Download - Studiul Materialelor Vol 2
UNIVERSITATEA PETROL – GAZE DIN PLOIESTI
Prof.dr.ing. Gh. Zecheru
Conf. dr.ing. Gh. Drăghici
ELEMENTE DE STIINTA SIINGINERIA MATERIALELOR
Volumul 2
Editura ILEX şi Editura Universităţii din Ploiesti2002

i
CUVÂNT ÎNAINTEDESPRE GRANTUL C.N.F.I.S. 39691 “MODEL DE
SOFTWARE INTEGRAT DE TIP MULTIMEDIA PENTRUÎNVĂŢARE INTERACTIVĂ” GENERAT LA UNIVERSITATEAPETROL – GAZE DIN PLOIESTI
Obiectivul fundamental al grantului (C.N.F.I.S 39691) este crearea unuiinstrument software de tip multimedia care să ofere fiecărui cadru didactic unmodel de construire şi prezentare a cursurilor , seminariilor şi laboratoarelor într-omanieră modernă, utilizând facilităţile puse la dispoziţie de tehnica avansată.
Grantul se adresează în egală măsură şi studenţilor care vor putea să“audieze” cursurile / seminariile / laboratoarele în condiţii comparabile cu cele dinţările dezvoltate.
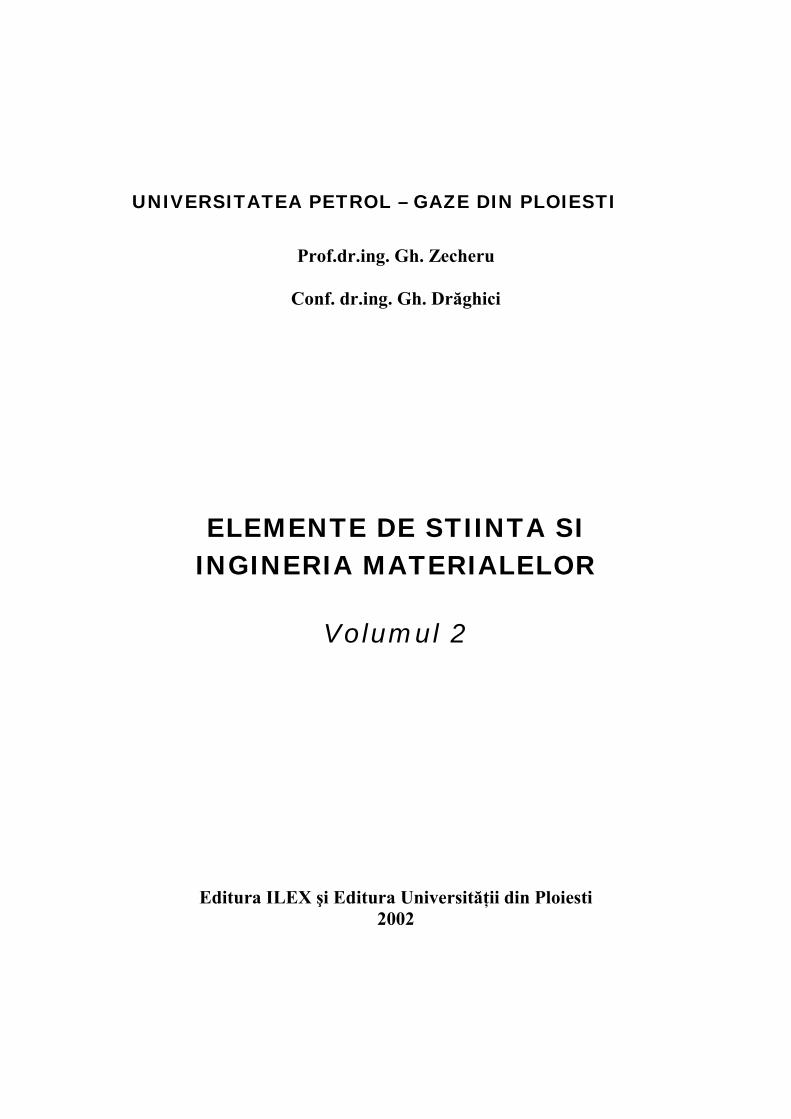
Grantul C.N.F.I.S 39691 este structurat pe trei componente: CURS,LABORATOR, EVALUARE (vezi figura 1*).
• Componenta CURS oferă utilizatorilor de tip CADRU DIDACTICposibilitatea de a realiza conţinutul cursului într-o manieră flexibilă, putând folosiinformaţii de tip text, imagine, animaţie, prezentare video, slide show.
Utilizatorul de tip STUDENT va avea acces la toate aceste tipuri deprezentare.
În urma activării acestei componente, se poate obţine cursul pe suport dehârtie, pe suport magnetic sau se poate realiza introducerea în pagina de WEB aconţinutului acestuia.
• Componenta LABORATOR acoperă activitatea de seminar / laborator.Ea oferă posibilitatea cursantului (utilizatorul de tip STUDENT) de a avea acces latextul de prezentare a temei propuse, la instrumente de tip instructor (tutorial), întoate cele cinci tipuri de prezentare de la curs, precum şi la modele alefenomenelor / conceptelor prezentate. De asemenea, se pot realiza conexiuni cuanumite cursuri sau seminarii / laboratoare. Utilizatorul de tip CADRU DIDACTICva avea posibilitatea să-şi descrie tema propusă folosind facilităţi de tip text,imagine, animaţie, prezentare video, slide show şi aplicaţii software specializate.El poate uza de ele pentru a realiza instrumente de tip instructor, precum şi modeleale fenomenului / conceptului prezentat sau conexiuni cu noţiuni înrudite. Caurmare a activării acestei componente, se pot obţine comparaţii între obiectivelepropuse şi rezultatele obţinute, exemple de rezolvare a problemelor propuse, datenecesare efectuării lucrării, precum şi chestionare de tip şablon. * Documentaţie Grant C.N.F.I.S. 39691 (1999,2000,2001), Runda a II-a, Director Grant – Liviu Dumitraşcu
ii
Figura 1. Structura generală a Grantului C.N.F.I.S 39691
• Componenta EVALUARE îşi propune să ofere posibilitateaevaluărilor efectuate de către utilizatorii de tip CADRU DIDACTIC asuprautilizatorilor de tip STUDENT, precum şi autoevaluărilor realizate de utilizatorulde tip student, la cerere. Evaluarea se poate realiza fie pe baza unor formulare detip bilet de examen, fie de tip chestionar (generat de un software specializat). Incazul autoevaluării, utilizatorul STUDENT poate beneficia de acces direct la
iii
cursul aferent sau la un ciclu de tip întrebare – răspuns, posibilitate implementatăcu ajutorul serviciului de poştă electronică. Serviciul de poştă electronică va fisusţinut de un server de WEB propriu programului.
REMARCI:
• Grantul «MODEL DE SOFTWARE INTEGRAT DE TIPMULTIMEDIA PENTRU ÎNVĂŢARE INTERACTIVĂ GENERAT LAUNIVERSITATEA PETROL – GAZE DIN PLOIESTI» se realizează în treietape:
ETAPA I (proiectul de iniţiere program) – Realizare prototip SALĂ DECURS (anul 1999);
ETAPA a II-a – Imbunătăţirea prototipului SALĂ DE CURS, realizareprototipuri SALĂ DE LABORATOR, SALĂ DE EVALUARE (anul2000);
ETAPA a III-a – Realizarea integrală a modelului de învăţare interactivă(anul 2001).
• Domeniul de interes al acestui program se înscrie în aria preocupărilorspecialiştilor din învăţământ şi din domenii conexe acestuia, din EUROPA şi dinAMERICA.
• Rezultatele obţinute în urma aplicării unui software integrat de tipmultimedia pentru învăţare interactivă pentru disciplinele predate în cadrul uneiuniversităţi (precum şi pentru planurile de învăţământ) pot fi folosite ca punct deplecare în vederea constituirii unui server de WEB, bază pentru învăţământul ladistanţă, pentru cursuri intensive de scurtă durată, alternativă dinamică pentrustudiul individual la bibliotecă. Implementarea unui astfel de mecanism creeazăpremise pentru posibilitatea evaluării interactive a studenţilor, precum şi pentrurealizarea unui ciclu de tip “întrebare-răspuns” (cu ajutorul serviciului de poştăelectronică).
• Un câştig important constă în posibilitatea de a face cunoscutăUNIVERSITATEA, atât în ţară cât şi în lume, nu numai la nivelul unor informaţiigenerale, cât mai ales la nivelul a ceea ce constituie una din componentele saleesenţia : cea de ÎNVĂŢĂMÂNT.
La baza generării cursurilor interactive de învăţare / instruire realizateintegral / parţial în cadrul grantului a stat “ Metodologia de proiectare acursurilor multimedia şi hipermedia” ce cuprinde următoarele etape: Analizacerinţelor de instruire, Proiectarea preliminară a aplicaţiei (cursului),Dezvoltarea aplicaţiei (cursului), Implementarea aplicaţiei (cursului), Evaluareaşi întreţinerea aplicaţiei (cursului).
Pentru prezentarea tuturor cursurilor realizate în cadrul grantului a fostgenerată seria “Cursuri multimedia. Grant C.N.F.I.S 39691 “ în care aparelucrarea Elemente de ştiinţa şi ingineria materialelor, Editura ILEX şi EdituraUniversităţii PETROL – GAZE din Ploiesti.

iv
REMARCI:
• Toate lucrările din seria “Cursuri multimedia. Grant C.N.F.I.S 39691“se află pe site-ul Universităţii PETROL – GAZE din Ploiesti şi sunt disponibile peCD-ROM.
• Autorii lucrărilor sunt cadre didactice ale Universităţii, de lacatedrele: Informatică, Tehnologia Construcţiei de Utilaj Petrolier, ForajulSondelor, Chimie, Filologie.
Îmi exprim convingerea că prin realizarea acestui proiect se va reuşi oconcordanţă a procesului de învăţământ din Universitatea PETROL – GAZE dinPloiesti cu tendinţele internaţionale.
DESPRE CARTE
Lucrarea “Elemente de ingineria şi ştiinţa materialelor” cuprindeinformaţiile esenţiale privind structura şi proprietăţile principalelor categorii demateriale folosite în tehnică şi poate constitui un ghid valoros pentru alegerearaţională a materialelor necesare diferitelor aplicaţii industriale.
Lucrarea este structurată în două volume. Primul volum conţine noţiunilefundamentale privind structura si proprietăţile mecanice ale metalelor şi aliajelor şiinformaţiile principale privind structura, proprietăţile şi tratamentele termice alematerialelor metalice cu cea mai mare pondere de utilizare industrială: fontele şioţelurile. Cel de-al doilea volum al lucrării cuprinde informaţiile principaleprivind structura, proprietăţile şi domeniile de utilizare ale altor categorii demateriale: metalele şi aliajele neferoase, sticlele şi materialele ceramice,plastomerii şi elastomerii, materialele compozite şi materialele sinterizate.
Fiecare capitol al lucrării este prevăzut cu teste de autoevaluare şi aplicaţii,care permit utilizatorilor să-şi autoaprecieze nivelul de pregătire şi nivelul decompetenţă în folosirea independentă şi corectă a cunoştinţelor dobândite lasoluţionarea unor probleme concrete.
Prof.dr.ing. Liviu DumitraşcuProrectorDirector Grant C.N.F.I.S. 39691Coordonatorul seriei “Cursuri multimedia. Grant C.N.F.I.S 39691“
v
CUVÂNTUL AUTORILOR
Lucrarea Elemente de stiinţa şi ingineria materialelor a fost concepută astfelîncât să constituie un instrument util şi eficient pentru pregătirea individuală la disciplinaStudiul materialelor, prevăzută în planul de învăţământ al studenţilor anului I,specializările Utilaj Tehnologic Petrolier şi Utilaj Tehnologic pentru Transportul şiDepozitarea Hidrocarburilor, de la Facultatea de Inginerie Mecanică si Electrică dincadrul Universităţii Petrol – Gaze din Ploiesti. Ea poate fi utilizată cu bune rezultate şi destudenţii care se pregătesc în alte specializări inginereşti, precum şi de tehnicienii şiinginerii care doresc să-şi aprofundeze sau să-şi reactualizeze cunoştinţele în domeniulmaterialelor.
Lucrarea are ca obiect prezentarea structurii si proprietăţilor materialelor folositeîn tehnică, precizarea legăturilor (corelaţiilor) dintre compoziţia chimică, structura siproprietăţile acestor materiale şi evidenţierea modificărilor de structură şi proprietăţi carese produc ca urmare a prelucrării materialelor prin diverse procedee tehnologice, scopulprincipal urmărit fiind însuşirea principiilor, legităţilor şi mecanismelor care stau la bazaobţinerii materialelor cu structura corespunzătoare asigurării proprietăţilor impuse deutilizarea lor în diverse aplicaţii tehnice.
Deoarece principalele aplicaţii tehnice avute în vedere sunt cele din domeniulmaşinilor, utilajelor şi echipamentelor petroliere, materialele care au în prezent şi înviitorul apropiat cea mai mare pondere de utilizare sunt materialele metalice (metalele şialiajele) şi ca urmare partea din lucrare destinată studierii acestor materiale este cea maiconsistentă. Sunt studiate însă în lucrare şi celelate categorii de materiale folosite întehnică: sticlele şi materialele ceramice, materialele pe bază de substanţemacromoleculare (plastomerii şi elastomerii), materialele obţinute prin agregare depulberi şi materiale compozite durificate cu fibre.
Volumul de faţă, cel de-al doilea al lucrării, conţine capitolele: Oţelurile şifontele aliate; Oţelurile şi fontele comerciale; Structurile şi proprietăţile aliajelorneferoase; Structurile şi proprietăţile materialelor ceramice şi sticlelor; Structurile şiproprietăţile polimerilor; Structurile şi proprietăţile materialelor compozite; Structurile şiproprietăţile materialelor realizate prin agregare de pulberi; Alegerea materialelor pentruaplicaţiile tehnice.
Adresăm cele mai calde mulţumiri celui care a făcut posibilă publicarea acesteilucrări (prof. dr. ing. Liviu Dumitraşcu ) şi colegilor care au realizat recenzia stiinţifică alucrării (prof.dr.ing. Vlad Ulmanu şi prof. dr. ing. Ioan Tudor).
Urăm utilizatorilor succes în însuşirea cunoştinţelor privind structurile şiproprietăţile materialelor şi aşteptăm cu deosebit interes sugestiile lor pentruîmbunătăţirea ediţiei viitoare a lucrării.
Autorii
Ploieşti 30 iulie 2002
vi
SeriaCursuri multimedia. Grant C.N.F.I.S. 39691
Liviu Dumitraşcu şi colectiv(Borland) PASCAL în 13 conversaţii
Stelian GuţuTehnologiile informaţiei şi comunicaţiiilor. Mijloacemultimedia
Gheorghe Zecheru şi Gheorghe DrăghiciElemente de ştiinţa şi ingineria materialelor. Volumul 1
Ana Maria Burlan şi Andreea NegulescuCompendiu de gramatică franceză cu exerciţii
Mihai HotinceanuProbleme şi lucrări de laborator de electromagnetism
Gabriel MarcuClase Java pentru metode numerice
Vlad UlmanuTehnologia fabricării şi reparării utilajului petrolier
Mihai Pascu ColojaCercetarea sondelor în pompaj cu ajutorul metodeloracustice
Mihail Minesccu şi Ion NaeTehnologii şi utilaje în construcţia de maşini
Alexandra Şchiopescu, Maria Moraru, Anca Sterry, Ana Dincă, Ileana CameniţăChimie generală. Aplicaţii numerice
Octav Pântea, Stelian Neagoe, Dorina Matei, Eva Trâmbiţaşu, Daniela PopoviciBazele chimiei analitice calitative şi cantitative. Probleme şiîntrebări
Şerban Vasilescu, Virgiliu Talle, Dorin BădoiuRezistenţa materialelor. Tehnici de calcul şi proiectare
Constantin Ionescu , Liviu Băloiu şi colectivIntroducere în problematica mediului înconjurător
1
CUPRINSVolumul 1
1. NOTIUNI GENERALE DESPRE METALE2. NOŢIUNI GENERALE DESPRE ALIAJE3. PROPRIETĂŢILE MECANICE ALE MATERIALELOR METALICE4. STUDIUL ALIAJELOR DIN SISTEMUL FIER-CARBON5. TRANSFORMĂRILE STRUCTURALE ÎN STARE SOLIDĂ LA OŢELURI ŞI FONTE6. TRATAMENTELE TERMICE LA OŢELURI ŞI FONTE
Volumul 2
Cuvânt înainte ………………………………………………………………………. iCuvântul autorilor …………………………………………………………………... v
7. OŢELURILE ŞI FONTELE ALIATE ………………………………….……... 5 7.1. Introducere …………………………………………………………...……… 5 7.2. Interacţiunea elementelor de aliere cu fierul ………………………………... 7 7.3. Interacţiunea elementelor de aliere cu carbonul ……………………..……… 14 7.4. Influenţele elementelor de aliere asupra trnsformărilor structurale în stare solidă ale oţelurilor şi fontelor……………………………………….... 16 7.5. Clasele structurale de oţeluri şi fonte aliate ……………………….………... 23 Cuvinte cheie ………………………………………………………………….…. 34 Bibliografie ………………………………………………………………………. 35 Teste de autoevaluare ……………………………………………………………. 35 Aplicaţii ………………………………………………………………….............. 38
8. OŢELURILE ŞI FONTELE COMERCIALE ………………………………... 53 8.1. Introducere …………………………………………………………...…….... 53 8.2. Clasificarea şi simbolizarea oţelurilor comerciale …………………..…….... 55 8.2.1. Clasificarea oţelurilor comerciale ……………………………………… 55 8.2.2. Simbolizarea oţelurilor comerciale ……………………………..……… 59 8.3. Oţelurile carbon cu destinaţie generală ……………………………………... 64 8.3.1. Oţelurile carbon de uz general ………………………………….……… 64 8.3.2. Oţelurile carbon de calitate ……………………………………..………. 65 8.4. Oţelurile aliate pentru construcţia de maşini ………………………..………. 66 8.5. Oţelurile pentru construcţii sudate …………………………………..…….... 69 8.5.1. Particularităţile realizării construcţiilor sudate ………………….…….... 69 8.5.2. Formarea CUS la sudarea prin topire a oţelurilor ……………….……... 71

2
8.5.3. Transformările structurale în ZIT la sudarea prin topire a oţelurilor …….... 73 8.5.4. Oţelurile nealiate pentru construcţii sudate ……………………..…….... 75 8.5.5. Oţelurile cu granulaţie fină pentru construcţii sudate …………..…….... 76 8.5.6. Oţelurile pentru aparate şi recipiente sub presiune ……………...……... 77 8.5.7. Oţelurile slab aliate cu rezistenţă mecanică ridicată …………….……... 80 8.6. Oţelurile rezistente la coroziune …………………………………….……..... 86 8.6.1. Oţelurile inoxidabile şi refractare ……………………………….…….... 86 8.6.2. Oţelurile patinabile ……………………………………………………... 98 8.7. Oţelurile pentru scule ………………………………………………...……... 99 8.7.1. Oţelurile carbon pentru scule …………………………………..……..... 100 8.7.2. Oţelurile aliate pentru scule …………………………………….…….... 102 8.8. Alte oţeluri cu destinaţii sau caracteristici speciale ……………………….... 105 8.8.1. Oţelurile pentru piese turnate …………………………………...…….... 105 8.8.2. Oţelurile pentru arcuri …………………………………………..…….... 107 8.8.3. Oţelurile pentru rulmenţi ………………………………………..…….... 108 8.8.4. Oţelurile rezistente la uzare şi tenace …………………………………... 109 8.8.5. Oţelurile cu rezistenţă mecanică foarte ridicată ………………………... 110 8.8.6. Oţelurile cu coeficient de dilatare termică controlat ………………….... 112 8.9. Fontele comerciale ………………………………………………….…….... 113 8.9.1. Simbolizarea fontelor comerciale ……………………………….…….... 113 8.9.2. Fontele cu destinaţie generală …………………………………..…….... 114 8.9.3. Fontele cu destinaţie precizată ………………………………….…….... 118 Cuvinte cheie …………………………………………………………….………. 120 Bibliografie ……………………………………………………………………… 121 Teste de autoevaluare ……………………………………………………………. 122 Aplicaţii ………………………………………………………………….………. 125
9. STRUCTURILE ŞI PROPRIETĂŢILE METALELOR ŞI ALIAJELOR NEFEROASE ……………………………………..................... 131 9.1. Introducere …………………………………………………………..………. 131 9.2. Modificarea aliajelor neferoase ……………………………………..………. 136 9.3. Tratamentele termice la aliajele neferoase …………………….…………... 137 9.4. Simbolizarea metalelor şi aliajelor neferoase comerciale …………………... 142 9.5. Cuprul şi aliajele pe bază de cupru ………………………………………….. 147 9.5.1. Alamele ………………………………………………………….……... 148 9.5.2. Aliajele Cu − Ni ………………………………………………………... 152 9.5.3. Bronzurile ……………………………………………………………..... 154 9.6. Aluminiul şi aliajele pe bază de aluminiu ………………………..…….... 162 9.6.1. Aliajele Al – Cu ………………………………………………………... 163 9.6.2. Aliajele Al − Mg ………………………………………………..…….... 168 9.6.3. Aliajele Al – Zn ………………………………………………..……..... 170 9.6.4. Aliajele Al – Si ………………………………………………….…….... 170

3
9.7. Titanul şi aliajele pe bază de titan …………………………………………... 172 9.8. Alte metale şi aliaje neferoase ……………………………………….…….... 177 9.8.1. Aliajele antifricţiune …………………………………………….…….... 177 9.8.2. Aliajele pentru lipire …………………………………………….…….... 180 9.8.3. Aliajele superplastice …………………………………………………... 182 9.8.4. Aliajele cu memoria formei …………………………………………….. 184 Cuvinte cheie …………………………………………………………….………. 186 Bibliografie ………………………………………………………………………. 187 Teste de autoevaluare ……………………………………………………………. 187 Aplicaţii ………………………………………………………………….……..... 192
10. STRUCTURILE ŞI PROPRIETĂŢILE MATERIALELOR CERAMICE ŞI STICLELOR …………………………..…….......................... 197 10.1. Introducere …………………………………………………………………. 197 10.2. Structura ceramicelor şi sticlelor …………………………………..………. 198 10.3. Principalele proprietăţi ale ceramicelor şi sticlelor ………………..…….... 202 10.4. Materialele ceramice ……………………………………………….…….... 207 10.4.1. Materialele ceramice silicatice ………………………………..…….... 207 10.4.2. Materialele ceramice oxidice ………………………………….……... 210 10.4.3. Materialele refractare ………………………………………….……... 211 10.4.4. Materialele ceramice neoxidice ……………………………………… 214 10.5. Sticlele ……………………………………………………………………... 215 10.6. Materialele vitroceramice …………………………………………..…….... 219 10.7. Cimentul …………………………………………………………………… 219 Cuvinte cheie …………………………………………………………….………. 220 Bibliografie ……………………………………………………………………… 221 Teste de autoevaluare ……………………………………………………………. 222 Aplicaţii ………………………………………………………………….………. 225
11. STRUCTURILE ŞI PROPRIETĂŢILE POLIMERILOR ……………….... 229 11.1. Introducere ………………………………………………………………… 229 11.2. Reacţiile de sinteză a polimerilor …………………………………..…….... 231 11.3. Structura polimerilor ………………………………………………………. 233 11.4. Proprietăţile polimerilor …………………………………………………… 236 11.4.1. Caracterizarea generală a polimerilor ……………………………….... 236 11.4.2. Proprietăţile mecanice ale polimerilor ………………………...……... 238 11.5. Principalele tipuri de materiale polimerice ………………………..…….... 250 11.5.1. Aditivii materialelor polimerice …………………………………….... 250 11.5.2. Materialele termoplaste ……………………………………….…….... 251 11.5.3. Materialele termorigide ……………………………………….…….... 254 11.5.4. Materialele elastomerice (cauciucurile) …………………………….... 255 Cuvinte cheie …………………………………………………………….……..... 257
4
Bibliografie ………………………………………………………………………. 258 Teste de autoevaluare ……………………………………………………………. 259 Aplicaţii ………………………………………………………………….………. 263
12. STRUCTURILE ŞI PROPRIETĂŢILE MATERIALELOR COMPOZITE ……………………………….………........................................ 267 12.1. Introducere ………………………………………………………………… 267 12.2. Estimarea caracteristicilor fizico-mecanice ale materialelor compozite ...... 268 12.3. Lemnul – material compozit natural ……………………………….…….... 274 12.4. Materiale compozite durificate cu fibre …………………………………… 284 Cuvinte cheie …………………………………………………………….………. 291 Bibliografie ………………………………………………………………………. 292 Teste de autoevaluare ……………………………………………………………. 292 Aplicaţii ………………………………………………………………….………. 295
13. STRUCTURILE ŞI PROPRIETĂŢILE MATERIALELOR REALIZATE PRIN AGREGARE DE PULBERI ……………..………........ 301 13.1. Introducere ………………………………………………………….……... 301 13.2. Obţinerea şi caracterizarea pulberilor ……………………………………... 302 13.3. Transformările structurale la presarea şi sinterizarea pulberilor …………... 307 13.4. Structurile şi proprietăţile produselor sinterizate …………………..…….... 312 Cuvinte cheie …………………………………………………………….………. 314 Bibliografie ………………………………………………………………………. 315 Teste de autoevaluare ……………………………………………………………. 315 Aplicaţii ………………………………………………………………….………. 317
14. ALEGEREA MATERIALELOR PENTRU APLICAŢIILE TEHNICE .... 321 14.1. Introducere ………………………………………………………….……... 321 14.2. Criteriile şi metodele de selecţie a materialelor …………………….…….. 322 14.3. Un studiu de caz privind alegerea materialelor …………………….…….... 334 Cuvinte cheie …………………………………………………………….……..... 341 Bibliografie …………………………………………………………………….... 341 Teste de autoevaluare …………………………………………………………..... 342 Aplicaţii ………………………………………………………………….……..... 343
Grila de verificare a testelor de autoevaluare ……………………………...……... 352 Index ……………………………………………………………………………... 353 Elements of materials science and engineering (Abstract) ……………….……... 357
Capitolul 7 Oţelurile şi fontele aliate
5
Capitolul 7
OŢELURILE ŞI FONTELE ALIATE
7.1. Introducere
Oţelurile aliate sunt acele oţeluri care conţin, pe lângă componentelespecifice (fierul – componentul de bază şi carbonul – componentul de aliereprincipal), elementele însoţitoare (manganul, siliciul etc.) şi impurităţile tipice(sulful, fosforul etc.) oţelurilor carbon, şi alte componente (denumite genericelemente de aliere EA), introduse în mod intenţionat şi în cantitate suficientă laelaborare, cu scopul de a conferi acestor aliaje anumite structuri şi proprietăţi.În contextul acestei definiţii, un component al unui oţel este considerat element dealiere, dacă concentraţia în care a fost introdus la elaborarea oţelului depăşeşteconcentraţia până la care acest component se încadrează în categoria elementelorînsoţitoare sau concentraţia maximă admisă când componentul are efectele uneiimpurităţi a oţelului. Astfel, având în vedere datele prezentate în scap. 4.3, oţelurilese consideră aliate cu mangan, dacă %Mnm > 0,8 %, cu siliciu, dacă %Sim > 0,5 %, cufosfor, dacă %Pm > 0,06 % etc., în timp ce alte componente, cum ar fi cromul,nichelul, molibdenul, vanadiul, titanul, niobiul, wolframul, borul etc., care nu suntspecifice compoziţiei oţelurilor carbon industriale, capătă statutul de elemente de aliereoricare ar fi concentraţia în care au fost introduse (intenţionat) la elaborarea oţelurilor.
În practică, pentru a exprima gradul de aliere al unui oţel se utilizează caindicator suma concentraţiilor masice ale elementelor de aliere (exceptând
carbonul) conţinute de acesta Sa ( ∑==
n
jmja EAS
1% , EAj, j = 1 … n, fiind elementele
de aliere introduse la elaborarea oţelului, iar %EAmj - concentraţiile masice aleacestor elemente), iar oţelurile aliate se clasifică în: oţeluri slab aliate, avândSa< 5 %, oţeluri mediu aliate, având 5 % ≤ Sa < 10 % şi oţeluri înalt (bogat)aliate, având Sa ≥ 10 %.

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
6
În mod similar, fontele aliate (denumite şi fonte speciale) sunt acele fontecare conţin, pe lângă componentele specifice, elementele însoţitoare şiimpurităţile tipice fontelor albe (fără grafit în structură), cenuşii sau modificate(cu grafit în structură), şi alte componente (numite generic elemente de aliere),introduse în mod intenţionat şi în cantitate suficientă la elaborare, cu scopul dea conferi acestor aliaje anumite structuri şi proprietăţi. În contextul acesteidefiniţii, printr-un raţionament similar celui utilizat în cazul oţelurilor, sulful, înconcentraţii %Sm < 0,15 % şi fosforul, în concentraţii %Pm < 0,6 %, considerateimpurităţi, manganul, în concentraţii %Mnm < 1,5 %, siliciul, în concentraţii%Sim < 0,5…1,0 % la fontele albe sau %Sim < 3,5…4,5 % la fontele cenuşii saumodificate şi componentele introduse (în concentraţii mici) în cursul operaţiilor demodificare şi postmodificare (magneziu, ceriu, calciu, bariu, titan, zirconiu,aluminiu), considerate elemente însoţitoare, nu reprezintă elemente de aliere alefontelor; aceste componente, introduse la elaborarea fontelor în concentraţii maimari decât cele până la care se consideră impurităţi sau elemente însoţitoare,constituie elemente de aliere ale fontelor, iar componentele care nu sunt specificecompoziţiei fontelor albe, cenuşii sau modificate industriale, cum ar fi cromul,nichelul, molibdenul, vanadiul etc., au statutul de elemente de aliere oricare ar ficoncentraţia în care au fost introduse (intenţionat) la elaborarea fontelor.
Pentru a exprima gradul de aliere al unei fonte se poate utiliza, ca şi laoţeluri, indicatorul Sa, iar fontele aliate se clasifică în: fonte slab aliate, avândSa< 5 %, fonte mediu aliate, având 5 % ≤ Sa < 10 % şi fonte înalt (bogat) aliate,având Sa ≥ 10 %.
Elementele de aliere se pot găsi în structurile oţelurilor şi fontelor, în funcţiede caracteristicile lor fizico – chimice (raza atomică, valenţa, electronegativitatea,tipul structurii cristaline, afinitatea chimică faţă de fier, carbon, elemente însoţitoareşi impurităţi) şi de concentraţiile în care sunt introduse la elaborarea acestor aliaje,în următoarele forme: a) dizolvate (prin substituţie sau interstiţial) în soluţiile solidespecifice structurii aliajelor fier – carbon, soluţii denumite în acest caz ferită aliatăşi austenită aliată; b) dizolvate în structura cristalină a cementitei, denumită în acestcaz cementită aliată; c) legate sub formă de carburi proprii; d) combinate chimic cufierul sub formă de compuşi intermetalici; e) legate sub formă de incluziuninemetalice (oxizi, sulfuri, silicaţi) sau libere sub formă de cristale de metal pur.Primele trei forme de existenţă a elementelor de aliere sunt cele care corespundfrecvent structurii oţelurilor şi fontelor aliate. Formele de existenţă d) şi e) sunt rarîntâlnite, deoarece:
* fierul formează compuşi intermetalici cu unele elemente de aliere numaidacă concentraţiile acestora sunt ridicate (de exemplu, fierul cu cromul formeazăcompusul, de tip fază sigma, FeCr, caracterizat printr-o valoare de bază aconcentraţiei cromului %Crm ≅ 45 %, cu vanadiul – compusul, de tip fază sigma,
Capitolul 7 Oţelurile şi fontele aliate
7
FeV, având %Vm ≅ 48 %, cu molibdenul - compuşii Fe3Mo2, având %Mom ≅ 53 %şi FeMo, având %Mom ≅ 66 %, cu wolframul – compusul, de tip fază Laves,Fe2W, având %Wm ≅ 63 % şi compusul Fe3W2, având %Wm ≅ 68 %, cu titanul –compusul FeTi, având %Tim ≅ 52 %, iar cu niobiul – compusul, de tip fază Laves,Fe2Nb, având %Nbm ≅ 52 %); ca urmare, existenţa unor astfel de compuşi estecaracteristică exclusiv oţelurilor şi fontelor înalt aliate cu astfel de elemente;
* incluziunile nemetalice sunt (în mod obişnuit, datorită efectelor negativepe care le are prezenţa acestora - v. scap. 4.3.2 şi 4.3.3) faze nedorite ale structuriioţelurilor şi fontelor şi, ca urmare, legarea elementelor de aliere sub formă deincluziuni se realizează numai accidental, de obicei când nu se alege corectmomentul introducerii acestor elemente în procesul tehnologic de elaborare; deexemplu, titanul, care are afinitatea chimică faţă de oxigen (puterea dedezoxidare) mai mare decât a siliciului şi aluminiului, introdus într-un oţel lichidînainte de finalizarea proceselor de dezoxidare (v. scap. 4.3.2) participă intens larealizarea acestor procese şi se va găsi în structura oţelului legat sub formă deincluziuni oxidice, diminuându-şi astfel activitatea ca element de aliere.
7.2. Interacţiunea elementelor de aliere cu fierul
Majoritatea elementelor de aliere sunt solubile în fier, formând cu acestasoluţii solide (în care, evident, fierul este solventul, iar elementele de aliere suntcomponentele solut). Prezenţa elementelor de aliere dizolvate (împreună cucarbonul) în structura cristalină a fierului determină modificarea valorilorpunctelor critice de transformare în stare solidă a acestuia.
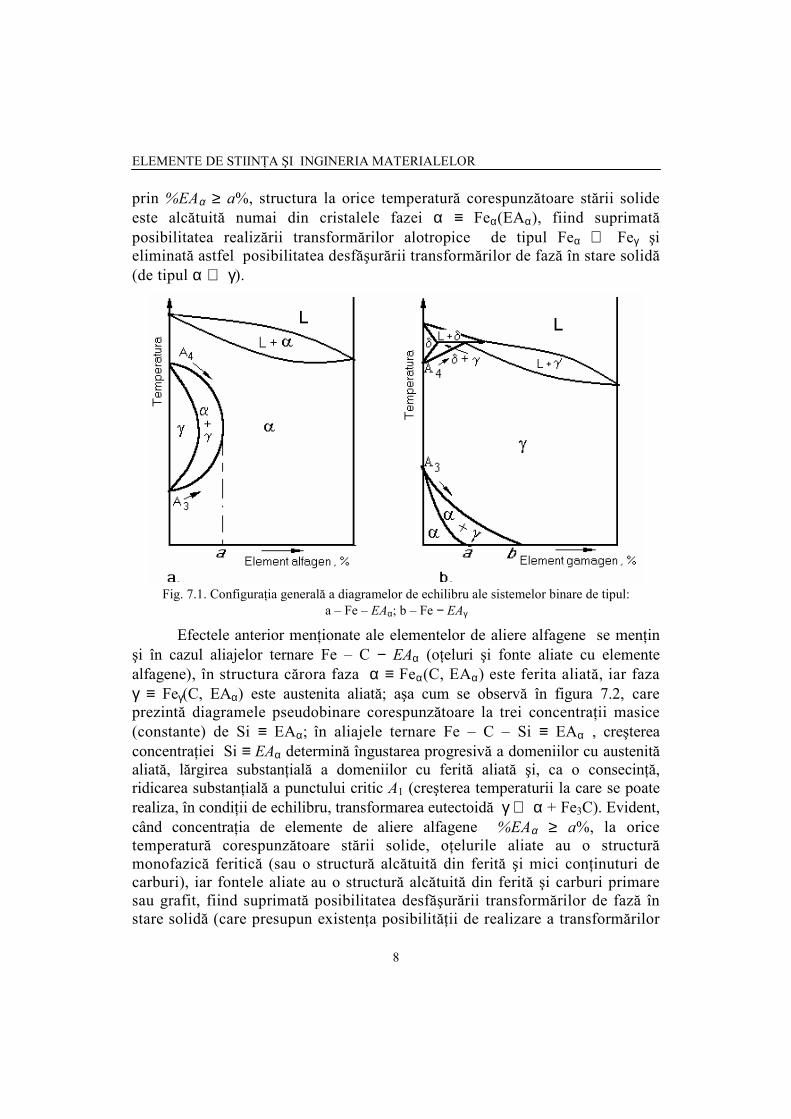
Unele elemente de aliere, cum ar fi cromul, siliciul, molibdenul,woframul, vanadiul, niobiul, având structura cristalină de tip CVC, suntizomorfe cu Feα (şi Feδ), au o bună solubilitate în această modificaţie a fieruluişi determină extinderea domeniilor de stabilitate a feritei (şi feritei delta) şirestrângerea domeniilor de stabilitate a austenitei, mărind temperaturapunctului critic corespunzător realizării transformării Feα ⇔ Feγ (punctul critictc1 ≡ A3) şi micşorând temperatura punctului critic corespunzător realizăriitransformării Feγ ⇔ Feδ (punctul critic tc2 ≡ A4). Elementele având influenţelemenţionate anterior sunt denumite elemente de aliere alfagene sau elementede aliere feritizante (notate generic EAα). Aşa cum se observă în figura 7.1 a,care prezintă configuraţia generală a diagramelor de echilibru ale sistemelorbinare Fe – EAα, prezenţa elementelor de aliere alfagene determină domenii deexistenţă a fazei γ ≡ Feγ(EAα) foarte înguste şi domenii foarte extinse destabilitate a fazei α ≡ Feα(EAα); la aliajele unui astfel de sistem, caracterizate
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
8
prin %EAα ≥ a%, structura la orice temperatură corespunzătoare stării solideeste alcătuită numai din cristalele fazei α ≡ Feα(EAα), fiind suprimatăposibilitatea realizării transformărilor alotropice de tipul Feα ⇔ Feγ şieliminată astfel posibilitatea desfăşurării transformărilor de fază în stare solidă(de tipul α ⇔ γ).
Fig. 7.1. Configuraţia generală a diagramelor de echilibru ale sistemelor binare de tipul:a – Fe – EAα; b – Fe − EAγ
Efectele anterior menţionate ale elementelor de aliere alfagene se menţinşi în cazul aliajelor ternare Fe – C − EAα (oţeluri şi fonte aliate cu elementealfagene), în structura cărora faza α ≡ Feα(C, EAα) este ferita aliată, iar fazaγ ≡ Feγ(C, EAα) este austenita aliată; aşa cum se observă în figura 7.2, careprezintă diagramele pseudobinare corespunzătoare la trei concentraţii masice(constante) de Si ≡ EAα; în aliajele ternare Fe – C – Si ≡ EAα , creştereaconcentraţiei Si ≡ EAα determină îngustarea progresivă a domeniilor cu austenităaliată, lărgirea substanţială a domeniilor cu ferită aliată şi, ca o consecinţă,ridicarea substanţială a punctului critic A1 (creşterea temperaturii la care se poaterealiza, în condiţii de echilibru, transformarea eutectoidă γ ⇔ α + Fe3C). Evident,când concentraţia de elemente de aliere alfagene %EAα ≥ a%, la oricetemperatură corespunzătoare stării solide, oţelurile aliate au o structurămonofazică feritică (sau o structură alcătuită din ferită şi mici conţinuturi decarburi), iar fontele aliate au o structură alcătuită din ferită şi carburi primaresau grafit, fiind suprimată posibilitatea desfăşurării transformărilor de fază înstare solidă (care presupun existenţa posibilităţii de realizare a transformărilor

Capitolul 7 Oţelurile şi fontele aliate
9
alotropice de tipul Feα ⇔ Feγ); oţelurile sau fontele aliate care prezintă acesteparticularităţi structurale sunt denumite oţeluri aliate feritice sau fonte aliateferitice.
Fig.7.2. Diagramele de echilibru pseudobinare ale aliajelor sistemului ternar Fe – C – Si ≡ EAα cu %Sim = 2,5 %; %Sim = 5,0 % şi %Sim = 7,5 %
Unele elemente de aliere, cum ar fi nichelul şi manganul, avândstructura cristalină de tip CFC, sunt izomorfe cu Feγ , au o bună solubilitate înaceastă modificaţie a fierului şi determină extinderea domeniilor de stabilitatea austenitei şi restrângerea domeniilor de stabilitate a feritei (şi feritei delta),micşorând temperatura punctului critic corespunzător realizării transformăriiFeα ⇔ Feγ (punctul critic tc1 ≡ A3) şi ridicând temperatura punctului criticcorespunzător realizării transformării Feγ ⇔ Feδ (punctul critic tc2 ≡ A4).

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
10
Elementele având influenţele menţionate anterior sunt denumite elemente dealiere gamagene sau elemente de aliere austenitizante (notate generic EAγ).Aşa cum se observă în figura 7.1 b, care prezintă configuraţia generală adiagramelor de echilibru ale sistemelor binare Fe – EAγ, prezenţa elementelorde aliere gamagene determină domenii de existenţă a fazei α ≡ Feα(EAγ) foarteînguste şi domenii foarte extinse de stabilitate a fazei γ ≡ Feγ(EAγ); la aliajeleunui astfel de sistem, caracterizate prin %EAγ ≥ b%, structura la oricetemperatură corespunzătoare stării solide este alcătuită numai din cristalelefazei γ ≡ Feγ(EAγ), fiind suprimată posibilitatea realizării transformăriloralotropice de tipul Feγ ⇔ Feα şi eliminată astfel posibilitatea desfăşurăriitransformărilor de fază în stare solidă (de tipul γ ⇔ α).
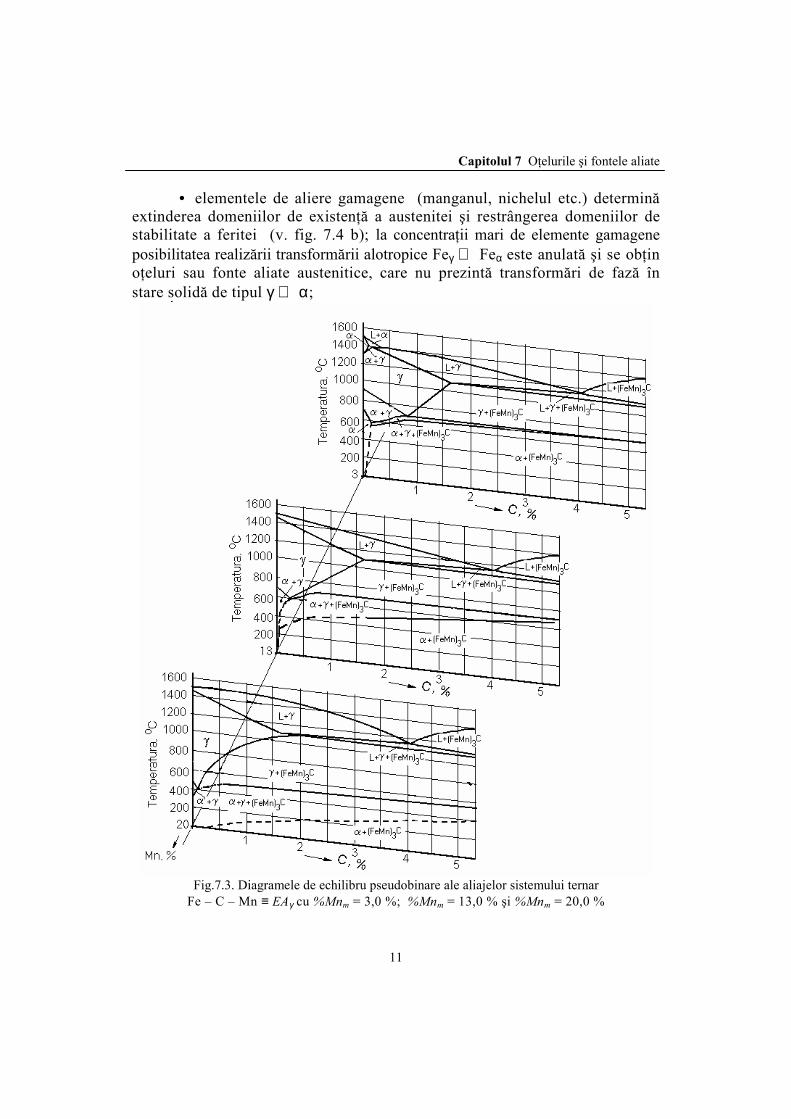
Efectele anterior menţionate ale elementelor de aliere alfagene se menţinşi în cazul aliajelor ternare Fe – C − EAγ (oţeluri şi fonte aliate cu elementegamagene), în structura cărora faza α ≡ Feα(C, EAγ) este ferita aliată, iar fazaγ ≡ Feγ(C, EAγ) este austenita aliată; aşa cum se observă în figura 7.3, careprezintă diagramele pseudobinare corespunzătoare la trei concentraţii masice(constante) de Mn ≡ EAγ; în aliajele ternare Fe – C – Mn ≡ EAγ , creştereaconcentraţiei Mn ≡ EAγ determină îngustarea progresivă a domeniilor cu ferităaliată, lărgirea substanţială a domeniilor cu austenită aliată şi, ca o consecinţă,coborârea substanţială a punctului critic A1 (micşorarea temperaturii la care sepoate realiza, în condiţii de echilibru, transformarea eutectoidă γ ⇔ α + Fe3C).Evident, când concentraţia de elemente de aliere gamagene %EAγ ≥ b %, la oricetemperatură corespunzătoare stării solide, oţelurile aliate au o structurămonofazică austenitică, iar fontele aliate au o structură alcătuită din austenităşi grafit, fiind suprimată posibilitatea desfăşurării transformărilor de fază înstare solidă (care presupun existenţa posibilităţii de realizare a transformăriloralotropice de tipul Feγ ⇔ Feα); oţelurile sau fontele aliate care prezintă acesteparticularităţi structurale sunt denumite oţeluri aliate austenitice sau fontealiate austenitice.
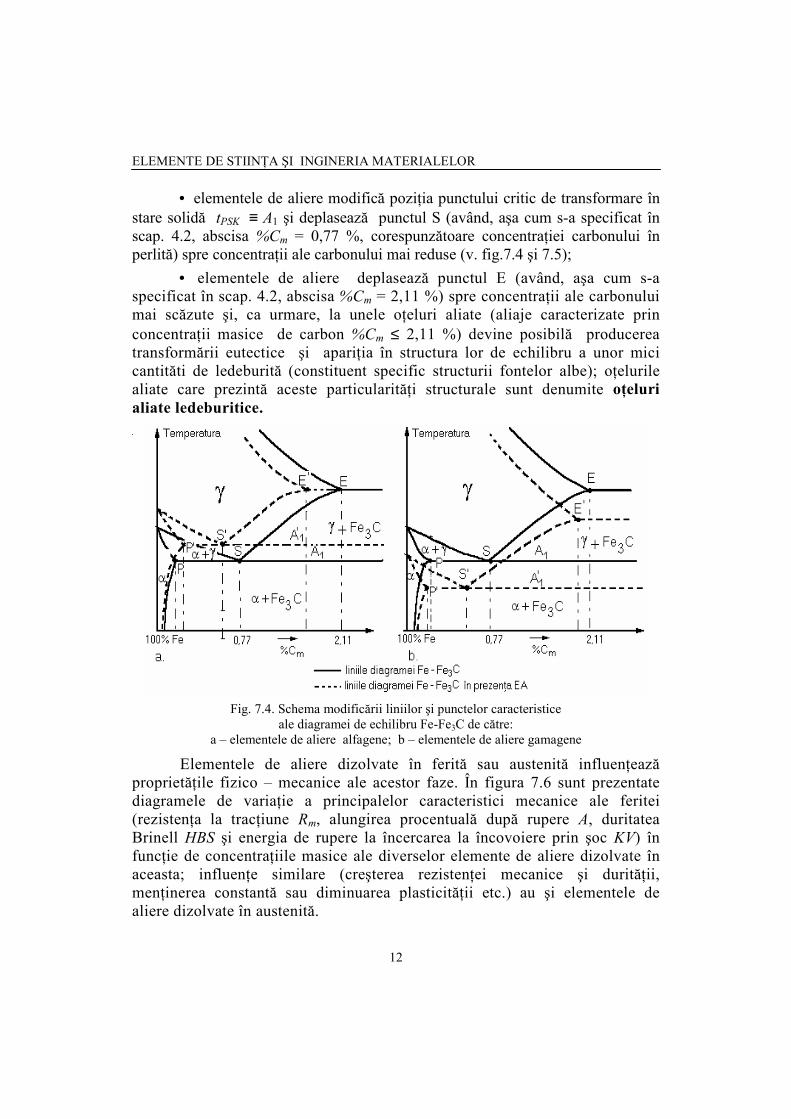
Considerând (în mod schematic, simplificat) că influenţele elementelorde aliere se manifestă prin modificarea poziţiilor liniilor şi punctelorcaracteristice ale diagramei de echilibru Fe – Fe3C, aşa cum se prezintă înfigura 7.4, aspectele anterior prezentatate se pot sintetiza astfel:
• elementele de aliere alfagene (cromul, siliciul, molibdenul etc.)determină extinderea domeniilor de existenţă a feritei şi restrângerea domeniilorde stabilitate a austenitei (v. fig. 7.4 a); la concentraţii mari de elemente alfageneposibilitatea realizării transformării alotropice Feα ⇔ Feγ este suprimată şi seobţin oţeluri sau fonte aliate feritice, care nu prezintă transformări de fază în staresolidă de tipul α ⇔ γ;
Capitolul 7 Oţelurile şi fontele aliate
11
• elementele de aliere gamagene (manganul, nichelul etc.) determinăextinderea domeniilor de existenţă a austenitei şi restrângerea domeniilor destabilitate a feritei (v. fig. 7.4 b); la concentraţii mari de elemente gamageneposibilitatea realizării transformării alotropice Feγ ⇔ Feα este anulată şi se obţinoţeluri sau fonte aliate austenitice, care nu prezintă transformări de fază înstare solidă de tipul γ ⇔ α;
Fig.7.3. Diagramele de echilibru pseudobinare ale aliajelor sistemului ternarFe – C – Mn ≡ EAγ cu %Mnm = 3,0 %; %Mnm = 13,0 % şi %Mnm = 20,0 %
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
12
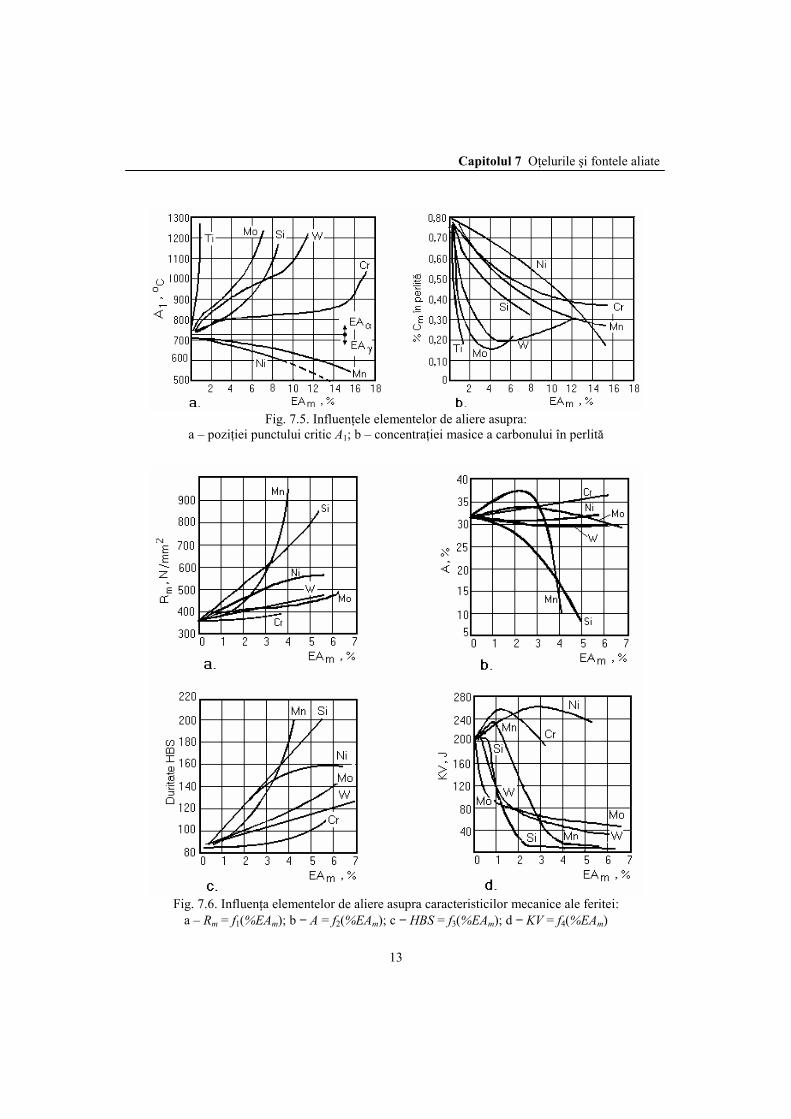
• elementele de aliere modifică poziţia punctului critic de transformare înstare solidă tPSK ≡ A1 şi deplasează punctul S (având, aşa cum s-a specificat înscap. 4.2, abscisa %Cm = 0,77 %, corespunzătoare concentraţiei carbonului înperlită) spre concentraţii ale carbonului mai reduse (v. fig.7.4 şi 7.5);
• elementele de aliere deplasează punctul E (având, aşa cum s-aspecificat în scap. 4.2, abscisa %Cm = 2,11 %) spre concentraţii ale carbonuluimai scăzute şi, ca urmare, la unele oţeluri aliate (aliaje caracterizate princoncentraţii masice de carbon %Cm ≤ 2,11 %) devine posibilă producereatransformării eutectice şi apariţia în structura lor de echilibru a unor micicantităti de ledeburită (constituent specific structurii fontelor albe); oţelurilealiate care prezintă aceste particularităţi structurale sunt denumite oţelurialiate ledeburitice.
Fig. 7.4. Schema modificării liniilor şi punctelor caracteristiceale diagramei de echilibru Fe-Fe3C de către:
a – elementele de aliere alfagene; b – elementele de aliere gamagene
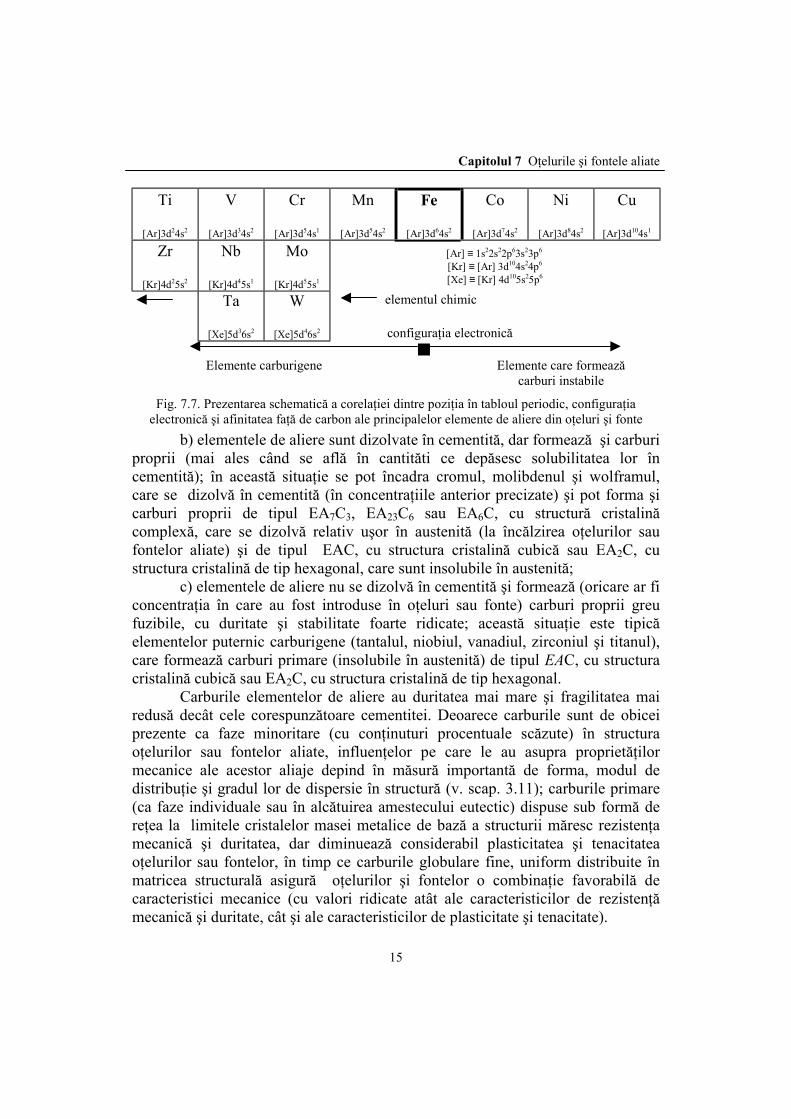
Elementele de aliere dizolvate în ferită sau austenită influenţeazăproprietăţile fizico – mecanice ale acestor faze. În figura 7.6 sunt prezentatediagramele de variaţie a principalelor caracteristici mecanice ale feritei(rezistenţa la tracţiune Rm, alungirea procentuală după rupere A, duritateaBrinell HBS şi energia de rupere la încercarea la încovoiere prin şoc KV) înfuncţie de concentraţiile masice ale diverselor elemente de aliere dizolvate înaceasta; influenţe similare (creşterea rezistenţei mecanice şi durităţii,menţinerea constantă sau diminuarea plasticităţii etc.) au şi elementele dealiere dizolvate în austenită.
Capitolul 7 Oţelurile şi fontele aliate
13
Fig. 7.5. Influenţele elementelor de aliere asupra:a – poziţiei punctului critic A1; b – concentraţiei masice a carbonului în perlită
Fig. 7.6. Influenţa elementelor de aliere asupra caracteristicilor mecanice ale feritei:a – Rm = f1(%EAm); b − A = f2(%EAm); c − HBS = f3(%EAm); d − KV = f4(%EAm)

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
14
7.3. Interacţiunea elementelor de aliere cu carbonul
Elementele de aliere introduse la elaborarea oţelurilor şi fontelor se potclasifica, în funcţie de modul în care interacţionează cu carbonul, astfel:
• elemente grafitizante, care împiedică formarea carburilor sau producdescompunerea carburilor existente şi asigură apariţia grafitului (carbonului liber)ca fază structurală a fontelor şi (uneori) a oţelurilor (v. scap. 4.4); principaleleelemente de aliere care fac parte din această categorie sunt siliciul, nichelul,aluminiul şi cuprul;
• elemente care reacţionează cu carbonul, dar carburile pe care leformează au stabilitate redusă; din această categorie fac parte, de exemplu,nichelul şi cobaltul, ale căror carburi (Ni3C, Co3C) nu apar în mod obişnuit înstructurile oţelurilor sau fontelor aliate;
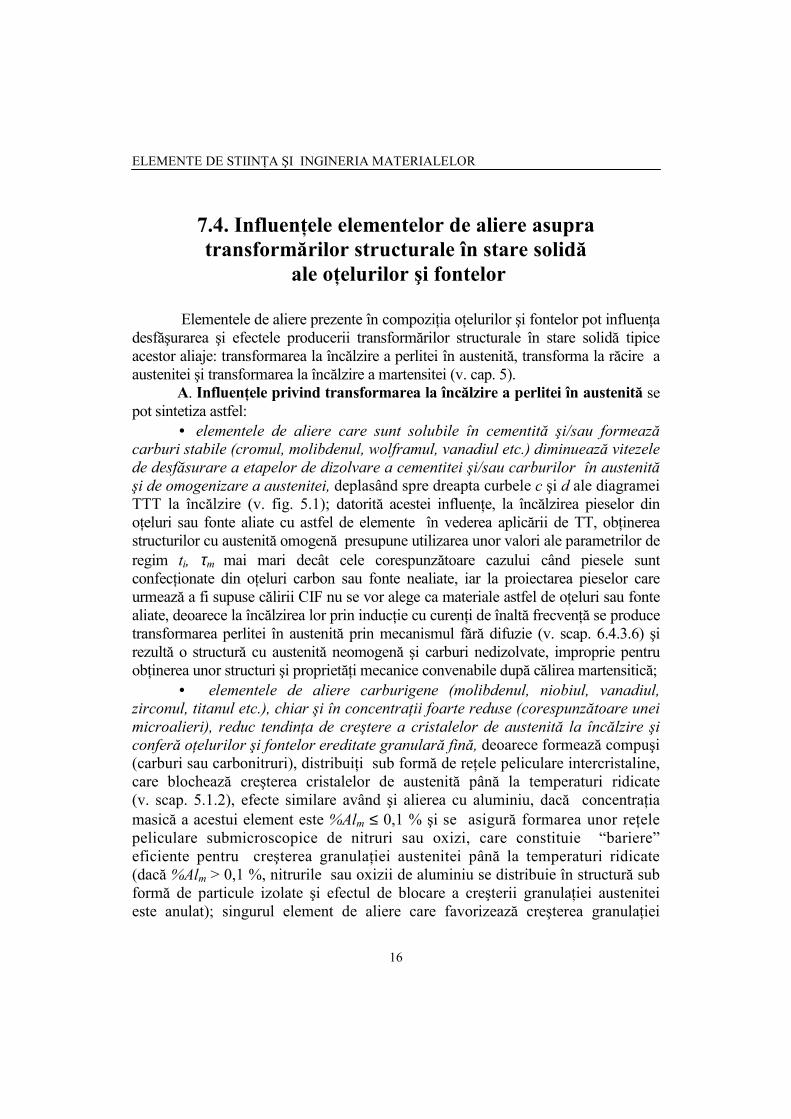
• elemente carburigene, care formează carburi stabile, ce pot exista cafaze distincte în structurile oţelurilor şi fontelor aliate; din această categorie facparte metalele de tranziţie situate în tabloul periodic al elementelor la stângafierului (v. tabelul 1.1), elemente ce pot fi ierarhizate, în funcţie de afinitatea lorfaţă de carbon (crescătoare odată cu mărirea deficitului de electroni însubstraturile atomice d, aşa cum se poate observa în fig. 7.7), astfel:
Fe; Mn; Cr; Mo; W; Ta; Nb; V; Zr; TiComponentul de
bază al oţelurilor şifontelor CREŞTE AFINITATEA FAŢĂ DE CARBON
Elementul dealiere cel mai
carburigen
În cazul elementelor de aliere carburigene, interacţiunea cu carbonuldepinde nu numai de afinitatea lor faţa de acest element, dar şi de concentraţiile încare se găsesc acestea în oţeluri şi fonte şi de solubilitatea lor în ferită şi austenită.Ca urmare, se pot defini următoarele tipuri de situaţii privind existenţaelementelor de aliere carburigene în structurile oţelurilor şi fontelor:
a) elementele de aliere sunt dizolvate în cementită prin substituirea parţialăa atomilor de fier din structura cristalină a acesteia; în această situaţie se pot aflaelementele de aliere cu afinitate faţă de carbon apropiată de cea corespunzătoarefierului (manganul, cromul, molibdenul, wolframul), care formează cementităaliată, cu formula generală (Fe,EA)3C, ce are caracteristicile unei faze bertholide,în structura căreia atomii elementelor de aliere înlocuiesc în diverse proporţii atomiide fier (de exemplu, cementita aliată cu mangan poate avea %Mnat ≤ 100 %,cementita aliată cu crom poate avea %Crat ≤ 25 %, cementita aliată cu molibdenpoate avea %Moat ≤ 3 %, iar cementita aliată cu wolfram poate avea %Wat ≤ 1 %);
Capitolul 7 Oţelurile şi fontele aliate
15
Ti
[Ar]3d24s2
V
[Ar]3d34s2
Cr
[Ar]3d54s1
Mn
[Ar]3d54s2
Fe
[Ar]3d64s2
Co
[Ar]3d74s2
Ni
[Ar]3d84s2
Cu
[Ar]3d104s1
Zr
[Kr]4d25s2
Nb
[Kr]4d45s1
Mo
[Kr]4d55s1
[Ar] ≡ 1s22s22p63s23p6
[Kr] ≡ [Ar] 3d104s24p6
[Xe] ≡ [Kr] 4d105s25p6
Ta
[Xe]5d36s2
W
[Xe]5d46s2
elementul chimic
configuraţia electronică !
Elemente carburigene Elemente care formeazăcarburi instabile
Fig. 7.7. Prezentarea schematică a corelaţiei dintre poziţia în tabloul periodic, configuraţiaelectronică şi afinitatea faţă de carbon ale principalelor elemente de aliere din oţeluri şi fonte
b) elementele de aliere sunt dizolvate în cementită, dar formează şi carburiproprii (mai ales când se află în cantităti ce depăsesc solubilitatea lor încementită); în această situaţie se pot încadra cromul, molibdenul şi wolframul,care se dizolvă în cementită (în concentraţiile anterior precizate) şi pot forma şicarburi proprii de tipul EA7C3, EA23C6 sau EA6C, cu structură cristalinăcomplexă, care se dizolvă relativ uşor în austenită (la încălzirea oţelurilor saufontelor aliate) şi de tipul EAC, cu structura cristalină cubică sau EA2C, custructura cristalină de tip hexagonal, care sunt insolubile în austenită;
c) elementele de aliere nu se dizolvă în cementită şi formează (oricare ar ficoncentraţia în care au fost introduse în oţeluri sau fonte) carburi proprii greufuzibile, cu duritate şi stabilitate foarte ridicate; această situaţie este tipicăelementelor puternic carburigene (tantalul, niobiul, vanadiul, zirconiul şi titanul),care formează carburi primare (insolubile în austenită) de tipul EAC, cu structuracristalină cubică sau EA2C, cu structura cristalină de tip hexagonal.
Carburile elementelor de aliere au duritatea mai mare şi fragilitatea mairedusă decât cele corespunzătoare cementitei. Deoarece carburile sunt de obiceiprezente ca faze minoritare (cu conţinuturi procentuale scăzute) în structuraoţelurilor sau fontelor aliate, influenţelor pe care le au asupra proprietăţilormecanice ale acestor aliaje depind în măsură importantă de forma, modul dedistribuţie şi gradul lor de dispersie în structură (v. scap. 3.11); carburile primare(ca faze individuale sau în alcătuirea amestecului eutectic) dispuse sub formă dereţea la limitele cristalelor masei metalice de bază a structurii măresc rezistenţamecanică şi duritatea, dar diminuează considerabil plasticitatea şi tenacitateaoţelurilor sau fontelor, în timp ce carburile globulare fine, uniform distribuite înmatricea structurală asigură oţelurilor şi fontelor o combinaţie favorabilă decaracteristici mecanice (cu valori ridicate atât ale caracteristicilor de rezistenţămecanică şi duritate, cât şi ale caracteristicilor de plasticitate şi tenacitate).
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
16
7.4. Influenţele elementelor de aliere asupratransformărilor structurale în stare solidă
ale oţelurilor şi fontelor
Elementele de aliere prezente în compoziţia oţelurilor şi fontelor pot influenţadesfăşurarea şi efectele producerii transformărilor structurale în stare solidă tipiceacestor aliaje: transformarea la încălzire a perlitei în austenită, transforma la răcire aaustenitei şi transformarea la încălzire a martensitei (v. cap. 5).
A. Influenţele privind transformarea la încălzire a perlitei în austenită sepot sintetiza astfel:
• elementele de aliere care sunt solubile în cementită şi/sau formeazăcarburi stabile (cromul, molibdenul, wolframul, vanadiul etc.) diminuează vitezelede desfăsurare a etapelor de dizolvare a cementitei şi/sau carburilor în austenităşi de omogenizare a austenitei, deplasând spre dreapta curbele c şi d ale diagrameiTTT la încălzire (v. fig. 5.1); datorită acestei influenţe, la încălzirea pieselor dinoţeluri sau fonte aliate cu astfel de elemente în vederea aplicării de TT, obţinereastructurilor cu austenită omogenă presupune utilizarea unor valori ale parametrilor deregim ti, τm mai mari decât cele corespunzătoare cazului când piesele suntconfecţionate din oţeluri carbon sau fonte nealiate, iar la proiectarea pieselor careurmează a fi supuse călirii CIF nu se vor alege ca materiale astfel de oţeluri sau fontealiate, deoarece la încălzirea lor prin inducţie cu curenţi de înaltă frecvenţă se producetransformarea perlitei în austenită prin mecanismul fără difuzie (v. scap. 6.4.3.6) şirezultă o structură cu austenită neomogenă şi carburi nedizolvate, improprie pentruobţinerea unor structuri şi proprietăţi mecanice convenabile după călirea martensitică;
• elementele de aliere carburigene (molibdenul, niobiul, vanadiul,zirconul, titanul etc.), chiar şi în concentraţii foarte reduse (corespunzătoare uneimicroalieri), reduc tendinţa de creştere a cristalelor de austenită la încălzire şiconferă oţelurilor şi fontelor ereditate granulară fină, deoarece formează compuşi(carburi sau carbonitruri), distribuiţi sub formă de reţele peliculare intercristaline,care blochează creşterea cristalelor de austenită până la temperaturi ridicate(v. scap. 5.1.2), efecte similare având şi alierea cu aluminiu, dacă concentraţiamasică a acestui element este %Alm ≤ 0,1 % şi se asigură formarea unor reţelepeliculare submicroscopice de nitruri sau oxizi, care constituie “bariere”eficiente pentru creşterea granulaţiei austenitei până la temperaturi ridicate(dacă %Alm > 0,1 %, nitrurile sau oxizii de aluminiu se distribuie în structură subformă de particule izolate şi efectul de blocare a creşterii granulaţiei austeniteieste anulat); singurul element de aliere care favorizează creşterea granulaţiei

Capitolul 7 Oţelurile şi fontele aliate
17
austenitei este manganul (element solubil în Feγ şi care nu formează carburiproprii) şi, ca urmare, în compoziţia oţelurilor şi fontelor aliate cu acest element,destinate confecţionării semifabricatelor şi pieselor care se supun prelucrării prindeformare plastică la cald sau aplicării unor TT, trebuie introduse (în cantităţiconvenabile) şi elemente de aliere (din gama precizată mai înainte) care să anihilezetendinţa spre obţinerea unei granulaţii grosolane indusă de prezenţa manganului.
B. Principalele influenţe ale elementelor de aliere asupratransformării la răcire a austenitei sunt următoarele:
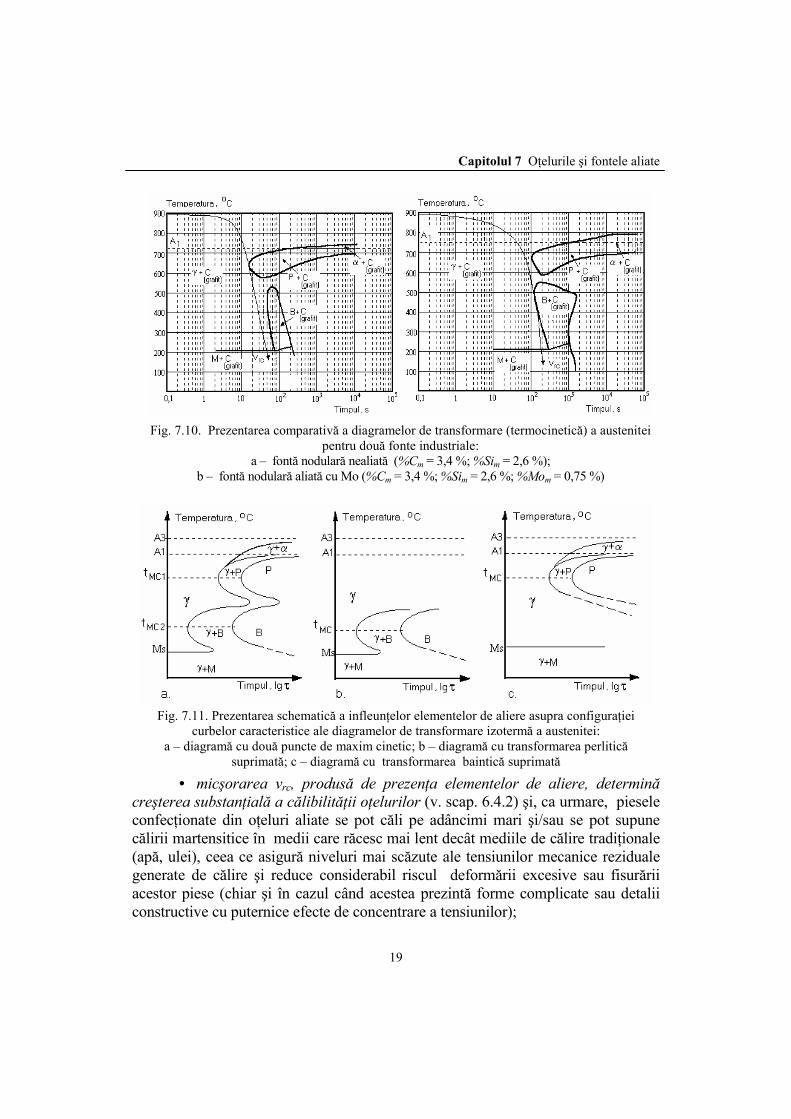
• elementele de aliere (cu excepţia cobaltului), fiind (în marea lormajoritate) solubile în Feγ, măresc stabilitatea austenitei în domeniultransformărilor la răcire prin mecanismele cu difuzie şi intermediar şi deplaseazăspre dreapta (spre durate mai lungi) curbele diagramelor de transformareizotermă şi termocinetică a austenitei, micşorând astfel viteza de răcire critică vrc(v. scap. 5.2.4); aceste influenţe importante ale prezenţei elementelor de aliere înoţeluri sau fonte sunt prezentate schematic de diagramele din figura 7.8 şi suntilustrate şi atestate de diagramele TTT din figurile 7.9 şi 7.10, corespunzătoareunor oţeluri şi fonte industriale;
Fig. 7.8 Prezentarea schematică a influenţei elementelor de aliere asupra poziţiei curbelorcaracteristice ale diagramelor de transformare izotermă a austenitei
• elementele de aliere care nu formează carburi stabile (nichelul,manganul, siliciul, cuprul) au influenţele anterior prezentate fără a modificaconfiguraţia curbelor diagramelor de transformare izotermă a austenitei, în timpce elementele de aliere care pot forma carburi (cromul, molibdenul, wolframul,vanadiul etc.) produc şi modificări ale formei curbelor caracteristice alediagramelor de transformare izotermă a austenitei, acestea indicând existenţa adouă puncte de maxim cinetic (tMC1 - corespunzător transformării austeniteisubrăcite în perlită şi tMC2 - corespunzător transformării austenitei subrăcite înbainită, v. fig. 7.11 a) sau suprimarea posibilităţilor de transformare (deplasarea spredurate foarte lungi a transformărilor) prin mecanismele perlitic (v. fig. 7.11 b) sau
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
18
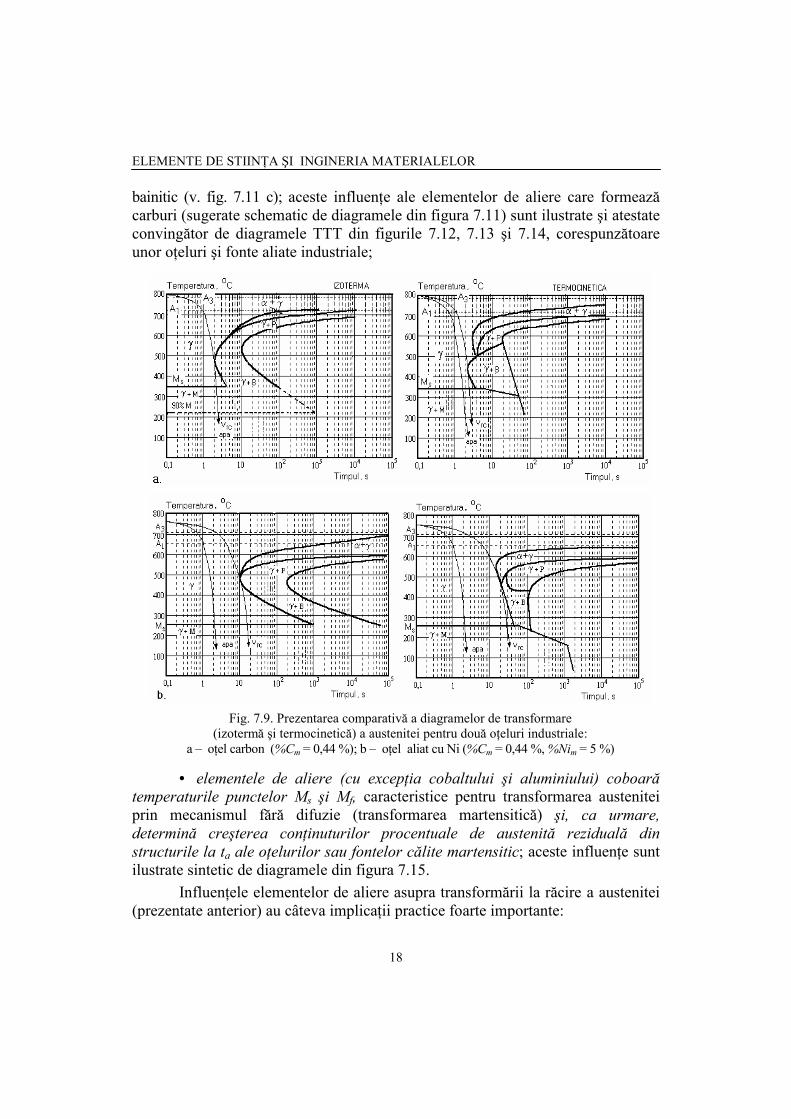
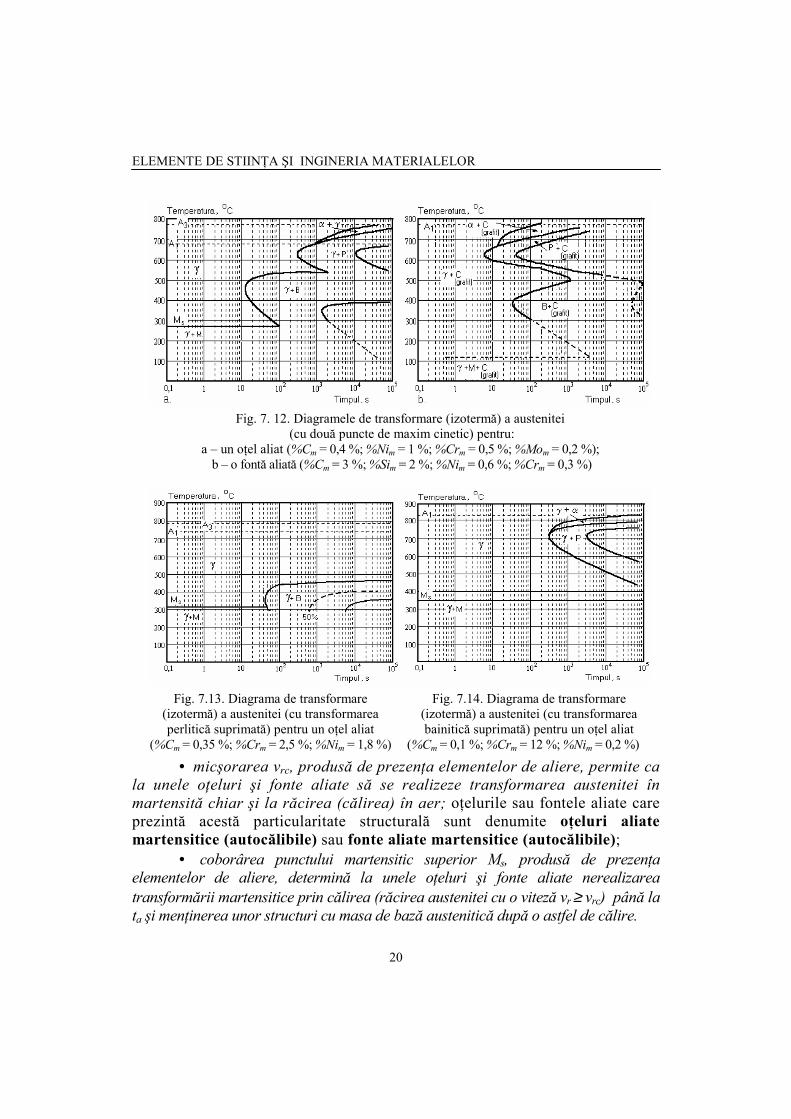
bainitic (v. fig. 7.11 c); aceste influenţe ale elementelor de aliere care formeazăcarburi (sugerate schematic de diagramele din figura 7.11) sunt ilustrate şi atestateconvingător de diagramele TTT din figurile 7.12, 7.13 şi 7.14, corespunzătoareunor oţeluri şi fonte aliate industriale;
Fig. 7.9. Prezentarea comparativă a diagramelor de transformare(izotermă şi termocinetică) a austenitei pentru două oţeluri industriale:
a – oţel carbon (%Cm = 0,44 %); b – oţel aliat cu Ni (%Cm = 0,44 %, %Nim = 5 %)
• elementele de aliere (cu excepţia cobaltului şi aluminiului) coboarătemperaturile punctelor Ms şi Mf, caracteristice pentru transformarea austeniteiprin mecanismul fără difuzie (transformarea martensitică) şi, ca urmare,determină creşterea conţinuturilor procentuale de austenită reziduală dinstructurile la ta ale oţelurilor sau fontelor călite martensitic; aceste influenţe suntilustrate sintetic de diagramele din figura 7.15.
Influenţele elementelor de aliere asupra transformării la răcire a austenitei(prezentate anterior) au câteva implicaţii practice foarte importante:
Capitolul 7 Oţelurile şi fontele aliate
19
Fig. 7.10. Prezentarea comparativă a diagramelor de transformare (termocinetică) a austeniteipentru două fonte industriale:
a – fontă nodulară nealiată (%Cm = 3,4 %; %Sim = 2,6 %);b – fontă nodulară aliată cu Mo (%Cm = 3,4 %; %Sim = 2,6 %; %Mom = 0,75 %)
Fig. 7.11. Prezentarea schematică a infleunţelor elementelor de aliere asupra configuraţieicurbelor caracteristice ale diagramelor de transformare izotermă a austenitei:
a – diagramă cu două puncte de maxim cinetic; b – diagramă cu transformarea perliticăsuprimată; c – diagramă cu transformarea baintică suprimată
• micşorarea vrc, produsă de prezenţa elementelor de aliere, determinăcreşterea substanţială a călibilităţii oţelurilor (v. scap. 6.4.2) şi, ca urmare, pieseleconfecţionate din oţeluri aliate se pot căli pe adâncimi mari şi/sau se pot supunecălirii martensitice în medii care răcesc mai lent decât mediile de călire tradiţionale(apă, ulei), ceea ce asigură niveluri mai scăzute ale tensiunilor mecanice rezidualegenerate de călire şi reduce considerabil riscul deformării excesive sau fisurăriiacestor piese (chiar şi în cazul când acestea prezintă forme complicate sau detaliiconstructive cu puternice efecte de concentrare a tensiunilor);
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
20
Fig. 7. 12. Diagramele de transformare (izotermă) a austenitei (cu două puncte de maxim cinetic) pentru:
a – un oţel aliat (%Cm = 0,4 %; %Nim = 1 %; %Crm = 0,5 %; %Mom = 0,2 %); b – o fontă aliată (%Cm = 3 %; %Sim = 2 %; %Nim = 0,6 %; %Crm = 0,3 %)
Fig. 7.13. Diagrama de transformare(izotermă) a austenitei (cu transformareaperlitică suprimată) pentru un oţel aliat
(%Cm = 0,35 %; %Crm = 2,5 %; %Nim = 1,8 %)
Fig. 7.14. Diagrama de transformare(izotermă) a austenitei (cu transformareabainitică suprimată) pentru un oţel aliat
(%Cm = 0,1 %; %Crm = 12 %; %Nim = 0,2 %)
• micşorarea vrc, produsă de prezenţa elementelor de aliere, permite cala unele oţeluri şi fonte aliate să se realizeze transformarea austenitei înmartensită chiar şi la răcirea (călirea) în aer; oţelurile sau fontele aliate careprezintă acestă particularitate structurală sunt denumite oţeluri aliatemartensitice (autocălibile) sau fonte aliate martensitice (autocălibile);
• coborârea punctului martensitic superior Ms, produsă de prezenţaelementelor de aliere, determină la unele oţeluri şi fonte aliate nerealizareatransformării martensitice prin călirea (răcirea austenitei cu o viteză vr ≥ vrc) până lata şi menţinerea unor structuri cu masa de bază austenitică după o astfel de călire.

Capitolul 7 Oţelurile şi fontele aliate
21
Fig. 7. 15. Influenţele elementelor de aliere asupra:a – temperaturii Ms; b – conţinutului procentual de austenită reziduală
din structurile la ta ale oţelurilor sau fontelor călite martensiticC. Influenţele elementelor de aliere asupra transformării la încălzire
a martensitei (transformării la revenire a structurilor obţinute prin călireamartensitică a oţelurilor sau fontelor) sunt următoarele:
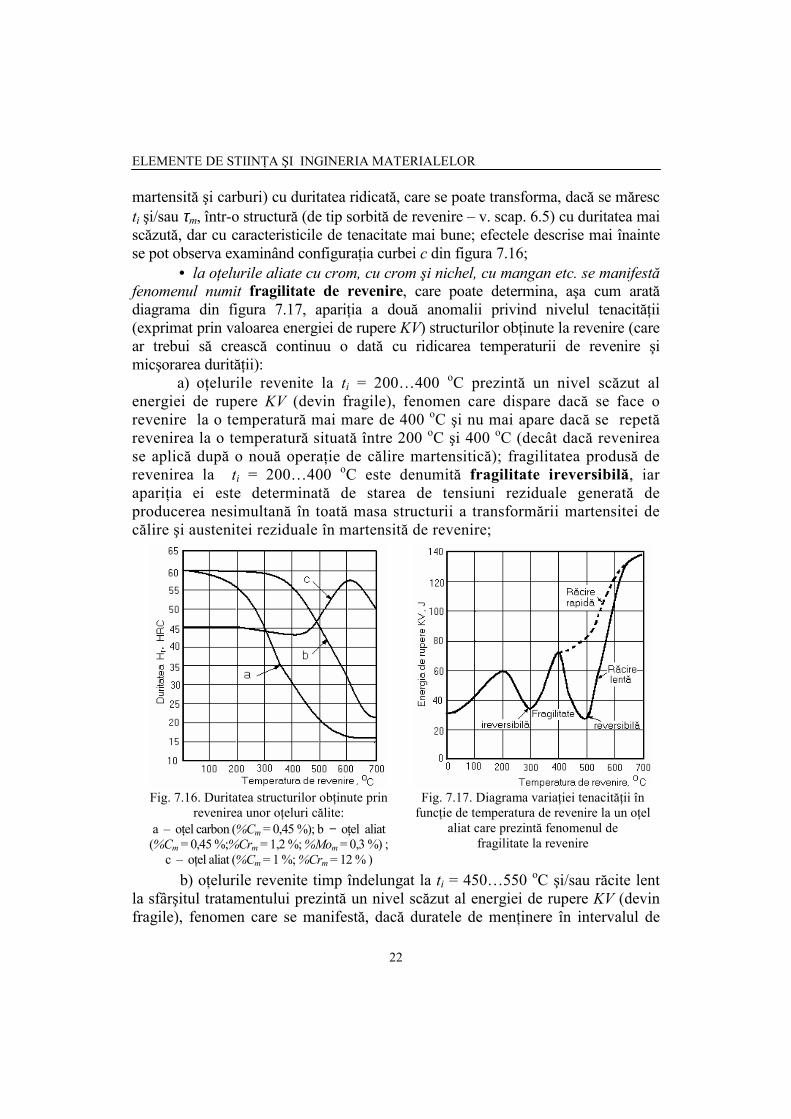
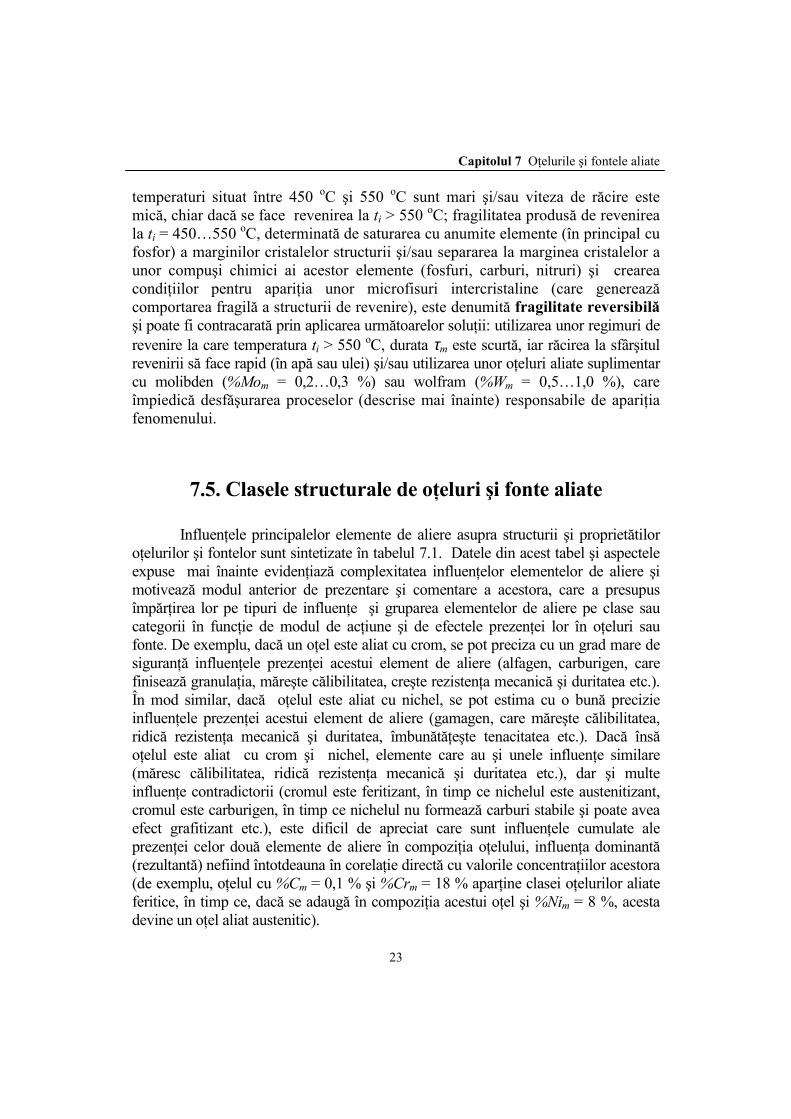
• elementelor de aliere prezente în oţeluri şi fonte produc fenomenul destabilitate la revenire a structurilor obţinute prin călirea martensitică, fenomence constă în frânarea proceselor care au loc la revenire (datorită diminuăriisubstanţiale a vitezei de difuzie a carbonului în fier în prezenţa elementelor dealiere) şi deplasarea acestora spre temperaturi mai ridicate şi/sau durate mai mari(v. scap. 5.3); datorită acestui fenomen, aşa cum se poate observa din examinareadiagramei prezentate în figura 7.16 (curbele a şi b), efectul obţinut prin revenire estediminuat, duritatea structurilor realizate prin revenirea cu un anumit regim(ti, τm – v. scap. 6.5) a oţelurilor sau fontelor aliate fiind mai mare decât astructurilor care rezultă tratând în acelaşi fel (cu acelaşi regim) oţelurile carbonsau fontele nealiate echivalente (având aceleaşi conţinuturi de carbon, elementeînsoţitoare şi impurităti ca şi oţelurile sau fontele aliate);
• la oţelurile (cu conţinuturi ridicate de carbon) şi fontele aliate cuelemente care produc coborârea punctului Ms (la care, aşa cum s-a arătat anterior,se obţin prin călirea pâna la ta structuri cu masa de bază austenitică), revenireapoate determina apariţia unui fenomen numit durificare secundară, care seproduce deoarece la încălzirea austenitei rezultate la călire (stabilă la ta datorităconţinutului mare de elemente de aliere dizolvate) procesele de difuzie acarbonului şi elementelor de aliere sunt activate, se separă particule fine de carburiale elementelor de aliere, stabilitatea austenitei se micşorează, aceasta setransformă în martensită cubică şi rezultă astfel o structură (alcătuită din
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
22
martensită şi carburi) cu duritatea ridicată, care se poate transforma, dacă se mărescti şi/sau τm, într-o structură (de tip sorbită de revenire – v. scap. 6.5) cu duritatea maiscăzută, dar cu caracteristicile de tenacitate mai bune; efectele descrise mai înaintese pot observa examinând configuraţia curbei c din figura 7.16;
• la oţelurile aliate cu crom, cu crom şi nichel, cu mangan etc. se manifestăfenomenul numit fragilitate de revenire, care poate determina, aşa cum aratădiagrama din figura 7.17, apariţia a două anomalii privind nivelul tenacităţii(exprimat prin valoarea energiei de rupere KV) structurilor obţinute la revenire (carear trebui să crească continuu o dată cu ridicarea temperaturii de revenire şimicşorarea durităţii):
a) oţelurile revenite la ti = 200…400 oC prezintă un nivel scăzut alenergiei de rupere KV (devin fragile), fenomen care dispare dacă se face orevenire la o temperatură mai mare de 400 oC şi nu mai apare dacă se repetărevenirea la o temperatură situată între 200 oC şi 400 oC (decât dacă revenirease aplică după o nouă operaţie de călire martensitică); fragilitatea produsă derevenirea la ti = 200…400 oC este denumită fragilitate ireversibilă, iarapariţia ei este determinată de starea de tensiuni reziduale generată deproducerea nesimultană în toată masa structurii a transformării martensitei decălire şi austenitei reziduale în martensită de revenire;
Fig. 7.16. Duritatea structurilor obţinute prinrevenirea unor oţeluri călite:
a – oţel carbon (%Cm = 0,45 %); b − oţel aliat(%Cm = 0,45 %;%Crm = 1,2 %; %Mom = 0,3 %) ;
c – oţel aliat (%Cm = 1 %; %Crm = 12 % )
Fig. 7.17. Diagrama variaţiei tenacităţii înfuncţie de temperatura de revenire la un oţel
aliat care prezintă fenomenul defragilitate la revenire
b) oţelurile revenite timp îndelungat la ti = 450…550 oC şi/sau răcite lentla sfârşitul tratamentului prezintă un nivel scăzut al energiei de rupere KV (devinfragile), fenomen care se manifestă, dacă duratele de menţinere în intervalul de
Capitolul 7 Oţelurile şi fontele aliate
23
temperaturi situat între 450 oC şi 550 oC sunt mari şi/sau viteza de răcire estemică, chiar dacă se face revenirea la ti > 550 oC; fragilitatea produsă de revenireala ti = 450…550 oC, determinată de saturarea cu anumite elemente (în principal cufosfor) a marginilor cristalelor structurii şi/sau separarea la marginea cristalelor aunor compuşi chimici ai acestor elemente (fosfuri, carburi, nitruri) şi creareacondiţiilor pentru apariţia unor microfisuri intercristaline (care genereazăcomportarea fragilă a structurii de revenire), este denumită fragilitate reversibilăşi poate fi contracarată prin aplicarea următoarelor soluţii: utilizarea unor regimuri derevenire la care temperatura ti > 550 oC, durata τm este scurtă, iar răcirea la sfârşitulrevenirii să face rapid (în apă sau ulei) şi/sau utilizarea unor oţeluri aliate suplimentarcu molibden (%Mom = 0,2…0,3 %) sau wolfram (%Wm = 0,5…1,0 %), careîmpiedică desfăşurarea proceselor (descrise mai înainte) responsabile de apariţiafenomenului.
7.5. Clasele structurale de oţeluri şi fonte aliate
Influenţele principalelor elemente de aliere asupra structurii şi proprietătiloroţelurilor şi fontelor sunt sintetizate în tabelul 7.1. Datele din acest tabel şi aspecteleexpuse mai înainte evidenţiază complexitatea influenţelor elementelor de aliere şimotivează modul anterior de prezentare şi comentare a acestora, care a presupusîmpărţirea lor pe tipuri de influenţe şi gruparea elementelor de aliere pe clase saucategorii în funcţie de modul de acţiune şi de efectele prezenţei lor în oţeluri saufonte. De exemplu, dacă un oţel este aliat cu crom, se pot preciza cu un grad mare desiguranţă influenţele prezenţei acestui element de aliere (alfagen, carburigen, carefinisează granulaţia, măreşte călibilitatea, creşte rezistenţa mecanică şi duritatea etc.).În mod similar, dacă oţelul este aliat cu nichel, se pot estima cu o bună precizieinfluenţele prezenţei acestui element de aliere (gamagen, care măreşte călibilitatea,ridică rezistenţa mecanică şi duritatea, îmbunătăţeşte tenacitatea etc.). Dacă însăoţelul este aliat cu crom şi nichel, elemente care au şi unele influenţe similare(măresc călibilitatea, ridică rezistenţa mecanică şi duritatea etc.), dar şi multeinfluenţe contradictorii (cromul este feritizant, în timp ce nichelul este austenitizant,cromul este carburigen, în timp ce nichelul nu formează carburi stabile şi poate aveaefect grafitizant etc.), este dificil de apreciat care sunt influenţele cumulate aleprezenţei celor două elemente de aliere în compoziţia oţelului, influenţa dominantă(rezultantă) nefiind întotdeauna în corelaţie directă cu valorile concentraţiilor acestora(de exemplu, oţelul cu %Cm = 0,1 % şi %Crm = 18 % aparţine clasei oţelurilor aliateferitice, în timp ce, dacă se adaugă în compoziţia acestui oţel şi %Nim = 8 %, acestadevine un oţel aliat austenitic).
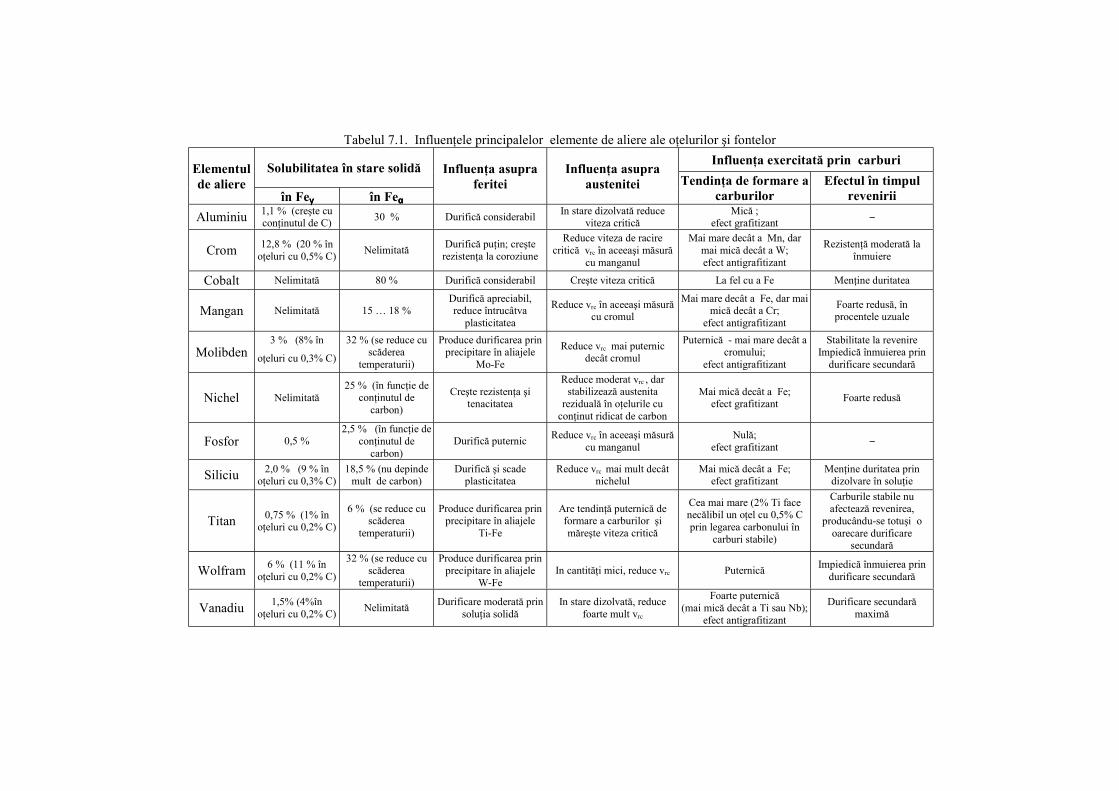
Tabelul 7.1. Influenţele principalelor elemente de aliere ale oţelurilor şi fontelorInfluenţa exercitată prin carburiSolubilitatea în stare solidăElementul
de aliereîn Feγγγγ în Feαααα
Influenţa asupraferitei
Influenţa asupraaustenitei Tendinţa de formare a
carburilorEfectul în timpul
reveniriiAluminiu 1,1 % (creşte cu
conţinutul de C) 30 % Durifică considerabil In stare dizolvată reduceviteza critică
Mică ;efect grafitizant −
Crom 12,8 % (20 % înoţeluri cu 0,5% C) Nelimitată Durifică puţin; creşte
rezistenţa la coroziune
Reduce viteza de racirecritică vrc în aceeaşi măsură
cu manganul
Mai mare decât a Mn, darmai mică decât a W;efect antigrafitizant
Rezistenţă moderată laînmuiere
Cobalt Nelimitată 80 % Durifică considerabil Creşte viteza critică La fel cu a Fe Menţine duritatea
Mangan Nelimitată 15 … 18 %Durifică apreciabil,reduce întrucâtva
plasticitatea
Reduce vrc în aceeaşi măsurăcu cromul
Mai mare decât a Fe, dar maimică decât a Cr;
efect antigrafitizant
Foarte redusă, înprocentele uzuale
Molibden3 % (8% în
oţeluri cu 0,3% C)
32 % (se reduce cuscăderea
temperaturii)
Produce durificarea prinprecipitare în aliajele
Mo-Fe
Reduce vrc mai puternicdecât cromul
Puternică - mai mare decât acromului;
efect antigrafitizant
Stabilitate la revenireImpiedică înmuierea prin
durificare secundară
Nichel Nelimitată25 % (în funcţie de
conţinutul decarbon)
Creşte rezistenţa şitenacitatea
Reduce moderat vrc , darstabilizează austenita
reziduală în oţelurile cuconţinut ridicat de carbon
Mai mică decât a Fe;efect grafitizant Foarte redusă
Fosfor 0,5 %2,5 % (în funcţie de
conţinutul decarbon)
Durifică puternic Reduce vrc în aceeaşi măsurăcu manganul
Nulă;efect grafitizant −
Siliciu 2,0 % (9 % înoţeluri cu 0,3% C)
18,5 % (nu depindemult de carbon)
Durifică şi scadeplasticitatea
Reduce vrc mai mult decâtnichelul
Mai mică decât a Fe;efect grafitizant
Menţine duritatea prindizolvare în soluţie
Titan 0,75 % (1% înoţeluri cu 0,2% C)
6 % (se reduce cuscăderea
temperaturii)
Produce durificarea prinprecipitare în aliajele
Ti-Fe
Are tendinţă puternică deformare a carburilor şimăreşte viteza critică
Cea mai mare (2% Ti facenecălibil un oţel cu 0,5% Cprin legarea carbonului în
carburi stabile)
Carburile stabile nuafectează revenirea,
producându-se totuşi ooarecare durificare
secundară
Wolfram 6 % (11 % înoţeluri cu 0,2% C)
32 % (se reduce cuscăderea
temperaturii)
Produce durificarea prinprecipitare în aliajele
W-FeIn cantităţi mici, reduce vrc Puternică Impiedică înmuierea prin
durificare secundară
Vanadiu 1,5% (4%înoţeluri cu 0,2% C) Nelimitată Durificare moderată prin
soluţia solidăIn stare dizolvată, reduce
foarte mult vrc
Foarte puternică(mai mică decât a Ti sau Nb);
efect antigrafitizant
Durificare secundarămaximă
Capitolul 7 Oţelurile şi fontele aliate
25
Ţinând seama de aceste observaţii, s-a ajuns la concluzia că, pentru adefini şi preciza cu o bună fidelitate efectele elementelor de aliere asupraoţelurilor, este necesară, pe lângă clasificarea oţelurilor în funcţie de gradul dealiere (prezentată în scap. 7.1) şi împărţirea lor în clase structurale, în funcţie deconstituenţii din structura de echilibru stabil sau metastabil pe care o prezintă lata, după răcirea lentă sau în aer de la temperaturi înalte. Principalele clasestructurale de oţeluri aliate sunt prezentate în continuare.
A. Oţelurile aliate perlitice sunt oţeluri slab sau mediu aliate la care seproduc, la încălzire sau răcire, aceleaşi transformări structurale ca şi la oţelurilecarbon. Elementele de aliere prezente în compoziţia acestor oţeluri pot aveainfluenţe multiple (se dizolvă în ferită, austenită sau cementită, pot forma carburiproprii, modifică poziţiile punctelor critice A1 şi A3, reduc concentraţia carbonuluiîn perlită, se pot separa din austenită sub formă de carburi secundare, influenţeazădesfăşurarea transformărilor în stare solidă etc.), dar structurile de echilibru la taale oţelurilor sunt similare celor corespunzătoare oţelurilor carbon, constituentulomniprezent fiind perlita; astfel, oţelurile aliate perlitice au structura de echilibrula ta alcătuită din ferită (aliată) şi perlită, dacă sunt oţeluri hipoeutectoide, numaidin perlită, dacă sunt oţeluri eutectoide sau din perlită şi carburi (cementită aliatăsau carburi secundare), dacă sunt oţeluri hipereutectoide, iar microstructurile acestoroţeluri sunt similare celor corespunzătoare oţelurilor carbon (v. tabelul 4.2).Semifabricatele şi piesele confecţionate din oţeluri aliate perlitice pot fi tratatetermic sau termochimic, categoriile şi tipurile de tratamente care se pot aplicafiind aceleaşi ca şi în cazul semifabricatelor şi pieselor realizate din oţeluri carbon(recoacerile fără schimbare de fază, recoacerile cu schimbare de fază, călireamartensitică şi revenirea, tratamentele termochimice); evident, la proiectarearegimurilor şi estimarea efectelor tratamentelor termice sau termochimice care seaplică semifabricatelor sau pieselor din oţeluri aliate perlitice se va ţine seama deinfluenţele specifice prezenţei elementelor de aliere: modificarea poziţieipunctelor critice A1, A3, Ms (v. relaţiile (6.4)…(6.6)), reducerea concentraţieicarbonului în perlită, finisarea granulaţiei, mărirea călibilităţii, producereafenomenului de stabilitate la revenire etc.
Pentru oţelurile aliate perlitice, utilizate în mod obişnuit la realizareapieselor pentru maşini şi utilaje, având compoziţia chimică caracterizată prin%Cm ≤ 0,6 %; 0,5 % ≤ %Sim ≤ 2,0 %; 0,8 % ≤ %Mnm ≤ 2,0 %; %Crm ≤ 3 %;%Nim ≤ 3 %; %Mom ≤ 0,5 %; %Vm ≤ 0,1, duritatea structurii care se obţine larăcirea din domeniul austenitic (ti = A3 + 30…50 oC), cu o anumită viteză vr(exprimată în oC/s), se poate estima cu relaţia: HVST = (%α,P)HVα,P + (%B)HVB + (%M)HVM , (7.1)în care (%α,P), (%B) şi (%M) sunt conţinuturile procentuale de formaţiuni ferito-perlitice, bainitice şi martensitice din structură, iar HVα,P, HVB şi HVM sunt

