macroporous polymers from particle-stabilized foams
TRANSCRIPT

COMMUNICATION www.rsc.org/materials | Journal of Materials Chemistry
Publ
ishe
d on
25
June
200
9. D
ownl
oade
d by
Mic
higa
n T
echn
olog
ical
Uni
vers
ity o
n 19
/10/
2014
05:
59:2
1.
View Article Online / Journal Homepage / Table of Contents for this issue
Macroporous polymers from particle-stabilized foams
Joanna C. H. Wong,*a Elena Tervoort,b Stephan Busato,a Urs T. Gonzenbach,b Andr�e R. Studart,c
Paolo Ermanni*a and Ludwig J. Gaucklerb
Received 5th May 2009, Accepted 15th June 2009
First published as an Advance Article on the web 25th June 2009
DOI: 10.1039/b908926h
In this communication, we describe a general, straightforward route
to produce highly porous bulk materials from melt-processable and
intractable polymers using particle-stabilized liquid foams.
Polymeric foams are ubiquitous materials indispensable for their low
density and insulating properties, and have also been used to produce
smart, flexible electroactive devices.1 Most polymeric foams are
produced from either thermoplastic or thermosetting polymers by
dispersing blowing agents and surfactants throughout the polymer
melts or reactive solutions, expanding the gases, and finally stabilizing
the resultant foams by cooling or curing, respectively. Highly porous
polymers have also been produced using surfactant-stabilized and
Pickering emulsions as templates.2–7 Unfortunately, these foaming
technologies apply readily only to polymers that are melt- or solution-
processable. Intractable thermoplastic polymers such as poly(tetra-
fluoroethylene) (PTFE) and poly(ether ether ketone) (PEEK),
though interesting for applications in high temperature and harsh
chemical environments, are a challenge to foam due to poor melt
properties.
Processes designed to produce porous materials from intractable
polymers include the leaching of fugitive phases, the dispersing of
intractable polymer particles in heat stable matrices, the sintering of
uncompressed polymer powders, and the inclusion of hollow spheres
inside polymer matrices, i.e. syntactic foams.8 The use of supercritical
CO2 as a plasticizer for high molecular weight polymers such as
PTFE,9 and carbon nanotube stabilizers for instable PEEK melts has
also been demonstrated.10 However, these processes generally lead to
low porosity (<40% air content) foams. Therefore, a simple general
method for the controlled preparation of macroporous materials
from intractable polymers which yield high porosity foams is highly
demanded.
In this communication, we demonstrate a process by which poly-
meric materials of high porosity and closed or interconnected pores
can be made from liquid foams stabilized by polymeric particles.
The process exploits the outstanding ability of particle-stabilized
liquid foams to resist coarsening,11–16 allowing them to retain their
cellular microstructure despite drying and sintering to achieve bulk
macroporous materials. This method is particularly suited for
processing macroporous materials from intractable polymers, and is
aCentre of Structure Technologies, Department of Mechanical and ProcessEngineering, ETH-Zurich, CH-8092 Zurich, Switzerland. E-mail: [email protected]; Tel: +41 44 632 2675; E-mail: [email protected]; Tel: +41 44 6336306; Fax: +41 44 633 1125bNonmetallic Inorganic Materials, Department of Materials, ETH-Zurich,CH-8093, SwitzerlandcComplex Materials, Department of Materials, ETH-Zurich, CH-8093,Switzerland
This journal is ª The Royal Society of Chemistry 2009
demonstrated here on PTFE and PEEK. Moreover, the method can
be extended to melt-processable polymers such as poly(vinylidene
fluoride) (PVDF) and poly(ether imide) (PEI) which are also exem-
plified. Particle-stabilized liquid foams offer benefits over conven-
tional polymer foaming processes in that blowing agents, surfactants,
and sacrificial templates which may remain as impurities in the final
materials are unnecessary, cell anisotropy parallel to the foaming
direction due to rapid consolidation is not an issue, and porous
polymers with small mean pore sizes (<100 mm) are easily produced.
The benefits of this method are only slightly countered by the limited
commercial availability of suitably small polymer particles at this
time, and the strict control required over the sintering conditions
during consolidation.
Liquid foams were produced by mechanically frothing concen-
trated suspensions, i.e. 10–25 v/v%, of the chosen particles in solu-
tions containing ethanol and water. By adjusting the wettability of the
particles in the liquid phase, and thus controlling the thermodynamic
equilibrium of the system, the particles can be made to adsorb to the
interface, thereby stabilizing the liquid-gas interface of newly formed
bubbles.
