exposicion procesos taladro
TRANSCRIPT

TALADRADO
Docente: Dr. Víctor Alcántara Alza
Integrantes: Garrido Obeso, Christian Infantes Mauricio, José Ruiz Rodríguez, Percy Segura Cenas, Albert Tantaleán Rodríguez, Manuel Villacorta Corcuera, Melfin
Facultad de IngenieríaEscuela de Ingeniería Mecánica
ANTECEDENTES DEL TALADRO

70000-120000 AÑOS DE ANTIGUEDAD
2700 a.C
ANTECEDENTES DEL TALADRO

TALADRO DE ARCO


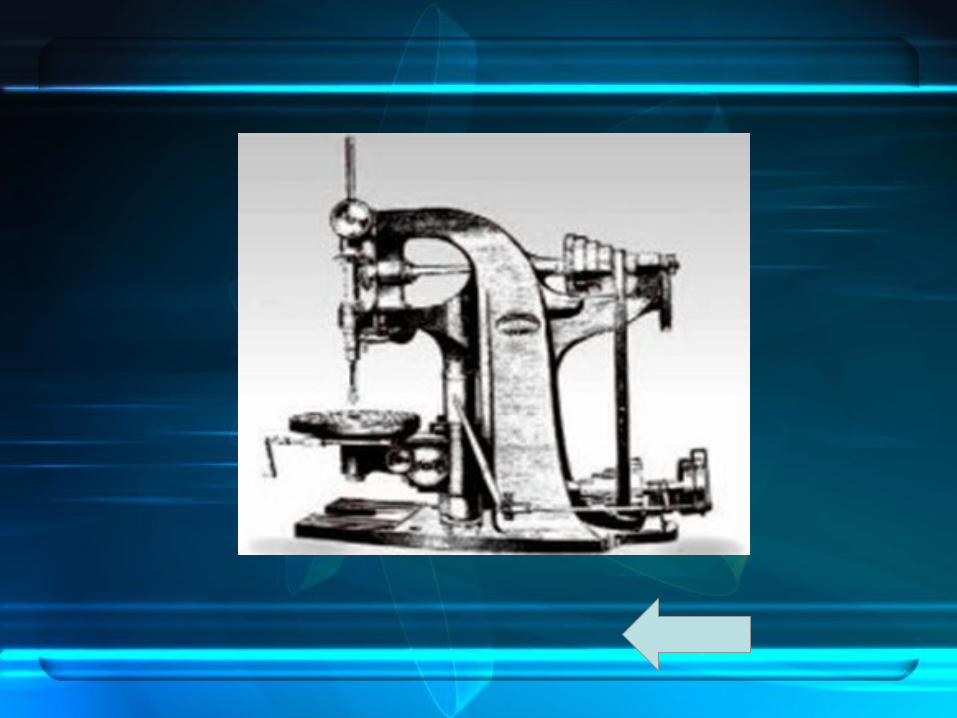
Siglo XIX • 1838: primer taladro de sobremesa hecho enteramente de metal (James Nasmyth). • 1850: taladro de columna con transmisión a correa y engranajes cónicos (Joseph Whitworth). • 1851: primer taladro radial (Sharp, Roberts & Co). • 1860: invención de la broca helicoidal por Martignon, que reemplaza rápidamente a las brocas en punta de lanza utilizadas hasta entonces. • 1898: invención del acero rápido, que permite aumentar significativamente la velocidad de taladrado.

