energetic a 91
DESCRIPTION
ENERGÍA SOLARTRANSCRIPT

Energía eólica•Biomasa•RSU y su aprovechamiento energético•
Especial feria Expobioenergía 2009•Cogeneración•Energía solar•



SUMARIONÚMERO 91 | SEPTIEMBRE 2009
ENPOrTADA FERIA EGÉTICA-EXPOENERGÉTICA
EGÉTICA-EXPOENERGÉTICA, Feria Internacional de la Efi ciencia Energética y las Nuevas Soluciones Tecnológicas para las Energías Renovables y Convencionales.La feria que tendrá lugar en Valencia entre los días 25 y 27 de noviembre de 2009 será el punto de encuentro y negocios más importante del segundo semestre de 2009 para el sector energético. No deje pasar la oportunidad de conocer de primera mano las novedades que ofrece el sector y las últimas tendencias de las diversas formas de generación energética. Más información Web: www.egetica-expoenergetica.comE.Mail: [email protected]: Álvaro LópezTeléfono: (+34) 902364699
Energía eólicaBiomasaRSU y su aprovechamiento energético
Especial feria Expobioenergía 2009CogeneraciónEnergía solar
EÓLICAEl nuevo aliado del viento • 24Regulación eólica con vehículos eléctricos • 26Torres de hormigón para dotar de más altura y • estabilidad a la eólica 28Los retos de encontrar inversores para • proyectos eólicos en Europa 30Acoplamientos aislantes: sin problemas • hasta dentro de 20 años… 32El análisis del aceite como herramienta de diagnosis • en el mantenimiento de los aerogeneradores 34Investigación y desarrollo tecnológico ante • los nuevos retos de la energía eólica 36Parque eólico de La Venta III, en México • 39Bloqueos de rotor con estructura modular • para equipos onshore y offshore 40
FErIASExpobioenergía 2009: innovación y carácter • internacional 42
BIOMASALa balanza de la biomasa: energía, • medioambiente y rentabilidad 54Contenedores energéticos: una solución a la falta de • espacio para instalaciones de biomasa 58Cultivos agroforestales con fi nes energéticos • 60La torrefacción: una tecnología • innovadora en el pre tratamiento y la densifi cación energética de la biomasa 63Centro de turismo rural calefactado con energías • renovables 66Producción de biogás: una energía renovable de futuro • 67La compactación de serrín y cepilladuras • de desperdicios de madera 68Secado efi ciente de residuos del grano • y lodos usando combustibles de biomasa 70
Producción de energía en España a partir de la • biomasa de cultivos energéticos 72Instalación mixta de biomasa solar en Galicia • 76Cogeneración con biomasa asociada a la producción • de pellets 78Plantas de biogás agroindustrial: una inversión • para el futuro 80Las expectativas del biogás en Castilla y León • 83
LUBrICANTES, COMBUSTIBLES Y BIOCOMBUSTIBLESMicroalgas: reactivando la fotosíntesis • 86
rESIDUOS SÓLIDOS UrBANOSLos residuos plásticos: una fuente de energía • 88Termólisis ecológica, el binomio español entre • tecnología y respeto medioambiental 90
COGENErACIÓNRose Poultry confía en la cogeneración para • proveer de energía a sus plantas de producción 92Soluciones para la cogeneración con biomasa • 93
OPErACIÓN, MONTAJE Y MANTENIMIENTOAnálisis del aislamiento en máquinas eléctricas rotativas • 94
SOLArLa Industria fotovoltaica española un año • después del RD 1578/2008 96La solar térmica y la fotovoltaica, unidas • por primera vez en un hospital español 100
TrANSFErENCIA DE TECNOLOGÍAEnterprise Europe Network • 101
OTRASSECCIONES 6. Agenda / 8. Panorama / 10. Noticias / 104. Productos / 107. Guía de servicios

6 SEPTIEMBRE09 energética XXI
ANOTEENSUAGENDA
24rD EU PVSECFecha: 21-25 de septiembre de 2009Lugar: Hamburgo, AlemaniaOrganiza: WIPTel: +49 89 72 01 27 35Fax: +49 89 72 01 27 91E-mail: [email protected]: www.photovoltaic-conference.com
3rD INTErNATIONAL CONFErENCE SOLAr AIr-CONDITIONINGFecha: 30 de septiembre-02 de octubre de 2009Lugar: Palermo, ItaliaOrganiza: OttiTel: +49 94 12 96 88 29Fax: +49 94 12 96 88 17E-mail: [email protected]: www.otti.de
III FOrO POLACO-ESPAÑOL DE ENErGÍAS rENOVABLESFecha: 15 de octubre de 2009Lugar: Varsovia, PoloniaOrganiza: Cámara de Comercio Polaco-EspañolaTel: +48 22 511 15 70Fax: +48 22 511 15 71E-mail: [email protected]: www.phig.pl
INVESTING & FINANCING THE MUNICIPAL AND rEGIONAL UTILITIES MArKET IN CEE, SEE AND CAUCASUSFecha: 28 y 29 de octubre de 2009Lugar: Bucarest, RumaníaOrganiza: Euroconvention ConferencesTel: +421 257 27 28 56Fax: +421 244 45 28 47E-mail: [email protected]: www.euroconvention.com
3ª CUMBrE DE CONCENTrACIÓN SOLAr TErMOELÉCTrICAFecha: 11 y 12 de noviembre de 2009Lugar: Sevilla, EspañaOrganiza: CSP TodayTel: +44 (0) 20 73 75 75 55E-mail: [email protected]: www.csptoday.com
rENEXPOFecha: 24-27 de septiembre de 2009Lugar: Augsburg, AlemaniaOrganiza: ReecoTel: +49 (0) 71 21 30 16–0Fax: +49 (0) 71 21 30 16–100E-mail: [email protected]: www.renexpo.com
CIS-ES, CONFErENCIA DE LA INDUSTrIA SOLAr-ESPAÑAFecha: 01 y 02 de octubre de 2009Lugar: Madrid, EspañaOrganiza: SolarpraxisTel: +49 (0) 30 72 62 96-304Fax: +49 (0) 30 72 62 96-309E-mail: [email protected]: www.solarpraxis.de
AUVErGN’ENErGIESFecha: 15-17 de octubre de 2009Lugar: Auvergne, FranciaOrganiza: S.PACE 63Tel: +33 06 88 27 70 82E-mail: [email protected]: www.auvergn-energies.com
rENEXFecha: 05-08 de noviembre de 2009Lugar: Estambul, TurquíaOrganiza: Hannover-Messe International IstanbulTel: +49 511 89-0Fax: +49 511 89-36694E-mail: [email protected]: www.messe.de
10TH FOrUM SOLArPrAXISFecha: 19 y 20 de noviembreLugar: Berlín, AlemaniaOrganiza: SolarpraxisTel: +49 (0) 30 72 62 96-304Fax: +49 (0) 30 72 62 96-309E-mail: [email protected]: www.solarpraxis.de
Fecha: 25-27 de noviembre de 2009Lugar: Valencia, EspañaOrganizan: Feria Valencia y Five Continents Exhibitions
Tel: +34 902 36 46 99Fax: +34 91 630 85 95E-mail: [email protected]: www.egetica-expoenergetica.com
FUNDAMENTOS, DIMENSIONADO Y APLICACIONES DE LA ENErGÍA SOLAr FVFecha: 28 de septiembre al 9 de octubre de 2009Lugar: Madrid, EspañaOrganiza: CiematTel: +34 91 346 62 94Fax: +34 91 346 62 97E-mail: [email protected]: www.ciemat.es
INTErPELLETSFecha: 07-09 de octubre de 2009Lugar: Stuttgart, AlemaniaOrganizan: Landesmesse Stuttgart y Solar PromotionTel: +49 (0) 71 11 85 60-0Fax +49 (0) 71 11 85 60-24 40E-mail: [email protected]: www.interpellets.de
EXPOBIOENErGÍAFecha: 21-23 de octubre de 2009Lugar: Valladolid, EspañaOrganizan: Avebiom y CeseforTel: +34 975 23 96 70Fax: +34 975 23 96 77E-mail: [email protected]: www.expobioenergia.com
BIOGAS EXPO & CONGrESSFecha: 06 y 07 de noviembre de 2009Lugar: Offenburg, AlemaniaOrganiza: Messe Offenburg-OrtenauTel: +49 (0) 781 92 26-0Fax +49 (0) 781 92 26-77E-mail: [email protected]: www.biogas-offenburg.de
GENEDISFecha: 24 y 25 de noviembre de 2009Lugar: Madrid, EspañaOrganiza: FenercomTel: +34 91 830 64 60Fax: +34 91 830 64 63E-mail: [email protected]: www.fenercom.com
rENEXPO AUSTrIAFecha: 26-28 de noviembre de 2009Lugar: Salzburgo, AustriaOrganiza: REECOTel: +49 (0) 71 21 30 16-0Fax: +49 (0) 71 21 30 16-200E-mail: [email protected]: www.energy-server.com
PV rOME MEDITErrANEANFecha: 30 de septiembre-02 de octubre de 2009Lugar: Roma, ItaliaOrganiza: ZeroemissionTel: +39 02 66 30 68 66Fax: +39 02 66 30 55 10E-mail: [email protected]: www.zeroemissionrome.eu
INMOSOLAr MÁLAGAFecha: 08-10 de octubre de 2009Lugar: Málaga, EspañaOrganiza: Grupo ECMTel: +34 91 388 79 55Fax: +34 91 388 71 34E-mail: [email protected]: www.inmosolar.net
BIOCArBUrANTES, ¿UNA ALTErNATIVA PArA EL SECTOr DEL TrANSPOrTE?Fecha: 26-28 de octubre de 2009Lugar: Madrid, EspañaOrganiza: CiematTel: +34 91 346 64 86Fax: +34 91 346 62 97E-mail: [email protected]: www.ciemat.es
INTErSOLAr INDIAFecha: 09-11 de noviembre de 2009Lugar: Hyderabad, IndiaOrganizan: Solar Promotion International y Freiburg Management and Marketing InternationalTel: +49 (0) 723 15 85 98-0Fax: +49 (0) 723 15 85 98-28E-mail: [email protected]: www.intersolar.in
GrEENENErGY EXPOFecha: 25-28 de noviembre de 2009Lugar: Milán, ItaliaOrganiza: ZeroemissionsTel: +39 02 66 30 68 66Fax: +39 02 66 30 55 10E-mail: [email protected]: www.greenergyexpo.eu
NUCLEAr POWEr INTErNATIONALFecha: 08-10 de diciembre de 2009Lugar: Las Vegas, Estados UnidosTel: +1 91 88 31 91 60Fax: +1 91 88 31 91 61E-mail: [email protected]: www.nuclearpowerinternational.com

8 SEPTIEMBRE09 energética XXI
PANORAMA
Deportes como la Fórmula 1 o la vela, han dotado de un sello distintivo a la ciudad Valencia, que ha conseguido abrirse un hueco destacado en el panorama nacional e
internacional en otros muchos aspectos. Ahora, surge la opor-tunidad de convertirse en un referente energético, gracias a la próxima feria Egética-Expoenergética. Ésta será una cita impres-cindible en las agendas de los profesionales del sector, un evento que tendrá lugar en Feria Valencia entre los días 25 y 27 de no-viembre y que ofrecerá al visitante el marco idóneo para, conocer de manos de las firmas más destacadas, las últimas tendencias tecnológicas aplicadas a las diversas opciones de generación de energía, tanto de origen renovable como convencional.
Mientras que se prepara para el encuentro, el equipo de Energética XXI precalentará sus motores con el combustible más ecológico, la biomasa, en otra muestra de referencia: Expobio-energía 2009. Residuos forestales, semillas, pellets, cáscaras de frutos secos o el orujillo andaluz, entre otros, han servido de fuen-te de producción de toda una industria renovada del calor. Los orígenes de la hoguera se rescatan de una manera eficiente en las calderas de biomasa de Okofen o Hargassner, y las nuevas tecno-logías de centros de investigación como el Ceder, Cener o Ciemat, nos descubren las posibilidades de cultivos energéticos, como el chopo, o tratamientos punteros para optimizar el aprovechamien-to energético de la biomasa, como la torrefacción. También las cogeneraciones se teñirán de verde en esta edición con el desa-rrollo de una nueva tecnología para la gasificación de biomasa de manos de Taim Weser. Por su parte, la termólisis ecológica y los residuos plásticos concentrarán la temática de otro sistema relacionado con la gasificación de desperdicios: las técnicas para
el aprovechamiento de los residuos sólidos urbanos (RSU). Por aprovechar que no quede.
La rúbrica de esta edición también se escribirá sobre el vien-to. Aerogeneradores de mayor altura, como el modelo V 112 de Vestas, o las torres de Inneo para prefabricar una nueva forma de generación eléctrica con recursos eólicos, serán algunas de las novedades de la actualidad del sector.
La inminente promulgación de la Ley de Economía Sostenible también ha tenido hueco en la actualidad energética este mes. Para los de la industria del sol, los 20.000 millones de euros des-tinados a proyectos de innovación tecnológica, energías renova-bles y ahorro energético, podrían suponer “algún tipo de impulso de una forma directa o indirecta”, dependiendo, siempre, de la cuantía del pellizco.
No obstante, para Asif hay otras cosas en marcha que tam-bién merecen la mención en los actos públicos y para las que lle-van ya gastados gran parte de sus esfuerzos de los últimos meses. Con vistas a la elaboración del Plan de Energías Renovables y la necesidad de España de incrementar bastante los porcentajes de producción de electricidad con renovables para alcanzar el obje-tivo europeo del 20%, Asif está elaborando su propia propuesta basada en un informe de KPMG para que la regulación incorpore el autoconsumo ventajoso de electricidad, basada en la proximi-dad del alcance de la Paridad de Red. “Se trata de una paquete de medidas cuyo objetivo es crear un marco regulatorio en el que habría un incremento importante de la energía solar a medio pla-zo. Estamos hablando de mediados de la siguiente década”. En Energética XXI, tenemos el firme deseo de poder verlo y, sobre todo, contarlo.
Se acerca la gran cita del sector energético
Editor Eugenio Pérez de Lema. Director Álvaro López. Dirección Editorial Raquel Ramos. Redacción Soledad Pacheco y Ana Lázaro Verde. Coordinación Gisela Bühl. Director Financiero Carlos Fernández. Departamento Internacional Raquel Ramos y Andrew Callaway. Representante para Alemania, Suiza y Austria Erhardt Eisenacher. Eisenacher Medien. Welckerstrasse 22. 53113 Bonn. Germany. Tel: +49-228-2499860. Fax: +49-228-650076. mail: [email protected]
Diseño y Maquetación Contras-t
Es una publicación de OMNIMEDIA S.L. C/ Rosa de Lima 1 bis. Edificio Alba, ofic. 104. 28290 Las Matas (Madrid). Tel: +34 902 36 46 99 Fax +34 91 630 85 95 E-mail: [email protected]. Web: www.energetica21.com
ConSEjo ASESoRD. Ángel F. Germán Bueno, Ingeniero Industrial y Profesor de Univ. Zaragoza. D. Ahmed Moussa, Ingeniero Industrial y Presidente de Stratconsult, S.L. D. josé Luis García Fierro, Prof. de investigación del Instituto del Catálisis y Petroleoquímica del CESIC. D. oscar Miguel Crespo, Dr. en Química y Resp. del Dpto. de Energía de CIDETEC. jorge Barredo, Ingeniero Naval, APPIA XXI. Carlos Martínez Renedo, Ingeniero Industrial. PADE del IESE, Consultor y Director de Proyectos de Cogeneración y Biomasa. Coordinador del Grupo de Usuarios del motor 18V34SG. D. Francisco Marcos Martín, Dr. Ingeniero de Montes y Profesor de la Universidad Politécnica de Madrid. D. Guillermo Calamita, director general de REC Solar. D. Antonio Soria-Verdugo, Dpto. Ingeniería Térmica y de Fluidos de la Universidad Carlos III de Madrid.
EnERGETICA XXI no se hace responsable de las opiniones emitidas por los autores, colaboradores y anunciantes, cuyos trabajos publicamos,sin que esto implique necesariamente compartir sus opiniones.
Queda prohibida la reproducción parcial o total de los originales publicados sin autorización expresa por escrito.
D.L.: M-8085-2001 | ISSN: 1577-7855
Energética XXI está asociada a la Asociación Española de Editoriales de
Publicaciones Periódicas, que a su vez es miembro de FIPP, FAEP y CEOE.
Energética XXI es una empresa colaboradora de
Energía sin Fronteras.


10 SEPTIEMBRE09 energética XXI
En el marco de celebración del certamen Egética-Exponergé-tica, tendrá lugar, los días 25 y 26 de noviembre en Feria Valencia, la segunda edición abierta del Foro para la Edifi-cación Sostenible de la Comu-nitat Valenciana.
Un espacio permanente de encuentro, información, debate y consenso en mate-ria de edificación sostenible, impulsado por el Instituto Va-lenciano de Edificación (IVE) e integrado dentro los progra-mas del Plan de Calidad de la Vivienda y la Edificación de la Generalitat Valenciana.
Durante sus dos jornadas de celebración, todos los agen-tes implicados en el proceso de
planificación, construcción y uso de los edificios se reunirán en las instalaciones del recinto ferial valenciano para reflexio-nar y abordar con profundidad aspectos concretos de la edifi-cación sostenible.
Además se pondrá en conocimiento del público asistente las labores acometi-das por el Foro durante este año, así como las iniciativas y proyectos a emprender en el próximo 2010. Dentro del programa previsto para esta II Edición destaca:
La celebración de ponen-•cias magistrales a cargo de personalidades reconocidas dentro del campo de la edi-ficación sostenible.
La organización de tres me-•sas redondas sobre energía, diseño sostenible e implan-tación de la edificación, en las que además de los ex-pertos invitados, se abrirá un turno de comunicacio-nes, dando paso a un deba-te abierto entre el público asistente.El desarrollo de actividades •paralelas tales como exposi-ciones, concursos dirigidos a las universidades, stands reservados a las entidades miembro del Foro que de-seen facilitar información sobre su actividad y produc-tos, etc.
Egética-Expoenergética, Feria Internacional de la Efi-
ciencia Energética y las Nuevas Soluciones Tecnológicas en Energías Renovables y Con-vencionales, abrirá sus puertas en Feria Valencia del 25 al 27 de noviembre para presentar la mayor oferta en tecnologías y aplicaciones prácticas orienta-das al mercado de las energías renovables y convencionales. Una muestra en la que tendrán un peso específico las empre-sas líderes del mercado para la construcción sostenible: aisla-mientos térmicos y acústicos, equipamiento urbano, obras climáticas, fabricantes de ma-teriales para construcción sos-tenible, asesoría ambiental, etc. Más información www.egetica-expoenergetica.com
Egética-Expoenergética, sede del Foro para la Edificación Sostenible de la Comunidad Valenciana
Iberdrola se adjudica una planta fotovoltaica de 1,5 MW en Cuenca
Ades lanza sus nuevas turbinas de 100 y 250 kW
Iberdrola Ingeniería se ha adju-dicado la construcción de una planta fotovoltaica de 1,5 MW en Chillarón (Cuenca). El proyec-to se construirá llave en mano para Bullfin, y su finalización está prevista en febrero de 2010.
Se instalarán paneles po-licristalinos, con una potencia total de 1.716 kWp, empleán-dose tres inversores de 500 kW. Iberdrola Ingeniería se encargará de toda la ejecución y suminis-tros del parque fotovoltaico. Según informa la empresa, la producción estimada de la plan-ta será de 2.546 kWh. La planta fotovoltaica fue autorizada en la primera resolución de las convo-
catorias organizadas por el Mi-nisterio de Industria del pasado mes de febrero.
Iberdrola Ingeniería y Cons-trucción conectó en 2008 a la red parques fotovoltaicos cuya cifra de negocio se eleva a 250 millones de euros. Durante el año 2008, la compañía puso en funcionamiento durante el pasa-do año doce parques fotovoltai-cos con una potencia conjunta de 52.200 kWp. Entre estos par-ques destacan por su potencia y dimensión los construidos en la localidad cacereña de Abertura, denominados Abertura Solar FV I y Abertura Solar FV II, de 11.550 kWp cada uno.
Tras años de desarrollo, Ades anuncia su entrada en el mundo de los fabricantes de aerogene-radores con la presentación de su concepto de turbina eólica de par motor compensado. Esta turbina de peculiar diseño, tiene tres sistemas mecánicos pasivos (rotor monopala oscilante, tren de potencia pendular y góndola autotimonante) que compen-san, acumulan y restituyen las variaciones provocadas por las ráfagas de viento, atenuando así picos de potencia y sobrecargas estructurales.
Al suministrar una energía de alta calidad, estas turbinas pueden conectarse: en parques nuevos, en zonas con redes débi-les, en paralelo con otras fuentes
de energía o en el repowering de parques eólicos, aprovechando las infraestructuras existentes.
Los modelos serán de una potencia de 100 y 250 kW, an-ticipo de una gama completa que llegará hasta 1,3 MW en el 2012.
La empresa, que cuenta ya con pedidos en Colombia y en Letonia espera por su lanzamien-to generar nuevos pedidos para el año 2010.

11energética XXI SEPTIEMBRE
NACIONAL RENOVABLES11
Vestas recibe un pedido de 77 MW para España
Telefónica Ingeniería de Seguridad estará presente en Inmosolar
Vestas ha recibido un pedido de 24 unidades del aerogene-rador V90-2,0 MW y 16 uni-dades del V90-1,8 MW para tres proyectos en España. El contrato incluye el suministro e instalación de los aerogene-radores, así como una solución VestasOnline Business Scada y un contrato de servicio de cin-co años. Se espera que los pri-meros aerogeneradores sean instalados a finales de 2009.
Según informa la empresa, el pedido ha sido realizado por Eufer, una empresa conjunta entre la italiana Enel Green Power y la española Unión Fe-nosa.
“Estamos entusiasmados con este pedido de Eufer, que es el resultado de una estre-cha colaboración entre ambas empresas. Eufer es una de las
compañías energéticas clave en España y una de las que más rápido ha crecido en el merca-do español en términos de ca-pacidad instalada”, ha indica-do Juan Araluce, presidente de Vestas Mediterranean. “Este contrato demuestra la confian-za que Eufer lleva depositando en la tecnología y en los pro-ductos de Vestas, y estamos muy contentos de continuar trabajando con ellos”.
La producción anual total de los parques eólicos ascen-derá a 138 GWh, que es una cantidad de energía suficien-te para cubrir las necesidades eléctricas anuales de aproxi-madamente 30.000 hogares españoles, y evitará al medio ambiente las emisiones de más de 54.000 toneladas de CO
2 al año.
Telefónica Ingeniería de Segu-ridad (TIS) participará, un año más, en la tercera edición de Inmosolar Málaga, que se ce-lebrará paralelamente al Con-greso Internacional de la Ener-gía Fotovoltaica y el Congreso Europeo de la Industria Solar Térmica. La cita tendrá lugar del 8 al 10 de octubre en el Pa-lacio de Ferias y Congresos de Málaga.
Telefónica Ingeniería de Seguridad presentará sus pro-puestas para garantizar la se-guridad de las infraestructuras y procesos en explotaciones fo-tovoltaicas a través de nuestras soluciones de control perime-tral, detección de robo de placa fotovoltaica, vídeo vigilancia,
anti intrusión en cuartos de in-versores, telecontrol de señales técnicas críticas, comunicación en ubicaciones remotas y vídeo verificación de alarmas desde nuestro Centro de Control de Seguridad Integral.
De esta forma, la com-pañía pretende aportar su ex-periencia y conocimientos en Sistemas de Seguridad Tecno-lógica Integral a parques e ins-talaciones fotovoltaicas.
A través de este tipo de proyectos, TIS extiende su ex-periencia al sector de las ener-gías renovables en España en primera instancia y a continua-ción en todos los países en los que tiene presencia; Brasil, Ar-gentina, México, Perú y Chile.

12 SEPTIEMBRE09 energética XXI
NACIONAL RENOVABLES 12
• Mecasolar suministra 34 seguidores de dos ejes para un proyecto en California
California es el nuevo destino de Mecasolar. Allí, participa en un proyecto para el que ha suministrado 34 seguidores a 2 ejes mo-delo MS-2E Tracker, con una potencia de 500 kW. Según infor-man desde la empresa, este proyecto se desarrolla en el Distrito RD 108, próximo a la población de Yolo (California), y tiene el objetivo de reducir el coste energético en el bombeo de agua de la zona. Su finalización está prevista a comienzos de octubre.
• Dewi-Spain cumple diez añosLa sucursal de Dewi en España fue la primera incursión del grupo Dewi (Deustches Windenergie-Institut) fuera de las fronteras ale-manas. Corría el año 1999 y los mercados alemán y español eran los mas potentes mundialmente.
Dewi ofrece cualquier tipo de servicio de medida relacionado con la energía eólica, estudios y análisis energéticos, formación y servicios de consultoría técnica y económica para la industria, promotores eólicos, bancos y administraciones públicas. La marca está acreditada por EN ISO/IEC 17025 y MEASNET y es recono-cida como institución independiente en el campo de la energía eólica. Sus servicios incluyen más de 1.100 clientes en 45 países.
• Ártica XXI instala placas solares fotovoltaicas en tres naves logísticas
La compañía ha comenzado la instalación de varios parques solares fotovoltaicos en tres naves logísticas que gestiona en las localidades madrileñas de Valdemoro, Colmenar Viejo y Alcalá de Henares.
Las instalaciones solares se están realizando sobre las cu-biertas de las tres naves, con superficie de entre 5.000 y 13.000 metros cuadrados. En total, estas placas producirán aproximada-mente 2.500 Kw/h de energía al año, lo que equivale a dejar de emitir a la atmósfera cerca de una tonelada de CO2.
Los módulos fotovoltaicos que Ártica XXI está instalando son de última generación, con un bajo mantenimiento y una larga vida de utilización. En estos tres casos de Valdemoro, Colmenar Viejo y Alcalá de Henares, la energía eléctrica generada se introducirá directamente en la red general para que sea utilizada para las mis-mas necesidades de las naves logísticas o distribuida a otros usos.
EN BREVEGamesa instalará 52 MW nuevos en España
Saunier Duval organiza cursos de energía solar térmica en Levante
Gamesa Corporación Tecno-lógica ha firmado dos nuevos contratos con la sociedad Eu-fer (Enel Unión Fenosa Reno-vables) para el suministro de 26 aerogeneradores modelo Gamesa G87-2.0 MW, lo que supondrá la instalación de una potencia total de 52 MW.
Las turbinas eólicas con-tratadas están destinadas a los parques eólicos Valdemaría y La Espina, ubicados en las pro-vincias de Zamora y León. Estos acuerdos incluyen el suministro de los aerogeneradores, su ins-talación y puesta en marcha,
así como su operación y man-tenimiento.
Desde el punto de vista medioambiental, los aeroge-neradores suministrados por Gamesa contribuirán a generar un abastecimiento energético respetuoso con el medio am-biente, al evitar la emisión de sustancias contaminantes a la atmósfera. En concreto, la pro-ducción anual de los 52 MW de estas instalaciones sustituirá a 11.180 Toneladas Equivalentes de Petróleo (TEP)/año y evitarán la emisión a la atmósfera de 78.000 toneladas de CO
2 /año.
Las diferentes delegaciones de la Dirección Regional para Levante de Saunier Duval han realizado una serie de cursos prácticos sobre energía solar térmica, concretamente para la instalación de los productos que conforman la gama solar de la marca. Estos cursos van dirigidos a grupos reducidos de instaladores y han sido impar-tidos por Juan Carlos Galán, responsable de Marketing Téc-nico, con el apoyo los respon-sables comerciales y personal de los servicios técnicos oficia-
les de cada zona.El contenido práctico del
curso comienza con la instala-ción de un sistema forzado con una batería de dos captadores SRV2.3, con su grupo hidráuli-co, un acumulador, una central de regulación Heliocontrol y un termo eléctrico AQ Elec, todo ello de Saunier Duval. Poste-riormente se realiza la carga de la instalación y se verifica la au-sencia de fugas. La instalación de un pack solar de drenaje automático Helioset cierra la parte práctica del programa.


14 SEPTIEMBRE09 energética XXI
NACIONAL RENOVABLES 14
Grupo Unisolar participa en un proyecto de un edificio bioclimático en Soria
El Grupo Unisolar participa como socio tecnológico en el Proyecto Singular Estratégico sobre Arquitectura Bioclimática y Frío Solar (PSE-Arfrisol), uno de cuyos edificios fue inaugu-rado el pasado 29 de julio por la ministra de Ciencia e Innova-ción, Cristina Garmendia, en el Ceder-Ciemat (Centro de Desa-rrollo de Energías Renovables) situado en Lubia (Soria).
El edificio rehabilitado de 1.575 m², aporta un nuevo uso y distribución al edificio existen-te convirtiéndolo en un espacio para oficinas y recepción del Centro. Las estrategias ener-
géticas utilizadas han cubierto tanto actuaciones pasivas como activas. Así, en relación a me-didas bioclimáticas se han em-pleado: diferenciación de facha-das por orientación; doble piel en fachada, convirtiendo la fa-chada existente en una fachada ventilada; sombreamientos en fachada sur; galería con efecto invernadero; y por último, som-breamiento en cubierta con do-ble pérgola radiante emisiva.
Según informa la compa-ñía, este prototipo Contenedor-Demostrador de Investigación (C-DdI) pretende demostrar que la arquitectura bioclimática, ba-
sada en el diseño arquitectónico y constructivo y la energía solar de baja temperatura, represen-ta la mejor forma de conseguir que la edificación del futuro sea energéticamente eficiente. Para ello se están analizando teórica-mente y monitorizando (evalua-ción en condiciones reales de uso) después de haber optimi-zado su diseño arquitectónico y sus instalaciones, cinco edificios públicos de oficinas singulares, tanto de nueva planta como a rehabilitar, construidos en cin-co emplazamientos con condi-ciones climatológicas distintas (Almería: Universidad y PSA,
Madrid, Soria y Asturias) consi-derados todos ellos como edifi-cios demostradores.
El nuevo edificio, además de cumplir el uso señalado está destinado a hacer las veces de laboratorio para estudiar su propio comportamiento ener-gético, del cual podemos desta-car que es 100% renovable, ya que es capaz de ahorrar entre el 80 y el 90% de energía con-vencional y el resto lo obtiene de energías renovables, no utili-zando ningún tipo de fuente de energía fósil, por lo que puede considerarse un edificio de ba-lance cero.
Buderus ha suscrito un acuer-do de alcance internacional con Sol Meliá por el cual la marca, perteneciente al gru-po Bosch, ofrecerá su aseso-ramiento y cobertura tecno-lógica mediante productos y servicios. Este acuerdo incluye el equipamiento de hoteles de nueva construcción y la reno-vación de las salas de calderas
de los ya existentes. Además, establece y define los proce-dimientos para llevar a cabo instalaciones de energía solar térmica y otras actuaciones de modernización de instalacio-nes de la cadena hotelera.
Según informa Buderus, este acuerdo se integra en el proyecto Save, iniciado por Sol Meliá en el año 2005.
Este proyecto busca la mejora en el campo de la eficiencia energética en sus actividades empresariales, con el objetivo
de reducir sus emisiones de CO
2 y apostar por las energías renovables.
Algunos hoteles de Sol Meliá cuentan ya con siste-mas integrales Buderus, como el Meliá María Pita, en La Co-ruña, dónde están instaladas dos calderas de fundición GE 615 de 1.200 kW de alto ren-dimiento y baja temperatura.
Buderus y Sol Meliá firman un acuerdo para mejorar la eficiencia energética

15energética XXI SEPTIEMBRE
NACIONAL RENOVABLES15
Agalsa instala una caldera de astillas en un centro social de Burgos
La asociación Agalsa ha insta-lado una caldera de biomasa en el centro comarcal de usos múltiples de la Sierra de la De-manda, situado en Pineda de la Sierra (Burgos). El proyecto se ha llevado a cabo con la participación de Campo Clima y Energía como empresa insta-ladora y Alternativas Energéti-cas y Medio Ambiente como empresa importadora.
Tal y como ha informado la asociación, se trata de una iniciativa que tiene como obje-tivo final “crear un nicho em-presarial basado en la biomasa y recuperar la cultura de con-servación de los montes”. Se trata de un proyecto para pro-porcionar empleo, mejorar la calidad de vida de la población rural e incluso atraer a nuevos pobladores siempre dentro de los márgenes de la sostenibili-dad ambiental y social.
La elección de la astilla de
madera como combustible, “apunta también hacia este objetivo, ya que su obtención es sencilla y no requiere proce-sos industriales. De este modo, con una simple astilladora es posible producir en la propia localidad el combustible nece-sario para alimentar la caldera, sin necesidad de depender de proveedores externos. Este úl-timo punto es muy importante, ya que las comunicaciones por carretera en zonas de montaña son complicadas, lo que enca-rece los suministros e incluso dificulta la posibilidad de en-contrar proveedores”.
Gas Natural y Eufer se adjudican once parques eólicos en Canarias
Gas Natural y Eufer (Enel Unión Fenosa Renovables) se sitúan a la cabeza en los resultados del concur-so eólico realizado en Ca-narias, tanto en número de parques adjudicados (once) como en potencia bruta (116,6 MW). Estas cifras suponen el 27% de toda la potencia asignada para las islas.
De acuerdo con la participación de Gas Natu-ral en cada uno de los par-ques, la potencia atribui-ble asciende a 52,7 MW,
un 12% de la potencia total que se asignó para la comunidad canaria. De esta potencia, 19,1 MW corresponderían a su par-ticipación en Eufer.
Los proyectos adjudi-cados son dos parques en Fuerteventura (13,6 MW), dos en Lanzarote (18,2 MW), cuatro en Tenerife (56,9 MW) y tres en Gran Canaria (27,9 MW) inclu-yendo los tres que resulta-ron adjudicados a Eufer en Tenerife (32,2 MW) y Gran Canaria (6 MW).

16 SEPTIEMBRE09 energética XXI
NACIONAL RENOVABLES
El Centre Tecnològic Forestal de Catalunya se alimenta de biomasa
El Atlas Eólico de España, ya disponible en Internet
La nueva sede del Centre Tec-nològic Forestal de Catalunya (CTFC) cubre su demanda de calefacción y ACS de forma sostenible. Para la calefacción, se utiliza biomasa (astilla) pro-cedente de material generado en los trabajos silvícolas de los montes circundantes. Esto pro-porciona una autonomía casi total respecto a los combus-tibles fósiles, un importante ahorro económico y una alta eficiencia energética. Para ello, se utiliza una caldera Herz Bio-matic de 350 kW de potencia, alimentada mediante astillas a través de un rotativo situado
en el silo del combustible. Se eligió esta caldera por ofrecer la mejor calidad-precio, junto a un servicio técnico de acreditada solvencia. Las calderas de bio-masa Herz son calderas de últi-ma generación y se caracterizan por un rendimiento superior al 93%, una total automatización de las operaciones de limpieza del quemador e intercambia-dores, automatización de la re-cogida y almacenamiento de la ceniza en contenedores, control mediante el sistema Biocontrol 3000 que permite la regulación de todos los elementos de la instalación (circuitos de calefac-
ción, ACS, deposito de inercia, instalación solar, etc.) y extrac-tor de humos con variador de frecuencia. Toda la gama Herz incorpora el control por sonda Lambda. Además de un alto rendimiento, las calderas Herz obtienen unos valores de emi-siones muy reducidos inferiores a las normas más estrictas.
Estas calderas disponen de unos sistemas modulares de ali-mentación de combustible que se adaptan a todas las necesi-dades. Para la instalación de la caldera se contó con el aseso-ramiento técnico de la empresa Altersun Grup (Termosun).
A partir de ahora es posible conocer el potencial eólico disponible en cualquier parte del territorio español, inclui-do el litoral marítimo. Para ello basta acceder a http://atlaseolico.idae.es y navegar libremente por el Atlas Eóli-co de España, mediante un Sistema de Información Geo-gráfica desarrollado por la empresa Meteosim Truewind, según informa el Instituto para la Diversificación y Aho-rro de la Energía (Idae).
El Atlas Eólico Nacional muestra la velocidad media anual y otros parámetros técnicos de interés -tanto a la altura característica de los grandes aerogenerado-res (60, 80 y 100 m) como a la de máquinas de menor tamaño (30 m)-, con una resolución inédita de 100 m de distancia entre cada nodo generado en el mapa.
También se ha potencia-do la funcionalidad de este sistema, incluyendo informa-ción de interés, como carto-grafía y topografía, figuras medioambientales, zonifica-ción marina, etc. Además, la aplicación incluye elementos intuitivos de navegación para facilitar al usuario el manejo de la herramienta. Por otro lado, en un apartado espe-cífico, el usuario puede des-cargar distintos mapas eóli-cos en formato “PDF”, tanto para el conjunto de España como para cada una de las comunidades autónomas y ciudades.
Para realizar el Atlas Eólico de España, se ha re-currido a un modelo de si-mulación meteorológica y de prospección del recurso eólico a largo plazo, estu-diando su interacción con la caracterización topográfica
de España, sin llevar a cabo una costosa campaña de mediciones específica. Para contrastar los resultados del modelo, se han utilizado datos históricos reales pro-cedentes de estaciones me-teorológicas.
El Atlas ha sido realizado con un doble objetivo: Por una parte, servir de apoyo para elaborar planificaciones relacionadas con el área eóli-ca y, en particular, para estu-dios previos de futuros Pla-nes de Energías Renovables. Por otra parte, este Atlas dota a los agentes del sector de una herramienta que per-mita identificar y realizar una evaluación inicial del recurso eólico existente en cualquier área del territorio nacional, evitando pérdidas de tiempo y costes para los promotores de futuros proyectos eólicos durante su fase previa.
Endesa instala dos plantas de biomasa con orujillo pulverizadoEl Grupo Endesa, a través de su sociedad de Ecyr, instala dos centrales de cogeneración con biomasa en las ciudades de Villarta San Juan (Ciudad Real), Planta de Enemansa, y en Villanueva del Arzobispo (Jaén), Planta de La Loma, con equipos de combustión de orujillo pulverizado, con una capacidad de 13 toneladas/h, y con dos quemadores Icor-sa/Coen, tipo DAZ Scroll, en cada una de las dos calderas de vapor.
La singularidad de la ins-talación, pionera en el mun-do con este combustible, es la combustión del orujillo en suspensión, una vez moltura-do a tamaño de 1 mm o me-nos. La particularidad de la combustión con el quemador DAZ Scroll es que la llama se comporta como si se quema-ra un líquido o un gas. Esto y otros condicionantes térmicos y económicos, decidieron la selección de este tipo de equi-po en competición con otros sistemas de combustión.
Con este tipo de quema-dor y de producto, los inque-mados son muy bajos (2-3%, en función del tamaño pro-medio del orujillo), así como el NOx, a pesar de que el com-bustible tiene un Nitrógeno del 0,79% en peso. Para ello se ha realizado una modeliza-ción de la caldera, quemadores y la combustión del producto, en el Departamento de I+D de Coen en USA, y se ha decidi-do la instalación de entradas de aire OFA, regulables, tipo “NOx Ports”. El conjunto de los dos quemadores propor-ciona una elasticidad total de funcionamiento de 1:6.


18 SEPTIEMBRE09 energética XXI
NACIONAL RENOVABLES
Iser presenta su embarcación “verde”
Siemens apoya el desarrollo de energía eólica terrestre y marina en Cantabria
Integración y Sistemas de Ener-gías Renovables (Iser) ha pre-sentado este verano en el Real Club Náutico Valencia (RCNV) la primera Bladerider X8 de Va-lencia, una embarcación que aúna el respeto medioambien-tal con un sofisticado diseño y una tecnología avanzada de materiales compuestos.
La embarcación cuenta con el apoyo y supervisión del equipo de ingeniería de Iser. La empresa valenciana estudia-rá el comportamiento de este tipo de embarcación en la que las únicas partes que necesitan estar en contacto con el agua son el timón y los deslizadores sobre los que se desplaza, para futuras aplicaciones a sistemas de captación energética y ali-mentación de embarcaciones.
El diseño de la vela y el
equipamiento del navegante, junto con la rotulación de la embarcación han sido realiza-dos por el estudio valenciano Sanserif Creatius, conocidos por sus trabajos sostenibles y biodegradables.
Ésta no es la primera co-laboración náutica de Iser. Este mismo año han desarrollado una célula de combustible ali-mentada por hidrógeno que suministra energía limpia al úni-co representante del Real Club Náutico de Valencia (RCNV), Juan Carlos Oliva, en la regata Transat 650 que une Europa con Sudamérica en una travesía
en solitario de sólo una escala.La embarcación prototipo
que utilizada por Juan Carlos Oliva cuenta con un sistema de alimentación eléctrica que garantiza las necesidades ener-géticas del sistema electrónico y de localización, así como de los controles de seguridad de la embarcación, esenciales en una regata en solitario.
Esta célula de combusti-ble de nueva generación, con una potencia de 1.200, es un proyecto experimental con un claro objetivo: ofrecer el máxi-mo rendimiento energético con el mínimo peso e impacto ambiental, integrándose en la estructura de forma que no afecte a la aerodinámica y la maniobrabilidad de la nave, según han explicado desde el área de investigación de Iser.
El Gobierno de Cantabria, por medio del Grupo Sodercan, y la Universidad de Cantabria han firmado con Siemens Wind Power, un convenio de colabo-ración para el desarrollo de la energía eólica terrestre y eólica marina en la comunidad.
El objeto de este convenio es que Siemens realice una serie de actividades que otorguen va-lor añadido a la comunidad me-diante la investigación y el desa-rrollo de energías renovables.
En concreto, Siemens tie-ne interés en el desarrollo de un centro de testeo de turbi-nas para analizar y evaluar la tecnología de la compañía en geografías complejas. También pretende potenciar líneas de I+D+i en campos como micro-siting offshore, interacción hi-drodinámica-estructural, dise-
ño de estructuras y ciencia de los materiales, testeo de mo-delos a escala y tamaño real y desarrollo de técnicas de cons-trucción y montaje destinadas a la instalación de turbinas.
Por su parte, y según ha informado Siemens, el Gobier-no Cántabro prestará apoyo financiero para las inversiones asociadas a este proyecto que la empresa realice en la comu-nidad, así como aquéllas enfo-cadas al desarrollo de la I+D+i y las dirigidas a incentivar la co-laboración con el tejido indus-
trial cántabro en materia tecnológica.
Para el de-sarrollo de la investigación y promoción de la energía
renovable eólica marina, la co-munidad construye el Gran Tan-que de Ingeniería Marítima de Cantabria, único en el mundo, al integrar un sistema de ges-tión experimental, con uno de modelado físico y otro sistema de modelado numérico. Ello, además de crear áreas de ex-perimentación como el Centro Experimental para energía del oleaje de Santoña y el Centro Experimental de Ubiarco para Sistemas de energías del oleaje y Turbinas eólicas marinas fijas y flotantes.
Javier Villanueva, nuevo director general de Centrosolar España
El nuevo Director General de Cen-trosolar España es ingeniero por la Universidad de Edimburgo en Elec-trical & Electronics (Communications) Engineering (1999),
y cuenta con un Master en Ad-ministración de Empresas por el Instituto de Empresa de Madrid (2001). En coherencia con su formación educativa, Javier Vi-llanueva ha orientado y dedica-do su carrera profesional a áreas donde la gestión de grupos téc-nicos/tecnológicos fuese un re-querimiento y un reto. Los tres diferentes sectores en los que Javier ha estado relacionado: Te-lecomunicaciones, Salud y más recientemente Energías Renova-bles, le permiten tener una am-plia visión y perspectiva sobre las buenas prácticas que se aplican en diversos sectores de nuestra economía. Al mismo tiempo, la experiencia y responsabilidad adquiridas como European Busi-ness Unit for System Integration en Olympus (Hamburgo) y la posición de Director General en Enfinity España (energías reno-vables), le proporcionan valiosos conocimientos que resultarán de gran ayuda para el desempe-ño de su trabajo en Centrosolar España.
Javier Villanueva, en estre-cha colaboración con su equi-po, centrará sus esfuerzos en fortalecer el posicionamiento de Centrosolar en España median-te una visión estratégica a largo plazo del negocio fotovoltaico. Es por ello, que la filial española tiene el reto de encontrar nue-vos planteamientos de negocio y canales de venta para la am-plia cartera de productos de va-lor añadido con del grupo.


20 SEPTIEMBRE09 energética XXI
INTERNACIONAL RENOVABLES
Guascor se asocia con IQwind para fabricar cajas de engranajes para turbinas Guascor se ha unido con la empresa israelí IQwind para comercializar y lanzar al mer-cado IQGear, una caja multipli-cadora de relación variable de gran eficiencia para la indus-tria eólica.
Aumentando el potencial y la rentabilidad globales del viento como fuente de ener-gía renovable alternativa, la caja de engranajes de IQwind puede integrarse en las turbi-nas ya existentes o integrarse como componente estándar en turbinas de nueva fabrica-ción, según informa Guascor. La tecnología IQwind puede reducir el coste de la energía generada por las turbinas has-ta un 20%.
Eastech Solar firma un acuerdo de distribución en Canadá
Eastech Solar continúa suscri-biendo acuerdos de distribu-ción para sus paneles solares fotovoltaicos con empresas dedicadas a la comercialización de productos relacionados con la energía solar en diferentes países en el mundo.
Siguiendo su expansión internacional, contemplada en el plan estratégico de Eas-tech Solar SAU del año 2008, ha suscrito un contrato de distribución con la empresa canadiense CSE Power Tech-nologies, lo que le permitirá posicionarse en los merca-dos Canadienses de Ontario, Quebec y Vancouver, donde existen nuevos incentivos para la venta de energía para inyec-ción a red.
SMA inaugura la mayor fábrica de inversores solares con cero emisiones de CO2
Krannich Solar abre una nueva oficina en Atenas
SMA Solar Technology ha in-augurado su nueva fábrica de inversores solares en Niestetal (Hesse, Alemania), que abre una nueva etapa de fábricas con producción neutral de carbono. Operativa desde el pasado mes de marzo, y con una superficie de 18.000 m2, esta planta tiene una capaci-dad de producción anual de hasta 4 GW, convirtiéndose en la mayor del mundo con estas características.
La fábrica destaca por re-ducir al máximo la demanda energética y aprovechar con
eficacia la energía utilizada. Gracias a las medidas de efi-ciencia energética tomadas durante el proceso de produc-ción, se reduce el consumo de los dispositivos de producción y
de prueba. El aprovechamiento óptimo de la luz diurna, una ventilación inteligente y el uso de acumuladores de calor y de frío completan el concepto energético y arquitectónico.
El pasado mes de agosto Kran-nich Solar abrió las puertas de su nueva oficina de Atenas, en la que dos ingenieros, uno es-pecializado en medio ambiente y energía y otro en mecánica, representarán a Krannich Solar
hasta finales del año, cuando se prevé un crecimiento de la plantilla.
Krannich Solar ya estaba presente en Grecia con una oficina en Tesalónica, segunda ciudad del país y la capital de
la región Macedonia Central. Esta sucursal fue fundada hace dos años para abarcar las ne-cesidades de la zona norte del país donde entonces se insta-laba la mayoría de los huertos solares.
La mayor instalación fotovoltaica de Viena, en la Cámara Federal de EconomíaA finales del pasado mes de junio, el presidente de la Cá-mara Federal de Economía de Austria, Christoph Leitl, inauguró tras 18 meses de obras, la mayor instalación fotovoltaica de Viena, con una superficie de 450 m2 y un ahorro anual en costes energéticos de un 25%.
El edificio se ha bene-ficiado de un saneamiento general en el que se han considerado no sólo la efi-ciencia energética y ecológi-ca sino también la seguridad
técnica. “Tras la remodelación
de la Cámara de Economía de Austria conforme a los últimos estándares ecológi-cos y de seguridad, el mo-derno centro de servicios de la Cámara se adapta perfec-tamente a las necesidades que merecen nuestros so-cios y clientes”, ha explica-do Leitl.
La instalación fotovol-taica se encuentra en la fa-chada sureste, cuenta con una superficie de 450 m² y
una capacidad de produc-ción de 4.000 kWh. Ade-más de la instalación foto-voltaica, se consideraron otras medidas destinadas a potenciar la eficiencia ener-gética del edificio, como el saneamiento térmico de los 16.500 m2 de fachada y la sustitución de las 1.600 ventanas del edificio. Gra-cias a estas y otras medidas adoptadas la Cámara ha conseguido un ahorro de los costes energéticos de un 25%.

