influence of sugar filter mud on formation of portland cement clinker
TRANSCRIPT

746 Vol.28 No.4 LI Haoxin et al: Infl uence of Sugar Filter Mud on Formation of Portland Cem...
Infl uence of Sugar Filter Mud on Formation of Portland Cement Clinker
LI Haoxin1, XU Jingcheng2, WU Jianguo1, XU Wei2, XU Yan1
(1.Key Laboratory of Advanced Civil Engineering Materials of Ministry of Education, Tongji University, Shanghai 201804, China; 2.State Key Laboratory of Pollution Control and Resource Reuse, Tongji University, Shanghai 200092, China)
Abstract: To explore the mechanisms of filter mud (FM) in the portland cement clinker formation, and to make effective use of FM in the cement production as lime-based raw materials, the infl uences of FM on the apparent activation energy of calcium carbonate decomposition, liquid phase amount, crystalline phase and tricalcium silicate polymorphism were investigated by TA, SEM and XRD. The experimental results show that FM can reduce apparent activation energy of calcium carbonate decomposition, and increase liquid phase amount. Appropriate FM replacement ratios are useful to promoting the C3S formation and heightening the C3S content. New phases of α-C2S and C2S•0.5Ca3 (PO4)2 can be found in the clinkers while the ratios are above 15%. In addition, impurities in FM can induce the C3S polymorph to transform.
Key words: filter mud; apparent activation energy; liquid phase; mineral phase; tricalcium silicate polymorphism
©Wuhan University of Technology and SpringerVerlag Berlin Heidelberg 2013(Received: Oct. 20, 2012; Accepted: Dec.18, 2012)
LI Haoxin (李好新): Ph D; E-mail:bosomxin @126.comFunded by the Ministry of Housing & Urban-Rural Development
of the People’s Republic of China (No.2010ZX07319-001-02) and the Science and Technology Bureau of Xinjiang Bingtuan (No.2012BA071)
DOI 10.1007/s11595-013-0763-9
1 IntroductionPortland cement is one of the most important
building materials. However, its production consumes massive amounts of limestone, clay, sand and iron slag, as it takes 1.7 ton of mineral raw materials to produce 1 ton of cement clinker[1]. Eventually, this will lead to a negative effect on ecosystem due to the depletion of natural mineral resources. Therefore, looking for other new and more economical raw materials is becoming an immediate concern. The Chinese cement production currently amounts to approximately 2.2 billion tons every year, and acounts for about 50% of the cement yield in the world. The concern is more imperative in China than that in other countries.
Filter mud (FM) is produced after sugar juice clarifi ed, and is the main solid waste in sugar industry. Random stacking occupies land and pollutes the air. Landfill pollutes the underground water. Its safe disposal always has been the hot topic in India, Brazil, Thailand, Australia and China, for the sugar yield in all these countries accounted for above 40% of the total sugar production in the world. Although it
is fairly rich in inorganic and organic nutrients[2-4], it finds that little is used to produce agriculture fertilizer[5]. The primary reason for this is the insoluble and imbalance nature of the nutrient in it. Besides, the intense heat and foul smell are generated, and it takes long time to decompose[6]. It is reported that FM can be used to desulphurize the fuel gases[7], and to prepare the octacosanol[8]. Unfortunately, other kinds of solid wastes are generated, and also have to be disposed. Lime can be manufactured with FM[9]. But, it is necessary to avoid the presence of unsuitable substances. Evzen Sarka et al[10] stated the breezeblock can be produced with FM. The concern is that its high calorifi c value will not be exploited to the full in this process. There have many ways of FM utilization, but all of them still have various drawbacks. In China, more than 16,000,000 tons of sugar (in 2011) is produced annually. In the meantime, about 16,000,000 tons of FM is also discharged every year. Serious environment problems have happened because it is stacked around the factory without safe disposal. It is urgent to fi nd a new method to manage FM reasonably. It, of course, is the better method so that sugar industry, agriculture, agricultural ecosystem and environment also can be developed consistently.
