extrusion blow molded wheelbarrow tray - blow molding extrusion blow molded ... produced with...
TRANSCRIPT

Extrusion Blow Molded Wheelbarrow Tray
Kierstyn Williams – [email protected] (412) 951-0088
April 06, 2015

Extrusion Blow Molded Wheelbarrow Tray
Kierstyn Williams
Penn State Erie, The Behrend College
Abstract
An improved design for a wheelbarrow tray would be
an extrusion blow molded Lupolen 4261 HDPE tray. This
tray will then be assembled to the rails of the wheelbarrow.
The design will be validated by various methods including
weathering, crack, flexural, chemical, and scratch
resistance. Currently, wheelbarrow trays are thermoformed
of steel or plastic. This newly proposed design would
improve the strength, rigidity, and reliability compared to
the current product.
Introduction
A wheelbarrow allows a consumer to transport loads
at small distances manually. They consist of a tray,
typically one wheel, two legs, and two handles. This
improved wheelbarrow tray design will increase a plastic
wheelbarrow’s strength and rigidity to help withstand
forces it will encounter.
Currently, plastic wheelbarrow trays are being sold in
hardware stores across the world. These plastic trays are
typically thermoformed out of a polyethylene sheet. The
specifications advertised for plastic wheelbarrow trays try
to assure customers that it will endure the conditions that a
wheelbarrow is designed to withstand. When reading
reviews online though, it can be determined that plastic
wheelbarrow trays in fact fail prematurely. With an
extrusion blow molded wheelbarrow tray, the dual wall
construction and tack-off features will improve the
wheelbarrow’s strength and rigidity. Additionally, when
compared to a steel wheelbarrow tray, a plastic extrusion
blown molded tray eliminates the risk that rust will form
on the tray. This new design will furthermore weigh less
than a steel wheelbarrow tray, allowing it to be easier to lift
for the consumer (or the consumer can compensate the
reduced weight with a heavier load).
The design’s specifications were analyzed during this
research. It was determined that the wheelbarrow will be
evaluated for adequate weathering, crack, flexural,
chemical, and scratch resistance. The weathering resistance
of a high-density polyethylene (HDPE) will be analyzed
following ASTM G154, accelerated weathering (QUV).
The crack resistance of the HDPE material will also be
examined following ASTM D4226, Gardner Impact. Finite
Element Analysis (FEA) was used to evaluate the flexural
strength of the wheelbarrow tray. ASTM D1693 will be
followed in order to test the HDPE material’s chemical
resistance. Lastly, a scratch resistance test will be
performed on the HDPE material.
Typically, a plastic wheelbarrow is molded out of
high-density polyethylene sheet during thermoforming.
This extrusion blow molded plastic wheelbarrow will be
produced with Lyondell Basell’s Lupolen 4261AG HDPE,
which is an extrusion blow-molding grade of high
molecular weight HDPE. This grade of HDPE retains
excellent impact resistance, even when exposed to extreme
temperatures. When doing lawn work, many of the
components placed inside of a wheelbarrow are not
carefully set in it. With this improved impact resistance
present in the material, the likeliness of cracking will be
reduced. Additionally, Lyondell Basell states that this
HDPE grade has outstanding Environmental Stress
Cracking Resistance (ESCR). This would assist in the
wheelbarrow’s performance when the tray is loaded with
chemicals present on the cargo.
Statement of Theory and Definitions
A wheelbarrow tray sits on top of a wheelbarrow’s
rails and holds a desired load in order to make the load’s
transportation easier. Wheelbarrows were invented in
China as early as 100 B.C.. Initially, wheelbarrows did not
have trays, but just wooden platforms. It was then later
discovered that a basket like design would improve loading
and ease of transportation. Since the initial product, the
wheelbarrow has been modified numerous times in order to
ease labor and improve efficiency. This new extrusion
blow molded design includes a dual wall construction with
tack-offs, in which the nominal wall is 8mm thick. The
space between the dual walls is 10mm. The tack-offs’
locations are placed to anticipate support during heavy
loading. The tray was designed to endure heavy loads,
harsh weathering conditions, crack resistance, various
chemicals, and scratch resistance. It is anticipated to have a
life span of at least 40 months, but can likely last longer
depending on its usage. A household owner who does light
gardening, or a contractor who will carry cement blocks
can use this product. Since the range of consumers is wide
spread, this wheelbarrow tray will have a large anticipated
demand. Wheelbarrows are presently at a high demand,
which can be noted by sold out models on hardware store’s
websites. Additionally, since wheelbarrows have been
produced since 100 B.C., it can be determined that the
demand will always be high. The price for wheelbarrows
can range from $25 to $120 or more. The goal of this
project was to design an improved wheelbarrow tray that
would have an increased strength and rigidity. [1]

Tack-offs are a critical design feature for this product.
