flame retarding polymer nanocomposites: synergism, cooperation, antagonism
TRANSCRIPT
lable at ScienceDirect
Polymer Degradation and Stability 96 (2011) 256e269
Contents lists avai
Polymer Degradation and Stability
journal homepage: www.elsevier .com/locate/polydegstab
Flame retarding polymer nanocomposites: Synergism, cooperation, antagonism
Menachem Lewin*
Polymer Research Institute and Department of Chemical and Biological Science, Polytechnic Institute of New York University, 6 Six MetroTech Center, Brooklyn, NY 11201, USA
a r t i c l e i n f o
Article history:Received 4 July 2010Received in revised form30 November 2010Accepted 7 December 2010Available online 16 December 2010
Keywords:Flame retarding PA6SynergismTime of ignitionMigrationRate of heat releasePentabromobenzyl acrylate
* Fax: þ1 718 260 3136.E-mail address: [email protected].
0141-3910/$ e see front matter � 2010 Elsevier Ltd.doi:10.1016/j.polymdegradstab.2010.12.006
a b s t r a c t
Three systems of FR treatments of polyamide 6 with conventional flame retarding additives in theabsence and in the presence of nanoparticles are discussed: I. ammonium sulfamate (AS) and dipen-taerythritol (Di) II. melamine cyanurate (MC) III. pentabromobenzyl acrylate in the monomeric (PMA)and the polymeric (PPA) form. Depending on the concentration of the nanoparticles; synergism,antagonism, and cooperation in flame retardancy as well as in mechanical properties are observed.Cooperation between the OMMT in the concentration range of 0.5e1.0 wt% and the FR in all threesystems is observed. The decrease in PHRR (DPHRR) is different for the three systems. In system III thebrominated FR behaves similarly to OMMT with respect to DPHRR. The interaction between the moltenpolymeric matrix and the nanoparticles increases the viscosity in all three systems, which slows downthe supply of the flame retarding moieties to the flame and lowers the FR rating, as measured by theUL-94 and OI tests. A new approach for assessing the viscosity of the pyrolyzing nanocomposite ispresented by determining the size and mass of the drops formed during the UL-94 test. Dispersion of thenanoparticles in the polymer decreases the HRR and MRR and decreases the UL-94, OI ratings, and themechanical properties, as evidenced by the different behavior of OMMT and NaþMMT. The time ofignition decreases markedly by the addition of the nanoparticles, due to the low thermal conductivityand heat transfer of the protective barrier on the surface of the pyrolyzing nanocomposite in the pre-ignition phase. A possibility of restoring the high FR rating in the presence of higher concentrations ofnanoparticles is indicated. The significance of the results obtained for the future of the use of nano-particles in FR is discussed.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction
1.1. Recent developments in flame retardancy of polymers
The field of flame retardancy (FR) of polymers is rapidly devel-oping. Flame retardant materials are being introduced into moreand more industries and become part of diverse technologies.At the same time the requirements of the flame retardancy systemsbecome steadily broader and new challenges have to be met. Untilrecently, interest was centered upon the flammability propertiesrelated to ease of ignition and extinction, whereas at present manystudies focus on forced combustion, rate of burning and flashover.The requirements regarding FR of materials now embrace a widerrange of flammability parameters and demands which will haveto be satisfied in the near future. In order to achieve this goal,FR systems will have to be developed in which conventional FR
All rights reserved.
treatments and nanoparticles such as organo-layered-silicates(OLS) or carbon nanotubes (CNT) will be combined in the produc-tion of new FR products.
Conditions will have to be defined for varies FR systems underwhich all above mentioned FR attributes will be obtained andpreserved. In order to discover and define such conditions themechanisms operative in each case will have to be better under-stood, so that the appropriate changes in the formulations could bemade.
In the present report 3 FR systems for PA6, which yield high FRratings, are investigated in the presence and absence of nano-particles. Two of these systems mainly the ammonium sulfamate(AS) e dipentaerythritol (Di) [1,2] and the melamin cynurate (MC)[3] are condensed phase systems. The 3rd system inwhich a bromi-nated FR agent such as monomeric pentabromobenzyl acrylate(PMA) and its polymer polipentabromobenzyl acrylate (PPA) isapplied, acts according to the vapor phase system mechanism [4,5].The three systems will be briefly described and compared to eachother. An important step in achieving the goals outlined above is theintroduction of the cone calorimeter as a major tool for the
M. Lewin / Polymer Degradation and Stability 96 (2011) 256e269 257
assessment of several flammability parameters. Among theseparameters the most important are the Peak Heat Release Rate(PHRR) and Time of Ignition (TOI).
1.2. The peak heat release rate
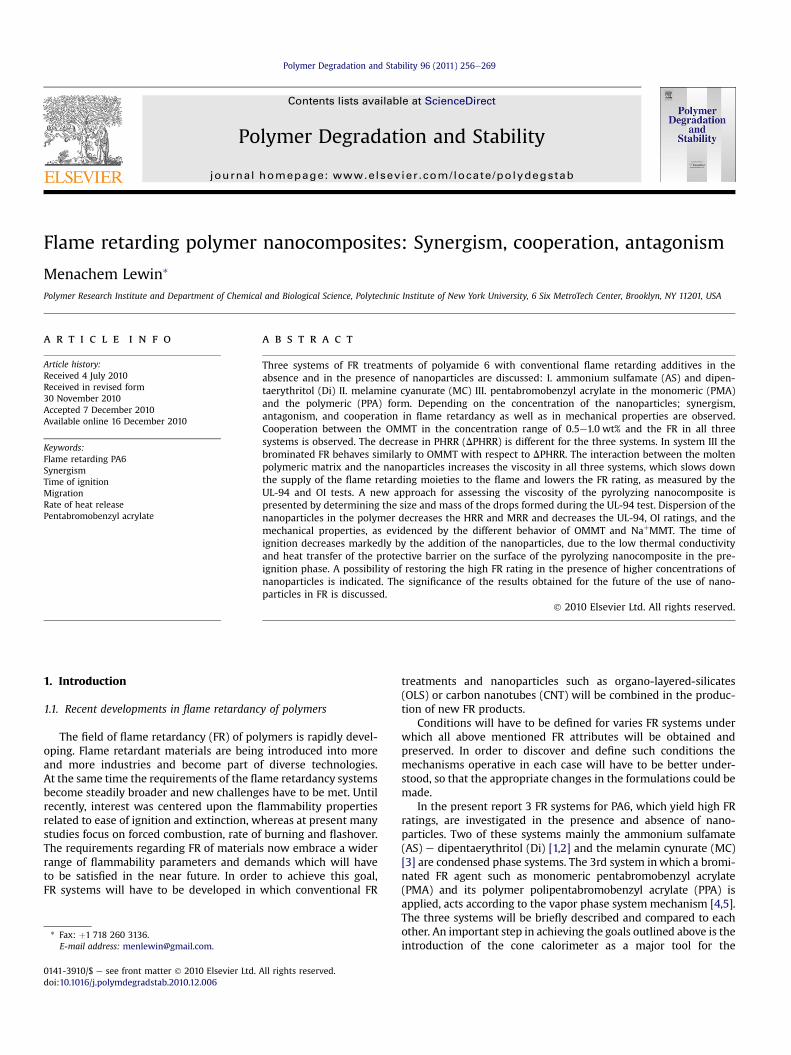
Determination of thePHRRand theMass LossRate (MLR) enableda new look at flammability under forced combustion conditions. Thevalue of PHRR obtained on the cone calorimeter upon testing thesamples prepared by the three FR systems outlined above, werecompletely different from each other as illustrated in Fig. 1.
The PHRR obtained on the sample treated by the ASeDi washigher by 26% from the control, whereas the sample treated withPMA showed decrease in PHRR in 27.1%. The PHRR of PA6 treatedwith MC was not much different from control. All three samplesshowed UL-94 rating of V0 and the high OI values of 30e37. Thesamples included in Fig. 1 did not contain nanoparticles. The causeof this different behavior depends on the mechanism of each flameretardant system used. In the ASeDi system, the decomposition ofthe PA6 during the combustion is very rapid due to the strong,hydrolyzing, oxidizing and carbonizing action of the sulfuric acidformed from the AS during pyrolisis [1,6]. The rapid reactionsoccurring bring about very high rate of heat release. In the case ofa bromine based FR agent such as PMA the radical quenching effectof the Br and Sb moieties in the flame decrease the intensity ofcombustion and the rate of decomposition, and consequently thePHRR [5]. The pyrolytic decomposition of the PA6 is being carriedout by the cynauric acid (CA). The CA is much weaker acid thansulfuric acid and therefore the intensity of the combustion is onlymarginally increased [3]. Thus, the cone calorimeter test, providesan additional clue to the mechanism of the combustion.
1.3. Time of ignition
Of particular importance was the role of cone calorimeter torelatively precise determine the time of ignition of polymers. Thisproperty was investigated by many investigators for many years[7]. The prevailing viewwas that the time of ignition is governed bythe rate of the thermal decomposition of the polymer in the sampletested. Time of ignition was attributed to a large number of factors;size of sample, thickness, homogeneity, chemical composition,density, rate of decomposition, presence of impurities, mode ofignition, temperature of flame, ignition environment, relativehumidity during the test, and access to air or ventilation, etc.
For the first time it became possible by the use of the conecalorimeter to measure the time of ignition under strictly defined
-30
-20
-10
0
10
20
30
PHRR change, %
Control
AS + Di
MC
PMA
Fig. 1. The change of PHRR of polymers treated by 3 FR systems: a. ASeDi, b. MC, c.PMA.
and reproducible conditions such as heat flux using samples ofstandard dimensions. This enabled to achieve reproducible results,the study of the effect of various parameters, the comparison ofsamples, the study of the effect of various polymer blends andadditives and to draw appropriate conclusions.
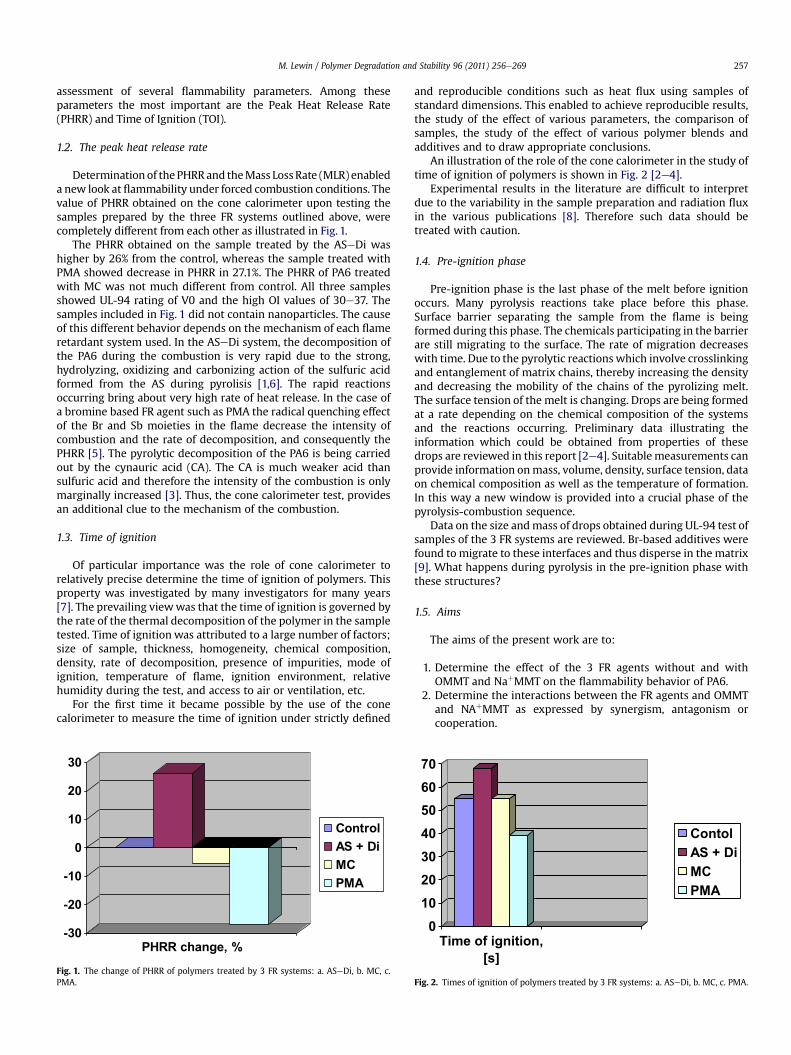
An illustration of the role of the cone calorimeter in the study oftime of ignition of polymers is shown in Fig. 2 [2e4].
Experimental results in the literature are difficult to interpretdue to the variability in the sample preparation and radiation fluxin the various publications [8]. Therefore such data should betreated with caution.
