for “natural label” flavors - bio kumbhar.pdf · advances in bio-catalytic transformations for...
TRANSCRIPT
Advances in bio-catalytic transformations
for “Natural Label” flavors
Pramod Kumbhar, Ph.D.
Chief Technology Officer
24th July 2017

© Praj Industries Ltd www.praj.net 2
Praj – India’s Leading Industrial Biotech Company
-Alcohol/ Ethanol plants
-Brewery plants
Water and Wastewater Treatment
Systems
Critical Process Equipment &
Systems
HiPurity Systems
- Pharma
- Biotech
- F&B
- Cosmetics
Bio-Products
-Distillery bioconsumables
-Livestock, health & nutrition
products
-Human health & nutrition
-Biochemicals

Quick Facts
GLORIOUS YEARS
SINCE INCEPTION
GLOBAL MARKET
SHARE IN ETHANOL
PEOPLE
CRORE
MANUFACTURING
AND FABRICATION
FACILITIES
FY16 REVENUES FROM
EMERGING BUSINESSES
YEARS
CONSISTENT
DIVIDEND PAYING
COMPANY FOR
HUMAN CAPITAL OF
MORE THAN
HOLDS
CONSOLIDATED
REVENUE IN FY16
GLOBAL REFERENCES
OVER COMPLETED
BUSINESS FROM
REPEAT CUSTOMERS
>50% MARKET SHARE IN
EMERGING MARKETS
FOR ETHANOL PLANTS
PATENTS
Praj Matrix – R&D center
US$ 25+ Million investment
80,000 sq ft of Labs, Pilot Plants, and Offices
90+ technologists
20 PhDs, 65 Masters
5 Technology COEs
Biology, Chemistry, Engineering
16 Well Equipped Labs
ISO-9001-2008 Analytical Labs
Pilot Plants
1 tpd Cellulosic Ethanol pilot plant
Multipurpose Pilot Plant
Recognized research center by DSIR, Govt of
India
4
Bench and Pilot scale facilities enable validation of scientific