The main chemical component of FM is CaO[11], which is also the main chemical compound of lime-based cement raw materials. Thereby, at least in theory, it can be used as the alternatives of lime-based materials for cement clinker produnction. There are also several advantages for FM management with
Journal of Wuhan University of Technology-Mater. Sci. Ed. Aug.2013 747
cement kiln. The high temperature (above 1400 ℃) in kiln can decompose the toxic organic matters and the bacteria; fuel can be also reserved due to high calorifi c value of FM[12]. Except for the CaO, FM also contains several higher contents of impurities, such as MgO, SO3 and P2O5, as compared with the traditional lime-based cement raw materials. Minor content of MgO, sulfur compounds and phosphates are normally used as mineralizers to decrease the viscosity of the interstitial melt, stabilize different polymorphs of tricalcium silicate (C3S) and dicalcium silicate (C2S), and improve the Portland cement strength, alone or together with other minor components[13-15]. In practice, the content of sulfate and magnesium added to the raw mix are limited because of the restrictions on the SO3 and MgO content in the cement. In addition, high content of P2O5
reduces the C3S: C2S rate, and results in the formation of α-C2S
[16].Despite the extensive literatures, it is difficult
to draw some definite conclusions concerning the infl uences of FM on the formation of portland cement clinker, such as calcium carbonate decomposition, l iqu id phase , c rys ta l l ine phase and the C 3S polymorphisms. These conclusions play a crucial role in determining the proper mix design, and making effective use of FM in Portland cement clinker production. Therefore, apparent activation energys of calcium carbonate decomposition in different mixes were determined, liquid phases in all clinkers were observed, crystalline phases and the C3S polymorphs were identifi ed in recent research.
2 Experimental
2.1 MaterialsSugar FM was obtained from a sugar manufacture
corporation. The powders of calcium carbonate, gypsum, aluminium sesquioxide, silicon dioxide and ferric oxide were all chemical reagents. Sugar FM was dried to constant weight at 105 ℃, crushed by jaw crusher and ground to ASTM 200 mesh size with a centrifugal ball mill. Chemical compositions of FM are shown in Table 1.2.2 Clinker preparation
With a similar set of parameters (KH=0.90, SM=3.0, IM=1.7), all the raw materials were blended. The differences was that the calcium carbonate was replaced with different percentages of FM. FM1, FM2, FM3, FM4 and FM5 represented respectively the mixes in which FM substitutes for 5wt%, 10wt%, 15wt%, 20wt% and 40wt% calcium carbonate. The chemical compositions and parameters of all mixes are presented in Table 1.
All mixes were prepared with appropriate water, and were put into the cylindrical mold, and pressed to a slice with a pressure of 200 MPa. Then these slices were heated to 1450 ℃ with a heating rate of 25 ℃/ min, hold on the temperature for 2 h in the furnace, and cooled rapidly in air to room temperature. The cement clinkers were prepared.2.3 Test methods
An STA 449 C Jupiter synchronous thermal analyzer (TA) was used to analyze the thermal gravimetric (TG) characteristic, and to determine the percentage of mass loss and the corresponding decomposition temerature of calcium carbonate. There, the heating rate was 10 ℃/min.
A Quanta 200 FEG fi eld emission environmental scanning electron microscope (SEM) was used to observe the microcosmic characteristic of the obtained clinker. The accelerating voltage was 20 kV, and the magnifi cation was 2000.
Clinker mineral phases were identified by a D/max 2550 X-ray powder diffractometer (XRD). The 2θ range is 20°-60° in 0.02° steps, counting by 4 s per step. The radiation was CuK at wavelength of 0.1541 nm (40 kV).
