Download - Studiul Si Tehnologia Materialelor
Teodor MACHEDON PISU
STUDIUL ŞI TEHNOLOGIA
MATERIALELOR
2009 – 2010

1
Introducere
Cursul de Ştiinţa şi Tehnologia Materialelor asigură cunoaşterea aliajelor
metalice, precum şi metode, procedee de obţinere a pieselor pentru industria
metalurgică şi constructoare de maşini. În finalul acestui curs studentul trebuie să
cunoască procedeele de elaborare, prelucrare prin turnare, prelucrare prin deformare
plastică, prelucrare termică, prelucrare mecanică şi îmbinare nedemontabilă (sudare)
a metalelor şi aliajelor metalice. Toate aceste noţiuni sunt necesare pentru disciplinele
de specialitate, ce vor fi studiate ulterior.
Obiectivele cursului
Cursul intitulat Ştiinţa şi Tehnologia Materialelor are ca
obiectiv principal prezentarea metalelor şi aliajelor utilizate în cadrul
sistemelor industriale, factorii care influenţează structura şi proprietăţile
acestora, metode de ridicare a performanţelor materialelor metalice.
Însusirea unor noţiuni de bază privind metalurgia extractivă, elaborarea
materialelor, prelucrarea primară, tehnologii de obţinere a semifabricatelor,
tehnologii de prelucrare., cursul se adresează Programului de studii
Autovehicole Rutiere, forma de învăţământ FR. În acest sens, la
sfârşitul acestui curs, studenţii vor fi capabili să:
cunoască si să utilizeze adecvat notiunile specifice disciplinei
(materiale,tehnici si metode de prelucrare)
explicarea si interpretarea proceselor de producere si prelucrare
termica a materialelor
intelegerea modului in care procesele tehnologice pot aduce
prejudicii mediului
intelegerea proprietatilor materialelor si a modului de
investigare a acestora
intelegerea modului de alegere si utilizare a materialelor
Competenţe conferite
Competenţe în selectarea, combinarea şi utilizarea cunoştinţelor,
principiilor, din domeniul ştiinţei şi tehnologiei materialelor pentru
rezolvarea problemelor specifice ingineriei în general şi ingineriei
autovehiculelor in special.
Resurse şi mijloace de lucru
– prezentarea cursului in unitaţi de învăţare in ppt;
2
– punerea pe platorma e -learning;
– instrumente utilizate în vederea înţelegerii aspectelor
teoretice şi a rezolvării elementelor de: probe din
materiale, epruvete, structuri , machete
Structura cursului
Cursul intitulat Ştiinţa şi Tehnologia Materialelor conţine:
– două parţi, prima parte Ştiinţa Materialelor compusă din 7
Unităţi de învăţare (UI) şi partea a doua Tehnologia
materialelor compusă din 4 Unităţi de învăţare (UI).
– numărul lucrarilor de laborator vor fi 7 pentru Ştiinţa
Materialelor şi 7 pentru Tehnologia materialelor
– lucrările de laborator se încărcă pe platforma eLearning.
Cerinţe preliminare
Necesită corelarea cu alte discipline cum sunt: matematica,
fizica, chimia, rezistenţa materialelor, desen industrial, programare,
discipline care asigură instrumentele fundamentale pentru predarea
noţiunilor şi înţelegerea fenomenelor.
Discipline deservite
Disciplina Ştiinţa şi Tehnologia Materialelor, prin bagajul de
cunoştinţe trebuie să dezvolte simţul practic şi gândirea tehnică logică
bazată pe o temeinică pregătire teoretică. Totodată gândirea tehnică
trebuie bine racordată cu gândirea economică, astfel încât orice
tehnologie trebuie înţeleasă ca posibilitate eficientă de realizare a
producţiei în condiţii optime şi de calitate.
Durata medie de studiu individual
Parcurgerea de către studenţi a unităţilor de învăţare ale cursului
de Ştiinţa şi Tehnologia Materialelor (atât aspectele teoretice cât şi
rezolvarea testelor practice şi a problemelor propuse) se poate face în
2-3 ore pentru fiecare unitate..
3
Evaluarea
La sfârşitul semestrului, fiecare student va primi o notă, care va
cuprinde: un test grilă, ce va conţine întrebări teoretice din materia
prezentată în cadrul acestui material, test de va deţine o pondere de
60% în nota finală şi notele aferente celor două teme practice de la
lucrarile de laborator, realizate pe parcursul semestrului, care vor
deţine o pondere de 20% fiecare.
Chestionar evaluare prerechizite
1.Structura materialelor metalice este:
a)amorfă
b)cristalină
c)vitroasă
2.Care este proprietatea tehnologică a unui material:
a)călibilitatea
b)fluajul
c)difuzivitatea
3. Efectul care stă la baza controlului cu ultrasunete este:
a) chimicoelectric;
b) piezoelectric;
c) termoelectric.
4. Radiaţiile x sunt:
a) de natură termomagnetică;
b) de natură termonucleară
c) de natură electromagnetică.
5. Difuzia atomilor în materiale are la bază:
a) variaţia energiei termice;
b) variaţia energiei mecanice
c) variaţia energiei electrice.
6. Solidificarea unui material metalic este însoţită de:
a) modificarea concentraţiei;
b) modificarea energiei libere
c) modificarea densităţii.
7. Proprietatea unui material de a avea mai multe forme cristaline se numeşte:
a) morfism;
b) izomorfism
c) polimorfism.
8. Oţelurile îmbunătăţite sunt:
a. oţeluri cu C mai mare de 0,25% călite şi revenite,
b. oţeluri cu C mai mic de 0,25% călite şi revenite,
c. oţeluri cu C de 0,25% călite şi revenite,
4
9. Oţelurile patinale sunt oţeluri C-Mn, aliate suplimentar cu:
a. Cr – Cu – Ni, Cr – Cu – V,
b. Cr – Cu – Ni, Cr – Cu – P,
c. Cr – Cu – P, Cr – Cu – V,
10. Rezistenţa la cald a oţelurilor este dată de:
a. crom,
b. molibden
c. nichel
5
Cuprins
Introducere................................ ................................ ................................ ................................ ...........1
Chestionar evaluare prerechizite ................................ ................................ ................................ ......... 3
Unitatea de învăţare 1. CLASE DE MATERIALE INGINERŞTI
1.1. Introducere........................................................................................ ................................ 8
1.2. Competenţe .......................................................................................................................8
U. 1.1. Materiale metalice........................................................ ..................................................9
U.1.2 Materiale ceramice..........................................................................................................9
U.1.3 Materiale polimerice......................................... ..............................................................10
U. 1.4. Materiale compozite......... ............................................................................................12
Unitatea de învăţare 2. STRUCTURA METALELOR
2.1. Introducere ......................................................................................................................14
2.2. Competenţe...................................................... ................................................................14
U. 2.1. Starea metalică .............................................................................................................15
U.2.2 Retele cristaline.............................................................................................................16
U.2.3 Compactitatea reţelei cristaline.......................................................................................17
U. 2.4. Alotropia metalelor ......... .............................................................................................18
Unitatea de învăţare 3. IMPERFECŢIUNI ÎN CRISTALE
3.1. Introducere........................................................................... ............................................20
3.2. Competenţe......................................................................................................................20
U. 3.1. Rezistenţele teoretice şi tehnice ale materialelor metalice...........................................21
U.3.2 Defecte punctiforme......................................................................................................22
U.3.3 Defecte de suprafaţă........................... .............................................................................25
Unitatea de învăţare 4. ALIAJE.
4.1. Introducere ......................................................................................................................28
4.2. Competenţe......................................................................................................................28
U. 4.1. Constituţia aliajelor .......................................................................................... ...........29
U.4.2 Constituenţi metalografici ...........................................................................................30
Unitatea de învăţare 5.DIAGRAMELE DE ECHILIBRU ALE ALIAJELOR BINARE.
5.1. Introducere...................................................................................................................... 35
5.2. Competenţe..................................................................................................................... .35
U. 5.1. Clasificarea sistemelor de aliaje binare.............................................................................36
U.5.2 Diagramele de echilibru ale sistemelor cu componenţi insolubili atât în stare lichidă cât şi
în stare solidă...........................................................................................................................36
U.5.3. Diagramele de echilibru ale sistemelor cu componenţi parţial solubili în stare lichidă şi
insolubili în stare solidă.............. ......................................................................................................37
U.5.4 Diagramele de echilibru ale sistemelor cu componenţi complet solubili în stare lichidă .38
U.5.5. Sisteme binare cu componenţi solubili în stare lichidă şi parţial solubili în stare solidă..43
6
Unitatea de învăţare 6. ALIAJE FIER CARBON.
6.1. Introducere...................................................................................................................... 48
6.2. Competenţe.....................................................................................................................48
U.6.1. Aspectul şi particularităţile diagramei Fe-C.................... .................... .................... ..49
U.6.2. Mecanismul formării structurilor în diagrama Fe-Fe3C..............................................50
U.6.3. Punctele critice din sistemul Fe-Fe3C......................................................................... 52
U.6.4. Constituenţii de echilibru ai aliajelor Fe-Fe3C............................................................ 52
Unitatea de învăţare 7. OŢELURI ŞI FONTE
7.1. Introducere .................................................................................................................... .57
7.2. Competenţe.....................................................................................................................57
U.7.1. Domeniul oţelurilor carbon şi al fontelor în diagrama Fe-C......................................58
U.7.2. Oţelurile carbon.........................................................................................................59
U.7.3. Clasificarea şi simbolizarea oţelurilor carbon ...........................................................61
U.7.4. Fonte........ ................................................................................................................... 63
Unitatea de învăţare 8. OBŢINEREA MATERIALELOR METALICE
8.1. Introducere............................................................ ...........................................................69
8.2. Competenţe......................................................................................................................69
U.8.1. Principalele materiale folosite în tehnică, minereurile şi prepararea lor, metode de
extragere a metalelor din minereuri........................................................................................70
U.8.2. Metalurgia fontei.........................................................................................................71
U.8.3. Metalurgia oţelului ..................... ................................................................................74
U.8.4. Turnarea continuă a lingourilor de oţel.. ..................................................................... 76
Unitatea de învăţare 9. TURNAREA PIESELOR METALICE
9.1. Introducere ......................................................................................................................79
9.2. Competenţe........... ...........................................................................................................79
U.9.1. Clasificarea metodelor şi procedeelor de turnare ........................................................ 80
U.9.2.Turnarea în forme nepermanente.................................................................................. 80
U.9.3. Turnarea formelor cu modele volatile.......................................................................... 85
U.9.4. Turnarea în forme permanente.....................................................................................87
Unitatea de învăţare 10. PRELUCRAREA PRIN DEFORMARE PLASTICĂ
10.1. Introducere.................................................................................................................... 89
10.2. Competenţe................................................. ...................................................................89
U.10.1. Bazele teoretice ale prelucrării prin deformare plastică ............................................90
U.10.2. Încălzirea la prelucrarea prin deforamrea plastică.....................................................92
U.10.3. Legile deformării plastice..................................................... .....................................93
U.10.4. Procedee de deformare plastică..................................................................................96
U. 10.5. Laminarea metalelor şi aliajelor.............. ..................................................................97
U.10.6. Extruziunea...............................................................................................................101
Unitatea de învăţare 11. SUDAREA MATERIALELOR
11.1. Introducere ..................................................................................................................106
11.2. Competenţe................................................................................. .................................106
U.11.1. Sudarea metalelor, generalităţi................................................................................107
U.11.2. Sudabilitatea metalelor şi aliajelor........................................................................ 108

7
U.11.3. Sudarea prin topire................................................................................................ 110
Temă de control ................................ ................................ ................................ ................ 116
Bibliografie................................ ................................ ................................ ................................ ....... 121
8
Chestionar
Unitatea de învăţare 1. CLASE DE MATERIALE INGINERŞTI
Cuprins
1.1. Introducere........................................................................................................................ 8
1.2. Competenţe .......................................................................................................................8
U. 1.1. Materiale metalice..........................................................................................................9
U.1.2 Materiale ceramice................................................................................................ ..........9
U.1.3 Materiale polimerice.......................................................................................................10
U. 1.4. Materiale compozite............................................................................... .....................12
1.1. Introducere
Se prezintă principalele materiale inginereşti pentru studiul
corelaţiilor structură – proprietăţi, care ajută inginerii la utilizarea raţională a
materialelor şi la îmbunătăţirea proprietăţilor acestora, în vederea obţine rii unor
produse de calitate.
1.2. Competenţele unităţii de învăţare
Competenţe în caracterizarea principalelor clase de materiale care
permit înţelegerea comportării lor generale şi a posibilităţilor oferite, precum şi
recunoaşterea efectelor mediului şi a condiţiilor de lucru asupra performanţelor
atinse.
Durata medie de parcurgere a primei unităţi de învăţare este de 1 ora.
9
CLASE DE MATERIALE INGINERŞTI
De structura şi proprietăţile materialelor precum şi de legile modificării acestora în cursul
prelucrărilor termice, mecanice şi chimice se ocupă ştiinţa materialelor, o ştiinţă de bază pentru
ramurile tehnologii în construcţia de maşini.
Studiul corelaţiilor structură – proprietăţi, ajută inginerii la întocmirea la utilizarea raţională
a materialelor şi la îmbunătăţirea proprietăţilor acestora, în vederea obţinerii unor produse de
calitate.
Caracterizarea principalelor clase de materiale permite înţălegerea comportării lor generale
şi a posibilităţilor oferite, precum şi recunoaşterea efectelor mediului şi a condiţiilor de lucru asupra
performanţelor atinse.
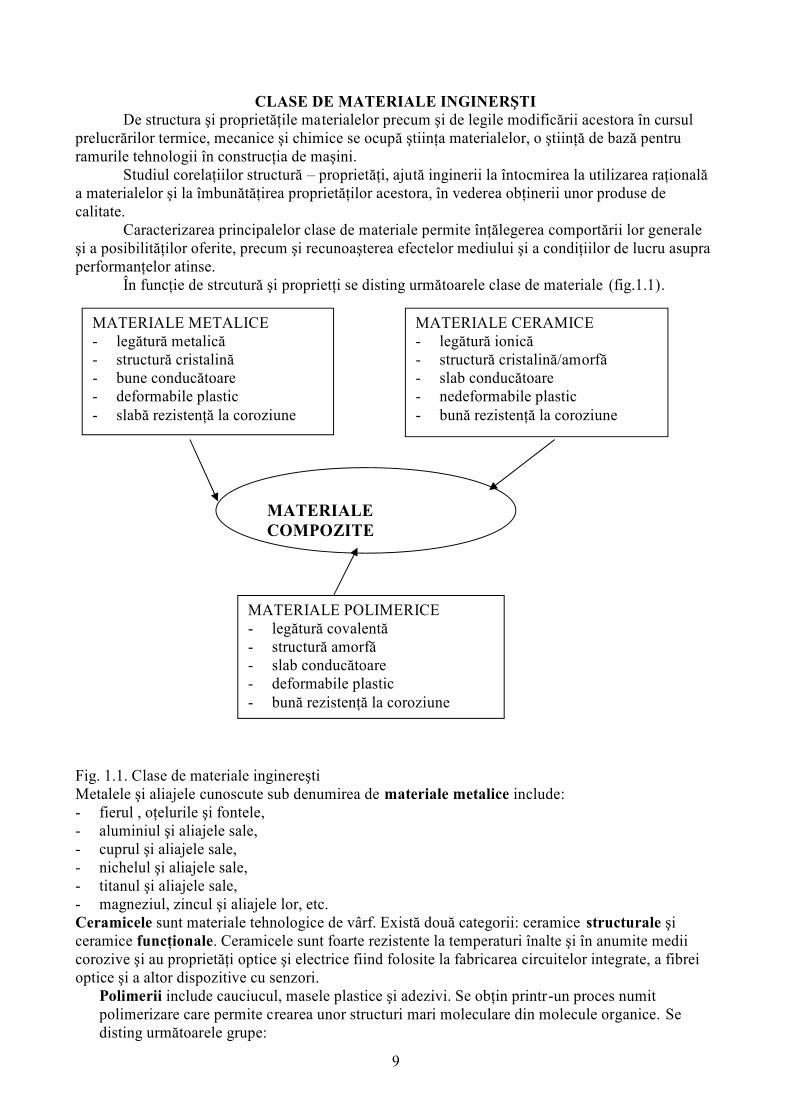
În funcţie de strcutură şi proprietţi se disting următoarele clase de materiale (fig.1.1).
Figura 1.1. Clase de materiale
Fig. 1.1. Clase de materiale inginereşti
Metalele şi aliajele cunoscute sub denumirea de materiale metalice include:
- fierul , oţelurile şi fontele,
- aluminiul şi aliajele sale,
- cuprul şi aliajele sale,
- nichelul şi aliajele sale,
- titanul şi aliajele sale,
- magneziul, zincul şi aliajele lor, etc.
Ceramicele sunt materiale tehnologice de vârf. Există două categorii: ceramice structurale şi
ceramice funcţionale. Ceramicele sunt foarte rezistente la temperaturi înalte şi în anumite medii
corozive şi au proprietăţi optice şi electrice fiind folosite la fabricarea circuitelor integrate, a fibrei
optice şi a altor dispozitive cu senzori.
Polimerii include cauciucul, masele plastice şi adezivi. Se obţin printr-un proces numit
polimerizare care permite crearea unor structuri mari moleculare din molecule organice. Se
disting următoarele grupe:
MATERIALE METALICE
- legătură metalică
- structură cristalină
- bune conducătoare
- deformabile plastic
- slabă rezistenţă la coroziune
MATERIALE CERAMICE
- legătură ionică
- structură cristalină/amorfă
- slab conducătoare
- nedeformabile plastic
- bună rezistenţă la coroziune
MATERIALE
COMPOZITE
MATERIALE POLIMERICE
- legătură covalentă
- structură amorfă
- slab conducătoare
- deformabile plastic
- bună rezistenţă la coroziune
10
- plastomeri sau termoplaste, la care lanţurile moleculare nu sunt legate rigid, ei sunt ductili şi
deformabili;
- elastomeri, lanţurile moleculare sunt legate rigid doar parţial,
- duromeri sau duroplastele, care sunt mai rezistenţi şi mai fragili deoarece lanţurile moleculare
sunt legate rigid.
Materialele compozite se obţin prin unirea a două sau mai multe masteriale în scopul obţinerii
de proprietăţi care nu pot fi atinse de nici unul dintre materialele singulare.
U.1.1.Clasificarea proprietăţilor materialelor.
În activitatea de proiectare alegerea corectă a unui material depinde de proprietăţile sale şi de
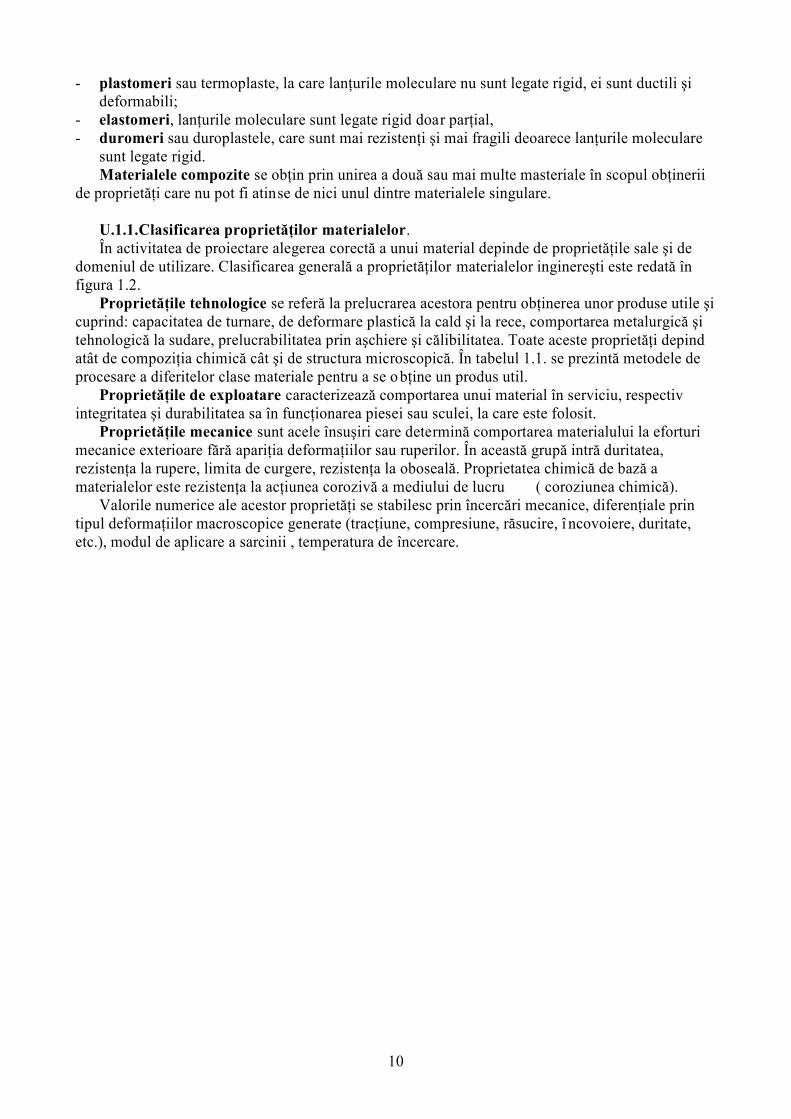
domeniul de utilizare. Clasificarea generală a proprietăţilor materialelor inginereşti este redată în
figura 1.2.
Proprietăţile tehnologice se referă la prelucrarea acestora pentru obţinerea unor produse utile şi
cuprind: capacitatea de turnare, de deformare plastică la cald şi la rece, comportarea metalurgică şi
tehnologică la sudare, prelucrabilitatea prin aşchiere şi călibilitatea. Toate aceste proprietăţi depind
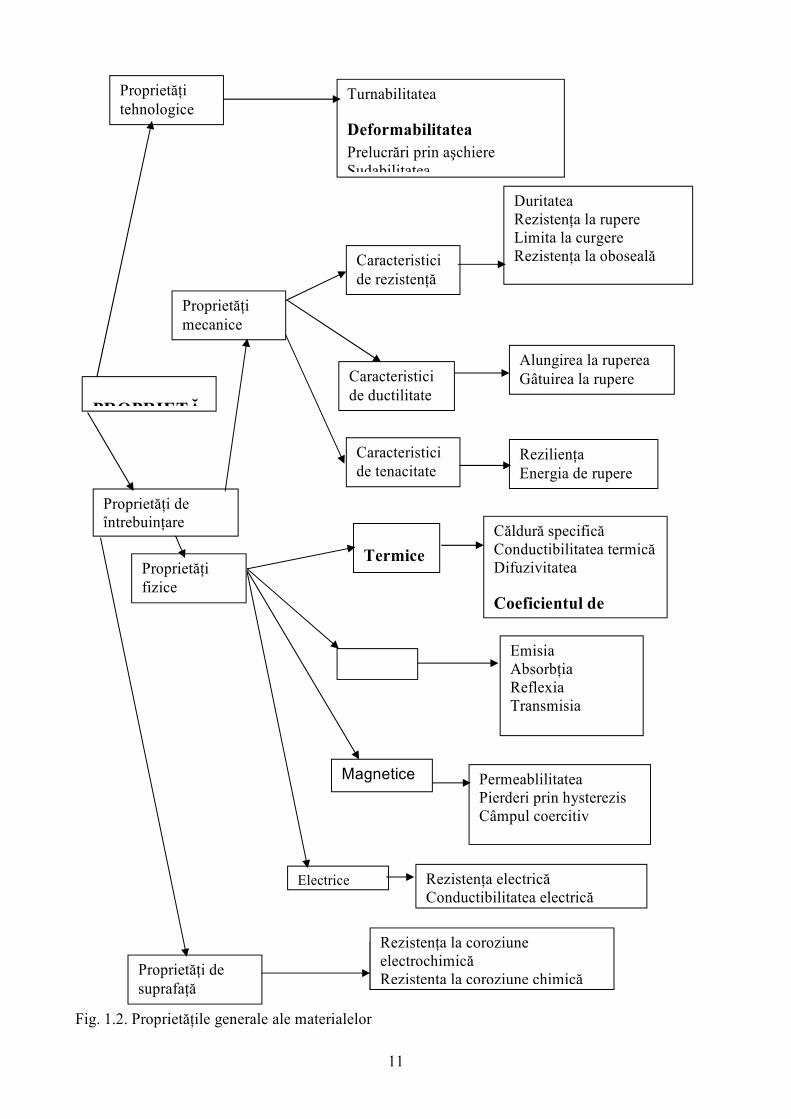
atât de compoziţia chimică cât şi de structura microscopică. În tabelul 1.1. se prezintă metodele de
procesare a diferitelor clase materiale pentru a se obţine un produs util.
Proprietăţile de exploatare caracterizează comportarea unui material în serviciu, respectiv
integritatea şi durabilitatea sa în funcţionarea piesei sau sculei, la care este folosit.
Proprietăţile mecanice sunt acele însuşiri care determină comportarea materialului la eforturi
mecanice exterioare fără apariţia deformaţiilor sau ruperilor. În această grupă intră duritatea,
rezistenţa la rupere, limita de curgere, rezistenţa la oboseală. Proprietatea chimică de bază a
materialelor este rezistenţa la acţiunea corozivă a mediului de lucru ( coroziunea chimică).
Valorile numerice ale acestor proprietăţi se stabilesc prin încercări mecanice, diferenţiale prin
tipul deformaţiilor macroscopice generate (tracţiune, compresiune, răsucire, î ncovoiere, duritate,
etc.), modul de aplicare a sarcinii , temperatura de încercare.
11
Proprietăţi
tehnologice Turnabilitatea
Deformabilitatea
Prelucrări prin aşchiere
Sudabilitatea
Călibilitatea
Proprietăţi
mecanice
Caracteristici
de rezistenţă
Caracteristici
de ductilitate
Caracteristici
de tenacitate
Duritatea
Rezistenţa la rupere
Limita la curgere
Rezistenţa la oboseală
Rezistenţa la fluaj
Alungirea la ruperea
Gâtuirea la rupere
Rezilienţa
Energia de rupere
Proprietăţi
fizice
Termice
Căldură specifică
Conductibilitatea termică
Difuzivitatea
Coeficientul de
dilataţie
Optice
Emisia
Absorbţia
Reflexia
Transmisia
Difracţia Magnetice Permeablilitatea
Pierderi prin hysterezis
Câmpul coercitiv
Saturaţia magnetică
Electrice Rezistenţa electrică
Conductibilitatea electrică
Proprietăţi de
suprafaţă
Rezistenţa la coroziune
electrochimică
Rezistenţa la coroziune chimică Rezistenţă la uzare
Proprietăţi de
întrebuinţare
PROPRIETĂ
ŢI
Fig. 1.2. Proprietăţile generale ale materialelor
12
Tabelul 1.1. Procese tehnologice de prelucrare a materialelor
MATERIALE METALICE
Turnarea: în nisip, în cochilie, în forme
permanente, turnarea continuă.
Metalul lichid este turnat sau injectat într-o formă
care poate avea configuraţia produsului final
obţinându-se o piesă turnată sau poate fi o
lingotieră când se obţine un lingou.
Deformarea plastică: forjarea,
tragerea, extrudarea, laminarea,
ambutisarea
Metalul solid este deformat sub o presiune
ridicată, la cald sau la rece, pentru a se obţine
produse utile.
Sudarea: cu arcul electric, prin
presiune, prin frecare, prin difuzie, cu
fascicul de electroni
Realizarea unei îmbinări nedemontabile a
materialelor utilizând încălzirea locală, presiunea
sau ambele , cu sau fără folosirea unui material de
adaos.
Prelucrarea prin aşchiere: strunjirea,
frezarea, găurirea
Îndepărtarea surplusului de material sub formă de
aşchii cu ajutorul unor scule în vederea obţinerii
formei, dimensiunilor şi rugozităţii suprafeţei unei
piese.
Metalurgia pulberilor Pulberile metalice sunt compactate la presiuni
înalte într-o formă utilă, iar ulterior sunt încălzite
la temeraturi ridicate care să permită legarea
particulelor.
MATERIALE CERAMICE
Turnarea Ceramice lichide sau noroaie de lichid plus
ceramică solidă sunt turnate într-o formă dorită.
Compactarea: extrudare, presare,
deformare izostatică
Solid sau noroaie vâscoase de lichid şi ceramică
solidă sunt compacte într-o formă dorită.
Sinterizarea Solide compacte sunt încălzite la temperaturi
înalte pentru a se produce legarea lor.
POLIMERI
Matriţarea: prin injecţie, prin transfer Polimerul încălzit sau chiar lichid este forţat să
pătrundă într-o matriţă; procesul este asemănător
cu cel de turnare
Deformarea: prin filare, extrudare în
vacuum
Polimerul încălzit este forţat să pătrundă printr-o
fantă sau în jurul unui model pentru a produce
forma dorită.
COMPOZITE
Turnarea: inclusiv infiltrarea Un lichid înconjoară unul dintre constituenţi
pentru a produce un compozit complet.
Deformarea Un constituent moale este forţat sub presiune să
se deformeze în jurul celui de-al doilea
constituent al compozitului
Îmbinarea: lipirea cu adezivi, prin
explozie, prin difuzie.
Cei doi constituenţi sunt îmbbinaţi prin lipire,
deformare sau prin presare la temperatură înaltă.
Compactare şi sinterizare Constituenţi sub formă de pulberi sunt presaţi în
forme, iar prin încălzire ulterioară se produce
legarea pulberilor.
13
Exemple
Proprietăţile de exploatare caracterizează comportarea unui material în
serviciu, respectiv integritatea şi durabilitatea sa în funcţionarea piesei sau sculei,
la care este folosit.
Ce materiale sunt caracterizate de:
- legătură metalică
- structură cristalină
- bune conducătoare
- deformabile plastic
- slabă rezistenţă la coroziune
Să ne reamintim:
clase de materiale
proprietăţile generale ale materialelor
procese tehnologice de prelucrare a materialelor
Rezumat
Clase de materiale inginereşti: metalice, polimerice, ceramice, compozite,
Proprietatile materialelor: mecanice, tehnologice, de întrebuinţare şi de suprafaţă,
Procese tehnologice de prelucrare: turnare, deformare plastică, sudare
Test de evaluare a cunoştinţelor
1.Structura materialelor metalice este:
a)amorfă
b)cristalină
c)vitroasă
2.Care este proprietatea tehnologică a unui material:
a)călibilitatea
b)fluajul
c)difuzivitatea
3.Care este încercare de duritate:
a)Charpy
b)Rockwell
c)Wohler
Test de autoevaluare a cunoştinţelor
14
Unitatea de învăţare 2. STRUCTURA METALELOR
Cuprins
2.1. Introducere ......................................................................................................................14
2.2. Competenţe.......................................................................................... ............................14
U. 2.1. Starea metalică .............................................................................................................15
U.2.2 Retele cristaline................................... ..........................................................................16
U.2.3 Compactitatea reţelei cristaline.......................................................................................17
U. 2.4. Alotropia metalelor ......... ...................... .......................................................................18
2.1. Introducere
Se prezintă starea metalică şi principalele reţele cristaline şi
însuşirile unor elemente de a prezenta reţele cristaline diferite, în diferite intervale
de temperatură, poartă denumirea de polimorfism, iar stările respective se numesc
stări alotropice
2.2. Competenţele unităţii de învăţare
Competenţe în caracterizarea stării metalice a metalelor şi
principalelor reţele cristaline care permit înţelegerea comportării metalelor.
Durata medie de parcurgere a primei unităţi de învăţare este de 1 ora.
15
STRUCTURA METALELOR
U.2.1. STAREA METALICA
Sunt cunoscute la ora actuală 104 elemente chimice, dintre care un număr de 82 de elemente
sunt considerate ca fiind elemente metalice.
Metalele pot fi descrise astfel:
a. metalele sunt acele elemente chimice, care posedă un coeficient pozitiv de variaţie a
rezistivităţii electrice în funcţie de temperatură, respectiv rezistivitatea lor electrică creşte odată cu
creşterea temperaturii.
b. se caracterizează şi prin: luciu metalic, plasticitate, conductibilitate electrică şi termică
ridicată.
Metalele pot fi clasificate în diverse categorii avându-se în vedere anumite proprietăţi specifice.
Metalele care prezintă o importanţă deosebită în tehnică sunt enumerate mai jos în ordine
alfabetică: aluminiul, aurul, argintul, beriliul, cadmiul, cobaltul, cromul, cuprul, fierul, mercurul,
magneziul, molibdenul, nichelul, plumbul, platina, staniul, tantalul, titanul, vanadiul, wolframul şi
zincul. În afara mercurului, toate celelalte metale se prezintă la temperatura ambiantă în stare solidă.
Greutatea specifică minimă o are litiul (0,53 daN/dm3 ), iar greutatea specifică maximă o are
osmiul (22,48 daN/dm3 ).
Proprietăţile fizice, chimice şi mecanice, specifice metalelor, îşi au originea în structura
electronică şi în specificul legăturii interatomice de tip metalic. In esenţă teoria electronică a
metalelor consideră metalele, respectiv aliajele, ca fiind constituite din ioni pozitivi printre care
circulă electronii de valenţă, formând aşa numitul nor electronic, sau gaz de electroni liberi.
Intr-un cristal metalic de mărime obişnuită sunt cuprinşi cca. 1016 atomi iar fiecare din aceştia
pune in comun toţi electronii lui de valenţă, astfel încât în jurul ionilor pozitivi ia naştere norul
electronilor de valenţă. Respingerea reciprocă dintre aceşti electroni de valenţă, datorită faptului că
aceştia au toţi sarcină negativă, determină repartizarea lor uniformă în interiorul corpurilor metalice.
Aceşti electroni uniform distribuiţi vor satisface valenţa atomilor vecini şi deci a tuturor atomilor,
realizându-se aşa numita legătură metalică.
Mişcarea electronilor în cadrul corpurilor metalice, precum şi energiile asociate acestor mişcări
pot fi explicate prin teoria zonelor de energie, iniţiată de Bloch în anul 1928. In cadrul acestei teorii
mişcarea electronilor se face după legile mecanicii cuantice, având drept cadru câmpul periodic
creat de aranjamentul spaţial al ionilor în reţelele cristaline.
Sub influenţa unei diferenţe de potenţial, electronii liberi, precum şi alţii excitaţi de pe nivelele
inferioare, se pun în mişcare dând naştere unui curent electric. In această mişcare apar însă forţe
care se opun trecerii curentului electric, cu alte cuvinte, metalele au rezistivitate electrică. In
mecanica ondulatorie o reţea periodică perfectă nu opune rezistenţă, deoarece în acest caz nu se
produce o dispersie a undelor electronice. Rezistivitatea este datorată dispersiei generale a undelor
care se produce în cazul în care ionii reţelei sunt plasaţi neregulat în spaţiu, astfel încât undele
individuale difuzate de fiecare atom nu pot să interfereze. Datorită agitaţiei termice a atomilor
(ionilor) se favorizează aşezarea dezordonată a acestora, fapt care explică relaţia ce există între
rezistivitate şi temperatură. Unele metale în situaţia în care au o puritate foarte ridicată şi sunt
detensionate la maximum posibil, la temperaturi situate aproape de zero absolut, prezintă fenomenul
de supraconductibilitate, adică rezistivitatea lor electrică este aproape zero. Odată cu creşterea
temperaturii, amplitudinea oscilaţiilor ionilor creşte şi implicit va creşte şi rezistivitatea metalelor.
Creşterea rezistivităţii este determinată şi de prezenţa unor impurităţi, imperfecţiuni sau deformaţii
ale reţelei.
16
U. 2.2. REŢELE CRISTALINE ALE METALELOR
Metalele şi aliajele sunt corpuri solide cristaline. Ele diferă de solidele amorfe în care atomii
sunt dispuşi dezordonat, prin faptul că distribuţia atomilor este ordonată, prezentând o periodicitate
în cele trei direcţii spaţiale.
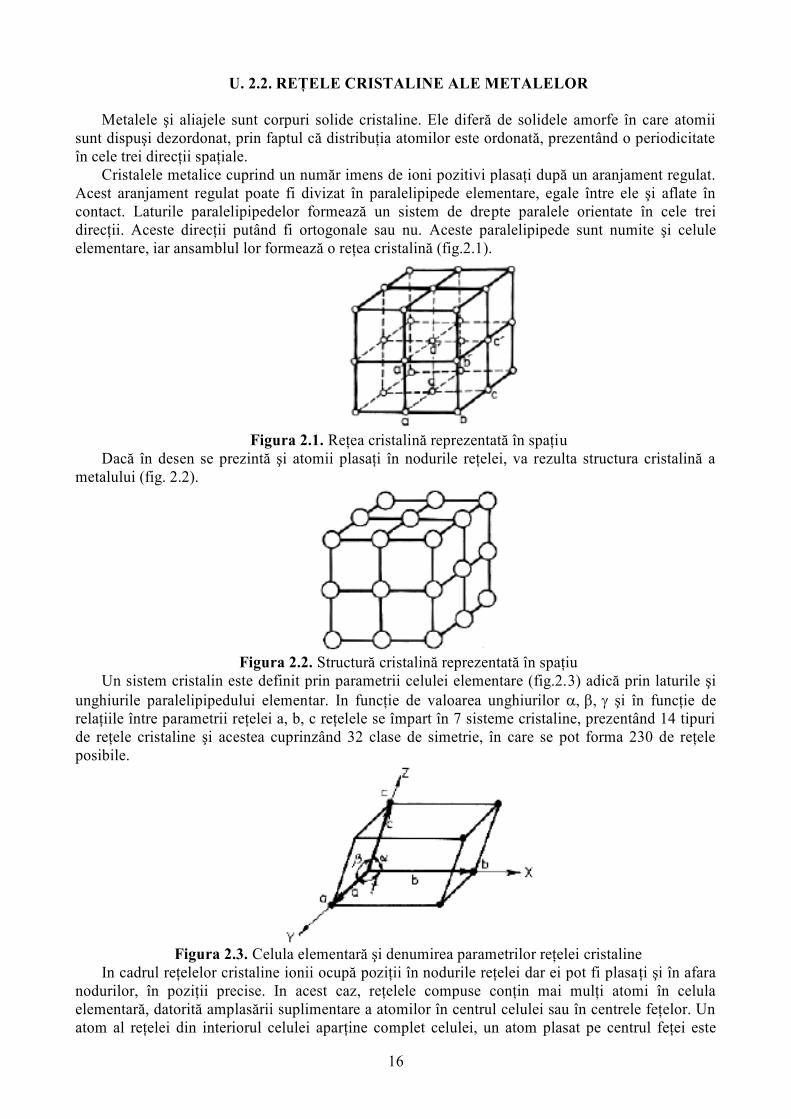
Cristalele metalice cuprind un număr imens de ioni pozitivi plasaţi după un aranjament regulat.
Acest aranjament regulat poate fi divizat în paralelipipede elementare, egale între ele şi aflate în
contact. Laturile paralelipipedelor formează un sistem de drepte paralele orientate în cele trei
direcţii. Aceste direcţii putând fi ortogonale sau nu. Aceste paralelipipede sunt numite şi celule
elementare, iar ansamblul lor formează o reţea cristalină (fig.2.1).
Figura 2.1. Reţea cristalină reprezentată în spaţiu
Dacă în desen se prezintă şi atomii plasaţi în nodurile reţelei, va rezulta structura cristalină a
metalului (fig. 2.2).
Figura 2.2. Structură cristalină reprezentată în spaţiu
Un sistem cristalin este definit prin parametrii celulei elementare (fig.2.3) adică prin laturile şi
unghiurile paralelipipedului elementar. In funcţie de valoarea unghiurilor şi în funcţie de
relaţiile între parametrii reţelei a, b, c reţelele se împart în 7 sisteme cristaline, prezentând 14 tipuri
de reţele cristaline şi acestea cuprinzând 32 clase de simetrie, în care se pot forma 230 de reţele
posibile.
Figura 2.3. Celula elementară şi denumirea parametrilor reţelei cristaline
In cadrul reţelelor cristaline ionii ocupă poziţii în nodurile reţelei dar ei pot fi plasaţi şi în afara
nodurilor, în poziţii precise. In acest caz, reţelele compuse conţin mai mulţi atomi în celula
elementară, datorită amplasării suplimentare a atomilor în centrul celulei sau în centrele feţelor. Un
atom al reţelei din interiorul celulei aparţine complet celulei, un atom plasat pe centrul feţei este
17
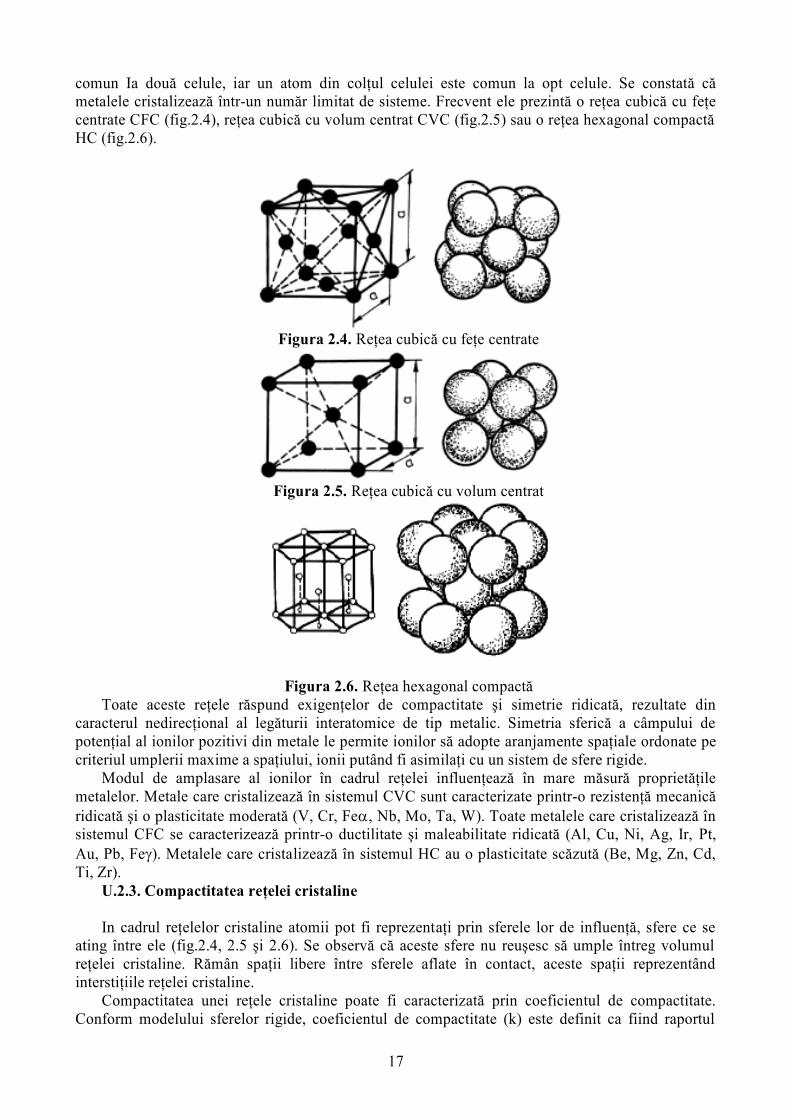
comun Ia două celule, iar un atom din colţul celulei este comun la opt celule. Se constată că
metalele cristalizează într-un număr limitat de sisteme. Frecvent ele prezintă o reţea cubică cu feţe
centrate CFC (fig.2.4), reţea cubică cu volum centrat CVC (fig.2.5) sau o reţea hexagonal compactă
HC (fig.2.6).
Figura 2.4. Reţea cubică cu feţe centrate
Figura 2.5. Reţea cubică cu volum centrat
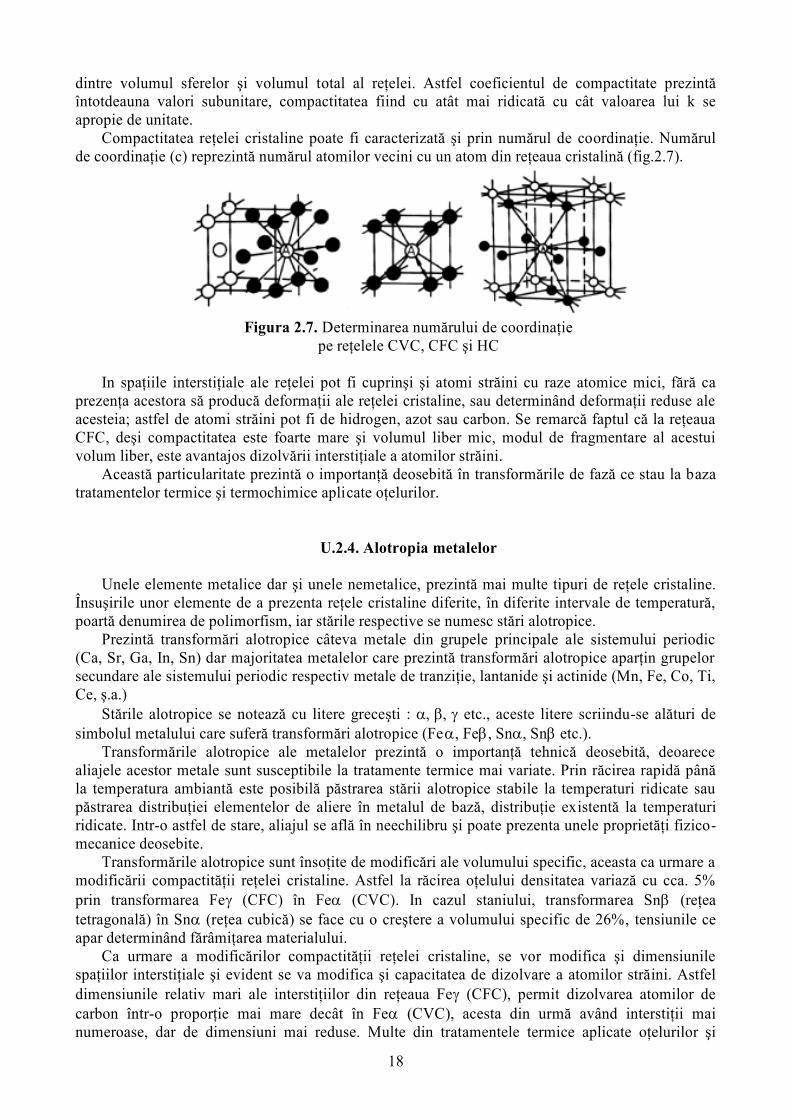
Figura 2.6. Reţea hexagonal compactă
Toate aceste reţele răspund exigenţelor de compactitate şi simetrie ridicată, rezultate din
caracterul nedirecţional al legăturii interatomice de tip metalic. Simetria sferică a câmpului de
potenţial al ionilor pozitivi din metale le permite ionilor să adopte aranjamente spaţiale ordonate pe
criteriul umplerii maxime a spaţiului, ionii putând fi asimilaţi cu un sistem de sfere rigide.
Modul de amplasare al ionilor în cadrul reţelei influenţează în mare măsură proprietăţile
metalelor. Metale care cristalizează în sistemul CVC sunt caracterizate printr-o rezistenţă mecanică
ridicată şi o plasticitate moderată (V, Cr, Fe, Nb, Mo, Ta, W). Toate metalele care cristalizează în
sistemul CFC se caracterizează printr-o ductilitate şi maleabilitate ridicată (Al, Cu, Ni, Ag, Ir, Pt,
Au, Pb, Fe). Metalele care cristalizează în sistemul HC au o plasticitate scăzută (Be, Mg, Zn, Cd,
Ti, Zr).
U.2.3. Compactitatea reţelei cristaline
In cadrul reţelelor cristaline atomii pot fi reprezentaţi prin sferele lor de influenţă, sfere ce se
ating între ele (fig.2.4, 2.5 şi 2.6). Se observă că aceste sfere nu reuşesc să umple întreg volumul
reţelei cristaline. Rămân spaţii libere între sferele aflate în contact, aceste spaţii reprezentând
interstiţiile reţelei cristaline.
Compactitatea unei reţele cristaline poate fi caracterizată prin coeficientul de compactitate.
Conform modelului sferelor rigide, coeficientul de compactitate (k) este definit ca fiind raportul
18
dintre volumul sferelor şi volumul total al reţelei. Astfel coeficientul de compactitate prezintă
întotdeauna valori subunitare, compactitatea fiind cu atât mai ridicată cu cât valoarea lui k se
apropie de unitate.
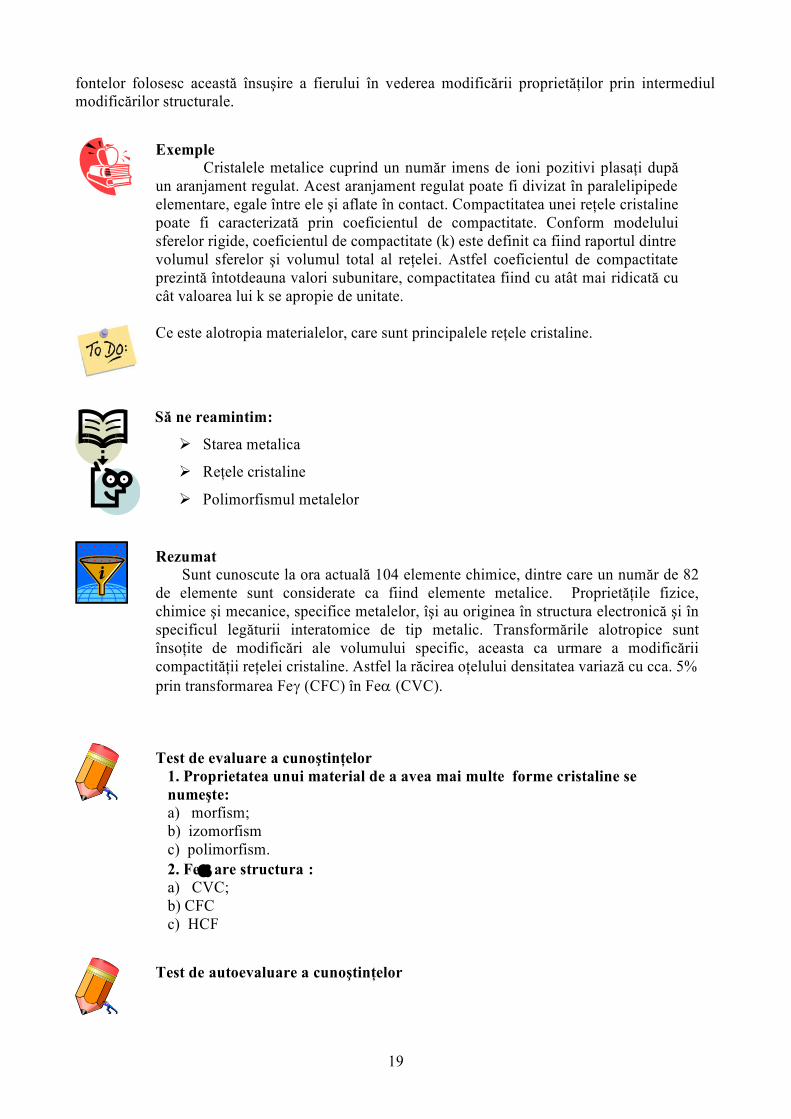
Compactitatea reţelei cristaline poate fi caracterizată şi prin numărul de coordinaţie. Numărul
de coordinaţie (c) reprezintă numărul atomilor vecini cu un atom din reţeaua cristalină (fig.2.7).
Figura 2.7. Determinarea numărului de coordinaţie
pe reţelele CVC, CFC şi HC
In spaţiile interstiţiale ale reţelei pot fi cuprinşi şi atomi străini cu raze atomice mici, fără ca
prezenţa acestora să producă deformaţii ale reţelei cristaline, sau determinând deformaţii reduse ale
acesteia; astfel de atomi străini pot fi de hidrogen, azot sau carbon. Se remarcă faptul că la reţeaua
CFC, deşi compactitatea este foarte mare şi volumul liber mic, modul de fragmentare al acestui
volum liber, este avantajos dizolvării interstiţiale a atomilor străini.
Această particularitate prezintă o importanţă deosebită în transformările de fază ce stau la baza
tratamentelor termice şi termochimice aplicate oţelurilor.
U.2.4. Alotropia metalelor
Unele elemente metalice dar şi unele nemetalice, prezintă mai multe tipuri de reţele cristaline.
Însuşirile unor elemente de a prezenta reţele cristaline diferite, în diferite intervale de temperatură,
poartă denumirea de polimorfism, iar stările respective se numesc stări alotropice.
Prezintă transformări alotropice câteva metale din grupele principale ale sistemului periodic
(Ca, Sr, Ga, In, Sn) dar majoritatea metalelor care prezintă transformări alotropice aparţin grupelor
secundare ale sistemului periodic respectiv metale de tranziţie, lantanide şi actinide (Mn, Fe, Co, Ti,
Ce, ş.a.)
Stările alotropice se notează cu litere greceşti : etc., aceste litere scriindu-se alături de
simbolul metalului care suferă transformări alotropice (Fe, Fe, Sn, Sn etc.).
Transformările alotropice ale metalelor prezintă o importanţă tehnică deosebită, deoarece
aliajele acestor metale sunt susceptibile la tratamente termice mai variate. Prin răcirea rapidă până
la temperatura ambiantă este posibilă păstrarea stării alotropice stabile la temperaturi ridicate sau
păstrarea distribuţiei elementelor de aliere în metalul de bază, distribuţie existentă la temperaturi
ridicate. Intr-o astfel de stare, aliajul se află în neechilibru şi poate prezenta unele proprietăţi fizico-
mecanice deosebite.
Transformările alotropice sunt însoţite de modificări ale volumului specific, aceasta ca urmare a
modificării compactităţii reţelei cristaline. Astfel la răcirea oţelului densitatea variază cu cca. 5%
prin transformarea Fe (CFC) în Fe (CVC). In cazul staniului, transformarea Sn (reţea
tetragonală) în Sn (reţea cubică) se face cu o creştere a volumului specific de 26%‚ tensiunile ce
apar determinând fărâmiţarea materialului.
Ca urmare a modificărilor compactităţii reţelei cristaline, se vor modifica şi dimensiunile
spaţiilor interstiţiale şi evident se va modifica şi capacitatea de dizolvare a atomilor străini. Astfel
dimensiunile relativ mari ale interstiţiilor din reţeaua Fe (CFC), permit dizolvarea atomilor de
carbon într-o proporţie mai mare decât în Fe (CVC), acesta din urmă având interstiţii mai
numeroase, dar de dimensiuni mai reduse. Multe din tratamentele termice aplicate oţelurilor şi
19
fontelor folosesc această însuşire a fierului în vederea modificării proprietăţilor prin intermediul
modificărilor structurale.
Exemple
Cristalele metalice cuprind un număr imens de ioni pozitivi plasaţi după
un aranjament regulat. Acest aranjament regulat poate fi divizat în paralelipipede
elementare, egale între ele şi aflate în contact. Compactitatea unei reţele cristaline
poate fi caracterizată prin coeficientul de compactitate. Conform modelului
sferelor rigide, coeficientul de compactitate (k) este definit ca fiind raportul dintre
volumul sferelor şi volumul total al reţelei. Astfel coeficientul de compactitate
prezintă întotdeauna valori subunitare, compactitatea fiind cu atât mai ridicată cu
cât valoarea lui k se apropie de unitate.
Ce este alotropia materialelor, care sunt principalele reţele cristaline.
Să ne reamintim:
Starea metalica
Reţele cristaline
Polimorfismul metalelor
Rezumat Sunt cunoscute la ora actuală 104 elemente chimice, dintre care un număr de 82
de elemente sunt considerate ca fiind elemente metalice. Proprietăţile fizice,
chimice şi mecanice, specifice metalelor, îşi au originea în structura electronică şi în
specificul legăturii interatomice de tip metalic. Transformările alotropice sunt
însoţite de modificări ale volumului specific, aceasta ca urmare a modificării
compactităţii reţelei cristaline. Astfel la răcirea oţelului densitatea variază cu cca. 5%
prin transformarea Fe (CFC) în Fe (CVC).
Test de evaluare a cunoştinţelor
1. Proprietatea unui material de a avea mai multe forme cristaline se
numeşte:
a) morfism;
b) izomorfism
c) polimorfism.
2. Fe are structura :
a) CVC;
b) CFC
c) HCF
Test de autoevaluare a cunoştinţelor
20
Unitatea de învăţare 3. IMPERFECŢIUNI ÎN CRISTALE
Cuprins
3.1. Introducere................................................................................ .......................................20
3.2. Competenţe......................................................................................................................20
U. 3.1. Rezistenţele teoretice şi tehnice ale materialelor metalice........... ................................21
U.3.2 Defecte punctiforme......................................................................................................22
U.3.3 Defecte de suprafaţă................................ ........................................................................25
3.1. Introducere
Se prezintă valoarea teoretică a rezistenţei de rupere care este cuprinsă între
10 şi 200 daN/mm2, adică de 25 - 500 de ori mai mici decât rezistenţa stabilită
teoretic. De fapt această situaţie nu există în realitate, cristalele reale prezentând
numeroase imperfecţiuni structurale, acestea determinând scăderea accentuată a
rezistenţei mecanice.
3.2. Competenţele unităţii de învăţare
Competenţe în caracterizarea imperfecţiunilor structurale a
metalelor şi a principalelor defecte punctiforme şi de suprafaţă.
Durata medie de parcurgere a primei unităţi de învăţare este de1 ora.
21
IMPERFECŢIUNI ÎN CRISTALE
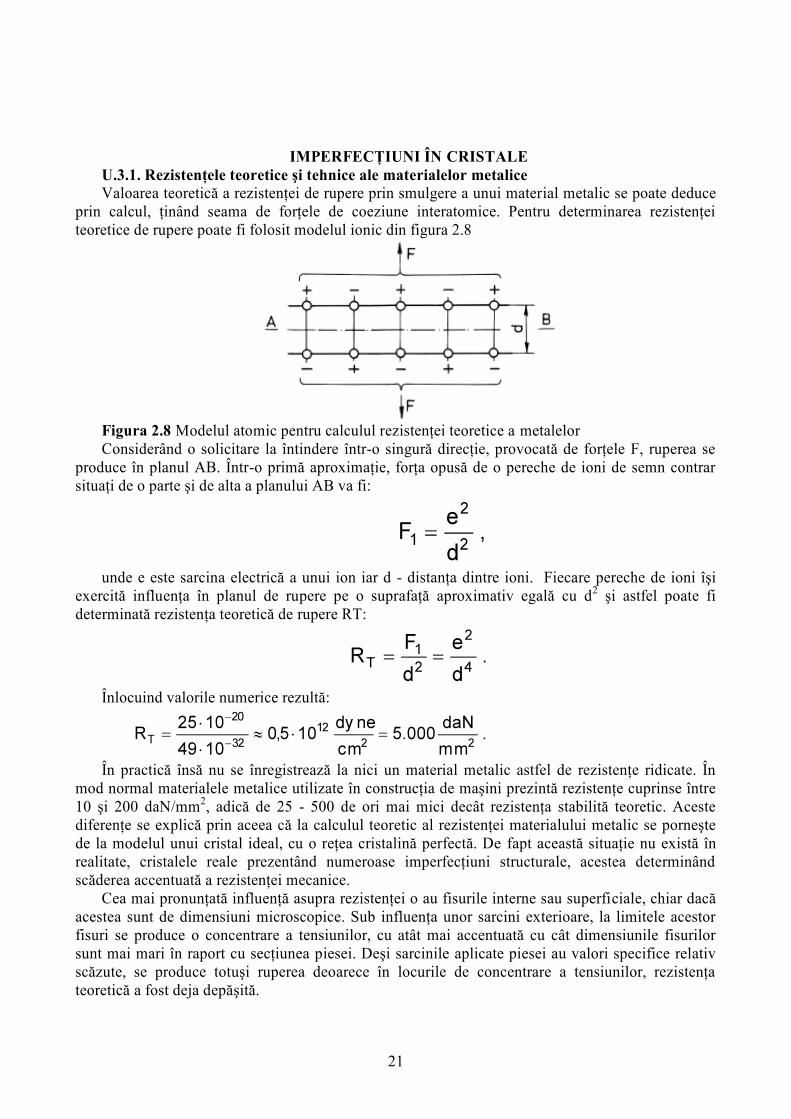
U.3.1. Rezistenţele teoretice şi tehnice ale materialelor metalice
Valoarea teoretică a rezistenţei de rupere prin smulgere a unui material metalic se poate deduce
prin calcul, ţinând seama de forţele de coeziune interatomice. Pentru determinarea rezistenţei
teoretice de rupere poate fi folosit modelul ionic din figura 2.8
Figura 2.8 Modelul atomic pentru calculul rezistenţei teoretice a metalelor
Considerând o solicitare la întindere într-o singură direcţie, provocată de forţele F, ruperea se
produce în planul AB. Într-o primă aproximaţie, forţa opusă de o pereche de ioni de semn contrar
situaţi de o parte şi de alta a planului AB va fi:
unde e este sarcina electrică a unui ion iar d - distanţa dintre ioni. Fiecare pereche de ioni îşi
exercită influenţa în planul de rupere pe o suprafaţă aproximativ egală cu d2 şi astfel poate fi
determinată rezistenţa teoretică de rupere RT:
Înlocuind valorile numerice rezultă:
În practică însă nu se înregistrează la nici un material metalic astfel de rezistenţe ridicate. În
mod normal materialele metalice utilizate în construcţia de maşini prezintă rezistenţe cuprinse între
10 şi 200 daN/mm2, adică de 25 - 500 de ori mai mici decât rezistenţa stabilită teoretic. Aceste
diferenţe se explică prin aceea că la calculul teoretic al rezistenţei materialului metalic se porneşte
de la modelul unui cristal ideal, cu o reţea cristalină perfectă. De fapt această situaţie nu există în
realitate, cristalele reale prezentând numeroase imperfecţiuni structurale, acestea determinând
scăderea accentuată a rezistenţei mecanice.
