german engineering 3 flute with an american hand · standard sizes - variable flute and helix...
TRANSCRIPT
4 FLUTE
5 FLUTE
6 FLUTE
3 FLUTE
3 FLUTE
4 FLUTE
German Engineeringwith an American Hand
4 FLUTE
5 FLUTE
6 FLUTE

Variable EndMills
2
E- Cut - Faster Chip Evacuation
3 Flute Variable - Eliminates Harmonics3 Flauta Variable - Elimina los armónicos
Chaflán de esquina o radios disponibles
Revestimiento Z-Power - Reduce Adherencia
Tierra Radial - Reduce Vibracion
Cuello extendido - Disponible para los bolsillos profundos
Corte-E - Más altas expulsion de coma
Grandes Gullet - Para mejorar el flujo de coma
Tierra Excéntrico - Para un borde de corte más duras
Chamfer or Corner Radii Available
Z-Power Coating - Reduce Adherance
Large Gullet - For Better Chip Flow
Eccentric Land - For a Tougher Cutting Edge1o Radial Land - Reduce Chatter
Extended Neck - Available For Deep Pockets
With its break through geometry; unique fluting, large gullet & Eccentric grind, 360 Variable end mills are built for High Speed Machining of Aluminum capable of up to 50,000 Rpm. Used for roughing & finishing applications 360 Series delivers maximum metal removal rates & better chip evacuation without chatter.
360 Series the First of Its Kind
360 de la serie el primero de su claseCon su ruptura a través de la geometría; estrías único, grande y Excéntrico, la herramienta de 3 Flauta Variable son construidas para alta velocidad Mecanizado de aluminio capaz de hasta 50.000 rpm. Se usa para el desbaste y acabado aplicaciones 360 Series ofrece máxima de arranque de viruta y una mejor evacuación de la viruta sin fluctuaciones.
Speed & Feeds for high Performance Milling
IDEAL FOR HIGH-SPEED MACHINING (HSM)
Note: These are only recommended starting figures that depend on conditions such as machine and material rigidity, type of coating if any, etc. TESTING IS RECOMMENDED Z-Power Coating Recommended for High Silicon
1.5xD1.5xD
.5xD
.5xD1.5xD1.5xD
.0095
.0095 .008.008
.007
.007 .006.006
.004
.004 .002.002
.002
.002up to 6,000up to 6,000
Aluminum AlloysAluminum High Silicon
Material SFM (Vc) 1/4” 5/16” 3/8” 1/2” 5/8” 3/4” 1”
ProfilingRadial
SlottingAxial
Chipload per Tooth Recommendations (CPT)
(ADC) l (RDC) (ADC)
ADCADC
RDC RDC
SLOTTING SIDE MILLING
3www.pctcutters.com (562) 921-7898
Ball End CoatedAvailable Radius OALREACHLOCShank DiaCutting Dia
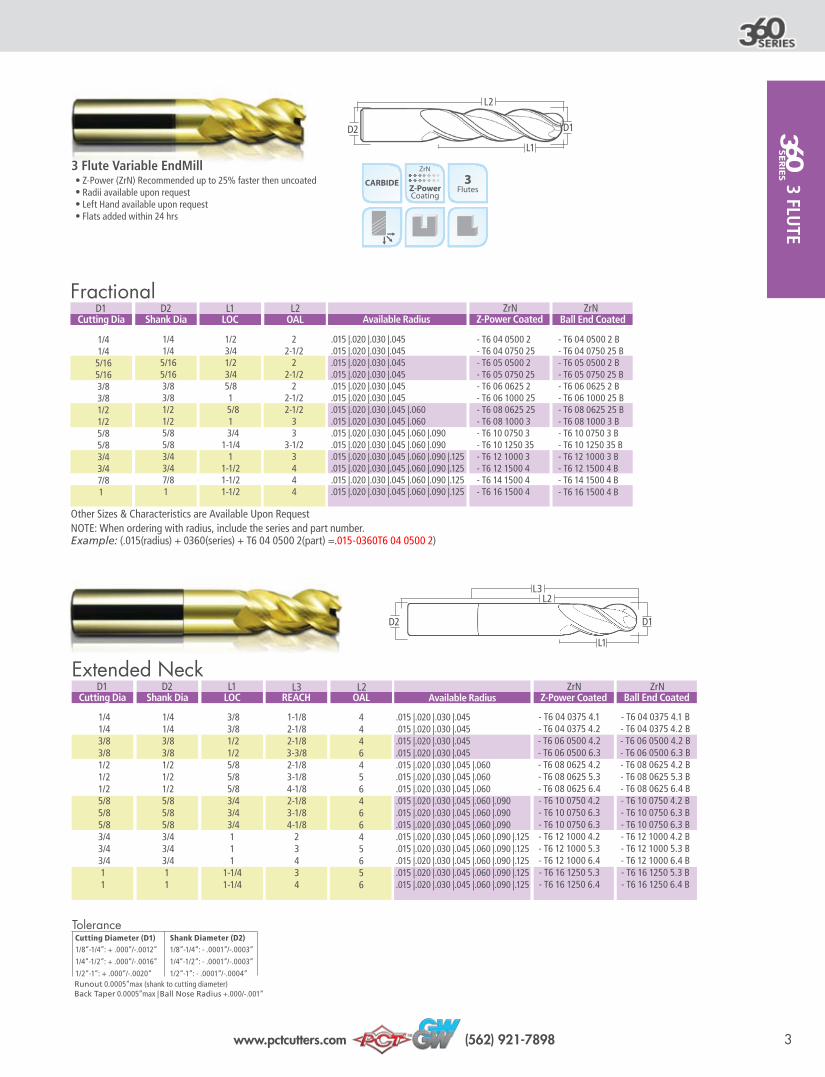
Extended Neck
NOTE: When ordering with radius, include the series and part number.Example: (.015(radius) + 0360(series) + T6 04 0500 2(part) =.015-0360T6 04 0500 2)
Z-Power (ZrN) Recommended up to 25% faster then uncoated Radii available upon request Left Hand available upon requestFlats added within 24 hrs
3 Flute Variable EndMill
D2D1 L1
1/4 1/4 3/8 3/8 1/2 1/2 1/2 5/8 5/8 5/8 3/4 3/4 3/4
1 1
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
- T6 04 0375 4.1- T6 04 0375 4.2- T6 06 0500 4.2- T6 06 0500 6.3- T6 08 0625 4.2- T6 08 0625 5.3- T6 08 0625 6.4- T6 10 0750 4.2- T6 10 0750 6.3- T6 10 0750 6.3- T6 12 1000 4.2- T6 12 1000 5.3- T6 12 1000 6.4- T6 16 1250 5.3- T6 16 1250 6.4
- T6 04 0375 4.1 B- T6 04 0375 4.2 B- T6 06 0500 4.2 B- T6 06 0500 6.3 B- T6 08 0625 4.2 B- T6 08 0625 5.3 B- T6 08 0625 6.4 B- T6 10 0750 4.2 B- T6 10 0750 6.3 B- T6 10 0750 6.3 B- T6 12 1000 4.2 B- T6 12 1000 5.3 B- T6 12 1000 6.4 B- T6 16 1250 5.3 B- T6 16 1250 6.4 B
