makalah proses permesinan dasar
TRANSCRIPT

MAKALAH
PROSES PRODUKSI PROSES PEMESINAN DASAR
Semakin meningkatnya perkembangan hidup manusia maka zaman pun ikut berkembang dengan pesat. Karena perkembangan manusia sangat maju maka bidang teknologi pun ikut mengalami perkembangan yang maju pula
NAMA : Randy Suwandy
NPM : 13.815.0021
Prodi : Teknik Industri
2015

KATA PENGANTAR
Puji syukur kehadirat Allah SWT yang tidak pernah berhenti memberikan rahmat
dan hidayah-Nya sehingga makalah “Proses Produksi Pemesinan dasar” ini dapat
diselesaikan. Penulisan makalah ini merupakan salah satu tuga smata kuliah Proses
Produksi di Universitas Medan Area.
Makalah ini ditulis dari hasil penyusunan data-data sekunder yang penulis peroleh
dari , buku, serta infomasi dari media massa cetak maupun elektronik tak lupa penulis
ucapkan terimakasih kepada pengajar mata kuliah Proses Produksi.
Penulis berharap, dengan membaca makalah ini dapat member manfaat bagi kita
semua, dalam hal ini dapat menambah wawasan kita mengenai proses pemesinan dasar
khususnya bagi penulis. Memang makalah ini masih jauh dari sempurna, maka penulis
mengharapkan kritik dan saran dari pembaca demi perbaikan menuju arah yang lebih baik.
Medan, Maret 2014
Penulis

BAB I
PENDAHULUAN
Latar Belakang
Semakin meningkatnya perkembangan hidup manusia maka zaman pun ikut
berkembang dengan pesat. Karena perkembangan manusia sangat maju maka bidang
teknologi pun ikut mengalami perkembangan yang maju pula. Beberapa aktivitas dalam
proses produksi mulai dari pengawasan, design produk, pemakaian alat-alat mulai dari alat
pelindung diri hingga alat kerja yang digunakan mempengaruhi pada produk yang
dihasilkan. Untuk mendapatkan produksi yang baik dibutuhkan pekerja yang handal
tentunya (mengerti dan memahami cara penggunaan alat kerja) dan juga yang tak kalah
penting keselamatan saat menjalankan pekerjaan.
Tujuan Penulisan
mempelajari konsep dasar proses manufaktur
menambah pengetahuan tentang dasar proses permesinan
menambah wawasan tentang dunia industri permesinan serta pengklasifikasian
proses dasar permesinan dan fungsi kegunaannya
Metoda Penulisan
Dalam menulis makalah ini, saya memperoleh kajian materi dari beberapa sumber, yaitu
studi literatur dari buku-buku yang terkait dengan topik dan berbagai artikel dari internet.
BAB II
PEMBAHASAN
Konsep Dasar
Proses Manufaktur adalah suatu cara atau proses yang diterapkan untuk merubah
bentuk suatu benda. Manufaktur sangat erat terkait dengan rekayasa atau teknik. Tujuan
proses manufaktur adalah untuk menghasilkan komponen-komponen yang menggunakan
material tertentu dengan mempertimbangkan bentuk, ukuran dan strukturnya. Proses ini
sangat berhubungan erat dengan dunia permesinan. Dimana bidang permesinan
memegang peranan penting dalam kemajuan teknologi di dunia.
Menurut sisi ekonomi pengertian proses manufaktur adalah aktivitas nilai tambah, dimana
konversi bahan menjadi produk menambah nilai dengan materi aslinya. Perusahaan yang
bergerak dibidang manufaktur bertujuan untuk menghasilkan nilai tambah dan mereka
melakukannya dengan cara yang paling efisien. Dimulai dengan desain produk, bahan,
tenaga kerja, dan peralatan yang interaktif faktor dalam manufaktur yang harus
dikombinasikan dengan benar (terintegrasi) untuk mencapai biaya rendah, kualitas unggul,
dan tepat waktu pengiriman.
Produksi juga merupakan suatu proses untuk mengubah bahan mentah menjadi
bahan setengah jadi atau bahan jadi sehingga meningkatkan nilai guna dari bahan
tersebut.
Diagram proses produksi :
Bahan Baku Produk
Modal
Manusia Material Mesin
Proses Produksi
Energi + Teknologi
Informasi

Klasifikasi Proses Produksi
Proses produksi dapat diklasifikasikan menjadi beberapa macam, yaitu :
Proses Pemesinan (machining)
Proses pemesinan adalah suatu proses produksi dengan menggunakan mesin
perkakas, dimana memanfaatkan gerak relatif antara pahat dengan benda kerja sehingga
menghasilkan material sisa berupa geram. Proses pemesinan bisa juga didefenisikan
sebagai suatu proses pemotongan benda kerja yang menyebabkan sebagian dari material
benda kerja terbuang dalam bentuk geram sehingga terjadi deformasi plastis yang
menghasilkan produk yang sesuai dengan spesifikasi geometris yang diinginkan. Contoh
produk yang dapat dibuat dengan proses pemesinan adalah poros idler,leveling block dan
lain-lain.
Proses Pembentukan (forming)
Proses pembentukan adalah proses produksi dengan pemberian beban terhadap
material hingga terjadi deformasi plastis sehingga terbentuk produk sesuai dengan bentuk
dan ukuran yang di inginkan. Contohnya adalah pengerolan (rolling) penempaan, dan lain-
lain.
Proses Pengecoran (casting)
Proses pengecoran adalah proses produksi berupa penuangan logam cair ke
dalam cetakan sehingga terbentuk produk sesuai dengan cetakan yang ada. Proses
penuangan/pengecoran merupakan proses tertua yang dikenal manusia dalam pembuatan
benda logam. Contoh produk yang dapat dibuat dengan proses ini adalah pahat, paku, dan
lain-lain.

Proses Penyambungan (joining)
Penyambungan adalah proses produksi berupa penggabungan dua buah material
atau lebih untuk mendapatkan suatu produk yang di inginkan. Proses penyambungan in
dapat berupa pengelasan, mematri, soldering, pengelingan, perekatan dengan lem,
penyambungan dengan baut dan lain-lain. Proses penyambungan dapat dikelompokkan
menjadi 2, yaitu :
Penyambungan permanen
Penyambungan sementara
Penyambungan permanen
Penyambungan permanen adalah penyambungan yang tidak dapat dipisahkan
lagi, apabila dipisahkan akan dapat merusak komponennya. Contohnya adalah
penyambungan pada pengelasan, patri, solder, paku keling dan lain-lain.
Penyambungan Sementara
Penyambungan sementara adalah penyambungan yang dapat dipisahkan
kembali, contohnya penyambungan dengan menggunakan baut.
Metalurgi Serbuk (powder metallurgy)
Metalurgi serbuk adalah proses produksi dengan cara memasukan serbuk logam
ke dalam sebuah cetakan kemudian serbuk logam tersebut di beri tekanan. Finishing dari
proses metalurgi serbuk ini adalah dengan memberikan perlakuan panas agar serbuk
logam yang telah di tekan tadi menjadi rigid. Biasanya proses metalurgi serbuk ini di
gunakan untuk pembuatan produk yang berdimensi sangat kecil. Contoh produk yang
dibuat dengan cara metalurgi serbuk ini adalah roda gigi pada jam tangan.

Perlakuan Panas (heat treament)
Proses perlakuan panas adalah perlakuan thermal terhadap logam untuk
mendapatkan sifat mekanik yang baru. Proses heat treament ini di lakukan secara merata
pada logam. Selain itu ada juga Surface Treament, dimana pada dasarnya pemberian
perlakuan panas pada logam untuk mendapatkan sifat mekanik yang bari. Namun surface
treament ini perlakuan panas yang di berikan hanya pada permukaan logam saja.
Klasifikasi Proses Pemesinan
Berdasarkan Gerak Relatif Pahat
Pahat yang bergerak relatif terhadap benda kerja akan menghasilkan geram dan
sementara itu permukaan benda kerja secara bertahap akan terbentuk menjadi komponen
yang dikehendaki. Gerak relatif pahat terhadap benda kerja dapat dipisahkan menjadi dua
komponen gerakan yaitu :
gerak potong (cutting movement)
Dimana gerak potong adalah gerak yang menghasilkan permukaan baru pada benda
kerja.
gerak makan (feeding movement).
Gerak makan adalah gerak yang menyelesaikan permukaan baru yang telah di potong
oleh gerak potong.
Berdasarkan Jumlah Mata Pahat yang digunakan
Pahat yang dipasangkan pada suatu jenis mesin perkakas memiliki mata pahat yang
berbeda-beda. Jenis pahat/perkakas potong disesuaikan dengan cara pemotongan dan
bentuk akhir dari produk. Adapun pahat dapat diklasifikasikan menjadi dua jenis pahat
yaitu pahat bermata potong tunggal (single point cutting tools) dan pahat bermata potong
jamak (multiple point cuttings tools

Tabel Klasifikasi Proses Permesinan Menurut Gerak Relatif dan Jenis Pahat yang
Digunakan :
No. Jenis Mesin Gerak Potong Gerak Makan Jumlah Mata Pahat
1 Mesin Bubut Benda Kerja
(Rotasi)
Pahat (Translasi) Tunggal
2 Mesin Freis Pahat (Rotasi) Benda Kerja
(Translasi)
Jamak
3 Mesin Sekrap
Sekrap Meja
Pahat (Translasi)
Benda Kerja
(Translasi)
Benda Kerja
(Translasi)
Pahat
(Translasi)
Tunggal
Tunggal
4 Mesin Gurdi Pahat (Translasi) Pahat (Translasi) Jamak
5 Gergaji Pahat (Translasi) - Jamak
6 Gerinda Pahat (Translasi) Benda Kerja
(Translasi)
Tak Terhingga
Berdasarkan Orientasi Permukaan
Selain ditinjau dari segi orientasi permukaan maka poses pemesinan dapat
diklassifikasikan berdasarkan proses terbentuknya permukaan (proses generasi
permukaan; surface generation).
Dalam hal ini proses tersebut dikelompokkan dalam dua garis besar proses yaitu:
Generasi permukaan silindrik atau konis dan
Generasi permukaan rata/lurus dengan atau tanpa putaran benda kerja.
Berdasarkan Mesin yang Digunakan
Dalam proses pemesinan jika kita ingin melakukan suatu pekerjaan, maka perlu
kita ketahui terlebih dahulu dengan mesin apa yang semestinya kita gunakan sehingga
produk yang kita buat sesuai dengan yang diinginkan.

Beberapa jenis proses mungkin dapat dilakukan pada satu mesin perkakas.
Misalnya, mesin bubut tidak selalu digunakan sebagai untuk membubut saja melainkan
dapat pula digunakan untuk menggurdi, memotong dan melebarkan lubang (boring)
dengan cara mengganti pahat dengan yang sesuai. Bahkan dapat digunakan untuk
mengefreis, menggerinda atau mengasah halus asal pada mesin bubut yang bersangkutan
dapat dipasangkan peralatan tambahan (attachments) yang khusus.
Berikut beberapa jenis Mesin perkakas yang sering di gunakan :
Proses Bubut (Turning),
Proses Freis (Milling),
Proses Gurdi (Drilling),
Proses Sekrap (Shaping,Planing),
Poses Gerinda Rata (Surface Grinding),
Proses Gerinda Silindrik (Cylindrical Grinding),dan
Proses Gergaji atau Parut (Shawing, Broaching).
Tabel Klasifikasi Proses Pemesinan Menurut Jenis Mesin Perkakas yang digunakan
No Jenis Proses Mesin Perkakas yang Digunakan
1 Bubut (turning) Mesin Bubut (lathe)
2 Gurdi (drilling) Mesin Gurdi (drilling machine)
3
Sekrap (shaping,planing)
Mesin Sekrap (shaping machine) &
Mesin Sekrap Meja (planing machine)
4 Freis (milling) Mesin Freis (milling machine)
5 Gergaji (sawing) Mesin Gergaji (sawing machine)
6 Koter/Pelebaran lubang (Boring) Mesin Koter (boring machine)
7 Parut(broaching) Mesin Parut (broaching machine)
8 Gerinda (grinding) Mesin Gerinda (grinding machine)
9 Asah (honing) Mesin Asah (honing machine)
10 Asah Halus (lapping) Mesin Asah Halus (lapping machine)
11 Asah Super Halus (super
finishing)
Mesin Asah Kaca/mesin asah superhalus
(super/mirror finishing)

12 Kilap (polishing & buffing) Mesin Pengkilap (polisher & buffer)
Elemen Dasar Proses Pemesinan
Berdasarkan gambar teknik, dimana dinyatakan spesifikasi geometrik suatu
produk komponen mesin, salah satu atau beberapa jenis proses pemesinan harus dipilih
sebagai suatu proses atau urutan proses yang digunakan untuk membuatnya. Bagi suatu
tingkatan proses, ukuran obyektif ditentukan, dan pahat harus membuang sebagian
material benda kerja sampai ukuran objektif tersebut tercapai. Hal ini dapat dilaksanakan
dengan cara menentukan penampang geram (sebelum terpotong). Selain itu, setelah
berbagai aspek teknologi ditinjau, kecepatan pembuangan geram dapat dipilih supaya
waktu pemotongan sesuai dengan yang dikehendaki.
Untuk itu perlu dipahami lima elemen dasar proses permesinan, yaitu :
Kecepatan potong (cutting speed) : Vc (m/min)
Kecepatan makan (feeding speed) : Vf (mm/min)
Kedalaman potong (depth of cut) : a (mm)
Waktu pemotongan (cutting time) : tc (min), dan
Kecepatan penghasilan geram (rate of metal removal) : Z (cm3/min)
Elemen proses pemesinan tersebut (Vc, Vf, a, tc dan Z) dihitung berdasarkan dimensi
benda kerja dan pahat serta besaran dari mesin perkakas. Besaran mesin perkakas diatur
ada bermacam-macam tergantung pada jenis mesin perkakas. Oleh sebab itu, rumus yang
dipakai untuk menghitung setiap elemen proses pemesinan dapat berlainan.
Dalam makalah ini hanya dijelaskan proses permesinan tentang proses bubut, freis, bor,
las dan CNC

1. Bubut (Turning)
Mesin Bubut adalah suatu mesin perkakas yang digunakan untuk memotong
benda yang diputar. Bubut sendiri merupakan suatu proses pemakanan benda kerja yang
sayatannya dilakukan dengan cara memutar benda kerja kemudian dikenakan pada pahat
yang digerakkan secara translasi sejajar dengan sumbu putar dari benda kerja. Gerakan
putar dari benda kerja disebut gerak potong relatif dan gerakkan translasi dari pahat
disebut gerak umpan. Dengan mengatur perbandingan kecepatan rotasi benda kerja dan
kecepatan translasi pahat maka akan diperoleh berbagai macam ulir dengan ukuran kisar
yang berbeda. Hal ini dapat dilakukan dengan jalan menukar roda gigi translasi yang
menghubungkan poros spindel dengan poros ulir. Roda gigi penukar disediakan secara
khusus untuk memenuhi keperluan pembuatan ulir. Jumlah gigi pada masing-masing roda
gigi penukar bervariasi besarnya mulai dari jumlah 15 sampai dengan jumlah gigi
maksimum 127. Roda gigi penukar dengan jumlah 127 mempunyai kekhususan karena
digunakan untuk konversi dari ulir metrik ke ulir inci.
Mesin bubut tahun 1911 menunjukkan bagian-bagiannya.

Prinsip kerja mesin bubut yaitu: poros spindel akan memutar benda kerja melalui piringan
pembawa sehingga memutar roda gigi pada poros spindel. Melalui roda gigi penghubung,
putaran akan disampaikan ke roda gigi poros ulir. Oleh klem berulir, putaran poros ulir
tersebut diubah menjadi gerak translasi pada bagian yang membawa pahat. Akibatnya
pada benda kerja akan terjadi sayatan berbentuk ulir, dan sayatan itu termakan akan
terbuang menjadi geram sehingga bendanya menjadi bentuk yang diinginkan. Proses
bubut (turning) juga merupakan proses produksi yang melibatkan bermacam-macam
mesin yang pada prinsip dan fungsinya adalah pengurangan diameter dari benda kerja.
Proses-proses pengerjaan pada mesin bubut secara umum dikelompokkan menjadi dua
yaitu:
proses pemotongan kasar
pemotongan halus atau semi halus.
Jenis mesin ini bermacam-macam dan merupakan mesin perkakas yang paling banyak
digunakan di dunia serta paling banyak menghasilkan berbagai bentuk komponen-
komponen sesuai peralatan. Pada mesin ini, gerakan potong dilakukan oleh benda kerja
dimana benda ini dijepit dan diputar oleh spindel sedangkan gerak makan dilakukan oleh
pahat dengan gerakan lurus. Pahat hanya bergerak pada sumbu XY.
Jenis mesin bubut pada garis besarnya diklasifikasikan dalam empat kelompok, yaitu:
1. Mesin bubut ringan
Mesin bubut ini dimaksudkan untuk latihan dan pekerjaan ringan. Bentuk
peralatannya kecil dan sederhana. Dipergunakan untuk mengerjakan benda-benda kerja
yang berukuran kecil. Mesin ini terbagi atas mesin bubut bangku dan model lantai,
konstruksinya merupakan gambaran mesin bubut bangku dan model lantai, konstruksinya
merupakan gambaran mesin bubut yang besar dan berat.

2. Mesin bubut sedang (medium lathe)
Konstruksi mesin ini lebih cermat dan dilengkapi dengan penggabungan peralatan
khusus. Oleh karena itu mesin ini digunakan untuk pekerjaan yang lebih banyak variasinya
dan lebih teliti. Fungsi utama adalah untuk menghasilkan atau memperbaiki perkakas
secara produksi.
3. Mesin bubut standar (Standard Lathe)
Mesin ini dibuat lebih berat, daya kudanya lebih besar daripada yang dikerjakan
mesin bubut ringan dan mesin ini merupakan standar dalam pembuatan mesin-mesin
bubut pada umumnya.
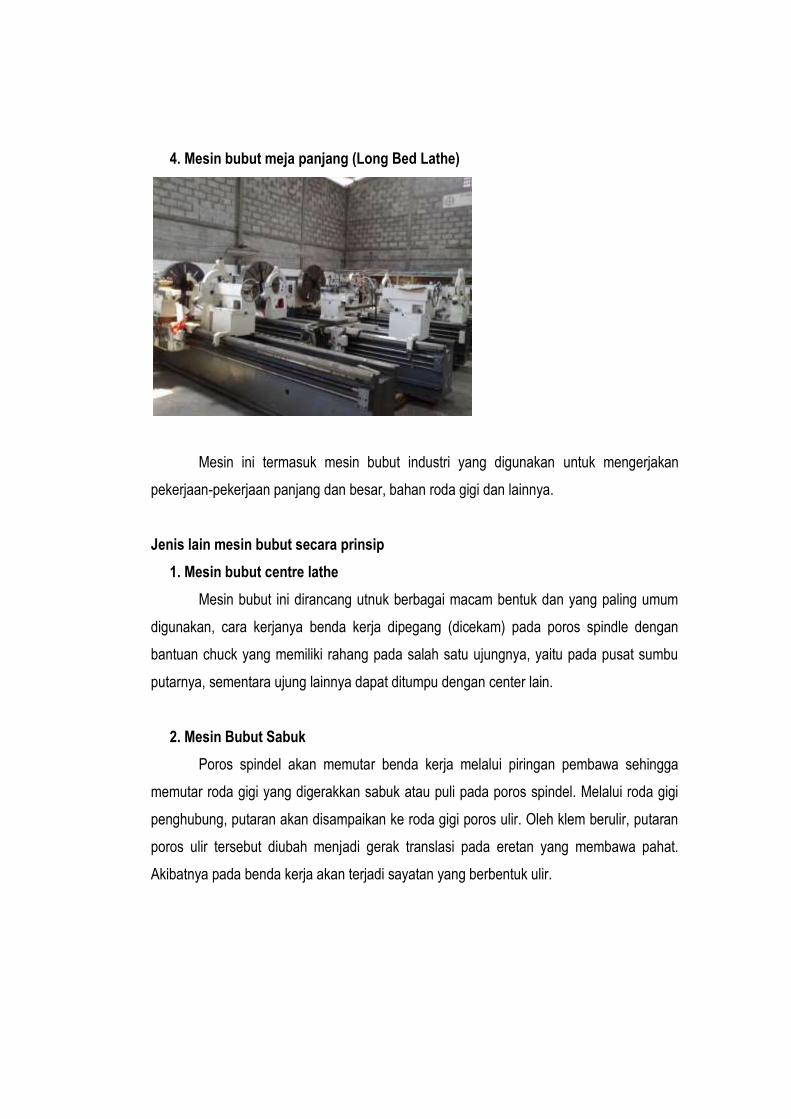
4. Mesin bubut meja panjang (Long Bed Lathe)
Mesin ini termasuk mesin bubut industri yang digunakan untuk mengerjakan
pekerjaan-pekerjaan panjang dan besar, bahan roda gigi dan lainnya.
Jenis lain mesin bubut secara prinsip
1. Mesin bubut centre lathe
Mesin bubut ini dirancang utnuk berbagai macam bentuk dan yang paling umum
digunakan, cara kerjanya benda kerja dipegang (dicekam) pada poros spindle dengan
bantuan chuck yang memiliki rahang pada salah satu ujungnya, yaitu pada pusat sumbu
putarnya, sementara ujung lainnya dapat ditumpu dengan center lain.
2. Mesin Bubut Sabuk
Poros spindel akan memutar benda kerja melalui piringan pembawa sehingga
memutar roda gigi yang digerakkan sabuk atau puli pada poros spindel. Melalui roda gigi
penghubung, putaran akan disampaikan ke roda gigi poros ulir. Oleh klem berulir, putaran
poros ulir tersebut diubah menjadi gerak translasi pada eretan yang membawa pahat.
Akibatnya pada benda kerja akan terjadi sayatan yang berbentuk ulir.

3. Mesin bubut vertical turning and boring milling
Mesin ini bekerja secara otomatis, pada pembuatan benda kerja yang dibubut dari
tangan, pekerjaan yang tidak dilakukan secara otomatis hanyalah pemasangan batang-
batang yang baru dan menyalurkan produk-produk yang telah dikerjakan, oleh sebab itu
satu pekerja dapat mengawasi beberapa buah mesin otomatis dengan mudah.
4. Mesin bubut facing lathe
Sebuah mesin bubut terutama digunakan untuk membubut benda kerja berbentuk
piringan yang besar. Benda-benda kerjanya dikencangkan dengan cakar-cakar yang dapat
disetting pada sebuah pelat penyeting yang besar, tidak terdapat kepala lepas.