The wettability of a solid by a liquid refers to the degree to which
the liquid spreads over the surface of the solid and is quantified by
the contact angle, q, that forms at the interface (measured through the
liquid phase). In general, when q [ 90� the particles are termed
poorly-wetted or lyophobic (Fig. 1a); conversely when q� 90� the
particles are considered well-wetted in the solution, or lyophilic
(Fig. 1c). Particles tend to adsorb best to interfaces when they are
partially-wetted by both fluid phases, that is when they have an
intermediate q value (Fig. 1b).17 Theoretical and experimental studies
have reported that particles will best stabilize fluid interfaces in foams
and oil-in-water emulsions when the contact angles formed are
between 43� and 90� depending on the nature of the particle.18–22
The contact angle of most polymeric materials at the air-water
interface varies within the range of 60–120�.23 Given their strong
hydrophobic nature, fluorinated polymers such as PTFE and PVDF
are poorly wetted by water and thus exhibit high contact angles of
114� (Fig. 1d) and 90�, respectively. The contact angles between water
and PEI and PEEK are comparatively lower at 83� and 77�,
respectively. To shift the inherently high contact angle of these
materials to the optimal range required for foam stabilization, the
interfacial energies involved in the system have to be changed. The
dependence of the contact angle on the interfacial energies under
equilibrium conditions is described by Young’s equation as follows:
cosq ¼gsg � gsl
glg
(1)
where gsg, gsl, and glg are the solid-gas, solid-liquid, and liquid-gas
interfacial energies, respectively.17
J. Mater. Chem., 2009, 19, 5129–5133 | 5129
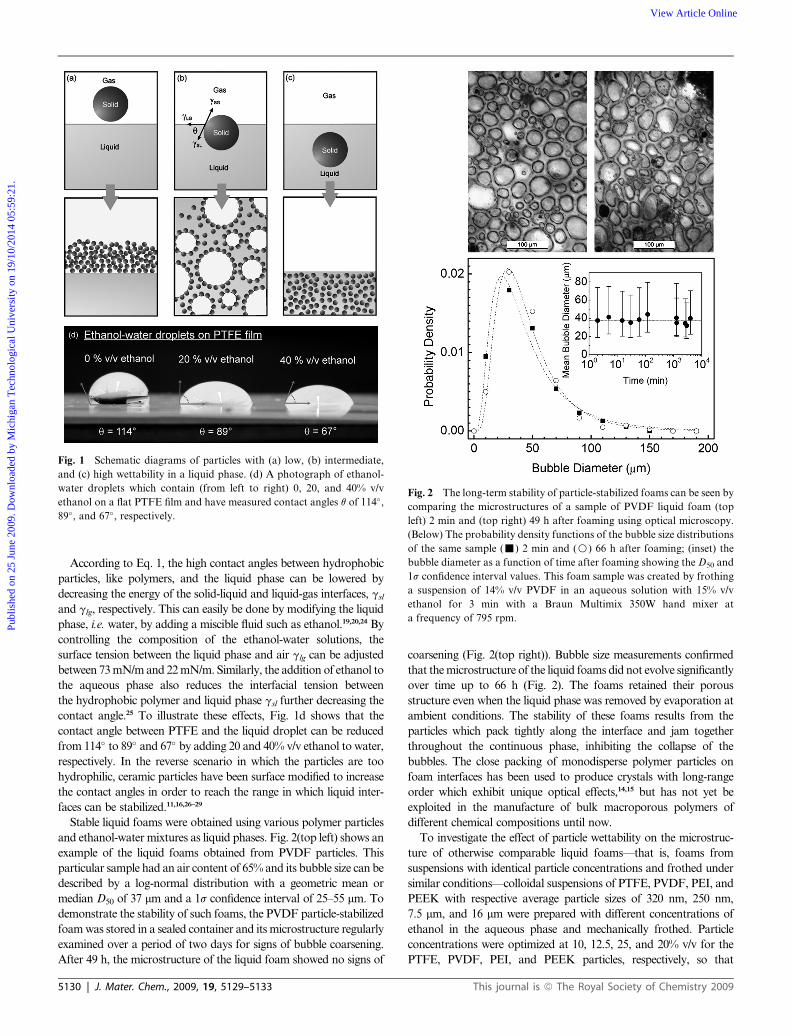
Fig. 1 Schematic diagrams of particles with (a) low, (b) intermediate,
and (c) high wettability in a liquid phase. (d) A photograph of ethanol-
water droplets which contain (from left to right) 0, 20, and 40% v/v
ethanol on a flat PTFE film and have measured contact angles q of 114�,
89�, and 67�, respectively.
