enhancing the performance of crumb rubber-modified binders through varying the interaction...
TRANSCRIPT

This article was downloaded by: [University of Hong Kong Libraries]On: 12 March 2013, At: 22:22Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House,37-41 Mortimer Street, London W1T 3JH, UK
International Journal of Pavement EngineeringPublication details, including instructions for authors and subscription information:http://www.tandfonline.com/loi/gpav20
Enhancing the performance of crumb rubber-modifiedbinders through varying the interaction conditionsMohamed Attia a & Magdy Abdelrahman aa Department of Civil Engineering, North Dakota State University, Fargo, ND, USAVersion of record first published: 28 Oct 2009.
To cite this article: Mohamed Attia & Magdy Abdelrahman (2009): Enhancing the performance of crumb rubber-modifiedbinders through varying the interaction conditions, International Journal of Pavement Engineering, 10:6, 423-434
To link to this article: http://dx.doi.org/10.1080/10298430802343177
PLEASE SCROLL DOWN FOR ARTICLE
Full terms and conditions of use: http://www.tandfonline.com/page/terms-and-conditions
This article may be used for research, teaching, and private study purposes. Any substantial or systematicreproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in any form toanyone is expressly forbidden.
The publisher does not give any warranty express or implied or make any representation that the contentswill be complete or accurate or up to date. The accuracy of any instructions, formulae, and drug doses shouldbe independently verified with primary sources. The publisher shall not be liable for any loss, actions, claims,proceedings, demand, or costs or damages whatsoever or howsoever caused arising directly or indirectly inconnection with or arising out of the use of this material.

Enhancing the performance of crumb rubber-modified binders through varying the interactionconditions
Mohamed Attia and Magdy Abdelrahman*
Department of Civil Engineering, North Dakota State University, Fargo, ND, USA
(Received 16 October 2007; final version received 12 July 2008 )
Traditional crumb rubber-modified (CRM) binders produced with coarse particles according to the McDonald method, thewet process, raise engineering as well as environmental concerns for their suitability in Superpave applications. This paperinvestigates the possibility of producing high-performance terminal blending CRM binders suitable for Superpaveapplications through the wet process. This paper re-examines the asphalt–rubber interaction mechanism and focuseson controlling the swelling of crumb rubber particles through varying the interaction conditions. This study considersparameters such as time, temperature, shearing speed and the addition of polymer modifiers to enhance the binderperformance properties to meet the requirements of Superpave mixes. Rubber-modified terminal blends are very differentfrom the McDonald-type binders and so are the conditions required for each binder type. The binder properties of interest arethose related to performance and compatibility.
Keywords: asphalt rubber; modified binder; CRM; superpave application; terminal blend
1. Study objectives
This paper investigates a unique technique in the production
of crumb rubber-modified (CRM) asphalt binders for
Superpave applications and suggests a concept of fine
crumb rubber particles dispersed and/or suspended in the
asphalt liquid phase. The main objective of this study is to
investigate the effectiveness of controlling rubber swelling
during the interaction process to enhance and improve the
binder performance and storage properties.
2. Concerns regarding the use of CRM binders
in Superpave mixes
Traditional CRM binders produced with coarse particles,
4.75 mm (no. 4) sieve, according to the McDonald method
raise engineering as well as environmental concerns for
their suitability in Superpave applications. Engineering
concerns are due to the dynamics presented by the gel
nature of the CRM binders and the need to adjust the mix
design parameters to accommodate the swollen rubber
particles to fit into available voids in the mineral aggregate
and to minimise the potential to interfere with aggregate
contact (Heitzman 1992). Also, the wet process results
in higher binder content because the binder thickness
increases during mixing with aggregates due to higher
binder viscosity. Most of the previous study on crumb
rubber applications in hot-mix asphalt was directed
to modify the mixture design procedures to account
for differing physical properties of CRM binders, with
high-content rubber particles (BAS Engineering Consult-
ants 1992, Takallou and Sainton 1992, Chehovits and
Hicks 1993).
A concern regarding CRM binders in Superpave
applications is the method and degree of process control
required as CRM binder properties change with time and
temperature (Pavlovich et al. 1979, Chehovits et al. 1982).
Another concern is binder stability and/or compatibility
during production and storage that is necessary for a long-
lasting pavement (Takallou and Sainton 1992, Stroup-
Gardiner et al. 1993, Abdelrahman 2006). Incompatibility
leads to premature product failure due to rapid ageing and
loss of properties, including adhesion (Stroup-Gardiner
et al. 1993). The suitability of Superpave ageing processes
on CRM binders is another concern (Asphalt Institute
Research Center 1993, SHRPA-368 1993). Both the rotary
thin-film oven test (RTFOT) and the PAV treatments
include elevated temperature for specified time periods.
Temperature and time are main variables in the asphalt–
rubber interaction process. In an asphalt polymer modifier
study, it was reported that the modifications produced
by the polymer modifier become less significant after the
RTFOT and the PAV ageing processes (Shashidhar et al.
1995). A study by McGennis (1995) tested the
applicability of Superpave testing on CRM binders. The
behaviour of CRM binders during the RTFOT ageing was
unlike that of the base asphalt, indicating that the effect of
the RTFOT treatment on CRM binders is not the same as
that on regular asphalt.
