chhabra, Dynamic Model of Slag Foaming in Oxygen Steelmaking, ISIJ
International, 1998, 38(11): p.1225-1232.
thSl=list(); //thickness of dense slag (m)
Vs=list(); //volume of slag (m3)
Vg=list(); //volume of gas (m3)
Vgg=list(); //volume of gas in the bloated droplets (m3)
Volumg=list();
Vm=list(); //volume of metal (m3)
Vem=list(); //total volume of emulsion (m3)
Vud=list(); //total volume of undissolved flux (m3)
fig=list(); //volume fraction of gas in slag-metal emulsion
fim=list(); //volume fraction of metal in slag-metal emulsion
fis=list(); //volume fraction of slag in slag-metal emulsion
fud=list();
fudd=list();
prop=list();
inivel=list();
Veloz=zeros(M,M);

245
Velor=zeros(M,M);
Traz=zeros(M,M);
Trar=zeros(M,M);
Crange=zeros(M,M);
DiamRange=zeros(M,M);
DrTime=zeros(M,M);
//Dimension for equilibrium
gFeO=list(); //activity coefficient of FeO in slag (Raultian)
Kc=list(); //equilibrium constant
//Initial Assumptions
pCO=0.1;
Ccr=0;
Dd0=0.002;
dend0=7000;
Volum0=%pi*Dd0*Dd0*Dd0/6;
Wm=Volum0*dend0;
Wm0=Wm;
fCref=10^(0.154*2); //henrian acitivity coefficient of carbon at
droplet in slag at 1600C (It is assumed that the carbon concentration is
2 mass % in the droplet at 1800C)
fCd(8)=fCref;
slagh=2;//initial height of slag foam (m)
//1st min input data
Wb($+1)=MHm*1000+MTOre*1000/2;
C($+1)=3.95;
Tb($+1)=1640.8;
Ts($+1)=Tb($)+100;
Vgg($+1)=2;
Wcc($+1)=0;
RateBath($+1)=120;
Ceq(1)=0;
Overall($+1)=0;
Vs($+1)=0;
Vm($+1)=0;
Vg($+1)=0;
Vem($+1)=0;
Vud($+1)=0;
fig($+1)=0;
fim($+1)=0;
fis($+1)=0;
fud($+1)=0;
fudd($+1)=0;
hSl($+1)=0;
thSl($+1)=0;
gFeO($+1)=0;
Kc($+1)=0;
bh($+1)=0;
//slag density
dens($+1)=0;
//slag viscosity
viss($+1)=0;
//flux dissolution
MLime($+1)=Mflx(1,1)+Mflx(1,2) ;//the amount of CaO charged to the
converter for the first two minutes(t)

246
MDolomite($+1)=Mflx(2,1)+Mflx(2,2) ;//the amount of MgO charged to
the converter for the first two minutes(t)
WSl($+1)=4; //It is assumed that at the end of the first min. 4
tonnes of slag is formed due to the lack of the knowledge about the first
min. products.
TDLime=1.2 ;//the amount of lime dissolved in the converter (t)
TDDolomite=1.0 ;//the amount of dolomite dissolved in the converter
(t)
Dflx=list([TDLime TDDolomite]);
UDFlx=list([0.743 0.7]);
DCaO($+1)=TDLime*box(1,1)+TDDolomite*box(1,2);
DMgO($+1)=TDLime*box(2,1)+TDDolomite*box(2,2);
UDLime(1,1)=0.743;
UDDolomite(1,1)=0.7;
//scrap melting
sctime=0; //definition of time step for SD sub-model
WSc($+1)=TMSc*1000;
thic($+1)=thicknessSc;
L($+1)=thicknessSc/2;
xsc($+1)=0;
Mrate($+1)=0;
//Calculate parameters for tb=2
//2nd min input data
C($+1)=3.9;
x=1;
y=x+1;
Wb($+1)=Wb($)+MTOre*1000/2-2273.543;
//scrap melting
WSc($+1)=32273.543 ;
TSc($+1)=Tsci;
Li=thicknessSc/2;
Cint($+1)=C($);
if Cint($)>4.27
Ti($+1)=1425;
else
Ti($+1)=1809-90*Cint($);
end
T($+1)=(Ti($)+TSc($))/2;
thic($+1)=0.1075785;
L($+1)= 0.0537892;
xsc($+1)=-0.0037892;
Mrate($+1)=-0.0000839;
nsc=TMSc*1000/densc/thicknessSc/area; //number of scrap particles
sctime=60;
dt=1/i; //time step is 5 sec
//calculation of bath temperature
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\MTT.sci', [,0])
//calculation of slag temperature
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\STT.sci', [,0])
//calculation of slag properties
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\slag properties.sci', [,0])
//calculation of gas temperature

247
Timpact($+1)=2000+273;
TfCO2($+1)=(Tb(y)+Timpact($))/2; //(K)
TfO2($+1)=(303+Tb(y))/2; //(K)
//calculation of bottom gas flow rate
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\BST.sci', [,0])
//calculation of oxygen generation
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\OT.sci', [,0])
//calculation of gas properties
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\physical properties of gases.sci', [,0])
//calculation of droplet generation
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\DL.sci', [,0])
Vd($+1)=RB(y)*dt;
//calculation of equilibrium values
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\equilibrium calculations.sci', [,0])
//Calculation of basicity of slag
Bs($+1)=Wox(x,3)/Wox(x,2);
//calculation of flux dissolution
UDLime(2,1)=UDLime(1,1)+Mflx(1,3);
UDDolomite(2,1)=UDDolomite(1,1)+Mflx(2,3);
nLime(2)=UDLime(2,1)*1000/(4/3)/%pi/(r0Lime^3)/dLime;
nDolomite(2)=UDDolomite(2,1)*1000/(4/3)/%pi/(r0Dolomite^3)/dDolomite;
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\FD.sci', [,0])
TDLime=Dflx($)(1)+z; TDDolomite=Dflx($)(2)+op;
Dflx($+1)=([TDLime TDDolomite]);
TUDLime=MLime($)-Dflx($)(1); TUDDolomite=MDolomite($)-
Dflx($)(2); UDFlx($+1)=([TUDLime TUDDolomite]);
flx=[TDLime; TDDolomite]; f=box*flx ;//the amount of CaO and MgO
dissolved in the process (t)
DCaO($+1)=f(1,1) ; DMgO($+1)=f(2,1) ;
WSl($+1)=f(1,1)*100/Wox(x,3);
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\SG.sci', [,0])
for a=1:i
b=a+1;
//calculation of gas generation
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model
dt=10 sec\GG.sci', [,0])
QCO($+1)=Ngas*pCO;
Gasout($+1)=ngas*(1-pCO);
Gasin($+1)=ngas*pCO;
nCO=ngas*0.85; //molar concentration of CO gas available in the
ambient atmosphere (mol/min)
nCO2=ngas*0.15; //molar concentration of CO2 gas available in the
ambient atmosphere(mol/min)
if a==1
nT=(nNAr/i+nCO+nCO2+nO2*0.45/i);
PbO2=nO2*0.45/i/nT;

248
else
nT=(nNAr/i+nCO+nCO2+nO2/i);
PbO2=nO2/i/nT;
end
PbCO2=nCO2/nT;
PbCO=nCO/nT;
Vm($+1)=Vd($)/denm;
Vs($+1)=WSl($)*1000/dens($);
Vg($+1)=Gasin($)*R*Timpact($);
Vem($+1)=Vm($)+Vs($)+Vgg($);
Vud($+1)=(TUDLime*1000/dLime)+(TUDDolomite*1000/dDolomite);
fud($+1)=Vud($)/(Vud($)+Vem($));
fudd($+1)=Vud($)/Vs($);
fig($+1)=0.8;
fim($+1)=Vm($)/Vem($); fis($+1)=Vs($)/Vem($);
thSl($+1)=Vs($)/(%pi*dR^2);
hSl($+1)=thSl($)/(1-fig($));
ndi(a)=nd(y)/i;
RBi(a)=RB(y);
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model
dt=10 sec\DCE.sci', [,0])
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model
dt=10 sec\SD.sci', [,0])
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model
dt=10 sec\DCI.sci', [,0])
dt=1/i; //time step is 10 sec
Wb($+1)=Wb($)-Wm*ndi(iz)+Vb($)-msc($)-SG($)/i;
C($+1)=100/Wb($)*((Wb($-1)*C($)/100)-(msc($)*Csc/100)-Wcc($)-
RateBath($)*dt);
bh($+1)=Wb($)/%pi/dR^2/denm;
Overall($+1)=Wc($)+RateBath($);
model(iz,1)=x;
model(iz,2)=iz;
model(iz,3)=C($);
model(iz,5)=Wb($);
model(iz,6)=WSc($);
model(iz,9)=RBi(iz);
model(iz,10)=ndi(iz);
model(iz,15)=Overall($);
model(iz,43)=nCO;
model(iz,44)=ngas;
model(iz,45)=QCO($);
model(iz,46)=nNAr;
model(iz,47)=nT ;
model(iz,48)=PbCO ;
model(iz,49)=nO2;
model(iz,50)=Tb($);
model(iz,51)=Ts($);
model(iz,52)=Timpact($);
model(iz,53)=TfCO2($);
model(iz,54)=TfO2($);
model(iz,55)=bh($);