1/4 1/4 3/8 3/8 1/2 1/2 1/2 5/8 5/8 5/8 3/4 3/4 3/4
1 1
3/8 3/8 1/2 1/2 5/8 5/8 5/8 3/4 3/4 3/4
1 1 1
1-1/4 1-1/4
1-1/82-1/8 2-1/8 3-3/8 2-1/8 3-1/8 4-1/8 2-1/8 3-1/8 4-1/8
2 3 4 3 4
444645646645656
Other Sizes & Characteristics are Available Upon Request
1/4 1/4
5/16 5/16 3/8 3/8 1/2 1/2 5/8 5/8 3/4 3/4 7/8
1
1/4 1/4
5/16 5/16 3/8 3/8 1/2 1/2 5/8 5/8 3/4 3/4 7/8
1
1/23/4 1/23/45/81
5/8 1
3/4 1-1/4
1 1-1/2 1-1/2 1-1/2
Ball End CoatedAvailable Radius OALLOCShank DiaCutting Dia
Fractional
22-1/2
22-1/2
22-1/2 2-1/2
3 3
3-1/2 3 4 4 4
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
- T6 04 0500 2- T6 04 0750 25 - T6 05 0500 2- T6 05 0750 25 - T6 06 0625 2- T6 06 1000 25 - T6 08 0625 25 - T6 08 1000 3- T6 10 0750 3- T6 10 1250 35 - T6 12 1000 3- T6 12 1500 4- T6 14 1500 4- T6 16 1500 4
- T6 04 0500 2 B- T6 04 0750 25 B- T6 05 0500 2 B- T6 05 0750 25 B- T6 06 0625 2 B- T6 06 1000 25 B - T6 08 0625 25 B- T6 08 1000 3 B- T6 10 0750 3 B- T6 10 1250 35 B- T6 12 1000 3 B- T6 12 1500 4 B- T6 14 1500 4 B- T6 16 1500 4 B
D1 D2 L1 L2Z-Power Coated
Z-Power Coated
ZrN ZrN
ZrN ZrN
CARBIDEFlutesZ-Power
Coating
ZrN
3
Tolerance
1/8”-1/4”: + .000”/-.0012”
1/4”-1/2”: + .000”/-.0016”
1/2”-1”: + .000”/-.0020”
1/8”-1/4”: - .0001”/-.0003”
1/4”-1/2”: - .0001”/-.0003”
1/2”-1”: - .0001”/-.0004”
Back Taper 0.0005”max |Runout 0.0005”max (shank to cutting diameter)
Ball Nose Radius +.000/-.001”
Cutting Diameter (D1) Shank Diameter (D2)
D1D2
L2
L1
D1D2
L2
L1
L3
L3 L2
3 FLUTE
Variable EndMills
4 Note: These are only recommended starting figures that depend on conditions such as machine and material rigidity, type of coating if any, etc. TESTING IS RECOMMENDED
1.5xD1.5xD 1.5xD 1.5xD 1.5xD
.5xD
.5xD
.5xD
.5xD
.5xD
1xD1xD1xD1xD1xD
.003
.002
.004
.003
.004
.003
.002
.003
.002
.003
.003
.002
.003
.002
.003
.003
.002
.003
.002
.003
.002
.002
.002
.001
.002
.002
.002
.002
.001
.002
.002
.001
.002
.001
.002
280200500170500
Stainless Steel - 304, 316, 400 Series, Kovar, Invar Stainless Steel - 304L, 316L, 17/4, 15/5, 13/8, PH MaterialsCarbon Steels - 1000 SeriesTitanium - 6Al4V, CPGray Cast Iron
Material SFM (Vc) 1/4” 5/16” 3/8” 1/2” 5/8” 3/4” 1”
ProfilingRadial
SlottingAxial
Chipload per Tooth Recommendations (CPT)
(ADC) l (RDC) (ADC)
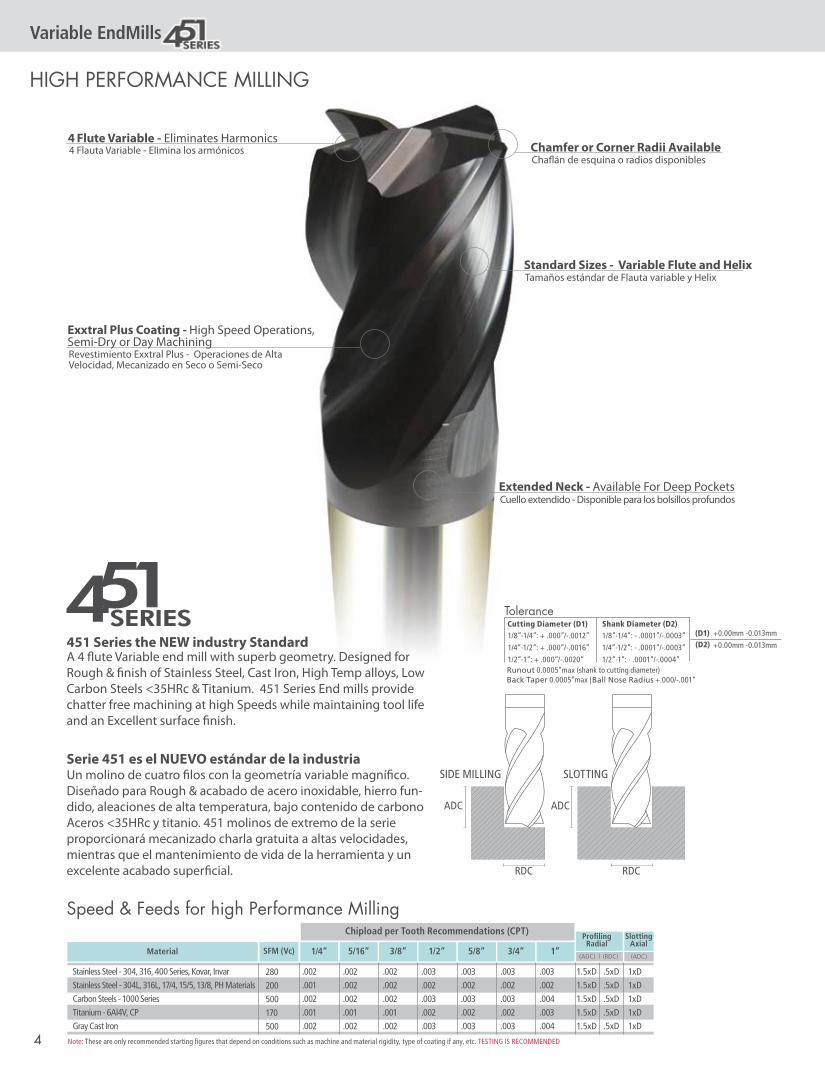
4 Flute Variable - Eliminates Harmonics4 Flauta Variable - Elimina los armónicos
Chaflán de esquina o radios disponibles
Tamaños estándar de Flauta variable y Helix
Cuello extendido - Disponible para los bolsillos profundos
Chamfer or Corner Radii Available
Standard Sizes - Variable Flute and Helix
Extended Neck - Available For Deep Pockets
A 4 flute Variable end mill with superb geometry. Designed for Rough & finish of Stainless Steel, Cast Iron, High Temp alloys, Low Carbon Steels <35HRc & Titanium. 451 Series End mills provide chatter free machining at high Speeds while maintaining tool life and an Excellent surface finish.
451 Series the NEW industry Standard
Serie 451 es el NUEVO estándar de la industriaUn molino de cuatro filos con la geometría variable magnífico. Diseñado para Rough & acabado de acero inoxidable, hierro fun-dido, aleaciones de alta temperatura, bajo contenido de carbono Aceros <35HRc y titanio. 451 molinos de extremo de la serie proporcionará mecanizado charla gratuita a altas velocidades, mientras que el mantenimiento de vida de la herramienta y un excelente acabado superficial.
