după controlul sanitar
DESCRIPTION
yyyyTRANSCRIPT
1
După controlul sanitar - veterinar, carcasele prelucrate se valorifică mai departe prin :
Refrigerare la 0 - 2 °C pentru o perioadă scurtă;
Congelare la - 20 °C şi depozitare pe termen lung. (Georgescu Gh., 2000)
Răcirea carcaselor
După spălare, carcasele sunt desprinse de pe conveier şi introduse intr-o instalație de
răcire. Răcirea carcaselor se poate efectua prin imersie în apă şi cu aer.
Întrucât, răcirea carcaselor şi organelor de pasăre prin imersie în apă are multe și majore
dezavantaje, este preferată răcirea acestora în aer.
I Dezavantajele facirii prin imersie cu apă:
Ş- nivel de încărcare bacteriologic ridicat;
> apa ramasă în interiorul carcasei; w produse moi -deformate;
> irţaturare întârziată pentru procesare ulterioară;
> migrare de apă în ambalaje.
■ Avantajele răcirii cu aer:
> niveMde încărcare bacteriologic mii isferti
> nivel de frăgezime mai ridicat (flexibilitate mai bună la dezosare-tranşare);
> piele ffilitiîi,
| Dezavantajele răcirii cu aer:
> pierdere In gputaiis
> modificări de culoare (nu au strat de grăsime sub piele).
[în din aceste instalaţii este „Dry-o-matic", ce se prezintă sub forma unui ia« transportor
format din două lanţuri paralele, purtătoare de 129 bare de a carcaselor; 20 ventilatoare
axiale, partea de acţionare a cerului, 2 baterii statice de încălzire, 4 baterii de răcire cu
aer, un r cu bandă şi un tablou electric de comandă (fig. 30).
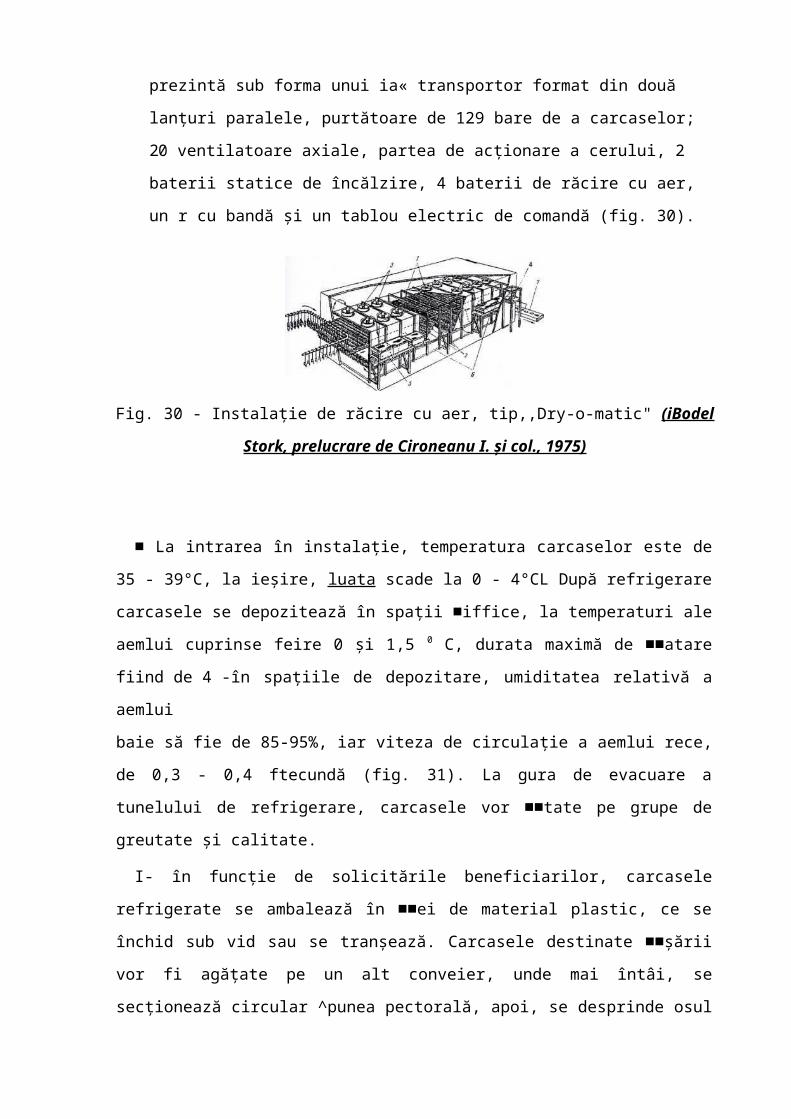
■ La intrarea în instalaţie, temperatura carcaselor este de 35 - 39°C, la ieşire, luata scade
la 0 - 4°CL După refrigerare carcasele se depozitează în spaţii ■iffice, la temperaturi ale
aemlui cuprinse feire 0 şi 1,5 0 C, durata maximă de ■■atare fiind de 4 - în spaţiile de
depozitare, umiditatea relativă a aemlui
baie să fie de 85-95%, iar viteza de circulaţie a aemlui rece, de 0,3 - 0,4 ftecundă (fig. 31).
La gura de evacuare a tunelului de refrigerare, carcasele vor ■■tate pe grupe de greutate şi
calitate.
I- în funcţie de solicitările beneficiarilor, carcasele refrigerate se ambalează în ■■ei de
material plastic, ce se închid sub vid sau se tranşează. Carcasele destinate ■■şării vor fi
agăţate pe un alt conveier, unde mai întâi, se secţionează circular ^punea pectorală, apoi, se
desprinde osul stem de hipocondm şi musculatura
pectorală de centura scapulară. După aceea, se secţionează articulaţiile jtaHGofemurale, în
vederea detaşării pulpelor.
Fig. 31 - Sală camere frigorifice
t Procesele de tranşare din abatoarele pentru păsări de mare capacitate sunt Lnplet
mecanizate şi automatizate. (Vacaru-Opriş 12004)
Fig. 30 - Instalaţie de răcire cu aer, tip,,Dry-o-matic" (iBodel
Stork, prelucrare de Cironeanu I. şi col., 1975)
3
Factorii care influenţează calitatea cărnii de vasăre
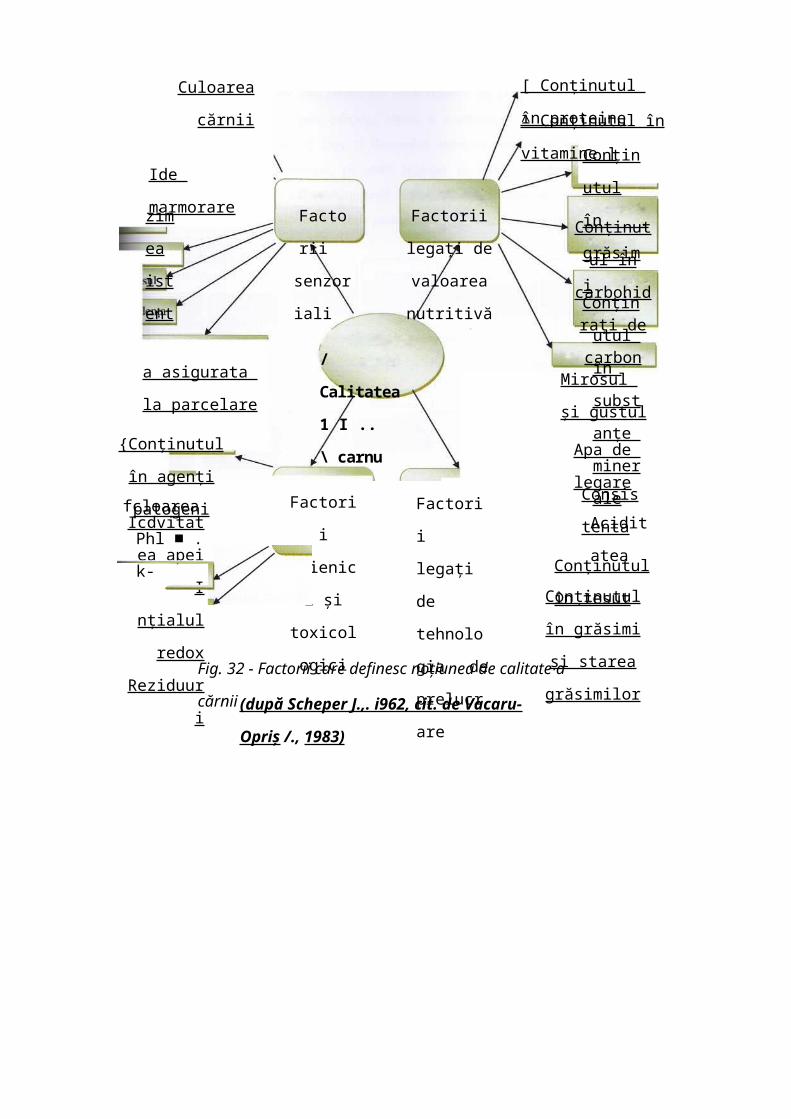
[ Calitatea cărnii se află sub dependenţa unor factori senzoriali, igienici şi ■neologici şi, în
egală măsură, sub influenţa unor factori legaţi de valoarea ei ■tritivă, caşTde tehnologia de
prelucrare a acesteia (fig. 32).
în general prin “came” se înţelege ţesutul muscular. Carnea este alcătuită din jbişchi,
ţesutul osos, ţesutul cartilaginos, ţesutul gras, vase de sânge şi nervi, cea nai mare pondere, o
deţine ţesutul muscular. Muşchii sunt formaţi din fibre ■■sculare unite între ele prin ţesutul
conjunctiv, formând fascicole. Fascicolele se grupează, formând muşchiul. Muşchii se
subţiază la capete în fascicole tendinoase, care se fixează de oase sau de cartilaje prin
aponevroze.
[ Conţinutul în
proteine^ Conţinutul în
vitamine ]Conţinutu
l în .
grăsimi
Culoarea cărnii
Ide marmorare
zime
a
Factorii
senzorial
i
Factorii
legaţi de
valoarea
nutritivă
Conţinutul
în
carbohidraţi
de carbon
isten
t Conţinutu
l în
substanţ
e
minerale
/ Calitatea 1
I ..
\ carnu
a asigurata la
parcelareMirosul şi
gustul
{Conţinutul în
agenţi patogeniApa de
legareConsisten
tafcloarea Phl
■ . k-
Factorii
igienici şi
toxicologic
i
Factorii
legaţi de
tehnologia
de
prelucrare
Aciditat
ea
Icdvitatea
apei I
nţialul
redox
Reziduuri
Conţinutul în
tesutConţinutul în
grăsimi şi starea
grăsimilorFig. 32 - Factorii care definesc noţiunea de calitate a
cărnii (după Scheper J.,. i962, cit. de Vacaru-
Opriş /., 1983)
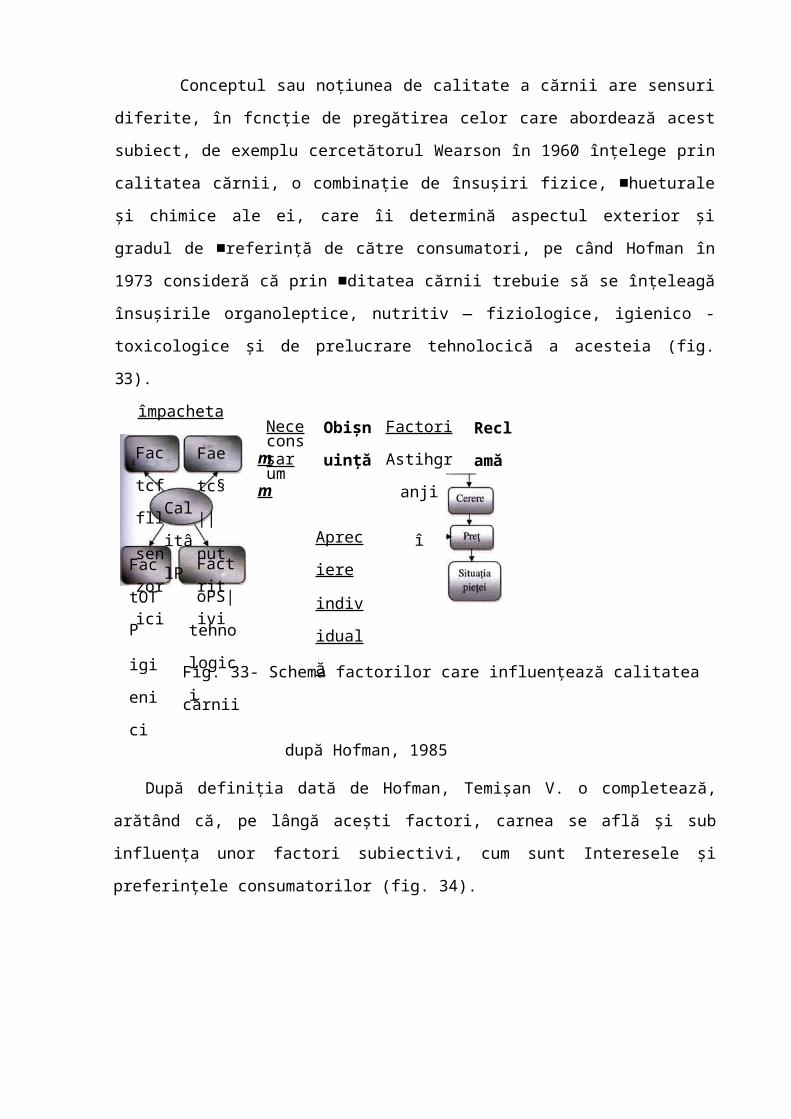
Conceptul sau noţiunea de calitate a cărnii are sensuri diferite, în fcncţie de
pregătirea celor care abordează acest subiect, de exemplu cercetătorul Wearson în 1960
înţelege prin calitatea cărnii, o combinaţie de însuşiri fizice, ■hueturale şi chimice ale ei, care
îi determină aspectul exterior şi gradul de ■referinţă de către consumatori, pe când Hofman în
1973 consideră că prin ■ditatea cărnii trebuie să se înţeleagă însuşirile organoleptice, nutritiv
— fiziologice, igienico - toxicologice şi de prelucrare tehnolocică a acesteia (fig. 33).
Fig. 33- Schema factorilor care influenţează calitatea
cărnii
după Hofman, 1985
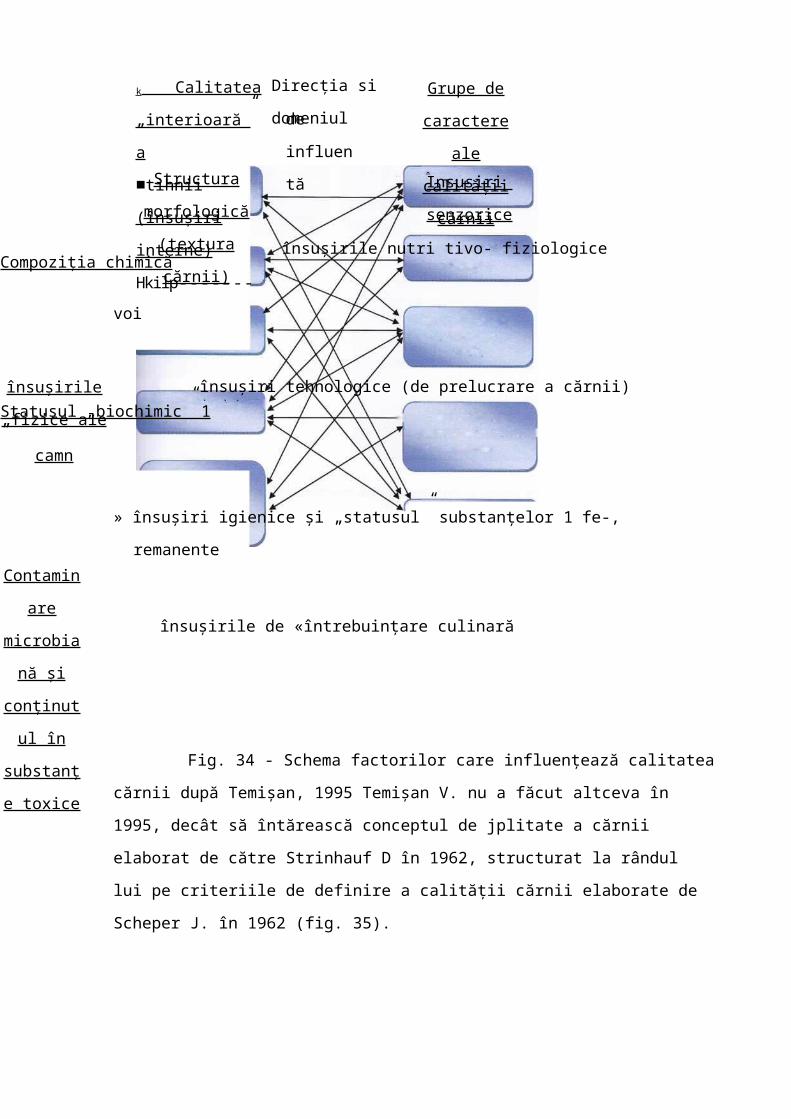
După definiţia dată de Hofman, Temişan V. o completează, arătând că, pe lângă aceşti
factori, carnea se află şi sub influenţa unor factori subiectivi, cum sunt Interesele şi
preferinţele consumatorilor (fig. 34).
împachetare
şi prezentareNeces
ar
Recla
măconsu
mFactc
ffll
senz
orici
Faet
c§||
nutri
tivi
Calit
âlP
Facto
PS|
tehnolo
gici
Fact
OTP
igien
ici
mm
Aprecie
re
individu
ală
Obişnu
inţă
Factori
Astihgranj
i
î
însuşirile nutri tivo- fiziologice
voi
însuşiri tehnologice (de prelucrare a cărnii)
» însuşiri igienice şi „statusul” substanţelor 1 fe-, remanente
însuşirile de «întrebuinţare culinară
Fig. 34 - Schema factorilor care influenţează calitatea cărnii după Temişan, 1995
Temişan V. nu a făcut altceva în 1995, decât să întărească conceptul de jplitate a cărnii
elaborat de către Strinhauf D în 1962, structurat la rândul lui pe criteriile de definire a calităţii
cărnii elaborate de Scheper J. în 1962 (fig. 35).
Direcţia si
domeniul
k Calitatea
„interioară” a
■tihnii (însuşiri
interne)
Hkilp----------------Structura
morfologică
(textura cărnii)
Grupe de caractere
ale calităţii cărniide
influentă
Insusiri
senzorice
Compoziţia chimică
însuşirile „fizice
ale
camnStatusul „biochimic” 1
Contaminare
microbiană
şi conţinutul
în substanţe
toxice
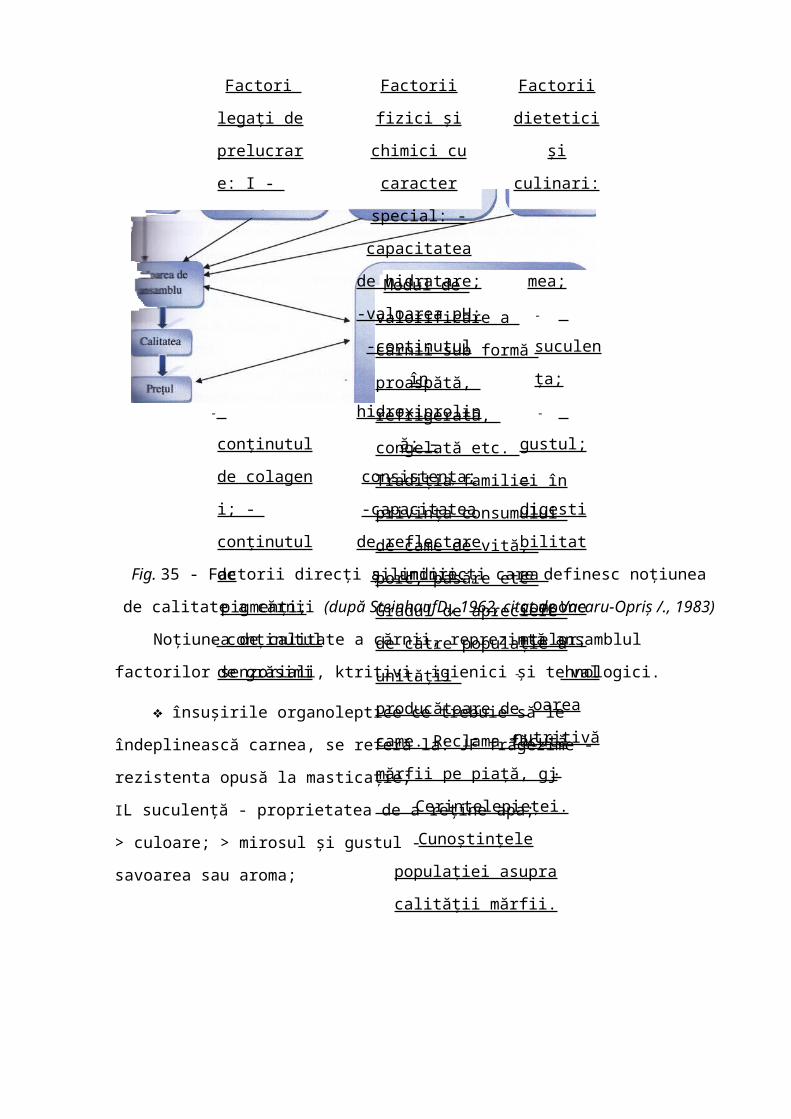
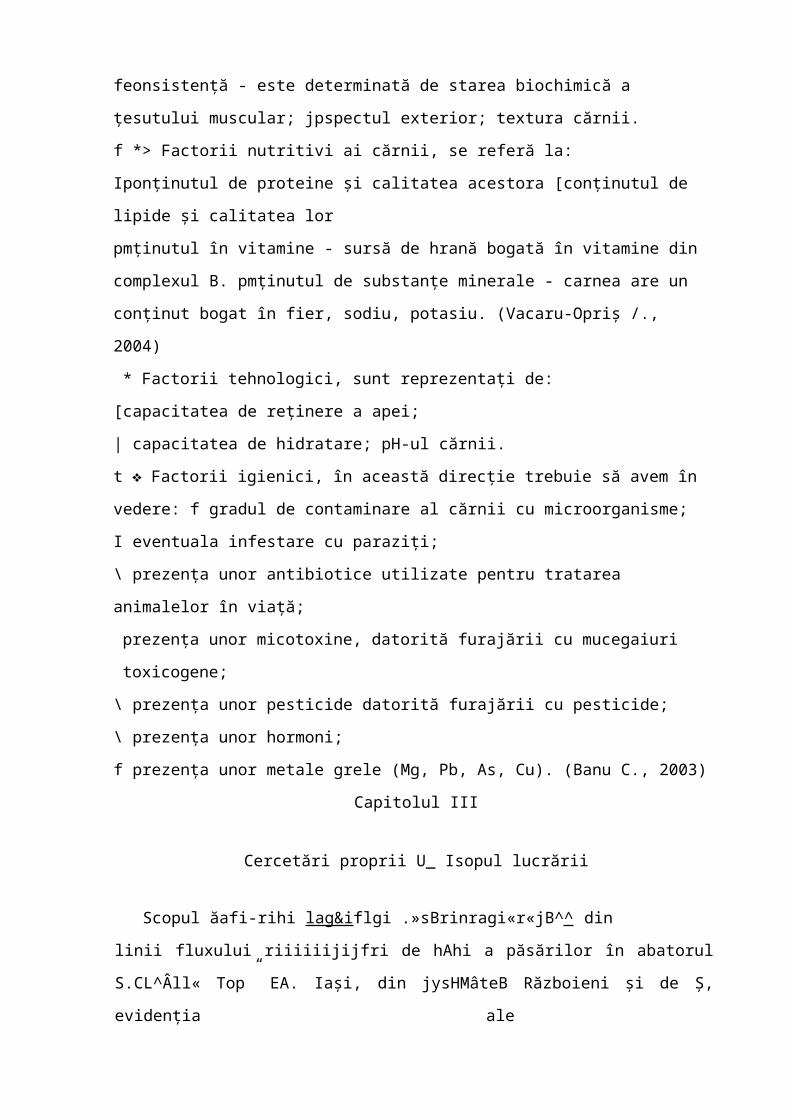
Fig. 35 - Factorii direcţi şi indirecţi care definesc noţiunea
de calitate a cărnii (după SteinhaufD., 1962, citat de Vacaru-Opriş /., 1983)
Noţiunea de calitate a cărnii, reprezintă ansamblul factorilor senzoriali, ktritivi,
igienici şi tehnologici.
