engr 241 – introduction to manufacturing chapter 16: sheet metal forming processes
TRANSCRIPT

ENGR 241 – Introduction To Manufacturing
Chapter 16:
Sheet Metal Forming Processes

Shearing• Process that involves cutting sheet metal by
subjecting it to shear stresses, usually between a punch and a die.
• Process Variables• punch force• punch speed• lubrication• edge condition• Clearance• Material thickness

Punching Force• Approximate empirical formula for estimating
maximum punch force:
Pmax = 0.7(UTS)(t)(L)
Pmax= maximum punch forceUTS = Ultimate Tensile Strength t = thickness L = total length of sheared edge

Shearing: Additional Concepts• Punching (piercing): sheared slug is
discarded.
• Blanking: slug is the part, the rest is
discarded.
• Fine Blanking (less distortion).
• Burrs (clearance, ductility, dull tool edges).

Shearing
Punching Blanking
Discard
Shearing Operations
1. Die Cutting• Perforating- punching holes.• Parting- shearing sheet into two or more
pieces.• Notching-removing pieces or shapes
from edge.• Lancing- leaving a tab without removing
the material.
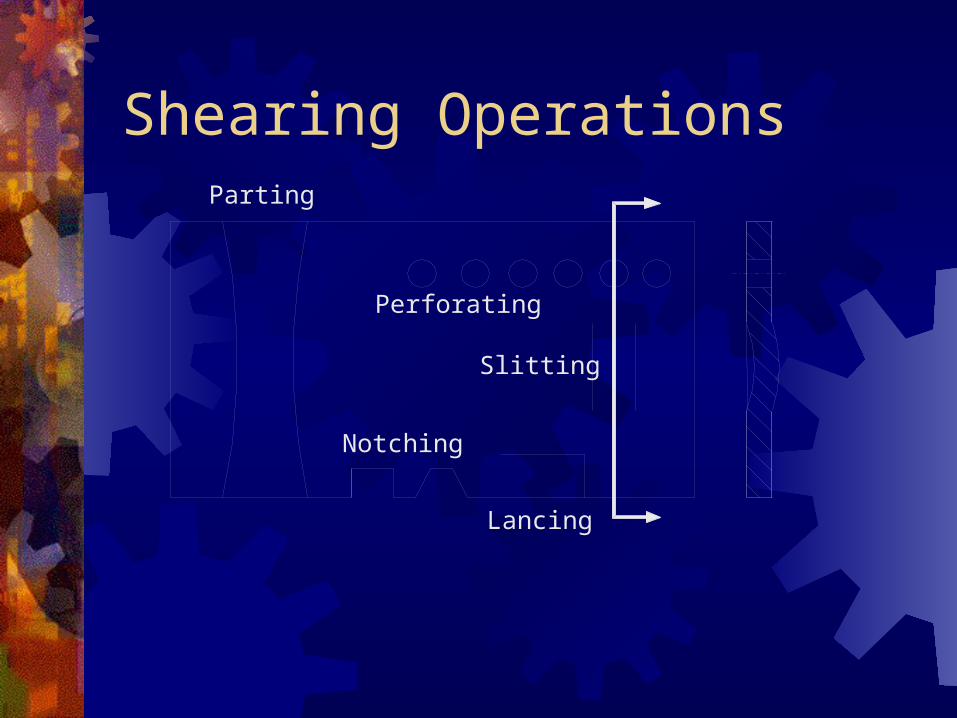
Shearing Operations
Perforating
Slitting
Lancing
Notching
Parting

Shearing Operations
2. Slitting• Driven
• powered blades
• Pull-through• idling blades

Shearing Operations
3. Steel Rules• thin strip of metal is bent and held on its
edge on a flat base.• die is presses against the sheet to cut
parts (similar to piercing, cookie cutting).
4. Nibbling• successive punched holes.

Shearing Operations (Nibbling)
successive holes

Shearing Dies• Compound
• several operations on same strip (punching).
• Progressive Dies• different operations performed with each stroke.
• Transfer Dies• sheet metal undergoes different operations at
different stations.

Bending
• One of the most common forming operations, used for producing parts and to impart stiffness.
• After bending, outer fibers of the material are under tension while the inner fibers are in compression.

Bending• Process Variables
• minimum bend radius• Smallest radius allowed before cracks on outer
surface (2T, 3T, etc.)
• bending allowance
• Springback: elastic recovery
• Overbending

Bending Radius
• The bending radius is measured to the inner surface of the bend and it is normally expressed in terms of material thickness.
r
t

Bending Radius
• Theoretically, the strains at the outer and inner fibers are equal in magnitude.
1)/2(
1
tree io
where: eo = outer strain
r = bending radius
t = thickness
ei = inner strain

Bending Allowance
d=0.4t
L
t
r
360
πα2)4.0(
trL
3.57
α)4.0( tr
where: L = bending allowance
r = bending radius
t = thickness

Bendability• A material may be reduced in thinkness
to increase its bendability• A material may be heated to increase its
bendability• Anisotropy is an important factor in
bending operations (Fig. 16.17)• The larger the minimum bend radius,
the more resistance to bending

Bending Operations• Press Brake
• machine utilizes long dies in a press
• Beading• edge of sheet metal is bent into die cavity
• Flanging• bending of edges

Bending Operations• Hemming
– edge folded over itself
• Roll Forming– bent by series of rolls
• Tube Bending and Forming• pack inside of tube with sand to prevent
buckling and folding.• flexible mandrels

Other Methods• Stretch, draw, compression bending
• Rubber Forming• one die is replaced with a rubber or
polyurethane pad.
• Spinning• axisymmetric parts over a mandrel with tools or
rollers.

Other Methods• Peen Forming
• Explosive Forming
• Magnetic-Pulse Forming
• Superplastic Forming