lean manufacturing-jit kanban
DESCRIPTION
PPT FOR OPERATION - MBATRANSCRIPT

16 - 1
LEAN MANUFACTURING JIT KANBAN
LEAN MANUFACTURING JIT KANBAN
GROUP NO : 06Mayur Avhad - 22Navketan Gaikwad – 24Pratik Gole – 31Rajesh Sharma – 35Sushil Pawar – 60Amit Prasad -
16 - 2
WHAT IS LEAN MANUFACTURINGWHAT IS LEAN MANUFACTURING Lean Production (also known as the Toyota Production System) is, in it’s most basic
form, the systematic elimination of waste, remove variability and improve remove variability and improve throughput.throughput.
Lean Production concentrates on producing more value for a customer while reducing expenditure of resources. It includes;
Space Labor Inventory
Money Time

16 - 3
Waste is anything that does not add value from the customer point of view
Storage, inspection, delay, waiting in queues, and defective products do not add value and are 100% waste
1. 1. ELIMINATE WASTEELIMINATE WASTE
Other resources such as energy, water, and air are often wasted Efficient, sustainable production minimizes inputs, reduces waste Traditional “housekeeping” has been expanded to the 5 Ss
Sort/segregateSort/segregate – when in doubt, throw it outSimplify/straightenSimplify/straighten – methods analysis toolsShine/sweepShine/sweep – clean dailyStandardizeStandardize – remove variations from processesSustain/self-disciplineSustain/self-discipline – review work and recognize progress
Two additional SsSafety – build in good practicesSupport/maintenance – reduce variability and unplanned downtime

16 - 4
SEVEN WASTES OF PRODUCTIONSEVEN WASTES OF PRODUCTION

16 - 5
2. 2. REMOVE VARIABILITYREMOVE VARIABILITY JIT systems require managers to reduce variability caused by both
internal and external factors Variability is any deviation from the optimum process Inventory hides variability Less variability results in less waste
Sources of VariabilitySources of Variability1. Incomplete or inaccurate drawings or specifications
2. Poor production processes resulting in incorrect quantities, late, or non-conforming units
3. Unknown customer demands
Both JIT and inventory reduction are effective
tools in identifying causes of variability
16 - 6© 2011 Pearson Education, Inc. publishing as Prentice Hall
3. 3. IMPROVE THROUGHPUTIMPROVE THROUGHPUT
The time it takes to move an order from receipt to delivery The time between the arrival of raw materials and the shipping of the
finished order is called manufacturing cycle time A pull system increases throughput
By pulling material in small lots, inventory cushions are removed, exposing problems and emphasizing continual improvement
Manufacturing cycle time is reduced Push systems dump orders on the downstream stations regardless of the
need

16 - 7
JUST-IN-TIMEJUST-IN-TIME (JIT) (JIT) Powerful strategy for improving operations
Materials arrive where they are needed when they are needed
Identifying problems and driving out waste reduces costs and variability and improves throughput
Requires a meaningful buyer-supplier relationship
Big lot sizesLots of inventory”PUSH” material to nextstage
Lowerper unit
cost
Big purchase shipments
Big “pushes” of finished goodsto warehouses or customers
???
Smaller lotsFaster setupsLess inventory, storage space”PULL” material to next stage
Minimalor no
inventoryholding
cost
Smaller shipments
Goods are pulled out ofplant by customer demand
Pre-JIT: Traditional Mass Production
Post-JIT: “Lean Production”
16 - 8© 2011 Pearson Education, Inc. publishing as Prentice Hall
THREE ELEMENTS OF JITTHREE ELEMENTS OF JIT
16 - 9
ELEMENTS OF JITELEMENTS OF JIT
JIT manufacturing focuses on production system to achieve value-added manufacturing
TQM is an integrated effort designed to improve quality performance at every level
Respect for people rests on the philosophy that human resources are an essential part of JIT philosophy
JIT Manufacturing is a philosophy of value-added manufacturing Achieved by focusing on these elements:
Inventory reduction - exposes problems Kanbans & pull production systems Small lots & quick setups Uniform plant loading Flexible resources Efficient facility layouts

16 - 10
ROLE OF INVENTORY REDUCTIONROLE OF INVENTORY REDUCTION
Inventory = Lead Time (less is better) Inventory hides problems

16 - 11
KANBAN
Kanban is the Japanese word for card The card is an authorization for the next container of material to be produced A sequence of kanbans pulls material through the process Many different sorts of signals are used, but the system is still called a kanban
Kanban
Kanban
Final assembly
Work cell
Kanban
Material/Parts Supplier Finished
goodsCustomer
order