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
26
durităţile celor trei tipuri de formaţiuni structurale, date de relaţii de forma: ∑ ∑+++= rmEAmEAST vEAbbEAaaHV lg]%[% 00 , (7.2)coeficienţii a0, aEA, b0, bEA având valorile (stabilite experimental) precizate în tabelul 7.2.
Tabelul 7.2 Valorile coeficienţilor din relaţiilede estimarea durităţii oţelurilor aliate perlitice
Tipulstructurii ST ≡ a0 aC aSi aMn aCr aNi aMo aV
Ferită +perlită α,P 77,6 223 -14,6 30,0 35,5 27,2 19,0 462
Bainită B -6,5 377 134 74,8 72,9 29,4 73,6 0
Martensită M 202 949 27,0 11,0 16,0 8,0 0 0
Tipulstructurii ST ≡ b0 bC bSi bMn bCr bNi bMo bV
Ferită +perlită α,P 10,0 0 -19,0 0 8,0 4,0 0 130
Bainită B 89,0 54,0 -55,0 -22,0 -20,0 -10,0 -33,0 0
Martensită M 21,0 0 0 0 0 0 0 0
De asemenea, dacă oţelurilor aliate perlitice destinate realizării pieselorpentru maşini şi utilaje (având caracteristicile de compoziţie chimică în limiteleanterior precizate) li se aplică TT de îmbunătăţire (călire martensitică + revenireînaltă, v. scap. 6.5), parametrii ti şi τm ai ciclului de revenire se stabilesc ţinândseama de intervenţia fenomenului de stabilitate la revenire. Astfel, aşa cum s-aconstatat experimental, pentru un regim de revenire caracterizat printr-o valoaredată a parametrului PHJ = Ti[18 + lg(τm)], cu Ti = ti + 273 în K şi τm în ore (v. scap.6.5), există următoarea corelaţie între duritatea OA
rHV , corespunzătoare structuriiobţinute după revenirea unui oţel aliat şi duritatea OC
rHV , corespunzătoarestructurii rezultate după revenirea oţelului carbon echivalent (care are aceeaşiconcentraţie masică de carbon ca şi oţelul aliat):
OCr
OAr HVHV = +30(%Sim+%Mnm)+55%Crm+6%Nim+100%Mom+150%Vm, (7.3)
iar regimurile de revenire se pot proiecta fără dificultate, având în vedere că:
OCrmmHJ HVCCP )%132,33(%405021900 −−+= , (7.4)
dacă OCrHV se situează în intervalul de valori [150 ; 300] şi
OCrmHJ HVCP 8,21%795017670 −+= , (7.5)
dacă OCrHV > 300.
Capitolul 7 Oţelurile şi fontele aliate
27
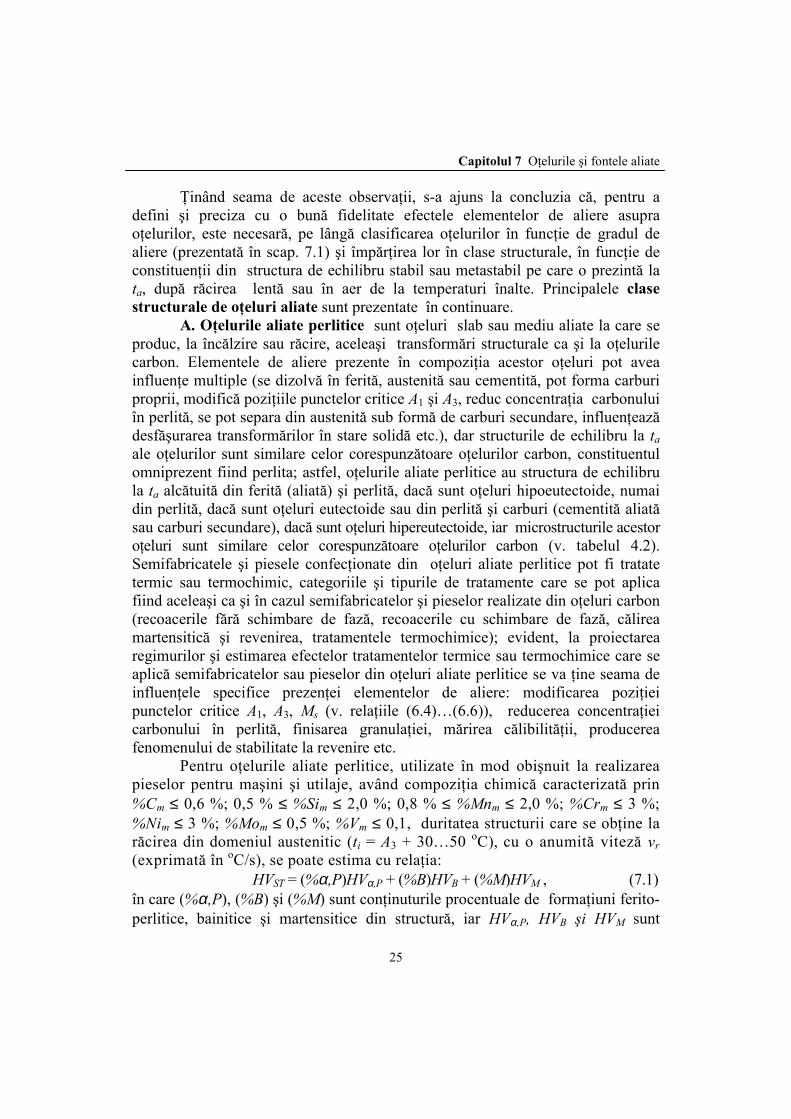
B. Oţelurile aliate feritice sunt oţeluri cu conţinut scăzut de carbon,mediu sau înalt aliate cu elemente alfagene (Cr, Si, Mo, W, V etc. ), care leconferă, la orice temperatură corespunzătoare stării solide, o structură alcătuită dinferită aliată (şi, eventual, mici cantităţi de carburi ale elementelor de aliere).Microstructurile tipice ale oţelurilor din această clasă structurală sunt prezentate înfigura 7.18. Deoarece aceste oţeluri nu prezintă transformări de fază în stare solidă(elementele de aliere elimină posibilitatea realizării transformărilor de tipulFeα ⇔ Feγ şi α ⇔ γ ), la piesele şi semifabricatele confecţionate din astfel deoţeluri nu se pot aplica tratamentele termice cu schimbare de fază (recoacerilecu schimbare de fază, călirea martensitică şi revenirea), fiind posibilă numaiaplicarea tratamentelor termice fără schimbare de fază: recoacerea deomogenizare (pentru omogenizarea chimică a structurilor dendritice primareale pieselor şi semifabricatelor obţinute prin turnare), recoacerea derecristalizare fară schimbare de fază (pentru refacerea plasticităţii pieselor şisemifabricatelor prelucrate prin deformare plastică la rece) şi recoacerea dedetensionare (pentru diminuarea nivelului tensiunilor reziduale din piesele şisemifabricatele prelucrate prin diverse procedee tehnologice); singura modalitatede modificare (între anumite limite) a granulaţiei şi caracteristicilor mecanice alepieselor şi semifabricatelor din oţeluri aliate feritice constă din aplicarea unoroperaţii de deformare plastică la rece (ecruisare), urmate de recoaceri derecristalizare fără schimbare de fază (cu regimul ales corespunzător asigurăriicaracteristicilor dorite).
Fig. 7. 18. Microstructurile tipice ale oţelurilor aliate feritice:a – oţel feritic aliat cu crom (%Cm = 0,06 %;%Crm = 12 %), cu structura alcătuită din ferită aliată cucrom (cromferită) şi carburi; b - oţel feritic aliat cu siliciu (%Cm = 0,05 %;%Sim = 3,0 %), cu structura
monofazică alcătuită din cristale de ferită aliată cu siliciuC. Oţelurile aliate austenitice sunt oţeluri ce au în compoziţie
concentraţii mari de elemente gamagene (Ni, Mn etc.), care le conferă, la oricetemperatură corespunzătoare stării solide, o structură alcătuită din austenită aliată(şi, eventual, mici cantităţi de cementită aliată sau carburi ale elementelor dealiere). Cele mai utilizate tipuri de oţeluri din această clasa sunt oţelurileaustenitice manganoase, la care structura austenitică este conferită de alierea cu

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
28
mangan, oţelurile austenitice cu nichel şi oţelurile austenitice crom – nichel, lacare structura austenitică este conferită de alierea cu nichel şi, uneori, de aliereasuplimentară cu mangan şi/sau azot, care asigură formarea structurii austenitice laconcentraţii mai mici ale nichelului (face oţelurile mai ieftine, deoarece resurselemondiale de nichel sunt limitate şi acest element este scump) şi menţinerea acesteistructuri până la temperaturi scăzute (stabilizarea structurii austenitice).Microstructurile tipice ale oţelurilor din această clasă structurală sunt prezentate înfigura 7.19. Deoarece aceste oţeluri nu prezintă transformări de fază în stare solidă(elementele de aliere elimină posibilitatea realizării transformărilor de tipulFeγ ⇔ Feα şi γ ⇔ α ), la piesele şi semifabricatele confecţionate din astfel deoţeluri nu se pot aplica tratamentele termice cu schimbare de fază (recoacerilecu schimbare de fază, călirea martensitică şi revenirea), fiind posibilă numaiaplicarea tratamentelor termice fără schimbare de fază: recoacerea deomogenizare (pentru omogenizarea chimică a structurilor dendritice primareale pieselor şi semifabricatelor obţinute prin turnare), recoacerea derecristalizare fară schimbare de fază (pentru refacerea plasticităţii pieselor şisemifabricatelor prelucrate prin deformare plastică la rece) şi recoacerea dedetensionare (pentru diminuarea nivelului tensiunilor reziduale din piesele şisemifabricatele prelucrate prin diverse procedee tehnologice); ca şi în cazuloţelurilor aliate feritice, singura modalitate de modificare (între anumite limite) agranulaţiei şi caracteristicilor mecanice ale pieselor şi semifabricatelor din oţelurialiate austenitice constă din aplicarea unor operaţii de deformare plastică la rece(ecruisare), urmate de recoaceri de recristalizare fără schimbare de fază (curegimul ales corespunzător asigurării caracteristicilor dorite).
D. Oţelurile aliate martensitice (autocălibile) sunt oţeluri la careconcentraţiile de carbon şi de elemente de aliere sunt alese astfel încât să nusuprime posibilităţile de realizare a transformărilor de fază în stare solidă şi săasigure o diminuarea a vitezei de răcire critice care să permită obţinerea uneistructuri martensitice la răcirea în aer din domeniul austenitic. Deoarece, aşacum s-a precizat anterior, toate elementele de aliere (în afară de cobalt) aucapacitatea de a micşora vrc, gama oţelurilor martensitice ar trebui să aibă omare extindere; gama oţelurilor aliate martensitice utilizate în aplicaţii tehniceeste însă destul de restrânsă, deoarece oţelurile martensitice aliate cu elementegamagene (Ni sau Mn), fiind caracterizate printr-o mare fragilitate, se folosescfoarte rar şi singurele oţelurile martensitice cu o frecvenţă mai mare deutilizare sunt oţelurile înalt aliate cu crom, cu diferite reţete de compoziţie:a) %Cm < 0,15 % şi %Crm = 12…14 %; b) %Cm = 0,2…0,4 % şi%Crm = 13…15 %; c) %Cm = 0,6…1,0 %; %Crm = 16…18 %;d) %Cm = 0,1…0,2 %; %Crm = 16…18 %; %Nim = 2…4 %. Microstructuriletipice ale oţelurilor aliate martensitice (autocălibile) sunt prezentate în figura 7.20.

Capitolul 7 Oţelurile şi fontele aliate
29
Fig. 7. 19. Microstructurile tipice ale oţelurilor aliate austenitice:a – oţel austenitic aliat cu mangan (%Cm = 1,2 %; %Mnm = 12 %);
b - oţel austenitic aliat cu nichel (%Cm = 0,08 %; %Nim = 12 %);c - oţel austenitic aliat cu crom şi nichel (%Cm = 0,05 %; %Crm = 18 %; %Nim = 8 %; );d - oţel austenitic aliat cu crom şi nichel (%Cm = 0,4 %; %Crm = 25 %; %Nim = 30 %; )
Fig. 7. 20. Microstructurile tipice ale oţelurilor aliate martensitice:a – oţel martensitic aliat cu crom (%Cm = 0,4 %; %Crm = 14 %);
b - oţel martensitic aliat cu crom (%Cm = 0,22 %; %Crm = 14 %);
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
30
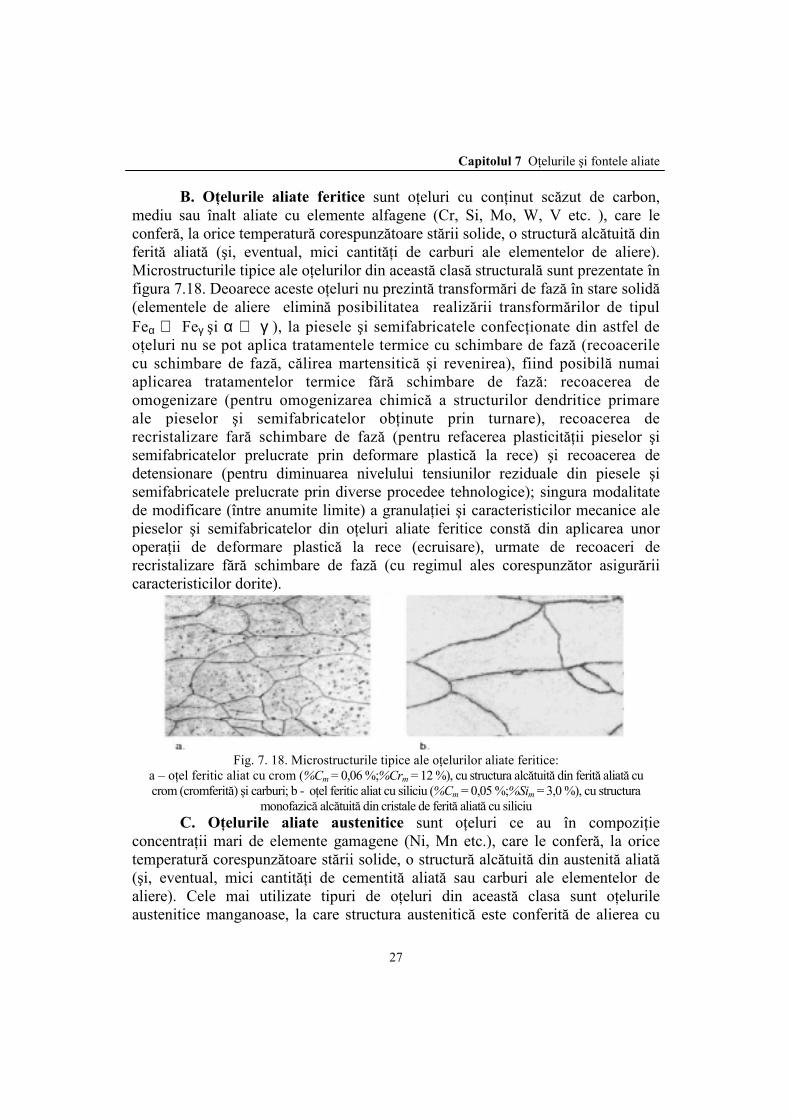
E. Oţelurile aliate ledeburitice sunt oţeluri care au în compoziţieconcentraţii mari de carbon (de obicei, %Cm > 0,6 %) şi de elemente de aliere (Cr,W, V, Mo etc.), astfel că la răcirea lor din stare lichidă este posibilă realizareatransformării eutectice şi apariţia în structură a unor mici cantităţi de ledeburită(constituent specific structurii fontelor albe). În funcţie de concentraţiile decarbon şi de elemente de aliere ce le caracterizează compoziţia, formaţiunileledeburitice din structura acestor oţeluri pot fi disperse, aşa cum se observă pemicrostructura prezentată în figura 7.21 a, sau coerente, sub forma unei reţeleledeburitice intergranulare (denumită în tehnică schelet ledeburitic), aşa cumevidenţiază microstructura din figura 7.21 b, ambele microstructuri corespunzândunor oţeluri aliate ledeburitice călite martensitic (formaţiunile ledeburitice suntdispuse la marginea cristalelor de austenită, din care s-au separat carburisecundare şi care s-au transformat prin călire în martensită).
Fig. 7. 21. Microstructurile tipice ale oţelurilor aliate ledeburitice:a – oţel ledeburitic aliat cu crom şi molibden (%Cm = 0,85 %; %Crm = 12 %; %Mom = 3 %);
b - oţel martensitic aliat cu crom (%Cm = 1,35 %; %Crm = 12 %);
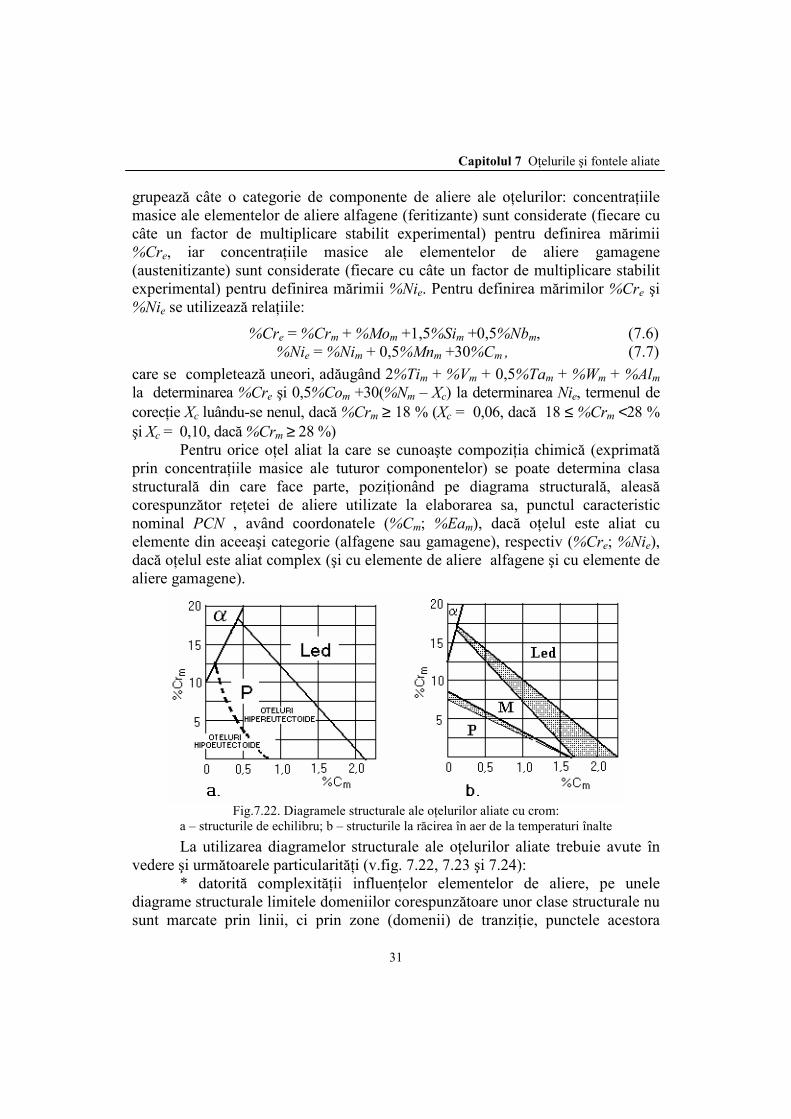
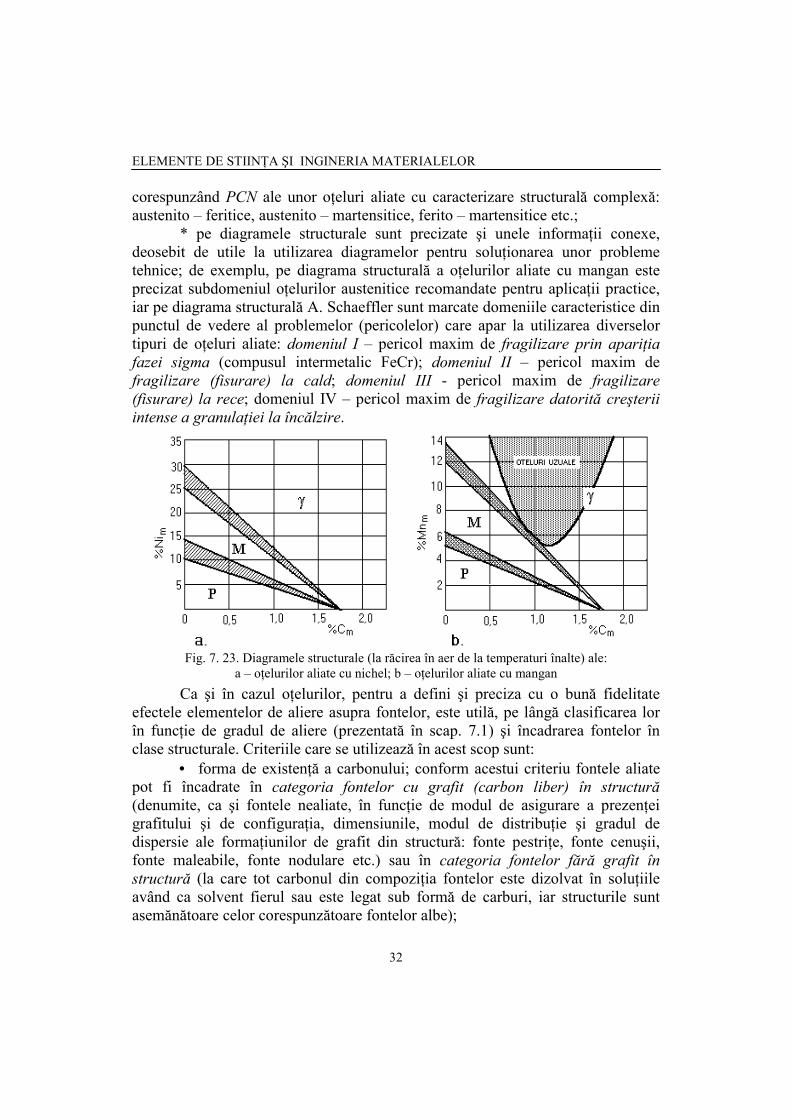
Clasa structurală căreia aparţine un oţel aliat depinde de concentraţiacarbonului, precum şi de tipul şi concentraţiile elementelor de aliere conţinute deacesta. Pentru estimarea clasei structurale a oţelurilor aliate se folosescdiagramele structurale ale oţelurilor aliate, construite experimental pentru celemai utilizate categorii de astfel de oţeluri. Diagramele structurale din figura 7.22,corespunzătoare unor oţeluri aliate cu elemente alfagene (Cr, Si, W etc.) şi dinfigura 7.23, corespunzătoare unor oţeluri aliate cu elemente gamagene (Ni, Mnetc.) sunt realizate în coordonate %Cm; %EAm. Pentru estimarea clasei structuralea oţelurilor aliate complex, având în compoziţie atât elemente alfagene, cât şielemente gamagene, se utilizează diagrama structurală A. Schaeffler, prezentatăîn figura 7.24, având în abscisă concentraţia de crom echivalent %Cre, iar înordonată concentraţia de nichel echivalent %Nie. Fiecare din cele două mărimicare definesc sistemul de coordonate al diagramei structurale A. Schaeffler
Capitolul 7 Oţelurile şi fontele aliate
31
grupează câte o categorie de componente de aliere ale oţelurilor: concentraţiilemasice ale elementelor de aliere alfagene (feritizante) sunt considerate (fiecare cucâte un factor de multiplicare stabilit experimental) pentru definirea mărimii%Cre, iar concentraţiile masice ale elementelor de aliere gamagene(austenitizante) sunt considerate (fiecare cu câte un factor de multiplicare stabilitexperimental) pentru definirea mărimii %Nie. Pentru definirea mărimilor %Cre şi%Nie se utilizează relaţiile:
%Cre = %Crm + %Mom +1,5%Sim +0,5%Nbm, (7.6) %Nie = %Nim + 0,5%Mnm +30%Cm , (7.7)care se completează uneori, adăugând 2%Tim + %Vm + 0,5%Tam + %Wm + %Almla determinarea %Cre şi 0,5%Com +30(%Nm – Xc) la determinarea Nie, termenul decorecţie Xc luându-se nenul, dacă %Crm ≥ 18 % (Xc = 0,06, dacă 18 ≤ %Crm <28 %şi Xc = 0,10, dacă %Crm ≥ 28 %)
Pentru orice oţel aliat la care se cunoaşte compoziţia chimică (exprimatăprin concentraţiile masice ale tuturor componentelor) se poate determina clasastructurală din care face parte, poziţionând pe diagrama structurală, aleasăcorespunzător reţetei de aliere utilizate la elaborarea sa, punctul caracteristicnominal PCN , având coordonatele (%Cm; %Eam), dacă oţelul este aliat cuelemente din aceeaşi categorie (alfagene sau gamagene), respectiv (%Cre; %Nie),dacă oţelul este aliat complex (şi cu elemente de aliere alfagene şi cu elemente dealiere gamagene).
Fig.7.22. Diagramele structurale ale oţelurilor aliate cu crom:a – structurile de echilibru; b – structurile la răcirea în aer de la temperaturi înalteLa utilizarea diagramelor structurale ale oţelurilor aliate trebuie avute în
vedere şi următoarele particularităţi (v.fig. 7.22, 7.23 şi 7.24):* datorită complexităţii influenţelor elementelor de aliere, pe unele
diagrame structurale limitele domeniilor corespunzătoare unor clase structurale nusunt marcate prin linii, ci prin zone (domenii) de tranziţie, punctele acestora
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
32
corespunzând PCN ale unor oţeluri aliate cu caracterizare structurală complexă:austenito – feritice, austenito – martensitice, ferito – martensitice etc.;
* pe diagramele structurale sunt precizate şi unele informaţii conexe,deosebit de utile la utilizarea diagramelor pentru soluţionarea unor problemetehnice; de exemplu, pe diagrama structurală a oţelurilor aliate cu mangan esteprecizat subdomeniul oţelurilor austenitice recomandate pentru aplicaţii practice,iar pe diagrama structurală A. Schaeffler sunt marcate domeniile caracteristice dinpunctul de vedere al problemelor (pericolelor) care apar la utilizarea diverselortipuri de oţeluri aliate: domeniul I – pericol maxim de fragilizare prin apariţiafazei sigma (compusul intermetalic FeCr); domeniul II – pericol maxim defragilizare (fisurare) la cald; domeniul III - pericol maxim de fragilizare(fisurare) la rece; domeniul IV – pericol maxim de fragilizare datorită creşteriiintense a granulaţiei la încălzire.
Fig. 7. 23. Diagramele structurale (la răcirea în aer de la temperaturi înalte) ale:a – oţelurilor aliate cu nichel; b – oţelurilor aliate cu mangan
Ca şi în cazul oţelurilor, pentru a defini şi preciza cu o bună fidelitateefectele elementelor de aliere asupra fontelor, este utilă, pe lângă clasificarea lorîn funcţie de gradul de aliere (prezentată în scap. 7.1) şi încadrarea fontelor înclase structurale. Criteriile care se utilizează în acest scop sunt:
• forma de existenţă a carbonului; conform acestui criteriu fontele aliatepot fi încadrate în categoria fontelor cu grafit (carbon liber) în structură(denumite, ca şi fontele nealiate, în funcţie de modul de asigurare a prezenţeigrafitului şi de configuraţia, dimensiunile, modul de distribuţie şi gradul dedispersie ale formaţiunilor de grafit din structură: fonte pestriţe, fonte cenuşii,fonte maleabile, fonte nodulare etc.) sau în categoria fontelor fără grafit înstructură (la care tot carbonul din compoziţia fontelor este dizolvat în soluţiileavând ca solvent fierul sau este legat sub formă de carburi, iar structurile suntasemănătoare celor corespunzătoare fontelor albe);
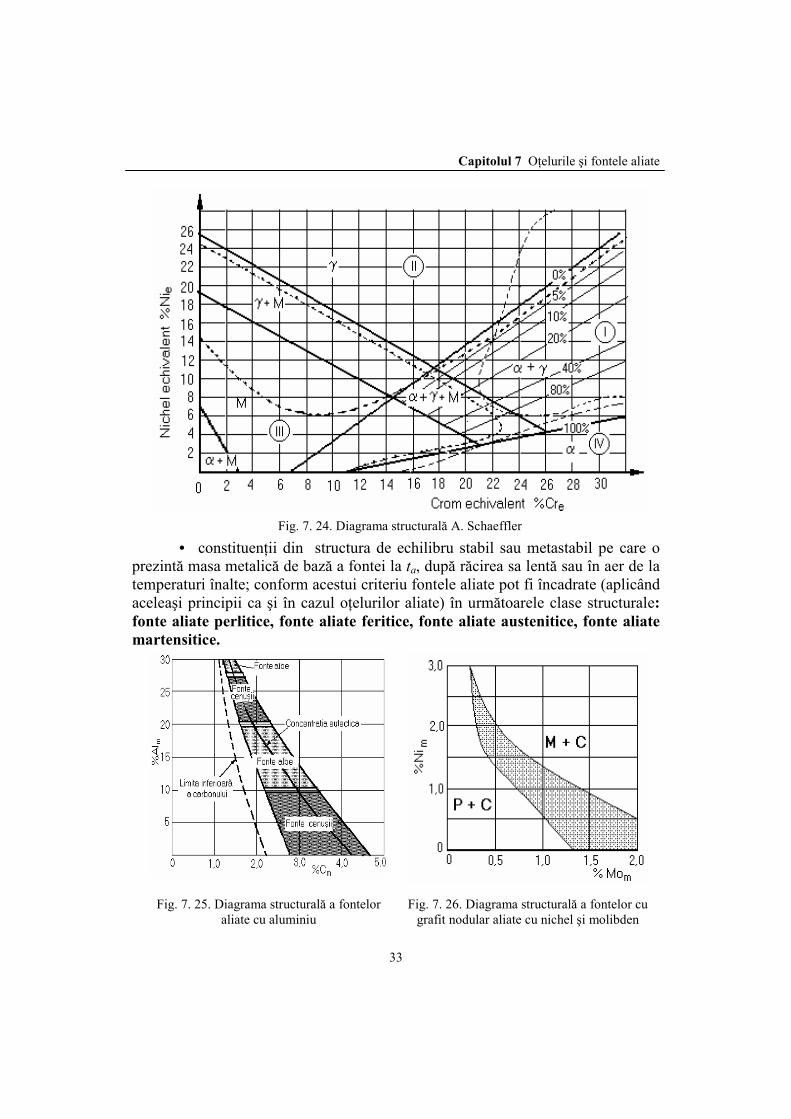
Capitolul 7 Oţelurile şi fontele aliate
33
Fig. 7. 24. Diagrama structurală A. Schaeffler
• constituenţii din structura de echilibru stabil sau metastabil pe care oprezintă masa metalică de bază a fontei la ta, după răcirea sa lentă sau în aer de latemperaturi înalte; conform acestui criteriu fontele aliate pot fi încadrate (aplicândaceleaşi principii ca şi în cazul oţelurilor aliate) în următoarele clase structurale:fonte aliate perlitice, fonte aliate feritice, fonte aliate austenitice, fonte aliatemartensitice.
Fig. 7. 25. Diagrama structurală a fonteloraliate cu aluminiu
Fig. 7. 26. Diagrama structurală a fontelor cugrafit nodular aliate cu nichel şi molibden
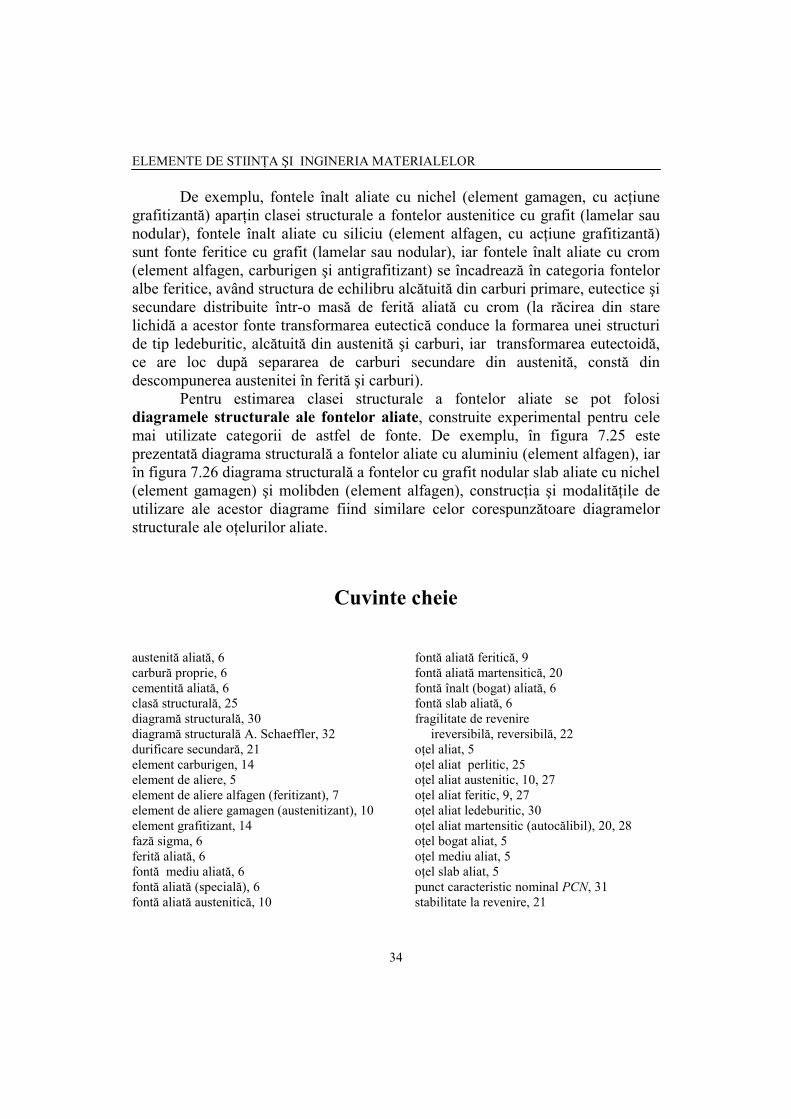
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
34
De exemplu, fontele înalt aliate cu nichel (element gamagen, cu acţiunegrafitizantă) aparţin clasei structurale a fontelor austenitice cu grafit (lamelar saunodular), fontele înalt aliate cu siliciu (element alfagen, cu acţiune grafitizantă)sunt fonte feritice cu grafit (lamelar sau nodular), iar fontele înalt aliate cu crom(element alfagen, carburigen şi antigrafitizant) se încadrează în categoria fonteloralbe feritice, având structura de echilibru alcătuită din carburi primare, eutectice şisecundare distribuite într-o masă de ferită aliată cu crom (la răcirea din starelichidă a acestor fonte transformarea eutectică conduce la formarea unei structuride tip ledeburitic, alcătuită din austenită şi carburi, iar transformarea eutectoidă,ce are loc după separarea de carburi secundare din austenită, constă dindescompunerea austenitei în ferită şi carburi).
Pentru estimarea clasei structurale a fontelor aliate se pot folosidiagramele structurale ale fontelor aliate, construite experimental pentru celemai utilizate categorii de astfel de fonte. De exemplu, în figura 7.25 esteprezentată diagrama structurală a fontelor aliate cu aluminiu (element alfagen), iarîn figura 7.26 diagrama structurală a fontelor cu grafit nodular slab aliate cu nichel(element gamagen) şi molibden (element alfagen), construcţia şi modalităţile deutilizare ale acestor diagrame fiind similare celor corespunzătoare diagramelorstructurale ale oţelurilor aliate.
Cuvinte cheie
austenită aliată, 6carbură proprie, 6cementită aliată, 6clasă structurală, 25diagramă structurală, 30diagramă structurală A. Schaeffler, 32durificare secundară, 21element carburigen, 14element de aliere, 5element de aliere alfagen (feritizant), 7element de aliere gamagen (austenitizant), 10element grafitizant, 14fază sigma, 6ferită aliată, 6fontă mediu aliată, 6fontă aliată (specială), 6fontă aliată austenitică, 10
fontă aliată feritică, 9fontă aliată martensitică, 20fontă înalt (bogat) aliată, 6fontă slab aliată, 6fragilitate de revenire
ireversibilă, reversibilă, 22oţel aliat, 5oţel aliat perlitic, 25oţel aliat austenitic, 10, 27oţel aliat feritic, 9, 27oţel aliat ledeburitic, 30oţel aliat martensitic (autocălibil), 20, 28oţel bogat aliat, 5oţel mediu aliat, 5oţel slab aliat, 5punct caracteristic nominal PCN, 31stabilitate la revenire, 21

Capitolul 7 Oţelurile şi fontele aliate
35
Bibliografie
1. Colan H. ş.a., Studiul metalelor, Editura Didactică şi Pedagogică,Bucureşti, 1983
2. Gâdea S., Petrescu M., Metalurgie fizică şi studiul metalelor, vol. II.,Editura Didactică şi Pedagogică, Bucureşti, 1981
3. Geru N., Metalurgie fizică, Editura Didactică şi Pedagogică, Bucureşti, 19824. Mantea St. ş.a., Metalurgie fizică, Editura Tehnică, Bucureşti, 19705. Lakhtine I., Métallographie et traitements thermiques des métaux,
Moscova, Mir, 19786. Popov A.A. şi Popova L.E., Izotermiceskie i termodinamoceskie diagramî
raspada pereohladjenovo austenita. Moscova, Metallurghia, 19657. Protopopescu H., Metalografie şi tratamente termice, Editura Didactică şi
Pedagogică, Bucuresti, 19838. Sofroni I., Stefănescu D.M., Fonte speciale, Editura Tehnică, Bucureşto, 19749. Truşculescu M., Ieremia A., Oţeluri inoxidabile şi refractare, Editura
Facla, Timişoara, 198310. Vacu S., ş.a., Elaborarea oţelurilor aliate, vol. I, Editura Tehnică, Bucureşti, 198011. * * * Austenite Transformation Kinetics of Ferrous Alloys. II – Cast Irons
and Steels, Climax Molibdenum Company, Greenwich, 198812. Cias W.W., Austenite Transformation Kinetics of Ferrous Alloys, Climax
Molibdenum Company, Greenwich, 1985
Teste de autoevaluare
T.7.1. Care dintre afirmaţile următoare sunt adevărate: a) oţelul cu%Cm = 0,3 %, %Sim=0,3 %, %Mnm = 0,5 %, %Sm = 0,02 % şi %Pm = 0,02 % esteun oţel carbon; b) oţelul cu %Cm = 0,45 %, %Sim=0,3 %, %Mnm = 0,5 %,%Sm = 0,02 %, %Pm = 0,02 % şi %Crm = 1,0 % este un oţel aliat cu crom;c) oţelul cu %Cm = 1,0 %, %Sim=0,3 %, %Mnm = 0,4 %, %Sm = 0,02 % , %Pm = 0,02 %,%Crm = 1,5 % şi %Mom = 0,3 % este un oţel aliat numai cu crom; d) oţelul cu%Cm = 0,15 %, %Sim=0,3 %, %Mnm = 0,7 %, %Sm = 0,15 % şi %Pm = 0,1 % esteun oţel aliat cu sulf şi fosfor?
T.7.2. Care dintre următoarele fonte se încadrează în categoria fonteloraliate: a) fonta cu %Cm = 3,0 %, %Sim = 1,0 %, %Mnm = 1,0 %, %Sm = 0,06 %,%Pm = 0,06 %; b) fonta cu %Cm = 3,5 %, %Sim = 2,0 %, %Mnm = 0,9 %,
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
36
%Sm = 0,06 %, %Pm = 0,06 %, %Crm = 1,0 %; c) fonta cu %Cm = 2,5 %,%Sim=1,5 %, %Mnm = 0,8 %, %Sm = 0,03 %, %Pm = 0,06 %, %Alm = 20 %; d)fonta cu %Cm = 3,0 %, %Sim=2,5 %, %Mnm = 6,0 %, %Sm = 0,06 %, %Pm = 0,06%, %Nim = 13 %?
T.7.3. Care dintre următoarele componente ale oţelurilor sau fontelor suntelemente de aliere alfagene (feritizante): a) manganul; b) siliciul; c) cromul;d) vanadiul ?
T.7.4. Care dintre următoarele componente ale oţelurilor sau fontelor suntelemente de aliere gamagene (austenitizante): a) manganul; b) siliciul; c) cromul;d) vanadiul?
T.7.5. Care dintre următoarele tipuri de tratamente se pot aplica la pieselesau semifabricatele din oţeluri aliate austenitice: a) recoacerea de detensionare;b) recoacerea de omogenizare; c) călirea martensitică; d) recoacerea completă?
T.7.6. Care dintre următoarele tipuri de tratamente se pot aplica la pieselesau semifabricatele din oţeluri aliate feritice: a) recoacerea de recristalizare fărăschimbare de fază; b) recoacerea de detensionare; c) normalizarea; d) călireamartensitică?
T.7.7. Elementele de aliere se pot găsi în structurile oţelurilor şi fontelor:a) dizolvate în ferită sau austenită; b) dizolvate în cementită; c) legate sub formăde carburi proprii; d) combinate cu fierul sub formă de compuşi intermetalici ? .
T.7.8. Care dintre următoarele forme de existenţă a elementelor de aliere înstructurile oţelurilor şi fontelor sunt, în general, nedorite: a) soluţiile solide aleelementelor de aliere cu fierul: b) carburile elementelor de aliere; c) incluziunilenemetalice; d) compuşii intermetalici?
T.7.9. Care dintre următoarele elemente de aliere ale oţelurilor şi fonteloraparţin categoriei elementelor alfagene: a) cromul; b) molibdenul; c) nichelul;d) wolframul?
T.7.10. Care dintre următoarele elemente de aliere ale oţelurilor şi fonteloraparţin categoriei elementelor gamagene: a) wolframul; b) titanul; c) manganul;d) nichelul ?
T.7.11. Care dintre următoarele elemente de aliere produc mărireatemperaturii corespunzătoare punctului critic A1 al oţelurilor şi fontelor:a) nichelul; b) manganul; c) cromul; d) siliciul?
T.7.12. Care dintre următoarele elemente de aliere coboară temperaturacorespunzătoare punctului critic A1 al oţelurilor şi fontelor: a) molibdenul;b) manganul; c) cromul; d) nichelul?
T.7.13. Care dintre următoarele elemente de aliere ale oţelurilor şi fontelordetermină reducerea concentraţiei carbonului în perlită: a) nichelul; b) cromul;c) manganul; d) siliciul?
T.7.14. Care dintre următoarele elemente de aliere ale oţelurilor şi fontelor
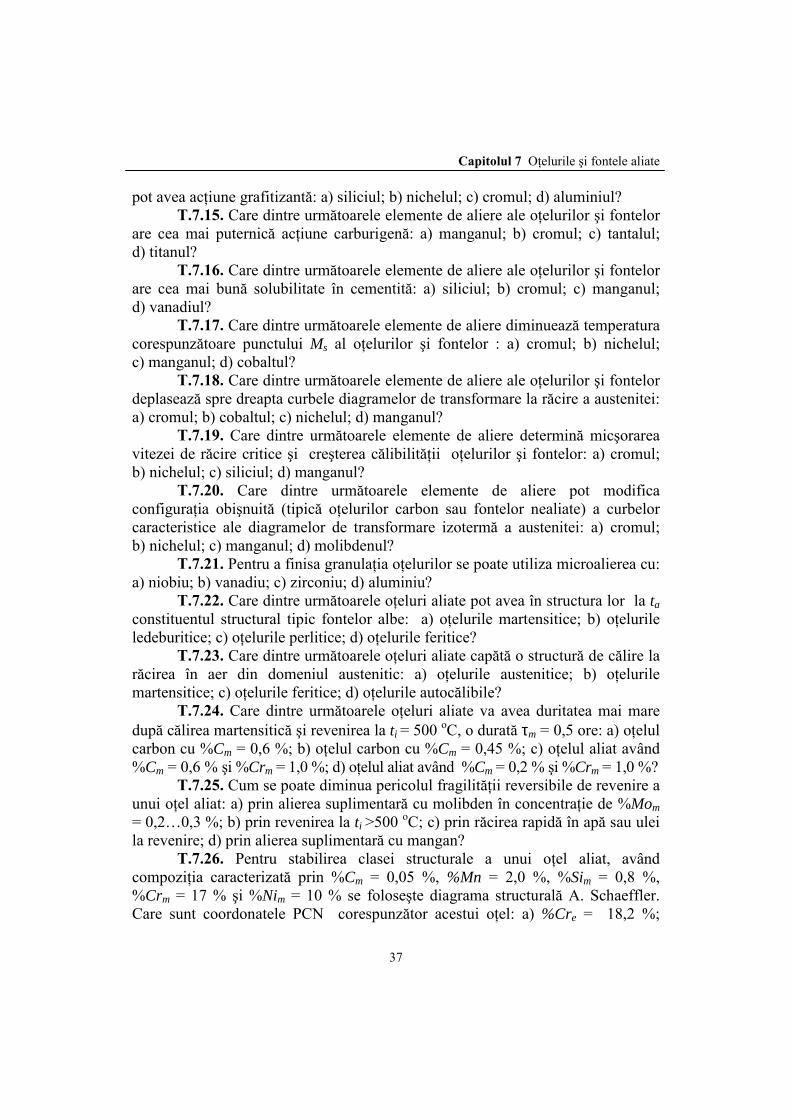
Capitolul 7 Oţelurile şi fontele aliate
37
pot avea acţiune grafitizantă: a) siliciul; b) nichelul; c) cromul; d) aluminiul?T.7.15. Care dintre următoarele elemente de aliere ale oţelurilor şi fontelor
are cea mai puternică acţiune carburigenă: a) manganul; b) cromul; c) tantalul;d) titanul?
T.7.16. Care dintre următoarele elemente de aliere ale oţelurilor şi fontelorare cea mai bună solubilitate în cementită: a) siliciul; b) cromul; c) manganul;d) vanadiul?
T.7.17. Care dintre următoarele elemente de aliere diminuează temperaturacorespunzătoare punctului Ms al oţelurilor şi fontelor : a) cromul; b) nichelul;c) manganul; d) cobaltul?
T.7.18. Care dintre următoarele elemente de aliere ale oţelurilor şi fontelordeplasează spre dreapta curbele diagramelor de transformare la răcire a austenitei:a) cromul; b) cobaltul; c) nichelul; d) manganul?
T.7.19. Care dintre următoarele elemente de aliere determină micşorareavitezei de răcire critice şi creşterea călibilităţii oţelurilor şi fontelor: a) cromul;b) nichelul; c) siliciul; d) manganul?
T.7.20. Care dintre următoarele elemente de aliere pot modificaconfiguraţia obişnuită (tipică oţelurilor carbon sau fontelor nealiate) a curbelorcaracteristice ale diagramelor de transformare izotermă a austenitei: a) cromul;b) nichelul; c) manganul; d) molibdenul?
T.7.21. Pentru a finisa granulaţia oţelurilor se poate utiliza microalierea cu:a) niobiu; b) vanadiu; c) zirconiu; d) aluminiu?
T.7.22. Care dintre următoarele oţeluri aliate pot avea în structura lor la taconstituentul structural tipic fontelor albe: a) oţelurile martensitice; b) oţelurileledeburitice; c) oţelurile perlitice; d) oţelurile feritice?
T.7.23. Care dintre următoarele oţeluri aliate capătă o structură de călire larăcirea în aer din domeniul austenitic: a) oţelurile austenitice; b) oţelurilemartensitice; c) oţelurile feritice; d) oţelurile autocălibile?
T.7.24. Care dintre următoarele oţeluri aliate va avea duritatea mai maredupă călirea martensitică şi revenirea la ti = 500 oC, o durată τm = 0,5 ore: a) oţelulcarbon cu %Cm = 0,6 %; b) oţelul carbon cu %Cm = 0,45 %; c) oţelul aliat având%Cm = 0,6 % şi %Crm = 1,0 %; d) oţelul aliat având %Cm = 0,2 % şi %Crm = 1,0 %?
T.7.25. Cum se poate diminua pericolul fragilităţii reversibile de revenire aunui oţel aliat: a) prin alierea suplimentară cu molibden în concentraţie de %Mom= 0,2…0,3 %; b) prin revenirea la ti >500 oC; c) prin răcirea rapidă în apă sau uleila revenire; d) prin alierea suplimentară cu mangan?
T.7.26. Pentru stabilirea clasei structurale a unui oţel aliat, avândcompoziţia caracterizată prin %Cm = 0,05 %, %Mn = 2,0 %, %Sim = 0,8 %,%Crm = 17 % şi %Nim = 10 % se foloseşte diagrama structurală A. Schaeffler.Care sunt coordonatele PCN corespunzător acestui oţel: a) %Cre = 18,2 %;

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
38
%Nie = 11,5 %; b) %Cre = 18,2 %; %Nie = 12,5 %; c) %Cre = 12,5 %;%Nie = 18,2 %; d) %Cre = 20,5 %; %Nie = 12,5 %?
T.7.27. Cărei clase structurale aparţine oţelul cu %Cm = 0,08 %, aliat cu%Crm = 17 %: a) clasa oţelurilor feritice; b) clasa oţelurilor martensitice; c) clasaoţelurilor ledeburitice; d) clasa oţelurilor austenitice?
T.7.28. Cărei clase structurale aparţine oţelul cu %Cm = 0,03 %, %Mn = 1,2 %,%Sim = 0,6 %, %Crm = 25 % şi %Nim = 0,5 %: a) clasa oţelurilor feritice; b) clasaoţelurilor martensitice; c) clasa oţelurilor ledeburitice; d) clasa oţelurilor austenitice?
T.7.29. Care dintre următoarele probleme poate să apară la utilizareaoţelului cu %Cm = 0,02 %, %Mn = 1,2 %, %Sim = 0,6 %, %Crm = 20,5 % şi%Nim = 10 %: a) fragilizarea prin apariţia fazei sigma; b) fragilizarea (fisurarea)la cald; c) fragilizarea (fisurarea) la rece; d) fragilizarea datorită creşterii intense agranulaţiei la încălzire?
T.7.30. Care din următoarele tipuri de fonte aliate au grafit în structură:a) fontele aliate cu siliciu; b) fontele înalt aliate cu crom; c) fontele aliate cuvanadiu; d) fontele înalt aliate cu nichel?
Aplicaţii
A.7.1. În figura 7.27 se prezintă diagramele de transformare termocineticăa austenitei pentru un oţel slab aliat, având compoziţia chimică definită prin%Cm = 0,44 %; %Sim = 0,22 %; %Mnm = 0,7 %; %Sm = 0,030 %; %Pm = 0,025 %;%Crm = 1,05 %; %Nim = 0,26 %; %Mom = 0,04 %; %Vm = 0,01 % şi pentru oţelulcarbon echivalent (cu compoziţa chimică definită prin %Cm = 0,44 %;%Sim = 0,22 %; %Mnm = 0,7 %; %Sm = 0,030 %; %Pm = 0,025 %). Folosinddatele din aceste diagrame şi aplicând relaţiile (7.1) şi (7.2) să se estimeze valoriledurităţii structurilor care rezultă la răcirea celor două oţeluri, din domeniulaustenitic şi până la ta, cu diferite viteze vr.
RezolvareAşa cum se poate observa examinând figura 7.27, pe fiecare din
diagramele de transformare a austenitei sunt trasate câte n curbe de răcire, fiecăreicurbe de răcire corespunzându-i o viteză de răcire vrj, j = 1…n şi o anumităalcătuire a structurii care rezultă prin răcirea austenitei cu această viteză.Conţinuturile procentuale de formaţiuni ferito-perlitice (%α,P)j, bainitice (%B)j şimartensitice (%M)j în structurile care rezultă prin răcirea austenitei după curbelede răcire j = 1…n sunt precizate pe diagramele din figura 7.27, iar valorilevitezelor de răcire corespunzătoare acestor curbe se determină, folosind procedeuldescris la rezolvarea aplicaţiei A.5.3, cu ajutorul relaţiei (5.10); datele care seobţin pe această cale sunt prezentate în tabelul 7.3.

Capitolul 7 Oţelurile şi fontele aliate
39
a.
b.Fig 7.27. Diagramele transformării termocinetice a austenitei pentru două oţeluri cu %Cm = 0,44 %:
a – oţel slab aliat cu Cr, Ni,Mo şi V; b – oţel carbon
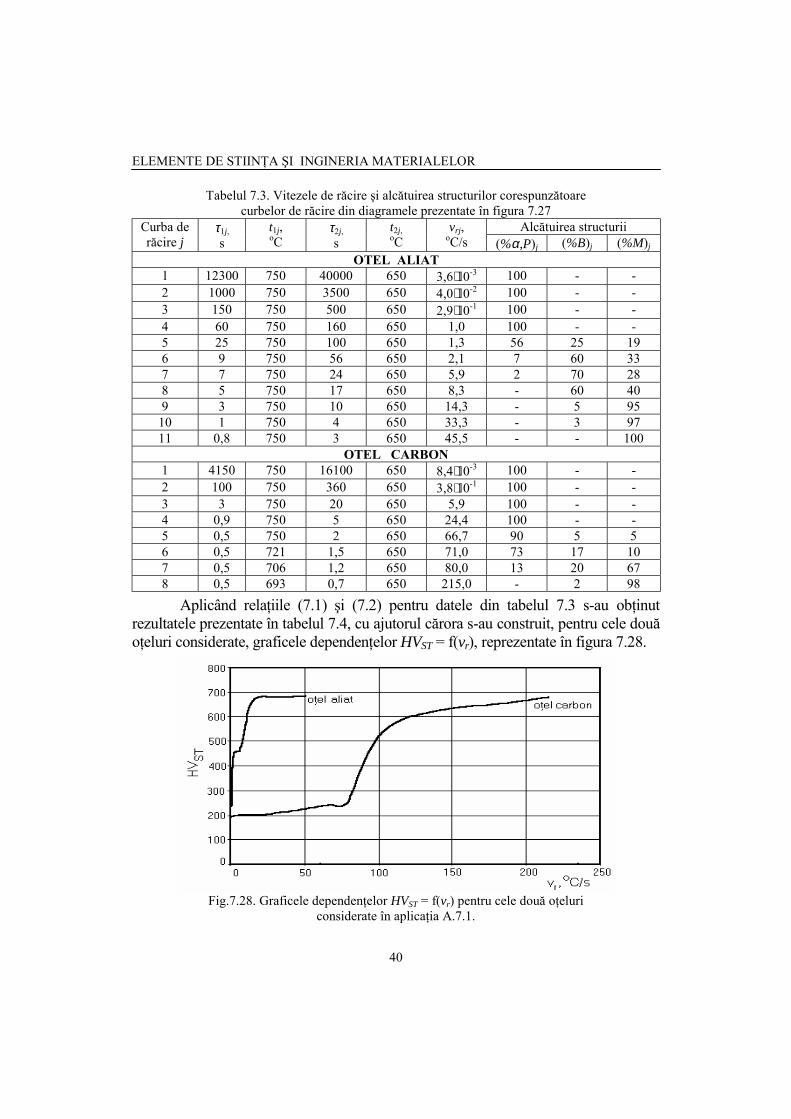
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
40
Tabelul 7.3. Vitezele de răcire şi alcătuirea structurilor corespunzătoarecurbelor de răcire din diagramele prezentate în figura 7.27
Alcătuirea structuriiCurba derăcire j
τ1j,s
t1j,oC
τ2j,s
t2j,oC
vrj,oC/s (%α,P)j (%B)j (%M)j
OTEL ALIAT1 12300 750 40000 650 3,6⋅10-3 100 - -2 1000 750 3500 650 4,0⋅10-2 100 - -3 150 750 500 650 2,9⋅10-1 100 - -4 60 750 160 650 1,0 100 - -5 25 750 100 650 1,3 56 25 196 9 750 56 650 2,1 7 60 337 7 750 24 650 5,9 2 70 288 5 750 17 650 8,3 - 60 409 3 750 10 650 14,3 - 5 9510 1 750 4 650 33,3 - 3 9711 0,8 750 3 650 45,5 - - 100
OTEL CARBON1 4150 750 16100 650 8,4⋅10-3 100 - -2 100 750 360 650 3,8⋅10-1 100 - -3 3 750 20 650 5,9 100 - -4 0,9 750 5 650 24,4 100 - -5 0,5 750 2 650 66,7 90 5 56 0,5 721 1,5 650 71,0 73 17 107 0,5 706 1,2 650 80,0 13 20 678 0,5 693 0,7 650 215,0 - 2 98
Aplicând relaţiile (7.1) şi (7.2) pentru datele din tabelul 7.3 s-au obţinutrezultatele prezentate în tabelul 7.4, cu ajutorul cărora s-au construit, pentru cele douăoţeluri considerate, graficele dependenţelor HVST = f(vr), reprezentate în figura 7.28.
Fig.7.28. Graficele dependenţelor HVST = f(vr) pentru cele două oţeluriconsiderate în aplicaţia A.7.1.

Capitolul 7 Oţelurile şi fontele aliate
41
Tabelul 7.4. Durităţile structurilor obţinute la răcirea austenitei după curbele de răcirereprezentate pe diagramele din figura 7.27
Durităţileformaţiunilor structuraleCurbade
răcire j
vrj,oC/s HVα,P HVB HVM
Duritatea structuriiHVST
OTEL ALIAT1 3,6⋅10-3 206 - - 2062 4,0⋅10-2 223 - - 2233 2,9⋅10-1 237 - - 2374 1,0 246 - - 2465 1,3 248 342 656 3496 2,1 251 354 660 4487 5,9 259 380 669 4598 8,3 - 389 672 5029 14,3 - 402 677 66410 33,3 - 424 685 67711 45,5 - - 688 688
OTEL CARBON1 8,4⋅10-3 184 - - 1842 3,8⋅10-1 194 - - 1943 5,9 201 - - 2014 24,4 205 - - 2055 66,7 207 400 673 2406 71,0 207 402 673 2877 80,0 208 407 674 5608 215,0 - 442 683 678
ObservaţieRezultatele aplicaţiei evidenţiază câteva aspecte practice importante
privind oţelurile aliate hipoeutectoide din clasa perlitică, utilizate cu precădere lafabricarea pieselor pentru maşini şi utilaje:
• structurile de echilibru (ferito – perlitice) ale acestor oţeluri au durităţisimilare celor corespunzătoare structurilor de echilibru ale oţelurilor carbonechivalente; ca urmare, punerea în valoare a prezenţei elementelor de aliereconţinute de aceste oţeluri este posibilă numai prin aplicarea de TT capabile săasigure realizarea unor structuri cu conţinuturi procentuale mari de formaţiunibainitice şi/sau martensitice, care conferă oţelurilor caracteristici ridicate derezistenţă mecanică şi duritate;
• la aceste oţeluri, structurile cu caracteristici ridicate de rezistenţămecanică şi duritate se pot obţine şi la răcirea austenitei cu viteze mult mai micidecât cele necesare pentru realizarea aceloraşi efecte la oţelurile carbon

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
42
echivalente; de exemplu, aşa cum se poate observa examinând graficele din figura7.28, pentru obţinerea structurii complet martensitice la oţelul aliat sunt necesareviteze de răcire vr ≅ 45 oC/s (asigurate de călirea în ulei, v. fig.5.17), în timp cepentru realizarea aceleiaşi structuri la oţelul carbon echivalent trebuie folositeviteze de răcire vr > 200 oC/s (asigurate numai de răcirea în apă, v. fig. 5.17), caredetermină creşterea însemnată a nivelului tensiunilor reziduale induse în pieselecălite şi apariţia pericolului fisurării acestora.
A.7.2. Pentru realizarea unor piese de tip arbore sunt disponibilesemifabricate confecţionate din două sortimente de oţel: a) oţel aliat, cucompoziţia chimică definită prin %Cm = 0,45 %; %Sim = 0,3 %; %Mnm = 0,6 %;%Crm = 1,2 %; %Mom = 0,3 % şi b) oţel carbon, cu compoziţia chimică definităprin %Cm = 0,45 %; %Sim = 0,3 %; %Mnm = 0,6 %. Să se stabilească şi să secompare regimurile TT de îmbunătăţire care asigură pieselor de tip arboreconfecţionate din cele două oţeluri un nivel al durităţii finale de 280 HV.
RezolvareAşa cum este cunoscut din scap. 6.5, TT de îmbunătăţire constă dintr-un
ciclu primar de călire martensitică şi un ciclu final de revenire înaltă.Conform indicaţiilor din scap. 6.4, călirea martensitică a oţelurilor
(carbon sau aliate perlitice) hipoeutectoide trebuie realizată cu următorul regim:ti = A3 + 30 … 50 oC, vi < vad, τm = 5 … 10 min şi răcirea în apă sau ulei. Aplicândrelaţia (6.4), rezultă că pentru oţelurile cu compoziţiile chimice precizate în enunţ,valorile punctului critic A3 sunt: A3 ≅ 823 oC, pentru oţelul aliat şi A3 ≅ 810 oC,pentru oţelul carbon şi, ca urmare, regimurile TT de călire martensiticăpentru piesele confecţionate din cele două sortimente de oţel vor fiasemănătoare: ti = 850…870 oC, τm = 5…10 min şi răcirea în apă sau ulei; ţinândseama de influenţele elementelor de aliere, la realizarea TT de călire la piesele dinoţel aliat se recomandă utilizarea unor valori ale ti şi τm către limitele superioareale intervalelor de valori prescrise (deoarece prezenţa elementelor de alierefrânează procesele de obţinere a austenitei omogene) şi răcirea în ulei (deoareceelementele de aliere reduc vrc şi măresc călibilitatea oţelului), iar la aplicarea TTde călire la piesele din oţel carbon se vor alege ti şi τm către limitele inferioare aleintervalelor de valori prescrise şi se va face răcirea în apă (pentru a se asiguraformarea unei structuri martensitice).
După călire, duritatea pieselor confecţionate din cele două sortimente deoţel va fi aproximativ identică (deoarece duritatea martensitei depinde esenţial deconcentraţia carbonului în oţel, v. scap. 5.2.2), apropiată de valoarea dată derelaţia (6.8), HM ≅ 58 HRC (660 HV).
Pentru proiectarea regimului de revenire înaltă a pieselor din oţelcarbon, se stabileşte valoarea necesară a parametrului PHJ = Ti[18 +lg(τm)],

Capitolul 7 Oţelurile şi fontele aliate
43
folosind relaţia (7.4), în care se consideră OCrHV = 280 şi %Cm = 0,45 %;
rezultă: PHJ = 21090 + 4050⋅0,45 – (33,2 - 13⋅0,45)280 = 15255. Dacă se adoptăo durată de menţinere la revenire τm = 5 ore, rezultă că temperatura la caretrebuie efectuată revenirea pentru a se asigura nivelul calculat al PHJ este:
8165lg18
15255 ≅=+iT K sau ti ≅ 540 oC. Ca urmare, un regim de revenire care
conferă pieselor din oţel carbon nivelul impus al durităţii finale are paremetrii:ti ≅ 540 oC; τm = 5 ore şi răcirea în aer (răcirea nu influenţează calitateapieselor din oţel carbon supuse revenirii).
Dacă se foloseşte acelaşi regim la revenirea pieselor din oţel aliat,va rezulta, în conformitate cu relaţia (7.3), un nivel al durităţii finale
OArHV = 280 + 55⋅1,2 + 100⋅0,3 = 376. Interpretând corespunzător relaţiile
(7.3) şi (7.4), rezultă că, pentru a realiza pe piesele din oţel aliat un nivel aldurităţii după revenire OA
rHV = 280, este necesar să se utilizeze un regim derevenire care asigură la piesele din oţel carbon un nivel al durităţii
OCrHV = 280 − 55⋅1,2 − 100⋅0,3 = 184; utilizând relaţia (7.4), rezultă că,
pentru satisfacerea acestei condiţii, trebuie ca valoarea parametrului PHJ săfie: PHJ = 21090 + 4050⋅0,45 – (33,2 − 13⋅0,45)184 = 17880. Dacă se adoptă odurată de menţinere la revenire τm = 5 ore, rezultă că temperatura la caretrebuie efectuată revenirea pentru a asigurarea acestui nivel al PHJ
este: 9565lg18
17880 ≅=+iT K sau ti ≅ 680 oC. Ca urmare, un regim de revenire care
conferă pieselor din oţel aliat nivelul impus al durităţii finale are parametrii:ti ≅ 680 oC; τm = 5 ore şi răcirea în aer (deoarece oţelul este aliat cu Mo şi nuexistă pericolul de a se manifesta fragilitatea reversibilă la revenire).
Observaţii• Rezolvarea aplicaţiei evidenţiază efectele fenomenului de stabilitate
la revenire, indus de prezenţa elementelor de aliere dintr-un oţel. Aceste efectepot fi mai sugestiv ilustrate, dacă se construiesc, pentru oţelul aliat şi pentruoţelul carbon echivalent, graficele dependenţelor HVr = f(ti), corespunzătoareunei durate de menţinere la revenire τm = ct; coordonatele punctelor acestorgrafice se obţin cu ajutorul relaţiilor (7.3), (7.4) şi (7.5). În figura 7.29 suntprezentate graficele construite pentru oţelurile precizate în enunţul aplicaţiei,considerând o durată de revenire τm = 5 ore.
• Rezultatele aplicaţiei nu trebuie să conducă la concluzia că, îngeneral, TT de revenire a pieselor din oţel aliat este mai costisitor decât celaplicat pieselor diun oţel carbon (datorită necesităţii utilizării unortemperaturi de încălzire şi/sau unor durate de menţinere mai mari). În mod

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
44
obişnuit, atunci ând se utilizează oţeluri aliate se prescriu şi niveluri mairidicate ale rezistenţei mecanice şi durităţii, pentru a valorifica corespunzătorcheltuielile suplimentare datorită alierii şi se pot utiliza regimuri de revenireasemănătoare celor aplicabile la oţelurile carbon echivalente. De exemplu,aşa cum a rezultat la rezolvarea aplicaţiei, dacă la piesele din oţel carbon seprescrie ca duritate după îmbunătăţire să fie OC
rHV = 280 (corespunzătoareunei rezistenţe la tracţiune Rm ≅ 900 N/mm2), iar la piesele din oţel aliat seprescrie ca duritatea după îmbunătăţire să fie OA
rHV ≅ 370 (corespunzătoareunei rezistenţe la tracţiune Rm ≅ 1200 N/mm2), regimurile TT de revenire,impuse de realizarea acestor caracteristici vor fi identice.
Fig. 7.29. Graficele dependenţelor HVr = f(ti) pentru un oţel aliatde tip Cr-Mo şi pentru oţelul carbon echivalent
A.7.3. Stiind că viteza asigurată la răcirea în aer liniştit a pieselor dinoţeluri este vr = 0,25 …1 oC/s, să se analizeze dacă oţelul aliat, cu compoziţiachimică definită prin: %Cm = 0,8 %; %Sim = 0,22 %; %Mnm = 0,7 %; %Crm = 6 %;%Mom = 1 %, având diagrama de transformare termocinetică a austeniteiprezentată în figura 7.30, poate fi încadrat în clasa structurală a oţelurilor aliatemartensitice.
RezolvareFolosind procedura descrisă la rezolvarea aplicaţiei A.5.4, s-au stabilit
coordonatele punctelor ce descriu curbele de răcire cu vitezele vr1 = 0,25 oC/s şivr2 = 1 oC/s şi s-au trasat aceste curbe pe diagrama de transformare termocinetică aaustenitei (v. fig. 7.30). Se observă astfel că răcirea în aer a austenitei conduce laobţinerea unei structuri complet martensitice şi, deci, oţelul având compoziţiachimică precizată în enunţul aplicaţiei aparţine clasei structurale a oţelurilor aliatemartensitice.
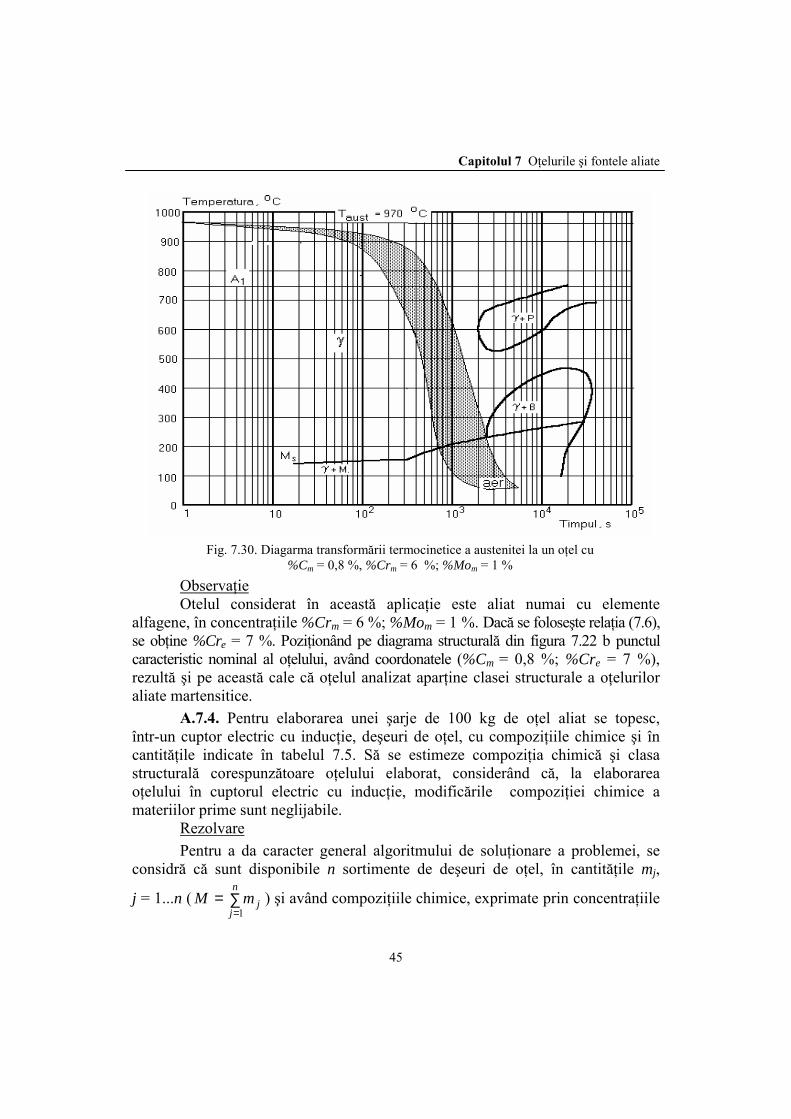
Capitolul 7 Oţelurile şi fontele aliate
45
Fig. 7.30. Diagarma transformării termocinetice a austenitei la un oţel cu%Cm = 0,8 %, %Crm = 6 %; %Mom = 1 %
ObservaţieOtelul considerat în această aplicaţie este aliat numai cu elemente
alfagene, în concentraţiile %Crm = 6 %; %Mom = 1 %. Dacă se foloseşte relaţia (7.6),se obţine %Cre = 7 %. Poziţionând pe diagrama structurală din figura 7.22 b punctulcaracteristic nominal al oţelului, având coordonatele (%Cm = 0,8 %; %Cre = 7 %),rezultă şi pe această cale că oţelul analizat aparţine clasei structurale a oţeluriloraliate martensitice.
A.7.4. Pentru elaborarea unei şarje de 100 kg de oţel aliat se topesc,într-un cuptor electric cu inducţie, deşeuri de oţel, cu compoziţiile chimice şi încantităţile indicate în tabelul 7.5. Să se estimeze compoziţia chimică şi clasastructurală corespunzătoare oţelului elaborat, considerând că, la elaborareaoţelului în cuptorul electric cu inducţie, modificările compoziţiei chimice amateriilor prime sunt neglijabile.
RezolvarePentru a da caracter general algoritmului de soluţionare a problemei, se
considră că sunt disponibile n sortimente de deşeuri de oţel, în cantităţile mj,
j = 1...n ( ∑==
n
jjmM
1) şi având compoziţiile chimice, exprimate prin concentraţiile

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
46
masice ale elementelor de aliere (inclusiv carbonul) %EAmj (%Cmj; %Simj; %Mnmj,%Crmj; %Nimj; %Momj), j = 1...n, cunoscute.
Utilizând relaţiile (7.3) şi (7.4), se calculează, pentru toate sortimentele dedeşeuri (materii prime), valorile parametrilor %Crej şi %Niej, j = 1...n şi ponderea
fiecăruia din ele în încărcătura utilizată la elaborarea şarjei Mm
jjc = , j = 1...n.
Folosind rezultatele obţinute, se calculează valorile parametrilor %Cre şi%Nie, corespunzătoare şarjei de oţel aliat elaborate, cu relaţiile:
∑==
n
jejje CrcCr
1;%% ∑=
=
n
jejjej NicNi
1%% .
Punctul O, având coordonatele (%Cre; %Nie), reprezintă în diagramastructurală A. Schaeffler punctul caracteristic nominal al şarjei de oţel aliatelaborate (O ≡ PCN), poziţa sa permiţând precizarea clasei structurale a oţelului.
Evident, compoziţia chimică a oţelului elaborat se poate estima cu ajutorulunor relaţii de forma:
∑==
n
jmjjm EAcEA
1%% ,
în care EA se consideră, pe rând, a fi C, Si, Mn, Cr, Ni, Mo.Tabelul 7.5. Compoziţiile chimice ale materiilor prime disponibile pentru
elaborarea unei şarje de oţel aliatConcentraţiile masice ale componentelor de aliereMateria
primă,j = %Cm %Sim %Mnm %Crm %Nim %Mom
Cantitatea mj,kg
1 0,02 0,6 2,0 19,0 12,5 - 502 0,02 0,4 1,2 25,0 10,0 3,8 253 0,03 0,6 0,6 18,5 0,20 1,5 15
n = 4 0,18 0,8 0,8 12,0 0,30 1,0 10
Aplicând procedura descrisă anterior pentru datele precizate în enunţ, seobţin rezultatele redate în tabelul 7.6. Compoziţia chimică a şarjei de oţel aliatelaborate este: %Cm = 0,0375 %; %Sim = 0,570 %; %Mnm = 1,470 %;%Crm = 19,725 %; %Nim = 8,810 %; %Mom = 1,275 %, iar poziţia punctuluicaracteristic nominal O(%Cre; %Nie) în diagrama din figura 7.31 indicăapartenenţa acestui oţel la clasa structurală a oţelurilor aliate austenito – feritice.
ObservaţiePentru rezolvarea problemei se poate utiliza şi o procedură grafică
recursivă, care evidenţiază modalitatea uzuală de lucru pe diagrama structurală A.Schaeffler la soluţionarea aplicaţiilor practice. Această procedură conţineurmătoarea succesiune de etape:
• se determină, cu relaţiile (7.2) şi (7.3), pentru fiecare sortiment dedeşeuri valorile parametrilor %Crej şi %Niej şi se reprezintă pe diagrama
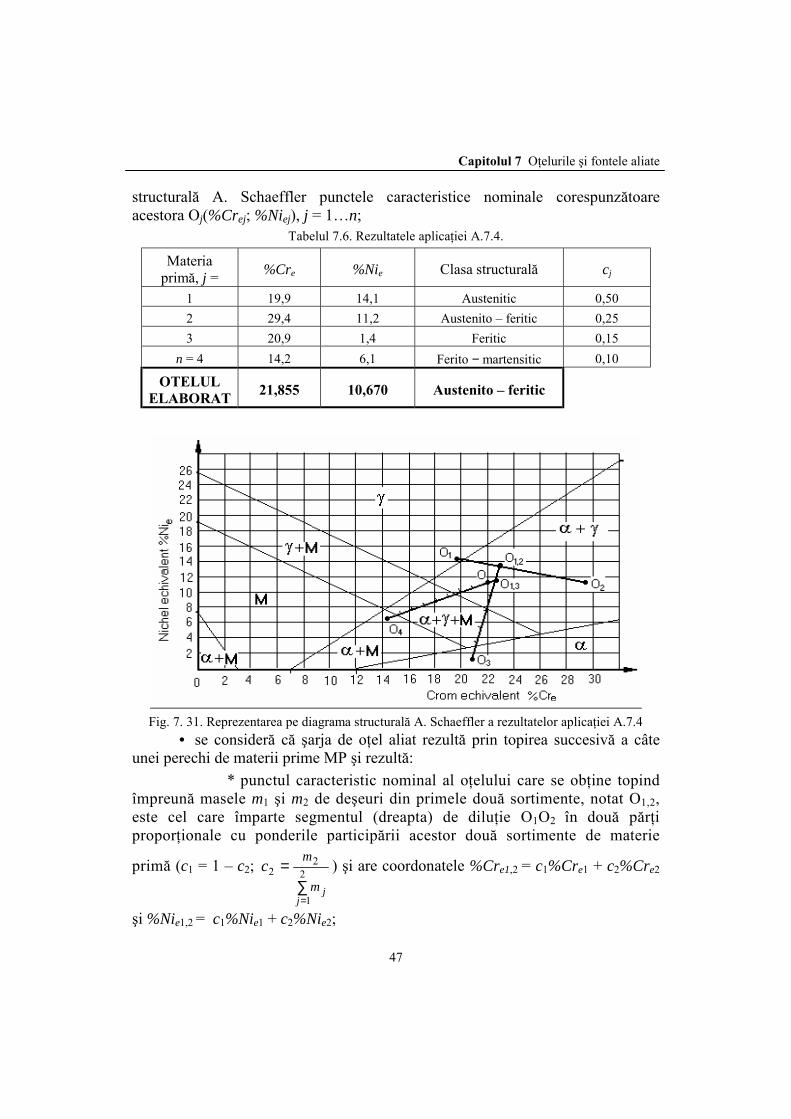
Capitolul 7 Oţelurile şi fontele aliate
47
structurală A. Schaeffler punctele caracteristice nominale corespunzătoareacestora Oj(%Crej; %Niej), j = 1…n;
Tabelul 7.6. Rezultatele aplicaţiei A.7.4.
Materiaprimă, j = %Cre %Nie Clasa structurală cj
1 19,9 14,1 Austenitic 0,502 29,4 11,2 Austenito – feritic 0,253 20,9 1,4 Feritic 0,15
n = 4 14,2 6,1 Ferito − martensitic 0,10
OTELULELABORAT 21,855 10,670 Austenito – feritic
Fig. 7. 31. Reprezentarea pe diagrama structurală A. Schaeffler a rezultatelor aplicaţiei A.7.4• se consideră că şarja de oţel aliat rezultă prin topirea succesivă a câte
unei perechi de materii prime MP şi rezultă:* punctul caracteristic nominal al oţelului care se obţine topind
împreună masele m1 şi m2 de deşeuri din primele două sortimente, notat O1,2,este cel care împarte segmentul (dreapta) de diluţie O1O2 în două părţiproporţionale cu ponderile participării acestor două sortimente de materie
primă (c1 = 1 – c2; ∑
=
=
2
1
22
jjm
mc ) şi are coordonatele %Cre1,2 = c1%Cre1 + c2%Cre2
şi %Nie1,2 = c1%Nie1 + c2%Nie2;

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
48
* punctul caracteristic nominal al oţelului care se obţine topindîmpreună masele m1,2 = m1 + m2 şi m3 de deşeuri din sortimentele (1,2) şi 3, notatO1,3, este cel care împarte segmentul (dreapta) de diluţie O1,2O3 în două părţiproporţionale cu ponderile participării celor două sortimente de materie primă
(c1,2 = 1 – c3; ∑
=
=
3
1
33
jjm
mc ) şi are coordonatele %Cre1,3 = c1,2%Cre1,2 + c3%Cre3 şi
%Nie1,3 = c1,2%Nie1,2 + c3%Nie3;• • •* punctul caracteristic nominal al oţelului care se obţine topind
împreună masele ∑==
k
jjk mm
1,1 şi mk+1 de deşeuri din sortimentele (1,k) şi k+1,
notat O1,k+1, este cel care împarte segmentul (dreapta) de diluţie O1,kOk+1 îndouă părţi proporţionale cu ponderile participării celor două sortimente de
materie primă (c1,k = 1 – ck+1; ∑
= +
=
++1
1
11
k
jj
km
kmc ) şi are coordonatele
%Cre1,k+1 = c1,k%Cre1,k + ck+1%Crek+1 şi %Nie1,k+1 = c1,k%Nie1,k + ck+1%Niek+1;• • •* punctul caracteristic nominal al oţelului care se obţine
topind împreună masele ∑=−
=−
1
11,1
n
jjn mm şi mn de deşeuri din sortimentele
(1,n-1) şi n, notat O, este cel care împarte segmentul (dreapta) de diluţie O1,n-1Onîn două părţi proporţionale cu ponderile participării celor două sortimente de
materie primă (c1,n-1 = 1 – cn; Mm
m
nm nn
jj
nc =∑
=
=1
) şi are coordonatele
%Cre = c1,n-1%Cre1,n-1 + cn%Cren şi %Nie = c1,n-1%Nie1,n-1 + cn%Nien.Folosind această procedură în cazul precizat în enunţul aplicaţiei se
obţin rezultatele redate în tabelul 7.7 şi pe diagrama din figura 7.31.Rezolvarea aplicaţiei prin procedura grafică recursivă arată că (datorită
sumării erorilor din întreaga succesiune de etape parcursă) aceasta asigură oprecizie a rezultatelor mai mică decât procedura utilizată anterior, dar este maisugestivă şi permite evidenţierea unor concluzii cu caracter general; astfel, dinreprezentările grafice corespunzătoare parcurgerii etapelor acestei proceduri,rezultă (v. fig. 7.31):
• punctul caracteristic nominal al oţelului elaborat prin topirea a două
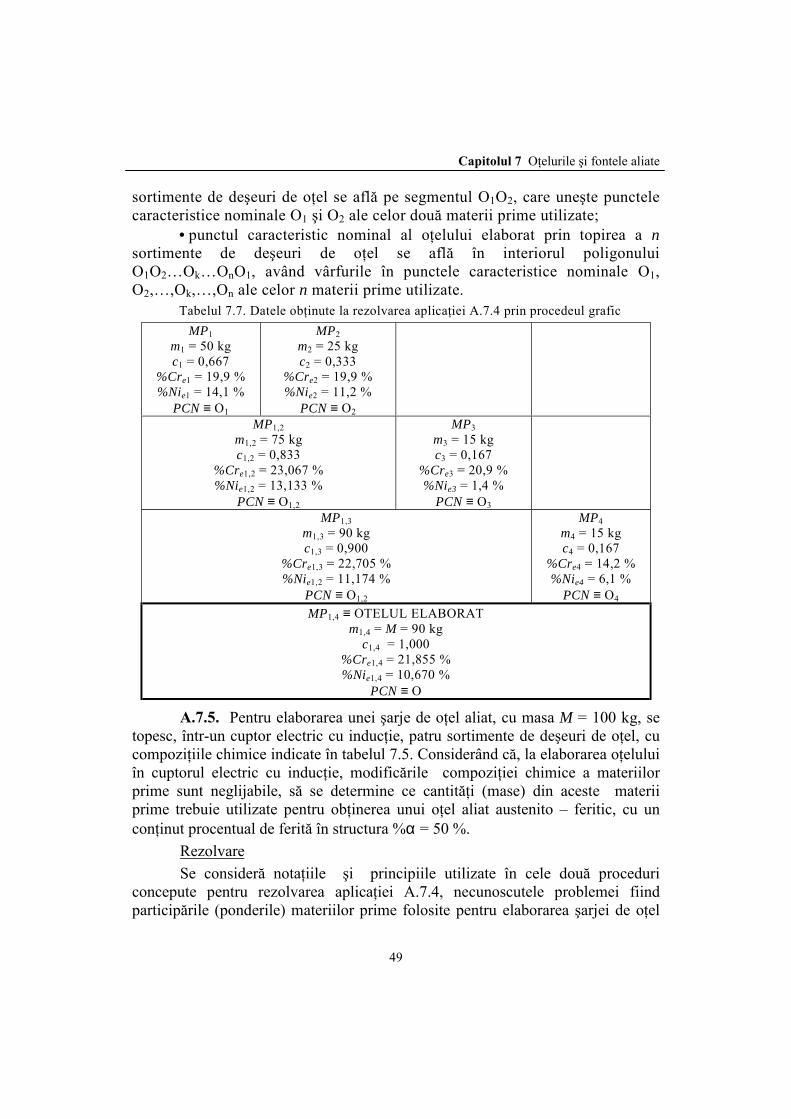
Capitolul 7 Oţelurile şi fontele aliate
49
sortimente de deşeuri de oţel se află pe segmentul O1O2, care uneşte punctelecaracteristice nominale O1 şi O2 ale celor două materii prime utilizate;
• punctul caracteristic nominal al oţelului elaborat prin topirea a nsortimente de deşeuri de oţel se află în interiorul poligonuluiO1O2…Ok…OnO1, având vârfurile în punctele caracteristice nominale O1,O2,…,Ok,…,On ale celor n materii prime utilizate.
Tabelul 7.7. Datele obţinute la rezolvarea aplicaţiei A.7.4 prin procedeul graficMP1
m1 = 50 kgc1 = 0,667
%Cre1 = 19,9 %%Nie1 = 14,1 %
PCN ≡ O1
MP2m2 = 25 kgc2 = 0,333
%Cre2 = 19,9 %%Nie2 = 11,2 %
PCN ≡ O2MP1,2
m1,2 = 75 kgc1,2 = 0,833
%Cre1,2 = 23,067 %%Nie1,2 = 13,133 %
PCN ≡ O1,2
MP3m3 = 15 kgc3 = 0,167
%Cre3 = 20,9 %%Nie3 = 1,4 %
PCN ≡ O3MP1,3
m1,3 = 90 kgc1,3 = 0,900
%Cre1,3 = 22,705 %%Nie1,2 = 11,174 %
PCN ≡ O1,2
MP4m4 = 15 kgc4 = 0,167
%Cre4 = 14,2 %%Nie4 = 6,1 %
PCN ≡ O4
MP1,4 ≡ OTELUL ELABORATm1,4 = M = 90 kg
c1,4 = 1,000%Cre1,4 = 21,855 %%Nie1,4 = 10,670 %
PCN ≡ O
A.7.5. Pentru elaborarea unei şarje de oţel aliat, cu masa M = 100 kg, setopesc, într-un cuptor electric cu inducţie, patru sortimente de deşeuri de oţel, cucompoziţiile chimice indicate în tabelul 7.5. Considerând că, la elaborarea oţeluluiîn cuptorul electric cu inducţie, modificările compoziţiei chimice a materiilorprime sunt neglijabile, să se determine ce cantităţi (mase) din aceste materiiprime trebuie utilizate pentru obţinerea unui oţel aliat austenito – feritic, cu unconţinut procentual de ferită în structura %α = 50 %.
RezolvareSe consideră notaţiile şi principiile utilizate în cele două proceduri
concepute pentru rezolvarea aplicaţiei A.7.4, necunoscutele problemei fiindparticipările (ponderile) materiilor prime folosite pentru elaborarea şarjei de oţel
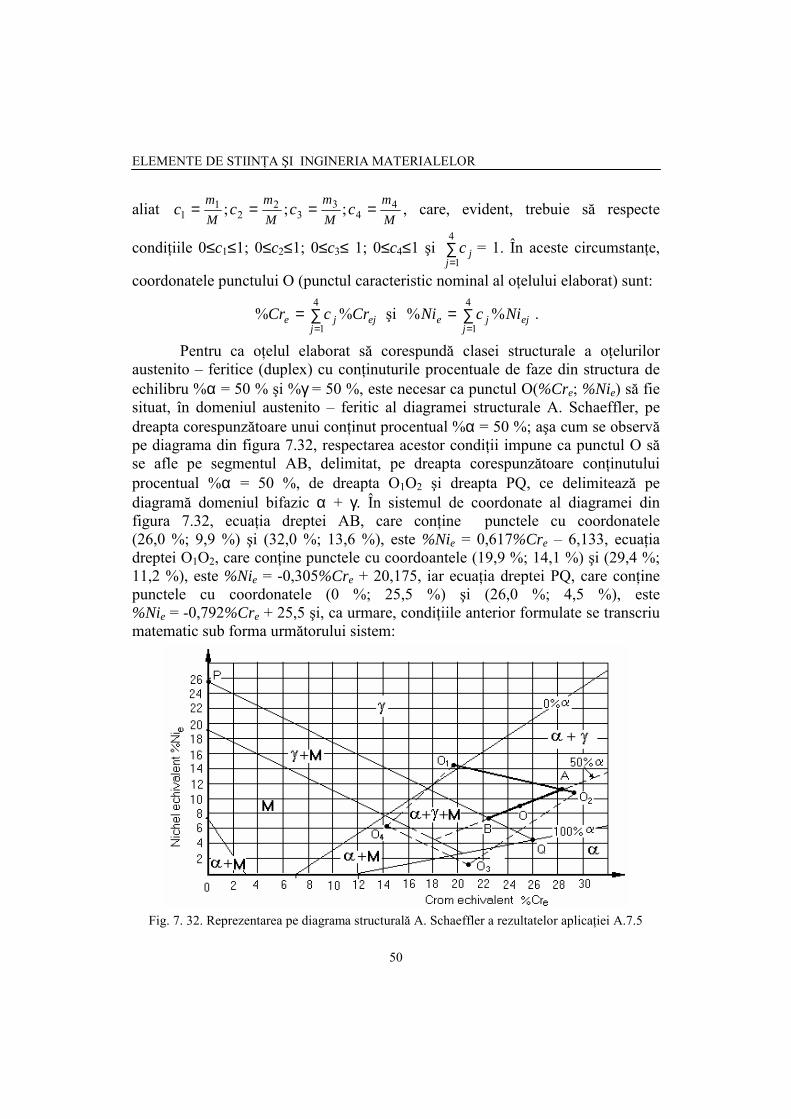
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
50
aliat Mm
Mm
Mm
Mm cccc 4
43
32
21
1 ;;; ==== , care, evident, trebuie să respecte
condiţiile 0≤c1≤1; 0≤c2≤1; 0≤c3≤ 1; 0≤c4≤1 şi ∑=
4
1jjc = 1. În aceste circumstanţe,
coordonatele punctului O (punctul caracteristic nominal al oţelului elaborat) sunt:
∑==
4
1%%
jejje CrcCr şi ∑=
=
4
1%%
jejje NicNi .
Pentru ca oţelul elaborat să corespundă clasei structurale a oţeluriloraustenito – feritice (duplex) cu conţinuturile procentuale de faze din structura deechilibru %α = 50 % şi %γ = 50 %, este necesar ca punctul O(%Cre; %Nie) să fiesituat, în domeniul austenito – feritic al diagramei structurale A. Schaeffler, pedreapta corespunzătoare unui conţinut procentual %α = 50 %; aşa cum se observăpe diagrama din figura 7.32, respectarea acestor condiţii impune ca punctul O săse afle pe segmentul AB, delimitat, pe dreapta corespunzătoare conţinutuluiprocentual %α = 50 %, de dreapta O1O2 şi dreapta PQ, ce delimitează pediagramă domeniul bifazic α + γ. În sistemul de coordonate al diagramei dinfigura 7.32, ecuaţia dreptei AB, care conţine punctele cu coordonatele(26,0 %; 9,9 %) şi (32,0 %; 13,6 %), este %Nie = 0,617%Cre – 6,133, ecuaţiadreptei O1O2, care conţine punctele cu coordoantele (19,9 %; 14,1 %) şi (29,4 %;11,2 %), este %Nie = -0,305%Cre + 20,175, iar ecuaţia dreptei PQ, care conţinepunctele cu coordonatele (0 %; 25,5 %) şi (26,0 %; 4,5 %), este%Nie = -0,792%Cre + 25,5 şi, ca urmare, condiţiile anterior formulate se transcriumatematic sub forma următorului sistem:
Fig. 7. 32. Reprezentarea pe diagrama structurală A. Schaeffler a rezultatelor aplicaţiei A.7.5
Capitolul 7 Oţelurile şi fontele aliate
51
%Nie − 0,617%Cre + 6,133 = 0;%Nie + 0,305%Cre + 20,175 ≤ 0;
%Nie + 0,792%Cre − 25,500 ≥ 0;înlocuind expresiile scrise anterior ale parametrilor %Cre şi %Nie, sistemul devine:
c1 – 0,954c2 – 1,971c3 + 0,774 = 0; c1 + c2 + 0,595c3 − 1 ≤ 0;
c1 + 1,369c2 + 0,049c3 − 0,652 ≥ 0;0 ≤ c1 ≤ 1; 0 ≤ c2 ≤ 1; 0 ≤ c3 ≤ 1; 0 ≤ c4 ≤ 1 şi c4 = 1 – c1 – c2 – c3.
Pentru găsirea soluţiilor acestui sistem, se procedează ladescompunerea acestuia în două grupări de condiţii:
a) c1 = 0,954c2 + 1,971c3 − 0,774 ∈ [0; 1]; c4 = -1,954c2 – 2,971c3 + 1,774 ∈ [0; 1];
b) 1,954c2 + 2,566c3 – 1,744 ≤ 0 ⇒ c2 + 1,313c3 – 0,908 ≤ 0; 2,323c2 + 2,020c3 – 1,423 ≥ 0 ⇒ c2 +0,870c3 – 0,613 ≥ 0;
0 ≤ c1 ≤ 1; 0 ≤ c2 ≤ 1.Sistemul de inegalităţi din gruparea b) se poate rezolva uşor prin metoda
grafică, aşa cum se arată în figura 7.33 şi are ca soluţii coordonatele (c2; c3) alepunctelor situate în domeniul haşurat pe această figură.
Fig. 7. 33. Determinarea grafică a ponderilor c2, c3 ale materiilor primefolosite la elaborarea unei şarje de oţel aliat
În aceste circumstanţe, rezultă următoarea strategie de căutare asoluţiilor problemei:
• se alege o valoare a ponderii c3 în intervalul [0; 0,666];
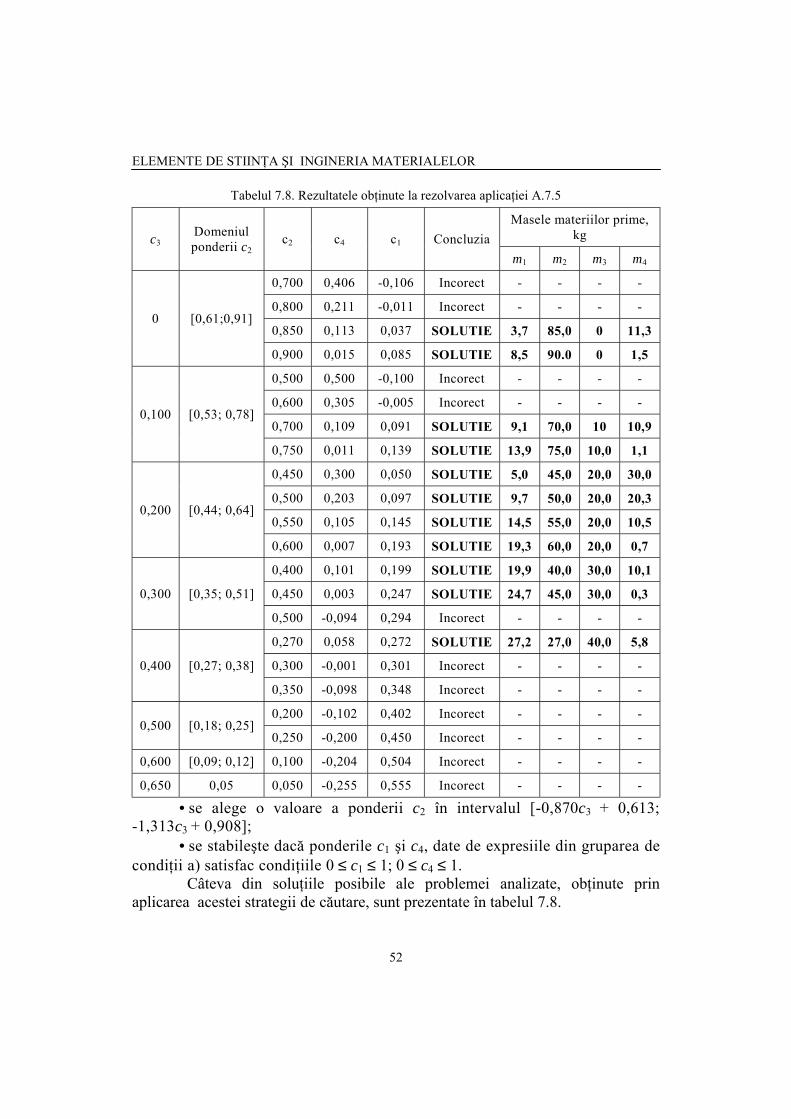
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
52
Tabelul 7.8. Rezultatele obţinute la rezolvarea aplicaţiei A.7.5
Masele materiilor prime,kgc3
Domeniulponderii c2
c2 c4 c1 Concluziam1 m2 m3 m4
0,700 0,406 -0,106 Incorect - - - -
0,800 0,211 -0,011 Incorect - - - -
0,850 0,113 0,037 SOLUTIE 3,7 85,0 0 11,30 [0,61;0,91]
0,900 0,015 0,085 SOLUTIE 8,5 90.0 0 1,5
0,500 0,500 -0,100 Incorect - - - -
0,600 0,305 -0,005 Incorect - - - -
0,700 0,109 0,091 SOLUTIE 9,1 70,0 10 10,90,100 [0,53; 0,78]
0,750 0,011 0,139 SOLUTIE 13,9 75,0 10,0 1,1
0,450 0,300 0,050 SOLUTIE 5,0 45,0 20,0 30,0
0,500 0,203 0,097 SOLUTIE 9,7 50,0 20,0 20,3
0,550 0,105 0,145 SOLUTIE 14,5 55,0 20,0 10,50,200 [0,44; 0,64]
0,600 0,007 0,193 SOLUTIE 19,3 60,0 20,0 0,7
0,400 0,101 0,199 SOLUTIE 19,9 40,0 30,0 10,1
0,450 0,003 0,247 SOLUTIE 24,7 45,0 30,0 0,30,300 [0,35; 0,51]
0,500 -0,094 0,294 Incorect - - - -
0,270 0,058 0,272 SOLUTIE 27,2 27,0 40,0 5,8
0,300 -0,001 0,301 Incorect - - - -0,400 [0,27; 0,38]
0,350 -0,098 0,348 Incorect - - - -
0,200 -0,102 0,402 Incorect - - - -0,500 [0,18; 0,25]
0,250 -0,200 0,450 Incorect - - - -
0,600 [0,09; 0,12] 0,100 -0,204 0,504 Incorect - - - -
0,650 0,05 0,050 -0,255 0,555 Incorect - - - -
• se alege o valoare a ponderii c2 în intervalul [-0,870c3 + 0,613;-1,313c3 + 0,908];
• se stabileşte dacă ponderile c1 şi c4, date de expresiile din gruparea decondiţii a) satisfac condiţiile 0 ≤ c1 ≤ 1; 0 ≤ c4 ≤ 1.
Câteva din soluţiile posibile ale problemei analizate, obţinute prinaplicarea acestei strategii de căutare, sunt prezentate în tabelul 7.8.
Capitolul 8 Oţelurile şi fontele comerciale
53
Capitolul 8
OŢELURILE ŞI FONTELE COMERCIALE
8.1. Introducere
Oţelurile şi fontele utilizate în tehnică sunt produse industriale de mareimportanţă, care se elaborează, se transformă în semifabricate şi se utilizează îndiverse aplicaţii conform unor reglementări stricte, a căror cunoaştere şi respectarea impus, ca şi în cazul altor produse, standardizarea acestora (cuprinderea lor înstandarde).
Standardizarea este activitatea specifică prin care se stabilesc, pentruprobleme reale sau potenţiale, prevederi destinate unei utilizări comune şirepetate, urmărind obţinerea unui grad optim de ordine într-un context dat.Obiectivele generale ale standardizării sunt: asigurarea şi ridicarea calităţiiproduselor şi serviciilor, tipizarea produselor (stabilirea unei game sortimentaleraţionale şi economice de produse), facilitarea schimburilor de mărfuri şi deinformaţii pe piaţa internă şi internaţională.
Standardul este un document stabilit prin consens şi aprobat de unorganism recunoscut, care stabileşte reguli, prescripţii sau caracteristici pentruactivităţi sau rezultatul acestora, în scopul obţinerii unui grad optim de ordineîntr-un context dat. Standardele se pot clasifica folosind trei criterii:
A. În funcţie de domeniul la care se referă, standardele pot fi standardepentru industrie, standarde pentru agricultură, standarde pentru comerţ,standarde privind protecţia vieţii, bunurilor şi mediului înconjurător etc.
B. În funcţie de conţinutul lor, standardele pot fi:• standarde generale, care cuprind generalităţi sau principii: terminologie,
clasificări, simbolizări, metodologii de prelevare a probelor şi de realizare aîncercărilor sau determinărilor privind caracteristicile de calitate ale produselor etc.
• standarde de produs, care pot fi complete sau parţiale; standardelecomplete cuprind toate elementele care permit asigurarea calităţii unui produs:tipurile, sortimentele, clasele de calitate, condiţiile tehnice şi caracteristicile de
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
54
calitate, regulile şi metodele de verificare a calităţii, de marcare, de livrare etc., întimp ce standardele parţiale se referă numai la unele din elementele definitorii(enumerate mai înainte) pentru calitatea unui produs.
C. În funcţie de nivelul de aplicare, standardele pot fi:• standarde de firmă, cu aplicabilitate la nivelul regiilor autonome,
societăţilor comerciale sau altor persoane juridice care le-au elaborat;• standarde naţionale, elaborate sau adoptate de un organism naţional
de standardizare (de exemplu, în ţara noastră organismul de standardizare esteAsociaţia de Standardizare din România, ASRO) şi puse la dispoziţia publicului,aceste standarde putând fi standarde obligatorii (cu putere de lege cu caractergeneral), sau standarde cu caracter de recomandare (a căror aplicare estevoluntară, facultativă); au caracter obligatoriu numai standardele românereferitoare la protecţia vieţii, protecţia sănătăţii, securităţii muncii şi protecţiamediului înconjurător, celelalte standarde fiind facultative;
• standarde regionale, care sunt adoptate de către o organizaţieregională cu activitate de standardizare şi care sunt puse la dispoziţia publicului(de exemplu, standardele europene, elaborate de Comitetul European deStandardizare − CEN);
• standarde internaţionale care sunt adoptate de organisme sauorganizaţii internaţionale cu activitate de standardizare şi care sunt puse ladispoziţia publicului (de exemplu, standardele elaborate de OrganizaţiaInternnaţională de Standardizare − ISO).
Standardele naţionale române sunt clasificate pe baza SistemuluiInternaţional de Clasificare numerică a Standardelor (ICS), adoptatat de ASROîncepând cu anul 2001; ICS cuprinde trei niveluri ierarhice de clasificare:
- nivelul 1, care conţine 40 de sectoare (domenii) ale activităţilor standardizate,simbolizate prin două cifre; de exemplu 77 corespunde domeniului metalurgie;
- nivelul 2, în care domeniile sunt împărţite în 389 de grupe, notate cusimbolul domeniului, urmat de un punct şi un grup de trei cifre; de exemplu grupa77.140 corespunde produselor metalurgice realizate din oţeluri şi fonte;
- nivelul 3, în care o parte a grupelor sunt împărţite în subgrupe, notareaacestora făcându-se cu simbolulu grupei, urmat de un punct şi un grup de douăcifre; de exemplu, subgrupa 77.140.10 cuprinde oţelurile pentru tratamente termice.
Notarea standardelor române se realizează prin folosirea unui indicativformat pe baza următoarelor reguli:
• pentru standardele aprobate înainte de 28 august 1992 notarea se facecu sigla STAS, urmată de numărul standardului şi de ultimele două cifre aleanului ediţiei; de exemplu, STAS 791-88;
• pentru standardele aprobate după 28 august 1992 notarea se face cu
Capitolul 8 Oţelurile şi fontele comerciale
55
sigla SR (Standard Român), urmată de numărul acordat standardului de ASRO şide anul ediţiei; de exemplu, SR 13172:1993;
• pentru standardele române identice cu cele internaţionale se foloseştesigla SR ISO, iar pentru cele identice cu standardele europene − sigla SR EN,numerele acestor standarde fiind identice cu cele ale standardelor internaţionalesau europene adoptate; de exemplu, SR ISO 9477:1992, SR EN 10207:1995.
Diversitatea extrem de mare a oţelurilor şi fontelor şi complexitateaactivităţilor de obţinere a produselor din aceste materiale, a impus reglementareaproducerii lor prin standarde naţionale (care pot fi şi de tipul SR ISO sau SR EN).
Criteriul de identificare a unui oţel sau a unei fonte este marca, prinstandardizarea căreia se realizează o uniformizare planificată a compoziţiei chimiceşi/sau a caracteristicilor principale, ceea ce înlătură barierele tehnice din caleacomercializării produselor din aceste materiale şi face posibilă cooperareatehnologică naţională şi internaţională. Simbolurile cu ajutorul cărora se noteazămărcile şi clasele de calitate din cadrul unei mărci de oţel sau de fontă sunt şiruri delitere şi cifre (simbolizare alfanumerică) sau numai cifre (simbolizare numerică),care conţin informaţii privind: caracteristicile mecanice principale, compoziţiachimică, destinaţia, metodele de obţinere a semifabricatelor, gradul de dezoxidarela elaborare etc., sau pot fi convenţionale, servind la identificarea mărcii, fără a daînsă vreo informaţie despre caracteristicile de calitate ale materialului.
La noi în ţară, simbolizarea oţelurilor şi fontelor era reglementată pentrufiecare marcă prin standardul după care se producea materialul respectiv; înprezent, deoarece procesul de preluare a standardelor europene sau internaţionaleca standarde naţionale nu este finalizat, este operaţional şi vechiul sistem desimbolizare şi sunt valabile toate standardele (încă neînlocuite sau anulate) privindoţelurile, fontele şi semifabricatele sau produsele realizate din aceste materiale.
8.2. Clasificarea şi simbolizarea oţelurilor comerciale
8.2.1. Clasificarea oţelurilor comerciale
Definirea şi clasificarea mărcilor de oţel este făcută conformSR EN 10020, în funcţie de compoziţia chimică determinată pe oţelul lichid,considerând împărţirea oţelurilor în: oţeluri nealiate şi oţeluri aliate.
Conform standardului SR EN 10020, oţelurile nealiate sunt cele la careconcentraţiile masice ale elementelor determinate pe oţelul lichid sau peprodusele realizate din acesta nu depăşesc valoarile limită prezentate în tabelul8.1, iar oţelurile aliate sunt cele la care concentraţia masică (determinată pe oţelullichid sau pe produsele realizate din acesta) a cel puţin unui element atinge sau
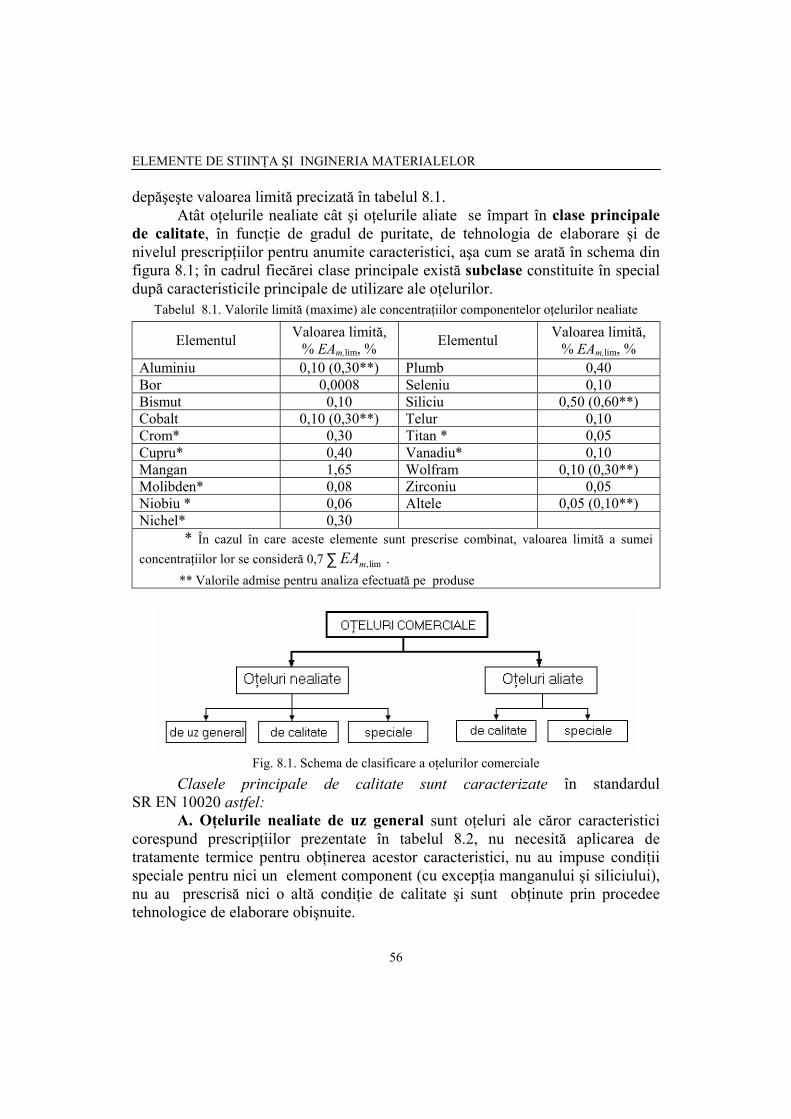
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
56
depăşeşte valoarea limită precizată în tabelul 8.1.Atât oţelurile nealiate cât şi oţelurile aliate se împart în clase principale
de calitate, în funcţie de gradul de puritate, de tehnologia de elaborare şi denivelul prescripţiilor pentru anumite caracteristici, aşa cum se arată în schema dinfigura 8.1; în cadrul fiecărei clase principale există subclase constituite în specialdupă caracteristicile principale de utilizare ale oţelurilor.
Tabelul 8.1. Valorile limită (maxime) ale concentraţiilor componentelor oţelurilor nealiate
Elementul Valoarea limită,% EAm,lim, % Elementul Valoarea limită,
% EAm,lim, %Aluminiu 0,10 (0,30**) Plumb 0,40Bor 0,0008 Seleniu 0,10Bismut 0,10 Siliciu 0,50 (0,60**)Cobalt 0,10 (0,30**) Telur 0,10Crom* 0,30 Titan * 0,05Cupru* 0,40 Vanadiu* 0,10Mangan 1,65 Wolfram 0,10 (0,30**)Molibden* 0,08 Zirconiu 0,05Niobiu * 0,06 Altele 0,05 (0,10**)Nichel* 0,30
* În cazul în care aceste elemente sunt prescrise combinat, valoarea limită a sumeiconcentraţiilor lor se consideră 0,7 ∑ lim,mEA . ** Valorile admise pentru analiza efectuată pe produse
Fig. 8.1. Schema de clasificare a oţelurilor comercialeClasele principale de calitate sunt caracterizate în standardul
SR EN 10020 astfel:A. Oţelurile nealiate de uz general sunt oţeluri ale căror caracteristici
corespund prescripţiilor prezentate în tabelul 8.2, nu necesită aplicarea detratamente termice pentru obţinerea acestor caracteristici, nu au impuse condiţiispeciale pentru nici un element component (cu excepţia manganului şi siliciului),nu au prescrisă nici o altă condiţie de calitate şi sunt obţinute prin procedeetehnologice de elaborare obişnuite.