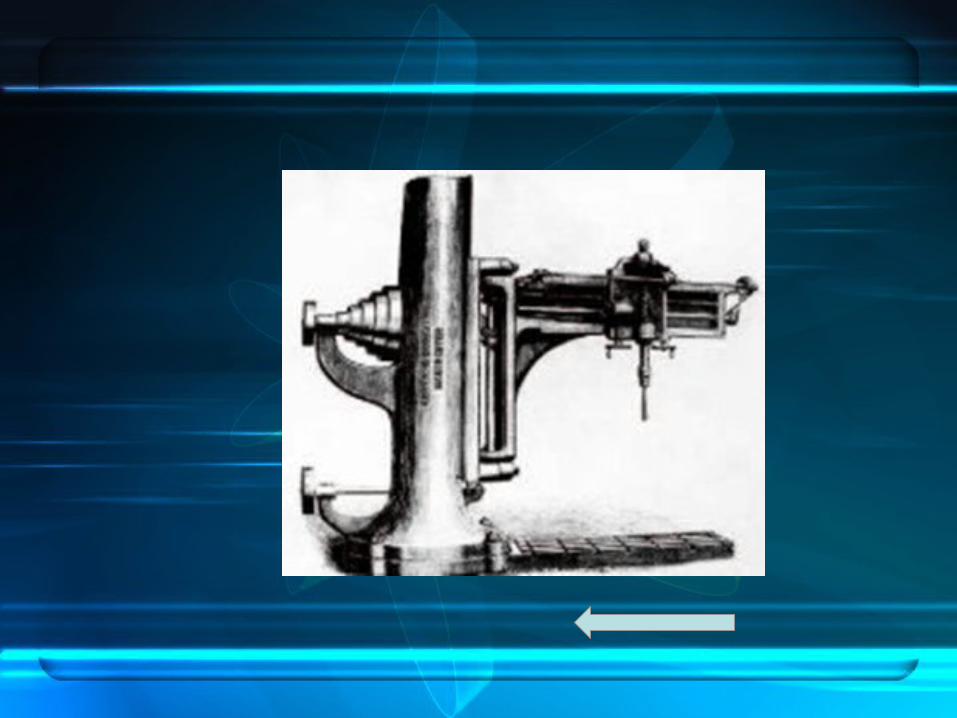
TALADRO HORIZONTAL MULTIHUSILLO
(1876) VALES ALDRICH

(1921)Fabrican una completa gama de taladros, en la que incluyen un modelo para taladrado con broca de 50 mm. de diametro, con ocho velocidades de giro y avance indistintamente manual o automático

Siglo XX
Revolución Industrial electricidad metrología
(carburo de silicio o el carburo de tungsteno)
CONTROL NUMÉRICO a partir de los años 1950 y sobre todo del CONTROL NUMÉRICO POR COMPUTADORA a partir de los 1970. La microelectrónica permitió integrar las taladradoras con otras máquinas-herramienta como TORNOS o MANDRINADORAS para formar "centros de mecanizado" polivalentes gestionados por ordenador.

¿Qué es el Taladrado?
El taladro es la máquina herramienta que se utiliza para llevar a cabo la operación de taladrar, esta operación tienen como objetivo producir agujeros de forma cilíndrica en una pieza determinada.

PARTES DEL TALADRO

Movimientos
• El de rotación de la broca que le imprime el motor eléctrico de la máquina a través de una transmisión por poleas y engranajes.
• El de avance de penetración de la broca, que puede realizarse de forma manual sensitiva o de forma automática, si incorpora transmisión para hacerlo.
Mecanizado.Prof. Ing. Luis Suárez

Estas máquinas tienen dos movimientos.
Movimiento de Corte (rotación de la broca) Que le imprime el motor eléctrico de la máquina a través de una transmisión por poleas y engranajes.Movimiento de Avance (penetración de la broca) Que puede realizarse de forma manual o automática. Combinado estos dos movimientos, corte y avance, se realiza el taladrado.


Columna o pedestal: •Sirve de soporte y apoyo de todos los mecanismos, conjuntamente con la mesa.Mesa: •Es la plataforma sobre la que debe colocarse el material para ser taladrado. Husillo:• Es un eje que se desplaza de arriba hacia abajo gracias al movimiento de la palanca y que gira sobre sí mismo en un sentido de rotación, impulsado por el motor. En la punta inferior lleva la broca.Broca: •Es la herramienta que en contacto con la pieza de trabajo producirá el taladrado.Motor:• Es el encargado de producir el movimiento que un juego de poleas en unos casos, o de engranajes en otros casos, se encargan de transmitir al husillo y éste, a su vez, a la broca.Cabezal: •Es la parte de la máquina que aloja la caja de velocidades y el mecanismo de avance del husillo.
PA
RTES
D
EL
TR
ALA
DR
O

SE CARACTERIZA POR:
•El tipo de máquina.•La potencia del motor.•El número de velocidades.•El diámetro máximo del husillo.•El desplazamiento máximo del husillo.•La distancia máxima entre la columna.•Sistema de avance automático


MANDRINADO
Se llama mandrinado a una operación de mecanizado que se realiza en agujeros de piezas ya realizados para obtener mayor precisión dimensional, mayor precisión geométrica o una menor rugosidad superficial, pudiéndose utilizar para agujeros cilíndricos como cónicos, así como para realizar roscas interiores.