Speed & Feeds for high Performance Milling
HIGH PERFORMANCE MILLING
ADCADC
RDC RDC
SLOTTING SIDE MILLING
Revestimiento Exxtral Plus - Operaciones de Alta Velocidad, Mecanizado en Seco o Semi-Seco
Exxtral Plus Coating - High Speed Operations, Semi-Dry or Day Machining
Tolerance
1/8”-1/4”: + .000”/-.0012”
1/4”-1/2”: + .000”/-.0016”
1/2”-1”: + .000”/-.0020”
1/8”-1/4”: - .0001”/-.0003”
1/4”-1/2”: - .0001”/-.0003”
1/2”-1”: - .0001”/-.0004”
+0.00mm -0.013mm
+0.00mm -0.013mm
Back Taper 0.0005”max |Runout 0.0005”max (shank to cutting diameter)
Ball Nose Radius +.000/-.001”
Cutting Diameter (D1)(D1)
Shank Diameter (D2)
(D2)
5www.pctcutters.com (562) 921-7898
Ball End CoatedAvailable Radius OALREACHLOCShank DiaCutting Dia
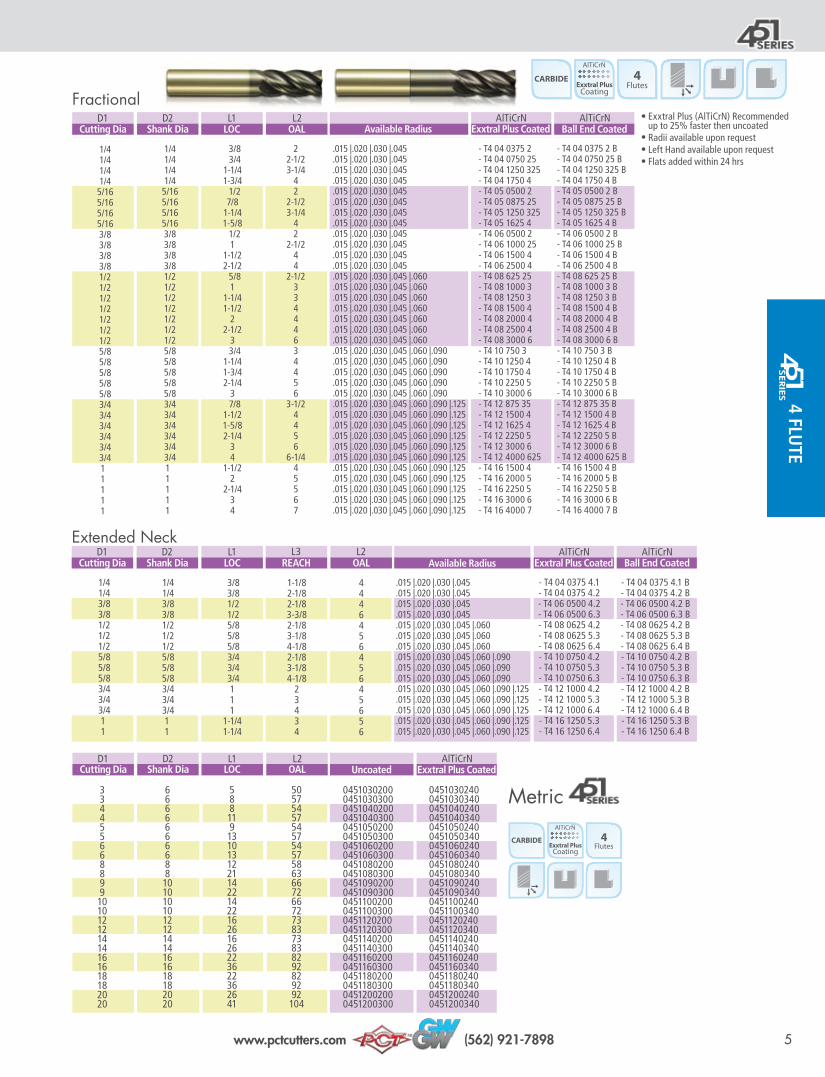
Extended Neck
Exxtral Plus (AlTiCrN) Recommended up to 25% faster then uncoated Radii available upon request Left Hand available upon requestFlats added within 24 hrs
D2D1 L1
1/4 1/4 3/8 3/8 1/2 1/2 1/2 5/8 5/8 5/8 3/4 3/4 3/4
1 1
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
- T4 04 0375 4.1- T4 04 0375 4.2- T4 06 0500 4.2- T4 06 0500 6.3- T4 08 0625 4.2- T4 08 0625 5.3- T4 08 0625 6.4- T4 10 0750 4.2- T4 10 0750 5.3- T4 10 0750 6.3- T4 12 1000 4.2- T4 12 1000 5.3- T4 12 1000 6.4- T4 16 1250 5.3- T4 16 1250 6.4
- T4 04 0375 4.1 B- T4 04 0375 4.2 B- T4 06 0500 4.2 B- T4 06 0500 6.3 B- T4 08 0625 4.2 B- T4 08 0625 5.3 B- T4 08 0625 6.4 B- T4 10 0750 4.2 B- T4 10 0750 5.3 B- T4 10 0750 6.3 B- T4 12 1000 4.2 B- T4 12 1000 5.3 B- T4 12 1000 6.4 B- T4 16 1250 5.3 B- T4 16 1250 6.4 B
1/4 1/4 3/8 3/8 1/2 1/2 1/2 5/8 5/8 5/8 3/4 3/4 3/4
1 1
3/8 3/8 1/2 1/2 5/8 5/8 5/8 3/4 3/4 3/4
1 1 1
1-1/4 1-1/4
1-1/82-1/8 2-1/8 3-3/8 2-1/8 3-1/8 4-1/8 2-1/8 3-1/8 4-1/8
2 3 4 3 4
444645645645656
Ball End CoatedAvailable Radius OALLOCShank DiaCutting Dia
Fractional
1/4 1/4 1/4 1/4
5/16 5/16 5/16 5/16 3/8 3/8 3/8 3/8 1/2 1/2 1/2 1/2 1/2 1/2 1/2 5/8 5/8 5/8 5/8 5/8 3/4 3/4 3/4 3/4 3/4 3/4
11111
1/4 1/4 1/4 1/4
5/16 5/16 5/16 5/16 3/8 3/8 3/8 3/8 1/2 1/2 1/2 1/2 1/2 1/2 1/2 5/8 5/8 5/8 5/8 5/8 3/4 3/4 3/4 3/4 3/4 3/4
1 1 1 1 1
3/8 3/4 1-1/4 1-3/4 1/2 7/8
1-1/4 1-5/8 1/2
11-1/2 2-1/2 5/8
1 1-1/4 1-1/2
2 2-1/2
3 3/4 1-1/4 1-3/42-1/4
3 7/8 1-1/2 1-5/8 2-1/4
3 4
1-1/2 2
2-1/4 3 4
2 2-1/2 3-1/4
4 2
2-1/2 3-1/4
4 2
2-1/2 4 4
2-1/2 3 3 4 4 4 6 3 445 6
3-1/2 4 4 5 6
6-1/4 4 5 5 6 7
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
- T4 04 0375 2- T4 04 0750 25 - T4 04 1250 325- T4 04 1750 4- T4 05 0500 2- T4 05 0875 25 - T4 05 1250 325 - T4 05 1625 4- T4 06 0500 2- T4 06 1000 25 - T4 06 1500 4- T4 06 2500 4- T4 08 625 25 - T4 08 1000 3- T4 08 1250 3- T4 08 1500 4- T4 08 2000 4- T4 08 2500 4- T4 08 3000 6- T4 10 750 3- T4 10 1250 4 - T4 10 1750 4- T4 10 2250 5- T4 10 3000 6- T4 12 875 35 - T4 12 1500 4- T4 12 1625 4- T4 12 2250 5- T4 12 3000 6- T4 12 4000 625 - T4 16 1500 4- T4 16 2000 5- T4 16 2250 5- T4 16 3000 6- T4 16 4000 7
- T4 04 0375 2 B- T4 04 0750 25 B - T4 04 1250 325 B- T4 04 1750 4 B- T4 05 0500 2 B- T4 05 0875 25 B- T4 05 1250 325 B- T4 05 1625 4 B- T4 06 0500 2 B- T4 06 1000 25 B- T4 06 1500 4 B- T4 06 2500 4 B- T4 08 625 25 B- T4 08 1000 3 B- T4 08 1250 3 B- T4 08 1500 4 B- T4 08 2000 4 B- T4 08 2500 4 B- T4 08 3000 6 B- T4 10 750 3 B- T4 10 1250 4 B - T4 10 1750 4 B- T4 10 2250 5 B- T4 10 3000 6 B- T4 12 875 35 B- T4 12 1500 4 B- T4 12 1625 4 B- T4 12 2250 5 B- T4 12 3000 6 B- T4 12 4000 625 B- T4 16 1500 4 B- T4 16 2000 5 B- T4 16 2250 5 B- T4 16 3000 6 B- T4 16 4000 7 B
D1 D2 L1 L2
Uncoated
045103020004510303000451040200045104030004510502000451050300045106020004510603000451080200045108030004510902000451090300045110020004511003000451120200045112030004511402000451140300045116020004511603000451180200045118030004512002000451200300
045103024004510303400451040240045104034004510502400451050340045106024004510603400451080240045108034004510902400451090340045110024004511003400451120240045112034004511402400451140340045116024004511603400451180240045118034004512002400451200340