There are four locations where a tack-off is placed on this
tray. A tack-off is a small contact area where one side of
the parison will be pushed, and then become compression
welded to the other side of the parison. This is performed
right before the blow phase of the extrusion blow molding
process takes place. These tack-offs will reduce the
deflection of the tray, and increase its strength. Reducing
the deflection and increasing the strength of the tray is
achieved by the increase in modulus due to the additional
stability. Tack-offs may also be used to make a long thin
part, flat when molded. This is again due to its increased
modulus. This concept is similar to the behavior examined
in I beams. [2]
Currently, wheelbarrow trays are thermoformed.
Thermoforming is a process in which a part is created from
a plastic sheet. First, the sheet is heated in an oven, and
then the sheet is transferred to a mold where the part is
formed from a vacuum, a pressure, or a force. Although
hollow parts can be produced during twin sheet
thermoforming, the strength of a part will likely be greater
in extrusion blow molding. This would be due to the sheets
in thermoforming being semi-solid when formed, whereas
the parison in extrusion blow molding will be molten. This
molten state of the parison will allow for a stronger weld
due to the polymer chains having the opportunity to
entangle more. [3]
Extrusion blow molding is a process in which
hollow parts are produced with high production volumes. It
is one of only three possible plastic processes that can
produce hollow parts. A parison (a hollow tube) is first
extruded downward, and then clamped between two mold
halves. Once these mold halves are completely closed and
the mold is sealed, a high pressure of air will blow the
material outward, forcing the molten parison to take the
shape of the mold. Air can be introduced into the part
through a blow pin or needle. A blow pin is typically used
for bottles, whereas blow needles are used for everything
else. This extrusion blow molded wheelbarrow tray design
will have various blow needles located throughout the part
in order to produce the most optimal tray. This is because
the introduction of air through the needles at various
locations will allow the parison to come in contact with the
mold walls at similar times, reducing the final variation in
wall thickness. As the blow phase is taking place, the
blown air also contributes to the parison’s cooling, forming
the part. Initially, extrusion blow molding was a process
that only produced bottles, such as milk jugs or shampoo
bottles. Within the past decade though, extrusion blow
molding has been used in order to improve products and
reduce secondary operations. The extrusion blow molding
process requires a material that has a high melt strength,
meaning when the polymer is molten, it must still acquire
strength. This is critical so the parison will have minimal
sag, and therefore the process will create optimal products.
Parison sag occurs when gravity acts on the parison,
pulling it downward and creating variation in the parison’s
thickness. [4]
Since this improved design will be extrusion blow
molded rather than thermoformed, the orientation in the
tray will be increased. During the thermoforming process,
the polymer sheet’s orientation that was present after
extrusion is relaxed once it is reheated in the oven. This
relaxation makes nearly all the orientation go away.
However, when the sheet begins to sag once heated and
then formed onto the mold while cooling, orientation is
again created. This orientation that results during
thermoforming is still not as strong as the orientation that
exists when extrusion blow molding though. During
extrusion blow molding, orientation is created when the
parison is being extruded and sag occurs on the parison.
Once the parison is put into the mold and blown, additional
orientation of the chains will also result. This increase in
alignment of the polymer chains will improve the strength
of the tray when a load is applied and deformation occurs.
This is because the chains have a higher strength
longitudinally due to the carbon to carbon bonds. This
improved chain alignment will overall allow the tray to
flex and deform more.
There are various design specification that were
determined for this improved wheelbarrow tray design.
This includes the resistance to weathering, cracking,
flexural load, various chemicals, and scratches.
In order to test that the material has adequate
weathering resistance to environmental conditions, an
ASTM G154 will be conducted. This will be performed on
samples of the material. A standard test will be completed
to mimic the conditions in which a wheelbarrow will
experience in the outdoors. This includes the exposure to
Ultraviolet (UV) rays, moisture, and heat. ASTM G154 is
typically performed on an automobile’s components. These
specifications will follow the testing procedure that is
conducted when testing an automobile’s components since
a wheelbarrow may experience similar outdoor exposure as
an automobile. The material will first be exposed to
repetitive cycles of UV rays and moisture under controlled
conditions. This will simulate the accelerated outdoor
exposure that a wheelbarrow will experience in a lifetime.
The UV rays will be produced from fluorescent lamps, and
moisture will be produced from water vapor, which will
create condensation onto the specimen – condensing
humidity. Up to 20 samples will be mounted and tested in
the QUV. They will experience 8 hours of UV exposure at
70ºC followed by 4 hours of condensation at 50ºC.
Sudden impacts will likely take place on the
wheelbarrow tray. This is because the consumers will not
lightly or carefully place heavy materials into the tray. In

order to test for these sudden impacts and crack resistance,
an ASTM D4226 will be performed. This is the standard
testing procedure for Garner Impact. The impact disks used
to perform this test will be heated to a temperature of 35ºC
and chilled to a temperature of 10ºC. Room temperature
disks will also be tested. These temperatures were
determined based upon the temperature range a
wheelbarrow may be used outdoors. The test will
ultimately evaluate the crack resistance of the material,
using the “Bruceton Staircase” method. 20 samples will be
tested for either pass or fail results. The initial height of the
test will be 125mm. Although a wheelbarrow will likely
experience a greater impact height than 125mm, this value
was determined based upon the fact that an impact disk
will have a significantly thinner thickness than the
wheelbarrow tray’s nominal wall. If the impact disk passes,
the height will be increased by 12.70mm for the next run.
