life-cycle case study comparison of permeable reactive barrier versus pump-and-treat remediation
TRANSCRIPT

Life-Cycle Case Study Comparison ofPermeable Reactive Barrier versusPump-and-Treat RemediationM O N I C A R . H I G G I N S A N DT E R E S E M . O L S O N *
Department of Civil and Environmental Engineering,University of Michigan, Ann Arbor, Michigan 48109
Received May 27, 2009. Revised manuscript receivedOctober 16, 2009. Accepted October 27, 2009.
A permeable reactive barrier (PRB) is a passive remediationtechnology, which over decades of use, may reduce lifetimeenvironmental impactswhencomparedwithaconventionalpump-and-treatsystem(PTS).Greatermaterialproductionrequirementsto install PRBs may offset the expected reductions inoperational phase impacts and the trade-offs can be investigatedin a life-cycle assessment (LCA). The life-cycle environmentalimpacts of a zerovalent iron (ZVI) containing PRB with afunnel and gate configuration and a PTS were compared in acase study. Potential impacts of the model PRB are drivenby the ZVI reactive medium and the energy usage duringconstruction, while for the PTS they are driven by the operationalenergy demand. Medium longevity governed the magnitudeof the potential PRB impacts and the extent to which it wasoptimal relative to the PTS. Even at conservatively low estimatesof longevity, the PRB offers significant environmentaladvantages in impact categories of human health and ozonedepletion. The minimum ZVI longevity for PRB benefit over thePTS system in all impact categories was 10 years. SuggestedPRB design innovations to reduce environmental impacts includethe development of alternative reactive media and constructionmethods.
Introduction
Groundwater resources are critical to meeting current andfuture global water needs, but are threatened by extensivecontamination, as illustrated by the more than 900 sites onthe U.S. National Priorities List (1), with chlorinated solventsoccurring most frequently at industrial sites (2). Selection ofremediation technologies to restore groundwater dependson site-specific conditions as well as technology performance,cost, and environmental impacts. One technology oftenconsidered is a pump-and-treat system (PTS), which removesthe contaminated groundwater by pumping and use ofaboveground treatment facilities. A PTS provides quick initialreductions in contaminant concentrations, but often resultsin a slow, steady reduction for the long-term (3). If conditionsare suitable for PTS, remediation goals can be achieved inreasonable time scales (4). However, a 2001 summary ofexperiences at groundwater remediation sites found that ofthe 32 sites surveyed only two had met remediation goalswith an average capital cost of $4.9 million and $26 perthousand gallons treated (5).
A permeable reactive barrier (PRB) was first tested in 1991as an alternative for remediation (6). PRBs are installed insitu, allowing groundwater to flow under the natural gradientthrough a reactive cell where a reactive medium degrades orcaptures contaminants (5). A variety of PRB configurationshave been employed. The two most common designs are“continuous trench” configurations, in which the reactivemedium is continuously placed in an excavated trench, or“funnel and gate” arrangements, where impermeable surfacesdirect flow through smaller cells of reactive material (7).According to a U.S. Environmental Protection Agency survey,approximately 30% of PRB installations use the former design,30% the latter, with the remainder consisting of several lesscommon configurations (5). PRB installations have also beendesigned with several types of reactive media, although themost common reactive medium has been zerovalent iron(ZVI). Approximately 55% of the PRB installations surveyedin 2002 relied on ZVI to effect treatment (5). These surveysindicate that the length of time over which the reactivemedium remains effective, the longevity, is a major factor inthe long term success of the technology. Though some field-scale barriers have been in operation for more than 10 years(8), the absolute longevity of ZVI and the factors which controllongevity at PRB installations are relatively unknown (9).
Due to its minimal material and energy requirementsduring operation, a PRB system offers potential economicand environmental advantages over a PTS (7, 8, 10, 11).However, a thorough evaluation of environmental advantagesmust be made with respect to all relevant life-cycle stages.Life-cycle assessment (LCA) is used to quantify and compareenvironmental impacts of products or systems over the entirelife cycle (12). Applications of LCA to site remediation,including remediation of contaminated soil and/or ground-water, have been investigated in generic applications andthrough case studies (13-17). A conceptual framework forthe application of LCA to site remediation technologies wasdeveloped by Diamond et al. (13), which was subsequentlyapplied to a case study involving excavation and disposal oflead-contaminated soil (14). Suer and colleagues reviewedthe methods and results of eight case studies on theapplication of LCA to site remediation (15) and found thatenergy consumption was a major cause for environmentalimpact. However, of the eight case studies examined, onlytwo of the assessments included technologies for ground-water remediation and neither considered PRB or otherpassive technologies among the alternatives (15). In the solepublished LCA comparison of a PRB and a PTS system (16),a relatively atypical reactive medium, activated carbon, wasconsidered for the remediation of acenaphthene, a polycyclicaromatic hydrocarbon (PAH).
Although ZVI is one of the most common reactive mediaemployed in PRBs, no LCA comparisons involving this typeof PRB have been reported. In this study, an LCA of a ZVI-type PRB was compared to a PTS for a case study sitecontaminated with chlorinated solvents. The assessment wasdesigned to examine the impact of medium longevity on thelife-cycle impacts of a PRB, and thereby quantify the designlife at which the two remediation approaches are equivalentfrom an LCA perspective. The LCA comparison was also usedto identify specific components of PRB design which, ifimproved, would result in the greatest environmental benefit.
