Download - WCM - basics - Class1

An Historical Perspective
3 periods of Economic evolution:
1. Agricultural Age – 8000 BC to mid-18th century Driven by physical labor Key resources of wealth were land and natural sources
2. Industrial Age – lasted till the late 20th century ( more pre-dominant during 1960 to 1980) Driven by machines & blue collar workers Wealth generation was more by capital than land Led of increased effectiveness & efficiencies
3. Information Age – started somewhere during the 1970 and is getting more advanced day by day… Driven by Information Technology & Knowledge workforce Knowledge displaced capital as the scarce resource & information
became the strategic resource

Business Challenges of Information Age
Managing Uncertainty
• Fluctuating demand
• Irregular supply
• Predicting change
Understanding Customers
• Understand needs
• Translating those into products or services
• Apply Information technology to the entire process
Understanding Globalization
• IT has broken down barriers
• Small agile firms competing with large giants
• Intense competition

Operating Environment of Information Age
Business process
integration
Link to customers & suppliers
Customer segmentati
on
Global Scale
Managing innovation
Knowledge workers

Current Situation…some numbers!
Source: Complied from multiple analyst reports
One of the top market pressures, at nearly 40% is to reduce operating costs…
Today’s manufacturers are faced with a volatile economy, intense competition and rising energy/material costs.
Need to reduce operating costs;
38%
Need to reduce risk of non-
compliance in operations; 21%
Global competition from low cost sources;
15%
Regulatory Compliance (FDA, EPA, OSHA, EU);
10%
Unable to meet
market demands;
9%
Need to improve
reputation / brand value;
4%
Minimize expected cost
of adverse events
affecting health &
safety; 3%
Top Market Pressures
0
5
10
15
20
25
Increase in costs, year over year

Factors contributing for higher operating costs…
Unplanned ‘Hot’ orders
Loss of Targets
Higher throughput times
A growing need for embarking the World Class Manufacturing journey…
Too much spoilage or scraps resulting in excessive production to complete targets
Non-value added activities, viz. material movement, setup times etc
Unplanned machine breakdowns leading to missed delivery dates
Higher inventory holding cost, inventory movement cost, capital lockdown
Poor planning resulting in unplanned order execution leading to loss of customer dates
Time wasted in finding information from tons of data
Quality issues and resulting in higher reworks, rejects, & customer complaints

World Class Manufacturing
World Class Manufacturing is defined as a continuous improvement manufacturing philosophy or ideology to constantly seek opportunities for improvement in key competitive areas as
quality, cost, delivery, flexibility & innovation.