249
model(iz,56)=hSl($);
model(iz,57)=thSl($);
model(iz,58)=Vg($);
model(iz,59)=Vgg($);
model(iz,60)=fig($);
model(iz,61)=COpr($);
model(iz,62)=CO2pr($);
model(iz,63)=Vem($);
model(iz,64)=SG($);
model(iz,65)=ra;
model(iz,66)=inivel($);
end
//Calculate parameters for tb=3 to 18
c=i+1;
d=2*i;
for x=2:1:blowtime
y=x+1;
//calculation of bath temperature
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\MTT.sci', [,0])
//calculation of slag temperature
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\STT.sci', [,0])
//calculation of slag properties
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\slag properties.sci', [,0])
//calculation of gas temperature
if x<3
Timpact($+1)=2000+273;
elseif x<15
Timpact($+1)=2300+273;
elseif x>=15
Timpact($+1)=Tb(y);
end
TfCO2($+1)=(Tb(y)+Timpact($))/2;
TfO2($+1)=(303+Tb(y))/2;
//calculation of bottom gas flow rate
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\BST.sci', [,0])
//calculation of oxygen generation
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\OT.sci', [,0])
//calculation of gas properties
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\physical properties of gases.sci', [,0])
//calculation of droplet generation
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\DL.sci', [,0])
//calculation of equilibrium values
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\equilibrium calculations.sci', [,0])
//Calculation of basicity of slag
Bs($+1)=Wox(x,3)/Wox(x,2);
//calculation of flux dissolution
nLime(y)=Mflx(1,y+1)/((4/3)*%pi*(r0Lime^3)*dLime*10^(-3));

250
nDolomite(y)=Mflx(2,y+1)/((4/3)*%pi*(r0Dolomite^3)*dDolomite*10^(-
3));
UDLime(y,x)=Mflx(1,y+1);
UDDolomite(y,x)=Mflx(2,y+1);
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\FD.sci', [,0])
TDLime=Dflx($)(1)+z; TDDolomite=Dflx($)(2)+op;
Dflx($+1)=([TDLime TDDolomite]);
TUDLime=MLime($)-Dflx($)(1); TUDDolomite=MDolomite($)-
Dflx($)(2); UDFlx($+1)=([TUDLime TUDDolomite]);
flx=[TDLime; TDDolomite]; f=box*flx;
DCaO($+1)=f(1,1); DMgO($+1)=f(2,1) ;
WSl($+1)=f(1,1)*100/Wox(x,3);
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\SG.sci', [,0])
for a=c:d
b=a+1;
//calculation of gas generation
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model
dt=10 sec\GG.sci', [,0])
QCO($+1)=Ngas*pCO;
Gasout($+1)=ngas*(1-pCO);
Gasin($+1)=ngas*pCO;
nCO=ngas*0.85; //molar concentration of CO gas available in the
ambient atmosphere (mol/min)
nCO2=ngas*0.15; //molar concentration of CO2 gas available in the
ambient atmosphere(mol/min)
nT=(nNAr/i+nCO+nCO2+nO2/i);
PbCO2=nCO2/nT;
PbCO=nCO/nT;
PbO2=nO2/i/nT;
Vm($+1)=Vd($)/denm;
Vs($+1)=WSl($)*1000/dens($);
Vg($+1)=Gasin($)*R*Timpact($);
Vem($+1)=Vm($)+Vs($)+Vgg($)+Vg($);
Vud($+1)=(TUDLime*1000/dLime)+(TUDDolomite*1000/dDolomite);
fud($+1)=Vud($)/(Vud($)+Vem($));
fudd($+1)=Vud($)/Vs($);
fig($+1)=0.8;
fim($+1)=Vm($)/Vem($); fis($+1)=Vs($)/Vem($);
thSl($+1)=Vs($)/(%pi*dR^2);
hSl($+1)=thSl($)/(1-fig($));
ndi(a)=nd(y)/i;
RBi(a)=RB(y);
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\DCE.sci', [,0])
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\SD.sci', [,0])
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\DCI.sci', [,0])
dt=1/i;
Wb($+1)=Wb($)-Wm*ndi(iz)+Vb($)-msc($)-SG($)/i;

251
C($+1)=100/Wb($)*((Wb($-1)*C($)/100)-(msc($)*Csc/100)-Wcc($)-
RateBath($)*dt);
bh($+1)=Wb($)/%pi/dR^2/denm;
Overall($+1)=Wc($)+RateBath($);
model(iz,1)=x;
model(iz,2)=iz;
model(iz,3)=C($);
model(iz,5)=Wb($);
model(iz,6)=WSc($);
model(iz,9)=RBi(iz);
model(iz,10)=ndi(iz);
model(iz,15)=Overall($);
model(iz,43)=nCO;
model(iz,44)=ngas;
model(iz,45)=QCO($);
model(iz,46)=nNAr;
model(iz,47)=nT ;
model(iz,48)=PbCO ;
model(iz,49)=nO2;
model(iz,50)=Tb($);
model(iz,51)=Ts($);
model(iz,52)=Timpact($);
model(iz,53)=TfCO2($);
model(iz,54)=TfO2($);
model(iz,55)=bh($);
model(iz,56)=hSl($);
model(iz,57)=thSl($);
model(iz,58)=Vg($);
model(iz,59)=Vgg($);
model(iz,60)=fig($);
model(iz,61)=COpr($);
model(iz,62)=CO2pr($);
model(iz,63)=Vem($);
model(iz,64)=SG($);
model(iz,65)=ra;
model(iz,66)=inivel($);
end
c=c+i;
d=d+i;
end
A.2 Scilab Codes for Prescribed Input Hot Metal (IM) Sub-model
// IM (Prescribed Input Hot metal) Sub-model
//Reference Data:(C. Cicutti, M. Valdez, T. Perez, J. Petroni, A. Gomez,
R. Donayo, Study of Slag-Metal Reactions in an LD-LBE Converter. in Slag
Conference. 2000. Stockholm.)
// i=carbon, silicon, manganese, phosphorus (elements in sequence)
MHm=170; //the amount of hot metal charged to the process (t)
WiHm=list([4.71,0.33,0.52,0.066]); //the weight percentage of component i
in metal (mass %)
Sulphur=0.015; // sulphur content in iron (mass %)

252
A.3 Scilab Codes for Prescribed Input Scrap (IS) Sub-model
//IS (Prescribed Input Scrap) Sub-model
//Reference Data:(C. Cicutti, M. Valdez, T. Perez, J. Petroni, A. Gomez,
R. Donayo, Study of Slag-Metal Reactions in an LD-LBE Converter. in Slag
Conference. 2000. Stockholm.)
TMSc=30; //the total amount of scrap charged to the converter (t)
Tsci=303; //Tsci stands for initial temperature of scrap (K)
Csc=0.08; //initial carbon content of various scrap types (mass %)
thicknessSc=0.1; //initial thickness of various scrap types (m)
area=0.08; //interfacial area of solid scrap and liquid metal (m2)
alfa=0.0000062; //thermal diffusivity (m2/s) ref:Sethi, G., et al.
Theoretical Aspects of Scrap Dissolution in Oxygen Steelmaking
Converters. in AISTech 2004 Proceedings. 2004: The Association of Iron &
Steel Technology.
A.4 Scilab Codes for Prescribed Slag Composition with Time (ST) Sub-model //ST (Prescribed slag composition with time) Sub-model
//Reference Data:(C. Cicutti, M. Valdez, T. Perez, J. Petroni, A. Gomez,
R. Donayo, Study of Slag-Metal Reactions in an LD-LBE Converter. in Slag
Conference. 2000. Stockholm.)
//the weight percentage of metal oxides in slag with time (data is given
after first two min.)
//ox=FeO, SiO2, CaO, MgO, MnO respectively
Wox=[33.5,17.5,27,5,13.5;
31.5,19,27,3.5,14.5;
29,20.5,28,3,14.6;
28,20.5,32,3,14;
25.5,21,35,3,12.2;
21.5,22,38,4,11.9;
17.5,23,40,4.5,11.3;
14,25,42,5,10.5;
13,24,44,5,11;
14,22.5,45,5,10.5;
16,21,46,5,9;
20.5,19,46.2,5.7,8;
22,16.5,46.4,6,7.3;
23.5,15,46.45,6,6.3;
23,15,47,6.1,6.2;
22.5,14.5,48,5.8,6] ;
A.5 Scilab Codes for Prescribed Flux Additions with Time (FT) Sub-model
//FT (Prescribed flux addition with time) Sub-model
//Reference Data:(C. Cicutti, M. Valdez, T. Perez, J. Petroni, A. Gomez,
R. Donayo, Study of Slag-Metal Reactions in an LD-LBE Converter. in Slag
Conference. 2000. Stockholm.)
//For this modelling, it is assumed that in the first min. solid phase is
lime (1000kg) and dolomite (1100kg) addition. In the following 7 min. the
rest of the lime and dolomite are charged into the furnace. In the case
of iron ore addition, it is charged in the first two minutes.
//Lime and dolomitic lime are added in lumps. Typical lump size is 20-40
mm for lime and 40-50 mm for dolomitic lime. They are irregular in shape,
as a first approximation, they are considered spherical.