5. Mesin Bubut Turret
Mesin bubut turret mempunyai ciri khusus terutama menyesuaikan terhadap
produksi. “Ketrampilan pekerja” dibuat pada mesin ini sehingga memungkinkan bagi
operator yang tidak berpengalaman untuk memproduksi kembali suku cadang yang
identik. Kebalikannya, pembubut mesin memerlukan operator yang sangat terampil dan
mengambil waktu yang lebih lama untuk memproduksi kembali beberapa suku cadang
yang dimensinya sama.
Karakteristik utama dari mesin bubut jenis ini adalah bahwa pahat untuk operasi
berurutan dapat disetting dalam kesiagaan untuk penggunaan dalam urutan yang sesuai.
Meskipun diperlukan keterampilan yang sangat tinggi untuk mengunci dan mengatur pahat
dengan tepat tapi satu kali sudah benar maka hanya sedikit keterampilan untuk
mengoperasikannya dan banyak suku cadang dapat diproduksi sebelum pensettingan
dilakukan atau diperlukan kembali.
Mesin Bubut Turet Horisontal
Mesin ini dibuat dalam dua desain umum yaitu ram dan sadel. Mesin bubut jenis
ram disebut demikian sesuai dengan cara turet dipasang. Turet ditempatkan pada
peluncur atau ram yang bergerak kebelakang dan kemuka pada sebuah sadel yang
diapitkan kepada bangku mesin bubut. Pengaturan ini menghasilkan gerakan cepat dari
turet dan dianjurkan untuk untuk kerja batang atau pencekaman tugas ringan. Sadelnya
tidak bergerak selama operasi.
Pada jenis sadel, yang digunakan untuk pekerjaan pencekaman, mempunyai turet
yang dipasang langsung pada sadel. Sadelnya bergerak bolak balik bersama turet. Karena
perkakas pencekaman menggantung (overhang) dan tidak mendukung benda kerja, maka
perkakas pencekam harus sekaku mungkin. Mesin bubut turet dikonstruksi dengan cara
yang sama dengan mesin bubut biasa.
Mesin bubut Turret Jenis Sadel
Mempunyai turret yang dipasangkan langsung pada sadel yang bergerak maju
mundur dengan turret. Mesin bubut turret vertikal adalah sebuah mesin yang mirip Freis
pengebor vertikal, tetapi memiliki karakteristik pengaturan turret untuk memegang pahat.
Terdiri atas pencekam atau meja putar dalam kedudukan horizontal, dengan turret yang
dipasangkan diatas rel penyilang sebagai tambahan, terdapat paling tidak satu kepala
samping yang dilengkapi dengan turret bujur sangkar untuk memegang pahat.
Semua pahat yang dipasangkan pada turret atau kepala samping mempunyai
perangkat penghenti masing-masing, sehingga panjang pemotongan dapat sama dalam
daur mesin yang berurutan. Pengaruhnya adalah sama seperti bubut turret yang berdiri
pada ujung kepala tetap. Dan mempunyai segala ciri yang diperlukan untuk memudahkan
pemuat, pemegang dan pemesinan dari suku cadang yang diameternya besar dan berat.
Pada mesin ini hanya dilakukan pekerjaan pencekaman.
Mesin bubut. Mendapatkan namanya dari mesin bubut pertama /lama yang
digerakkan oleh mesin setelah sebelumnya digerakkan dengan sabuk atas (overhead
belt). Yang membedakannya dari bubut kecepatan adalah tambahan untuk pengendalian
kecepatan spindel dan untuk penyanggaan dan pengendalian hantaran pahat tetap.
Kepala tetap dilengkapi dengan puli kerucut empat tingkat yang menyediakan empat
kisaran kecepatan spindel jika dihubungkan ke poros motor. Sebagai tambahan mesin ini
dilengkapi dengan roda gigi belakang yang bila dihubungkan dengan puli kerucut akan
memberikan tambahan empat variasi kecepatan.
Perbedaan Antara Mesin Bubut Turet Dengan Mesin Bubut Biasa
Perbedaan utamanya adalah bahwa mesin bubut turet disesuaikan untuk
pekerjaan produksi yang banyak sedangkan mesin bubut biasa terutama digunakan untuk
berbagai pekerjaan, untuk pembubut ruang perkakas atau kerja tunggal. Ciri ciri mesin
bubut turet yang membuatnya dipakai untuk produksi banyak adalah:
Perkakas bisa distel pada turet untuk pekerjaan berurutan.
Setiap stasiun dilengkapi dengan penghenti atau penggerak hantaran sehingga
masing-masing pemotongan oleh pahat adalah sama dengan pemotongan
sebelumnya.

Pemotongan majemuk dapat diambil dari stasiun yang sama pada saat yang
sama, misalnya pembubutan atau pemboran lubang sebanyak dua buah atau
lebih.
Pemotongan kombinasi dapat dibuat yaitu pahat pada peluncur menyilang (cross
slide) dapat digunakan bersamaan dengan pahat pada turet yang lagi memotong.
Kekakuan pada pemegang benda kerja atau pahat harus dibuat pada mesin untuk
pekerjaan majemuk atau pemotongan kombinasi.
Mesin bubut turet mungkin dilengkapi dengan berbagai perlengkapan seperti
pembuatan tirus, pembuatan ulir dan pekerjaan duplikasi dan bisa dikontrol
dengan pita/kaset.
Ukuran Mesin bubut dinyatakan dalam diameter benda kerja yang dapat diputar, sehingga
sebuah mesin bubut 400 mm mempunyai arti mesin bisa mengerjakan benda kerja sampai
diameter 400 mm. Ukuran kedua yang diperlukan dari sebuah mesin bubut adalah panjang
benda kerja. Beberapa pabrik menyatakan dalam panjang maksimum benda kerja diantara
kedua pusat mesin bubut, sedangkan sebagaian pabrik lain menyatakan dalam panjang
bangku. Ada beberapa variasi dalam jenis mesin bubut dan variasi dalam desainnya
tersebut tergantung pada jenis produksi atau jenis benda kerja.
Mesin bubut dapat digunakan untuk memproduksi material berbentuk konis maupun
silindrik. Jenis mesin bubut yang paling umum adalah mesin bubut (lathe) yang melepas
bahan dengan memutar benda kerja terhadap pemotong mata tunggal.

Pada proses bubut benda kerja dipegang oleh pencekam yang dipasang di ujung poros
utama spindel. Dengan mengatur lengan pengatur yang terdapat pada kepala diam,
putaran poros utama (n) dapat dipilih sesuai dengan spesifikasi pahat yang dipilih. Harga
putaran poros utama umumnya dibuat bertingkat dengan aturan yang telah distandarkan,
misalnya : 83, 155, 275, 550, 1020 dan 1800 rpm. Pada mesin bubut gerak potong
dilakukan oleh benda kerja yang melakukan gerak rotasi sedangkan gerak makan
dilakukan oleh pahat yang melakukan gerak translasi.. Pahat dipasangkan pada dudukan
pahat dan kedalaman potong (a) diatur dengan menggeserkan peluncur silang melalui
roda pemutar (skala pada pemutar menunjukkan selisih harga diameter) dengan demikian
kedalaman gerak translasi dan gerak makannya diatur dengan lengan pengatur pada
rumah roda gigi. Gerak makan (f) yang tersedia pada mesin bubut dibuat bertingkat
dengan aturan yang telah distandarkan.
Mesin bubut beserta bagian bagiannya dapat kita lihat pada gambar
Gambar Mesin Bubut
Keterangan gambar :
Poros utama / spindel merupakan tempat pemasangan pencekam.
Lengan pengatur gunanya untuk mengatur harga n yang diinginkan
Tool Post adalah tempat dudukan pahat

Batang penggerak fungsinya untuk menggerakkan kereta saat melakukan proses
bubut
Ulir penggerak gunanya untuk menggerakkan kereta saat melakukan proses bubut
untuk pembuatan ulir.
Kereta adalah landasan bagi peluncur silang
Rumah roda gigi adalah tempat lengan pengatur
Kepala diam adalah tempat terdapatnya poros utama
Konstruksi Mesin Bubut
Roda gigi dan mendapatkan daya dari motor yang disambungkan dengan sabuk
V. Pengendali pada kepala tetap bisa mengatur kecepatan sampai 27 variasi kecepatan.
Ekor tetap bisa distel sepanjang bangku untuk menampung panjang stok yang berbeda-
beda. Pergerakannya diatur dengan penyetel roda dan dilengkapi dengan ulir pengencang
pada dasarnya untuk menyetel kelurusan dan untuk pembubutan tirus.
Sekrup pengarah adalah poros panjang berulir yang terletak agak dibawah dan
sejajar dengan bangku, memanjang dari kepala tetap sampai ekor tetap. Dihubungkan
dengan roda gigi pada kepala tetap dan putarannya bisa dibalik. Dipasang ke kereta luncur
dan bisa dipasang atau dilepas dari kereta luncur selama operasi. Ulir pengarah hanya
untuk membuat ulir saja dan bisa dilepas kalau tidak dipakai.
Batang hantaran terletak dibawah ulir pengarah yang berfungsi untuk menyalurkan
daya dari kotak pengubah cepat (quick change box) untuk menggerakkan mekanisme
apron dalam arah melintang atau memanjang.
Kereta luncur terdiri dari perletakan majemuk, sadel pahat dan apron.
Konstruksinya kaku karena harus menyangga dan memandu pahat pemotong. Dilengkapi
dengan dua hantaran tangan untuk memandu pahat dalam arah menyilang. Roda tangan
yang atas mengendalikan gerakan perletakan majemuk dan roda tangan dibawah untuk
menggerakkan kereta luncur sepanjang landasan.
Apron yang terletak pada kereta luncur berisi kendali, roda gigi dan mekanisme
lain untuk menghantar kereta luncur baik dengan tangan atau dengan daya.
Operasi mesin

Operasi pada mesin bubut ada beraneka ragam antara lain :
Pembubutan silindris (turning)
Pengerjaan tepi / bubut muka (facing)
Bubut Alur (grooving)
Bubut Ulir (threading)
Pemotongan (Cut-off)
Meluaskan lubang (boring)
Bubut bentuk (Forming)
Bubut inti/melubangi (trepanning)
Bubut konis
Gambar Proses Pada Mesin Bubut

Pembubutan Silindris
Benda disangga diantara kedua pusatnya. Hal ini ditunjukkan pada gambar :
Gambar Operasi pembubutan :
A. Pahat mata tunggal dalam operasi pembubutan
B. Memotong tepi.
Pembubutan Tirus
Terdapat beberapa standar ketirusan1 dalam praktek komersial. Penggolongan
berikut yang umum digunakan:
Tirus Morse. Banyak digunakan untuk tangkai gurdi, leher, dan pusat pembubut.
Ketirusannya adalah 0,0502 mm/mm (5,02%).
Tirus Brown dan Sharp. Terutama digunakan dalam memfris spindel mesin:
0,0417 mm/mm (4,166%).
Tirus Jarno dan Reed. Digunakan oleh beberapa pabrik pembubut dan
perlengkapan penggurdi kecil. Semua sistem mempunyai ketirusan 0,0500
mm/mm (5,000%), tetapi diameternya berbeda.
Pena tirus. Digunakan sebagai pengunci. Ketirusannya 0,0208 mm/mm (2,083%).
Ketirusan luar yang teliti dapat dipotong pada sebuah pembubut dalam beberapa cara:
Mesin kendali numeris yang dapat memotong kerucut sebagai hal yang biasa.

Dengan perlengkapan membubut tirus. Dibautkan pada punggung mesin bubut
dan mempunyai batang pemandu yang dapat dikunci pada sudut atau ketirusan
yang diinginkan. Ketika kereta luncur bergerak sebuah peluncur diatas batang
pahat bergerak masuk dan keluar, sesuai dengan penguncian dari
batang. Ketirusan ini distandardisasi dalam satuan Inggris yaitu (0,60235 in. tiap
foot), Brown dan Sharp (1/2 in. tiap foot), Jarno dan Reed (0,6 in. tiap foot), dan
pena tirus (1/4 in. tiap foot). Konversi diberikan dalam milimeter dan presentase,
yang ekivalen karena ketirusan adalah tanpa satuan di dalam satuan SI.
Perletakan majemuk pada kereta luncur bubut seperti diperlihatkan pada gambar
5. Mempunyai dasar bulat dan dapat diputar ke sembarang sudut yang diinginkan
dari benda kerja. Pahat kemudian dihantarkan kedalam benda kerja dengan
tangan. Metode ini untuk ketirusan pendek.
Penguncian pusat ekor tetap yang digeser. Kalau ekor tetap digeser secara
horisontal dari sumbu sebesar 6,4 mm untuk batang silinder sepanjang 305 mm,
akan diperoleh ketirusan 0,0416 mm/mm (4,16%). Jadi ketirusan juga ditentukan
oleh panjang silinder yang dibubut.
Memotong Ulir
Biasanya pembuatan ulir dengan mesin bubut dilakukan apabila hanya sedikit ulir
yang harus dibuat atau dibuat bentuk khusus. Bentuk ulir didapatkan dengan menggerinda
pahat menjadi bentuk yang sesuai dengan menggunakan gage atau plat pola. Gage ini
disebut gage senter sebab juga bisa digunakan sebagai gage penyenter mesin bubut.
Pemotong berbentuk khusus bisa juga digunakan untuk memotong ulir.
Dalam mengunci pahat untuk ulir-V, terdapat dua metode hantaran pahat. Pahat
dapat dihantarkan lurus kedalam benda kerja, ulir terbentuk karena serangkaian potongan
ringan. Metode pemotongan ini baik digunakan untuk pemotongan besi cor atau kuningan.
Metode kedua adalah dengan menghantar pahat pada suatu sudut. Metode ini digunakan
untuk membuat ulir pada bahan baja.
Pahat diputar sebesar 29o dan pahat dihantar ke benda kerja sehingga seluruh
pemotongan dilakukan pada sisi kiri dari pahat.

Prinsip Pahat Dan Perpahatan
Dalam produksi adalah penting bahwa pekerjaan dilakukan sesingkat mungkin.
Waktu yang dihabiskan dalam produksi adalah: waktu penyetelan, penanganan benda
kerja, penanganan mesin, dan waktu pemotongan.
Waktu penyetelan dapat dikurangi dengan menyiapkan semua pahat yang
diperlukan dalam kondisinya dan siap dipakai.
Waktu penanganan benda kerja yaitu waktu yang dipakai dalam memasang atau
melepaskan benda kerja. Hal ini sangat tergantung kepada piranti pemegang benda kerja.
Untuk pekerjaan batang maka waktu ini dikurangi dengan menggunakan leher stok batang.
Waktu penanganan mesin adalah waktu yang diperlukan dalam memasang
masing-masing perkakas pada tempatnya. Bisa dikurangi dengan menempatkan perkakas
pada posisi dan urutan yang benar sehingga memudahkan penggunaannya atau dengan
melakukan pemotongan kombinasi atau jamak, jika memungkinkan.
Waktu potong untuk suatu operasi dikendalikan oleh penggunaan yang benar atas
perkakas potong, kecepatan dan hantaran. Pemotongan kombinasi bisa menghemat waktu
potong. Pemotongan kombinasi menunjukkan penggunaan serentak dari pahat peluncur
dan turet.
Stok batang dimajukan terhadap penghenti stok kombinasi dan gurdi awal.dan
diapitkan ke leher. Gurdi awal dimajukan dan ujung benda kerja di gurdi/senter.
Dibuat lobang pada stok dengan menggurdi sesuai dengan panjang yang
diperlukan.
Lubang dibor sesuai dengan diameter ulir.
Lubang yang digurdi diperbesar dengan peluas lubang (reamer)
Alur untuk celah ulir dibuat. Untuk operasi ini digunakan perkakas luncur gerak
cepat.
Ulirnya dibuat dengan sebuah tap yang dipegang oleh kopling tap dan pemegang
die.
Untuk menjamin kelangsungan proses ini maka jelas diperlukan material pahat yang lebih
unggul daripada material benda kerja. Keunggulan tersebut dapat dicapai karena pahat
dibuat dengan memperhatikan berbagai segi yaitu:

Kekerasan: kekerasan yang cukup tinggi melebihi kekerasan benda kerja tidak
saja pada temperatur ruang melainkan juga pada temperatur tinggi pada saat
proses pembentukan geram berlangsung.
Keuletan: Keuletan yang cukup besar untuk menahan beban kejut yang terjadi
sewaktu pemesinan dengan interupsi maupun sewaktu memotong benda kerja
yang mengandung partikel/bagian yang keras (hard spot).
Ketahanan beban kejut thermal: diperlukan bila terjadi perubahan temperature
yang cukup besar yang cukup besar secara besar secara berkala/periodik.
Sifat adhesi yang rendah: Untuk mengurangi afinitas benda kerja terhadap pahat
mengurangi laju keausan, serta penurunan gaya pemotongan.
Daya larut elemen/komponen material pahat yang rendah: dibutuhkan demi untuk
memperkecil laju keausan akibat mekanisme difusi.
Ada beberapa jenis pahat:
beberapa jenis pahat yang digunakan dalam proses bubut.
pada mesin bubut dapat juga dilakukan proses pemesinan yang lain, yaitu bubut dalam
(internal turning), proses pembuatan lubang dengan mata bor (drilling), proses
memperbesar lubang (boring), pembuatan ulir (thread cutting), dan pembuatan alur
(grooving/partingoff). Proses tersebut dilakukan di mesin bubut dengan bantuan/tambahan
peralatan lain agar proses pemesinan bisa dilakukan.
Geometri Pahat Bubut
Geometri/bentuk pahat bubut terutama tergantung pada material benda kerja dan
material pahat. Terminologi standar ditunjukkan pada Gambar .6. Untuk pahat bubut
bermata potong tunggal, sudut pahat yang paling pokok adalah sudut beram (rake angle),
sudut bebas (clearance angle), dan sudut sisi potong (cutting edge angle). Sudut-sudut
pahat HSS dibentuk dengan cara diasah menggunakan mesin gerinda pahat (Tool Grinder
Machine). Sedangkan bila pahat tersebut adalah pahat sisipan (insert) yang dipasang
pada tempat pahatnya, geometri pahat dapat dilihat pada Gambar .7. Selain geometri
pahat tersebut pahat bubut bisa juga diidentifikasikan berdasarkan letak sisi potong
(cutting edge) yaitu pahat tangan kanan (Right-hand tools) dan pahat tangan kiri (Left-hand
tools).

Proses pemesinan yang dapat dilakukan pada mesin bubut
pembubutan pinggul (chamfering),
pembubutan alur (parting-off),
pembubutan ulir (threading),
pembubutan lubang (boring),
pembuatan lubang (drilling), dan
pembuatan kartel (knurling)
Pahat bubut apabila digunakan untuk proses membubut biasanya dipasang pada
pemegang pahat (tool holder). Pemegang pahat tersebut digunakan untuk memegang
pahat dari HSS dengan ujung pahat diusahakan sependek mungkin agar tidak terjadi
getaran pada waktu digunakan untuk membubut. Untuk pahat yang berbentuk sisipan
(inserts), pahat tersebut dipasang pada tempat pahat yang sesuai.
Pemegang pahat HSS:
pahat alur
pahat dalam
pahat rata kanan
pahat rata kiri)
pahat ulir
Bentuk dan pengkodean pahat sisipan serta pemegang pahatnya sudah distandarkan oleh
ISO.

Material Pahat
Pahat yang baik harus memiliki sifat-sifat tertentu, sehingga nantinya dapat
menghasilkan produk yang berkualitas baik (ukuran tepat) dan ekonomis (waktu yang
diperlukan pendek). Kekerasan dan kekuatan pahat harus tetap bertahan meskipun pada
temperatur tinggi, sifat ini dinamakan hot hardness. Ketangguhan (toughness) dari pahat
diperlukan, sehingga pahat tidak akan pecah atau retak terutama pada saat melakukan
pemotongan dengan beban kejut. Ketahanan aus sangat dibutuhkan yaitu ketahanan
pahat melakukan pemotongan tanpa terjadi keausan yang cepat. Penentuan material
pahat didasarkan pada jenis material benda kerja dan kondisi pemotongan (pengasaran,
adanya beban kejut, penghalusan). Material pahat yang ada ialah baja karbon sampai
dengan keramik dan intan. Material pahat dari baja karbon (baja dengan kandungan
karbon 1,05%) pada saat ini sudah jarang digunakan untuk proses pemesinan, karena
bahan ini tidak tahan panas (melunak pada suhu 300-500° F). Baja karbon ini sekarang
hanya digunakan untuk kikir, bilah gergaji, dan pahat tangan. Material pahat dari HSS
(high speed steel) dapat dipilih jenis M atau T. Jenis M berarti pahat HSS yang
mengandung unsur molibdenum, dan jenis T berarti pahat HSS yang mengandung unsur
tungsten.
Jenis HSS Standart AISI
HSS Konvensional
Molibdenum HSS M1, M2, M7, M10
Tungsten HSS T1, T2 HSS Spesial
Cobald added HSS M33, M36, T4, T5, T6
High Vanadium HSS M3-1, M3-2, M4, T15
High Hardness Co HSS M41, M42, M43, M44, M45, M46
Cast HSS
Powdered HSS
Coated HSS
Pahat dari HSS biasanya dipilih jika pada proses pemesinan sering terjadi beban kejut,
atau proses pemesinan yang sering dilakukan interupsi (terputus-putus). Hal tersebut
misalnya membubut benda segi empat menjadi silinder, membubut bahan benda kerja
hasil proses penuangan, dan membubut eksentris (proses pengasarannya).

