internal rejection
DESCRIPTION
To Decrease Internal Rejections During the Production Process.TRANSCRIPT
Project Presentation
By:- Mohit GuptaRoll No:- ME-10-B(TC)-40
Department:- Quality Analysis
@
GABRIEL INDIA LTD. PARWANOO
PROJECT:-Reduction of Internal Rejections During the Process
Objective:-
To decrease the internal rejections that is various defects like Piston Rod Burn, Low Tension, Nugget Failure, Thread Damage, Overflow, Paint on Piston Rod.
To track the root cause of these internal rejections. To Suggest measures to minimize these problems.
How This Project Link up With My Course..?
This project gave me an opportunity to use various measuring components which is a key area of engineering meteorology.
This project also gave me the opportunity to know about precision and accuracy which forms a key feature in quality analysis and meteorology.
ROAD MAP ( 1st JAN – 30th JAN)
Learned about the various assembly process carried out in the plant.
Type of defects and their probable causes. Analyzed different defects like thread damage,
overflow and nugget failure. Prepared Fishbone Diagrams regarding defects.
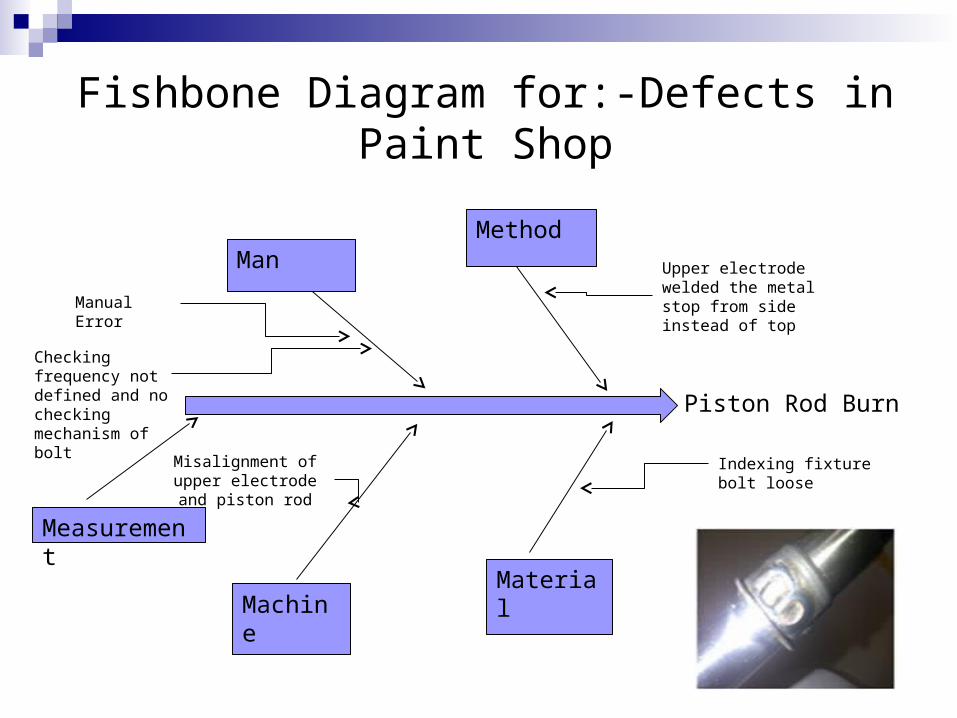
Fishbone Diagram for:-Defects in Paint Shop
Piston Rod Burn
ManMethod
MachineMaterial
Measurement
Upper electrode welded the metal stop from side instead of topManual Error
Misalignment of upper electrode and piston
rod
Indexing fixture bolt loose
Checking frequency not defined and no checking mechanism of bolt
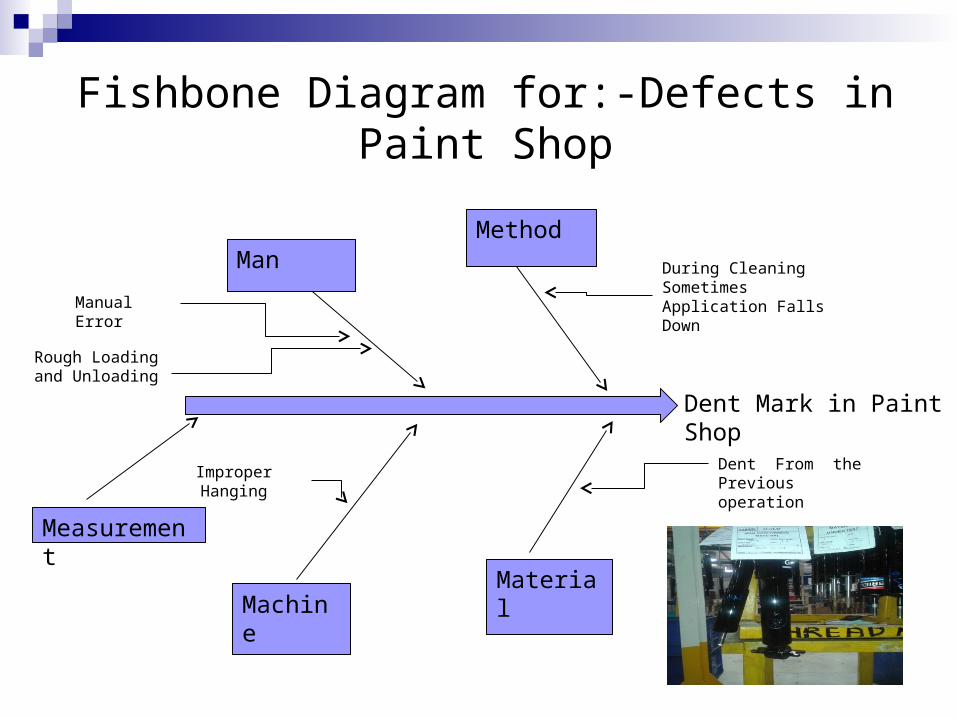
Fishbone Diagram for:-Defects in Paint Shop
