lean 360 in the eyeglasses lens sector - tefen · lean 360 in the eyeglasses lens sector ... tpm...
TRANSCRIPT
Background
Estimated to be worth around 29 billion dollars per an-num, the eyeglasses lens market comprises three main segments: single vision lenses (correct eyesight for either shortsightedness or long-sightedness), bifocals and mul-tifocals. A staggering billion lenses are sold globally every year. Statistics show that about 4 billion people world-wide require vision correction, while only about 1.6 billion of them already own a pair of glasses, indicating a high growth potential.
The market share of multifocals is on the rise, due mainly to the rise in the standard of living, greater aesthetic awareness and the increase in the older population world-wide. The continual development of the market is driven mainly by the increase in the population over 45 years of age, most of whom are characterized by presbyopia, a natural condition in which the eyesight of the elderly gradually weakens.
In the competitive world of spectacles, the delivery lead time to the optometrist stores is a critical parameter in the customer’s satisfaction – both for the optometrist and the patients themselves. Nowadays the average lead time for a pair of glasses is between 4 and 8 days (the manufac-ture lead time varies by lens type and complexity). Clearly, a company which will be able to consistently deliver lenses to the optometrist store within 2 days or less will achieve a considerable competitive advantage.
So how can Lean help us shorten the lead time?
The Lean approach is a way of working which focuses all resources on performing the minimum of those specific value-added tasks which achieve what the customers want (value), when they want it and at the cost and the quality they expect.
Over the last 30 years, thousands of companies worldwide have been assimilating the Lean method. Implementa-tion of Lean is extremely effective toward shortening lead times, since it focuses on activities which yield value to the customer and significantly reduce those factors which delay the material flow, such as in process inventory or overproduction.
However, Tefen’s research done recently, shows that merely 40% of the Lean transformations around the world truly succeed in achieving a Lean culture of continuous improvement. The main reason for that is insufficient emphasis on the corporate culture and on building intra-organizational capability to lead processes of continuous improvement. In other words, these projects focus mostly on Lean tools and methodologies implementation and give very little attention to building employees skills and training and for enhancing change management processes to achieve employees buy-in.
Copyright © 2013 Tefen Management Consulting. All rights reserved.
A clearer focus on value enhancement
Lean 360 in the Eyeglasses Lens Sector By Rotem Greener and Lior Ben Ari
Copyright © 2013 Tefen Management Consulting. All rights reserved.
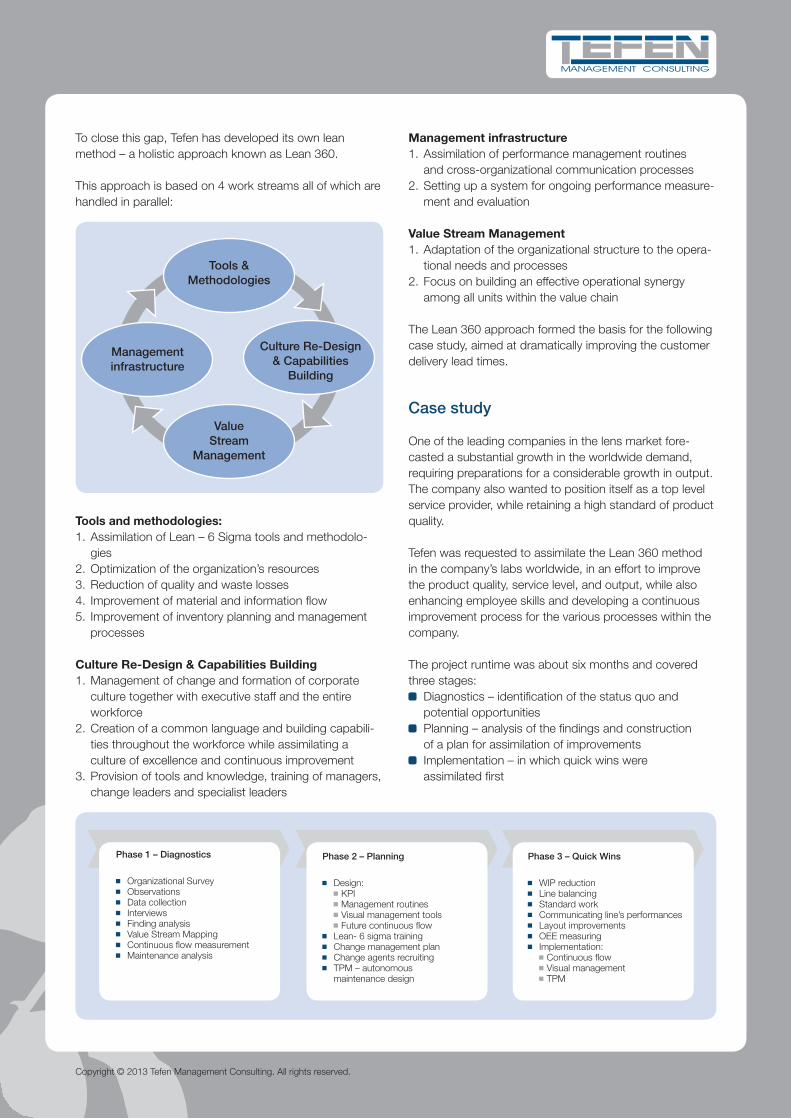
To close this gap, Tefen has developed its own lean method – a holistic approach known as Lean 360.