Materials and MethodsCase Study Description. The case study was conducted usingpublicly available design documents for two remediationstrategies designed by Battelle for Dover Air Force Base (AFB)
* Corresponding author phone: (734) 647-1747fax: (734) 763-2275;e-mail: [email protected].
Environ. Sci. Technol. 2009 43, 9432–9438
9432 9 ENVIRONMENTAL SCIENCE & TECHNOLOGY / VOL. 43, NO. 24, 2009 10.1021/es9015537 CCC: $40.75 2009 American Chemical SocietyPublished on Web 11/10/2009

in Dover, DE (18, 19). Contaminants on site include severalvolatile organic compounds (VOCs) including 1,2-dichloro-ethylene (DCE), 1,2-dichloroethane (DCA), trichloroethylene(TCE), perchloroethylene (PCE), and vinyl chloride (VC) (18).Though the geochemical conditions on site are representativeof many contaminated sites, some hydraulic conditions(specifically low hydraulic gradient, 0.0018, and high depthto aquitard, 11 m) are somewhat atypical for PRB applications(20). Since these characteristics make the site a more difficultPRB application, the life-cycle assessment of the PRB’senvironmental impacts may be less favorable than sites withshallower water tables and greater hydraulic gradients.
Pilot scale testing of both PTS (18) and PRB (19)technologies was carried out on-site. Although these tech-nologies were never installed on-site at full scale, full-scaledesigns of both systems were developed by Battelle. Thesecompleted designs have served as the basis for engineeringand economic comparisons of the two technologies in severalpublications (19-21). Acknowledging that there is generaluncertainty in the validity of design assumptions, especiallywith respect to the design life of a PRB, the effect of designlife on its life-cycle environmental impacts was examined inthis study.
The full-scale PRB was designed as a funnel-and-gateconfiguration with a 36.6 m length of funnel and four- 2.4 mdiameter cylindrical gates. The funnel was to be constructedfrom prefabricated steel sheet piling sealed together withcementitious grout. The gates were to be constructed byexcavating within a 2.4 m diameter steel caisson, installinga 1.2 m by 1.2 m column of ZVI, and backfilling the outerpretreatment and exit zones with sand. The ZVI used in thepilot-scale unit and recommended for use in the full-scalePRB was commercially available, high quality granular iron.The design of the full-scale PRB was similar to the pilot-scalePRB unit tested; the most significant differences were thesize (the full-scale PRB was twice as large), and modificationsto the pretreatment zones (the full-scale PRB used only sandwhile the pilot-scale unit employed sand/iron mineralmixtures).
The full-scale PTS was designed to remove groundwaterfrom three pumping wells using electric pumps. It includeda packed-tower air-stripping unit that was housed above-ground in a building. Air emissions from the tower were tobe treated using catalytic oxidation and the effluent waterstream was further polished using GAC adsorption beforereinjection to the aquifer. The pilot PTS facility evaluatedtwo air-stripper tower configurations at 190 L min-1 (50 gpm)each, and four different catalytic oxidation units. In the fullscale design the assumed process flow rate for the selectedconfiguration was 76 L min-1 (20 gpm).
Permeable Reactive Barrier System Model. The PRB wasmodeled as three subsystems: funnel, gate, and reactivemedium. The model PRB funnel was constructed using avibratory hammer mounted on a 100-ton crane (nominalcapacity of 835 kW at 5.6 m2/hour) and sealed together withcement. Model PRB gates were constructed using the samehammer (at 0.6 m/hour) to drive the caissons into position,then excavated using an auger (435 kW at 0.3 m/hour). Thegates were then backfilled with sand, ZVI, and soil before thecaisson was removed with the vibratory hammer. Thoughdesigned as part of the gate, the reactive medium wasconsidered a separate subsystem to investigate the effect ofmedia longevity. ZVI production was modeled as theproduction of high-iron content cast iron, without additionalprocessing. The exclusion of additional processing mayreduce the energy burden associated with the ZVI subsystem,however, the additional processing energy was assumed tobe small when compared with the energy demand of thematerial. The ZVI longevity was assumed to be 10 years forthe base model case. Only in the investigation of media
longevity effects on potential impacts was the longevityallowed to vary. Following construction, the PRB was assumedto operate for the duration of the medium lifetime withoutadditional inputs. Upon exhaustion of the medium, the gatewas to be removed with an auger before major materialcomponents were generated, transported, and constructedinto a replacement gate. It was assumed that the funnel doesnot require repair during the 30 year study period.