22 SEPTIEMBRE09 energética XXI
NACIONAL
Saft Baterías abre las puertas de su aula de formación Saft Baterías ha inaugurado un aula de formación en la que se impartirán cursos sobre nuevos productos y procedimientos para clientes, así como clases de formación interna para los empleados de la compañía en los que se analizarán los resul-tados obtenidos en el nuevo Centro Técnico de Baterías In-dustriales (CTBI).
Este aula ofrecerá al per-sonal técnico de las empresas a las que suministra material la
información necesaria para lle-var a cabo una buena operativa, instalación y mantenimiento de las baterías. El equipo interno de la compañía también anali-zará en esta aula los resultados y conclusiones que se vayan obteniendo en los diferentes proyectos y desarrollos llevados a cabo en el CTBI.
Los cursos se dividen en tres áreas: la parte teórica que sienta las bases y conocimientos sobre un producto o proceso
concreto, el cual posteriormen-te se desarrolla a nivel práctico, mediante modelos y muestras o bien mediante vídeos u otras herramientas interactivas. Final-mente se llevan a cabo una serie de ejercicios en forma de casos de usuario para fijar de una ma-nera real todas las ideas que se han ido desarrollando a lo largo de la sesión correspondiente.
El Aula se ha inaugurado con un curso de Seguridad Vial Impartido por el Real Au-
tomóvil Club de España (Race). La primera parte de dicha ex-periencia ha consistido en una clase teórica sobre seguridad activa y pasiva. Esta jornada se complementará en el mes de septiembre con una clase práctica sobre conducción bajo situaciones de riesgo en el Cir-cuito del Jarama. El curso for-ma parte de las actividades de prevención de riesgos laborales que desarrolla Saft Baterías para su personal.
Tekniker-IK4 participa en un proyecto de almacenamiento de energía cinéticaEl proyecto SA2VE está in-merso en el desarrollo de un sistema de almacenamiento avanzado de energía cinética para aplicar en subestacio-nes ferroviarias, edificación y fuentes de alimentación ininterrumpibles. Entre los catorce socios que participan en el diseño de este sistema, está el centro tecnológico Te-kniker –IK4, que ha desarro-llado un cabezal de potencia elevada, junto con una serie de diferentes componentes necesarios en la levitación magnética (sensores de co-rrientes inducidas, electróni-ca de potencia para cojinetes magnéticos, electrónica digi-tal para control de cojinetes magnéticos, técnicas sen-sorless...), con el objetivo de personalizar determinados componentes, mejorar algu-nas prestaciones y abaratar costes. Además de la línea de Magnetismo, en el proyecto también participa el Depar-tamento de Mecatrónica e
Ingeniería de Precisión.El proyecto prevé la
puesta en marcha de sub-estaciones para mejorar la gestión de la energía con-sumida por trenes y metros debido al aprovechamiento de la energía de frenado y a la reducción tanto de los picos de consumo como de las caídas de tensión en la catenaria. La segunda de las aplicaciones está relaciona-da con la optimización del aprovechamiento de la ener-gía en la edificación, de cara a obtener el máximo rendi-miento tanto las tarifas noc-turnas como de la gestión de la energía generada en edificios bioclimáticos. Por último, se pretende desarro-llar una fuente ininterrumpi-ble de alimentación para la protección de los grandes sistemas informáticos que, además, mejore en calidad, fiabilidad, impacto medio-ambiental y precio, a las ba-terías convencionales.
El elemento clave que sustenta el sistema es un me-canismo que recibe el nombre de Flywheel y que se basa en la acumulación de energía en un volante de inercia que gira a gran velocidad, accionado por una máquina eléctrica que cumple un doble come-tido: funciona como motor cuando se almacena la ener-gía y como generador cuan-do se recupera. Además de su contribución a la eficien-
cia energética del transporte ferroviario, la edificación y las fuentes de alimentación, esta técnica representa una mejo-ra sustancial sobre las afec-ciones globales producidas al medio ambiente (emisiones de carbono, así como otro tipo de contaminantes y ga-ses de efecto invernadero).
La puesta en marcha de la primera instalación real en la aplicación ferroviaria basa-da en esta técnica está pre-vista para la primera mitad de 2010 y el emplazamiento elegido será la subestación de Cerro Negro, en Madrid. A partir de esta experiencia, los responsables del proyec-to serán capaces de evaluar tanto el ahorro energético obtenido como el coste final que supone la instalación de este equipo. En base a esos datos obtenidos, se comen-zarán a analizar también las posibilidades de industria-lización y comercialización que ofrece el sistema.
23energética XXI SEPTIEMBRE
INTERNACIONAL
Man Diesel finaliza la primera de cuatro centrales diesel en Pakistán
Alstom suministrará generadores diésel a la primera nuclear EPR en China
GE Energy firma un contrato de 115 millones de dólares en China
Tras 18 meses de construcción, Man Diesel inauguró el pasado mes de agosto la primera de las cuatro centrales diesel que la compañía está desarrollando con el grupo pakistaní Atlas.
La central, de 213,6 MW, se sitúa cerca de la ciudad de Lahore y fue construida por en la modalidad de “llave en mano”. El proyecto está valo-rado en 150 millones de euros.
La sala de motores consta de once Man Diesel modelo 18 V48/60. La potencia unitaria es
de 18.900 kW (25.700 HP). Los motores diesel son complemen-tados por una turbina de vapor que aprovecha los gases de es-cape para generar una potencia adicional de 16,5 MW, contri-buyendo así al uso extremada-mente eficiente de la energía.
“La central en Sheikhupu-ra es el ejemplo perfecto de la cartera de proyectos estacio-narios de MAN Diesel. Ade-más, hemos sido responsables no sólo del desarrollo, diseño y construcción de la planta,
sino también de su operación y mantenimiento”, ha expli-cado Georg Pachta-Reyhofen, presidente la Junta Ejecutiva de Man Diesel.
Las otras tres centrales die-sel, también desarrolladas en estrecha colaboración con el Grupo Atlas, están siendo cons-truidas en el norte de Pakistán, cerca de la ciudad de Lahore y serán entregadas gradualmente antes de 2012. El pedido para la segunda central realizado por el productor energético pakistaní
Hub Power Company (Hubco) fue recibido por Man en junio de 2008. Su valor es de 150 mi-llones de euros y la conexión a red está prevista en 2010.
Actualmente, las otras dos plantas están en la etapa de diseño, lo que significa que en pocos años las cuatro centrales proveerán de energía fiable y efi-ciente al norte de Pakistán. Los proyectos tienen su origen en una iniciativa del gobierno pakis-taní para satisfacer la demanda creciente de energía del país.
Alstom se ha adjudicado un contrato para proporcionar ocho generadores diésel de emergencia a la central nu-clear de Taishan, en la provin-cia de Guangdong (China), la primera central EPR (siglas en inglés de Reactor Presurizado Europeo) del país.
El contrato, valorado en 40 millones de euros, ha sido firmado entre un consorcio en el que participan Alstom Power Turbomachines, Als-
tom Wuhan Engineering & Technology y MAN Diesel y un consorcio liderado por Areva participado por China Nuclear Power Engineering. y el pro-pietario de la planta, TSNPC. Alstom, en calidad de em-presa líder del consorcio, se encargará del diseño, fabri-cación y entrega de los ocho generadores diésel de emer-gencia (EDG por sus siglas en inglés) de 9,1 MW, así como de los servicios de asistencia
técnica sobre el terreno. Estos generadores, los de mayor potencia del mundo para este tipo de aplicaciones, entrarán en servicio en 2013.
Según informa la empre-sa, la central de Taishan forma parte del plan de China para incrementar su capacidad total instalada de energía nuclear desde el 1,2% actual hasta el 5% en 2020. China tiene pre-visto aumentar su capacidad nuclear para ese año, lo que
implica la construcción de, al menos, nuevas centrales de energía nuclear. La participa-ción de Alstom en el proyecto se remonta a febrero de 2008, cuando suministró a la central de Taishan dos unidades de turbina-generador Arabelle de 1.750 MW. Posteriormente, en julio de 2008, Alstom firmó un contrato de 200 millones de euros con CGNPC para el diseño y suministro de la parte convencional.
GE Energy ha firmado un contrato de mantenimiento de larga duración, por valor de 115 millones de dóla-res, con Fujian Jinjiang Gas Power. Con él se proveerá a la provincia de Fujian (sureste de la China) de un sistema de producción de energía fiable y eficiente para hacer frente al rápido crecimiento econó-mico de la región.
Este contrato de nueve años cubre cuatro turbinas de gas Frame 9FA de la plan-ta de Fujian Jinjiang, situada en la costa del estrecho de Taiwán. Esta planta tiene una capacidad de más de 1.560 megavatios y es un elemento clave de la inicia-tiva del gobierno local para aumentar la capacidad de producción de energía de la
provincia hasta 3.500 mega-vatios para el año 2010. Las turbinas de gas, basadas en la tecnología de GE, fueron suministradas por Harbin Power Equipment Company, un socio comercial de GE en China.
Los servicios que GE pro-porcionará a Fujian Jinjiang en virtud de este acuerdo en-globarán las reparaciones, las
piezas de repuesto, las tareas de mantenimiento y la for-mación pertinentes, además de una inspección general de las turbinas de gas. Este contrato ayuda a garantizar que la central eléctrica siga cumpliendo con sus objetivos en materia de eficiencia, que la convierten en una de las centrales más eficientes de toda China.

SOLEDAD PACHECO. ENERGETICA XXI
El nuevo aliado del viento
Se trata de una de las últimas no-vedades que ha lanzado la danesa Vestas al mercado. Este aerogenera-
dor terrestre, diseñado para emplazamien-tos con vientos de baja y media velocidad, cuenta con un sistema de refrigeración de avanzada tecnología, el CoolerTop, como otra de sus principales características. El aerogenerador se refrigera canalizando el viento hacia el intercambiador de calor en vez de los ventiladores que se utilizaban en modelos anteriores. Para los clientes, esto significa una reducción del consumo ener-gético del propio aerogenerador que se aprovecha derivándolo a la red, además de disminuir los niveles acústicos. “Es por este sistema de refrigeración que el V112-3.0 MW tiene una forma peculiar pues tiene una aleta en la parte dorsal de la góndola que sirve de superficie externa refrigeran-te”, explica el departamento Técnico de la compañía.
El modelo V112-3.0 MW proporciona una producción estable en el parque. Ya que, para que los parques eólicos produz-can electricidad a la par con otras plantas energéticas más convencionales, es vital para los clientes que puedan controlar la generación eléctrica de sus parques en cual-quier momento. De este modo, “si es nece-sario y si las condiciones climatológicas lo permiten, el V112-3.0 MW puede ajustarse automáticamente a un aumento temporal de la potencia nominal”, explica.
¿Para qué instalaciones ha sido concebido?El V112-3.0 MW es un aerogenerador te-rrestre diseñado para recoger la máxima cantidad de aire en emplazamientos con
vientos de velocidad media a baja, lo que abarca gran parte del mercado.
El nuevo modelo empieza a arrancar cuando la velocidad del viento es de 3 me-tros por segundo, en vez de los 4 m/s de antes. Además, la velocidad del viento de re-arranque es de 23 metros por segundo, en vez de 20 m/s de antes. Otra ventaja de este modelo es que está diseñado para que funcione hasta una altura de 1.500 metros sin que baje de su potencia nominal.
Anteriormente, los aerogeneradores estaban diseñados para que funcionaran al 100% en emplazamientos con una altura de hasta 1.000 metros sobre el nivel del mar. Sin embargo, con el nuevo modelo la altura se eleva a los 1.500 metros. Por en-cima de esa altura, el aerogenerador puede funcionar pero por debajo de su potencia nominal.
El aerogenerador aguanta unas tempe-raturas mínimas de hasta -30 grados centí-grados y cuenta con un rendimiento total temperaturas máximas de hasta 40 grados centígrados. Asimismo, por encima de este límite de temperatura, el aerogenerador podría funcionar por debajo de su potencia nominal.
El avance El V112-3.0 MW es un equipo terrestre só-lido y fiable diseñado para recoger la mayor cantidad de aire en emplazamientos con vientos de velocidad baja y media.
Asimismo, es capaz de generar más electricidad que cualquier otro aerogenera-dor con una potencia de 3 MW. Su caracte-rística principal es un equilibrio excepcional entre rotor y generador, lo que incrementa la eficiencia y ofrece niveles insuperables de fiabilidad y resistencia.
Por su parte, las palas, diseñadas con el mismo ancho que las de 44 metros del V90-3.0 MW, tienen una superficie que es un 55% mayor, con el consiguiente aumento de producción.
Se trata, además, de un aerogenerador silencioso, incluso en régimen de funciona-miento óptimo, pero lo es todavía más du-rante el funcionamiento en modo de bajo nivel acústico, por lo tanto, está diseñado para rendir al máximo con el mínimo de au-dibilidad.
El rendimiento también aumenta, sobre todo, en vientos de velocidad baja, gracias al generador de imanes permanentes que reduce las pérdidas de energía.
ENERGÍAEÓLICA
La innovación del diseño de sus palas es su rasgo más distintivo. Con un diámetro del rotor de 112 metros, una longitud de palas de 54,6 m y 3 MW de potencia, el nuevo aerogenerador V112 puede recoger más viento y generar más electricidad que cualquier otro. El sistema control se basa en un nuevo programa de software con un diseño estructurado de forma modular, que mejora la estabilidad del sistema, y un interfaz de usuario de gran manejabilidad. Y es capaz de funcional a plena potencia hasta los 1.500 metros de altura, generando electricidad más cerca del cielo.
24 SEPTIEMBRE09 energética XXI

Palas y góndolaEstas palas revolucionarias de 54,6 me-tros permiten generar altos volúmenes de electricidad y suponen las mínimas cargas posibles para el aerogenerador. Como he-mos mencionado anteriormente, aunque cuentan con el mismo ancho que las de 44 metros del V90, cubren un 55% de superfi-cie mayor, con el consiguiente aumento de producción. Tienen el más alto coeficiente de potencia (Cp) de su clase. Además, estas palas aerodinámicas son menos sensibles a la suciedad, lo que mejora su rendimientos en entornos expuestos a sal, insectos y otras partículas del aire.
El nuevo diseño de góndola aprovecha el espacio de manera inteligente y los com-ponentes principales pueden levantarse y transportarse fácilmente. El aumento del espacio libre y la práctica ubicación de las puertas laterales son algunas de las caracte-rísticas que agilizan el mantenimiento de los componentes. Por ejemplo, el convertidor de frecuencia va integrado en el suelo de la góndola, lo que ofrece más espacio a los operarios para realizar sus tareas sin compro-meter la seguridad. La góndola del V112-3.0 MW tiene un sistema hidráulico de cambio
de paso para controlar y orientar el ángulo de sus palas hacia el viento y un generador de imanes permanentes.
Conversión electrónica avanzada de potenciaEl V112-3.0 MW emplea un tipo de conver-sión que ya se usa en otras plataformas, ba-sadas en IGBTs (transistor bipolar de puerta aislada), pero que el nuevo modelo de Vestas adopta de una forma más evolucionada. La conversión electrónica avanzada de poten-cia combinada con una estrategia operativa flexible, permite incrementar la producción eléctrica al aumentar temporalmente la pro-ducción energética del aerogenerador en condiciones favorables. Así, la tecnología in-novadora del convertidor total de frecuencia (Gridstreamer) incluye este sistema de con-versión, que se ajusta a los requerimientos normativos de las redes sobre energía reac-tiva, rango de operación de frecuencias y re-cuperación energética entre otros.
Respuesta ante los huecos de tensiónEl modelo V112-3.0 MW es una respuesta, en sí mismo, ante este reto. El aerogenera-
dor tiene un convertidor total de potencia que garantiza una producción estable y es-calable. Su mayor ventaja, en comparación con el DFIG de modelos más antiguos, es que, en este caso, se reducen las cargas dinámicas transitorias en el tren de poten-cia, sin imponer esfuerzos adicionales rele-vantes. Los rangos de velocidad se pueden incrementar durante el hueco de tensión, razonablemente, lo que ofrece una estrate-gia operativa muy flexible y más suave para sus componentes.
Además, con la instalación de un con-vertidor total de potencia ofrece la libertad necesaria para controlar el rendimiento eléc-trico del aerogenerador conforme a la nor-mativa de redes eléctricas.
Cobertura global El modelo V112-3.0 MW es un aerogenera-dor terrestre diseñado para emplazamientos en todo el mundo:
Diseñado de acuerdo a la Norma IEC Cla-•se IIA.Conforme a las últimas normativas y stan-•dards.Su cobertura es global: el buje se puede •situar en diferentes alturas, aguanta una amplia horquilla de temperaturas, permite obtener potencia nominal a grandes altu-ras y con una lista de opciones especiales compatibles con las normativas locales y están diseñados para satisfacer las necesi-dades del cliente.
Reduciendo costesEl nuevo modelo es eficiente en base a cos-tes. Por ejemplo, el aerogenerador dispone de una grúa para acoplarse a la torre que permite el cambio de componentes sin que se necesite otra grúa externa. La grúa es de fácil instalación y viene en un contenedor al emplazamiento. Este tipo de grúa incremen-ta la flexibilidad de la instalación y el servicio de mantenimiento.
Además, está diseñado en base a un gran número de componentes estándar que pueden suministrar diversos proveedores. Esta facilidad para la obtención de repuestos y componentes contribuye también a la re-ducción de grandes desembolsos.
Por otra parte, gracias a su facilidad para integrarse perfectamente en las actuales y futuras configuraciones de redes eléctricas y de parques eólicos, evita tener que adquirir costosos equipos de subestación.
ENERGÍAEÓLICA
25energética XXI SEPTIEMBRE

ALBERTO CEÑA. DIRECTOR TECNICO. ASOCIACIÓN EMPRESARIAL EÓLICA
Regulación eólica con vehículos eléctricos
Dicha cantidad de MW de ener-gías renovables hace necesaria una operación más flexible del
sistema que supone entre otras cosas, el reforzamiento de la conexión con Francia, la introducción de turbinas de gas en ciclo abierto y la gestión de la curva de carga, a través de centrales de bombeo y la in-troducción progresiva de coches eléctricos enchufables.
A medida que aumenta la potencia eólica instalada, se incrementan los riesgos de recortes por generación eléctrica no despachable, especialmente durante la no-che (horas valle), debido a que la deman-da a esas horas apenas llega a los 20.000 MW, y teniendo en cuenta las dificultades de la nuclear para regular y que son ne-cesarios determinados niveles de reserva secundaria y terciaria, el margen para la eólica estaría en el entorno de los 10.000 a 12.000 MW. Con factores máximos de simultaneidad del 70%, estos límites pue-den alcanzarse en un próximo futuro, aun-que de momento sólo en algunas horas, lo que hace necesario introducir soluciones como las apuntadas.
Los vehículos eléctricos suponen, por lo tanto, una solución de medio plazo (su presencia podría empezar a notarse a partir del año 2012), mientras se ponen a punto otros remedios como la producción de hidrógeno, que se supone serán viables a medio y largo plazo. Asimismo, el alma-cenamiento en aire comprimido o volantes de inercia, como resultan opciones intere-santes pero presentan retos importantes por lo que no se vislumbra su comerciali-zación a medio plazo.
El vehículo eléctrico introducido a gran escala como sistema de gestión de la curva de carga, podría evitar innecesarios
recortes en los periodos de baja demanda. AEE ha impulsado el Proyecto REVE (Regu-lación Eólica con Vehículos Eléctricos) para evaluar los principales cuellos de botella y proponer soluciones concretas, ya sea desde el punto de vista de la distribución de electricidad como de la normativa ne-cesaria o la incidencia en la operación del sistema.
Por su parte, el IDAE coordina el pro-yecto MOVELE, que a través de la experien-cia piloto en tres ciudades españolas (Ma-drid, Barcelona y Sevilla) para un total de 2000 vehículos, deberá permitir entender mejor la casuística tanto de los vehículos y baterías, como de los sistemas de carga, así como la gestión global del sistema.
Características eléctricas del vehículo eléctricoEl consumo de un vehículo eléctrico medio es alrededor de 12 kWh por cada 100 km. Por lo tanto, si se realiza una carga de unos
7 kWh durante la noche en un enchufe ubicado en el garaje o en un aparcamiento de 16 A, tendría para recorrer más de 60 km, lo cual sería suficiente para la distancia que vaya a realizar un vehículo durante el día.
Si imaginamos un escenario de 2 mi-llones de coches eléctricos en España, que contengan una batería de 7 kWh de capa-cidad, y una recarga del vehículo unifor-me, a lo largo de las 7 horas que durante la noche tienen menos consumo, se produci-ría un incremento de la demanda de unos 2.000 MW en cada una de esas 7 horas. Pero si la carga se realizara mediante la utilización de sistemas inteligentes, que si-guieran la evolución de la demanda gene-ral del sistema, se podría conseguir en las horas más críticas de la noche, en cuanto a consumo de electricidad, un aumento de la demanda de 4.000 MW, cantidad sufi-ciente para integrar los excedentes eólicos producidos en hora valle.
Se han de desarrollar cuatro elemen-tos fundamentales para que esto sea po-sible: el coche eléctrico, la batería de al-macenamiento y sistemas de carga, la red eléctrica necesaria para la conexión y un modelo económico rentable y atrayente para los consumidores.
En cuanto al vehículo eléctrico, la gran mayoría de las empresas del sector ya están desarrollando sus modelos, para que a partir de 2010-2012 el automóvil eléctrico irrumpa de forma masiva en el mercado. General Motors, Mitsubishi -que planea impulsar la fabricación de 4.000 utilitarios MiEV en el año fiscal 2010 y 10.000 para el 2011- Renault y Toyota en-tre otros, tienen ya sus modelos eléctricos e híbridos conectables a la red, listos para ser comercializados.
ENERGÍAEÓLICA
Actualmente, existen 16.740 MW de energía eólica instalados y 4.000 MW de energía solar fotovoltaica. Según el cumplimiento de los objetivos de la UE en el año 2020, pueden existir 44.000 MW de energía eólica, 8.000 de energía solar térmica y 6.000 de energía solar fotovoltaica.
26 SEPTIEMBRE09 energética XXI


DEPARTAMENTO TÉCNICO DE INNEO TORRES
Torres de hormigón para dotar de más altura y estabilidad a la eólica
La torre Inneo de 100 metros de altu-ra, que está certifi cada para una en-volvente de cargas por Germanischer
Lloyd, destaca por su singular geometría de generatriz curva, garantizando que la estruc-tura sea iso-resistente y monolítica, para do-tar, así, de gran estabilidad a la torre incluso sin necesidad de montar el aerogenerador en la misma maniobra de izado.
Otro de sus puntos fuertes es la agilidad durante las operaciones de transporte y mon-taje; gracias a su modularidad, con esta torre se consiguen ritmos de montaje de dos torres semanales. Cabe destacar también el gran es-pacio interior del que dispone esta torre. Con sus más de 7 metros de diámetro en la base, facilita la instalación y el mantenimiento de todos los equipos eléctricos que en su interior se pueden albergar.
Además, el hecho de que la torre sea totalmente de hormigón hace que las juntas entre tramos carezcan de mantenimiento. La utilización de dicho material hace que la solu-ción de torres eólicas de hormigón prefabri-cado que el grupo Inneo propone sea la ópti-ma para instalaciones más allá de las costas: el desarrollo de futuros parques off-shore.
Por otra parte, la posibilidad que ofrece Inneo Torres de solucionar los problemas que otro tipos de torres ofrecen a ciertas alturas, hace que el producto introducido en el com-petitivo mercado eólico, sea muy interesante
tanto para empresas promotoras, que bus-can la mayor rentabilidad y efi cacia de los parques eólicos que promueven y gestionan, como para los fabricantes de aerogenerado-res, que buscan mayor rendimiento y fi abili-dad en sus equipos.
Este singular producto ha tenido su im-pulso defi nitivo a mediados del año 2009, con la fi rma de un contrato con Acciona Windpower para el suministro de torres de 100 y 120 m de altura, para su nuevo aero-generador AW-3000, para la instalación de más de 600 MW en los próximos años.
En la actualidad, el grupo Inneo está trabajando simultáneamente en el montaje
de dos parques eólicos (Benalaz I y II), donde conseguirá la importante cifra de 100 torres de 80 metros de altura montadas y cuatro de sus nuevas torres de 100 metros.
Versatilidad La solución de torre prefabricada que Inneo ha desarrollado es apta para todos los tipos de aerogeneradores y alturas de buje bajo cualquier condición de viento.
La compañía dispone de una adapta-ción de la torre para zonas de riesgo sísmico. La ductilidad de la torre frente a la fragilidad de las soluciones convencionales de acero hace que la torre de hormigón sea un valor seguro al instalar aerogeneradores en estas zonas sísmicas.
Este sistema, además, puede adaptarse para cumplir con los requisitos específi cos de cualquier aerogenerador (geometría, com-portamiento dinámico, cargas especiales, etc.). De este modo, está trabajando en la homologación de su torre como componen-te de la mayoría de los aerogeneradores del mercado.
MontajeEl proceso de montaje de la torre se ha op-timizado para que no suponga un procedi-miento restrictivo en la planifi cación de la ejecución de un parque eólico.
El transporte de las dovelas se realiza
ENERGÍAEÓLICA
Parece imposible imaginar que se pueda dar alas a una estructura de hormigón. Sin embargo, gracias a la implantación comercial de sus torres de 80 y 100 metros de altura, como al desarrollo de manera industrial de torres de hasta 140 metros de altura, Inneo Torres ha conseguido elevar sus dovelas hasta el cielo dentro del sector eólico.
28 SEPTIEMBRE09 energética XXI
Parque eólico de Losilla. 16 torres de 80 m. Aerogenerador AW-1500 de Acciona. En servicio desde 2008.
Transporte sencillo en plataformas extensibles de las dovelas al parque para su premontaje.

rápida y efi cazmente sin necesidad de pedir permisos especiales. Por su parte, el premon-taje se ejecuta directamente a pie de torre y el montaje fi nal se realiza en un solo día. Quedando a disposición del cliente la utiliza-ción de la grúa principal para el montaje de la nacelle y las palas.
Torres de hormigón para más de 600 MWDe la teoría a la práctica. Con un contrato fi rmado con Acciona Windpower, Inneo suministrará torres de 100 y 120 m de al-tura para el aerogenerador AW-3000 de la multinacional. La instalación contará con más de 600 MW de potencia.
Las torres, ínte-gramente de hormi-gón, se fabrican por dovelas en factoría, que se transportan en plataformas extensi-bles a parque, donde se realizan las labores de ensamblaje.
Con todo ello, Inneo Torres pondrá en marcha una nueva fábrica durante el año 2010, que comple-mentará la capacidad de producción de sus actuales instalaciones en Talavera de la Rei-na (Toledo). La nueva fábrica dispondrá de más de 20 hectáreas para el desarrollo de su actividad, con una superfi cie cubierta de más de 15.000 m2. Además, acogerá los Centros de I+D+i y de Formación de la Compañía, para poder acometer con éxito su ya iniciada expansión internacional.
Con esta trayectoria, desde su funda-ción en 2004, Inneo Torres ya ha fabricado casi un centenar de torres de 80 y 100 m, todas ellas instaladas en España. Posee la Certifi cación GL para 80 m –1.5 MW, 100 m– 3.0 MW y 100 m para una envolvente de cargas que se corresponde con turbinas de entre 2.0 y 4.5 MW.
En la actualidad, Inneo Torres está ne-gociando acuerdos para el suministro de torres prefabricadas de hormigón con los principales fabricantes de aerogeneradores del mundo.
ENERGÍASOLAR
29energética XXI SEPTIEMBRE
Parque eólico de Peñablanca. El montaje de las torres se realiza mediante un sistema patentado con el que se consiguen rendimientos de más de dos torres por semana.

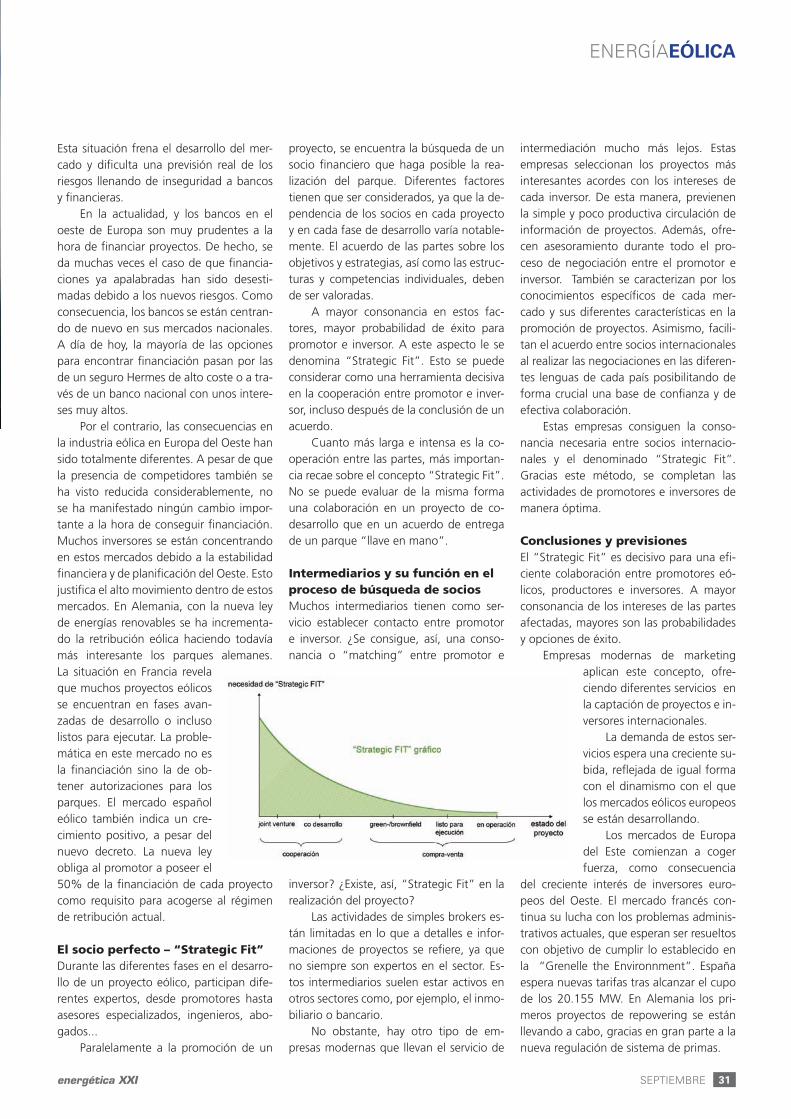
Las consecuencias de la crisis financiera mundial también han dejado huella en el sector eólico. La falta de capital junto a las insolvencias han reducido considerablemente el número de potenciales inversores haciendo más compleja la identificación del socio adecuado.
DENIS KUEHN, MD. GREEN ENERGY WOLD-GEW
Los retos de encontrar inversores para proyectos eólicos en Europa
Los bancos se están volviendo más selectivos a la hora de financiar par-ques eólicos, ralentizando así las
actividades de muchos inversores. En la actualidad, el mercado potencial de com-pradores se ha reducido considerablemen-te debido, en gran parte, a las insolvencias y a las consolidaciones de algunas de las grandes empresas del sector. Historias como la de MeinL Power y la compañía ho-landesa E-Concern prueban esta situación. Además, muchos pequeños productores de energía –también conocidos como Independent Power Producers (IPP)– han paralizado sus inversiones hasta 2010 y quedan a la espera de la estabilización del sector financiero.
En estos momentos, a promotores y productores eólicos con intención de ven-der se les ha vuelto más complejo encon-trar el socio financiero adecuado.
Empresas con fuerte liquidez y/o con dilatadas relaciones bancarias se han visto beneficiadas del descenso de competido-res en el mercado de la inversión. De esta forma, los suministradores energéticos son capaces de financiar proyectos de primera mano. De hecho, se puede decir que son independientes del capital ajeno y de la falta de liquidez de los bancos para la realización de proyectos. Esto explica que ejemplos como los de E.on o Enel, se muestren tan fuertes y activos en el mercado europeo. Su interés reside, prin-cipalmente, en parques y proyectos con gran potencia.
Otras empresas con experiencia en la ejecución de parques eólicos, tienen nor-malmente largas relaciones bancarias que les conceden, en comparación con otros, más facilidades a la hora de obtener fi-nanciación para sus proyectos. La alema-
na WPD y la española Acciona son claros ejemplos de este grupo de inversores, que al igual que los suministradores energé-ticos, sólo se interesan por proyectos de gran envergadura.
Por otro lado, pequeños promotores y productores eólicos tropiezan con muchas más dificultades para encontrar compra-dores y/o financiación.
Situación en Europa del Este y OesteEl impacto de la crisis financiera varía den-tro de Europa. Los proyectos en Europa del Este se han visto tremendamente afecta-dos. La búsqueda de financiación para proyectos en países del Este se ha conver-tido en una ardua tarea debido en gran parte a los problemas de infraestructuras y bases legales, así como por inestabilida-des en los sistemas políticos y económicos.
ENERGÍAEÓLICA
30 SEPTIEMBRE09 energética XXI
Esta situación frena el desarrollo del mer-cado y dificulta una previsión real de los riesgos llenando de inseguridad a bancos y financieras.
En la actualidad, y los bancos en el oeste de Europa son muy prudentes a la hora de financiar proyectos. De hecho, se da muchas veces el caso de que financia-ciones ya apalabradas han sido desesti-madas debido a los nuevos riesgos. Como consecuencia, los bancos se están centran-do de nuevo en sus mercados nacionales. A día de hoy, la mayoría de las opciones para encontrar financiación pasan por las de un seguro Hermes de alto coste o a tra-vés de un banco nacional con unos intere-ses muy altos.
Por el contrario, las consecuencias en la industria eólica en Europa del Oeste han sido totalmente diferentes. A pesar de que la presencia de competidores también se ha visto reducida considerablemente, no se ha manifestado ningún cambio impor-tante a la hora de conseguir financiación. Muchos inversores se están concentrando en estos mercados debido a la estabilidad financiera y de planificación del Oeste. Esto justifica el alto movimiento dentro de estos mercados. En Alemania, con la nueva ley de energías renovables se ha incrementa-do la retribución eólica haciendo todavía más interesante los parques alemanes. La situación en Francia revela que muchos proyectos eólicos se encuentran en fases avan-zadas de desarrollo o incluso listos para ejecutar. La proble-mática en este mercado no es la financiación sino la de ob-tener autorizaciones para los parques. El mercado español eólico también indica un cre-cimiento positivo, a pesar del nuevo decreto. La nueva ley obliga al promotor a poseer el 50% de la financiación de cada proyecto como requisito para acogerse al régimen de retribución actual.
El socio perfecto – “Strategic Fit”Durante las diferentes fases en el desarro-llo de un proyecto eólico, participan dife-rentes expertos, desde promotores hasta asesores especializados, ingenieros, abo-gados...
Paralelamente a la promoción de un
proyecto, se encuentra la búsqueda de un socio financiero que haga posible la rea-lización del parque. Diferentes factores tienen que ser considerados, ya que la de-pendencia de los socios en cada proyecto y en cada fase de desarrollo varía notable-mente. El acuerdo de las partes sobre los objetivos y estrategias, así como las estruc-turas y competencias individuales, deben de ser valoradas.
A mayor consonancia en estos fac-tores, mayor probabilidad de éxito para promotor e inversor. A este aspecto le se denomina “Strategic Fit”. Esto se puede considerar como una herramienta decisiva en la cooperación entre promotor e inver-sor, incluso después de la conclusión de un acuerdo.
Cuanto más larga e intensa es la co-operación entre las partes, más importan-cia recae sobre el concepto “Strategic Fit”. No se puede evaluar de la misma forma una colaboración en un proyecto de co-desarrollo que en un acuerdo de entrega de un parque “llave en mano”.
Intermediarios y su función en el proceso de búsqueda de sociosMuchos intermediarios tienen como ser-vicio establecer contacto entre promotor e inversor. ¿Se consigue, así, una conso-nancia o “matching” entre promotor e
inversor? ¿Existe, así, “Strategic Fit” en la realización del proyecto?
Las actividades de simples brokers es-tán limitadas en lo que a detalles e infor-maciones de proyectos se refiere, ya que no siempre son expertos en el sector. Es-tos intermediarios suelen estar activos en otros sectores como, por ejemplo, el inmo-biliario o bancario.
No obstante, hay otro tipo de em-presas modernas que llevan el servicio de
intermediación mucho más lejos. Estas empresas seleccionan los proyectos más interesantes acordes con los intereses de cada inversor. De esta manera, previenen la simple y poco productiva circulación de información de proyectos. Además, ofre-cen asesoramiento durante todo el pro-ceso de negociación entre el promotor e inversor. También se caracterizan por los conocimientos específicos de cada mer-cado y sus diferentes características en la promoción de proyectos. Asimismo, facili-tan el acuerdo entre socios internacionales al realizar las negociaciones en las diferen-tes lenguas de cada país posibilitando de forma crucial una base de confianza y de efectiva colaboración.
Estas empresas consiguen la conso-nancia necesaria entre socios internacio-nales y el denominado “Strategic Fit”. Gracias este método, se completan las actividades de promotores e inversores de manera óptima.
Conclusiones y previsionesEl “Strategic Fit” es decisivo para una efi-ciente colaboración entre promotores eó-licos, productores e inversores. A mayor consonancia de los intereses de las partes afectadas, mayores son las probabilidades y opciones de éxito.
Empresas modernas de marketing aplican este concepto, ofre-ciendo diferentes servicios en la captación de proyectos e in-versores internacionales.
La demanda de estos ser-vicios espera una creciente su-bida, reflejada de igual forma con el dinamismo con el que los mercados eólicos europeos se están desarrollando.
Los mercados de Europa del Este comienzan a coger fuerza, como consecuencia
del creciente interés de inversores euro-peos del Oeste. El mercado francés con-tinua su lucha con los problemas adminis-trativos actuales, que esperan ser resueltos con objetivo de cumplir lo establecido en la “Grenelle the Environnment”. España espera nuevas tarifas tras alcanzar el cupo de los 20.155 MW. En Alemania los pri-meros proyectos de repowering se están llevando a cabo, gracias en gran parte a la nueva regulación de sistema de primas.
ENERGÍAEÓLICA
31energética XXI SEPTIEMBRE

reiner banemann, director de producto de ktr
Acoplamientos aislantes: sin problemas hasta dentro de 20 años…
Los fabricantes de acoplamientos ofrecen diferentes conceptos de diseño. KTR On Service ofrece una
solución integral al sistema de turbina eóli-ca, ofreciendo algo más que la transmisión de par y la compensación de los posibles desplazamientos.
“Hace siete u ocho años, los acopla-mientos para turbinas eólicas todavía con-sistían en piezas de acero con casquillos de plástico o bridas que proporcionaban aislamiento eléctrico. El polvo, la niebla de aceite o la humedad sobre estos casquillos elevaban la conductividad eléctrica. Otros conceptos, tales como los acoplamientos de rotulas, integran elementos de cau-cho para el aislamiento eléctrico. Como la dureza del caucho se va reduciendo con el tiempo, dichos elementos deben ser remplazados después de un tiempo rela-tivamente corto, alrededor de dos a cinco años, lo que puede requerir un esfuerzo considerable. Además, estos casquillos de caucho cuentan con una sección peque-ña de aislamiento por lo que el aceite o la grasa pueden provocar conductividad eléctrica”, nos explica Reiner Banemann, director de Producto de Acoplamientos es-peciales para aplicaciones eólicas de KTR.
Con sus acoplamientos de láminas multi-hojas, la compañía, con sede en Rheine, ha desarrollado un sistema que no solamente resuelve el problema del ais-lamiento sino también otros retos en las aplicaciones entre el generador y la mul-tiplicadora.
Los principales componentes del acoplamiento son el freno de disco, un conjunto flexible de láminas de acero, un espaciador aislado eléctricamente con un
tubo reforzado de fibra de vidrio, que con-tienen un limitador de par deslizante ade-más de otro conjunto de láminas, de tal manera que el espaciador está doblemen-te suspendido por láminas. “El elemento clave de este desarrollo es el tubo refor-zado de fibra de vidrio. Una solución de alta calidad para el aislamiento eléctrico, solución que ha sido probada y testada en la construcción de transformadores. El tubo de fibra de vidrio reforzado tiene una sección de aislamiento bastante am-plia de 200 a 300 mm e incluso mayor en algunos casos. Esto genera un aislamiento eléctrico efectivo para el acoplamiento, in-cluso cuando hay polvo, niebla de aceite o humedad en el componente”, comenta el director de Producto de KTR y enfatiza que el aislamiento generado por el tubo reforzado de fibra de vidrio también puede prevenir la fuga de corriente del lado del generador, que podría causar daños por paso de corriente en los dientes de los en-granajes de la multiplicadora. También se ofrecen otras ventajas gracias al limitador de sobrecargas integrado en el espaciador del acoplamiento. Un generador podría, por ejemplo, producir considerables picos de par, que pasarán la multiplicadora, da-
ñando los engranajes. El limitador desliza y así reduce al mínimo el peligro de costosos daños a la multiplicadora.
“Este limitador de par es también particularmente importante durante una desconexión temporal de la red. Tras el reestablecimiento de la red, el generador puede emitir un sobrevoltaje momentáneo en el acoplamiento cuando la turbina se reconecta al suministro eléctrico. El limita-dor de par, efectivamente, se desliza frente a las sobrecargas, que pueden dañar los engranajes de la multiplicadora”.
Los acoplamientos utilizan tuercas de hasta M42 para fijar los conjuntos de láminas, que requieren herramientas lar-gas y ratios de par muy altos. Las tuercas convencionales se han sustituido por tuer-cas tensoras, con tornillos más pequeños que generan los pares necesarios. De esta manera, las herramientas convencionales, tales como una llave de par de 100 Nm se pueden utilizar para generar manualmente la presión necesaria.
Esta gama de acoplamientos han sido ya probados y testados en más de 20.000 instalaciones alrededor del mundo y se pueden utilizar en turbinas que generen hasta una potencia de 6 MW. La vida de servicio de estos acoplamientos es aproxi-madamente de 20 años. Durante el man-tenimiento de las turbinas eólicas, es un buen momento para sustituir el acopla-miento por una unidad con espaciador de fibra de vidrio reforzado. Según Reiner Ba-nemann, “donde se sustituye o repara una multiplicadora, se debería evitar el riesgo de un paso de corriente en el futuro y los acoplamientos no-aislantes deberían ser reemplazados”.
ENERGÍAEÓLICA
Los acoplamientos del eje rápido del tren motriz de las turbinas eólicas compensan el desajuste entre la multiplicadora y el generador. Estos acoplamientos deben permitir un alto grado de desalineación ya que la multiplicadora y también el generador están generalmente asentados sobre elementos de amortiguación.
32 SEPTIEMBRE09 energética XXI
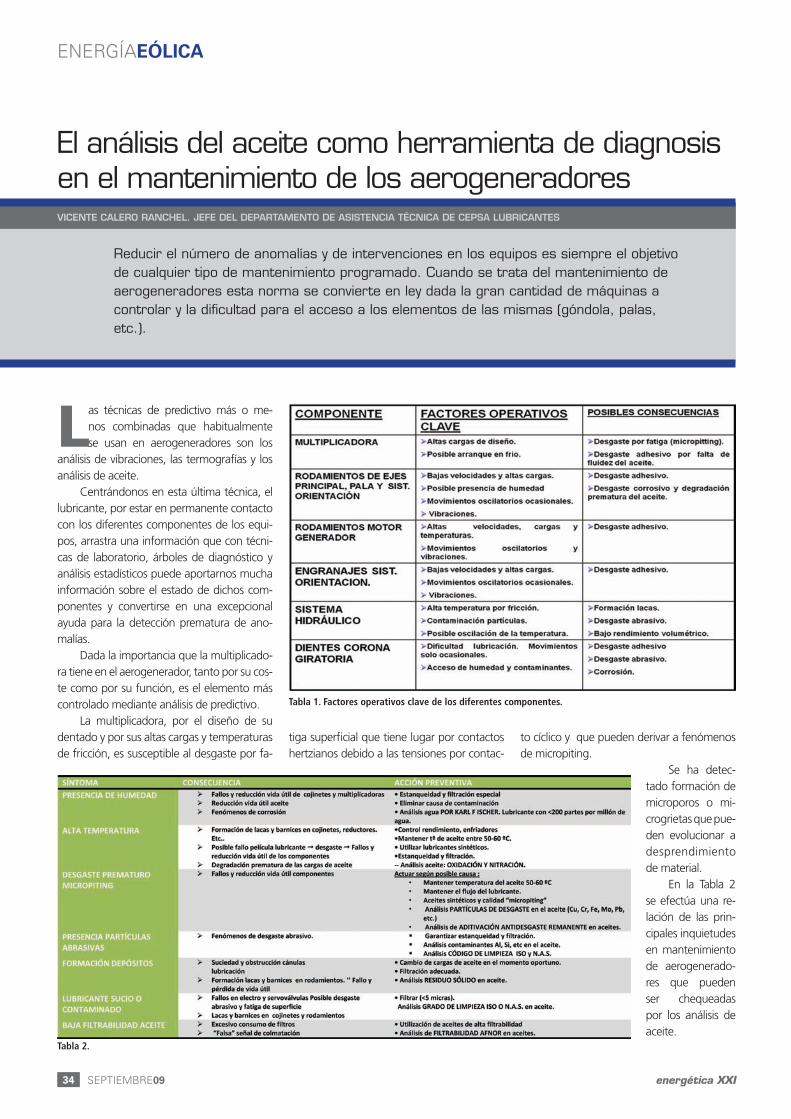
VICENTE CALERO RANCHEL. JEFE DEL DEPARTAMENTO DE ASISTENCIA TÉCNICA DE CEPSA LUBRICANTES
El análisis del aceite como herramienta de diagnosis en el mantenimiento de los aerogeneradores
Las técnicas de predictivo más o me-nos combinadas que habitualmente se usan en aerogeneradores son los
análisis de vibraciones, las termografías y los análisis de aceite.
Centrándonos en esta última técnica, el lubricante, por estar en permanente contacto con los diferentes componentes de los equi-pos, arrastra una información que con técni-cas de laboratorio, árboles de diagnóstico y análisis estadísticos puede aportarnos mucha información sobre el estado de dichos com-ponentes y convertirse en una excepcional ayuda para la detección prematura de ano-malías.
Dada la importancia que la multiplicado-ra tiene en el aerogenerador, tanto por su cos-te como por su función, es el elemento más controlado mediante análisis de predictivo.
La multiplicadora, por el diseño de su dentado y por sus altas cargas y temperaturas de fricción, es susceptible al desgaste por fa-
tiga superficial que tiene lugar por contactos hertzianos debido a las tensiones por contac-
to cíclico y que pueden derivar a fenómenos de micropiting.
Se ha detec-tado formación de microporos o mi-crogrietas que pue-den evolucionar a desprendimiento de material.
En la Tabla 2 se efectúa una re-lación de las prin-cipales inquietudes en mantenimiento de aerogenerado-res que pueden ser chequeadas por los análisis de aceite.
ENERGÍAEÓLICA
Reducir el número de anomalías y de intervenciones en los equipos es siempre el objetivo de cualquier tipo de mantenimiento programado. Cuando se trata del mantenimiento de aerogeneradores esta norma se convierte en ley dada la gran cantidad de máquinas a controlar y la dificultad para el acceso a los elementos de las mismas (góndola, palas, etc.).
34 SEPTIEMBRE09 energética XXI
Tabla 1. Factores operativos clave de los diferentes componentes.
Tabla 2.