334455668899101012121414161618182020
66666666881010101012121414161618182020
58811913101312211422142216261626223622362641
5057545754575457586366726672738373838292829292104
OALLOCShank DiaCutting Dia
Metric
D1 D2 L1 L2
CARBIDEFlutes
4
CARBIDEFlutesExxtral Plus
Coating
AlTiCrN
4
Exxtral Plus Coated
Exxtral Plus Coated
Exxtral Plus Coated
AlTiCrN
AlTiCrN
AlTiCrN
AlTiCrN
AlTiCrN
Exxtral PlusCoating
AlTiCrN
L3 L2
4 FLUTE

Variable EndMills
6 Note: These are only recommended starting figures that depend on conditions such as machine and material rigidity, type of coating if any, etc. TESTING IS RECOMMENDED
1.5xD1.5xD 1.5xD 1.5xD 1.5xD
.5xD
.5xD
.5xD
.5xD
.5xD
1xD1xD1xD1xD1xD
.003
.002
.004
.003
.004
.003
.002
.003
.002
.003
.003
.002
.003
.002
.003
.003
.002
.003
.002
.003
.002
.002
.002
.001
.002
.002
.002
.002
.001
.002
.002
.001
.002
.001
.002
280200500170500
Stainless Steel - 304, 316, 400 Series, Kovar, Invar Stainless Steel - 304L, 316L, 17/4, 15/5, 13/8, PH MaterialsCarbon Steels - 1000 SeriesTitanium - 6Al4V, CPGray Cast Iron
Material SFM (Vc) 1/4” 5/16” 3/8” 1/2” 5/8” 3/4” 1”
ProfilingRadial
SlottingAxial
Chipload per Tooth Recommendations (CPT)
(ADC) l (RDC) (ADC)
4 Flute Variable - Eliminates Harmonics
4 Flute Variable Chip Breaker - For Roughing Operations
4 Flauta Variable - Elimina los armónicos
4 Variable Flauta Chip interruptor -Para operaciones de desbaste
Tamaños estándar de Flauta variable y Helix
Chaflán de esquina o radios disponibles
Cuello extendido - Disponible para los bolsillos profundos
Standard Sizes - Variable Flute and Helix
Chamfer or Corner Radii Available
Extended Neck - Available For Deep Pockets
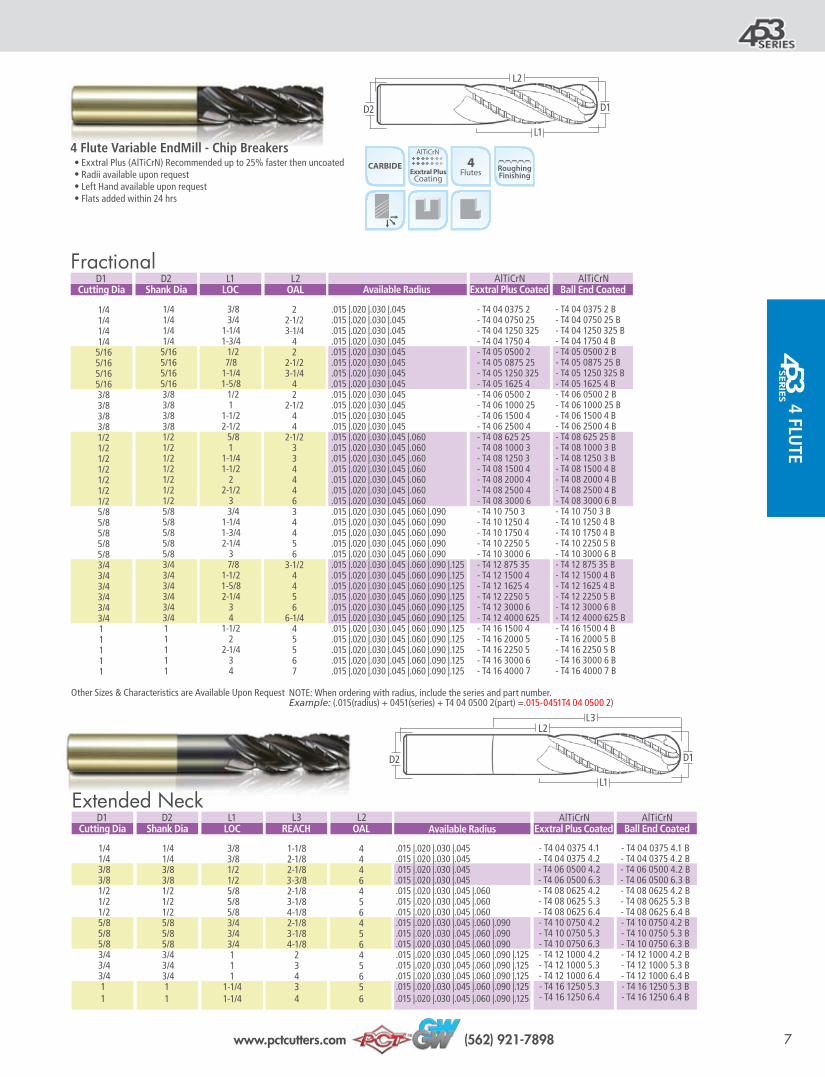
Based on our 451 Series, The 453 Series is designed with an add-ed Chip Breaker for Roughing of Stainless Steel, Cast Iron, High Temp alloys, Low Carbon Steels <35HRc & Titanium. 453 Series End mills provide chatter free machining with increase feed rates, Recommended for Plunging, Slotting, Ramping, Helical Interpola-tion and Peripheral milling.
453 Series Variable with Chip Breaker
453 de la serie de variables con Chip InterruptorEn base a los 451 de la serie, La Serie 453 está diseñada con un chip añadido interruptor para desbaste de acero inoxidable, hierro fundido, aleaciones de alta temperatura, bajo contenido de carbono Aceros <35HRc y titanio. 453 molinos de extremo de la serie proporcionará mecanizado charla gratis con velocidades de avance aumento, recomendada para Hundiendo, mortajar, rampa, la interpolación helicoidal y fresado periférico.
Speed & Feeds for high Performance Milling
HIGH PERFORMANCE MILLING
Revestimiento Exxtral Plus - Operaciones de Alta Velocidad, Mecanizado en Seco o Semi-Seco
Exxtral Plus Coating - High Speed Operations, Semi-Dry or Dry Machining
ADCADC
RDC RDC
SLOTTING SIDE MILLING
Tolerance
1/8”-1/4”: + .000”/-.0012”
1/4”-1/2”: + .000”/-.0016”
1/2”-1”: + .000”/-.0020”
1/8”-1/4”: - .0001”/-.0003”
1/4”-1/2”: - .0001”/-.0003”
1/2”-1”: - .0001”/-.0004”
+0.00mm -0.013mm
+0.00mm -0.013mm
Back Taper 0.0005”max |Runout 0.0005”max (shank to cutting diameter)
Ball Nose Radius +.000/-.001”
Cutting Diameter (D1)(D1)
Shank Diameter (D2)
(D2)
7www.pctcutters.com (562) 921-7898
D1D2
L2
L1
L3
NOTE: When ordering with radius, include the series and part number.Example: (.015(radius) + 0451(series) + T4 04 0500 2(part) =.015-0451T4 04 0500 2)
Exxtral Plus (AlTiCrN) Recommended up to 25% faster then uncoated Radii available upon request Left Hand available upon requestFlats added within 24 hrs
4 Flute Variable EndMill - Chip Breakers
Other Sizes & Characteristics are Available Upon Request
1/4 1/4 1/4 1/4
5/16 5/16 5/16 5/16 3/8 3/8 3/8 3/8 1/2 1/2 1/2 1/2 1/2 1/2 1/2 5/8 5/8 5/8 5/8 5/8 3/4 3/4 3/4 3/4 3/4 3/4
11111
1/4 1/4 1/4 1/4