Dent Mark in Paint Shop
ManMethod
MachineMaterial
Measurement
During Cleaning Sometimes Application Falls Down Manual Error
Improper Hanging Dent From the Previous operation
Rough Loading and Unloading
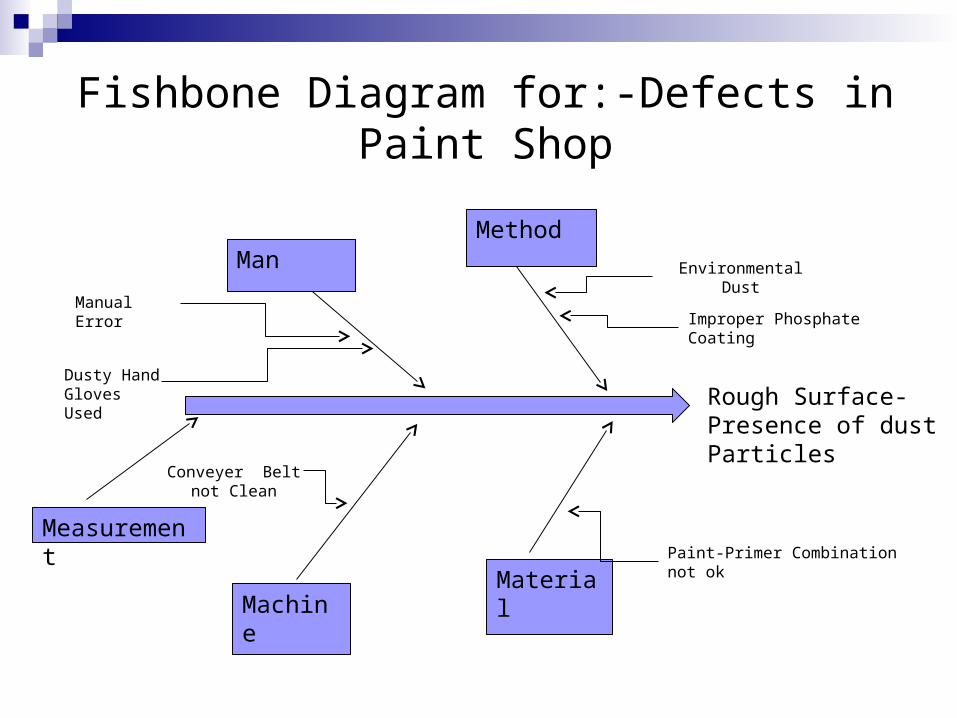
Fishbone Diagram for:-Defects in Paint Shop
Rough Surface-Presence of dust Particles
ManMethod
MachineMaterial
Measurement
Environmental Dust
Manual Error
Paint-Primer Combination not ok
Conveyer Belt not Clean
Improper Phosphate Coating
Dusty Hand Gloves Used
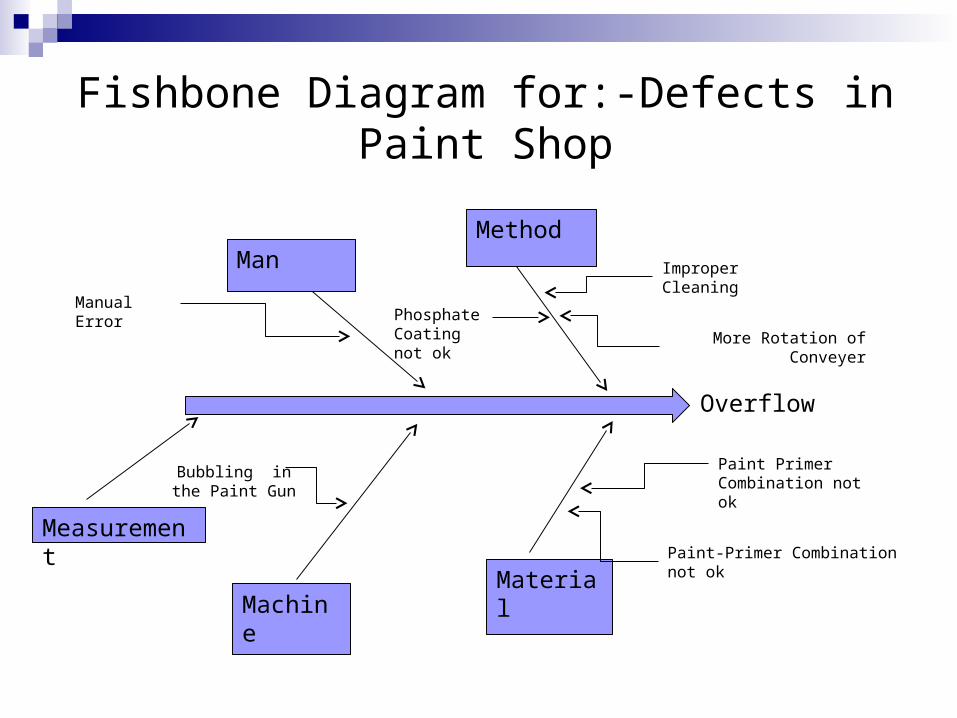
Fishbone Diagram for:-Defects in Paint Shop
Overflow
ManMethod
MachineMaterial
Measurement
Improper Cleaning
Manual Error
Paint-Primer Combination not ok
Bubbling in the Paint Gun
More Rotation of ConveyerPhosphate Coating not ok