Capitolul 8 Oţelurile şi fontele comerciale
57
B. Oţelurile nealiate speciale sunt oţeluri cu caracteristici superioare celorcorespunzătoare oţelurilor de uz general, asigurate în special prin controlul rigurosal compoziţiei chimice, purităţii, proceselor tehnologice de elaborare şi prinaplicarea tratamentelor termice de călire şi revenire sau de durificare superficială.O marcă de oţel este inclusă în categoria oţelurilor nealiate speciale dacăîndeplineşte una sau mai multe dintre următoarele condiţii:
− are prescrisă energia de rupere KV în starea C + r (obţinută prin căliremartensitică şi revenire);
− are prescrisă adâncimea de călire sau duritatea superficială în una dinstările C, C + r sau Cs (obţinută prin călire superficială);
− are conţinut scăzut de incluziuni nemetalice;− are conţinuturile de impuriţăţi %Pm, % Sm ≤ 0,025 %;− are prescrisă o energia de rupere (determinată pe epruvete prelevate
longitudinal din semifabricate sau produse) KV > 27 J la −50 oC,;− este destinată durificării prin precipitare, are %Cm ≥ 0,25 % , conţine
unul sau mai multe elemente de microaliere (Nb, V etc.) în concentraţii caremenţin oţelul în categoria oţelurilor nealiate, are structura ferito-perlitică, iardurificarea prin precipitare se realizează prin răcire controlată de la temperatura deprelucrare prin deformare la cald;
− are rezistivitatea electrică ρ < 0,11 µΩm .Tabelul 8.2. Prescripţiile privind caracteristicile oţelurilor nealiate de uz general
Caracteristica prescrisăGrosimea
produsului s,mm
Prescripţia
Rezistenţa la tracţiune minimă s ≤ 16 Rm,min ≤ 690 N/mm2
Limita de curgere minimă s ≤ 16 Re,min ≤ 360 N/mm2
Alungirea procentuală după rupere minimă s ≤ 16 Amin ≤ 26 %Energia de rupere minimă, la +20 oC, peepruvete prelevate longitudinal din produse 10 ≤ s ≤ 16 KVmin ≤ 27 J
Concentraţia masică de carbon maximă − %Cm,max ≥ 0,10 %Concentraţia masică de fosfor maximă − %Pm,max ≥ 0,045 %Concentraţia masică de sulf maximă − %Sm,max ≥ 0,045 %
C. Oţelurile nealiate de calitate sunt oţeluri la care prescripţiile privindcalitatea sunt mai severe decât la oţelurile nealiate de uz general, fără să li seimpună condiţii privind comportarea la TT sau gradul de puritate; în aceastăcategorie sunt incluse oţelurile nealiate care nu se încadrează în clasele A sau B.
D. Oţelurile aliate de calitate sunt oţeluri destinate utilizării în aplicaţiisimilare celor corespunzătoare oţelurilor nealiate de calitate, care nu sunt destinateaplicării de TT şi care, pentru a realiza caracteristicile prescrise, necesită adaosuride elemente de aliere în concentraţii ce depăsesc nivelurile limită date în tabelul

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
58
8.1; în categoria oţelurilor aliate de calitate se încadrează:a) oţelurile de construcţie cu granulaţie fină sudabile, oţelurile pentru
recipiente sub presiune şi oţelurile pentru ţevi, care îndeplinesc (simultan)condiţiile:
- au concentraţii ale elementelor de aliere mai mici decât valorile limităprezentate în tabelul 8.3;
- au limita de curgere minimă (determinată pe produse cu s ≤ 10 mm)Rp0,2 < 380 N/mm2;
- au energia de rupere (determinată pe epruvete prelevate longitudinal dinproduse) KV ≤ 27 J la −50 oC;
b) oţelurile pentru electrotehnică, care conţin ca elemente de aliere numaisiliciul sau siliciul şi aluminiul, introduse în scopul satisfacerii unor prescripţiireferitoare la caracteristicile magnetice:
c) oţelurile pentru produse la care se fac prelucrări severe (cu grade maride deformare) prin deformare plastică la rece şi care conţin elemente ce asigurăfinisarea granulaţiei;
d) oţelurile bifazice (dual−phase steel), care au (datorită TT aplicate) ostructură alcătuită dintr-o matrice feritică şi 10…35 % formaţiuni martensiticefine, uniform dispersate în matrice;
e) oţelurile la care singurul element de aliere prescris este cuprul.Tabelul 8.3. Limitele compoziţiei chimice a oţelurilor aliate de calitate
cu granulaţie fină, sudabile
Elementul Valoarea limită, %EAm,lim, % Elementul Valoarea limită, %
EAm,lim, %Crom* 0,50 Niobiu** 0,08Cupru* 0,50 Nichel* 0,50Lantanide ( fiecare) 0,06 Titan** 0,12Mangan 1,80 Vanadiu** 0,12Molibden* 0,10 Zirconiu** 0,12 Dacă elementele marcate * şi ** sunt prescrise în combinaţie, valoarea limită a sumeiconcentraţiilor lor se consideră 0,7 ∑ lim,mEA ; pentru alte elemente se foloseşte tabelul 8.1.
E. Oţelurile aliate speciale sunt oţeluri la care se impun condiţii stricteprivind compoziţia chimică, condiţiile de elaborare şi metodele de control alcalităţii pentru a li se asigura caracteristici ridicate, prescrise cu abateri mici; înaceastă categorie se încadrează oţelurile speciale de construcţie, oţelurile pentrupiesele destinate construcţiei de maşini, oţelurile pentru rulmenţi, oţelurileinoxidabile, oţelurile refractare, oţelurile pentru scule şi oţelurile cu proprietăţifizice speciale.
În funcţie de condiţiile specifice de utilizare, pentru acelaşi tip de aplicaţietehnică pot fi utilizate oţeluri din mai multe clase (oţeluri nealiate şi/sau aliate).

Capitolul 8 Oţelurile şi fontele comerciale
59
8.2.2. Simbolizarea oţelurilor comerciale
Simbolizarea alfanumerică a oţelurilor este reglementată de standardulSR EN 10027-1, completat cu SR CR 10260, iar prescripţiile privind simbolizareanumerică sunt cuprinse în standardul SR EN 10027-2.
Conform SR EN 10027-1 simbolizarea alfanumerică cuprinde trei grupede simboluri (care se scriu fără spaţii între ele): simboluri principale, careconstau din grupe de litere şi cifre, simboluri suplimentare pentru oţel, formatedin caractere alfanumerice scrise după simbolurile principale şi simbolurisuplimentare pentru produse, formate din caractere alfanumerice, separate desimbolurile oţelului prin semnul + şi care codifică condiţiile speciale impuseproduselor, tipul de acoperire a produselor sau o anumită stare de tratament aacestora.
În funcţie de semnificaţiile simbolurilor principale, oţelurile se împart îndouă categorii: oţeluri simbolizate în funcţie de utilizare şi caracteristicimecanice sau fizice şi oţeluri simbolizate după compoziţia chimică.
Structura şi conţinutul simbolurilor în funcţie de utilizare şi caracteristicipentru cele mai folosite categorii de oţeluri sunt prezentate în tabelul 8.4; structuraşi conţinutul simbolurilor după compoziţia chimică pentru cele mai utilizatecategorii de oţeluri la care se foloseşte această modalitate de simbolizare suntredate, de asemenea, în tabelul 8.4.
Simbolizarea numerică a mărcilor de oţel este complementară simbolizăriialfanumerice şi se utilizează numai pentru oţelurile care fac obiectul unor operaţiicomerciale, acest tip de simbolizare fiind mai potrivit prelucrării automate adatelor; simbolul constă dintr-un număr fix de cifre şi se alocă de către autoritateanaţională sau europeană de standardizare, în urma unei cereri formulate deproducătorul de oţeluri.
Până la înlocuirea tuturor standardelor de oţeluri aprobate înainte de 1992(standarde marcate cu sigla STAS) se menţine (împreună cu prescripţiile desimbolizare anterior prezentate) şi posibilitatea simbolizării oţelurilor conformacestor standarde, ce cuprind următoarele reguli:
• oţelurile carbon (nealiate) pot fi (în funcţie de calitate în care suntrealizate): oţeluri de uz general, de calitate (cu compoziţia chimică mai precisdelimitată şi conţinuturile de impurităti mai mici decât la oţelurile de uz general)sau superioare (cu compoziţia chimică mai precis delimitată şi conţinuturile deimpurităti mai mici decât la oţelurile de calitate), iar oţelurile aliate pot fiobişnuite (de calitate) sau superioare;
• oţelurile nealiate de uz general, oţelurile microaliate şi slab aliate cu

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
60
granulaţie fină şi rezistenţă mecanică ridicată, oţelurile nealiate pentru turnare înpiese etc. se simbolizează în funcţie de utilizare şi caracteristici mecanice,simbolul fiind alcătuit din o literă sau un grup de litere (OL în cazul oţelurilorcarbon pentru construcţii metalice şi mecanice, R în cazul oţelurilor pentru cazane şirecipiente sub presiune ce funcţionează la temperatură ambiantă sau scăzută, K încazul oţelurilor pentru cazane şi recipiente sub presiune ce funcţionează latemperatură ambiantă sau ridicată, OCS în cazul oţelurilor cu granulaţie fină pentruconstrucţii sudate, OLT în cazul oţelurilor nealiate pentru ţevi etc.) şi un număr carearată valoarea minimă a Rm în N/mm2; de exemplu, OL 370 este un oţel carbon de uzgeneral pentru construcţii metalice şi mecanice cu Rm ≥ 370 N/mm2 , iar OCS 510este un oţel pentru construcţii sudate cu Rm ≥ 510 N/mm2; simbolurile acestoroţeluri pot fi completate cu litere sau cifre care indică gradul de dezoxidare, clasade calitate sau varianta tehnologică de elaborare ale oţelului;
• oţelurile nealiate şi aliate, de calitate sau superioare, se simbolizeazădupă compoziţa chimică, simbolul fiind alcătuit astfel:
− în cazul oţelurilor nealiate: un grup de litere (OLC în cazul oţelurilorprelucrate prin deformare plastică pentru construcţia de maşini, OSC în cazuloţelurilor carbon pentru scule, OSP în cazul oţelurilor pentru pile, AUT încazul oţelurilor pentru prelucrarea pe maşini unelte automate etc.), un număregal cu 100%Cm (sau cu 10%Cm în cazul oţelurilor carbon pentru scule), %Cmfiind concentraţia masică medie de carbon a mărcii de oţel (valoarea mediearitmetică a limitelor intervalului prescris de standard pentru concentraţiamasică a carbonului) şi litera X, dacă oţelul este superior; de exemplu,OLC 45 este un oţel carbon de calitate cu %Cm = 0,45 %, OLC 15 X este unoţel carbon superior cu %Cm = 0,15 %, AUT 30 este un oţel pentru prelucrareape maşini unelte automate cu %Cm = 0,30 %, iar OSC 10 este un oţel carbonpentru scule cu %Cm = 1 %;
− în cazul oţelurilor aliate: litera T, dacă oţelul este destinat realizăriipieselor turnate, un număr egal cu 100%Cm (%Cm având aceeaşi semnificaţieca la oţelurile nealiate), simbolurile chimice ale elementelor de aliere, scrise înordinea crescătoare a importanţei lor (sau în ordinea crescătoare a concentraţieilor masice), un număr egal cu 10%EAp, %EAp fiind concentraţia masică mediea elementului de aliere principal (scris ultimul în structura simbolului) şi delitera X, dacă otelul este superior; de exmplu, T 15MoNiCr180 este un oţelpentru turnare în piese cu %Cm = 0,15 %, aliat cu Mo, Ni şi Cr, elementul dealiere principal fiind cromul, aflat în concentraţia %Crm = 18 %, iar 42MoCr11 Xeste un oţel superior (destinat realizării de semifabricate prelucrate prin deformareplastică la cald pentru construcţia de maşini) cu %Cm = 0,42 %, aliat cu Mo şi Cr,elementul de aliere principal fiind cromul, aflat în concentraţia %Crm = 1,1 %.
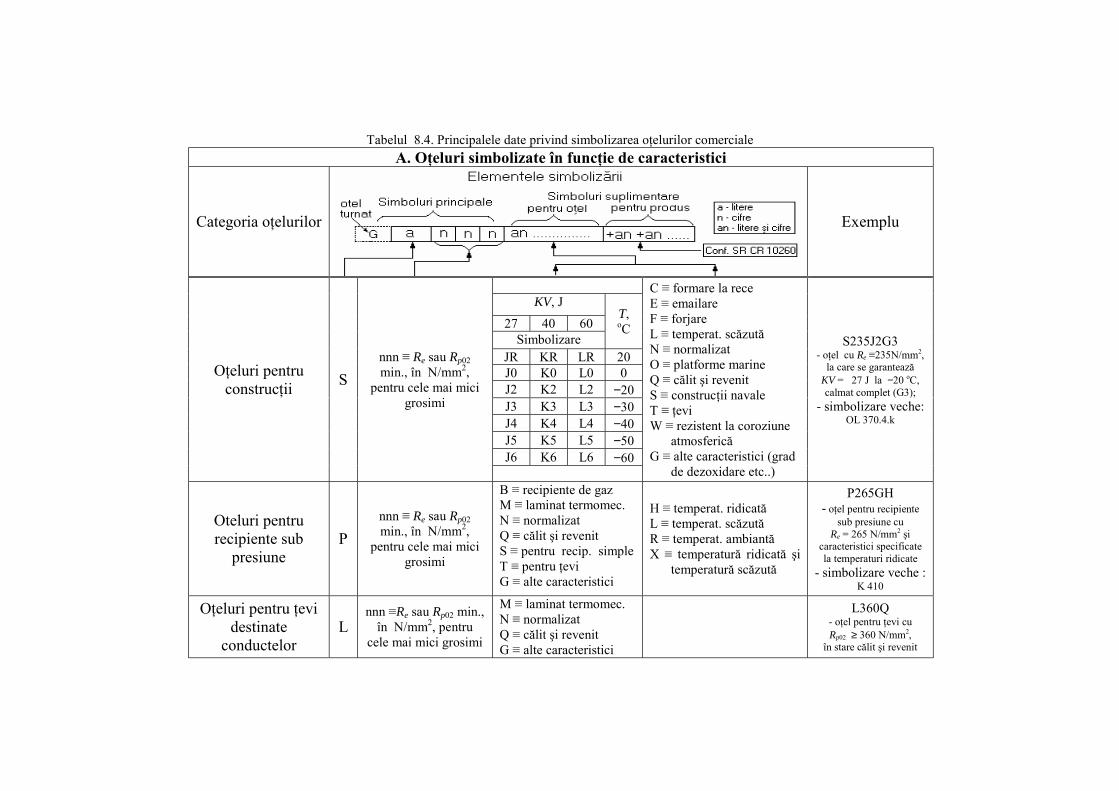
Tabelul 8.4. Principalele date privind simbolizarea oţelurilor comercialeA. Oţeluri simbolizate în funcţie de caracteristici
Categoria oţelurilor Exemplu
KV, J27 40 60
Simbolizare
T,oC
JR KR LR 20J0 K0 L0 0J2 K2 L2 −20J3 K3 L3 −30J4 K4 L4 −40J5 K5 L5 −50J6 K6 L6 −60
Oţeluri pentruconstrucţii S
nnn ≡ Re sau Rp02min., în N/mm2,
pentru cele mai micigrosimi
C ≡ formare la receE ≡ emailareF ≡ forjareL ≡ temperat. scăzutăN ≡ normalizatO ≡ platforme marineQ ≡ călit şi revenitS ≡ construcţii navaleT ≡ ţeviW ≡ rezistent la coroziune
atmosfericăG ≡ alte caracteristici (grad
de dezoxidare etc..)
S235J2G3- oţel cu Re ≡235N/mm2,
la care se garanteazăKV = 27 J la −20 oC,calmat complet (G3);
- simbolizare veche:OL 370.4.k
Oteluri pentrurecipiente sub
presiuneP
nnn ≡ Re sau Rp02min., în N/mm2,
pentru cele mai micigrosimi
B ≡ recipiente de gazM ≡ laminat termomec.N ≡ normalizatQ ≡ călit şi revenitS ≡ pentru recip. simpleT ≡ pentru ţeviG ≡ alte caracteristici
H ≡ temperat. ridicatăL ≡ temperat. scăzutăR ≡ temperat. ambiantăX ≡ temperatură ridicată şi
temperatură scăzută
P265GH- oţel pentru recipiente
sub presiune cuRe = 265 N/mm2 şi
caracteristici specificatela temperaturi ridicate
- simbolizare veche :K 410
Oţeluri pentru ţevidestinate
conductelorL
nnn ≡Re sau Rp02 min.,în N/mm2, pentru
cele mai mici grosimi
M ≡ laminat termomec.N ≡ normalizatQ ≡ călit şi revenitG ≡ alte caracteristici
L360Q- oţel pentru ţevi cuRp02 ≥ 360 N/mm2,
în stare călit şi revenit
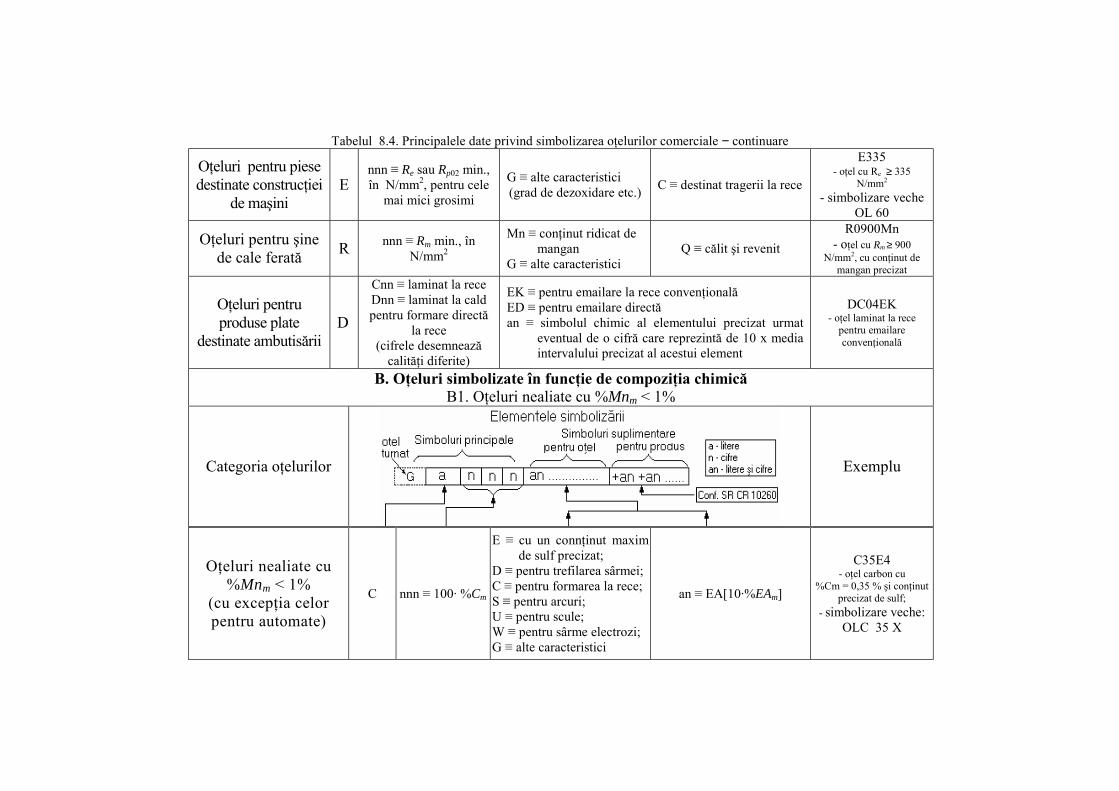
Tabelul 8.4. Principalele date privind simbolizarea oţelurilor comerciale − continuare
Oţeluri pentru piesedestinate construcţiei
de maşiniE
nnn ≡ Re sau Rp02 min.,în N/mm2, pentru cele
mai mici grosimi
G ≡ alte caracteristici(grad de dezoxidare etc.) C ≡ destinat tragerii la rece
E335- oţel cu Re ≥ 335
N/mm2
- simbolizare vecheOL 60
Oţeluri pentru şinede cale ferată R nnn ≡ Rm min., în
N/mm2
Mn ≡ conţinut ridicat demangan
G ≡ alte caracteristiciQ ≡ călit şi revenit
R0900Mn- oţel cu Rm ≥ 900
N/mm2, cu conţinut demangan precizat
Oţeluri pentruproduse plate
destinate ambutisăriiD
Cnn ≡ laminat la receDnn ≡ laminat la caldpentru formare directă
la rece(cifrele desemnează
calităţi diferite)
EK ≡ pentru emailare la rece convenţionalăED ≡ pentru emailare directăan ≡ simbolul chimic al elementului precizat urmat
eventual de o cifră care reprezintă de 10 x mediaintervalului precizat al acestui element
DC04EK- oţel laminat la rece
pentru emailareconvenţională
B. Oţeluri simbolizate în funcţie de compoziţia chimicăB1. Oţeluri nealiate cu %Mnm < 1%
Categoria oţelurilor Exemplu
Oţeluri nealiate cu%Mnm < 1%
(cu excepţia celorpentru automate)
C nnn ≡ 100· %Cm
E ≡ cu un connţinut maximde sulf precizat;
D ≡ pentru trefilarea sârmei;C ≡ pentru formarea la rece;S ≡ pentru arcuri;U ≡ pentru scule;W ≡ pentru sârme electrozi;G ≡ alte caracteristici
an ≡ EA[10·%EAm]
C35E4- oţel carbon cu
%Cm = 0,35 % şi conţinutprecizat de sulf;
- simbolizare veche:OLC 35 X
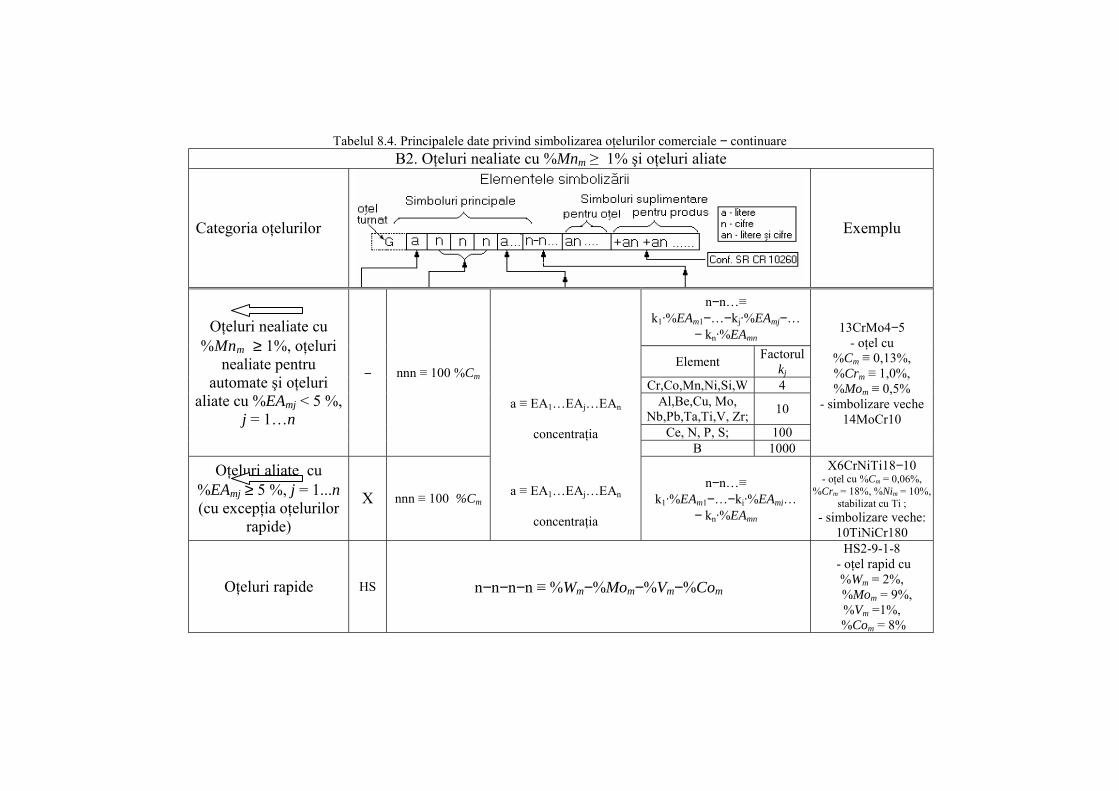
Tabelul 8.4. Principalele date privind simbolizarea oţelurilor comerciale − continuareB2. Oţeluri nealiate cu %Mnm ≥ 1% şi oţeluri aliate
Categoria oţelurilor Exemplu
n−n…≡k1·%EAm1−…−kj·%EAmj−…
− kn·%EAmn
Element Factorulkj
Cr,Co,Mn,Ni,Si,W 4Al,Be,Cu, Mo,
Nb,Pb,Ta,Ti,V, Zr; 10
Ce, N, P, S; 100
Oţeluri nealiate cu%Mnm ≥ 1%, oţeluri
nealiate pentruautomate şi oţeluri
aliate cu %EAmj < 5 %,j = 1…n
− nnn ≡ 100 %Cm
a ≡ EA1…EAj…EAn
concentraţiaB 1000
13CrMo4−5- oţel cu
%Cm ≡ 0,13%,%Crm ≡ 1,0%,%Mom ≡ 0,5%
- simbolizare veche14MoCr10
Oţeluri aliate cu%EAmj ≥ 5 %, j = 1...n(cu excepţia oţelurilor
rapide)
X nnn ≡ 100 %Cma ≡ EA1…EAj…EAn
concentraţia
n−n…≡k1·%EAm1−…−kj·%EAmj…
− kn·%EAmn
X6CrNiTi18−10- oţel cu %Cm = 0,06%,
%Crm = 18%, %Nim = 10%,stabilizat cu Ti ;
- simbolizare veche:10TiNiCr180
Oţeluri rapide HS n−n−n−n ≡ %Wm−%Mom−%Vm−%Com
HS2-9-1-8- oţel rapid cu%Wm = 2%,
%Mom = 9%,%Vm =1%,
%Com = 8%

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
64
8.3. Oţelurile carbon cu destinaţie generală
8.3.1. Oţelurile carbon de uz general
În această categorie sunt incluse oţelurile (hipoeutectoide) livrate subformă de semifabricate prelucrate prin deformare plastică la cald (laminare,forjare), destinate realizării structurilor metalice (construcţii civile, poduri,instalaţii de ridicat şi transportat, construcţii metalice pentru utilajul petrolier,petrochimic şi de rafinării, stâlpi, piloni etc.) sau mecanice (piese pentruconstrucţia de maşini) cu solicitări mici sau moderate în exploatare.
Produsele laminate din astfel de oţeluri se livrează de regulă netratatetermic sau în starea obţinută după normalizare, iar produsele obţinute prin forjarese livrează în starea obţinută după TT de normalizare sau de recoacere completă.
Aceste oţeluri nu sunt destinate aplicării tratamentelor termice sautermochimice, astfel că produsele realizate din astfel de materiale aucaracteristicile mecanice ale semifabricatelor în stare de livrare. Caracteristicileimpuse de o anumită aplicaţie se pot asigura alegând corespunzător concentraţiade carbon şi tehnologia de elaborare, în special, gradul de dezoxidare, din acestpunct de vedere existând două tipuri de oţeluri: oţeluri calmate (dezoxidatecomplet la elaborare cu siliciu, mangan şi aluminiu) şi oţeluri necalmate(nedezoxidate complet la elaborare); oţelurile calmate au o structură omogenă,prezintă rezistenţă mecanică bună (datorită efectului de durificare pe care îl auincluziunile nemetalice uniform distribuite în structura oţelului), darprelucrabilitatea lor prin deformare plastică la rece este relativ redusă, în timp ceoţelurile necalmate sunt mai ieftine, se prelucrează mai bine prin deformareplastică la rece, dar prezintă pericolul fragilizării prin îmbătrânire (v. scap. 4.3.2)şi de aceea nu se recomandă a fi utilizate pentru realizarea de construcţii sudate.
Oţelurile carbon de uz general se produc conform STAS 500, care prevedeîmpărţirea acestor oţeluri după garanţiile date la livrare în patru clase de calitate:clasa 1 − cu garanţii privind compoziţia chimică şi caracteristicile mecanice latracţiune şi îndoire la rece, clasa 2 − cu garanţii suplimentare (faţă de clasa 1)privind energia de rupere la 20 oC, clasa 3 − cu garanţii suplimentare privindenergia de rupere la 0 oC şi clasa 4 − cu garanţii suplimentare privind energia derupere la −20 oC. De exemplu, marca de oţel simbolizată (conform STAS 500)OL 370.4k, corespunde unui oţel nealiat cu Rm ≥ 370 N/mm2, elaborat în clasa decalitate 2 şi calmat (indicaţie dată de litera k din simbol); conform noului sistemde simbolizare, această marcă de oţel (care are limita de curgere Re ≥ 235 N/mm2)se simbolizează S235J2G3 (v. tabelul 8.4).
Capitolul 8 Oţelurile şi fontele comerciale
65
8.3.2. Oţelurile carbon de calitate
Aceste oţeluri carbon sunt utilizate sub formă de semifabricate realizateprin deformare plastică, au tehnologiile de elaborare mai complexe decât celefolosite la oţelurile de uz general şi sunt destinate fabricării pieselor care setratează termic şi/sau termochimic pentru obţinerea caracteristicilor mecaniceimpuse de condiţiile lor de utilizare.
Oţelurile din această categorie sunt hipoeutectoide (cu structura deechilibru la ta alcătuită din ferită şi perlită) şi se pot clasifica, în funcţie de TTfinal care asigură cele mai bune caracteristici de utilizare produselor, în: oţeluripentru carburare (cementare), care au %Cm ≤ 0,25 % şi oţeluri pentruîmbunătăţire (călire martensitică + revenire înaltă – v. scap. 6.5), care auconcentraţia masică de carbon 0,25% < %Cm ≤ 0,6%.
Conform STAS 880, care reglementează la noi în ţară producerea oţelurilorcarbon de calitate, acestea pot fi elaborate şi ca oţeluri superioare (marcate culitera X după simbolul recomandat de STAS 880), pentru care se prevăd condiţiisuplimentare privind puritatea şi caracteristicile tehnologice sau ca oţeluri cuconţinut controlat de sulf (marcate cu litera S după simbolul recomandat deSTAS 880), la care %Sm = 0,020…0,040 %.
Oţelurile carbon de calitate se utilizează sub formă de produse plate şiprofile laminate la cald, semifabricate pentru forjare, sârme laminate şi trase,produse tubulare, destinate fabricării pieselor cu solicitări mici şi moderate înexploatare; oţelurile pentru cementare se utilizează la confecţionarea pieselorsupuse la uzare, oboseală şi/sau solicitări cu şoc, deoarece după tratamentulcomplet de cementare (v. scap. 6.6.2) se obţin piese cu stratul superficialîmbogăţit în carbon (cu structură martensitică) dur şi rezistent la uzare şi lafisurare prin oboseală şi cu miezul rezistent şi tenace (datorită conţinutului scăzutde carbon al oţelului), iar oţelurile pentru îmbunătăţire se folosesc pentrufabricarea pieselor supuse în exploatare la solicitări mecanice medii sau chiarridicate. La alegerea oţelurilor din această categorie trebuie să se ţină seama că aucălibilitatea redusă (v. scap. 6.4.2 şi 7.4.), ceea ce permite utilizarea lor în specialla piesele cu secţiuni mici.
Deoarece alegerea TT ce trebuie aplicat pieselor fabricate din aceste oţelurieste dependentă de conţinutul lor de carbon, oţelurile din această categorie sesimbolizează după compoziţia chimică; de exemplu, marca simbolizată (conformSTAS 880) OLC 15 sau (conform SR EN 10027−1) C15 corespunde unui oţelpentru cementare cu %Cm = 0,15 %, iar marca simbolizată (conform STAS 880)OLC 45 sau (conform SR EN 10027−1) C45 corespunde unui oţel pentruîmbunătăţire cu %Cm = 0,45 %.

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
66
8.4. Oţelurile aliate pentru construcţia de maşini
Oţelurile din această categorie sunt oţeluri slab şi mediu aliate, care facparte (conform SR EN 10020) din categoria oţelurilor aliate speciale şi seutilizează pentru realizarea elementelor (pieselor) puternic solicitate în exploatareale construcţiilor mecanice (maşini şi utilaje). Combinaţia optimă acaracteristicilor de utilizare (care asigură valori ridicate pentu rezistenţa latracţiune, limita de curgere, alungirea procentuală după rupere, energia de rupere,rezistenţa la oboseală, rezistenţa la uzare etc., realizând o valorificare maximă aprezenţei elementelor de aliere) se obţine la produsele confecţionate din astfel deoţeluri numai după aplicarea unor tratamentelor termice sau termochimice finaleadecvate; ca urmare, oţelurile aliate pentru construcţia de maşini se pot clasifica,în funcţie de tratamentul final care trebuie aplicat (obligatoriu) produselorrealizate din aceste materiale, în: oţeluri pentru carburare (cementare) saucarbonitrurare, care au %Cm ≤ 0,25 % şi oţeluri pentru îmbunătăţire (căliremartensitică + revenire înaltă – v. scap. 6.5), care au concentraţia masică decarbon 0,25% < %Cm ≤ 0,6%.
Producerea oţelurilor aliate pentru semifabricatele prelucrate prindeformare plastică destinate realizării pieselor pentru construcţia de maşini estereglementată la noi în ţară de STAS 791, care prevede elaborarea lor atât caoţeluri aliate obişnuite, pentru care se impune ca %Smax, %Pmax ≤ 0,035 %, cât şica oţeluri aliate superioare, la care se prescrie un nivel mai scăzut al conţinuturilorde impurităţi (%Smax, %Pmax ≤ 0,025 %). Producerea şi comercializareasemifabricatelor deformate plastic la cald din oţeluri aliate superioare pentruîmbunătăţire este reglementată în prezent şi de standardul SR EN 10083−1:1997,care conţine reglementări mai stricte (decât STAS 791) privind caracteristicilemecanice şi condiţiile de livrare.
Oţelurile aliate pentru construcţia de maşini fac parte din clasa structurală aoţelurilor perlitice (v. scap. 7.5). Datorită influenţei elementelor de aliere asupravitezei de răcire critice vrc, călibilitatea acestor oţeluri este mai mare decât ceacorespunzătoare oţelurilor carbon şi este posibil (de exemplu) ca, în cazulfolosirii oţelurilor pentru cementare, tratamentul de călire să aibă efect şi asupramiezului pieselor (determinând obţinerea unor structuri de tip martensitic saubainitic, cu conţinuturi reduse de carbon şi caracteristici ridicate de rezistenţămecanică şi tenacitate), ceea ce dă posibilitatea realizării unor produse cucaracteristici mecanice superioare celor asigurate la produsele confecţionate dinoţeluri carbon; pentru a valorifica corespunzător aceste proprietăti tehnologice aleoţelurilor aliate, atât STAS 791, cât şi SR EN 10083 includ şi benzile de
Capitolul 8 Oţelurile şi fontele comerciale
67
călibilitate pentru cele mai utilizate oţeluri (v. scap 6.4.2), fiind prescrisăîncadrarea într-o banda normală (extinsă) a oţelurilor obişnuite şi încadrarea într-obanda îngustă a oţelurilor cu călibilitate garantată.
Oţelurile aliate pentru construcţia de maşini pot fi grupate, în funcţie deelementul principal de aliere EAp, în următoarele tipuri.
a) Oţelurile având ca element de aliere principal cromul. Cromulintrodus în oţeluri (în concentraţiile corespunzătoare oţelurilor slab şi mediualiate) contribuie la creşterea rezistenţei mecanice, fără să afecteze substanţialtenacitatea (creşterea cu un procent a %Crm măreşte Rm cu 80…100 N/mm2 şidetermină o scădere a A cu numai 1,5 %) şi măreşte călibilitatea. Deoarecemanganul are aproape aceleaşi efecte asupra călibilităţii, dar este mult mai ieftin,în practică se utilizează şi oţeluri Cr − Mn, (%Crm = 0,8…1,3 %;%Mnm = 0,8…1,4 %); manganul favorizează însă creşterea excesivă a granulaţieila încălzire, astfel că oţelurile de tipul Cr − Mn se aliază suplimentar cutitan (%Tim = 0,030…0,090 %) sau vanadiu (%Vm = 0,10…0,20 %).
Cromul şi manganul favorizează apariţia fenomenului de fragilitate reversibilăla revenire (v. scap 7.4), ce nu se produce dacă oţelurile sunt aliate suplimentar cumolibden (%Mom = 0,15…0,30 %); oţelurile Cr − Mo sau Cr – Mn − Mo suntpreferate în multe aplicaţii tehnice, datorită proprietăţilor lor tehnologice (nuprezintă fragilitate la revenire) şi efectelor favorabile pe care le are alierea cu Moasupra proprietăţilor de utilizare ale acestora (creşterea rezistenţei mecanice, arezistenţei la uzare şi a rezistenţei la oboseală).
STAS 791 cuprinde mai multe mărci de oţeluri având cromul ca EAp, dincare mărcile 15Cr08, 17MnCr10, 20TiMnCr12, 19MoCr11 (simbolizate conformSR EN 10027−1: 15Cr3, 17CrMn4−4, 20CrMnTi4−4−1, 19CrMo4−2) corespundunor oţeluri pentru cementare, iar mărcile 40Cr10, 34MoCr11, 42MoCr11,51VMnCr11 (simbolizate conform SR EN 10027−1: 40Cr4, 34CrMo4−2,42CrMo4−2, 51CrMnV4−4−1) – unor oţeluri pentru îmbunătăţire.
b) Oţelurile având ca element de aliere principal nichelul. Nichelulintrodus în oţeluri (în concentraţiile corespunzătoare oţelurilor slab şi mediualiate) trece complet în masa lor structurală de bază (are solubilitate bună în Fe −v. tabelul 7.1), mărind rezistenţa mecanică şi tenacitatea şi îmbunătăţindcălibilitatea oţelurilor. De asemenea, nichelul micşorează sensibilitatea lasupraîncălzire şi finisează granulaţia oţelurilor. Deoarece este un metal scump,pentru piesele destinate construcţiei de maşini nu se folosesc de obicei oţelurialiate numai cu nichel, recurgându-se la reţete de aliere complexe, de tipul:Ni − Cr, Ni − Mo, Ni – Cr − Mo, atât în cazul oţelurilor pentru cementare saucarbonitrurare, din care STAS 791 cuprinde mărcile 17CrNi16, 20MoNi35,17MoCrNi14 (simbolizate conform SR EN 10027−1: 17NiCr6−4, 20NiMo14−2,
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
68
17NiCrMo6−4−2), cât şi în cazul oţelurilor pentru îmbunătăţire, din careSTAS 791 cuprinde mărcile 40CrNi12, 30MoCrNi20, 34MoCrNi16 (simbolizateconform SR EN 10027−1: 40NiCr5−4, 30NiCrMo8−8−2, 34CrNiMo6−6−2).
c) Oţelurile având ca element de aliere principal manganul. Manganulintrodus în oţeluri (în concentraţiile corespunzătoare oţelurilor slab şi mediualiate) contribuie la creşterea caracteristicilor de rezistenţă mecanică (Rm şi Rp0,2),micşorând numai puţin caracteristicile de plasticitate (A sau Z). Aşa cum s-aarătat anterior, manganul măreşte călibilitatea oţelurilor în aceeaşi măsură ca şicromul şi este un element de aliere ieftin. Oţelurile aliate cu mangan suntsensibile la supraîncălzire (granulaţia acestora creşte mult dacă sunt încălzite latemperaturi ridicate sau sunt menţinute timp îndelungat în domeniul austenitic)şi prezintă fenomenul de fragilizare la revenire, iar la piesele realizate prindeformare plastică la cald din astfel de oţeluri se obţine o structură în benzi(alcătuită din şiruri alternante de ferită şi perlită, orientate în direcţia dedeformare plastică), care conferă acestor piese o anizotropie avansată aproprietăţilor mecanice (raportul dintre energia de rupere determinată peepruvete prelevate longitudinal şi cea determinată pe epruvete prelevatetransversal pe direcţia de deformare poate ajunge la 4:1); această din urmăparticularitate face ca oţelurile cu mangan să se utilizeze în special pentrurealizarea de semifabricate turnate sau pentru obţinerea semifabricatelorprelucrate prin deformare plastică la cald destinate pieselor solicitate uniaxial înexploatare (bare de tracţiune, tije pentru pompe etc.). Evitarea fragilizării larevenire şi reducerea sensibilităţii la supraîncălzire se realizează la aceste oţeluriprin alierea suplimentară cu Mo, V sau Ti.
STAS 791 cuprinde următoarele mărci de oţeluri din această categorie:31VMn12, 35Mn14, 43MoMn16, 35VMoMn14 (simbolizate conformSR EN 10027−1: 35Mn6, 43MnMo6−2, 35MnMoV6−2−1).
d) Oţelurile având ca element de aliere principal aluminiul. Acesteoţeluri sunt destinate pieselor la care se aplică tratamentul termochimic de nitrurareîn vederea obţinerii unei rezistenţe ridicate la uzare (v. scap. 6.6.3). Compoziţiachimică de bază a unui astfel de oţel este cea corespunzătoare oţelurilor deîmbunătăţire Cr − Mo, la care se adaugă %Alm = 0,6…1,1 %; de exemplu, marcade oţel 38MoAlCr15 cuprinsă în STAS 791 (simbolizată conform SR EN 10027−138AlCrMo10−6−1) are compoziţia caracterizată de %Cm = 0,36...0,40 %,%Crm = 1,35…1,65 %; %Alm = 0,70…1,1 % şi %Mom = 0,15…0,25 %.
e) Oţelurile având ca element de aliere principal siliciul. Siliciulintrodus în oţeluri (în concentraţiile corespunzătoare oţelurilor slab şi mediualiate) contribuie la creşterea limitei de elasticitate, a rezistenţei la uzare, arezistivităţii electrice şi a permeabilităţii magnetice şi micşorează sensibilitateaacestora la supraîncălzire. Pentru a conferi pieselor pentru construcţia de maşini
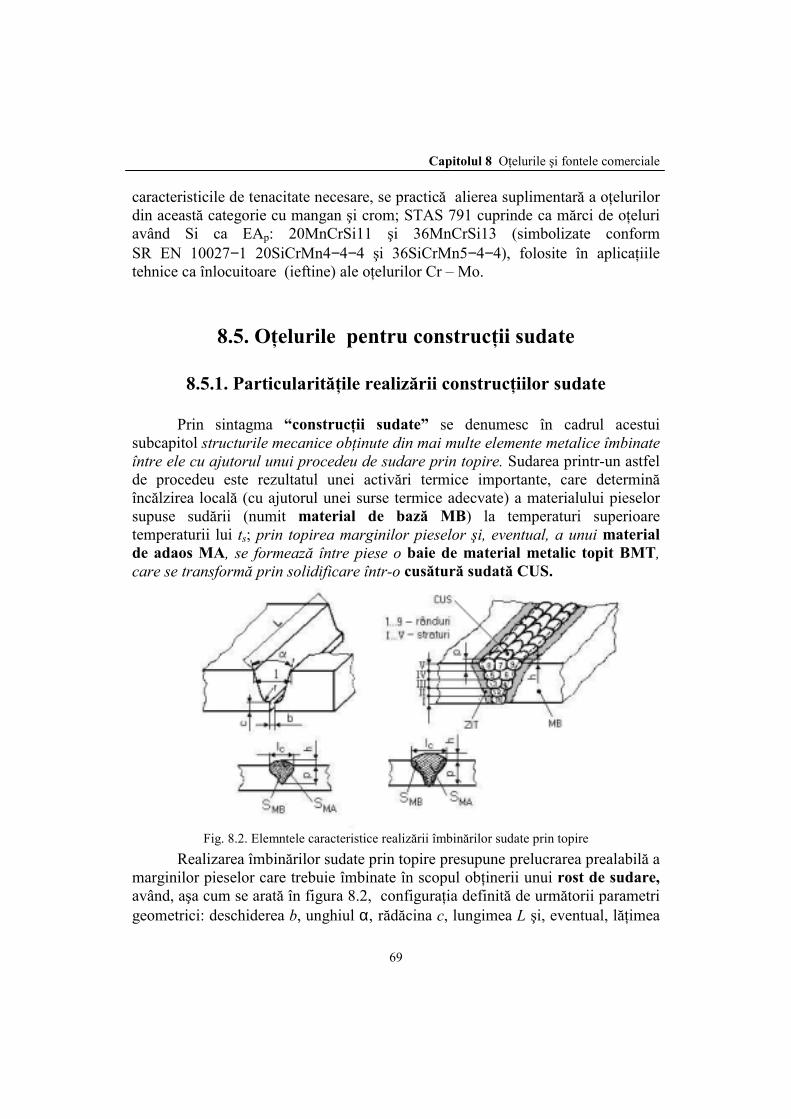
Capitolul 8 Oţelurile şi fontele comerciale
69
caracteristicile de tenacitate necesare, se practică alierea suplimentară a oţelurilordin această categorie cu mangan şi crom; STAS 791 cuprinde ca mărci de oţeluriavând Si ca EAp: 20MnCrSi11 şi 36MnCrSi13 (simbolizate conformSR EN 10027−1 20SiCrMn4−4−4 şi 36SiCrMn5−4−4), folosite în aplicaţiiletehnice ca înlocuitoare (ieftine) ale oţelurilor Cr – Mo.
8.5. Oţelurile pentru construcţii sudate
8.5.1. Particularităţile realizării construcţiilor sudate
Prin sintagma “construcţii sudate” se denumesc în cadrul acestuisubcapitol structurile mecanice obţinute din mai multe elemente metalice îmbinateîntre ele cu ajutorul unui procedeu de sudare prin topire. Sudarea printr-un astfelde procedeu este rezultatul unei activări termice importante, care determinăîncălzirea locală (cu ajutorul unei surse termice adecvate) a materialului pieselorsupuse sudării (numit material de bază MB) la temperaturi superioaretemperaturii lui ts; prin topirea marginilor pieselor şi, eventual, a unui materialde adaos MA, se formează între piese o baie de material metalic topit BMT,care se transformă prin solidificare într-o cusătură sudată CUS.
Fig. 8.2. Elemntele caracteristice realizării îmbinărilor sudate prin topireRealizarea îmbinărilor sudate prin topire presupune prelucrarea prealabilă a
marginilor pieselor care trebuie îmbinate în scopul obţinerii unui rost de sudare,având, aşa cum se arată în figura 8.2, configuraţia definită de următorii parametrigeometrici: deschiderea b, unghiul α, rădăcina c, lungimea L şi, eventual, lăţimea

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
70
l şi raza r. În funcţie de grosimea pieselor care se îmbină prin sudare, CUS poatefi realizată din unul sau mai multe rânduri, un rând fiind partea din CUSrealizată la o singură deplasare a sursei termice de sudare în lungul rostului desudare, iar rândurile situate la acelaşi nivel alcătuiesc straturile CUS; rânduriledepuse prin sudare şi cusăturile sudate se caracterizează prin următorii parametriigeometrici: pătrundera p, lăţimea lc şi supraînălţarea h. Pentru a defini gradul departicipare a MB şi MA la formarea unei CUS se definesc parametrii pMB (numitparticiparea MB) şi pMA (numit participarea MA), cu relaţiile:
;MAMB
MBMB SS
Sp+
= MAMB
MAMA SS
Sp+
= , (8.1)
în care SMB şi SMA sunt ariile precizate în figura 8.2.O parte din energia sursei termice utilizate la sudarea prin topire
produce încălzirea (cu o viteză vi) la ti < ts a unei zone din MB adiacente loculuide formare a CUS; prin deplasarea sursei termice în direcţia de sudare, odată curăcirea băii de metal topit formate în rostul dintre piese şi realizarea CUS, are locşi răcirea acestei zone din MB cu o viteză medie vr. Ca urmare a acestui proces, întimpul sudării orice punct situat în zona din MB adiacentă CUS este supus unuiciclu termic caracterizat de parametrii vi, ti < ts şi vr , iar ansamblul tuturorciclurilor termice din această zonă este denumit câmp termic de sudare.Acţiunea ciclurilor termice care alcătuiesc câmpul termic la sudare determină, înfuncţie de valorile parametrilor ce le caracterizează, modificarea structurii şiproprietăţilor mecanice ale materialului pieselor supuse sudării şi generarea unuicâmp de tensiuni mecanice reziduale, motiv pentru care zona adiacentă CUSafectată de acţiunea ciclurilor termice este denumită zonă influenţată termic(sau zonă influenţată termomecanic) ZIT.
Fig. 8.3. Imaginile macroscopice ale îmbinărilor sudate realizate între două piese din oţel:a − CUS realizată din două straturi; b − CUS realizată din mai multe straturi
Pe baza celor prezentate rezultă că îmbinările sudate prin topire dinalcătuirea construcţiilor sudate prezintă trei zone caracteristice: CUS, ZIT şiMB, care se pot evidenţia clar şi pe imaginile macrostructurilor îmbinărilorsudate, de tipul celor prezentate în figura 8.3.
Capitolul 8 Oţelurile şi fontele comerciale
71
8.5.2. Formarea CUS la sudarea prin topire a oţelurilor
Aşa cum s-a precizat anterior, CUS se formează prin solidificarea BMT,ce se realizează, în rostul dintre piesele care trebuie îmbinate, prin topireamarginilor pieselor şi a unui MA (sub formă de electrozi înveliţi, vergele, sârmeetc.).
BMT se află de obicei în contact cu un strat de zgură lichidă (realizat printopirea învelişului electrozilor sau unui flux de sudare) şi cu atmosfera(protectoare) din jurul sursei termice utilizate la sudare; datorită interacţiunii cuaceste două medii, BMT suferă transformări de natură metalurgică (chimică):îmbogăţire în gaze (O2, H2, N2), dezoxidare, desulfurare, defosforare, aliere etc.Deoarece are volum redus şi este supraîncălzită şi agitată sub acţiuneaconcentrată a sursei termice, BMT are compoziţia chimică omogenă, iarconcentraţia în BMT şi în CUS care se obţine prin solidificarea acesteia a oricăruicomponent %EAm,CUS se poate estima cu relaţia:
mMAmMAMBmMBCUSm EAEApEApEA %%%% ,,, ∆±+= , (8.2)în care %EAm,MB este concentraţia masică a componentului în MB,%EAm,MA – concentraţia masică a componentului în MA, iar ∆%EAm – pierderile(−) sau aporturile (+) de component datorită interaţiunii BMT cu zgura şiatmosfera din jurul sursei termice.
Aspectele prezentate conduc la concluzia că atât BMT, cât şi CUS care seformează prin solidificarea acesteia, au (în general) o compoziţie chimică diferită deale MB şi MA; deoarece structura şi proprietăţile mecanice ale materialelor metalicedepind esenţial de compoziţia lor chimică, rezultă că asigurarea unei compoziţiichimice favorabile a BMT, prin alegerea judicioasă a cuplului MB – MA , aînvelişului electrozilor, a fluxurilor de sudare, a gazelor de protecţie etc. şi prinrealizarea unor valori adecvate ale pMB şi pMA, este unul din mijloacele cele maieficiente prin care se poate acţiona în vederea obţinerii unei CUS de calitate.
Structura CUS reflectă direct particularităţile cristalizării primare a BMT(v. fig. 8.4):
cristalizarea BMT este dirijată; între materialul de la suprafaţa băii, aflatsub acţiunea sursei termice concentrate şi materialul mai rece situat în zona decontact dintre BMT şi MB (care constituie suportul BMT) se crează gradienţitermici pe direcţia cărora se deplasează frontul de solidificare şi se dezvoltăcristalele CUS de formă columnară;
cristalizarea este intermitentă; după fiecare secvenţă de cristalizare,datorită eliberării de energie termică, materialul metalic din BMT este încălzit şicristalizarea sa este întreruptă până când transferul de căldură spre MB asigură

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
72
realizarea subrăcirii necesare continuării solidificării; cristalizarea se realizează cu un număr redus de germeni cristalini; în
mod obişnuit germinarea cristalelor CUS se produce pe cristalele MB aflate încontact cu BMT (pe linia de fuziune);
viteza de creştere a cristalelor CUS este mare, iar forma acestor cristaleeste celular – dendritică (dendrite dezvoltate din cristalele MB pe care s-auformat germenii cristalelor CUS).
Fig. 8.4. Particularităţile formării structurii CUS la sudarea prin topire a oţelurilor
În morfologia CUS se evidenţiază efectele combinate ale cristalizăriiprimare a BMT în condiţiile precizate mai înainte; CUS prezintă, aşa cum se poateobserva în figura 8.4, o alcătuire în straturi, datorită solidificării intermitente,combinată cu o alcătuire columnară, datorită creşterii dirijate a formaţiunilorcristaline pe direcţia gradientului maxim de temperatură (variabilă în timp).
Structura primară (forma şi dimensiunile cristalelor, modul de distribuire aincluziunilor nemetalice etc.) influenţează esenţial caracteristicile mecanice aleCUS. Dacă aliajul (oţelul) ce corespunde compoziţiei chimice a CUS prezintătransformări de fază în stare solidă, CUS va suferi şi un proces de cristalizaresecundară şi în urma desfăşurării acestuia structura CUS se modifică; influenţastructurii primare asupra proprietăţilor CUS se menţine însă, deoarece unelecaracteristici ale acesteia (granulaţia, distribuţia incluziunilor nemetalice etc.) nusunt eliminate ci numai estompate (mascate) de cristalizarea secundară.
Capitolul 8 Oţelurile şi fontele comerciale
73
8.5.3. Transformările structurale în ZIT la sudareaprin topire a oţelurilor
Existenţa câmpului termic în ZIT poate determina desfăşurarea unortransformări structurale importante în această zonă, caracterul acestor transformăridepinzând de compoziţia chimică a MB şi de parametrii ciclurilor termice. Pentrua evidenţia principalele aspecte legate de transformările structurale în ZIT, seconsideră cazul sudării oţelurilor cu conţinut scăzut de carbon; folosinddiagramele prezentate în figura 8.5 şi considerând că ti şi vr sunt parametriiprincipali ce caracterizează posibilităţile de transformare structurală a MB subacţiunea unui ciclu termic, ZIT poate fi împărţită în următoarele zubzone (fâşii):
− fâşia I (de supraîncălzire) conţine punctele în care tcg ≤ ti < ts(tcg − temperatura deasupra căreia se produce creşterea excesivă a cristalelor deaustenită, iar ts − temperatura de solidificare − topire a MB); la răcirea austenitei(supraîncălzite, cu grăunţi grosolani) din această fâşie este favorizată formareastructurilor în afară de echilibru (martensită, bainită), cu rezistenţă mecanică şiduritate ridicate, dar cu tenacitate şi rezistenţă la fisurare scăzute;
− fâşia II (de normalizare) conţine punctele în care A3 ≤ ti < tcg; în aceastăfâşie se obţine la încălzire austenită cu granulaţie fină, care se transformă larăcire, în funcţie de mărimea vitezei de răcire vr, în structuri perlitice,asemănătoare celor obţinute prin aplicarea TT de normalizare sau în structuri decălire, care au însă proprietăţi de plasticitate mai bune decât cele corespunzătoarestructurilor din fâşia de supraîncălzire;
− fâşia III ( de austenitizare incompletă) conţine punctele în care A1 ≤ ti < A3;în această fâşie se obţine la încălzire o structură bifazică formată din austenită şiferită, care se transformă la răcire în structuri ferito−perlitice, asemănătoare celorcare se obţin prin aplicarea TT de recoacere incompletă sau, dacă vr este mare, înstructuri alcătuite din martensită şi ferită, asemănătoare celor care se obţin princălirea incompletă;
- fâşia IV (neaustenitizată ) conţine punctele în care tr ≤ ti < A1; în aceastăfâşie se produc modificări de structură numai dacă MB a fost ecruisat anterior prindeformare plastică la rece şi ciclurile termice de sudare produc recristalizareaprimară a materialului (prin care se elimină ecruisarea şi textura de deformare) saudacă MB a fost supus anterior unui TT de călire şi revenire, cu temperatura derevenire inferioară ti şi ciclurile termice de sudare continuă transformările larevenire nefinalizate în timpul aplicării TT.
Parametrii ciclurilor termice de sudare şi, ca urmare, structurile în ZIT potfi modificate acţionând asupra regimului de sudare sau folosind preîncălzirea MB

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
74
în zona de sudare (pentru micşorarea gradienţilor termici între CUS şi MB şimicşorarea vr a ciclurilor termice). Structurile ZIT şi CUS şi stările de tensiunireziduale din îmbinările sudate pot fi modificate, de asemenea, aplicândconstrucţiilor sudate diverse TT postsudare: recoacerea de detensionare,recoacerea completă, normalizarea, îmbunătăţirea etc.
Din cele prezentate rezultă că sudarea influenţează complex structura şicaracteristicile materialului din ZIT, ceea ce impune ca oţelurile destinaterealizării construcţiilor sudate să aibă însuşirile tehnologice înglobate de noţiuneade sudabilitate, definită ca fiind aptitudinea unui oţel ca printr-un anumitprocedeu şi pentru un anumit scop să asigure în îmbinările sudate caracteristicilelocale şi generale prescrise pentru o construcţie sudată.
Fig. 8.5. Definirea fâşiilor caracteristice ale ZIT la sudarea oţelurilor
Factorul principal de apreciere a sudabilităţii este comportarea metalurgicăla sudare, care exprimă modul cum reacţionează un oţel faţă de acţiunea unuianumit proces de sudare, acţiune localizată în principal în ZIT. Apreciereasudabilităţii unui oţel pe baza comportării metalurgice la sudare se faceconsiderând drept criteriu principal compoziţia chimică a oţelului. Deoarece seurmăreşte obţinerea în ZIT a unor structuri cât mai aproape de echilibru, cucaracteristici de tenacitate ridicate, oţelurile destinate construcţiilor sudate trebuiesă aibă compoziţia chimică stabilită astfel încât vrc să fie cât mai mare (pentru a fi

Capitolul 8 Oţelurile şi fontele comerciale
75
favorizate transformările cu difuzie la răcirea austenitei), condiţie ce esteîndeplinită dacă se impune ca oţelurile să aibă conţinuturi reduse de carbon şi deelemente de aliere; pentru a aprecia comportarea metalurgică la sudare a oţelurilor(din clasa structurală a oţelurilor perlitice) s-a definit (pe baza rezultatelor unorcercetări experimentale riguroase) mărimea numită carbon echivalent %Ce:
15
%%5
%%%6
%%% mmmmmm
meNiCuMoVCrMnCC +
+++
++= (8.3)
şi s-a stabilit că oţelurile cu sudabilitate bună (care se pot suda uşor, cu procedeelede sudare cele mai economice şi fără măsuri tehnologice speciale la sudare:preîncălzire, TT postsudare etc.) sunt oţelurile care îndeplinesc simultan criteriile:%Cm < 0,20…0,22 % şi %Ce < 0,40…0,45 %.
8.5.4. Oţelurile nealiate pentru construcţii sudate
În această categorie sunt incluse oţeluri nealiate de uz general şi de calitate(conform SR EN 10020 - v. scap 8.2) destinate fabricării de elemente pentruconstrucţii sudate exploatate la ta.
Producerea acestor oţeluri este reglementată la noi în ţară de standardulSR EN 10025+A1, mărcile de oţel destinate construcţiilor sudate fiind: S185,S235, S275 şi S335; mărcile S235, S275 şi S335 se pot livra în clasele de calitateJR, J0, J2, pentru S335 prevăzându-se şi posibilitatea livrării în clasa de calitateK2 (v. tabelul 8.4).
Pentru asigurarea sudabilităţii, toate mărcile de oţel au concentraţia decarbon limitată %Cm ≤ c0 ∈ [0,19 %; 0,27 %], valoarea maximă c0 fiind precizatăîn funcţie de marca oţelului şi de grosimea pieselor care se sudează, iar obţinereacaracteristicilor mecanice prescrise fiind asigurată prin creşterea concentraţieimanganului la %Mnm = 1,50…1,70 %; pentru fiecare marcă de oţel sudabilitateacreşte de la clasa JR la clasa K2 şi se poate aprecia cu ajutorul %Ce, determinat curelaţia (8.3), valoarile maxime admise ale acestui parametru fiind date în standard,în funcţie de clasa de calitate şi de grosimea pieselor care se sudează.
În funcţie de gradul de dezoxidare oţelurile pot fi necalmate sau calmatecu diferite grade de dezoxidare, în stare necalmată putându-se livra numaiprodusele cu grosimi mai mici de 25 mm din oţelurile S185 sau S235.
Oţelurile din această categorie nu sunt destinate aplicării de TT pentruobţinerea caracteristicilor mecanice; excepţie fac produsele realizate prin laminarenormalizantă, la care deformarea plastică finală se face într-un interval detemperaturi prescris, astfel încât la răcire se realizează în material structuracorespunzătoare aplicării unui TT de normalizare. De asemenea, deoarece sudareaeste o metodă tehnologică care introduce tensiuni reziduale de valori ridicate,
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
76
construcţiile sudate realizate din astfel de oţeluri se pot supune (postsudare) unuiTT de recoacere de detensionare.
Oţelurile nealiate pentru construcţii sudate se regăsesc printre oţelurileproduse conform STAS 500 (mărcile OL370, OL440, OL510), dar standardulSR EN 10025+A1 reglementează mai strict şi mai riguros condiţiile tehnice deproducere şi livrare a acestor materiale.
8.5.5. Oţelurile cu granulaţie fină pentru construcţii sudate
În această categorie sunt incluse oţelurile nealiate de calitate sau aliatespeciale, cu conţinut scăzut de carbon (%Cm = 0,13…0,20 %), cu limita decurgere Rp0,2 = 275…460 N/mm2, destinate realizării elementelor puternicsolicitate ale unor structuri sudate (poduri, ecluze, rezervoare de stocare,rezervoare de apă etc.) care lucrează la temperatură ambiantă sau scăzută.
Aceste oţeluri se utilizează sub formă de semifabricate sau produselaminate la cald, livrate în starea obţinută după aplicarea TT de normalizare saudupă prelucrarea prin laminare termomecanică (sau laminare controlată),aceasta denumind procedeul de laminare la care se controlează riguros toţiparametrii de lucru, deformarea plastică finală efectuându-se într-un interval detemperaturi riguros respectat, cu grade de deformare judicios alese şi cu viteze derăcire bine stabilite, astfel încât materialul prelucrat să prezinte caracteristicimecanice ridicate (ce nu pot fi obţinute numai prin aplicarea de TT).
Producerea oţelurilor cu granulaţie fină pentru construcţii sudate estereglementată prin SR EN 10113, care împarte aceste materiale în: oţelurinormalizate, simbolizate SxxxN sau SxxxNL şi oţeluri laminate termomecanic,simbolizate cu SxxxM sau SxxxML , grupul de cifre xxx indicând nivelul minimgarantat al limitei de curgere Rp0,2 (în N/mm2); mărcile simbolizate SxxxN sauSxxxM au tenacitatea garantată (sub forma unei valori minime prescrise a KV)până la –20 oC, iar mărcile simbolizate SxxxNL şi SxxxML au tenacitateagarantată până la –50 oC.
Compoziţia chimică a acestor oţeluri este complexă, fiind utilizatămicroalierea cu elemente care să asigure granulaţia fină (Al, V, Ti, Nb, înconcentraţii masice de 0,03…0,1 %) şi prezenţa unor elemente care să asigureobţinerea valorilor prescrise ale caracteristicilor de rezistenţă mecanică şitenacitate (Mn, Ni, Cr, Mo, Cu, în concentraţiile corespunzătoare unor oţeluri slabaliate). Tenacitatea la temperaturi scăzute este asigurată de alierea cu mangan(%Mnm = 1,5…1,7 %) şi cu nichel (%Nim = 0,30…0,80 %) şi prin respectareaunor corelaţii între concentraţiilor diverselor elemente de aliere prezente încompoziţie (de exemplu, %Crm + %Mom + %Cum < 0,60 %). Pentru evitarea
Capitolul 8 Oţelurile şi fontele comerciale
77
fragilizării la albastru (v. scap. 4.3.2), care poate să apară după aplicarearecoacerii de detensionare la structurile sudate realizate din aceste oţeluri, selimitează concentraţia de azot (%Nm ≤ 0,015…0,025 %) şi se impune ca%Alm ≥ 0,020 % (pentru legarea azotului sub formă de nitruri de aluminiu stabile).
Sudabilitatea acestor oţeluri se asigură prin prescrierea unor valori limitateale carbonului echivalent %Ce ≤ ce0 ∈ [0,34 %; 0,52 %], valoarea maximă ce0fiind precizată în funcţie de marca oţelului, de clasa de calitate şi de grosimeasemifabricatelor livrate.
8.5.6. Oţelurile pentru aparate şi recipiente sub presiune
Construcţiile sudate de tipul aparatelor şi recipientelor sub presiune trebuiesă funcţioneze în condiţii de siguranţă maximă, distrugerea integrităţii saupierderea etanşeităţii unui astfel de echipament putând avea urmări catastrofale,datorită nivelului ridicat al energiei totale de deformare ce se acumulează înperetele metalic al corpului sub presiune al aparatului sau recipientului. Caurmare, pentru aparatele şi recipientele sub presiune se impun exigenţe sporiteprivind calitatea şi la proiectarea, fabricarea, instalarea, exploatarea, repararea şiverificarea lor trebuie riguros respectate prescripţiile tehnice elaborate de oautoritate naţională în domeniu, care în ţara noastră este Inspecţia pentru Cazane,Recipiente sub Presiune şi Instalaţii de Ridicat − ISCIR.
În funcţie de nivelul solicitărilor mecanice, de temperaturile (minimă şimaximă) de exploatare şi de caracteristicile mediului de lucru (toxicitate,inflamabilitate, corozivitate etc.), recipientele sub presiune se confecţionează dinoţeluri carbon sau din oţeluri aliate de calitate sau speciale (v. scap 8.2.1),elaborate în convertizoare bazice cu oxigen sau în cuptoare electrice şi calmate.Deoarece domeniul temperaturilor de lucru al recipientelor sub presiune estefoarte extins (–200 oC la +650 oC), la realizarea lor trebuie să se utilizeze oţelurilivrate în clase de calitate diferite, pentru fiecare clasă garantându-se acelecaracteristici mecanice care asigură funcţionarea acestora în deplină siguranţă latemperaturile de exploatare. Astfel, pentru recipientele care lucrează latemperaturi ridicate se folosesc oţeluri la care se garantează limita de curgere latemperatura maximă de exploatare sau caracteristicile de comportare la fluaj laaceastă temperatură, iar pentru recipientele care funcţionează la temperaturiscăzute se utilizează oţeluri la care se garantează caracteristicile de tenacitate (deobicei, energia de rupere KV) la o temperatură de referinţă, care se stabileşte înfuncţie de grosimea peretelui, de starea defectologică prognozată pentru MB şiîmbinările sudate, de intensitatea şi caracterul solicitărilor mecanice şi detemperatura minimă de exploatare ale recipientelor sub presiune.

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
78
Producerea şi livrarea semifabricatelor plate (table, platbande etc., cugrosimi s ≤ 150 mm) din aceste oţeluri este reglementată prin standardulSR EN 10028, care grupează oţelurile pentru recipiente sub presiune dupătemperatura la care se garantează caracteristicile mecanice în: oţeluri aliate şinealiate cu caracteristici specificate la temperaturi ridicate, oţeluri cu granulaţiefină normalizate, şi oţeluri aliate cu nichel cu caracteristici specificate latemperaturi scăzute; până la prima revizuire a acestui standard se menţin învigoare şi prevederile (similare) din STAS 2883.
8.5.6.1. Oţelurile cu caracteristici specificate la temperaturi ridicate(SR EN 10028−2) cuprind două grupe: oţelurile nealiate de calitate (conformcriteriilor din SR EN 10020), simbolizate PxxxGH (grupul de cifre xxxindicând nivelul minim garantat al limitei de curgere Rp0,2, în N/mm2), careconţin %Mnm = 0,40…1,70 % şi mici adaosuri de Mo, V, Nb, Ti, Cu,Cr, Ni (sub valorile limită date în tabelul 8.1 şi cu respectarea condiţiei%Crm + %Cum + %Mom + %Nim < 0,70 %) şi oţelurile aliate Cr − Mo.
În tabelul 8.5 se prezintă mărcile de oţeluri din aceeastă categorie conformSR EN 10028−2, simbolurile mărcilor echivalente din STAS 2883 şi limiteleprincipalelor caracteristici mecanice (valorile maxime ale caracteristicilorcorespund grosimilor minime ale semifabricatelor livrate).
Tabelul 8.5. Oţelurile pentru recipiente sub presiune cu caracteristicispecificate la temperaturi ridicate
Simbolul oţelului Limita de curgere, N/mm2
SR EN 10028 STAS 2883 tmax, oC Re, la 20 oC Rp02 la tmaxRm, N/mm2 A5, %
P235GH − 400 185…235 100…110 360…480 24...25P265GH K410 400 200…265 120…130 410…530 22...23P295GH K460 400 235…295 135…155 460…570 21...22P355GH K510 400 295…355 155…180 510…650 20...2116Mo3 16Mo3 500 220…275 140…230 420…570 19...24
13CrMo4−5 14MoCr10 500 185…275 155…165 350…600 19...2010CrMo9−10 12MoCr22 500 250…310 180…195 460…630 17...18
Oţelurile PxxxGH, se livrează în stare normalizată şi au limita de curgeregarantată până la temperatura de 400 oC; comportarea bună la temperaturi ridicate esteasigurată prin microalierea cu V, Mo, Nb şi Ti, care finisează granulaţia oţelurilor.
Oţelurile Cr −−−− Mo au %Crm = 0,70….2,50 % şi %Mom = 0,40…1,10 %,se livrează în starea obţinută prin aplicarea unui TT de normalizare + revenire saude călire + revenire şi au limita de curgere garantată până la 500 oC, fiind numiteşi oţeluri termorezistente. Alierea cu molibden asigură acestor oţeluri o bunărezitenţă la fluaj, granulaţie fină şi insensibilitate la supraîncălzire, iar alierea cucrom asigură o bună rezistenţă la oxidare şi împiedică precipitarea la încălzire agrafitului (favorizată de prezenţa molibdenului).

Capitolul 8 Oţelurile şi fontele comerciale
79
8.5.6.2. Oţelurile cu granulaţie fină normalizate sunt oţeluri nealiate decalitate sau speciale şi oţeluri aliate speciale, cu indicele convenţional algranulaţiei G ≥ 6, care au caracteristicile mecanice garantate în domeniul detemperaturi (–50 oC ; 400 oC. Producerea şi livrarea semifabricatelor plate (table,platbande etc., cu grosimi s ≤ 150 mm) din aceste oţeluri este reglementată prinSR EN 10028−3, care împarte aceste oţeluri în patru grupe:
- grupa de bază cuprinde oţelurile simbolizate PxxxN, destinate să lucrezela temperaturi cuprinse între –20 oC şi +20 oC
- grupa oţelurilor rezistente la temperaturi ridicate cuprinde oţelurilesimbolizate PxxxNH, destinate să lucreze la temperaturi cuprinse între –20 oC şi+400 oC, în condiţiile în care solicitările mecanice la temperaturi ridicate sunt descurtă durată şi nu determină declanşarea fenomenului de fluaj;
- grupa oţelurilor rezistente la temperaturi joase cuprinde oţelurilesimbolizate PxxxNL1, destinate să lucreze la temperaturi cuprinse între–50 oC şi +20 oC;
- grupa specială a oţelurilor rezistente la temperaturi joase cuprindeoţelurile simbolizate PxxxNL2, destinate să lucreze la temperaturi cuprinse între–50 oC şi +20 oC, nivelul minim garantat al energiei de rupere KV la –50 oC fiindmai mare decât la oţelurile din grupa precedentă.
Mărcile de oţeluri din această categorie au prescrisă limita de curgereminimă la ta, determinată pe produse în stare normalizată, cu grosimea s ≤16 mm,xxx ∈ 275 N/mm2, 355 N/mm2, 460 N/mm2; de asemenea, SR EN 10028−3prescrie pentru toate oţelurile din aceeastă categorie valorile minime ale energieide rupere KV, ce trebuie obţinute prin încercarea la încovoiere prin şoc, la diferitetemperaturi din intervalul de utilizare garantat, a epruvetelor prelevate transversalşi longitudinal din produse.
Din punctul de vedere al compoziţiei chimice aceste oţeluri suntasemănătoare oţelurilor cu granulaţie fină pentru construcţii sudate (v. scap 8.5.5),cu precizarea că trebuie respectate corelaţiile: %Crm + %Cum + %Mom < 0,45 % şi%Nbm + %Tim + %Vm < a0 ∈ [0,05 %; 0,22 %], valoarea maximă a0 fiind precizatăîn funcţie de nivelul minim prescris al limitei de curgere. Sudabilitatea acestor oţelurieste asigurată prin limitarea concentraţiei carbonului la %Cm ≤ 0.16…0,20 % şigarantarea unor valori ale carbonului echivalent %Ce = 0,40…0,45 %.
Oţelurile PxxxNL sunt echivalente oţelurilor reglementate de STAS 2883,simbolizate Rxxx–n, numărul xxx indicând valoarea minimă garantată arezistenţei la rupere, în N/mm2, iar cifra n (n = 2, 3,…,7) − clasa de calitate încare se încadrează oţelul; la oţelurile livrate în clasele de calitate 2 şi 3 segarantează aceleaşi caracteristici ca la oţelurile carbon de uz general (v. scap.8.3.1), iar la cele livrate în clasele 4, 5, 6 şi 7 se garantează energia de rupere KVla temperatura minimă (în oC) t = (20 − 10n); de exemplu, marca de oţel
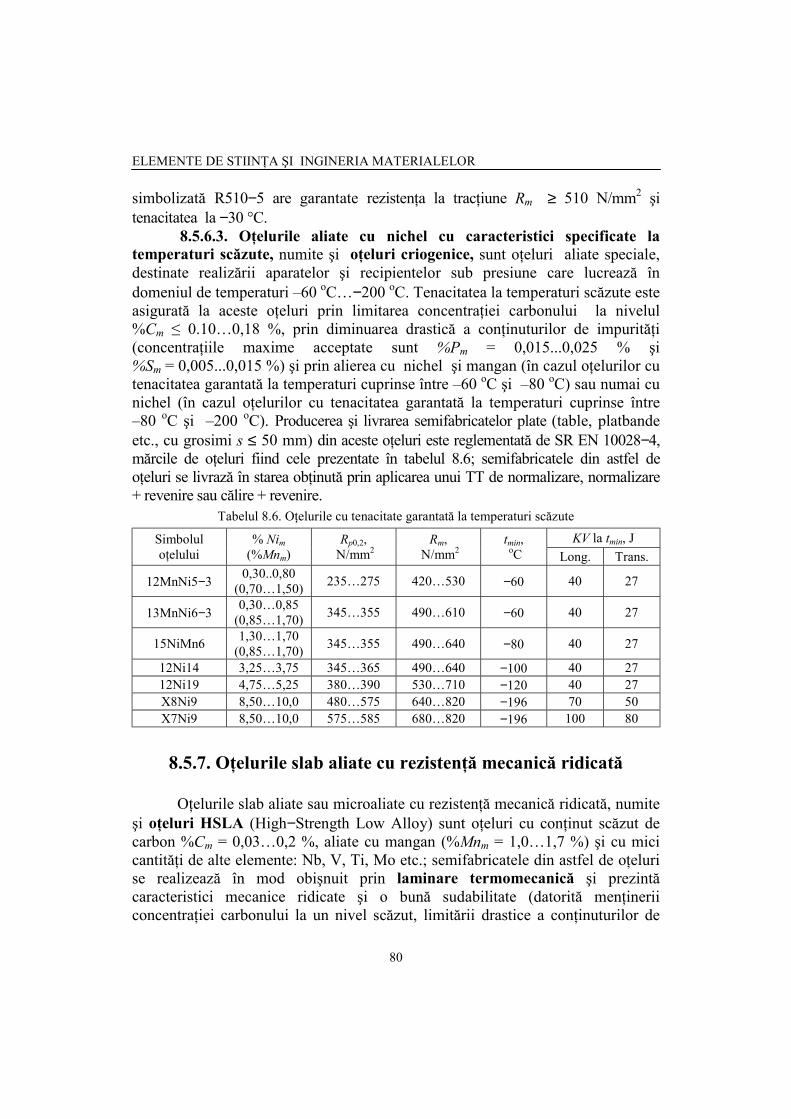
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
80
simbolizată R510−5 are garantate rezistenţa la tracţiune Rm ≥ 510 N/mm2 şitenacitatea la −30 °C.
8.5.6.3. Oţelurile aliate cu nichel cu caracteristici specificate latemperaturi scăzute, numite şi oţeluri criogenice, sunt oţeluri aliate speciale,destinate realizării aparatelor şi recipientelor sub presiune care lucrează îndomeniul de temperaturi –60 oC…−200 oC. Tenacitatea la temperaturi scăzute esteasigurată la aceste oţeluri prin limitarea concentraţiei carbonului la nivelul%Cm ≤ 0.10…0,18 %, prin diminuarea drastică a conţinuturilor de impurităţi(concentraţiile maxime acceptate sunt %Pm = 0,015...0,025 % şi%Sm = 0,005...0,015 %) şi prin alierea cu nichel şi mangan (în cazul oţelurilor cutenacitatea garantată la temperaturi cuprinse între –60 oC şi –80 oC) sau numai cunichel (în cazul oţelurilor cu tenacitatea garantată la temperaturi cuprinse între–80 oC şi –200 oC). Producerea şi livrarea semifabricatelor plate (table, platbandeetc., cu grosimi s ≤ 50 mm) din aceste oţeluri este reglementată de SR EN 10028−4,mărcile de oţeluri fiind cele prezentate în tabelul 8.6; semifabricatele din astfel deoţeluri se livrază în starea obţinută prin aplicarea unui TT de normalizare, normalizare+ revenire sau călire + revenire.
Tabelul 8.6. Oţelurile cu tenacitate garantată la temperaturi scăzute
KV la tmin, JSimboluloţelului
% Nim(%Mnm)
Rp0,2, N/mm2
Rm, N/mm2
tmin, oC Long. Trans.
12MnNi5−3 0,30..0,80(0,70…1,50) 235…275 420…530 −60 40 27
13MnNi6−3 0,30…0,85(0,85…1,70) 345…355 490…610 −60 40 27
15NiMn6 1,30…1,70(0,85…1,70) 345…355 490…640 −80 40 27
12Ni14 3,25…3,75 345…365 490…640 −100 40 2712Ni19 4,75…5,25 380…390 530…710 −120 40 27X8Ni9 8,50…10,0 480…575 640…820 −196 70 50X7Ni9 8,50…10,0 575…585 680…820 −196 100 80
8.5.7. Oţelurile slab aliate cu rezistenţă mecanică ridicată
Oţelurile slab aliate sau microaliate cu rezistenţă mecanică ridicată, numiteşi oţeluri HSLA (High−Strength Low Alloy) sunt oţeluri cu conţinut scăzut decarbon %Cm = 0,03…0,2 %, aliate cu mangan (%Mnm = 1,0…1,7 %) şi cu micicantităţi de alte elemente: Nb, V, Ti, Mo etc.; semifabricatele din astfel de oţelurise realizează în mod obişnuit prin laminare termomecanică şi prezintăcaracteristici mecanice ridicate şi o bună sudabilitate (datorită menţineriiconcentraţiei carbonului la un nivel scăzut, limitării drastice a conţinuturilor de
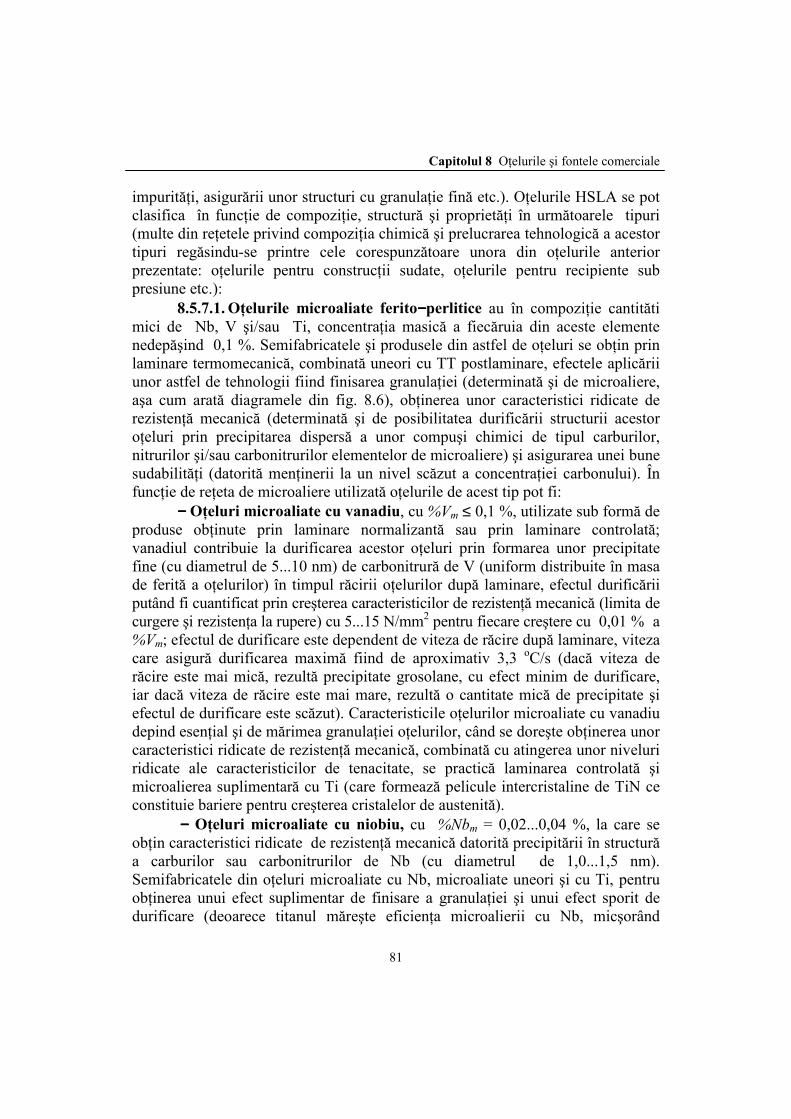
Capitolul 8 Oţelurile şi fontele comerciale
81
impurităţi, asigurării unor structuri cu granulaţie fină etc.). Oţelurile HSLA se potclasifica în funcţie de compoziţie, structură şi proprietăţi în următoarele tipuri(multe din reţetele privind compoziţia chimică şi prelucrarea tehnologică a acestortipuri regăsindu-se printre cele corespunzătoare unora din oţelurile anteriorprezentate: oţelurile pentru construcţii sudate, oţelurile pentru recipiente subpresiune etc.):
8.5.7.1. Oţelurile microaliate ferito−−−−perlitice au în compoziţie cantitătimici de Nb, V şi/sau Ti, concentraţia masică a fiecăruia din aceste elementenedepăşind 0,1 %. Semifabricatele şi produsele din astfel de oţeluri se obţin prinlaminare termomecanică, combinată uneori cu TT postlaminare, efectele aplicăriiunor astfel de tehnologii fiind finisarea granulaţiei (determinată şi de microaliere,aşa cum arată diagramele din fig. 8.6), obţinerea unor caracteristici ridicate derezistenţă mecanică (determinată şi de posibilitatea durificării structurii acestoroţeluri prin precipitarea dispersă a unor compuşi chimici de tipul carburilor,nitrurilor şi/sau carbonitrurilor elementelor de microaliere) şi asigurarea unei bunesudabilităţi (datorită menţinerii la un nivel scăzut a concentraţiei carbonului). Înfuncţie de reţeta de microaliere utilizată oţelurile de acest tip pot fi:
− − − − Oţeluri microaliate cu vanadiu, cu %Vm ≤ 0,1 %, utilizate sub formă deproduse obţinute prin laminare normalizantă sau prin laminare controlată;vanadiul contribuie la durificarea acestor oţeluri prin formarea unor precipitatefine (cu diametrul de 5...10 nm) de carbonitrură de V (uniform distribuite în masade ferită a oţelurilor) în timpul răcirii oţelurilor după laminare, efectul durificăriiputând fi cuantificat prin creşterea caracteristicilor de rezistenţă mecanică (limita decurgere şi rezistenţa la rupere) cu 5...15 N/mm2 pentru fiecare creştere cu 0,01 % a%Vm; efectul de durificare este dependent de viteza de răcire după laminare, vitezacare asigură durificarea maximă fiind de aproximativ 3,3 oC/s (dacă viteza derăcire este mai mică, rezultă precipitate grosolane, cu efect minim de durificare,iar dacă viteza de răcire este mai mare, rezultă o cantitate mică de precipitate şiefectul de durificare este scăzut). Caracteristicile oţelurilor microaliate cu vanadiudepind esenţial şi de mărimea granulaţiei oţelurilor, când se doreşte obţinerea unorcaracteristici ridicate de rezistenţă mecanică, combinată cu atingerea unor niveluriridicate ale caracteristicilor de tenacitate, se practică laminarea controlată şimicroalierea suplimentară cu Ti (care formează pelicule intercristaline de TiN ceconstituie bariere pentru creşterea cristalelor de austenită).
−−−− Oţeluri microaliate cu niobiu, cu %Nbm = 0,02...0,04 %, la care seobţin caracteristici ridicate de rezistenţă mecanică datorită precipitării în structurăa carburilor sau carbonitrurilor de Nb (cu diametrul de 1,0...1,5 nm).Semifabricatele din oţeluri microaliate cu Nb, microaliate uneori şi cu Ti, pentruobţinerea unui efect suplimentar de finisare a granulaţiei şi unui efect sporit dedurificare (deoarece titanul măreşte eficienţa microalierii cu Nb, micşorând

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
82
solubilitatea acestuia în austenită şi creând astfel condiţiile măririi cantităţii decarburi sau carbonitruri de Nb care precipită în structură) sunt realizate prinlaminare controlată, cu răcire accelerată la sfârşitul procesului (călire directă);dacă oţelurile sunt aliate suplimentar şi cu mici cantităţi de V sau Mo,semifabricatele obţinute prin laminare controlată pot avea caracteristici derezistenţă mecanică foarte ridicate (de exemplu, Rp0,2 sau Rt0,5 > 700 N/mm2).
−−−− Oţeluri microaliate cu vanadiu şi niobiu, cu conţinut scăzut de carbon(%Cm < 0,1 %), care se pot prelucra sub formă de semifabricate şi produse fie prinlaminare obişnuită (caz în care acestea prezintă caracteristici de rezistenţămecanică bune, dar au tenacitatea scăzută şi temperatura de tranziţie ductil-fragilridicată), fie prin laminare controlată (care asigură creşterea tenacităţii şimicşorarea temperaturii de tranziţie ductil-fragil, datorită finisării intense agranulaţiei); deoarece au conţinut scăzut de carbon, oţelurile de acest fel au înstructură un conţinut procentual de perlită foarte mic (sunt denumite şi oţeluri cuconţinut redus de perlită) şi se caracterizează printr-o bună sudabilitate.
Fig. 8.6. Efectul microalierii cu Nb, V şi Tiasupra dimensiunilor grăunţilor de ferită
Fig 8.7. Configuraţia diagramelor TTT laoţelurile cu structură bainitică după
laminarea controlată−−−− Oţeluri microaliate cu niobiu şi molibden, cu %Nbm < 0,05 % şi
%Mom = 0,20...0,27 %, care pot avea microstructura alcătuită din ferită şi perlităsau din ferită aciculară (bainită cu conţinut scăzut de carbon), deoarecemolibdenul determină formarea bainitei superioare în locul perlitei la răcireaaustenitei. Alierea cu Mo determină creşterea importantă a caracteristicilormecanice ale acestor oţeluri (fiecare creştere cu 0,1 % a %Mom conduce lasporirea cu 20...30 N/mm2 a rezistenţei la tracţiune şi limitei de curgere), acestefect de durificare nedatorându-se formării bainitei superioare în locul perlitei(deoarece oţelurile au conţinut scăzut de carbon şi, în acest caz, bainita superioarăşi perlita au caracteristici mecanice apropiate), ci creşterii cantităţii de carbonitruride Nb care precipită în structură în prezenţa molibdenului (alierea cu Momicşorează concentraţia carbonului în perlită şi asigură astfel un surplus de

Capitolul 8 Oţelurile şi fontele comerciale
83
carbon pentru formarea precipitatelor de carbonitruri de Nb); aceste influenţe,împreună cu folosirea laminării controlate (pentru finisarea granulaţiei), permit ase realiza din aceste oţeluri semifabricate laminate cu caracteristici de rezistenţămecanică foarte ridicate (de exemplu, cu Rp0,2 sau Rt0,5 > 500 N/mm2) şi tenacitatefoarte bună.
−−−− Oţeluri microaliate cu vanadiu şi azot, cu %Vm < 0,1 % şi%Nm = 0,018...0,022 %, care prezintă caracteristici ridicate de rezistenţămecanică (de exemplu, Rp0,2 sau Rt0,5 > 550 N/mm2), datorită existenţei înstructură a unor precipitate de nitrură de V. Laminarea controlată şi menţinerea laun nivel scăzut a concentraţiei carbonului (%Cm < 0,1 %) permit a se obţine dinaceste oţeluri semifabricate care prezintă atât rezistenţă mecanică ridicată, cât şi obună tenacitate; sudabilitatea acestor oţeluri nu este însă satisfăcătoare, deoareceau tendinţa spre formarea unor structuri fragile în ZIT.
8.5.7.2. Oţelurile slab aliate cu structură feritică aciculară au conţinutscăzut de carbon (%Cm ≤ 0,08 %) şi sunt aliate cu mici cantităţi de Mn, Mo şi/sauB, la care se adăugă uneori şi Nb. Datorită reţetei de aliere utilizate, diagrameleTTT la răcirea austenitei acestor oţeluri au configuraţia prezentată în figura 8.7,ceea ce permite ca prin răcirea controlată la sfârşitul laminării semifabricatelor (cujeturi de apă sau de aer comprimat) să se obţină structură cu ferită aciculară(bainită cu conţinut scăzut de carbon); acest tip de structură, care, aşa cum sepoate observa pe micrografiile prezentate în figura 8.8, diferă esenţial de structuraferito-perlitică (cu cristale poliedrice de ferită) ce rezultă dacă se aplică laminareaobişnuită, împreună cu efectele de finisare a granulaţiei şi de durificare prinprecipitare induse de laminarea controlată şi de alegerea judicioasă aconcentraţiilor elementelor de aliere, asigură obţinerea de semifabricate cucaracteristici ridicate de rezistenţă mecanică (Rp0,2 sau Rt0.5 > 500 N/mm2) şi detenacitate (KV > 130 J la ta şi temperatura de tranziţie t50% < −20 oC).
Fig. 8.8. Microstructurile unui oţel cu %Cm = 0,06 %, %Mnm =1,8 %,%Mom = 0,3 %, %Nbm = 0,04 % obţinute prin:
a − laminare obişnuită (structură cu ferită poliedrică şi perlită dispuse în benzi);b − laminare controlată (structură cu ferită aciculară)