This approach is based on 4 work streams all of which are handled in parallel:
Tools and methodologies:1. Assimilation of Lean – 6 Sigma tools and methodolo- gies 2. Optimization of the organization’s resources 3. Reduction of quality and waste losses4. Improvement of material and information flow5. Improvement of inventory planning and management processes
Culture Re-Design & Capabilities Building1. Management of change and formation of corporate culture together with executive staff and the entire workforce2. Creation of a common language and building capabili- ties throughout the workforce while assimilating a culture of excellence and continuous improvement3. Provision of tools and knowledge, training of managers, change leaders and specialist leaders
Management infrastructure 1. Assimilation of performance management routines and cross-organizational communication processes2. Setting up a system for ongoing performance measure- ment and evaluation
Value Stream Management1. Adaptation of the organizational structure to the opera- tional needs and processes 2. Focus on building an effective operational synergy among all units within the value chain
The Lean 360 approach formed the basis for the following case study, aimed at dramatically improving the customer delivery lead times.
Case study
One of the leading companies in the lens market fore-casted a substantial growth in the worldwide demand, requiring preparations for a considerable growth in output. The company also wanted to position itself as a top level service provider, while retaining a high standard of product quality.
Tefen was requested to assimilate the Lean 360 method in the company’s labs worldwide, in an effort to improve the product quality, service level, and output, while also enhancing employee skills and developing a continuous improvement process for the various processes within the company.
The project runtime was about six months and covered three stages:
Diagnostics – identification of the status quo and potential opportunities
Planning – analysis of the findings and construction of a plan for assimilation of improvements
Implementation – in which quick wins were assimilated first
Tools &Methodologies
Culture Re-Design& Capabilities
Building
Value Stream
Management
Managementinfrastructure
Phase 1 – Diagnostics
Organizational Survey Observations Data collection Interviews Finding analysis Value Stream Mapping Continuous flow measurement Maintenance analysis
Phase 2 – Planning
Design: KPI Management routines Visual management tools Future continuous flow Lean- 6 sigma training Change management plan Change agents recruiting TPM – autonomous
maintenance design
Phase 3 – Quick Wins
WIP reduction Line balancing Standard work Communicating line’s performances Layout improvements OEE measuring Implementation:
Continuous flow Visual management TPM
Copyright © 2013 Tefen Management Consulting. All rights reserved.
DiagnosticsThis stage aimed to identify improvement opportunities in the four Lean 360 work streams. To gain an in-depth understanding of the company conduct and to achieve maximum cooperation, about 20 employees were divided into work groups with a detailed work plan down to the daily level. These work groups included staff and manag-ers from all departments, who underwent training in Lean-6 Sigma methodologies. The training was delivered at this early stage in order to build up their ability to lead similar processes, end-to-end, in the future.