❖ însuşirile organoleptice ce trebuie să le îndeplinească carnea, se referă la: JF
frăgezime - rezistenta opusă la masticaţie;
IL suculenţă - proprietatea de a reţine apa;
> culoare; > mirosul şi gustul - savoarea sau aroma;
Factorii
dietetici şi
culinari:
-
frăgezimea
;
-
suculenţa;
-
gustul; -
digestibilit
atea
component
elor;
- valoa
rea nutritivă.
Factori
legaţi de
prelucrare: I -
apa de
constituţie;
- pierdere prin
prelucrare;
- conţinutul de
colagen i; -
conţinutul de
pigmenţi;
- conţinutul de
grăsimi
Modul de valorificare a
cărnii sub formă proaspătă,
refrigerată, congelată etc.
Tradiţia familiei în privinţa
consumului de came de vită,
porc, pasăre etc Gradul de
apreciere de către populaţie a
unităţii producătoare de came.
Reclama făcută mărfii pe
piaţă, gj Cerinţele pieţei.
Cunoştinţele populaţiei asupra
calităţii mărfii.
Factorii fizici şi
chimici cu caracter
special: -capacitatea
de hidratare; -
valoarea pH; -
conţinutul în
hidroxiprolină; -
consistenţa; -
capacitatea de
reflectare a luminii.
feonsistenţă - este determinată de starea biochimică a ţesutului muscular; jpspectul
exterior; textura cărnii.
f *> Factorii nutritivi ai cărnii, se referă la:
Iponţinutul de proteine şi calitatea acestora [conţinutul de lipide şi calitatea lor
pmţinutul în vitamine - sursă de hrană bogată în vitamine din complexul B. pmţinutul de
substanţe minerale - carnea are un conţinut bogat în fier, sodiu, potasiu. (Vacaru-Opriş /.,
2004)
* Factorii tehnologici, sunt reprezentaţi de:
[capacitatea de reţinere a apei;
| capacitatea de hidratare; pH-ul cărnii.
t ❖ Factorii igienici, în această direcţie trebuie să avem în vedere: f gradul de contaminare al
cărnii cu microorganisme;
I eventuala infestare cu paraziţi;
\ prezenţa unor antibiotice utilizate pentru tratarea animalelor în viaţă;
prezenţa unor micotoxine, datorită furajării cu mucegaiuri toxicogene;
\ prezenţa unor pesticide datorită furajării cu pesticide;
\ prezenţa unor hormoni;
f prezenţa unor metale grele (Mg, Pb, As, Cu). (Banu C., 2003)
Capitolul III
Cercetări proprii U_ Isopul lucrării
Scopul ăafi-rihi lag&ifl gi .»sBrinragi«r«jB^^din
linii fluxului riiiiiijijfri de hAhi a păsărilor în abatorul S.CL^Âll« Top” EA. Iaşi, din
jysHMâteB Războieni şi de Ş, evidenţia ale
kstuia, a f'ZmrIţflffipppfŞ |yfffff dfcftwaânh&tifrprfijhpM^- ■condiţii de
productivitate mărită.
B Avantajele El»hitihBKâ|fi|B continuu sunt deosebite:
^B este tsaât ftftfrrtpnliife, deoarece puţin personal Wffl Jff™™ şi
B spaţii tefaaaiiogfeg iwlfagHŞj I - este ămmmmn de M t»aâ«t4dl primă
finit,Htag^L se
desfăşoară în ^afll ^jgihip^i fiind HtS£l gşgiMfr posibilitatea poluări şi
W contaminării din mediul ambient $£m ^ către personalul muncitor.
I’ In jrfWsa-âilumţ, pSflfefifo m sacrifică în fimceea ce hbeIkEbi
productivitate amuncii.
h Producţia ii came este apreciată mai unalt din pmfâk de mâna
cantitativ, fară a menţine o evidenţă l producţiei obţinute, ii funcţie &'MUhai comercial
EKBHL ’
M Material, indicatori urmăriţi şi metode de lucru
B Material biologic utilizat
I Ca material biologic s-au folosit atât hibrizi de came „Cobb-500” cât §1 ptoss-308”,
crescuţi în condiţiile fermelor ce aparţin firmei S.Cf’Avi — Top” S.A, m ferma Miroslava din
comuna cu acelaşi nume, ferma Spinoasa din comuna mrbiceni, ferma Jora din Târgu -
Frumos şi Baby Beef, ce aparţine comunei ■âlţaţi.
In principiu, aceşti hibrizi au caracteristici productive şi necesităţi ■emănătoare.
I Hibridul de came „Cobb-500” a fost creat de aşa natură încât să obţină ftrformanţe mai
mari cu cheltuieli mici Acesta este puţin pretenţios în privinţa ferinţelor nutritive, necesităţile
acestui hibrid de came sunt de 21%-22,5% PB, spre deosebire de „Ross-308”, la care
necesarul variază între 22-25% PB.
| Dîa pîmel ie vedere al condiţiilor de microclimat, „Cobb-500” este fcetenţios, necesitând
o atenţie deosebită pentru menţinerea parametrilor conform ghidului de exploatare. Datorită
faptului că are o viteză mare de creştere, acesta prezintă atât o sensibilitate accentuată cât şi
faptul că la creşterea pe aşternut permanent, aşternutul trebuie menţinut în condiţii optime.
Prezintă o capacitate ■nare de ingerare a furajului,, astfel că, din punct de vedere al timpului
de lumină, sepot.^tetpmpwdfeii«Biil'Si.tin timp aure islrtiiiafte, G&fthiiEM,,
500” a fost creat în special pentru producţia de piept şi prezintă un randament Indicat la
sacrificare, Ca dezavantaj major al acestui hibrid de carne, datorită vitezei mare de creştere,
specificăm • apariţia sindromului acaţil stiAte M plite HfaMri jfiltelbtBJF a Uit creat
pentru producţia de piept şi pulpe, fiind
■estul de bine proporţionat. Necesită un furaj mai scump pentru a obţine ■prformanţe dar
prezintă o rezistenţă mai bună la condiţiile de microclimat. Se ■pseşte pe scară largă la noi în
România datorită faptului că părinţii de hibrizi de ■ne „Ross-308” au un procent mai mare de
ouat faţă de părinţii de „Cobb-500” cât şi faptul că procentul de ecloziune este mai mare.
t Indicatorii urmăriţi:
> parametri constructivi şi funcţionali ai maşinilor, utilajelor şi instalaţiilor, 1 integrate
în fluxul tehnologic de sacrificare a păsărilor (fig. 36);
> calitatea carcaselor obţinute(fig. 37).
funcţionali ai maşinilorfuncţie de calitate
Material si metode de lucru
> pui „Ross-308” şi „Cobb-500”, sacrificaţi îh abatorul S.C.”Avi - Top” S.A., Iaşi,
localitatea Războieni, la vârsta de 42 zile, având o greutate corporală medie de
2,100-2,200 kg.
3.3. Rezultate obţinute şi discuţia lor
3.3.1. Circuite ale fluxului tehnologic de abatorizare a
păsărilor
Abatorul propriu-zis, este o construcţie realizată pe structură din beton, şi grinzi, pereţii
sunt din panouri tristrat termoizolate, tâmplăria este din Bniniu. Funcţionalul tehnologic este
compartimentat, astfel:
> rampa de descărcare păsări;
> incinta cu instalaţia de sacrificare-deplumare păsări;
> incinta cu instalaţia de eviscerare;
> incinta cu linia de ambalare;
> tunel de congelare;
> tunel de refrigerare;
> depozit de produse congelate;
> depozit de produse refrigerate;
> zona de livrare;
> zona de facturare;
Fig. 36 - Urmărirea parametrilor Fig. 37 - Sortarea carcaselor
în
> depozit de ambalaje;
> depozit de etichete;
> imprimerie etichete;
> depozit de materiale;
> cameră cu transformator;
> centrală termică;
> staţie de compresoare;
> recepţie şi stocare deşeuri.
Fluxul tehnologic de sacrificare a păsărilor în abatorul S.C.”Avi - Top” Iei, începând cu
recepţia cantitativă şi calitativă a păsărilor, până la livrarea ’ finit, cuprinde mai multe etape
(fig. 38).
tăierea clocii
1- Eviscerarea
s. . . J
Spălarea interioară şi exterioară a carcasei
— I PB
L
1
Snala
ea
carcaselor
D^l^ţnnrea
Qpărirea
Sângerarea
Dcz
i
a
deschider
ea
puiului
eviscerarea
prooriu-zisă
Răcirea ranidă
J
Tăierea»
ghearelorm
Asomarea
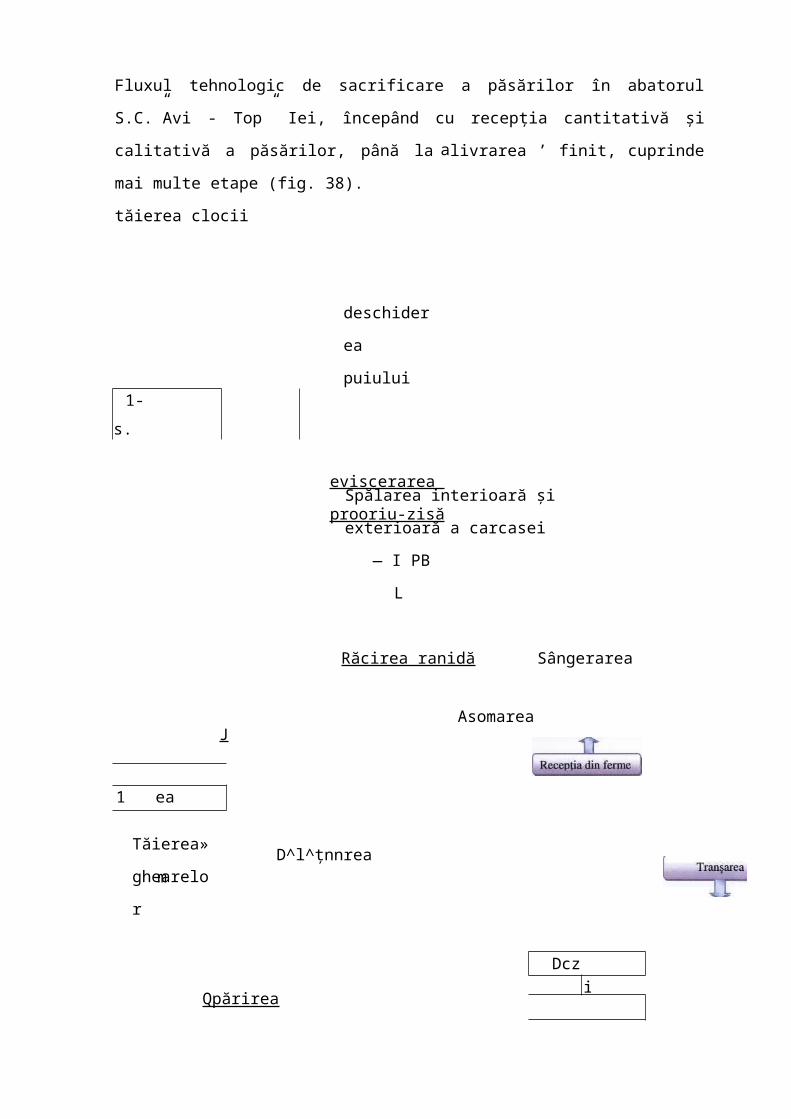
Fig. 38 - Schema procesului tehnologic de abatorizare a
păsărilor din
Motorul este prevăzut cu zone de igienizare corespunzătoare, pentru 1* şi sanitaţia
camioanelor, zone ce fac diferenţa între aria curată (din 5) şi aria murdară.
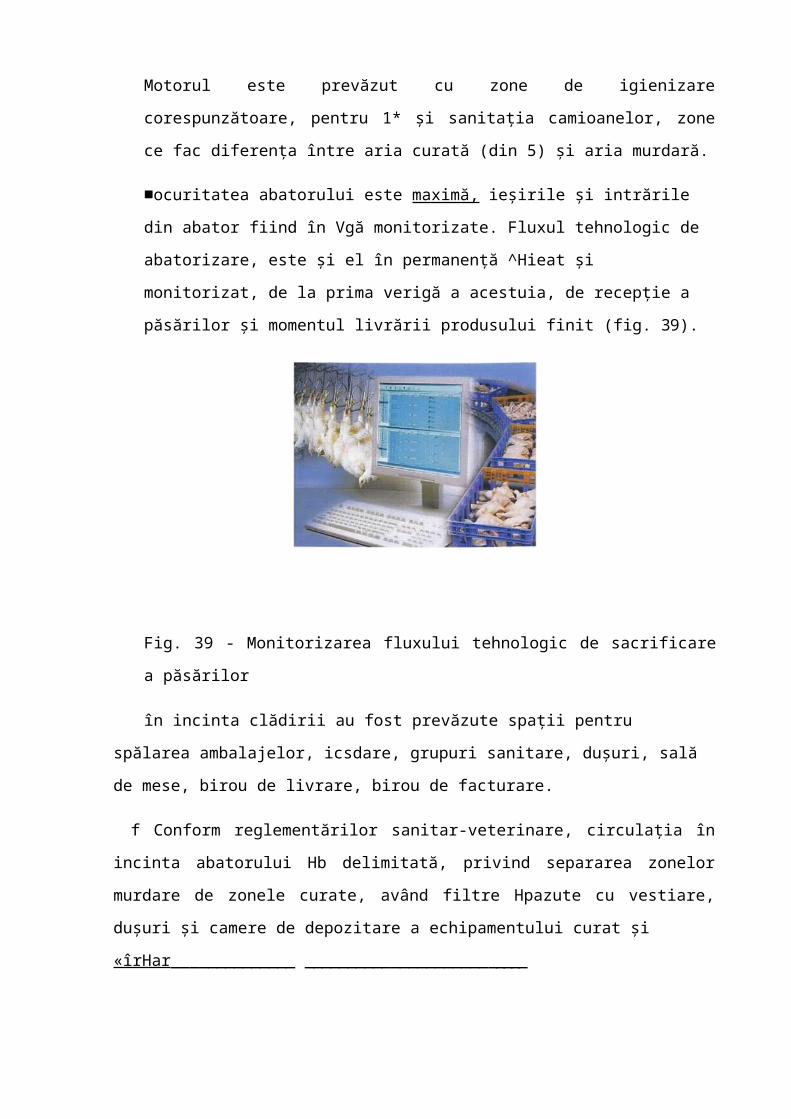
■ocuritatea abatorului este maximă, ieşirile şi intrările din abator fiind în Vgă
monitorizate. Fluxul tehnologic de abatorizare, este şi el în permanenţă ^Hieat şi
monitorizat, de la prima verigă a acestuia, de recepţie a păsărilor şi momentul livrării
produsului finit (fig. 39).
Fig. 39 - Monitorizarea fluxului tehnologic de sacrificare
a păsărilor
în incinta clădirii au fost prevăzute spaţii pentru spălarea ambalajelor, icsdare, grupuri
sanitare, duşuri, sală de mese, birou de livrare, birou de facturare.
f Conform reglementărilor sanitar-veterinare, circulaţia în incinta abatorului Hb delimitată,
privind separarea zonelor murdare de zonele curate, având filtre Hpazute cu vestiare, duşuri şi
camere de depozitare a echipamentului curat şi
«îrHar___________________ ______________________________
I 3.3.2. Maşini, utilaje şi instalaţii existente pe fluxul
tehnologic de abatorizare a păsărilor: particularităţi
constructive şi funcţionale
Containerul („Integrated container ,0stem”) - este un sistem Integrat, al cărui acces
minimizează riscul pagubelor cauzate de prinderea şi încărcarea păsărilor, oferind o serie de
avantaje:
K> este maleabil, uşor de încărcat economisind 40 - 50% din timp;
1 > iSte prevăzut cu o uşa glisantă §p asigură ventilaţia optimă pe timpul transportului;
i > întoarcerea uşii se face cu autorul unei verigi maleabile, cea ce economiseşte 30 - 40% din
efortul necesar;
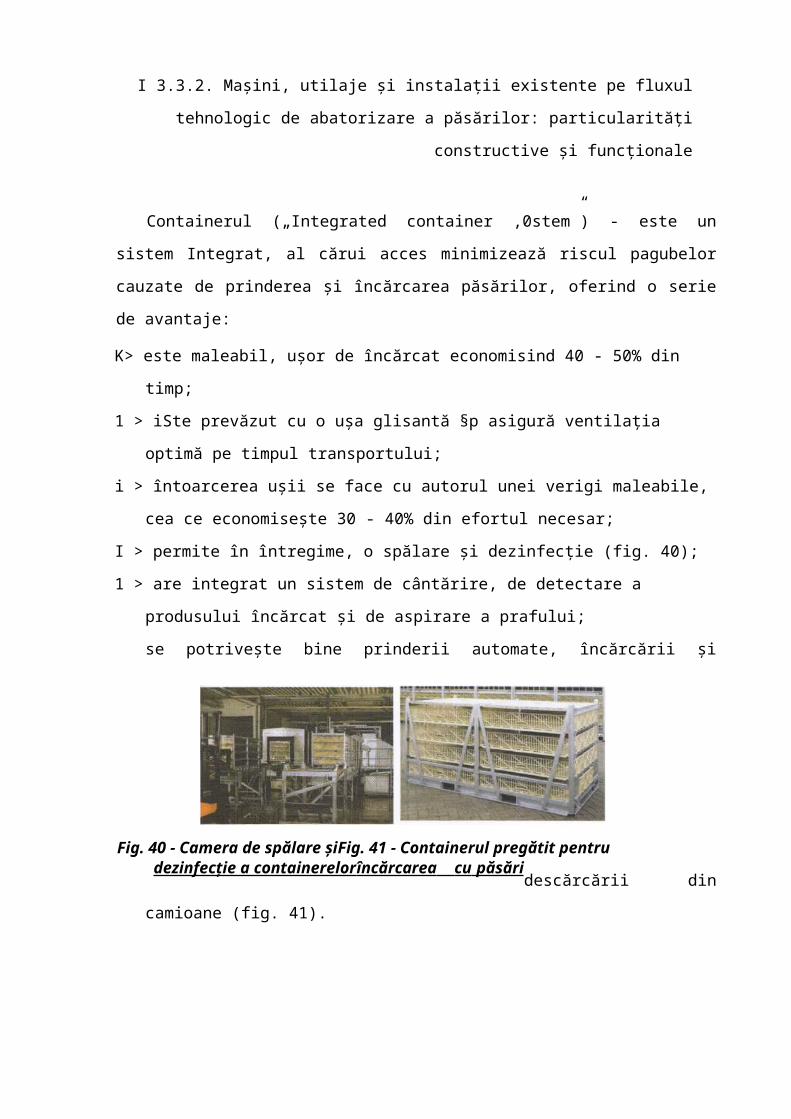
I > permite în întregime, o spălare şi dezinfecţie (fig. 40);
1 > are integrat un sistem de cântărire, de detectare a produsului încărcat şi de aspirare a
prafului;
se potriveşte bine prinderii automate, încărcării şi descărcării din camioane (fig. 41).
Fig. 40 - Camera de spălare şiFig. 41 - Containerul pregătit pentrudezinfecţie a containerelor încărcarea cu păsări
16
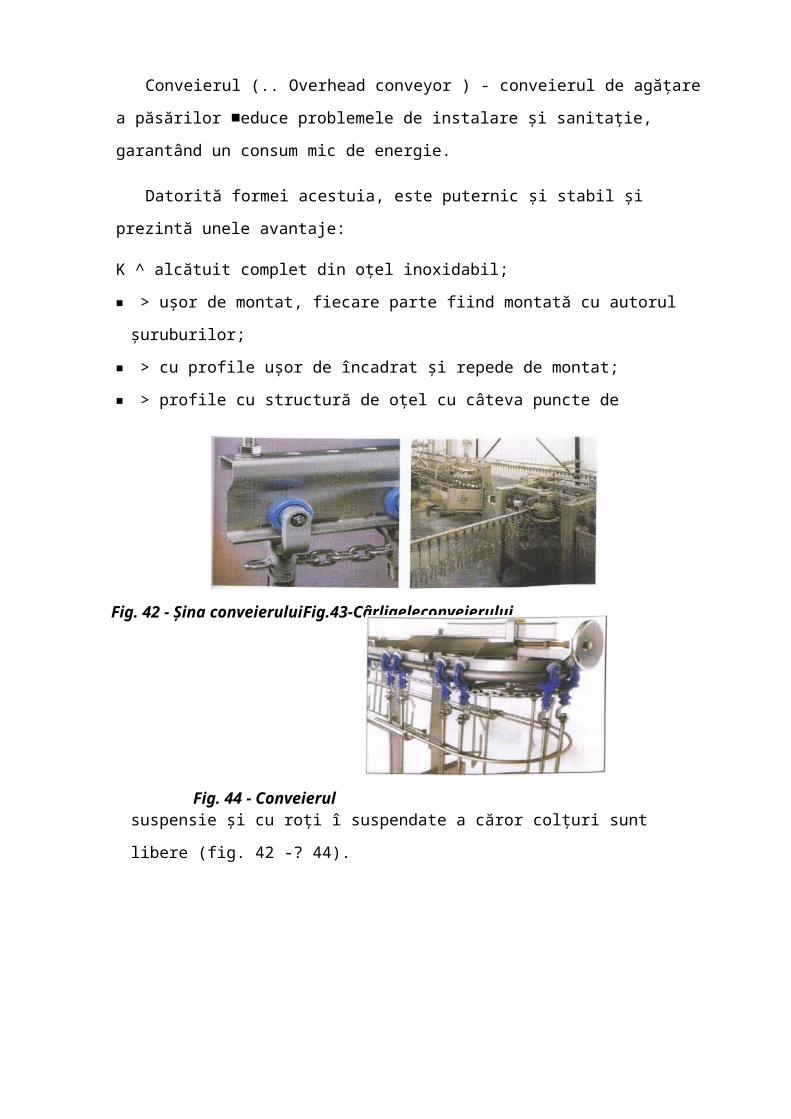
Conveierul (.. Overhead conveyor ) - conveierul de agăţare a păsărilor ■educe
problemele de instalare şi sanitaţie, garantând un consum mic de energie.
Datorită formei acestuia, este puternic şi stabil şi prezintă unele avantaje:
K ^ alcătuit complet din oţel inoxidabil;
■ > uşor de montat, fiecare parte fiind montată cu autorul şuruburilor;
■ > cu profile uşor de încadrat şi repede de montat;
■ > profile cu structură de oţel cu câteva puncte de suspensie şi cu roţi î suspendate a căror
colţuri sunt libere (fig. 42 -? 44).
Fig. 42 - Şina conveierului Fig.43 -Cârligeleconveierului
Fig. 44 - Conveierul
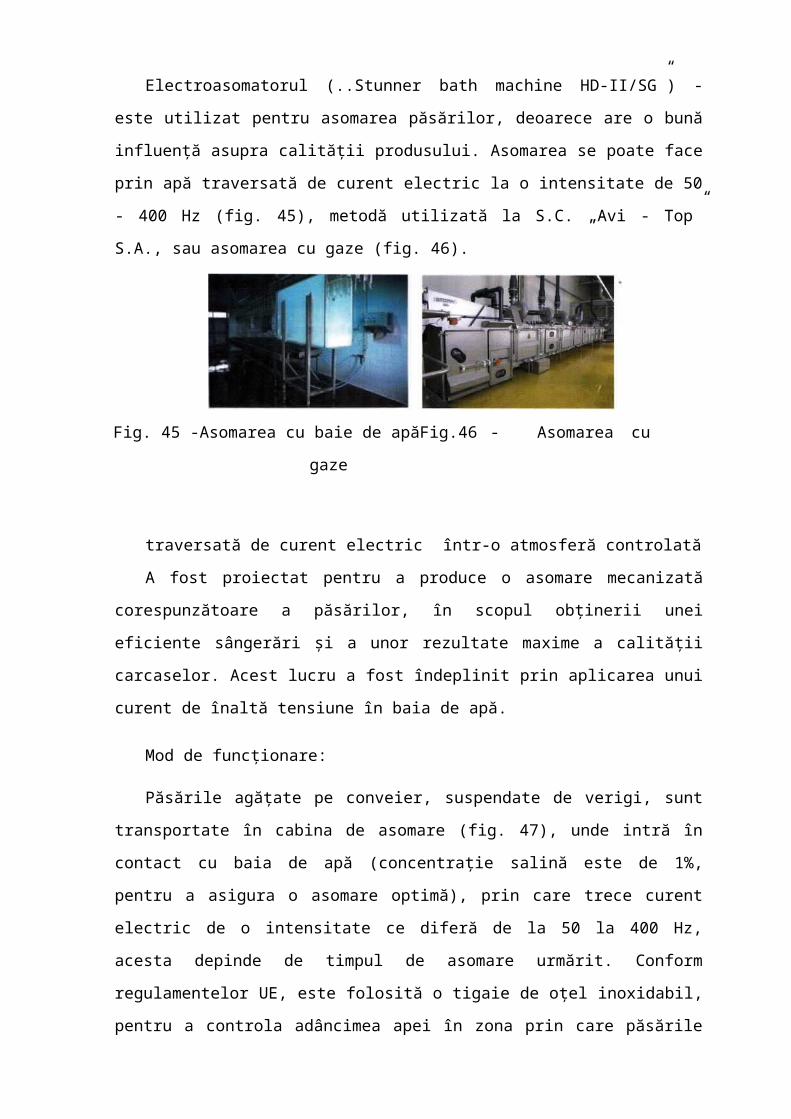
Electroasomatorul (..Stunner bath machine HD-II/SG”) - este utilizat pentru asomarea
păsărilor, deoarece are o bună influenţă asupra calităţii produsului. Asomarea se poate face
prin apă traversată de curent electric la o intensitate de 50 - 400 Hz (fig. 45), metodă
utilizată la S.C. „Avi - Top” S.A., sau asomarea cu gaze (fig. 46).
traversată de curent electric într-o atmosferă controlată
A fost proiectat pentru a produce o asomare mecanizată corespunzătoare a păsărilor, în
scopul obţinerii unei eficiente sângerări şi a unor rezultate maxime a calităţii carcaselor.