assumptions and rapid commercialization
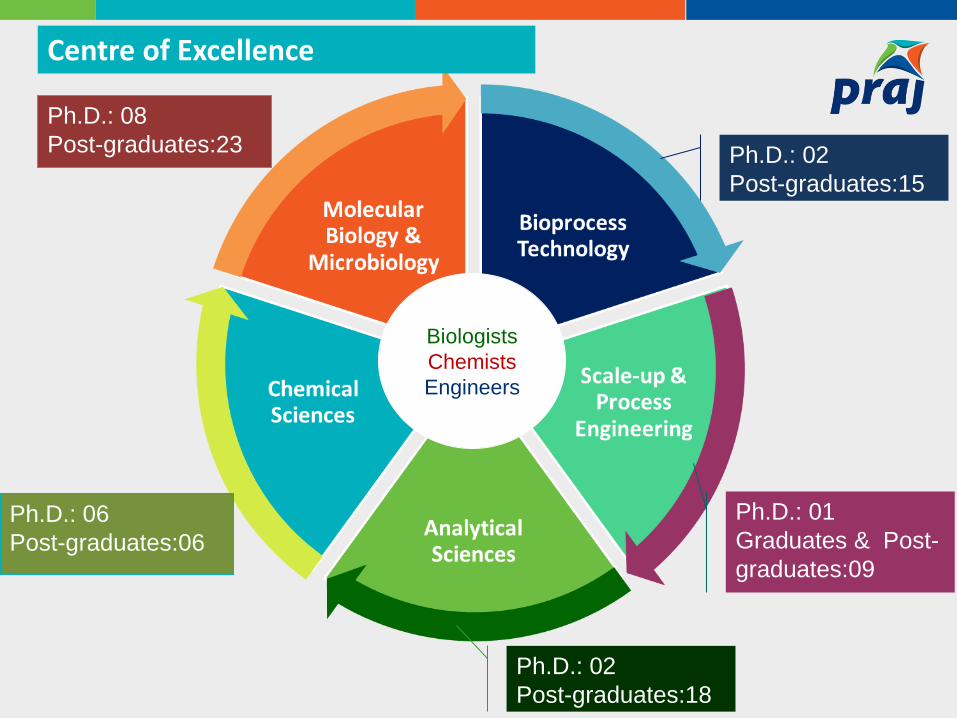
Biologists
Chemists
Engineers
Ph.D.: 08
Post-graduates:23
Ph.D.: 02
Post-graduates:15
Ph.D.: 01
Graduates & Post-
graduates:09
Ph.D.: 02
Post-graduates:18
Ph.D.: 06
Post-graduates:06
Centre of Excellence
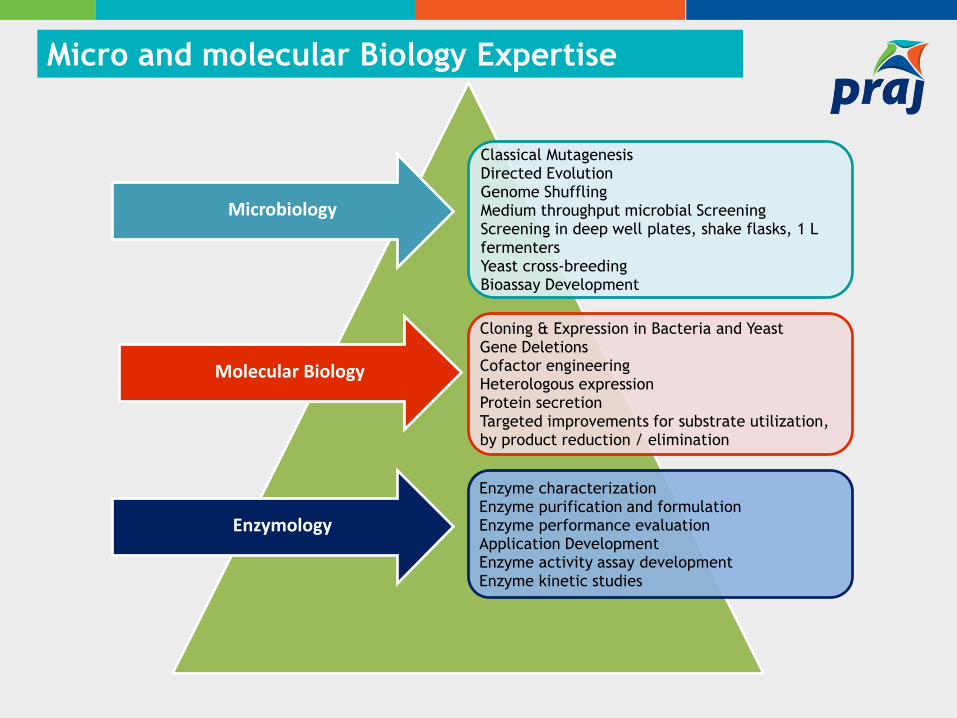
Micro and molecular Biology Expertise
Classical Mutagenesis Directed Evolution Genome Shuffling Medium throughput microbial Screening Screening in deep well plates, shake flasks, 1 L fermenters Yeast cross-breeding Bioassay Development
Cloning & Expression in Bacteria and Yeast Gene Deletions Cofactor engineering Heterologous expression Protein secretion Targeted improvements for substrate utilization, by product reduction / elimination
Enzyme characterization Enzyme purification and formulation Enzyme performance evaluation Application Development Enzyme activity assay development Enzyme kinetic studies
Microbiology
Molecular Biology
Enzymology
7
© Praj Industries Ltd www.praj.net
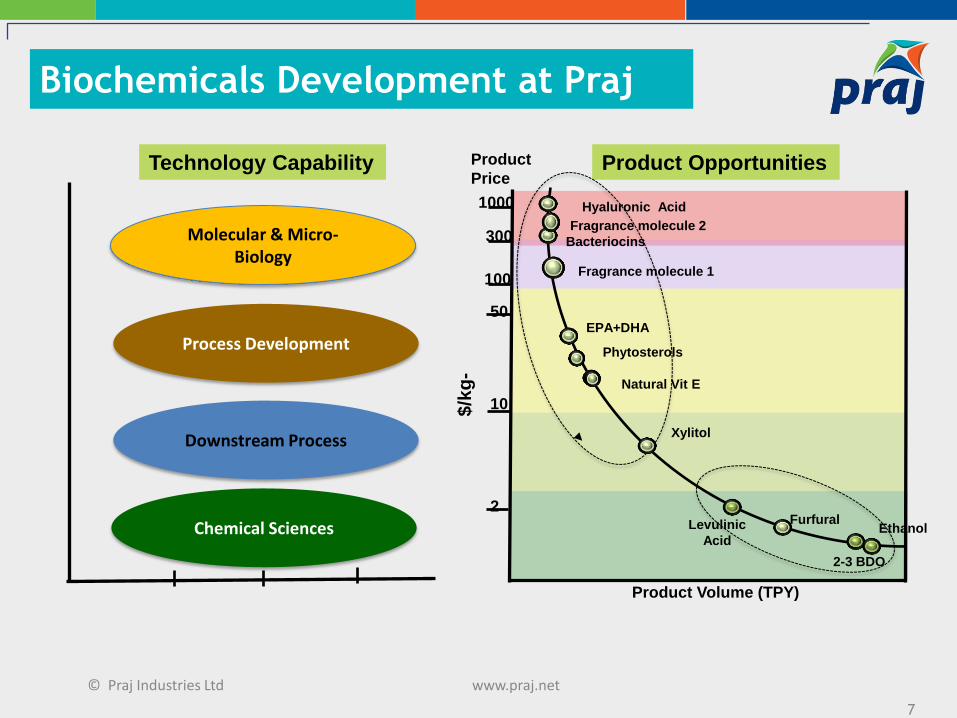
Biochemicals Development at Praj
Product
Price
Product Volume (TPY)
100
10
2
$/k
g-
50
2-3 BDO
Levulinic
Acid
EPA+DHA
Natural Vit E
Phytosterols
Xylitol
1000
300
Hyaluronic Acid
Bacteriocins
Technology Capability Product Opportunities
Molecular & Micro-Biology
Process Development
Downstream Process
Chemical Sciences Furfural
Fragrance molecule 1
Fragrance molecule 2
Ethanol

Flavors & Fragrance Industry
• USD 25 Billion world market