Pahat dari karbida dibagi dalam dua kelompok tergantung penggunaannya. Bila
digunakan untuk benda kerja besi tuang yang tidak liat dinamakan cast iron cutting grade .
Pahat jenis ini diberi kode huruf K (atau C1 sampai C4) dan kode warna merah. Apabila
digunakan untuk menyayat baja yang liat dinamakan steel cutting grade. Pahat jenis ini
diberi kode huruf P (atau C5 sampai C8) dan kode warna biru. Selain kedua jenis tersebut
ada pahat karbida yang diberi kode huruf M, dan kode warna kuning. Pahat karbida ini
digunakan untuk menyayat berbagai jenis baja, besi tuang, dan nonferro yang mempunyai
sifat mampu mesin yang baik.
Penggolongan Pahat Jenis Karbida dan Penggunaannya
Pemilihan Mesin
Pertimbangan pemilihan mesin pada proses bubut adalah berdasarkan dimensi
benda kerja yang yang akan dikerjakan. Ketika memilih mesin perlu dipertimbangkan
kapasitas kerja mesin yang meliputi diameter maksimal benda kerja yang bisa dikerjakan
oleh mesin, dan panjang benda kerja yang bisa dikerjakan. Ukuran mesin bubut diketahui
dari diameter benda kerja maksimal yang bisa dikerjakan (swing over the bed) dan
panjang meja mesin bubut (length of the bed). Panjang meja mesin bubut diukur jarak dari
headstock sampai ujung meja. Sedangkan panjang maksimal benda kerja adalah panjang
meja dikurangi jarak yang digunakan kepala tetap dan kepala lepas.
Beberapa jenis mesin bubut manual dengan satu pahat sampai dengan mesin bubut CNC
dapat dipilih untuk proses pemesinan (lihat Lampiran 1). Pemilihan mesin bubut yang
digunakan untuk proses pemesinan bisa juga dilakukan dengan cara memilih mesin yang
ada di bengkel (workshop). Dengan pertimbangan awal diameter maksimal benda kerja
yang bisa dikerjakan oleh mesin yang ada.
Pencekaman Benda Kerja
Setelah langkah pemilihan mesin tersebut di atas, dipilih juga alat dan cara
pencekaman/pemasangan benda kerja. Pencekaman/pemegangan benda kerja pada
mesin bubut bisa digunakan beberapa cara. Cara yang pertama adalah benda kerja tidak
dicekam, tetapi menggunakan dua senter dan pembawa. Dalam hal ini, benda kerja harus
ada lubang senternya di kedua sisi benda kerja.
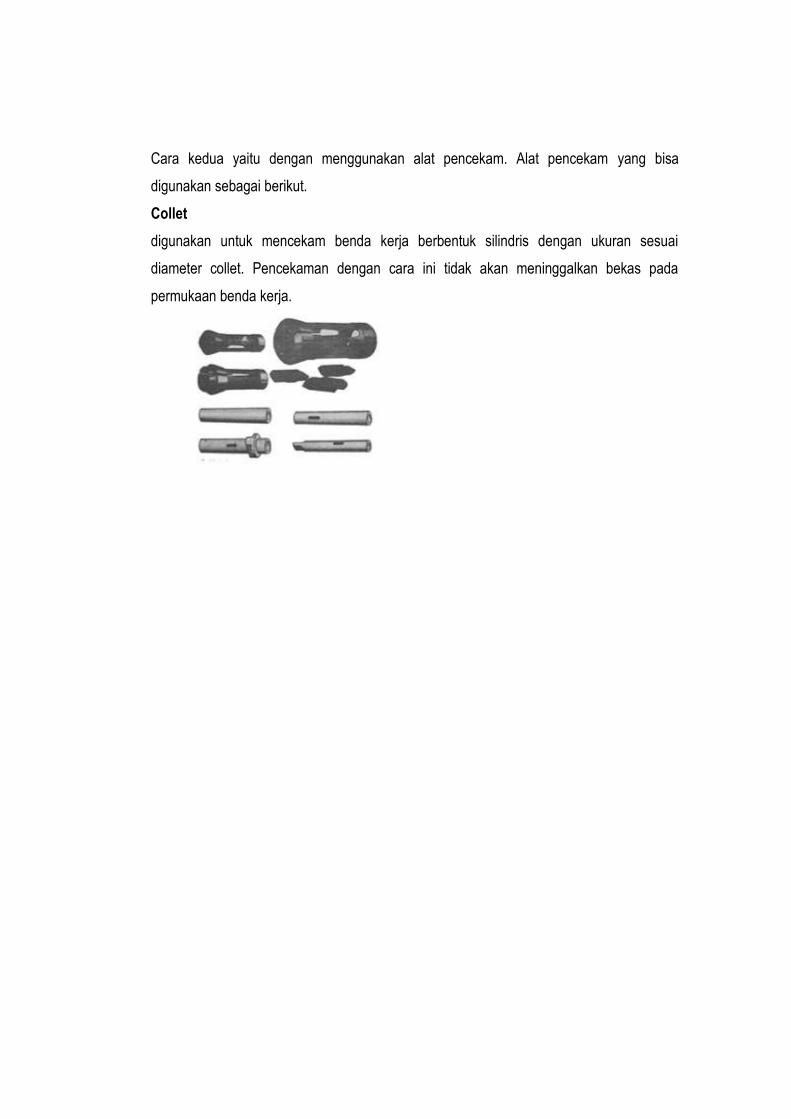
Cara kedua yaitu dengan menggunakan alat pencekam. Alat pencekam yang bisa
digunakan sebagai berikut.
Collet
digunakan untuk mencekam benda kerja berbentuk silindris dengan ukuran sesuai
diameter collet. Pencekaman dengan cara ini tidak akan meninggalkan bekas pada
permukaan benda kerja.

Kolet adalah alat penjepit pisau freis yang bertangkai tirus/lurus. Bentuk alat ini
bermacam-macam, tetapi prinsip kerjanya sama yaitu untuk memegang pisau freis
yang berbentuk jari (End Mill Cutter).
Cekam rahang empat (untuk benda kerja tidak silindris). Alat pencekam ini
masing-masing rahangnya bisa diatur sendiri-sendiri, sehingga mudah dalam
mencekam benda kerja yang tidak silindris.
Cekam rahang tiga (untuk benda silindris). Alat pencekam ini tiga buah rahangnya
bergerak bersama-sama menuju sumbu cekam apabila salah satu rahangnya
digerakkan.
Face plate, digunakan untuk menjepit benda kerja pada suatu permukaan plat
dengan baut pengikat yang dipasang pada alur T.
Pemilihan cara pencekaman tersebut di atas, sangat menentukan hasil proses bubut.
Pemilihan alat pencekam yang tepat akan menghasilkan produk yang sesuai dengan
kualitas geometris yang dituntut oleh gambar kerja. Misalnya apabila memilih cekam
rahang tiga untuk mencekam benda kerja silindris yang relatif panjang, hendaknya
digunakan juga senter jalan yang dipasang pada kepala lepas, agar benda kerja tidak
tertekan. Penggunaan cekam rahang tiga atau cekam rahang empat, apabila kurang hati-
hati akan menyebabkan permukaan benda kerja terluka. Hal tersebut terjadi misalnya
pada waktu proses bubut dengan kedalaman potong yang besar, karena gaya
pencekaman tidak mampu menahan beban yang tinggi, sehingga benda kerja tergelincir
atau selip. Hal ini perlu diperhatikan terutama pada proses finishing, proses pemotongan
ulir, dan proses pembuatan alur.

Penentuan Langkah Kerja
Langkah kerja dalam proses bubut meliputi persiapan bahan benda kerja, setting
mesin, pemasangan pahat, penentuan jenis pemotongan (bubut lurus, permukaan, profil,
alur, ulir), penentuan kondisi pemotongan, perhitungan waktu pemotongan, dan
pemeriksaan hasil berdasarkan gambar kerja. Hal tersebut dikerjakan untuk setiap tahap
(jenis pahat tertentu). Benda kerja yang relatif panjang dipegang oleh cekam rahang tiga
dan didukung oleh senter putar. Bahan benda kerja yang dipilih biasanya sudah ditentukan
pada gambar kerja baik material maupun dimensi awal benda kerja. Penyiapan (setting)
mesin dilakukan dengan cara memeriksa semua eretan mesin, putaran spindel, posisi
kepala lepas, alat pencekam benda kerja, pemegangan pahat, dan posisi kepala lepas.
Usahakan posisi sumbu kerja kepala tetap (spindel) dengan kepala lepas pada satu garis
untuk pembubutan lurus, sehingga hasil pembubutan tidak tirus. Pemasangan pahat
dilakukan dengan cara menjepit pahat pada rumah pahat (tool post). Usahakan bagian
pahat yang menonjol tidak terlalu panjang, supaya tidak terjadi getaran pada pahat ketika
proses pemotongan dilakukan. Posisi ujung pahat harus pada sumbu kerja mesin bubut,
atau pada sumbu benda kerja yang dikerjakan. Posisi ujung pahat yang terlalu rendah
tidak direkomendasi, karena menyebabkan benda kerja terangkat, dan proses
pemotongan tidak efektif. Pahat bubut bisa dipasang pada tempat pahat tunggal, atau
pada tempat pahat yang berisi empat buah pahat (quick change indexing square turret).
Apabila pengerjaan pembubutan hanya memerlukan satu macam pahat lebih baik
digunakan tempat pahat tunggal. Apabila pahat yang digunakan dalam proses pemesinan
lebih dari satu, misalnya pahat rata, pahat alur, pahat ulir, maka sebaiknya digunakan
tempat pahat yang bisa dipasang sampai empat pahat. Pengaturannya sekaligus sebelum
proses pembubutan, sehingga proses penggantian pahat bisa dilakukan dengan cepat
(quick change).
Elemen dasar dari proses bubut dapat diketahui atau dihitung dengan menggunakan
rumus yang dapat diturunkan, kondisi pemotongan ditentukan sebagai berikut

Gambar Proses Bubut
Kondisi pemotongan ditentukan sebagai berikut :
Benda kerja :
d0 = Diameter mula-mula ; mm.
dm = Diameter akhir ; mm.
lt = Panjang proses pemesinan ; mm
Pahat :
kr = Sudut potong utama
o = Sudut geram
Mesin bubut :
a = Kedalaman potong ; mm.
[ a = (do – dm) / 2 ] ; mm
F = Gerak makan ; mm/r.
n = Putaran poros utama (benda kerja) ; r/mm.
Elemen Dasar Proses Bubut
Elemen dasar pada mesin bubut terbagi atas :
Kecepatan potong (Cutting speed )
Vc =1000
.. nd ; m/min
Dimana, d = diameter rata-rata ,yaitu
d = (do + dm)/2 ; mm

Kecepatan makan (feeding speed)
Vf = f.n ; mm/min.
Waktu pemotongan (depth of cut)
tc = lt / Vf ; min.
Kedalaman potong (cutting time)
a = ( dm – do ) / 2 ; mm
Kecepatan penghasilan geram (rate of metal removal)
Z = A .V A = f . a ; mm2
Z = f . a . Vc ; cm3/min
Sudut potong utama (Kr , Principal cutting edge angle) merupakan sudut antara mata
potong mayor (proyeksinya pada bidang referensi) dengan kecepatan makan Vf. Besarnya
sudut tersebut ditentukan oleh geometri pahat dan cara pemasangan pahat pada mesin
perkakas (orientasi pemasangannya). Untuk harga a dan f yang tetap maka sudut ini
menentukan besarnya lebar pemotongan (b, width of cut) dan tebal geram sebelum
terpotong (h, undeformed chip thickness) sebagai berikut :
Lebar pemotongan : b = a / sin Kr ;mm
Tebal geram sebelum terpotong : h = f sin Kr ;mm
Dengan demikian, penampang geram sebelum terpotong dapat dituliskan sebagai berikut :
A = f.a = b.h ; mm2
Tebal geram sebelum terpotong (h) belum tentu sama dengan tebal geram setelah
terpotong (hc, chip thickness) dan hal ini antara lain dipengaruhi oleh sudut geram (0),
kecepatan potong dan material benda kerja.

2. Freis (Milling)
Pada tahun 1940, otomatis dengan menggunakan cams, seperti halnya screw
mesin dan percekaman chuck otomatis, telah dikembangkan dengan baik pada dekade ini.
Dengan berakhirnya perang dunia ke dua, banyak ide tambahan pengembangan mesin
servo yang dapat digunakan di udara. Beberapa ide dimana dalam waktu dekat
menggabungkan antara teknologi yang timbul dari digital komputer merubah control mesin
tool sangat drastik. Pengembangan secara rinci sangat maju pada setiap decade setelah
perang dunia ke dua.Pada tahun 1950, pembuatan numerical control(NC) telah
muncul.Pada tahun 1960 dan 1970, NC dikembangkanmenjadi CNC, penyimpanan data
dan pemasukan media dikembangkan, computer processing power dan kapasitas memori
terus meningkat, dan mesin-mesin NC dan CNC berangsur-angsur dirubah dari level
perusahaan yang besar ke level perusahaan yang medium (menengah).
Pengerjaan logam dalam dunia manufacturing ada beberapa macam, mulai dari
pengerjaan panas, pengerjaan dingin hingga pengerjaan logam secara mekanis.
Pengerjaan mekanis logam biasanya digunakan untuk pengerjaan lanjutan maupun
pengerjaan finishing, sehingga dalam pengerjaan mekanis dikenal beberapa prinsip
pengerjaan, salah satunya adalah pengerjaan perataan permukaan dengan menggunakan
mesin Frais atau biasa juga disebut mesin Milling. juga berguna untuk menghaluskan atau
meratakan benda kerja sesuai dengan dimensi yang dikehendaki.
Mesin Milling ditemukan oleh Eli Whitney sekitar tahun 1818. Mesin Milling ini
melakukan operasi produksi suku cadang duplikat yang pertama dengan pengendali
secara mekanik arah dan gerakan potong dari perkakas mata potong jamak yang berputar.
Mesin Milling melemparkan logam ketika benda kerja dihantarkan terhadap suatu
pemotong yang berputar. Pemotong Milling memiliki satu deretan mata potong pada
kelilingnya yang masing-masing berlaku sebagai pemotong tersendiri pada daur putaran.
Benda kerja dipegang pada meja yang mengendalikannya, antaranya terdapat pemotong
mesin Milling tersebut.

Mesin Milling adalah mesin yang paling mampu melakukan banyak tugas dari
segala mesin perkakas. Permukaan yang datar maupun berlekuk dapat dimesin dengan
penyelesaian dan ketelitian istimewa. Pemotong sudut, celah, roda gigi,dan ceruk dapat
dapat digunakan dengan menggunakan berbagai pemotong. Pahat gurdi, peluas lubang,
dan bor dapat dipegang dalam soket arbor dengan melepaskan pemotong dan arbor.
Karena semua gerakan meja mempunyai penyetelan mikrometer, maka lubang dan
pemotongan yang lain dapat diberi jarak secara cepat. Mesin milling dapat menghasilkan
permukaan bidang rata yang cukup halus, tetapi proses ini membutuhkan pelumas berupa
oli yang berguna untukpendingin mata milling agar tidak cepat aus. Proses milling juga
adalah proses yang menghasilkan chips (beram). Milling menghasilkan permukaan yang
datar atau berbentuk profil pada ukuran yang ditentukan dan kehalusan atau kualitas
permukaan yang ditentukan. Mesin freis adalah suatu mesin yang digunakan untuk
mengerjakan/menyelesaikan suatu benda kerja dengan mempergunakan pisau freis
( cutter ) sebagai pahat penyayat yang berputar pada sumbu mesin. Mesin freis termasuk
salah satu mesin yang gerak utamanya berputar, di mana pahat potong (pisau freis)
dipasang pada spindel. Spindel ini dapat berputar serah jarum jam ( clock wise ) atau
berlawanan arah jarum jam ( counter clock wise ) disesuaikan dengan arah mata potong
dari pisau freis, sedang putarannya dapat diatur sesuai dengan kebutuhan dengan
menggunakan rumus yang telah disediakan. Pahat freis mempunyai deretan mata potong
pada tepi perkakas potong yang berjumlah banyak (jamak). Bersifat sebagai pemotong
tunggal pada daurnya.

Prinsip kerja dari proses milling adalah pemotongan benda kerja dengan menggunakan
pahat bermata majemuk yang dapat menghasilkan sejumlah geram. Benda kerja
diletakkan di meja kerja kemudian, dipasang pahat potong dan disetel kedalaman
potongnya. Setelah itu, benda kerja didekatkan ke pahat potong dengan pompa berulir,
untuk melakukan gerak memakan sampai dihasilkan benda kerja yang diinginkan. Tenaga
untuk pemotongan berasal dari energy listrik yang diubah menjadi gerak utama oleh
sebuah motor listrik. Selanjutnya gerakan utama tersebut akan diteruskan melalui suatu
transmisi untuk menghasilkan gerakan putar pada spindle mesin milling. Spindle mesin
milling adalah bagian dari sistem utama mesin milling yang bertugas untuk memegang dan
memutar cutter hingga menghasilkan putaran atau gerakan pemotongan.
Cara Kerja Mesin Freis (Milling Machine)
Pengerjaan yang terjadi dimesin freis horizontal. Benda kerja dijepit di suatu
ragum mesin atau peralatan khusus atau dijepit di meeja mesin freis. Pemotongan
dikerjakan oleh pemakanan benda kerja di bawah suatu pahat yang berputar.
Tenaga untuk pemotongan berasal dari energy listrik yang diubah menjadi gerak
utama oleh sebuah motor listrik, selanjutnya gerakan utama tersebut akan diteruskan
melalui suatu transmisi untuk menghasilkan gerakan putar pada spindel mesin milling.
Adapun langkah – langkah sebelum melakukan pengefreisan, yaitu:
Mempersiapkan semua peralatan yang dibutuhkan dan benda kerja
Mengukur benda kerja dengan menggunakan caliper dan menghaluskan sedikit
permukaanya dengan menggunakan kikir.
Mengatur putaran spindel yang sesuai untuk jenis benda kerja
Menempatkaan benda kerja yang akan di freis pada meja kerja
Mencari titik permukaan/titik nol dan kemudian melakukan pemakanan untuk
masing – masing sisi.
Mengatur ketebalan pemakanan
Mencatat waktu yang diperlukan untuk satu pemakanan
Mencatat keadaan akhir benda kerja
Jenis – Jenis Pengerjaan Mesin Freis

Menfreis Datar
Pengerjaan yang dilakukan untuk membuat datar permukaan benda kerja
Mengefreis datar dengan sumbu pahat sejajar dengan permukaan benda kerja. Mengefreis
datar dibedakan atas dua yaitu :
Mengefreis turun (down milling )
Pada down milling gerak rotasi pahat searah dengan gerak translasi benda
kerja.Proses turun akan menyebabkan benda kerja lebih tertekan ke meja dan meja
terdorong oleh pahat yang mungkin suatu saat (secara periodik) gaya dorongnya akan
melebihi gaya dorong ulir atau roda gigi penggerak meja. Apabila sistem kompensasi
“keterlambatan gerak bolak balik “ ( back lash compensator ) tidak begitu baik maka
mengefreis turun dapat menimbulkan getaran bahkan kerusakan. Mengefreis turun tidak
dianjurkan untuk permukaan yang terlalu keras.
Vf
Gambar Jenis Pahat Down Milling
Mengefreis naik ( up milling / comvesional milling )
Pada up milling gerak rotasi pahat berlawanan arah dengan gerak translasi benda
kerja.Mengefreis naik dipilih karena alasan kelemahan mengefreis turun. Mengefreis naik
cepat mempercepat keausan pahat karena mata potong lebih banyak menggesek benda
kerja yaitu saat mulai pemotongan, selain itu permukaan benda kerja lebih kasar.
Vf
Gambar Jenis Pahat up Milling
Menfreis Sudut
Pengerjaan yang dilakukan untuk membentuk sudut dengan kemiringan tertentu
pada benda kerja. Ada dua pemotong sudut yaitu pemotong sudut tunggal dan pemotong
sudut ganda. Pemotong sudut tunggal mempunyai satu permukaan kerucut, sedangkan

pemotong sudut ganda bergigi pada dua permukaan kerucut. Pemotong sudut digunakan
untuk memotong lidah roda, tanggem, galur pada pemotong freis, dan pelebar lubang.
Menfreis Alur
Bentuk atau ukuran pahat freis yang digunakan untuk menfreis alur adalah
tergantuk dari bentuk alur itu.
Menfreis Alur T
Menfreis alur T adalah pengerjaan dasar menfreis untuk membentuk alur T atau
langkah pertamanya yaitu benda kerja dijalankan dengan alur kemudian alur T nya
digunakan freis Alur T
Menfreis Ekor Burung
Pengerjaan datar menfreis untuk membentuk alur atau celah ekor burung
Teknik pengefreisan
Teknik pengefreisan tergantung dari jenis mesin freis dan posisi alat potong. Ada 2
macam teknik pengefreisan, yaitu:
Pengefreisan Sisi
Sisi mata potong sejajar dengan permukaan bidang benda kerja. Teknik ini
menggunakan mesin freis datar.
Pengefreisan Muka
Sisi mata potong tegak lurus terhadap bidang permukaan benda kerja. Pahat freis
mempunyai mata potong sisi dan muka yang keduanya dapat melakukan
pemotongan secara bersamaan. Pengefreisan ini menggunakan mesin freis tegak.

Freis Selubung Freis Ujung
Freis Muka Freis Sisi Freis Alur
Pemotongan Freis Bentuk Freis Inti
Freis Ulir
Gambar Proses yang dapat dilakukan pada mesin freis
Disesuaikan dengan kebutuhan dan kemampuan kerja mesin frais, maka mesin ini dapat
dikalsifikasikan sebagai berikut :
Mesin frais horizontal
Mesin ini adalah terutama sebuah mesin ruang perkakas yang dikontruksi untuk
pekerjaaan sangat teliti. Penampilannya mirip dengan mesin frais jenis datar.

Perbedaannya adalah bahwa meja kerjanya dilengkapi dengan gerakan keempat yang
memungkinkan meja berputar secara horizontal yang dilengkapi dengan sebuah indeks
atau kepala pembagi yang terletak diujung meja. Sifat berputar pada mesin horizontal
memungkinkan memotong spiral, misalnya seperti yang terdapat pada penggurdi, pemotog
frais, nok dan beberapa roda gigi. poros utamanya sebagai pemutar dan pemegang alat
potong pada posisi mendatar. frais horizontal dapat digunakan untuk mengejakan
pekerjaan sebagai berikut ini antara lain:
mengfrais rata.
mengfrais ulur.
mengfrais roda gigi lurus.
mengfrais bentuk.
membelah atau memotong.

Mesin frais ini banyak menyerupai mesin frais universal, hanya mejanya tak dapat melaku-
kan gerak putar dan kepala pembagi tidak ada. Oleh karena itu mesin-mesin ini hanya
dipergunakan untuk memfrais rata, profil dan alur-alur baji. Dengan menempatkan alat
bantu pada paksi utama, sehingga frais cakra dapat disetel tepat dalam kedudukan miring,
maka dapat pula memfrais alur-alur spiral. Meja pemasang pada mesin frais universal
yang dilengkapi dengan kepala pembagi dan center, disetel miring untuk keperluan ini.
Pelananya (lutut) merupakan sebuah lemari yang tertutup seluruhnya dengan pompa
untuk pelumasan dari semua bagian yang bergerak di dalamnya, kesemuanya merupakan
suatu bagian yang dapat dibongkar, penggeraknya dilakukan melalui poros-poros baji
tegak mulai dari pemindahan motor. Berkenaan dengan ini maka roda-roda gigi digerakkan
secara hidrolik dan suatu lengkapan palang memblokir pergeseran ini selama paksi belum
berhenti. Untuk semua gerak meja dapat dipergunakan gerak jalan cepat. Tumpuan yang
dapat disetel membatasi gerak dalam arah memanjang. Bidang-bidang tegak juga dapat
dikerjakan dengan mesin frais mendatar dengan menggunakan sebuah kepala frais. Untuk
memfrais rata benda-benda kerja yang lebih panjang, yang seharusnya diketam, dibuat
mesin-mesin frais panjang. Bentuknya sama dengan mesin ketam meja, akan tetapi meja
bersama-sama benda kerja bukan melakukan gerak utama melainkan gerak penjalan.
Mesin frais vertikal
Gerakan mejanya sama denga mesin datar. Biasanya tidak ada gerakan yang
diberikan kepada pemotong kecuali gerakan berputar biasanya. Tetapi, kepala spindelnya
dapat berputar yang memungkinkan peyetelan spindel dalam bidang vertikal pada setiap
sudut dari vertikal samapi horizontal. Mesin ini mempunyai perjalanan spindel axial yang
pendek untuk memudahkan pengfraisan bertingkat. Beberapa mesin frais vertikal
dilengkapi dengan alat putar tambahan atau meja kerja putar untuk memungkinkan
memfrais alur melingkar atau memfrais kontinyu suku cadang produksi yang kecil.
Pemotongnya adalah semua jenis frais ujung. dengan poros utama sebagai pemutar
dengan pemegang alat potong dengan posisi tegak. mesin frais vertikal dapat digunakan
untuk mengerjakan pekerjaan sebagai berikut:

mengfrais rata.
mengfrais ulur.
mengfrais bentuk.
membelah atau memotong.
mengebor.
Mesin ini mampunyai sebuah paksi tegak, apabila meja pemasang dibuat dapat berputar
maka dengan sebuah mantel frais dapat dikerjakan banda-benda yang sebagian dari
sekelilingnya adalah bulat. Dalam pada itu benda kerja melakukan gerak penjalan yang
berbentuk lingkaran. Pada mesin-mesin frais alur baji khusus, frais jari-jari yang berdiri
tegak berjalan mondar mandir melalui jarak yang ditetapkan terhadap benda kerja yang
tak bergerak dan pada tiap-tiap titiknya di ujung diberikan penggerakan secara otomatis.
Mesin frais universal.
Gambar Mesin Frais
Mesin frais universal Ini adalah mesin produksi dari konstruksi yang kasar.Bangkunya ini
adalah benda cor yang kaku dan berat serta menyangga sebuah meja kerja yang hanya
memiliki gerakan longitudinal. Penyetelan vertikal di berikan dalam kepala spindel dan
suatu penyetelan lintang di buat dalam pena atau ram spindel. mesin frais dengan
kedudukan arbornya mendatar perubahan kearah vertikal dapat dilakukan dengan
mengubah posisi arbor. Gerakan meja dari mesin ini dapat kearah memanjang, melintang,
naik turun. Dan dapat diputar membuat sudut tertentu terhadap bodi mesin. Dipergunakan
untuk memfrais rata, profil dan alur baji, untuk memfrais alur-alur yang berbentuk sekrup
dalam gurdi pilin, pelengkang-pelengkang, tap-tap pengulir frais-frais giling, roda ulir
serta gigi-gigi lurus dan roda sekrup. Benda kerja dipasang atau langsung atau dengan
perantara sebuah sekrup jepit sejajar pada meja atau dibentangkan diantara center-
center kepala pembagi termasuk kepala lepasnya. Gerak penjalan dilakukan oleh meja,
yang untuk ini digerakkan sendiri oleh batang sekrup. Dalam pada itu dihantarkan
melalui bagian yang dapat berputar melingkari sebuah paksi tegak dan disangga oleh
sebuah eretan. Eretan ini dapat digeserkan pada sebuah console yang dapat
dipindahkan vertikal, gerak dari bagian putar, eretan dan console pada mesin ini hanya
dipergunakan untuk menyetel tepat benda kerja yang dilakukan secara manual.

