easy daq or scada with low-cost - automationdirect · 3 automation notebook summer 2010 issue...
TRANSCRIPT
• Speed and power• Flexible design• Integrated I/O• Communications• Powerful
programming• Advanced
instructions• HELP when you
need it• Documentation• Helpful
diagnostics• Data exchange
Use the technology built into the Productivity3000 programmableautomation controller to make your job easier. If you need datacollection - from the factory floor, lab, or field - it’s a system worthlooking at.One program instruction in the controller connects and passesdata to all the common database formats - Microsoft Access,ODBC, and SQL Server. Low-cost server software (DataWorx P3K,starting at $595) makes the data readily available to yourupstream application.
The FREE Productivity Suite programming software comes witha trial version of DataWorx P3K, so you can experiment with and test your database application with no risk!
For simple data logging, the CPU can write data to a removablemass storage device (USB) on an event or time basis.
w w w . p r o d u c t i v i t y 3 0 0 0 . c o m
Easy DAQ or SCADA with low-costI/O and practical software
Read more, watch free videos,
and download the software at:
www.productivity3000.com/boosters
3
Automation Notebook Summer 2010 Issue Seventeen
www.automationnotebook.com
Contributors Editor’s Note Table of ContentsSummer is in full swing, which
means vacation time for many. In theSouth, most of us like to head even farther down toward a beach. This year,it’s not that simple.
At the time of this publication, ourcountry is still dealing with the worstenvironmental disaster in our history.With the present oil leak in the Gulf ofMexico, many beaches have been polluted with tar balls and oil washingonto the shores. The full impact of thisdevastation remains to be seen.
For more than 60 days and count-ing, hundreds of people have beenworking to not only stop the leak butalso clean up the wildlife, vegetationand landscape. Personally, I am amazedby, and grateful to, all the workers andvolunteers pulling together to accom-plish such a huge task. So, to all the scientists, engineers, natural resourcesworkers, and everyone else involved inthis massive project, I say, “Thankyou.” Often during adverse times newtechnologies are discovered and ideasare born.
This issue of Automation NOTE-BOOK provides you with informationabout our latest products and lineextensions, such as wiring devices andDC power supplies. Joe Kimbrell (ourmotors, drives and motion controlproduct manager) answers questionsabout DC motors, and we have a usersolution describing how an IBMresearch facility improved efficiencyand safety using products fromAutomationDirect. Our feature storydiscusses the use of data collection soft-ware to improve processes in a manu-facturing facility through streamlinedcommunication.
You’ll find informative technicalarticles, and we provide some mentalrelaxation in the Breakroom. Be sure tolet us know what you think aboutAutomation NOTEBOOK. We lookforward to your comments.
TJ JohnsCoordinating [email protected]
New Product Focus 41/3 to 2 HP DC Motors now available
Product Snapshots 6Free Think & Do® programming softwarefor WinPLC, Low-cost DC powersupplies, Straight blade and lockingwiring devices, Cat5e Ethernet patchcables
Cover Story 8Bale Hay While the Sun Shines:A Revolution in Commercial Hay Production
System Integrator Corner 12AAA Absolute Automation AndElectrical Services, Inc. implements energy savingsthrough machine control
User Solutions 14
Product ManagementCorner 16Why the WinPLC?
Student Spotlight 17Beverly Hills High School -Alexander Kern
Tech Brief 18Why is my TVSS an SPD?
Feature Story 19How to Improve Process Controlby Automating Data Flow
FYI 24DC Motors explained
Business Notes 29From Robots...to Rockets!
Break Room 31BrainTeasers
Publisher Tina Gable
Managing Editor Joan Welty
Coordinating Editor TJ Johns
Design Manager Justin Stegall
Contributing WritersBill Glover
Joe KimbrellScott Martin
Jeff PayneJerry ReavesDave StaheliBob Swarner
CONTACTSAutomationdirect.com Inc.3505 Hutchinson RoadCumming, GA 30040
Phone . . . . . . . . . . 1-800-633-0405or 1-770-889-2858
Fax . . . . . . . . . . . . . 1-770-889-7876
Monday - Friday 9 a.m. to 6:00 p.m. EST
www.automationdirect.comCopyright 2010, Automationdirect.com Incorporated/AllRights Reserved. No part of this publication shall becopied, reproduced, or transmitted in any way withoutthe prior, written consent of Automationdirect.comIncorporated. Automationdirect retains the exclusiverights to all information included in this document.
If you are a non-subscriber andwould like to be included in the next mailing of AutomationNotebook,please visit:
http://www.automationnotebook.com/freestuff.html on the AutomationNotebook Web site, and complete thedetails. You can also request FREE stuff,including our catalog and our CD-ROMfeaturing the entire catalog and demosoftware. If you provide your emailaddress, we will send news and productinformation from time to time as well.
For those who prefer to speak withus in person, please call 1-800-633-0405x1845. Thanks for your interest, and welook forward to hearing from you.
Your guide to practical products, technologies and applications
New Product Focus
4
1/3 to 2 HP DC Motorsnow available
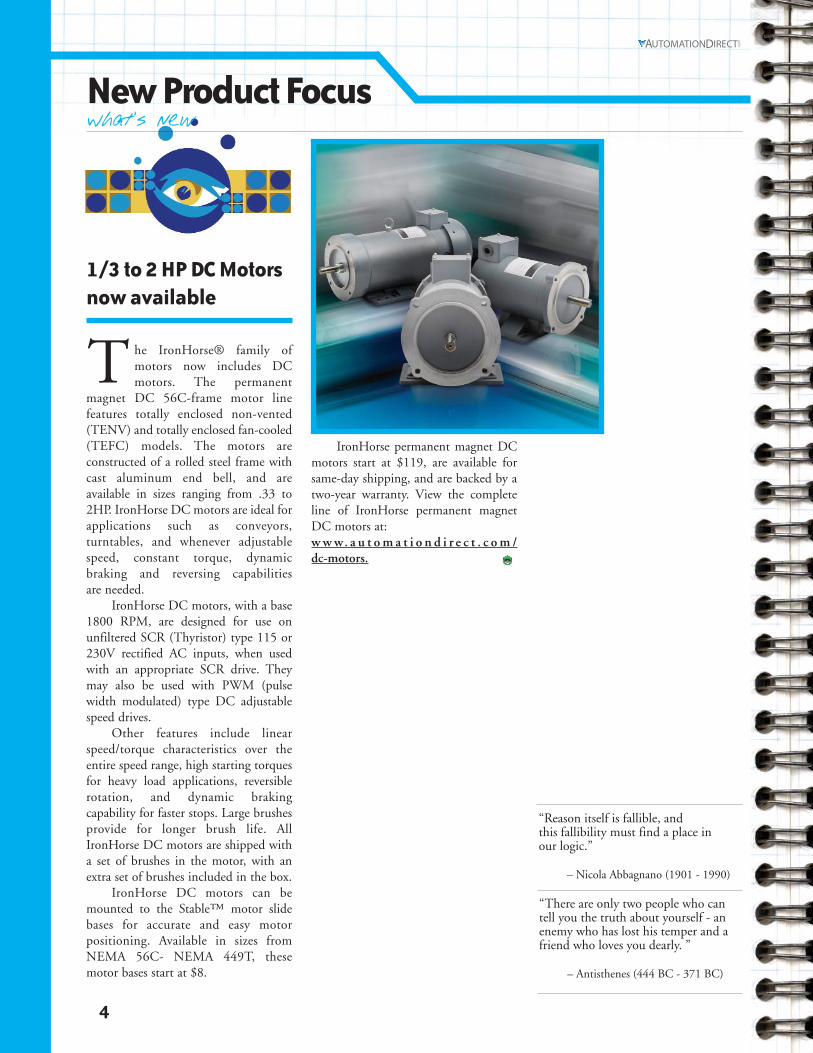
he IronHorse® family ofmotors now includes DCmotors. The permanent
magnet DC 56C-frame motor line features totally enclosed non-vented(TENV) and totally enclosed fan-cooled(TEFC) models. The motors are constructed of a rolled steel frame withcast aluminum end bell, and are available in sizes ranging from .33 to2HP. IronHorse DC motors are ideal forapplications such as conveyors, turntables, and whenever adjustablespeed, constant torque, dynamic braking and reversing capabilities are needed.
IronHorse DC motors, with a base1800 RPM, are designed for use onunfiltered SCR (Thyristor) type 115 or230V rectified AC inputs, when usedwith an appropriate SCR drive. Theymay also be used with PWM (pulsewidth modulated) type DC adjustablespeed drives.
Other features include linearspeed/torque characteristics over theentire speed range, high starting torquesfor heavy load applications, reversiblerotation, and dynamic braking capability for faster stops. Large brushesprovide for longer brush life. AllIronHorse DC motors are shipped witha set of brushes in the motor, with anextra set of brushes included in the box.
IronHorse DC motors can bemounted to the Stable™ motor slidebases for accurate and easy motor positioning. Available in sizes fromNEMA 56C- NEMA 449T, thesemotor bases start at $8.
IronHorse permanent magnet DCmotors start at $119, are available forsame-day shipping, and are backed by atwo-year warranty. View the completeline of IronHorse permanent magnetDC motors at:w w w. a u t o m a t i o n d i r e c t . c o m /dc-motors.
What’s New
T
“There are only two people who cantell you the truth about yourself - anenemy who has lost his temper and afriend who loves you dearly. ”
– Antisthenes (444 BC - 371 BC)
“Reason itself is fallible, andthis fallibility must find a place in our logic.”
– Nicola Abbagnano (1901 - 1990)
Fuji Electric UL489 RatedMolded Case Circuit Breakers(MCCBs)
For complete information or to order our free catalog, visit: www.automationdirect.com/circuit_protection
1-800-633-0405
www.automationdirect.com
BW Series Fuji Molded Case Circuit Breakers are morecompact (especially 100A, 125A, 250A frames) than anybreakers on the market, so control panels take up less spacethan ever before.
Get these reliable breakers at great prices, in stock for same-dayshipping when your order is placed by 6 pm EST (see Web siteor catalog for details and restrictions).
Features:• Suitable for branch circuit protection• 5 frame sizes, rated current of 15 to
800A, max 600V• Standard type and high-interrupting
capacities are available in identicallysized breakers
• Shunt Trip, Undervoltage Release andother accessories are available
• Auxiliary Switch and Shunt Trip can beinstalled in the field
Disconnects
Supplementary Protectors
Current Limiting Fuses
Also Available

Product Snapshots
6
Free Think & Do® programming software forWinPLC
In keeping with the philosophy ofoffering the best value in the automatonindustry, AutomationDirect recently cutthe price of its Think & Do program-ming software for their WinPLC proces-sor from $695 to free. Before this pricecut, the lowest cost option for program-ming the WinPLC processor withThink & Do was the purchase of aThink & Do WinPLC-only program-ming package for $695. Now, customerscan download the Think & Do v8.04Keyless Development Demo package forPC-based control for free. The freeDemo is offered as a download only, butit includes the same development soft-ware that customers receive when theypurchase the full Think & Do develop-ment package for $1,895.
Like most industrial automationcontroller programming software,Think & Do consists of a developmentpackage that runs on a PC, and one ormore runtime keys that reside on real-time industrial controller applicationtargets.
The free Think & Do Demo pack-age has no limits when it comes to
development, only in terms of runtimetargets. But, these limits don’t affect theWinPLC as it comes pre-loaded withWindows CE and Think & Do runtimesoftware. This means that customers candownload the Think & Do v8.04Keyless Development Demo package forfree, create software applications withThink & Do, and download these appli-cations to an unlimited number ofWinPLC targets.
For real-time industrial controllertargets not pre-loaded with Think & Doruntime software, the DevelopmentDemo package has certain runtime lim-its. Runtime use is restricted to unlimit-ed sessions up to 30 minutes each for 30days. These sessions allow ample timefor testing and proof of concept, butaren’t intended for use in actual real-time industrial control applications. TheDemo package also doesn’t include thesoftware CD, the Quick Start Guideand the USB Runtime hardware keysupplied with the $1,895 Think & Dov8.04 Development package.
The Think & Do v8.04 KeylessDevelopment Demo package featuresFlow Chart programming, an integratedHMI creator, advanced data manipula-tion and data exchange with businessapplications such as from an ERP sys-tems and spreadsheets. Also included arean SQL database interface, and an OPCclient and server. The software comeswith a CD-ROM, a USB hardware run-time key and a QuickStart guide.System requirements are the Windows2000, XP or Vista operating system run-ning on a Pentium IV processor with atleast 256MB RAM and 750MB harddisk space. The development systemmust also include a CD-ROM drive, anEthernet adapter, a 64MB or highervideo adapter and minimum 800x600monitor resolution.
The WinPLC with Think & DoRuntime is a 100 MHz WinPLCprocessor module pre-loaded withWindows CE and Think & Do runtimesoftware. The WinPLC plugs into theCPU slot of any DL205 base. It includes8 Mbyte flash ROM, 8 Mbyte RAM, a
built-in Ethernet port and a serial port.Technical information, pricing anddelivery for the complete line of Thinkand Do and WinPLC products can befound at www.automationdirect.com/software
Low-cost DC power suppliesadded to RHINO line
The RHINOTM line of power sup-plies now includes panel and DIN railmountable power supplies designed forapplications requiring a basic DC volt-age power supply. The low-cost suppliesoffer high performance and reliabilitywhen additional features of higher costfull-featured supplies are not needed.
The panel-mountable RHINOPSS series features rugged aluminumhousings allowing for three differentmounting orientations. The series isavailable with universal single-phaseinput and output voltages of 12 and 24VDC from 35 to 100 Watts. The high-quality power supplies equipped withoverload, overvoltage, and thermal pro-tection are UL recognized, CE marked,RoHS compliant and backed with atwo-year warranty. Prices for the PSSseries start at $19.75.
The DIN rail mountable RHINOPSB series is available with universal sin-gle and three-phase input and outputvoltages of 12 and 24 VDC from 15 to480 Watts. Constructed of rugged plas-tic and aluminum housings, the powersupplies easily install with integral35mm DIN rail mounting adapters.
Press Releases
7
Automation Notebook Summer 2010 Issue Seventeen
www.automationnotebook.com
These high-quality power suppliesequipped with overload, overvoltage,and thermal protection are backed witha three-year warranty and are UL listed,CSA certified, CE marked and RoHScompliant. Prices for the PSB series startat $21.50.
The full line of RHINO powersupplies can be seen at:www.automationdirect.com/dcpowersupplies
Straight blade and lockingwiring devices and accessories
AutomationDirect has added a newline of Bryant wiring devices to its prod-uct offering. Industrial grade lockingand straight blade plugs, connectors andreceptacles are available in 15, 20, and30 amp models.
Locking plugs and connectors con-structed with impact and chemical-resistant nylon housings feature aninternal Triple Gripper® cord clampwhich automatically centers and securesthe cord. Double wall construction pro-vides extra durability; the configuration-specific plug face surrounds plug bladesto prevent infiltration of contaminants.Each terminal cover is imprinted withamperage, voltage and NEMA configu-ration on the face for easy identificationand extended “teardrop” wiring pocketsand backed-out captive terminal screwssimplify wiring. Locking plugs start at$6.25.
Locking receptacles are designedwith back and side wiring terminals that
accept 14 to 8 gauge solid or strandedconductor wires. Molded of ruggedreinforced thermoplastic polyester, thebase minimizes heat buildup and resistsbreakage. Heavy-duty nickel-platedmounting straps are grounded for safeinstallations. NEMA rating and config-urations are molded into the toughenednylon face for easy identification.Receptacle prices start at $4.75.
Straight blade devices are availablein 15, 20 and 30 amp sizes. A universalcord grip design accepts .300-inch to.655-inch (7.6mm to 16.6mm) wiresizes. Prices for straight blade plugs andconnectors start at $6.25.
Available high-visibility lockoutsprovide additional protection. TheOSHA lockout/tagout regulation compliant devices protect against unexpected start-up of equipment during maintenance and repair work. Toaccommodate a full range of plugdesigns and ratings, the lockouts areavailable in three sizes. Lockout pricesstart at $12.25.
A variety of accessories includesstainless steel receptacle plates, startingat $1.50, angle adapters for 20 and 30amp plugs and connectors for $14.25,and weather boots starting at $9.25.
Learn more about the UL approvedand CSA certified Bryant wiring devicesat:www.automationdirect.com/wiring-devices
Cat5e Ethernet patch cablesavailable
Cat5e STP Ethernet patch cablesare now available in eight colors andthree foot to 50 foot lengths. Thestraight-through and crossover patchcables support up to 1000 Mbps, andare designed to reduce the effects of elec-tromagnetic interference by incorporat-ing a single metal foil shield whichwraps around the entire set of fourtwisted pairs. The robust RJ45 connec-tors are also shielded against electricalinterference. Our 350 MHz cablesexceed all Cat5e TIA/EIA standards,and drastically reduce both impedance
and structural return loss (SRL) whencompared to standard 100 MHz cables.With prices starting at $5.00, thesecables help create solid, reliable Ethernetnetworks with any application. Seemore at:http://www.automationdirect.com/communications

