industrial production of coke briquets for cupola smelting of iron
TRANSCRIPT
ISSN 1068�364X, Coke and Chemistry, 2011, Vol. 54, No. 1, pp. 19–22. © Allerton Press, Inc., 2011.Original Russian Text © S.A. Adygezalov, S.P. Dvortsov, T.N. Shemonaeva, V.M. Strakhov, I.V. Surovtseva, 2011, published in Koks i Khimiya, 2011, No. 1, pp. 22–25.
19
Cupola furnaces are mainly used to smelt irontoday (~75% of all output). In Russia, energy and fuelcosts account for 55–60% of the total cost of iron cast�ings, on average. The traditional fuel for iron produc�tion in cupola furnaces is foundry coke.
To obtain the maximum benefit, the coke used incupola furnaces must be of appropriate quality. In gen�eral, the quality requirements on foundry coke reduce tothe following: high strength, large pieces of uniform size,low porosity, and low reactivity with CO2. Reduced ashcontent is also desirable. These requirements follow fromthe functions of coke in the cupola furnaces: to provideheat, to ensure gas permeability of the batch column anddrainage of melt through the coke bed, to heat the metal,and to carburize the hot metal.
The quality of foundry coke is regulated by StateStandard GOST 3340–88, which reflects a compro�mise between the needs of consumers and the capabil�ities of coke production. Regrettably, for numerousreasons, only one technology is used for the produc�tion of foundry coke: coking in Dinas furnaces (cham�ber width 410 mm), with a small coking period, frombatch of sometimes inferior quality. Therefore, thecoke produced is relatively small and weak, with ele�vated reactivity. Accordingly, we need new types of fuelfor cupola furnaces.
Another problem is the disposal of fine siftingsobtained in coke production—coke fines (<10 mmclass). A promising approach here is briquetting. Thebriquet formed is characterized by mechanical andthermal strength. It has a definite shape, size, andmass and resembles coke in terms of its physicome�chanical properties.
Accordingly, specialists at OOO NPK Tekh�nologiya, in collaboration with the Eastern Coal�Chemistry Institute, have investigated the possible ofproducing briquets for foundry use on the basis of car�bon fines and wastes. As a result, we have developed aproduction technology for a high�quality foundry fuel
from carbon siftings (coke, anthracite, coal). Thistechnology is based on the briquetting of carbon fineswith organic binder to produce standardized fuel. Thebinder is environmentally benign, as confirmed byextensive testing. The benefits of this technology are asfollows: utilization of carbon siftings; simple equip�ment; minimal energy consumption; and sufficientproductivity. Note that there is already small�scaleproduction of coke briquets in Russia and Ukraine,but the binders employed (cement, bitumen, lignosul�fonates) do not meet the requirements on ash and sul�fur content. The use of stamping presses yields cylin�drical briquets (diameter 100, 120, and 150 mm), asshown in the figure, whereas briquets no larger than40 mm can be produced on roller presses.
Industrial Production of Coke Briquets for Cupola Smelting of IronS. A. Adygezalova, S. P. Dvortsova, T. N. Shemonaevaa, V. M. Strakhovb, and I. V. Surovtsevab
aOOO NPK Tekhnologiya, Altaisk Krai, Russiae�mail: [email protected], [email protected]
bKuznetsk Center, Eastern Coal�Chemistry Institute, Novokuznetsk, Russiae�mail: [email protected]
Received December 9, 2010
Abstract—The benefits of coke�briquet production are outlined. The characteristics of the briquets arenoted. The results of their use as fuel in cupola smelting of iron are considered.
DOI: 10.3103/S1068364X11010029
COKE
Coke briquets (100 mm diameter).
20
COKE AND CHEMISTRY Vol. 54 No. 1 2011
ADYGEZALOV et al.
