fermented milk products- cheese by r. k. kuhite
DESCRIPTION
Fermented milks are prepared from milk fermented by the action of good bacteria (most commonly lactic acid bacteria) naturally found in milk or which may be added to the milk.TRANSCRIPT
Fermentation Introduction
Fermentation in food processing typically refers to conversion of sugar to alcohol using yeast under anaerobic condition . A more general definition of fermentation of fermentation is the chemical conversion of carbohydrates into alcohols or acids. When fermentation stops prior to complete conversion of sugar to alcohol, a stuck fermentation is said to have occurred. The science of fermentation is known as zymology
Fermentation usually implies that the action of the microorganism is desirable, and the process is used to produce alcoholic beverage such as wine, beer, cider. Fermentation is also employed in preservation to create lactic acid in sour foods such as pickled cucumbers, kimchi and yogurt.
What is Fermented Milk?
Fermented milks are prepared from milk fermented by the action of good bacteria (most commonly lactic acid bacteria) naturally found in milk or which may be added to the milk. The milk and milk products used may or may not be homogenized (mixed vigorously) so that the milk fat is evenly distributed through the milk and must be pasteurized. These good bacteria remain active in the milk even when it is consumed. There are two main species of good bacteria; these are Lactic acid bacteria and Bifidobacteria. After fermentation, the milk should not be heated nor should the whey (liquid part of the sour milk) should not be removed. As fresh products they have a limited shelf life and should preferably be kept refrigerated.
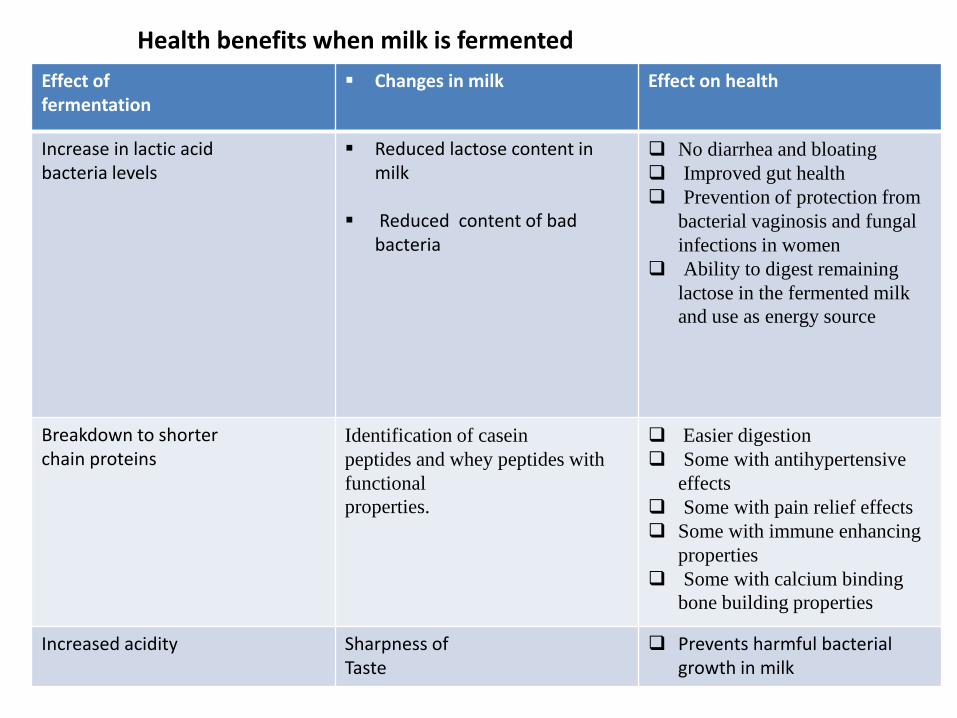
Effect of fermentation
Changes in milk Effect on health
Increase in lactic acid bacteria levels
Reduced lactose content in milk
Reduced content of bad bacteria
No diarrhea and bloating
Improved gut health
Prevention of protection from
bacterial vaginosis and fungal
infections in women
Ability to digest remaining
lactose in the fermented milk
and use as energy source
Breakdown to shorter chain proteins
Identification of casein
peptides and whey peptides with
functional
properties.
Easier digestion
Some with antihypertensive
effects
Some with pain relief effects
Some with immune enhancing
properties
Some with calcium binding
bone building properties
Increased acidity Sharpness of Taste
Prevents harmful bacterial growth in milk
Health benefits when milk is fermented
Fermented milk products
Cultured milk products have been known to mankind from antiquity and
have been used in this country since the early 1800s. Before refrigeration, milk
spoiled very quickly after it was taken from the animal, especially in hot weather.
People found that sour milk could be kept longer under controlled conditions and
had a pleasant
flavor.
Today, cultured milk products are produced by bacterial
fermentation. Buttermilk, sour cream, acidophilus milk, yogurt, and some cheeses,
such as blue or Roquefort and Swiss, are cultured milk products. Other cheeses
also have a culture added by the manufacturer.
Definition: Milk (dairy) products are generally defined as food
stuffs produced from milk. A production plant for such processing
is called a dairy.
There are two broad divisions of milk products, viz., Fluid milk
products and Fermented milk products.
Fluid milk products include: Beverage milk, Cream, Recombined
milk and Chocolate milk.
Fermented milk products include: Cultured buttermilk,
Acidophilus milk, Sour cream and Yogurt, Cheese.
Beverage Milk: This is either produced by
partially skimming the whole milk, or by
completely skimming it and then adding an
appropriate amount of cream to achieve the
desired final fat content. Vitamins A and D
are often added in the form of water soluble
emulsion to offset that quantity lost in the fat
separation process.
Cream: The fat-rich stream in the
separation of whole milk. This usually comes
off the separator with fat contents in the 35-
45% range. Cream is used for further
processing in the dairy industry for the
production of ice cream and butter. Those
used for packaging and sales are pasteurized
to ensure freedom from pathogenic bacteria.
Recombined milk:
Beverage milk can be prepared by recombining skim milk
powder and butter with water. The concept is simple:
-Skim milk powder is dispersed in water and allowed to hydrate.
-Butter is then emulsified into this mixture by either blending melted
butter into the liquid mixture while hot or by dispersing solid butter
into the liquid through a high shear blender device.
-A non-dairy fat source may be used. The recombined milk product is
then pasteurized, homogenized and packaged as in regular milk
production.
-The final composition is similar to that of whole milk, approximately
9% milk solid-not-fat and either 2% or 3.4% fat.
Chocolate milk: An industry standard for the production of
chocolate milk consists of: 93% Milk, 6.3% Sugar, 0.65% Cocoa powder and 0.05% carrageenan (locust bean guar) used as stabilizer. The sugar, cocoa powder and carrageenan are dry blended and added to cold milk with vigorous agitation and then pasteurized. The final product is usually standardized to either 2% or 1% fat.
TYPES OF FERMENTED MILKS
Fermented milks are classified into four different types: (1) products of lactic fermentation in which strains of mesophilic lactic acid bacteria are used, (2) products of lactic fermentation with thermophilic lactic acid bacteria, (3) products obtained through alcohol-lactic fermentation, involving yeasts and lactic acid bacteria, and (4) products where, in addition to fermentation type (1) or (2), growth of a mold occurs.
1) MESOPHILIC FERMENTATION
Cultured buttermilk is a pasteurized skim milk fermented by a mixture of mesophilic lactic acid bacteria. It has a mild acidic taste with an aromatic diacetyl flavor and a smooth viscous texture. Lactococcus lactis sspp. cremoris and lactis are responsible for the acid production, whereas Lc. lactis ssp. lactis biovar. diacetylactis and Leuconostoc mesenteroides ssp. cremoris are the primary sources of the characteristic aromatic flavor of the product because of their ability to produce diacetyl.
Most buttermilks are made with mixed cultures with strains of the species mentioned above, which actually are DL starters .After pasteurization, the milk is fermented at 20 0C to 22 0C to ensure a balanced growth of acid- and flavor-producing species. Incubation at higher temperature would favor the growth of Lc lactis. ssp. lactis, resulting in excess acid production and diminishing the flavor production by the aroma bacteria.
Cultured buttermilk:
Sour cream:
Cultured cream or sour cream is produced by the fermentation of high-
pasteurized cream with a fat percentage of 18% to 20%, which is homogenized at
a low temperature, to promote formation of homogenization clusters The cream
is inoculated with an aromatic starter and incubated at 200 C to 220 C until the
pH has reached a value of 4.5. The functions of the starter culture are the same as
in cultured buttermilk. During the acid production, the homogenization clusters
aggregate, resulting in a highly viscous cream. To increase the firmness, a little
rennet and/or a thickening agent are sometimes added before fermentation.
2) THERMOPHILIC FERMENTATION
Acidophilus milk is cultured with Lb acidophilus, whose primary function is to produce lactic acid. Moreover, Lb acidophilus is considered to be a probiotic bacterium, and has been claimed to confer various health benefits. It is not a natural representative of the milk flora and grows slowly in milk. Hence, contamination during the manufacture of acidophilus milk should be avoided. Sterilized milk is inoculated with a large amount of starter (2% to 5%) and incubated at about 380 C for 18 to 24 h. Because Lb. acidophilus is fairly acid-tolerant, the lactic acid content of the milk can become high, i.e., 1% to 2%, if the product is stored at an insufficiently low temperature. The flavor of the milk then becomes sharp, and the number of living bacterial cells decreases quickly. This problem can be overcome by blending plain milk with a deep-frozen concentrated culture of Lb. acidophilus and by keeping the mixture at low temperature (say, 40 C), which prevents the milk from souring.
Acidophilus milk:
Yogurt:
Whole milk, partially skimmed milk, skim milk or cream may be
used in the production of yogurt. In the use of whole raw milk, the
following conditions must be met: Low bacteria count, Free from
antibiotics and No contamination by bacteriophages.
The ingredients used are:
i. Other dairy products such as concentrated skim milk, non-fat dry milk,
whey and lactose
ii. Sweetners: glucose or sucrose
iii. Stabilizers: gelatin, carboxymethyl cellulose, locust bean guar
iv. Flavour: contributed mainly by the following fermentation products:
Lactic acid, Acetaldehyde, Acetic acid and Diacetyl
v. Fruit preparations: including natural and artificial flavouring colour.
The starter culture for most yogurt production is a symbiotic blend of
Streptococcus salivarus subsp thermophilus (ST) and Lactobacillus
delbrueckii subsp. Bulgaricus (LB). When used together, the rate of
acid production is higher.
Symbiosis of the starter culture:
ST grows faster and produces both
acid and CO2. The formate (an acid) and CO2
produced stimulate LB growth. On the other
hand, the proteolytic activity of LB produces
stimulatory peptides and amino acids for use by
ST. The yogurt mixture coagulates during
fermentation due to drop in pH.
Types of yogurt:
1. Stirred style yogurt (mainly industrial)
2. Set style yogurt: In this type, the yogurt is
packaged immediately after inoculation
with the starter culture and is incubated in
the packages.
Others are:
o Fruit-on-the-bottom style: fruit is
layered at the bottom followed by
inoculated yogurt. Incubation occurs in the
sealed cups.
o Stirred style yogurt with fruit preparation.