Paint Primer Combination not ok
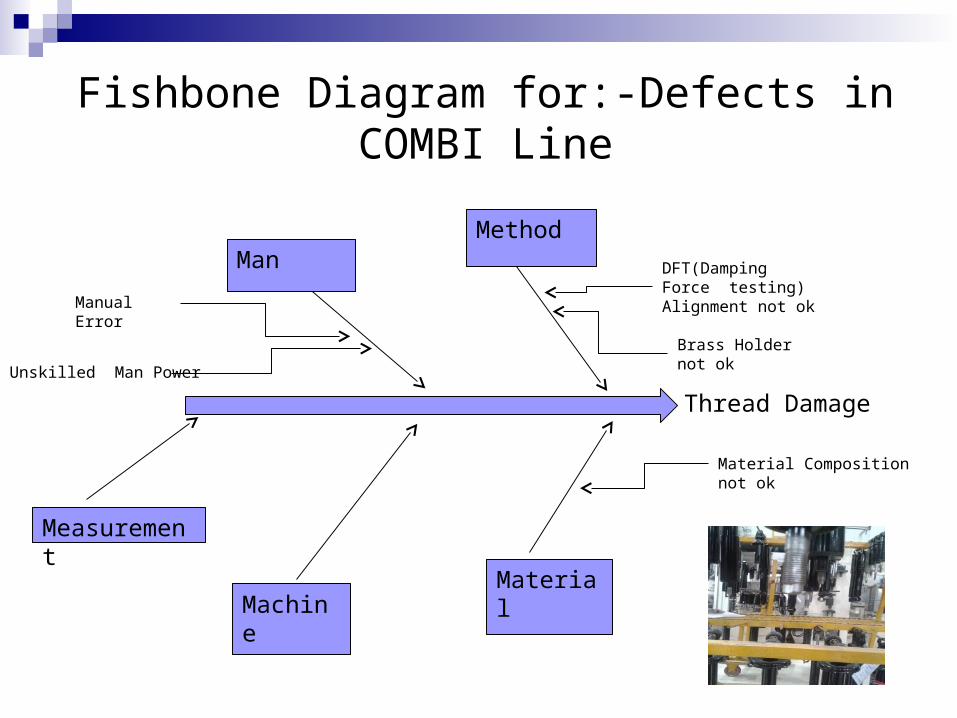
Fishbone Diagram for:-Defects in COMBI Line
Thread Damage
ManMethod
MachineMaterial
Measurement
DFT(Damping Force testing) Alignment not okManual Error
Material Composition not ok
Unskilled Man Power
Brass Holder not ok
ROAD MAP(1st FEB-28th FEB)
Post problem analysis was done. Learned about the causes of piston rod burn on
metal stop welding m/c. Implemented measures for eliminating piston rod
burn using 4 bolt indexing fixture. Implemented part direction sequence to reduce
rejection due to low tension.
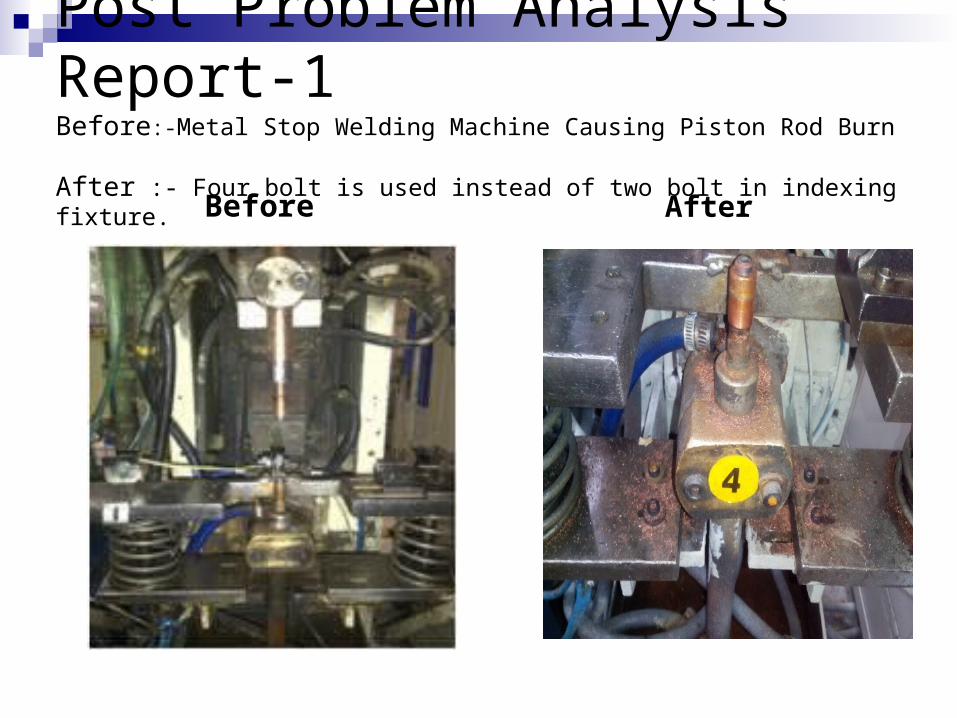
Post Problem Analysis Report-1Before:-Metal Stop Welding Machine Causing Piston Rod Burn After :- Four bolt is used instead of two bolt in indexing fixture.