5/16 5/16 5/16 5/16 3/8 3/8 3/8 3/8 1/2 1/2 1/2 1/2 1/2 1/2 1/2 5/8 5/8 5/8 5/8 5/8 3/4 3/4 3/4 3/4 3/4 3/4
1 1 1 1 1
3/8 3/4 1-1/4 1-3/4 1/2 7/8
1-1/4 1-5/8 1/2
11-1/2 2-1/2 5/8
1 1-1/4 1-1/2
2 2-1/2
3 3/4 1-1/4 1-3/42-1/4
3 7/8 1-1/2 1-5/8 2-1/4
3 4
1-1/2 2
2-1/4 3 4
Ball End CoatedAvailable Radius OALLOCShank DiaCutting Dia
Fractional
2 2-1/2 3-1/4
4 2
2-1/2 3-1/4
4 2
2-1/2 4 4
2-1/2 3 3 4 4 4 6 3 445 6
3-1/2 4 4 5 6
6-1/4 4 5 5 6 7
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
- T4 04 0375 2- T4 04 0750 25 - T4 04 1250 325- T4 04 1750 4- T4 05 0500 2- T4 05 0875 25 - T4 05 1250 325 - T4 05 1625 4- T4 06 0500 2- T4 06 1000 25 - T4 06 1500 4- T4 06 2500 4- T4 08 625 25 - T4 08 1000 3- T4 08 1250 3- T4 08 1500 4- T4 08 2000 4- T4 08 2500 4- T4 08 3000 6- T4 10 750 3- T4 10 1250 4 - T4 10 1750 4- T4 10 2250 5- T4 10 3000 6- T4 12 875 35 - T4 12 1500 4- T4 12 1625 4- T4 12 2250 5- T4 12 3000 6- T4 12 4000 625 - T4 16 1500 4- T4 16 2000 5- T4 16 2250 5- T4 16 3000 6- T4 16 4000 7
- T4 04 0375 2 B- T4 04 0750 25 B - T4 04 1250 325 B- T4 04 1750 4 B- T4 05 0500 2 B- T4 05 0875 25 B- T4 05 1250 325 B- T4 05 1625 4 B- T4 06 0500 2 B- T4 06 1000 25 B- T4 06 1500 4 B- T4 06 2500 4 B- T4 08 625 25 B- T4 08 1000 3 B- T4 08 1250 3 B- T4 08 1500 4 B- T4 08 2000 4 B- T4 08 2500 4 B- T4 08 3000 6 B- T4 10 750 3 B- T4 10 1250 4 B - T4 10 1750 4 B- T4 10 2250 5 B- T4 10 3000 6 B- T4 12 875 35 B- T4 12 1500 4 B- T4 12 1625 4 B- T4 12 2250 5 B- T4 12 3000 6 B- T4 12 4000 625 B- T4 16 1500 4 B- T4 16 2000 5 B- T4 16 2250 5 B- T4 16 3000 6 B- T4 16 4000 7 B
D1 D2 L1 L2
CARBIDEFlutesExxtral Plus
Coating
AlTiCrN
4
Exxtral Plus CoatedAlTiCrN AlTiCrN
Ball End CoatedAvailable Radius OALREACHLOCShank DiaCutting Dia
Extended NeckD2D1 L1
1/4 1/4 3/8 3/8 1/2 1/2 1/2 5/8 5/8 5/8 3/4 3/4 3/4
1 1
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
- T4 04 0375 4.1- T4 04 0375 4.2- T4 06 0500 4.2- T4 06 0500 6.3- T4 08 0625 4.2- T4 08 0625 5.3- T4 08 0625 6.4- T4 10 0750 4.2- T4 10 0750 5.3- T4 10 0750 6.3- T4 12 1000 4.2- T4 12 1000 5.3- T4 12 1000 6.4- T4 16 1250 5.3- T4 16 1250 6.4
- T4 04 0375 4.1 B- T4 04 0375 4.2 B- T4 06 0500 4.2 B- T4 06 0500 6.3 B- T4 08 0625 4.2 B- T4 08 0625 5.3 B- T4 08 0625 6.4 B- T4 10 0750 4.2 B- T4 10 0750 5.3 B- T4 10 0750 6.3 B- T4 12 1000 4.2 B- T4 12 1000 5.3 B- T4 12 1000 6.4 B- T4 16 1250 5.3 B- T4 16 1250 6.4 B
1/4 1/4 3/8 3/8 1/2 1/2 1/2 5/8 5/8 5/8 3/4 3/4 3/4
1 1
3/8 3/8 1/2 1/2 5/8 5/8 5/8 3/4 3/4 3/4
1 1 1
1-1/4 1-1/4
1-1/82-1/8 2-1/8 3-3/8 2-1/8 3-1/8 4-1/8 2-1/8 3-1/8 4-1/8
2 3 4 3 4
444645645645656
Exxtral Plus CoatedAlTiCrN AlTiCrN
RoughingFinishing
D1D2
L2
L1
L3 L2
4 FLUTE

Variable EndMills
8
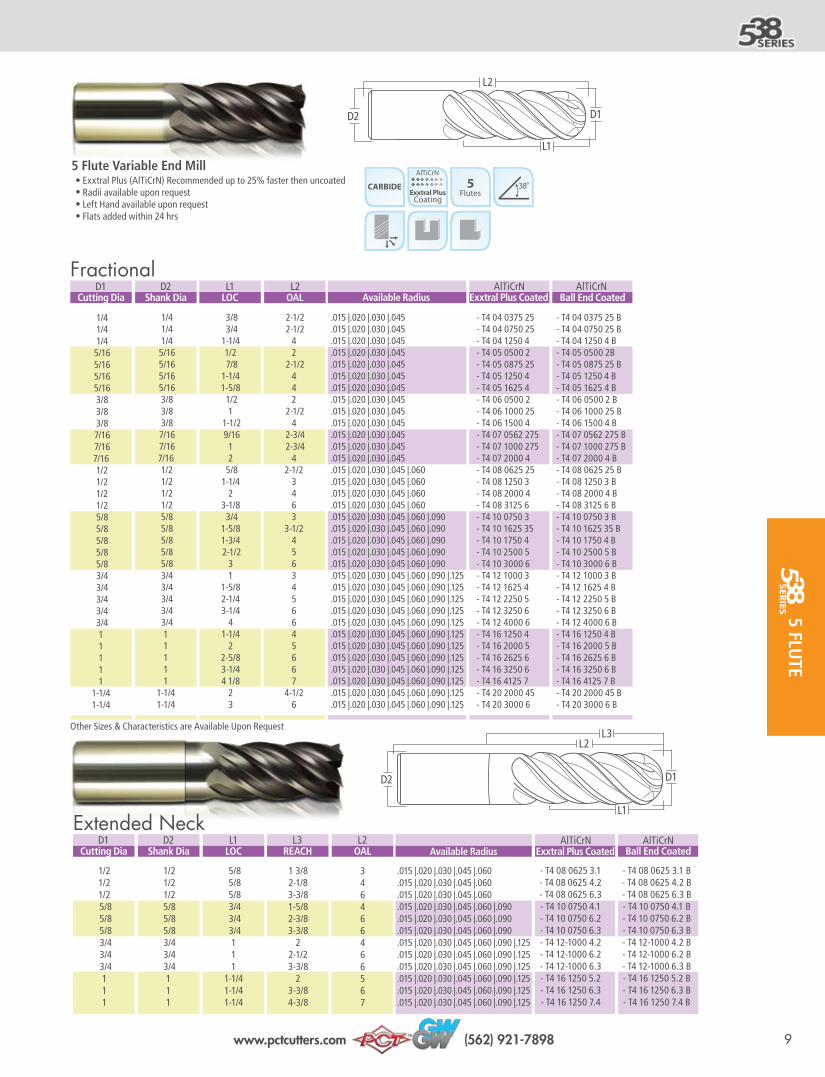
5 Flute Variable - Eliminates Harmonics5 Variable Flauta - Elimina los armónicos
Chaflán de esquina o radios disponibles
Revestimiento Exxtral Plus - Operaciones de Alta Velocidad, Mecanizado en Seco o Semi-Seco
Cuello extendido - Disponible para los bolsillos profundos
Chamfer or Corner Radii Available
Exxtral Plus Coating - High Speed Operations, Semi-Dry or Day Machining
Extended Neck - Available For Deep Pockets
The 538 Series is a 5 Flute Variable Carbide End mill with Asym-metrical flutes. This design helps eliminate harmful harmonics at the point of contact producing a smoother cut with superior chip ejection. The 538 Design facilitates much more cutting depth and increase’s metal removal rates with out loss of speed or tool life.
538 Series Multi Flute Variable
538 de la serie de variables múltiples FlautaLa Serie 538 es de 5 Flautas variable fresa de carburo con flautas asimétricos. Este diseño ayuda a eliminar los armónicos nocivos en el punto de contacto produciendo un corte más suave con la viruta superior. El diseño de 538 facilita mucho más la profundi-dad de corte y aumentar las tasas de extracción del metal con la pérdida de velocidad o vida de la herramienta.