Cea mai pronunţată influenţă asupra rezistenţei o au fisurile interne sau superficiale, chiar dacă
acestea sunt de dimensiuni microscopice. Sub influenţa unor sarcini exterioare, la limitele acestor
fisuri se produce o concentrare a tensiunilor, cu atât mai accentuată cu cât dimensiunile fisurilor
sunt mai mari în raport cu secţiunea piesei. Deşi sarcinile aplicate piesei au valori specifice relativ
scăzute, se produce totuşi ruperea deoarece în locurile de concentrare a tensiunilor, rezistenţa
teoretică a fost deja depăşită.
22
Pe lângă aceste defecte mai există şi altele toate afectând proprietăţile mecanice ale materialelor
metalice. Din această cauză în ultimul timp se acordă o mare atenţie studiului defectelor
(imperfecţiunilor) reticulare, cu scopul obţinerii unor materiale cu proprietăţi cât mai ridicate.
In afara imperfecţiunilor, reţeaua cristalină poate prezenta şi distorsiuni elastice, din cauza
cărora parametrii reţelei se abat în zonele tensionate de Ia valorile ideale, influenţând deci şi
proprietăţile mecanice.
Un alt gen de abatere de la structura cristalină ideală, care consideră atomii ficşi în nodurile
reţelei, îl constituie vibraţiile atomilor din cristalele reale. Frecvenţa acestor vibraţii este dependentă
de natura legăturilor interatomice, iar amplitudinea oscilaţiilor este dependentă de temperatură,
crescând odată cu aceasta.
Clasificarea imperfecţiunilor (defectelor) reticulare
Vacante – defect schottky
Interstiţiali Atomi străini
De substituţie
Punctiforme
Conjugate – defect frencel
Marginale
Elicodale
Liniare
Mixte
Limite de grăunte De suprafaţă
Limite de sbgrăunte
Microscopice
Defecte
reticulare
De volum
Macroscopice
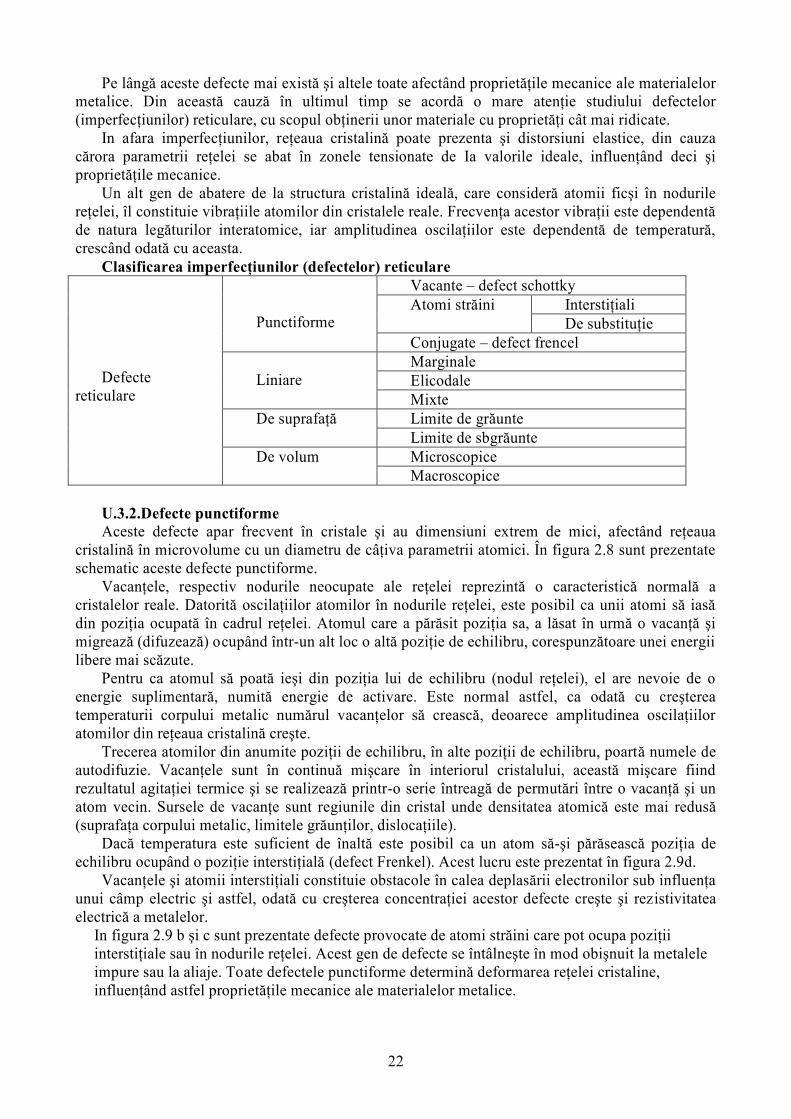
U.3.2.Defecte punctiforme
Aceste defecte apar frecvent în cristale şi au dimensiuni extrem de mici, afectând reţeaua
cristalină în microvolume cu un diametru de câţiva parametrii atomici. În figura 2.8 sunt prezentate
schematic aceste defecte punctiforme.
Vacanţele, respectiv nodurile neocupate ale reţelei reprezintă o caracteristică normală a
cristalelor reale. Datorită oscilaţiilor atomilor în nodurile reţelei, este posibil ca unii atomi să iasă
din poziţia ocupată în cadrul reţelei. Atomul care a părăsit poziţia sa, a lăsat în urmă o vacanţă şi
migrează (difuzează) ocupând într-un alt loc o altă poziţie de echilibru, corespunzătoare unei energii
libere mai scăzute.
Pentru ca atomul să poată ieşi din poziţia lui de echilibru (nodul reţelei), el are nevoie de o
energie suplimentară, numită energie de activare. Este normal astfel, ca odată cu creşterea
temperaturii corpului metalic numărul vacanţelor să crească, deoarece amplitudinea oscilaţiilor
atomilor din reţeaua cristalină creşte.
Trecerea atomilor din anumite poziţii de echilibru, în alte poziţii de echilibru, poartă numele de
autodifuzie. Vacanţele sunt în continuă mişcare în interiorul cristalului, această mişcare fiind
rezultatul agitaţiei termice şi se realizează printr-o serie întreagă de permutări între o vacanţă şi un
atom vecin. Sursele de vacanţe sunt regiunile din cristal unde densitatea atomică este mai redusă
(suprafaţa corpului metalic, limitele grăunţilor, dislocaţiile).
Dacă temperatura este suficient de înaltă este posibil ca un atom să-şi părăsească poziţia de
echilibru ocupând o poziţie interstiţială (defect Frenkel). Acest lucru este prezentat în figura 2.9d.
Vacanţele şi atomii interstiţiali constituie obstacole în calea deplasării electronilor sub influenţa
unui câmp electric şi astfel, odată cu creşterea concentraţiei acestor defecte creşte şi rezistivitatea
electrică a metalelor.
In figura 2.9 b şi c sunt prezentate defecte provocate de atomi străini care pot ocupa poziţii
interstiţiale sau în nodurile reţelei. Acest gen de defecte se întâlneşte în mod obişnuit la metalele
impure sau la aliaje. Toate defectele punctiforme determină deformarea reţelei cristaline,
influenţând astfel proprietăţile mecanice ale materialelor metalice.
23
A B
C D
Figura 2.9 Defecte punctiforme: a - vacanţă (defect Schottky);
b - atom interstiţial; c - atom străin de substituţie;
d - defecte conjugate (defect Frenkel)
Defecte liniare (dislocaţii) Aceste defecte pot fi puse în evidenţă şi studiate numai cu ajutorul microscoapelor electronice
de mare putere. Dislocaţiile pot fi considerate ca linii de demarcaţie între o porţiune din cristal, care
s-a deplasat pe un plan cristalografic în raport cu celălalt. Dislocaţiile au o întindere mare într-o
anumită direcţie de ordinul sutelor de mii de parametri ai reţelei şi provoacă deformaţii relativ mici
(de ordinul câtorva parametri ai reţelei) pe o direcţie perpendiculară.
Pentru caracterizarea dislocaţiilor se folosesc vectorii Burgers (B). Aceşti vectori ne indică
sensul şi mărimea dislocaţiei. Zona cristalului, mai puternic afectată se numeşte axa dislocaţiei. In
funcţie de poziţia vectorului Burgers faţă de axa dislocaţiei se vor putea deosebi dislocaţii marginale
şi dislocaţii elicoidale. La dislocaţiile marginale vectorul Burgers este perpendicular pe axa
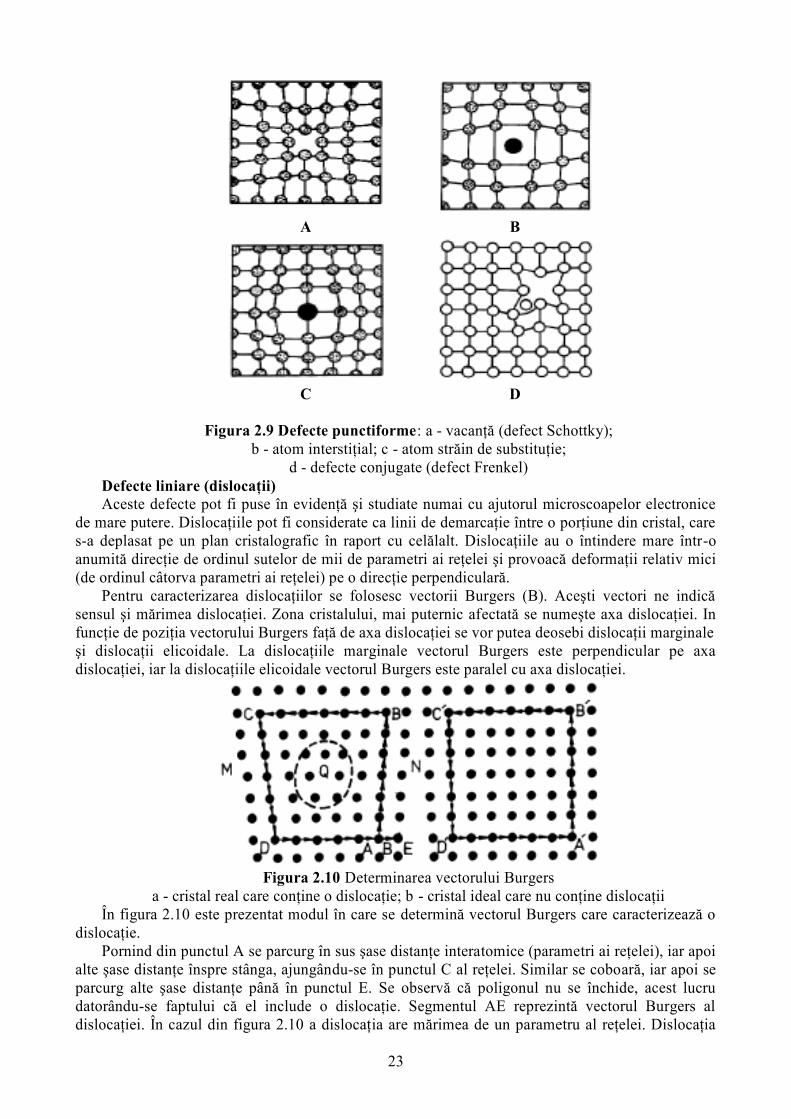
dislocaţiei, iar la dislocaţiile elicoidale vectorul Burgers este paralel cu axa dislocaţiei.
Figura 2.10 Determinarea vectorului Burgers
a - cristal real care conţine o dislocaţie; b - cristal ideal care nu conţine dislocaţii
În figura 2.10 este prezentat modul în care se determină vectorul Burgers care caracterizează o
dislocaţie.
Pornind din punctul A se parcurg în sus şase distanţe interatomice (parametri ai reţelei), iar apoi
alte şase distanţe înspre stânga, ajungându-se în punctul C al reţelei. Similar se coboară, iar apoi se
parcurg alte şase distanţe până în punctul E. Se observă că poligonul nu se închide, acest lucru
datorându-se faptului că el include o dislocaţie. Segmentul AE reprezintă vectorul Burgers al
dislocaţiei. În cazul din figura 2.10 a dislocaţia are mărimea de un parametru al reţelei. Dislocaţia
24
apare în zona Q şi într-adevăr planul cristalin MN conţine un număr mai mic de atomi decât planul
imediat superior. Această dislocaţie este o dislocaţie marginală deoarece vectorul Burgers este
perpendicular pe axa dislocaţiei. O dislocaţie marginală este prezentată şi în figura 2.11
Figura 2.11 Reprezentarea unui cristal cu reţea cubică care conţine o dislocaţie marginală
Dislocaţia marginală poate fi considerată drept limită a unui semiplan atomic suplimentar
existent în porţiunea superioară a cristalului. In figura 2.10 axa dislocaţiei MN şi semiplanul PQMN
apar în spaţiu, reprezentarea fiind făcută în perspectivă. Abaterea de la perfecţiune a reţelei, nu se
limitează doar la prezenţa unui şir atomic MN cu un număr incoerent de vecini, ci ea se extinde într -
o regiune cilindrică cu axa DD’ şi raza de 3-4 diametre atomice (regiunea încercuită).
Zona dislocaţiei este o regiune de dezordine atomică unde în partea superioară a planului xy
apar tensiuni de compresiune, iar în partea inferioară tensiuni de întindere.
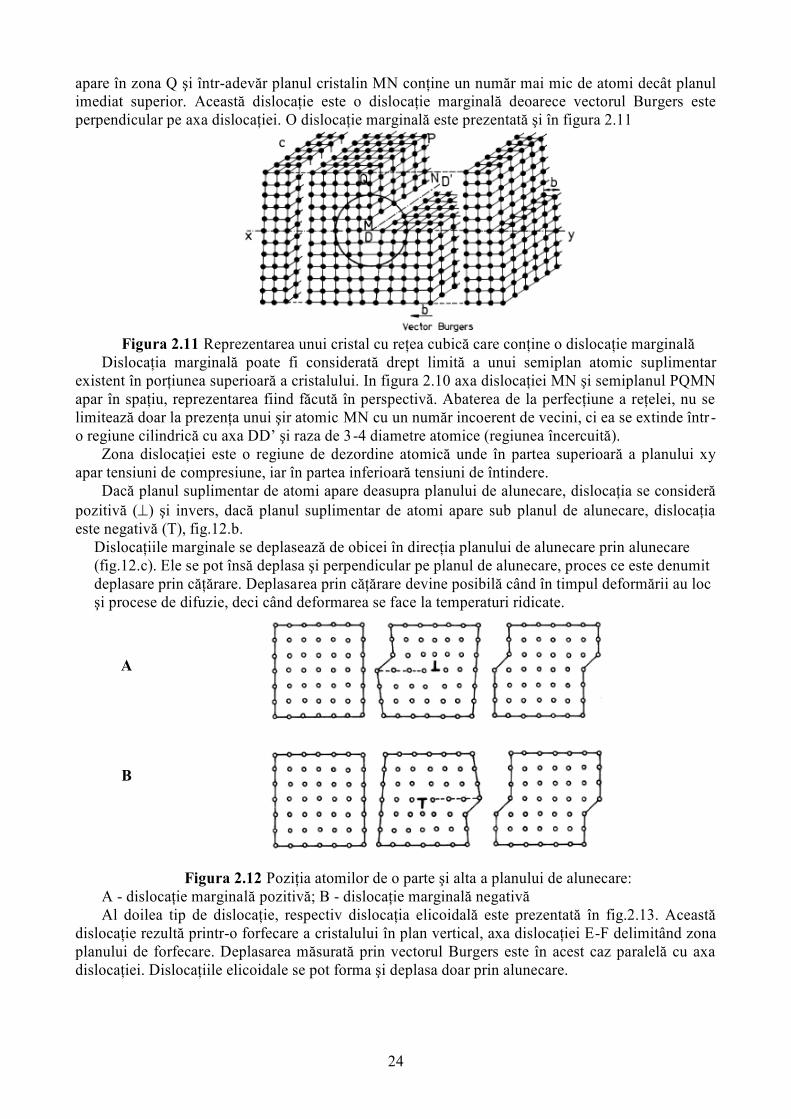
Dacă planul suplimentar de atomi apare deasupra planului de alunecare, dislocaţia se consideră
pozitivă () şi invers, dacă planul suplimentar de atomi apare sub planul de alunecare, dislocaţia
este negativă (T), fig.12.b.
Dislocaţiile marginale se deplasează de obicei în direcţia planului de alunecare prin alunecare
(fig.12.c). Ele se pot însă deplasa şi perpendicular pe planul de alunecare, proces ce este denumit
deplasare prin căţărare. Deplasarea prin căţărare devine posibilă când în timpul deformării au loc
şi procese de difuzie, deci când deformarea se face la temperaturi ridicate.
A
B
Figura 2.12 Poziţia atomilor de o parte şi alta a planului de alunecare:
A - dislocaţie marginală pozitivă; B - dislocaţie marginală negativă
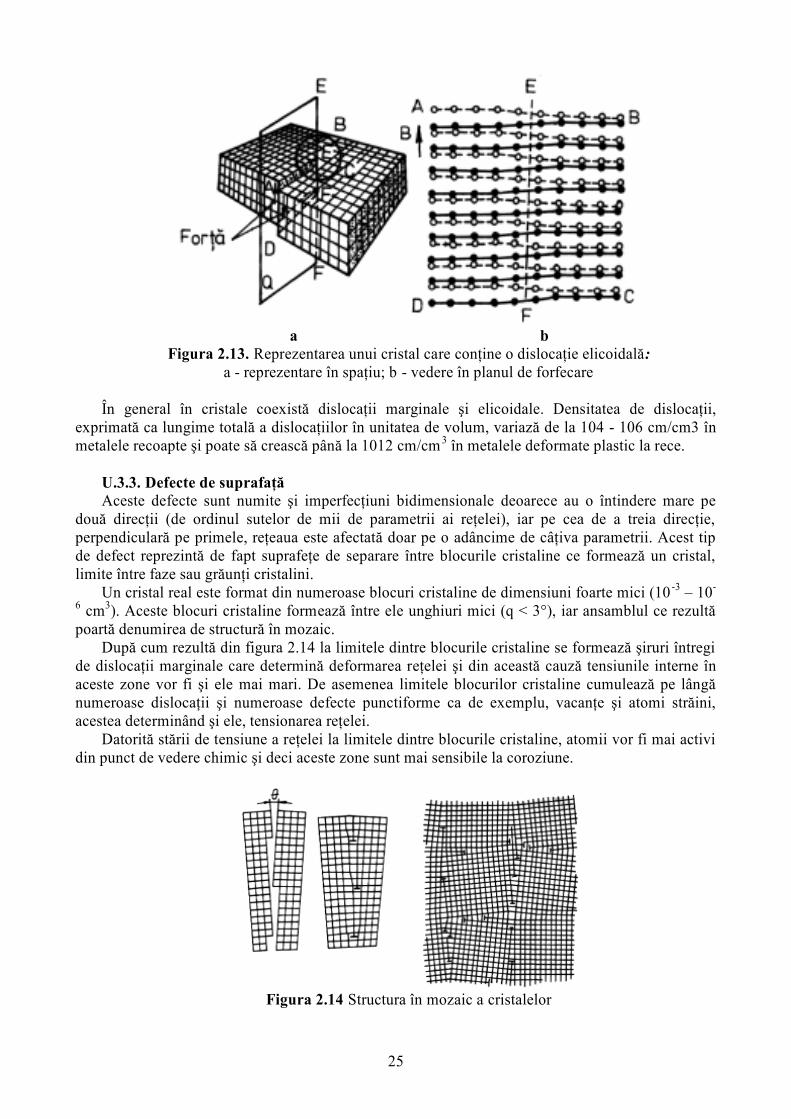
Al doilea tip de dislocaţie, respectiv dislocaţia elicoidală este prezentată în fig.2.13. Această
dislocaţie rezultă printr-o forfecare a cristalului în plan vertical, axa dislocaţiei E-F delimitând zona
planului de forfecare. Deplasarea măsurată prin vectorul Burgers este în acest caz paralelă cu axa
dislocaţiei. Dislocaţiile elicoidale se pot forma şi deplasa doar prin alunecare.
25
a b
Figura 2.13. Reprezentarea unui cristal care conţine o dislocaţie elicoidală:
a - reprezentare în spaţiu; b - vedere în planul de forfecare
În general în cristale coexistă dislocaţii marginale şi elicoidale. Densitatea de dislocaţii,
exprimată ca lungime totală a dislocaţiilor în unitatea de volum, variază de la 104 - 106 cm/cm3 în
metalele recoapte şi poate să crească până la 1012 cm/cm3 în metalele deformate plastic la rece.
U.3.3. Defecte de suprafaţă Aceste defecte sunt numite şi imperfecţiuni bidimensionale deoarece au o întindere mare pe
două direcţii (de ordinul sutelor de mii de parametrii ai reţelei), iar pe cea de a treia direcţie,
perpendiculară pe primele, reţeaua este afectată doar pe o adâncime de câţiva parametrii. Acest tip
de defect reprezintă de fapt suprafeţe de separare între blocurile cristaline ce formează un cristal,
limite între faze sau grăunţi cristalini.
Un cristal real este format din numeroase blocuri cristaline de dimensiuni foarte mici (10-3
– 10-
6 cm
3). Aceste blocuri cristaline formează între ele unghiuri mici (q < 3°), iar ansamblul ce rezultă
poartă denumirea de structură în mozaic.
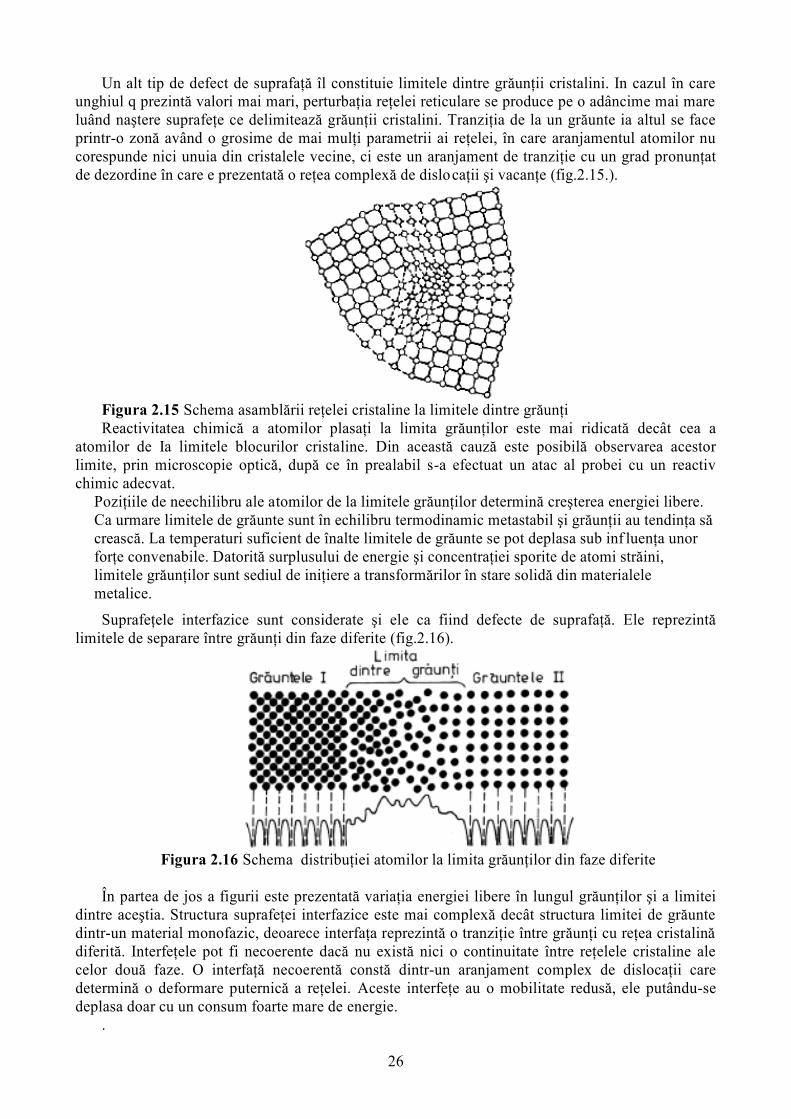
După cum rezultă din figura 2.14 la limitele dintre blocurile cristaline se formează şiruri întregi
de dislocaţii marginale care determină deformarea reţelei şi din această cauză tensiunile interne în
aceste zone vor fi şi ele mai mari. De asemenea limitele blocurilor cristaline cumulează pe lângă
numeroase dislocaţii şi numeroase defecte punctiforme ca de exemplu, vacanţe şi atomi străini,
acestea determinând şi ele, tensionarea reţelei.
Datorită stării de tensiune a reţelei la limitele dintre blocurile cristaline, atomii vor fi mai activi
din punct de vedere chimic şi deci aceste zone sunt mai sensibile la coroziune.
Figura 2.14 Structura în mozaic a cristalelor
26
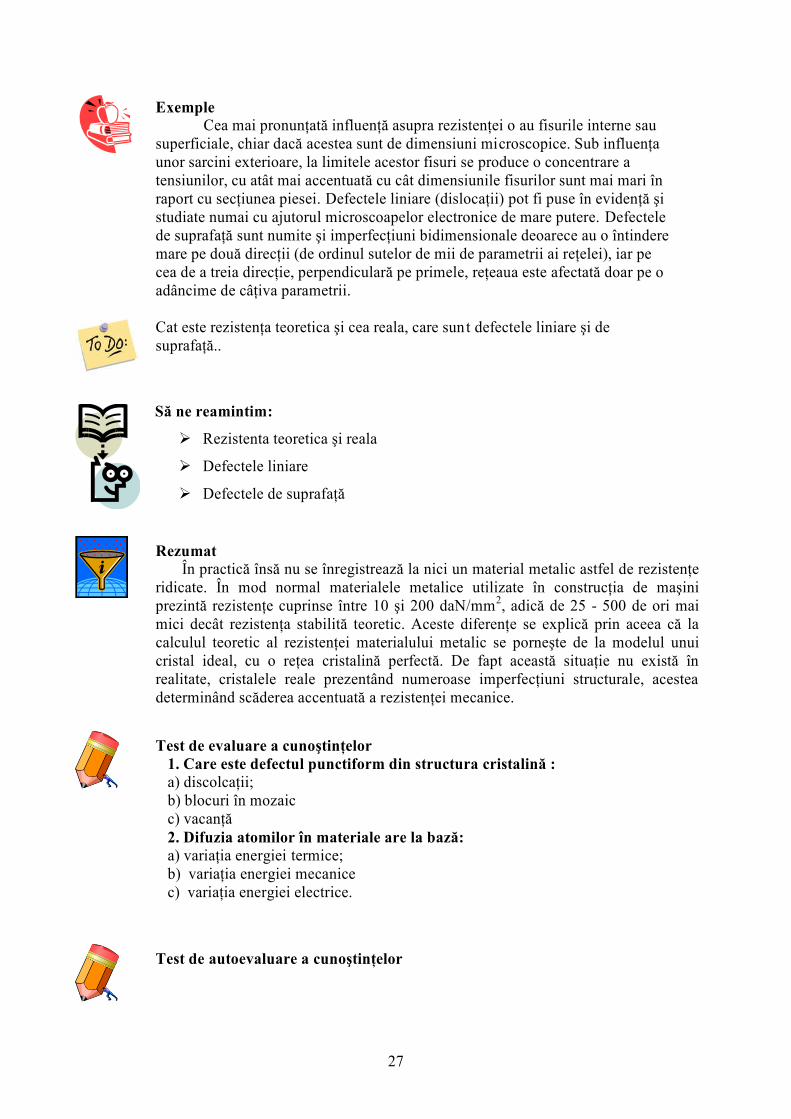
Un alt tip de defect de suprafaţă îl constituie limitele dintre grăunţii cristalini. In cazul în care
unghiul q prezintă valori mai mari, perturbaţia reţelei reticulare se produce pe o adâncime mai mare
luând naştere suprafeţe ce delimitează grăunţii cristalini. Tranziţia de la un grăunte ia altul se face
printr-o zonă având o grosime de mai mulţi parametrii ai reţelei, în care aranjamentul atomilor nu
corespunde nici unuia din cristalele vecine, ci este un aranjament de tranziţie cu un grad pronunţat
de dezordine în care e prezentată o reţea complexă de dislocaţii şi vacanţe (fig.2.15.).
Figura 2.15 Schema asamblării reţelei cristaline la limitele dintre grăunţi
Reactivitatea chimică a atomilor plasaţi la limita grăunţilor este mai ridicată decât cea a
atomilor de Ia limitele blocurilor cristaline. Din această cauză este posibilă observarea acestor
limite, prin microscopie optică, după ce în prealabil s-a efectuat un atac al probei cu un reactiv
chimic adecvat.
Poziţiile de neechilibru ale atomilor de la limitele grăunţilor determină creşterea energiei libere.
Ca urmare limitele de grăunte sunt în echilibru termodinamic metastabil şi grăunţii au tendinţa să
crească. La temperaturi suficient de înalte limitele de grăunte se pot deplasa sub inf luenţa unor
forţe convenabile. Datorită surplusului de energie şi concentraţiei sporite de atomi străini,
limitele grăunţilor sunt sediul de iniţiere a transformărilor în stare solidă din materialele
metalice.
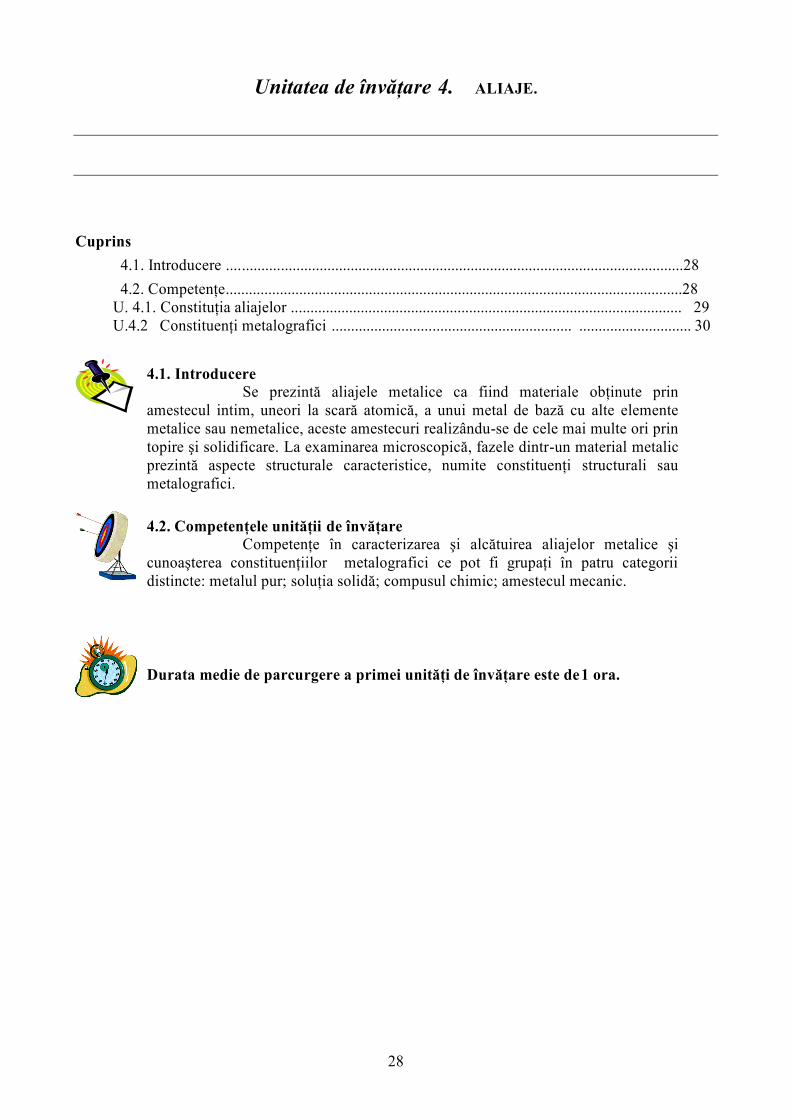
Suprafeţele interfazice sunt considerate şi ele ca fiind defecte de suprafaţă. Ele reprezintă
limitele de separare între grăunţi din faze diferite (fig.2.16).
Figura 2.16 Schema distribuţiei atomilor la limita grăunţilor din faze diferite
În partea de jos a figurii este prezentată variaţia energiei libere în lungul grăunţilor şi a limitei
dintre aceştia. Structura suprafeţei interfazice este mai complexă decât structura limitei de grăunte
dintr-un material monofazic, deoarece interfaţa reprezintă o tranziţie între grăunţi cu reţea cristalină
diferită. Interfeţele pot fi necoerente dacă nu există nici o continuitate între reţelele cristaline ale
celor două faze. O interfaţă necoerentă constă dintr-un aranjament complex de dislocaţii care
determină o deformare puternică a reţelei. Aceste interfeţe au o mobilitate redusă, ele putându-se
deplasa doar cu un consum foarte mare de energie.
.
27
Exemple
Cea mai pronunţată influenţă asupra rezistenţei o au fisurile interne sau
superficiale, chiar dacă acestea sunt de dimensiuni microscopice. Sub influenţa
unor sarcini exterioare, la limitele acestor fisuri se produce o concentrare a
tensiunilor, cu atât mai accentuată cu cât dimensiunile fisurilor sunt mai mari în
raport cu secţiunea piesei. Defectele liniare (dislocaţii) pot fi puse în evidenţă şi
studiate numai cu ajutorul microscoapelor electronice de mare putere. Defectele
de suprafaţă sunt numite şi imperfecţiuni bidimensionale deoarece au o întindere
mare pe două direcţii (de ordinul sutelor de mii de parametrii ai reţelei), iar pe
cea de a treia direcţie, perpendiculară pe primele, reţeaua este afectată doar pe o
adâncime de câţiva parametrii.
Cat este rezistenţa teoretica şi cea reala, care sunt defectele liniare şi de
suprafaţă..
Să ne reamintim:
Rezistenta teoretica şi reala
Defectele liniare
Defectele de suprafaţă
Rezumat În practică însă nu se înregistrează la nici un material metalic astfel de rezistenţe
ridicate. În mod normal materialele metalice utilizate în construcţia de maşini
prezintă rezistenţe cuprinse între 10 şi 200 daN/mm2, adică de 25 - 500 de ori mai
mici decât rezistenţa stabilită teoretic. Aceste diferenţe se explică prin aceea că la
calculul teoretic al rezistenţei materialului metalic se porneşte de la modelul unui
cristal ideal, cu o reţea cristalină perfectă. De fapt această situaţie nu există în
realitate, cristalele reale prezentând numeroase imperfecţiuni structurale, acestea
determinând scăderea accentuată a rezistenţei mecanice.
Test de evaluare a cunoştinţelor
1. Care este defectul punctiform din structura cristalină :
a) discolcaţii;
b) blocuri în mozaic
c) vacanţă
2. Difuzia atomilor în materiale are la bază:
a) variaţia energiei termice;
b) variaţia energiei mecanice
c) variaţia energiei electrice.
Test de autoevaluare a cunoştinţelor
28
Unitatea de învăţare 4. ALIAJE.
Cuprins
4.1. Introducere ......................................................................................................................28
4.2. Competenţe......................................................................................................................28
U. 4.1. Constituţia aliajelor ..................................................................................................... 29
U.4.2 Constituenţi metalografici .............................................................. ............................. 30
4.1. Introducere
Se prezintă aliajele metalice ca fiind materiale obţinute prin
amestecul intim, uneori la scară atomică, a unui metal de bază cu alte elemente
metalice sau nemetalice, aceste amestecuri realizându-se de cele mai multe ori prin
topire şi solidificare. La examinarea microscopică, fazele dintr-un material metalic
prezintă aspecte structurale caracteristice, numite constituenţi structurali sau
metalografici.
4.2. Competenţele unităţii de învăţare
Competenţe în caracterizarea şi alcătuirea aliajelor metalice şi
cunoaşterea constituenţiilor metalografici ce pot fi grupaţi în patru categorii
distincte: metalul pur; soluţia solidă; compusul chimic; amestecul mecanic.
Durata medie de parcurgere a primei unităţi de învăţare este de1 ora.
29
ALIAJE. DIAGRAME DE ECHILIBRU
U.4.1. CONSTITUTIA ALIAJELOR
Prin sistem fizico-chimic se înţelege un corp sau un ansamblu de corpuri care se găsesc în
interacţiune şi care se izolează de mediul înconjurător, ca de exemplu topitura metalică dintr-un
creuzet, o bucată de metal sau aliaj etc. Sistemele fizico-chimice pot fi omogene dacă au aceleaşi
caracteristici fizico-chimice în toată masa lor, sau eterogene, dacă sunt formate din mai multe părţi
omogene fizic şi chimic. O parte omogenă a unui sistem eterogen se numeşte fază.
Materialele metalice se împart în metale şi aliaje. În cazul metalelor, existând o singură
specie de atomi, la solidificare se va forma o singură fază, respectiv metal pur.
Aliajele sunt materiale metalice obţinute prin amestecul intim, uneori la scară atomică, a
unui metal de bază cu alte elemente metalice sau nemetalice, aceste amestecuri realizându-se de
cele mai multe ori prin topire şi solidificare.
Totalitatea aliajelor alcătuite din aceiaşi componenţi, formează un sistem de aliaje. De
exemplu: totalitatea aliajelor formate din cupru şi nichel, care conţin cupru de la 0 - 100 % - restul
nichel, formează sistemul de aliaje cupru-nichel. După numărul componenţilor (speciilor atomice
din aliaj), aliajele pot fi binare, ternare, cuaternare sau polinare, respectiv pe lângă componentul de
bază mai sunt prezenţi unul, doi, trei sau mai mulţi alţi componenţi, numiţi şi componenţi de aliere
sau elemente de aliere. Componentul de bază este întotdeauna metalic, iar elementele de aliere pot
fi, fie metalice fie nemetalice.
În ansamblu, un aliaj este omogen Ia scară macroscopică, dar privit la scară microscopică el
este format din numeroşi grăunţi cristalini, care dacă sunt de aceiaşi natură, aliajul este monofazic,
iar dacă grăunţii sunt de natură diferită, aliajul este polifazic. Aliajele polifazice, deşi apar omogene
macroscopic, sunt eterogene la scară microscopică, fiind alcătuite din domenii de faze diferite.
Proprietăţile aliajelor sunt influenţate de natura, cantitatea, forma şi distribuţia fazelor.
Natura fazelor prezente într-un aliaj reprezintă constituţia fizico-chimică a aliajului. Aşa cum s-a
arătat, faza este definită ca o parte omogenă dintr-un sistem fizico-chimic, delimitată de alte faze
din sistem, prin suprafeţe de separare interfazică.
Din punct de vedere al constituţiei fizico-chimice, componenţii unui aliaj se pot asocia în
următoarele moduri:
- formează o combinaţie sau un compus chimic;
- formează cristale separate de metal pur;
- atomii elementelor de aliere se încorporează în reţeaua cristalină a metalului de bază formând
cristale de soluţie solidă. Există deci trei tipuri de faze în aliajele solide: metal pur, soluţie solidă,
compus chimic.
În condiţii de echilibru termodinamic, echilibru care în aliaje se realizează prin solidificare lentă sau
prin încălziri în stare solidă urmate de răcire lentă (recoaceri), constituţia fizico-chimică pe care o
adoptă aliajul (numărul, natura, proporţia fazelor) corespunde energiei libere minime.
La un aliaj binar, în care atomii celor doi componenţi sunt notaţi cu A şi B, apar în stare
topită două posibilităţi:
- atomii celor doi componenţi se separă după densităţile lor, respectiv componenţii A şi B sunt
insolubili în stare lichidă;
- atomii componenţilor A şi B se dizolvă unul într-altul formând o topitură omogenă numită soluţie
lichidă, în care atomii îşi pierd individualitatea, distribuindu-se dezordonat.
La solidificarea aliajelor cu componenţi insolubili în stare lichidă vor rezulta două faze
solide, adică metal pur A şi metal pur B.
În cazul solidificării aliajelor a căror componenţi sunt solubili în stare lichidă apar trei posibilităţi:
a) Atomii A şi B se resping ceea ce înseamnă că forţele de atracţie dintre atomii de acelaşi
fel sunt mai mari decât cele dintre atomii diferiţi, deci atomii fiecărui component se grupează,
rezultând un amestec de faze solide (metal pur A şi metal pur B). De exemplu, în această categorie
se încadrează aliajele din sistemul Pb-Sb; deşi atomii de plumb şi cei de stibiu formează un lichid
30
omogen, la solidificare se vor forma domenii alcătuite numai din atomi de plumb şi altele numai din
atomi de stibiu.
b) Atomii A şi B sunt indiferenţi, ceea ce înseamnă că forţele de atracţie dintre atomii de
acelaşi fel sunt de acelaşi ordin de mărime cu forţele de atracţie dintre atomii diferiţi. În acest caz
atomii componenţilor A şi B se vor repartiza la întâmplare formând o fază unică, respectiv o soluţie
solidă.
c) Atomii A şi B se atrag, ceea ce înseamnă că forţele de atracţie dintre atomii de acelaşi fel
sunt mai mici decât cele dintre atomii diferiţi. În acest caz fiecare atom A se va înconjura de un
anumit număr de atomi B formând în acel domeniu o fază unică, respectiv un compus chimic.
Caracteristic pentru compuşii chimici este faptul că posedă o structură cristalină deosebită de cea a
elementelor constituente.
U.4.2. CONSTITUENŢI METALOGRAFICI
La examinarea microscopică, fazele dintr-un material metalic prezintă aspecte structurale
caracteristice, numite constituenţi structurali sau metalografici.
Proprietăţile aliajelor sunt determinate de tipul fazelor prezente în aliaj, dar şi de modul în care sunt
distribuiţi constituenţii metalografici, de forma şi de raportul lor cantitativ. Deci, în timpul cercetării
microscopice, prin studierea tipului, formei, cantităţii şi distribuţiei constituenţilor metalografici, se
vor putea face aprecieri asupra proprietăţilor metalelor sau aliajelor.
Constituenţii metalografici pot fi grupaţi în patru categorii distincte:
- metalul pur;
- soluţia solidă;
- compusul chimic;
- amestecul mecanic.
1. Metalul pur În cazul examinării microscopice a unui eşantion de metal pur, dacă atacul suprafeţei supuse
cercetării a fost de scurtă durată, vor fi atacate doar limitele cristalelor, evidenţiindu-se deci grăunţi
de metal pur. În cazul în care atacul suprafeţei de cercetat a fost de mai lungă durată, grăunţii vor fi
ataşaţi în mod diferit, respectiv se vor colora diferit. Acest lucru este datorat anizotropiei grăunţilor
şi orientării diferite de la grăunte la grăunte a reţelei cristaline.
Metalul pur se caracterizează prin conductibilitate electrică şi termică ridicată, plasticitate
mare, dar cu duritate, limită de curgere şi rezistenţă la ruper e, scăzute.
În cadrul aliajelor, atunci când componenţii aliajului sunt insolubili în stare solidă, ei pot să apară ca
domenii distincte, respectiv grăunţi separaţi de metal pur.
2. Soluţia solidă Grăunţii de soluţie solidă sunt formaţi din atomi ai unor componenţi diferiţi care sunt
distribuiţi întâmplător în cadrul reţelei. Componentul care predomină este numit component de bază
sau solvent, iar în reţeaua sa cristalină vor fi înglobaţi atomii componentului de aliere, respectiv
componentului dizolvat.
După modul în care se încadrează atomii componenţilor dizolvaţi în reţeaua cristalină a
solventului, vor rezulta soluţii solide de substituţie, de interstiţie şi complexe. În soluţiile solide de
substituţie, atomii componentului de aliere înlocuiesc în nodurile reţelei cristaline o parte din atomii
metalului de bază. În soluţiile solide de interstiţie atomii componentului de aliere ocupă poziţii
interstiţiale ale reţelei metalului de bază. În soluţiile solide complexe apar atomi străini, atât în
nodurile reţelei, cât şi în spaţiile interstiţiale.
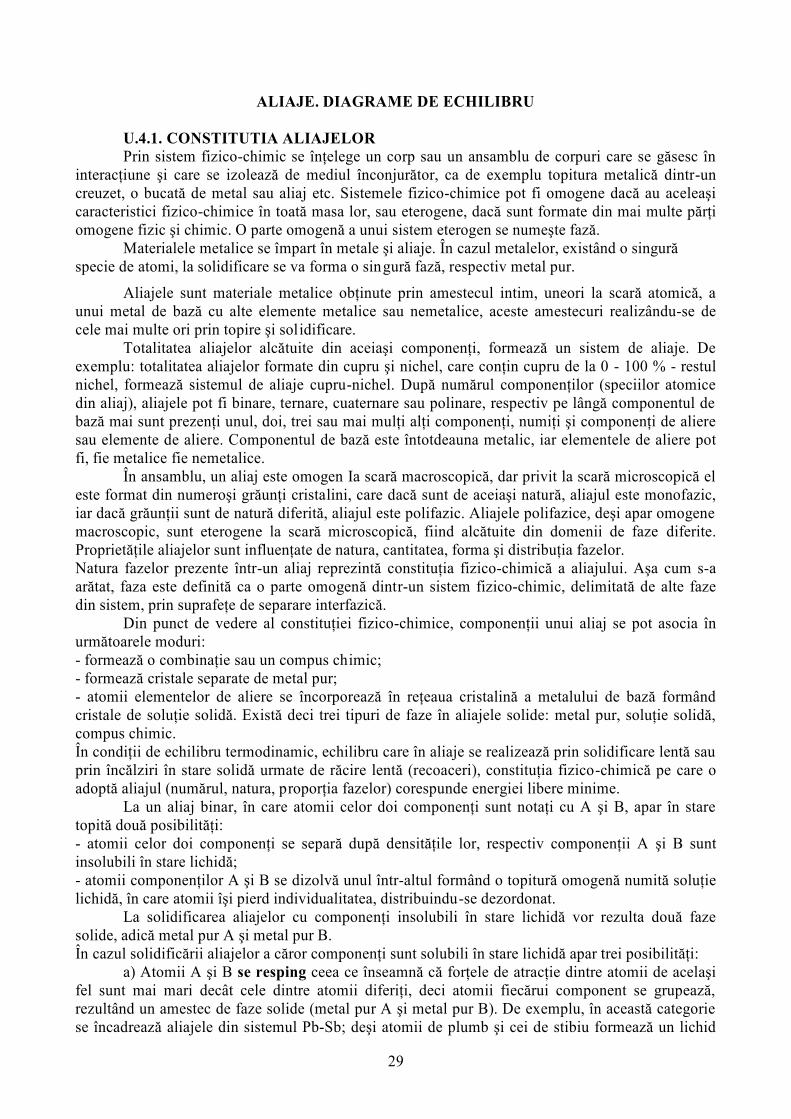
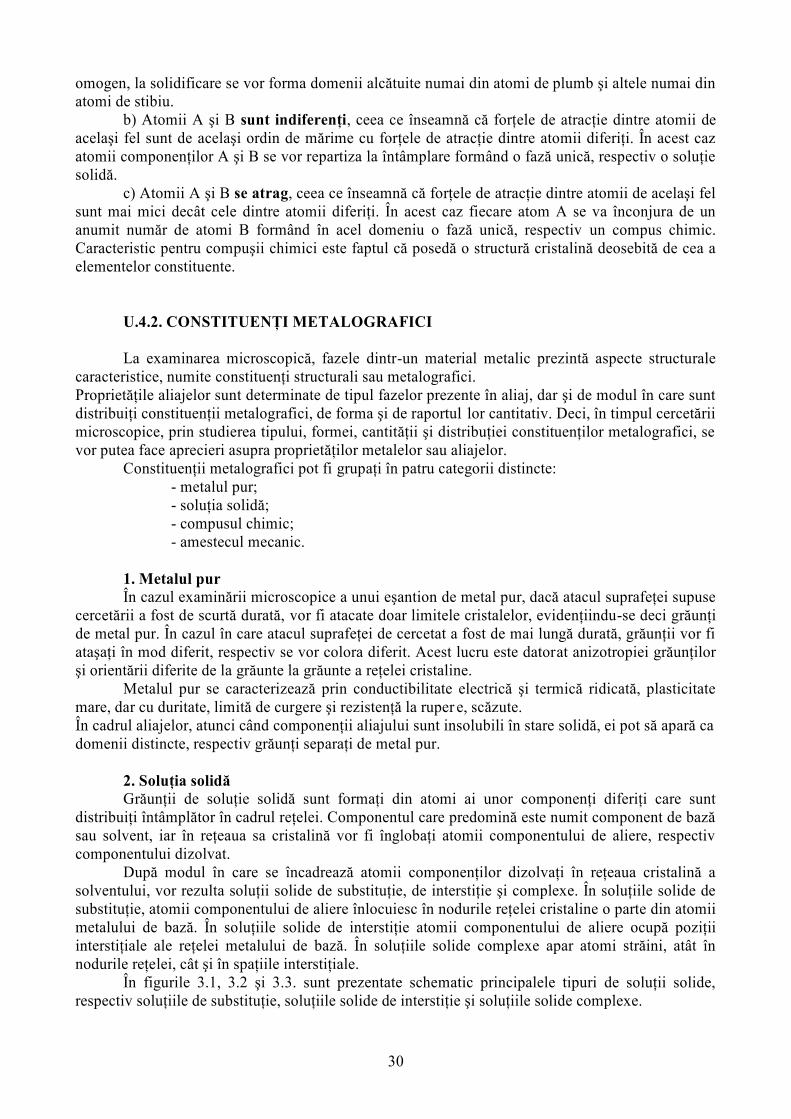
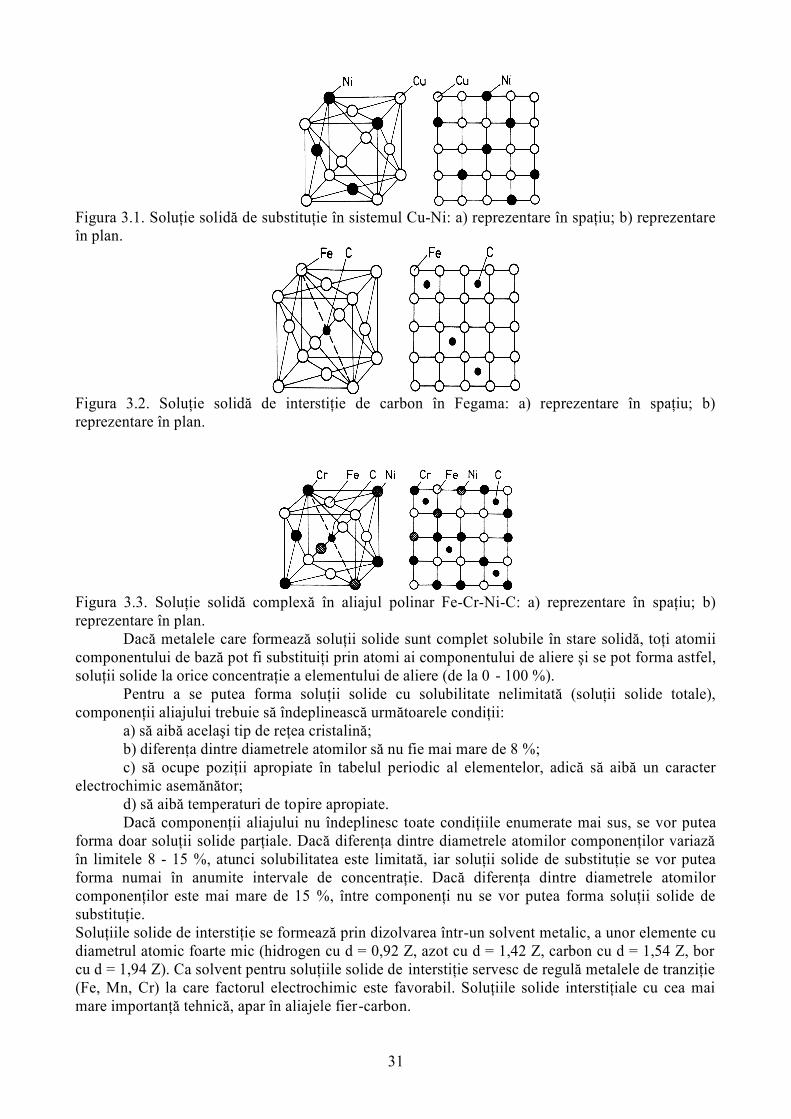
În figurile 3.1, 3.2 şi 3.3. sunt prezentate schematic principalele tipuri de soluţii solide,
respectiv soluţiile de substituţie, soluţiile solide de interstiţie şi soluţiile solide complexe.
31
Figura 3.1. Soluţie solidă de substituţie în sistemul Cu-Ni: a) reprezentare în spaţiu; b) reprezentare
în plan.
Figura 3.2. Soluţie solidă de interstiţie de carbon în Fegama: a) reprezentare în spaţiu; b)
reprezentare în plan.
Figura 3.3. Soluţie solidă complexă în aliajul polinar Fe-Cr-Ni-C: a) reprezentare în spaţiu; b)
reprezentare în plan.
Dacă metalele care formează soluţii solide sunt complet solubile în stare solidă, toţi atomii
componentului de bază pot fi substituiţi prin atomi ai componentului de aliere şi se pot forma astfel,
soluţii solide la orice concentraţie a elementului de aliere (de la 0 - 100 %).
Pentru a se putea forma soluţii solide cu solubilitate nelimitată (soluţii solide totale),
componenţii aliajului trebuie să îndeplinească următoarele condiţii:
a) să aibă acelaşi tip de reţea cristalină;
b) diferenţa dintre diametrele atomilor să nu fie mai mare de 8 %;
c) să ocupe poziţii apropiate în tabelul periodic al elementelor, adică să aibă un caracter
electrochimic asemănător;
d) să aibă temperaturi de topire apropiate.
Dacă componenţii aliajului nu îndeplinesc toate condiţiile enumerate mai sus, se vor putea
forma doar soluţii solide parţiale. Dacă diferenţa dintre diametrele atomilor componenţilor variază
în limitele 8 - 15 %, atunci solubilitatea este limitată, iar soluţii solide de substituţie se vor putea
forma numai în anumite intervale de concentraţie. Dacă diferenţa dintre diametrele atomilor
componenţilor este mai mare de 15 %, între componenţi nu se vor putea forma soluţii solide de
substituţie.
Soluţiile solide de interstiţie se formează prin dizolvarea într-un solvent metalic, a unor elemente cu
diametrul atomic foarte mic (hidrogen cu d = 0,92 Z, azot cu d = 1,42 Z, carbon cu d = 1,54 Z, bor
cu d = 1,94 Z). Ca solvent pentru soluţiile solide de interstiţie servesc de regulă metalele de tranziţie
(Fe, Mn, Cr) la care factorul electrochimic este favorabil. Soluţiile solide interstiţiale cu cea mai
mare importanţă tehnică, apar în aliajele fier-carbon.
32
Dimensiunile atomilor de C, H, B sunt mai mari decât cele ale spaţiilor interstiţiale ale
reţelei solventului metalic. Din această cauză, dizolvarea introduce deformări elastice considerabile
în reţeaua solventului, ceea ce limitează solubilitatea la valori reduse, aşa încât numai o proporţie
redusă din totalitatea interstiţiilor vor putea fi ocupate. Datorită deformării reţelei şi a tensiunilor
interne ce apar, proprietăţile mecanice ale soluţiilor solide de interstiţie sunt diferite de cele ale
metalului de bază, chiar dacă concentraţia elementelor dizolvate interstiţial este scăzută.
Soluţiile solide complexe sunt combinaţii între soluţiile solide de substituţie şi cele de
interstiţie, respectiv în reţeaua cristalină a metalului de bază apar atât atomi de substituţie cât şi
atomi interstiţiali.
În soluţiile solide legătura interatomică este de tip metalic, adică atomii tuturor
componenţilor (solvent şi elemente dizolvate, fie ele metalice sau nemetalice) sunt ionizaţi pozitiv
şi sunt legaţi împreună prin atracţia exercitată de mulţimea electronilor de valenţă colectivizaţi, care
circulă cvasi-liber prin scheletul ionic al reţelei.
Introducerea atomilor străini, produce distorsionarea reţelei cristaline a metalului de bază şi deci
proprietăţile soluţiei solide vor fi influenţate de distribuţia acestor atomi străini din reţea. În figura
3.4 sunt prezentate câteva situaţii de deformare a reţelei datorate prezenţei atomilor străini cu
diametre atomice diferite de cele ale metalului de bază. Se observă că în prezenţa atomilor
elementelor de aliere apar în reţea defecte punctiforme, precum şi dislocaţii. Cu cât conţinutul în
elemente de aliere va fi mai mare cu atât numărul de defecte pe unitatea de volum va fi şi el mai
ridicat şi deci duritatea şi rezistenţa la rupere vor fi mai mari, iar alungirea la rupere mai mică. În
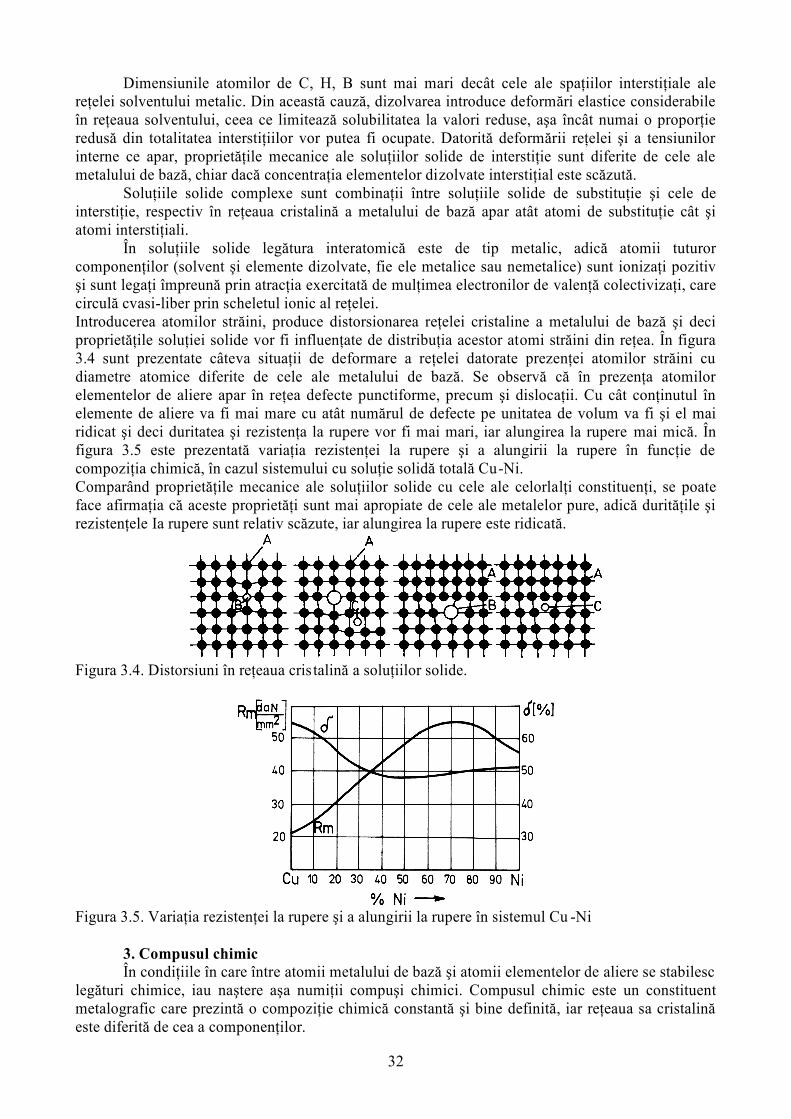
figura 3.5 este prezentată variaţia rezistenţei la rupere şi a alungirii la rupere în funcţie de
compoziţia chimică, în cazul sistemului cu soluţie solidă totală Cu-Ni.
Comparând proprietăţile mecanice ale soluţiilor solide cu cele ale celorlalţi constituenţi, se poate
face afirmaţia că aceste proprietăţi sunt mai apropiate de cele ale metalelor pure, adică durităţile şi
rezistenţele Ia rupere sunt relativ scăzute, iar alungirea la rupere este ridicată.
Figura 3.4. Distorsiuni în reţeaua cris talină a soluţiilor solide.
Figura 3.5. Variaţia rezistenţei la rupere şi a alungirii la rupere în sistemul Cu -Ni
3. Compusul chimic În condiţiile în care între atomii metalului de bază şi atomii elementelor de aliere se stabilesc
legături chimice, iau naştere aşa numiţii compuşi chimici. Compusul chimic este un constituent
metalografic care prezintă o compoziţie chimică constantă şi bine definită, iar reţeaua sa cristalină
este diferită de cea a componenţilor.
33
Datorită legăturilor chimice complexe care apar între atomii componenţilor aliajelor,
compuşii chimici prezintă de regulă o duritate ridicată, dar şi o fragilitate mare. De asemeni
compuşii chimici prezintă de obicei temperaturi de topire mai mari decât elementele componente.
Astfel, prezenţa în aliaje a compuşilor chimici, va determina creşterea durităţii şi deci şi a
rezistenţei la uzare, creşterea fragilităţii şi ridicarea temperaturii de topire.
Se pot deosebi trei tipuri de compuşi chimici: compuşi electrochimici, compuşi chimici
electronici şi compuşi chimici interstiţiali.
4. Amestecul mecanic Amestecul mecanic este un constituent format din două sau mai multe faze solide, care s -au
separat fie dintr-o soluţie lichidă (amestec mecanic eutectic), fie dintr-o soluţie solidă
suprasaturată (amestec mecanic eutectoid).
În diverse aliaje se formează amestecuri mecanice între un metal pur şi o soluţie solidă, sau între un
metal pur şi un compus chimic, sau între un compus chimic şi o soluţie solidă etc. Fazele
constituente ale amestecurilor mecanice se pot prezenta ca lamele sau globule ale unei faze, în masa
celeilalte faze. Amestecurile mecanice eutectoide prezintă o dispersie mai ridicată a fazelor, ele sunt
deci mai fine decât amestecurile mecanice eutectice.
