faserverstärkte composites aus polyurethan- · pdf file5 kurzfaserverstärkte...
TRANSCRIPT
1
Faserverstärkte Composites aus Polyurethan-Systemen
2
EINLEITUNG
KUrzFAsErvErsTärKTE ComPosITEs ClASS-A-lACkierbAre SySteMe für kleinSerien • RRIM | ReInfoRced ReactIon InjectIon MouldIng • cRosslInked RRIM • HIgH-speed RRIM • HIgH-teMpeRatuRe RRIM
LANGFAsErvErsTärKTE ComPosITEs seMIstRuktuRelle VeRbundlösungen MIt folIeRteR obeRfläcHe • lfI | long fIbeR InjectIon • sRIM | stRuctuRal ReactIon InjectIon MouldIng
VeRstäRkung Von folIen und blecHen / VeRbundstRuktuRen • coMposIte-spRüHtecHnologIe
seMIstRuktuRelle sandwIcHlösungen füR das InteRIeuR • wabentecHnologIe
ENDLosFAsErvErsTärKTE ComPosITEs InnoVatIVe leIcHtbaulösungen füR lasttRagende anwendungen • RtM | ResIn tRansfeR MouldIng • sandwIcHtecHnologIe
zUsAmmENFAssUNG
KoNTAKTE
4 – 7
14 – 17
18 – 19
20
8 – 13
3

3
RessouRcenVeRknappung, steIgende co2-eMIssIonen, beVölkeRungs wacHstuM und deR weltweIt zuneHMende wunscH nacH MobIlItät sInd dIe gRossen HeRausfoR -deRungen füR dIe autoMobIle zukunft.
leIcHt gewInnt
bis 2020 fordert die eu von jedem europäischen fahrzeughersteller, die durch-schnittliche flottenemission auf 95 g Co2/km zu reduzieren – das entspricht einer Reduktion um ein drittel innerhalb der nächsten knapp 7 jahre. neben optimier-ten klassischen und alternativen antriebsarten sowie verbessertem Roll- und luft- widerstand ist leichtbau einer der Hebel, um dieses ziel zu erreichen: schon 100 kg weniger gewicht bedeuten einen um 0,4 l geringeren kraftstoffverbrauch pro 100 km fahrstrecke oder rund 10 g weniger kohlendioxidemission. durch den einsatz von faserverstärkten kunststoffen lässt sich schon heute im fahrzeugbau deutlich gewicht einsparen. Ihre einfache und flexible Verar beit -barkeit sowie die exzellente funktionsintegration ermöglichen darüber hinaus eine designfreiheit und Individualisierung, die mit herkömmlichen werkstoffen nicht möglich ist. dabei hängen die mechanischen eigenschaften von composites und damit das gewichtseinsparpotenzial von der genauen konstruktion ab und nehmen prinzipiell mit zunehmender faserlänge, höherem fasergehalt und stei-gender orientierung zu. kurz- und langfaserverstärkte kunststoffe sind in vielen pkw- und nutzfahr zeug anwendungen bereits etabliert, mit einem gewichts ein -spar potenzial von bis zu 40 prozent pro bauteil. um Metalle in lasttragenden an wen dungen zu ersetzen, wird eine gerichtete endlosfaserverstärkung benö-tigt. dabei liefern insbesondere carbonfaserverstärkte composites hochfeste, steife und crashgeeignete struk turen. die kombination ver schiedener Materialien liefert Multi-Materialsys teme, die gewichtseinsparungen von bis zu 65 prozent er mög li chen.
polyurethan -sys teme eröffnen eine einzigartige Möglichkeit, die Vor teile sol cher faserverbund werk stoffe zu nutzen. Von kurz- über lang- bis zu endlos fa ser ver -stärkten sys temen bietet basf poly ure thanes maßgeschneiderte lösungen an.