1.4. Pre-ignition phase
Pre-ignition phase is the last phase of the melt before ignitionoccurs. Many pyrolysis reactions take place before this phase.Surface barrier separating the sample from the flame is beingformed during this phase. The chemicals participating in the barrierare still migrating to the surface. The rate of migration decreaseswith time. Due to the pyrolytic reactions which involve crosslinkingand entanglement of matrix chains, thereby increasing the densityand decreasing the mobility of the chains of the pyrolizing melt.The surface tension of the melt is changing. Drops are being formedat a rate depending on the chemical composition of the systemsand the reactions occurring. Preliminary data illustrating theinformation which could be obtained from properties of thesedrops are reviewed in this report [2e4]. Suitablemeasurements canprovide information onmass, volume, density, surface tension, dataon chemical composition as well as the temperature of formation.In this way a new window is provided into a crucial phase of thepyrolysis-combustion sequence.
Data on the size andmass of drops obtained during UL-94 test ofsamples of the 3 FR systems are reviewed. Br-based additives werefound to migrate to these interfaces and thus disperse in the matrix[9]. What happens during pyrolysis in the pre-ignition phase withthese structures?
1.5. Aims
The aims of the present work are to:
1. Determine the effect of the 3 FR agents without and withOMMT and NaþMMT on the flammability behavior of PA6.
2. Determine the interactions between the FR agents and OMMTand NAþMMT as expressed by synergism, antagonism orcooperation.
0
10
20
30
40
50
60
70
Time of ignition,
[s]
Contol
AS + Di
MC
PMA
Fig. 2. Times of ignition of polymers treated by 3 FR systems: a. ASeDi, b. MC, c. PMA.

M. Lewin / Polymer Degradation and Stability 96 (2011) 256e269258
3. Determine a numerical system for the assessment of the degreeof synergism and antagonism as related to the individualparameters of flammability.
4. Study the effect of the dispersion of clay by comparing theinfluence of the addition of OMMT and pristine clay on theflammability behavior of the 3 FR systems.
5. Study the effect of viscosity and density of the pre-ignitionmelts, as estimated by size and mass of the drops formed, onthe flammability behavior.
6. Study the TOI and attempt to explain themechanism governingit.
7. Discuss the migration of FR agent and of clay, before and duringpyrolysis on the behavior of the 3 systems investigated.
8. Compare the effect of the 3 FR systems on the mechanicalproperties of the blends.
2. Experimental
2.1. Materials
The flame retardant additives used in the 3 FR systems discussedin this paper were as follows [2e4]:
In system I, ammonium sulphamate (AS) and dipentaerythritol(Di) were obtained from Sigma-Aldrich. In system II, the melaminecyanurate (MC) was obtained from ICL, Be’er Sheva, Israel. Poly(vinylpyrrolidone) (PVP, typical MW ca. 29 K) used in part of theexperiments of the above 2 systems was obtained from Sigma-Aldrich.
In system III, monomeric pentabromobenzyl acrylate (PMA) andits polymer (PPA) were supplied by ICL, Be’er Sheva, Israel. Theantimony trioxide (AT), TMS-P/Timonox White Star (CAS Reg.Number 1309-64-4) was provided by Chemtura Corporation(formerly Great Lakes Chemical Corporation), West Lafayette,Indiana.
The following experimental data were identical for all 3 systemsunless otherwise stated.
PA6, Ultramide B-3NC010, was obtained from BASF. The OMMTand pristine montmorillonite used in the study are Cloisite 25A andCloisite Naþ, respectively, which were supplied by Southern ClayProducts, Gonzalez, Texas. It is a natural montmorillonite modifiedwith a quaternary ammonium salt. The surfactant used in thisclay is dimethyl hydrogenated tallow 2-ethylhexyl quaternaryammonium.
2.2. Preparation
Mixing was performed in Brabender at a speed of 40 rpm at240 �C for 5 min under a stream of nitrogen. The sequence of theadditions of the materials to the Brabender was the following:adding clay to the PA6 melt; mixing for 2 min; adding the FRs;continuing to mix for 3 min. The sequence of the additions in theexperiments of systems I and II with PVP was as follows: PVP waspre-mixed for 5 min with the molten PA 6. Thereafter, the otheringredients were added andmixed. The PA 6 and the clay were pre-dried for 4 h at 120 �C.
2.3. Characterization methods
2.3.1. Mechanical propertiesMechanical tests were carried out on a dynamic mechanical
analyzer modulated DMA 2980 (TA Instruments, New Castle,Delaware). The tensile strength, elongation, and modulus weremeasured by using the film tension clamp in the controlled forcedmode, and the ramp force was 3 to 18 N/min.
2.3.2. Flammability testsUL-94 rating was obtained according to the conditions of
the standard test (ASTM D 3801). The test was carried out onbar specimens with a dimension of 125� 5 mm� 13.0�0.5 mm� 1.6� 0.1 mm. OI test (ASTM D 2803) was carried outon bar specimens with a dimension of 100� 5 mm� 10.0�0.5 mm� 4.0� 0.25 mm, using Stanton Redcroft (Tarlin Scientific,Worcester, Massachusetts). Cone Calorimeter measurements werecarried out at an incident heat flux of 50 kW/m2 in accord withASTM E1354 using a cone shaped heater. The standard uncertaintyof the cone measurement was 10% [2e4].
The sample of the various systems are identified throughout thispaper by a superscripts a, b, c above the sample number for thesystems I, II, III respectively.
3. Results and discussion
3.1. System I: chemistry and mechanism of FR of ASeDi-treatedPA 6 [1,2]
The system involves a treatment of PA6 with 1.5e2.5 wt%ammonium sulfamate (AS) and 0.4e0.85 wt% of dipentaerythritol(Di). The application of this systemyielded a product of UL-94 ratingV-0 on bars of 1.6 and 0.8 mm thickness. The OI values were 35e37.This condensed phase system is based on a sulfation reactionoccurring simultaneously on the PA6 primary amino groups and onhydroxyl groups of Di, producing a 3D network which carbonizesand migrates upon ignition to the surface of the sample creatinga hard and thin carbonaceous char with the high percentage ofcarbon and graphite. This reaction occurs at the temperature rangefrom 200 to 275 �C. At higher temperatures, second reaction takesplace inwhich along with the sulfation, a scission of the alkylamidebond takes place which results in the degradation of the polymer.Several reactions occur upon pyrolysis in addition to the reactionsoutlined above. Sulfamic acid continues to sulfate at the tempera-tures higher than 275 �C but it is then converted to sulfuric acidwhich rapidly hydrolizes, oxidizes and carbonizes the polyamidchains, yielding finally the thin black surface barrier of the sample.Summary of the results of the treatment and the properties of thetreated samples is presented in Table 1.
3.2. System I: the effect of OMMT and NaþMMT on the UL-94and OI of ASeDi-treated PA6
UL-94V0 rating is obtained for sample 5 in which PA6 wastreatedwith 2.0 and 0.7 wt% of AS and Di, respectively. The additionof 1% OMMT retains UL-94V0 rating and OI value of 31.7. Increasingthe concentration of OMMT to 5 wt% yields an UL-94 NR rating andOI value of 20.2. Addition of 5% PVP restores the UL-94 rating to V2.A clear antagonism is thus observed between the OMMTand the FRfor concentrations above 1% OMMT. This can be explained by twobasic causes. Firstly, we assume that the ASeDi are absorbed on thealuminosilicate surfaces of the OMMT. These surfaces exert a cata-lytic effect on the second sulfation reaction so as to decrease thetemperature of its activation to below 275 �C. This decrease inter-feres with reaction 1 i.e. the simultaneous sulfation of the primaryaminogroups of the PA6 and of the hydroxyl groups of the Di. Thisprevents the formation of the cross-linked network which is theactual FR agent. 1% OMMT is not enough to exert a significantcatalytic effect to disturb the flame retardancy. The restoration ofthe UL-94 rating by the addition of PVP to the melt together withOMMTsupports this explanation. The polar PVP chains compete forthe negative sides of the aluminosilicate surfaces of the OMMTdecreasing the amount of ASeDi absorbed. The other cause for thisantagonism may be ascribed to the decrease in the mobility of the

Table 1FR System I: treatment of PA6 with ASeDi.
Sample ASþDI WT% OMMT WT% NaþMMT PVP WT% UL-94 rating OI Ignition time (sec) PHRR Drop size on cotton(diameter)
1a e e e NR 25.3 53� 5 1932� 92 5� 1 mm2a e 1 e NR 20.3 10� 3 mm3a e 3 e NR 21.5 25� 4 mm4a e 5 e NR 22.3 34� 2 1092� 13 50� 6 mm5a 2þ 0.7 e e V-0 35.7 68� 8 2408� 160 3� 1 mm6a 2þ 0.7 1 e V-0 31.7 41� 2 1498� 127 3� 1 mm8a 2þ 0.7 5 e NR 20.2 26� 2 1253� 98 20� 4 mm10a 2þ 0.7 5 5 V-2 35.7 32� 1 1236� 15 9� 3 mm11a 2þ 0.7 5 e V-0 35.7 54� 3 1651� 24 3� 1 mm
M. Lewin / Polymer Degradation and Stability 96 (2011) 256e269 259
PA6 chains and thus the increased viscosity of the melt, which slowdown the migration of the FR precursor to the flame (see below).
The application of NaþMMT instead of OMMT yields UL-94rating of V0 and OI of 35.7. Since NaþMMT is ill-dispersed in thesample, it follows that the dispersion of the nanoparticles decreasesthe flame retardancy rating of the nanocomposite. Whereas theOMMT is exfoliated and thoroughly dispersed in the matrix, theNaþMMT remains in relatively large stacks, which do not disturbthe effectivity of the ASeDi flame retardant. On one hand the ASeDican not penetrate freely into the stacks and it can not be catalyti-cally affected by the clay. On the other hand they do not decreasethe viscosity of the melt, so the ASeDi can exert its full FR effect.
3.3. System I: peak heat release rate (PHRR)
The effect of OMMT and NAþMMT on the PHRR as measured inthe cone calorimeter is shown in Table 2.
As noted in the introduction above the addition of ASeDi to PA6brings about highly significant increase of 26% in the PHRR. This isan exceptional case and we did not find in literature any similarone. The addition of 1% of OMMT to the melt containing the ASeDi,had a very profound effect on the PHRR. It decreased by 37.8%. It notonly canceled the increase of 26% of PHRR due to the ASeDi, butalso caused the decrease of additional 11%. We postulate that thereason for this strong effect of relatively small amount of OMMT iscaused by the neutralization of Hþ cations of the sulfuric acid bythe negative charges of the aluminosilicate of the clay. Thus theeffect of the sulfuric acid was largely canceled and the pyrolysis ofthe PA6 proceeded through a different route. The effect of 1%OMMT on the PHRR of the pristine PA 6 could be calculated fromsample 4 by dividing the value of the decrease of PHRR by five toobtain the DPHRRsph, which equals 8.7. As the basis of calculationof DPHRR % Decrease we used the value of PHRR from sample 5.This calculation assumes linear relationship between DPHRR andOMMT. Since such linearity was not established the result should
Table 2The effect of ASeDi, OMMT, NaþMMT on HRR.
Sample # Contents PHRR kW/m2 D P
1a 19324a 5%clay 1092 435a 2%AS 0.7%Di 2408 �266a 2%AS 0.7%Di 1%clay 1498 378a 2%AS 0.7%Di 5%clay 1253 4710a 2%AS 0.7%Di 5%clay 5%PVP 1236 4811a 2%AS 0.7%DI 5% NaþMMT 1651 31
a As the basis of calculation of D PHRR % Decrease we used the value of PHRR from sab D PHRR % per 1% of OMMT.c D PHRR % per 1% NaþMMT.d See equation (1).
be considered as approximate only. Similar consideration appliesfor DPHRRspk.
The synergistic effectivity (SE) related to PHRR can be calculatedfrom equation (1).
SE ¼�DPHRRi
ac þ DPHRRhac
�.�DPHRRi
0 þ DPHRRh0
�; (1)
where “i” is the FR additive [10,11] and “h” is OMMT. The index “ac”indicates their actual contribution to DPHRR in a given experimentin which both the FR agent and synergist are present. “0” indicatesthe calculated additive sum of DPHRR of both ingredients obtainedin experiments in which only one agent is used. The SE valuesobtained enable the numerical evaluation of the degree of syner-gism, cooperation or antagonism. The case in which there is nosynergism or antagonismwe term as “cooperation,”when the valueof SE is 1.
The SE decreases dramatically with the increase of OMMT. Insample 8a the SE was calculated to be much smaller i.e. 1.1. Thecalculation for sample 9a containing in addition to ASeDi andOMMTalso5%PVPamounted to 1.12 indicating that additionof PVPdoesnotinfluence the DPHRR although it increases the UL-94 rating.