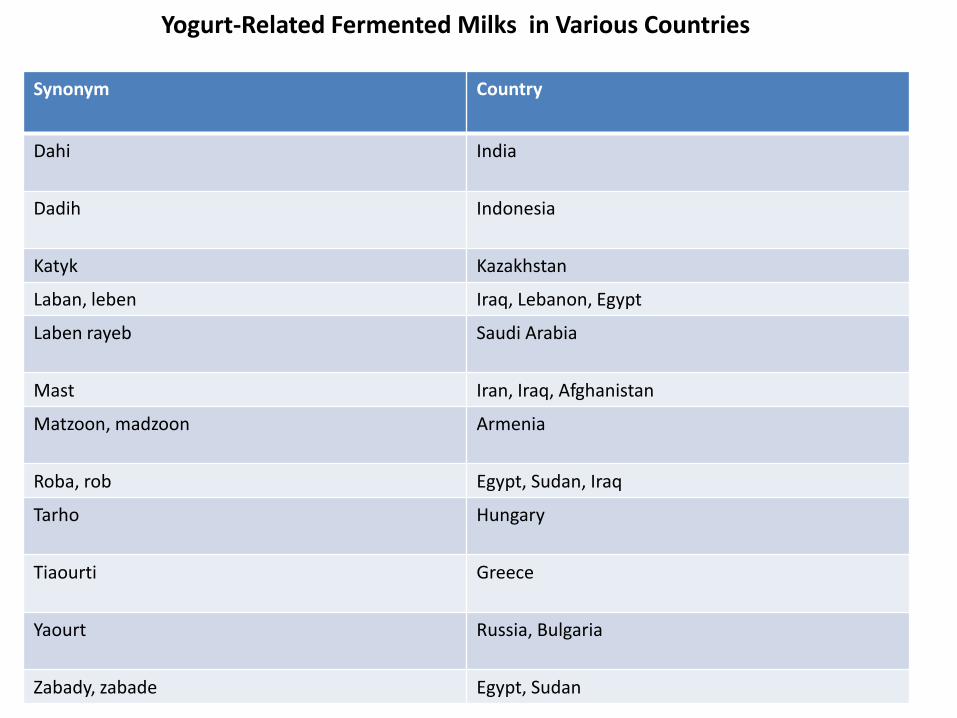
Synonym Country
Dahi India
Dadih Indonesia
Katyk Kazakhstan
Laban, leben Iraq, Lebanon, Egypt
Laben rayeb Saudi Arabia
Mast Iran, Iraq, Afghanistan
Matzoon, madzoon Armenia
Roba, rob Egypt, Sudan, Iraq
Tarho Hungary
Tiaourti Greece
Yaourt Russia, Bulgaria
Zabady, zabade Egypt, Sudan
Yogurt-Related Fermented Milks in Various Countries
Bulgarian Buttermilk
Bulgarian buttermilk is a high-acid fermented milk, made from pasterurized whole milk, inoculated with Lb delbrueckii ssp. bulgaricus alone (at 2% inoculum), and incubated at 380 C to 420 C for 10 to 12 hours, until a curd forms with about 150 N titratable acidity. The product has a sharp flavor and is popular only in Bulgaria.
Probiotic Fermented Milk
Probiotic fermented milks are made with various lactic acid bacteria, including bifidobacteria. Lactobacillus acidophilus, specific strains of Lb. casei, and Bifido-bacterium spp. are the most commonly used probiotic bacteria in the manufacture of fermented milks. These and some other microorganisms are thought to confer health and nutritional benefits to the consumer, through their activity in the intestinal tract. The traditional yogurt starter cultures, S.thermophilus and Lb. delbrueckii ssp. bulgaricus , on the contrary, do not grow in the intestinal tract. The number of types of fermented milks made with probiotic microorganisms has increased markedly over the past few decades. These products may contain a probiotic microorganism in addition to S.thermophilus and Lb. delbrueckii ssp. bulgaricus . Alternatively, S.thermophilus can be combined with one or two probiotics. The concentration of probiotics does not generally reach the level of that of the yogurt bacteria. The resulting products are commercialized under trade names like Bioghurt, Bifighurt, Biogarde, and Cultura, to name a few.
3) YEAST–LACTIC FERMENTATION
Kefir Kefir is made of ewes’, goats’, or cows’ milk. During the fermentation, lactic acid and alcohol are produced. Originally, the milk drink was made in Russia and southwestern Asia. It is now being made in various countries on an industrial scale by using cows’ milk.
The microflora of kefir is variable. Lactococci ( L. lactis spp. Lactis and cre-moris and L. lactis ssp. Lactis biovar. diacetylactis ), leuconostocs ( Leuc lactis and Leuc cremoris ) , and lactobacilli ( Lb brevis, Lb kefir , sometimes also Lb delbrueckii ssp. bulgaricus and Lb acidophilus ) can form lactic acid, whereas yeasts, including Candida, Kluyveromyces, and Saccharomyces species, produce alcohol. Kefir of a satisfactory quality is believed to contain acetic acid bacteria also. Typically, the organisms involved in the cultured product are present in structures (grains). During fermentation of the milk, the grains grow due to coagulation of protein, while they become connected by means of a formed polysaccharide (kefiran).
Kefir is a creamy, sparkling, acid milk drink. Its lactic acid content is 0.7% to 1%, and its alcohol content ranges from 0.05% to 1%, but is rarely over 0.5%. These levels depend on the incubation and storage conditions. Metabolites should be formed in certain proportions to obtain a good flavor. Some conversions are detrimental to the quality; an example is the formation of acetic acid from alcohol by the acetic acid bacteria after uptake of oxygen from the air. In the traditional manufacture of kefir, milk with added active grains is first kept for some time at a temperature of 20 0C to 250 C to enhance the lactic fermentation. Subsequently, the grains are sieved out of the milk, and the milk is further ripened at a temperature of 80 C to 100 C, which stimulates the alcoholic fermentation. Modern ways of processing use homogenized, pasteurized whole or standardized milk. The milk is not inoculated with the grains as such but with soured milk obtained by sieving a previously fermented culture of grains. A certain amount of L starter may also be added. The inoculated milk is put in well-closed packages and incubated. In this way, ‘firm kefir’ is obtained. A considerable amount of gas forms during the fermentation.
Incubation time and temperature determine the properties of the final product, i.e., amounts of lactic acid, alcohol, and CO2 , and aroma. In the manufacture of ‘stirred kefir,’ the milk is fermented at a fairly high temperature, slowly cooled while stirred, further ripened at low temperature, and packaged. Modern packaging materials, e.g., aluminum foil-capped plastic cups, cannot resist a high CO2 pressure and ballooning can readily occur. Accordingly, a hole is made in the foil, or the fermentation is stopped at an earlier stage at the expense of the traditional characteristics. Continuous production of kefir is also possible. A surrogate for kefir can be obtained by adding sucrose to cultured buttermilk (e.g., 20 g/l) together with the yeast Saccharomyces cerevisiae and incubating it for 3 to 4 d at 180 C to 210 C in a closed firm package.
Kumiss
Kumiss is a well-known milk drink in Russia and western Asia. Formerly, the cultured milk was valued because of its supposed control of tuberculosis and typhus. The product is traditionally made of mares’ milk. The fermenting flora is variable, as in kefir. Kumiss is a sparkling drink. It contains 0.7% to 1% lactic acid, 0.7% to 2.5% alcohol, 1.8% fat, and 2% protein; it has a grayish color. During its manufacture, protein is substantially degraded. Together with the fermentation compounds formed, the proteolysis is responsible for a specific flavor. The fermentative processes must proceed in such a way that the metabolites are formed in certain proportions.
Traditional kumiss is not manufactured on an industrial scale. To raw mares’ milk, at temperatures of 260 C to 280 C, 40% starter is added, which increases the acidity to 50 mM. (The starter is propagated as a kind of continuous culture in mares’ milk.) The mixture is intensely stirred and subsequently left undisturbed, which raises the acidity to 60 mM. The milk is stirred for an additional hour to aerate it and to obtain dispersed protein particles, and then it is bottled. The bottles are kept for a few hours at 180 C to 200 C and then for a certain time at 40 C to 60C, a temperature sequence that enhances the lactic and alcoholic fermentations.
An imitation product of kumiss is now being made on an industrial scale, starting from cows’ milk. Compared to mares’ milk, cows’ milk has a high ratio of casein to serum proteins and a low lactose content. The composition of mares’ milk is therefore simulated by mixing cows’ milk and a heat-treated retentate of whey ultrafiltration; heat treatment of the whey is necessary to inactivate rennet. The starter contains Lactobacillus delbrueckii ssp. bulgaricus and Candida kefir. .
Viili , a finnish product is made of pasteurized nonhomogenized milk. A polysaccharide producing starter, comparable to that used for langfil, is employed. The milk is incubated at 180 C to 190 C for 18 to 20 hours. A mold, Geotrichum candidum is also added to the milk. A cream layer is formed, on which the mold creates a velvety layer and causes some hydrolysis of fat. The latter factor may increase the contribution of the lactic acid bacteria to lipolysis. The product is hermetically packaged, and the mold stops growing after the oxygen has been completely consumed. Most of the CO2 formed dissolves in the product, leading to a slight under pressure in the package
4) MOLDS IN LACTIC FERMENTATION
Cheese The initial application of the biotechnology to cheese the
manufacturing undoubtedly occurred during one first accidental souring and clotting of milk to form a rudimentary cured. All subsequent research and development efforts have characterized and repined that prehistoric use of microbial metabolism, enzymology and process engineering.
Definition: This is produced by coagulating milk, separating it from whey and letting it ripen generally with bacteria and sometimes also with molds.
To make firmer, longer lasting cheese and speed the separation process, an enzyme called ‘rennet’ is added. Rennet is found in the stomach of milk-drinking mammals. It enables the young to digest the mother’s milk. It is extracted from the lining of the stomach of a milk-fed calf and made into powdery form.
Cheese and cheese making The origin of cheese making is lost in unrecorded history. There is evidence to suggest that cheese was made as far back as 7000 BC. There are numerous references to cheese making in the Bible while the writings of Homer and Aristotle indicate that cheese was made from the milk of cows, goats, sheep, mares and asses. Around 300 AD trade in cheese between countries especially on sea routes became so great that the Roman emperor Diocletian had to fix maximum prices for the cheese. Cheese is made in almost every country of the world and there exist more than 2000 varieties. Despite the large number of varieties cheese may be classified into different groups, i.e. ripened and unripened cheese, cheese with low or high fat content and cheese with soft or hard consistency. Unprocessed milk held at high ambient temperatures has a shelf-life from 2–3 hours up to 24 hours. Cheese, however, has a shelf-life from 4–5 days up to five years depending on the variety. Cheese therefore provides an ideal vehicle for preserving the valuable nutrients in milk and making them available throughout the year. Cheese is an excellent source of protein, fat and minerals such as calcium, iron and phosphorus, vitamins and essential amino acids and therefore is an important food in the diet of both young and old people
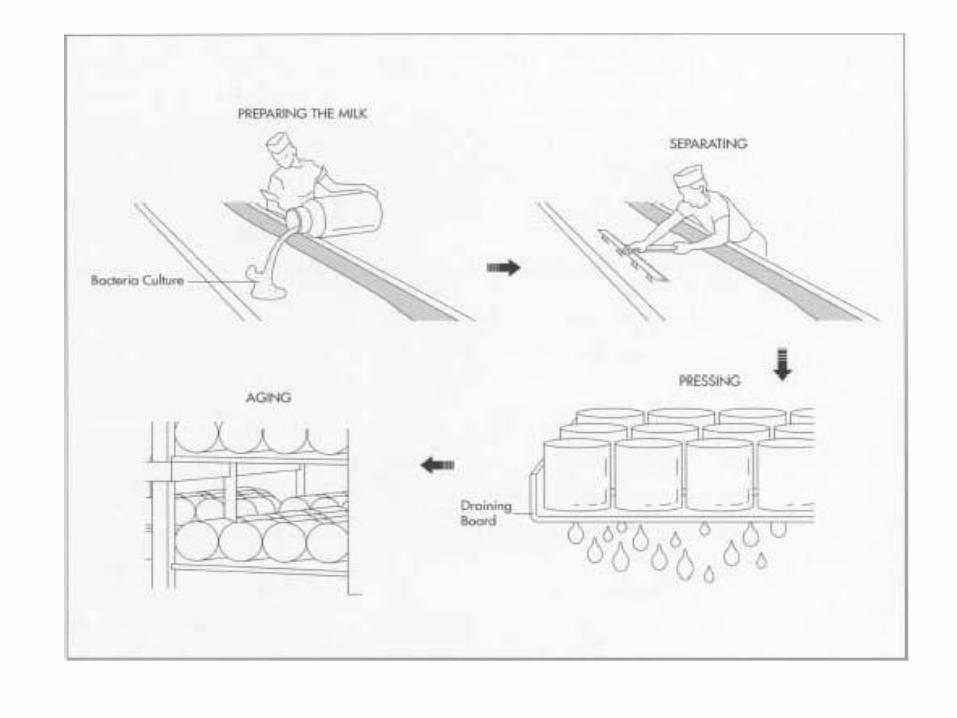
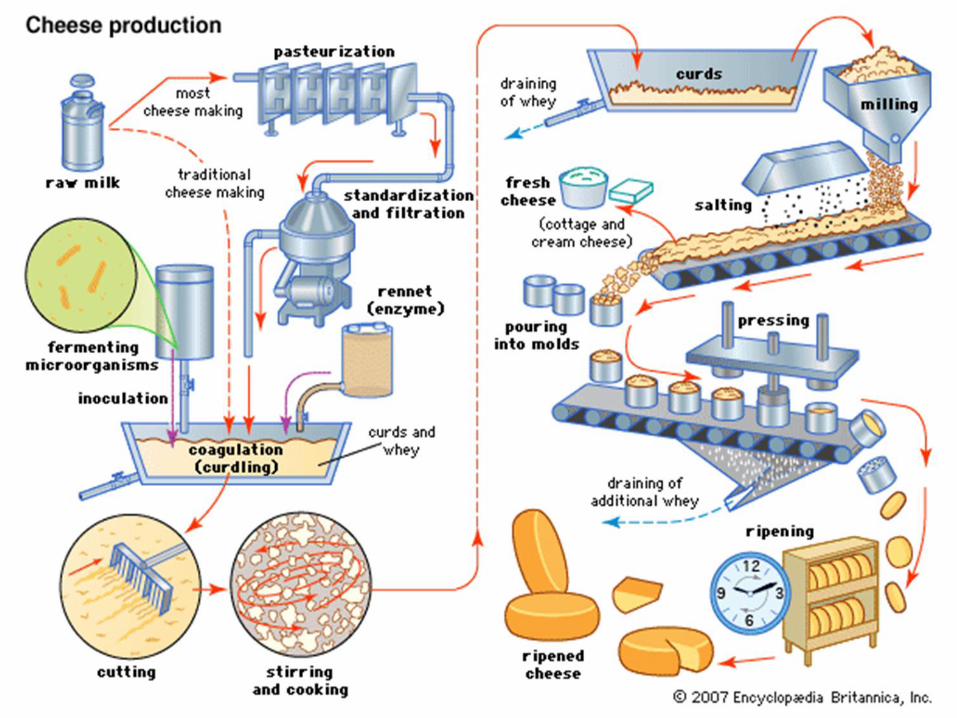
Cheese making manufacturing
In spite of the heterogeneous of cheese varieties there are common ingredient and processes that apply to all cheese as shown in fig. The diagram indicates that cheese manufacturing is continues through virtually all of the process since it is biologically driven . In cheese viable organisms and enzymes added to activate until it digested by consumers or converted in to more stable by heat processing. Cheese is probably one of the more complex removed foods to manufacture since biological actions affect chemical changes. The one over riding principle of cheese manufacturing is control of rate and timing of acid production. The ultimate requisites are a cheese with a correct moisture content and pH.
