holistic reliability: accelerated testing of adhesion · holistic reliability: accelerated testing...
TRANSCRIPT
HOLISTIC RELIABILITY: ACCELERATED TESTING OF
ADHESION
2015. December
NIST
Mason Terry, Thomas Dang, Christopher Alcantara, Jeff Dee, Daniel Inns, Homer Antoniadis
DuPont Silicon Valley Technology Center, Sunnyvale, CA, USA
2 Copyright © DuPont 2015. All rights reserved.
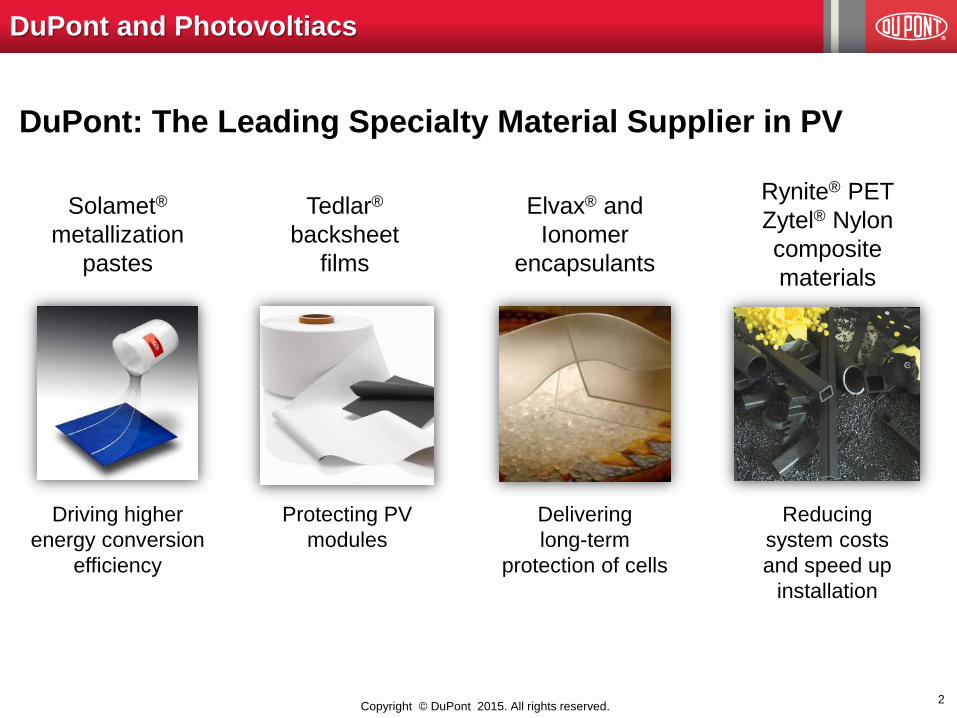
DuPont: The Leading Specialty Material Supplier in PV
Tedlar® backsheet
films
Protecting PV modules
Elvax® and Ionomer
encapsulants
Delivering long-term
protection of cells
Solamet® metallization
pastes
Driving higher energy conversion
efficiency
Reducing system costs and speed up
installation
Rynite® PET Zytel® Nylon composite materials
DuPont and Photovoltiacs
3 Copyright © DuPont 2015. All rights reserved.
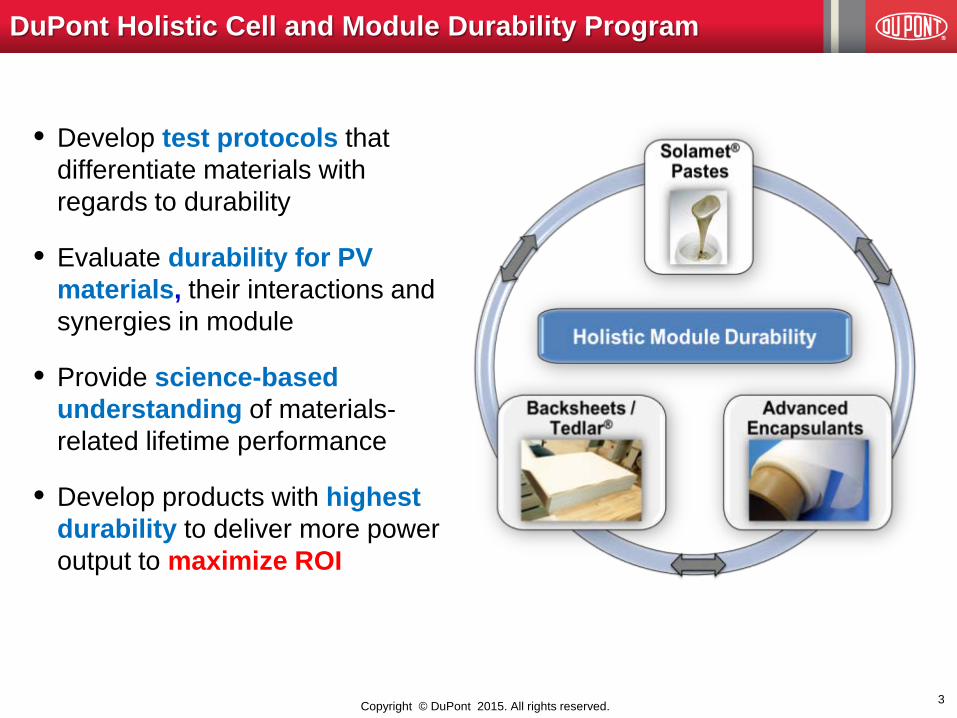
• Develop test protocols that differentiate materials with regards to durability
• Evaluate durability for PV materials, their interactions and synergies in module
• Provide science-based understanding of materials-related lifetime performance
• Develop products with highest durability to deliver more power output to maximize ROI