3 Results and discussion
3.1 Calcium carbonate decomposition The calcium carbonate decomposition is one
of the most important processes in portland cement sintering. In this process, fuel is consumed to provide the energy for the industry limestone decomposition into CaO. It is needed to form the main portland cement mineral phases, such as C3S, C2S, tricalcium aluminate (C3A) and calcium aluminium ferrites (C4AF).
748 Vol.28 No.4 LI Haoxin et al: Infl uence of Sugar Filter Mud on Formation of Portland Cem...
The energy consumption in this process is mainly related to the activation enery of calcium carbonate decomposition. To evaluate the energy consumption, the apparent activation enerys of calcium carbonate decomposition in all mixes were also determined by the Coats & Redfern equation. The Coats & Redfern equation[17, 18] is shown as follows:
(1)
where, a is the reaction degree; g (a) is the function of a; T is the temperature; A is the frequency factor; β is the heating rate; R is air constant; and E is the apparent activation energy.
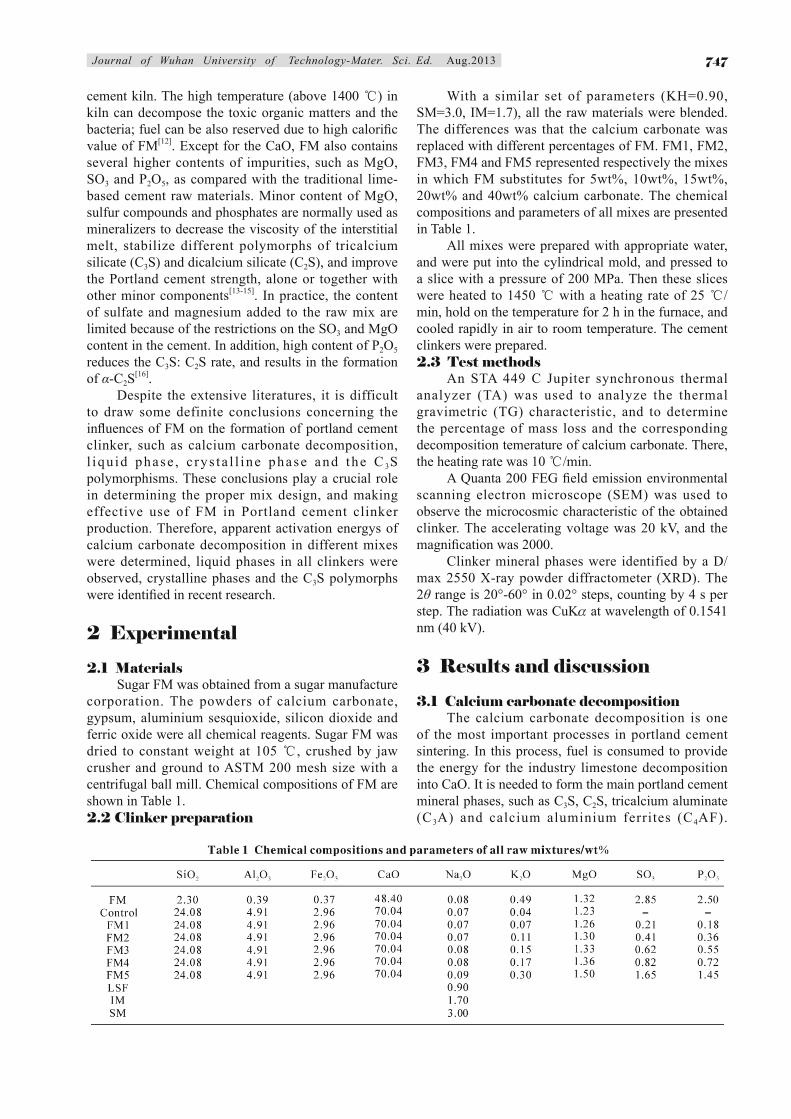
In most cases, the value of AR/βE (1-2RT/E) closes to zero. Therefore, the beelines of lg[g(a)/T2] vs 1000/T can be fi tted based on the percentages of mass loss and the corresponding temeratures of calcium carbonate decomposition. The slopes of these beelines
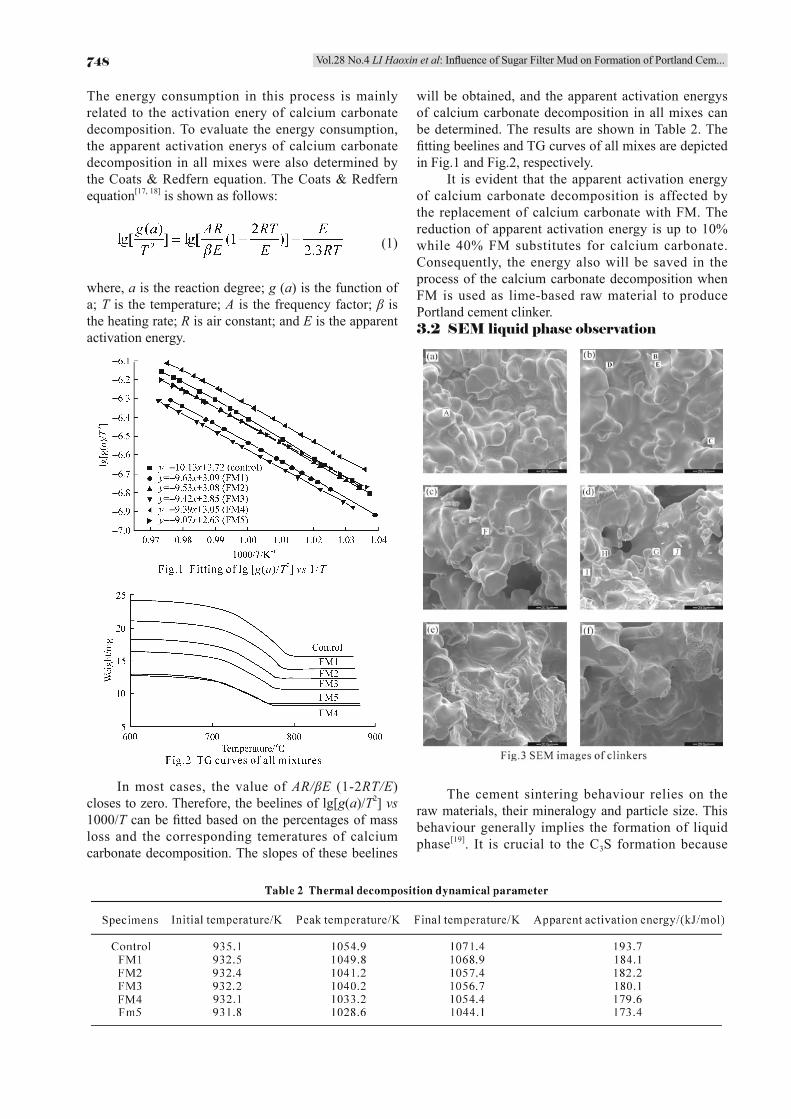
will be obtained, and the apparent activation energys of calcium carbonate decomposition in all mixes can be determined. The results are shown in Table 2. The fi tting beelines and TG curves of all mixes are depicted in Fig.1 and Fig.2, respectively.