If the disk fails, the height is decreased by 25.4mm for the
next run. The mean failure height will be determined to
compare the results of this test. The mean failure height is
calculated once all 20 samples are tested. It is the point
where 50% of the test samples will fail under impact. This
standard test will give a general idea if the material will be
able to withstand sudden impacts and not be easily
cracked. [5]
A sufficient flexural strength in the wheelbarrow
tray is essential in order to determine if the tray can
withstand heavy loads. The flexural strength was analyzed
by a FEA analysis. The wheelbarrow was modeled in Creo
Parametric, and then imported into the FEA software. The
proper constraints were then applied to the model at logical
locations. A force of 1, 245N was applied to the top of the
inside face of the tray. Equation 1 converts the pound mass
to kilogram mass. This kilogram mass was then converted
to newtons, which can be seen in equation 2. This force is
to mimic the force that ten concrete blocks would apply
onto the tray when being carried by the wheelbarrow.
Various plots, such as von-Mises stresses and total
deformation were examined and analyzed in order to
determine if the model will be capable of enduring desired
loads. If the model fails, the tray will have to be redesigned
and analyzed again.
280 𝑙𝑏𝑠 ∗ 0.454 𝑘𝑔
1 𝑙𝑏= 127 𝑘𝑔 (1)
127.12 𝑘𝑔 ∗ 9.8𝑚
𝑠2 = 1,245𝑁 (2)
The wheelbarrow tray will also be exposed to various
chemicals when being used or in storage. These chemicals
include oils, insect killer, lawn fertilizer, weed killer,
cement, and mulch dye. In order to test that the HDPE
material will be able to withstand these chemicals, while
being loaded, a test will be conducted following ASTM
D1693, Environmental Stress-Cracking Resistance
(ESCR). First, the specimen is slowly bent into a fixture,
and then fully immersed in the test chemical. The specimen
will be checked periodically for failure. For this
experiment, the bending stress on the specimen will mimic
the conditions of a wheelbarrow tray, which was about
9MPa (calculated in ANSYS). [6]
Although it is not a critical specification for this
design, the scratch resistance of the material will also be
examined for aesthetic purposes. An operator will simply
push and scrap various materials on the Lupolen HDPE in
order to perform this test. The materials that will be
scraped against the Lupolen will include rock, mulch, and
sand; all of which come into contact with a wheelbarrow
tray regularly.
In the current thermoformed wheelbarrow tray design,
a HDPE sheet is used. HDPE is a type of polyethylene,
which is the most basic thermoplastic material due to its
simple hydrogen carbon bonds. HDPE is denser than
traditional polyethylene due to the polymer chains being
packed together more. The chains are more densely packed
since there is less branching that is present in HDPE,
reducing the interference between chains. HDPE’s basic
chemical structure results in a wide range of material
properties, enabling it to be used in a wide range of
applications. Furthermore, its simple structure and ease of
producing makes polyethylene the least expensive and
most lightweight thermoplastic material. When carrying
loads in a wheelbarrow, it is desired to have the tray not
contribute to the overall weight, allowing the consumer to
carry more products. HDPE is fully recyclable, supporting
environmental sustainability. It is also extremely impact
resistant, which is beneficial for sudden impacts on
wheelbarrow trays. Moreover, HDPE is rot and corrosion
resistant, which is an advantage over steel wheelbarrow
trays. When compared to a steel wheelbarrow tray, this
resistance will possibly result in an extended life span.
The improved wheelbarrow tray design will also be
made of HDPE. However, the HDPE will be a high
molecular weight grade and in pellet form. The HDPE
grade chosen for this design is Lyondell Basell’s Lupolen
4261AG. When comparing the sheet versus the pellet form,
there are few material property differences. The orientation
that results from extrusion blow molding compared to
thermoforming higher. The increased molecular weight of
this grade will improve impact resistance of the tray as
well. This is because the high molecular weight of this
HDPE grade will result in more entanglement of the
polymer chains, providing more strength to the tray. HDPE
is also chosen because of its flexibility. Deformation will
occur in the tray when a load is applied. With a flexible
material chosen to be used, this material will not fail when
deformed to a certain extent. Although this may seem like
a risk that can possibly cause failure, it should be
understood that it would not. This is because the failure
will only be determined based upon the calculated

maximum stress. Therefore, this deformation is possible
without failure occurring due to HDPE’s flexibility. [7]
Design Validation
The success of the design will be judged on the
wheelbarrow tray meeting the required specifications and
its ability to compete or excel against the current
wheelbarrow trays. The design of the extrusion blow
molded wheelbarrow tray must meet specified
requirements that allow for direct competition with
thermoformed wheelbarrow trays. The design will be
evaluated on the resistance of weathering, cracking,
flexural strength, chemical resistance, and scratch
resistance.
The resistance of weathering on the wheelbarrow tray
will be judged based upon the ASTM G154 test. This test
will not be performed on the final product, but just samples
of the Lupolen HDPE material. This standardized test
includes exposure to UV rays, moisture, and heat, all of
which a wheelbarrow tray will experience while outdoors.