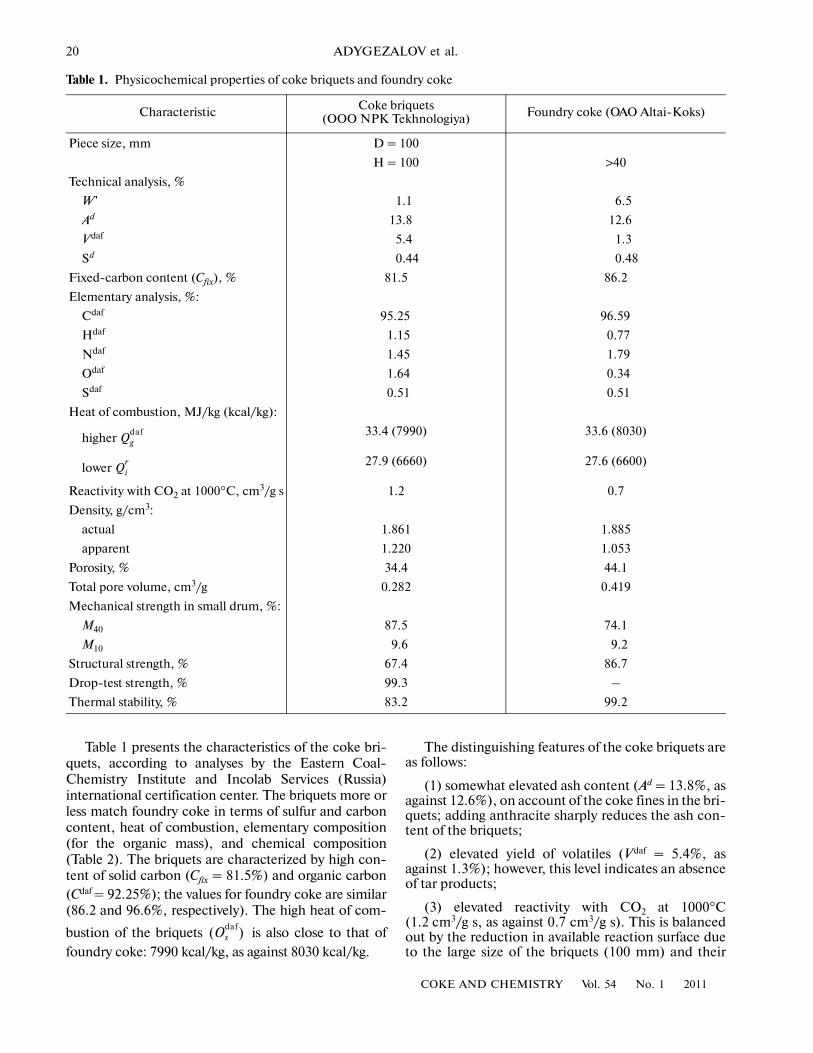
Table 1 presents the characteristics of the coke bri�quets, according to analyses by the Eastern Coal�Chemistry Institute and Incolab Services (Russia)international certification center. The briquets more orless match foundry coke in terms of sulfur and carboncontent, heat of combustion, elementary composition(for the organic mass), and chemical composition(Table 2). The briquets are characterized by high con�tent of solid carbon (Cfix = 81.5%) and organic carbon(Cdaf = 92.25%); the values for foundry coke are similar(86.2 and 96.6%, respectively). The high heat of com�
bustion of the briquets is also close to that offoundry coke: 7990 kcal/kg, as against 8030 kcal/kg.
Osdaf
( )
The distinguishing features of the coke briquets areas follows:
(1) somewhat elevated ash content (Ad = 13.8%, asagainst 12.6%), on account of the coke fines in the bri�quets; adding anthracite sharply reduces the ash con�tent of the briquets;
(2) elevated yield of volatiles (Vdaf = 5.4%, asagainst 1.3%); however, this level indicates an absenceof tar products;
(3) elevated reactivity with CO2 at 1000°C(1.2 cm3/g s, as against 0.7 cm3/g s). This is balancedout by the reduction in available reaction surface dueto the large size of the briquets (100 mm) and their
Table 1. Physicochemical properties of coke briquets and foundry coke
Characteristic Coke briquets (OOO NPK Tekhnologiya) Foundry coke (OAO Altai�Koks)
Piece size, mm D = 100
H = 100 >40
Technical analysis, %
W ' 1.1 6.5
Ad 13.8 12.6
Vdaf 5.4 1.3
Sd 0.44 0.48
Fixed�carbon content (Cfix), % 81.5 86.2
Elementary analysis, %:
Cdaf 95.25 96.59
Hdaf 1.15 0.77
Ndaf 1.45 1.79
Odaf 1.64 0.34
Sdaf 0.51 0.51
Heat of combustion, MJ/kg (kcal/kg):
higher 33.4 (7990) 33.6 (8030)
lower 27.9 (6660) 27.6 (6600)
Reactivity with CO2 at 1000°C, cm3/g s 1.2 0.7
Density, g/cm3:
actual 1.861 1.885
apparent 1.220 1.053
Porosity, % 34.4 44.1
Total pore volume, cm3/g 0.282 0.419
Mechanical strength in small drum, %:
M40 87.5 74.1
M10 9.6 9.2
Structural strength, % 67.4 86.7
Drop�test strength, % 99.3 –
Thermal stability, % 83.2 99.2
Qgdaf
Qir
COKE AND CHEMISTRY Vol. 54 No. 1 2011
INDUSTRIAL PRODUCTION OF COKE BRIQUETS FOR CUPOLA SMELTING OF IRON 21
reduced porosity and total pore volume. Addinganthracite to the briquets also reduces their reactivity.