WCM definitions…
“World Class Manufacturing is the goal of achieving & sustaining world-class competitiveness through manufacturing excellence, attained through best
practices”
Different views of different experts about WCM:1. Goal of Continual improvement in quality, cost, lead time & customer service –
Schonberger – 19862. Its about excellence in inventory turnovers, quality defects & lead times – Gunn –
19873. It focuses on product quality, JIT techniques, workforce management & flexibility
in managing customer needs – Maskell – 19914. WCM is about 3 core strategies – customer focus, product quality and agility –
Kinni – 19965. …6. ……
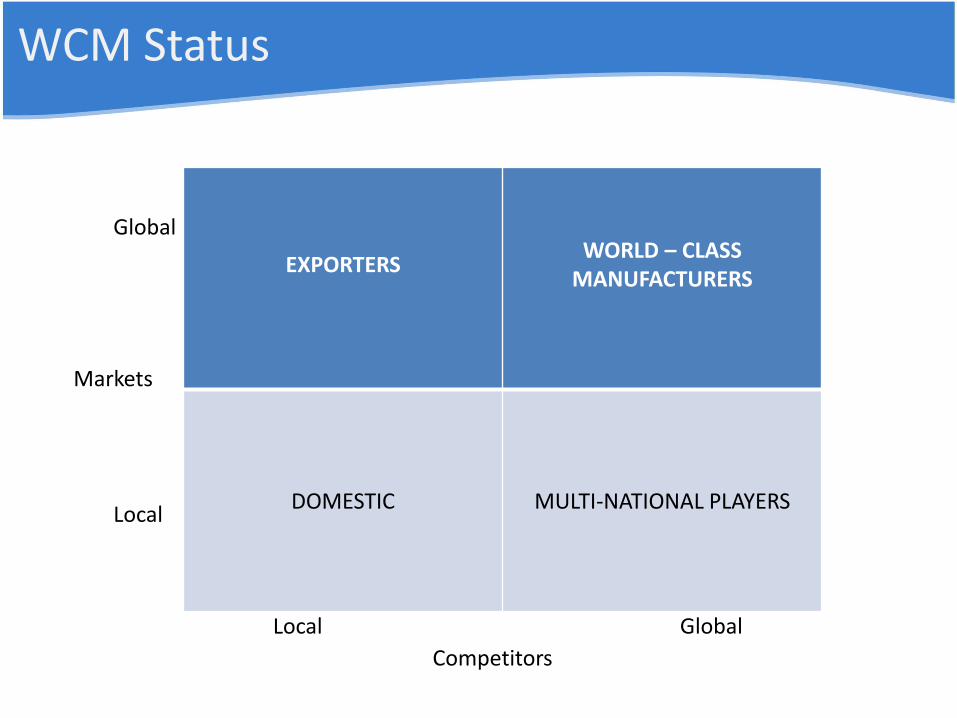
WCM Status
EXPORTERSWORLD – CLASS
MANUFACTURERS
DOMESTIC MULTI-NATIONAL PLAYERS
Competitors
Markets
Global
Local
Local Global
Key Strategic Issues…
World Class Manufacturers need to be able to address effectively several key strategic issues:
1. Cost-quality enhancement through Continuous improvement programs
2. Cost-quality improvement through concurrent engineering
3. The order cycle4. After sales customer support5. The design cycle6. Globally coordinated flexible manufacturing7. Globally coordinated R & D
Traditional View of Manufacturing
• Key objective was to fully utilize capacity so that more products were produced by fewer workers and machines
• How? With large queues of in-process inventory waiting at work centers
• Workers and machines never had to wait for product to work on, so capacity utilization was high and production costs were low
• Result: Products spent most of their time in manufacturing just waiting, leading to high through-put times, an arrangement that is unacceptable in today’s time-based competition
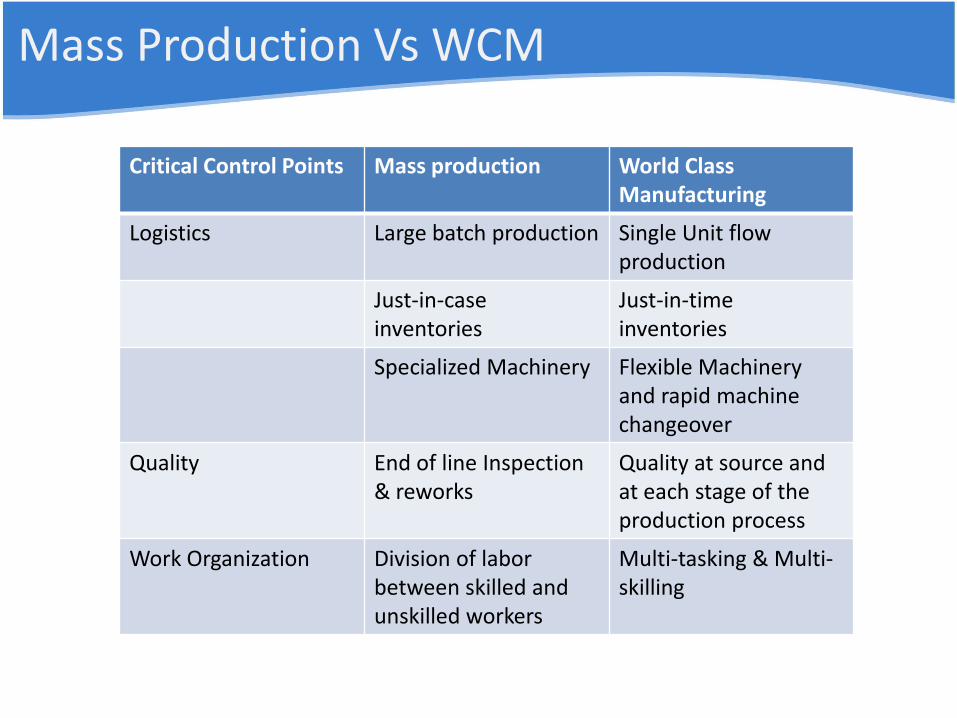
Mass Production Vs WCM
Critical Control Points Mass production World Class Manufacturing
Logistics Large batch production Single Unit flow production
Just-in-caseinventories
Just-in-time inventories
Specialized Machinery Flexible Machinery and rapid machine changeover
Quality End of line Inspection & reworks
Quality at source and at each stage of the production process
Work Organization Division of labor between skilled and unskilled workers
Multi-tasking & Multi-skilling
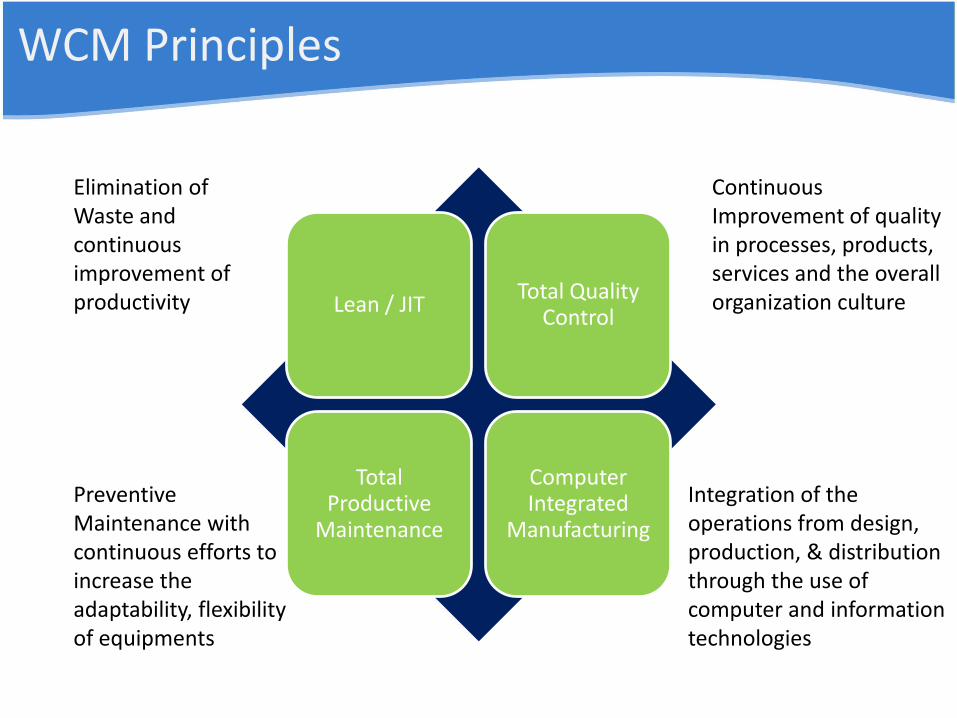
WCM Principles
Lean / JITTotal Quality
Control
Total Productive
Maintenance
Computer Integrated
Manufacturing
Elimination of Waste and continuous improvement of productivity
Continuous Improvement of quality in processes, products, services and the overall organization culture
Preventive Maintenance with continuous efforts to increase the adaptability, flexibility of equipments
Integration of the operations from design,production, & distribution through the use of computer and informationtechnologies