Interesting information can be obtained from the size of thedrops during the UL-94 test after falling from the sample onto thecotton flannel as required in the test. Although it is only semiquantitative test it yields interesting information on the densityand viscosity of the sample during pyrolysis. It is of interest to knowthat viscosity was mentioned in the literature as an importantfactor, influencing the release of pyrolysis products to the flame. Itwas not considered as a factor influencing the migration of nano-particles and of FR agents to the flame [11a].
It is seen in the Table 1 that the size of the drops increases withthe increase of the concentration of the OMMT when appliedwithout ASeDi. It increases from 3e5 mm to 50 mm. It is of interestto note that in sample 8a the diameter of drops reached only 20 mminstead of 50 mm for OMMT alone, which indicates that OMMTinfluences the size of the drops much more than FR.
HRR % Decreasea D PHRRsph %b D PHRRspk %c SEd
.5 8.7
.8 4.31.1
.7 1.12
.4 6.28 e
mple 5.
M. Lewin / Polymer Degradation and Stability 96 (2011) 256e269260
3.4. System I: time of ignition
The time of ignition, as determined by the cone calorimeter test(see Table 1), increases markedly due to the addition of ASeDi andreaches the value of 68 s, i.e. 23% increase from the 55 s in the caseof the pristine PA6 [2]. This increase appears to be caused by thespecial chemical composition of the surface barrier created in thepyrolysis. This surface barrier was relatively thin and deep blackand contained a high percentage of carbon and graphite which areknown for high thermal conductivity (TC). The addition of 1%OMMT decreased the time of ignition from 68 to 41 s i.e. by 39%.This decrease is similar to the decrease in PHRR for the samesamples.
The situation changes after the ignition takes place. Then thedecomposition of the matrix and possibly also of the carbonizedbarrier will occur rapidly and increase the PHRR. With the higheramounts of OMMT all reactions will slow down due to the increaseof the density and viscosity of the matrix. Therefore, the carbonizedbarrier will not be formed and the FR activity will decrease and thetime of ignition will also further decrease.
A different picture is obtained when NaþMMT is applied. In thiscase large particles of pristine clay will be deposited in the barrier,which may not remain homogenous. These particles may disruptthe homogeneity of the ASeDi barrier and thus decrease its thermalconductivity (TS). The value of 54 s, which is similar to pristine PA6,is obtained when 5% NaþMMT are added.
3.5. System I: mechanical properties
The mechanical properties i.e. the tensile strength and modulusfor samples not including the FR agent increase markedly with theincrease in the concentration of OMMT reaching TC value of 80 MPaand modulus of 4.1 GPa at the level on 5% OMMT (Table 3).
The elongation, however, decreases strongly. Such mechanicalproperties are typical for nanocomposites and indicate highdispersion of the OMMT. The ASeDi alone increases the tensilestrength by 16% and the modulus by 60%, whereas the elongation isrelatively high. These changes are remarkable when consideringthe low concentration of the AS and the Di used in the experiment.These increases may be due to the formation of the cross-linkednetwork, which brings about an increase in rigidity of the system.The addition of 1% of OMMT in sample 5 decreases strongly all threemechanical properties. This appears to be due to a decrease in theconcentration of the network formed, caused by the interaction ofthematrix chains with the OMMT. This decrease, however, does notexpress itself in the decrease of UL-94 rating. The catalytic effect of1% of OMMT is not strong enough to adequately change the rate ofthe sulfation 2 reaction, which causes the degradation of the matrix
Table 3Mechanical properties of the ASeDi treated samples.
No. of sample Composition of the sample
ASþDI OMMT WT% NaþMMT PVP W
1a � e e e
2a � 1 e e
3a � 3 e e
4a � 5 e e
5a þ e e e
6a þ 1 e e
7a þ 3 e e
8a þ 5 e e
9a þ 3 e 510a þ 5 e 511a þ e 5 e
12a þ e 3 e
andwhich absorbs AS and Di. However, 3 and 5% of OMMT decreasestrongly the extent of the network formation and in addition alsochange the viscosity and density of the pyrolyzing melt. Thedecrease in the mechanical properties indicates a strong antago-nism between OMMT and FR. The addition of PVP does not influ-ence the mechanical properties. Contrary to the OMMT, theaddition of NAþMMT does not bring about any deteriorationof mechanical properties, which remain at the level of theASeDi-treated sample 5a.
There is therefore no antagonism between NAþMMT and ASeDibut rather a good cooperation in the mechanical properties, time ofignition and in the UL-94 rating.
3.6. System II: chemistry and mechanism of FR of MC-treatedPA 6 [3]
Addition of 13% of MC to PA6 brings about UL-94V0 rating and OIof 32. MC significantly promotes dripping in the UL-94 test which ispartially responsible for the increase in the flame retardancy rating.An additional reason for this increase is the sublimation ofmelaminewhich reaches theflame anddilutes the combustible pyrolysis gases;this sublimation is an endothermic event [12]. Melamine was foundto strongly affect the hydrogen-bonding network formation, whichfacilitates the decomposition of PA 6. The melamine and ammoniaevolved were assumed to have a catalytic effect in accelerating theformation of caprolactam, which is a degradation product duringpyrolysis [13]. Aminolysis of thePA 6was assumed as participating inthe degradation process. It appears however that a major factor inthe degradation of the PA 6 is the dehydrating and hydrolyzing effectof the cyanuric acid formed after the sublimation of the melamine.The effect of the cynauric acid is milder than the effect caused by thesulfuric acid in ASeDi in system I above. This degrading effect wouldappear to be similar but less vigorous [1]. The rapid degradationdecreases the viscosity and brings about the dripping.
3.7. System II: the effect of OMMT and NaþMMT on the UL-94and OI of MC treated PA6
The flammability properties of the MC system are summarizedin Table 4.
It was found that addition of small quantities of OMMT in therange of 0.2 to 0.5% preserves the UL-94V0 rating but it decreases toV2 with 1% OMMT [3]. The increasing concentration of OMMT to 3and 5% yields UL-94 NR rating and 21.1 and 22.6 OI values respec-tively. A strong antagonism between MC and OMMT is thereforeclearly seen. The addition of 5% PVP restores partly the UL-94 ratingfrom NR to V2. This effect is similar to one observed in ASeDisystem and it can be explained in a similar way for both systems.
Tensile strength, MPa Elongation, % Modulus, Gpa
T%
51� 3 34� 2 2.0� 0.162� 1 18� 1 3.2� 0.170� 2 9� 1.3 3.6� 0.280� 4 4� 0.3 4.1� 0.159� 2 16� 0.4 3.2� 0.135� 1.5 1� 0.1 2.7� 0.129� 2 0.5� 0.1 3.1� 0.115� 2 0.3� 0 4.2� 0.230� 3 0.5� 0 3.1� 0.116� 1 0.4� 0 4.2� 0.160� 3 4� 0.2 4.0� 0.159� 3 7� 0.6 3.5� 0.1
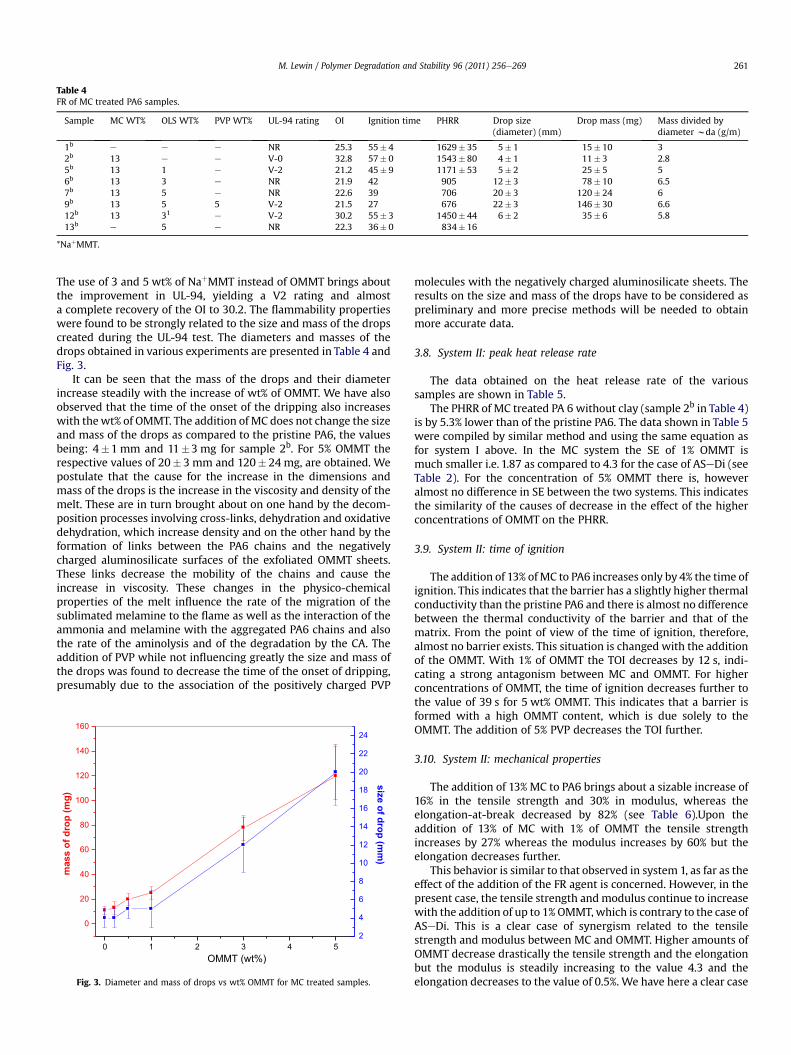
Table 4FR of MC treated PA6 samples.
Sample MC WT% OLS WT% PVP WT% UL-94 rating OI Ignition time PHRR Drop size(diameter) (mm)
Drop mass (mg) Mass divided bydiameter wda (g/m)
1b e e e NR 25.3 55� 4 1629� 35 5� 1 15� 10 32b 13 e e V-0 32.8 57� 0 1543� 80 4� 1 11� 3 2.85b 13 1 e V-2 21.2 45� 9 1171� 53 5� 2 25� 5 56b 13 3 e NR 21.9 42 905 12� 3 78� 10 6.57b 13 5 e NR 22.6 39 706 20� 3 120� 24 69b 13 5 5 V-2 21.5 27 676 22� 3 146� 30 6.612b 13 31 e V-2 30.2 55� 3 1450� 44 6� 2 35� 6 5.813b e 5 e NR 22.3 36� 0 834� 16
*NaþMMT.
M. Lewin / Polymer Degradation and Stability 96 (2011) 256e269 261
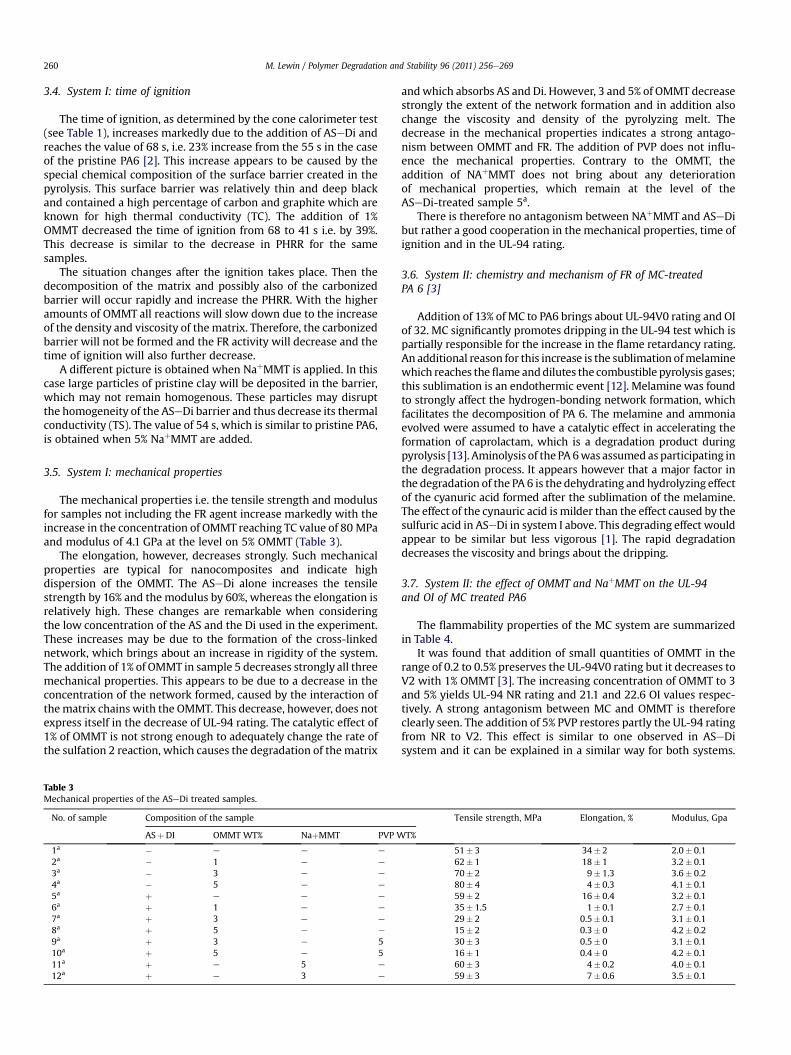
The use of 3 and 5 wt% of NaþMMT instead of OMMT brings aboutthe improvement in UL-94, yielding a V2 rating and almosta complete recovery of the OI to 30.2. The flammability propertieswere found to be strongly related to the size and mass of the dropscreated during the UL-94 test. The diameters and masses of thedrops obtained in various experiments are presented in Table 4 andFig. 3.