ARON PUJANA, ANTONIO PÉREZ, XABIER SAGARTZAZU, SALVADOR TRUJILLO E ION ETXEBERRIA. IKERLAN-IK4 CENTRO DE INVESTIG. TECNOLÓGICAS
Investigación y desarrollo tecnológico ante los nuevos retos de la energía eólica
Aunque los costes de construcción son, en general, más altos, en la actualidad, son varios los factores
que impulsan al sector decididamente ha-cia su expansión en el medio marino (off-shore): el agotamiento de emplazamientos con buenos recursos eólicos, la amplitud de espacio, los vientos fuertes más prede-cibles y menos turbulentos, etc.
La expansión off-shore implica nuevos e interesantes retos para el sector eólico que se traducen en una intensa actividad de investigación y desarrollo. El objetivo es desarrollar nuevos aerogeneradores de mayor tamaño, menor peso, más flexibles, más resistentes, aerodinámicamente más complejos y con necesidades mínimas de mantenimiento. Estos exigentes requisitos hacen necesario abordar el desarrollo con un enfoque multi-tecnológico que aglu-tina aspectos como el diseño estructural mecánico y los sistemas electrónicos em-bebidos de control, incluyendo hardware y software.
Así, desde el punto de vista del diseño mecánico, se considera una herramienta muy potente el disponer de modelos de simulación fiables que predigan el com-portamiento estructural de los diferentes componentes. La tendencia actual apunta hacia el desarrollo de modelos globales del aerogenerador con el suficiente detalle que permitan predecir fielmente el com-portamiento de cada uno de los compo-nentes: uniones entre diferentes tramos de torre, la vida del rotor, las palas y su unión al rotor y el tren de potencia. Para ello, es necesario disponer de datos ob-
tenidos mediante ensayos experimentales que permitan parametrizar y que validen los modelos numéricos. Ésta es una tarea compleja debido, entre otros motivos, a la dificultad de realizar ensayos dinámicos en operación para determinar el comporta-miento modal del aerogenerador.
Además, la evolución del aumento del tamaño de las palas unido a la disminu-ción de su peso hace necesario investigar en materiales con mejores propiedades e introducir mejoras en el diseño de la pala así como en su fabricación. En este senti-do, se ha propuesto el empleo de palas in-teligentes para mejorar el comportamiento dinámico de las mismas monitorizándolas de tal forma que permita conocer el esta-do estructural y la vida del componente.
El entorno marino añade además otras problemáticas como la sustenta-ción de la torre empleando diferentes y novedosos diseños, o la necesidad de es-tanqueidad de los diferentes conceptos o tratamientos superficiales para asegurar el comportamiento estructural bajo condi-
ciones ambientales extremas. De la misma manera, debido sobre todo a la mala acce-sibilidad de los aerogeneradores en el mar, hace que el monitorizado estructural del aerogenerador se convierta en un requeri-miento muy importante para minimizar las operaciones de mantenimiento.
Desde el punto de vista de los siste-mas de control embebidos, las mejoras se orientan principalmente a cinco ejes: la fle-xibilidad, la confiabilidad, la accesibilidad, la línea de producto software y los algorit-mos de regulación.
FlexibilidadLa necesidad de flexibilidad de los sistemas de control en aerogeneradores va a reque-rir que las plataformas de procesamiento hardware sean cada vez más potentes (me-jorando las prestaciones de los sistemas de control) y que al mismo tiempo aumente el nivel de abstracción de las mismas. Una medida posible sería el desarrollo de len-guajes de programación específicos para el sector eólico que garanticen la inde-pendencia de las plataformas hardware y software.
ConfiabilidadSe busca mejorar la operatividad y confiabi-lidad de los sistemas de control integrando los aspectos de: fiabilidad, disponibilidad, mantenibilidad y seguridad. El objetivo es avanzar en metodologías para desarrollo de hardware y software que incluyan téc-nicas para el análisis de riesgos e inserción de faltas, herramientas UML y conceptos como el autodiagnóstico. A nivel de arqui-
ENERGÍAEÓLICA
El campo de las energías renovables, y particularmente el de la generación eólica, ha vivido un fuerte crecimiento en los últimos 20 años. En ese plazo de tiempo, se ha pasado de los primeros aerogeneradores prototípicos, con potencias de 100 kW, a los modelos comerciales actuales de hasta 6 MW. Los principales tractores de esta evolución han sido la reducción de costes y la búsqueda de una mayor eficiencia.
36 SEPTIEMBRE09 energética XXI
Detalle del buje y la góndola de un aerogenerador de 3 MW con un rotor de 100 metros.

ENERGÍAEÓLICA
38 SEPTIEMBRE09 energética XXI
tectura se trabaja en la inclusión de redun-dancias y el uso de lenguajes específicos de dominio (DSL) bajo un framework des-tinado a fortalecer la confiabilidad. Estos conceptos están siendo aplicados en otros sectores incluso mediante la definición de estándares como el IEC61508 aplicable a los sistemas electrónicos programables. Por el momento no existe una variante de dicho estándar aplicada al sector eólico pero los conceptos que define son de gran interés para este sector, especialmente en aplicaciones off-shore.
AccesibilidadLa conectividad de estos sistemas es críti-ca teniendo en cuenta las limitaciones de accesibilidad de los aerogeneradores, por lo que la estructura de comunicación y los servicios que deben ser proveídos deben disponer de altos niveles de interoperabi-lidad y calidad de servicio a nivel de apli-cación. Esto implica claros e importantes retos en la conectividad de los aerogene-radores, especialmente en entornos off-shore, como por ejemplo, la evolución de las comunicaciones para la mejora de la accesibilidad de los parques eólicos. El ob-jetivo principal es incrementar la fiabilidad de las comunicaciones y la disponibilidad de la información en tiempo real al mismo tiempo que se aumenta la interoperabili-dad. Para ello se deberá definir una arqui-tectura de comunicaciones que permita a los gestores recibir información clave para la gestión del parque.
Línea de producto software La proliferación de aerogeneradores de dis-tinta potencia, tamaño y clase ha obligado a los fabricantes a desarrollar y mantener sistemas de control específicos para cada modelo. Hasta ahora éstos se han gestio-nado de forma independiente ya que cada modelo tiene unas características propias que le distinguen del resto. Sin embargo, tienen una parte en común que no se ges-tiona de forma unificada. Es decir, no se aprovechan las economías de escala.
La ingeniería del software denomina a estos problemas reutilización y custo-mización, ambos inherentemente relacio-nados. La reutilización se centra en reuti-lizar partes independientes en diferentes controles, mientras que la customización persigue individualizar cada control a las
necesidades específicas de cada máquina. Para resolver estos problemas se están uti-lizando técnicas de ingeniería del software bien conocidas de Líneas de Producto Soft-ware. Se trata de técnicas y herramientas para definir las partes comunes y variables de los productos, introducir mecanismos de diferenciación entre productos, y esta-blecer los procesos de producción.
Algoritmos de regulaciónLos algoritmos de regulación son una de las partes fundamentales del sistema de control debido a que en ellos reside la “in-teligencia” de la máquina. La regulación del aerogenerador es realmente una tarea
muy exigente, ya que a las dificultades propias que presentan estos tipos de sis-temas, como son las no-linealidades, hay que sumarles las perturbaciones cíclicas originadas por el viento que excitan distin-tos componentes mecánicos de la máqui-na. Además, la tendencia actual dirigida a construir máquinas más grandes, más flexibles y con más elementos, ubicándo-las en medios hostiles, no hace más que dificultar esta labor.
En este contexto, existe una clara necesidad de diseñar algoritmos de re-gulación robustos (H∞, QFT,…) para la mitigación de las cargas que sufre la es-tructura y que controlen la máquina ante las variaciones de las perturbaciones que inciden sobre ella. También se trabaja en algoritmos y dispositivos que permitan ro-bustecer la máquina ante las perturbacio-nes de la red y, en la medida de lo posible, contribuir a la estabilidad de la misma en términos de frecuencia y voltaje. Para el diseño de estos algoritmos es imprescindi-ble contar con modelos matemáticos que reproduzcan fielmente el comportamiento dinámico de los componentes mecánicos y eléctricos del aerogenerador. Finalmente, para la fase de implementación y valida-ción se están desarrollando herramientas de Prototipado Virtual que consisten en una plataforma de test que permite veri-ficar el sistema de control en condiciones cuasi-reales y condiciones límite
En definitiva, el aumento de tamaño de los aerogeneradores y la implantación de parques eólicos off-shore obligan al sec-tor a seguir apostando por un desarrollo tecnológico global. Las soluciones apuntan hacia diseños mecánicos, que basados en modelos matemáticos del comportamien-to de los componentes y sus uniones, sean capaces de soportar las condiciones adver-sas de un medio hostil mediante el empleo de nuevos materiales. Al mismo tiempo, los sistemas electrónicos embebidos de control deberán evolucionar tanto a nivel hardware como software maximizando conceptos como la flexibilidad, la confia-bilidad, la accesibilidad, y la reutilización y customización del software. Por último, se deberán desarrollar algoritmos de re-gulación robustos que mitiguen las cargas que sufre la estructura y sean capaces de controlar la interacción entre el aerogene-rador, el parque y la red eléctrica.
Parque eólico situado en España.

ENERGÍAEÓLICA
39energética XXI SEPTIEMBRE
DEPARTAMENTO TÉCNICO DE IBERDROLA INGENIERÍA Y CONSTRUCCIÓN
Parque eólico de La Venta III, en México
Iberdrola Ingeniería y Construcción co-menzó el pasado 22 de julio las obras del parque eólico La Venta III, lo que
supone que la compañía se ha consolida-do como el mayor constructor de parques eólicos de México, tras haber culminado las obras de los parques de La Ventosa y La Venta II.
El parque eólico La Venta III está ubi-cado en el municipio de Santo Domingo Ingenio, en el estado de Oaxaca, México. Esta instalación, que contará con una po-tencia nominal de 102,85 MW, utilizará 121 aerogeneradores del modelo G52 de Gamesa Eólica, de 850 kW de potencia y 44 metros de altura. Su producción dará suministro a cerca de 200.000 personas y evitará la emisión de unas 150.000 tonela-das de CO2 al año.
El parque incluirá una subestación principal, que elevará la tensión de la ener-gía de 34,5 kV a 230 kV para su transmi-sión al punto de interconexión situado en la subestación de La Venta II, así como una línea de transmisión de 230 kV y 10 km de longitud interconectando ambas subes-taciones. El desarrollo del proyecto com-prende la ingeniería básica y de detalle, el suministro de equipos y la construcción.
El proyecto tiene como hitos principa-les el citado inicio de las obras en el mes de julio, con una fecha prevista de entrada en operación comercial fijada en junio de 2011. Previamente, en mayo de 2011, ha-brá finalizado el montaje de los aerogene-radores y se habrán iniciado las pruebas de funcionamiento de los mismos. La puesta en marcha de La Venta III contribuirá al de-sarrollo económico del estado de Oaxaca, una de las zonas de México con mayor po-tencial para desarrollar parques eólicos por sus elevados índices de viento.
La VentosaEl pasado mes de enero fue inaugurado el parque eólico de La Ventosa, construi-do por Iberdrola Ingeniería para Iberdrola Renovables. Este parque, de 80 MW de potencia, cuenta con 94 aerogeneradores G52, fabricados por Gamesa, y ha sido re-gistrado por la ONU como Mecanismo de Desarrollo Limpio (MDL), un instrumento creado para impulsar las energías limpias y cumplir el Protocolo de Kioto. La instala-ción evitará que se emitan a la atmósfera 180.000 toneladas de CO
2 al año.
La Venta IIPor último, Iberdrola Ingeniería finalizó en diciembre de 2006 el parque eólico de La Venta II, de 83,3 MW de potencia, cons-truido en consorcio con Gamesa para la CFE en el Estado de Oaxaca. Cuenta con 98 aerogeneradores y fue en su día la ma-yor instalación eólica de Latinoamérica.
Proyectos en LatinoaméricaIberdrola Ingeniería y Construcción está ejecutando proyectos en Latinoamérica por importe de 680 millones de euros, principalmente en México, Venezuela y Brasil. Entre estos proyectos destacan el aumento de potencia de la central nuclear
de Laguna Verde y la ya citada construc-ción del parque eólico La Venta III, ambos en México.
El contrato de Laguna Verde se rea-liza para la CFE. Se trata de incrementar la potencia nominal de esta central en un 20%. En el pasado mes de mayo finali-zaron con éxito los trabajos planificados para la segunda recarga de la unidades 1 y 2 de la central, en los que participaron durante 43 días un total de 1.300 perso-nas pertenecientes a más de 50 empresas contratistas. En el sector de redes, la em-presa lleva a cabo diversos proyectos para la modernización de la red de distribución de este país por un importe de 55 millones de euros.
En Venezuela, ejecuta diversos proyec-tos para Cadafe y Edelca, por un importe conjunto de 99,2 millones de euros, desti-nados a modernizar su red de distribución. El pasado mes de febrero, la compañía ini-ció la segunda fase de las obras de remo-delación de las redes eléctricas del Estado de Falcón (Venezuela), en el marco de un contrato adjudicado por la empresa Cada-fe. La empresa desarrolla proyectos en las localidades de Punto Fijo, San Gerónimo y Palital, además de obras de emergencia en diferentes estados.
En la central nuclear de Angra, en Brasil, se ha adjudicado diversos contratos por un importe conjunto de 27 millones de euros, el más importante de los cuales es el correspondiente a la sustitución de generadores de vapor de la unidad Angra 1, cuyos trabajos se desarrollan para Elec-tronuclear. También realiza trabajos para la inspección y servicios especiales de man-tenimiento de los dos grupos de la central y recientemente se adjudicó otro contra-to para realizar durante los próximos tres años la inspección por ultrasonidos de esta instalación.
El parque de La Venta III será construido por Iberdrola Ingeniería para Iberdrola Renovables, adjudicataria del proyecto en un concurso internacional convocado por la Comisión Federal de Electricidad (CFE).
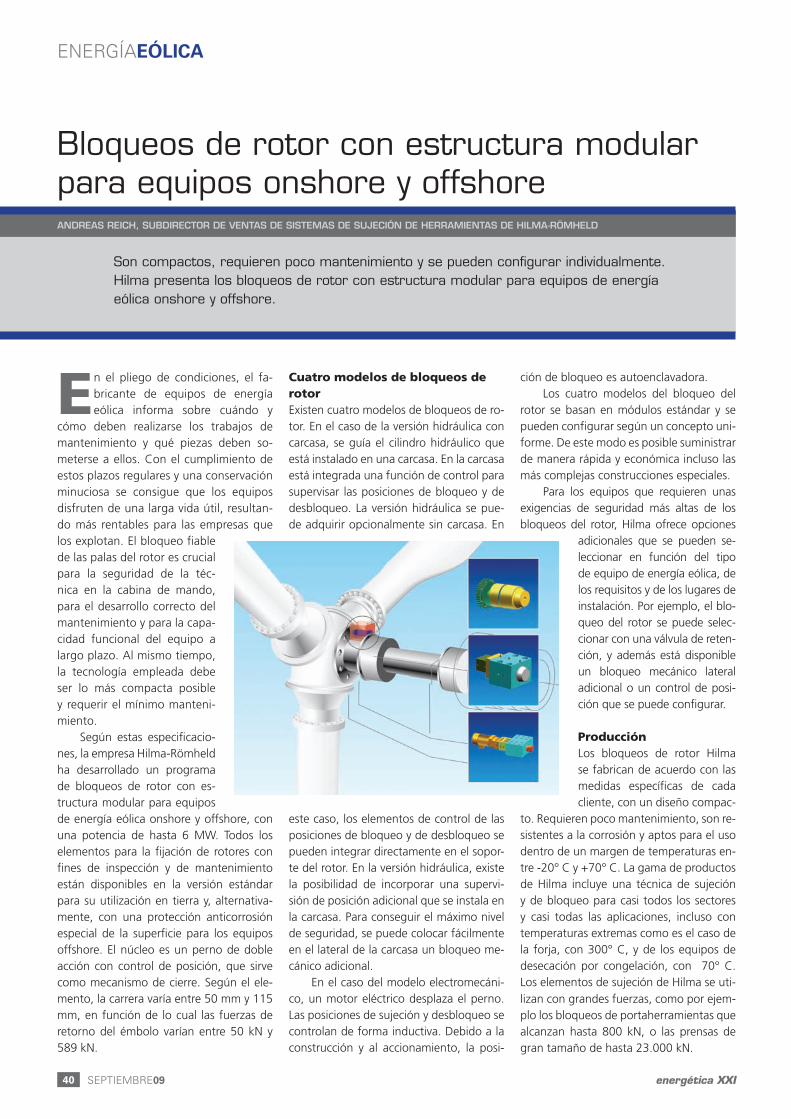
andreas reich, subdirector de ventas de sistemas de sujeción de herramientas de hiLma-rÖmheLd
Bloqueos de rotor con estructura modular para equipos onshore y offshore
En el pliego de condiciones, el fa-bricante de equipos de energía eólica informa sobre cuándo y
cómo deben realizarse los trabajos de mantenimiento y qué piezas deben so-meterse a ellos. Con el cumplimiento de estos plazos regulares y una conservación minuciosa se consigue que los equipos disfruten de una larga vida útil, resultan-do más rentables para las empresas que los explotan. El bloqueo fiable de las palas del rotor es crucial para la seguridad de la téc-nica en la cabina de mando, para el desarrollo correcto del mantenimiento y para la capa-cidad funcional del equipo a largo plazo. Al mismo tiempo, la tecnología empleada debe ser lo más compacta posible y requerir el mínimo manteni-miento.
Según estas especificacio-nes, la empresa Hilma-Römheld ha desarrollado un programa de bloqueos de rotor con es-tructura modular para equipos de energía eólica onshore y offshore, con una potencia de hasta 6 MW. Todos los elementos para la fijación de rotores con fines de inspección y de mantenimiento están disponibles en la versión estándar para su utilización en tierra y, alternativa-mente, con una protección anticorrosión especial de la superficie para los equipos offshore. El núcleo es un perno de doble acción con control de posición, que sirve como mecanismo de cierre. Según el ele-mento, la carrera varía entre 50 mm y 115 mm, en función de lo cual las fuerzas de retorno del émbolo varían entre 50 kN y 589 kN.
Cuatro modelos de bloqueos de rotorExisten cuatro modelos de bloqueos de ro-tor. En el caso de la versión hidráulica con carcasa, se guía el cilindro hidráulico que está instalado en una carcasa. En la carcasa está integrada una función de control para supervisar las posiciones de bloqueo y de desbloqueo. La versión hidráulica se pue-de adquirir opcionalmente sin carcasa. En
este caso, los elementos de control de las posiciones de bloqueo y de desbloqueo se pueden integrar directamente en el sopor-te del rotor. En la versión hidráulica, existe la posibilidad de incorporar una supervi-sión de posición adicional que se instala en la carcasa. Para conseguir el máximo nivel de seguridad, se puede colocar fácilmente en el lateral de la carcasa un bloqueo me-cánico adicional.
En el caso del modelo electromecáni-co, un motor eléctrico desplaza el perno. Las posiciones de sujeción y desbloqueo se controlan de forma inductiva. Debido a la construcción y al accionamiento, la posi-
ción de bloqueo es autoenclavadora. Los cuatro modelos del bloqueo del
rotor se basan en módulos estándar y se pueden configurar según un concepto uni-forme. De este modo es posible suministrar de manera rápida y económica incluso las más complejas construcciones especiales.
Para los equipos que requieren unas exigencias de seguridad más altas de los bloqueos del rotor, Hilma ofrece opciones
adicionales que se pueden se-leccionar en función del tipo de equipo de energía eólica, de los requisitos y de los lugares de instalación. Por ejemplo, el blo-queo del rotor se puede selec-cionar con una válvula de reten-ción, y además está disponible un bloqueo mecánico lateral adicional o un control de posi-ción que se puede configurar.
Producción Los bloqueos de rotor Hilma se fabrican de acuerdo con las medidas específicas de cada cliente, con un diseño compac-
to. Requieren poco mantenimiento, son re-sistentes a la corrosión y aptos para el uso dentro de un margen de temperaturas en-tre -20° C y +70° C. La gama de productos de Hilma incluye una técnica de sujeción y de bloqueo para casi todos los sectores y casi todas las aplicaciones, incluso con temperaturas extremas como es el caso de la forja, con 300° C, y de los equipos de desecación por congelación, con 70° C. Los elementos de sujeción de Hilma se uti-lizan con grandes fuerzas, como por ejem-plo los bloqueos de portaherramientas que alcanzan hasta 800 kN, o las prensas de gran tamaño de hasta 23.000 kN.
ENERGÍAEÓLICA
Son compactos, requieren poco mantenimiento y se pueden configurar individualmente. Hilma presenta los bloqueos de rotor con estructura modular para equipos de energía eólica onshore y offshore.
40 SEPTIEMBRE09 energética XXI


ENERGÍASOLAR
Durante los días 21, 22 y 23 de octubre, productos y servicios relacionados con la biomasa y
los biocombustibles coparán la cuarta edición de Expobioenergía, que en esta ocasión pondrá a disposición de exposi-tores y visitantes más de 15.000 metros cuadrados de superficie divididos en tres sectores:
BiocomBustiBles: Cultivos energéticos, tecnologías para aprovechamiento de bio-masa, equipos para la producción de bio-carburantes y biogás, para la trituración y astillado de biomasa agrícola y madera, para la fabricación de pellets, almacenaje, selección y secado, platas modulares de generación eléctrica, así como combustión y gasificación.
energía y calor: Aquí, encontramos es-tufas, chimeneas, calderas de uso domés-tico e industrial, district heatings, plantas de biomasa, cogeneración, trigeneración y climatización.
servicios: En este sector, se ubican in-genierías y consultorías, empresas e ins-tituciones de investigación y desarrollo energético, proyectos llave en mano, con-ductos y equipamiento auxiliar y medios de comunicación, entre ellos, Energética XXI.
Carácter internacionalSegún datos de la organización, Expo-bioenergía contará con una mayoría de expositores internacionales. Desde fuera de nuestras fronteras, llegará el 63% de las empresas y asociaciones participantes, concretamente, procedentes de 21 países: Alemania, Argentina, Austria, Brasil, Chile, Dinamarca, Eslovaquia, España, Estados Unidos, Finlandia, Francia, Holanda, Hon-
duras, Israel, Italia, México, Portugal, Re-pública Checa, Suecia, Suiza y Uruguay.
Jornadas técnicasEn este contexto internacional, se celebra-rá el Workshop Bioenergía Activa, que en su tercera edición pretende promover nue-vas oportunidades, acuerdos comerciales e intercambio de experiencias entre países de Europa y Latinoamérica. Este año, Chile será el país invitado, y, en el seno de este Workshop, se celebrará la Morning Chi-lean, una jornada técnica que trazará las principales líneas de oportunidad de nego-cio en el sector de la bioenergía en este país, y que contará con las intervenciones de entidades gubernamentales y empresas chilenas.
El programa oficial de jornadas téc-nicas comienza el día 21 de octubre con
Biomasa forestal. Organizada por la Uni-versidad Politécnica de Madrid, Cesefor y la Junta de Castilla y León, abordará ejem-plos reales de la situación de la biomasa forestal en el sur de Europa con el fin de generar energía.
Al día siguiente, el Instituto Español de Comercio Exterior organiza Jimex Chi-na, una jornada virtual de comercio exte-rior centrada en la situación del mercado chino en el sector de la bioenergía.
El mismo día 22, la Oficina Comercial de Austria ofrece una jornada Hispano-Austriaca dirigida a instaladores, distribui-dores, prensa especializada y organismos del sector.
Esta serie de jornadas terminará de la mano de Finlandia y Avebiom, con el seminario Negocios en Bioenergía usan-do los recursos forestales. Entre otros, se abordarán temas como el suministro, ma-nejo, procesado y transporte de biomasa, manejo de plantas de calor o generación eléctrica y construcción de sistemas de ca-lor distribuido.
Premios a la Innovación TecnológicaLa investigación y la innovación forman par-te de la esencia de Expobionergía. Por ello, una vez más se convocan los Premios a la Innovación Tecnológica, unos galardones que premian aquellas iniciativas que con-tribuyen a potenciar el desarrollo de este sector. Estos premios se crearon en el año 2006 y están divididos en cuatro categorías: cultivos energéticos; equipos para la reco-lección, manejo, transformación y transpor-te de biomasa, equipos para la valorización energética de la biomasa, y proyectos de bioenergía a mediana y gran escala.
42 SEPTIEMBRE09 energética XXI
Expobioenergía 2009: innovación y carácter internacional
Vuelve con más novedades que nunca y con un marcado carácter internacional. Expobioenergía celebra su cuarta edición, consolidándose como referente de la generación de energía a partir de materias biológicas.

ENERGÍASOLAR
ADABELa Asociación para la Difusión del Apro-vechamiento de la Biomasa en España (Adabe) fue fundada en 1986 y, sin fi nes lucrativos, agrupa a personas y entidades dedicadas a la investigación, tecnología y difusión del aprovechamiento de la bio-masa. Tiene como objetivo la divulgación de los avances sobre las aplicaciones de la biomasa como recurso renovable.
AHIDRAAhidra presenta en Expobioenergía el pro-ceso de Conversión a Baja Temperatura (LTC), que aporta soluciones sostenibles para convertir los residuos orgánicos en energía de forma altamente efi ciente y res-petuosa con el medio ambiente. Los pro-ductos fi nales obtenidos son gas, con una composición en metano similar a la de un gas natural, o electricidad, mediante el uso de una turbina de gas y un residuo inorgá-nico, en cantidad y composición variable en función del tipo de residuo tratado en la planta. Este proceso puede producir energía de prácticamente todos los residuos orgá-nicos y de cualquier tipo de biomasa con poder calorífi co medio y alto. Entre estos, podemos citar biomasa forestal y agrícola, plásticos, neumáticos fuera de uso, mezcla de plásticos y espumas, no reciclables, de vehículos fuera de uso (VFU), fangos de depuradora secados térmicamente, y resi-duos de madera.
ALTERSUN GRUP Termosun, distribuidor a escala nacional de Herz, expone en la feria Expobioener-gía 2009 una gama de calderas de bioma-sa con amplia variedad de potencia de 10 a 500 kW. Las calderas Herz permiten el uso los distintos combustibles de biomasa: pellets, astillas, huesillo, etc., y disponen de sistemas de alimentación adaptables a todas las necesidades. Además, son de última generación e incorporan una total automatización en el funcionamiento, tan-to en la limpieza de la zona de combustión e intercambiadores como en la recogida de cenizas. Disponen de encendido automáti-co, sonda Lambda, sistema Biocontrol 300 que realiza control y regulación de la cal-
dera, calefacción, ACS, deposito de inercia y energía solar. Estas calderas disponen de un rendimiento superior al 92% y cumplen las normativas más estrictas de emisiones.
AMANDUS KAHLAmandus Kahl presenta en Expobioener-gía sus productos y servicios, entre los que destaca la prensa de matriz plana y el Expander de abertura anular. La empresa cuenta con una planta piloto para hacer
ensayos con diferentes productos, una red de técnicos así como sucursales en todo el mundo.Su principal línea de negocio es la planifi -cación, diseño y fabricación de maquina-ria y plantas, para el acondicionamiento y la compactación de diferentes productos para diferentes industrias, por ejemplo piensos, industria química, reciclaje, bio-masa, Residuos Sólidos Urbanos (R.S.U.), Neumáticos Fuera de Uso (N.F.U.), etc.
ASEMFOLa Asociación Nacional de Empresas Fores-tales (Asemfo) participa en Expobioenergía 2009 como aliado en la organización de la Feria, dando continuidad a la asistencia y colaboración con este evento internacio-nal desde el año 2006. La Asociación quie-re aprovechar estas páginas para felicitar a los organizadores por el éxito de la iniciati-va: novedades, público asistente y número de expositores.Asemfo sigue apostando por la utilización de la biomasa forestal como recurso ener-gético competitivo en el mercado de las energías renovables. La implantación de un modelo energético sostenible, basado en el ahorro, la efi ciencia y la diversifi ca-ción de fuentes, requiere un impulso de-cidido al desarrollo de la biomasa forestal como energía renovable.Iniciativas como Expobioenergía contribu-yen a crear una mayor la aceptación social de la necesidad del aprovechamiento de la biomasa, del uso racional de los recur-sos de los bosques y de la importancia del cuidado de los mismos. La valorización de la biomasa forestal y la constitución de un mercado para este recurso energético son posibles y deseables a partir del momento en que se creen los instrumentos de apo-yos políticos y económicos para la gestión forestal.
ATEGRUSLa Asociación Técnica para la Gestión de Residuos y Medioambiente (Ategrus) muestra en Expobioenergía su servicio a las instituciones públicas, profesionales e industria de gestión de residuos, aseo ur-bano y medio ambiente. Entre sus actividades, encontramos confe-
43energética XXI SEPTIEMBRE
E X P O S I T O R E S
Adabe.
Ahidra.
Asemfo.
Ategrus.

ENERGÍASOLAR
rencias monográfi cas nacionales e inter-nacionales sobre vertederos, tratamientos biológicos, residuos hospitalarios, residuos peligrosos, tratamientos térmicos, bioener-gía, playas; seminarios; cursos específi cos de formación; grupos de trabajo sobre tratamiento biológico, residuos peligrosos, industriales y banales, residuos sanitarios, tratamientos térmicos, tratamientos quí-micos, tratamientos mecánico-hidráulicos,
reciclaje y minimización, saneamiento ur-bano, fl ujos prioritarios, suelos contamina-dos y vertederos, aspectos económicos, so-ciales y de comunicación y normalización. Ategrus también organiza congresos ibe-roamericanos de residuos y de aseo urba-no; encuentros empresariales, y fomento de la concienciación ambiental a través del arte, deporte y medioambiente. Además, ha ocupado la secretaría y presidencia del Comité Técnico de Normalización 134 de Aenor “Gestión de Residuos”, que se re-úne para elaborar, estudiar y comentar los documentos del Comité Europeo de Nor-malización
AVAESENAvaesen acude a Expobioenergía como re-presentante de las fi rmas de la Comunidad Valenciana que se dedican al sector de la biomasa. “Esta actuación se corresponde con el objetivo de Avaesen de representar a los asociados en todos los mercados au-tonómicos”, señala Salvador Jiménez, di-rector de la asociación.Desde Expobioenergía, la Asociación Va-lenciana de Empresas del Sector de la Energía quiere anunciar que desarrollará una misión comercial a Chile de unos cua-tro días de duración del 6 al 12 de sep-tiembre. El contexto energético chileno supone una gran oportunidad para las empresas valencianas ya que se trata de un país energéticamente muy complicado, en primer lugar por su singular geografía, y por su gran dependencia de terceros paí-ses, especialmente en el tema del gas. Por ello, el gobierno chileno ha decidido apos-tar por las energías renovables, como una fuente autóctona e independiente de ob-tención energética. La experiencia en ener-gías renovables apenas cubre el 2% de la demanda, y en cuanto a la tecnología chilena, en este campo no está muy desa-rrollada, y es precisamente en este punto, donde las fi rmas valencianas cuentan con una situación ventajosa para establecer relaciones. Además, se trata de un país donde el nivel de competencia es menor y que ofrece una serie de facilidades para el establecimiento de relaciones comerciales, y ha sido califi cado como abiertos para la Inversión Extranjera Directa.
BIOTECH ENERGIETECHNIK Biotech, especialista en instalaciones para
la explotación de biomasa con sede en Bergheim (Austria), vuelve la vista atrás a más de diez años de experiencia en el desarrollo y fabricación de calderas de bio-masa. Ahora, la marca ha ampliado su gama de productos con una nueva caldera de pe-llets de madera que ofrece un intervalo de rendimiento de 18 a 64,9 kW, según in-forma su administrador, Thomas Padinger. La nueva caldera viene a cubrir el hueco existente entre el exitoso modelo de 35 kW y el por ahora modelo de mayor po-tencia, que presenta un rendimiento de 100 kW. La tensión eléctrica que es capaz de generar alcanza los 230V CA/50Hz. Y ahí no acaban los cambios: la nueva calde-ra presenta una única turbina de succión, con lo que solo es necesario contar con un sistema de reparto, según Padinger. Esta caldera se ha desarrollado pensando prin-cipalmente en el sector hotelero y profe-sional, así como en municipios y escuelas. Como ya ocurriera con las demás calderas desarrolladas por Biotech, este nuevo mo-delo cuenta con una técnica de combus-tión especial (sonda lambda y sensores de masas de aire). Esta técnica de combustión ofrece bajos niveles de emisiones, un gra-do de efi cacia de hasta el 96%, un menor consumo y presenta un manejo cómodo para los operarios, ya que el sistema lleva a cabo ciertos ajustes y optimizaciones de manera automática.
CENIT SOLARCenit Solar presenta en Expobioenergía el potencial y experiencia del departamento de biomasa, mostrando ejemplos de sus instalaciones. En su stand, pueden encon-trar una caldera de biomasa, de forma que se enseña y explica su funcionamiento al visitante. Cenit Solar es una empresa joven nacida para dar soluciones en áreas tanto de ges-tión energética como en el diseño, ejecu-ción y dirección de proyectos con energías renovables, dando una respuesta rápida y efi caz a los planteamientos energéticos propuestos, manteniendo como fi n úl-timo la efi ciencia energética y el empleo de energías respetuosas con el medio am-biente. Sus principales líneas de trabajo son: proyectos llave en mano de instalacio-nes energéticas de solar térmica, solar fo-tovoltaica, geotermia y biomasa, así como
44 SEPTIEMBRE09 energética XXI
Avaesen.
Cenit.
Enerpellet.
Confemadera.

ENERGÍASOLAR
estudios de gestión, calidad y eficiencia energética, formación e I+D.
CONFEMADERAUn año más, la Confederación Española de Empresarios de la Madera (Confemadera) participa en la feria Expobioenergía a tra-vés de un stand institucional donde los vi-sitantes a la feria encontrarán información del sector. Se trata de una organización empresarial encargada de la representa-ción, promoción y defensa de los intereses profesionales de las asociaciones y federa-ciones que la integran, que abarcan desde aserrío, almacenistas, importadores, fabri-cación de chapas y tableros, carpintería, envases y embalajes, mobiliario urbano y parques infantiles, fabricación de muebles, empresas de protección de la madera y re-cuperación de madera. Confemadera impulsa y desarrolla activida-des que promueven la competitividad y la modernización de la industria a través de Planes Estratégicos. Fomenta la cohesión y la unidad del sector para constituir una única voz capaz de trasladar eficazmente sus reivindicaciones a aquellas instancias que deciden sobre las cuestiones que le afectan. Además, potencia el prestigio y la imagen del sector español de la madera, para mejorar su posicionamiento en los mercados nacionales e internacionales.
ECOESFERA / WINDHAGERWindhager Zentralheizung, uno de los principales fabricantes de calderas de pe-llets de Europa, presenta en esta feria pre-senta la caldera FireWIN, con la que ofrece por primera vez una calefacción central de pellets integral que puede operarse desde la sala de estar. El lema del nuevo sistema: ecológico, económico y confortable. A la vez, la FireWIN es muy atractiva. Con su moderno diseño en cuatro colores diferen-tes se integra armoniosamente en cual-quier estilo de decoración. Gracias a unos innovadores sistemas completamente au-tomáticos como, por ejemplo, la limpieza totalmente automática de las superficies de calefacción o la compactación totalmente automática de las cenizas, el manejo es su-mamente sencillo. El sistema de alimenta-ción de pellets totalmente automático, de-sarrollado por Windhager y patentado en toda Europa, completa el paquete confort. Gracias a una tecnología de combustión
de última generación, la FireWIN convence por un rendimiento constantemente alto, un consumo de combustible reducido y una combustión limpia. Windhager también ofrece la serie de colectores ecológicos y ahorradores de energía SolarWIN. Para satisfacer los re-querimientos individuales, en total están disponibles siete paquetes SolarWIN dife-rentes: desde una instalación solar sencilla para la preparación de ACS. con dos co-lectores de montaje sobre tejado y 4,5 m², hasta la solución de gran superficie como apoyo de la calefacción, con una superficie de colector de hasta 18 m². En las épo-
cas soleadas, ofrece al propietario agua caliente gratuita y durante las épocas de entretiempo se reduce considerablemente el tiempo de funcionamiento de la calefac-ción de pellets.
ENERPELLETEnerpellet presenta en Expobioenergía sus líneas de negocio, principalmente la venta de biomasa (pellet de madera de distintas calidades), la venta de agua caliente y la venta de energía eléctrica. La compañía ha apostado desde el principio por la garan-tía de calidad necesaria para que el cliente final tenga confianza en la biomasa como
energética XXI

ENERGÍASOLAR
alternativa energética. En el caso del pellet, la garantía de máxima calidad se materia-liza en la certifi cación DIN+. Esta certifi ca-ción es expedida por la empresa alemana, Dincertco. El certifi cado de calidad DIN+ diferencia a Enerpellet de otros produc-tores como fabricante de pellet de la más alta categoría existente. Con unos riguro-sos procesos de control de calidad tanto
internos como externos, la compañía logra un pellet de una calidad constante y alta-mente tecnológico, que garantiza el buen funcionamiento de calderas y estufas.De forma que el producto se encuentre lo más cerca posible del usuario fi nal, Enerpe-llet tiene dispuesta una red de distribución en 31 provincias de España. También tiene en operación cinco camiones cisterna para servir a los clientes directamente a sus si-los, una manera de suministro no sólo más cómoda sino incluso más económica.
ENERGÉTICA XXILa revista Energética XXI acude a Expo-bionergía con un especial centrado en la biomasa. A través de una serie de artículos técnicos, este número hace una radiogra-fía del sector e informa sobre los últimos avances en cultivos energéticos, análisis de distintos tipos de biomasas, calderas y for-mas de almacenamiento.
ENVISO SERVICIOS AMBIENTALESEnviso Servicios Ambientales, empresa española del grupo alemán Envio Group, presenta las innovadoras plantas compac-tas de biogás. Podemos enseñarles como, mediante la utilización de estiércol, resi-
duos orgánicos o restos de cultivo pueden producir su propia energía para autoabas-tecimiento o venta, además disponer de calor sin coste añadido para caldear su ho-gar, ofi cinas, almacenes, o establos.El grupo ha creado las plantas de biogás más compactas de su categoría, disponi-bles en módulos desde 60 kW hasta 200 kW, que se ajuntan tanto a la cantidad de residuos que genere como al espacio de que disponga. Con 25m2 de terreno tiene una superfi cie sufi ciente para montar una planta de Enviso que le genere 60 kWh eléctricos y 50 kWh de calor.Enviso apuesta por una innovadora tecno-logía de fermentadores, que operan a 50º C. Utilizamos bacterias termófi las para la fermentación, y gracias a sus rápidas velo-cidades de reacción, las unidades son muy pequeñas y compactas. Así mismo, el sis-tema patentado trabaja en dos etapas, lo cual aumenta todavía más la producción de biogás. A raíz de esta característica en-tre otras, se hace posible que estas plantas además de compactas sean competitivas en el mercado. Con este tipo de plantas se abre una nueva puerta a los pequeños ga-naderos, agricultores e industrias, recibien-do un benefi cio extra por la venta de la energía que produce la planta de biogás.
ENVITEC BIOGÁSTras su exitosa participación en Genera 09, EnviTec Biogás vuelve a Expobioenergía por segundo año consecutivo. La empresa ofrece soluciones completas para la pro-ducción de biogás, la energía renovable más versátil, que puede generar electrici-dad, calor y gas natural, además de pro-ducir un fertilizante de gran calidad. De este modo, EnviTec Biogás oferta la fi nan-ciación, planifi cación, puesta en marcha y servicio de las plantas.Con experiencia en más de 270 implan-taciones de biogás agroindustrial en toda Europa y 11 MW en propiedad, EnviTec Biogás Ibérica presenta su diseño de plan-tas y la tecnología que le permite ser líder europeo en potencia instalada.Las plantas de biogás de EnviTec, construi-das modularmente, tienen un único diges-tor de alto rendimiento gracias a la ayuda del sistema de alimentación, donde los materiales de entrada son pesados, mez-clados, cortados y fi ltrados. Este método asegura una alimentación perfecta a cada
46 SEPTIEMBRE09 energética XXI
Energía eólicaBiomasaRSU y su aprovechamiento energético
Especial feria Expobioenergía 2009CogeneraciónEnergía solar
Enviso.
EnviT ec.
Eren.
Geoplast.
Guascor.

