how to become an aws certified welding inspector · becoming an aws certified welding inspector is...
TRANSCRIPT
Tracks
January/February 2017www.NATM.com
How to Become an AWS Certified Welding Inspector
Perhapsthemostcommonofallmisnomersdealswiththeprocesses.
• Oxyacetylenewelding(OAW)issometimescalledgasweldingortorchwelding.
• Shieldedmetalarcwelding(SMAW)iscalledstickwelding.
• Gastungstenarcwelding(GTAW)iscalledTIGweldingorheliarcwelding.TheheliarcweldingtermwasbornfromitsoriginaluseofheliumbyUnionCarbide,LindeDivision.Whenitwasdiscoveredthatargoncouldbeusedasamuchlessexpensiveinertgas,TIGwastheterm used.
• Gasmetalarcwelding(GMAW)wasreferredtoasMIGwelding.ThisnamechangecameaboutwhenitwasdiscoveredthatCO2gasworkedverywelloncarbonsteel.SinceCO2gasisnotaninertgas,theMIGtermwas no longer correct.
• Flux-coredarcwelding(FCAW)wascalledinnershieldoroutershield.InnershieldreferredtotheLincolnElectricwireusedwithoutashieldinggas.Hobart,Linde,andAlloyRods,nowESAB,beganproducingwirethatusedashieldinggas,usuallyCO2.Nowmixturesofgasescanbeusedinthisprocess.Inthebeginning,carbonsteelwastheonlywireonthemarket.Nowseveralalloys,suchasstainlessandnickel,areavailablefortheFCAWprocess.
• Submergedarcwelding(SAW)hasbeenreferredtoasfluxweldingandtheoriginalterm,unionmelt.Again,aswithGTAW-heliarc,theLindeDivisionofUnionCarbidepioneeredthisprocess.
Manynewandfairlyrecentlydiscoveredprocessesarelistedinthe“TermsandDefinitions”publications.TheAWSA3.1publicationdepictsaMasterChartofweldingprocesses.Thisisawallchartthatisniceforaclassroominaschoolortrainingroominanindustrialsetting.Italsoisusefulinanengineeringdepartmentforthenonweldingengineer'suseinpreparingspecifications.Manytextbooksandweldinghandbooksincludethechart.
169013_NATM-Tracks ad.indd 1 12/6/16 10:14 AM
Tracks
www.NATM.comJanuary/February 2017
How to Become an AWS Certified Welding Inspector
HowtoBecomeanAWSCertifiedWeldingInspector
This article originally appeared on TheFabricator.com, the website of the Fabricators & Manufacturers Association.
BecominganAWScertifiedweldinginspectorisachallengingtaskthattakesseriouspreparationandstudy.Shortcutsdon’tcutit.
IfyouhavedecidedtomakethebigmovetobecominganAWScertifiedweldinginspector(CWI),youwillfindasomewhatchallengingroadahead.Whetheryouareawelderoranengineer,youwillneedtrainingthatisspecifictothistask.Thepassingratehasincreasedovertheyears,butonlyforthosewhoprepareproperly.
WhenItookcoursestobecomeaCWI,thepassingratewasabout15percent.TherewerenoAmericanWeldingSocietyseminars,andtheonlygameintownwastheHobartInstituteofWeldingTechnology.Theseguyswere(andare)excellentteachersandmadethewholethingfunbutchallenging.(Icouldnamethem,butnoonewouldrememberthemexcepteveryoneover65)Therewasareviewtesteverymorningtoawakenus.Thehomeworkwaswell-arrangedtotakeuptheevening,sotherewasnopartyingorboozing.Theinstructorswereavailableforadviceuntil10:00p.m.
How It Works Now
Ifyoureally,reallywanttobecomeaCWI,itisnecessarytotakethelongroad,notashortcut.MakingaquickdecisiontoscheduleatimetogotoanAWSseminarandthentaketheexamwithoutwhatIcallpre-prepwillmaketheroadmuchmoredifficulttomaneuver.
SeveralcommunitycollegesoffercoursesforCWIprep.Thesearenottheendofthetraining,however.Intoday’sworldthereisonlyonewaytobesuretogettheverybestlegupforthetest.Thatistotakethepre-prepandthentheAWS,Lincoln,orHobartseminars.Evenifyouhavebeeninvolvedintheweldingindustryforseveralyears,thereismuchinformationtodigest.