Pump and Treat System Model. The PTS was modeledwith five subsystems: extraction wells, air-stripping unit(ASU), catalytic oxidation unit (COU), granular activatedcarbon (GAC) unit, and treatment facilities. Model extractionwells were constructed using an eight inch auger (80 kW at5 m/hour) and were composed of PVC well pipe, filter pack,grout, and a 0.75 kW (1 hp) well pump. The model ASU wascomposed of an aluminum tower, packed with polyethylenepall ring packing, and a 0.75 kW (1 hp) blower. The modelCOU was modeled as a fixed bed reactor made out ofaluminum and steel, with catalyst, and electric heaters. Themodel GAC unit was two steel drums each containing 180kg (400 lb) of GAC. Model treatment facilities included a 37.1m2, 0.15 m thick structural slab poured from concrete mixingtruck (260 kW at 0.14 m3/hour), 61 m of 0.05 m diameter PVCpiping, miscellaneous PVC fittings and valves, and a steelshed. Following construction and assembly, the systemoperated using electricity obtained from the U.S. grid. Theonly maintenance activity considered for the model PTS wasthe replacement of GAC filter units every 10 years.
Life-Cycle Assessment. LCA methods were based oncurrent industrial standards (12), government guidelines (22),and previously published work (13, 16). The LCA case studywas conducted using SimaPro 7.1 LCA software and associ-ated inventory databases and impact assessment methods(23). Unit processes with inputs or emissions that were notincluded in the databases were estimated from availableliterature, calculated using fundamental principles, or omit-ted. The impact assessment was conducted with character-ization factors within the Tool for the Reduction andAssessment of Chemical and other environmental Impacts(TRACI) method (24) version 2.0. The following environ-mental impact categories were considered: global warming,acidification, human health, eutrophication, ozone depletion,and smog formation. The determination of uncertainty wasconducted using Monte Carlo simulations with set stopfactors, available within SimaPro software, to generate 95%confidence intervals. System input data was given anuncertainty value based on our perceived quality of the data.Additional information on assumptions, omitted processes,and uncertainty values are available in the SupportingInformation (SI).
The goal of the LCA was to model the Dover AFB treatmentsystems in order to determine the environmentally preferableoption and to investigate strategies that would reduce impactswithin each system. The assessment was based on a commonfunctional unit: the system-specific requirements (energy,materials) needed to provide effective capture of the con-taminant plume and treatment for 30 years. According todesign documents, the PRB captures the plume and treats38 L min-1 (10 gpm), while the PTS is designed to operateat a flow rate of 76 L min-1 (20 gpm) to meet the same goal(19, 21). Specifications for both systems incorporated factorsof safety into the designs, which were roughly 1.5 for the PRBand 2 for the PTS (18, 19), and while the two systems do nothave identical safety factors, they are similar and both reflectthe need to over design groundwater treatment systems.
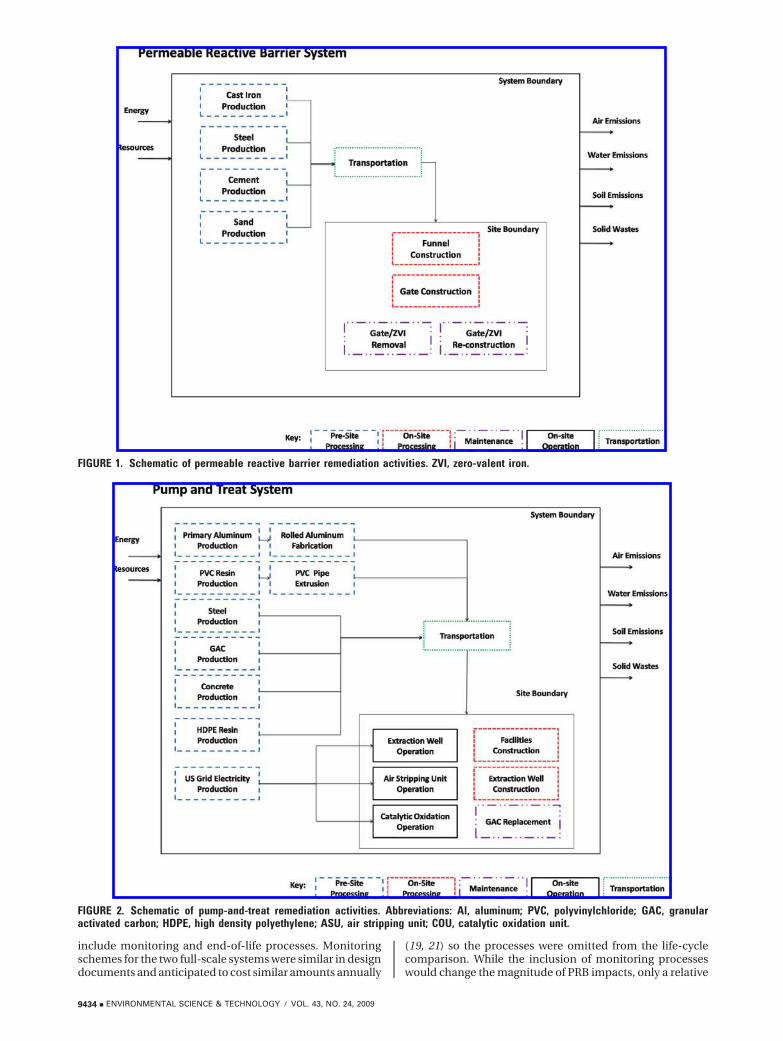
The system boundaries, which define the scope of thestudy and illustrate the processes included, were inclusiveof raw materials acquisition, materials production, and usephases. System boundaries for the PRB and PTS system areshown in Figures 1 and 2, respectively. Notable omissions
VOL. 43, NO. 24, 2009 / ENVIRONMENTAL SCIENCE & TECHNOLOGY 9 9433
include monitoring and end-of-life processes. Monitoringschemes for the two full-scale systems were similar in designdocuments and anticipated to cost similar amounts annually
(19, 21) so the processes were omitted from the life-cyclecomparison. While the inclusion of monitoring processeswould change the magnitude of PRB impacts, only a relative
FIGURE 1. Schematic of permeable reactive barrier remediation activities. ZVI, zero-valent iron.