• About 50:50 split between Flavors and Fragrances
© Praj Industries Ltd www.praj.net 8
* http://www.leffingwell.com/top_10.htm

USA (FDA) /EU flavor regulations
© Praj Industries Ltd www.praj.net 9
• Essentially same flavourings are allowed but designated differently
• US and EU define “natural” differently
US : An essential oil, oleoresin, essence or extractive, protein hydrolysate
distillate, or any product of roasting, heating or enzymolysis (source
material must be natural)
EU = Source material must be vegetable, animal or microbiological. Must be
produced by a traditional food preparation process (source material vague)
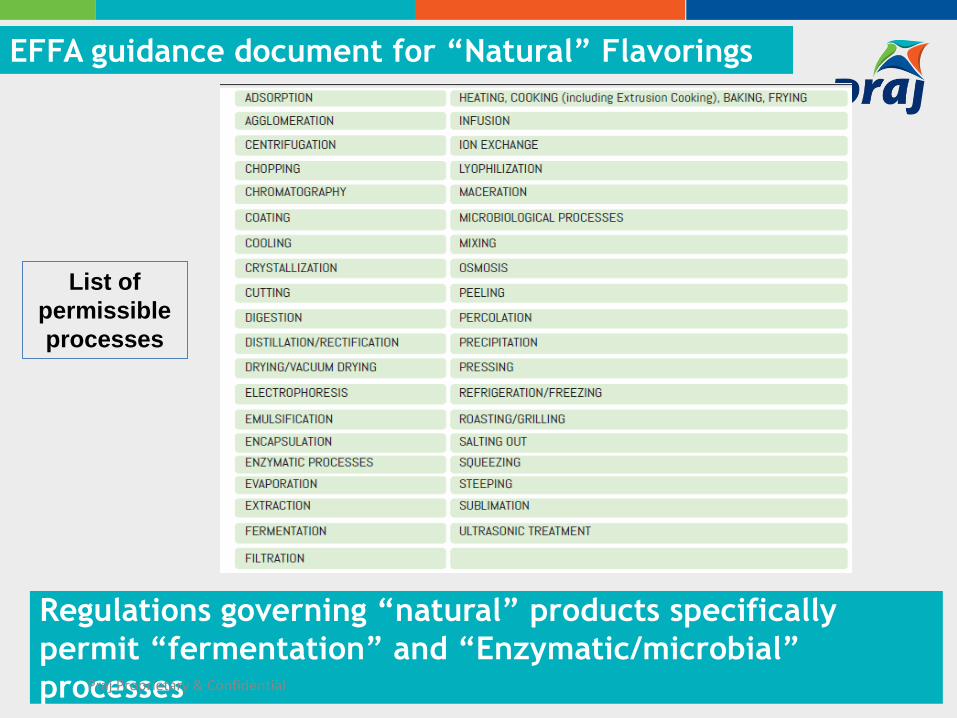
EFFA guidance document for “Natural” Flavorings
Regulations governing “natural” products specifically
permit “fermentation” and “Enzymatic/microbial”
processes
Praj Proprietary & Confidential
List of
permissible
processes

Accepted Principles for Preparation of “Natural”
Flavors
© Praj Industries Ltd www.praj.net 11
• Source materials must occur in nature
• Water and atmospheric air can be used during production
• When considering a process, the resultant material must be found in
nature or as an artefact in traditional foods
• In biotechnological processes, the substrate must be natural, but the
nutrients can be used regardless of source
• Processing conditions are allowed so long as they meet the
processing criteria of traditional or in--home preparation techniques

Why Natural?