16 - 12
JIT MANUFACTURING: THE PULL SYSTEM(KANBAN)
Uses simple visual signals to control production
Workcenter A Workcenter B
Workcenter B uses parts produced by Workcenter A
How can we control the flow of materials so that B always has parts and A doesn’t overproduce?
16 - 13
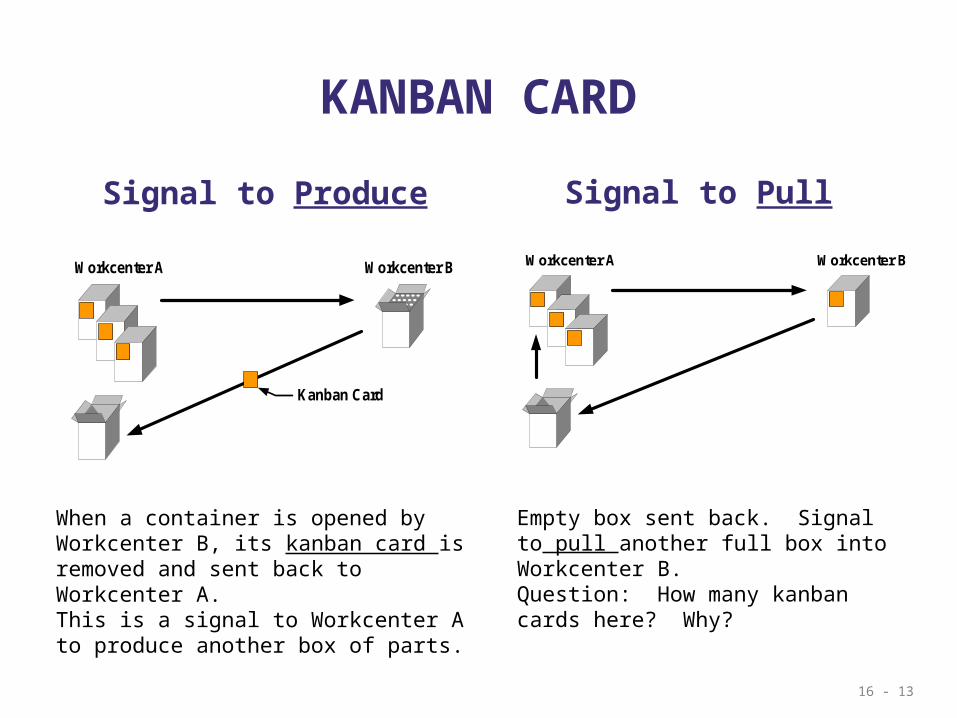
KANBAN CARD
When a container is opened by Workcenter B, its kanban card is removed and sent back to Workcenter A.This is a signal to Workcenter A to produce another box of parts.
Workcenter A Workcenter B
Kanban Card
Empty box sent back. Signal to pull another full box into Workcenter B.Question: How many kanban cards here? Why?
Signal to Produce Signal to Pull
Workcenter A Workcenter B

16 - 14
HOW MANY KANBAN CARD?
Cx)DT(1
y
y = number of kanban cardsD = demand per unit of timeT = lead timeC = container capacityX = fudge factor
Example : Hourly demand = 300 units Lead time = 3 hours Each container holds 300 units Assuming no variation in lead-time or demand
(x = 0):
y = (300 3) / 300 = 3 kanban cards

16 - 15
SMALL LOT SIZES & QUICK SETUPS
Example : Small lots mean less average inventory and shorten manufacturing lead time Small lots with shorter setup times increase flexibility to respond to demand
changes Ultimate goal is single unit lot sizes Strive for single digit setups- < 10 minutes Setup reduction process is well-documented
External tasks- do as much preparation while present job is still running
Internal tasks- simplify, eliminate, shorten steps involved with location, clamping, & adjustments
16 - 16
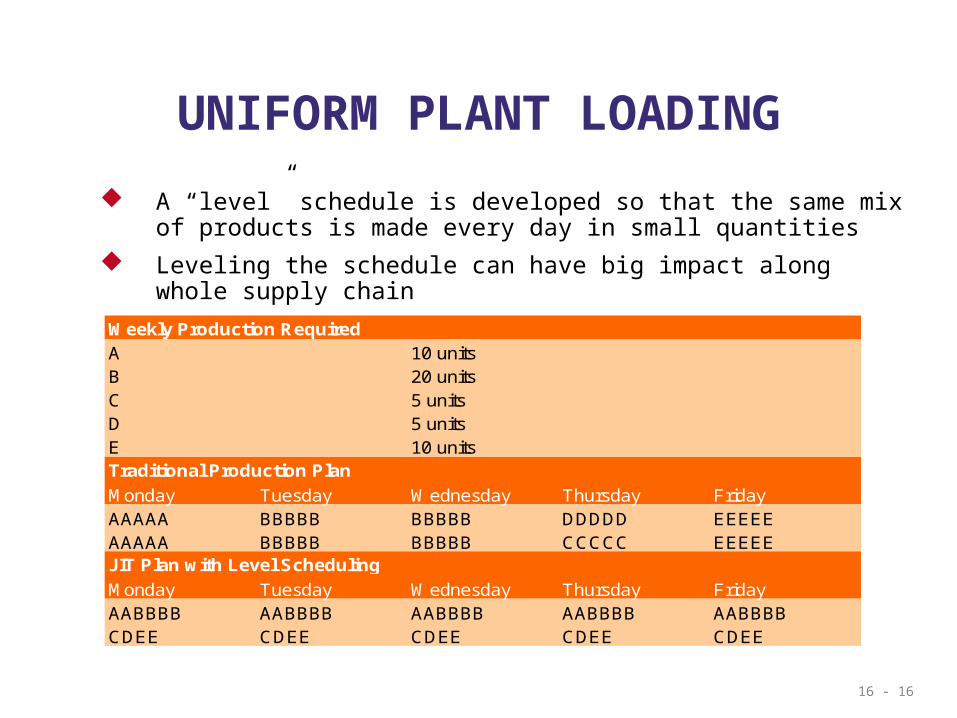
UNIFORM PLANT LOADING
A “level” schedule is developed so that the same mix of products is made every day in small quantities
Leveling the schedule can have big impact along whole supply chain
Monday Tuesday Wednesday Thursday FridayAAAAA BBBBB BBBBB DDDDD EEEEEAAAAA BBBBB BBBBB CCCCC EEEEE
Monday Tuesday Wednesday Thursday FridayAABBBB AABBBB AABBBB AABBBB AABBBBCDEE CDEE CDEE CDEE CDEE
5 units5 units10 units
Weekly Production Required
Traditional Production Plan
JIT Plan with Level Scheduling
ABCDE
10 units20 units