ENERGÍASOLAR
momento para una producción óptima y segura. La tecnología innovadora junto con el servicio biológico y técnico de cali-dad garantizan los buenos resultados para clientes y plantas propias.
ERENLa Junta de Castilla y León continúa apos-tando por la Bioenergía y por ello, en esta cuarta edición de la feria Expobioenergía se pretende enfatizar las posibilidades de los recursos regionales de la biomasa, in-formando sobre su correcta gestión y ha-ciendo hincapié en las mejores opciones de uso energético.En este sentido, los contenidos del stand del Ente Regional de la Energía de Casti-lla y León (Eren) se plantean de forma que imágenes expresivas de recursos de bioma-sa (recursos forestales, cultivos energéticos herbáceos o leñosos, biomasa ganadera, de naturaleza industrial o urbana, etc.) se complementan con lemas significativos en materia de bioenergía. Estos lemas tratarán de ir traduciendo a aplicaciones y proyectos reales recursos pro-cedentes de montes de rebollo o pino, de cultivos de girasol, cereal o vid, de plan-taciones de chopo, de explotaciones de cerdo o de sistemas de recogida de aceite vegetal usado, que son algunos ejemplos representativos de biomasa autóctona.En la descripción se contempla desde el origen de cada biomasa, las operaciones de transformación más importantes hasta su consumo final en forma de calor, elec-tricidad o transporte.Además se dispondrá de una presenta-ción audiovisual y de material de difusión específico (folletos y otros documentos explicativos), en los que se resalta la vincu-
lación de la bioenergía con la generación de riqueza y empleo en el medio rural, las ventajas medioambientales y energéticas asociadas, así como su interés estratégico para Castilla y León.Además, en esta edición de Expobioener-gía, se presentarán al público los conteni-dos del Plan Regional de Ámbito Sectorial de la Bioenergía de Castilla y León, que en la actua-lidad se encuentra en procedi-miento de aprobación Administrativa. Este instrumento de planificación programa un conjunto de medidas que contribuyen a desarrollar el aprovechamiento energético de la biomasa en Castilla y León y, con-secuente-mente, favorezcan al desarrollo sostenible, rural y económico de la Co-munidad Autónoma bajo unos Principios rectores de carácter básico y fundamental.
FAGORFagor continúa dedicando esfuerzos a la protección del medio ambiente apostan-do por los combustibles renovables como madera, leña, astillas y pellets, no contami-nantes y renovables. Por ello, presenta las calderas Gaia 50 y Gaia 100 que incorpo-ran un intercambiador de calor de Vermi-culita o fundición con una potencia máxi-ma de hasta 6 y 11 kW respectivamente. Las calderas Alice 85 y Alice 140 poseen un elevado rendimiento térmico y un pre-cioso acabado en acero, con una potencia máxima de 8,5 y 13,6 respectivamente. El catálogo ofrece una completa gama de calderas de pellet y de astilla. En el caso de las calderas de pellet, cuenta con tres ga-mas distintas con distintas características adaptables a las necesidades del usuario: parrilla rotatoria, PelletsUnit y gran poten-cia.
Por otro lado, la gama de calderas de Asti-lla se caracteriza por funcionar con astilla y pellets, admitiendo astillas industriales de hasta 5 cm. Con rotaválvula estanca, cá-mara de combustión caliente de material refractorio, limpieza automática del inter-cambiador, control por microprocesador y supervisión de funciones entre otras carac-terísticas.
GEOPLAST Desde hace quince años, Geoplast está in-mersa en el sector de la técnica de alma-cenaje de pellets. La empresa austriaca ha decidido apostar por nuevos mercados in-troduciendo el depósito industrializado de pellets destinado al almacenaje de pellets tanto en el exterior como en el interior. De esta manera se facilita el almacenaje de pe-llets para todas las exigencias que puedan surgir de las calderas y estufas de pellets.No importa si se trata de un Geobox es-tandarizado, un tanque enterrado para el almacenaje subterráneo de pellets o del nuevo set revolucionario. Aprobado por DIN y TÜV e igualmente compatible con todas las calderas corrientes. GUASCOR BIOENERGÍA
Guascor Bioenergía es la empresa del Gru-po Guascor especializada en soluciones energéticas a medida a partir de la trans-formación de biomasa y otros residuos de origen orgánico. Siendo una empresa de reciente creación, reúne la experiencia y el conocimiento que el Grupo Guascor ha ido acumulando desde que comenzó sus actividades en el sector de la bioenergía, fundamentalmente a través del desarrollo de motores específicos de biogás y gas de síntesis y mediante el diseño y construc-
47energética XXI SEPTIEMBRE

ENERGÍASOLAR
ción de plantas industriales de gasifi cación de biomasa y otros residuos. El conocimiento y experiencia así adquiri-dos por Guascor se ven completados con la aportación de dos empresas de refe-rencia en su sector y que actualmente se encuentran integradas en la estructura de Guascor Bioenergía:
Inbiogás: empresa especializada en la • desgasifi cación de vertederos, combus-tión controlada y valorización energéti-ca de gas de vertedero.Enamora: empresa que ha desarrollado • la tecnología de gasifi cación de biomasa en lecho fl uido burbujeante comerciali-zada por Guascor Bioenergía.
Bajo este planteamiento, Guascor Bioenergía ofrece una completa gama de productos y soluciones para los distintos ámbitos del mercado de la bioenergía que
abarca:Plantas de gasifi cación de biomasa de 1 • y 2 MWe.Plantas de valorización energética de re-• siduos ganaderos a través de procesos de digestión anaerobia.Aprovechamiento de gas de vertedero.•
HARGASSNER IBÉRICAEn Expobioenergía 2009 (stand 241), Har-gassner presenta la nueva gama de alta potencia con los modelos de 150 y 200 kW, las calderas más compactas y efi cien-tes para pellets y astillas. La compañía des-taca como “especialmente interesante” el modelo de aspiración, que permite ubicar el silo a una distancia media de 20 m para salvar la problemática de no disponer de espacio para el silo del pellet donde se pre-tende instalar la caldera.También presenta los contenedores energé-ticos, que consisten en contenedores que contienen tanto la o las calderas con sus sitemas de alimentación y el silo, tanto para pellets o astillas. Estos sistemas ofrecen una solución atractiva para gestores energéticos o usuarios que no disponen del espacio necesario para una instalación de biomasa dentro del edifi cio, o que optan por aprove-char el espacio para otros fi nes.Hargassner ha realizado en España atrac-tivos y ambiciosos proyectos en un ámbito muy amplio, desde calefacción de astillas o pellets a nivel domestico, pasando por hoteles hasta comunidades de vecinos, así como en edifi cios de la administración (edifi cio de bomberos, cuartel de la policia local, polideportivos, etc.).La compañía asegura a los clientes el apoyo técnico y de ingeniería necesario para evitar posibles errores de dimen-sionamiento, instalación y uso. Por ello, Hargassner ofrece a los que vayan a ins-talar cualquiera de sus equipos cursos de formación y el apoyo en las instalaciones que sea necesario, implicándose activa-mente para garantizar el resultado de una buena instalación.
HUMIMETER.COM SCHALLER La compañía presenta el novedoso medi-dor de humedad absoluta de la biomasa, concebido para determinar la humedad de manera rápida y precisa, garantizando así un cálculo exacto y de gran importancia para el fabricante, comerciante y consumi-
dor fi nal. La cantidad de agua es decisiva para el poder calorífi co de la madera, de ahí que el control de la calidad en la fabri-cación de biomasa adquiera cada vez ma-yor relevancia. Gracias a estos medidores se pueden evitar por un lado los problemas que aparecen después en las instalaciones y por otro el agua no se compra por un valor tan elevado. Gracias al detector de humedad de la bio-masa humimeter BM2 la medición se pue-de llevar a cabo en cuestión de segundos y sin esfuerzo. Tan sólo se ha de enchufar el medidor, rellenarlo de biomasa y leer el grado de humedad en el display. Los re-sultados se pueden guardar en la memoria de valores interna del medidor, imprimir en la impresora móvil o grabar en un PC. Los datos guardados pueden ser transmitidos a otras aplicaciones por la función conec-tada e integrada.
HC INGENIERÍA/KWBHC Ingeniería es, desde 2003, el distribui-dor ofi cial de KWB en España, una de las primera marcas de calderas de biomasa que empezaron a comercializarse dentro de nuestras fronteras.La empresa austríaca posee el centro pri-vado de investigación de la biomasa más grande de Europa, en el que trabajan 23 de sus 182 empleados. El pasado año destinó el 20% del volumen de negocio, 47,1 millo-nes de euros, a investigación y desarrollo. HC Ingeniería ha aportado calderas de biomasa KWB a numerosos proyectos con energías renovables, algunos de los cuales han tenido una fuerte repercusión por su carácter innovador o por las ventajas de ahorro económico y energético que han supuesto, ya que en el caso de proyectos municipales, cada vez más utilizan el resi-duo de la poda forestal de sus municipios para alimentar las calderas de biomasa, como es el caso del Centro Cultural de Xinzo en Galicia o del Polideportivo Muni-cipal de El Ejido en León.
MOTORGARDEN Untha, representada en España por Mo-togarden, ofrece a los clientes la mejor solución que se adapte sus necesidades específi cas de trituración: una amplia gama de aplicaciones, tales como ma-dera, materiales plásticos, neumáticos y goma, metales, basura, combustibles
48 SEPTIEMBRE09 energética XXI
Humimeter.
HC Ingeniería.
Notec.

ENERGÍASOLAR
alternos, residuo electrónico, materiales peligrosos, residuos orgánicos, destruc-ción de actas y datas, así como papel y embalajes de cartón.La compañía garantiza a sus clientes una rápida solución de problemas así como asistencia técnica inmediata incluyendo su-ministro de repuestos in situ. La fabricación propia en Untha permite controlar la calidad de cada trituradora así como suministrarla a cortos plazos. Todas las trituradoras Untha son diseñadas y producidas en la fábrica de Kuchl, en el estado de Salzburgo.Untha cuenta con un equipo de ingenie-ros y profesionales altamente motivados cuya experiencia y conocimientos técni-cos y comerciales permiten ofrecer a sus clientes las más complejas soluciones de trituración.
NOTEC Notec comercializa diferentes maquinas de reciclaje y representa a fabricantes interna-cionales Hammel Recyclingtechnik, fabri-cante de pre y post trituradoras, Ecostar, fabricante de cribas, y Jensen, fabricantes de astilladoras. Notec es una empresa joven con inquietu-des por solucionar los problemas medio-ambientales aplicando una nueva meto-dología de trabajo desde el punto de vista de la minimización, valorización y reciclaje de los distintos residuos orientada hacia las necesidades de nuestros clientes dedica a la comercialización de maquinaria para el reciclaje y obtención de biomasa.Dispone de un amplio stock de recambios y tiene un servicio técnico con dos unidades móviles para atenderle cualquier solicitud que usted necesite, no importa si se trata de la ex-hibición de una maquina, cambio de piezas o mejorar el rendimiento de su planta.
49energética XXI SEPTIEMBRE
Hargassner.

ENERGÍASOLAR
OFICINA COMERCIAL DE SUECIAEn su constante avance en la carrera de las renovables, Suecia sigue otorgándole máxima prioridad a las novedosas tecnolo-gías en el sector de la bioenergía. Por este motivo, la Ofi cina Comercial de Suecia regresa a Expobioenergía y participa, por tercera vez en este evento, con un stand en el que exhibirán sus novedades un to-tal de 8 importantes empresas suecas del ámbito de la bioenergía. Concretamente, las empresas presentes en esta edición de-sarrollan su actividad, entre otros sectores, en los relacionados con la maquinaria fo-restal, calefacción doméstica de biomasa, calefacción industrial de biomasa, ingenie-ría de infraestructura y bioenergía, con-sultoría de importación y exportación de tecnología medioambiental, y aplicaciones industriales para biogás.Con el fi n de agilizar el proceso de esta-blecer nuevas relaciones de negocios en el marco de Expobioenergía, la Ofi cina Co-mercial de Suecia ha habilitado un regis-tro en el que los profesionales interesados podrán acceder a una fi cha detallada de la actividad de las compañías suecas con presencia en la feria y, al mismo tiempo, les permitirá conocer el perfi l de interés de contacto de las mismas, interesadas fun-damentalmente en entablar nuevas rela-ciones comerciales con empresas españo-las y de América Latina. Empresas participantes en el pabellón de
Suecia:Industria forestal: Allan Bruks y Bruks.• Calefacción: Janfi re, Ulma, Effecta.• Aplicaciones y procesos industriales de • bioenergía: Agimix, FB Engineering.Representante de empresas de tecnolo-• gías medio ambientales: Ecoex.
O.Ö. / ÖKOENERGIE-CLUSTERLa región de Alta Austria cobra cada vez mayor protagonismo en el ámbito de las energías renovables: más del 32% del consumo primario de energía se cubre con fuentes de energía renovables, de las cua-les aproximadamente el 14% procedían de la biomasa. El 30% de todas las instalaciones domés-ticas e industriales de calefacción con bio-masa de Austria, que se cifran en aproxi-madamente 35.000, se encuentran en la región de Alta Austria. Con esto, la región se desmarca con el índice de implantación más alto a nivel nacional en cuanto al uso de esta moderna tecnología de calefac-ción. De igual modo, la región de Alta Aus-tria cuenta con más de 280 proyectos de calefacción a corta distancia con biomasa. Los fundamentos que explican tal éxito son las iniciativas energéticas regionales y el plan de acción con respecto a la biomasa. La región en cuestión se ha fi jado además una nueva y ambiciosa meta: para el año 2030 toda la energía eléctrica y la calefac-ción doméstica deberán proceder íntegra-
mente de fuentes de energía renovables. Incentivar el desarrollo de la tecnología de biomasa desempeñará a su vez un papel fundamental de cara al cumplimiento de este objetivo.
ORIENTACIÓN SUR CONSULTORÍA
Orientación Sur Consultoría presenta en Expobioenergía 09 su nueva fábrica de producción de pellets de madera produ-cidos a partir de restos de poda agrícolas y residuos forestales. La fábrica se encon-trará operativa a fi nales de 2009 y tendrá una producción anual inicial de 20.000 Tn año.Orientación Sur es distribuidor a escala na-cional de diversas calderas de biomasa y, por ello, presenta en la Feria sus calderas de pellet y calderas policombustibles con una potencia de hasta 100 kW. Todos los sistemas adicionales necesarios para la ins-talación de calderas de biomasa también son suministrados por Orientación Sur ofreciendo así un servicio integral para el profesional.Nuestro objetivo es ofrecer a nuestros clientes una fuente de energía calorífi ca limpia y de calidad, a la vez que contribuir a la consolidación de un mercado estable de biocombustibles sólidos, y generar de-sarrollo económico y social respetuoso con el medio ambiente.Una de las principales líneas de trabajo de
50 SEPTIEMBRE09 energética XXI
Orientación Sur.
Prodesa.Ofi cina Comercial de Suecia.

ENERGÍASOLAR
la empresa es el desarrollo de sistemas de producción de energía en forma de calor, mediante la utilización de biomasa, espe-cialmente el pellet de madera. Al decidir apostar por esta energía (biomasa), con-tribuyen a reducir el uso de combustibles fósiles al tiempo que respetamos el ciclo natural del carbono, disminuyendo a re-bajar la cantidad de gases de efecto inver-nadero vertidos a la atmósfera y ayudan a frenar el cambio climático.
PELETS, COMBUSTIBLE DE LA MANCHA
Pelets, Combustible de la Mancha se pre-senta en Expobioenergía como una empre-sa dedicada a la fabricación y distribución de pellet de madera tomando como mate-ria prima el residuo biomásico del cultivo de la vid, restos de poda y la propia cepa.La materia prima utilizada para la obten-ción del pellet es el residuo del cultivo de la vid, principalmente restos de poda y la propia cepa una vez es arrancada al cum-
plir su ciclo. Al utilizar sólo un tipo de ma-teria prima, podemos asegurar que nues-tro producto es totalmente uniforme y se puede normalizar.En nuestra planta hacemos una gestión in-tegral con el residuo leñoso de la vid, que hasta ahora se quemaba en la misma par-cela donde se generaba, y lo convertimos en un recurso. Para ello contamos con la más avanzada tecnología en el tratamiento de la madera, siendo esencial para nuestro proyecto la parte de I+D+I.Nuestro proyecto da solución a varios pro-blemas, por un lado produce una energía renovable, quizá la más eficiente de las energías renovables ya que se puede al-macenar, se consume lo que se necesita, en instalaciones totalmente automatiza-das, y siempre la tenemos disponible sin depender de otros factores que no se pue-den controlar como son los meteorológi-cos. Así mismo, da solución al problema de gestión del residuo de la vid, que hasta ahora se quemaba en el campo de manera
más o menos controlada con los riesgos que esto conlleva a parte del desperdicio de energía, convirtiendo un residuo en un recurso, dando una solución al vinicultor y contribuyendo al desarrollo social diver-sificando la actividad económica de una comarca cuya actividad principal se centra en la agricultura y en especialmente en el cultivo de la vid.
PRODESAProdesa ofrece el suministro de plantas lla-ve en mano para la producción de pellets de madera. Construye bajo licencia de la tecnología de secado suiza Swiss Combi, con más de 500 plantas operando en más de 40 países, ofreciendo dos posibilidades: secado con trómel a alta temperatura y secado de banda a baja temperatura que, además de ofrecer ventajas medioambien-tales, permite el aprovechamiento de ener-gías residuales a baja temperatura, y hace que sea la tecnología ideal para asociar a procesos de cogeneración. El Ciclo Orgá-
51energética XXI SEPTIEMBRE

ENERGÍASOLAR
nico Rankine (ORC) es un nuevo concepto de cogeneración a pequeña escala (hasta 2 MWe), con un alto rendimiento térmico que lo hace interesante para procesos con un elevado consumo térmico, como el se-cado térmico de biomasa para la posterior producción de pellets.Por otro lado, distribuye las pelletizadoras Promill-Stolz, que también cuentan con amplia experiencia en el sector de la ma-dera. Prodesa estará en el stand 475, Pa-bellón 4, de Expobioenergía 2009.
REBIRecursos de la Biomasa (Rebi) se presenta, una vez más, en Expobioenergía como una empresa dedicada a la gestión energética a través de la biomasa, en concreto pellets, para generar energía térmica. Cuenta con una fábrica propia de pellets, con una producción de 25.000 Tn anuales, que distribuyen tanto a industrias como a particulares.De esta forma, Rebi proporciona un incre-mento del ahorro energético de la insta-lación, contrato de servicios completos como estudio energético, ejecución del proyecto, mantenimiento y conservación, y suministro de combustible. También per-mite realizar una innovación fi nanciera sin inversión inicial por parte del usuario y consumo de energía a través del conta-dor, así como una garantía de suministro de energía.
ROS ROCACon la fi nalidad de ofrecer una solución integral a todo tipo de residuo y a través de una acreditada solidez técnica, Ros Roca Envirotec es suministrador experto de tecnologías para el tratamiento de re-siduos y aplicaciones relacionadas con el gas.Nos avalan casi sesenta años en el sector, con proyectos emblemáticos realizados en más de setenta países. Disponemos de un equipo técnico con amplio conoci-miento y experiencia en el tratamiento de los residuos orgánicos del sector agroin-dustrial.Además, Ros Roca Envirotec tiene centros tecnológicos propios para el continuo de-sarrollo en I+D+R e importantes vínculos con varias universidades que aseguran la correcta evolución de nuevos productos y aplicaciones.
Nuestras soluciones técnicas se engloban dentro de los siguientes grupos: plantas de biomasa, biogás instalaciones de compos-taje, procesos de eliminación de nitróge-no, centrales de cogeneración, sistemas de limpieza y conversión del gas, aplicaciones logísticas y plantas de valorización energé-tica de biomasa.
ROSALEste año, Rosal presenta como principal novedad en Expobioenergía su relación comercial con la empresa BTS Italia para el suministro llave en mano de instalaciones para generación eléctrica mediante biogás. BTS Italia es una empresa con una amplia experiencia en el diseño, desarrollo, mon-taje y puesta en marcha de plantas genera-doras de biogás para producción eléctrica. Son más de sesenta referencias de diferen-te producción las que están en el mercado que nos avalan.Por otra parte, Rosal también presenta en su stand nuestra prensa modelo PVR 440 de 315 kW. Este modelo tiene una serie de mejoras y ajustes que lo convierte en una máquina ideal para la producción de pellets de madera o plásticos.Por último, la compañía también presenta su triturador de martillos móviles MTD 100 óptimo para un preafi nado de astillas que contengan niveles de humedad elevados.
SATISLa empresa española Satis Energías Reno-vables acudirá por segundo año consecu-tivo a la feria Expobioenergía. Debido al gran éxito e interés del año pasado, repiten presencia como representantes de diversas marcas del mundo de la biomasa.Las calderas de D’Alessandro Termome-cánica presentan numerosas novedades en esta feria. Constantemente se añaden mejoras técnicas, en este caso se ha inclui-do el control de la combustión mediante sonda lambda, limpieza automática de los pasos de humo mediante neumática o un nuevo modelo de caldera para leña y pellet (CSL).Además, se han añadido a la oferta es-tufas e hidroestufas italianas de la marca DZ, silos de todo tipo y condición, sistemas neumáticos de alimentación de la marca Maintech y distribución de pellet. Todas estas novedades podrán conocerse duran-te la feria.
52 SEPTIEMBRE09 energética XXI
Satis.
Silotex.
Rebi.
Ros Roca.

ENERGÍASOLAR
SILOTEXSilotex dará a conocer en la feria Expobio-energía 09 una novedosa gama de silos textiles con estructura metálica para el adecuado almacenaje de pellets en gran-des cantidades. Mediante este nuevo con-cepto de almacenamiento, Silotex quiere contribuir al fomento de la biomasa en nuestro país y al desarrollo de sistemas de calefacción respetuosos con el medio am-biente.La gama de silos textiles con estructura metálica se presenta como la forma de almacenamiento de pellets actual más práctica para instalaciones térmicas tanto domésticas como industriales o agrícolas. Estos silos poseen numerosas ventajas, ya que eliminan la generación de polvo, evi-tan la absorción de la humedad y ayuda así a mejorar la combustión y el rendimiento de las calderas. Tienen además un coste inferior al sistema de almacenamiento de obra convencional y pueden adaptarse a cualquier sistema extractor de alimenta-ción por sinfín, con la opción de sustituirse en cualquier momento si es necesario. Silotex dispone de cuatro modelos están-dares, con diferentes medidas, para amol-darse a los requerimientos de cada insta-lación. Todos ellos incluyen un sistema de descarga neumática con dos racores storz 4´´ y tienen una altura de entre 2,10 y 2,50 metros.
SIV RENOVABLESDedicados a la comercialización de insta-laciones relacionadas tanto con la fabrica-ción de pellets como con la producción de energía eléctrica mediante la utilización de biomasa como material prima. Asesora-
mos en proyectos de instalación de plan-tas tanto de producción de pellets como de cogeneración de energía. Disponemos de ofi cinas y personal propio en China, de manera que podemos controlar direc-tamente “in situ” tanto la calidad de los productos que comercializamos como la ejecución de proyectos de fabricación de plantas. Somos distribuidor exclusivo del fabrican-te chino XuZhou Orient Industries, fabri-cante de estufas y plantas de fabricación de pellets.
SOLARFOCUS Los puntos fuertes de Solarfocus son des-de hace 15 años los innovadores produc-tos en los sectores solar y biomasa. En Expobioenergía 2009 se expondrán:
CPC – colector de alto rendimiento, • que también utiliza de forma óptima la luz solar plana y difusa mediantes una técnica especial de refracción.Therminator II – caldera combinada de • pellets y leña. Pelletplus combina acumulador, agua • caliente sanitaria, energía solar y que-mador de pellets en un sólo aparato – ahorro de energía y dinero –Pellettop es actualmente la caldera de • pellets más pequeña del mundo con un único rendimiento y una innovadora regulación.
TAIM WESERPara esta edición de Expobioenergia 2009, Taim Weser presenta la planta de biomasa
que comercializa, una novedosa planta de cogeneración limpia y efi ciente mediante la gasifi cación de la madera, desarrollada en sus instalaciones de Zaragoza.El hecho de utilizar como base de partida tecnológica al gasifi cador down draft, hace que en el reactor se produzcan temperatu-ras superiores a 1.000º C, de forma que los alquitranes se rompan. Debido a ello, sus sistemas posteriores de adaptación del gas son tan simples y robustos, y confi guran un producto totalmente respetuoso con el me-dio ambiente.La tecnología desarrollada por Taim Weser evita prestar esfuerzos importantes a com-plejos procesos de limpieza, que no siempre producen resultados satisfactorios. Además no requiere granulometrías muy fi nas, lo que evita gastos extraordinarios en sobretri-turación, y no precisa materiales fungibles adicionales a la propia biomasa para man-tener los sistemas en operación.Taim Weser ha sido pionera en la aplicación industrial de la tecnología down draft. Y es que gasifi car unos kilos de madera puede resultar fácil en el laboratorio, pero no lo es tanto gasifi car miles de toneladas al año y, a la vez, cumplir los elevados estándares ambien-tales, de seguridad de funcionamiento, de rentabilidad y de efi ciencia, que son exigibles a una instalación de producción de energía.Adicionalmente, la lógica de control de la que está dotada la planta incorpora toda la experiencia de Taim Weser en este cam-po, asegurando el correcto y coordinado funcionamiento de todos los órganos que constituyen la misma.
53energética XXI SEPTIEMBRE
Taim Weser.
SIV Renovables.

ANA LÁZARO VERDE. ENERGÉTICA XXI
La balanza de la biomasa: energía, medioambiente y rentabilidad
En el Ceder, la labor de los investiga-dores de la unidad de Biomasa se centra en un solo objetivo: encau-
zar esta fuente de energía de origen reno-vable hacia la rentabilidad medioambien-tal y económica. El primer aspecto es, sin duda, más fácil de conseguir. Hasta ahora se han dado grandes pasos, teniendo en cuenta que las emisiones de CO2 se neu-tralizan, alcanzando prácticamente el nivel “cero”, en la combustión de materiales fo-restales y herbáceos. La segunda parte, la rentabilidad económica, es más complica-da. Los problemas comienzan en el mismo momento en que se decide utilizar cultivos energéticos para obtener astillas leñosas,
que más tarde se pueden convertir en pe-llets. Desde el sistema de riego hasta la forma de recolección de estos cultivos re-quieren unas infraestructuras que, aunque no supongan un gran desembolso econó-mico, comienzan a sumar euros a uno de los lados de la balanza.
El cultivo energéticoCuando se habla de cultivos energéticos, la máxima es obtener la mayor cantidad po-sible de biomasa en el menor tiempo. Para conseguirlo, en el Ceder se llevan a cabo cuatro ensayos experimentales de especies leñosas en turno corto. Por una parte, y en consonancia con el proyecto On Cultivos,
coordinado por el Ciemat, se está desa-rrollando un ensayo de densidades, en el que lo que se evalúa es, precisamente, la influencia de la densidad de la plantación en la producción final de biomasa. En este caso, se trabaja con el cultivo de chopo en tres densidades: 15.000, 25.000 y 33.333 plantas por hectárea.
Junto al ensayo de densidades se lleva a cabo un ensayo clonal y de fertilización, es decir, se evalúa el efecto del clon y la fertilización en la producción de biomasa. Aquí se trabaja en microparcelas con nue-ve clones de chopo: AF2, I214, Monviso, Pegaso, IMC, Unal, USA4917, Guardi y 2000 Verde. “Este mismo ensayo se rea-
BIOMASA
Nada, absolutamente nada, es aleatorio en el proceso de producción de energía a través de biomasa. Cada paso es cuidadosamente analizado, ya que tiene una repercusión directa sobre todos los demás. Es la conclusión que uno obtiene tras visitar el Centro de Desarrollo de Energías Renovables (Ceder), dependiente del Centro de Investigaciones Energéticas, Medioambientales y Tecnológicas (Ciemat), y situado a unos kilómetros de Soria.
54 SEPTIEMBRE09 energética XXI
Algunas variedades de chopo crecen con más rapidez.

liza en otras partes de España, ya que su desarrollo depende de factores como el clima o el suelo”, explica Javier Pérez Gar-cía, del equipo de Cultivos Energéticos del Ceder. En este tipo de condiciones –clima continental extremo– se han apreciado di-ferencias signifi cativas entre clones. Efec-tivamente, a primera vista se puede com-probar cómo algunos clones sobresalen más de 20 centímetros del resto.
Otro de los parámetros estudiados es la dosis de riego necesaria para el desarro-llo de cada uno de los clones. Normalmen-te, este tipo de cultivos se lleva a cabo en zonas de regadío, sustituyendo a planta-ciones como, por ejemplo, la remolacha.
Por último, el cuarto ensayo compa-ra el crecimiento de los distintos clones de chopo respecto a otros cultivos como el sauce o la robinia.
“La ventaja de este tipo de cultivos frente a los herbáceos es que son grandes sumideros de dióxido de carbono”, explica Javier Pérez. “Prácticamente, la cantidad de CO
2 que se produce en la combustión es absorbida por la plantación que ha pro-ducido la biomasa”.
PelletizaciónEn el área de Pretratamientos de la Unidad de Biomasa ubicada en el Ceder, se inves-tiga la posibilidad de incorporar nuevas biomasas al mercado de productos den-sifi cados mediante la mezcla de materias primas como cultivos energéticos y/o resi-duos agrícolas y forestales. Actualmente, se experimenta con biomasas como el cho-po, el roble, el eucalipto y la jara. “Tam-bién intentamos mezclar aditivos como lignina o almidón para intentar mejorar los rendimientos”, explica Paloma Pérez, técnico de la Unidad de Biomasa. Otros aditivos, como el lignosulfonato (deriva-do de la lignina) pueden ser efi caces en la pelletización, pero en determinadas dosis.
El inconveniente es que posteriormente pueden crear problemas en la combustión, debido al alto contenido de elementos contaminantes, como el azufre o el clo-ro. Volvemos a lo mismo: cada una de las fases del proceso está intrínsecamente re-lacionada con el resto. “Lo que es bueno para la pelletización, puede ser perjudicial en la fase de combustión”, sentencia Pa-loma Pérez.
La humedad con la que se recogen las biomasas leñosas es uno de los factores más importantes a tener en cuenta. Por ello, la fase de secado es fundamental, y en el Ceder llevan a cabo estudios de se-cado natural, de forma que se consigue disminuir el consumo energético.
Los pasos previos a la pelletización difi eren dependiendo del origen de la bio-masa. Una vez que ésta tiene un índice de humedad adecuado (menor del 20%), se somete a una reducción granulométrica para obtener una buena compactación y así pasar posteriormente a procesos de densifi cación. Las granulometrías que se obtienen son, tras pasar por el molino de cuchillas, 10, 25 y 15 m. Si a continuación se desea realizar una molienda mas fi na, la biomasa pasa por el molino de martillos, obteniéndose granulometrías que oscilan entre 2 y 8 mm.
Por último, este material se introduce en una prensa de matriz plana, obtenién-dose así los pellets que posteriormente se utilizan como combustible, principalmente en estufas y calderas de uso doméstico e industrial.
Caracterización de la biomasaTanto la humedad como determinados elementos como el potasio, sodio, cloro, azufre o nitrógeno, pueden encarecer el proceso de producción de energía a través de biomasa. En el Laboratorio de Carac-terización de Biomasa del Ceder-Ciemat
se analizan alrededor de mil muestras al año: el 70 por ciento proceden de pro-yectos internos derivados, principalmente, de la unidad de biomasa, mientras que el 30 por ciento restante se corresponde con la solicitud de análisis y asesoramiento de empresas externas (actualmente se trabaja con medio centenar de compañías).
El ensayo estrella de este laboratorio es la medición del poder calorífi co de un material que, en el caso de biomasas, suele estar entre 15 y 21 MJ/kg de poder calorí-fi co inferior.
Otro de los equipos predice las tempe-raturas de escorifi cación y sinterización de la biomasa en la combustión y gasifi cación. “Si forma escorias, reduce el rendimiento energético, cuesta mucho eliminarlas y hay que hacer paradas programadas o incluso inesperadas, para eliminar los depósitos de ceniza incrustados en las superfi cies frías de la planta térmica”, explica Miguel Fernández Llorente, responsable del La-boratorio de Caracterización de Biomasa. “Dentro de nuestra línea de investigación, no sólo intentamos predecir la tendencia a formar sinterizados y escorias sino que también se trabaja para eliminar o reducir este problema. Para ello, se realizan dife-rentes adiciones de materiales a la bioma-sa, tanto en laboratorio como en planta pi-loto y/o comercial y se analizan, entre otros ensayos, los elementos relacionados con la formación de escorias, como el potasio, sodio, cloro, azufre, calcio, magnesio, fós-foro, aluminio o silicio”.
Otro de los problemas de la biomasa es su volumen. La densifi cación es una so-lución, y en el laboratorio se mide la calidad de esta biomasa densifi cada mediante la determinación de la densidad de partícula y la durabilidad mecánica, que es una me-dida del grado de deterioro de los pellets y briquetas al transporte y manipulación.
Combustión Una planta de combustión de lecho fl ui-dizado puede llegar a emitir una cantidad de CO
2 hasta diez veces menor que una caldera de parrillas. El Centro de Desarro-llo de Energías Renovables dispone de una plataforma de ensayos de combustión de sólidos en el que se pueden obtener estos resultados. Consta de varias plantas piloto de distintas tecnologías (lecho fl uidizado burbujeante y circulante, parrillas, cicló-
BIOMASA
55energética XXI SEPTIEMBRE
Planta de pelletización.
Este equipo predice la temperatura de escorifi cación y sinterización durante la combustión.

nica) y potencias térmicas (de 100 kW a 3.600 kW). En ellas, se experimenta con diferentes combustibles en una fase previa al diseño de una instalación térmica.
Hablábamos, por ejemplo, de una planta de combustión en parrilla, que tie-ne una potencia térmica de 500 kWth y está enfocada a quemar residuos agrícolas y forestales con una tecnología de parrilla móvil. Esta planta dispone de extracción de cenizas en continuo y la alimentación del combustible (en torno a 150 kg/h) se realiza mediante tornillo sinfín en uno de los extremos de la cámara, lo que permite dosifi car combustibles de muy bajas den-sidades y diferentes tamaños (fi namente molidos, de algunos centímetros, astillas, pellets...).
Por otro lado, están las plantas de lecho fl uidizado burbujeante de 100 kW y 1 MW. La primera está formada por un horno cilíndrico de 30 centímetros de diá-metro interno y 300 centímetros de altura, con un intercambiador de calor interno. El sistema de alimentación aporta alrededor de 20 kg/h de combustible a través de un dosifi cador consistente en un tornillo sin-fín con velocidad variable, adaptable a re-siduos sólidos con granulometrías de hasta 5 mm o pellets.
El aire de combustión se introduce como aire primario bajo la placa distri-buidora, actuando también como aire de fl uidización; y como aire secundario hasta un 10 por ciento del aire total, a través de la pared y a 80 cm sobre la placa distribui-dora. La placa distribuidora tiene además un tubo de drenaje para sólidos y cenizas del lecho. La instalación dispone de un quemador de propano para incrementar la temperatura del lecho hasta alcanzar la temperatura de ignición del combustible. En la salida de gases de combustión se encuentran un ciclón y un fi ltro de man-
gas para retener partículas sólidas. Entre ambos sistemas de retención existe un punto de muestreo con un analizador en continuo que permite determinar la composición en O
2, CO, CO2, NOX y SO2. El sistema de control permite registrar la temperatura a diferentes alturas en el le-cho, así como a lo largo del conducto de salida de gases en distintos puntos, los caudales de aire introducidos, las presio-nes a lo largo del horno y la composición del gas de salida.
A la hora de realizar estudios de com-bustión, lo idóneo sería pasar por cada una de estas plantas de combustión, para ir experimentando a distintas escalas, e ir mejorando el proceso poco a poco. En este caso, el siguiente paso sería la planta de lecho fl uidizado burbujeante de 1 MW. Consta de un horno cilíndrico de 1 metro de diámetro y 4 metros de altura, con inter-cambiadores de calor internos que permi-ten controlar la temperatura del horno y un intercambiador externo aire-humos que enfría los gases de combustión. La ali-mentación se realiza a través de tres tolvas la principal permite alimentar entre 150 y 350 kilogramos por hora de todo tipo de biomasas leñosas y herbáceas. Un quema-dor de propano realiza el calentamiento inicial de la instalación hasta conseguir la temperatura de ignición de los combusti-bles, y dispone de un control centralizado que permite medir y registrar los fl ujos de biomasa, aire, calor transferido, tempera-turas y presiones.
El último paso, tras analizar el proceso de combustión en estas plantas piloto, se-ría la planta de lecho fl uidizado burbujean-te con una potencia de 3,6 MWt. A pesar de ser “una miniatura” en comparación con las calderas de 50 MW que se fabri-can, esta planta de demostración enfoca-da a ensayos de larga duración en condi-ciones “reales”, consigue resultados que pueden extrapolarse a escala industrial. “Esta planta fue originalmente diseñada para quemar residuos de calzado”, explica José María Murillo, uno de los responsa-bles técnicos de estas instalaciones. “Pue-de funcionar 24 horas diarias y consume unos 700 kg/h de combustible, y el vapor generado podría ser utilizado para mover una turbina y generar 700 kW de energía eléctrica” y tambien producir agua calien-te sanitaria y de calefacción. Una energía
que podrá ser utilizada en un proyecto de District Heating que ya ha sido aprobado y que se pretende instalar próximamente en el Ceder.
En esta plataforma de plantas piloto existe otra con una tecnología completa-mente diferente: la caldera ciclónica, en la que se introduce aire de combustión por debajo del hogar y tangencialmente. Un movimiento ciclónico es causado por la entrada de aire tangencial que hace con que los inquemados y el CO sean comple-tamente consumidos dentro de la caldera obteniéndose bajas emisiones de CO y NO. Este tipo de tecnología se aplica para combustibles con tamaño de 0 a 5 mm, con alto contenido de cenizas, y cualquier composición química y poder calorífi co. La potencia de esta caldera es de 160 kW y consume hasta 30 kg/h de combustible. Produce agua caliente a razón de 5 m3/h hasta 80º C.
Gasifi caciónEl Centro de Desarrollo de Energías Reno-vables también cuenta con una planta de gasifi cación de lecho fl uidizado circulante con una potencia de 0,5 MWth. En ella se estudia el comportamiento de residuos agrícolas, industriales o urbanos durante el proceso de gasifi cación. El gas producido en esta planta podrá ser utilizado para la gene-ración de energía eléctrica utilizándose un motor de combustión interna. Esta planta cuenta además con un sistema de limpieza de gases, principalmente de los alquitra-nes que se forman durante el proceso de gasifi cación y que podrían dañar al motor.El gasifi cador consiste en un reactor cilín-drico de 8,5 metros de altura y un diáme-tro interior de 300 mm. Está dividido en ocho cuerpos, cada uno de ellos com-puestos por tres cilindros concéntricos, uno exterior de acero y dos internos de refractario cerámico. Cada uno de estos cuerpos dispone de diversas penetraciones laterales, que permiten la entrada de aire secundario, combustible, instrumentación, etc. La recirculación de sólidos se realiza a través del ciclón, rama de retorno y válvula de sólidos. Tanto el ciclón como la rama de retorno están recubiertos en su interior por cerámica refractaria, y la conexión de la rama de retorno con la cámara de reac-ción se hace por la parte inferior a través de una válvula de sólidos.
BIOMASA
56 SEPTIEMBRE09 energética XXI
Planta de combustión de 3,6 MWt.


STEVEN TROGISCH. HARGASSNER IBÉRICA
Contenedores energéticos: una solución a la falta de espacio para instalaciones de biomasa
Partimos de un ejemplo concreto: el doble contenedor de astillas, con sistema de alimentación horizontal/
vertical, con caldera de 200 kW. La po-tencia instalada en un contenedor puede abarcar un gran espectro: desde 9 kW has-ta más de 200 kW. Para mayores potencias es también posible usar sistemas contene-rizados, aunque suelen ser metálicos, que se montan desde fábrica, para colocarlos y ponerlos en marcha en el lugar de des-tino.
Un contenedor energético puede ser construido de varios materiales, entre ellos
madera o piezas de hormigón prefabrica-do. La opción de madera puede ser algo más cara, aunque depende de las capaci-dades, tamaños, etc.
Estos contenedores tienen una zona
en la que se coloca la caldera y el siste-ma de alimentación, con su sistema de control. En la otra zona, separada por un tabique, se encuentra el silo. Como esta-blece el RITE, es necesario mantener una apertura o puerta para revisar y mantener el silo. Esta compuerta puede estar en el interior o exterior.
Es importante diferenciar si el com-bustible a almacenar es pellets o astillas por varios motivos:
La fuerza de las paredes laterales y suelo •debe de ir en consonancia con la pre-sión que ejerce el combustible sobre és-
BIOMASA
Los contenedores energéticos, tanto para pellets como para astillas, ganan cada vez más popularidad en el sector de la biomasa. Estos sistemas ofrecen una solución atractiva para gestores energéticos o usuarios que no disponen del espacio necesario para una instalación de biomasa dentro del edificio, o que optan por aprovechar el espacio para otros fines.
58 SEPTIEMBRE09 energética XXI
LA eMpreSA AuStrIAcA HArgASSner, pIOnerA en cALderAS de BIOMASA de peLLetS y AStILLAS tIene pAtentAdO un SISteMA de LLenAdO eSpecIAL cOn unA cApAcIdAd de 50m3/H.

tos. El pellet tiene una densidad mucho mayor que la astilla (600 kg/m3 el pellet, 320 kg/m3 la astilla).El volumen necesario: el pellet tiene una •densidad energética mayor que la asti-lla (4.300 kCal/kg el pellet, y 3.000 la astilla). Por ello, los silos se ofrecen en varias medidas y en una o dos alturas. Si se trata de una caldera de pellets, suele tratarse de un contenedor de una sola altura, y en el caso de las astillas, serían dos alturas. El sistema de alimentación juega un •papel muy importante. Mientras que el llenado y la alimentación de la caldera con pellets es más sencilla, con la as-tilla cambia el tema. En el caso de los pellets, el contenedor cuenta con dos bocas de llenado neumático en la zona del silo, y la alimentación de los pellets a la caldera puede ser por aspiración o por tornillo sinfín directo, siendo ambos conceptos más que probados. Tratándose de astillas, es necesario un sistema que llene de manera eficiente, rápida y económica el silo del contene-dor.
La empresa austriaca Hargassner tiene patentado un sistema de llenado especial con una capacidad de 50m3/h. Cuenta con una tolva exterior para descargar la astilla del camión. Dentro de la tolva hay un sinfín que transporta la astilla a otro sinfín verti-cal, dentro del contenedor. Éste eleva la astilla hasta la parte más alta del contene-dor, y desde ahí lanza la astilla de manera homogénea en la dirección deseada. Este sistema supone un avance significativo en el sector de la astilla. Importante es tam-bién el sistema de control que coordine de manera sencilla ambos sinfines.
Planta del contenedor doble con caldera de astillas 200 kWLos contenedores suelen instalarse prime-ro sin el equipo dentro, para que el instala-dor pueda realizar la instalación como de-see. Un camión transporta el contenedor montado o desmontado y una grúa es la que coloca el contenedor en su sitio. Pre-viamente ha sido necesario construir una base de hormigón para soportar el peso del contenedor. También es posible conse-guir un contenedor con todo incluido. Esto requiere gran atención en la planificación previa y en su colocación. Lo normal es
que el contenedor contenga silo y caldera y que el edificio a calefactar tenga una pe-queña “sala de calefacción” para colocar los sistemas hidráulicos.
Otro aspecto relevante son las calde-ras que se integren. Deben ser sistemas compactos para poder aprovechar el es-pacio existente de manera óptima. Las nuevas calderas de Hargassner de 150 y 200 kW son de las más compactas del mercado. Algunas de sus caracterísiticas son:
Ofrecen grandes facilidades de instala-•ción, al poder pasar por pasillos y luga-res angostos, gracias a su ancho de 88 cm. Pudiendo así llegar a instalarse don-de con otras calderas de biomasa existe imposibilidad de llegar hasta la sala de calderas.Permite salvar el impedimento de la •falta de espacio para el silo. Tanto en reformas de salas de calderas, o en ins-talaciones nuevas donde no se previó
en un principio. no existe espacio junto al lugar donde se va instalar la caldera para el silo. Gracias a su sistema de aspi-ración, permite buscar una ubicación en un radio de 20 m para el pellet.Dispone de la opción de un sistema de •telegestión de funcionamiento de la cal-dera y de la instalación, ya que la unidad del control de Hargassner es capaz de gestionar las bombas, válvulas, sondas, etc. Opcionalmente, también puede dis-•poner de un multiciclón a la salida de humos especialmente diseñado para ocupar un mínimo espacio en planta, e integrado con la caldera.
Caldera compacta Hargassner 200 kW astillas, con alimentación por sinfínLas características más destacadas de la tecnología de estas calderas son la cámara de combustión refractaria dotada de refri-geración de aire exterior o calentamiento previo por aire, que rodea una parrilla de gran tamaño y superficie. El dispositivo automático de limpieza de la caldera, con unos tabuladores sinfín para una óptima transferencia calorífica, garantiza, duran-te toda su vida útil, muy altas eficiencias de más del 93%. Mediante un sofisticado sistema de control, y la sonda Lambda, se consigue una flexibilidad de cara a la cali-dad del combustible y una modulación de la potencia de entre el 30 y el 100%.
BIOMASA
59energética XXI SEPTIEMBRE
LAS cArActeríStIcAS MáS deStAcAdAS de LA tecnOLOgíA de eStAS cALderAS SOn LA cáMArA de cOMBuStIón refrActArIA dOtAdA de refrIgerAcIón de AIre exterIOr O cALentAMIentO prevIO pOr AIre

FRANCISCO MARCOS MARTÍN, CRISTINA PASCUAL CASTAÑO E INÉS IZQUIERDO OSADO. LABORATORIO RODOLFO CARRETERO. ESCUELA TÉCNICA SUPERIOR DE INGENIEROS DE MONTES DE MADRID. F. MARCOS ES MIEMBRO DEL CONSEjO ASESOR DE ENERGÉTICA XX
Cultivos agroforestales con fines energéticos
En España se emplean fundamental-mente para la obtención de carne de calidad con especies de creci-
miento lento (encina, alcornoque, roble o fresno). En este artículo se plantea su uso, pero con otras especies –de crecimiento rápido o muy rápido– y para obtener, fun-damentalmente, biomasa con fines ener-géticos.
IntroducciónLa biomasa leñosa y la biomasa herbácea se pueden usar para obtener biocombusti-bles sólidos o líquidos como sustitución de combustibles fósiles. En la State University of New York (Estados Unidos), los cultivos energéticos con turnos muy cortos, llama-dos Short Rotation Crops (SRC) están sien-do estudiados por Abrahamson, Tharakan, Volk y otros.
Usan sauces y chopos, de entre 15.000 y 18.500 pies/ha, y turnos de tres años. Es-tudian aspectos selvícolas de estos cultivos y sus impactos ambientales (Abrahamson, 1998)[1], la composición química (Tharakan, 2003)[2], las técnicas de cosecha (White, 2001)[3] y el ciclo de nutrientes (Adegbidi, 2001)[4]. En SRC destacan los trabajos pio-neros realizados por Stokes (1986)[5].
En Canadá, Labrecque, M. y Teodores-cu, T. I. (1998)[6] estudian el uso de lodos de depuradora en cultivos energéticos de sauce y chopo con 18.000 pies/ha, sin fer-tilización y con riego; llegando a obtener 72 toneladas de ms/(ha-4años).
En Suecia, Danfors y Ledin presenta-ron (1998)[7] un manual muy interesante que recoge los aspectos selvícolas de cul-tivos energéticos de sauce. Bullard[8], en UK, indica que “las más altas produccio-nes pueden ser esperadas a través de los primeros ciclos de cosechas con mayores densidades de plantación que las usual-
mente recomendadas”.Los cultivos agroforestales han sido
empleados con fines agrícolas, selvícolas, energéticos y ganaderos en toda España desde hace varios siglos, a través del llama-do aprovechamiento adehesado o monte hueco. En las dehesas españolas las espe-cies leñosas más empleadas han sido quer-cíneas (encina, alcornoque, rebollo, queji-go y roble) o el fresno. La leña procedente de las podas se utilizaba como leña o para la fabricación de carbón vegetal o de cis-co. Actualmente, en España, las dehesas de encina, alcornoque, rebollo y fresno se emplean fundamentalmente para la ob-tención de carne de calidad, mediante el uso de ganado porcino y leña.
Especies leñosas que pueden usarse en España con fines energéticosLas especies leñosas de crecimiento rápi-do que pueden emplearse en España para producir biocombustibles son fundamen-talmente tres: chopos, paulownias y euca-liptos. Los primeros, son de regadío. Tienen una madera blanda y poco densa, excepto en algunos clones, cuya madera es más dura y más densa. Crecen muy rápidamen-te si tienen suficiente agua y presentan la
ventaja de que existen chopos adaptados a todos los climas de la Península Ibérica. En España el uso de la biomasa de chopo con fines energéticos fue estudiado por San Miguel en 1992[9], por Ciria Ciria (1998) en su tesis doctoral y por Marcos, Godino, García y Osado[10,11].
La segunda especie leñosa propuesta, la paulownia, está siendo investigada en España para usos energéticos por algunos investigadores en el proyecto On Cultivos, y por los autores de este trabajo (Marcos, Latorre et. al, 2009)[12]. Es una especie in-troducida, de crecimiento muy rápido, que produce una madera poco densa, hueca en los primeros años de su vida, que se va cerrando rápidamente con el paso del tiempo. La paulownia precisa menos agua que los chopos, pero requiere ciertas dosis de agua en los primeros años de su im-plantación. Además, presenta la necesidad de tutores en el primer año de vida.
La tercera especie propuesta es el eucalipto. Su uso en España ha estado muy extendido en la segunda mitad del siglo XX. A finales del siglo XX se dejó de emplear de forma masiva por motivos no suficientemente justificados. El eucalipto, originario de Australia, produce una ma-dera densa y dura, que resulta muy apta para la producción de biomasa y de carbón vegetal de calidad. Se utiliza, en grandes extensiones, en cultivos energéticos agro-forestales en todo Brasil, combinado con girasol, colza, ricino...
Algunos ejemplosA continuación presentamos algunos ejem-plos de cultivos agroforestales con fines energéticos, con las tres especies leñosas citadas anteriormente. El primero (tabla 1) es para una zona de regadío y plantea el uso de chopo, a un turno de ocho años. La
BIOMASA
Los cultivos agroforestales han sido empleados en toda España desde hace varios siglos con fines energéticos, agrícolas, selvícolas y ganaderos; son las llamadas dehesas. Actualmente también se emplean en países como Brasil, utilizando eucalipto como especie arbórea.
60 SEPTIEMBRE09 energética XXI
Paulownia de dos años, plantada en España, donde se observa su gran crecimiento.