It can be seen that the mass of the drops and their diameterincrease steadily with the increase of wt% of OMMT. We have alsoobserved that the time of the onset of the dripping also increaseswith thewt% of OMMT. The addition of MC does not change the sizeand mass of the drops as compared to the pristine PA6, the valuesbeing: 4�1 mm and 11�3 mg for sample 2b. For 5% OMMT therespective values of 20� 3 mm and 120� 24 mg, are obtained. Wepostulate that the cause for the increase in the dimensions andmass of the drops is the increase in the viscosity and density of themelt. These are in turn brought about on one hand by the decom-position processes involving cross-links, dehydration and oxidativedehydration, which increase density and on the other hand by theformation of links between the PA6 chains and the negativelycharged aluminosilicate surfaces of the exfoliated OMMT sheets.These links decrease the mobility of the chains and cause theincrease in viscosity. These changes in the physico-chemicalproperties of the melt influence the rate of the migration of thesublimated melamine to the flame as well as the interaction of theammonia and melamine with the aggregated PA6 chains and alsothe rate of the aminolysis and of the degradation by the CA. Theaddition of PVP while not influencing greatly the size and mass ofthe drops was found to decrease the time of the onset of dripping,presumably due to the association of the positively charged PVP
0 1 2 3 4 5
0
20
40
60
80
100
120
140
160
2
4
6
8
10
12
14
16
18
20
22
24
size o
f d
ro
p (m
m)
mass o
f d
ro
p (m
g)
OMMT (wt%)
Fig. 3. Diameter and mass of drops vs wt% OMMT for MC treated samples.
molecules with the negatively charged aluminosilicate sheets. Theresults on the size and mass of the drops have to be considered aspreliminary and more precise methods will be needed to obtainmore accurate data.
3.8. System II: peak heat release rate
The data obtained on the heat release rate of the varioussamples are shown in Table 5.
The PHRR of MC treated PA 6 without clay (sample 2b in Table 4)is by 5.3% lower than of the pristine PA6. The data shown in Table 5were compiled by similar method and using the same equation asfor system I above. In the MC system the SE of 1% OMMT ismuch smaller i.e. 1.87 as compared to 4.3 for the case of ASeDi (seeTable 2). For the concentration of 5% OMMT there is, howeveralmost no difference in SE between the two systems. This indicatesthe similarity of the causes of decrease in the effect of the higherconcentrations of OMMT on the PHRR.
3.9. System II: time of ignition
The addition of 13% ofMC to PA6 increases only by 4% the time ofignition. This indicates that the barrier has a slightly higher thermalconductivity than the pristine PA6 and there is almost no differencebetween the thermal conductivity of the barrier and that of thematrix. From the point of view of the time of ignition, therefore,almost no barrier exists. This situation is changed with the additionof the OMMT. With 1% of OMMT the TOI decreases by 12 s, indi-cating a strong antagonism between MC and OMMT. For higherconcentrations of OMMT, the time of ignition decreases further tothe value of 39 s for 5 wt% OMMT. This indicates that a barrier isformed with a high OMMT content, which is due solely to theOMMT. The addition of 5% PVP decreases the TOI further.
3.10. System II: mechanical properties
The addition of 13% MC to PA6 brings about a sizable increase of16% in the tensile strength and 30% in modulus, whereas theelongation-at-break decreased by 82% (see Table 6).Upon theaddition of 13% of MC with 1% of OMMT the tensile strengthincreases by 27% whereas the modulus increases by 60% but theelongation decreases further.
This behavior is similar to that observed in system 1, as far as theeffect of the addition of the FR agent is concerned. However, in thepresent case, the tensile strength andmodulus continue to increasewith the addition of up to 1% OMMT, which is contrary to the case ofASeDi. This is a clear case of synergism related to the tensilestrength and modulus between MC and OMMT. Higher amounts ofOMMT decrease drastically the tensile strength and the elongationbut the modulus is steadily increasing to the value 4.3 and theelongation decreases to the value of 0.5%. We have here a clear case
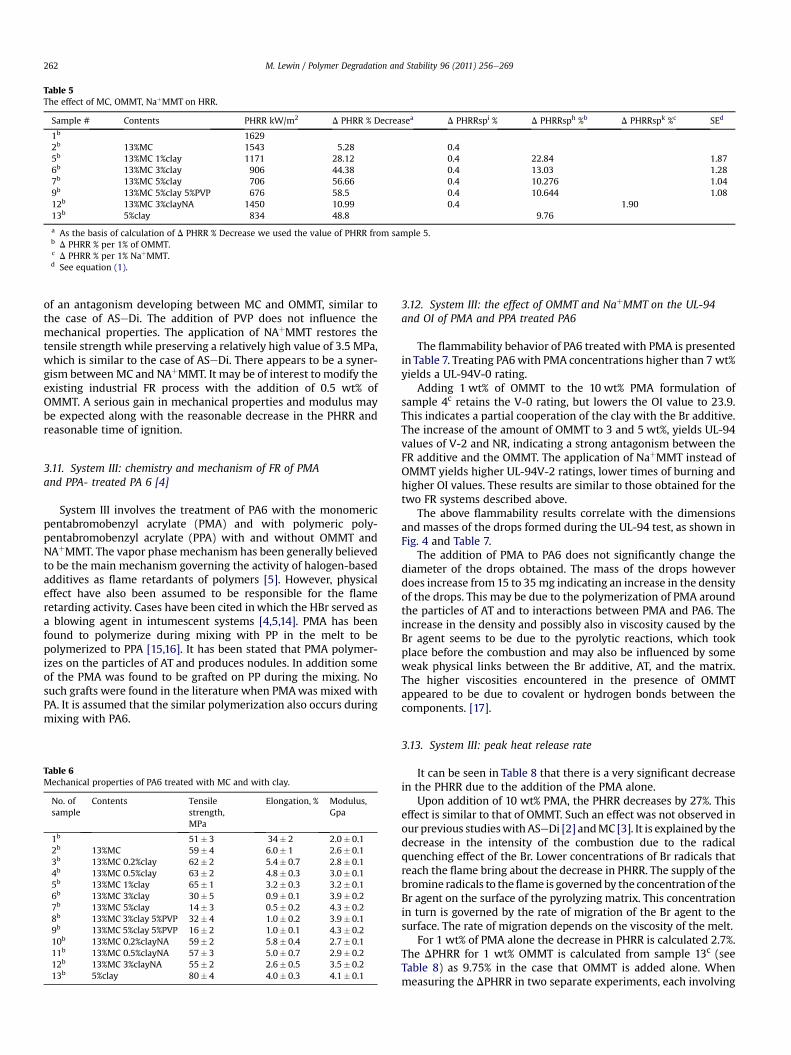
Table 5The effect of MC, OMMT, NaþMMT on HRR.
Sample # Contents PHRR kW/m2 D PHRR % Decreasea D PHRRspi % D PHRRsph %b D PHRRspk %c SEd
1b 16292b 13%MC 1543 5.28 0.45b 13%MC 1%clay 1171 28.12 0.4 22.84 1.876b 13%MC 3%clay 906 44.38 0.4 13.03 1.287b 13%MC 5%clay 706 56.66 0.4 10.276 1.049b 13%MC 5%clay 5%PVP 676 58.5 0.4 10.644 1.0812b 13%MC 3%clayNA 1450 10.99 0.4 1.9013b 5%clay 834 48.8 9.76
a As the basis of calculation of D PHRR % Decrease we used the value of PHRR from sample 5.b D PHRR % per 1% of OMMT.c D PHRR % per 1% NaþMMT.d See equation (1).
M. Lewin / Polymer Degradation and Stability 96 (2011) 256e269262
of an antagonism developing between MC and OMMT, similar tothe case of ASeDi. The addition of PVP does not influence themechanical properties. The application of NAþMMT restores thetensile strength while preserving a relatively high value of 3.5 MPa,which is similar to the case of ASeDi. There appears to be a syner-gism between MC and NAþMMT. It may be of interest to modify theexisting industrial FR process with the addition of 0.5 wt% ofOMMT. A serious gain in mechanical properties and modulus maybe expected along with the reasonable decrease in the PHRR andreasonable time of ignition.
3.11. System III: chemistry and mechanism of FR of PMAand PPA- treated PA 6 [4]
System III involves the treatment of PA6 with the monomericpentabromobenzyl acrylate (PMA) and with polymeric poly-pentabromobenzyl acrylate (PPA) with and without OMMT andNAþMMT. The vapor phase mechanism has been generally believedto be the main mechanism governing the activity of halogen-basedadditives as flame retardants of polymers [5]. However, physicaleffect have also been assumed to be responsible for the flameretarding activity. Cases have been cited inwhich the HBr served asa blowing agent in intumescent systems [4,5,14]. PMA has beenfound to polymerize during mixing with PP in the melt to bepolymerized to PPA [15,16]. It has been stated that PMA polymer-izes on the particles of AT and produces nodules. In addition someof the PMA was found to be grafted on PP during the mixing. Nosuch grafts were found in the literature when PMAwas mixed withPA. It is assumed that the similar polymerization also occurs duringmixing with PA6.
Table 6Mechanical properties of PA6 treated with MC and with clay.
No. ofsample
Contents Tensilestrength,MPa
Elongation, % Modulus,Gpa
1b 51� 3 34� 2 2.0� 0.12b 13%MC 59� 4 6.0� 1 2.6� 0.13b 13%MC 0.2%clay 62� 2 5.4� 0.7 2.8� 0.14b 13%MC 0.5%clay 63� 2 4.8� 0.3 3.0� 0.15b 13%MC 1%clay 65� 1 3.2� 0.3 3.2� 0.16b 13%MC 3%clay 30� 5 0.9� 0.1 3.9� 0.27b 13%MC 5%clay 14� 3 0.5� 0.2 4.3� 0.28b 13%MC 3%clay 5%PVP 32� 4 1.0� 0.2 3.9� 0.19b 13%MC 5%clay 5%PVP 16� 2 1.0� 0.1 4.3� 0.210b 13%MC 0.2%clayNA 59� 2 5.8� 0.4 2.7� 0.111b 13%MC 0.5%clayNA 57� 3 5.0� 0.7 2.9� 0.212b 13%MC 3%clayNA 55� 2 2.6� 0.5 3.5� 0.213b 5%clay 80� 4 4.0� 0.3 4.1� 0.1
3.12. System III: the effect of OMMT and NaþMMT on the UL-94and OI of PMA and PPA treated PA6
The flammability behavior of PA6 treated with PMA is presentedin Table 7. Treating PA6with PMA concentrations higher than 7 wt%yields a UL-94V-0 rating.
Adding 1 wt% of OMMT to the 10 wt% PMA formulation ofsample 4c retains the V-0 rating, but lowers the OI value to 23.9.This indicates a partial cooperation of the clay with the Br additive.The increase of the amount of OMMT to 3 and 5 wt%, yields UL-94values of V-2 and NR, indicating a strong antagonism between theFR additive and the OMMT. The application of NaþMMT instead ofOMMT yields higher UL-94V-2 ratings, lower times of burning andhigher OI values. These results are similar to those obtained for thetwo FR systems described above.
The above flammability results correlate with the dimensionsand masses of the drops formed during the UL-94 test, as shown inFig. 4 and Table 7.
The addition of PMA to PA6 does not significantly change thediameter of the drops obtained. The mass of the drops howeverdoes increase from 15 to 35 mg indicating an increase in the densityof the drops. This may be due to the polymerization of PMA aroundthe particles of AT and to interactions between PMA and PA6. Theincrease in the density and possibly also in viscosity caused by theBr agent seems to be due to the pyrolytic reactions, which tookplace before the combustion and may also be influenced by someweak physical links between the Br additive, AT, and the matrix.The higher viscosities encountered in the presence of OMMTappeared to be due to covalent or hydrogen bonds between thecomponents. [17].