It is evident that the apparent activation energy of calcium carbonate decomposition is affected by the replacement of calcium carbonate with FM. The reduction of apparent activation energy is up to 10% while 40% FM substitutes for calcium carbonate. Consequently, the energy also will be saved in the process of the calcium carbonate decomposition when FM is used as lime-based raw material to produce Portland cement clinker.3.2 SEM liquid phase observation
The cement sintering behaviour relies on the raw materials, their mineralogy and particle size. This behaviour generally implies the formation of liquid phase[19]. It is crucial to the C3S formation because
Journal of Wuhan University of Technology-Mater. Sci. Ed. Aug.2013 749
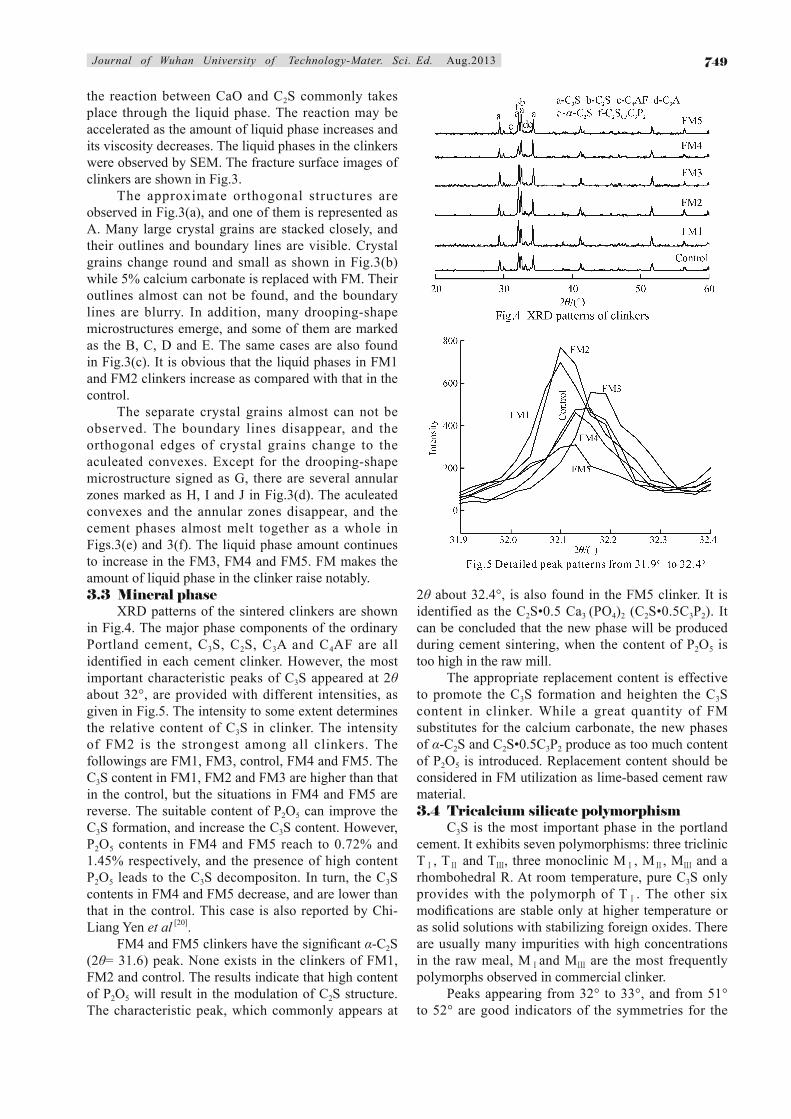
the reaction between CaO and C2S commonly takes place through the liquid phase. The reaction may be accelerated as the amount of liquid phase increases and its viscosity decreases. The liquid phases in the clinkers were observed by SEM. The fracture surface images of clinkers are shown in Fig.3.
The approximate orthogonal structures are observed in Fig.3(a), and one of them is represented as A. Many large crystal grains are stacked closely, and their outlines and boundary lines are visible. Crystal grains change round and small as shown in Fig.3(b) while 5% calcium carbonate is replaced with FM. Their outlines almost can not be found, and the boundary lines are blurry. In addition, many drooping-shape microstructures emerge, and some of them are marked as the B, C, D and E. The same cases are also found in Fig.3(c). It is obvious that the liquid phases in FM1 and FM2 clinkers increase as compared with that in the control.