4
frontschürze kotflügel

5
kuRzfaseRVeRstäRkte coMposItes
RRIM | ReInfoRced ReactIon InjectIon MouldIng
Typische Bauteile: Hochwertige, gut lackierfähige bauteile für pkw-kleinserien sowie nutzfahrzeuge
Prozess: der RRIM-prozess ermöglicht die kostengünstige Herstellung von kurzfaser ver-stärkten bauteilen mit einem typischen fasergewichtsanteil von 15 bis 25 pro zent.
die mit einer kurzfaser (glas-, Mineral- oder kohle -fa ser, länge < 200 μm) gefüllten pu-ausgangs kom- po nenten werden intensiv in einem Mischkopf ver-mengt; anschließend wird das Re aktions ge misch innerhalb weniger sek unden mit geringem druck in ein werk zeug injiziert und nach kurzer aushärtezeit als fertiges bauteil entformt.
PU-Performance:aufgrund ihrer herausragenden fließfähigkeit er -mög lichen die für den RRIM-prozess entwickelten elastolit®-systeme die umsetzung selbst anspruchs-vollster designvorgaben. die bauteile bestechen durch höchste Qualität bei niedrigem gewicht und sind aufgrund ihrer class-a-oberfläche gut lackier-bar. das optimale kosten-leistungs-Verhältnis ist insbesondere für kleinserien-bauteile im automobil und im nutzfahrzeug ein erfolgsfaktor.
CLAss-A-LACKIErBArE sysTEmE Für KLEINsErIEN
dachspoiler luftfiltergehäuse
6
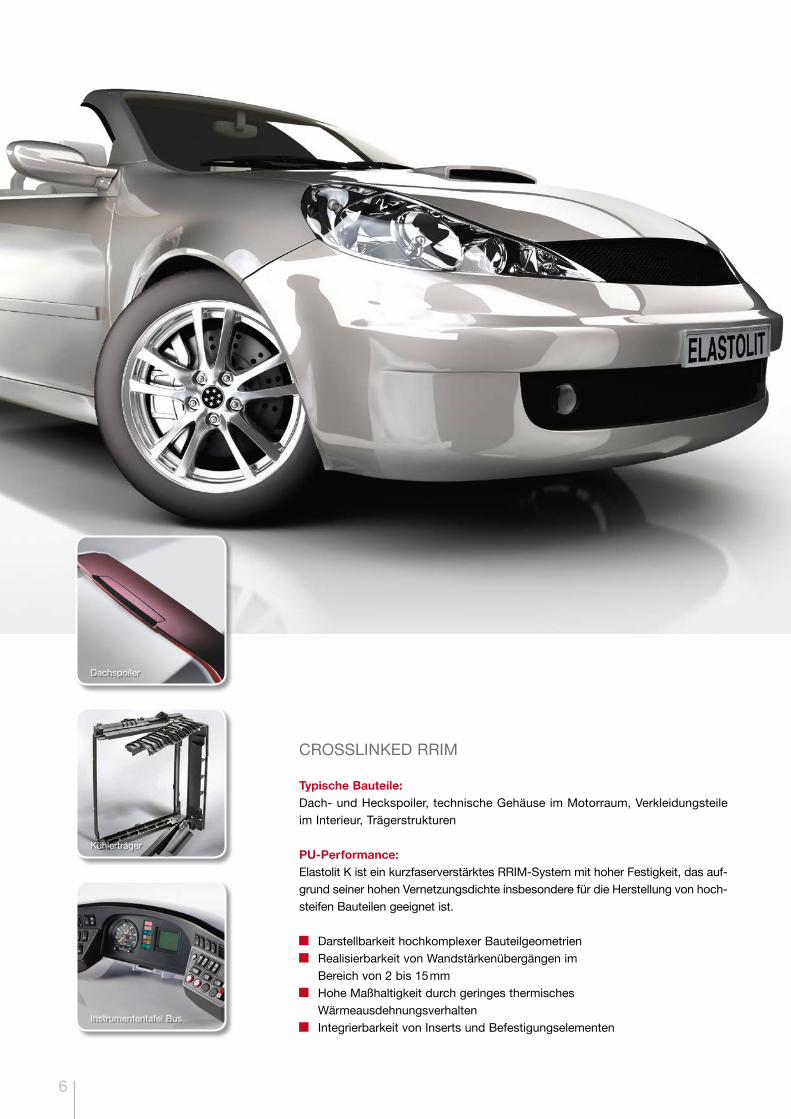
cRosslInked RRIM
Typische Bauteile: dach- und Heckspoiler, technische gehäuse im Motorraum, Verkleidungsteile im Interieur, trägerstrukturen
PU-Performance: elastolit k ist ein kurzfaserverstärktes RRIM-system mit hoher festigkeit, das auf-grund seiner hohen Vernetzungsdichte insbesondere für die Herstellung von hoch- steifen bauteilen geeignet ist.