Mesin Frais Copy
Mekanik mesin ini pada dasarnya sesuai dengan peralatan reduksi jajaran
genjang pada mesin-mesin uap, supaya pemindahan langkah tersebut pada tromol kertas
pesawat indikator dapat diperkecilkan. Dengan menggunakan lebih dahulu sebuah jarum
penghantar lebih tebal dan sebuah frais lebih kuat, yang mengambil geram-geram lebih
berat maka terlebih dahulu bentuk yang mendekati bentuk yang dikehendaki, kemudian
dengan geram dan frais yang lebih halus diperoleh bentuk terakhir. Dalam mesin-
mesin ini, frais dan jarum pengantar itu dapat ditukar sehingga dapat memungkinkan untuk
membuat suatu contoh yang lebih besar dari bahan yang lebih lunak misalnya : aluminium,
kayu keras dan lain-lain.
Meja dan support lintang dengan kepala frais digerakkan secara hidrolik dan
dalam pada itu dikemudikan dengan roda tangan atau otomatik. Untuk ini hanya digunakan
dua buah tuas, masing-masing dengan lima kedudukan, kecepatan penjalan dan kelajuan
cepat mesin ini dapat ditetapkan ke kanan dan ke kiri. Untuk eretan lintang adalah
sedemikian pula, yakni masing masing maju atau mundur.
Mesin Frais Perkakas Universal.

Mesin ini dipergunakan untuk pekerjaan frais yang sulit pada perkakas dan
stempel-stempel dari bermacam-macam bentuk. Dengan menggantikan kepala frais tegak
oleh sebuah kepala frais yang mempunyai paksi mendatar atau dengan menempatkan
suatu mekanik bangku tusuk terdapat kemungkinan untuk dapat mengerjakan pekerjaan
itu. Sebuah sekrup perenggang dapat dipergunakan pada meja yang tidak dapat disetel,
yakni untuk menjepit benda kerja dalam tiap-tiap kedudukan yang diingini. Benda kerja dan
mal dipasang pada meja setelah mana mal tersebut digerakkan dengan kelilingnya melalui
sebuah jarum pengantar yang tidak bergerak.
Paksi frais yang juga tidak bergerak memfrais benda kerja menurut bentuk
yang dikehendaki. Dengan demikian dapat dibuat pekerjaan-pekerjaan yang dibuat
oleh mesin frais copy pada sebuah mesin frais tegak, asal saja kita membuat bagian
pemasangan untuk jarum dan mengeratkannya pada kepala frais.

Uraian selengkapnya dari bagian-bagian utama dari sebuah mesin frais adalah
sebagai berikut :
Gambar Mesin Frais Lutut
Keterangan gambar :
Lengan untuk menyokong arbor.
Penyokong arbor.
Tuas untuk menggerakkan meja otomatis.
Nok pembatas untuk membatasi jarak gerak otomatis meja.
Meja mesin tempat untuk memasang benda kerja dan perlengkapan mesin.
Engkol, untuk menggerakkan meja dalam arah memanjang.
Tuas untuk mengunci maja.
Baut penyetel untuk menghilangkan geteran meja.
Engkol untuk menggerakkan sadel dalam arah melintang.
Engkol untuk menggerakkan lutut dalam arah tegak.
Tuas untuk mengunci meja.
Tabung pendukung dengan batang ulir,untuk mengatur tingginya meja.
Lutut tempat untuk kedudukan alas meja.
Tuas untuk mengunci sadel.
Alas meja, tempat kedudukan untuk meja.
Tuas untuk merubah kecepatan motor listrik.
Engkol meja.
Tuas, untuk merubah kecepatan motor listrik.

Tuas untuk menentukan besamya putaran spindel dan pisau frais.
Tiang untuk menghantar turun naiknya meja.
Spindel untuk memutarkan arbor dan pisau frais.
Tuas untuk menjalankan spindel.
Badan (machine column).
Badan adalah bagian yang menahan seluruh bagian-bagian mesin itu, di
dalamnya terdapat motor penggerak, susunan roda-roda gigi pengatur kecepatan
putar, tempat minyak pelumas untuk melumasi bagian-bagian yang berputar.
Alas
Dibagian alasnya terdapat tempat penampungan cairan pendingin, cairan
pendingin ini dialirkan oleh suatu pompa ke tempat kedudukan pisau frais melalui pipa
atau selang untuk mendinginkan pisau penyayat, cairan ini apabila sudah dipakai akan
kembali lagi ke tempat semula melalui suatu saluran.
Lengan
Lengan adalah bagian mesin frais yang berguna sebagai tempat kedudukan
penopang atau penahan ujung poros mesin frais dan letaknya pada bagian paling atas
mesin tersebut.Kedudukan lengan ini dapat diatur atau digeser, pada suatu pengerjaan
tertentu lengan ini kadang-kadang tidak dipakai karena menghalangi perlengkapan
yang dipakai.
Paksi atau spindel (main spindle).
Paksi atau spindel adalah poros utama masin frais dan berfungsi sebagai
tempat kedudukan poros frais (arbor), poros tersebut dimasukkan ke dalam lubang
paksi dan diikat dengan baut pengikat yang letaknya di ujung lubang paksi, jika mesin
dijalankan paksi akan membawa poros ikut berputar. Merupakan bagian yang terpenting
dari mesin milling. Tempat untuk mencekam alat potong. Di bagi menjadi 3 jenis :
Vertical spindle
Horizontal spindle

Universal spindle
Lutut
Lutut adalah tempat kedudukan meja dan eretan meja (sadel), lutut ini ditahan oleh
eretan yang melekat pada badan mesin serta ditopang oleh poros berulir sebagai
poros penggerak naik turunnya lutut tersebut.
Sadel
Eretan meja atau sadel adalah bagian yang menyokong meja dan terpasang di atas
lutut, bagian bawahnya berbentuk sambungan ekor burung yang menghubungkan
bagian atas lutut, bagian atasnya terdapat bantalan penahan meja dan mempunyai
sambungan ekor burung yang bentuknya memanjang, meja tersebut diikat dengan
baut yang terpasang pada salurannya.
Meja
Bentuk meja mesin persegi panjang dan berfungsi sebagai tempat kedudukan benda
kerja yang akan disayat, permukaannya sangat rata dan beralur dengan bentuk ,
gunanya disamping tempat kedudukan baut-baut pengikat juga sebagai saluran untuk
mengalirkan cairan pendingin yang sudah terpakai ke tempat bak penampungan.
Kemampuan mesin frais dalam melakukan proses-proses pemesinan tersebut dikaitkan
dengan keragaman mata pahat/pemotongnya. Berikut klasifikasi proses frais secara umum
adalah:
Merupakan bagian mesin milling, tempat untuk clamping device atau benda kerja. Di bagi
menjadi 3 jenis :
Fixed table
Swivel table
Compound table

Motor drive
Merupakan bagian mesin yang berfungsi menggerakkan bagian – bagian mesin yang lain
seperti spindle utama, meja ( feeding ) dan pendingin ( cooling ). Pada mesin milling
sedikitnya terdapat 3 buah motor :
Motor spindle utama
Motor gerakan pemakanan ( feeding )
Motor pendingin ( cooling )
Tranmisi
Merupakan bagian mesin yang menghubungkan motor penggerak dengan yang
digerakkan. Berdasarkan bagian yang digerakkan dibedakan menjadi 2 macam yaitu :
Transmisi spindle utama
Transmisi feeding
Berdasarkan sistem tranmisinya dibedakan menjadi 2 macam yaitu :
Transmisi gear box
Transmisi v – belt
Column / tiang

Merupakan badan dari mesin. Tempat menempelnya bagian – bagian mesin yang lain.
Control
Merupakan pengatur dari bagian – bagian mesin yang bergerak. Ada 2 sistem kontrol
yaitu:
Mekanik
Electric
Alat bantu pada mesin frais pada garis besarnya dapat dibagi atas tiga bagian yaitu
perlengkapan yang kedudukannya pada paksi mesin misalnya poros frais, kolet dan alat-
alat lain yang digunakan untuk pemasangan pisau frais, perlengkapan kedua ialah
perlengkapan yang berfungsi sebagai alat penjepit misalnya catok, pelat-pelat penjepit,
penahan benda kerja dan lain-lain. Perlengkapan berikutnya adalah kepala pembagi, meja
silinder, kepala lepas.
Poros mesin (Arbor)
Poros mesin frais adalah perlengkapan mesin frais yang berfungsi sebagai tempat
kedudukan pisau frais dan ditempatkan pada sumbu utama mesin, alat ini bentuknya bulat
panjang dan sepanjang badannya beralur spi, bagian ujung bentuknya tirus dan ujungnya
berulir dan ditempatkan pada lubang paksi dan diikat oleh baut pengikat. Poros mesin ini
selalu dilengkapi dengan cincin (collar) yang beralur spi dan terpasang sepanjang poros,
dimana cincin ini berguna untuk mengikat pisau frais yang terpasang diantara cincin-cincin
tersebut. Cincin akan ditahan oleh penahan poros ukurannya lebih besar dari pada cincin-
cincin yang lainnya dan dikerjakan dengan sangat hati-hati sehingga halus dan ukurannya
tepat sama dengan lubang penahan poros, jika kedudukan cincin dan poros longgar maka
akibatnya penyayatan pisau frais akan bergetar, putaran pisau tidak sentris, hasil
penyayatan tidak rata dan lambat laun poros akan bengkok.

Pisau pada mesin frais horizontal dipasang pada arbor yang posisinya diatur
dengan pemasangan ring arbornya. Arbor jenis ini biasanya digunakan untuk mesin frais
horisontal saja. Alat ini ini bentuknya bulat panjang dan sepanjang badannya beralur untuk
pasak. Bagian ujung berbentuk tirus dan ujung lainnya berulir. Poros freis dilengkapi
dengan cincin-cincin (collar) dan terpasang pada badang poros. Cincin ini berfungsi
sebagai pengunci/pengikat pisau freis yang terpasang diantara cincin-cincin tersebut. U
mumnya pisau freis yang terpasang berbentuk panjang dan ditengahnya berlubang dan
beralur untuk pasak, misalnya Plain Mill Cutter , pisau freis roda gigi, atau yang lainnya.
Stub Adaptor
Bagian ini adalah tempat dudukan (pengikatan) cuttersebelum dipasang pada sarung tirus
pada sumbu utama. Dipasang pada mesin freis tegak, Alat ini digunakan untuk memegang
pisau freis yang pendek dan berlubang serta beralur misalnya Face Mill Cutter .
Kepala Lepas (tail-stock)
Kepala lepas digunakan untuk menyangga benda kerja yang dikerjakan dengan dividing
head. Sehingga waktu disayat benda kerja tidak terangkat atau tertekan ke bawah.
Kepala lepas pada mesin frais fungsinya sama dengan pada mesin bubut hanya
konstruksinya yang berbeda, dimana kedudukan sumbu senternya dapat diatur dalam arah
memutar vertikal dan dapat dinaik turunkan sesuai tinggi sumbu benda kerja yang
dibutuhkan. Kepala lepas dipasang di atas meja mesin dengan kedudukan segaris dengan
kepala pembagi.
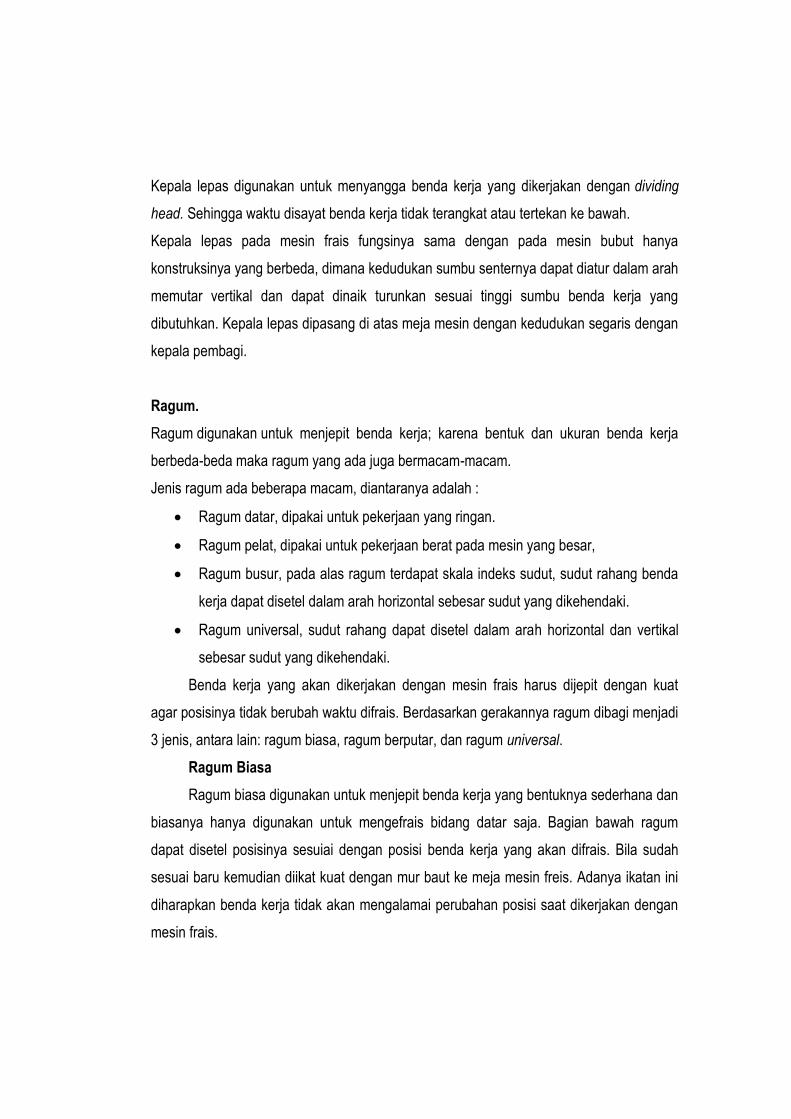
Ragum.
Ragum digunakan untuk menjepit benda kerja; karena bentuk dan ukuran benda kerja
berbeda-beda maka ragum yang ada juga bermacam-macam.
Jenis ragum ada beberapa macam, diantaranya adalah :
Ragum datar, dipakai untuk pekerjaan yang ringan.
Ragum pelat, dipakai untuk pekerjaan berat pada mesin yang besar,
Ragum busur, pada alas ragum terdapat skala indeks sudut, sudut rahang benda
kerja dapat disetel dalam arah horizontal sebesar sudut yang dikehendaki.
Ragum universal, sudut rahang dapat disetel dalam arah horizontal dan vertikal
sebesar sudut yang dikehendaki.
Benda kerja yang akan dikerjakan dengan mesin frais harus dijepit dengan kuat
agar posisinya tidak berubah waktu difrais. Berdasarkan gerakannya ragum dibagi menjadi
3 jenis, antara lain: ragum biasa, ragum berputar, dan ragum universal.
Ragum Biasa
Ragum biasa digunakan untuk menjepit benda kerja yang bentuknya sederhana dan
biasanya hanya digunakan untuk mengefrais bidang datar saja. Bagian bawah ragum
dapat disetel posisinya sesuiai dengan posisi benda kerja yang akan difrais. Bila sudah
sesuai baru kemudian diikat kuat dengan mur baut ke meja mesin freis. Adanya ikatan ini
diharapkan benda kerja tidak akan mengalamai perubahan posisi saat dikerjakan dengan
mesin frais.
Ragum Berputar
Ragum ini digunakan untuk menjepit benda kerja yang harus membentuk sudut
terhadap spindle. Bentuk ragum ini sama dengan ragum biasa tetapi pada bagaian
bawahnya terdapat alas yang dapat diputar hingga sudut 360°. Ragum ini juga diletakkan
di atas meja mesin frais secara horizontal yang diikat dengan mur baut dengan kuat.
Bagian tengahnya terdapat skala nonius yang dapat digunakan untuk menentukan sudut
putaran yang dikehendaki.
Ragum Universal
Ragum ini mempunyai dua sumbu perputaran, sehingga dapat diatur letaknya baik
secara horizontal maupun vertikal. Ragum universal dapat mengatur sudut benda kerja
yang akan dikerjakan dalam berbagai posisi. Sehingga pegerjaan benda kerja dapat dari
arah vertical maupun horizontal.
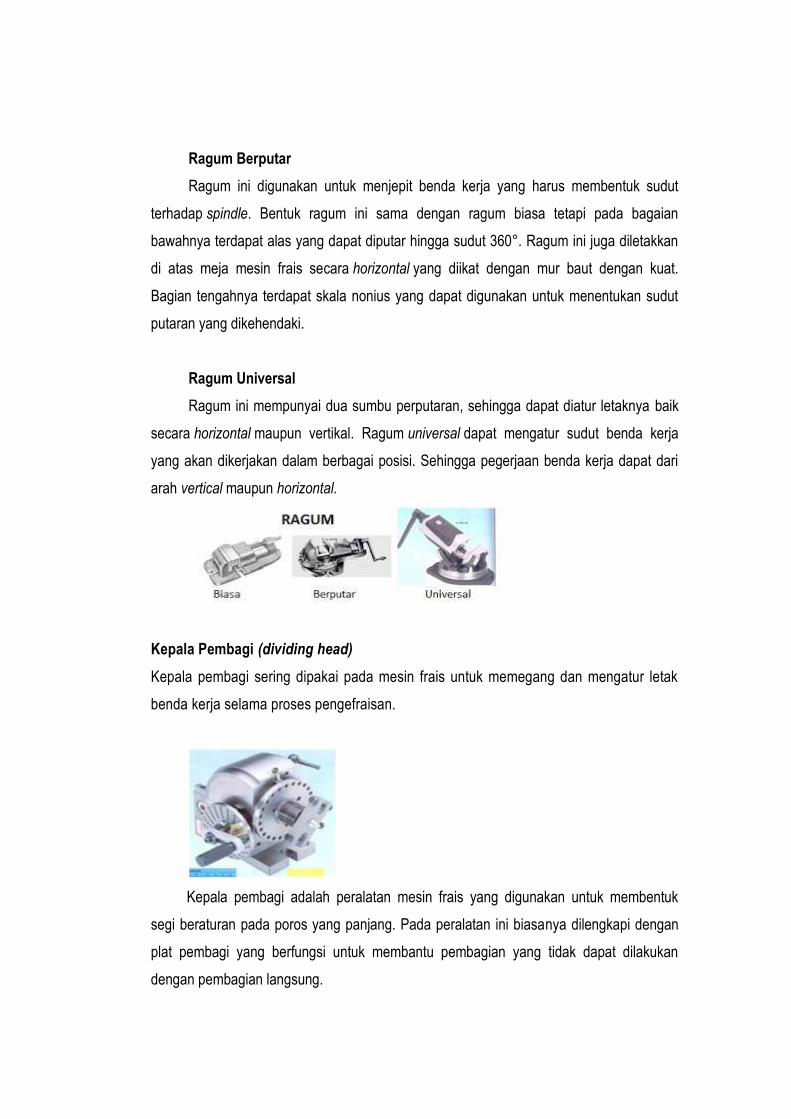
Kepala Pembagi (dividing head)
Kepala pembagi sering dipakai pada mesin frais untuk memegang dan mengatur letak
benda kerja selama proses pengefraisan.
Kepala pembagi adalah peralatan mesin frais yang digunakan untuk membentuk
segi beraturan pada poros yang panjang. Pada peralatan ini biasanya dilengkapi dengan
plat pembagi yang berfungsi untuk membantu pembagian yang tidak dapat dilakukan
dengan pembagian langsung.

Alat ini sangat penting, khususnya diwaktu membuat suatu segi yang sama sisi pada
suatu batang atau benda yang berbentuk bulat.atau yang lainnya (tidak harus bulat),
misalnya segi 4, 6, 8, 10, 12 dan seterusnya. Diadalam alat ini terdapat hubungan antara
roda gigi cacing dengan poros ulir cacing. Jumlah gigi pada roda gigi cacing biasanya 40
buah. Jadi perbandingan putaran antara poros dengan roda cacing adalah 40 : 1,
maksudnya apabila poros diputar 40 kali putaran, maka roda gigi cacing akan berputar 1
kali. Dengan demikian bila poros ulir cacing diputar 1 kali, maka benda kerja akan berputar
1/40 putaran. Pada poros berulir ini dipasang piring pembagi (plat index) yang mempunyai
lubang-lubang kecil dengan jumlah banyak. Tetapi kedudukan lubang-lubang ini beraturan
menurut garis lingkaran, dan pada tiap-tiap garis lingkaran lubang ditandai dengan tulisan
angka-angka, misalnya 12, 15, 16, 17, 18, 19, 20, 21 dan seterusnya; di mana angka-
angka tersebut menunjukkan jumlah lubang-lubang pada garis lingkaran tersebut.