Speed & Feeds for high Performance Milling
HIGH PERFORMANCE MILLING
Note: These are only recommended starting figures that depend on conditions such as machine and material rigidity, type of coating if any, etc. TESTING IS RECOMMENDED
1.5xD1.5xD 1.5xD 1.5xD 1.5xD1.5xD1.5xD 1.5xD 1.5xD 1.5xD
.5xD
.5xD
.5xD
.5xD
.5xD
.5xD
.5xD
.5xD
.5xD
.5xD
1xD1xD1xD1xD1xD1xD1xD1xD1xD1xD
.004
.004
.004
.004
.003
.003
.005
.004
.003
.004
.004
.003
.003
.003
.003
.002
.005
.003
.002
.003
.003
.003
.003
.003
.003
.002
.004
.003
.002
.002
.003
.003
.003
.003
.003
.002
.004
.003
.002
.002
.003
.002
.002
.002
.002
.002
.003
.002
.002
.002
.002
.002
.002
.002
.002
.001
.003
.002
.001
.001
.002
.002
.002
.002
.001
.001
.002
.001
.001
.001
520-650520-590460-520290-370190-260190-230430-550360-43080-130160-200
Medium and High Carbon Steel > .3% CAlloy Steels and Tool Steels <330 HB <35 HRcAlloy Steel and Tool Steels 340-450 HB, 36-48 HRcAustenitic Stainless Steel 302, 303, 304Austenitic Stainless Steel 316, 316LAustenitic Stainless Steel: DuplexGrey Cast Iron (GG)Ductile, CGI and Malleable Cast Iron <80 KSINickel-Based / Heat-Resistant AlloysAlpha-Beta Titanium Alloys (Ti6Al4V)
Material SFM (Vc) 1/4” 5/16” 3/8” 1/2” 5/8” 3/4” 1”
ProfilingRadial
SlottingAxial
Chipload per Tooth Recommendations (CPT)
(ADC) l (RDC) (ADC)
ADCADC
RDC RDC
SLOTTING SIDE MILLING
Tierra Excéntrico - Para un borde de corte más durasPrimary & Secondary - Provides Sharper Cutting Edge
Tolerance
1/8”-1/4”: + .000”/-.0012”
1/4”-1/2”: + .000”/-.0016”
1/2”-1”: + .000”/-.0020”
1/8”-1/4”: - .0001”/-.0003”
1/4”-1/2”: - .0001”/-.0003”
1/2”-1”: - .0001”/-.0004”
Back Taper 0.0005”max |Runout 0.0005”max (shank to cutting diameter)
Ball Nose Radius +.000/-.001”
Cutting Diameter (D1) Shank Diameter (D2)
9www.pctcutters.com (562) 921-7898
D1
L2L3
L1
D2
Ball End CoatedAvailable Radius OALREACHLOCShank DiaCutting Dia
Extended Neck
Exxtral Plus (AlTiCrN) Recommended up to 25% faster then uncoated Radii available upon request Left Hand available upon requestFlats added within 24 hrs
5 Flute Variable End Mill
D2D1 L1
1/2 1/2 1/2 5/8 5/8 5/8 3/4 3/4 3/4
1 1 1
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
- T4 08 0625 3.1- T4 08 0625 4.2- T4 08 0625 6.3- T4 10 0750 4.1- T4 10 0750 6.2- T4 10 0750 6.3- T4 12-1000 4.2- T4 12-1000 6.2- T4 12-1000 6.3- T4 16 1250 5.2- T4 16 1250 6.3- T4 16 1250 7.4
- T4 08 0625 3.1 B- T4 08 0625 4.2 B- T4 08 0625 6.3 B- T4 10 0750 4.1 B- T4 10 0750 6.2 B- T4 10 0750 6.3 B- T4 12-1000 4.2 B- T4 12-1000 6.2 B- T4 12-1000 6.3 B- T4 16 1250 5.2 B- T4 16 1250 6.3 B- T4 16 1250 7.4 B
1/2 1/2 1/2 5/8 5/8 5/8 3/4 3/4 3/4
1 1 1
5/8 5/8 5/8 3/4 3/4 3/4
1 1 1
1-1/4 1-1/4 1-1/4
1 3/8 2-1/8 3-3/8 1-5/8 2-3/8 3-3/8
2 2-1/2 3-3/8
2 3-3/8 4-3/8
346466466567
Other Sizes & Characteristics are Available Upon Request
1/4 1/4 1/4
5/16 5/16 5/16 5/16 3/8 3/8 3/8 7/16 7/167/16 1/2 1/2 1/2 1/2 5/8 5/8 5/8 5/8 5/8 3/4 3/4 3/4 3/4 3/4
1 1 1 1 1
1-1/41-1/4
1/4 1/4 1/4
5/16 5/16 5/16 5/16 3/8 3/8 3/8 7/16 7/167/16 1/2 1/2 1/2 1/2 5/8 5/8 5/8 5/8 5/8 3/4 3/4 3/4 3/4 3/4
1 1 1 1 1