253
MTLime=7.6 ;//the total amount of lime charged to the process (t)
MTDolomite=2.8 ;//the total amount of dolomite charged to the process (t)
MTOre=1.9; //total amount of iron ore charged to the process (t)
Mflx=[1,0.943,0.943,0.943,0.943,0.943,0.943,0.943,0,0,0,0,0,0,0,0,0,0;1.7
,0,0,0,0,0,0,1.1,0,0,0,0,0,0,0,0,0,0] ;// the amount of lime and dolomite
charged to the converter with time (t)
box=[0.96,0.56;0.01,0.41] ;//Wm is the weight percentage of basic oxide m
in flux and m stands for CaO and MgO respectively.
r0Lime=0.03/2 ;//initial radius of lime lump(m)
r0Dolomite=0.045/2; //initial radius of dolomite lump(m)
DcoeffMgO=1.65*10^(-5)*60/10000 ;//diffusion coefficient of MgO in slag
(m2/min) ref:Umakoshi, M., K. Mori, and Y. Kawai, Dissolution Rate of
Burnt Dolomite in Molten FetO-CaO-SiO2 Slags Transactions of the Iron and
Steel Institute of Japan 1984 24(7): p. 532-539.
DcoeffCaO=2.7*10^(-5)*60/10000 ;//diffusion coefficient of CaO in slag
(m2/min) ref:Matsushima, M., et al., A Fundamental Study on the
Dissolution Rate of Solid Lime into Liquid Slag, Transactions ISIJ, 1977,
17: p. 442-449.
AD=8.211D-10; //diffusivity constant for MgO
AL=1.344D-09; //diffusivity constant for CaO
A.6 Scilab Codes for Prescribed Lance Position with Time (LT) Sub-model
//LT (Prescribed lance position with time) Sub-model
//Reference Data:(C. Cicutti, M. Valdez, T. Perez, J. Petroni, A. Gomez,
R. Donayo, Study of Slag-Metal Reactions in an LD-LBE Converter. in Slag
Conference. 2000. Stockholm.)
h=[2.5,2.5,2.5,2.5,2.2,2.2,1.8,1.8,1.8,1.8,1.8,1.8,1.8,1.8,1.8,1.8,1.8] ;
A.7 Scilab Codes for Prescribed Oxygen Flow Rate with Time (OT) Sub-model
//OT (Prescribed oxygen flow rate with time) Sub-model
//Reference Data:(C. Cicutti, M. Valdez, T. Perez, J. Petroni, A. Gomez,
R. Donayo, Study of Slag-Metal Reactions in an LD-LBE Converter. in Slag
Conference. 2000. Stockholm.)
QO2=620 ;// oxygen flow rate which is constant throughout the blow
(Nm3/min)
nO2=QO2/22.414/10^(-3)*293/Timpact($);
de=0.045; //exit diameter of nozzle (m)
dth=0.033; //throat diameter of nozzle (m)
P0=11.652375; // supply pressure (bar)
Pa=1.01325; //ambient pressure (bar)
nn=6; //number of nozzle
nangle=17.5 ;// inclination angle of nozzle
dR=3; //radius of BOF reactor (m), It is assumed regarding to the
literature for 200 t furnace
A.8 Scilab Codes for Prescribed Bottom Stirring With Time (BST) Sub-model
//BST (Prescribed bottom stirring rate with time) Sub-model

254
//Reference Data:(C. Cicutti, M. Valdez, T. Perez, J. Petroni, A. Gomez,
R. Donayo, Study of Slag-Metal Reactions in an LD-LBE Converter. in Slag
Conference. 2000. Stockholm.)
QNAr=150/60; //bath stirring from bottom of the converter using Ar-N2 gas
during the process (Nm3/min)
if x >14 then
QNAr=500/60;
end
nNAr=QNAr/22.414/10^(-3)*293/Timpact($); //molar concentration of Ar-N2
gas blown from the bottom of the process (mol)
A.9 Scilab Codes for Prescribed Temperature Profile For Metal With Time
(MTT) Sub-model
//MTT (Prescribed temperature profile for metal bath with time) Sub-model
//Reference Data:(C. Cicutti, M. Valdez, T. Perez, J. Petroni, A. Gomez,
R. Donayo, Study of Slag-Metal Reactions in an LD-LBE Converter. in Slag
Conference. 2000. Stockholm.)
Tb($+1)=Tb($)+17.65;
A.10 Scilab Codes for Prescribed Temperature Profile For Slag With Time
(STT) Sub-model
//STT (Prescribed temperature profile for slag with time) Sub-model
Ts($+1)=Tb($)+100;
A.11 Scilab Codes for Slag Generation (SG) Sub-model
//SG (Slag Generation) Sub-model
//The amount of slag generated for each time step is defined by the
difference in slag amount between two time steps.
SG($+1)=WSl($)-WSl($-1);
A.12 Scilab Codes for Gas Generation (GG) Sub-model
//GG (Gas Generation Model) Sub-model
//The amount of gas generated before time=2 is calculated an used as an
input to calculate partial pressure of gases involved.
ngas=RateBath($)*dt*1000/12; //amount of gas generated from
decarburization reaction in mol
nngas=ngas*Ts($)/293; //amount of gas generated from decarburization
reaction at standard state in mol
Vgas=nngas*R*293/(Pa/1.01325); // amount of gas generated from
decarburization in Nm3
Ngas=Vgas/dt;// generated gas flow rate (Nm3/min)
COpr($+1)=ngas*0.85;
CO2pr($+1)=ngas*0.15;
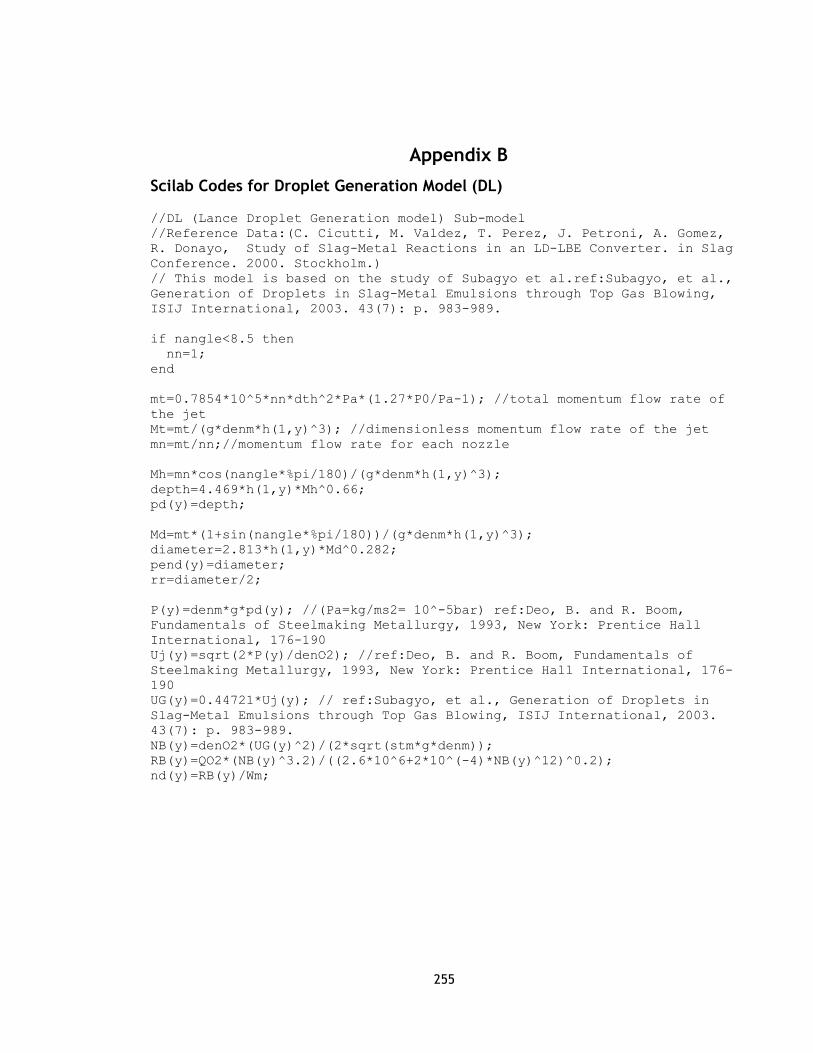
255
15 Appendix B
Scilab Codes for Droplet Generation Model (DL)
//DL (Lance Droplet Generation model) Sub-model
//Reference Data:(C. Cicutti, M. Valdez, T. Perez, J. Petroni, A. Gomez,
R. Donayo, Study of Slag-Metal Reactions in an LD-LBE Converter. in Slag
Conference. 2000. Stockholm.)
// This model is based on the study of Subagyo et al.ref:Subagyo, et al.,
Generation of Droplets in Slag-Metal Emulsions through Top Gas Blowing,
ISIJ International, 2003. 43(7): p. 983-989.
if nangle<8.5 then
nn=1;
end
mt=0.7854*10^5*nn*dth^2*Pa*(1.27*P0/Pa-1); //total momentum flow rate of
the jet
Mt=mt/(g*denm*h(1,y)^3); //dimensionless momentum flow rate of the jet
mn=mt/nn;//momentum flow rate for each nozzle
Mh=mn*cos(nangle*%pi/180)/(g*denm*h(1,y)^3);
depth=4.469*h(1,y)*Mh^0.66;
pd(y)=depth;
Md=mt*(1+sin(nangle*%pi/180))/(g*denm*h(1,y)^3);
diameter=2.813*h(1,y)*Md^0.282;
pend(y)=diameter;
rr=diameter/2;
P(y)=denm*g*pd(y); //(Pa=kg/ms2= 10^-5bar) ref:Deo, B. and R. Boom,
Fundamentals of Steelmaking Metallurgy, 1993, New York: Prentice Hall
International, 176-190
Uj(y)=sqrt(2*P(y)/denO2); //ref:Deo, B. and R. Boom, Fundamentals of
Steelmaking Metallurgy, 1993, New York: Prentice Hall International, 176-
190
UG(y)=0.44721*Uj(y); // ref:Subagyo, et al., Generation of Droplets in
Slag-Metal Emulsions through Top Gas Blowing, ISIJ International, 2003.
43(7): p. 983-989.
NB(y)=denO2*(UG(y)^2)/(2*sqrt(stm*g*denm));
RB(y)=QO2*(NB(y)^3.2)/((2.6*10^6+2*10^(-4)*NB(y)^12)^0.2);
nd(y)=RB(y)/Wm;