darstellbarkeit hochkomplexer bauteilgeometrien Realisierbarkeit von wandstärkenübergängen im
bereich von 2 bis 15 mm Hohe Maßhaltigkeit durch geringes thermisches
wärmeausdehnungsverhalten Integrierbarkeit von Inserts und befestigungselementen
dachspoiler
kühlerträger
instrumententafel bus

7
HIgH-speed RRIM
Typische Bauteile: front- und Heckschürzen, schweller, nutzfahrzeugkotflügel, Verkleidungsteile für lkws, busse und traktoren
PU-Performance:elastolit R8 ist ein kurzfaserverstärktes, zähhartes und dabei elastisches Hs-RRIM (High speed Reinforced Reaction Injection Moulding)-system, prädestiniert für außenteile mit einer hochwertigen, gut lackierbaren, aber auch äußerst robusten oberfläche mit sehr hoher schlagzähigkeit.
ultimative fließfähigkeit für großflächige bauteile sehr hohe elastizität und kälteschlagzähigkeit erfüllt anforderungen hinsichtlich crash-sicherheit sehr kurze entformungszeit von 30 s
frontschürze Heckschürze Seitenschweller
außenspiegelgehäuse
kotflügel
kuRzfaseRVeRstäRkte coMposItes
HIgH-teMpeRatuRe RRIM
Typische Bauteile: kotflügel, seitenwand, außenspiegelgehäuse
PU-Performance: elastolit R8-Ht ist wie elastolit R8 ein kurzfaserverstärktes Hs-RRIM-system, das jedoch durch seine besondere faser-Matrix-zusammensetzung einen höheren Mo dul aufweist und damit bestens für dünnwandige, zähharte karosserieanbauteile mit höheren steifigkeitsanforderungen geeignet ist.
ausgeprägte steifigkeit bei geringer wandstärke niedriger thermischer längenausdehnungskoeffizient 30 • 10 -6 / k ausgezeichnete wärmeformbeständigkeit von bis zu 190° c geringes bauteilgewicht durch einsatz von gemahlenen carbonfasern

8
kühlerblende
dachmodul seitenverkleidung baufahrzeug

9
lfI | long fIbeR InjectIon
Typische Bauteile: leichte Verbundstrukturen wie Motorhauben, blenden, klappen, deckel sowie front-, Heck- und dachmodule für nutzfahrzeuge und caravans
Prozess: der lfI-prozess ermöglicht die Herstellung von langfaserverstärkten bau teilen mit typischen faserlängen von bis zu 25 mm in einem geschlossenen werk-zeug. dazu werden glasfaserrovings direkt am Mischkopf mittels schneid werk in filamente definierter länge geschnitten und im Mischkopf mit dem vor ge-mischten, niedrigviskosen pu-system benetzt. das pu-faser-gemisch (15 bis 35 gewichtsprozent faser) wird mittels Roboter in das offene werkzeug eingetra-gen, die formteilbildung erfolgt anschließend im geschlossenen werk zeug durch aufschäumen des pu-systems. eine class-a-oberfläche wird in der Regel mit-tels Hinterschäumung einer eingefärbten thermoplastfolie erzielt. ein separater lackierprozess entfällt dadurch.