colza es la especie herbácea que se siem-bra los tres primeros años para obtener aceite, que transformado en metiléster se puede emplear mezclado con el gasóleo (en el llamado biodiésel) en motores térmi-cos de ciclo Diésel. El riego debe hacerse sin encharcar las parcelas, para que el ga-nado pueda pastar sin problemas.
El segundo y el tercer ejemplos (tablas 2 y 3) son aptos para una zona de secano, pero con riego los tres o cuatro primeros años. Se plantea el uso, como especie le-ñosa, de paulownia. El turno de la paulow-nia es a seis años. El girasol es la especie herbácea que se siembra los dos primeros años en regadío, se cultiva para obtener aceite, del que se obtendrá metiléster, como ocurría con la colza.
El cuarto ejemplo que presentamos (tabla 4) es apto para una zona de secano, pero con riego el primer año y, si es ren-table, también el segundo, para facilitar el implante de la especie leñosa. Plantea el uso de eucalipto, estudiado en Estados
Unidos por Harstsough, B. R. y Cooper, D. J.[13], y muy utilizado en Brasil para producir
carbón vegetal. El turno de la especie leño-sa es de ocho años y se utilizará para ob-
BIOMASA

tener carbón vegetal. El trigo se cultiva los dos primeros años para obtener bioetanol que, mezclado con la gasolina, se puede usar en motores de ciclo Otto.
Labores selvícolas en cultivos agroforestales con fines energéticosTras la compra de las plantas leñosas y de las semillas, las labores selvícolas que de-ben efectuarse con la especie leñosa y con la especie herbácea son las siguientes:
Laboreo para preparar el terreno y nive-•lación del mismo.Añadido de estiércol y/o de abono ni-•trogenado, a 200-350 kg/ha, cantidad que depende de la naturaleza química del terreno. El abono puede ser sustitui-do en algunos casos por lodos de esta-ciones depuradoras de aguas residuales, pero sin añadir más metales pesados ni más nitrógeno de los que admite la le-gislación y aconseja la prudencia.Plantación de la especie arbórea y siem-•bra de la especie herbácea. Para obte-ner un buen resultado en la plantación se realiza un tratamiento a las estaqui-llas que consiste en la introducción de estaquillas, unos cinco minutos, en una mezcla de 50 cc de insecticida en 100 litros de agua, con mezcla de fungicida del que añaden 50 gr en 100 litros de agua. Todo ello mezclado.
Abonado con abono nitrogenado. La •cantidad ha sido de variable entre 200 y 400 kg/ha. En otros lugares dependerá del tipo de suelo. Se añade abono foliar, tipo 9, 18, 27 (con un 0,03% de boro) en junio. A ello se le añade un abono con 27% de nitrato amónico cálcico, con una dosis de 400 kg/ha.Cosecha mecanizada con cosechadora, •de la especie agrícola, si ha lugar.Siembra del pasto del ganado y aprove-•chamiento del pasto por el ganado.Cosecha de la especie leñosa el último •año del turno.
Bibliografía[1] Abrahamson, L. P.; Robison D. J. et al. 1998.
Sustainability and environmental issues associated with willow bioenergy development in New York. Biomass and Bioenergy 15:17-22.
[2] Tharakan, P. J.; Volk, T. A. et al. 2003. Energy feedstock characteristics of willow and hybrid poplar clones and harvest age. Biomass and
Bioenergy 2003; 25:571-580.[3] White, E. H.; Wolk, T. A. et al. 2001. Growing willow
biomass crops for bioproducts and bioenergy in the Northeastern and Midwestern United States. Proc. of the Fith Biomass Conference of the Americas. Orlando, FL.
[4] Abegbidi, H. G.; Volk, T. A.; White, E. H.; Abrahamson, L. P.; Brigs, R. D.; Bickelhaupt, D. H. 2001. Biomass and nutrient removal by willow clones in experimental bioenergy plantations in New York State. Biomass and Bioenergy 22:15-25.
[5] Stokes, B. J. et al. 1986. Field trials of a short rotation biomass feller-buncher and selected harvesting systems. Biomass 11:185-204.
[6] Labrecque, M.; Teodorescu, T. I. et. al. 1998. Early performance and nutrition of two willow in short-rotation intensive culture fertilized with wastewater sludge and impact in soil characteristics. Journ. For. Res. 28:1621-1635.
[7] Danfors, B.; Ledin, S. y Rosenqvist, H. 1998. Short-rotation willow coppice. Growers manual. Swedish National Energy Administration - European Commision DG XVII and DG XII. Suecia.
[8] Bullard, M.J.; Mustill, S.J.; McMIllan, S.D. et al. 2002. Yield improvements through modification of planting density and harvest frequency in short rotation coppice Salix spp. 1. Yield response in two morphologically diverse varieties. Biomass and Bioenergy. 22:15-25.
[9] San Miguel Ayanz, A.; San Miguel Ayanz, J. y Sabas Yagüe, S. 1992. Tallares de chopo a turno corto. XIX Sesión de la Comisión Internacional sobre el Álamo. Zaragoza.
[10] Marcos Martín, F. et al. 2000. Cultivos energéticos de chopo. Rev. Forestal Española 26:4-14.
[11] Marcos Martín, F. e Izquierdo Osado. 2005. Sostenibilidad de los cultivos energéticos leñosos. Revista Energética XXI (www.energetica21.com). 45:22-24. Madrid.
[12] Marcos Martín, F.; Latorre Monteagudo, B.; Izquierdo Osado, I. y Pascual Castaño, C. 2009. Uso energético de la paulownia en España. Rev. Agricultura 917:272-272.
[13] Harstsough, B. R.; Cooper, D. J. 1999. Cut-to-length harvesting of short rotation Eucalyptus. Forest Products Journal. 49 (10):69-75.
BIOMASA
62 SEPTIEMBRE09 energética XXI
Cuando las hojas de la especie arbórea amarillean y puede pensarse en deficiencias de hierro se ha añadido corrector, de quelato de hierro. Se puede añadir con el riego en dosis de unos 6-7 kg/ha, dependiendo del terreno.
LA BIOMASA LeñOSA y LA BIOMASA herBáceA Se pueden uSAr pArA OBtener BIOcOMBuStIBLeS SóLIdOS O LíquIdOS cOMO SuStItucIón de cOMBuStIBLeS fóSILeS
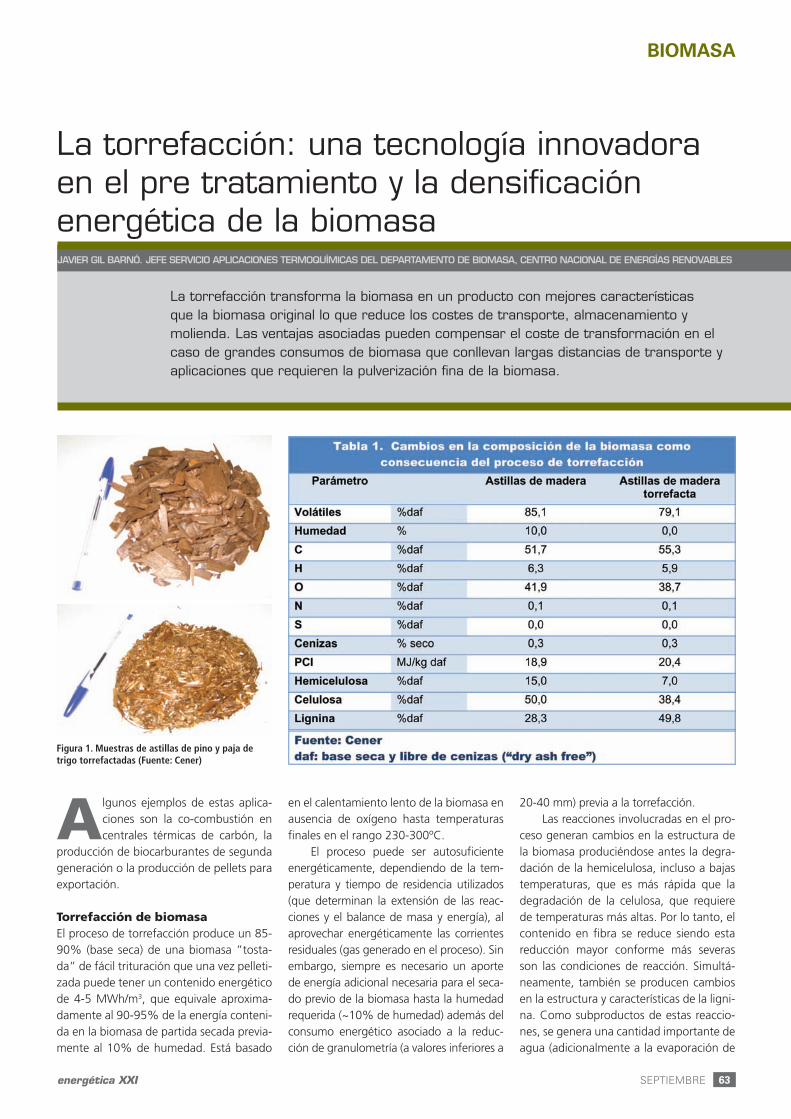
JAVIER GIL BARNÓ. JEFE SERVICIO APLICACIONES TERMOQUÍMICAS DEL DEPARTAMENTO DE BIOMASA, CENTRO NACIONAL DE ENERGÍAS RENOVABLES
La torrefacción: una tecnología innovadora en el pre tratamiento y la densificación energética de la biomasa
Algunos ejemplos de estas aplica-ciones son la co-combustión en centrales térmicas de carbón, la
producción de biocarburantes de segunda generación o la producción de pellets para exportación.
Torrefacción de biomasaEl proceso de torrefacción produce un 85-90% (base seca) de una biomasa ”tosta-da” de fácil trituración que una vez pelleti-zada puede tener un contenido energético de 4-5 MWh/m3, que equivale aproxima-damente al 90-95% de la energía conteni-da en la biomasa de partida secada previa-mente al 10% de humedad. Está basado
en el calentamiento lento de la biomasa en ausencia de oxígeno hasta temperaturas finales en el rango 230-300ºC.
El proceso puede ser autosuficiente energéticamente, dependiendo de la tem-peratura y tiempo de residencia utilizados (que determinan la extensión de las reac-ciones y el balance de masa y energía), al aprovechar energéticamente las corrientes residuales (gas generado en el proceso). Sin embargo, siempre es necesario un aporte de energía adicional necesaria para el seca-do previo de la biomasa hasta la humedad requerida (~10% de humedad) además del consumo energético asociado a la reduc-ción de granulometría (a valores inferiores a
20-40 mm) previa a la torrefacción.Las reacciones involucradas en el pro-
ceso generan cambios en la estructura de la biomasa produciéndose antes la degra-dación de la hemicelulosa, incluso a bajas temperaturas, que es más rápida que la degradación de la celulosa, que requiere de temperaturas más altas. Por lo tanto, el contenido en fibra se reduce siendo esta reducción mayor conforme más severas son las condiciones de reacción. Simultá-neamente, también se producen cambios en la estructura y características de la ligni-na. Como subproductos de estas reaccio-nes, se genera una cantidad importante de agua (adicionalmente a la evaporación de
La torrefacción transforma la biomasa en un producto con mejores características que la biomasa original lo que reduce los costes de transporte, almacenamiento y molienda. Las ventajas asociadas pueden compensar el coste de transformación en el caso de grandes consumos de biomasa que conllevan largas distancias de transporte y aplicaciones que requieren la pulverización fina de la biomasa.
BIOMASA
63energética XXI SEPTIEMBRE
Figura 1. Muestras de astillas de pino y paja de trigo torrefactadas (Fuente: Cener)
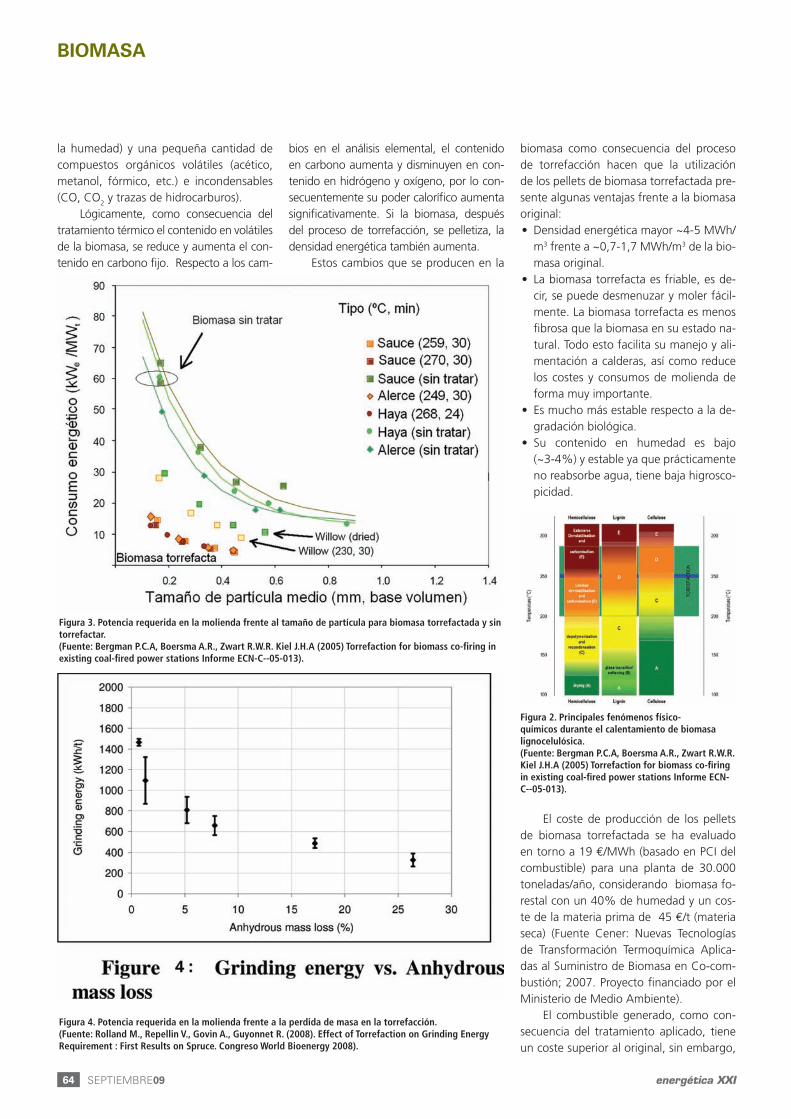
BIOMASA
64 SEPTIEMBRE09 energética XXI
la humedad) y una pequeña cantidad de compuestos orgánicos volátiles (acético, metanol, fórmico, etc.) e incondensables (CO, CO2 y trazas de hidrocarburos).
Lógicamente, como consecuencia del tratamiento térmico el contenido en volátiles de la biomasa, se reduce y aumenta el con-tenido en carbono fijo. Respecto a los cam-
bios en el análisis elemental, el contenido en carbono aumenta y disminuyen en con-tenido en hidrógeno y oxígeno, por lo con-secuentemente su poder calorífico aumenta significativamente. Si la biomasa, después del proceso de torrefacción, se pelletiza, la densidad energética también aumenta.
Estos cambios que se producen en la
biomasa como consecuencia del proceso de torrefacción hacen que la utilización de los pellets de biomasa torrefactada pre-sente algunas ventajas frente a la biomasa original:
Densidad energética mayor ~4-5 MWh/•m3 frente a ~0,7-1,7 MWh/m3 de la bio-masa original.La biomasa torrefacta es friable, es de-•cir, se puede desmenuzar y moler fácil-mente. La biomasa torrefacta es menos fibrosa que la biomasa en su estado na-tural. Todo esto facilita su manejo y ali-mentación a calderas, así como reduce los costes y consumos de molienda de forma muy importante.Es mucho más estable respecto a la de-•gradación biológica.Su contenido en humedad es bajo •(~3-4%) y estable ya que prácticamente no reabsorbe agua, tiene baja higrosco-picidad.
El coste de producción de los pellets de biomasa torrefactada se ha evaluado en torno a 19 €/MWh (basado en PCI del combustible) para una planta de 30.000 toneladas/año, considerando biomasa fo-restal con un 40% de humedad y un cos-te de la materia prima de 45 €/t (materia seca) (Fuente Cener: Nuevas Tecnologías de Transformación Termoquímica Aplica-das al Suministro de Biomasa en Co-com-bustión; 2007. Proyecto financiado por el Ministerio de Medio Ambiente).
El combustible generado, como con-secuencia del tratamiento aplicado, tiene un coste superior al original, sin embargo,
Figura 4. Potencia requerida en la molienda frente a la perdida de masa en la torrefacción. (Fuente: Rolland M., Repellin V., Govin A., Guyonnet R. (2008). Effect of Torrefaction on Grinding Energy Requirement : First Results on Spruce. Congreso World Bioenergy 2008).
Figura 3. Potencia requerida en la molienda frente al tamaño de partícula para biomasa torrefactada y sin torrefactar. (Fuente: Bergman P.C.A, Boersma A.R., Zwart R.W.R. Kiel J.H.A (2005) Torrefaction for biomass co-firing in existing coal-fired power stations Informe ECN-C--05-013).
Figura 2. Principales fenómenos físico-químicos durante el calentamiento de biomasa lignocelulósica.(Fuente: Bergman P.C.A, Boersma A.R., Zwart R.W.R. Kiel J.H.A (2005) Torrefaction for biomass co-firing in existing coal-fired power stations Informe ECN-C--05-013).

BIOMASA
65energética XXI SEPTIEMBRE
presenta a su vez una serie de claras ven-tajas en su logística y utilización:
Una mayor densidad energética que •reduce significativamente los costes de transporte.Una estructura menos fibrosa que re-•quiere un menor consumo eléctrico en la molienda.Una mayor estabilidad en almacena-•mientos prolongados ya que no se de-grada biológicamente.
Un contenido en humedad muy redu-•cido independientemente de las condi-ciones ambientales de almacenamiento (comportamiento hidrófobo).Es un combustible homogéneo y con •características constantes.
Estas ventajas pueden compensar el coste de transformación en los siguientes casos:
Grandes consumos de biomasa que re-•quieren largas distancias de transporte.
Aplicaciones que requieren la pulveriza-•ción fina de la biomasa.
Algunos ejemplos de estas aplica-ciones son la co-combustión en centrales térmicas de carbón, la producción de bio-carburantes de segunda generación o la producción de pellets para exportación.
Centro de Tratamiento de Biomasa (Ctb) de CenerComo consecuencia de la valoración posi-tiva del estudio de viabilidad, Cener realizó la selección de tecnologías y el diseño de una planta piloto de torrefacción de bioma-sa con una capacidad de 500 kg/h que, en estos momentos, se encuentra en fase de puesta en marcha. Un esquema simplifica-do del proceso se muestra en la figura 5.
El torrefactor es un reactor de tipo ro-tativo, con elementos internos diseñados específicamente que permiten el control del flujo y una buena homogeneización de la biomasa a la vez que unas condiciones ade-cuadas de transferencia de calor. El calenta-miento del reactor se realiza de forma indi-recta a través de la pared, el eje y los internos del reactor utilizando aceite térmico como fluido calefactor. La biomasa es alimentada por un extremo del reactor y fluye al largo de éste siendo calentada hasta temperaturas entre 250 y 300ºC, perdiendo la humedad que contiene y compuestos volátiles, a la vez que sufre cambios en su estructura y com-posición. Los gases y vapores generados el proceso de torrefacción son tratados en un oxidador térmico para su completa elimina-ción. La biomasa torrefactada a la salida por el otro extremo del torrefactor es enfriada hasta temperaturas inferiores a 100ºC en un tornillo refrigerado por agua. En la siguiente fotografía se muestra la instalación descrita.
El objetivo para cual ha sido diseñado el CTB es el desarrollo de procesos avanzados de producción de biocombustibles sólidos a partir de un amplio rango de biomasas, ya que permite aunar los procesos físicos con-vencionales con la torrefacción. Así pues, esta instalación experimental permite:
Desarrollar los procesos de torrefacción •y pelletizado.Optimización de la condiciones de ope-•ración.Ensayos de producción con diferentes •biomasas. Caracterización energética de los bio-•combustibles producidos.
Figura 5. Esquema simplificado del proceso de torrefacción.
Instalación de Torrefacción en el CTB de Cener (Noain. Navarra).

CENIT SOLAR, PROYECTOS E INSTALACIONES ENERGÉTICAS. DEPARTAMENTO DE BIOMASA
Centro de turismo rural calefactado con energías renovables
Un aspecto importante es el proceso de captación, distribución y consumo de la energía, que debe mantenerse
dentro de un ritmo más o menos proporcio-nado con la capacidad del entorno para re-ciclar los residuos y restaurar las reservas de energía.
En los últimos tiempos tanto las admi-nistraciones públicas como la sociedad en general han fomentado el desarrollo del tu-rismo rural constituyendo un ejemplo claro de la adaptación del medio rural al mundo moderno.
Turismo rural y energías renovablesLos centros de turismo rural, al igual que cual-quier alojamiento hostelero, tienen unas de-mandas energéticas necesarias de sustentar. Estas demandas (electricidad y energía térmi-ca), se podrían cubrir con las diferentes insta-laciones de energías renovables existentes en el mercado.
La demanda eléctrica se puede cubrir con instalaciones solares fotovoltaicas aisla-das, con algún tipo de generador eléctrico (por ejemplo, de gasóleo) para momentos puntuales en los cuales la instalación no so-porte consumos excesivos o hubiera algún fallo o avería.
La demanda térmica tiene mayores posi-bilidades y más rentables a la hora de utilizar energías renovables para sustituir a las con-vencionales, como por ejemplo:
Energía solar térmica: para cubrir parcial-•mente necesidades de calefacción, agua caliente sanitaria (ACS) o ambas. Debe ir acompañada de otro sistema que cubra la demanda en momentos en que la instala-ción solar no pueda hacerlo sola.Energía de la biomasa: suele cubrir las mis-•mas demandas térmicas que una caldera
de combustible convencional.
Biomasa y energía solar térmica en un centro de turismo ruralEn La Tuda (Zamora), se ha creado un centro de turismo rural llamado “Los Jerónimos”, que ha fomentado una pequeña revitaliza-ción del pueblo debido a los visitantes que se hospedan en él, tanto en la época estival como en los fines de semana de todo el año.
Para cubrir las necesidades térmicas del centro, Cenit solar ha adaptado una instala-ción solar térmica de paneles solares ya exis-tente a una instalación nueva de una caldera de biomasa. La instalación solar tiene prefe-rencia ya que es capaz de utilizar una fuente de energía renovable y gratuita como es el sol y transformarla en energía térmica; la caldera de biomasa entrará en funcionamiento siem-pre que las necesidades térmicas no sean cu-biertas en su totalidad con la instalación solar. Durante los meses de verano, la producción solar es capaz de cubrir por sí sola el 100% de la demanda térmica.
La instalaciónEl sistema térmico, aunque es uno sólo, se puede separar en dos instalaciones diferentes
que se detallan a continuación:Instalación de energía solar térmica: utili-•zando la radiación solar incidente sobre 30 m2 de captadores solares planos (instala-dos en el tejado) se calienta el agua alma-cenado en un depósito inter-acumulador de inercia solar de 800 l. Posteriormente el agua de este depósito (calentada hasta 90º C) intercambiará su temperatura con otros elementos:
- Depósito de agua caliente sanitaria de 1000 l: Mediante un serpentín inferior situado en éste.
- Depósito de inercia general de la calde-ra de biomasa de 3000 l.
El agua calentada puede ir desde ambos depósitos hasta consumo de ACS o bien a los circuitos de calefacción y suelo radiante.
Instalación con caldera de biomasa: la cal-•dera de biomasa de 60 kW puede utilizar para su funcionamiento pellets o leños. Con estas materias primas la caldera calienta el agua contenida en un depósito de inercia de 3000 l hasta los 80º C (el cual puede es-tar precalentado previamente con el sistema solar y así ahorrar combustible).Desde el depósito de inercia se envía el agua hacia unos colectores de calefacción que dis-tribuyen el fluido caliente entre los diferentes circuitos de calefacción o el depósito de ACS (que tiene otro serpentín para intercambiar temperatura). Posteriormente, el fluido ya enfriado volverá a otro colector para final-mente retornar al depósito de inercia y vol-ver a ser calentado por la caldera (o preca-lentado por la instalación solar).
Todo el sistema está regulado por diver-sas sondas, bombas de circulación, electrovál-vulas mezcladoras y de tres vías; dispone de los sistemas de seguridad necesarios como vasos de expansión, válvulas de seguridad.
BIOMASA
La noción de sociedad civilizada incluye, de forma necesaria, su relación con la naturaleza. Para poder relacionar todo esto apareció el concepto de desarrollo sostenible: “mantener las condiciones actuales de calidad de vida sin poner en peligro las condiciones de las generaciones futuras”. Se trata de conseguir el mejor equilibrio posible entre el balance de la naturaleza (gasto de recursos y regeneración de los mismos) y el de la sociedad humana.
66 SEPTIEMBRE09 energética XXI
Caldera de biomasa con depósito para pellets.

departamento técnico de ahidra
Biogás: energía renovable de futuro
Los procesos de tratamiento consis-tentes en la evaporación del purín mediante la aplicación de energía tér-
mica, proveniente de una instalación de co-generación mediante gas natural, han resul-tado inviables por la utilización de un recurso natural y por las emisiones de gases, aunque minimizadas, a la atmósfera.
Con la entrada en vigor del Protocolo de Kioto y el Plan de Fomento de las Energías Renovables, se abre la posibilidad de alcan-zar un desarrollo sostenible en el tratamien-to de purines, viable económicamente para los ganaderos, impulsando la producción de biogás a partir de plantas de co-digestión anaerobia de los diferentes tipos de purín con otros productos con materia orgánica biodegradable y una alta capacidad de pro-ducción de biogás.
Este proceso resulta ser el más eficiente, tanto en términos económicos como am-bientales, ya que permite la generación de energía y la obtención de un producto sóli-do valorizable, proveniente de la separación sólido -líquido del digestado. Logra además la reducción de las emisiones de CO
2 en dos frentes: tanto por la producción de energía a partir de fuentes renovables, como por la reducción en la utilización de fertilizantes in-orgánicos en la agricultura. También es im-portante mencionar la evolución de la mate-ria orgánica aportada al suelo y el papel que juega en el secuestro del carbono, que repre-senta reducciones aún mayores de CO2.
Ahidra y la empresa holandesa Colsen han desarrollado un proceso global para el tratamiento de purines y estiércoles, prove-nientes de explotaciones ganaderas, consis-tente en: Co-digestión anaerobia termofílica de éstos con otros productos orgánicos, separación sólido - líquido del digestado, di-gestión anaerobia, tipo UASB, de la fracción líquida como segunda etapa y reducción del contenido de nitrógeno vía oxidación anae-
robia del amonio. El diagrama de flujo del proceso com-
pleto propuesto se muestra en el esquema.Éste es un proceso ampliamente pro-
bado a nivel industrial en el que queremos resaltar los aspectos más importantes rela-cionados con el Protocolo de Kioto y el Plan de Fomento de las Energías Renovables.
Máxima producción de biogás (energía eléctrica) por:
Co-digestión anaerobia termofílica (al-•rededor de un 15% superior respecto de un proceso anaerobio mesofílico).Digestión anaerobia posterior tipo UASB •de la fracción líquida, resultante de la separación sólido - líquido del digestado de la primera etapa.
Y mínima emisión de CO2 por:
Máxima conversión de la materia or-•gánica en forma anaeróbica (Máxima producción de metano y por lo tanto menor emisión de CO2).Oxidación anaeróbica del ión amonio, •sistema patentado MBR - NAS.
Proceso MBR - NASSe trata de un nuevo tipo de elimina-
ción biológica de nitrógeno, diferente a la nitrificación-desnitrificación convencional. Se basa en una nueva “estrategia” o meta-bolismo bacteriano:
En la fase aerobia solo se oxida el 50% •a nitrito.En la fase anóxica, las bacterias consumen •amonio y nitrito, dando como resultado N2 que va a la atmósfera, produciendo así una eliminación neta de nitrógeno.
Las ventajas que aporta este nuevo pro-ceso respecto a la nitrificación-desnitrifica-ción convencional son:
No se necesita materia orgánica carbona-•da para la desnitrificación, ya que los or-ganismos que la realizan son autótrofos. Esto es importante para purines que ha-yan sido sometidos a una digestión anae-robia, ya que en la digestión se consume la mayor parte del carbono orgánico.Reducción de los costes energéticos en •más del 60%. No es necesaria la oxida-ción del amonio hasta nitratos.No se produce fango en exceso. •Separación de biomasa mediante mem-•branas de micro o ultrafiltración en susti-tución de los decantadores por gravedad. Esto es una ventaja, por ejemplo, si quisié-ramos introducir el líquido final en riego por goteo.
En este momento esta tecnología está en pleno desarrollo, habiendo una referen-cia conocida a escala industrial: La planta de Laarakker, en Holanda y varios proyectos en desarrollo en España.
Los purines y excrementos provenientes de explotaciones ganaderas han representado y representan un serio problema por su indudable y probado impacto ambiental (olores, contaminación freática por nitratos, eutrofización, sobre fertilización de los suelos por fosfatos, etc.).
BIOMASA
67energética XXI SEPTIEMBRE
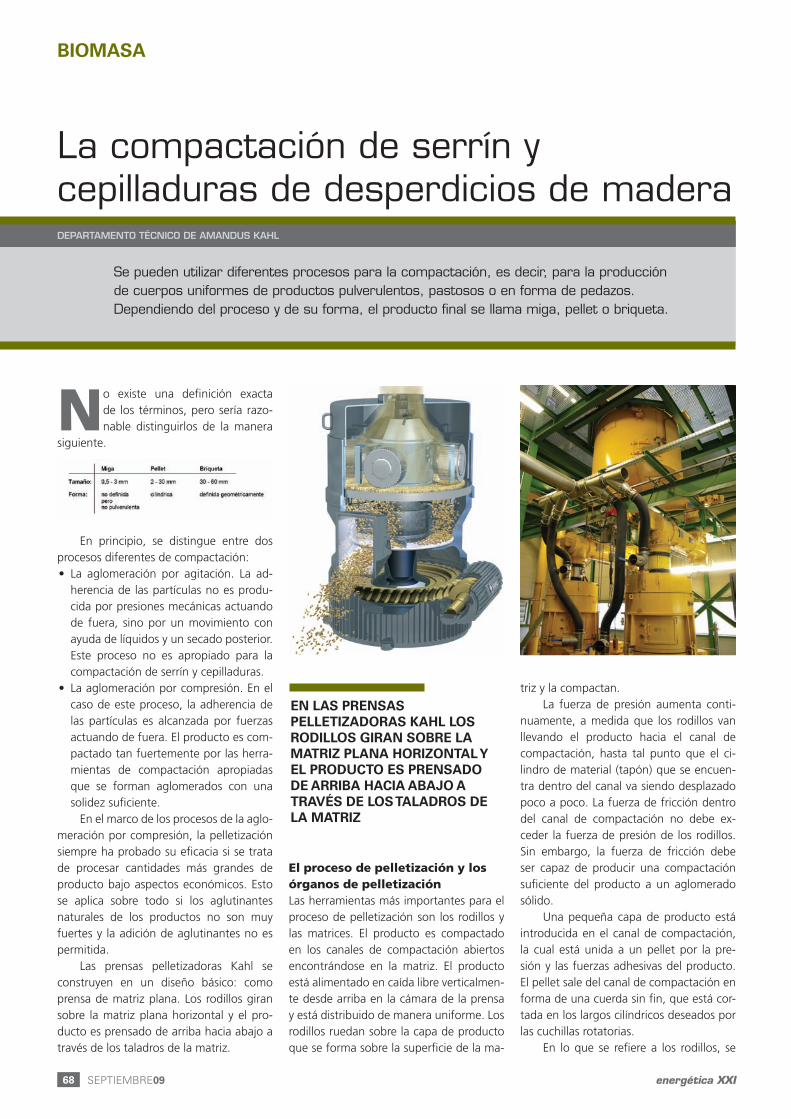
DEPARTAMENTO TÉCNICO DE AMANDUS KAHL
La compactación de serrín y cepilladuras de desperdicios de madera
No existe una definición exacta de los términos, pero sería razo-nable distinguirlos de la manera
siguiente.
En principio, se distingue entre dos procesos diferentes de compactación:
La aglomeración por agitación. La ad-•herencia de las partículas no es produ-cida por presiones mecánicas actuando de fuera, sino por un movimiento con ayuda de líquidos y un secado posterior. Este proceso no es apropiado para la compactación de serrín y cepilladuras.La aglomeración por compresión. En el •caso de este proceso, la adherencia de las partículas es alcanzada por fuerzas actuando de fuera. El producto es com-pactado tan fuertemente por las herra-mientas de compactación apropiadas que se forman aglomerados con una solidez suficiente.
En el marco de los procesos de la aglo-meración por compresión, la pelletización siempre ha probado su eficacia si se trata de procesar cantidades más grandes de producto bajo aspectos económicos. Esto se aplica sobre todo si los aglutinantes naturales de los productos no son muy fuertes y la adición de aglutinantes no es permitida.
Las prensas pelletizadoras Kahl se construyen en un diseño básico: como prensa de matriz plana. Los rodillos giran sobre la matriz plana horizontal y el pro-ducto es prensado de arriba hacia abajo a través de los taladros de la matriz.
El proceso de pelletización y los órganos de pelletizaciónLas herramientas más importantes para el proceso de pelletización son los rodillos y las matrices. El producto es compactado en los canales de compactación abiertos encontrándose en la matriz. El producto está alimentado en caída libre verticalmen-te desde arriba en la cámara de la prensa y está distribuido de manera uniforme. Los rodillos ruedan sobre la capa de producto que se forma sobre la superficie de la ma-
triz y la compactan.La fuerza de presión aumenta conti-
nuamente, a medida que los rodillos van llevando el producto hacia el canal de compactación, hasta tal punto que el ci-lindro de material (tapón) que se encuen-tra dentro del canal va siendo desplazado poco a poco. La fuerza de fricción dentro del canal de compactación no debe ex-ceder la fuerza de presión de los rodillos. Sin embargo, la fuerza de fricción debe ser capaz de producir una compactación suficiente del producto a un aglomerado sólido.
Una pequeña capa de producto está introducida en el canal de compactación, la cual está unida a un pellet por la pre-sión y las fuerzas adhesivas del producto. El pellet sale del canal de compactación en forma de una cuerda sin fin, que está cor-tada en los largos cilíndricos deseados por las cuchillas rotatorias.
En lo que se refiere a los rodillos, se
BIOMASA
Se pueden utilizar diferentes procesos para la compactación, es decir, para la producción de cuerpos uniformes de productos pulverulentos, pastosos o en forma de pedazos. Dependiendo del proceso y de su forma, el producto final se llama miga, pellet o briqueta.
68 SEPTIEMBRE09 energética XXI
En lAS prEnSAS pEllEtIzAdOrAS KAhl lOS rOdIllOS gIrAn SOBrE lA MAtrIz plAnA hOrIzOntAl y El prOductO ES prEnSAdO dE ArrIBA hAcIA ABAjO A trAvéS dE lOS tAlAdrOS dE lA MAtrIz
necesita un gran diámetro exterior y un rodamiento sólido. Se puede variar el per-fil de la superficie de rodadura, pero la influencia del diseño de la matriz es más importante. En las prensas Kahl se utili-zan rodillos con un diámetro de hasta 450 mm y una anchura de 192 mm. En lo que se refiere a los perfiles de las superficies de rodadura, se distingue principalmente entre superficies ranuradas, perforadas y estriadas.
El cabezal de rodillos gira con una velocidad de 60 rpm aproximadamente. Debido a esta velocidad de marcha baja la prensa pelletizadora de matriz plana es un equipo poco ruidoso. No obstante, el nú-mero de los rodillos garantiza una alta fre-cuencia de paso sobre el producto, la cual se necesita para lograr altos rendimientos.
El diseño de la matriz tiene gran im-portancia. La relación entre el diámetro de los taladros y el largo del canal de compac-tación se llama “relación de compresión”.
Junto con las características del pro-ducto determina la fuerza de fricción pro-ducida. Por eso la relación de compresión debe ser adaptada muy exactamente al producto para conseguir unos resultados óptimos referentes a la calidad de los pe-llets y el rendimiento de la máquina. Se considera que la relación de la superficie de los pellets al volumen cambia con diá-metro de pellet decreciente.
Por eso, normalmente, no se pueden utilizar las matrices producidas para pelle-tizar alimentos balanceados, pulpa seca u otros productos para la compactación de madera.
Otro parámetro importante de la ma-triz es el número de los agujeros y, con eso, la superficie perforada abierta a disposi-ción, que repercute junto con la potencia del accionamiento directamente en el ren-dimiento de la prensa.
El sistema hidráulico de la prensa pelletizadoraUn sistema hidráulico para el ajuste exac-to de los rodillos también durante la mar-cha de la máquina corresponde al estado actual de la técnica. Mediante la capa de producto encima de la matriz se ajusta una hendidura entre los rodillos y la matriz, la cual tiene una influencia importante sobre la compactación. Por eso, es deseable po-der cambiar esta distancia también duran-
te la producción y controlar el estado de funcionamiento de la prensa a base de la presión del producto contra los rodillos.
Nuestro sistema hidráulico es un acce-sorio probado que ofrece al operador de la prensa esta posibilidad. Se puede mo-nitorear este proceso y optimarlo durante el servicio. Además, el sistema hidráulico está equipado con una válvula reductora de presión integrada que protege la prensa contra cuerpos extraños que posiblemente han entrado en la prensa.
Alimentación de producto y efecto cizalladorEl producto a compactar está alimentado en la prensa en dependencia de la carga a través de una rosca alimentadora apro-piada. La gran cámara interior de la prensa ofrece espacio suficiente para productos voluminosos. No se requiere una alimen-tación forzada que causa frecuentes blo-queos.
Las chapas-guías adaptadas a las con-diciones individuales sirven para una dis-tribución uniforme del producto sobre la matriz.
Sobre todo en el caso de productos con un alto contenido de fibras crudas (p.ej. madera), la prensa pelletizadora de matriz plana está equipada con rodillos cilíndricos, los cuales producen un efecto cizallador al rodar sobre la órbita circular de la matriz. Este efecto deseado conduce a una torsión y una trituración preliminar del producto sobre la matriz, de manera que el producto se deja pelletizar más fá-cilmente.
Particularidades referentes a la pelletización de maderaUna alimentación continua en la prensa y un producto homogéneo y suficiente-mente pre-triturado son las condiciones para un servicio óptimo. El contenido de humedad tendría que quedarse en el mar-gen constante entre 12 y 15%.
Si la materia prima no está suficiente-mente secada y triturada, puede ser pre-parada correspondientemente por molinos granuladores, secadores de cinta y molinos de martillos de Kahl.
Debido a la gran reducción del volu-men al compactar madera y virutas de ma-dera (particularmente virutas de madera de aprox. 100 a 600 kg/m³) la capacidad
volumétrica de la máquina, es decir, la cá-mara interior de la prensa, debe ser lo más grande posible. Otros requisitos puestos por la industria de la madera a todas las máquinas en general son una construc-ción robusta y una alta disponibilidad de la planta para corresponder a la fiabilidad operacional requerida.
Un rendimiento suficientemente alto con el menor consumo de energía espe-cífica posible y una buena calidad de los gránulos son otros requerimientos, que van acompañados del objetivo de conse-guir la vida más larga posible de las piezas de desgaste.
Comparado con otros productos, la madera no dispone de aglutinantes fuertes propios, como por ejemplo, piensos ami-láceos. Las propiedades de deslizamiento tampoco son buenas. Por eso se produce casi de inmediato una gran fuerza de fric-ción dentro de los canales de compacta-ción, la cual se necesita, sin embargo, para pelletizar este producto de poco enlace propio.
Salta a la vista que hay gran diferencia en el procesamiento de los diferentes tipos de madera, las cuales dependen en gran medida del contenido de resina.
Maderas duras, como haya o roble, exigen mayores fuerzas de prensado que maderas blandas y maderas de conífe-ras. Las fuerzas de prensado conducen al “consumo de energía específica” que se encuentra entre 40 y 60 kWh/t en el caso de madera.
Debido a la alta resistencia de fricción y la poca capacidad aglutinante de algu-nos tipos de madera, un pre-acondiciona-miento, es decir, un tratamiento preliminar del producto antes de la pelletización, es muy importante.
La humedad y la temperatura del producto así como el grado de trituración desempeñan un papel importante. Para aumentar la humedad en el producto es aconsejable añadir una parte del agua en forma de vapor y esperar algún tiempo antes de pelletizar la madera, para que la humedad pueda penetrar en el producto.
Por eso, una planta óptima incluye un dispositivo para triturar el producto, por ejemplo un molino de martillos apropiado, un mezclador continuo para añadir vapor y agua y un madurador para el tiempo de retención antes de la pelletización.
BIOMASA
69energética XXI SEPTIEMBRE

GEORGE SVONJA. GEA BARR-ROSIN LTD, TECHNICAL MANAGER. XAVIER péREz, pRODuCT MANAGER pARA ESpAñA y pORTuGAL
Secado eficiente de residuos del grano y lodos usando combustibles de biomasa
Esto sustituirá a los sistemas con gas natural. Para trabajar con las con-diciones de proceso correctas para
el secado, y para asegurar un dimensiona-do económico del cambiador de calor, se requiere que el gas de combustión esté a una temperatura superior a 800 ºC. Esta condición de salida del gas es ideal para una eficiente combustión de biomasa, ya que la temperatura de combustión debe ser suficientemente elevada para elimi-nar emisiones de Compuestos Orgánicos Volátiles (COVs), dioxinas, monóxido de carbono y otros productos obtenidos de una oxidación incompleta. Los detalles del diseño del quemador, el cambiador de ca-lor y las condiciones de operación se están ultimando para su aplicación comercial.
Secado convencional y recirculación de gases de combustión La mayoría de los grandes sistemas de se-cado en la industria utilizan secadores con-vectivos en co-corriente, donde el material húmedo y el gas calentado pasan juntos a través del equipo. Se pueden alcanzar altas temperaturas del gas en la entrada sin peli-gro para el material tratado, ya que se pro-duce una rápida evaporación del agua con-tenida, lo que provoca un rápido descenso de la temperatura del gas, protegiendo así las partículas de producto. El aire es el me-dio para secar más utilizado, pero también se ha convertido en una práctica habitual recircular los gases para aprovechar su energía. En este caso, el gas contiene gran
cantidad de vapor sobrecalentado y una baja proporción de oxígeno.
Los secadores más comúnmente uti-lizados son los llamados “Rotary Dryers” (secadores rotativos) o los “Pneumatic Conveying Dryers” (secadores de convec-ción pneumáticos).
El diagrama muestra un sistema de se-cado con secadero rotativo. Éste es un tipo especial de secadero “flash” que se ha utilizado ampliamente en la industria del procesado del grano para secar subpro-ductos de la producción de almidón y de bioetanol y, particularmente, de la produc-ción de DDGS (Distillers Dried Grains with Solubles) de alta calidad.
El material a secar a menudo se com-pone de sólidos en suspensión deshidra-tados que han sido concentrados en una centrífuga y después mezclados con agua residual previamente concentrada en un
evaporador. Estos son mezclados y luego acondicionados con producto seco recicla-do proveniente del secadero para formar un material que no se adhiere y que puede ser introducido en el secadero. Un disper-sor lanza a alta velocidad el material en forma de pequeñas corrientes muy finas hacia el interior del medio calentado (gas), donde mucha de la humedad contenida en el producto se evapora. El gas conduce el producto en torno al colector, que con-siste en un clasificador por centrifugación. Las partículas más húmedas y pesadas son recirculadas y acaban de nuevo en el pun-to de alimentación, incrementando así su tiempo de residencia en el secadero, mien-tras que el material más seco y de menor tamaño es separado del gas mediante ci-clones en serie.
Partial Gas Recycle Ring Dryer El límite práctico del gas recirculado se en-cuentra en un 70%. Este límite es alcan-zado debido a que los gases de combus-tión representan una parte del medio de secado. Así, el escape del secadero contie-ne productos de combustión y vapor. En sistemas de secado que procesan residuos de fermentación y otros productos orgá-nicos, algunos compuestos orgánicos vo-látiles (COVs) son evaporados dentro de la corriente de gas, junto con el vapor de agua, y tienen que ser eliminados antes de la emisión a la atmósfera. El método más usual es la oxidación térmica de los COVs a CO
2 y agua aumentando la temperatura por encima de los 800º C.
BIOMASA
GEA Barr-Rosin y los especialistas en combustibles sólidos Doosan Babcock están trabajando juntos para desarrollar sistemas integrados de secado, con biomasa como combustible, que reducen el consumo de energía y las emisiones de carbono en el sector industrial. El concepto básico es la utilización de los gases residuales procedentes de la combustión de biomasa en un cambiador de calor gas-gas para calentar el aire dentro de un secadero de anillo.
70 SEPTIEMBRE09 energética XXI