256
16 Appendix C
C.1 Scilab Codes for Flux Dissolution Model (FD)
//FD (Flux dissolution model) Sub-model
//Input Data(C. Cicutti, M. Valdez, T. Perez, J. Petroni, A. Gomez, R.
Donayo, Study of Slag-Metal Reactions in an LD-LBE Converter. in Slag
Conference. 2000. Stockholm.)
//This model uses mass transfer coefficient of CaO and MgO applying
equation from Clift et al. ref: R. Clift, J. R. Grace and M. E. Weber:
Bubbles, Drops and Particles, Academic Press, New York, (1978), p.297
//The height of the slag is found from the relationship given for foamed
slag. ref: Fruehan, R.J. and S. Jung, Foaming Characteristics of BOF
Slags, ISIJ International, 2000, 40(4): p. 348-355.
//The weight percent of saturated MgO for OS slags is taken from phase
diagram ref:E. T. Turkdogan: Fundamentals of Steelmaking, The Institute
of Materials, London. (1996), p. 150.
//CaO saturation level is obtained from CaO-SiO2-FeO quasiternary phase
diagram. ref: Slag Atlas, 1995, pp. 126. This means that this calculation
includes the formation of 2CaO.SiO2
//Calculations are based on the previous composition of slag.
//Diffusivities of CaO and MgO are not constant and related to slag
viscosity and temperature
//Mass transfer coefficient is calculated for laminar flow for dolomite
and lime dissolution
WCaOsat=list([42.14;44.2;46.4;47.14;48.92;50;50.71;52.86;53.57;53;52.85;5
2.14;51.78;51.42;52.5;53]); //the weight percent of saturated CaO (mass
%)
MgOref=18;
nes=10; //constant to modify settling velocity
dt=1;
MLime($+1)=MLime($)+Mflx(1,y+1); //the amount of CaO charged to the
process for the first two minutes (t)
MDolomite($+1)=MDolomite($)+Mflx(2,y+1);//the amount of MgO charged to
the process for the first two minutes (t)
WMgOsat=MgOref+(0.0175*(Ts($)-1873)); //the weight percent of saturated
MgO (mass %)
DcoeffMgO=AD*Ts($)/viss($); //diffusivity coefficient of MgO (m2/min)
DcoeffCaO=AL*Ts($)/viss($); //diffusivity coefficient of CaO (m2/min)
ScMgO=(viss($)/dens($))/(DcoeffMgO); //Schmitt number for dolomite
spheres
ScCaO=(viss($)/dens($))/(DcoeffCaO); //Schmitt number for lime spheres
u=y-1;
if nLime(y)>0 then
rLime(y,u)=r0Lime; end
if nDolomite(y)>0 then
rDolomite(y,u)=r0Dolomite; end
p=0;
ot=0;
m = list();

257
o = list();
for k=2:1:y
if rLime(k,u)>0 then
uCaO=abs(3600*(dens($)-
dLime)*g/9/(viss($)^0.5)/(dens($)^0.5))^(2/3)*2*rLime(k,u);
ReCaO=uCaO*2*rLime(k,u)*dens($)/viss($); //Reynolds number for
lime particles
ShCaO=1+0.724*nes^(0.48)*ReCaO^(0.48)*ScCaO^(1/3); //Sherwood
number for lime particles
kLime=ShCaO*DcoeffCaO/(2*rLime(k,u)); //mass transfer
coefficient for lime dissolution (m/min)
rLime(k,y)=rLime(k,u)-dens($)*kLime*dt*(WCaOsat(1)(x)-
Wox(x,3))/(dLime*100);
else
rLime(k,y)=0;
end
if rDolomite(k,u)>0 then
uMgO=abs(3600*(dens($)-
dDolomite)*g/9/(viss($)^0.5)/(dens($)^0.5))^(2/3)*2*rDolomite(k,u);
//velocity of dolomite particles (m/min)
ReMgO=uMgO*2*rDolomite(k,u)*dens($)/viss($); //Reynolds number
for dolomite particles
ShMgO=1+0.724*nes^(0.48)*ReMgO^(0.48)*ScMgO^(1/3); //Sherwood
number for dolomite particles
kDolomite=ShMgO*DcoeffMgO/(2*rDolomite(k,u)); //mass transfer
coefficient for dolomite dissolution (m/min) ref:mass transfer
coefficient for dolomite dissolution (m/min)
if Wox(x,1)<20 then
rDolomite(k,y)=rDolomite(k,u)-
(1+(MaO+MaMg)/(MaO+MaCa))*dens($)*kDolomite*dt*(WCaOsat(1)(x)-
Wox(x,3))/(dDolomite*100);
else
rDolomite(k,y)=rDolomite(k,u)-
(1+(MaO+MaCa)/(MaO+MaMg))*dens($)*kDolomite*dt*(WMgOsat-
Wox(x,4))/(dDolomite*100);
end
else
rDolomite(k,y)=0;
end
if rLime(k,y)==0
o($+1)=0;
UDLime(k,y)=UDLime(k,u);
ot=ot+1;
elseif rLime(k,y)< 0
o($+1)=UDLime(k,u);
UDLime(k,y)=0;
ot=ot+1;
elseif rLime(k,y)> 0
o($+1)=UDLime(k,u)-4/3*%pi*rLime(k,y)^3*dLime*10^(-3)*nLime(k);
UDLime(k,y)=4/3*%pi*rLime(k,y)^3*dLime*10^(-3)*nLime(k);
ot=ot+1;
end
if rDolomite(k,y)==0
m($+1)=0;

258
UDDolomite(k,y)=UDDolomite(k,u);
p=p+1;
elseif rDolomite(k,y)< 0
m($+1)=UDDolomite(k,u);
UDDolomite(k,y)=0;
p=p+1;
elseif rDolomite(k,y)> 0
m($+1)=UDDolomite(k,u)-4/3*%pi*rDolomite(k,y)^3*dDolomite*10^(-
3)*nDolomite(k);
UDDolomite(k,y)=4/3*%pi*rDolomite(k,y)^3*dDolomite*10^(-
3)*nDolomite(k);
p=p+1;
end
z=0;
op=0;
for t=1:1:ot
z=o(t)+z; end
for t=1:1:p
op=m(t)+op; end
end
C.2 Estimation of physical properties of slag
Part 1. Model for estimating the density of multicomponent slag
Model for density of slag has been widely used, which is given in Eq. (C.1). The recommended
values for the molar volume of slag constitutes are given in Table C.1.394)
s
FeOFeOMnOMnOMgOMgOCaOCaOSiOSiO
sV
xMxMxMxMxM22
++++=ρ (C.1)
FeOFeOMnOMnOMgOMgOCaOCaOSiOSiOs VxVxVxVxVxV22
++++= (C.2)
where M is molar weight (g/mole), X is mole fraction and Vs is partial molar volume of the slag
constitutes.
Table C.1. Recommended values for partial molar volume of slag constitutes at 1500 °C394)
Part 2. Model for estimating the viscosity of multicomponent slag
It has been known that viscosity of melt is sensitive to its ionic or molecular structure so the
changes in composition of slag and temperature profile of the slag should be included. The model