It is critical that the tray can withstand these conditions in
order to be a successful design. The ASTM G154 is
typically conducted on components of automobiles. These
conditions that are exhibited in this test simulate outdoor
exposure at an accelerated rate, acquiring results more
quickly. Since automobiles are outside like wheelbarrows,
testing in these conditions will also be useful for a
wheelbarrow tray design. The HDPE material will first be
exposed to repetitive cycles of UV exposure and moisture.
20 samples will be tested to ensure accurate results. The
samples will be experience 8 hours of UV exposure at
70˚C, followed by four hours of condensation at 50˚C. In
order for this material to be considered successful, it must
retain its properties for a total of ten QUV sessions. This
value was determined based upon the assumption of a
desired life span for a wheelbarrow to be five years. If a
typical season that a wheelbarrow is used is eight months,
then the desired life span of a wheelbarrow is about 40
months. Assuming there are four weeks in a month and the
wheelbarrow is used once a week for five hours, the
wheelbarrow will be used and exposed to environmental
conditions a total of at least 800 hours in its life. Since
each QUV session will give a UV exposure of eight hours,
a minimum of ten sessions must be performed on the tray.
Crack resistance will also determine the success of the
wheelbarrow tray’s design. The crack resistance of the
material will be determined based upon the ASTM D4226,
Gardner Impact test. This test mimics sudden impacts that
the wheelbarrow tray will experience when loaded. Impact
disks produced of Lupolen HDPE will be tested. In order
to test for the variation in outdoor temperatures, the disk
will be tested at 10˚C, 23˚C, and 35˚C. This temperature
range was determined based upon common extreme
temperatures that a wheelbarrow may be used. The
Gardner Impact test is either pass or fail. It is desired for
the material to pass at a height of at least 125mm. This
height was determined based upon the common height an
object may be dropped into a wheelbarrow tray. The
thicknesses of the impact disks were taken into
consideration. Since an impact disk’s thickness is
3.125mm, this indicates that the nominal wall of the
wheelbarrow tray (8mm) is about 2.56 times thicker than
an impact disk. It will be assumed for this specification
that the nominal wall will therefore be able to withstand a
sudden impact at a height 2.56 times higher than the disks.
Therefore, if the mean failure height is at least 125mm, it
will be assumed that the nominal wall of the wheelbarrow
can likely withstand a sudden impact at a height of
320mm. The test will be performed on 20 samples to
ensure accuracy.
Flexural strength will also test the design for
success. In order to test the flexural strength of the tray, a
FEA was performed. Importing the Parasolid model into
ANSYS was the first step. Lastly, the force was applied to
the top of the inside face of the wheelbarrow. Symmetry
was applied to the model in order to simplify the solution.
The mid plane tool was then applied in order to simulate
the thin dual walls. The model was then constrained at 2
different points. Force C was applied to the top of the
inside face of the tray. A force of 1,245.5N was determined
based upon two conclusions. When researching plastic
wheelbarrow’s strength online, the force that the
wheelbarrow could typically withstand was about 1,023N.
Additionally, a calculation was created in order to support
this research. It was determined that one of the heaviest
loads that a wheelbarrow will need to possibly withstand
will be concrete blocks. A 203.2mm by 203.2mm by
406.4mm concrete block was found to be 127kg. The
maximum number of concrete blocks one would likely
load into the wheelbarrow will be about ten. Therefore, the
maximum load in the wheelbarrow was therefore
determined to be about 1,245N.
The chemical resistance will also be tested for the
tray’s material. The wheelbarrow tray must have adequate
chemical resistance in order to avoid cracks, and therefore
failure. Lupolen 4261AG is clamed to have excellent
ESCR, which is an advantage to this design. In order to
determine the chemical resistance, ASTM D1693 will be
performed. This is an ESCR test method for polymers. The
specimen of the Lupolen 4261AG HDPE will be bent into
a fixture that results in a stress of 9MPa. This stress was
determined by the FEA results. Once the specimen are in
the fixtures with a proper strain applied, they will be
submergeed into various chemicals. The chemicals that the
tray will come into contact with may be during use, or
while in storage. These chemicals include lawnmower
motor oil, insect repellant, lawn fertilizer, weed killer,
cement, and mulch dye. Once fully submerged, it will be

desired that the HDPE can withstand cracking for a half
hour. This time was determined based on the maximum
time a load may be held in the wheelbarrow tray. If the
material does not crack within a half hour while immersed
in the chemical at a strain, it may be concluded that the
material is a good choice for this application. If the
material cracks before a half hour, an alternative material
may be considered in order to meet specifications.
The scratch resistance of the Lupolen 4261AG
HDPE material will also be examined. This would only be
done in order to make sure that the tray would have good
aesthetics after use. It would not be ideal for the tray to
look damaged and overused looking when it has only been
used once.