Results: gaps in flow of materials and information; weak performance management
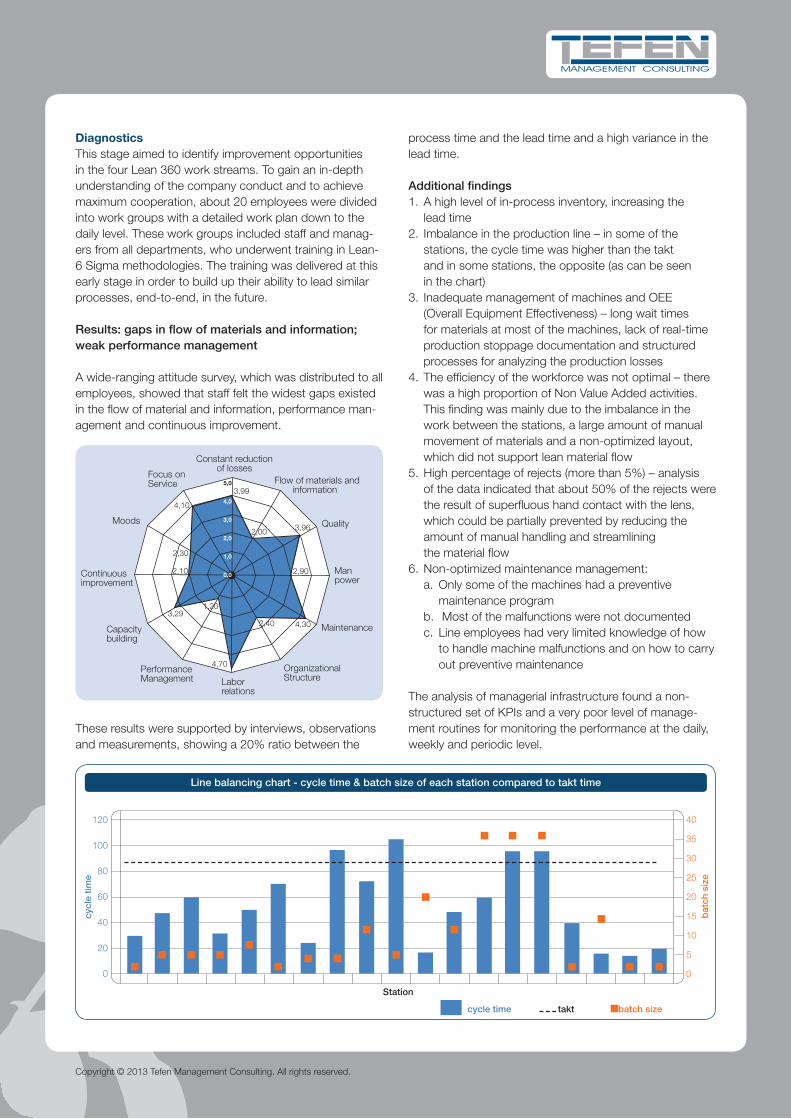
A wide-ranging attitude survey, which was distributed to all employees, showed that staff felt the widest gaps existed in the flow of material and information, performance man-agement and continuous improvement.
These results were supported by interviews, observations and measurements, showing a 20% ratio between the
process time and the lead time and a high variance in the lead time.
Additional findings1. A high level of in-process inventory, increasing the lead time 2. Imbalance in the production line – in some of the stations, the cycle time was higher than the takt and in some stations, the opposite (as can be seen in the chart)3. Inadequate management of machines and OEE (Overall Equipment Effectiveness) – long wait times for materials at most of the machines, lack of real-time production stoppage documentation and structured processes for analyzing the production losses 4. The efficiency of the workforce was not optimal – there was a high proportion of Non Value Added activities. This finding was mainly due to the imbalance in the work between the stations, a large amount of manual movement of materials and a non-optimized layout, which did not support lean material flow 5. High percentage of rejects (more than 5%) – analysis of the data indicated that about 50% of the rejects were the result of superfluous hand contact with the lens, which could be partially prevented by reducing the amount of manual handling and streamlining the material flow6. Non-optimized maintenance management: a. Only some of the machines had a preventive maintenance program b. Most of the malfunctions were not documented c. Line employees had very limited knowledge of how to handle machine malfunctions and on how to carry out preventive maintenance
The analysis of managerial infrastructure found a non- structured set of KPIs and a very poor level of manage-ment routines for monitoring the performance at the daily, weekly and periodic level.
Constant reduction of losses
Flow of materials and information
Quality
Manpower
Maintenance
OrganizationalStructureLabor
relations
PerformanceManagement
Capacity building
Continuousimprovement
Moods
Focus on Service
3,99
2,00 3,96
2,90
4,302,40
4,70
1,203,29
2,10
2,30
4,10
5,0
4,0
3,0
2,0
1,0
0,0
120
100
80
60
40
20
0
40
35
30
25
20
15
10
5
0
bat
ch s
ize
cycl
e tim
e
cycle time takt batch size
Station
Line balancing chart - cycle time & batch size of each station compared to takt time
Designing the futureAt this stage we wanted to take advantage of all of the opportunities for improvement which were found in the diagnostics stage. In order to achieve a high level of in-volvement among the factory staff, a change management team was set up (see box). Training was also delivered on Lean methodologies and tools in order to gain buy-in of the employees. In addition, Lean leaders were identified and trained so as to continue the improvement processes after completion of the project.