The coke briquets have been used in dozens of testsat various foundries in smelting SCh10 and SCh20gray iron in cupola furnaces (diameter 970–2200 mm;productivity 3–16 t/h). Their greater size (100 mm onaverage, in comparison with 40 or 60 mm for foundrycoke) favors their use in cupola furnaces. Since 2008, var�ious enterprises have switched exclusively to OOO NPKTekhnologiya coke briquets. These plants producepumps, sewer covers, motors, heating radiators, andother cast�iron components.
When using coke briquets, the smelting technologyin cupola furnaces is unchanged, and the productivityalso remains the same. Note that the briquets remainintact on transportation on account of their highmechanical strength (M40 = 87.5%, as against 70–74%for foundry coke) and high drop�test strength (99%survival in three drops from a height of 1.8 m). Thereis no dispersal of fines. Because the briquets are char�acterized by specified shape and fixed mass, in con�trast to the polyfractional composition of foundrycoke, they are more convenient in storage and instacking within the furnace and ensure the requiredgas permeability in the batch; the air flow may beincreased by increasing the space between the bri�quets. Therefore, there is no need to increase the blastin cupola operation.
Coke is introduced in the furnace for cold ignition(50% coke + 50% briquets). Subsequently, ignition inthe hot furnace is satisfactory with a 100% coke�bri�quet charge. The discharge temperature of the hotmetal is 1400°C, on average (1380–1390°C in theladle). When using coke briquets with added anthra�cite, the melt temperature is increased by 10°C, asconfirmed at three plants.
Tests at production plants show that the coke bri�quets do not disintegrate to smaller particles and arecharacterized by sufficient thermal strength (83.2%)to withstand the thermal load in cupola furnaces.Observations of industrial melts confirm stability ofthe process and good quality of the metal.
The chemical composition of the iron obtainedusing coke briquets complies with the requirements interms of silicon, manganese, carbon, phosphorus, andsulfur content. Laboratory analysis at Altai EnginePlant indicate that the chemical composition of thecoke briquets is as follows: 3.45% C, 2.33% Si, 0.64%Mn, 0.24% P, 0.035% S; according to laboratory datafrom the Universal plant, the figures are 3.20% C,2.03% Si, 0.40% Mn, 0.24% P, and 0.035% S.
Numerous tests reveal the following characteristicsof smelting in cupola furnaces with coke briquets.
(1) Slight increase in slag conformation; this entailsmore frequent slag removal from the furnace.
(2) Increased consumption of coke briquets (by~2%) in comparison with foundry coke. However, thisis balanced out by the more uniform fractional com�
position of the briquets: there is no need to sift outcoke fines, in contrast to the use of foundry coke,when siftings often amount to 10–12% of the total.
(3) The need for special storage conditions, sincethe briquets are inclined to become saturated withwater. Accordingly, the technical specifications mustmandate storage out of the reach of atmospheric pre�cipitation.
Industrial tests and other data indicate clearly thatcoke briquets are suitable as a fuel for cupola furnacesand may replace up to 100% of the foundry coke. Notethat, in their physicochemical properties and perfor�mance, coke briquets fall somewhat short of ordinaryfoundry coke. However, economic considerationsprovide sufficient stimulus to adapt coke briquets tospecific foundry conditions. Experience shows that, byreplacing coke of the >60 mm class with coke briquets,fuel savings of 40% are possible. Note the experienceof Dugninsk Foundry Plant, where coke briquets areused even for cold ignition of the cupola furnaces.