Proprietăţile amestecurilor mecanice sunt determinate de proprietăţile fazelor constituente,
respectiv proprietăţile sunt intermediare. De asemeni proprietăţile amestecurilor mecanice sunt
influenţate şi de dispersia fazelor, cu cât aceasta este mai avansată cu atât rezistenţa Ia rupere este
mai mare.
Exemple
Aliajele sunt materiale metalice obţinute prin amestecul intim, uneori la
scară atomică, a unui metal de bază cu alte elemente metalice sau nemetalice,
aceste amestecuri realizându-se de cele mai multe ori prin topire şi solidificare.
Totalitatea aliajelor alcătuite din aceiaşi componenţi, formează un sistem de
aliaje.
Soluţiile solide de interstiţie se formează prin dizolvarea într-un solvent metalic,
a unor elemente cu diametrul atomic foarte mic (hidrogen cu d = 0,92 Z, azot cu
d = 1,42 Z, carbon cu d = 1,54 Z, bor cu d = 1,94 Z). Ca solvent pentru soluţiile
solide de interstiţie servesc de regulă metalele de tranziţie (Fe, Mn, Cr) la care
factorul electrochimic este favorabil. Soluţiile solide interstiţiale cu cea mai mare
importanţă tehnică, apar în aliajele fier-carbon.
Cat este compusul chimic, soluţia solidă şi amestecul mecanic.
Să ne reamintim:
Sistemul binar
Compuşi metalografici
Aliajele metalice
34
Rezumat La un aliaj binar, în care atomii celor doi componenţi sunt notaţi cu A şi B,
apar în stare topită două posibilităţi:
- atomii celor doi componenţi se separă după densităţile lor, respectiv componenţii A
şi B sunt insolubili în stare lichidă;
- atomii componenţilor A şi B se dizolvă unul într-altul formând o topitură omogenă
numită soluţie lichidă, în care atomii îşi pierd individualitatea, distribuindu-se
dezordonat. În diverse aliaje se formează amestecuri mecanice între un metal pur şi o
soluţie solidă, sau între un metal pur şi un compus chimic, sau între un compus
chimic şi o soluţie solidă etc. Fazele constituente ale amestecurilor mecanice se pot
prezenta ca lamele sau globule ale unei faze, în masa celeilalte faze.
Test de evaluare a cunoştinţelor
1. Care constituenti din diagrama Fe - C sunt soluţii solide
a.cementita,
b.ferita,
c. perlita
2. Care dintre constituenţi metalografici au plasticitatea ridicata:
a) soluţia solidă;
b) amestecul mecanic
c) metalul pur.
Test de autoevaluare a cunoştinţelor
35
Unitatea de învăţare 5. DIAGRAMELE DE ECHILIBRU ALE ALIAJELOR
BINARE
Cuprins
5.1. Introducere............................................................. ......................................................... 35
5.2. Competenţe......................................................................................................................35
U. 5.1. Clasificarea sistemelor de aliaje binare........... ..................................................................36
U.5.2 Diagramele de echilibru ale sistemelor cu componenţi insolubili atât în stare lichidă cât şi
în stare solidă....................................................................... ....................................................36
U.5.3. Diagramele de echilibru ale sistemelor cu componenţi parţial solubili în stare lichidă şi
insolubili în stare solidă............................................................................. .......................................37
U.5.4 Diagramele de echilibru ale sistemelor cu componenţi complet solubili în stare lichidă .38
U.5.5. Sisteme binare cu componenţi solubili în stare lichidă şi parţial solubili în stare solidă ..43
5.1. Introducere
Se prezintă aspectul diagramelor de echilibru binare care este influenţat de
natura componenţilor sistemului, de solubilitatea componenţilor în stare lichidă şi
în stare solidă, precum şi de posibilitatea apariţiei unor transformări fazice în stare
solidă. Dispunând de aceste diagrame de echilibru, se vor putea stabili condiţiile
de elaborare ale oricărui aliaj, posibilitatea de aplicare a anumitor tratamente
termice, precum şi alegerea temperaturii optime pentru tratament termic, vor putea
fă determinate fazele constituente precum şi constituenţii metalografici ai aliajelor,
etc.
5.2. Competenţele unităţii de învăţare
Competenţe în caracterizarea şi alcătuirea diagramelor de echilibru
binare. Cunosţerea principalelor transformări şi a punctelor de echilibru .
Durata medie de parcurgere a primei unităţi de învăţare este de 1 ora.
36
DIAGRAMELE DE ECHILIBRU ALE ALIAJELOR BINARE
Proprietăţile unui aliaj sunt determinate de constituţia sa fizico-chimică şi nu în mod direct
de compoziţia chimică. Limitele de stabilitate ale fazelor dintr-un sistem de aliaje sunt reprezentate
grafic în funcţie de temperatură şi concentraţie, rezultând aşa numitele diagrame de echilibru fazic
ale sistemelor. Pe aceste diagrame pot fi urmărite transformările de stare, transformările alotropice,
variaţiile solubilităţii etc., pentru toate aliajele din sistemul considerat.
Construirea diagramelor de echilibru se face experimental urmărindu-se transformările ce se
produc la încălzire şi răcire în condiţii de echilibru, ale unui mare număr de aliaje dintr-un sistem
dat. Temperaturile la care se produc diverse transformări (temperaturi critice) sunt puse în evidenţă
prin anomaliile ce apar pe curbele de variaţie cu temperatura a anumitor proprietăţi. În timpul
încălzirilor şi răcirilor lente, pot fi urmărite momentele în care pe curbele de răcire apar
discontinuităţi (analiza termică), sau se produc modificări ale compactităţii reţelei (analiza
dilatometrică) sau apar modificări bruşte ale rezistivităţii electrice (analiza electrică) sau ale
proprietăţilor magnetice (analiza magnetică).
Determinând punctele critice ale mai multor aliaje dintr-un sistem, transpunându-le în
coordonate temperatură - concentraţie şi unind familiile punctelor critice obţinute, vor rezulta
diagramele de echilibru ale sistemului considerat.
Dispunând de aceste diagrame de echilibru, se vor putea stabili condiţiile de elaborare ale
oricărui aliaj, posibilitatea de aplicare a anumitor tratamente termice, precum şi alegerea
temperaturii optime pentru tratament termic, vor putea fă determinate fazele constituente precum şi
constituenţii metalografici ai aliajelor, etc. Rezultă astfel importanţa practică deosebită pe care o au
aceste diagrame de echilibru.
U. 5.1. Clasificarea sistemelor de aliaje binare
Aspectul diagramelor de echilibru binare este influenţat de natura componenţilor sistemului, de
solubilitatea componenţilor în stare lichidă şi în stare solidă, precum şi de posibilitatea apariţiei
unor transformări fazice în stare solidă.
U. 5.2. Diagramele de echilibru ale sistemelor cu componenţi insolubili atât în stare
lichidă cât şi în stare solidă
În condiţiile în care, atomii componenţilor unui aliaj aflat în stare lichidă, nu se pot dizolva,
ei se vor separa după densităţile lor, rezultând un lichid neomogen. Dacă curenţii de convecţie care
iau naştere în această topitură nu sunt suficient de puternici, sau dacă printr-o acţiune mecanică
(agitare, vibrare) nu se va proceda la amestecarea lichidelor metalice insolubile, metalul topit cu o
densitate mai mare, se va separa Ia fundul creuzetului. Situaţia se va păstra şi după solidificarea
aliajului, rezultând un material cu proprietăţi necorespunzătoare.
Pentru eliminarea acestei stratificări a metalelor topite insolubile, se poate proceda la
agitarea mecanică sau vibrarea topiturilor. atât în timpul elaborării cât şi în timpul solidificării
aliajului. O altă metodă de obţinere a pieselor din astfel de aliaje, este aceea a metalurgiei pulberilor
(amestecarea pulberilor metalice, presarea şi sinterizarea lor).
În figura 3.6. este prezentată diagrama de echilibru a unui sistem cu componenţi insolubili în stare
lichidă şi solidă, particularizându-se diagrama pentru sistemul Fe-Pb La temperaturi superioare
temperaturii TA , cele două lichide metalice nu sunt miscibile. La temperatura TA , se va solidifica
metalul A, păstrându-se metalul B în stare lichidă până la temperatura TB , când şi acesta se va
solidifica. În final se vor obţine cristale de metal pur A şi cristale de metal pur B.
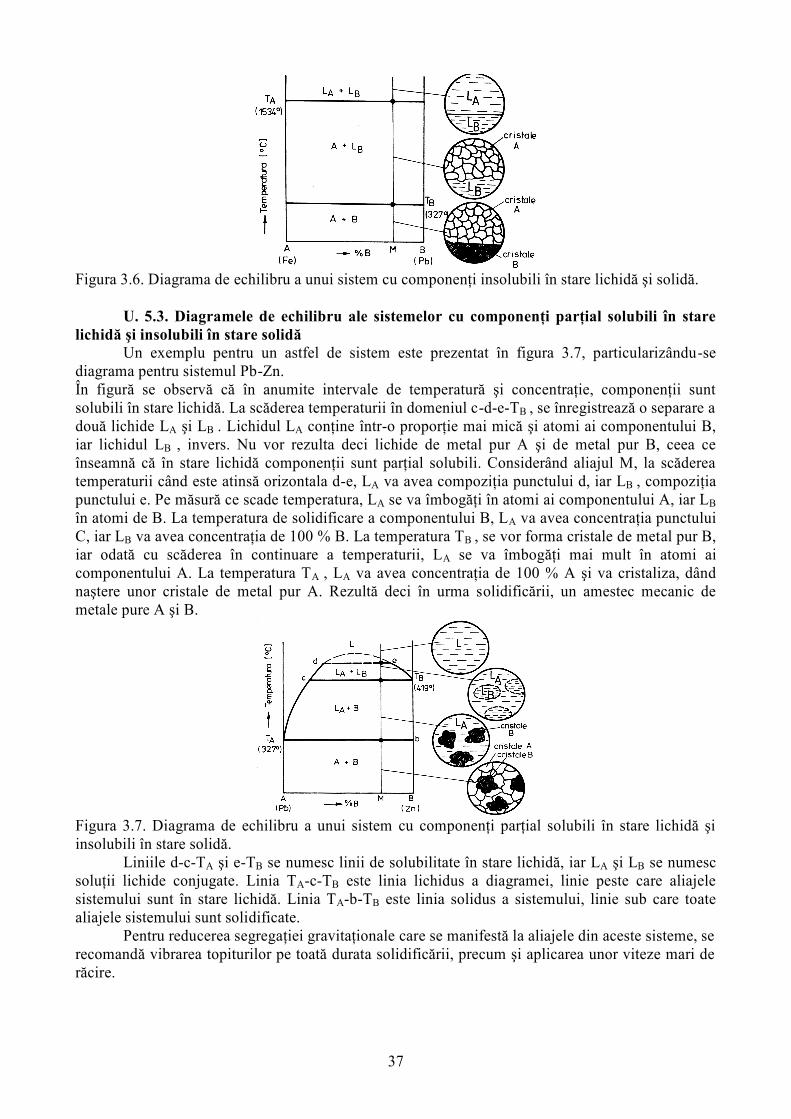
37
Figura 3.6. Diagrama de echilibru a unui sistem cu componenţi insolubili în stare lichidă şi solidă.
U. 5.3. Diagramele de echilibru ale sistemelor cu componenţi parţial solubili în stare
lichidă şi insolubili în stare solidă Un exemplu pentru un astfel de sistem este prezentat în figura 3.7, particularizându-se
diagrama pentru sistemul Pb-Zn.
În figură se observă că în anumite intervale de temperatură şi concentraţie, componenţii sunt
solubili în stare lichidă. La scăderea temperaturii în domeniul c-d-e-TB , se înregistrează o separare a
două lichide LA şi LB . Lichidul LA conţine într-o proporţie mai mică şi atomi ai componentului B,
iar lichidul LB , invers. Nu vor rezulta deci lichide de metal pur A şi de metal pur B, ceea ce
înseamnă că în stare lichidă componenţii sunt parţial solubili. Considerând aliajul M, la scăderea
temperaturii când este atinsă orizontala d-e, LA va avea compoziţia punctului d, iar LB , compoziţia
punctului e. Pe măsură ce scade temperatura, LA se va îmbogăţi în atomi ai componentului A, iar LB
în atomi de B. La temperatura de solidificare a componentului B, LA va avea concentraţia punctului
C, iar LB va avea concentraţia de 100 % B. La temperatura TB , se vor forma cristale de metal pur B,
iar odată cu scăderea în continuare a temperaturii, LA se va îmbogăţi mai mult în atomi ai
componentului A. La temperatura TA , LA va avea concentraţia de 100 % A şi va cristaliza, dând
naştere unor cristale de metal pur A. Rezultă deci în urma solidificării, un amestec mecanic de
metale pure A şi B.
Figura 3.7. Diagrama de echilibru a unui sistem cu componenţi parţial solubili în stare lichidă şi
insolubili în stare solidă.
Liniile d-c-TA şi e-TB se numesc linii de solubilitate în stare lichidă, iar LA şi LB se numesc
soluţii lichide conjugate. Linia TA-c-TB este linia lichidus a diagramei, linie peste care aliajele
sistemului sunt în stare lichidă. Linia TA-b-TB este linia solidus a sistemului, linie sub care toate
aliajele sistemului sunt solidificate.
Pentru reducerea segregaţiei gravitaţionale care se manifestă la aliajele din aceste sisteme, se
recomandă vibrarea topiturilor pe toată durata solidificării, precum şi aplicarea unor viteze mari de
răcire.
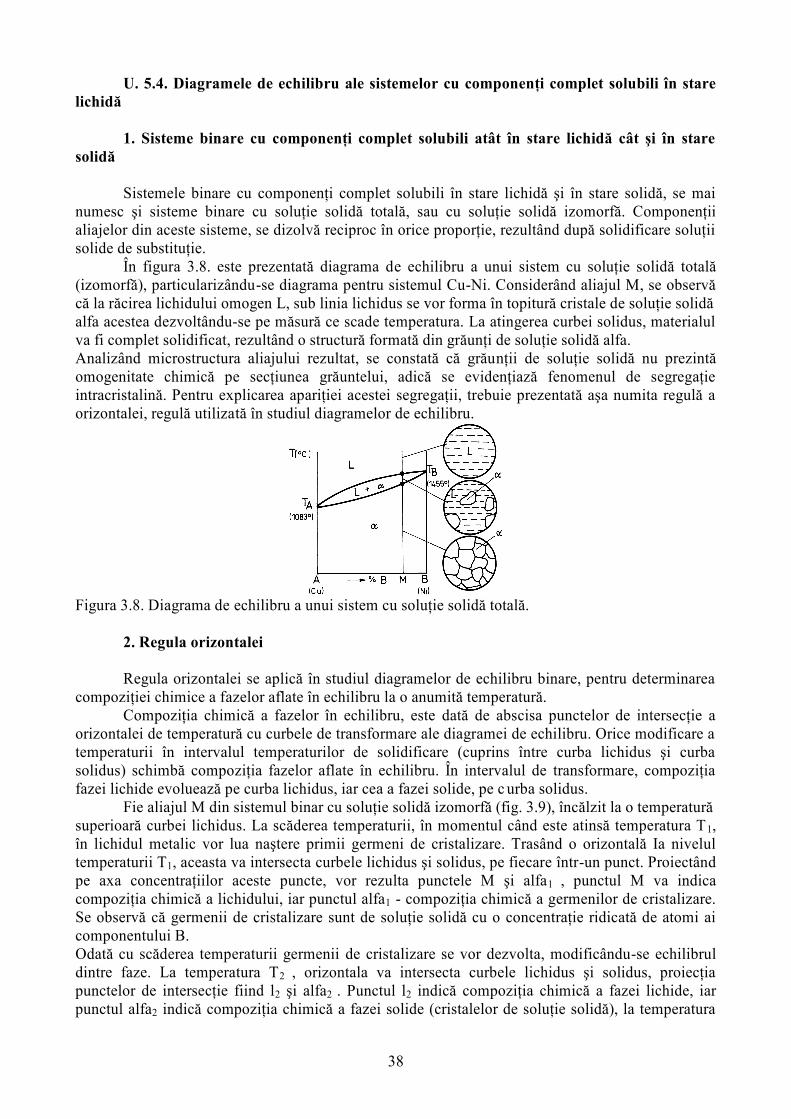
38
U. 5.4. Diagramele de echilibru ale sistemelor cu componenţi complet solubili în stare
lichidă
1. Sisteme binare cu componenţi complet solubili atât în stare lichidă cât şi în stare
solidă
Sistemele binare cu componenţi complet solubili în stare lichidă şi în stare solidă, se mai
numesc şi sisteme binare cu soluţie solidă totală, sau cu soluţie solidă izomorfă. Componenţii
aliajelor din aceste sisteme, se dizolvă reciproc în orice proporţie, rezultând după solidificare soluţii
solide de substituţie.
În figura 3.8. este prezentată diagrama de echilibru a unui sistem cu soluţie solidă totală
(izomorfă), particularizându-se diagrama pentru sistemul Cu-Ni. Considerând aliajul M, se observă
că la răcirea lichidului omogen L, sub linia lichidus se vor forma în topitură cristale de soluţie solidă
alfa acestea dezvoltându-se pe măsură ce scade temperatura. La atingerea curbei solidus, materialul
va fi complet solidificat, rezultând o structură formată din grăunţi de soluţie solidă alfa.
Analizând microstructura aliajului rezultat, se constată că grăunţii de soluţie solidă nu prezintă
omogenitate chimică pe secţiunea grăuntelui, adică se evidenţiază fenomenul de segregaţie
intracristalină. Pentru explicarea apariţiei acestei segregaţii, trebuie prezentată aşa numita regulă a
orizontalei, regulă utilizată în studiul diagramelor de echilibru.
Figura 3.8. Diagrama de echilibru a unui sistem cu soluţie solidă totală.
2. Regula orizontalei
Regula orizontalei se aplică în studiul diagramelor de echilibru binare, pentru determinarea
compoziţiei chimice a fazelor aflate în echilibru la o anumită temperatură.
Compoziţia chimică a fazelor în echilibru, este dată de abscisa punctelor de intersecţie a
orizontalei de temperatură cu curbele de transformare ale diagramei de echilibru. Orice modificare a
temperaturii în intervalul temperaturilor de solidificare (cuprins între curba lichidus şi curba
solidus) schimbă compoziţia fazelor aflate în echilibru. În intervalul de transformare, compoziţia
fazei lichide evoluează pe curba lichidus, iar cea a fazei solide, pe c urba solidus.
Fie aliajul M din sistemul binar cu soluţie solidă izomorfă (fig. 3.9), încălzit la o temperatură
superioară curbei lichidus. La scăderea temperaturii, în momentul când este atinsă temperatura T1,
în lichidul metalic vor lua naştere primii germeni de cristalizare. Trasând o orizontală Ia nivelul
temperaturii T1, aceasta va intersecta curbele lichidus şi solidus, pe fiecare într-un punct. Proiectând
pe axa concentraţiilor aceste puncte, vor rezulta punctele M şi alfa1 , punctul M va indica
compoziţia chimică a lichidului, iar punctul alfa1 - compoziţia chimică a germenilor de cristalizare.
Se observă că germenii de cristalizare sunt de soluţie solidă cu o concentraţie ridicată de atomi ai
componentului B.
Odată cu scăderea temperaturii germenii de cristalizare se vor dezvolta, modificându-se echilibrul
dintre faze. La temperatura T2 , orizontala va intersecta curbele lichidus şi solidus, proiecţia
punctelor de intersecţie fiind l2 şi alfa2 . Punctul l2 indică compoziţia chimică a fazei lichide, iar
punctul alfa2 indică compoziţia chimică a fazei solide (cristalelor de soluţie solidă), la temperatura
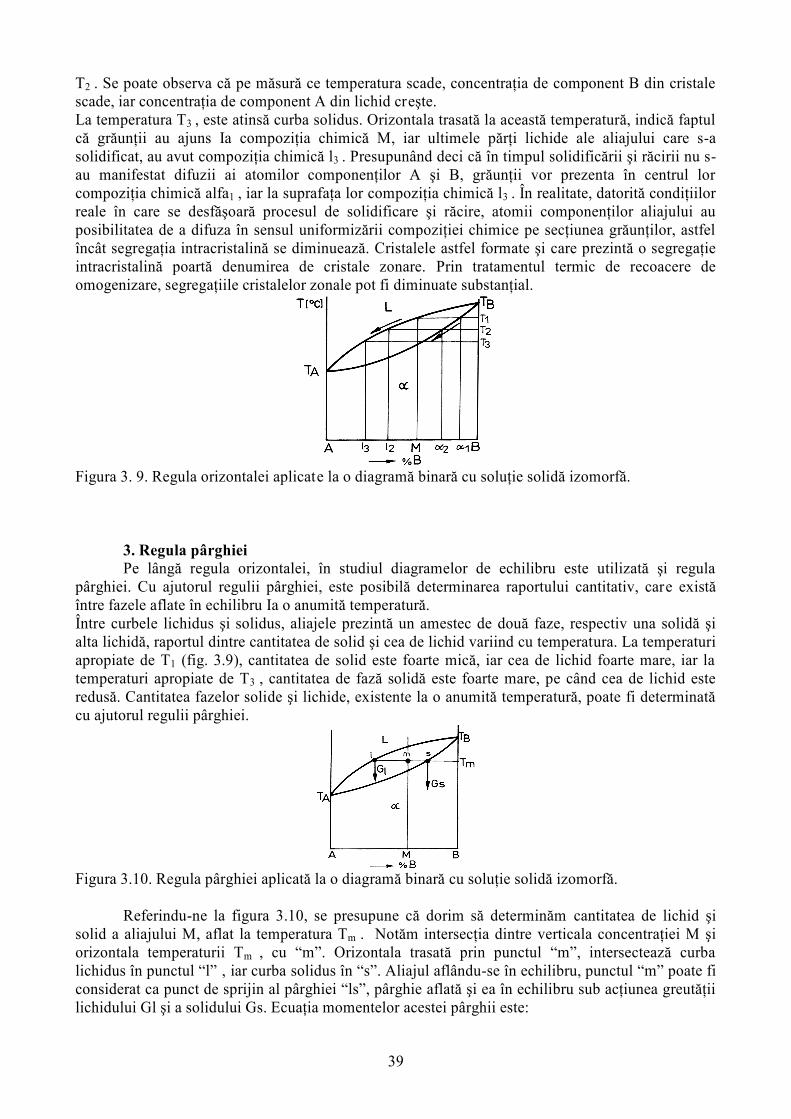
39
T2 . Se poate observa că pe măsură ce temperatura scade, concentraţia de component B din cristale
scade, iar concentraţia de component A din lichid creşte.
La temperatura T3 , este atinsă curba solidus. Orizontala trasată la această temperatură, indică faptul
că grăunţii au ajuns Ia compoziţia chimică M, iar ultimele părţi lichide ale aliajului care s-a
solidificat, au avut compoziţia chimică l3 . Presupunând deci că în timpul solidificării şi răcirii nu s-
au manifestat difuzii ai atomilor componenţilor A şi B, grăunţii vor prezenta în centrul lor
compoziţia chimică alfa1 , iar la suprafaţa lor compoziţia chimică l3 . În realitate, datorită condiţiilor
reale în care se desfăşoară procesul de solidificare şi răcire, atomii componenţilor aliajului au
posibilitatea de a difuza în sensul uniformizării compoziţiei chimice pe secţiunea grăunţilor, astfel
încât segregaţia intracristalină se diminuează. Cristalele astfel formate şi care prezintă o segregaţie
intracristalină poartă denumirea de cristale zonare. Prin tratamentul termic de recoacere de
omogenizare, segregaţiile cristalelor zonale pot fi diminuate substanţial.
Figura 3. 9. Regula orizontalei aplicate la o diagramă binară cu soluţie solidă izomorfă.
3. Regula pârghiei Pe lângă regula orizontalei, în studiul diagramelor de echilibru este utilizată şi regula
pârghiei. Cu ajutorul regulii pârghiei, este posibilă determinarea raportului cantitativ, care există
între fazele aflate în echilibru Ia o anumită temperatură.
Între curbele lichidus şi solidus, aliajele prezintă un amestec de două faze, respectiv una solidă şi
alta lichidă, raportul dintre cantitatea de solid şi cea de lichid variind cu temperatura. La temperaturi
apropiate de T1 (fig. 3.9), cantitatea de solid este foarte mică, iar cea de lichid foarte mare, iar la
temperaturi apropiate de T3 , cantitatea de fază solidă este foarte mare, pe când cea de lichid este
redusă. Cantitatea fazelor solide şi lichide, existente la o anumită temperatură, poate fi determinată
cu ajutorul regulii pârghiei.
Figura 3.10. Regula pârghiei aplicată la o diagramă binară cu soluţie solidă izomorfă.
Referindu-ne la figura 3.10, se presupune că dorim să determinăm cantitatea de lichid şi
solid a aliajului M, aflat la temperatura Tm . Notăm intersecţia dintre verticala concentraţiei M şi
orizontala temperaturii Tm , cu “m”. Orizontala trasată prin punctul “m”, intersectează curba
lichidus în punctul “l” ‚ iar curba solidus în “s”. Aliajul aflându-se în echilibru, punctul “m” poate fi
considerat ca punct de sprijin al pârghiei “ls”, pârghie aflată şi ea în echilibru sub acţiunea greutăţii
lichidului Gl şi a solidului Gs. Ecuaţia momentelor acestei pârghii este:
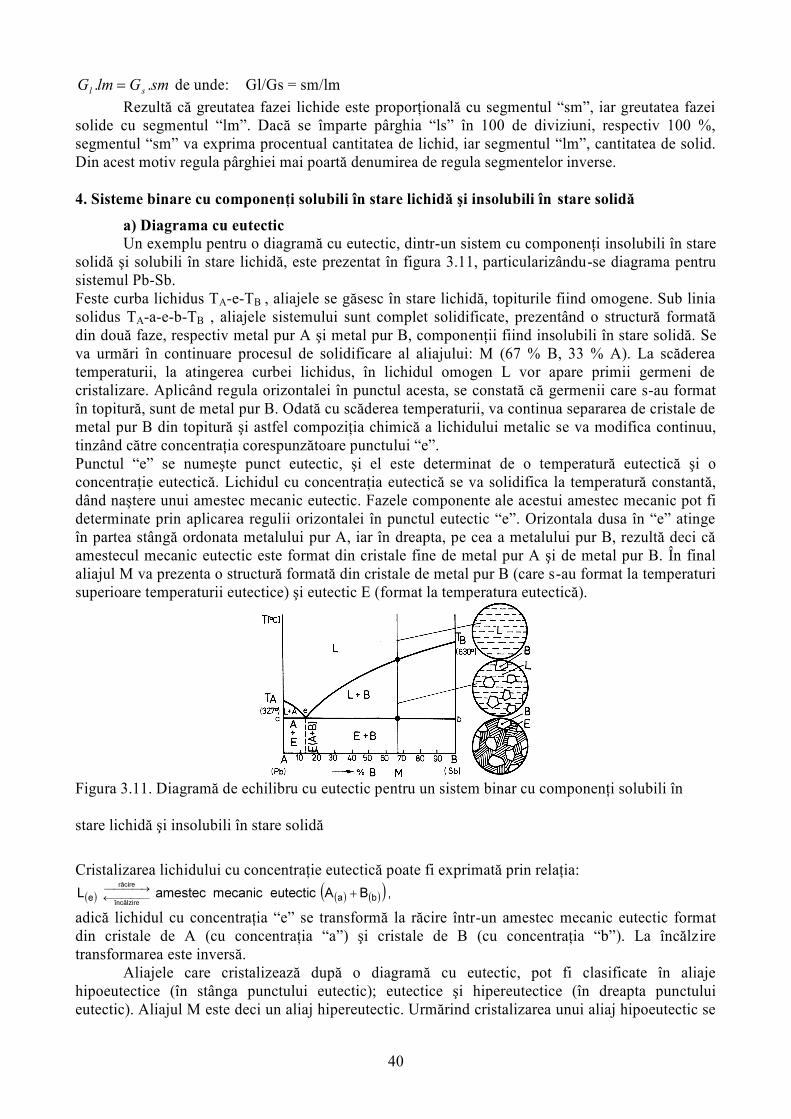
40
smGlmG sl .. de unde: Gl/Gs = sm/lm
Rezultă că greutatea fazei lichide este proporţională cu segmentul “sm”, iar greutatea fazei
solide cu segmentul “lm”. Dacă se împarte pârghia “ls” în 100 de diviziuni, respectiv 100 %,
segmentul “sm” va exprima procentual cantitatea de lichid, iar segmentul “lm”, cantitatea de solid.
Din acest motiv regula pârghiei mai poartă denumirea de regula segmentelor inverse.
4. Sisteme binare cu componenţi solubili în stare lichidă şi insolubili în stare solidă
a) Diagrama cu eutectic
Un exemplu pentru o diagramă cu eutectic, dintr-un sistem cu componenţi insolubili în stare
solidă şi solubili în stare lichidă, este prezentat în figura 3.11, particularizându-se diagrama pentru
sistemul Pb-Sb.
Feste curba lichidus TA-e-TB , aliajele se găsesc în stare lichidă, topiturile fiind omogene. Sub linia
solidus TA-a-e-b-TB , aliajele sistemului sunt complet solidificate, prezentând o structură formată
din două faze, respectiv metal pur A şi metal pur B, componenţii fiind insolubili în stare solidă. Se
va urmări în continuare procesul de solidificare al aliajului: M (67 % B, 33 % A). La scăderea
temperaturii, la atingerea curbei lichidus, în lichidul omogen L vor apare primii germeni de
cristalizare. Aplicând regula orizontalei în punctul acesta, se constată că germenii care s-au format
în topitură, sunt de metal pur B. Odată cu scăderea temperaturii, va continua separarea de cristale de
metal pur B din topitură şi astfel compoziţia chimică a lichidului metalic se va modifica continuu,
tinzând către concentraţia corespunzătoare punctului “e”.
Punctul “e” se numeşte punct eutectic, şi el este determinat de o temperatură eutectică şi o
concentraţie eutectică. Lichidul cu concentraţia eutectică se va solidifica la temperatură constantă,
dând naştere unui amestec mecanic eutectic. Fazele componente ale acestui amestec mecanic pot fi
determinate prin aplicarea regulii orizontalei în punctul eutectic “e”. Orizontala dusa în “e” atinge
în partea stângă ordonata metalului pur A, iar în dreapta, pe cea a metalului pur B, rezultă deci că
amestecul mecanic eutectic este format din cristale fine de metal pur A şi de metal pur B. În final
aliajul M va prezenta o structură formată din cristale de metal pur B (care s-au format la temperaturi
superioare temperaturii eutectice) şi eutectic E (format la temperatura eutectică).
Figura 3.11. Diagramă de echilibru cu eutectic pentru un sistem binar cu componenţi solubili în
stare lichidă şi insolubili în stare solidă
Cristalizarea lichidului cu concentraţie eutectică poate fi exprimată prin relaţia:
adică lichidul cu concentraţia “e” se transformă la răcire într-un amestec mecanic eutectic format
din cristale de A (cu concentraţia “a”) şi cristale de B (cu concentraţia “b”). La încălzire
transformarea este inversă.
Aliajele care cristalizează după o diagramă cu eutectic, pot fi clasificate în aliaje
hipoeutectice (în stânga punctului eutectic); eutectice şi hipereutectice (în dreapta punctului
eutectic). Aliajul M este deci un aliaj hipereutectic. Urmărind cristalizarea unui aliaj hipoeutectic se
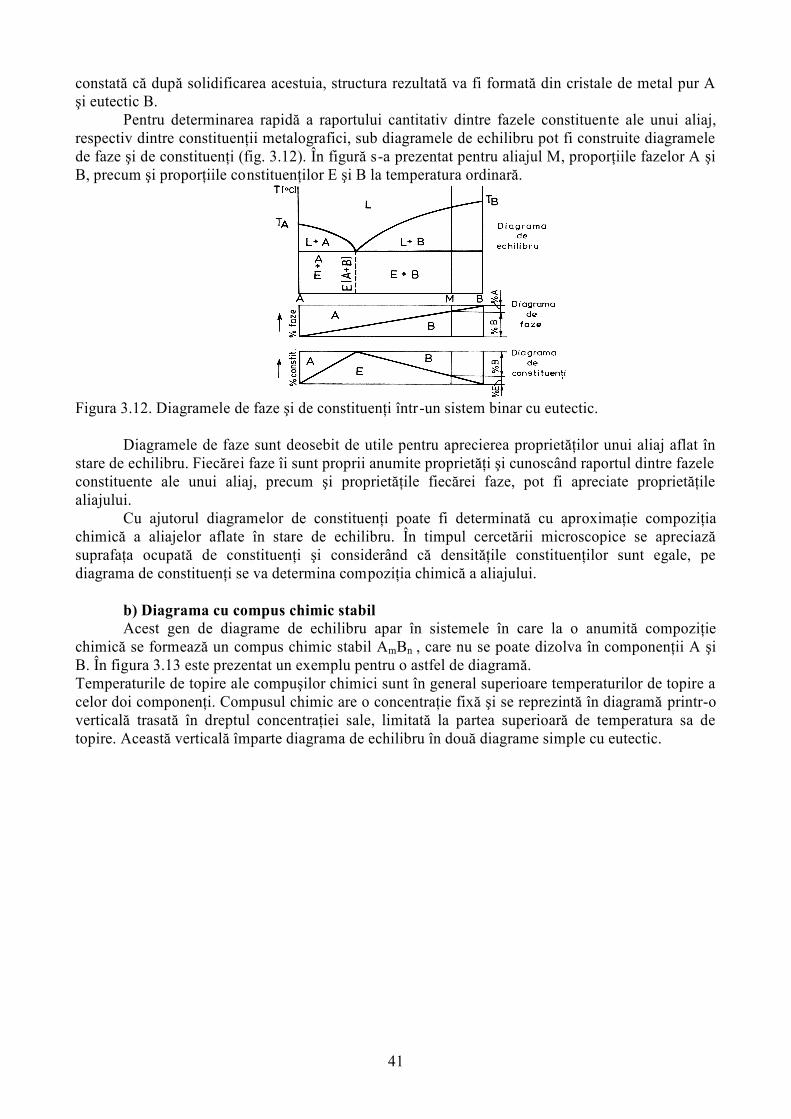
41
constată că după solidificarea acestuia, structura rezultată va fi formată din cristale de metal pur A
şi eutectic B.
Pentru determinarea rapidă a raportului cantitativ dintre fazele constituente ale unui aliaj,
respectiv dintre constituenţii metalografici, sub diagramele de echilibru pot fi construite diagramele
de faze şi de constituenţi (fig. 3.12). În figură s-a prezentat pentru aliajul M, proporţiile fazelor A şi
B, precum şi proporţiile constituenţilor E şi B la temperatura ordinară.
Figura 3.12. Diagramele de faze şi de constituenţi într-un sistem binar cu eutectic.
Diagramele de faze sunt deosebit de utile pentru aprecierea proprietăţilor unui aliaj aflat în
stare de echilibru. Fiecărei faze îi sunt proprii anumite proprietăţi şi cunoscând raportul dintre fazele
constituente ale unui aliaj, precum şi proprietăţile fiecărei faze, pot fi apreciate proprietăţile
aliajului.
Cu ajutorul diagramelor de constituenţi poate fi determinată cu aproximaţie compoziţia
chimică a aliajelor aflate în stare de echilibru. În timpul cercetării microscopice se apreciază
suprafaţa ocupată de constituenţi şi considerând că densităţile constituenţilor sunt egale, pe
diagrama de constituenţi se va determina compoziţia chimică a aliajului.
b) Diagrama cu compus chimic stabil
Acest gen de diagrame de echilibru apar în sistemele în care la o anumită compoziţie
chimică se formează un compus chimic stabil AmBn , care nu se poate dizolva în componenţii A şi
B. În figura 3.13 este prezentat un exemplu pentru o astfel de diagramă.
Temperaturile de topire ale compuşilor chimici sunt în general superioare temperaturilor de topire a
celor doi componenţi. Compusul chimic are o concentraţie fixă şi se reprezintă în diagramă printr-o
verticală trasată în dreptul concentraţiei sale, limitată la partea superioară de temperatura sa de
topire. Această verticală împarte diagrama de echilibru în două diagrame simple cu eutectic.
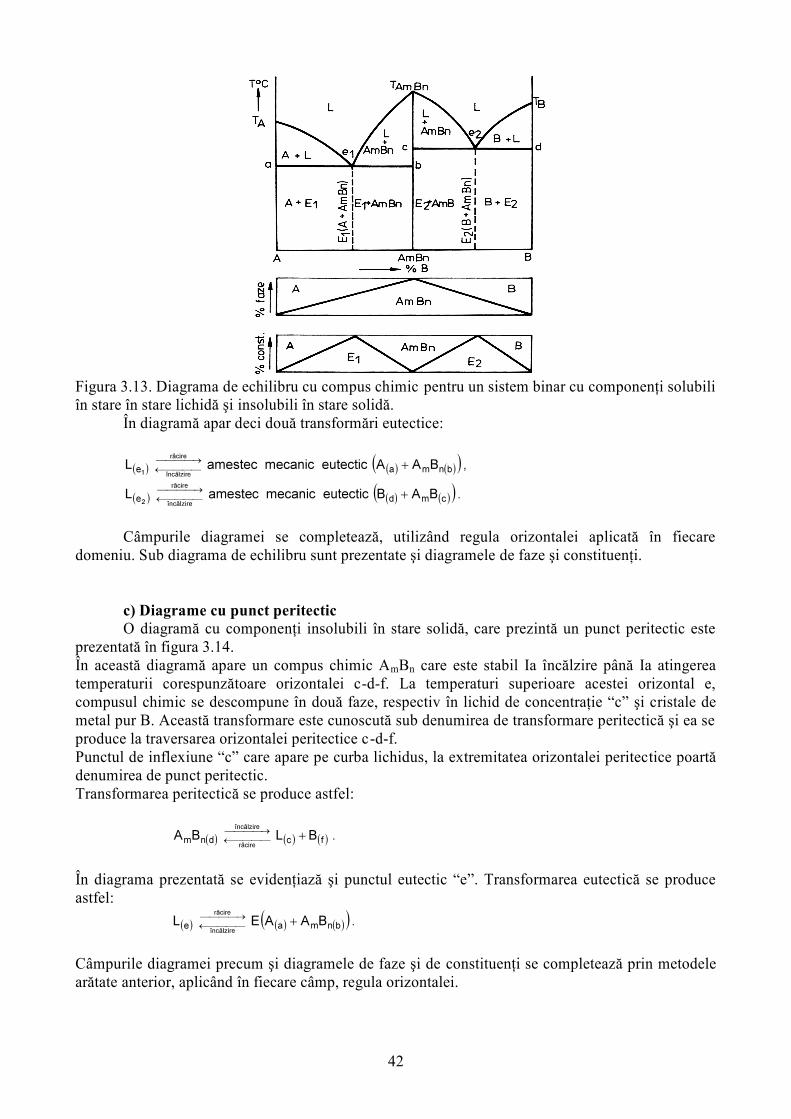
42
Figura 3.13. Diagrama de echilibru cu compus chimic pentru un sistem binar cu componenţi solubili
în stare în stare lichidă şi insolubili în stare solidă.
În diagramă apar deci două transformări eutectice:
Câmpurile diagramei se completează, utilizând regula orizontalei aplicată în fiecare
domeniu. Sub diagrama de echilibru sunt prezentate şi diagramele de faze şi constituenţi.
c) Diagrame cu punct peritectic
O diagramă cu componenţi insolubili în stare solidă, care prezintă un punct peritectic este
prezentată în figura 3.14.
În această diagramă apare un compus chimic AmBn care este stabil Ia încălzire până Ia atingerea
temperaturii corespunzătoare orizontalei c-d-f. La temperaturi superioare acestei orizontal e,
compusul chimic se descompune în două faze, respectiv în lichid de concentraţie “c” şi cristale de
metal pur B. Această transformare este cunoscută sub denumirea de transformare peritectică şi ea se
produce la traversarea orizontalei peritectice c-d-f.
Punctul de inflexiune “c” care apare pe curba lichidus, la extremitatea orizontalei peritectice poartă
denumirea de punct peritectic.
Transformarea peritectică se produce astfel:
În diagrama prezentată se evidenţiază şi punctul eutectic “e”. Transformarea eutectică se produce
astfel:
Câmpurile diagramei precum şi diagramele de faze şi de constituenţi se completează prin metodele
arătate anterior, aplicând în fiecare câmp, regula orizontalei.
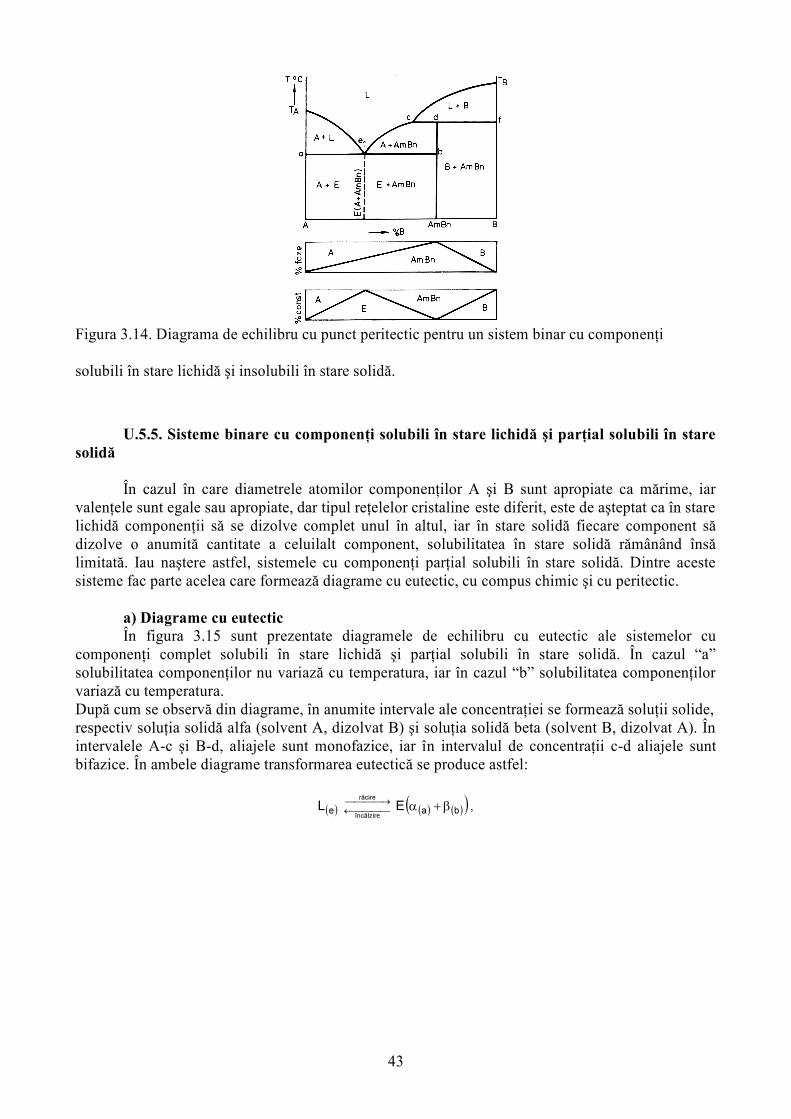
43
Figura 3.14. Diagrama de echilibru cu punct peritectic pentru un sistem binar cu componenţi
solubili în stare lichidă şi insolubili în stare solidă.
U.5.5. Sisteme binare cu componenţi solubili în stare lichidă şi parţial solubili în stare
solidă
În cazul în care diametrele atomilor componenţilor A şi B sunt apropiate ca mărime, iar
valenţele sunt egale sau apropiate, dar tipul reţelelor cristaline este diferit, este de aşteptat ca în stare
lichidă componenţii să se dizolve complet unul în altul, iar în stare solidă fiecare component să
dizolve o anumită cantitate a celuilalt component, solubilitatea în stare solidă rămânând însă
limitată. Iau naştere astfel, sistemele cu componenţi parţial solubili în stare solidă. Dintre aceste
sisteme fac parte acelea care formează diagrame cu eutectic, cu compus chimic şi cu peritectic.
a) Diagrame cu eutectic
În figura 3.15 sunt prezentate diagramele de echilibru cu eutectic ale sistemelor cu
componenţi complet solubili în stare lichidă şi parţial solubili în stare solidă. În cazul “a”
solubilitatea componenţilor nu variază cu temperatura, iar în cazul “b” solubilitatea componenţilor
variază cu temperatura.
După cum se observă din diagrame, în anumite intervale ale concentraţiei se formează soluţii solide,
respectiv soluţia solidă alfa (solvent A, dizolvat B) şi soluţia solidă beta (solvent B, dizolvat A). În
intervalele A-c şi B-d, aliajele sunt monofazice, iar în intervalul de concentraţii c-d aliajele sunt
bifazice. În ambele diagrame transformarea eutectică se produce astfel:
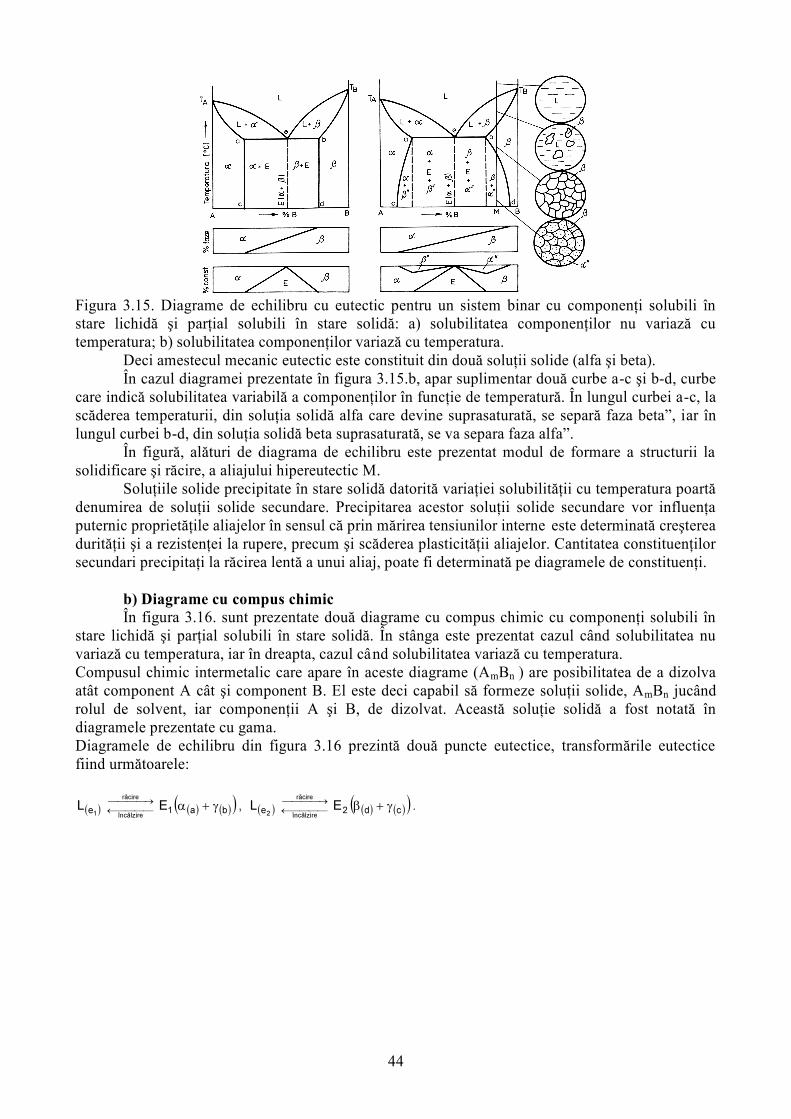
44
Figura 3.15. Diagrame de echilibru cu eutectic pentru un sistem binar cu componenţi solubili în
stare lichidă şi parţial solubili în stare solidă: a) solubilitatea componenţilor nu variază cu
temperatura; b) solubilitatea componenţilor variază cu temperatura.
Deci amestecul mecanic eutectic este constituit din două soluţii solide (alfa şi beta).
În cazul diagramei prezentate în figura 3.15.b, apar suplimentar două curbe a-c şi b-d, curbe
care indică solubilitatea variabilă a componenţilor în funcţie de temperatură. În lungul curbei a-c, la
scăderea temperaturii, din soluţia solidă alfa care devine suprasaturată, se separă faza beta”, iar în
lungul curbei b-d, din soluţia solidă beta suprasaturată, se va separa faza alfa”.
În figură, alături de diagrama de echilibru este prezentat modul de formare a structurii la
solidificare şi răcire, a aliajului hipereutectic M.
Soluţiile solide precipitate în stare solidă datorită variaţiei solubilităţii cu temperatura poartă
denumirea de soluţii solide secundare. Precipitarea acestor soluţii solide secundare vor influenţa
puternic proprietăţile aliajelor în sensul că prin mărirea tensiunilor interne este determinată creşterea
durităţii şi a rezistenţei la rupere, precum şi scăderea plasticităţii aliajelor. Cantitatea constituenţilor
secundari precipitaţi la răcirea lentă a unui aliaj, poate fi determinată pe diagramele de constituenţi.
b) Diagrame cu compus chimic
În figura 3.16. sunt prezentate două diagrame cu compus chimic cu componenţi solubili în
stare lichidă şi parţial solubili în stare solidă. În stânga este prezentat cazul când solubilitatea nu
variază cu temperatura, iar în dreapta, cazul când solubilitatea variază cu temperatura.
Compusul chimic intermetalic care apare în aceste diagrame (AmBn ) are posibilitatea de a dizolva
atât component A cât şi component B. El este deci capabil să formeze soluţii solide, AmBn jucând
rolul de solvent, iar componenţii A şi B, de dizolvat. Această soluţie solidă a fost notată în
diagramele prezentate cu gama.
Diagramele de echilibru din figura 3.16 prezintă două puncte eutectice, transformările eutectice
fiind următoarele:
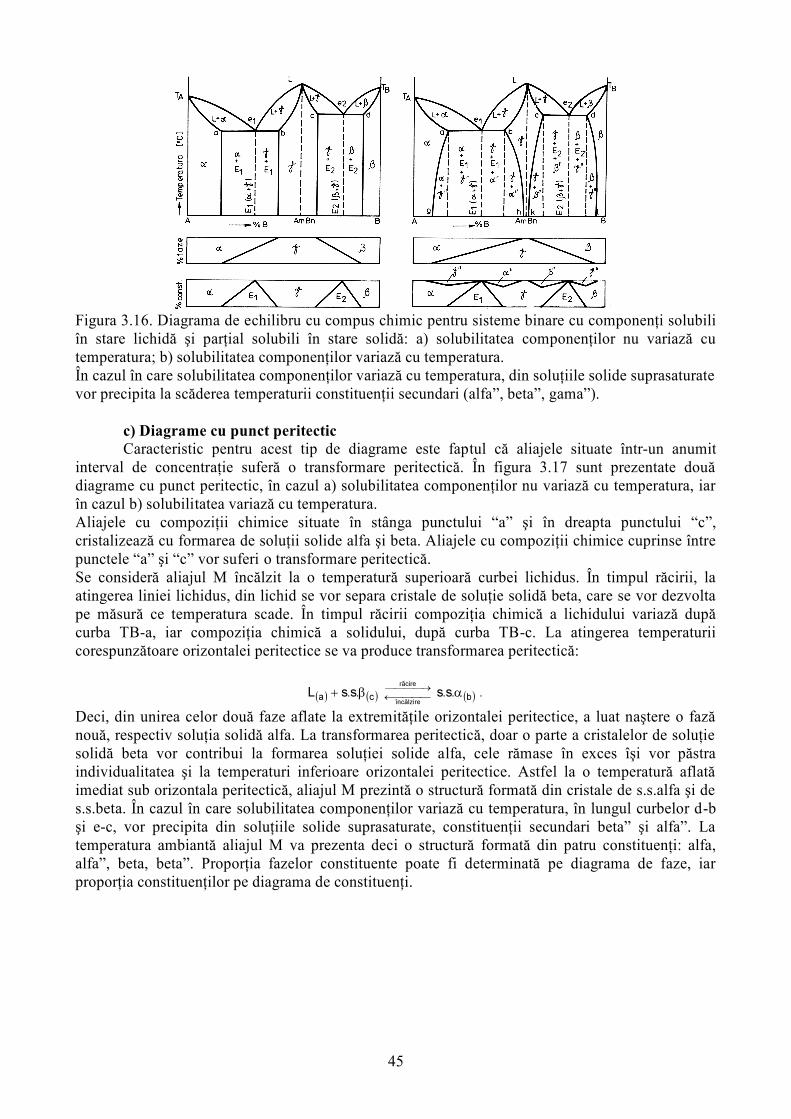
45
Figura 3.16. Diagrama de echilibru cu compus chimic pentru sisteme binare cu componenţi solubili
în stare lichidă şi parţial solubili în stare solidă: a) solubilitatea componenţilor nu variază cu
temperatura; b) solubilitatea componenţilor variază cu temperatura.
În cazul în care solubilitatea componenţilor variază cu temperatura, din soluţiile solide suprasaturate
vor precipita la scăderea temperaturii constituenţii secundari (alfa”, beta”, gama”).
c) Diagrame cu punct peritectic
Caracteristic pentru acest tip de diagrame este faptul că aliajele situate într-un anumit
interval de concentraţie suferă o transformare peritectică. În figura 3.17 sunt prezentate două
diagrame cu punct peritectic, în cazul a) solubilitatea componenţilor nu variază cu temperatura, iar
în cazul b) solubilitatea variază cu temperatura.
Aliajele cu compoziţii chimice situate în stânga punctului “a” şi în dreapta punctului “c”,
cristalizează cu formarea de soluţii solide alfa şi beta. Aliajele cu compoziţii chimice cuprinse între
punctele “a” şi “c” vor suferi o transformare peritectică.
Se consideră aliajul M încălzit la o temperatură superioară curbei lichidus. În timpul răcirii, la
atingerea liniei lichidus, din lichid se vor separa cristale de soluţie solidă beta, care se vor dezvolta
pe măsură ce temperatura scade. În timpul răcirii compoziţia chimică a lichidului variază după
curba TB-a, iar compoziţia chimică a solidului, după curba TB-c. La atingerea temperaturii
corespunzătoare orizontalei peritectice se va produce transformarea peritectică:
Deci, din unirea celor două faze aflate la extremităţile orizontalei peritectice, a luat naştere o fază
nouă, respectiv soluţia solidă alfa. La transformarea peritectică, doar o parte a cristalelor de soluţie
solidă beta vor contribui la formarea soluţiei solide alfa, cele rămase în exces îşi vor păstra
individualitatea şi la temperaturi inferioare orizontalei peritectice. Astfel la o temperatură aflată
imediat sub orizontala peritectică, aliajul M prezintă o structură formată din cristale de s.s.alfa şi de
s.s.beta. În cazul în care solubilitatea componenţilor variază cu temperatura, în lungul curbelor d-b
şi e-c, vor precipita din soluţiile solide suprasaturate, constituenţii secundari beta” şi alfa”. La
temperatura ambiantă aliajul M va prezenta deci o structură formată din patru constituenţi: alfa,
alfa”, beta, beta”. Proporţia fazelor constituente poate fi determinată pe diagrama de faze, iar
proporţia constituenţilor pe diagrama de constituenţi.
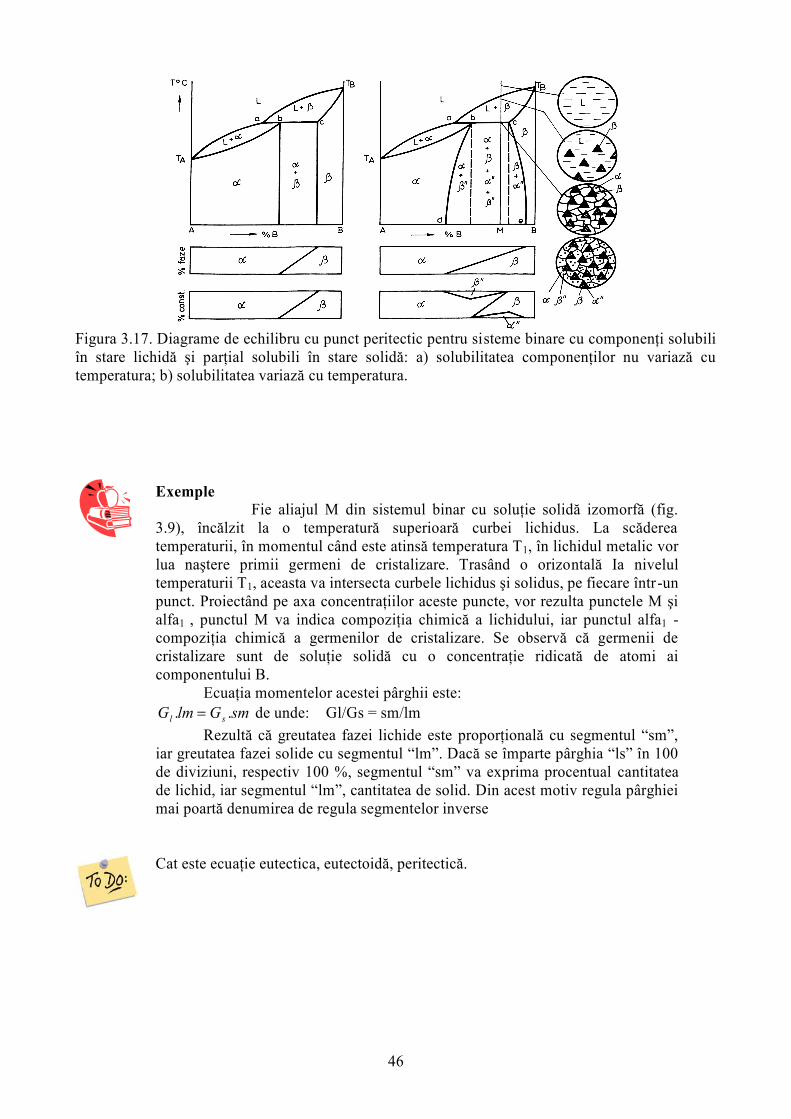
46
Figura 3.17. Diagrame de echilibru cu punct peritectic pentru sisteme binare cu componenţi solubili
în stare lichidă şi parţial solubili în stare solidă: a) solubilitatea componenţilor nu variază cu
temperatura; b) solubilitatea variază cu temperatura.
Exemple
Fie aliajul M din sistemul binar cu soluţie solidă izomorfă (fig.
3.9), încălzit la o temperatură superioară curbei lichidus. La scăderea
temperaturii, în momentul când este atinsă temperatura T1, în lichidul metalic vor
lua naştere primii germeni de cristalizare. Trasând o orizontală Ia nivelul
temperaturii T1, aceasta va intersecta curbele lichidus şi solidus, pe fiecare într-un
punct. Proiectând pe axa concentraţiilor aceste puncte, vor rezulta punctele M şi
alfa1 , punctul M va indica compoziţia chimică a lichidului, iar punctul alfa1 -
compoziţia chimică a germenilor de cristalizare. Se observă că germenii de
cristalizare sunt de soluţie solidă cu o concentraţie ridicată de atomi ai
componentului B.
Ecuaţia momentelor acestei pârghii este:
smGlmG sl .. de unde: Gl/Gs = sm/lm
Rezultă că greutatea fazei lichide este proporţională cu segmentul “sm”,
iar greutatea fazei solide cu segmentul “lm”. Dacă se împarte pârghia “ls” în 100
de diviziuni, respectiv 100 %, segmentul “sm” va exprima procentual cantitatea
de lichid, iar segmentul “lm”, cantitatea de solid. Din acest motiv regula pârghiei
mai poartă denumirea de regula segmentelor inverse
Cat este ecuaţie eutectica, eutectoidă, peritectică.
47
Să ne reamintim:
Diagrama binară
Regula pârghiei
Regula orizontalei
Rezumat La un aliaj binar, în care atomii celor doi componenţi sunt notaţi cu A şi B,
apar în stare topită două posibilităţi:
- atomii celor doi componenţi se separă după densităţile lor, respectiv componenţii A
şi B sunt insolubili în stare lichidă;
- atomii componenţilor A şi B se dizolvă unul într-altul formând o topitură omogenă
numită soluţie lichidă, în care atomii îşi pierd individualitatea, distribuindu-se
dezordonat. În diverse aliaje se formează amestecuri mecanice între un metal pur şi o
soluţie solidă, sau între un metal pur şi un compus chimic, sau între un compus
chimic şi o soluţie solidă etc. Fazele constituente ale amestecurilor mecanice se pot
prezenta ca lamele sau globule ale unei faze, în masa celeilalte faze .
Test de evaluare a cunoştinţelor
1. Aliajele Fe – C cu conţinutul de C între 2,14-4,3% sunt:
a.oţeluri hipoeutectice,
b.fonte hipoeutectoide,
c.fonte hipoeutectice,
2.Linia eutectoidă este:
a.linia ECF,
b. linia PSK,
c. linia HJB
Test de autoevaluare a cunoştinţelor
48
Unitatea de învăţare 6. ALIAJE FIER CARBON
Cuprins
6.1. Introducere........................................................... ........................................................... 48
6.2. Competenţe.....................................................................................................................48
U.6.1. Aspectul şi particularităţile diagramei Fe-C.......................... .................... ................49
U.6.2. Mecanismul formării structurilor în diagrama Fe-Fe3C..............................................50
U.6.3. Punctele critice din sistemul Fe-Fe3C............................................. ............................ 52
U.6.4. Constituenţii de echilibru ai aliajelor Fe-Fe3C............................................................ 52
6.1. Introducere
Se prezintă aspectul diagramelor de echilibru binare care este influenţat de
natura componenţilor sistemului, de solubilitatea componenţilor în stare lichidă şi
în stare solidă, precum şi de posibilitatea apariţiei unor transformări fazice în stare
solidă. Dispunând de aceste diagrame de echilibru, se vor putea stabili condiţiile
de elaborare ale oricărui aliaj, posibilitatea de aplicare a anumitor tratamente
termice, precum şi alegerea temperaturii optime pentru tratament termic, vor putea
fă determinate fazele constituente precum şi constituenţii metalografici ai aliajelor,
etc.