DuPont Holistic Cell and Module Durability Program
4 Copyright © DuPont 2015. All rights reserved.
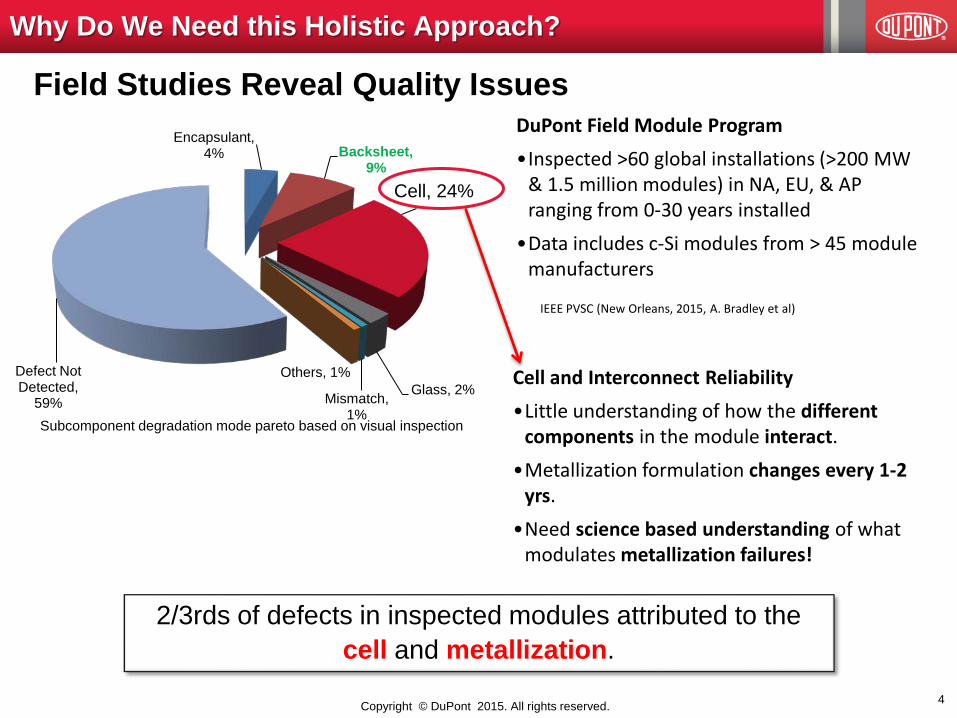
Field Studies Reveal Quality Issues Encapsulant,
4% Backsheet, 9%
Cell, 24%
Glass, 2% Mismatch, 1%
Others, 1% Defect Not Detected,
59%
2/3rds of defects in inspected modules attributed to the cell and metallization.
DuPont Field Module Program •Inspected >60 global installations (>200 MW
& 1.5 million modules) in NA, EU, & AP ranging from 0-30 years installed
•Data includes c-Si modules from > 45 module manufacturers
IEEE PVSC (New Orleans, 2015, A. Bradley et al)
Subcomponent degradation mode pareto based on visual inspection
Cell and Interconnect Reliability •Little understanding of how the different
components in the module interact. •Metallization formulation changes every 1-2
yrs. •Need science based understanding of what
modulates metallization failures!
Why Do We Need this Holistic Approach?
5 Copyright © DuPont 2015. All rights reserved.
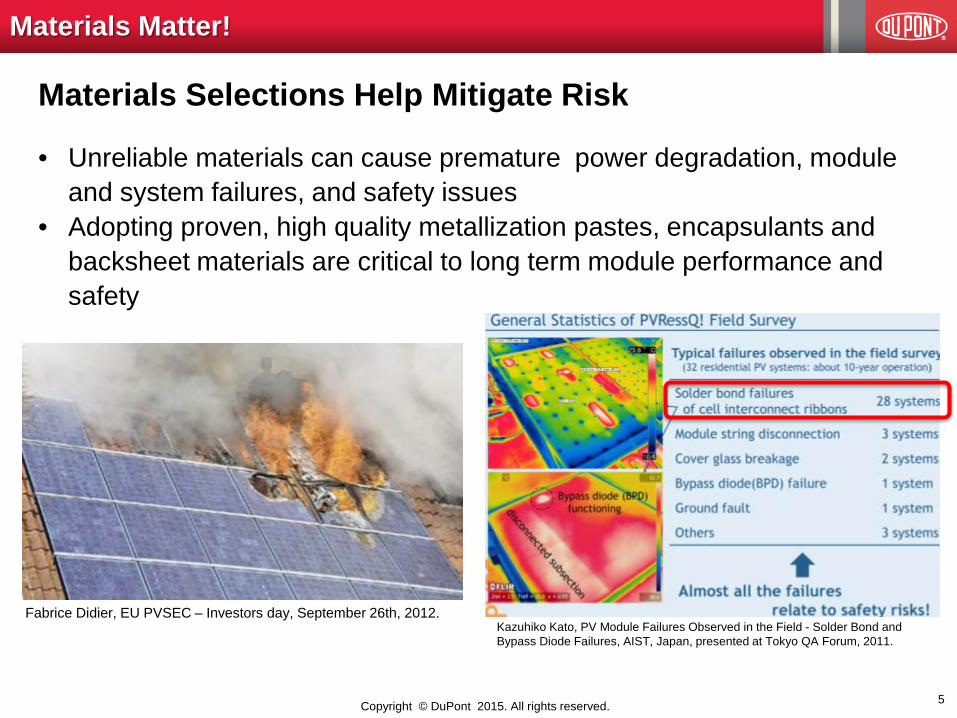
Kazuhiko Kato, PV Module Failures Observed in the Field - Solder Bond and Bypass Diode Failures, AIST, Japan, presented at Tokyo QA Forum, 2011.