Design Procedure
This design was developed when using a wheelbarrow
one day while mulching. The plastic wheelbarrow was
flimsy and it can be immediately noticed that the
maximum strength it could withstand wound not be
sufficient for carrying heavy loads. The shelled out shape
of the wheelbarrow gave the initial idea that it would be a
good product to extrusion blow mold.
The design initially was intended to produce two
wheelbarrow trays at one time. This would have been
accomplished by a creating a single walled part. An initial
sketch can be viewed in Figure 1: Initial Wheelbarrow
Tray Sketch. This design would have improved production
rates.
Figure 1: Initial Wheelbarrow Tray Sketch
The tray’s design was then modified after considering
the inadequate strength that was present in a single walled
wheelbarrow tray. The idea of designing a dual wall
constructed tray was created. The intentions were to
improve the wheelbarrow tray’s strength and prevent
premature failures from occurring. The sketch can be seen
in Figure 2: Modified Design with Dual Walls.
Figure 2: Modified Design with Dual Walls
Lastly, the concept of having tack-offs in the tray’s
design was decided. The intentions of adding tack-off
features to the tray is to make the construction have more
strength when loaded. Tack-offs will improve the strength
and rigidity of the tray. The tack-off features can be seen
below in Figure 3: Tack-off Feature.
Figure 3: Tack-off Feature
After the final sketch was decided on, the model was
created in PTC Creo 2.0 Parametric.
The general dimensions of a wheelbarrow tray were
researched. These basic dimensions were then used to
create an extruded box for the body of the tray. Rounds
were the added to all edges of the box, except at the parting
line. The extreme rounds were added to the side edges in
order to create a tray that can easily be emptied/dumped.
The extruded part was then shelled out to a thickness of
26mm. Since the design was desired to be dual walled, the
part was cut in half vertically, and then shelled again along
its inside edge at 10mm. This generated the dual wall
feature. After, tack-offs needed to be added. It was
determined that four tack-offs would be added to improve
the strength. This was simply done by revolving a 8mm
wide box that extended to both dual walls. This model can
be seen in Figure 4: Modeled Half Tray. The model was
then mirrored over the cutting plane.
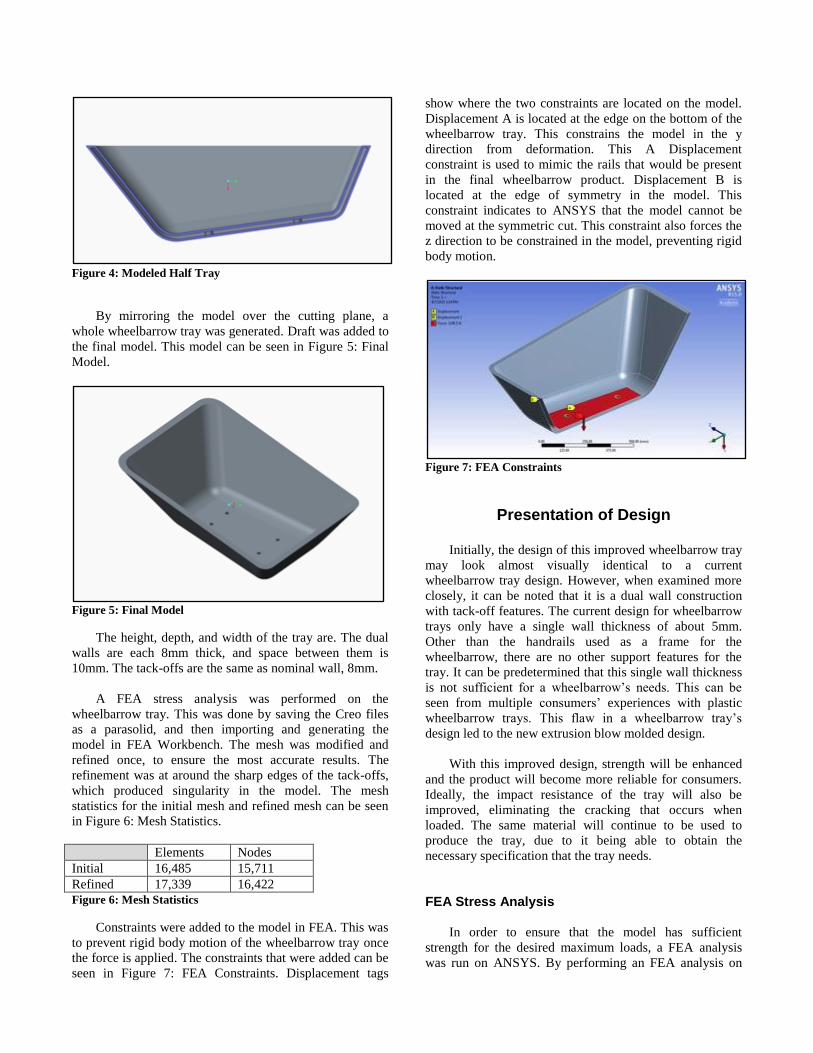
Figure 4: Modeled Half Tray
By mirroring the model over the cutting plane, a
whole wheelbarrow tray was generated. Draft was added to
the final model. This model can be seen in Figure 5: Final
Model.