1-1/41-1/4
3/8 3/4 1-1/4 1/2 7/8 1-1/4 1-5/8 1/2
1 1-1/2 9/16
1 2
5/8 1-1/4
2 3-1/8 3/4
1-5/8 1-3/4 2-1/2
3 1
1-5/8 2-1/4 3-1/4
4 1-1/4
2 2-5/8 3-1/4 4 1/8
23
Ball End CoatedAvailable Radius OALLOCShank DiaCutting Dia
Fractional
2-1/2 2-1/2
4 2
2-1/24 4 2
2-1/24
2-3/4 2-3/4
42-1/2
3 4 6 3
3-1/2 45 6 3 4 5 6 6 4 5 6 6 7
4-1/26
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
- T4 04 0375 25- T4 04 0750 25- T4 04 1250 4- T4 05 0500 2- T4 05 0875 25- T4 05 1250 4- T4 05 1625 4- T4 06 0500 2- T4 06 1000 25- T4 06 1500 4- T4 07 0562 275- T4 07 1000 275- T4 07 2000 4- T4 08 0625 25- T4 08 1250 3- T4 08 2000 4- T4 08 3125 6- T4 10 0750 3- T4 10 1625 35- T4 10 1750 4- T4 10 2500 5- T4 10 3000 6- T4 12 1000 3- T4 12 1625 4- T4 12 2250 5- T4 12 3250 6- T4 12 4000 6- T4 16 1250 4- T4 16 2000 5- T4 16 2625 6- T4 16 3250 6- T4 16 4125 7- T4 20 2000 45- T4 20 3000 6
- T4 04 0375 25 B- T4 04 0750 25 B- T4 04 1250 4 B- T4 05 0500 2B- T4 05 0875 25 B- T4 05 1250 4 B- T4 05 1625 4 B- T4 06 0500 2 B- T4 06 1000 25 B- T4 06 1500 4 B- T4 07 0562 275 B- T4 07 1000 275 B- T4 07 2000 4 B- T4 08 0625 25 B- T4 08 1250 3 B- T4 08 2000 4 B- T4 08 3125 6 B- T4 10 0750 3 B- T4 10 1625 35 B- T4 10 1750 4 B- T4 10 2500 5 B- T4 10 3000 6 B- T4 12 1000 3 B- T4 12 1625 4 B- T4 12 2250 5 B- T4 12 3250 6 B- T4 12 4000 6 B- T4 16 1250 4 B- T4 16 2000 5 B- T4 16 2625 6 B- T4 16 3250 6 B- T4 16 4125 7 B- T4 20 2000 45 B- T4 20 3000 6 B
D1 D2 L1 L2
oCARBIDEFlutesExxtral Plus
Coating
AlTiCrN
5 38
Exxtral Plus Coated
Exxtral Plus Coated
AlTiCrN
AlTiCrN AlTiCrN
AlTiCrN
L3 L2
D1D2
L2
L1
5 FLUTE
Variable EndMills
10
Tolerance
1/8”-1/4”: + .000”/-.0012”
1/4”-1/2”: + .000”/-.0016”
1/2”-1”: + .000”/-.0020”
1/8”-1/4”: - .0001”/-.0003”
1/4”-1/2”: - .0001”/-.0003”
1/2”-1”: - .0001”/-.0004”
Back Taper 0.0005”max |Runout 0.0005”max (shank to cutting diameter)
Ball Nose Radius +.000/-.001”
Cutting Diameter (D1) Shank Diameter (D2)
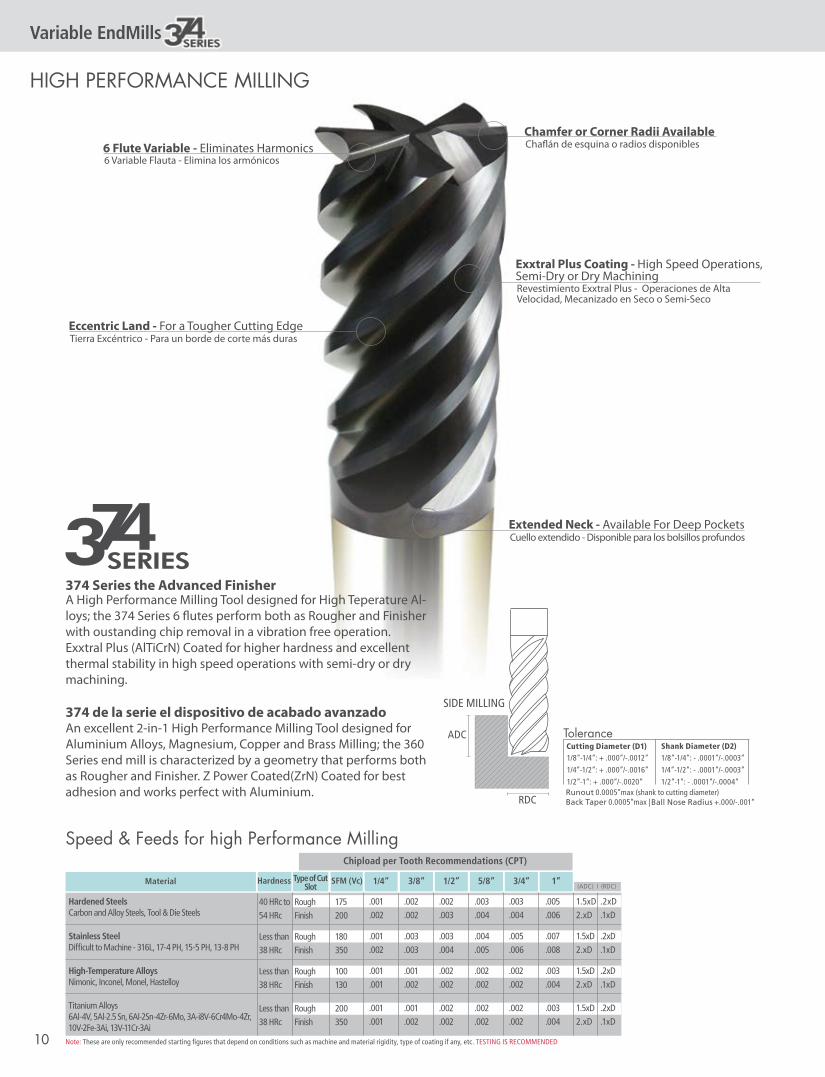
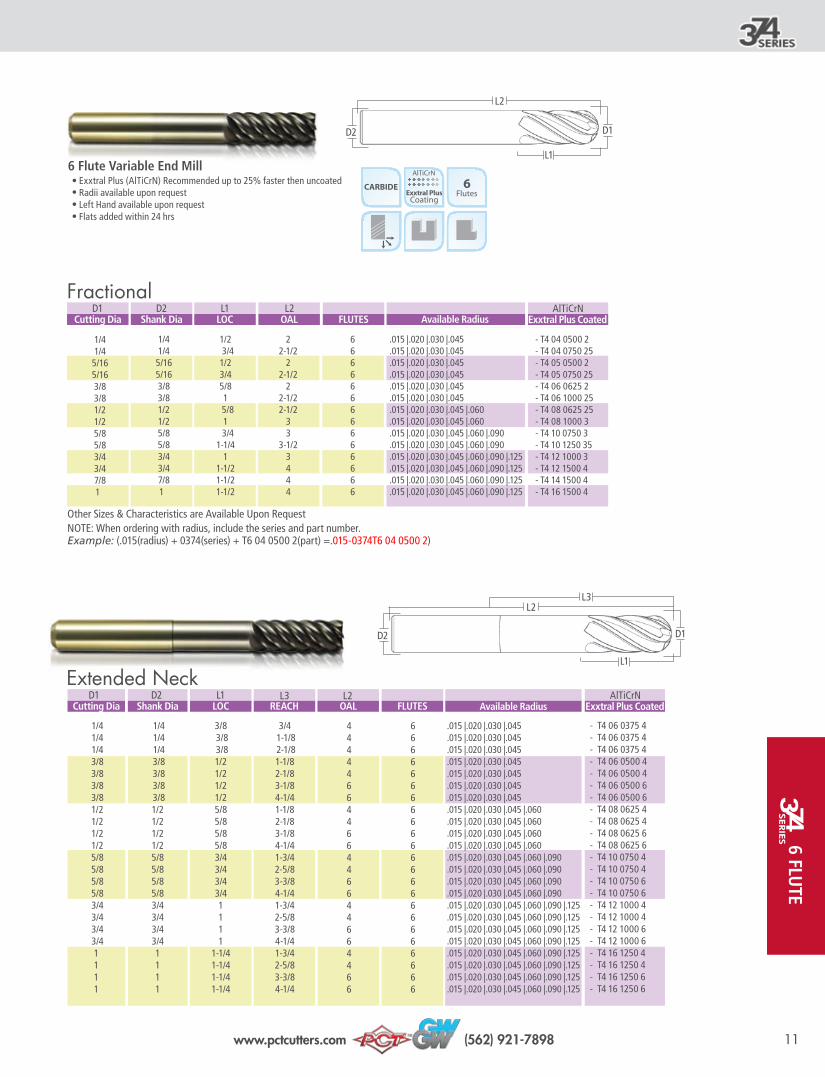
6 Flute Variable - Eliminates Harmonics6 Variable Flauta - Elimina los armónicos
Chaflán de esquina o radios disponibles
Cuello extendido - Disponible para los bolsillos profundos
Tierra Excéntrico - Para un borde de corte más duras
Chamfer or Corner Radii Available
Eccentric Land - For a Tougher Cutting Edge
Extended Neck - Available For Deep Pockets
A High Performance Milling Tool designed for High Teperature Al-loys; the 374 Series 6 flutes perform both as Rougher and Finisher with oustanding chip removal in a vibration free operation.Exxtral Plus (AlTiCrN) Coated for higher hardness and excellent thermal stability in high speed operations with semi-dry or dry machining.
374 Series the Advanced Finisher
374 de la serie el dispositivo de acabado avanzadoAn excellent 2-in-1 High Performance Milling Tool designed for Aluminium Alloys, Magnesium, Copper and Brass Milling; the 360 Series end mill is characterized by a geometry that performs both as Rougher and Finisher. Z Power Coated(ZrN) Coated for best adhesion and works perfect with Aluminium.