3.13. System III: peak heat release rate
It can be seen in Table 8 that there is a very significant decreasein the PHRR due to the addition of the PMA alone.
Upon addition of 10 wt% PMA, the PHRR decreases by 27%. Thiseffect is similar to that of OMMT. Such an effect was not observed inour previous studieswith ASeDi [2] andMC [3]. It is explained by thedecrease in the intensity of the combustion due to the radicalquenching effect of the Br. Lower concentrations of Br radicals thatreach the flame bring about the decrease in PHRR. The supply of thebromine radicals to theflame is governed by the concentration of theBr agent on the surface of the pyrolyzing matrix. This concentrationin turn is governed by the rate of migration of the Br agent to thesurface. The rate of migration depends on the viscosity of the melt.
For 1 wt% of PMA alone the decrease in PHRR is calculated 2.7%.The DPHRR for 1 wt% OMMT is calculated from sample 13c (seeTable 8) as 9.75% in the case that OMMT is added alone. Whenmeasuring the DPHRR in two separate experiments, each involving
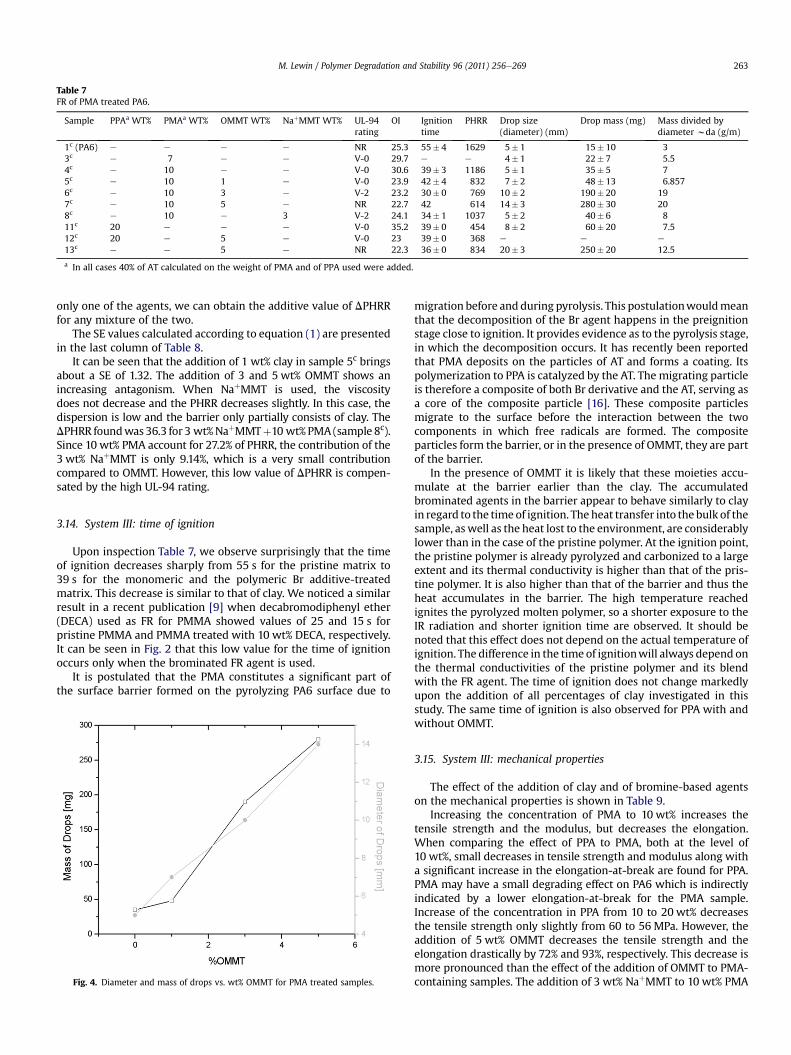
Table 7FR of PMA treated PA6.
Sample PPAa WT% PMAa WT% OMMT WT% NaþMMT WT% UL-94rating
OI Ignitiontime
PHRR Drop size(diameter) (mm)
Drop mass (mg) Mass divided bydiameter wda (g/m)
1c (PA6) e e e e NR 25.3 55� 4 1629 5� 1 15� 10 33c e 7 e e V-0 29.7 e e 4� 1 22� 7 5.54c e 10 e e V-0 30.6 39� 3 1186 5� 1 35� 5 75c e 10 1 e V-0 23.9 42� 4 832 7� 2 48� 13 6.8576c e 10 3 e V-2 23.2 30� 0 769 10� 2 190� 20 197c e 10 5 e NR 22.7 42 614 14� 3 280� 30 208c e 10 e 3 V-2 24.1 34� 1 1037 5� 2 40� 6 811c 20 e e e V-0 35.2 39� 0 454 8� 2 60� 20 7.512c 20 e 5 e V-0 23 39� 0 368 e e e
13c e e 5 e NR 22.3 36� 0 834 20� 3 250� 20 12.5
a In all cases 40% of AT calculated on the weight of PMA and of PPA used were added.
M. Lewin / Polymer Degradation and Stability 96 (2011) 256e269 263
only one of the agents, we can obtain the additive value of DPHRRfor any mixture of the two.
The SE values calculated according to equation (1) are presentedin the last column of Table 8.
It can be seen that the addition of 1 wt% clay in sample 5c bringsabout a SE of 1.32. The addition of 3 and 5 wt% OMMT shows anincreasing antagonism. When NaþMMT is used, the viscositydoes not decrease and the PHRR decreases slightly. In this case, thedispersion is low and the barrier only partially consists of clay. TheDPHRR foundwas36.3 for 3 wt%NaþMMTþ10 wt% PMA (sample 8c).Since 10 wt% PMA account for 27.2% of PHRR, the contribution of the3 wt% NaþMMT is only 9.14%, which is a very small contributioncompared to OMMT. However, this low value of DPHRR is compen-sated by the high UL-94 rating.
3.14. System III: time of ignition
Upon inspection Table 7, we observe surprisingly that the timeof ignition decreases sharply from 55 s for the pristine matrix to39 s for the monomeric and the polymeric Br additive-treatedmatrix. This decrease is similar to that of clay. We noticed a similarresult in a recent publication [9] when decabromodiphenyl ether(DECA) used as FR for PMMA showed values of 25 and 15 s forpristine PMMA and PMMA treated with 10 wt% DECA, respectively.It can be seen in Fig. 2 that this low value for the time of ignitionoccurs only when the brominated FR agent is used.
It is postulated that the PMA constitutes a significant part ofthe surface barrier formed on the pyrolyzing PA6 surface due to
Fig. 4. Diameter and mass of drops vs. wt% OMMT for PMA treated samples.
migration before and during pyrolysis. This postulationwouldmeanthat the decomposition of the Br agent happens in the preignitionstage close to ignition. It provides evidence as to the pyrolysis stage,in which the decomposition occurs. It has recently been reportedthat PMA deposits on the particles of AT and forms a coating. Itspolymerization to PPA is catalyzed by the AT. The migrating particleis therefore a composite of both Br derivative and the AT, serving asa core of the composite particle [16]. These composite particlesmigrate to the surface before the interaction between the twocomponents in which free radicals are formed. The compositeparticles form the barrier, or in the presence of OMMT, they are partof the barrier.
In the presence of OMMT it is likely that these moieties accu-mulate at the barrier earlier than the clay. The accumulatedbrominated agents in the barrier appear to behave similarly to clayin regard to the time of ignition. The heat transfer into the bulk of thesample, as well as the heat lost to the environment, are considerablylower than in the case of the pristine polymer. At the ignition point,the pristine polymer is already pyrolyzed and carbonized to a largeextent and its thermal conductivity is higher than that of the pris-tine polymer. It is also higher than that of the barrier and thus theheat accumulates in the barrier. The high temperature reachedignites the pyrolyzed molten polymer, so a shorter exposure to theIR radiation and shorter ignition time are observed. It should benoted that this effect does not depend on the actual temperature ofignition. The difference in the time of ignitionwill always depend onthe thermal conductivities of the pristine polymer and its blendwith the FR agent. The time of ignition does not change markedlyupon the addition of all percentages of clay investigated in thisstudy. The same time of ignition is also observed for PPA with andwithout OMMT.
3.15. System III: mechanical properties
The effect of the addition of clay and of bromine-based agentson the mechanical properties is shown in Table 9.
Increasing the concentration of PMA to 10 wt% increases thetensile strength and the modulus, but decreases the elongation.When comparing the effect of PPA to PMA, both at the level of10 wt%, small decreases in tensile strength and modulus along witha significant increase in the elongation-at-break are found for PPA.PMA may have a small degrading effect on PA6 which is indirectlyindicated by a lower elongation-at-break for the PMA sample.Increase of the concentration in PPA from 10 to 20 wt% decreasesthe tensile strength only slightly from 60 to 56 MPa. However, theaddition of 5 wt% OMMT decreases the tensile strength and theelongation drastically by 72% and 93%, respectively. This decrease ismore pronounced than the effect of the addition of OMMT to PMA-containing samples. The addition of 3 wt% NaþMMT to 10 wt% PMA

Table 8The effect of PMA, OMMT, NaþMMT on HRR.
Sample Contents PHRR kW/m2 DPHRR% Decrease DPHRRisp% DPHRRj
sp% DPHRRhsp% SE
1c 16294c 10% PMA 1186 27.2 2.75c 10% PMA 832 48.9 2.7 1.32
1% OMMT6c 10% PMA 769 52.8 2.7 0.93
3% OMMT7c 10% PMA 614 62.3 2.7 0.82
5% OMMT8c 10% PMA 1037 36.3 2.7
3% NAþMMT11c 20% PPA 454 72.1 3.612c 20% PPA 368 77.4 3.6 0.64
5% OMMT13c 5% OMMT 834 48.8 9.7
M. Lewin / Polymer Degradation and Stability 96 (2011) 256e269264
does not change the tensile strength, indicating that the increaseover the value of pristine PP is due to the PMA and not to NaþMMT.An increase in NaþMMT to 5 wt%, however, decreases tensilestrength from61 to 47, and the elongation from3.1 to 2, showing thatNaþMMT can also have a small deteriorating effect on the tensilestrength, albeit to a smaller extent thanOMMT. The elongation in thesamples with NaþMMT is slightly higher than the samples withOMMT. It is, however, lower than sample 4c, in which no clay wasincluded. The modulus for the samples with NaþMMT is similar tothat of the OMMT samples. It is of interest to note that adding 5 wt%OMMTwithout the FR additive yields high values of tensile strength,elongation and modulus. While the tensile strength and elongationof this sample are similar to sample 4c, the modulus is much higher.Since the tensile strength and elongation deteriorate due to theaddition of OMMT to PMA and PPA-containing samples, it is evidentthat except for themodulus, there is a clear antagonism between theFR agents and the organically layered silicate and both the mono-meric and polymeric bromine agents. A comparison between theresults obtained in thepresent study to those of theprevious systemsstudied in this laboratory [2,3] shows similar trends with regard tothemechanical properties, the influence of OMMT, and the influenceof NaþMMT. This indicates the same general trend for threecompletely different chemical FR treatments.
4. Discussion
4.1. The effect of OMMT and NaþMMT on the UL-94 and OIof three systems
The addition of OMMTalone in the range of 1-5wt% brings aboutanNRUL-94 rating and the decrease in theOI. This indicates that the
Table 9Mechanical properties of PA6 treated with bromine additives and with clay.
Sample Content
PPA% PMA% OMMT% NAþMMT%
1c e e e e
2c e 5 e e
3c e 7 e e
4c e 10 e e
5c e 10 1 e
6c e 10 3 e
7c e 10 5 e
8c e 10 e 39c e 10 e 510c 10 e e e
11c 20 e e e
12c 20 e 5 e
13c e e 5 e
exfoliated OMMT does not act as a conventional flame retardant forPA6. However, the flame retardant activity in all three FR systems isretained in systems I and III up to 1 wt% of OMMTand in the case ofsystem II up to 0.5 wt% OMMT. In these cases full cooperation isindicated and a UL-94V-0 rating is obtained. The UL-94 ratingdecreases to V-2 and NR upon increasing the concentration ofOMMT to 3 and 5 wt%, respectively. This indicates a strong antag-onism between all three FR agents and OMMT. The antagonism isexplained by the increased viscosity and decreased chain mobilitydue to the interactions between the exfoliated aluminosilicatesheets and the PA6 chains [17]. This increase in viscosity is accom-panied by a simultaneous change in density due to pyrolytic reac-tions of dehydration, dehydrogenation and cross-linking as a resultof pyrolysis. Both the viscosity and density can be approximatelymonitored by the diameter andmass of the drops formed during theUL-94 test. The diameter and mass are seen in Table 7 to increasewith the concentration of OMMT. In the case of system III, theaddition of 5% OMMT increases the diameter of the drops to14� 3 mm and the mass to 280� 30 mg. This mass is much higherthan the mass obtained in the case of the MC treated PA6. In thelatter case mass of only 120 mg is obtained. However, the diameteris much smaller than in system II, which is 20 mm. The smaller sizeand the lower density of the drops indicates the higher tendency fordripping in MC treated samples, which has been described in theliterature. We may have here a new numerical way to characterizethis tendency which may be appropriate for other systems. Thesetendencies in the case of MC are associated with improving theflame retardancy of the samples. The UL-94 rating and the OI valuesdecrease with the increase in the size and mass of the drops. Theratio mass:diameter appears to be linked with the density of themelt which increases with time of pyrolysis (see Table 7).