259
of Urbain et al.395) is considered in this calculation. Based on this model, slag constitutes are
divided into three groups for metallurgical slags:
1. Glass formers, 522 OPSiOG xxx +=
2. modifiers, 2222232 ZrOTiOCaFOKONaOFeFeOMnOMgOCaOM x2x2x3xxx5.1xxxxx +++++++++=
3. amphoterics, 322 OBOAlA xxx +=
Normalized values *
Gx , *
Mx and *
Ax are obtained by dividing the mole fractions, Gx , Mx and Ax
by the term (2225.1 ZrOTiOCaFFeO xxxx5.01 ++++ ). Parameter B can be found using
3*
G3
2*
G2
*
G10 )x(B)x(BxBBB +++= (C.3)
α is )xx/(x *
A
*
M
*
M + and B values can be found from Table C.2. Parameter A can be found by Eq.
(A.6) and viscosity of slag (in poise) can then be determined by using Eq. (C.5).
6725.11B2693.0Aln +=− (C.4)
)T/B10exp(AT 3
s =µ (C.5)
Table C.2. B parameters for calculating the viscosity of slag395)
C.3 Scilab Codes for Physical Properties of Slag
//Slag Properties
//The viscosity of slag is varied as a function of composition of slag
and temperature based on Urbain et al model. ref:Slag atlas pp. 353
//Based on Urbain et al model, xG=xSiO2+P2O5=mole farction for glass
formers in slag
//xM=xCaO+xMnO+xMgO+xFeO+1.5xFe2O3+3xCaF2=mole fraction of modifiers in
slag
//xAmphoterics=xAl2O3+xB2O3
B0=13.8+39.9355-44.049; //parameter to calculate B parameter for
viscosity of slag ref:Slag Atlas pp 350
B1=30.481-117.1505+139.9978;//parameter to calculate B parameter for
viscosity of slag ref:Slag Atlas pp 350
B2=-40.9429+234.0486-300.04;//parameter to calculate B parameter for
viscosity of slag ref:Slag Atlas pp 350
B3=60.7619-153.9276+211.1616;//parameter to calculate B parameter for
viscosity of slag ref:Slag Atlas pp 350

260
//calculation of slag properties for tb=2. The slag composition is not
known for tb=1. So the composition of slag at tb=2 is used for
calculation of slag properties at 2. min
//It is assumed that partial volume of metal oxides, viscosity of slag
and density of slag at time=t is the function of slag temperature at
time=t
//mole fraction of metal oxides in slag
xSiO2=(Wox(x,2)/(Mai(1,2)+2*MaO))/(Wox(x,2)/(Mai(1,2)+2*MaO)+Wox(x,1)/(Ma
Fe+MaO)+Wox(x,3)/(MaCa+MaO)+Wox(x,4)/(MaMg+MaO)+Wox(x,5)/(Mai(1,3)+MaO));
xCaO=(Wox(x,3)/(MaCa+MaO))/(Wox(x,2)/(Mai(1,2)+2*MaO)+Wox(x,1)/(MaFe+MaO)
+Wox(x,3)/(MaCa+MaO)+Wox(x,4)/(MaMg+MaO)+Wox(x,5)/(Mai(1,3)+MaO));
xMgO=(Wox(x,4)/(MaMg+MaO))/(Wox(x,2)/(Mai(1,2)+2*MaO)+Wox(x,1)/(MaFe+MaO)
+Wox(x,3)/(MaCa+MaO)+Wox(x,4)/(MaMg+MaO)+Wox(x,5)/(Mai(1,3)+MaO));
xFeO=(Wox(x,1)/(MaFe+MaO))/(Wox(x,2)/(Mai(1,2)+2*MaO)+Wox(x,1)/(MaFe+MaO)
+Wox(x,3)/(MaCa+MaO)+Wox(x,4)/(MaMg+MaO)+Wox(x,5)/(Mai(1,3)+MaO));
xMnO=(Wox(x,5)/(Mai(1,3)+MaO))/(Wox(x,2)/(Mai(1,2)+2*MaO)+Wox(x,1)/(MaFe+
MaO)+Wox(x,3)/(MaCa+MaO)+Wox(x,4)/(MaMg+MaO)+Wox(x,5)/(Mai(1,3)+MaO));
//density calculation
pVCaO=20.7+0.01*Ts($-1)*xCaO; //cm3/mol recommended values for
partial volume of CaO at 1500C ref:Slag Atlas pp346
pVMgO=16.1+0.01*Ts($-1)*xMgO; //cm3/mol recommended values for
partial volume of MgO at 1500C ref:Slag Atlas pp346
pVFeO=15.8+0.01*Ts($-1)*xFeO; //cm3/mol recommended values for
partial volume of FeO at 1500C ref:Slag Atlas pp346
pVMnO=15.6+0.01*Ts($-1)*xMnO; //cm3/mol recommended values for
partial volume of MnO at 1500C ref:Slag Atlas pp346
pVSiO2=19.55+7.966*xSiO2+0.01*Ts($-1)*xSiO2; //cm3/mol recommended
values for partial volume of SiO2 at 1500C ref:Slag Atlas pp346
VmSl=xCaO*pVCaO+xMgO*pVMgO+xFeO*pVFeO+xMnO*pVMnO+xSiO2*pVSiO2;
//molar volume of slag (cm3/mol) ref:Slag Atlas pp345
dens($+1)=1000*(xCaO*(MaCa+MaO)+xMgO*(MaMg+MaO)+xFeO*(MaFe+MaO)+xMnO*(Mai
(1,3)+MaO)+xSiO2*(Mai(1,2)+2*MaO))/VmSl; //the density of slag (kg/m3)
ref:Slag Atlas pp345fG=VG/(VG+VSl+VM)
//viscosity calculation
xG=xSiO2 ; xM=xCaO+xMgO+xFeO+xMnO;
B=B0+B1*xG+B2*xG^2+B3*xG^3; A=exp(-(0.2693*B+11.6725));
vis($+1)=A*Ts($-1)*exp(1000*B/Ts($-1))*6; //viscosity of slag based
on Urbain et al model (kg/mmin)ref:Slag Atlas pp380
viss($+1)=vis($);

261
17 Appendix D
Scilab Codes for Scrap Melting Model (SD)
//SD (Scrap dissolution model) Sub-model
//Reference Data:(C. Cicutti, M. Valdez, T. Perez, J. Petroni, A. Gomez,
R. Donayo, Study of Slag-Metal Reactions in an LD-LBE Converter. in Slag
Conference. 2000. Stockholm.)
//The calculation of scrap temperature can be obtained by error function
based on the equation 9.88 in Transport Phenomena by Geiger and Poirier
pp 307.
// Time step is selected as 5 seconds
time=sctime;
dt=10;
Cint($+1)=C($);
if Cint($)>4.27
Ti($+1)=1425;
else
Ti($+1)=1809-90*Cint($);
end
thold=thic($); tha=thic($);
TScold=TSc($); TSca=TSc($);
Tiold=Ti($); Tia=Ti($);
Told=T($); Ta=T($);
Tmold=Tb(x); Tma=Tb(x);
Lold=L($); La=L($);
xold=xsc($); xa=xsc($);
WScold=WSc($); WSca=WSc($);
Cpsc=(17.49+24.769*10^(-3)*Ta)*1000/56; //specific heat of scrap
(J/molK)ref:Sethi, G., et al. Theoretical Aspects of Scrap Dissolution in
Oxygen Steelmaking Converters. in AISTech 2004 Proceedings. 2004: The
Association of Iron & Steel Technology.
conducSc=densc*Cpsc*alfa; //thermal conductivity of scrap
(W/mK)ref:Sethi, G., et al. Theoretical Aspects of Scrap Dissolution in
Oxygen Steelmaking Converters. in AISTech 2004 Proceedings. 2004: The
Association of Iron & Steel Technology.
hcoeff=17000;
n=1;
a=(1-cos(n*%pi))*(Tsci-Tiold)/(n*%pi/2); l=list(a);
m =l($)*(n*%pi/thold)*exp(-alfa*(conducSc)^2*time); k=list(m);
for n=2:1:3
a=(1-cos(n*%pi))*(Tsci-Tiold)/(n*%pi/2); l($+1)=a;
m=l($)*(n*%pi/thold)*exp(-alfa*(conducSc)^2*time); k($+1)=m;
end;
v=0; for r=1:1:3, v=k(r)+v; end
HF1=hcoeff*(Tmold-Tiold);
HF3=conducSc*v;
if msc($) < 0 then
if abs(HF3) > abs(HF1)
Ta=(Tiold+TScold)/2;
Bi=hcoeff*Li/conducSc;