Secado con vapor sobrecalentadoUn paso más allá, en base a este principio, consiste en reciclar el 100% del gas de se-cado, gracias a la acción de un cambiador de calor. En este caso los productos de com-bustión circulan por la carcasa del cambia-dor y el gas de secado a través de los tubos. Debido a que en esta situación no hay gases de combustión circulando por el interior del secadero, el medio de secado consiste tan sólo en vapor sobrecalentado con una pe-queña cantidad de gases no condensables y COVs. El vapor generado en el secadero es extraído del sistema a través de un sistema de control por presión y puede ser usado como vapor de proceso. Por ejemplo, los sistemas de evaporación de múltiple efecto que concentran agua residual suelen estar calentados con vapor que puede proceder de los secaderos, aprovechando todo el ca-lor latente.
En efecto, el sistema se comporta como un secadero y como una caldera a la vez. Las pequeñas cantidades de gases no condensables presentes en la corriente de vapor pueden ser oxidadas térmicamente en la misma caldera (“air heater”), evitan-do así la necesidad de instalar un sistema de oxidación adicional.
Superheated Steam Ring Dryer El dibujo de abajo muestra un anillo de secado con vapor sobrecalentado. El seca-dero en forma de anillo se puede ver en la parte superior izquierda con sus dos ciclo-nes y con el sistema de acondicionamiento
de producto debajo.En primer plano, en la parte inferior,
se encuentra la soplante que recircula el gas de secado con el cambiador de calor a su derecha.
Capacidad de evaporación 37 T/hr. •Calor de entrada 29 MW.•Vapor de salida 34 T/hr.•
Combustor de lecho fluidizadoEl secadero calentado de forma indirecta puede utilizar diferentes combustibles sin contaminar el producto gracias a que la combustión no está en contacto con el material a secar. En particular, se pueden usar biomasas, así como otro tipo de com-bustibles sólidos. Para obtener la máxima flexibilidad es necesario usar un combus-tor que pueda manejar un amplio rango de combustibles, y el más flexible de ellos en este sentido es el combustor de lecho fluidizado.
La biomasa en estos sistemas suele alimentarse en el combustor con un con-tenido de humedad alto, entre el 30% y el 60%. Esto significa que el agua en el combustible se evapora en el combustor y la energía requerida se pierde en el escape del combustor. Se recupera algo de energía en el escape de las calderas, pero el vapor de agua debe ser condensado para poder utilizar el calor latente. Esto no es práctico cuando este vapor se ha mezclado con pro-ductos de combustión no condensables.
Para aprovechar al máximo el calor disponible en la biomasa, ésta debe estar
lo más seca posible.Utilizar combustible seco tiene las si-
guientes ventajas:Mayor valor calorífico neto y, en conse-•cuencia, menor cantidad de combusti-ble utilizado.El almacenamiento y el control de la •combustión es más fácil.El combustible es estable y no caduca •durante el almacenamiento.Mayor eficiencia.•Menos emisiones de CO•
2.Sistemas de lavado de gases de menor •tamaño.Menor volumen de gases de escape.•Penacho menos visible.•
Combinación de secadero y quemadorSi se combinan las etapas del proceso co-mentadas anteriormente con el centro de energía de la planta, entonces se puede instalar un sistema energéticamente efi-ciente y flexible en cuanto al tipo de com-bustible a utilizar.
El DDGS consiste en material residual de la fermentación de cereales a alcohol refinado para producir etanol anhidro. Éste es secado hasta un 10% de humedad, mo-mento en que puede ser almacenado. El material seco tiene un poder calorífico de 18-19 mJ/kg y, lo que es más importante, un poder calorífico neto de 17-18 mJ/kg.
Aproximadamente un tercio del com-bustible es utilizado para secar el DDGS y producir el vapor que se usa para pre-concentrar agua residual proveniente de la producción de jarabe a partir de etanol. El jarabe es mezclado con residuo seco antes de la etapa de secado. El combustor con combustible sólido calienta el quemador y el secadero. En el arranque, cuando hay una pequeña cantidad de material a secar, el quemador trabaja cerca de su capacidad máxima, suministrando vapor a la planta. Tan pronto como el secadero empieza a trabajar, puede proveer vapor, y el quema-dor puede apagarse. El combustor no deja de trabajar, pero suministra el exceso de calor al secadero. En condiciones normales de operación el secadero suministrará el 40% de la demanda de vapor de la planta de bioetanol. La pequeña cantidad de ga-ses no condensables que contienen COVs pasan por el combustor para la oxidación térmica de estos compuestos.
BIOMASA
71energética XXI SEPTIEMBRE

Los cultivos energéticos son especies vegetales cultivadas en suelo agrícola y forestal cuya biomasa obtenida en la cosecha se dedica a la producción de energía.
EMILIANO JOSÉ MALETTA GOYA, JUAN ESTEBAN CARRASCO GARCÍA Y Mª ARÁNZAZU DEL VAL HURTADO.DPTO. ENERGÍAS RENOVABLES. UNIDAD DE BIOMASA DEL CIEMAT
PSE para el desarrollo, demostración y evaluación de la producción de energía en España a partir de la biomasa de cultivos energéticos (On Cultivos)
Las especies que en la actualidad se están considerando como cultivos energéticos son tanto de tipo herbáceo, ya sean anua-les (brassica, caña de azúcar) o perennes (cardo, caña común), como leñosas.
Algunas características deseables para estos cultivos con el objeto de lograr su sostenibilidad son:
Alto grado de rusticidad.•Alta eficiencia en el uso del agua y nu-•trientes.Menores necesidades de agroquímicos.•Adaptación a condiciones de secano.•
Como antecedente en nuestro país, en la actualidad se están dedicando a la producción de energía diversas especies agrícolas oleaginosas (colza, girasol, etc.), azucaradas (remolacha, caña de azúcar) y amiláceas (granos de cereales), cuyas ca-racterísticas y/o condiciones de cultivo no coinciden en muchos casos con las desea-bles para un cultivo energético, por lo que pueden llegar a constituir alternativas in-sostenibles para la producción energética.
Aplicaciones y potencial de los cultivos energéticosLas biomasas de cultivos energéticos tienen aplicaciones como combustible sólido para producción térmica y eléctrica, y como ma-terias primas para producción de biodiésel y bioetanol, que son biocombustibles líqui-dos (biocarburantes) utilizados fundamen-talmente en el sector del transporte.
Según un estudio realizado por la Agencia Europea del Medioambiente para la UE-22[3], en 2030 podrían existir de for-ma sostenible no menos de 19,3 Mha de superficie para cultivos energéticos, que
BIOMASA
72 SEPTIEMBRE09 energética XXI
Caña común (Arundo donax) como cultivo energético en parcelas experimentales del PSE On Cultivos. Foto: UPM.

podrían aportar en torno a 150 Mtep/año de biomasa. En España, este mismo estu-dio cifra el potencial de tierras disponibles en 2,9 Mha en 2010 y 2,5 Mha en 2030.
Los cultivos energéticos en las políticas de desarrollo de la biomasa en la Unión Europea y España
Tal y como se muestra en la figura 1, la energía obtenida a partir de biomasas de cultivos energéticos, bien para la pro-ducción térmica y eléctrica o como biocar-burantes, suponen alrededor de un 60% del incremento de producción de energía renovable en Europa y en España en la pre-sente década.
Sin embargo, en contraste con las ci-tadas expectativas, el grado de desarrollo de los cultivos energéticos en la UE es to-davía muy pequeño y su utilización comer-cial afecta prácticamente tan sólo a espe-cies agrícolas bien conocidas, por lo que es preciso un trabajo muy importante al obje-to de definir las especies de mayor poten-cial en condiciones sostenibles en Europa, así como las condiciones más adecuadas en las que deberían implementarse. De esta forma, el PSE On Cultivos pretende ser una respuesta importante y eficaz para lograr este objetivo en España.
Objetivo y datos generales del PSE On CultivosEl objetivo general de On Cultivos es pro-mover la obtención de energía a partir de la biomasa de cultivos energéticos en España a través de la determinación, de-sarrollo y difusión de las condiciones técni-cas, económicas y medioambientales para su instrumentación comercial sostenible.
OBJETIVOS ESPECÍFICOSGenerar un conocimiento suficiente
para la implementación comercial de los cultivos energéticos en España, tanto bajo el punto de vista de su producción, como en el de la transformación.
Desarrollo de unos sectores agrícola e industrial capaces de asimilar los resultados obtenidos a fin de llevar a cabo el desarro-llo comercial de los cultivos energéticos.
Desarrollo de un conjunto de centros de I+D capacitados y coordinados para so-portar los requerimientos tecnológicos del desarrollo industrial.
DATOS GENERALES DEL PROYECTO (situa-ción a fecha de mayo de 2009):
Coordinación del Proyecto: Ciemat •(Centro de Investigaciones Energéticas, Medioambientales y Tecnológicas).Duración: 2005-2012.•Presupuesto total (aproximado): 59 mi-•llones de euros.Superficie de postración de los cultivos: •se estima implementar 15.000 ha.Comunidades autónomas implicadas en •la demostración de los cultivos: Andalu-cía, Aragón, Castilla-La Mancha, Castilla y León, Extremadura, Madrid, Cataluña y Navarra. Durante 2009 se están reali-zando nuevas parcelas de demostración
y experimentales en Cataluña y nuevas localizaciones en Castilla y León, Anda-lucía y Extremadura.Participantes: actualmente participan en •On Cultivos 32 entidades, de las que 20 son empresas y otras entidades privadas y 12 son universidades y organismos de I+D. Los participantes son: Abengoa Bioenergy, Abengoa Bioenergy Ecoagrí-cola, Abengoa Bioenergy Greencell, Acciona Biocombustibles, Acciona Ener-gía, Asaja-Granada, Asesoría Ind. Zaba-la, Bioebro, Ecopriber, Escan, Fundación Ciudad de la Energía, Fundación Soriac-tiva, Guascor, Guascor I+D, IAS-CSIC, Inia, Irta, Ita C y L, Lasián, Lignotech,
BIOMASA
73energética XXI SEPTIEMBRE
Arriba, figura 1, incrementos de utilización de energías renovables previstos para 2010 en la UE y en España (en MTEP/año). Debajo, figura 2, cadenas energéticas estudiadas de los cultivos.

Molinos del Ebro, Pryconval, Sinersys, Taim-TFG, Tussam, Univ. Politéc. Ma-drid, Univ. Zaragoza/Circe, Univ. Pont. Comillas, Valoriza Gestión, Vicedex y Woodsims Aplicaciones Energéticas.
ActividadesPara llevar a cabo con éxito sus objetivos el proyecto On Cultivos, cuenta con tres herramientas principales:
PROGRAMA DE DEMOSTRACIÓN CO-MERCIALEs la parte central del proyecto. Pretende desarrollar y evaluar en condiciones de de-mostración comercial (reales) las diferentes cadenas energéticas con mayor potencial en nuestro país para la producción de energía a partir de cultivos energéticos. Se considera tanto la fase de producción de los cultivos, como la de utilización ener-gética de las biomasas, incluyendo la eta-pa de logística del suministro (figura 2), y considerando las aplicaciones energéticas relevantes de la biomasa en instalaciones y plantas comerciales o de demostración existentes en España.
Durante el período 2005-2009, algu-nos cultivos se han realizado a escala de-mostrativa, como el chopo (populus sp), sorgo (sorghum x sudanense) y brassica carinata, los tres con fines de aprovecha-miento lignocelulósico. A su vez, se ha realizado colza para biodiésel y varieda-des previamente seleccionadas de cereales para bioetanol.
Durante 2009 están previstas nuevas
localizaciones de chopo y un cambio de cultivos que consiste en dejar de realizar colza y cereales para bioetanol, para co-menzar con parcelas de triticale, centeno y avena para biomasa destinada a aplicacio-nes térmicas y eléctricas, así como también la realización de cártamo para biodiésel.
Con los resultados obtenidos de todas las parcelas, se realizarán y evaluarán los análisis de ciclo de vida (ACV’s) energéti-cos, económicos y medioambientales (emi-siones de efecto invernadero, uso del agua y erosión del suelo) de los cultivos ener-géticos demostrados y de las aplicaciones estudiadas[4].
PROGRAMA DE DESARROLLO TECNOLÓ-GICO.Este programa comprende el desarrollo de diferentes aspectos de la producción y uso de la biomasa de los cultivos que son necesarios para mejorar su viabilidad en España. Entre las actividades desarrolladas durante 2009 en este programa están las siguientes:
Adaptación, selección y mejora de varie-•dades/clones de las especies que se en-cuentran ya en fase experimental des-de años anteriores: chopo, paulownia, olmo de Siberia, caña común, sorgo, brassica carinata, cardo, colza, jatropha, crambe, camelina, sinapis alba y otros.Desarrollo de nuevas especies gramíneas •y cereales tradicionales (triticale, avena y centeno, entre otros) y no tradicionales (panicum virgatum, agropiros y otros pastos americanos exóticos y perennes
resistentes a sequía, que poseen una sola implantación y aprovechamiento plurianual de biomasa). Estas acciones prevén lograr dar respuesta y alterna-tivas sostenibles a la extensa superficie de secanos españoles, hoy en día en dificultad ante una menor rentabilidad debida al contexto agrícola actual. Se prevén 20 localidades en Extremadura, Castilla y León, Aragón, Castilla-La Man-cha, Cataluña, Andalucía y Navarra. El desarrollo consiste en probar variedades antiguas de las especies conocidas que muestren un bajo índice de cosecha (% de biomasa en grano respecto de la bio-masa total) y, por tanto, una mayor pro-ductividad de biomasa. Estas especies, así como las nuevas especies perennes consideradas, se recolectan mediante una o más siegas anuales con maquina-ria tradicional existente y un bajo coste por tonelada de materia seca. Todas las actividades prevén la optimización de insumos (agua, fertilizantes) y desarrollo de técnicas de bajo laboreo.Desarrollo y adaptación de maquinaria •de recolección (por ej. chopo) y fraccio-namiento de la biomasa (por ej. cardo) en cultivos energéticos.Desarrollo de la producción de pellets •de las biomasas de los cultivos y de su empleo en instalaciones comerciales.Desarrollo de los ciclos ORC como tec-•nología de generación descentralizada a partir de biomasa de cultivos energé-ticos.Desarrollo de un sistema de quemador-•
BIOMASA
74 SEPTIEMBRE09 energética XXI
Izquierda, parcela de chopo como cultivo energético llevada a cabo en la estación experimental Irta-Mas Badia en Cataluña en 2009. Derecha, el PSE On Cultivos está comenzando a evaluar un gran número de especies de pastos altos y gramíneas anuales o perennes que pueden ser buenos candidatos para la producción de biomasa, por su bajo coste al agricultor y alta productividad en zonas de secano españoles. Fotos: Ciemat.

caldera para biomasas herbáceas.Desarrollo de la generación eléctrica •con biomasa de cultivos en sistemas descentralizados (motores dual fuel con biocombustibles, gasificación acoplada a motores, ciclos ranking orgánicos).Desarrollo y demostración de un proce-•so innovador para la producción de bio-diésel en continuo, evitando la produc-ción de glicerina como subproducto.Estudio sobre alternativas para biorrefi-•nerías en España.Programa de difusión y explotación de •los resultados, que contempla:
Participación en ferias y jornadas con -agricultores y técnicas con diversos ac-tores dentro del sector de la biomasa.Página web del proyecto: www.oncul- -tivos.es.Materiales impresos, informes y ma- -nuales de cultivos y presentaciones audiovisuales dirigidos a distinto pú-blico interesado en el desarrollo de los cultivos energéticos.
Situación actual y resultados preliminaresPRODUCCION DE BIOMASA: se están re-definiendo acciones tendientes a lograr una mayor respuesta ante la necesidad de lograr cultivos energéticos que puedan insertarse en las grandes extensiones de nuestro país. En este sentido se están co-menzando a probar nuevos cultivos tanto para biomasa (triticale, avena, centeno y gramíneas perennes), como para biodiésel (Jatropha, Cártamo, etc).
Actualmente se evalúan los resultados de las 1.237 hectáreas implantadas entre 2005 y 2008 en siete comunidades autó-nomas dentro del programa de demostra-ción (753 de colza para biodiésel, 342 de sorgo híbrido para biomasa y 140 ha en total de otros cultivos como chopo, bras-sica carinata para biomasa y cereales para bioetanol). El programa de demostración sobre chopo y sorgo está en expansión a nuevas zonas de ensayo. En cuanto al pro-grama experimental, se han hecho avan-ces significativos en la adaptación de bras-sica carinata a las condiciones de cultivo en España, seleccionando nuevas variedades tolerantes al frío.
Otros avances importantes, identifican clones y variedades de buen comportamien-to a las condiciones de cultivo españolas en
muchos cultivos como paulownia, chopo, olmo de Siberia, cardo y caña común. A su vez, se han realizado con éxito los estu-dios preliminares de mecanización, logística y gestión de la biomasa, incluyendo una selección de diversas maquinarias para re-colección de cultivos y el desarrollo de un software denominado Power-On Cultivos.UTILIZACION DE LA BIOMASA: se conside-ra el estudio de la aplicación en condicio-nes de la biomasa de los cultivos estudia-dos en las siguientes aplicaciones:
Aplicaciones en el sector doméstico: se •han obtenido pellets de biomasas de cultivos energéticos que serán próxima-mente evaluados en instalaciones reales del sector doméstico y se ha desarrolla-do un quemador para biomasas herbá-ceas.Aplicaciones eléctricas: se ha desarro-•llado la investigación previa para poder introducir las biomasas de diferentes cultivos en centrales térmicas existen-tes. Se han definido las modificaciones de diseño necesarias para adaptar mo-tores diésel a la utilización con biodié-sel y bioetanol, realizando con éxito los ensayos de prestaciones del motor con biodiésel.Producción y utilización de biocarbu-•rantes: se ha analizado la viabilidad del cultivo de pataca (helianthus tubersous) para obtener bioetanol, estudiando aspectos como la recolección, almace-naje, conservación y transformación; y se estudian las condiciones de proceso para la utilización de biomasas de cul-tivos lignocelulósicos en la planta de
demostración de esta tecnología de Ba-bilafuente.
ConclusionesFinalmente, tras On Cultivos se espera:
Que los cultivos energéticos se confi-•guren como una fuente significativa de energía renovable en España.Que los cultivos energéticos represen-•ten una alternativa viable frente a los problemas actuales de sostenibilidad medioambiental y económica de la agri-cultura española.Que el agricultor y las partes que inter-•vienen en los negocios de biomasa de cultivos energéticos posean las herra-mientas, la información y los planes de negocio necesarios para producir bio-energía en una forma eficiente y com-patible con el medio ambiente.Que el proyecto se convierta en una he-•rramienta eficaz para definir y canalizar el esfuerzo necesario de I+D+i que se requiera para llevar a cabo futuros de-sarrollos en este campo.
Referencias[1] Plan de Acción sobre la Biomasa. Sec (2005)
1573. Ed. Comisión Europea. COM (2005) 628 final. 07/12/2005.
[2] Plan de Energías Renovables en España 2005-2010. IDAE- Ministerio de Industria, Turismo y Comercio. Agosto de 2005. www.idae.es
[3] European Enviroment Agency. 2006. How much bioenergy can Europe produce without harming the environment? EEA Report No 7/2006. ISSN 1725-9177. Kongens Nytorv 6, 1050 Copenhagen K, Denmark.
[4] Gasol, M.C., X.Gabarrell, A. Anton, M.Rigolad, J.Carrasco, P.Ciria, M.L. Solano and J.Rieradevalla. 2007. Life cycle assessment of a Brassica carinata bioenergy cropping system in southern Europe. Biomass and Bioenergy 31 (2007) 543–555.
BIOMASA
75energética XXI SEPTIEMBRE
Situación actual y previsiones de producción de energía con biomasa en la UE-25 y en España (en MTEP/año).

DIEGO FERNÁNDEZ SUÁREZ. EMISIONCERO ENERGÍAS RENOVABLES. DELEGACIÓN ÖKOFEN
Instalación mixta biomasa solar en Galicia
El diseño de la instalación ha corrido a cargo de la empresa Emisioncero, delegación de la empresa austriaca
Okofen. Las premisas de partida han sido las siguientes:
Por parte del cliente:•Mínimo consumo energético. -Mínimas emisiones. -Mínimo coste de mantenimiento. -Mínimo coste en operación. -Satisfacer demanda de ACS. -Satisfacer demanda de calefacción -usando como emisor suelo radiante.Prolongación de temporada de baño -en piscina exterior sin coste de opera-ción.Calificación energética tipo A. -
Legales•Cumplimiento RITE. -Cumplimiento CTE en especial HE 4. -Calificación energética en los edificios. -Una vez tenidas en cuenta las premisas
de partida por parte del cliente y las premi-sas legales, se procedió al análisis de la vi-vienda. Para ello se modelizó la envolvente de dicha vivienda, con una superficie útil de 290 m2, obteniéndose una carga térmica de 57,6 w/m2, para un salto témico interior–exterior de 20 ºC, lo cual implica una carga térmica de 16,7 kW y una potencia nece-saria de 2 kW para la producción de ACS para cuatro ocupantes decidiéndose la ins-talación de una caldera de biomasa (pellets) con potencia de 20 kW, marca Okofen. Con ello, se satisfacen las necesidades de calefacción y ACS de la vivienda, así como el aporte en energías renovables estableci-das en el RITE y en el CTE, cumpliendo de esta forma el 100% de la demanda térmi-ca, tanto para calefacción como para ACS con energías renovables.
Para cumplir las premisas dadas -mí-nimo consumo energético, mínimas emi-siones, mínimo coste de mantenimiento,
mínimo coste en operación y teniendo en cuenta el tipo de emisor a baja tempera-tura, suelo radiante, así como la premisa de alargar la temporada de baño sin costes de operación-, se decidió el empleo de una caldera de pellets con tecnología de con-densación Okofen Pellematic Plus, pasan-do de un 93% de rendimiento a un 103% de rendimiento de caldera a carga máxima y un 108% de rendimiento de caldera a carga parcial, minimizando de esta forma el consumo de energía entre un 10% y un 15%. Asimismo, se contemplo y se realizo, la instalación de un deposito de inercia es-tratificado, con producción de ACS semi-instantánea marca Okofen con un volu-men de 800 l, con el fin de aumentar el rendimiento estacionario de la instalación del entorno a un 8%, llegando de esta for-ma a un rendimiento estacional global de la instalación de un 94%, frente al 80% típico de una instalación tradicional, sin
BIOMASA
Recientemente, más concretamente en el mes de mayo, se ha ejecutado una instalación mixta biomasa solar en la ciudad de Pontevedra, zona climática C, altura sobre el nivel del mar 5 m, con temperaturas mínimas en invierno de 0 ºC, y una humedad relativa del 85% al 90%.
76 SEPTIEMBRE09 energética XXI
usar deposito de inercia ni tecnología de condensación para esta zona climática.
Aun así, la premisa de coste económi-co cero para el calentamiento de piscina no

estaba cumplido, con lo cual se ha decidido la instalación de 12 m2 de paneles solares térmicos, los cuales fuera de temporada de calefacción derivan su energía al circuito de piscina, contribuyendo a la elevación de la temperatura del agua de una piscina de 30 m2 y ayudando a prolongar la temporada de baño desde mayo hasta octubre, para una temperatura del agua de 22 a 24 ºC (reco-mendando siempre el uso de manta térmi-ca). Fuera de esta temporada se consigue, de esta forma, con los 12 m2 de paneles solares termicos Pellesol, un aporte medio a calefacción y ACS del 23 %, reduciendo así, el consumo de pellets.
Como resumen, se han conseguido las premisas de partida, reduciendo los con-sumos de energía primaria en un 41%, debido a la utilización de tecnología de condensación (10%-15%), depósito de inercia (6%-8%), energía solar térmica (22%-24%). Y con unas emisiones de CO2 de 0 kg/kWh demandado, la calificación energética de la vivienda ha sido Clase A, cumpliendo de esta forma el 100% de las premisas dadas por el cliente.
Instalación hidráulicaCon el fin de realizar un sistema térmica e hidráulicamente compensado, así como para garantizar el cumplimiento de las nor-mas de aplicación a este tipo de instalacio-nes, se realizó la instalación de un depósito de inercia estratificado Pellaqua, con pro-ducción semi-instantánea de ACS con co-nexionado en paralelo con la caldera y con el resto de la instalación y otro depósito de inercia, en este caso depósito de inercia solar, con volumen de 1.000 l con sistema combi, 750 l para inercia de calefacción y 250 l para precalentamiento de ACS, este depósito, que consta también con un ser-pentín para realizar el intercambio solar, se ha conectado seriado con el resto de la instalación. Y va controlado por una vál-vula de tres vías motorizada para realizar el aporte o no aporte, según temperaturas del depósito, temperaturas de retorno del suelo radiante y aporte solar al circuito de suelo radiante, priorizando de esta forma en todo momento el aporte solar.
Para la cesión de energía al sistema de piscina exterior, se instaló una válvula de tres vías motorizada en el circuito primario solar, derivando la energía solar al vaso de piscina por medio de un intercambiador de
placas. La impulsión al circuito de suelo, se
realiza mediante dos grupos hidráulicos formados por circuladora y válvula de tres vías motorizada, para garantizar en todo momento la temperatura correcta de im-pulsión, según los parámetros de regula-ción ajustados.
La producción de ACS se realiza me-diante un intercambiado de acero inoxida-ble con más de 7 m2 de superficie de inter-cambio, a donde llega el agua precalentada desde el deposito de 250 l al “baño maría” situado en el interior del depósito solar, así mismo, se instalo un sistema de recircula-ción de ACS cuyo retorno se introduce en el depósito de 250 l solar, con el fin de realizar una correcta transferencia de energía, reali-zación de los controles de legionela y tener las mayores garantías de confort.
Sistema de regulaciónPara el fácil y efectivo control de la instala-ción, se ha instalado un controlador Pelle-matic+ para dos circuitos de calefacción, un circuito solar con prioridades, un depósito de inercia, y control de producción y recir-culación de ACS, realizando las siguientes funciones:
Control de la temperatura de impulsión •de suelo según curvas de calefacción en función de temperatura exterior, tem-peratura interior y temperatura deseada en la vivienda, actuando sobre las mez-cladoras motorizadas de los grupos de impulsión y sobre las temperaturas su-perior e interior del depósito de inercia dando o no contacto a la caldera.
Control de la válvula motorizada de tres •vías, que prioriza el uso o no de energía solar térmica para el sistema de calefac-ción, permitiendo el paso del agua de retorno del suelo radiante por el depósi-to solar, en el caso en el que la tempera-tura de dicho depósito sea en su tercio superior mayor en 5 ºC a la de retorno del suelo.Control de la temperatura deseada de •ACS y preparaciones de esta, así como control de la bomba de recirculación de ACS, según cronogramas basados en los hábitos de uso por parte de los usuarios de la vivienda y los controles de legionela. Control del sistema solar, usando el mé-•todo diferencial de temperaturas, para el accionamiento o parada de la bomba solar, y usando un sistema de priorida-des de carga, para derivar la instalación solar al vaso de piscina o volcar su ener-gía en el depósito solar combi ACS y calefacción, la regulación solar también realiza un control de contacto de calde-ra, evitando éste, según programación de un sistema de retención de caldera basado en tiempos de espera cuando la instalación solar se está cargando por encima de los parámetros establecidos, evitando así la arrancada de caldera en los periodos donde la energía solar pue-de proporcionar el 100 % de la energía demandada por la vivienda, priorizando siempre de esta forma la energía solar.
Sistema de almacenamiento de biomasaSe ha realizado un silo de pellets con for-ma de V con ángulos, mayores al ángulo de reposo del pellet, con una superficie de 3,25 m2 y un volumen útil de 7,5 m3, lo cual implica una capacidad aproximada de 4.800 kg de pellets.
Con lo anteriormente explicado, se ha realizado una instalación 100% automatiza-da, fácil de manejar para el usuario final con una mínima intervención de este, vaciando únicamente cenizas, de una a dos veces al año, con un mínimo consumo energético, 100 % respetuosa con el medioambiente, con unos costes de operación mínimos, para un consumo estimado de unos 3.000 kg de pellets al año, evitando la emisión a la atmosfera de unos 8.500 kg de CO2 al año.
BIOMASA
77energética XXI SEPTIEMBRE

DEPARTAMENTO TÉCNICO DE PRODESA MEDIOAMBIENTE
Cogeneración con biomasa asociada a la producción de pellets
En España, miles de hectáreas de bos-que desaparecen cada año debido a esta causa, lo que podría reducirse
con una adecuada gestión forestal basada en un continuo trabajo de ordenación de los espacios boscosos que redujera la canti-dad de madera que se acumula en los bos-ques y actúa como combustible, provocan-do incendios descontrolados y de enormes dimensiones que resultan una catástrofe ecológica.
Son muchas las entidades públicas y privadas que, encargadas de gestionar es-tas masas boscosas, están promoviendo iniciativas que les permitan rentabilizar la biomasa extraída, convirtiendo la gestión de bosques en un modelo sostenible, de futuro y con unas cifras de negocio muy
favorables.En España, son varios los proyectos de
estas características que se están promo-viendo, todos ellos con unos ratios econó-micos y sociales muy rentables. Además del beneficio económico que se genera a partir de un recurso que tiene un valor en sí mismo y que tradicionalmente no se ha aprovechado de forma extensiva, hay que sumar otros beneficios, ya que la gestión de los bosques atrae y mantiene población en las zonas rurales generando empleo, ade-más de reducir la dependencia del petróleo, al ser una energía renovable, y no contri-buye al efecto invernadero, ya que en su combustión cierra el ciclo de CO
2.Si la producción de pellets de madera
es un negocio en alza y son ya numerosas
las plantas que se han puesto en marcha en España siguiendo la tendencia europea, donde la utilización de pellets como com-bustible para calefacción u otros usos está muy extendida, a esto hemos de sumar la ventaja de añadir la cogeneración al pro-ceso, que incrementa sustancialmente el rendimiento del conjunto además de ge-nerar importantes beneficios económicos adicionales al amparo del Real Decreto 661/2007.
Descripción del procesoEl modelo consiste en aprovechar la bioma-sa forestal recogida de forma que la parte de mayor calidad (troncos, ramas más grue-sas y especies más nobles) se utilizará para la producción de pellets, mientras que el resto (corteza, ramas más finas o maderas menos nobles) se destinará a su combustión para alimentar el equipo de cogeneración.
En una instalación de estas caracterís-ticas encontraremos tres grandes bloques: caldera de aceite térmico, planta de coge-neración y planta de producción de pellets.
La biomasa de peor calidad se dirige a la caldera de aceite térmico, donde su combustión genera aceite térmico a unos 315º C que acciona la planta de cogenera-ción. Esta caldera tiene un sistema de pa-rrillas móviles que permite quemar biomasa de distintas procedencias y con distintas granulometrías y humedades, permitiendo la combustión de maderas residuales que no serían válidas para pelletizar o para otras aplicaciones.
En el equipo de cogeneración, un fluido orgánico de base silicónica con un bajo punto de evaporación y alto peso molecular se somete a un ciclo Rankine, producto del cual se obtiene por un lado,
BIOMASA
El 14 de marzo de 2005, los Ministros y representantes de 127 países exhortaban a la FAO a tomar medidas de cara a promover la ordenación de los espacios forestales en todo el mundo como medida urgente para reducir la cantidad de hectáreas de bosque que se destruyen anualmente debido a los incendios incontrolados.
78 SEPTIEMBRE09 energética XXI

energía eléctrica que se venderá a la red incentivada por las primas que contempla el Real Decreto 661/2007, y por otro lado, energía térmica en forma de agua caliente, que la utilizaremos para secar la biomasa de mayor calidad que se destina a la pro-ducción de pellets.
Previamente a su procesamiento, la biomasa forestal deberá reducir su tama-ño hasta una granulometría de aproxima-damente 10-15 mm, para lo cual deberá experimentar una etapa de triturado. En función del tamaño y del tipo de biomasa que se vaya a extraer del monte, este tritu-rado puede realizarse directamente in situ si la biomasa es suficientemente homogé-nea y no hay troncos demasiado gruesos. En este caso, reducir su tamaño en el punto de extracción nos facilitará su transporte, el cual tendrá un menor coste. En el caso de que en la biomasa extraída haya tron-cos gruesos en una proporción importante o que ésta sea demasiado heterogénea, lo habitual será trasladarla a planta, donde recibirá sucesivas etapas de reducción de tamaño hasta alcanzar la granulometría de-seada. Dado que las casuísticas pueden ser diversas en función del tamaño y tipo de biomasas extraídas, es difícil plantear una situación general, por lo que lo mejor es analizar previamente la biomasa que se va a extraer en cada caso y en función de este análisis diseñar esta primera etapa.
Una vez se ha reducido el tamaño de la biomasa hasta el requerido, ésta debe introducirse en el secadero de banda para reducir la humedad de la madera hasta un 10%. El secado de banda es una tecnología reciente en comparación con el clásico se-cado con trómel, y presenta respecto a éste un importante número de ventajas que lo hacen el indicado para esta aplicación. En primer lugar, es un secado indirecto que nos permite utilizar energías residuales de baja temperatura de otro proceso. Éste es el caso que nos ocupa, ya que en el condensa-dor de la cogeneración se genera agua ca-liente a 80º C que debemos disipar para el correcto funcionamiento de ésta. Si somos capaces, como es el caso con el secado de banda, de utilizar esa agua caliente para se-car la biomasa que después pelletizaremos, estamos aumentando la eficiencia del pro-ceso obteniendo la máxima utilidad (ener-gía) de la biomasa que hemos introducido a la caldera.
El secado de baja temperatura, al ser un secado indirecto, no modifica la compo-sición ni las propiedades de la biomasa, ya que no introduce ningún contenido en ceni-zas adicional a la madera por ser un secado indirecto, y al trabajar a baja temperatura, no modifica ni el color ni ninguna otra pro-piedad física de la materia prima, además de garantizar emisiones por debajo de 20 mg/Nm3, muy por debajo de la cifra exigida por las legislaciones más restrictivas.
En marchaEl funcionamiento del secado es sencillo. La biomasa con la granulometría adecuada se deposita sobre una banda de poliéster formando una capa de producto muy uni-forme. Esta banda tiene un movimiento horizontal cuya velocidad controlan los rodillos que la impulsan. En función del valor registrado en la medición de hume-dad que se realiza en continuo a la salida del secado, se ajusta automáticamente la velocidad de la banda de forma que ob-tenemos una humedad totalmente homo-génea a la salida. A medida que la banda con el producto depositado en la parte su-perior avanza, recibe una corriente de aire caliente que pasa a través del producto y de la propia banda, secando de esta forma la biomasa. El aire caliente se genera en los intercambiadores de calor a partir del agua a 80º C proveniente de la cogeneración.
Para un adecuado funcionamiento, es im-prescindible que la capa de producto sea muy uniforme, ya que en otro caso se for-marían caminos preferenciales para el aire dentro del secado, lo que ocasionaría una humedad no homogénea en el producto a la salida del secado. En función de las pro-piedades de la materia prima a la entrada del secado, se ajusta la altura de la capa de producto, y un sistema de recirculación retira éste al final del recorrido de la banda y lo deposita en una segunda capa, en la cual la humedad final del producto se ajus-ta con mucha precisión al valor deseado, siendo la saturación del aire a la salida del secado máxima, así como la eficiencia del mismo.
Una vez finalizada esta etapa, la bio-masa seca debe reducir todavía más su granulometría antes de entrar a las pelleti-zadoras, para lo cual pasará por un molino de martillos hasta conseguir un fino polvo con un tamaño de partícula máximo de unos pocos milímetros.
A continuación, las pelletizadoras rea-lizan su trabajo transformando el serrín en pellets y multiplicando por siete su densi-dad original, tras lo cual los pellets pasan al enfriador donde reducen su temperatura hasta la temperatura ambiente, con lo que la lignina de la madera solidifica y el pellet ya es estable para su posterior almacena-miento o transporte.
BIOMASA
79energética XXI SEPTIEMBRE
A pesar de ser una energía versátil y renovable, el biogás no ha tenido el impulso que ha logrado en otros países europeos. Por ello, se hace necesario un mayor conocimiento del proceso a la hora de mostrar sus virtudes de cara a la independencia energética y el desarrollo sostenible. Con un potencial de crecimiento casi ilimitado (limitado únicamente por el sustrato y tierras), las plantas de biogás jugarán un papel clave en el mix energético del futuro.
JAVIER GARCÍA Y JOANA GRACIA. ENVITEC BIOGÁS IBÉRICA
Plantas de biogás agroindustrial; una inversión para el futuro
La energía es un tema con un significa-do político y económico creciente. El consumo mundial aumenta acelera-
damente, pero los portadores energéticos de origen fósil son finitos. Al mismo tiempo, la contaminación del medio ambiente a causa de la emisión de gases de efecto invernadero (GEI) generados en la combustión del carbón o petróleo, así como el almacenaje final de desechos atómicos, se hacen más notables, por lo que aumenta la necesidad de fuentes de energía alternativas.
Una de ellas, el biogás, es producto de la descomposición natural de materiales or-gánicos que, a diferencia de otras energías, puede ser producida en cualquier lugar, in-dependientemente del clima. Por otra parte, acontecimientos como el contencioso entre la Ucrania y Rusia por el gas han favorecido la cada vez más creciente atención que se le presta: para 2020, la Unión Europea podría reducir a la mitad sus importaciones de gas natural.
El futuro es hoyEl biogás es una de las energías más dinámi-cas que existen, ya que a partir de él se pue-de generar energía eléctrica, energía térmica y gas natural (tras un proceso de refinamien-to), con todas las oportunidades que ello supone, desde la pila de combustible hasta el uso como biocombustible. Además, se produce un fertilizante de alta calidad, con lo que se minimiza la problemática en tor-no al tratamiento y manejo de los residuos ganaderos.
La materia prima empleada para la pro-ducción de biogás está formada por cualquier
materia orgánica de origen tanto vegetal, ani-mal como de la industria bioenergética, que contienen, entre otras cosas, una concentra-ción de carbono relativamente elevada. Entre todas ellas, podemos destacar las deyecciones ganaderas, los residuos de la industria agroali-mentaria y los cultivos energéticos.
Este proceso permite, por lo tanto, redu-cir la emisión incontrolada de metano a la at-mósfera y controlar el vertido de deyecciones, con alto contenido en nitrógeno orgánico, al campo.
Entre las múltiples ventajas que ofrece el biogás se encuentran la posibilidad de alma-cenaje de la energía producida, la indepen-dencia respecto a las condiciones climáticas para su generación o la posibilidad de utilizar numerosas materias primas; todo ello con coste cero de CO
2 sin comprometer el bien-estar de las generaciones futuras.
El conocimiento de esta fuente de ener-gía viene de lejos, aunque hasta hace una dé-cada los ejemplos prácticos se limitaban casi en su totalidad a vertederos. De ahí que en países como España las experiencias con el biogás son, en su gran mayoría, con residuos sólidos urbanos (RSU). Hoy en día, la ganade-ría y la agricultura son las actividades que más “combustible” facilitan a la gran potencia del biogás a nivel mundial que es Alemania; lo que invita a pensar que España seguirá sus pasos, más aún cuando la tecnología ha al-canzado una cierta madurez y las condiciones del país son las idóneas.
Sencillez e innovaciónEl biogás es un gas compuesto por un 50% - 70% de metano (CH4), dióxido de carbono
(CO2) y otros gases en pequeñas proporcio-nes. Se produce por la descomposición de materia orgánica en condiciones anaeróbi-cas (en ausencia de oxígeno). El poder calorí-fico del biogás es 5,5 kWh/m3 de media y su densidad de 1,25 kg/m3, siendo ambos pa-rámetros en función de la composición de la mezcla de sustratos y co-sustratos utilizada.
La temperatura del proceso de digestión juega un papel fundamental en la formación del biogás, ya que el proceso óptimo se con-sigue en rango mesofílico (entre 35º C y 38º C). Otros parámetros de control de proceso son la presión dentro del digestor, el PH y la alcalinidad de la mezcla, la concentración de AGV, control de inhibidores… entre otros. El proceso de digestión pasa por cuatro fases: hidrólisis, donde las moléculas se descom-ponen por acción del agua; acidogénesis, cuando las bacterias crean ácidos grasos vo-látiles; acetogénesis, que genera ácido acé-tico, hidrógeno y CO2, y la metanogénesis, cuando se genera el metano al consumirse el hidrógeno.
Es importante tener en cuenta que la di-gestión anaerobia permite estabilizar el diges-tato, obtener una relación N:P:K adecuada, reducir el olor y minimizar el volumen consi-guiendo, por lo tanto, un fertilizante de mejor calidad y más fácil de manejar. Con todo ello, obtenemos un producto enriquecido en nu-trientes susceptible de ser aplicados al suelo, pero con menor carga orgánica.
El acondicionamiento de los residuos producidos en una planta de biometanización con digestores es una parte importante. El di-gestato puede separarse en fracciones sólida y líquida. El material sólido contiene una gran
BIOMASA
80 SEPTIEMBRE09 energética XXI

BIOMASA
82 SEPTIEMBRE09 energética XXI
parte del fósforo y puede usarse como com-post fertilizante para el suelo. De los residuos líquidos se puede obtener agua potable y un fertilizante concentrado de nitrógeno y pota-sio. El acondicionamiento de residuos dismi-nuye las emisiones, ahorra volumen en el de-pósito y disminuye los gastos de transporte.
Un proceso eficazLas plantas de Envitec Biogás, probadas en más de 270 implantaciones en todo el mun-do, utilizan una tecnología avanzada con un solo digestor y se basan en un proceso de al-macenamiento y circulación. El principal com-ponente del proceso es el digestor, donde se produce el vertido y mezclado del sustrato para su posterior fermentación. El digestor es un depósito cilíndrico de hormigón aislado
térmicamente, que se calienta en torno a 37º C, aprovechando el calor residual del motor de cogeneración, y cuya dimensión varía en función de las características del proceso y del material de entrada.
Dispone de unos agitadores que permi-ten el mezclado continuo del sustrato para mantener la mezcla a una temperatura cons-tante, favoreciendo la fermentación. El tiem-po de retención con el que se trabaja es de unos 60 días y la carga orgánica no deberá superar los 3,3 kg oTS / (m³ x d).
Cuanto más tiempo se retenga la mezcla dentro del digestor menor será la carga orgá-nica, no pudiéndose eliminar ésta por com-pleto debido, entre otras cosas, a la presencia de materia orgánica particulada. Las bacterias anaerobias se alimentan en ciclo continuo,
gracias a un proceso mecánico automatizado diseñado para adecuarse a las necesidades de cada caso particular.
El techo hinchable que recubre el diges-tor, Flexo-Roof®, acumula el gas producido y está compuesto por una membrana doble; la capa interior se utiliza para acumular el gas y la exterior para proteger a la interior de con-diciones climatológicas extremas de viento o nieve, por ejemplo, pudiendo soportar cargas de hasta 75 kg/m².
En una planta estándar se utiliza un mo-tor de cogeneración de 500 kW, donde toda la electricidad producida se introduce en la red eléctrica obteniéndose una prima por produc-ción de energía eléctrica en régimen especial de 14,25 c€/kWh (tarifa regulada). La energía térmica puede utilizarse para el autoconsumo o para cualquier otro proceso adyacente.
Otros de los principales elementos que componen una planta industrial de biogás son los depósitos de almacenamiento de materia prima (silos, depósitos para estiércol, etc.), el depósito de almacenamiento de digestato y el depósito mezclador. Este último permite pesar, triturar y filtrar el material de entrada, consiguiendo una mezcla homogénea libre de partículas gruesas y fibrosas, así como de aire. Así se consigue optimizar el proceso de digestión anaerobia y conseguir un control eficaz del proceso biológico; favoreciendo la rentabilidad y seguridad de la planta.
Para posibilitar la circulación del material, en sus diferentes fases, se utilizan bombas de alto rendimiento, sistemas de dosificación, compresores Y válvulas diseñados específica-mente para cada planta.
Lo ideal es disponer también de dispo-sitivos de inspección y mantenimiento, que permiten una correcta gestión de la planta, tales como plataformas de trabajo y ventanas de inspección, para poder ajustar de forma óptima la altura y dirección de los agitadores y reconocer con antelación las modificaciones del proceso biológico que se producen dentro del digestor (por ejemplo, formación de una capa sobrenadante).
El motor de cogeneración se sitúa en una sala perfectamente equipada e insonorizada, en el interior de un edificio de máquinas don-de se realiza, entre otras cosas, el control ope-rativo de la planta. De este modo se puede saber en cada momento las necesidades de alimentación o detectar posibles fallos para poder conseguir así una eficiencia superior al 90%.