Tensile strength, MPa Elongation, % Modulus, GPa
51� 3 34� 2 2.0� 0.156� 2 7.0� 1 2.3� 0.159� 3 5.4� 0.7 2.5� 0.162� 3 4.5� 0.4 2.6� 0.153� 2 3.0� 0.3 3.2� 0.147� 2 2.6� 0.2 3.6� 0.224� 3 1.0� 0.2 4.1� 0.261� 4 3.1� 0.2 3.4� 0.147� 2 2.0� 0.1 3.7� 0.260� 2 8.2� 0.4 2.3� 0.156� 3 5.9� 0.7 4.0� 0.116� 2 0.4� 0.5 4.2� 0.280� 4 4.0� 0.3 4.1� 0.1

M. Lewin / Polymer Degradation and Stability 96 (2011) 256e269 265
The replacement of OMMT by of NaþMMT yields differentresults. The NaþMMT is ill-dispersed in the melt and remains insizable micron-sized particles. These particles are not covering thefull surface of the barrier, which therefore remains easily perme-able, so that the melt behaves like the pristine PA6. The propertiesof the NaþMMT treated samples are therefore similar to those ofthe pristine PA6. This expresses itself; both in the FR ratings as wellas in a smaller decrease of the PHRR and in a higher time of ignition,as compared to the OMMT treated samples.
4.2. PHRR for 3 FR systems
When comparing the values of PHRR and the SE for samplescontaining FR alone and FRþ 1% OMMTand FRþ 5% OMMT in the 3systems presented in Tables 2, 5 and 8 above, we can draw thefollowing conclusions.
In system III (see Table 8) we note very sizeable decrease in thePHRRupon the application of the FR alone. The addition of 1%OMMTto the FR brings about DPHRR of 49%, which is also obtained for 5%OMMT without FR. The FRþ 1%OMMT yields similar results as 5%OMMT with the addition of V0 UL-94 rating. Similar situation ispredicted for other systems based on the vapor phase mechanism.
In such systems, the FR exerts a similar effect to OMMT on theDPHRR.
This effect is not directly connected with the clay-containingsurface barrier created during the pyrolysis and combustion.
Even a small concentration of clay will hinder the supply of thecombustible fluids to the flame and decrease further the rate ofheat release. Increasing the weight % of the OMMT will affect PHRRto a much smaller degree than the first 1%, although the thicknessof the barrier might be greater. It is possible that at the higherconcentrations the OMMT remains in the melt increasing itsviscosity and hindering the access of the FR to the flame.
Similar situation exists in system II. It behaves similar to thepristine PA6 (see Table 5) and it appears that there was almost nobarrier formed. Here the MC does almost not contribute to thebarrier,which is formed solely by the 1%OMMT.Not surprisingly thevalue of DPHRR contributed by the OMMT is the same as in systemIII i.e. 22.8 as compared to 21.7 in system III. It is interesting to notethat we obtained a similar value ca. 22% decrease of the PHRR forsystem I, which as shown above is an entirely different system.
In this case it is possible that the structure of the barrier ischanged by the addition of 1% of OMMT in such a way as to hinderthe flow of the combustibles to the flame. The SE for system I istherefore the highest since in this case the 1% OMMT exerts themost prominent effect.
The SE is found to be the same for all 3 systems at the higherconcentrations of OMMT.
The contribution of NAþMMT to DPHRR is relatively small. Thesedecreases may be attributed to incomplete barriers composed oflumps of the pristine clay.
4.3. Time of ignition for three FR systems
The time of ignition of nanocomposites is believed to depend ona surface barrier composed predominantly of aluminosilicatewhich migrated to the sample surface during the heating andpyrolyzing of themelt before combustion [18e20]. This layer servesas a barrier protecting the molten matrix against the radiation, aswell as preventing the emission of the molten matter and theflammable gasses to the flame. It was suggested that infraredradiation is being absorbed and accumulated in this barrier [21].This, however, does not yet explain the low ignition time. We thenfurther postulated that the surface barrier serves as an insulatinglayer with a low TC [2e4]. The heat accumulated therefore cannot
be rapidly dispersed to the environment or transferred to the bulkof the sample. Thus, the temperature of the barrier rapidlyincreases reaching the ignition point, which in turn brings abouta short ignition time.
There should be clear differentiation between this barrier andthe char. This barrier is formed before the ignition, while char is thematerial left after the combustion. These two entities are some-times confused in the literature.
In the case of ASeDi (see above), we have a complex barrier. Onone hand there is a black high -carbon and graphite containing thinlayerwhich protects the sample from ignition. This barrier is formedin experimentswithout clay and is of high thermal conductivity andconsequently a long time of ignition is obtained. However, upon theaddition of 1% of OMMT the time of ignition decreases catastroph-ically by 39%. Therefore, a new kind of barrier must have beenproduced. This barrier is composed of two layers. The outer layer isthe carbonaceous layerwith the high TC. The second layer under thefirst one is composed of clay. This layer is quite stable; it is composedof particles with the high aspect ratio and is not decomposed by theradiation. The radiant energy is absorbed and transferred rapidlythrough the high thermal conductivity first layer to the secondOMMT layer, where it accumulates bringing about a rapid rise in itstemperature to the ignition point of the matrix, so the short time ofignition is obtained. The first layer may burn out after the ignitiontakes place and only a part of it will be included in a final char. Theclay, however, will stay and will be almost fully included in a char.
These results point to the importance of TC as a leading cause inthe ignition time of polymers. It indicates that the ignition timedepends on the chemical composition and particularly on thecarbon and graphite content formed on the surface of the pyro-lyzing polymer during combustion. These ingredients bring abouta TC much higher than the TC of the clay barrier.
The TC of clay-based nanocomposites is known at roomtemperature to increase with the addition of clay. The TC of clayitself is ca. 1.1 W/mK and much higher than that of polymers(ca. 0.5 W/mK) [22e25] at relatively low temperatures, and ca.0.2 W/mK at 250 �C. It is documented that whereas the intercalatedmoiety of the clay nanocomposites has a relatively high TC, theexfoliated moiety yields a much lower TC by one to two orders ofmagnitude [26]. Lee et al. and Wang et al. [27,28] studied the TC ofthe exfoliated nanocomposites prepared by melt mixing maleatedpolyolefines and laponite (PPMPA/clay), and observed that the TCdecreased with an increase of clay content. Yao et al. [29] also founda similar result in polyurethanewith low clay loadings and likewiseZhou et al. [26] for exfoliated PA6-clay nanocomposites. This lowerTC is assumed to be due to the high surface area and thermalresistance interface of the exfoliated platelets with matrix.
All above results pertain to relatively low temperatures belowthe pyrolysis at combustion range, i.e. 350e450 �C. In this range,the pyrolytic reactions bring about dehydration and dehydroge-nation of the matrix, resulting in a carbonization and graphitizationof the melt. At the high pyrolysis temperatures the thermalconductivity continues to decrease. The rate and extent of thesereactions will vary for different polymers and nanoparticles. Theywill be accompanied by increases in viscosity and density of thepyrolyzing melt. Little is known about the chemical composition,density, viscosity, surface free energy and the TC of the surfacelayers of the pyrolyzing polymer in the pre-ignition phase. It is to beexpected that the increase in the carbon and graphite content willincrease the TC far beyond the TC of the clay-rich surface barrier.
In the case of PP-multi wall carbon nanotubes (MWCNT) theaccumulated radiative heat is rapidly transferred away from thesurface and dissipated, resulting in an ignition time higher thanpristine PP. This effect increaseswith increase in the concentration ofMWCNT. This is an opposite effect to that of the clay [21,22,30e32].

Table 10Change in time of ignition for three FR systems.
Sample Change in time of ignition, %
System 1- ASþDi System 2- MC System 3-PMA
FR þ28.3 þ4 �29FRþ 1%OMMT �23 �18 �24FRþ 5%OMMT �51 �29 �24FRþ 5% NaþMMT þ1 0:0 �38
M. Lewin / Polymer Degradation and Stability 96 (2011) 256e269266
It can be expected that the addition of small concentrations ofcarbon nanotubes to the nanocomposite may increase the thermalconductivity of the barrier and consequently the time of ignition. Itnaturally depends on the rate of migration of the nanotubes to thesurface, compared to that of the clay and of the FR agent. Differencesin the rate of migration between carbon nanotubes and carbonnanofibers may also be expected. It should be pointed out that theuse of NaþMMT in the preparation of the PA6-based nanocompositeinstead of OMMT yields different results relating to the time ofignition. When added in systems I and II no difference of time ofignitionwhen compared to the pristine PA6was observed. In systemIII the TOI was close to that of the PMA containing PA6. It appearstherefore that NaþMMT has almost no influence on the TOI. Thisindicates that the barrier formedwas not uniform and therefore onlylittle insulation occurred.
In system III we postulated above, that the low thermal conduc-tivity of the barrier in the experiments of PA6 plus PMA and PPAwithout clay is due to the accumulation of the complex comprised ofthe brominated agent and the AT. This accumulation can occur onlyby migration before and during the initial pyrolysis stage.
Such a decrease in the time of ignition may occur also for otherbromine based FR agents. Several cases of migration of FR agentswere reported for non-halogen flame retardants. Iji found this typeof migration [33] in the use of branched aromatic-aliphatic siliconfor the flame retardancy of polycarbonate. Lewin [34] et al. assumeda similar mode of action in the case of the treatment of PA6 with 2wt% ammonium sulfamate and 0.75 wt% dipentaerythritol [1,34].Such a migration was also suggested for the intumescent flameretardancy of PP [14,35]. The migration in all these cases wasattributed to the Gibbs adsorption isotherm. According to thisisotherm [36], in a multi-component system, the component withthe lowest surface tension will migrate to the surface therebydecreasing the free energy of the surface.
Our postulate that the brominated flame retardant migrates tothe surface is supported by several considerations. The well-knownphenomenon of the blooming of bromine derivatives from the bulkof their blends with polymers to the surfaces is actually a migrationof monomeric molecules at room temperature. There is everyreason to believe that at higher temperatures above the meltingpoint and during pyrolysis, oligomeric and polymeric Br flameretardants will also migrate to the surface. Migration of polymers tothe surface is documented and established in many publications[37,38]. Migration of bromine flame retardants has been docu-mented recently and the blooming (migration) phenomenon waslately studied [39]. Advanced experimental systems, modeling andcomputational methods were used in this study of the blooming oftwo bromine-based flame retardants along with Sb2O3 in HIPS:onee decabromodiphenyl ethane (FR 8010 by Albermarle), and theother e 4,5,6,7 tetrabromo 1,1,3 trimethyl 3 (2,3,4,5 tetrabromophenyl) indan (FR1808 by DSBG-ICL). Another bromine FR, deca-bromodiphenyl ether, was found to migrate in a polymer blend (PSand PMMA) to the surface of the domains of the components of theblend. This migration happened simultaneously with the migrationof clay to the same surfaces. The bromine FR gathered on the clayparticles [9].
It was shown that PMAmolecules are directly attached to the ATparticles and polymerize on them [15,16]. No information wasfound about the size of the AT particles in the melt during pyrolysis.The fact that the reaction between Br and AT happens with a veryhigh yield and all the AT and Br participating in the reaction wereconverted into free radical moieties indicates that the AT particlesmust have dispersed at the high temperature pyrolyzing melt intosmall nano sized particles or into nodules. It is therefore likely thatthe composite formed will be composed of nano sized particles,which will be able to migrate and become a barrier or a part of it.
The rate of migration depends on the viscosity of the melt. Theimportance of the melt viscosity during pyrolysis and combustionfor the transport of the gases and blowing agents in intumescencewas stressed by Kashiwagi [40] and by Schartel [11a]. However, themelt viscosity may be just as important for the migration of theOMMT to the surface during pyrolysis in the case of nano-composites. This will also be of similar importance to charprecursors like in the cases of Iji and Lewin mentioned above. Itwould be of interest to consider the possibility of suchmigrations inthe melt for other flame retardancy systems.
The migration process can exert a significant influence on theflammability behavior of products. At high temperatures the flameretardants will migrate rapidly to the surface and possibly behavesimilar to POSS [41] and may possibly be explained by a similarmechanism.