Cover StoryTrends in AutomationBale Hay While theSun Shines:A Revolution inCommercial HayProduction By Dave StaheliPresident, Staheli West
steam generating plant onwheels? That’s right. TheDewPoint 6110 hooks up
between a large farm tractor and haybalers that make large rectangular balesfrom 1,500 to 2,000 lb each (Fig. 1). Its
purpose is to add moisture to dry hay toprevent mechanical damage to the cropduring the baling process. This revolutionary concept, which has beensuccessfully used and refined over thepast 14 years, will change the way hay is made.
Growing high quality hay for thecommercial market is one of the mostimportant steps in the process of bring-ing meat, milk, cheese and other dairyproducts to the table. Huge machineryinvestments are made by hay growersand custom hay harvesters to ensure asuccessful harvest.
First, the hay is cut and laid intoswaths or windrows for drying. Afterone to three days of drying the hay israked, with two or more swaths orwindrows being merged together intolarger windrows for further drying inpreparation for baling. On the fourth orfifth day the hay is fully cured and readyto bale.
However, one big problem exists atthis point. When the hay is dry, it needsto be baled quickly to maintain thequality of the hay, and it needs to get offthe field before the next rainstorm hits.Then why not just start baling? Can’t Make Hay without Water
To make good bales and preventcrop damage a little moisture must be
introduced back into the driedwindrows of hay so the leaves and stemsof the crop remain intact as the hay isprocessed through the baler. Naturaldew has been the primary source of thisbaling moisture. But, since the invention of the hay baler, hay growershave struggled to anticipate atmosphericconditions conducive to proper dewformation for baling hay.
If the dew is too light or if there isno dew, hay is damaged and a lot of theleaves are lost on the ground. If the dewis too heavy, the hay can’t be baledbecause it will spoil and there is a highrisk of hay stack fires. The window of
acceptable baling time typically rangesfrom zero to four hours a day, alldepending on the whims of MotherNature.
So how do farmers deal with making hay under such adverse conditions? Until now, they have beenforced to purchase large quantities ofequipment to cover lots of acreagequickly when conditions are favorable.
Commercial hay operations ordinarily have one tractor and a largerectangular baler for every 40-60 acresthey want to bale each day. On a medium-sized hay farming operation of2,000 acres, it’s common to see at leastfour of these machine combinationsrunning to bale 150-200 acres a day. It’san impressive sight, but at $250,000each, it’s also very expensive. In a wholeseason each of these expensive machinesmight operate for fewer than 100 hourseach, and that’s a very inefficient andcostly way to run a farm.Simulating Dew
The DewPoint 6110 is a steam dewsimulation machine which, when coupled with one tractor and one baler,can replace up to four conventional tractor/baler combinations. The patented DewPoint technology enablescommercial hay growers to bale hay anytime the crop is sufficiently drywithout needing to wait for natural dew.Baling moisture levels can be accuratelycontrolled in a wide variety of ambientconditions for 12-24 hours a day.Here’s how it works:
1. Steam is produced by the DewPoint machine, a mobile steam generating plant, using a lowpressure boiler supported by watertanks, a feed water system, fuel tanks, a generator and a PLC-basedcontrol system.2. Steam is injected into the hay asit is lifted from the windrow by thebaler pickup and as it passes through the feed chamber of the baler. Treatment of the hay is accomplished by injecting steam through a series of distribution manifolds mounted in the baler.
A
8
Figure 1, Baled Hay
Automation Notebook Summer 2010 Issue Seventeen
9www.automationnotebook.com
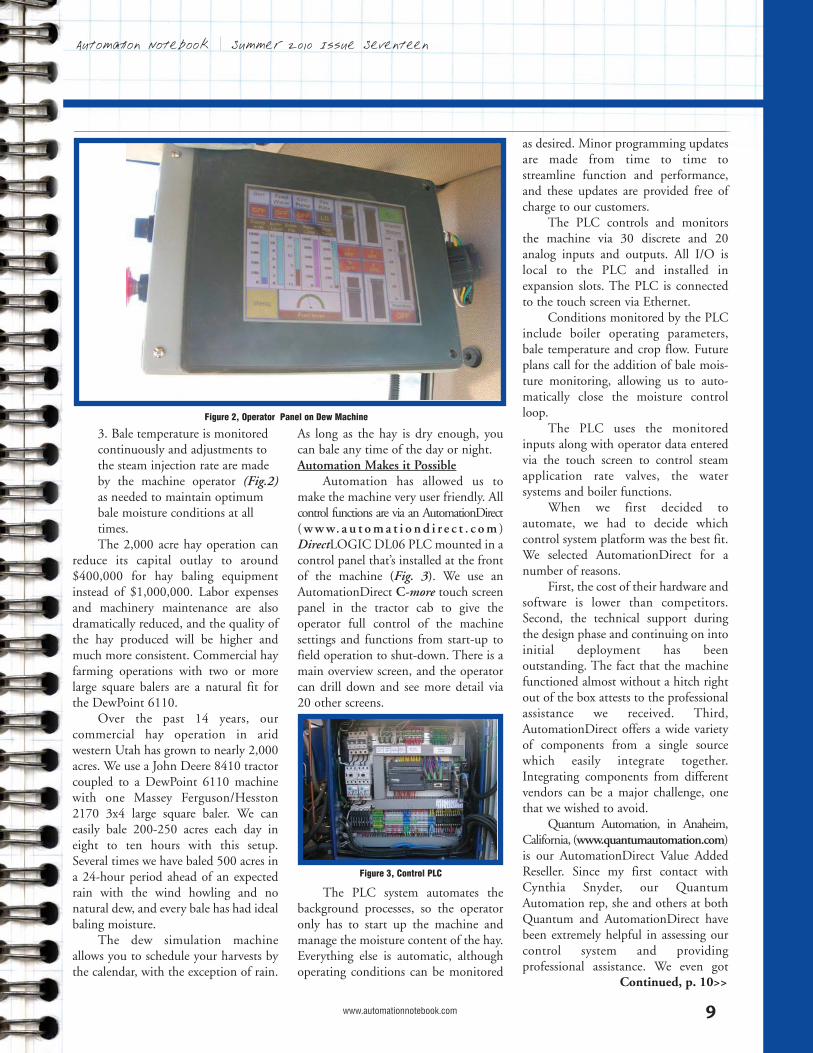
3. Bale temperature is monitored continuously and adjustments to the steam injection rate are made by the machine operator (Fig.2)as needed to maintain optimum bale moisture conditions at all times. The 2,000 acre hay operation can
reduce its capital outlay to around$400,000 for hay baling equipmentinstead of $1,000,000. Labor expensesand machinery maintenance are also dramatically reduced, and the quality ofthe hay produced will be higher andmuch more consistent. Commercial hayfarming operations with two or morelarge square balers are a natural fit forthe DewPoint 6110.
Over the past 14 years, our commercial hay operation in arid western Utah has grown to nearly 2,000acres. We use a John Deere 8410 tractorcoupled to a DewPoint 6110 machinewith one Massey Ferguson/Hesston2170 3x4 large square baler. We can easily bale 200-250 acres each day ineight to ten hours with this setup.Several times we have baled 500 acres ina 24-hour period ahead of an expectedrain with the wind howling and no natural dew, and every bale has had idealbaling moisture.
The dew simulation machineallows you to schedule your harvests bythe calendar, with the exception of rain.
As long as the hay is dry enough, youcan bale any time of the day or night. Automation Makes it Possible
Automation has allowed us tomake the machine very user friendly. Allcontrol functions are via an AutomationDirect( w w w. a u t o m a t i o n d i r e c t . c o m )DirectLOGIC DL06 PLC mounted in acontrol panel that’s installed at the frontof the machine (Fig. 3). We use anAutomationDirect C-more touch screenpanel in the tractor cab to give the operator full control of the machine settings and functions from start-up tofield operation to shut-down. There is amain overview screen, and the operatorcan drill down and see more detail via20 other screens.
The PLC system automates thebackground processes, so the operatoronly has to start up the machine andmanage the moisture content of the hay.Everything else is automatic, althoughoperating conditions can be monitored
as desired. Minor programming updatesare made from time to time to streamline function and performance,and these updates are provided free ofcharge to our customers.
The PLC controls and monitorsthe machine via 30 discrete and 20 analog inputs and outputs. All I/O islocal to the PLC and installed in expansion slots. The PLC is connectedto the touch screen via Ethernet.
Conditions monitored by the PLCinclude boiler operating parameters,bale temperature and crop flow. Futureplans call for the addition of bale mois-ture monitoring, allowing us to auto-matically close the moisture controlloop.
The PLC uses the monitoredinputs along with operator data enteredvia the touch screen to control steamapplication rate valves, the water systems and boiler functions.
When we first decided to automate, we had to decide which control system platform was the best fit.We selected AutomationDirect for anumber of reasons.
First, the cost of their hardware andsoftware is lower than competitors.Second, the technical support duringthe design phase and continuing on intoinitial deployment has been outstanding. The fact that the machine functioned almost without a hitch rightout of the box attests to the professionalassistance we received. Third,AutomationDirect offers a wide varietyof components from a single sourcewhich easily integrate together.Integrating components from differentvendors can be a major challenge, onethat we wished to avoid.
Quantum Automation, in Anaheim,California, (www.quantumautomation.com)is our AutomationDirect Value AddedReseller. Since my first contact withCynthia Snyder, our QuantumAutomation rep, she and others at bothQuantum and AutomationDirect havebeen extremely helpful in assessing ourcontrol system and providing professional assistance. We even got
Continued, p. 10>>
Figure 2, Operator Panel on Dew Machine
Figure 3, Control PLC