PU-Performance:Mit den speziell auf den lfI-prozess abgestimmten elastoflex® e- und elas tolit-d-schaumsystemen lassen sich leichte Verbundstrukturen mit einer farbigen class-a-oberfläche wirtschaftlich herstellen. durch die geringe thermische längen aus dehnung in alle belastungsrichtungen eignet sich der werkstoff besonders zur Herstellung von großflächigen sichtbauteilen. die gute ein bin-dung der langen glasfasern in die pu-schaummatrix führt zu bau teilen mit
exzellenten festigkeiten und steifigkeiten, die mit kurzfaserverstärkten werkstoffen nicht er reicht wer-den. die hohe ausreißfestigkeit des pu- composites ermöglicht zudem die Integration von befes tigungs-hilfen oder inserts.
Signifikante Gewichtsreduktion vs. Metall oder sMc durch geringe pu-composite-dichte
Hohe Reaktivität ermöglicht kurze prozesszeiten
sehr gute composite-schlagzähigkeit für hochbeanspruchte exterieurbauteile
exzellente temperaturbeständigkeit für motornahe anwendungen
thermische dämmung durch niedrige pu-wärmeleitfähigkeit
sEmIsTrUKTUrELLE vErBUNDLösUNGEN mIT FoLIErTEr oBErFLäChE
langfaseRVeRstäRkte coMposItes
Motorhaube traktorseitenverkleidung baufahrzeug

10
SRIM | stRuctuRal ReactIon InjectIon MouldIng
Typische Bauteile: Verkleidungs- und trägerbauteile für pkws und nutzfahrzeuge
Prozess:zugeschnittene faserhalbzeuge, zumeist glas- oder naturfasermatten (Hanf, flachs, sisal), werden als Verstärkungsmaterial in ein werkzeug eingelegt und mit einem pu-schaumsystem durchtränkt. der typische faseranteil liegt hierbei zwischen 15 und 35 gewichtsprozent. die formgebung erfolgt im geschlosse-nen werkzeug durch aufschäumen und aushärten des polyurethans. dekorative oberflächenfolien können direkt im werkzeug mit pu hinterschäumt werden.
PU-Performance: für eine optimale durchtränkung der faserhalbzeuge ist eine hohe fließfähigkeit
des schaums erforderlich. die maßgeschneiderten elastolit-d-systeme lassen sich mittels gieß-, Injek- tions- und sprühverfahren applizieren. selbst bei niedrigen schaumdichten überzeugen die hergestell-ten bau teile durch gute mechanische eigenschaften in alle belastungsrichtungen. der geringe werkzeug- innen druck beim schäumvorgang ermöglicht die Her stellung qualitativ hochwertiger bauteile in einfa-chen werk zeu gen, was insbesondere bei niedrigen stück zahlen von Vorteil ist.