FUNCIONAMIENTO:El motor transmite su movimiento al mandril mediante la correa que conecta el cono de poleas posterior solidario del árbol del motor con el cono de poleas del cabezal solidario del árbol del husillo o mandril


Estas máquinas tienen dos movimientos.
Movimiento de Corte (rotación de la broca)Movimiento de Avance (penetración de la broca)


Movimiento de avance: El movimiento de avance de la herramienta en la pieza que se taladra es obtenido a mano por el operario.El operario, actuando sobre la palanca N, hace girar el piñón O que engrana con la cremallera P. Con el giro del piñón se obtiene el movimiento rectilíneo del mango Q y, en consecuencia, del árbol del mandril C acoplado con aquel. Se impide el giro del manguito junto con el árbol del mandril, mediante un tornillo R fijado al cabezal T.Una vez terminada la carrera de avance, la palanca retorna a su posición inicial por la acción de un resorte de llamada.

Velocidad de avance
La velocidad de avance en el taladrado es la velocidad relativa entre la pieza y la herramienta, es decir, la velocidad con la que progresa el corte. Cada broca puede cortar adecuadamente en un rango de velocidades de avance por cada revolución de la herramienta, denominado avance por revolución (frev).
La velocidad de avance es el producto del avance por revolución por la velocidad de rotación de la herramienta.

• La velocidad de avance excesiva da lugar a: Buen control de viruta Menor tiempo de corte Menor desgaste de la herramienta Riesgo más alto de rotura de la herramienta Elevada rugosidad superficial del mecanizado.
• La velocidad de avance baja da lugar a: Viruta más larga Mejora de la calidad del mecanizado Desgaste acelerado de la herramienta Mayor duración del tiempo de mecanizado Mayor coste del mecanizado

Movimiento de Corte Que le imprime el motor eléctrico de la máquina a través de una transmisión por poleas y engranajes.

Velocidad de corteLa velocidad de corte de la broca corresponde a la velocidad tangencial de desplazamiento de la parte exterior del filo de la broca respecto a la pieza. La velocidad de corte adecuada es función del material de la broca, del material de la pieza y de las condiciones generales del mecanizado. Una broca no debe tener siempre la misma velocidad de corte, ya que cuanto más duro es el material que se va a taladrar, la velocidad de corte debe ser menor.A partir de la determinación de la velocidad de corte se puede determinar las revoluciones por minuto que tendrá el husillo según la siguiente fórmula:
Donde : Vc es la velocidad de corte,
n es la velocidad de rotación de la herramienta y Dc es el diámetro de la herramienta.