ISSN 1029-8436 print/ISSN 1477-268X online
q 2009 Taylor & Francis
DOI: 10.1080/10298430802343177
http://www.informaworld.com
*Corresponding author. Email: [email protected]
International Journal of Pavement Engineering
Vol. 10, No. 6, December 2009, 423–434
Dow
nloa
ded
by [
Uni
vers
ity o
f H
ong
Kon
g L
ibra
ries
] at
22:
22 1
2 M
arch
201
3

The effectiveness of crumb rubber on binder modifi-
cation when compared to other polymer modifiers, for
example, styrene–butadiene–styrene (SBS), can be
explained by the nature of each modifier. Crumb rubber
keeps its physical shape and behaves as a flexible particulate
filler in the binder producing a non-homogeneous nature.
Polymer modifiers disperse completely in the asphalt and
cause changes in the molecular structure of the asphalt
binder, which is more favourable. The literature concluded
that both modifiers have the effects on the Superpave test
parameters but the main change is in rigidity, at both high
and low temperatures, while only SBS has the effects on
elasticity, as expressed by the phase angle (d) (Bahia 1995).
Thus, SBSmodifications will have more effect on the rate of
stress relaxation and energy dissipation, as they are mainly
functions of d. Resistance to rutting is achieved by two
binder properties, stiffness and elasticity. The higher the
complex modulus (G*) value, the stiffer the binder. The
lower the d value, the more elastic the binder. High-
temperature properties, G*/sin d as implemented by the
Superpave protocol, are the area where the CRM binder is
most effective (Oliver 1981, Bahia 1995). Shenoy suggested
(G*/(1 2 (1/tand sind)) as a parameter for high-temperature
performance grading of asphalt and modified binders
(Shenoy 2001, 2004). In this study, the complex modulus
(G*) and the phase angle (d) will be tracked separately.
Environmental concerns are mainly due to the higher
interaction temperatures, which may produce harmful
gases (Rouse 1994). The higher the crumb rubber
concentration and the coarser the particle size, the higher
the temperature required to complete the interaction
process. Owing to the viscous nature of CRM binders, a
high temperature is necessary in mixing with aggregates.
3. Asphalt–rubber interactions
Traditional asphalt–rubber interaction is not chemical in
nature (Heitzman 1992). The reaction does not result in the
melting of the crumb rubber into the asphalt cement.
Rather, rubber particles are swollen by the absorption of
the asphalt’s oily phase at high temperatures (160–2208C)
into the polymer chains, which are the key components of
the CRM asphalt to form a gel-like material. The change in
rubber particle sizes and formation of gel structures results
in a reduction in the inter-particle distance and produces a
modified gel that produces a viscosity increase of up to
a factor of 10 (Oliver 1981, Heitzman 1992, Bahia and
Davies 1994). Rubber swells in a time- and temperature-
dependent manner. If the temperature is too high or the
time is too long, the swelling will continue to the point
where the rubber is dispersed into the asphalt as the rubber
experiences depolymerisation due to long exposure to the
high temperatures, an undesirable occurrence (Heitzman
1992, Chehovits 1993).
Crumb rubber particle size controls the swelling
mechanism over time and affects the binder matrix.
Buckly and Berger (1962) showed that the time required
for swelling increases with the particle radius squared.
Fine particle sizes may require almost no time to react.
Two main interaction mechanisms are reported as the
binder matrix particles and the liquid phase (Abdelrahman
and Carpenter 1998, 1999). Fine rubber swells faster and
depolymerises faster, affecting the liquid phase more than
the matrix of the binder. Coarse rubber has more effect on
the binder matrix but has less effect on the liquid phase
than fine rubber. Liquid-phase modifications are more
stable than matrix modifications. Using high shear mixing
rate (or high frequency) reduces the particle size of coarse
crumb rubber, allowing the interaction process to progress
with greater speed (Abdelrahman and Carpenter 1999).
Additional shearing at the same temperature increased G*and reduced d significantly, which indicates an
improvement in the material behaviour over time
(Abdelrahman 2006). A study by Texas Transportation
Institute theorised that the increased surface area per
volume or weight of the fine particles enhances the ability
of the particles to be swollen by, and thus bond with, the
binder (Billiter et al. 1995).
Green and Tolonen (1977) concluded that tempera-
ture has two effects on the interaction process. The first
effect is on the rate of swelling of rubber particles.
As the temperature increases, for example from 160
to 2008C, the rate of swelling increases. The second
effect is on the extent of swelling. As the temperature
increases, the extent of swelling decreases. Lalwani
concluded that binder elasticity was drastically reduced
by as much as three times when the temperature was
increased from 200 to 3008C, while no significant
differences occurred due to changing the temperature
from 150 to 2008C (Lalwani et al. 1982). A study by the
Western Research Institute interacted crumb rubber with
different SHRP core asphalts, and concluded that asphalt
source controls the CRM binder properties and has a
significant effect on the way asphalt and rubber
interacted at different temperatures (Western Research
Institute 1994).
Agglomeration is another possible mechanism of
increasing G* in filled polymer systems (Shenoy 1999).
Shenoy stated that high shear mixing provides the energy
to break particle–particle bonds and helps reducing
agglomeration. Once the polymer wets the particle, the
bond fails to re-form, leading to better dispersion of the
filler in the polymer matrix (Shenoy 1999).
CRM binder properties can be optimised under specific
combinations of interaction time and temperature. It is
necessary to precisely control the interaction conditions to
improve the production of terminal blending binders
to meet the requirements of Superpave mixes. Rubber-
modified terminal blends are very different from the
M. Attia and M. Abdelrahman424
Dow
nloa
ded
by [
Uni
vers
ity o
f H
ong
Kon
g L
ibra
ries
] at
22:
22 1
2 M
arch
201
3

McDonald-type binders and so are the interaction
conditions required for each binder type.