Before After
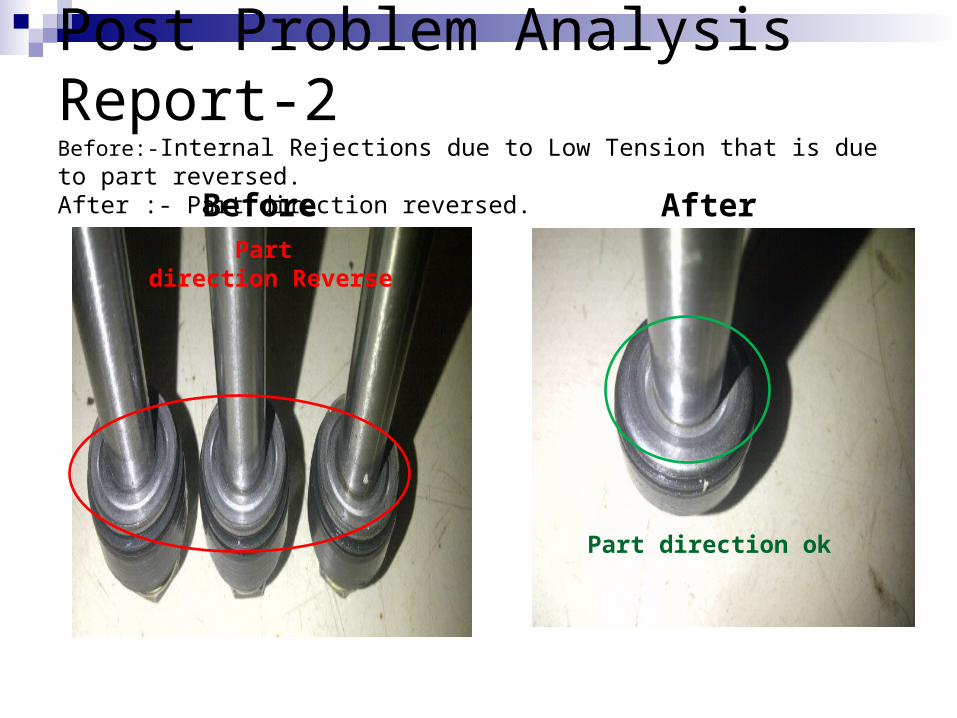
Post Problem Analysis Report-2Before:-Internal Rejections due to Low Tension that is due to part reversed. After :- Part direction reversed.
Before AfterPart
direction Reverse
Part direction ok
OUTLOOK
BEFORE: In ALTO PISTON ROD the internal rejection of 16 no’s worth Rs 2576
were analyzed. In INDICA REAR the internal rejection of 3 no’s worth Rs 468 were analyzed.
AFTER: Now four bolt is used instead of two bolt in indexing fixture and piston
rod burn is removed . Part direction sequence is implemented hence rejection due to low
tension is decreased.
Result Root cause of internal rejections were tracked and measures were
suggested. Piston Rod burn on metal stop welding was eliminated using four
bolt indexing fixture.
Rejection due to Low Tension decreased by implementing part direction sequence.