Cover Story cont.
10
Trends in Automation
Cynthia up here to Cedar City last falland taught her how to drive a big greentractor and bale hay with the DewPointSystem. Due to its ease of use, shepicked up on it right away!Remote Diagnostics
We’ve also integrated a Moxa(www.moxa.com) OnCell Cellular IPmodem remote monitoring systemwhich allows us to connect to themachine's control system via theInternet from any computer with anInternet connection. This feature allowsus to provide direct technical assistanceif the need arises, and also to providealarm event notification.
Using the remote monitoring system - we can check machine functions, performance, and baled hayproperties. We can also perform diagnostics, or even remotely operatethe DewPoint 6110 machine from ouroffice computer to assist operators.
We currently have diagnostic capabilities to check the many sensorson the machine for proper function.Some of these critical diagnostic functions are automated using comparative data from more than one sensor.
We are expanding the diagnosticcapabilities this season, primarilythrough PLC program updates.
In large farming operations, remotemonitoring can also allow a farm manager to watch and even control multiple DewPoint hay baling operations on his farm from a centralcomputer. No additional software isneeded, just an Internet connection intothe control system via the remote cellular modem.
Another benefit of using cellulartechnology is that the modem has theability to alarm if conditions arise whichwarrant alerting appropriate personnel.The PLC can send an output to one oftwo relays on the modem which willcause a text message to be sent to pre-defined phone numbers. Once a message is received, one can remotelylog into that baler via any Internet
browser and check the C-more screensto see what alarm conditions areoccurring and to make appropriate corrections.Seeing is Believing
Based on our experiences, most people really can’t appreciate the effectiveness of the DewPoint withoutactually seeing it work. Most are skeptical and are very surprised whenthey see high quality hay baled in themiddle of the afternoon.
The main issue slowing adoptionof the dew simulation process over thepast 14 years has been confidentialityrestrictions. There were several hay symposium presentations given and articles published in trade magazines in1997 and 1998. However, once a technology license was granted in 1998,publicity was stopped to allow researchand development activities to continueunder some cover.
Now with our system ready toenter the market, we welcome theopportunity to present it again, thistime in a far more advanced and robustpackage ready for the rigors of commercial hay production. QuantumAutomation and AutomationDirecthave been great partners in our effortsand we look forward to working withthem for many years to come.
We welcome anyone who wants tocome and see the DewPoint 6110 inaction, operate it or examine the hayproduced by the process. For moreinformation, call us at 435-590-2537.You can also visit our Web site for photos, videos, demonstration schedulesand other information atwww.StaheliWest.com.
Continued from, p. 9
“All the art of living lies in a fine mingling of letting go andholding on.”
– Henry Ellis
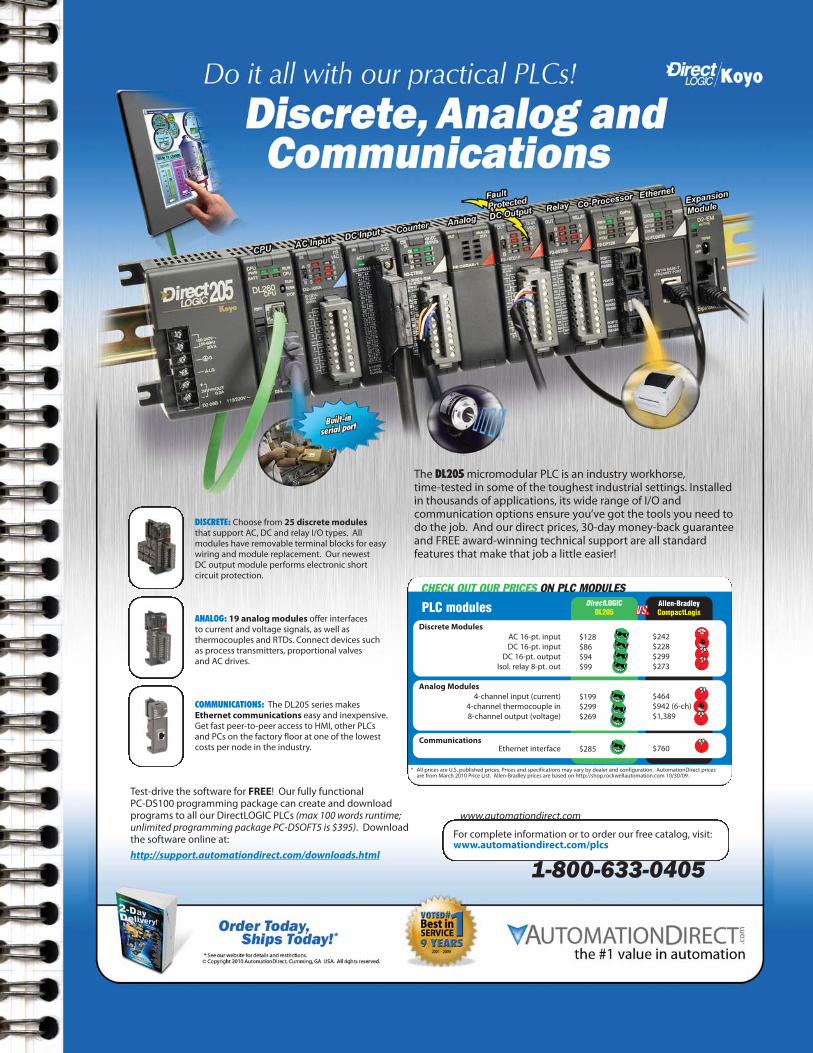
The DL205 micromodular PLC is an industry workhorse,time-tested in some of the toughest industrial settings. Installedin thousands of applications, its wide range of I/O andcommunication options ensure you’ve got the tools you need todo the job. And our direct prices, 30-day money-back guaranteeand FREE award-winning technical support are all standardfeatures that make that job a little easier!
DISCRETE: Choose from 25 discrete modulesthat support AC, DC and relay I/O types. Allmodules have removable terminal blocks for easywiring and module replacement. Our newestDC output module performs electronic shortcircuit protection.
ANALOG: 19 analog modules offer interfacesto current and voltage signals, as well asthermocouples and RTDs. Connect devices suchas process transmitters, proportional valvesand AC drives.
COMMUNICATIONS: The DL205 series makesEthernet communications easy and inexpensive.Get fast peer-to-peer access to HMI, other PLCsand PCs on the factory floor at one of the lowestcosts per node in the industry.
For complete information or to order our free catalog, visit: www.automationdirect.com/plcs
1-800-633-0405
www.automationdirect.com
Test-drive the software for FREE! Our fully functionalPC-DS100 programming package can create and downloadprograms to all our DirectLOGIC PLCs (max 100 words runtime;unlimited programming package PC-DSOFT5 is $395 ). Downloadthe software online at:
http://support.automationdirect.com/downloads.html
DirectLOGICDL205
Allen-BradleyCompactLogixPLC modules
* All prices are U.S. published prices. Prices and specifications may vary by dealer and configuration. AutomationDirect pricesare from March 2010 Price List. Allen-Bradley prices are based on http://shop.rockwellautomation.com 10/30/09.
Discrete ModulesAC 16-pt. inputDC 16-pt. input
DC 16-pt. outputIsol. relay 8-pt. out
Analog Modules4-channel input (current)
4-channel thermocouple in8-channel output (voltage)
CommunicationsEthernet interface
$242$228$299$273
$464$942 (6-ch)$1,389
$760
$128$86$94$99
$199$299$269
$285
CHECK OUT OUR PRICES ON PLC MODULES

12
System Integrator CornerModernizing Machines
AAA AbsoluteAutomation AndElectrical Services, Inc.implements energysavings throughmachine controlBy Bob Swarner, AAA Absolute Automation And ElectricalServices, Inc.
AA Absolute Automation AndElectrical Services, Inc. is an independent control systems and
industrial electrical company based inCovington, Georgia. They provide solu-tions to both end user and OEM clients inmany industries including material han-dling, chemical processing, food and bev-erage, metals processing, plastics, recyclingand general manufacturing. Servicesoffered range from complete turnkeyautomation systems to scheduled andemergency service calls relating to electricalwiring, programmable controllers, ACdrives, pneumatics, and other control sys-tem components.
AAA specializes in PLC and PACbased control systems and provides engineering and design services, controllerprogramming, custom control panel fabrication, system installation, start-upassistance, and documentation for almostany sized project.
Their experience has been gainedthrough numerous projects ranging fromsimple troubleshooting to complete designand installation of complex plant controlsystems.
One area that sets AAA apart fromtheir competitors is the level of documentation they deliver with each control system. Documentation packagesare designed to quickly give clients information they need to fully understand,operate and troubleshoot the system.Many systems are supplied with remoteaccess capability, allowing AAA to assistwith troubleshooting issues from anywherein the world via the Web.
Recently, a chemical producerapproached AAA seeking energy savingsuggestions in their manufacturingprocess. The client stored finished products in forty agitated tanks. Sincemanual push buttons and across-the-linemotor starters controlled the agitators,they ran continuously at full speed, eventhough most of the products did notrequire it.
To capitalize on this energy savingopportunity, AAA replaced the existingmotor starters with a series of DURApulsedrives connected to a DirectLOGIC D2-260 PLC based control system. Nowplant operators, using a C-more operatorinterface screen, easily set each agitator torun the minimum speed and period oftime required to maintain a quality product. Agitators can also be set to automatically cycle on and off, based oneasily configurable time schedules. Theresulting energy savings yielded a veryshort payback time for this project.
AAA also utilizes the industry’s latest products to upgrade control systems on existing manufacturing machinery. During a recent systemupgrade, a forty-year-old pushbutton andrelay control system on a steel processingmachine was replaced with a modern system consisting of a DirectLOGIC D2-260 PLC, C-more operator interfacescreen, and Fuji motor starters. ZIPLinkpre-wired cables were used to decrease
panel fabrication time and reduce costs. Because the old control system
utilized a two-speed reversing motorstarter to control the machine’s mainmotor, constant speed changes caused agreat deal of mechanical wear to themachine. When the old system wasupgraded, the starter was replaced with aDURApulse drive. (Fig. 1) This upgradeallowed the machine to accelerate smooth-ly between speeds, thus greatly reducingmechanical wear. The machine now runsat its most efficient speed during everyphase of the production cycle.
AutomationDirect products are alsoused extensively in control panels built for original equipment manufacturers.Recently AAA chose a DirectLOGICDL06 PLC, C-more Micro operator interface screen, and a SureServo motionsystem to accurately cut foam to correctlengths during a laminating operation.The torque control mode of the SureServodrive allows the machine to keep the proper tension in the foam sheets duringthe cutting process.
AAA Absolute Automation andElectrical Services, Inc. is proud to useAutomationDirect products in their control systems, allowing them to providegreat control solutions at reasonable prices. For more information please visit:www.aaaelectricalservices.com
AFigure 1, Steel Processing Machine Control Panel
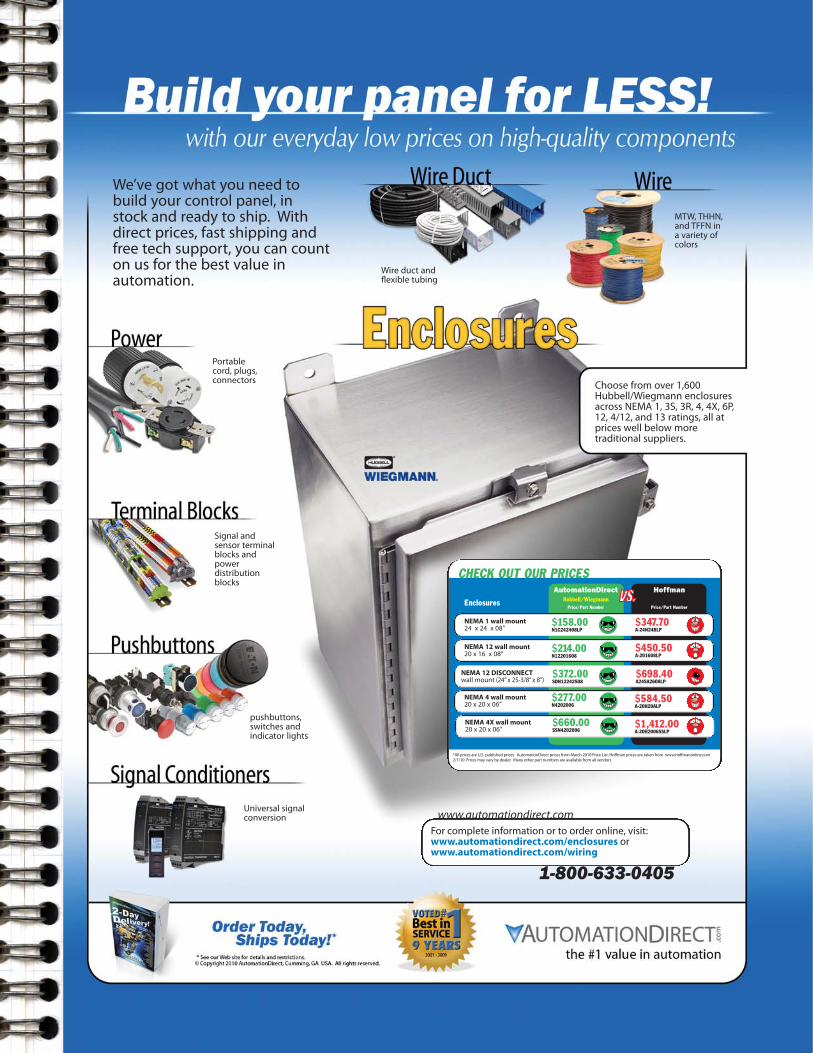
For complete information or to order online, visit:www.automationdirect.com/enclosures orwww.automationdirect.com/wiring
1-800-633-0405
www.automationdirect.com
CHECK OUT OUR PRICES
Enclosures
NEMA 1 wall mount24 x 24 x 08”
NEMA 12 wall mount20 x 16 x 08”
$158.00N1C242408LP
AutomationDirectHubbell/Wiegmann
Price/Part Number
Hoffman
Price/Part Number
$214.00N12201608
$347.70A-24N24BLP
$450.50A-201608LP
*All prices are U.S. published prices. AutomationDirect prices from March 2010 Price List. Hoffman prices are taken from www.hoffmanonline.com 2/1/10 .Prices may vary by dealer. Many other part numbers are available from all vendors.
NEMA 4 wall mount20 x 20 x 06”
$277.00N4202006
$584.50A-20H20ALP
NEMA 4X wall mount20 x 20 x 06”
$660.00SSN4202006
$1,412.00A-20H2006SSLP
NEMA 12 DISCONNECTwall mount (24” x 25-3/8” x 8”)
$372.00SDN12242508
$698.40A24SA2608LP
MTW, THHN,and TFFN ina variety ofcolors
Wire duct andflexible tubing
Signal andsensor terminalblocks andpowerdistributionblocks
pushbuttons,switches andindicator lights
Universal signalconversion
Portablecord, plugs,connectors
We’ve got what you need tobuild your control panel, instock and ready to ship. Withdirect prices, fast shipping andfree tech support, you can counton us for the best value inautomation.
Choose from over 1,600Hubbell/Wiegmann enclosuresacross NEMA 1, 3S, 3R, 4, 4X, 6P,12, 4/12, and 13 ratings, all atprices well below moretraditional suppliers.
User Solutions
14
Volatile Material Handling for IBMBy Scott MartinKCC Software
hen IBM needed a controland delivery system forSilane gas at the T. J.
Watson Research Facility in YorktownHeights, NY, they turned to KCCSoftware of Huntsville, AL.Silane gas is essential in an ultra-puremethod of applying silicon in the manufacturing of semiconductors andsolar panels. The SiH4 compound,however, is extremely volatile and willcombust if exposed to atmosphere.Thus, the storage and delivery of this gasto their many labs has to be handledvery carefully.
In addition to storage and on-demand delivery of the gas to dozens of
production tools in multiple labs, thesystem also manages many automatedpurge routines to safely remove the dangerous gas from several pointsthroughout the distribution network.Many of these purge routines requiresynchronized processing by multiplePLCs. Thus, networking and PLC-to-PLC communication were centralaspects of this system.
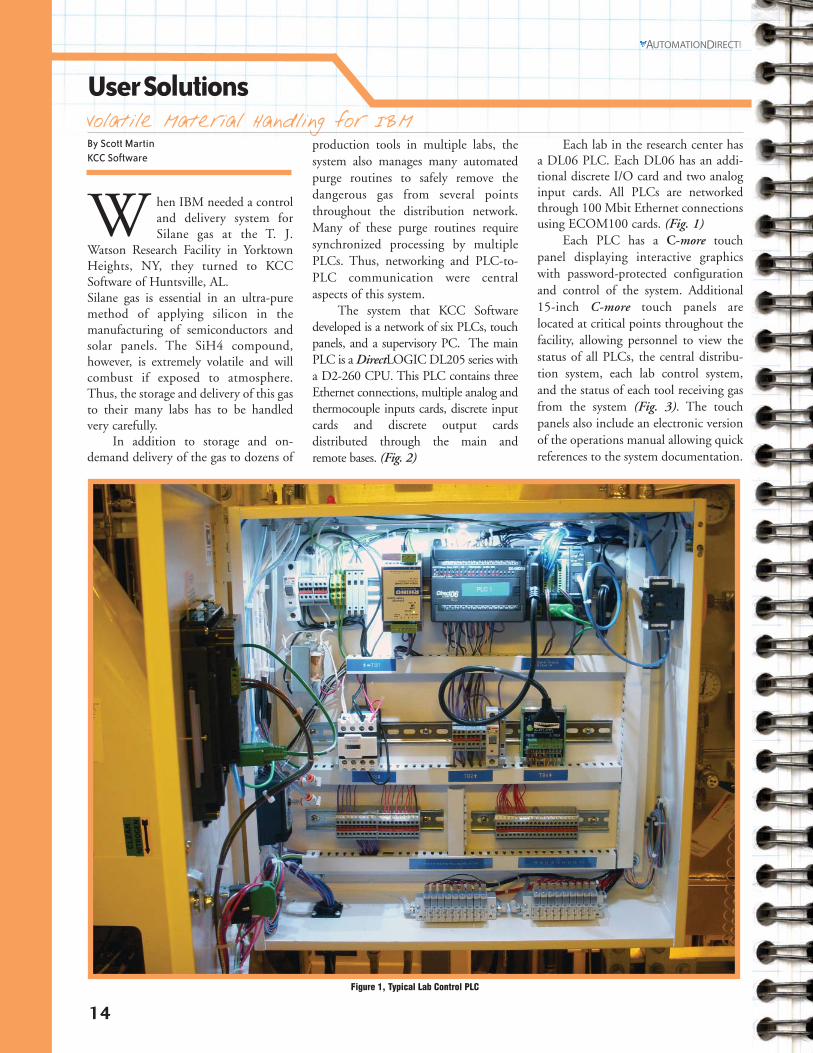
The system that KCC Software developed is a network of six PLCs, touchpanels, and a supervisory PC. The mainPLC is a DirectLOGIC DL205 series witha D2-260 CPU. This PLC contains threeEthernet connections, multiple analog and thermocouple inputs cards, discrete inputcards and discrete output cards distributed through the main and remote bases. (Fig. 2)
Each lab in the research center hasa DL06 PLC. Each DL06 has an addi-tional discrete I/O card and two analoginput cards. All PLCs are networkedthrough 100 Mbit Ethernet connectionsusing ECOM100 cards. (Fig. 1)
Each PLC has a C-more touchpanel displaying interactive graphicswith password-protected configurationand control of the system. Additional15-inch C-more touch panels are located at critical points throughout thefacility, allowing personnel to view thestatus of all PLCs, the central distribu-tion system, each lab control system,and the status of each tool receiving gasfrom the system (Fig. 3). The touchpanels also include an electronic versionof the operations manual allowing quick references to the system documentation.
W
Figure 1, Typical Lab Control PLC