4. Experimental consideration
The results presented in Figure 1 are based on the data
from published work, and include AC-10 asphalt cement
and crumb rubber product made of truck tyres at 10% of
the asphalt weight (Abdelrahman and Carpenter 1999,
Abdelrahman 2006). Crumb rubber particle sizes were
controlled as 30–40 and 60–80 sizes, according to the US
standard system. Rouse Polymerics International Inc.,
Vicksburg, Mississippi, supplied the crumb rubber
product. Emulsico (Urbana, IL, USA) supplied the
AC-10 asphalt cement. Interaction temperature is con-
trolled at three levels: 160, 200, and 2408C. No shearing
energy was applied.
Asphalt–crumb rubber compatibility varies from one
asphalt combination to another (Western Research
Institute 1994). To ensure the same level of compatibility,
all interactions, as presented in the following sections,
were based on one source of asphalt cement (PG58-28),
with one source of crumb rubber at 5% of asphalt weight.
Asphalt cement was supplied by Flint Hill Company
(Lincoln, NE, USA). A polymer additive, SBS, was used at
2% of asphalt weight. Only the particle size of crumb
rubber varied in four specific particle sizes: 30–40,
40–60, 60–80 and 80–200. Crumb rubber particle size
30–40 indicates that the particles pass the 30 mesh sieve
and retain on the 40 mesh sieve according to the US
standard system. The crumb rubber was cryogenically
processed and supplied by EnTire Recycling Inc.
(Lincoln). Preliminary interactions with asphalt showed
acceptable performance of the supplied rubber source.
A polymer additive, Stereon 841A, which is a high-
efficiency styrene–butadiene multi-block thermoplastic
elastomer in the pellet form, was supplied by Firestone
Polymers (Akron, OH, USA).
A high-speed shear mixer made by ROSS Company
(model no. HSM-100LM-2) was used to mix the binder
during the interaction process. A temperature controller
(Omega 110B – TM618) was used to control the asphalt–
rubber–SBS interaction temperature of a sample of size
1500 g of asphalt plus modifiers. Figure 2 shows that the
asphalt – crumb rubber – polymer interaction passed
through several processing stages. All samples were pre-
interacted before processing by mixing asphalt with crumb
rubber for 10 min at 10 Hz and a temperature of 1708C.
The experiment was then conducted in three stages.
The first stage (effective interaction) included high shear
and high temperature while the binder was mixed with the
crumb rubber for 20–40 min. The blend was sheared at
either 30 or 50 Hz. Temperature was controlled at three
levels: 170, 200, and 2208C. The second stage (mixing
additives) and the third stage (binder stabilisation) were
constant throughout all interactions. SBS was added to the
blend of asphalt and rubber in the second stage. The mix
was then sheared at 30 Hz for 30 min at a temperature of
1708C. The mixing speed was then reduced to 10 Hz while
the temperature was maintained at 1708C in the third stage.
Samples were taken at 10 min, 20 min, 40 min, 4 h and 8 h
intervals. Three additional interactions were pre-soaked
for 6 h at 10 Hz mixing speed and 1708C interaction
temperature before starting high shear mixing to evaluate
the effect of pre-soaking on the binder properties; the
results are shown in Figure 7. Samples in these cases were
taken after 10 min from the beginning of the soaking
period (2360 min) and then at regular sampling times at
10 min, 20 min, 40 min, 4 h and 8 h intervals. Table 1 lists
Figure 1. Property development of basic asphalt–CRM interactions.
International Journal of Pavement Engineering 425
Dow
nloa
ded
by [
Uni
vers
ity o
f H
ong
Kon
g L
ibra
ries
] at
22:
22 1
2 M
arch
201
3

all the interactions discussed in this paper. Material testing
was conducted at 588C and 10 rad/s using the dynamic
shear rheometer (DSR) device (Bohlin Instruments CVO,
Worcestershire, UK). A plate size of 25 mm was used for
the original and RTFOT-aged material and 8 mm for the
PAV-aged material. The sample thickness was controlled
at 2.0 mm in all cases. The strain level during DSR testing
was controlled at 12, 10 and 1.2% for the tank material,
the RTFOT-aged material and the PAV-aged material,
respectively. Not all collected samples were tested for
Figure 2. Production of the CRM binder.
M. Attia and M. Abdelrahman426
Dow
nloa
ded
by [
Uni
vers
ity o
f H
ong
Kon
g L
ibra
ries
] at
22:
22 1
2 M
arch
201
3

G* and d. The samples taken at 8 h were evaluated for
stability, also known as the separation test using the Cigar
tube procedures according to ASTM D5892-00. The
separation percentage was calculated using the following
equation:
Separation% ¼ 100 £ {ðG *=sin dÞmax2
� ðG*=sin dÞavg}=ðG*=sin dÞavg:
where G* is the shear modulus, d is the phase angle, both
are measured in the DSR test, (G*/sin d)max is the higher
value of either the top or the bottom portion of the tube,
and (G*/sin d)avg is the average value of the two portions.
Scanning electron microscopy (SEM) was performed
on thin samples of the CRM binder and on extracted
rubber particles. The SEM samples were coated with a thin
layer of gold (20–40 nm thick). The JEOL JSM-6300
scanning electron microscope was used to obtain the
images. Asphalt extraction was conducted according to
ASTM D2172, method B.