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
84
Oţelurile microaliate ferito-perlitice şi oţelurile slab aliate cu ferităaciculară au fost concepute în vederea utilizării la realizarea semifabricatelorlaminate (de tip platbandă) pentru ţevile sudate destinate conductelor petroliere(amplasate subteran sau submarin) şi pentru construcţiile sudate ale instalaţiilormarine de foraj şi exploatare petrolieră.
8.5.7.3. Oţelurile bifazice (dual − − − − phase steel) sunt oţeluri cu conţinutscăzut de carbon (%Cm < 0,16 %), slab aliate cu mangan (%Mnm = 1,5...1,8 %) şimicroaliate cu elemente care să le confere granulaţie fină, care se utilizează subformă de semifabricate sau produse având structura alcătuită dintr-o matrice feriticăîn care se află dispersate uniform insule de martensită (care ocupă, aşa cum se poateobserva pe micrografiile prezentate în fig. 8.9, 10...20 % din structură).
Fig. 8.9. Microstructura unui oţel bifazic cu %Cm = 0,12 % şi %Mnm = 1,5 %
O primă metodă de obţinere a structurii bifazice ferito−martensitice lasemifabricatele laminate din astfel de oţeluri o reprezintă aplicarea unui TTintercritic constând din: a) încălzirea semifabricatelor la o temperaturăti ∈ (A1;A3) şi menţinerea lor o durată τm la această temperatură; alegândconvenabil parametrii ti şi τm, se obţine o structură bifazică ferito-austenitică încare concentraţia carbonului în austenită este suficient de ridicată pentru a-iasigura o bună capacitate de călire, iar ponderea formaţiunilor de austenită este lanivelul dorit al ponderii formaţiunilor martensitice în structura finală; b) răcirearapidă (în apă) a semifabricatelor, pentru transformarea austenitei în martensită şiobţinerea structurii bifazice ferito−martensitice. O altă metodă de obţinere asemifabricatelor cu structură bifazică ferito-martensitică constă din laminareacontrolată intercritică a oţelurilor, condusă după una din diagramele prezentate înfigura 8.10. Semifabricatele din astfel de oţeluri sunt ieftine şi prezintă caracteristicimecanice ridicate (Rp0,2 = 320...420 N/mm2, Rm = 600...800 N/mm2 şi A = 15...30 %),putând fi utilizate la confecţionarea construcţiilor metalice şi mecanice la care nu suntimpuse condiţii deosebite privind tenacitatea materialelor.
8.5.7.4. Oţelurile cu forma incluziunilor nemetalice controlată sefolosesc pentru obţinerea de semifabricate laminate cu anizotropie minimă acaracteristicilor de rezistenţă mecanică şi (mai ales) de tenacitate, necesare la
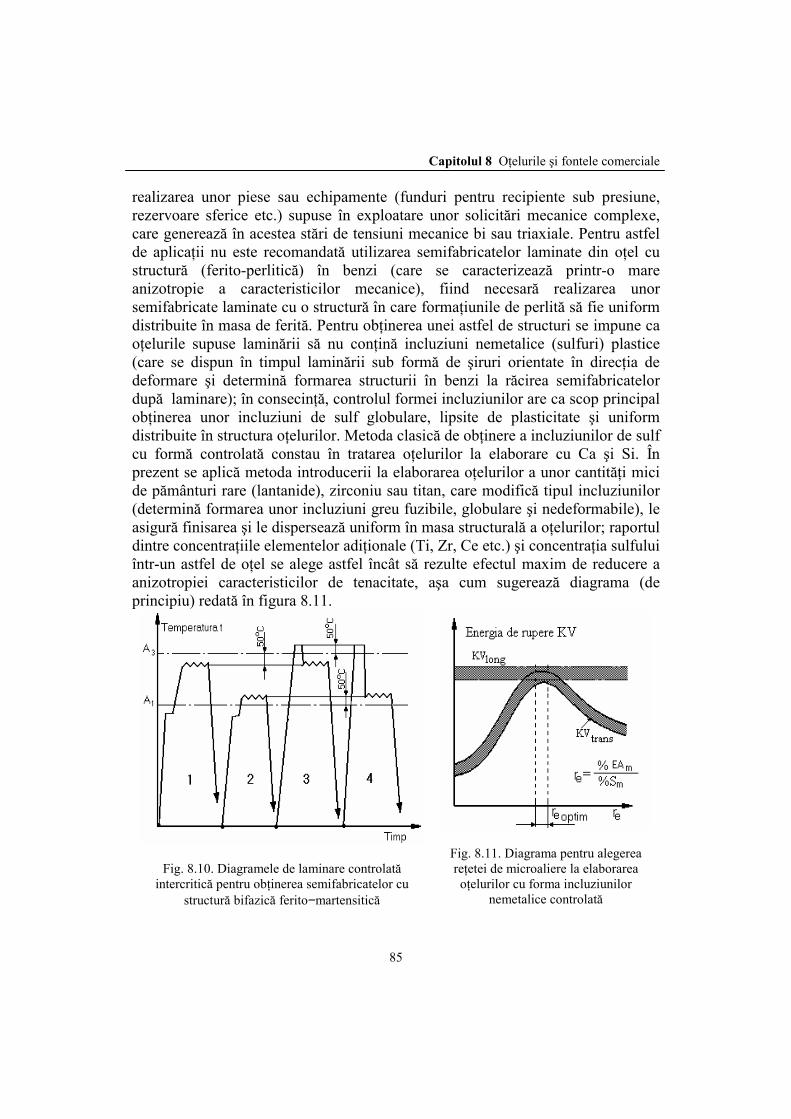
Capitolul 8 Oţelurile şi fontele comerciale
85
realizarea unor piese sau echipamente (funduri pentru recipiente sub presiune,rezervoare sferice etc.) supuse în exploatare unor solicitări mecanice complexe,care generează în acestea stări de tensiuni mecanice bi sau triaxiale. Pentru astfelde aplicaţii nu este recomandată utilizarea semifabricatelor laminate din oţel custructură (ferito-perlitică) în benzi (care se caracterizează printr-o mareanizotropie a caracteristicilor mecanice), fiind necesară realizarea unorsemifabricate laminate cu o structură în care formaţiunile de perlită să fie uniformdistribuite în masa de ferită. Pentru obţinerea unei astfel de structuri se impune caoţelurile supuse laminării să nu conţină incluziuni nemetalice (sulfuri) plastice(care se dispun în timpul laminării sub formă de şiruri orientate în direcţia dedeformare şi determină formarea structurii în benzi la răcirea semifabricatelordupă laminare); în consecinţă, controlul formei incluziunilor are ca scop principalobţinerea unor incluziuni de sulf globulare, lipsite de plasticitate şi uniformdistribuite în structura oţelurilor. Metoda clasică de obţinere a incluziunilor de sulfcu formă controlată constau în tratarea oţelurilor la elaborare cu Ca şi Si. Înprezent se aplică metoda introducerii la elaborarea oţelurilor a unor cantităţi micide pământuri rare (lantanide), zirconiu sau titan, care modifică tipul incluziunilor(determină formarea unor incluziuni greu fuzibile, globulare şi nedeformabile), leasigură finisarea şi le dispersează uniform în masa structurală a oţelurilor; raportuldintre concentraţiile elementelor adiţionale (Ti, Zr, Ce etc.) şi concentraţia sulfuluiîntr-un astfel de oţel se alege astfel încât să rezulte efectul maxim de reducere aanizotropiei caracteristicilor de tenacitate, aşa cum sugerează diagrama (deprincipiu) redată în figura 8.11.
Fig. 8.10. Diagramele de laminare controlatăintercritică pentru obţinerea semifabricatelor cu
structură bifazică ferito−martensitică
Fig. 8.11. Diagrama pentru alegereareţetei de microaliere la elaborareaoţelurilor cu forma incluziunilor
nemetalice controlată
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
86
8.6. Oţelurile rezistente la coroziune
Oţelurile rezistente la coroziune (oţelurile anticorosive) pot fi clasificate, înfuncţie de principalul factor care le asigură rezistenţa la acţiunea mediilor de lucruagresive, în două categorii: oţelurile inoxidabile, a căror rezistenţă la coroziuneeste determinată de compoziţia chimică şi de structura acestora şi oţelurilepatinabile, care interacţionează cu mediile corosive şi se acoperă cu peliculecompacte, formate din produşi de coroziune, ce întrerup contactul lor cu mediileagresive şi le protejează astfel de acţiunea distructivă a acestora.
Oţelurile inoxidabile care, în condiţii de temperatură ridicată, prezintăcaracteristici bune de rezistenţă la oxidare şi la coroziune în gaze şi aucapacitatea de a asigura caracteristici mecanice convenabile sunt denumiteoţeluri refractare.
8.6.1. Oţelurile inoxidabile şi refractare
Oţelurile capătă proprietatea de a fi inoxidabile (de a prezenta orezistenţă ridicată la acţiunea mediilor agresive cu care vin în contact), dacă suntînalt aliate cu crom, concentraţia masică minimă a cromului în astfel de oţelurifiind %Crm = 10,5...12,0 %; această prescripţie este cuprinsă şi în SR EN 10020,care precizează că oţelurile inoxidabile trebuie să aibă %Cm < 1,20 % şi%Crm > 10,5 %. Trebuie precizat că, deoarece cromul este un element carburigen(v. scap. 7.3), la calificarea unui oţel ca oţel inoxidabil sau refractar se ia înconsiderare numai concentraţia cromului dizolvat în soluţiile solide pe bază de fier(ferită, austenită, martensită) existente în structura acestuia.
În funcţie de reţeta de aliere utilizată la elaborare, oţelurile inoxidabile potfi clasificate în: oţeluri aliate cu crom şi oţeluri aliate cu crom şi nichel.Oţelurile inoxidabile comerciale, livrate sub formă de semifabricate prelucrateprin deformare plastică (table, benzi, bare, sârme, profile pentru utilizări generaleetc.), au caracteristicile de calitate reglementate prin standardele SR EN 10088 şiSTAS 3583 (care este încă în vigoare); conform acestor standarde oţelurileinoxidabile sunt împărţite în clasele structurale prezentate în continuare, iarsimbolurile principalelor mărci standardizate din fiecare clasă sunt redate întabelul 8.7.
8.6.1.1. Oţelurile inoxidabile feritice fac parte din categoria oţeluriloraliate cu crom şi au compoziţia caracterizată prin %Cm ≤ 0,08 %, conţinuturifoarte scăzute de impurităţi (%Sm ≤ 0,015 %; %Pm ≤ 0,04 %) şi concentraţia

Capitolul 8 Oţelurile şi fontele comerciale
87
masică de crom încadrată în una din următoarele reţete: %Crm = 11...13 %;%Crm = 17...18 % sau %Crm = 25...30 %, reţetele cu concentraţii mari de cromprezentând şi bune proprietăţi de refractaritate; în compoziţia acestor oţeluri se potadăuga în diverse concentraţii şi alte elemente: siliciu (%Sim ≤ 1 %), aluminiu(%Alm ≤ 2 %), molibden (%Mom = 0,8...4,5 %), nichel (%Nim = 0,3...1,6 %), niobiu(%Nbm = 0,3...1 %), titan (%Tim = 0,3...0,8 %) şi/sau zirconiu (%Zrm = 0,3...0,5 %),pentru creşterea refractarităţii şi comportării la fluaj (Al, Si, Mo), pentruîmbunăţăţirea tenacităţii şi prelucrabilităţii prin deformare plastică (Ni), pentrufinisarea granulaţiei, stabilizarea feritei şi mărirea rezistenţei la coroziuneintercristalină (Nb, Ti, Zr). Mărcile de oţeluri comerciale din această clasăstructurală corespund integral acestor prescripţii, aşa cum rezultă din următoareleexemple: X6Cr13; X2CrTi12; X2CrNi12; X6CrAl3; X6Cr17; X3CrTi17;X6CrMo17−1; X2CrMoTi17−1; X6CrNi17−1; X2CrNbZr17; X6CrMoNb17−1;X2CrAlTi18−2; X2CrMoTi29−4.
Tabelul 8.7. Principalele mărci de oţeluri inoxidabileMarca de oţel conform:
SR EN 10088 STAS 3583Clasa structurală
X6Cr13 7Cr130 FeriticX6Cr17 8Cr170 Feritic
X3CrTi17 8TiCr170 FeriticX2CrMoTi18−2 2TiMoCr180 Feritic
X6CrAl13 7AlCr130 FeriticX12Cr13 10Cr130 Ferito - martensiticX20Cr13 20Cr130 MartensiticX30Cr13 30Cr130 MartensiticX39Cr13 40Cr130 Martensitic
X50CrMoV15 45VMoCr145 Martensitic
X2CrNi18−9 2NiCr185 Austenitic
X5CrNi18−10 5NiCr180 Austenitic
X6CrNiTi18−10 10TiNiCr180 Austenitic
X2CrMnNi17−7−5 - Austenitic
X2CrMnNiN18−9−5 - Austenitic
X2CrNiMo17−13−3 2MoNiCr175 Austenitic
X1NiCrMoCu25−20−5 2CuMoCrNi250 Austenitic
X6CrNiMoTi17−12−2 10TiMoNiCr175 Austenitic
X2CrNiMoCuN25−6−3 - Austenito - feritic
X2CrNiMoCuWN25−7−4 - Austenito - feritic
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
88
Aceste oţeluri prezintă, la orice temperatură în stare solidă, o structurămonofazică feritică (eventual, cu foarte mici cantităţi de carburi globulare uniformdistribuite în matricea feritică) şi, ca urmare, caracteristicile de utilizare aleacestor oţeluri nu pot fi modificate prin aplicarea de TT cu schimbare de fază;singura modalitate tehnologică de a le influenţa caracteristicile de rezistenţămecanică şi plasticitate constă în ecruisarea lor prin deformare plastică la rece,urmată de aplicarea unui TT de recoacere de recristalizare fără schimbare de fază(cu regimul adecvat obţinerii caracteristicilor dorite).
Oţelurile inoxidabile feritice au o sudabilitate relativ bună. Principaleleprobleme care pot să apară la realizarea construcţiilor sudate din astfel de oţelurisunt legate (v. fig. 7.24) de sensibiltatea lor ridicată la supraîncălzire (creştereapronunţată a granulaţie în cazul încălzirii şi menţinerii lor la temperaturi mai maride 900 oC) şi de tendinţa acestora spre fragilizare şi fisurare (atât datorită creşteriigranulaţiei, cât şi datorită intervenţiei altor fenomene, cum ar fi apariţia fazei σ încazul menţinerilor îndelungate în intervalul de temperaturi 550...700 oC); acesteprobleme se pot rezolva prin alegerea corespunzătoare a MA pentru sudare, prinfolosirea unor tehnologii de sudare adecvate şi prin aplicarea unor TT postsudare,locale (la îmbinările sudate) sau globale (la întreaga construcţie sudată), constânddin încălzirea la ti = 750...850 oC (temperaturile mai mari fiind recomandate laconstrucţiile sudate din oţeluri feritice cu concentraţii ridicate de crom),menţinerea la aceste temperaturi o durata τm = 30...40 min şi răcirea în aer.
8.6.1.2. Oţelurile inoxidabile martensitice şi ferito-martensitice facparte din categoria oţelurilor aliate cu crom şi au compoziţia caracterizată prin%Cm = 0,08...1,0 %, conţinuturi foarte scăzute de impurităţi (%Sm ≤ 0,015 %;%Pm ≤ 0,04 %) şi concentraţia masică de crom încadrată în una din următoarelereţete: %Crm = 11...13 %; %Crm = 17...18 %; în compoziţia acestor oţeluri se potadăuga în diverse concentraţii şi alte elemente: siliciu (%Sim ≤ 1 %), aluminiu(%Alm ≤ 1,5 %), molibden (%Mom = 0,6...3,0 %), nichel (%Nim = 1...8 %), cupru(%Cum = 1...5 %), niobiu (%Nbm = 0,3...0,6 %) şi/sau vanadiu (%Vm = 0,1...0,2 %)pentru creşterea refractarităţii şi comportării la fluaj (Al, Si, Mo), pentruîmbunăţăţirea tenacităţii şi prelucrabilităţii prin deformare plastică (Ni), pentruîmbunăţăţirea rezistenţei la coroziune în anumite medii (Al, Cu), pentru finisareagranulaţiei, mărirea călibilităţii şi durificarea prin precipitare a acestor oţeluri (Ni,Cu, Nb, V) sau pentru evitarea apariţiei fenomenelor de fragilitate la revenire(Mo). Mărcile de oţeluri comerciale din aceste clase structurale corespund integralprescripţiilor prezentate mai înainte, aşa cum rezultă din următoarele exemple:X12Cr13; X20Cr13; X46Cr13; X50CrMoV15; X70CrMo15; X90CrMoV18;X105CrMo17; X5CrNiMo13−4; X4CrNiMo16−5−1; X5CrNiCuNb16−4;X7CrNiAl17−7; X8CrNiMoAl15−7−2.

Capitolul 8 Oţelurile şi fontele comerciale
89
Aceste oţeluri au concentraţia de crom suficient de scăzută în corelaţie cuconcentraţia de carbon, încât transformarea alotropică Feγ ⇔ Feα nu estesuprimată şi aceste oţeluri prezintă transformări de fază în stare solidă (în condiţiide echilibru termodinamic sunt posibile transformările de tipul austenită ⇔ ferită)şi se călesc în aer (sunt oţeluri autocălibile), căpătând o structură martensitică sauferito – martensitică; la oţelurile cu concentraţii mari de carbon (%Cm > 0,2 %)aceste condiţii sunt uşor de întrunit, în timp ce la oţelurile cu conţinut scăzut decarbon (%Cm < 0,1 %) pentru asigurarea structurilor martensitice la răcirea în aerse impune alierea lor suplimentară cu nichel şi, uneori, cu cupru. În majoritateacazurilor oţelurile din aceste clase structurale se utilizează în starea metalurgicăconferită prin aplicarea unui TT de călire + revenire. Procesele care au loc larevenirea structurilor de călire ale acestor oţeluri (bogat aliate cu crom şi alteelemente de aliere) diferă de procesele care au loc la revenirea structurilor decălire ale oţelurilor nealiate (v. scap. 5.3), datorită intervenţiei fenomenelor destabilitate la revenire şi de durificare secundară (separararea unor carburi de cromfin dispersate, care măresc duritatea structurilor de revenire), iar caracteristicilemecanice ale structurilor de revenire pot indica prezenţa fenomenelor defragilitate la revenire (v. scap. 7.4).
Oţelurile cu conţinuturi scăzute de carbon (%Cm < 0,08 %) şiconţinuturi ridicate de crom (%Crm = 15...17 %), aliate suplimentar cu nichel(%Nim = 3...8 %), cupru (%Cum = 1...5 %), aluminiu (%Alm = 0,7...1,5 %),molibden (%Mom = 0,6...3,0 %) şi/sau niobiu (%Nbm = 0,3...0,6 %), careprezintă o capacitate particulară de creştere a caracteristicilor de rezistenţămecanică prin aplicarea de TT, alcătuiesc o subdiviziune specială a oţelurilorinoxidabile martensitice (având ca mărci reprezentative X4CrNiMo16−5−1;X5CrNiCuNb16−4; X7CrNiAl17−7; X8CrNiMoAl15−7−2) şi sunt denumiteoţeluri cu durificare prin precipitare (oţeluri PH – preciptation hardening).
Oţelurile PH cu %Nim = 3...5 % au Ms > ta şi prezintă după călire (în aersau ulei, de la ti = 1025...1050 oC) o structură martensitică cu conţinut scăzut decarbon, caracterizată prin rezistenţă mecanică redusă şi plasticitate ridicată; prinaplicarea unui TT de revenire (la ti = 470...630 oC şi τm = 1...3 ore), în structuramartensitică apar precipitate ale compuşilor intermetalici pe care îi formeazăelementele de aliere suplimentare (de tipul MoNi3, NbNi3 etc.) şi se produce un efect dedurificare (îmbătrânire) important, caracteristicile de rezistenţă mecanică înregistrândcreşteri semnificative (Rp0,2 = 800...1200 N/mm2 şi Rm = 1000...1300 N/mm2), fărăafectarea inadmisibilă a caracteristicilor de tenacitate (energia de rupere semenţine la niveluri KV = 40...60 J) şi de rezistenţă la coroziune.
Oţelurile PH cu %Nim = 6...8 % au Ms << ta şi prezintă (la ta) după călire(în aer de la ti = 950...1050 oC) o structură austenitică, care se poate transformaîn martensită (cu conţinut redus de carbon, având rezistenţă mecanică scăzută şi

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
90
plasticitate ridicată) prin aplicarea unui TT de călire la temperaturi scăzute(constând din răcirea oţelurilor, cu vr = 70...80 oC/oră, la tco = −70...−80 oC,menţinerea la tco o durată τm = 7...8 ore şi apoi reîncălzirea la ta) sau prin aplicareaunui TT de destabilizare a austenitei (constând din reîncălzirea oţelurilor lati = 750...850 oC, menţinerea la această temperatură o durată τm = 0,5...1,5 ore,pentru micşorarea stabiltăţii austenitei prin separarea unor particule de carburi decrom şi alte elemente de aliere şi apoi răcirea în apă); prin aplicarea ulterioară aunui TT de revenire (la ti = 500...520 oC şi τm = 1...1,5 ore) se obţin efecte dedurificare prin precipitare similare celor tipice oţelurile PH cu %Nim = 3...5 %călite şi îmbătrânite.
Oţelurile inoxidabile martensitice şi ferito – martensitice cu %Cm < 0,4 %sunt sudabile; deoarece, conform indicaţiilor diagramei din figura 7.24, acesteoţeluri au tendinţa de fragilizare la rece, la realizarea construcţiilor sudate dinastfel de oţeluri trebuie utilizate MA cu concentraţii scăzute de carbon şiconţinuturi minime de impurităţi (S, P, N şi, mai ales H, care au efecte negativemajore asupra tenacităţii), BMT trebuie bine protejată în timpul sudării faţă deacţiunea nocivă a atmosferei înconjurătoare (prin utilizarea procedeelor de sudareîn mediu de gaz inert), iar după sudare trebuie aplicate TT care să confereîmbinărilor sudate structuri asemănătoare cu cea corespunzătoare MB, fiindrecomandat TT de revenire la ti = 600...750 oC sau, dacă este posibil, un TTcomplet, alcătuit din călire martensitică şi revenire.
Oţelurile inoxidabile martensitice cu %Cm > 0,4 % sunt destinateconfecţionării sculelor (cuţite, instrumente chirurgicale etc.) şi instrumentelor demăsurare şi nu se utilizează la realizarea construcţiilor sudate.
8.6.1.3. Oţelurile inoxidabile austenitice fac parte din categoria oţeluriloraliate cu crom şi nichel şi reprezint[ o clasă structurală de oţeluri cu proprietăţideosebite: rezistenţă mare la coroziune în aer, în apă şi în foarte mulţi agenţichimici, tenacitate şi rezistenţă mecanică ridicate la temperaturi scăzute (până la–270 oC), plasticitate mare, comportare paramagnetică şi o bună sudabilitate;structura austenitică se ecruisează puternic prin deformare plastică la rece şi, caurmare, aceste oţeluri ridică probleme tehnologice la prelucrarea prin aşchieresau prin deformare plastică.
Compoziţia chimică a acestor oţeluri poate fi caracterizată astfel:• concentraţia masică de carbon este scăzută; în mod obişnuit, %Cm ≤ 0,15 %,
dar oţelurile moderne au %Cm ≤ 0,02...0,04 %;• reţeta de aliere de bază a acestor oţeluri prevede concentraţii masice de
crom %Crm = 18...20 % (corespunzătoare oţelurilor inoxidabile) şi concentraţiimasice de nichel %Nim = 8...10 %, motiv pentru care oţelurile sunt denumite şioţeluri austenitice tip 18−−−−8, această reţetă fiind modificată la oţelurile pentru

Capitolul 8 Oţelurile şi fontele comerciale
91
aplicaţii speciale (caracterizate prin condiţii severe de lucru: solicitări mecanice cuintensităţi mari şi/sau aplicate dinamic, temperaturi ridicate, medii foarte agresiveetc.), care se realizează cu %Crm = 15...25 % şi %Nim = 15... 45 % (şi suntdenumite oţeluri tip 15−35, 20−25, 25−35 etc.); cromul este elementul de alierecare conferă acestor oţeluri rezistenţă la coroziune şi la oxidare, %Crm = 12...15 %asigurându-le o bună rezistenţă la oxidare în medii uscate, la temperaturi înalte,iar %Crm >15 % conferind oţelurilor rezistenţă la coroziunea (de tip elecrochimic)produsă de mediile active apoase; efectele favorabile ale cromului se diminueazăodată cu creşterea conţinutului de carbon al oţelurilor (care favorizează apariţiacarburilor în structura acestora); nichelul acţionează favorabil asupra rezistenţei lacoroziune şi îmbunătăţeşte caracteristicile mecanice la temperaturi înalte aleoţelurilor, fiind elementul de aliere care le conferă structura austenitică şi asigură(în cazul când %Nim > 8 %) menţinerea unei astfel de structuri până latemperatura ambiantă (prin modificarea substanţială a poziţiei punctelor critice detransformare în stare solidă A1 şi A3);
• majoritatea oţelurilor austenitice crom-nichel au în compoziţie şi alteelemente de aliere decât carbonul, cromul şi nichelul (elementele reţetei de alierede bază): siliciul (%Sim ≤ 1...3 %), manganul (%Mnm = 2...10 %), azotul(%Nm = 0,1...0,25 %), molibdenul (%Mom = 2...7 %), cuprul (%Cum = 0,5...4 %),niobiul (%Nbm = 0,8...1 %) sau titanul (%Tim = 0,4...0,7 %), pentru creşterearefractarităţii şi comportării la fluaj (Si, Mo), pentru îmbunăţăţirea rezistenţei lacoroziune (Mo, Cu, Nb, Ti) sau pentru stabilizarea structurii austenitice şiînlocuirea parţială a nichelului (Mn, N).
Mărcile de oţeluri comerciale din această clasă structurală corespundintegral prescripţiilor prezentate mai înainte, aşa cum rezultă din următoareleexemple: X10CrNi18−8; X2CrNi18−9; X2CrNiMo17−12−2; X3CrNiCu18−9−4;X12CrMnNiN18−9−5; X6CrNiTi18−10; X6CrNiMoNb17−12−2.
Deoarece nu prezintă transformări în stare solidă, caracteristicile deutilizare ale acestor oţeluri nu pot fi modificate prin aplicarea de TT cu schimbarede fază; singura modalitate tehnologică de a le influenţa caracteristicile derezistenţă mecanică şi plasticitate constă în ecruisarea lor prin deformare plasticăla rece, urmată de aplicarea unui TT de recoacere de recristalizare fără schimbarede fază (cu regimul adecvat obţinerii caracteristicilor dorite).
Oţelurile cu conţinuturi reduse de carbon (%Cm ≤ 0,04 %) au structura deechilibru la ta complet austenitică, solubilitatea carbonului în austenită la aceastătemperatură fiind mai mare decât concentraţia carbonului existent în aceste oţelurişi, ca urmare, prezintă cea mai bună comportare în prezenţa mediilor agresive delucru, deoarece probabilitatea declanşării proceselor de corodare electrochimică astructurii monofazice austenitice (cu %Crm = 10,5...12,0 %) în astfel de medii esteaproape nulă.

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
92
Oţelurile cu conţinuturi de carbon mai mari (%Cm = 0,04... 0,15 %) austructura de echilibru la ta alcătuită din austenită şi carburi de crom, aceastăstructură bifazică putând favoriza declanşarea proceselor de corodare a oţelurilorîn prezenţa mediilor agresive. Pentru a le conferi o structură monofazicăaustenitică rezistentă la coroziune, se aplică TT de călire de punere în soluţie (acarburilor), constând în încălzirea oţelurilor la ti = 1000...1100 oC, pentrudizolvarea carburilor în austenită şi răcirea lor rapidă (în apă), pentru menţinereastructurii monofazice austenitice (până la ta); structura monofazică astfel obţinutăeste alcătuită din austenită suprasaturată în carbon, instabilă termodinamic şi, caurmare, dacă semifabricatele sau piesele confecţionate dintr-un oţel cu aceastăstructură sunt supuse încălzirii (în procesul de prelucrare sau în cursul utilizării),se produce separarea din austenită a carbonului în exces sub formă de carburi decrom, proces care prezintă următoarele particularităţi:
• separarea carburilor apare numai în cazul încălzirii într-un interval criticde temperaturi (450 oC; 850 oC), sub 450 oC difuzia elementelor care formeazăcarburile nefiind posibilă, iar peste 850 oC austenita are capacitate ridicată de adizolva carbon şi separarea carburilor nu mai este justificată termodinamic;
• viteza de difuzie a carbonului în austenită este mai mare decât ceacorespunzătoare cromului şi, ca urmare, carbonul ajunge mai repede la marginilecristalelor de austenită şi formează carburile cu cromul din austenita situată înzonele adiacente acestor margini; separarea intercristalină a carburilor de crom şiscăderea concentraţiei de crom de la marginile cristalelor de austenită diminueazărezistenţa la coroziune a oţelului, astfel că, atunci când piesele realizate dintr-unastfel de oţel vin în contact cu un mediu agresiv de lucru, marginile (sărăcite încrom) ale cristalelor de austenită sunt atacate, aşa cum se poate observa înimaginile prezentate în figura 8.12, fenomen numit coroziune intercristalină;
• aşa cum se poate deduce examinând diagrama din figura 8.13, pentrufiecare temperatură situată în intervalul critic de temperaturi există un intervalcritic al duratei de menţinere, pentru care intensitatea sensibilizării la coroziuneintercristalină a oţelului este maximă; dacă durata menţinerii este sub limitainferioară a intervalului critic, cantitatea de carburi precipitate este redusă,marginile cristalelor de austenită îşi diminuează puţin concentraţia de crom şidiminuarea rezistenţei la coroziune a oţelului este mică, iar dacă durata menţineriieste mai mare decât limita superioară a intervalului critic, după precipitareaintercristalină a carburilor de crom, se produce uniformizarea prin difuzie aconcentraţiei cromului în cristalele de austenită, creşte concentraţia în crom amarginilor acestor cristale, sărăcirea în crom a acestor margini este parţialcompensată şi rezistenţa la coroziune a oţelului este puţin afectată.
Aspectele prezentate sugerează şi principalele căi de acţiune pentrudiminuarea susceptibilităţii oţelurilor inoxidabile austenitice faţă de coroziunea

Capitolul 8 Oţelurile şi fontele comerciale
93
intercristalină: reducerea concentraţiei de carbon (%Cm ≤ 0,04 %), pentru evitareaformării carburilor de crom în structura oţelurilor, creşterea concentraţieicromului, pentru ca separarea intercristalină a carburilor de crom să afecteze înmică măsură rezistenţa la coroziune a marginilor cristalelor de austenită şi/saumicroalierea oţelurilor cu titan, niobiu sau tantal, care, având afinitatea faţă decarbon mai mare decât cromul, leagă carbonul în exces sub formă de carburiproprii şi asigură astfel menţinerea nealterată a concentraţiei cromului în cristalelede austenită (oţelurile inoxidabile austenitice microaliate cu titan, niobiu sau tantalsunt denumite oţeluri stabilizate).
Fig. 8.12. Microfotografia unei zone afectatede coroziunea intercristalină la o piesă dinoţel inoxidabil austenitic X10CrNi18−8
Fig. 8.13. Diagrama timp – temperatură −sensibilizare la coroziunnea intercristalină(TTS) a oţelului inoxidabil X10CrNi18−8
Oţelurile inoxidabile austenitice au o bună sudabilitate. Dacă se analizeazădiagrama structurală prezentată în figura 7.24, se observă că principaleleprobleme care pot afecta sudabilitatea oţelurilor austenitice crom-nichel sunt:fisurarea la cald şi fragilizarea indusă de formarea fazei σ .
• Fisurarea la cald a CUS realizate prin sudare se produce la temperaturiridicate (peste 1200 oC), în timpul solidificării CUS, fisurile formate la cald avândcaracter interdendritic şi fiind cauzate de prezenţa unor faze uşor fuzibile înzonele intercristaline ale structurii primare a CUS; apariţia fenomenului esteinfluenţată de următorii factori:
− compoziţia chimică a BMT din care rezultă prin solidificare CUS(dependentă de compoziţia şi puritatea MB şi MA); carbonul, siliciul, sulful şifosforul favorizează apariţia fisurării la cald, deoarece formează cu elementele dealiere tipice oţelurilor inoxidabile austenitice (nichel, titan, niobiu) compuşi(sulfura de nichel, carburi de titan şi niobiu, silicaţi) care sunt faze uşor fuzibilesau care formează cu fierul sau cu elementele de aliere eutectice uşor fuzibile, în

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
94
timp ce manganul, wolframul, vanadiul şi molibdenul împiedică fisurara la cald,fixând elementele nocive (sulful, carbonul etc.) sub formă de compuşi greufuzibili sau care formează cu fierul sau cu elementele de aliere eutectice greufuzibile;
− prezenţa feritei în structura CUS (într-un conţinut procentual de 3...4 %)împiedică fisurarea la cald, prin realizarea următoarelor efecte: finisarea structurii(ferita cristalizează înaintea austenitei şi împiedică formarea structurilor dendriticegrosolane), relaxarea tensiunilor mecanice care apar în timpul cristalizării primarea CUS (la temperaturi înalte, ferita are rezistenţa la deformare mai mică decâtaustenita şi, ca urmare, ferita este faza care se deformează uşor şi ajută ladiminuarea nivelului energetic al câmpului de tensiuni care apare datorită sudării)şi dizolvarea elementelor nocive (sulf, fosfor, siliciu) şi diminuarea pericolului deformare a eutecticelor uşor fuzibile;
Fragilizarea prin faza σ se produce atunci când în îmbinările sudate aparefaza σ, compus intermetalic FeCr caracterizat prin duritate ridicată şi fragilitateaccentuată; dacă MB sau CUS au structura complet austenitică, faza σ apare (maigreu) după sudare, în zonele încălzite la 600...900 oC, direct din austenită , prinrealizarea următoarelor etape: γ → γ + α → γ + α + σ → γ + σ, iar dacă structurilesunt austenito − feritice, faza σ apare (mai uşor) în aceleaşi zone, prin realizareaurmătoarelor etape: γ + α → γ + α + σ → γ + σ; apariţia fazei σ (sigmatarea) şifragilizarea care o însoţeşte sunt favorizate de prezenţa unor elemente de aliere caMo, Si, Nb, Ti şi de procesele de deformare plastică la rece şi pot fi înlăturateaplicând după sudare (sau după operaţiile de prelucrare prin deformare plastică larece) un tratament termic constând din încălzirea zonei sigmatate la ti ≅ 1000 oC,menţinerea la această temperatură o durată τm = 2...4 ore şi răcirea în aer.
8.6.1.4. Oţelurile inoxidabile austenito – feritice sau ferito – austenitice,denumite şi oţeluri duplex, fac parte din categoria oţelurilor aliate cu crom şi nichelşi reprezintă o clasă structurală de oţeluri utilizată relativ recent (cu toate căprimele oţeluri duplex au apărut încă din 1930) la fabricarea aparaturii tehnologicede presiune şi a construcţiilor sudate. Aceste oţeluri combină bunele proprietăţiale oţelurilor inoxidabile feritice şi austenitice, prezenţa în structură a feriteiasigurându-le niveluri ridicate ale rezistenţei mecanice şi rezistenţei la coroziune,iar prezenţa austenitei conferindu-le o bună ductilitate şi tenacitate; raportulpreferat al conţinuturilor procentuale de ferită şi austenită în structura oţelurilor deacest tip este cel unitar (%α ≅ 50 % şi %γ ≅ 50 %).
Primele oţeluri duplex realizate au avut compoziţia: %Cm ≤ 0,04 %;%Crm = 22...24; %Nim = 4...5 %; %Mom = 1...2 % şi %Cum ≤ 2 %; la realizareaconstrucţiilor sudate din astfel de oţeluri s-a constatat că structurile realizate înCUS şi ZIT nu mai prezintă raportul unitar al conţinuturilor procentuale de ferită

Capitolul 8 Oţelurile şi fontele comerciale
95
şi austenită, iar caracteristicile de rezistenţă la coroziune ale îmbinărior sudatesunt nesatisfăcătoare. A doua generaţie de oţeluri duplex a avut compoziţiachimică caracterizată prin %Cm ≤ 0,04 %; %Crm = 24...26 %; %Nim = 6...8 %;%Mom = 3...4 % , %Cum ≤ 2,5 % şi %Nm = 0,15...0,30 % (unele conţinând şi%Wm = 0,5...1,0 %); azotul a fost utilizat pentru înlocuirea parţială a nichelului caelement austenitizant, constatându-se că el îmbunătăţeşte rezistenţa mecanică şirezitenţa la coroziune şi contribuie la formarea austenitei din ferită la temperaturiridicate, asigurând menţinerea raportului unitar al conţinuturilor procentuale deferită şi austenită în zonele caracteristice ale îmbinărilor sudate ale echipamentelortrehnologice sau construcţiilor realizate din astfel de materiale. Rezistenţa lacoroziune a oţelurilor duplex din generaţia a doua este mai bună decât a oţelurilorinoxidabile austenitice, iar rezistenţa la tracţiune şi limita de curgere suntaproximativ de două ori mai mari decât ale oţelurilor inoxidabile austenitice;tenacitatea oţelurilor duplex are nivelul situat între nivelurile corespunzătoareoţelurilor inoxidabile austenitice şi feritice, oţelurile duplex putând fi utilizatepentru confecţionarea pieselor, construcţiilor şi echipamentelor care funcţioneazăla temperaturi superioare temperaturii de –50 oC (în condiţii de frig climatic sauindustrial), dar nefiind recomandate pentru echipamentele şi aparatele tehnologicedestinate aplicaţiilor criogenice.
Mărcile de oţeluri comerciale din această clasă structurală corespund integralprescripţiilor prezentate mai înainte, aşa cum rezultă din următoarele exemple:X2CrNiN23−4;X2CrNiMoN22−5−3;X3CrNiMoN27−5−2;X2CrNiMoCuN25−6−3;X2CrNiMoN25−7−4; X2CrNiMoCuWN25−7−4.
Pentru realizarea unor îmbinări sudate de calitate la realizarea aparatelortehnologice sau construcţiilor metalice din oţeluri duplex se recomandă a se aveaîn vedere următoarele aspecte:
• pentru a obţine CUS cu caracteristici corespunzătoare, este necesar ca MAutilizate la sudare să fie supraaliate cu nichel (MA trebuie să aibă %Nim ≅ 9 %, spredeosebire de MB, care au în mod obişnuit %Nim = 5,5...7,5 %), respectarea acesteiprescripţii asigurând formarea şi menţinerea cantităţii corespunzătoare deaustenită în structura CUS; MA cu compoziţie apropiată de a MB se utilizeazănumai în cazul când se efectuează TT postsudare pentru rectificarea structurilordin CUS şi ZIT, iar sudarea fără MA sau cu pMA scăzute (valori mari ale pMB) nueste recomandată (trebuie evitată), mai ales dacă nu este posibilă aplicarea de TTpostsudare;
• în procesul de sudare se produc fenomene metalurgice de precipitare înCUS şi ZIT a unor faze dure (faze δ, de tipul unor compuşi intermetalici cuconţinuturi ridicate de crom şi molibden sau nitruri de fier şi/sau de elemente dealiere) care fragilizează structura şi micşorează rezistenţa la coroziune a acesteia;

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
96
fenomenele de precipitare se produc în principal în zonele feritice ale structuriiCUS şi ZIT, deoarece elementele de aliere difuzează mai uşor în această fază, iarsolubilitatea azotului în ferită este mai scăzută decât în austenită; s-a constatat căapariţia fazelor δ este determinată de menţinerile îndelungate la temperaturiridicate, iar precipitarea nitrurilor se produce mai intens dacă MB nu are unconţinut suficient de azot (care să determine formarea şi stabilizarea austenitei)sau dacă nu se folosesc MA supraaliate cu nichel.
8.6.1.5. Oţelurile refractare (termorezistente) pot aparţine, în funcţie decompoziţia lor chimică, uneia din clasele structurale anterior prezentate: feritică,martensitică sau austenitică; deoarece, aşa cum s-a arătat anterior, rezistenţa laoxidare este conferită oţelurilor de alierea cu crom şi este îmbunătăţită de aliereasuplimentară cu siliciu şi aluminiu (elemente care asigură formarea pe suprafetelepieselor realizate din astfel de oţeluri şi exploatate la temperaturi ridicate a unuistrat compact şi aderent de oxizi, de tipul Cr2O3, Al2O3, SiO2, ce protejeazămaterialul împotriva oxidării în profunzime), iar rezistenţa mecanică latemperaturi ridicate se asigură oţelurilor prin alierea cu crom, molibden, nichel,wolfram, vanadiu (care durifică oţelurile prin formarea de carburi stabile,micşorează tendiţa de fragilizare la cald a acestora şi/sau le măresc temperatura derecristalizare primară, peste care se manifestă cu intensitate mare fenomenul defluaj), oţelurile inoxidabile prezintă şi o bună refractaritate (mai ales, dacăaplicaţiile în care sunt utilizate se caracterizează prin temperaturi de lucru nu preamari, în general sub 550 oC).
Pentru aplicaţiile tehnice la care temperaturile de lucru sunt foarte ridicate(550...1100 oC) se utilizează oţelurile refractare (termorezistente) speciale,destinate fabricării produselor prin deformare plastică la cald, semifabricatelorlaminate finite (profile pline şi fasonate, table, benzi, sârme etc.) şi barelor forjate,având calitatea reglementată de STAS 11523; principalele mărci de astfel deoţeluri (simbolizate în acelaşi mod ca şi oţelurile aliate pentru construcţia demaşini cuprinse în STAS 791) sunt: 10AlCr70, 10AlCr180, 10AlCr240(aparţinând clasei structurale a oţelurilor aliate feritice), 20VNiMnCr120,20VNiWMoCr120 (aparţinând clasei structurale a oţelurilor aliate martensitice),12TiNiCr180, 12NiCr250, 15SiNiCr200, 15SiNiCr250, 40SiNiCr250,12SiNiCr360 şi 10TiAlCrNi320 (aparţinând clasei structurale a oţelurilor aliateaustenitice).
O aplicaţie în care alegerea oţelurilor termorezistente ridică problemeinteresante o constituie fabricare ţevilor pentru cuptoarele instalaţiilor de pirolizădin combinatele petrochimice, ţevi prin care circulă hidrocarburi şi care audomeniul temperaturilor de lucru [700 oC; 900 oC]. Pentru această aplicaţiesingurele oţeluri care dau rezultate bune sunt oţelurile austenitice crom – nicheltip 15−35, 20−25 sau 25−35, cu conţinuturile de carbon %Cm = 0,35...0,45 %,

Capitolul 8 Oţelurile şi fontele comerciale
97
având structura de echilibru la ta alcătuită din austenită şi carburi. Soluţia folosiriiunor oţeluri cu %Cm = 0,35...0,45 % a fost adoptată ţinând seama că, aşa cumarată diagramele din figurile 8.14 şi 8.15, aceste oţeluri prezintă viteze de fluajminime şi rezistenţe tehnice de durată (fluaj) maxime şi au tendinţă redusă decarburare în prezenţa mediilor de hidrocarburi (carburarea ţevilor şi, ca urmare,creşterea excesivă a cantităţii de carburi în structură fiind una din principalelecauze care produc degradarea ţevilor); conţinutul ridicat de carbon diminueazăprelucrabilitatea prin deformare plastică a acestor oţeluri, impunând fabricareaţevilor prin turnare centrifugală, dar nu afectează inadmisibil sudabilitatea acestoroţeluri (cu anumite precauţii tehnologice ţevile pentru cuptoarele instalaţiilor depiroliză pot fi sudate).
Fig. 8.14. Dependenţa dintre viteza de fluaj şiconcentraţia de carbon la oţelurile austenitice
crom – nichel tip 15–35
Fig. 8.15. Dependenţele dintre rezistenţa tehnicăde durată şi concentraţia de carbon la oţelurileaustenitice crom – nichel tip 15–35 şi 25–20
Pentru aplicaţiile în care mediul de lucru este foarte agresiv şi/sautemperaturile de lucru sunt ridicate, se utilizează aliaje speciale Ni−Cr( %Nim = 45…70 % şi %Crm = 12….25 %), care au în compoziţie şi mici cantităţide carbon (%Cm = 0,01…0,05 %) şi alte elemente de aliere: molibden(%Mom = 2…25 %, wolfram (%Wm = 3…5 %), fier (%Fem = 2…12 %), niobiu(%Nbm = 3…5 %), siliciu (%Sim < 2 %), aluminiu, titan, zirconiu etc; datoritănumărului mare de componente aceste materiale sunt denumite superaliaje;nichelul asigură acestor aliaje o rezistenţă excepţională la coroziune în mediiputernic reducătoare, iar cromul, împreună cu siliciul şi aluminiul, le asigură ofoarte bună rezistenţă la oxidare, celelalte componente contribuind la creşterearezistenţei mecanice la cald şi asigurarea unei bune comportări la fluaj.
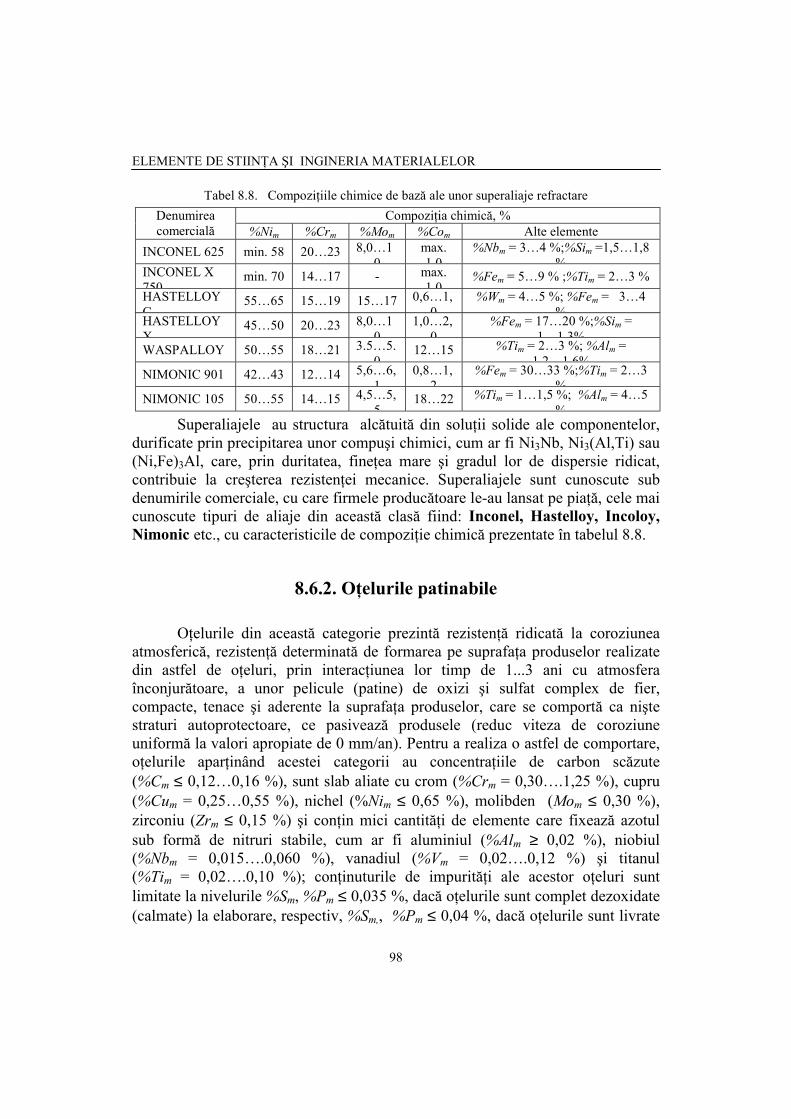
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
98
Tabel 8.8. Compoziţiile chimice de bază ale unor superaliaje refractareCompoziţia chimică, %Denumirea
comercială %Nim %Crm %Mom %Com Alte elementeINCONEL 625 min. 58 20…23 8,0…1
0max.1 0
%Nbm = 3…4 %;%Sim =1,5…1,8%
INCONEL X750
min. 70 14…17 - max.1 0
%Fem = 5…9 % ;%Tim = 2…3 %HASTELLOYC
55…65 15…19 15…17 0,6…1,0
%Wm = 4…5 %; %Fem = 3…4%
HASTELLOYX
45…50 20…23 8,0…10
1,0…2,0
%Fem = 17…20 %;%Sim =1 1 3%
WASPALLOY 50…55 18…21 3.5…5.0
12…15 %Tim = 2…3 %; %Alm =1 2 1 6%
NIMONIC 901 42…43 12…14 5,6…6,1
0,8…1,2
%Fem = 30…33 %;%Tim = 2…3%
NIMONIC 105 50…55 14…15 4,5…5,5
18…22 %Tim = 1…1,5 %; %Alm = 4…5%
Superaliajele au structura alcătuită din soluţii solide ale componentelor,durificate prin precipitarea unor compuşi chimici, cum ar fi Ni3Nb, Ni3(Al,Ti) sau(Ni,Fe)3Al, care, prin duritatea, fineţea mare şi gradul lor de dispersie ridicat,contribuie la creşterea rezistenţei mecanice. Superaliajele sunt cunoscute subdenumirile comerciale, cu care firmele producătoare le-au lansat pe piaţă, cele maicunoscute tipuri de aliaje din această clasă fiind: Inconel, Hastelloy, Incoloy,Nimonic etc., cu caracteristicile de compoziţie chimică prezentate în tabelul 8.8.
8.6.2. Oţelurile patinabile
Oţelurile din această categorie prezintă rezistenţă ridicată la coroziuneaatmosferică, rezistenţă determinată de formarea pe suprafaţa produselor realizatedin astfel de oţeluri, prin interacţiunea lor timp de 1...3 ani cu atmosferaînconjurătoare, a unor pelicule (patine) de oxizi şi sulfat complex de fier,compacte, tenace şi aderente la suprafaţa produselor, care se comportă ca niştestraturi autoprotectoare, ce pasivează produsele (reduc viteza de coroziuneuniformă la valori apropiate de 0 mm/an). Pentru a realiza o astfel de comportare,oţelurile aparţinând acestei categorii au concentraţiile de carbon scăzute(%Cm ≤ 0,12…0,16 %), sunt slab aliate cu crom (%Crm = 0,30….1,25 %), cupru(%Cum = 0,25…0,55 %), nichel (%Nim ≤ 0,65 %), molibden (Mom ≤ 0,30 %),zirconiu (Zrm ≤ 0,15 %) şi conţin mici cantităţi de elemente care fixează azotulsub formă de nitruri stabile, cum ar fi aluminiul (%Alm ≥ 0,02 %), niobiul(%Nbm = 0,015….0,060 %), vanadiul (%Vm = 0,02….0,12 %) şi titanul(%Tim = 0,02….0,10 %); conţinuturile de impurităţi ale acestor oţeluri suntlimitate la nivelurile %Sm, %Pm ≤ 0,035 %, dacă oţelurile sunt complet dezoxidate(calmate) la elaborare, respectiv, %Sm,, %Pm ≤ 0,04 %, dacă oţelurile sunt livrate
Capitolul 8 Oţelurile şi fontele comerciale
99
în altă stare decât cea calmată, concentraţia fosforului fiind mărită la unele oţeluri(la nivelul %Pm = 0,06...0,15 %), deoarece acesta poate participa ca elementactiv la formarea peliculelor de pasivare.
Semifabricatele din astfel de oţeluri se livrează fie în starea obţinută prinlaminare normalizantă, fie în starea realizată prin laminare obişnuită (cu sau fărăTT de normalizare aplicat ulterior laminării), iar produsele realizate din acestea nuse tratează termic.
Deoarece conţinuturile de carbon şi alte elemente de aliere sunt scăzute, iarconţinuturile de impurităţi sunt limitate, oţelurile din această categorie prezintă obună sudabilitate; dacă carbonul echivalent, determinat cu relaţia (8.3),îndeplineşte condiţia %Ce ≤ 0,44 %, realizarea construcţiilor sudate din astfel deoţeluri nu ridică probleme tehnologice deosebite, iar dacă condiţia nu esteîndeplinită se recomandă sudarea cu preîncălzire şi, eventual, aplicarea recoaceriide detensionare ca TT postsudare.
Caracteristicile fizico − mecanice şi tehnologice ale oţelurilor din aceastăcategorie sunt similare celor ale oţelurilor de uz general echivalente din punctulde vedere al mărcii şi clasei de calitate. Standardul SR EN 10155 prevedemărcile S235W şi S355W, iar STAS 500/3 care reglementează acelaşi domeniu,nefiind încă abrogat, prevede mărcile RCA 370 şi RCB 510, semnificaţiilesimbolurilor fiind cele precizate în scap. 8.2.2.; oţelurile SxxxW se pot livra înclasele de calitate J0, J2 şi K2, iar S355W se poate livra şi în varianta S355WP, cuconţinut ridicat de fosfor (%Pm = 0,06…0,15 %).
Principalele aplicaţii tehnice în care se utilizează semifabricatele sub formăde table, benzi sau profile laminate din astfel de oţeluri sunt construcţiile metaliceşi mecanice (supuse în exploatare la coroziune atmosferică la temperaturaambiantă), cum ar fi: stâlpii pentru reţelele electrice de înaltă tensiune, vagoanelede cale ferată, macaralele, structurile portante şi de închidere ale halelorindustriale şi unele recipiente sub presiune.
8.7. Oţelurile pentru scule
Oţelurile din această clasă se utilizează pentru confecţionarea sculelor(cuţite pentru strunjire, rabotare şi mortezare, burghie, alezoare, freze, tarozi,filiere etc.) destinate prelucrării prin aşchiere a semifabricatelor şi pieselor dindiverse materiale (oţeluri, fonte, lemn, piatră, materiale plastice etc.), pentruconfecţionarea sculelor de prelucrare prin deformare plastică la rece sau la cald adiferitelor materiale (dălţi, cuţite pentru foarfeci, poansoane, matriţe pentruprelucrarea oţelurilor sau maselor plastice, nicovale pentru forjat, dornuri,

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
100
punctatoare, scule de tragere la rece a materialelor metalice etc.), pentru fabricareaunor unelte şi instrumente de lucru (şurubelniţe, chei fixe, ferăstraie pentru lemn,ace de trasare, vârfuri de centrare pentru maşini – unelte, instrumente chirurgicaleetc.), pentru fabricarea unor piese rezistente la uzare (de la maşinile textile,maşinile agricole etc.) şi pentru realizarea elementelor active (care trebuie săprezinte durabilitate ridicată) ale instrumentelor de măsurare şi verificare adimensiunilor pieselor (rigle, şublere, micrometre, calibre etc.).
În corelaţie cu destinaţia lor, oţelurile din această clasă trebuie săcorespundă mai multor condiţii generale, care pot fi formulate astfel:
• oţelurile trebuie să prezinte duritate ridicată (mai mare decât duritateamaterialelor semifabricatelor sau pieselor care se se prelucrează cu sculeleconfecţionate din ele) şi tenacitate suficientă (pentru ca tăişurile şi corpul sculelorsă poată prelua solicitările mecanice la care sunt supuse în timpul utilizării lorpentru prelucrarea semifabricatelor sau pieselor, fără apariţia unor fenomenenedorite de fisurare sau rupere fragilă); duritatea ridicată se asigură prin aplicareaunui TT final de călire martensitică a sculelor, ceea ce impune ca, ţinând seama căduritatea martensitei creşte odată cu concentraţia de carbon a oţelului supus călirii(v. scap. 5.2.2), oţelurile pentru scule să fie (de obicei) hipereutectoide;
• oţelurile trebuie să-şi menţină duritatea ridicată şi în urma încălzirii lordatorită frecărilor ce apar între scule şi semifabricatele sau piesele supuseprelucării; deoarece încălzirile sculelor călite martensitic au efectele unor reveniri,se impune ca oţelurile să prezinte o bună stabilitate la revenire şi/sau să fie aliatecu elemente care să le asigure durificarea secundară (v. scap. 7.4);
• oţelurile trebuie să aibă o bună călibilitate, astfel ca zona de la suprafaţasculelor durificată prin călire să fie suficient de extinsă (adâncă) şi să permităascuţirea repetată a acestora, fără ca duritatea tăişurilor să se micşorezeinadmisibil;
• oţelurile trebuie să prezinte sensibilitate redusă la deformare şi/saufisurare prin călire şi să aibă tendinţă mică de decarburare superficială în timpulprelucrărilor şi TT la care sunt supuse în procesul tehnologic de realizare asculelor (deoarece micşorarea concentraţiei carbonului în stratul superficialdiminuează călibilitatea şi capacitatea de călire – v. scap. 5.2.2).
8.7.1. Oţelurile carbon pentru scule
Oţelurile din această categorie au concentraţia de carbon ridicată(%Cm = 0,65...1,25 %) şi conţinuturile de impurităţi limitate la nivelurilecorespunzătoare oţelurilor de calitate. Fiind în marea majoritate oţelurihipereutectoide, structura lor de echilibru la ta este alcătuită din perlită şi
Capitolul 8 Oţelurile şi fontele comerciale
101
cementită secundară (dispusă sub formă de reţea la marginea formaţiunilorperlitice – v. tabelul 4.2). Semifabricatele din astfel de oţeluri se realizează prindeformare plastică la cald şi se livrează în starea structurală (cu perlită globulară)conferită de aplicarea unui TT de recoacere de globulizare a cementitei (numită şirecoacere de înmuiere). Pentru îndeplinirea condiţiilor generale anteriorformulate, în procesul tehnologic de realizare a sculelor din astfel de oţeluri se potinclude următoarele TT:
• normalizarea (v. scap. 6.3.5), pentru finisarea granulaţiei şi obţinereaunei structuri cvasieutectoide (fără reţea de cementită secundară);
• recoacerea de globulizare a cementitei (v. scap. 6.3.3), pentru obţinereaunei structuri cu perlită globulară, care conferă oţelurilor o bună prelucrabilitateprin deformare plastică şi prin aşchiere.
După aducerea la configuraţia dorită, sculele realizate din astfel de oţelurise supun unui TT final alcătuit din:
• călire martensitică, pentru creşterea durităţii şi, eventual, călire latemperaturi scăzute, pentru obţinerea unei structuri martensitice cu conţinuturiminime de austenită reziduală;
• revenire joasă (la ti = 150...200 oC), pentru obţinerea unei structuri cumartensită de revenire (v. scap. 6.5), bine detensionată şi cu duritate ridicată(55...60 HRC).
Oţelurile din această categorie au calitatea reglementată prin STAS 1700;principalele mărci de oţeluri sunt: OSC7; OSC8, OSC9, OSC10, OSC11 şiOSC12, semnificaţia simbolurilor fiind cea precizată în scap. 8.2.2 (de exemplu,simbolul OSC10 corespunde unui oţel carbon pentru scule având concentraţiamasică medie de carbon %Cm = 1,0 %). Deoarece creşterea concentraţiei masicede carbon şi aplicarea de TT sunt singurele căi de acţiune pentru asigurareacaracteristicilor de utilizare ale acestor oţeluri, încadrarea lor în condiţiile generaleanterior formulate se prezintă astfel:
• oţelurile prezintă sensibilitate ridicată la decarburarea superficială şi lafisurarea prin călire;
• sculele realizate din astfel de oţeluri au duritatea (după TT final)55...60 HRC, care se menţine numai dacă acestea nu se încălzesc (în timpulutilizării) la temperaturi mai mari de 150...200 oC;
• călibilitatea acestor oţeluri corespunde unui indice J 5 – 55/60.Gradul moderat de îndeplinire a condiţiilor limitează utilizarea acestor
oţeluri la fabricarea sculelor cu forme simple şi dimensiuni caracteristice nu preamari şi impune o serie de restricţii privind regimurile tehnologice de lucru cusculele confecţionate din astfel de oţeluri (de exemplu, limitarea vitezelor deaşchiere şi/sau răcirea sculelor în cursul utilizării lor pentru diverse prelucrări).

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
102
8.7.2. Oţelurile aliate pentru scule
Oţelurile din această categorie au compoziţia chimică corelată cu destinaţiaşi caracteristicile de utilizare ale sculelor care se confecţionează din ele,putându-se distinge tipurile prezentate în continuare.
8.7.2.1. Oţelurile aliate pentru scule aşchietoare, scule (rezistente şi foarterezistente la uzare) de prelucrare prin deformare plastică la rece şi instrumente demăsurare sau verificare au concentraţiile de carbon ridicate (%Cm = 0,8...2,00 %),conţinuturile de impurităţi limitate la nivelul %Pm, %Sm ≤ 0,03 % şi sunt slab, mediusau înalt aliate cu diverse elemente, cum ar fi cromul (%Crm = 1,0...12,0 %),wolframul (%Wm = 0,8...2,2 %), vanadiul (%Vm = 0,1...1,1 %), molibdenul(%Mom = 0,6...1,3 %) şi manganul (%Mnm = 0,8...2,2 %). Calitatea acestor oţelurieste reglementată de STAS 3611, care recomandă o simbolizare similară celeiutilizate de STAS 791 pentru oţelurile aliate destinate pieselor pentru construcţiade maşini, principalele mărci fiind: 90VMn20; 90VCrMn20; 100VMoCr52;105MnCrW11; 105CrW20 şi 117VCr6, ce corespund unor oţeluri aliate(hipereutectoide) din clasa structurală perlitică (cu structura de echilibru la taalcătuită din perlită şi carburi secundare) şi 155MoVCr115; 165VWMoCr115 şi200Cr115, ce corespund unor oţeluri aliate din clasa structurală ledeburitică (custructura de echilibru la ta alcătuită din perlită şi carburi primare şi secundare).
Semifabricatele din aceste oţeluri sunt realizate prin deformare plastică lacald şi sunt livrate în starea structurală (cu perlită globulară) obţinută prinaplicarea unei recoaceri de înmuiere. TT final la care sunt supuse sculeleconfecţionate din astfel de oţeluri este alcătuit (ca şi în cazul sculelor din oţeluricarbon) din călire martensitică (urmată uneori de călire la temperaturi scăzute,pentru diminuarea conţinutului de austenită reziduală din structură) şi revenirejoasă (la ti = 150...200 oC), pentru obţinerea unei structuri cu martensită derevenire, bine detensionată şi cu duritate ridicată (58...65 HRC).
8.7.2.2. Oţelurile aliate pentru scule rezistente la şoc, unelte de mânăşi scule de prelucrare prin deformare plastică la cald au concentraţiile decarbon %Cm = 0,25...0,60 %, conţinuturile de impurităţi limitate la nivelul%Pm, %Sm ≤ 0,03 % şi sunt slab sau mediu aliate cu elemente ca wolframul(%Wm = 1,2...2,0 %), cromul (%Crm = 0,4...2,8 %), molibdenul (%Mom = 0,5...2,0 %);vanadiul (%Vm = 0,15...1,0 %), nichelul (%Nim = 1,4...1,8 %), siliciul%Sim = 0,4...1,2 %) şi manganul (%Mnm = 0,8...1,2 %). Ca şi a oţelurile de tipulprecedent, calitatea şi simbolizarea acestor oţeluri sunt reglementate deSTAS 3611, care cuprinde ca principale mărci: 30VCrW85; 31VCr8;31VMoCr29; 36VSiWMnCr53; 55MoCrNi10 şi 55VMoCrNi17; oţelurile de acest
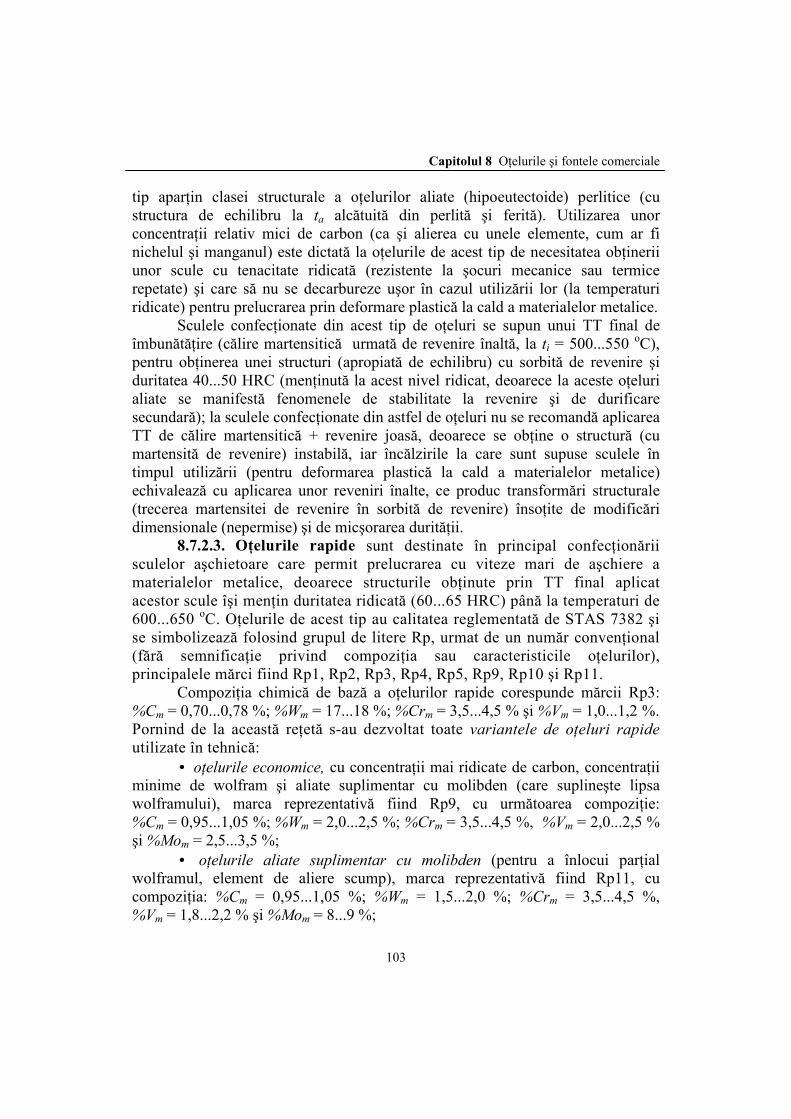
Capitolul 8 Oţelurile şi fontele comerciale
103
tip aparţin clasei structurale a oţelurilor aliate (hipoeutectoide) perlitice (custructura de echilibru la ta alcătuită din perlită şi ferită). Utilizarea unorconcentraţii relativ mici de carbon (ca şi alierea cu unele elemente, cum ar finichelul şi manganul) este dictată la oţelurile de acest tip de necesitatea obţineriiunor scule cu tenacitate ridicată (rezistente la şocuri mecanice sau termicerepetate) şi care să nu se decarbureze uşor în cazul utilizării lor (la temperaturiridicate) pentru prelucrarea prin deformare plastică la cald a materialelor metalice.
Sculele confecţionate din acest tip de oţeluri se supun unui TT final deîmbunătăţire (călire martensitică urmată de revenire înaltă, la ti = 500...550 oC),pentru obţinerea unei structuri (apropiată de echilibru) cu sorbită de revenire şiduritatea 40...50 HRC (menţinută la acest nivel ridicat, deoarece la aceste oţelurialiate se manifestă fenomenele de stabilitate la revenire şi de durificaresecundară); la sculele confecţionate din astfel de oţeluri nu se recomandă aplicareaTT de călire martensitică + revenire joasă, deoarece se obţine o structură (cumartensită de revenire) instabilă, iar încălzirile la care sunt supuse sculele întimpul utilizării (pentru deformarea plastică la cald a materialelor metalice)echivalează cu aplicarea unor reveniri înalte, ce produc transformări structurale(trecerea martensitei de revenire în sorbită de revenire) însoţite de modificăridimensionale (nepermise) şi de micşorarea durităţii.
8.7.2.3. Oţelurile rapide sunt destinate în principal confecţionăriisculelor aşchietoare care permit prelucrarea cu viteze mari de aşchiere amaterialelor metalice, deoarece structurile obţinute prin TT final aplicatacestor scule îşi menţin duritatea ridicată (60...65 HRC) până la temperaturi de600...650 oC. Oţelurile de acest tip au calitatea reglementată de STAS 7382 şise simbolizează folosind grupul de litere Rp, urmat de un număr convenţional(fără semnificaţie privind compoziţia sau caracteristicile oţelurilor),principalele mărci fiind Rp1, Rp2, Rp3, Rp4, Rp5, Rp9, Rp10 şi Rp11.
Compoziţia chimică de bază a oţelurilor rapide corespunde mărcii Rp3:%Cm = 0,70...0,78 %; %Wm = 17...18 %; %Crm = 3,5...4,5 % şi %Vm = 1,0...1,2 %.Pornind de la această reţetă s-au dezvoltat toate variantele de oţeluri rapideutilizate în tehnică:
• oţelurile economice, cu concentraţii mai ridicate de carbon, concentraţiiminime de wolfram şi aliate suplimentar cu molibden (care suplineşte lipsawolframului), marca reprezentativă fiind Rp9, cu următoarea compoziţie:%Cm = 0,95...1,05 %; %Wm = 2,0...2,5 %; %Crm = 3,5...4,5 %, %Vm = 2,0...2,5 %şi %Mom = 2,5...3,5 %;
• oţelurile aliate suplimentar cu molibden (pentru a înlocui parţialwolframul, element de aliere scump), marca reprezentativă fiind Rp11, cucompoziţia: %Cm = 0,95...1,05 %; %Wm = 1,5...2,0 %; %Crm = 3,5...4,5 %,%Vm = 1,8...2,2 % şi %Mom = 8...9 %;
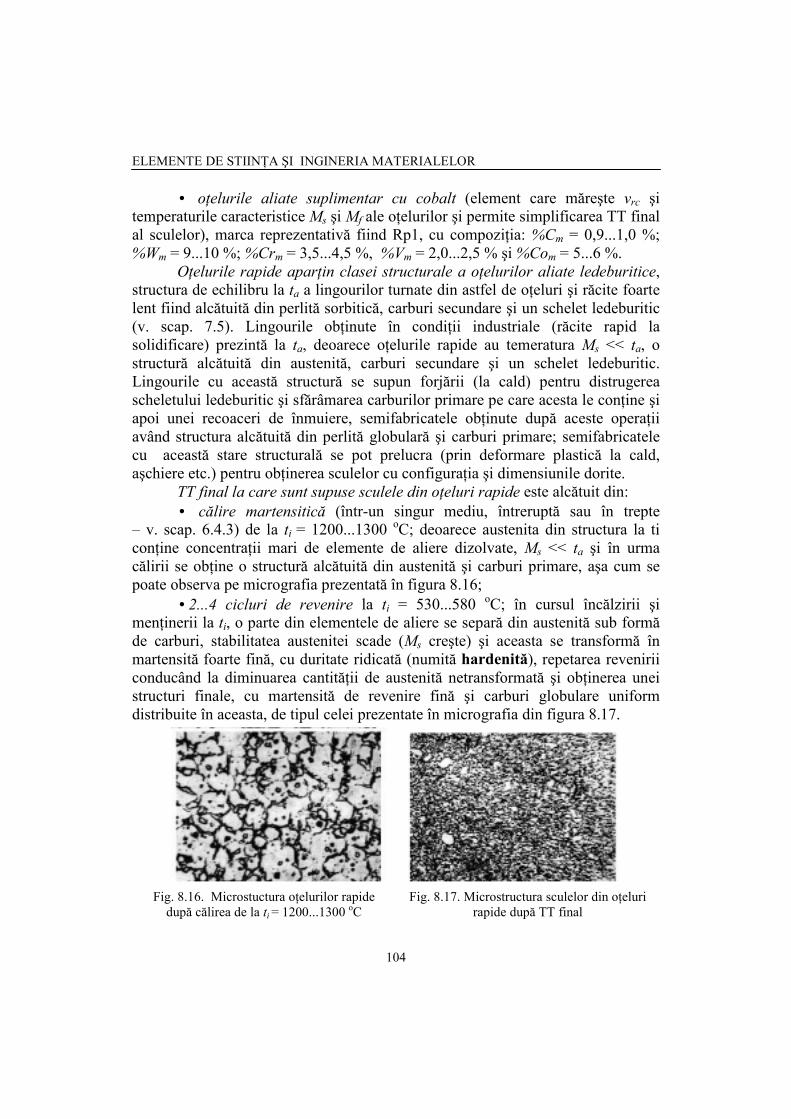
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
104
• oţelurile aliate suplimentar cu cobalt (element care măreşte vrc şitemperaturile caracteristice Ms şi Mf ale oţelurilor şi permite simplificarea TT finalal sculelor), marca reprezentativă fiind Rp1, cu compoziţia: %Cm = 0,9...1,0 %;%Wm = 9...10 %; %Crm = 3,5...4,5 %, %Vm = 2,0...2,5 % şi %Com = 5...6 %.
Oţelurile rapide aparţin clasei structurale a oţelurilor aliate ledeburitice,structura de echilibru la ta a lingourilor turnate din astfel de oţeluri şi răcite foartelent fiind alcătuită din perlită sorbitică, carburi secundare şi un schelet ledeburitic(v. scap. 7.5). Lingourile obţinute în condiţii industriale (răcite rapid lasolidificare) prezintă la ta, deoarece oţelurile rapide au temeratura Ms << ta, ostructură alcătuită din austenită, carburi secundare şi un schelet ledeburitic.Lingourile cu această structură se supun forjării (la cald) pentru distrugereascheletului ledeburitic şi sfărâmarea carburilor primare pe care acesta le conţine şiapoi unei recoaceri de înmuiere, semifabricatele obţinute după aceste operaţiiavând structura alcătuită din perlită globulară şi carburi primare; semifabricatelecu această stare structurală se pot prelucra (prin deformare plastică la cald,aşchiere etc.) pentru obţinerea sculelor cu configuraţia şi dimensiunile dorite.
TT final la care sunt supuse sculele din oţeluri rapide este alcătuit din:• călire martensitică (într-un singur mediu, întreruptă sau în trepte
– v. scap. 6.4.3) de la ti = 1200...1300 oC; deoarece austenita din structura la ticonţine concentraţii mari de elemente de aliere dizolvate, Ms << ta şi în urmacălirii se obţine o structură alcătuită din austenită şi carburi primare, aşa cum sepoate observa pe micrografia prezentată în figura 8.16;
• 2...4 cicluri de revenire la ti = 530...580 oC; în cursul încălzirii şimenţinerii la ti, o parte din elementele de aliere se separă din austenită sub formăde carburi, stabilitatea austenitei scade (Ms creşte) şi aceasta se transformă înmartensită foarte fină, cu duritate ridicată (numită hardenită), repetarea reveniriiconducând la diminuarea cantităţii de austenită netransformată şi obţinerea uneistructuri finale, cu martensită de revenire fină şi carburi globulare uniformdistribuite în aceasta, de tipul celei prezentate în micrografia din figura 8.17.
Fig. 8.16. Microstuctura oţelurilor rapidedupă călirea de la ti = 1200...1300 oC
Fig. 8.17. Microstructura sculelor din oţelurirapide după TT final

Capitolul 8 Oţelurile şi fontele comerciale
105
Diagrama TT final al sculelor din oţeluri rapide este prezentată în figura8.18, iar modul în care ti la revenire influenţează duritatea sculelor este descris dediagrama din figura 8.19.
Fig. 8.18 . Diagrama TT final al sculelor realizatedin oţeluri rapide
Fig. 8. 19. Influenţa temperaturii derevenire asupra durităţii sculelor din oţeluri
rapide În legătură cu TT final al sculelor din oţeluri rapide trebuie evidenţiate şi
următoarele aspecte:• tratamentul poate fi simplificat, mai ales la sculele realizate din oţeluri
rapide aliate suplimentar cu cobalt, dacă, după ciclul primar de călire, se face ocălire la temperaturi scăzute (la tco < −70 oC), pentru transformarea austenitei înmartensită şi se aplică apoi un singur ciclu de revenire;
• tratamentul de revenire se face în mod frecvent prin încălzirea sculelorîn băi de săruri topite, caz în care se poate realiza simultan şi un tratamenttermochimic de cianurare (v. scap 6.6.4.), pentru durificarea superficialăsuplimentară a acestora.
8.8. Alte oţeluri cu destinaţii sau caracteristici speciale
8.8.1. Oţelurile pentru piese turnate
Piesele turnate din oţel se obţin mai greu decât cele din fontă, deoareceoţelurile au proprietăţi de turnare mai slabe decât fontele (temperatură ts ridicată,interval mare de solidificare, fluiditate scăzută etc.). Cu toate acestea, pentrumulte aplicaţii tehnice (piese cu configuraţii complicate, piese cu dimensiuni şimase mari etc.) utilizarea semifabricatelor turnate din oţel rămâne soluţia agreatăşi în prezent aproape 20 % din totalul semifabricatelor folosite pentru obţinereadiverselor produse sunt realizate prin turnare din diferite mărci de oţeluri.
Oţelurile destinate pieselor turnate trabuie să prezinte proprietăţi de
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
106
turnare acceptabile şi să asigure caracteristicile mecanice impuse de condiţiile desolicitare ale acestor piese. În principiu, orice oţel poate fi utilizat şi pentruobţinerea pieselor turnate şi, ca urmare, noul sistem de simbolizare reglementatprin SR EN 10027 prevede la fiecare marcă de oţel posibilitatea de a fi utilizat şica oţel pentru piese (semifabricate) turnate, caz în care simbolul mărcii are ataşatăla început litera G (v. tabelele 8.4 şi 8.5).
Principala condiţie care se impune oţelurilor pentru piese turnate oconstituie asigurarea caracteristicilor mecanice cerute de aplicaţia în care suntutilizate şi, ca urmare, în prezent simbolizarea oţelurilor de uz general pentrupiese turnate se face cu ajutorul a două numere, reprezentând valorile minime alelimitei de curgere Re şi rezistenţei la tracţiune Rm (de exemplu, oţelul G 230−450este un oţel pentru piese turnate cu Re ≥ 230 N/mm2 şi Rm ≥ 450 N/mm2).
Oţelurile de uz general pentru piese turnate sunt de două tipuri:• oţelurile nealiate pentru construcţii au calitatea reglementată de
SR ISO 3775; aceste oţeluri au caracteristicile minime de rezistenţă mecanicăîncadrate în limitele Re = 200...340 N/mm2 şi Rm = 400...550 N/mm2, auplasticitatea şi tenacitatea garantate prin prescrierea unor valori minime pentrucoeficientul de gâtuire Z sau energia de rupere KV, se utilizează netratate termic şipot fi elaborate cu sau fără asigurarea sudabilităţii, la oţelurile sudabileprescriindu-se %Cm ≤ 0,25 % şi adâugându-se litera W la simbolul mărcii (deexemplu, marca G 200−400W corespunde unui oţel nealiat sudabil, cuRe ≥ 200 N/mm2 şi Rm ≥ 400 N/mm2);
• oţelurile de înaltă rezistenţă pentru construcţii mecanice şi metaliceau calitatea reglementată de SR ISO 9477 şi sunt oţeluri carbon sau aliate destinaterealizării semifabricatelor turnate care se supun TT de normalizare + revenire sau decălire + revenire înaltă (îmbunătăţire) în vederea asigurării unor caracteristicimecanice ridicate: Re sau Rp0,2 = 410…840 N/mm2 şi Rm = 620…1030 N/mm2;deoarece principala condiţie impusă se referă la asigurarea caracteristicilormecanice, aceste oţeluri se simbolizează la fel ca şi oţelurile nealiate turnate şi aucompoziţia chimică stabilită de producător astfel încât să fie satisfăcute cerinţeleprivind caracteristicile mecanice (de exemplu, se utilizează oţeluri slab aliate cuMn, Cr-Mn, Cr-Mn-Si, Cr-Mo, Cr-Ni-Mo, cu conţinuturile de impurităţi limitatela nivelul %Pm, %Sm ≤ 0,035 %).
Pe lângă oţelurile de uz general, se folosesc în practică şi oţeluri pentrupiese (semifabricate) turnare cu destinaţie precisă:
• oţelurile turnate pentru armături (robinete); sunt oţeluri cu%Cm ≤ 0,25 %, slab sau mediu aliate, cu calitatea reglementată de STAS 9277 şisimbolizate cu grupul de litere OTA, urmat de simbolul (alcătuit conformprescripţiilor din STAS 791) oţelului aliat respectiv (de exemplu, OTA17MoCr13
Capitolul 8 Oţelurile şi fontele comerciale
107
este un oţel turnat pentru armături, cu concentraţia masică medie de carbon%Cm = 0,17 %, aliat cu Mo şi Cr, concentraţia masică medie a cromului,elementul de aliere principal, fiind %Crm = 1,3 %);
• oţelurile inoxidabile turnate în piese sunt oţeluri înalt aliateferito−martensitice sau austenitice de tipul celor prezentate în scap 8.6; acesteoţeluri au calitatea reglementată de STAS 10718 şi se simbolizează la fel caoţelurile inoxidabile livrate sub formă de semifabricate prelucrate prin deformareplastică, cu menţiunea că în faţa simbolului se scrie litera T (de exemplu,T15NiCr180 este un oţel inoxidabil austenitic de tip 18−8 pentru piese turnate);
• oţelurile turnate în piese rezistente la temperaturi scăzute suntoţeluri cu %Cm ≤ 0,35 %, slab aliate cu Mn, Ni, Cr, Mo, la care se garantează oanumită valoare a energiei de rupere KV la –60 oC; aceste oţeluri au calitateareglementată de STAS 12403 şi se simbolizează la fel ca oţelurile de tipulprecedent, adăugându-se la sfârşitul simbolului litera R (de exemplu,T9MoCrNi30R este un oţel pentru piese turnate destinate să lucreze la temperaturiscăzute, cu %Cm = 0,09 % şi aliat cu Mo, Cr şi Ni, concentraţia masică medie anichelului fiind %Nim = 3,0 %);
• oţelurile turnate în piese destinate să lucreze la temperaturi ridicatesunt oţeluri cu %Cm ≤ 0,25 %, nealiate sau aliate cu Cr, Mo, V (elemente careîmbunătăţesc comportarea la fluaj); aceste oţeluri au calitatea reglemntată deSTAS 12404, sunt destinate realizării semifabricatelor turnate pentru piesele carelucrează la temperaturi ridicate (sub 575 oC) şi se simbolizează similar oţelurilorde tipurile precedente (de exemplu, T21 este un oţel nealiat cu %Cm ≤ 0,21 %, iarT17VMoCr14 este un oţel cu %Cm ≤ 0,17 %, aliat cu V, Mo şi Cr, cromul fiindelementul de aliere principal, având concentraţia masică medie %Crm = 1,4 %).
8.8.2. Oţelurile pentru arcuri
Aceste oţeluri sunt destinate realizării arcurilor şi elementelor elasticeutilizate în construcţia de maşini, dispozitive şi aparate. Pentru a corespundedestinaţiei oţelurile din această categorie trebuie să prezinte limită de elasticitate(curgere) ridicată (v.scap. 3.4), stabilitate în timp a caracteristicilor mecanice încondiţiile de temperatură şi mediu de lucru specifice aplicaţiilor în care suntutilizate, rezistenţă mare la oboseală şi sensibilitate redusă la fisurare în prezenţaconcentratorilor de tensiuni şi o bună prelucrabilitate prin deformare plastică.
Cele mai utilizate oţeluri din această categorie sunt oţelurilehipoeutectoide cu %Cm > 0,45 %, nealiate sau slab aliate cu siliciu, crom, vanadiu,mangan şi, uneori, cu wolfram şi nichel. Arcurile şi elementele elasticeconfecţionate din aceste oţeluri se supun unui TT final alcătuit din călire
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
108
martensitică, urmată de revenire medie (la ti = 370…500 oC – v. scap. 6.5).Influenţa cea mai puternică asupra elasticităţii acestor oţeluri o are siliciul(dizolvat în ferită); oţelurile cu siliciu au însă tendinţă mare de decarburare şi deformare a unor defecte superficiale în timpul prelucrării prin deformare plastică lacald, motiv pentru care, în prezent, există tendinţa înlocuirii acestora cu oţelurileslab aliate Cr−V sau Cr−Mn.
Oţelurile pentru arcuri au calitatea reglementată de STAS 795, simbolulmărcilor de oţel utilizate pentru confecţionarea arcurilor sau elementelor elasticefiind urmat de litera A; de exemplu, OLC65A este un oţel nealiat de calitatepentru arcuri, cu concentraţia masică medie de carbon %Cm = 0,65 %, iar60Si15A este un oţel aliat pentru arcuri, cu concentraţia masică medie aelementelor de aliere %Cm = 0,60 % şi %Sim = 1,5 %.
Pentru confecţionarea arcurilor şi elementelor elastice care lucrează înmedii corosive se utilizează oţelurile inoxidabile (v. scap. 8.6.1), iar dacătemperaturile de lucru sunt ridicate, arcurile şi elementele elastice seconfecţionează din oţeluri refractare sau din oţeluri rapide pentru scule.
8.8.3. Oţelurile pentru rulmenţi
Oţelurile din această categorie sunt utilizate la confecţionarea elementeloractive (inele, bile, role etc.) ale rulmenţilor. Datorită destinaţiei, aceste oţeluritrebuie să asigure caracteristici ridicate de rezistenţă mecanică şi tenacitate, obună rezistenţă la uzare şi o bună rezistenţă la oboseala de contact (produsă desolicitările variabile datorate contactului intermitent al inelelor cu bilele sau rolelerulmenţilor).
Oţelurile pentru rulmenţi utilizate curent au %Cm = 0,95...1,10 %, auconţinuturile de impurităţi drastic limitate (%Sm ≤ 0,020 % şi %Pm ≤ 0,027 %) şisunt slab aliate cu crom (%Crm = 1,20...1,65 %); pentru creştera călibilităţii(impusă de realizarea componentelor rulmenţilor de mari dimensiuni) se poateapela la alierea suplimentară cu mangan (%Mnm = 0,90...1,35 %) şi molibden(%Mom = 0,45...0,80 %), iar pentru îmbunătăţirea purităţii se poate utiliza tratareaîn vid a oţelurilor la elaborare.
Oţelurile din această categorie au calitatea reglementată de STAS 1456/1 şiSTAS 11250, simbolizarea lor cuprinzând grupul de litere RUL, urmat de unnumăr convenţional (fără semnificaţie precizată) şi, eventual, de litera V, dacăoţelurile sunt tratate în vid la elaborare; principalele mărci de oţeluri pentrurulmenţi sunt RUL1, RUL1V, RUL2, RUL2V şi RUL3V, a căror compoziţiechimică (încadrată în prescripţiile prezentate anterior) este diferenţiată pentruasigurarea următoarelor caracteristici de călibilitate (v. scap. 6.4.2): J 6 – 61/62 la

Capitolul 8 Oţelurile şi fontele comerciale
109
mărcile RUL1 şi RUL1V, J 13,5 – 61/62 la mărcile RUL2 şi RUL2V şiJ19 – 61/62 sau J 31 – 61/62 la marca RUL3V.
Oţelurile pentru rulmenţi se încadrează în clasa structurală a oţeluriloraliate perlitice (hipereutectoide), având structura de echilibru la ta alcătuită dinperlită şi cementită secundară (dispusă sub formă de reţea la margineaformaţiunilor perlitice). Semifabricatele utilizate la confecţionarea elementelor(pieselor) componente ale rulmenţilor se realizează prin deformare plastică lacald, în procesele tehnologice de fabricare a acestor componente incluzându-seaceleaşi TT ca şi la sculele din oţeluri carbon şi aliate (hipereutectoide):normalizarea (pentru finisarea granulaţiei şi obţinerea unei structuricvasieutectoide) şi recoacerea de globulizare a cementitei (pentru asigurarea uneistructuri cu perlită globulară), ca TT aplicate în cursul fabricării, şi călireamartensitică (pentru durificarea elementelor componente ale rulmenţilor), urmatăde călirea la temperaturi scăzute (pentru eliminarea austenitei reziduale şiasigurarea stabilităţii dimensionale a elementelor rulmenţilor) şi de revenirea joasă(pentru obţinerea unei structuri cu martensită de revenire, bine detensionată şi cuduritate ridicată), ca TT finale.
Pentru confecţionarea inelelor rulmenţilor de mari dimensiuni, cucapacităţi mari de încărcare şi supuse la şocuri mecanice în cursul exploatării, seutilizează în prezent oţelurile aliate Cr – Ni sau Cr – Mo pentru cementare; laaceste piese se asigură durificarea superficială prin aplicarea unui TT final decarburare (v. scap. 6.6.2). De asemenea, pentru confecţionarea inelelor rulmenţilorde mari dimensiuni, cu capacităţi mari de încărcare, funcţionare intermitentă şicondiţii necorespunzătoare de ungere, se utilizează în prezent oţelurile (nealiatesau slab aliate) pentru îmbunătăţire; la aceste piese se asigură durificarea prinaplicarea unui TT final de călire superficială (călire CIF – v. scap. 6.4.3).
8.8.4. Oţelurile rezistente la uzare şi tenace
Oţelurile din această categorie se utilizează la confecţionarea unor piese(lame pentru buldozere, dinţi pentru cupele excavatoarelor, şenile pentru tractoare,elemente active pentru concasoare şi utilaje miniere etc.) supuse în exploatareunor procese intense de uzare, produse prin acţiunea unor solicitări dinamice(şocuri) de contact, de mare intensitate şi repetate; pentru astfel de aplicaţiifolosirea oţelurilor durificate prin calire martensitică nu dă rezultatecorespunzătoare, datorită lipsei de tenacitate ce le caracterizează.
Oţelurile din această categorie, denumite şi oţeluri Hadfield (după numelemetalurgului englez care le-a conceput în 1882), sunt oţeluri austenitice înaltaliate cu mangan, cu compoziţia chimică caracterizată de %Cm = 0,9…1,3 % şi
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
110
%Mnm = 11…14 %, la care se pot adăuga, pentru îmbunătăţirea unor proprietăţide utilizare, diverse cantităţi de nichel, crom, molibden etc.
Structura de echilibru la ta a acestor oţeluri este alcătuită din austenităaliată cu mangan şi carburi de tipul (Fe, Mn)3C. Piesele confecţionate din astfel deoţeluri se supun unui TT de călire de punere în soluţie, constând din încălzirea şimenţinerea la ti = 1050...1100 oC, pentru dizolvarea carburilor în austenită,urmată de răcirea rapidă, pentru menţinerea structurii monofazice austenitice (cuplasticitate şi tenacitate ridicate) până la ta. În cursul utilizării pieselorconfecţionate din aceste oţeluri, datorită deformării plastice superficiale provocatede solicitările mecanice de contact la care sunt supuse, austenita este ecruisată,stabilitatea sa se micşorează şi se produce transformarea ei în martenstă, însoţităde creşterea durităţii şi rezistenţei la uzare a pieselor (aceste oţeluri se comportă canişte materiale inteligente, care îşi autoadaptează proprietăţile în funcţie decondiţiile de utilizare).
Piesele din astfel de oţeluri se obţin numai prin turnare şi se pot, eventual,prelucra sau fasona cu scule abrazive, prelucrarea lor prin aşchiere cu sculemetalice nefiind posibilă, datorită ecruisării superficiale puternice pe care le-oproduce acţiunea unor astfel de scule.
Calitatea oţelurilor din această categorie este reglementată de STAS 3718,simbolizarea lor făcându-se la fel ca la oţelurile aliate pentru piese turnate;principalele mărci de oţeluri din această categorie sunt: T105Mn120,T130Mn135, T100NiMn130, T120CrMn130 , T100MoMn130 şi T130MoMn135.
8.8.5. Oţelurile cu rezistenţă mecanică foarte ridicată
Aceste oţeluri aparţin clasei structurale a oţelurilor aliate martensitice şi secaracterizează prin capacitatea de a realiza caracteristici mecanice ridicate, caurmare a producerii unor fenomene de descompunere a soluţiilor solidesuprasaturate prezente în structura acestora, cu formarea unor precipitate dispersecu mare efect de durificare structurală. În această categorie se încadrează oţelurileinoxidabile martensitice cu durificare prin precipitare (oţelurile PH– preciptation hardening), prezentate în scap. 8.6.1.2 şi oţelurile cu îmbătrâniremartensitică (oţelurile maraging), având caracteristicile de compoziţie chimicăprezentate în tabelul 8.9.
Starea structurală corespunzătoare realizării caracteristicilor mecaniceprecizate în tabelul 8.9 se realizează la oţelurile maraging prin aplicareaurmătoarelor TT:
• călirea de la o temperatură ti superioară temperaturii de 732 oC, la carestructura acestor oţeluri devine complet austenitică; prin călire (răcire rapidă de la ti),
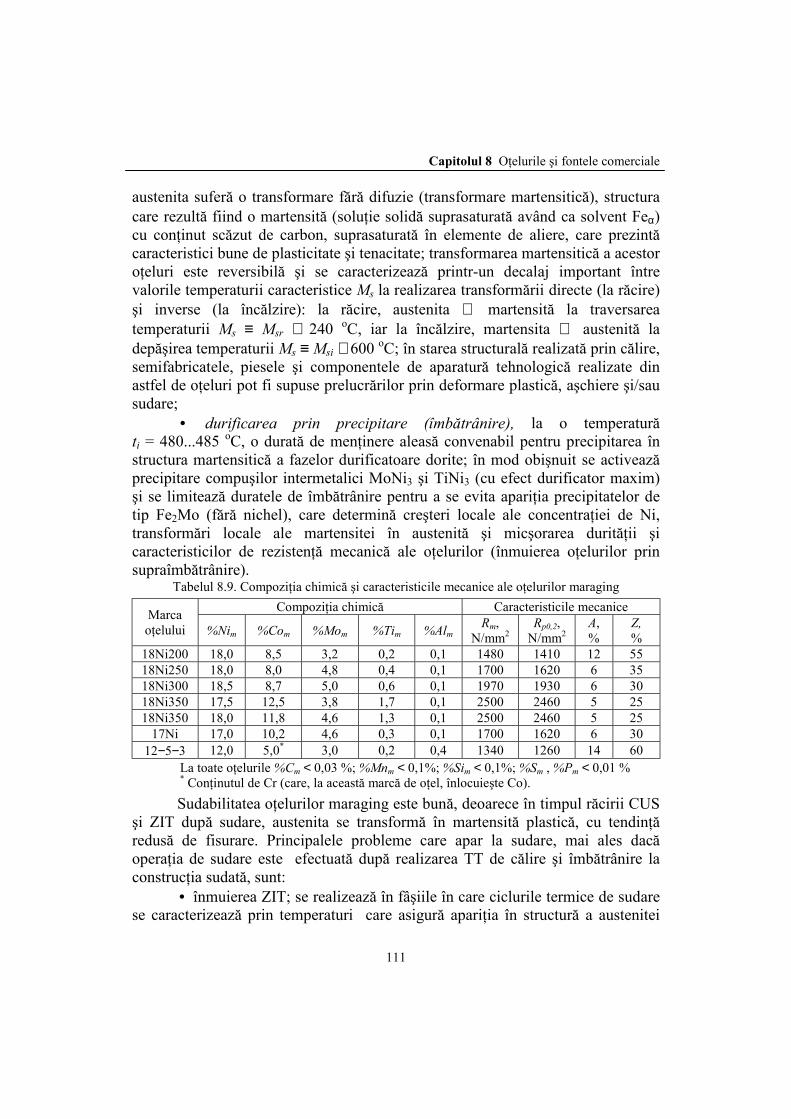
Capitolul 8 Oţelurile şi fontele comerciale
111
austenita suferă o transformare fără difuzie (transformare martensitică), structuracare rezultă fiind o martensită (soluţie solidă suprasaturată având ca solvent Feα)cu conţinut scăzut de carbon, suprasaturată în elemente de aliere, care prezintăcaracteristici bune de plasticitate şi tenacitate; transformarea martensitică a acestoroţeluri este reversibilă şi se caracterizează printr-un decalaj important întrevalorile temperaturii caracteristice Ms la realizarea transformării directe (la răcire)şi inverse (la încălzire): la răcire, austenita ⇒ martensită la traversareatemperaturii Ms ≡ Msr ≅ 240 oC, iar la încălzire, martensita ⇒ austenită ladepăşirea temperaturii Ms ≡ Msi ≅ 600 oC; în starea structurală realizată prin călire,semifabricatele, piesele şi componentele de aparatură tehnologică realizate dinastfel de oţeluri pot fi supuse prelucrărilor prin deformare plastică, aşchiere şi/sausudare;
• durificarea prin precipitare (îmbătrânire), la o temperaturăti = 480...485 oC, o durată de menţinere aleasă convenabil pentru precipitarea înstructura martensitică a fazelor durificatoare dorite; în mod obişnuit se activeazăprecipitare compuşilor intermetalici MoNi3 şi TiNi3 (cu efect durificator maxim)şi se limitează duratele de îmbătrânire pentru a se evita apariţia precipitatelor detip Fe2Mo (fără nichel), care determină creşteri locale ale concentraţiei de Ni,transformări locale ale martensitei în austenită şi micşorarea durităţii şicaracteristicilor de rezistenţă mecanică ale oţelurilor (înmuierea oţelurilor prinsupraîmbătrânire).
Tabelul 8.9. Compoziţia chimică şi caracteristicile mecanice ale oţelurilor maragingCompoziţia chimică Caracteristicile mecaniceMarca
oţelului %Nim %Com %Mom %Tim %AlmRm,
N/mm2Rp0,2,
N/mm2A,%
Z,%
18Ni200 18,0 8,5 3,2 0,2 0,1 1480 1410 12 5518Ni250 18,0 8,0 4,8 0,4 0,1 1700 1620 6 3518Ni300 18,5 8,7 5,0 0,6 0,1 1970 1930 6 3018Ni350 17,5 12,5 3,8 1,7 0,1 2500 2460 5 2518Ni350 18,0 11,8 4,6 1,3 0,1 2500 2460 5 2517Ni 17,0 10,2 4,6 0,3 0,1 1700 1620 6 3012−5−3 12,0 5,0* 3,0 0,2 0,4 1340 1260 14 60
La toate oţelurile %Cm < 0,03 %; %Mnm < 0,1%; %Sim < 0,1%; %Sm , %Pm < 0,01 %* Conţinutul de Cr (care, la această marcă de oţel, înlocuieşte Co).Sudabilitatea oţelurilor maraging este bună, deoarece în timpul răcirii CUS
şi ZIT după sudare, austenita se transformă în martensită plastică, cu tendinţăredusă de fisurare. Principalele probleme care apar la sudare, mai ales dacăoperaţia de sudare este efectuată după realizarea TT de călire şi îmbătrânire laconstrucţia sudată, sunt:
• înmuierea ZIT; se realizează în fâşiile în care ciclurile termice de sudarese caracterizează prin temperaturi care asigură apariţia în structură a austenitei
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
112
(fâşiile din ZIT în care temperatura depăşeşte 732 oC şi se obţine o structurăcomplet austenitică şi fâşiile din ZIT în care temperatura este situată în intervalul480...732 oC şi martensita se transformă parţial în austenită); austenita din acestefâşii se transformă la răcirea îmbinărilor sudate în martensită moale şi plastică,nedurificată prin precipitare;
• formarea în structura CUS a unor compuşi intermetalici, careinfluenţează negativ caracteristicile de rezistenţă mecanică şi (mai ales) detenacitate ale acestei zone a îmbinărilor sudate; se datorează neîncadrării MB încaracteristicile de compoziţie chimică recomandate (v.tabelul 8.9) şi alegeriinecorespunzătoare a MA; de exemplu, excesul de carbon determină apariţia înstructura CUS a carburilor de titan şi molibden, iar impurificarea excesivă cu sulfdetermină formarea în structura CUS a sulfurii de titan (uşor fuzibilă, care poatedetermina scăderea tenacităţii şi creşterea tendinţei de fisurare);
• formarea porilor în CUS; este determinată de absorbţia de gaze (O2, N2,H2) din mediul înconjurător sau din materialele utilizate la sudare.
Aceste probleme se pot rezolva prin: verificarea atentă a calităţii MB aleconstrucţiilor sudate, alegerea judicioasă a MA şi proiectarea corectă a regimurilorde sudare.
8.8.6. Oţelurile cu coeficient de dilatare termică controlat
Oţelurile din această categorie sunt înalt aliate cu nichel sau cu crom şinichel şi se caracterizează prin valori ale coeficientului de dilatare termică reduseşi care variază foarte puţin cu temperatura. Principalele oţeluri (aliaje) comercialedin această categorie sunt:
• Invarul este un oţel cu %Cm ≅ 0,3 % şi %Nim = 35…37 %, care are uncoeficient de dilatare ce rămâne practic neschimbat până la 100 oC şi este de optori mai mic decât al fierului; acest aliaj se utilizează pentru fabricarea etaloanelorde lungime, intră în construcţia tuburilor catodice utilizate pentru monitoarele demare rezoluţie ale calculatoarelor electronice etc.;
• Elinvarul este un aliaj cu %Cm = 0,3...0,4 %, %Nim = 35…37 %,%Crm = 8,0…12,5 % şi restul Fe, care are un coeficient de dilatare termică redusşi un modul de elasticitate ce rămâne aproximativ constant până la 100 oC; acestaliaj este recomandat pentru fabricarea elementelor elastice de precizie (orologeriemecanică, elemente de acţionare în automatizări, traductoare de precizie etc.);
• Platinitul este un aliaj cu %Cm ≤ 0,4 %, %Nim = 42…48 % şi restul Fe,care are coeficientul de dilatare egal cu al sticlei şi platinei; este utilizat ca aliajînlocuitor al platinei în construcţia aparatelor la care există piese metaliceînglobate în sticlă (lămpi electrice, tuburi electronice, aparatură de laborator etc.).
Capitolul 8 Oţelurile şi fontele comerciale
113
8.9. Fontele comerciale
8.9.1. Simbolizarea fontelor comerciale
Simbolizarea alfanumerică şi numerică a fontelor este reglementată destandardul SR EN 1560 conform căruia, simbolizarea alfanumerică se poateutiliza pentru orice categorie de fontă (standardizată sau nu), iar simbolizareanumerică se utilizează numai pentru fontele standardizate.
Ca şi în cazul oţelurilor, simbolizarea alfanumerică se poate face fie înfuncţie de caracteristici, fie în funcţie de compoziţia chimică. Structura şiconţinutul simbolurilor pentru cele două criterii de simbolizare sunt prezentate întabelul 8.10. Se poate observa că simbolizarea fontelor prezintă următoareleparticularităţi:
− prezenţa sau absenţa simbolului EN arată că fonta este inclusă într-unstandard european sau nu ;
− literele GJ sunt prezente în simbolul oricărei mărci de fontă, litera Jindicând că materialul simbolizat este o fontă, iar litera G − că aceasta seutilizează în stare turnată;
− simbolul alfanumeric dă informaţii despre conformaţia grafitului şidespre structura sau starea de tratament termic a masei metalice de bază a fontei;
− simbolizarea după caracteristici prevede posibilitatea de a indica fierezitenţa la rupere Rm , în N/mm2 (şi eventual alungirea procentuală după rupere A,în % sau caracteristica de înovoiere prin şoc KV, în J), fie duritatea Brinell (înmod uzual), Vickers sau Rockwell; în cazul în care simbolul cuprinde valoareaKV, se specifică dacă încercarea de încovoiere prin şoc, necesară pentu verificareaacestei caracteristici, se efectuează la temperatură ambiantă (literele RT) sau latemperatură scăzută (literele LT) şi se indică în simbol modul de obţinere aepruvetelor (v. tabelul 8.10);
− simbolizarea după compoziţia chimică se realizează cu sau fără indicareaconţinutului de carbon, aplicând aceleaşi principii ca în cazul oţelurilor aliate.
Simbolizarea numerică a mărcilor de fonte conform SR EN 1560 estecomplementară simbolizării alfanumerice, iar simbolurile au structura prezentatăîn figura 8.20. Prin această simbolizare se atribuie fiecărei mărci de fontă câte unnumăr de două cifre înscris în pozitiile 7 şi 8; cifra din poziţia 5 a simbolului este1 pentru cazul în care simbolul alfanumeric al fontei indică rezistenţa la tracţiune,2 când se indică duritatea şi 3 când simbolizarea se face după compoziţia chimică,iar la poziţia 9 se înscrie o cifră (0…9), în funcţie de condiţiile specifice impuse
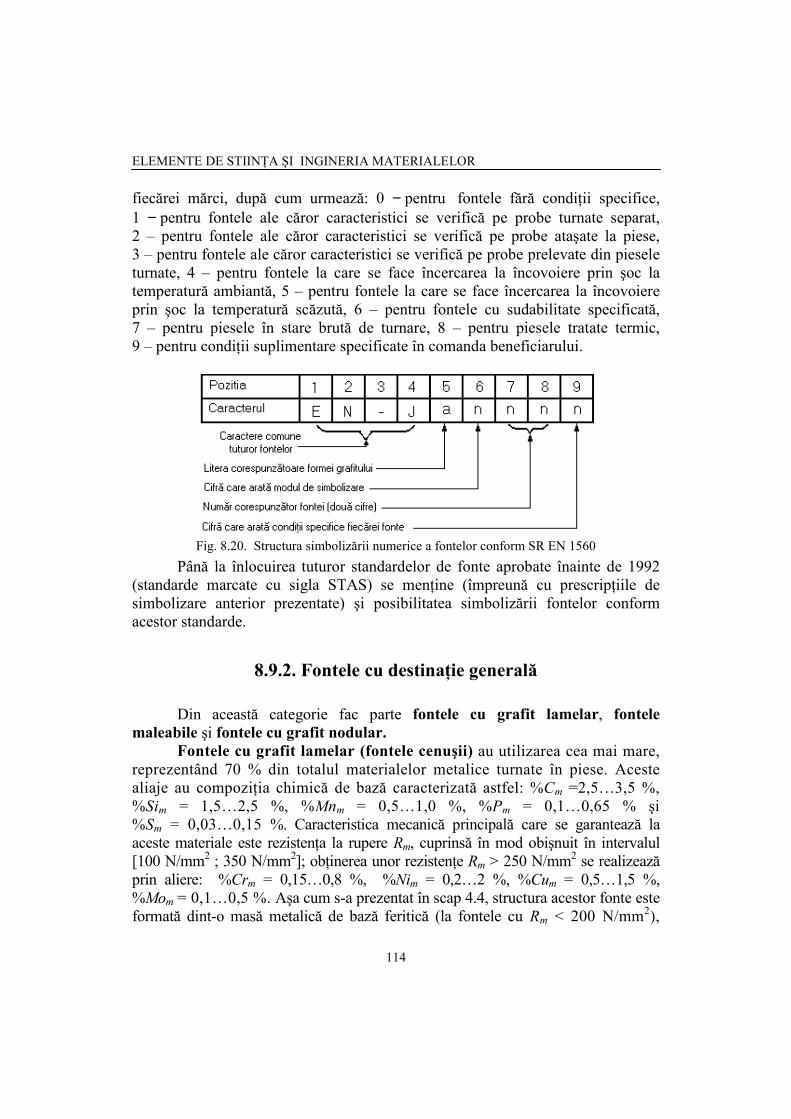
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
114
fiecărei mărci, după cum urmează: 0 − pentru fontele fără condiţii specifice,1 − pentru fontele ale căror caracteristici se verifică pe probe turnate separat,2 – pentru fontele ale căror caracteristici se verifică pe probe ataşate la piese,3 – pentru fontele ale căror caracteristici se verifică pe probe prelevate din pieseleturnate, 4 – pentru fontele la care se face încercarea la încovoiere prin şoc latemperatură ambiantă, 5 – pentru fontele la care se face încercarea la încovoiereprin şoc la temperatură scăzută, 6 – pentru fontele cu sudabilitate specificată,7 – pentru piesele în stare brută de turnare, 8 – pentru piesele tratate termic,9 – pentru condiţii suplimentare specificate în comanda beneficiarului.
Fig. 8.20. Structura simbolizării numerice a fontelor conform SR EN 1560Până la înlocuirea tuturor standardelor de fonte aprobate înainte de 1992
(standarde marcate cu sigla STAS) se menţine (împreună cu prescripţiile desimbolizare anterior prezentate) şi posibilitatea simbolizării fontelor conformacestor standarde.
8.9.2. Fontele cu destinaţie generală
Din această categorie fac parte fontele cu grafit lamelar, fontelemaleabile şi fontele cu grafit nodular.
Fontele cu grafit lamelar (fontele cenuşii) au utilizarea cea mai mare,reprezentând 70 % din totalul materialelor metalice turnate în piese. Acestealiaje au compoziţia chimică de bază caracterizată astfel: %Cm =2,5…3,5 %,%Sim = 1,5…2,5 %, %Mnm = 0,5…1,0 %, %Pm = 0,1…0,65 % şi%Sm = 0,03…0,15 %. Caracteristica mecanică principală care se garantează laaceste materiale este rezistenţa la rupere Rm, cuprinsă în mod obişnuit în intervalul[100 N/mm2 ; 350 N/mm2]; obţinerea unor rezistenţe Rm > 250 N/mm2 se realizeazăprin aliere: %Crm = 0,15…0,8 %, %Nim = 0,2…2 %, %Cum = 0,5…1,5 %,%Mom = 0,1…0,5 %. Aşa cum s-a prezentat în scap 4.4, structura acestor fonte esteformată dint-o masă metalică de bază feritică (la fontele cu Rm < 200 N/mm2),
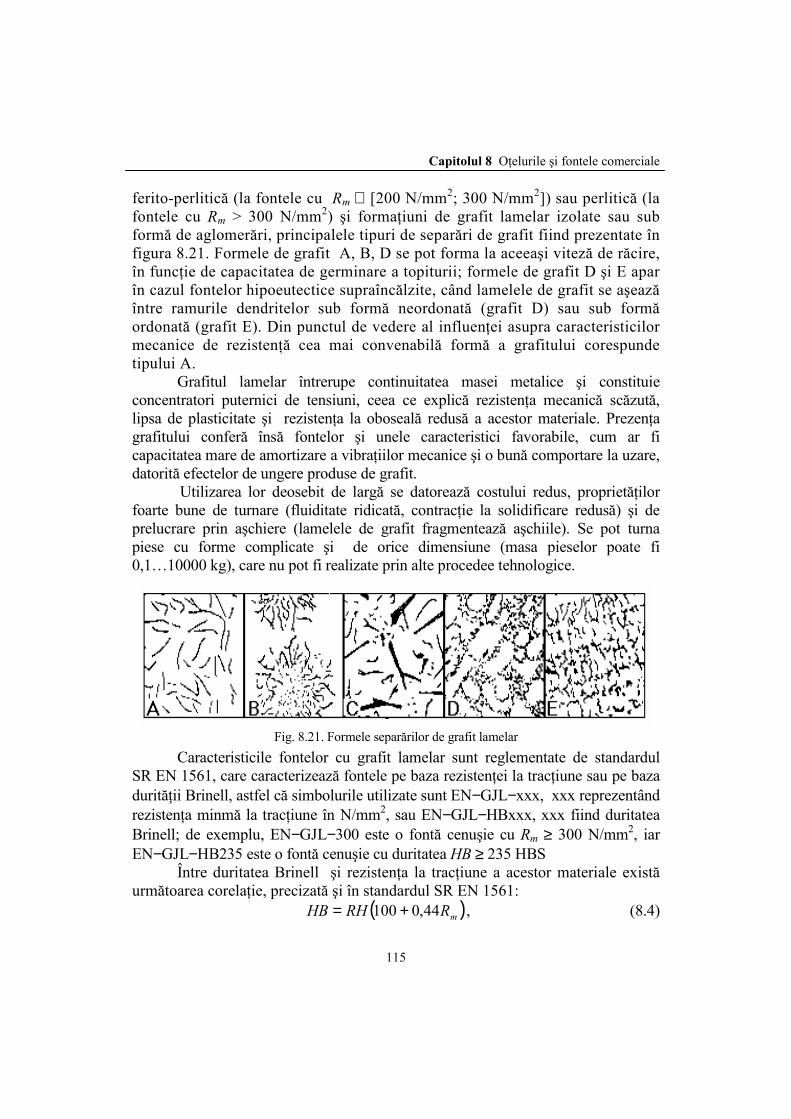
Capitolul 8 Oţelurile şi fontele comerciale
115
ferito-perlitică (la fontele cu Rm ∈ [200 N/mm2; 300 N/mm2]) sau perlitică (lafontele cu Rm > 300 N/mm2) şi formaţiuni de grafit lamelar izolate sau subformă de aglomerări, principalele tipuri de separări de grafit fiind prezentate înfigura 8.21. Formele de grafit A, B, D se pot forma la aceeaşi viteză de răcire,în funcţie de capacitatea de germinare a topiturii; formele de grafit D şi E aparîn cazul fontelor hipoeutectice supraîncălzite, când lamelele de grafit se aşeazăîntre ramurile dendritelor sub formă neordonată (grafit D) sau sub formăordonată (grafit E). Din punctul de vedere al influenţei asupra caracteristicilormecanice de rezistenţă cea mai convenabilă formă a grafitului corespundetipului A.
Grafitul lamelar întrerupe continuitatea masei metalice şi constituieconcentratori puternici de tensiuni, ceea ce explică rezistenţa mecanică scăzută,lipsa de plasticitate şi rezistenţa la oboseală redusă a acestor materiale. Prezenţagrafitului conferă însă fontelor şi unele caracteristici favorabile, cum ar ficapacitatea mare de amortizare a vibraţiilor mecanice şi o bună comportare la uzare,datorită efectelor de ungere produse de grafit.
Utilizarea lor deosebit de largă se datorează costului redus, proprietăţilorfoarte bune de turnare (fluiditate ridicată, contracţie la solidificare redusă) şi deprelucrare prin aşchiere (lamelele de grafit fragmentează aşchiile). Se pot turnapiese cu forme complicate şi de orice dimensiune (masa pieselor poate fi0,1…10000 kg), care nu pot fi realizate prin alte procedee tehnologice.
Fig. 8.21. Formele separărilor de grafit lamelarCaracteristicile fontelor cu grafit lamelar sunt reglementate de standardul
SR EN 1561, care caracterizează fontele pe baza rezistenţei la tracţiune sau pe bazadurităţii Brinell, astfel că simbolurile utilizate sunt EN−GJL−xxx, xxx reprezentândrezistenţa minmă la tracţiune în N/mm2, sau EN−GJL−HBxxx, xxx fiind duritateaBrinell; de exemplu, EN−GJL−300 este o fontă cenuşie cu Rm ≥ 300 N/mm2, iarEN−GJL−HB235 este o fontă cenuşie cu duritatea HB ≥ 235 HBS
Între duritatea Brinell şi rezistenţa la tracţiune a acestor materiale existăurmătoarea corelaţie, precizată şi în standardul SR EN 1561:
( )mRRHHB 44,0100 += , (8.4)