Ingredients for cheese making
Milk. Good quality milk from the cow, sheep, goat etc is required.
A knowledge of its chemical composition and bacteriological
quality is desirable if cheese of consistent quality is to be made.
Starter culture. Certain cheese varieties require starters (pure
cultures of lactic acid bacteria) containing organisms with specific
functions, e.g. flavour development. The recipe will indicate the
type and quantity of starter to be used and temperature conditions.
Colour. The recipe and the market will determine if coloring
matter should be used. Occasionally it is required to bleach the
original colour of the milk and to whiten the curd.
Chemicals. Chemicals such as calcium chloride and sodium nitrate are recommended in recipes for some varieties of cheese to improve curd quality and prevent the growth of organisms which may cause problems during the ripening or maturing of the cheese. Coagulant. Rennet is the usual coagulant used but the juice extract of some fruits and plants, e.g. lemons and Calotropis procera may be used for some cheese varieties. Salt. Salt (sodium chloride) may be added to some varieties of cheese, the quantity and method of addition depending on the recipe. Salt may be added directly to the milk or curd pieces; it may be rubbed into the finished cheese or the cheese may be immersed in a brine solution.
Milk analysis and quality control
These concept greatly influence the economics of the cheese production of cheese and their sensory qualities since casein and the constitute about 90% of the solids in most cheese verities
Unit operation in cheese making
1) Preheating of milk
a) Standardization of composition- control of fat and protein content of final cheese
b) Pasteurization- destruction of pathogenic bacteria
c) Addition-various: e.g. calcium chloride to assist curd formation, sodium nitrate to inhibit butyric acid bacteria
2)Starter culture- production of lactic acid by bacterial fermentation of lactose.
Development of flavor and aroma compounds (mould spores may be included to develop mould growth in mould ripened cheeses). Lactic acid bacteria used for fermentation.
3) Rennet addition- coagulation of milk protein to produce a coagulum or curd, entrapping milk fat
4) Cutting- cutting of cheeses into small cubes (5-30 mm) to facilitated release of whey (syneresis)
5) whey drainage- drainage release bulk of whey from curd
6) Curd texturing – manipulation of curd, e.g. Cheddarring, develops required texture in curd
7) Milling- milling curd into small pieces to facilitate distribution of salt and convert curd into a suitable form of pressing
8) Salting ( dry or brine )- salt addition retard acid production and help curd fusion through solubilization of protein. Salt also enhances flavor.
9) Moulding – filling curd particle into moulds which decides final shape of cheese.
10) Pressing – removal of residual whey and control of texture of final cheese.
11) Packing – suitable wrapping applied to cheese provide protection during storage.
12) Ripening – storage at defined temperature and humidity, to allow development of texture and flavor through enzymic breakdown of protein and fat.
Steps in cheese making- Cheddar
MILK PRETREATMENT Treatments of milks before cheese manufacturing vary with types cheese. Some common treatments of milk are:
Heating including pasteurization to reduce bacterial population and heat labial enzymes. Standard HTST condition are used i.e. 720 c to 15 sec is required for traditional cheese. Adjustment of milk composition is detected by cheese verity.
The ratio of casein : fat in the cheesemilk may also be standardized to what considered an optimum value (usually 0.7:1) in order to overcome the seasonal variation in milk composition. In the UK standardization usually involves an increase in the nature of casein:fat ratio, either by the removal of fat ( in the form of cream) or by addition of skim milk solid
Pre-heating may also involve addition of calcium salts (chloride, phosphate up to 0.02% to improve coagulation characteristics of milk.
Starter culture Good quality starter is required. The type and quantity will be determined by the cheese recipe. For some cheese varieties commercial starter preparations are not used; natural fermentation or whey from the previous lot of cheese made may be used.
After pasteurization the cheesemilk is cooled to 300c and deliver to cheese vat it may be rectangular or round having swinging stirrer.
The starter bacterial are added as an active culture of lactic acid streptococci, usually a mixture of streptococcus lactis and S. cremoris. The level of addition is usually 1-2% of quantity of cheese milk.
The amount of lactic acid developed by starter bacteria is simply measured by titration and titratable acidity is widely used to fix the different stages of the cheesemaking process.
Rennetting
When the acidity of milk has risen to 0.20 to 0.22% usually after 30 to 45 minute, the milk is ready for rennetting order to produce a coagulum. The exact time of rennet addition may be simply defined by the acidity of the milk, but in some cases an empirical test may be used to assess the suitability to the milk for rennetting e.g. the test cup. Rennet is added at a level of 22 to 25 ml per 100 litres of milk , usually diluted form (5 × ). The milk is stirred for a few minutes after rennetting in order to prevent the fat rising as a cream layer.
Coagulation
Various coagulants are used, e.g. rennet and lemon juice. The coagulants bring about, under defined conditions of temperature, quantity and time, the coagulation of the milk into a firm jelly-like mass.
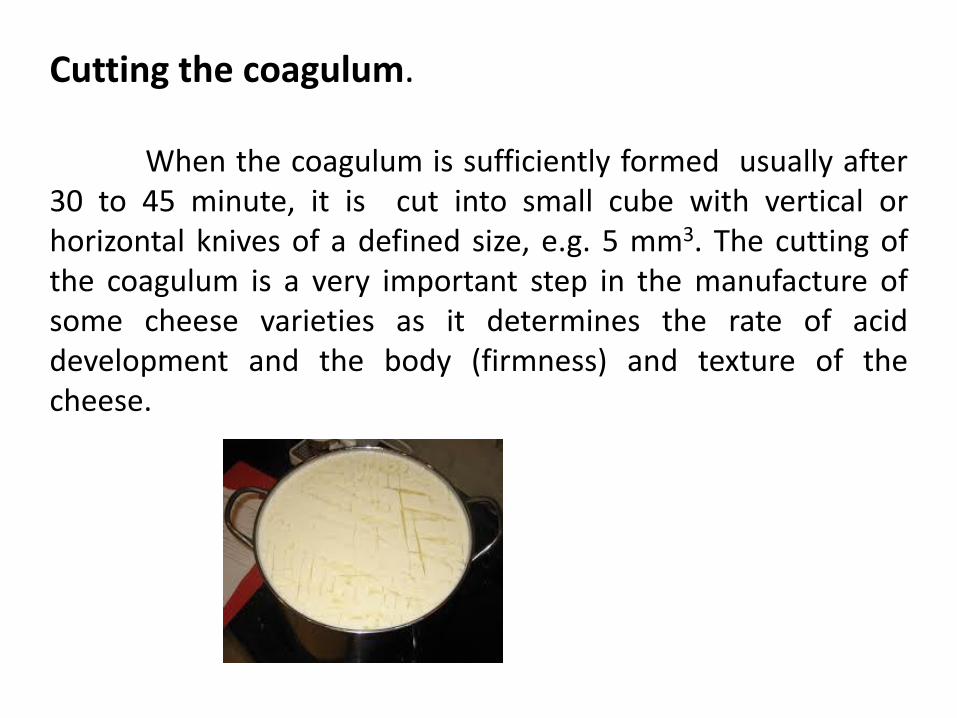
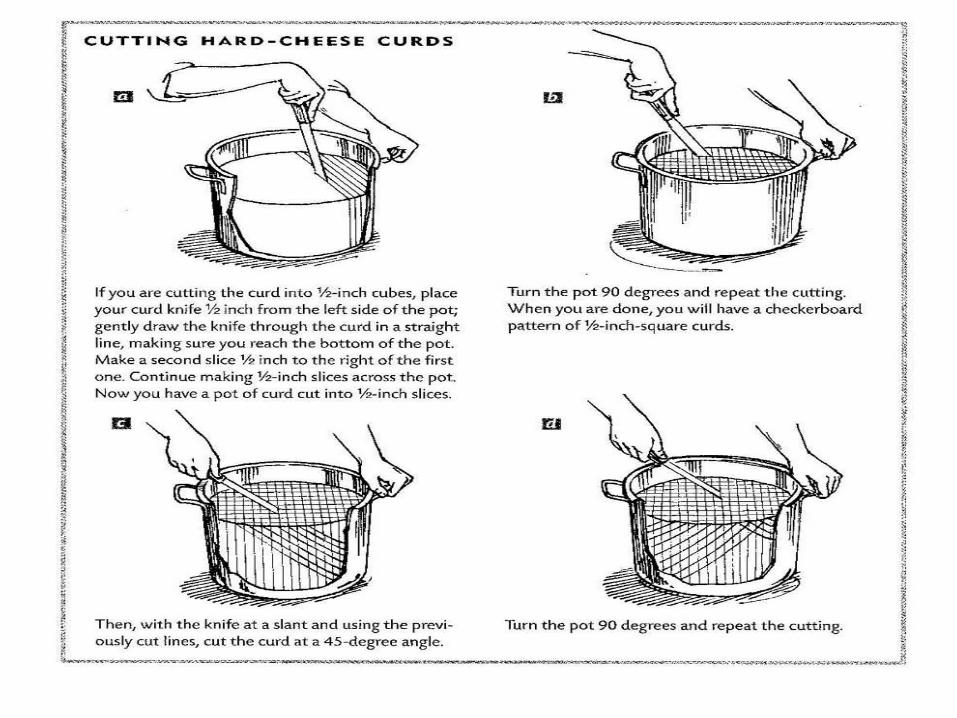
Cutting the coagulum. When the coagulum is sufficiently formed usually after 30 to 45 minute, it is cut into small cube with vertical or horizontal knives of a defined size, e.g. 5 mm3. The cutting of the coagulum is a very important step in the manufacture of some cheese varieties as it determines the rate of acid development and the body (firmness) and texture of the cheese.