262
Fo=alfa*time/Li^2;
Z=1-(erfc((1-
xold/Li)/(2*sqrt(Fo)))+erfc((1+xold/Li)/(2*sqrt(Fo))))+exp(Bi*(1-
xold/Li)+(Bi^2)*Fo)*erfc(Bi*sqrt(Fo)+(1-
xold/Li)/(2*sqrt(Fo)))+exp(Bi*(1+xold/Li)+(Bi^2)*Fo)*erfc(Bi*sqrt(Fo)+(1+
xold/Li)/(2*sqrt(Fo)));
Tsca=Z*(Tsci-Tmold)+Tmold;
Tscold=Tsca;
Cpsc=(17.49+24.769*10^(-3)*Ta)*1000/56; //specific heat of scrap
(J/molK)ref:Sethi, G., et al. Theoretical Aspects of Scrap Dissolution in
Oxygen Steelmaking Converters. in AISTech 2004 Proceedings. 2004: The
Association of Iron & Steel Technology.
conducSc=densc*Cpsc*alfa; //thermal conductivity of scrap
(W/mK)ref:Sethi, G., et al. Theoretical Aspects of Scrap Dissolution in
Oxygen Steelmaking Converters. in AISTech 2004 Proceedings. 2004: The
Association of Iron & Steel Technology.
n=1;
a=(1-cos(n*%pi))*(Tsci-Tiold)/(n*%pi/2); l=list(a);
m =l($)*(n*%pi/thold)*exp(-alfa*(conducSc)^2*time); k=list(m);
for n=2:1:3
a=(1-cos(n*%pi))*(Tsci-Tiold)/(n*%pi/2); l($+1)=a;
m=l($)*(n*%pi/thold)*exp(-alfa*(conducSc)^2*time); k($+1)=m;
end;
v=0; for r=1:1:3, v=k(r)+v; end
deltaH=deltah+Cpm*(Tmold-Tiold);
HF1=hcoeff*(Tmold-Tiold);
HF3=conducSc*v;
HF2=HF1+HF3;
rate=(HF1+HF3)/(-densc*deltaH);
deltaL=rate*dt;
xa=xold-deltaL/2;
tha=thold+deltaL;
La=tha/2;
msc($+1)=deltaL*densc*area*nsc;//the amount of scrap melted (kg)
WSca=WScold+msc($);
WSc($+1)=WSca;
TSc($+1)=Tsca;
thic($+1)=tha;
L($+1)=tha/2;
xsc($+1)=xa;
Mrate($+1)=rate;
Ti($+1)=Tia;
T($+1)=Ta;
elseif tha > thicknessSc
Bi=hcoeff*Li/conducSc;
Fo=alfa*time/Li^2;
Z=1-(erfc((1-
xold/Li)/(2*sqrt(Fo)))+erfc((1+xold/Li)/(2*sqrt(Fo))))+exp(Bi*(1-
xold/Li)+(Bi^2)*Fo)*erfc(Bi*sqrt(Fo)+(1-
xold/Li)/(2*sqrt(Fo)))+exp(Bi*(1+xold/Li)+(Bi^2)*Fo)*erfc(Bi*sqrt(Fo)+(1+
xold/Li)/(2*sqrt(Fo)));
Tsca=Z*(Tsci-Tmold)+Tmold;

263
Tscold=Tsca;
Ta=(Tiold+TScold)/2;
Cpsc=(17.49+24.769*10^(-3)*Ta)*1000/56;
conducSc=densc*Cpsc*alfa;
Tmold=Tb(y);
n=1;
a=(1-cos(n*%pi))*(Tsci-Tiold)/(n*%pi/2); l=list(a);
m =l($)*(n*%pi/thold)*exp(-alfa*(conducSc)^2*time); k=list(m);
for n=2:1:3
a=(1-cos(n*%pi))*(Tsci-Tiold)/(n*%pi/2); l($+1)=a;
m=l($)*(n*%pi/thold)*exp(-alfa*(conducSc)^2*time); k($+1)=m;
end;
v=0; for r=1:1:3, v=k(r)+v; end
deltaH=deltah+Cpm*(Tmold-Tiold);
HF1=hcoeff*(Tmold-Tiold);
HF3=conducSc*v;
HF2=HF1+HF3;
rate=(HF1+HF3)/(-densc*deltaH);
deltaL=rate*dt;
xa=xold-deltaL/2;
tha=thold+deltaL;
La=tha/2;
msc($+1)=deltaL*densc*area*nsc;
WSca=WScold+msc($);
WSc($+1)=WSca;
TSc($+1)=Tsca;
thic($+1)=tha;
L($+1)=tha/2;
xsc($+1)=xa;
Mrate($+1)=rate;
Ti($+1)=Tia;
T($+1)=Ta;
elseif tha > 0
Bi=hcoeff*Li/conducSc;
Fo=alfa*time/Li^2;
Z=1-(erfc((1-
xold/Li)/(2*sqrt(Fo)))+erfc((1+xold/Li)/(2*sqrt(Fo))))+exp(Bi*(1-
xold/Li)+(Bi^2)*Fo)*erfc(Bi*sqrt(Fo)+(1-
xold/Li)/(2*sqrt(Fo)))+exp(Bi*(1+xold/Li)+(Bi^2)*Fo)*erfc(Bi*sqrt(Fo)+(1+
xold/Li)/(2*sqrt(Fo)));
Tsca=Z*(Tsci-Tmold)+Tmold;
Tscold=Tsca;
Ta=(Tiold+TScold)/2;
Cpsc=(17.49+24.769*10^(-3)*Ta)*1000/56;
conducSc=densc*Cpsc*alfa;
n=1;
a=(1-cos(n*%pi))*(Tsci-Tiold)/(n*%pi/2); l=list(a);
m =l($)*(n*%pi/thold)*exp(-alfa*(conducSc)^2*time); k=list(m);
for n=2:1:3
a=(1-cos(n*%pi))*(Tsci-Tiold)/(n*%pi/2); l($+1)=a;
m=l($)*(n*%pi/thold)*exp(-alfa*(conducSc)^2*time); k($+1)=m;
end;

264
v=0; for r=1:1:3, v=k(r)+v; end
deltaH=deltah+Cpm*(Tmold-Tiold);
HF1=hcoeff*(Tmold-Tiold);
HF3=conducSc*v;
HF2=HF1+HF3;
rate=(HF1+HF3)/(-densc*deltaH);
deltaL=rate*dt;
xa=xold-deltaL/2;
tha=thold+deltaL;
La=tha/2;
msc($+1)=deltaL*densc*area*nsc;
WSca=WScold+msc($);
WSc($+1)=WSca;
TSc($+1)=Tsca;
thic($+1)=tha;
L($+1)=tha/2;
xsc($+1)=xa;
Mrate($+1)=rate;
Ti($+1)=Tia;
T($+1)=Ta;
end
end
sctime=sctime+dt;

265
18 Appendix E
Scilab Codes for Droplet Residence Model (RD)
//RD (Droplet Residence Model) Sub-model
//using ballistic motion principle
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\equilibrium calculations.sci', [,0])
// Initialisation
//Dimension
dt=0.0001;
time=0;
initime=0;
timestep=0.01;
kstep=0;
kstep=timestep/dt;
ntime=9999;
uz=(1:ntime);
ur=(1:ntime);
lz=(1:ntime);
lr=(1:ntime);
tim=(1:ntime);
tim(1)=initime;
Ce=(1:ntime);
Diam=(1:ntime);
//Calculate parameters
//General
x=x;
y=y;
Wm=Wm0;
dend0=7000;
dend=dend0;
deng=1.25*273/Ts($);
denS=dens($);
visS=viss($)/60;
Tslag=Ts($);
densg=deng*fig($)+denS*(1-fig($));
vissg=2/3*visS*(densg-deng)/(1-fig($)^(1/3))/(denS-deng);
denS=densg;
visS=vissg;
cons=DiffC*1873/vism;
lz(1)=0;
lr(1)=0;
lza=0;
lra=0;
lzaold=0;
lraold=0;

266
Dd=Dd0;
fCd(y)=1873*fCd(8)/Ts($);
Ceq(y)=1/fCd(y)/gFeO(y)/xFeO/Kc(y);
Ce(1)=Cc;
FeO=Wox(x,1);
Cceq=Ceq(y);
EKG=NB(y)*QO2*3600*sqrt(stm*g*denm); //kinetic energy of blowing gas
(kgm2/min3)
EKD=EKG*0.00143*NB(y)^(0.7); // kinetic energy absorbed by the
droplets (kgm2/min3)
vec=sqrt(2*EKD/RB(y))/60; //initial velocity of droplet (m/s)
inivel($+1)=vec;
angle=60;
theta=angle*2*%pi/360;
ur(1)=vec*sin(theta);
uz(1)=vec*cos(theta);
uraold=ur(1);
uzaold=uz(1);
ura=ur(1);
uza=uz(1);
k=0;
ip=1;
istep=1;
while lza>=0
k=k+1;
ip=ip+1;
uzaold=uza;
uraold=ura;
lzaold=lza;
lraold=lra;
K0=(denS-dend)*9.81/(denS/2+dend);
Rer=denS*Dd/visS*abs(uraold);
if uraold <= 1.e-10
uraold=0;
Rer=1.e-10;
end
Cdr=24/Rer;
if ((Rer >= 1) & (Rer < 1000))
Cdr=18.5*Rer^(-0.6);
elseif Rer >= 1000
Cdr=0.44;
end
Rez=denS*Dd/visS*abs(uzaold);
Cdz=24/Rez;
if ((Rez >= 1) & (Rez < 1000))
Cdz=18.5*Rez^(-0.6);
elseif Rez >= 1000
Cdz=0.44;
end
Kr=-3*Cdr/2/(1+2*dend/denS)/Dd;
Kz=-3*Cdz/2/(1+2*dend/denS)/Dd;
if uzaold < 0
Kz=3*Cdz/2/(1+2*dend/denS)/Dd;
end
if uraold <= 1.e-10
Kr=0;