5. Basic property development
Figure 1 presents the G* data of a traditional asphalt–
crumb rubber interaction and illustrates the expected
relationships with temperatures. At a low temperature
(1608C), swelling is continual over the entire time period
as illustrated by the continual increase in G*. At an
intermediate temperature (2008C), swelling is still
occurring at the beginning of the process. After the first
20min at 2008C, swelling of the fine material is offset as
the swollen rubber particles are depolymerising, releasing
more components back to the liquid phase of the binder
and decreasing G*. After 60min, the G* value of the fine
material stabilises. The 30–40 size reaches a greater
maximum G* value about 15min after the fine material.
There is a significant difference in the G* values between
the two particle sizes. At a high temperature (2408C),
swelling of the fine material has been mostly completed
before the first sample at 5min. TheG* value is decreasing
continually during the time period. The interaction of the
30–40 material is similar to that of the fine material.
Figure 1 confirms an earlier study on the effect of particle
size on the time required for swelling to increase with the
particle radius squared (Buckly and Berger 1962). Figure 1
also confirms the trade-off between interaction tempera-
ture and time required to develop binder properties.
6. Proposed binder production
In terminal blending binder production, two main proper-
ties are of concern: first, the development of performance-
related properties and, second, binder compatibility or
storage stability. The literature indicates that performance-
related properties develop early in the process while
compatibility requires few hours to stabilise (Abdelrah-
man and Carpenter 1999, Abdelrahman 2006). Figure 1
indicates that rubber particles reach their maximum
swelling, and hence maximum G*, in a relatively short
time for both particle sizes with less time for fine particles
at the same interaction temperature (2008C). Interacting
CRM binders for extended hours at a high temperature
would improve compatibility but will accelerate particle
depolymerisation and will have a negative effect on the
development of performance properties. This paper
examines whether swelling can be balanced to optimise
the development of both performance properties and
compatibility. The proposed approach is to reach a high
particle swelling rate, to minimise particle depolymerisa-
tion through reducing the interaction temperature and then
to control the particle size through shearing. This will
result in very fine crumb rubber particles suspended in the
Table 1. List of interactions.
Interaction stages
Sample no. CRM size Pre-soaking Stage 1 Stage 2 Stage 3
1 30–40 30 Hz, 2008C, 40 min Add SBS at 30 Hz, 1708C, 30 min 10 Hz, 1708C, 410 min2 30–40 10 Hz, 1708C, 6 h 50 Hz, 2008C, 40 min3 40–60 50 Hz, 2008C, 40 min4 40–60 30 Hz, 2008C, 40 min5 40–60 10 Hz, 1708C, 6 h 50 Hz, 2008C, 40 min6 60–80 30 Hz, 2008C, 40 min7 60–80 50 Hz, 1708C, 40 min8 60–80 30 Hz, 1708C, 40 min9 60–80 30 Hz, 2208C, 20 min
10 60–80 10 Hz, 1708C, 6 h 50 Hz, 2008C, 40 min11 80–200 30 Hz, 2008C, 40 min12 80–200 50 Hz, 1708C, 40 min13 80–200 30 Hz, 1708C, 40 min14 80–200 30 Hz, 2208C, 20 min
International Journal of Pavement Engineering 427
Dow
nloa
ded
by [
Uni
vers
ity o
f H
ong
Kon
g L
ibra
ries
] at
22:
22 1
2 M
arch
201
3

asphalt liquid phase. Binder compatibility is achieved
through low-temperature storage. Lower storage tempera-
ture is common in terminal blending and saves energy and
reduces binder cost. This paper introduces a binder
production layout that was implemented in the laboratory
and can be implemented in terminal binder production.
Details on the material components and interaction
conditions are described in Section 4 and presented in
Table 1. Figure 2 presents this approach.
The layout presented in Figure 2 is simple, flexible
and will fit in any asphalt terminal blending facility with
high-speed mixing equipment. The proposed system
conserves energy compared to traditional asphalt–crumb
rubber interactions. Effective interaction time is only
20–40 min at 2008C while the total time of a production
cycle is 8 h, mostly at typical terminal storage conditions
(1708C). Lower storage temperature may be used
depending on the used modifiers and the desired level
of separation (compatibility) of the produced binder.
Current asphalt–rubber technologies achieve binder
compatibility through high interaction temperatures, up
to 2608C (Billiter et al. 1997). In addition to the
environmental risk of producing harmful gases, high
interaction temperature results in significant depolymer-
isation of crumb rubber particles and the loss of
modification effectiveness (Asphalt Institute Research
Center 1993). The proposed interaction applies high
shearing energy to reduce the particle sizes as they swell
and keep the particles suspended in the liquid phase of
the binder. As discussed earlier, fine rubber affects the
liquid phase more than the matrix of the binder
(Abdelrahman and Carpenter 1999, Abdelrahman 2006).
SBS is added to enhance the elastic properties of the
produced binder. The effectiveness of SBS is optimised
through balancing the interaction process to improve
compatibility and separation properties of CRM binders
(Abdelrahman 2006). Interaction temperature is then
reduced to slow down the degradation of crumb rubber
and SBS components.
7. Development of performance property
The development of the binder properties, G* and d,
requires the precise control of the interaction conditions
starting with mixing the crumb rubber with asphalt and
then shearing at high temperature. SBS is then added and
sheared into the CRM binder. All components are stored
for about 7 h or more to stabilise the developed properties.
The behaviour of all tested binders was similar, continuous
increase in G* for the first 4 h of interaction and then
stabilisation for the remaining time. The phase angle d is
gradually decreasing throughout the first 4 h of interaction
and then stabilising or slowly improving for the rest of the
interaction process. Differences in binder properties are
noted for different particle sizes under the same interaction
conditions.