Speed & Feeds for high Performance Milling
HIGH PERFORMANCE MILLING
ADC
RDC
SIDE MILLING
Note: These are only recommended starting figures that depend on conditions such as machine and material rigidity, type of coating if any, etc. TESTING IS RECOMMENDED
.2xD
.1xD
.2xD
.1xD
.2xD
.1xD
.2xD
.1xD
1.5xD2.xD
1.5xD2.xD
1.5xD2.xD
1.5xD2.xD
.005
.006
.007
.008
.003
.004
.003
.004
.003
.004
.005
.006
.002
.002
.002
.002
.003
.004
.004
.005
.002
.002
.002
.002
.002
.003
.003
.004
.002
.002
.002
.002
.002
.002
.003
.003
.001
.002
.001
.002
.001
.002
.001
.002
.001
.001
.001
.001
40 HRc to54 HRc
Less than 38 HRc
Less than 38 HRc
Less than 38 HRc
RoughFinish
RoughFinish
RoughFinish
RoughFinish
175200
180350
100130
200350
Hardened SteelsCarbon and Alloy Steels, Tool & Die Steels
Stainless SteelDifficult to Machine - 316L, 17-4 PH, 15-5 PH, 13-8 PH
High-Temperature AlloysNimonic, Inconel, Monel, Hastelloy
Titanium Alloys6Al-4V, 5Al-2.5 Sn, 6Al-2Sn-4Zr-6Mo, 3A-i8V-6Cr4Mo-4Zr, 10V-2Fe-3Ai, 13V-11Cr-3Ai
Material Hardness Type of CutSlot
SFM (Vc) 1/4” 3/8” 1/2” 5/8” 3/4” 1”
Chipload per Tooth Recommendations (CPT)
(ADC) l (RDC)
Revestimiento Exxtral Plus - Operaciones de Alta Velocidad, Mecanizado en Seco o Semi-Seco
Exxtral Plus Coating - High Speed Operations, Semi-Dry or Dry Machining
11www.pctcutters.com (562) 921-7898
D1D2
L2
L1
L3
Available Radius OAL FLUTESREACHLOCShank DiaCutting Dia
Extended Neck
NOTE: When ordering with radius, include the series and part number.Example: (.015(radius) + 0374(series) + T6 04 0500 2(part) =.015-0374T6 04 0500 2)
D2D1 L1
1/4 1/4 1/4 3/8 3/8 3/8 3/8 1/2 1/2 1/2 1/2 5/8 5/8 5/8 5/8 3/4 3/4 3/4 3/4
1 11 1
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
- T4 06 0375 4- T4 06 0375 4- T4 06 0375 4- T4 06 0500 4- T4 06 0500 4- T4 06 0500 6- T4 06 0500 6- T4 08 0625 4- T4 08 0625 4- T4 08 0625 6- T4 08 0625 6- T4 10 0750 4- T4 10 0750 4- T4 10 0750 6- T4 10 0750 6- T4 12 1000 4- T4 12 1000 4- T4 12 1000 6- T4 12 1000 6- T4 16 1250 4- T4 16 1250 4- T4 16 1250 6- T4 16 1250 6
1/4 1/4 1/4 3/8 3/8 3/8 3/81/21/21/21/25/85/85/85/83/43/43/43/41111
3/8 3/8 3/81/21/21/21/25/85/85/85/83/43/43/43/41111
1-1/41-1/41-1/41-1/4
3/4 1-1/8 2-1/81-1/82-1/83-1/84-1/41-1/82-1/83-1/84-1/41-3/42-5/83-3/84-1/41-3/42-5/83-3/84-1/41-3/42-5/83-3/84-1/4
44444664466446644664466
66666666666666666666666
Other Sizes & Characteristics are Available Upon Request
1/4 1/4
5/16 5/16 3/8 3/8 1/2 1/2 5/8 5/8 3/4 3/4 7/8
1
1/4 1/4
5/16 5/16 3/8 3/8 1/2 1/2 5/8 5/8 3/4 3/4 7/8
1
1/2 3/4 1/23/45/81
5/8 1
3/4 1-1/4
1 1-1/2 1-1/2 1-1/2
Available Radius OAL FLUTESLOCShank DiaCutting Dia
Fractional
22-1/2
22-1/2
22-1/2 2-1/2
3 3
3-1/2 3 4 4 4
6666666 6 66 6 6 6 6
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
.015 |.020 |.030 |.045 |.060 |.090 |.125
- T4 04 0500 2- T4 04 0750 25 - T4 05 0500 2- T4 05 0750 25 - T4 06 0625 2- T4 06 1000 25 - T4 08 0625 25 - T4 08 1000 3- T4 10 0750 3- T4 10 1250 35 - T4 12 1000 3- T4 12 1500 4- T4 14 1500 4- T4 16 1500 4
D1 D2 L1 L2
Exxtral Plus (AlTiCrN) Recommended up to 25% faster then uncoated Radii available upon request Left Hand available upon requestFlats added within 24 hrs
6 Flute Variable End MillCARBIDE
FlutesExxtral PlusCoating
AlTiCrN
6
Exxtral Plus Coated
Exxtral Plus Coated
AlTiCrN
AlTiCrN
D1D2
L2
L1
L3 L2
6 FLUTE
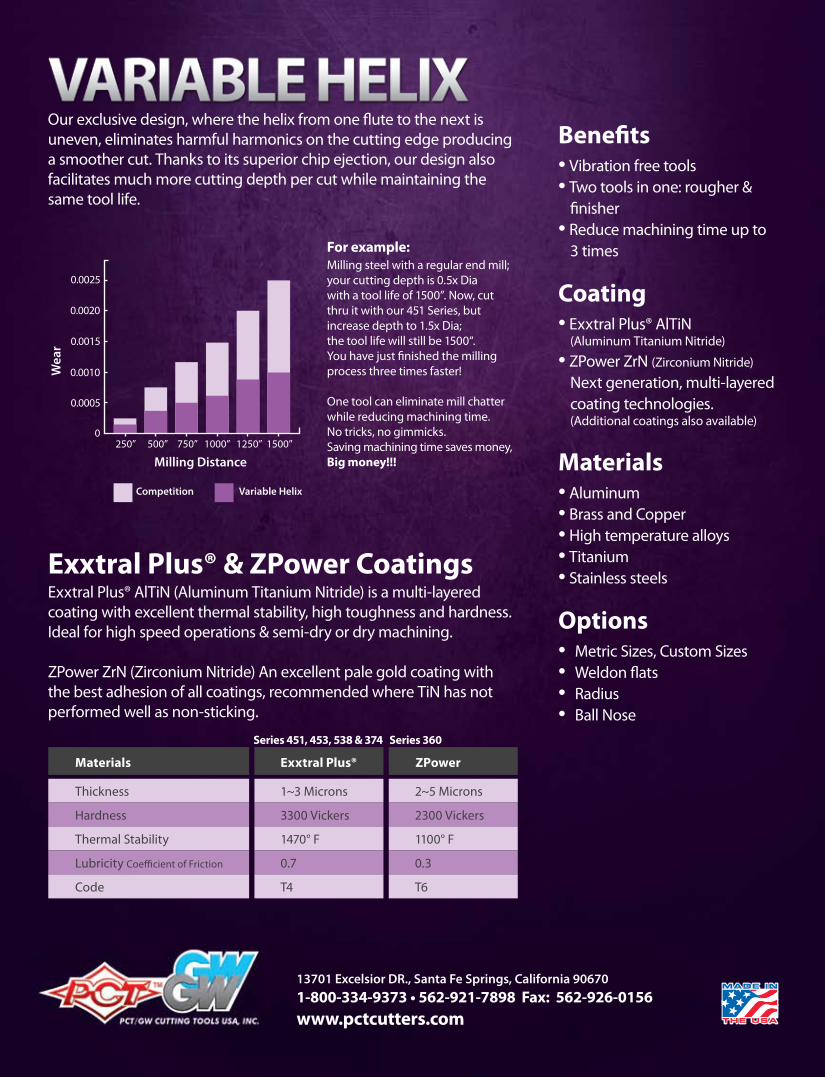
Benefits• Vibration free tools• Two tools in one: rougher & finisher• Reduce machining time up to 3 times
Coating• Exxtral Plus® AlTiN (Aluminum Titanium Nitride)
• ZPower ZrN (Zirconium Nitride)
Next generation, multi-layered coating technologies. (Additional coatings also available)
Materials• Aluminum• Brass and Copper• High temperature alloys• Titanium• Stainless steels
Options• Metric Sizes, Custom Sizes• Weldon flats • Radius• Ball Nose
13701 Excelsior DR., Santa Fe Springs, California 90670 1-800-334-9373 • 562-921-7898 Fax: 562-926-0156 www.pctcutters.com
Exxtral Plus® & ZPower CoatingsExxtral Plus® AlTiN (Aluminum Titanium Nitride) is a multi-layered coating with excellent thermal stability, high toughness and hardness. Ideal for high speed operations & semi-dry or dry machining.
ZPower ZrN (Zirconium Nitride) An excellent pale gold coating with the best adhesion of all coatings, recommended where TiN has not performed well as non-sticking.
For example: Milling steel with a regular end mill; your cutting depth is 0.5x Diawith a tool life of 1500”. Now, cut thru it with our 451 Series, but increase depth to 1.5x Dia; the tool life will still be 1500“. You have just finished the milling process three times faster!
One tool can eliminate mill chatter while reducing machining time. No tricks, no gimmicks. Saving machining time saves money, Big money!!!
Our exclusive design, where the helix from one flute to the next is uneven, eliminates harmful harmonics on the cutting edge producing a smoother cut. Thanks to its superior chip ejection, our design also facilitates much more cutting depth per cut while maintaining the same tool life.
Milling Distance
Wea
r
Competition Variable Helix
Exxtral Plus®Materials ZPower
Thickness
Hardness
Thermal Stability
Lubricity Coefficient of Friction
Code
1~3 Microns
3300 Vickers
1470° F
0.7
T4
2~5 Microns
2300 Vickers
1100° F
0.3
T6
Series 451, 453, 538 & 374 Series 360