16 - 17
FLEXIBLE RESOURCES
Moveable, general purpose equipment: Portable equipment with plug in power/air Drills, lathes, printer-fax-copiers, etc. Capable of being setup to do many different things with minimal
setup time
Multifunctional workers: Workers assume considerable responsibility Cross-trained to perform several different duties Trained to also be problem solvers
16 - 18
EFFECTIVE FACILITY LAYOUTS
Workstations in close physical proximity to reduce transport & movement Streamlined flow of material Often use:
Cellular Manufacturing (instead of process focus) U-shaped lines: (allows material handler to quickly drop off materials
& pick up finished work)

16 - 19
BENEFITS OF JIT
Reduction in inventories Improved quality Reduced space requirements Shorter lead times Lower production costs Increased productivity Increased machine utilization Greater flexibility
16 - 20
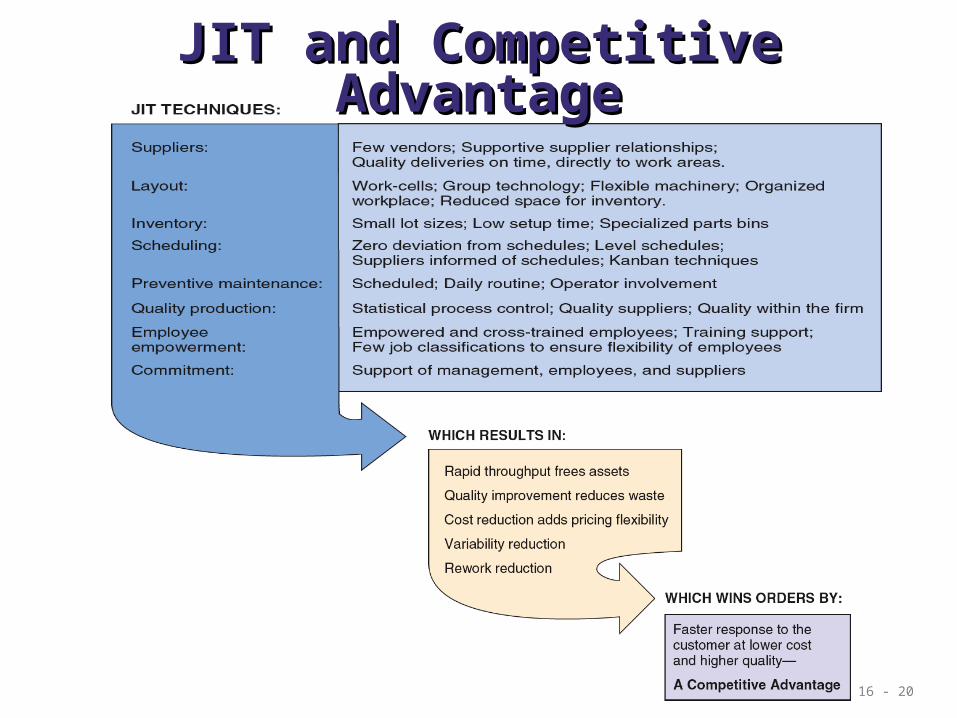
JIT and Competitive AdvantageJIT and Competitive Advantage

16 - 21
THANK YOU!!!