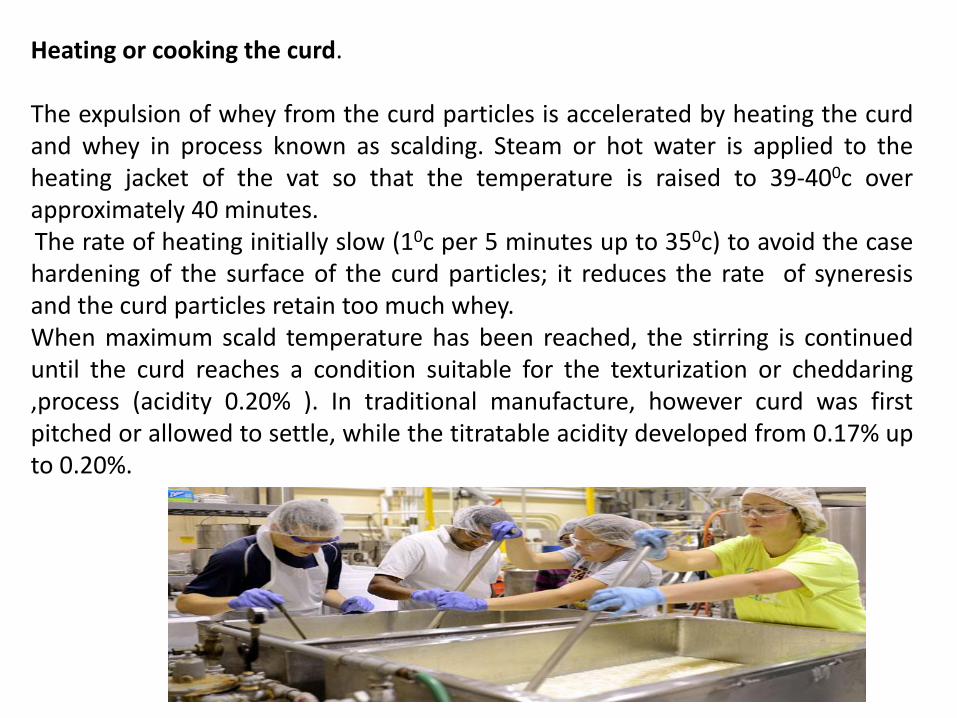
Heating or cooking the curd. The expulsion of whey from the curd particles is accelerated by heating the curd and whey in process known as scalding. Steam or hot water is applied to the heating jacket of the vat so that the temperature is raised to 39-400c over approximately 40 minutes. The rate of heating initially slow (10c per 5 minutes up to 350c) to avoid the case hardening of the surface of the curd particles; it reduces the rate of syneresis and the curd particles retain too much whey. When maximum scald temperature has been reached, the stirring is continued until the curd reaches a condition suitable for the texturization or cheddaring ,process (acidity 0.20% ). In traditional manufacture, however curd was first pitched or allowed to settle, while the titratable acidity developed from 0.17% up to 0.20%.
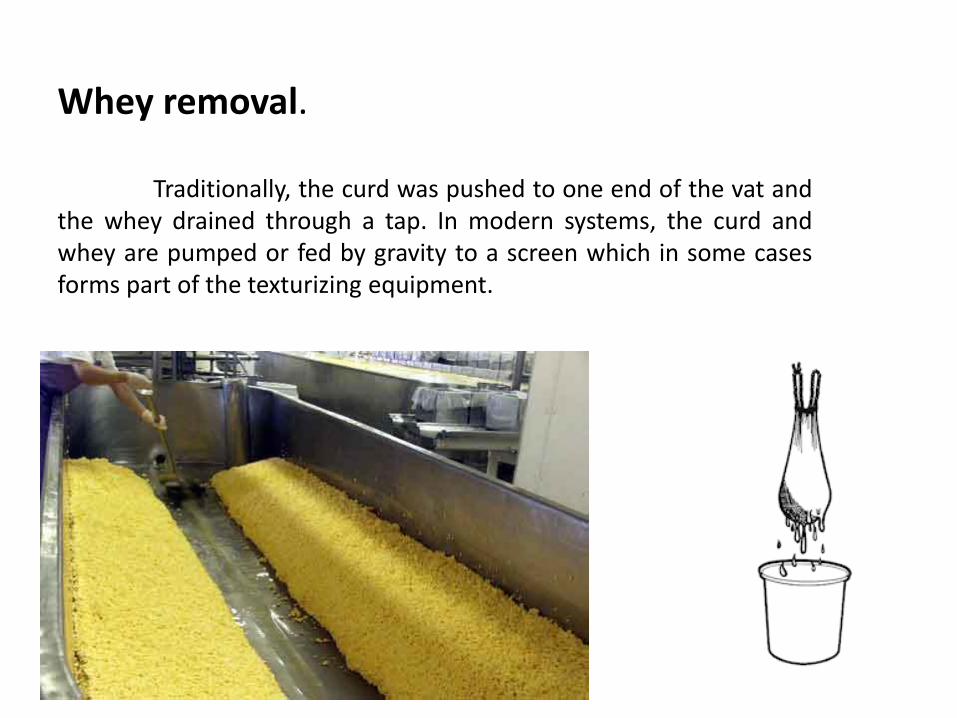
Whey removal. Traditionally, the curd was pushed to one end of the vat and the whey drained through a tap. In modern systems, the curd and whey are pumped or fed by gravity to a screen which in some cases forms part of the texturizing equipment.
Curd texturing.
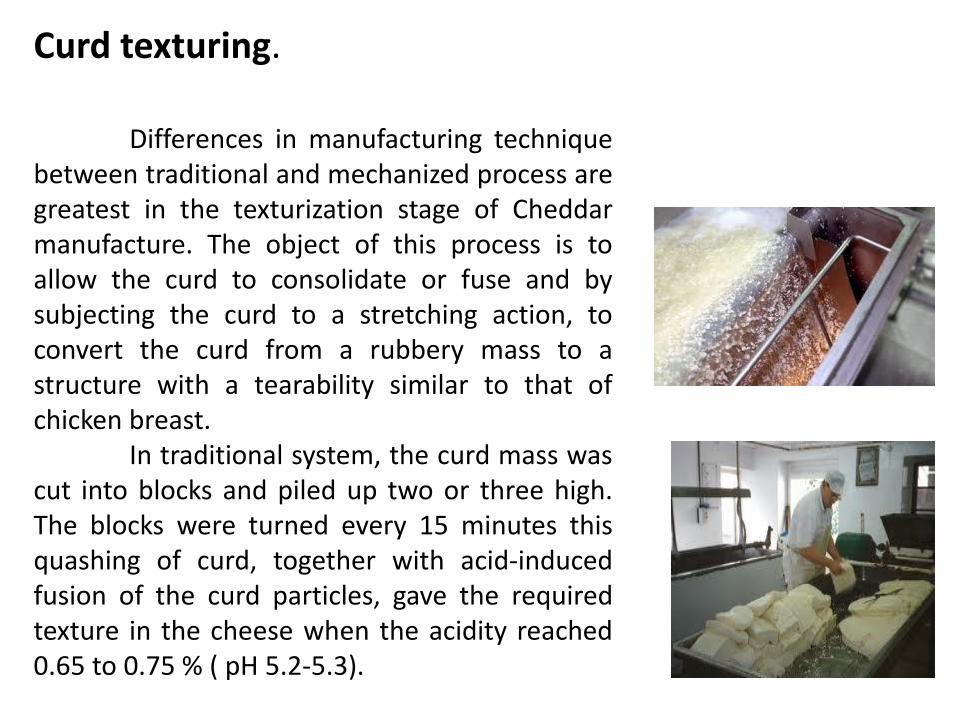
Differences in manufacturing technique between traditional and mechanized process are greatest in the texturization stage of Cheddar manufacture. The object of this process is to allow the curd to consolidate or fuse and by subjecting the curd to a stretching action, to convert the curd from a rubbery mass to a structure with a tearability similar to that of chicken breast. In traditional system, the curd mass was cut into blocks and piled up two or three high. The blocks were turned every 15 minutes this quashing of curd, together with acid-induced fusion of the curd particles, gave the required texture in the cheese when the acidity reached 0.65 to 0.75 % ( pH 5.2-5.3).
Milling the curd.
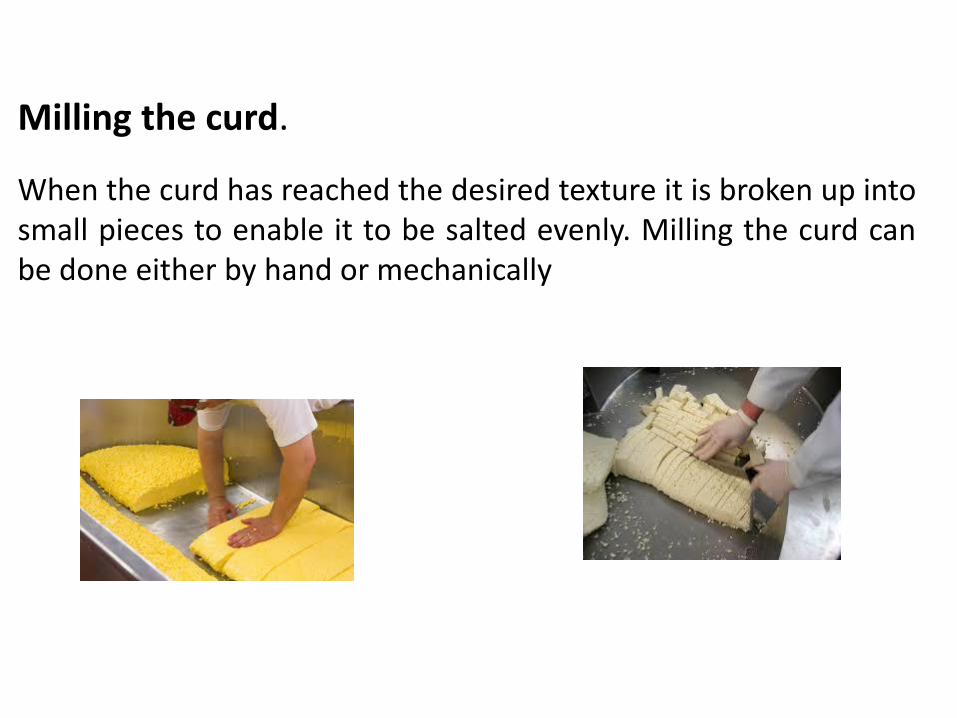
When the curd has reached the desired texture it is broken up into small pieces to enable it to be salted evenly. Milling the curd can be done either by hand or mechanically
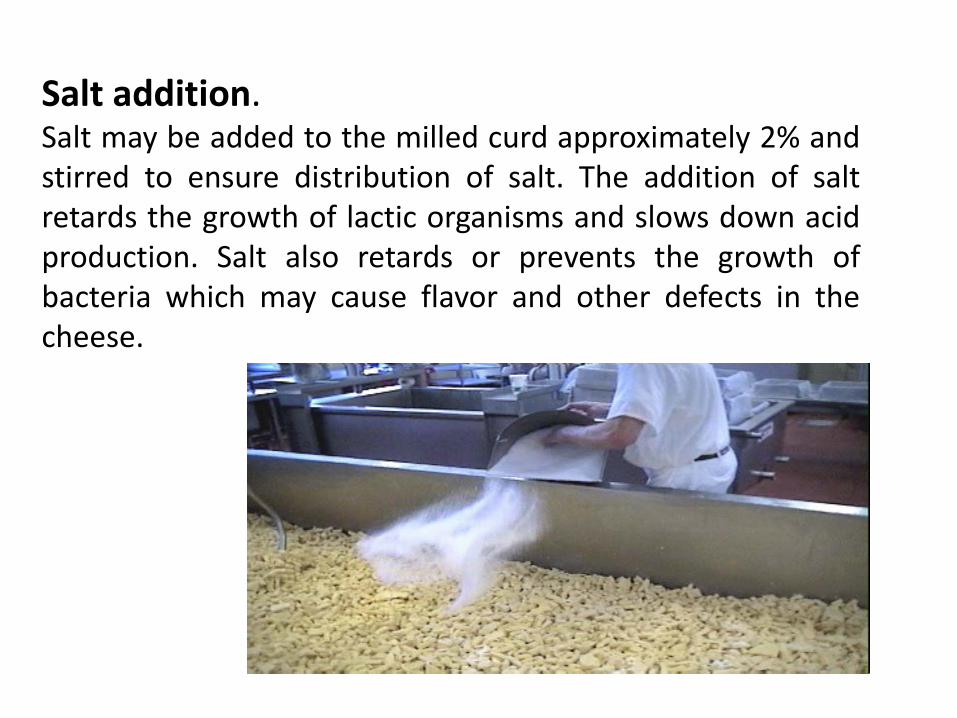
Salt addition. Salt may be added to the milled curd approximately 2% and stirred to ensure distribution of salt. The addition of salt retards the growth of lactic organisms and slows down acid production. Salt also retards or prevents the growth of bacteria which may cause flavor and other defects in the cheese.