FIGURE 2. Schematic of pump-and-treat remediation activities. Abbreviations: Al, aluminum; PVC, polyvinylchloride; GAC, granularactivated carbon; HDPE, high density polyethylene; ASU, air stripping unit; COU, catalytic oxidation unit.
9434 9 ENVIRONMENTAL SCIENCE & TECHNOLOGY / VOL. 43, NO. 24, 2009
comparison of the PRB and PTS was sought in this analysis.The temporal scale of comparison was limited to 30 years ofoperation, though the contamination, and thus treatment,is expected to extend well beyond this time horizon.Therefore, the case study compares only the first 30 years ofoperation, and the expectation is that 30 years will not be theend-of-life (EOL) for either technology on-site, allowing EOLprocesses to be omitted. EOL processes have also beenomitted in other LCAs for remediation (16). The considerationof EOL processes would likely increase the energy consump-tion for both technologies, due to demolition and transportfrom site, but may produce a benefit for the PRB technologyif the funnel steel could be recycled or if the ZVI columncould remain in the subsurface indefinitely.
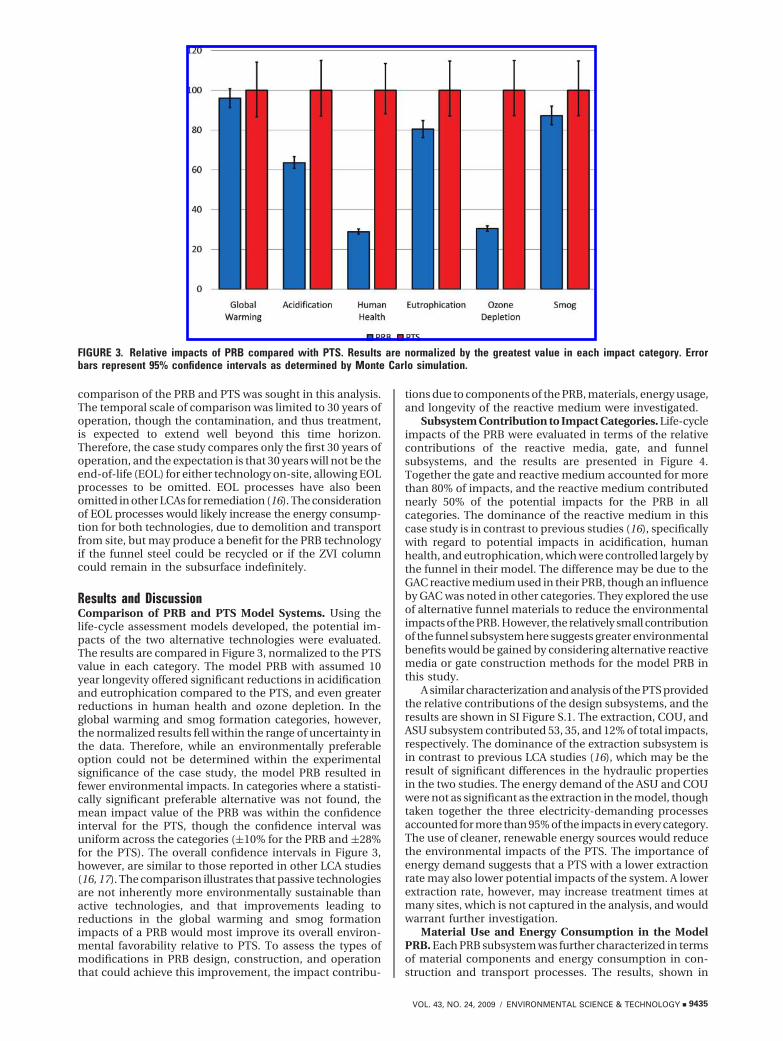
Results and DiscussionComparison of PRB and PTS Model Systems. Using thelife-cycle assessment models developed, the potential im-pacts of the two alternative technologies were evaluated.The results are compared in Figure 3, normalized to the PTSvalue in each category. The model PRB with assumed 10year longevity offered significant reductions in acidificationand eutrophication compared to the PTS, and even greaterreductions in human health and ozone depletion. In theglobal warming and smog formation categories, however,the normalized results fell within the range of uncertainty inthe data. Therefore, while an environmentally preferableoption could not be determined within the experimentalsignificance of the case study, the model PRB resulted infewer environmental impacts. In categories where a statisti-cally significant preferable alternative was not found, themean impact value of the PRB was within the confidenceinterval for the PTS, though the confidence interval wasuniform across the categories ((10% for the PRB and (28%for the PTS). The overall confidence intervals in Figure 3,however, are similar to those reported in other LCA studies(16, 17). The comparison illustrates that passive technologiesare not inherently more environmentally sustainable thanactive technologies, and that improvements leading toreductions in the global warming and smog formationimpacts of a PRB would most improve its overall environ-mental favorability relative to PTS. To assess the types ofmodifications in PRB design, construction, and operationthat could achieve this improvement, the impact contribu-
tions due to components of the PRB, materials, energy usage,and longevity of the reactive medium were investigated.