The planning work was carried out within the teams, with the whole team building an implementation work plan based on the A3 methodology.
The following tools and methodology activities were car-ried out:
Future value streamThis is the main process for bringing about the improve-ment and achieving the set goals in a bid to improve efficiency and reduce the lead time. A future process map of the production line was prepared, indicating poten-tial areas for improvement, according to the calculated desired takt time. In addition, many improvements were included in the flow of materials along the production line, the inventory levels were drastically reduced and activities were merged to to achieve line balancing.
Improvements design in maintenance focused on 2 main elements – enhancing autonomous maintenance and improving measurement and control infrastructure. A list of malfunctions that may potentially be solved by the opera-tor was prepared and a cross training plan was designed accordingly. Line stoppages and malfunctions were documented and OEE was analyzed per each machine. Furthermore, management routines and KPIs for the main-tenance department were defined.
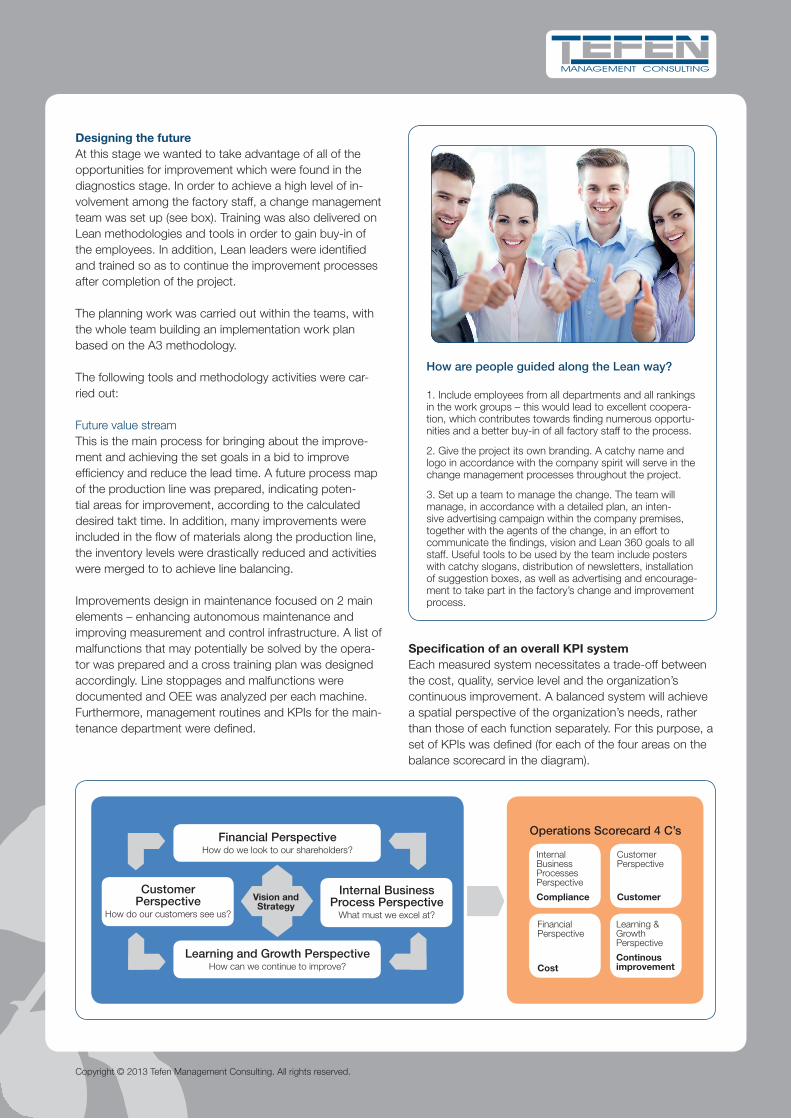
Specification of an overall KPI system Each measured system necessitates a trade-off between the cost, quality, service level and the organization’s continuous improvement. A balanced system will achieve a spatial perspective of the organization’s needs, rather than those of each function separately. For this purpose, a set of KPIs was defined (for each of the four areas on the balance scorecard in the diagram).