La velocidad de corte excesiva puede dar lugar a: - Desgaste muy rápido del filo de corte de la herramienta. - Deformación plástica del filo de corte con pérdida de tolerancia del mecanizado. - Calidad del mecanizado deficiente. La velocidad de corte demasiado baja puede dar lugar a: - Efecto negativo sobre la evacuación de viruta. - Baja productividad. - Coste elevado del mecanizado
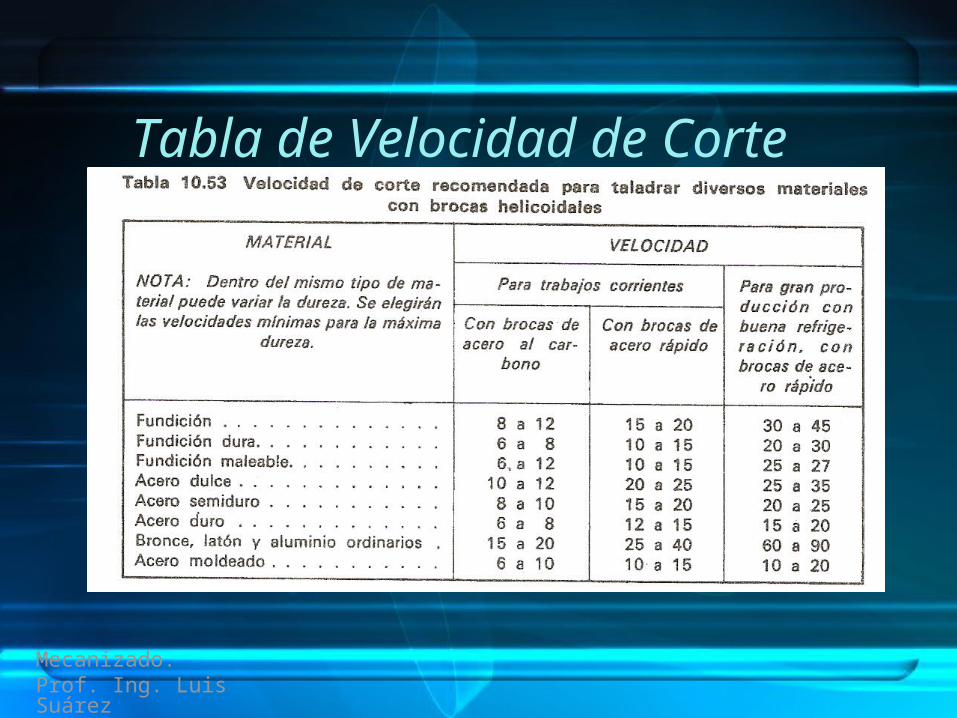
Tabla de Velocidad de Corte
Mecanizado.Prof. Ing. Luis Suárez

Cálculo del tiempo de máquina

Fuerza principal de corte
Según se muestra en la figura (Fig.5.28), la broca B para arrancar las virutas V del material T necesita dos movimientos simultáneos, uno el movimiento de avance o penetración a y el otro el movimiento de rotación b, que es el que corresponde al movimiento principal de corte, siendo P la fuerza de penetración y Mr el momento de rotación. . Por lo general, como en elcaso de la figura (Fig.5.28) la herramienta presenta dos bordes cortantes.



Momento de rotación

Potencia desarrollada en el corte

Cálculo del tiempo de máquina

Cadena cinemática de un taladro
El primer mecanismos es el encargado de llevar el movimiento giratorio desde el eje conductor al conducido. Para construirlo se han empleado diez poleas de diferentes diámetros, dos ejes y una correa, formando la denominada caja de velocidades.
Con este sistema se modifican las condiciones de velocidad del eje del motor adaptándolas a las que necesita la broca.


El segundo mecanismo es el encargado de desplazar la broca longitudinalmente (hacia arriba o hacia abajo). Este mecanismo consiste en un eje de avance que accionado por una palanca de control hace girar un piñón que a su vez engrana con una cremallera que se desplaza hacia arriba o hacia abajo según el sentido de giro del piñón (mecanismo cremallera-piñón). Vemos que con este sistema transformamos un movimiento circular en el extremo de la palanca de control en uno longitudinal de la broca. Este mecanismo encadena los efectos de, al menos, cuatro operadores (algunos no se han representado para simplificar el gráfico): eje, palanca, piñón y cremallera


Accesorios y Tipos de Máquinas
Taladradoras Expositor :
Ruiz Rodríguez Percy

accesoriosLas taladradoras utilizan como accesorios principales:
El Porta Brocas.
Mordazas de Sujeción de Piezas.
Pinzas de Apriete Cónicas.
Granetes.
Plantillas de Taladrado.
Afiladora de brocas.

El Porta Brocas• dispositivo que se
utiliza para fijar la broca en la taladradora.
• Los porta brocas se abren y cierran de forma manual, aunque hay algunos que llevan un pequeño dispositivo para poder ser apretados con una llave especial.

Mordazas de Sujeción de Piezas• En las taladradoras es
muy habitual utilizar mordazas u otros sistemas de apriete para sujetar las piezas mientras se taladran. En la sujeción de las piezas hay que controlar bien la presión y la zona de apriete para que no se deterioren.