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
116
în care RH este un coeficient stabilit experimental pentru o anumită tehnologie deelaborare şi de turnare ai căror parametri pot fi menţinuţi constanţi (de obicei,RH = 0,8…1,2). Relaţia (8.4) este importantă deoarece permite evaluarea rezistenţeila tracţiune pentru fiecare piesă în parte, utilizând valorile determinărilor de duritateBrinell, care este o încercare nedistructivă şi poate fi realizată cu aparate portabile.
Fontele maleabile se caracterizează prin existenţa grafitului sub formă deaglomerări sau cuiburi de grafit; aşa cum s-a prezentat în scap.4.5, produsele dinastfel de materiale se obţin aplicând tratamentele termice de recoacere demaleabilizare a semifabricatelor turnate din fonte albe hipoeutectice (cu%Cm = 2,2…3,2 %, %Sim = 0,8…1,5 %, %Mnm = 0,3…0,8 %); aceste materiale aurezistenţa la tracţiune Rm = 350…800 N/mm2 şi alungirea la rupere A = 1…12 %şi se utilizează în special pentru fabricarea pieselor de legătură pentru instalaţii(denumite fitinguri), deoarece acestea sunt piese cu pereţi subţiri şi se pot turnabine din fonte albe, iar dimensiunile lor sunt relativ mici şi tratamentul demaleabilizare (a cărui durată depinde de masa pieselor supuse tratării) se poateaplica în condiţii economice.
Calitatea fontelor maleabile este reglementată de standardul SR EN 1562care prevede două tipuri de fonte:
− fontele maleabile cu miez alb, simbolizate EN−GJMW−xxx−x, numărulxxx reprezentând rezistenţa la tracţiune Rm, în N/mm2, iar al doilea numărul xalungirea la rupere A3,4 în % (încercarea la tracţiune se realizează utilizând oepruvetă cu 00 4,3 SL = , ceea ce pentru o epruvetă circulară corespunde uneilungimi iniţiale a porţiunii calibrate L0 = 3d0); de exemplu, EN−GJMW−400−5 esteo fontă maleabilă cu Rm ≥ 400 N/mm2 şi A3,4 ≥ 5 %;
− fontele maleabile cu miez negru, simbolizate EN−GJMB−xxx−x, numereleavând aceleaşi semnificaţii ca mai înainte; de exemplu, EN−GJMB−650−2 este ofontă maleabilă cu Rm ≥ 650 N/mm2 şi A3,4 ≥ 2 %.
De menţionat că în cazul fontelor maleabile, încercarea la tracţiune seexecută utilizând epruvete turnate separat şi neprelucrate mecanic, TT aplicatacestor epruvete trebuind să fie acelaşi cu al pieselor pe care le reprezintă.
Fontele cu grafit nodular numite şi fonte ductile se obţin din fontecenuşii prin procedeele de modificare prezentate în scap. 4.6. Sferoidizareagrafitului la modificare poate fi împiedicată de prezenţa unor impurităţi cum ar fi:As, Sn, Al, Ti, Pb, Bi, ceea ce impune limitarea concentraţiilor acestor acestorcomponente la niveluri foarte scăzute.
Comportarea la turnare a fontelor cu grafit nodular prezintă câtevaparticularităţi generate de compoziţia lor chimică apropiată de cea eutectică:fluiditate ridicată, valori mari ale tensiunii superficiale şi valori ridicate aledilatării iniţiale (care impun utilizarea formelor de turnare cu maselote).
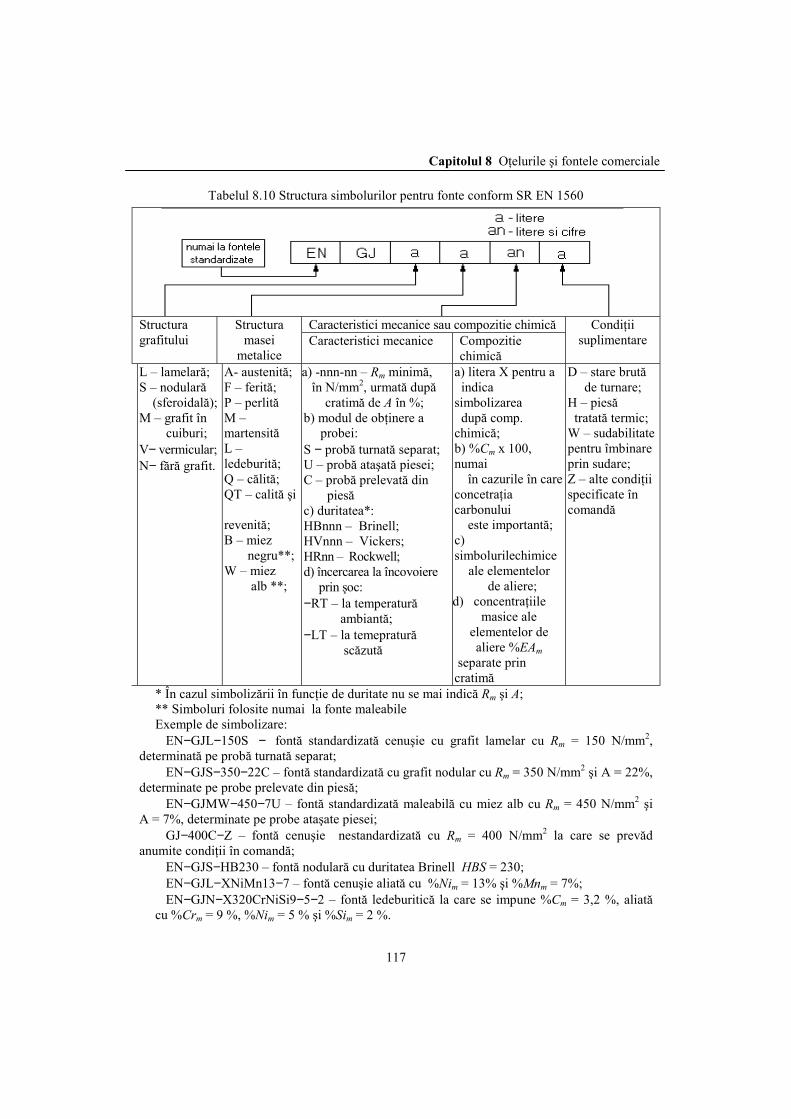
Capitolul 8 Oţelurile şi fontele comerciale
117
Tabelul 8.10 Structura simbolurilor pentru fonte conform SR EN 1560
Caracteristici mecanice sau compozitie chimicăStructuragrafitului
Structuramasei
metaliceCaracteristici mecanice Compozitie
chimică
Condiţiisuplimentare
L – lamelară;S – nodulară (sferoidală);M – grafit în cuiburi;V− vermicular;N− fără grafit.
A- austenită;F – ferită;P – perlităM –martensităL –ledeburită;Q – călită;QT – calită şi
revenită;B – miez negru**;W – miez alb **;
a) -nnn-nn – Rm minimă, în N/mm2, urmată după cratimă de A în %;b) modul de obţinere a probei:S − probă turnată separat;U – probă ataşată piesei;C – probă prelevată din piesăc) duritatea*:HBnnn – Brinell;HVnnn – Vickers;HRnn – Rockwell;d) încercarea la încovoiere prin şoc:−RT – la temperatură ambiantă;−LT – la temepratură scăzută
a) litera X pentru a indicasimbolizarea după comp.chimică;b) %Cm x 100,numai în cazurile în careconcetraţiacarbonului este importantă;c)simbolurilechimice
ale elementelor de aliere;d) concentraţiile
masice aleelementelor dealiere %EAm
separate princratimă
D – stare brută de turnare;H – piesă tratată termic;W – sudabilitatepentru îmbinareprin sudare;Z – alte condiţiispecificate încomandă
* În cazul simbolizării în funcţie de duritate nu se mai indică Rm şi A;** Simboluri folosite numai la fonte maleabileExemple de simbolizare:
EN−GJL−150S − fontă standardizată cenuşie cu grafit lamelar cu Rm = 150 N/mm2,determinată pe probă turnată separat;
EN−GJS−350−22C – fontă standardizată cu grafit nodular cu Rm = 350 N/mm2 şi A = 22%,determinate pe probe prelevate din piesă;
EN−GJMW−450−7U – fontă standardizată maleabilă cu miez alb cu Rm = 450 N/mm2 şiA = 7%, determinate pe probe ataşate piesei;
GJ−400C−Z – fontă cenuşie nestandardizată cu Rm = 400 N/mm2 la care se prevădanumite condiţii în comandă;
EN−GJS−HB230 – fontă nodulară cu duritatea Brinell HBS = 230;EN−GJL−XNiMn13−7 – fontă cenuşie aliată cu %Nim = 13% şi %Mnm = 7%;EN−GJN−X320CrNiSi9−5−2 – fontă ledeburitică la care se impune %Cm = 3,2 %, aliată
cu %Crm = 9 %, %Nim = 5 % şi %Sim = 2 %.

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
118
Caracteristicile mecanice ale acestor fonte depind în mare măsură destructura masei metalice de bază: fontele nodulare feritice au rezistenţă mecanicăscăzută şi plasticitate bună, alungirea la rupere fiind comparabilă cu a oţelurilorhipoeutectoide; fontele nodulare perlitice, au rezistenţă mecanică ridicatăRm = 500…800 N/mm2, dar plasticitatea lor este redusă; la aceeaşi structură a
masei metalică de bază, raportul m
p
RR 02 este mai mare în cazul fontelor nodulare
decât în cazul oţelurilor. Forma rotunjită a grafitului diminuează efectul deconcentrare a tensiunilor, astfel că se pot atinge valori ale rezistenţei la obosealăσO = 200…280 N/mm2. Datorită acestor caracteristici, fontele nodulare seutilizează cu precădere în construcţia de motoare, tinzând să înlocuiască oţelurilela realizarea arborilor cotiţi şi în industria metalurgică, la fabricarea pieselor dedimensiuni mari, puternic solicitate în exploatare, cum sunt cilindrii de laminor.
Pentru obţinerea unor caracteristici mecanice mai bune, fontele nodularese supun TT de călire izotermă bainitică, în urma căruia se pot obţine rezistenţela tracţiune Rm = 800…1400 N/mm2.
Caracteristicile fontelor cu grafit nodular netratate termic sunt stabiliteprin SR EN 1563, iar caracteristicile celor tratate termic − prin SR EN 1564.Simbolul acestor fonte are structura EN−GJS−xxx−x, numerele având aceeaşisemnificaţie ca în cazul fontelor maleabile, cu precizarea că încercarea la tracţiunese efectuează pe epruvete prelucrate la care 00 65,5 SL = , ceea ce pentru oepruvetă circulară corespunde la L0 = 5d0, adică epruvetă normală); de exemplu,EN−GJS−400−15 este o fontă nodulară cu Rm ≥ 400 N/mm2 şi A ≥ 15 %.
Standardul SR EN 1563 prevede pentru fontele nodulare feritice şiposibilitatea garantării unei anumite energii de rupere KV, determinată fie latemperatură ambiantă fie la temperaturi scăzute (până la –40 oC); mărcilerespective se recunosc după literele RT sau LT scrise la sfârşitul simbolului; deexemplu, EN−GJS−350−22−LT este o fontă nodulară cu Rm ≥ 350 N/mm2,A ≥ 22 % la care se garantează KV ≥ 12 J la –40 oC, iar EN−GJS−22−RT aceeaşifontă, la care se garantează KV ≥ 17 J la 20 oC.
Compoziţia chimică a fontelor cu destinaţie generală este lăsată la alegereaproducătorului, cu condiţia obţinerii caracteristicilor mecanice impuse.
8.9.2. Fontele cu destinaţie precizată
În această categorie sunt incluse fonte nealiate sau aliate, elaborate astfelîncât au anumite caracteristici specifice aplicaţiilor cărora le sunt destinate. Dinacest punct de vedere, principalele categorii sunt: fontele refractare, fontele

Capitolul 8 Oţelurile şi fontele comerciale
119
rezistente la temperaturi scăzute, fontele rezistente la coroziune şi fontelerezistente la uzare.
Fontele refractare sunt fonte aliate care au o bună comportare la acţiuneafenomenelor de oxidare, creştere de volum, şoc termic şi fluaj, care se manifestăla temperaturi ridicate. Caracteristicile lor sunt stabilite prin STAS 6706,conform căruia se produc patru tipuri de fonte: fonte cu conţinut ridicat de crom,fonte cu conţinut ridicat de siliciu, fonte cu conţinut ridicat de aluminiu şi fontecu conţinut ridicat de crom şi siliciu. Fontele din această categorie sunt fie fontecu masa de bază perlitică, în care se găsesc înglobate carburi şi grafit lamelar, fiecu masa de bază feritică, în care se găsesc carburi, grafit lamelar sau grafitnodular. Aceste fonte prezintă rezistenţă la oxidare la t < 1100 °C şi au o bunărezistenţă la creştere, fenomen ce se produce (la temperaturi înalte) datoritădescompunerii cementitei (cu formare de grafit) şi oxidării interne produse degazele ce pătrund de-a lungul filamentelor de grafit şi are ca efecte creştereavolumului şi pierderea coeziunii materialui. Cromul, siliciul şi aluminiul conferăacestor fonte rezistenţă la oxidare prin acelaşi mecanism ca în cazul oţelurilorrefractare (formarea unei pelicule compacte şi aderente de oxizi care protejeazămaterialul faţă de oxidarea în profunzime).
Fontele refractare se simbolizează cu literele Fr, dacă grafitul este lamelarşi Frgn, dacă grafitul este nodular, urmate de simbolul elementului principal dealiere şi de un număr care arată concentraţia masică medie a acestui element; deexemplu FrCr16 este o fontă refractară cu grafit lamelar, cu %Crm = 16 %, iarFrgnAl 22 este o fontă refractară cu grafit nodular, cu %Alm = 22 %.
În cazul pieselor solicitate la şocuri termice, se utilizează fonte austeniticecu grafit nodular, care sunt fonte alite după una din reţetele Ni−Mn(%Nim = 10...12 %, %Mnm = 5…8 %) sau Ni− Si−Mn−Cu (%Nim =10…20 %,%Sim = 4…6 %, %Mnm = 4…8 % , şi %Cum = 2…4 %).
Fontele rezistente la temperaturi scăzute sunt fonte nodulare aliate cunichel (%Nim = 20...26 %) sau cu mangan ( %Mnm = 3,5…4,5 %), care le conferăstructură austenitică. În condiţiile asigurării structurii de echilibru (binedetensionată) aceste fonte au o bună rezistenţa la şocuri mecanice, energia lor derupere KV rămânând practic neschimbată de la ta până la –150 oC.
Fontele rezistente la coroziune sunt fonte cu sau fără grafit în structură,aliate în principal cu crom, siliciu, nichel, aluminiu, şi, în cantităţi mai mici,molibden sau stibiu. Rezistenţa lor la coroziune este puternic influenţată de formagrafitului, cea mai bună comportare având-o fontele cu grafit fin dispersat în masametalică de bază a structurii. Tipurile de fonte rezistente la coroziune mai frecventutilizate sunt prezentate în continuare.
Fontele înalt aliate cu siliciu (%Sim = 12…18 %) au un conţinut scăzut decarbon (%Cm = 0,3...0,4 %), au structura masei metalice feritică şi sunt rezistente

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
120
la acţiunea acizilor azotic şi sulfuric, iar dacă sunt aliate suplimentar cu molibden(%Mom = 2…4 %) devin rezistente şi la cloruri.
Fontele înalt aliate cu crom (%Crm = 25...35 %) au structura tipicăfontelor albe (datorită efectului antigrafitizant al cromului); sunt rezistente laacţiunea acizilor şi apei de mare.
Fontele înalt aliate cu nichel (%Nim = 13…35 %) au structura maseimetalice austenitică, iar grafitul poate fi lamelar sau nodular; sunt rezistente laacţiunea mediilor alcaline, iar prin adaosuri de crom, siliciu şi/sau cupru, devinrezistente şi la acţiunea acizilor oxidanţi sau organici.
Fonte complex aliate cu nichel, cupru, siliciu şi aluminiu au rezistenţăbună la acţiunea acizilor sulfuric şi acetic.
Fontele rezistente la uzare cuprind două tipuri: fontele antifricţiune şifontele de fricţiune.
Fontele antifricţiune sunt fonte care trebuie să asigure un coeficient defrecare cât mai mic, fiind folosite pentru confecţionarea componentelor lagărelorde alunecare. Sunt fonte cenuşii, maleabile şi nodulare, slab aliate cu Cr, Ni, Cu,Ti, Si, Pb, P, cu structura masei metalice perlitică, sau înalt aliate cu Mn(%Mnm = 7,5…12,5 %), cu structura masei metalice austenitică. În structuraacestor fonte nu se admite prezenţa cementitei libere, dar toate conţin eutecticfosforos ternar (numit steadit), care le îmbunătăţeşte rezistenţa la uzare.
Fontele de fricţiune sunt fonte care trebuie să realizeze coeficienţi defrecare cât mai mari, fiind utilizate pentru confecţionarea tamburilor de frână de laautovehicule. Au structură perlito-sorbitică, fiind fonte nealiate sau aliate cu %Nim= 1,2…1,5 % şi %Crm = 0,25…0,65 % sau %Mom ≅ 0,25 %. În cazul pieselorsupuse la solicitări severe se folosesc fontele cu %Nim = 3,5…6,0 %, structuramasei metalice de bază a acestora fiind martensitică.
Cuvinte cheie
bandă de călibilitatenormală, îngustă, 67
câmp termic de sudare, 70carbon echivalent %Ce, 75clase de calitate, 56comportare metalurgică la sudare,, 74construcţie sudată, 69coroziune intercristalină, 92cusătură sudată (CUS)
rânduri, straturi, 69elinvar, 112fâşii ZIT, 73
fisurare la cald a CUS, 93fontă comercială, 113fontă refractară, 119fontă rezistentă la coroziune, 119fontă rezistentă la uzare
antifricţiune, de fricţiune, 120fragilizare prin faza σ, 94hardenită, 104invar, 112laminare normalizantă, 75laminare termomecanică (controlată), 76material de adaos (MA), 69
Capitolul 8 Oţelurile şi fontele comerciale
121
material de bază (MB), 69oţel
necalmat, calmat, 64oţel bifazic (dual-phase), 84oţel carbon de calitate, 65oţel criogenic, 80oţel cu granulatie fină, 76oţel cu granulaţie fină, 79oţel duplex, 94oţel durificabil prin precipitare (PH), 89oţel Hadfield, 109oţel HSLA, 80oţel inoxidabil stabilizat, 93oţel maraging, 110oţel pentru carburare, 66otel pentru construcţii sudate, 75oţel pentru îmbunătăţire, 66oţel pentru rulmenţi, 108oţel rapid, 103
oţel refractar (termorezistent), 96oţel turnat, 105oţeli inoxidabil
cu crom, cu crom şi nichel, 86oţeluri patinabile, 98oţeluri pentru recipiente, 78oteluri pentru scule, 100oţeluri termorezistente, 78platinit, 112rost de sudare, 69simbolizare
alfanumerică, numerică, 59standard
general, de produs, 53structură feritică aciculară, 83sudabilitate, 74superaliaj, 97temperatură de referinţă, 77zonă influenţată termic (ZIT), 70
Bibliografie
1. Colan H. ş.a., Studiul metalelor, Editura Didactică şi Pedagogică,Bucureşti, 1983
2. Gâdea S., Petrescu M., Metalurgie fizică şi studiul metalelor, vol. II.,Editura Didactică şi Pedagogică, Bucureşti, 1981
3. Geru N., Metalurgie fizică, Editura Didactică şi Pedagogică, Bucureşti, 19824. Mitelea I., Lugsheider E., Tillmann W. Stiinţa materialelor în construcţia
de maşini, Editura Sudura, Timişoara 19995. Saban R. s.a., Studiul si ingineria materialelor, Editura Didactică şi
Pedagogică, Bucuresti, 19956. Protopopescu H., Metalografie şi tratamente termice, Editura Didactică şi
Pedagogică, Bucuresti, 19837. Truşculescu M., Ieremia A., Oţeluri inoxidabile şi refractare, Editura
Facla, Timişoara, 19838. Vacu S., ş.a., Elaborarea oţelurilor aliate, vol. I, Editura Tehnică, Bucureşti, 19809. * * * Culegere de standarde comentate – Oţeluri. Mărci şi condiţii tehnice
de calitate, O.I.D.I.C.M., Bucureşti, 199410. * * * Culegere de standarde comentate – Supliment. Oţeluri. Mărci,
O.I.D.I.C.M., Bucureşti, 199911. * * * Culegere de standarde comentate – Fonte şi oţeluri turnate.,
O.I.D.I.C.M., Bucureşti, 1996
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
122
Teste de autoevaluare
T.8.1. Activitatea specifică prin care se stabilesc, pentru probleme realesau potenţiale, prevederi destinate unei utilizări comune şi repetate, urmărindobţinerea unui grad optim de ordine într-un context dat, este denumită:a) normalizare; b) ordonare; c) standardizare; d) clasificare?
T.8.2. Documentul stabilit prin consens şi aprobat de un organismrecunoscut, care stabileşte reguli, prescripţii sau caracteristici pentru activităţi saurezultatul acestora, în scopul obţinerii unui grad optim de ordine într-un contextdat este denumit: a) standard; b) normativ; c) lege; d) convenţie?
T.8.3. În funcţie de nivelul de aplicare, standardele pot fi: a) standarde defirmă; b) standarde naţionale; c) standarde regionale; d) standarde de produs?
T.8.4. Clasele principale de calitate prevăzute în standardul SR EN 10020pentru oţelurile nealiate sunt: a) oţeluri de uz general: b) oţeluri excepţionale;c) oţeluri de calitatea; d) oţeluri speciale?
T.8.5. Respectarea cărora dintre următoarele condiţii determină încadrareaunui oţel nealiat în clasa oţelurilor speciale: a) oţelul are prescrisă energia de rupereKV în starea C + r; b) oţelul are concentraţiile de impurităţi %Pm, %Sm ≤ 0,025 %;c) oţelul are prescrisă o energia de rupere (determinată pe epruvete prelevatelongitudinal din semifabricate sau produse) KV > 27 J la −50 oC; d) oţelul nunecesită aplicarea de TT pentru obţinerea caracteristicilor prescrise?
T.8.6. Care dintre următoarele oţeluri aliate se încadrează în clasaoţelurilor de calitate: a) oţelurile pentru recipiente sub presiune care au limita decurgere Rp0,2 > 400 N/mm2; b) oţelurile pentru electrotehnică; c) oţelurile bifazice;d) oţelurile la care singurul element de aliere (în fară de carbon) este niobiul?
T.8.7. Care dintre următoarele condiţii sunt respectate de marca de oţelnealiat simbolizată OL370.4.k conform STAS 500 şi, respectiv, S235J2G3conform SR EN 10027-1: a) otelul are rezistenţa la tracţiune Rm ≥ 370 N/mm2;oţelul are limita de curgere Re ≥ 235 N/mm2; c) oţelul are limita de curgereRe ≥ 370 N/mm2; d) oţelul este calmat?
T.8.8. Care dintre următoarele condiţii sunt respectate de marca de oţelnealiat simbolizată OLC15 conform STAS 880 şi, respectiv, C15 conformSR EN 10027−1: a) oţelul are concentraţia masică medie de carbon%Cm = 0,15 %; b) oţelul are concentraţia masică medie de carbon%Cm = 15 %; c) oţelul se utilizează pentru piesele care se supun carburării;d) oţelul este destinat fabricării pieselor la care TT final este îmbunătăţirea?
T.8.9. Care dintre următoarele mărci de oţeluri aliate pentru construcţia de
Capitolul 8 Oţelurile şi fontele comerciale
123
maşini (simbolizate conform STAS 791) aparţin categoriei oţelurilor pentruîmbunătăţire: a) 15Cr08; b) 42MoCr11; c) 17CrNi16; d) 34MoCrNi16?
T.8.10. Care dintre următoarele mărci de oţeluri aliate pentru construcţiade maşini (simbolizate conform SR EN 10027−1) aparţin categoriei oţelurilorpentru îmbunătăţire: a) 43MnMo6−2; b) 38AlCrMo10−6−1; c) 34CrNiMo6−6−2;d) 17CrMn4−4?
T.8.11. Care dintre următoarele mărci de oţeluri aliate pentru construcţiade maşini (simbolizate conform STAS 791) aparţin categoriei oţelurilor pentrucarburare (cementare): a) 15Cr08; b) 42MoCr11; c) 17CrNi16; d) 34MoCrNi16?
T.8.12. Care dintre următoarele mărci de oţeluri aliate pentru construcţiade maşini (simbolizate conform SR EN 10027−1) aparţin categoriei oţelurilorpentru carburare (cementare): a) 34CrMo4−2; b) 51CrMnV4−4-1; c) 15Cr3;d) 17CrMn4−4?
T.8.13. Care sunt zonele caracteristice ale unei îmbinări sudate:a) materialul de bază MB; b) zona influenţată termic ZIT; c) materialul de adaosMA; d) cusătura sudată CUS?
T.8.14. Care dintre fâşiile ZIT a unei îmbinări sudate dintre două piese dinoţel (nealiat) cu conţinut scăzut de carbon are cele mai slabe caracteristici detenacitate: a) fâşia de supraîncălzire; b) fâşia de normalizare; c) fâşia deaustenitizare incompletă; d) fâşia neaustenitizată?
T.8.15. Aptitudinea unui oţel ca printr-un anumit procedeu şi pentru unanumit scop să asigure în îmbinările sudate caracteristicile locale şi generaleprescrise pentru o construcţie sudată este denumită: a) călibilitate; b) plasticitate;c) sudabilitate; d) elasticitate?
T.8.16. Care dintre următoarele mărci corespund unor oţeluri cu granulaţiefină pentru construcţii sudate: a) S335K2; b) S235NL; c) P355NH; d) P235NL1?
T.8.17. Care dintre următoarele mărci corespund unor oţeluri cucaracteristici de tenacitate garantate la temperaturi scăzute (sub −60 oC):a) P235NL1; b) 12MnNi15−3; c) P460NL2; d) X8Ni9?
T.8.18. Ce structură prezintă semifabricatele realizate din oţeluri bifazice(dual−phase steel): a) ferită şi perlită; b) ferită aciculară; c) ferită şi insule demartensită; d) bainită cu conţinut scăzut e carbon?
T.8.19. Prezenţa cărui element de aliere conferă oţelurilor calitatea de a fiinoxidabile: a) nichelul, dacă %Nim > 8 %; b) cromul, dacă %Crm ≥ 12,0 %;c) carbonul, dacă %Cm < 0,2 %; d) manganul, dacă %Mnm ≥ 12 %?
T.8.20. Care dintre următoarele mărci corespund unor oţeluri inoxidabileferitice: a) X50CrMoV15; b) X2CrMoTi17−1; c) X6CrNi17−1;d) X6CrMoNb17−1?
T.8.21. Care dintre următoarele mărci corespund unor oţeluri inoxidabile
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
124
martensitice: a) X50CrMoV15; b) X2CrMoTi17−1; c) X70CrMo15;d) X90CrMoV18?
T.8.22. Care dintre următoarele mărci corespund unor oţeluri inoxidabileaustenitice: a) X50CrMoV15; b) X6CrMoNb17−1; c) X2CrNi18−9;d) X2CrNiMo17−12−2?
T.8.23. Care dintre următoarele mărci corespund unor oţeluri inoxidabilemartensitice cu durificare prin precipitare: a) 12MnNi15−3; b) S235NL;c) 10AlCr240; d) X7CrNiAl17−7?
T.8.24. Care dintre următoarele mărci corespund unor oţeluri inoxidabilede tip duplex: a) X2CrNiMoN22−5−3; b) 12MnNi15−3; c) X3CrNiMoN27−5−2;d) X50CrMoV15
T.8.25. Care dintre următoarele elemente conferă oţelurilor rezistenţă laoxidare la temperaturi ridicate, fiind elemente de aliere tipice pentru oţelurilerefractare: a) cromul; b) nichelul; c) siliciul; d) aluminiul?
T.8.26. Care dintre următoarele mărci corespund unor oţeluri refractare:a) 10AlCr180; b) 10AlCr240; c) OLC45; d) 15SiNiCr200?
T.8.27. Care dintre următoarele mărci corespund unor oţeluri patinabile:a) S235W; b) S355W; c) RCA 370; d) S335K2?
T.8.28. Care este TT final ce se aplică sculelor confecţionate din oţelulOSC10: a) călire martensitică + revenire joasă; b) îmbunătăţire; d) normalizare +recoacere de globulizare a cementitei; d) călire de punere în soluţie + îmbătrânire?
T.8.29. Care dintre următoarele mărci de oţeluri pot fi utilizate pentruconfecţionarea matriţelor de deformare plastică la cald a oţelurilor: a) 105CrW20;b) 117VCr6; c) 30VCrW85; d) 31VCr8?
T.8.30. Care din următoarele probleme pot să apară la sudarea oţelurilorinoxidabile austenitice: a) fisurarea la cald a CUS; b) creşterea excesivă agranulaţiei; c) apariţia fazei σ; d) transformarea perlitei în austenită?
T.8.31. Care din următoarele probleme pot să apară la sudarea oţelurilorinoxidabile feritice: a) fisurarea la cald a CUS; b) transformarea perlitei înaustenită; c) creşterea excesivă a granulaţiei; d) apariţia fazei σ?
T.8.32. Care este TT final ce se aplică matriţelor confecţionate din oţelul30VCrW85: a) călire martensitică + revenire joasă; b) normalizare + recoacere deglobulizare a cementitei; c) călire martensitică + revenire înaltă (îmbunătăţire);d) călire de punere în soluţie + îmbătrânire?
T.8.33. Care este TT final ce se aplică arcurilor confecţionate din oţelul60Si15A: a) călire martensitică + revenire joasă; b) normalizare + recoacere deglobulizare a cementitei; c) călire martensitică + revenire înaltă (îmbunătăţire);d) călire martensitică + revenire medie?
T.8.34. Care dintre următoarele mărci corespund unor oţeluri Hadfield:
Capitolul 8 Oţelurile şi fontele comerciale
125
a) 105CrW20; b) T100NiMn130; c) 117VCr6; d) T120CrMn130?T.8.35. Care dintre următoarele mărci de oţeluri sunt destinate realizării de
semifabricate sau piese turnate: a) G 230−450; b) T120CrMn130;c) G 200−400W; d) T9MoCrNi30R?
T.8.36. Care din următoarele probleme pot să apară la sudarea oţelurilormaraging: a) înmuierea ZIT; b) formarea în structura CUS a unor compuşiintermetalici care influenţează negativ caracteristicile de tenacitate; c) fisurarea lacald a CUS; d) formarea porilor în CUS?
T.8.37. Ce semnificaţie are grupul de litere EN din simbolul unei mărci defontă: a) fonta este cenuşie; b) fonta corespunde unui standard european; c) fontanu are grafit în structură; d) fonta este netratată termic?
T.8.38. Care dintre următoarele tipuri de fonte aparţin categoriei fonteloraliate rezistente la uzare: a) fontele rezistente la temperaturi scăzute; b) fonteleantifricţiune; c) fontele refractare; d) fontele de fricţiune?
T.8.39. Care din următoarele variante corespunde mărcii de fontă cusimbolul EN−GJS−400−15: a) fontă maleabilă cu Rm ≥ 400 N/mm2 şi A ≥ 15 %;b) fontă nodulară cu Rm ≥ 400 N/mm2 şi A ≥ 15 %; c) fontă cu grafit lamelar cuRm ≥ 400 N/mm2 şi A ≥ 15 %; d) fontă albă cu Rm ≥ 400 N/mm2 şi A ≥ 15 %?
T.8.40. Care din următoarele variante corespunde mărcii de fontă cusimbolul EN−GJMW−400−5: a) fontă maleabilă cu Rm ≥ 400 N/mm2 şi A ≥ 5 %;b) fontă maleabilă cu Rm ≥ 400 N/mm2 şi A ≥ 15 %; c) fontă cu grafit lamelar cuRm ≥ 400 N/mm2 şi A ≥ 5 %; d) fontă nodulară cu Rm ≥ 400 N/mm2 şi A ≥ 5 %?
Aplicaţii
A.8.1. Semifabricatele confecţionate dintr-un oţel carbon cu %Cm = 0,1 %sunt supuse unui TT intercritic, constând din încălzirea la ti ∈ (A1; A3), menţinereao durată scurtă la această temperatură şi răcirea în apă, pentru a le conferistructura corespunzătoare unui oţel bifazic. a) Ştiind că pentru oţelurile carbonhipoeutectoide punctele critice de transformare în stare solidă sunt A1 = 727 oC şi
mCA %2089103 −= , să se stabilească la ce temperatură ti trebuie efectuat TTpentru ca semifabricatele să prezinte la ta o structură ferito – martensitică cu unconţinut procentual de martensită %M ≅ 15 %; b) Ştiind că duritatea feritei esteHα = 80 HV, iar duritatea martensitei este HM = 305 + 802%Cm, să se determinecare este duritatea semifabricatelor după aplicarea TT intercritic.
Rezolvarea) Prin încălzirea semifabricatelor la ti ∈ (A1; A3) se obţine o structură
alcătuită din ferită şi austenită, aşa cum se poate observa pe diagrama din

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
126
figura 8.22 Aplicând regula izotermei (v. scap. 2.5.1), rezultă că la ti ∈ (A1; A3)ferita existentă în structura oţelului din care sunt confecţionate semifabricatele areconcentraţia de carbon corespunzătoare abscisei punctului X, iar austenita areconcentraţia de carbon corespunzătoare abscisei punctului Y, conţinuturileprocentuale ale celor două faze în structura semifabricatelor fiind date de relaţiile(care se obţin aplicând regula segmentelor inverse – v. scap. 2.5.2):
100)(%)(%
%)(%%
αγ
γαmm
mm
CCCC
−−
= şi αγαγ
α %100100)(%)(%
)(%%% −=
−−
=mm
mm
CCCC
,
(%Cm)α fiind abscisa punctului X, iar (%Cm)γ – abscisa punctului Y.
Fig. 8.22. Diagrama de stabilire a regimurilorTT pentru obţinerea oţelurilor bifazice
Fig. 8.23. Diagrama de selectare a soluţiilorîn cazul aplicaţiei A.8.4
Considerând că austenita obţinută la ti se transformă integral în martensităla răcirea în apă a semifabricatelor, rezultă: %M = %γ. Deoarece linia GP adiagramei de echilibru Fe – Fe3C este o dreaptă, rezultă că abscisa punctului Xeste (%Cm)α = 0,1 – 1,1⋅10-4ti. Abscisa punctului Y corespunde concentrţiei
masice de carbon a oţelului care are A3 ≡ ti şi este 2)208
910()(% i
mtC −
=γ .
Înlocuind expresiile (%Cm)α şi (%Cm)γ în condiţia pusă în enunţul aplicaţiei, scrisăsub forma %γ = %M ≅ 15 %, se obţine o ecuaţie cu necunoscuta ti, care aresoluţia ti ≅ 750 oC; aceastei valori a temperaturii ti îi corespund valorile(%Cm)α = 0,0175 % şi (%Cm)γ = 0,59 %.
b) După aplicarea TT intercritic cu ti ≅ 750 oC, semifabricatele vor avea structuraalcătuită dintr-o matrice feritică cu duritatea Hα = 80 HV şi insule de martensită (uniformdistribuite în aceasta) cu duritatea HM = 305 + 802(%Cm)γ ≅ 778 HV; ca urmare,

Capitolul 8 Oţelurile şi fontele comerciale
127
duritatea semifabricatelor tratate termic va fi 100%
100% α
αHMHH Ms += ≅ 180 HV
(care corespunde unei rezistenţe la tracţiune Rm ≅ 630 N/mm2).A.8.2. Semifabricatele confecţionate dintr-un oţel carbon cu %Cm = 0,08 %
sunt supuse unui TT intercritic, constând din încălzirea la ti = 760 oC ∈ (A1; A3),menţinerea o durată scurtă la această temperatură şi răcirea în apă, pentru a leconferi structura corespunzătoare unui oţel bifazic. a) Ştiind că pentru oţelurilecarbon hipoeutectoide punctele critice de transformare în stare solidă suntA1 = 727 oC şi mCA %2089103 −= , să se determine conţinut procentual demartensită %M din structura semifabricatelor tratate termic; b) Ştiind că duritateaferitei este Hα = 80 HV, iar duritatea martensitei este HM = 305 + 802%Cm, să sedetermine care este duritatea semifabricatelor după aplicarea TT intercritic.
Rezolvarea) Folosind notaţiile şi raţionamentul prezentate la rezolvarea aplicaţiei
A.8.1, se obţin următoarele rezultate: (%Cm)α = 0,1 – 1,1⋅10-4⋅760 = 0,0164 %,
=−= 2)208
760910()(% γmC 0,52 % şi %γ = %M = =−− 100
0164,052,00164,008,0 12,6 %;
b) După aplicarea TT intercritic cu ti = 760 oC, semifabricatele vor avea structuraalcătuită dintr-o matrice feritică cu duritatea Hα = 80 HV şi insule de martensită (uniformdistribuite în aceasta) cu duritatea HM = 305 + 802⋅0,52 ≅ 722 HV; ca urmare, duritatea
semifabricatelor tratate termic va fi100
6,1210080100
6,12722 −+=sH ≅ 160 HV (care
corespunde unei rezistenţe la tracţiune Rm ≅ 560 N/mm2).A.8.3. Pentru realizarea unei bare de tracţiune cilindrice cu diametrul d = 15 mm,
există posibilitatea utilizării oţelului carbon de calitate OLC35 - STAS 880(C35 - SR EN 10027-1) sau a oţelului aliat 34MoCrNi16 - STAS 791(34NiCrMo6-6-2 - SR EN 10027-1), cu carateristicile de compoziţie chimicăprezentate în tabelul 8.11. Să se determine şi să se compare intensităţile forţei detracţiune F la care rezistă bara în următoarele circumstanţe: a) bara esteconfecţionată din oţelul carbon în stare recoaptă (de echilibru); b) bara esteconfecţionată din oţelul aliat în stare recoaptă (de echilibru); c) bara esteconfecţionată din oţelul carbon în stare îmbunătăţită (călire + revenire la ti = 650oC şi τm = 5 ore); d) bara este confecţionată din oţelul aliat în stare îmbunătăţită(călire + revenire la ti = 650 oC şi τm = 5 ore).
RezolvareIntensitatea forţei F la care rezistă bara de tracţiune este dată de relaţia
mRdF4
2π= .

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
128
a) Dacă bara este confecţionată din oţelul OLC35 în stare recoaptă, custructura ferito-perlitică, duritatea sa se poate estima cu relaţia (7.2) considerândcoeficienţii adecvaţi din tabelul 7.2 şi o viteză de răcire din domeniul austeniticcare să conducă la o astfel de structură; adoptând vr = 0,4 oC/s (v. A.7.3), rezultă:
++++−+= mmmmmOC
P NiCrMnSiCHV %2,27%5,35%30%6,14%2236,77,α
[ ] 179lg%4%8%0,1910 ≅+=−+ rmmm vNiCrSi HV. Deoarece HV ≅ HB şiconsiderând relaţia Rm = 3,5HB (v. scap. 3.10), rezultă că bara are
Rm = 3,5⋅179 ≅ 626 N/mm2 şi 52
1010,16264
15 ⋅=⋅= πF N.
Tabelul 8.11. Compoziţiile chimice ale oţelurilor considerate în aplicaţia A.8.3
Concentraţiile masice ale componentelor de aliere, %Marcaoţelului %Cm %Mnm %Sim %Crm %Nim %Mom
OLC35 0,35 0,6 0,3 0,2 0,2 -34MoCrNi16 0,35 0,6 0,3 1,6 1,6 0,25
b) Dacă bara este confecţionată din oţelul slab aliat 34MoCrNi16 în starerecoaptă, cu structura ferito-perlitică, duritatea sa se poate estima în acelaşi modca în cazul precedent şi rezultă ,265, HVHV OA
P ≅α Rm = 3,5⋅265 ≅ 927 N/mm2 şi
52
1064,19274
15 ⋅=⋅= πF N.
c) Dacă bara este confecţionată din oţelul OLC35 călit şi revenit la ti = 650 oCşi τm = 5 ore, duritatea structurii de revenire pe care o prezintă bara poate fi estimată curelaţia (7.2), în care PHJ = Ti(18+lgτm) = (650 +273)(18 + lg5) ≅ 17259; pe această cale
se obţine HVC
PCHV
m
HJmOCr 211
%132,33%405021900
≅−
−+= , Rm = 3,5⋅211 ≅ 740 N/mm2
şi F = 1,31⋅105 N. Se poate observa că forţa de tracţiune la care rezistă bara estecu aproximativ 19 % mai mare ca cea corespunzătoare situaţiei în care bara esteconfecţionată din acelaşi oţel în stare recoaptă.
d) Dacă bara este confecţionată din oţelul slab aliat 34MoCrNi16 călit şirevenit la ti = 650 oC şi τm = 5 ore, duritatea structurii cu sorbită de revenire pecare o prezintă bara poate fi estimată cu relaţia (7.3) în care 211=OC
rHV HV, aşacum s-a obţinut în cazul precedent (pentru oţelul cu %Cm = 0,35 %); rezultă:
361%100%6%55)%(%30 ≅+++++= mmmmmOC
rOA
r MoNiCrMnSiHVHV HV,Rm = 3,5⋅361 ≅ 1265 N/mm2 şi F = 2,23⋅105 N. Se poate observa că forţa detracţiune la care rezistă bara este cu aproximativ 36 % mai mare decât ceacorespunzătoare situaţiei în care bara este confecţionată din acelaşi oţel în starerecoaptă.

Capitolul 8 Oţelurile şi fontele comerciale
129
ObservaţieAceastă aplicaţie are ca scop justificarea şi înţelegerea prescripţiilor
privind utilizarea oţelurilor pentru construcţia de maşini. Este evidenţiat faptul că,pentru oţelurile carbon de calitate utilizarea în stare tratată termic este facultativă(s-a observat din rezolvarea aplicaţiei că oţelul OLC35 are caracteristici derezistenţă mecanică comparabile în stare recoaptă şi în stare îmbunătăţită), în timpce pentru oţelurile aliate valorificarea prezenţei elementelor de aliere impuneutilizarea lor numai în stare tratată termic (s-a observat din rezolvarea aplicaţiei căoţelul 34MoCrNi16 în stare îmbunătăţită are rezistenţa mecanică cu aproape 36 %mai mare decât atunci când este utilizat în starea structurală de echilibru).
Se recomandă cititorilor să conceapă şi alte aplicaţii similare, care să lepermită consultarea, înţelegerea şi utilizarea prescripţiilor standardelor în vigoare.
A.8.4. O construcţie sudată trebuie realizată din semifabricate de tip tablădin oţel inoxidabil austenitic X2CrNi19−11, acest MB şi MA disponibile pentrusudarea lui având caracteristicile de compoziţie chimică prezentate în tabelul 8.11.Procedeul de sudare care se utilizează şi configuraţia rosturile de sudare pregătiteîntre piesele ce urmează a fi sudate asigură pMA = 70 %. Să se determine caredintre MA disponibile asigură realizarea unor CUS având în structură, pe lângăaustenită, 3...5 % ferită, pentru evitarea fisurării la cald.
Tabelul 8.11. Compoziţiile chimice ale MB şi MA considerate în aplicaţia A.8.3.Concentraţiile masice ale principalelor componente, %Materialul %Cm %Mnm %Sim %Crm %Nim %Nbm %Mom
MB – 10TiNiCr180 0,08 1,5 0,8 18 10 - -MA – D308 0,08 ,0 0,8 20 11 - 0,50
MA – D308L 0,04 2,0 0,9 20 10 - 0,30MA – D309 0,10 1,5 1,0 23 14 - 0,50
MA – D309L 0,03 2,0 0,8 24 12 - 0,50MA – D310 0,12 2,5 1,0 27 20 - 0,75MA – D312 0,10 2,0 0,9 30 9 - 0,60MA – D316 0,08 1,8 0,9 19 13 - 2,00
MA – D316L 0,03 2,0 0,8 17 13 - 2,50MA – D19.9Nb 0,08 2,0 0,9 20 10 0,80 -
MA – D18.8Mn6 0,10 6,5 1,2 20 11 - -* Toate mărcile de MA sunt realizate în RomâniaRezolvareConsiderând caracteristicile de compoziţie chimică ale MB şi folosind
relaţiile (7,6) şi (7.7) se calculează valorile mărimilor %Cre şi %Nie, carereprezintă coordonatele punctului caracteristic nominal al MB pe diagramastructurală A. Schaeffler (v. scap. 7.5 şi fig. 7.24).
Procedând în acelaşi mod, se determină coordonatele (%Cre;%Nie),corespunzătoare punctelor caracteristice nominale ale materialelor depuse prin

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
130
sudare cu MA disponibile.Folosind relaţia (8.2), în condiţiile neglijării termenului ∆%EAm, se
determină coordonatele (%Cre,CUS ; %Nie,CUS), corespunzătoare punctelorcaracteristice nominale ale CUS realizate cu MA disponibile pentru sudare.
Rezultatele parcurgerii etapelor descrise anterior sunt prezentate întabelul 8.12. Un MA disponibil este apt pentru sudarea MB (îndeplineşte condiţiapusă în enunţul aplicaţiei, de a asigura realizarea unei CUS cu un conţinutprocentual de ferită %α ∈ [3%;5%]), dacă punctul caracteristic nominal al CUSrealizate cu acesta este poziţionat în diagrama structurală A. Schaeffler în domeniul α+ γ, între dreptele corespunzătoare conţinuturilor de ferită %α = 3 % şi %α = 5 %;analizând diagrama din figura 7.24, se poate aprecia că dreapta de izoferită %α = 3 %trece prin punctele de coordonate (%Cre = 28 %;%Nie = 21,5 %) şi(%Cre = 14 %;%Nie = 6,8 %) şi, ca urmare, are ecuaţia %Nie = 1,05%Cre – 7,5, iardreapta de izoferită %α = 5 % trece prin punctele de coordonate(%Cre = 28 %;%Nie = 20,5 %) şi (%Cre = 14 %;%Nie = 6,5 %) şi corespundeecuaţiei %Nie = %Cre – 7,5.
Tabelul 8.13. Rezultatele obţinute la rezolvarea aplicaţiei 8.4Caracteristicile materialului Caracteristicile CUS
Materialul %Cre, %
%Nie,%
%Cre,CUS,%
%Nie,CUS,%
Punctul pediagramadin fig. 8.
MB 19,20 13,15 − − −MA – D308 21,70 14,40 21,078 14,63 1
MA – D308L 21,65 12,20 21,04 12,44 2MA – D309 25,00 17,75 23,55 16,60 3
MA – D309L 25,70 13,90 24,08 13,71 4MA – D310 29,25 24,85 26,74 21,93 5MA – D312 31,95 13,00 28,76 13,04 6MA – D316 22,35 16,30 21,56 15,51 7
MA – D316L 20,70 14,90 20,33 14,46 8MA – D19.9Nb 21,75 13,40 21,11 13,34 9
MA – D18.8Mn6 21,80 17,25 21,15 16,23 10
Reprezentând pe aceiaşi diagramă, aşa cum se observă în figura 8.25, atâtdreptele de izoferită %α = 3 % şi %α = 5 %, cât şi punctele cu coordonatele(%Cre,CUS ; %Nie,CUS), rezultă că MA capabile să asigure sudarea MB (precizat înenunţul aplicaţiei) fără apariţia fenomenului de fisurare la cald a CUS sunt D308şi D309 (pentru care punctele caracteristice nominale ale CUS realizate sesituează între cele două drepte de izoferită).

Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
131
Capitolul 9
STRUCTURA ŞI PROPRIETĂŢILEMETALELOR ŞI ALIAJELOR NEFEROASE
9.1. Introducere
Metalele şi aliajele neferoase deţin în prezent în aplicaţiile tehnice opondere de aproape 20 de ori mai mică decât cea corespunzătoare aliajelorferoase (fonte şi oţeluri). Motivele utilizării preponderente în tehnică afontelor şi oţelurilor sunt numeroase: resursele de materii prime necesareelaborării acestor aliaje sunt uşor accesibile şi destul de uniform distribuitepe glob, tehnologiile de elaborare şi de realizare a semifabricatelor şipieselor din astfel de aliaje sunt bine fundamentate ştiinţific şi asiguratelogistic, proprietăţile (caracteristicile) lor mecanice sunt ridicate şi pot firelativ uşor modificate şi adaptate condiţiilor de utilizare prin aplicarea detratamente termice şi termochimice, produsele confecţionate din acestemateriale sunt reciclabile şi ecologice, costurile implicate de elaborareaunor astfel de aliaje şi de transformarea lor în produse se coreleazăfavorabil cu performanţele tehnice pe care aceste produse le asigură etc. Cutoate acestea, metalele şi aliajele neferoase reprezintă şi vor reprezenta şiîn viitor o categorie de materiale de mare importanţă tehnică, datorită unorproprietăţi pe care acestea le prezintă (şi care nu sunt asigurate de aliajeleferoase sau se obţin mai greu la aceste materiale, cu cheltuieli inadmisibilde mari): rezistenţă ridicată la coroziune (în prezenţa mediilor de lucruchimic active), conductibilitate termică şi electrică mare, capacitate bună deprelucrare prin turnare, deformare plastică sau aşchiere, tenacitate bună latemperaturi scăzute, valori ridicate (mai mari decât cele asigurate de fonteşi oţeluri) ale raportului dintre rezistenţa mecanică şi masa specifică(densitate), capacitate foarte bună de a conferi produselor caracteristiciestetice deosebite etc.
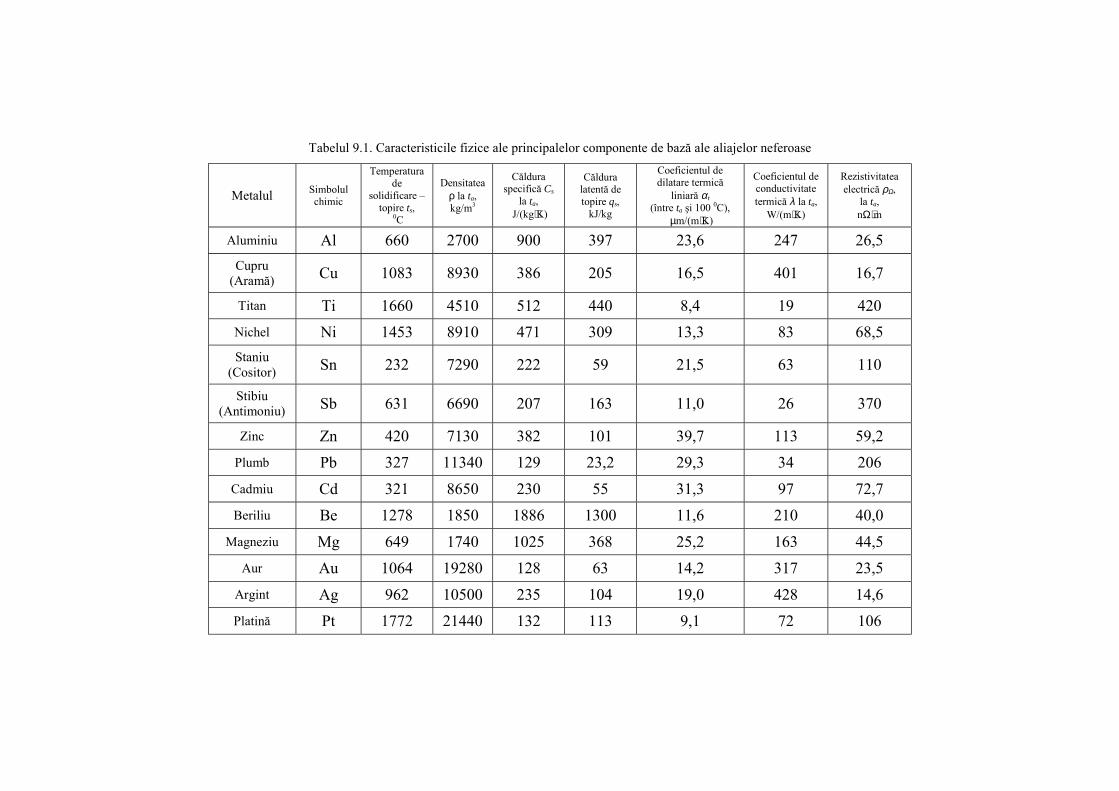
Tabelul 9.1. Caracteristicile fizice ale principalelor componente de bază ale aliajelor neferoase
Metalul Simbolulchimic
Temperaturade
solidificare –topire ts,
0C
Densitateaρ la ta,kg/m3
Călduraspecifică Cs
la ta, J/(kg⋅K)
Călduralatentă detopire qs,
kJ/kg
Coeficientul dedilatare termică
liniară αt(între ta şi 100 0C),
µm/(m⋅K)
Coeficientul deconductivitatetermică λ la ta,
W/(m⋅K)
Rezistivitateaelectrică ρΩ,
la ta,nΩ⋅m
Aluminiu Al 660 2700 900 397 23,6 247 26,5Cupru
(Aramă) Cu 1083 8930 386 205 16,5 401 16,7
Titan Ti 1660 4510 512 440 8,4 19 420Nichel Ni 1453 8910 471 309 13,3 83 68,5Staniu
(Cositor) Sn 232 7290 222 59 21,5 63 110
Stibiu(Antimoniu) Sb 631 6690 207 163 11,0 26 370
Zinc Zn 420 7130 382 101 39,7 113 59,2Plumb Pb 327 11340 129 23,2 29,3 34 206
Cadmiu Cd 321 8650 230 55 31,3 97 72,7Beriliu Be 1278 1850 1886 1300 11,6 210 40,0
Magneziu Mg 649 1740 1025 368 25,2 163 44,5Aur Au 1064 19280 128 63 14,2 317 23,5
Argint Ag 962 10500 235 104 19,0 428 14,6Platină Pt 1772 21440 132 113 9,1 72 106
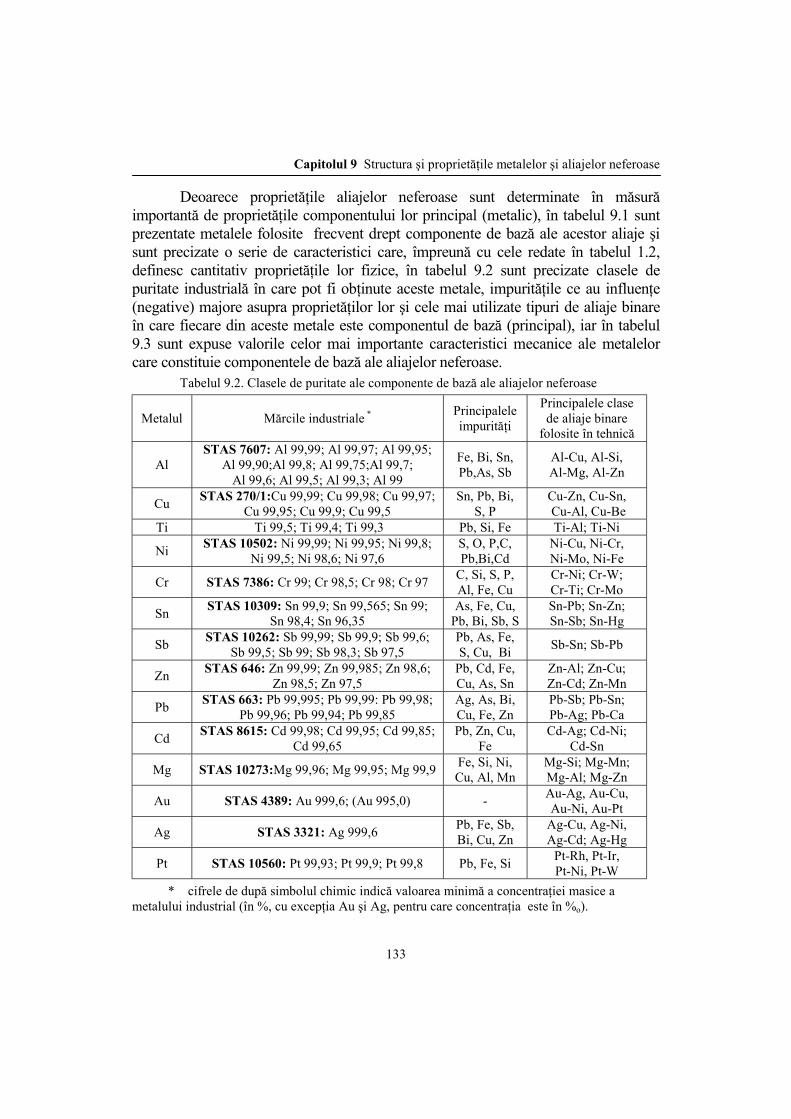
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
133
Deoarece proprietăţile aliajelor neferoase sunt determinate în măsurăimportantă de proprietăţile componentului lor principal (metalic), în tabelul 9.1 suntprezentate metalele folosite frecvent drept componente de bază ale acestor aliaje şisunt precizate o serie de caracteristici care, împreună cu cele redate în tabelul 1.2,definesc cantitativ proprietăţile lor fizice, în tabelul 9.2 sunt precizate clasele depuritate industrială în care pot fi obţinute aceste metale, impurităţile ce au influenţe(negative) majore asupra proprietăţilor lor şi cele mai utilizate tipuri de aliaje binareîn care fiecare din aceste metale este componentul de bază (principal), iar în tabelul9.3 sunt expuse valorile celor mai importante caracteristici mecanice ale metalelorcare constituie componentele de bază ale aliajelor neferoase.
Tabelul 9.2. Clasele de puritate ale componente de bază ale aliajelor neferoase
Metalul Mărcile industriale * Principaleleimpurităţi
Principalele clasede aliaje binare
folosite în tehnică
AlSTAS 7607: Al 99,99; Al 99,97; Al 99,95;
Al 99,90;Al 99,8; Al 99,75;Al 99,7;Al 99,6; Al 99,5; Al 99,3; Al 99
Fe, Bi, Sn,Pb,As, Sb
Al-Cu, Al-Si,Al-Mg, Al-Zn
Cu STAS 270/1:Cu 99,99; Cu 99,98; Cu 99,97;Cu 99,95; Cu 99,9; Cu 99,5
Sn, Pb, Bi,S, P
Cu-Zn, Cu-Sn, Cu-Al, Cu-Be
Ti Ti 99,5; Ti 99,4; Ti 99,3 Pb, Si, Fe Ti-Al; Ti-Ni
Ni STAS 10502: Ni 99,99; Ni 99,95; Ni 99,8;Ni 99,5; Ni 98,6; Ni 97,6
S, O, P,C,Pb,Bi,Cd
Ni-Cu, Ni-Cr,Ni-Mo, Ni-Fe
Cr STAS 7386: Cr 99; Cr 98,5; Cr 98; Cr 97 C, Si, S, P,Al, Fe, Cu
Cr-Ni; Cr-W;Cr-Ti; Cr-Mo
Sn STAS 10309: Sn 99,9; Sn 99,565; Sn 99;Sn 98,4; Sn 96,35
As, Fe, Cu,Pb, Bi, Sb, S
Sn-Pb; Sn-Zn;Sn-Sb; Sn-Hg
Sb STAS 10262: Sb 99,99; Sb 99,9; Sb 99,6;Sb 99,5; Sb 99; Sb 98,3; Sb 97,5
Pb, As, Fe,S, Cu, Bi Sb-Sn; Sb-Pb
Zn STAS 646: Zn 99,99; Zn 99,985; Zn 98,6;Zn 98,5; Zn 97,5
Pb, Cd, Fe,Cu, As, Sn
Zn-Al; Zn-Cu;Zn-Cd; Zn-Mn
Pb STAS 663: Pb 99,995; Pb 99,99: Pb 99,98;Pb 99,96; Pb 99,94; Pb 99,85
Ag, As, Bi,Cu, Fe, Zn
Pb-Sb; Pb-Sn;Pb-Ag; Pb-Ca
Cd STAS 8615: Cd 99,98; Cd 99,95; Cd 99,85;Cd 99,65
Pb, Zn, Cu,Fe
Cd-Ag; Cd-Ni;Cd-Sn
Mg STAS 10273:Mg 99,96; Mg 99,95; Mg 99,9 Fe, Si, Ni,Cu, Al, Mn
Mg-Si; Mg-Mn;Mg-Al; Mg-Zn
Au STAS 4389: Au 999,6; (Au 995,0) - Au-Ag, Au-Cu,Au-Ni, Au-Pt
Ag STAS 3321: Ag 999,6 Pb, Fe, Sb,Bi, Cu, Zn
Ag-Cu, Ag-Ni,Ag-Cd; Ag-Hg
Pt STAS 10560: Pt 99,93; Pt 99,9; Pt 99,8 Pb, Fe, Si Pt-Rh, Pt-Ir,Pt-Ni, Pt-W
* cifrele de după simbolul chimic indică valoarea minimă a concentraţiei masice ametalului industrial (în %, cu excepţia Au şi Ag, pentru care concentraţia este în %o).
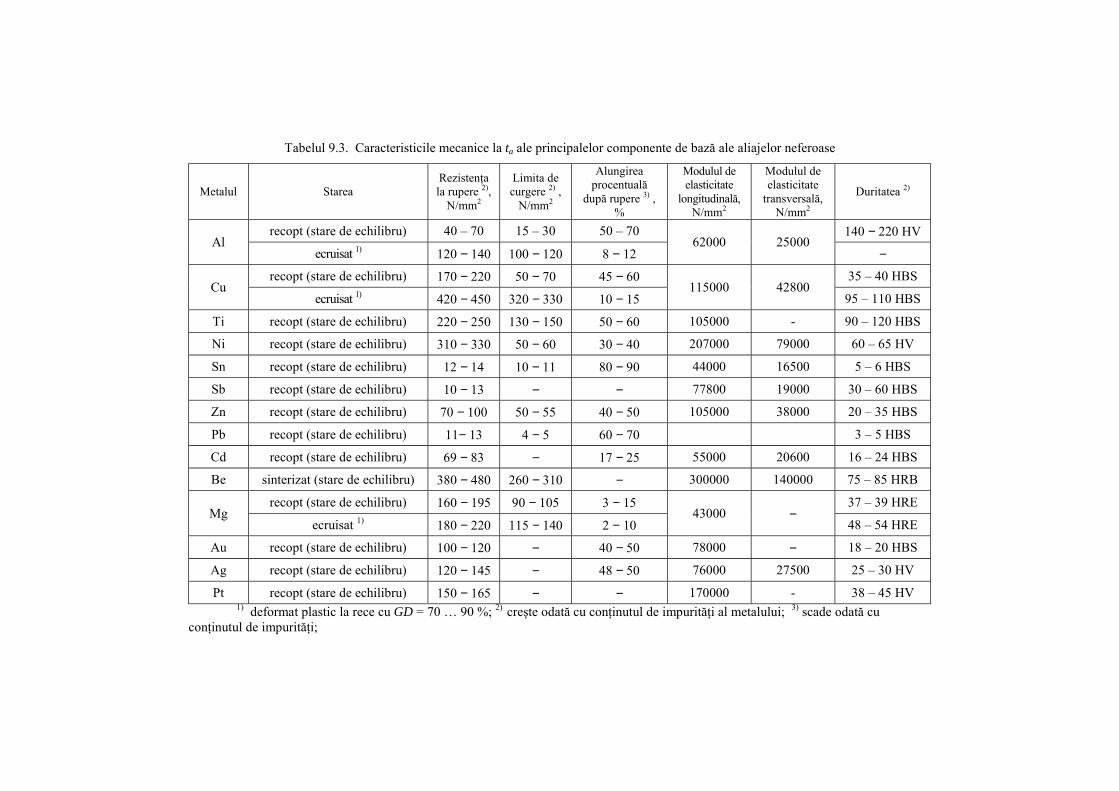
Tabelul 9.3. Caracteristicile mecanice la ta ale principalelor componente de bază ale aliajelor neferoase
Metalul StareaRezistenţala rupere 2),
N/mm2
Limita decurgere 2) ,
N/mm2
Alungireaprocentuală
după rupere 3) ,%
Modulul deelasticitate
longitudinală,N/mm2
Modulul deelasticitate
transversală,N/mm2
Duritatea 2)
recopt (stare de echilibru) 40 – 70 15 – 30 50 – 70 140 − 220 HVAl
ecruisat 1) 120 − 140 100 − 120 8 − 1262000 25000
−
recopt (stare de echilibru) 170 − 220 50 − 70 45 − 60 35 – 40 HBSCu
ecruisat 1) 420 − 450 320 − 330 10 − 15115000 42800
95 – 110 HBS
Ti recopt (stare de echilibru) 220 − 250 130 − 150 50 − 60 105000 - 90 – 120 HBS
Ni recopt (stare de echilibru) 310 − 330 50 − 60 30 − 40 207000 79000 60 – 65 HV
Sn recopt (stare de echilibru) 12 − 14 10 − 11 80 − 90 44000 16500 5 – 6 HBS
Sb recopt (stare de echilibru) 10 − 13 − − 77800 19000 30 – 60 HBS
Zn recopt (stare de echilibru) 70 − 100 50 − 55 40 − 50 105000 38000 20 – 35 HBS
Pb recopt (stare de echilibru) 11− 13 4 − 5 60 − 70 3 – 5 HBS
Cd recopt (stare de echilibru) 69 − 83 − 17 − 25 55000 20600 16 – 24 HBS
Be sinterizat (stare de echilibru) 380 − 480 260 − 310 − 300000 140000 75 – 85 HRB
recopt (stare de echilibru) 160 − 195 90 − 105 3 − 15 37 – 39 HREMg
ecruisat 1) 180 − 220 115 − 140 2 − 1043000 −
48 – 54 HRE
Au recopt (stare de echilibru) 100 − 120 − 40 − 50 78000 − 18 – 20 HBS
Ag recopt (stare de echilibru) 120 − 145 − 48 − 50 76000 27500 25 – 30 HV
Pt recopt (stare de echilibru) 150 − 165 − − 170000 - 38 – 45 HV1) deformat plastic la rece cu GD = 70 … 90 %; 2) creşte odată cu conţinutul de impurităţi al metalului; 3) scade odată cu
conţinutul de impurităţi;
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
135
Aliajele neferoase se pot clasifica folosind o multitudine de criterii; astfel:• în funcţie de numărul componentelor, aliajele neferoase pot fi: binare,
ternare sau complexe; cele mai multe tipuri de aliaje utilizate în prezent întehnică sunt complexe, dar, pentru a facilita studierea structurii şi proprietăţilorfiecărui tip de astfel de aliaje, se ia ca bază câte un aliaj binar reprezentativ şi seconsideră că restul componentelor sunt elemente suplimentare de aliere (deexemplu, aliajele denumite în tehnică duraluminuri au ca bază aliaje Al – Cu, încare sunt introduse suplimentar, în diverse concentraţii şi alte elemente de alieredecât cuprul: Mg, Mn etc., iar aliajele denumite în tehnică alame au ca bazăaliaje Cu – Zn, în care sunt introduse frecvent, în diverse concentraţii şi alteelemente de aliere decât zincul: Si, Al, Sn, Pb, Fe, Mn, Ni etc.);
• în funcţie de constituţia structurală de echilibru (la ta), aliajeleneferoase se încadrează în următoarele categorii:
−−−− aliaje monofazice, care prezintă în stare solidă, la oricetemperatură, o structură monofazică, alcătuită din cristale de soluţie solidă avândca solvent componentul de bază;
−−−− aliaje cu structură monofazică după solidificare, în care precipităla răcirea ulterioară particule de faze secundare (de obicei, compuşi intermetalici);
−−−− aliaje care conţin în structură constituenţi eterogeni (de tipulamestecurilor mecanice eutectice sau eutectoide);
• în funcţie de posibilităţile tehnologice de transpunere în produse şi deprelucrare a acestora, aliajele neferoase pot fi: aliaje de turnare şi aliajedeformabile plastic, iar în funcţie de aptitudinile de a-şi mări rezistenţa mecanică înurma aplicării de TT, aliajele neferoase se clasifică în: aliaje durificabile structuralprin tratamente termice şi aliaje nedurificabile prin tratamente termice.
Aliajele neferoase (ca şi fontele şi oţelurile) se pot clasifica şi pe bazadenumirii proprietăţii sau caracteristicii care le defineşte primordial utilitateatehnică; de exemplu, se practică încadrarea aliajelor neferoase în categorii ca: aliajeuşoare (caracterizate prin densităţi ρ ≤ 4000 kg/m3), aliaje antifricţiune, aliaje curezistenţa mecanică ridicată (dure), aliaje criogenice (cu tenacitate ridicată latemperaturi scăzute), aliaje anticorosive (cu rezistenţă ridicată la acţiunea mediiloragresive de lucru), aliaje uşor fuzibile (cu temperaturi ts coborâte) etc.
Toate criteriile de clasificare anterior precizate se folosesc însă drept criteriisecundare, pentru denumirea diverselor aliaje neferoase şi sistematizarea studieriistructurii şi proprietăţilor lor, preferându-se clasificarea acestora în funcţie decomponentul de bază şi încadrarea lor în categorii de tipul: aliajele cuprului (aliajepe bază de cupru), aliajele aluminiului (aliaje pe bază de aluminiu), aliajeletitanului (aliaje pe bază de titan), aliajele nichelului (aliaje pe bază de nichel),aliajele metalelor preţioase (aliaje pe bază de metale preţioase: Ag, Au, Pt etc.) etc.
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
136
9.2. Modificarea aliajelor neferoase
La marea majoritate a aliajelor neferoase folosite în tehnică componentelede bază nu prezintă transformări alotropice şi, ca urmare, la aceste aliaje nu seproduc, în decursul răcirii după solidificare, fenomene de cristalizare secundară(recristalizare în stare solidă, v. scap. 1.6), care să determine transformareastructurii dendritice primare într-o structură secundară favorabilă (din punctul devedere al mărimii granulaţiei şi gradului de dispersie a fazelor) obţinerii unorcaracteristici mecanice ridicate şi/sau asigurării unei bune comportări laprelucrarea prin deformare plastică sau la aplicarea de TT.
Modalitatea actuală cea mai eficientă de influenţare a caracteristicilorstructurii primare a aliajelor neferoase o reprezintă modificarea, constând dininocularea în aliajele lichide a unor cantităţi mici de substanţe chimice (numitemodificatori, v. scap. 4.6), care pot schimba mecanismele obişnuite alegerminării şi/sau creşterii cristalelor la solidificare. În funcţie de efectele pe carele produce asupra structurii primare a aliajelor neferoase, modificarea poate fi:
• modificare de tipul I, care are ca efect principal finisarea (micşorareadimensiunilor) cristalelor dendritice primare; acest tip de modificare este eficientla aliajele neferoase care prezintă după cristalizarea primară o structurămonofazică (cu cristale de soluţie solidă);
• modificarea de tipul II, care determină accentuarea ramificării şisubţierea ramurilor (axelor) cristalelor dendritice primare şi influenţează favorabildistribuţia fazelor secundare la aliajele în care (în timpul răcirii după solidificare)precipită particule ale unor astfel de faze;
• modificare de tipul III, care are ca efect îmbunătăţirea fineţei şi graduluide dispersie a fazelor componente ale amestecurile mecanice eutectice care seformează la solidificarea unor aliaje neferoase.
La alegerea modificatorilor şi realizarea modificării aliajelor neferoasetrebuie avute în vedere următoarele aspecte esenţiale:
• modificatorii introduşi în aliajele neferoase lichide acţionează în unuldin următoarele moduri:
− formează (individual sau prin combinare cu componentele aliajelor)particule greu fuzibile şi insolubile în aliajele topite, care, distribuite sub formă desuspensie fină, constituie baze pentru germinarea eterogenă la solidificarea aliajelor(v. scap. 1.4.2); modificatorii care acţionează în acest mod (borul şi unele metale detranziţie cu reactivitate chimică mare: Ti, Zr, Ta, Mo), asigurând solidificarea cu unnumăr mare de germeni cristalini şi formarea unor structuri primare fine, se utilizeazăcu predilecţie pentru realizarea modificărilor de tipurile I şi III;

Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
137
− formează pelicule de adsorbţie pe suprafeţele germenilor cristalini, caremicşorează viteza de creştere a germenilor şi limitează dezvoltarea în grosime aramurilor cristalelor dendritice primare; modificatorii care acţionează în acestmod (metalele uşor fuzibile: Li, Na, Ca, Sb, Pb) se folosesc mai ales pentruasigurarea modificărilor de tipul II;
• modificatorii trebuie introduşi în aliajele neferoase într-o cantitate(concentraţie) optimă (care asigură nivelul maxim al efectelor pozitive produse demodificare); de exemplu, în cazul modificatorilor care au rolul de a formaparticule greu fuzibile şi insolubile în aliajele topite, dacă concentraţia acestoraeste mică, particulele nu se formează sau se formează în număr insuficientasigurării unei structuri primare fine, dacă concentraţia acestora este la niveluloptim se formează o suspensie fină, cu un număr mare de particule care activeazăgerminarea eterogenă şi rezultă structura primară cu granulaţia cea mai fină, iardacă concentraţia acestora depăşeşte nivelul optim, efectele pozitive alemodificării se micşorează, deoarece particulele care se formează sunt grosolane şiîn număr insuficient realizării unei structuri primare fine.
9.3. Tratamentele termice la aliajele neferoase
Tratamentele termice (TT) care se aplică semifabricatelor şi pieselor dinaliaje neferoase se definesc şi se clasifică la fel ca şi tratamentele destinatesemifabricatelor şi pieselor din oţeluri şi fonte (v. scap. 6.1).
Principalele tipuri de recoaceri fără schimbare de fază care se pot aplicasemifabricatelor şi pieselor din aliaje neferoase sunt:
• Recoacerea de omogenizare (RO) este recomandată pentru diminuareaneomogenităţilor chimice ale structurilor dendritice primare ale semifabricatelor şipieselor turnate; deoarece omogenizarea se realizează prin difuzie,ti corespunzătoare acestui TT se alege cât mai ridicată (ti + 273 = Ti = kOTs, în careTs, în K, este temperatura de solidificare – topire a aliajului din care suntconfecţionate piesele supuse RO, definită ca fiind temperatura la care verticalaaliajului intersectează linia sau suprafaţa solidus a diagramei de echilibru fazic asistemului de aliaje căruia aparţine acesta, iar coeficientul kO se ia, în modobişnuit, kO = 0,8…0,9, dar poate avea şi valori kO = 0,95…0,98, pentruomogenizarea pieselor turnate din aliaje în care procesele de difuzie se defăşoarăfoarte lent, cum sunt aliajele uşoare, pe bază de Al sau Mg, având ts = 500…600 oC),iar τm trebuie să fie mari (de obicei, τm = 2…24 ore), în unele cazuri (de exemplula semifabricatele şi piesele turnate din aliaje pe bază de Cu) impunându-se

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
138
aplicarea de TT ulterioare, pentru finisarea granulaţiei structurii grosolanerezultate după RO.
• Recoacerea de recristalizare fără schimbare de fază (RRN) esteutilizată pentru refacerea plasticităţii semifabricatelor şi pieselor ecruisate prindeformare plastică la rece. Regimul RRN se alege astfel încât să se producă în pieselesupuse tratamentului procesele de restaurare şi recristalizare primară şi să nu aparăefectele defavorabile ale desfăşurării fenomenelor de creştere a granulaţiei şi derecristalizare secundară (v. scap. 3.5 şi 6.2.2); în mod obişnuit, RRN a semifabricatelorşi pieselor din aliaje neferoase se realizează cu ti = trp + 100…200 oC (trp fiindtemperatura de recristalizare primară a aliajului din care sunt confecţionate pieselesupuse TT, trp + 273 = Trp ≅ 0,4Ts), τi + τm = 1…4 ore şi răcirea în aer liniştit.
• Recoacerea de detensionare (RD) se aplică semifabricatelor şi pieselordin aliaje neferoase în scopul diminuării intensităţii şi redistribuirii tensiunilormecanice reziduale existente în acestea; mecanismele detensionării termice şiprincipiile stabilirii regimului RD sunt cele prezentate în scap. 6.2.3.
Recoacerile cu schimbare de fază (de tipul recoacerii complete saunormalizării, v. scap. 6.3) se pot aplica semifabricatelor şi pieselor din aliajeneferoase care prezintă transformări fazice în stare solidă (determinate devariaţiile cu temperatura ale solubilităţii componentelor în fazele din structuraaliajelor, de producerea transformărilor alotropice ale unor componente, derealizarea unor transformări eutectoide etc.); ca şi în cazul aplicării la piesele dinaliaje feroase, recoacerile cu schimbare de fază se efectuează la produseleconfecţionate din astfel de aliaje neferoase (cum sunt aliajele Cu – Zn, aliajeleCu – Al, unele aliaje pe bază de Ti) pentru obţinerea stărilor structurale deechilibru, finisarea granulaţiei, îmbunătăţirea prelucrabilităţii prin deformareplastică sau prin aşchiere etc. Modul de conducere a unui astfel de TT este simplu:piesele se încălzesc la o temperatură ti situată desupra unuia din punctele detransformare în stare solidă ale aliajului neferos din care sunt confecţionate, semenţin la ti o durată τm (pentru uniformizarea temperaturii în masa pieslor şipentru omogenizarea structurii) şi se răcesc lent (o dată cu cuptorul, în cazulrecoacerii sau în aer liniştit, în cazul normalizării), pentru obţinerea la ta a uneistări de echilibru structural.
La semifabricatele şi piesele confecţionate din aliaje neferoase se potefectua două tipuri (principial diferite) de călire:
• Călirea martensitică se poate aplica pieselor din aliaje neferoase caresuferă transformări eutectoide (la fel ca oţelurile şi fontele): δαγ +racire
incal ., γ fiind
soluţia solidă (denumită, de obicei, austenită, ca şi faza corespondentă a aliajelorFe – C) care se transformă (la răcirea sub o temperatură caracteristică) înamestecul eutectoid (α + δ); la piesele din astfel de aliaje, TT de călire
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
139
martensitică constă din încălzirea lor la o temperatură ti situată în domeniul destabilitate al fazei γ (domeniul austenitic), menţinerea la această temperatură odurată τm (pentru obţinerea unei structuri cu austenită omogenă) şi răcirea rapidă(cu o viteză vr mai mare decât o viteză critică vrc), pentru ca transformarea (printr-un mecanism bazat pe difuzia componentelor) γ ⇒ α + δ să nu fie posibilă şi săse realizeze o transformare de tip martensitic (printr-un mecanism care nupresupune difuzia componentelor) γ ⇒ M, M (denumită martensită, ca şi fazacorespondentă din structura aliajelor Fe – C călite) fiind o soluţie solidăsuprasaturată în elemente de aliere, cu structura cristalină diferită de ceacorespunzătoare fazei γ (austenitei) din care s-a format. Călirea martensitică sepoate aplica la produsele realizate din unele aliaje ale sistemelor Cu – Al,Cu – Be, Cu − Ti, Ti – Mo, Ti – Ni, Ti – Al etc., care îndeplinesc criteriilestructurale menţionate mai înainte.
Revenirea structurilor (metastabile) obţinute prin călirea martensitică aaliajelor neferoase poate conduce la efecte similare celor care se produc prinrevenirea oţelurilor sau fontelor călite martensitic şi care constau în obţinerea(prin transformări structurale bazate pe difuzie) unor structuri apropiate deechilibru şi bine detensionate.
• Călirea de punere în soluţie se poate aplica la piesele din aliajeneferoase în a căror structură apare ca fază principală o soluţie solidă care are casolvent componentul de bază al aliajelor şi prezintă o variaţie importantă cutemperatura a capacităţii de a dizolva componentele de aliere (solubilitateacomponentelor de aliere în această fază scade puternic când se micşoreazătemperatura). La piesele din astfel de aliaje, care aparţin unor sisteme ale cărordiagrame de echilibru sunt de tipul celei prezentate în figura 9.1, TT de călire depunere în soluţie constă din încălzirea şi menţinerea o scurtă durată la otemperatură tic ∈ (tso; ts), pentru obţinerea unei structuri monofazice, alcătuită dincristale de soluţie solidă α ≡ B(A) omogenă, urmată de răcirea rapidă (de obicei,în apă) pentru menţinerea structurii monofazice α până la ta. Analizând modul deefectuare a acestui TT (v. fig. 9.1), rezultă că prin răcirea rapidă de la tic astructurii monofazice α se împiedică separarea din aceasta (prin procese bazate pedifuzie) a fazei θ (bogată în elemente de aliere) şi se obţine la ta o structurămonofazică, alcătuită din cristale de soluţie solidă α suprasaturată în elemente dealiere (fază metastabilă); deoarece realizează punerea (dizolvarea la încălzire şimenţinerea la răcire) în soluţia solidă α a fazei θ, acest TT a fost denumit călire depunere în soluţie (a fazei θ). Spre deosebire de structurile (dure şi fragile) realizateprin călirea martensitică, structurile (monofazice, cu cristale de soluţie solidă)obţinute prin călirea de punere în soluţie a aliajelor neferoase prezintă o bunăcomportare la prelucrarea prin deformare plastică.