Acest lucru a fost îndeplinit prin aplicarea unui curent de înaltă tensiune în baia de apă.
Mod de funcţionare:
Păsările agăţate pe conveier, suspendate de verigi, sunt transportate în cabina de
asomare (fig. 47), unde intră în contact cu baia de apă (concentraţie salină este de 1%,
pentru a asigura o asomare optimă), prin care trece curent electric de o intensitate ce diferă
de la 50 la 400 Hz, acesta depinde de timpul de asomare urmărit. Conform regulamentelor
UE, este folosită o tigaie de oţel inoxidabil, pentru a controla adâncimea apei în zona prin
care păsările intră în contact cu aceasta. Baia de apă î-şi menţine automat, un nivel constant
al apei.
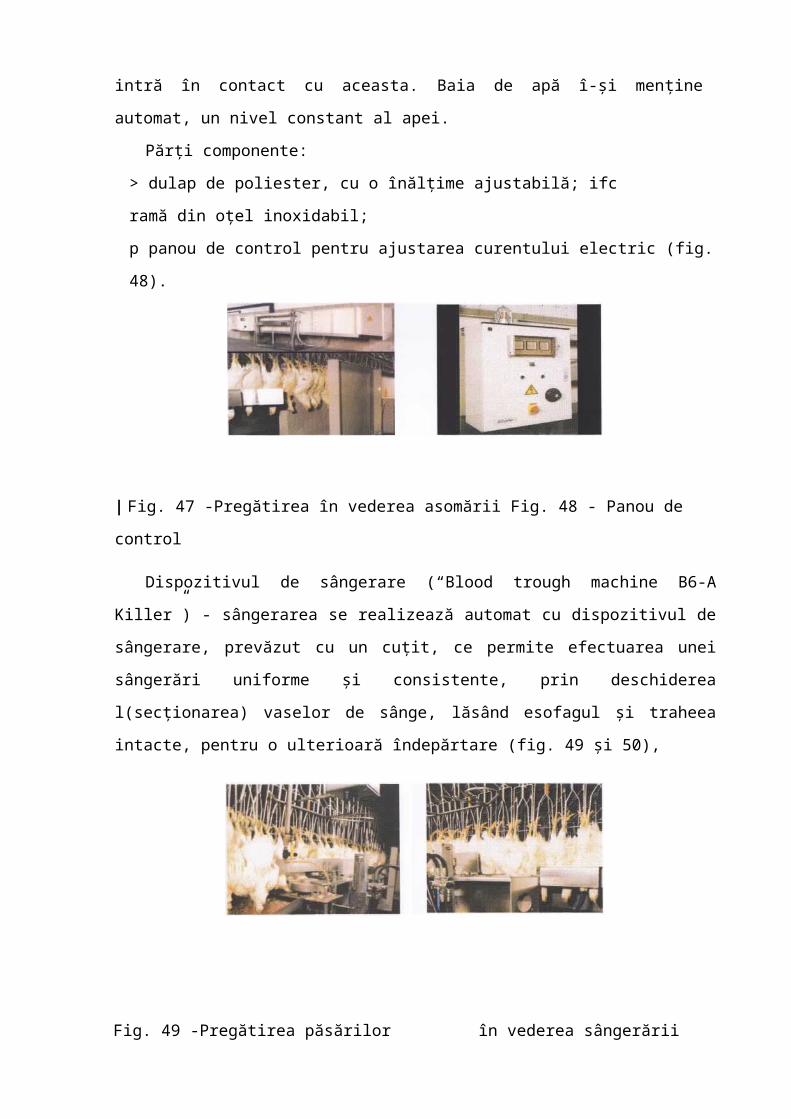
Părţi componente:
> dulap de poliester, cu o înălţime ajustabilă; ifc ramă din oţel inoxidabil;
p panou de control pentru ajustarea curentului electric (fig. 48).
Fig. 45 -Asomarea cu baie de apăFig.46 - Asomarea cu
gaze
| Fig. 47 -Pregătirea în vederea asomării Fig. 48 - Panou de
control
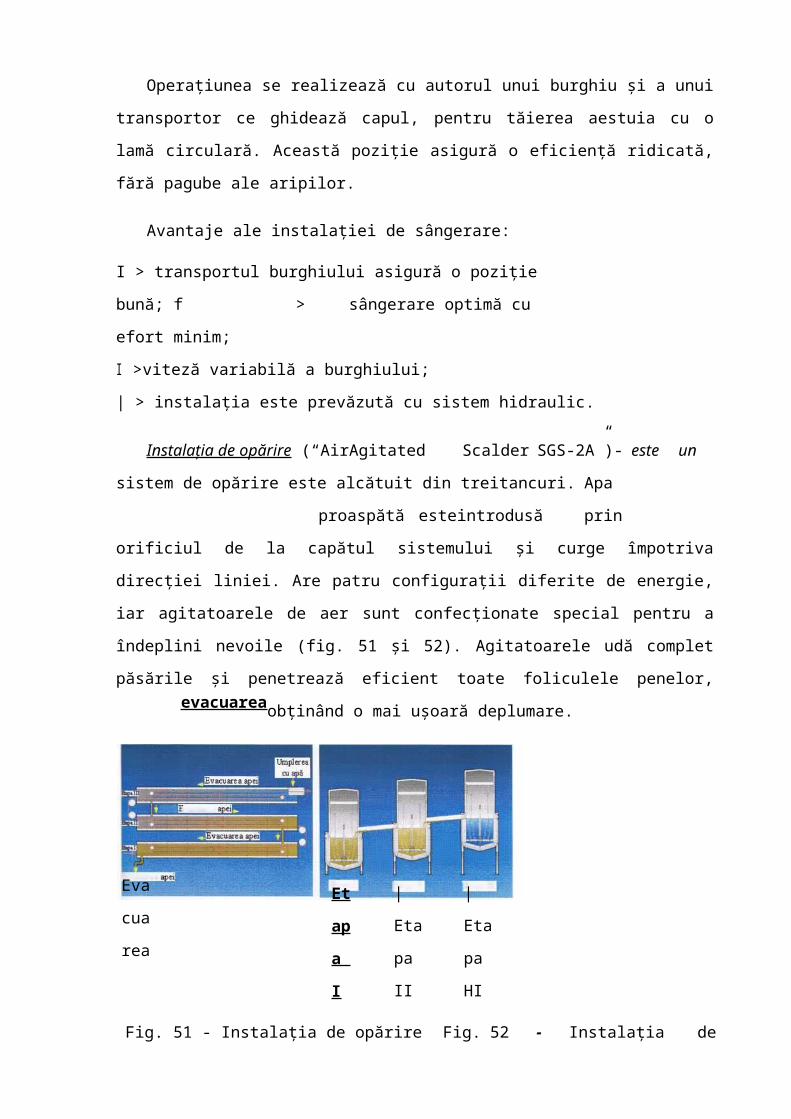
Dispozitivul de sângerare (“Blood trough machine B6-A Killer”) - sângerarea se
realizează automat cu dispozitivul de sângerare, prevăzut cu un cuţit, ce permite efectuarea
unei sângerări uniforme şi consistente, prin deschiderea l(secţionarea) vaselor de sânge,
lăsând esofagul şi traheea intacte, pentru o ulterioară îndepărtare (fig. 49 şi 50),
Fig. 49 -Pregătirea
păsărilor în vederea
sângerării
Fig. 50 - Instalaţia de
sângerare (sângerarea propriu
- zisă)
Operaţiunea se realizează cu autorul unui burghiu şi a unui transportor ce ghidează
capul, pentru tăierea aestuia cu o lamă circulară. Această poziţie asigură o eficienţă ridicată,
fără pagube ale aripilor.
Avantaje ale instalaţiei de sângerare:
I > transportul burghiului asigură o poziţie bună; f > sângerare
optimă cu efort minim;
I >viteză variabilă a burghiului;
| > instalaţia este prevăzută cu sistem hidraulic.
Instalaţia de opărire (“AirAgitatedScalderSGS-2A”)- este un
sistem de opărire este alcătuit din treitancuri. Apaproaspătă este introdusă prin
orificiul de la capătul sistemului şi curge împotriva direcţiei liniei. Are patru configuraţii
diferite de energie, iar agitatoarele de aer sunt confecţionate special pentru a îndeplini
nevoile (fig. 51 şi 52). Agitatoarele udă complet păsările şi penetrează eficient toate
foliculele penelor, obţinând o mai uşoară deplumare.
Fig. 51 - Instalaţia de opărire Fig. 52 - Instalaţia de
opărire
vedere orizontală secţiunetransversală
evacuarea
|
Eta
pa
HI
Eva
cua
rea
|
Eta
pa
II
Eta
pa
I

Această operaţiune efectuată corespunzător, va ajuta în procesul de deplumare prin:
> mai puţine pagube ale pielii şi a cărnii;
> reduce uzura degetelor de cauciuc;
> costuri mai mici de întreţinere ale aparatului.
Părţi componente:
> bazin din oţel inoxidabil (ce permite încălzirea apei şi păstrarea aburilor);
^ control automatic al nivelului apei;
> este acoperită cu un baldanchin din oţel inoxidabi;
> între baldanchin şi bazin se găsesc balamale din oţel inoxidabil, ce permit închiderea
acestora;
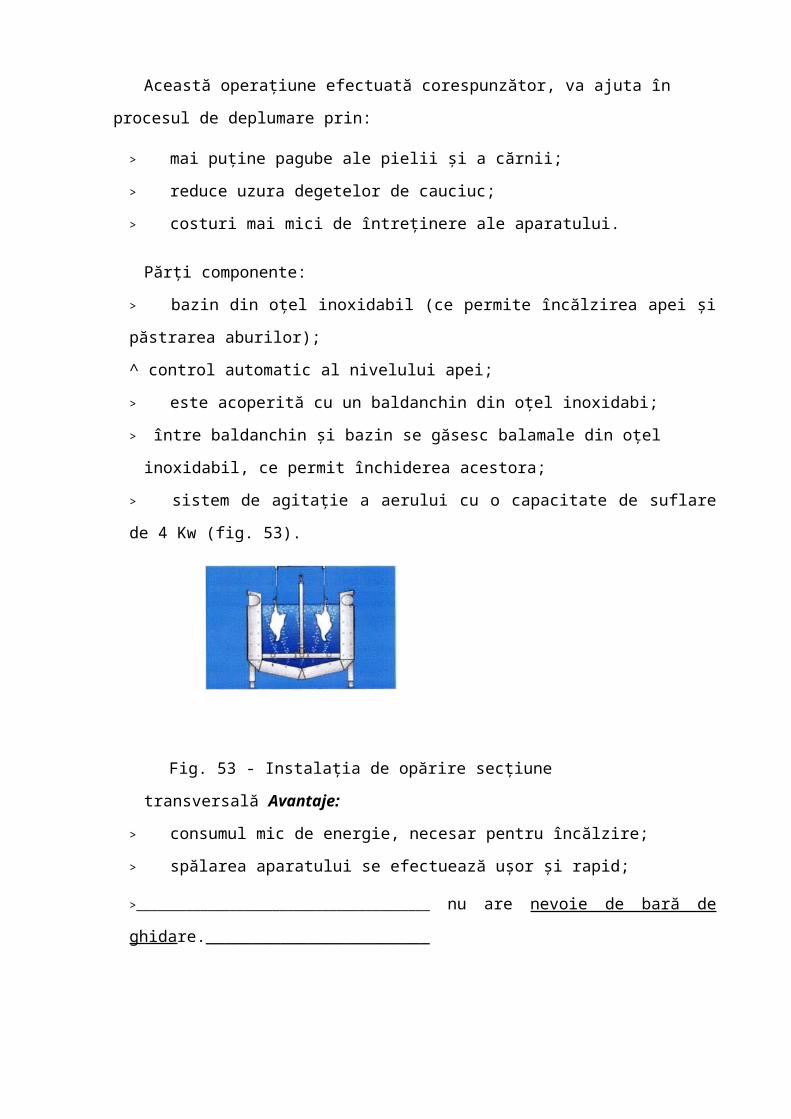
> sistem de agitaţie a aerului cu o capacitate de suflare de 4 Kw (fig. 53).
Fig. 53 - Instalaţia de opărire secţiune
transversală Avantaje:
> consumul mic de energie, necesar pentru încălzire;
> spălarea aparatului se efectuează uşor şi rapid;
>__________________________________________________ nu are nevoie de bară de ghidare.
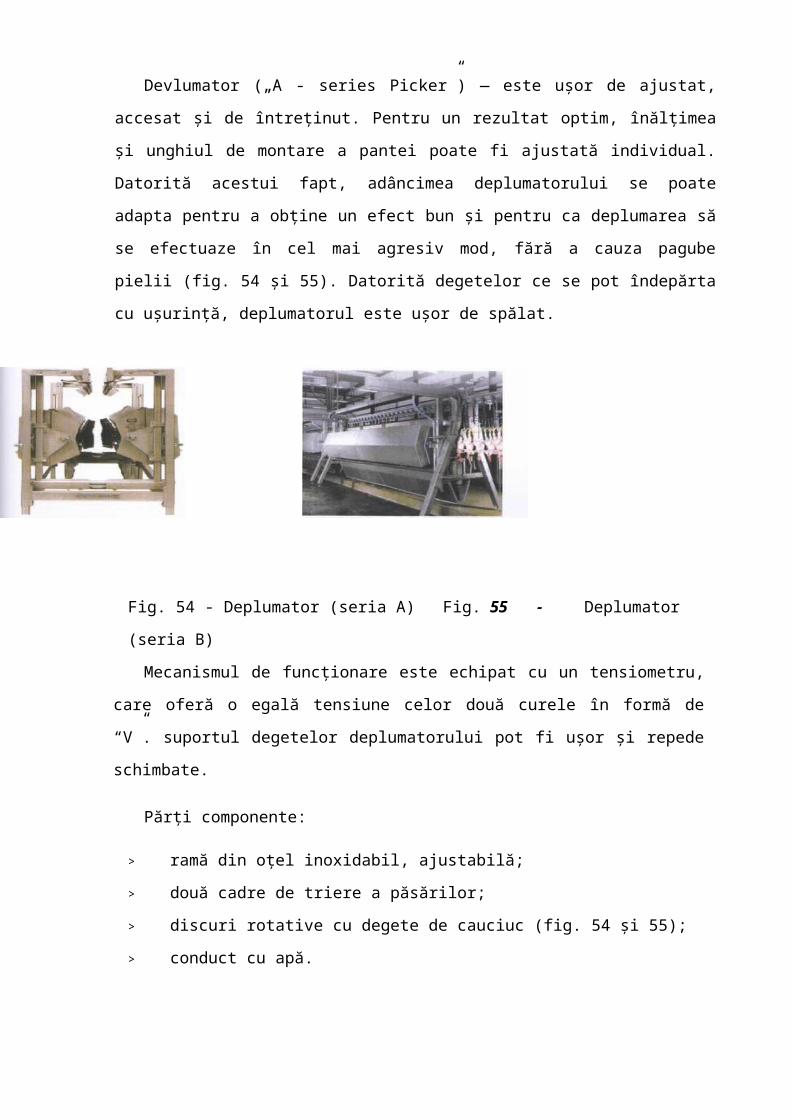
Devlumator („A - series Picker”) — este uşor de ajustat, accesat şi de întreţinut. Pentru
un rezultat optim, înălţimea şi unghiul de montare a pantei poate fi ajustată individual.
Datorită acestui fapt, adâncimea deplumatorului se poate adapta pentru a obţine un efect bun
şi pentru ca deplumarea să se efectuaze în cel mai agresiv mod, fără a cauza pagube pielii
(fig. 54 şi 55). Datorită degetelor ce se pot îndepărta cu uşurinţă, deplumatorul este uşor de
spălat.
Fig. 54 - Deplumator (seria A) Fig. 55 - Deplumator
(seria B)
Mecanismul de funcţionare este echipat cu un tensiometru, care oferă o egală tensiune
celor două curele în formă de “V”. suportul degetelor deplumatorului pot fi uşor şi repede
schimbate.
Părţi componente:
> ramă din oţel inoxidabil, ajustabilă;
> două cadre de triere a păsărilor;
> discuri rotative cu degete de cauciuc (fig. 54 şi 55);
> conduct cu apă.

Avantaje:
> nu-şi pierde setările după deschidere;
> consum mic de energie şi apă;
> posibil contact vizual în timpul deplumării;
> se deschide repede în poziţia optimă pentru a fi spălată şi întreţinută;
> capabilă pentru ajustări optime; y este un sistem închis;
> discurile degetelor sunt uşor de întreţinut, fiind confecţionate din material plastic;
> tensiunea curelelor în formă de V este repartizată mereu uniform;
> unitatea de funcţionare este prevăzută cu ventilaţie.
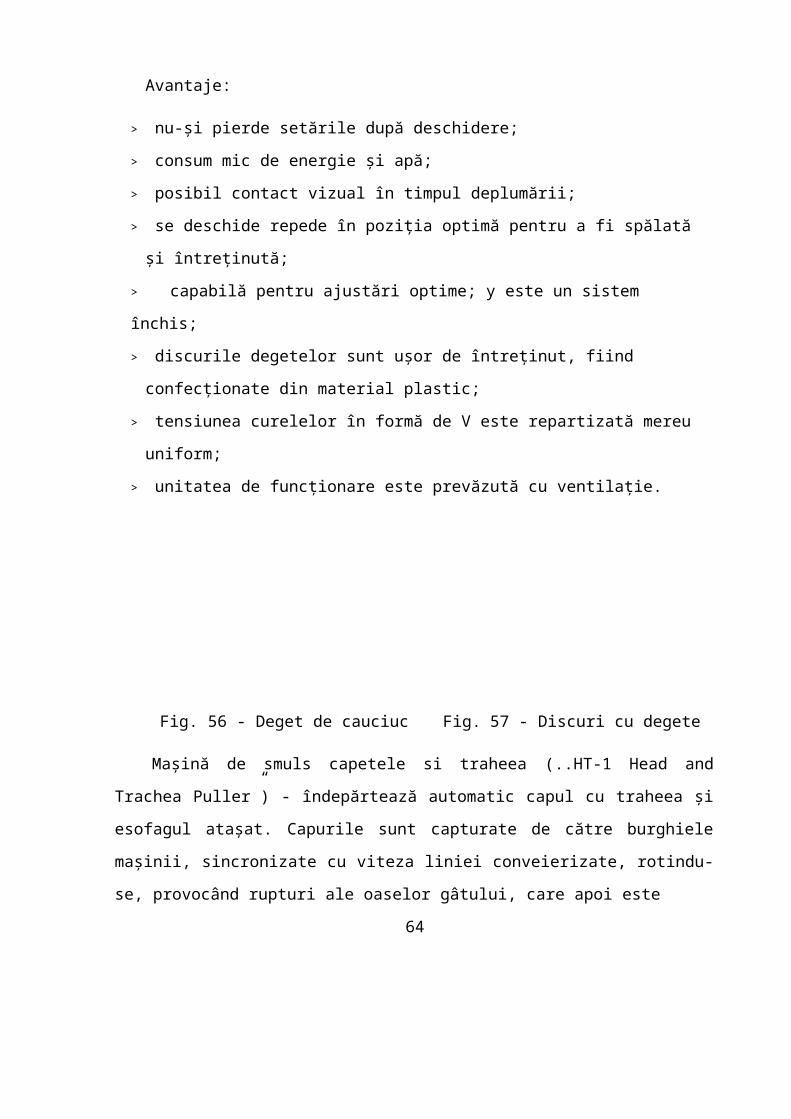
Fig. 56 - Deget de cauciuc Fig. 57 - Discuri cu degete
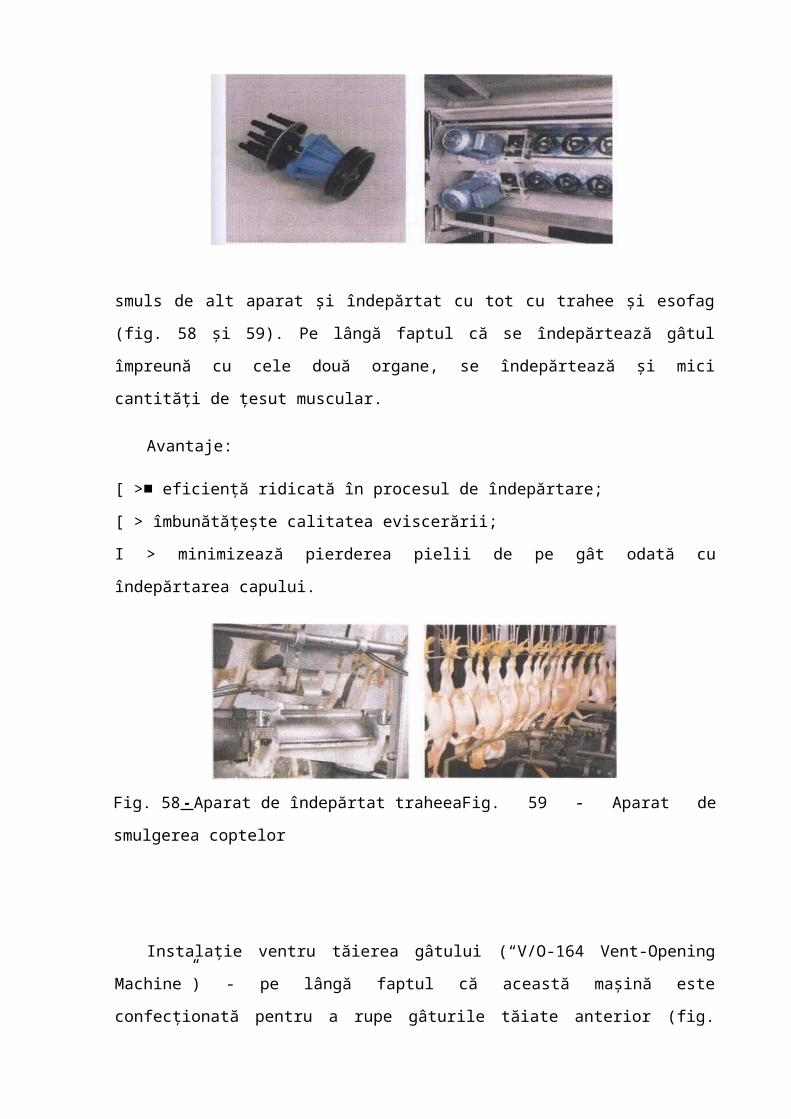
Maşină de smuls capetele si traheea (..HT-1 Head and Trachea Puller”) - îndepărtează
automatic capul cu traheea şi esofagul ataşat. Capurile sunt capturate de către burghiele
maşinii, sincronizate cu viteza liniei conveierizate, rotindu-se, provocând rupturi ale oaselor
gâtului, care apoi este
64
smuls de alt aparat şi îndepărtat cu tot cu trahee şi esofag (fig. 58 şi 59). Pe lângă faptul că se
îndepărtează gâtul împreună cu cele două organe, se îndepărtează şi mici cantităţi de ţesut
muscular.
Avantaje:
[ >■ eficienţă ridicată în procesul de îndepărtare;
[ > îmbunătăţeşte calitatea eviscerării;
I > minimizează pierderea pielii de pe gât odată cu îndepărtarea capului.