© Praj Industries Ltd www.praj.net 12
• Survey indicates that almost 60% of
consumers in the United States look for
the word “natural” when they shop for
food products
• More than 65% of flavouring ingredients
used in US are labelled natural and
have food market potential of $ 9 billion
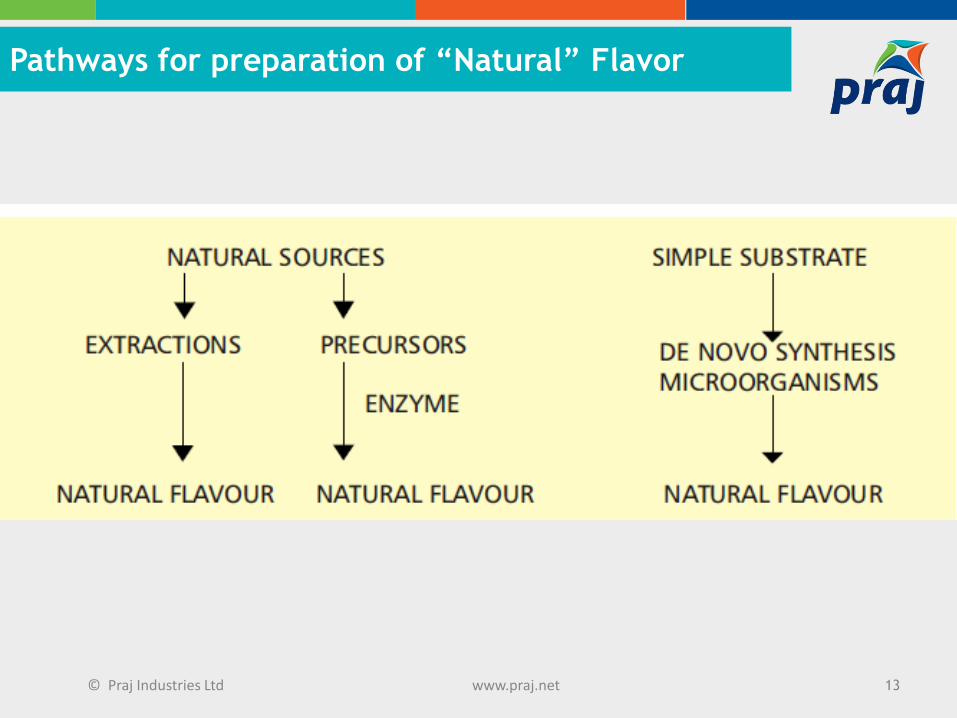
Pathways for preparation of “Natural” Flavor