Since during the FR tests, the flame is usually applied to thesurface, the composition of the surface has been assumed to beimportant in the flammability behavior of the blend [41a]. Theignition time, ignition temperature, rate of heat release, peak of heatrelease, and the time of the peak, as well as other flammabilitycharacteristics may be affected. Thus, the blend will behave not asa homogeneous mixture of the components, but rather close to thebehavior of one of them. In fact, one of the components in such a casemay act as a coating. Further work on blooming and migration,related to flammability characteristics, as well as to other propertiesof polymers seem to be of great interest. Surface properties such asfriction, abrasion,wear, soiling and soil removal, corrosion and agingmay be strongly affected. Similarly bulk properties such as tensilestrength, impact, modulus, toughness, homogeneity, dimensionalstability, resistance to biological attack, may also be affected by themigration process.
The results of Table 10 enable us to draw some conclusionsrelating to the effect of the thickness of the barrier on the TOI, bothin the case of the decreased TOI as well as on its increase.
It is seen that in the case of system I (ASeDi) the effect of theOMMT on the TOI decreases with the increase in its concentration.For 5% OMMT in the presence of the FR we obtain the decrease inthe TOI of 51%. For 1% OMMT we are getting the decrease of 23%.Based on the TOI for the sample with 5% OMMT alone we havea decrease in the time of ignition of 7% for 1% of OMMT.
In the case of system II a decrease in TOI of 11% is obtained for anincrease of 4% OMMT. For each of this additional 4% a decrease of2.75% is obtained, which is in the same direction as for system I. Insystem III there is no difference in the time of ignition betweensamples with either 1% or 5% OMMT, therefore the effect of theconcentration of OMMT is negligible. It follows therefore that theeffect of OMMT on the time of ignition depends on the nature ofthe FR additive applied. It is very small for Br FR and it is veryprominent for a high thermal conductivity barrier producing FRagent. It follows that it is not the thickness of the barrier but ratherits chemical composition which affects the time of ignition. Addi-tional evidence to this effect is obtained when comparing sampleswith 10% PMA to 20% PPA containing blend without observinga change in the TOI. The addition 5% OMMT to the 20% PPA con-taining sample does not influence the TOI.

M. Lewin / Polymer Degradation and Stability 96 (2011) 256e269 267
Similar effect is observed when increasing the TOI. The additionof ASeDi increases sharply the TOI, in spite of the fact that theamounts of ASeDi are only 2.7 wt% of the formulation. This isa remarkable effect and can be explained by assuming that thesmall mass of the ASeDi added changes profoundly the thermalconductivity of the barrier in the pre-ignition phase. This changeoccurs due to the formation of a carbonized and graphitized massduring the pyrolysis. This carbon rich mass is of much higherconductivity than the polymer and the clay. It is obvious that thegraphitized barrier formed is very thin and yet it influencesstrongly the TOI, lending further proof that the observed effect canbe achieved by a very thin barrier.
In system II the addition of 13% MC increases the ignition timeby only 4%, which indicates that no significant graphitization takesplace in the pyrolysis of the sample containing MC. It is possiblethat the integrity of the barrier has an important effect on the TOI. Ifthis barrier is ‘contaminated’ by small incrustation islands of claythen the situation can change dramatically. We may conclude thatthe barrier can be of a very small thickness and increase in thethickness has an effect depending on the chemical composition ofthe barrier. It is possible that aminimum thickness is sufficient. Thisminimum may be obtained by applying 1% OMMT.
It should be noted that the time of ignition does not necessarilydepend on the temperature of ignition. The time of ignition ofa nanocomposite or of a flame retardant containing polymer willalways depend on the difference between the thermal conductiv-ities of the pristine polymer and that of the additive containingpolymer in the preignition stage. The time of ignition thereforedoes not depend upon any combustible gases passing through thebarrier as was suggested in the literature [42,43]. Any gases passingthrough the barrier in the case of a Br-based FR will necessarilycontain bromine radicals or HBr, as well as Sb and SbO radicals.These fluids can not be ignited. This presents strong evidenceagainst the assumption that the low ignition times are caused byflammable gases produced during early pyrolysis.
4.4. Mechanical properties in all three systems
Tables 3, 6 and 9 illustrate the change in tensile strength andmodulus of PA6 nanocomposites with OMMT alone and nano-composites with FR and OMMT.
It is seen in Table 3 that with the increase in % OMMT from 0-5%,the tensile strength and modulus increase by 60% and 105%respectively. This is consistentwith values published in the literatureand illustrates the advantage gain by the addition of small amountsof organically-treated layered silicates, especially in the exfoliatedform. The tables show the effect of the flame retardant additiveswith and without OMMT. The increase in tensile strength observedin the absence of OMMT may be explained by the interactionbetween the FR molecules with the matrix chains. The addition ofOMMT, in all three cases (Tables 3, 6 and 9), decreases drastically thetensile strength with the increase of OMMT. This indicates a strongantagonism between OMMT and the FR agents related to tensilestrength in all three systems. Themodulus, however, increases and isseen to increase in all cases with the increase of OMMT, showinga strong synergism between OMMT and FR.
The elongation at break is found to decrease in all cases. Thedecrease is relatively moderate in the presence of OMMT alone. Itdecreases more drastically in the presence of FR and OMMT.
4.5. Synergism, cooperation and antagonism
The synergism encountered in the 3 systems discussed in thepresent paper is different from that encountered in the literature inother FR systems. In the present case the synergism has to be
considered for several concentrations of at least one of thecomponents of the nanocomposite such as the concentration of theOMMT. In systems mostly discussed in the literature the focus is onparticular compositions yielding the optimum flame retardantparameters. Upon changing the concentration of OMMT in all threesystems discussed, the synergism is turned into antagonism. Inaddition, the synergism has to be determined in relation toa number of FR parameters, whereas in the literature usually onlythe synergism related to the rate of heat release or to one other FRparameter, is mentioned. In the present case an effort is made, firstto relate the synergism to several important parameters such asUL-94 rating, peak rate of heat release, time of ignition, tensilestrength elongation-at-break andmodulus. Second, an attemptwasmade to calculate numerical values defining SE by the use ofequation (1). This enables determination of the scope of synergism,antagonism and cooperation (see Tables 2, 5 and 8). These calcu-lations were made for PHRR in all three systems. It should bepointed out that in certain cases such calculations of the SE can notbe carried out. One such case is the relation between the OMMTandthe UL-94 rating, for which numerical values of SE can not bedetermined, but a clear differentiation of synergism and antago-nism can be made. Differentiation between synergism, cooperationand antagonism can be made in most cases for each parameterseparately. A decision about any of the 3 possibilities could bemadeonly in relation to 1 parameter.
5. Conclusions
The present paper discusses the possibilities for using organi-cally-layered silicates and pristine-layered silicates as flame retar-dants in conjunction with conventional additives. Three systemsusing different flame retardant additives are discussed andcompared. Two of the systems are governed by the condensedphase mechanisms: a. the ammonium sulfamate dipentaerithritol;b. the melamine cynaurate. The third system (c.) is governed by thevapor phase mechanism. It employs pentabromobenzyl acrylate inmonomeric (PMA) and polymeric (PPA) forms. The topics primarilyconsidered in the discussion are: a. FR parameters with andwithout clay; b. PHRR as measured by the cone calorimeter for allsystems; c. time of ignition; d. mechanical properties. The experi-ments, on which this report is based, were carried out for severalconcentrations of OMMT and NAþMMT. An attempt has been madeto define in numerical values synergism, cooperation and antago-nism related to the above topics. This was done by calculating thesynergistic effectivities (SE).
The application of up to 5 wt% of OMMT does not result in flameretardancy as expressed by the UL-94 and OI tests. The high ratingsobtained by the use of the three conventional FR agents used in thethree systems investigated, were preserved in the presence of0.5e1 wt% of OMMT in the formulation, indicating cooperationbetween OMMT at a limited concentration range and conventionalFR’s. Addition of higher percentages of OMMT up to 5 wt% resultedin lowering the FR ratings and losing the flame retardancy. Thisdecrease in FR ratings is explained by the increase in the viscosity ofthe melt due to the interaction between the exfoliated OMMT andthe PA6 chains, by hydrogen bonds or covalent linkages. Theincrease in viscosity decreased the rate of migration of the FRmoieties in the case of system I and system III to the surface barrierof the melt and in the decrease in the movement of the sublimatedmelamine to the flame in the case of system II. Estimates of viscosityand density of the melt were based on the diameters and masses ofthe drops formed in the UL-94 test. These parameters increase withthe increase in the concentration of OMMT in the melt.
The replacement of OMMT by of NaþMMT yields differentresults. The NaþMMT is ill-dispersed in the melt and remains in

M. Lewin / Polymer Degradation and Stability 96 (2011) 256e269268
sizable micron-sized clumps. These particles do not cover the fullsurface of the barrier, which therefore remains easily permeable, sothat the melt behaves like the pristine PA6. The properties of theNaþMMT-treated samples are therefore similar to those of thepristine PA6. This expresses itself; both in the FR ratings as well asin a smaller decrease of the PHRR and in a higher time of ignition, ascompared to the OMMT treated samples.
In system III, based on the vaporphasemechanism,wenote averysizeable decrease in the PHRRupon theapplicationof the FRalone i.e.a decrease in PHRR of 27.2%. Upon addition of 1% OMMT additionaldecrease in PHRRof 22% is obtained. Such a decrease is also observedin other two condensed phase systems. A decrease in PHRR of 49% isobserved upon addition of 5% OMMTwithout FR. This indicates thatwith the addition of 1% OMMTwe get the full advantages obtainablefor 5%OMMTplus a UL-94V0 rating. Similar situation is predicted forother systems based on the vapor phase mechanism. The increase ofthe wt % of OMMT above 1% decreases PHRR to a much smallerdegree than the first 1%. For the higher concentrations of OMMT weobtained almost the same SE for all three systems. The contributionof NAþMMT to DPHRR is relatively small.
The time of ignition of nanocomposites depends on a surfacebarrier composed predominantly of aluminosilicate, whichmigrated to the sample surface during the heating and pyrolyzingof the melt before combustion. We postulate that surface barrierserves as an insulating layer with a low TC. The heat accumulated inthe barrier in the pre-ignition phase can therefore not disperserapidly to the environment or transfer to the bulk of the sample.Thus, the temperature of the barrier rapidly increases reaching theignition point, which in turn brings about a short ignition time.
There is a clear difference between this barrier and the char. Thebarrier is formed before the ignition, while char is the material leftafter the combustion. In the case of ASeDi a complex barrier isformed. One part of the barrier is composed of a high-carbon andgraphite containing thin layer, which protects the sample notcontaining clay from ignition. This barrier is of high heat conduc-tivity and consequently a long time of ignition is obtained. Upon theaddition of 1% of OMMT the time of ignition decreases drastically by39%. The second layer is composed of clay with a low TC. This layeris quite stable. It is composed of particles of exfoliated OMMT withthe high aspect ratio and is not decomposed by the radiation in thecone calorimeter. This layer is of a low thermal conductivity.
The radiant energy is absorbed and transferred rapidly throughthe high thermal conductivity first layer to the second OMMT layer,where it accumulates bringing about a rapid rise in its temperatureto the ignition point of the matrix, so the short time of ignition isobtained. The first layer may burn out after the ignition takes placeand only a part of it will be included in a final char. The clay,however, stays and is later fully included in a char. These resultspoint to the importance of TC as a leading cause in the ignition timeof polymers. It indicates that the ignition time depends on thechemical composition and particularly on the carbon and graphitecontent formed in the pyrolyzing polymer. These ingredients bringabout a TC much higher than the TC of the clay barrier. It is docu-mented that whereas the intercalated moiety of the clay nano-composites has a relatively high TC, the exfoliated moiety yieldsa much lower TC by one to two orders of magnitude. In thistemperature range, the pyrolytic reactions bring about dehydrationand dehydrogenation of the matrix, resulting in a carbonizationand graphitization of the melt. They are accompanied by increasesin viscosity and density of the pyrolyzing melt. The increase in thecarbon and graphite content will increase the TC far beyond the TCof the clay-rich surface barrier. It can be expected that the additionof small concentrations of carbon nanotubes to the nanocompositemay increase the thermal conductivity of the barrier and conse-quently the time of ignition.