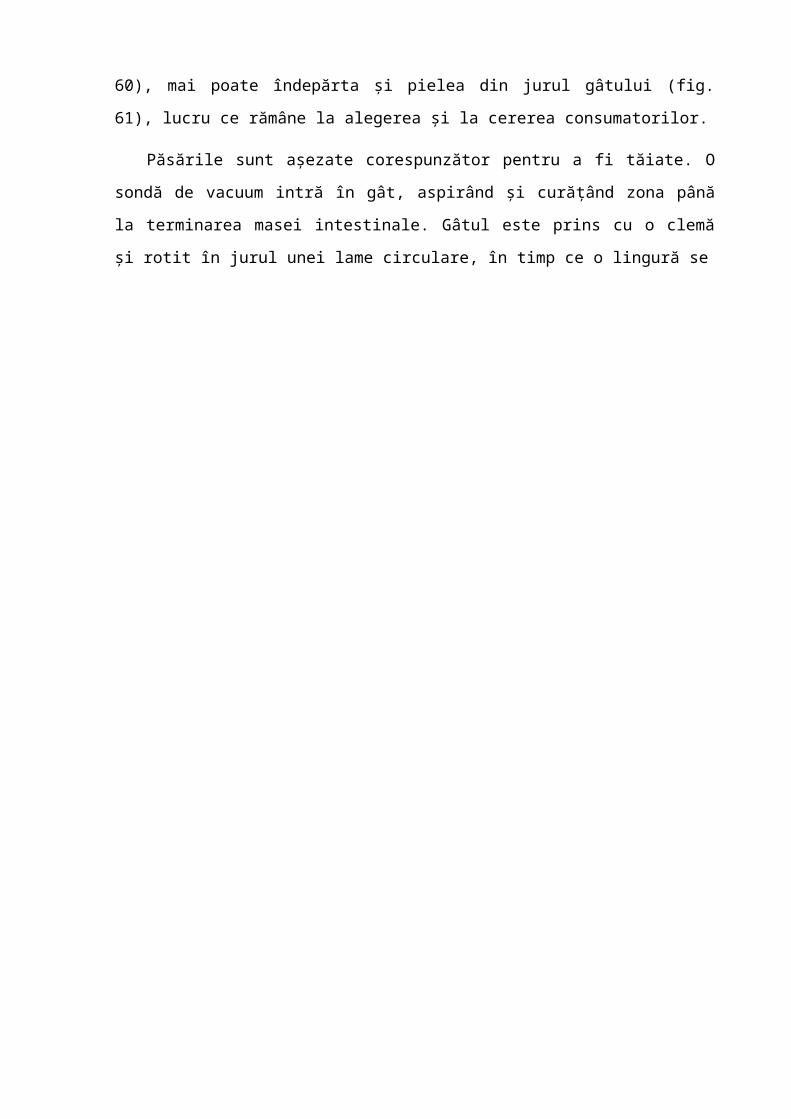
Instalaţie ventru tăierea gâtului (“V/O-164 Vent-Opening Machine”) - pe lângă faptul că
această maşină este confecţionată pentru a rupe gâturile tăiate anterior (fig. 60), mai poate
îndepărta şi pielea din jurul gâtului (fig. 61), lucru ce rămâne la alegerea şi la cererea
consumatorilor.
Păsările sunt aşezate corespunzător pentru a fi tăiate. O sondă de vacuum intră în gât,
aspirând şi curăţând zona până la terminarea masei intestinale. Gâtul este prins cu o clemă şi
rotit în jurul unei lame circulare, în timp ce o lingură se
Fig. 58 - Aparat de îndepărtat traheeaFig. 59 - Aparat de
smulgerea coptelor
roteşte pe sub pielea de la gât, separând grăsimea abdominală din jurul pipotei, lăsând-o
ataşată de pasăre până în momentul eviscerării.
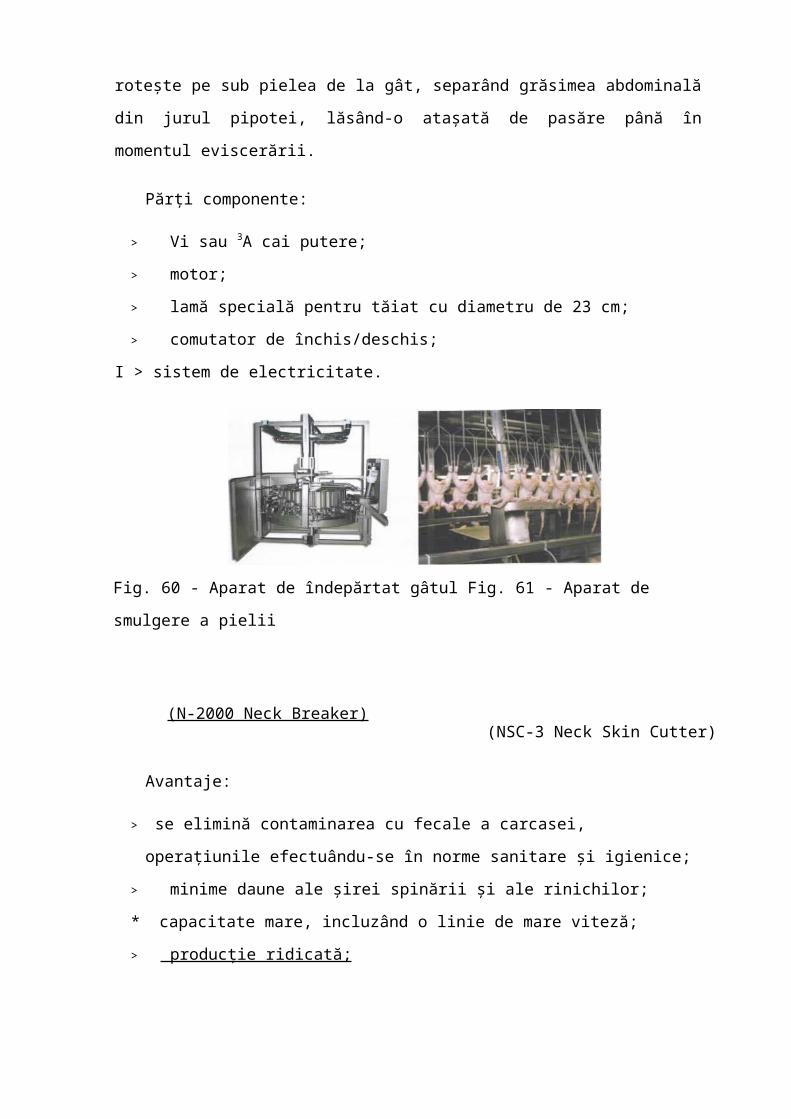
Părţi componente:
> Vi sau 3A cai putere;
> motor;
> lamă specială pentru tăiat cu diametru de 23 cm;
> comutator de închis/deschis;
I > sistem de electricitate.
(NSC- 3 Neck Skin Cutter)
Avantaje:
> se elimină contaminarea cu fecale a carcasei, operaţiunile efectuându-se în norme
sanitare şi igienice;
> minime daune ale şirei spinării şi ale rinichilor;
* capacitate mare, incluzând o linie de mare viteză;
> producţie ridicată;
Fig. 60 - Aparat de îndepărtat gâtul Fig. 61 - Aparat de
smulgere a pielii
(N-2000 Neck Breaker)
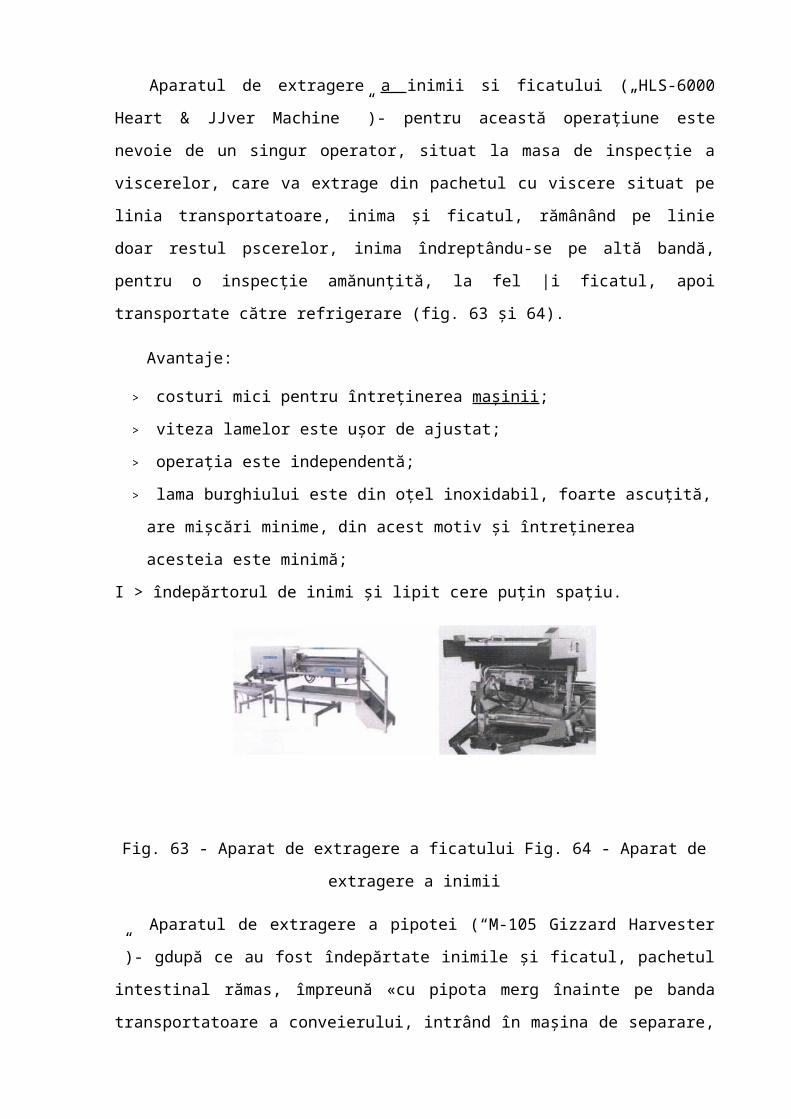
Aparatul de extragere a inimii si ficatului („HLS-6000 Heart & JJver Machine ”)-
pentru această operaţiune este nevoie de un singur operator, situat la masa de inspecţie a
viscerelor, care va extrage din pachetul cu viscere situat pe linia transportatoare, inima şi
ficatul, rămânând pe linie doar restul pscerelor, inima îndreptându-se pe altă bandă, pentru o
inspecţie amănunţită, la fel |i ficatul, apoi transportate către refrigerare (fig. 63 şi 64).
Avantaje:
> costuri mici pentru întreţinerea maşinii;
> viteza lamelor este uşor de ajustat;
> operaţia este independentă;
> lama burghiului este din oţel inoxidabil, foarte ascuţită, are mişcări minime, din acest
motiv şi întreţinerea acesteia este minimă;
I > îndepărtorul de inimi şi lipit cere puţin spaţiu.
Fig. 63 - Aparat de extragere a ficatului Fig. 64 - Aparat de
extragere a inimii
Aparatul de extragere a pipotei (“M-105 Gizzard Harvester ”)- gdupă ce au fost
îndepărtate inimile şi ficatul, pachetul intestinal rămas, împreună «cu pipota merg înainte pe
banda transportatoare a conveierului, intrând în maşina de separare, în care este înlăturată din
masa intestinală, este deschisă, conţinutul se
> consum mic de apă;
> uşor de spălat şi de întreţinut; se poate regla în funcţie de mărimea puilor;
> are o exactitate excelentă;
> eficienţă ridicată.
Eviscerarea (“CMD-20 Circular Draw Machine”) - această operaţie conferă o maximă
eficienţă în linia de procesare a păsărilor.
Acest utilaj este poziţionat pe linia de eviscerare şi în momentul în care linia
conveierului ajunge în dreptul maşinii, viscerele sunt extrase automat, indiferent de greutatea
sau mărimea păsărilor, maşina putând foarte uşor fi setată pentru alte mărimi (fig. 62 a; b; c).
CMD-20, extrage în mod automat, tot pachetul intestinal, măruntaiele şi plămânii,
poziţionându-le peste capul păsărilor.
Avantaje:
^ pagubele viscerelor şi contaminarea rezultată sunt minime;
^ după extragerea viscerelor, efortul este minim, fiind necesară o ulterioară
aranjare a organelor în vederea unui control.
a b c
Fig. 62 - Instalaţia de eviscerare
68
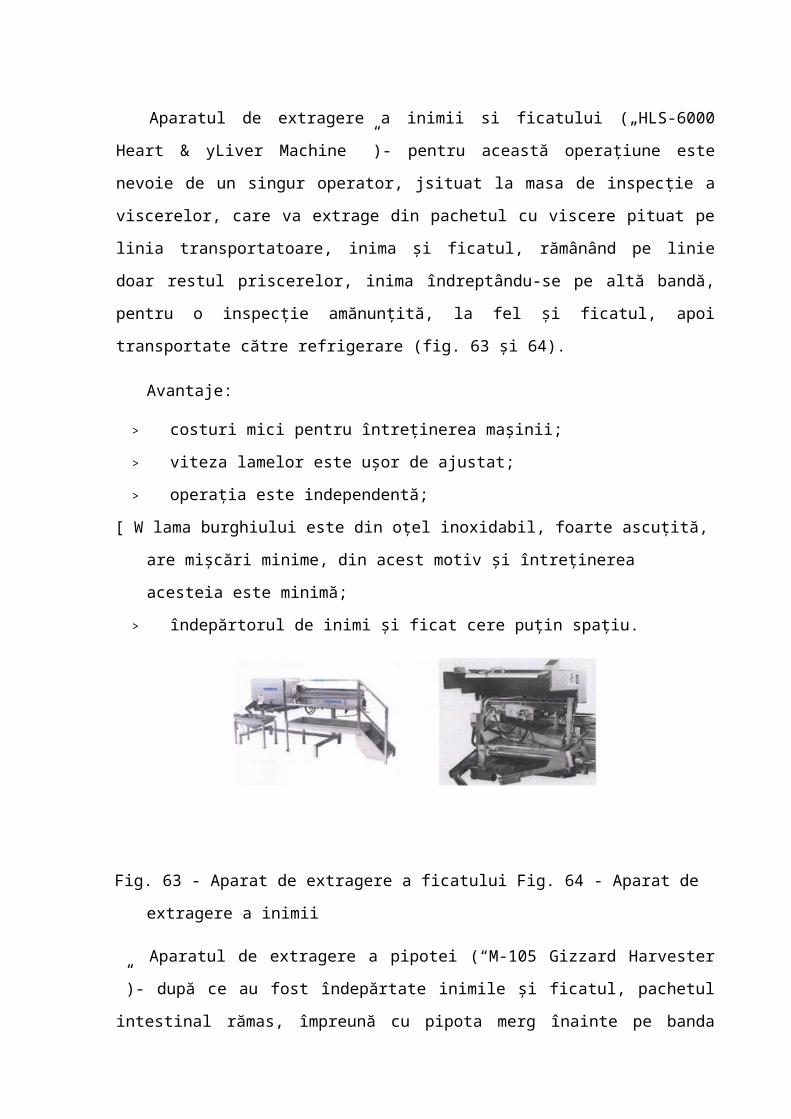
Aparatul de extragere a inimii si ficatului („HLS-6000 Heart & yLiver Machine ”)-
pentru această operaţiune este nevoie de un singur operator, jsituat la masa de inspecţie a
viscerelor, care va extrage din pachetul cu viscere pituat pe linia transportatoare, inima şi
ficatul, rămânând pe linie doar restul priscerelor, inima îndreptându-se pe altă bandă, pentru o
inspecţie amănunţită, la fel şi ficatul, apoi transportate către refrigerare (fig. 63 şi 64).
Avantaje:
> costuri mici pentru întreţinerea maşinii;
> viteza lamelor este uşor de ajustat;
> operaţia este independentă;
[ W lama burghiului este din oţel inoxidabil, foarte ascuţită, are mişcări minime, din acest
motiv şi întreţinerea acesteia este minimă;
> îndepărtorul de inimi şi ficat cere puţin spaţiu.
Fig. 63 - Aparat de extragere a ficatului Fig. 64 - Aparat de extragere a inimii
Aparatul de extragere a pipotei (“M-105 Gizzard Harvester ”)- după ce au fost
îndepărtate inimile şi ficatul, pachetul intestinal rămas, împreună cu pipota merg înainte pe
banda transportatoare a conveierului, intrând în maşina de separare, în care este înlăturată din
masa intestinală, este deschisă, conţinutul se
^depărtează, se curăţă şi se decoeşte, apoi se trimite la masa de inspecţie finală fig. 65).
Avantaje:
> capacitate de 6300 pipote/oră;
> consum mic de apă;
> întreţinerea maşinii se face cu uşurinţă;
> operaţiuni executate în siguranţă;
> panou de control electric.
în momentul în care au fost aduse pe masa de inspecţie, sunt verificare şi urăţate din
nou, apoi se trimit la refrigerare şi apoi la ambalare (fig. 66).
Avantaje:
> capacitate: 9000 pipote/oră;
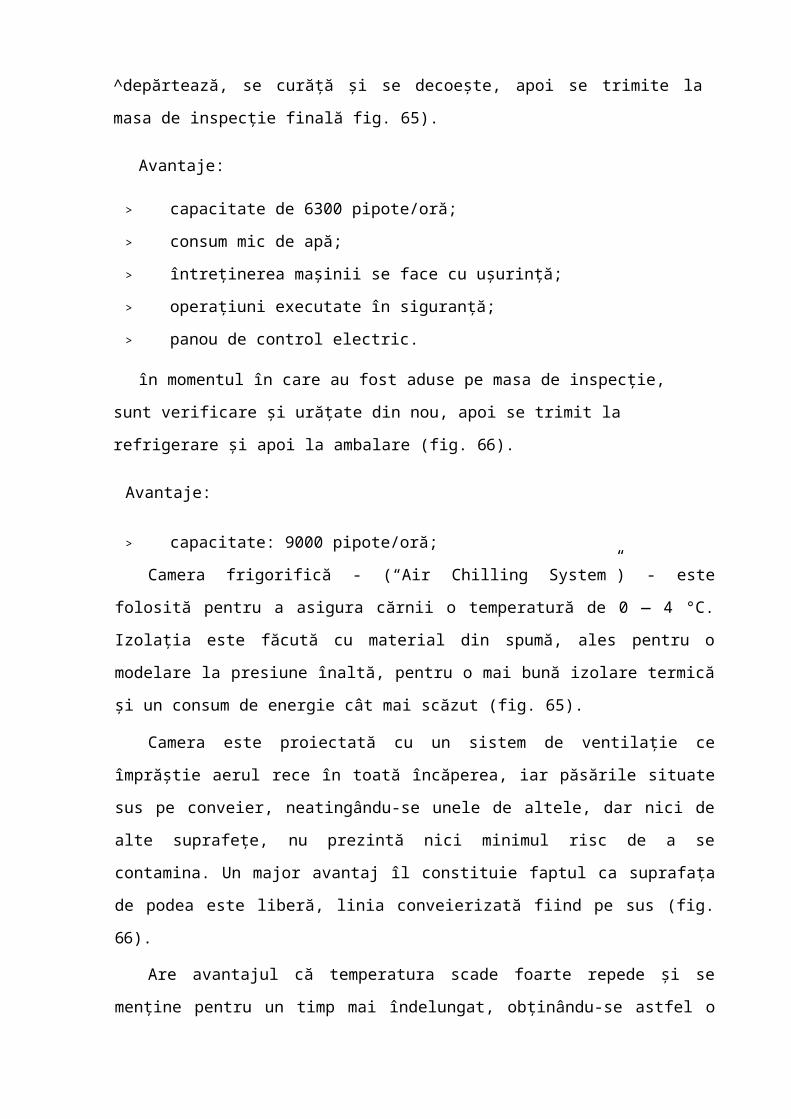
Camera frigorifică - (“Air Chilling System”) - este folosită pentru a asigura cărnii o
temperatură de 0 — 4 °C. Izolaţia este făcută cu material din spumă, ales pentru o modelare
la presiune înaltă, pentru o mai bună izolare termică şi un consum de energie cât mai scăzut
(fig. 65).
Camera este proiectată cu un sistem de ventilaţie ce împrăştie aerul rece în toată
încăperea, iar păsările situate sus pe conveier, neatingându-se unele de altele, dar nici de alte
suprafeţe, nu prezintă nici minimul risc de a se contamina. Un major avantaj îl constituie
faptul ca suprafaţa de podea este liberă, linia conveierizată fiind pe sus (fig. 66).
Are avantajul că temperatura scade foarte repede şi se menţine pentru un timp mai
îndelungat, obţinându-se astfel o răcire foarte rapidă a carcaselor.
Are un panou de control pentru verificarea temperaturii la interior.
3.3.3. Consideraţii asupra lucrării de recepţie cantitativă şi calitativă a păsărilor
în abatorul de lucru
Puii sunt aprovizionaţi din cele 4 ferme proprii: din ferma de la „Miroslava”, comuna cu
acelaşi nume, ferma „Spinoasa” din comuna Erbiceni, ferma , Jora” din Târgu - Frumos şi
„Baby Beef’, ce aparţine comunei Bălţaţi, toate aparţinând S.C. „Avi - Top” S.A. Iaşi (fig.
67).
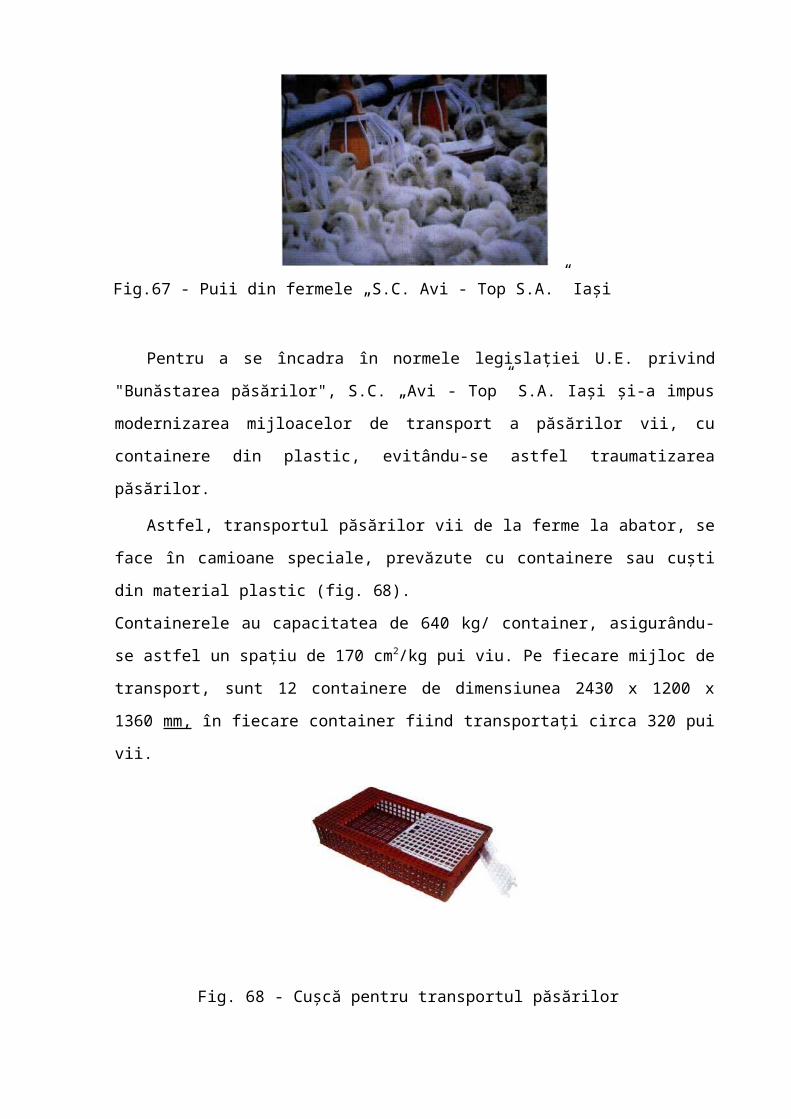
Pentru a se încadra în normele legislaţiei U.E. privind "Bunăstarea păsărilor", S.C. „Avi
- Top” S.A. Iaşi şi-a impus modernizarea mijloacelor de transport a păsărilor vii, cu
containere din plastic, evitându-se astfel traumatizarea păsărilor.
Astfel, transportul păsărilor vii de la ferme la abator, se face în camioane speciale,
prevăzute cu containere sau cuşti din material plastic (fig. 68).
Containerele au capacitatea de 640 kg/ container, asigurându-se astfel un spaţiu de 170
cm2/kg pui viu. Pe fiecare mijloc de transport, sunt 12 containere de dimensiunea 2430 x
1200 x 1360 mm, în fiecare container fiind transportaţi circa 320 pui vii.