267
end
ura=uraold+dt*Kr*uraold*uraold;
uza=uzaold+dt*K0+dt*Kz*uzaold*uzaold;
lza=lzaold+0.5*dt*(uza+uzaold);
lra=lraold+0.5*dt*(ura+uraold);
if lza >= slagh
lza=slagh;
end
time=time+dt;
// Chemical reactions
//1. Decarburization
Vel=sqrt(ura*ura+uza*uza);
Ccold=Cc;
if FeO > 20 then
rccr=2.86e-4*20;
else
rccr=2.86e-4*FeO;
end
Area=%pi*Dd*Dd;
Volum=%pi*Dd*Dd*Dd/6;
DiffC=cons*vism/Tslag;
kk=2*sqrt(DiffC*Vel/%pi/Dd);
ka=kk*Area/Volum;
Cc=Cceq+(Ccold-Cceq)*exp(-(ka*dt));
//End of decarburization
//2. Calculation of density change
rc=(Ccold-Cc)/dt;
if rc > rccr
dend=dend0*rccr/rc;
end
if rc <= rccr
dend=dend0;
end
Wm=Wm-Wm*(Ccold-Cc)/100;
Volum=Wm/dend;
Dd=(6*Volum/%pi)^(1/3);
//End of Calculation of density change
if abs(k-kstep) < dt
istep=istep+1;
tim(istep)=time;
ur(istep)=ura;
uz(istep)=uza;
lr(istep)=lra;
lz(istep)=lza;
Ce(istep)=Cc;
Diam(istep)=Dd;
k=0;
end
end
TotalSteps=ip-1;
ResiTime=time;
Cc;

268
Scilab Codes for Equilibrium Calculations
//Changes in equilibrium composition in metal bath and slag
//Input Data(C. Cicutti, M. Valdez, T. Perez, J. Petroni, A. Gomez, R.
Donayo, Study of Slag-Metal Reactions in an LD-LBE Converter. in Slag
Conference. 2000. Stockholm.)
//reaction within metal droplet in slag; (FeO)+[C]=Fe+(CO)g
//Activity coeffient of metal oxides in oxygen steelmaking slag are found
on the basis of regular solution model proposed by Banya.
// Initialisation
aFe=1:
fCss=0.57: //activity coefficient of carbon at standard state
ref:Steelmaking data source, Revised by The Japan Society for the
promotion of science, The 19th Committee on steelmaking 1988)
fSiss=0.0013: //activity coefficient of silicon at standard state
ref:Steelmaking data source, Revised by The Japan Society for the
promotion of science, The 19th Committee on steelmaking 1988)
fOss=0.0109: //activity coefficient of oxygen at standard state
ref:Steelmaking data source, Revised by The Japan Society for the
promotion of science, The 19th Committee on steelmaking 1988)
fMnss=1.3: //activity coefficient of manganese at standard state
ref:Steelmaking data source, Revised by The Japan Society for the
promotion of science, The 19th Committee on steelmaking 1988)
//calculation of activity coefficient of carbon in metal droplet as a
function of temperature with time. The carbon content of droplet is used
as a data in the calculations.
//Intcoeff=['coef','Si','C','Mn','O'] =interaction coefficients of
elements in liquid iron at 1600C
Intcoeff=[
0.11 0.207 0.002 -0.23
0.09 0.154 -0.012 -0.34
0 -0.07 0 -0.083
-0.131 -0.45 -0.021 -0.327
]:
//calculation of activity coefficient of FeO in slag as a function of
temperature with time
//Intenergy=['coef','Fe+2','Fe+3','Mn2+','Ca2+','Mg2+','Si4+']
=Interaction energy between cations of major components in steelmaking
slag, aij
Intenergy=[
0 -18660 7110 -31380 33470 -41840;
-18660 0 -56480 -95810 -2930 32640;
7110 -56480 0 -92050 61920 -75310;
-31380 -95810 -92050 0 -100420 -133890;
33470 -2930 61920 -100420 0 -66940;
-41840 32640 -75310 -133890 -66940 0];
//calculation of equilibrium constant
hcC=10^(0.154*2); //henrian acitivity coefficient of carbon at
droplet in slag at 1600C (It is assumed that the carbon concentration is
2 mass % in the droplet at 1600C)

269
rcC=hcC*fCss; //raultian activity coefficient of carbon at droplet in
slag at 1600C
Kc($+1)=10^(5.096-5730/Ts($));
KFe(y)=10^(-6372/Tb($)+2.73);
gFeO($+1)=exp((Intenergy(1,6)*xSiO2^2+Intenergy(1,4)*xCaO^2+Intenergy(1,5
)*xMgO^2+Intenergy(1,3)*xMnO^2+(Intenergy(1,6)+Intenergy(1,4)-
Intenergy(6,4))*xSiO2*xCaO+(Intenergy(1,6)+Intenergy(1,5)-
Intenergy(6,5))*xSiO2*xMgO+(Intenergy(1,6)+Intenergy(1,3)-
Intenergy(6,3))*xSiO2*xMnO+(Intenergy(1,4)+Intenergy(1,5)-
Intenergy(4,5))*xCaO*xMgO+(Intenergy(1,4)+Intenergy(1,3)-
Intenergy(4,3))*xCaO*xMnO+(Intenergy(1,5)+Intenergy(1,3)-
Intenergy(5,3))*xMgO*xMnO)/8.314/Ts($-1));
aFeO(y)=gFeO($)*xFeO;

270
19 Appendix F
Scilab Codes for Decarburization Reaction in the Emulsion Model (DCE)
//DCE (Decarburization in Emulsion) Sub-model
//using bulk carbon content
Crange(a,a)=C($);
DiamRange(a,a)=Dd0;
Cc=C($);
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\RD.sci', [,0]);
y=y:
tr=ResiTime/60;
DrTime(a,a)=tr;
model(a,11)=tr;
model(a,4)=Cc;
iz=a;
u=iz+1;
p=iz-1;
ot=0;
op=0;
om =list();
m= list();
n= list();
o= list();
od= list();
mn= list();
dt=1/i:
if tr < dt
Crange(a,b)=Cc;
DiamRange(a,b)=Dd;
Veloz(a,b)=uza;
Velor(a,b)=ura;
Traz(a,b)=lza;
Trar(a,b)=lra;
end
if tr > dt
for z=10:10:ResiTime
Crange(a,b)=Ce(z*100);
DiamRange(a,b)=Diam(z*100);
Veloz(a,b)=uz(z*100);
Velor(a,b)=ur(z*100);
Traz(a,b)=lz(z*100);
Trar(a,b)=lr(z*100);
b=b+1:
end
Crange(a,b)=Cc;
DiamRange(a,b)=Dd;
Veloz(a,b)=uza;
Velor(a,b)=ura;
Traz(a,b)=lza;
Trar(a,b)=lra;
271
end
for k=1:1:iz
if k==iz then
DrTime(k,iz)=DrTime(k,k);
else
DrTime(k,iz)=DrTime(k,p)-dt;
end
if DrTime(k,iz) > 0
if DrTime(k,iz) <= dt
RD(k,iz)=RBi(k);
m($+1)=RBi(k)*DrTime(k,iz);
if DrTime(k,iz)<0.001
n($+1)=0;
else
n($+1)=Wm*ndi(k)*abs(Crange(k,iz)-
Crange(k,u))/100/DrTime(k,iz);
end
od($+1)=RBi(k)*dt-Wm*ndi(k)*abs(Crange(k,k)-
Crange(k,u))/100;
om($+1)=ndi(k)*(%pi*DiamRange(k,u)*DiamRange(k,u)*DiamRange(k,u)/6-
Volum0):
ot=ot+1;
else
RD(k,iz)=0;
m($+1)=RBi(k)*dt;
n($+1)=Wm*ndi(k)*abs(Crange(k,iz)-Crange(k,u))/100/dt;
od($+1)=0;
om($+1)=ndi(k)*(%pi*DiamRange(k,u)*DiamRange(k,u)*DiamRange(k,u)/6-
Volum0);
ot=ot+1;
end
end
if (DrTime(k,iz) < 0) & (DrTime(k,iz)>-dt)
mn($+1)=Wm*ndi(k)*abs(Crange(k,k)-Crange(k,u))/100;
op=op+1;
else
mn($+1)=0;
op=op+1;
end
oz=0;
w=0;
on=0;
omm=0;
mnn=0;
for t=1:1:ot
oz=m(t)+oz;
w=n(t)+w;
on=od(t)+on;
omm=om(t)+omm; end
for t=1:1:op
mnn=mnn+mn(t);
end

272
end
Vd($+1)=oz;
Vb($+1)=on;
Wc($+1)=w;
Wcc($+1)=mnn;
Vgg($+1)=omm;
model(a,7)=oz;
model(a,8)=on;
model(a,12)=w;
model(a,13)=mnn;
model(iz,59)=omm;