Since all interaction conditions are the same in both
stages 2 and 3, the differences in performance properties
are attributed to the processing conditions during the
effective interaction period (stage 1). In addition to the
interaction time and temperature, shearing (to reduce
the particle size) is investigated in this study. The effects
of the effective interaction conditions are compared in the
following. Figures 3–5 present the 30 Hz interactions and
indicate that the effective interaction temperature controls
binder properties at the 30 Hz low shearing. At low
temperature and low shearing (1708C and 30 Hz for
40 min), a difference is noted between particle sizes
similar to that of the basic CRM binder interaction.
The coarser particles had greater G* values than fine
particles through the interaction period. This can be
explained by the greater extent of swelling of coarse
rubber compared to that of fine rubber. At low temperature,
the rubber particles continue to swell through most of the
interaction time (first 4 h), leading to stiffer binder for the
coarser rubber. Increasing the temperature to 2008C
reduces the differences in the G* values among all particle
sizes with insignificant change in the G* value in the
80–200 interaction. Increasing the temperature to 2208C,
even for a shorter period of time (20min) minimises the
Figure 3. Property development at 30 Hz and 1708C.
M. Attia and M. Abdelrahman428
Dow
nloa
ded
by [
Uni
vers
ity o
f H
ong
Kon
g L
ibra
ries
] at
22:
22 1
2 M
arch
201
3

differences between particle sizes and reduces the final G*values of all interactions. This agrees with the literature
that temperature controls the interaction process. At high
temperature, depolymerisation takes place early in the
interaction and is the major controlling interaction
mechanism (Abdelrahman 2006). SBS minimises the
effect of temperature on both the G* and d development in
both the 170 and 2008C interactions but has a less effect on
the 2208C interaction. The literature explains that the high
temperature affects the polymer structure and may degrade
the effectiveness of polymer modifiers on asphalt proper-
ties (Green and Tolonen 1977, Billiter et al. 1995, 1997).
Temperature controls the interaction mechanism and the
development of binder properties even with the addition of
the SBS polymer. Particle size has a significant effect
on the development of the performance properties.
The coarser the particle size, the higher the G* value
and the lower the d value under the same interaction
conditions at all times (Abdelrahman and Carpenter 1999).
Figure 1 confirms this finding.
Figures 6 and 7 present the interactions of higher
shearing energy, the 50 Hz cases, and show slightly higher
G* values than those produced through the 30 Hz
interactions. Figures 6 and 7 also show the same d values
Figure 5. Property development at 30 Hz and 2208C.
Figure 6. Property development at 50 Hz and 1708C.
Figure 4. Property development at 30 Hz and 2008C.
International Journal of Pavement Engineering 429
Dow
nloa
ded
by [
Uni
vers
ity o
f H
ong
Kon
g L
ibra
ries
] at
22:
22 1
2 M
arch
201
3

as those produced through the 30 Hz interactions.
Increasing the shearing speed from 30 to 50Hz does
not have a significant effect on the interaction process
when compared to the temperature and the rubber particle
size.
The discussion on controlling binder properties
through controlling particle swelling extends to pre-
existing swelling. This section investigates the effects of
high temperature and high-speed shearing on pre-soaked
crumb rubber particles in asphalt for significantly longer
time (6 h) at a low interaction temperature (1708C).
The first 6 h in Figure 8 were considered as pre-soaking
(starting at 2360 min) and the zero time in the graph
refers to the beginning of the effective interaction when
high shearing (50 Hz) was applied. Figure 8 agrees with
earlier studies on the effect of temperature on the rate
and extent of crumb rubber particle swelling and
confirms that the rate of particle swelling can be
controlled through temperature control (Green and
Tolonen 1977, Abdelrahman and Carpenter 1999,
Abdelrahman 2006). As shown in Figure 8, the G*develops slowly for 6 h at 1708C. Comparing Figure 8
with Figure 7, at 2008C for 40min, 6 h of pre-soaking
improves the rate of property development. Pre-soaking
crumb rubber in asphalt slightly improved the G* and d
values of all particle sizes.