Materials Selections Help Mitigate Risk
• Unreliable materials can cause premature power degradation, module and system failures, and safety issues
• Adopting proven, high quality metallization pastes, encapsulants and backsheet materials are critical to long term module performance and safety
Fabrice Didier, EU PVSEC – Investors day, September 26th, 2012.
Materials Matter!
6 Copyright © DuPont 2015. All rights reserved.
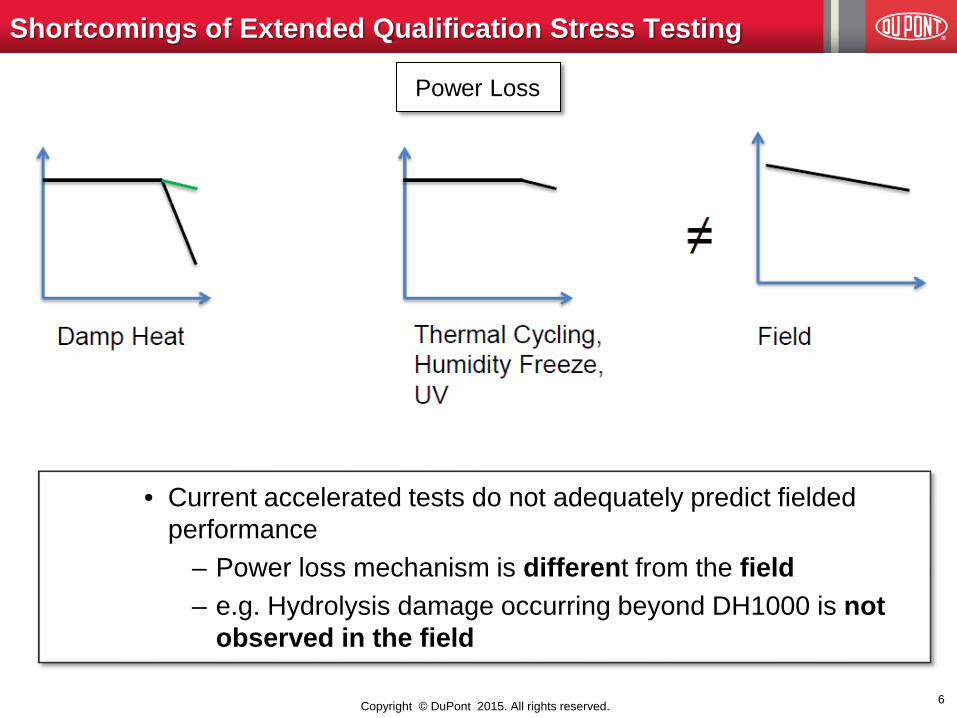
Shortcomings of Extended Qualification Stress Testing
• Current accelerated tests do not adequately predict fielded performance
– Power loss mechanism is different from the field – e.g. Hydrolysis damage occurring beyond DH1000 is not
observed in the field
Power Loss
7 Copyright © DuPont 2015. All rights reserved.
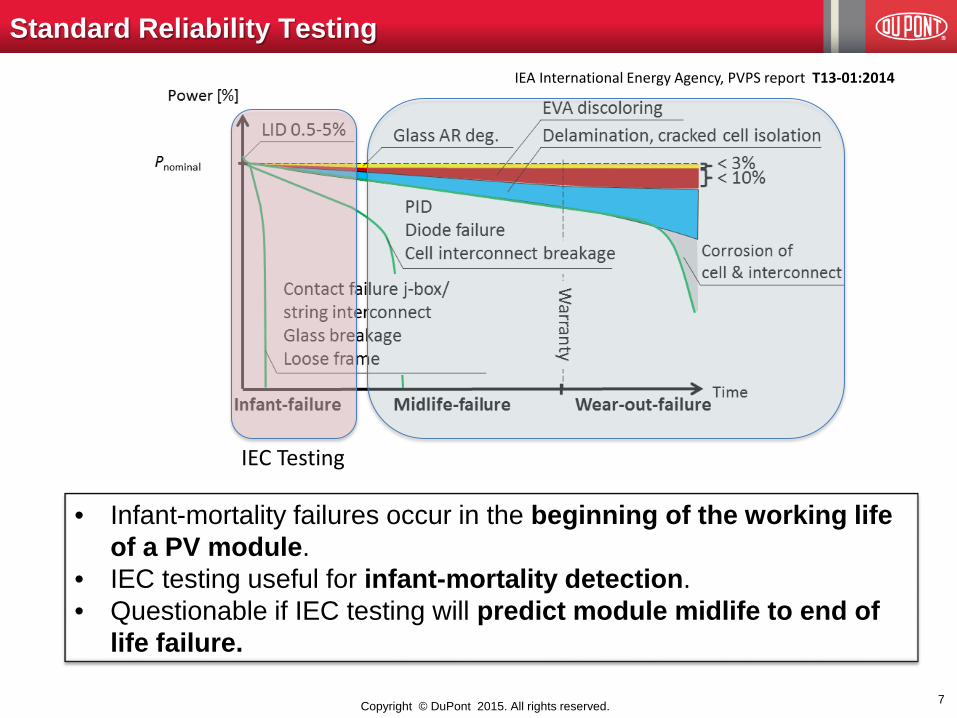
IEC Testing
• Infant-mortality failures occur in the beginning of the working life of a PV module.