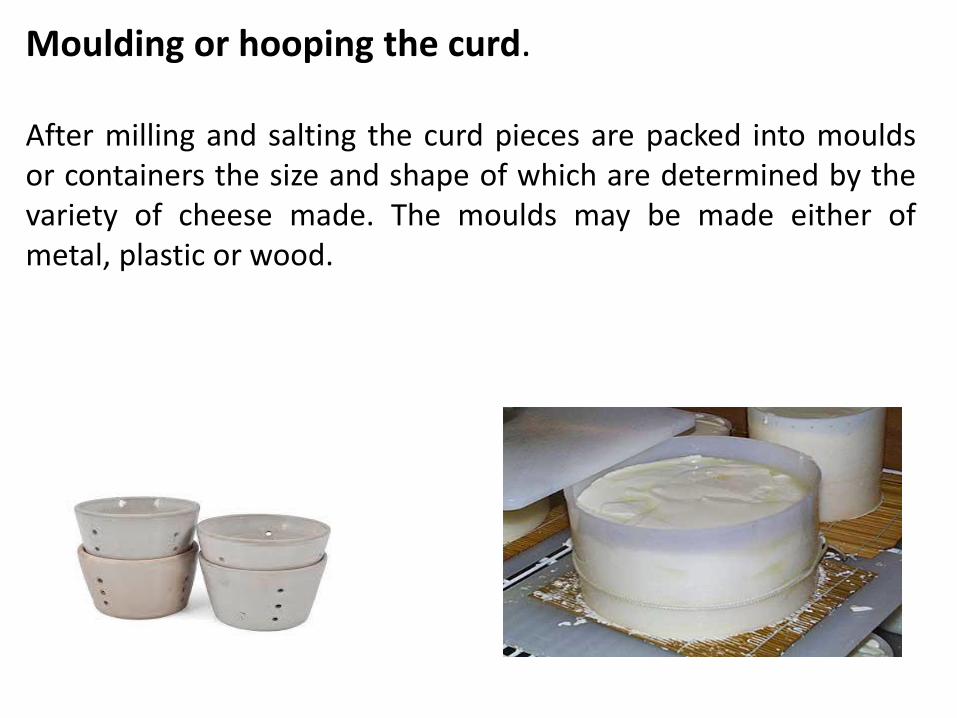
Moulding or hooping the curd. After milling and salting the curd pieces are packed into moulds or containers the size and shape of which are determined by the variety of cheese made. The moulds may be made either of metal, plastic or wood.
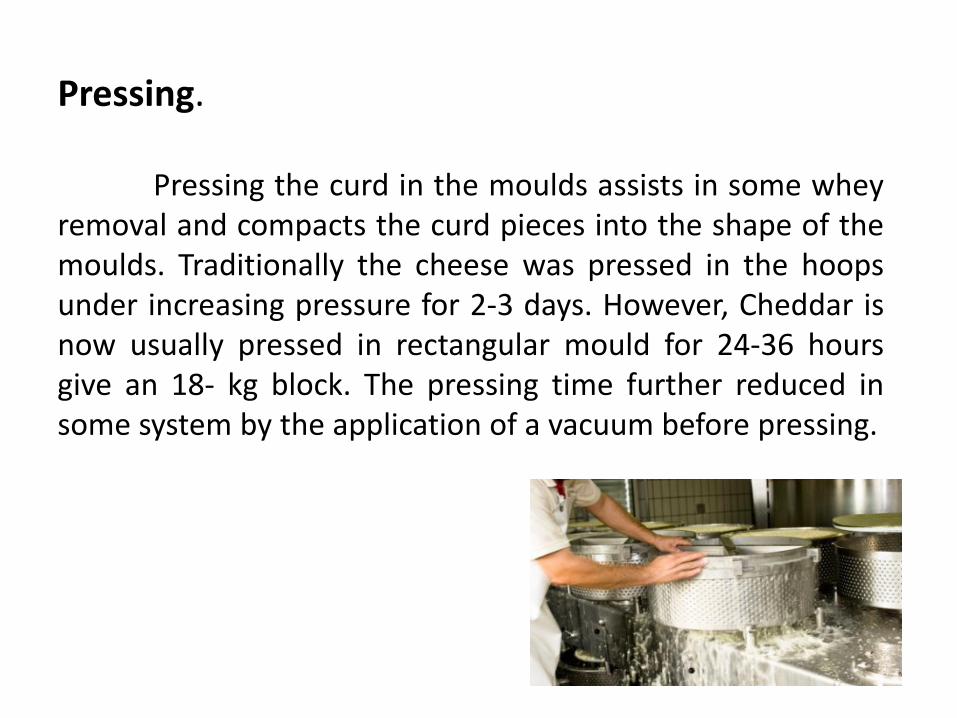
Pressing. Pressing the curd in the moulds assists in some whey removal and compacts the curd pieces into the shape of the moulds. Traditionally the cheese was pressed in the hoops under increasing pressure for 2-3 days. However, Cheddar is now usually pressed in rectangular mould for 24-36 hours give an 18- kg block. The pressing time further reduced in some system by the application of a vacuum before pressing.
Removal of cheese from the mould.
When the cheese has been pressed for the prescribed duration it is removed from the press and the mould. The cheese thus obtained may be further treated by bandaging in cheese cloth, by the application of colour or coating the cheese with wax or a thin layer of butter. Such operations help the cheese to maintain its shape and enhance its appearance
Some moulds used in cheese making
Wrapping After pressing the cheese must be treated to give protection against moisture loss and mould growth during storage.
Traditional round cheeses were wrapped in a bandage which was either pasted or waxed to prevent mould growth. The paste was a flour and water mixture containing a preservative, e.g. sorbate or primaricin, while wax was applied by dipping the bandaged cheese into a bath of melted wax.
Two major types of plastic wrapping materials have become popular; waxed cellulose laminates and film based on polyvinylidene chloride copolymer (PVdC). Alternative plastic materials are also in use as single-layer film or as laminates.
After wrapping, the cheese blocks are stored in rigid containers e.g. plastic or wooden boxes, in order to prevent deformation on storage.
RIPENING The cheddar cheese is matured in ripening rooms maintained at a temperature of 4-80c. The ripening or maturing stage permits the controlled breakdown of the protein and fat in the cheese to produce the desired flavor and texture characteristics in the final product.
During the early stages of ripening the starter bacteria (lactic streptococci) are inhibited while lactobacilli develop and bring about changes in the flavor and aroma of the cheese. Residual lactose in the cheese is quickly fermented to lactic acid and other organic acid. The major change in the texture of the cheese, from rubbery to soft, creamy consistency, is brought about by the break down of the protein to peptides and amino acid by the rennet and bacterial proteases. Fat is also broken down to glycerol and fatty acid by lipolytic enzymes. Amino acid and fatty acid then broken down to a number of lower molecular weight compounds through the action of a number of bacterial enzyme system .
Mild cheddar is generally ripened for 3-6 months; mature cheddar requires 6-12 months.
Rind
The rind of cheese are formed during the ripening process, many quite naturally. Some are created artificially. Rinds may be brushed, washed, oiled, treated with covering of parrafin wax or simply not touched at all. Traditional cheddars are wrapped around with a cotton bandage. The rind’s basic function is to protect the interior of the cheese and allow it to ripen harmoniously. Salting play an important role in ripen formation. Heavily salted cheese develop a thick, tough outer rind, typified by the Swiss range of cheese. Cheddar another natural rind cheese, is less salted than Swiss varieties, and consequently has a much thinner rind.
Fermented milks are produced at smallholder level by allowing the milk to ferment naturally, i.e. without the use of added bacterial cultures or materials to bring about the coagulation of the milk. These naturally fermented milks provided the first available `starter’ cultures to be used for the precipitation of the protein (casein) with other milk constituents such as fat, lactose (milk sugar) and vitamins. When the liquid serum (whey) is separated by filtering or decanting the precipitation or mass of curd remaining is a soft lactic curd type cheese. Cheese curds may also be formed by adding to milk the juice extracts of fruits and plants or extracts from the stomach or intestines of animals. These extracts contain enzymes (substances which bring about chemical change) that, when added to milk, bring about the formation of a coagulum or convert the milk to a semi-solid mass. When this jelly-like coagulum is cut into small pieces with knives , the whey is released and, after draining, the cheese curd remains.
Milk coagulants
Cheese curds may be formed by using acids or by using enzymes. Acids such as acetic acid, citric acid, lactic acid, vinegar and lemon juice have been used for many years in the manufacture of some cheeses. Ricotta cheese (a variety common in Italy), made from a mixture of skimmed milk and whey, uses vinegar or citric acid to precipitate the curds. Another cheese of Italian origin, Mozzarella, which is used as a topping for pizzas, is made with lactic or acetic acids as acidulants. Lactic starters are also used. Queso Blanco cheese, which has its origins in South America, is made from low fat milks using lemon juice as the acidulant. Wara cheese from West Africa uses the juice extract of the plant Calotropis procera as the milk coagulant. The above examples serve to illustrate that a number of cheese varieties may be made without importation of commercial preparations of lactic acid bacterial cultures and milk coagulants
Whey utilisation
Whey is the liquid that remains after most of the fat and the protein in the milk is removed during the cheese making process. Whey contains valuable nutrients, i.e. whey proteins, carbohydrate and minerals. The whey from cheese making vary according to the type of cheese made and, therefore, the content of protein, salts and lactose also vary. As whey contains about half of the total solids in the original milk it should not be thrown away as waste but should be used as animal feed or for human nutrition.
There are many uses for whey and its constituents. Where cheese is made on a small or farm- house scale the quantity of whey available does not justify the manufacture of the more exotic or sophisticated products where large quantities of whey are required along with expensive, large scale equipment. At farm level whey should be fed to animals or consumed by humans. Some of the uses of whey include pig and poultry feeds, addition to bread to increase the nutritive value, fermented drink, manufacture of alcohol, manufacture of lactose and producing whey cheese by evaporating the moisture. In recent years whey proteins extracted from whey by ultrafiltration have found many uses in the food industry.
Cheeses may be broadly grouped into ‘soft’, ‘semi-hard’ and ‘hard’ cheeses
Soft cheeses are easier to make than hard cheeses and are traditional foods that are popular in many countries. They are made using lactic acid bacteria or an acid, such as lemon or lime juice or vinegar. These cheeses are soft, moist, creamy cheeses and include curd cheese, paneer, and small-curd cottage cheese. Those made from buffalo milk are white and those made from cow’s milk are pale creamy yellow. They have a shelf life of around 3 days when refrigerated, or 5 days if covered with brine and refrigerated.
Semi-hard cheeses This is a large group of cheeses and includes Edam, Gouda, Colby, Montasio, and Muenster. Production is by rennet coagulation, and lactic acid production is restricted. The amount of moisture removed from the curd depends on the temperature and time of cooking and by the wash water temperature. Higher temperatures during cooking or washing cause the curd to contract and expel more moisture. Typically, these cheeses are matured for between 2 weeks and 9 months.
Hard cheeses (e.g. ‘Cheddar’ cheese) and large-curd cottage cheese are produced using lactic acid bacteria and rennet. Hard cheese requires greater investment in equipment and greater skill to produce than soft cheeses. Cheddar cheese for example, is a firm solid compressed curd that has a pale yellow colour, a texture that varies from rubbery to flaky, a mildly acidic taste and a characteristic flavour/aroma. It is matured for different periods of time, and the flavour gradually changes from a mellow creamy taste after 2-8 months, to a tangy flavour of mature cheese after 8-12 months, and then to a strong, more bitter flavour of vintage cheese after more than 12 months. Hard cheeses may also be made with a variety of flavourings, including caraway seed, chilli pepper, garlic, rosemary or sage, or they may be smoked. It is recommended that market research be undertaken to find which types of cheese are popular before contemplating production, because the demand for hard cheeses may be more limited in some countries and a careful market analysis is needed before starting their production. Training in production should then be obtained from an experienced cheese-maker.