Fig. 65-Cameră frigorifică jfe, 66 - Răcirearapidă
Fig.67 - Puii din fermele „S.C. Avi - Top S.A.” Iaşi

Fig. 68 - Cuşcă pentru transportul păsărilor
Deoarece, distanţa dintre ferme şi abator nu depăşeşte 200 km, transportul puilor broiler
se mai poate practica şi în cuşti, 2-3 pui/cuşcă, greutatea trebuie să nu depăşească 7 kg/cuşcă.
Păsările sosite pentru abatorizare au deja aparatul digestiv golit şi întârzierea sacrificării
cu peste 12-14 ore, duce la secreţii intestinale nedorite, fapt ce măreşte mult friabilitarea
viscerelor în momentul eviscerării. Din acest motiv păsările sunt sacrificate după 2 ore de
odihnă.
Şi în abator, manipularea dură, respectiv prinderea şi agăţarea picioarelor, determină
ruperi de pulpe, dislocări şi ruperi de aripi.
Poziţionarea incorectă a cuştilor cu pui vii, înălţimea de agăţare prea mare sau prea
mică, provoacă deasemenea daune, din acest motiv, atât încărcarea, cât şi descărcarea, se face
manual, de o echipă instruită. Prinderea şi manevrarea păsărilor trebuie realizată cu atenţie,
încercând astfel o minimizare a stresului acestora.
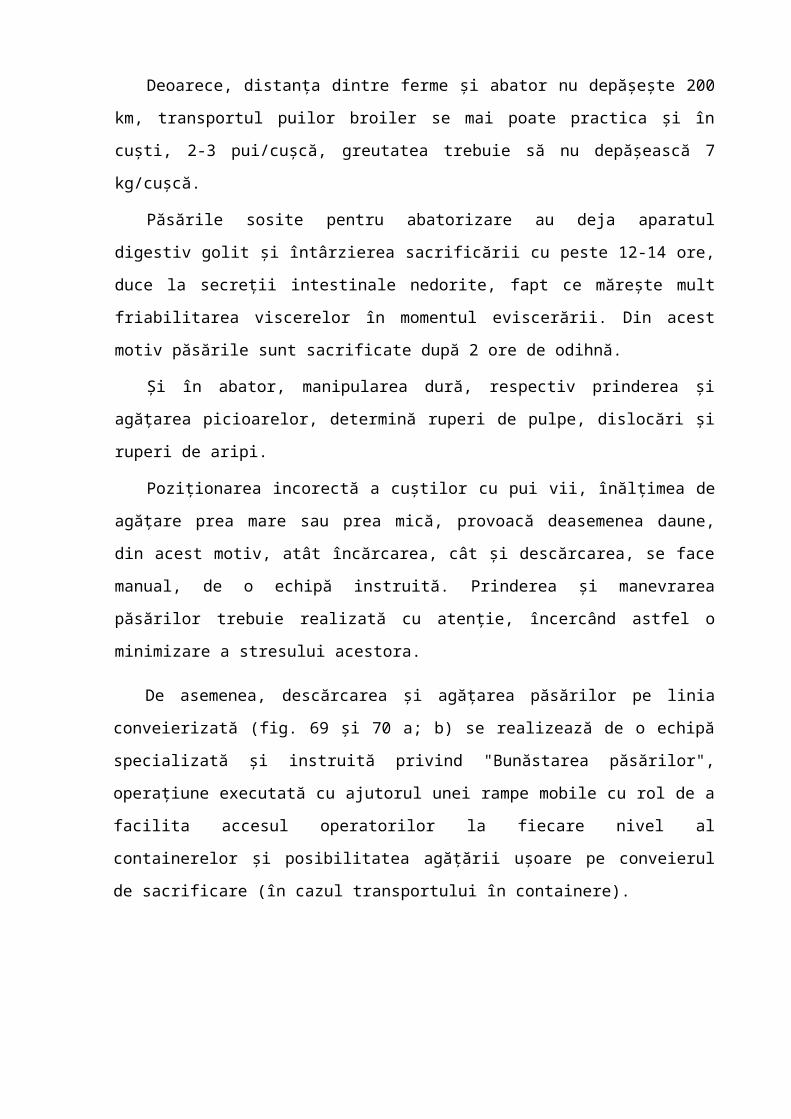
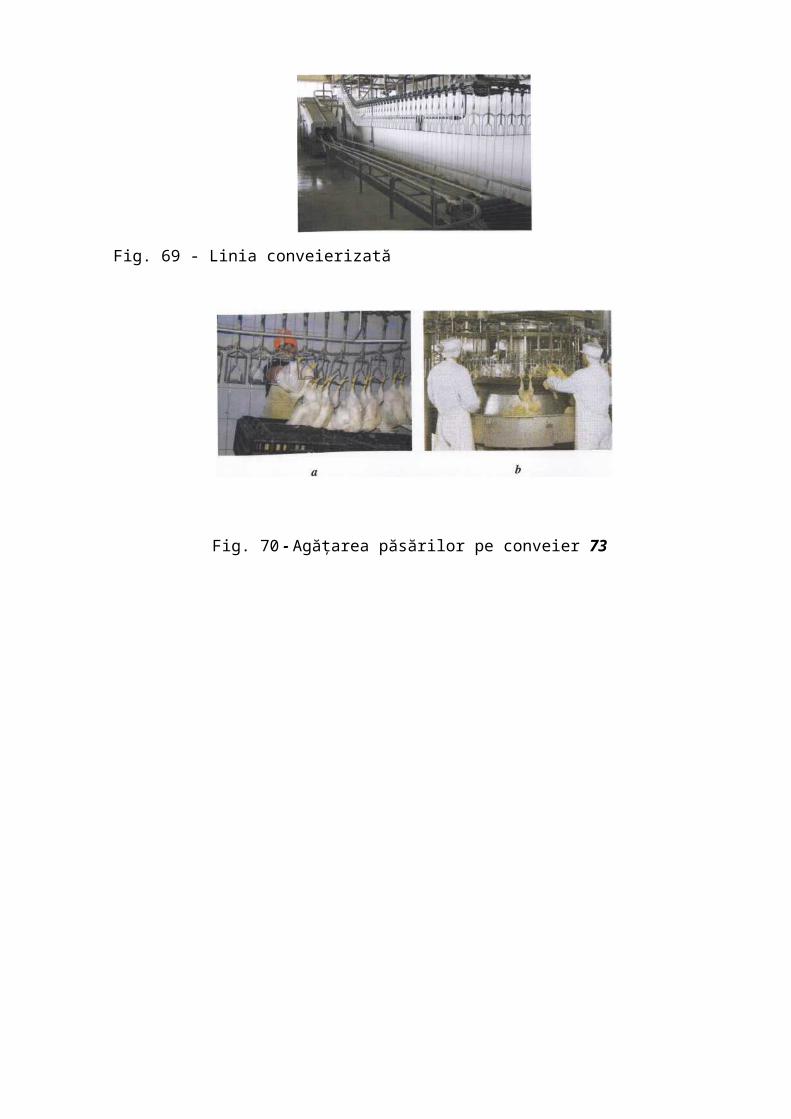
De asemenea, descărcarea şi agăţarea păsărilor pe linia conveierizată (fig. 69 şi 70 a; b)
se realizează de o echipă specializată şi instruită privind "Bunăstarea păsărilor", operaţiune
executată cu ajutorul unei rampe mobile cu rol de a facilita accesul operatorilor la fiecare
nivel al containerelor şi posibilitatea agăţării uşoare pe conveierul de sacrificare (în cazul
transportului în containere).
Fig. 69 - Linia conveierizată
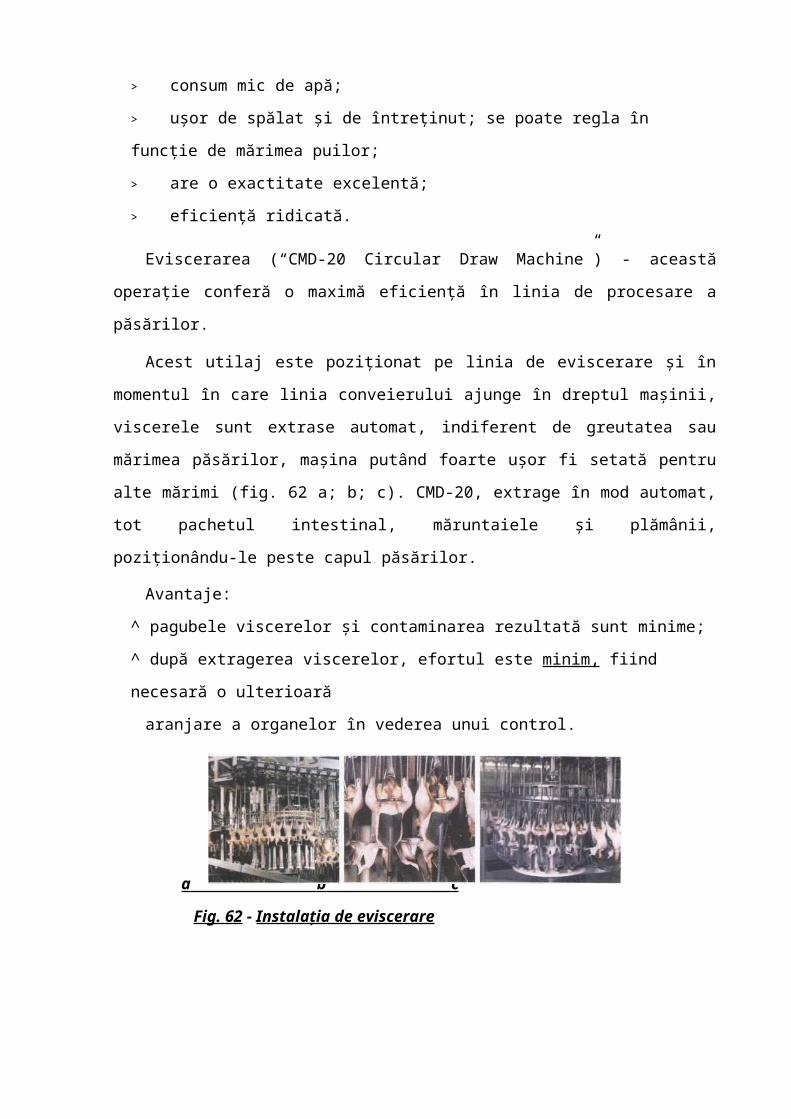
Fig. 70 - Agăţarea păsărilor pe conveier 73
73
Instituirea programului de odihnă are loc în sectorul destinat recepţiei, cameră prevăzută
cu ventilatoare, iluminată obscur (40 lucşi - lumină violetă sau albastră). La intrare şi ieşire,
simt prevăzute două perdele de aer, ce crează o fantă de curent de aer puternică, împiedicând
intrarea insectelor, iar ventilaţia acestui sector se realizează cu două ventilatoare de acoperiş,
eliminând aerul din incintă (praf, fum, gaze de eşapament).
De asemenea, în camera de recepţie, zgomotul trebuie menţinut la un nivel cât mai mic
posibil, pentru a evita stresarea păsărilor. Păsările moarte la sosirea în abator, trebuie puse în
containere speciale.
Examenul sanitar-veterinar al păsărilor destinate tăierii se face după ce cuştile sau
containerele cu păsări au fost descărcate din mijlocul de transport folosit şi aşezate pe banda
transportoare cu role a abatorului.
în orice abator pentru păsări există mai multe secţiuni de lucru, respectiv:
> secţiunea sacrificare, unde au loc asomarea, sângerarea, opărirea şi deplumarea păsărilor;
> secţiunea eviscerare, unde se execută operaţiunile de extirpare a glandei uropigiene,
eviscerarea carcaselor, detaşarea şi prelucrarea organelor, îndepărtarea guşii, esofagului
şi a traheii, extragerea pulmonilor, spălarea şi răcirea carcaselor şi detaşarea gâturilor;
> secţiunea pentru prelucrarea carcaselor, unde se realizează tranşarea acestora, dezosarea,
filetarea şi ambalarea cărnii;
> secţiunea rezervată depozitării cărnii, prevăzută cu un spaţiu de congelare sau de refrigerare
rapidă, un depozit de congelare şi un depozit de refrigerare;
> secţiunea de producere a frigului, unde se găsesc compresoarele de frig şi atelierele de
reparaţii;

> secţiunea pentru depozitarea diferitelor materiale şi ambalaje;
> secţiunea destinată personalului din abator, care se compune din vestiare, grupuri sanitare
şi cantina;
> sala computerelor, de unde se supraveghează tot fluxul tehnologic din abator;
> secţiunea de epurare a apelor uzate, care cuprinde o zonă de procesare mecanică şi una
chimică. în unele abatoare, cu standarde înalte, apa rezultată din primele două filtrări se
epurează şi biologic, în care caz se realizează o purificare de 98%, apa purificată
putând fi, apoi, recirculată. Capacitatea abatoarelor pentru păsări este diferită, în funcţie
de efectivul de păsări care trebuie sacrificat.
După descărcarea fiecărui lot de păsări, are loc dezinfecţia cuştilor (cu substanţe
dezinfectante ca hipocoritul de sodium, Virucidal, Vircon’% etc), substanţe ce nu prezintă
risc semnificativ prin doza utilizată (fig. 71) şi dezinfecţia maşinilor.
Fig. 71 - Instalaţie folosită la spălarea şi dezinfectarea cuştilor
75
Maşinile de transport sunt igienizate în staţia de spălare, respectând etapele din normele
sanitar-veterinare (dotată cu apă caldă potabilă la o temperatură de 83- 85°C, cu o presiune de
4 atmosfere, apă rece potabilă şi materiale necesare igienizării).
Igienizarea mijloacelor de transport constă în parcurgerea obligatorie a următoarelor
etape:
> clătire cu apă potabilă rece;
> spălare cu detergent: Topax -66 concentraţie 1,5-2% (prezintă excelente proprietăţi de
îndepărtare a rezidurilor grase şi proteice);
> clătirea finală a spumei şi resturilor de impurităţi care se realizează cu apă caldă la
temperatura de 40-60°C;
> dezinfecţia se realizează cu: Virkon 1%; Bromosept 0,5% sau Desogerm 0,5%. Timpul
de contact între substanţa dezinfectantă şi suprafeţele mijloacelor de transport, trebuie să
fie de circa 10-15 minute;
> clătirea finală - se realizează cu apă rece.
Transportul generează şi o stare de oboseală, determinând scăderea rezistenţei
organismului, favorizând pătrunderea microflorei de la nivelul tubului digestiv în organe şi
musculatură.
Caracteristicile substanţelor dezinfectante:
- Topax 66 - este un lichid gălbui, solubil în apă în orice cantitate, conţinut în fosfor de
0,1%, conţinut în azot de 0,17%, un pH de 11,8. Timpul de contact al acestei substanţe sub
formă de spumă este de 10 minute. Este necesar ca acesta să cuprindă toate suprafeţele
mijlocului de transport.
- Desoeerm Sanichoc - are spectru larg antimicrobian şi elimină rapid toate tipurile de
microorganisme, bacterii, fimgi, spori,virusuri, bacteriofagi. Se pezintă sub forma unui lichid
de culoare verde, are un pH neutru, eficient în apa dură şi în prezenţa substanţelor organice,
conţine 45 g/l ioni de amoniu, 150 g/l aldehidă glutarică şi formică.
-Bromosept - este agent antibacterian, distruge un număr mare de bacterii gram positive
şi gram negative, are proprietăţi fungicide. Este un agent cationic tensioactiv de umezire şi de
formare a unei spume care curăţă şi pătrunde în zone cu fisuri. Produsul este activ chiar şi în
concentraţii mici, precum şi la variaţii de pH şi temperatură.
Toate operaţiunile de spălare şi dezinfecţie, se realizează cu ajutorul unei instalaţii de
spălare la presiune înaltă, specifică sistemului de igienizare cu spumă.
în urma igienizării mijloacelor de transport, rezultă apa uzată care se decantează într-un
separator - decantor, după care este dirijată la staţia de epurare.
După ce a avut lor recepţia cantitativă şi calitativă a păsărilor şi agăţarea lor pe linia
conveierizată, manoperă efectuată manual, se parcurg următoarele etape ale fluxului
tehnologic de sacrificare a păsărilor, în abatorul “S.C. Avi - Top S.A. Iaşi”.
3.3.4. Consideraţii asupra lucrării de asomare a păsărilor
Asomarea este operaţia tehnologică prin care se scoate din funcţie sistemul nervos
central care dirijează senzaţia de durere fizică, precum şi instinctul de
77
apărare, fiind păstrat sistemul nervos al vieţii vegetative, care dirijează organele interne.
Din aceste motive, asomarea se execută pentru următoarele scopuri:
> pentru ca animalul să fie mai uşor de abordat în vederea suprimării vieţii prin
sângerare;
> pentru a respecta legislaţia de protecţia animalelor;
> pentru ca animalul să se zbată mai puţin la sângerare;
> pentru a diminua efectele negative asupra calităţii finale a musculaturii.
Metoda de asomare a păsărilor cu curent electric de înaltă frecvenţă practicată în
abatorul S.C. „Avi - Top” S.A. Iaşi, are o bună influenţă asupra calităţii produsului obţinut,
nedeteriorând carnea de pasăre.
Această metodă nu se practică „doar” pentru că produce inconştienţa păsării, ci
influenţează pozitiv sângerarea, deplumarea şi nu în ultimul rând, calitatea cărnii.
Maşina utilizată pentru asomarea păsărilor (electroasomatorul) este formată dintr-un
dispozitiv automat de electrocutare, prevăzut cu o bandă transportoare, pe care păsările sunt
agăţate cu capul în jos, un bazin cu apă, traversat de un curent electric alternativ, cu o
tensiune de electrocutare reglată între 50 - 400 Hz şi la cel puţin 105 mA, acestea depind de
viteza conveierului.
Baia cu apă se mai numeşte bazin de imersie sau bazin de asomare. Bazinele de asomare
trebuie să aibă dimensiuni corespunzătoare pentru toate tipurile de păsări. In momentul
scufundării păsărilor în bazin, apa din baia de asomare nu trebuie să se reverse. Nivelul apei
trebuie reglat astfel încât submersarea capului să permită o asomare eficientă, în cazul în care
submersarea nu este corespunzătoare se vor lua măsuri imediate pentru remedierea acestei
situaţii.
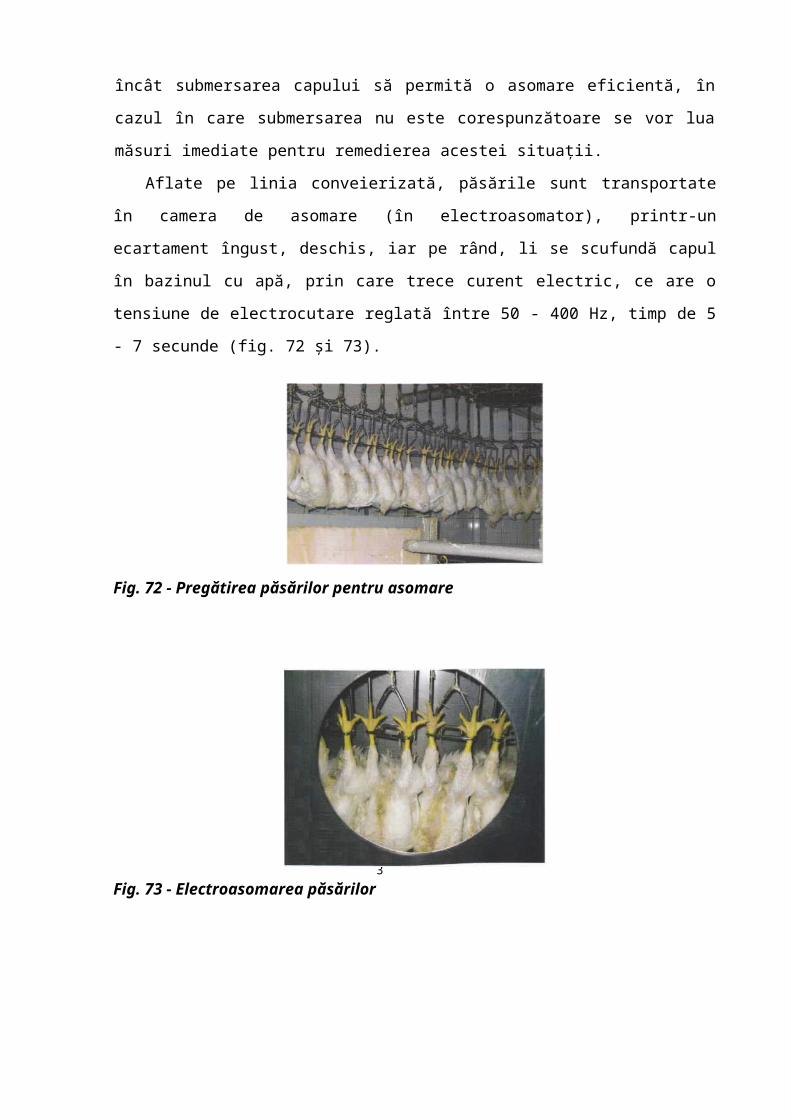
Aflate pe linia conveierizată, păsările sunt transportate în camera de asomare (în
electroasomator), printr-un ecartament îngust, deschis, iar pe rând, li se scufundă capul în
bazinul cu apă, prin care trece curent electric, ce are o tensiune de electrocutare reglată între
50 - 400 Hz, timp de 5 - 7 secunde (fig. 72 şi 73).
78
Fig. 72 - Pregătirea păsărilor pentru asomare
Fig. 73 - Electroasomarea păsărilor
79
Astfel, bazinul cu apă trebuie să aibă permanent un nivel constant, completându-se
mereu cu apă, ştiind că odată cu trecerea unui pui prin electroasomator Se consumă 0,05 1
apă. Electrodul care se imersează în apă trebuie să cuprindă toată lungimea băii de asomare.
înălţimea conveierului faţă de bazinul cu apă, se reglează în funcţie de mărimea
păsărilor, calculându-se în aşa fel încât, la coborâre, păsările să se scufunde cu capul şi cu o
parte din gât, fară însă a introduce şi pieptul.
După ce au ieşit din electroasomator, păsările vor mai prezenta contracţii rapide timp de
8 - 12 secunde, după care se liniştesc. în acelaşi timp, păsările vor înainta spre operaţiunea de
sângerare, distanţă care nu trebuie să fie parcursă într- un timp mai mare de 10 - 15 secunde
de la efectuarea asomării, deoarece la întârzierea sângerării, emisiunea sanguină nu se mai
face complet şi mai pot apărea hemoragii în musculatură şi subseroase, datorită ruperii
vaselor sanguine.
După asomare, păsările trebuie imediat să fie în stare de insensibilitate la durere, nu se
pot sacrifica fară a fi mai întâi asomate. Eficienţa asomării trebuie să fie observată şi
monitorizată continuu.
3.3.5. Consideraţii asupra lucrării de sângerare a păsărilor
Sângerarea este a treia operaţiune din cadrul fluxului tehnologic de sacrificare şi constă
în tăierea venelor şi arterelor păsărilor. Dispozitivul de tăiere este complet automat, iar
capacitatea acestuia este de minim 3000 capete/oră.
întreaga operaţiune este asistată de doi operatori, care realizează aceasta operaţie în cazul
în care rămâne o pasăre netăiată, astfel încât să nu existe posibilitatea ca vreo pasăre să
ajungă în opăritor nesacrificată.
Păsările sunt agăţate pe conveier, cu picioarele în sus, capul şi gâtul rămânând libere la
partea inferioară, pentru a putea fi tăiate.
După tăiere urmează sângerarea propriu-zisă (fig. 74 a; b), timp în care conveierul cu
păsări parcurge jgheabul inox pentru sângerare (tunelul de sângerare), lung de aproximativ 10
m, timpul necesar sângerării este pentru broilerul de găină de 90-120 secunde.
80
a b
Fig. 74 - Sângerarea păsărilor
Sângele este colectat, în mod obligatoriu printr-o pompă de colectare, în vederea evitării
încărcării apelor utilizate la spălare şi totodată trimis la fabrica de obţinere a făinurilor
proteice. O foarte mare atenţie trebuie acordată modului cum se face secţionarea venei
jugulare şi a arterei carotide, în cazul sângerării cu cuţitul, manual, întrucât trebuie să
provoace o sângerare cât mai bună.
81
Sângerarea trebuie făcută cât mai complet, pentru obţinerea unor carcase de calitate
superioară.
Păsările ce urmează a fi opărite nu trebuie să prezinte nici un semn de viaţă, ele trebuie
să fie inerte.