Fig. 2 The long-term stability of particle-stabilized foams can be seen by
comparing the microstructures of a sample of PVDF liquid foam (top
left) 2 min and (top right) 49 h after foaming using optical microscopy.
(Below) The probability density functions of the bubble size distributions
of the same sample (-) 2 min and (B) 66 h after foaming; (inset) the
bubble diameter as a function of time after foaming showing the D50 and
1s confidence interval values. This foam sample was created by frothing
a suspension of 14% v/v PVDF in an aqueous solution with 15% v/v
ethanol for 3 min with a Braun Multimix 350W hand mixer at
a frequency of 795 rpm.
Publ
ishe
d on
25
June
200
9. D
ownl
oade
d by
Mic
higa
n T
echn
olog
ical
Uni
vers
ity o
n 19
/10/
2014
05:
59:2
1.
View Article Online
According to Eq. 1, the high contact angles between hydrophobic
particles, like polymers, and the liquid phase can be lowered by
decreasing the energy of the solid-liquid and liquid-gas interfaces, gsl
and glg, respectively. This can easily be done by modifying the liquid
phase, i.e. water, by adding a miscible fluid such as ethanol.19,20,24 By
controlling the composition of the ethanol-water solutions, the
surface tension between the liquid phase and air glg can be adjusted
between 73 mN/m and 22 mN/m. Similarly, the addition of ethanol to
the aqueous phase also reduces the interfacial tension between
the hydrophobic polymer and liquid phase gsl further decreasing the
contact angle.25 To illustrate these effects, Fig. 1d shows that the
contact angle between PTFE and the liquid droplet can be reduced
from 114� to 89� and 67� by adding 20 and 40% v/v ethanol to water,
respectively. In the reverse scenario in which the particles are too
hydrophilic, ceramic particles have been surface modified to increase
the contact angles in order to reach the range in which liquid inter-
faces can be stabilized.11,16,26–29
Stable liquid foams were obtained using various polymer particles
and ethanol-water mixtures as liquid phases. Fig. 2(top left) shows an
example of the liquid foams obtained from PVDF particles. This
particular sample had an air content of 65% and its bubble size can be
described by a log-normal distribution with a geometric mean or
median D50 of 37 mm and a 1s confidence interval of 25–55 mm. To
demonstrate the stability of such foams, the PVDF particle-stabilized
foam was stored in a sealed container and its microstructure regularly
examined over a period of two days for signs of bubble coarsening.
After 49 h, the microstructure of the liquid foam showed no signs of
5130 | J. Mater. Chem., 2009, 19, 5129–5133
coarsening (Fig. 2(top right)). Bubble size measurements confirmed
that the microstructure of the liquid foams did not evolve significantly
over time up to 66 h (Fig. 2). The foams retained their porous
structure even when the liquid phase was removed by evaporation at
ambient conditions. The stability of these foams results from the
particles which pack tightly along the interface and jam together
throughout the continuous phase, inhibiting the collapse of the
bubbles. The close packing of monodisperse polymer particles on
foam interfaces has been used to produce crystals with long-range
order which exhibit unique optical effects,14,15 but has not yet be
exploited in the manufacture of bulk macroporous polymers of
different chemical compositions until now.