geringes bauteilgewicht durch einsatz eines niedrigdichten pu-schaums
sehr gute Verträglichkeit des pu-schaum- systems mit dekorfolien
geeignet zur Herstellung von naturfaser- bauteilen
instrumententafel
sEmIsTrUKTUrELLE vErBUNDLösUNGEN mIT FoLIErTEr oBErFLäChE
staukasten lkw
türverkleidung (naturfaser)
11
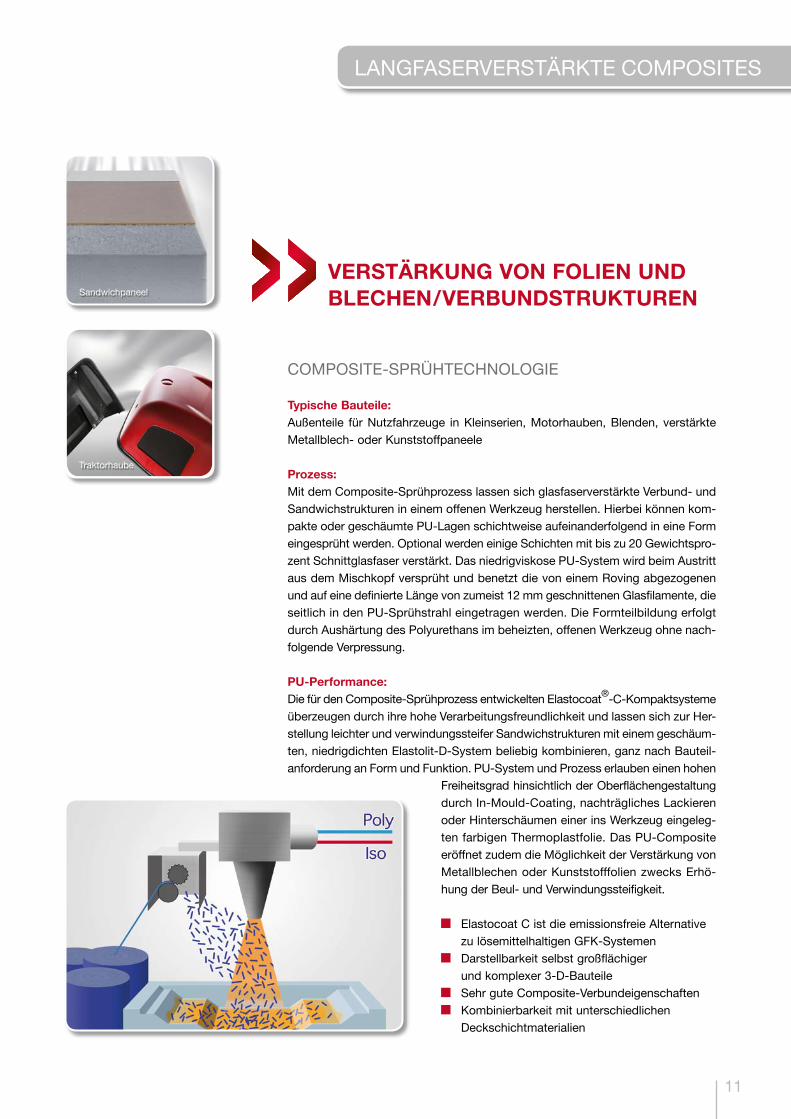
coMposIte-spRüHtecHnologIe
Typische Bauteile: außenteile für nutzfahrzeuge in kleinserien, Motorhauben, blenden, verstärkte Metallblech- oder kunststoffpaneele
Prozess: Mit dem composite-sprühprozess lassen sich glasfaserverstärkte Verbund- und sandwichstrukturen in einem offenen werkzeug herstellen. Hierbei können kom-pakte oder geschäumte pu-lagen schichtweise aufeinanderfolgend in eine form eingesprüht werden. optional werden einige schichten mit bis zu 20 ge wichts pro-zent schnittglasfaser verstärkt. das niedrigviskose pu-system wird beim austritt aus dem Mischkopf versprüht und benetzt die von einem Roving abgezogenen und auf eine definierte länge von zumeist 12 mm geschnittenen glas filamente, die seitlich in den pu-sprühstrahl eingetragen werden. die formteil bildung erfolgt durch aushärtung des polyurethans im beheizten, offenen werk zeug ohne nach-folgende Verpressung.
PU-Performance: die für den composite-sprühprozess entwickelten elastocoat®-c-kompaktsys teme überzeugen durch ihre hohe Verarbeitungsfreundlichkeit und lassen sich zur Her- stellung leichter und verwindungssteifer sandwichstrukturen mit einem ge schäum- ten, niedrigdichten elastolit-d-system beliebig kombinieren, ganz nach bau teil -anforderung an form und funktion. pu-system und prozess erlauben einen hohen
freiheitsgrad hinsichtlich der ober flä chen ge staltung durch In-Mould-coating, nach träg liches lackieren oder Hin ter schäu men einer ins werkzeug eingeleg-ten farbigen thermoplastfolie. das pu-com posite eröffnet zu dem die Möglichkeit der Ver stärkung von Metall blechen oder kunst stoff folien zwecks erhö- h ung der beul- und Verwin dungs steifigkeit.