• IEC testing useful for infant-mortality detection. • Questionable if IEC testing will predict module midlife to end of
life failure.
IEA International Energy Agency, PVPS report T13-01:2014
Standard Reliability Testing
8 Copyright © DuPont 2015. All rights reserved.
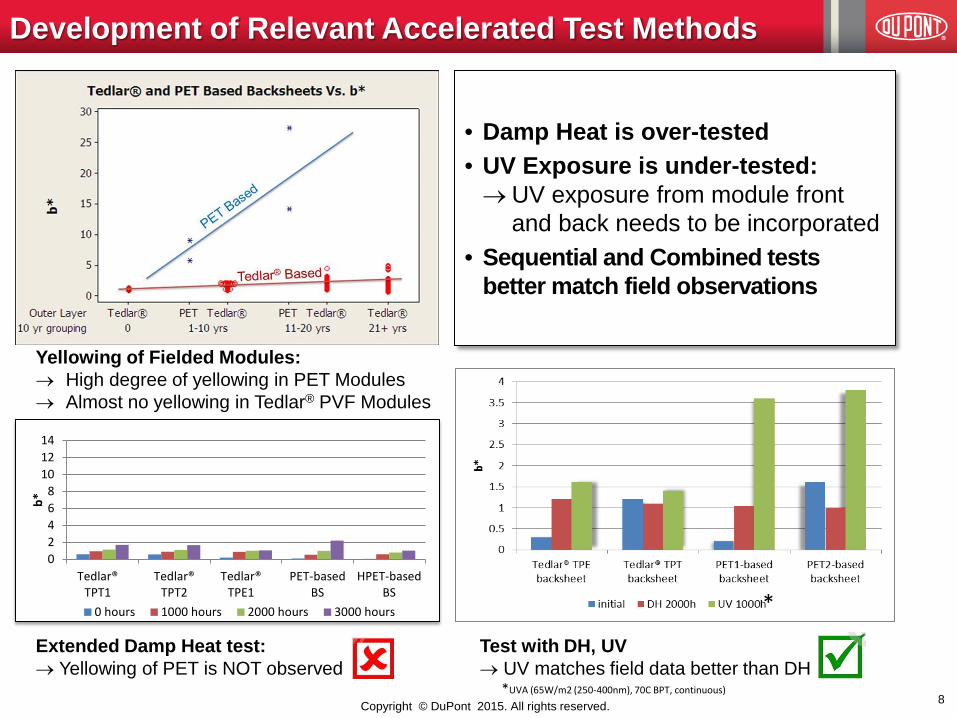
Extended Damp Heat test: → Yellowing of PET is NOT observed
02468
101214
Tedlar®TPT1
Tedlar®TPT2
Tedlar®TPE1
PET-basedBS
HPET-basedBS
b*
0 hours 1000 hours 2000 hours 3000 hours
• Damp Heat is over-tested • UV Exposure is under-tested: → UV exposure from module front and back needs to be incorporated
• Sequential and Combined tests better match field observations
Yellowing of Fielded Modules: → High degree of yellowing in PET Modules → Almost no yellowing in Tedlar® PVF Modules
Development of Relevant Accelerated Test Methods
Test with DH, UV → UV matches field data better than DH
*UVA (65W/m2 (250-400nm), 70C BPT, continuous)
*
9 Copyright © DuPont 2015. All rights reserved.
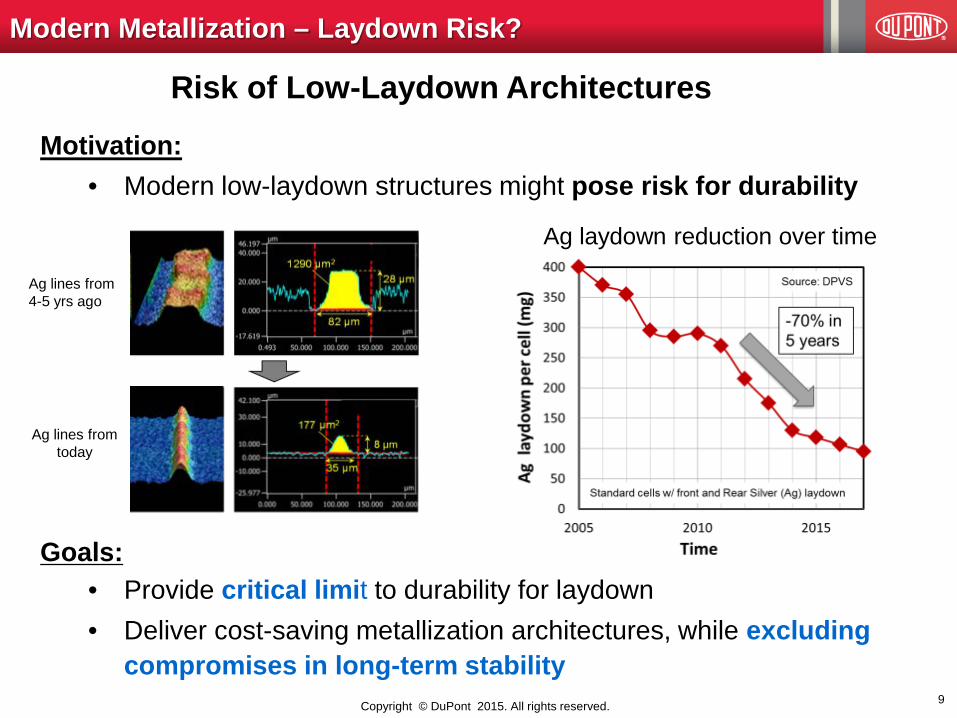
Risk of Low-Laydown Architectures
Goals: • Provide critical limit to durability for laydown • Deliver cost-saving metallization architectures, while excluding
compromises in long-term stability
Motivation: • Modern low-laydown structures might pose risk for durability
Ag lines from 4-5 yrs ago
Ag lines from today
Ag laydown reduction over time
Modern Metallization – Laydown Risk?