By Carl Smith, AWS, CWE, NDE Level III Weld Inspection and Consulting
Getting Started
ThefirstthingtoconsideriswhetheryouhavethenecessaryexperienceandotherqualificationstobecomeaCWI.Apotentialcandidatemaygoonlineatwww.aws.orgtoobtainthatinformation.
Ifyouareaneducator,youprobablywillbeinterestedinbecominganAWScertifiededucator(CWE)atthesametime.Takealookatthoserequirementsalso.TheCWIexamqualifiesyoufortheCWEforanadditionalfee.
What to Study First
Ithasbeenmyexperiencethatmostcandidatesneedtostudythe“TermsandDefinitions”ascontainedintheAWSA32010.Atthistimeitcosts$168fornon-members/$126formembers,butifyoureallywanttogetajumponthe“Fundamentals”sectionoftheexam,obtainingthispublicationwillserveyouwell.
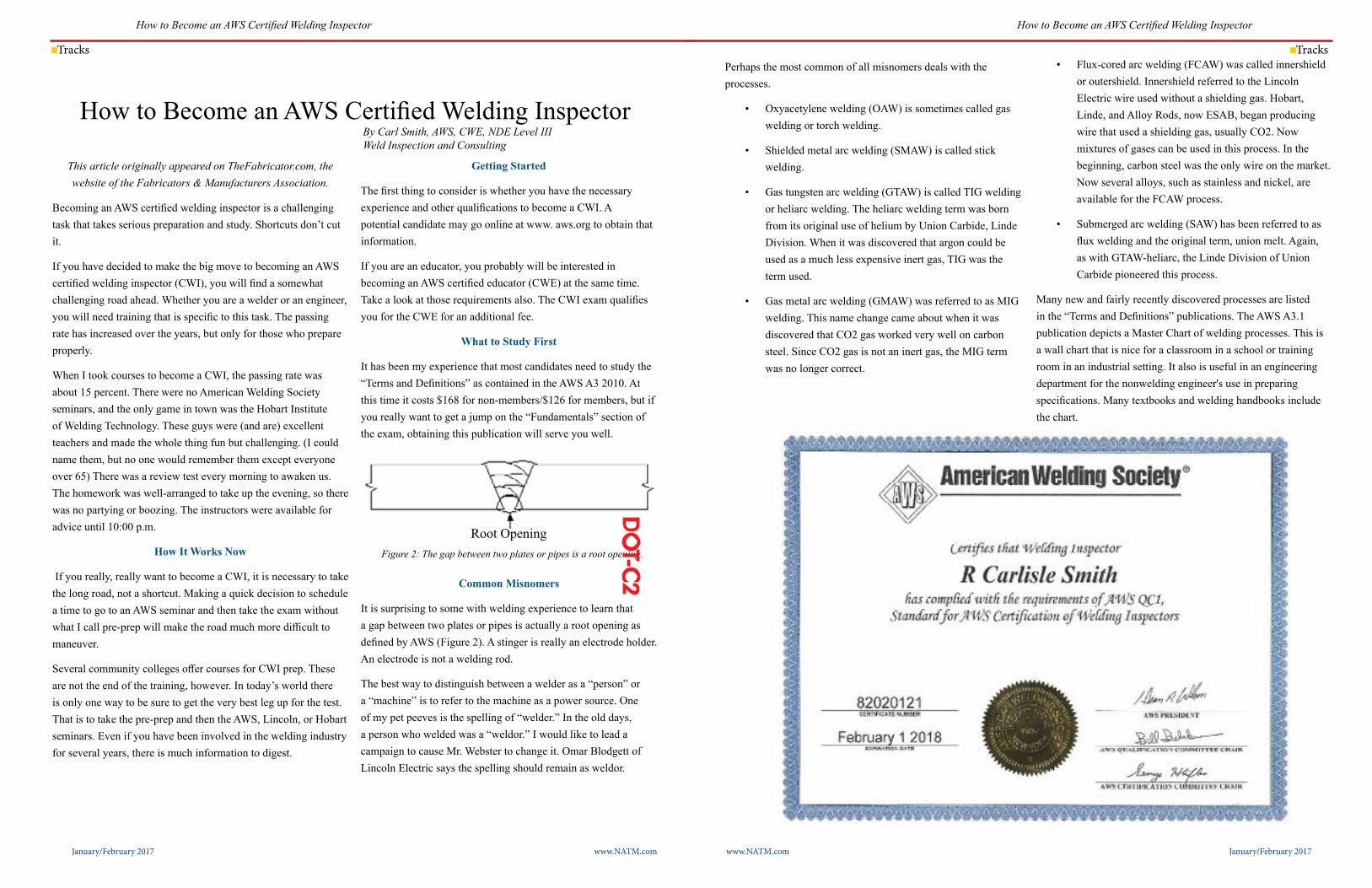
Figure 2: The gap between two plates or pipes is a root opening.