Automation Notebook Summer 2010 Issue Seventeen
15www.automationnotebook.com
“KCC Software was chosen todevelop a new PLC-based gas deliverycontrol system for our facility. ScottMartin and his colleagues were given thetask of developing software and hardware to implement our needs on avery tight time schedule. This was donewhile allowing us to continue to operatethe older delivery system in tandemuntil time of change over. Scott workedhand-in-hand with us to fully understand our current system and toimplement improvements with the newsystem along the way. KCC Software’scommitment to detail is unparalleledand was one of the main reasons for atrouble-free and on-time project,” saysRay Sicina of IBM Research.
One important feature provided bythe touch panels is that all pressuretransducers and thermocouples aretrended with alarm setpoints includedin the trend graphs. If a problem occurs,IBM can review the key system operating parameters looking for abnormal behavior.
For safety purposes, critical signals
were wired fromone PLC toanother in a fail-safe form ofhandshak ing .Since hundredsof tags areshared betweenthe central con-troller and eachlab controller,extensive use ofNetwork Readand Write com-mands wasimplemented.This allows forc o n t i n u o u s“behind thescenes” commu-nications with-out adding codeto the lab DL06PLCs, and with-out the need tomanage or s y n c h r o n i z epolling. This
network communi-cation capability designed into theAutomationDirect PLC family was avital aspect to the success of this distributed system.
The system includes a supervisory PCwhich contains a central database for allprocess parameters and alarms for everycomponent in the system. This supervisory application was developedusing Think & Do PC-based software,with a Modbus interface to each PLC.The PC application includes interactivecolor graphic screens showing the activestate of the entire distribution systemwith current valve states, active gas flow,and all pressure transducer readings.
In addition to the DirectLOGICPLCs, expansion cards, C-more touchpanels, and Think & Do software, KCCSoftware also selected Rhino power sup-plies, STRIDE Ethernet switches,cables, pushbuttons, lamps, circuitbreakers, wire, terminal blocks, DINrail, and many other components fromAutomationDirect. The exceptional cus-tomer support and fast response toorders have always been appreciated byKCC Software; in this project, it alsosurprised and impressed IBM.AutomationDirect’s products and support created a foundation uponwhich KCC Software was able to buildan exceptional system that will keepIBM safe and productive for decades to come.
Figure 2, Master Control PLC
Figure 3, Operator Screen on C-more
Why the WinPLC?By Jeff Payne,AutomationDirectProduct Manager, PLC, I/O and PC Control
hen a “do-it-yourselfuser” makes the decisionto automate, integrate or
just simplify applications and machinery, the world is his/her oyster.In today’s world of industrial automa-tion controllers there are many options.Depending on your specific needs, youcould select a very extravagant or verybasic automated system. The automa-tion application could range from simple relays and timers to coordinate asequence, to larger distributed controlsand SCADA (Supervisory Control andData Acquisition) systems for yourcomplex control, calculation andreporting applications.
Regardless of design complexity,you must determine how to programyour control system. Depending onyour background and areas of expertise,this can vary greatly. The majority ofcontrollers today offer a variation of ladder logic control at a minimum.Ladder Logic is a programming language born with the origination ofthe PLC (Programmable LogicController). The first PLCs were basic“relay replacers” in industrial controls,so Ladder Logic emulated an electricalschematic with power rails and rungs.Instructions consist of conditional contacts that, when enabled in a specific sequence, will energize an output coil or trigger an event.
Based on data from theProgrammable Logic Controllers andProgrammable Automation Controllers(PLC, PAC) Product Research studyconducted by Control Engineering(September 2008), virtually all respondents used ladder diagrams toprogram PLCs / PACs, which is almostdouble the usage of any other program-ming language. However, if your background expertise is not electronics,and is more focused on other program-ming languages, ladder logic can be foreign and confusing. This is where ahybrid PC-PLC solution, such as
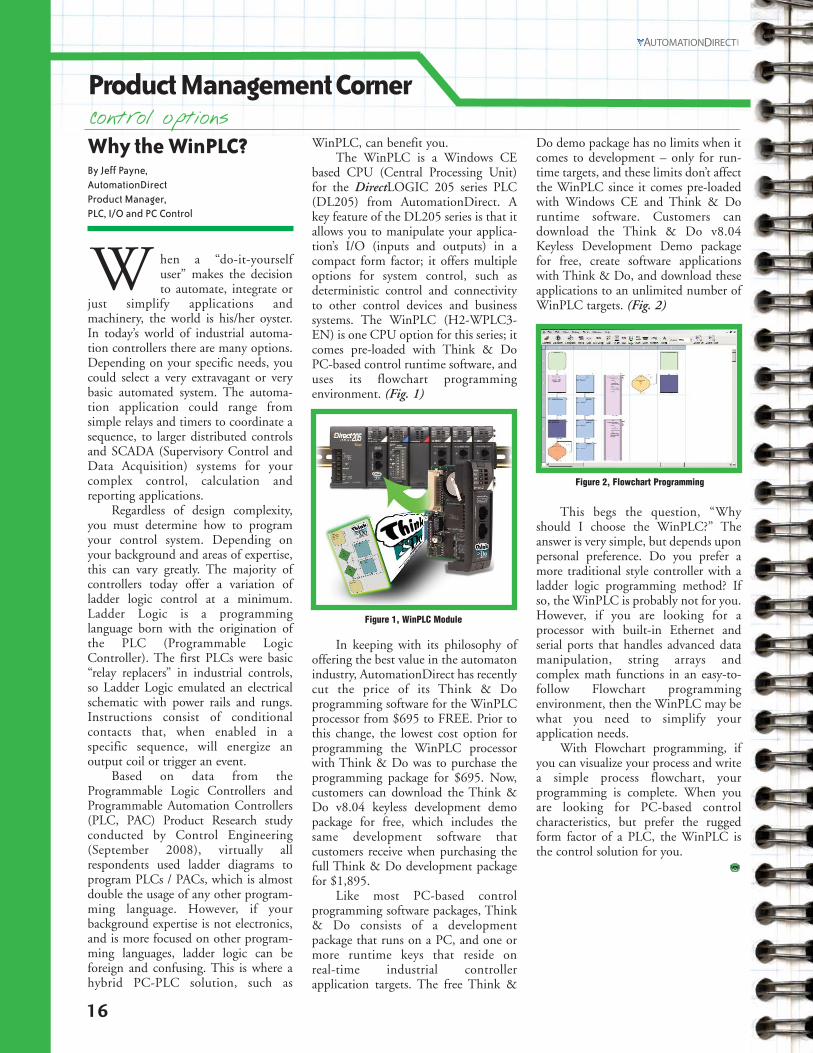
WinPLC, can benefit you. The WinPLC is a Windows CE
based CPU (Central Processing Unit)for the DirectLOGIC 205 series PLC(DL205) from AutomationDirect. Akey feature of the DL205 series is that itallows you to manipulate your applica-tion’s I/O (inputs and outputs) in acompact form factor; it offers multipleoptions for system control, such asdeterministic control and connectivityto other control devices and businesssystems. The WinPLC (H2-WPLC3-EN) is one CPU option for this series; itcomes pre-loaded with Think & DoPC-based control runtime software, anduses its flowchart programming environment. (Fig. 1)
In keeping with its philosophy ofoffering the best value in the automatonindustry, AutomationDirect has recentlycut the price of its Think & Do programming software for the WinPLCprocessor from $695 to FREE. Prior tothis change, the lowest cost option forprogramming the WinPLC processorwith Think & Do was to purchase theprogramming package for $695. Now,customers can download the Think &Do v8.04 keyless development demopackage for free, which includes thesame development software that customers receive when purchasing thefull Think & Do development packagefor $1,895.
Like most PC-based control programming software packages, Think& Do consists of a development package that runs on a PC, and one ormore runtime keys that reside on real-time industrial controller application targets. The free Think &
Do demo package has no limits when itcomes to development – only for run-time targets, and these limits don’t affectthe WinPLC since it comes pre-loadedwith Windows CE and Think & Doruntime software. Customers can download the Think & Do v8.04Keyless Development Demo packagefor free, create software applicationswith Think & Do, and download theseapplications to an unlimited number ofWinPLC targets. (Fig. 2)
This begs the question, “Whyshould I choose the WinPLC?” Theanswer is very simple, but depends uponpersonal preference. Do you prefer amore traditional style controller with aladder logic programming method? Ifso, the WinPLC is probably not for you.However, if you are looking for aprocessor with built-in Ethernet andserial ports that handles advanced datamanipulation, string arrays and complex math functions in an easy-to-follow Flowchart programming environment, then the WinPLC may bewhat you need to simplify your application needs.
With Flowchart programming, ifyou can visualize your process and writea simple process flowchart, your programming is complete. When youare looking for PC-based control characteristics, but prefer the ruggedform factor of a PLC, the WinPLC isthe control solution for you.
16
Product Management CornerControl Options
W
Figure 2, Flowchart Programming
Figure 1, WinPLC Module