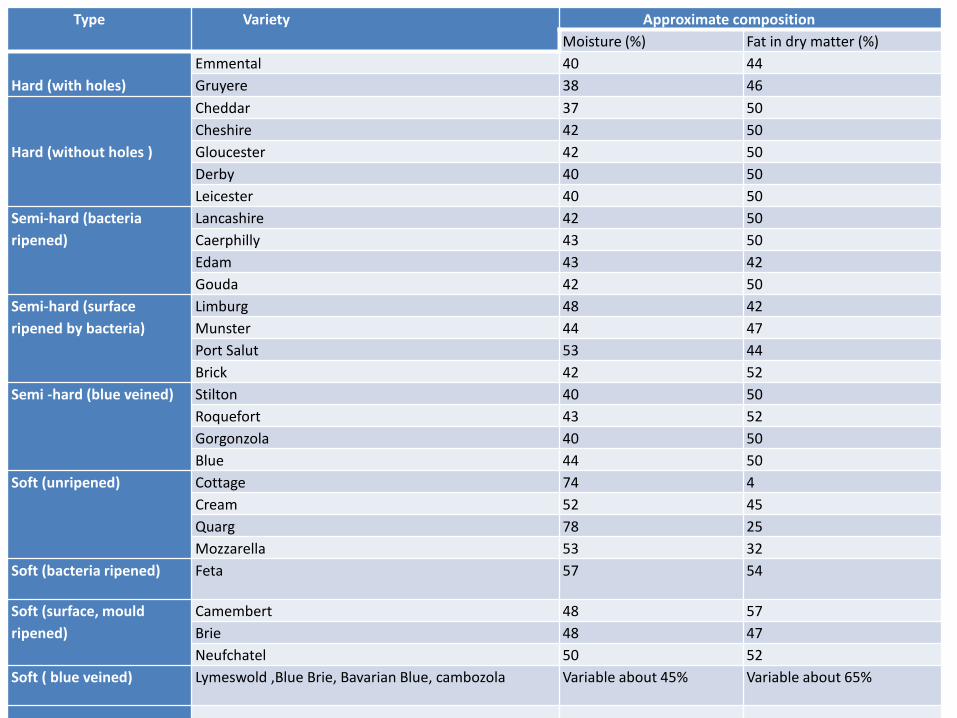
Type Variety Approximate composition
Moisture (%) Fat in dry matter (%)
Hard (with holes)
Emmental 40 44
Gruyere 38 46
Hard (without holes )
Cheddar 37 50
Cheshire 42 50
Gloucester 42 50
Derby 40 50
Leicester 40 50
Semi-hard (bacteria
ripened)
Lancashire 42 50
Caerphilly 43 50
Edam 43 42
Gouda 42 50
Semi-hard (surface
ripened by bacteria)
Limburg 48 42
Munster 44 47
Port Salut 53 44
Brick 42 52
Semi -hard (blue veined) Stilton 40 50
Roquefort 43 52
Gorgonzola 40 50
Blue 44 50
Soft (unripened) Cottage 74 4
Cream 52 45
Quarg 78 25
Mozzarella 53 32
Soft (bacteria ripened) Feta 57 54
Soft (surface, mould
ripened)
Camembert 48 57
Brie 48 47
Neufchatel 50 52
Soft ( blue veined) Lymeswold ,Blue Brie, Bavarian Blue, cambozola Variable about 45% Variable about 65%
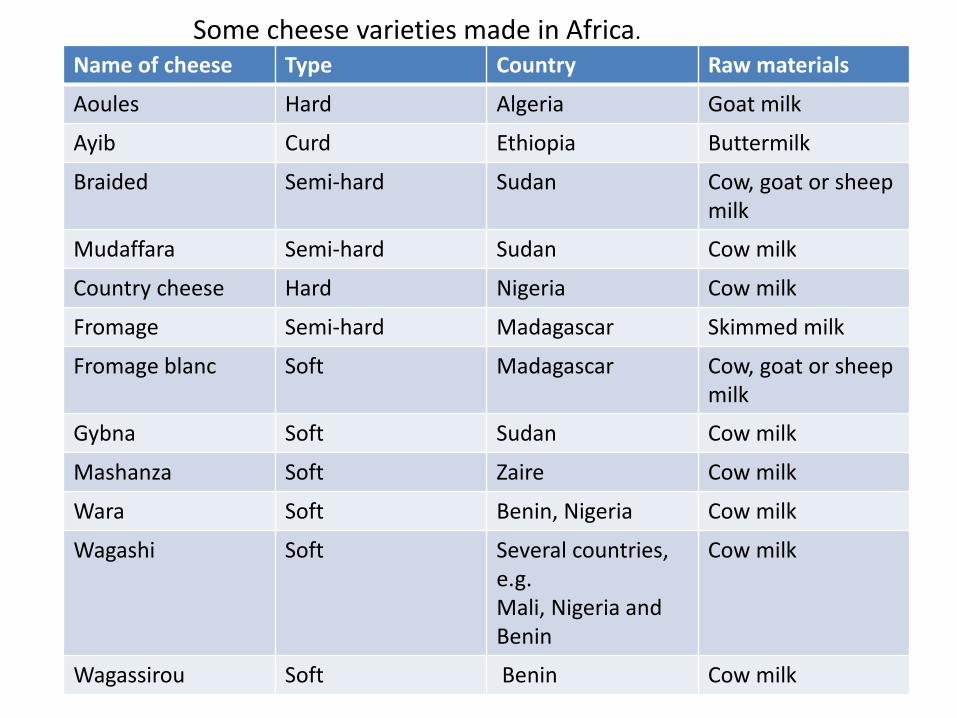
Name of cheese Type Country Raw materials
Aoules Hard Algeria Goat milk
Ayib Curd Ethiopia Buttermilk
Braided Semi-hard Sudan Cow, goat or sheep milk
Mudaffara Semi-hard Sudan Cow milk
Country cheese Hard Nigeria Cow milk
Fromage Semi-hard Madagascar Skimmed milk
Fromage blanc Soft Madagascar Cow, goat or sheep milk
Gybna Soft Sudan Cow milk
Mashanza Soft Zaire Cow milk
Wara Soft Benin, Nigeria Cow milk
Wagashi Soft Several countries, e.g. Mali, Nigeria and Benin
Cow milk
Wagassirou Soft Benin Cow milk
Some cheese varieties made in Africa.
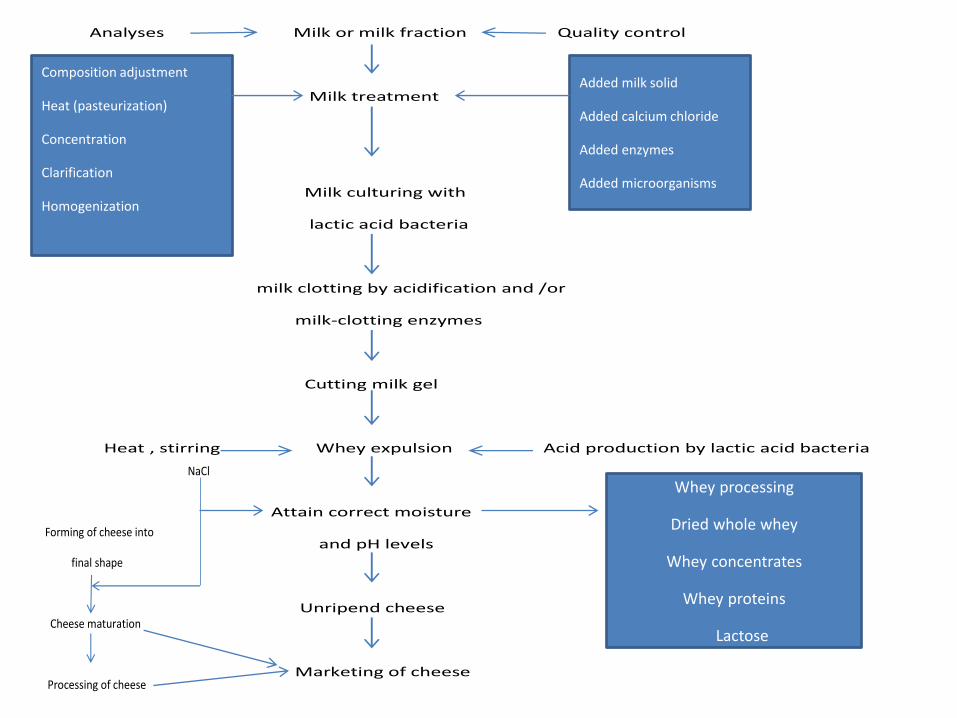
Analyses Milk or milk fraction Quality control
Milk treatment
Milk culturing with
lactic acid bacteria
milk clotting by acidification and /or
milk-clotting enzymes
Cutting milk gel
Heat , stirring Whey expulsion Acid production by lactic acid bacteria
Attain correct moisture
and pH levels
Unripend cheese
Marketing of cheese
NaCl
Forming of cheese into
final shape
Cheese maturation
Processing of cheese
Whey processing
Dried whole whey
Whey concentrates
Whey proteins
Lactose
Added milk solid
Added calcium chloride
Added enzymes
Added microorganisms
Composition adjustment
Heat (pasteurization)
Concentration
Clarification
Homogenization
Cheese Analogues Cheese analogues are cheese like products manufactured from milk protein (casein) and vegetable fats. These products are considerably less expensive at present than natural cheese, not only because of use of vegetables fat in place of milk, but because pricing system for casein within the EEC is such that casein in the form acid or rennet casein or caseinate is less expensive than the equivalent amount of casein in raw milk.
The milk protein source for manufacture is either a blend of sodium and calcium caseinates, or rennet casein. When latter is used it must first solubilized by the addition of emulsifying salts. The manufacturing procedure for cheese analogue is very similar that used for processed cheese using a steam heated kettle.
The casein or caseinated is added first with small quantity of water to produce a slurry. The vegetable fat is then added together with small amount of salt, lactic acid and emulsifying salt. The ingredients are then heated and mixed to ensure effective distribution and emulsification of fat. The heat treatment must be sufficient to pasteurize the mix, e.g. 70-800c for 4-15 minutes, which is then filled into moulds or formed into slices. The flavor of cheese analogues may be improved through the incorporation natural cheese or enzymes-modified cheese .
Cheese analogue usually posses a fairly mild flavor and a close texture similar to that of processed cheese. In this way, it is possible to produce cheese analogue with similar texture and melting characteristics to a number of popular cheese, particularly Cheddar and Mozzarella.
Ultrafitration The use of ultrafiltration in cheese making was developed in the 1970s and several factories in Europe now use this technique in the manufacture of soft cheeses.
Ultrafiltration of the cheesemilk removes the necessary amounts of lactose, salt and water before rennetting. The protein and fat in the milk are concentrated by ultrafiltration to produce a pre-cheese which has same composition ( fat, protein, moisture) as a drained cheese. The pre-cheese is then incubated with a starter culture and after period of acid development, rennet is added. The concentrate is filled into moulds where coagulation takes place without the loss of whey. Brining and further processing then processed conventionally.
Advantage of ultrafiltration
The major advantage of ultrafiltration in cheese – making is that the whey protein are retained in the cheese and cheese yield is therefore increased by up to 20%. Starter and rennet requirements are also reduced and elimination of vat gives saving in equipment cost and floor space. However, the texture and flavor of ultra-filtered cheese tend to be slightly different from those conventional cheese.
Application of ultrafiltration
The application of ultrafiltration in cheese making is presently limited to the production of cheeses with moisture content of over 50% e.g. Camembert, Feta, because of inability of existing ultrafiltration system have recently been developed whereby a ‘cheese base’ can be produce with the composition of cheddar and other hard cheeses.
The main application of application for cheese base is in the manufacture of processed cheese and cheese spreads where it is an economic alternative to unripened conventional cheese.
Cheese Powder
Cheddar cheese is a convenient form of cheese solid for use as an ingredient in food manufacture. It is mainly used in the flavoring of snacks, where a powder is ideal for coating, and in the manufacture of dips, sauces, fillings etc. where it can simply be mixed with the other ingredients.