6.2. Competenţele unităţii de învăţare
Competenţe în caracterizarea şi alcătuirea diagramelor de echilibru
binare. Cunosţerea principalelor transformări şi a punctelor de echilibru .
Durata medie de parcurgere a primei unităţi de învăţare este de 1 ora.
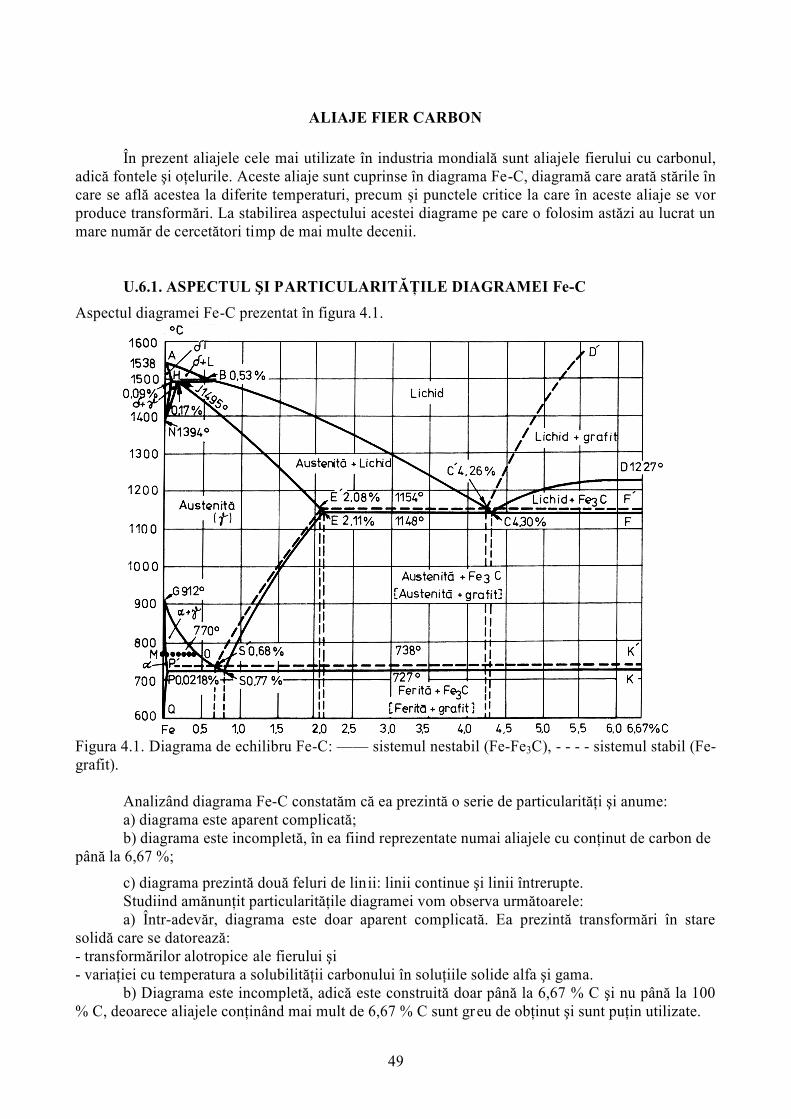
49
ALIAJE FIER CARBON
În prezent aliajele cele mai utilizate în industria mondială sunt aliajele fierului cu carbonul,
adică fontele şi oţelurile. Aceste aliaje sunt cuprinse în diagrama Fe-C, diagramă care arată stările în
care se află acestea la diferite temperaturi, precum şi punctele critice la care în aceste aliaje se vor
produce transformări. La stabilirea aspectului acestei diagrame pe care o folosim astăzi au lucrat un
mare număr de cercetători timp de mai multe decenii.
U.6.1. ASPECTUL ŞI PARTICULARITĂŢILE DIAGRAMEI Fe-C
Aspectul diagramei Fe-C prezentat în figura 4.1.
Figura 4.1. Diagrama de echilibru Fe-C: —— sistemul nestabil (Fe-Fe3C), - - - - sistemul stabil (Fe-
grafit).
Analizând diagrama Fe-C constatăm că ea prezintă o serie de particularităţi şi anume:
a) diagrama este aparent complicată;
b) diagrama este incompletă, în ea fiind reprezentate numai aliajele cu conţinut de carbon de
până la 6,67 %;
c) diagrama prezintă două feluri de linii: linii continue şi linii întrerupte.
Studiind amănunţit particularităţile diagramei vom observa următoarele:
a) Într-adevăr, diagrama este doar aparent complicată. Ea prezintă transformări în stare
solidă care se datorează:
- transformărilor alotropice ale fierului şi
- variaţiei cu temperatura a solubilităţii carbonului în soluţiile solide alfa şi gama.
b) Diagrama este incompletă, adică este construită doar până la 6,67 % C şi nu până la 100
% C, deoarece aliajele conţinând mai mult de 6,67 % C sunt greu de obţinut şi sunt puţin utilizate.
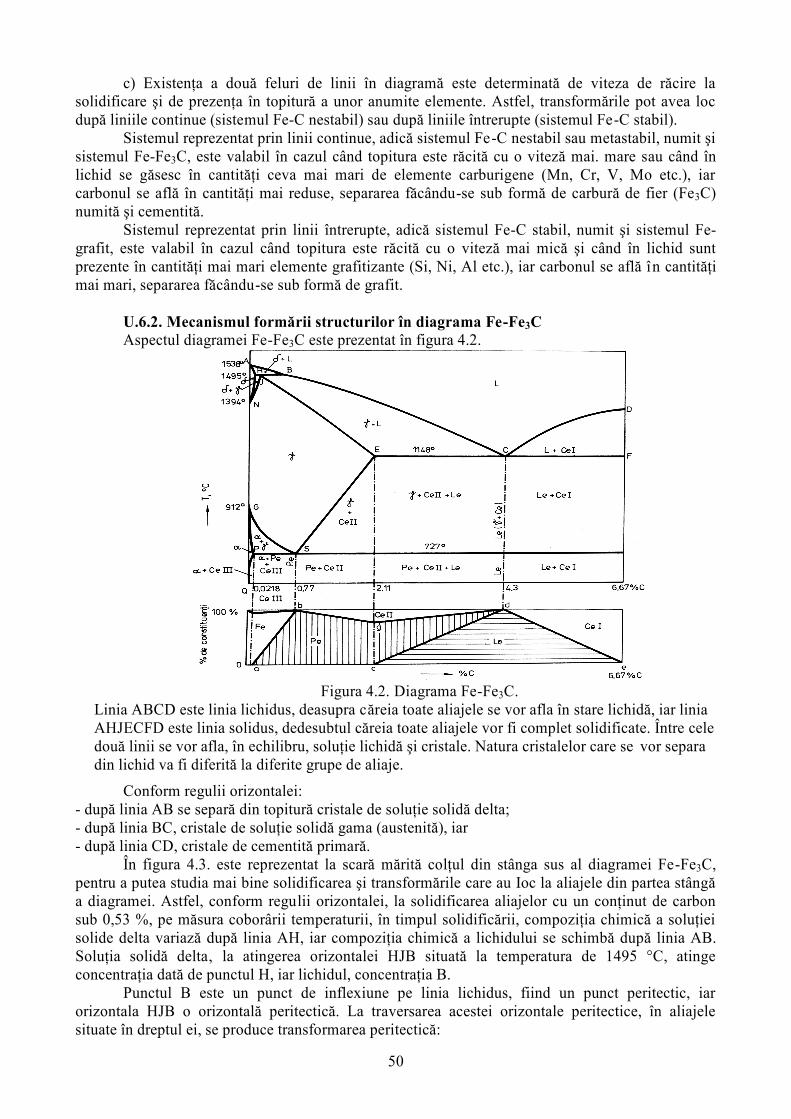
50
c) Existenţa a două feluri de linii în diagramă este determinată de viteza de răcire la
solidificare şi de prezenţa în topitură a unor anumite elemente. Astfel, transformările pot avea loc
după liniile continue (sistemul Fe-C nestabil) sau după liniile întrerupte (sistemul Fe-C stabil).
Sistemul reprezentat prin linii continue, adică sistemul Fe-C nestabil sau metastabil, numit şi
sistemul Fe-Fe3C, este valabil în cazul când topitura este răcită cu o viteză mai. mare sau când în
lichid se găsesc în cantităţi ceva mai mari de elemente carburigene (Mn, Cr, V, Mo etc.), iar
carbonul se află în cantităţi mai reduse, separarea făcându-se sub formă de carbură de fier (Fe3C)
numită şi cementită.
Sistemul reprezentat prin linii întrerupte, adică sistemul Fe-C stabil, numit şi sistemul Fe-
grafit, este valabil în cazul când topitura este răcită cu o viteză mai mică şi când în lichid sunt
prezente în cantităţi mai mari elemente grafitizante (Si, Ni, Al etc.), iar carbonul se află în cantităţi
mai mari, separarea făcându-se sub formă de grafit.
U.6.2. Mecanismul formării structurilor în diagrama Fe-Fe3C
Aspectul diagramei Fe-Fe3C este prezentat în figura 4.2.
Figura 4.2. Diagrama Fe-Fe3C.
Linia ABCD este linia lichidus, deasupra căreia toate aliajele se vor afla în stare lichidă, iar linia
AHJECFD este linia solidus, dedesubtul căreia toate aliajele vor fi complet solidificate. Între cele
două linii se vor afla, în echilibru, soluţie lichidă şi cristale. Natura cristalelor care se vor separa
din lichid va fi diferită la diferite grupe de aliaje.
Conform regulii orizontalei:
- după linia AB se separă din topitură cristale de soluţie solidă delta;
- după linia BC, cristale de soluţie solidă gama (austenită), iar
- după linia CD, cristale de cementită primară.
În figura 4.3. este reprezentat la scară mărită colţul din stânga sus al diagramei Fe-Fe3C,
pentru a putea studia mai bine solidificarea şi transformările care au Ioc la aliajele din partea stângă
a diagramei. Astfel, conform regulii orizontalei, la solidificarea aliajelor cu un conţinut de carbon
sub 0,53 %, pe măsura coborârii temperaturii, în timpul solidificării, compoziţia chimică a soluţiei
solide delta variază după linia AH, iar compoziţia chimică a lichidului se schimbă după linia AB.
Soluţia solidă delta‚ la atingerea orizontalei HJB situată la temperatura de 1495 °C, atinge
concentraţia dată de punctul H, iar lichidul, concentraţia B.
Punctul B este un punct de inflexiune pe linia lichidus, fiind un punct peritectic, iar
orizontala HJB o orizontală peritectică. La traversarea acestei orizontale peritectice, în aliajele
situate în dreptul ei, se produce transformarea peritectică:
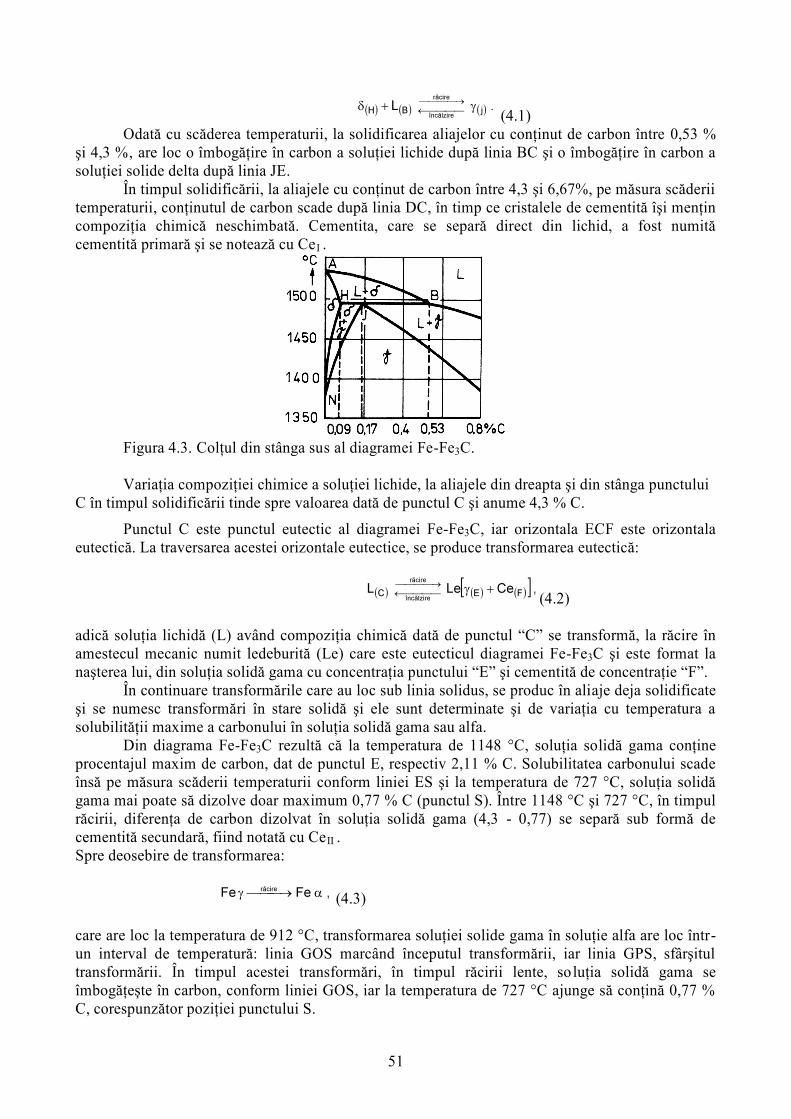
51
(4.1)
Odată cu scăderea temperaturii, la solidificarea aliajelor cu conţinut de carbon între 0,53 %
şi 4,3 %‚ are loc o îmbogăţire în carbon a soluţiei lichide după linia BC şi o îmbogăţire în carbon a
soluţiei solide delta după linia JE.
În timpul solidificării, la aliajele cu conţinut de carbon între 4,3 şi 6,67%, pe măsura scăderii
temperaturii, conţinutul de carbon scade după linia DC, în timp ce cristalele de cementită îşi menţin
compoziţia chimică neschimbată. Cementita, care se separă direct din lichid, a fost numită
cementită primară şi se notează cu Ce I .
Figura 4.3. Colţul din stânga sus al diagramei Fe-Fe3C.
Variaţia compoziţiei chimice a soluţiei lichide, la aliajele din dreapta şi din stânga punctului
C în timpul solidificării tinde spre valoarea dată de punctul C şi anume 4,3 % C.
Punctul C este punctul eutectic al diagramei Fe-Fe3C, iar orizontala ECF este orizontala
eutectică. La traversarea acestei orizontale eutectice, se produce transformarea eutectică:
(4.2)
adică soluţia lichidă (L) având compoziţia chimică dată de punctul “C” se transformă, la răcire în
amestecul mecanic numit ledeburită (Le) care este eutecticul diagramei Fe-Fe3C şi este format la
naşterea lui, din soluţia solidă gama cu concentraţia punctului “E” şi cementită de concentraţie “F”.
În continuare transformările care au loc sub linia solidus, se produc în aliaje deja solidificate
şi se numesc transformări în stare solidă şi ele sunt determinate şi de variaţia cu temperatura a
solubilităţii maxime a carbonului în soluţia solidă gama sau alfa.
Din diagrama Fe-Fe3C rezultă că la temperatura de 1148 °C, soluţia solidă gama conţine
procentajul maxim de carbon, dat de punctul E, respectiv 2,11 % C. Solubilitatea carbonului scade
însă pe măsura scăderii temperaturii conform liniei ES şi la temperatura de 727 °C, soluţia solidă
gama mai poate să dizolve doar maximum 0,77 % C (punctul S). Între 1148 °C şi 727 °C, în timpul
răcirii, diferenţa de carbon dizolvat în soluţia solidă gama (4,3 - 0,77) se separă sub formă de
cementită secundară, fiind notată cu Ce II .
Spre deosebire de transformarea:
(4.3)
care are loc la temperatura de 912 °C, transformarea soluţiei solide gama în soluţie alfa are loc într-
un interval de temperatură: linia GOS marcând începutul transformării, iar linia GPS, sfârşitul
transformării. În timpul acestei transformări, în timpul răcirii lente, soluţia solidă gama se
îmbogăţeşte în carbon, conform liniei GOS, iar la temperatura de 727 °C ajunge să conţină 0,77 %
C, corespunzător poziţiei punctului S.
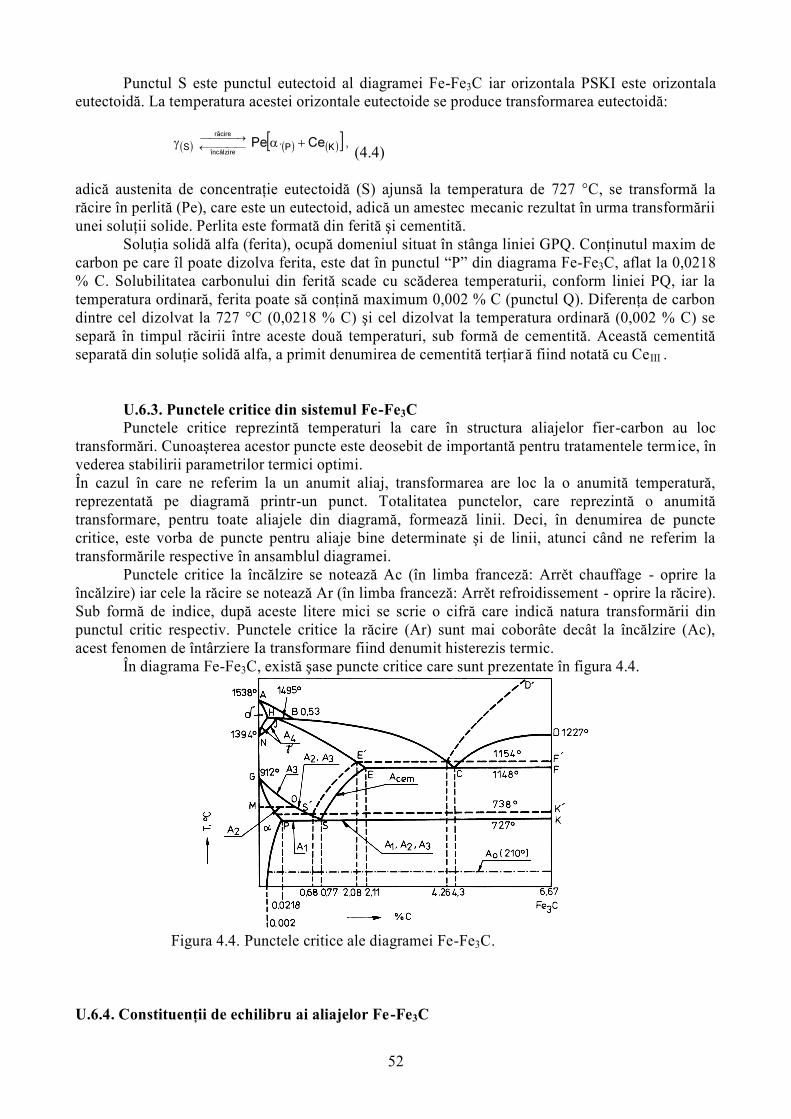
52
Punctul S este punctul eutectoid al diagramei Fe-Fe3C iar orizontala PSKI este orizontala
eutectoidă. La temperatura acestei orizontale eutectoide se produce transformarea eutectoidă:
(4.4)
adică austenita de concentraţie eutectoidă (S) ajunsă la temperatura de 727 °C, se transformă la
răcire în perlită (Pe), care este un eutectoid, adică un amestec mecanic rezultat în urma transformării
unei soluţii solide. Perlita este formată din ferită şi cementită.
Soluţia solidă alfa (ferita), ocupă domeniul situat în stânga liniei GPQ. Conţinutul maxim de
carbon pe care îl poate dizolva ferita, este dat în punctul “P” din diagrama Fe-Fe3C, aflat la 0,0218
% C. Solubilitatea carbonului din ferită scade cu scăderea temperaturii, conform liniei PQ, iar la
temperatura ordinară, ferita poate să conţină maximum 0,002 % C (punctul Q). Diferenţa de carbon
dintre cel dizolvat la 727 °C (0,0218 % C) şi cel dizolvat la temperatura ordinară (0,002 % C) se
separă în timpul răcirii între aceste două temperaturi, sub formă de cementită. Această cementită
separată din soluţie solidă alfa, a primit denumirea de cementită terţiar ă fiind notată cu CeIII .
U.6.3. Punctele critice din sistemul Fe-Fe3C
Punctele critice reprezintă temperaturi la care în structura aliajelor fier-carbon au loc
transformări. Cunoaşterea acestor puncte este deosebit de importantă pentru tratamentele termice, în
vederea stabilirii parametrilor termici optimi.
În cazul în care ne referim la un anumit aliaj, transformarea are loc la o anumită temperatură,
reprezentată pe diagramă printr-un punct. Totalitatea punctelor, care reprezintă o anumită
transformare, pentru toate aliajele din diagramă, formează linii. Deci, în denumirea de puncte
critice, este vorba de puncte pentru aliaje bine determinate şi de linii, atunci când ne referim la
transformările respective în ansamblul diagramei.
Punctele critice la încălzire se notează Ac (în limba franceză: Arrět chauffage - oprire la
încălzire) iar cele la răcire se notează Ar (în limba franceză: Arrět refroidissement - oprire la răcire).
Sub formă de indice, după aceste litere mici se scrie o cifră care indică natura transformării din
punctul critic respectiv. Punctele critice la răcire (Ar) sunt mai coborâte decât la încălzire (Ac),
acest fenomen de întârziere Ia transformare fiind denumit histerezis termic.
În diagrama Fe-Fe3C, există şase puncte critice care sunt prezentate în figura 4.4.
Figura 4.4. Punctele critice ale diagramei Fe-Fe3C.
U.6.4. Constituenţii de echilibru ai aliajelor Fe-Fe3C
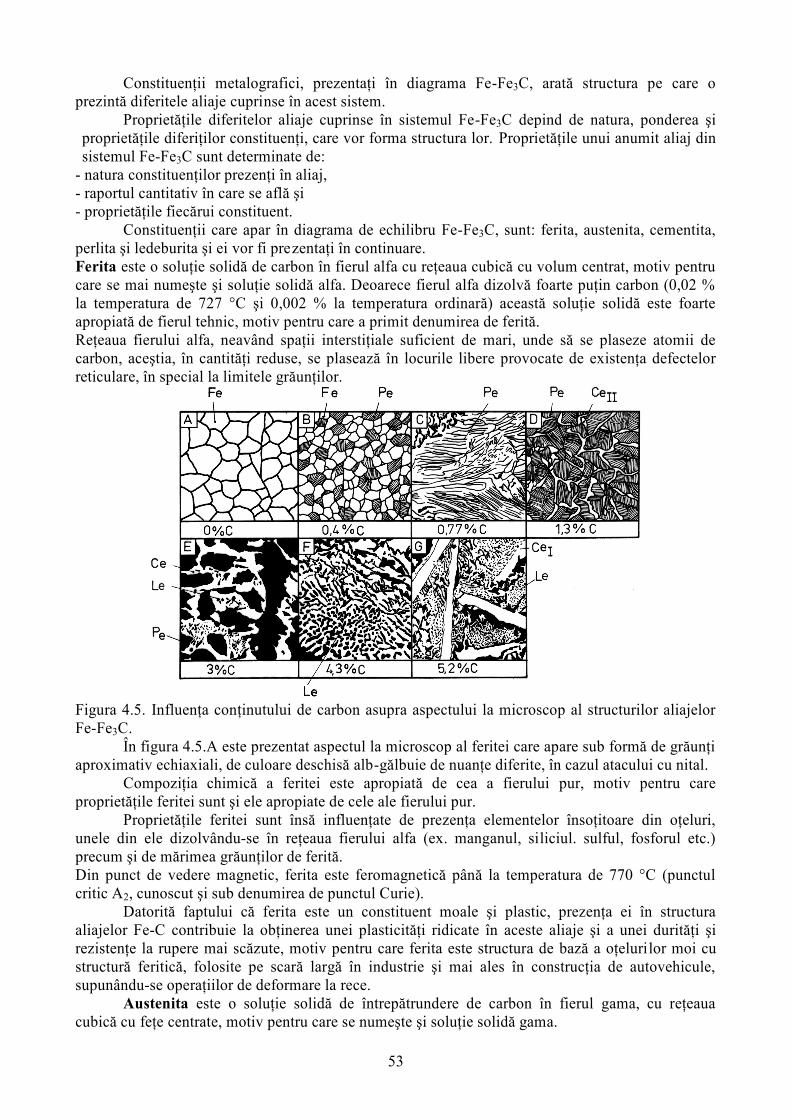
53
Constituenţii metalografici, prezentaţi în diagrama Fe-Fe3C, arată structura pe care o
prezintă diferitele aliaje cuprinse în acest sistem.
Proprietăţile diferitelor aliaje cuprinse în sistemul Fe-Fe3C depind de natura, ponderea şi
proprietăţile diferiţilor constituenţi, care vor forma structura lor. Proprietăţile unui anumit aliaj din
sistemul Fe-Fe3C sunt determinate de:
- natura constituenţilor prezenţi în aliaj,
- raportul cantitativ în care se află şi
- proprietăţile fiecărui constituent.
Constituenţii care apar în diagrama de echilibru Fe-Fe3C, sunt: ferita, austenita, cementita,
perlita şi ledeburita şi ei vor fi prezentaţi în continuare.
Ferita este o soluţie solidă de carbon în fierul alfa cu reţeaua cubică cu volum centrat, motiv pentru
care se mai numeşte şi soluţie solidă alfa. Deoarece fierul alfa dizolvă foarte puţin carbon (0,02 %
la temperatura de 727 °C şi 0,002 % la temperatura ordinară) această soluţie solidă este foarte
apropiată de fierul tehnic, motiv pentru care a primit denumirea de ferită.
Reţeaua fierului alfa, neavând spaţii interstiţiale suficient de mari, unde să se plaseze atomii de
carbon, aceştia, în cantităţi reduse, se plasează în locurile libere provocate de existenţa defectelor
reticulare, în special la limitele grăunţilor.
Figura 4.5. Influenţa conţinutului de carbon asupra aspectului la microscop al structurilor aliajelor
Fe-Fe3C.
În figura 4.5.A este prezentat aspectul la microscop al feritei care apare sub formă de grăunţi
aproximativ echiaxiali, de culoare deschisă alb-gălbuie de nuanţe diferite, în cazul atacului cu nital.
Compoziţia chimică a feritei este apropiată de cea a fierului pur, motiv pentru care
proprietăţile feritei sunt şi ele apropiate de cele ale fierului pur.
Proprietăţile feritei sunt însă influenţate de prezenţa elementelor însoţitoare din oţeluri,
unele din ele dizolvându-se în reţeaua fierului alfa (ex. manganul, siliciul. sulful, fosforul etc.)
precum şi de mărimea grăunţilor de ferită.
Din punct de vedere magnetic, ferita este feromagnetică până la temperatura de 770 °C (punctul
critic A2, cunoscut şi sub denumirea de punctul Curie).
Datorită faptului că ferita este un constituent moale şi plastic, prezenţa ei în structura
aliajelor Fe-C contribuie la obţinerea unei plasticităţi ridicate în aceste aliaje şi a unei durităţi şi
rezistenţe la rupere mai scăzute, motiv pentru care ferita este structura de bază a oţelurilor moi cu
structură feritică, folosite pe scară largă în industrie şi mai ales în construcţia de autovehicule,
supunându-se operaţiilor de deformare la rece.
Austenita este o soluţie solidă de întrepătrundere de carbon în fierul gama, cu reţeaua
cubică cu feţe centrate, motiv pentru care se numeşte şi soluţie solidă gama.
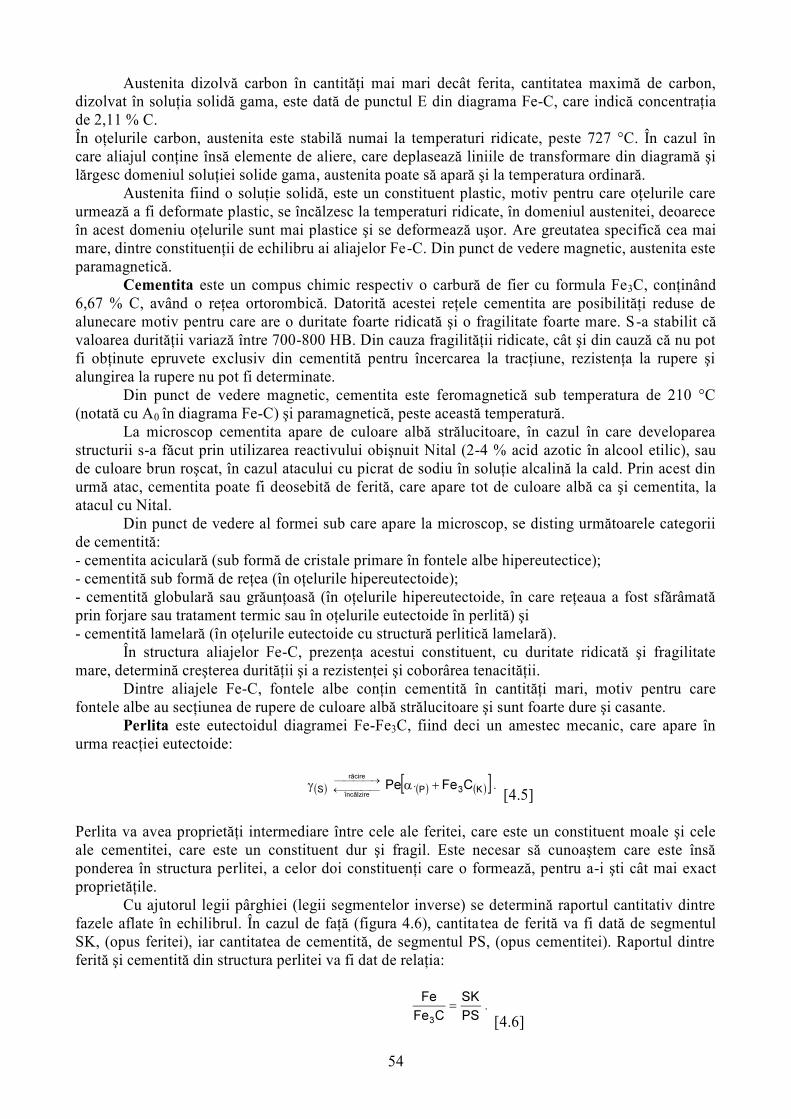
54
Austenita dizolvă carbon în cantităţi mai mari decât ferita, cantitatea maximă de carbon,
dizolvat în soluţia solidă gama, este dată de punctul E din diagrama Fe-C, care indică concentraţia
de 2,11 % C.
În oţelurile carbon, austenita este stabilă numai la temperaturi ridicate, peste 727 °C. În cazul în
care aliajul conţine însă elemente de aliere, care deplasează liniile de transformare din diagramă şi
lărgesc domeniul soluţiei solide gama, austenita poate să apară şi la temperatura ordinară.
Austenita fiind o soluţie solidă, este un constituent plastic, motiv pentru care oţelurile care
urmează a fi deformate plastic, se încălzesc la temperaturi ridicate, în domeniul austenitei, deoarece
în acest domeniu oţelurile sunt mai plastice şi se deformează uşor. Are greutatea specifică cea mai
mare, dintre constituenţii de echilibru ai aliajelor Fe-C. Din punct de vedere magnetic, austenita este
paramagnetică.
Cementita este un compus chimic respectiv o carbură de fier cu formula Fe3C, conţinând
6,67 % C, având o reţea ortorombică. Datorită acestei reţele cementita are posibilităţi reduse de
alunecare motiv pentru care are o duritate foarte ridicată şi o fragilitate foarte mare. S-a stabilit că
valoarea durităţii variază între 700-800 HB. Din cauza fragilităţii ridicate, cât şi din cauză că nu pot
fi obţinute epruvete exclusiv din cementită pentru încercarea la tracţiune, rezistenţa la rupere şi
alungirea la rupere nu pot fi determinate.
Din punct de vedere magnetic, cementita este feromagnetică sub temperatura de 210 °C
(notată cu A0 în diagrama Fe-C) şi paramagnetică, peste această temperatură.
La microscop cementita apare de culoare albă strălucitoare, în cazul în care developarea
structurii s-a făcut prin utilizarea reactivului obişnuit Nital (2-4 % acid azotic în alcool etilic), sau
de culoare brun roşcat, în cazul atacului cu picrat de sodiu în soluţie alcalină la cald. Prin acest din
urmă atac, cementita poate fi deosebită de ferită, care apare tot de culoare albă ca şi cementita, la
atacul cu Nital.
Din punct de vedere al formei sub care apare la microscop, se disting următoarele categorii
de cementită:
- cementita aciculară (sub formă de cristale primare în fontele albe hipereutectice);
- cementită sub formă de reţea (în oţelurile hipereutectoide);
- cementită globulară sau grăunţoasă (în oţelurile hipereutectoide, în care reţeaua a fost sfărâmată
prin forjare sau tratament termic sau în oţelurile eutectoide în perlită) şi
- cementită lamelară (în oţelurile eutectoide cu structură perlitică lamelară).
În structura aliajelor Fe-C, prezenţa acestui constituent, cu duritate ridicată şi fragilitate
mare, determină creşterea durităţii şi a rezistenţei şi coborârea tenacităţii.
Dintre aliajele Fe-C, fontele albe conţin cementită în cantităţi mari, motiv pentru care
fontele albe au secţiunea de rupere de culoare albă strălucitoare şi sunt foarte dure şi casante.
Perlita este eutectoidul diagramei Fe-Fe3C, fiind deci un amestec mecanic, care apare în
urma reacţiei eutectoide:
[4.5]
Perlita va avea proprietăţi intermediare între cele ale feritei, care este un constituent moale şi cele
ale cementitei, care este un constituent dur şi fragil. Este necesar să cunoaştem care este însă
ponderea în structura perlitei, a celor doi constituenţi care o formează, pentru a-i şti cât mai exact
proprietăţile.
Cu ajutorul legii pârghiei (legii segmentelor inverse) se determină raportul cantitativ dintre
fazele aflate în echilibrul. În cazul de faţă (figura 4.6), cantitatea de ferită va fi dată de segmentul
SK, (opus feritei), iar cantitatea de cementită, de segmentul PS, (opus cementitei). Raportul dintre
ferită şi cementită din structura perlitei va fi dat de relaţia:
[4.6]
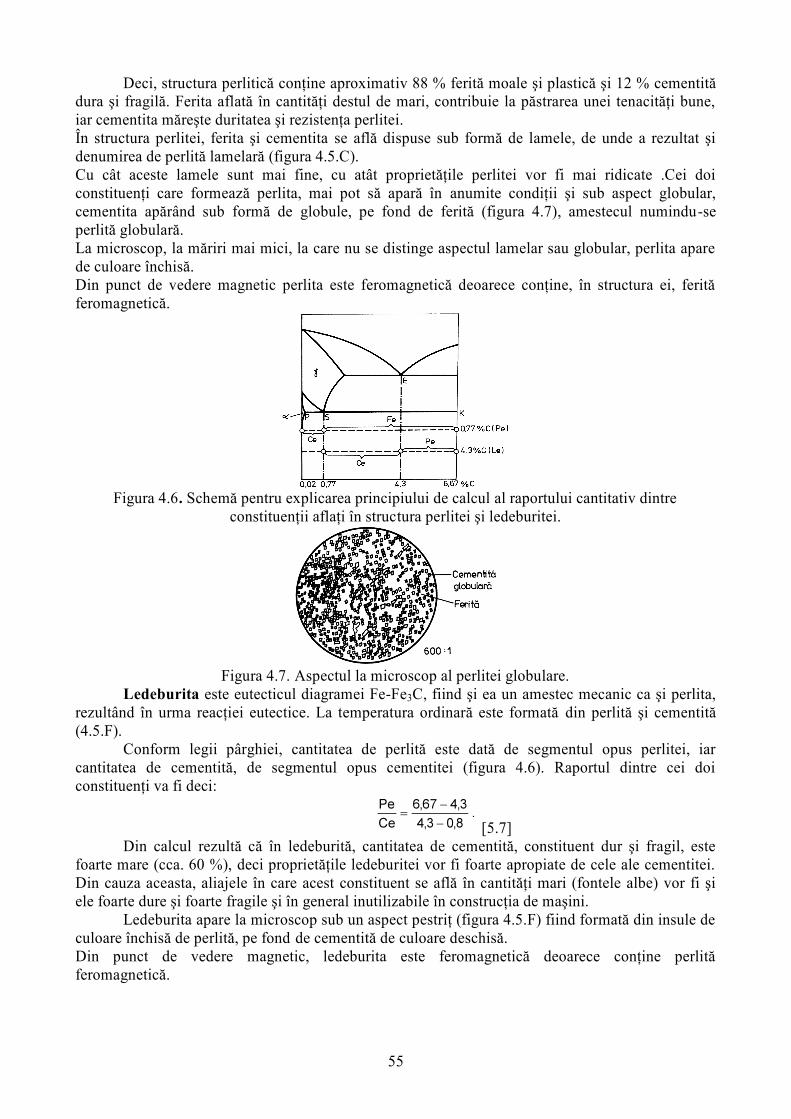
55
Deci, structura perlitică conţine aproximativ 88 % ferită moale şi plastică şi 12 % cementită
dura şi fragilă. Ferita aflată în cantităţi destul de mari, contribuie la păstrarea unei tenacităţi bune,
iar cementita măreşte duritatea şi rezistenţa perlitei.
În structura perlitei, ferita şi cementita se află dispuse sub formă de lamele, de unde a rezultat şi
denumirea de perlită lamelară (figura 4.5.C).
Cu cât aceste lamele sunt mai fine, cu atât proprietăţile perlitei vor fi mai ridicate .Cei doi
constituenţi care formează perlita, mai pot să apară în anumite condiţii şi sub aspect globular,
cementita apărând sub formă de globule, pe fond de ferită (figura 4.7), amestecul numindu-se
perlită globulară.
La microscop, la măriri mai mici, la care nu se distinge aspectul lamelar sau globular, perlita apare
de culoare închisă.
Din punct de vedere magnetic perlita este feromagnetică deoarece conţine, în structura ei, ferită
feromagnetică.
Figura 4.6. Schemă pentru explicarea principiului de calcul al raportului cantitativ dintre
constituenţii aflaţi în structura perlitei şi ledeburitei.
Figura 4.7. Aspectul la microscop al perlitei globulare.
Ledeburita este eutecticul diagramei Fe-Fe3C, fiind şi ea un amestec mecanic ca şi perlita,
rezultând în urma reacţiei eutectice. La temperatura ordinară este formată din perlită şi cementită
(4.5.F).
Conform legii pârghiei, cantitatea de perlită este dată de segmentul opus perlitei, iar
cantitatea de cementită, de segmentul opus cementitei (figura 4.6). Raportul dintre cei doi
constituenţi va fi deci:
[5.7]
Din calcul rezultă că în ledeburită, cantitatea de cementită, constituent dur şi fragil, este
foarte mare (cca. 60 %), deci proprietăţile ledeburitei vor fi foarte apropiate de cele ale cementitei.
Din cauza aceasta, aliajele în care acest constituent se află în cantităţi mari (fontele albe) vor fi şi
ele foarte dure şi foarte fragile şi în general inutilizabile în construcţia de maşini.
Ledeburita apare la microscop sub un aspect pestriţ (figura 4.5.F) fiind formată din insule de
culoare închisă de perlită, pe fond de cementită de culoare deschisă.
Din punct de vedere magnetic, ledeburita este feromagnetică deoarece conţine perlită
feromagnetică.
56
Exemple
Linia ABCD din diagrama Fe –C este linia lichidus, deasupra căreia toate aliajele
se vor afla în stare lichidă, iar linia AHJECFD este linia solidus, dedesubtul
căreia toate aliajele vor fi complet solidificate. Între cele două linii se vor afla, în
echilibru, soluţie lichidă şi cristale. Natura cristalelor care se vor separa din lichid
va fi diferită la diferite grupe de aliaje. Conform regulii orizontalei:
- după linia AB se separă din topitură cristale de soluţie solidă delta;
- după linia BC, cristale de soluţie solidă gama (austenită), iar
- după linia CD, cristale de cementită primară.
Ce tipuri de constituenti metalografici sunt ferita, austenita, cementita, perlita,
ledeburita
Să ne reamintim:
Diagrama Fe –C
Puncte critice
Constituenţi de echilibru
Rezumat Analizând diagrama Fe-C constatăm că ea prezintă o serie de particularităţi şi
anume: a) diagrama este aparent complicată;
b) diagrama este incompletă, în ea fiind reprezentate numai aliajele cu
conţinut de carbon de până la 6,67 %.
Diagrama Fe-C prezintă transformări în stare solidă care se datorează:
- transformărilor alotropice ale fierului,
- variaţiei cu temperatura a solubilităţii carbonului în soluţiile solide alfa şi gama
Test de evaluare a cunoştinţelor
1. Care constituenti din diagrama Fe - C sunt soluţii solide
a.cementita,
b.ferita,
c. perlita
2. Punctul eutectic este:
a.punctul S,
b.punctul C,
c. punctul J
Test de autoevaluare a cunoştinţelor
57
Unitatea de învăţare 7. OŢELURI ŞI FONTE
Cuprins
7.1. Introducere .....................................................................................................................57
7.2. Competenţe.................................................................................................. ...................57
U.7.1. Domeniul oţelurilor carbon şi al fontelor în diagrama Fe-C......................................58
U.7.2. Oţelurile carbon......................................................................................................... 59
U.7.3. Clasificarea şi simbolizarea oţelurilor carbon ...........................................................61
U.7.4. Fonte.......... ................................................................................................................. 63
7.1. Introducere
Aliajele cu conţinut de carbon sub 2,11 % sunt oţelurile carbon. În timpul
procesului de elaborare a aliajelor metalice, în acestea rămân pe lângă componenţii
de bază şi cei de aliere, o serie de alte elemente. Unele dintre acestea po t influenţa
nefavorabil structura şi proprietăţile aliajelor, numindu-se impurităţi nocive, sau
altele pot influenţa favorabil numindu-se în acest caz, impurităţi neutre. Aceste
elemente au fost numite elemente însoţitoare deoarece sunt prezente în mod
obişnuit în aliaj. În categoria elementelor însoţitoare intră: manganul, siliciul,
sulful, oxigenul, fosforul, azotul şi hidrogenul.
7.2. Competenţele unităţii de învăţare
Competenţe în caracterizarea şi simbolizarea oţelurilor şi fontelor.
Durata medie de parcurgere a primei unităţi de învăţare este de 1 ora.
58
OŢELURI ŞI FONTE
U.7.1. Domeniul oţelurilor carbon şi al fontelor în diagrama Fe-C
În figura 5.1 se observă că după conţinutul de carbon, aliajele se împart în două categorii:
Figura 5.1. Domeniul oţelurilor carbon şi al fontelor în diagrama Fe-C.
- oţeluri, care conţin până la 2,11 % C;
- fonte, cu un conţinut de carbon de la 2,11 până la 6,67 % C.
După conţinutul de carbon (poziţia în diagramă în raport cu punctul eutectoid S), oţelurile se
subîmpart în:
- oţeluri hipoeutectoide, care conţin până la 0,77 % C şi la temperatura ambiantă prezintă o
structură alcătuită din ferită şi perlită;
- oţeluri eutectoide, care conţin 0,77 % C şi au la temperatura ambiantă o structură perlitică;
- oţeluri hipereutectoide, care conţin între 0,77 şi 2,11 % C şi a căror structură, la temperatura
ambiantă este formată din perlită şi cementită secundară.
La rândul lor, după conţinutul de carbon (poziţia în diagramă în raport cu punctul eutectic C),
fontele se clasifică în:
- fonte hipoeutectice care conţin între 2,11 şi 4,3 % C şi a căror structură, la temperatura ambiantă,
este alcătuită din perlită, cementită secundară şi ledeburită;
- fonte eutectice, care conţin 4,3 % C şi a căror structură, la temperatura ambiantă, este formată
numai din ledeburită;
59
- fonte hipereutectice, care conţin între 4,3 şi 6,67 % C, având la temperatura ambiantă o structură
alcătuită din ledeburită şi cementită primară.
Fontele din sistemul Fe-Fe3C se numesc fonte albe datorită aspectului argintiu al rupturii,
determinat de prezenţa masivă a cementitei.
U.7.2. OTELURILE CARBON
Aşa după cum s-a arătat mai înainte, aliajele cu conţinut de carbon sub 2,11 % sunt oţelurile
carbon.
Influenţa elementelor însoţitoare asupra structurii şi proprietăţilor oţelurilor carbon
În timpul procesului de elaborare a aliajelor metalice, în acestea rămân pe lângă componenţii
de bază şi cei de aliere, o serie de alte elemente. Unele dintre aces tea pot influenţa nefavorabil
structura şi proprietăţile aliajelor, numindu-se impurităţi nocive, sau altele pot influenţa favorabil
numindu-se în acest caz, impurităţi neutre. Aceste elemente au fost numite elemente însoţitoare
deoarece sunt prezente în mod obişnuit în aliaj.
În categoria elementelor însoţitoare intră: manganul, siliciul, sulful, oxigenul, fosforul, azotul şi
hidrogenul.
Manganul provine în oţel din feromanganul introdus în timpul elaborării pentru dezoxidare
şi desulfurare. Manganul, parţial se dizolvă, parţial formează o serie de compuşi chimici în oţel. La
temperatura ordinară, fierul a dizolvă până la 10 % Mn. Dizolvându-se în ferită, manganul o
durifică îmbunătăţindu-se astfel proprietăţile mecanice.
De asemenea manganul formează cu carbonul, carbura de mangan Mn3C care contribuie la mărirea
durităţii şi rezistenţei la rupere a oţelului.
Deci observăm că manganul are o influenţă pozitivă asupra oţelurilor carbon, la aceasta adăugându-
se şi faptul că el contracarează influenţa negativă a sulfului. În timpul elaborării oţelului, deoarece
are o afinitate mai mare pentru sulf decât fierul, manganul leagă astfel sulful în sulfura de mangan
(MnS) care având o greutate specifică mai mică, se ridică la suprafaţa băii metalice şi se elimină
prin zgură. În cazul în care sulfura de mangan rămâne totuşi în oţel, ea are o influenţă mai puţin
dăunătoare decât sulfura de fier, deoarece are o temperatură de topire mai ridicată decât sulfura de
fier.
Manganul se mai poate găsi în oţel şi sub formă de incluziuni nemetalice cum sunt: MnO,
MnS, MnOSiO2 , (MnO)2Si2 , care se prezintă în mod obişnuit sub formă de incluziuni la limita
grăunţilor.
Conform standardelor, cantitatea de mangan în oţelurile carbon este de maximum 0,8 %. Dacă se
depăşeşte acest procentaj manganul nu mai este considerat element însoţitor, ci element de aliere şi
oţelul nu mai este oţel carbon, ci oţel aliat cu mangan.
Siliciul provine în oţel, parţial din fonta brută care a servit la elaborarea oţelului, parţial din
căptuşeala cuptorului de elaborare, din zgură şi din ferosiliciul utilizat pentru dezoxidare.
Deoarece la temperatura ordinară fierul alfa dizolvă până la 14 % Si, în cea mai mare parte
siliciul se dizolvă în ferită ridicându-i duritatea şi limita de elasticitate.
Datorită afinităţii mari faţă de oxigen siliciul apare în oţel sub formă de incluziuni
nemetalice de oxizi ca SiO2 (silice) sau silicaţi sau oxizi-silicaţi ca (FeO)2SiO2 ; (MnO)2SiO2 ; SiO2 ,
care în urma deformării plastice (laminării) primesc o formă alungită rezultând în oţeluri structura
fibroasă.
De obicei, siliciul se adaugă în oţelurile carbon la dezoxidare sub formă de ferosiliciu, în
scopul legării oxigenului şi reducerii oxidului feros (FeO). În oţelurile astfel dezoxidate incomplet
(semicalmate), conţinutul de siliciu este de 0,1 %. În oţelurile necalmate conţinutul de siliciu este
sub 0,02 % Si.
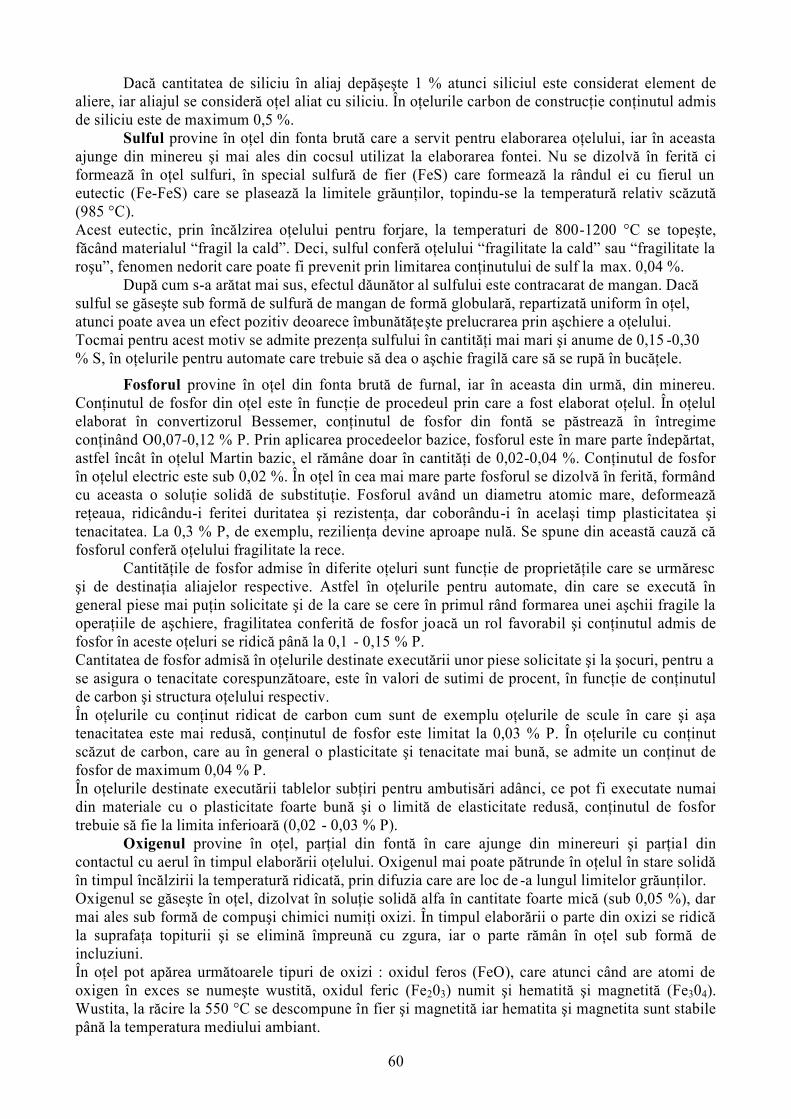
60
Dacă cantitatea de siliciu în aliaj depăşeşte 1 % atunci siliciul este considerat element de
aliere, iar aliajul se consideră oţel aliat cu siliciu. În oţelurile carbon de construcţie conţinutul admis
de siliciu este de maximum 0,5 %.
Sulful provine în oţel din fonta brută care a servit pentru elaborarea oţelului, iar în aceasta
ajunge din minereu şi mai ales din cocsul utilizat la elaborarea fontei. Nu se dizolvă în ferită ci
formează în oţel sulfuri, în special sulfură de fier (FeS) care formează la rândul ei cu fierul un
eutectic (Fe-FeS) care se plasează la limitele grăunţilor, topindu-se la temperatură relativ scăzută
(985 °C).
Acest eutectic, prin încălzirea oţelului pentru forjare, la temperaturi de 800-1200 °C se topeşte,
făcând materialul “fragil la cald”. Deci, sulful conferă oţelului “fragilitate la cald” sau “fragilitate la
roşu”, fenomen nedorit care poate fi prevenit prin limitarea conţinutului de sulf la max. 0,04 %.
După cum s-a arătat mai sus, efectul dăunător al sulfului este contracarat de mangan. Dacă
sulful se găseşte sub formă de sulfură de mangan de formă globulară, repartizată uniform în oţel,
atunci poate avea un efect pozitiv deoarece îmbunătăţeşte prelucrarea prin aşchiere a oţelului.
Tocmai pentru acest motiv se admite prezenţa sulfului în cantităţi mai mari şi anume de 0,15 -0,30
% S, în oţelurile pentru automate care trebuie să dea o aşchie fragilă care să se rupă în bucăţele.
Fosforul provine în oţel din fonta brută de furnal, iar în aceasta din urmă, din minereu.
Conţinutul de fosfor din oţel este în funcţie de procedeul prin care a fost elaborat oţelul. În oţelul
elaborat în convertizorul Bessemer, conţinutul de fosfor din fontă se păstrează în întregime
conţinând O0,07-0,12 % P. Prin aplicarea procedeelor bazice, fosforul este în mare parte îndepărtat,
astfel încât în oţelul Martin bazic, el rămâne doar în cantităţi de 0,02-0,04 %. Conţinutul de fosfor
în oţelul electric este sub 0,02 %. În oţel în cea mai mare parte fosforul se dizolvă în ferită, formând
cu aceasta o soluţie solidă de substituţie. Fosforul având un diametru atomic mare, deformează
reţeaua, ridicându-i feritei duritatea şi rezistenţa, dar coborându-i în acelaşi timp plasticitatea şi
tenacitatea. La 0,3 % P, de exemplu, rezilienţa devine aproape nulă. Se spune din această cauză că
fosforul conferă oţelului fragilitate la rece.
Cantităţile de fosfor admise în diferite oţeluri sunt funcţie de proprietăţile care se urmăresc
şi de destinaţia aliajelor respective. Astfel în oţelurile pentru automate, din care se execută în
general piese mai puţin solicitate şi de la care se cere în primul rând formarea unei aşchii fragile la
operaţiile de aşchiere, fragilitatea conferită de fosfor joacă un rol favorabil şi conţinutul admis de
fosfor în aceste oţeluri se ridică până la 0,1 - 0,15 % P.
Cantitatea de fosfor admisă în oţelurile destinate executării unor piese solicitate şi la şocuri, pentru a
se asigura o tenacitate corespunzătoare, este în valori de sutimi de procent, în funcţie de conţinutul
de carbon şi structura oţelului respectiv.
În oţelurile cu conţinut ridicat de carbon cum sunt de exemplu oţelurile de scule în care şi aşa
tenacitatea este mai redusă, conţinutul de fosfor este limitat la 0,03 % P. În oţelurile cu conţinut
scăzut de carbon, care au în general o plasticitate şi tenacitate mai bună, se admite un conţinut de
fosfor de maximum 0,04 % P.
În oţelurile destinate executării tablelor subţiri pentru ambutisări adânci, ce pot fi executate numai
din materiale cu o plasticitate foarte bună şi o limită de elasticitate redusă, conţinutul de fosfor
trebuie să fie la limita inferioară (0,02 - 0,03 % P).
Oxigenul provine în oţel, parţial din fontă în care ajunge din minereuri şi parţial din
contactul cu aerul în timpul elaborării oţelului. Oxigenul mai poate pătrunde în oţelul în stare solidă
în timpul încălzirii la temperatură ridicată, prin difuzia care are loc de -a lungul limitelor grăunţilor.
Oxigenul se găseşte în oţel, dizolvat în soluţie solidă alfa în cantitate foarte mică (sub 0,05 %), dar
mai ales sub formă de compuşi chimici numiţi oxizi. În timpul elaborării o parte din oxizi se ridică
la suprafaţa topiturii şi se elimină împreună cu zgura, iar o parte rămân în oţel sub formă de
incluziuni.
În oţel pot apărea următoarele tipuri de oxizi : oxidul feros (FeO), care atunci când are atomi de
oxigen în exces se numeşte wustită, oxidul feric (Fe203) numit şi hematită şi magnetită (Fe304).
Wustita, la răcire la 550 °C se descompune în fier şi magnetită iar hematita şi magnetita sunt stabile
până la temperatura mediului ambiant.
61
Pe lângă oxizii de fier, în structura aliajului mai apar şi compuşi ai oxigenului cu alte elemente cum
ar fi: Al203 , Si02 , Cr03 , Ti02 , Zr02 , (FeMn)O, FeOSiO2 , AI2O3FeO şi altele.
Conţinutul maxim de oxigen în oţelurile carbon este de 0,05 %.
Azotul provine în oţel din aerul cu care vine în contact la elaborare, motiv pentru care
conţinutul de azot din oţel este influenţat de procedeul prin care a fost elaborat oţelul, variind
funcţie de aceasta între 0,01 - 0,03 % N.
În oţelurile electrice, conţinutul de azot este mai ridicat decât în oţelurile Martin, iar în oţelurile
elaborate în convertizor, mai ridicat decât în oţelurile electrice.
Azotul se găseşte dizolvat în soluţie solidă alfa, la temperaturi peste 590 °C, unde se poate menţine
şi prin călire. De la această temperatură, solubilitatea azotului scade cu scăderea temperaturii şi la
răcire, ferita devine suprasaturată în azot, eliminând azotul în exces sub formă de nitrură de fier
(Fe4N). Această separare determină creşterea fragilităţii oţelului, deci micşorarea rezistenţei.
Deformarea plastică la rece favorizează separarea azotului din ferită suprasaturată şi deci apariţia
fenomenului de fragilizare.
Fragilizarea oţelului determinată de precipitarea azotului în exces, sub formă de nitruri sau a
carbonului în exces sub formă de cementită terţiară, poartă denumirea de îmbătrânire a oţelului. La
oţelurile deformate plastic, îmbătrânirea se produce la temperaturi inferioare temperaturii de
recristalizare şi ea apare în cursul a 15 -16 zile de la această deformare, la temperatura ordinară, iar
când temperatura este de 200 - 350 °C, apare în câteva minute. Ea este mai frecventă la aşa numitele
oţeluri moi, cu conţinut scăzut de carbon, care în mod obişnuit prezintă o plasticitate şi rezistenţă la
şocuri foarte bune.
Hidrogenul provine în oţel în timpul elaborării, fie din adaosurile care conţin hidrogen şi
care sunt introduse în oţel la elaborare (ferosiliciu, var), fie din căptuşeala cuptorului sau a oalei de
turnare. Hidrogenul mai poate fi absorbit de oţel şi prin difuzie, în timpul încălzirii aliajului solid.
În cazul decapării oţelurilor, hidrogenul pătrunde în acesta şi formează sufluri de decapare. În acest
caz limitarea pătrunderii hidrogenului deci formarea suflurilor se poate face prin adăugarea de
inhibitori în soluţia de decapare.
Hidrogenul se poate afla în oţel sub două forme de bază şi anume: în stare atomică, când formează
cu fierul o soluţie solidă de interstiţie şi în stare moleculară, când rămâne inclus la locul de formare,
creând presiuni asupra aliajului solidificat, presiuni ce pot da naştere la fisuri microscopice,
denumite fulgi. În general fulgii apar în oţelurile aliate deformate plastic la cald, în cazul în care
după aceasta, răcirea nu s-a făcut suficient de lent pentru ca hidrogenul în exces să se poată elimina
din oţel. Deci, pentru a evita apariţia fulgilor, răcirea după deformarea plastică la cald trebuie făcută
cu viteză mică.
Din cele de mai sus se observă că hidrogenul determină scăderea rezistenţei şi tenacităţii, făcând
oţelul fragil.
U.7.3. Clasificarea şi simbolizarea oţelurilor carbon
În momentul de faţă dispunem de mai multe tipuri de clasificări ale oţelurilor carbon, având
la bază criterii diferite de simbolizare.
Dacă se vor lua pe rând fiecare din clasificările prezentate, se pot arăta următoarele în legătură cu
mărcile cuprinse în clasificarea respectivă şi în legătură cu simbolizarea acestor mărci. Simbolurile
sunt grupe de litere şi cifre, care caută să redea, în mod sintetic, principalele caracteristici ale
oţelului respectiv.
În funcţie de principiul care a stat Ia baza simbolizării, simbolizările oţelurilor pot să dea indicaţii
privind compoziţia chimică a oţelului respectiv, caracteristicile lui mecanice, destinaţia oţelului sau
chiar procedeul prin care a fost elaborat.
În cazul clasificării după modul de prelucrare, în cadrul simbolurilor se face precizarea dacă oţelul a
fost turnat sau a fost deformat plastic (laminat, forjat, matriţat etc.). Această precizare este necesară
62
deoarece proprietăţile pieselor obţinute prin deformare plastică sunt mai bune decât a celor obţinute
prin turnare.
Când oţelul a fost obţinut prin turnare, în simbol apare litera “T”, iar când a fost obţinut prin
laminare, litera “L”.
Cea mai răspândită clasificare a oţelurilor carbon este cea după domeniul lor de utilizare,
subîmpărţindu-se în două mari clase:
- oţeluri de construcţie şi
- oţeluri de scule.
Oţelurile de construcţie sunt destinate a fi utilizate în:
- construcţiile metalice (poduri metalice, structuri metalice etc.) şi în
- construcţiile mecanice, adică executarea de piese pentru diferite maşini, instalaţii, utilaje,
maşini unelte, automobile etc.
Oţelurile de scule sunt destinate executării de scule pentru prelucrarea metalelor şi anume:
atât scule destinate prelucrării metalelor prin aşchiere (cuţite de strung, freze, burghie etc.) cât şi
scule pentru prelucrarea metalelor prin deformări plastice (matriţe, poansoane, filiere e tc.) şi scule
pentru efectuarea de măsurători (calibre).