El Ente Regional de la Energía de Castilla y León (Eren) promueve la realización de actuaciones de ahorro y eficiencia energética e impulsa el máximo aprovechamiento de las energías renovables.
ENTE REGIONAL DE LA ENERGÍA DE CASTILLA Y LEÓN
Las expectativas del biogás en Castilla y León
En el año 2008 el Consejo Europeo aprobó la Direc-
tiva de Energías Renova-bles 2020 con el objetivo de reducir las emisiones de gases de efecto inver-nadero en un 20% para el año 2020, conseguir que las fuentes renova-bles cubran el 20% del consumo total de ener-gía en la Unión Europea, y alcanzar una mejora de la eficiencia energética del 20%.
Como ejemplo de colaboración en materia energética, la Junta de Castilla y León, a través del Eren (Ente Regional de la Energía de Castilla y León), viene participando desde 1996 como socio o coordinador de proyec-tos europeos del ámbito energético.
Con la aprobación de la Resolución del Par-lamento Europeo sobre agricultura sostenible y biogás, se reconoce a éste como un recurso energético vital que contribuye a un desarrollo económico, agrícola y rural sostenible reduciendo la dependencia energética.
Proyectos europeos de biogás Desde la Unión Europea se vienen impul-sando proyectos que apoyen la promoción y producción de biogás en distintos países.
Entre estos destacan los que se pueden ver en la tabla 1.
Biogas regions La Junta de Castilla y León participa tam-bién de este impulso, y por ello, Eren for-ma parte del proyecto Europeo Biogas Regions, cofinanciado por el programa europeo “Energía Inteligente para Euro-
pa” en el que participan un consorcio de nueve socios europeos, orga-nizaciones públicas y privadas, regionales y locales.
El objetivo de estas iniciativas es favorecer la producción y uso de biogás en siete regiones europeas, siendo una de ellas Castilla y León. El proyecto tiene como base las directrices es-tablecidas en el Plan de Acción Europeo de la Biomasa analizando el marco legal, económico y administrativo. Para ello, se estudiará su potencial de mercado, se analiza-rán las posibles barreras que puedan limitar el desarrollo de esta tec-nología y se detectarán las zonas con las mejo-res condiciones para la promoción de plantas de aprovechamiento de biogás. El proyecto tie-ne una duración de 36 meses y cuenta con un
presupuesto total de 1.100.318 euros, de los cuales 118.628 euros corresponden al Eren.
Alemania y Austria son países con gran conocimiento del desarrollo de plantas de biogás, por ello se aprovecha este proyec-to para transmitir sus experiencias al resto de regiones participantes en el proyecto. Destaca el desarrollo de una herramienta
BIOMASA
83energética XXI SEPTIEMBRE

BIOMASA
84 SEPTIEMBRE09 energética XXI
informática (quick check) para la detección rápida de localizaciones susceptibles de implantación de proyectos de biogás.
También se están realizando trabajos de formación y divulgación, y para ello se organizan cursos de formación, encuen-tros interregionales, jornadas informativas o la elaboración de la página web y noti-cias en todos los idiomas (www.biogasre-gions.org).
Hasta el momento, se han realizado cuatro reuniones en las ciudades de Wol-pertshausen (Alemania), Grazt (Austria), Lyon (Francia) y Pescara (Italia), contando con la asistencia de los socios del proyec-to, donde se han debatido las estrategias para impulsar el sector del biogás en las regiones participantes, se han analizado ejemplos de diferentes instalaciones de biogás, y trabajado en otras actuaciones relacionadas directamente con el desarro-llo del proyecto.
Además, se han realizado cursos de formadores para proyectos de biogás que consisten en jornadas de transferencia de conocimientos por parte de los socios del proyecto.
El proyecto Biogas Regions pretende llegar a todos los agentes implicados (agri-cultores y ganaderos, industrias agroali-mentarias, autoridades locales, consultores, gobiernos regionales, bancos, ingenieros y otras instituciones financieras), con el ob-jetivo de facilitar e impulsar un sector tan novedoso, ocupándose principalmente de tres grupos:
Autoridades locales: están directamente •implicadas ya que el tratamiento de los residuos domésticos es competencia del municipio y son las responsables de la autorización de instalaciones. Agricultores y ganaderos: el biogás po-•dría generar nuevos ingresos pudiendo utilizar los productos de desecho para obtener tanto energía térmica como eléctrica gracias al aprovechamiento de sus residuos para obtener biogás. Industrias agroalimentarias: en busca •de soluciones económicas para el trata-miento de sus residuos.
Recursos y situación del biogás en Castilla y León Castilla y León es una región con gran potencial en recursos para la obtención de biogás, siendo claramente los residuos
ganaderos y de industrias agroalimenta-rias los más importantes al contar con una gran superficie agrícola y un importante desarrollo de sus industrias asociadas.
Por ello, esta alternativa es una opor-tunidad que ofrece una gran capacidad de expansión para agricultores y ganaderos ya que su obtención surge de los residuos de tipo orgánico que genera el mundo rural: purines, gallinazas, grasas, melazas, etc.
Además, de cara al futuro, se con-templa el uso de cultivos energéticos para producción de biogás, especialmente culti-vos de crecimiento rápido destinados a la
obtención de materias primas. Actualmente, el Eren realiza un inven-
tario de residuos orgánicos biodegradables de Castilla y León, junto con el Instituto Tecnológico Agrario de Castilla y León (Ita-cyl) y la Consejería de Medio Ambiente, que permite augurar un potencial franca-mente elevado. Se prevé que los resultados se obtengan a lo largo de este año.
En Castilla y León existen 23 instala-ciones de aprovechamiento energético de biogás que producen en torno a 20 ktep/año de biogás, derivado en un 93% a pro-ducir electricidad (ver tabla 2).
Tabla 1.
Tabla 1.

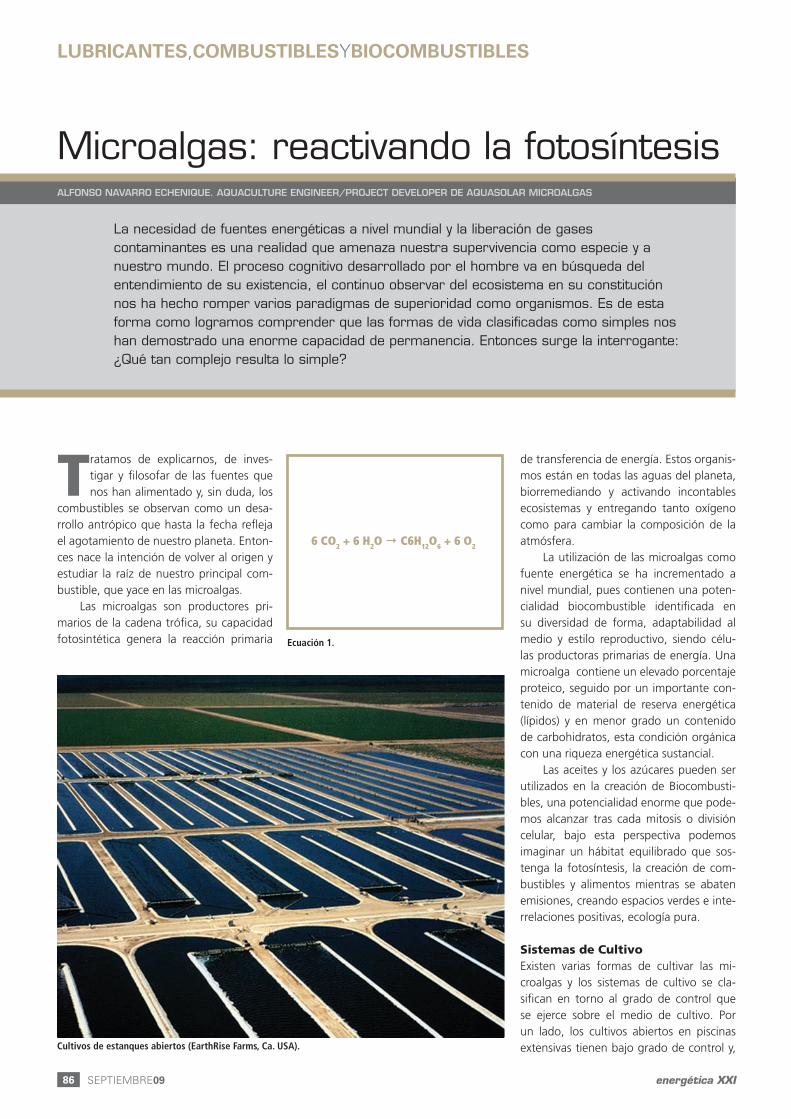
ALFONSO NAVARRO ECHENIQUE. AQUACULTURE ENGINEER/PROJECT DEVELOPER DE AQUASOLAR MICROALGAS
Microalgas: reactivando la fotosíntesis
Tratamos de explicarnos, de inves-tigar y filosofar de las fuentes que nos han alimentado y, sin duda, los
combustibles se observan como un desa-rrollo antrópico que hasta la fecha refleja el agotamiento de nuestro planeta. Enton-ces nace la intención de volver al origen y estudiar la raíz de nuestro principal com-bustible, que yace en las microalgas.
Las microalgas son productores pri-marios de la cadena trófica, su capacidad fotosintética genera la reacción primaria
de transferencia de energía. Estos organis-mos están en todas las aguas del planeta, biorremediando y activando incontables ecosistemas y entregando tanto oxígeno como para cambiar la composición de la atmósfera.
La utilización de las microalgas como fuente energética se ha incrementado a nivel mundial, pues contienen una poten-cialidad biocombustible identificada en su diversidad de forma, adaptabilidad al medio y estilo reproductivo, siendo célu-las productoras primarias de energía. Una microalga contiene un elevado porcentaje proteico, seguido por un importante con-tenido de material de reserva energética (lípidos) y en menor grado un contenido de carbohidratos, esta condición orgánica con una riqueza energética sustancial.
Las aceites y los azúcares pueden ser utilizados en la creación de Biocombusti-bles, una potencialidad enorme que pode-mos alcanzar tras cada mitosis o división celular, bajo esta perspectiva podemos imaginar un hábitat equilibrado que sos-tenga la fotosíntesis, la creación de com-bustibles y alimentos mientras se abaten emisiones, creando espacios verdes e inte-rrelaciones positivas, ecología pura.
Sistemas de CultivoExisten varias formas de cultivar las mi-croalgas y los sistemas de cultivo se cla-sifican en torno al grado de control que se ejerce sobre el medio de cultivo. Por un lado, los cultivos abiertos en piscinas extensivas tienen bajo grado de control y,
LUBRICANTES,COMBUSTIBLESYBIOCOMBUSTIBLES
La necesidad de fuentes energéticas a nivel mundial y la liberación de gases contaminantes es una realidad que amenaza nuestra supervivencia como especie y a nuestro mundo. El proceso cognitivo desarrollado por el hombre va en búsqueda del entendimiento de su existencia, el continuo observar del ecosistema en su constitución nos ha hecho romper varios paradigmas de superioridad como organismos. Es de esta forma como logramos comprender que las formas de vida clasificadas como simples nos han demostrado una enorme capacidad de permanencia. Entonces surge la interrogante: ¿Qué tan complejo resulta lo simple?
86 SEPTIEMBRE09 energética XXI
6 CO2 + 6 H2O → C6H12O6 + 6 O2
Cultivos de estanques abiertos (EarthRise Farms, Ca. USA).
Ecuación 1.

por otro lado, están los fotobiorreactores con variables controladas cuyos costos de capital evitan su reproducción masiva. En-tremedio hay una amplia gama de diseños que buscan altas productividades y una inversión de capital abordable. En el mun-do existen muchas iniciativas por superar estas dificultades y obtener diseños tanto replicables en masa como controlables y productivos.
El impulso a innovarLa búsqueda mundial por biocombustibles para reemplazar al petróleo ha llevado al hombre a incluso utilizar alimento para producir el preciado combustible. Pero el origen del petróleo son las algas del pa-sado. Billones y billones de estos micros-cópicos organismos se depositaron en los fondos marinos tras milenios de actividad en la superficie de los océanos. Entonces es natural pensar en utilizar los mismos or-ganismos para producir el combustible de hoy. Bajo esta premisa comenzaron los de-sarrollos de cultivos siendo el primer obstá-culo la escala ya que el mundo consume 85 millones de barriles al día (2009) mientras que la de muchos países está impulsando a la mezcla de al menos un 5% de biodiesel en los combustibles. Esto ha impulsado al desarrollo de unidades de cultivo con ca-pacidad de ser escalada para cubrir cientos o miles de hectáreas y así alcanzar la de-manda de un mercado creciente.
Abatimiento de Emisiones de CO2
Un factor decisivo en el diseño de sistemas de cultivo es su capacidad de absorber CO2. Recientemente, se ha observado que el modelo de cultivo de las microalgas se beneficia enormemente al incluir la captu-ra de CO2 en el sistema de cultivo dadas el alza en productividad de biomasa y la posibilidad de entrar en los mercados de los bonos de carbono y los mecanismos de desarrollo limpio (MDL).
Obtención de productosLas microalgas son, por naturaleza, ricas en proteínas, aceites, vitaminas y minera-les de excelente calidad. Los desafíos no se limitan a la producción sino también a la obtención de productos de microalgas. El producto de mayor interés hoy es el biodiésel y para eso son necesarios varios procesos: primero es necesario separar las
microalgas del medio de cultivo siendo las tecnologías centrífugas un método efecti-vo aunque costoso para grandes escalas y la decantación (floculación), un método más económico y más adecuado para pe-queña y mediana escala. Luego se debe realizar la lisis celular, proceso en el cual la célula se abre para liberar su contenido de aceites. En este proceso hay en desa-rrollo tecnologías con CO2 supercrítico que prometen la velocidad y escalabilidad ne-cesaria, mientras que hay disponibles las tecnologías de sonicación, diferencial de presión y microondas para efectuar la li-sis celular. Después se realiza la separación del aceite, el cual se conduce a un reactor de trans-esterificación que lo convierte en biodiésel con una relación 1-1 luego de una reacción catalizada.
Además del biodiésel, existen muchos productos para obtener de las microalgas como antioxidantes, antibióticos, antiin-flamatorios, anticoagulantes y analgésicos entre otros, pero el mayor en masa son las proteínas de microalgas, que pueden ser utilizadas como alimento donde po-drían tener un enorme impacto en reducir nuestro consumo de harina de pescado o harinas protéicas que tienen un impacto ambiental negativo, aunque también se pueden utilizar como productoras de bio-gás en un digestor anaeróbico.
Con todo, la producción de microalgas para biocombustibles es un polo industrial en desarrollo, que puede ayudar a suplir nuestras necesidades energéticas y a la vez a reducir nuestra huella ecológica, aportando oxígeno a un planeta que necesita un respiro.
LUBRICANTES,COMBUSTIBLESYBIOCOMBUSTIBLES
87energética XXI SEPTIEMBRE
Proyectos de escala masiva (Aquasolar Microalgas, Chile).
Cultivo en fotobiorreactor. (Klötze, Alemania).

FRANCISCO CIMADEVILA. DIRECTOR GENERAL PLASTICSEUROPE IBÉRICA
Los residuos plásticos: una fuente de energía
Aparte de los países c i t a d o s
anteriormente –a la cabeza de Europa en muchos otros
aspectos relacionados con el cuida-do del medio ambiente– sorprende comprobar cómo la República Che-ca o Eslovaquia, con tasas de recu-peración de materias plásticas cer-canas al 35%, están por delante de España. Síntoma de que en nuestro país, a pesar de haber experimenta-do avances, todavía queda mucho por hacer.Cuando hablamos del reciclado de materias plásticas, conviene tener claro algunos términos que en ocasiones se dan por hechos y que no todo el mundo tiene en cuenta: no todos los plásticos se reciclan de la misma manera porque no todos ellos se utilizan en las mismas aplicaciones, ni están en las mismas condiciones, o tienen la misma composición. Sin embargo, existe una cues-tión clara: la mayor parte de los plásticos pro-viene del petróleo y contiene un poder ener-gético que puede y debe aprovecharse. El aprovechamiento de los residuos plásticos se puede realizar por tres vías diferentes: el reciclaje mecánico, el reciclaje químico y el reciclaje o recuperación energética. El reci-claje mecánico engloba todas las acciones que no impliquen una modifi cación de los componentes que forman el material, por ejemplo, triturar una botella. Si compramos un canalón o un banco para el jardín fabrica-do de plástico reciclado, ese material ha sido sometido a un proceso que sin modifi car su composición lo ha transformado en otro tipo de objeto. El reciclaje químico implica la modifi cación de los componentes que con-
forman el material. Por último, el reciclado o recuperación energética consiste en recupe-rar el poder calorífi co de la materia plástica, muy similar al del gas natural. Con la energía que se desprende del proceso de reciclado o recuperación energética, se calienta agua para uso sanitario, para calefacción o incluso vapor para producir electricidad. Por supues-to, el proceso de reciclado se lleva a cabo en instalaciones que controlan y minimizan las emisiones. Como ejemplo, podemos desta-car que en pleno centro de Viena existe una incineradora de residuos sólidos urbanos que habitualmente los turistas confunden con un edifi cio de interés de la capital. Esta planta, además de ser una solución efi ciente para los residuos, produce luz para los tres barrios adyacentes.Dado que existen tres vías para reciclar los residuos plásticos, debemos aplicar en cada caso el tipo de reciclaje más adecuado de-pendiendo del uso que se le ha dado al plás-tico, de la composición del mismo y de la op-ción que se presente más efi ciente desde el punto de vista medioambiental, económico
y social. Por ejemplo, si hablamos de los fi lmes que se utilizan en el acolchado de cultivos, sería muy costoso desde el punto de vista económico y medioambiental limpiarlos de los restos de tierra y materia orgánica que arrastran cuando se quitan de las planta-ciones y reciclar ese plástico de manera mecánica o química. En este caso, el reciclaje energético, por ejemplo en una fábrica de cemento, es la opción más via-ble. Si hablamos de botellas o en-voltorios de alimentos, de ciertos componentes de automoción o de residuos urbanos en general, el reciclaje mecánico, y en menor
proporción el químico, son las soluciones, a priori, más efi caces.La recuperación energética de los residuos plásticos es la opción con mayor potencial de desarrollo en España, ya que actualmente supone tan solo un 11%. Según se descri-be en el gráfi co, aún estamos muy lejos de países como Alemania, Suiza o Dinamarca, que con porcentajes de reciclaje energético entre el 63 y el 84%, consiguen reciclar la práctica totalidad de los residuos plásticos: la recuperación energética es el factor esencial para poder alcanzar esta cifra. Desde la oportunidad que nos brinda esta publicación, me gustaría dejar esta refl exión a los lectores: ¿por qué tirar el plástico al ver-tedero cuando ya no lo utilizamos si alberga nuevos usos altamente valiosos? ¿Por qué desperdiciar esta segunda vida del plástico en un momento de alta demanda energéti-ca mundial? Es más, ¿por qué no aprovechar el valor energético del plástico en un país como España, fuertemente dependiente de las fuentes energéticas del exterior?
RESÍDUOSSÓLIDOSURBANOS
Tirar plástico al vertedero es tirar dinero a la basura. Esta premisa, tan extendida en países como Suiza, Alemania o Dinamarca, no está tan clara en España. En estos países europeos las tasas de recuperación de materias plásticas oscilan entre el 90% y el 100%. En España recuperamos aproximadamente el 30% del plástico que consumimos, que principalmente proviene de los envases y bolsas que se depositan en los contenedores amarillos.
88 SEPTIEMBRE09 energética XXI
Aanteriormente –a la cabeza de Europa en muchos otros
aspectos relacionados con el cuida-


JUAN CARLOS BONET. DIRECTOR GERENTE DE PIROREC-BLACK & GREEN
Termólisis ecológica, el binomio español entre tecnología y respeto medioambiental
Mediante la termólisis ecológica, proceso patentado por Pirorec-Black & Green, se produce un
aprovechamiento del 98% del neumático fuera de uso (NFU) obteniendo productos de mayor valor añadido útiles en el merca-do, como son el gas de proceso, hidrocar-buros líquidos, negro de humo. Todo ello, sin generar nuevos residuos ni contamina-ción ambiental alguna.
Previo a la descripción del proceso tecnológico, cabe matizar la diferenciación entre termólisis y pirólisis. La pirólisis es la degradación térmica, a temperaturas ele-vadas, en la que el calentamiento de los residuos se produce por contacto directo con la sustancia calo-portadora y normal-mente, en presencia de oxígeno.
Sin embargo, la termólisis es la diso-
ciación térmica de materiales en total au-sencia de oxígeno y en la que el elemento calefactor se encuentra en el exterior del reactor. Es decir, no existe contacto direc-to entre la sustancia calo-portadora y los residuos.
El punto de partida de la termóli-sis ecológica, patente de Pirorec-Black & Green, es el empleo, como materia prima, del neumático triturado –conocido como “chip” de neumático– exento de la mayor parte de su contenido metálico y del textil libre que aparece en la trituración.
En la planta de Pirorec-Black & Green, ese chip se alimenta hasta unas tolvas de carga donde, mediante el empleo de un gas inerte, se desplaza todo el oxígeno que pueda acompañarlo previo a su entrada al sistema de reacción. Una vez realizado este
proceso, se descarga a la unidad hermética de reacción (UHR) donde, al cabo de cierto tiempo, se produce por medio del calor y en presencia de un catalizador que provo-ca la reacción, la ruptura de las cadenas que forman los componentes orgánicos.
Para conseguir el calor necesario en la reacción, el reactor está colocado en el interior de un horno de aire caliente que le transmite el calor de manera uniforme en toda su superficie exterior. Este aire calien-te se consigue en un horno de combus-tión que posee un quemador que funciona indistintamente con gas propano y con el gas obtenido posteriormente en el proceso de termólisis y que es de propiedades y ca-racterísticas similares a un gas natural.
Fase de vaporUna vez transcurre el tiempo de reacción necesario, por una de las salidas del reac-tor de termólisis, empieza a salir una fase de vapor que es conducida al sistema de enfriamiento y condensación. Una vez condensada, aporta hidrocarburos gaseo-sos e hidrocarburos líquidos.
Los gaseosos, con características simi-lares a las de un gas natural, son condu-cidos al sistema lavador de gases, donde se eliminan los compuestos indeseables, en una posterior combustión, que puedan acompañar al gas. Cuando estos están lavados se conducen hacia el sistema de compresión y posterior almacenamien-to en el depósito-almacén de gas, desde donde servirá de alimentación al quema-dor del horno de combustión –posee un PCI de 11.100 Kcal./Kg–.
Por su parte, los hidrocarburos líquidos
RESÍDUOSSÓLIDOSURBANOS
La patente de Pirorec es la técnica que mayor aprovechamiento de los neumáticos fuera de uso (NFU) logra hasta el momento, con un 98%. Mediante este procedimiento se obtienen productos de un alto valor añadido, altamente útiles en el mercado como el gas de proceso, hidrocarburos líquidos y negro de humo, con el máximo respeto medioambiental.
90 SEPTIEMBRE09 energética XXI
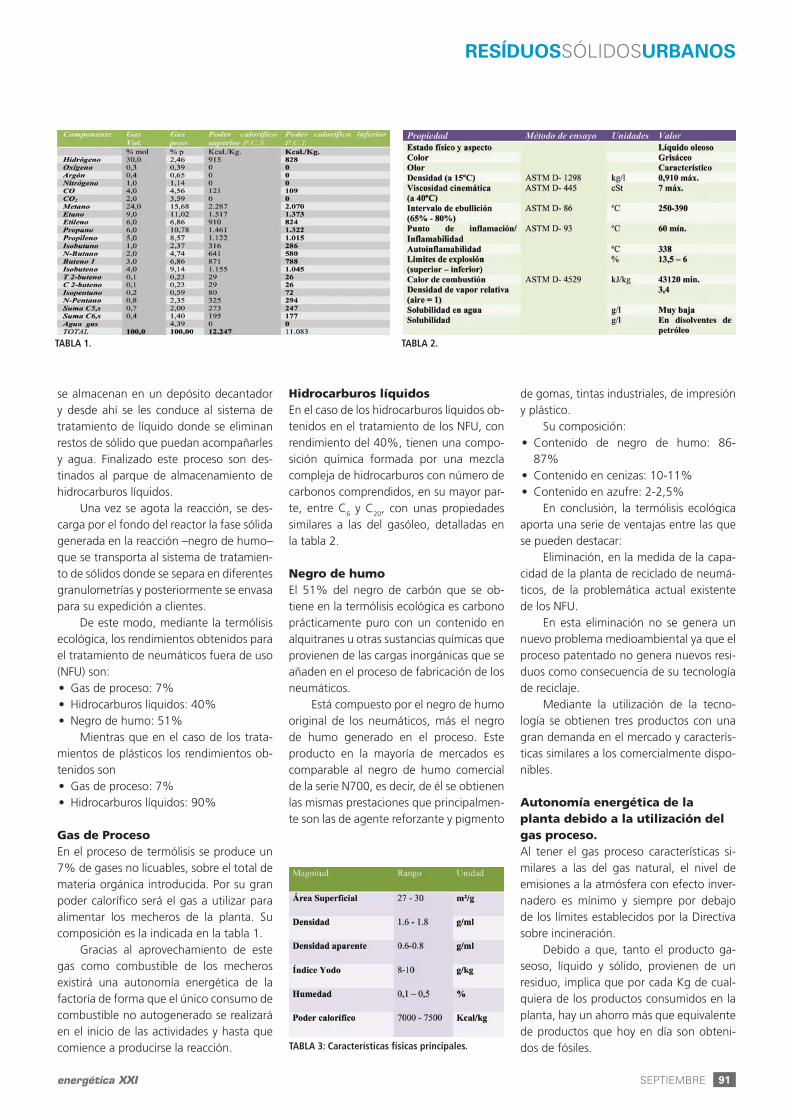
se almacenan en un depósito decantador y desde ahí se les conduce al sistema de tratamiento de líquido donde se eliminan restos de sólido que puedan acompañarles y agua. Finalizado este proceso son des-tinados al parque de almacenamiento de hidrocarburos líquidos.
Una vez se agota la reacción, se des-carga por el fondo del reactor la fase sólida generada en la reacción –negro de humo–que se transporta al sistema de tratamien-to de sólidos donde se separa en diferentes granulometrías y posteriormente se envasa para su expedición a clientes.
De este modo, mediante la termólisis ecológica, los rendimientos obtenidos para el tratamiento de neumáticos fuera de uso (NFU) son:
Gas de proceso: 7%•Hidrocarburos líquidos: 40%•Negro de humo: 51%•
Mientras que en el caso de los trata-mientos de plásticos los rendimientos ob-tenidos son
Gas de proceso: 7%•Hidrocarburos líquidos: 90%•
Gas de Proceso En el proceso de termólisis se produce un 7% de gases no licuables, sobre el total de materia orgánica introducida. Por su gran poder calorífico será el gas a utilizar para alimentar los mecheros de la planta. Su composición es la indicada en la tabla 1.
Gracias al aprovechamiento de este gas como combustible de los mecheros existirá una autonomía energética de la factoría de forma que el único consumo de combustible no autogenerado se realizará en el inicio de las actividades y hasta que comience a producirse la reacción.
Hidrocarburos líquidosEn el caso de los hidrocarburos líquidos ob-tenidos en el tratamiento de los NFU, con rendimiento del 40%, tienen una compo-sición química formada por una mezcla compleja de hidrocarburos con número de carbonos comprendidos, en su mayor par-te, entre C
6 y C20, con unas propiedades similares a las del gasóleo, detalladas en la tabla 2.
Negro de humoEl 51% del negro de carbón que se ob-tiene en la termólisis ecológica es carbono prácticamente puro con un contenido en alquitranes u otras sustancias químicas que provienen de las cargas inorgánicas que se añaden en el proceso de fabricación de los neumáticos.
Está compuesto por el negro de humo original de los neumáticos, más el negro de humo generado en el proceso. Este producto en la mayoría de mercados es comparable al negro de humo comercial de la serie N700, es decir, de él se obtienen las mismas prestaciones que principalmen-te son las de agente reforzante y pigmento
de gomas, tintas industriales, de impresión y plástico.
Su composición:Contenido de negro de humo: 86- •87%Contenido en cenizas: 10-11%•Contenido en azufre: 2-2,5%•
En conclusión, la termólisis ecológica aporta una serie de ventajas entre las que se pueden destacar:
Eliminación, en la medida de la capa-cidad de la planta de reciclado de neumá-ticos, de la problemática actual existente de los NFU.
En esta eliminación no se genera un nuevo problema medioambiental ya que el proceso patentado no genera nuevos resi-duos como consecuencia de su tecnología de reciclaje.
Mediante la utilización de la tecno-logía se obtienen tres productos con una gran demanda en el mercado y caracterís-ticas similares a los comercialmente dispo-nibles.
Autonomía energética de la planta debido a la utilización del gas proceso.Al tener el gas proceso características si-milares a las del gas natural, el nivel de emisiones a la atmósfera con efecto inver-nadero es mínimo y siempre por debajo de los límites establecidos por la Directiva sobre incineración.
Debido a que, tanto el producto ga-seoso, líquido y sólido, provienen de un residuo, implica que por cada Kg de cual-quiera de los productos consumidos en la planta, hay un ahorro más que equivalente de productos que hoy en día son obteni-dos de fósiles.
RESÍDUOSSÓLIDOSURBANOS
91energética XXI SEPTIEMBRE
TABLA 3: Características físicas principales.
TABLA 2.TABLA 1.

DEPARTAMENTO TÉCNICO DE CUMMINS POWER GENERATION
Rose Poultry confía en la cogeneración para proveer de energía a sus plantas de producción
El principal beneficio obtenido del generador de gas natural, concreta-mente del modelo 2000 GQNC, es
la combinación del menor precio del com-bustible con la mayor potencia disponible, a la vez que el bajo nivel de emisiones de CO2 y NOx, tal como evidencian las nume-rosas instalaciones de Cummins alrededor del mundo. Con la tecnología empleada en estos motores QSV91 –exceso de aire en la combustión–, se logran dos objetivos simultáneos: la reducción de emisiones en los gases de la combustión y la mejora de la eficiencia en el generador.
La instalación de The Rose Poulty señala uno de los primeros motores ge-neradores de combustión a gas, que ha producido Cummins Power Generation y que ha enviado por Nissen Energi Te-knik. Nissen, una compañía de servicios de energía nacional, trabaja en estrecha colaboración con Hollensen Energy, la cual dirige la instalación y optimización del sistema de recuperación de calor de The Rose Poultry.
Rose Poultry emplea a 600 trabaja-dores en su planta de Vinderup, los cua-les procesan 115.000 pollos diariamente, unas 250 toneladas de pollo (peso vivo). La fábrica tiene un consumo eléctrico de 16 millones de kW anuales. El nuevo sistema pre-integrado producirá anualmente 11,5 millones de kW por hora de energía. Estas cantidades cubrirán el 72% del consumo anual de energía de la planta.
Además de sus necesidades de ener-gía, la fábrica tiene un gran consumo de agua caliente, calor y vapor diario. El nue-vo sistema es capaz de funcionar conti-nuamente para todos los requerimientos de la fábrica. Además, los generadores
duales de 2 MW son capaces de produ-cir 11.000 MW de calor y 5.300 MW de vapor anualmente. El nuevo sistema de generación de energía de Rose Poultry también ayuda a enviar 3.700 MW de ca-lor anualmente al cercano pueblo danés de Ejsing.
El set generador a gas natural con-cuerda con las tasas estándares danesas de medioambiente y efectividad para los sistemas de cogeneración, también cono-
cida como un sistema de combinación de calor y energía (CHP). Una vez más, está demostrado el liderazgo de Cummins Power Generation en proveer soluciones de emisiones avanzadas al mercado, el sis-tema también concuerda con los estánda-res daneses de requerimiento de emisiones de gas.
El motor del sistema fue construido por la fábrica de Cummins en Daventry, mientras que el generador fue manufactu-rado en las instalaciones de Ramsgate, al sudoeste de Londres. Otros componentes incluidos, como el alternador, sistema de filtrado, housing, sistema de enfriamiento, sistema de combustible y el control, fue-ron construidos también por divisiones de Cummins. El generador también tiene ca-racterísticas de PowerCommand, el siste-ma de control digital para precisar el con-trol del voltaje, la frecuencia y la calidad de la energía.
Rose Poultry también ha comprado el acuerdo de servicio diseñado para cubrir un amplio rango de necesidades del clien-te. Los técnicos de Nissen Energi Teknik han sido completamente entrenados con la certificación de Cummins y están cua-lificados para actuar independientemente en todos los servicios y reparaciones de los sistemas, incluyendo acondicionamiento y ajustes.
Cummins Power Generation ofre-ce soluciones de energía completas que pueden incluir la gestión de proyectos, el desarrollo de las plantas de energía “llave en mano”, contratos de mantenimiento y gestión de las operaciones. Esto también incluye la tecnología de combustión a gas para cogeneración, combustibles alternati-vos y soluciones de ahorro de energía.
COGENERACIÓN
La granja de pollos The Rose Poultry, ubicada en el histórico pueblo de Vinderup (al norte de Dinamarca) ha reemplazado dos generadores diésel, de 900 kW cada uno, por un nuevo generador de gas natural de 2 MW de potencia fabricado por Cummins Power Generation.
92 SEPTIEMBRE09 energética XXI
El mayor beneficio del modelo QSV91, motor de combustión a gas, incluye la combinación de la mayor economía de combustible con el alto poder de salida y las bajas emisiones de CO2.
La instalación de The Rose Poultry marca uno de los primeros sets generadores manufacturados por Cummins Power Generation en Dinamarca que han sido enviados por Nissen Energi Teknik, una compañía de servicios de energía nacional.

COGENERACIÓNCONBIOMASA
93energética XXI SEPTIEMBRE
DEPARTAMENTO TÉCNICO DE TAIM WESER
Soluciones para la cogeneración con biomasa
Taim Weser es pionera también en el desarrollo de las tecnologías para la gasificación de biomasa en España.
Varios años de investigación y experimenta-ción en ese campo, y en colaboración con la Universidad de Zaragoza y el Instituto para la Diversificación y Ahorro Energético (IDAE), se han materializado en una innovadora tecno-logía de gasificación, y su aplicación al dise-ño y construcción de una planta de biomasa de alta eficiencia energética, que funciona a pleno rendimiento en sus instalaciones de la Cartuja Baja Zaragoza.
Con este prototipo, la división de ener-gías renovables ha abierto una nueva línea de negocio para la compañía, que proporciona a sus clientes una solución energética integral, una planta de biomasa prácticamente a la medida y adaptable a distintas necesidades.
La planta permite tanto la generación de energía eléctrica derivada de la gasificación, como la recuperación y aprovechamiento de la energía térmica producida en el proceso, bien para calefacción, refrigeración, secado, etc. La empresa, a requerimientos del cliente, es capaz de desarrollar diferentes aplicaciones para la utilización de esa energía térmica re-cuperable.
La planta tiene un diseño modular y ocu-pa un espacio reducido, por lo que puede ins-talarse en el mismo punto donde se produce la biomasa resultante de procesos industriales o agroforestales para su valorización energé-tica.
Una solución tecnológicamente avanzadaLa planta está basada en un gasificador tipo Down-Draft, de lecho móvil en corrientes paralelas descendentes. Tiene una potencia eléctrica nominal de 650-750 kWe, una po-tencia térmica aprovechable de 1.200-1.400
kWt y un autoconsumo del 10%.El desarrollo de la empresa ofrece una
gran serie de ventajas, como, por ejemplo, el bajo contenido de alquitranes del gas pro-ducto, gracias al propio diseño del gasificador. Es una estructura metálica de forma cilíndri-ca recubierta en su parte interior de material refractario, que soporta temperaturas de 1.000-1.200º C. Estas altas temperaturas per-miten la eliminación por craqueo térmico de los alquitranes generados durante la gasifica-ción, lo que simplifica notablemente la fase subsiguiente de acondicionamiento del gas resultante y conduce a una planta muy sim-ple, con un bajo coste de mantenimiento y, por consiguiente, a un proyecto mucho más viable en términos económicos.
El control de la planta está basado en un sistema diseñado y programado por Taim Weser, que supervisa todos los parámetros necesarios para llevar a cabo un control com-pleto de la misma. Está basado en PLC y bus de campo para la transmisión de las variables del sistema entre PLC y sensores/actuadores. Todo ello, acompañado de un software tipo Scada para el control y supervisión de la tota-lidad de la planta desde un ordenador central que, además, admite también el telecontrol desde un ordenador a distancia.
Descripción del proceso completoLa biomasa se descarga en una zona cubierta de recepción y se acondiciona mediante un proceso de trituración y secado. En este caso, las características del gasificador permiten una gran flexibilidad en cuanto a la composi-ción de la biomasa y una amplia variación en las granulometrías de la misma, con un rango comprendido entre 0,2 y 10 cm, aproximada-mente, lo que simplifica sobremanera el pro-ceso de acondicionamiento de la misma, con el consiguiente ahorro económico.
Ya en el gasificador, la biomasa sufre un proceso termoquímico, de combustión en déficit de oxígeno, que provoca la creación del gas y la degradación de la propia biomasa convirtiéndola en ceniza. Ese gas de síntesis, tras un proceso de limpieza y acondiciona-miento, pasa a ser oxidado en el grupo de cogeneración (motor de combustión interna), obteniéndose así energía eléctrica.
Por su parte, la energía térmica generada en el proceso de gasificación y la producida por el módulo cogenerador (motor) se puede aprovechar tanto para el secado de la bioma-sa -si llega a la planta con niveles de humedad superiores a los óptimos de funcionamiento (10-15%)-, como en forma de calor útil en procesos industriales, calefacción de naves, calefacción comunitaria de edificios públicos o comunidades de vecinos, procesos de se-cado (alfalfa, hornos de pintura, etc.), entre otras aplicaciones.
Especificaciones técnicas de la planta de gasificaciónCARACTERÍSTICAS DEL COMBUSTIBLE
Tipo de combustible: astillas de madera.•Contenido humedad: 10-15%.•Tamaño: 0,2-10 cm.•
CARACTERÍSTICAS DEL SISTEMAConsumo de biomasa: 650-750 kg/h.•P.C.I. gas de síntesis: 1,32-1,55 kWh/Nm• 3.Caudal gas en motor: 1.170-1.470 Nm• 3/h.Cenizas: 15-35 kg/h.•
ESPECIFICACIONES TÉCNICASPotencia eléctrica: 650-750 kWe.•Potencia térmica aprovechable: 1.200-•1.400 kWt.Autoconsumos (sin preparación biomasa): •10%.
OPERACIÓNTiempo de operación: 7.000 h/año.•Número de operadores: 1/turno.•
La planta de gasificación de biomasa de última generación que Taim Weser ha desarrollado con tecnología propia ofrece alto rendimiento energético, procesos optimizados y diseño que, por sus reducidas dimensiones, permite su instalación en el punto donde se encuentra la biomasa resultante de procesos industriales o agroforestales, de tal forma que los costes de transporte de la biomasa son prácticamente inexistentes.

PEDRO GARCÍA BOZA. SANTOS MAQUINARIA ELÉCTRICA
Análisis del aislamiento en máquinas eléctricas rotativas
Por razones de espacio, vamos a tratar superficialmente algunas cuestiones de interés de estos ensayos y sus ca-
racterísticas de aplicación a los motores in-dustriales. Todas estas pruebas tienen además numerosas variantes que pueden ser consul-tadas en la literatura especializada.
Resistencia de aislamientoConsiste en medir o calcular el valor de la resistencia de aislamiento a una tensión de-terminada. La medida de la resistencia debe realizarse transcurridos 30 ó 60 s después de aplicada la tensión continua, siendo más co-mún la medida realizada a los 60 s. La infor-mación que proporciona este ensayo está re-ferida especialmente al estado del aislamiento en cuanto a la contaminación superficial (hu-medad y suciedad). El valor de la resistencia de aislamiento depende de la humedad, especialmente en aislamientos antiguos con características higroscópicas. Las medidas de resistencia de aislamiento deben realizarse siempre por encima del punto de rocío.
El último estándar de importancia es el IEEE 43 del año 2000. En este documento se hace una revisión de valores de aplicación y resultados que deben obtenerse con los ais-lamientos modernos como es el caso de los motores industriales. Así, para el rango de tensiones nominales utilizadas en los moto-res industriales se recomiendan tensiones de prueba de 500 ó 1000 V y valores mínimos de la resistencia de aislamiento para aislamientos nuevos o recién reparados de 200 MΩ.
Índice de polarización e índice de absorciónSe define el índice de polarización (IP) como la relación entre la resistencia de aislamiento medida a 1 minuto y a 10 minutos después de aplicada la tensión continua de prueba.
El índice de polarización es un valor que nos informa sobre el estado de humedad y limpieza de la máquina, basado en la supo-
sición de que, transcurrido un cierto tiempo desde el comienzo del ensayo, la corriente de absorción se habrá anulado. Un valor bajo del índice de polarización nos indicará que existe una corriente alta de conducción o de fugas, originada por suciedad y humedad.
La resistencia de aislamiento normal-mente se incrementará rápidamente cuando se aplica la tensión y después, gradualmente ,tenderá a un valor constante cuando el tiem-po de ensayo se prolonga. Los tipos de aisla-mientos más modernos, tal como los actual-mente utilizados en los motores industriales, llegan a un valor estacionario de la resistencia de aislamiento en 4 minutos o menos. Así, se utiliza en estos casos una variante del índice de polarización que calcula la relación entre las resistencias de aislamiento a 1 minuto y 30 s, después de iniciado el ensayo. Este valor es denominado “índice de absorción” (IA).
No existen actualmente recomendacio-
OPERACIÓN,MONTAJEYMANTENIMIENTO
Los métodos de análisis del aislamiento en máquinas eléctricas rotativas superan ampliamente la decena. Entre ellos, debemos utilizar aquellos que mejores resultados proporcionen dentro de la simplicidad de su aplicación y garantía de resultados. Resultan indispensables la medida de resistencia a masa, el índice de polarización (IP) y la capacidad del aislamiento, además de las pruebas denominadas de sobretensión (HIPOT), junto a ellas es muy recomendable el realizar medidas de la tangente de delta (o factor de disipación).
94 SEPTIEMBRE09 energética XXI

nes comúnmente aceptadas sobre el valor del índice de absorción considerado satisfactorio.
Si el devanado está mojado o sucio, un valor estacionario de resistencia, relativamen-te bajo, puede ser alcanzado en 1 ó 2 minutos después de aplicarse la tensión de ensayo.
Cuando se hace un ensayo para determi-nar el IP no es necesario corregir con la tem-peratura (su efecto es muy pequeño), a no ser que se produzca un cambio importante en la temperatura ambiente durante los 10 minu-tos que tarda la prueba.
El índice de polarización de un aisla-miento es un valor adimensional que nos va a permitir hacer comparaciones sobre el esta-do del aislamiento de máquinas de distintas características (tamaño, potencias, tensiones). Para los motores industriales (clase térmica F, H, 200), de acuerdo con la CEI 60085.01, se recomienda que el índice de polarización sea superior a 2. Un valor inferior a 1 indica un aislamiento pobre. No obstante, si la resisten-cia de aislamiento es mayor que 5 GΩ, el va-lor calculado del índice de polarización no es significativo y no será tenido en cuenta.
Una alternativa eficaz al valor de estos ín-dices es analizar la curva de crecimiento de la resistencia con el tiempo. Si se observan des-viaciones importantes respecto a las curvas teóricas o las formas de las curvas de resisten-cias de otros motores similares, tendremos un síntoma de problemas en el aislamiento.
CapacidadLa medida de la capacidad puede proporcio-narnos información de problemas tales como el deterioro térmico o saturación del aisla-miento por humedad.
Se utiliza durante la fabricación para determinar cuando la resina ha impregnado totalmente las bobinas y cuándo la resina ha curado. Los valores de la capacidad son carac-terísticos para cada motor y son función del tipo de aislamiento utilizado y de la geometría del motor. La dispersión del valor de capaci-dad obtenido en los motores industriales so-bre el característico de su serie es un síntoma de problemas en el aislamiento.
Puesto que la cantidad de gas o humedad es un porcentaje siempre mínimo del aislamien-to normal, un cambio en la capacidad siempre significa un cambio muy pequeño aunque el deterioro del aislamiento sea importante. Así, el dispositivo de medida de la capacidad debe tener una gran precisión para obtener medidas significativas (inferior al 0,1 %).
ENERGÍASOLAR
95energética XXI SEPTIEMBRE
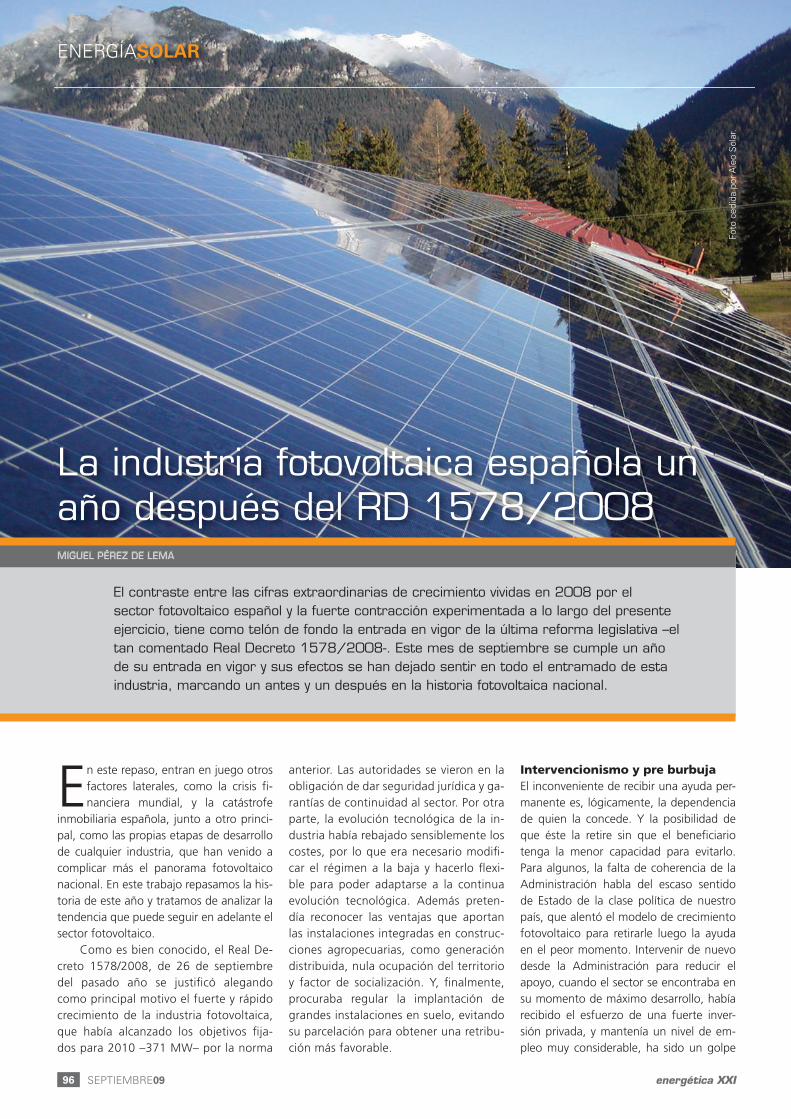
MIGUEL PÉREZ DE LEMAMIGUEL PÉREZ DE LEMA
La industria fotovoltaica española un año después del RD 1578/2008
En este repaso, entran en juego otros factores laterales, como la crisis fi -nanciera mundial, y la catástrofe
inmobiliaria española, junto a otro princi-pal, como las propias etapas de desarrollo de cualquier industria, que han venido a complicar más el panorama fotovoltaico nacional. En este trabajo repasamos la his-toria de este año y tratamos de analizar la tendencia que puede seguir en adelante el sector fotovoltaico.
Como es bien conocido, el Real De-creto 1578/2008, de 26 de septiembre del pasado año se justifi có alegando como principal motivo el fuerte y rápido crecimiento de la industria fotovoltaica, que había alcanzado los objetivos fi ja-dos para 2010 –371 MW– por la norma
anterior. Las autoridades se vieron en la obligación de dar seguridad jurídica y ga-rantías de continuidad al sector. Por otra parte, la evolución tecnológica de la in-dustria había rebajado sensiblemente los costes, por lo que era necesario modifi -car el régimen a la baja y hacerlo fl exi-ble para poder adaptarse a la continua evolución tecnológica. Además preten-día reconocer las ventajas que aportan las instalaciones integradas en construc-ciones agropecuarias, como generación distribuida, nula ocupación del territorio y factor de socialización. Y, fi nalmente, procuraba regular la implantación de grandes instalaciones en suelo, evitando su parcelación para obtener una retribu-ción más favorable.
Intervencionismo y pre burbujaEl inconveniente de recibir una ayuda per-manente es, lógicamente, la dependencia de quien la concede. Y la posibilidad de que éste la retire sin que el benefi ciario tenga la menor capacidad para evitarlo. Para algunos, la falta de coherencia de la Administración habla del escaso sentido de Estado de la clase política de nuestro país, que alentó el modelo de crecimiento fotovoltaico para retirarle luego la ayuda en el peor momento. Intervenir de nuevo desde la Administración para reducir el apoyo, cuando el sector se encontraba en su momento de máximo desarrollo, había recibido el esfuerzo de una fuerte inver-sión privada, y mantenía un nivel de em-pleo muy considerable, ha sido un golpe
ENERGÍASOLAR
El contraste entre las cifras extraordinarias de crecimiento vividas en 2008 por el sector fotovoltaico español y la fuerte contracción experimentada a lo largo del presente ejercicio, tiene como telón de fondo la entrada en vigor de la última reforma legislativa –el tan comentado Real Decreto 1578/2008-. Este mes de septiembre se cumple un año de su entrada en vigor y sus efectos se han dejado sentir en todo el entramado de esta industria, marcando un antes y un después en la historia fotovoltaica nacional.
96 SEPTIEMBRE09 energética XXI
Foto
ced
ida
por A
leo
Sol
ar.