3.3.6. Consideraţii asupra lucrării de opărire şi deplumare a păsărilor
După ce sângerarea a fost completă şi păsările simt inerte (să nu prezinte contracţii), vor
continua parcurgerea fluxului tehnologic de sacrificare, pe aceaşi linie conveierizată, până la
următoarea lucrare, cea de opărire, operaţie efectuată în vederea îndepărtării bulbului pilos,
cu instalaţiile corespunzătoare (fig. 75 şi 76).
Acest proces se realizează urmărindu-se slăbirea structurilor proteinelor din epidermă,
astfel încât penele să fie mai uşor de îndepărtat de pe corpul păsărilor.
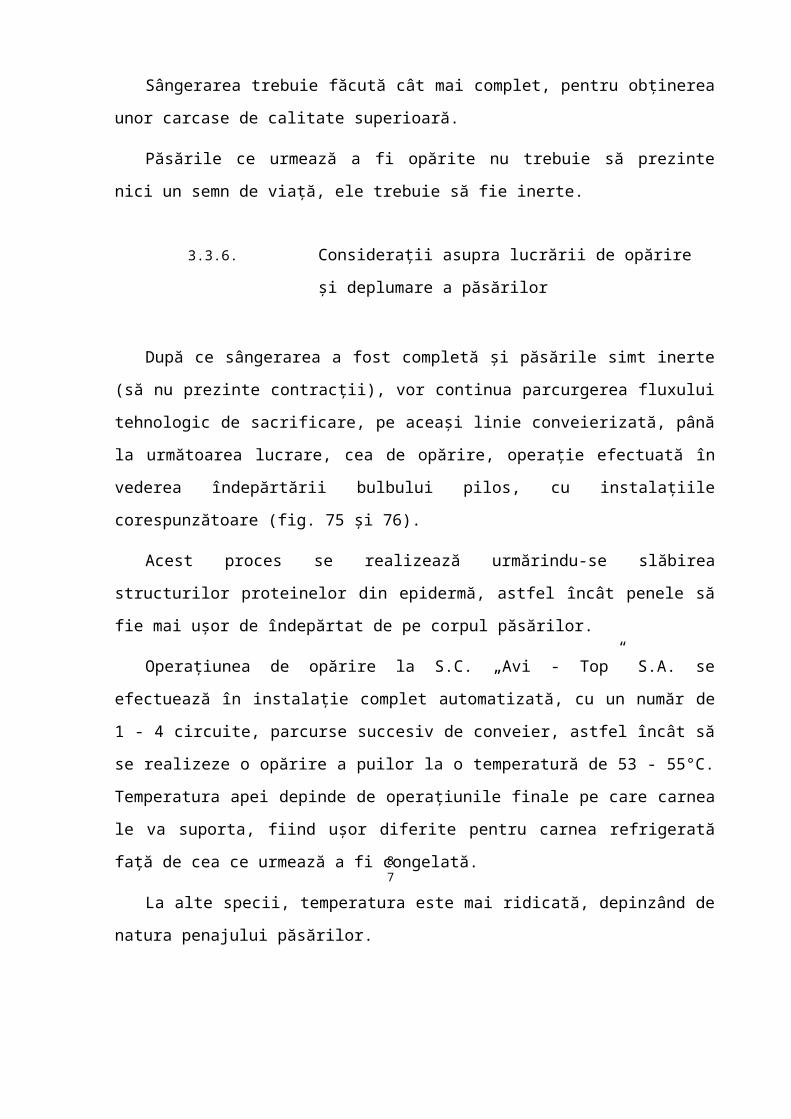
Operaţiunea de opărire la S.C. „Avi - Top” S.A. se efectuează în instalaţie complet
automatizată, cu un număr de 1 - 4 circuite, parcurse succesiv de conveier, astfel încât să se
realizeze o opărire a puilor la o temperatură de 53 - 55°C. Temperatura apei depinde de
operaţiunile finale pe care carnea le va suporta, fiind uşor diferite pentru carnea refrigerată
faţă de cea ce urmează a fi congelată.
La alte specii, temperatura este mai ridicată, depinzând de natura penajului păsărilor.
Fig. 75 - Opăritor Stork Fig. 76 - Bazinul cu apă caldă
Păsările sunt imersate complet în apă (fig. 77), iar vaporii sunt aspiraţi şi barbotaţi în
masa de apă pentru uniformizarea temperaturii de opărire. Nivelul apei rămâne constant
datorită unor robineţi cu flotor. Temperatura de opărire se monitorizează automat.
Opăritorul este prevăzut cu un disc cu cârlige, ce are două poziţii, o poziţie de imersie -
opărire şi a doua poziţie de încărcare - descărcare, disc prevăzut cu mânere de poziţionare
manuală, care totodată se poate şi roti. Vasul de opărire are ataşat din construcţie o masă de
primire a păsărilor opărite, pentru ca apa ce se scurge din penaj să nu afecteze operatorul şi să
nu se scurgaă pe paviment, masă ce este totodată şi punctul de preluare pentru deplumator
(fig. 78 şi 79).
Deoarece temperatura şi timpul de opărire influenţează direct procesul de deplumare fi
calitatea carcaselor se vor monitoriza cu mare atenţie aceşti parametri.
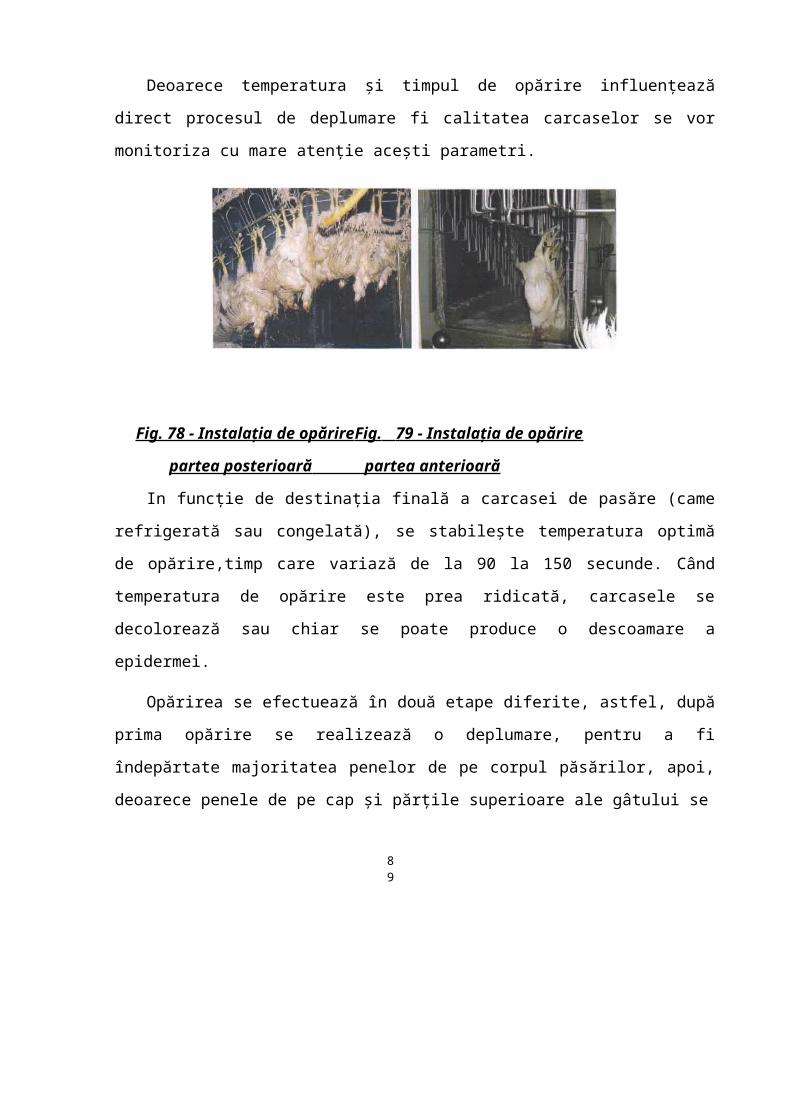
Fig. 78 - Instalaţia de opărire Fig. 79 - Instalaţia de opărire
partea posterioară partea anterioară
In funcţie de destinaţia finală a carcasei de pasăre (came refrigerată sau congelată), se
stabileşte temperatura optimă de opărire,timp care variază de la 90 la 150 secunde. Când
temperatura de opărire este prea ridicată, carcasele se decolorează sau chiar se poate produce
o descoamare a epidermei.
Opărirea se efectuează în două etape diferite, astfel, după prima opărire se realizează o
deplumare, pentru a fi îndepărtate majoritatea penelor de pe corpul păsărilor, apoi, deoarece
penele de pe cap şi părţile superioare ale gâtului se
Fig. 77 - Opărirea păsărilor
83
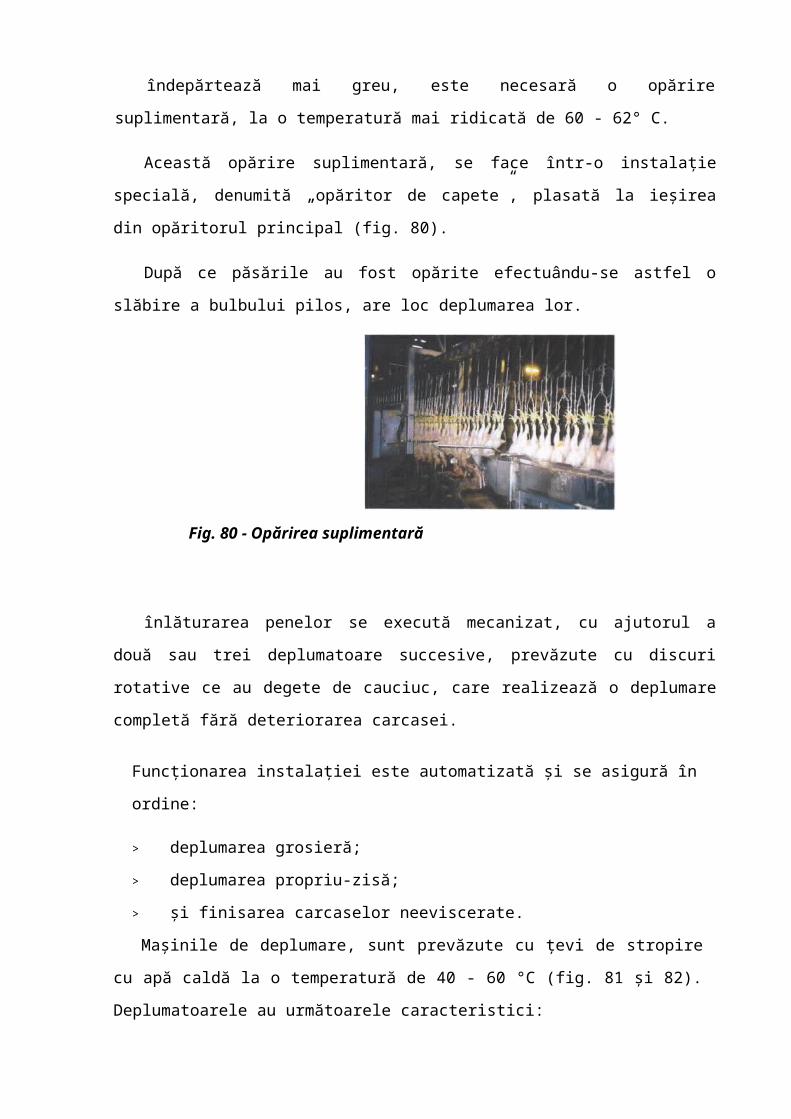
îndepărtează mai greu, este necesară o opărire suplimentară, la o temperatură mai
ridicată de 60 - 62° C.
Această opărire suplimentară, se face într-o instalaţie specială, denumită „opăritor de
capete”, plasată la ieşirea din opăritorul principal (fig. 80).
După ce păsările au fost opărite efectuându-se astfel o slăbire a bulbului pilos, are loc
deplumarea lor.
înlăturarea penelor se execută mecanizat, cu ajutorul a două sau trei deplumatoare
succesive, prevăzute cu discuri rotative ce au degete de cauciuc, care realizează o deplumare
completă fără deteriorarea carcasei.
Funcţionarea instalaţiei este automatizată şi se asigură în ordine:
> deplumarea grosieră;
> deplumarea propriu-zisă;
> şi finisarea carcaselor neeviscerate.
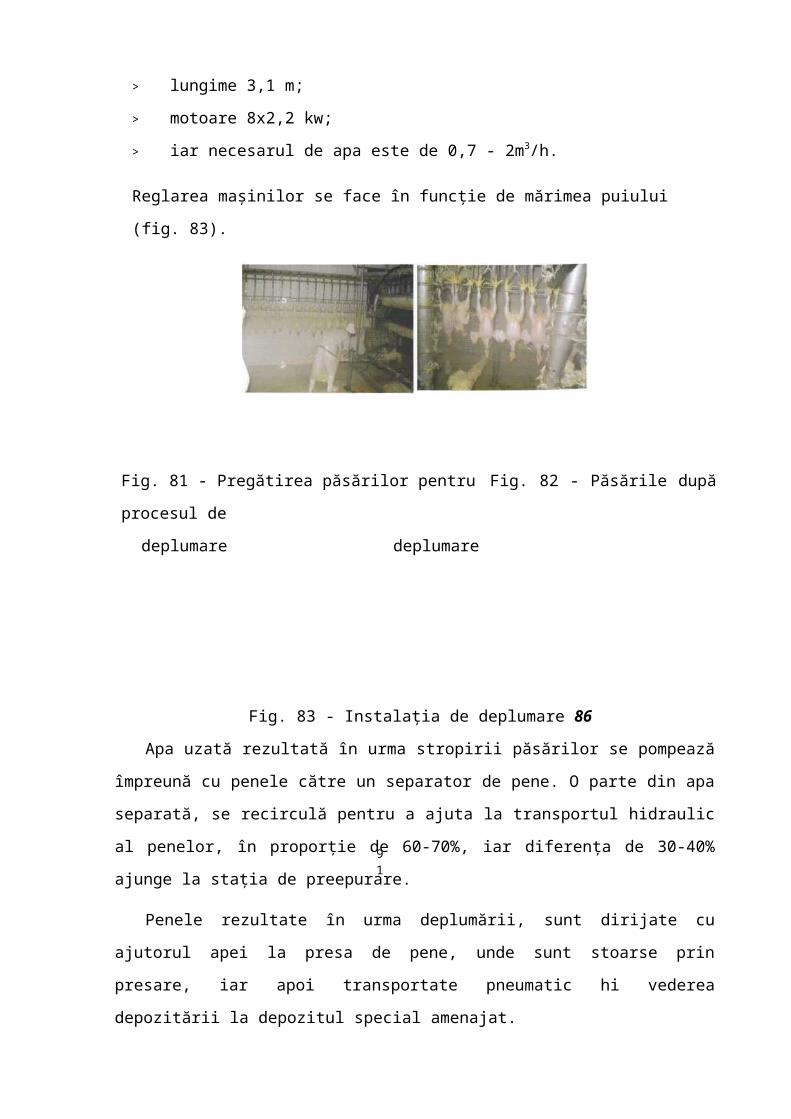
Maşinile de deplumare, sunt prevăzute cu ţevi de stropire cu apă caldă la o
temperatură de 40 - 60 °C (fig. 81 şi 82). Deplumatoarele au următoarele
caracteristici:
> lungime 3,1 m;
> motoare 8x2,2 kw;
> iar necesarul de apa este de 0,7 - 2m3/h.
Reglarea maşinilor se face în funcţie de mărimea puiului (fig. 83).
Fig. 80 - Opărirea suplimentară
Fig. 81 - Pregătirea păsărilor pentruFig. 82 - Păsările după procesul de
deplumare deplumare
Fig. 83 - Instalaţia de deplumare 86
Apa uzată rezultată în urma stropirii păsărilor se pompează împreună cu penele către un
separator de pene. O parte din apa separată, se recirculă pentru a ajuta la transportul hidraulic
al penelor, în proporţie de 60-70%, iar diferenţa de 30-40% ajunge la staţia de preepurare.
Penele rezultate în urma deplumării, sunt dirijate cu ajutorul apei la presa de pene, unde
sunt stoarse prin presare, iar apoi transportate pneumatic hi vederea depozitării la depozitul
special amenajat.
3.3.7. Spălarea carcaselor; tăierea ghearelor; smulgerea capului
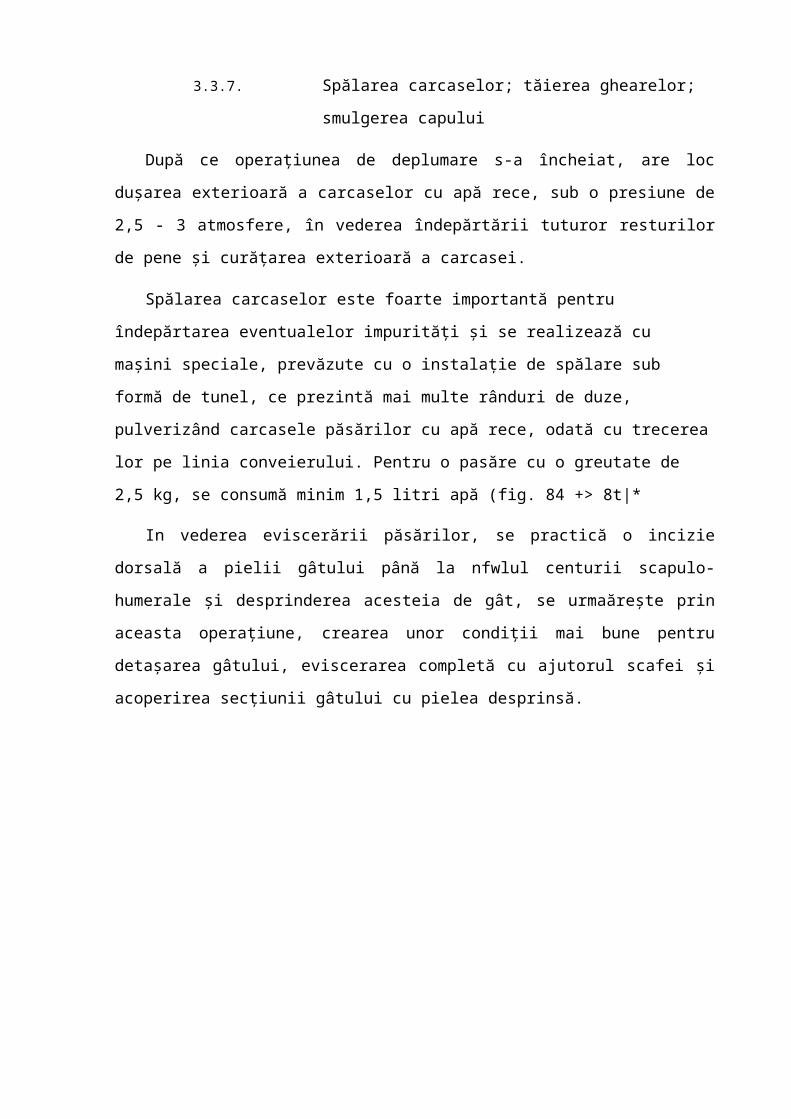
După ce operaţiunea de deplumare s-a încheiat, are loc duşarea exterioară a carcaselor cu
apă rece, sub o presiune de 2,5 - 3 atmosfere, în vederea îndepărtării tuturor resturilor de pene
şi curăţarea exterioară a carcasei.
Spălarea carcaselor este foarte importantă pentru îndepărtarea eventualelor impurităţi şi
se realizează cu maşini speciale, prevăzute cu o instalaţie de spălare sub formă de tunel, ce
prezintă mai multe rânduri de duze, pulverizând carcasele păsărilor cu apă rece, odată cu
trecerea lor pe linia conveierului. Pentru o pasăre cu o greutate de 2,5 kg, se consumă minim
1,5 litri apă (fig. 84 +> 8t|*
In vederea eviscerării păsărilor, se practică o incizie dorsală a pielii gâtului până la
nfwlul centurii scapulo-humerale şi desprinderea acesteia de gât, se urmaăreşte prin aceasta
operaţiune, crearea unor condiţii mai bune pentru detaşarea gâtului, eviscerarea completă cu
85
ajutorul scafei şi acoperirea secţiunii gâtului cu pielea desprinsă.
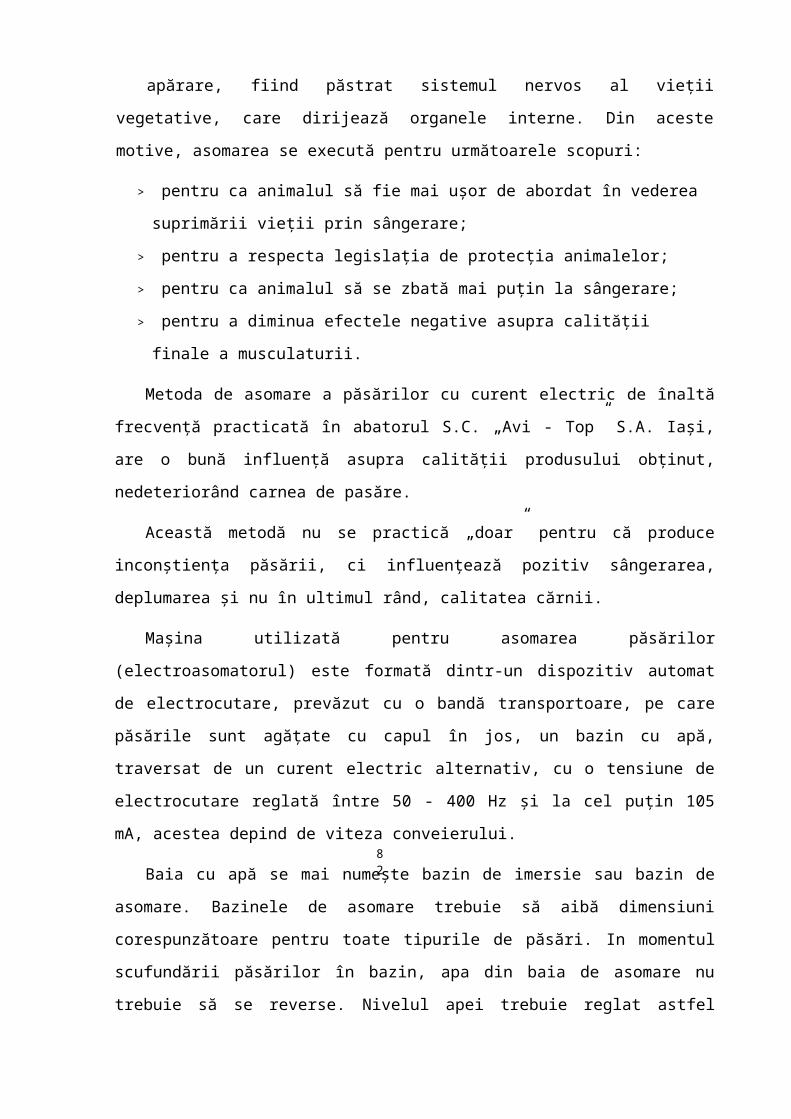
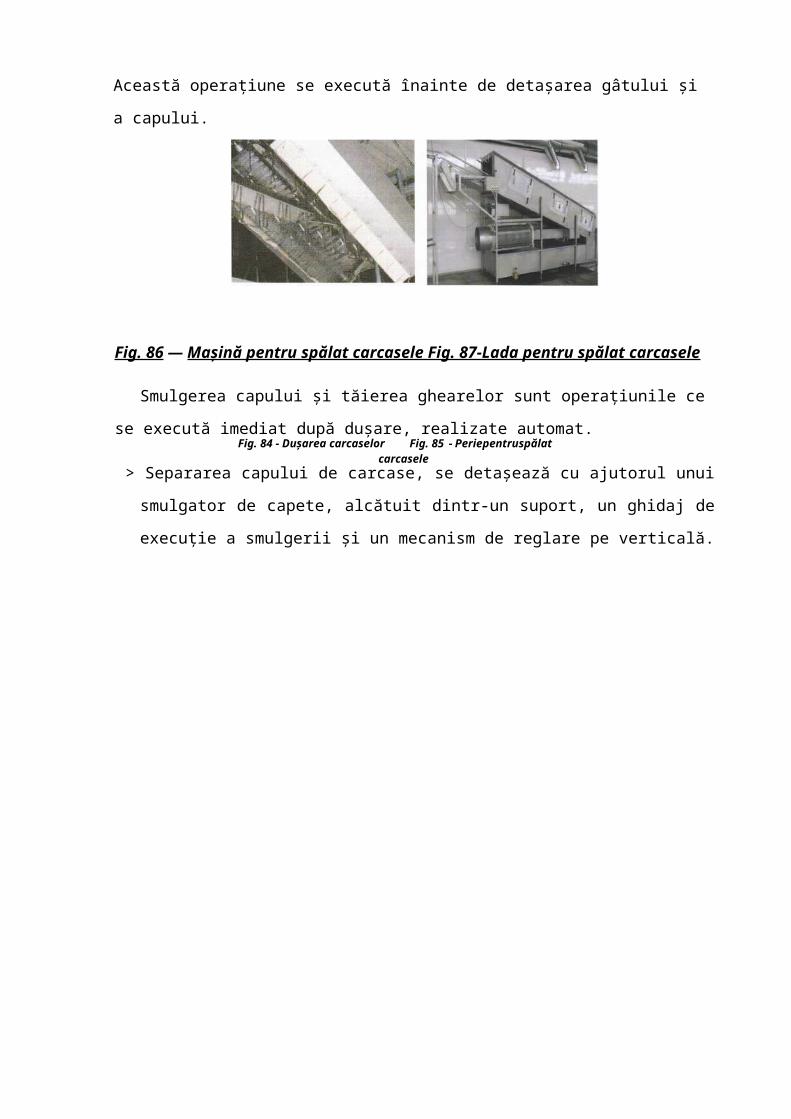
Fig. 84 - Duşarea carcaselor Fig. 85 - Perie pentru spălat carcasele
Fig. 86 — Maşină pentru spălat carcasele Fig. 87-Lada pentru spălat carcasele
Smulgerea capului şi tăierea ghearelor sunt operaţiunile ce se execută imediat după
duşare, realizate automat.