17
Automation Notebook Summer 2010 Issue Seventeen
www.automationnotebook.com
Student SpotlightBeverly Hills High SchoolScience/Technology Student Spotlight:Alexander Kern
lexander Kern is a member ofthe Beverley Hills High SchoolMorTorq Robotics team. He
contacted AutomationDirect inFebruary of this year with questionsabout interfacing a C-more touch panelto his high school's robot. In a fewshort weeks, Alex and his team built arobot from scratch, interfacing the C-more panel to operate the robot dur-ing competition, including severalscreens dedicated to various diagnosticfunctions required by the team.
In early March, Team 1515 traveledto a FIRST Robotics regional event inPortland Oregon, where the team wonthe Motorola Quality Award in part dueto the innovative use of the touch screeninterface. They went on to win theregional as part of a three-team alliance,and qualified for the WorldChampionship event in Atlanta.
Less than a month later, the teamattended the Los Angeles regional event,and won the Regional Chairman'sAward, the most prestigious award givenin each region.
We sat down with Alex at theWorld Championships (April 15-17)and asked him a few questions:
Q: How did you become interested inrobotics?A: When I was around 11 years old, Iattended a technology-based summercamp known as PlanetBravo. I took therobotics course and it got me reallyinterested in the whole concept, espe-cially the programming aspect. Afterexperimenting with VeX for a couple ofyears, I was invited to join my highschool's robotics team when I was ineighth grade.Q: What was your first robotics project?A: For my first project, I built a littlerobot which pushed and kicked pingpong balls into miniature soccer goals.It could also track a black line on theground using sensors underneath therobot.Q: What is your favorite subject in highschool?A: Undoubtedly, my favorite subjects inschool are Computer Science and Math.Being a programmer, I've always foundcomputers to be intriguing and reallyenjoy both courses. Next year, I will betaking a combined Computer Scienceand Math Analysis class, which unlikemost kids my age, I'm looking forwardto.Q: What are your plans after highschool?A: I plan on becoming an Internetentrepreneur, creating the next hugeWeb site like Facebook or Google.Networking and systems architecturehas always been my specialty, and I hopeto pursue it in my career.
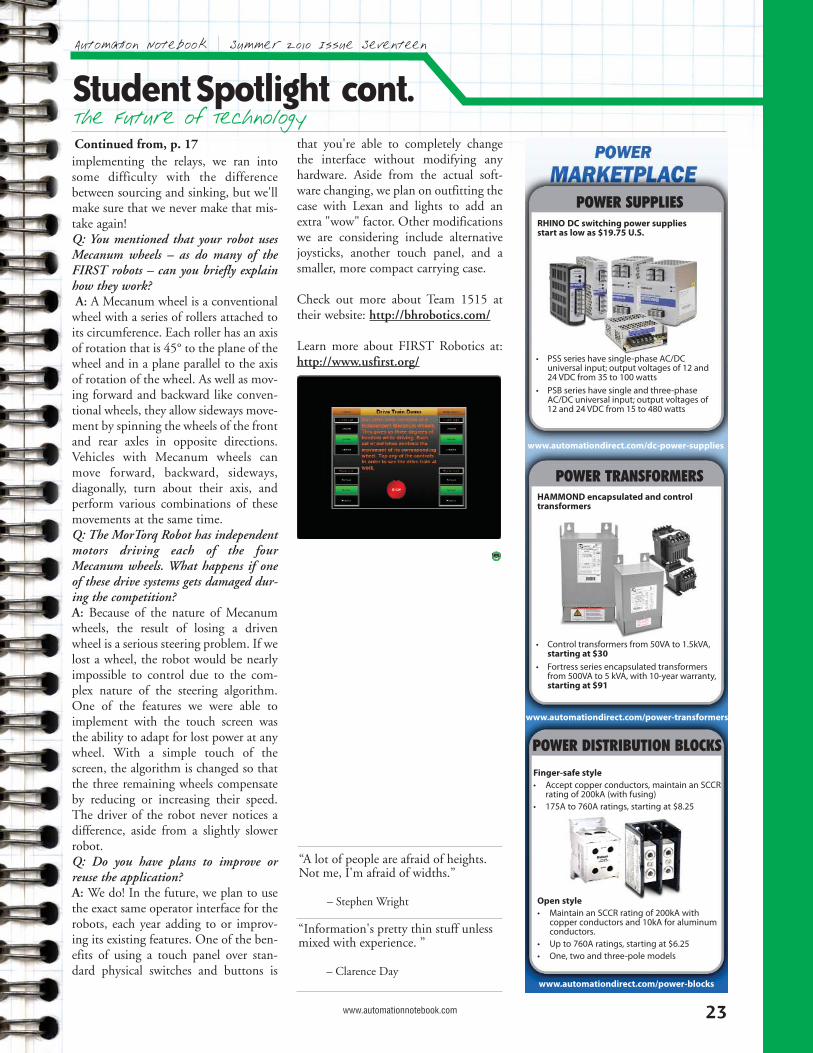
Q: How does the C-more touch panelinterface with the MorTorq Robot?A: The touch panel controls all func-tions of the robot, including manualoverrides for each of the robot'sMecanum wheels and the pneumatickicker. The touch panel first communi-cates via Modbus over TCP/IP into a
DL06 PLC. The PLC's digital outputsthen control another set of relays whichtake the 24 volts supplied by the PLCand step it down to 5 volts. These relaysthen feed into a small USB CypressBoard, connected via USB to the laptop.The laptop communicates wirelesslywith the robot's onboard controller. Wealso have two-way feedback, which has areverse signal flow.
Q: How similar was the final solution tothe original plan?A: The final solution of using a PLCand relays to communicate with therobot was absolutely nothing like what Ihad originally designed. We attemptedto use an Arduino Mega instead of aPLC, in order to save space and battery,but the Arduino could not handle thefast poll times needed to control therobot during the game. We then choseto use a DL06 PLC fromAutomationDirect. Once we started itup, however, the 24VDC from the PLCfried the USB Board instantly, forcingus to install relays to reduce the voltage.Q: Why did you change this approach,and what did you learn?A: While playing around with theArduino and the touch panel, I becamevery familiar with the industry standardModbus protocol, because I had todevelop a software library which couldboth send and receive it. When
The Future of Technology
A
Continued, p. 23>>

Tech Brief
18
Why is my TVSS an SPD?By Jerry Reaves,AutomationDirectProduct Manager, Power Distribution
n the last few years, the electricalindustry has seen significantchanges in safety standards. One
area of major change is with surge protection. In the past, you would use asurge arrestor or transient voltage surgesuppressor (TVSS) to solve transientovervoltage or surge issues. Today, wedon’t even use the words surge arrestorsor TVSS; we simply call them SurgeProtection Devices (SPD).
The UL 1449 standard has progressed through several revisions andhas become the standard governing allsurge protection devices, includingsurge arrestors. One change to UL 1449is intermediate fault current testingwhich has been added to test at 10A,100A, 500A, and 1000A. In this test,the sample must either disconnect safelyat the rated current or maintain the current level for seven hours withoutcharring, flaming, or igniting a piece ofcheesecloth lying on the test sample.
TVSSs and surge arrestors specifications are now combined intoone single standard called SurgeProtection Devices; this means thatsurge arrestors are required to pass thesame testing as TVSSs. Previous versionsof UL 1449 indentified two types ofSPDs: permanently connected and cordconnected. Now SPDs are identified asType 1, 2, 3, 4 or 5. This change allowsUL 1449 to align with IEEE standardC62.41.2 – 2002.
Nominal discharge current testinghas been adopted from the IEC
standards to test endurance and capability of the SPD. There are nograndfather clauses so all SPDs must becompliant and tested or retested to meetthe 3rd edition as of September 2009.The 2008 National Electrical Code(NEC) Article 280/285 has also beenupdated to coincide with the latest UL1449 3rd edition standard.
An explanation as to why all thesechanges have taken place begins with areview of the basic building blocks of anSPD. In the 1950s, selenium cells andgas discharge tubes were used. Seleniumcells are very toxic, and in the 1980swere replaced by the Metal OxideVaristor (MOV). Gas Discharge Tubes(GDT) have low capacitance, and arecommonly used on high frequency lines.You can still find them in use from timeto time.
Today the most common devicesused are Metal Oxide Varistors (MOV)and Silicon Avalanche Diodes (SAD).The SAD is typically used indata/telecom applications and worksvery well, but it has limited fault currentcapabilities. The MOV is much morerobust and is by far the most commontechnology in use today for transientovervoltage and surge protection. TheMOV is made primarily of zinc oxideand is designed with a predeterminedvoltage threshold. The maximum volt-age and current capacity of the MOV isdetermined by its physical diameter andthickness. When a nominal voltage isapplied and is below the voltage thresh-old, the MOV has very high impedanceand is not seen by the circuit. When thenominal voltage goes above the voltagethreshold, the MOVs impedance willdecrease and can go to almost zero ohmsif needed, acting as a shunt to divert theexcess voltage through the MOV.Typically, when an MOV is used in asurge protection application the MOVis connected across the main power linesand ground, which puts it in parallel tothe load it is protecting. While theMOV is conducting the excess voltage itproduces heat (P=I2R): the lower theresistance of the MOV, the higher thecurrent level will be, and the more heat produced.
Ideally, when a transient voltageevent occurs, the MOV clamps the voltage at the voltage threshold level andthe load will only see that clamped level.When the spike has passed and the voltage level drops below the thresholdlevel, the MOV returns to the highimpedance state and stops conducting.This works well as long as the voltagelevel stays below the threshold longenough to allow the MOV to dissipatethe heat and cool down. If the nominalvoltage level rises and stays above thethreshold for an extended period oftime, or multiple voltage transientsoccur with little or no time betweentransients, the MOV may not haveenough time to cool down. Dependingon the severity of this condition, theMOV can overheat and burn up, catchon fire, or even explode. When an MOVburns, a mixture of toxic gases and sootis released into the environment aroundthe MOV. The conductive soot cancause premature failures of exposedcomponents..
Initially, you would expect theupstream circuit protection to open thecircuit if this happens, but this is notalways the case.
For example, let’s say the voltage isjust slightly above the threshold point ofthe MOV. The MOV will start conducting but it will not produceenough current to open the circuit protection device. The MOV will continue to conduct, until it fails, whichcan cause a potentially harmful andunsafe condition.
Changes in testing procedures arechallenging manufacturers to build better products that eliminate these conditions. The most common methodof solving these problems is to add athermal switching device to the MOV;so, if the MOV starts to overheat, theswitch will open, removing the MOVfrom the circuit before it destroys itselfor anything around it.
In a typical automation project, thesensitive devices that may benefit themost from SPDs include PLCs, operatorinterfaces, and communication devices.
Surge Protection by any other Name
I
Continued, p. 22>>

Automation Notebook Summer 2010 Issue Seventeen
How to ImproveProcess Control byAutomating Data FlowBy Bill GloverPresident, BizWareDirect
ne key to improving yourprocess is properly managinginformation—specifically
controlling, monitoring and maintain-ing information flows into and out ofyour process control system. Whetheryou are responsible for a manufacturingfacility, a utility plant or a bio-dome—you need to control and know what’sgoing on in your process.
Managing your information willhelp you make smart decisions to ensurethat your operations run smoothly and efficiently. And, by properly managingyour information, you’ll make your life easier and your organization more profitable.
Let’s define what we mean by yourprocess. Your process consists of themachines, control systems and peopleused to transform raw materials into finished products. No matter what typeof process you have, people make up acritical component, and the only waythey can make good decisions is withgood information.
Operating your process without theproper information is akin to a game ofchance. Games of chance are fun andhave their place, but more certainty is needed on the plant floor. So toreduce risk and add certainty to yourprocess, your operators, maintenancepeople, supervisors and managers needgood information.
Process information can be dividedinto two categories. The first category isinformation that flows into yourprocess, and second is information thatflows out of your process. Let’s first lookat why and how information flows intoyour process.Quality Data In, Quality Products Out
The information that flows into aprocess tells an operator or supervisor
what the process is supposed to do, howit’s supposed to do it, and how much orhow long it has to do it. Whether a plantis making a part, processing water orproducing electricity—someone has toproduce defined desired productiondata and communicate this data to plantpersonnel in order to run the process.
For example, a car part manufacturing plant might have workorders that tell production personnelwhat parts to produce and in whatquantities. A water treatment plantcould have set point values for variousprocess parameters such as flow rates,pump speeds and tank levels. Processimprovements can be realized by mak-ing this information correct, availableand tightly controlled.
Recipes are an important part of manufacturing, and plants withoutdata automation communicate recipe information to operators either verballyor on paper. Operators use this recipeinformation to adjust control systemsettings and parameters. Over time, eachoperator typically learns through experience and makes manual adjustments in an attempt to correctand improve operations.
These adjustments aren’t the samefrom one operator to the next, and theyoften don’t accomplish intended results.Data automation can reduce variabilitywhen using recipes, resulting inimproved operations.
Manufacturing schedules areanother area where data automation canimprove processes. In many plants,schedules are created and maintained ona spreadsheet running on a PC, ormaybe just on a whiteboard in an officeor a control room.
In the first case, schedules are printed out and given to plant operators, a process fraught with potential sources of error. In the secondcase, the situation is even worse as operators need to manually copy datafrom the white board and take this datato the plant floor.
Automating recipe data transferinto the process control system removesthe vagaries of operators’ manual adjustments and allows for systematic
process improvements. AutomationDirecthardware and software provide two waysto automate data transfers into the process.Automating Data Transfers to the Process
The first way to automate the transfer of recipe, scheduling and otherdata into the process control system isvia PC-based data management software products, such as DataWorxPLC Pro or P3K. Plant personnel cancreate, store and modify recipe andother data using DataWorx directlyfrom PLC logic. Alternately, DataWorxcan read recipe and other data directlyfrom a database, managed by a separatesystem, or DataNet Enterprise runningon a different computing system. Ineither case, this data can be transferredto the process controller, typically a PLC.
Managing recipe, scheduling andother data on a PC-based system locatedin a secure control room makes it easy tocreate and modify information, whilealso maintaining necessary levels ofsecurity. Values can’t be changed without authorization, and changes canonly be made at the PC. Any changescan be examined for effectiveness, andrecipes and schedules can thereby be systematically modified and improved.
The second way to automate thetransfer of recipe, scheduling and otherdata into the process control system is touse a C-more panel as the process control system HMI. The C-morepanel’s recipe functionality allows plant
19www.automationnotebook.com
O
Feature StoryIndustrial Data Management
Continued, p. 20>>