Pinzas de apriete cónicas • Cuando se utilizan
cabezales multihusillos o brocas de gran producción se utilizan en vez de porta brocas, cuyo apriete es débil, pinzas cónicas atornilladas que ocupan menos espacio y dan un apriete más rígido a la herramienta.

Granetes • Se denomina granete a
una herramienta manual que tiene forma de puntero de acero templado afilado en un extremo con una punta de 60º aproximadamente que se utiliza para marcar el lugar exacto que se ha trazado previamente en una pieza donde haya que hacerse un agujero.

Plantilla de taladro • Cuando se mecanizan piezas en serie, no se
procede a marcar los agujeros con granetes sino que se fabrican unas plantillas que se incorporan al sistema de fijación de la pieza debidamente referenciada. Las plantillas llevan incorporado unos casquillos guías para que la broca pueda encarar los agujeros de forma exacta sin que se produzcan desviaciones de la punta de la broca.
• En operaciones que llevan incorporado un escariado o un roscado posterior los casquillos guías son removibles y se cambian cuando se procede a escariar o roscar el agujero.

Afila brocas• Se usa solo en procesos de producción en
masa. El afilado se puede realizar en una amoladora que tenga la piedra con grano fino pero la calidad de este afilado manual suele ser muy deficiente porque hay que ser bastante experto para conseguir los ángulos de corte adecuados. La mejor opción es disponer de afiladoras de brocas.

Tipos de Máquinas Taladradoras

se agrupan en :
• Taladradoras Sensitivas.
• Taladradoras de Columnas.
• Taladradoras Radiales.
• Taladradora de Husillos Múltiples. • Centros de Mecanizado CNC.

Taladradoras Sensitivas
• Barrena de mano
• Taladro de mano o pecho
• Taladro manual eléctrico
• Taladro de mesa

BARRENA DE MANO
- características
usada para la perforación de pequeños orificios sin causar fisuras en el material
- Descripción
Con manija y una rosca en su punta, sus lados cortantes cercenan la madera al moverse en giros, desprendiéndose la viruta desde el centro del agujero

TALADRO DE MANO O PECHO- características El diámetro máximo de las
brocas permisibles es de 5mm.
Solo para materiales de poca dureza
- Descripción se operan con las manos y
algunas tienen un dispositivo llamado matraca para permitir el ir y venir de la herramienta. También existen con algunos engranes

Modo de aplicacion
Taladro de pecho• Movimiento de
avance
• Movimiento de corte

TALADRO MANUAL ELÉCTRICO
- característicasDiámetro máximo de broca
10 mm, la máquina también se utiliza para pulir, o cortar con los discos adecuados.
- DescripciónSon máquinas a las que a
un motor eléctrico se les coloca un dispositivo de sujeción, en el cual se ponen las brocas y los dispositivos.

TALADRO DE MESA- características Equipo que puede utilizar brocas de
12mm y que produce barrenos de precisión (en cuanto al lugar en que se quieran hacer). No tienen avance automático.
- descripción Son equipos pequeños que cuentan con
una base la que a su vez funciona como una mesa de trabajo, columna no mayor a 60cm y cabezal principal en el que se ubican 2 poleas y los dispositivos para que funcione el husillo principal. Se puede colocar en un banco de trabajo y mover de lugar con facilidad relativa.

TALADRO DE MESA
MOTOR
BROQUERO
TRANSMISIÓNPOR POLEA
BASESOPORTE
PALANCA DEAVANCE
COLUMNA CORTA

TALADRO DE COLUMNA - característicasEquipo que puede utilizar brocas,
barrenas, penetradores y avellanadores. Tiene avance automático y más de 6 velocidades en el husillo principal.
Puede ejecutar barrenos hasta de 30mm.
-descripción Equipo pesado de precisión que
está integrado por base, mesa de trabajo, columna, cabezal fijo, caja de velocidades, manivela de actuación, poleas de velocidades, motor y husillo principal.