> Separarea capului de carcase, se detaşează cu ajutorul unui smulgator de capete, alcătuit
dintr-un suport, un ghidaj de execuţie a smulgerii şi un mecanism de reglare pe verticală.
Această operaţiune se execută înainte de detaşarea gâtului şi a capului.
89
Maşina este plasată cu axa sub linia conveierizată, astfel încât, în momentul în care
puii trec prin dreptul ei, capetele lor sunt desprinse de la nivelul primei vertebre
cervicale.
Capetele rezultate, se mai pot folosi In unele sortimente de came de pasăre, sau sunt
colectate şi trimise către o staţie de fabricare a fainei proteice.
De la începutul operaţiunilor de sacrificare a păsărilor în abator, începând cu
lucrarea de asomare şi până în momentul smulgerii capetelor şi tăierii ghearelor puilor,
în cadrul abatorului S.C. „Avi - Top” SLA., toate aceste operaţiuni sunt ghidate şi
urmărite printr-un program „Back up Killer”.
Acest program verifică fiecare pui în parte, odată cu trecerea lor ft| vederea
efectuării altei lucrări, urmărindu-se ca toţi puii să fie sacrificaţi. In cazul în care un pui
nu ft fost sacrificat, nu se admite ca el să parcurgă următoarele operaţiuni, mutilându-
se, din acest motiv un muncitor va termina mai întâi sacrificarea piautai* apoi se va
continua parcurgerea fluxului tehnologic, în condiţii normale, de siguranţă şi igienice,
conform normelor pentru „Bunăstarea păsărilor”.
> Tăierea ghearelor se realizează cu ajutorul unui tăietor de picioare. Ghearele ta
pot foloi |n sortimente de came de pasăre, sau sunt dirijate hidraulic către staţia de
fabricare a fainei proteice (fig. 88 # 90).
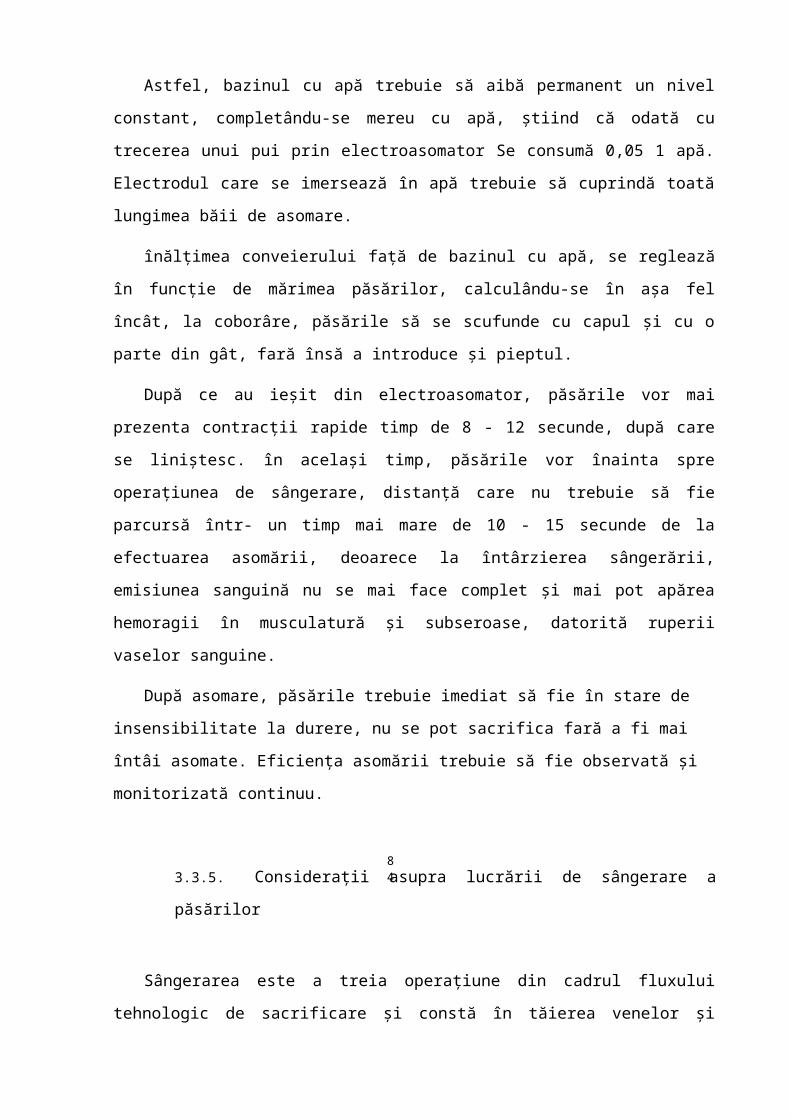
Fig. 88 - Maşină de tăiat gheare Fig. 89 - Pregătirea pentru tăiere
Carcasa rezultată în urma sacrificării este transferată pe conveierul de eviscerare. înaintea
lucrării de. eviscerare, mai are loc şl extirparea glandei uropigiene, lucrare executată manual.
Fig. 90 -Tăierea ghearelor
Se face o incizie caudală, cu ajutorul unui dispozitiv prevăzut cu un cuţit, pe partea
superioară a coccisului, apoi prin presare uşoară cu degetul, vom putea îndepărta uşor această
glandă.
91
3.3.8. Consideraţii asupra lucrării de eviscerare a carcaselor
Eviscerarea reprezintă operaţia prin care se scot viscerele din cavitatea abdominală şi cea
toracică. Această operaţie trebuie executată cu siguranţă deplină şi cât mai repede posibil, din
următoarele motive:
> este necesar să se păstreze cât mai intacte viscerele respective, precum şi carcasa;
> eviscerarea trebuie efectuată cel mai târziu după 30 minute de la tăiere.
Eviscerarea, sau prelucrarea finală a carcaselor, cuprinde o succesiune de operaţii, fiecare
fiind executată de o maşină independentă, în urmatoarea ordine:
> circumcizia cloacei şi desprinderea ei (tăierea clocii) (fig. 91);
> secţionarea carcasei (deschiderea puiului) (fig. 92);
> eviscerarea propriu-zisă (fig. 93 şi 94):
• extragerea viscerelor;
• curăţarea pipotelor;
• îndepărtarea guşei, esofagului şi a traheei;
• extragerea pulmonilor;
• spălarea carcaselor şi detaşarea gâturilor.
Secţionarea carcaselor (deschiderea puiului) se execută cu ajutorul unei maşini automate,
prevăzută cu 20 unităţi (cuţite rotative şi lamelare). Maşina este prevăzută cu duze pentru
spălarea cuţitelor iar apa uzată este drenată către staţia de epurare.
92
şi tăiat cloaca deschiscarcasele
Evisecerarea nronriu-zisă constă în extragerea pachetului intestinal cu organe şi se
realizează de o maşină automată prevăzută cu 20 de unităţi.
După ce s-au extras toate urmele de esofag, plămâni, intestine sau alte organe,
carcasele trec printr-o maşină ce are rol de inspecţie finală, ce aspiră resturile de
organe sau sânge.
Fig. 91 — Maşină utiliz/ată pentru deschis Fig. 92 — Maşină utilizatăpentru
Fig. 93 - Pregătirea carcaselorFig. 94 - Eviscerarea propriu-zisă
pentru operaţiunea de eviscerare
93
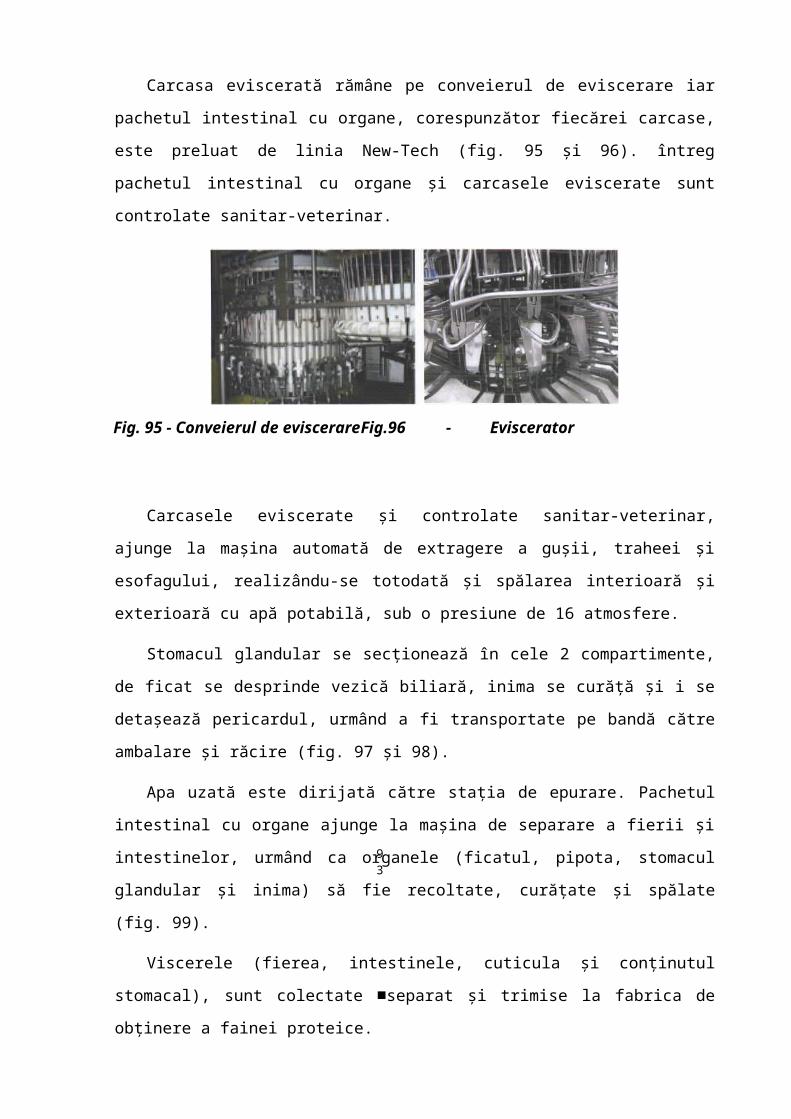
Carcasa eviscerată rămâne pe conveierul de eviscerare iar pachetul intestinal cu organe,
corespunzător fiecărei carcase, este preluat de linia New-Tech (fig. 95 şi 96). întreg pachetul
intestinal cu organe şi carcasele eviscerate sunt controlate sanitar-veterinar.
Carcasele eviscerate şi controlate sanitar-veterinar, ajunge la maşina automată de
extragere a guşii, traheei şi esofagului, realizându-se totodată şi spălarea interioară şi
exterioară cu apă potabilă, sub o presiune de 16 atmosfere.
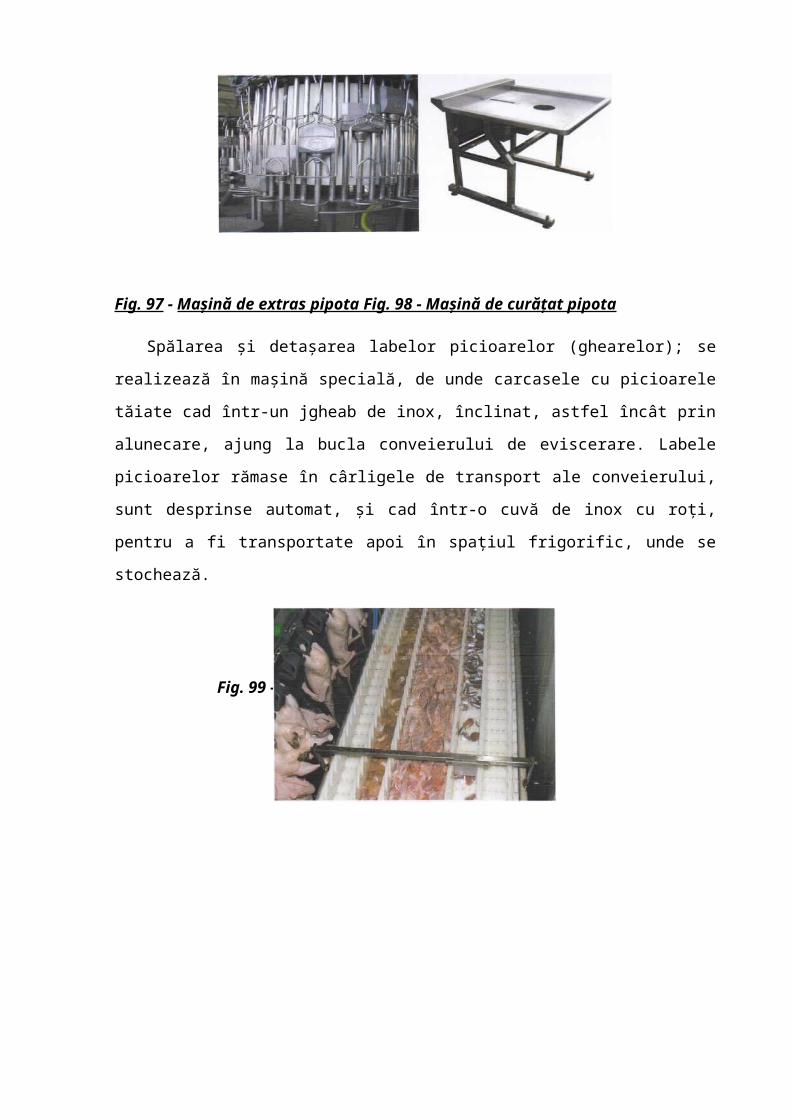
Stomacul glandular se secţionează în cele 2 compartimente, de ficat se desprinde vezică
biliară, inima se curăţă şi i se detaşează pericardul, urmând a fi transportate pe bandă către
ambalare şi răcire (fig. 97 şi 98).
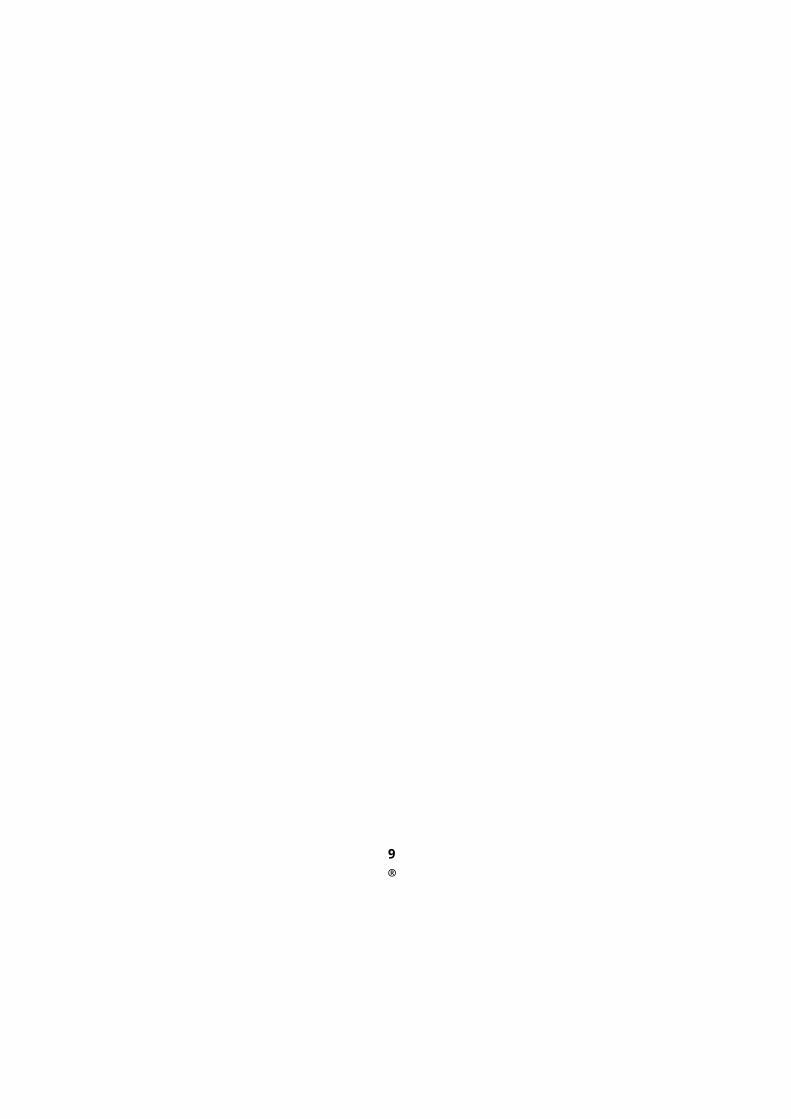
Apa uzată este dirijată către staţia de epurare. Pachetul intestinal cu organe ajunge la
maşina de separare a fierii şi intestinelor, urmând ca organele (ficatul, pipota, stomacul
glandular şi inima) să fie recoltate, curăţate şi spălate (fig. 99).
Viscerele (fierea, intestinele, cuticula şi conţinutul stomacal), sunt colectate ■separat şi
trimise la fabrica de obţinere a fainei proteice.
Fig. 95 - Conveierul de eviscerareFig.96 -Eviscerator
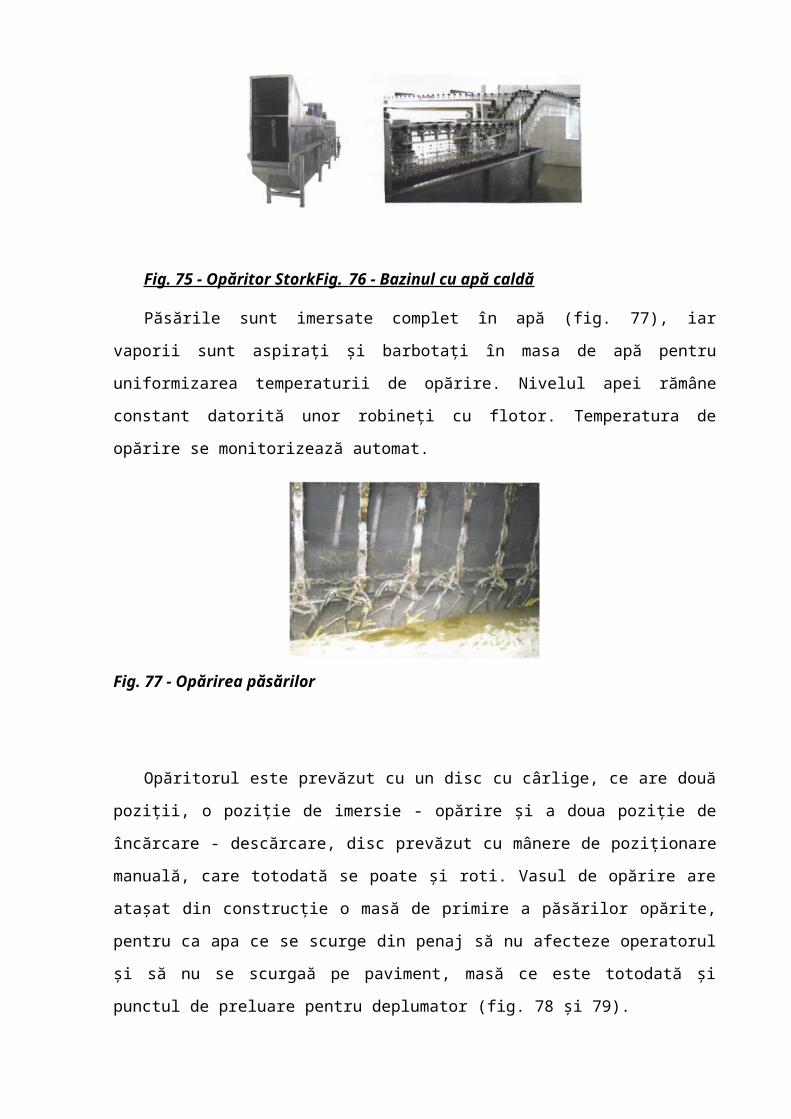
Fig. 97 - Maşină de extras pipota Fig. 98 - Maşină de curăţat pipota
Spălarea şi detaşarea labelor picioarelor (ghearelor); se realizează în maşină specială, de
unde carcasele cu picioarele tăiate cad într-un jgheab de inox, înclinat, astfel încât prin
alunecare, ajung la bucla conveierului de eviscerare. Labele picioarelor rămase în cârligele de
transport ale conveierului, sunt desprinse automat, şi cad într-o cuvă de inox cu roţi, pentru a
fi transportate apoi în spaţiul frigorific, unde se stochează.
Fig. 99 - Maşină de
îndepărtat
organe 94
9®
9®
Se face apoi o inspecţie finală, ce constă în trecerea carcaselor prin punctul final
de control sanitar-veterinar, înlăturându-se de pe conveier orice carcasă cu
modificări anatomopatologice, după care produsele acceptate sunt descărcate pe o
masă de inox pentru a fi mutate pe conveierul de refrigerare.
în secţia eviscerare, există trei puncte de evacuare pentru:
> cap şi picioare;
> viscere;
> carcasele confiscate sanitar-veterinar.
Capul, picioarele, viscerele şi confiscatele sunt transportate prin vacuum la
fabrica de obţinere afainei proteice cu ajutorul unei pompe. In continuare carcasele
sunt transferate pe linia de prerăcire-refrigerare (care constituie instalaţia de
refrigerare).
După operaţiunea de desprindere a labelor picioarelor din conveier se efecuează
ln^rasfti de:
J*. extragere a pulmonilor;
> spălarea carcaselor.
Extragera pulmonilor si'fini ®fl 9 tetalţie de vid, în forma unui pistol, care prin
apăsarea pârghiei sale, aspiră printr-un orificiu al tubului de extracţie. Pulmonii sunt
duşi apoi într-un rezervor colector.
în mişcarea hi, conveierul degajat de păsări, trece apoi prin instalaţie de spălare-
dezinfectare, prevăzută cu perii de spălare racordate la sursa de apă, a căror mişcare
de rotaţie e inversă una faţă de alta.
96
Cu acestea din urmă, se încheie fluxul tehnologic de prelucrare iniţială a păsărilor.
3.3.9. Consideraţii asupra lucrării de spălare şi răcire a carcaselor
După ce toate organele au fost îndepărtate, şi întregul proces de eviscerare a luat sfârşit,
se face o spălare cu jet de apă rece a carcaselor, printr-o instalaţie prevăzută cu duze, atât în
interior cât şi la exterior, pentru a îndepărta orice urmă de organe sau sânge prezente în
interiorul carcasei.
Dintre toate procesele tehnologice de procesare a cărnii de pasăre, frigul are o mare
importanţă, unde intervine atât ca produs tehnologic de prelucrare cât şi ca metodă de
conservare.
In unele abatoare, prima verigă, dar şi cea mai importantă din lanţul frigorific, o
reprezintă prerăcirea, operaţiune prin care, carnea este adusă de la o temperatură teoretică de
+ 38°C la o temperatură medie de + 6°C, în 60 - 120 minute, apoi realizându-se răcirea.
S.C. „Avi - Top” S.A. optează pentru răcirea rapidă a carcaselor, efectuată în patru
tunele de răcire cu două nivele ale conveierului supraetajat, unde are loc odată cu răcirea şi un
proces de maturare a cărnii. Răcirea durează aproximativ 2,5 ore, timp în care la ieşirea din
tunel, carcasa atinge o temperatură de 0 - 4°C la os. De pe conveierul de răcire printr-un
sistem de transfer, păsările pot fi sortate pe şapte calibre de greutate sau pot ajunge pe linia de
tranşare.