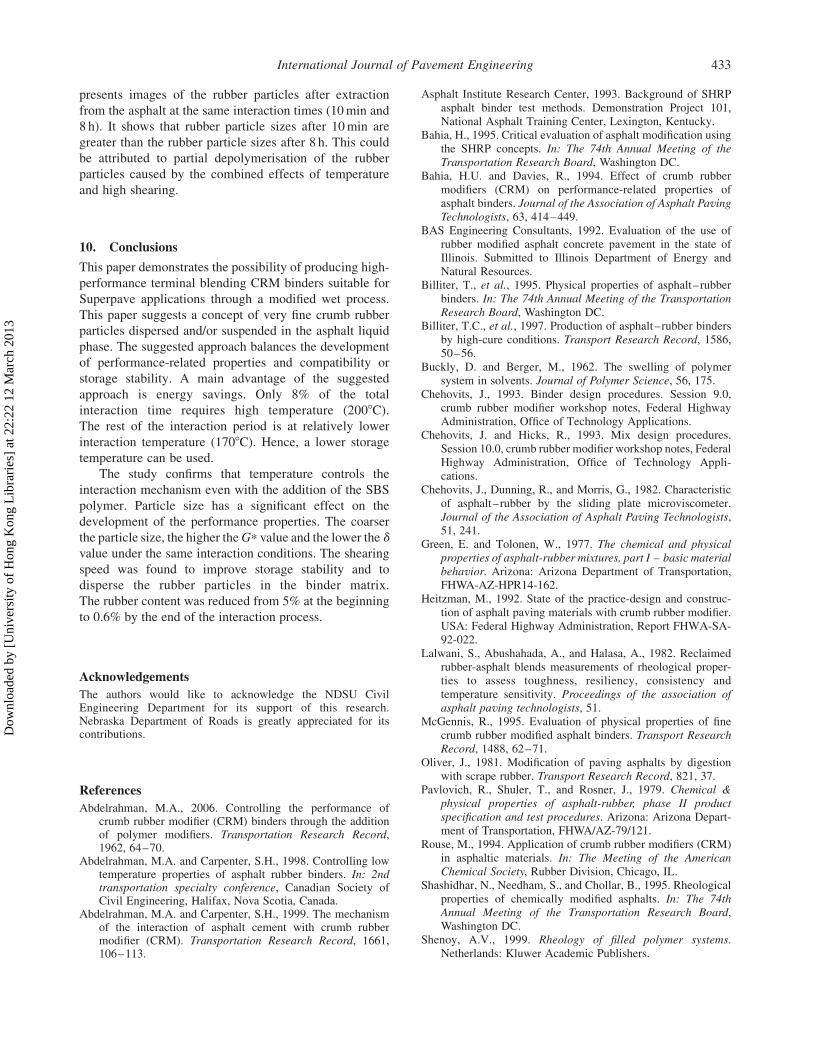
The two most important aspects related to terminal
blend binders are performance-related properties and
binder stability (compatibility). Table 2 lists final Super-
pave performance testing of selected binders produced for
this study. Table 2 presents the benefits of adding crumb
rubber at the suggested low percentage in improving the
high-temperature binder grade from PG 58-28 to PG 70-22
through controlling the interaction parameters and using
the SBS polymer. An advantage of adding SBS is to
improve elastic properties. The CRM binders of Table 2
achieved 55–60% elastic recovery (ASTM D6084-04)
while controlling viscosity (ASTM D4402) at an
acceptable range (1.10–1.30 Pa s).
8. Storage stability and binder compatibility
Binder compatibility was evaluated using the separation
tube test according to ASTM D5892-00. The results are
presented in Figure 9. The results of this study suggest
that the main factor affecting stability is the shearing
speed. At 30 Hz, all binders have similar and high
separation values. Increasing the shearing speed to 50 Hz
improves binder stability and produces values that are
comparable to those of patent or proprietary products
(Abdelrahman 2006). Particle size shows an effect on
binder stability at high shearing speed. The effect of
Figure 7. Property development at 50 Hz and 2008C.
Figure 8. Property development by pre-soaking at 50 Hz and 2008C.
M. Attia and M. Abdelrahman430
Dow
nloa
ded
by [
Uni
vers
ity o
f H
ong
Kon
g L
ibra
ries
] at
22:
22 1
2 M
arch
201
3
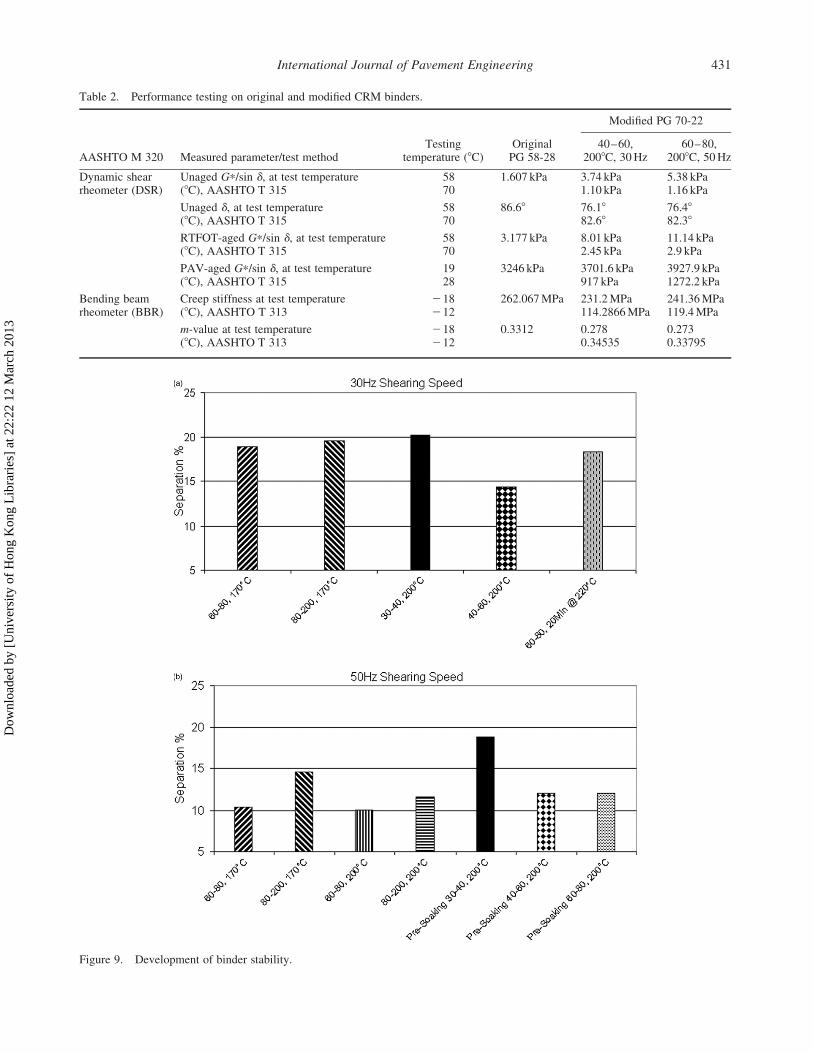
Table 2. Performance testing on original and modified CRM binders.