The most popular form of cheese powder is based on cheddar chees, but smaller quantities of semi-hard cheese may be incorporated to reduce cost .
The raw material for cheese powder manufacture is usually a carefully selected blend of cheeses of different ages . The cheese is comminuted and mixed with water to produce a slurry containing 35 to 45% solids. Stabilizing salts ( phosphates, citrates) are added in small amount ( approximately 2% ) to modify the physical characteristics of the milk protein so that fat is effectively emulsified and the slurry melts evenly on heating to give a smooth body in which grains of unmelted cheese are absent.
The slurry is pasteurized and homogenized ( 2000 psi first stage; 500 psi second stage ) before spray drying to produce a powder containing 3% moisture. There is usually a significant loss of cheese flavor during spray drying and cheese powder generally have a much milder flavor than the original cheese. This can be overcome to some extent by correct choice of raw materials and the flavor can also be improved by the incorporation of enzymes-modified cheese or cheese flavor enhancer into the slurry.
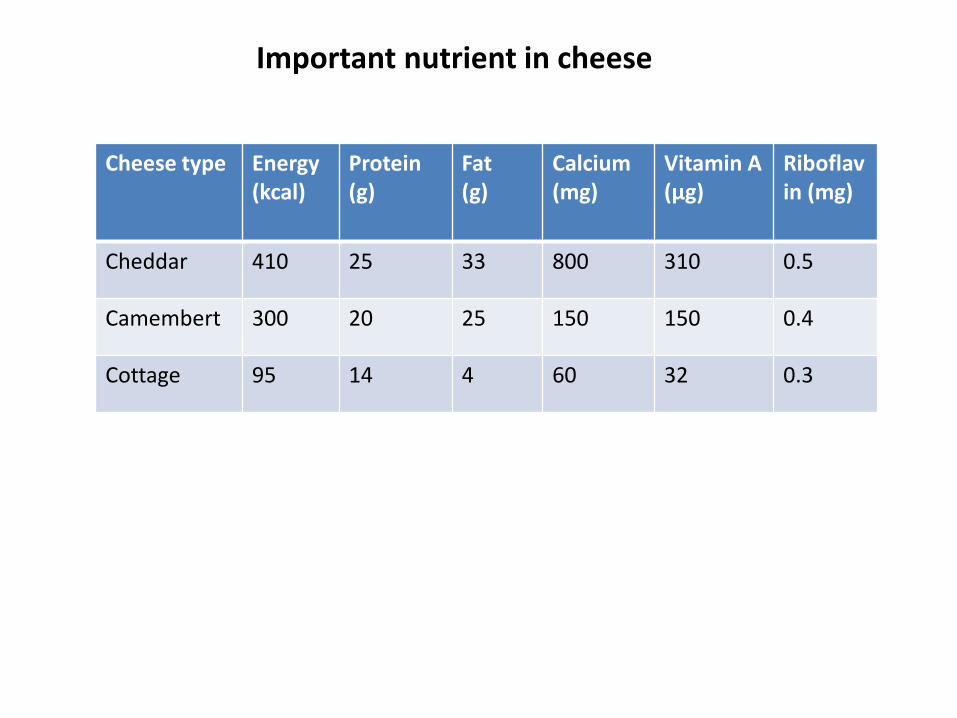
Cheese type Energy (kcal)
Protein (g)
Fat (g)
Calcium (mg)
Vitamin A (µg)
Riboflavin (mg)
Cheddar 410 25 33 800 310 0.5
Camembert 300 20 25 150 150 0.4
Cottage 95 14 4 60 32 0.3
Important nutrient in cheese
Cheese Varieties
Over 400 different varieties of cheese have been listed throughout the world, although only minor differences exist among many of these. It is usual to classify these different varieties on the basis of texture with sub classification based on the method of ripening. Such a classification with moisture and fat content of some of the more important varieties. In addition to cheddar, a number of these varieties are of economic importance to the UK cheese industry.
SWISS CHEESE This cheese is manufactured by using lactic acid bacteria and propionic acid bacteria. Swiss cheese is a hard cheese characterized by a sweet, nutty flavor, and by gas holes or eyes, distributed throughout the cheese.
The organism used in Swiss cheese manufacture are lactic acid producers
( S. thermophilus and L. bulgaricus ) and species of Propionibacterium , which produces propionoic acid .
After coagulation and separation of the whey, the curd are put into a cheesehoop and pressed lightly . The cheese turned several times and is pressed more firmly each time. during the first two thee weeks of ripening , the cheese is salted and turned every one or three days .
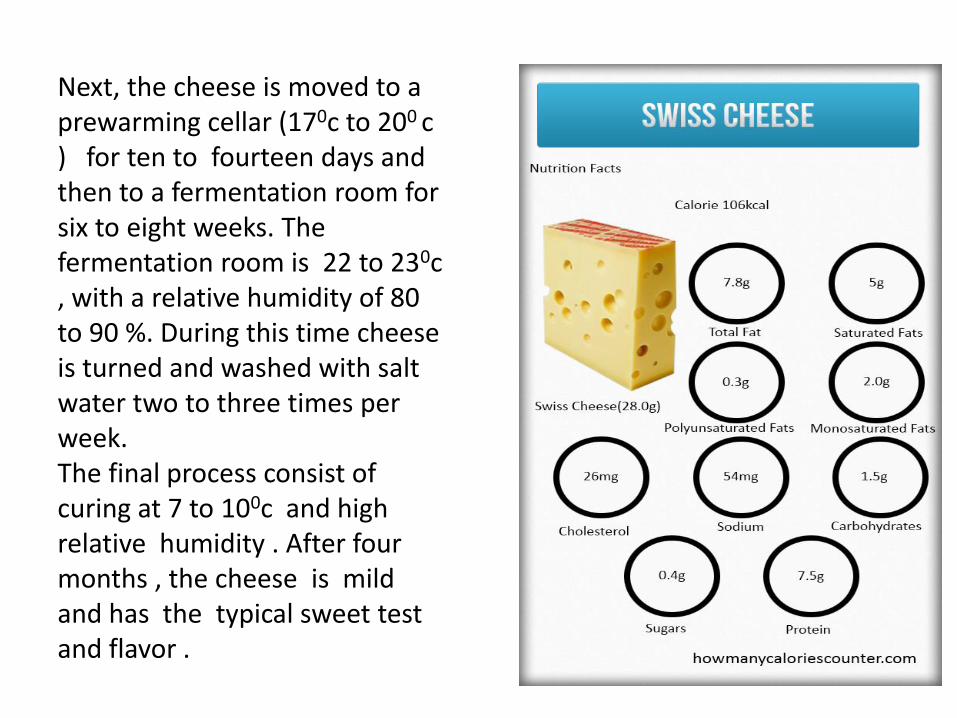
Next, the cheese is moved to a prewarming cellar (170c to 200 c ) for ten to fourteen days and then to a fermentation room for six to eight weeks. The fermentation room is 22 to 230c , with a relative humidity of 80 to 90 %. During this time cheese is turned and washed with salt water two to three times per week. The final process consist of curing at 7 to 100c and high relative humidity . After four months , the cheese is mild and has the typical sweet test and flavor .
Baker’s Cheese
Baker’s cheese is a skim milk cheese used by the baking industry as an ingredient for cheesecake, etc.
Coagulation is by means of an active lactic acid starter culture together with a small quantity of rennet (less than 5% of the rennet used in cheddar manufacture).
The starter culture include Leuconostoc citrovarum for flavor and aroma development . When pH has fallen to 4.5, the curd is transferred to nylon or linen bags and left to drain in vats. In some cases, whey drainage may be assisted by pressing e.g. the Berge system
After draining, the curd is cooled and stored cold. Baker’s cheese should not be wet, but should be soft and workable.

Brie Brie is soft, surface mould-ripened cheese manufactured in a similar manner to camembert. The major difference between Brie and camembert arise from the shape of the final cheese; brie is thinner with a large diameter. The higher surface : volume ratio of Brie result in an increased rate of ripening compared with Camembert. Brie has a mild, aromatic flavor and a close, smooth texture.
Caerphilly Caerphilly takes its name from the village in ‘Wales’ where it first became popular.
The early stage of manufacture are similar to those in the manufacture of cheddar but the curd is only lightly scalded ( 340 c). The drained curd is salted (1%), lightly pressed overnight and the cheese are immersed in brine for 12-24 hours to raise the salt content in the cheese to 2%.
The dried cheese is then film wrapped and stored at 10-130c until it is ripe after approximately 2 week.
Caerphilly has a close, springy texture and a mild, lactic flavor. It has a higher moisture content than cheddar and therefore gives a good yield which together with thee short ripening time makes Caerphilly particularly attractive to small cheese makers.
Camembert
Camembert is a soft, surface mould-ripened cheese which account for 65% of the soft cheese manufactured in France. camembert is a cylindrical cheese, typically 110 mm diameter by 30 mm thick with a delicate flavor and soft, elastic texture. It is characterized by a white, mould coat ( Penicillium candidum or P. camemberti ) which produces enzymes important during the ripening process. Milk pre-heating is similar that in cheddar manufacture milk ; the milk is standardized to give cheese of known fat in dry matter ( usually 45% ), and pasteurized. Calcium chloride is also added in concentration up to 0.02%. A mesophilic, mixed strain, starter culture is added along with a mould spore culture of P. candidum. In some cases mould spores may be sprayed onto the cheeses after whey drainage.
Incubated milk filled into special vats, or bassines, and after a period of acid development the milk is renneted. A suitable coagulum is formed after 1-2 hours and this is cut into large cubes (30 mm) and curd allowed to settle for 30 minutes before free whey drainage takes place in the mould. The curd is transferred to cylindrical perforated mould where whey drainage is allowed to proceed overnight. In order to control the moisture content of the cheese , a r.h. of 90-95% is maintained. Whey drainage is accelerated by turning cheese every 5-7 h. After removal from the moulds , the cheeses are either dry salted or immersed in brine to give a final salt content of 1.5-1.8%. Ripening takes place at 12-150c and r.h. 90-95% for 10-15 days during this time mould develops and spreads over the surface of cheese. Camembert is packed in waxed paper or foil and stored at 40c . The ripening of Camembert is brought about by the action of lactic acid bacteria and the p.candidum. The mould produces proteolytic and lypolytic enzymes which diffuses into center of the cheese. As the protein is broken down, the body of the cheese become smooth and soft while characteristics flavor develop from the breakdown of fat and protein. If ripening is allowed to proceed too far, the released of ammonia give a pungent aroma and body of the cheese breaks down to an almost liquid consistency.
Cottage
Cottage cheese is a soft, acid coagulated cheese from skimmed or partly skimmed milk or reconstituted skim milk powder. It differs from the other acid coagulated cheese in that the curd particles are kept separated through controlled washing.
The starter is a mixture of lactic streptococci and Leuconostoc citrovarum, the latter being included for flavor development. The quantity of starter added to pasteurized skim milk depend on setting time required; a short set (5 hours) can be achieved by the use of 5% starter and incubation at 320c while a long set (overnight) result from the use of only 1-2% starter and incubation at a lower temperature, 220c. In short set method, a small amount of rennet (0.5ml per 100 lit) is also added. when pH has fallen to 4.6, the curd is cut into cubes (8-13 mm ) scalded to 49-530c over 2 hours. this temperature is sufficient to control the growth of spoilage organisms.
Whey is drained to curd level and curd is washed three times with water at progressively lower temperature (24, 10 and 30c). The curd is then allowed to drained for one hour. The curd is usually mixed with cream dressing to give a fat content 4 % in the final product. The dressing is based on single cream with added salt (1% of final products) and stabilizers. The dressing is pasteurized, homogenized and cooled before blending with curd (1 part dressing : 3 part curd ). Fruit and vegetable pieces may also be added to the curd to produce number of flavored varieties, e.g. onion, chives, pineapple. The creamed curd is pumped to a carton filter, filled into plastic cartons and stored at 40c. Cottage cheese is a very popular item in low calorie diets since it provides a good source of milk protein (14%) together with a relative low fat content (4%).
Cream
Cream cheese is a soft cheese with a reach mildly lactic flavor. It is prepared from single cream and contains at least 45% fat. The manufacturing process varies widely, but it similar in principle to that used for acid coagulated cheese in general.