Cea mai mare parte a oţelurilor carbon de construcţie o reprezintă oţelurile de construcţie cu
destinaţie generală, care pot fi de două feluri:
- oţeluri carbon obişnuite şi
- oţeluri carbon de calitate.
Oţelurile carbon obişnuite sunt folosite în mod curent pentru construcţii metalice sau piese
de maşini mai puţin solicitate, motiv pentru care, în mod obişnuit, nu se tratează termic. Deoarece
piesele confecţionate din aceste oţeluri vor avea caracteristicile mecanice cu care sunt livrate de
producătorul oţelului, în simbolurile oţelurilor carbon, se menţionează valoarea principalei
caracteristici mecanice, rezistenţa la rupere minimă (Rm ).
Simbolizarea acestor oţeluri se face prin două litere care indică: O - oţel; L - laminat (sau T -
turnat), urmat de două cifre, care indică rezistenţa la rupere prin tracţiune, minimă, exprimată în
daN/mm2 (ex. OL 32; OT 40).
Produsele laminate se livrează de obicei fără tratament termic sau cu tratament de
normalizare, care poate fi înlocuit, în unele cazuri, cu o răcire dirijată, în vederea obţinerii
caracteristicilor mecanice cerute. Produsele forjate se livrează în stare normalizată sau recoaptă.
Oţelurile carbon de calitate se deosebesc de oţelurile carbon obişnuite prin calitatea mai
bună pe care o au, calitate rezultată dintr-o elaborare mai îngrijită şi de un conţinut mai scăzut în
elemente dăunătoare (sulf şi fosfor). Datorită calităţii mai ridicate a acestor oţeluri, ele sunt folosite
pentru confecţionarea de piese de răspundere mai mare, supuse la solicitări mai importante inclusiv
Ia şocuri.
O altă deosebire între oţelurile carbon obişnuite şi cele de calitate, constă în faptul că dacă
primele nu se tratează termic în mod obişnuit, celelalte se tratează termic în mod curent pentru
ridicarea suplimentară a proprietăţilor.
Acest lucru influenţează simbolizarea oţelurilor carbon de calitate ce se face nu după proprietăţile
mecanice care se schimbă în cursul tratamentelor ci după compoziţia chimică (conţinutul de carbon)
care nu se schimbă în timpul operaţiilor de tratament termic. Compoziţia chimică este necesară a fi
cunoscută pentru stabilirea parametrilor de tratament termic.
Oţelurile carbon de calitate se supun următoarelor operaţii de tratament termic: cementare +
tratament termic final la oţelurile de cementare şi îmbunătăţire (călire + revenire înaltă) Ia oţelurile
de îmbunătăţire.
Simbolurile acestor oţeluri cuprind:
- grupul de litere OLC care indică oţel (O), laminat (L), de calitate (C);
- grupul de cifre (10 - 60) care indică conţinutul de carbon în sutimi de procente (0,1 - 0,6).
Oţelurile carbon de scule se subîmpart în: oţeluri carbon de scule cu destinaţie precisă şi oţeluri
carbon de scule cu destinaţie generală.
63
Oţeluri carbon de scule cu destinaţie generală se utilizează pentru executarea sculelor şi anume:
scule de aşchiere, scule folosite la deformări plastice (matriţe, poansoane) şi instrumente de măsură
(calibre etc.).
Proprietăţile pe care trebuie să le aibă oţelurile de scule pentru a asigura o funcţionare
corespunzătoare sculelor respective sunt:
- duritate ridicată (60 - 65 HRC), superioară celei a materialului de aşchiat;
- tenacitate suficientă, astfel încât tăişurile sculelor să nu se ştirbească sub apăsarea aşchiilor;
- rezistenţă la uzură ridicată, pentru a asigura păstrarea dimensiunii şi formei tăişului sculei timp
îndelungat;
- stabilitate la temperaturi ridicate, aşa încât materialul să-şi poată menţine duritatea şi proprietăţile
aşchietoare, chiar după încălziri repetate, ce au loc în timpul aşchierii, mai ales la viteze de aşchiere
mai mari;
- călibilitate bună.
Sunt situaţii în care ultimele două proprietăţi sunt deficitare Ia oţelurile carbon de scule şi în
această situaţie se utilizează oţeluri aliate de scule.
Oţelurile carbon de scule se tratează termic.
Principiul de simbolizare a oţelurilor carbon de scule are la bază compoziţia chimică, exprimată
prin procentajul de carbon.
Grupul de litere are următoarea semnificaţie: O - oţel; S - scule; C - carbon; M - un conţinut mai
ridicat de mangan iar cifra indică conţinutul mediu de carbon, în zecimi de procente.
În general oţelurile de scule au un conţinut de carbon variind între 0,6 şi 1,3 % C.
U.7.4. FONTE
Microstructura şi proprietăţile fontelor albe
Fontele albe au un conţinut de carbon mai mare de 2,11 % C, fiind situate în diagrama fier-
cementită în domeniul din dreapta punctului E (2,11 % C). Structura fontelor albe este indicată în
câmpurile diagramei Fe-Fe3C. În funcţie de poziţia lor faţă de punctul eutectic (C) se disting:
- fontele albe hipoeutectice, cu conţinut de carbon variind între 2,11 - 4,3 % şi cu structura formată
din perlită, cementită secundară şi ledeburită;
- fontele albe eutectice, conţinând 4,3 % C şi având o structură ledeburitică;
- fontele albe hipereutectice, cu un conţinut de carbon între 4,3 şi 6,67 % C cu structura formată din
ledeburită şi cementită primară.
În structura fontelor albe intră o cantitate mare de cementită. Datorită durităţii foarte ridicate
a cementitei (750 HB) şi a ledeburitei (700 HB), fontele albe sunt aliaje foarte dure dar şi foarte
fragile, motiv pentru care au o utilizare limitată în construcţia de maşini.
Sunt utilizate fontele albe hipoeutectice, în care nu apare cementita primară, iar ledeburita se
găseşte în cantităţi mai reduse şi fragilitatea ridicată este atenuată de prezenţa perlitei. Fontele albe
perlitice sunt folosite pentru executarea corpurilor de măcinare din morile de ciment pentru
măcinarea klinkerului.
În construcţia de maşini, din fonta albă se toarnă piese care sunt supuse ulterior operaţiei de
maleabilizare, prin care sunt obţinute în final piese din fontă maleabilă.
Fonte cu crustă dură Acestea au o utilizare ceva mai largă decât fontele albe. Caracteristica acestor fonte este că
ele au structuri diferite în miez şi Ia suprafaţă, datorită diferitelor viteze de răcire. Datorită unor
răciri mai lente în miez, transformările au loc parţial după diagrama fier-grafit, obţinându-se o
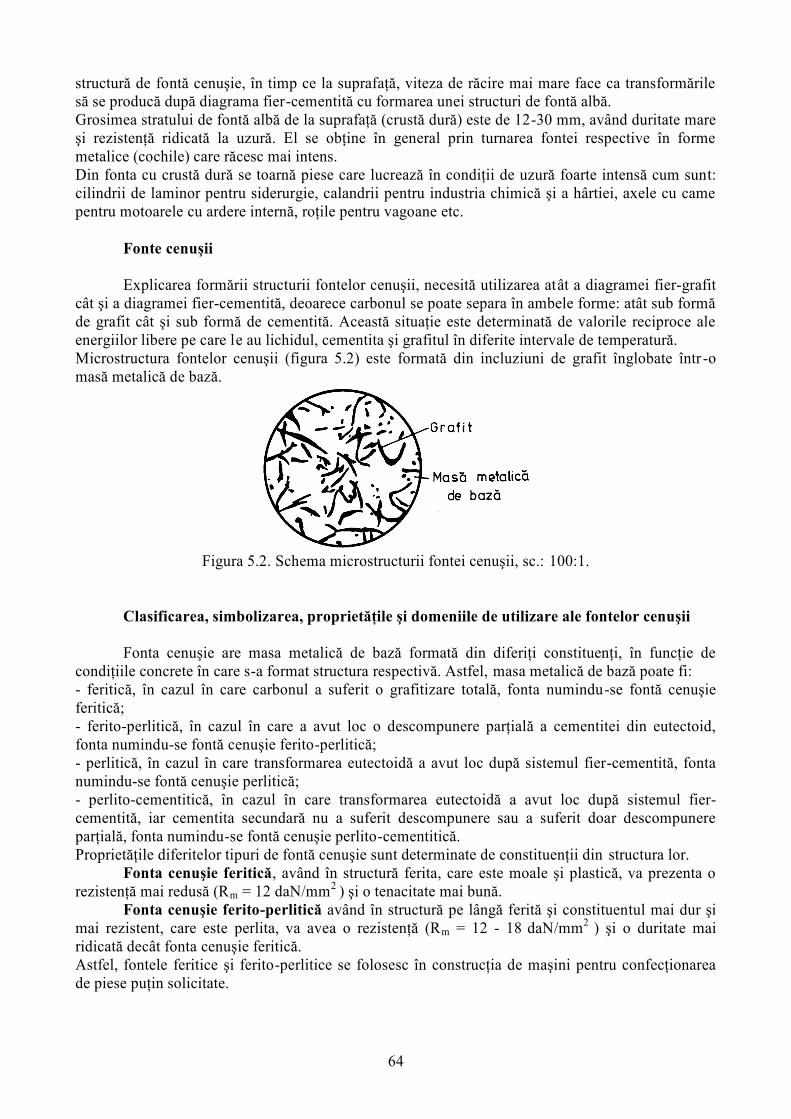
64
structură de fontă cenuşie, în timp ce la suprafaţă, viteza de răcire mai mare face ca transformările
să se producă după diagrama fier-cementită cu formarea unei structuri de fontă albă.
Grosimea stratului de fontă albă de la suprafaţă (crustă dură) este de 12-30 mm, având duritate mare
şi rezistenţă ridicată la uzură. El se obţine în general prin turnarea fontei respective în forme
metalice (cochile) care răcesc mai intens.
Din fonta cu crustă dură se toarnă piese care lucrează în condiţii de uzură foarte intensă cum sunt:
cilindrii de laminor pentru siderurgie, calandrii pentru industria chimică şi a hârtiei, axele cu came
pentru motoarele cu ardere internă, roţile pentru vagoane etc.
Fonte cenuşii
Explicarea formării structurii fontelor cenuşii, necesită utilizarea atât a diagramei fier-grafit
cât şi a diagramei fier-cementită, deoarece carbonul se poate separa în ambele forme: atât sub formă
de grafit cât şi sub formă de cementită. Această situaţie este determinată de valorile reciproce ale
energiilor libere pe care le au lichidul, cementita şi grafitul în diferite intervale de temperatură.
Microstructura fontelor cenuşii (figura 5.2) este formată din incluziuni de grafit înglobate într -o
masă metalică de bază.
Figura 5.2. Schema microstructurii fontei cenuşii, sc.: 100:1.
Clasificarea, simbolizarea, proprietăţile şi domeniile de utilizare ale fontelor cenuşii
Fonta cenuşie are masa metalică de bază formată din diferiţi constituenţi, în funcţie de
condiţiile concrete în care s-a format structura respectivă. Astfel, masa metalică de bază poate fi:
- feritică, în cazul în care carbonul a suferit o grafitizare totală, fonta numindu-se fontă cenuşie
feritică;
- ferito-perlitică, în cazul în care a avut loc o descompunere parţială a cementitei din eutectoid,
fonta numindu-se fontă cenuşie ferito-perlitică;
- perlitică, în cazul în care transformarea eutectoidă a avut loc după sistemul fier-cementită, fonta
numindu-se fontă cenuşie perlitică;
- perlito-cementitică, în cazul în care transformarea eutectoidă a avut loc după sistemul fier-
cementită, iar cementita secundară nu a suferit descompunere sau a suferit doar descompunere
parţială, fonta numindu-se fontă cenuşie perlito-cementitică.
Proprietăţile diferitelor tipuri de fontă cenuşie sunt determinate de constituenţii din structura lor.
Fonta cenuşie feritică, având în structură ferita, care este moale şi plastică, va prezenta o
rezistenţă mai redusă (Rm = 12 daN/mm2
) şi o tenacitate mai bună.
Fonta cenuşie ferito-perlitică având în structură pe lângă ferită şi constituentul mai dur şi
mai rezistent, care este perlita, va avea o rezistenţă (Rm = 12 - 18 daN/mm
2 ) şi o duritate mai
ridicată decât fonta cenuşie feritică.
Astfel, fontele feritice şi ferito-perlitice se folosesc în construcţia de maşini pentru confecţionarea
de piese puţin solicitate.
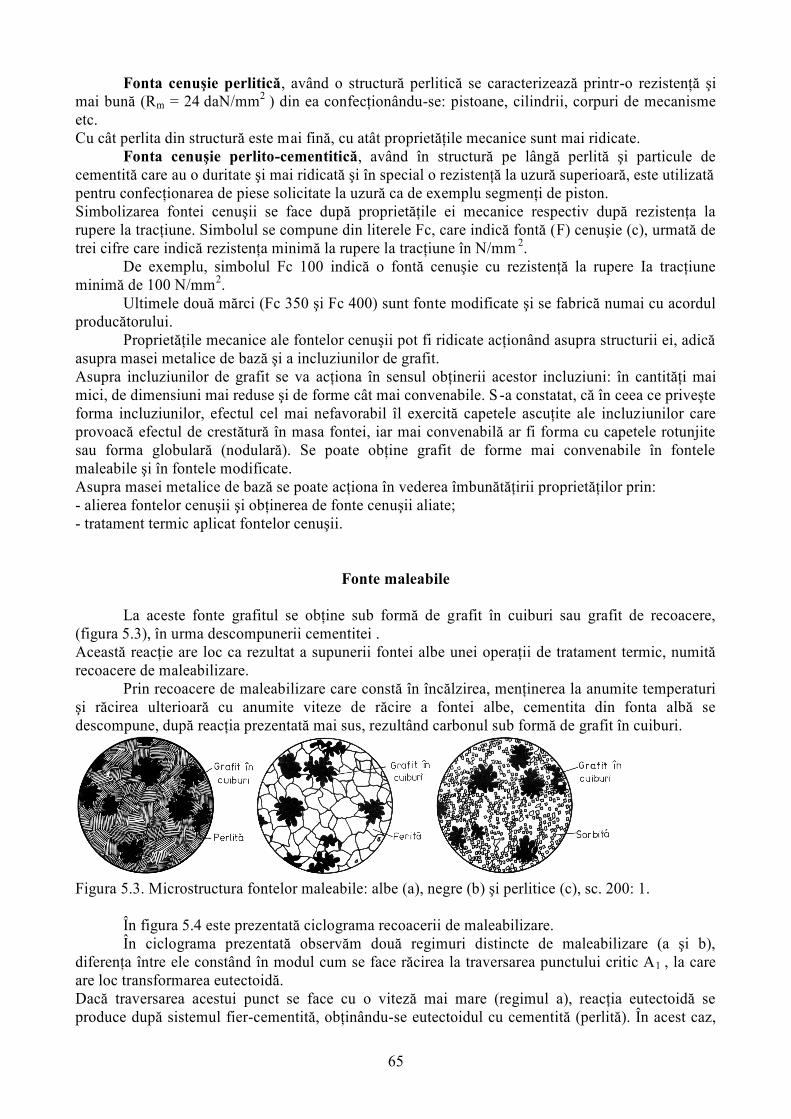
65
Fonta cenuşie perlitică, având o structură perlitică se caracterizează printr-o rezistenţă şi
mai bună (Rm = 24 daN/mm
2 ) din ea confecţionându-se: pistoane, cilindrii, corpuri de mecanisme
etc.
Cu cât perlita din structură este mai fină, cu atât proprietăţile mecanice sunt mai ridicate.
Fonta cenuşie perlito-cementitică, având în structură pe lângă perlită şi particule de
cementită care au o duritate şi mai ridicată şi în special o rezistenţă la uzură superioară, este utilizată
pentru confecţionarea de piese solicitate la uzură ca de exemplu segmenţi de piston.
Simbolizarea fontei cenuşii se face după proprietăţile ei mecanice respectiv după rezistenţa la
rupere la tracţiune. Simbolul se compune din literele Fc, care indică fontă (F) cenuşie (c), urmată de
trei cifre care indică rezistenţa minimă la rupere la tracţiune în N/mm2.
De exemplu, simbolul Fc 100 indică o fontă cenuşie cu rezistenţă la rupere Ia tracţiune
minimă de 100 N/mm2.
Ultimele două mărci (Fc 350 şi Fc 400) sunt fonte modificate şi se fabrică numai cu acordul
producătorului.
Proprietăţile mecanice ale fontelor cenuşii pot fi ridicate acţionând asupra structurii ei, adică
asupra masei metalice de bază şi a incluziunilor de grafit.
Asupra incluziunilor de grafit se va acţiona în sensul obţinerii acestor incluziuni: în cantităţi mai
mici, de dimensiuni mai reduse şi de forme cât mai convenabile. S -a constatat, că în ceea ce priveşte
forma incluziunilor, efectul cel mai nefavorabil îl exercită capetele ascuţite ale incluziunilor care
provoacă efectul de crestătură în masa fontei, iar mai convenabilă ar fi forma cu capetele rotunjite
sau forma globulară (nodulară). Se poate obţine grafit de forme mai convenabile în fontele
maleabile şi în fontele modificate.
Asupra masei metalice de bază se poate acţiona în vederea îmbunătăţirii proprietăţilor prin:
- alierea fontelor cenuşii şi obţinerea de fonte cenuşii aliate;
- tratament termic aplicat fontelor cenuşii.
Fonte maleabile
La aceste fonte grafitul se obţine sub formă de grafit în cuiburi sau grafit de recoacere,
(figura 5.3), în urma descompunerii cementitei .
Această reacţie are loc ca rezultat a supunerii fontei albe unei operaţii de tratament termic, numită
recoacere de maleabilizare.
Prin recoacere de maleabilizare care constă în încălzirea, menţinerea la anumite temperaturi
şi răcirea ulterioară cu anumite viteze de răcire a fontei albe, cementita din fonta albă se
descompune, după reacţia prezentată mai sus, rezultând carbonul sub formă de grafit în cuiburi.
Figura 5.3. Microstructura fontelor maleabile: albe (a), negre (b) şi perlitice (c), sc. 200: 1.
În figura 5.4 este prezentată ciclograma recoacerii de maleabilizare.
În ciclograma prezentată observăm două regimuri distincte de maleabilizare (a şi b),
diferenţa între ele constând în modul cum se face răcirea la traversarea punctului critic A1 , la care
are loc transformarea eutectoidă.
Dacă traversarea acestui punct se face cu o viteză mai mare (regimul a), reacţia eutectoidă se
produce după sistemul fier-cementită, obţinându-se eutectoidul cu cementită (perlită). În acest caz,
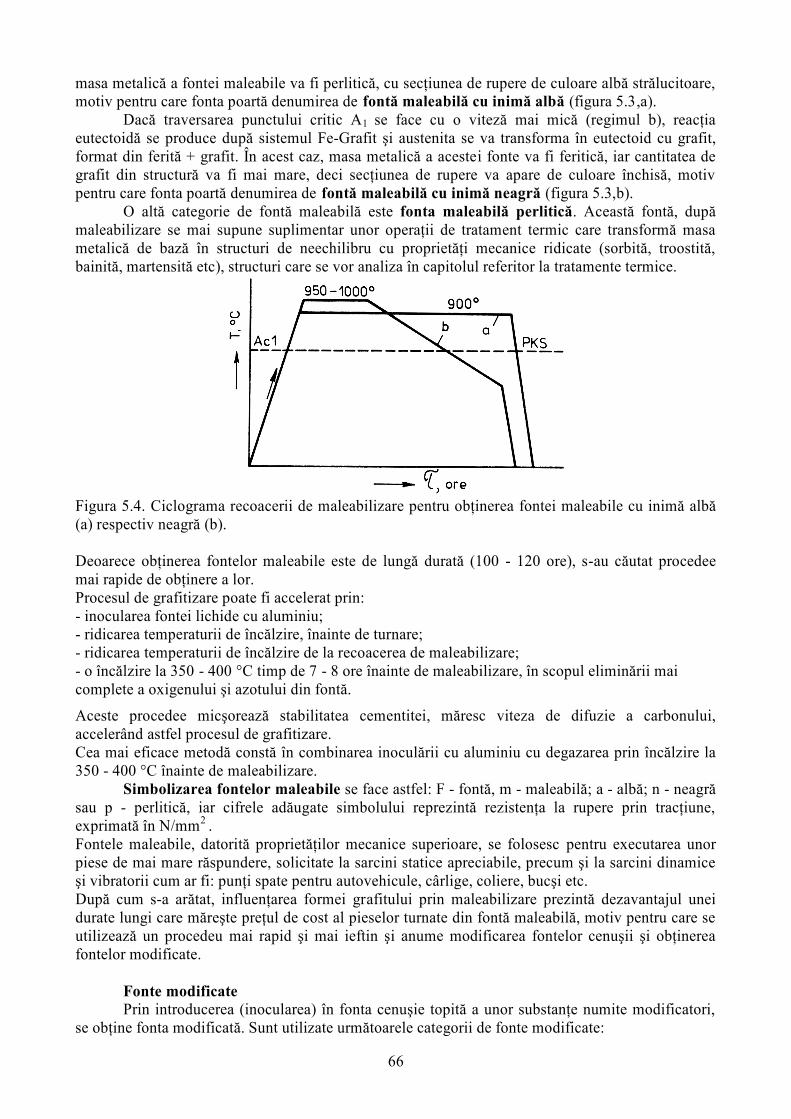
66
masa metalică a fontei maleabile va fi perlitică, cu secţiunea de rupere de culoare albă strălucitoare,
motiv pentru care fonta poartă denumirea de fontă maleabilă cu inimă albă (figura 5.3,a).
Dacă traversarea punctului critic A1 se face cu o viteză mai mică (regimul b), reacţia
eutectoidă se produce după sistemul Fe-Grafit şi austenita se va transforma în eutectoid cu grafit,
format din ferită + grafit. În acest caz, masa metalică a acestei fonte va fi feritică, iar cantitatea de
grafit din structură va fi mai mare, deci secţiunea de rupere va apare de culoare închisă, motiv
pentru care fonta poartă denumirea de fontă maleabilă cu inimă neagră (figura 5.3,b).
O altă categorie de fontă maleabilă este fonta maleabilă perlitică. Această fontă, după
maleabilizare se mai supune suplimentar unor operaţii de tratament termic care transformă masa
metalică de bază în structuri de neechilibru cu proprietăţi mecanice ridicate (sorbită, troostită,
bainită, martensită etc), structuri care se vor analiza în capitolul referitor la tratamente termice.
Figura 5.4. Ciclograma recoacerii de maleabilizare pentru obţinerea fontei maleabile cu inimă albă
(a) respectiv neagră (b).
Deoarece obţinerea fontelor maleabile este de lungă durată (100 - 120 ore), s-au căutat procedee
mai rapide de obţinere a lor.
Procesul de grafitizare poate fi accelerat prin:
- inocularea fontei lichide cu aluminiu;
- ridicarea temperaturii de încălzire, înainte de turnare;
- ridicarea temperaturii de încălzire de la recoacerea de maleabilizare;
- o încălzire la 350 - 400 °C timp de 7 - 8 ore înainte de maleabilizare, în scopul eliminării mai
complete a oxigenului şi azotului din fontă.
Aceste procedee micşorează stabilitatea cementitei, măresc viteza de difuzie a carbonului,
accelerând astfel procesul de grafitizare.
Cea mai eficace metodă constă în combinarea inoculării cu aluminiu cu degazarea prin încălzire la
350 - 400 °C înainte de maleabilizare.
Simbolizarea fontelor maleabile se face astfel: F - fontă, m - maleabilă; a - albă; n - neagră
sau p - perlitică, iar cifrele adăugate simbolului reprezintă rezistenţa la rupere prin tracţiune,
exprimată în N/mm2
.
Fontele maleabile, datorită proprietăţilor mecanice superioare, se folosesc pentru executarea unor
piese de mai mare răspundere, solicitate la sarcini statice apreciabile, precum şi la sarcini dinamice
şi vibratorii cum ar fi: punţi spate pentru autovehicule, cârlige, coliere, bucşi etc.
După cum s-a arătat, influenţarea formei grafitului prin maleabilizare prezintă dezavantajul unei
durate lungi care măreşte preţul de cost al pieselor turnate din fontă maleabilă, motiv pentru care se
utilizează un procedeu mai rapid şi mai ieftin şi anume modificarea fontelor cenuşii şi obţinerea
fontelor modificate.
Fonte modificate
Prin introducerea (inocularea) în fonta cenuşie topită a unor substanţe numite modificatori,
se obţine fonta modificată. Sunt utilizate următoarele categorii de fonte modificate:
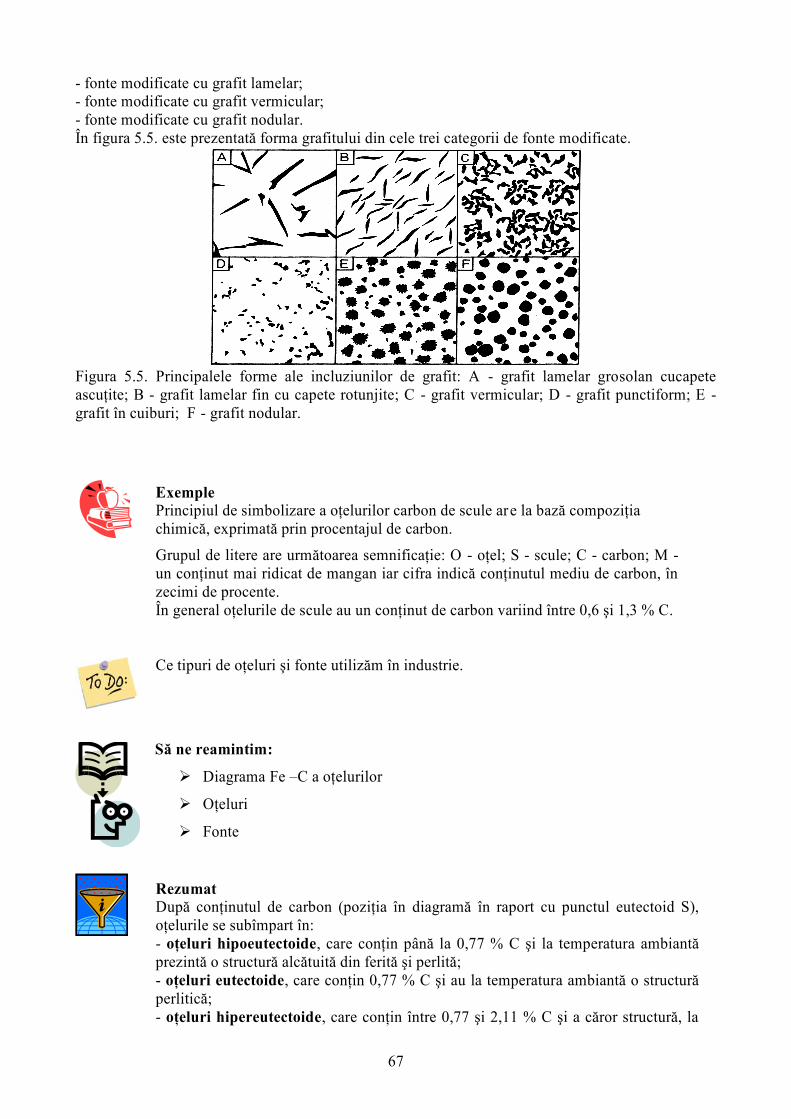
67
- fonte modificate cu grafit lamelar;
- fonte modificate cu grafit vermicular;
- fonte modificate cu grafit nodular.
În figura 5.5. este prezentată forma grafitului din cele trei categorii de fonte modificate.
Figura 5.5. Principalele forme ale incluziunilor de grafit: A - grafit lamelar grosolan cucapete
ascuţite; B - grafit lamelar fin cu capete rotunjite; C - grafit vermicular; D - grafit punctiform; E -
grafit în cuiburi; F - grafit nodular.
Exemple
Principiul de simbolizare a oţelurilor carbon de scule are la bază compoziţia
chimică, exprimată prin procentajul de carbon.
Grupul de litere are următoarea semnificaţie: O - oţel; S - scule; C - carbon; M -
un conţinut mai ridicat de mangan iar cifra indică conţinutul mediu de carbon, în
zecimi de procente.
În general oţelurile de scule au un conţinut de carbon variind între 0,6 şi 1,3 % C.
Ce tipuri de oţeluri şi fonte utilizăm în industrie.
Să ne reamintim:
Diagrama Fe –C a oţelurilor
Oţeluri
Fonte
Rezumat După conţinutul de carbon (poziţia în diagramă în raport cu punctul eutectoid S),
oţelurile se subîmpart în:
- oţeluri hipoeutectoide, care conţin până la 0,77 % C şi la temperatura ambiantă
prezintă o structură alcătuită din ferită şi perlită;
- oţeluri eutectoide, care conţin 0,77 % C şi au la temperatura ambiantă o structură
perlitică;
- oţeluri hipereutectoide, care conţin între 0,77 şi 2,11 % C şi a căror structură, la
68
temperatura ambiantă este formată din perlită şi cementită secundară.
La rândul lor, după conţinutul de carbon (poziţia în diagramă în raport cu punctul
eutectic C), fontele se clasifică în:
- fonte hipoeutectice care conţin între 2,11 şi 4,3 % C şi a căror structură, la
temperatura ambiantă, este alcătuită din perlită, cementită secundară şi ledeburită;
- fonte eutectice, care conţin 4,3 % C şi a căror structură, la temperatura ambiantă,
este formată numai din ledeburită;
- fonte hipereutectice, care conţin între 4,3 şi 6,67 % C, având la temperatura
ambiantă o structură alcătuită din ledeburită şi cementită primară.
Fontele din sistemul Fe-Fe3C se numesc fonte albe datorită aspectului argintiu al
rupturii, determinat de prezenţa masivă a cementitei.
Test de evaluare a cunoştinţelor
1. Rezistenţa la cald a oţelurilor este dată de:
a. crom,
b. molibden
c. nichel
2. Oţelurile criogenice au ca element de aliere principal:
a. crom,
b. molibden
c. nichel
3. Oţelurile inoxidabile au:
a. peste 12% Cr.
b. peste 20% Cr.
c. sub 12% Cr.
Test de autoevaluare a cunoştinţelor
69
Unitatea de învăţare 8. OBŢINEREA MATERIALELOR METALICE
Cuprins
8.1. Introducere..................................................................................................................... ..69
8.2. Competenţe......................................................................................................................69
U.8.1. Principalele materiale folosite în tehnică, minereurile şi prepararea lor, metode de
extragere a metalelor din minereuri........................................................................................70
U.8.2. Metalurgia fontei.........................................................................................................71
U.8.3. Metalurgia oţelului .............................................................................. .......................74
U.8.4. Turnarea continuă a lingourilor de oţel ....................................................................... 76
8.1. Introducere
În natură metalele se găsesc în diverse combinaţii chimice cu oxigenul,
sulful, carbonul etc., formând mineralele (ex. pirita Fe S, siderita Fe CO3).
Zăcămintele conţin pe lângă mineralale utile şi mineralele sterile (de exemplu:
calcar, argilă, nisip, etc.).
Metalele se obţin din minereuri, prin operaţii de preparare mecanică, urmate
de operaţii metalurgice.
Fonta se obţine ca produs primar prin reducerea oxizilor de fier din minereuri,
folosind ca reducător oxidul de carbon şi carbonul. Această fontă se numeşte fontă
de primă fuziune sau fontă brută. Oţelul se elaborează din fontă şi fier vechi.
Proporţia dintre aceste două materiale depinde de agregatul de elaborare, unele
folosind aproape în exclusivitate fierul vechi unele o proporţie foarte mare de fontă
lichidă şi altele proporţii variabile de fontă şi fier vechi (Cuptoarele Siemens-
Martin).
8.2. Competenţele unităţii de învăţare
Competenţe în caracterizarea şi cunoasterea principalelor metode de
obţinere a fontelor şi a oţelui din minereuri de fier.
Durata medie de parcurgere a primei unităţi de învăţare este de 1 ora.

70
OBŢINEREA MATERIALELOR METALICE
U.8.1. Principalele materiale folosite în tehnică, minereurile şi prepararea lor , metode de
extragere a metalelor din minereuri
Aliajele fier-carbon au ponderea cea mai mare în industrie: oţelul cu un conţinut de carbon până
la 2,11 % şi fonta cu un conţinut cuprins între 2,11 şi 6,67 % (practic între 2,3 şi 4 %). Fierul şi
carbonul se pot afla în aceste aliaje sub formă de amestec între ele, de combinaţie chimică (Fe3C -
cementită), de amestec între fier şi combinaţia lor chimică şi sub forme mai complexe. Celelalte
elemente care pot exista (Si, Mn, S, P, Al, Cr, Ni, Ca, Ni, Va, Ti, etc.) pot influenţa proprietăţile
acestor aliaje, atât prin cantitatea în care sunt prezente cât şi forma în care sunt aliate cu Fe şi C.
Plasticitatea şi sudabilitatea oţelurilor sunt mai pronunţate la oţelurile cu conţinut de carbon sub
0,5 %. Până la acest conţinut de carbon oţelurile sunt practic necălibile, se toarnă foarte greu, au
temperatura de topire ridicată. Oţelurile cu conţinutul de carbon mai mare sunt călibile, se toarnă
mai uşor, dar cu o plasticitate mai scăzută. Conţinutul mic de carbon (sub 0,05 %)m, precum şi
depăşirea conţinutului de carbon peste 1,2 % fac ca oţelurile să nu fie folosite decât în cazuri
speciale.
Proprietăţi bune de turnare are fonta nefiind însă plastică.
Cuprul, se utilizează în tehnică datorită în special conductivităţii ridicate. Se folosesc în special
sub aliajelor şi anume: bronzul, (aliaj Cu cu Sn), cu proprietăţi bune pentru turnare, proprietăţi de
antifiricţiune şi rezistenţă la coroziune şi alama, aliaj Cu cu Zn este maleabilă cu proprietăţi de
antifricţiune şi cu rezistenţă la coroziune. Proprietăţile de turnare ale alamei sunt scăzute.
Aluminiul şi magneziul sunt aliaje uşoare, maleabile, se toarnă (trebuie ferite de oxidare în stare
lichidă).
Minereurile şi prepararea lor În natură metalele se găsesc în stare nativă. De obicei ele se găsesc în diverse combinaţii
chimice cu oxigenul, sulful, carbonul etc., formând mineralele (ex. pirita Fe S, siderita Fe CO3).
Zăcămintele conţin pe lângă mineralale utile şi mineralele sterile (de exemplu: calcar, argilă, nisip,
etc.).
Miezul este un ameste intim dintre minerale utile şi neutile (sterile).
Metalele se obţin din minereuri, prin operaţii de preparare mecanică, urmate de operaţii
metalurgice.
1. Sfărâmarea
Sfărâmarea este procesul de divizare a unor particule mai mari în unele mai mici sub acţiunea
unor forţe mecanice.
Mărimea suprafeţei de sfărâmare este determinată de dimensiunea iniţială a particulei D şi de
cea finală d, deci gradul de sfărâmare “n”.
(6.1)
Sfârmarea se realizaeză prin presare sau lovire, forţele care determină ruperea particulei sunt în
funcţie de treapta de sfărâmare şi tipul de utilaj folosit.
Dimensiunile minereurile până la 20...30 mm se obţin prin folosirea concasoarelor cu fălci,
până la câţiva mm întrebuinţânsu-se cilindrii de sfărâmare sau concasoare conice, iar dimensiunile
sub 0,3...0,5 mm se obţin utilizând diverse tipuri de mori în care minereul este sfărâmat prin lovire
şi frecare cu ajutorul unor roţi de moară, a unor bile sau unor vergele rezistente la uzură.
2. Clasarea
Clasarea este operaţia de separare a materialelor pe clase granulometrice. Fiind vorba de
granule din acelaşi material, separarea pe dimensiuni se poate face după volum (clasarea
volumetrică), sau după greutate (clasarea gravimetrică).
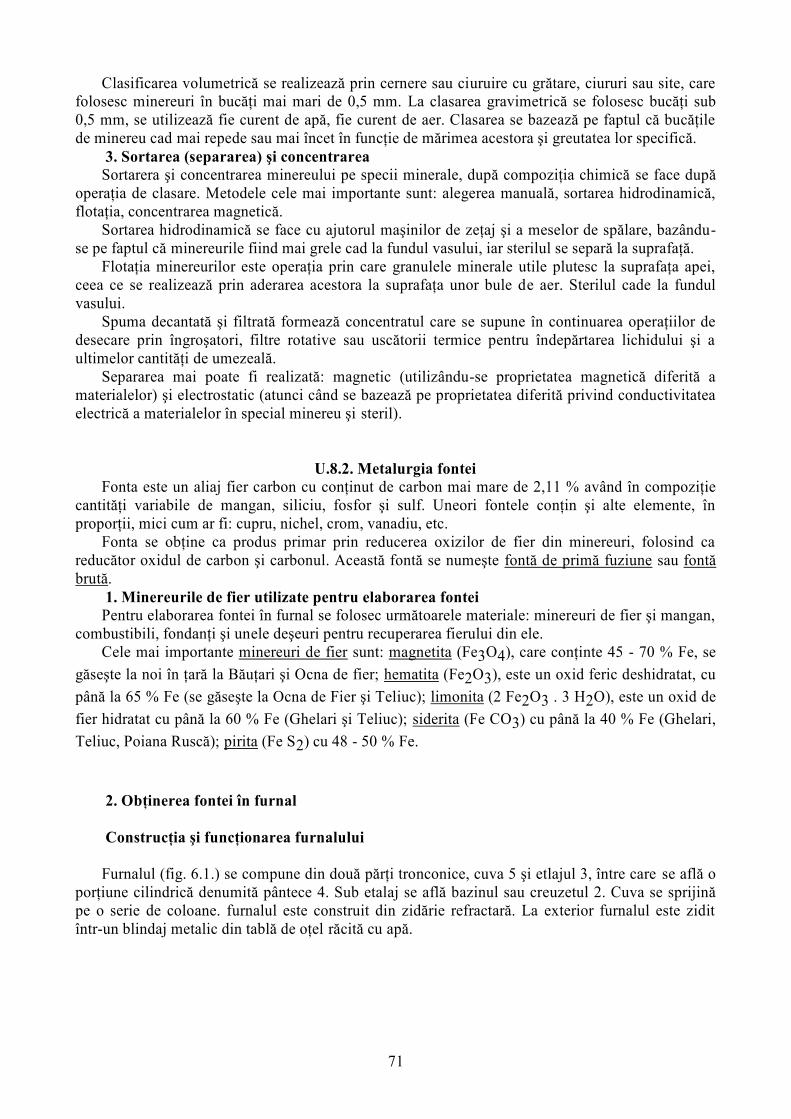
71
Clasificarea volumetrică se realizează prin cernere sau ciuruire cu grătare, ciururi sau site, care
folosesc minereuri în bucăţi mai mari de 0,5 mm. La clasarea gravimetrică se folosesc bucăţi sub
0,5 mm, se utilizează fie curent de apă, fie curent de aer. Clasarea se bazează pe faptul că bucăţile
de minereu cad mai repede sau mai încet în funcţie de mărimea acestora şi greutatea lor specifică.
3. Sortarea (separarea) şi concentrarea
Sortarera şi concentrarea minereului pe specii minerale, după compoziţia chimică se face după
operaţia de clasare. Metodele cele mai importante sunt: alegerea manuală, sortarea hidrodinamică,
flotaţia, concentrarea magnetică.
Sortarea hidrodinamică se face cu ajutorul maşinilor de zeţaj şi a meselor de spălare, bazându-
se pe faptul că minereurile fiind mai grele cad la fundul vasului, iar sterilul se separă la suprafaţă.
Flotaţia minereurilor este operaţia prin care granulele minerale utile plutesc la suprafaţa apei,
ceea ce se realizează prin aderarea acestora la suprafaţa unor bule de aer. Sterilul cade la fundul
vasului.
Spuma decantată şi filtrată formează concentratul care se supune în continuarea operaţiilor de
desecare prin îngroşatori, filtre rotative sau uscătorii termice pentru îndepărtarea lichidului şi a
ultimelor cantităţi de umezeală.
Separarea mai poate fi realizată: magnetic (utilizându-se proprietatea magnetică diferită a
materialelor) şi electrostatic (atunci când se bazează pe proprietatea diferită privind conductivitatea
electrică a materialelor în special minereu şi steril).
U.8.2. Metalurgia fontei
Fonta este un aliaj fier carbon cu conţinut de carbon mai mare de 2,11 % având în compoziţie
cantităţi variabile de mangan, siliciu, fosfor şi sulf. Uneori fontele conţin şi alte elemente, în
proporţii, mici cum ar fi: cupru, nichel, crom, vanadiu, etc.
Fonta se obţine ca produs primar prin reducerea oxizilor de fier din minereuri, folosind ca
reducător oxidul de carbon şi carbonul. Această fontă se numeşte fontă de primă fuziune sau fontă
brută.
1. Minereurile de fier utilizate pentru elaborarea fontei
Pentru elaborarea fontei în furnal se folosec următoarele materiale: minereuri de fier şi mangan,
combustibili, fondanţi şi unele deşeuri pentru recuperarea fierului din ele.
Cele mai importante minereuri de fier sunt: magnetita (Fe3O4), care conţinte 45 - 70 % Fe, se
găseşte la noi în ţară la Băuţari şi Ocna de fier; hematita (Fe2O3), este un oxid feric deshidratat, cu
până la 65 % Fe (se găseşte la Ocna de Fier şi Teliuc); limonita (2 Fe2O3 . 3 H2O), este un oxid de
fier hidratat cu până la 60 % Fe (Ghelari şi Teliuc); siderita (Fe CO3) cu până la 40 % Fe (Ghelari,
Teliuc, Poiana Ruscă); pirita (Fe S2) cu 48 - 50 % Fe.
2. Obţinerea fontei în furnal
Construcţia şi funcţionarea furnalului
Furnalul (fig. 6.1.) se compune din două părţi tronconice, cuva 5 şi etlajul 3, între care se află o
porţiune cilindrică denumită pântece 4. Sub etalaj se află bazinul sau creuzetul 2. Cuva se sprijină
pe o serie de coloane. furnalul este construit din zidărie refractară. La exterior furnalul este zidit
într-un blindaj metalic din tablă de oţel răcită cu apă.
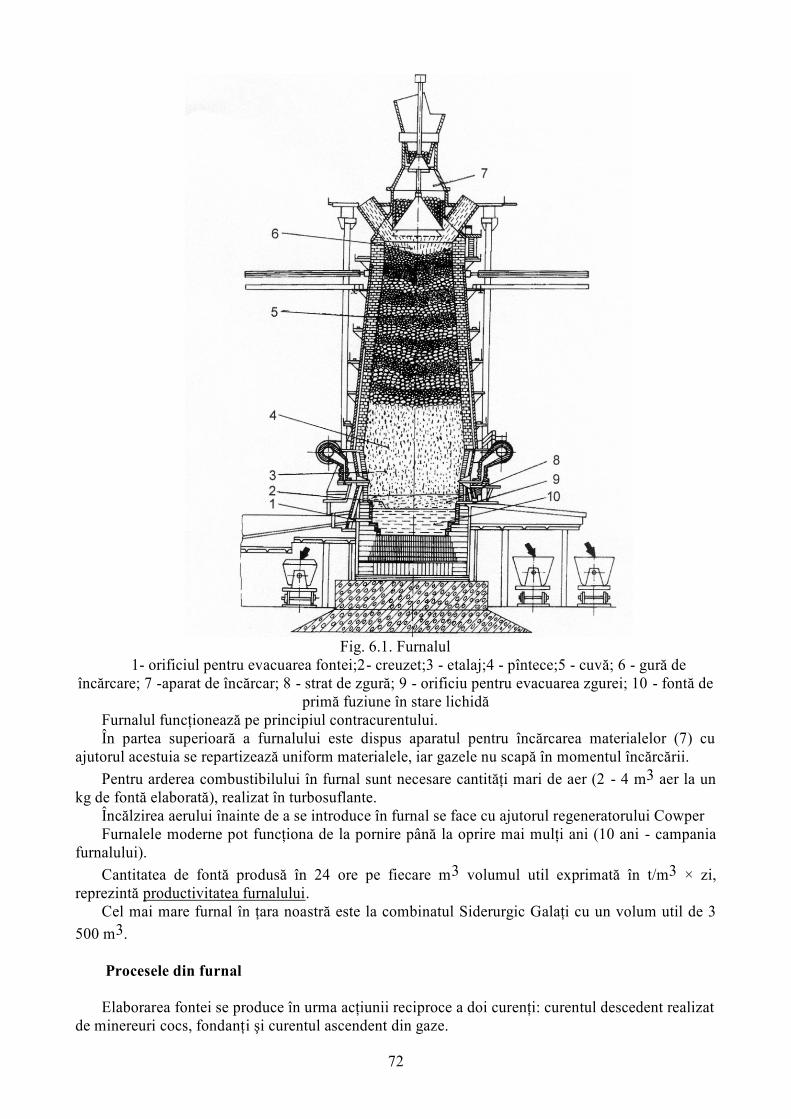
72
Fig. 6.1. Furnalul
1- orificiul pentru evacuarea fontei;2- creuzet;3 - etalaj;4 - pîntece;5 - cuvă; 6 - gură de
încărcare; 7 -aparat de încărcar; 8 - strat de zgură; 9 - orificiu pentru evacuarea zgurei; 10 - fontă de
primă fuziune în stare lichidă
Furnalul funcţionează pe principiul contracurentului.
În partea superioară a furnalului este dispus aparatul pentru încărcarea materialelor (7) cu
ajutorul acestuia se repartizează uniform materialele, iar gazele nu scapă în momentul încărcării.
Pentru arderea combustibilului în furnal sunt necesare cantităţi mari de aer (2 - 4 m3 aer la un
kg de fontă elaborată), realizat în turbosuflante.
Încălzirea aerului înainte de a se introduce în furnal se face cu ajutorul regeneratorului Cowper
Furnalele moderne pot funcţiona de la pornire până la oprire mai mulţi ani (10 ani - campania
furnalului).
Cantitatea de fontă produsă în 24 ore pe fiecare m3 volumul util exprimată în t/m3 × zi,
reprezintă productivitatea furnalului.
Cel mai mare furnal în ţara noastră este la combinatul Siderurgic Galaţi cu un volum util de 3
500 m3.
Procesele din furnal
Elaborarea fontei se produce în urma acţiunii reciproce a doi curenţi: curentul descedent realizat
de minereuri cocs, fondanţi şi curentul ascendent din gaze.
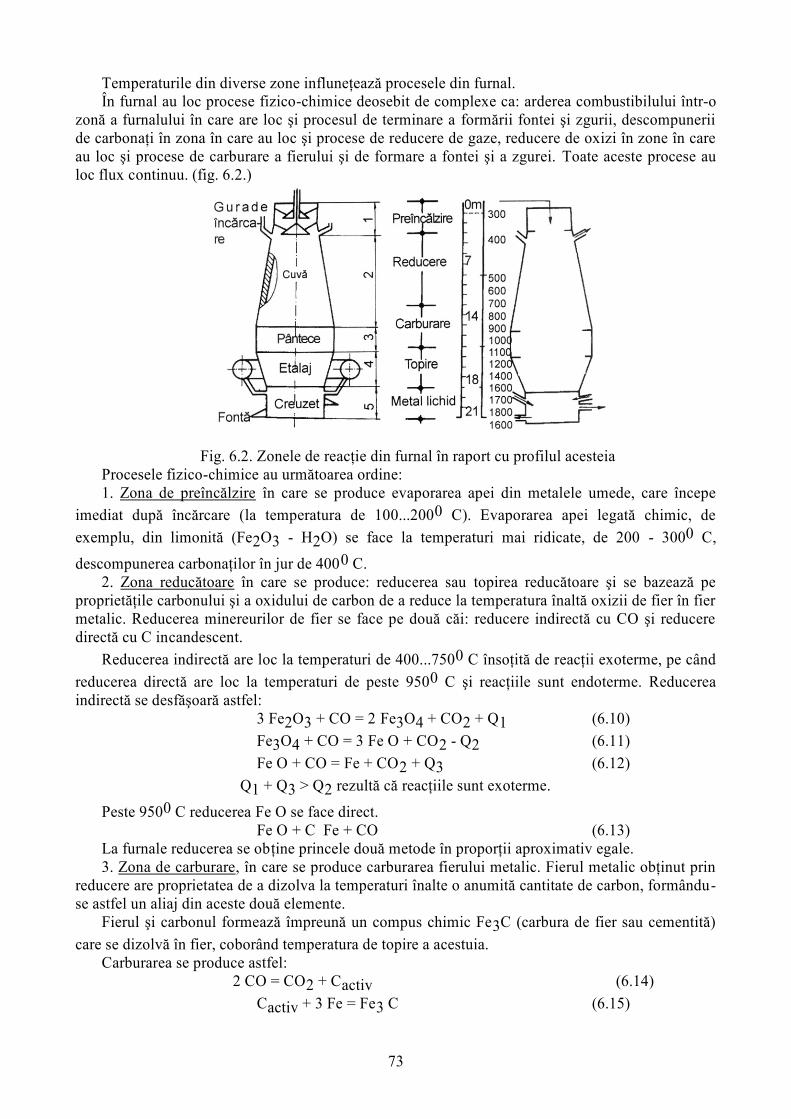
73
Temperaturile din diverse zone influneţează procesele din furnal.
În furnal au loc procese fizico-chimice deosebit de complexe ca: arderea combustibilului într-o
zonă a furnalului în care are loc şi procesul de terminare a formării fontei şi zgurii, descompunerii
de carbonaţi în zona în care au loc şi procese de reducere de gaze, reducere de oxizi în zone în care
au loc şi procese de carburare a fierului şi de formare a fontei şi a zgurei. Toate aceste procese au
loc flux continuu. (fig. 6.2.)
Fig. 6.2. Zonele de reacţie din furnal în raport cu profilul acesteia
Procesele fizico-chimice au următoarea ordine:
1. Zona de preîncălzire în care se produce evaporarea apei din metalele umede, care începe
imediat după încărcare (la temperatura de 100...2000 C). Evaporarea apei legată chimic, de
exemplu, din limonită (Fe2O3 - H2O) se face la temperaturi mai ridicate, de 200 - 3000 C,
descompunerea carbonaţilor în jur de 4000 C.
2. Zona reducătoare în care se produce: reducerea sau topirea reducătoare şi se bazează pe
proprietăţile carbonului şi a oxidului de carbon de a reduce la temperatura înaltă oxizii de fier în fier
metalic. Reducerea minereurilor de fier se face pe două căi: reducere indirectă cu CO şi reducere
directă cu C incandescent.
Reducerea indirectă are loc la temperaturi de 400...7500 C însoţită de reacţii exoterme, pe când
reducerea directă are loc la temperaturi de peste 9500 C şi reacţiile sunt endoterme. Reducerea
indirectă se desfăşoară astfel:
3 Fe2O3 + CO = 2 Fe3O4 + CO2 + Q1 (6.10)
Fe3O4 + CO = 3 Fe O + CO2 - Q2 (6.11)
Fe O + CO = Fe + CO2 + Q3 (6.12)
Q1 + Q3 > Q2 rezultă că reacţiile sunt exoterme.
Peste 9500 C reducerea Fe O se face direct.
Fe O + C Fe + CO (6.13)
La furnale reducerea se obţine princele două metode în proporţii aproximativ egale.
3. Zona de carburare, în care se produce carburarea fierului metalic. Fierul metalic obţinut prin
reducere are proprietatea de a dizolva la temperaturi înalte o anumită cantitate de carbon, formându-
se astfel un aliaj din aceste două elemente.
Fierul şi carbonul formează împreună un compus chimic Fe3C (carbura de fier sau cementită)
care se dizolvă în fier, coborând temperatura de topire a acestuia.
Carburarea se produce astfel:
2 CO = CO2 + Cactiv (6.14)
Cactiv + 3 Fe = Fe3 C (6.15)
74
Carburarea începe la cca. 6000 C şi se accelerează cu creşterea temperaturii ajungând maximiul
la 1 000 - 1 1000 C.
4. Zona de topire şi formare a zgurii . Zgura din furnal provine din interacţiunea dintre ganga din
minereu, fondantul din încărcătură şi cenuşa combustibilului. Formarea zgurii trebuie să înceapă
numai după ce fonta în stare lichidă se scurge în jos, astfel nu se produce carburarea fierului. După
compoziţia lor chimică, zgurile din furnal pot fi bazice sau acide în funcţie de valoarea rapotului
între:
(6.16)
în care: M este modulul de bazicitate a zgurii.
Dacă M > 1 zgura este bazică, dacă M < 1, zgura este acidă.
5. Zona de oxidare sau ardere a carbonului din combustibil, se produce în dreptul gurilor de
vânt. Din procesul de ardere rezultă atât cantitatea de căldură necesată încălzirii şi topirii
încărcăturii cât şi gazele reducătoare necesare reacţiilor chimice:
C + O2 = CO2 + 409.642 J/mol (6.17)
CO2 + C = 2 CO - 156724 J/mol - Carbonul este incandescent (6.18)
Tot în zona gurilor de vânt are loc o reducere Mn O şi Si O2 datorită faptului că necesită
cantităţi mari de căldură.
Mn O + C = Mn + CO - 838246 6.19)
Si O2 + 2 C = Si + 2 CO - 619.151 J/mol (6.20)
Mn şi Si obţinut trec în fontă înbunătăţind proprietăţile mecanice ale acesteia.
În furnal se mai reduc în afară de Mn O şi Si O2 şi fosforul şi sulful
F2O5 + 5 C = 2 P + 5 CO - 921.548 J/mol 6.21)
Fe S + Ca O = Fe O + Ca (622)
În zona gurilor de vânt, cenuşa rezultată din arderea cocsului se dizolvă în zgură. Zgura şi fonta
formată se strâng în creuzetele furnalului în două straturi suprapuse, datorită diferenţei de greutate
specifică şi nemiscibilităţii. Evacuarea fontei se face la intervale de cca. 4 ore iar a zgurei la
intervalul de cca. 2 ore.
Furnalul electric
În furnalul electric căldura necesară pentru elaborarea fontei se obţine nu prin arderea cocsului,
ci prin transformarea energiei electrice în energie calorică.
Furnalele electrice sunt de două tipuri: înalte şi cu cuvă scundă.
Procedee moderne de elaborarea a fontei
Faptul că în lume cantităţiile de minereu de fier şi în special cele bogate în fier, sunt limitate, a
făcut necesar ca să se cerceteze posibilitatea folosirii minereurilor sărace în fier şi a cărbunilor
necocsificabili. Rezultatele pe această linie sunt încă în stadiu experimental. Se poate menţiona:
cuptorul cu cuvă scundă şi cuptoarele rotative orizontale.
U.8.3. Metalurgia oţelului
Oţelul este unul dintre cele mai importante materiale ale epocii noastre din oţel creându-se
partea activă a fondurilor fixe ale economiei, uneltele de producţie.
Procesele de elaborare a oţelului
Oţelul se elaborează din fontă şi fier vechi. Proporţia dintre aceste două materiale depinde de
agregatul de elaborare, unele folosind aproape în exclusivitate fierul vechi (cuptoarele electrice cu
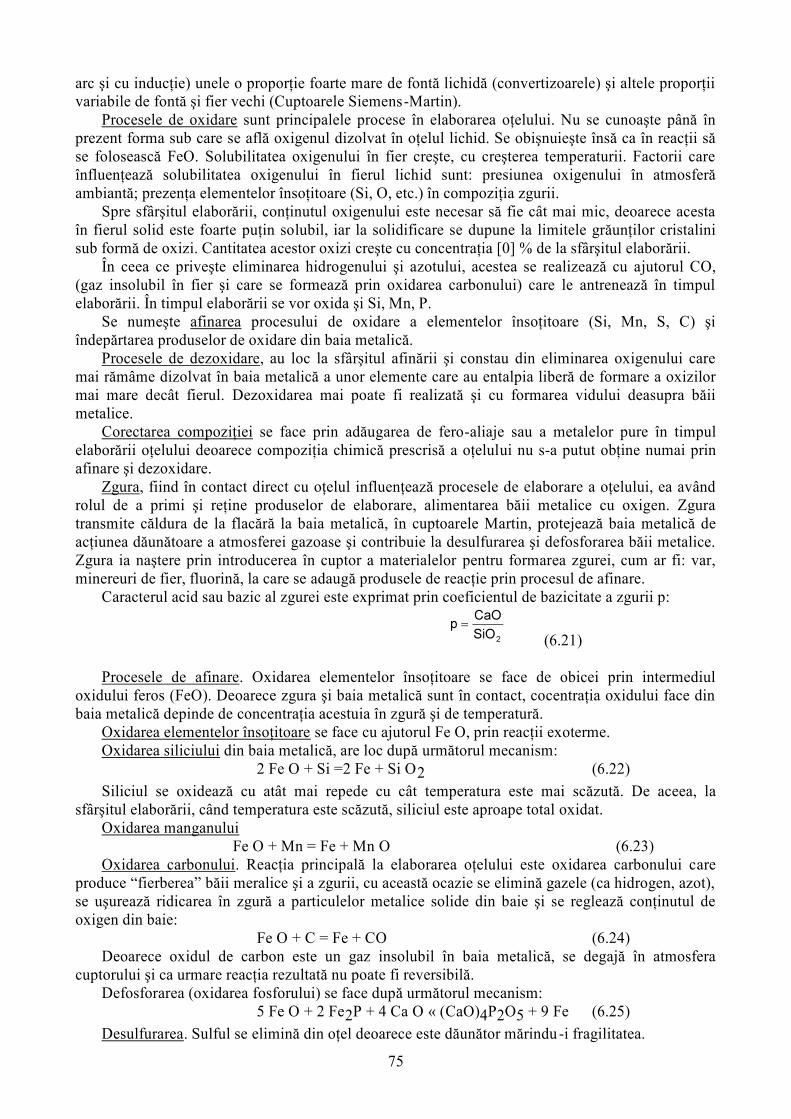
75
arc şi cu inducţie) unele o proporţie foarte mare de fontă lichidă (convertizoarele) şi altele proporţii
variabile de fontă şi fier vechi (Cuptoarele Siemens-Martin).
Procesele de oxidare sunt principalele procese în elaborarea oţelului. Nu se cunoaşte până în
prezent forma sub care se află oxigenul dizolvat în oţelul lichid. Se obişnuieşte însă ca în reacţii să
se folosească FeO. Solubilitatea oxigenului în fier creşte, cu creşterea temperaturii. Factorii care
înfluenţează solubilitatea oxigenului în fierul lichid sunt: presiunea oxigenului în atmosferă
ambiantă; prezenţa elementelor însoţitoare (Si, O, etc.) în compoziţia zgurii.
Spre sfârşitul elaborării, conţinutul oxigenului este necesar să fie cât mai mic, deoarece acesta
în fierul solid este foarte puţin solubil, iar la solidificare se dupune la limitele grăunţilor cristalini
sub formă de oxizi. Cantitatea acestor oxizi creşte cu concentraţia [0] % de la sfârşitul elaborării.
În ceea ce priveşte eliminarea hidrogenului şi azotului, acestea se realizează cu ajutorul CO,
(gaz insolubil în fier şi care se formează prin oxidarea carbonului) care le antrenează în timpul
elaborării. În timpul elaborării se vor oxida şi Si, Mn, P.
Se numeşte afinarea procesului de oxidare a elementelor însoţitoare (Si, Mn, S, C) şi
îndepărtarea produselor de oxidare din baia metalică.
Procesele de dezoxidare, au loc la sfârşitul afinării şi constau din eliminarea oxigenului care
mai rămâme dizolvat în baia metalică a unor elemente care au entalpia liberă de formare a oxizilor
mai mare decât fierul. Dezoxidarea mai poate fi realizată şi cu formarea vidului deasupra băii
metalice.
Corectarea compoziţiei se face prin adăugarea de fero-aliaje sau a metalelor pure în timpul
elaborării oţelului deoarece compoziţia chimică prescrisă a oţelului nu s-a putut obţine numai prin
afinare şi dezoxidare.
Zgura, fiind în contact direct cu oţelul influenţează procesele de elaborare a oţelului, ea având
rolul de a primi şi reţine produselor de elaborare, alimentarea băii metalice cu oxigen. Zgura
transmite căldura de la flacără la baia metalică, în cuptoarele Martin, protejează baia metalică de
acţiunea dăunătoare a atmosferei gazoase şi contribuie la desulfurarea şi defosforarea băii metalice.
Zgura ia naştere prin introducerea în cuptor a materialelor pentru formarea zgurei, cum ar fi: var,
minereuri de fier, fluorină, la care se adaugă produsele de reacţie prin procesul de afinare.
Caracterul acid sau bazic al zgurei este exprimat prin coeficientul de bazicitate a zgurii p:
(6.21)
Procesele de afinare. Oxidarea elementelor însoţitoare se face de obicei prin intermediul
oxidului feros (FeO). Deoarece zgura şi baia metalică sunt în contact, cocentraţia oxidului face din
baia metalică depinde de concentraţia acestuia în zgură şi de temperatură.
Oxidarea elementelor însoţitoare se face cu ajutorul Fe O, prin reacţii exoterme.
Oxidarea siliciului din baia metalică, are loc după următorul mecanism:
2 Fe O + Si =2 Fe + Si O2 (6.22)
Siliciul se oxidează cu atât mai repede cu cât temperatura este mai scăzută. De aceea, la
sfârşitul elaborării, când temperatura este scăzută, siliciul este aproape total oxidat.