Selain itu, pada ujung poros dipasang suatu batang pemutar (engkol) dan sepasang kaki
jangka. Pada ujung batang pemutar dipasang pin yang berpegas, di mana ujung pin
tersebut akan masuk pada lubang yang terdapat pada piring pembagi jika kedudukannya
tepat. Batang pemutar dapat diatur kedudukannya sehingga ujung pin akan masuk pada
lubang yang terdapat pada garis lingkaran yang dikehendaki, sedangkan kaki jangka
gunanya untuk menentukan jumlah lubang yangharus ditambahkan dan kedudukan pin.
Contoh 1: Jika kita akan membuat/mengefreis suatu benda bulat menjadi 8 bagian yang
sama panjang sisinya, maka batang pemutar harus diputar 40 : 8 = 5 untuk setiap
pergantian pengefresian. Karena hasilnya genap, maka ujung pin dapat ditempatkan di
mana saja asalkan setelah diputar 5 kali, pin harus ditempatkan kembali pada tempat
semula.
Jenis kepala pembagi ada 3 (tiga) golongan besar :
Kepala pembagi langsung.
Komponen kepala pembagi langsung terhadap badan, spindel untuk memegang
dan memutar benda kerja, suatu alat penunjuk yang terpasang pada spindel dan
pengunci. Benda kerja diputar langsung dengan menggunakan tangan. Pelat penunjuk
mempunyai lubang yang terletak melingkar yang memungkinkan pin (pasak) untuk
dipasang pada posisi 2, 3, 4, 5, 6, 8, 9,10,15, 24, 30, dan 60 dari benda kerja.
Kepala pembagi datar.
Kepala pembagi datar (tidak langsung) memungkinkan diperolehnya posisi yang
lebih Iuas pada suatu pembagi yang terletak disisi. Bagian kepala terdiri
dari spindel (untuk memegang dan memutar benda kerja) yang dihubungkan dengan
melalui roda gigi cacing ke suatu batang penunjuk. Roda gigi cacing umumnya
mempunyai perbanding-an reduksi 40 : 1 oleh karenanya untuk memutar benda kerja
satu kali diperlukan 40 kali putaran poros penunjuk.

Kepala pembagi universal.
Kepala pembagi universal dapat dipergunakan sebagai kepala pembagi
langsung, sederhana dan kepala pembegi bersudut. Spindel kepala pembagi dapat
dimiringkan membentuk suatu sudut yang dipergunakan untuk pembukaan permukaan
bersudut. Kepala pembagi berguna untuk membagi sudut dari benda yang difrais
sehingga menghasilkan pembagian yang sama, alat ini sangat penting khususnya
diwaktu membuat sesuatu segi yang sama sisi pada suatu batang bulat misalnya segi 4,
6, 8, roda gigi, alur-alur beraturan segi banyak beraturan, alur sekrup. Benda kerja dapat
dijepit antara dua senter atau salah satu ujungnya dijepit dengan chuk dan ujung lain
didukung dengan menggunakan arbor penjepit yang dimasukkan ke dalam lubang tirus
pada spindel. Kepala pembagi dapat juga dihubungkan ke poros meja mesin melalui
roda-roda gigi misalnya untuk mengefrais alur spiral, kam dan lain-lain.
Mesin frais mempunyai beberapa hasil bentuk yang berbeda, dikarenakan cara
pengerjaannya. Berikut ini bentu-bentuk pengfraisan yang bisa dihasilkan oleh mesin frais.
Bidang rata datar
Bidang rata miring menyudut
Bidang siku
Bidang sejajar
Alur lurus atau melingkar
Segi beraturan atau tidak beraturan
Pengeboran lubang atau memperbesar lubang
Roda gigi lurus, helik, paying, cacing
Nok/eksentrik, dll.
Macam-Macam Pisau Frais
Ada bermacam-macam pisau pada mesin frais. Berikut ini jenis pisau frais adalah:
Pisau silindris, pisau ini digunakan untuk menghasilkan permukaan horizontal dan
dapat mengerjakan permukaan yang lebar dan pekerjaan berat.
Pisau muka dan sisi, pisau ini memiliki gigi potong di kedua sisinya. Digunakan
untuk menghasilkan celah dan ketika digunakan dalam pemasangan untuk
menghasilkan permukaan rata, kotak, hexagonal, dll. Untuk ukuran yang besar,

gigi dibuat terpisah dan dimasukkan ke dalam badan pisau. Keuntungan ini
memungkinkan cutter dapat dicabut dan dipasang jika mengalami kerusakan.
Slotting cutter, Pisau ini hanya memilki gigi di bagian kelilingnya dan pisau ini
digunakanuntuk pemotongan celah dan alur pasak
Metal slitting saw, pisau ini memiliki gigi hanya di bagian keliling saja atau memiliki
gigi keduanya di bagian keliling dan sisi sisinya. Digunakan untuk memotong
kedalaman celah dan untuk memotong panjang dari material. Ketipisan dari pisau
bermacam -macam dari 1 mm – 5 mm dan ketipisan pada bagian tengah lebih
tipis dari bagian tepinya. Hal ini untuk mencegah pisau dari terjepit dicelah.
Frais ujung, Frais ujung berukuran dari berdiameter 4 mm sampai diameter 40
mm.
Shell end mill, Kelopak frais ujung dibuat untuk disesuaikan dibor pendek yang
dipasang di poros. Kelopak frais ujung lebih murah untuk diganti daripada frais
ujung padat/solid.
Frais muka, Pisau ini dibuat untuk mengerjakan pemotongan berat dan juga
digunakan untuk menghasilkan permukaan yang datar. Ini lebih akurat
daripada cylindrical slab mill/frais slab silindris. Frais muka memiliki gigi di ujung
muka dan kelilingnya. Panjang dari gigi di kelilingnya selalu kurang dari separuh
diameter dari pisaunya.
Tee-slot cutter Pisau ini digunakan untuk frais celah awal. Suatu celah atau alur
harus dibuat pada benda kerja sebelum pisau ini digunakan.
Pisau frais
Beberapa bentuk pisau frais sesuai dengan penggunaanya, antara lain:(a) Pisau mantel,
(b) Pisau sudut tunggal dan sudut ganda, (c) Pisau roda gigi, (d) Pisau alur, (e) Pisau sisi
muka, (f) Pisau gergaji, (g) Pisau alur T, (h) Pisau jari
Dua jenis utama pahat yang digunakan pada mesin freis (milling cutter) dapat dibedakan
atas dua macam :
Pahat freis selubung (slab milling cutter), lihat gambar
Pahat freis muka ( face milling cutter ), lihat gambar

Vf Vf
a. Slab milling cutter b. Face milling cutter
Gambar Jenis Pahat pada Mesin Freis
End milling cutters
Pisau pada proses frais jari biasanya berputar pada sumbu yang tegak
lurus permukaan benda kerja.
Pisau dapat digerakkan menyudut untuk menghasilkan permukaan menyudut.
Pahat freis termasuk pahat bermata potong jamak dengan jumlah mata potong sama
dengan jumlah gigi freis.
Elemen dasar dari proses freis dapat diketahui atau dihitung dengan
menggunakan rumus yang dapat diturunkan dari kondisi pemotongan ditentukan sebagai
berikut;
Benda kerja : w = lebar pemotongan
lw = panjang pemotongan
a = kedalaman potong
Pahat freis : d = diameter luar
z = jumlah gigi (mata potong)
rk = sudut potong utama
90 untuk pahat freis selubung.
Mesin freis : n = putaran poros utama
Vf = kecepatan makan
Elemen dasar pada mesin freis dapat dihitung dengan rumus berikut :
Kecepatan potong
VC = 1000
.. nd ; m/min
Gerak makan pergigi
fz = Vf / (z n) ; mm/(gigi)

Waktu pemotongan
tc = lt / Vf ; min
dimana :
lt = lv + lw + ln ; mm,
lv )( ada ; untuk mengefreis datar,
lv 0 ; untuk mengefreis tegak,
ln 0 ; untuk mengefreis datar,
ln = d / 2 ; untuk mengefreis tegak
Kecepatan menghasilkan geram
Z = 1000
.. waV f ; cm3 /min
3. Gurdi (Drilling)
Proses gurdi merupakan proses pembuatan lubang pada sebuah objek dengan
menekankan sebuah gurdi berputar kepadanya. Proses pembuatan lubang ini tidak hanya
melalui proses gurdi namun dapat juga dilakukan dengan proses lain seperti mempons,
pengelasan, meluaskan lubang, dan lain-lain.
Pahat gurdi mempunyai dua mata potong dan melakukan gerak potong berupa
putaran poros utama mesin gurdi. Putaran tersebut dapat dipilih dari beberapa tingkatan
putaran yang tersedia pada mesin gurdi, atau ditetapkan sekehendak bila sistim transmisi
putaran mesin gurdi merupakan sistim berkesinambungan (stepless spindle drive).

Bor adalah alat yang hampir selalu dibutuhkan pada bengkel, sekalipun bengkel
sederhana, karena sering sekali dijumpai untuk membuat lubang pada komponen alat dan
mesin, pembuatan konstruksi logam, maupun pada pengerjaan alat dan mesin. Mesin bor
(drilling) merupakan sebuah alat atau perkakas yang digunakan untuk melubangi suatu
benda.
Cara kerja mesin bor adalah dengan cara memutar
mata pisau dengan kecepatan tertentu dan ditekan ke suatu benda kerja.
fungsi utama dari mesin bor adalah untuk melubangi benda kerja dengan ukuran-
ukuran tertentu.
Ada beberapa kegunaan mesin bor, diantaranya digunakan untuk :
Membuat lubang untuk penyambungan bagian mesin, baik untuk mur dan baut
maupun untuk keling atau rivet.
Membuat sisa baut yang tertinggal di dalam lubangnya jika terjadi kepala baut
patah.
Proses gurdi dimaksudkan sebagai proses pembuatan lubang bulat dengan
menggunakan mata bor (twist drill).
Sedangkan proses bor (boring) adalah proses meluaskan/ memperbesar lubang.
Karakteristik proses gurdi agak berbeda dengan proses pemesinan yang lain, yaitu :
Beram harus keluar dari lubang yang dibuat
Beram yang keluar dapat menyebabkan masalah ketika
ukurannya besar dan atau kontinyu
Proses pembuatan lubang bisa sulit jika membuat
lubang yang dalam
Untuk pembuatan lubang dalam pada benda kerja yang
besar, cairan pendingin dimasukkan ke permukaan
potong melalui tengah mata bor
Gurdi adalah sebuah pahat pemotong yang ujungnya berputar dan memiliki satu
atau beberapa sisi potong dan galur yang berhubungan continue disepanjang badan
gurdi. Galur ini, yang dapat lurus atau heliks, disediakan untuk memungkinkannya
lewatnya serpihan atau fluida pemotong.

Mesin yang digunakan untuk melakukan proses gurdi adalah mesin
gurdi/Drilling Machine. Proses pembuatan lubang bisa dilakukan untuk satu pahat saja
atau dengan banyak pahat
Prinsip kerja mesin bor meja adalah putaran motor listrik diteruskan ke poros mesin
sehingga poros berputar. Selanjutnya poros berputar yang sekaligus sebagai pemegang
mata bor dapat digerakkan naik turun dengan bantuan roda gigi lurus dan gigi rack yang
dapat mengatur tekanan pemakanan saat pengeboran.
JENIS-JENIS MESIN BOR
Mesin bor meja
Mesin bor meja adalah mesin bor yang diletakkan diatas meja. Mesin ini digunakan untuk
membuat lobang benda kerja dengan diameter kecil (terbatas sampai dengan diameter 16
mm). Prinsip kerja mesin bor meja adalah putaran motor listrik diteruskan ke poros mesin
sehingga poros berputar. Selanjutnya poros berputar yang sekaligus sebagai pemegang
mata bor dapat digerakkan naik turun dengan bantuan roda gigi lurus dan gigi rack yang
dapat mengatur tekanan pemakanan saat pengeboran.
Mesin bor tangan (pistol)
Mesin bor tangan adalah mesin bor yang pengoperasiannya dengan menggunakan tangan
dan bentuknya mirip pistol. Mesin bor tangan biasanya digunakan untuk melubangi kayu,
tembokmaupun pelat logam. Khusus Mesin bor ini selain digunakan untuk membuat
lubang juga bisa digunakan untuk mengencangkan baut maupun melepas baut karena
dilengkapi 2 putaran yaitu kanan dan kiri. Mesin bor ini tersedia dalam berbagai ukuran,
bentuk, kapasitas dan juga fungsinya masing-masing.
Mesin bor Radial
Mesin bor radial khusus dirancang untuk pengeboran benda-benda kerja yang besar dan
berat. Mesin ini langsung dipasang pada lantai, sedangkan meja mesin telah terpasang
secara permanen pada landasan atau alas mesin.. Pada mesin ini benda kerja tidak
bergerak. Untuk mencapai proses pengeboran terhadap benda kerja, poros utama yang

digeser kekanan dan kekiri serta dapat digerakkan naik turun melalui perputaran batang
berulir.
Mesin Bor Tegak (Vertical Drilling Machine)
Digunakan untuk mengerjakan benda kerja dengan ukuran yang lebih besar, dimana
proses pemakanan dari mata bor dapat dikendalikan secara otomatis naik turun. Pada
proses pengeboran, poros utamanya digerakkan naik turun sesuai kebutuhan. Meja dapat
diputar 3600 , mejanya diikat bersama sumbu berulir pada batang mesin, sehingga
mejanya dapat digerakkan naik turun dengan menggerakkan engkol.
Mesin bor koordinat
Mesin bor koordinat pada dasarnya sama prinsipnya dengan mesin bor yang lainnya.
Perbedaannya terdapat pada sistem pengaturan posisi pengeboran. Mesin bor koordinat
digunakan untuk membuat/membesarkan lobang dengan jarak titik pusat dan diameter
lobang antara masing-masingnya memiliki ukuran dan ketelitian yang tinggi. Untuk
mendapatkan ukuran ketelitian yang tinggi tersebut digunakan meja kombinasi yang dapat
diatur dalam arah memanjang dan arah melintang dengan bantuan sistem optik. Ketelitian
dan ketepatan ukuran dengan sisitem optik dapat diatur sampai mencapai toleransi 0,001
mm.
Mesin bor lantai
Mesin bor lantai adalah mesin bor yang dipasang pada lantai. Mesin bor lantai disebut juga
mesin bor kolom. Jenis lain mesin bor lantai ini adalah mesin bor yang mejanya disangga
dengan batang pendukung. Mesin bor jenis ini biasanya dirancang untuk pengeboran
benda-benda kerja yang besar dan berat.
Mesin bor berporos (mesin bor gang)
Mesin bor ini mempunyai lebih dari satu spindel, biasanya sebuah meja dengan empat
spindel. Mesin ini digunakan untuk melakukan beberapa operasi sekaligus, sehingga lebih
cepat.untuk produksi masal

BAGIAN – BAGIAN UTAMA MESIN BOR
Base (Dudukan)
Base ini merupakan penopang dari semua komponen mesin bor. Base terletak paling
bawah menempel pada lantai, biasanya dibaut. Pemasangannya harus kuat karena akan
mempengaruhi keakuratan pengeboran akibat dari getaran yang terjadi.
Column (Tiang)
Bagian dari mesin bor yang digunakan untuk menyangga bagian-bagian yang digunakan
untuk proses pengeboran. Kolom berbentuk silinder yang mempunyai alur atau rel untuk
jalur gerak vertikal dari meja kerja.
Table (Meja)
Bagian yang digunakan untuk meletakkan benda kerja yang akan di bor. Meja kerja dapat
disesuaikan secara vertikal untuk mengakomodasi ketinggian pekerjaan yang berbeda
atau bisa berputar ke kiri dan ke kanan dengan sumbu poros pada ujung yang melekat
pada tiang (column). Untuk meja yang berbentuk lingkaran bisa diputar 3600 dengan poros
ditengah-tengah meja. Kesemuanya itu dilengkapi pengunci (table clamp) untuk menjaga
agar posisi meja sesuai dengan yang dibutuhkan. Untuk menjepit benda kerja agar diam
menggunakan ragum yang diletakkan di atas meja.
Drill (Mata Bor)
Adalah suatu alat pembuat lubang atau alur yang efisien. Mata bor yang paling sering
digunakan adalah bor spiral, karena daya hantarnya yang baik, penyaluran serpih (geram)
yang baik karena alur-alurnya yang berbentuk sekrup, sudut-sudut sayat yang
menguntungkan dan bidang potong dapat diasah tanpa mengubah diameter bor. Bidang–
bidang potong bor spiral tidak radial tetapi digeser sehingga membentuk garis-garis
singgung pada lingkaran kecil yang merupakan hati bor.
Spindle
Bagian yang menggerakkan chuck atau pencekam, yang memegang / mencekam mata
bor.

Spindle head
Merupakan rumah dari konstruksi spindle yang digerakkan oleh motor dengan sambungan
berupa belt dan diatur oleh drill feed handle untuk proses pemakananya.
Drill Feed Handle
Handel untuk menurunkan atau menekankan spindle dan mata bor ke benda kerja (
memakankan)
Kelistrikan
Penggerak utama dari mesin bor adalah motor listrik, untuk kelengkapanya mulai dari
kabel power dan kabel penghubung , fuse / sekring, lampu indicator, saklar on / off dan
saklar pengatur kecepatan.
Mesin gurdi dapat dikelompokkan berdasarkan konstruksinya :
Mesin gurdi portabel / mampu bawa
Mesin penggurdi teliti :
1) pasangan bangku
2) pasangan lantai
Mesin penggurdi radial
Mesin penggurdi tegak :
1) tugas ringan
2) tugas berat
3) mesin penggurdi kelompok
Mesin penggurdi spindel jamak :
1) unit tunggal
2) jenis jalan
Mesin penggurdi turet
Mesin penggurdi produksi otomatis :
1) meja pengarah

2) jenis jalan
Mesin penggurdi di lubang dalam.
PENGERJAAN PENGEBORAN
Jenis cutting tool (mata bor) yang digunakan dalam proses pengeboran antara lain:
1.Drilling
Proses yang digunakan untuk membuat suatu lubang pada benda kerja yang solid.
2.Step drill
Proses yang digunakan untuk pembuatan lubang dengan diameter bertingkat.
3.Reaming
Reaming adalah cara akurat pengepasan dan finishing lubang yang sudah ada
sebelumnya.
4.Boring
Proses memperluas sebuah lubang yang sudah ada dengan satu titik pahat. Boring lebih
disukai karena kita dapat memperbaiki ukuran lubang, atau keselarasan dan dapat
menghasilkan lubang yang halus..
5.Counter Bore
Operasi ini menggunakan pilot untuk membimbing tindakan pemotongan. Digunakan untuk
proses pembesaran ujung lubang yang telah dibuat dengan kedalaman tertentu, untuk
mengakomodasi kepala baut
6.Countersink (bor benam)
Khusus pembesaran miring berbentuk kerucut pada akhir lubang untuk mengakomodasi
sekrup versink. Kerucut sudut 60 °, 82 °, 90 °, 100 °, 110 °, 120 °
7.Tapping
Tapping adalah proses dimana membentuk ulir dalam. Hal ini dilakukan baik oleh tangan
atau oleh mesin.
Ada tiga jenis pahat dari mesin gurdi, yaitu :
1. Twist Drill
Twist drill merupakan penggurdi dengan dua galur dan dua tepi potong.

Gambar Twist Drill
2. Gun Drill
Ada dua jenis Gun Drill yaitu :
a. Bergalur lurus yang digunakan untuk penggurdian lubang yang dalam,
yaitu penggurdi trepan yang tidak memiliki pusat mati dan
meninggalkan inti pejal dari logam.
b. Penggurdi pistol pemotong pusat yang fungsinya hampir sama dengan
penggurdi trepan. Penggurdi pistol ini mempunyai kecepatan potong
yang lebih tinggi dari penggurdi puntir konvensional.
Gambar Gun Drill bergalur lurus. A Gun Drill trepan,
B. Gun Drill pemotongan

3. Penggurdi Khusus
Penggurdi khusus ini digunakan untuk menggurdi lubang yang lebih besar
yang tidak dapat dilakukan oleh penggurdi puntir ataupun oleh penggurdi
pistol. Untuk menggurdi lubang besar dalam pipa atau logam lembaran,
gurdi puntir tidak sesuai karena gurdi cendrung akan terbenam ke dalam
benda kerja atau lubangnya terlalu besar untuk gurdi biasa. Lubang besar
tersebut dipotong dengan pemotong lubang
Gambar Pemotong untuk lubang pada logam tipis. A. Pemotong gergaji. B. Fris kecil (fly
cutting).
Gambar Proses Gurdi
Benda kerja :
lw = panjang pemotongan benda kerja ; mm

Pahat gurdi :
d = diameter gurdi ; mm
Kr = sudut potong utama
= ½ sudut ujung (point angle)
Mesin gurdi :
n = putaran poros utama ; (r)/min
Vf = kecepatan makan ; mm/min
Elemen dasar dapat dihitung dengan rumus berikut ;
1. Kecepatan potong :
VC =1000
.. nd ; m/min
2. Gerak makan permata potong:
fz =nz
V f
. ; mm/r
3. Kedalaman potong:
a = d/2 ; mm
4. Waktu pemotongan:
tc = lt / Vf ; min
dimana:
lt = lv + lw + ln ; mm
ln = (d/2) tan Kr ; mm
5. Kecepatan penghasilan geram:
Z =1000.4
.. 2
fVd ; cm3/m
4. Pengelasan (Welding Pengelasan terbagi dalam dua, yaitu pengelasan listrik dan pengelasan oksigen
asitelin

LAS LISTRIK
Pengertian las listrik Pengelasan adalah suatu proses penyambungan logam
dimana logam menjadi satu akibat panas dengan atau tanpa tekanan, atau dapat
didefinisikan sebagai akibat dari metalurgi yang ditimbulkan oleh gaya tarik menarik antara
atom. Sebelum atom-atom tersebut membentuk ikatan, permukaan yang akan menjadi
satu perlu bebas dari gas yang terserap atau oksida-oksida.
Mesin las listrik Mesin las merupakan sumber tenaga yang memberi jenis tenaga
listrik yang diperlukan serta tegangan yang cukup untuk terus melangsungkan
suatulengkung listrik las. Sumber tenaga mesin las dapat diperoleh dari: Motor bensin atau
diesel Gardu induk Tegangan pada mesin las listrik biasanya : 110 volt 220 volt 380 volt
Antara jaringandengan mesin las pada bengkel terdapat saklar pemutus. Mesin las
digerakkan dengan motor, cocok dipakai untuk pekerjaan lapangan atau pada bengkel
yang tidak mempunyai jaringan listrik. Busur nyala terjadi apabila dibuat jarak tertentu
antara elektroda dengan benda kerja dan kabel massa dijepitkan ke benda kerja. Jenis-
jenis mesin las las listrik terbagi atas : Mesin las listrik – Transformator arus bolak-balik
(AC) Mesin ini memerlukan sumber arus bolak-balik dengan tegangan yang lebih rendah
pada lengkung listrik.
Keuntungan – keuntungan mesin las AC antara lain : Busur nyala kecil, sehingga
memperkecil kemungkinan timbunya keropos pada rigi-rigi las Perlengkapan dan
perawatan lebih murah Mesin las listrik – Rectifier arus searah (DC) Mesin ini mengubah
arus listrik bolak-balik (AC) yang masuk, menjadi arus listrik searah (DC) keluar. Pada
mesin AC, kabel masa dan kabel elektroda dapat dipertukarkan tanpa mempengaruhi
perubahan panas yang timbul pada busur nyala. Keuntungan-keuntungan mesin las DC
antara lain : Busur nyala stabil Dapat menggunakan elektroda bersalut dan tidak bersalut
Dapat menggunakan elektroda bersalut dan tidak bersalut Dapat mengelas pelat tipis
dalam hubungan DCRP Dapat dipakai untuk mengelas pada tempat-tempat yang lembab
dan sempit
Pengkutuban elektroda Pengkutuban Langsung Pada pengkutuban langsung,
kabel elektroda dipasang Pada terminal negatif dan . kabel massa pada terminal positif.
Pengkutuban langsung sering disebut sebegai sirkuit las listrik dengan elektroda negatif.
(DC-). Pengkutuban terbalik Untuk pengkutuban terbalik, kabel elektroda dipasang pada

terminal positif dan kabel massa dipasang pada terminal negative. Pengkutuban terbalik
sering disebut sirkuit las listrik dengan elektroda positif (DC+).
Pengaruh pengkutuban pada hasil las Pemilihan jenis arus maupun pengkutuban
pada pangelasan bergantung kepada : Jenis bahan dasar yang akan dilas Jenis elektroda
yang dipergunakan Pengaruh pengkutuban pada hasil las adalah pada penembusan
lasnya. Pengkutuban langsung akan menghasilkan penembusan yang dangkal sedangkan
Pada pengkutuban terbalik akan terjadi sebeliknya. Pada arus bolak-balik penembusan
yang dihasilkan antara keduanya.
Tegangan dan arus listrik pada mesin las Volt adalah suatu satuan tegangan listrik
yang dapat diukur dengan suatu alat voltmeter. Tegangan diantara elektroda dan bahan
dasar menggerakkan electron-elektron melintasi busur. Ampere adalah jumlah arus listrik
yang mengalir yang dapat diukur dengan amperemeter. Lengkung listrik yang panjang
akan menurunkan arus dan menaikkan tegangan.
Perlengkapan Las listrik Kabel Las Kabel las biasanya dibuat dari tembaga yang
dipilin dan dibungkus dangan karet isolasi Yang disebut kabel las ada tiga macam yaitu :
kabel elektroda kabel massa kabel tenaga
Kabel elektroda adalah kabel yang pesawat menghubungkan las dengan
elektroda.
Kabel massa menghubungkan pesawat las dengan benda kerja.
Kabel tenaga adalah kabel yang menghubungkan sumber tenaga atau jaringan
listrik dengan pesawat las. Kabel ini biasanya terdapat pada pesawat las AC atau
AC DC. Pemegang elektroda Ujung yang tidak berselaput dari elektroda dijepit
dengan pemegang elektroda.
Pemegang elektroda terdiri dari mulut penjepit dan pegangan yang dibungkus oleh bahan
penyekat. Pada waktu berhenti atau selesai mengelas, bagian pegangan yang tidak
berhubungan dengan kabel digantungkan pada gantungan dari bahan fiber atau kayu.
Palu Las Palu Ias digunakan untuk melepaskan dan mengeluarkan terak las pada jalur Ias
dengan jalan memukulkan atau menggoreskan pada daerah las.
Berhati-hatilah membersihkan terak Ias dengan palu Ias karena kemungkinan akan
memercik ke mata atau ke bagian badan lainnya.