Subsystem Contribution to Impact Categories. Life-cycleimpacts of the PRB were evaluated in terms of the relativecontributions of the reactive media, gate, and funnelsubsystems, and the results are presented in Figure 4.Together the gate and reactive medium accounted for morethan 80% of impacts, and the reactive medium contributednearly 50% of the potential impacts for the PRB in allcategories. The dominance of the reactive medium in thiscase study is in contrast to previous studies (16), specificallywith regard to potential impacts in acidification, humanhealth, and eutrophication, which were controlled largely bythe funnel in their model. The difference may be due to theGAC reactive medium used in their PRB, though an influenceby GAC was noted in other categories. They explored the useof alternative funnel materials to reduce the environmentalimpacts of the PRB. However, the relatively small contributionof the funnel subsystem here suggests greater environmentalbenefits would be gained by considering alternative reactivemedia or gate construction methods for the model PRB inthis study.
A similar characterization and analysis of the PTS providedthe relative contributions of the design subsystems, and theresults are shown in SI Figure S.1. The extraction, COU, andASU subsystem contributed 53, 35, and 12% of total impacts,respectively. The dominance of the extraction subsystem isin contrast to previous LCA studies (16), which may be theresult of significant differences in the hydraulic propertiesin the two studies. The energy demand of the ASU and COUwere not as significant as the extraction in the model, thoughtaken together the three electricity-demanding processesaccounted for more than 95% of the impacts in every category.The use of cleaner, renewable energy sources would reducethe environmental impacts of the PTS. The importance ofenergy demand suggests that a PTS with a lower extractionrate may also lower potential impacts of the system. A lowerextraction rate, however, may increase treatment times atmany sites, which is not captured in the analysis, and wouldwarrant further investigation.
Material Use and Energy Consumption in the ModelPRB. Each PRB subsystem was further characterized in termsof material components and energy consumption in con-struction and transport processes. The results, shown in
FIGURE 3. Relative impacts of PRB compared with PTS. Results are normalized by the greatest value in each impact category. Errorbars represent 95% confidence intervals as determined by Monte Carlo simulation.
VOL. 43, NO. 24, 2009 / ENVIRONMENTAL SCIENCE & TECHNOLOGY 9 9435
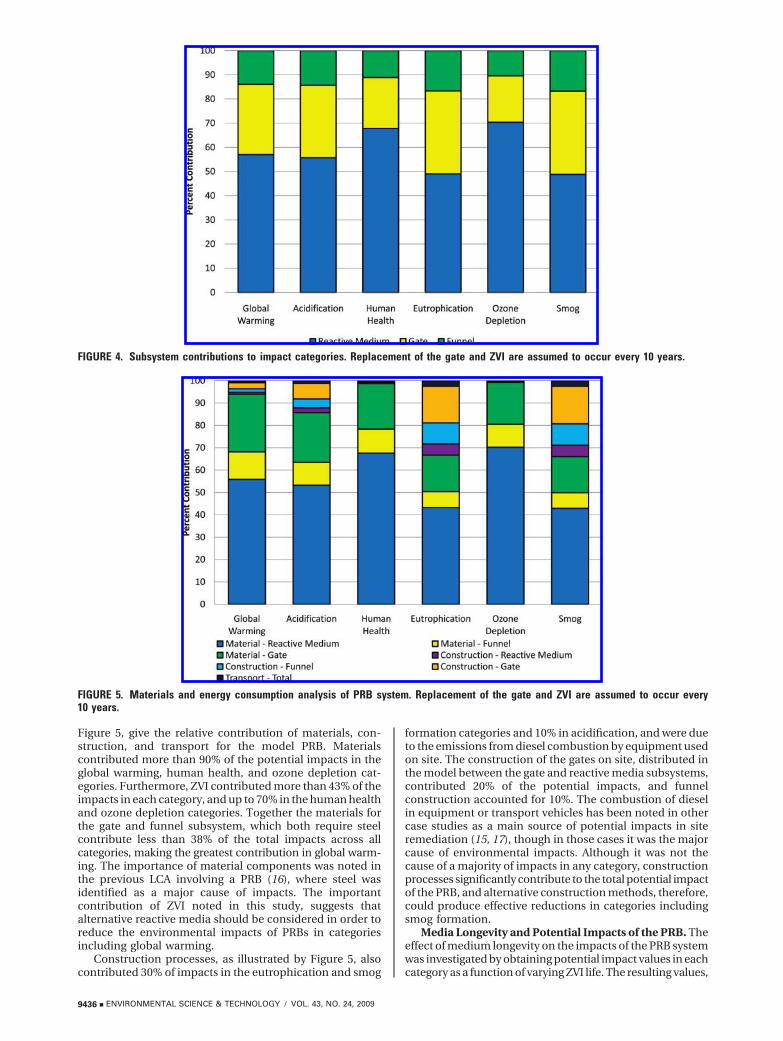
Figure 5, give the relative contribution of materials, con-struction, and transport for the model PRB. Materialscontributed more than 90% of the potential impacts in theglobal warming, human health, and ozone depletion cat-egories. Furthermore, ZVI contributed more than 43% of theimpacts in each category, and up to 70% in the human healthand ozone depletion categories. Together the materials forthe gate and funnel subsystem, which both require steelcontribute less than 38% of the total impacts across allcategories, making the greatest contribution in global warm-ing. The importance of material components was noted inthe previous LCA involving a PRB (16), where steel wasidentified as a major cause of impacts. The importantcontribution of ZVI noted in this study, suggests thatalternative reactive media should be considered in order toreduce the environmental impacts of PRBs in categoriesincluding global warming.