Hall’s framework of ‘Value Added Engineering’
JIT Manufacturing
Total Quality Control
Total People Involvement
Right materials, Right parts and products,
Right Place Right time
Broad perspective Problem solving
atmosphere Employment security
Performance measurement
Begin with the customerMeasure & track quality Quality at source Standardization Root cause analysis to avoid recurrence

Maskell’s Model of World Class Manufacturing
Product Quality
JIT techniques
Workforce Management
Flexibility to requirement
1. Focus on root cause analysis
2. Operator responsibility (‘pride of ownership’
1. Shop floor layout for material movement reduction
2. Set-up time reduction3. Production
Synchronization4. Strategic supplier
relationships
1. Production flexibility (short lead times, product mix)
2. Design flexibility (time to market)
1. Transfer of responsibility2. Education & cross-training3. Problem solving & quality
circles

Kaizen – Incremental Improvement
The Kaizen philosophy is drawn from the Japanese word kai which means “continuous” and zen meaning “improvement” or “wisdom”. The Kaizen management philosophy, therefore, is defined as making “continuous improvement”—slow, incremental but constant. Kaizen Events are when work groups set aside a few day or up to a week to simplify a process or work area - eliminating waste, creating space.



Innovation Improvement

PDCA Cycle (Shewhart Cycle)
1. Collecting data2. Problem definition3. Stating the goal4. Solving the
problem
1. Implementation of the Plan
2. Results recorded
1. Data collected gets analyzed
2. Side effects or adverse consequences noted
1. Act on the results2. Change if
unsuccessful3. Improve on results

Continuous Improvement Programs
Poka-yoke techniques
Single Minute exchange of dies
System for workplace
organization (5S Methodology)
Principles of Motion study and material handling
Continuous Flow Manufacturing
Visual Factory
Statistical Process Control
Process Capability Studies
Six Sigma –(DMAIC)
Other Techniques…
1. Value Analysis / Value Engineering: are techniques for assessing the ‘Value’ content of the elements of a product or process. ‘Value’ is what the customers are willing to pay for something. VA is generally used for continuous improvement in processes, while VE refers to design and engineering of a product or process.
2. Five – Why Process: The intent of this procedure is to reach to the root cause of any issue (quality non-conformance, deviation, adverse event etc.) The real problem is often far afield from the problem as initially perceived, and answering each ‘why’ requires considerable & thoughtful analysis.

5 Why’s?????
“Why” did machine stop?
Fuse blew
“Why” did fuse blow?
It overheated
“Why” did it overheat?
Machine shaft was worn and rubbing
“Why” was shaft worn and rubbing?
Insufficient lubrication from the oil pump
“Why” was there insufficient lubrication from the oil pump?
Shavings were getting into the oil pump inlet, where there was no strainer…
Therefore?
Machine abruptly stopped??

Benefits of WCM
0
10
20
30
40
50
60
70
80
World Class Manufacturing
Traditional
% Reduction