Modified PG 70-22
AASHTO M 320 Measured parameter/test methodTesting
temperature (8C)Original
PG 58-2840–60,
2008C, 30 Hz60–80,
2008C, 50 Hz
Dynamic shearrheometer (DSR)
Unaged G*/sin d, at test temperature(8C), AASHTO T 315
58 1.607 kPa 3.74 kPa 5.38 kPa70 1.10 kPa 1.16 kPa
Unaged d, at test temperature(8C), AASHTO T 315
58 86.68 76.18 76.4870 82.68 82.38
RTFOT-aged G*/sin d, at test temperature(8C), AASHTO T 315
58 3.177 kPa 8.01 kPa 11.14 kPa70 2.45 kPa 2.9 kPa
PAV-aged G*/sin d, at test temperature(8C), AASHTO T 315
19 3246 kPa 3701.6 kPa 3927.9 kPa28 917 kPa 1272.2 kPa
Bending beamrheometer (BBR)
Creep stiffness at test temperature(8C), AASHTO T 313
218 262.067 MPa 231.2 MPa 241.36 MPa212 114.2866 MPa 119.4 MPa
m-value at test temperature(8C), AASHTO T 313
218 0.3312 0.278 0.273212 0.34535 0.33795
Figure 9. Development of binder stability.
International Journal of Pavement Engineering 431
Dow
nloa
ded
by [
Uni
vers
ity o
f H
ong
Kon
g L
ibra
ries
] at
22:
22 1
2 M
arch
201
3

interaction temperature on binder stability is not
evaluated in this study because none of the developed
binders is subjected to high temperatures for extended
interaction periods.
9. Monitoring the change in crumb rubber particle
sizes
SEM was used in this study to investigate the degree of
dispersion of the rubber particles with the asphalt and to
investigate the change in rubber particle sizes during the
interaction process. Figure 10 presents SEM images on
sample 3 in Table 1 at two different stages of interaction
(10 min and 8 h). The original rubber particles in this
sample were 40–60 (250–425mm). Figure 10(a) shows
that high shearing was not enough to reduce the size of the
swollen rubber particles after 10 min of the interaction at
2008C, causing the binder stiffness to increase. Figure
10(b) shows the effect of the time–temperature–shearing
combination on the particle sizes and the rubber
concentration. Swelling was reduced and significant
amount of the rubber has been dispersed in the asphalt
matrix. Binder modifications can be attributed to the
partial depolymerisation of rubber and/or other activities.
Agglomeration was not considered as the main possible
reason for increasing G* in this case because of the use of
high shear processing on a low rubber content. Shenoy
stated ‘It is known that high shear mixing helps in reducing
the agglomerates whereas low shear mixing may at times
increase the number of agglomerates’ (Shenoy 1999).
High shear provides the energy to break particle–particle
bonds. Once the polymer wets the particle, the bond fails
to re-form, leading to better dispersion of the filler in the
polymer matrix (Shenoy 1999).
Physical rubber concentration was examined after 8 h
of interaction by extracting the rubber from the binder
using trichloroethylene, ASTM D2172 (Method B using a
filter paper with a retention of 6.0mm). For sample 1 of
Table 1, the results showed that the remaining rubber was
only 0.6% of the total asphalt weight compared to 5%
rubber added at the beginning of the interaction. Figure 11
Figure 10. SEM image of 40–60 crumb rubber and asphaltafter interaction at 50 Hz and 2008C.
Figure 11. SEM image of extracted 40–60 crumb rubber afterinteraction with asphalt at 50 Hz and 2008C.
M. Attia and M. Abdelrahman432
Dow
nloa
ded
by [
Uni
vers
ity o
f H
ong
Kon
g L
ibra
ries
] at
22:
22 1
2 M
arch
201
3
presents images of the rubber particles after extraction
from the asphalt at the same interaction times (10 min and
8 h). It shows that rubber particle sizes after 10 min are
greater than the rubber particle sizes after 8 h. This could
be attributed to partial depolymerisation of the rubber
particles caused by the combined effects of temperature
and high shearing.
10. Conclusions
This paper demonstrates the possibility of producing high-
performance terminal blending CRM binders suitable for
Superpave applications through a modified wet process.
This paper suggests a concept of very fine crumb rubber
particles dispersed and/or suspended in the asphalt liquid
phase. The suggested approach balances the development
of performance-related properties and compatibility or
storage stability. A main advantage of the suggested
approach is energy savings. Only 8% of the total
interaction time requires high temperature (2008C).
The rest of the interaction period is at relatively lower
interaction temperature (1708C). Hence, a lower storage
temperature can be used.
The study confirms that temperature controls the
interaction mechanism even with the addition of the SBS
polymer. Particle size has a significant effect on the
development of the performance properties. The coarser
the particle size, the higher the G* value and the lower the d
value under the same interaction conditions. The shearing
speed was found to improve storage stability and to
disperse the rubber particles in the binder matrix.
The rubber content was reduced from 5% at the beginning
to 0.6% by the end of the interaction process.
Acknowledgements
The authors would like to acknowledge the NDSU CivilEngineering Department for its support of this research.Nebraska Department of Roads is greatly appreciated for itscontributions.