elastocoat C ist die emissionsfreie Alternative zu lösemittelhaltigen gfk-systemen
darstellbarkeit selbst großflächiger und komplexer 3-d-bauteile
sehr gute composite-Verbundeigenschaften kombinierbarkeit mit unterschiedlichen
deckschichtmaterialien
vErsTärKUNG voN FoLIEN UND Blechen / VerBundstrukturen
traktorhaube
sandwichpaneel
langfaseRVeRstäRkte coMposItes

12
funktionsladeboden
Querschnitt wabensandwich laderaumabdeckung
13
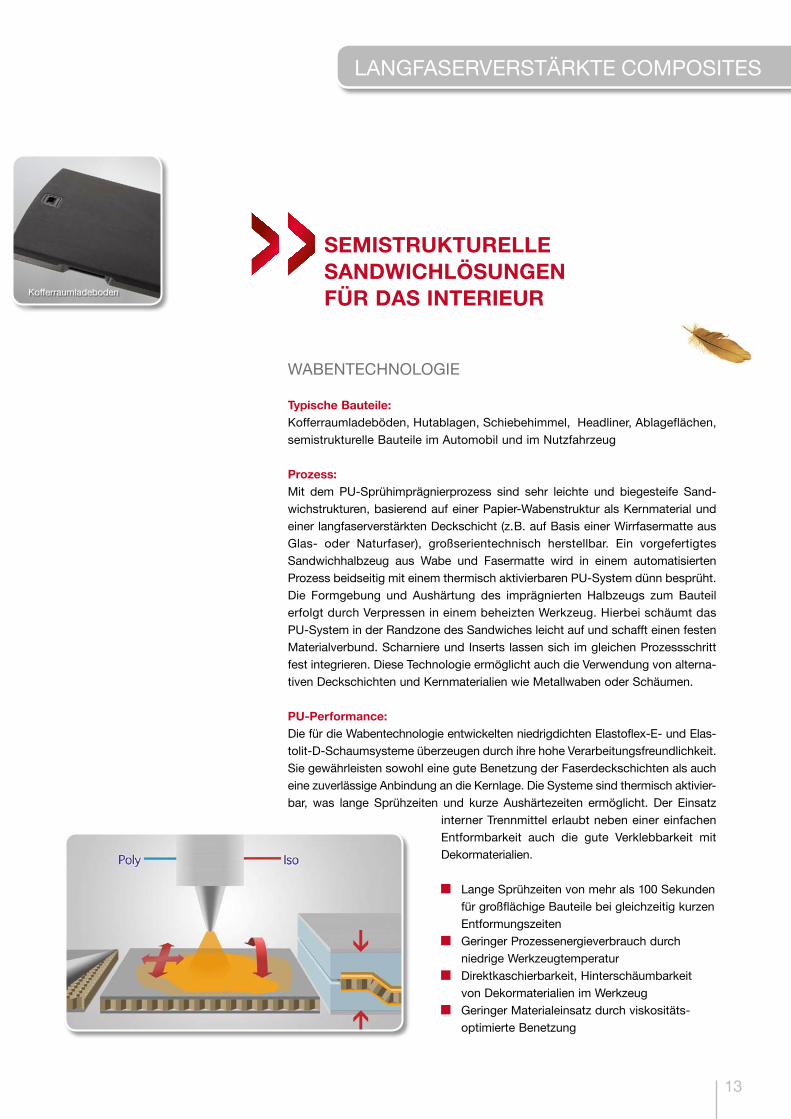
wabentecHnologIe
Typische Bauteile: kofferraumladeböden, Hutablagen, schiebehimmel, Headliner, ablageflächen, semistrukturelle bauteile im automobil und im nutzfahrzeug
Prozess: Mit dem pu-sprühimprägnierprozess sind sehr leichte und biegesteife sand -wichstrukturen, basierend auf einer papier-wabenstruktur als kernmaterial und einer langfaserverstärkten deckschicht (z. b. auf basis einer wirrfasermatte aus glas- oder naturfaser), großserientechnisch herstellbar. ein vorgefertigtes sandwichhalbzeug aus wabe und fasermatte wird in einem automatisierten prozess beidseitig mit einem thermisch aktivierbaren pu-system dünn besprüht. die formgebung und aushärtung des imprägnierten Halbzeugs zum bauteil erfolgt durch Verpressen in einem beheizten werkzeug. Hierbei schäumt das pu-system in der Randzone des sandwiches leicht auf und schafft einen festen Materialverbund. scharniere und Inserts lassen sich im gleichen prozessschritt fest integrieren. diese technologie ermöglicht auch die Verwendung von alterna-tiven deckschichten und kernmaterialien wie Metallwaben oder schäumen.