TALADRO DE COLUMNA
BASE
COLUMNA LARGA
SOPORTE
MOTOR
BROQUERO PALANCA DEAVANCE
BASE
COLUMNA LARGA
SOPORTE
MOTOR
BROQUERO PALANCA DEAVANCE
TRANSMISIÓNPOR POLEA ÓENGRANES
partes• Bancada: es el armazón que soporta la
máquina, consta de una base o pie en la cual va fijada la columna sobre la cual va fijado el cabezal y la mesa de la máquina que es giratoria en torno a la columna.
• Motor: estas máquinas llevan incorporado un motor eléctrico de potencia variable según las capacidades de la máquina.

partes• Cabezal: es la parte de la máquina que aloja
la caja de velocidades y el mecanismo de avance del husillo. El cabezal porta brocas se desliza hacia abajo actuando con unas palancas que activan un mecanismo de piñón cremallera desplazando toda la carrera que tenga la taladradora, el retroceso del cabezal es automático cuando cede la presión sobre el mismo.

partes• Poleas de transmisión: el movimiento del
motor al husillo, se realiza mediante correas que enlazan dos poleas escalonadas con las que es posible variar el número de revoluciones de acuerdo a las condiciones de corte del taladrado y el husillo porta brocas. Hay taladradoras que además de las poleas escalonadas incorporan una caja de engranajes para regular las velocidades del husillo y del avance de penetración.
• Nonio: las taladradoras disponen de un nonio con el fin de controlar la profundidad del taladrado. Este nonio tiene un tope que se regula cuando se consigue la profundidad deseada.

partes• Husillo: está equipado con un agujero cónico
para recibir el extremo cónico de las brocas, o del porta brocas que permite el montaje de brocas delgadas, o de otras herramientas de corte que se utilicen en la maquina, tales como machos o escariadores.
• Mesa: está montada en la columna y se la puede levantar o bajar y sujetar en posición para soportar la pieza a la altura apropiada para permitir taladrar en la forma deseada.

Tipos de taladro II
Expo: segura cenas albert

• TALADRO MÚLTIPLE SISTEMA• El taladro múltiple está basado en una serie de husillos
ubicados a una distancia entre centro y centro de 32 milímetros.

• Taladros en serie• Son varias cabezas de taladrar colocadas una después
de la otra. La máquina se podría describir como varias cabezas de taladro de columna con todos sus aditamentos compartiendo una sola mesa de trabajo.

• MAQUINAS TALADRADORAS DE TORRETA: En años recientes las maquinas taladradoras de torreta han aumentado su popularidad tanto para órdenes pequeñas como para operaciones de producción. Estas máquinas se caracterizan por una torreta de husillos múltiples.

• TALADRO CNC• Taladro cnc molino dm45-nc desarrollado sobre la base
de taladro zx7045 molino de siemens 802s o control

• DEL TALADRO DE PERFORACIÓN• Los taladros son utilizados para realizar un proceso
llamado perforación de pozos, el cual consiste en hacer un orificio en suelo hasta llegar a la trampa petrolífera (lugar donde se encuentra el petróleo en el subsuelo).

DIFERENCIAS DE TIPOS DE TALADROS
Taladro sensitivo Capacidad:
De 1 y 12mm diámetro
Potencia :
baja- media 550W Avance:
Dependencia a la sensibilidad del operario
Sistema:
piñón cremallera
taladro columna Capacidad:
Hasta 100mm diámetro
Potencia :
Alta Avance:
automatizado Sistema:
Caja de avances

BROCAS
Las brocas o mechas son piezas metálicas de corte que se acoplan al taladro, para hacer orificios sobre distintos materiales. Se fabrican con medidas estandarizadas.

Calidad de una broca: El material y el diseño de la broca vienen
determinados por la función que desempeña y el tipo de material a perforar, es decisivo en su duración y en la precisión en el proceso de taladrado. Los materiales principalmente utilizados en brocas son: acero al carbono, acero rápido, acero al cobalto, etc.
Brocas Helicoidales:
Es el tipo de broca de uso común. Se compone de un elemento cortante en la punta y de un eje cilíndrico con labios dispuestos en forma de hélice.

PARTES: Son tres partes principales
El vástago: Puede ser cilíndrico o cónico, se adaptan al porta brocas o a conos reductores.
El cuerpo: Es la parte entre el vástago y la punta. Se encuentra el alma, las acanaladuras.
La punta: Extremo cortante o filo cónico. La punta tiene una geometría para cada tipo de material.

