lactic starter cultures and bacteriophagesmainly used in dairy industry (yogurt, fermented milks,...
TRANSCRIPT

LACTIC STARTER CULTURES AND
BACTERIOPHAGES
INTRODUCTION
Selected strain of food-grade microorganisms of known and
stable metabolic activities and other characteristics that is used
to produce fermented foods of desirable appearance, body,
texture, and flavor.
Some are also used to produce
food additives (organic acids, bacteriocins)
probiotics
drug delivery.
Give better product than those produced through natural
fermentation of the raw materials.
During successive transfer of mother starter to fresh medium
often face bacteriophage infection that brings product failure if
careful procedures are not taken.
Mainly used in dairy industry (yogurt, fermented milks, cheese)
LAB
STARTER FUNCTION
Fermentation of sugars organic acids pH decrease
clotting, reduction and prevention of adventitious microflora
Protein hydrolysis texture change, taste enhance
Synthesis of flavor
Synthesis of texturing agents
Production of inhibitory components (i.e., bacteriocin, etc)
Consistency
Prevent product failure
Industrial scale production
HISTORY
Initially back slopping and natural fermentation
Still used in domestic manufacture of fermented milk.

Back slopping
Before 1950’s
Stock culture mother culture bulk culture (1-2 % of volume
of milk)
Difficult to produce of consistent quality
Small business
Single strains of known
Starter failure due to bacteriophage
After 1950’s
Combating against phage
Rotation of strains
Multiple strains
Defined media to produce bulk starter to reduce phage attack
Consistent quality
After 1960’s
Introduction of frozen concentrate culture that have high cell
number (1011-12 cells/ml).
Could be directly inoculated into milk (direct vat set, DVS)
unnecessary to produce bulk starter.
Air transported in dry ice.
Phage inhibitory media (PIM): high concentration of phosphate
(PO4-) to chelate calcium (Ca2+) in milk unable phage to
adsorb on bacterial cell.

After 1970’s
Demand increased
Different types of starters
Cheese, yogurt, fermented sausage, some ethnic fermented
foods
Freeze-dried concentrated cultures
Eliminate use of dry ice
Prevent accidental thawing
But some cells do not survive well in freeze-dried state.
Recently
Custom designed starter cultures
Understanding genetic background of some important desirable
traits, phage inhibition
TYPES OF STARTER CULTURES
TRADITIONAL STARTER
LIQUID STARTER Scale-up: Liquid stock Mother Intermediate Bulk
(increase volume by successive subcultures)
Expensive
Laborious
Needs skillful personnel
Easily contaminated by bacteriophages
Still practiced
FREEZE-DRIED CULTURE
The same as liquid culture for preparation
Used when small amount of starter is needed
Excellent preservation (@ - 25°C for several months)
Mixed stain should be separately freeze-dried to maintain
balance between strains

CONCENTRATED CULTURES (DIRECT VAT SET,
DIRECT VAT INOCULATION)
CONVENTIONALLY
In controlled fermentation, starter is added @ ca. 106-7 cells/ml.
In conventional bulk starter with ca. 108-9 cells/ml needs to be
added at 1% (v/v) to the milk
For 100,000 gal of milk, > 1000 gal (1% of 100,000 gal) of bulk
starter is needed daily.
Too much volume to handle!!
This large volume is produced from mother culture through
several intermediate subcultures (more handling at processing
facilities) vulnerable to phage infection since phages are more
abundant in processing environment (Fig. 13-1).
SOLUTION
Instead, more handling is done by culture producers under
controlled environmental conditions, minimize phage problems.
Let the pros take care of the job!!
FROZEN CONCENTRATE AND FREEZE-DRIED CONCENTRATE
Skip mother, intermediate, and bulk
Possible to direct inoculation to production process
Easy to use
Good starter activity
Less labor
Bacteriophage problem is limited
Significant savings in labor, material costs
Drawbacks: Require low temperature during shipping and
storage (dry ice in Styrofoam box)


Concentrate the cell by centrifugation up to 1012 cells/ml add
cryoprotectant (DMSO, glycerol) and freeze store in dry ice (-
78°C) or liquid nitrogen (-196°C) distribute in Styrofoam box @
-20°C or below thaw in warm (45°C) de-chlorinated boiled

water before use.
Only 360 ml of frozen concentrate culture in DVS system can be
added to 5,000 gal milk to get desired 106-7 cells/ml.
Or the concentrated cell can be freeze dried plastic bag under
vacuum distribute to factory store < 5°C or in refrigerator
(use it within expiration date, usually for 3 - 12 mo) use.
BULK CULTURE
Dairy industry
Several additional steps:
Phosphate buffer
Minimize acid damage
Protect bacteriophage