Copyright © 2013 Tefen Management Consulting. All rights reserved.
How are people guided along the Lean way?
1. Include employees from all departments and all rankings in the work groups – this would lead to excellent coopera-tion, which contributes towards finding numerous opportu-nities and a better buy-in of all factory staff to the process.
2. Give the project its own branding. A catchy name and logo in accordance with the company spirit will serve in the change management processes throughout the project.
3. Set up a team to manage the change. The team will manage, in accordance with a detailed plan, an inten-sive advertising campaign within the company premises, together with the agents of the change, in an effort to communicate the findings, vision and Lean 360 goals to all staff. Useful tools to be used by the team include posters with catchy slogans, distribution of newsletters, installation of suggestion boxes, as well as advertising and encourage-ment to take part in the factory’s change and improvement process.
Financial PerspectiveHow do we look to our shareholders?
Learning and Growth PerspectiveHow can we continue to improve?
Internal Business Process Perspective
What must we excel at?
Customer Perspective
How do our customers see us?
Vision andStrategy
Operations Scorecard 4 C’s
InternalBusinessProcessesPerspective
Compliance
FinancialPerspective
Cost
CustomerPerspective
Customer
Learning & Growth Perspective
Continousimprovement
Copyright © 2013 Tefen Management Consulting. All rights reserved.
An initial specification of the indices was performed for each area, including the measurement method for each index. The following example illustrates some of these indices:
Quality indices – Compliance: % failure, % repeated work
Cost indices: Conversion Cost, OEE
Continuous improvement indices: suggestions for improvement, building capabilities
Customer indices: production lead time, customer complaints
Specification of management routinesOne of the most promising opportunities identified during the diagnostics stage was the lack of management rou-tines. To solve this problem, management routines were defined, including shift change dialog, production losses dialog, bi-weekly quality dialog etc.
Visual managementVarious visual boards and screens were installed in the different departments. These boards showed mainly com-parisons between the performance of the different shifts and records breaking.
Implementation:During the implementation stage, the work teams and the change agents worked parallel to one another in the differ-ent channels, continuing the advertising and communica-tion of successful activities.
Many of the changes and improvements were introduced during the planning stage. The following changes and improvements were added to these:
Line balancing and flow improvementThis was the main improvement to be assimilated in the production line. Primarily developed as a result of improve-ments to the methods on the line, it has helped to dramat-ically reduce the inventories at the various stations along the line and implement tools for controlling the in-process inventory levels. In addition, well-defined workstations were created (replacing the “everybody does everything”)
and standardized work assimilated. These changes, in addition to reduction of the handling (transfers, routing and unnecessary and/or redundant manual actions), lead to a considerable reduction of Non Value Added work resulting in a reduction in lead time.
TPMAs a continuation of the previous stage, a weekly, monthly and yearly maintenance plan was devised for all of the machines, with monitoring on check-list forms. Addition-ally, through training and knowledge transfer to staff, autonomous maintenance was assimilated to empower the machine operators and to reduce dependence on the maintenance department.
Management routines and KPIs After specifying the management routines and KPIs, data collection began and the KPIs were communicated on a weekly and monthly basis in the respective routines.
The monitoring and control of the OEE also picked up momentum, especially where the OEE performance charts were posted every week on the production line notice boards.
The weekly production losses dialog supported the continuous improvement process by identifying Pareto malfunctions which were responsible for the most signifi-cant losses.
The implementation of the KPIs also deepened in the production line: performance was communicated on the whiteboard in each department on the production floor, on an hourly level, and supporting management routines at shift changeovers were implemented.
Some additional issues which were addressed included: Reduction in lead time variance through production
planning work on a FIFO basis and reduction of rejected waste
Layout improvement Reduction of waste and improvement of in-process
quality Measurement and analysis of manpower efficiency
The Lean 360 approach at this company had the following impact on performance:
Results
Shortening the average customer delivery lead time by about 50% (achieving a market leadership position in service level at a considerable margin ahead of the competition) and reduction of the variance in delivery lead times by about 50%.
Reduction of manpower costs by about 15%.
Reduction of the in-process waste by about 20%.
Copyright © 2013 Tefen Management Consulting. All rights reserved.