Oxidarea manganului
Fe O + Mn = Fe + Mn O (6.23)
Oxidarea carbonului. Reacţia principală la elaborarea oţelului este oxidarea carbonului care
produce “fierberea” băii meralice şi a zgurii, cu această ocazie se elimină gazele (ca hidrogen, azot),
se uşurează ridicarea în zgură a particulelor metalice solide din baie şi se reglează conţinutul de
oxigen din baie:
Fe O + C = Fe + CO (6.24)
Deoarece oxidul de carbon este un gaz insolubil în baia metalică, se degajă în atmosfera
cuptorului şi ca urmare reacţia rezultată nu poate fi reversibilă.
Defosforarea (oxidarea fosforului) se face după următorul mecanism:
5 Fe O + 2 Fe2P + 4 Ca O « (CaO)4P2O5 + 9 Fe (6.25)
Desulfurarea. Sulful se elimină din oţel deoarece este dăunător mărindu -i fragilitatea.
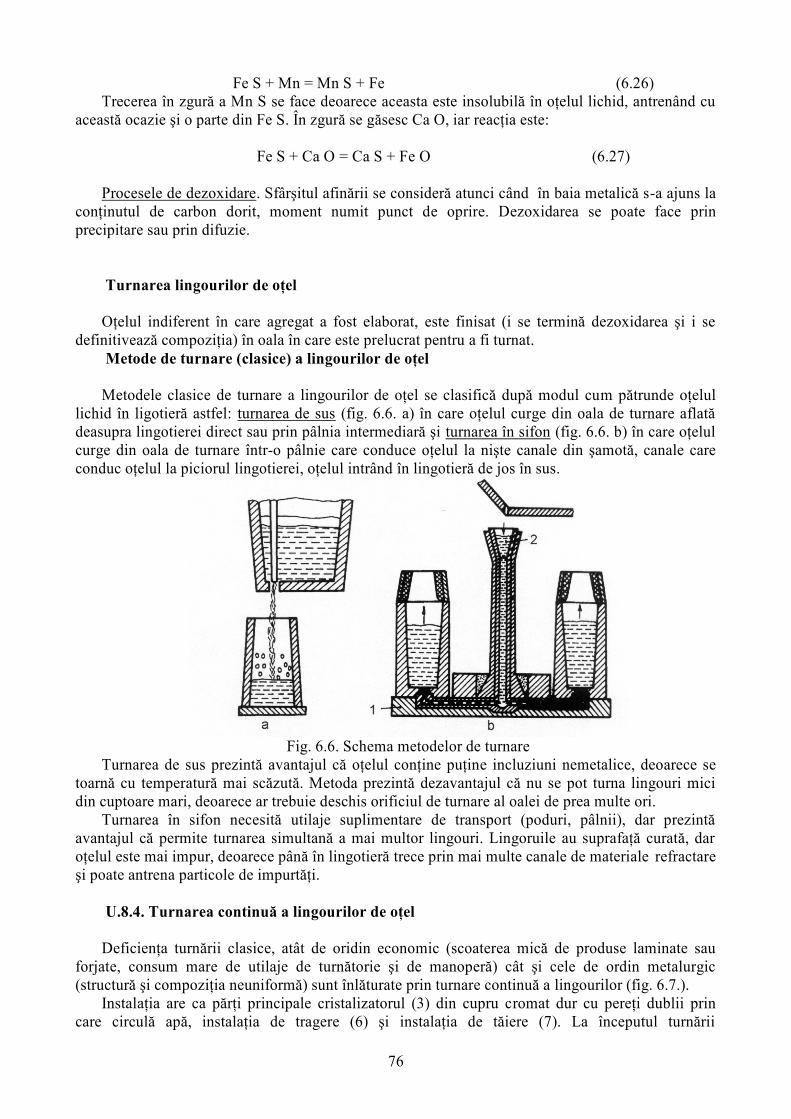
76
Fe S + Mn = Mn S + Fe (6.26)
Trecerea în zgură a Mn S se face deoarece aceasta este insolubilă în oţelul lichid, antrenând cu
această ocazie şi o parte din Fe S. În zgură se găsesc Ca O, iar reacţia este:
Fe S + Ca O = Ca S + Fe O (6.27)
Procesele de dezoxidare. Sfârşitul afinării se consideră atunci când în baia metalică s-a ajuns la
conţinutul de carbon dorit, moment numit punct de oprire. Dezoxidarea se poate face prin
precipitare sau prin difuzie.
Turnarea lingourilor de oţel
Oţelul indiferent în care agregat a fost elaborat, este finisat (i se termină dezoxidarea şi i se
definitivează compoziţia) în oala în care este prelucrat pentru a fi turnat.
Metode de turnare (clasice) a lingourilor de oţel
Metodele clasice de turnare a lingourilor de oţel se clasifică după modul cum pătrunde oţelul
lichid în ligotieră astfel: turnarea de sus (fig. 6.6. a) în care oţelul curge din oala de turnare aflată
deasupra lingotierei direct sau prin pâlnia intermediară şi turnarea în sifon (fig. 6.6. b) în care oţelul
curge din oala de turnare într-o pâlnie care conduce oţelul la nişte canale din şamotă, canale care
conduc oţelul la piciorul lingotierei, oţelul intrând în lingotieră de jos în sus.
Fig. 6.6. Schema metodelor de turnare
Turnarea de sus prezintă avantajul că oţelul conţine puţine incluziuni nemetalice, deoarece se
toarnă cu temperatură mai scăzută. Metoda prezintă dezavantajul că nu se pot turna lingouri mici
din cuptoare mari, deoarece ar trebuie deschis orificiul de turnare al oalei de prea multe ori.
Turnarea în sifon necesită utilaje suplimentare de transport (poduri, pâlnii), dar prezintă
avantajul că permite turnarea simultană a mai multor lingouri. Lingoruile au suprafaţă curată, dar
oţelul este mai impur, deoarece până în lingotieră trece prin mai multe canale de materiale refractare
şi poate antrena particole de impurtăţi.
U.8.4. Turnarea continuă a lingourilor de oţel
Deficienţa turnării clasice, atât de oridin economic (scoaterea mică de produse laminate sau
forjate, consum mare de utilaje de turnătorie şi de manoperă) cât şi cele de ordin metalurgic
(structură şi compoziţia neuniformă) sunt înlăturate prin turnare continuă a lingourilor (fig. 6.7.).
Instalaţia are ca părţi principale cristalizatorul (3) din cupru cromat dur cu pereţi dublii prin
care circulă apă, instalaţia de tragere (6) şi instalaţia de tăiere (7). La începutul turnării
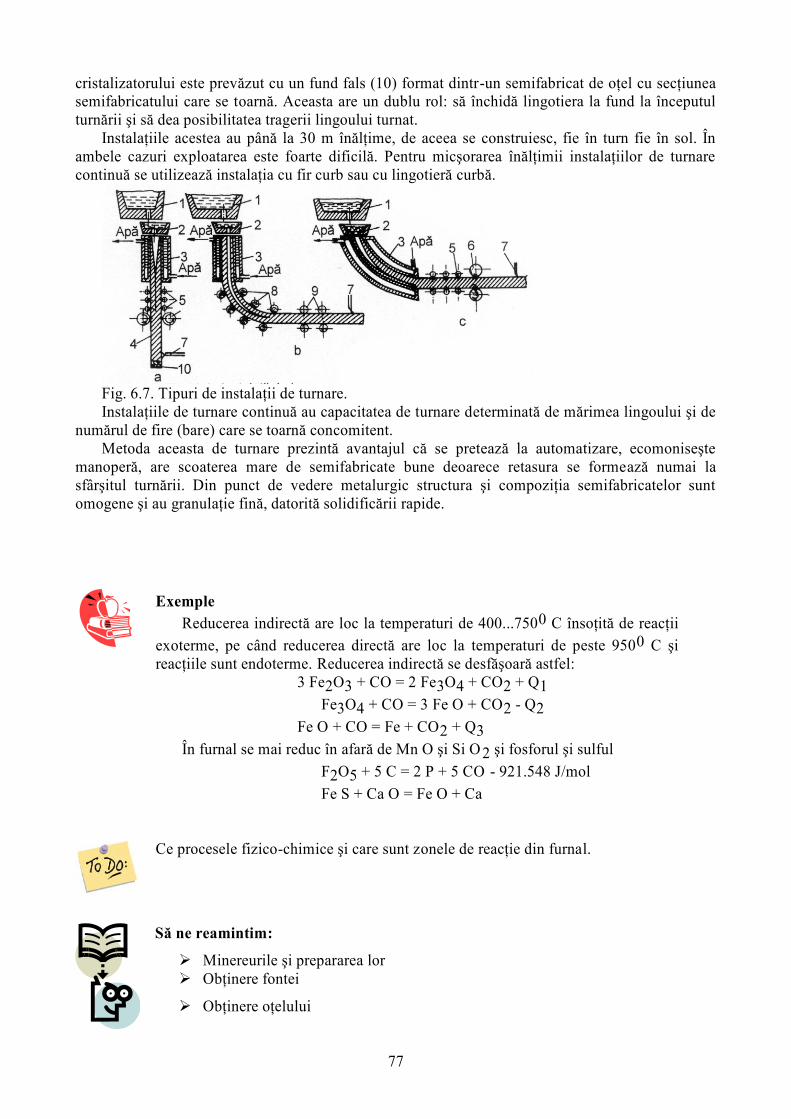
77
cristalizatorului este prevăzut cu un fund fals (10) format dintr-un semifabricat de oţel cu secţiunea
semifabricatului care se toarnă. Aceasta are un dublu rol: să închidă lingotiera la fund la începutul
turnării şi să dea posibilitatea tragerii lingoului turnat.
Instalaţiile acestea au până la 30 m înălţime, de aceea se construiesc, fie în turn fie în sol. În
ambele cazuri exploatarea este foarte dificilă. Pentru micşorarea înălţimii instalaţiilor de turnare
continuă se utilizează instalaţia cu fir curb sau cu lingotieră curbă.
Fig. 6.7. Tipuri de instalaţii de turnare.
Instalaţiile de turnare continuă au capacitatea de turnare determinată de mărimea lingoului şi de
numărul de fire (bare) care se toarnă concomitent.
Metoda aceasta de turnare prezintă avantajul că se pretează la automatizare, ecomoniseşte
manoperă, are scoaterea mare de semifabricate bune deoarece retasura se formează numai la
sfârşitul turnării. Din punct de vedere metalurgic structura şi compoziţia semifabricatelor sunt
omogene şi au granulaţie fină, datorită solidificării rapide.
Exemple
Reducerea indirectă are loc la temperaturi de 400...7500 C însoţită de reacţii
exoterme, pe când reducerea directă are loc la temperaturi de peste 9500 C şi
reacţiile sunt endoterme. Reducerea indirectă se desfăşoară astfel:
3 Fe2O3 + CO = 2 Fe3O4 + CO2 + Q1
Fe3O4 + CO = 3 Fe O + CO2 - Q2
Fe O + CO = Fe + CO2 + Q3
În furnal se mai reduc în afară de Mn O şi Si O2 şi fosforul şi sulful
F2O5 + 5 C = 2 P + 5 CO - 921.548 J/mol
Fe S + Ca O = Fe O + Ca
Ce procesele fizico-chimice şi care sunt zonele de reacţie din furnal.
Să ne reamintim:
Minereurile şi prepararea lor
Obţinere fontei
Obţinere oţelului
78
Rezumat Oţelul este unul dintre cele mai importante materiale ale epocii noastre din oţel
creându-se partea activă a fondurilor fixe ale economiei, uneltele de producţie.
Plasticitatea şi sudabilitatea oţelurilor sunt mai pronunţate la oţelurile cu conţinut de
carbon sub 0,5 %. Până la acest conţinut de carbon oţelurile sunt practic necălibile,
se toarnă foarte greu, au temperatura de topire ridicată. Oţelurile cu conţinutul de
carbon mai mare sunt călibile, se toarnă mai uşor, dar cu o plasticitate mai scăzută.
Conţinutul mic de carbon (sub 0,05 %)m, precum şi depăşirea conţinutului de carbon
peste 1,2 % fac ca oţelurile să nu fie folosite decât în cazuri speciale.
Test de evaluare a cunoştinţelor
1.Care este ordinea corectă a operaţiilor de prelucrare a minereurilor ?
a. Concentrarea, sfărâmarea, clasarea, prelucrarea termică.
b. Prelucrarea termică, concentrarea, clasarea, sfărâmarea.
c. Sfărâmarea, clasarea, concentrarea, prelucrarea termică.
2.Care este ordinea corectă a zonelor caracteristice la elaborarea fontei
brute de prima fuziune în furnal (începând de la gura de încărcare spre
creuzet) ?
a.Zona de preâncălzire, zona reducătoare, zona de carburare, zona de topire şi de
formare a zgurei.
b.Zona de preâncălzire, zona de topire şi de formare a zgurei, zona reducătoare,
zona de carburare.
c.Zona reducătoare, zona de carburare, zona de preâncălzire, zona de topire şi de
formare a zgurei.
Test de autoevaluare a cunoştinţelor

79
Unitatea de învăţare 9. TURNAREA PIESELOR METALICE
Cuprins
9.1. Introducere ......... .............................................................................................................79
9.2. Competenţe......................................................................................................................79
U.9.1. Clasificarea metodelor şi procedeelor de turnare........................................................ 80
U.9.2.Turnarea în forme nepermanente.................................................................................. 80
U.9.3. Turnarea formelor cu modele volatile .......................................................................... 85
U.9.4. Turnarea în forme permanente.....................................................................................87
9.1. Introducere
Se prezintă tehnologia de prelucrare prin turnare a semifabricatelor. Prin
turnare se obţin astăzi piese cu o configuraţie complicată având greutatea pornind
de la câteva grame şi până la câteva sute de tone. În practică pot fi întâlnite uneori
situaţii când turnarea este singurul procedeu prin care se poate realiza o anumită
categorie de piese, iar dacă comparativ cu alte procedee avem în vedere şi
economia de material, se poate spune că procesul de turnare a pieselor este şi unul
din cele mai economice.
9.2. Competenţele unităţii de învăţare
Competenţe în caracterizarea şi cunoasterea principalelor probleme
care apar la turnarea pieselor metalice .
Durata medie de parcurgere a primei unităţi de învăţare este de 2 ore.
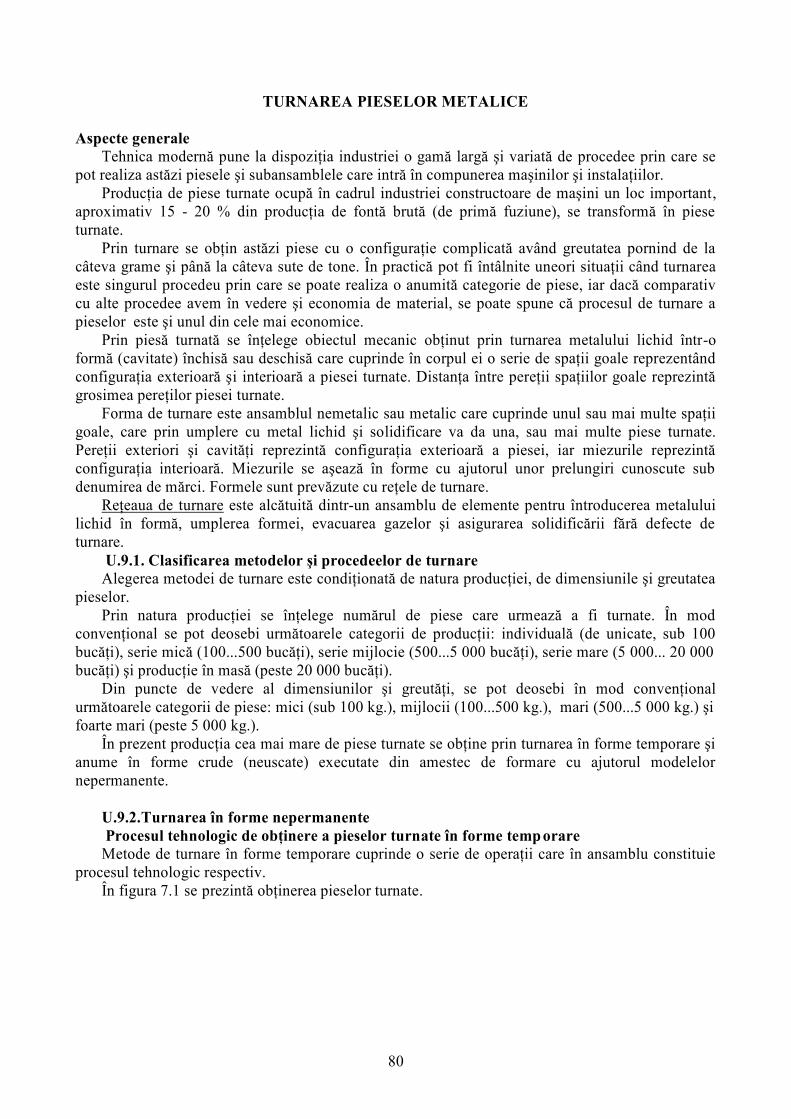
80
TURNAREA PIESELOR METALICE
Aspecte generale
Tehnica modernă pune la dispoziţia industriei o gamă largă şi variată de procedee prin care se
pot realiza astăzi piesele şi subansamblele care intră în compunerea maşinilor şi instalaţiilor.
Producţia de piese turnate ocupă în cadrul industriei constructoare de maşini un loc important,
aproximativ 15 - 20 % din producţia de fontă brută (de primă fuziune), se transformă în piese
turnate.
Prin turnare se obţin astăzi piese cu o configuraţie complicată având greutatea pornind de la
câteva grame şi până la câteva sute de tone. În practică pot fi întâlnite uneori situaţii când turnarea
este singurul procedeu prin care se poate realiza o anumită categorie de piese, iar dacă comparativ
cu alte procedee avem în vedere şi economia de material, se poate spune că procesul de turnare a
pieselor este şi unul din cele mai economice.
Prin piesă turnată se înţelege obiectul mecanic obţinut prin turnarea metalului lichid într-o
formă (cavitate) închisă sau deschisă care cuprinde în corpul ei o serie de spaţii goale reprezentând
configuraţia exterioară şi interioară a piesei turnate. Distanţa între pereţii spaţiilor goale reprezintă
grosimea pereţilor piesei turnate.
Forma de turnare este ansamblul nemetalic sau metalic care cuprinde unul sau mai multe spaţii
goale, care prin umplere cu metal lichid şi solidificare va da una, sau mai multe piese turnate.
Pereţii exteriori şi cavităţi reprezintă configuraţia exterioară a piesei, iar miezurile reprezintă
configuraţia interioară. Miezurile se aşează în forme cu ajutorul unor prelungiri cunoscute sub
denumirea de mărci. Formele sunt prevăzute cu reţele de turnare.
Reţeaua de turnare este alcătuită dintr-un ansamblu de elemente pentru întroducerea metalului
lichid în formă, umplerea formei, evacuarea gazelor şi asigurarea solidificării fără defecte de
turnare.
U.9.1. Clasificarea metodelor şi procedeelor de turnare
Alegerea metodei de turnare este condiţionată de natura producţiei, de dimensiunile şi greutatea
pieselor.
Prin natura producţiei se înţelege numărul de piese care urmează a fi turnate. În mod
convenţional se pot deosebi următoarele categorii de producţii: individuală (de unicate, sub 100
bucăţi), serie mică (100...500 bucăţi), serie mijlocie (500...5 000 bucăţi), serie mare (5 000... 20 000
bucăţi) şi producţie în masă (peste 20 000 bucăţi).
Din puncte de vedere al dimensiunilor şi greutăţi, se pot deosebi în mod convenţional
următoarele categorii de piese: mici (sub 100 kg.), mijlocii (100...500 kg.), mari (500...5 000 kg.) şi
foarte mari (peste 5 000 kg.).
În prezent producţia cea mai mare de piese turnate se obţine prin turnarea în forme temporare şi
anume în forme crude (neuscate) executate din amestec de formare cu ajutorul modelelor
nepermanente.
U.9.2.Turnarea în forme nepermanente
Procesul tehnologic de obţinere a pieselor turnate în forme temporare
Metode de turnare în forme temporare cuprinde o serie de operaţii care în ansamblu constituie
procesul tehnologic respectiv.
În figura 7.1 se prezintă obţinerea pieselor turnate.
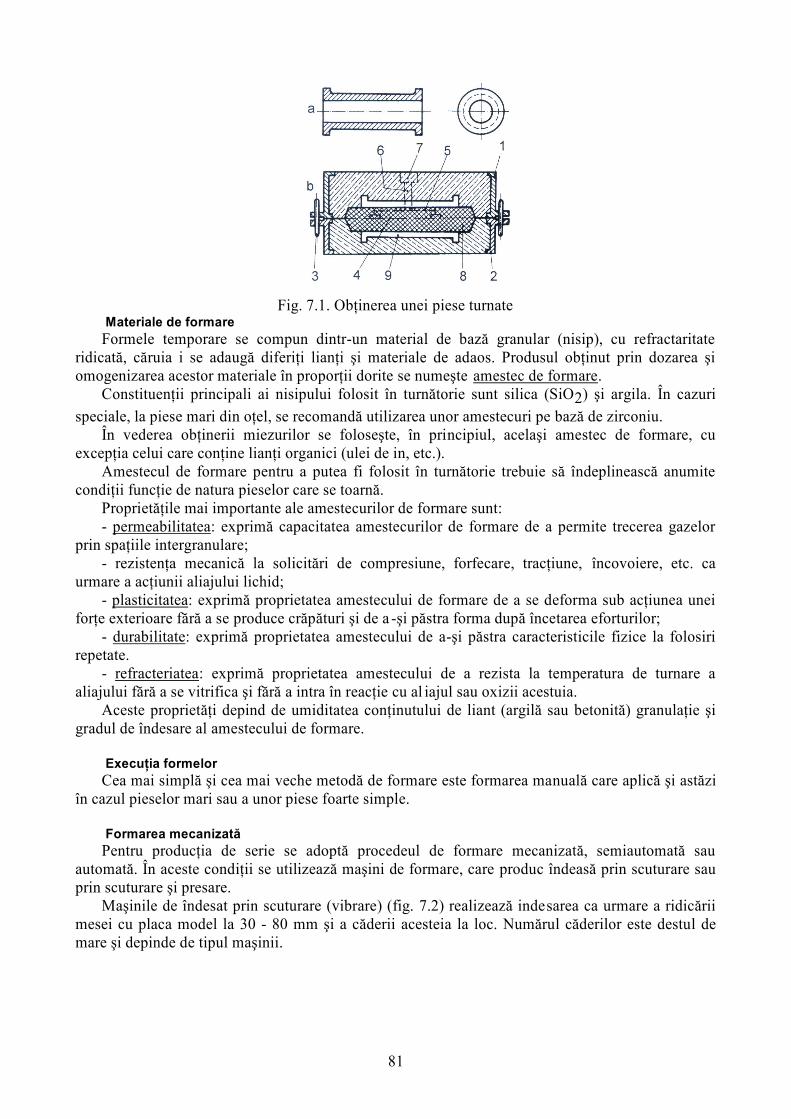
81
Fig. 7.1. Obţinerea unei piese turnate
Materiale de formare Formele temporare se compun dintr-un material de bază granular (nisip), cu refractaritate
ridicată, căruia i se adaugă diferiţi lianţi şi materiale de adaos. Produsul obţinut prin dozarea şi
omogenizarea acestor materiale în proporţii dorite se numeşte amestec de formare.
Constituenţii principali ai nisipului folosit în turnătorie sunt silica (SiO2) şi argila. În cazuri
speciale, la piese mari din oţel, se recomandă utilizarea unor amestecuri pe bază de zirconiu.
În vederea obţinerii miezurilor se foloseşte, în principiul, acelaşi amestec de formare, cu
excepţia celui care conţine lianţi organici (ulei de in, etc.).
Amestecul de formare pentru a putea fi folosit în turnătorie trebuie să îndeplinească anumite
condiţii funcţie de natura pieselor care se toarnă.
Proprietăţile mai importante ale amestecurilor de formare sunt:
- permeabilitatea: exprimă capacitatea amestecurilor de formare de a permite trecerea gazelor
prin spaţiile intergranulare;
- rezistenţa mecanică la solicitări de compresiune, forfecare, tracţiune, încovoiere, etc. ca
urmare a acţiunii aliajului lichid;
- plasticitatea: exprimă proprietatea amestecului de formare de a se deforma sub acţiunea unei
forţe exterioare fără a se produce crăpături şi de a -şi păstra forma după încetarea eforturilor;
- durabilitate: exprimă proprietatea amestecului de a-şi păstra caracteristicile fizice la folosiri
repetate.
- refracteriatea: exprimă proprietatea amestecului de a rezista la temperatura de turnare a
aliajului fără a se vitrifica şi fără a intra în reacţie cu al iajul sau oxizii acestuia.
Aceste proprietăţi depind de umiditatea conţinutului de liant (argilă sau betonită) granulaţie şi
gradul de îndesare al amestecului de formare.
Execuţia formelor Cea mai simplă şi cea mai veche metodă de formare este formarea manuală care aplică şi astăzi
în cazul pieselor mari sau a unor piese foarte simple.
Formarea mecanizată Pentru producţia de serie se adoptă procedeul de formare mecanizată, semiautomată sau
automată. În aceste condiţii se utilizează maşini de formare, care produc îndeasă prin scuturare sau
prin scuturare şi presare.
Maşinile de îndesat prin scuturare (vibrare) (fig. 7.2) realizează indesarea ca urmare a ridicării
mesei cu placa model la 30 - 80 mm şi a căderii acesteia la loc. Numărul căderilor este destul de
mare şi depinde de tipul maşinii.
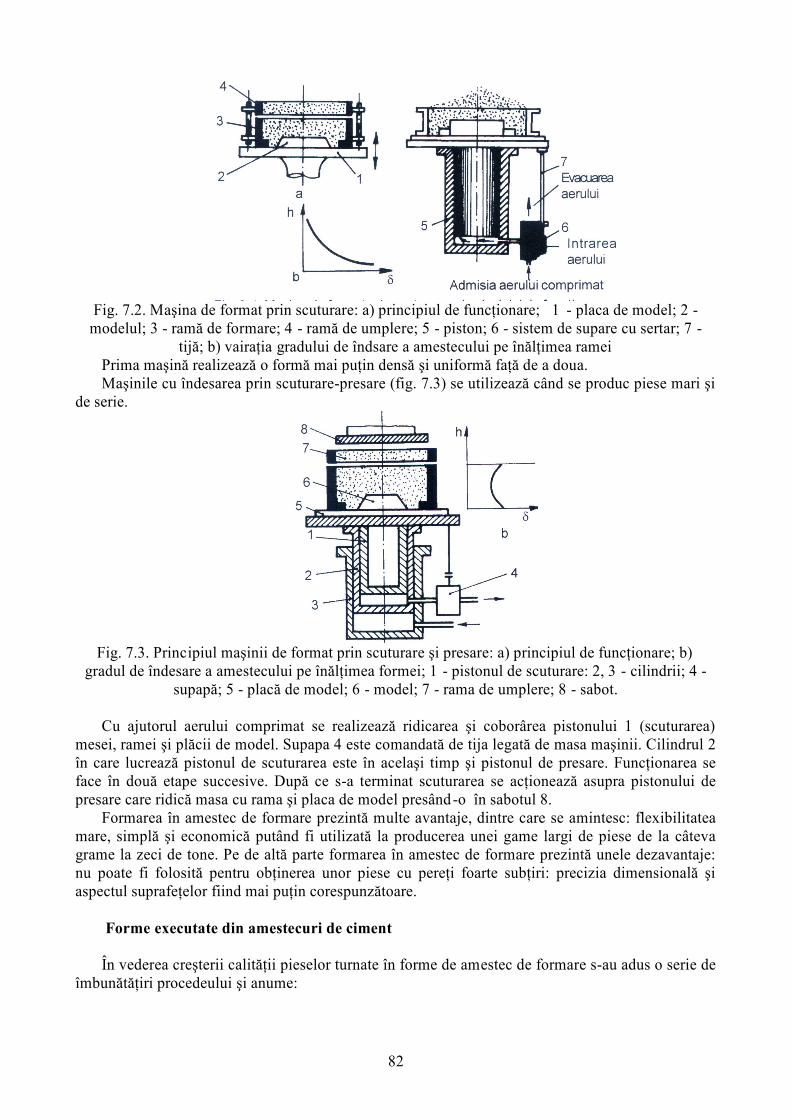
82
Fig. 7.2. Maşina de format prin scuturare: a) principiul de funcţionare; 1 - placa de model; 2 -
modelul; 3 - ramă de formare; 4 - ramă de umplere; 5 - piston; 6 - sistem de supare cu sertar; 7 -
tijă; b) vairaţia gradului de îndsare a amestecului pe înălţimea ramei
Prima maşină realizează o formă mai puţin densă şi uniformă faţă de a doua.
Maşinile cu îndesarea prin scuturare-presare (fig. 7.3) se utilizează când se produc piese mari şi
de serie.
Fig. 7.3. Principiul maşinii de format prin scuturare şi presare: a) principiul de funcţionare; b)
gradul de îndesare a amestecului pe înălţimea formei; 1 - pistonul de scuturare: 2, 3 - cilindrii; 4 -
supapă; 5 - placă de model; 6 - model; 7 - rama de umplere; 8 - sabot.
Cu ajutorul aerului comprimat se realizează ridicarea şi coborârea pistonului 1 (scuturarea)
mesei, ramei şi plăcii de model. Supapa 4 este comandată de tija legată de masa maşinii. Cilindrul 2
în care lucrează pistonul de scuturarea este în acelaşi timp şi pistonul de presare. Funcţionarea se
face în două etape succesive. După ce s-a terminat scuturarea se acţionează asupra pistonului de
presare care ridică masa cu rama şi placa de model presând-o în sabotul 8.
Formarea în amestec de formare prezintă multe avantaje, dintre care se amintesc: flexibilitatea
mare, simplă şi economică putând fi utilizată la producerea unei game largi de piese de la câteva
grame la zeci de tone. Pe de altă parte formarea în amestec de formare prezintă unele dezavantaje:
nu poate fi folosită pentru obţinerea unor piese cu pereţi foarte subţiri: precizia dimensională şi
aspectul suprafeţelor fiind mai puţin corespunzătoare.
Forme executate din amestecuri de ciment
În vederea creşterii calităţii pieselor turnate în forme de amestec de formare s-au adus o serie de
îmbunătăţiri procedeului şi anume:
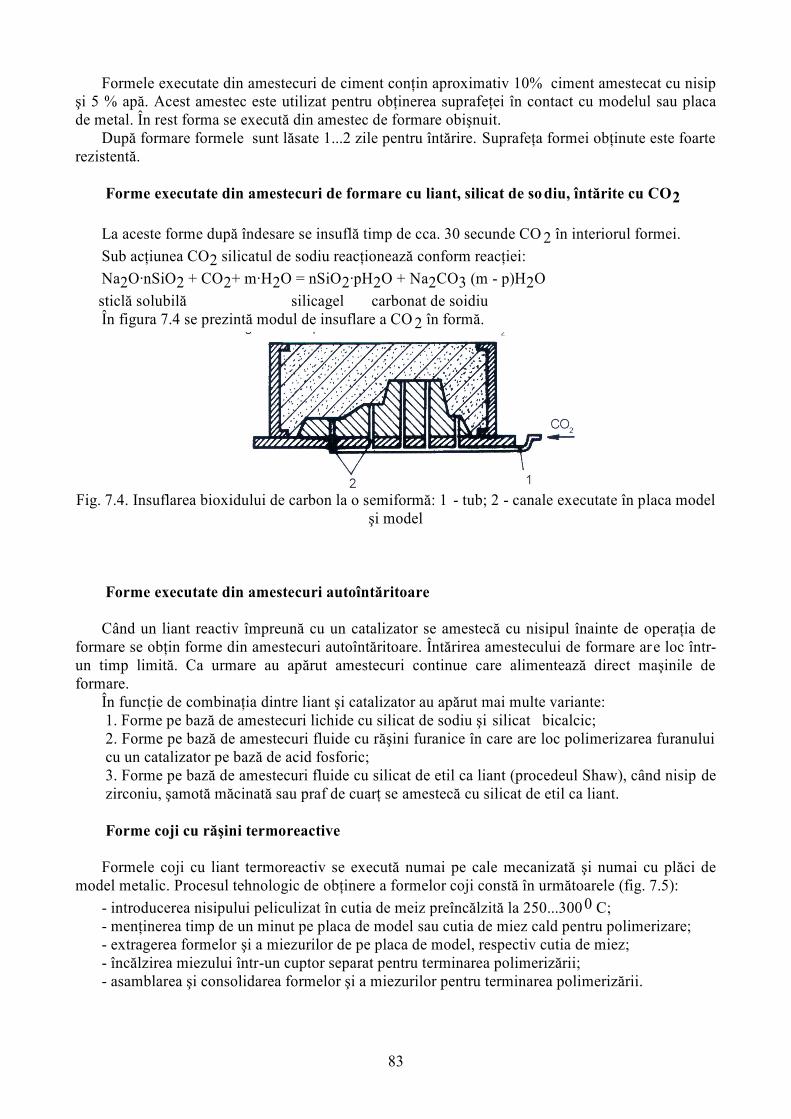
83
Formele executate din amestecuri de ciment conţin aproximativ 10% ciment amestecat cu nisip
şi 5 % apă. Acest amestec este utilizat pentru obţinerea suprafeţei în contact cu modelul sau placa
de metal. În rest forma se execută din amestec de formare obişnuit.
După formare formele sunt lăsate 1...2 zile pentru întărire. Suprafeţa formei obţinute este foarte
rezistentă.
Forme executate din amestecuri de formare cu liant, silicat de so diu, întărite cu CO2
La aceste forme după îndesare se insuflă timp de cca. 30 secunde CO 2 în interiorul formei.
Sub acţiunea CO2 silicatul de sodiu reacţionează conform reacţiei:
Na2O·nSiO2 + CO2+ m·H2O = nSiO2·pH2O + Na2CO3 (m - p)H2O
sticlă solubilă silicagel carbonat de soidiu
În figura 7.4 se prezintă modul de insuflare a CO 2 în formă.
Fig. 7.4. Insuflarea bioxidului de carbon la o semiformă: 1 - tub; 2 - canale executate în placa model
şi model
Forme executate din amestecuri autoîntăritoare
Când un liant reactiv împreună cu un catalizator se amestecă cu nisipul înainte de operaţia de
formare se obţin forme din amestecuri autoîntăritoare. Întărirea amestecului de formare are loc într-
un timp limită. Ca urmare au apărut amestecuri continue care alimentează direct maşinile de
formare.
În funcţie de combinaţia dintre liant şi catalizator au apărut mai multe variante:
1. Forme pe bază de amestecuri lichide cu silicat de sodiu şi silicat bicalcic;
2. Forme pe bază de amestecuri fluide cu răşini furanice în care are loc polimerizarea furanului
cu un catalizator pe bază de acid fosforic;
3. Forme pe bază de amestecuri fluide cu silicat de etil ca liant (procedeul Shaw), când nisip de
zirconiu, şamotă măcinată sau praf de cuarţ se amestecă cu silicat de etil ca liant.
Forme coji cu răşini termoreactive
Formele coji cu liant termoreactiv se execută numai pe cale mecanizată şi numai cu plăci de
model metalic. Procesul tehnologic de obţinere a formelor coji constă în următoarele (fig. 7.5):
- introducerea nisipului peliculizat în cutia de meiz preîncălzită la 250...300 0 C;
- menţinerea timp de un minut pe placa de model sau cutia de miez cald pentru polimerizare;
- extragerea formelor şi a miezurilor de pe placa de model, respectiv cutia de miez;
- încălzirea miezului într-un cuptor separat pentru terminarea polimerizării;
- asamblarea şi consolidarea formelor şi a miezurilor pentru terminarea polimerizării.
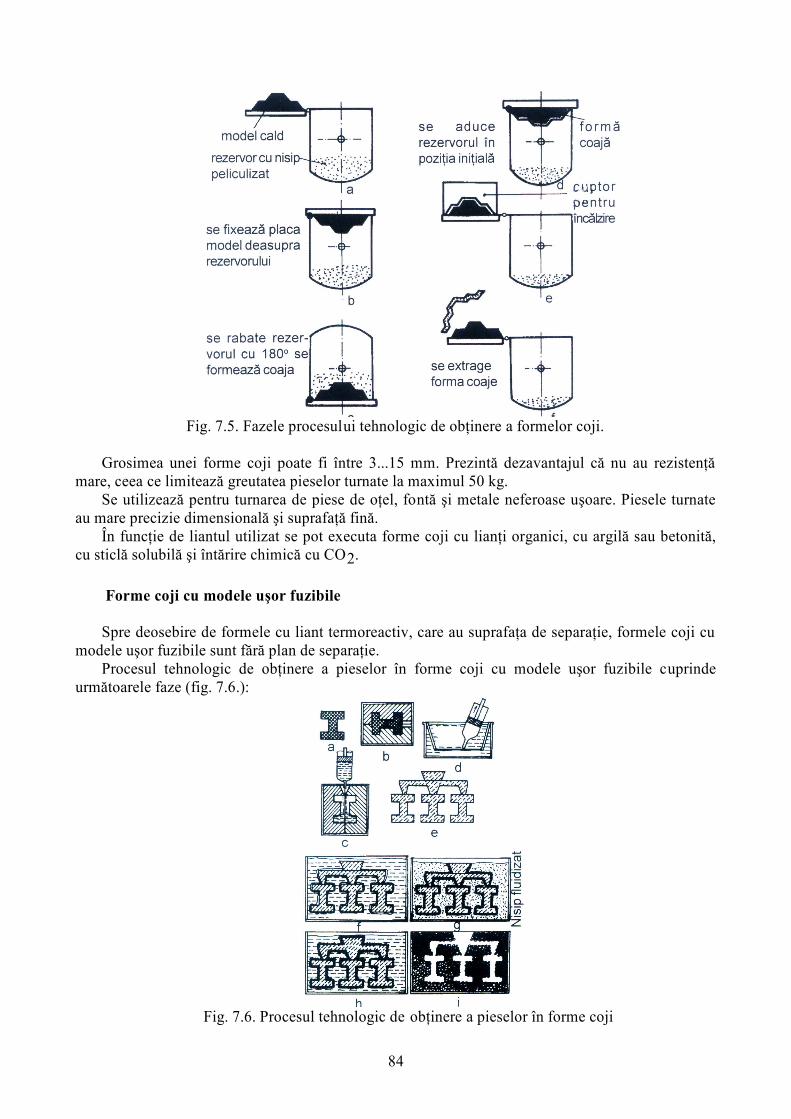
84
Fig. 7.5. Fazele procesului tehnologic de obţinere a formelor coji.
Grosimea unei forme coji poate fi între 3...15 mm. Prezintă dezavantajul că nu au rezistenţă
mare, ceea ce limitează greutatea pieselor turnate la maximul 50 kg.
Se utilizează pentru turnarea de piese de oţel, fontă şi metale neferoase uşoare. Piesele turnate
au mare precizie dimensională şi suprafaţă fină.
În funcţie de liantul utilizat se pot executa forme coji cu lianţi organici, cu argilă sau betonită,
cu sticlă solubilă şi întărire chimică cu CO2.
Forme coji cu modele uşor fuzibile
Spre deosebire de formele cu liant termoreactiv, care au suprafaţa de separaţie, formele coji cu
modele uşor fuzibile sunt fără plan de separaţie.
Procesul tehnologic de obţinere a pieselor în forme coji cu modele uşor fuzibile cuprinde
următoarele faze (fig. 7.6.):
Fig. 7.6. Procesul tehnologic de obţinere a pieselor în forme coji
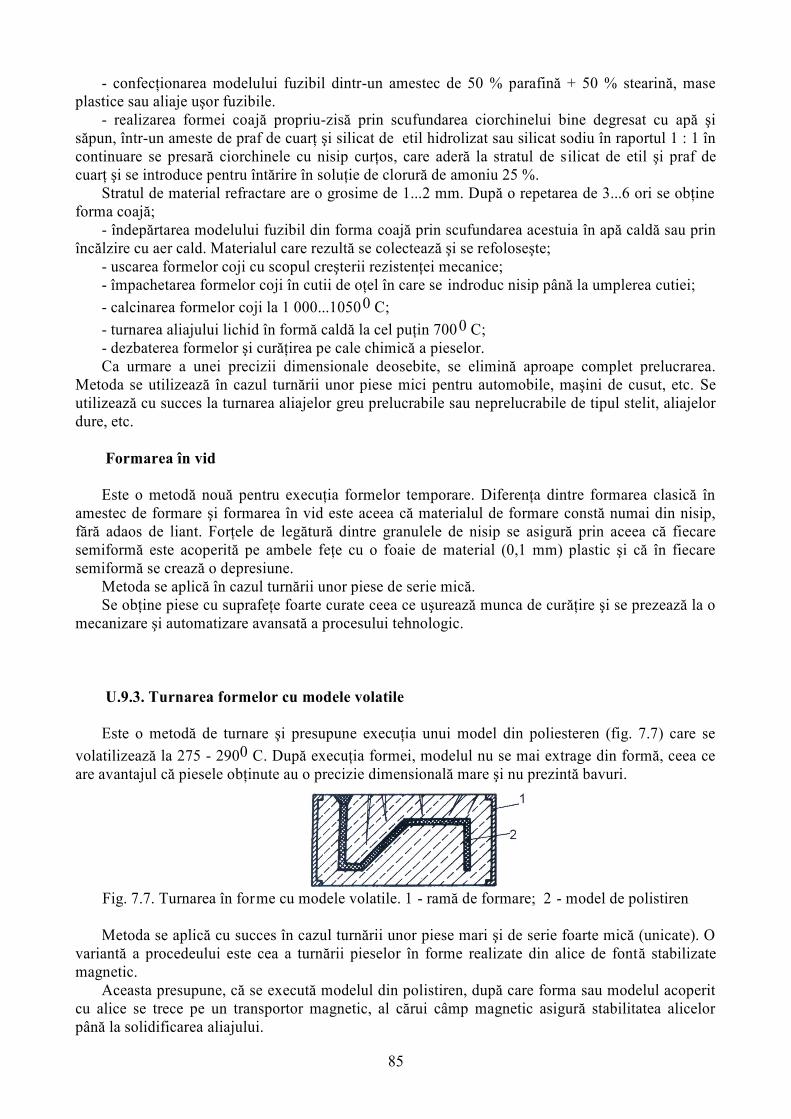
85
- confecţionarea modelului fuzibil dintr-un amestec de 50 % parafină + 50 % stearină, mase
plastice sau aliaje uşor fuzibile.
- realizarea formei coajă propriu-zisă prin scufundarea ciorchinelui bine degresat cu apă şi
săpun, într-un ameste de praf de cuarţ şi silicat de etil hidrolizat sau silicat sodiu în raportul 1 : 1 în
continuare se presară ciorchinele cu nisip curţos, care aderă la stratul de silicat de etil şi praf de
cuarţ şi se introduce pentru întărire în soluţie de clorură de amoniu 25 %.
Stratul de material refractare are o grosime de 1...2 mm. După o repetarea de 3...6 ori se obţine
forma coajă;
- îndepărtarea modelului fuzibil din forma coajă prin scufundarea acestuia în apă caldă sau prin
încălzire cu aer cald. Materialul care rezultă se colectează şi se refoloseşte;
- uscarea formelor coji cu scopul creşterii rezistenţei mecanice;
- împachetarea formelor coji în cutii de oţel în care se indroduc nisip până la umplerea cutiei;
- calcinarea formelor coji la 1 000...10500 C;
- turnarea aliajului lichid în formă caldă la cel puţin 7000 C;
- dezbaterea formelor şi curăţirea pe cale chimică a pieselor.
Ca urmare a unei precizii dimensionale deosebite, se elimină aproape complet prelucrarea.
Metoda se utilizează în cazul turnării unor piese mici pentru automobile, maşini de cusut, etc. Se
utilizează cu succes la turnarea aliajelor greu prelucrabile sau neprelucrabile de tipul stelit, aliajelor
dure, etc.
Formarea în vid
Este o metodă nouă pentru execuţia formelor temporare. Diferenţa dintre formarea clasică în
amestec de formare şi formarea în vid este aceea că materialul de formare constă numai din nisip,
fără adaos de liant. Forţele de legătură dintre granulele de nisip se asigură prin aceea că fiecare
semiformă este acoperită pe ambele feţe cu o foaie de material (0,1 mm) plastic şi că în fiecare
semiformă se crează o depresiune.
Metoda se aplică în cazul turnării unor piese de serie mică.
Se obţine piese cu suprafeţe foarte curate ceea ce uşurează munca de curăţire şi se prezează la o
mecanizare şi automatizare avansată a procesului tehnologic.
U.9.3. Turnarea formelor cu modele volatile
Este o metodă de turnare şi presupune execuţia unui model din poliesteren (fig. 7.7) care se
volatilizează la 275 - 2900 C. După execuţia formei, modelul nu se mai extrage din formă, ceea ce
are avantajul că piesele obţinute au o precizie dimensională mare şi nu prezintă bavuri.
Fig. 7.7. Turnarea în forme cu modele volatile. 1 - ramă de formare; 2 - model de polistiren
Metoda se aplică cu succes în cazul turnării unor piese mari şi de serie foarte mică (unicate). O
variantă a procedeului este cea a turnării pieselor în forme realizate din alice de fontă stabilizate
magnetic.
Aceasta presupune, că se execută modelul din polistiren, după care forma sau modelul acoperit
cu alice se trece pe un transportor magnetic, al cărui câmp magnetic asigură stabilitatea alicelor
până la solidificarea aliajului.
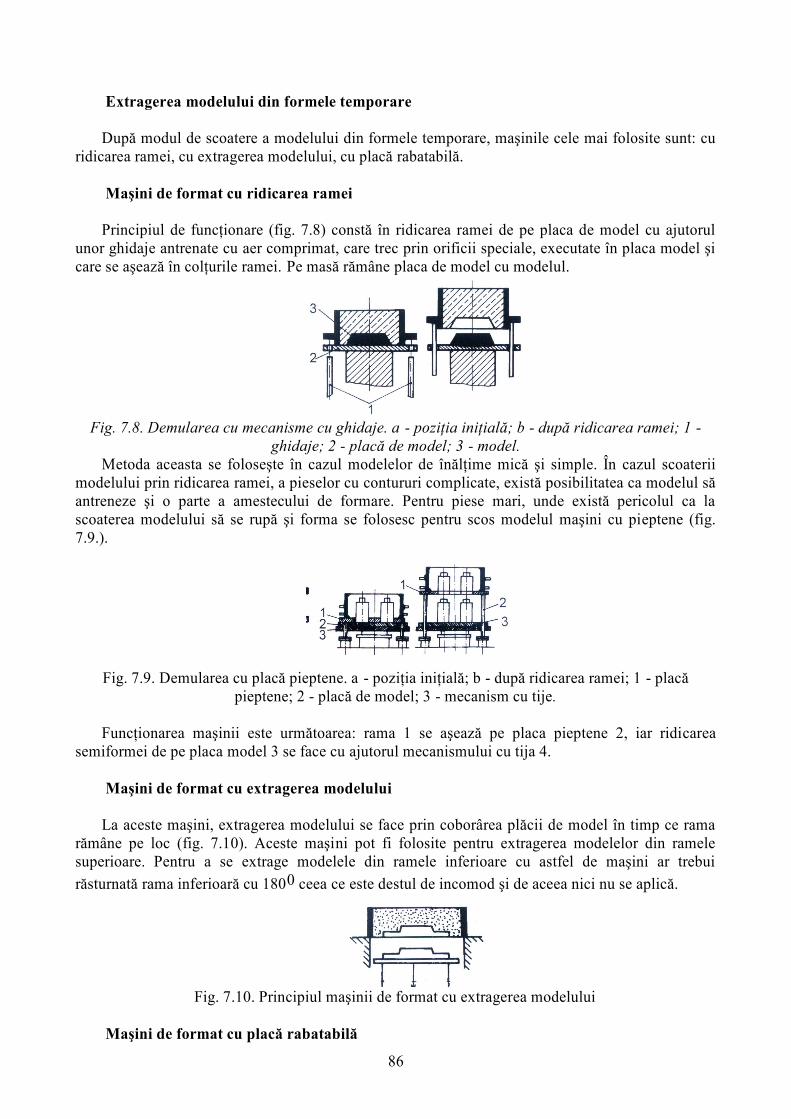
86
Extragerea modelului din formele temporare
După modul de scoatere a modelului din formele temporare, maşinile cele mai folosite sunt: cu
ridicarea ramei, cu extragerea modelului, cu placă rabatabilă.
Maşini de format cu ridicarea ramei
Principiul de funcţionare (fig. 7.8) constă în ridicarea ramei de pe placa de model cu ajutorul
unor ghidaje antrenate cu aer comprimat, care trec prin orificii speciale, executate în placa model şi
care se aşează în colţurile ramei. Pe masă rămâne placa de model cu modelul.
Fig. 7.8. Demularea cu mecanisme cu ghidaje. a - poziţia iniţială; b - după ridicarea ramei; 1 -
ghidaje; 2 - placă de model; 3 - model.
Metoda aceasta se foloseşte în cazul modelelor de înălţime mică şi simple. În cazul scoaterii
modelului prin ridicarea ramei, a pieselor cu contururi complicate, există posibilitatea ca modelul să
antreneze şi o parte a amestecului de formare. Pentru piese mari, unde există pericolul ca la
scoaterea modelului să se rupă şi forma se folosesc pentru scos modelul maşini cu pieptene (fig.
7.9.).
Fig. 7.9. Demularea cu placă pieptene. a - poziţia iniţială; b - după ridicarea ramei; 1 - placă
pieptene; 2 - placă de model; 3 - mecanism cu tije.
Funcţionarea maşinii este următoarea: rama 1 se aşează pe placa pieptene 2, iar ridicarea
semiformei de pe placa model 3 se face cu ajutorul mecanismului cu tija 4.
Maşini de format cu extragerea modelului
La aceste maşini, extragerea modelului se face prin coborârea plăcii de model în timp ce rama
rămâne pe loc (fig. 7.10). Aceste maşini pot fi folosite pentru extragerea modelelor din ramele
superioare. Pentru a se extrage modelele din ramele inferioare cu astfel de maşini ar trebui
răsturnată rama inferioară cu 1800 ceea ce este destul de incomod şi de aceea nici nu se aplică.
Fig. 7.10. Principiul maşinii de format cu extragerea modelului
Maşini de format cu placă rabatabilă
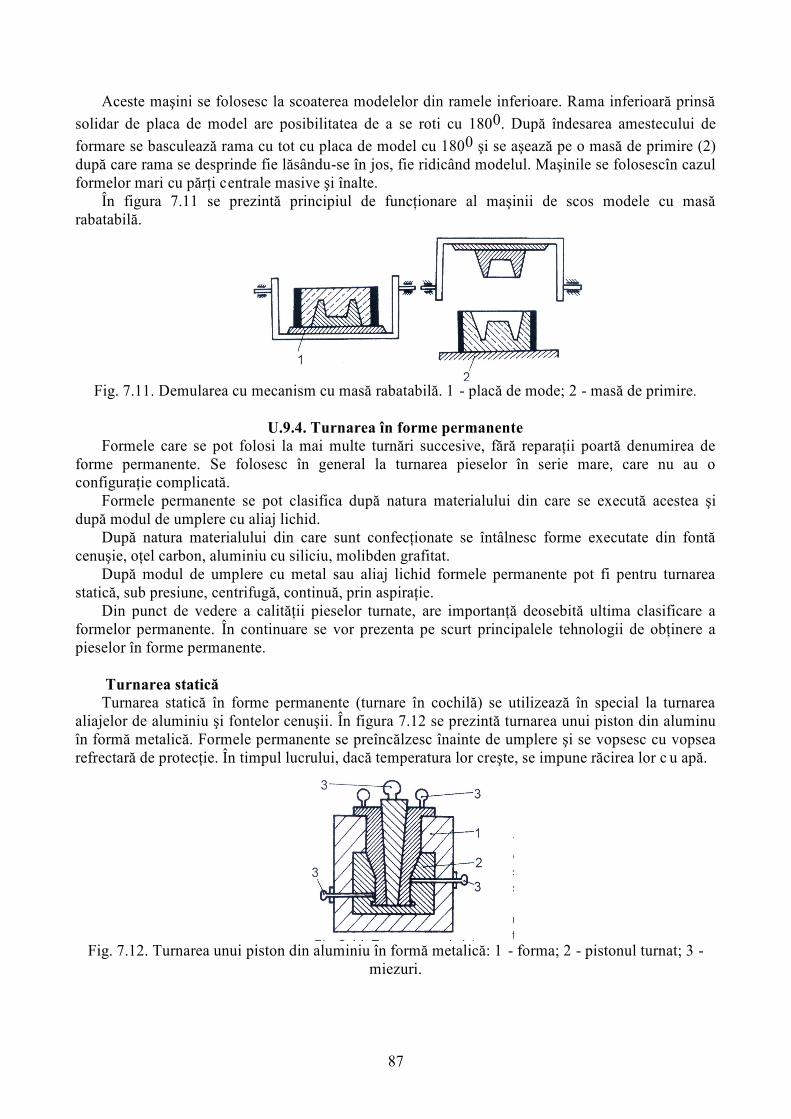
87
Aceste maşini se folosesc la scoaterea modelelor din ramele inferioare. Rama inferioară prinsă
solidar de placa de model are posibilitatea de a se roti cu 1800. După îndesarea amestecului de
formare se basculează rama cu tot cu placa de model cu 1800 şi se aşează pe o masă de primire (2)
după care rama se desprinde fie lăsându-se în jos, fie ridicând modelul. Maşinile se folosescîn cazul
formelor mari cu părţi centrale masive şi înalte.
În figura 7.11 se prezintă principiul de funcţionare al maşinii de scos modele cu masă
rabatabilă.
Fig. 7.11. Demularea cu mecanism cu masă rabatabilă. 1 - placă de mode; 2 - masă de primire.
U.9.4. Turnarea în forme permanente
Formele care se pot folosi la mai multe turnări succesive, fără reparaţii poartă denumirea de
forme permanente. Se folosesc în general la turnarea pieselor în serie mare, care nu au o
configuraţie complicată.
Formele permanente se pot clasifica după natura materialului din care se execută acestea şi
după modul de umplere cu aliaj lichid.
După natura materialului din care sunt confecţionate se întâlnesc forme executate din fontă
cenuşie, oţel carbon, aluminiu cu siliciu, molibden grafitat.
După modul de umplere cu metal sau aliaj lichid formele permanente pot fi pentru turnarea
statică, sub presiune, centrifugă, continuă, prin aspiraţie.
Din punct de vedere a calităţii pieselor turnate, are importanţă deosebită ultima clasificare a
formelor permanente. În continuare se vor prezenta pe scurt principalele tehnologii de obţinere a
pieselor în forme permanente.
Turnarea statică
Turnarea statică în forme permanente (turnare în cochilă) se utilizează în special la turnarea
aliajelor de aluminiu şi fontelor cenuşii. În figura 7.12 se prezintă turnarea unui piston din aluminu
în formă metalică. Formele permanente se preîncălzesc înainte de umplere şi se vopsesc cu vopsea
refrectară de protecţie. În timpul lucrului, dacă temperatura lor creşte, se impune răcirea lor c u apă.
Fig. 7.12. Turnarea unui piston din aluminiu în formă metalică: 1 - forma; 2 - pistonul turnat; 3 -
miezuri.
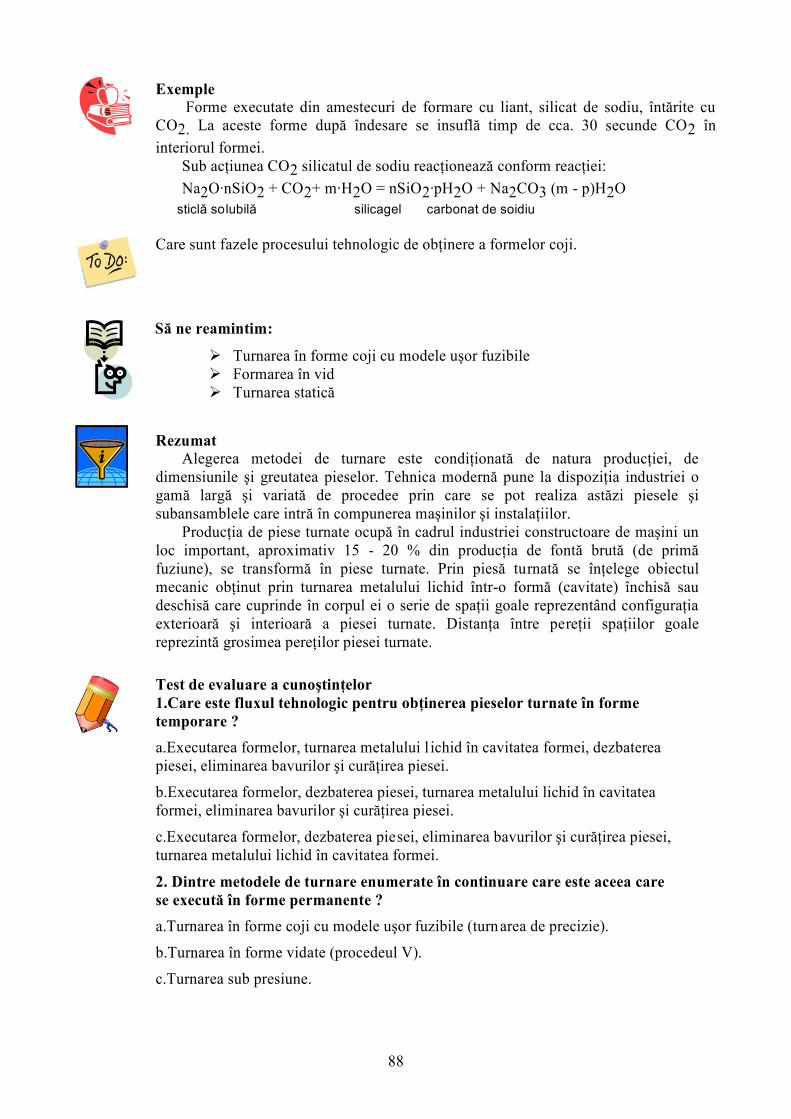
88
Exemple
Forme executate din amestecuri de formare cu liant, silicat de sodiu, întărite cu
CO2. La aceste forme după îndesare se insuflă timp de cca. 30 secunde CO2 în
interiorul formei.
Sub acţiunea CO2 silicatul de sodiu reacţionează conform reacţiei:
Na2O·nSiO2 + CO2+ m·H2O = nSiO2·pH2O + Na2CO3 (m - p)H2O
sticlă solubilă silicagel carbonat de soidiu
Care sunt fazele procesului tehnologic de obţinere a formelor coji.
Să ne reamintim:
Turnarea în forme coji cu modele uşor fuzibile
Formarea în vid
Turnarea statică
Rezumat Alegerea metodei de turnare este condiţionată de natura producţiei, de
dimensiunile şi greutatea pieselor. Tehnica modernă pune la dispoziţia industriei o
gamă largă şi variată de procedee prin care se pot realiza astăzi piesele şi
subansamblele care intră în compunerea maşinilor şi instalaţiilor.
Producţia de piese turnate ocupă în cadrul industriei constructoare de maşini un
loc important, aproximativ 15 - 20 % din producţia de fontă brută (de primă
fuziune), se transformă în piese turnate. Prin piesă turnată se înţelege obiectul
mecanic obţinut prin turnarea metalului lichid într-o formă (cavitate) închisă sau
deschisă care cuprinde în corpul ei o serie de spaţii goale reprezentând configuraţia
exterioară şi interioară a piesei turnate. Distanţa între pereţii spaţiilor goale
reprezintă grosimea pereţilor piesei turnate.
Test de evaluare a cunoştinţelor
1.Care este fluxul tehnologic pentru obţinerea pieselor turnate în forme
temporare ?
a.Executarea formelor, turnarea metalului l ichid în cavitatea formei, dezbaterea
piesei, eliminarea bavurilor şi curăţirea piesei.
b.Executarea formelor, dezbaterea piesei, turnarea metalului lichid în cavitatea
formei, eliminarea bavurilor şi curăţirea piesei.
c.Executarea formelor, dezbaterea piesei, eliminarea bavurilor şi curăţirea piesei,
turnarea metalului lichid în cavitatea formei.
2. Dintre metodele de turnare enumerate în continuare care este aceea care
se execută în forme permanente ?
a.Turnarea în forme coji cu modele uşor fuzibile (turnarea de precizie).
b.Turnarea în forme vidate (procedeul V).
c.Turnarea sub presiune.
89
Unitatea de învăţare 10. PRELUCRAREA PRIN DEFORMARE PLASTICĂ
Cuprins
10.1. Introducere.................................................................................................................... 89
10.2. Competenţe.............................................................................................................. ......89
U.10.1. Bazele teoretice ale prelucrării prin deformare plastică ............................................90
U.10.2. Încălzirea la prelucrarea prin deforamrea plastică .......... ...........................................92
U.10.3. Legile deformării plastice..........................................................................................93
U.10.4. Procedee de deformare plastică..................................................................................96
U. 10.5. Laminarea metalelor şi aliajelor........................................................................... .....97
U.10.6. Extruziunea...............................................................................................................101
10.1. Introducere
Se prezintă bazele teoretice ale prelucrării prin deformare plastică şi
principalele procedee de deformare plastică. Deformarea plastică este metoda de
prelucrare fără aşchiere prin care, în scopul obţinerii unor semifabricate sau
produse finite, se realizează deformarea permanentă a materialelor fără fisurare
prin aplicarea forţelor exterioare. Deformaţiile se pot clasifica în: elastice şi
permanente, cele permanente la rândul lor pot fi plastice, adică fără fisuri sau
ruperi de metale (stare plastică) şi cu fisuri, cu ruperi de metal (stare casantă).
10.2. Competenţele unităţii de învăţare
Competenţe în caracterizarea şi cunoaşterea bazelor teoretice ale
prelucrării prin deformare plastica, a legilor deformării plastice şi a principalelor
procedee de deformare plastică.
Durata medie de parcurgere a primei unităţi de învăţare este de 2 ore.