Construction processes, as illustrated by Figure 5, alsocontributed 30% of impacts in the eutrophication and smog
formation categories and 10% in acidification, and were dueto the emissions from diesel combustion by equipment usedon site. The construction of the gates on site, distributed inthe model between the gate and reactive media subsystems,contributed 20% of the potential impacts, and funnelconstruction accounted for 10%. The combustion of dieselin equipment or transport vehicles has been noted in othercase studies as a main source of potential impacts in siteremediation (15, 17), though in those cases it was the majorcause of environmental impacts. Although it was not thecause of a majority of impacts in any category, constructionprocesses significantly contribute to the total potential impactof the PRB, and alternative construction methods, therefore,could produce effective reductions in categories includingsmog formation.
Media Longevity and Potential Impacts of the PRB. Theeffect of medium longevity on the impacts of the PRB systemwas investigated by obtaining potential impact values in eachcategory as a function of varying ZVI life. The resulting values,
FIGURE 4. Subsystem contributions to impact categories. Replacement of the gate and ZVI are assumed to occur every 10 years.
FIGURE 5. Materials and energy consumption analysis of PRB system. Replacement of the gate and ZVI are assumed to occur every10 years.
9436 9 ENVIRONMENTAL SCIENCE & TECHNOLOGY / VOL. 43, NO. 24, 2009
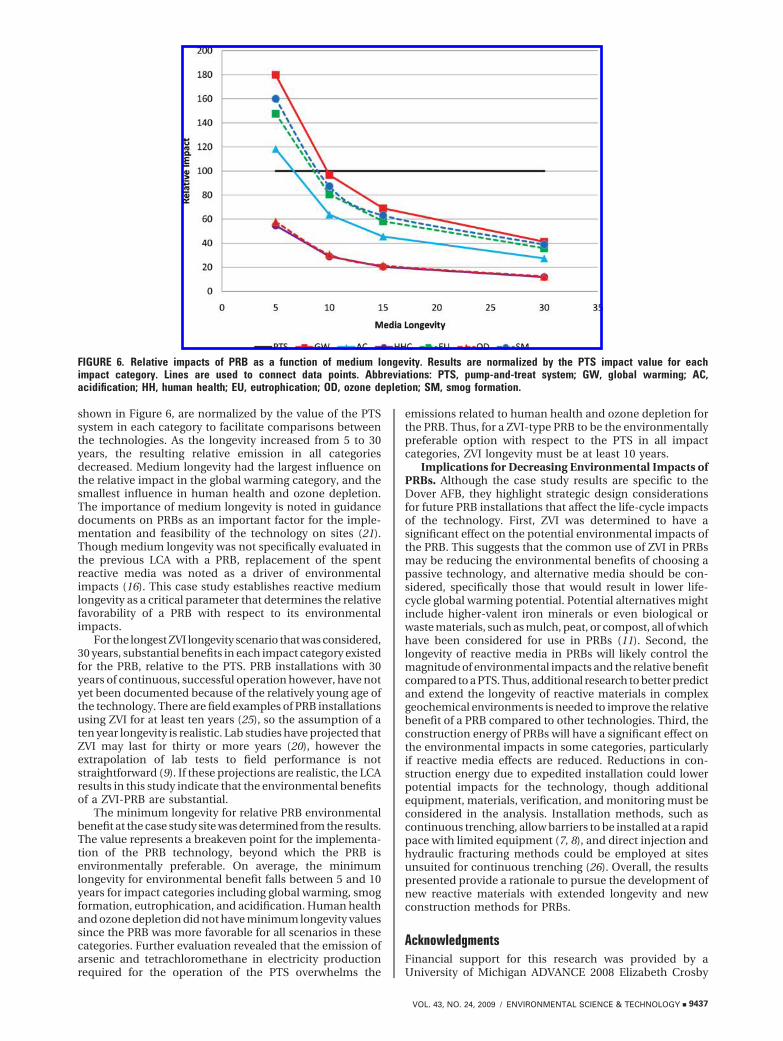
shown in Figure 6, are normalized by the value of the PTSsystem in each category to facilitate comparisons betweenthe technologies. As the longevity increased from 5 to 30years, the resulting relative emission in all categoriesdecreased. Medium longevity had the largest influence onthe relative impact in the global warming category, and thesmallest influence in human health and ozone depletion.The importance of medium longevity is noted in guidancedocuments on PRBs as an important factor for the imple-mentation and feasibility of the technology on sites (21).Though medium longevity was not specifically evaluated inthe previous LCA with a PRB, replacement of the spentreactive media was noted as a driver of environmentalimpacts (16). This case study establishes reactive mediumlongevity as a critical parameter that determines the relativefavorability of a PRB with respect to its environmentalimpacts.