The cream is pasteurized and cooled before inoculation with starter cultre comprising lactic streptococci and L. cremoris. A small amount of rennet is added and cream is incubated overnight at 150c. The coagulated cream is cooled, drained in linen bags and salted (2%). Cream cheese is normally packed in foil and stored at 40c at which temperature it has a shelf life of 1 to 2 weeks.
Double cream is contains a minimum of 65% fat and is made from cream with a fat content of 50 to 60%.
Derby
Derby or Derbyshire, cheese is one of the oldest of the English territorial varieties. It is a white cheese with a smooth texture and, mild flavor. Derby has been described as a quick-ripening Cheddar.
The manufacturing process is similar to that for cheddar except that the coagulum is cut into larger cubes (1 cm) and scald temperature (36-380c) is slightly lower. Derby is hard pressed cheese which is fully ripe in three to four months. Sage Derby is prepared by mixing milled curd with ground sage and a chlorophyll extract from green vegetable leaves. The curd is then pressed as for white Derby.
Dunlop
Dunlop cheese takes its name from the town in Ayrshire where it was first made. It is very similar to Cheddar and Double Gloucester and is manufactured mainly in southwest Scotland
Edam Edam is semi hard washed curd cheese traditionally manufactured in Holland. However, like Cheddar, Edam is now manufactured in many countries around the world.
Edam has a lower fat content than Cheddar (typically 40% fdm) and cheese milk is therefore standardized to 2.5-2.7% fat. Calcium chloride is often used and because of the low acidity of cheese nitrate (0.05-0.1%) is added to inhibit gas-forming bacteria.
Acidity at renneting is low (0.16%) and the curd is usually cut after 30 min the mild flavor of Edam is the result of washing the curd during cooking to reduce the level of acidity; a portion of the whey is drained from the vat and the temperature raised to 36-370c by the addition of hot water. After stirring for an hour, the diluted whey is drained and the curd into moulds and pressed.
.
Salting is achieved by immersing the cheese in brine for three to four day. After ripening for three to four weeks, the cheeses are washed and wrapped in film or waxed. Edam is white to yellowish with a dull cut surface. The curd is elastic and usually contains some small holes. Flavor is mild and clean.
Feta Feta originated in Greece and is traditionally manufactured from sheep’s milk. However, significant quantities are now made in western Europe from cow’s milk and exported to eastern Europe and the middle East.
Acid development and rennetting are similar to cheddar and manufactured and a lipase preparation may be added to the cheesemilk to aid flavor development. The curd is cut into fairly large cubes (20-30 mm3) and after stirring for 15-20 minutes, the curd and whey are transferred to cloth-lined moulds. Whey drainage proceeds overnight and the curd is then cut into blocks and either dry salted or brined. After one or two days, the cheese is packed into cans or barrels and covered with brine. Ripening takes between two and four weeks and the cheese is then stored at 2-50c.
Feta is a soft, white cheese with a close texture and salty, acidic flavor. Because the cheese is not pressed, the interior usually contains a number of openings. The composition of Feta varies substantially and the cheesemilk may be standardized depending on market preference.
Gouda
Gouda is one of the traditional cheeses of Holland, and the manufacturing process is similar to that for Edam. The main difference between Edam and Gouda are that the latter may have a few small holes produced by propionic acid bacteria and that Gouda usually contains more fat and slightly less moisture. The latter gives rise to a slower rate of maturation and a higher level of flavor development than with Edam.
Lactic
Lactic cheese is usually taken to refer to any acid coagulated cheese made without the use of rennet and manufacture simply involves the incubation of skimmed or whole milk with a suitable starter culture. The acid coagulum (pH 4.5) is cut and curd and whey separated by drainage through filter cloths. The curd is then salted and packed in foil or plastic tubes. Fruit and vegetable pieces may also be incorporated into lactic curd . The product must be stored cold to avoid spoilage by yeasts and moulds. Lactic cheese has a sharp lactic flavor and may contain between 10 and 30% fat, depending on market requirements.
PACKAGING OF CHEESE Packaging is an important aspect of the curing of cheese. Several factors are involved in selecting a package: (1) type of cheese and its consequent resistance to mechanical damage, (2) presence of a specific flora, (3) wholesale or retail packaging, (4) permeability to water vapor, oxygen, CO2 , NH3 , and light, (5) labeling facilities, (6) migration of flavors from package to product, and (7) the system for storage, distribution, and sale (supermarket, specialist shop, and rate of turnover in the market).
Formerly, semi-hard or hard cheese was often treated with paraffin wax, whereas currently many are coated with a latex which, of course, is also a kind of packaging. When the cheese is going to be waxed its surface should be very clean and dry; otherwise growth of bacteria between cheese rind and paraffin wax or latex coating will cause problems, especially because of gas production and off-flavors. Waxing thus can be applied for low-moisture cheese shortly after manufacture, whereas cheese with a higher water content may be waxed only after a suitable rind has developed. Some cheese is cured while being packaged in an air- and water vapor- tight shrinking film, e.g., Saran foil. The cheese may be made in rectangular blocks of up to 300 kg, which are usually intended for sale in prepackaged portions or slices, or for the processed cheese industry.
Compared to normally ripened cheese, important differences are as
follows:
The cheese has no firm rind.
Its composition is more homogeneous due to moisture losses being
quite small.
The cheese has a lower water content immediately after manufacture because
this content must meet the requirements for a ‘normal’ cheese after ripening
(which loses more water during storage).
The starter may not produce too much CO2 , as otherwise loosening of the
wrapping would readily occur (‘ballooning’).
The larger the blocks, the longer it takes to cool them to curing temperature,
increasing the chance of microbial defects to occur.
Consequently, the curing temperature is often taken lower. Together with
differences in composition, this causes the flavor development to be less than in
normally ripened cheese of the same age.
After cooling, the blocks can be piled up closely and need not be turned.
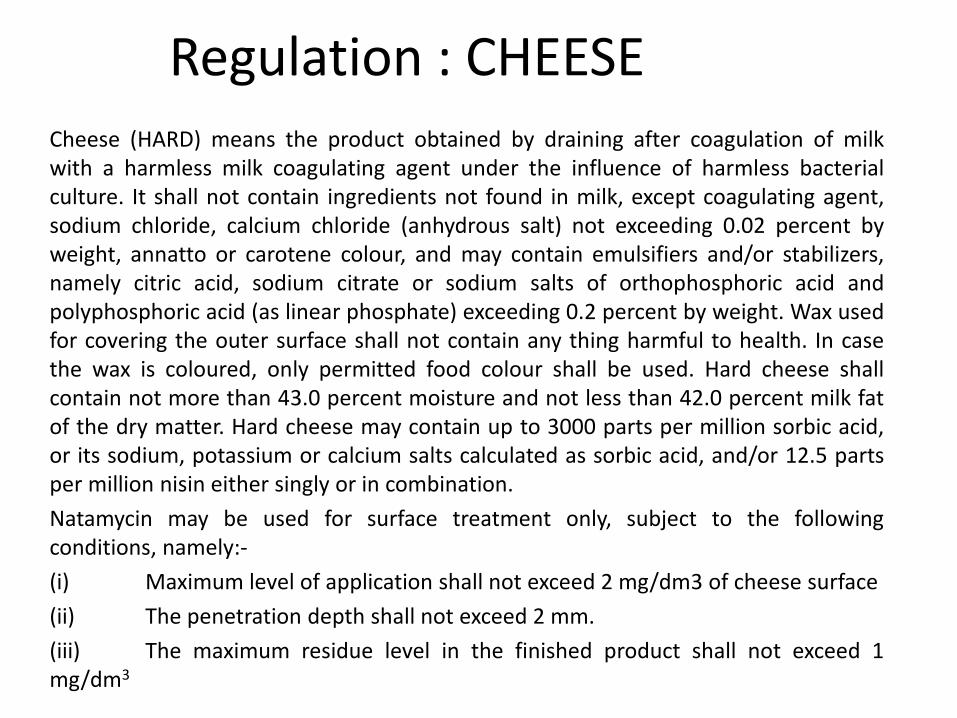
Regulation : CHEESE Cheese (HARD) means the product obtained by draining after coagulation of milk with a harmless milk coagulating agent under the influence of harmless bacterial culture. It shall not contain ingredients not found in milk, except coagulating agent, sodium chloride, calcium chloride (anhydrous salt) not exceeding 0.02 percent by weight, annatto or carotene colour, and may contain emulsifiers and/or stabilizers, namely citric acid, sodium citrate or sodium salts of orthophosphoric acid and polyphosphoric acid (as linear phosphate) exceeding 0.2 percent by weight. Wax used for covering the outer surface shall not contain any thing harmful to health. In case the wax is coloured, only permitted food colour shall be used. Hard cheese shall contain not more than 43.0 percent moisture and not less than 42.0 percent milk fat of the dry matter. Hard cheese may contain up to 3000 parts per million sorbic acid, or its sodium, potassium or calcium salts calculated as sorbic acid, and/or 12.5 parts per million nisin either singly or in combination.
Natamycin may be used for surface treatment only, subject to the following conditions, namely:-
(i) Maximum level of application shall not exceed 2 mg/dm3 of cheese surface
(ii) The penetration depth shall not exceed 2 mm.
(iii) The maximum residue level in the finished product shall not exceed 1 mg/dm3
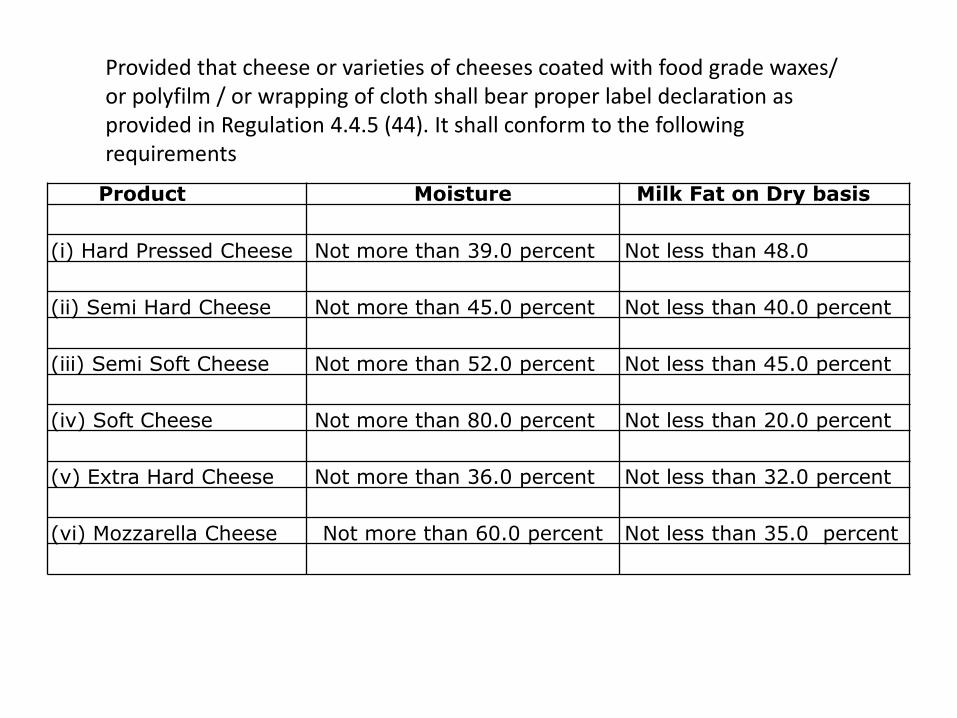
Provided that cheese or varieties of cheeses coated with food grade waxes/ or polyfilm / or wrapping of cloth shall bear proper label declaration as provided in Regulation 4.4.5 (44). It shall conform to the following requirements
Product Moisture Milk Fat on Dry basis
(i) Hard Pressed Cheese Not more than 39.0 percent Not less than 48.0
(ii) Semi Hard Cheese Not more than 45.0 percent Not less than 40.0 percent
(iii) Semi Soft Cheese Not more than 52.0 percent Not less than 45.0 percent
(iv) Soft Cheese Not more than 80.0 percent Not less than 20.0 percent
(v) Extra Hard Cheese Not more than 36.0 percent Not less than 32.0 percent
(vi) Mozzarella Cheese Not more than 60.0 percent Not less than 35.0 percent