90
PRELUCRAREA PRIN DEFORMARE PLASTICĂ
Deformarea plastică este metoda de prelucrare fără aşchiere prin care, în scopul obţinerii unor
semifabricate sau produse finite, se realizează deformarea permanentă a materialelor fără fisurare
prin aplicarea forţelor exterioare.
U.10.1. Bazele teoretice ale prelucrării prin deformare plastică
Deformări elastice şi deformări plastice
Deformările sunt posibile datorită schimbării echilibrului dintre forţele interne ale materialului
sub acţiunea forţelor exterioare materialului.
Deformările sunt condiţionate de repartizarea forţelor, din direcţia în care se manifestă acestea,
felul solicitării şi de viteza cu care se exercită forţele exterioare.
Deformaţiile se pot clasifica în: elastice şi permanente, cele permanente la rândul lor pot fi
plastice, adică fără fisuri sau ruperi de metale (stare plastică) şi cu fisuri, cu ruperi de metal (stare
casantă).
Deformarea elastică are loc prin deplasarea atomilor din poziţia lor de echilibru, mărimea
deplasării nedepăşind ordinul de mărimi al distanţei dintre atomi. Deformarea nu produce
modificări în structura internă a metalului. Se montează unele proprietăţi fizice şi chimice, cum ar fi
conductivitatea electrică, culoare, etc.
Deformarea plastică se realizează prin deplasarea relativă a atomilor în poziţii noi de echilibru
la distanţe mult mai mari decât distanţele dintre atomi, în reţeaua cristalină. Metalul suferă
modificări importante în structura sa, deformarea produsă nu mai respectă legea lui Hooke.
În timpul prelucrării materialelor metalice prin deformare plastică este necesar ca forţele ce
acţionează să aibă efortul unitar de prelucrare (), mai mare decât limita de curgere (c) şi mai
mică decât rezistenţa la rupere (r).
De aceea pentru o deformare plastică este necesar de a aduce c la o valoare cât mai mică, prin
diferite metode (temperatură, etc.), iar valoarea lui r să fie cât mai mare.
Deformarea plastică la rece
Se consideră că avem deformare plastică la rece, atunci când aceasta are loc la o temperatură:
(1) în care: Tt este temperatura de topire a amestecului.
Deformarea plastică se poate produce prin alunecare, prin maclare şi prin alunecare şi maclare.
Deformarea plastică prin alunecare a policristalelor. Materialele metalice tehnice sunt corpuri
policristaline, a căror deformare plastică se compune din deformarea intracristalină (a cristalelor) şi
deformarea intercristalină (a substanţei intercristaline).
Deformarea intracristalină este cu atât mai dificilă cu cât grăunţii care compn cristalele sunt mai
mici.
La început se deformează plastică numai cristalele cu orientare favorabilă a planelor de
alunecare iar ceilalţi grăunţi suferă o deformare elastică.
Deformarea intercristalină se produce datorită faptului că în timpul deformării plastice a
policristalului tot mai mulţi grăunţi se rotesc. Deformarea plastică a policristalului nu se produce
uniform în toţi grăunţii. Unii grăunţi, cu orientare favorabilă (fig. 8.1) acţiunii efortului se
deformează puternic, în timp ce ceilalţi grăunţi nu s -au deformat deloc sau foarte puţin.
91
Deformarea plastică prin maclare. Acest fenomen are loc atunci când o parte a reţelei cristaline
se roteşte în jurul nodurilor sale când cele două părţi ajung într-o poziţie simetrică una faţă de
cealaltă (fig. 8.2). Prin maclare o parte din cristal se reorientează în raport cu restul de-a lungul unui
anumit plan, numit plan de maclare. Partea rotită deformată a cristalului se numeşte maclă.
Fig. 8.1. Fig. 8.2
Influenţa deformării plastice la rece asupra proprietăţii metalelor. Prelucrarea prin deformare
plastică la rece provoacă ecruisarea (întărirea) metalului, aceasta reprezintă ansamblul fenomenelor
legate de modificarea proprietăţilor mecanice, fizice şi chimice în procesul de deformare plastică la
rece (fig. 8.3).
Fig. 8.3.
Deformarea plastică la cald
Deformarea plastică la cald se realizează prin alunecare sau prin maclare. Prin încălzire, datorită
creşterii mobilităţii atomilor în reţea, dispar tensiunile interne.
Revenirea este procesul de mărire a plasticităţii materialului care se realizează la temperaturi
cuprinse intre o,2d Tt şi 0,4 Tt (din temperatura de topire), înlăturându-se astfel deformaţia reţelei.
La aceste temperaturi nu se produce nici o modificare a microstructuii.
Recristalizarea este fenomenul care începe la temperaturi superioare temperaturii de revenire.
Atomii ajungând la o mobilitate suficientă, se măreşte procesul de difuzie şi începe procesul de
refacere a structurii prin apariţia unor noi centri de cristalizare iar în final dispar complet tensiunile
interne.
Recristalizarea influenţează nu numai asupra reţelei cirstaline, dar şi asupra formei şi
dimensiunile grăunţilor.
Formele deformărilor plastice
Cunoscând fenomenele. se poate face o împărţire a procedeelor de prelucrare plastică după
domeniul de temperatură în:
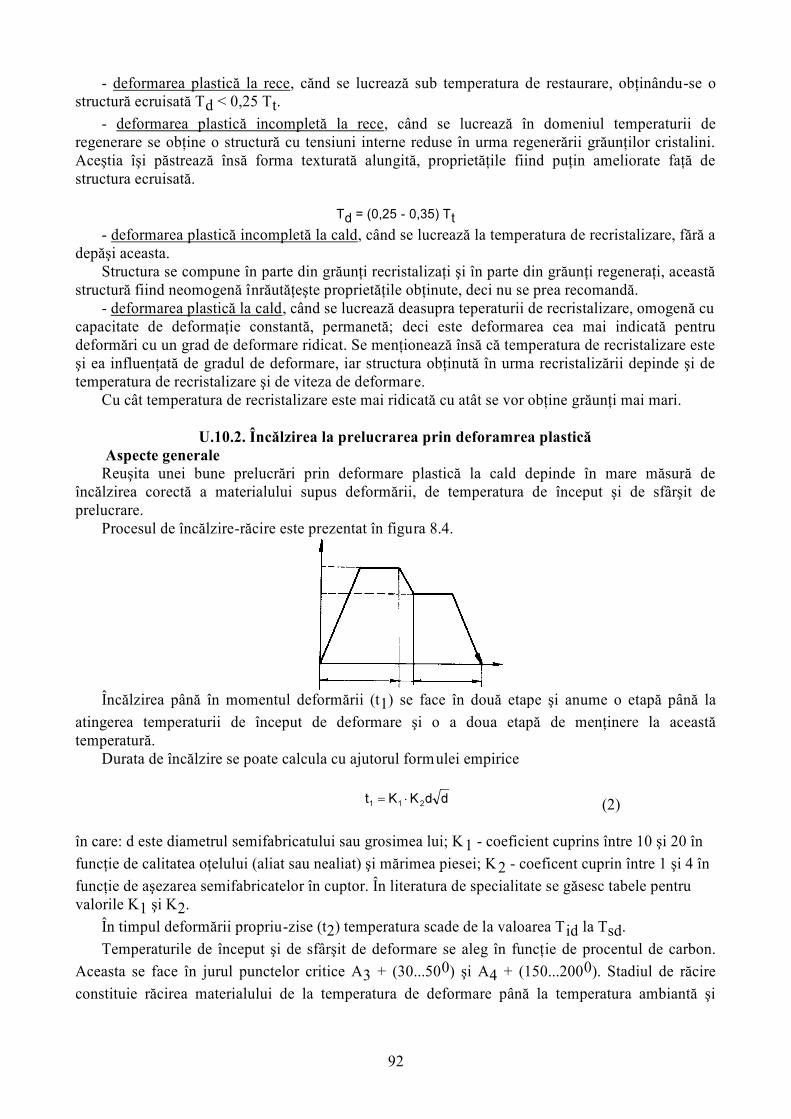
92
- deformarea plastică la rece, cănd se lucrează sub temperatura de restaurare, obţinându-se o
structură ecruisată Td < 0,25 Tt.
- deformarea plastică incompletă la rece, când se lucrează în domeniul temperaturii de
regenerare se obţine o structură cu tensiuni interne reduse în urma regenerării grăunţilor cristalini.
Aceştia îşi păstrează însă forma texturată alungită, proprietăţile fiind puţin ameliorate faţă de
structura ecruisată.
Td = (0,25 - 0,35) Tt
- deformarea plastică incompletă la cald, când se lucrează la temperatura de recristalizare, fără a
depăşi aceasta.
Structura se compune în parte din grăunţi recristalizaţi şi în parte din grăunţi regeneraţi, această
structură fiind neomogenă înrăutăţeşte proprietăţile obţinute, deci nu se prea recomandă.
- deformarea plastică la cald, când se lucrează deasupra teperaturii de recristalizare, omogenă cu
capacitate de deformaţie constantă, permanetă; deci este deformarea cea mai indicată pentru
deformări cu un grad de deformare ridicat. Se menţionează însă că temperatura de recristalizare este
şi ea influenţată de gradul de deformare, iar structura obţinută în urma recristalizării depinde şi de
temperatura de recristalizare şi de viteza de deformare.
Cu cât temperatura de recristalizare este mai ridicată cu atât se vor obţine grăunţi mai mari.
U.10.2. Încălzirea la prelucrarea prin deforamrea plastică
Aspecte generale
Reuşita unei bune prelucrări prin deformare plastică la cald depinde în mare măsură de
încălzirea corectă a materialului supus deformării, de temperatura de început şi de sfârşit de
prelucrare.
Procesul de încălzire-răcire este prezentat în figura 8.4.
Încălzirea până în momentul deformării (t1) se face în două etape şi anume o etapă până la
atingerea temperaturii de început de deformare şi o a doua etapă de menţinere la această
temperatură.
Durata de încălzire se poate calcula cu ajutorul formulei empirice
(2)
în care: d este diametrul semifabricatului sau grosimea lui; K1 - coeficient cuprins între 10 şi 20 în
funcţie de calitatea oţelului (aliat sau nealiat) şi mărimea piesei; K2 - coeficent cuprin între 1 şi 4 în
funcţie de aşezarea semifabricatelor în cuptor. În literatura de specialitate se găsesc tabele pentru
valorile K1 şi K2.
În timpul deformării propriu-zise (t2) temperatura scade de la valoarea Tid la Tsd.
Temperaturile de început şi de sfârşit de deformare se aleg în funcţie de procentul de carbon.
Aceasta se face în jurul punctelor critice A3 + (30...500) şi A4 + (150...2000). Stadiul de răcire
constituie răcirea materialului de la temperatura de deformare până la temperatura ambiantă şi
93
depinde de mediul de răcire ales. De fapt timpul de răcire al piesei se compune din timpul de răcire
în cursul deformării t2 şi din timpul de răcire de după deformare t3.
Dincele expuse rezultă că plasitcitatea metalelor depinde de temperatură şi că în general ea
creşte cu creşterea temperaturii.
Instalaţii de încălzire Instalaţiile folosite pentru încălzirea semifabricatelor în vederea deformării plastice trebuie să
îndeplinească următoarele condiţii: să asigure o încălzire uniformă şi pătrunsă, să permită reglarea
pentru un anumit regim de încălzire, să permită controlul procesului de încălzire, să aibă un
randament ridicat.
Randamentul unei instalaţii de încălzire se exprimă prin relaţia :
în care: Qp este căldura acumulată de piesă şi Qa - căldura realizată prin arderea combustibilului.
Cuptoarele de încălzire se clasifică (fig. 8.5.) după cum urmează:
În figura 8.6 este prezentat cuptorul cu vatră rotativă tip carusel. Aceste cuptoare sunt folosite
pentru încălzirea semifabricatelor de formă variată: ţevi, roţi, bandaje, etc. Productivitatea acestor
cuptoare variază între 20 şi 100 t/h.
U.10.3. Legile deformării plastice
În urma studiilor teoretice şi a datelor experimentale s-a ajuns să se precizeze anumite legi cu
privire la comportarea metalelor şi aliajelor în timpul deformării plastice. La baza deformării
plastice a unui metal stau următoarele legi:
1 - legea volumului constant;
2 - legea prezenţei deformărilor elastice în timpul deformării plastice;
3 - legea rezistenţei minime;
4 - legea apariţiei şi echilibrului eforturilor interioare suplimentare;
5 - legea similitudinii.
Legea volumului constant. Făcând abstracţie de micile variaţii de volum prin îndesare sau
pierderi în oxizi se poate considera că deformarea are loc la volum constant. Dacă l0, b0, h0 sunt
dimensiunile unui corp înainte de deformare şi l1, b1, h1 după deformare (fig. 8.8) se poate scrie că:
V = l0, b0, h0 = l1, b1, h1 = constant (3)
sau:
Prin logaritmare rezultă:
(4)

94
şi dacă notăm:
se obţine: (5)
adică suma gradelor de deformare logaritmice după cele trei direcţii este nulă. Una din gradele de
deformare care are semn diferit de celelalte două va avea mărimea absolută egală cu a celorlalte
două.
Gradele de deformare se mai pot exprima şi sub forma:
(6)
în care: - sunt gradele de deformare de ordinul întâi;
- gradele de deformare de ordinul al doilea.
Cum gradul de deformare logaritmic deformării elementare relative la un moment dat se poate
scrie că:
(7)
rezultă că:
(8)
Interpretând tehnologic această lege se poate spune că dacă: deformarea se produce după toate
trei direcţiile. Dacă: deformarea se produce numai după două direcţii.
Dacă prima ecuaţie a sistemului (8) se înmulţeşte cu V, rezultă:
(9)
Cum produsul dintre volum şi gradul de deformare reprezintă volumul deplasat în direcţia
corespunzătoare axelor x, y, z se poate afirma că şi suma volumelor deplasate în trei direcţii
perpendiculare între ele este egală cu zero.
Legea prezenţei deformărilor elastice în timpul defromării plastice. Esenţa legii constă în faptul
că deformarea plastică este întotdeauna însoţită de o deformare elastică, legea se poate exprima sub
forma:
(10)
în care: e este deformarea totală suferită de corp; ee - mărimea deformării elastice; ep - mărimea
deformării plastice. De această lege se ţine cont mai ales la prelucrarea la rece când ponderea
deformării elastice este destul de mare şi materialul are tendinţa de mărire a volumu lui după
deformare.
Legea rezistenţei minime. Această lege are mai multe formulări:
- orice formă a secţiunii transversale a unui corp supus deformării plastice prin refulare în
prezenţa frecării pe suprafaţa de contact tinde să ia forma care are perimetrul minim la suprafaţa
dată; la limită se tindecătre un cerc;
95
- deplasarea punctelor corpului pe suprafaţa perpendiculară pe direcţia forţelor exterioare are
loc după normala cea mai scurtă dusă la perimetrul secţiunii, ceea de înseamnă că în cazul
posibilităţii deplasării punctului corpului deformat în diferite direcţii fiecare punct se va deplasa în
direcţia rezistenţei minime.
Deformarea maximă se va produce în acea direcţie în care se va deplasa cea mai mare cantitate
de material.
Dacă se consideră pentru deformarea unui semifabricat de formă paralelipipedică, conform
principiului deplasării punctulelor după normala cea mai scurtă la perimetru, dreptunghiul se poate
împărţii în două trapeze şi două triunghuiri (fig. 8.9). Se observă tendinţa transformării formei
dreptunghiulare a secţiunii iniţiale în elipsă, respectiv cerc. Materialul deplasându-se mai ales după
direcţia y. Legea rezistenţei minime trebuie luată în considerare în cazul matriţării cu bavură. Pentru
a asigura umplerea completă a cavităţii formei trebuie ca în acea direcţie să se opună curgerii
materialului o rezistenţă minimă.
Pentru a asigura aceste condiţii se prevede în jurul cavităţii un canal de bavură. Prin formarea
bavurii se crează în mod artificial o rezistenţă sporită la curgerea materialului afară din cavitate şi
astfel se asigură umplerea cavităţii matriţei.
Legea apariţiei şi echilibrului eforturilor interioare suplimentare .
La orice schimbare a formei unui corp policristalin aflat în stare plastică apar in interiorul
materialul eforturi suplimentare ce se opun deformării relative şi care tind să se echilibreze reciproc.
Eforturile suplimentare apar datorită frecării de contact dintre sculă şi semifabricat, repartiţiei
uniforme a temperaturii în semifabricat, neomogenităţii compoziţiei chimice şi a proprietăţilor
mecanice ale materialului, tendinţei de frânare a dislocaţiilor în timpul deformării plastice etc.
Eforturile interioare produse şi rămase în piesa prelucrată se pot adăuga eforturile interioare ce
apar în timpul funcţionării ceea ce poate duce la apariţia de fisuri, chiar la eforturi mici. Pe de altă
parte ele micşorează plasticitatea şi elasticitatea chimică a materialului. Spre exemplu în cazul
tragerii sârmelor, apar eforturi suplimentare între straturile de material centrale cu tendinţa de
lungire mare şi straturile superficiale împiedicate în tendinţa lor de deformare prin întindere de către
forţele de frecare în contact cu filiera.
În consecinţă în straturile superficiale apar eforturi suplimentare de întindere iar în cele
interioare eforturi suplimentare de compresiune.
Pentru evitarea apariţiei eforturilor suplimentare se vor reduce pe cât posibil frecările între
suprafaţa materialului ce se deformează şi suprafaţa sculei de lucru, iar forma semifabricatului se va
alege cât mai apropiată de cea a piesei finite.
Legea similitudinilor. Pentru aceleaşi condiţii de deformare a două corpuri geometrice
asemenea care au mărimi diferite presiunile specifice de deformare sunt egale între ele, raportul
forţelor de deformare este egal cu pătratul raportului mărimilor liniare, iar raportul mărimilor ale
corpului deformat:
(11)
Legea este valabilă în condiţiile când ambele corpuri au aceleaşi faze structurale aceeaşi stare
chimică şi aceleaşi caracteristici mecanice, iar temperatura corpului la începutul şi în timpul
deformării este aceeaşi. Rezultatele obţinute pe model nu mai corespund decât cu corecţii la piesele
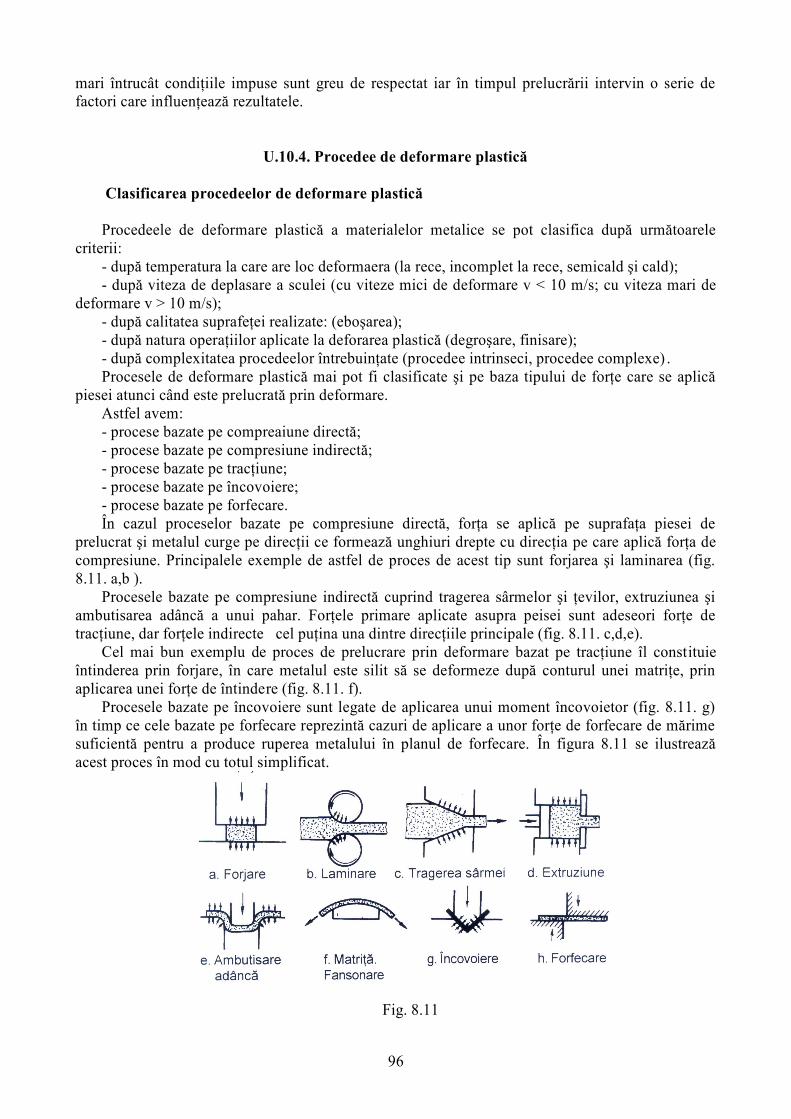
96
mari întrucât condiţiile impuse sunt greu de respectat iar în timpul prelucrării intervin o serie de
factori care influenţează rezultatele.
U.10.4. Procedee de deformare plastică
Clasificarea procedeelor de deformare plastică
Procedeele de deformare plastică a materialelor metalice se pot clasifica după următoarele
criterii:
- după temperatura la care are loc deformaera (la rece, incomplet la rece, semicald şi cald);
- după viteza de deplasare a sculei (cu viteze mici de deformare v < 10 m/s; cu viteza mari de
deformare v > 10 m/s);
- după calitatea suprafeţei realizate: (eboşarea);
- după natura operaţiilor aplicate la deforarea plastică (degroşare, finisare);
- după complexitatea procedeelor întrebuinţate (procedee intrinseci, procedee complexe) .
Procesele de deformare plastică mai pot fi clasificate şi pe baza tipului de forţe care se aplică
piesei atunci când este prelucrată prin deformare.
Astfel avem:
- procese bazate pe compreaiune directă;
- procese bazate pe compresiune indirectă;
- procese bazate pe tracţiune;
- procese bazate pe încovoiere;
- procese bazate pe forfecare.
În cazul proceselor bazate pe compresiune directă, forţa se aplică pe suprafaţa piesei de
prelucrat şi metalul curge pe direcţii ce formează unghiuri drepte cu direcţia pe care aplică forţa de
compresiune. Principalele exemple de astfel de proces de acest tip sunt forjarea şi laminarea (fig.
8.11. a,b ).
Procesele bazate pe compresiune indirectă cuprind tragerea sârmelor şi ţevilor, extruziunea şi
ambutisarea adâncă a unui pahar. Forţele primare aplicate asupra peisei sunt adeseori forţe de
tracţiune, dar forţele indirecte cel puţina una dintre direcţiile principale (fig. 8.11. c,d,e).
Cel mai bun exemplu de proces de prelucrare prin deformare bazat pe tracţiune îl constituie
întinderea prin forjare, în care metalul este silit să se deformeze după conturul unei matriţe, prin
aplicarea unei forţe de întindere (fig. 8.11. f).
Procesele bazate pe încovoiere sunt legate de aplicarea unui moment încovoietor (fig. 8.11. g)
în timp ce cele bazate pe forfecare reprezintă cazuri de aplicare a unor forţe de forfecare de mărime
suficientă pentru a produce ruperea metalului în planul de forfecare. În figura 8.11 se ilustrează
acest proces în mod cu totul simplificat.
Fig. 8.11
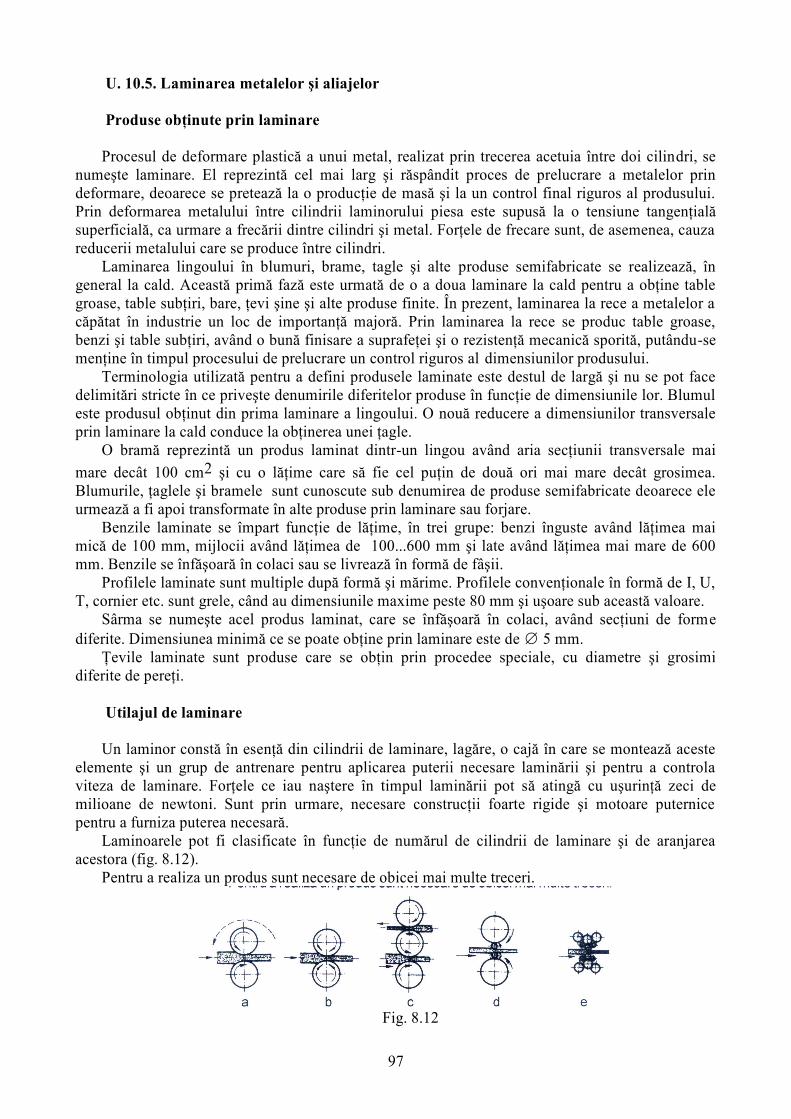
97
U. 10.5. Laminarea metalelor şi aliajelor
Produse obţinute prin laminare
Procesul de deformare plastică a unui metal, realizat prin trecerea acetuia între doi cilindri, se
numeşte laminare. El reprezintă cel mai larg şi răspândit proces de prelucrare a metalelor prin
deformare, deoarece se pretează la o producţie de masă şi la un control final riguros al produsului.
Prin deformarea metalului între cilindrii laminorului piesa este supusă la o tensiune tangenţială
superficială, ca urmare a frecării dintre cilindri şi metal. Forţele de frecare sunt, de asemenea, cauza
reducerii metalului care se produce între cilindri.
Laminarea lingoului în blumuri, brame, tagle şi alte produse semifabricate se realizează, în
general la cald. Această primă fază este urmată de o a doua laminare la cald pentru a obţine table
groase, table subţiri, bare, ţevi şine şi alte produse finite. În prezent, laminarea la rece a metalelor a
căpătat în industrie un loc de importanţă majoră. Prin laminarea la rece se produc table groase,
benzi şi table subţiri, având o bună finisare a suprafeţei şi o rezistenţă mecanică sporită, putându-se
menţine în timpul procesului de prelucrare un control riguros al dimensiunilor produsului.
Terminologia utilizată pentru a defini produsele laminate este destul de largă şi nu se pot face
delimitări stricte în ce priveşte denumirile diferitelor produse în funcţie de dimensiunile lor. Blumul
este produsul obţinut din prima laminare a lingoului. O nouă reducere a dimensiunilor transversale
prin laminare la cald conduce la obţinerea unei ţagle.
O bramă reprezintă un produs laminat dintr-un lingou având aria secţiunii transversale mai
mare decât 100 cm2 şi cu o lăţime care să fie cel puţin de două ori mai mare decât grosimea.
Blumurile, ţaglele şi bramele sunt cunoscute sub denumirea de produse semifabricate deoarece ele
urmează a fi apoi transformate în alte produse prin laminare sau forjare.
Benzile laminate se împart funcţie de lăţime, în trei grupe: benzi înguste având lăţimea mai
mică de 100 mm, mijlocii având lăţimea de 100...600 mm şi late având lăţimea mai mare de 600
mm. Benzile se înfăşoară în colaci sau se livrează în formă de fâşii.
Profilele laminate sunt multiple după formă şi mărime. Profilele convenţionale în formă de I, U,
T, cornier etc. sunt grele, când au dimensiunile maxime peste 80 mm şi uşoare sub această valoare.
Sârma se numeşte acel produs laminat, care se înfăşoară în colaci, având secţiuni de forme
diferite. Dimensiunea minimă ce se poate obţine prin laminare este de 5 mm.
Ţevile laminate sunt produse care se obţin prin procedee speciale, cu diametre şi grosimi
diferite de pereţi.
Utilajul de laminare
Un laminor constă în esenţă din cilindrii de laminare, lagăre, o cajă în care se montează aceste
elemente şi un grup de antrenare pentru aplicarea puterii necesare laminării şi pentru a controla
viteza de laminare. Forţele ce iau naştere în timpul laminării pot să atingă cu uşurinţă zeci de
milioane de newtoni. Sunt prin urmare, necesare construcţii foarte rigide şi motoare puternice
pentru a furniza puterea necesară.
Laminoarele pot fi clasificate în funcţie de numărul de cilindrii de laminare şi de aranjarea
acestora (fig. 8.12).
Pentru a realiza un produs sunt necesare de obicei mai multe treceri.
Fig. 8.12

98
Bazele teoretice ale laminării
Prin procesul de laminare, adică trecerea forţată a semifabricatului printre cilindrii de laminare,
se obţine un produs cu o secţiune mult micşorată faţă de aceea a semifabricatului şi cu o lungime
mult mai mare decât aceea a semifabricatului iniţial.
Această reducere a secţiunii şi alungire pronunţată se obţine în urma acţiunii unor forţe de
compresiune directe, exercitate de cilindrii laminorului asupra materialului de prelucrat. Pentru a
putea studia teoretic procesul de laminare simplu, se fac câteva ipoteze şi anume: materialul este
omogen; în timpul laminării se produce o lăţire uniformă a secţiunii laminate; cilindrii nu alunecă
pe suprafaţa materialului şi viteza de trecere printre cilindrii de laminare într-o anumită secţiune
dată este constantă.
În punctul A din figura 8.13 asupra metalului acţionează două forţe: forţa radială Fr şi forţa
tangenţială de frecare F. Componenta verticală a forţei Fr, se numeşte forţă de laminare P. Forţa de
laminare este aceea forţă cu care cilindrii presează metalul. Presiunea de laminare p este egală cu
raportul dintre forţa de laminare şi suprafaţa de contact. Suprafaţa de contact dintre metal şi cilindrii
este egală cu produsul dintre lăţimea tablei b şi lungimea proiectată Lp a arcului de contac.
În cazul limită forţa normală pe un element de suprafaţă are valoarea:
(12)
unde: Kdm este rezistenţa medie opusă la deformare a metalului; b - lăţimea semifabricatului în
locul considerat; R - raza cilindrului.
Integrând în limitele unghiului corespunzător arcului de contact se obţine:
(13)
Dacă se consideră că lăţimea medie în zona de deformare este constantă şi se notează lungimea
arcului de contact cu Lac rezultă:
(14)
Lungimea proiectată Lp a arcului de contact se poate calcula cu relaţia:
(15)
Prin urmare, presiunea de laminare este dată de relaţia:
(16)
O urmare firească a existenţei diferenţelor de viteză între metal şi suprafaţa cilinrilor este faptul
că ia naştere o forţă de frecare F. Admiţând că frecarea între cilindru şi metal este caracterizată prin
coeficentul de frecare m, forţa de frecare pe un element de suprafaţă se poate exprima cu relaţia:
(17)
sau după integrare:
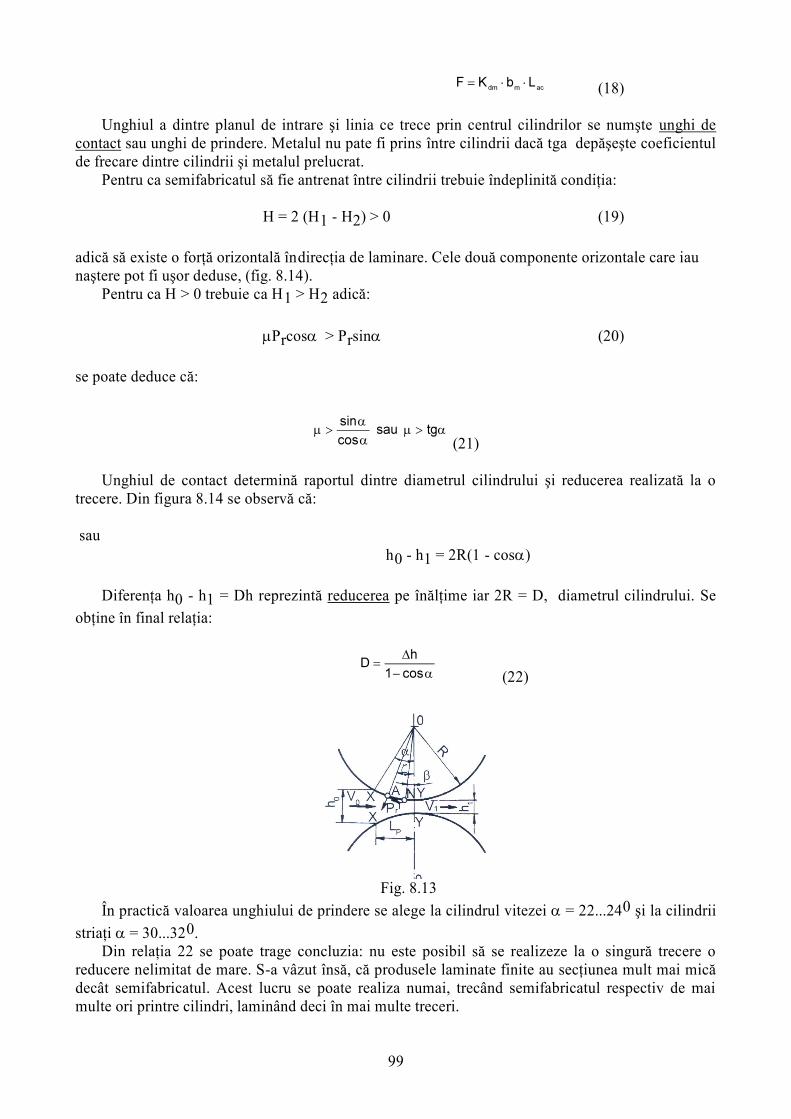
99
(18)
Unghiul a dintre planul de intrare şi linia ce trece prin centrul cilindrilor se numşte unghi de
contact sau unghi de prindere. Metalul nu pate fi prins între cilindrii dacă tga depăşeşte coeficientul
de frecare dintre cilindrii şi metalul prelucrat.
Pentru ca semifabricatul să fie antrenat între cilindrii trebuie îndeplinită condiţia:
H = 2 (H1 - H2) > 0 (19)
adică să existe o forţă orizontală îndirecţia de laminare. Cele două componente orizontale care iau
naştere pot fi uşor deduse, (fig. 8.14).
Pentru ca H > 0 trebuie ca H1 > H2 adică:
Prcos > Prsin (20)
se poate deduce că:
(21)
Unghiul de contact determină raportul dintre diametrul cilindrului şi reducerea realizată la o
trecere. Din figura 8.14 se observă că:
sau
h0 - h1 = 2R(1 - cos)
Diferenţa h0 - h1 = Dh reprezintă reducerea pe înălţime iar 2R = D, diametrul cilindrului. Se
obţine în final relaţia:
(22)
Fig. 8.13
În practică valoarea unghiului de prindere se alege la cilindrul vitezei = 22...240 şi la cilindrii
striaţi = 30...320.
Din relaţia 22 se poate trage concluzia: nu este posibil să se realizeze la o singură trecere o
reducere nelimitat de mare. S-a vâzut însă, că produsele laminate finite au secţiunea mult mai mică
decât semifabricatul. Acest lucru se poate realiza numai, trecând semifabricatul respectiv de mai
multe ori printre cilindri, laminând deci în mai multe treceri.
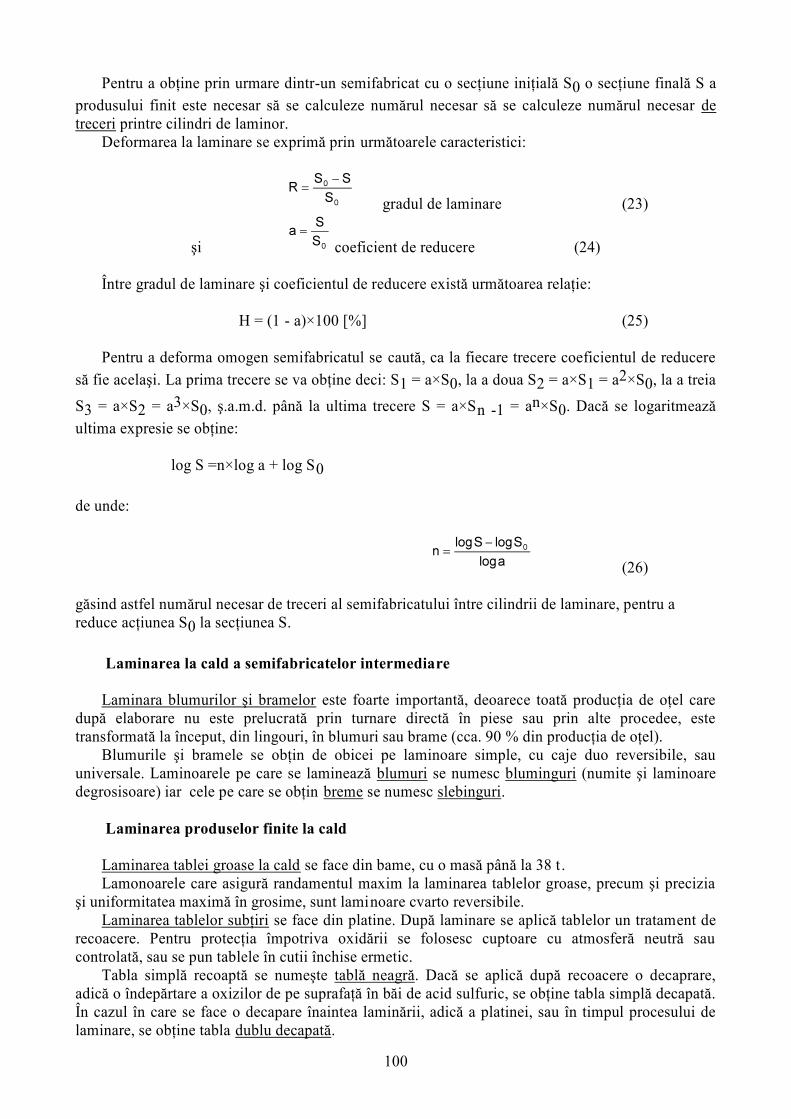
100
Pentru a obţine prin urmare dintr-un semifabricat cu o secţiune iniţială S0 o secţiune finală S a
produsului finit este necesar să se calculeze numărul necesar să se calculeze numărul necesar de
treceri printre cilindri de laminor.
Deformarea la laminare se exprimă prin următoarele caracteristici:
gradul de laminare (23)
şi
coeficient de reducere (24)
Între gradul de laminare şi coeficientul de reducere există următoarea relaţie:
H = (1 - a)×100 [%] (25)
Pentru a deforma omogen semifabricatul se caută, ca la fiecare trecere coeficientul de reducere
să fie acelaşi. La prima trecere se va obţine deci: S1 = a×S0, la a doua S2 = a×S1 = a2×S0, la a treia
S3 = a×S2 = a3×S0, ş.a.m.d. până la ultima trecere S = a×Sn -1 = an×S0. Dacă se logaritmează
ultima expresie se obţine:
log S =n×log a + log S0
de unde:
(26)
găsind astfel numărul necesar de treceri al semifabricatului între cilindrii de laminare, pentru a
reduce acţiunea S0 la secţiunea S.
Laminarea la cald a semifabricatelor intermediare
Laminara blumurilor şi bramelor este foarte importantă, deoarece toată producţia de oţel care
după elaborare nu este prelucrată prin turnare directă în piese sau prin alte procedee, este
transformată la început, din lingouri, în blumuri sau brame (cca. 90 % din producţia de oţel).
Blumurile şi bramele se obţin de obicei pe laminoare simple, cu caje duo reversibile, sau
universale. Laminoarele pe care se laminează blumuri se numesc bluminguri (numite şi laminoare
degrosisoare) iar cele pe care se obţin breme se numesc slebinguri.
Laminarea produselor finite la cald
Laminarea tablei groase la cald se face din bame, cu o masă până la 38 t .
Lamonoarele care asigură randamentul maxim la laminarea tablelor groase, precum şi precizia
şi uniformitatea maximă în grosime, sunt laminoare cvarto reversibile.
Laminarea tablelor subţiri se face din platine. După laminare se aplică tablelor un tratament de
recoacere. Pentru protecţia împotriva oxidării se folosesc cuptoare cu atmosferă neutră sau
controlată, sau se pun tablele în cutii închise ermetic.
Tabla simplă recoaptă se numeşte tablă neagră. Dacă se aplică după recoacere o decaprare,
adică o îndepărtare a oxizilor de pe suprafaţă în băi de acid sulfuric, se obţine tabla simplă decapată.
În cazul în care se face o decapare înaintea laminării, adică a platinei, sau în timpul procesului de
laminare, se obţine tabla dublu decapată.
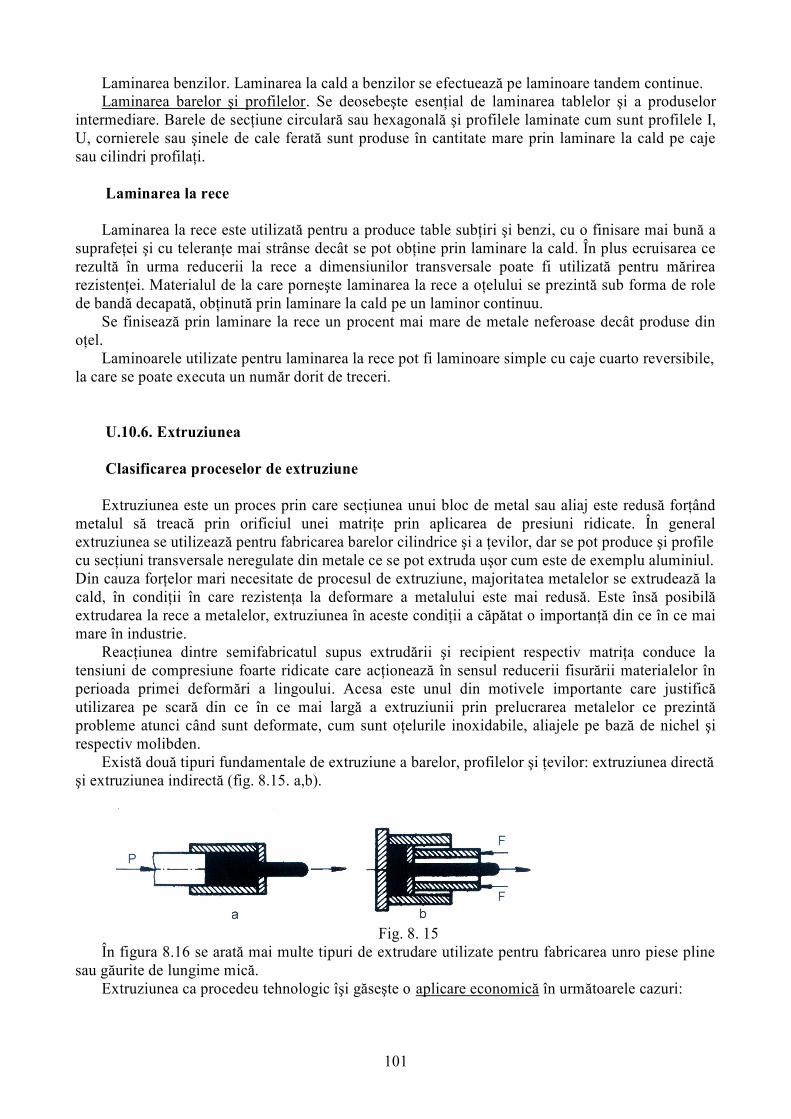
101
Laminarea benzilor. Laminarea la cald a benzilor se efectuează pe laminoare tandem continue.
Laminarea barelor şi profilelor. Se deosebeşte esenţial de laminarea tablelor şi a produselor
intermediare. Barele de secţiune circulară sau hexagonală şi profilele laminate cum sunt profilele I,
U, cornierele sau şinele de cale ferată sunt produse în cantitate mare prin laminare la cald pe caje
sau cilindri profilaţi.
Laminarea la rece
Laminarea la rece este utilizată pentru a produce table subţiri şi benzi, cu o finisare mai bună a
suprafeţei şi cu teleranţe mai strânse decât se pot obţine prin laminare la cald. În plus ecruisarea ce
rezultă în urma reducerii la rece a dimensiunilor transversale poate fi utilizată pentru mărirea
rezistenţei. Materialul de la care porneşte laminarea la rece a oţelului se prezintă sub forma de role
de bandă decapată, obţinută prin laminare la cald pe un laminor continuu.
Se finisează prin laminare la rece un procent mai mare de metale neferoase decât produse din
oţel.
Laminoarele utilizate pentru laminarea la rece pot fi laminoare simple cu caje cuarto reversibile,
la care se poate executa un număr dorit de treceri.
U.10.6. Extruziunea
Clasificarea proceselor de extruziune
Extruziunea este un proces prin care secţiunea unui bloc de metal sau aliaj este redusă forţând
metalul să treacă prin orificiul unei matriţe prin aplicarea de presiuni ridicate. În general
extruziunea se utilizează pentru fabricarea barelor cilindrice şi a ţevilor, dar se pot produce şi profile
cu secţiuni transversale neregulate din metale ce se pot extruda uşor cum este de exemplu aluminiul.
Din cauza forţelor mari necesitate de procesul de extruziune, majoritatea metalelor se extrudează la
cald, în condiţii în care rezistenţa la deformare a metalului este mai redusă. Este însă posibilă
extrudarea la rece a metalelor, extruziunea în aceste condiţii a căpătat o importanţă din ce în ce mai
mare în industrie.
Reacţiunea dintre semifabricatul supus extrudării şi recipient respectiv matriţa conduce la
tensiuni de compresiune foarte ridicate care acţionează în sensul reducerii fisurării materialelor în
perioada primei deformări a lingoului. Acesa este unul din motivele importante care justifică
utilizarea pe scară din ce în ce mai largă a extruziunii prin prelucrarea metalelor ce prezintă
probleme atunci când sunt deformate, cum sunt oţelurile inoxidabile, aliajele pe bază de nichel şi
respectiv molibden.
Există două tipuri fundamentale de extruziune a barelor, profilelor şi ţevilor: extruziunea directă
şi extruziunea indirectă (fig. 8.15. a,b).
Fig. 8. 15
În figura 8.16 se arată mai multe tipuri de extrudare utilizate pentru fabricarea unro piese pline
sau găurite de lungime mică.
Extruziunea ca procedeu tehnologic îşi găseşte o aplicare economică în următoarele cazuri:
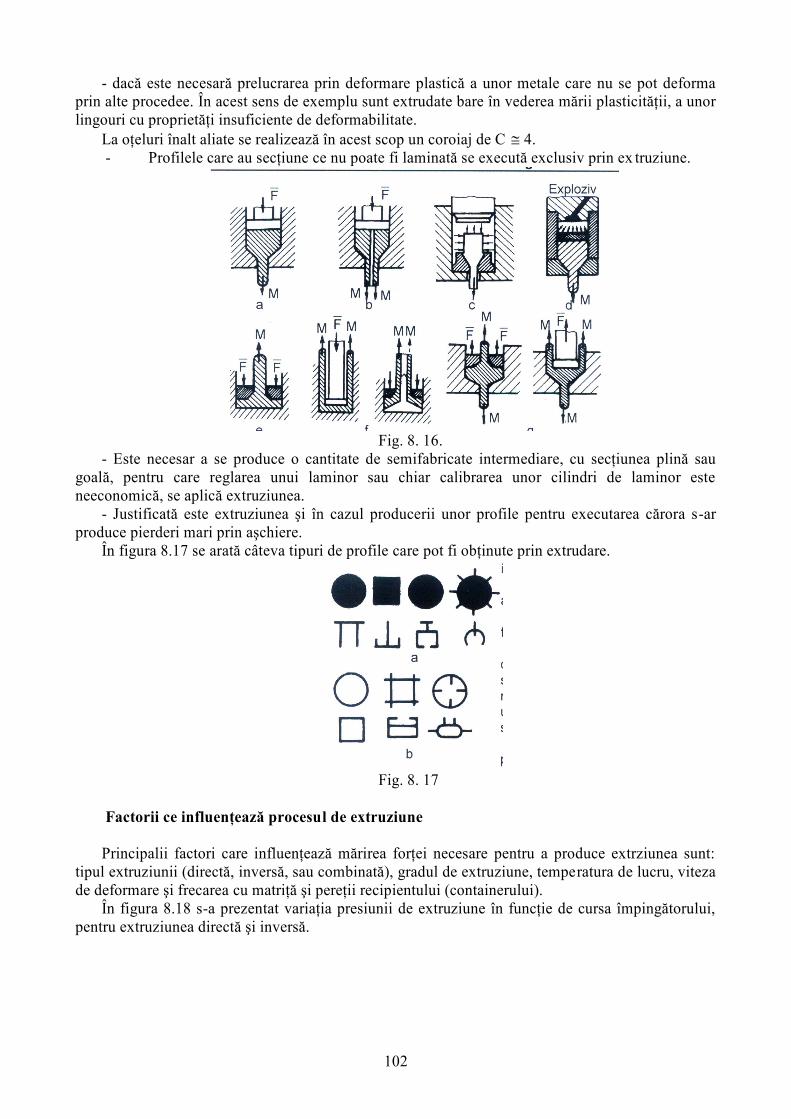
102
- dacă este necesară prelucrarea prin deformare plastică a unor metale care nu se pot deforma
prin alte procedee. În acest sens de exemplu sunt extrudate bare în vederea mării plasticităţii, a unor
lingouri cu proprietăţi insuficiente de deformabilitate.
La oţeluri înalt aliate se realizează în acest scop un coroiaj de C 4.
- Profilele care au secţiune ce nu poate fi laminată se execută exclusiv prin ex truziune.
Fig. 8. 16.
- Este necesar a se produce o cantitate de semifabricate intermediare, cu secţiunea plină sau
goală, pentru care reglarea unui laminor sau chiar calibrarea unor cilindri de laminor este
neeconomică, se aplică extruziunea.
- Justificată este extruziunea şi în cazul producerii unor profile pentru executarea cărora s-ar
produce pierderi mari prin aşchiere.
În figura 8.17 se arată câteva tipuri de profile care pot fi obţinute prin extrudare.
Fig. 8. 17
Factorii ce influenţează procesul de extruziune
Principalii factori care influenţează mărirea forţei necesare pentru a produce extrziunea sunt:
tipul extruziunii (directă, inversă, sau combinată), gradul de extruziune, temperatura de lucru, viteza
de deformare şi frecarea cu matriţă şi pereţii recipientului (containerului).
În figura 8.18 s-a prezentat variaţia presiunii de extruziune în funcţie de cursa împingătorului,
pentru extruziunea directă şi inversă.
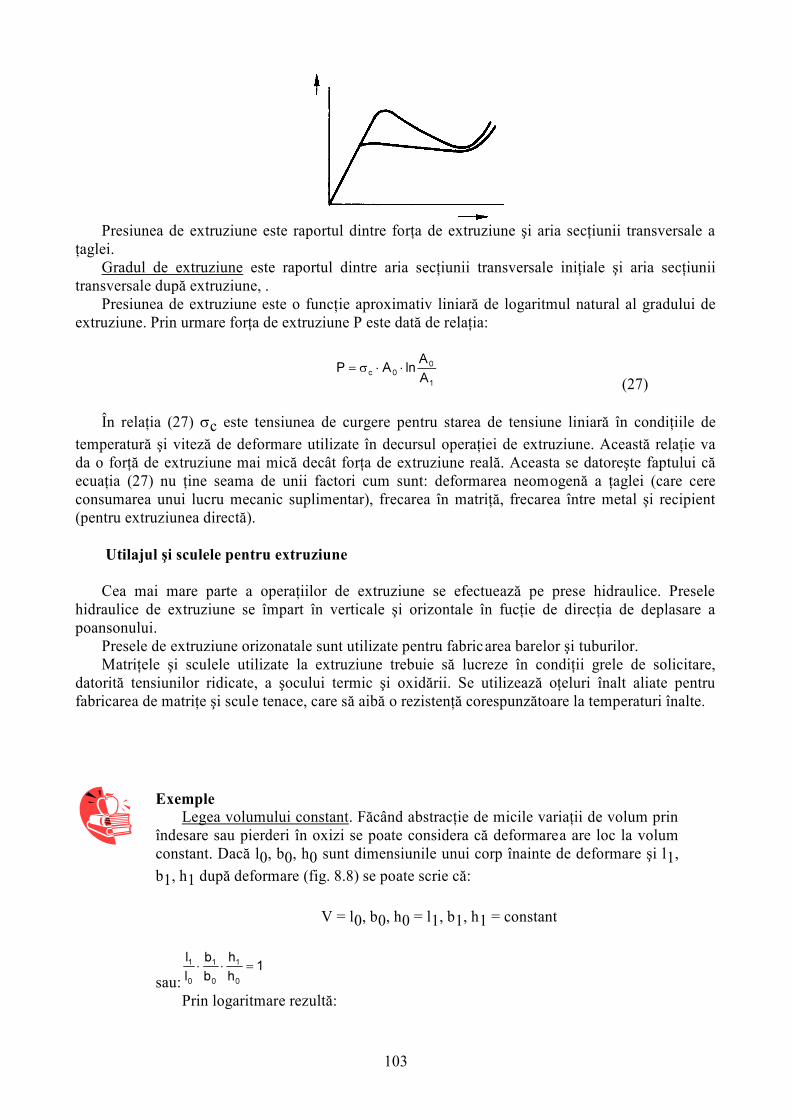
103
Presiunea de extruziune este raportul dintre forţa de extruziune şi aria secţiunii transversale a
ţaglei.
Gradul de extruziune este raportul dintre aria secţiunii transversale iniţiale şi aria secţiunii
transversale după extruziune, .
Presiunea de extruziune este o funcţie aproximativ liniară de logaritmul natural al gradului de
extruziune. Prin urmare forţa de extruziune P este dată de relaţia:
(27)
În relaţia (27) c este tensiunea de curgere pentru starea de tensiune liniară în condiţiile de
temperatură şi viteză de deformare utilizate în decursul operaţiei de extruziune. Această relaţie va
da o forţă de extruziune mai mică decât forţa de extruziune reală. Aceasta se datoreşte faptului că
ecuaţia (27) nu ţine seama de unii factori cum sunt: deformarea neomogenă a ţaglei (care cere
consumarea unui lucru mecanic suplimentar), frecarea în matriţă, frecarea între metal şi recipient
(pentru extruziunea directă).
Utilajul şi sculele pentru extruziune
Cea mai mare parte a operaţiilor de extruziune se efectuează pe prese hidraulice. Presele
hidraulice de extruziune se împart în verticale şi orizontale în fucţie de direcţia de deplasare a
poansonului.
Presele de extruziune orizonatale sunt utilizate pentru fabricarea barelor şi tuburilor.
Matriţele şi sculele utilizate la extruziune trebuie să lucreze în condiţii grele de solicitare,
datorită tensiunilor ridicate, a şocului termic şi oxidării. Se utilizează oţeluri înalt aliate pentru
fabricarea de matriţe şi scule tenace, care să aibă o rezistenţă corespunzătoare la temperaturi înalte.
Exemple
Legea volumului constant. Făcând abstracţie de micile variaţii de volum prin
îndesare sau pierderi în oxizi se poate considera că deformarea are loc la volum
constant. Dacă l0, b0, h0 sunt dimensiunile unui corp înainte de deformare şi l1,
b1, h1 după deformare (fig. 8.8) se poate scrie că:
V = l0, b0, h0 = l1, b1, h1 = constant
sau:
Prin logaritmare rezultă:
104
şi dacă notăm:
se obţine:
Care sunt legile deformării plastice şi ce tipuri de deformări plastice utilizăm în
practică.
Să ne reamintim:
Legea volumului constant
Laminarea la cald
Tipuri de extruziune
Rezumat Cunoscând fenomenele. se poate face o împărţire a procedeelor de prelucrare
plastică după domeniul de temperatură în:
- deformarea plastică la rece, cănd se lucrează sub temperatura de restaurare,
obţinându-se o structură ecruisată Td < 0,25 Tt.
- deformarea plastică incompletă la rece, când se lucrează în domeniul
temperaturii de regenerare se obţine o structură cu tensiuni interne reduse în urma
regenerării grăunţilor cristalini.
Procesul de deformare plastică a unui metal, realizat prin trecerea acetuia între
doi cilindri, se numeşte laminare. El reprezintă cel mai larg şi răspândit proces de
prelucrare a metalelor prin deformare, deoarece se pretează la o producţie de masă şi
la un control final riguros al produsului.
Extruziunea este un proces prin care secţiunea unui bloc de metal sau aliaj este
redusă forţând metalul să treacă prin orificiul unei matriţe prin aplicarea de presiuni
ridicate.
Test de evaluare a cunoştinţelor
1.Care sunt legile de bază ale deformării plastice ?
a.Legea volumului constant; legea prezenţei deformaţiilor elastice concomitent
cu deformaţiile plastice; legea Joule-Lenz; legea deformaţiilor neuniforme şi a
apariţiei tensiunilor secundare în structura pieselor; legea similitudinii.
b.Legea conservării energiei; legea prezenţei deformaţiilor elastice concomitent
cu deformaţiile plastice; legea rezistenţei minime; legea deformaţiilor neuniforme
şi a apariţiei tensiunilor secundare în structura pieselor; legea similitudinii.
c.Legea volumului constant; legea prezenţei deformaţiilor elastice concomitent
cu deformaţiile plastice; legea rezistenţei minime; legea deformaţiilor neuniforme
şi a apariţiei tensiunilor secundare în structura pieselor; legea similitudinii.
2.Dintre cuptoarele de încălzire a semifabricatelor enumerate mai jos, care
este cu funcţionare continuă ?
105
a.Cuptorul cu vatră rotativă.
b.Cuptorul cu muflă.
c.Cuptorul adânc.
3.Care sunt operaţiile de bază ale forjării libere ? a.Refularea, întinderea, trefilarea, tăierea, găurirea, răsucirea.
b.Refularea, întinderea, tăierea, găurirea, îndoirea, răsucirea.
c.Refularea, extrudarea, întinderea, găurirea, îndoirea, răsucirea.
Test de autoevaluare a cunoştinţelor
106
Unitatea de învăţare 11. SUDAREA MATERIALELOR
Cuprins
11.1. Introducere ..................................................................................................................106
11.2. Competenţe....................... ...........................................................................................106
U.11.1. Sudarea metalelor, generalităţi................................................................................107
U.11.2. Sudabilitatea metalelor şi aliajelor........................................................................ 108
U.11.3. Sudarea prin topire................................................................................................ 110
11.1. Introducere
Sudarea este un procedeu tehnologic prin care se realizează îmbinarea
nedemontabilă a două corpuri solide, prin stabilirea, în anumite condiţii de
temperatură şi presiune, a unor forţe de legătură între atomii marginali, aparţinând
celor două corpuri de îmbinare.
În funcţie de calitatea materialului, de forma şi dimensiunile pieselor care
urmează să fie îmbinate, precum şi de destinaţia acestora, se alege procedeul de
sudare. Sudabilitatea metalelor şi aliajelor este însuşirea acestora ce determină
capacitatea lor de a realiza îmbinări nedemontabile corespunzătoare condiţiilor de
exploatare. Se consideră că un material este sudabil dacă prin aplicarea unei
anumite tehnologii este potrivit pentru realizarea unei îmbinări care să corespundă
condiţiilor de exploatare date.
11.2. Competenţele unităţii de învăţare
Competenţe în caracterizarea şi cunoaşterea bazelor teoretice ale
procesului de sudare, a sudabilităţii materialelor şi a principalelor procedee de
sudare.
Durata medie de parcurgere a primei unităţi de învăţare este de 1 ora.