The separate crystal grains almost can not be observed. The boundary lines disappear, and the orthogonal edges of crystal grains change to the aculeated convexes. Except for the drooping-shape microstructure signed as G, there are several annular zones marked as H, I and J in Fig.3(d). The aculeated convexes and the annular zones disappear, and the cement phases almost melt together as a whole in Figs.3(e) and 3(f). The liquid phase amount continues to increase in the FM3, FM4 and FM5. FM makes the amount of liquid phase in the clinker raise notably.3.3 Mineral phase
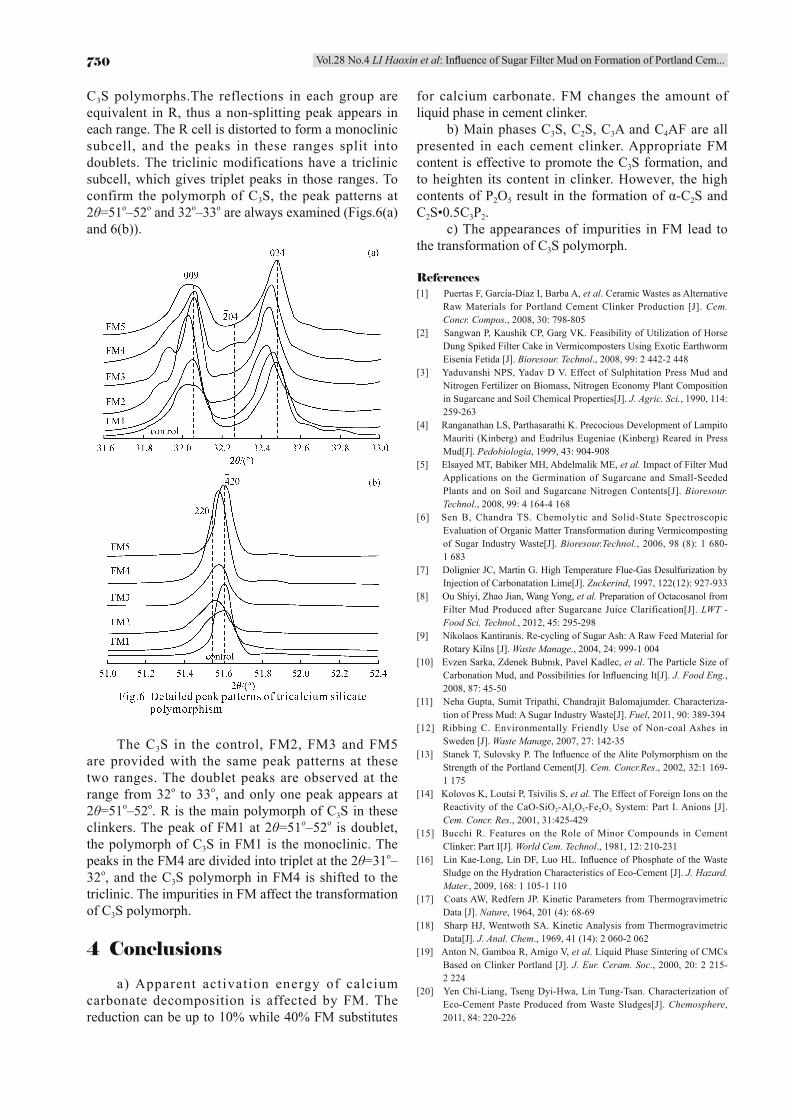
XRD patterns of the sintered clinkers are shown in Fig.4. The major phase components of the ordinary Portland cement, C3S, C2S, C3A and C4AF are all identified in each cement clinker. However, the most important characteristic peaks of C3S appeared at 2θ about 32°, are provided with different intensities, as given in Fig.5. The intensity to some extent determines the relative content of C3S in clinker. The intensity of FM2 is the strongest among all clinkers. The followings are FM1, FM3, control, FM4 and FM5. The C3S content in FM1, FM2 and FM3 are higher than that in the control, but the situations in FM4 and FM5 are reverse. The suitable content of P2O5 can improve the C3S formation, and increase the C3S content. However, P2O5 contents in FM4 and FM5 reach to 0.72% and 1.45% respectively, and the presence of high content P2O5 leads to the C3S decompositon. In turn, the C3S contents in FM4 and FM5 decrease, and are lower than that in the control. This case is also reported by Chi-Liang Yen et al [20].