Tipos de Brocas Helicoidales:
• TIPO N
Cuyo ángulo de hélice es de 16º a 30º, se usan para materiales con desprendimiento normal de la viruta como: función de acero de dureza media, acero inoxidable, aleaciones de cobre de mediana dureza.

• TIPO W Con ángulo de hélice de 35º a 40º,
para materiales blandos como : aluminio, cobre, aleaciones de zinc.
• TIPO H Cuyo ángulo de hélice es de 10º a
13º usando para materiales duros y frágiles como: aleaciones de cobre de alta dureza, aceros de alta resistencia, materiales prensados, roca.

BROCAS PARA METALES (HSS)Están hechas de acero rápido (HSS), aunque la calidad varía según la aleación y según el método y calidad de fabricación. HSS LAMINADA. Es de uso general en
metales y plásticos en los que no se requiera precisión. No es de gran duración.
HSS RECTIFICADA. Es una broca de mayor precisión, indicada para todo tipo de metales semiduros; incluyendo fundición, aluminio, cobre, latón, etc. Tiene gran duración.

HSS TITANIO RECTIFICADA. Están recubiertas de una aleación de titanio que permite taladrar todo tipo de metales con la máxima precisión, incluyendo materiales difíciles como el acero inoxidable. Se puede aumentar la velocidad de corte y son de extraordinaria duración.
HSS COBALTO RECTIFICADA. Son las brocas de máxima calidad, y están recomendadas para taladrar metales de todo tipo incluyendo los muy duros y los aceros inoxidables. Tienen una especial resistencia a la temperatura, de forma que se pueden utilizar sin refrigerante y a altas velocidades de corte.

ÁNGULOS DE CORTE Y GEOMETRÍA DE
BROCAS

Ángulo de punta.. Cuanto más duro es el material mayor será el ángulo de punta mientras que los materiales más blandos requieren de un ángulo menor.Ángulo de la hélice. La hélice tiene como objetivo evacuar la viruta. Su ángulo puede variar en función del material para el que fue diseñada la broca.
Ángulo de arista transversal.Ángulo de alivio del labio

Recomendaciones para dimensiones de brocas helicoidales de alta velocidad:
Workpiece material
Point angle Helix angle Lip relief angle
Aluminum 90 to 135 32 to 48 12 to 26
Brass 90 to 118 0 to 20 12 to 26
Cast iron 90 to 118 24 to 32 7 to 20
Mild steel 118 to 135 24 to 32 7 to 24
Stainless steel 118 to 135 24 to 32 7 to 24
Plastics 60 to 90 0 to 20 12 to 26
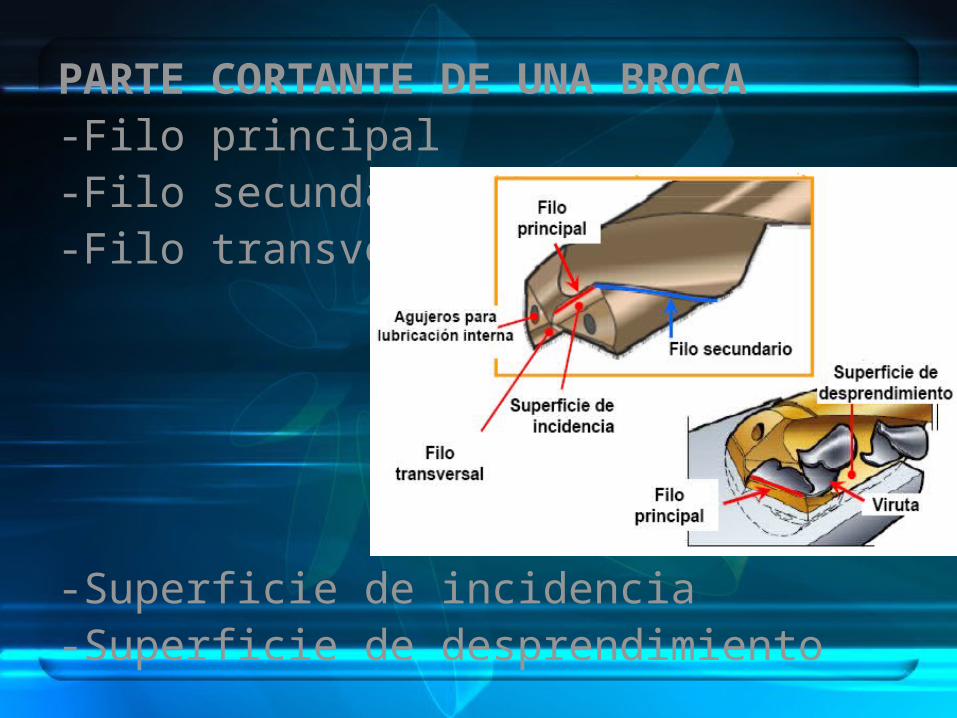
PARTE CORTANTE DE UNA BROCA-Filo principal-Filo secundario-Filo transversal
-Superficie de incidencia-Superficie de desprendimiento