Root Opening
Common Misnomers
ItissurprisingtosomewithweldingexperiencetolearnthatagapbetweentwoplatesorpipesisactuallyarootopeningasdefinedbyAWS(Figure2).Astingerisreallyanelectrodeholder.An electrode is not a welding rod.
Thebestwaytodistinguishbetweenawelderasa“person”ora“machine”istorefertothemachineasapowersource.Oneofmypetpeevesisthespellingof“welder.”Intheolddays,apersonwhoweldedwasa“weldor.”IwouldliketoleadacampaigntocauseMr.Webstertochangeit.OmarBlodgettofLincolnElectricsaysthespellingshouldremainasweldor.
DO
T-C2
TracksSpecifications and Classifications for Welding Materials
Theaveragewelderorevenaweldingsupervisormaynotbefamiliarwiththeinformationthatisrequiredforaproperweldingprocedurespecification(WPS).Theclassificationsarefamiliartomostpersonnelintheweldingfield;howeverthespecificationsareusuallynotcommonlyusedbytheshoppersonnel.
FnumbersalsoarerequiredforWPSandwelderqualificationforms.Theweldingengineerortechnicianusuallyisthepersonwhomustbewell-informedaboutthisinformation.
The Importance of Specifications
ThespecificationsforweldingmaterialsarefoundintheAWSA5publicationandinASME,SectionIIPartC.Thedifference(Idon’tknowwhythereisadifference,butIsupposeitisjusttobedifferent)isthenumbering.TheAWSA5.1isSFA5.1intheASMEpublication.Thesenumbersdonothaverelevancefortensilestrengthorpositionliketheclassificationnumbersdo.Instead,theyprovidethelocationofinformationrelatingtotheproduct.
An Example of the Content
OneveryhelpfulsectionoftheA5publicationisA5.01,“ProcurementGuidelines.”ThissectiondescribestheuseofA5.ItcoversthefillermetalclassificationselectedfromthepertinentAWSfillermetalspecification,thelotclassificationselectedfromSection5ofthisdocument,andtheleveloftestingscheduleselectedfromTable1,Section6.
AswithallAWSpublications,expertsfromtheweldingindustryareinvolvedindevelopingimportantdocuments.Manyofthepeoplearewell-knowntoAWSmembers.
• JimHannashasbeenaroundinmanydifferentareasoftheweldingfield.HehasbeenwiththeMidwestTestingLaboratoryinPiqua,Ohio,andalsoheadedtheweldingdepartmentattheEdisonInstitute.
• SamReynoldswaswiththeU.S.NuclearRegulatoryCommissionandWestinghouse.
• DamianKoteckiwaswithTeledyneMcKayandLincolnElectric.
Committeeservantsdotheworkvoluntarily,andittakesalongtime,sometimesyears,tocompletethework.
Example of an A5.1 Specification for Covered Carbon Steel Electrodes.Theclassificationforthistypeofelectrodemustmeetthefollowingcriteria:
1. Typeofcurrent.
2. Typeofcovering.
3. Usablepositionsfortheelectrode.
4. Chemicalpropertiesoftheweldmetal.
5. Mechanicalpropertiesoftheweldmetalinthe“aswelded”condition.
BeforethematerialisacceptedbytheAWSclassificationstandard,itmustmeetthecriteriaasstatedinsection5.01,procurement.
TobeAWScertifiedinacertainclassification,anelectrodemusthavethemarkingrequiredbyParagraph6.0ofSectionA5.1.Thismarkingcertifiesthattheelectrodehaspassedalltherequiredtestingassetforthinthisspecification.Someoftherequiredtestsare:
1. Chemicalcompositionofthecorematerialandoftheas-welded condition.
2. Mechanical,usability(position),andsoundness(byradiography).
3. Allweldmetaltensiontest(sometimescalledthe505test),becausethediameterofthetestcouponis0.505inch.
4. Charpyimpacttest(toughnessatagiventemperature).
Thenextarticleinthisserieswillcoverdetailsoftheclassificationnumberingsystem.
For more information about the American Welding Society's Certified Welder program, visit www.aws.org/certification.
For more information about welding and shop management, visit www.TheFabricator.com.
To access more informational welding articles published in Tracks Magazine, please visit www.NATM.com
How to Become an AWS Certified Welding Inspector