Figure 5: Final Model
The height, depth, and width of the tray are. The dual
walls are each 8mm thick, and space between them is
10mm. The tack-offs are the same as nominal wall, 8mm.
A FEA stress analysis was performed on the
wheelbarrow tray. This was done by saving the Creo files
as a parasolid, and then importing and generating the
model in FEA Workbench. The mesh was modified and
refined once, to ensure the most accurate results. The
refinement was at around the sharp edges of the tack-offs,
which produced singularity in the model. The mesh
statistics for the initial mesh and refined mesh can be seen
in Figure 6: Mesh Statistics.
Elements Nodes
Initial 16,485 15,711
Refined 17,339 16,422
Figure 6: Mesh Statistics
Constraints were added to the model in FEA. This was
to prevent rigid body motion of the wheelbarrow tray once
the force is applied. The constraints that were added can be
seen in Figure 7: FEA Constraints. Displacement tags
show where the two constraints are located on the model.
Displacement A is located at the edge on the bottom of the
wheelbarrow tray. This constrains the model in the y
direction from deformation. This A Displacement
constraint is used to mimic the rails that would be present
in the final wheelbarrow product. Displacement B is
located at the edge of symmetry in the model. This
constraint indicates to ANSYS that the model cannot be
moved at the symmetric cut. This constraint also forces the
z direction to be constrained in the model, preventing rigid
body motion.
Figure 7: FEA Constraints
Presentation of Design
Initially, the design of this improved wheelbarrow tray
may look almost visually identical to a current
wheelbarrow tray design. However, when examined more
closely, it can be noted that it is a dual wall construction
with tack-off features. The current design for wheelbarrow
trays only have a single wall thickness of about 5mm.
Other than the handrails used as a frame for the
wheelbarrow, there are no other support features for the
tray. It can be predetermined that this single wall thickness
is not sufficient for a wheelbarrow’s needs. This can be
seen from multiple consumers’ experiences with plastic
wheelbarrow trays. This flaw in a wheelbarrow tray’s
design led to the new extrusion blow molded design.
With this improved design, strength will be enhanced
and the product will become more reliable for consumers.
Ideally, the impact resistance of the tray will also be
improved, eliminating the cracking that occurs when
loaded. The same material will continue to be used to
produce the tray, due to it being able to obtain the
necessary specification that the tray needs.
FEA Stress Analysis In order to ensure that the model has sufficient
strength for the desired maximum loads, a FEA analysis
was run on ANSYS. By performing an FEA analysis on

the part before producing it, all necessary modifications
can be made on the final design. The FEA analysis is used
to take precaution before spending the money on possibly
producing a part that will fail. After the parasolid model
was imported in to the program, the material properties
were entered in the program. Proper constraints were then
applied to the wheelbarrow tray. This prevents rigid body
motion when the force is applied. Next, a downward force
of 1,245N was applied to the top face on the inside of the
wheelbarrow tray. This force was calculated based upon
the maximum load that the tray may carry.
The maximum stress in the wheelbarrow tray was
examined in the FEA analysis. The force acting on the top
inside surface of the tray resulted in stresses, mostly
located in the middle of the surface. This stress distribution
can be seen in Figure 8: Von-Mises Stresses. The
maximum stress that occurs in the tray is 13.25MPa.
However, the maximum stress results from the singularity
at a sharp edge around the tack-offs. Improving and
refining the mesh at that tack-offs’ edges may reduce this
stress, but it will still be present regardless due to the
singularity. The color of the stresses that are on the scale
will have to be compared to the colors present on the
model. When comparing the scale of the stresses to the
model in the von-Mises plot, it can be concluded that the
maximum stress in the wheelbarrow tray will only be about
8.84MPa. This stress will occur in the middle of the tray,
where there is not a tack-off modeled. It should also be
noted that more of the stresses occur on the inside wall of
the tray when compared to the outer wall of the tray.
Figure 9: Von-Mises Stresses Bottom shows the stresses
that occurred on the outer surface of the wheelbarrow tray.
Figure 8: Von-Mises Stresses
Figure 9: Von-Mises Stresses Bottom
When a load is applied to the inside of the tray, it
can be determined that most of the stresses act on the
inside wall of the tray, with the outer wall acting as
support. This additional support will increase the strength
in the tray, as desired. If the tray were only a single wall,
this stress would be much more concerning since there
would not be another wall to support the top wall.
In order to determine if the tray has adequate
flexural strength, the 8.84MPa von-Mises stress is to be
compared to Lupolen 4261AG HDPE’s maximum flexural
strength. The maximum flexural strength for Lupolen
HDPE is 23.10MPa. Since the calculated von-Mises stress
was less than the maximum allowable flexural stress, it can
be concluded that the flexural strength in the newly
designed extrusion blow molded wheelbarrow tray is
sufficient for proper use.
Nominal Wall Thickness When designing this product, it was realized that the
nominal wall thickness would significantly affect the
strength of the tray. In order to ensure the designed wall
thickness is adequate, an FEA analysis was conducted on
ANSYS. The results of the analysis can be viewed in
Figure 8: Von-Mises Stresses and Figure 9: Von-Mises
Stresses Bottom, which verify that the nominal wall
thickness is sufficient. This is because the maximum stress
calculated will be less than the maximum allowable stress.