Low lactose level
Limit acid production
Reduce acid injury
Food grade ingredients
STARTER CULTURE PROBLEMS
STRAIN ANTAGONISM
In mixed culture (two or more strains)
Dominance strain due to different growth environment or
production of inhibitory metabolites (e.g., bacteriocins, acids,
peroxide).
Use compatible strains.
LOSS OF DESIRED TRAITS
Plasmid-linked traits (lac+, cit+, muc+, bac+, R/M, suc+) are usually
lost during storage, subculturing, and under some nonselective
growth conditions.
Physical (e.g., freezing and thawing) and chemical stress also
result in loss of desirable traits.
Genetic studies (i.e., integration of plasmid mediated genes on
chromosomal DNA) are being conducted to understand the
mechanism.
CELL DEATH AND INJURY
The effectiveness of freeze-dried concentrated or frozen
concentrate starter depends on two important factors:
Culture has to have large number of viable cells
Cells should have a short ‘lag’ phase so that they can multiply
quickly in food.
To minimize cell damage (cryoinjury) to cell:
Addition of cryoprotectant
Rapid freezing at very low temperature
To minimize cell viability loss, avoid:
Repeated freezing and thawing
Thawing long before use

Mixing starter with curing salts, spice for a long time (sausage
fermentation)
Long storage @ -20°C or higher temperature.
INHIBITORS IN RAW MATERIALS
Antibiotics and sanitizers in milk
Phosphate or nitrite in sausage fermenting factories
INDUSTRIAL SCALE PRODUCTION OF
STARTER CULTURE
A. FERMENTATION
GROWTH MEDIUM
Should be cheap but contain enough nutrients for the growth
Should contain some milk solids to ensure the synthesis of
necessary enzymes for starter to perform well in milk.
Cheese whey and whey permeate w/ supplements
Cheap medium (waste product)
Limitation for some nutrients for maximum growth
Need partial hydrolysis by proteolytic enzyme to improve
growing
Precipitate after pasteurization clarification step should be
followed
Not considered adequate for maximum growth
Skim milk supplemented w/ sodium citrate (solubilize milk
proteins helps harvesting of cells)
Same composition of cultured milk products
Good choice medium
Contains milk solids
Maintaining balance among strains in multiple strain starter
Yeast extract
Peptone
Growth factors (if needed)
Tween 80 (polysorbate 80, polyoxyethylene monooleate):

nonionic surfactant and emulsifier
Oleic acids (C19, unsaturated FA, membrane fluidity)
GROWTH CONDITIONS
Optimum growth temperature
Optimum pH
Neutralizer: ammonium hydroxide
Cooling
Harvesting time: end of log phase
Oxygen toxicity (due to constant agitation to maintain constant
pH):
Reducing agents
Catalase
CO2 sparging
PH CONTROL
Cells held at pH 5 or below for even modest period of time will
lose viability and behave sluggish when inoculated into
fermentation tank.
Preventing acid injury during the production and propagation of
starter culture is essential.
Also increase cell density.
Two approaches
External pH control: monitoring pH and addition of
neutralizing agents (NaOH or KOH) maintain pH 5.8 - 6.2
Internal pH control: addition of buffering salts (NaCO3,
Mg3PO4) slowly become soluble in medium maintain pH
> 5

HARVESTING CELLS (CONCENTRATION)
Centrifugal separation or membrane process
Ultrafiltration
Microfiltration w/ ceramic filter
HANDLING AND STORAGE
Cryoprotectant
Lactose
Sucrose
DMSO (inapplicable to food)
Glycerol
Low temperature (-196 C for LN2, deep freezing, etc)
The lower the temperature, the longer the shelf life
Monosodium glutamate (MSG) provide some protection to
cultures during freeze-drying
ENCLOSED STARTER PROCESSOR
This specially designed process vessel provides a high degree of
protection for the production of bulk starter and minimizing
chances for bacterial and phage contamination. It is a completely
sealed unit and includes the following:
An air-tight, insulated cover with stainless steel hinge and cam
latch, an O-ring gasket snaps on the cover.
A removable inoculating port with live steam ring and sealed
cover for protective inoculating technique.