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
140
Revenirea structurilor obţinute prin călirea de punere în soluţie a aliajelorneferoase, constând din încălzirea şi menţinerea acestora la o temperaturătii ∈ [ta; tso), determină separarea din soluţia solidă suprasaturată (metastabilă) aunor precipitate care durifică structura; datorită efectelor de durificare pe care leproduce, TT de revenire aplicat structurilor obţinute prin călirea de punere însoluţie este denumit îmbătrânire şi poate fi îmbătrânire naturală, dacă tii = tasau îmbătrânire artificială, dacă ta < tii < tso.
Natura fazică şi caracteristicile structurale ale precipitatelor care seformează la îmbătrânire depind de mărimile parametrilor ti şi τm, deoarece acesteprecipitate se formează prin procese de germinare şi creştere, având la bazămecanisme ce presupun difuzia componentelor aliajului supus TT. Cercetărileîntreprinse până în prezent au evidenţiat că, în funcţie de temperatura şi durataîmbătrânirii aliajelor neferoase călite, în structura matricei α se pot formaurmătoarele tipuri de precipitate:
• zonele GP (notate în acest mod după numele cercetătorilor Guinier şiPreston care le-au detectat pentru prima oară prin tehnici de difracţie cu raze X)apar la temperaturi şi durate mici ale procesului de îmbătrânire şi sunt asocieripreferenţiale de atomi ai componentelor de aliere din aliajul tratat; în modobişnuit, zonele GP au forma unor discuri cu diametrul de 5...8 nm şi grosimea de0,3...0,6 nm şi se formează uniform în matruicea α, prin procese de germinareomogenă, ajungând la frecvenţe de 1013…1015 zone/mm3;
• precipitatele θθθθ” sunt faze metastabile care se formează la durate mai lungişi/sau la temperaturi mai înalte de îmbătrânire decât cele corespunzătoare formăriizonelor GP şi sunt faze distincte (cu structuri cristaline diferite de structura fazeistabile θ), cu configuraţie platiformă (cu diametrul de 25...30 nm şi grosimea de1,5...2,0 nm), care pot fi evidenţiate în structură numai prin examinarea lamicroscopul electronic; precipitatele θ” germinează relativ uniform în matricea α şisunt legate prin interfeţe coerente cu structura cristalină a acestei matrice;
• precipitatele θθθθ’ sunt tot faze metastabile, cu dimensiuni suficient demari pentru a putea fi observate prin examinarea structurilor la microscopuloptic şi care apar dacă duratele şi/sau temperaturile de îmbătrânire sunt maimari decât cele corespunzătoare formării precipitatelor θ”; precipitatele θ’ seformează prin germinare eterogenă pe anumite defecte ale structurii cristaline amatricei α (de exemplu, pe dislocaţiile elicoidale) şi sunt semicoerente custructura cristalină a acestei matrice;
• precipitatele θθθθ sunt faze stabile (de echilibru), care germineazăeterogen pe limitele grăunţilor cristalini ai matricei α şi sunt necoerente cuaceastă matrice, putând fi uşor evidenţiate în structură prin examinarea lamicroscopul optic.
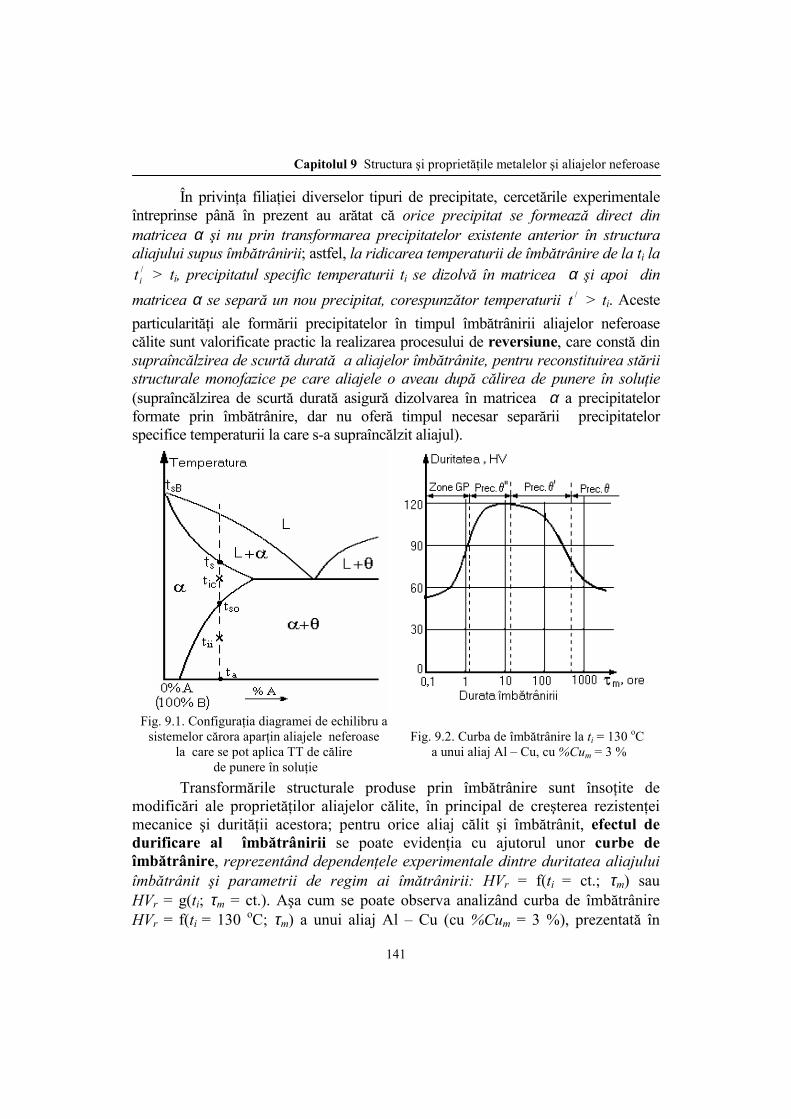
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
141
În privinţa filiaţiei diverselor tipuri de precipitate, cercetările experimentaleîntreprinse până în prezent au arătat că orice precipitat se formează direct dinmatricea α şi nu prin transformarea precipitatelor existente anterior în structuraaliajului supus îmbătrânirii; astfel, la ridicarea temperaturii de îmbătrânire de la ti la
/it > ti, precipitatul specific temperaturii ti se dizolvă în matricea α şi apoi din
matricea α se separă un nou precipitat, corespunzător temperaturii /t > ti. Acesteparticularităţi ale formării precipitatelor în timpul îmbătrânirii aliajelor neferoasecălite sunt valorificate practic la realizarea procesului de reversiune, care constă dinsupraîncălzirea de scurtă durată a aliajelor îmbătrânite, pentru reconstituirea stăriistructurale monofazice pe care aliajele o aveau după călirea de punere în soluţie(supraîncălzirea de scurtă durată asigură dizolvarea în matricea α a precipitatelorformate prin îmbătrânire, dar nu oferă timpul necesar separării precipitatelorspecifice temperaturii la care s-a supraîncălzit aliajul).
Fig. 9.1. Configuraţia diagramei de echilibru a
sistemelor cărora aparţin aliajele neferoasela care se pot aplica TT de călire
de punere în soluţie
Fig. 9.2. Curba de îmbătrânire la ti = 130 oC a unui aliaj Al – Cu, cu %Cum = 3 %
Transformările structurale produse prin îmbătrânire sunt însoţite demodificări ale proprietăţilor aliajelor călite, în principal de creşterea rezistenţeimecanice şi durităţii acestora; pentru orice aliaj călit şi îmbătrânit, efectul dedurificare al îmbătrânirii se poate evidenţia cu ajutorul unor curbe deîmbătrânire, reprezentând dependenţele experimentale dintre duritatea aliajuluiîmbătrânit şi parametrii de regim ai îmătrânirii: HVr = f(ti = ct.; τm) sauHVr = g(ti; τm = ct.). Aşa cum se poate observa analizând curba de îmbătrânireHVr = f(ti = 130 oC; τm) a unui aliaj Al – Cu (cu %Cum = 3 %), prezentată în
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
142
figura 9.2., efectul de durificare al îmbătrânirii creşte în cursul formării precipitatelorsemicoerente (zonele GP şi precipitatele θ”) şi scade odată cu apariţia precipitatelorsemicoerente (θ’) şi necoerente (θ); se ajunge astfel la ideea (confirmată princercetări experimentale) că efectul de durificare este o consecinţă a interacţiunii dintredislocaţiile matricei aliajului îmbătrânit şi precipitatele coerente, acest efectdiminuându-şi intensitatea odată cu distrugerea coerenţei dintre matricea structurală aaliajului şi precipitatele formate la îmbătrânire.
Desfăşurarea proceselor de precipitare la îmbătrânire şi efectele dedurificare produse de acestea pot fi influenţate substanţial dacă, între călirea depunere în soluţie şi îmbătrânire, semifabricatele sau piesele din aliaje neferoase sesupun unor operaţii de deformare plastică la rece.
9.4. Simbolizarea metalelor şi aliajelorneferoase comerciale
În prezent nu există un sistem de simbolizare a mărcilor de metale şialiajele neferoase unanim recunoscut şi aplicat la întocmirea documentelor tehniceaferente conceperii, proiectării, fabricării, verificării şi comercializăriisemifabricatelor şi pieselor din astfel de materiale. Cele mai utilizate sisteme desimbolizare a mărcilor de metale şi aliaje neferoase, recomandate de diverseasociaţii profesionale şi/sau organisme de standardizare (naţionale, regionale sauinternaţionale), cum ar fi ASM (American Society for Metals), AA (AluminumAssociation), CEN (Comité European de Normalisation) sau ISO (InternationalOrganization for Standardization), sunt:
• sistemul de simbolizare numerică, conform căruia mărcile de metaleşi aliaje neferoase din diverse categorii (aluminiu şi aliaje pe bază de aluminiu,cupru şi aliaje pe bază de cupru etc.) sunt simbolizate printr-un număr (în modobişnuit, fără nici o semnificaţie legată de compoziţia şi proprietăţile mărcii)acordat de asociaţia sau de organismul (naţional, regional sau internaţional) caregestionează sistemul; principalele variante ale acestui sistem, având la bazăprincipiile prezentate în tabelele 9.4 şi 9.5, sunt: varianta UNS (UnifiedNumbering System), aplicată la aliajele aluminiului, la aliajele cuprului, la aliajelemagneziului, la aliajele titanului, la aliajele zincului etc. şi varianta propusă deAA (Aluminum Association), aplicată la aluminiu şi aliajele pe bază de aluminiuşi recomandată de standardele elaborate de ISO şi CEN pentru mărcile dealuminiu şi aliaje de aluminiu deformabile;
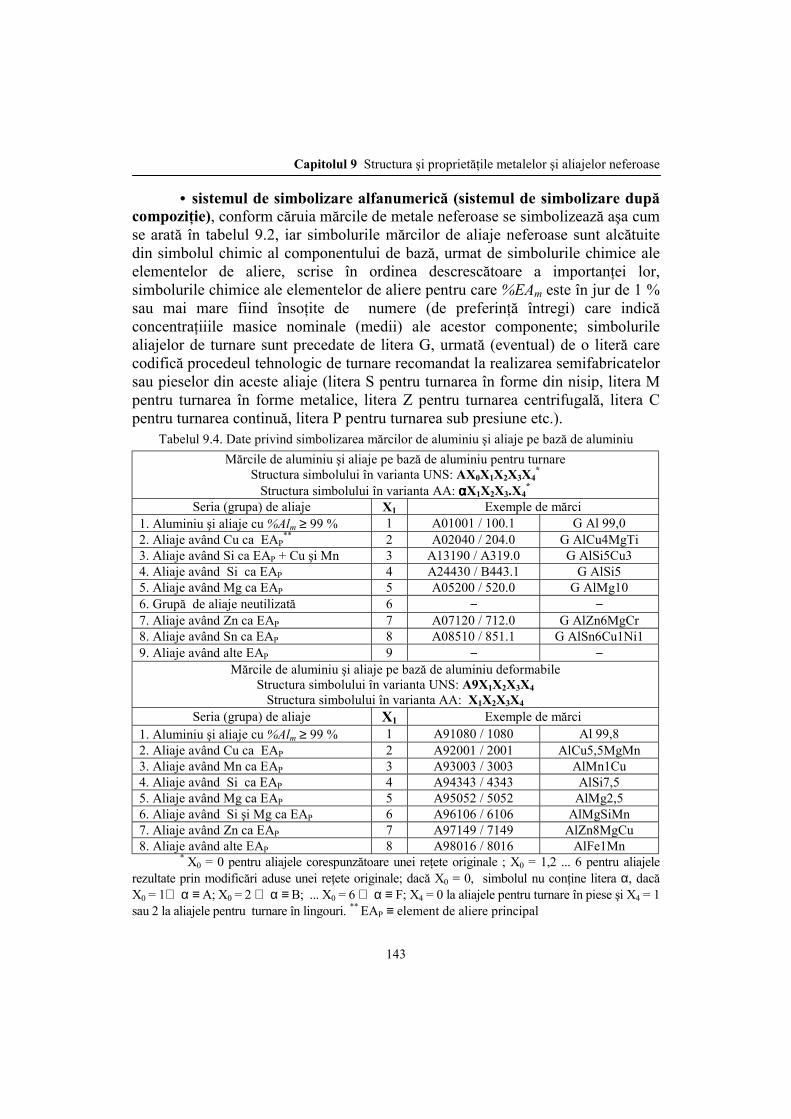
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
143
• sistemul de simbolizare alfanumerică (sistemul de simbolizare dupăcompoziţie), conform căruia mărcile de metale neferoase se simbolizează aşa cumse arată în tabelul 9.2, iar simbolurile mărcilor de aliaje neferoase sunt alcătuitedin simbolul chimic al componentului de bază, urmat de simbolurile chimice aleelementelor de aliere, scrise în ordinea descrescătoare a importanţei lor,simbolurile chimice ale elementelor de aliere pentru care %EAm este în jur de 1 %sau mai mare fiind însoţite de numere (de preferinţă întregi) care indicăconcentraţiiile masice nominale (medii) ale acestor componente; simbolurilealiajelor de turnare sunt precedate de litera G, urmată (eventual) de o literă carecodifică procedeul tehnologic de turnare recomandat la realizarea semifabricatelorsau pieselor din aceste aliaje (litera S pentru turnarea în forme din nisip, litera Mpentru turnarea în forme metalice, litera Z pentru turnarea centrifugală, litera Cpentru turnarea continuă, litera P pentru turnarea sub presiune etc.).
Tabelul 9.4. Date privind simbolizarea mărcilor de aluminiu şi aliaje pe bază de aluminiuMărcile de aluminiu şi aliaje pe bază de aluminiu pentru turnare
Structura simbolului în varianta UNS: AX0X1X2X3X4*
Structura simbolului în varianta AA: ααααX1X2X3.X4*
Seria (grupa) de aliaje X1 Exemple de mărci1. Aluminiu şi aliaje cu %Alm ≥ 99 % 1 A01001 / 100.1 G Al 99,02. Aliaje având Cu ca EAP
** 2 A02040 / 204.0 G AlCu4MgTi3. Aliaje având Si ca EAP + Cu şi Mn 3 A13190 / A319.0 G AlSi5Cu34. Aliaje având Si ca EAP 4 A24430 / B443.1 G AlSi55. Aliaje având Mg ca EAP 5 A05200 / 520.0 G AlMg106. Grupă de aliaje neutilizată 6 − −7. Aliaje având Zn ca EAP 7 A07120 / 712.0 G AlZn6MgCr8. Aliaje având Sn ca EAP 8 A08510 / 851.1 G AlSn6Cu1Ni19. Aliaje având alte EAP 9 − −
Mărcile de aluminiu şi aliaje pe bază de aluminiu deformabileStructura simbolului în varianta UNS: A9X1X2X3X4
Structura simbolului în varianta AA: X1X2X3X4
Seria (grupa) de aliaje X1 Exemple de mărci1. Aluminiu şi aliaje cu %Alm ≥ 99 % 1 A91080 / 1080 Al 99,82. Aliaje având Cu ca EAP 2 A92001 / 2001 AlCu5,5MgMn3. Aliaje având Mn ca EAP 3 A93003 / 3003 AlMn1Cu4. Aliaje având Si ca EAP 4 A94343 / 4343 AlSi7,55. Aliaje având Mg ca EAP 5 A95052 / 5052 AlMg2,56. Aliaje având Si şi Mg ca EAP 6 A96106 / 6106 AlMgSiMn7. Aliaje având Zn ca EAP 7 A97149 / 7149 AlZn8MgCu8. Aliaje având alte EAP 8 A98016 / 8016 AlFe1Mn
* X0 = 0 pentru aliajele corespunzătoare unei reţete originale ; X0 = 1,2 ... 6 pentru aliajelerezultate prin modificări aduse unei reţete originale; dacă X0 = 0, simbolul nu conţine litera α, dacăX0 = 1⇒ α ≡ A; X0 = 2 ⇒ α ≡ B; ... X0 = 6 ⇒ α ≡ F; X4 = 0 la aliajele pentru turnare în piese şi X4 = 1sau 2 la aliajele pentru turnare în lingouri. ** EAP ≡ element de aliere principal
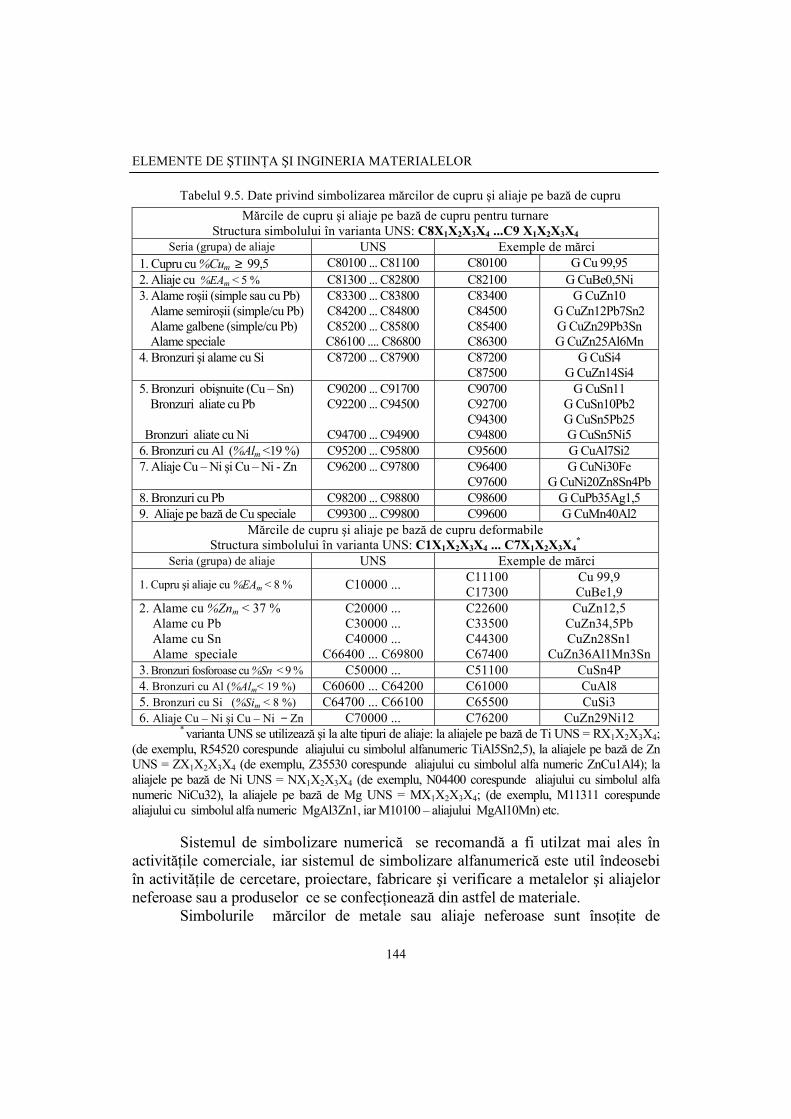
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
144
Tabelul 9.5. Date privind simbolizarea mărcilor de cupru şi aliaje pe bază de cupruMărcile de cupru şi aliaje pe bază de cupru pentru turnare
Structura simbolului în varianta UNS: C8X1X2X3X4 ...C9 X1X2X3X4Seria (grupa) de aliaje UNS Exemple de mărci
1. Cupru cu %Cum ≥ 99,5 C80100 ... C81100 C80100 G Cu 99,952. Aliaje cu %EAm < 5 % C81300 ... C82800 C82100 G CuBe0,5Ni3. Alame roşii (simple sau cu Pb) Alame semiroşii (simple/cu Pb) Alame galbene (simple/cu Pb) Alame speciale
C83300 ... C83800C84200 ... C84800C85200 ... C85800C86100 .... C86800
C83400C84500C85400C86300
G CuZn10G CuZn12Pb7Sn2G CuZn29Pb3SnG CuZn25Al6Mn
4. Bronzuri şi alame cu Si C87200 ... C87900 C87200C87500
G CuSi4G CuZn14Si4
5. Bronzuri obişnuite (Cu – Sn) Bronzuri aliate cu Pb
Bronzuri aliate cu Ni
C90200 ... C91700C92200 ... C94500
C94700 ... C94900
C90700C92700C94300C94800
G CuSn11G CuSn10Pb2G CuSn5Pb25G CuSn5Ni5
6. Bronzuri cu Al (%Alm <19 %) C95200 ... C95800 C95600 G CuAl7Si27. Aliaje Cu – Ni şi Cu – Ni - Zn C96200 ... C97800 C96400
C97600G CuNi30Fe
G CuNi20Zn8Sn4Pb8. Bronzuri cu Pb C98200 ... C98800 C98600 G CuPb35Ag1,59. Aliaje pe bază de Cu speciale C99300 ... C99800 C99600 G CuMn40Al2
Mărcile de cupru şi aliaje pe bază de cupru deformabileStructura simbolului în varianta UNS: C1X1X2X3X4 ... C7X1X2X3X4
*
Seria (grupa) de aliaje UNS Exemple de mărci
1. Cupru şi aliaje cu %EAm < 8 % C10000 ... C11100C17300
Cu 99,9CuBe1,9
2. Alame cu %Znm < 37 % Alame cu Pb Alame cu Sn Alame speciale
C20000 ...C30000 ...C40000 ...
C66400 ... C69800
C22600C33500C44300C67400
CuZn12,5CuZn34,5PbCuZn28Sn1
CuZn36Al1Mn3Sn3. Bronzuri fosforoase cu %Sn < 9 % C50000 ... C51100 CuSn4P4. Bronzuri cu Al (%Alm< 19 %) C60600 ... C64200 C61000 CuAl85. Bronzuri cu Si (%Sim < 8 %) C64700 ... C66100 C65500 CuSi36. Aliaje Cu – Ni şi Cu – Ni − Zn C70000 ... C76200 CuZn29Ni12
* varianta UNS se utilizează şi la alte tipuri de aliaje: la aliajele pe bază de Ti UNS = RX1X2X3X4;(de exemplu, R54520 corespunde aliajului cu simbolul alfanumeric TiAl5Sn2,5), la aliajele pe bază de ZnUNS = ZX1X2X3X4 (de exemplu, Z35530 corespunde aliajului cu simbolul alfa numeric ZnCu1Al4); laaliajele pe bază de Ni UNS = NX1X2X3X4 (de exemplu, N04400 corespunde aliajului cu simbolul alfanumeric NiCu32), la aliajele pe bază de Mg UNS = MX1X2X3X4; (de exemplu, M11311 corespundealiajului cu simbolul alfa numeric MgAl3Zn1, iar M10100 – aliajului MgAl10Mn) etc.
Sistemul de simbolizare numerică se recomandă a fi utilzat mai ales înactivităţile comerciale, iar sistemul de simbolizare alfanumerică este util îndeosebiîn activităţile de cercetare, proiectare, fabricare şi verificare a metalelor şi aliajelorneferoase sau a produselor ce se confecţionează din astfel de materiale.
Simbolurile mărcilor de metale sau aliaje neferoase sunt însoţite de

Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
145
simbolurile stărilor de livrare ale semifabricatelor sau produselor realizate dinaceste materiale. Simbolul stării unui metal sau aliaj neferos este alcătuit dintr-oliteră de codificare a stării de bază (care defineşte modul principial de atingere astării în care se află materialul), urmată, eventual, de litere sau cifre care indicăsubdiviziunea corespunzătoare stării de bază (modul particular în care se realizeazăstarea de livrare a materialului, adică particularităţile privind succesiunea şiconţinutul operaţiilor tehnologice ce trebuie aplicate pentru atingerea stării delivrare a produselor) şi/sau valorile anumitor caracteristici definitorii ale calităţiiproduselor care se livrează. Principalele date (cuprinse în standardele SR EN 515 şiSR ISO 1190/2) privind simbolizarea stărilor de bază ale produselor realizate dinprincipalele categorii de metale şi aliaje neferoase industriale sunt prezentate întabelul 9.6, iar în tabelul 9.7 sunt definite subdiviziunile stării TRATAT TERMICcorespunzătoare produselor realizate din aceste materiale.
Tabelul 9.6. Definirea şi simbolizarea stărilor de bază ale produselor realizatedin principalele categorii de metale şi aliaje neferoase industriale
Simbolul stării
Definirea stării de bază pentru Al şialiajele pebază de Al
pentru Cu şialiajele pebază de Cu
1. Brut de fabricaţie (starea obţinută din operaţiile deprelucrare la cald, în cursul cărora nu se efectuează nici overificare privind regimul termic sau gradul de deformare)
F M
2. Recopt (starea obţinută la produsele deformate plasticîn urma aplicării unei recoaceri complete în scopulasigurării valorilor minime ale caracteristicilor derezistenţă mecanică sau starea obţinută la produseleturnate după o recoacere destinată reducerii segregaţiilordendritice, finisării granulaţiei, îmbunătăţirii ductilităţiisau stabilizării caracteristicilor mecanice)
O O
3. Ecruisat (starea obţinută la produsele care, dupărecoacere sau deformare plastică la cald, sunt supuse unoroperaţii de deformare plastică la rece sau unor combinaţiide operaţii de deformare plastică la rece şi RRN, înscopul obţinerii unor caracteristici mecanice prescrise)
H * H *
4. Pus în soluţie (starea instabilă obţinută la produselesupuse unei căliri de punere în suluţie şi îmbătrânitespontan la ta)
W ** −−−−
5. Tratat termic, cu sau fără ecruisare suplimentară, pentruobţinerea unor stări stabile diferite de stările 1, 2 sau 3 T T
* cifrele sau literele care urmează acestui simbol codifică succesiunea de operaţiitehnologice care se aplică pentru atingerea stării, gradul de ecruisare realizat etc. ** cifrele careurmează acestui simbol indică durata (în ore) a procesului de îmbătrânire naturală spontană.

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
146
Tabelul 9.7. Definirea şi simbolizarea subdiviziunilor stării TRATAT TERMIC a produselorrealizate din principalele categorii de metale şi aliaje neferoase industriale
Simbolul stării
Definirea subdiviziunii stării de bază pentru Al şialiajele pebază de Al
pentru Cu şialiajele pebază de Cu
5.1. Răcit după prelucrare la cald şi îmbătrânit natural(starea stabilă obţinută la produsele care, după prelucrarea latemperaturi ridicate, sunt răcite la ta şi îmbătrânite natural)
T1 TA
5.2. Răcit după prelucrare la cald, deformat plastic la rece şiîmbătrânit natural (starea stabilă obţinută la produsele care,după prelucrarea la temperaturi ridicate, sunt răcite la ta, suntecruisate prin deformare plastică la rece şi îmbătrânite natural)
T2 TC
5.3. Pus în soluţie, deformat plastic la rece şi îmbătrânitnatural (starea stabilă obţinută la produsele care sunt supuseunei căliri de punere în soluţie, urmată de ecruisarea prindeformare plastică la rece şi îmbătrânirea naturală)
T3 TD
5.4. Pus în soluţie şi îmbătrânit natural (starea stabilă obţinutăla produsele care sunt supuse unei căliri de punere în soluţie,urmată de o îmbătrânire naturală)
T4 TB
5.5. Răcit după prelucrare la cald şi îmbătrânit artificial(starea obţinută la produsele care, după prelucrarea latemperaturi ridicate şi răcirea la ta , sunt îmbătrânite artificial)
T5 TE
5.6. Pus în soluţie şi îmbătrânit artificial (starea obţinută laprodusele care sunt supuse unei căliri de punere în soluţie,urmată de o îmbătrânire artificială)
T6 TF
5.7. Pus în soluţie şi supraîmbătrânit/stabilizat (stareaobţinută la produsele care sunt supuse unei căliri de punere însoluţie, urmată de o îmbătrânire artificială al cărei scopprincipal nu este obţinerea unui efect de durificare prescris, cirealizarea unor caracteristici speciale, cum ar fi, de exemplu,rezistenţa maximă la acţiunea unor medii corosive)
T7 −−−−
5.8. Răcit după prelucrare la cald, deformat plastic la rece şiîmbătrânit artificial (starea obţinută la produsele care, dupăprelucrarea la temperaturi ridicate, sunt răcite la ta, suntecruisate prin deformare plastică la rece şi îmbătrânite artificial)
−−−− TG
5.9. Pus în soluţie, deformat plastic la rece şi îmbătrânitartificial (starea obţinută la produsele care sunt supuse uneicăliri de punere în soluţie, urmată de ecruisarea prin deformareplastică la rece şi îmbătrânirea artificială)
T8 TH
5.10. Răcit după prelucrare la cald, îmbătrânit artificial şideformat plastic la rece (starea obţinută la produsele care,după atingerea stării definite la 5.5, sunt ecruisate prindeformare plastică la rece)
−−−− TK
5.11. Pus în soluţie, îmbătrânit artificial şi deformat plasticla rece (starea obţinută la produsele care, după atingerea stăriidefinite la 5.6, sunt ecruisate prin deformare plastică la rece)
T9 TL
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
147
9.5. Cuprul şi aliajele pe bază de cupru
Sub formă de metal pur sau sub formă de component de bază al unoraliaje, cuprul este utilizat din timpuri străvechi pentru realizarea de produse.Principalele proprietăţi fizico – chimice şi mecanice şi clasele de puritate tehnicăale cuprului sunt descrise complet de caracteristicile redate în tabelele 1.2, 9.1, 9.2şi 9.3. Principalele impurităţi ale cuprului tehnic se pot clasifica în următoarelecategorii:
• impurităţi solubile în cuprul solid (Ag, Au, Zn, Sn, Fe, Pt, Cd, Ni, Mn,Mg, Cr, As, Sb); efectele prezenţei în concentraţii masice mici (sub 0,5 %) aacestor impurităţi (care formează soluţii solide de substituţie cu cuprul), constândîn creşterea rezistenţei mecanice şi durităţii, micşorarea plasticităţii şi tenacităţii,reducerea conductibilităţii termice şi electrice etc., sunt, de obicei, acceptabile;
• impurităţi insolubile în cuprul solid (Pb, Bi); aceste impurităţi formeazăcu cuprul eutectice uşor fuzibile (Pb şi Cu formează un eutectic care conţine%Cum = 0,06 % şi are ts ≅ 320 oC, iar Bi şi Cu formează un eutectic care conţine%Cum = 0,2 % şi are ts ≅ 270 oC), care se dispun la limitele cristalelor de cupru şiîi influenţează negativ prelucrabilitatea prin deformare plastică la cald (genereazăfenomene de fragilitate sau fisurare la cald);
• impurităţi care formează cu cuprul compuşi chimici fragili (O, S, P, Se,Te); compuşii (cu topire congruentă) pe care îi formează cu cuprul acesteimpurităţi se dispun intercristalin în structura cuprului, sub formă de incluziuninemetalice, diminuându-i substanţial plasticitatea şi tenacitatea şi micşorându-iconsiderabil conductibilitatea termică şi electrică; prezenţa incluziunilorintercristaline de CuO2 în structura cuprului (nedezoxidat corespunzător laelaborare) poate determina şi fenomenul numit “boala de hidrogen”, care sedeclanşează prin reacţia Cu2O + H2 ⇒ 2Cu + H2O şi conduce la formarea devapori de apă a căror presiune creşte (deoarece nu se pot elimina), producândfisurarea intercristalină a produselor din cupru.
Cuprul are o bună rezistenţă la coroziune în multe medii de lucru:atmosfere poluate, ape reziduale şi ape sărate, vapori de apă supraîncălziţi, soluţiislabe, neaerate de sulfaţi, azotaţi, cloruri şi acizi anorganici (sulfuric, clorhidric,azotic), substanţe organice (benzină, motorină, benzol, glicerină etc.). Cuprul esteatacat (se corodează) în medii care conţin hidrogen, sulf, hidrogen sulfurat,amoniac, soluţii concentrate de acizi anorganici, anilină şi acid acetic etc.
Cuprul formează un număr impresionant de aliaje, principalele aliaje pebază de cupru folosite în tehnică fiind prezentate în continuare.
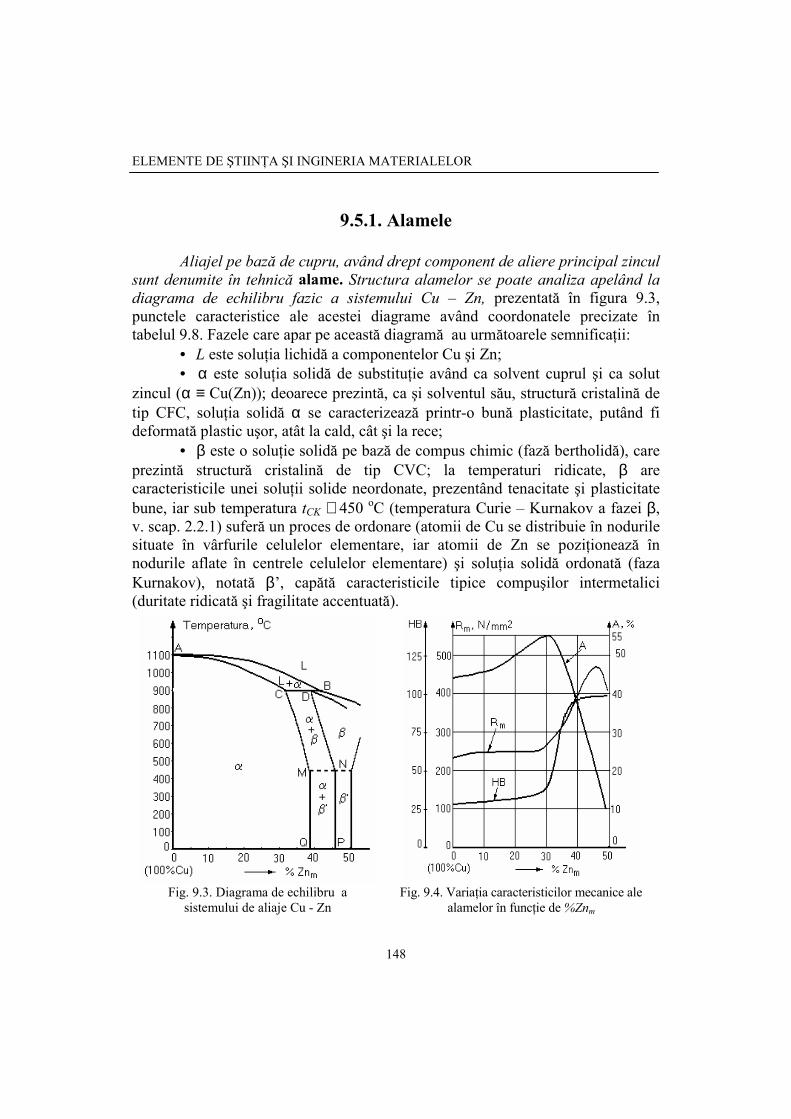
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
148
9.5.1. Alamele
Aliajel pe bază de cupru, având drept component de aliere principal zinculsunt denumite în tehnică alame. Structura alamelor se poate analiza apelând ladiagrama de echilibru fazic a sistemului Cu – Zn, prezentată în figura 9.3,punctele caracteristice ale acestei diagrame având coordonatele precizate întabelul 9.8. Fazele care apar pe această diagramă au următoarele semnificaţii:
• L este soluţia lichidă a componentelor Cu şi Zn;• α este soluţia solidă de substituţie având ca solvent cuprul şi ca solut
zincul (α ≡ Cu(Zn)); deoarece prezintă, ca şi solventul său, structură cristalină detip CFC, soluţia solidă α se caracterizează printr-o bună plasticitate, putând fideformată plastic uşor, atât la cald, cât şi la rece;
• β este o soluţie solidă pe bază de compus chimic (fază bertholidă), careprezintă structură cristalină de tip CVC; la temperaturi ridicate, β arecaracteristicile unei soluţii solide neordonate, prezentând tenacitate şi plasticitatebune, iar sub temperatura tCK ≅ 450 oC (temperatura Curie – Kurnakov a fazei β,v. scap. 2.2.1) suferă un proces de ordonare (atomii de Cu se distribuie în nodurilesituate în vârfurile celulelor elementare, iar atomii de Zn se poziţionează înnodurile aflate în centrele celulelor elementare) şi soluţia solidă ordonată (fazaKurnakov), notată β’, capătă caracteristicile tipice compuşilor intermetalici(duritate ridicată şi fragilitate accentuată).
Fig. 9.3. Diagrama de echilibru asistemului de aliaje Cu - Zn
Fig. 9.4. Variaţia caracteristicilor mecanice alealamelor în funcţie de %Znm
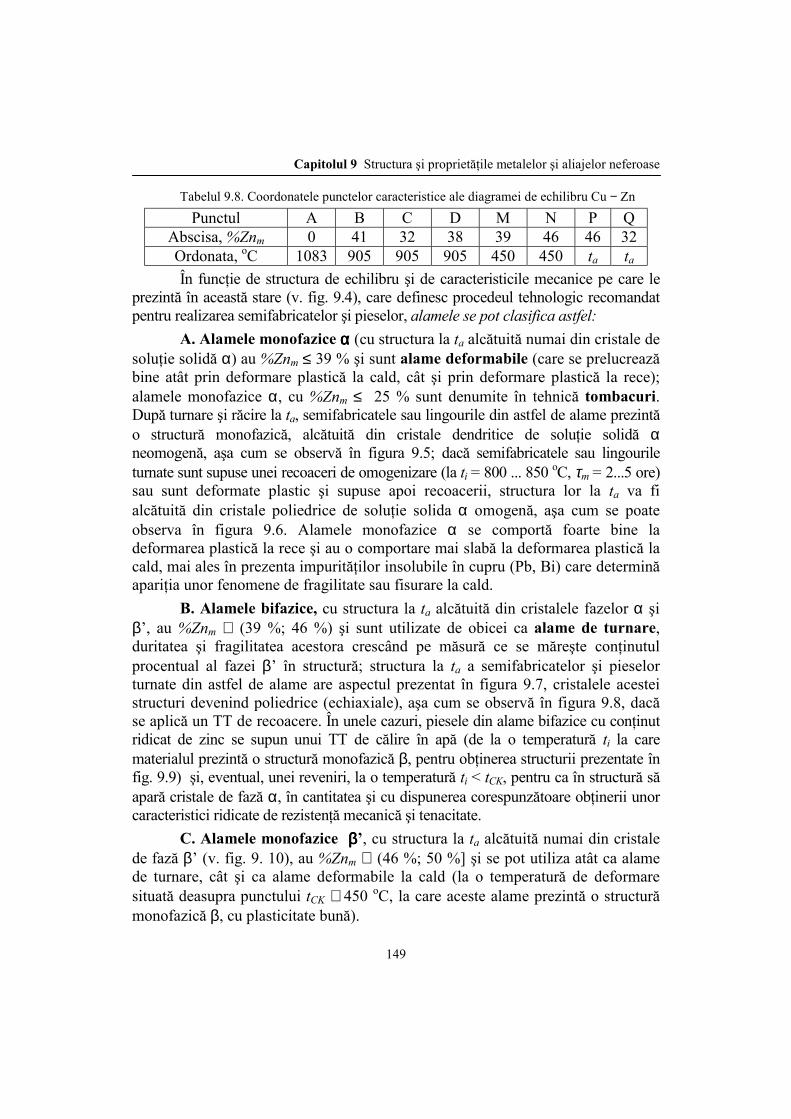
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
149
Tabelul 9.8. Coordonatele punctelor caracteristice ale diagramei de echilibru Cu − Zn
Punctul A B C D M N P QAbscisa, %Znm 0 41 32 38 39 46 46 32Ordonata, oC 1083 905 905 905 450 450 ta ta
În funcţie de structura de echilibru şi de caracteristicile mecanice pe care leprezintă în această stare (v. fig. 9.4), care definesc procedeul tehnologic recomandatpentru realizarea semifabricatelor şi pieselor, alamele se pot clasifica astfel:
A. Alamele monofazice αααα (cu structura la ta alcătuită numai din cristale desoluţie solidă α) au %Znm ≤ 39 % şi sunt alame deformabile (care se prelucreazăbine atât prin deformare plastică la cald, cât şi prin deformare plastică la rece);alamele monofazice α, cu %Znm ≤ 25 % sunt denumite în tehnică tombacuri.După turnare şi răcire la ta, semifabricatele sau lingourile din astfel de alame prezintăo structură monofazică, alcătuită din cristale dendritice de soluţie solidă αneomogenă, aşa cum se observă în figura 9.5; dacă semifabricatele sau lingourileturnate sunt supuse unei recoaceri de omogenizare (la ti = 800 ... 850 oC, τm = 2...5 ore)sau sunt deformate plastic şi supuse apoi recoacerii, structura lor la ta va fialcătuită din cristale poliedrice de soluţie solida α omogenă, aşa cum se poateobserva în figura 9.6. Alamele monofazice α se comportă foarte bine ladeformarea plastică la rece şi au o comportare mai slabă la deformarea plastică lacald, mai ales în prezenta impurităţilor insolubile în cupru (Pb, Bi) care determinăapariţia unor fenomene de fragilitate sau fisurare la cald.
B. Alamele bifazice, cu structura la ta alcătuită din cristalele fazelor α şiβ’, au %Znm ∈ (39 %; 46 %) şi sunt utilizate de obicei ca alame de turnare,duritatea şi fragilitatea acestora crescând pe măsură ce se măreşte conţinutulprocentual al fazei β’ în structură; structura la ta a semifabricatelor şi pieselorturnate din astfel de alame are aspectul prezentat în figura 9.7, cristalele acesteistructuri devenind poliedrice (echiaxiale), aşa cum se observă în figura 9.8, dacăse aplică un TT de recoacere. În unele cazuri, piesele din alame bifazice cu conţinutridicat de zinc se supun unui TT de călire în apă (de la o temperatură ti la carematerialul prezintă o structură monofazică β, pentru obţinerea structurii prezentate înfig. 9.9) şi, eventual, unei reveniri, la o temperatură ti < tCK, pentru ca în structură săapară cristale de fază α, în cantitatea şi cu dispunerea corespunzătoare obţinerii unorcaracteristici ridicate de rezistenţă mecanică şi tenacitate.
C. Alamele monofazice ββββ’, cu structura la ta alcătuită numai din cristalede fază β’ (v. fig. 9. 10), au %Znm ∈ (46 %; 50 %] şi se pot utiliza atât ca alamede turnare, cât şi ca alame deformabile la cald (la o temperatură de deformaresituată deasupra punctului tCK ≅ 450 oC, la care aceste alame prezintă o structurămonofazică β, cu plasticitate bună).

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
150
Fig. 9.5. Structura la ta a alamelormonofazice α turnate
Fig. 9.6. Structura la ta, după recoacerea deomogenizare, a alamelor monofazice α
În tehnică se utilizează nu numai alamele binare (aliajele Cu – Zn) ci şialamele complexe (speciale), care au în compoziţie (pe lângă zinc) şi alteelemente de aliere; orice alamă specială poate fi încadrată în categoriile structuraleanterior precizate pentru alamele binare, dacă se calculează titlul fictiv al alamei%Cume, adică concentraţia masică a cuprului în alama binară echivalentă dinpunctul de vedere al microstructurii, cu relaţa:
100%%%
%%
1∑
=
++= n
jmjeEAmm
mme
EAkZnCu
CuCu
j
, (9.1)
în care %EAmj, j = 1... n, sunt concentraţiile masice ale elementelor suplimentarede aliere existente în compoziţia alamei speciale, iar
jeEAk , j = 1... n, suntcoeficienţii de echivalare în zinc a elementelor de aliere suplimentare(introducerea unui element de aliere suplimentar în concentraţia %EAmj esteechivalentă, din punctul de vedere al efectelor asupra structurii, cu suplimentareacu mjeEA EAk
j%% a concentraţie de zinc a alamei).
Principalele elemente de aliere folosite la elaborarea alamelor speciale auurmătoarele efecte asupra structurii şi proprietăţilor acestor aliaje: • Aluminiul, introdus în concentraţii %Alm ≤ 3,5 %, determină creşterearezistenţei mecanice şi durităţii alamelor, fără a le diminua caracteristicile deplasticitate şi tenacitate şi îmbunătăţeşte rezistenţa lor la acţiunea mediilorcorosive. Deoarece are keAl = 6, aluminiul determină micşorarea sensibilă aconţinutului procentual de fază α al structurii alamelor.
• Fierul, introdus în concentraţii %Fem ≤ 1,5 %, finisează granulaţia şimareşte tenacitatea alamelor. Fierul are keFe = 0,9, iar la concentraţii masice mai
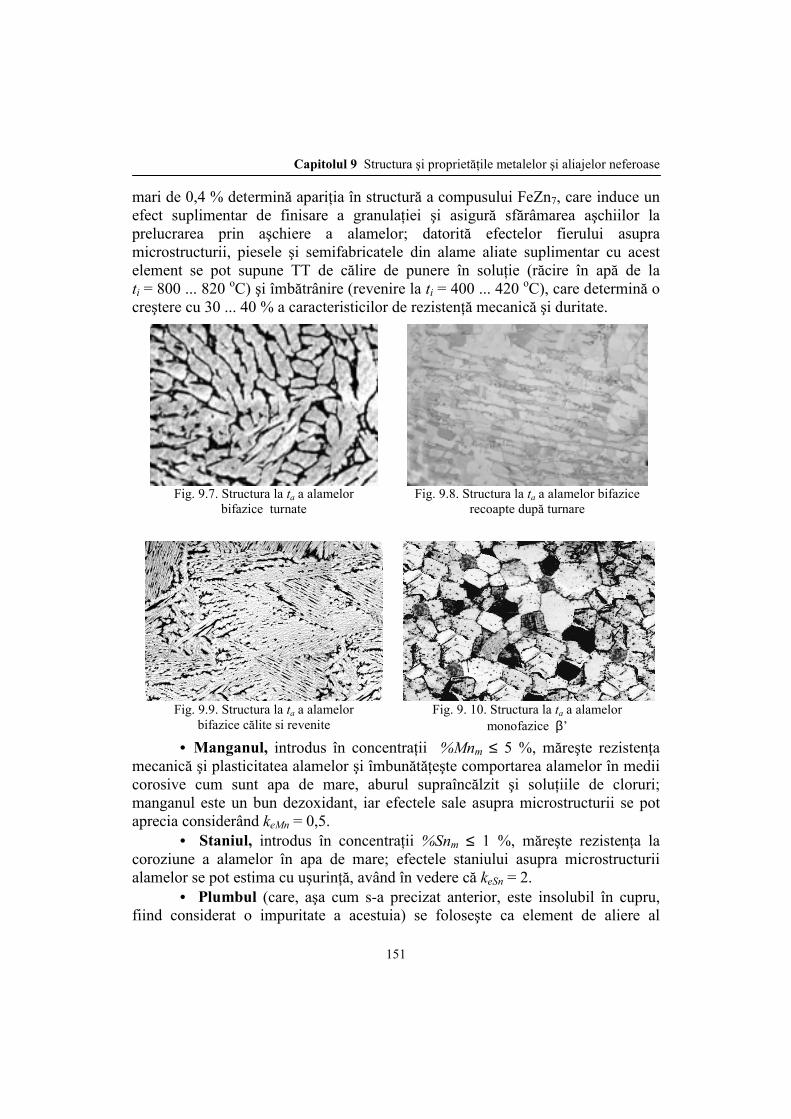
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
151
mari de 0,4 % determină apariţia în structură a compusului FeZn7, care induce unefect suplimentar de finisare a granulaţiei şi asigură sfărâmarea aşchiilor laprelucrarea prin aşchiere a alamelor; datorită efectelor fierului asupramicrostructurii, piesele şi semifabricatele din alame aliate suplimentar cu acestelement se pot supune TT de călire de punere în soluţie (răcire în apă de lati = 800 ... 820 oC) şi îmbătrânire (revenire la ti = 400 ... 420 oC), care determină ocreştere cu 30 ... 40 % a caracteristicilor de rezistenţă mecanică şi duritate.
Fig. 9.7. Structura la ta a alamelorbifazice turnate
Fig. 9.8. Structura la ta a alamelor bifazicerecoapte după turnare
Fig. 9.9. Structura la ta a alamelorbifazice călite si revenite
Fig. 9. 10. Structura la ta a alamelormonofazice β’
• Manganul, introdus în concentraţii %Mnm ≤ 5 %, măreşte rezistenţamecanică şi plasticitatea alamelor şi îmbunătăţeşte comportarea alamelor în mediicorosive cum sunt apa de mare, aburul supraîncălzit şi soluţiile de cloruri;manganul este un bun dezoxidant, iar efectele sale asupra microstructurii se potaprecia considerând keMn = 0,5.
• Staniul, introdus în concentraţii %Snm ≤ 1 %, măreşte rezistenţa lacoroziune a alamelor în apa de mare; efectele staniului asupra microstructuriialamelor se pot estima cu uşurinţă, având în vedere că keSn = 2.
• Plumbul (care, aşa cum s-a precizat anterior, este insolubil în cupru,fiind considerat o impuritate a acestuia) se foloseşte ca element de aliere al
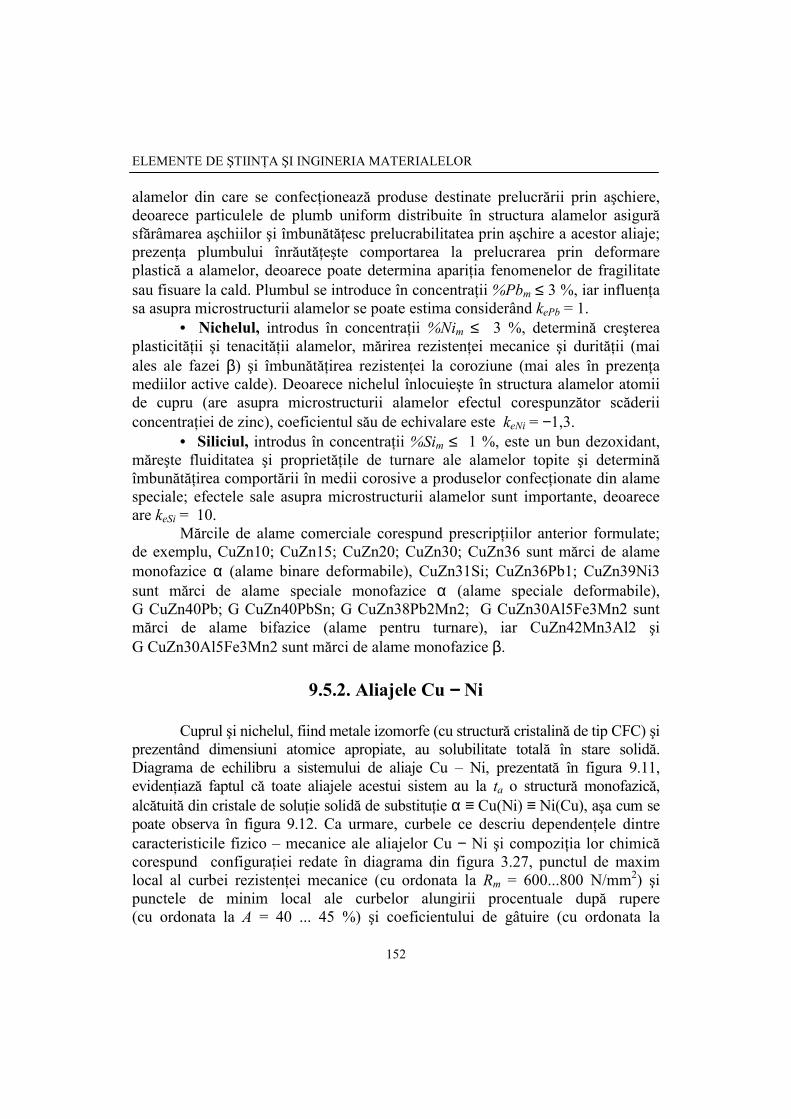
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
152
alamelor din care se confecţionează produse destinate prelucrării prin aşchiere,deoarece particulele de plumb uniform distribuite în structura alamelor asigurăsfărâmarea aşchiilor şi îmbunătăţesc prelucrabilitatea prin aşchire a acestor aliaje;prezenţa plumbului înrăutăţeşte comportarea la prelucrarea prin deformareplastică a alamelor, deoarece poate determina apariţia fenomenelor de fragilitatesau fisuare la cald. Plumbul se introduce în concentraţii %Pbm ≤ 3 %, iar influenţasa asupra microstructurii alamelor se poate estima considerând kePb = 1.
• Nichelul, introdus în concentraţii %Nim ≤ 3 %, determină creştereaplasticităţii şi tenacităţii alamelor, mărirea rezistenţei mecanice şi durităţii (maiales ale fazei β) şi îmbunătăţirea rezistenţei la coroziune (mai ales în prezenţamediilor active calde). Deoarece nichelul înlocuieşte în structura alamelor atomiide cupru (are asupra microstructurii alamelor efectul corespunzător scăderiiconcentraţiei de zinc), coeficientul său de echivalare este keNi = −1,3.
• Siliciul, introdus în concentraţii %Sim ≤ 1 %, este un bun dezoxidant,măreşte fluiditatea şi proprietăţile de turnare ale alamelor topite şi determinăîmbunătăţirea comportării în medii corosive a produselor confecţionate din alamespeciale; efectele sale asupra microstructurii alamelor sunt importante, deoareceare keSi = 10.
Mărcile de alame comerciale corespund prescripţiilor anterior formulate;de exemplu, CuZn10; CuZn15; CuZn20; CuZn30; CuZn36 sunt mărci de alamemonofazice α (alame binare deformabile), CuZn31Si; CuZn36Pb1; CuZn39Ni3sunt mărci de alame speciale monofazice α (alame speciale deformabile),G CuZn40Pb; G CuZn40PbSn; G CuZn38Pb2Mn2; G CuZn30Al5Fe3Mn2 suntmărci de alame bifazice (alame pentru turnare), iar CuZn42Mn3Al2 şiG CuZn30Al5Fe3Mn2 sunt mărci de alame monofazice β.
9.5.2. Aliajele Cu −−−− Ni
Cuprul şi nichelul, fiind metale izomorfe (cu structură cristalină de tip CFC) şiprezentând dimensiuni atomice apropiate, au solubilitate totală în stare solidă.Diagrama de echilibru a sistemului de aliaje Cu – Ni, prezentată în figura 9.11,evidenţiază faptul că toate aliajele acestui sistem au la ta o structură monofazică,alcătuită din cristale de soluţie solidă de substituţie α ≡ Cu(Ni) ≡ Ni(Cu), aşa cum sepoate observa în figura 9.12. Ca urmare, curbele ce descriu dependenţele dintrecaracteristicile fizico – mecanice ale aliajelor Cu − Ni şi compoziţia lor chimicăcorespund configuraţiei redate în diagrama din figura 3.27, punctul de maximlocal al curbei rezistenţei mecanice (cu ordonata la Rm = 600...800 N/mm2) şipunctele de minim local ale curbelor alungirii procentuale după rupere(cu ordonata la A = 40 ... 45 %) şi coeficientului de gâtuire (cu ordonata la

Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
153
Z = 55...60 %) având abscisa situată la %Nim ≅ 65 %, iar curba care redădependenţa dintre rezistivitatea electrică şi compoziţia acestor aliaje prezentândun punct de maxim local cu abscisa %Nim ≅ 50 %.
Fig. 9. 11. Diagrama de echilibru asistemului de aliaje Cu − Ni
Fig. 9. 12. Microstructura la ta a aliajuluiCu – Ni, cu %Nim = 20 %
Datorită structurii monofazice şi proprietăţilor fizico – mecanice pe care leprezintă, aliajele Cu – Ni se prelucrează bine prin deformare plastică (la rece saula cald) sau prin aşchiere, prezintă o bună rezistenţă la coroziune (în apă de mareşi în soluţii saline, în acizi organici, în vapori de apă etc.) şi se pot utiliza lafabricarea rezistorilor electrici.
Principalele reţete de aliaje Cu – Ni utilizate în tehnică sunt:• aliajele Kunial, cu %Nim = 5...15% şi adaosuri de Al (%Alm = 1 ... 3%),
folosite pentru a confecţiona (prin deformare plastică la rece sau la cald)elemente elastice (arcuri sau lamele) şi piese rezistente la coroziune;
• aliaje Melchior (Maillechort), cu %Nim = 18 ... 20 % şi adaosuri de Fe(%Fem = 0,6 ... 1,0 %) şi Mn (%Mnm = 0,8 ... 1,3 %), folosite în aplicaţiile careimpun materiale anticorosive;
• aliajele Alpaca (Neusilber, Argentan), cu %Nim = 15 ... 20 % şi%Znm = 20...30 % (corespunzător mărcilor comerciale CuNi18Zn20, CuNi18Zn27sau CuNi15Zn21), folosite (ca aliaje deformabile sau pentru turnare) pentruconfecţionarea pieselor rezistente la coroziune, instrumentelor de măsurare,pieselor de mecanică fină, rezistorilor electrici, tacâmurilor şi obiectelor de artăsau podoabă etc.;
• aliajele Constantan, cu %Nim = 40...50 % şi aliajele Nichelină, cu%Nim = 30...35 % şi adaosuri de Mn (%Mnm = 3...4 %), folosite ca materialeelectrotehnice (în special pentru confecţionarea rezistorilor);
• aliaje Monel, cu %Nim = 65...70 % şi adaosuri de Fe, Mn şi Si, folosite(ca aliaje deformabile, dar şi ca aliaje pentru turnare) în aplicaţiile care necesitămateriale rezistente la coroziune.

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
154
9.5.3. Bronzurile
Aliajele pe bază de cupru al căror component de aliere principal este unalt element decât zincul sau nichelul sunt denumite bronzuri. Principalele tipuride bronzuri folosite pentru realizarea pieselor din construcţia de maşini şi pentrufabricare construcţiilor mecanice sunt: bronzurile cu staniu (denumite şi bronzuriclasice), bronzurile cu aluminiu, bronzurile cu siliciu, bronzurile cu beriliu şibronzurile cu plumb.
9.5.3.1. Bronzurile cu staniu folosite în tehnică au %Cum ≤ 20 % şiprezintă, în funcţie de concentraţia masică a staniului, structurile indicate dediagramele de echilibru (stabil sau metastabil) redate în figura 9.13, punctelecaracteristice ale acestor diagrame având coordonatele precizate în tabelul 9.9.Fazele care apar pe diagramele de echilibru din figura 9.13 au următoarelesemnificaţii:
• L este soluţia lichidă a componentelor Cu şi Sn;• α este soluţia solidă de substituţie având ca solvent cuprul şi ca solut
sataniul (α ≡ Cu(Sn)); deoarece prezintă, ca şi solventul său, structură cristalină de tipCFC, faza α se caracterizează printr-o bună plasticitate, putând fi deformatăplastic uşor, atât la cald, cât şi la rece;
• β este o soluţie solidă pa baza compusului chimic Cu5Sn (fazăbertholidă), cu structură cristalină de tip CVC, care apara (la răcirea bronzurilortopite) prin defăşurarea transformării peritectice (la t ≅ 800 oC): L + α ⇒ β; β estestabilă numai până la temperatura t = 586 oC, la care se descompune eutectoid:β ⇒ α + γ;
• γ este (ca şi β) o soluţie solidă pe baza compusului chimic Cu5Sn (fazăbertholidă), cu structură cristalină de tip CVC; faza γ este stabilă numai pânătemperatura la t = 520 oC, la care se descompune eutectoid: γ ⇒ α + δ;
• δ este o soluţie solidă pe baza compusului chimic Cu31Sn8 (fazăbertholidă), cu structură cristalină complexă; faza δ este stabilă numai până latemperatura t = 320 oC, la care, în condiţii de echilibru (care presupun menţineriîndelungate), se descompune eutectoid: δ ⇒ α + ε;
• ε este compusul intermetalic Cu3Sn; datorită vitezei extrem de reduse cucare se realizează transformarea δ ⇒ α + ε, aşa cum rezultă examinânddiagramele din figura 9.13, faza ε nu apare în structura semifabricatelor şi pieselordin bronzuri industriale livrate în stările M sau O.
În funcţie de structura pe care o prezintă (la ta) în starea M, decaracteristicile mecanice asigurate (redate sintetic, în funcţie de concentraţia

Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
155
masică a staniului, în diagramele din fig. 9.14) şi de procedeul tehnologicrecomandat pentru realizarea semifabricatelor şi pieselor, bronzurile cu staniu sepot clasifica astfel:
Fig. 9.13. Diagramele de echilibru ale sistemului de aliaje Cu – Sn pentru diferite stări:a. starea de echilibru stabil; b. starea metastabilă obţinută prin recoacere (starea O);
c. starea metastabilă obţinută prin turnare (strarea F)
Tabelul 9.9. Coordonatele punctelor caracteristice ale diagramelor de echilibru Cu − Sn
C E HPunctul A B
C’D
E’F G
H’J K Q
13,5 16,0 16,0Abscisa,%Snm 0 25,59,0
22,08,0
24,0 26,08,0
27,0 11,0 0,2
Ordonata, oC 1083 800 800 800 586 586 586 520 520 350 ta
A. Bronzurile monofazice αααα (cu structura la ta alcătuită numai din cristalede soluţie solidă α) au %Snm ≤ 8 ... 9 % şi sunt bronzuri deformabile (care se potprelucra atât prin deformare plastică la cald, cât şi prin deformare plastică la rece);structura de turnare a acestor bronzuri, alcătuită din cristale dendritice de soluţiesolidă α neomogenă, aşa cum se observă pe micrografia din figura 9.15, se poatetransforma prin recoacere (precedată sau nu de o operaţie de prelucrare prindeformare plastică) într-o structură cu cristale poliedrice de soluţie solidă αomogenă, aşa cum se poate vedea pe migrografia prezentată în figura 9.16.
B. Bronzurile hipoeutectoide (bronzurile bifazice) au %Snm = 10...20 %şi se folosesc ca bronzuri de turnare; în starea M, structurile la ta alesemifabricatelor şi pieselor realizate din astfel de bronzuri conţin (aşa cum sepoate observa în fig. 9.17) fazele α şi δ şi, respectiv, constituenţii α (preeutectoid)
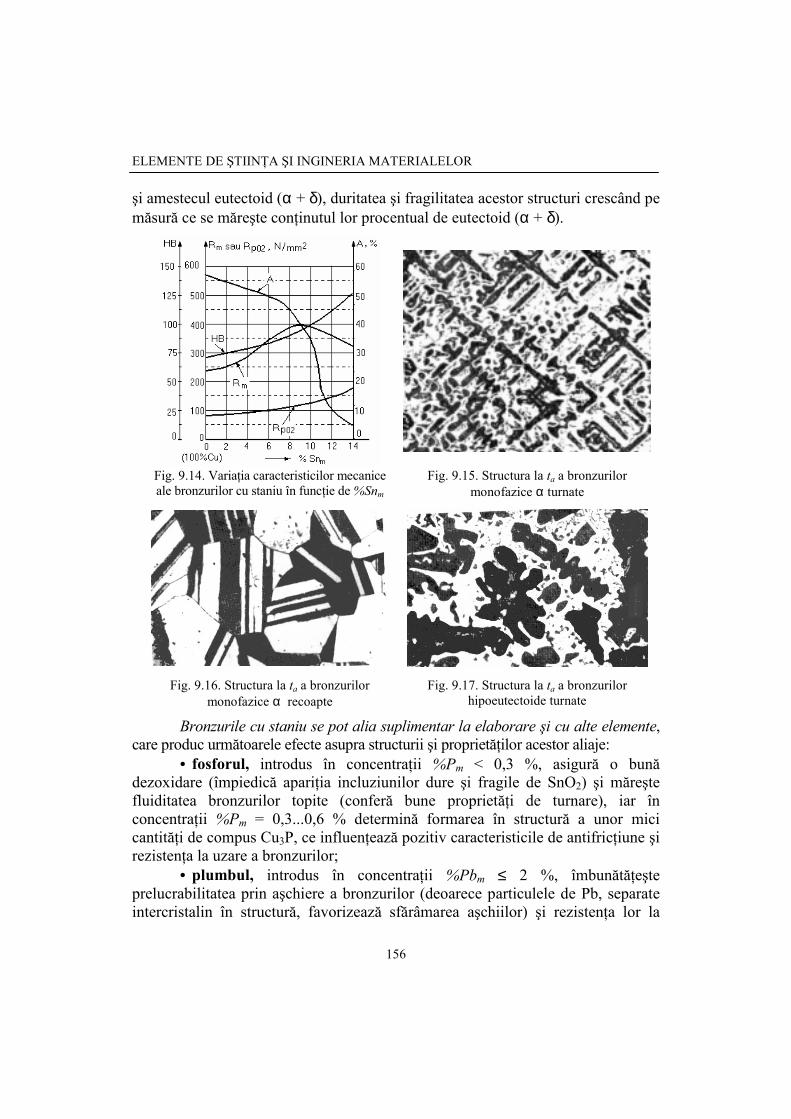
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
156
şi amestecul eutectoid (α + δ), duritatea şi fragilitatea acestor structuri crescând pemăsură ce se măreşte conţinutul lor procentual de eutectoid (α + δ).
Fig. 9.14. Variaţia caracteristicilor mecaniceale bronzurilor cu staniu în funcţie de %Snm
Fig. 9.15. Structura la ta a bronzurilormonofazice α turnate
Fig. 9.16. Structura la ta a bronzurilormonofazice α recoapte
Fig. 9.17. Structura la ta a bronzurilorhipoeutectoide turnate
Bronzurile cu staniu se pot alia suplimentar la elaborare şi cu alte elemente,care produc următoarele efecte asupra structurii şi proprietăţilor acestor aliaje:
• fosforul, introdus în concentraţii %Pm < 0,3 %, asigură o bunădezoxidare (împiedică apariţia incluziunilor dure şi fragile de SnO2) şi măreştefluiditatea bronzurilor topite (conferă bune proprietăţi de turnare), iar înconcentraţii %Pm = 0,3...0,6 % determină formarea în structură a unor micicantităţi de compus Cu3P, ce influenţează pozitiv caracteristicile de antifricţiune şirezistenţa la uzare a bronzurilor;
• plumbul, introdus în concentraţii %Pbm ≤ 2 %, îmbunătăţeşteprelucrabilitatea prin aşchiere a bronzurilor (deoarece particulele de Pb, separateintercristalin în structură, favorizează sfărâmarea aşchiilor) şi rezistenţa lor la
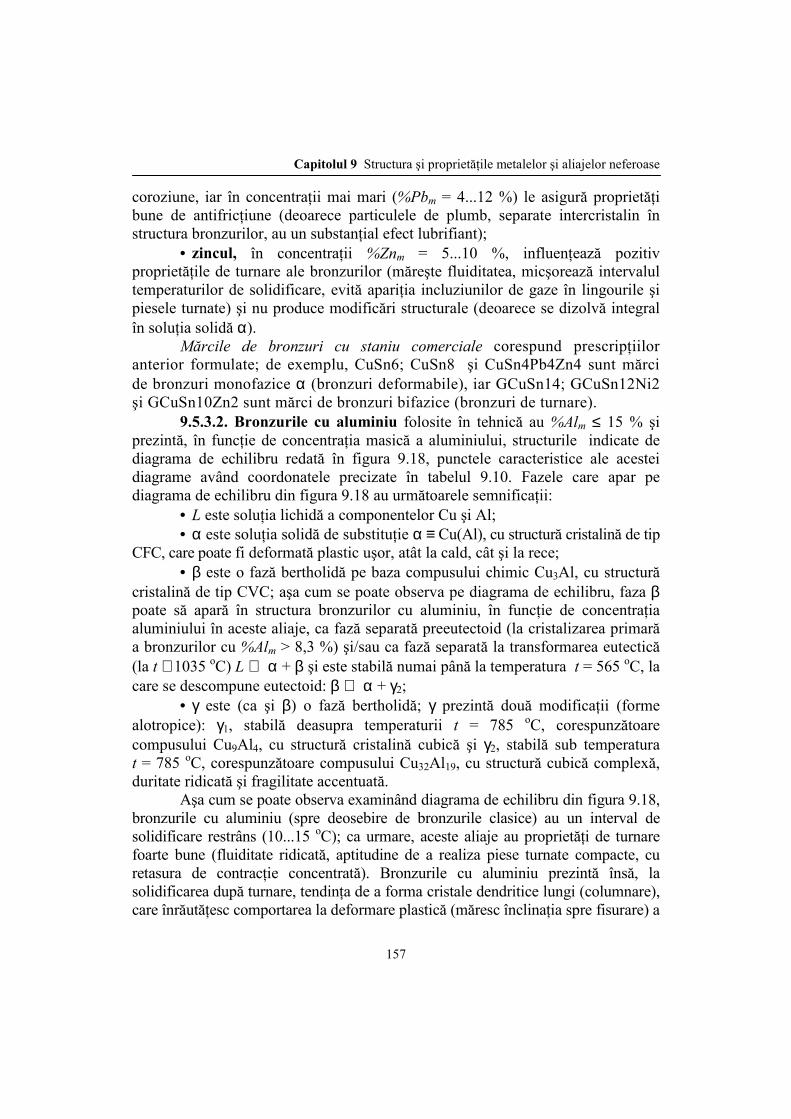
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
157
coroziune, iar în concentraţii mai mari (%Pbm = 4...12 %) le asigură proprietăţibune de antifricţiune (deoarece particulele de plumb, separate intercristalin înstructura bronzurilor, au un substanţial efect lubrifiant);
• zincul, în concentraţii %Znm = 5...10 %, influenţează pozitivproprietăţile de turnare ale bronzurilor (măreşte fluiditatea, micşorează intervalultemperaturilor de solidificare, evită apariţia incluziunilor de gaze în lingourile şipiesele turnate) şi nu produce modificări structurale (deoarece se dizolvă integralîn soluţia solidă α).
Mărcile de bronzuri cu staniu comerciale corespund prescripţiiloranterior formulate; de exemplu, CuSn6; CuSn8 şi CuSn4Pb4Zn4 sunt mărcide bronzuri monofazice α (bronzuri deformabile), iar GCuSn14; GCuSn12Ni2şi GCuSn10Zn2 sunt mărci de bronzuri bifazice (bronzuri de turnare).
9.5.3.2. Bronzurile cu aluminiu folosite în tehnică au %Alm ≤ 15 % şiprezintă, în funcţie de concentraţia masică a aluminiului, structurile indicate dediagrama de echilibru redată în figura 9.18, punctele caracteristice ale acesteidiagrame având coordonatele precizate în tabelul 9.10. Fazele care apar pediagrama de echilibru din figura 9.18 au următoarele semnificaţii:
• L este soluţia lichidă a componentelor Cu şi Al;• α este soluţia solidă de substituţie α ≡ Cu(Al), cu structură cristalină de tip
CFC, care poate fi deformată plastic uşor, atât la cald, cât şi la rece;• β este o fază bertholidă pe baza compusului chimic Cu3Al, cu structură
cristalină de tip CVC; aşa cum se poate observa pe diagrama de echilibru, faza βpoate să apară în structura bronzurilor cu aluminiu, în funcţie de concentraţiaaluminiului în aceste aliaje, ca fază separată preeutectoid (la cristalizarea primarăa bronzurilor cu %Alm > 8,3 %) şi/sau ca fază separată la transformarea eutectică(la t ≅ 1035 oC) L ⇒ α + β şi este stabilă numai până la temperatura t = 565 oC, lacare se descompune eutectoid: β ⇒ α + γ2;
• γ este (ca şi β) o fază bertholidă; γ prezintă două modificaţii (formealotropice): γ1, stabilă deasupra temperaturii t = 785 oC, corespunzătoarecompusului Cu9Al4, cu structură cristalină cubică şi γ2, stabilă sub temperaturat = 785 oC, corespunzătoare compusului Cu32Al19, cu structură cubică complexă,duritate ridicată şi fragilitate accentuată.
Aşa cum se poate observa examinând diagrama de echilibru din figura 9.18,bronzurile cu aluminiu (spre deosebire de bronzurile clasice) au un interval desolidificare restrâns (10...15 oC); ca urmare, aceste aliaje au proprietăţi de turnarefoarte bune (fluiditate ridicată, aptitudine de a realiza piese turnate compacte, curetasura de contracţie concentrată). Bronzurile cu aluminiu prezintă însă, lasolidificarea după turnare, tendinţa de a forma cristale dendritice lungi (columnare),care înrăutăţesc comportarea la deformare plastică (măresc înclinaţia spre fisurare) a

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
158
pieslor şi semifabricatelor turnate; acest dezavantaj poate fi eliminat, dacă laelaborare se face modificarea lor cu V, Ti, B şi li se aplică o bună dezoxidare(pentru evitarea apariţiei în structură a incluziunilor fragile de Al2O3).
Fig. 9. 18. Diagrama de echilibru asistemului de aliaje Cu − Al
Fig. 9. 19 Variaţia caracteristicilor mecanice alebronzurilor cu aluminiu în funcţie de %Alm
Tabelul 9.10. Coordonatele punctelor caracteristice ale diagramei de echilibru Cu − Al
Punctul A B C F G K M P QAbscisa, %Snm 0 8,3 11,2 7,4 9,0 9,4 12,0 13,6 9,4Ordonata, oC 1083 1035 1048 1035 1035 565 565 785 ta
În funcţie de structura pe care o prezintă (la ta) în stările M sau O, decaracteristicile mecanice asigurate (redate sintetic, în funcţie de concentraţiamasică a aluminiului, în diagramele din fig. 9.19) şi de procedeul tehnologicrecomandat pentru realizarea semifabricatelor şi pieselor, bronzurile cu aluminiuse pot clasifica astfel:
A. Bronzurile monofazice αααα (cu structura la ta alcătuită numai din cristalede soluţie solidă α) au %Alm < 9 % şi sunt bronzuri deformabile;
B. Bronzurile hipoeutectoide (bronzurile bifazice) au %Alm ≥ 9 % şi sefolosesc în mod obişnuit ca bronzuri de turnare; structura la ta a semifabricatelorşi pieselor realizate din astfel de bronzuri conţine fazele α şi γ2 şi, respectiv,constituenţii α (preeutectoid) şi amestecul eutectoid (α + γ2), duritatea şifragilitatea acestei structuri crescând pe măsură ce se măreşte conţinutulprocentual de eutectoid (α + γ2). Bronzurile bifazice cu %Alm = 9,5...10,5 % se potprelucra şi prin deformare plastică la cald, dacă temperatura la care se facedeformarea este situată în domeniul în care aceste aliaje prezintă structurămonofazică β (structură care se poate menţine şi la ta, dacă se aplică un TT de
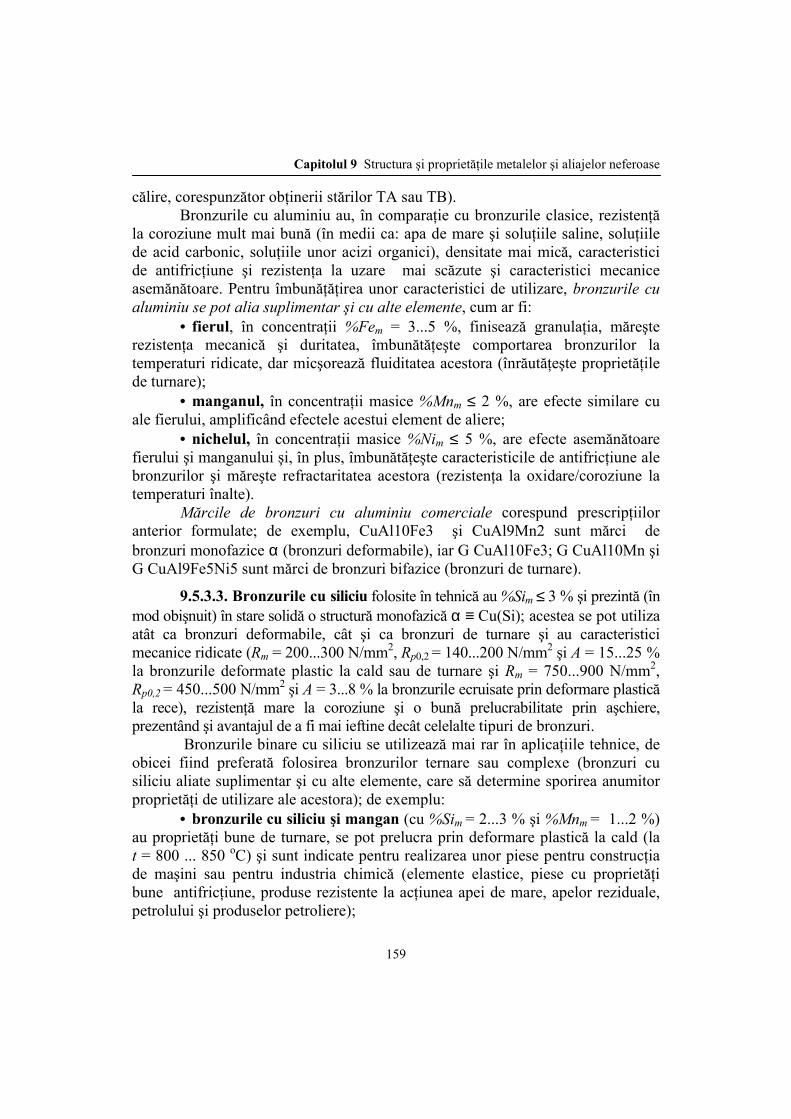
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
159
călire, corespunzător obţinerii stărilor TA sau TB).Bronzurile cu aluminiu au, în comparaţie cu bronzurile clasice, rezistenţă
la coroziune mult mai bună (în medii ca: apa de mare şi soluţiile saline, soluţiilede acid carbonic, soluţiile unor acizi organici), densitate mai mică, caracteristicide antifricţiune şi rezistenţa la uzare mai scăzute şi caracteristici mecaniceasemănătoare. Pentru îmbunăţăţirea unor caracteristici de utilizare, bronzurile cualuminiu se pot alia suplimentar şi cu alte elemente, cum ar fi:
• fierul, în concentraţii %Fem = 3...5 %, finisează granulaţia, măreşterezistenţa mecanică şi duritatea, îmbunătăţeşte comportarea bronzurilor latemperaturi ridicate, dar micşorează fluiditatea acestora (înrăutăţeşte proprietăţilede turnare);
• manganul, în concentraţii masice %Mnm ≤ 2 %, are efecte similare cuale fierului, amplificând efectele acestui element de aliere;
• nichelul, în concentraţii masice %Nim ≤ 5 %, are efecte asemănătoarefierului şi manganului şi, în plus, îmbunătăţeşte caracteristicile de antifricţiune alebronzurilor şi măreşte refractaritatea acestora (rezistenţa la oxidare/coroziune latemperaturi înalte).
Mărcile de bronzuri cu aluminiu comerciale corespund prescripţiiloranterior formulate; de exemplu, CuAl10Fe3 şi CuAl9Mn2 sunt mărci debronzuri monofazice α (bronzuri deformabile), iar G CuAl10Fe3; G CuAl10Mn şiG CuAl9Fe5Ni5 sunt mărci de bronzuri bifazice (bronzuri de turnare).
9.5.3.3. Bronzurile cu siliciu folosite în tehnică au %Sim ≤ 3 % şi prezintă (înmod obişnuit) în stare solidă o structură monofazică α ≡ Cu(Si); acestea se pot utilizaatât ca bronzuri deformabile, cât şi ca bronzuri de turnare şi au caracteristicimecanice ridicate (Rm = 200...300 N/mm2, Rp0,2 = 140...200 N/mm2 şi A = 15...25 %la bronzurile deformate plastic la cald sau de turnare şi Rm = 750...900 N/mm2,Rp0,2 = 450...500 N/mm2 şi A = 3...8 % la bronzurile ecruisate prin deformare plasticăla rece), rezistenţă mare la coroziune şi o bună prelucrabilitate prin aşchiere,prezentând şi avantajul de a fi mai ieftine decât celelalte tipuri de bronzuri.
Bronzurile binare cu siliciu se utilizează mai rar în aplicaţiile tehnice, deobicei fiind preferată folosirea bronzurilor ternare sau complexe (bronzuri cusiliciu aliate suplimentar şi cu alte elemente, care să determine sporirea anumitorproprietăţi de utilizare ale acestora); de exemplu:
• bronzurile cu siliciu şi mangan (cu %Sim = 2...3 % şi %Mnm = 1...2 %)au proprietăţi bune de turnare, se pot prelucra prin deformare plastică la cald (lat = 800 ... 850 oC) şi sunt indicate pentru realizarea unor piese pentru construcţiade maşini sau pentru industria chimică (elemente elastice, piese cu proprietăţibune antifricţiune, produse rezistente la acţiunea apei de mare, apelor reziduale,petrolului şi produselor petroliere);
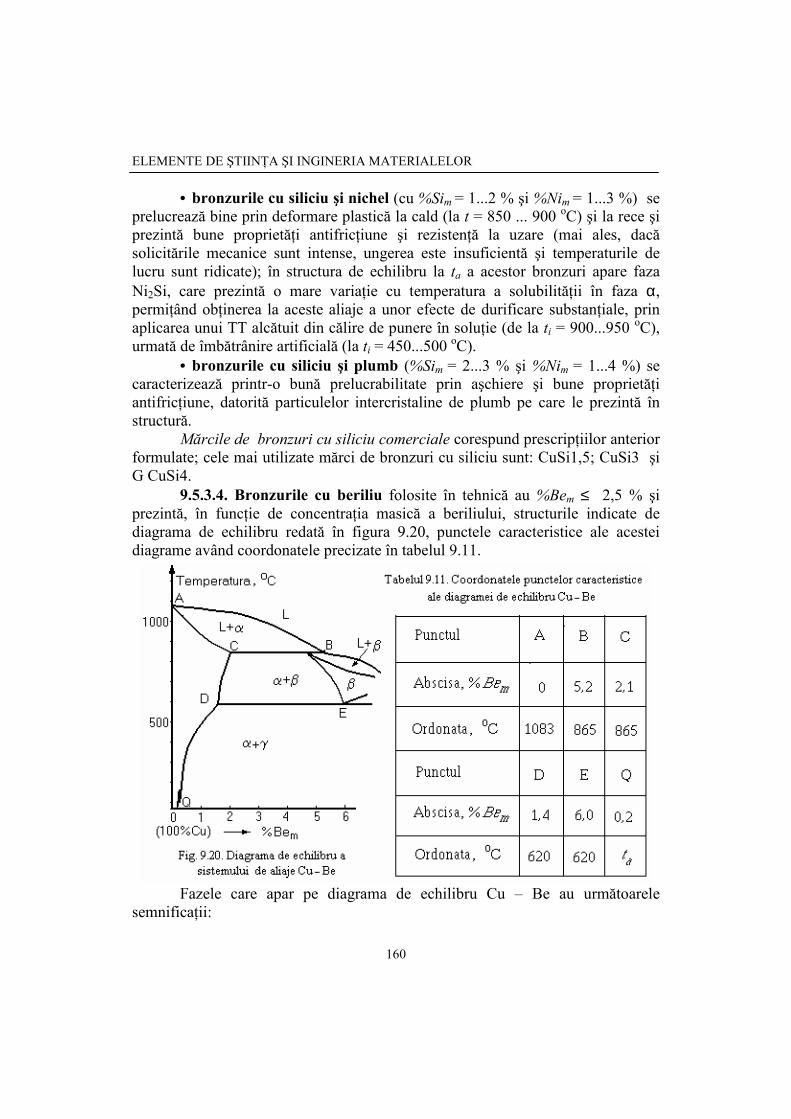
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
160
• bronzurile cu siliciu şi nichel (cu %Sim = 1...2 % şi %Nim = 1...3 %) seprelucrează bine prin deformare plastică la cald (la t = 850 ... 900 oC) şi la rece şiprezintă bune proprietăţi antifricţiune şi rezistenţă la uzare (mai ales, dacăsolicitările mecanice sunt intense, ungerea este insuficientă şi temperaturile delucru sunt ridicate); în structura de echilibru la ta a acestor bronzuri apare fazaNi2Si, care prezintă o mare variaţie cu temperatura a solubilităţii în faza α,permiţând obţinerea la aceste aliaje a unor efecte de durificare substanţiale, prinaplicarea unui TT alcătuit din călire de punere în soluţie (de la ti = 900...950 oC),urmată de îmbătrânire artificială (la ti = 450...500 oC).
• bronzurile cu siliciu şi plumb (%Sim = 2...3 % şi %Nim = 1...4 %) secaracterizează printr-o bună prelucrabilitate prin aşchiere şi bune proprietăţiantifricţiune, datorită particulelor intercristaline de plumb pe care le prezintă înstructură.
Mărcile de bronzuri cu siliciu comerciale corespund prescripţiilor anteriorformulate; cele mai utilizate mărci de bronzuri cu siliciu sunt: CuSi1,5; CuSi3 şiG CuSi4.
9.5.3.4. Bronzurile cu beriliu folosite în tehnică au %Bem ≤ 2,5 % şiprezintă, în funcţie de concentraţia masică a beriliului, structurile indicate dediagrama de echilibru redată în figura 9.20, punctele caracteristice ale acesteidiagrame având coordonatele precizate în tabelul 9.11.
Fazele care apar pe diagrama de echilibru Cu – Be au următoarelesemnificaţii:
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
161
• L este soluţia lichidă a componentelor Cu şi Be;• α este soluţia solidă de substituţie α ≡ Cu(Be), cu structură cristalină de
tip CFC, care poate fi deformată plastic uşor;• β este o fază bertholidă, cu structură cristalină de tip CVC; aşa cum se
poate observa pe diagrama de echilibru, faza β poate să apară în structurabronzurilor industriale ca urmare a desfăşurării transformării peritectice (lat = 865 oC) L + α ⇒ β sau ca urmare a diminuării solubilităţii beriliului în cupruo dată cu scăderea temperaturii;
• γ este o fază bertholidă pe baza compusului CuBe, cu structură cristalinăde tip CVC, care rezultă prin transformarea eutectoidă (la t = 620 oC) β ⇒ α + γ.
Bronzurile cu beriliu utilizate în mod obişnuit au %Bem = 1,5...2,0 % şiprezintă la ta, în stările M sau O, o structură alcătuită din fazele α şi γ şi, respectiv,din constituenţii α şi amestecul eutectoid (α + γ); în aceste stări structuralecaracteristicile mecanice nu sunt foarte ridicate (caracteristicile la tracţiune sunt:Rm = 450 ... 500 N/mm2; Rp0,2 = 300 ... 350 N/mm2 şi A = 30 ... 40 %, iar duritateaeste 90 ... 110 HB). Datorită variaţiei mari cu temperatura a solubilităţiiberiliului în cupru, semifabricatele şi piesele confecţionate din aceste aliaje sepot trata termic prin călire de punere în soluţie (de la ti = 800 ... 820 oC),pentru obţinerea unei structuri monofazice α (cu cristale de α suprasaturate cuberiliu), urmată de îmbătrânire artificială (la ti = 300 ... 350 oC); efectele dedurificare ale acestui TT se pot mări substanţial, dacă (după călire) se faceecruisarea controlată a acestor bronzuri prin deformare plastică la rece. Înstările de livrare TF sau TH (care se obţin aplicând operaţiile tehnologiceprecizate mai înainte), caracteristicile mecanice la tracţiune ale bronzurilor cuberiliu ating nivelurile Rm = 1100 ... 1500 N/mm2; Rp0,2 = 1000 ... 1050 N/mm2
şi A = 2 ... 5 %, iar duritatea lor este 350 ... 400 HB.Pentru micşorarea concentraţiei beriliului (care este un element de
aliere scump) în bronzurile industriale şi creşterea efectelor de durificare aleîmbătrânirii se practică alierea suplimentară a acestora cu mangan(%Mnm = 0,5...2,5 %), a cărui contribuţie la durificarea structurii produselor dinastfel de materiale este datorată formării compusului MnBe2, iar pentruîmbunătăţirea tenacităţii acestor bronzuri se foloseşte alierea suplimentară cuNi (%Nim = 0,2...0,5 %).
Principalele mărci de bronzuri cu beriliu comerciale sunt: CuBe1,7;CuBe1,9 şi CuBe0,6Mn; aceste materiale se folosesc la realizarea elementelorelastice (arcuri, lamele elastice etc.), sculelor antiscântei (care nu produc scânteiprin lovire) şi pieselor care trebuie să prezinte bune proprietăţi antifricţiune sau caresunt puternic solicitate mecanic în medii de lucru active (apă de mare, abur etc.).

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
162
9.5.3.5. Bronzurile cu plumb se folosesc în tehnică (datorită proprietăţilorantifricţiune pe care le prezintă) ca materiale pentru confecţionarea cuzineţilor(piese inelare, realizate dintr-o bucată sau din două semiinele, pe care se sprijinăarborii maşinilor şi utilajelor) lagărelor de alunecare (organe de maşini alcătuite dincuzineţi şi elementele de poziţionare şi susţinere a acestora). Deoarece cuprul şiplumbul sunt insolubile în stare solidă, structura la ta a bronzurilor cu plumb estealcătuită din cristale de cupru şi separări intergranulare de plumb.
Datorită insolubilităţii în stare solidă a cuprului şi plumbului şi diferenţelormari între temperaturile lor de solidificare – topire şi între densităţile acestora,bronzurile cu plumb manifestă o mare tendinţă de segregare (separare) acomponentelor în structură. Pentru a anihila această tendinţă şi a asigura odistribuţie uniformă a formaţiunilor intercristaline de plumb (cu rol lubrifiant) înmatricea de cupru a structurii se practică alierea lor suplimentară cu nichel(%Nim = 1,0...2,5 %) şi răcirea forţată la solidificare a acestor bronzuri.
Cuzineţii din bronzuri cu plumb se realizează prin turnare; deoarecebronzurile cu plumb au rezistenţă mecanică scăzută (rezistenţa la rupere esteRm = 50...150 N/mm2, iar duritatea 30...50 HB), se practică turnarea cuzineţilorpe suporţi din oţel şi/sau se face alierea suplimentară a bronzurilor cu elemente caremăresc duritatea matricei lor structurale: staniu (%Snm = 5...10 %), stibiu(%Sbm = 1...2 %), fosfor (%Pm < 0,3 %) sau zinc (%Znm = 1...3 %).
Mărcile de bronzuri cu plumb comerciale corespund prescripţiilor anteriorformulate; cele mai utilizate mărci sunt: G CuPb25; G CuPb20Sn5; G CuPb15Sn8şi G CuPb7Sn7Zn3.
9.6. Aluminiul şi aliajele pe bază de aluminiu
Sub formă de metal pur sau sub formă de component de bază al unoraliaje, aluminiul este utilizat în prezent pentru realizarea de semifabricate şiproduse pentru multe ramuri economice importante: aeronautică, construcţii civileşi industriale, electrotehnică şi telecomunicaţii, energetică neconvenţională(solară, eoliană), forajul sondelor de petrol, chimie şi petrochimie, fabricareaambalajelor. Principalele proprietăţi fizico – chimice şi mecanice şi clasele depuritate tehnică ale aluminiului sunt descrise complet de caracteristicile redate întabelele 1.2, 9.1, 9.2 şi 9.3, caracteristicile care trebuie remarcate, deoarece audeterminat opţiunile pentru utilizarea acestui metal în cele mai multe aplicaţii,sunt: densitatea scăzută, plasticitatea bună şi conductibilitatea termică şi electricăridicată. Principalele impurităţi ale aluminiului tehnic se pot clasifica înurmătoarele categorii:
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
163
• impurităţi solubile în aluminiul solid (Si, Cu, Mg, Zn, Mn, Ni, Cr, Ti,Ta, Zr); efectele prezenţei acestor impurităţi în concentraţii masice mici, constândîn diminuarea proprietăţilor de turnare (Cu, Mg, Zn, Mn) sau îmbunătăţireaacestora (Si şi, mai ales, Ti, Ta, Zn, care fiind greu fuzibile se comportă camodificatori şi determină obţinerea unor structuri primare cu granulaţie fină),creşterea rezistenţei mecanice şi scăderea plasticităţii (Si, Mg, Zn, Mn, Cr, Mo),mărirea rezistenţei la coroziune (Si, Mg, Mn, Ni) sau diminuarea acesteia (Cu),creşterea refractarităţii (Ni, Cr, Mo), îmbunătăţirea prelucrabilităţii prin aşchiere(Cu, Zn), reducerea conductibilităţii electrice (Mn) etc., sunt de obiceiacceptabile;
• impurităţi insolubile în aluminiul solid (Sn, Pb, Bi); aceste impurităţiuşor fuzibile se separă la limitele cristalelor de aluminiu şi influenţează negativprelucrabilitatea prin deformare plastică la cald (generează fenomene de fragilitatesau fisurare la cald);
• impurităţi care formează cu aluminiul compuşi chimici (Fe, Si, As, Sb);prezenţa compuşilor (Al3Fe, Al12Fe3Si, AlAs, AlSb) pe care îi formează aluminiulcu aceste impurităţi are ca efect principal diminuarea plasticităţii şi tenacităţiisemifabricatelor sau produselor din aluminiu.
Aluminiul are o bună rezistenţă la coroziune în multe medii de lucru:atmosfere poluate, ape reziduale, vapori de apă, medii apoase care conţin dioxidde carbon, soluţii de acid sulfuric etc. Rezistenţa la coroziune a produselor dinaluminiu se datorează acoperirii lor (pe cale naturală sau prin aplicarea unorprocedee tehnologice de tratare chimică sau electrochimică) cu o peliculă deAl2O3, aderentă, compactă şi foarte rezistentă la coroziune, care împiedicăatacarea produselor de către mediilor active de lucru. Prezenţa impurităţilor (Fe,Cu, etc.) sau unele medii active (soluţiile de acid azotic, soluţiile de acid fosforic,amoniacul) pot determina declanşarea unor procese de corodare intensă aproduselor din aluminiu.
Aluminiul are o bună capacitate de a forma aliaje, principalele aliaje pebază de aluminiu folosite în tehnică fiind prezentate în continuare.
9.6.1. Aliajele Al −−−− Cu
Aliajele aluminiului având ca element de aliere principal cuprul au o largăutilizare în tehnică (construcţia de maşini, aeronautică, petrol, chimie şipetrochimie etc.). Structura acestor aliaje se poate analiza apelând la diagrama deechilibru fazic Al − Cu, prezentată în figura 9.21. Fazele care apar pe aceastădiagramă au următoarele semnificaţii:
• L este soluţia lichidă a componentelor Al şi Cu;

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
164
• α este soluţia solidă de substituţie având ca solvent aluminiul şi ca solutcuprul ( α ≡ Al(Cu)); deoarece prezintă, ca şi solventul sau, structură cristalinăde tip CFC, soluţia solidă α se caracterizează printr-o bună plasticitate, putând fideformată plastic uşor, atât la cald cât şi la rece;
• θ este un compus intermetalic de tip geometric, din categoria fazelorLaves, cu formula chimică Al2Cu şi concentraţia masică de cupru %Cum = 54,1%,care prezintă o structură cristalină de tip tetragonal.
Deoarece configuraţia diagramei de echilibru din figura 9.21 corepundecele prezentate în figura 9.1, aliajele Al − Cu se pot supune TT de călire de punereîn soluţie, fiind susceptibile de a fi durificate prin călire şi îmbătrânire naturală sauartificială (v. subcap. 9.3). Pornind de la această observaţie, aliajele Al − Cu se potclasifica în două categorii: a) aliaje deformabile şi durificabile structural prin TT;b) aliaje pentru turnare.
Fig. 9.21. Diagrama de echilibrua sistemului de aliaje Al − Cu
Fig. 9.22. Structura de echilibru la taa aliajelor Al − Cu cu %Cum = 4 %
9.6.1.1. Aliajele industriale Al – Cu deformabile şi durificabilestructural prin TT se caracterizează printr-o concentraţie masică de cupru%Cum = 2...5 % (situată în intervalul delimitat de abscisele punctelor C şi B alediagramei de echilibru din figura 9.21) şi au structura de echilibru la ta alcătuitădintr-o matrice de soluţie solidă α, în care sunt distribuite uniform particule defază secundară θ, aşa cum se poate observa în figura 9.22.
Procesul tehnologic prin care se realizează prelucrarea prin deformareplastică şi durificarea structurală a unui semifabricat confecţionat dintr-unastfel de aliaj are următoarele etape:
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
165
• călirea de punere în soluţie, constând din răcirea în apă a semifabricatuluiîncălzit la o temperatură tic situată în intervalul (tso, ts), pentru obţinerea la ta a uneistructuri monofazice, alcătuită din cristale de soluţie solidă α suprasaturată în cupru;
• prelucrarea prin deformare plastică a semifabricatului cu structurămonofazică α;
• îmbătrânirea (naturală sau artificială), constând din menţinereaprodusului prelucrat prin deformare plastică la o temperatură tii ∈ [ta, ts0), învederea separării din soluţia solidă α suprasaturată a precipitatelor (zone GP, θ”,θ’ sau θ) capabile să producă durificarea la nivelul dorit a structurii (v. scap. 9.3).
Aliajele industriale aparţinând acestei categorii au compoziţie complexă,alierea aluminiului cu mai multe elemente fiind determinată de necesităţi privindîmbunătăţirea prelucrabilităţii prin deformare plastică, anihilarea influenţelornegative ale unor impurităţi greu de eliminat la elaborare, sporirea capacităţii dedurificare prin călire şi îmbătrânire, îmbunătăţirea rezistenţei la coroziune etc.Cele mai folosite sunt aliajele Al – Cu – Mg cu adaosuri de Mn, cunoscute subdenumirea de duraluminiu; compoziţia chimică a acestor aliaje se caracterizeazăprin: %Cum = 2...5 %; %Mgm = 0,2...2,4 %; %Mnm = 0,2...1,5 %, iar impurităţilepermanent prezente sunt Fe şi Si (concentraţiile masice maxime uzual acceptatepentru fiecare din aceste elemente fiind de 0,5...0,6 %). Proprietăţile acestoraliaje sunt influenţate de ponderea elementelor de aliere, de raportulconcentraţiilor acestora şi de prezenţa impurităţilor (Fe, Si):
* rezistenţa mecanică, plasticitatea şi capacitatea de durificare prin TTsunt influenţate substanţial de concentraţiile cuprului şi magneziului şi de raportulacestora; cea mai mare rezistenţă mecanică se poate obţine la aliajele cu%Cum = 4...5 %; %Mgm = 1...2 % şi 7,2...3,1%
%=
mMgmCu
, în timp ce plasticitatea cea
mai mare (dar rezistenţa mecanică cea mai scăzută) o au aliajele cu%Cum = 4,0...4,5 %; %Mgm = 0,2...0,3 % şi 19...18%
%=
mMgmCu
;
* prelucrabilitatea prin deformare plastică şi rezistenţa la coroziune seînrăutăţesc când concentraţiile impurităţilor (Fe şi Si) cresc, aceste influenţenegative fiind diminuate dacă raportul
mSmFe
i%%
este menţinut la o valoare
subunitară;* capacitatea de durificare prin TT este diminuată la creşterea
concentraţiei fierului, deoarece acesta fixează o parte din cupru sub formacompusului Al7FeCu2 (fază insolubilă în matricea α) şi diminuează astfelcantitatea de cupru disponibilă pentru formarea la îmbătrânire a precipitatelor ceasigură durificarea structurală a aliajelor; dacă %Mgm ≥ 1 %, efectul negativ alfierului este eliminat.
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
166
Structura de echilibru la ta a aliajelor de tip duraluminiu este alcătuită dinmatricea α şi diverşi compuşi chimici (cu prezenţa şi ponderea dependente decompoziţia aliajului): Al2Cu (faza θ), Al2CuMg (faza S), Mg2Al3 (faza β), Mg2Si,Al6CuMg4, (Mn,Fe)Al6 şi Al7Cu2Fe.
Durificarea prin călire de punere în soluţie şi îmbătrânire a aliajelor de tipduraluminiu se realizează prin mecanismele prezentate în cazul aliajelor Al – Cu.La încălzirea în vederea călirii compuşii intermetalici pe bază de Al, Cu, Mg (θ, S,β etc.) se dizolvă în matricea α, în timp ce compuşii conţinând Fe şi Mn rămânnedizolvaţi şi se menţin în structura aliajelor călite (cu efecte negative asupraplasticităţii acestei structuri). În procesul de îmbătrânire se formează mai întâizone GP (de forma unor bastonaşe sau sfere), apoi precipitate metastabilesemicoerente cu matricea α (θ’, S’, β’ etc.), iar în cazul unei îmbătrâniri avansate– precipitate stabile necoerente cu matricea α (θ, S, β etc.).
Deoarece, aşa cum s-a arătat în scap. 9.3, tratamentele de durificarestructurală aplicate aliajelor de tip duraluminiu nu conduc la stări structurale deechilibru stabil, menţinerile ulterioare ale acestor aliaje la temperaturi t > ta potproduce modificări structurale cu efecte substanţiale asupra caracteristicilormecanice. Acest fenomen este sugestiv ilustrat de diagramele prezentate în figura9.23, care redau, pentru un aliaj %Cum = 3,8...4,9 %; %Mgm = 1,2...1,8 %;%Mnm = 0,3...0,9 %, %Fem ≤ 0,5 %, %Sim = ≤ 0,5 % (corespunzător mărcii2024 − T8 sau AlCu4Mg1,5Mn − T8), variaţiile caracteristicilor mecanice latracţiune determinate la ta după menţinerea aliajului, diferite durate, la temperaturit ∈ [ta, 400 oC] şi de diagramele prezentate în figura 9.24 care redau, pentruacelaşi aliaj, variaţiile caracteristicilor mecanice la tracţiune determinate prinîncercări la temperaturi t ∈ [ta, 400 oC], efectuate după diferite durate demenţinere a aliajului la temperatura de încercare.
Mărcile de aliaje uşoare de tip duraluminiu, folosite la confecţionareasemifabricatelor (table, platbande, ţevi, profile extrudate etc.) din care serealizează piese şi echipamente pentru aeronave, autovehicule, instalaţiipetrochimice, instalaţii de forare a sondelor, etc., corespund simbolurilor:AlCu4MgMn, AlCu4Mg1,5Mn şi AlCu4MgMnSi.
9.6.1.2. Aliajele industriale Al – Cu pentru turnare se caracterizeazăprintr-o concentraţie masică de cupru %Cum = 3...10 %. Structura de echilibru la taeste alcătuită din soluţie solidă α şi formaţiuni de fază secundară θ, în cazulaliajelor cu %Cum ≤ 5,7 % sau din soluţie solidă α, eutectic (α+θ) şi separări defază secundară θ, în cazul aliajelor %Cu > 5,7 %.
Aliajele din această categorie se pot alia suplimentar, ca şi aliajeledeformabile, cu Mg, Ni, Mn, Bi, Si.
Produsele realizate prin turnare din astfel de aliaje se pot sau nu supune
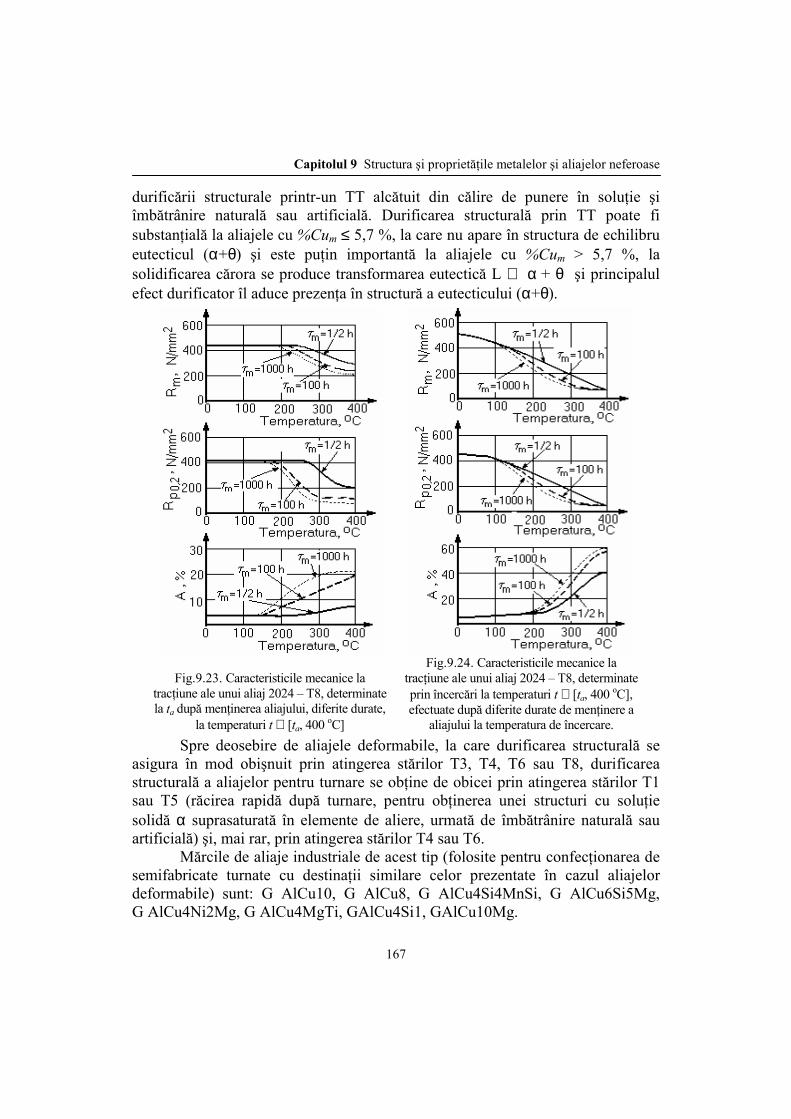
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
167
durificării structurale printr-un TT alcătuit din călire de punere în soluţie şiîmbătrânire naturală sau artificială. Durificarea structurală prin TT poate fisubstanţială la aliajele cu %Cum ≤ 5,7 %, la care nu apare în structura de echilibrueutecticul (α+θ) şi este puţin importantă la aliajele cu %Cum > 5,7 %, lasolidificarea cărora se produce transformarea eutectică L ⇒ α + θ şi principalulefect durificator îl aduce prezenţa în structură a eutecticului (α+θ).
Fig.9.23. Caracteristicile mecanice latracţiune ale unui aliaj 2024 – T8, determinatela ta după menţinerea aliajului, diferite durate,
la temperaturi t ∈ [ta, 400 oC]
Fig.9.24. Caracteristicile mecanice latracţiune ale unui aliaj 2024 – T8, determinateprin încercări la temperaturi t ∈ [ta, 400 oC],efectuate după diferite durate de menţinere a
aliajului la temperatura de încercare.Spre deosebire de aliajele deformabile, la care durificarea structurală se
asigura în mod obişnuit prin atingerea stărilor T3, T4, T6 sau T8, durificareastructurală a aliajelor pentru turnare se obţine de obicei prin atingerea stărilor T1sau T5 (răcirea rapidă după turnare, pentru obţinerea unei structuri cu soluţiesolidă α suprasaturată în elemente de aliere, urmată de îmbătrânire naturală sauartificială) şi, mai rar, prin atingerea stărilor T4 sau T6.
Mărcile de aliaje industriale de acest tip (folosite pentru confecţionarea desemifabricate turnate cu destinaţii similare celor prezentate în cazul aliajelordeformabile) sunt: G AlCu10, G AlCu8, G AlCu4Si4MnSi, G AlCu6Si5Mg,G AlCu4Ni2Mg, G AlCu4MgTi, GAlCu4Si1, GAlCu10Mg.
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
168
9.6.2. Aliajele Al −−−− Mg
Aliajele aluminiului având ca element de aliere principal magneziul seutilizează în tehnică (la fel ca şi aliajele Al − Cu şi Al – Cu − Mg) în aplicaţiilecare impun materiale uşoare (cu densitate scăzută). Diagrama de echilibru asistemului de aliaje Al − Mg este prezentată în figura 9.25 şi are aceeaşiconfiguraţie ca şi diagrama sistemului de aliaje Al − Cu, redată în figura 9.21.Fazele care apar pe această diagramă au următoarele semnificaţii:
• L este soluţia lichidă a componentelor Al şi Mg;• α ≡ Al(Mg) este o soluţie solidă de substituţie, cu structură cristalină de
tip CFC şi cu bună plasticitate, care se poate prelucra prin deformare plastică larece sau la cald;
• β este o fază bertholidă, cu formula chimică Al3Mg2 şi cu concentraţiamasică de Mg variabilă în intervalul [35,3 % ; 37,7 %].
Aliajele Al − Mg se pot clasifica în două categorii; a) aliaje deformabile;b) aliaje pentru turnare.
9.6.2.1. Aliajele industriale Al – Mg deformabile sunt de două tipuri:• aliajele monofazice α, cu %Mgm = 0,5...2,8 % (sub limita solubilităţii
magneziului în aluminiu la ta), care se pot durifica numai datorită ecruisăriiproduse de prelucrarea lor prin deformare plastică la rece;
• aliaje bifazice α + β, cu %Mgm = 4,5...12 % (sub limita solubilităţiimagneziului în aluminiu la t = 450 oC), care se pot durifica structural prin călirede punere în soluţie şi îmbătrânire (la fel ca şi aliajele Al − Cu sau de tipduraluminiu), aplicându-se succesiunea de operaţii corespunzătoare atingeriistărilor T3, T4, T6 sau T8; efectele de durificare structurală prin TT suntimportante, determinând, de exemplu, la aliajele cu %Mgm = 8...10 %, care înstare recoaptă au Rm = 300...250 N/mm2 şi A = 14...15 %, creşterea rezistenţeimecanice la Rm = 500...520 N/mm2, cu menţinerea alungirii procentuale dupărupere la niveluri A ≥ 8...10 %.
Aliajele din această categorie (cunoscute în tehnică sub denumirea demagnaliu sau alumag) se aliază suplimentar cu Mn (%Mnm = 0,5...1,0 %), Cr(%Crm = 0,1...0,2 %), Si (%Sim = 1...5 %), Ti (%Tim ≤ 0,2 %) şi V (%Vm ≤ 0,2 %),care contribuie la creşterea efectelor de durificare structurală prin TT, la finisareagranulaţiei şi la sporirea caracteristicilor mecanice şi rezistenţei la coroziune.
Cele mai folosite aliaje din această categorie corespund mărcilor: AlMg1,AlMg2, AlMg3, AlMg5, AlMg1SiCr, AlMg1Mn1, AlMg7, AlMg9MnSi,AlMg5Ti şi AlMg5SiV.

Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
169
Fig. 9.25. Diagrama de echilibrua sistemului de aliaje Al − Mg
Fig. 9.26. Diagrama de echilibrua sistemului de aliaje Al − Si
9.6.2.2. Aliajele industriale Al – Mg pentru turnare au %Mgm = 2...12 %.Structura de echilibru a semifabricatelor turnate din astfel de aliaje (obţinută dupăaplicarea unei recoaceri de omogenizare la ti = 450...500 oC, cu τm = 30...60 ore)este alcătuită din cristale de soluţie solidă α şi o reţea celulară intercristalinăde fază β. Deoarece faza β (compusul Al3Mg2) are rezistenţă scăzută laacţiunea mediilor active de lucru, produsele turnate cu această structurăsuferă în exploatare un proces de coroziune intercristalină (atacareapreferenţială a reţelei intercristaline de Al3Mg2). Pentru a preveni apariţiaacestui fenomen nedorit, produsele turnate din astfel de aliaje se supun unuiTT, care constă din încălzirea şi menţinerea lor îndelungată la ti = 500...530 oC(pentru dizolvarea fazei β în matricea α) urmată de o răcire (călire) în apă(pentru menţinerea la ta a structurii monofazice α); revenirea produselorcălite la ti = 80...100 oC, cu menţineri τm = 48...50 ore, determină precipitareaparţială a fazei β (care are efecte de durificare a structurii) sub forma unorşiruri intercristaline alcătuite din particule globulare (care nu mai formează oreţea continuă şi nu mai determină producerea fenomenului de coroziuneintercristalină).
Cele mai utilizate aliaje din această categorie corespund mărcilor:G AlMg3, G AlMg5, G AlMg10 şi G AlMg9MnSiTi.
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
170
9.6.3. Aliajele Al −−−− Zn
Aliajele aluminiului, având ca element principal de aliere zincul(%Znm = 5...8 %) şi adaosuri de Mg (%Mgm = 2...3 %), Cu (%Cum = 1...2 %) şialte elemente (Mn, Cr, Ti, Si, Zr, introduse fiecare în concentraţii masice care nudepăşesc 0,2 %), se folosesc în tehnică, sub denumirea de zincral sau alzimac, caaliaje deformabile cu rezistenţă mecanică ridicată (Rm = 550...750 N/mm2 şiA ≥ 8 %).
Structura de echilibru la ta a aliajelor din această categorie este similarăcelei corespunzătoare aliajelor tip duraluminiu, conţinând în plus compuşiiintermetalici: MgZn2, (faza M) sau Al2Mg3Zn3 (faza T).
Caracteristicile de rezistenţă mecanică prezentate anterior corespund înmod obişnuit produselor livrate în starea T6; în procesul de îmbătrânire artificialăal aliajelor călite se formează în stadiile iniţiale zone GP, iar în stadiile avansate –precipitate metastabile semicoerente cu matricea α (de tip M’, T’ etc.) şi apoiprecipitate stabile necoerente (de tip M,T etc.)
Aliajele din această categorie folosite cu cea mai mare pondere înaplicaţiile tehnice corespund mărcii AlZn6Mg2,5Cu1,5.
9.6.4. Aliajele Al – Si
Aliajele aluminiului având ca element de aliere principal siliciul seutilizează în tehnică, sub denumirea silumin, ca aliaje uşoare pentru turnare(corpuri de maşini, cartere şi pistoane pentru motoare cu ardere internă şicompresoare de aer, armături şi piese industriale rezistente la uzură şi coroziune latemperaturi ridicate în prezenţa gazelor oxidante, corpuri de carburatoare pentruautovehicule etc.). Structura acestor aliaje se poate analiza apelând la diagrama deechilibru fazic Al - Si, prezentată în figura 9.26. Fazele care apar pe aceastădiagramă au următoarele semnificaţii:
• L este soluţia lichidă a componentelor Al şi Si;• α este soluţia solidă având ca solvent aluminiul şi ca solut siliciul
(α ≡ Al(Si)); α are structură cristalină de tip CFC şi prezintă o bună palsticitate;• β este soluţia solidă având ca solvent siliciul şi ca solut aluminiul
(β ≡ Si(Al)); deoarece solubilitatea aluminiului în siliciu este foarte redusă(concentraţia masică de Al care se poate dizolva în Si este %Alm = 0,5 %, lat = 577 oC şi %Alm ≅ 0 % la ta) se poate considera că β ≡ Si.
Aliajele folosite cu precădere în tehnică, datorită proprietăţilor lor bune deturnare (temperatura de solidificare-topire scăzută, fluiditate ridicată etc.), sunt

Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
171
aliajele eutectice sau uşor hipereutectice (cu %Sim = 11...14 % ) a căror structurăde echilibru la ta este alcătuită din cristale de Si (formate preeutectic) şi eutectic(α+β), aşa cum se poate observa pe micrografia din figura 9.27. Aliajele cu o astfelde structură nu au caracteristici mecanice convenabile (Rm = 130...150 N/mm2 şiA = 1...2 %) şi prezintă rezistenţă scăzută la acţiunea mediilor corosive. Pentruîmbunătăţirea caracteristicilor mecanice şi tehnologice ale acestor aliaje sepractică modificarea cu sodiu (care se adaugă înainte de turnare, sub formă decloruri sau fluoruri, peste aliajele topite). Prezenţa sodiului determină micşorareatemperaturii eutectice de la 577 oC la 565 oC şi deplasarea concentraţiei eutecticede la %Sim = 11,7 % la %Sim = 14 %, astfel că structura de echilibru a aliajelor lata va fi alcătuită din cristale de soluţie solidă α (separate preeutectic) şi eutectic(α+β), aşa cum se poate observa pe micrografia prezentată în figura 9.28; înacelaşi timp, modificarea cu sodiu determină formarea unor particule de adsorbţiepe suprafeţele germenilor cristalini şi asigură astfel o structură primară cugranulaţie fină, caracterizată prin niveluri ridicate ale rezistenţei mecanice şiplasticităţii (Rm = 200...260 N/mm2 şi A = 6...10 %).
Fig. 9.27. Structura de echilibru la taa siluminului nemodificat (%Sim = 13 %)
Fig. 9.28. Structura de echilibru la taa siluminului modificat cu Na (%Sim = 13 %)
În tehnică se utilizează şi aliaje de tip silumin cu conţinuturi scăzute de Si(%Sim = 5...10 %), aliate suplimentar cu Mg (%Mgm = 0,3...0,8 %), Cu(%Cum = 1...4 %) sau Ni (%Nim = 0,3...3,0 %), care formează compuşiintemetalici cu componentele existente în aceste aliaje (Mg2Si, Al2Cu, Al3Ni) şicrează astfel posibilitatea durificării structurale prin TT (călire de punere însoluţie de la ti = 350...540 oC, urmată de îmbătrânire artificială la ti = 150...160 oC,cu τm = 3...12 ore) a produselor turnate realizate din astfel de aliaje.
Aliajele din această categorie folosite de obicei în aplicaţii tehnicecorespund mărcilor: GAlSi12Mn, GAlSi12CuMgni, GAlSi9Cu3Mg,GAlSi8cu3Ni şi GAlSi9Mg.

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
172
9.7. Titanul şi aliajele pe bază de titan
Titanul şi aliajele sale constituie materiale deosebit de importante pentrutehnica modernă, datorită caracteristicilor mecanice ridicate (mai ales latemperaturi înalte), densităţii scăzute ( 4500ρ ≅Ti kg/m3), comportării foarte buneîn prezenţa mediilor active de lucru şi posibilităţilor de prelucrare prin deformareplastică şi de influenţare a proprietăţilor lor prin aplicarea de tratamente termice.Principalele proprietăţi fizico-chimice şi mecanice şi clasele de puritate tehnicăale titanului sunt descrise complet de caracteristicile redate în tabelele 1.2, 9.1, 9.2şi 9.3. Pentru înţelegerea corespunzătoare a principalelor aspecte referitoare latitan şi aliajele acestuia trebuie subliniate următoarele aspecte particulare:
• titanul prezintă două stări alotropice (modificaţii): Tiα, cu structurăcristalină de tip HC, stabil sub temperatura tc = 882 oC şi Tiβ, cu structurăcristalină de tip CVC, stabil deasupra temperaturii tc = 882 oC şi până latemperatura ts = 1660 oC;
• impurităţile cu grad major de nocivitate (în afară de cele menţionate întabelul 9.2), care modifică valoarea punctului critic tc, măresc rezistenţa mecanică şimicşorează drastic plasticitatea şi tenacitatea titanului făcându-l inapt pentruprelucrarea prin deformare plastică, sunt impurităţile gazoase: oxigenul (a căreiconcentraţie trebuie limitată la 0,2 %, deoarece la depăşirea acesteia oxigenulpătruns în interstiţiile structurii cristaline a titanului produce fragilizarea acestuia),hidrogenul (a cărei concentraţie trebuie limitată la 0,01 %, deoarece la concentraţiimai mari se formează o reţea intercristalină de hidruri de titan care determinăcomportarea fragilă la rupere a titanului), azotul (a cărei concentraţie maximăadmisă este de 0,1 %, deoarece la depăşirea acesteia azotul dizolvat interstiţial întitan produce fragilizarea acestuia) şi carbonul (a carei concentraţie masică trebuielimitată la 0,06 %, deoarece la concentraţii mai mari se formează precipitate decarbură de titan care durifică şi fragilizează titanul); titanul foarte pur areRm = 220...260 N/mm2 şi A = 60...70 %, titanul tehnic (cu conţinuturile deimpurităţi sub limitele admisibile precizate anterior) are Rm = 550...650 N/mm2 şiA = 20...25 %, iar titanul impurificat peste limitele anterior precizate este extremde fragil şi nu poate fi prelucrat prin deformare plastică;
• deformarea plastică a titanului se realizează la temperaturi situatedeasupra punctului critic tc = 882 oC, iar răcirea lentă după deformare conduce laobţinerea unei structuri cu cristale poliedrice de Tiα ≡ α, aşa cum se poate observaîn figura 9.29; răcirea rapidă (călirea) de la temperaturi ti > tc determină formareaunei structuri cu cristale aciculare (numită martensită M ≡ α’), aşa cum se observăpe micrografia prezentată în figura 9.30, a cărei plasticitate se îmbunătăţeşte
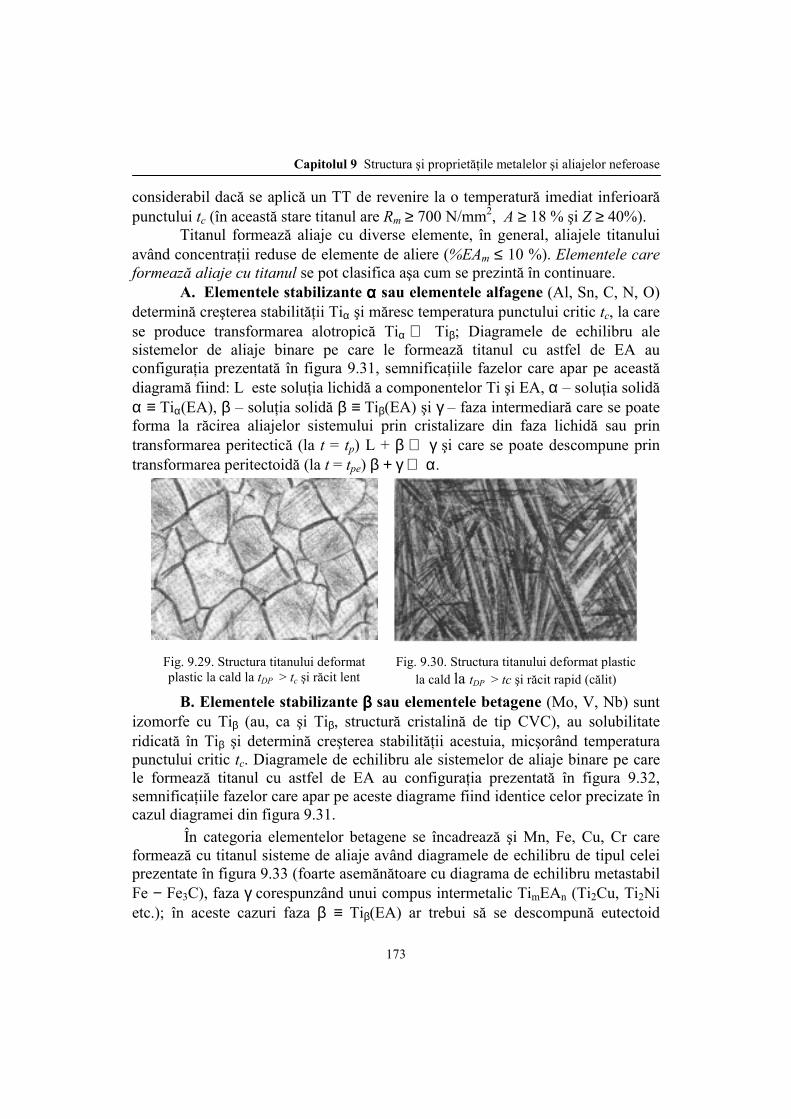
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
173
considerabil dacă se aplică un TT de revenire la o temperatură imediat inferioarăpunctului tc (în această stare titanul are Rm ≥ 700 N/mm2, A ≥ 18 % şi Z ≥ 40%).
Titanul formează aliaje cu diverse elemente, în general, aliajele titanuluiavând concentraţii reduse de elemente de aliere (%EAm ≤ 10 %). Elementele careformează aliaje cu titanul se pot clasifica aşa cum se prezintă în continuare.
A. Elementele stabilizante αααα sau elementele alfagene (Al, Sn, C, N, O)determină creşterea stabilităţii Tiα şi măresc temperatura punctului critic tc, la carese produce transformarea alotropică Tiα ⇔ Tiβ; Diagramele de echilibru alesistemelor de aliaje binare pe care le formează titanul cu astfel de EA auconfiguraţia prezentată în figura 9.31, semnificaţiile fazelor care apar pe aceastădiagramă fiind: L este soluţia lichidă a componentelor Ti şi EA, α – soluţia solidăα ≡ Tiα(EA), β – soluţia solidă β ≡ Tiβ(EA) şi γ – faza intermediară care se poateforma la răcirea aliajelor sistemului prin cristalizare din faza lichidă sau printransformarea peritectică (la t = tp) L + β ⇒ γ şi care se poate descompune printransformarea peritectoidă (la t = tpe) β + γ ⇒ α.
Fig. 9.29. Structura titanului deformatplastic la cald la tDP > tc şi răcit lent
Fig. 9.30. Structura titanului deformat plasticla cald la tDP > tc şi răcit rapid (călit)
B. Elementele stabilizante ββββ sau elementele betagene (Mo, V, Nb) suntizomorfe cu Tiβ (au, ca şi Tiβ, structură cristalină de tip CVC), au solubilitateridicată în Tiβ şi determină creşterea stabilităţii acestuia, micşorând temperaturapunctului critic tc. Diagramele de echilibru ale sistemelor de aliaje binare pe carele formează titanul cu astfel de EA au configuraţia prezentată în figura 9.32,semnificaţiile fazelor care apar pe aceste diagrame fiind identice celor precizate încazul diagramei din figura 9.31.
În categoria elementelor betagene se încadrează şi Mn, Fe, Cu, Cr careformează cu titanul sisteme de aliaje având diagramele de echilibru de tipul celeiprezentate în figura 9.33 (foarte asemănătoare cu diagrama de echilibru metastabilFe − Fe3C), faza γ corespunzând unui compus intermetalic TimEAn (Ti2Cu, Ti2Nietc.); în aceste cazuri faza β ≡ Tiβ(EA) ar trebui să se descompună eutectoid

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
174
(β ⇒ α + γ ), dar, deoarece transformarea se desfăşoară foarte lent, la vitezele derăcire uzuale pentru aliajele tehnice nu se poate produce şi faza β rămâne stabilăpână la ta.
Fig. 9.31. Diagrama de echilibrua sistemelor de aliaje formate de Ti cuelementele de aliere alfagene (Al, Sn, C, N, O)
Fig. 9.32. Diagrama de echilibrua sistemelor de aliaje formate de Ti cu
elementele de aliere betagene (Mo, V, Nb)care nu formează compuşi chimici cu Ti
Fig. 9.33. Diagrama de echilibru a sistemelor de aliaje formate de Ti cu elementele dealiere betagene (Mn, Fe, Cu, Cr) care formează cu Ti compuşi chimici γ ≡ ΤimΕΑn
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
175
Ţinând seama de cele prezentate anterior, rezultă că aliajele titaniului sepot clasifica în funcţie de structura pe care o prezintă la ta în:
• aliaje monofazice αααα, în care se încadrează aliajele pe bază de Ti avândca element de aliere principal aluminiul (%Alm = 5...8 %) şi mici adaosuri de alteelemente (alfagene sau betagene): Sn, Mn, Fe, Cr, Mo; cele mai utilizate aliajetehnice din această categorie corespund mărcilor: TiAl5, TiAl5Sn2,5,TiAl3Mn1,5 şi TiAl6Sn2Zr2Mo;
• aliaje bifazice αααα + ββββ, în care se încadrează aliajele tehnice care conţinatât elemente alfagene, ca aluminiul (%Alm = 2...8 %) şi Sn (%Snm = 1...2 %), câtşi elemente betagene (V, Cr, Mo, etc.); cele mai folosite aliaje tehnice dinaceastă categorie corespund mărcilor: TiAl6V4, TiAl6Sn2V6 şiTiAl5Sn2Zr4Mo6Cr4;
• aliaje monofazice ββββ, în care se încadrează aliajele tehnice care conţin înconcentraţii mici de elemente alfagene (%Alm = 2...3 %; %Snm = 1...2 %) şi suntbogat aliate cu elemente betagene (%Crm = 3...10 %; %Vm = 12...14 %;%Mom = 3...13 %); cele mai folosite aliaje tehnice din această categoriecorespund mărcilor: TiV13Cr11Al3; TiMo8V8Fe2Al3 şi TiV10Fe2Al3.
Semifabricatele şi produsele realizate din aliaje pe bază de titan se potsupune unor tratamente termice sau termochimice (carburare, nitrurare, etc.) capabilesă le modifice structura şi să le confere proprietăţile fizico-mecanice impuse decondiţiile lor de utilizare. Cele mai utilizate TT sunt prezentate în continuare.
A. Recoacerea de recristalizare fără schimbare de fază, se aplică laprodusele realizate din aliaje monofazice α şi bifazice în scopul refaceriiplasticităţii după prelucrările prin deformare plastică la rece, temperatura tialegându-se astfel încât să fie depăşită temperatura de recristalizare primară(trp = 650...700 oC), dar să nu se producă transformarea α ⇒ β, care este însoţităde o creştere importantă a granulaţiei (de obicei, ti = 750...800 oC).
B. Recoacerea de detensionare se aplică la produsele din aliaje pe bază detitan în scopul diminuării nivelului tensiunilor reziduale produse de prelucrărileutilizate pentru obţinerea acestora; în mod obişnuit se realizează la ti = 550...600 oC,cu τm = 1...4 ore.
C. Călirea martensitică, urmată de revenire (îmbătrânire), se aplică laprodusele realizate din aliaje bifazice în scopul creşterii caracteristicilor derezistenţă mecanică şi menţinerii unor niveluri ridicate ale caracteristicilor deplasticitate şi tenacitate. Călirea martensitică se realizează de la o temperatură ti lacare aliajul supus TT are o structură monofazică β sau bifazică α + β; ca şi laoţeluri, transformarea fazei β în martensită (β ⇒ M) se realizează la răcireaacesteia sub o temperatură Ms (numită punct martensitic superior) şi se finalizeazăcând se atinge o temperatură Mf (numită punct martensitic inferior), Ms şi Mf
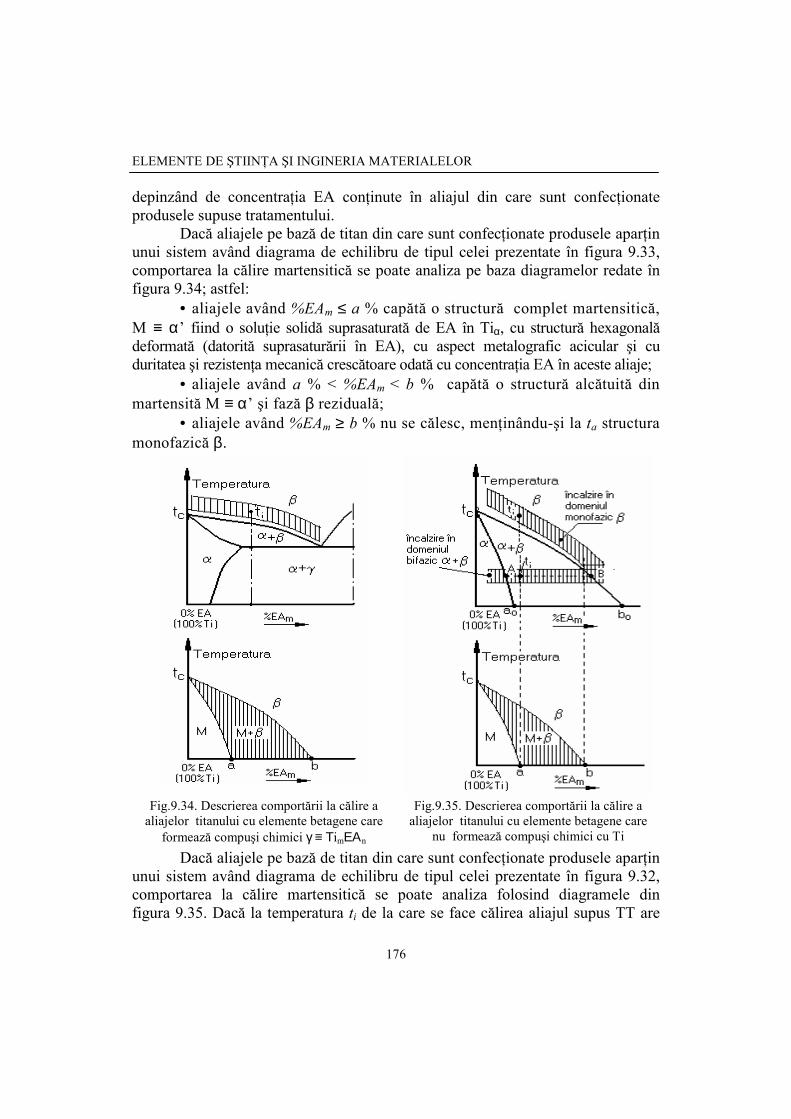
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
176
depinzând de concentraţia EA conţinute în aliajul din care sunt confecţionateprodusele supuse tratamentului.
Dacă aliajele pe bază de titan din care sunt confecţionate produsele aparţinunui sistem având diagrama de echilibru de tipul celei prezentate în figura 9.33,comportarea la călire martensitică se poate analiza pe baza diagramelor redate înfigura 9.34; astfel:
• aliajele având %EAm ≤ a % capătă o structură complet martensitică,M ≡ α’ fiind o soluţie solidă suprasaturată de EA în Tiα, cu structură hexagonalădeformată (datorită suprasaturării în EA), cu aspect metalografic acicular şi cuduritatea şi rezistenţa mecanică crescătoare odată cu concentraţia EA în aceste aliaje;
• aliajele având a % < %EAm < b % capătă o structură alcătuită dinmartensită M ≡ α’ şi fază β reziduală;
• aliajele având %EAm ≥ b % nu se călesc, menţinându-şi la ta structuramonofazică β.
Fig.9.34. Descrierea comportării la călire aaliajelor titanului cu elemente betagene care
formează compuşi chimici γ ≡ ΤimΕΑn
Fig.9.35. Descrierea comportării la călire aaliajelor titanului cu elemente betagene care
nu formează compuşi chimici cu Ti
Dacă aliajele pe bază de titan din care sunt confecţionate produsele aparţinunui sistem având diagrama de echilibru de tipul celei prezentate în figura 9.32,comportarea la călire martensitică se poate analiza folosind diagramele dinfigura 9.35. Dacă la temperatura ti de la care se face călirea aliajul supus TT are
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
177
structura monofazică β, comportarea sa la călire este similară (în funcţie deconcentraţia EA) celei descrise anterior. Dacă temperatura ti se alege însă astfelîncât structura aliajului să fie bifazică, faza β stabilă la această temperatură are (înconformitate cu regula izotermiei – v. scap. 2.5.1) compoziţia corespunzătoareabscisei punctului B şi, aşa cum se poate constata pe diagrama din figura 9.35, nuse produce (sau se produce parţial) transformarea ei în martensită.
La revenirea aliajelor călite se produce transformarea structurilor alcătuitedin martensită şi/sau fază β în structuri apropiate de echilibru, alcătuite din fazele αşi γ, dacă aliajele aparţin unui sistem având diagrama de echilibru (cu transformareeutectoidă) de tipul prezentat în figura 9.33, sau din fazele α şi β, dacă aliajeleaparţin unui sistem având diagrama de echilibru de tipul celei din figure 9.32. Înprocesul de revenire faza metastabilă β se transformă mai întâi (la temperaturi sub425 oC) într-o fază intermediară ω, cu fragilitate accentuată, care trece apoi (latemperaturi de revenire ti > 425 oC) în faza stabilă α. Deoarece fragilitatea conferităde prezenţa în structură a fazei ω este inacceptabilă, în mod obişnuit revenireaaliajelor pe bază de titan călite se face la ti = 450...650 oC > 425 oC, cu durate demenţinere τm = 2...24 ore. Aliajele pe bază de titan călite şi revenite aucaracteristici de rezistenţă mecanică foarte ridicate (Rm = 900...1300 N/mm2,Rp0,2 = 820...970 N/mm2) şi prezintă în acelaşi timp şi bune caracteristici deplasticitate şi tenacitate (A = 10...15 %, Z = 20...25 %, KV = 30...35 J).
D. Tratamentele termochimice se aplică la produsele confecţionate dinaliaje pe bază de titan în scopul creşterii rezistenţei la uzare a acestora. De obiceise utilizează tratamentul termochimic de nitrurare (la ti = 850...950 oC, cuτm = 30...60 ore, în atmosferă de azot), care conduce la obţinerea unor straturisuperficiale bogate în azot (în structura cărora apare nitrura de titan TiN), cugrosimea x = 0,05...0,15 mm şi duritatea 750...900 HV.
9.8. Alte metale şi aliaje neferoase
În tehnică se utilizează, pe lângă clasele de metale şi aliaje neferoaseanterior prezentate şi alte metale şi aliaje neferose. În continuare sunt tratatesuccint câteva clase de metale şi aliaje neferoase cu proprietăţi speciale.
9.8.1. Aliajele antifricţiune
Aliajele destinate realizării cuzineţilor lagărelor de alunecare utilizate caorgane de rezemare a arborilor maşinilor şi utilajelor trebuie să prezinte orezistenţă mare la uzare atât în condiţiile normale de ungere, cât şi în situaţiile

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
178
(accidentale) când ungerea este insuficientă sau chiar absentă; deoarece proceselede uzare a cuzineţilor se produc datorită frecării cu zonele de rezemare alearborilor (numite fusuri), rezultă că aliajele pentru cuzineţi trebuie să aibăproprietăţi antifricţiune, adică să asigure valori cât mai scăzute ale coeficienţilorde frecare de alunecare µ la contactele fus – cuzinet.
Aliajele cu bune proprietăţi antifricţiune trebuie să aibă o structurăeterogenă, care să conţină atât faze moi(cu duritate scăzută şi plasticitate ridicată),capabile să asigure conformarea (acomodarea) cuzineţilor după configuraţiageometrică a fusurilor arborilor, cât şi faze dure sau semidure, capabile să preiasolicitările mecanice la care sunt supuşi arborii pe care îi susţin; în plus, acestealiaje trebuie să aibă capacitatea de a forma pe suprafeţele active ale cuzineţilorreţele de canale capilare, care să înmagazineze substanţele de ungere (lubrifianţii)şi să poată disipa cu uşurinţă căldura produsă datorită frecării, pentru a asiguraregimuri termice staţionare de funcţionare a lagărelor.
Aliajele antifricţiune utilizate în tehnică se pot împărţi, în funcţie demărimea temperaturii lor ts, în clasele şi categoriile prezentate în continuare.
9.8.1.1. Aliajele antifricţiune cu ts joasă reprezintă o clasă de materialeale cărei categorii reprezentative sunt:
• aliajele pe bază de staniu cu stibiu (%Sbm = 10...12 %) şi cupru(%Cum = 5...6 %), denumite compoziţii pe bază de Sn sau aliaje Babbit; au, aşacum se poate observa în figura 9.36, structura alcătuită dintr-o matrice moale desoluţie solidă α ≡ Sn(Sb, Cu) şi formaţiuni dure, uniform distribuite în masamatricei α, de compuşi intermetalici SnSb (sub formă de cristale poliedrice mari)şi Cu3Sn (sub formă de cristale aciculare fine) şi se utilizează pentru cuzineţiilagărelor de la turbocompresoare, electromotoare, motoare Diesel etc.,caracterizate prin încărcări mecanice reduse şi turaţii mari ale arborilor;
Fig.9.36. Structura la ta a unei compoziţii pe bază de staniu
Fig.9.37. Structura la ta a uneicompoziţii pe bază de plumb
• aliajele pe bază de staniu şi plumb (%Snm = 10...15 %; %Pbm = 70...75 %)cu stibiu (%Sbm = 10...12 %) şi cupru (%Cum = 2...3 %), denumite compoziţii pebază de Sn şi Pb sau aliaje Babbit cu Sn şi Pb; au structura alcătuită dintr-o
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
179
masă semidură de eutectic ternar (Sn + SnSb + Pb), în care sunt înglobateparticule dure de compuşi intermetalici SnSb şi Cu3Sn, sunt mai ieftine decâtcompoziţiile pe bază de Sn (deoarece staniul este înlocuit parţial cu plumb) şi sepot folosi la realizarea cuzineţilor pentru lagăre cu încărcări mecanice ridicate (deexemplu, lagărele de la locomotive);
• aliajele pe bază de plumb cu calciu (%Cam = 0,5...2,0 %) şi mici adaosuride Na, Mg şi Al, denumite compoziţii pe bază de Pb sau aliaje Bahnmetall; au,aşa cum se prezintă în figura 9.37, structura alcătuită dintr-o matrice moale deplumb (uşor durificată prin dizolvarea adaosurilor de Na, Mg şi Al) şi formaţiunicristaline dure de compus definit Pb3Ca şi se utilizează la realizarea cuzineţilorlagărelor cu încărcări mecanice ridicate şi cu turaţii relativ reduse ale arborilor (deexemplu, cuzineţii lagărelor pentru locomotive şi vagoane de marfă).
9.8.1.2. Aliajele antifricţiune cu ts moderată reprezintă o clasă demateriale ale cărei categorii reprezentative sunt:
• aliajele pe bază de zinc cu aluminiu (%Alm = 8...10 %), cupru(%Cum = 4...5 %) şi magneziu (%Mgm = 0,5...1,0 %); au structura alcătuită dincristale de soluţie solidă β ≡ Zn(Al) şi amestecuri eutectice (binare sau ternare) ceconţin fazele bertholide dure formate de zinc cu elementele de aliere şi seutilizează la confecţionarea cuzineţilor pentru lagărele cu funcţionare intermitentă,turaţii mici şi solicitări mecanice ridicate (cum sunt, de exemplu, cuzineţiilagărelor de la macarale şi poduri rulante);
• aliajele pe bază de aluminiu cu staniu (%Snm = 19...24 %) şi cupru(%Cum = 0,8...1,2 %) sau cu staniu (%Snm = 6...8 %), cupru (%Cum = 0,8...1,2 %)şi nichel (%Nim = 0,3...1,2 %) sau cu cupru (%Cum = 1,0...1,3 %) şi plumb(%Pbm = 1...3 %); au structura alcătuită dintr-o matrice moale de soluţie solidăα ≡ Al(EA), în care sunt înglobate particule dure de compuşi intermetalici(CuAl2,NiAl3 etc.) şi se folosesc la realizarea cuzineţilor pentru lagărele carefuncţionează cu încărcări mecanice moderate şi turaţii medii ale arborilor.
9.8.1.3. Aliajele antifricţiune cu ts ridicată reprezintă o clasă demateriale destinată confecţionării cuzineţilor lagărelor de alunecare cu încărcărimecanice mari şi turaţii moderate sau reduse ale arborilor; principale categorii dealiaje ale acestei clase au fost prezentate anterior (v. scap. 9.5.3): bronzurilebifazice cu staniu (bronzurile hipoeutectoide), bronzurile cu aluminiu, bronzurilecu siliciu şi nichel, bronzurile cu siliciu şi plumb, bronzurile cu beriliu şibronzurile cu plumb. În afară de bronzuri, în această clasă sunt incluse şi fonteleantifricţiune, care sunt fonte (cenuşii, maleabile sau nodulare) cu grafit înstructură, aliate cu elemente (Cr, Ni, Cu, Ti, Si) care să confere duritatea doritămasei lor structurale de bază şi cu adaosuri de P şi Pb, care le îmbunătăţesccomportarea la uzare.

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
180
9.8.2. Aliajele pentru lipire
Lipirea este o metodă tehnologică de realizare pe cale metalurgică aunor îmbinări nedemontabile eterogene, numite lipituri (LIP), între pieselemetalice, folosind materiale de adaos (MA) cu temperatura de topire –solidificare ts,MA inferioară temperaturii de topire – solidificare ts,MB amaterialului de bază (MB), din care sunt confecţionate piesele ce se îmbină; înfuncţie de ts,MA a MA folosit şi de rezistenţa îmbinărilor realizate, lipirea poate fi:lipire moale, dacă ts,MA ≤ 450 oC sau lipire tare (brazare), dacă ts,MA > 450 oC,această clasificare convenţională având la bază constatarea (facută experimental)că rezistenţa mecanică a LIP realizată între două piese confecţionate dintr-unanumit MB este cu atât mai mare cu cât MA folosit are ts,MA mai înaltă.
Principiul de lucru la lipire este simplu:• MA se topeşte cu ajutorul unei surse termice şi se introduce în
interstiţiul (rostul) dintre piesele care trebuie îmbinate; evident, deoarecets,MA < ts,MB, MB rămâne în stare solidă;
• MA topit umectează suprafeţele rostului şi se stabileşte un contactnemijlocit între MA şi MB (o parte din atomii MA ajung în câmpul de atracţie alatomilor MB aflaţi pe suprafeţele rostului), iar dacă ts,MA este mare (la lipirea tare),au loc şi procese de difuzie reciprocă între MA (în stare lichidă) şi MB (în staresolidă); desfăşurarea proceselor de umectare – difuzie este esenţială, deoareceasigură realizarea legăturilor coezionale între MA şi MB;
• prin solidificarea MA se obţine LIP, caracterizată prin: eterogenitate(deoarece MA este diferit de MB), continuitate metalică (datorită legăturilorcoezionale asigurate între MA şi MB) şi rezistenţă mecanică mai mică decât a MB(deoarece ts,MA < ts,MB).
Analizând principiul de lucru expus, rezultă că, pentru realizarea unei LIPde bună calitate, trebuie respectate următoarele condiţii:
• suprafeţele rostului dintre piesele de lipit trebuie să fie curăţite perfect,pentru a fi asigurate condiţiile de desfăşurării proceselor de realizare a contactuluinemijlocit între MA şi MB; îndeplinirea acestei condiţii impune curăţirea(mecanică sau chimică) atentă a suprafeţelor pieselor înainte de lipire şi/saufolosirea la lipire a unor fluxuri (sub formă de pudră, pastă, înveliş pe vergeleledin MA, topitură etc.) care să realizeze îndepărtarea oxizilor şi aerului adsorbit depe suprafeţele rostului;
• MA în stare topită trebuie să aibă fluiditate suficientă (pentru a pătrundeuşor în rostul dintre piesele de lipit), trebuie să prezinte o bună capacitate deumectare a MB şi (în cazul lipirii tari) trebuie să fie compatibil cu MB din punctul

Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
181
de vedere al desfăşurării (în condiţiile termice de realizare a lipirii) unor procesecât mai intense de difuzie reciprocă, fără apariţia de faze (soluţii solide, compuşichimici) fragile; îndeplinirea unora dintre aceste condiţii poate fi asigurată (încazul multor MA) folosind la lipire fluxuri adecvate (pentru micşorarea tensiuniisuperficiale a MA şi creşterea capacităţii sale de umectare a MB).
Aliajele pentru lipire utilizate în tehnică se pot împărţi în clasele şi tipurileprezentate în continuare.
9.8.2.1. Aliajele pentru lipire moale au ca tipuri reprezentative:• aliajele Sn – Pb (%Pbm = 10...98 %) şi Sn – Pb – Sb (%Pbm = 40...90 %;
%Sbm = 0,3...2,4 %) au ts,MA = 190 ...270 oC şi se folosesc la lipirea pieselor dinoţeluri, cupru, alame etc., nesupuse (în timpul utilizării) la solicitări mecaniceimportante (tinichigerie ordinară, manşoane pentru cabluri, conductori electrici,radiatoare auto, circuite imprimate, aparate sanitare, cutii de conserve etc.);
• aliajele Sn – Ag (%Agm = 4...5 %), aliajele Sn – Pb – Ag(%Pbm = 35...36 %; %Agm = 1,8...2,0 %), aliajele Pb – Ag (%Agm = 3...4 %) şialiajele Pb – Sn – Ag (%Snm = 1,5...2,0 %; %Agm = 1,2...1,8 %) auts,MA = 230 ...300 oC şi se folosesc la lipirea pieselor pentru electrotehnică (cetrebuie să aibă conductibilitate electrică ridicată) din cupru, argint, alame etc.;
• aliajele Cd – Zn (%Znm = 35...40 %), aliajele Cd – Zn – Pb(%Znm = 28...30 %; %Pbm = 10...11 %), aliajele Cd – Zn – Ag (%Znm = 15...17 %;%Agm = 2,8...3,2 %), aliajele Zn – Cd (%Cdm = 24...25%) şi aliajele Zn – Al(%Alm = 4...6 %) au ts,MA = 200 ...400 oC şi se folosesc la lipirea pieselor rezistentela coroziune din aluminiu, aliaje pe bază de aluminiu etc.
Principalele fluxuri care se folosesc cu aceste aliaje sunt: colofoniul (fluxde natură organică), acidul clorhidric, clorura de zinc şi clorura de amoniu(fluxuri de natură anorganică).
9.8.2.2. Aliajele pentru lipire tare au ca tipuri reprezentative:• aliajele Cu – Zn (alamele speciale cu %Znm = 58...62 %;
%Snm = 0,8...1,2 % şi %Sim = 0,8...1,2 %) au ts,MA ≅ 900 oC şi se folosesc pentrulipirea pieselor din cupru, bronzuri, fonte, alame, nichel, aliaje de tip monel etc.;
• aliajele Cu – P (%Pm = 5...7 %) şi aliajele Cu – Ag – P (%Agm = 5...15 %;%Pm = 5...7 %) au ts,MA = 700 ...900 oC şi se utilizează la lipirea pieselor dincupru şi aliaje pe bază de cupru, nefiind recomandate (datorită conţinutului ridicatde fosfor) la lipirea pieselor din oţeluri, nichel şi aliaje pe bază de nichel;
• aliajele Cu – Ag – Zn (%Agm = 20...40 %; %Znm = 25...30 %) şi aliajeleCu – Ag – Zn – Cd (%Agm = 40...50 %; %Znm = 10...20 %; %Cdm = 17...20 %) auts,MA = 700 ...800 oC şi se utilizează la lipirea pieselor din cupru şi aliaje pe bazăde cupru, a conductelor de presiune din oţeluri inoxidabile şi a produselorrealizate din metale preţioase sau aliaje ale acestora (cele cu conţinut ridicat deargint şi adaosuri de cadmiu, care măresc plasticitatea LIP);
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
182
• aliajele Ni – Cr (%Crm = 10...30 %) şi aliajele Ni – Cr − Si(%Crm = 18...20 %; %Sim = 8...10 %) au ts,MA = 1000...1100 oC şi suntrecomandate la lipirea pieselor din metale greu fuzibile sau din aliaje refractare.
Fluxurile care se folosesc cu aceste aliaje au drept component de bazăboraxul, iar ca adaosuri (pentru mărirea fluidităţii şi creşterea capacităţii dedecapare) acidul boric, clorura de zinc şi fluorurile alcaline.
9.8.3. Aliajele superplastice
Superplasticitatea este proprietatea unor aliaje de a se deforma plasticcu grade mari de deformare, fără apariţia riscului de fisurare sau rupere datorităapariţiei fenomenului de gâtuire (v. scap.3.4). Gradul de deformare al aliajelorsuperplastice (definit de relaţia (3.9)) atinge valori GD = 400...5000 %.Cercetările teoretice şi experimentale efectuate până în prezent au evidenţiatcondiţiile şi aspectele prezentate în continuare privind deformarea superplastică amaterialelor metalice.
A. Materialele metalice trebuie să prezinte o structură cu granulaţie finăşi stabilă (dimensiunile grăunţilor cristalelor care alcătuiesc structura trebuie săfie mai mici ca 10 µm) şi să fie supuse deformării plastice la o temperaturăTdp ≥ 0,5Ts, la care se manifestă cu intensitate ridicată procesele de difuzie aleatomilor componentelor materialelor. Pentru materiale metalice cu structurămonofazică (metal pur sau soluţie solidă) cele două condiţii sunt contradictorii şiincompatibile, deoarece, aşa cum este cunoscut (v. scap. 3.5 şi 6.2.2), ridicareatemperaturii peste temperatura de recristalizare Trp ≅ 0,4Ts conduce la aparitiafenomenului de creştere a granulaţiei. În consecinţă, materialele metalice apte a fideformate superplastic sunt aliajele cu structură bifazică, fie eutectice saueutectoide (la care creşterea granulaţiei este limitată de interacţiunea fazelor carealcătuiesc amestecurile mecanice), fie alcătuite dintr-o matrice structurală de bazăşi o fază secundară (cu un conţinut procentual suficient de mare, cu granulaţia deacelaşi ordin de marime ca şi a matricei şi distribuită astfel încât să blochezecreşterea granulaţiei matricei); principalele aliaje superplastice cunoscute şiutilizate până în prezent, prezentate în tabelul 9.12 corespund în totalitate acesteicondiţii privind structura.
B. Viteza de deformare (viteza de creştere a deformaţiilor specifice ε înmaterialele supuse deformării) trebuie să fie foarte mică (10−4...10−2 s−1), ceea cecorespunde unor procese foarte lente de deformare plastică.
C. Mecanismul de producere a procesului de deformare superplastică esteredat schematic în figura 9.37 şi prezinta următoarele particularităţi:
* procesul este bazat pe producerea unor secvenţe multiple de alunecare
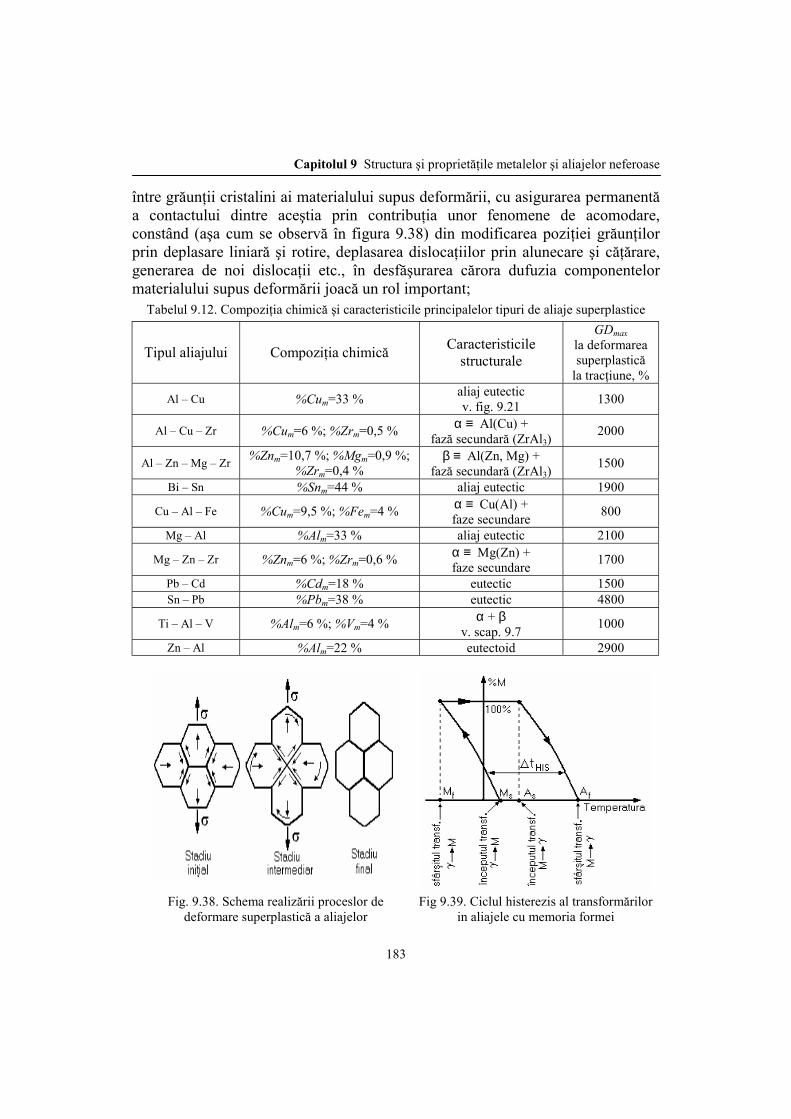
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
183
între grăunţii cristalini ai materialului supus deformării, cu asigurarea permanentăa contactului dintre aceştia prin contribuţia unor fenomene de acomodare,constând (aşa cum se observă în figura 9.38) din modificarea poziţiei grăunţilorprin deplasare liniară şi rotire, deplasarea dislocaţiilor prin alunecare şi căţărare,generarea de noi dislocaţii etc., în desfăşurarea cărora dufuzia componentelormaterialului supus deformării joacă un rol important;
Tabelul 9.12. Compoziţia chimică şi caracteristicile principalelor tipuri de aliaje superplastice
Tipul aliajului Compoziţia chimică Caracteristicilestructurale
GDmaxla deformareasuperplastică
la tracţiune, %
Al – Cu %Cum=33 % aliaj eutecticv. fig. 9.21 1300
Al – Cu – Zr %Cum=6 %; %Zrm=0,5 % α ≡ Al(Cu) +fază secundară (ZrAl3)
2000
Al – Zn – Mg – Zr %Znm=10,7 %; %Mgm=0,9 %;%Zrm=0,4 %
β ≡ Al(Zn, Mg) +fază secundară (ZrAl3)
1500
Bi – Sn %Snm=44 % aliaj eutectic 1900
Cu – Al – Fe %Cum=9,5 %; %Fem=4 % α ≡ Cu(Al) +faze secundare 800
Mg – Al %Alm=33 % aliaj eutectic 2100
Mg – Zn – Zr %Znm=6 %; %Zrm=0,6 % α ≡ Mg(Zn) +faze secundare 1700
Pb – Cd %Cdm=18 % eutectic 1500Sn – Pb %Pbm=38 % eutectic 4800
Ti – Al – V %Alm=6 %; %Vm=4 % α + βv. scap. 9.7 1000
Zn – Al %Alm=22 % eutectoid 2900
Fig. 9.38. Schema realizării proceslor dedeformare superplastică a aliajelor
Fig 9.39. Ciclul histerezis al transformărilorin aliajele cu memoria formei
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
184
* alunecările între grăunţii cristalini la producerea deformării superplasticeşi fenomenele de acomodare care le însoţesc se realizează (aşa cum se observă înfigura 9.38) pe grupe de grăunţi adiacenţi, în procesul de deformareneproducându-se modificarea formei grăunţilor prin alungirea lor în direcţiadeformării (deoarece orice cristal care a suferit într-o primă secvenţă o alungire peo anumită direcţie, suferă în secvenţele următoare deplasări liniare si rotiri care îimodifică poziţia, procesele ulterioare de deformare îi produc alungiri pe altedirectii şi, în final, se constată că toate cristalele îşi menţin forma echiaxială avutăînainte de deformare).
D. Dacă procesul de deformare superplastică a unui material metalic seconduce până la depăşirea capacităţii lui de deformare, ruperea nu este precedatăde apariţia unei gâtuiri locale, ci de formarea de microgoluri intercristaline,motiv pentru care este denumită rupere prin cavitaţie.
Aliajele superplastice au mari perspective de utilizare la realizarea unorproduse industriale (piese pentru construcţia de maşini, funduri, corpuri derecipiente, bare profile, sârme, etc.) prin deformare plastică (curbare, ambutisare,extrudere, laminare, tragere, trefilare etc.) la cald cu grade mari de deformare şiconsumuri energetice reduse.
9.8.4. Aliajele cu memoria formei
Fenomenul de memorie a formei s-a constatat experimental la aliajelecare prezintă transformări martensitice de tip special, caracterizate de o serie departicularităţi, diferite de cele prezentate pentru transformarea martensitică(transformarea la răcire a austenitei prin mecanismul fără difuzie la aliajele Fe – C(v. scap. 5.2.2). Considerând că la aceste aliaje (prin analogie cu cazul aliajelorsistemului Fe – C) faza care se transformă în martensită (M) la răcirea cu vitezămare este denumită austenită (γ), aceste particularităţi pot fi descrise succintastfel:
• transformarea este reversibilă, adică transformarea γ ⇒ M începe larăcirea rapidă a austenitei sub o temperatură Ms şi se finalizează la o temperaturăMf < Ms, iar la încălzirea martensitei se produce transformarea inversă M ⇒ γ,într-un interval de temperaturi (As,Af), bucla de histerezis al transformării,prezentată în figura 9. 39, având o lăţime ∆tHIS relativ redusă;
• prin răcirea rapidă a austenitei sub Ms se formează o martensitătermoelastică, adică la apariţia cristalelor platiforme de martensită nu se producedeformarea plastică , ci numai deformarea elastică a austenitei netransformate dinvecinătatea acestor cristale (deformaţiile structurii cristaline a austenitei, impusede desfăşurarea transformării, sunt reduse);
Capitolul 9 Structura şi proprietăţile metalelor şi aliajelor neferoase
185
• structura cristalină a martensitei se caracterizează printr-o distribuţieordonată a atomilor componentelor aliajului, singurele imperfecţiuni prezente înaceastă structură fiind maclele (v. scap. 1.5.3) şi nu dislocaţiile (care creazăposibilitatea distrugerii distribuţiei ordonate a atomilor prin procese de deformareplastică realizate cu deplasarea lor prin alunecare).
La piesele realizate din aliaje care prezintă transformări martensiticecaracterizate prin aceste particularităţi, fenomenul de memorie a formei se poateevidenţia efectuând următoarele operaţii:
• răcirea rapidă a pieselor din domeniul austenitic, pentru realizareatransformării martensitice γ ⇒ M;
• deformarea plastică a pieselor cu structură de martensită termoelastică;deformarea plastică nu se poate realiza prin mecanismul clasic de alunecare(v. scap. 3.3), deoarece structura martensitei termoelastice este lipsită de dislocaţiişi se produce printr-un mecanism ce constă din demaclarea maclelor prezente înstructura martensitei;
• încălzirea pieselor deformate plastic, pentru producerea transformăriiM ⇒ γ; în timpul desfăşurării acestei transformări tensiunile reziduale generate înprocesul de deformare plastică bazat pe mecanismul de demaclare acţionează şiproduc deformarea în sens invers, refacerea maclelor şi restabilirea în acest fel aformei iniţiale a pieselor (pe care au avut-o înainte de deformarea lor plastică înstare martensitică).
Principalele aliaje la care s-a evidenţiat fenomenul de memorie a formei(numite aliaje Marmem) sunt prezentate în tabelul 9.13.
Tabelul 9.13. Compoziţia chimică şi caracteristicile principalelor tipuri de aliaje marmemTipul aliajului Compoziţia chimică Ms, oCCu –Al − Ni %Alm = 14 %; %Nim = 4 % −15 ... −10
Au – Cd %Cdat = 47,5 % 30 ... 60Ag – Cd %Cdat = 44 ... 47 % −137 ... −44Ni – Ti %Tiat = 50 % −50 ... −40
Au – Cu − Zn %Cum = 20,7 %; %Znm = 20,9 % −Cu – Al %Alm = 11 ... 13 % 240 ...450Ni – Al %Alat = 39 ... 41 % 240 ... 870
Domeniile în care se pot utiliza astfel de aliaje sunt multiple: asamblareapieselor pentru mecanică fină, realizarea cuplajelor termocomandate, realizareaantenelor pentru spaţiul cosmic, fabricarea pieselor pentru servomecanismeprogramate, fabricarea maşinilor termice neconvenţionale, confecţionarea de filtresau proteze pentru medicină. De exemplu, aliajul marmem denumit nitinol(%Niat = 50 %; %Tiat = 50 %) se utilizează în prezent la fabricarea filtrelor deprevenire a emboliilor, care se implantează în vena cavă a bolnavilor, pentru a

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
186
împiedica accesul spre inima acestora al cheagurilor de sânge formate datoritămaladiilor de care suferă sau datorită intervenţiilor chirurgicale la care suntsupuşi; un astfel de filtru, de forma unei spirale realizate din sârmă de nitinol, seaduce prin răcire în stare martensitică, se supune îndreptării în această stare(pentru a căpăta o formă convenabilă implantării în vena cavă), iar dupăimplantare, datorită încălzirii la temperatura corpului uman, suferă transformareainversă, recăpătând structura austenitică şi forma spirală care îi asigurăfuncţionarea ca filtru.
Cuvinte cheie
acomodare .................................................54alame .........................................................18alame bifazice............................................20alame complexe (speciale) ........................20alame de turnare ........................................20alame monofazice β’, ...............................20alame monofazice α ..................................19aliaje Al – Cu pentru turnare ....................37aliaje Al - Zn ............................................41aliaje Al – Mg pentru turnare .....................40aliaje Al − Mg..........................................39aliaje Al − Cu, ...........................................34aliaje antifricţiune......................................49aliaje Cu – Ni..............................................23aliaje cu memoria formei (Marmem) ........56aliaje pentru lipire .....................................52aliajele titanului
monofazice bifazice.............................46Alpaca (Neusilber, Argentan)....................24aluminiu tehnic..........................................33bronz .........................................................24bronzuri cu aluminiu .................................27bronzuri cu beriliu .....................................31bronzuri cu plumb .....................................32bronzuri cu siliciu.......................................30bronzuri cu staniu......................................24bronzuri hipoeutectoide (bifazice).............26bronzuri monofazice α ..............................26călire de punere în solutie............................9compoziţii pe bază de Pb (Bahnmetall).....50compoziţii pe bază de Sn (Babbit) ............50
compoziţii pe bază de Sn şi Pb ..................50constantan..................................................24cupru tehnic ...............................................17curbe de îmbătrânire ..................................12duraluminiu ...............................................36elemente alfagene ......................................44elemente betagene .....................................44flux ............................................................52îmbătrânire artificială ................................10îmbătrânire naturală...................................10Kunial ........................................................24lipire
moale, tare (brazare) .............................51magnaliu (alumag).....................................39martensită termoelastică ............................56Melchior (Maillechort) ..............................24modificare
tipul I, tipul II, tipul III ...........................6Monel ........................................................24Nitinol........................................................57precipitate θ...............................................10rupere prin cavitaţie...................................56silumin.......................................................41simbolizare alfanumerică...........................13simbolizare numerică.................................12stări de bază ...............................................15superplasticitate .........................................53titan............................................................43titlu fictiv ...................................................20tombac .......................................................19zone GP (Guinier - Preston .......................10
Capitolul 9 Structura şi proprietăţile aliajelor neferoase
187
Bibliografie
1. Colan H. ş.a., Studiul metalelor, Editura Didactică şi Pedagogică,Bucureşti, 1983
2. Gâdea S., Petrescu M., Metalurgie fizică şi studiul metalelor, vol. II.,Editura Didactică şi Pedagogică, Bucureşti, 1981
3. Lakhtine I., Métallographie et traitements thermiques des métaux,Moscova, Mir, 1978
4. Protopopescu H., Metalografie şi tratamente termice, EdituraDidactică şi Pedagogică, Bucuresti, 1983
5. Schumann H., Metalurgie fizică, Traducere din limba germană, EdituraTehnică, Bucureşti, 1962
6. Gâdea S., Protopopescu M., Aliaje neferoase, Editura Tehnică, Bucureşti,1965
7. Smithells C., Metals. Reference book, vol. I, Butterworths Publications Ltd.& Interscience Publishers Inc., London & New York, 1955
8. Shackelford F. J., Introduction to materials science for engineers, MacmillanPublishing Company, New York, 1991
9. * * * Metals Handbook Ninth Edition, vol.9, American Society forMetals, Ohio, 1986
Teste de autoevaluare
T.9.1. Care dintre afirmaţiile următoare privind efectele modificăriialiajelor neferoase sunt adevărate: a) modificarea de tipul I are ca efectprincipal micşorarea dimensiunilor cristalelor dendritice primare ale aliajelor;b) modificarea de tipul III determină amplasarea intercristalină a eutecticelorcare se formează la solidificarea aliajelor; c) modificarea de tipul IIdetermină accentuarea ramificării şi subţierea ramurilor cristalelor dendriticeprimare şi influenţează favorabil distribuţia fazelor secundare la aliajele înstructura cărora precipită particule ale unor astfel de faze; d) modificarea detipul III are ca efect finisarea granulaţiei si creşterea gradului de dispersie afazelor componente ale eutecticelor care se formează la solidificareaaliajelor.
T.9.2. În ce scop se aplică TT de recoacere de recristalizare fărăschimbare de fază la semifabricatele şi piesele din aliaje neferoase: a) pentruomogenizarea chimică a structurilor dendritrice primare; b) pentru refacerea
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
188
plasticităţii după ecruisarea prin deformare plastică la rece; c) pentru diminuareaintensităţii şi redistribuirea tensiunilor mecanice reziduale; d) pentru obţinereastării de echilibru structural?
T.9.3. Ce structură rezultă prin aplicarea călirii de punere în soluţie la opiesă din aliaj neferos: a) o structură martensitică; b) o structură bifazică alcătuitădintr-o soluţie solidă şi un compus intermetalic; c) o structură alcătuită dintr-osoluţie solidă şi un amestec mecanic; d) o structură monofazică alcătuită dincristale de soluţie solidă suprasaturată în elemente de aliere?
T.9.4. Procesul de supraîncălzire de scurtă durată a aliajelor neferoaseîmbătrânite pentru reconstituirea stării structurale pe care aliajele au avut-o dupăcălirea de punere în soluţie este denumit: a) reversiune; b) revenire; c) recoacereizotermă; d) normalizare?
T.9.5. Semifabrcatele realizate dintr-un aliaj pe bază de aluminiu suntprelucrate prin deformare plastică la cald, sunt răcite rapid la ta şi sunt apoi supuseunei îmbătrâniri artificiale; care este simbolul stării de bază a produselor obţinuteîn acest fel: a) F; b) T4; c) T5; d) TE?
T.9.6. Semifabrcatele realizate dintr-un aliaj pe bază de cupru suntprelucrate prin deformare plastică la cald, sunt răcite rapid la ta, sunt apoiecruisate prin deformare plastică la rece şi, în final, sunt supuse unui tratament deîmbătrânire artificială; care este simbolul stării de bază a produselor obţinute inacest fel: a) M; b) TK; c) T8; d) TG?
T.9.7. Produsele realizate dintr-un aliaj pe bază de aluminiu sunt livrate înstarea T6; cum s-a realizat această stare: a) prin călire de punere în soluţie,îmbătrânire artificială şi deformare plastică la rece; b) prin călire de punere însoluţie şi deformare palstică la rece; c) prin prelucrare la cald, răcire rapidă la ta şiîmbătrânire artificială; d) prin călire de punere în soluţie şi îmbătrânire artificială?
T.9.8. Produsele realizate dintr-un aliaj pe bază de cupru sunt livrate înstarea TD; cum s-a realizat această stare: a) prin călire de punere în soluţie,îmbătrânire artificială şi deformare plastică la rece; b) prin călire de punere însoluţie, deformare plastică la rece şi îmbătrânire naturală; c) prin prelucrare lacald, răcire rapidă la ta şi îmbătrânire artificială; d) prin călire de punere în soluţieşi îmbătrânire artificială?
T.9.9. Care dintre următoarele impurităţi prezente în cuprul tehnicdetermină apariţia fenomenului numit „boala de hidrogen”: a) plumbul;b) bismutul; c) oxigenul; d) sulful?
T.9.10. Care dintre următoarele aliaje pe bază de cupru au ca element dealiere principal zincul: a) bronzurile; b) aliaje Kunial; c) aliaje Alpaca; d) alamele?
T.9.11. Care dintre următoarele tipuri de alame se pot prelucra prindeformare plastică: a) alamele monofazice α; b) alamele bifazice; c) alamelemonofazice β’; d) tombacurile?

Capitolul 9 Structura şi proprietăţile aliajelor neferoase
189
T.9.12. Care dintre următoarele elemente de aliere determină micşorareaconţinutului procentual de fază α al structurii alamelor speciale: a) aluminiul;b) staniul; c) nichelul; d) siliciul?
T.9.13. Care dintre următoarele caracteristici corespund alamei CuZn30:a) este o alamă monofazică α; b) este o alamă binară deformabilă; c) este o alamăspecială deformabilă; d) este o alamă pentru turnare?
T.9.14. Care dintre următoarele tipuri de aliaje Cu − Νi prezintă la ta ostructură monofazocă: a) aliajele Kunial; b) aliajele Melchior; c) aliajeleKonstantan; d) aliajele Monel?
T.9.15. Care este semnificaţia fazei δ, prezentă în structura bronzurilor custaniu pentru turnare: a) soluţie solidă Cu(Sn); b) fază bertholidă Cu5Sn;c) compus intermetalic Cu3Sn; d) fază bertholoidă Cu31Sn8?
T.9.16. Care este structura la ta a semifabricatelor şi pieselor turnaterealizate din bronzul G CuAl10Mn: a) structură monofazică α ≡ Cu(Al);b) structură alcătuită din fazele α ≡ CuAl şi γ2 (fază bertholidă corespunzătoarecompusului Cu32Al10); c) structură alcătuită din constituenţii α (preeutectoid) şieutectoid (α+γ2); d) structură monofazică γ2?
T.9.17. Care este structura de echilibru la ta a bronzurilor cu beriliufolosite în tehnică: a) structură monofazică α ≡ Cu(Be); b) structură monofazică γ(fază bertholidă pe baza compusului CuBe; c) structură bifazică, alcătuită dinα şi γ; d) structură alcătuită din constituienţi a (preeutectoid) şi eutectoidul (α+γ)?
T.9.18. Care stare de bază asigură produselor realizate din bronzuri cuberiliu cele mai ridicate caracteristici de rezistenţă mecanică şi duritate: a) stareaTA; b) starea TH; c) starea TC; d) starea T6?
T.9.19. Care dintre următoarele categorii de aliaje industriale Al − Cu sepot supune durificării structurale prin călire de punere în soluţie şi îmbătrânirenaturală sau artificială: a) aliajele deformabile, având %Cum = 2...5 %; b) aliajelede turnare cu %Cum ≤ 5,7 %; c) aliajele de turnare cu %Cum < 5,7 %; d) toatecategoriile de aliaje industriale?
T.9.20. La care dintre următoarele mărci de aliaje Al − Mg se poate aplicadurificarea structurală prin călire de punere în soluţie şi îmbătrânire: a) AlMg1;b) AlMg3; c) AlMg7; d) Al Mg9MnSi?
T.9.21. Care dintre următoarele categorii de produse realizate din aliajeleindustriale Al − Mg se livrează de obicei în starea H: a) produsele din aliajulAlMg1; b) produsele fabricate din aliajul G AlMg5; c) produsele realizate dinaliajul AlMg7; d) produsele realizate din aliajul AlMg2? T.9.22. Care dintre următoarele aliaje are densitatea mai scăzută:a) CuAl10Fe3; b) AlCu4MgMn; c) AlMg5; d) AlMg7?
T.9.23. Care dintre următoarele aliaje este cunoscut sub denumirea de
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
190
zincral sau alzimac: a) aliajul G CuZn40PbSn; b) aliajul AlZn6Mg2,5Cu1,5;c) aliajul CuZn39Ni3; d) aliajul G AlMg9MnSiTi?
T.9.24. Care este structura de echilibru la ta a unui silumin industrial cu%Sim = 12,5 %, nemodificat la elaborare: a) o structură bifazică alcătuită dinsoluţie solidă α ≡ Al(Si) şi soluţie solidă β ≡ Si(Al); b) o structură alcătuită dinconstituienţii β (preeutectoid) şi eutectoidul (α+β); c) o structură alcătuită dinconstituienţii β (preeutectic) şi eutecticul (α+β); d) o structură monofazică α?
T.9.25. Care este structura de echilibru la ta a unui silumin industrial cu%Sim = 12,5%, modificat cu sodiu la elaborare: a) o structură bifazică alcătuită dinsoluţie solidă α ≡ Al(Si) şi soluţie solidă β ≡ Si(Al); b) o structură alcătuită dinconstituienţii β (preeutectoid) şi eutectoidul (α+β); c) o structură alcătuită dinconstituienţii α (preeutectic) şi eutecticul (α+β); d) o structură monofazică α?
T.9.26. Care dintre următoarele afirmaţii privind titanul sunt adevărate:a) titanul prezintă două modificaţii: Tiα cu structură cristalină HC şi Tiβ custructură cristalină CVC; b) titanul prezintă două modificaţii: Tiα cu structurăcristalină CVC şi Tiβ cu structură cristalină HC; c) impurităţile care reducplasticitatea titanului şi îl fac inapt pentru prelucrări prin deformare plastică suntoxigenul, hidrogenul, azotul şi carbonul; d) deformarea plastică a titanului se facede obicei la rece, în starea Tiα?
T.9.27. Care dintre următoarele elemente de aliere ale aliajelor industrialepe bază de titan sunt stabilizante α (alfagene): a) aluminiul; b) staniul;c) molibdenul; d) vanadiul?
T.9.28. Care dintre următoarele elemente de aliere este prezent în toatealiajele industriale pe bază de titan: a) fierul; b) cuprul; c) molibdenul;d) aluminiul?
T.9.29. Ce tratament termochimic se poate aplica pentru durificareasuperficială a produselor realizate din aliaje pe bază de titan: a) carburarea;b) nitrurarea; c) carbonitrurarea; d) silicizarea?
T.9.30. La care dintre următoarele mărci de aliaje pe bază de titan se poaterealiza creşterea rezistenţei mecanice prin aplicarea TT de călire martensitică şirevenire: a) TiAl6V4; b) TiAl5Sn2,5; c) TiAl6SnV6; d) TiV13Cr11Al3?
T.9.31. Care dintre următoarele caracteristici corespund aliajelorantifricţiune folosite la confecţionarea cuzineţilor pentru lagărele de alunecare:a) structura lor conţine faze cu duritate scăzută şi plasticitate ridicată, care asigurăconformarea cuzineţilor cu zonele de rezemare ale arborilor pe care îi susţin;b) structura lor conţine faze dure sau semidure, care asigură conformarea cuzineţilorcu zonele de rezemare ale arborilor pe care îi susţin; c) au capacitatea de a disipacăldura produsă datorită frecărilor din lagărele de alunecare; d) sunt mai dure decâtmaterialele folosite la realizarea arborilor care se reazemă pe cuzineţi?
Capitolul 9 Structura şi proprietăţile aliajelor neferoase
191
T.9.32. Care dintre următoarele clase de aliaje se folosesc ca materialeantifricţiune cu ts ridicată: a) oţelurile carbon eutectoide; b) fontele cenuşiiferitoperlitice; c) fontele albe; d) bronzurile hipoeutectoide?
T.9.33. Care dintre următoarele clase de aliaje se folosesc ca materialeantifricţiune cu ts joasă: a) aliajele Sn – Sb − Cu; b) aliajele Pb – Sn – Sb – Cu;c) bronzurile cu Pb; d) aliajele Bahnmetall?
T.9.34. Care pot fi fazele dure din structurile aliajelor antifricţiune de tipBabbit: a) compusul intermetalic SnSb; b) compusul intermetalic Cu3Sn; c) soluţiasolidă α ≡ Sn(Sb,Cu); d) cristalele de Pb?
T.9.35. Care dintre următoarele caracteristici trebuie asigurate de aliajele delipit: a) să prezinte o bună fluiditate în stare topită; b) să fie compatibile cu MB(materialul din care sunt confecţionate piesele care trebuie îmbinate prin lipire); c) săfie dure şi fragile; d) să aibă temperatura ts mai mare decât cea corespunzătoare MB?
T.9.36. Care dintre următoarele aliaje de lipit se folosesc pentru lipireamoale: a) SnPb10; b) SnAg5; c) CuZn20; d) SnPb37Ag?
T.9.37. Care dintre următoarele aliaje de lipit se folosesc pentru lipireatare (brazare): a) CuZn42; b) CuAg10P5; c) SnAg5; d) SnPb10?
T.9.38. Care dintre următoarele caracteristici corespund aliajelor neferoasesuperplastice: a) au structură monofazică; b) au structură bifazică; c) au granulaţiefoarte fină; d) au granulaţie grosolană şi sunt sensibile la supraîncălzire?
T.9.39. Structura aliajelor superplastice este alcătuită din: a) un amestecmecanic eutectic; b) un amestec mecanic eutectoid; c) o matrice structurală debază şi o fază secundară (distribuită astfel încât să poată bloca creşterea grăunţilormatricei); d) un compus intermetalic?
T.9.40. Care dintre următoarele caracteristici corespund transformăriimartensitice ce se produce la călirea aliajelor marmem: a) transformarea esteireversibilă; b) transformarea este reversibilă; c) martensita formată estetermoelastică; d) martensita formată conţine un număr mare de dislocaţii înstructură?
T.9.41. Care dintre următoarele aliaje prezintă fenomenul de deformaresuperplastică: a) aliajul eutectic Al – Cu (cu %Cum = 33 %); b) aliajul eutecticPb – Cd (cu %Cdm = 18 %); c) aliajul Au – Cd cu %Cdat = 47,5 %; d) aliajuleutectoid Zn – Al (cu %Alm = 22 %)?
T.9.42. Care dintre următoarele aliaje prezintă fenomenul de deformaresuperplastică: a) alama monofazică CuZn20; b) aliajul TiAl6V4; c) aliajul AlCu4;d) aliajul CuSn8?
T.9.43. Care dintre următoarele aliaje fac parte din categoria aliajelor careprezintă fenomenul de memorie a formei: a) aliajul bifazic TiAl6V4; b) aliajulNi – Ti cu %Tiat = 50 %; c) aliajul eutectic Al – Cu (cu %Cum = 33 %); d) aliajulAu – Cd cu %Cdat = 47,5 %?

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
192
Aplicaţii
A.9.1. Să se determine valorile de bază ale concentraţiilor masice alecomponentelor în fazele bertholide tipice structurilor de echilibru ale bronzurilorcu staniu, ştiind că faza γ are 2
3=γCE , faza δ are 1321=δCE , iar faza ε are
47=εCE .RezolvareSe notează %Snmγ, %Snmδ şi %Snmε concentraţiile masice ale staniului în
cele fazele bertholide γ, δ şi ε şi %Snatγ, %Snatδ şi %Snatε concentraţiile atomiceale staniului în aceste faze. Din tabelele 1.1 şi 1.2 rezultă că staniul are valenţavSn = 4 şi masa atomică maSn = 118,7, iar cuprul are valenţa vCu = 1 şi masaatomică maCu = 63,55. Folosind relaţiile (2.4) şi (2.3), se obţine pentru faza γ:
67,16)1()(
%14
23100100
=−
=−
−=
−CuSn
Cuat vv
vCESn γ
γ % şi
2,27%%
%% 100
55,6333,837,11867,167,11867,16
100 ==+
=⋅+⋅
⋅
aCuataSnat
aSnatm mCumSn
mSnSn
γγ
γγ %.
În mod similar, rezultă pentru faza δ: %Snatδ = 20,51 % şi %Snmδ = 32,5 %,iar pentru faza ε: %Snatε = 25,00 % şi %Snmε = 38,4 %.
A.9.2. Să se stabilească clasele structurale tipice alamelor specialeCuZn32Pb2; CuZn38Pb2Mn2 şi CuZn30Al5Fe3Mn2.
RezolvarePentru încadrarea în clase structurale a mărcilor de alame speciale
precizate în enunţul aplicaţiei se calculează titlul fictiv al acestora, folosind relaţia(9.1), cu coeficienţii de echivalare în zinc a elementelor de aliere precizaţi înscap. 9.5.1; pe această cale se obţin datele prezentate în tabelul 9.14 şi rezultă:
• alama specială Cu Zn32Pb2 are titlul fictiv %Cume = 66,0 % şi aparţineaceleiaşi clase structurale ca şi alama binară cu %Znm = 100 − %Cume = 34,0 %,fiind o alamă monofazică α;
• alama specială Cu Zn38Pb2Mn2 are titlul fictiv %Cume = 58,6 % şi aparţineaceleiaşi clase structurale ca şi alama binară cu %Znm = 100 − %Cume = 41,4 %,fiind o alamă bifazică;
• alama specială Cu Zn30Al5Fe3Mn2 are titlul fictiv %Cume = 48,5 % şi aparţineaceleiaşi clase structurale ca şi alama binară cu %Znm = 100 − %Cume = 48,5 %, fiind oalamă monofazică β’.
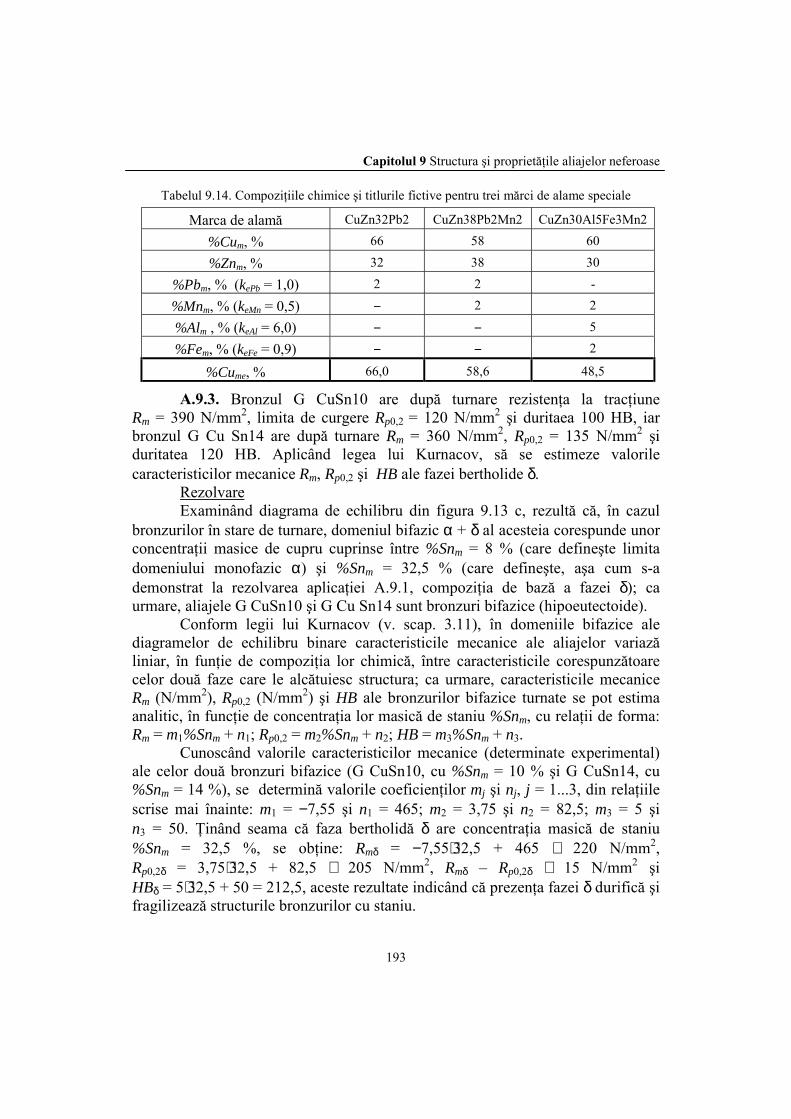
Capitolul 9 Structura şi proprietăţile aliajelor neferoase
193
Tabelul 9.14. Compoziţiile chimice şi titlurile fictive pentru trei mărci de alame speciale
Marca de alamă CuZn32Pb2 CuZn38Pb2Mn2 CuZn30Al5Fe3Mn2
%Cum, % 66 58 60
%Znm, % 32 38 30
%Pbm, % (kePb = 1,0) 2 2 -
%Mnm, % (keMn = 0,5) − 2 2
%Alm , % (keAl = 6,0) − − 5
%Fem, % (keFe = 0,9) − − 2
%Cume, % 66,0 58,6 48,5
A.9.3. Bronzul G CuSn10 are după turnare rezistenţa la tracţiuneRm = 390 N/mm2, limita de curgere Rp0,2 = 120 N/mm2 şi duritaea 100 HB, iarbronzul G Cu Sn14 are după turnare Rm = 360 N/mm2, Rp0,2 = 135 N/mm2 şiduritatea 120 HB. Aplicând legea lui Kurnacov, să se estimeze valorilecaracteristicilor mecanice Rm, Rp0,2 şi HB ale fazei bertholide δ.
RezolvareExaminând diagrama de echilibru din figura 9.13 c, rezultă că, în cazul
bronzurilor în stare de turnare, domeniul bifazic α + δ al acesteia corespunde unorconcentraţii masice de cupru cuprinse între %Snm = 8 % (care defineşte limitadomeniului monofazic α) şi %Snm = 32,5 % (care defineşte, aşa cum s-ademonstrat la rezolvarea aplicaţiei A.9.1, compoziţia de bază a fazei δ); caurmare, aliajele G CuSn10 şi G Cu Sn14 sunt bronzuri bifazice (hipoeutectoide).
Conform legii lui Kurnacov (v. scap. 3.11), în domeniile bifazice alediagramelor de echilibru binare caracteristicile mecanice ale aliajelor variazăliniar, în funţie de compoziţia lor chimică, între caracteristicile corespunzătoarecelor două faze care le alcătuiesc structura; ca urmare, caracteristicile mecaniceRm (N/mm2), Rp0,2 (N/mm2) şi HB ale bronzurilor bifazice turnate se pot estimaanalitic, în funcţie de concentraţia lor masică de staniu %Snm, cu relaţii de forma:Rm = m1%Snm + n1; Rp0,2 = m2%Snm + n2; HB = m3%Snm + n3.
Cunoscând valorile caracteristicilor mecanice (determinate experimental)ale celor două bronzuri bifazice (G CuSn10, cu %Snm = 10 % şi G CuSn14, cu%Snm = 14 %), se determină valorile coeficienţilor mj şi nj, j = 1...3, din relaţiilescrise mai înainte: m1 = −7,55 şi n1 = 465; m2 = 3,75 şi n2 = 82,5; m3 = 5 şin3 = 50. Ţinând seama că faza bertholidă δ are concentraţia masică de staniu%Snm = 32,5 %, se obţine: Rmδ = −7,55⋅32,5 + 465 ≅ 220 N/mm2,Rp0,2δ = 3,75⋅32,5 + 82,5 ≅ 205 N/mm2, Rmδ – Rp0,2δ ≅ 15 N/mm2 şiHBδ = 5⋅32,5 + 50 = 212,5, aceste rezultate indicând că prezenţa fazei δ durifică şifragilizează structurile bronzurilor cu staniu.

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
194
A.9.4. Caracteristicile mecanice Rm (în N/mm2), A (în %) şi HR (în HRB)ale alamei CuZn15 se modifică prin deformare plastică la rece, cu diferite gradede deformare GD ∈ (5 %; 50 %), în conformitate cu următoarele relaţii:Rm = −0,06GD2 + 7GD + 270; A = 45 e−0,06GD şi HR = 0,6GD + 50. Un produs deforma unei bare cilindrice cu diametrul Dp = 8 mm este obţinut trăgând la rece,prin orificiul calibrat al unei scule (matriţe), un semifabricat cilindric (aflat înstarea O) cu diametrul Ds = 10 mm. Care sunt caracteristicile mecanice aleprodusului astfel obţinut?
RezolvareSemifabricatul aflat în stare recoaptă (starea O) are caracteristicile
mecanice date de relaţiile din enunţul aplicaţiei, pentru GD = 0: Rm = 270 N/mm2;A = 45 % şi duritatea HR ≅ 50 HRB. Gradul de deformare plastică al materialuluiprodusului obţinut prin tragere la rece se determină aplicând relaţia (3.9), în care
4
2
0sD
S π= este aria secţiunii transversale a semifabricatului, iar 4
2p
D
DS π= −
aria secţiunii transversale a produsului; rezultă astfel
=−
=−
=−
= 100100100 2
22
20
20
2
0
0
10
108
D
DDS
SSGD pD 36 %. Pentru GD = 36 %
(gradul de deformare plastică la rece al materialului produsului), relaţiile din enunţulaplicaţiei conduc la următoarele valori ale caracteristicilor mecanice: Rm ≅ 444 N/mm2;A ≅ 5 % şi HR ≅ 72 HRB, care evidenţiază efectele ecruisării prin deformare plastică larece asupra caracteristicilor mecanice ale alamei din care este realizat produsul.
A.9.5. Caracteristicile mecanice la tracţiune Rm (în N/mm2) şi A (în %) alealiajelor Cu – Ni în stare de echilibru se află în următoarele dependenţe (stabilitepe baza datelor experimentale) cu concentraţia lor masică de nichel %Nim:Rm = −0,07 2% mNi +8,9%Nim + 210 şi A = 0,024 2% mNi − 0,308%Nim + 45; să sedetermine compoziţia chimică a aliajelor Cu – Ni care îndeplinesc simultancondiţiile: Rm ≥ 320 N/mm2 şi A ≥ 40 %.
RezolvareCondiţia Rm ≥ 320 N/mm2 este respectată de aliajele Cu – Ni a căror
concentraţie masică de nichel satisface inegalitatea −0,07 2% mNi +8,9%Nim – 110 ≥ 0;soluţia acestei inegalităţi este %Nim ∈ [13,9 %; 100 %).
Condiţia A ≥ 40 % este respectată de aliajele Cu – Ni a căror concentraţiemasică de nichel satisface inegalitatea 0,0024 2% mNi − 0,308%Nim + 5 ≥ 0; soluţiaacestei inegalităţi este %Nim ∈ (0 %; 19,0 %].
Cele două condiţii precizate în enunţul aplicaţiei sunt respectate simultan dealiajele cu %Nim ∈ [13,9 %; 100 %) ∩ (0 %; 19,0 %] ⇒ %Nim ∈ [13,9 %; 19,0 %].
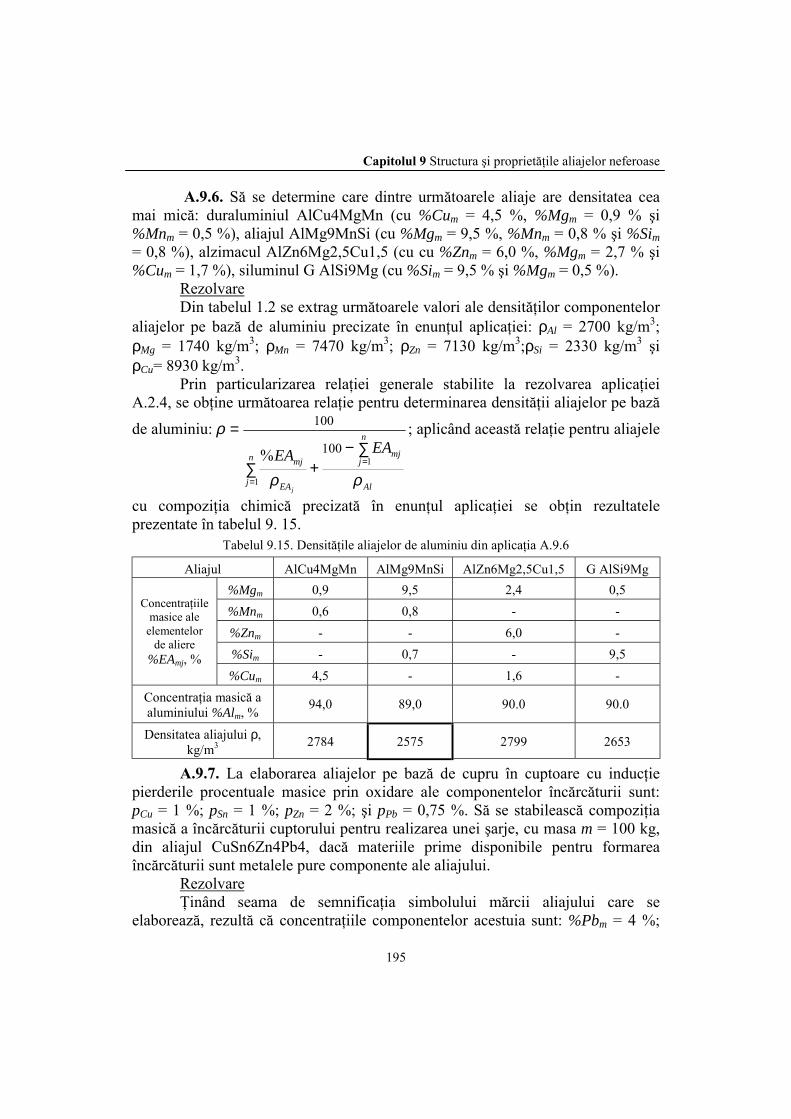
Capitolul 9 Structura şi proprietăţile aliajelor neferoase
195
A.9.6. Să se determine care dintre următoarele aliaje are densitatea ceamai mică: duraluminiul AlCu4MgMn (cu %Cum = 4,5 %, %Mgm = 0,9 % şi%Mnm = 0,5 %), aliajul AlMg9MnSi (cu %Mgm = 9,5 %, %Mnm = 0,8 % şi %Sim= 0,8 %), alzimacul AlZn6Mg2,5Cu1,5 (cu cu %Znm = 6,0 %, %Mgm = 2,7 % şi%Cum = 1,7 %), siluminul G AlSi9Mg (cu %Sim = 9,5 % şi %Mgm = 0,5 %).
RezolvareDin tabelul 1.2 se extrag următoarele valori ale densităţilor componentelor
aliajelor pe bază de aluminiu precizate în enunţul aplicaţiei: ρAl = 2700 kg/m3;ρMg = 1740 kg/m3; ρMn = 7470 kg/m3; ρZn = 7130 kg/m3;ρSi = 2330 kg/m3 şiρCu= 8930 kg/m3.
Prin particularizarea relaţiei generale stabilite la rezolvarea aplicaţieiA.2.4, se obţine următoarea relaţie pentru determinarea densităţii aliajelor pe bază
de aluminiu:
∑∑−
+
=
=
=n
j Al
n
jmj
EA
mjEAEA
j1
1100
100
%ρρ
ρ ; aplicând această relaţie pentru aliajele
cu compoziţia chimică precizată în enunţul aplicaţiei se obţin rezultateleprezentate în tabelul 9. 15.
Tabelul 9.15. Densităţile aliajelor de aluminiu din aplicaţia A.9.6
Aliajul AlCu4MgMn AlMg9MnSi AlZn6Mg2,5Cu1,5 G AlSi9Mg%Mgm 0,9 9,5 2,4 0,5%Mnm 0,6 0,8 - -%Znm - - 6,0 -%Sim - 0,7 - 9,5
Concentraţiilemasice ale
elementelorde aliere
%EAmj, %%Cum 4,5 - 1,6 -
Concentraţia masică aaluminiului %Alm, % 94,0 89,0 90.0 90.0
Densitatea aliajului ρ,kg/m3 2784 2575 2799 2653
A.9.7. La elaborarea aliajelor pe bază de cupru în cuptoare cu inducţiepierderile procentuale masice prin oxidare ale componentelor încărcăturii sunt:pCu = 1 %; pSn = 1 %; pZn = 2 %; şi pPb = 0,75 %. Să se stabilească compoziţiamasică a încărcăturii cuptorului pentru realizarea unei şarje, cu masa m = 100 kg,din aliajul CuSn6Zn4Pb4, dacă materiile prime disponibile pentru formareaîncărcăturii sunt metalele pure componente ale aliajului.
RezolvareŢinând seama de semnificaţia simbolului mărcii aliajului care se
elaborează, rezultă că concentraţiile componentelor acestuia sunt: %Pbm = 4 %;

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
196
%Znm = 4 %; %Snm = 6 % şi %Cum = 100 – [%Pbm + %Znm + %Snm] = 86 %;notând mPb, mZn, mSn şi mCu, masele materiilor prime care trebuie introduse înîncărcătura cuptorului pentru elaborarea aliajului şi ţinând seama de condiţiile dinenunţul aplicaţiei, rezultă:
)1(%
100100Pb
Pbm p
mPb
m −= ⇒ 030,4%
75,01004
100100
==−
=−
Pb
mPb p
Pbmm kg şi, în
mod similar, mZn = 4,082 kg, mSn = 4,030 kg şi mCu = 86,869 kg.Masa totală a încărcăturii este mi = mPb + mZn + mSn + mCu ≅ 101,04 kg.A.9.8. La elaborarea aliajelor pe bază de cupru în cuptoare cu inducţie
pierderile procentuale masice prin oxidare ale componentelor încărcăturii sunt:pCu = 1 %; pSn = 1 %; pZn = 2 %; şi pPb = 0,75 %. Să se stabilească compoziţiamasică a încărcăturii cuptorului pentru realizarea unei şarje, cu masa m = 100 kg,din aliajul CuSn6Zn4Pb4, dacă materiile prime disponibile pentru formareaîncărcăturii sunt deşeuri de alamă binară CuZn10, bronzuri G CuSn10Zn2 şiG CuPb20Sn5 şi plumb marca Pb 99,995.
RezolvareŢinând seama de semnificaţiile simbolurilor aliajului care trebuie elaborat
şi aliajelor folosite ca materii prime şi notând %Pbm, % Znm, %Snm şi %Cumconcentraţiile componentelor în aliajul care se elaborează şi %Pbmj, %Znmj, %Snmjşi %Cumj, j = 1...4, concentraţiile masice ale componentelor în mateiile primeMP1 ≡ CuZn10, MP2 ≡ G CuSn10Zn2, MP3 ≡ G CuPb20Sn5 şi MP4 ≡ Pb 99,995şi mj, j = 1...4, masele care se introduc în încărcătură din cele patru materii prime
disponibile, rezultă relaţiile: ∑=− =
4
1%
1
%
100j
jmjPb
m mPbmp
Pb ; ∑=− =
4
1%
1
%
100j
jmjZn
m mZnmp
Zn ;
∑=− =
4
1%
1
%
100j
jmjSn
m mSnmp
Sn ; ∑=− =
4
1%
1
%
100j
jmjCu
m mCump
Cu . Introducând în aceste relaţii
datele din enunţul aplicaţiei, se obţine următorul sistem de ecuaţii (cu
necunoscutele mj, j = 1...4):
8687606408403
075889005100002101002000
4
3
2
1
=×
mmmm
, având soluţiile
m1 = 19,325 kg; m2 = 30,613 kg; m3 = 50,938 kg şi m4 = 0,165 kg.Masa totală a încărcăturii este mi = m1 + m2 + m3 + m4 ≅ 101,04 kg.