To investigate the effect of particle wettability on the microstruc-
ture of otherwise comparable liquid foams—that is, foams from
suspensions with identical particle concentrations and frothed under
similar conditions—colloidal suspensions of PTFE, PVDF, PEI, and
PEEK with respective average particle sizes of 320 nm, 250 nm,
7.5 mm, and 16 mm were prepared with different concentrations of
ethanol in the aqueous phase and mechanically frothed. Particle
concentrations were optimized at 10, 12.5, 25, and 20% v/v for the
PTFE, PVDF, PEI, and PEEK particles, respectively, so that
This journal is ª The Royal Society of Chemistry 2009
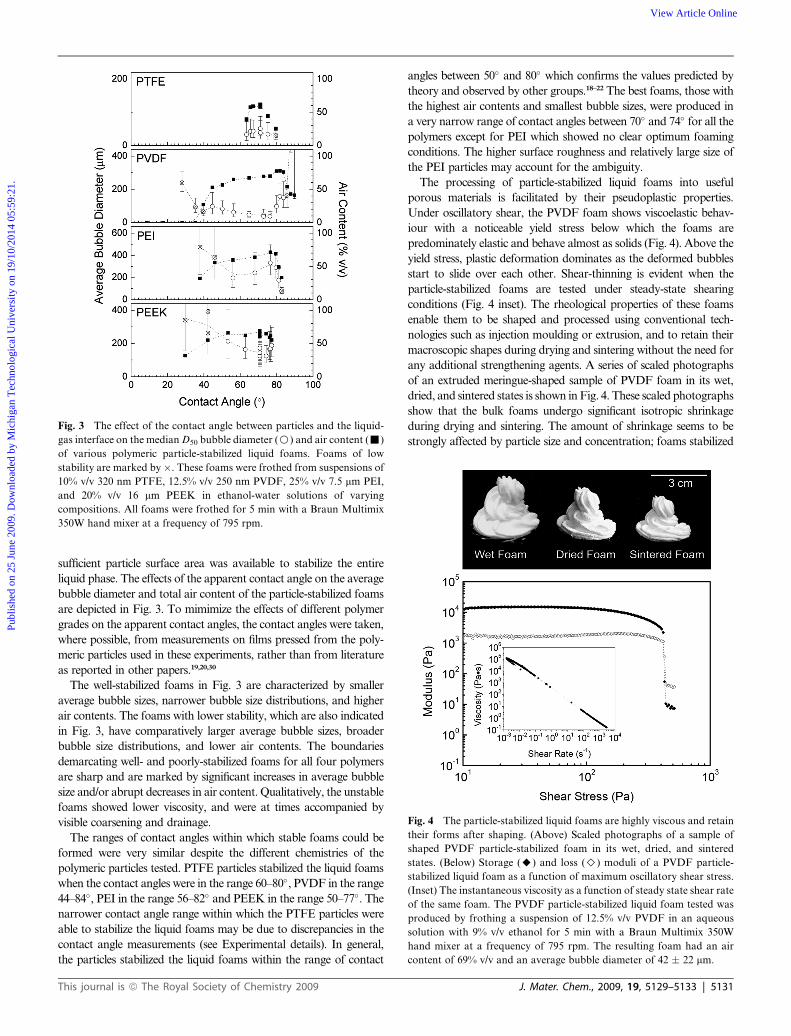
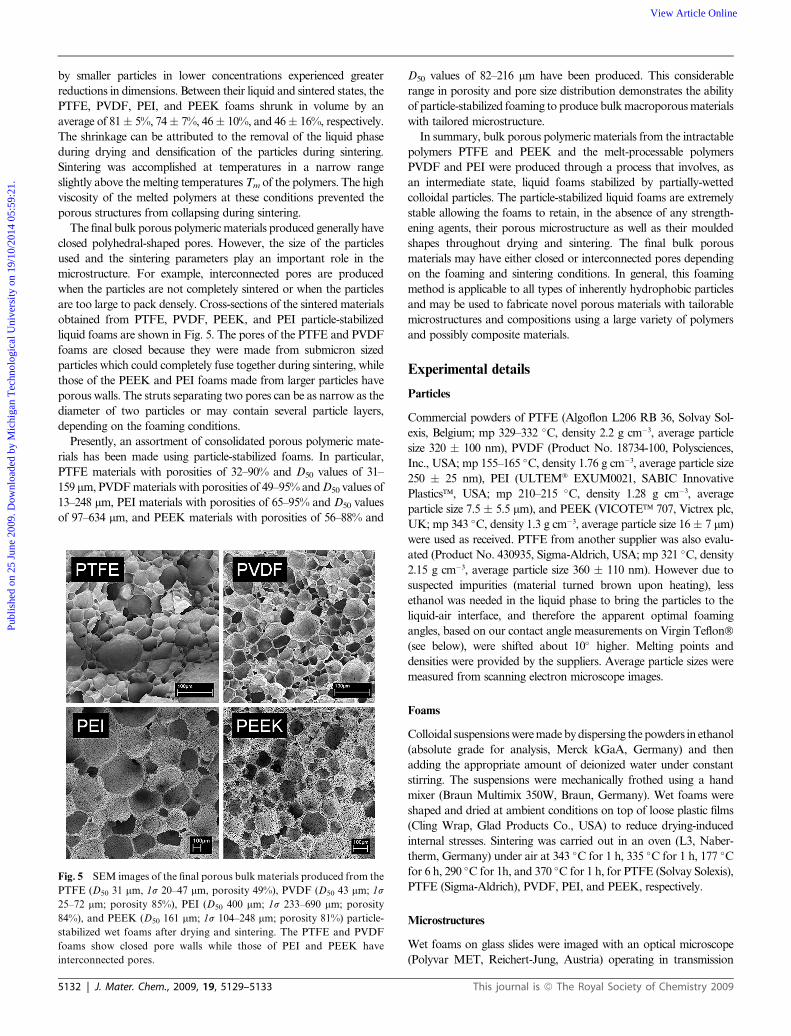
Fig. 3 The effect of the contact angle between particles and the liquid-
gas interface on the median D50 bubble diameter (B) and air content (-)
of various polymeric particle-stabilized liquid foams. Foams of low
stability are marked by�. These foams were frothed from suspensions of
10% v/v 320 nm PTFE, 12.5% v/v 250 nm PVDF, 25% v/v 7.5 mm PEI,
and 20% v/v 16 mm PEEK in ethanol-water solutions of varying
compositions. All foams were frothed for 5 min with a Braun Multimix
350W hand mixer at a frequency of 795 rpm.