10 Copyright © DuPont 2015. All rights reserved.
Motivation: • Demand for high adhesion between paste and ribbon is
common • Justification for pull force targets often not clear • Adhesion testing method is varied and not standardized • Mono-Si vs multi-Si adhesion is deferent due to surface
structure!
Goals: • Understand mechanisms of adhesion and relevance for
durability • Identify range of adhesion safe for reliability • Develop accelerated tests that:
• Simulate long term field exposure • Will predict long term field performance • Further refine pastes that have these features
Role of Adhesion on Module Durability
11 Copyright © DuPont 2015. All rights reserved.
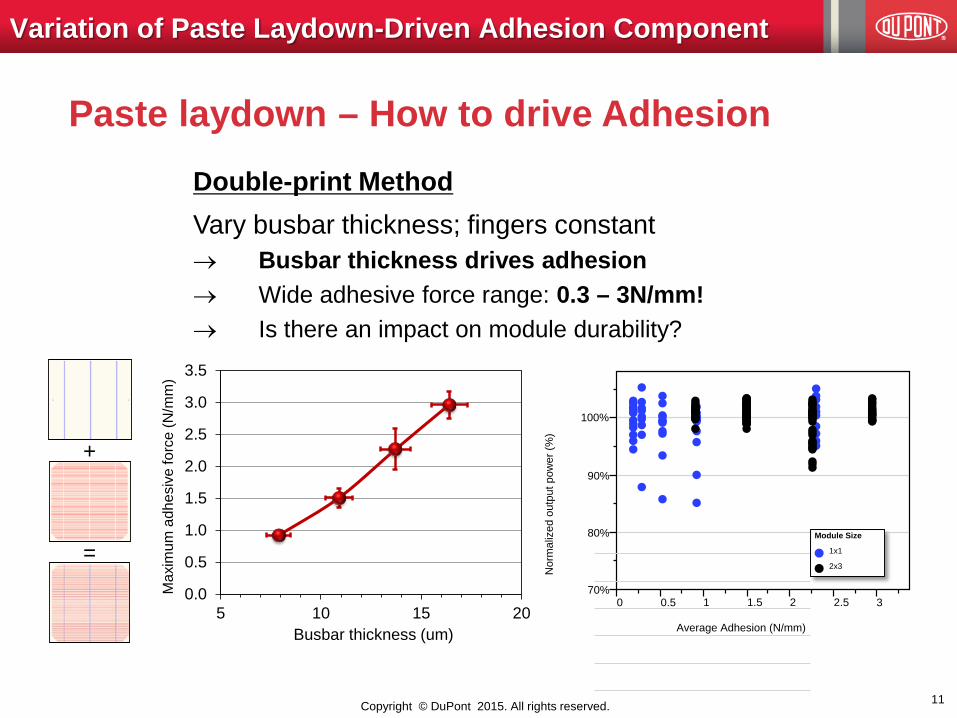
Paste laydown – How to drive Adhesion Double-print Method Vary busbar thickness; fingers constant → Busbar thickness drives adhesion → Wide adhesive force range: 0.3 – 3N/mm! → Is there an impact on module durability?
+
=
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
5 10 15 20
Avg
Adh
esio
n (N
/mm
)
Busbar thickness (um)
Max
imum
adh
esiv
e fo
rce
(N/m
m)
70%
80%
90%
100%
Nor
mal
ized
out
put p
ower
(%)
0 0.5 1 1.5 2 2.5 3
Average Adhesion (N/mm)