Sikat Kawat Dipergunakan untuk :
• Membersihkan benda kerja yang akan dilas
• Membersihkan kerak Ias yang sudah lepas dari jalur las oleh pukulan palu las.
Klem Massa Klem massa adalah suatu alat untuk menghubungkan kabel massa ke benda
kerja. Biasanya klem massa dibuat dari bahan dengan penghantar listrik yang baik seperti
Tembaga agar arus listrik dapat mengalir dengan baik, klem massa ini dilengkapi dengan
pegas yang kuat. Yang dapat menjepit benda kerja . Walaupun demikian permukaan
benda kerja yang akan dijepit dengan klem massa harus dibersihkan terlebih dahulu dari
kotoran-kotoran seperti karat, cat, minyak.
Tang Penjepit Penjepit (tang) digunakan untuk memegang atau memindahkan
benda kerja yang masih panas.
Teknik dasar Pengelasan Pembentukan busur listrik pada proses penyulutan Pada
pembentukan busur listrik elektroda keluar dari kutub negatif (katoda) dan mengalir
dengan kecepatan tinggi ke kutub positif (anoda).
Dari kutub positif mengalir partikel positif (ion positif) ke kutub negatif. Melalui
proses ini ruang udara diantara anoda dan katoda (benda kerja dan elektroda) dibuat
untuk menghantar arus listrik (diionisasikan) dan dimungkinkan pembentukan busur listrik.
Sebagai arah arus berlaku arah gerakan ion-ion positif. Jika elektroda misalnya
dihubungkan dengan kutub negatif sumber arus searah, maka arah arusnya dari benda
kerja ke elektroda. Setelah arus elektroda didekatkan pada lokasi jalur sambungan
disentuhkan dan diangkat kembali pada jarak yang pendek (garis tengah elektroda). • • • •
• • • Kawat inti Selubung elektroda Busur listrik Pemindahan logam Gas pelindung Terak
Kampuh las.
Dengan penyentuhan singkat elektroda logam pada bagian benda kerja yang akan
dilas,berlangsung hubungan singkat didalam rangkaian arus pengelasan, suatu arus listrik
yang kekuatannya tinggi mengalir, yang setelah pengangkatan elektroda itu dari benda
kerja menembus celah udara, membentuk busur cahaya diantara elektroda dengan benda
kerja, dan dengan demikian tetap mengalir.Suhu busur cahaya yang demikian tinggi akan

segera melelehkan ujung elektroda dan lokasi pengelasan. Didalam rentetan yang cepat
partikel elektroda menetes, mengisi penuh celah sambungan las dan membentuk
kepompong las. Proses pengelasan itu sendiri terdiri atas hubungan singkat yang terjadi
sangat cepat akibat pelelehan elektroda yang terus menerus menetes.
Proses Penyulutan Setelah arus dijalankan, elekteroda didekatkan pada lokasi
jalur sambungan disentuhkan sebentar dan diangkat kembali pada jarak yang pendek
(garis tengah elektroda). Menyalakan busur listrik Untuk memperoleh busur yang baik di
perlukan pangaturan arur (ampere) yang tepat sesuai dengan type dan ukuran elektroda,
Menyalahkan busurd apat dilakukan dengan 2 (dua) cara yakni : • • Bila pesawat Ias yang
dipakai pesewat Ias AC, menyalakan busur dilakukan dengan menggoreskan elektroda
pada benda kerja lihat gambar. Untuk menyalakan busur pada pesawat Ias DC, elektroda
disentuhkan seperti pada gambar.
Bila elektroda harus diganti sebelum pangelasan selesai, maka untuk melanjutkan
pengelasan, busur perlu dinyalakan lagi. Menyalakan busur kembali ini dilakukan pada
tempat kurang lebih 26 mm dimuka las berhenti seperti pada gambar. Jika busur berhenti
di B, busur dinyalakan lagi di A dan kembali ke B untuk melanjutkan pengelasan. Bilamana
busur sudah terjadi, elektroda diangkat sedikit dari pekerjaan hingga jaraknya ± sama
dengan diameter elektroda. Untuk elektroda diameter 3,25 mm, jarak ujung elektroda
dengan permukaan bahan dasar ± 3,25 mm. Adapun hal-hal yang perlu diperhatikan : •
Jika busur nyala terjadi, tahan sehingga jarak ujung elektroda ke logam induk besarnya
sama dengan diameter dari penampang elektroda dan geser posisinya ke sisi logam induk.
• Perbesar jarak tersebut(perpanjang nyala busur) menjadi dua kalinya untuk memanaskan
logam induk. • Kalau logam induk telah sebagian mencair, jarak elektroda dibuat sama
dengan garis tengah penampang tadi.
elektroda. Hasilnya : rigi-rigi kasar tembusan las dangkal percikan teraknya kasar keluar
jalur las. • Bila busur terlalu pendek, akan sukar memeliharanya, bisa terjadi pembekuan
ujung elektroda pada pengelasan (lihat gambar 158 c). hasilnya : rigi las tidak merata
tembusan las tidak baik percikan teraknya kasar dan berbentuk bola. dan dari las

Pengaruh Besar Arus Besar arus pada pengelasan mempengaruhi hasil las. Bila
arus terlalu rendah sukarnya akan menyebabkan busur penyalaan listrik dan busur listrik
yang terjadi tidak stabil. Panas yang terjadi tidak cukup
untuk melelehkan elektroda dan bahan dasar sehingga hasilnya merupakan rigi-rigi las
yang kecil dan tidak rata serta penembusan yang
kurang dalam. Sebaliknya bila arus terlalu besar maka elektroda akan mencair terlalu
cepat dan menghasilkan permukaan las yang lebih lebar dan penembusan yang dalam.
Besar arus untuk pengelasan tergantung pada jenis kawat las yang dipakai, posisi
pengelasan serta tebal bahan dasar. Pengaruh Kecepatan elektroda pada hasil
pengelasan Kecepatan pengelasan tergantung pada jenis elektroda, diameter inti
elektroda, bahan yang dilas, geometri sambungan, ketelitian sambungan dan lainlainnya.
Dalam hampir tidak ada hubungannya dengan tegangan las tetapi berbanding lurus
dengan arus las. Karena itu pengelasan yang cepat memerlukan arus las yang tinggi. Bila
tegangan dan arus dibuat tetap, sedang kecepatan pengelasan dinaikkan maka jumlah
deposit per satuan panjang las jadi menurun. Tetapi di samping itu sampai pada suatu
kecepatan tertentu, kenaikan kecepatan akan memperbesar penembusan. Bila kecepatan
pengelasan dinaikkan terus maka masukan panas per satuan panjang juga akan menjadi
kecil, sehingga pendinginan akan berjalan terlalu cepat yang mungkin dapat memperkeras
daerah HAZ Pada umumnya dalam pelaksanaan kecepatan selalu diusahakan
setinggitingginya tetapi masih belum merusak kwalitas manik las. Pengalaman juga
menunjukkan bahwa makin tinggi kecepatan makin kecil perubahan bentuk yang terjadi.
Kecepatan pengelasan yang rendah akan menyebabkan pencairan yang banyak dan
pembentukan manik datar yang dapat menimbulkan terjadinya lipatan manik. Sedangkan
kecepatan yang tinggi akan menurunkan lebar manik dan menyebabkan terjadinya bentuk
manik yang cekung dan takik, terlihat seperti gambar dibawah ini.

Pendinginan
Lamanya pendinginan dalam suatu daerah temperatur tertentu dari suatu siklus
termal las sangat mempengaruhi kwalitas sambungan. Karena itu banyak sekali usaha-
usaha pendekatan untuk menentukan lamanya waktu pendinginan tersebut. Pendekatan
ini biasanya dinyatakan dalam bentuk rumus empiris atau nomograf atau tabel seperti
yang terlihat dalam tabel dibawah ini. Struktur mikro dan sifat mekanik dari daerah HAZ
sebagian besar tergantung pada lamanya pendinginan dari temperatur 800 ▫C samapi 500
°C. Sedangkan retak dingin, dimana hidrogen memegang peranan penting, terjadinya
sangat tergantung oleh lamanya pendinginan dari temperatur 800 ▫C sampai 300 °C atau
100 ▫C
Elektroda Klasifikasi Elektroda Elektroda baja lunak dan baja paduan rendah untuk las
busur listrik manurut klasifikasi AWS (American Welding Society) dinyatakan dengan tanda
E XXXX yang artInya sebagai berikut : E menyatakan elaktroda busur listrik XX (dua
angka) sesudah E menyatakan kekuatan tarik deposit las dalam ribuan Ib/in2 lihat table. X
(angka ketiga) menyatakan posisi pangelasan. angka 1 untuk pengelasan segala posisi.
angka 2 untuk pengelasan posisi datar di bawah tangan X (angka keempat) menyataken
jenis selaput dan jenis arus yang cocok dipakai untuk pengelasan lihat table. Contoh : E
6013 Artinya: Kekuatan tarik minimum den deposit las adalah 60.000 Ib/in2 atau 42
kg/mm2 Dapat dipakai untuk pengelasan segala posisi Jenis selaput elektroda Rutil-
Kalium dan pengelasan dengan arus AC atau DC + atau DC • Elektroda Baja Lunak •
1. E 6010 dan E 6011
Elektroda ini adalah jenis elektroda selaput selulosa yang dapat dipakai untuk pengelesan
dengan penembusan yang dalam. Pengelasan dapat pada segala posisi dan terak yang
tipis dapat dengan mudah dibersihkan. Deposit las biasanya mempunyai sifat sifat
mekanik yang baik dan dapat dipakai untuk pekerjaan dengan pengujian Radiografi.
Selaput selulosa dengan kebasahan 5% pada waktu pengelasan akan menghasilkan gas
pelindung. E 6011 mengandung Kalium untuk mambantu menstabilkan busur listrik bila
dipakai arus AC. • . E 6012 dan E 6013 Kedua elektroda ini termasuk jenis selaput rutil

yang dapat manghasilkan penembusan sedang. Keduanya dapat dipakai untuk
pengelasan segala posisi, tetapi kebanyakan jenis E 6013 sangat baik untuk posisi
pengelesan tegak arah ke bawah. Jenis E 6012 umumnya dapat dipakai pada ampere
yang relatif lebih tinggi dari E 6013. E 6013 yang mengandung lebih benyak Kalium
memudahkan pemakaian pada voltage mesin yang rendah. Elektroda dengan diameter
kecil kebanyakan dipakai untuk pangelasan pelat tipis. • 3. E 6020 Elektroda jenis ini dapat
menghasilkan penembusan las sedang dan teraknya mudah dilepas dari lapisan las.
Selaput elektroda terutama mengandung oksida besi dan mangan. Cairan terak yang
terlalu cair dan mudah mengalir menyulitkan pada pengelasan dengan posisi lain dari pada
bawah tangan atau datar pada las sudut. • Elektroda Berselaput Elektroda berselaput yang
dipakai pada Ias busur listrik mempunyai perbedaan komposisi selaput maupun kawat Inti.
Pelapisan fluksi pada kawat inti dapat dengah cara destrusi, semprot atau celup. Ukuran
standar diameter kawat inti dari 1,5 mm sampai 7 mm dengan panjang antara 350 sampai
450 mm. Jenisjenis selaput fluksi pada elektroda misalnya selulosa, kalsium karbonat (Ca
C03), titanium dioksida (rutil), kaolin, kalium oksida mangan, oksida besi, serbuk besi, besi
silikon, besi mangan dan sebagainya dengan persentase yang berbeda-beda, untuk tiap
jenis elektroda.
Tebal selaput elektroda berkisar antara 70% sampai 50% dari diameter elektroda
tergantung dari jenis selaput. Pada waktu pengelasan, selaput elektroda ini akan turut
mencair dan menghasilkan gas CO2 yang melindungi cairan las, busur listrik dan sebagian
benda kerja terhadap udara luar. Udara luar yang mengandung O2 dan N akan dapat
mempengaruhi sifat mekanik dari logam Ias. Cairan selaput yang disebut terak akan
terapung dan membeku melapisi permukaan las yang masih panas. • Elektroda dengan
selaput serbuk besi Selaput elektroda jenis E 6027, E 7014. E 7018. E 7024 dan E 7028
mengandung serbuk besi untuk meningkatkan efisiensi pengelasan. Umumnya selaput
elektroda akan lebih tebal dengan bertambahnya persentase serbuk besi. Dengan adanya
serbuk besi dan bertambah tebalnya selaput akan memerlukan ampere yang lebih tinggi.

• Elektroda Hydrogen rendah Selaput elektroda jenis ini mengandung hydrogen yang
rendah (kurang dari 0,5 %), sehingga deposit las juga dapat bebas dari porositas.
Elektroda ini dipakai untuk pengelasan yang memerlukan mutu tinggi, bebas porositas,
misalnye untuk pengelasan bejana dan pipa yang akan mengalami tekanan Jenis-jenis
elektroda hydrogen rendah misalnya E 7015, E 7016 dan E 7018. • Elektroda untuk besi
tuang • Elektroda baja Elektroda jenis ini bila dipakai untuk mengelas besi tuang akan
menghasilkan deposit las yang kuat sehingga tidak dapat dikerjakan dengan mesin.
Dengan demikian elektroda ini dipakai bila hasil las tidak dikerjakan lagi. Untuk mengelas
besi tuang dengan elektroda baja dapat dipakai pesawat las AC atau DC kutub terbalik. •
Elektroda Nikel Elektroda jenis ini dipakai untuk mengelas besi tuang, bila hasil las masih
dikerjakan lagi dengan mesin. Elektroda nikel dapat dipakai dalam sagala posisi
pengelasan. Rigi-rigi las yang dihasilkan elektroda ini pada besi tuang adalah rata dan
halus bila dipakai pada pesawat las DC kutub terbalik. Karakteristik elektroda nikel dapat
dilihat pada tabel dibawah ini. • Elektroda Perunggu Hasil las dengan memakai elektroda
ini tahan terhadap retak, sehingga panjang las dapat ditambah. Kawat inti dari elektroda
dibuat dari perunggu fosfor dan diberi selaput yang menghasilkan busur stabil. • Elektroda
untuk aluminium Aluminium dapat dilas listrik dengan elektroda yang dibuat dari logam
yang sama. Pemilihan elektroda aluminium yang sesuai dengan pekerjaan didasarkan
pada tabel keterangan dari pabrik yang membuatnya. Elektroda aluminium AWS-ASTM AI-
43 untuk las busur listrik adalah dengan pasawat las DC kutub terbalik dimana pemakaian
arus dinyatakan dalam tabel berikut.
• Elektroda untuk pelapis keras • Elektroda tahan kikisan Elektroda jenis ini dibuat dari
tabung chrom karbida yang diisi dengan serbuk-serbuk karbida. Elektroda dengan
diameter 3,25 mm - 6,5 mm dipakai peda pesawat las AC atau DC kutub terbalik.
Elektroda ini dapat dipakai untuk pelapis keras permukaan pada sisi potong yang tipis,
peluas lubang dan beberapa type pisau. • Elektroda tahan pukulan Elektroda ini dapat
dipakai pada pesawat las AC atau DC kutub terbalik. Dipakai untuk pelapis keras bagian
pemecah dan palu. • Elektroda tahan keausan Elektroda ini dibuat dari paduan-paduan
non ferro yang mengandung Cobalt, Wolfram dan Chrom. Biasanya dipakai untuk pelapis

keras permukaan katup buang dan dudukan katup dimana temperatur dan keausan sangat
tinggi. Macam-macam gerakan elektroda • Gerakan arah turun sepanjang sumbu
elektroda. Gerakan ini dilakukan untuk mengatur jarak busur listrik agar tetap. • Gerakan
ayunan elektroda. Gerakan ini diperlukan untuk mengatur lebar jalur las yang dikehendaki.
Ayunan keatas menghasilkan alur las yang kecil, sedangkan ayunan kebawah
menghasilkan jalur las yang lebar. Penembusan las pada ayunan keatas lebih dangkal
daripada ayunan kehawah. Ayunan segitiga dipakai pada jenis elektroda Hydrogen rendah
untuk mendapatkan penembusan las yang baik diantara dua celah pelat. Beberapa
bentuk-bentuk ayunan diperlihatkan pada gambar dibawah ini. Titiktitik pada ujung ayunan
menyatakan agar gerakan las berhenti sejenak pada tempat tersebutL untuk memberi
kesempatan pada cairan las untuk mengisi celah sambungan. Tembusan las yang
dihasilkan dengan gerekan ayun tidak sebaik dengan gerakan lurus elektroda. Waktu yang
diperlukan untuk gerakan ayun lebih lama, sehingga dapat menimbulkan pemuaian atau
perubahan bentuk dari
bahan dasar. Dengan alasan ini maka penggunaan gerakan ayun harus memperhatikan
tebal bahan dasar. Alur Spiral
Alur Zig-zag
•Alur segitiga • Posisi pengelasan • Posisi di bawah tangan Posisi bawah tangan
merupakan posisi pengelasan yang paling mudah dilakukan. Oleh sebab itu untuk
menyelesaikan setiap pekerjaan pengelasan sedapat meungkin di usahakan pada posisi
dibawah tangan. Kemiringan elektroda 10 derajat – 20 derajat terhadap garis vertical kea
rah jalan elektroda dan 70 derajat-80 derajat terhadap benda kerja. • Posisi tegak (vertical)
Mengelas posisi tegak adalah apabila dilakukan arah pengelasannya keatas atau ke
bawah. Pengelasan ini termasuk pengelasan yang paling sulit karena bahan cair yang
mengalir atau menumpuk diarah bawah dapat diperkecil
dengan kemiringan elektroda sekitar 10 derajat-15 derajat terhadapvertikal dan 70 derajat-
85 derajat terhadap benda kerja. • Posisi datar (horizontal) Mengelas dengan horizontal

biasa disebut juga mengelas merata dimana kedudukan benda kerja dibuat tegak dan arah
elektroda mengikuti horizontal. Sewaktu mengelas elektroda dibuat miring sekitar 5 derajat
– 10 derajat terhadap garis vertical dan 70 derajat – 80 derajat kearah benda kerja. • Posisi
di atas kepala (Overhead) Posisi pengelasan ini sangat sulit dan berbahaya karena bahan
cair banyak berjatuhan dapat mengenai juru las, oleh karena itu diperlukan perlengkapan
yang serba lengkap. Mengelas dengan posisi ini benda kerja terletak pada bagian atas juru
las dan kedudukan elektroda sekitar 5 derajat – 20 derajat terhadap garis vertical dan 75
derajat-85 derajat terhadap benda kerja.
Posisi datar (1G) Pada posisi ini sebaiknya menggunakan metode weaving yaitu zigzag
dan setengah bulan Untuk jenis sambungan ini dapat dilakukan penetrasi pada kedua sisi,
tetapi dapat juga dilakukan penetrasi pada satu sisi saja. Type posisi datar (1G) didalam
pelaksanaannya sangat mudah. Dapat diapplikasikan pada material pipa dengan jalan
pipa diputar. Posisi horizontal (2G)
Pengelasan pipa 2G adalah pengelasan posisi horizontal, yaitu pipa pada posisi tegak dan
pengelasan dilakukan secara horizontal mengelilingi pipa. Kesulitan pengelasan posisi
horizontal adalah adanya gaya gravitasi akibatnya cairan Adapun las akan posisi selalu
sudut kebawah. electrode
pengelasan pipa 2G yaitu 90º Panjang gerakan elektrode antara 1-2 kali diameter
elektrode. Bila terlalu panjang dapat mengakibatkan kurang baiknya mutu las. Panjang
busur diusahakan sependek mungkin yaitu ½ kali diameter elektrode las. Untuk
pengelasan pengisian dilakukan dengan gerakan melingkar dan diusahakan dapat
membakar dengan baik pada kedua sisi kampuh agar tidak terjadi cacat. Gerakan seperti
ini diulangi untuk pengisian berikutnya. Posisi vertikal (3G) Pengelasan posisi 3G
dilakukan pada material plate. Posisi 3G ini dilaksanakan elektrode pada vertikal. plate dan
Kesulitan
pengelasan ini hampir sama dengan posisi 2G akibat gaya gravitasi cairan elektrode las
akan selalu kebawah.
Posisi horizontal pipa (5G) Pada pengelasan posisi 5G dibagi menjadi 2, yaitu : 1.
Pengelasan naik Biasanya dilakukan pada pipa yang mempunyai dinding teal karena
membutuhkan panas yang tinggi. Pengelasan arah naik rendah
kecepatannya
lebih cepat dibandingkan pengelasan dengan arah turun, sehingga panas masukan tiap
satuan luas lebih tinggi dibanding dengan pengelasan turun. Posisi pengelasan 5G pipa
diletakkan pada posisi horizontal tetap dan pengelasan dilakukan mengelilingi pipa
tersebut. Supaya hasil pengelasan baik, maka diperlukan las kancing (tack weld) pada
posisi jam 5-8-11 dan 2. Mulai pengelasan pada jam 5.30 ke jam 12.00 melalui jam 6 dan
kemudian dilanjutkan dengan posisi jam 5.30 ke jam 12.00 melalui jam 3. Gerakan
elektrode untuk posisi root pass (las akar) adalah berbentuk segitiga teratur dengan jarak
busur ½ kali diameter elektrode. 2. Pengelasan turun Biasanya dilakukan pada pipa yang
tipis dan pipa saluran minyak serta gas bumi. Alasan penggunaan las turun lebih
menguntungkan dikarenakan lebih cepat dan lebih ekonomis. Pengelasan posisi Fillet
Pengelasan fillet juga disebut sambungan T.joint pada posisi cairan las-lasan diberikan
pada posisi menyudut. Pada
sambungan ini terdapat diantara material pada posisi mendatar dan posisi tegak. Posisi
sambungan ini termasuk posisi sambungan yang relative mudah, namun hal yang perlu
diperhatikan pada sambungan ini adalah kemiringan elektroda, gerakan ayunan
tergantung pada kondisi atau kebiasaan operator las.
Perlengkapan Keselamatan Kerja Helm Las Helm Ias maupun tabir las digunakan untuk
melindungi kulit muka dan mata dari sinar las (sinar ultra violet dan ultra merah) yang
dapat merusak kulit maupun mata,Helm las ini dilengkapi dengan kaca khusus yang dapat
mengurangi sinar ultra violet dan ultra merah tersebut. Sinar Ias yang sangat terang/kuat
itu tidak boleh dilihat dangan mata langsung sampai jarak 16 meter. Oleh karena itu pada