For the longest ZVI longevity scenario that was considered,30 years, substantial benefits in each impact category existedfor the PRB, relative to the PTS. PRB installations with 30years of continuous, successful operation however, have notyet been documented because of the relatively young age ofthe technology. There are field examples of PRB installationsusing ZVI for at least ten years (25), so the assumption of aten year longevity is realistic. Lab studies have projected thatZVI may last for thirty or more years (20), however theextrapolation of lab tests to field performance is notstraightforward (9). If these projections are realistic, the LCAresults in this study indicate that the environmental benefitsof a ZVI-PRB are substantial.
The minimum longevity for relative PRB environmentalbenefit at the case study site was determined from the results.The value represents a breakeven point for the implementa-tion of the PRB technology, beyond which the PRB isenvironmentally preferable. On average, the minimumlongevity for environmental benefit falls between 5 and 10years for impact categories including global warming, smogformation, eutrophication, and acidification. Human healthand ozone depletion did not have minimum longevity valuessince the PRB was more favorable for all scenarios in thesecategories. Further evaluation revealed that the emission ofarsenic and tetrachloromethane in electricity productionrequired for the operation of the PTS overwhelms the
emissions related to human health and ozone depletion forthe PRB. Thus, for a ZVI-type PRB to be the environmentallypreferable option with respect to the PTS in all impactcategories, ZVI longevity must be at least 10 years.
Implications for Decreasing Environmental Impacts ofPRBs. Although the case study results are specific to theDover AFB, they highlight strategic design considerationsfor future PRB installations that affect the life-cycle impactsof the technology. First, ZVI was determined to have asignificant effect on the potential environmental impacts ofthe PRB. This suggests that the common use of ZVI in PRBsmay be reducing the environmental benefits of choosing apassive technology, and alternative media should be con-sidered, specifically those that would result in lower life-cycle global warming potential. Potential alternatives mightinclude higher-valent iron minerals or even biological orwaste materials, such as mulch, peat, or compost, all of whichhave been considered for use in PRBs (11). Second, thelongevity of reactive media in PRBs will likely control themagnitude of environmental impacts and the relative benefitcompared to a PTS. Thus, additional research to better predictand extend the longevity of reactive materials in complexgeochemical environments is needed to improve the relativebenefit of a PRB compared to other technologies. Third, theconstruction energy of PRBs will have a significant effect onthe environmental impacts in some categories, particularlyif reactive media effects are reduced. Reductions in con-struction energy due to expedited installation could lowerpotential impacts for the technology, though additionalequipment, materials, verification, and monitoring must beconsidered in the analysis. Installation methods, such ascontinuous trenching, allow barriers to be installed at a rapidpace with limited equipment (7, 8), and direct injection andhydraulic fracturing methods could be employed at sitesunsuited for continuous trenching (26). Overall, the resultspresented provide a rationale to pursue the development ofnew reactive materials with extended longevity and newconstruction methods for PRBs.
AcknowledgmentsFinancial support for this research was provided by aUniversity of Michigan ADVANCE 2008 Elizabeth Crosby
FIGURE 6. Relative impacts of PRB as a function of medium longevity. Results are normalized by the PTS impact value for eachimpact category. Lines are used to connect data points. Abbreviations: PTS, pump-and-treat system; GW, global warming; AC,acidification; HH, human health; EU, eutrophication; OD, ozone depletion; SM, smog formation.
VOL. 43, NO. 24, 2009 / ENVIRONMENTAL SCIENCE & TECHNOLOGY 9 9437

Research Award and a PhD Fellowship by the GEM Con-sortium. We also thank three anonymous reviewers for theircomments.
Supporting Information AvailableAdditional information on case study description and life-cycle assessment methods and assumptions, and additionalimpact assessment results. This material is available free ofcharge via the Internet at http://pubs.acs.org.
Literature Cited(1) National Priorities List (NPL); United States Environmental
Protection Agency: Washington, DC, 2009; http://www.epa.gov/superfund/sites/npl/npl.htm.
(2) Stroo, H. F.; Unger, M. ; Ward, C. H.; Kavanaugh, M. C.; Vogel,C.; Leeson, A.; Marqusee, J. A.; Smith, B. P. Remediatingchlorinated solvent source zones. Environ. Sci. Technol. 2003,37, 224A–230A.
(3) Mackay, D. M.; Cherry, J. A. Groundwater contamination: pump-and-treat remediation. Environ. Sci. Technol. 1989, 23, 630–636.
(4) Design Guidelines for Conventional Pump-and-Treat Systems;Technical Report No. EPA-540-S-97-504. Cohen, R. M.; Mercer,J. W.; Greenwald, R. M.; Beljin, M. S., Eds.; United StatesEnvironmental Protection Agency: Washington, DC, 1997.