1x1
2x3
Module Size
Variation of Paste Laydown-Driven Adhesion Component
12 Copyright © DuPont 2015. All rights reserved.
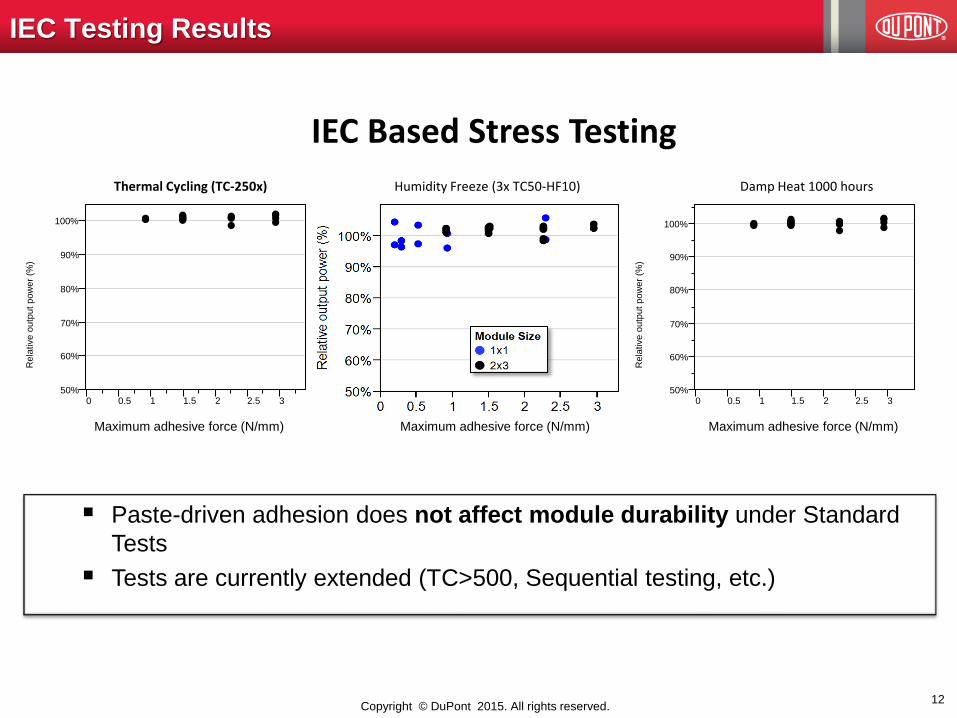
Paste-driven adhesion does not affect module durability under Standard Tests
Tests are currently extended (TC>500, Sequential testing, etc.)
Humidity Freeze (3x TC50-HF10)
Maximum adhesive force (N/mm)
50%
60%
70%
80%
90%
100%
Rel
ativ
e ou
tput
pow
er (%
)
0 0.5 1 1.5 2 2.5 3
Average Adhesion (N/mm)
Thermal Cycling (TC-250x)
Maximum adhesive force (N/mm)
50%
60%
70%
80%
90%
100%
Rel
ativ
e ou
tput
pow
er (%
)
0 0.5 1 1.5 2 2.5 3
Average Adhesion (N/mm)
Damp Heat 1000 hours
Maximum adhesive force (N/mm)
IEC Based Stress Testing
IEC Testing Results
13 Copyright © DuPont 2015. All rights reserved.
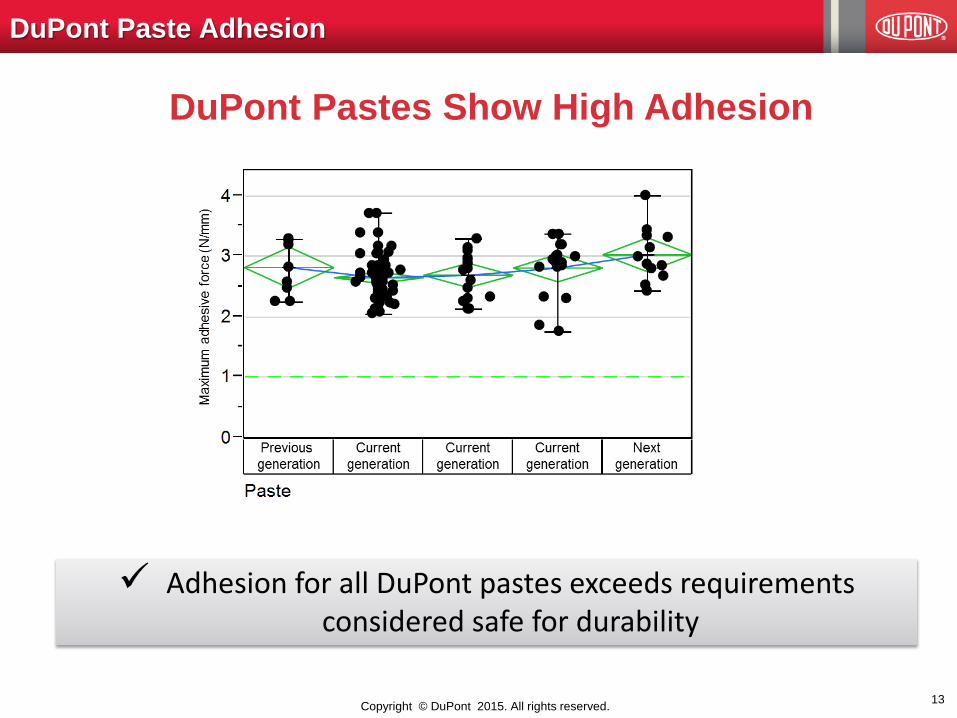
DuPont Pastes Show High Adhesion
Adhesion for all DuPont pastes exceeds requirements considered safe for durability