PU-Performance: die für die wabentechnologie entwickelten niedrigdichten elastoflex-e- und elas -tolit-d-schaumsysteme überzeugen durch ihre hohe Verarbei tungs freund lichkeit. sie gewährleisten sowohl eine gute benetzung der faser deckschichten als auch eine zuverlässige anbindung an die kern lage. die systeme sind thermisch aktivier-bar, was lange sprühzeiten und kurze aushärtezeiten ermöglicht. der einsatz
interner trennmittel erlaubt neben einer einfachen entformbarkeit auch die gute Ver kleb barkeit mit dekormaterialien.
lange sprühzeiten von mehr als 100 Sekunden für großflächige bauteile bei gleichzeitig kurzen entformungszeiten
geringer prozessenergieverbrauch durch niedrige werkzeugtemperatur
direktkaschierbarkeit, Hinterschäumbarkeit von dekormaterialien im werkzeug
geringer Materialeinsatz durch viskositäts- optimierte benetzung
sEmIsTrUKTUrELLE sANDwIChLösUNGEN Für DAs INTErIEUr kofferraumladeboden
langfaseRVeRstäRkte coMposItes
14
cfk-demonstrator, IkV aachen
Cfk-Profil

15
RtM | ResIn tRansfeR MouldIng
Prozess:Im RtM-prozess werden aus glas- oder kohlefasern bestehende gewebe, gelege oder präformkörper in ein beheiztes werkzeug eingelegt. das werkzeug wird geschlossen, ggf. ein Vakuum angelegt und eine definierte Menge eines Reaktiv-
harzsystems wird in das geschlossene werkzeug injiziert. Im anschluss an die idealerweise vollständi-ge benetzung aller fasern durch das niedrigviskose Harz beginnt die polymerisation und nach vollstän-diger reaktion kann das bauteil entformt werden.
Mit diesem prozess sind komplexe dreidimen sio - nale bauteile zugänglich, die sich aufgrund der ge - richteten endlosfaserverstärkung in hoher kon zen -tration (typischerweise 50 Volumenprozent) durch extrem gute mechanische eigenschaften (Steifigkeit und festigkeit) auszeichnen und zur sub stitution von metallischen werkstoffen in lasttragenden an wen -dungen (strukturbauteile, chassis) eingesetzt wer-den können. je nach eingesetztem faserlayup kann so gegenüber metallischen werk stoffen ein ge wichts einsparpotenzial von bis zu 60 pro zent realisiert werden.
endlosfaseRVeRstäRkte coMposItes
INNovATIvE LEIChTBAU-LösUNGEN Für LAsTTrAGENDE ANwENDUNGEN
gfk-demonstrator, IkV aachen

16
PU-Performance:die kompakten pu-Reaktivharzsysteme zeichnen sich durch ein sehr breites Verarbeitungsfenster aus und lassen sich mit Hilfe von abgestimmten internen trennmitteln leicht entformen. daneben sind sie auch für alle denkbaren prozess-varianten (Vakuum-RtM, variothermes RtM, spaltim präg nierung, flüssigimpräg-nierung im offenen werkzeug) einsetzbar.
lange Infusionszeit bei gleichzeitig kurzer entformzeit durch maßgeschneiderte katalyse
geringer energieverbrauch durch niedrige komponenten- und werkzeugtemperaturen
exzellente kompatibilität mit gängigen fasertypen und faserschlichten sehr gute mechanische eigenschaften, vor allem hohe dauerbelastbarkeit
und exzellente schadenstoleranz
dachmodul aus carbon
dachmodul

17
SAndwIcHtecHnologIe
Prozess: die kombination maßgeschneiderter hochsteifer schaumkerne und decklagen liefert Sandwichsysteme. Solche Systeme sind durch integration eines form-schaums in einen RtM- oder sprühprozess oder alternativ durch nachträgliches ausschäumen von metallischen profilen bzw. faserverbund-deck schichten zu gänglich.