FM4 and FM5 clinkers have the signifi cant α-C2S (2θ= 31.6) peak. None exists in the clinkers of FM1, FM2 and control. The results indicate that high content of P2O5 will result in the modulation of C2S structure. The characteristic peak, which commonly appears at
2θ about 32.4°, is also found in the FM5 clinker. It is identified as the C2S•0.5 Ca3 (PO4)2 (C2S•0.5C3P2). It can be concluded that the new phase will be produced during cement sintering, when the content of P2O5 is too high in the raw mill.
The appropriate replacement content is effective to promote the C3S formation and heighten the C3S content in clinker. While a great quantity of FM substitutes for the calcium carbonate, the new phases of α-C2S and C2S•0.5C3P2 produce as too much content of P2O5 is introduced. Replacement content should be considered in FM utilization as lime-based cement raw material.3.4 Tricalcium silicate polymorphism
C3S is the most important phase in the portland cement. It exhibits seven polymorphisms: three triclinic TⅠ, TⅡ and TⅢ, three monoclinic MⅠ, MⅡ, MⅢ and a rhombohedral R. At room temperature, pure C3S only provides with the polymorph of TⅠ. The other six modifi cations are stable only at higher temperature or as solid solutions with stabilizing foreign oxides. There are usually many impurities with high concentrations in the raw meal, MⅠand MⅢ are the most frequently polymorphs observed in commercial clinker.
Peaks appearing from 32° to 33°, and from 51° to 52° are good indicators of the symmetries for the
750 Vol.28 No.4 LI Haoxin et al: Infl uence of Sugar Filter Mud on Formation of Portland Cem...
C3S polymorphs.The reflections in each group are equivalent in R, thus a non-splitting peak appears in each range. The R cell is distorted to form a monoclinic subcell, and the peaks in these ranges split into doublets. The triclinic modifications have a triclinic subcell, which gives triplet peaks in those ranges. To confirm the polymorph of C3S, the peak patterns at 2θ=51o–52o and 32o–33o are always examined (Figs.6(a) and 6(b)).
The C3S in the control, FM2, FM3 and FM5 are provided with the same peak patterns at these two ranges. The doublet peaks are observed at the range from 32o to 33o, and only one peak appears at 2θ=51o–52o. R is the main polymorph of C3S in these clinkers. The peak of FM1 at 2θ=51o–52o is doublet, the polymorph of C3S in FM1 is the monoclinic. The peaks in the FM4 are divided into triplet at the 2θ=31o–32o, and the C3S polymorph in FM4 is shifted to the triclinic. The impurities in FM affect the transformation of C3S polymorph.
4 Conclusions
a) Apparent activation energy of calcium carbonate decomposition is affected by FM. The reduction can be up to 10% while 40% FM substitutes
for calcium carbonate. FM changes the amount of liquid phase in cement clinker.
b) Main phases C3S, C2S, C3A and C4AF are all presented in each cement clinker. Appropriate FM content is effective to promote the C3S formation, and to heighten its content in clinker. However, the high contents of P2O5 result in the formation of α-C2S and C2S•0.5C3P2.
c) The appearances of impurities in FM lead to the transformation of C3S polymorph.