DuPont Paste Adhesion
14 Copyright © DuPont 2015. All rights reserved.
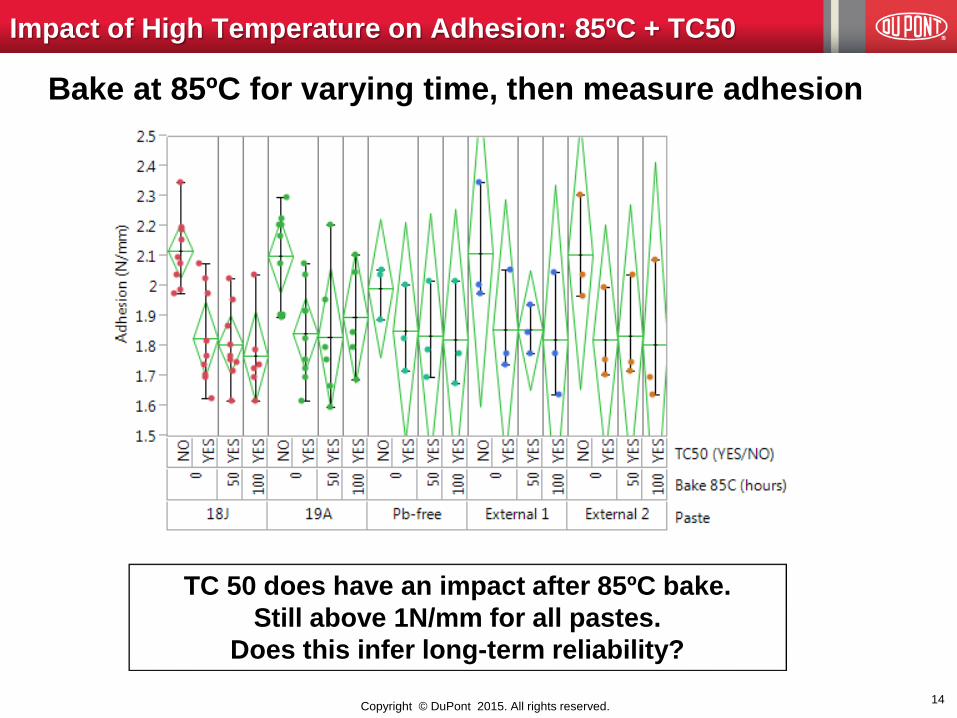
Impact of High Temperature on Adhesion: 85ºC + TC50
TC 50 does have an impact after 85ºC bake. Still above 1N/mm for all pastes.
Does this infer long-term reliability?
Bake at 85ºC for varying time, then measure adhesion
15 Copyright © DuPont 2015. All rights reserved.
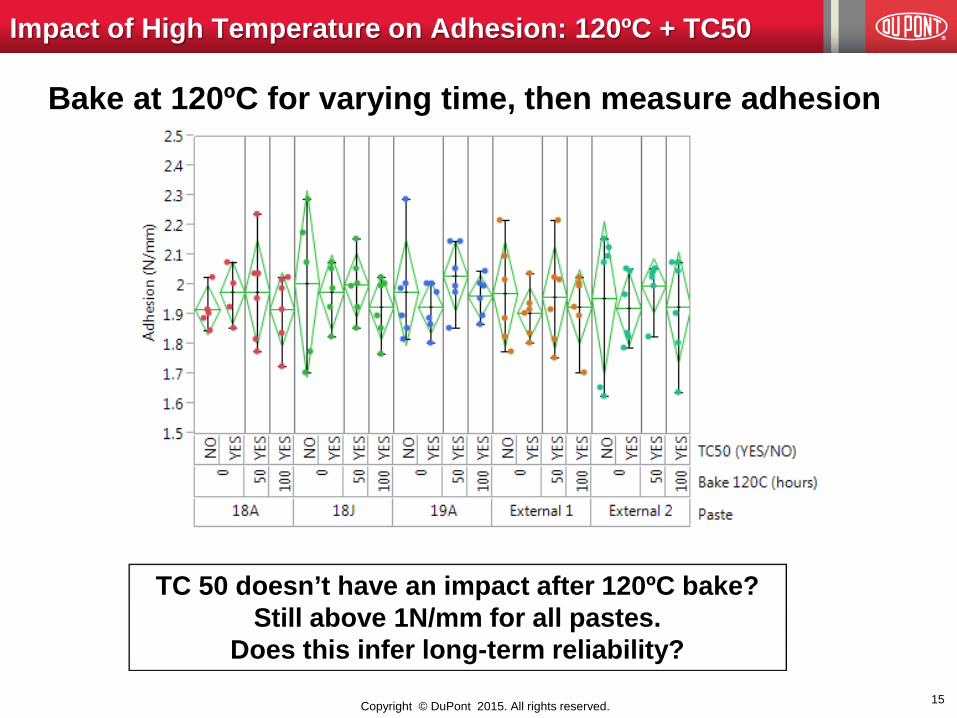
Impact of High Temperature on Adhesion: 120ºC + TC50
Bake at 120ºC for varying time, then measure adhesion
TC 50 doesn’t have an impact after 120ºC bake? Still above 1N/mm for all pastes.
Does this infer long-term reliability?