zur demonstration des potenzials von sandwichbauteilen wurde die kon-zeptstudie eines dreiteiligen cabriolet-dachmoduls in sandwichbauweise durch-geführt (basf und edag). zentrale schicht ist ein geschlossenzelliger pu-schaum, der als abstandhalter zwischen den carbonfaserverstärkten laminat deck-
schichten eine hohe bauteilsteifigkeit garantiert; zudem verleiht er gute dämmeigenschaften. dieser vorgefertigte form schaum wird beidseitig mit einer maßgeschneiderten carbonfasertextilstruktur be -stückt und das sandwich wird im RtM-Injek tions-ver fahren gefertigt. das hohe gewichtsein spar po -ten zial lässt sich aus den für die verschiedenen werk stofflösungen resultierenden bauteilgewichten ableiten: stahl: 8,3 kg, aluminium: 4,55 kg, cfRp-sandwich: 2,9 kg. das entspricht einer 40-prozen-tigen gewichts ein sparung gegenüber aluminium und einer 65-prozentigen gegenüber stahl.
PU-Performance:je nach sandwichprozessvariante stehen maßge-schneiderte pu-schäume (elastolit d) zur Verfügung: geschlossenzellige, druckfeste schäume mit niedri-ger dichte bzw. angepasste systeme zum Hinter-schäumen von deckschichten.
Maximales gewichtseinsparpotenzial realisierbar
sehr gute Haftung zu verschiedensten deckschichtmaterialien
funktionsintegration möglich (nVH)
INNovATIvE LEIChTBAU-LösUNGEN Für LAsTTrAGENDE ANwENDUNGEN
endlosfaseRVeRstäRkte coMposItes

18
tecHnologIeübeRsIcHt Von pu-faseRVeRbundweRkstoffen
0
1
10
100
101 endlosFaserlänge (mm)
Stei
figke
it (G
Pa)
Semistrukturelle Bauteile Strukturbauteile
RTMSandwich-Technologie
SRIMLFI
Waben-TechnologieSprühtechnologie
RRIM
//
19
polyuRetHan-systeMe eRöffnen beReIts Heute eine eIn zIgaRtIge MöglIcHkeIt, dIe VoR teIle Von faseRVeRbund weRk stoffen zu nutzen:
Von kurz- über lang- bis zu endlosfaserverstärkten syste men bietet basf maßgeschneiderte lösungen an.
wir freuen uns darauf, auch zukünftig gemeinsam mit Ihnen erfolgreiche leicht baulösungen zu entwickeln, die hinsichtlich kosten, per for mance und nach hal tigkeit optimiert sind.
20
Zur Beachtung
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen
und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einfl üsse
bei Verarbeitung und Anwendung unseres Produktes nicht von eigenen Prüfungen
und Versuchen. Eine Garantie bestimmter Eigenschaften oder die Eignung des Pro-
duktes für einen konkreten Einsatzzweck kann aus unseren Angaben nicht abge-
leitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografi en,
Daten, Verhältnisse, Gewichte u. Ä. können sich ohne Vorankündigung ändern und
stellen nicht die vertraglich vereinbarte Beschaffenheit des Produktes dar. Etwaige
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger
unseres Produktes in eigener Verantwortung zu beachten. ( Juli 2016)
Bei technischen Fragen zu den Produkten
wenden Sie sich bitte an die Infopoints:
Broschürenanforderung:
PM / K, F 204
Fax: + 49 621 60 - 49497
PM
ET
1603
BD
® =
ein
getr
agen
e M
arke
der
BA
SF
SE
InfopointPU
[email protected]+49 5443 12-3579
InfopointElastollan®
[email protected]+49 5443 12-3456