Fig. 4 The particle-stabilized liquid foams are highly viscous and retain
their forms after shaping. (Above) Scaled photographs of a sample of
shaped PVDF particle-stabilized foam in its wet, dried, and sintered
states. (Below) Storage (A) and loss (>) moduli of a PVDF particle-
stabilized liquid foam as a function of maximum oscillatory shear stress.
(Inset) The instantaneous viscosity as a function of steady state shear rate
of the same foam. The PVDF particle-stabilized liquid foam tested was
produced by frothing a suspension of 12.5% v/v PVDF in an aqueous
solution with 9% v/v ethanol for 5 min with a Braun Multimix 350W
hand mixer at a frequency of 795 rpm. The resulting foam had an air
content of 69% v/v and an average bubble diameter of 42 � 22 mm.
Publ
ishe
d on
25
June
200
9. D
ownl
oade
d by
Mic
higa
n T
echn
olog
ical
Uni
vers
ity o
n 19
/10/
2014
05:
59:2
1.
View Article Online
sufficient particle surface area was available to stabilize the entire
liquid phase. The effects of the apparent contact angle on the average
bubble diameter and total air content of the particle-stabilized foams
are depicted in Fig. 3. To mimimize the effects of different polymer
grades on the apparent contact angles, the contact angles were taken,
where possible, from measurements on films pressed from the poly-
meric particles used in these experiments, rather than from literature
as reported in other papers.19,20,30
The well-stabilized foams in Fig. 3 are characterized by smaller
average bubble sizes, narrower bubble size distributions, and higher
air contents. The foams with lower stability, which are also indicated
in Fig. 3, have comparatively larger average bubble sizes, broader
bubble size distributions, and lower air contents. The boundaries
demarcating well- and poorly-stabilized foams for all four polymers
are sharp and are marked by significant increases in average bubble
size and/or abrupt decreases in air content. Qualitatively, the unstable
foams showed lower viscosity, and were at times accompanied by
visible coarsening and drainage.
The ranges of contact angles within which stable foams could be
formed were very similar despite the different chemistries of the
polymeric particles tested. PTFE particles stabilized the liquid foams
when the contact angles were in the range 60–80�, PVDF in the range
44–84�, PEI in the range 56–82� and PEEK in the range 50–77�. The
narrower contact angle range within which the PTFE particles were
able to stabilize the liquid foams may be due to discrepancies in the
contact angle measurements (see Experimental details). In general,
the particles stabilized the liquid foams within the range of contact
This journal is ª The Royal Society of Chemistry 2009
angles between 50� and 80� which confirms the values predicted by
theory and observed by other groups.18–22 The best foams, those with
the highest air contents and smallest bubble sizes, were produced in
a very narrow range of contact angles between 70� and 74� for all the
polymers except for PEI which showed no clear optimum foaming
conditions. The higher surface roughness and relatively large size of
the PEI particles may account for the ambiguity.
The processing of particle-stabilized liquid foams into useful
porous materials is facilitated by their pseudoplastic properties.