Given that coke of the ≤80 mm class is the largest pro�duced in Russia, whereas larger pieces (100–200 mm)are required in foundry production, specialists at
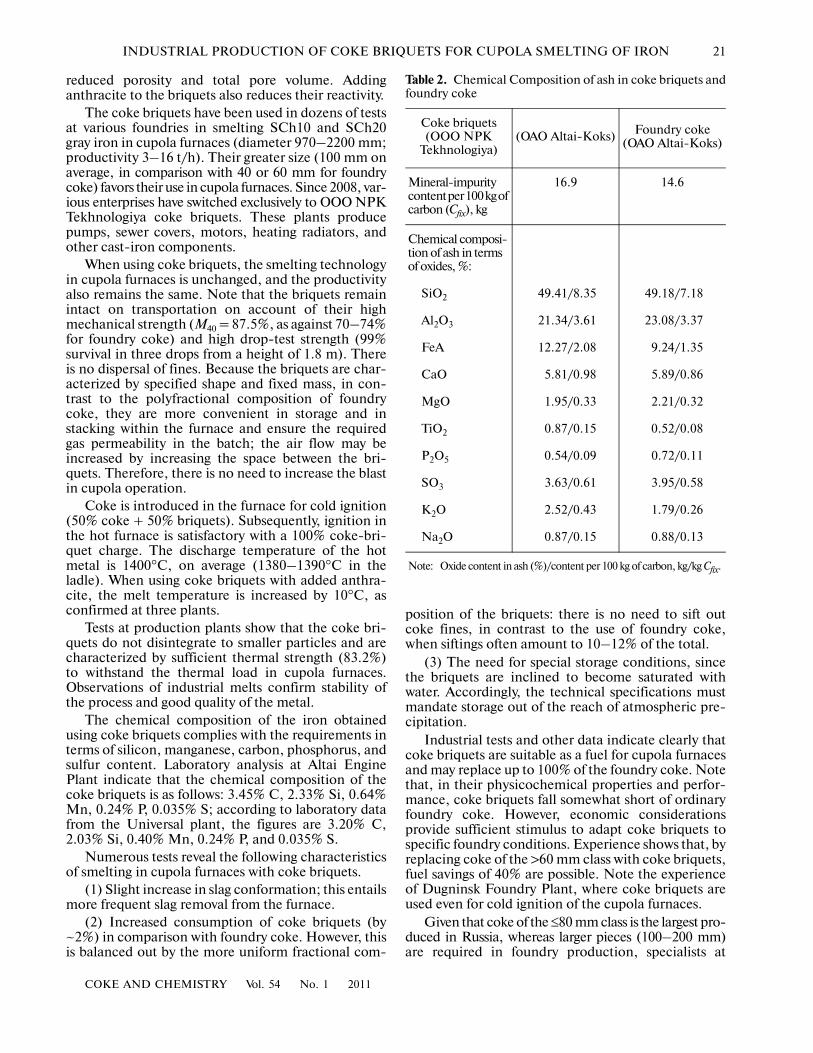
Table 2. Chemical Composition of ash in coke briquets andfoundry coke
Coke briquets (OOO NPK
Tekhnologiya)(OAO Altai�Koks) Foundry coke
(OAO Altai�Koks)
Mineral�impurity content per 100 kg of carbon (Cfix), kg
16.9 14.6
Chemical composi�tion of ash in terms of oxides, %:
SiO2 49.41/8.35 49.18/7.18
Al2O3 21.34/3.61 23.08/3.37
FeA 12.27/2.08 9.24/1.35
CaO 5.81/0.98 5.89/0.86
MgO 1.95/0.33 2.21/0.32
TiO2 0.87/0.15 0.52/0.08
P2O5 0.54/0.09 0.72/0.11
SO3 3.63/0.61 3.95/0.58
K2O 2.52/0.43 1.79/0.26
Na2O 0.87/0.15 0.88/0.13
Note: Oxide content in ash (%)/content per 100 kg of carbon, kg/kg Cfix.

22
COKE AND CHEMISTRY Vol. 54 No. 1 2011
ADYGEZALOV et al.
OOO NPK Tekhnologiya are continuing to improvecoke briquets for use in smelting iron and also in min�eral�wool production.
OOO NPK Tekhnologiya is the only producer anddirect supplier of coke briquets in Siberia. The shape,size, and composition (coke, anthracite, coal) may beadapted to meet customer needs. The Eastern Coal�Chemistry Institute is able to provide technical sup�port in the testing and introduction of coke briquetsfor hot�metal production in cupola furnaces.
CONCLUSIONS
A special standardized fuel has been proposed:coke briquets for gray�iron production in cupola fur�naces. The coke briquets meet the requirements ofcupola smelting: they are uniform, large, strong, ther�mally stable, and low in porosity. Their use improvesthe furnace process, especially at high temperatures.
Coke briquets may be regarded as a promising fuelfor the replacement (by up to 100%) of foundry coke,with marked decrease in production costs.