Păsările sunt agăţate în cârligele unor cărucioare rastel, după ce au fost
deplumate, finisate şi spălate, şi se introduc în spaţiul de refrigerare amenajat (fig. 100
şi 101).
Fig. 100- Sală camere frigorificeFig. 101- Cameră frigorifică
Pentru carcasele ce urmează a fi congelate, operaţiunea se execută în tunele de
congelare de tip York (fig. 102). Temperatura cărnii după congelare este de -18 0 C la
os.
Fig. 102 - Congelator York 97
98
Răcirea cărnii de pasăre se realizează într-o instalaţie formată din 4 tunele şi 37 baterii
alimentate cu amoniac la temperatura de - 12,5 °C, deservite de 6 compresoare.
Cantitatea de amoniac necesară acestei operaţii este de 4 tone (amoniac ce se recirculă),
procentul de pierderi de amoniac din instalaţie este foarte mic, cantitatea de amoniac de
completare fiind de 1-2 tone la un interval de 1-2 ani.
3.3.10. Consideraţii asupra lucrării de tranşare şi dezosare a carcaselor
Tranşarea carcaselor parcurge mai multe etape:
> tăierea gâtului;
> cântărirea carcasei;
> selecţia carcaselor în funcţie de greutate şi de calitate;
> tranşarea propriu-zisă.
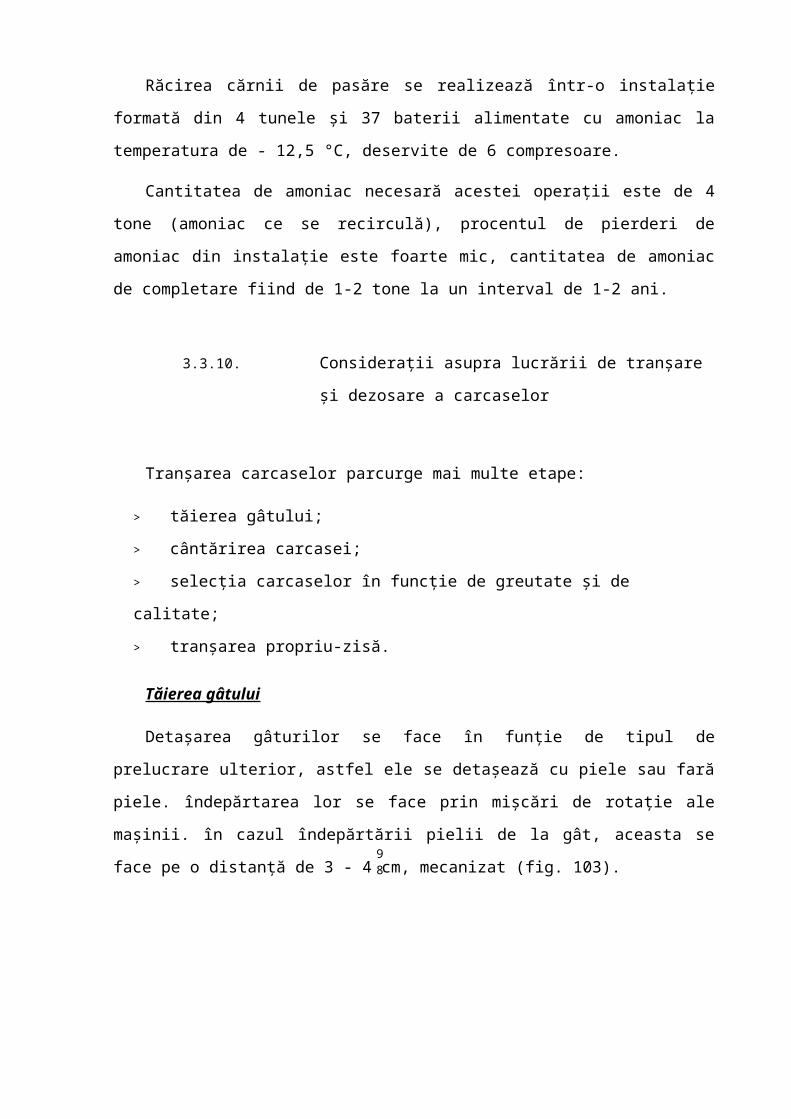
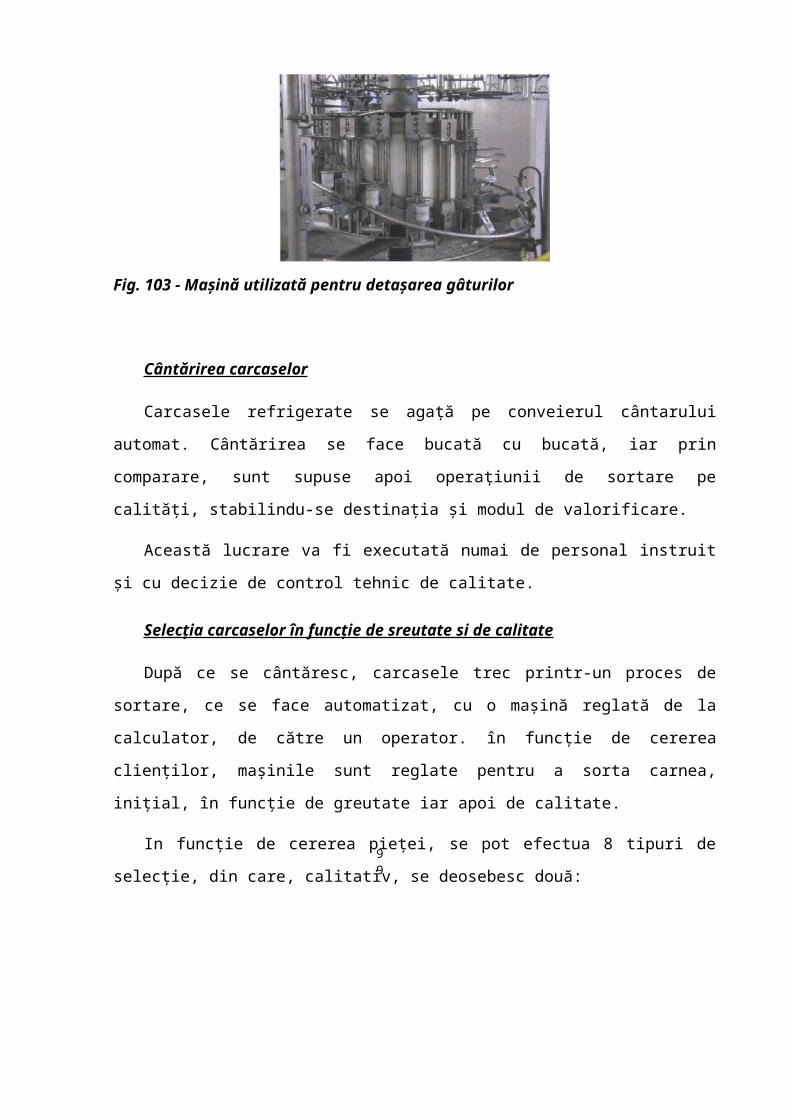
Tăierea gâtului
Detaşarea gâturilor se face în funţie de tipul de prelucrare ulterior, astfel ele se detaşează
cu piele sau fară piele. îndepărtarea lor se face prin mişcări de rotaţie ale maşinii. în cazul
îndepărtării pielii de la gât, aceasta se face pe o distanţă de 3 - 4 cm, mecanizat (fig. 103).
Cântărirea carcaselor
Carcasele refrigerate se agaţă pe conveierul cântarului automat. Cântărirea se face bucată
cu bucată, iar prin comparare, sunt supuse apoi operaţiunii de sortare pe calităţi, stabilindu-se
destinaţia şi modul de valorificare.
Fig. 103 - Maşină utilizată pentru detaşarea gâturilor
99
Această lucrare va fi executată numai de personal instruit şi cu decizie de control tehnic
de calitate.
Selecţia carcaselor în funcţie de sreutate si de calitate
După ce se cântăresc, carcasele trec printr-un proces de sortare, ce se face automatizat, cu
o maşină reglată de la calculator, de către un operator. în funcţie de cererea clienţilor, maşinile
sunt reglate pentru a sorta carnea, iniţial, în funcţie de greutate iar apoi de calitate.
In funcţie de cererea pieţei, se pot efectua 8 tipuri de selecţie, din care, calitativ, se
deosebesc două:
100
> calitatea A, în care intră puiul grill (fig-104);
> calitatea B, în care intră carcasele ce merg spre tranşare (fig. 105).
( calitatea A) ( calitatea B)
Carcasele cu greutate stabilită pentru tranşare, sunt transferate pe maşina de tranşat,
unde diferitele module ale maşinii le secţionează pe părţi anatomice (fig. 106 şi 107).
Fig. 104- Sortarea
carcaselor
Fig. 105- Sortarea
carcaselor
Fig. 106- Carcase cu greutate stabilităFig. 107 - Secţionarea carcaselor
101
102
Tranşarea vrovriu-zisă
Tranşarea se realizează în încăperi cu microclimat corespunzător, la o temperatură de
aproximativ 10°C, monitorizarea acesteia realizându-se automat.
în urma tranşării, se mai poate efectua şi o operaţiune de dezosare (fig. 108), din care
rezultă produse din came de pasăre superior valorificate.
Fig. 108 - Aparat pentru dezosare
Tranşarea propriu - zisă (fig. 109 % 111) se face cu ajutorul modulelor de tranşare
automate, cu care se pot detaşa:
> aripile, care în funcţie de cerinţele ulterioare se pot obţine:
• întregi;
• aripi fără vârf;
• sau aripi secţionate în trei părţi.
> pieptul, care poate fi:
• cu os, operaţiune executată automat;
• dezosat (dezosarea este făcută manual sau automat).
> pulpele, care la fel pot fi:
• întregi sau anatomice;
• pulpe superioare, întregi sau dezosate (dezosarea este făcută manual sau
automat);
• pulpe inferioare;
• pulpe cu spate.
> tacâmul.
Fig. 109- Porfionarea carcasei în urma tranşării 102
Fig. 111 - Utilaj pentru tranşat pulpele
Oasele de la piept, codiţa foarte bine deplumată cu un utilaj corespunzător (fig. 112),
gâtul şi tacâmul, pot fi prelucrate la maşina de presat obtinându-se
Fig, 110 - Modalităţi de tranşare şi dezosare a pulpelor
Fig. 112- Maşină utilizată pentru îndepărtarea penelor din jurul cozii
Oasele de la pulpe şi oasele tocate rezultate prin presarea oaselor de la piept, pot fi
trimise spre fabrica de făinuri proteice.
Carnea care nu este congelată sau refrigerată, se trimite pentru secţia de marinate a
abatorului (fig. 113).
Deşeurile necomestibile (sângerări, defecte jascunse ale produselor din came de pasăre),
după o prealabilă stocare în cazane specifice închise, marcate cu dungă galbenă, sunt dirijate
şi ele spre fabrica de făinuri proteice.
3.3.11. Etichetarea, ambalarea şi cântărirea carcaselor Ambalarea
Ambalarea trebuie să asigure un aspect comercial corespunzător, folosindu - se în acest
scop ambalaje corespunzătoare ca mărime şi formă pentru produsul finit (fig. 114 şi 115).
MDM (came dezosată mecanic) sau colectate separate şi trimise spre fabrica de făinuri
proteice.
Fig. 113 - Aripi de pui marinate
Fig, 110 - Modalităţi de tranşare şi dezosare a pulpelor
Fig. 114- Ambalarea produsului finit Fig. 115- Aşezarea produselor în lădiţe
In timpul ambalării, carcasele vor fi bine presate, iar închiderea pungilor se va executa
cât mai compact. Toate materialele utilizate: pungi, caserole, folii termocontractibile, folii
strech, folii multistrat şi altele, trebuie să îndeplinească toate condiţiile de igienă şi în special :
^ nu trebuie să modifice caracteristicile organoleptice ale cărnii;
nu trebuie să transmită cărnii substanţe dăunătoare sănătăţii omului;
^ trebuie să fie suficient de rezistente pentru a asigura protecţia eficientă a cărnii pe timpul
transportului şi manipulării.
înainte de a ambala organele, se efectuează un control sanitar, la o masă specială (fig.
116).
Fig. 116 - Masă de control sanitar a organelor înainte de refrigerare Cântărirea
carcaselor
Produsele ambalate, în funcţie de structura comenzilor, sunt aşezate în lăzi, cântărite şi
depozitate în depozitul de refrigerare, obţinând produse refrigerate sau sunt aşezate pe tăviţe
şi cărucioare, cântărite şi introduse în tunelul de congelare, de unde se obţin produse
congelate.
Etichetarea
Toate aceste operaţiuni de ambalare, câtarire şi etichetare, se fac automat, lucrare ce
conferă produsului rezultat o calitate superioară.
106
Maşinile utilizate în acest scop, urmăresc eliminarea contactului carcaselor cu
elementul uman, fapt ce nu duce la deteriorarea carcaselor.
Aceste maşini au o funcţionalitate de până la 20 - 30 de ani.
Livrarea
După cântărire, ambalare şi etichetare, are loc livrareea produselor. Aceasta se împarte
în două direcţii:
P livrarea pe piaţă, în stare proaspătă, refrigerată sau congelată (fig. 117);

65
> şi o direcţie pentru secţia de marinate, livrare ce are loc înaintea procesului de ambalare
şi etichetare.
Fig. 117 - Livrarea pe piaţă a produselor finite
66
Concluzii generale şi recomandări
După ce au fost parcurse toate etapele fluxului tehnologic de sacrificare a păsărilor
din cadrul abatorului S.C. „Avi - Top” S.A., s-au putut desprinde concluziile de mai jos:
tm fe abatorul S.C. „Avi - Top” S.A, Iaşi se sacrifică hibrizi de came de găină
„Cobb-500” cât şi „Ross-308”, crescuţi în fermele ce aparţin firmei: ferma „Miroslava”
din comuna cu acelaşi ferma „Spinoasa” fin comuna Erbiceni, ferma „Jora” din Târgu -
Frumos şi” Baby Beefce aparţine comunei Bălţaţi.
Puii „Ross-308” şi „Cobb-500” sunt sacrificaţi la vârsta de 43 zile, având o greutate
corporală medie de 2,100 — 2,200 kg.
2. Capacitatea de sacrificare a abatomlui este de 2900 - 3000 capete pe oră sau
32000 capete zilnic, funcţionând intr-un singur schimb.
■ & Abatorul este în permanenţă supravegheat şi monitorizat, orice intrare sau
ieşire din incintă fiind înregistrate.
4. Maşinile, instalaţiile şi utilajele din abator sunt performante, la nivel mondial.
Datorită aplicării unor tehnologii modeme de monitorizare a utilajelor, ce funcţionează
în conformitate cu ifiis norme ale Uniunii Europene, dar şi cu cele sanitar - veterinare,
abatorul S.C. „Avi - Top” S.A fimţionează la parametri optimi.
5. Referitor la operaţiunea de recepţie cantitativă şi calitativă a păsărilor în abator,
s-a remarcat o bună manevrare a cuştilor şi containerelor cu păsări, precum şi
instituirea unui program de odihnă corespunzător de 2 ore, înaintea sacrificării
acestora, într-o încăpere luminată în roşu - fiolet sau albastru, culori ce au demonstrat
că duc li liniştirea păsărilor după transport, încadrându-se astfel în normele legislaţiei
U.E. privind "Bunăstarea păsărilor-'. De asemenea, descărcarea fi jMtfc pe linia
conveierizată, wnarifewriidh o echipă specializată şi
fartraBtH privind "bifcsHHI păsărilor", ■pHsfba» BBM Bl jyfamral unei rămpi jMfljtky ce
ebi wtâ de a facilita «««Mit operatorilor M, nivel il
iWttwrsfotfBiriaf şi posibilitatea agăţării uşoare pe coipfti'ul de sacrificare. După
descărcarea fiecărui M de păsări, are loc dezinfecţia esgtlls; (eu substanţe dezinfectante
ca hipoeoritul de sodium, Virucidaf Vircon’s, etc), substanţe ce nu prezintă rias
semnificativ prin doza utilizată, şi dezinfecţia maşinildE.
6. în li'akam. realizării pjipiţiunii de asomare a păsărilor, în abatorul ML „Avi -
Top” fUh Iaşi H foloseşte metoda cu ajutorul curentului electric de înaltă pentru' că
67
aceasta determină ¥fia|li de relaţie
gi Influenţează pozitiv sângerarea^ deplumarea şi calitatea cărnii. Electroasomatorul
fflie format dWlf-Bn dispozitiv automat de electrocutare, prevăzut cu o bandă
transportoare (o linie conveierizată)i pe care păsările «n agăţate cu capul în Jm şi un,
buâa cu apă traversat de un curent elatizfc' alternativ, cu o tensiune de electrocutare
reglată între 50 - 400 Hz şi la cel puţin HUmA, viteză ce depinde de viteza conveierului.
Păsările sunt transportate în camera de asomare printr-un ecartament îngpaEt, deschis,
isa peiiitali i se scufundă capii în bazinul cu apă, timp
de 8 -m i%ems3whi
% Pentru p bună «fegaptar*. aceasta se Jboi cu i^Htrgul mvi jsnpfeafc eu un
burghiu, a^ksi&eifrflB vena jugulară. Perioada de sângerare este de 90 - 120 secunde,
în scopul obţinerii unor carcase de calitali superioară.
8. Lucrarea de opărire se efectuează într-o instalaţie complet automatizată, cu un
număr de 1 - 4 circuite, parcurse succesiv de conveier, astfel încât să se realizeze o
opărire a puilor, la o temperatură de 53 - 55°C. Păsările sunt imersate complet în apă,
iar vaporii sunt aspiraţi şi barbotaţi în masa de apă pentru uniformizarea temperaturii
de opărire. Temperatura apei depinde de operaţiunile finale pe care carnea le va
suporta, fiind uşor diferite pentru carnea refrigerată faţă de cta be urmează a fi
congelată.
9. în vederea deplumării se Mcafec două sau trei deplumatoare succesive,
prevăzute cu ilSMii. rotativ* *e au degete de cSî<3hB* sare realizează o deplumare
completă fară deteriorarea carcasei. Deplumatoarele ■rt'previzbts ML ţevi de stropire
cu apă caldă la o temperatură de 40 - 60 °C.
10. După parcurgerea acestor etape ale fluxului tehnologic de sacrificare a
păsărilor, este necesară o spălare (duşare) a carcaselor, lucrare foarte importantă,
executată în scopul îndepărtării penelor şi a eventualelor impurităţi şi în scopul
pregătirii carcaselor pentru eviscerare.
, li. înainte de eviscerare se separă capetele şi ghearele de carcase, acestea îndreptându-
se ca şi penele şi sângele, spre fabrica de obţinere a/SMifeffiŞW®®®,
12. începând cu lucrarea de asomare şi până în momentul smulgerii capetelor şi
tăierii ghearelor puilor, operaţiunile sunt ghidate şi urmărite printr-un program „Back
up Killer”, ce verifică fiecare pui în parte, ttfed necesară confirmarea morţii acestora.
Pe parcursul operaţiunilor de eviscerare, se execută:
> circumcizia cloacei şi desprinderea ei (tăierea clocii);
68
> secţionarea carcasei (deschiderea puiului);
> eviscerarea propriu-zisă:
• extragerea viscerelor;
• curăţarea pipotelor;
• îndepărtarea guşei, esofagului şi a traheei;
• extragerea pulmonilor;
• spălarea carcaselor şi detaşarea gâturilor.
Viscerele (fierea, intestinele, cuticula şi conţinutul stomacal), sunt colectate separat şi
trimise la fabrica de obţinere a fainei proteice.
13. Ca metodă de conservare, S.C. „Avi - Top” S.A. optează pentru răcirea rapidă a
carcaselor, efectuată în patru tunele de răcire, unde are loc odată cu răcirea şi un proces de
maturare a cărnii. Răcirea durează aproximativ 2,5 ore, timp în care la ieşirea din tunel,
carcasa atinge o temperatură de 0 - 4°C la os. în cazul carcaselor destinate congelării,
temperatura este de - 18 °C la os, în congelatoare de tip York.
14. Pentru tranşarea carcaselor se folosesc mai multe variante, în funcţie de cererea
clienţilor, dar în general până în momentul tranşării operaţiunile sunt aceleaşi:
> tăierea gâtului;
> cântărirea carcasei;
> selecţia carcaselor în funcţie de greutate şi de calitate;
> tranşarea propriu-zisă.
Tranşarea propriu - zisă se face cu ajutorul modulelor de tranşare automate cu care se pot
detaşa:
> aripile, care în funcţie de cerinţele ulterioare se pot obţine:
• întregi;
• aripi fară vârf;
• sau aripi secţionate în trei părţi.
> pieptul, care poate fi:
• cu os, operaţiune executată automat;
• dezosat (dezosarea este făcută manual sau automat).
> pulpele, care la fel pot fi:
• întregi sau anatomice;
• pulpe superioare, întregi sau dezosate;
• pulpe inferioare;
• pulpe cu spate.
69
> tacâmul.
15. După cântărire, ambalare şi etichetare, are loc livrarea produselor, fie direct pe piaţă,
în stare proaspătă, refrigerată sau congelată, fie către secţia de marinate.
Concluzia generală care se desprinde pe baza investigaţiilor făcute este aceea că S.C.
„Avi - Top” S.A. Iaşi este o unitate de creştere şi abatorizare ultraperformantă, ce
funcţionează la parametri optimi, respectând toate cerinţele tehnologice şi de calitate şi din
aceste motive nu avem de făcut sugestii de îmbunătăţire.
Bibliografie
Banu C., 2003 - Procesarea industrial a cărnii. Ediţia a Il-a, Editura Tehnică, Bucureşti.
Banu C., Oprea Al., Daniel Gh., 1995 - îndrumător în tehnologia produselor din came.
Editura Didactică şi pedagogic, Bucureşti.
Bălăşescu M., Bălan Gh., Dascălu Al., Vancea I., 1980 - Avicultură, Editura Didactică şi
pedagogică, Bucureşti.
Gâlcă I., Drăgătoiu D., 2003 - Tehnologii de creştere şi exploatare a animalelor, Editura Eca.
Georgescu Gh., Banu C., Croitom C., Savu C., Taftă V., Van I., Lungu S., Movileanu G.,
2000 - Tratat de producerea, procesarea şi valorificarea cărnii. Editura Ceres, Bucureşti.
Negrea A., 2001 - Controlul sanitar — veterinar al produselor de origine animală. Voi. I,
Editura Moldogrup, Iaşi.
Negrea A., 2002 - Controlul sanitar - veterinar al cărnii şi organelor în bolile parazitare şi
infecţioase, Editura Pim, Iaşi.
Oţel I., 1962 - Tehnologia produselor din came. Editura Tehnică, Bucureşti.
Savu C., Petcu Carmen, 2008 - Igiena şi controlul produselor de origine animal. Editura
Semne, Bucureşti.
Sârbulescu V., Vacaru - Opriş I., Stănescu V., Vintilă C., 1983 - Tehnologia şi valorificarea
produselor animaliere, Editura Didactică şi pedagoică, Bucureşti.
Vacaru - Opriş I., 2004, îmbunătăţit în 2007 - Tratat de Avicultura, Voi. I. Editura Ceres,
Bucureşti.
Vacaru - Opriş I., 2002 - Tratat de Avicultură, Voi. n. Editura Ceres, Bucureşti.
Vacaru - Opriş I., 2004 - Tratat de Avicultură, Voi. III. Editura Ceres, Bucureşti.
Vacaru - Opriş I., 2005 - Sisteme şi tehnologii de creştere a puilor de came. Editura Ceres,
70
Bucureşti.
Vacaru Opriş I., Usturoi M.G., 1994 - Tehnologia industrializării produselor de origine
animală. Lucrări practice, Institutul agronomic, Iaşi.
XXX - 1996 - Ordinul nr. 1956/18 octombrie 1996 al Ministerului Sănătăţii privind
introducerea şi aplicarea sistemului HACCP (Hazard Analysis Criticai Control Point) în
activitatea de supraveghere a condiţiilor de igienă din sectorul alimentar - M.O. - Part. I - nr.
59 bis/l996.
XXX - 1997 - FAOSTAT/FAO Statistic Division.
XXX - 1998 - Food Outlook, FAO, Italia.
XXX - 2008 - Ministerul Agriculturii, Pădurilor, Apei şi Mediului (MAPDR).
XXX - 2008 - Revista avicultorul, nr. 2.
XXX - 2009 - Asociaţia Română a Cărnii (ARC).
XXX - 2009 - OECD - FAO.
XXX - 2009 - Revista ferma, nr. 3