saat mengelas harus mengunakan helm/kedok las yang dapat menahan sinar las dengan
kaca las. Ukuran kaca Ias yang dipakai tergantung pada pelaksanaan pengelasan.
Umumnya penggunaan kaca las adalah sebagai berikut: No. 6. dipakai untuk Ias titik No. 6
dan 7 untuk pengelasan sampai 30 ampere. No. 6 untuk pengelasan dari 30 sampai 75
amper. No. 10 untuk pengelasan dari 75 sampai 200 ampere. No. 12. untuk pengelasan
dari 200 sampai 400 ampere. No. 14 untuk pangelasan diatas 400 ampere. Untuk
melindungi kaca penyaring ini biasanya pada bagian luar maupun dalam dilapisi dengan
kaca putih. Sarung Tangan (Welding Gloves) Sarung tangan dibuat dari kulit atau asbes
lunak untuk memudahkan memegang pemegang elektroda. Pada waktu mengelas harus
selalu dipakai sepasang sarung tangan.
Apron
Apron adalan alat pelindung badan dari percikan bunga api yang dibuat dari kulit
atau dari asbes. Ada beberapa jenis/bagian apron : apron lengan apron lengkap apron
dada Sepatu Las Sepatu las berguna untuk melindungi kaki dari semburan bunga api, Bila
tidak ada sepatu las, sepatu biasa yang tertutup seluruhnya dapat juga dipakai masker Las
Jika tidak memungkinkan adanya kamar las dan ventilasi kamar yang baik, masker
digunakan, agar terhindar dari asap dan debu las yang beracun. kamar Las dibuat dari
bahan tahan api Kamar las penting agar orang yang yang ada disekitarnya tidak
tergganggu oleh cahaya las. Untuk mengeluarkan gas, sebaiknya kamar las dilengkap las
dilengkapi dengan sistem ventilasi Didalam kamar las ditempatkan diatas meja las harus
bersih dari bahan bahan-bahan yang mudah terbakar agar terhindar dari kemungkinan
terjadinya kebakaran oleh percikan terak dan bunga api. Jaket Las pelindung badan dan
tangan yang terbuat dari kulit/asbes.
LAS GAS ( OKSIGEN - ASETILIN )
Pengertian Las Oksi-Asetilin Las Oksi asetilin adalah pengelasan yang
dilaksanakan dengan pencampuran 2 jenis gas sebagai pembentuk nyala api dan sebagai
sumber panas. Dalam proses las gas ini, gas yang digunakan adalah campuran dari gas
Oksigen (O2) dan gas lain sebagai gas bahan bakar (fuel gas). Gas bahan bakar yang
paling popular dan paling banyak digunakan dibengkel-bengkel adalah gas Asetilen ( dari

kata “acetylene”, dan memiliki rumus kimia C2H2 ). Gas ini memiliki beberapa kelebihan
dibandingkan gas bahan bakar lain. Kelebihan yang dimiliki gas Asetilen antara lain,
menghasilkan temperature nyala api lebih tinggi dari gas bahan bakar lainya, baik bila
dicampur dengan udara ataupun Oksigen.
Bahan Bakar Gas Asetilin ( C2H2 ) Asetilena (Nama sistematis: etuna) adalah
suatu hidrokarbon yang tergolong kepada alkuna, dengan rumus C2H2. Asetilena
merupakan alkuna yang paling sederhana, karena hanya terdiri dari dua atom karbon dan
dua atom hidrogen. Pada asetilena, kedua karbon terikat melalui ikatan rangkap tiga, dan
masing-masing atom karbon memiliki hibridisasi orbital sp untuk ikatan sigma. Hal ini
menyebabkan keempat atom pada asetilena terletak pada satu garis lurus, dengan sudut
C-C-H sebesar 180°. Propan Propana adalah senyawa alkana tiga karbon (C3H8) yang
berwujud gas dalam keadaan normal, tapi dapat dikompresi menjadi cairan yang mudah
dipindahkan dalam kontainer yang tidak mahal. Senyawa ini diturunkan dari produk
petroleum lain pada pemrosesan minyak bumi atau gas alam. Propana umumnya
digunakan sebagai bahan bakar untuk mesin, barbeque (pemanggang), dan di rumah-
rumah. 3. Peralatan Las Oksi Asetilin Tabung Gas Tabung gas berfungsi untuk
menampung gas atau gas cair dalam kondisi bertekanan. Umumnya tabung gas dibuat
dari Baja, tetapi sekarang ini sudah banyak tabung-tabung gas yang terbuat dari paduan
Alumunium. Tabung gas tersedia dalam bentuk beragam mulai berukuran kecil hingga
besar. Ukuran tabung ini dibuat berbeda karena disesuaikan dengan kapasitas daya
tampung gas dan juga jenis gas yang ditampung. Untuk membedakan tabung gas apakah
didalamnya berisi gas Oksigen, Asetilen atau gas lainya dapat dilihat dari kode warna yang
ada pada tabung itu. Katup Tabung Sedang pengatur keluarnya gas dari dalam tabung
maka digunakan katup. Katup ini ditempatkan tepat dibagian atas dari tabung. Pada
tabung gas Oksigen, katup biasanya dibuat dari material Kuningan, sedangkan untuk
tabung gas Asetilen, katup ini terbuat dari material Baja.
Regulator
Regulator atau lebih tepat dikatakan Katup Penutun Tekan, dipasang pada katub
tabung dengan tujuan untuk tekan mengurangi atau menurunkan hingga mencapai
tekanan kerja torch. Regulator ini juga berperan untuk mempertahankan besarnya tekanan
kerja selama proses pengelasan atau pemotongan. Bahkan jika tekanan dalam tabung

menurun, tekanan kerja harus dipertahankan tetap oleh regulator. Pada regulator terdapat
bagian-bagian seperti saluran masuk, katup pengaturan tekan kerja, katup pengaman, alat
pengukuran tekanan tabung, alat pengukuran tekanan kerja dan katup pengatur keluar gas
menuju selang. Selang gas Untuk mengalirkan gas yang keluar dari tabung menuju torch
digunakan selang gas. Untuk memenuhi persyaratan keamanan, selang harus mampu
menahan tekan kerja dan tidak mudah bocor. Dalam pemakaiannya, selang dibedakan
berdasarkan jenis gas yang dialirkan. Untuk memudahkan bagaimana membedakan
selang Oksigen dan selang Asetilen mak cukup memperhatikan kode warna pada selang.
Berikut ini diperlihatkan table yang berisi informasi tentang perbedaan warna untuk
membedakan jenis gas yang mengalir dalam selang. Torch ( Pembakar ) Gas yang
dialirkan melalui selang selanjutnya diteruskan oleh torch, tercampur didalamnya dan
akhirnya pada ujuang nosel terbentuk nyala api. Dari keterangan diatas, toch memiliki dua
fungsi yaitu : • Sebagai pencampur gas oksigen dan gas bahan bakar. • Sebagai
pembentuk nyala api diujung nosel. Torch dapat dapat dibagi menjadi beberapa jenis
menurut klasifikasi berikut ini : Menurut cara/jalannya gas masuk keruang pencampur.
Dibedakan atas : • Injector⎫ torch (tekanan rendah) Pada torch jenis ini, tekanan gas
bahan bakar selalu dibuat lebih rendah dari tekanan gas oksigen. • Equal pressure torch
(torch⎫ bertekanan sama) Pada torch ini, tekanan gas oksigen dan tekanan gas bahan
bakar pada sisi saluran masuk sama besar.proses pencampuran kedua gas dalam ruang
pencampur berlangsung dalam tekanan yang sama. Menurut ukuran dan berat. Dibedakan
atas : • Toch normal • Torch ringan/kecil Menurut jumlah saluran nyala api. Dibedakan atas
: • Torch nyala api tunggal • Torch nyala api jamak Menurut gas yang digunakan.
Dibedakan atas : • Torch untuk gas asetilen • Torch untuk gas hydrogen, dan lain-lain.
Menurut aplikasi. Dibedakan atas :
• Torch manual • Torch otomatik/semi otomatik Pematik api Las Alat yang berfungsi untuk
menyalakan api las.
Tip Cleaner Alat ini berfungsi untuk membersihkan lubang mulut pembakar.

Proses Pengelasan Oksi Acetilin Menentukan nyala api • Nyala api Karburasi Bila
terlalu banyak perbandingan gas asetilen yang digunakan maka di antara kerucut dalam
dan kerucut luar akan timbul kerucut nyala baru berwarna biru. Di antara kerucut yang
menyala dan selubung luar akan terdapat kerucut antara yang berwarna keputih-putihan,
yang panjangnya ditentukan oleh jumlah kelebihan asetilen. Hal ini akan menyebabkan
terjadinya karburisasi pada logam cair. Nyala ini banyak digunakan dalam pengelasan
logam monel, nikel, berbagai jenis baja dan bermacam-macam bahan pengerasan
permukaan non-ferous.
• Nyala api Netral Nyala ini terjadi bila perbandingan antara oksigen dan asetilen sekitar
satu. Nyala terdiri atas kerucut dalam yang berwarna putih bersinar dan kerucut luar yang
berwarna biru bening. Oksigen yang diperlukan nyala ini berasal dari udara. Suhu
maksimum setinggi 3300 sampai 3500 oC tercapai pada ujung nyala kerucut. • Nyala api
oksidasi Bila gas oksigen lebih daripada yang dibutuhkan untuk menghasilkan nyala netral
maka nyala api menjadi pendek dan warna kerucut dalam berubah menjadi ungu. Nyala ini
akan menyebabkan terjadinya proses oksidasi atau dekarburisasi pada logam cair. Nyala
yang bersifat oksidasi ini harus digunakan dalam pengelasan fusion dari kuningan dan
perunggu namun tidak dianjurkan untuk pengelasan lainnya. Teknik Pengelasan • Posisi
pengelasan di bawah tangan Pengelasan di bawah tangan adalah proses pengelasan
yang dilakukan di bawah tangan dan benda kerja terletak di atas bidang datar. Sudut ujung
pembakar (brander) terletak diantara 60° dan kawat pengisi (filler rod) dimiringkan dengan
sudut antara 30° - 40° dengan benda kerja. Kedudukan ujung pembakar ke sudut
sambungan dengan jarak 2 – 3 mm agar terjadi panas maksimal pada sambungan. Pada
sambungan sudut luar, nyala diarahkan ke tengah sambungan dan gerakannya adalah
lurus. • Posisi pengelasan datar ( horizontal ) Pada posisi ini benda kerja berdiri tegak
sedangkan pengelasan dilakukan dengan arah mendatar sehingga cairan las cenderung
mengalir ke bawah, untuk itu ayunan brander sebaiknya sekecil mungkin. Kedudukan
brander terhadap benda kerja menyudut 70° dan miring kira-kira 10° di bawah garis
mendatar, sedangkan kawat pengisi dimiringkan pada sudut 10° di atas garis mendatar.

• Posisi pengelasan tegak ( vertical ) Pada pengelasan dengan posisi tegak, arah
pengelasan berlangsung ke atas atau ke bawah. Kawat pengisi ditempatkan antara nyala
api dan tempat sambungan yang bersudut 45°-60° dan sudut brander sebesar 80°. •
Posisi pengelasan di atas kepala ( Overhead ) Pengelasan dengan posisi ini adalah yang
paling sulit dibandingkan dengan posisi lainnya dimana benda kerja berada di atas kepala
dan pengelasan dilakukan dari bawahnya. Pada pengelasan posisi ini sudut brander
dimiringkan 10° dari garis vertikal sedangkan kawat pengisi berada di belakangnya
bersudut 45°-60°. • Pengelasan arah ke kiri ( maju ) Cara pengelasan ini paling banyak
digunakan dimana nyala api diarahkan ke kiri dengan membentuk sudut 60° dan kawat las
30° terhadap benda kerja sedangkan sudut melintangnya tegak lurus terhadap arah
pengelasan. Cara ini banyak digunakan karena cara pengelasannya mudah dan tidak
membutuhkan posisi yang sulit saat mengelas. • Pengelasan arah ke kanan ( mundur )
Cara pengelasan ini adalah arahnya kebalikan daripada arah pengelasan ke kiri.
Pengelasan dengan cara ini diperlukan untuk pengelasan baja yang tebalnya 4,5 mm ke
atas. • Operasi Branzing ( Flame Brazing ) Yang dimaksud dengan branzing disini ada lah
proses penyambunngan tanpa mencairkan logaminduk yang disambung, hanya logam p
eng isi saja. Misalnya saja proses penyambungan pelat baja yang menggunakan kawat las
dari kuningan. Ingat bahwa titik cair Baja ( ± 1550 °C) lebih tinggi dari kuningan ( sekitar
1080°C). dengan perbedaan titik car itu, proses branzing, akan lebih mudah dilaksanakan
daripada proses pengelasan. • Operasi Pemotongan Logam ( Flame Cut ) Kasus
pemotongan logam sebenarnya dap at dilakukan dengan berbagai dan contoh cara.
Proses penggergajian (shearing)(sewing) merupakan pemotongan logam dan lembaran
logam. Proses menggunting hanya cocok diterapkan pada lembaran logam yang
ketebalannya tipis. Proses penggergajian dapat diterapkan pada pelat yang lebih tebal
tetapi memerlukan waktu pemotongan yang lebih lama. Untuk dapat memotong pelat tebal
denngan waktu lebih singkat dari cara gergaji maka digunakan las gas ini dengan
peralatan khusus misalnya mengganti torchnya dibengkel-bengkel menyebutnya brender ).
Pemotongan pelat logam dengan nyala api ini dilakukan dengan memberikan suplai gas
Oksigen berlebih. Pemberian gas Oksigen lebih, dapat diatur pada torch yang memang
dibuat untuk keperluan memotong. • Operasi Perluasan ( Flame Gauging ) Operasi
perluasan dan pencukilan ini biasanya diterapkan pada produk/komponen logam yang
terdapat cacat/retak permukaannya. Retak/cacat tadi sebelum ditambal kembali dengan
pengelasan, terlebih dahulu dicukil atau diperluas untuk tujuan menghilangkan retak itu.
Setelah retak dihilangkan barulah kemudian alur hasil pencungkilan tadi diisi kembali
dengan logam las.
• Operasi Pelurusan ( Flame Straightening ) Operasi pelurusan dilaksanakan dengan
memberikan panas pada komponen dengan bentuk pola pemanasan tertentu. Ilustrasi
dibawah ini menunjukkan prinsip dasar pemuaian dan pengkerutan pada suatu logam
batang. Batang lurus dipanaskan dengan pola pemanasan segitiga. Logam cenderung
memuai pada saat dipanaskan. Daerah pemanasan tersebut menghasilkan pemuaian
yang besar. Logam mengkerut pasa saat didinginkan. Daerah pemanasan
terbesar.Keuntungan mengelas Oksi Asetilin • peralatan relatif murah dan memerlukan
pemeliharaan minimal/sedikit. • Cara penggunaannya sangat mudah, tidak memerlukan
teknik-teknik pengelasan yang tinggi sehingga mudah untuk dipelajari. • Mudah dibawa
dan dapat digunakan di lapangan maupun di pabrik atau di bengkel-bengkel karena
peralatannya kecil dan sederhana • Dengan teknik pengelasan yang tepat hampir semua
jenis logam dapat dilas dan alat ini dapat digunakan untuk pemotongan maupun
penyambungan.
5. CNC (Computer Numerical Control)
Awal lahirnya mesin CNC (Computer Numerically Controlled) bermula dari 1952
yang dikembangkan oleh John Pearseon dari Institut Teknologi Massachusetts, atas nama
Angkatan Udara Amerika Serikat. Semula proyek tersebut diperuntukkan untuk membuat
benda kerja khusus yang rumit. Semula perangkat mesin CNC memerlukan biaya yang
tinggi dan volume unit pengendali yang besar. Pada tahun 1973, mesin CNC masih sangat
mahal sehingga masih sedikit perusahaan yang mempunyai keberanian dalam
mempelopori investasi dalam teknologi ini. Dari tahun 1975, produksi mesin CNC mulai
berkembang pesat. Perkembangan ini dipacu oleh perkembangan mikroprosesor,
sehingga volume unit pengendali dapat lebih ringkas Dewasa ini penggunaan mesin CNC
hampir terdapat di segala bidang. Dari bidang pendidikan dan riset yang mempergunakan
alat-alat demikian dihasilkan berbagai hasil penelitian yang bermanfaat yang tidak terasa

sudah banyak digunakan dalam kehidupan sehari-hari masyarakat banyak.
CNC singkatan dari Computer Numerically Controlled, merupakan mesin perkakas yang
dilengkapi dengan sistem mekanik dan kontrol berbasis komputer yang mampu membaca
instruksi kode N, G, F, T, dan lain-lain, dimana kode-kode tersebut akan menginstruksikan
ke mesin CNC agar bekerja sesuai dengan program benda kerja yang akan dibuat. Secara
umum cara kerja mesin perkakas CNC tidak berbeda dengan mesin perkakas
konvensional. Fungsi CNC dalam hal ini lebih banyak menggantikan pekerjaan operator
dalam mesin perkakas konvensional. Misalnya pekerjaan setting tool atau mengatur
gerakan pahat sampai pada posisi siap memotong, gerakan pemotongan dan gerakan
kembali keposisi awal, dan lain-lain. Demikian pula dengan pengaturan kondisi
pemotongan (kecepatan potong, kecepatan makan dan kedalaman pemotongan) serta
fungsi pengaturan yang lain seperti penggantian pahat, pengubahan transmisi daya
(jumlah putaran poros utama), dan arah putaran poros utama, pengekleman, pengaturan
cairan pendingin dan sebagainya.
Mesin perkakas CNC dilengkapi dengan berbagai alat potong yang dapat
membuat benda kerja secara presisi dan dapat melakukan interpolasi yang diarahkan
secara numerik (berdasarkan angka). Parameter sistem operasi CNC dapat diubah melalui
program perangkat lunak (software load program) yang sesuai. Tingkat ketelitian mesin
CNC lebih akurat hingga ketelitian seperseribu millimeter, karena penggunaan
ballscrew pada setiap poros transportiernya. Ballscrew bekerja seperti lager yang tidak
memiliki kelonggaran/spelling namun dapat bergerak dengan lancar. Pada awalnya mesin
CNC masih menggunakan memori berupa kertas berlubang sebagai media untuk
mentransfer kode G dan M ke sistem kontrol. Setelah tahun 1950, ditemukan metode baru
mentransfer data dengan menggunakan kabel RS232, floppydisks, dan terakhir oleh
Komputer Jaringan Kabel (Computer Network Cables) bahkan bisa dikendalikan melalui
internet. Akhir akhir ini mesin mesin CNC telah berkembang secara menakjubkan
sehingga telah mengubah industri pabrik yang selama ini menggunakan tenaga manusia
menjadi mesin-mesom otomatik. Dengan telah berkembangnya Mesin CNC, maka benda
kerja yang rumit sekalipun dapat dibuat secara mudah dalam jumlah yang banyak. Selama
ini pembuatan komponen/suku cadang suatu mesin yang presisi dengan mesin perkakas
manual tidaklah mudah, meskipun dilakukan oleh seorang operator mesin perkakas yang

mahir sekalipun. Penyelesaiannya memerlukan waktu lama. Bila ada permintaan
konsumen untuk membuat komponen dalam jumlah banyak dengan waktu singkat, dengan
kualitas sama baiknya, tentu akan sulit dipenuhi bila menggunakan perkakas manual.
Apalagi bila bentuk benda kerja yang dipesan lebih rumit, tidak dapat diselesaikan dalam
waktu singkat. Secara ekonomis biaya produknya akan menjadi mahal, hingga sulit
bersaing dengan harga di pasaran. Tuntutan konsumen yang menghendaki kualitas benda
kerja yang presisi, berkualitas sama baiknya, dalam waktu singkat dan dalam jumlah yang
banyak, akan lebih mudah dikerjakan dengan mesin perkakas CNC (Computer
Numerlcally Controlled), yaitu mesin yang dapat bekerja melalui pemogramman yang
dilakukan dan dikendalikan melalui komputer. Mesin CNC dapat bekerja secara otomatis
atau semi otomatis setelah diprogram terlebih dahulu melalui komputer yang ada. Program
yang dimaksud merupakan program membuat benda kerja yang telah direncanakan atau
dirancang sebelumnya. Sebelum benda kerja tersebut dieksikusi atau dikerjakan oleh
mesin CNC, sebaikanya program tersebut di cek berulang-ulang agar program benar-
benar telah sesuai dengan bentuk benda kerja yang diinginkan, serta benar-benar dapat
dikerjakan oleh mesin CNC. Pengecekan tersebut dapat melalui layar monitor yang
terdapat pada mesin atau bila tidak ada fasilitas cheking melalui monitor (seperti pada
CNC TU EMCO 2A/3A) dapat pula melalui plotter yang dipasang pada tempat dudukan
pahat/palsu frais. Setelah program benar-benar telah berjalan seperti rencana, baru
kemudian dilaksanakan/dieksekusi oleh mesin CNC. Jadi kesimpulan sederhana yang
dapat kita ambil adalah, Mesin CNC adalah sebuah mesin yang menggunakan kode angka
/ Numerical Control ( dengan rumus matematis ) untuk menjalankan atau
mengoperasikannya.