FEA Deformation
The deformation of the wheelbarrow tray was also
calculated. ANSYS was used in order to acquire the results
of the tray’s deformation when a force was applied to the
inner surface. This mimics the loads that the wheelbarrow
is designed to carry. It is desired for the tray to not
dramatically deform and cause catastrophic stresses. The
deformation results can be seen in Figure 10: Deformation
for the improved wheelbarrow tray. It can be noted that the
maximum deformation in the tray was calculated to be
11.21mm. This deformation primarily occurs in the middle
of the tray since it does not have additional support from a

tack-off. The deformation would be reduced if the material
had a higher modulus, or if there was an additional tack-off
added to the middle of the tray. Although the deformation
may appear high, it can be realized that most of the
deformation only occurs on the top face of the tray.
Additionally, without the dual wall design of the tray, tack-
offs would not be able to be used. This would decrease the
support in the tray, and increase the deformation.
The flexibility present in Lupolen HDPE allows
for this deformation, without damaging the material. It can
be concluded that there is an allowable deformation present
in the tray. This improved dual wall construction of the
tray also reduces the amount of deformation.
Since the improved design will be extrusion blow
molded instead of thermoformed, more orientation will be
present in the tray. This increased orientation will increase
the strength of the tray when a load is applied and
deformation occurs.
Figure 10: Deformation
Lifetime Analysis
For many consumers, wheelbarrows are only used in
the spring through fall seasons. By owning a wheelbarrow,
outdoor labored work becomes easier. It is desired by the
consumers to be able to own a wheelbarrow for a few
years, before having a concern about product failure. For
this design, it was assumed that a wheelbarrow’s lifespan
would be at least 800 hours.
Since a wheelbarrow will be used primarily outdoors,
it is critical that the tray can withstand environmental
conditions. These conditions include UV rays, moisture,
and heat. UV rays are proven to degrade polymers and
decrease the lifespan of a material. This especially holds
true with crystalline structures because the densely packed
regions hold the UV radicals longer, exposing the polymer
to the rays longer. HDPE is extremely water resistance due
to its non-polar structure. This would allow the tray to be
water resistant, but if heat is involved in the exposure, it is
possible the moisture will cause degradation. This is
because the heat expands the polymer, allowing more free
volume between polymer chains and the water molecules
can attack the polymer. With the results of the ASTM
G154, it can be determined if the material will be suitable
for this application. The test will be run ten times to ensure
the environmental conditions will be exposed to the
material for at least 800 hours. It is likely however that
HDPE will be a good material due to its high percentage of
crystallinity present in the polymer chain. These dense
regions will make it more difficult for degradation to result
and weaken the chain.
It is also important that the tray will not fail due to the
material’s lack of chemical resistance. It is typical for a
wheelbarrow to be exposed to various chemicals while
outdoors. This is why the testing of the HDPE’s chemical
resistance will be evaluated and analyzed before producing
the product. It is expected that HDPE will be a suitable
material for this application due to it good chemical
resistance. The chemical resistance that is present in HDPE
is due to it crystalline structure, which prevents chemicals
from penetrating the chains of the polymer. Some of the
chemicals that would be tested include oils, insect killer,
lawn fertilizer, weed killer, cement, and mulch dye.
Conclusion
This improved wheelbarrow tray design will provide a
reliable solution to transporting loads manually. The
current thermoformed single wall design is proven to be
weak, and fail prematurely. The thermoforming process
does not allow the chains to orientate as much as they
would be able to when going through the extrusion blow
molding process. The thin single wall construction cannot
withstand necessary forces or conditions when the
wheelbarrow is used as well. Since a wheelbarrow tray is
not designed to be handled carefully, it is vital that the tray
upholds its desired specifications. Although more material
will have to be used when producing this improved
product, consumers will notice the improved reliability of
this wheelbarrow tray. If this tray upholds its claims,
unlike the current plastic wheelbarrow trays, consumers
would be willing to spend the extra money.
Since this wheelbarrow tray will be extrusion blow
molded rather than thermoformed, orientation will be
increased in the polymer. This is because more orientation
occurs during the extrusion blow molding process when
compared to the thermoforming process. With more
orientation present in the polymer, the tray will be stronger
due to its increased alignment of the polymer chains. The
chains are stronger when pulled longitudinally due the
strength present from the carbon hydrogen bonds. With
this increase in alignment of the polymer chains, the tray
will be able withstand a greater force than the current
thermoformed tray.

The tray must withstand various environmental
conditions since it will be exposed to them every time it is
used. ASTM G154 can test this specification. The tray
must maintain its properties when exposed to UV rays,
moisture, and heat. Although these conditions do not
necessarily provide a risk for the HDPE material when
individually exposed, when all three factors are exposed to
the material, a high risk of degradation is present. It will be
made sure that the testing will be ran for at least 800 hours
in order to calculate for the lifetime analysis.