Easily attached, high-efficiency filter for controlled entrance of air
and protection from airborne contamination.
Sealed agitator port with two-piece rotary agitator seal. Complete
seal can be removed quickly and easily without removing agitator
shaft.
FUTURE TRENDS
SEVERAL STRAINS (MIXED STRAINS)
Relationship
Symbiotic and no inhibitory phenomena between strains
(compatible)
GENETICS
Good flavor + acid + bacteriocin producer enhance safety
Uncooked fermented foods (fermented sausages, kimchi,
sauerkraut)
Identification of corresponding genetic determinant of certain
desirable traits
Stable gene transfer methods
Customized starter
Isogenic gene transfer (within the same species via conjugation)
no GMO. GRAS
Full genomic sequence of lactic starters
BACTERIOPHAGES OF LAB


Major commercial problems in dairy fields:
Mostly cheese fermentation (open system)
Phage survive pasteurization of milk
Once contaminated in dairy environment, easily spread by air,
whey residue
Product failures (symptoms):
Unacceptable low production of lactic acid and flavor
Reduced proteolysis
Slow vat
Dead vat
Severe economic losses (cheese industry is more serious,
open fermentation system)
20 temperate and virulent bacteriophages have been found and
their genomes have been completely sequenced.
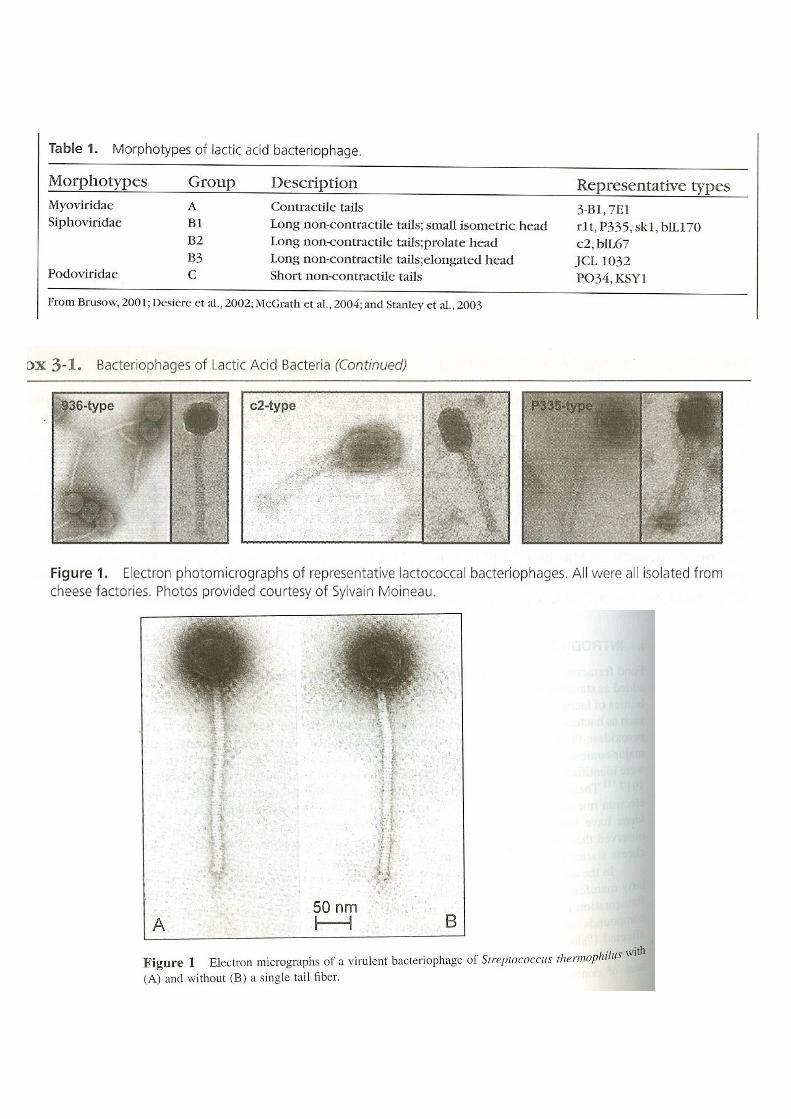
Caudovirales: tailed phages
Most of them carry 18 - 55 kb genome
Cells carrying prophages are resistant to attack by temperate
phage and thus will be dominant in the population
G + C content of the phage genome is similar to the G + C
content of the bacterial host chromosome reflecting intimate
phage/host relationship

PHAGE LIFE CYCLE

COMMON STEPS
PHAGE ADSORPTION (REVERSIBLE)
Phage specific receptors on host:
Carbohydrate components in cell wall (Rhamnose is
essential)
S-layer protein
Need Ca2+ or Mg2+
PHAGE PENETRATION (IRREVERSIBLE)
Mediated by phage infection protein (PIP) located in cell
membrane
Transmembrane protein required for phage DNA injection
CIRCULARIZATION