© Praj Industries Ltd www.praj.net 13
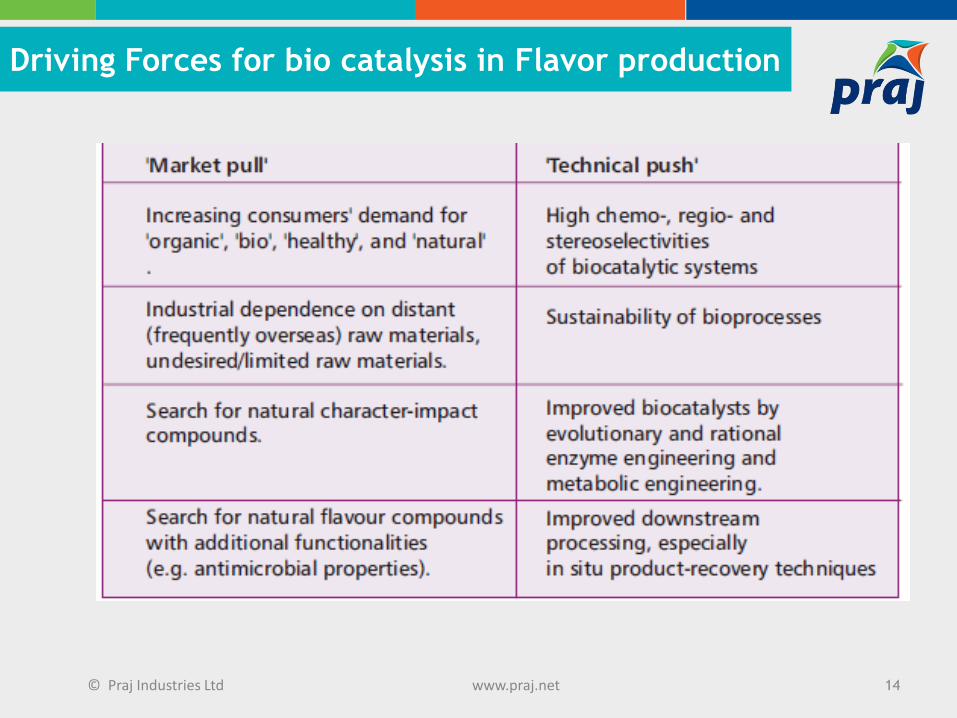
Driving Forces for bio catalysis in Flavor production
© Praj Industries Ltd www.praj.net 14
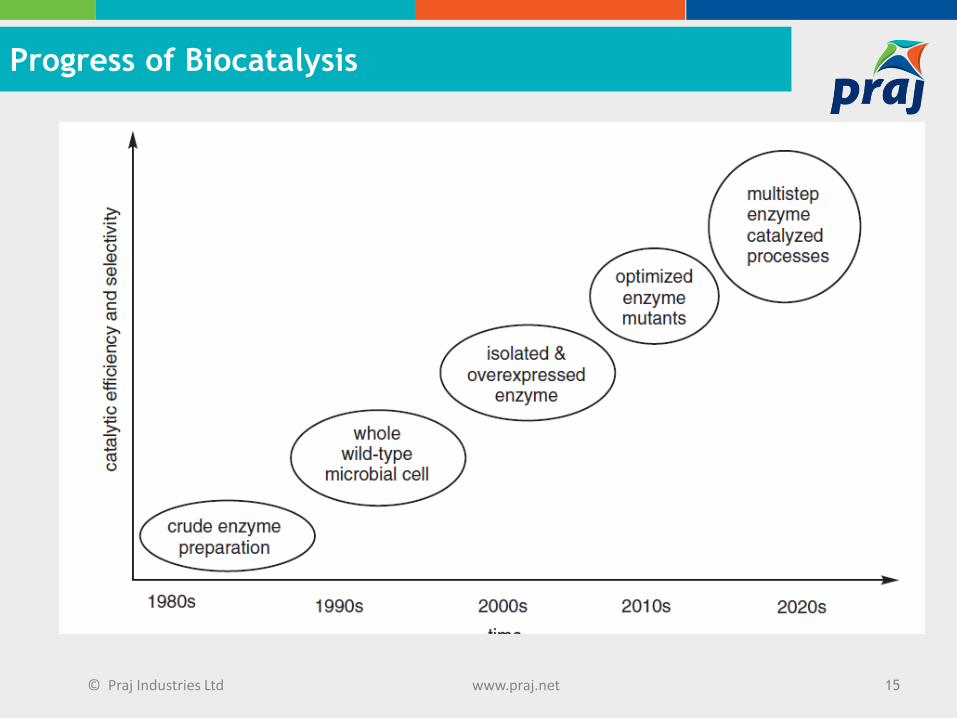
Progress of Biocatalysis
© Praj Industries Ltd www.praj.net 15

Biocatalysis : Process Development
© Praj Industries Ltd www.praj.net 16
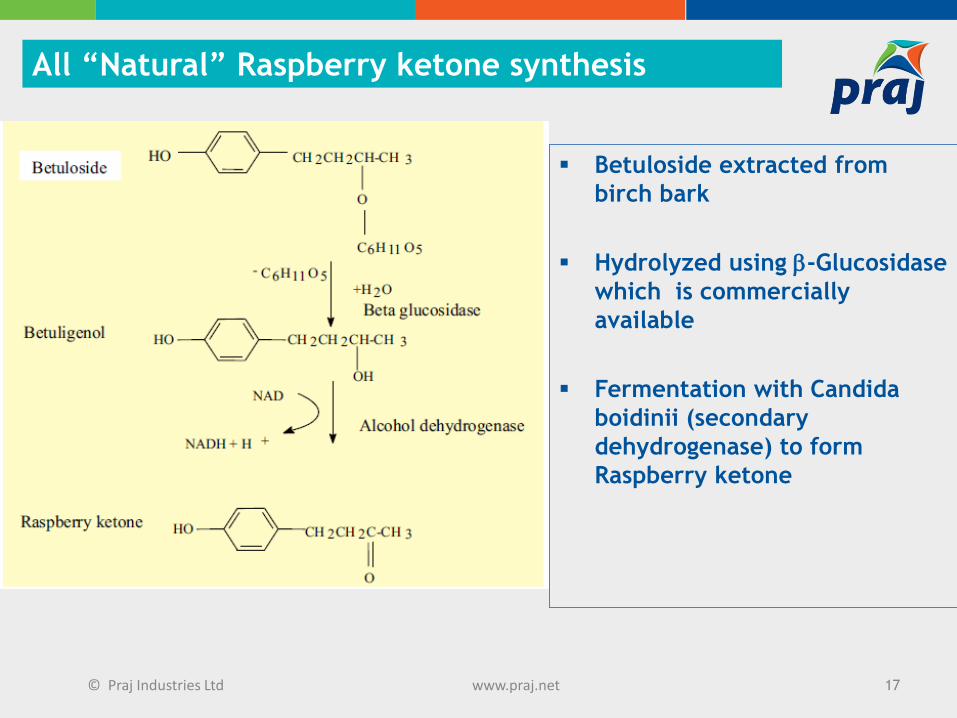