Under oscillatory shear, the PVDF foam shows viscoelastic behav-
iour with a noticeable yield stress below which the foams are
predominately elastic and behave almost as solids (Fig. 4). Above the
yield stress, plastic deformation dominates as the deformed bubbles
start to slide over each other. Shear-thinning is evident when the
particle-stabilized foams are tested under steady-state shearing
conditions (Fig. 4 inset). The rheological properties of these foams
enable them to be shaped and processed using conventional tech-
nologies such as injection moulding or extrusion, and to retain their
macroscopic shapes during drying and sintering without the need for
any additional strengthening agents. A series of scaled photographs
of an extruded meringue-shaped sample of PVDF foam in its wet,
dried, and sintered states is shown in Fig. 4. These scaled photographs
show that the bulk foams undergo significant isotropic shrinkage
during drying and sintering. The amount of shrinkage seems to be
strongly affected by particle size and concentration; foams stabilized
J. Mater. Chem., 2009, 19, 5129–5133 | 5131
Publ
ishe
d on
25
June
200
9. D
ownl
oade
d by
Mic
higa
n T
echn
olog
ical
Uni
vers
ity o
n 19
/10/
2014
05:
59:2
1.
View Article Online
by smaller particles in lower concentrations experienced greater
reductions in dimensions. Between their liquid and sintered states, the
PTFE, PVDF, PEI, and PEEK foams shrunk in volume by an
average of 81� 5%, 74� 7%, 46� 10%, and 46� 16%, respectively.
The shrinkage can be attributed to the removal of the liquid phase
during drying and densification of the particles during sintering.
Sintering was accomplished at temperatures in a narrow range
slightly above the melting temperatures Tm of the polymers. The high
viscosity of the melted polymers at these conditions prevented the
porous structures from collapsing during sintering.
The final bulk porous polymeric materials produced generally have
closed polyhedral-shaped pores. However, the size of the particles
used and the sintering parameters play an important role in the
microstructure. For example, interconnected pores are produced
when the particles are not completely sintered or when the particles
are too large to pack densely. Cross-sections of the sintered materials
obtained from PTFE, PVDF, PEEK, and PEI particle-stabilized
liquid foams are shown in Fig. 5. The pores of the PTFE and PVDF
foams are closed because they were made from submicron sized
particles which could completely fuse together during sintering, while
those of the PEEK and PEI foams made from larger particles have
porous walls. The struts separating two pores can be as narrow as the
diameter of two particles or may contain several particle layers,
depending on the foaming conditions.
Presently, an assortment of consolidated porous polymeric mate-
rials has been made using particle-stabilized foams. In particular,
PTFE materials with porosities of 32–90% and D50 values of 31–
159 mm, PVDF materials with porosities of 49–95% and D50 values of
13–248 mm, PEI materials with porosities of 65–95% and D50 values
of 97–634 mm, and PEEK materials with porosities of 56–88% and
Fig. 5 SEM images of the final porous bulk materials produced from the
PTFE (D50 31 mm, 1s 20–47 mm, porosity 49%), PVDF (D50 43 mm; 1s
25–72 mm; porosity 85%), PEI (D50 400 mm; 1s 233–690 mm; porosity
84%), and PEEK (D50 161 mm; 1s 104–248 mm; porosity 81%) particle-
stabilized wet foams after drying and sintering. The PTFE and PVDF
foams show closed pore walls while those of PEI and PEEK have
interconnected pores.
5132 | J. Mater. Chem., 2009, 19, 5129–5133
D50 values of 82–216 mm have been produced. This considerable
range in porosity and pore size distribution demonstrates the ability
of particle-stabilized foaming to produce bulk macroporous materials
with tailored microstructure.
In summary, bulk porous polymeric materials from the intractable
polymers PTFE and PEEK and the melt-processable polymers
PVDF and PEI were produced through a process that involves, as
an intermediate state, liquid foams stabilized by partially-wetted
colloidal particles. The particle-stabilized liquid foams are extremely
stable allowing the foams to retain, in the absence of any strength-
ening agents, their porous microstructure as well as their moulded
shapes throughout drying and sintering. The final bulk porous
materials may have either closed or interconnected pores depending
on the foaming and sintering conditions. In general, this foaming
method is applicable to all types of inherently hydrophobic particles
and may be used to fabricate novel porous materials with tailorable
microstructures and compositions using a large variety of polymers
and possibly composite materials.
Experimental details
Particles
Commercial powders of PTFE (Algoflon L206 RB 36, Solvay Sol-
exis, Belgium; mp 329–332 �C, density 2.2 g cm�3, average particle
size 320 � 100 nm), PVDF (Product No. 18734-100, Polysciences,
Inc., USA; mp 155–165 �C, density 1.76 g cm�3, average particle size
250 � 25 nm), PEI (ULTEM� EXUM0021, SABIC Innovative
Plastics�, USA; mp 210–215 �C, density 1.28 g cm�3, average
particle size 7.5 � 5.5 mm), and PEEK (VICOTE� 707, Victrex plc,
UK; mp 343 �C, density 1.3 g cm�3, average particle size 16� 7 mm)
were used as received. PTFE from another supplier was also evalu-
ated (Product No. 430935, Sigma-Aldrich, USA; mp 321 �C, density
2.15 g cm�3, average particle size 360 � 110 nm). However due to
suspected impurities (material turned brown upon heating), less
ethanol was needed in the liquid phase to bring the particles to the
liquid-air interface, and therefore the apparent optimal foaming
angles, based on our contact angle measurements on Virgin Teflon�(see below), were shifted about 10� higher. Melting points and
densities were provided by the suppliers. Average particle sizes were
measured from scanning electron microscope images.