HOSTS DEFENSE MECHANISM AGAINST PHAGE
4 NATURALLY OCCURRING MECHANISMS
ADSORPTION INHIBITION
Masking/Shielding
Production of exopolysaccharide (EPS) or capsular
polysaccharide (CPS)
BLOCKING OF PHAGE DNA PENETRATION
Some mutant lack of phage infection protein (PIP) in cell
membrane
Still adsorb phage, but defective in penetration through
membrane
RESTRICTION/MODIFICATION (R/M) SYSTEM
Restriction endonuclease
Methylation
Plasmid linked
However, DNA progeny that has escaped restriction will reinfect
at higher efficiency
Efficiency of R/M depends on number of recognition sites in
phage DNA.
ABORTIVE INFECTION (ABI) SYSTEMS
Last crucial step for host to combat phage attack
Premature host cell death prevent ‘early’ or ‘late’ in lytic cycle
of phage development Absence of plaque or severe reduction
in plaque size (titer) and burst size
Plasmid encoded
Unusually low G+C content of their genes
Supplemented by R/M system incidence of cell death due to
Abi systems will be minimized
Some mutant phages overcome this system
ARTIFICIAL PHAGE RESISTANCE MECHANISMS (MOLECULAR)
ANTISENSE RNA STRATEGIES:
A second sequence of RNA complementary to the first strand
(mirror image of mRNA). The formation of double stranded RNA
can inhibit gene expression in many different organisms including
plants, flies, worms and fungi.
5 ́ C A U G 3 ́ mRNA
3 ́ G U A C 5 ́ Antisense RNA
Cloning of antisense RNA behind promoter will bind target
sense mRNA Prevent translation of phage proteins by either
destabilizing and making more susceptible for degradation by
RNase or by inhibiting loading of ribosome

Figure 1 Formation of antisense RNA blocks translation.
PER
Phage Encode Resistance
Utilization of phage origin of replication (ori, recognition site for
phage DNA replication))
Cloning of phage ori in multi-copy plasmid vector (multiple decoy
copies) transform host cloned ‘per’ competes in trans with
normal phage replication the greater the expression of the
plasmid, the more phage resistance Increase in insensitivity of
host to phage is enhanced
Highly effective but specific for distinct type of phages
CLONING OF PHAGE REPRESSOR GENE FROM TEMPERATE PHAGE
Protection against superinfection of the same temperate phage
But not against virulent phages
CONJUGAL TRANSFER OF PLASMID-LINKED PHAGE RESISTANCE SYSTEMS
Not regarded as GMO

CLONING OF “ABI” AND R/M USING PHYSIOLOGICAL SELECTION MARKER
Suicide trap
We need good selection marker
Bacteriocin (Nisin) resistance marker (nisr) is linked with phage
insensitivity determinant

Constructing plasmid containing Abi and R/M
Promoter of lactococcal phage:lactococcal R/M gene
Phage infection induction of R/M lyse host DNA single
cell death (altruistic death), programmed cell death (only infected,
not the whole population) but phage propagation is blocked
sparing remaining cell from more severe phage infection
PHAGE CONTROL (NON-MOLECULAR)
DEFINED STRAIN
Check the presence of prophage before use by mitomycin C
induction
Professional starter producer
PROPER SANITATION
CIP
chlorine, hypochlorite
Sterilization of whey (major bacteriophage reservoir)
Isolation of culture handling area from rest of processing facility
Maintaining positive pressure for culture handling area/ air
filtration
phages are frequently transmitted via air or airborne droplets
Do not let whey contaminate starter culture
Phage insensitive media (PIM):
Chelating Ca2+ by adding phosphate or citrate
Rotation of starters
Mixed strains
Slow-acid producing strain (prt-): generally less susceptible to
phage attack than fast-acid-producing strains (prt+)
pH-controlled system
Phage resistant starter strains: Grow the starter with lytic phage
select cells (spontaneous phage-resistant mutants) that were
not killed by phage apply to processing (Heap-Lawrence test)
Constant scrutinized phage monitoring
Detection of phage DNA in whey by dot blot technique
PCR
ELISA

Mitomycin C induction of temperate phage before use

Plaque
Validation of phage resistant strains at pilot and commercial scale. In
the trial, the phage resistant strain performed well under
manufacturing conditions and resulting 6-month-old cheeses
received flavor scores equal to, or better than, cheeses made with

the parent strain. This strain was subsequently validated in a
commercial cheese plant where it yielded a product of exceptional
quality. In addition, subsequently, the phage resistant derivative of
the strain DPC4932 (DPC5020) was validated in two commercial
cheese plants.
Phage therapy (숙제)