All “Natural” Raspberry ketone synthesis
© Praj Industries Ltd www.praj.net 17
Betuloside extracted from
birch bark
Hydrolyzed using b-Glucosidase
which is commercially
available
Fermentation with Candida
boidinii (secondary
dehydrogenase) to form
Raspberry ketone
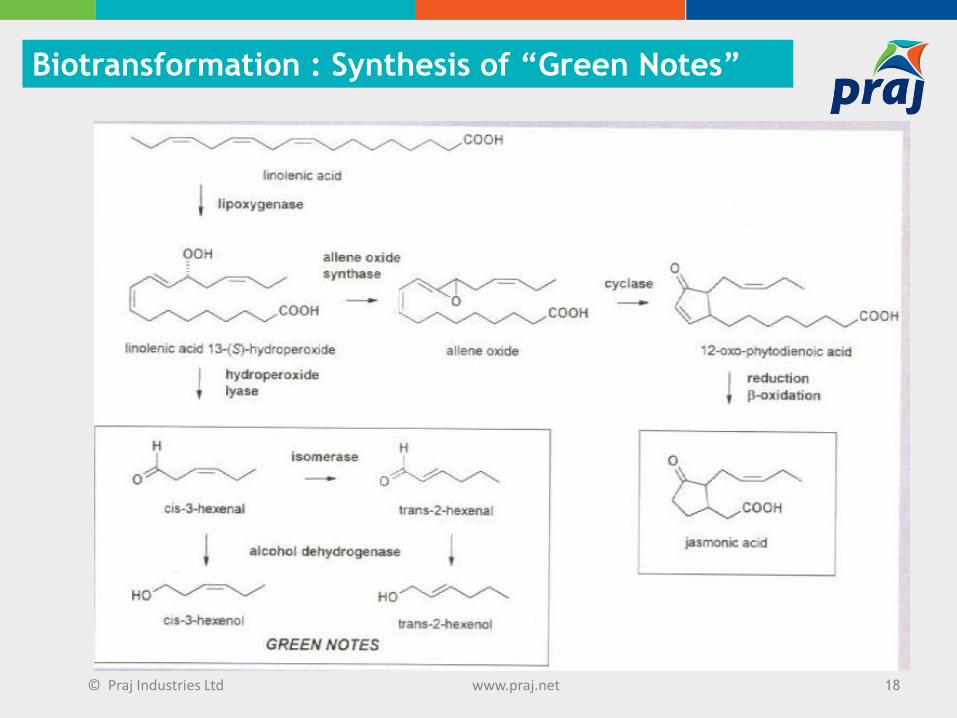
Biotransformation : Synthesis of “Green Notes”
© Praj Industries Ltd www.praj.net 18

Its Vanilla World!