Foams
Colloidal suspensions were made by dispersing the powders in ethanol
(absolute grade for analysis, Merck kGaA, Germany) and then
adding the appropriate amount of deionized water under constant
stirring. The suspensions were mechanically frothed using a hand
mixer (Braun Multimix 350W, Braun, Germany). Wet foams were
shaped and dried at ambient conditions on top of loose plastic films
(Cling Wrap, Glad Products Co., USA) to reduce drying-induced
internal stresses. Sintering was carried out in an oven (L3, Naber-
therm, Germany) under air at 343 �C for 1 h, 335 �C for 1 h, 177 �C
for 6 h, 290 �C for 1h, and 370 �C for 1 h, for PTFE (Solvay Solexis),
PTFE (Sigma-Aldrich), PVDF, PEI, and PEEK, respectively.
Microstructures
Wet foams on glass slides were imaged with an optical microscope
(Polyvar MET, Reichert-Jung, Austria) operating in transmission
This journal is ª The Royal Society of Chemistry 2009

Publ
ishe
d on
25
June
200
9. D
ownl
oade
d by
Mic
higa
n T
echn
olog
ical
Uni
vers
ity o
n 19
/10/
2014
05:
59:2
1.
View Article Online
mode. Sintered foams were cooled in liquid nitrogen and fractured
to obtain clean cross-sections onto which 15 nm of platinum was
sputtered (SCD 050 Sputter Coater, BAL-TEC AG, Liechtenstein)
and imaged using a scanning electron microscope (LEO 1530
Gemini, Zeiss, Germany). Approximately 200 bubbles were
measured by evaluating at least five images, using the linear intercept
method (Lince software, TU-Darmstadt, Germany) and the
bubble size histograms were fitted to log-normal distribution curves
(OriginPro7.5, OriginLab, USA). Densities were calculated by
dividing the masses of the shaped foams by their volumes.
Contact angle measurements
Flat films of PVDF, PEEK, and PEI were made by first hot-pressing
(Model JAS105, Rondol Technology Ltd., UK) the polymeric
powders between two sheets of polyimide (UPILEX�, UBE Aero-
space Materials, Japan) above their melting points under a force of
10–20 kN, then cold-pressing (Model M, Carver, Inc., USA) the films
under a weight of 40 kN. The PTFE powders used in the foaming
experiments could not be processed into flat films as described above.
Instead, high molecular weight PTFE powders (Virgin Teflon�PTFE T6, Dupont, USA) were lubricated with ethanol, rolled, and
then cold pressed. Solutions of varying concentrations were prepared
from ethanol and distilled deionized water (Barnstead NANOpure
Water Purification Systems, Thermo Fisher Scientific, USA). The
contact angles formed between 6.0 mL droplets of ethanol-water
solution and the pressed polymeric films were measured at room
temperature using a goniometer (NRL C.A. Goniometer Model
100-00-230, Ram�e-hart, Inc., USA).
Rheology measurements
Rheology measurements were performed at 25 �C using a stress-
controlled rheometer (Bohlin-Rheometer CS-50, Bohlin, England)
configured with parallel-plate geometry (25 mm diameter, 1 mm gap).
Storage and loss moduli measurements were conducted at a constant
oscillation frequency of 1 Hz, by applying a maximum stress that was
gradually increased from 10 to 500 Pa. Viscosity measurements were
conducted at steady-state by slowly increasing the applied stress.
Acknowledgements
This work is funded by the Swiss Competence Centre for Materials
Science and Technology (CCMX) through the Surface, Coatings, &
Particles Education and Research Unit (SPERU). The authors would
like to thank Dr Theo Tervoort, Dr Kirill Feldman, and Dr Ilke
Akartuna for their scientific discourse and insights, and Matthias
Breimesser, Cyril Cattin, Fabian Fischer, Valerie Geiser, Boris Iwa-
novsky, and Yasmina Ries for their contributions to the experimental
This journal is ª The Royal Society of Chemistry 2009
work, and Prof. Paul Smith and the Polymer Technology group of
ETH-Zurich for the use of their laboratory infrastructure.