Upon adding NAþMMT instead of OMMT in systems I and II nodifference in time of ignition, when compared to the pristine PA6,was observed. In system III the TOI was close to that of the PMAcontaining PA6. It appears, therefore that NaþMMT has almost noinfluence on the TOI. This indicates that the barrier formed was notuniform and therefore only little insulation occurred. In system III itis postulated that the low thermal conductivity of the barrier, in theexperiments of PA6 plus PMA and PPA without clay, is due to theaccumulation of the complex comprised of the Br agent and the AT.The rate of migration of this complex depends on the viscosity ofthe melt. The blooming phenomenon, which occurs in polymerstreated with Br flame retardants, is in effect a migration of mono-meric Bromine additives to the surfaces of the sample even at roomtemperature. Oligomeric and polymeric Br additives will likewisemigrate to the surfaces at higher temperatures. Since during the FRtests, the flame is usually applied to the surface, the composition ofthe surface appears be important in the flammability behavior ofthe blend.
The addition of OMMT to PA6 increases both tensile strengthand modulus. The addition of OMMT to PA6 together with the FRdecreases the tensile strength and the elongation. This indicates thestrong antagonism between OMMT and the FR agents related totensile strength and elongation-at-break in all three systems. Themodulus, however, is seen to increase in all cases with the increaseof OMMT, showing a strong synergism between OMMT and FRagents in all 3 systems with respect to the modulus. In all cases anantagonism, related to the elongation-at-break between the FR andclay, is observed. The antagonism is moderate for samples con-taining only OMMT without FR. The antagonism between FR andOMMT becomes, however, much stronger in all three systems athigher concentrations of OMMT. The elongation decreases to below1%when 5% OMMT is applied. The addition of NAþMMTup to 3 wt%shows cooperation with all three FR agents. At higher concentra-tions of NAþMMT an antagonism is noted.
Differentiation between synergism, cooperation and antago-nism can be made in most cases for each parameter separately.A decision about any of the 3 possibilities could be made only inrelation to 1 parameter.
Acknowledgments
Partial support for this work was provided by NSF (DMR0352558) and from the National Institute of Standards and Tech-nology (NIST 4H1129).
References
[1] Lewin M, Brozek J, Martens MM. The system polyamide/sulfamate/dipen-taerythritol: flame retardancy and chemical reactions. Polym Adv Technol2002;13:1091e102.
[2] Zhang J, Lewin M, Pearce E, Gilman J. Flammability of polyamide 6 using thesulfamate system and organo-layered silicates. Polym Adv Technol 2007;18:737.
[3] Zhang J, Lewin M, Pearce E, Zammarano M, Gilman J. Flame retarding ofpolyamide 6 with melamine cyanurate and layered silicates. Polym AdvTechnol 2008;19:928e36.
[4] Lewin M, Zhang J, Pearce E, Zammarano M. Polyamide 6 treated with pen-tabromobenzyl acrylate and layered silicates. Polym Adv Technol 2010;21:825e34.
[5] Lewin M. In: Le Bras M, Camino G, Bourbigot S, Delobel R, editors. Physical andchemical mechanisms of flame retarding of polymers: flame retardance ofpolymers: the use of intumescence. London: Royal Soc; 1998. p. 1.
[6] Levchik SV, Weil ED, Lewin M. Thermal decomposition of aliphatic nylons.Polym Intern 1999;48:532e7.
[7] Miller B, Martin J. In: Lewin M, Atlas S, Pearce M, editors. Ignition of polymersflame retardant polymericmaterials, vol. 2. NewYork: PlenumPress; 1978. p. 63.
[8] Wilkie C. Opening lecture at the NIST conference on fire and flame retardancy.2008, Gettysburg, USA.
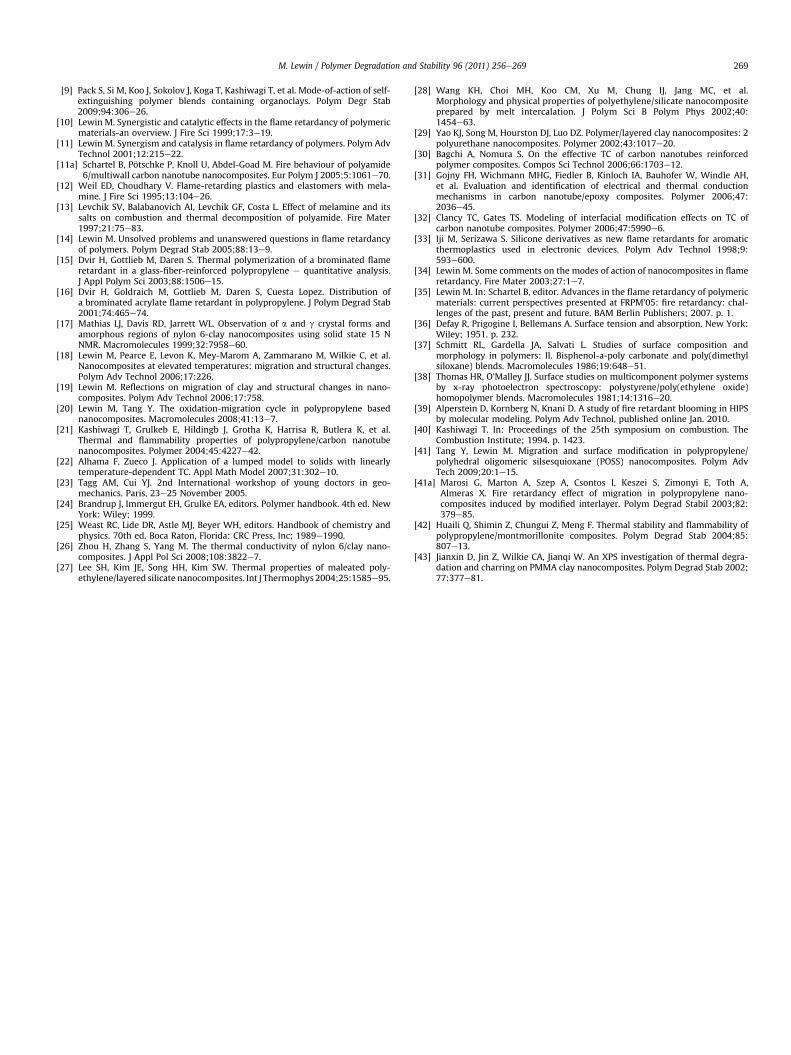
M. Lewin / Polymer Degradation and Stability 96 (2011) 256e269 269
[9] Pack S, Si M, Koo J, Sokolov J, Koga T, Kashiwagi T, et al. Mode-of-action of self-extinguishing polymer blends containing organoclays. Polym Degr Stab2009;94:306e26.
[10] Lewin M. Synergistic and catalytic effects in the flame retardancy of polymericmaterials-an overview. J Fire Sci 1999;17:3e19.
[11] Lewin M. Synergism and catalysis in flame retardancy of polymers. Polym AdvTechnol 2001;12:215e22.
[11a] Schartel B, Pötschke P, Knoll U, Abdel-Goad M. Fire behaviour of polyamide6/multiwall carbon nanotube nanocomposites. Eur Polym J 2005;5:1061e70.
[12] Weil ED, Choudhary V. Flame-retarding plastics and elastomers with mela-mine. J Fire Sci 1995;13:104e26.
[13] Levchik SV, Balabanovich AI, Levchik GF, Costa L. Effect of melamine and itssalts on combustion and thermal decomposition of polyamide. Fire Mater1997;21:75e83.
[14] Lewin M. Unsolved problems and unanswered questions in flame retardancyof polymers. Polym Degrad Stab 2005;88:13e9.
[15] Dvir H, Gottlieb M, Daren S. Thermal polymerization of a brominated flameretardant in a glass-fiber-reinforced polypropylene e quantitative analysis.J Appl Polym Sci 2003;88:1506e15.
[16] Dvir H, Goldraich M, Gottlieb M, Daren S, Cuesta Lopez. Distribution ofa brominated acrylate flame retardant in polypropylene. J Polym Degrad Stab2001;74:465e74.
[17] Mathias LJ, Davis RD, Jarrett WL. Observation of a and g crystal forms andamorphous regions of nylon 6-clay nanocomposites using solid state 15 NNMR. Macromolecules 1999;32:7958e60.
[18] Lewin M, Pearce E, Levon K, Mey-Marom A, Zammarano M, Wilkie C, et al.Nanocomposites at elevated temperatures: migration and structural changes.Polym Adv Technol 2006;17:226.
[19] Lewin M. Reflections on migration of clay and structural changes in nano-composites. Polym Adv Technol 2006;17:758.
[20] Lewin M, Tang Y. The oxidation-migration cycle in polypropylene basednanocomposites. Macromolecules 2008;41:13e7.
[21] Kashiwagi T, Grulkeb E, Hildingb J, Grotha K, Harrisa R, Butlera K, et al.Thermal and flammability properties of polypropylene/carbon nanotubenanocomposites. Polymer 2004;45:4227e42.
[22] Alhama F, Zueco J. Application of a lumped model to solids with linearlytemperature-dependent TC. Appl Math Model 2007;31:302e10.
[23] Tagg AM, Cui YJ. 2nd International workshop of young doctors in geo-mechanics. Paris, 23e25 November 2005.
[24] Brandrup J, Immergut EH, Grulke EA, editors. Polymer handbook. 4th ed. NewYork: Wiley; 1999.
[25] Weast RC, Lide DR, Astle MJ, Beyer WH, editors. Handbook of chemistry andphysics. 70th ed. Boca Raton, Florida: CRC Press, Inc; 1989e1990.
[26] Zhou H, Zhang S, Yang M. The thermal conductivity of nylon 6/clay nano-composites. J Appl Pol Sci 2008;108:3822e7.
[27] Lee SH, Kim JE, Song HH, Kim SW. Thermal properties of maleated poly-ethylene/layered silicate nanocomposites. Int J Thermophys 2004;25:1585e95.
[28] Wang KH, Choi MH, Koo CM, Xu M, Chung IJ, Jang MC, et al.Morphology and physical properties of polyethylene/silicate nanocompositeprepared by melt intercalation. J Polym Sci B Polym Phys 2002;40:1454e63.
[29] Yao KJ, Song M, Hourston DJ, Luo DZ. Polymer/layered clay nanocomposites: 2polyurethane nanocomposites. Polymer 2002;43:1017e20.
[30] Bagchi A, Nomura S. On the effective TC of carbon nanotubes reinforcedpolymer composites. Compos Sci Technol 2006;66:1703e12.
[31] Gojny FH, Wichmann MHG, Fiedler B, Kinloch IA, Bauhofer W, Windle AH,et al. Evaluation and identification of electrical and thermal conductionmechanisms in carbon nanotube/epoxy composites. Polymer 2006;47:2036e45.
[32] Clancy TC, Gates TS. Modeling of interfacial modification effects on TC ofcarbon nanotube composites. Polymer 2006;47:5990e6.
[33] Iji M, Serizawa S. Silicone derivatives as new flame retardants for aromaticthermoplastics used in electronic devices. Polym Adv Technol 1998;9:593e600.
[34] Lewin M. Some comments on the modes of action of nanocomposites in flameretardancy. Fire Mater 2003;27:1e7.
[35] Lewin M. In: Schartel B, editor. Advances in the flame retardancy of polymericmaterials: current perspectives presented at FRPM’05: fire retardancy: chal-lenges of the past, present and future. BAM Berlin Publishers; 2007. p. 1.
[36] Defay R, Prigogine I, Bellemans A. Surface tension and absorption. New York:Wiley; 1951. p. 232.
[37] Schmitt RL, Gardella JA, Salvati L. Studies of surface composition andmorphology in polymers: II. Bisphenol-a-poly carbonate and poly(dimethylsiloxane) blends. Macromolecules 1986;19:648e51.
[38] Thomas HR, O’Malley JJ. Surface studies on multicomponent polymer systemsby x-ray photoelectron spectroscopy: polystyrene/poly(ethylene oxide)homopolymer blends. Macromolecules 1981;14:1316e20.
[39] Alperstein D, Kornberg N, Knani D. A study of fire retardant blooming in HIPSby molecular modeling. Polym Adv Technol, published online Jan. 2010.
[40] Kashiwagi T. In: Proceedings of the 25th symposium on combustion. TheCombustion Institute; 1994. p. 1423.
[41] Tang Y, Lewin M. Migration and surface modification in polypropylene/polyhedral oligomeric silsesquioxane (POSS) nanocomposites. Polym AdvTech 2009;20:1e15.
[41a] Marosi G, Marton A, Szep A, Csontos I, Keszei S, Zimonyi E, Toth A,Almeras X. Fire retardancy effect of migration in polypropylene nano-composites induced by modified interlayer. Polym Degrad Stabil 2003;82:379e85.
[42] Huaili Q, Shimin Z, Chungui Z, Meng F. Thermal stability and flammability ofpolypropylene/montmorillonite composites. Polym Degrad Stab 2004;85:807e13.
[43] Jianxin D, Jin Z, Wilkie CA, Jianqi W. An XPS investigation of thermal degra-dation and charring on PMMA clay nanocomposites. Polym Degrad Stab 2002;77:377e81.