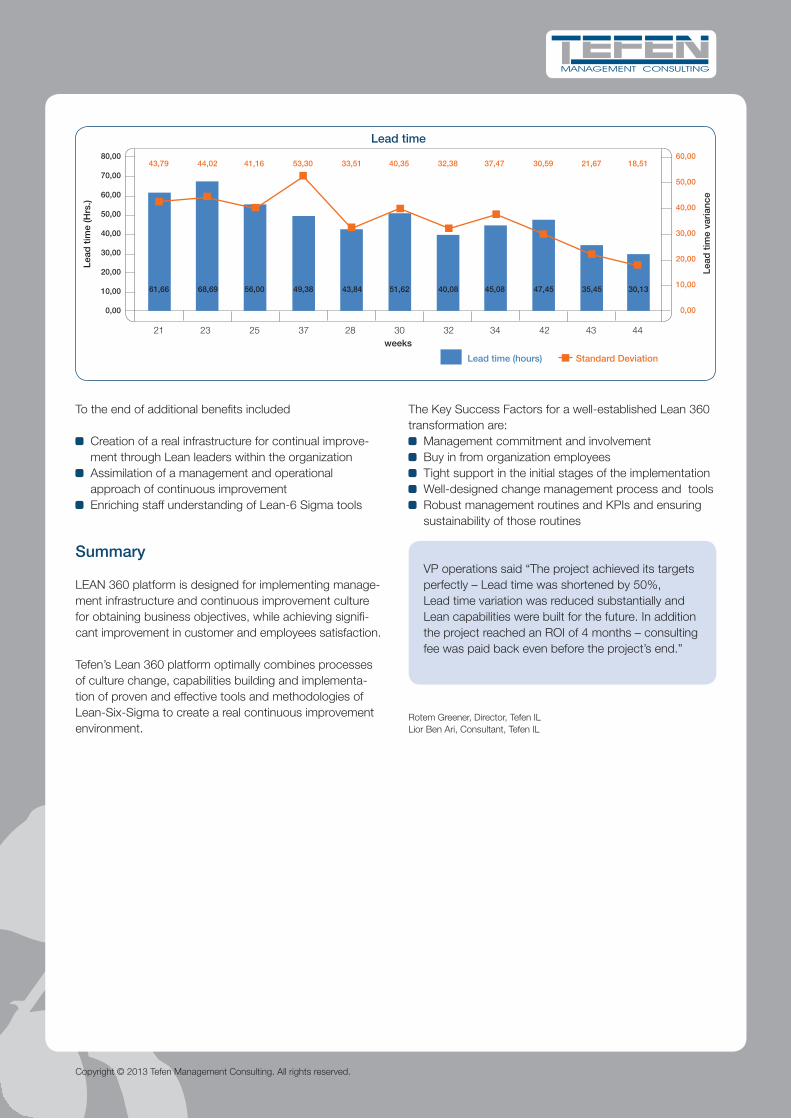
60,00
50,00
40,00
30,00
20,00
10,00
0,00
80,00
70,00
60,00
50,00
40,00
30,00
20,00
10,00
0,00
Lead
tim
e va
rian
ce
Lead
tim
e (H
rs.)
Lead time (hours) Standard Deviation
weeks21 23 25 37 28 30 32 34 42 43 44
61,66 68,69 56,00 49,38 43,84 51,62 40,08 45,08 47,45 35,45 30,13
43,79 44,02 41,16 53,30 33,51 40,35 32,38 37,47 30,59 21,67 18,51
Lead time
To the end of additional benefits included
Creation of a real infrastructure for continual improve- ment through Lean leaders within the organization
Assimilation of a management and operational approach of continuous improvement
Enriching staff understanding of Lean-6 Sigma tools
Summary
LEAN 360 platform is designed for implementing manage-ment infrastructure and continuous improvement culture for obtaining business objectives, while achieving signifi-cant improvement in customer and employees satisfaction.
Tefen’s Lean 360 platform optimally combines processes of culture change, capabilities building and implementa-tion of proven and effective tools and methodologies of Lean-Six-Sigma to create a real continuous improvement environment.
The Key Success Factors for a well-established Lean 360 transformation are:
Management commitment and involvement Buy in from organization employees Tight support in the initial stages of the implementation Well-designed change management process and tools Robust management routines and KPIs and ensuring
sustainability of those routines
VP operations said “The project achieved its targets perfectly – Lead time was shortened by 50%, Lead time variation was reduced substantially and Lean capabilities were built for the future. In addition the project reached an ROI of 4 months – consulting fee was paid back even before the project’s end.”
Rotem Greener, Director, Tefen ILLior Ben Ari, Consultant, Tefen IL