ENERGÍASOLAR
97energética XXI SEPTIEMBRE
demoledor para muchas empresas.Pero el cambio de estatus, para este
sector, está hecho y ya no tiene vuelta atrás. Lo que el sector no puede ni debe esperar es la vuelta a una situación de ven-taja como la que llevó a su velocidad de crecimiento record en los pasados años. Un crecimiento del 385%, como el vivido en 2008 con respecto a 2007 –teniendo in-cluso un mal final de año- era insostenible y llevaba anunciada su propia implosión. El Ministro de Industria, Miguel Sebastián, calificó esta situación como “pre burbuja fotovoltaica”. Y se resolvió a pincharla sin consensuarlo con el sector.
El objetivo a alcanzar, inevitablemente, es la plena competitividad. Y ésta, quizá, esté cerca. Pero no todos llegarán a verlo y bastantes habrán tenido que cerrar antes.
Un año de protesta y desempleoEl sector fotovoltaico ha padecido en este último año todo tipo de perjuicios. En pri-mer lugar, se produjo una cancelación en cadena de las inversiones. Como las de Siliken, por valor 500 millones de euros, Goldbeck (100 millones), a las que siguie-ron Aleo, que desistió de ampliar su plan-ta española y apostó por Italia y Grecia, y Atersa, filial de Elecnor, que paralizó la am-pliación de su fábrica de Valencia. Y a estas se deben sumar muchas otras de menor cuantía por parte de empresas menores a lo largo de toda la cadena de producción.
Y durante todo este año se ha vivido un duro enfrentamiento entre el sector y la Administración. Desde el verano de 2008 se detuvo la actividad en muchas empre-sas a la espera de la aprobación y puesta en marcha del RD 1578/08. Se calcula que este parón costó 10.000 empleos. Y en di-ciembre se desato la batalla de la “Orden de Tarifas”, que paralizó gravemente la actividad. Esta nueva prolongación supuso un golpe irrecuperable para algunos. El bo-rrador de la “Orden de Tarifas” trasladaba del 16 de enero al 1 de marzo la resolución de las convocatorias, “considerando el ele-vado número de solicitudes presentadas”. Un claro ejemplo del peligro de depender del intervencionismo y la burocracia.
En febrero de este año ASIF siguió tratando de presionar la Gobierno con su labor informativa, y advertía en un comu-nicado que ya eran 15.000 los empleos desaparecidos a la espera de la resolución.
La agonía de muchas empresas, agotado su músculo financiero, se dilataba “adel-gazando las plantillas –con expedientes de regulación de empleo, reducciones de jornada, vacaciones anticipadas y otras fórmulas– a la espera de que el Ministe-rio de Industria diera a conocer las prime-ras instalaciones admitidas en el cupo de potencia que establece el citado decreto para 2009”. Además se expuso que no era cierta la excusa oficial del exceso de solicitudes, ya que en el segmento para instalaciones en edificación el número de solicitudes fue muy escaso y se habían cu-bierto los cupos.
Al llegar el mes de marzo ya se esti-maba que la destrucción de empleo había alcanzado los 20.000 puestos de trabajo. Y la patronal del sector reconocía en su asamblea anual que, por primera vez des-de el arranque de esta industria, contaba con menos empresas asociadas que en el ejercicio precedente. En este momento se abrió otro frente y el sector revindicó una reducción progresiva de las tarifas más ase-quible para sus quebrantadas arcas. Y so-licitó un trato favorable en el “Cálculo de la reducción de tarifas” para que la reduc-ción de la retribución no superase el 2,5% cada trimestre hasta alcanzar un máximo del 10%, ya que se estaba reduciendo en un 4% por la interpretación particular que hacía el Ministerio del Real Decreto. Esto atrapaba a algunos proyectos que ya no eran viables pero debían mantenerse du-rante un año para no perder el aval.
En este estado llegamos al mes de abril, en el que se revivió el anterior retra-so en la segunda convocatoria anual del Registro de Preasignación de Retribución (RPR). El día en que debían ser publicados los proyectos admitidos, a mediados del citado mes, las empresas del sector que esperaban que se aclarara su situación no tenían idea de cuándo se les informaría. Si-lencio administrativo. Algunos empezaron a opinar que estos retrasos y la incertidum-bre que provocaban, lastrarían el cumpli-mento de lo dispuesto en el Real Decreto, que asigna un volumen de potencia foto-voltaica de 500 MW para el presente año.
Y ya entrados en el verano de 2009, se abrió un nuevo contencioso. El sector, esta vez, reclamó que se acelerara la apro-bación de la propuesta que hizo la Comi-sión Nacional de la Energía para simplificar
los procesos administrativos, de acuerdo con lo establecido en el Real Decreto. La tramitación de una pequeña instalación de 5 kW sobre un tejado sigue siendo idén-tica a la de una gran planta en suelo de 10 MW.
A pesar de que los portavoces del sec-tor la consideran insuficientemente abre-viada, creen que esta propuesta de modelo simplificado de la CNE dejaría en poco más de un mes el plazo necesario para realizar toda la tramitación administrativa previa a la concurrencia al Registro de Preasigna-ción de Retribución, mientras que con el sistema actual se pueden superar los seis meses.
La industria fotovoltaica, por su parte, sería partidaria de que para las pequeñas instalaciones fuese necesaria una simple notificación de la instalación. Las empresas necesitan esta agilidad para que el sector se reoriente hacia la edificación, que es precisamente la indicación de la nueva le-gislación, y es imprescindible para alcanzar el objetivo del 20% de consumo energéti-co de renovables en 2020.
En el momento actual, un año después de la entrada en vigor del RD 1578/2008, y tras un durísimo ajuste económico y las desavenencias públicas entre la industria solar y la Administración, se estima que este sector ha perdido más de 25.000 empleos directos. Prácticamente se ha exterminado el empleo temporal –con una reducción de al menos el 90%-, y los empleos fijos han descendido en cerca del 30%.
Luz al final del túnelEn este momento sigue habiendo un im-portante número de empresas con serias dificultades, y el ritmo de destrucción de empleo podría mantenerse un tiempo. Sin embargo, esta sangría es en sí misma una re estructuración de la industria, que los analistas consideran una crisis de madurez inevitable.
El balance para este año esta siendo muy negativo. Se espera que al final del año no se alcance la instalación de los 500 MW máximos que establece el Real Decreto. Y varios factores han incidido en un fuerte ajuste de los precios en todo el mundo, como los avances en I+D+i, el gran aumento de la oferta solar (el mer-cado mundial creció un 130% en 2008) y el final de la carencia de polisilicio, cu-

ENERGÍASOLAR
98 SEPTIEMBRE09 energética XXI
yos precios se habían multiplicado por 10 desde 2004. La caída del precio se espera que llegue hasta el 50%. Un factor que aumenta notablemente la competencia y puede expulsar del mercado a los produc-tores menos competitivos.
De cara al futuro inmediato, la industria nacional tiene por delante el reto de su plena adaptación a los mercados internacionales. Nuestro país, con más de 3.350 MW conec-tados a red, es líder mundial en penetración solar por habitante. La tecnología, ya nota-blemente distribuida y socializada –hay más de 50.000 instalaciones–, ha dejado de ser marginal. Todo este progreso implica un ex-traordinario bagaje para nuestras empresas que disponen de un know how sumamente valioso. Gran parte de ellas han focalizado este año a la exportación –como vimos en la pasada edición de la feria Intersolar– con muy buenos resultados, aumentando hasta un 20% o un 30% la aportación de esta partida en su facturación.
Reordenación y competitividadAlgunos expertos han visto en el Real De-creto un efecto acelerador de la madurez del mercado, y la preparación del terreno hacia su concentración empresarial. El sec-tor hasta ahora está altamente atomizado, lo que suele ser indicador de un mercado naciente y con un nivel de competitividad moderado. Sólo cuatro grupos (T-Solar, Fo-towatio, Renovalia y Solaria) tienen unas
dimensiones significativas, y de ellos, ape-nas uno – T-Solar– superaba la barrera psi-cológica de los 100 MW instalados en el momento de la entrada en vigor del RD.
Se trata de un sector con absoluto predominio de empresas pequeñas y me-dianas, con generación de empleo inten-siva y con una limitada capacidad para producir y aplicar economías de escala. Los expertos ven un terreno fértil para la con-centración. La nueva normativa introduce cupos que limitan el crecimiento orgánico de las empresas, por lo que la expansión se prevé que será mediante compras. Y en un momento de resaca económica, con serias dificultades financieras, la oferta es muy amplia. Algunos grandes nombres de la economía se han movido en esta dirección. General Electric, y los propietarios de Al-mirall, han entrando en Fotowatio. T-Solar tiene detrás un socio industrial como Isolux pero también varias cajas como Caixanova y Caja Navarra. La famila propietaria del grupo Forlasa está en Renovalia, y la fami-lia Riberas, en Gestamp.
No obstante, sigue habiendo quien cree que la energía fotovoltaica y su indus-tria van a tener un papel marginal, como el presidente de Iberdrola, Ignacio Sánchez Galán, quien declaró este verano que “la inversión necesaria en las plantas fotovol-taicas es demasiado elevada. En España, sólo aportan el 1% de la electricidad pese a suponer un porcentaje mucho mayor so-
bre la inversión del sector”. Y con respecto a la limitación impuesta por el Gobierno a esta industria, sentenció: “Hay que poner orden en el sector”.
En lo que todo el mundo coincide es en señalar que estamos en un momento de transición –quizá al final del mismo– tras el que es inevitable que resurja la actividad y el crecimiento, si bien sujetos a niveles más razonables que en el pasado y con el obje-tivo real de la competitividad tarifaria.
Si algo positivo ha tenido esta crisis ha sido la de acelerar el proceso compe-titivo como garantía para la supervivencia del sector. Se estima que las instalaciones fotovoltaicas alcanzarán la Paridad con la Red y la rentabilidad sin ayudas entre 2013 y 2015.
Una previsión que se refuerza con las expectativas sobre la capacidad de fabrica-ción industrial, que auguran un fortísimo incremento en los próximos años, en bue-na parte protagonizado por las empresas y los grupos más importantes, que van a poner en funcionamiento grandes facto-rías capaces de alcanzar un volumen de producción superior al gigavatio anual.
El nuevo ciclo tendrá, previsiblemente, un giro en el avance de las tecnologías. Se espera que las tecnologías cristalinas clási-cas vayan cediendo progresivamente cuo-ta de mercado al segmento de capa fina. Este segmento se impondrá por su capaci-dad de ofrecer la ventaja de la disponibili-dad de proveedores de factorías “llave en mano” capaces de integrar toda la cadena de producción.
Fuentes consultadas:El presidente de Iberdrola critica al sector •fotovoltaico. Expansión.com. Por Roberto Casado. LondresEl sector fotovoltaico espera ser rentable antes de •2015. CincoDias.com. Ep - MadridEl sector fotovoltaico en España está abocado a la •concentración. Expansión.com. Por M.Á.PatiñoEspaña lidera el sector fotovoltaico. Tormo.com.•El sector fotovoltaico invierte 1.600 millones, diez •veces menos que en 2008. Inmodiario.com.El sector fotovoltaico presiona a Industria para •cambiar el decreto solar. Cope.esComunicados de Prensa de ASIF: •El Gobierno quiere prolongar aún más la parálisis •del mercado fotovoltaico español. El Ministerio de Industria prolonga la parálisis del •Sector Fotovoltaico español.La Asamblea de ASIF pide al Gobierno el •afianzamiento de la nueva regulación.El Ministerio de Industria vuelve a frenar el •desarrollo del mercado fotovoltaico español.España, líder fotovoltaico mundial.•La burocracia frena la incorporación de la energía •fotovoltaica a la edificación.Informe Anual 2009 de ASIF.•
Foto
ced
ida
por
Pho
enix
Sol
ar.

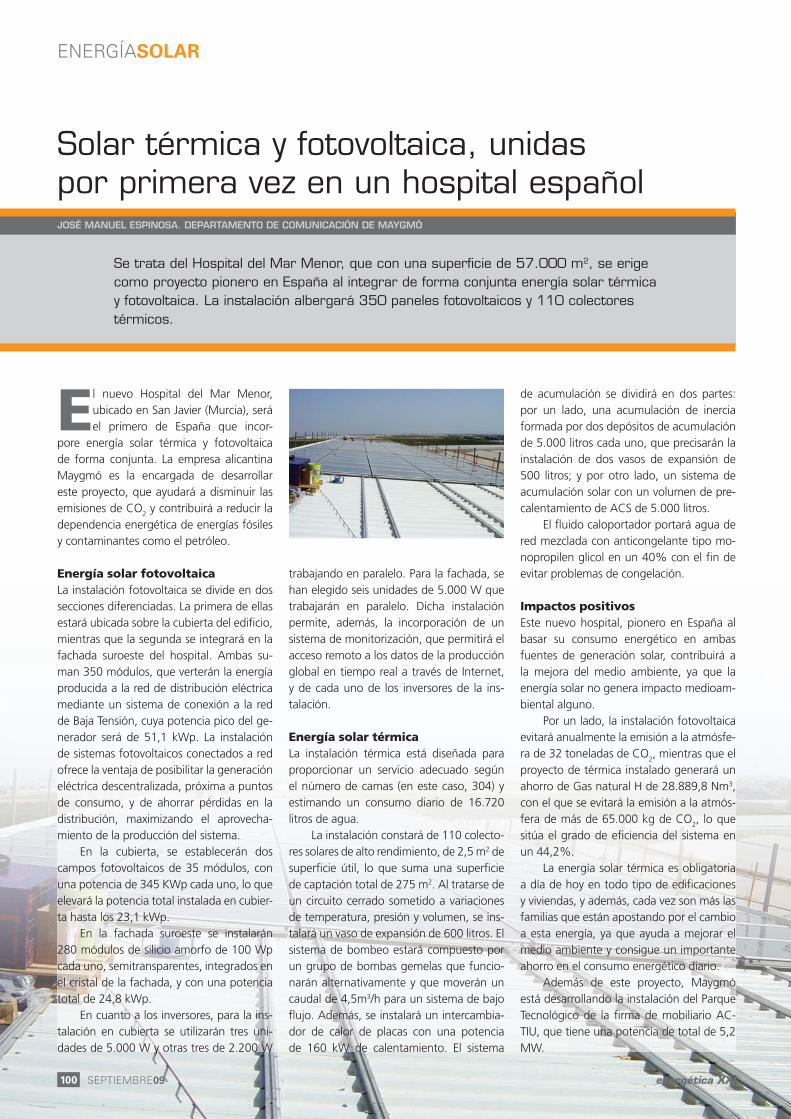
ENERGÍASOLAR
100 SEPTIEMBRE09 energética XXI
Se trata del Hospital del Mar Menor, que con una superfi cie de 57.000 m2, se erige como proyecto pionero en España al integrar de forma conjunta energía solar térmica y fotovoltaica. La instalación albergará 350 paneles fotovoltaicos y 110 colectores térmicos.
JOSÉ MANUEL ESPINOSA. DEPARTAMENTO DE COMUNICACIÓN DE MAYGMÓ
Solar térmica y fotovoltaica, unidas por primera vez en un hospital español
El nuevo Hospital del Mar Menor, ubicado en San Javier (Murcia), será el primero de España que incor-
pore energía solar térmica y fotovoltaica de forma conjunta. La empresa alicantina Maygmó es la encargada de desarrollar este proyecto, que ayudará a disminuir las emisiones de CO2 y contribuirá a reducir la dependencia energética de energías fósiles y contaminantes como el petróleo.
Energía solar fotovoltaicaLa instalación fotovoltaica se divide en dos secciones diferenciadas. La primera de ellas estará ubicada sobre la cubierta del edifi cio, mientras que la segunda se integrará en la fachada suroeste del hospital. Ambas su-man 350 módulos, que verterán la energía producida a la red de distribución eléctrica mediante un sistema de conexión a la red de Baja Tensión, cuya potencia pico del ge-nerador será de 51,1 kWp. La instalación de sistemas fotovoltaicos conectados a red ofrece la ventaja de posibilitar la generación eléctrica descentralizada, próxima a puntos de consumo, y de ahorrar pérdidas en la distribución, maximizando el aprovecha-miento de la producción del sistema.
En la cubierta, se establecerán dos campos fotovoltaicos de 35 módulos, con una potencia de 345 KWp cada uno, lo que elevará la potencia total instalada en cubier-ta hasta los 23,1 kWp.
En la fachada suroeste se instalarán 280 módulos de silicio amorfo de 100 Wp cada uno, semitransparentes, integrados en el cristal de la fachada, y con una potencia total de 24,8 kWp.
En cuanto a los inversores, para la ins-talación en cubierta se utilizarán tres uni-dades de 5.000 W y otras tres de 2.200 W
trabajando en paralelo. Para la fachada, se han elegido seis unidades de 5.000 W que trabajarán en paralelo. Dicha instalación permite, además, la incorporación de un sistema de monitorización, que permitirá el acceso remoto a los datos de la producción global en tiempo real a través de Internet, y de cada uno de los inversores de la ins-talación.
Energía solar térmicaLa instalación térmica está diseñada para proporcionar un servicio adecuado según el número de camas (en este caso, 304) y estimando un consumo diario de 16.720 litros de agua.
La instalación constará de 110 colecto-res solares de alto rendimiento, de 2,5 m2 de superfi cie útil, lo que suma una superfi cie de captación total de 275 m2. Al tratarse de un circuito cerrado sometido a variaciones de temperatura, presión y volumen, se ins-talará un vaso de expansión de 600 litros. El sistema de bombeo estará compuesto por un grupo de bombas gemelas que funcio-narán alternativamente y que moverán un caudal de 4,5m3/h para un sistema de bajo fl ujo. Además, se instalará un intercambia-dor de calor de placas con una potencia de 160 kW de calentamiento. El sistema
de acumulación se dividirá en dos partes: por un lado, una acumulación de inercia formada por dos depósitos de acumulación de 5.000 litros cada uno, que precisarán la instalación de dos vasos de expansión de 500 litros; y por otro lado, un sistema de acumulación solar con un volumen de pre-calentamiento de ACS de 5.000 litros.
El fl uido caloportador portará agua de red mezclada con anticongelante tipo mo-nopropilen glicol en un 40% con el fi n de evitar problemas de congelación.
Impactos positivosEste nuevo hospital, pionero en España al basar su consumo energético en ambas fuentes de generación solar, contribuirá a la mejora del medio ambiente, ya que la energía solar no genera impacto medioam-biental alguno.
Por un lado, la instalación fotovoltaica evitará anualmente la emisión a la atmósfe-ra de 32 toneladas de CO2, mientras que el proyecto de térmica instalado generará un ahorro de Gas natural H de 28.889,8 Nm3, con el que se evitará la emisión a la atmós-fera de más de 65.000 kg de CO2, lo que sitúa el grado de efi ciencia del sistema en un 44,2%.
La energía solar térmica es obligatoria a día de hoy en todo tipo de edifi caciones y viviendas, y además, cada vez son más las familias que están apostando por el cambio a esta energía, ya que ayuda a mejorar el medio ambiente y consigue un importante ahorro en el consumo energético diario.
Además de este proyecto, Maygmó está desarrollando la instalación del Parque Tecnológico de la fi rma de mobiliario AC-TIU, que tiene una potencia de total de 5,2 MW.

TRANSFERENCIADETECNOLOGÍA
101energética XXI SEPTIEMBRE
BELÉN LANUZA. ENtErprisE EUropE NEtwork, MADriD
Proyectos de innovación internacional
EU-Gateway Japón y Corea. Oportunidades para empresasEl Programa “EU-Gateway” apoya a las empresas europeas en el descubrimiento de mercados externos y desarrollo de la cooperación comercial con Japón y Corea.
Financiado y gestionado por la Comi-sión Europea, el Programa “EU-Gateway” organiza misiones comerciales en seis tec-nologías avanzadas y sectores de diseño dirigidos a la penetración en el mercado japonés y coreano.
El ambiente y las tecnologías relacio-nadas con la energía se han identificado como el principal foco para el programa ya que las empresas europeas se encuentran en la vanguardia de las energías renovables y tienen una amplia serie de productos de alta calidad para ofrecer a Japón y Corea.
El Programa “EU-Gateway (2008-2015) financiará más de 45 misiones co-merciales en los próximos cinco años y ha incluido Corea, con fin de apoyar una es-trategia de la Unión Europea más amplia: desarrollar el comercio y la inversión tanto con Japón como con Corea.
Detalles Prácticos
Durante la misión comercial de una sema-na, el Programa ofrece un paquete de apo-yo financiero, logístico y estratégico:
Servicios de asesoramiento profesional•Exposición para mostrar productos •Cómo hacer negocio en Japón y Corea•Alojamiento, facilitando contactos pre-•vios con empresas localesProvisión de servicios personalizados •como intérpretes personales, traducción de documentos de empresa, impresión de folletos de empresa
Los participantes serán formados en el ambiente comercial de estos merca-dos dinámicos. El asesoramiento también estará disponible durante las reuniones individuales con socios potenciales de negocio tanto japoneses como coreanos. Además, el Business Week incluye una
exposición de dos días donde las compa-ñías tienen la oportunidad de mostrar sus productos y reunirse con posibles socios comerciales.
En cada misión comercial participarán hasta 40 empresas de la Unión Europea para Japón y 30 empresas para Corea.
La siguiente misión comercial con Ja-pón para el sector de tecnologías energéti-cas será del 1 al 5 de febrero de 2010. Las inscripciones serán aceptadas hasta el 25 de septiembre.
La siguiente misión comercial con Co-rea para el sector de tecnologías energéti-cas será del 7 al 11 de junio de 2010. Las inscripciones serán aceptadas hasta el 29 de enero de 2010.
Para más información, visitar eu-ga-teway.eu o en el correo electrónico [email protected].
Opportunities for European companies in Japan and KoreaEnvironment Technology Business Missions to Japan and Korea with support at every step of the way from the EU Gateway Pro-gramme.
Funded and managed by the Euro-pean Commission, the EU Gateway Pro-gramme organizes business missions in six high technology and design sectors aimed at penetrating the Japanese and Korean market.
Environment and energy-related te-chnologies have been identified as a fo-cus for the programme because European companies are on the cutting-edge of new green technologies and have a wide array of high-quality products to offer Japan and Korea.
The EU Gateway Programme (2008-2015) is funding over 45 business missions in the next 5 years and has been exten-ded to include Korea, in order to support a broader European Union strategy to deve-lop trade and investment with both Japan and Korea.
Practical Details
During the one-week business mission, the Programme offers a package of financial, logistical, and strategic support:
Professional coaching services •Exhibition days to display products •Firsthand understanding of doing busi-•ness in Japan and KoreaAccommodation, meeting facilitation •and pre-arranged contacts with local companiesProvision of customised services such •as personal interpreters, translation of company documents, printing of com-pany brochures
Participants will be coached in the bu-siness environment of these dynamic mar-kets. Coaching will also be available during individual meetings with potential Japane-se and Korean business partners. In addi-tion, the business mission week includes a two day exhibition where companies have the opportunity to display and introduce their products.
Each business mission accommodates up to 40 EU companies for Japan and 30 EU companies for Korea.
The next business mission to Japan for environment and energy-related technolo-gies is 1-5 February 2010. Applications are accepted until the 25 September.
The next business mission to Korea for environment and energy-related technolo-gies is 7-11 June 2010. Applications are accepted until the 29 January.
Información proporcionada por el Área de Innovación y Transferencia de Tecnología de la Asociación de Empresarios del Henares, Enterprise Europe Network.Más información: www.aedhe.es o http://cordis.europa.eu. Tel: +34 91 889 50 61 / E-Mail: [email protected]
Servicios de orientación para transferencia de tecnología a disposición de las empresas completamente gratuitos. Programa financiado por el Ministerio de Industria, Turismo y Comercio a través del CDTI.

102 SEPTIEMBRE09 energética XXI
TRANSFERENCIADETECNOLOGÍA
BELÉN LANUZA. ENtErprisE EUropE NEtwork, MADriD
Transferencia de tecnología Enterprise Europe Network
ÚLTIMAS OFERTAS PUBLICADAS
Diseño y producción de instalacionesUna empresa italiana, especializada en tec-nologías en el sector de agroalimentación, energía y medioambiente, diseña y produce naves industriales, plantas de biogás y bio-combustible y sistemas integrados biológi-cos para refinerías. La empresa ofrece el de-sarrollo de cadenas de refinerías biológicas para producir energía, fertilizantes y otros productos. Los servicios que ofrece incluyen diseño preliminar de cadenas completas, evaluación y gestión de proyectos, control y auditoría y formación de personal. Se bus-can socios del sector de agroalimentación, energías renovables y medioambiente.
Planta de gasificación de biomasa para producción de energía distribuidaUna spin-off italiana, especializada en plantas de transformación energética de biomasa a nivel distribuido, ofrece una tec-nología de gasificación para la producción de energía eléctrica y térmica. La solución ha sido probada en una planta piloto con tecnología de lecho fijo, ofreciendo dos novedades: la primera está relacionada con el primer paso de pirólisis interna y la otra con el tercer paso de craqueo térmico. La empresa busca socios especializados en la fabricación y distribución de sistemas/plantas de energías renovables para esta-blecer acuerdos de cooperación y comer-cialización con asistencia técnica.
Generador de corriente eléctrica “verde”Un investigador polaco ha desarrollado un nuevo dispositivo para producir energía limpia que se basa en un nuevo tipo de motor de la mayor eficiencia. Gracias a este motor, el generador de corriente eléctrica permite producir hasta 20 kW de energía. El investigador está interesado en estable-
cer acuerdos de fabricación y cooperación técnica o en continuar con el desarrollo.
Turbina de gas con inyección de vapor y sistema economizador de contacto para calefacción públicaUna unidad de investigación de la Acade-mia de Ciencias de Bulgaria ha desarrollado una tecnología para la producción de turbi-nas de gas con inyección de vapor y un sis-tema economizador de contacto para fines de calefacción pública. Esta tecnología per-mite aumentar significativamente la eficien-cia energética y la cogeneración de energía eléctrica y térmica. La turbina consta de un compresor, una turbina de gas, cámaras de combustión y un electrogenerador. El insti-tuto busca fabricantes de turbinas de gas interesados en establecer acuerdos de joint venture y comercializar las turbinas.
Calefacción y refrigeración renovables basadas en bombas de calorUna empresa búlgara ofrece sistemas ba-sados en bombas de calor para calefac-ción y refrigeración de naves industriales y edificios administrativos, que posibilitan reducción de electricidad empleada para transportar y utilizar calor terrestre. Las piezas y componentes del sistema están fabricadas con materiales reciclados. Los sistemas basados en bombas de calor tie-nen un grado de efectividad estimado por su coeficiente de rendimiento. La empresa busca socios industriales interesados en establecer acuerdos de joint venture o co-mercialización con asistencia técnica para producir e instalar los sistemas.
ÚLTIMAS DEMANDAS PUBLICADAS
Sistema de estampación para equipos de generación de energíaUna empresa española dedicada a la fabri-cación de equipos de generación de ener-
gía busca un sistema de estampación para sus generadores, que necesitan una carro-cería similar a las necesarias en la industria de automoción. La empresa busca compa-ñías que suministre una prensa de estam-pación o una compañía capaz de estam-par piezas de gran tamaño. Éstas deberán pertenecer a la industria de automoción o electrodomésticos. Se buscan acuerdos co-merciales con asistencia técnica.
Nuevas tecnologías de producción de energía térmicaUna empresa italiana del sector mecánico que ofrece soluciones de gestión de líquidos en plantas civiles e industriales busca nuevas tecnologías de producción de energía térmi-ca. Se descartarán soluciones de gestión de líquidos a alta presión. La empresa está inte-resada en establecer acuerdos de licencia o comercialización con asistencia técnica.
Sistema inteligente para evaluar áreas potenciales de aprovechamiento eólicoUna empresa rumana perteneciente al sector de energías renovables, específica-mente energía eólica, busca un sistema inteligente para evaluar áreas potenciales de aprovechamiento eólico. La implemen-tación de energía eólica resolverá nume-rosos problemas en Rumanía gracias a las ventajas de esta fuente de energía, que no genera gases de efecto invernadero ni resi-duos tóxicos ni radiactivos. El sistema bus-cado puede estar en fase de laboratorio o totalmente desarrollado.
Información proporcionada por el Área de Innovación y Transferencia de Tecnología de la Asociación de Empresarios del Henares, Enterprise Europe Network.Más información: www.aedhe.es/IRCMadrid o www.enterprise-europe-network.ec.europa.euTel: +34 91 889 50 61 / E-Mail: [email protected]
Servicios de orientación para transferencia de tecnología a disposición de las empresas completamente gratuitos. Programa financiado por la Comisión Europea.


PRODUCTOS
104 SEPTIEMBRE09 energética XXI
Flexibilidad sobre cubiertas Nueva generación de captadores
Pre-trituracion y post-trituracion de biomasa
Derbigum Energies lanza al mercado el primer producto flexible de aplicación directa sobre cubiertas de cualquier forma: Derbisolar Flex. Pen-sado especialmente para la aplicación sobre cubiertas me-tálicas (chapa grecada, panel sándwich, etc.) y utilizando el mismo enfoque 4E. Derbigum Energies ha llevado más lejos que ningún otro fabricante la flexibilidad de sus solucio-nes fotovoltaicas: Derbisolar Flex permite instalar módulos amorfos de alta calidad sobre su cubierta metálica, sin ningu-na perforación, sin sobrecarga alguna (2 kg/m²) y sin necesi-dad de pegamentos poco eco-lógicos y difíciles de manipular. Las únicas herramientas que necesita son un equipo de aire
caliente y sus dos manos. Derbisolar Flex utiliza la
tecnología amorfa flexible de Flexcell, que ofrece la ventaja de reaccionar mejor a som-breado parcial, luz difusa y temperaturas que cualquier otro producto fotovoltaico.
Con Derbisolar Flex, los arquitectos e ingenieros pue-den integrar una solución fo-tovoltaica sobre una cubierta sin afectar la forma, el peso o el diseño previsto. Es el pro-ducto más reciente de la gama Derbisolar, del cual ya se han instalado más de 10 MWp en Europa.
Schüco International pre-senta sus captadores Pre-mium, con tecnología en transferencia de calor para una mejor transmisión tér-mica. Los nuevos captado-res cuentan con el marcado Solar Keymark, reconocido a nivel europeo, que avala el cumplimiento de las nor-mas europeas a nivel del producto igual que la fabri-cación.
Gracias a su innovado-ra tecnología, que une el absorbedor y el meandro se aumenta la transferencia del calor solar y la estabilidad. Además, estos captadores dis-ponen de un absorbedor com-pletamente liso, con un diseño que se integra en los proyectos sin problemas.
La tecnología de transfe-rencia de calor envolvente de 360º del tubo del absorbedor consigue una transferencia de calor altamente eficiente,
y además, cuenta con una superficie de apoyo del tubo del absorbedor ampliada, y una diversidad de integración arquitectónica con un total de seis variantes de montaje, así como la posibilidad de un montaje integrado sin resaltes. Estos captadores son, además, resistentes a la corrosión dado al marco y la pared trasera de aluminio.
Durante el proceso de reciclaje para la biomasa el primer paso, para dar-le cualquier utilidad al material a reciclar, es la pre-trituración. Para esta tarea la empresa, Ham-mel Recyclingtechnik, re-presentado en España por Notec, cuenta con una pre-tri-turadora que se caracteriza por su sistema de dos ejes a revo-luciones muy lentas. Unos gan-chos cogen el material suminis-trado, igual da el volumen del material, y lo estiran dentro de los ejes donde las cuchillas, que pasan uno por encima de otro, rompen, desgarran y trituran el material, gracias al sistema de rotación. Los materiales agresivos, que pueden causar roturas o desgastes, como pie-dras, métales o tierra, caen por los espacios de los ejes y son directamente expulsados hacia
la cinta de extracción. El siste-ma de seguridad de reversión automático asegura que piezas grandes de estos materiales agresivos no dañen a la maqui-na y, al mismo tiempo, el siste-ma de reversión hace una lim-pieza automática de materiales como trapos, cuerdas o alam-bres, que se han podido enro-llar en los ejes. Gracias a este sistema los gastos de energía y desgaste son extremadamente bajos. A raíz de la granometría final que cada cliente obtiene, se hace el diseño de los ejes con sus cuchillas.
Nueva estación de megavatioEl fabricante suizo de inverso-res solares Sputnik Engineering ha lanzado al mercado un nue-vo inversor central el próximo mes de octubre. El aparato, llamado SolarMax 330C-SV (special voltaje, en sus siglas en inglés) tiene una potencia de 330 kW y trabaja en el ran-go de MPP entre 450 y 800 V. En una estación de megavatio pueden agruparse hasta tres SolarMax 330C-SV, que ali-menta directamente en la red de media tensión. Con el pa-quete de servicio MaxControl, los explotadores de las insta-laciones pueden prolongar la garantía y estar seguros de que Sputnik detectará y soluciona-rá inmediatamente los fallos de la instalación durante 20 años.
Con el nuevo inversor cen-tral SolarMax 330C-SV, Sputnik prescinde de un transforma-dor. Esta tecnología ha demos-trado ya su eficacia en todos los inversores monofásicos del fabricante suizo y los nuevos inversores centrales de la serie SolarMax-S-Serie. “Con la téc-nica sin transformador hemos conseguido reducir en más de la mitad el tamaño y el peso del aparato y los costes en un 15%“, declara Michael Ernst, que dirige en Sputnik el de-sarrollo de los inversores cen-trales. SolarMax 330C-SV sólo pesa 1.200 kilos. Otra ventaja de la tecnología sin transfor-mador es el alto rendimiento: el nuevo aparato alcanza el 98%.

PRODUCTOS
105energética XXI SEPTIEMBRE
Ventiladores para zonas de riesgo de incendiosSodeca presenta su nueva serie de ventiladores CBDT. Se trata de un ventilador acabado en chapa de acero galvanizado, turbina con álabes hacia ade-lante y caja de bornes exterior.
Cuenta con unidades de extracción y extractores centrí-fugos de doble aspiración con motor directo, para trabajar in-mersos en zonas de riesgo de incendio 400º C/2h, serie cbdt.
Los motores son de clase H, uso continuo S1 y uso de emergencia S2, con protección IP-55 de 1 ó 2 velocidades se-gún modelo. Monofásicos 230 V 50 Hz y trifásicos 230/400 V
50 Hz (hasta 4CV) y 400/690 V 50 Hz (potencias superiores a 4 CV). La temperatura máxima a transportar: servicio S1 -20º C + 60º C en continuo, servicio S2 400º C/2h.

PRODUCTOS
106 SEPTIEMBRE09 energética XXI
Sistemas de filtración inteligentes con monitor de contaminación integrado
Equipos industriales para la creación de biomasa
Plantas pelletizadoras
Solar Integrated ha desarro-llado un sistema especial de gran potencia para tejados sometidos a grandes cargas y parques solares en los que es preciso mantener al mínimo el impacto estético: Follow The Sun. Se trata de un siste-ma de seguimiento modular y monoeje, caracterizado por un peso específico y una altura de construcción reducidos, lo cual garantiza una carga de viento adicional pequeña que propor-
ciona estabilidad al sistema, in-dependientemente de su orien-tación. Incluso en presencia de vientos fuertes, los módulos no necesitan volver a colocarse en una posición plana, con lo que se mantiene la ventaja del sis-tema de seguimiento en térmi-nos de rendimiento.
Gracias a su diseño sencillo y resistente y al uso de compo-nentes estándar, el sistema es fácil de mantener y su funcio-namiento resulta muy fiable.
La creciente demanda de solu-ciones de acondicionamiento monitorizadas y la exitosa apli-cación de la filtración a fondo de sistemas de aceites hidráu-licos y lubricantes han llevado al desarrollo de los filtros RMF Off-line y By-pass con una Sis-tema de Monitoreo de la Con-taminación (CMS) en línea.
Esta innovación permite a los operarios mantener el acei-
te hidráulico limpio y controlar on-line los niveles de contami-nación en tiempo real.
El CMS de RMF dispone de ocho canales para la medición de partículas contaminantes sólidas y una opción de nivel de humedad y temperatura. La información que el monitor reporta cumple con diversos formatos estándar, tales como la ISO 4406:1999, NAS 1638,
AS 4059 e ISO 11218.La Unidad Inteligente RMF
combina las ventajas de la no-vedosa tecnología CMS con la más que probada eficiencia de sus sistemas de filtración.
Las unidades de filtrado RMF, distribuidas por Filtros
Cartés tienen una elevada ca-pacidad de filtrado de contami-nantes sólidos y agua, así como una fiabilidad demostrada en cuanto a su eficiencia de filtra-do. De esta manera, la vida útil del aceite se incrementa, redu-ciendo los cambios de aceite.
Actualmente, existen cientos de máquinas diferentes para produ-cir energías alternati-vas como la biomasa. Una de estas máqui-nas viene de la mano de Europe Recycling: sus nuevos modelos Europe Chippers C1175 son astilladoras con tambor muy resistentes que producen viru-tas para la generación de bio-fuel, aglomerado, generación de energía, etc.
Dispone de sólidas bandas de alimentación con tres cade-nas de entrada, las cuales me-joran la capacidad de alimenta-ción y las descargas de arena y finos, reduciendo al máximo el desgaste de las cuchillas. Están equipados con potentes sopla-dores que permiten la descarga de grandes cantidades de viru-tas y que evita el bloqueo del sistema. También disponen de cuchillas de larga duración que pueden afilarse varias veces.
Estas astilladoras son de gama profesional con motores de hasta 600 CV de potencia y
permite la entrada de troncos de hasta 60 cm de diámetro.
En cuanto a plantas de tratamiento para biomasa, la empresa de realización de pro-yectos de reciclaje Uno ofrece la posibilidad de crearlas de manera estática o móvil, no sólo para biomasa sino tam-bién para el tratamiento de compost, residuos urbanos, in-dustriales y de la construcción. Esta planta está formada por un potente triturador prima-rio de dos ejes proveniente de Haas Recycling System con su modelo HDWV, que es idóneo para la trituración y reducción del volumen de palets, madera, voluminosos, colchones, raíces, etc. sacando como producto fi-nal varías opciones 0-350 mm, 0-200 mm ó 0-100 mm.
Desde hace décadas las plantas pelletizadoras de Kahl son co-nocidas en el sector de la tec-nología de procesos mecáni-cos. Las pelletizadoras de paja para la producción de pienso forrajero y camas de paja para mascotas o la utilización ener-gética también forman parte de su programa de suministro. Los pellets son cortados por medio de un dispositivo cor-tador debajo de la matriz pla-na en la prensa pelletizadora. Cada pellet recibe un borde limpio y se evita la formación de finos en gran parte.
Las prensas pelletizadoras
de Kahl son utilizadas en la in-dustria de madera desde hace muchos años, por ejemplo en Bélgica, Bosnia y Herzegovina, Dinamarca, Alemania, Estonia, Finlandia, Francia, Gran Bre-taña, Irlanda, Italia, el Japón, Croacia, Letonia, los Países Ba-jos, Noruega, Austria, Polonia, Rusia, Suecia, Suiza, Eslova-quia, España, Eslovenia, en la República Checa y en los Esta-dos Unidos.
Las plantas pelletizadoras para madera de Kahl están dis-ponibles en diferentes tamaños desde 300 kg/h hasta 8.000 kg/h por prensa pelletizadora.
Sistema de seguimiento para tejados más capaces

GUÍADESERVICIOS
107energética XXI SEPTIEMBRE
GUÍADESERVICIOSEnErgética pone a su disposición la forma más práctica de localizar a sus proveedores. Las páginas de servicio más completas con empresas fabricantes de equipos y de servicios al sector de la generación de energía en España y con la mayor difusión del mercado.
Infórmese en el +34 902 36 46 99
Módulo sencillo | Single module Módulo doble | Double module
Medidas | Dimensions: 55 mm ancho | width x 65 mm alto | heightPrecio | Price: 500 euros / año | year
Medidas | Dimensions: 55 mm ancho | width x 150 mm alto | heightMedidas | Dimensions: 117 mm ancho | width x 65 mm alto | heightPrecio | Price: 675 euros / año | year
FILTROS, BOMBAS Y VÁLVULAS ENERGÍAS RENOVABLES

108 SEPTIEMBRE09 energética XXI
ENERGÍAS RENOVABLES
GUÍADESERVICIOS

109energética XXI SEPTIEMBRE
GUÍADESERVICIOS
ENERGÍAS RENOVABLES

110 SEPTIEMBRE09 energética XXI
ENERGÍAS RENOVABLES
GUÍADESERVICIOS

111energética XXI SEPTIEMBRE
GUÍADESERVICIOS
ENERGÍAS RENOVABLES
AQUÍ SU PUBLICIDAD
POR 675 € / AÑO

AQUÍ SU PUBLICIDAD
POR 675 € / AÑO
112 SEPTIEMBRE09 energética XXI
FORMACIÓN
GUÍADESERVICIOS

AQUÍ SU PUBLICIDAD
POR 500 € / AÑO
113energética XXI SEPTIEMBRE
ENERGÍAS RENOVABLES
GUÍADESERVICIOS

Fecha / /
Por favor, cumplimente estos datos: (EMPRESA o PARTICULAR):
deseo suscribirme a Energética XXI,revista de generación de energíaSí,
BOLETÍN DE SUSCRIPCIÓN
PRECIOS SUSCRIPCIÓN 2009Anual 11 números100 Euros (España) 160 Euros (Europa) 280 Euros (Resto del Mundo)Bianual 22 números180 Euros (España) 290 Euros (Europa) 500 Euros (Resto del Mundo)
IVA INCLUIDO EN ESPAÑA. GASTOS DE ENVÍO INCLUIDOS.
FORMA DE PAGO
Talón adjunto: pagadero a OMNIMEDIA S.L.
Domiciliación Bancaria: Muy Sres. Míos: les ruego que hasta nuevoaviso, atiendan con cargo a mi cuenta/libreta los recibos que presentaráOMNIMEDIA S.L.Titular Cuenta/Libreta:Nombre Banco/Caja:Dirección bancaria:C. P.: Localidad:Provincia:CÓDIGO CUENTA CLIENTE · C.C.C.
Fecha / /
Firma Titular:
x
EMPRESAApellidos:Nombre:Cargo:Nombre empresa:CIF:Teléfono:Fax:e-mail:web:Dirección:
C.P.: Localidad:Provincia:
Apellidos:Nombre: NIF:Teléfono:Fax:e-mail:web:Dirección:
C.P.: Localidad:Provincia:
PARTICULAR
Transferencia a OMNIMEDIA S.L.:Núm. de cuenta 0075 1214 81 0600075793
Tarjeta:
Nombre titular:
Firma Titular:x
VISA 4B AMEX Caduca fin de /
Nº de tarjeta:
OMNIMEDIA S.L.C/ Rosa de Lima 1 bis. Edificio Alba, oficina 104. Las Matas (Madrid)Tel.: +34 902 36 46 99 • Fax: +34 91 630 85 95e-mail: [email protected] • www.energetica21.com
Cumplimente este Boletín yenvíelo por: Fax o Correo aOMNIMEDIA S.L.
24 PVSEC
49
AMANDUS KAHL
45
CANADIAN SOLA INC
19
CEPSA
85
CSP & CPV TODAY
Boletines
DEWI ESPAÑA
27
EASTECH SOLAR
14
EGÉTICA - EXPOENERGETICA 09
Portada
EGL
35
ENERGAIA
27
EXPOBIOENERGÍA 09
57
FILTROS CARTES
12
GAMESA INNOVATION AND TECHNOLOGY
33
HARGASSNER IBÉRICA
47
HAWI ENERGÍAS RENOVABLES
15
HIRSCHMANN
3
INNEO
29
KTR Kupplungstechnik
37
KYOCERA
5
MANTEN-ER (FERIA)
61
OFICINA COMERCIAL DE AUSTRIA
Int. Portada
PAIRAN ELEKTRONIK
99
PIROBLOC
107
Q-CELLS
103
RENEXPO
81
RESOL
17
RIELLO
Int. Contraportada
ROSAL
51
SAFT BATTERIES
105
SANTOS MAQUINARIA
95
SIEMENS
41
SMA IBÉRICA TECNOLOGÍA SOLAR
13
SOLIMPEKS
9
SUNTECH POWER
11
SUNWAYS
21
TALLERES MECAPREC
37
UNIDAD EDITORIAL (SECTOR GASISTA)
99
UNIDAD EDITORIAL, III Encuentro Especializado Biomasa
Boletines
URBASER
89
VESTAS IBERIA
Contraportada
YINGLY GREEN ENERGY EUROPE
7