Dari segi pemanfaatannya, mesin perkakas CNC dapat dibagi menjadi dua,
antara lain:
mesin CNC Training unit (TU), yaitu mesin yang digunakan sarana pendidikan,
dosen dan training.
mesin CNC produktion unit (PU), yaitu mesin CNC yang digunakan untuk
membuat benda kerja/komponen yang dapat digunakan sebagaimana mestinya.
Dari segi jenisnya, mesin perkakas CNC dapat dibagi menjadi tiga jenis,
antara lain:
mesin CNC 2A yaitu mesin CNC 2 aksis, karena gerak pahatnya hanya pada arah
dua sumbu koordinat (aksis) yaitu koordinat X, dan koordinat Z, atau dikenal
dengan mesin bubut CNC,
mesin CNC 3A, yaitu mesin CNC 3 aksis atau mesin yang memiliki gerakan
sumbu utama kearah sumbu koordinat X, Y, dan Z, atau dikenal dengan mesin
frsais CNC.
mesin CNC kombinasi, yaitu mesin CNC yang mampu mengerjakan pekerjaan
bubut dan freis sekaligus, dapat pula dilengkapi dengan
peralatan pengukuran sehingga dapat melakukan pengontrolan kualitas
pembubutan/pengefraisan pada benda kerja yang dihasilkan.
Pada umumnya mesin CNC yang sering dijumpai adalah mesin CNC 2A (bubut) dan
mesin CNC 3A (frais).
Setiap jenis mesin CNC mempunyai karakteristik tersendiri sesuai dengan pabrik yang
membuat mesin tersebut. Namun demikian secara garis besar dari karakteristik cara
mengoperasikan mesin CNC dapat dilakukan dengan dua macam cara, yaitu :
Sistem Absolut
Pada sistem ini titik awal penempatan alat potong yang digunakan sebagai acuan adalah
menetapkan titik referensi yang berlaku tetap selama proses operasi mesin berlangsung.
Untuk mesin bubut, titik referensinya diletakkan pada sumbu (pusat) benda kerja yang
akan dikerjakan pada bagian ujung. Sedangkan pada mesin frais, titik referensinya
diletakkan pada pertemuan antara dua sisi pada benda kerja yang akan dikerjakan.

Sistem Incremental
Pada system ini titik awal penempatan yang digunakan sebagai acuan adalah selalu
berpindah sesuai dengan titik actual yang dinyatakan terakhir. Untuk mesin bubut maupun
mesin frais diberlakukan cara yang sama. Setiap kali suatu gerakan pada proses
pengerjaan benda kerja berakhir, maka titik akhir dari gerakan alat potong itu dianggap
sebagai titik awal gerakan alat potong pada tahap berikutnya.
Sejalan dengan berkembangnya kebutuhan akan berbagai produk industri yang beragam
dengan tingkat kesulitan yang bervariasi, maka telah dikembangkan berbagai variasi dari
mesin CNC. Hal ini dimaksud untuk memenuhi kebutuhan jenis pekerjaan dengan tingkat
kesulitan yang tinggi. Berikut ini diperlihatkan berbagai variasi mesin CNC.
Pemrograman Mesin CNC
Pemrograman adalah suatu urutan perintah yang disusun secara rinci tiap blok per blok
untuk memberikan masukan mesin perkakas CNC tentang apa yang harus dikerjakan.
Untuk menyusun pemrograman pada mesin CNC diperlukan hal-hal berikut.
Metode Pemrograman
Metode pemrograman dalam mesin CNC ada dua,yaitu:
Metode Incremental
Adalah suatu metode pemrograman dimana titik referensinya selalu berubah, yaitu
titik terakhir yang dituju menjadi titik referensi baru untuk ukuran berikutnya.
Sebelum mempelajari sistem penyusunan program terlebih dahulu harus memahami betul
sistem persumbuan mesin bubut CNC-TU2A. Ilustrasi Gambar di bawah ini adalah skema
eretan melintang dan eretan memanjang, di mana mesin dapat diperintah bergerak sesuai
program
Metode Absolut
Adalah suatu metode pemrograman di mana titik referensinya selalu tetap yaitu
satu titik / tempat dijadikan referensi untuk semua ukuran.

Bahasa Pemrograman
Bahasa pemrograman adalah format perintah dalam satu blok dengan menggunakan kode
huruf, angka, dan simbol. Di dalam mesin perkakas CNC terdapat perangkat komputer
yang disebut dengan Machine Control Unit (MCU). MCU ini berfungsi menterjemahkan
bahasa kode ke dalam bentuk-bentuk gerakan persumbuan sesuai bentuk benda kerja.
Kode-kode bahasa dalam mesin perkakas CNC dikenal dengan kode G dan M, di mana
kode-kode tersebut sudah distandarkan oleh ISO atau badan Internasional lainnya. Dalam
aplikasi kode huruf, angka, dan simbol pada mesin perkakas CNC bermacam-macam
tergantung sistem kontrol dan tipe mesin yang dipakai, tetapi secara prinsip sama.
Sehingga untuk pengoperasian mesin perkakas CNC dengan tipe yang berbeda tidak akan
ada perbedaan yang berarti. Misal: mesin perkakas CNC dengan sistem kontrol EMCO,
kode-kodenya dimasukkan ke dalam standar DIN. Dengan bahasa kode ini dapat
berfungsi sebagai media komunikasi antarmesin dan operator, yakni untuk memberikan
operasi data kepada mesin untuk dipahami. Untuk memasukkan data program ke dalam
memori mesin dapat dilakukan dengan keyboard atau perangkat lain (disket, kaset, dan
melalui kabel RS-232).
Pemrograman Dasar
Kontrol Spindle
Simbol atau huruf “ S ” dinyatakan untuk menetapkan kecepatan spindle ( satuan
kecepatan spindle adalah RPM = Rotation Per Minute ). Kode M03 digunakan untuk
memutar spindle searah jarum jam. Kode M04 digunakan untuk memutar spindle
berlawanan jarum jam. Dan M05 untuk mematikan spindle.
Kontrol Penggantian Tool
Simbol atau huruf “ T “ dinyatakan sebagai letak posisi tool dalam sebuah mesin.
Simbol “ T ” disertai 4 digit angka dibelakangnya menginformasikan posisi tool pada turret
dan nomor offset yang akan digunakan pada tool.

Contoh : T0101 berarti : Tool ke-1 untuk program offset ke-1
Kontrol Coolant
Coolant adalah campuran air dengan oli dengan perkiraan komposisi 70% air & 30
% oli. Simbol “M08” untuk mengeluarkan coolant. Dalam pemogrammman mesin CNC
perlu diperhatikan bahwa dalam setiap pemograman menganut, prinsip bahwa sumbu
utama (tempat pahat/pisau frais) yang bergerak ke berbagai sumbu, sedangkan meja
tempat dudukan benda diam meskipun pada kenyataanya meja mesin frais yang nergerak.
Programer tetap menganggap bahwa alat potonglah yang bergerak. Sebagai contoh bila
programer menghendaki pisau frais ke arah sumbu X positif, maka meja mesin frais akan
bergerak ke sumbu X negatif, juga untuk gerakan alat pemotong lainnya.
Selain menentukan sumbu simetri mesin, langkah berikutnya adalah memahami
letak titik nol benda kerja (TNB), titik nol mesin (TNM), dan titik referens (TR). TNB
merupakan titik nol di mana dari titik tersebut programmer mengacu untuk menentukan
dimensi titik koordinatnya sendiri, baik secara absolute maupun inkremental. TNM
merupakan titik nol mesin. Pada mesin CNC bubut TNM terletak di pangkal cekam tempat
cekam benda kerja diletakkan. Pada mesin CNC frais TNM berada pada pangkal dimana
alat potong/pisau frais diletakkan. Titik Referensi (TR) adalah suatu titik yang menyebutkan
letak alat potong mula-mula diparkir atau diletakan. Titik referens ditempatkan agak jauh
dari benda kerja, agar pada saat pemasangan atau melepaskan benda kerja, tangan
operator tidak mengenai alat potong yang dapat mengakibatkan kecelakaan kerja. Benda
kerja aman untuk dipasang maupun dilepas dari ragum atau pencekam.
Pembuatan program mesin CNC, seorang programmer harus memiliki
kemampuan dasar pemograman, antara lain:
Pengalaman dalam membaca gambar TNB, TNM, TR, TNM,TNB,TR, 9 teknik
berpengalaman dalam pengerjaan logam dengan menggunakan mesin perkakas
konvensional.
mampu memilih alat potong/pahat perkakas secara tepat sesuai dengan
peruntukannya,
dapat menentukan posisi benda kerja dalam sisitem koordinat,

mempunyai dasar-dasar pengetahuan matematika terutama trigonometri.
4 Standarisasi Pemrogramman Mesin Perkakas CNC
Pemakaian kode-kode pada mesin perkakas CNC dapat menggunakan standar
pemrograman ynag berlaku antara lain: DIN (Deutsches Institut fur Normug) 66025, ANSI
(American Nationale Standarts Institue), AEROS(Aeorospatiale Frankreich), ISO, dll.
Sebagian besar dari standar, yang diinginkan memiliki persamaan dan sedikit saja
perbedaannya. Berikut ini beberapa bagian kode pada mesin CNC EMCO antara lain kode
G, kode M, kode F, kode S dan kode T.
PC untuk Mesin CNC
PC (Personal Computer) sebagai perangkat input bagi mesin CNC sangat penting
peranannya untuk memperoleh kinerja mesin CNC. Oleh karena itu setiap pabrik yang
memproduksi mesin CNC juga memproduksi atau merekomendasi spesifikasi PC yang
digunakan sebagai input bagi mesin CNC produksinya.
Pada mesin CNC untuk keperluan unit latih (Training Unit) atau dengan operasi
sederhana, baik tampilan pada monitor maupun eksekusi program, maka PC yang
dipergunakan sebagaimana pada mesin CNC jenis LOLA 200 MINI CNC, LEMU IITM,
EMCO TU, maupun yang sejenis. Perkembangan jenis pekerjaan yang menggunakan
peranan mesin CNC sejalan dengan kebutuhan teknologi manufaktur semakin meningkat.
Oleh karena itu dikembangkan pula perangkat PC yang dapat melayani mesin CNC
dengan kinerja yang mampu mengatasi beberapa faktor kesulitan yang dijumpai pada
proses manufaktur. Gambar 8 memperlihatkan tampilan monitor mesin CNC jenis
E·IPC700-ECKELMANN, DNC NT-2000, WinPromateII – Baronics, Mirac PC, CamSoft,
ProMotion® iCNC, maupun yang sejenis. Kode Standar Mesin CNC
Mesin CNC hanya dapat membaca kode standar yang telah disepakati oleh industri yang
membuat mesin CNC. Dengan kode standar tersebut, pabrik mesin CNC dapat
menggunakan PC sebagai input yang diproduksi sendiri atau yang direkomendasikan.

Kode standar pada mesin CNC yaitu :
Mesin Bubut Fungsi G
G00 Gerakan cepat
G01Interpolasi linear
G02/G03 Interpolari melingkar
G04 Waktu tinggal diam.
G21 Blok kosong
G24 Penetapan radius pada pemrograman harga absolut
G25/M17 Teknik sub program
G27 Perintah melompat
G33 Pemotongan ulir dengan kisar tetap sama

G64 Motor asutan tak berarus
G65 Pelayanan kaset
G66 Pelayanan antar aparat RS 232
G73 Siklus pemboran dengan pemutusan tatal
G78 Siklus penguliran
G81 Siklus pemboran
G82 Siklus pemboran dengan tinggal diam.
G83 Siklus pemboran dengan penarikan
G84 Siklus pembubutan memanjang
G85 Siklus pereameran
G86 Siklus pengaluran
G88 Siklus pembubutan melintang
G89 Siklus pereameran dengan tinggal diam.
G90 Pemrograman harga absolut
G91 Pemrcgraman harga inkremental
G92 Pencatat penetapan
G94 Penetapan kecepatan asutan
G95 Penetapan ukuran asutan
G110 Alur permukaan
G111 Alur luar
G112 Alur dalam
G113 Ulir luar
G114 Ulir dalam
G115 Permukaan kasar
G116 Putaran kasar

Fungsi M
M00 Berhenti terprogram
M03 Sumbu utama searah jarum jam
M05 Sumbu utama berhenti
M06 Penghitungan panjang pahat, penggantian pahat
M08 Titik tolak pengatur
M09 Titik tolak pengatur
Ml7 Perintah melompat kembali
M22 Titik tolak pengatur
M23 Titik tolak pengatur
M26 Titik tolak pengatur
M30 Program berakhir
M99 Parameter lingkaran
M98 Kompensasi kelonggaran / kocak Otomatis
Mesin Frais
Fungsi G
G00 Gerakan cepat
G01 Interpolasi lurus
G02 Interpolasi melingkar searah iarum Jam
G03 Interpolasi melingkar berlawanan arah jarum jam
G04 Lamanya tinggal diam.
G21 Blok kosong
G25 Memanggil/recall sub program
G27 Instruksi melompat
G40 Kompensasi radius pisau hapus
G45 Penambahan radius pirau
G46 Pengurangan radius pisau
G47 Penambahan radius pisau 2 kali
G48 Pengurangan radius pisau 2 kali

G64 Motor asutan tanpa arus (Fungsi penyetelan)
G65 Pelavanan pita magnet (Fungsi penyetetan)
G66 Pelaksanaan antar aparat dengan RS 232
G72 Siklus pengefraisan kantong
G73 Siklus pemutusan fatal
G74 Siklus penguliran (jalan kiri)
G81 Siklus pemboran tetap
G82 Siklus pemboran tetap dengan tinj diam
G83 Siklus pemboran tetap dengan pembuangan tatal
G84 Siklus penguliran
G85 Siklus mereamer tetap
G89 Siklus mereamer tetap denqan tinggal diam.
G90 Pemrograman nilai absolut
G91 Pemrograman nilai inkremental
G92 Penggeseran titik referensi
Fungsi M
M00 Diam
M03 Spindel frais hidup searah jarum jam
M05 Spindel frais mati
M06 Penggeseran alat, radius pisau frais masuk
M17 Kembali ke program pokok
M08 Hubungan keluar
M09 Hubungan keluar
M20 Hubungan keluar
M21 Hubungan keluar
M22 Hubungan keluar
M23 Hubungan keluar
M26 Hubungan keluar- impuls
M30 Program berakhir

M98 Kompensasi kocak / kelonggaran otomatis
M99 Parameter dari interpolasi melingkar (dalam hubungan dengan G02/303)
Tanda Alarm
A00 Salah kode G/M
A01 Salah radius/M99
A02 Salah nilaiZ
A03 Salah nilai F
A04 Salah nilai Z
A05 Tidak ada kode M30
A06 Tidak ada kode M03
A07 Tidak ada arti
A08 Pita habis pada penyimpanan ke kaset
A09 Program tidak ditemukan
A10 Pita kaset dalam pengamanan
A11 Salah pemuatan
A12 Salah pengecekan
A13 Penyetelan inchi/mm dengan memori program penuh
A14 Salah posisi kepala frais / penambahan jalan dengan LOAD ┴ / M atau ┤ / M
A15 Salah nilai Y.
A16 Tidak ada nilai radius pisau frais
A17 Salah sub program
A18 Jalannya kompensasi radius pisau frais lebih kecil dari nol

Mesin CNC Generasi Baru
Operator mesin CNC yang akan memasukkan program pada mesin sebelumnya
harus sudah memahami gambar kerja dari komponen yang akan dibuat pada mesin
tersebut. Gambar kerja biasanya dibuat dengan cara manual atau dengan computer
menggunakan program CAD (Computer Aided Design). Seiring dengan kemajuan
teknologi di bidang computer, maka telah dikembangkan suatu software yang berisi
aplikasi gambar teknik dengan CAD yang sudah dapat diminta untuk menampilkan
program untuk dikerjakan dengan mesin CNC. Aplikasi program tersebut dikenal dengan
sebutan CAM (Computer Aided Manufacturing). Software CAM pada umumnya dibuat oleh
pabrik yang membuat mesin CNC dengan tujuan untuk mengoptimalkan kinerja mesin
CNC yang diproduksinya. Dengan menggunakan software CAM, seorang operator cukup
membuat gambar kerja dari benda yang akan dibuat dengan mesin CNC pada PC. Hasil
gambar kerja dapat dieksekusi secara simulasi untuk melihat pelaksanaan pengerjaan
benda kerja di mesin CNC melalui layer monitor. Apabila terdapat kekurangan atau
kekeliruan, maka dapat diperbaiki tanpa harus kehilangan bahan. Jika hasil eksekusi
simulasi sudah sesuai dengan yang diharapkan, maka program dilanjutkan dengan
eksekusi program mesin. Program mesin yang sudah jadi dapat langsung dikirim ke mesin
CNC melalui jaringan atau kabel atau ditransfer melalui media rekam.
Masa Depan Mesin CNC Dengan perkembangan teknologi informasi, maka di masa
datang dimungkinkan input mesin CNC dapat berasal dari gambar kerja manual yang
dibaca melalui scan, kemudian diinterpretasikan oleh PC yang terkoneksi dengan mesin
CNC. Hasil dari pembacaan scan akan diolah oleh software pada PC menjadi program
simulasi berupa CAD/CAM. Selanjutnya hasil simulasi akan dieksekusi menjadi program
mesin CNC yang siap dieksekusi untuk membuat benda kerja
Bagian Utama Mesin CNC
Secara garis besar bagian utama mesin CNC dibagi menjadi 3,yaitu Bagian
Mekanik,Bagian Elektrik dan Controller.
Komponen Mekanik : Komponen pada mesin yang bergerak. Contoh: Slide Sumbu
X/Z, Tool Post, Spindle,dll
Komponen Elektrik : Komponen mesin yang berfungsi memberikan tenaga ke
komponen Mekanik supaya bergerak sesuai perintah Controller. Contoh: Motor
Servo,Spindle Driver,Power Supply,dll
Controller : Komponen mesin yang berfungsi mengatur seluruh kegiatan
mesin,Controller adalah otak dari mesin CNC.Ada banyak merk controller di dunia.
Contoh : FANUC,EMCOTRONIC,MAHO,GSK,dll
Secara sederhana komponen mesin CNC kita analogikan seperti tubuh kita. Otak adalah
Controller,yang memberikan perintah kepada Saraf Otot (komponen elektrik),yang
kemudian saraf otot menggerakan kaki kita untuk bergerak (komponen mekanik). Dibawah
ini contoh gambar komponen mesin CNC.

Komponen Mekanik
Bagian-Bagian Mesin CNC (Computer Numerically Controlled)
Unit Kontrol berupa panel pengontrolan yang berisi tombol-tombol perintah untuk
menjelaskan kontrol gerakan mesin dan berbagai fungsi lainnya yang
menggunakan instruksi oleh sistem kontrol elektronika.

Kepala Tetap berupa roda-roda gigi transmisi penukar putaran yang akan
memutar poros spindel
Poros utama (spindel) berupa tempat kedudukan pencekam untuk berdirinya
benda kerja. Eretan utama (appron) akan bergerak sepanjang meja sambil
membawa eretan lintang
(cross slide) dan eretan atas (upper cross slide) dan dudukan pahat.
Eretan Melintang yang menggerakan pahat arah
melintang.
Eretan Memanjang yang menggerakan pahat arah vertikal.
Kepala Lepas, sejajar kepala tetap untuk membantu pergerakan spindel dalam
memegang benda kerja.

BAB III
PENUTUP
Kesimpulan
Mesin bubut (turning), freis (milling), Gurdi (drilling) adalah suatu mesin perkakas
yang digunakan untuk memotong benda yang maoun benda yang diputar atau
pahatnya itu sendiri dengan batas sampai ukuran tertentu sesuai dengan benda
dan jenis mesinnya sehingga sesuai dengan bentuk dan ukuran yang diinginkan
Mesin CNC sama halnya dengan mesin konvensional hanya saja dibuat lebih
canggih sehingga bersifat otomatis dan lebih akurat, presisi dari mesin
konvensional, namun penggunaannya dan harganya sangat mahal.
Pengelasan terdiri dari 2 macam yang intinya sama sama menyambungkan benda
yang terbuat dari logam hanya saja penggunaan, material dan teknik
menggunakannya berbeda.
Proses pemesinan merupakan hal dasar pada proses manufaktur yang harus kita
ketahui. Pembentukan material dapat disesuaikan dengan proses-proses
pemesinan yang ada. Dari beberapa proses yang telah disampaikan tentunya
merupakan hal penting yang dapat memudahkan pekerjaan kita dalam kehidupan
sehari-hari ataupun dalam dunia kerja. Kemudahan ini adalah hasil dari
perkembangan teknologi yang semakin hari semakin meningkat, tentunya dengan
pemahaman serta pendalaman teknik yang harus kita tingkatkan pula.
Kesehatan, keselamatan kerja diuatamakan

Daftar Pustaka
Rochim, taufiq. 1993.Teori & Teknologi PROSES PEMESINAN.Bandung:Higher
Education Development Support Project, FTI-ITB, Teknik Mesin
E.Doyle, Lawrence. 1953. Metal Machining.United States Of America:Prentice Hall, INC.
Englewood Cliffs, N.J, University of Illinois
Febrian, Yuki. 2008. Proses Pemotongan Logam.Medan:tugas sarjana, Universitas
Sumatera Utara
Nudu, Josef Hermawan. 2008. Alogaritma penentuan titik pencekaman.Jurnal Teknik
Industri vol.10 no.2 desember 2008:112-123
Anggoro, Dwi Wahyu. 2013. PENGARUH CUTTING SPEED DAN RASIO L/D
TERHADAP KESILINDRISAN BENDA KERJA HASIL FINISHING PADA PROSES
PEMBUBUTAN TIRUS DIVERGEN DENGAN ALUMINIUM 6061. Jurnal Konsentrasi
Teknik Produksi, Universitas Brawijaya
Makalah Las Listrik
http://nadiaratih.blogspot.com/2014/03/laporan-praktikum-mesin-frais.html
BAB II(editon)2 proses pemesinan dasar
http://adepras.blogspot.com/2012/02/pengertian-mesin-bor.html
http://maxcy-idrz.blogspot.com/2009/01/pengertian-mesin-cnc.html
www.geocities.com/hari_seputro/mesin_cnc
http://fiandruva.blogspot.com/2013/05/pengertian-mesin-frais_16.html
http://blogkegalih.blogspot.com/p/jenis-jenis-mesin-bubut-jenis-mesin.html
http://id.wikipedia.org/wiki/Mesin_bubut
http://sikeukeuh93.blogspot.com/2013/07/makala-mesin-bor.html
http://blogger-m-raihan-sofian.blogspot.com/2013/02/makalah-mesin-bubut.html
http://epinmuhardan.blogspot.com/2012/11/makalah-mesin-frais.html
Wikipedia.com
http://yefrichan.wordpress.com/category/proses-manufaktur/
Materials and Processes in Manufacturing – De Garmo’s
http://alkwarismi.blogspot.com/2013/05/mesin-miling-semua-info-tentang-mesin.html
http://www.academia.edu/8267192/PRINSIP_KERJA_MESIN_BOR_DRILLING_
http://griya-com.blogspot.com/2013/02/pengertian-dan-fungsi-dari-mesin-bubut.html