ÁNGULOS DE LOS FILOS DE UNA BROCA

Ángulos de Punta:
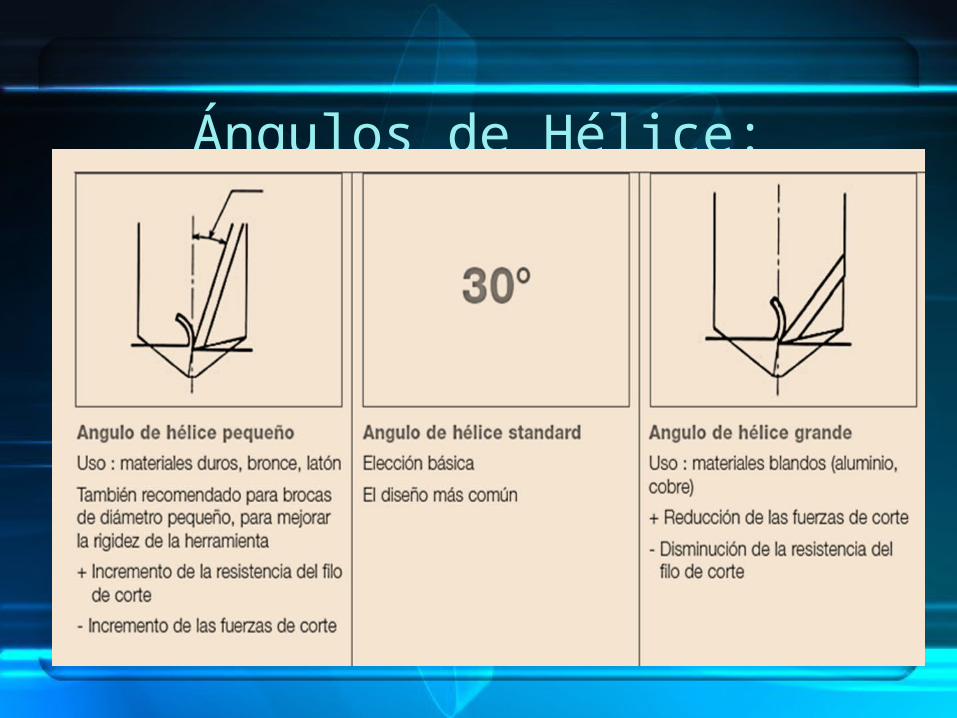
Ángulos de Hélice:

Espesor del alma:

Lubricación y Refrigeración Todas las brocas helicoidales disponen de
canales para evacuar la viruta. Durante el mecanizado se inyecta fluido de corte en la punta de la broca para lubricarla y para evacuar la viruta por los canales.

AVELLANADOR:
Herramienta con punta de 75° o 90° que se utiliza para eliminar las orillas de los bordes de un agujero previamente realizado.

ESCARIADOR:
Para dar acabados superficiales de gran precisión en agujeros previamente taladrados. Para ello deben ser de un diámetro superior al agujero en cuestión.

• ABOCARDADO: Se produce un agujero
escalonado en el cual un diámetro más grande sigue a un diámetro más pequeño parcialmente dentro del agujero.
• ROSCADO: Consiste en la mecanización
helicoidal interior(tuercas) y exterior(tornillo) sobre una superficie circular.