16 Copyright © DuPont 2015. All rights reserved.
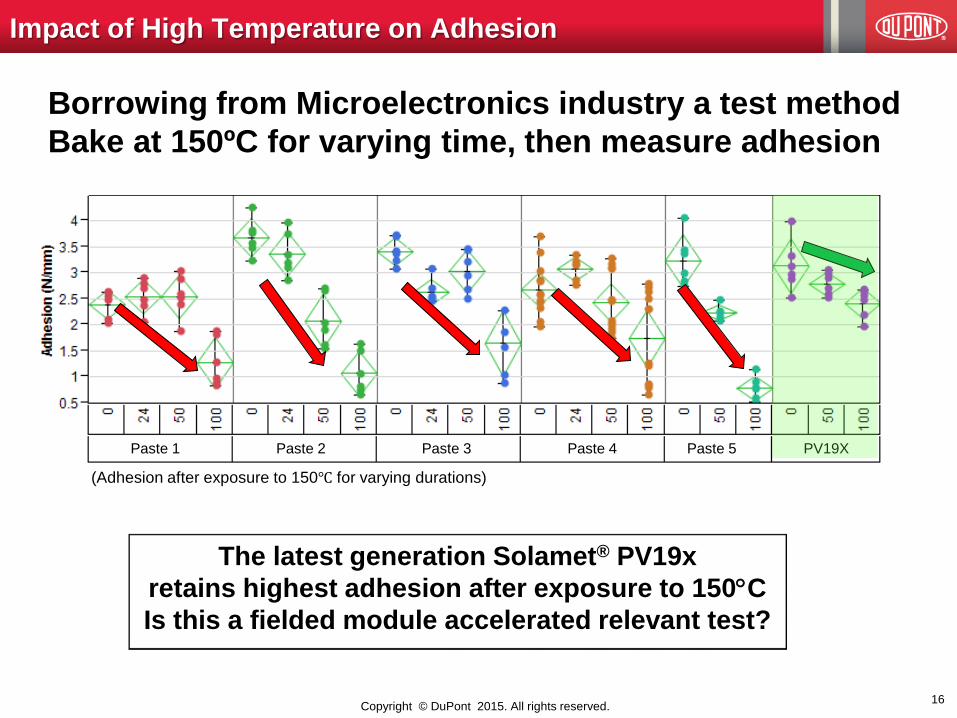
Borrowing from Microelectronics industry a test method Bake at 150ºC for varying time, then measure adhesion
Paste 1 Paste 2 Paste 3
(Adhesion after exposure to 150℃ for varying durations)
Paste 4 Paste 5 PV19X
The latest generation Solamet® PV19x retains highest adhesion after exposure to 150°C Is this a fielded module accelerated relevant test?
Impact of High Temperature on Adhesion
17 Copyright © DuPont 2015. All rights reserved.
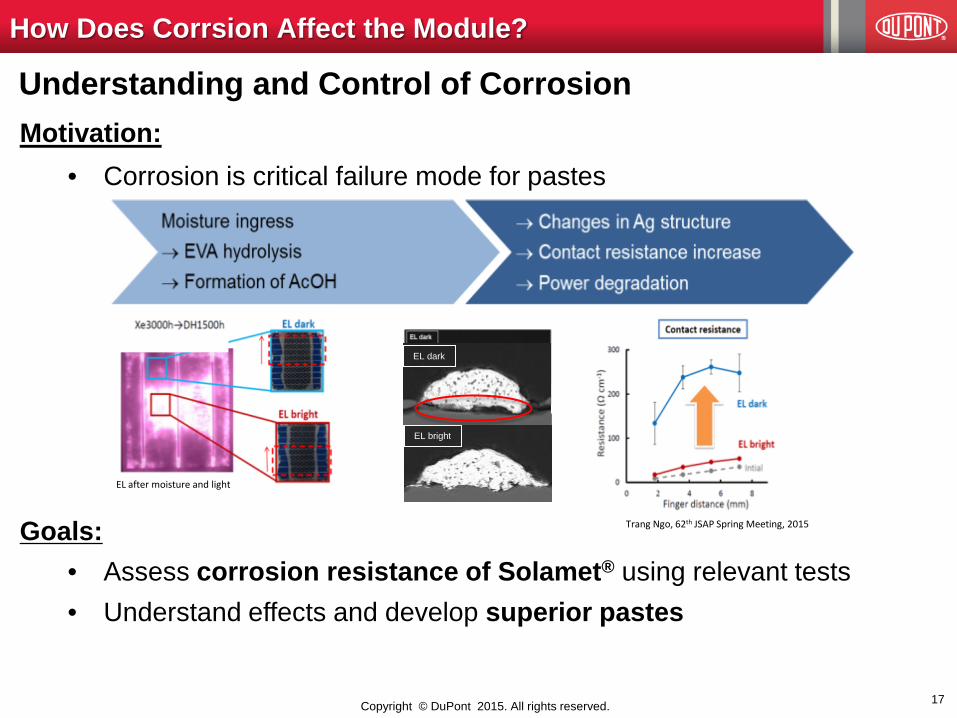
Motivation: • Corrosion is critical failure mode for pastes
Goals: • Assess corrosion resistance of Solamet® using relevant tests • Understand effects and develop superior pastes
Trang Ngo, 62th JSAP Spring Meeting, 2015
EL dark
EL bright
Understanding and Control of Corrosion
EL after moisture and light
How Does Corrsion Affect the Module?
18 Copyright © DuPont 2015. All rights reserved.
• Adhesion: • DuPont is studying role of metallization pastes for module durability. • Adhesion of 0.9 N/mm passes 3x IEC 61215. • Paste-driven adhesion component does not affect module durability
under IEC-Based Test Conditions . • All DuPont pastes exceeds requirements considered safe for durability.
• Aged Adhesion:
• 85°C followed by TC50: Change is seen; Why? Will this provide accelerated testing of metallization materials that is relevant?
• 120°C followed by TC50: No change detected; Why? Is this relevant or applicable to the module with respect to long-term reliability?
• 150°C followed by TC50: Big change seen; What is the reason? Is this relevant based on the multitude of data from the microelectronics world?
• How will metal contact corrosion combined with temperature cycling affect reliability?
• What will be the affect as laydowns are further pushed down?
• Can we develop/adopt a relevant testing standard to solve the time issue?
Summary
Copyright © 2015 DuPont. All rights reserved. The DuPont Oval
Logo, DuPont™, The miracles of science™, Materials Matter™, and
all products denoted with ® or ™ are registered trademarks or
trademarks of E.I. du Pont de Nemours and Company or its affiliates.
photovoltaics.dupont.com