20
Feature Story cont.Industrial Data Management
personnel to enter recipe and schedulingdata at the HMI screen. This data canthen be downloaded to the PLC.
This approach moves data management from the control room tothe plant floor C-more panel. But, withthe DataWorx control room centricapproach, proper authorization is stillneeded to make changes typically controlled through password protection.
Communicating via DataNetEnterprise or DataNet Lite to a C-morepanel and connecting the panel to a remotecomputing system allows recipes, schedulingand other parameters to be downloadedfrom a corporate database. This allows the C-more panel recipe, scheduling and otherdata to be modified at a management level,providing tighter control.Measure It, Improve It
A first tenet of management is thatit’s necessary to measure performancebefore it can be improved. This is truenot only for personnel management, but also for process control in a manufacturing facility.
There are many ways to control theinformation flowing from the processcontroller, typically a PLC, to the rest ofthe company. But the main goal isalways the same—to provide accurateand timely information to the peoplewho need it.
Transferring process data from thePLC to computing platforms such asPCs is typically referred to as data collection. Data collection is the processof preparing and collecting data for avariety of uses including, but not limitedto, record keeping, reporting and creation of decision management tools.
Primarily, data is collected to provide information that will be used tomake specific process improvements.The goal of data collection isn’t to collect as much information as possible,but to instead collect useful and meaningful information on which tobase sound business decisions.
Data collection can be separatedinto two areas: real time and historical.Real time data collection provides a snapshot of the process, which can range
from a single alarm to a comprehensivegraphical representation of multiple values. These process snapshots are typically displayed on HMIs such as a C-more panel, or a PC running supervisory control and data acquisition(SCADA) software.
Historical data collection is morecomplex and requires upfront analysis.In order to provide true processimprovement, collected process dataneeds to be stored in a database. Butbefore selecting a database and designing a data collection system, aprocess improvement plan needs to be developed.
This plan is defined by settinggoals, and by determining key qualitycharacteristics which need to be measured and controlled to meet thesegoals. Data to be collected is then identified, and a plan for analyzing thesedata and setting a course of correctiveaction is developed.
In order to set goals, the followingquestions need to be answered. Is thereanything wrong with the process? Isthere room for process improvement?What key quality characteristics of theprocess can be measured?
What kinds of metrics such as energy usage, percent downtime andraw material yields will we need to helpus understand what’s going on with theprocess? What raw process output datais needed to perform these metric calculations? Are the process controllerand instrumentation in place to measurethese parameters—or will we need toinstall electric meters, part counters orother components?
Other questions to be answeredinclude where to find the data, andwhere to put the data after it’s collected.It’s also necessary to know who will needto look at the data, where they will be,and in what format the data should bedisplayed to them.
After answering these questions,baseline data will have to be collectedbefore any changes are made to theprocess. An hypothesis can then beformed of what changes can be made to the process to make it better, focusing on key measurable quality
characteristics.Changes can then be made to the
process based on the initial hypothesis,and data can be collected again.Following this procedure, and experimenting with different changes,will result in continuous processimprovements – the goal of every man-ufacturing operation. Collect Data More Easily
Rather than using large SCADAsystems for data collection and reporting, many plants are implement-ing the use of HMI such as C-morepanels or a PC running SCADA software as visualization tools. The primary function of these HMIs is toview and control the process, but a needstill exists to provide a summary of realtime and historical information to management.
This information can be providedvia data collection, which allows summary lists of key information frommachines or equipment in the process tobe created and distributed. DataNet Liteand Enterprise provide an easy-to-uselow-cost solution, both which can display real time data from PLCs, drivesand other real-time controllers on Web-based screens that can be viewed bymultiple people.
This real-time data can be displayed in a row and column format,typical of the way in which many management personnel like to see andreview process data; values collecteddirectly from the process.
It can also consist of real-time datacombined with values such as standardsand thresholds for each machine or production order. Another option is toset alarm and event values that can beemailed to key personnel.
To transfer data from a PLC to a
Continued from, p. 19
21
Automation Notebook Summer 2010 Issue Seventeen
www.automationnotebook.com
database, software such as DataWorxPro or P3K, or DataNet Enterprise orLite, can be used. The basic difference isthat DataWorx pushes the data from thePLC to the database through ladderlogic via report by exception. By contrast, DataNet polls the PLC fordata, providing more information butcausing more network traffic.
For example, a machine builderproviding a turnkey solution to a customer might want to provide basicinformation, such as part counts thattheir customer could view and analyzewith their own software. This can beaccomplished with DataWorx PLCStandard, a software program thatallows PLC ladder logic to write data intext file format to a PC running theDataWorx package.
DataWorx can then manage thesetext files, for example, by sending themto another PC via FTP or by archivingthem. For remote systems accessibleover a phone line, DataLynx allows usersto dial each location on a periodic basisand store defined data into a text file.
If ladder logic wasn’t used to program the PLC, then DataNet isprobably the best tool. Once data hasbeen collected with DataNet, it can beput into a spreadsheet, graph or chartfor visual comparison against baselinedata. Using this process, it oftenbecomes clear which changes have made improvements to the process and whichones haven’t.
Another good way to analyzeprocess data is through reports andgraphs created using DataNetEnterprise’s reporting and graphingtool. These reports and graphs can berun on demand, or they can be set up torun automatically, and then emailed tokey personnel.
Information management is ofgreat value from the plant floor to uppermanagement and all points in between.Using the right tools, data can be distributed to and collected from mostany control system automatically andremotely. Data can then be distributedand accessed when and where it’s needed most to improve the process.
“I worked in a pet store and peoplewould ask how big I would get.”
– Rodney Dangerfield
“It is the mark of an educated mind tobe able to entertain a thought withoutaccepting it.”
– Aristotle
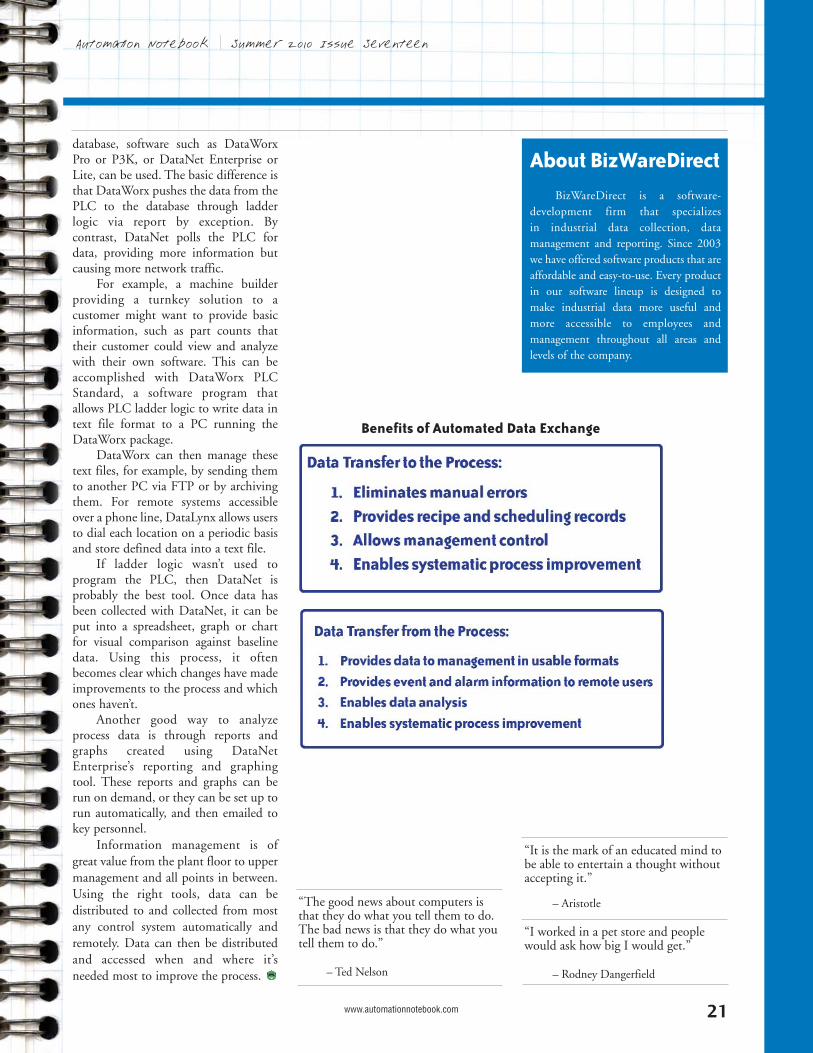
About BizWareDirect
BizWareDirect is a software-development firm that specializes in industrial data collection, data management and reporting. Since 2003we have offered software products that areaffordable and easy-to-use. Every productin our software lineup is designed tomake industrial data more useful andmore accessible to employees and management throughout all areas andlevels of the company.
“The good news about computers isthat they do what you tell them to do.The bad news is that they do what youtell them to do.”
– Ted Nelson
Benefits of Automated Data Exchange