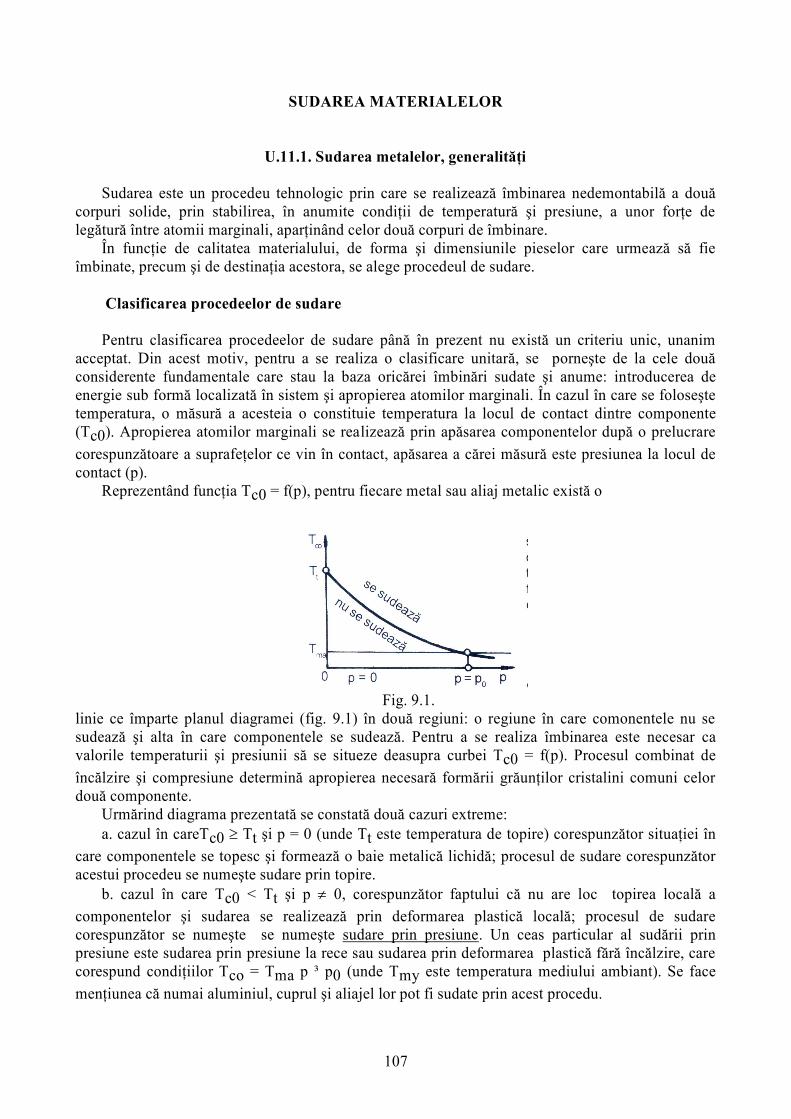
107
SUDAREA MATERIALELOR
U.11.1. Sudarea metalelor, generalităţi
Sudarea este un procedeu tehnologic prin care se realizează îmbinarea nedemontabilă a două
corpuri solide, prin stabilirea, în anumite condiţii de temperatură şi presiune, a unor forţe de
legătură între atomii marginali, aparţinând celor două corpuri de îmbinare.
În funcţie de calitatea materialului, de forma şi dimensiunile pieselor care urmează să fie
îmbinate, precum şi de destinaţia acestora, se alege procedeul de sudare.
Clasificarea procedeelor de sudare
Pentru clasificarea procedeelor de sudare până în prezent nu există un criteriu unic, unanim
acceptat. Din acest motiv, pentru a se realiza o clasificare unitară, se porneşte de la cele două
considerente fundamentale care stau la baza oricărei îmbinări sudate şi anume: introducerea de
energie sub formă localizată în sistem şi apropierea atomilor marginali. În cazul în care se foloseşte
temperatura, o măsură a acesteia o constituie temperatura la locul de contact dintre componente
(Tc0). Apropierea atomilor marginali se realizează prin apăsarea componentelor după o prelucrare
corespunzătoare a suprafeţelor ce vin în contact, apăsarea a cărei măsură este presiunea la locul de
contact (p).
Reprezentând funcţia Tc0 = f(p), pentru fiecare metal sau aliaj metalic există o
Fig. 9.1.
linie ce împarte planul diagramei (fig. 9.1) în două regiuni: o regiune în care comonentele nu se
sudează şi alta în care componentele se sudează. Pentru a se realiza îmbinarea este necesar ca
valorile temperaturii şi presiunii să se situeze deasupra curbei Tc0 = f(p). Procesul combinat de
încălzire şi compresiune determină apropierea necesară formării grăunţilor cristalini comuni celor
două componente.
Urmărind diagrama prezentată se constată două cazuri extreme:
a. cazul în careTc0 Tt şi p = 0 (unde Tt este temperatura de topire) corespunzător situaţiei în
care componentele se topesc şi formează o baie metalică lichidă; procesul de sudare corespunzător
acestui procedeu se numeşte sudare prin topire.
b. cazul în care Tc0 < Tt şi p 0, corespunzător faptului că nu are loc topirea locală a
componentelor şi sudarea se realizează prin deformarea plastică locală; procesul de sudare
corespunzător se numeşte se numeşte sudare prin presiune. Un ceas particular al sudării prin
presiune este sudarea prin presiune la rece sau sudarea prin deformarea plastică fără încălzire, care
corespund condiţiilor Tco = Tma p ³ p0 (unde Tmy este temperatura mediului ambiant). Se face
menţiunea că numai aluminiul, cuprul şi aliajel lor pot fi sudate prin acest procedu.
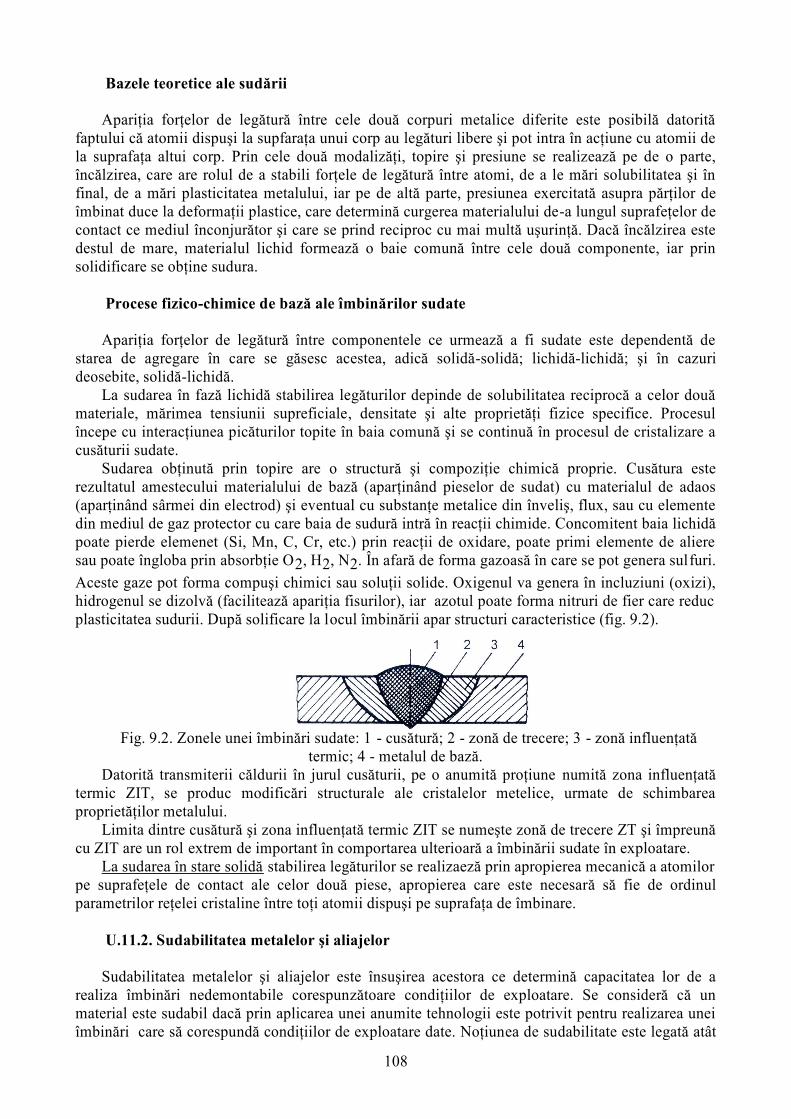
108
Bazele teoretice ale sudării
Apariţia forţelor de legătură între cele două corpuri metalice diferite este posibilă datorită
faptului că atomii dispuşi la supfaraţa unui corp au legături libere şi pot intra în acţiune cu atomii de
la suprafaţa altui corp. Prin cele două modalizăţi, topire şi presiune se realizează pe de o parte,
încălzirea, care are rolul de a stabili forţele de legătură între atomi, de a le mări solubilitatea şi în
final, de a mări plasticitatea metalului, iar pe de altă parte, presiunea exercitată asupra părţilor de
îmbinat duce la deformaţii plastice, care determină curgerea materialului de-a lungul suprafeţelor de
contact ce mediul înconjurător şi care se prind reciproc cu mai multă uşurinţă. Dacă încălzirea este
destul de mare, materialul lichid formează o baie comună între cele două componente, iar prin
solidificare se obţine sudura.
Procese fizico-chimice de bază ale îmbinărilor sudate
Apariţia forţelor de legătură între componentele ce urmează a fi sudate este dependentă de
starea de agregare în care se găsesc acestea, adică solidă-solidă; lichidă-lichidă; şi în cazuri
deosebite, solidă-lichidă.
La sudarea în fază lichidă stabilirea legăturilor depinde de solubilitatea reciprocă a celor două
materiale, mărimea tensiunii supreficiale, densitate şi alte proprietăţi fizice specifice. Procesul
începe cu interacţiunea picăturilor topite în baia comună şi se continuă în procesul de cristalizare a
cusăturii sudate.
Sudarea obţinută prin topire are o structură şi compoziţie chimică proprie. Cusătura este
rezultatul amestecului materialului de bază (aparţinând pieselor de sudat) cu materialul de adaos
(aparţinând sârmei din electrod) şi eventual cu substanţe metalice din înveliş, flux, sau cu elemente
din mediul de gaz protector cu care baia de sudură intră în reacţii chimide. Concomitent baia lichidă
poate pierde elemenet (Si, Mn, C, Cr, etc.) prin reacţii de oxidare, poate primi elemente de aliere
sau poate îngloba prin absorbţie O2, H2, N2. În afară de forma gazoasă în care se pot genera sulfuri.
Aceste gaze pot forma compuşi chimici sau soluţii solide. Oxigenul va genera în incluziuni (oxizi),
hidrogenul se dizolvă (facilitează apariţia fisurilor), iar azotul poate forma nitruri de fier care reduc
plasticitatea sudurii. După solificare la locul îmbinării apar structuri caracteristice (fig. 9.2).
Fig. 9.2. Zonele unei îmbinări sudate: 1 - cusătură; 2 - zonă de trecere; 3 - zonă influenţată
termic; 4 - metalul de bază.
Datorită transmiterii căldurii în jurul cusăturii, pe o anumită proţiune numită zona influenţată
termic ZIT, se produc modificări structurale ale cristalelor metelice, urmate de schimbarea
proprietăţilor metalului.
Limita dintre cusătură şi zona influenţată termic ZIT se numeşte zonă de trecere ZT şi împreună
cu ZIT are un rol extrem de important în comportarea ulterioară a îmbinării sudate în exploatare.
La sudarea în stare solidă stabilirea legăturilor se realizaeză prin apropierea mecanică a atomilor
pe suprafeţele de contact ale celor două piese, apropierea care este necesară să fie de ordinul
parametrilor reţelei cristaline între toţi atomii dispuşi pe suprafaţa de îmbinare.
U.11.2. Sudabilitatea metalelor şi aliajelor
Sudabilitatea metalelor şi aliajelor este însuşirea acestora ce determină capacitatea lor de a
realiza îmbinări nedemontabile corespunzătoare condiţiilor de exploatare. Se consideră că un
material este sudabil dacă prin aplicarea unei anumite tehnologii este potrivit pentru realizarea unei
îmbinări care să corespundă condiţiilor de exploatare date. Noţiunea de sudabilitate este legată atât
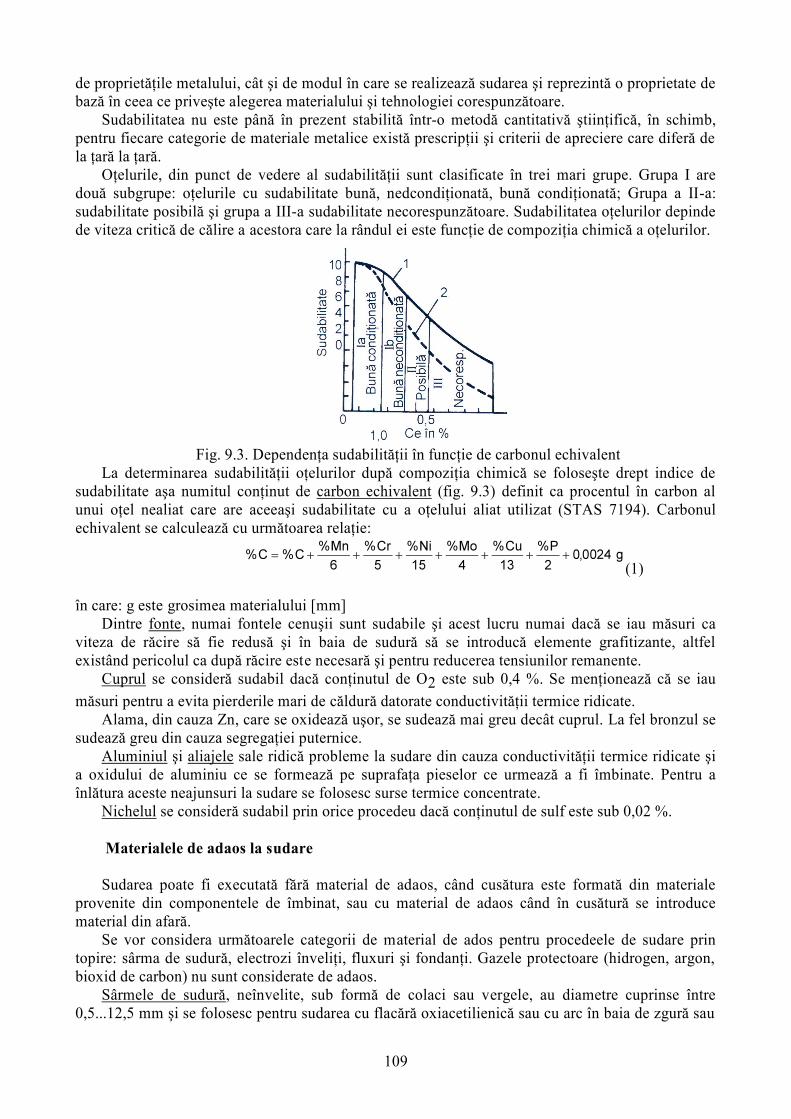
109
de proprietăţile metalului, cât şi de modul în care se realizează sudarea şi reprezintă o proprietate de
bază în ceea ce priveşte alegerea materialului şi tehnologiei corespunzătoare.
Sudabilitatea nu este până în prezent stabilită într-o metodă cantitativă ştiinţifică, în schimb,
pentru fiecare categorie de materiale metalice există prescripţii şi criterii de apreciere care diferă de
la ţară la ţară.
Oţelurile, din punct de vedere al sudabilităţii sunt clasificate în trei mari grupe. Grupa I are
două subgrupe: oţelurile cu sudabilitate bună, nedcondiţionată, bună condiţionată; Grupa a II-a:
sudabilitate posibilă şi grupa a III-a sudabilitate necorespunzătoare. Sudabilitatea oţelurilor depinde
de viteza critică de călire a acestora care la rândul ei este funcţie de compoziţia chimică a oţelurilor.
Fig. 9.3. Dependenţa sudabilităţii în funcţie de carbonul echivalent
La determinarea sudabilităţii oţelurilor după compoziţia chimică se foloseşte drept indice de
sudabilitate aşa numitul conţinut de carbon echivalent (fig. 9.3) definit ca procentul în carbon al
unui oţel nealiat care are aceeaşi sudabilitate cu a oţelului aliat utilizat (STAS 7194). Carbonul
echivalent se calculează cu următoarea relaţie:
(1)
în care: g este grosimea materialului [mm]
Dintre fonte, numai fontele cenuşii sunt sudabile şi acest lucru numai dacă se iau măsuri ca
viteza de răcire să fie redusă şi în baia de sudură să se introducă elemente grafitizante, altfel
existând pericolul ca după răcire este necesară şi pentru reducerea tensiunilor remanente.
Cuprul se consideră sudabil dacă conţinutul de O2 este sub 0,4 %. Se menţionează că se iau
măsuri pentru a evita pierderile mari de căldură datorate conductivităţii termice ridicate.
Alama, din cauza Zn, care se oxidează uşor, se sudează mai greu decât cuprul. La fel bronzul se
sudează greu din cauza segregaţiei puternice.
Aluminiul şi aliajele sale ridică probleme la sudare din cauza conductivităţii termice ridicate şi
a oxidului de aluminiu ce se formează pe suprafaţa pieselor ce urmează a fi îmbinate. Pentru a
înlătura aceste neajunsuri la sudare se folosesc surse termice concentrate.
Nichelul se consideră sudabil prin orice procedeu dacă conţinutul de sulf este sub 0,02 %.
Materialele de adaos la sudare
Sudarea poate fi executată fără material de adaos, când cusătura este formată din materiale
provenite din componentele de îmbinat, sau cu material de adaos când în cusătură se introduce
material din afară.
Se vor considera următoarele categorii de material de ados pentru procedeele de sudare prin
topire: sârma de sudură, electrozi înveliţi, fluxuri şi fondanţi. Gazele protectoare (hidrogen, argon,
bioxid de carbon) nu sunt considerate de adaos.
Sârmele de sudură, neînvelite, sub formă de colaci sau vergele, au diametre cuprinse între
0,5...12,5 mm şi se folosesc pentru sudarea cu flacără oxiacetilienică sau cu arc în baia de zgură sau
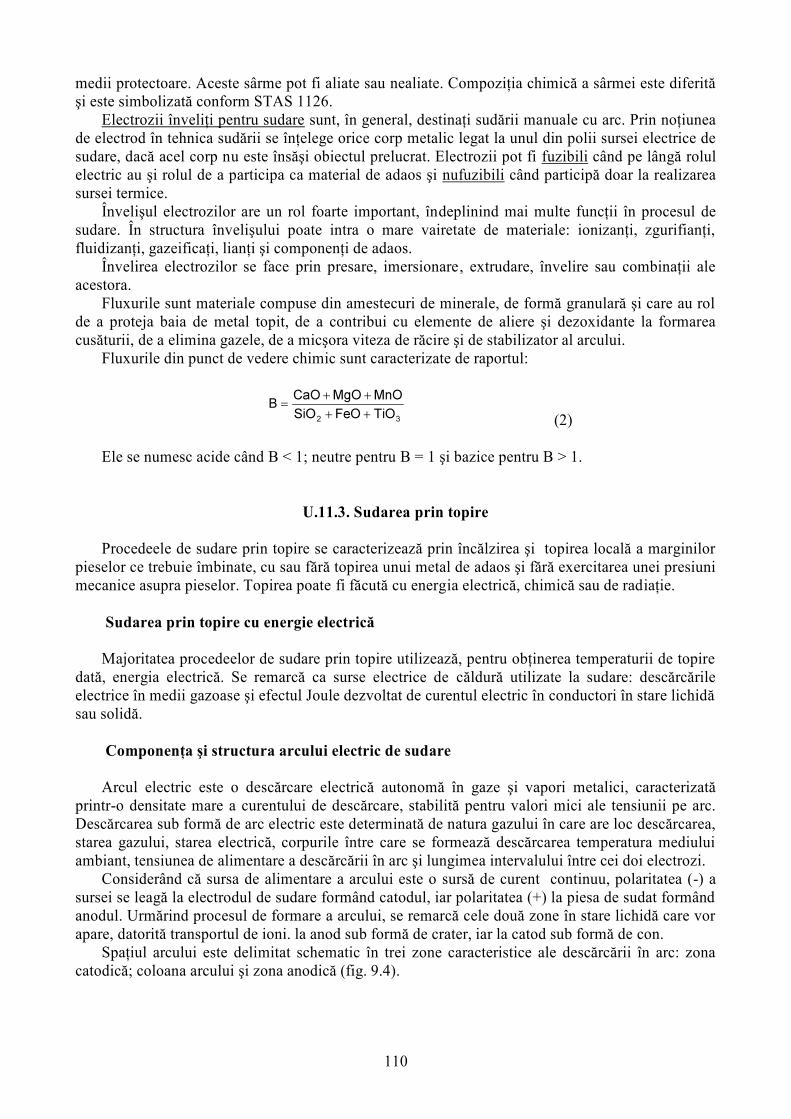
110
medii protectoare. Aceste sârme pot fi aliate sau nealiate. Compoziţia chimică a sârmei este diferită
şi este simbolizată conform STAS 1126.
Electrozii înveliţi pentru sudare sunt, în general, destinaţi sudării manuale cu arc. Prin noţiunea
de electrod în tehnica sudării se înţelege orice corp metalic legat la unul din polii sursei electrice de
sudare, dacă acel corp nu este însăşi obiectul prelucrat. Electrozii pot fi fuzibili când pe lângă rolul
electric au şi rolul de a participa ca material de adaos şi nufuzibili când participă doar la realizarea
sursei termice.
Învelişul electrozilor are un rol foarte important, îndeplinind mai multe funcţii în procesul de
sudare. În structura învelişului poate intra o mare vairetate de materiale: ionizanţi, zgurifianţi,
fluidizanţi, gazeificaţi, lianţi şi componenţi de adaos.
Învelirea electrozilor se face prin presare, imersionare, extrudare, învelire sau combinaţii ale
acestora.
Fluxurile sunt materiale compuse din amestecuri de minerale, de formă granulară şi care au rol
de a proteja baia de metal topit, de a contribui cu elemente de aliere şi dezoxidante la formarea
cusăturii, de a elimina gazele, de a micşora viteza de răcire şi de stabilizator al arcului.
Fluxurile din punct de vedere chimic sunt caracterizate de raportul:
(2)
Ele se numesc acide când B < 1; neutre pentru B = 1 şi bazice pentru B > 1.
U.11.3. Sudarea prin topire
Procedeele de sudare prin topire se caracterizează prin încălzirea şi topirea locală a marginilor
pieselor ce trebuie îmbinate, cu sau fără topirea unui metal de adaos şi fără exercitarea unei presiuni
mecanice asupra pieselor. Topirea poate fi făcută cu energia electrică, chimică sau de radiaţie.
Sudarea prin topire cu energie electrică
Majoritatea procedeelor de sudare prin topire utilizează, pentru obţinerea temperaturii de topire
dată, energia electrică. Se remarcă ca surse electrice de căldură utilizate la sudare: descărcările
electrice în medii gazoase şi efectul Joule dezvoltat de curentul electric în conductori în stare lichidă
sau solidă.
Componenţa şi structura arcului electric de sudare
Arcul electric este o descărcare electrică autonomă în gaze şi vapori metalici, caracterizată
printr-o densitate mare a curentului de descărcare, stabilită pentru valori mici ale tensiunii pe arc.
Descărcarea sub formă de arc electric este determinată de natura gazului în care are loc descărcarea,
starea gazului, starea electrică, corpurile între care se formează descărcarea temperatura mediului
ambiant, tensiunea de alimentare a descărcării în arc şi lungimea intervalului între cei doi electrozi.
Considerând că sursa de alimentare a arcului este o sursă de curent continuu, polaritatea (-) a
sursei se leagă la electrodul de sudare formând catodul, iar polaritatea (+) la piesa de sudat formând
anodul. Urmărind procesul de formare a arcului, se remarcă cele două zone în stare lichidă care vor
apare, datorită transportul de ioni. la anod sub formă de crater, iar la catod sub formă de con.
Spaţiul arcului este delimitat schematic în trei zone caracteristice ale descărcării în arc: zona
catodică; coloana arcului şi zona anodică (fig. 9.4).
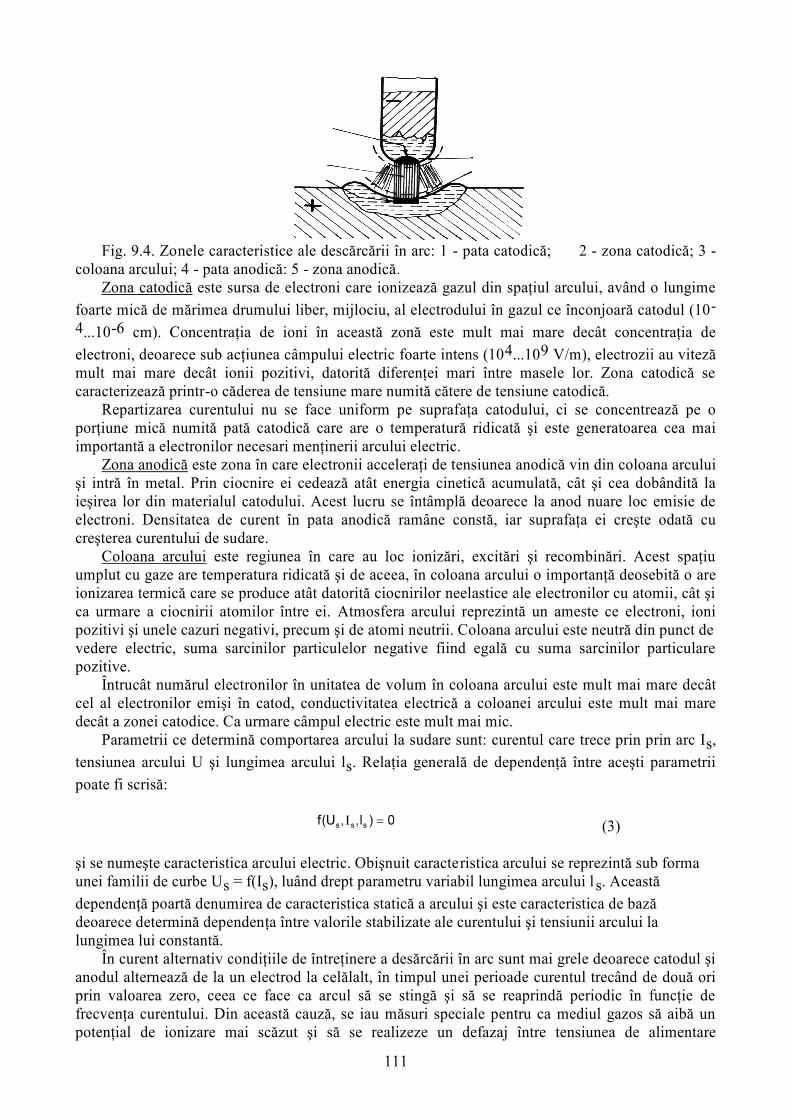
111
Fig. 9.4. Zonele caracteristice ale descărcării în arc: 1 - pata catodică; 2 - zona catodică; 3 -
coloana arcului; 4 - pata anodică: 5 - zona anodică. Zona catodică este sursa de electroni care ionizează gazul din spaţiul arcului, având o lungime
foarte mică de mărimea drumului liber, mijlociu, al electrodului în gazul ce înconjoară catodul (10-
4...10-6 cm). Concentraţia de ioni în această zonă este mult mai mare decât concentraţia de
electroni, deoarece sub acţiunea câmpului electric foarte intens (104...109 V/m), electrozii au viteză
mult mai mare decât ionii pozitivi, datorită diferenţei mari între masele lor. Zona catodică se
caracterizează printr-o căderea de tensiune mare numită cătere de tensiune catodică.
Repartizarea curentului nu se face uniform pe suprafaţa catodului, ci se concentrează pe o
porţiune mică numită pată catodică care are o temperatură ridicată şi este generatoarea cea mai
importantă a electronilor necesari menţinerii arcului electric.
Zona anodică este zona în care electronii acceleraţi de tensiunea anodică vin din coloana arcului
şi intră în metal. Prin ciocnire ei cedează atât energia cinetică acumulată, cât şi cea dobândită la
ieşirea lor din materialul catodului. Acest lucru se întâmplă deoarece la anod nuare loc emisie de
electroni. Densitatea de curent în pata anodică ramâne constă, iar suprafaţa ei creşte odată cu
creşterea curentului de sudare.
Coloana arcului este regiunea în care au loc ionizări, excitări şi recombinări. Acest spaţiu
umplut cu gaze are temperatura ridicată şi de aceea, în coloana arcului o importanţă deosebită o are
ionizarea termică care se produce atât datorită ciocnirilor neelastice ale electronilor cu atomii, cât şi
ca urmare a ciocnirii atomilor între ei. Atmosfera arcului reprezintă un ameste ce electroni, ioni
pozitivi şi unele cazuri negativi, precum şi de atomi neutrii. Coloana arcului este neutră din punct de
vedere electric, suma sarcinilor particulelor negative fiind egală cu suma sarcinilor particulare
pozitive.
Întrucât numărul electronilor în unitatea de volum în coloana arcului este mult mai mare decât
cel al electronilor emişi în catod, conductivitatea electrică a coloanei arcului este mult mai mare
decât a zonei catodice. Ca urmare câmpul electric este mult mai mic.
Parametrii ce determină comportarea arcului la sudare sunt: curentul care trece prin prin arc Is,
tensiunea arcului U şi lungimea arcului ls. Relaţia generală de dependenţă între aceşti parametrii
poate fi scrisă:
I (3)
şi se numeşte caracteristica arcului electric. Obişnuit caracteristica arcului se reprezintă sub forma
unei familii de curbe Us = f(Is), luând drept parametru variabil lungimea arcului l s. Această
dependenţă poartă denumirea de caracteristica statică a arcului şi este caracteristica de bază
deoarece determină dependenţa între valorile stabilizate ale curentului şi tensiunii arcului la
lungimea lui constantă.
În curent alternativ condiţiile de întreţinere a desărcării în arc sunt mai grele deoarece catodul şi
anodul alternează de la un electrod la celălalt, în timpul unei perioade curentul trecând de două ori
prin valoarea zero, ceea ce face ca arcul să se stingă şi să se reaprindă periodic în funcţie de
frecvenţa curentului. Din această cauză, se iau măsuri speciale pentru ca mediul gazos să aibă un
potenţial de ionizare mai scăzut şi să se realizeze un defazaj între tensiunea de alimentare
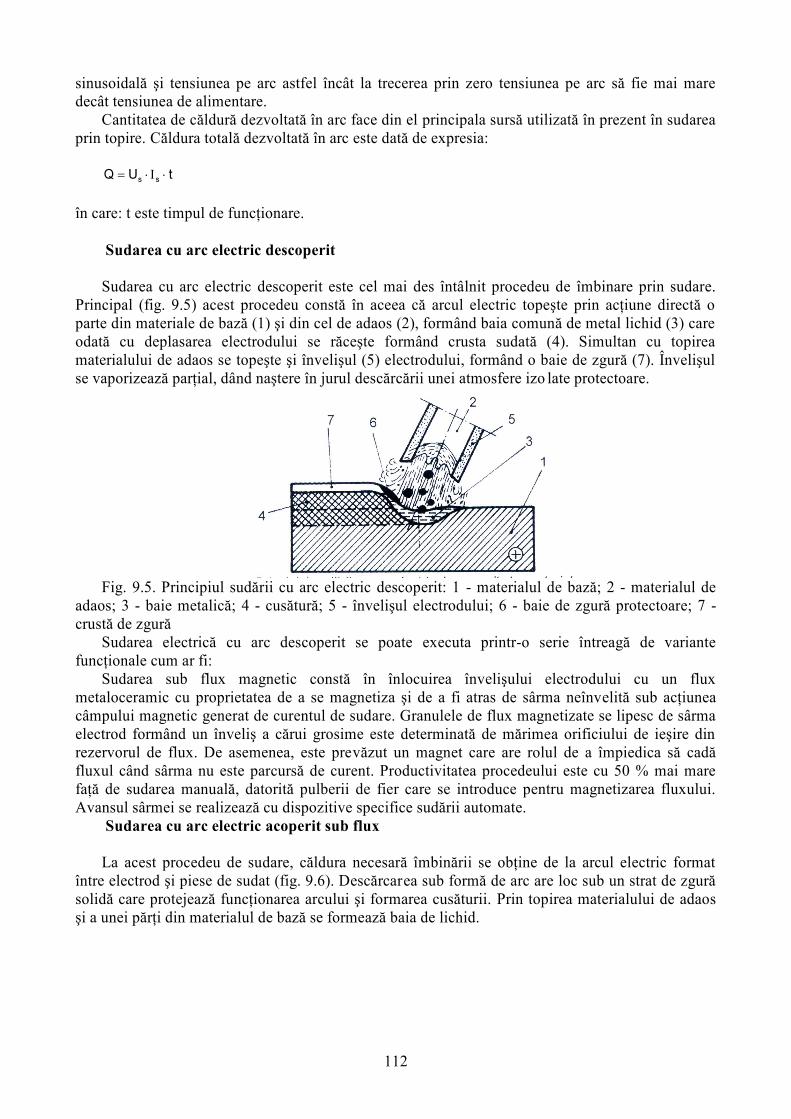
112
sinusoidală şi tensiunea pe arc astfel încât la trecerea prin zero tensiunea pe arc să fie mai mare
decât tensiunea de alimentare.
Cantitatea de căldură dezvoltată în arc face din el principala sursă utilizată în prezent în sudarea
prin topire. Căldura totală dezvoltată în arc este dată de expresia:
I
în care: t este timpul de funcţionare.
Sudarea cu arc electric descoperit
Sudarea cu arc electric descoperit este cel mai des întâlnit procedeu de îmbinare prin sudare.
Principal (fig. 9.5) acest procedeu constă în aceea că arcul electric topeşte prin acţiune directă o
parte din materiale de bază (1) şi din cel de adaos (2), formând baia comună de metal lichid (3) care
odată cu deplasarea electrodului se răceşte formând crusta sudată (4). Simultan cu topirea
materialului de adaos se topeşte şi învelişul (5) electrodului, formând o baie de zgură (7). Învelişul
se vaporizează parţial, dând naştere în jurul descărcării unei atmosfere izo late protectoare.
Fig. 9.5. Principiul sudării cu arc electric descoperit: 1 - materialul de bază; 2 - materialul de
adaos; 3 - baie metalică; 4 - cusătură; 5 - învelişul electrodului; 6 - baie de zgură protectoare; 7 -
crustă de zgură
Sudarea electrică cu arc descoperit se poate executa printr-o serie întreagă de variante
funcţionale cum ar fi:
Sudarea sub flux magnetic constă în înlocuirea învelişului electrodului cu un flux
metaloceramic cu proprietatea de a se magnetiza şi de a fi atras de sârma neînvelită sub acţiunea
câmpului magnetic generat de curentul de sudare. Granulele de flux magnetizate se lipesc de sârma
electrod formând un înveliş a cărui grosime este determinată de mărimea orificiului de ieşire din
rezervorul de flux. De asemenea, este prevăzut un magnet care are rolul de a împiedica să cadă
fluxul când sârma nu este parcursă de curent. Productivitatea procedeului este cu 50 % mai mare
faţă de sudarea manuală, datorită pulberii de fier care se introduce pentru magnetizarea fluxului.
Avansul sârmei se realizează cu dispozitive specifice sudării automate.
Sudarea cu arc electric acoperit sub flux
La acest procedeu de sudare, căldura necesară îmbinării se obţine de la arcul electric format
între electrod şi piese de sudat (fig. 9.6). Descărcarea sub formă de arc are loc sub un strat de zgură
solidă care protejează funcţionarea arcului şi formarea cusăturii. Prin topirea materialului de adaos
şi a unei părţi din materialul de bază se formează baia de lichid.
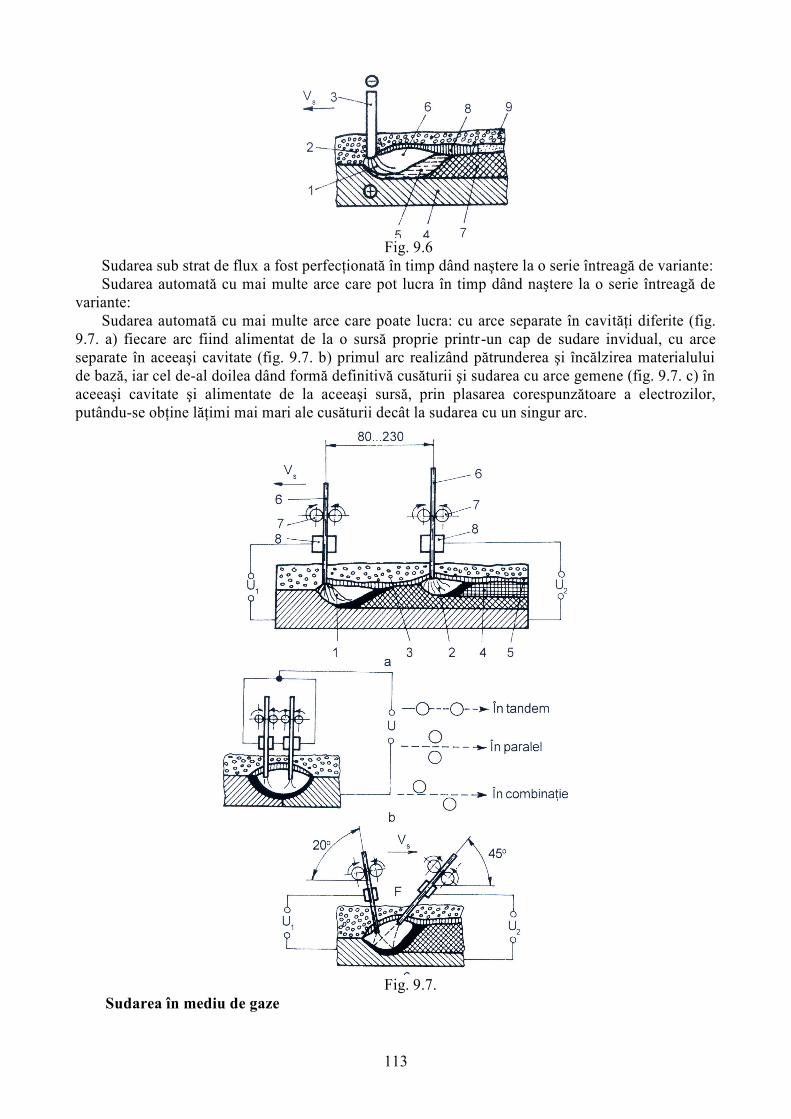
113
Fig. 9.6
Sudarea sub strat de flux a fost perfecţionată în timp dând naştere la o serie întreagă de variante:
Sudarea automată cu mai multe arce care pot lucra în timp dând naştere la o serie întreagă de
variante:
Sudarea automată cu mai multe arce care poate lucra: cu arce separate în cavităţi diferite (fig.
9.7. a) fiecare arc fiind alimentat de la o sursă proprie printr-un cap de sudare invidual, cu arce
separate în aceeaşi cavitate (fig. 9.7. b) primul arc realizând pătrunderea şi încălzirea materialului
de bază, iar cel de-al doilea dând formă definitivă cusăturii şi sudarea cu arce gemene (fig. 9.7. c) în
aceeaşi cavitate şi alimentate de la aceeaşi sursă, prin plasarea corespunzătoare a electrozilor,
putându-se obţine lăţimi mai mari ale cusăturii decât la sudarea cu un singur arc.
Fig. 9.7.
Sudarea în mediu de gaze
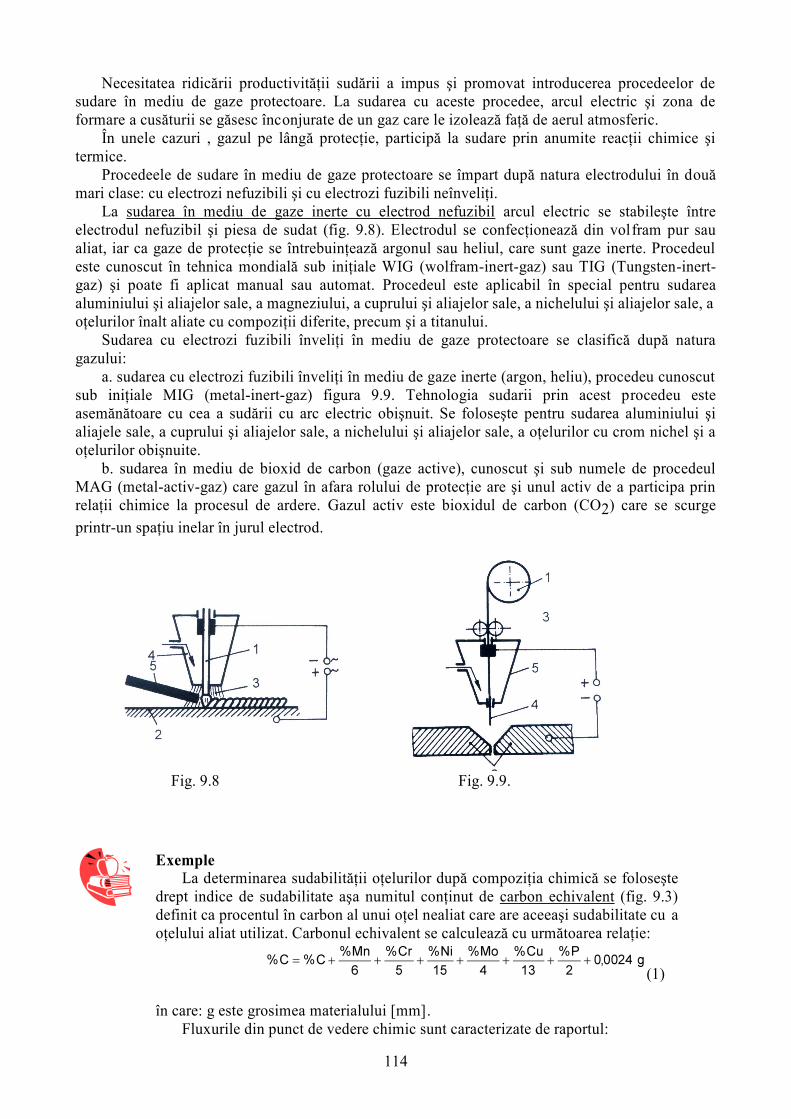
114
Necesitatea ridicării productivităţii sudării a impus şi promovat introducerea procedeelor de
sudare în mediu de gaze protectoare. La sudarea cu aceste procedee, arcul electric şi zona de
formare a cusăturii se găsesc înconjurate de un gaz care le izolează faţă de aerul atmosferic.
În unele cazuri , gazul pe lângă protecţie, participă la sudare prin anumite reacţii chimice şi
termice.
Procedeele de sudare în mediu de gaze protectoare se împart după natura electrodului în două
mari clase: cu electrozi nefuzibili şi cu electrozi fuzibili neînveliţi.
La sudarea în mediu de gaze inerte cu electrod nefuzibil arcul electric se stabileşte între
electrodul nefuzibil şi piesa de sudat (fig. 9.8). Electrodul se confecţionează din volfram pur sau
aliat, iar ca gaze de protecţie se întrebuinţează argonul sau heliul, care sunt gaze inerte. Procedeul
este cunoscut în tehnica mondială sub iniţiale WIG (wolfram-inert-gaz) sau TIG (Tungsten-inert-
gaz) şi poate fi aplicat manual sau automat. Procedeul este aplicabil în special pentru sudarea
aluminiului şi aliajelor sale, a magneziului, a cuprului şi aliajelor sale, a nichelului şi aliajelor sale, a
oţelurilor înalt aliate cu compoziţii diferite, precum şi a titanului.
Sudarea cu electrozi fuzibili înveliţi în mediu de gaze protectoare se clasifică după natura
gazului:
a. sudarea cu electrozi fuzibili înveliţi în mediu de gaze inerte (argon, heliu), procedeu cunoscut
sub iniţiale MIG (metal-inert-gaz) figura 9.9. Tehnologia sudarii prin acest procedeu este
asemănătoare cu cea a sudării cu arc electric obişnuit. Se foloseşte pentru sudarea aluminiului şi
aliajele sale, a cuprului şi aliajelor sale, a nichelului şi aliajelor sale, a oţelurilor cu crom nichel şi a
oţelurilor obişnuite.
b. sudarea în mediu de bioxid de carbon (gaze active), cunoscut şi sub numele de procedeul
MAG (metal-activ-gaz) care gazul în afara rolului de protecţie are şi unul activ de a participa prin
relaţii chimice la procesul de ardere. Gazul activ este bioxidul de carbon (CO2) care se scurge
printr-un spaţiu inelar în jurul electrod.
Fig. 9.8 Fig. 9.9.
Exemple
La determinarea sudabilităţii oţelurilor după compoziţia chimică se foloseşte
drept indice de sudabilitate aşa numitul conţinut de carbon echivalent (fig. 9.3)
definit ca procentul în carbon al unui oţel nealiat care are aceeaşi sudabilitate cu a
oţelului aliat utilizat. Carbonul echivalent se calculează cu următoarea relaţie:
(1)
în care: g este grosimea materialului [mm].
Fluxurile din punct de vedere chimic sunt caracterizate de raportul:
115
(2)
Ele se numesc acide când B < 1; neutre pentru B = 1 şi bazice pentru B > 1.
Ce factori influenţează sudabilitatea materialelor şi care sunt zonele unei
îmbinării sudate.
Să ne reamintim:
Sudabilitatea materialelor
Sudarea cu arc electric
Sudarea în mediu de gaze
Rezumat Sudarea este un procedeu tehnologic prin care se realizează îmbinarea
nedemontabilă a două corpuri solide, prin stabilirea, în anumite condiţii de
temperatură şi presiune, a unor forţe de legătură între atomii marginali, aparţinând
celor două corpuri de îmbinare.
Procedeele de sudare prin topire se caracterizează prin încălzirea şi topirea
locală a marginilor pieselor ce trebuie îmbinate, cu sau fără topirea unui metal de
adaos şi fără exercitarea unei presiuni mecanice asupra pieselor. Topirea poate fi
făcută cu energia electrică, chimică sau de radiaţie.
Test de evaluare a cunoştinţelor
1. Dintre procedeele de sudare în medii protectoare de gaze enumerate mai
jos, la care se utilizează electrod fuzibil şi gaz activ ? a.Procedeul de sudare arc-atom (cu hidrogen atomic).
b.Procedeul de sudare WIG.
c.Procedeul de sudare MAG-CO2.
2.Ce raport de combustie βo (βo = [O2 ]/ [C2H2] ) are o flacără normală la
sudarea oxi-gaz ? a) βo = {0,7….1}.
b) βo = {1,1….1,2}.
c) βo = {1,2….1,5}.
Test de autoevaluare a cunoştinţelor
116
Temă de control
CHESTIONAR
1.Structura materialelor metalice este:
a)amorfă
b)cristalină
c)vitroasă
2.Care este proprietatea tehnologică a unui material:
a)călibilitatea
b)fluajul
c)difuzivitatea
3.Care este încercare de duritate:
a)Charpy
b)Rockwell
c)Wohler
4. Efectul care stă la baza controlului cu ultrasunete este:
a) chimicoelectric;
b) piezoelectric;
c) termoelectric.
5. Radiaţiile x sunt:
a) de natură termomagnetică;
b) de natură termonucleară
c) de natură electromagnetică.
6. Care este defectul punctiform din structura cristalină :
a) discolcaţii;
b) blocuri în mozaic
c) vacanţă
7. Difuzia atomilor în materiale are la bază:
a) variaţia energiei termice;
b) variaţia energiei mecanice
c) variaţia energiei electrice.
8. Solidificarea unui material metalic este însoţită de:
a) modificarea concentraţiei;
b) modificarea energiei libere
c) modificarea densităţii.
9. Proprietatea unui material de a avea mai multe forme cristaline se
numeşte:
a) morfism;
b) izomorfism
c) polimorfism.
10. Oţelurile nealiate cu C peste 0,22% au o tendinţă de:
a. durificare prin precipitate,
b. durificare prin călire,
c. durificare prin călire şi revenire
11. Oţelurile nealiate cu C sub 0,22% au o structură:
a. feritică cu cantităţi mici de perlită,
b. feritică cu cantităţi mari de perlită,
c. perlitică cu cantităţi mici de ferită,
12. Oţelurile sensibile la durificare prin tratament termic sunt:
a. criogenice, nonQT, PH,
b QT, nonQT, PH
c. NQT, nonQT, PH,
13. Oţelurile îmbunătăţite sunt:
117
a. oţeluri cu C mai mare de 0,25% călite şi revenite,
b. oţeluri cu C mai mic de 0,25% călite şi revenite,
c. oţeluri cu C de 0,25% călite şi revenite,
14. Oţelurile patinale sunt oţeluri C-Mn, aliate suplimentar cu:
a. Cr – Cu – Ni, Cr – Cu – V,
b. Cr – Cu – Ni, Cr – Cu – P,
c. Cr – Cu – P, Cr – Cu – V,
15. Rezistenţa la cald a oţelurilor este dată de:
a. crom,
b. molibden
c. nichel
16. Oţelurile criogenice au ca element de aliere principal:
a. crom,
b. molibden
c. nichel
17. Ce garantează clasa de calitate 4.
a. rezilienţa la -400C,
b. rezilienţa la -200C,
c. rezilienţa la -300C
18. Oţelurile inoxidabile au:
a. peste 12% Cr.
b. peste 20% Cr.
c. sub 12% Cr.
19. După forma grafitului fontele pot fi:
a. cu grafit lamelar, nodular, în cuiburi
b. albe, cenuşii, pestriţe
c. albe, cu grafit nodular, maleabile
20. Aluminiul are o rezistenţă mare la coroziune datorită:
a. fenomenului de pasivare,
b. fenomenului de carburare
c. fenomenului de nitrurare
21. Alama este un aliaj.
a. Cu – Pb,
b. Cu – Zn,
c. Cu – Sn
22.Transformarea perlitei în austenită este determinată de:
a. variaţia energiei libere,
b. variaţia compoziţiei chimice,
c. variaţia densităţii
23. Oţelurile cu grăunte ereditat mic sunt:
a. dezoxidate cu feromangan,
b. dezoxidate cu ferosiliciu
c. dezoxidate în plus cu aluminiu
24. Transformările la răcire pot fi:
a. cu difuzie, fără difuzie, intermitente
b. intermediare, fără difuzie, intermitente
c. cu difuzie, fără difuzie, intermediare
25. Sub punctul Ms se află:
a. bainită şi martensită,
b. martensită şi austenită reziduală,
c. numai martensită
118
26. Transformarea fără difuzie este:
a. bainitică,
b. martensitică
c. perlitică
27. Sulful şi fosforul dintr-un oţel:
a. îmbunătăţesc proprietăţile oţelului,
b. dezoxidează şi calmează oţelul,
c. sunt impurităţi cu influenţe dăunătoare
28. Cât este temperatura la detensionare:
a. 850 – 900 oC,
b. 600 – 650 oC,
c. 250 – 300 oC
33. Hidrogenul din oţel:
a. nu influenţează proprietăţile oţelului,
b. provoacă fisuri,
c. are influenţă pozitivă asupra oţelului
34. Recoacerea de omogenizare se face la.
a. 850 – 900 oC,
b. 600 – 650 oC,
c. 1000 – 1050 oC
35. Care este ordinea corectă a operaţiilor de prelucrare a minereurilor ?
d. Concentrarea, sfărâmarea, clasarea, prelucrarea termică.
e. Prelucrarea termică, concentrarea, clasarea, sfărâmarea.
f. Sfărâmarea, clasarea, concentrarea, prelucrarea termică.
36. Care este ordinea corectă a zonelor caracteristice la elaborarea fontei brute
de prima fuziune în furnal (începând de la gura de încărcare spre creuzet)
?
a) Zona de preâncălzire, zona reducătoare, zona de carburare, zona de
topire şi de formare a zgurei.
b) Zona de preâncălzire, zona de topire şi de formare a zgurei, zona
reducătoare, zona de carburare.
c) Zona reducătoare, zona de carburare, zona de preâncălzire, zona de
topire şi de formare a zgurei.
37. Care este tehnologia de elaborare a oţelurilor din fontă brut ă de prima
fuziune care nu necesită aport de energie din exterior ?
a) Elaborarea oţelurilor în cuptorul Siemens-Martin.
b) Elaborarea oţelurilor în cuptorul electric cu arc.
c) Elaborarea oţelurilor în convertizoare.
38. Care este fluxul tehnologic pentru obţinerea pieselor turnate în forme
temporare ?
a) Executarea formelor, turnarea metalului lichid în cavitatea formei,
dezbaterea piesei, eliminarea bavurilor şi curăţirea piesei.
b) Executarea formelor, dezbaterea piesei, turnarea metalului lichid în
cavitatea formei, eliminarea bavurilor şi curăţirea piesei.
c) Executarea formelor, dezbaterea piesei, eliminarea bavurilor şi
curăţirea piesei, turnarea metalului lichid în cavitatea formei.
39. Dintre metodele de turnare enumerate în continuare care este aceea care
se execută în forme permanente ?
a) Turnarea în forme coji cu modele uşor fuzibile (turnarea de
precizie).
b) Turnarea în forme vidate (procedeul V).
119
c) Turnarea sub presiune.
40. Care sunt legile de bază ale deformării plastice ?
a) Legea volumului constant; legea prezenţei deformaţiilor elastice
concomitent cu deformaţiile plastice; legea Joule-Lenz; legea
deformaţiilor neuniforme şi a apariţiei tensiunilor secundare în
structura pieselor; legea similitudinii.
b) Legea conservării energiei; legea prezenţei deformaţiilor elastice
concomitent cu deformaţiile plastice; legea rezistenţei minime; legea
deformaţiilor neuniforme şi a apariţiei tensiunilor secundare în
structura pieselor; legea similitudinii.
c) Legea volumului constant; legea prezenţei deformaţiilor elastice
concomitent cu deformaţiile plastice; legea rezistenţei minime; legea
deformaţiilor neuniforme şi a apariţiei tensiunilor secundare în
structura pieselor; legea similitudinii.
41. Dintre cuptoarele de încălzire a semifabricatelor enumerate mai jos, care
este cu funcţionare continuă ?
a) Cuptorul cu vatră rotativă.
b) Cuptorul cu muflă.
c) Cuptorul adânc.
42. Care sunt operaţiile de bază ale forjării libere ?
a) Refularea, întinderea, trefilarea, tăierea, găurirea, răsucirea.
b) Refularea, întinderea, tăierea, găurirea, îndoirea, r ăsucirea.
c) Refularea, extrudarea, întinderea, găurirea, îndoirea, răsucirea.
43. Dintre procedeele de sudare în medii protectoare de gaze enumerate mai
jos, la care se utilizează electrod fuzibil şi gaz activ ?
a) Procedeul de sudare arc-atom (cu hidrogen atomic).
b) Procedeul de sudare WIG.
c) Procedeul de sudare MAG-CO2.
44. Ce raport de combustie βo (βo = [O2 ]/ [C2H2] ) are o flacără normală la
sudarea oxi-gaz ?
d) βo = {0,7….1}.
e) βo = {1,1….1,2}.
f) βo = {1,2….1,5}.
.
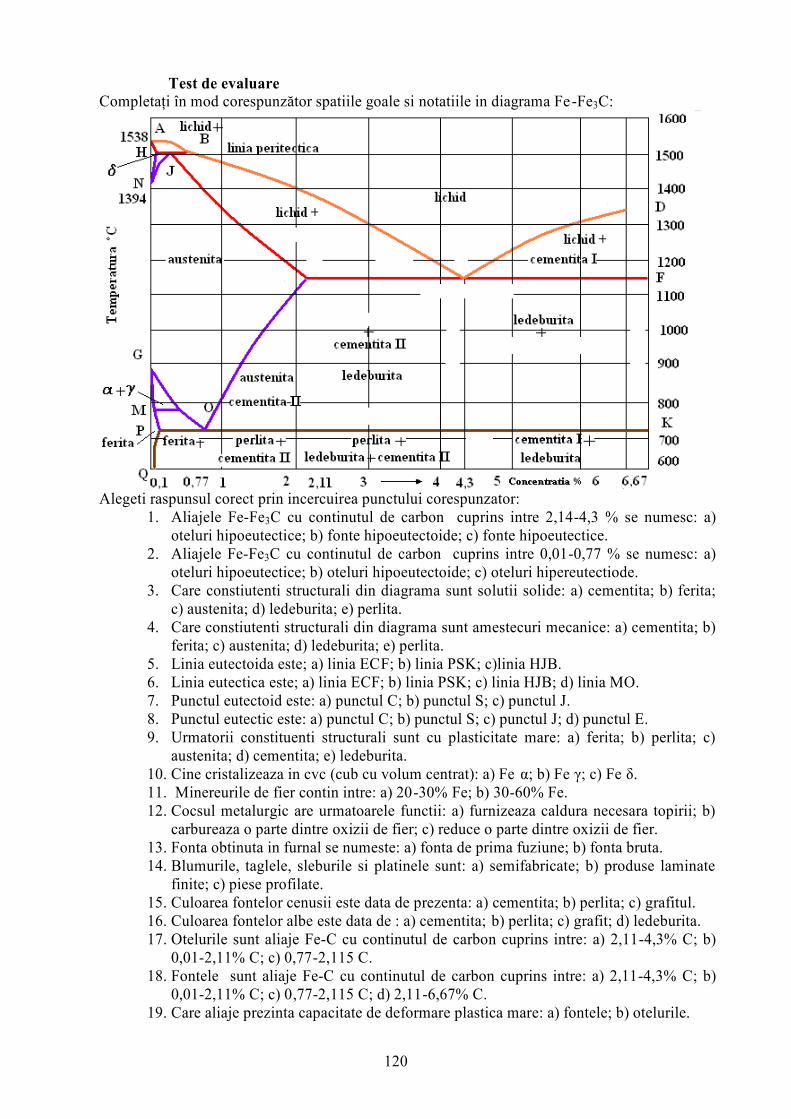
120
Test de evaluare
Completaţi în mod corespunzător spatiile goale si notatiile in diagrama Fe-Fe3C:
Alegeti raspunsul corect prin incercuirea punctului corespunzator:
1. Aliajele Fe-Fe3C cu continutul de carbon cuprins intre 2,14-4,3 % se numesc: a)
oteluri hipoeutectice; b) fonte hipoeutectoide; c) fonte hipoeutectice.
2. Aliajele Fe-Fe3C cu continutul de carbon cuprins intre 0,01-0,77 % se numesc: a)
oteluri hipoeutectice; b) oteluri hipoeutectoide; c) oteluri hipereutectiode.
3. Care constiutenti structurali din diagrama sunt solutii solide: a) cementita; b) ferita;
c) austenita; d) ledeburita; e) perlita.
4. Care constiutenti structurali din diagrama sunt amestecuri mecanice: a) cementita; b)
ferita; c) austenita; d) ledeburita; e) perlita.
5. Linia eutectoida este; a) linia ECF; b) linia PSK; c)linia HJB.
6. Linia eutectica este; a) linia ECF; b) linia PSK; c) linia HJB; d) linia MO.
7. Punctul eutectoid este: a) punctul C; b) punctul S; c) punctul J.
8. Punctul eutectic este: a) punctul C; b) punctul S; c) punctul J; d) punctul E.
9. Urmatorii constituenti structurali sunt cu plasticitate mare: a) ferita; b) perlita; c)
austenita; d) cementita; e) ledeburita.
10. Cine cristalizeaza in cvc (cub cu volum centrat): a) Fe α; b) Fe γ; c) Fe δ.
11. Minereurile de fier contin intre: a) 20-30% Fe; b) 30-60% Fe.
12. Cocsul metalurgic are urmatoarele functii: a) furnizeaza caldura necesara topirii; b)
carbureaza o parte dintre oxizii de fier; c) reduce o parte dintre oxizii de fier.
13. Fonta obtinuta in furnal se numeste: a) fonta de prima fuziune; b) fonta bruta.
14. Blumurile, taglele, sleburile si platinele sunt: a) semifabricate; b) produse laminate
finite; c) piese profilate.
15. Culoarea fontelor cenusii este data de prezenta: a) cementita; b) perlita; c) grafitul.
16. Culoarea fontelor albe este data de : a) cementita; b) perlita; c) grafit; d) ledeburita.
17. Otelurile sunt aliaje Fe-C cu continutul de carbon cuprins intre: a) 2,11-4,3% C; b)
0,01-2,11% C; c) 0,77-2,115 C.
18. Fontele sunt aliaje Fe-C cu continutul de carbon cuprins intre: a) 2,11-4,3% C; b)
0,01-2,11% C; c) 0,77-2,115 C; d) 2,11-6,67% C.
19. Care aliaje prezinta capacitate de deformare plastica mare: a) fontele; b) otelurile.
121
Bibliografie.
1. CĂTANĂ, D. – Procesarea materialelor avansate, Ed. Lux Libris, Braşov, 2004
2. DINESCU R. – Ceramica din oxid de aluminiu, Ed. Tehnică Bucureşti, 1979
3. DOMŞA Al. ş. a. – Materiale inginereşti speciale avansate, Ed. Casa Cărţii de Ştiinţă,
Cluj –Napoca, 2002
4. POPESCU R. – Tehnologia materialelor, Ed. Lux Libris, Braşov, 2005MACHEDON
T., . - Materiale şi tehnologii primare, curs, Univ. "Transilvania" Braşov, 2002.
5. MACHEDON T.MACHEDON E., - Materiale şi tehnologii primare, Îndrumar, Univ.
"Transilvania" Braşov, 2002
6. ŞERBAN, C.,. – Ştiinţa materialelor metalice, Ed. Lux Libris Braşov, 2000.
7. EFTIMIE, L., ş.a. - Tehnologia Materialelor (Tehnologii Secundare), Ed. Lux Libris
Braşov, 1998.
8. JAKAB E., ş.a. – Tehnologia Materialelor - Univ. "Transilvania" Braşov, 1989.
9. Murgulescu I. G. s.a., Teoria molecular cinetica a materiei, Editura
Academiei, Bucuresti, 1979.
10. Nanu A., Tehnologia materialelor, Editura Didactica si Pedagogica,
Bucuresti, 1972.
11. Gadea Suzana si Petrescu Maria, Metalurgie fizica si studiul metalelor, vol.
12. I, II si III, Editura Didactica si Pedagogica, Bucuresti, 1979.
13. Geru N., Metalurgie fizica, Editura Didactica si Pedagogica, Bucuresti,
1981.
14. *** Metals Handbook, vol. 7 si 8, Ohio, 1983.
15. Sternberg S. s.a., Chimie fizica, Editura Didactica si Pedagogica, Bucuresti,1981.
16. Georgescu L. s.a, Fizica starii lichide, Editura Didactica si Pedagogica,Bucuresti,
1983.
17. Stefanescu F., Compozite metalice, Editura Matrix Rom, Bucuresti, 1996.
18. Dumitrescu C., Saban R., Metalurigie fizica tratamente termice, Editura FairParteners
2001.
19. Cosmeleata G, Suciu V. Materiale si tehnologii pentru ingineri economisti, Editura
Man-Dely 2004.