References
1 R. Gerhard-Multhaupt, IEEE Trans. Dielec.El. In., 2002, 9, 850–859.2 K. Haibach, A. Menner, R. Powell and A. Bismarck, Polymer, 2006,
47, 4513–4519.3 A. Menner, K. Haibach, R. Powell and A. Bismarck, Polymer, 2006,
47, 7628–7635.4 A. Menner, R. Powell and A. Bismarck, Macromolecules, 2006, 39,
2034–2035.5 P. J. Colver and S. A. F. Bon, Chem. of Mater., 2007, 19, 1537–1539.6 A. Menner, V. Ikem, M. Salgueiro, M. S. P. Shaffer and A. Bismarck,
Chem. Commun., 2007, 4274–4276.7 V. O. Ikem, A. Menner and A. Bismarck, Angew. Chem., Int. Ed.
Engl., 2008, 47, 8277–8279.8 D. Klempner, V. Sendijarevic and R. M. Aseeva, Handbook of
polymeric foams and foam technology, Hanser GardenerPublications, Cincinnati, 2004.
9 M. Garcia-Leiner and A. J. Lesser, J. Appl. Polym. Sci., 2004, 93,1501–1511.
10 P. Werner, R. Verdejo, F. Wollecke, V. Altstadt, J. K. W. Sandler andM. S. P. Shaffer, Adv. Mater. (Weinheim, Ger.), 2005, 17, 2864–2869.
11 Z. P. Du, M. P. Bilbao-Montoya, B. P. Binks, E. Dickinson,R. Ettelaie and B. S. Murray, Langmuir, 2003, 19, 3106–3108.
12 E. Dickinson, R. Ettelaie, T. Kostakis and B. S. Murray, Langmuir,2004, 20, 8517–8525.
13 R. G. Alargova, D. S. Warhadpande, V. N. Paunov and O. D. Velev,Langmuir, 2004, 20, 10371–10374.
14 S. Fujii, P. D. Iddon, A. J. Ryan and S. P. Armes, Langmuir, 2006, 22,7512–7520.
15 S. Fujii, A. J. Ryan and S. P. Armes, J. Am. Chem. Soc., 2006, 128,7882–7886.
16 U. T. Gonzenbach, A. R. Studart, E. Tervoort and L. J. Gauckler,Angew. Chem. Int. Ed. Engl., 2006, 45, 3526–3530.
17 B. P. Binks, Curr. Opin. Colloid In., 2002, 7, 21–41.18 G. Kaptay, Colloids Surf., A, 2004, 230, 67–80.19 Y. Q. Sun and T. Gao, Metall. Mater. Trans. A, 2002, 33, 3285–3292.20 B. M. Somosvari, N. Babcsan, P. Barczy and A. Berthold, Colloids
Surf., A, 2007, 240–245.21 G. Johansson and R. J. Pugh, Int. J. Miner. Process., 1992, 34, 1–21.22 T. N. Hunter, G. J. Jameson, E. J. Wanless, D. Dupin and
S. P. Armes, Langmuir, 2009, 25, 3440–3449.23 A. R. Studart, U. T. Gonzenbach, I. Akartuna, E. Tervoort and
L. J. Gauckler, J. Mater. Chem., 2007, 17, 3283–3289.24 H. A. Wege, S. Kim, V. N. Paunov, Q. X. Zhong and O. D. Velev,
Langmuir, 2008, 24, 9245–9253.25 E. N. Ito, M. M. Ueki, R. E. S. Bretas and E. Hage, Mater. Res.-
Ibero-Am. J., 2008, 11, 165–169.26 U. T. Gonzenbach, A. R. Studart, E. Tervoort and L. J. Gauckler,
Langmuir, 2006, 22, 10983–10988.27 I. Akartuna, A. R. Studart, E. Tervoort, U. T. Gonzenbach and
L. J. Gauckler, Langmuir, 2008, 24, 7161–7168.28 A. C. Martinez, E. Rio, G. Delon, A. Saint-Jalmes, D. Langevin and
B. P. Binks, Soft Matter, 2008, 4, 1531–1535.29 B. P. Binks, M. Kirkland and J. A. Rodrigues, Soft Matter, 2008, 4,
2373–2382.30 J. R. Dann, J. Colloid Interf. Sci., 1970, 32, 302–320.
J. Mater. Chem., 2009, 19, 5129–5133 | 5133