References
Abdelrahman, M.A., 2006. Controlling the performance ofcrumb rubber modifier (CRM) binders through the additionof polymer modifiers. Transportation Research Record,1962, 64–70.
Abdelrahman, M.A. and Carpenter, S.H., 1998. Controlling lowtemperature properties of asphalt rubber binders. In: 2ndtransportation specialty conference, Canadian Society ofCivil Engineering, Halifax, Nova Scotia, Canada.
Abdelrahman, M.A. and Carpenter, S.H., 1999. The mechanismof the interaction of asphalt cement with crumb rubbermodifier (CRM). Transportation Research Record, 1661,106–113.
Asphalt Institute Research Center, 1993. Background of SHRPasphalt binder test methods. Demonstration Project 101,National Asphalt Training Center, Lexington, Kentucky.
Bahia, H., 1995. Critical evaluation of asphalt modification usingthe SHRP concepts. In: The 74th Annual Meeting of theTransportation Research Board, Washington DC.
Bahia, H.U. and Davies, R., 1994. Effect of crumb rubbermodifiers (CRM) on performance-related properties ofasphalt binders. Journal of the Association of Asphalt PavingTechnologists, 63, 414–449.
BAS Engineering Consultants, 1992. Evaluation of the use ofrubber modified asphalt concrete pavement in the state ofIllinois. Submitted to Illinois Department of Energy andNatural Resources.
Billiter, T., et al., 1995. Physical properties of asphalt–rubberbinders. In: The 74th Annual Meeting of the TransportationResearch Board, Washington DC.
Billiter, T.C., et al., 1997. Production of asphalt–rubber bindersby high-cure conditions. Transport Research Record, 1586,50–56.
Buckly, D. and Berger, M., 1962. The swelling of polymersystem in solvents. Journal of Polymer Science, 56, 175.
Chehovits, J., 1993. Binder design procedures. Session 9.0,crumb rubber modifier workshop notes, Federal HighwayAdministration, Office of Technology Applications.
Chehovits, J. and Hicks, R., 1993. Mix design procedures.Session 10.0, crumb rubber modifier workshop notes, FederalHighway Administration, Office of Technology Appli-cations.
Chehovits, J., Dunning, R., and Morris, G., 1982. Characteristicof asphalt–rubber by the sliding plate microviscometer.Journal of the Association of Asphalt Paving Technologists,51, 241.
Green, E. and Tolonen, W., 1977. The chemical and physicalproperties of asphalt-rubber mixtures, part I – basic materialbehavior. Arizona: Arizona Department of Transportation,FHWA-AZ-HPR14-162.
Heitzman, M., 1992. State of the practice-design and construc-tion of asphalt paving materials with crumb rubber modifier.USA: Federal Highway Administration, Report FHWA-SA-92-022.
Lalwani, S., Abushahada, A., and Halasa, A., 1982. Reclaimedrubber-asphalt blends measurements of rheological proper-ties to assess toughness, resiliency, consistency andtemperature sensitivity. Proceedings of the association ofasphalt paving technologists, 51.
McGennis, R., 1995. Evaluation of physical properties of finecrumb rubber modified asphalt binders. Transport ResearchRecord, 1488, 62–71.
Oliver, J., 1981. Modification of paving asphalts by digestionwith scrape rubber. Transport Research Record, 821, 37.
Pavlovich, R., Shuler, T., and Rosner, J., 1979. Chemical &physical properties of asphalt-rubber, phase II productspecification and test procedures. Arizona: Arizona Depart-ment of Transportation, FHWA/AZ-79/121.
Rouse, M., 1994. Application of crumb rubber modifiers (CRM)in asphaltic materials. In: The Meeting of the AmericanChemical Society, Rubber Division, Chicago, IL.
Shashidhar, N., Needham, S., and Chollar, B., 1995. Rheologicalproperties of chemically modified asphalts. In: The 74thAnnual Meeting of the Transportation Research Board,Washington DC.
Shenoy, A.V., 1999. Rheology of filled polymer systems.Netherlands: Kluwer Academic Publishers.
International Journal of Pavement Engineering 433
Dow
nloa
ded
by [
Uni
vers
ity o
f H
ong
Kon
g L
ibra
ries
] at
22:
22 1
2 M
arch
201
3

Shenoy, A., 2001. Reifinment of the superpave specificationparameter for performance grading of asphalt. Journal ofTransportation Engineering, 127 (5), 357–362.
Shenoy, A., 2004. A comprehensive treatise of the high temperaturespecification parameter jG*j/(1 2 (1/tan d sin d)) for perform-ance grading of asphalts. Applied Rheology, 14 (6), 303–314.
Strategic Highway Research Program, 1993. Binder character-ization and evaluation. Vol 2: Chemistry. Washington DC:National Research Council, SHRP-A-368.
Stroup-Gardiner, M., Newomb, D., and Tanquist, B., 1993.Asphalt–rubber interactions, Transportation Research BoardAnnual Meeting, January.
Takallou, H. and Sainton, A., 1992. Advances in technology ofasphalt paving materials containing used rubber. TransportResearch Record, 1339, 23.
Western Research Institute, 1994. Fundamental properties ofasphalts and modified asphalts. Semi-Annual TechnicalReport. USA: Federal Highway Administration.
M. Attia and M. Abdelrahman434
Dow
nloa
ded
by [
Uni
vers
ity o
f H
ong
Kon
g L
ibra
ries
] at
22:
22 1
2 M
arch
201
3