The flexural strength in the tray is vital. It is necessary
for the deformation and stresses to be determined before
the mold is produced and the tray are made. This will save
money for the company incase there are complications in
the design. If the maximum stress is higher than the
material’s maximum flexural strength, then an alternative
material will have to be chosen or an additional tack-off
will have to be added to the design.
Sudden impacts are also important for the tray to
withstand. These sudden impacts when loading heavy
components can cause cracking in the tray. This is the most
common complaint when reading online reviews of plastic
wheelbarrow trays. Wheelbarrows are not designed to be
handled carefully, and sudden heavy impacts will occur on
the tray. Once these impacts are applied to the tray, it is
necessary for the tray to be able to withstand cracking.
ASTM D4226 will be performed on the tray to get an idea
of the tray’s impact and crack resistance.
In its life span, wheelbarrows are exposed to several
chemicals. It is important to indicate that the designed tray
will not fail due to its weak resistance to chemicals that it
will likely be exposed to. HDPE does retain excellent
chemical resistance due to its highly crystalline structure.
The highly folded areas of the chain make it difficult for
the chemical to penetrate the amorphous regions of the
chain.
Scratch resistance will also be evaluated for the design
of this wheelbarrow tray. This is mainly for aesthetic
reasoning. If a consumer spends a great amount of money
on a wheelbarrow, they would be disappointed if it looks
messed up after one use. It is important to design a product
that is aesthetically appealing to the customers, and that
these products maintain their appearances for some time.
Future Work
Multiple steps will still need to be implemented before
the final wheelbarrow tray is produced. A prototype mold
would be ideal in order to make sure that there are no
major problems when molding the tray. If there are
complications, they can be analyzed and fixed in the design
before thousands of dollars are spent on creating an actual
mold. Additionally, the predetermined testing will need to
be implemented before the final product is produced.
Again, this is to ensure that no major complication will
occur with the suggested design. It is also an option to
choose an alternative material if they do not meet the
specifications for the predetermined tests.
After performing the FEA analysis, it determined that
the tray was capable of withstanding the appropriate loads.
When analyzing the results, it can be noted that the
maximum stress and deformation occurs in the middle of
the tray. By adding an additional tack-off in that region, the
stresses and deformation will be reduced. This can be
assumed because there are not high stresses or deformation
at the tack-offs that are present in the current FEA model.
Additionally, the tack-offs increase the rigidity of the tray,
improving its strength and maximum load. With this
reduced stress and deformation, it is likely that the
wheelbarrow will be able to ensure more force and the
strength will be increased.
Acknowledgements
I would like to thank and acknowledge Mr. David
Johnson, Mr. Jonathan Meckley, and Mr. Gary Smith. Mr.
David Johnson assisted with FEA analysis and determining
the proper constraints for the model. Mr. Meckley provided
the opportunity to conduct this project. Mr. Smith provided
input about the proper material selection for the
wheelbarrow tray.

[1] R. Secrest, “Wheelbarrow,” How Products are Made,
Advameg Inc., (15 August 1998). [Online]. Available
http://www.madehow.com/Volume-5/Wheelbarrow.html
[Accessed: 18 March 2015].
[2] GE Plastics. “Engineered Blow Molding Part Design,”
N/A. [Online]. Available:
https://cms.psu.edu/section/default.asp?id=201415SPBD%
5F%5F%5FRPL%5FET323%5F004 [Accessed: 02 April
2015].
[3] Custom Part Net, “Thermoforming,” Custom Part Net,
(2009). [Online]. Available:
http://www.custompartnet.com/wu/thermoforming.
[Accessed: 06 April 2015].
[4] Conaplat Machinery Division, “PET Moulding,”
Conaplat, (N/A). [Online]. Available:
http://www.conaplat.com.ar/pet/type_of_blow_moulding.h
tm. [Accessed: 02 April 2015].
[5] Intertek, “Accelerated Weathering (QUV),” Intertek
Group Plc. Available:
http://www.intertek.com/polymers/testlopedia/accelerated-
weathering-by-quv/. [Accessed: 20 March 2015].
[6] Prospector, “Environmental Stress Cracking Resistance
(ESCR) Plastics Test Standard,” UL Prospector. Available:
http://www2.ulprospector.com/property_descriptions/AST
MD1693.asp. [Accessed: 20 March 2015].
[7] Lyondell Basell, “Lupolen 4162AG HDPE,” Lyondell
Basell. Available:
https://polymers.lyondellbasell.com/portal/site/basell/templ
ate.PAGE/menuitem.f1ff80c98625adef62e408fde5548a0c/
?VCMChannelID=2daf473032095110VgnVCM10000064
6f3c14____&javax.portlet.tpst=7bc706488cd9f36418c369
1026f6c341&javax.portlet.pst=7bc706488cd9f36418c3691
026f6c341_ws_MX&javax.portlet.prp_7bc706488cd9f364
18c3691026f6c341_viewID=single_product_grade&VCM
ContentID=e22e95b162337010VgnVCM100000646f3c14
RCRD. [Accessed: 04 April 2015].