(5) Field Applications of In Situ Remediation Technologies: Perme-able Reactive Barriers; United States Environmental ProtectionAgency: Washington, DC, 2002; http://www.clu-in.org/.
(6) O’Hannesin, S. F.; Gillham, R. W. Long term performance of anin situ “iron wall” for remediation of VOCs. Ground Water. 1998,36, 164–170.
(7) Gavaskar, A. R. Design and construction techniques for perme-able reactive barriers. J. Hazard. Mater. 1999, 68, 41–71.
(8) Wilkin, R. T.; Puls, R. W.; Sewell, G. W. Long-term performanceof permeable reactive barriers using zero-valent iron: Geochem-ical and microbiological effects. Ground Water 2003, 41, 493–503.
(9) Henderson, A. D.; Demond, A. H. Long-term performance ofzero-valent iron permeable reactive barriers: A critical review.Environ. Eng. Sci. 2007, 24, 401–423.
(10) Day, S. R.; O’Hannesin, S. F.; Marsden, L. Geotechnicaltechniques for the construction of reactive barriers. J. Hazard.Mater. 1999, 67, 285–297.
(11) Scherer, M. M.; Richter, S.; Valentine, R. L.; Alvarez, P. J. J.Chemistry and microbiology of permeable reactive barriers forin situ groundwater clean up. Crit. Rev. Microbiol. 2000, 26,221–264.
(12) ISO 14040: Environmental Management - Life Cycle Assessment- Principles and Framework; International Organization forStandardization: Geneva, 1997.
(13) Diamond, M. L.; Page, C. A.; Campbell, M.; McKenna, S.; Lall,R. Life-cycle framework for assessment of site remediationoptions: method and generic survey. Environ. Toxicol. Chem.1999, 18, 788–800.
(14) Page, C. A.; Diamond, M. L.; Campbell, M.; McKenna, S. Life-cycle framework for assessment of site remediation options:Case study. Environ. Toxicol. Chem. 1999, 18, 801–810.
(15) Suer, P.; Nilwwon-Paledal, S.; Norrman, J. LCA for site reme-diation: A literature review. Soil Sediment Contam. 2004, 13,415–425.
(16) Bayer, P.; Finkel, M. Life cycle assessment of active and passivegroundwater remediation technologies. J. Contam. Hydrol. 2006,83, 171–199.
(17) Cadotte, M.; Deschenes, L.; Samson, R. Selection of a remediationscenario for a diesel-contaminated site using LCA. Int. J. LCA2007, 12, 239–251.
(18) Crossflow Air Stripping with Catalytic Oxidation, TechnicalReport No. AL/EQ-TR-1994-0041. Kim, B. C.; Gavaskar, A. R.;Ong, S. K.; Rosansky, S. H.; Cummings, C. A.; Criner, C. L.; Pollack,A. J.; Drescher, E. H., Eds.; Battelle: Columbus, OH, 1994; http://www.dtic.mil/
(19) Design, Construction, and Monitoring of the Permeable ReactiveBarrier in Area 5 at Dover Air Force Base, Technical Report No.AFRL-ML-TY-TR-2000-4546. Gavaskar, A. R.; Gupta, N.; Sass,B.; Yoon, W. S.; Janosy, R.; Drescher, E. H.; Hicks, J., Eds.; Battelle:Columbus, OH, 2000; http://www.dtic.mil/
(20) Evaluating the Longevity and Hydraulic Performance of Perme-able Reactive Barriers at Department of Defense Sites, TechnicalReport No. CU-9907; Environmental Security TechnologyCertification Program (ESTCP): Washington, DC, 2003; http://www.estcp.org/.
(21) Design Guidance for Application of Permeable Reactive Barriersfor Groundwater Remediation; Gavaskar, A.; Gupta, N.; Sass, B.;Janosy, R.; Hicks, J, Eds.; Battelle: Columbus, OH, 2000; http://www.estcp.org/.
(22) Life Cycle Assessment: Principles and Practice; Technical ReportNo. EPA/600/R-06/060; Scientific Applications InternationalCorporation (SAIC): McLean, VA, 2006.
(23) Pre Consultants. SimaPro 7.1, 2006.(24) Bare, J. C.; Norris, G. A.; Pennington, D. W.; McKone, T. TRACI:
The Tool for the Reduction and Assessment of Chemical andOther Environmental Impacts. J. Ind. Ecol. 2003, 6, 49–78.
(25) Capstone Report on the Application, Monitoring, and Perfor-mance of Permeable Reactive Barries for groundwater Reme-diation: Volume 1 Performance Evaluations at Two Sites,Technical Report No. EPA/600/R-03/045A. Wilkin, R. T. Puls,R. W., Eds.; U.S. Environmental Protection Agency: Cincinnati,OH, 2003.
(26) McElroy, B.; Keith, A.; Glasgow, J.; Dasappa, S. The use of zero-valent iron injection to remediate groundwater: Results of apilot test at the Marshall Space Flight Center. Rem. J. 2003, 13,145–153.
ES9015537
9438 9 ENVIRONMENTAL SCIENCE & TECHNOLOGY / VOL. 43, NO. 24, 2009