C& EN : Volume 94 Issue 36 | pp. 38-42
ISeptember 12, 2016
“The amount of all the vanilla beans in the world is not sufficient to flavor
everything that everyone wants to flavor with vanilla.”
—Carol McBride, U.S. vanilla category Symrise
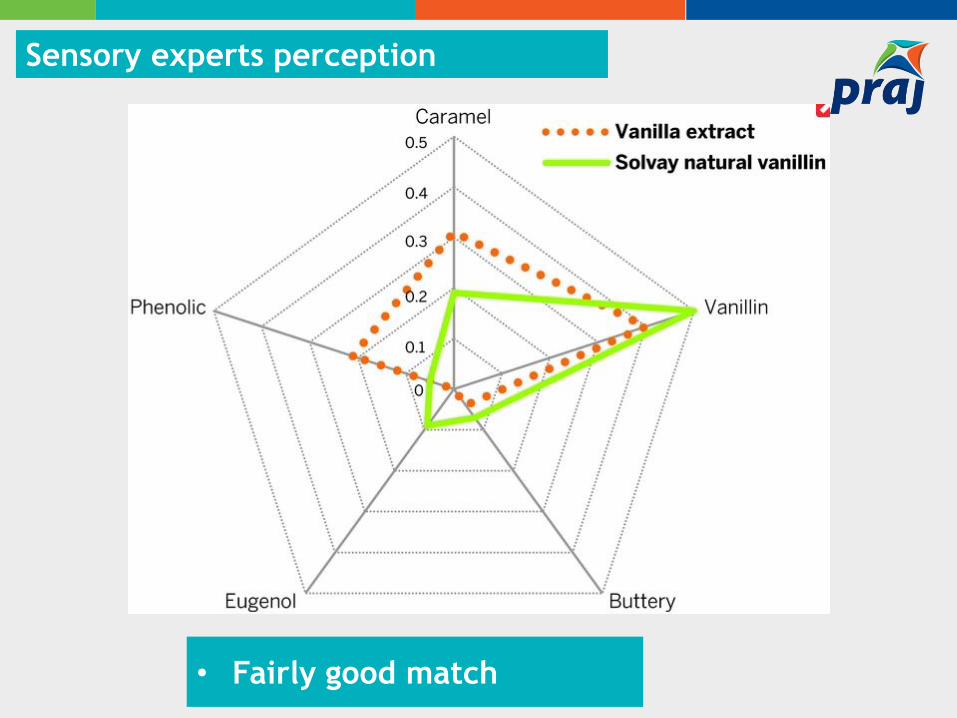
Sensory experts perception
• Fairly good match

Retro-synthetic approach for Biocatalysis
• Target structure is subjected to
deconstruction
• Selection of microbes or enzymes
based on literature and techno-
economics
• Synthesis of intermediates and
final product
© Praj Industries Ltd www.praj.net 21
de Souza et al. Chemistry. 2017 May 17.
doi:10.1002/chem.201702235

Availability of Enzymes and consideration for
their use
© Praj Industries Ltd www.praj.net 22
• Broad variety of enzymes (including immobilised form) are now Commercial available
facilitating their direct as well as their simple recycling.
- hydrolases (lipase, esterase, protease),. ketoreductases, transaminases,
imine reductases, dehalogenases
• Several companies offer collections of enzymes in the microtiter plate format for rapid
screening.
• Cofactor-independent enzymes are more easy to use simply because the cofactor
need not be recycled
• Many enzymes tolerate the presence of organic solvents. As a rule of thumb,
concentration of water-miscible organic solvents (DMSO, DMF, lower alcohols etc.)
should not exceed 10-20 % (v/v).
Conclusion
• For the industrial flavor industry, the biotransformation platform offers
following advantages
Potential to secure more uniform, uninterrupted supplies of
high-value materials based on fermentation
Biosynthetic products manufactured via microbial fermentation
are deemed “natural” or “substantially equivalent” to a
botanically derived product
Lower cost and higher Purity
Sustainability
© Praj Industries Ltd www.praj.net 23 Praj-Matrix ready to provide end to end solution