Tech Brief cont.
22
Other devices, such as transformers andpower supplies, are not particularly vulnerable to transient voltage events.System designers should pay particularattention when designing systems thatwill operate in environments whereinductive loads such as motors and contactors are turned on and off as partof normal operation or where variablefrequency drives (VFDs) are being used,as this type of equipment is known to induce voltage spikes and other transients.
If you are already using SurgeProtection Devices for your automationprojects, make sure that you specifydevices which meet or exceed the newstandards. If you are retrofitting olderequipment, make sure that you retireany selenium cells that may still be inuse. Given the cost effective nature andmultiple benefits offered by these newerSPDs, it would not be unreasonable touse SPDs in many applications to safeguard sensitive components andimprove electrical safety.
Surge Protection by any other NameContinued from, p. 18
250-600 VAC rated current limitingEdison Fuses replace more expensivecompetitors’ fuses
• Class CC for lighting and heating loads, small motor circuits
• Class J for inductive loads, includingmotor and motor branch circuits
• Class RK for AC power distribution, lighting
www.automationdirect.com/fuses
Ferraz Shawmut 600 VAC/250 VDCheavy-duty fusible and non-fusibledisconnects meet UL98 standards,and are UL, CSA, CE and IEC rated.
• SIRCO non-fusible disconnect switches up to 800 amp ratings, starting at $75.00 U.S.
• FUSERBLOC fusible disconnects start at $113.75 U.S., break up to 200 amps; use with class CC or J fuses
• Accessories include handles and shafts, terminal lugs and shrouds, auxiliary contacts
www.automationdirect.com/disconnects
www.automationdirect.com/mccb
Molded Case Circuit Breakers forbranch and feeder circuit protection,starting at $166 U.S.
• From 15 to 800 amps• High-speed “blow-open” action• Small size saves panel space• UL489 listing
“I worked in a pet store and peoplewould ask how big I would get.”
– Rodney Dangerfield
“It is the mark of an educated mind tobe able to entertain a thought withoutaccepting it.”
– Aristotle “The good news about computers isthat they do what you tell them to do.The bad news is that they do what youtell them to do.”
– Ted Nelson
23
Automation Notebook Summer 2010 Issue Seventeen
implementing the relays, we ran intosome difficulty with the differencebetween sourcing and sinking, but we'llmake sure that we never make that mis-take again!Q: You mentioned that your robot usesMecanum wheels – as do many of theFIRST robots – can you briefly explainhow they work?A: A Mecanum wheel is a conventional
wheel with a series of rollers attached toits circumference. Each roller has an axisof rotation that is 45° to the plane of thewheel and in a plane parallel to the axisof rotation of the wheel. As well as mov-ing forward and backward like conven-tional wheels, they allow sideways move-ment by spinning the wheels of the frontand rear axles in opposite directions.Vehicles with Mecanum wheels canmove forward, backward, sideways,diagonally, turn about their axis, andperform various combinations of thesemovements at the same time.Q: The MorTorq Robot has independentmotors driving each of the fourMecanum wheels. What happens if oneof these drive systems gets damaged dur-ing the competition?A: Because of the nature of Mecanumwheels, the result of losing a drivenwheel is a serious steering problem. If welost a wheel, the robot would be nearlyimpossible to control due to the com-plex nature of the steering algorithm.One of the features we were able toimplement with the touch screen wasthe ability to adapt for lost power at anywheel. With a simple touch of thescreen, the algorithm is changed so thatthe three remaining wheels compensateby reducing or increasing their speed.The driver of the robot never notices adifference, aside from a slightly slowerrobot.Q: Do you have plans to improve orreuse the application?A: We do! In the future, we plan to usethe exact same operator interface for therobots, each year adding to or improv-ing its existing features. One of the ben-efits of using a touch panel over stan-dard physical switches and buttons is
that you're able to completely changethe interface without modifying anyhardware. Aside from the actual soft-ware changing, we plan on outfitting thecase with Lexan and lights to add anextra "wow" factor. Other modificationswe are considering include alternativejoysticks, another touch panel, and asmaller, more compact carrying case.
Check out more about Team 1515 attheir website: http://bhrobotics.com/
Learn more about FIRST Robotics at:http://www.usfirst.org/
www.automationnotebook.com
“A lot of people are afraid of heights.Not me, I'm afraid of widths.”
– Stephen Wright
“Information's pretty thin stuff unlessmixed with experience. ”
– Clarence Day
Continued from, p. 17
Student Spotlight cont.The Future of Technology
www.automationdirect.com/power-blocks
POWER DISTRIBUTION BLOCKS
www.automationdirect.com/dc-power-supplies
POWER SUPPLIES
• PSS series have single-phase AC/DC universal input; output voltages of 12 and 24 VDC from 35 to 100 watts
• PSB series have single and three-phase AC/DC universal input; output voltages of 12 and 24 VDC from 15 to 480 watts
RHINO DC switching power suppliesstart as low as $19.75 U.S.
www.automationdirect.com/power-transformers
POWER TRANSFORMERSHAMMOND encapsulated and controltransformers
Open style• Maintain an SCCR rating of 200kA with
copper conductors and 10kA for aluminumconductors.
• Up to 760A ratings, starting at $6.25• One, two and three-pole models
Finger-safe style• Accept copper conductors, maintain an SCCR
rating of 200kA (with fusing)• 175A to 760A ratings, starting at $8.25
• Control transformers from 50VA to 1.5kVA,starting at $30
• Fortress series encapsulated transformersfrom 500VA to 5 kVA, with 10-year warranty,starting at $91
FYI
24
DC Motors
DC Motors ExplainedBy Joe Kimbrell,AutomationDirectProduct Manager, Drives, Motors, and Motion
ow many types of DC motorsare there?
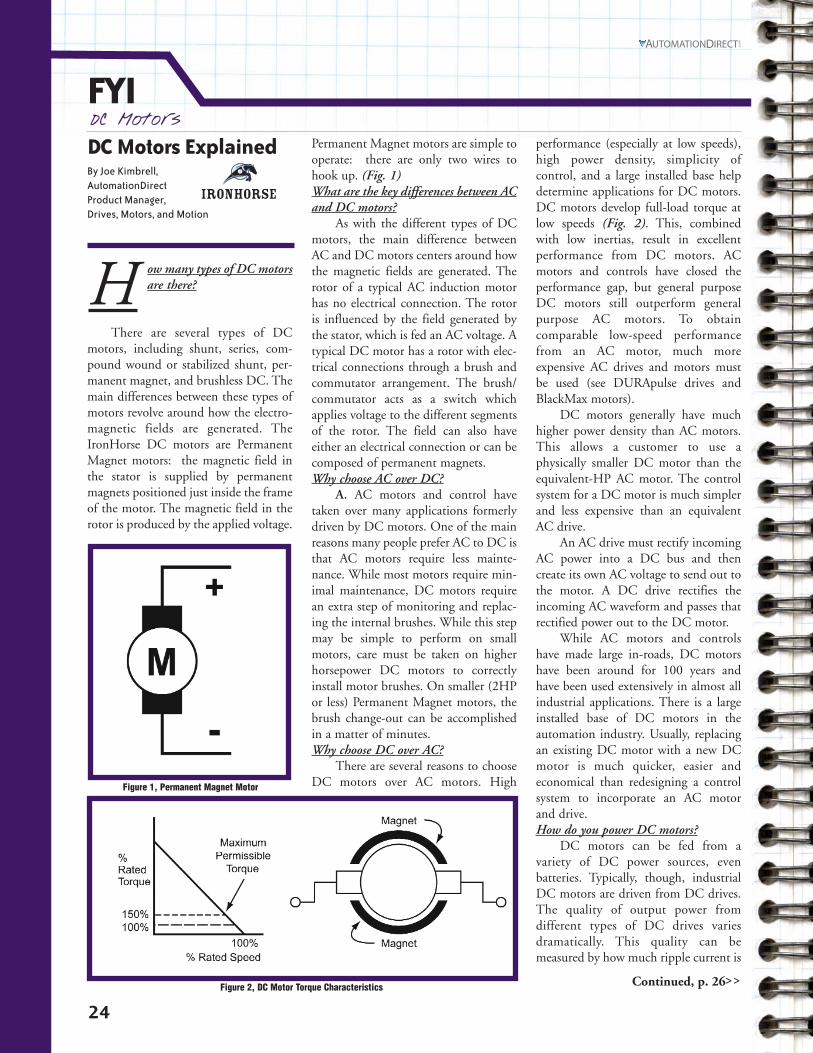
There are several types of DCmotors, including shunt, series, com-pound wound or stabilized shunt, per-manent magnet, and brushless DC. Themain differences between these types ofmotors revolve around how the electro-magnetic fields are generated. TheIronHorse DC motors are PermanentMagnet motors: the magnetic field inthe stator is supplied by permanentmagnets positioned just inside the frameof the motor. The magnetic field in therotor is produced by the applied voltage.
Permanent Magnet motors are simple tooperate: there are only two wires tohook up. (Fig. 1)What are the key differences between ACand DC motors?
As with the different types of DCmotors, the main difference betweenAC and DC motors centers around howthe magnetic fields are generated. Therotor of a typical AC induction motorhas no electrical connection. The rotoris influenced by the field generated bythe stator, which is fed an AC voltage. Atypical DC motor has a rotor with elec-trical connections through a brush andcommutator arrangement. The brush/commutator acts as a switch whichapplies voltage to the different segmentsof the rotor. The field can also haveeither an electrical connection or can becomposed of permanent magnets.Why choose AC over DC?
A. AC motors and control havetaken over many applications formerlydriven by DC motors. One of the mainreasons many people prefer AC to DC isthat AC motors require less mainte-nance. While most motors require min-imal maintenance, DC motors requirean extra step of monitoring and replac-ing the internal brushes. While this stepmay be simple to perform on smallmotors, care must be taken on higherhorsepower DC motors to correctlyinstall motor brushes. On smaller (2HPor less) Permanent Magnet motors, thebrush change-out can be accomplishedin a matter of minutes. Why choose DC over AC?
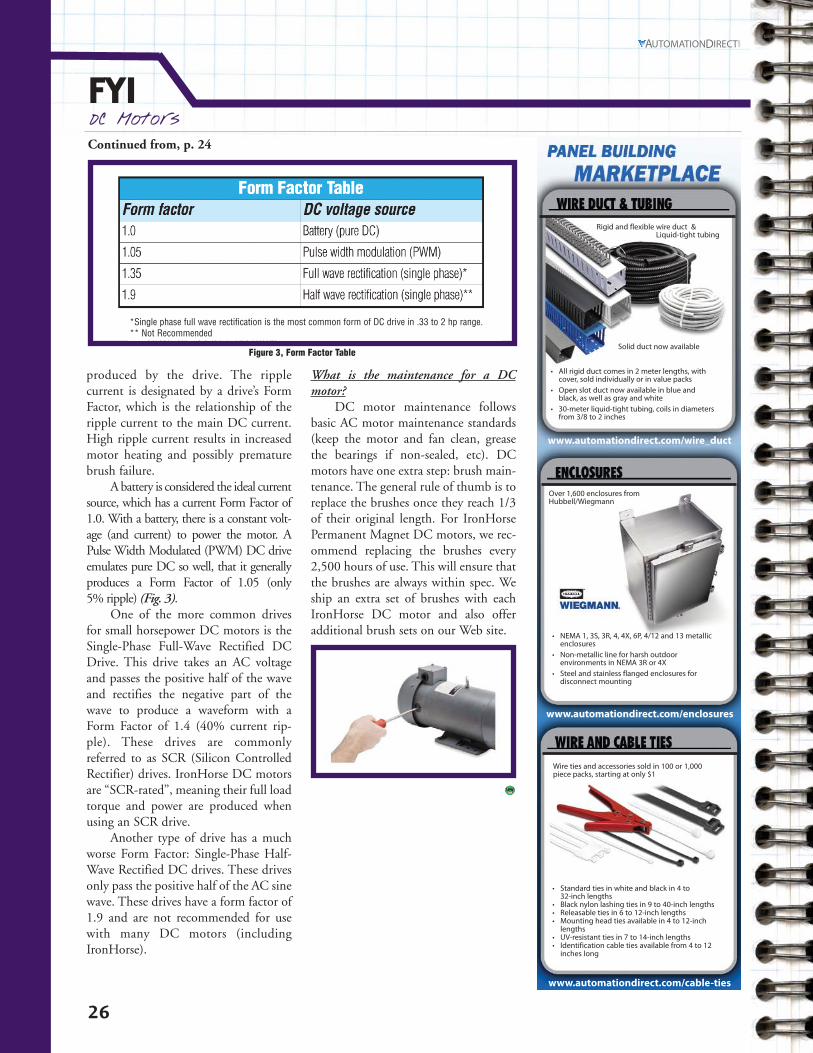
There are several reasons to chooseDC motors over AC motors. High
performance (especially at low speeds),high power density, simplicity of control, and a large installed base helpdetermine applications for DC motors.DC motors develop full-load torque atlow speeds (Fig. 2). This, combinedwith low inertias, result in excellent performance from DC motors. ACmotors and controls have closed the performance gap, but general purposeDC motors still outperform generalpurpose AC motors. To obtain comparable low-speed performancefrom an AC motor, much more expensive AC drives and motors mustbe used (see DURApulse drives andBlackMax motors).
DC motors generally have muchhigher power density than AC motors.This allows a customer to use a physically smaller DC motor than theequivalent-HP AC motor. The controlsystem for a DC motor is much simplerand less expensive than an equivalentAC drive.
An AC drive must rectify incomingAC power into a DC bus and then create its own AC voltage to send out tothe motor. A DC drive rectifies theincoming AC waveform and passes thatrectified power out to the DC motor.
While AC motors and controlshave made large in-roads, DC motorshave been around for 100 years andhave been used extensively in almost allindustrial applications. There is a largeinstalled base of DC motors in theautomation industry. Usually, replacingan existing DC motor with a new DCmotor is much quicker, easier and economical than redesigning a controlsystem to incorporate an AC motor and drive.How do you power DC motors?
DC motors can be fed from a variety of DC power sources, even batteries. Typically, though, industrialDC motors are driven from DC drives.The quality of output power from different types of DC drives varies dramatically. This quality can be measured by how much ripple current is
H
Continued, p. 26>>
IronHorse
Figure 1, Permanent Magnet Motor
Figure 2, DC Motor Torque Characteristics

Go online or call to get complete information,request your free catalog, or place an order.
1-800-633-0405
www.automationdirect.com
Get high-quality motors at AutomationDirect prices!
Marathon Electric NEMA Premium Efficiency XRI seriesmotorsare compliant with the Energy Independence and SecurityAct of 2007. These motors offer you both low purchaseprices and long-term energy savings. Our line of Marathonmotors includes:
• NEMA Premium Efficiency XRI (1 - 10 hp), starting at $310
• Blue Chip XRI Ultra High Efficiency (15 - 100 hp), for high-cycle or long-run applications, starting at $993
• Inverter-duty (1/4 to 100 hp) standard efficiency, starting at $129
AutomationDirect’s IronHorse line of general purpose motorsand gearboxes comes from a manufacturer who has nearlythree decades of solid experience and reliability in the NorthAmerican motor market. When you combine that with our greatpricing, same-day shipping* and award-winning service, youhave a winning combination!
• High Efficiency cast iron T frame AC motors (1 - 300 hp), starting at $108
• High Efficiency cast iron TC frame AC motors (1 - 100 hp), starting at $130
• Single and three-phase rolled steel 56C frame AC motors (0.33 to 2 hp), starting at $70
• DC motors (0.33 to 2 hp), starting at $119
All IronHorse motors are backed by a two-year warranty anda 30-day money-back guarantee. Does your current supplier do that?
Visit www.automationdirect.com/motors
NEMA Premium AC motors
IronHorse® AC and DC motors
26
produced by the drive. The ripple current is designated by a drive’s FormFactor, which is the relationship of theripple current to the main DC current.High ripple current results in increasedmotor heating and possibly prematurebrush failure.
A battery is considered the ideal currentsource, which has a current Form Factor of1.0. With a battery, there is a constant volt-age (and current) to power the motor. APulse Width Modulated (PWM) DC driveemulates pure DC so well, that it generally produces a Form Factor of 1.05 (only 5% ripple) (Fig. 3).
One of the more common drivesfor small horsepower DC motors is theSingle-Phase Full-Wave Rectified DCDrive. This drive takes an AC voltageand passes the positive half of the waveand rectifies the negative part of thewave to produce a waveform with aForm Factor of 1.4 (40% current rip-ple). These drives are commonlyreferred to as SCR (Silicon ControlledRectifier) drives. IronHorse DC motorsare “SCR-rated”, meaning their full loadtorque and power are produced whenusing an SCR drive.
Another type of drive has a muchworse Form Factor: Single-Phase Half-Wave Rectified DC drives. These drivesonly pass the positive half of the AC sinewave. These drives have a form factor of1.9 and are not recommended for usewith many DC motors (includingIronHorse).
What is the maintenance for a DCmotor?
DC motor maintenance followsbasic AC motor maintenance standards(keep the motor and fan clean, greasethe bearings if non-sealed, etc). DCmotors have one extra step: brush main-tenance. The general rule of thumb is toreplace the brushes once they reach 1/3of their original length. For IronHorsePermanent Magnet DC motors, we rec-ommend replacing the brushes every2,500 hours of use. This will ensure thatthe brushes are always within spec. Weship an extra set of brushes with eachIronHorse DC motor and also offeradditional brush sets on our Web site.
Continued from, p. 24
FYIDC Motors
www.automationdirect.com/wire_duct
www.automationdirect.com/enclosures
www.automationdirect.com/cable-ties
Rigid and flexible wire duct &Liquid-tight tubing
Solid duct now available
• All rigid duct comes in 2 meter lengths, withcover, sold individually or in value packs
• Open slot duct now available in blue andblack, as well as gray and white
• 30-meter liquid-tight tubing, coils in diametersfrom 3/8 to 2 inches
Over 1,600 enclosures fromHubbell/Wiegmann
• NEMA 1, 3S, 3R, 4, 4X, 6P, 4/12 and 13 metallicenclosures
• Non-metallic line for harsh outdoorenvironments in NEMA 3R or 4X
• Steel and stainless flanged enclosures fordisconnect mounting
Wire ties and accessories sold in 100 or 1,000piece packs, starting at only $1
• Standard ties in white and black in 4 to32-inch lengths
• Black nylon lashing ties in 9 to 40-inch lengths• Releasable ties in 6 to 12-inch lengths• Mounting head ties available in 4 to 12-inch
lengths• UV-resistant ties in 7 to 14-inch lengths• Identification cable ties available from 4 to 12
inches long
*Single phase full wave rectification is the most common form of DC drive in .33 to 2 hp range.** Not Recommended
Figure 3, Form Factor Table