273
20 Appendix G
G.1 Scilab Codes for Decarburization Reaction in the Impact Zone (DCI)
//DCI (Decarburization Reaction in Impact Zone Model) Sub-model
//Input Data(C. Cicutti, M. Valdez, T. Perez, J. Petroni, A. Gomez, R.
Donayo, Study of Slag-Metal Reactions in an LD-LBE Converter. in Slag
Conference. 2000. Stockholm.)
cons=DiffC*1873/vism;
//calculation of bottom gas flow rate
Vt=QNAr*Tb(y)/(293*1.5)/60; //total gas flow rate at bath conditions
(m3/s)
//calculation of jet penetration characteristics
D=h(1,y)/dth;
Ue=500; //velocity of gas at nozzle exit (m/s)
denO2e=2.33; //density of oxygen at nozzle exit (kg/m3)
Momentum=%pi*denO2e*Ue^2*de^2/4;
//calculation of interfacial area
hstep=0.001;
rold=0;
ra=0;
dcold=0;
dca=0;
hlimit=(-depth);
hcold=hlimit;
hca=hlimit;
istep=0;
Area=0;
m = list();
ra=0;
while hca <= -0.001
hca=hcold+hstep;
ra=ra+0.008;
if ra > rr then
break
end
Area=Area+2*%pi*rold*(ra-rold)*sqrt(1+((hca-hcold)/(ra-rold))^2);
hcold=hca;
dcold=dca;
rold=ra;
m($+1)=ra;
istep=istep+1;
end
A=Area*6;
oz=0;
for t=1:1:istep
oz=m(t)+oz; end
r0=oz/istep;
//calculation of CO2 gas velocity

274
U=UG(y); //velocity of gas (m/s)
//calculation of mass transfer coefficient for CO2
ScCO2=visCO2/denCO2/DiffCO2;
ReCO2=U*r0/(visCO2/denCO2);
ShCO2=0.026*ReCO2^1.06*ScCO2^0.33*D^(-0.09);
kmCO2=ShCO2*DiffCO2/r0/R/TfCO2($); //(mole/m2.s.atm)
//calculation of chemical reaction constant for CO2
KS=10^(3600/Timpact($)+0.57);//(1/mass %)
kf=10^(-5080/Timpact($)-0.21);//(mole/cm2.s.atm)
kr=10^(-5600/Timpact($)-1.75);//(mole/cm2.s.atm)
kt=10^4*(kf/(1+KS*Sulphur)+kr);//(mole/m2.s.atm)
//calculation of overall rate constant for CO2
kg=kmCO2*kt/(kmCO2+kt); //(mole/m2.s.atm)
//decarburization rate of reaction (C+CO2=2CO)
RateCO2($+1)=12*60/1000*A*kg*PbCO2; //kg/min
//calculation of mass transfer coefficient for O2
ScO2=visO2/denO2/DiffO2;
ReO2=U*r0/(visO2/denO2);
ShO2=0.026*ReO2^1.06*ScO2^0.33*D^(-0.09);
kmO2=ShO2*DiffO2/r0/R/TfO2($); //(mole/m2.s.atm)
//decarburization rate of reaction (CO+1/2O2=CO2)
RateO2($+1)=24*60/1000*A*kmO2*log(1+PbO2); //kg/min
//calculation of mass transfer coefficient in liquid phase
DiffC=cons*vism/Tb(y);//diffusivity of carbon in metal (m2/s)
kkb=500*sqrt(DiffC*Vt/A);//(m/s)
RateDiff($+1)=kkb*A*denm*60/100*C($);//kg/min
TotalRate=RateCO2($)+RateO2($); //kg/min
Min=TotalRate-25;
Max=TotalRate+25;
if (RateDiff($)>Min) & (RateDiff($)<Max) then
Ccr=TotalRate/kkb/A/denm/60*100;
end
//calculation of rate
if C($)> 0.5
RateBath($+1)=RateCO2($)+RateO2($); //kg/min
else
RateBath($+1)=kkb*A*denm*60/100*C($);//kg/min
end
model(iz,14)=RateBath($);
model(iz,16)=Vt;
model(iz,17)=A;
model(iz,18)=r0;
model(iz,19)=visCO2;
model(iz,20)=denCO2;
model(iz,21)=DiffCO2 ;

275
model(iz,22)=ReCO2 ;
model(iz,23)=ScCO2;
model(iz,24)=ShCO2 ;
model(iz,25)=kmCO2;
model(iz,26)=kt ;
model(iz,27)=kg ;
model(iz,28)=PbCO2;
model(iz,29)=RateCO2($);
model(iz,30)=visO2;
model(iz,31)=denO2;
model(iz,32)=DiffO2 ;
model(iz,33)=ReO2 ;
model(iz,34)=ScO2 ;
model(iz,35)=ShO2 ;
model(iz,36)=kmO2;
model(iz,37)=PbO2;
model(iz,38)=RateO2($);
model(iz,39)=kkb ;
model(iz,40)=RateDiff($);
model(iz,41)=TotalRate;
model(iz,42)=Ccr;
G.2 Scilab Codes for Physical Properties of Slag
exec('C:\Documents and Settings\NDogan\Desktop\ Global Model dt=10
sec\global variables.sci', [,0])
// Initialisation
// Dimension
MaCO2=2*MaO+Mai(1,1);
MaO2=2*MaO;
dcO2=3.433;// collosion diameter of oxygen (A) ref:J. O. Hirschfelder, R.
B. Bird and E. L. Spotz: The Journal of Chemical Physics, 16(1948), 968.
dcCO=3.59;// collosion diameter of carbon monoxide (A) ref:J. O.
Hirschfelder, R. B. Bird and E. L. Spotz: The Journal of Chemical
Physics, 16(1948), 968.
dcCO2=3.996;// collosion diameter of carbon dioxide (A) ref:J. O.
Hirschfelder, R. B. Bird and E. L. Spotz: The Journal of Chemical
Physics, 16(1948), 968.
EkO2=113.2; //potential diameter of carbon dioxide(K) ref:J. O.
Hirschfelder, R. B. Bird and E. L. Spotz: The Journal of Chemical
Physics, 16(1948), 968.
EkCO=110.3; //potential diameter of carbon monoxide(K) ref:J. O.
Hirschfelder, R. B. Bird and E. L. Spotz: The Journal of Chemical
Physics, 16(1948), 968.
EkCO2=190; //potential diameter of carbon dioxide(K) ref:J. O.
Hirschfelder, R. B. Bird and E. L. Spotz: The Journal of Chemical
Physics, 16(1948), 968.
//calculation of density of gases
denO2=Pa*MaO2/R/TfO2($)*10^(-3); //kg/m3
denCO2=Pa*MaCO2/R/TfCO2($)*10^(-3); //kg/m3
//calculation of viscosity of gases
visconsCO2=1.147*(TfCO2($)/EkCO2)^(-0.145)+(TfCO2($)/EkCO2+0.5)^(-2);//
constant to calculate viscosity at 1600K ref:L. D. Cloutman: A database

276
of selected transport coefficients for combustion studies, Lawrence
Livermore National Laboratory, Livermore, California, (1993),15
visconsO2=1.147*(TfO2($)/EkO2)^(-0.145)+(TfO2($)/EkO2+0.5)^(-2);//
constant to calculate viscosity at 1600K ref:L. D. Cloutman: A database
of selected transport coefficients for combustion studies, Lawrence
Livermore National Laboratory, Livermore, California, (1993),15
visCO2=266.93*10^(-
7)*sqrt(MaCO2*TfCO2($))/visconsCO2/dcCO2^2*0.1;//viscosity of CO2
(kg/m.s) ref:R. I. L. Guthrie: Engineering in Process Metallurgy, Oxford
University Press Inc., New York, (1989), 43-45.
visO2=266.93*10^(-7)*sqrt(MaO2*TfO2($))/visconsO2/dcO2^2*0.1;//viscosity
of CO2 (kg/m.s) ref:R. I. L. Guthrie: Engineering in Process Metallurgy,
Oxford University Press Inc., New York, (1989), 43-45.
//calculation of diffusivity of gases
EkCO2CO=sqrt(EkCO2*EkCO);
diffconsCO2=(TfCO2($)/EkCO2CO)^(-0.145)+(TfCO2($)/EkCO2CO+0.5)^(-2);
dcCOCO2=0.5*(dcCO+dcCO2);
DiffCO2=0.0018583*sqrt(TfCO2($)^3*(MaCO2+MaCO)/MaCO2/MaCO)/Pa/dcCOCO2^2/d
iffconsCO2*10^(-4); //(m2/s) ref:D. R. Poirier and G. H. Geiger:
Transport Phenomena in Material Processing, The Minerals, Metals and
Materials of Society, Warrandale, Pennsylvania, (1994), 464.
EkO2CO=sqrt(EkO2*EkCO);
diffconsO2=(TfO2($)/EkO2CO)^(-0.145)+(TfO2($)/EkO2CO+0.5)^(-2);
dcCOO2=0.5*(dcCO+dcO2);
DiffO2=0.0018583*sqrt(TfO2($)^3*(MaO2+MaCO)/MaO2/MaCO)/Pa/dcCOO2^2/diffco
nsO2*10^(-4); //(m2/s) ref:D. R. Poirier and G. H. Geiger: Transport
Phenomena in Material Processing, The Minerals, Metals and Materials of
Society, Warrandale, Pennsylvania, (1994), 464.