References[1] Puertas F, García-Díaz I, Barba A, et al. Ceramic Wastes as Alternative
Raw Materials for Portland Cement Clinker Production [J]. Cem. Concr. Compos., 2008, 30: 798-805
[2] Sangwan P, Kaushik CP, Garg VK. Feasibility of Utilization of Horse Dung Spiked Filter Cake in Vermicomposters Using Exotic Earthworm Eisenia Fetida [J]. Bioresour. Technol., 2008, 99: 2 442-2 448
[3] Yaduvanshi NPS, Yadav D V. Effect of Sulphitation Press Mud and Nitrogen Fertilizer on Biomass, Nitrogen Economy Plant Composition in Sugarcane and Soil Chemical Properties[J]. J. Agric. Sci., 1990, 114: 259-263
[4] Ranganathan LS, Parthasarathi K. Precocious Development of Lampito Mauriti (Kinberg) and Eudrilus Eugeniae (Kinberg) Reared in Press Mud[J]. Pedobiologia, 1999, 43: 904-908
[5] Elsayed MT, Babiker MH, Abdelmalik ME, et al. Impact of Filter Mud Applications on the Germination of Sugarcane and Small-Seeded Plants and on Soil and Sugarcane Nitrogen Contents[J]. Bioresour.Technol., 2008, 99: 4 164-4 168
[6] Sen B, Chandra TS. Chemolytic and Solid-State Spectroscopic Evaluation of Organic Matter Transformation during Vermicomposting of Sugar Industry Waste[J]. Bioresour.Technol., 2006, 98 (8): 1 680-1 683
[7] Dolignier JC, Martin G. High Temperature Flue-Gas Desulfurization by Injection of Carbonatation Lime[J]. Zuckerind, 1997, 122(12): 927-933
[8] Ou Shiyi, Zhao Jian, Wang Yong, et al. Preparation of Octacosanol from Filter Mud Produced after Sugarcane Juice Clarification[J]. LWT - Food Sci. Technol., 2012, 45: 295-298
[9] Nikolaos Kantiranis. Re-cycling of Sugar Ash: A Raw Feed Material for Rotary Kilns [J]. Waste Manage., 2004, 24: 999-1 004
[10] Evzen Sarka, Zdenek Bubnık, Pavel Kadlec, et al. The Particle Size of Carbonation Mud, and Possibilities for Infl uencing It[J]. J. Food Eng., 2008, 87: 45-50
[11] Neha Gupta, Sumit Tripathi, Chandrajit Balomajumder. Characteriza-tion of Press Mud: A Sugar Industry Waste[J]. Fuel, 2011, 90: 389-394
[12] Ribbing C. Environmentally Friendly Use of Non-coal Ashes in Sweden [J]. Waste Manage, 2007, 27: 142-35
[13] Stanek T, Sulovsky P. The Infl uence of the Alite Polymorphism on the Strength of the Portland Cement[J]. Cem. Concr.Res., 2002, 32:1 169-1 175
[14] Kolovos K, Loutsi P, Tsivilis S, et al. The Effect of Foreign Ions on the Reactivity of the CaO-SiO2-Al2O3-Fe2O3 System: Part I. Anions [J]. Cem. Concr. Res., 2001, 31:425-429
[15] Bucchi R. Features on the Role of Minor Compounds in Cement Clinker: Part I[J]. World Cem. Technol., 1981, 12: 210-231
[16] Lin Kae-Long, Lin DF, Luo HL. Infl uence of Phosphate of the Waste Sludge on the Hydration Characteristics of Eco-Cement [J]. J. Hazard. Mater., 2009, 168: 1 105-1 110
[17] Coats AW, Redfern JP. Kinetic Parameters from Thermogravimetric Data [J]. Nature, 1964, 201 (4): 68-69
[18] Sharp HJ, Wentwoth SA. Kinetic Analysis from Thermogravimetric Data[J]. J. Anal. Chem., 1969, 41 (14): 2 060-2 062
[19] Anton N, Gamboa R, Amigo V, et al. Liquid Phase Sintering of CMCs Based on Clinker Portland [J]. J. Eur. Ceram. Soc., 2000, 20: 2 215-2 224
[20] Yen Chi-Liang, Tseng Dyi-Hwa, Lin Tung-Tsan. Characterization of Eco-Cement Paste Produced from Waste Sludges[J]. Chemosphere, 2011, 84: 220-226