For complete information or to order/download, visit:www.automationdirect.com/software
1-800-633-0405
www.automationdirect.com
DataWorx - Connect Ethernet-enabled controllersfor data collection
Cost-effective hardware platforms for lab or field, each with FREE programming software
DataWorx packages easily connectEthernet-enabled DirectLOGIC orProductivity3000 controllers tostandalone PCs or network serversfor simple data logging. Collectdata without the need for specialPC programming or any 3rd partyHMI, SCADA, or DAQ softwareapplication.
• Log valuable production data tonetworked PCs or file servers forstatistical process-control decision making.
• Archive test data in a secure server filelocation with built-in date and timestamping features to satisfy qualityassurance or audit procedures.
• Use in data acquisition applications assource content for historical trendingto be used by ERP or other higher-levelbusiness system applications.
DataLynx - Remote datacollection over modems
DataLynx is an inexpensive datalogging and storage package forremotely located PLCs or otherdevices that support Modbus and amodem connection. DataLynx cancollect data from remote locations orrelay data from multiple locationsback to a single location to be stored.The software offers easy setup withno programming or SCADA systemrequired.
• Log important data from remoteprocesses, where Ethernet connectionsare unavailable, using a standard phoneline.
• Collect, and relay back to the plant,process history from machines in multiplelocations for preventative maintenanceand historical usage.
DataNET - Instant access tooperational data from anywhere
DataNet OPC easily connects yourPLC or other OPC enabled device to alive Web page. The data is then avail-able for viewing, logging andprinting reports. The data isdisplayed in an easy-to-read tableformat with color coded text (foralarming) and with no HTMLprogramming required.
• Quickly determine the status of plantoperations at any given moment, with notime or distance restraints.
• Log and archive data to be used as sourcecontent for historical trend analysis.
• Log production data for record-keepingand decision making.
• Modular PLC platforms with avariety of CPU and I/O capabilities
• FREE 100-word (program size)programming software, or unlimited programming for $395
• Windows CE-based CPU (WinPLC)available with Flowchart programming,supported by a FREE Think & Doprogramming pack
• Powerful modular controller with serial,Ethernet & USB communications portsbuilt into the CPU
• Wide range of discrete and analogmodules
• FREE programmingsoftware
• Micro-brick PLC with built-in I/O,plus expansion modules for up to 142 total I/O
• Built-in serial ports on CPU• FREE programming software

For complete information or to order our free catalog, visit: www.automationdirect.com/pneumatic-parts
1-800-633-0405
www.automationdirect.com
• Interchangeable with other common brands of roundbody cylinders
• Available bore sizes: 7/16”, 9/16”, 3/4”, 7/8”, 1-1/16”,1-1/4”, 1-1/2”, 2”
• Stroke lengths from 1/2” to 18”• Single-acting (spring return) and double-acting models• Nose, pivot and double-end mounting options• Type 304 stainless steel body with high-strength
aluminum alloy end caps
• Factory lubricated for dependable, maintenance-freeoperation
• 250 psi operating pressure• Models available with magnetic piston for position
indication• Made in the USA
CHECK OUT OUR PRICESAutomationDirect
NITRAMSC
All prices are U.S. published prices. Many other part numbers are available from all vendors. Automationdirect prices are March 2010 prices. MSC prices are from www.mscdirect.com 03/09/2010.McMaster-Carr prices are from www.mcmaster.com 03/09/2010. Grainger prices are from www.grainger.com 03/09/2010. Prices subject to change without notice.
$35.906W130
Grainger
Stainless Steel Air Cylinder2 inch bore, 4 inch stroke, double acting,pivot/double end mount
$53.25A32040DD
$11.25A12010SN
$24.50A17060DP
$90.9736697563
$17.5636696458
$44.1336696847
$70.416498K478
$14.356498K141
McMaster-Carr
$78.856D881
$16.696W070
Pneumatic Cylinders
$30.316498K658
Stainless Steel Air Cylinder3/4 inch bore, 1 inch stroke, single actingspring return, nose mount
Stainless Steel Air Cylinder1-1/16 inch bore, 6 inch stroke, doubleacting, pivot/double end mount
NITRA A-Series non-repairable cylinders -high-quality, dependable and priced right!
• Polyurethane and nylon tubingin 100 ft. and 500 ft. packages,starting at $10
• Most popular fittings, including bulkhead unions, union straight,union reducers, union Tee, unionelbow, union Y, union cross, andunion triple branch
• Stop, check and manual hand valves• Meter-in, -out, and inline flow control valves
NITRA tubing, fittings andvalves are available in the mostpopular styles and sizes.
From robots …
orsyth County, Georgia’s robotics program completed itsfifth season with growth reach-
ing hundreds more students. TheForsyth Alliance, an umbrella organiza-tion formed to administer funds donatedby AutomationDirect, managed thecounty’s FIRST (For Inspiration andRecognition of Science and Technology)involvement, which includes over 35Lego League teams in elementaryschools, as well as the advanced high-school level FRC team. Six Forsyth LegoLeague teams advanced to the GeorgiaState Championship, where the final topfive out of 48 teams included three ofthose teams - the Brick Busters were 2ndPlace Champions, Team Super Awesomewere 3rd Place Champions, and CrashTest Smarties received 3rd place in robotperformance.
This past season, the Allianceexpanded its support to include theBEST and VEX competitions as well.The VEX program in particular hasbecome very popular since entry fees andkit of parts costs are significantly lessthan the FRC program (Fig.1). CountyVEX teams won seven regional tourna-ments, and nine Forsyth teams (out of22 teams sent from the Georgia/Floridaregion) qualified to attend the WorldChampionships in Dallas in late April,one of whom had won the Georgia statecompetition (West Forsyth High). Threeof North Forsyth High’s teams garnereda “Cooperate” award at the WorldChampionship finals, celebratingextraordinary teamwork.
One interesting note for this year isthat Forsyth Alliance board chairmanRick Folea has the lead on writing the
requirements for a planned RoboticsMerit Badge for the Boy Scouts ofAmerica. An enthusiastic Forsyth Boardof Education member said, when learn-ing of the news, “How can I start work-ing on my badge?!”… to rockets!
AutomationDirect has gotten intothe air as well, with sponsorship of rock-etry teams at local high schools. TheTeam America Rocketry Challenge(TARC) is the world's largest rocket con-test, sponsored by the AerospaceIndustries Association (AIA) and theNational Association of Rocketry(NAR). According to the TARC Website, “Approximately 7,000 studentsfrom across the nation compete inTARC each year. Teams design, buildand fly a model rocket that reaches a spe-cific altitude and duration determinedby a set of rules developed each year. Thetop 100 teams, based on local qualifica-tion flights, are invited to Washington,DC, in May for the national finals.Prizes include $60,000 in cash andscholarships split between the top 10 fin-ishers. NASA invites top teams to partic-ipate in their Student Launch Initiative,an advanced rocketry program.”
For the 2008-2009 season, theSouth Forsyth High group, sponsored inpart by AutomationDirect, was the loneGeorgia representative at the NationalChampionship in May 2009. The SouthForsyth kids attained the best score in
the history of TARC (Team AmericaRocketry Challenge) and sat in first placein the nation after the first round.Unfortunately, the second launch didn’tgo as well, so it knocked them down to11th place in the final standings.
For the 2009-2010 season, the contest guidelines required students tobuild a rocket that would:
- reach 825 feet in altitude- have a hang time of 40-45
seconds- bring a raw egg up and back
safely- use streamers as a recovery device
(no parachutes)The contest started in November
with 669 teams vying for the top prizenationwide. This year AutomationDirectassisted the fledgeling Lambert HighRocketry Team, who successfully qualifiedfor the National Finals with an 830-footflight that lasted 42.23 seconds. At theMay 15th-16th Finals in Manassas,Virginia, the top 100 qualifying teamsgot a single launch, and the top 20earned their way into the final "flyoff"for the championship. The Lambertteam placed 14th going into that finalround, a great achievement for a first-year program. Due to a slight technicaldifficulty (torn streamer) in the finalround, they finished in 16th place over-all, and were the top finisher amongGeorgia schools.
Business NotesAutomation Notebook Summer 2010 Issue Seventeen
F
29www.automationnotebook.com
Figure 1, 2010 Season VEX Robot

For complete information and to download software, visit:www.automationdirect.com/click-plc or www.clickplcs.com
1-800-633-0405
www.automatio ndirect.com
Complete PLC starting at $69Mighty as a stand-alone unit,or expand to 142 total I/O
Product Description AutomationDirectCLICK
Price/Part Number
CHECK OUT JUST A FEW PRICES ON CLICK
AutomationDirect prices are U.S. published prices as of March 2010. Prices subject to change without notice.
PLC CPU with 8 DC inputs / 6 DC outputs(sinking), two communication ports
Auxiliary power supply (0.5A), 100-240 VAC input,24 VDC 0.5A output
AC input module, eight 100-120 VAC points
$69.00C0-00DD1-D
$29.00C0-00AC
$40.00C0-08NA
PLC CPU with 4 DC inputs / 4 DC outputs(sinking), 2 analog inputs / 2 analog outputs,three communication ports, real-time clock
$129.00C0-02DD1-D
prewired I/Ocables savetime and effort
photos not to scale
With CLICK PLCs, you get a lot of application control in a small
package. The new analog CPUs feature 8 discrete and 4 analog
I/O built-in, plus battery-backed memory with real-time clock.
Download the free programming software and see how easy
automation can be.
• Seven stand-alone DIN-rail mountable DC-poweredCPU combinations including:- 8 DC In / 6 DC Out (sinking)- 8 DC In / 6 DC Out (sourcing)- 8 DC In / 6 Relay Out- 8 AC In / 6 Relay Out- 4 DC In / 4 DC Out (sinking), 2 analog in, 2 analog
out (current / voltage selectable)- 4 DC In / 4 DC Out (sourcing), 2 analog in, 2 analog
out (current / voltage selectable)- 4 DC In / 4 Relay Out, 2 analog in, 2 analog out
(current / voltage selectable)
• Built-in communication ports (two in discrete CPUs,three in analog CPUs)
• Removable terminal blocks for easy wiring• Eleven stackable, discrete I/O option modules• Program AND documentation stored in CPU• Supported by FREE, high-feature programming
software

BrainTeasers
Top cat? Top dog?
1.) The combined weight of the factory'sresident dog and cat is 27 lbs. The dog'sweight is an odd number, yet the cat's iseven. If his weight is twice that of hers,what do each of them weigh?
Bookworm
2.) The AutomationDirect Catalog hasgotten thicker each time we've printed it.Volume 10 was approximately 1.5" thick(including the cover) and the volumeshave increased in size an average of 1/4"each issue. If the volumes were arrangedon the shelf as shown below, and a book-worm started at the first page of volume 10and ate his way straight to the last page ofvolume 13, how far would he have trav-eled? You can assume that the thickness ofthe covers is 1/16" for all the catalogs.
Three Color Techs
3.) Three technicians: Mr. Black, Mr.Blue, and Mr. Red were wiring a controlpanel, and each was using only a singlecolor of wire: one black, one blue, andone red.
"Have you noticed that none of us isusing the color of wire that correspondsto our own name?" asked the man usingthe red wire.
"You're absolutely right!" replied Mr.Blue
What color of wire was each man using?
Want to save money on YOUR next wirepurchase? Please visit:www.automationdirect.com/wire
31
Automation Notebook Summer 2010 Issue Seventeen
The Break RoomBrainTeasers & Humor
Please visit www.automationnotebook.com to find the answers to these puzzles.
“A joke is a very serious thing. ”
– Winston Churchill
“Suburbia is where the developer bull-dozes out the trees, then names thestreets after them. "
– Bill Vaughan
“As a small businessperson, you haveno greater leverage than the truth. ”
– John Greenleaf Whittier

CHECK OUT OUR PRICES
PMDC Motors, 56C
0.33 hp, 90V
1 hp, 180V
2 hp, 180V
$120.00MTPM-P33-1L18
AutomationDirectIronHorse
Baldor
$195.00MTPM-001-1M18
$335.00MTPM-002-1M18
All prices are U.S. published prices. AutomationDirect prices are from March 2010 Price List. Baldor prices taken from www.baldor.com 2/25/10. Dayton prices taken from www.grainger.com 2/25/10.Emerson prices taken from www.usmotors.com 2/25/10. Prices and specifications may vary by dealer and configuration. Prices subject to change without notice.
$617.00CDP3320
$1,019.00CDP3455
$2,242.00CDP3585
$400.252M509
$651.004Z378
Dayton
$732.00G637
$1,212.00G643
$2,301.00G644 (1.5 hp, not 56C)
Emerson
$1,217.004Z380 (not 56C)
For complete information or to order online, visit: www.automationdirect.com/dc-motors
1-800-633-0405
www.automationdirect.com
IRONHORSE PMDC motors are available in TENV or TEFC styles, depending on model.The space-saving design features a NEMA 56Cflange and removable mounting base. Thesemotors are manufactured by a leading motorsupplier with over 20 years experience deliveringhigh-quality motors to the demanding U.S. market. • In stock and ready to ship same day *
• FREE 2-day shipping on orders over $300 **
• Two-year warranty
• 30-day money-back guarantee
IronHorse® Permanent MagnetDC electric motors in1/3 to 2 hp sizes
Heavy-duty motors ...• Rolled steel frame / cast aluminum end bells• Electrically reversible• Compatible with SCR (thyristor) DC drives• Large brushes for longer brush life, with easy
access for replacement(DC motors ship with one set of brushes installedand one set of spare brushes in the box)
... to fit your application• Where adjustable speed and constant torque are
required
• When dynamic braking and reversing capabilities are needed
* When ordered by 6 pm EST, with credit card or approved credit
** Within U.S. and Puerto Rico, except for LTL and drop-shipped items; see Web site for complete details
Also Available
AC Motors(to 300HP)
56C Gearboxes
Motor Bases(56 - 449T)