Capitolul 10 Structurile şi proprietăţile materialelor ceramice şi sticlelor
197
Capitolul 10
STRUCTURILE ŞI PROPRIETĂŢILEMATERIALELOR CERAMICE ŞI STICLELOR
10.1. Introducere
Materialele ceramice sunt materiale anorganice nemetalice, cu legături şistructură complexe, obţinute din materii prime sub formă de pulberi prinsinterizare, care este un proces de încălzire cu sau fără presare simultană, întimpul căruia se formează legăturile dintre particule prin difuzie sau topire parţialăa unui component. Cele mai multe ceramice sunt compuşi între metale şinemetale, astfel că se bazeză în special pe legături ionice şi covalente. Legăturileionice şi covalente implică toţi electronii de valenţă ai componentelor, astfel cănu există electroni liberi, ceea ce face ca materialele ceramice să aibăconductibilitate termică şi conductibilitate electrică foarte scăzute fiind materialeelectroizolante sau termoizolante în marea majoritate a cazurilor. Reprezintă ocategorie de materiale care au fost utilizate din cele mai vechi timpuri sub formăde vase din lut (însăşi termenul de ceramică provine de la grecescul “keramon”care însemna “lut ars”) şi de materiale de construcţie datorită capacităţii deprelucrare în cele mai diverse forme şi abundenţei materiilor prime. În prezenttermenul de ceramică include o gamă de materiale mult mai largă, utilizate în celemai diverse domenii cum ar fi electrotehnica, electronica, industria chimică,industria metalurgică etc.
Sticlele sunt materiale anorganice cu structură amorfă (corpuri vitroase)obţinute prin solidificarea unor topituri constituite din amestecuri de oxizi în staretopită, dintre care cel puţin unul are rolul de vitrifiant, adică formează unităţistructurale prin coordinarea atomilor de oxigen în jurul ionului metalic prin legăturiionice sau covalente; starea amorfă (vitroasă) este caracterizată de lipsa ordonăriiatomice la distanţă, păstrându-se doar ordinea apropiată, referitoare la câteva
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
198
distanţe interatomice corespunzătoare unităţilor structurale, ceea ce face ca sticlelesă fie considerate ca lichide vâscoase subrăcite.
În acest capitol se vor prezenta caracteristicile structurale ale principalelortipuri de materiale ceramice şi sticle şi proprietăţile generale ale acestora.
10.2. Structura ceramicelor şi sticlelor
Elementele componente ale materialelor ceramice sunt legate între ele prinlegături ionice şi covalente formând reţele de ioni metalici şi nemetalici (cationi şianioni) a căror celulă elementară este constituită dintr-un cation, înconjurat deanioni cărora anionul le-a cedat electronii de valenţă; deoarece metalele prinionizare pierd electronii de valenţă, cationii au de obicei raze mai mici decâtanionii (v. tabelul 10.1 în care se prezintă razele ionice ale componentelor uzualedin ceramice) astfel că structurile stabile ale fazelor cristaline din ceramice seformează atunci când fiecare cation metalic este înconjurat de anioni nemetalici cucare se află în contact direct, ceea ce înseamnă că numărul anionilor din unitateastructurală reprezintă chiar numărul de coordinaţie al structurii cristalinerespective (v scap. 1.2); numărul de coordinaţie şi implicit geometria unităţiistructurale depinde de valoarea raportului dintre raza cationului Cr şi razaanionului Ar , aşa cum se constată din tabelul 10.1 în care se prezintă limitele
raportului A
C
rr
şi geometria posibilă pentru fiecare număr de coordinaţie.
Deoarece anionii au raza mai mare se pot aranja în plane compacte dispusesuccesiv, generând structuri cristaline de tip CFC sau HC ca şi în cazul metalelor(v.scap 1.2). Întradevăr, considerând un plan de anioni care au centrele în punctelenotate cu A în figura 10.1 şi planul următor de anioni cu centrele în punctelenotate cu B, anionii celui de-al treilea plan compact pot avea centrele pe aceeaşiverticală cu punctele A, sau pot avea centrele în punctele marcate cu C; rezultăastfel fie o succesiune de plane ABABAB… care corespunde unei structuri de tiphexagonală compactă (HC) a anionilor, fie o succesiune ABCABC…, carecorespunde unei structuri de tip cub cu feţe centrate (CFC) a anionilor.
În funcţie de poziţia anionilor din două plane compacte succesive se formazădouă tipuri de interstiţii: interstiţii tetraedrale (câte trei într-un plan compact şiunul în planul învecinat) aşezaţi astfel încât unind centrele lor de masă seformează un tetraedru regulat şi interstiţii octaedrale mărginite de şase anioni(câte trei în fiecare plan compact aşezaţi astfel încât unind centrele lor de masă seformează un octaedru regulat (v. figura 10.1); întrucât cationii metalici se plaseazăîn aceste interstiţii, înseamnă că numărul de coordinaţie poate fi 4 sau 6, aşa cum
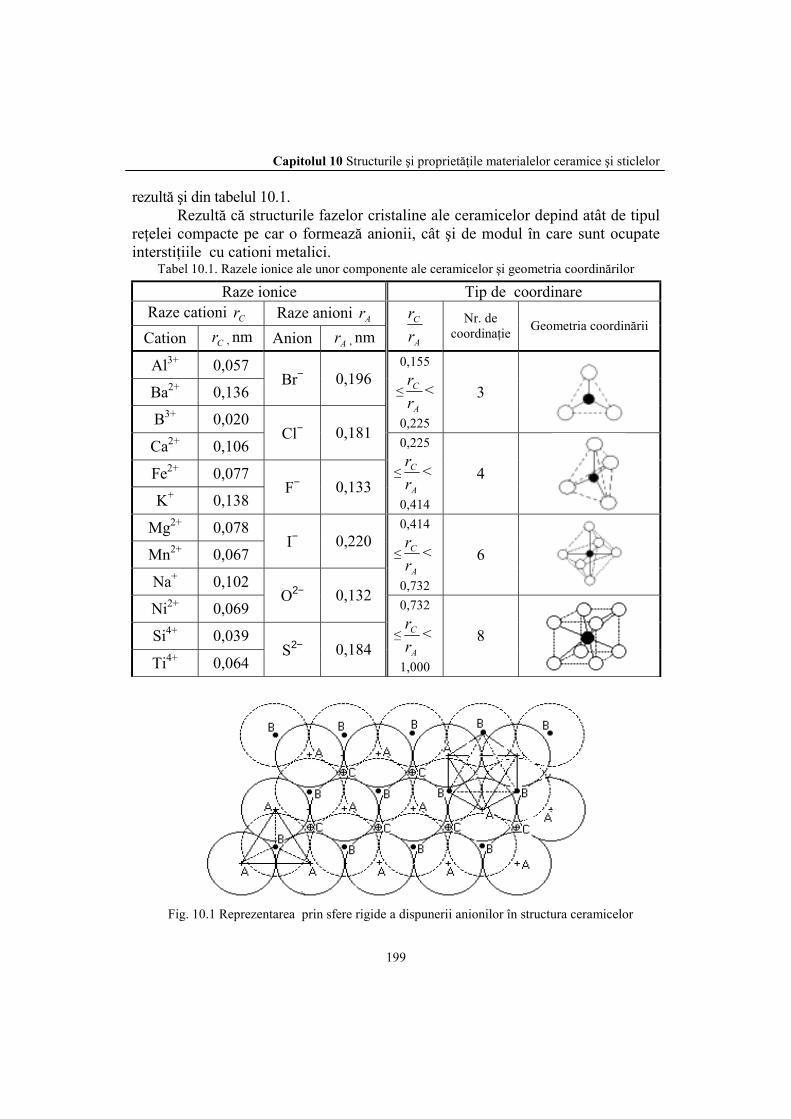
Capitolul 10 Structurile şi proprietăţile materialelor ceramice şi sticlelor
199
rezultă şi din tabelul 10.1.Rezultă că structurile fazelor cristaline ale ceramicelor depind atât de tipul
reţelei compacte pe car o formează anionii, cât şi de modul în care sunt ocupateinterstiţiile cu cationi metalici.
Tabel 10.1. Razele ionice ale unor componente ale ceramicelor şi geometria coordinărilor
Raze ionice Tip de coordinareRaze cationi Cr Raze anioni ArCation Cr , nm Anion Ar , nm A
C
rr Nr. de
coordinaţie Geometria coordinării
Al3+ 0,057
Ba2+ 0,136Br− 0,196
B3+ 0,020
0,155
≤A
C
rr
<
0,225
3
Ca2+ 0,106Cl− 0,181
Fe2+ 0,077
K+ 0,138F− 0,133
0,225
≤A
C
rr
<
0,414
4
Mg2+ 0,078
Mn2+ 0,067I− 0,220
Na+ 0,102
0,414
≤A
C
rr
<
0,732
6
Ni2+ 0,069O2− 0,132
Si4+ 0,039
Ti4+ 0,064S2− 0,184
0,732
≤A
C
rr
<
1,000
8
Fig. 10.1 Reprezentarea prin sfere rigide a dispunerii anionilor în structura ceramicelor

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
200
Interstiţiile pot fi ocupate de cationi de acelaşi tip, sau de cationi diferiţi,ceea ce conduce la existenţa unei diversităţi foarte mari de structuri a fazelorcristaline din materialele ceramice.
Cea mai mare parte a ceramicelor şi sticlelor sunt constituite din silicaţi acăror bază structurală o constituie tetraedrul [SiO4]4-care are în centru ionul Si4+ iar învârfuri ionii O2- cărora le rămâne câte o valenţă liberă cu care se pot lega de alteunităţi structurale formând aranjamente unidimensionale, bidimensionale sau spaţialecu un grad înalt de stabilitate, fiind exclusă existenţa liberă a unităţii tetraedrale. Dinpunct de vedere chimic cel mai simplu silicat este dioxidul de siliciu SiO2 (silice)care structural este constituit dintr-o reţea spaţială de [SiO4]4- cu dispunere ordonată(structură cristalină) sau aleatoare (structură amorfă) a unităţilor structurale.
Silicea cristalină prezintă trei forme alotropice: cuarţ, tridimit şi cristobalitdiferenţiate prin poziţiile relative ale tetraedrilor [SiO4]4- care formeazăaranjamente complexe de tip HC sau CFC; o reprezentare plană simplificată astructurii cristaline tridimit a SiO2 este redată în figura 10.2a. Această structură seobţine dacă răcirea topiturii se face foarte lent, astfel că la o temperatură Tc areloc cristalizarea la fel ca în cazul materialelor metalice; reprezentând variaţiavolumului specific (inversul densităţii ρ) în funcţie de temperatură (curba 1 înfigura 10.3) se constată că în condiţiile solidificării prin cristalizare, latemperatura Tc volumul specific are un salt brusc.
În cazul răcirii relativ rapide a topiturii ce conţine unităţile [SiO4]4-
dependenţa de temperatură a volumului specific este cea corespunzătoare curbei 2din figura 10.3; temperatura Tv de pe această curbă este numită temperatură detranziţie sticloasă sau temperatură de vitrifiere şi nu are o valoare bine definită,fiind dependentă de viteza de răcire. Continuitatea curbei 2 cu cea de latemperaturi mai ridicate (T > Tc) arată că materialul este de fapt un lichid subrăcit,a cărui vâscozitate creşte pe măsură ce scade temperatura; structura esteconstituită din lanţuri spaţiale în care poziţia relativă a unităţilor structurale estealeatoare ca în starea lichidă, ceea ce a făcut ca solidele cu o astfel de structură săfie numite corpuri vitroase; o reprezentare plană simplificată a stării vitroase aSiO2 care reprezintă baza structurii sticlelor silicatice este redată în figura 10.2 b.
Pe baza celor arătate se poate stabili că în structura dezordonată a solidelorvitroase distanţele dintre particulele constitutive şi intensitatea legăturilor nu suntuniforme. La încălzire, pe măsura creşterii energiei interne a sistemului se desfacmai întâi legăturile mai slabe, apoi, treptat cele mai puternice, ceea ce are ca efectreducerea vâscozităţii şi trecerea treptată de la starea solidă la starea lichidă pemăsură ce temperatura creşte deasupra temperaturii Tv.
Structura vitroasă corespunde unei stări metastabile cu energie liberă maimare decât cea corespunzătoare structurii cristaline, astfel că există tendinţa ca întimp, sub acţiunea temperaturii, să se treacă la starea de echilbru stabil, proces
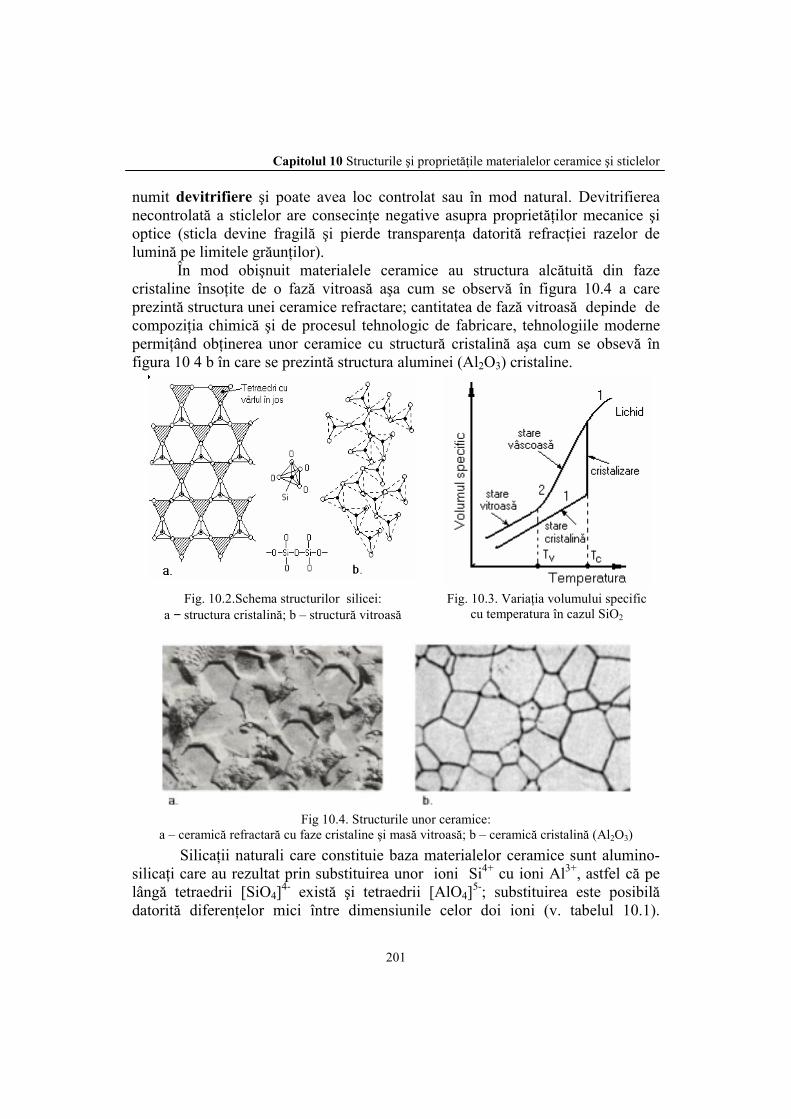
Capitolul 10 Structurile şi proprietăţile materialelor ceramice şi sticlelor
201
numit devitrifiere şi poate avea loc controlat sau în mod natural. Devitrifiereanecontrolată a sticlelor are consecinţe negative asupra proprietăţilor mecanice şioptice (sticla devine fragilă şi pierde transparenţa datorită refracţiei razelor delumină pe limitele grăunţilor).
În mod obişnuit materialele ceramice au structura alcătuită din fazecristaline însoţite de o fază vitroasă aşa cum se observă în figura 10.4 a careprezintă structura unei ceramice refractare; cantitatea de fază vitroasă depinde decompoziţia chimică şi de procesul tehnologic de fabricare, tehnologiile modernepermiţând obţinerea unor ceramice cu structură cristalină aşa cum se obsevă înfigura 10 4 b în care se prezintă structura aluminei (Al2O3) cristaline.
Fig. 10.2.Schema structurilor silicei:a − structura cristalină; b – structură vitroasă
Fig. 10.3. Variaţia volumului specificcu temperatura în cazul SiO2
Fig 10.4. Structurile unor ceramice:a – ceramică refractară cu faze cristaline şi masă vitroasă; b – ceramică cristalină (Al2O3)
Silicaţii naturali care constituie baza materialelor ceramice sunt alumino-silicaţi care au rezultat prin substituirea unor ioni Si4+ cu ioni Al3+, astfel că pelângă tetraedrii [SiO4]4- există şi tetraedrii [AlO4]5-; substituirea este posibilădatorită diferenţelor mici între dimensiunile celor doi ioni (v. tabelul 10.1).
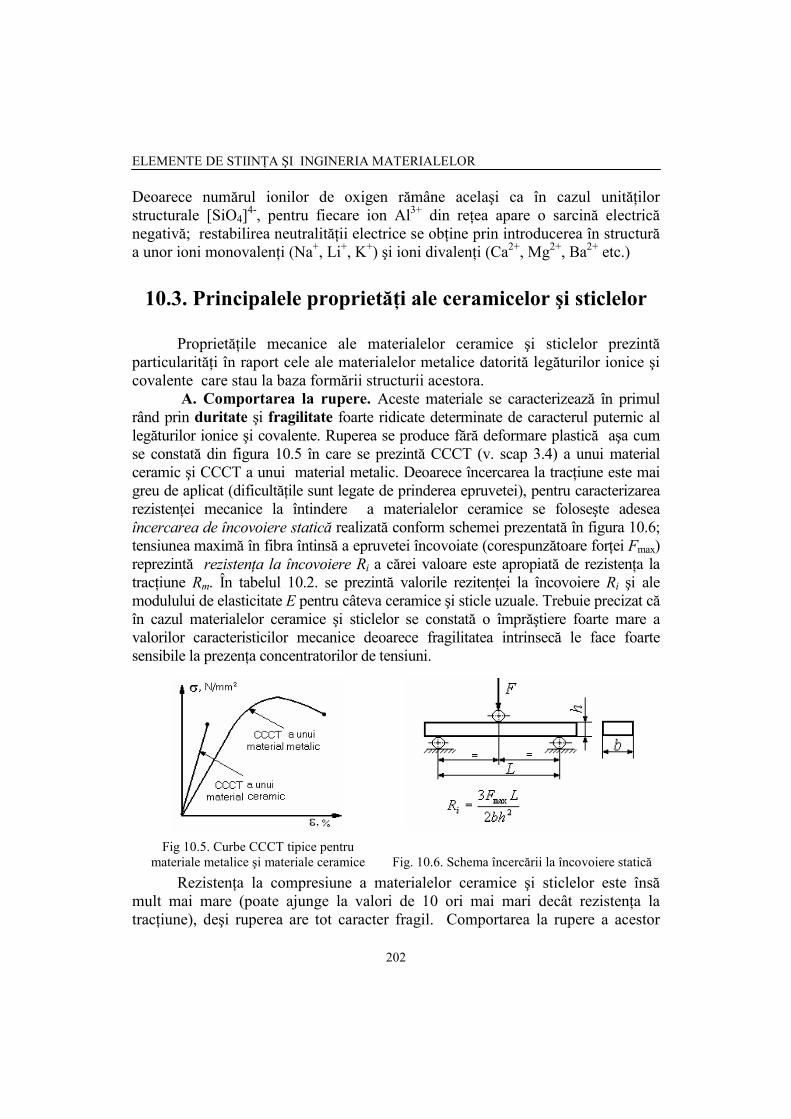
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
202
Deoarece numărul ionilor de oxigen rămâne acelaşi ca în cazul unităţilorstructurale [SiO4]4-, pentru fiecare ion Al3+ din reţea apare o sarcină electricănegativă; restabilirea neutralităţii electrice se obţine prin introducerea în structurăa unor ioni monovalenţi (Na+, Li+, K+) şi ioni divalenţi (Ca2+, Mg2+, Ba2+ etc.)
10.3. Principalele proprietăţi ale ceramicelor şi sticlelor
Proprietăţile mecanice ale materialelor ceramice şi sticlelor prezintăparticularităţi în raport cele ale materialelor metalice datorită legăturilor ionice şicovalente care stau la baza formării structurii acestora.
A. Comportarea la rupere. Aceste materiale se caracterizează în primulrând prin duritate şi fragilitate foarte ridicate determinate de caracterul puternic allegăturilor ionice şi covalente. Ruperea se produce fără deformare plastică aşa cumse constată din figura 10.5 în care se prezintă CCCT (v. scap 3.4) a unui materialceramic şi CCCT a unui material metalic. Deoarece încercarea la tracţiune este maigreu de aplicat (dificultăţile sunt legate de prinderea epruvetei), pentru caracterizarearezistenţei mecanice la întindere a materialelor ceramice se foloseşte adeseaîncercarea de încovoiere statică realizată conform schemei prezentată în figura 10.6;tensiunea maximă în fibra întinsă a epruvetei încovoiate (corespunzătoare forţei Fmax)reprezintă rezistenţa la încovoiere Ri a cărei valoare este apropiată de rezistenţa latracţiune Rm. În tabelul 10.2. se prezintă valorile rezitenţei la încovoiere Ri şi alemodulului de elasticitate E pentru câteva ceramice şi sticle uzuale. Trebuie precizat căîn cazul materialelor ceramice şi sticlelor se constată o împrăştiere foarte mare avalorilor caracteristicilor mecanice deoarece fragilitatea intrinsecă le face foartesensibile la prezenţa concentratorilor de tensiuni.
Fig 10.5. Curbe CCCT tipice pentrumateriale metalice şi materiale ceramice Fig. 10.6. Schema încercării la încovoiere statică
Rezistenţa la compresiune a materialelor ceramice şi sticlelor este însămult mai mare (poate ajunge la valori de 10 ori mai mari decât rezistenţa latracţiune), deşi ruperea are tot caracter fragil. Comportarea la rupere a acestor
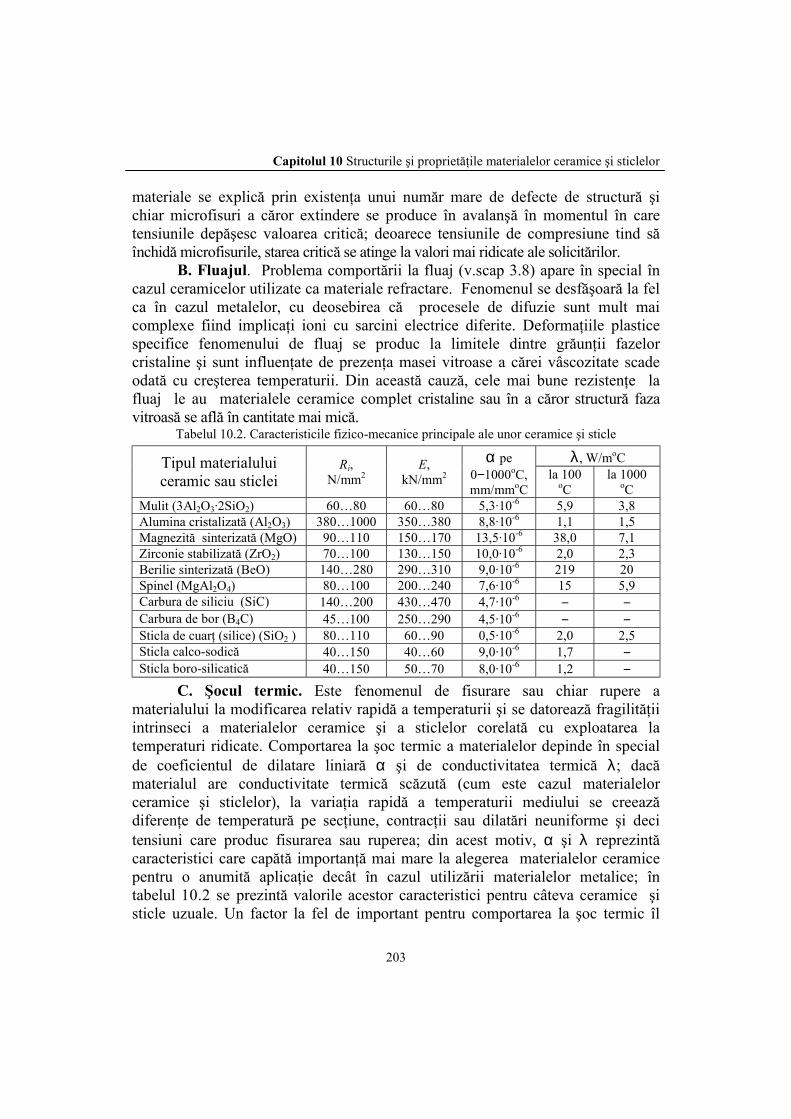
Capitolul 10 Structurile şi proprietăţile materialelor ceramice şi sticlelor
203
materiale se explică prin existenţa unui număr mare de defecte de structură şichiar microfisuri a căror extindere se produce în avalanşă în momentul în caretensiunile depăşesc valoarea critică; deoarece tensiunile de compresiune tind săînchidă microfisurile, starea critică se atinge la valori mai ridicate ale solicitărilor.
B. Fluajul. Problema comportării la fluaj (v.scap 3.8) apare în special încazul ceramicelor utilizate ca materiale refractare. Fenomenul se desfăşoară la felca în cazul metalelor, cu deosebirea că procesele de difuzie sunt mult maicomplexe fiind implicaţi ioni cu sarcini electrice diferite. Deformaţiile plasticespecifice fenomenului de fluaj se produc la limitele dintre grăunţii fazelorcristaline şi sunt influenţate de prezenţa masei vitroase a cărei vâscozitate scadeodată cu creşterea temperaturii. Din această cauză, cele mai bune rezistenţe lafluaj le au materialele ceramice complet cristaline sau în a căror structură fazavitroasă se află în cantitate mai mică.
Tabelul 10.2. Caracteristicile fizico-mecanice principale ale unor ceramice şi sticle
λ, W/moCTipul materialuluiceramic sau sticlei
Ri,N/mm2
E,kN/mm2
α pe0−1000oC,mm/mmoC
la 100oC
la 1000oC
Mulit (3Al2O3·2SiO2) 60…80 60…80 5,3·10-6 5,9 3,8Alumina cristalizată (Al2O3) 380…1000 350…380 8,8·10-6 1,1 1,5Magnezită sinterizată (MgO) 90…110 150…170 13,5·10-6 38,0 7,1Zirconie stabilizată (ZrO2) 70…100 130…150 10,0·10-6 2,0 2,3Berilie sinterizată (BeO) 140…280 290…310 9,0·10-6 219 20Spinel (MgAl2O4) 80…100 200…240 7,6·10-6 15 5,9Carbura de siliciu (SiC) 140…200 430…470 4,7·10-6 − −Carbura de bor (B4C) 45…100 250…290 4,5·10-6 − −Sticla de cuarţ (silice) (SiO2 ) 80…110 60…90 0,5·10-6 2,0 2,5Sticla calco-sodică 40…150 40…60 9,0·10-6 1,7 −Sticla boro-silicatică 40…150 50…70 8,0·10-6 1,2 −
C. Şocul termic. Este fenomenul de fisurare sau chiar rupere amaterialului la modificarea relativ rapidă a temperaturii şi se datorează fragilităţiiintrinseci a materialelor ceramice şi a sticlelor corelată cu exploatarea latemperaturi ridicate. Comportarea la şoc termic a materialelor depinde în specialde coeficientul de dilatare liniară α şi de conductivitatea termică λ; dacămaterialul are conductivitate termică scăzută (cum este cazul materialelorceramice şi sticlelor), la variaţia rapidă a temperaturii mediului se creeazădiferenţe de temperatură pe secţiune, contracţii sau dilatări neuniforme şi decitensiuni care produc fisurarea sau ruperea; din acest motiv, α şi λ reprezintăcaracteristici care capătă importanţă mai mare la alegerea materialelor ceramicepentru o anumită aplicaţie decât în cazul utilizării materialelor metalice; întabelul 10.2 se prezintă valorile acestor caracteristici pentru câteva ceramice şisticle uzuale. Un factor la fel de important pentru comportarea la şoc termic îl

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
204
constituie geometria piesei, deoarece schimbările bruşte de secţiune acţionează şiîn cazul materialelor ceramice ca nişte concentratori de tensiuni.
Rezistenţa la şoc termic se defineşte ca fiind diferenţa de temperatură ∆Tdintre temperatura suprafeţei corpului şi temperatura mediului pe care o poatesuporta un corp răcit sau încălzit în anumite condiţii fără să se fisureze. Înfigura 10.7 se prezintă variaţia rezistenţei la şoc termic a unor materiale ceramiceşi sticle în funcţie de condiţiile de răcire.
D. Fisurarea sub tensiune într-un mediu dat. Este un fenomen de rupereîntârziată a materialelor ceramice şi a sticlelor care se produce în cazul solicităriipieselor la tensiuni constante în medii apoase. Mecanismul fisurării sub tensiune(numit uneori impropriu şi “oboseală statică”) se bazează pe adsorbţia moleculelorde apă în microfisurile superficiale şi extinderea acestora sub acţiunea tensiunilormecanice constante datorită pe de o parte efectului de “pană” pe care îl aumoleculele adsobite la vârful fisurii, şi pe de altă parte datorită reacţiei chimice aapei cu silicaţii componente ai sticlelor sau ceramicelor; în urma reacţiei chimicese produce ruperea lanţului –O−Si−O−, fiecare moleculă de apă conducând laformarea a două unităţi Si−OH care nu mai sunt legate una de alta; fenomenul seproduce cu viteză maximă la temperatura camerei deoarece la temperaturi mairidicate creşte mobilitatea ionilor hidroxil care nu se mai ataşează lanţului–O−Si−O−, iar la temperaturi scăzute este blocată reacţia chimică a apei cu silicaţii.
Similar curbelor de durabilitate la oboseală din cazul materialelor metalice(v. scap 3.9) există curbe de durabilitate la fisurare sub tensiune sub formadependenţei σ = f(τ), τ fiind timpul de expunere la mediul umed a piesei solicitatela tensiunea σ; aşa cum se constată din figura 10.8 aceste curbe sunt asemănătoarecurbelor Wöhler ale materialelor metalice.
E. Comportarea sticlelor în stare vâscoasă. Aşa cum a fost arătatanterior, deasupra temperaturii Tv, sticla se comportă ca un lichid, a căruivâscozitate scade cu creşterea temperaturii. Vâscozitatea η este o mărime cecaracterizează proprietăţile de curgere ale fluidelor şi reprezintă factorul deproporţionalitate dintre tensiunile tangenţiale şi variaţia vitezei de alunecare pegrosimea stratului fluidului; unitatea de măsură pentru vâscozitate este N·s/m2
ceea ce înseamnă Pa·s (Pascal secundă). În cazul sticlelor vâscozitatea în starevitroasă (sub temperatura Tv) se consideră η = 1018 Pa·s iar starea fluidă seconsideră atinsă dacă vâscozitatea scade sub 103 Pa·s. Deasupra temperaturii Tvvâscozitatea depinde de temperatură după o relaţie de forma:
RTEa
e0ηη = , (10.2)în care η0 este o constantă experimentală, Ea − energia de activare a procesului decurgere, R – constanta gazelor, iar T − temperatura absolută.

Capitolul 10 Structurile şi proprietăţile materialelor ceramice şi sticlelor
205
Pentru scopuri practice se utilizează relaţii de forma:
0
logtt
BA−
+=η , (10.3)
în care A, B şi t0 sunt constante ce se pot determina experimental prin măsurareavâscozităţii la trei temperaturi diferite, iar t este temperatura în oC; de exmplu, pentru osticlă calco-sodică s-au determinat valorile: A= −3,3; B = 4800; t0 = 210 cu ajutorulcărora s-a trasat curba η = f(t) prezentată în figura 10.9
Fig. 10.7. Rezistenţele la şoc termic ale unorceramice şi sticle
Fig. 10.8. Curbele de durabilitate la fisurareasub tensiune ale unor sticle
În funcţie de valoarea vâscozităţii (deasupra temperaturii Tv) s-au stabiliturmătoarele temperaturi numite puncte fixe de vâscozitate ale sticlelor, utilizate lastabilirea parametrilor operaţiilor tehnologice de fabricare a obiectelor din sticlă:
* temperatura inferioară de recoacere tir corespunde la η = 1013,5 Pa·s;* temperatura superioară de recoacere tsr corespunde la η = 1012 Pa·s;* temperatura de înmuiere tm corespunde la η = 106,6 Pa·s;* temperatura de curgere tc corespunde la η = 104 Pa·s;* temperatura de prelucrare tp corespunde la η = 103 Pa·s.În figura 10.9 se ilustrează pe curba η = f(t) stabilirea punctelor fixe ale
sticlei şi se prezintă valorile acestor puncte pentru câteva tipuri de sticle uzuale. Comportarea sticlei în stare vâscoasă prezintă importanţă deosebită pentru
prelucrare deoarece aceasta trebuie să se desfăşoare intr-un interval de temperaturiastfel ales încât pe de o parte vâscozitatea să fie suficient de mică pentru ca prinfasonare să se obţină forma corespunzătoare a obiectului, iar pe de altă parte, lasfârşitul prelucrării vâscozitatea să fie suficient de ridicată pentru evitareadeformării necontrolate sub greutatea proprie a obiectului fasonat.
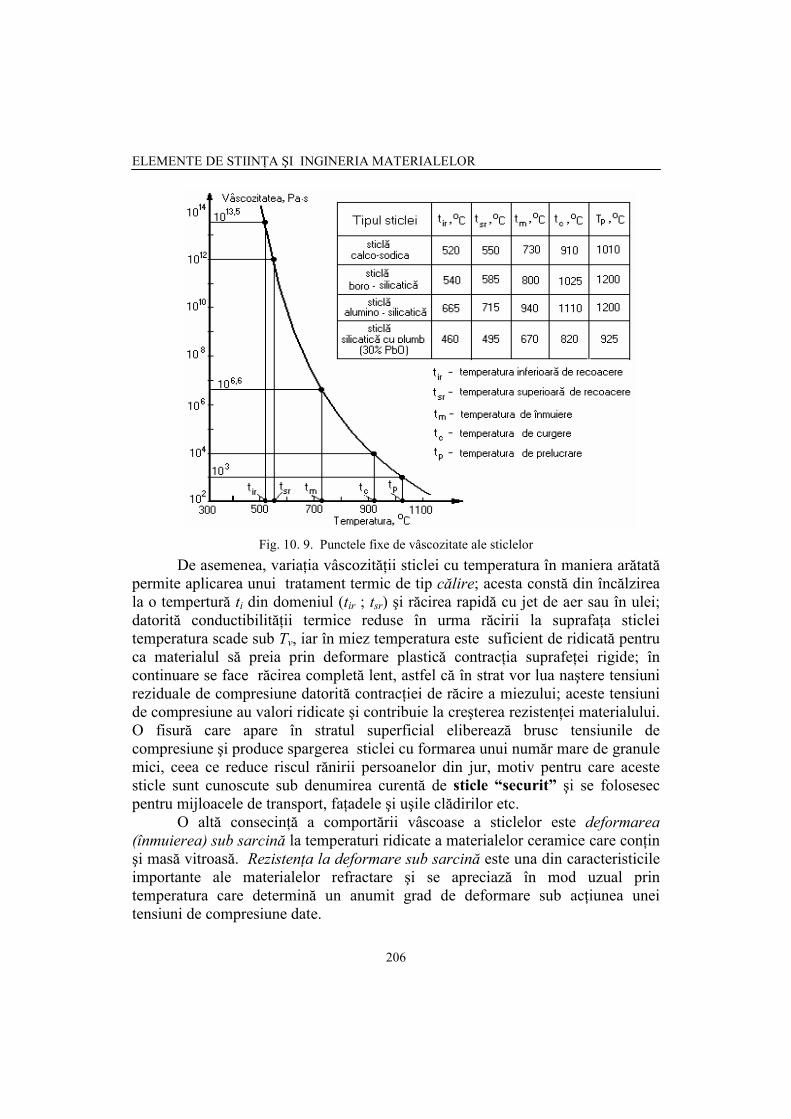
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
206
Fig. 10. 9. Punctele fixe de vâscozitate ale sticlelorDe asemenea, variaţia vâscozităţii sticlei cu temperatura în maniera arătată
permite aplicarea unui tratament termic de tip călire; acesta constă din încălzireala o tempertură ti din domeniul (tir ; tsr) şi răcirea rapidă cu jet de aer sau în ulei;datorită conductibilităţii termice reduse în urma răcirii la suprafaţa sticleitemperatura scade sub Tv, iar în miez temperatura este suficient de ridicată pentruca materialul să preia prin deformare plastică contracţia suprafeţei rigide; încontinuare se face răcirea completă lent, astfel că în strat vor lua naştere tensiunireziduale de compresiune datorită contracţiei de răcire a miezului; aceste tensiunide compresiune au valori ridicate şi contribuie la creşterea rezistenţei materialului.O fisură care apare în stratul superficial eliberează brusc tensiunile decompresiune şi produce spargerea sticlei cu formarea unui număr mare de granulemici, ceea ce reduce riscul rănirii persoanelor din jur, motiv pentru care acestesticle sunt cunoscute sub denumirea curentă de sticle “securit” şi se folosesecpentru mijloacele de transport, faţadele şi uşile clădirilor etc.
O altă consecinţă a comportării vâscoase a sticlelor este deformarea(înmuierea) sub sarcină la temperaturi ridicate a materialelor ceramice care conţinşi masă vitroasă. Rezistenţa la deformare sub sarcină este una din caracteristicileimportante ale materialelor refractare şi se apreciază în mod uzual printemperatura care determină un anumit grad de deformare sub acţiunea uneitensiuni de compresiune date.
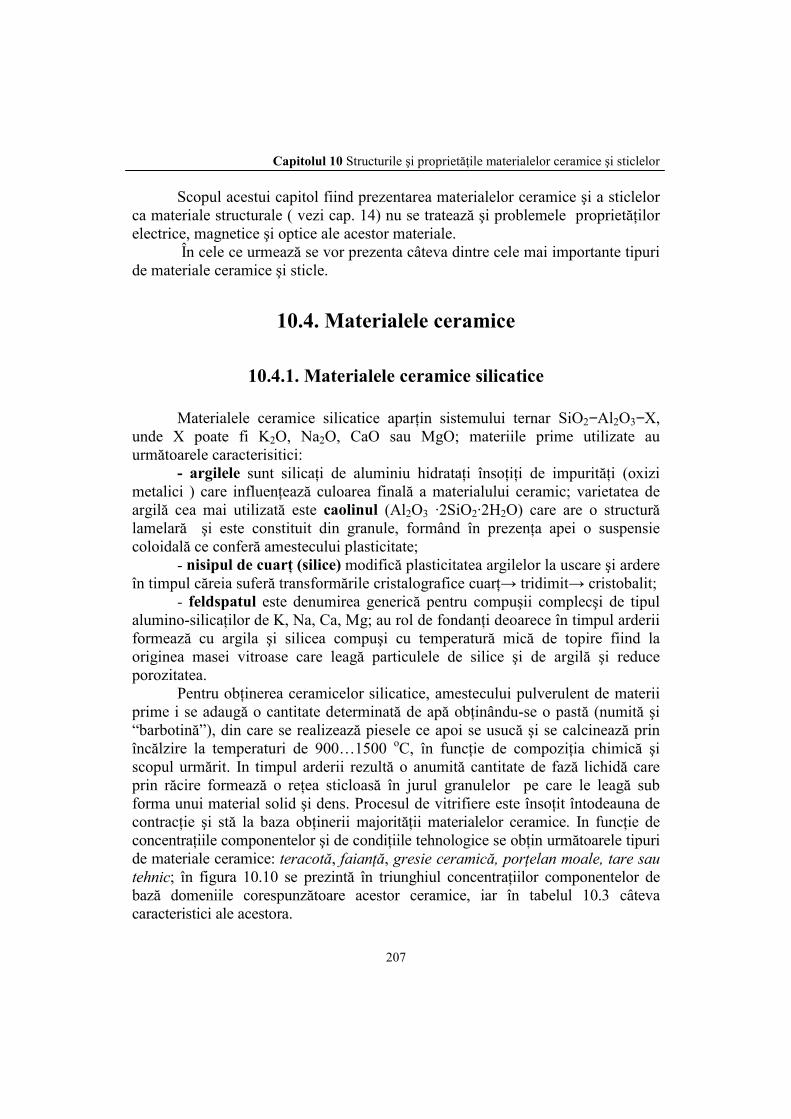
Capitolul 10 Structurile şi proprietăţile materialelor ceramice şi sticlelor
207
Scopul acestui capitol fiind prezentarea materialelor ceramice şi a sticlelorca materiale structurale ( vezi cap. 14) nu se tratează şi problemele proprietăţilorelectrice, magnetice şi optice ale acestor materiale.
În cele ce urmează se vor prezenta câteva dintre cele mai importante tipuride materiale ceramice şi sticle.
10.4. Materialele ceramice
10.4.1. Materialele ceramice silicatice
Materialele ceramice silicatice aparţin sistemului ternar SiO2−Al2O3−X,unde X poate fi K2O, Na2O, CaO sau MgO; materiile prime utilizate auurmătoarele caracterisitici:
- argilele sunt silicaţi de aluminiu hidrataţi însoţiţi de impurităţi (oxizimetalici ) care influenţează culoarea finală a materialului ceramic; varietatea deargilă cea mai utilizată este caolinul (Al2O3 ·2SiO2·2H2O) care are o structurălamelară şi este constituit din granule, formând în prezenţa apei o suspensiecoloidală ce conferă amestecului plasticitate;
- nisipul de cuarţ (silice) modifică plasticitatea argilelor la uscare şi ardereîn timpul căreia suferă transformările cristalografice cuarţ→ tridimit→ cristobalit;
- feldspatul este denumirea generică pentru compuşii complecşi de tipulalumino-silicaţilor de K, Na, Ca, Mg; au rol de fondanţi deoarece în timpul arderiiformează cu argila şi silicea compuşi cu temperatură mică de topire fiind laoriginea masei vitroase care leagă particulele de silice şi de argilă şi reduceporozitatea.
Pentru obţinerea ceramicelor silicatice, amestecului pulverulent de materiiprime i se adaugă o cantitate determinată de apă obţinându-se o pastă (numită şi“barbotină”), din care se realizează piesele ce apoi se usucă şi se calcinează prinîncălzire la temperaturi de 900…1500 oC, în funcţie de compoziţia chimică şiscopul urmărit. In timpul arderii rezultă o anumită cantitate de fază lichidă careprin răcire formează o reţea sticloasă în jurul granulelor pe care le leagă subforma unui material solid şi dens. Procesul de vitrifiere este însoţit întodeauna decontracţie şi stă la baza obţinerii majorităţii materialelor ceramice. In funcţie deconcentraţiile componentelor şi de condiţiile tehnologice se obţin următoarele tipuride materiale ceramice: teracotă, faianţă, gresie ceramică, porţelan moale, tare sautehnic; în figura 10.10 se prezintă în triunghiul concentraţiilor componentelor debază domeniile corespunzătoare acestor ceramice, iar în tabelul 10.3 câtevacaracteristici ale acestora.

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
208
Structura ceramicelor fiind neomogenă, proprietăţile lor sunt influenţateputernic de raportul dintre cantitatea de fază cristalină şi cantitatea de fazăvitroasă. Creşterea conţinutului de feldspat (deci a masei vitroase) determinăreducerea rezistenţei mecanice şi a rezistivităţii electrice; creşterea conţinutului decaolin şi de silice, (faze cristaline) determină creşterea rezistenţei mecanice şi atemperaturii de utilizare.
Tabelul 10.3. Materialele ceramice pe bază de argile
Denumireamaterialului Caracteristici Domenii de utilizare
TeracotăPorozitate: 15…30 %Suprafaţa: glazurată sau nuTemperatura de ardere: 950…1050 oC
cărămizi, ţigle, ţevi ceramice
FaianţăPorozitate: 10…15 %Suprafaţa: glazurată, opacăTemperatura de ardere: 950…1200 oC
echipamente sanitare, vase,placaje etc.
Gresieceramică
Porozitate: 0,5…3 %Suprafaţa: glazurată sticloasăTemperatura de ardere: 1100…1300 oC
echipamente sanitare, placaje,pardoseli, aparatură pentrulaboratoare de chimie etc
PorţelanPorozitate: 0…2 %Suprafaţa: glazurată sticloasăTemperatura de ardere: 1100…1400 oC
izolatoare elctrice, condensatorielectrici, aparatură pentru
laboratoare de chimie, vase etc
Dintre materialele ceramice silicatice în tehnică răspândirea cea mai mareo au porţelanurile care sunt mase ceramice vitrifiate albe (translucide în stratsubţire) ale căror faze cristaline se pot stabili cu ajutorul diagramei binare deechilibru SiO2−Al2O3 prezentată în figura 10.11.
Analizând această diagramă se constată că sistemul SiO2−Al2O3 prezintătransformare eutectică, transformare peritectică şi formează un compus cu topireincongruentă; acest compus se numeşte mulit, corespunde formulei chimice3Al2O3·2SiO2, are formă aciculară, duritate ridicată şi este baza majorităţiiconstituenţilor materialelor ceramice silicatice. In acest sistem SiO2 cristalizeazăsub formă de cristobalit, care este un compus cu reţea CFC, în care baza oconstituie tetraedrii [SiO4], ceea ce îi conferă duritate ridicată, iar celălaltcomponent Al2O3 cristalizează sub formă de corindon, care este un compus cureţea hexagonală compactă de ioni de oxigen în care ionii de Al ocupă 3
2 din
golurile octaedrice. Analiza transformărilor la răcire a ceramicelor care au la bazăacest sistem se face la fel ca în cazul diagramelor de echilibru ale sistemelor dealiaje. Deoarece în condiţii industriale vitezele de răcire sunt mai mari decât cele
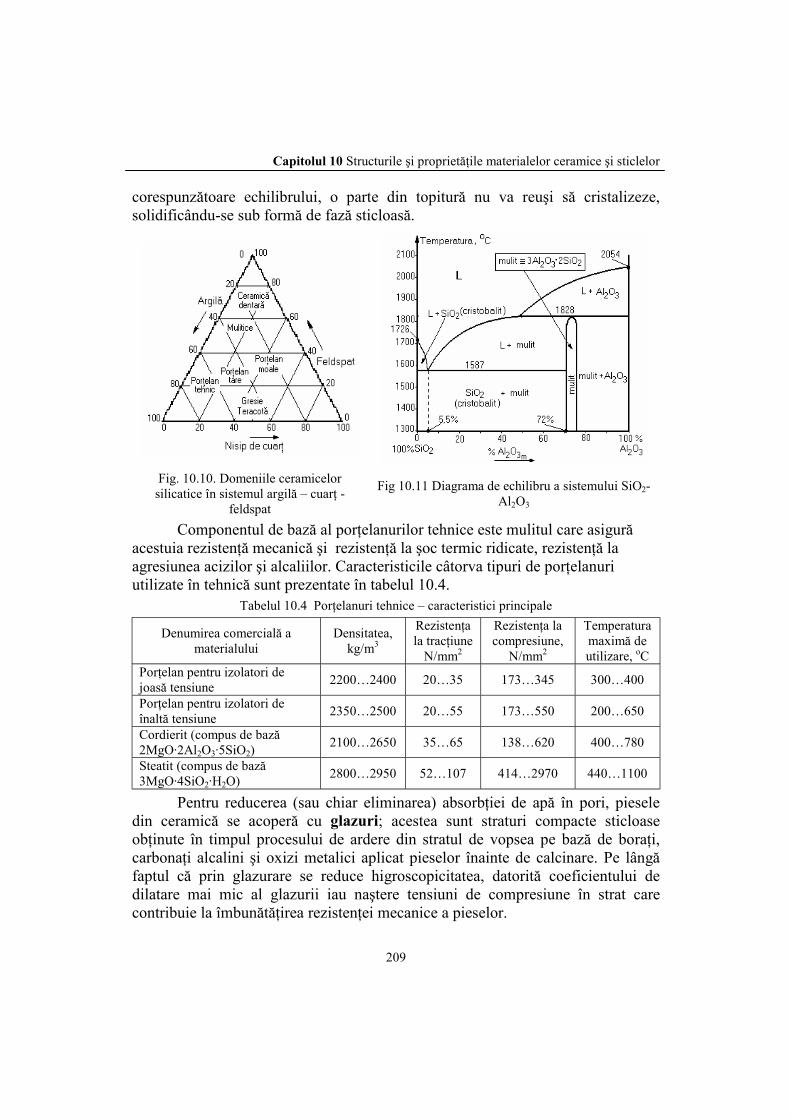
Capitolul 10 Structurile şi proprietăţile materialelor ceramice şi sticlelor
209
corespunzătoare echilibrului, o parte din topitură nu va reuşi să cristalizeze,solidificându-se sub formă de fază sticloasă.
Fig. 10.10. Domeniile ceramicelorsilicatice în sistemul argilă – cuarţ -
feldspat
Fig 10.11 Diagrama de echilibru a sistemului SiO2-Al2O3
Componentul de bază al porţelanurilor tehnice este mulitul care asigurăacestuia rezistenţă mecanică şi rezistenţă la şoc termic ridicate, rezistenţă laagresiunea acizilor şi alcaliilor. Caracteristicile câtorva tipuri de porţelanuriutilizate în tehnică sunt prezentate în tabelul 10.4.
Tabelul 10.4 Porţelanuri tehnice – caracteristici principale
Denumirea comercială amaterialului
Densitatea,kg/m3
Rezistenţala tracţiune
N/mm2
Rezistenţa lacompresiune,
N/mm2
Temperaturamaximă deutilizare, oC
Porţelan pentru izolatori dejoasă tensiune 2200…2400 20…35 173…345 300…400
Porţelan pentru izolatori deînaltă tensiune 2350…2500 20…55 173…550 200…650
Cordierit (compus de bază2MgO·2Al2O3·5SiO2)
2100…2650 35…65 138…620 400…780
Steatit (compus de bază3MgO·4SiO2·H2O) 2800…2950 52…107 414…2970 440…1100
Pentru reducerea (sau chiar eliminarea) absorbţiei de apă în pori, pieseledin ceramică se acoperă cu glazuri; acestea sunt straturi compacte sticloaseobţinute în timpul procesului de ardere din stratul de vopsea pe bază de boraţi,carbonaţi alcalini şi oxizi metalici aplicat pieselor înainte de calcinare. Pe lângăfaptul că prin glazurare se reduce higroscopicitatea, datorită coeficientului dedilatare mai mic al glazurii iau naştere tensiuni de compresiune în strat carecontribuie la îmbunătăţirea rezistenţei mecanice a pieselor.
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
210
10.4.2. Materialele ceramice oxidice
Materialele ceramice oxidice sunt materiale policristaline formate dinoxizi sau compuşi oxidici şi lipsite de faze sticloase. Datorită energiei mari delegătură a oxizilor, compuşii sunt foarte stabili la acţiunea agenţilor chimici şi auduritate şi rezistenţă la compresiune ridicate.
Componentei mai importanţi ai acestor ceramice sunt: oxizi (Al2O3, ZrO2,MgO, TiO2 şi BeO), titanaţi şi ferite.
Oxidul de aluminiu (Al2O3, alumina) are temperatura de topire 2054 oC şicristalizează sub formă de corindon aşa cum s-a arătat mai sus. Caracteristicile deexploatare ale pieselor pe bază de alumină depind în mare măsură de concentraţiamasică a acesteea; cu creşterea conţinutului de Al2O3 creşte rezistenţa lacompresiune, temperatura de utilizare şi rezistivitatea electrică; de exemplu, princreşterea % Al2O3 de la 85 % la 99,7 % rezistenţa la compresiune creşte de la1800 N/mm2 la 2500 N/mm2 iar temperatura de utilizare de la 1300 oC, la 1700 oCReprezintă cea mai importantă ceramică oxidică şi are utilizări multiple, cum ar fimaterialele refractare, materiale izolante, unelte de tăiat, abrazivi, implanturimedicale. In condiţii tehnologice deosebite şi cu materii prime de puritate înaltă,se obţine alumina transparentă utilizată în optica tehnică.
Oxidul de zirconiu (ZrO2) are temperatura de topire-solidificare 2690 oC şiprezintă mai multe forme alotropice: reţea monoclinică de la ta până la 1000 oC,tetragonală pe intervalul 1200…2370 oC şi cubică peste 2370 oC. Existenţatransformărilor alotropice care se produc cu creştere de volum înrăutăţeştecomportarea materialului; pentru evitarea acestor neajunsuri se adaugă CaO şi/sauMgO care în concentraţii mai mici de 10…15% se dizolvă în ZrO2 şi stabilizeazăstructura cubică ce se menţine de la temperatura de cristalizare până latemperatura ambiantă, aşa cum rezultă din figura 10.12 în care se prezintădiagrama de echilibru a sistemului ZrO2 – CaO;
Oxidul de magneziu (MgO – magnezită) are temperatura de topire 2800 oCşi constituie baza materialelor refractare pentru căptuşelile cu caracter bazic acuptoarelor. Pe lângă MgO, refractarele bazice pot conţine şi alţi oxizi dintre caremai des întâlniţi sunt CaO, Al2O3 şi Cr2O3. Pentru exemplificare, în figura 10.13se prezintă diagrama de echilibru a sistemului MgO − Al2O3, din care rezultăformarea compusului MgAl2O4 (sau MgOAl2O3) numit şi spinel, care este o fazăbertholidă cu topire congruentă (v.scap. 2.2); spinelul are o reţea cristalină cubicăcomplexă în care ionii Mg2+ ocupă interstiţiile tetraedrice, iar ionii Al3+ ocupăinterstiţii octaedrice; tipul de structură spinelică este frecvent întâlnită, loculionilor Mg2+ şi Al3+ fiind luat de alte metale.
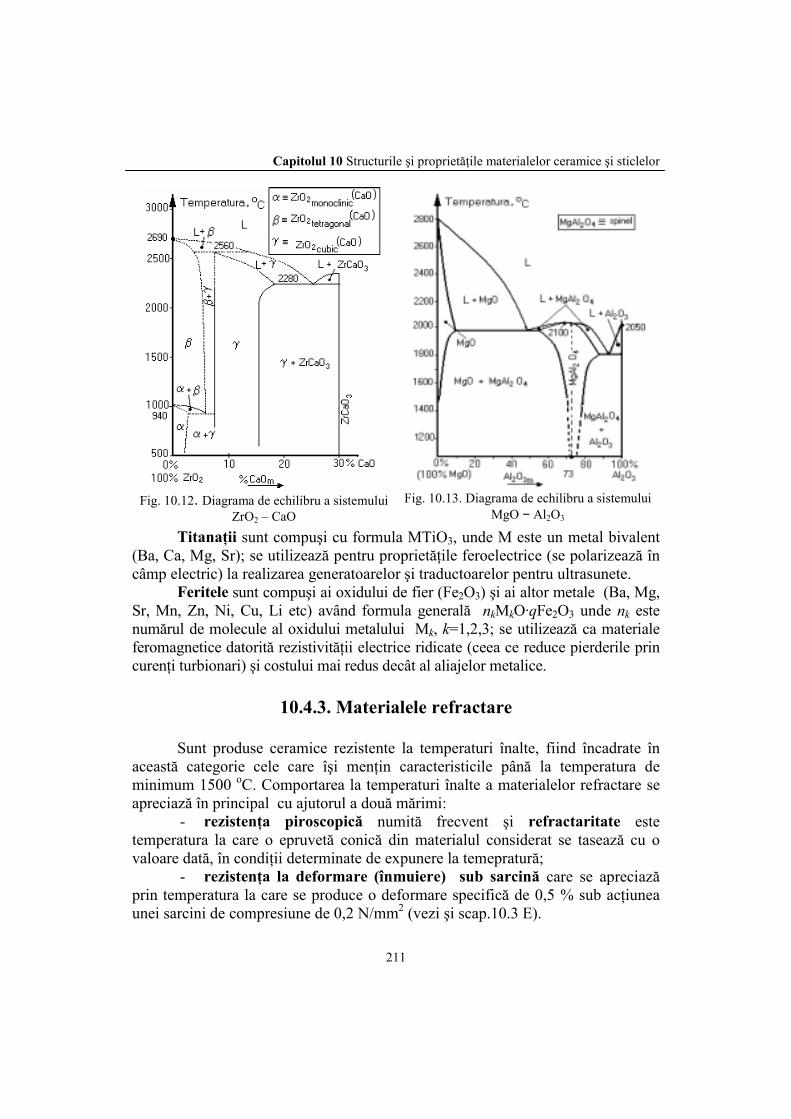
Capitolul 10 Structurile şi proprietăţile materialelor ceramice şi sticlelor
211
Fig. 10.12. Diagrama de echilibru a sistemuluiZrO2 – CaO
Fig. 10.13. Diagrama de echilibru a sistemuluiMgO − Al2O3
Titanaţii sunt compuşi cu formula MTiO3, unde M este un metal bivalent(Ba, Ca, Mg, Sr); se utilizează pentru proprietăţile feroelectrice (se polarizează încâmp electric) la realizarea generatoarelor şi traductoarelor pentru ultrasunete.
Feritele sunt compuşi ai oxidului de fier (Fe2O3) şi ai altor metale (Ba, Mg,Sr, Mn, Zn, Ni, Cu, Li etc) având formula generală nkMkO·qFe2O3 unde nk estenumărul de molecule al oxidului metalului Mk, k=1,2,3; se utilizează ca materialeferomagnetice datorită rezistivităţii electrice ridicate (ceea ce reduce pierderile princurenţi turbionari) şi costului mai redus decât al aliajelor metalice.
10.4.3. Materialele refractare
Sunt produse ceramice rezistente la temperaturi înalte, fiind încadrate înaceastă categorie cele care îşi menţin caracteristicile până la temperatura deminimum 1500 oC. Comportarea la temperaturi înalte a materialelor refractare seapreciază în principal cu ajutorul a două mărimi:
- rezistenţa piroscopică numită frecvent şi refractaritate estetemperatura la care o epruvetă conică din materialul considerat se tasează cu ovaloare dată, în condiţii determinate de expunere la temepratură;
- rezistenţa la deformare (înmuiere) sub sarcină care se apreciazăprin temperatura la care se produce o deformare specifică de 0,5 % sub acţiuneaunei sarcini de compresiune de 0,2 N/mm2 (vezi şi scap.10.3 E).
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
212
În procesul de fabricaţie refractarele se ard la temperaturi ridicate şi semenţin mai multe ore la temperatura maximă până la apariţia fazei lichide, iarrăcirea se face foarte lent, timp de mai multe zile pentru a da posibilitateacristalizării cvasitotalităţii fazei lichide. În aceste condiţii, vor exista două tipuride faze cristaline: faze cristaline primare sub formă de cristale mari, insolubile întopitură şi faze cristaline secundare, care provin din cristalizarea topiturii înperioada de răcire şi se prezintă sub formă de cristale mici. Restul de fază lichidăcare nu cristalizează va constitui fază vitroasă şi prezenţa sa limiteazăproprietăţile de utilizare ale materialelor refractare prin micşorarea temperaturii deînmuiere sub sarcină.
Diversitatea materialelor refractare este foarte mare, oxizii care stau la bazacompoziţiei lor chimice putându-se grupa în trei categorii: a) SiO2 şi ZrO2;b) MgO şi CaO; c) Al2O3 şi Cr2O3. Principalele tipuri de materiale refractare înfuncţie de componentele preponderente sunt prezentate pe schema dinfigura 10.14.
În industria petrolieră şi petrochimică se utilizează în mod frecventrefractarele din sistemul SiO2–Al2O3, a cărui diagramă de echilibru a fostprezentată în figura 10.11. Ele se caracterizează prin temperaturi de înmuiereridicate, rezistenţă la şoc termic şi conferă căptuşelilor cuptoarelor caracter acid.Din diagrama de echilibru se constată că trebuie evitate compoziţiile cuconcentraţia de Al2O3 apropiată de cea eutectică (5,5 % Al2O3) deoarece autemperatura de topire cea mai scăzută. Domeniile principalelor tipuri de refractaresilicatice din sistemul SiO2–Al2O3 şi domeniile temperaturilor caracteristice(refractaritatea şi temperatura de înmuiere sub sarcină) sunt prezentate înfigura 10.15 din care rezultă următoarele:
• refractarele silica (% SiO2> 93%) au refractaritatea şi temperatura deînmuiere foarte apropiate putând fi utilizate până la temperaturi de 1650 oC;aceeastă comportare se explică prin proprietatea cuarţului de a forma larecristalizare în fază solidă reţele complexe de tip tridimit (v. scap. 10.2) şivâscozităţii ridicate a sticlei silicioase prezentă ca fază vitroasă în aceste ceramici;
• şamota (%SiO2 = 60…70%, şi %Al2O3 = 40…30%) are caracteristicimai reduse decât refractarele silicatice; prezenţa unei cantităţi mai mari de fazăsticloasă face ca diferenţa dintre refractaritate şi temperatura de înmuiere subsarcină să fie mai mare;
• refractarele silimanitice (superaluminoase) cu %SiO2 = 36…20%, şi%Al2O3 = 63…80% au structură mulitică (v. figura 10.11) şi pot fi utilizate pânăla cca 1800 oC în cazul încălzirilor de scurtă durată şi până la temperaturi de1650 oC în cazul solicitărilor şi/sau încălzirilor de lungă durată;
• refractarele corindonice sau mulito-corindonice sunt fabricate din
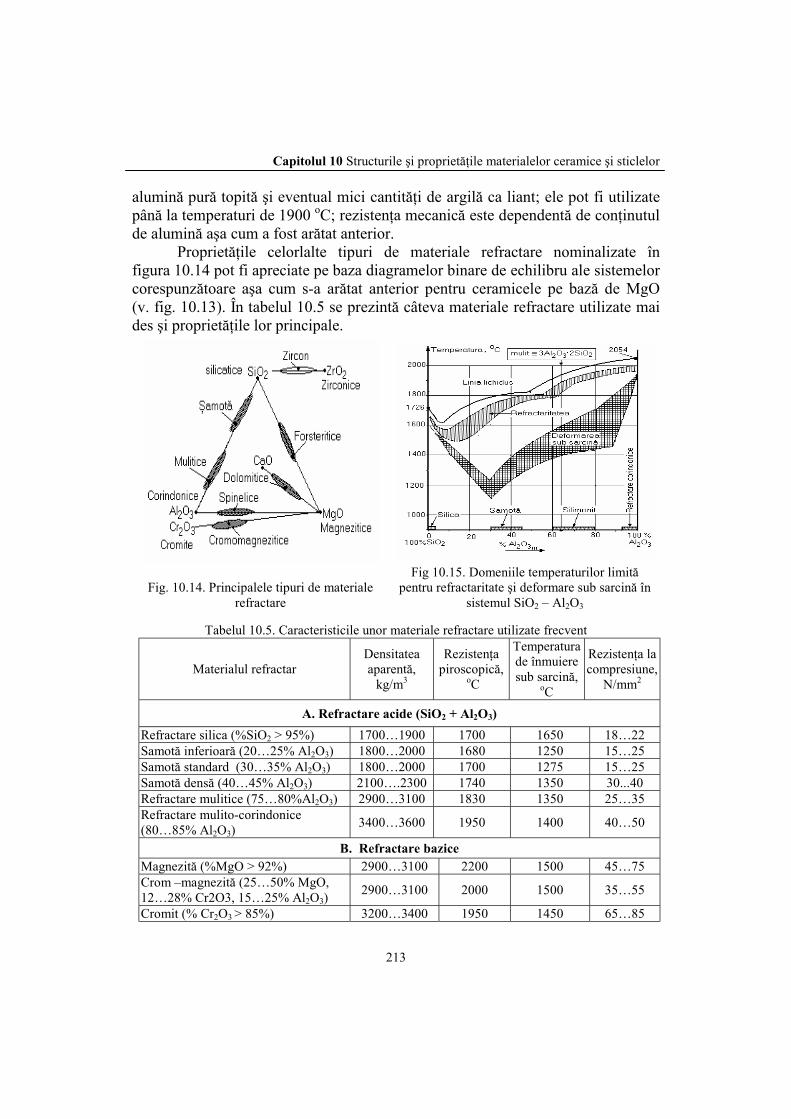
Capitolul 10 Structurile şi proprietăţile materialelor ceramice şi sticlelor
213
alumină pură topită şi eventual mici cantităţi de argilă ca liant; ele pot fi utilizatepână la temperaturi de 1900 oC; rezistenţa mecanică este dependentă de conţinutulde alumină aşa cum a fost arătat anterior.
Proprietăţile celorlalte tipuri de materiale refractare nominalizate înfigura 10.14 pot fi apreciate pe baza diagramelor binare de echilibru ale sistemelorcorespunzătoare aşa cum s-a arătat anterior pentru ceramicele pe bază de MgO(v. fig. 10.13). În tabelul 10.5 se prezintă câteva materiale refractare utilizate maides şi proprietăţile lor principale.
Fig. 10.14. Principalele tipuri de materialerefractare
Fig 10.15. Domeniile temperaturilor limităpentru refractaritate şi deformare sub sarcină în
sistemul SiO2 – Al2O3
Tabelul 10.5. Caracteristicile unor materiale refractare utilizate frecvent
Materialul refractarDensitateaaparentă,
kg/m3
Rezistenţapiroscopică,
oC
Temperaturade înmuieresub sarcină,
oC
Rezistenţa lacompresiune,
N/mm2
A. Refractare acide (SiO2 + Al2O3)Refractare silica (%SiO2 > 95%) 1700…1900 1700 1650 18…22Samotă inferioară (20…25% Al2O3) 1800…2000 1680 1250 15…25Samotă standard (30…35% Al2O3) 1800…2000 1700 1275 15…25Samotă densă (40…45% Al2O3) 2100….2300 1740 1350 30...40Refractare mulitice (75…80%Al2O3) 2900…3100 1830 1350 25…35Refractare mulito-corindonice(80…85% Al2O3)
3400…3600 1950 1400 40…50
B. Refractare baziceMagnezită (%MgO > 92%) 2900…3100 2200 1500 45…75Crom –magnezită (25…50% MgO,12…28% Cr2O3, 15…25% Al2O3)
2900…3100 2000 1500 35…55
Cromit (% Cr2O3 > 85%) 3200…3400 1950 1450 65…85

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
214
10.4.4. Materialele ceramice neoxidice
Materialele ceramice neoxidice sunt compuşi de tipul carburi, nitruri,boruri sau siliciuri ale căror unităţi structurale au la bază de obicei legăturicovalente care le conferă temperaturi înalte de topire sau de descompunere modulde elasticitate şi duritate ridicate. Aceste caracteristici le-a impus ca materialedestinate unor categorii largi de aplicaţii pentru obţinerea de piese prin sinterizaresau sub formă de fibre pentru obţinerea materialelor compozite (v. cap 12).
Câteva ceramice neoxidice şi proprietăţile lor mai importante suntprezentate în tabelul 10.6.
Carbura de siliciu cristalizează într-un număr mare de forme alotropicecu densităţi aproape egale şi structuri de tip hexagonal, romboedric sau cubic,bazate preponderent pe legătura covalentă. Aceste structuri îi conferă duritateamare stabilitate termică, conductibilitate electrică şi rezistenţă la oxidare (latemperaturi de peste 1500 oC se acoperă cu un strat de SiO2). În practică seutilizează de obicei produse sinterizate împreună cu un liant care este tot unmaterial ceramic refractar. Cele mai comune utilizări sunt ca materialeabrazive şi ca materiale pentru rezistenţe de încălzire electrică a cuptoarelor(cunoscute sub denumirea comercială de “bare de silită”).
Nitrura de siliciu cristalizează în sitemul hexagonal, iar ponderealegăturilor covalente este de cca 70 %; se caracterizează prin rezistenţă mecanicăridicată şi comportare bună la fluaj, menţinându-şi practic nemodificatecaracteristicile până la 1400 oC; este un material din categoria ceramicelor tehnicede performanţă din care se pot obţine piese complicate, cu stabilitate dimensionalăbună la variaţii de temperatură.
Prin procedee tehnologice moderne s-a reuşit înlocuirea unor atomi desiliciu şi de azot cu atomi de aluminiu şi oxigen, obţinându-se o clasă nouă demateriale ceramice denumite sialon (de la Si−Al−O−N) ale căror unităţistructurale sunt tetraedrii (SixAl1−x)(OyN1−y)4−; prin variaţia legăturiloratomice şi ionice se obţin structuri noi şi deci proprietăţi noi, printre care ceamai importantă o reprezintă stabilitatea până la 1800 oC, ceea ce a făcut casialonurile să fie utilizate pe scară din ce înce mai mare la fabricarea unorpiese puternic solicitate.
Nitrura de bor poate cristaliza în sistemul cubic şi în sistemul hexagonal;cristalizată în sistemul cubic (nitrura cubică de bor sau CBN) are duritateaapropiată de a diamntului, fiind materialul sintetic cu cea mai mare duritate;cristalizată în sistemul hexagonal (ca şi grafitul) este utlizată pentru fabricareaunor piese prin sinterizare şi pentru electrozi de sudură.
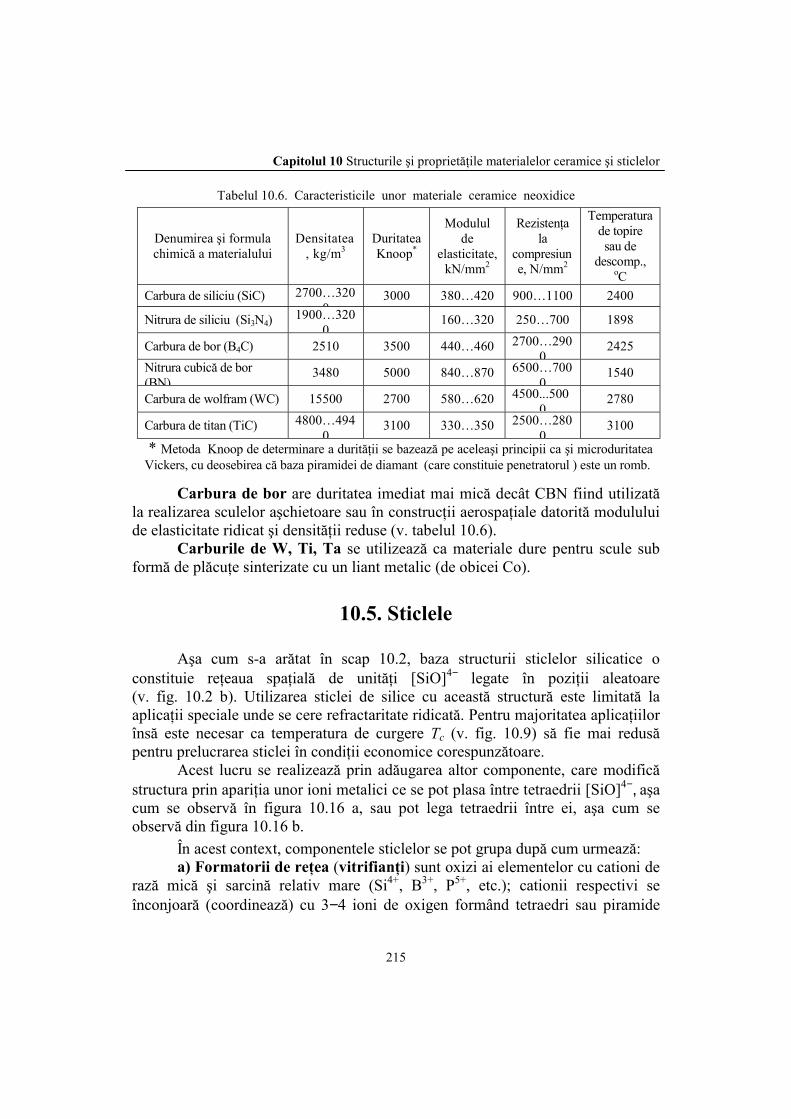
Capitolul 10 Structurile şi proprietăţile materialelor ceramice şi sticlelor
215
Tabelul 10.6. Caracteristicile unor materiale ceramice neoxidice
Denumirea şi formulachimică a materialului
Densitatea, kg/m3
DuritateaKnoop*
Modululde
elasticitate,kN/mm2
Rezistenţala
compresiune, N/mm2
Temperaturade topiresau de
descomp.,oC
Carbura de siliciu (SiC) 2700…3200
3000 380…420 900…1100 2400
Nitrura de siliciu (Si3N4) 1900…3200
160…320 250…700 1898
Carbura de bor (B4C) 2510 3500 440…460 2700…2900
2425Nitrura cubică de bor(BN)
3480 5000 840…870 6500…7000
1540
Carbura de wolfram (WC) 15500 2700 580…620 4500...5000
2780
Carbura de titan (TiC) 4800…4940
3100 330…350 2500…2800
3100
* Metoda Knoop de determinare a durităţii se bazează pe aceleaşi principii ca şi microduritateaVickers, cu deosebirea că baza piramidei de diamant (care constituie penetratorul ) este un romb.
Carbura de bor are duritatea imediat mai mică decât CBN fiind utilizatăla realizarea sculelor aşchietoare sau în construcţii aerospaţiale datorită modululuide elasticitate ridicat şi densităţii reduse (v. tabelul 10.6).
Carburile de W, Ti, Ta se utilizează ca materiale dure pentru scule subformă de plăcuţe sinterizate cu un liant metalic (de obicei Co).
10.5. Sticlele
Aşa cum s-a arătat în scap 10.2, baza structurii sticlelor silicatice oconstituie reţeaua spaţială de unităţi [SiO]4− legate în poziţii aleatoare(v. fig. 10.2 b). Utilizarea sticlei de silice cu această structură este limitată laaplicaţii speciale unde se cere refractaritate ridicată. Pentru majoritatea aplicaţiilorînsă este necesar ca temperatura de curgere Tc (v. fig. 10.9) să fie mai redusăpentru prelucrarea sticlei în condiţii economice corespunzătoare.
Acest lucru se realizează prin adăugarea altor componente, care modificăstructura prin apariţia unor ioni metalici ce se pot plasa între tetraedrii [SiO]4−, aşacum se observă în figura 10.16 a, sau pot lega tetraedrii între ei, aşa cum seobservă din figura 10.16 b.
În acest context, componentele sticlelor se pot grupa după cum urmează:a) Formatorii de reţea (vitrifianţi) sunt oxizi ai elementelor cu cationi de
rază mică şi sarcină relativ mare (Si4+, B3+, P5+, etc.); cationii respectivi seînconjoară (coordinează) cu 3−4 ioni de oxigen formând tetraedri sau piramide
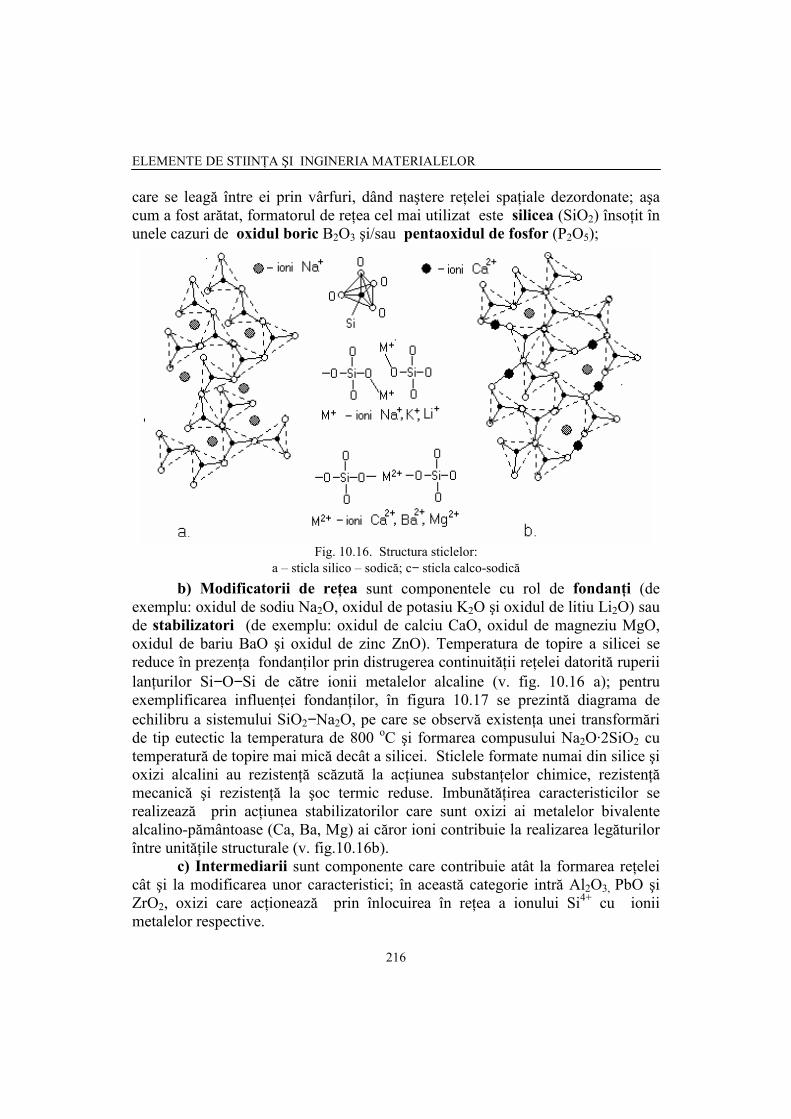
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
216
care se leagă între ei prin vârfuri, dând naştere reţelei spaţiale dezordonate; aşacum a fost arătat, formatorul de reţea cel mai utilizat este silicea (SiO2) însoţit înunele cazuri de oxidul boric B2O3 şi/sau pentaoxidul de fosfor (P2O5);
Fig. 10.16. Structura sticlelor:a – sticla silico – sodică; c− sticla calco-sodică
b) Modificatorii de reţea sunt componentele cu rol de fondanţi (deexemplu: oxidul de sodiu Na2O, oxidul de potasiu K2O şi oxidul de litiu Li2O) saude stabilizatori (de exemplu: oxidul de calciu CaO, oxidul de magneziu MgO,oxidul de bariu BaO şi oxidul de zinc ZnO). Temperatura de topire a silicei sereduce în prezenţa fondanţilor prin distrugerea continuităţii reţelei datorită ruperiilanţurilor Si−O−Si de către ionii metalelor alcaline (v. fig. 10.16 a); pentruexemplificarea influenţei fondanţilor, în figura 10.17 se prezintă diagrama deechilibru a sistemului SiO2−Na2O, pe care se observă existenţa unei transformăride tip eutectic la temperatura de 800 oC şi formarea compusului Na2O·2SiO2 cutemperatură de topire mai mică decât a silicei. Sticlele formate numai din silice şioxizi alcalini au rezistenţă scăzută la acţiunea substanţelor chimice, rezistenţămecanică şi rezistenţă la şoc termic reduse. Imbunătăţirea caracteristicilor serealizează prin acţiunea stabilizatorilor care sunt oxizi ai metalelor bivalentealcalino-pământoase (Ca, Ba, Mg) ai căror ioni contribuie la realizarea legăturilorîntre unităţile structurale (v. fig.10.16b).
c) Intermediarii sunt componente care contribuie atât la formarea reţeleicât şi la modificarea unor caracteristici; în această categorie intră Al2O3, PbO şiZrO2, oxizi care acţionează prin înlocuirea în reţea a ionului Si4+ cu ioniimetalelor respective.
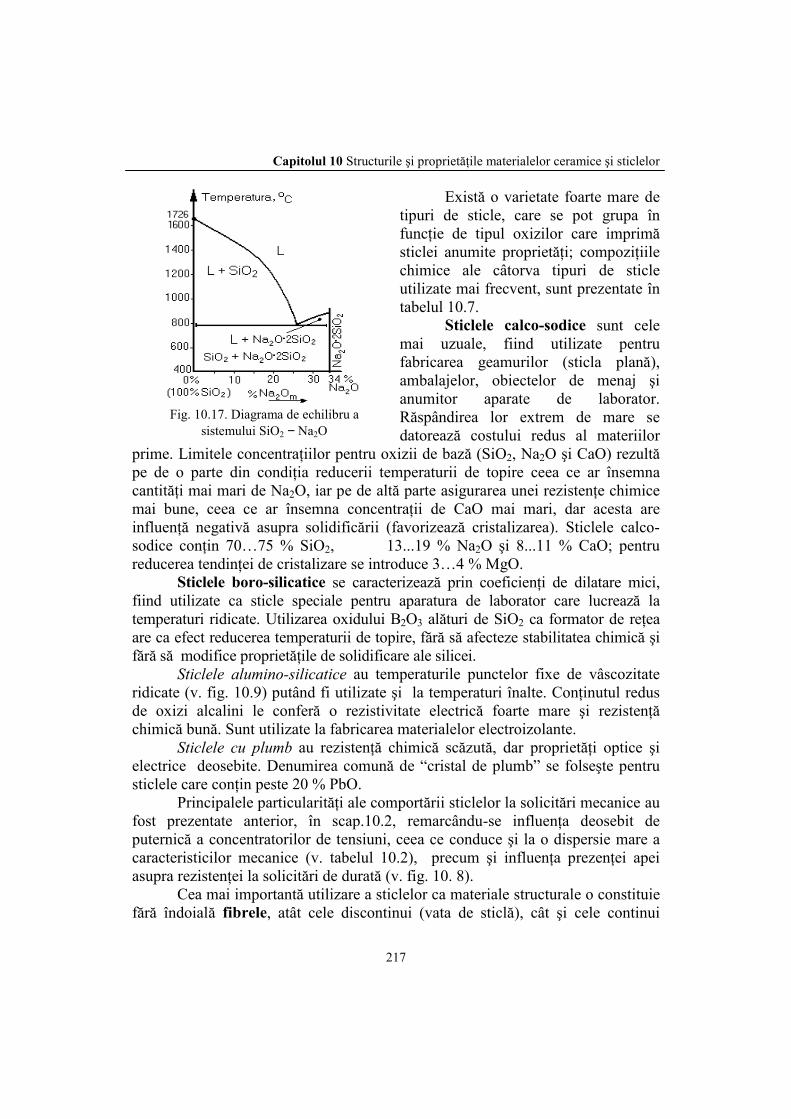
Capitolul 10 Structurile şi proprietăţile materialelor ceramice şi sticlelor
217
Există o varietate foarte mare detipuri de sticle, care se pot grupa înfuncţie de tipul oxizilor care imprimăsticlei anumite proprietăţi; compoziţiilechimice ale câtorva tipuri de sticleutilizate mai frecvent, sunt prezentate întabelul 10.7.
Sticlele calco-sodice sunt celemai uzuale, fiind utilizate pentrufabricarea geamurilor (sticla plană),ambalajelor, obiectelor de menaj şianumitor aparate de laborator.Răspândirea lor extrem de mare sedatorează costului redus al materiilor
prime. Limitele concentraţiilor pentru oxizii de bază (SiO2, Na2O şi CaO) rezultăpe de o parte din condiţia reducerii temperaturii de topire ceea ce ar însemnacantităţi mai mari de Na2O, iar pe de altă parte asigurarea unei rezistenţe chimicemai bune, ceea ce ar însemna concentraţii de CaO mai mari, dar acesta areinfluenţă negativă asupra solidificării (favorizează cristalizarea). Sticlele calco-sodice conţin 70…75 % SiO2, 13...19 % Na2O şi 8...11 % CaO; pentrureducerea tendinţei de cristalizare se introduce 3…4 % MgO.
Sticlele boro-silicatice se caracterizează prin coeficienţi de dilatare mici,fiind utilizate ca sticle speciale pentru aparatura de laborator care lucrează latemperaturi ridicate. Utilizarea oxidului B2O3 alături de SiO2 ca formator de reţeaare ca efect reducerea temperaturii de topire, fără să afecteze stabilitatea chimică şifără să modifice proprietăţile de solidificare ale silicei.
Sticlele alumino-silicatice au temperaturile punctelor fixe de vâscozitateridicate (v. fig. 10.9) putând fi utilizate şi la temperaturi înalte. Conţinutul redusde oxizi alcalini le conferă o rezistivitate electrică foarte mare şi rezistenţăchimică bună. Sunt utilizate la fabricarea materialelor electroizolante.
Sticlele cu plumb au rezistenţă chimică scăzută, dar proprietăţi optice şielectrice deosebite. Denumirea comună de “cristal de plumb” se folseşte pentrusticlele care conţin peste 20 % PbO.
Principalele particularităţi ale comportării sticlelor la solicitări mecanice aufost prezentate anterior, în scap.10.2, remarcându-se influenţa deosebit deputernică a concentratorilor de tensiuni, ceea ce conduce şi la o dispersie mare acaracteristicilor mecanice (v. tabelul 10.2), precum şi influenţa prezenţei apeiasupra rezistenţei la solicitări de durată (v. fig. 10. 8).
Cea mai importantă utilizare a sticlelor ca materiale structurale o constituiefără îndoială fibrele, atât cele discontinui (vata de sticlă), cât şi cele continui
Fig. 10.17. Diagrama de echilibru asistemului SiO2 − Na2O
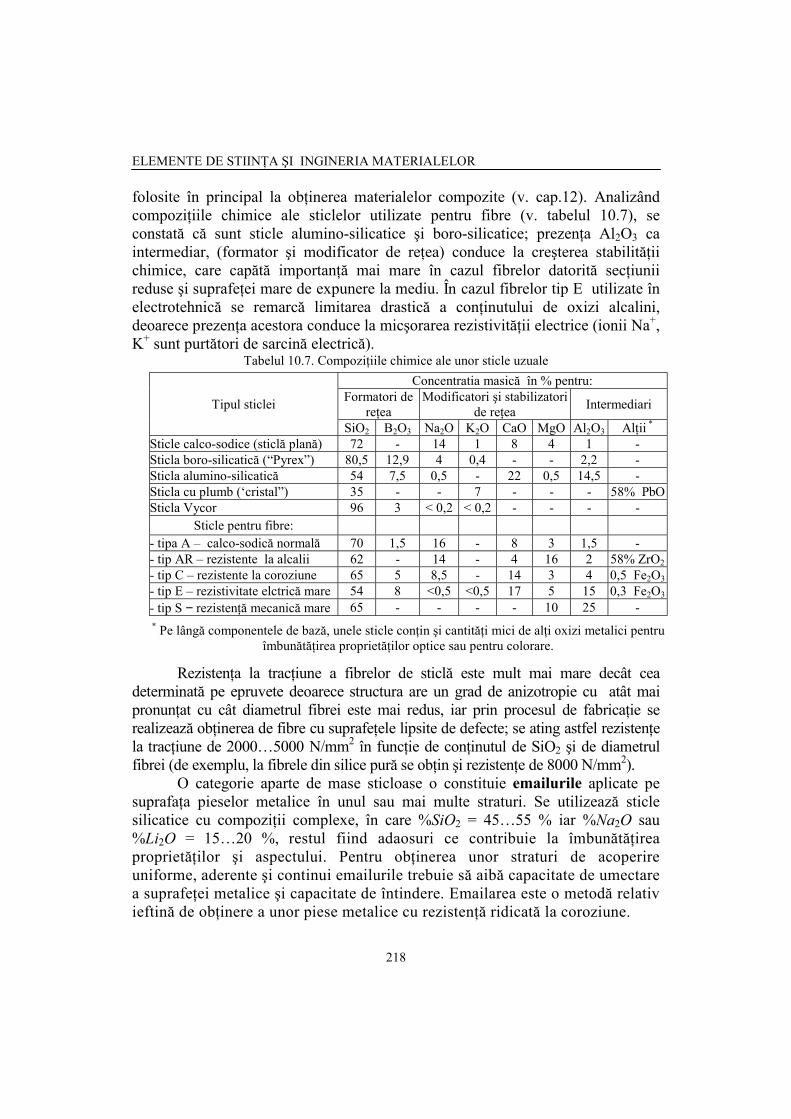
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
218
folosite în principal la obţinerea materialelor compozite (v. cap.12). Analizândcompoziţiile chimice ale sticlelor utilizate pentru fibre (v. tabelul 10.7), seconstată că sunt sticle alumino-silicatice şi boro-silicatice; prezenţa Al2O3 caintermediar, (formator şi modificator de reţea) conduce la creşterea stabilităţiichimice, care capătă importanţă mai mare în cazul fibrelor datorită secţiuniireduse şi suprafeţei mare de expunere la mediu. În cazul fibrelor tip E utilizate înelectrotehnică se remarcă limitarea drastică a conţinutului de oxizi alcalini,deoarece prezenţa acestora conduce la micşorarea rezistivităţii electrice (ionii Na+,K+ sunt purtători de sarcină electrică).
Tabelul 10.7. Compoziţiile chimice ale unor sticle uzualeConcentratia masică în % pentru:
Formatori dereţea
Modificatori şi stabilizatoride reţea IntermediariTipul sticlei
SiO2 B2O3 Na2O K2O CaO MgO Al2O3 Alţii *
Sticle calco-sodice (sticlă plană) 72 - 14 1 8 4 1 -Sticla boro-silicatică (“Pyrex”) 80,5 12,9 4 0,4 - - 2,2 -Sticla alumino-silicatică 54 7,5 0,5 - 22 0,5 14,5 -Sticla cu plumb (‘cristal”) 35 - - 7 - - - 58% PbOSticla Vycor 96 3 < 0,2 < 0,2 - - - -
Sticle pentru fibre:- tipa A – calco-sodică normală 70 1,5 16 - 8 3 1,5 -- tip AR – rezistente la alcalii 62 - 14 - 4 16 2 58% ZrO2- tip C – rezistente la coroziune 65 5 8,5 - 14 3 4 0,5 Fe2O3- tip E – rezistivitate elctrică mare 54 8 <0,5 <0,5 17 5 15 0,3 Fe2O3
- tip S − rezistenţă mecanică mare 65 - - - - 10 25 -* Pe lângă componentele de bază, unele sticle conţin şi cantităţi mici de alţi oxizi metalici pentru
îmbunătăţirea proprietăţilor optice sau pentru colorare.
Rezistenţa la tracţiune a fibrelor de sticlă este mult mai mare decât ceadeterminată pe epruvete deoarece structura are un grad de anizotropie cu atât maipronunţat cu cât diametrul fibrei este mai redus, iar prin procesul de fabricaţie serealizează obţinerea de fibre cu suprafeţele lipsite de defecte; se ating astfel rezistenţela tracţiune de 2000…5000 N/mm2 în funcţie de conţinutul de SiO2 şi de diametrulfibrei (de exemplu, la fibrele din silice pură se obţin şi rezistenţe de 8000 N/mm2).
O categorie aparte de mase sticloase o constituie emailurile aplicate pesuprafaţa pieselor metalice în unul sau mai multe straturi. Se utilizează sticlesilicatice cu compoziţii complexe, în care %SiO2 = 45…55 % iar %Na2O sau%Li2O = 15…20 %, restul fiind adaosuri ce contribuie la îmbunătăţireaproprietăţilor şi aspectului. Pentru obţinerea unor straturi de acoperireuniforme, aderente şi continui emailurile trebuie să aibă capacitate de umectarea suprafeţei metalice şi capacitate de întindere. Emailarea este o metodă relativieftină de obţinere a unor piese metalice cu rezistenţă ridicată la coroziune.

Capitolul 10 Structurile şi proprietăţile materialelor ceramice şi sticlelor
219
10.6. Materialele vitroceramice
Materialele vitroceramice sunt materiale policristaline de tipul alumino-silicaţilor obţinute printr-o tehnologie asemănătoare cu cea a sticlei, dar suntsupuse unui proces de cristalizare controlată.
Baza topiturii o constituie o sticlă simplă, de obicei pe bază de alumino-silicat de litiu în care se adaugă germeni de cristalizare ce pot fi: oxizi cutemperaturi înalte de topire (TiO2, ZrO2, P2O5, Cr2O3), fluoruri sau chiar metale(Ag, Au, Pt, Cu); la răcirea topiturii germinarea se produce rapid în toată masa,cantitatea de structură cristalină depinzând de condiţiile în care se face răcirea; înmaterialele vitroceramice uzuale cristalele pot reprezenta 50…95 % din volumultotal, restul fiind masă vitroasă ce leagă între ele aceste cristale. Compoziţiatopiturii şi tipul germenilor de cristalizare se aleg astfel încât proprietăţilecristalelor şi ale sticlei intercristaline să fie corespunzătoare scopului urmărit.Calitatea vitroceramului depinde esenţial de uniformitatea germinării în toatămasa topiturii şi de posibilitatea de a controla numărul germenilor de cristalizare.
Materialele vitroceramice au rezistenţă mecanică ridicată, coeficient dedilatare foarte mic (deci rezistenţă la şoc termic), proprietăţi optice şi electricedeosebite, fiind utilizate în cele mai diverse domenii, de la scuturile termicepentru vehicule spaţiale, placajele rezistente la coroziune în industria chimică,până la vasele de bucătărie termorezistente.
10.7. Cimentul
Este un material pulverulent constituit din silicaţi şi aluminaţi de calciucare sunt compuşi anhidri, instabili în prezenţa apei; amestecaţi cu apa eiformează compuşi hidrataţi, stabili şi cristalizaţi. Reacţia de hidratare esteexotermă şi în urma desfăşurării complete se obţine o masă rezistentă cu rol deliant pentru particulele altor materiale înglobate (nisip şi pietriş).
Principalele componente ale cimentului şi concentraţiile masice ale acestorasunt:
• silicatul dicalcic 2CaO·SiO2 (simbol C2S) se află în proporţie de0…30 %, are întărire lentă cu degajare redusă de căldură;
• silicatul tricalcic 3CaO·SiO2 (simbol C3S) se află în proporţie de40...80 %, are întărire rapidă cu degajare mare de căldură;
• aluminatul tricalcic 3CaO·Al2O3 (simbol C3A) se află în proporţie de7...15 % şi are întărire rapidă la început;
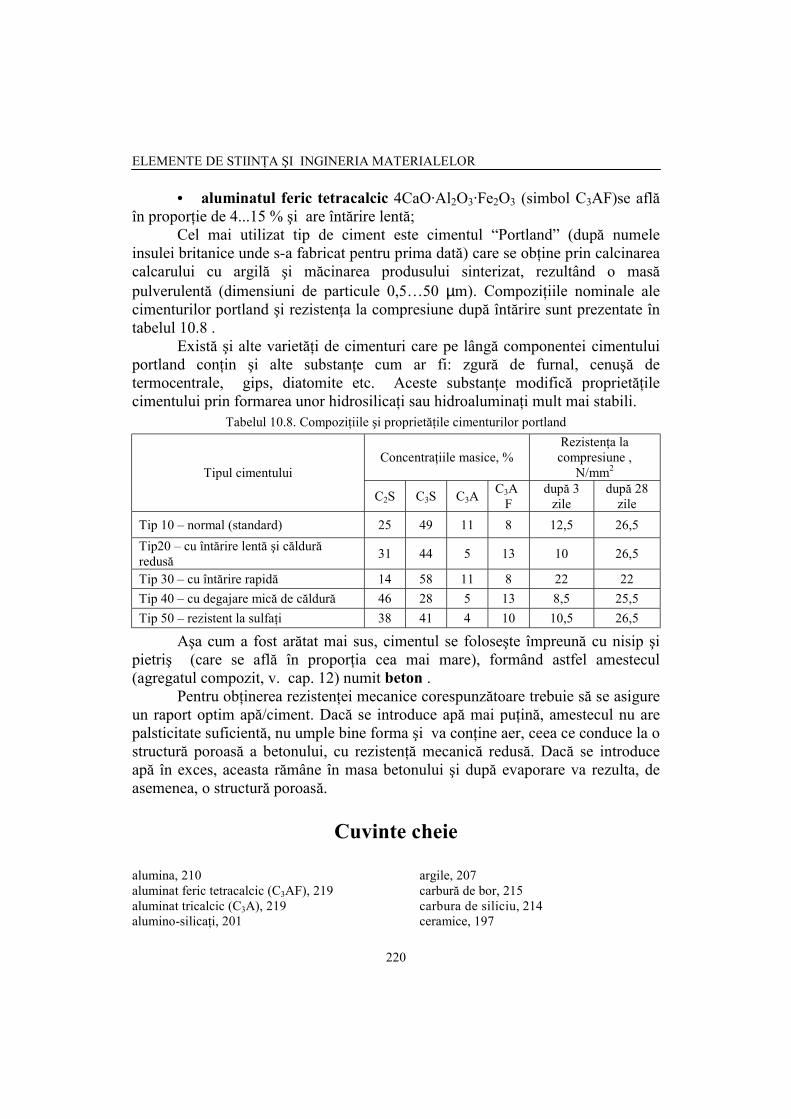
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
220
• aluminatul feric tetracalcic 4CaO·Al2O3·Fe2O3 (simbol C3AF)se aflăîn proporţie de 4...15 % şi are întărire lentă;
Cel mai utilizat tip de ciment este cimentul “Portland” (după numeleinsulei britanice unde s-a fabricat pentru prima dată) care se obţine prin calcinareacalcarului cu argilă şi măcinarea produsului sinterizat, rezultând o masăpulverulentă (dimensiuni de particule 0,5…50 µm). Compoziţiile nominale alecimenturilor portland şi rezistenţa la compresiune după întărire sunt prezentate întabelul 10.8 .
Există şi alte varietăţi de cimenturi care pe lângă componentei cimentuluiportland conţin şi alte substanţe cum ar fi: zgură de furnal, cenuşă determocentrale, gips, diatomite etc. Aceste substanţe modifică proprietăţilecimentului prin formarea unor hidrosilicaţi sau hidroaluminaţi mult mai stabili.
Tabelul 10.8. Compoziţiile şi proprietăţile cimenturilor portland
Concentraţiile masice, %Rezistenţa lacompresiune ,
N/mm2Tipul cimentului
C2S C3S C3AC3A
Fdupă 3
ziledupă 28
zileTip 10 – normal (standard) 25 49 11 8 12,5 26,5Tip20 – cu întărire lentă şi căldurăredusă 31 44 5 13 10 26,5
Tip 30 – cu întărire rapidă 14 58 11 8 22 22Tip 40 – cu degajare mică de căldură 46 28 5 13 8,5 25,5Tip 50 – rezistent la sulfaţi 38 41 4 10 10,5 26,5
Aşa cum a fost arătat mai sus, cimentul se foloseşte împreună cu nisip şipietriş (care se află în proporţia cea mai mare), formând astfel amestecul(agregatul compozit, v. cap. 12) numit beton .
Pentru obţinerea rezistenţei mecanice corespunzătoare trebuie să se asigureun raport optim apă/ciment. Dacă se introduce apă mai puţină, amestecul nu arepalsticitate suficientă, nu umple bine forma şi va conţine aer, ceea ce conduce la ostructură poroasă a betonului, cu rezistenţă mecanică redusă. Dacă se introduceapă în exces, aceasta rămâne în masa betonului şi după evaporare va rezulta, deasemenea, o structură poroasă.
Cuvinte cheie
alumina, 210aluminat feric tetracalcic (C3AF), 219aluminat tricalcic (C3A), 219alumino-silicaţi, 201
argile, 207carbură de bor, 215carbura de siliciu, 214ceramice, 197
Capitolul 10 Structurile şi proprietăţile materialelor ceramice şi sticlelor
221
ceramice neoxidice, 214ceramice oxidice, 210ceramice silicatice, 207ciment, 219corindon, 208cristobalit, 208cromit, 213devitrifiere, 201duritate Knoop, 215emailuri, 218faianţă, 207feldspat, 207ferite, 211fisurare sub tensiune, 204fondant, 216glazură, 209gresie ceramică, 207încovoiere statică, 202intermediari, 216magnezită, 210materiale vitroceramice, 219modificatori de reţea, 216mulit, 208nitrura de bor, 214nitrura de siliciu, 214oxidul de zirconiu, 210porţelan, 207punct fix de vâscozitate, 205refractare corindonice, 212
refractare silica, 212refractare silimanitice, 212rezistenţa la înmuiere sub sarcină, 211rezistenţa piroscopică (refractaritate), 211şamotă, 212sialon, 214silicat dicalcic (C2S), 219silicat tricalcic (C3S), 219silice, 200şoc termic., 203spinel, 210stabilizator, 216starea amorfă (vitroasă), 197sticlă “securit”, 206sticle, 197sticle alumino-silicatice, 217sticle boro-silcatice, 217sticle calco-sodice, 217sticle cu plumb, 217sticle pentru fibre, 218temperatură de curgere, 205temperatură de înmuiere, 205temperatură de prelucrare, 205temperatură de recoacere, 205temperatură de vitrifiere, 200teracotă,, 207titanaţi, 211vâscozitate, 204vitrifiant, 197, 215
Bibliografie
1. Constantinescu D, Vasilescu D.S. şi Ciocea N. Stiinţa materialelor,Editura Didactică şi Pedagogică, Bucuresti, 1983
2. Ifrim A. Noţingher P. Materiale electrotehnice, Editura Didactică şiPedagogică, Bucuresti, 1992
3. Nica Al., Ceramica tehnică, Editura Tehnică, Bucureşti, 19884. Nölle G. Tehnologia sticlei, Editura Tehnică, Bucureşti, 19815. Saban R. s.a., Studiul si ingineria materialelor, Editura Didactică şi
Pedagogică, Bucuresti, 19956. Shackelford J., Introduction to Materials Science for Engineers,
Macmillan Publishing Company, New York, 19887. Smith Ch. O. The Science of Engineering Materials, Printice Hall, Inc.
New Jersey, 1986

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
222
8. Tenţulescu D.L., Fibre de sticlă, Editura Tehnică, Bucureşti, 19949. Van Vlack L. H., Elements of Materials Science and Engineering, Sixt
Edition, Addison-Wesley Reading, Massachusetts, 198910. Zet Gh. Ursu D. Fizica stării solide – aplicaţii în inginerie Editura
Tehnică, Bucuresti 198611. * * * Hütte, Manualul inginerului. Fundamente, Editura Tehnică,
Bucureşti, 1995
Teste de autoevaluare
T10.1. Care tipuri de legături se întâlnesc în cazul materialelor ceramice:a) legături metalice; b) legături ionice şi legături covalente; c) legături metalice şilegături covalente; d) legături ionice şi legături moleculare?
T.10.2. Care dintre mărimile următoare reprezintă numărul de coordinaţieal unităţii structurale a materialelor ceramice: a) numărul de cationi din interstiţiiletetraedrale; b) numărul de anioni ai unităţii respective; c) numărul de cationi dinunitatea de volum; d) numărul electronilor de valenţă ai componenţilor?
T.10.3. Care dintre afirmaţiile următoare depre structura materialelorceramice sunt adevărate: a) este o structură complexă ce conţine faze cristaline şifaze amorfe; b) structura este complet cristalină; c) structura este complet amorfă;d) structura este complexă, formată din faze metalice şi faze nemetalice?
T.10.4. Ce se poate spune despre corpurile vitroase (amorfe): a) structuraeste constituită din lanţuri spaţiale în care poziţia relativă a unităţilor structuraleeste aleatoare ca în starea lichidă; b) se topesc şi se solidifică la temperaturăconstantă; c) distanţele dintre particulele constitutive şi intensitatea legăturilor nusunt uniforme; d) structura corespunde unei stări stabile cu energia liberă minimă?
T.10.5. Ce reprezintă devitrifierea sticlelor: a) trecerea în stare fluidăprin reducerea treptată a vâscozităţii; b) modificarea numărului de coordinaţieal unităţii structurale; c) pierderea componenţilor cu rol de vitrifianţi dinstructură; d) trecerea spre starea de echilibru stabil prin creşterea gradului deordine din structură?
T.10.6. Care dintre mărimile enumerate se utilizează pentru caracterizarearezistenţei mecanice a materialelor ceramice şi a sticlelor: a) rezistenţa laîncovoiere statică; b) caracteristica de încovoiere prin şoc; c) rezistenţa lacompresiune; d) alungirea procentuală după rupere?
T.10.7. Care dintre afirmaţiile următoare despre şocul termic suntadevărate: a) este fenomenul de reducere bruscă a vâscozităţii la reducereatemperaturii sub o anumită valoare; b) este fenomenul de creştere necontrolată adimensiunilor la o variaţie bruscă a temperaturii; c) este fenomenul de fisurare sau
Capitolul 10 Structurile şi proprietăţile materialelor ceramice şi sticlelor
223
rupere la o variaţie bruscă a temperaturii; d) se produce ca urmare a apariţiei uneineuniformităţi pronunţate a temperaturii pe secţiunea piesei?
T.10.8. Cui se datorează sensibilitatea materialelor ceramice şi a sticlelorla şoc termic: a) coeficientului de dilatare liniară mai redus al acestor materiale;b) structurii amorfe; c) conductivităţii termice reduse; d) prezenţei fazelor cristaline?
T.10.9. Ce este rezistenţa la şoc termic: a) tensiunea mecanică la care sedeformează un corp supus unei diferenţe mari de temperatură; b) temperaturamaximă la care apare deformarea plastică a unui corp supus unei solicităriconstante; c) diferenţa de temperatură ∆T dintre temperatura suprafeţei corpuluişi temperatura mediului pe care o poate suporta un corp răcit sau încălzit înanumite condiţii fără să se fisureze; d) diferenţa de temperatură ∆T dintretemperatura suprafeţei corpului şi temperatura mediului pe care o poatesuporta un corp răcit sau încălzit în anumite condiţii fără să se deformeze?
T.10.10. Ce reprezintă temperatura de vitrifiere Tv a sticlelor:a) temperatura sub care corpul se comportă ca un solid cristalin; b) temperaturasub care vâscozitatea este mai mare de 104 Pa·s; c) temperatura sub carevâscozitatea este mai mare de 1018 Pa·s; d) temperatura de modificare atransparenţei sticlei?
T.10.11. Ce reprezintă temperatura de curgere Tc a sticlelor:a) temperaturadeasupra căreia vâscozitatea este mai mică de 104 Pa·s; b) temperatura la care apardeformaţii plastice mai mari decât o anumită valoare; c) temperatura la care sedetermină limita de curgere prin încercarea la tracţiune; d) temperatura deprelucrare a sticlei?
T.10.12. Rezistenţa la deformare (înmuiere) sub sarcină este apreciată înmod uzual prin: a) tensiunea de compresiune care provoacă o deformare plasticădată; b) tensiunea de întindere care provoacă o deformarea elastică dată;c) temperatura la care se produce o deformare elasto-plastică dată sub acţiunea uneisolicitări de întindere; d) temperatura care determină un anumit grad de deformaresub acţiunea unei tensiuni de compresiune date?
T.10.13. Ce este caolinul: a) o varietate de silice cu granule foarte fine;b) o varietate de argilă cu structură lamelară; c) compus chimic definit pe bazăde calciu cu formula 2CaO·SiO2; d) alumino-silicat hidratat cu formulaAl2O3 ·2SiO2·2H2O?
T.10.14. Care dintre afirmaţiile următoare despre feldspaţi sunt adevărate:a) sunt compuşi alumino-silicatici de Na, K, Ca, Mg; au rolul de a forma fazelecristaline ale ceramicelor; c) măresc rezistenţa la deformare sub sarcină aceramicelor; d) au rolul de fondanţi fiind la originea masei vitroase care leagăparticulele de silice şi de argilă în structura ceramicelor?
T.10.15. Ce este mulitul: a) un mineral natural care însoţeşte argila şi estebaza majorităţii constituenţilor materialelor ceramice silicatice; b) silice (SiO2) în

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
224
stare amorfă; c) amestecul plastic de argilă, feldspat, silice şi apă; d) un compusdefinit cu topire incongruentă care apare în sistemul SiO2-Al2O3 şi corespundeformulei chimice 3Al2O3·2SiO2?
T.10.16. Ce rol are glazurarea pieselor confecţionate din ceramică: a) de amări rezistenţa la deformare sub sarcină; b) de a micşora higroscopicitatea prinformarea unui strat compact cu structură vitroasă; c) de a mări rezistenţa mecanicăprin crearea unor tensiuni reziduale de compresiune?
T.10.17. Care dintre afirmaţiile următoare despre alumină sunt adevărate:a) are temperatura de topire 2054 oC şi cristalizează sub formă de corindon; b) aretemperatura de topire 1716 oC şi cristalizează sub formă de cristobalit; c) aretenacitate ridicată şi constituie baza lianţilor materialelor ceramice; d) are duritateridicată şi este utilizată pentru realizarea implanturilor medicale de os?
T.10.18. Cum se realizează îmbunătăţirea comportării la temperaturiridicate a oxidului de zirconiu (ZrO2): a) prin calcinare la temperaturi de1200…1300 oC; b) prin adăugarea de Al2O3 care în concentraţii mai mici de 5 %se dizolvă în ZrO2 şi stabilizează structura tetragonală; c) prin adăugarea de CaOşi/sau MgO care în concentraţii mai mici de 10…15 % se dizolvă în ZrO2 şistabilizează structura cubică; d) prin tratament termic de călire de punere în soluţie?
T.10.19. Care dintre afirmaţiile următoare despre spinel sunt adevărate:a) este un compus care se formează pe baza schimbului de electroni de acelaşispin: b) este o fază daltonidă cu topire congruentă cu formula Al2O3 ·2SiO2; c)esteo fază bertholidă cu topire congruentă cu formula MgO·Al2O3; d) are o reţeacristalină cubică complexă în care ionii Mg2+ ocupă interstiţiile tetraedrice iarionii Al3+ ocupă interstiţii octaedrice?
T.10.20. Ce reprezintă rezistenţa piroscopică a materialelor ceramicerefractare: a) temperatura la care vâscozitatea scade sub 103 Pa·s; b) temperatura lacare o epruvetă cubică capătă o deformare specifică de 0,5 % sub acţiunea uneisarcini de compresiune de 0,2 N/mm2; c) temperatura la care o epruvetă conică dinmaterialul considerat se tasează cu o valoare dată, în condiţii determinate de expunerela temperatură?
T.10.21. Care dintre următoarele substanţe au rol de formatori de reţea înstructura sticlelor: a) silicea (SiO2); b) oxidul boric (B2O3); c) oxidul de sodiu(Na2O); d) oxidul de zinc (ZnO)?
T.10.22. Care dintre următoarele substanţe au rol de modificatori de reţea(fondanţi) în structura sticlelor: a) alumina (Al2O3); b) oxidul de litiu (Li2O);c) oxidul de sodiu (Na2O); d) oxidul de plumb (PbO)?
T.10.23. Care dintre următoarele substanţe au rol de stabilizatori înstructura sticlelor: a) alumina (Al2O3); b) oxidul de magneziu (MgO); c) oxidul desodiu (Na2O); d) oxidul de zinc (ZnO)?
T.10.24. Care dintre afirmaţiile următoare despre sticlele calco-sodice sunt
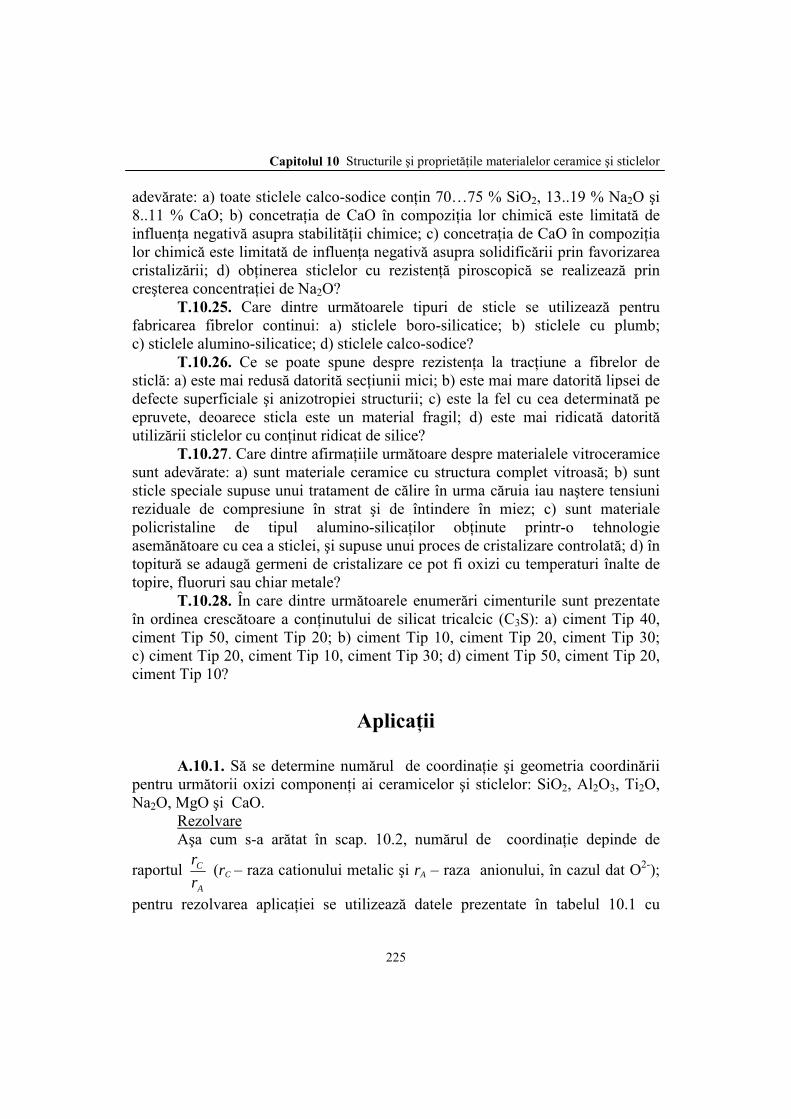
Capitolul 10 Structurile şi proprietăţile materialelor ceramice şi sticlelor
225
adevărate: a) toate sticlele calco-sodice conţin 70…75 % SiO2, 13..19 % Na2O şi8..11 % CaO; b) concetraţia de CaO în compoziţia lor chimică este limitată deinfluenţa negativă asupra stabilităţii chimice; c) concetraţia de CaO în compoziţialor chimică este limitată de influenţa negativă asupra solidificării prin favorizareacristalizării; d) obţinerea sticlelor cu rezistenţă piroscopică se realizează princreşterea concentraţiei de Na2O?
T.10.25. Care dintre următoarele tipuri de sticle se utilizează pentrufabricarea fibrelor continui: a) sticlele boro-silicatice; b) sticlele cu plumb;c) sticlele alumino-silicatice; d) sticlele calco-sodice?
T.10.26. Ce se poate spune despre rezistenţa la tracţiune a fibrelor desticlă: a) este mai redusă datorită secţiunii mici; b) este mai mare datorită lipsei dedefecte superficiale şi anizotropiei structurii; c) este la fel cu cea determinată peepruvete, deoarece sticla este un material fragil; d) este mai ridicată datorităutilizării sticlelor cu conţinut ridicat de silice?
T.10.27. Care dintre afirmaţiile următoare despre materialele vitroceramicesunt adevărate: a) sunt materiale ceramice cu structura complet vitroasă; b) suntsticle speciale supuse unui tratament de călire în urma căruia iau naştere tensiunireziduale de compresiune în strat şi de întindere în miez; c) sunt materialepolicristaline de tipul alumino-silicaţilor obţinute printr-o tehnologieasemănătoare cu cea a sticlei, şi supuse unui proces de cristalizare controlată; d) întopitură se adaugă germeni de cristalizare ce pot fi oxizi cu temperaturi înalte detopire, fluoruri sau chiar metale?
T.10.28. În care dintre următoarele enumerări cimenturile sunt prezentateîn ordinea crescătoare a conţinutului de silicat tricalcic (C3S): a) ciment Tip 40,ciment Tip 50, ciment Tip 20; b) ciment Tip 10, ciment Tip 20, ciment Tip 30;c) ciment Tip 20, ciment Tip 10, ciment Tip 30; d) ciment Tip 50, ciment Tip 20,ciment Tip 10?
Aplicaţii
A.10.1. Să se determine numărul de coordinaţie şi geometria coordinăriipentru următorii oxizi componenţi ai ceramicelor şi sticlelor: SiO2, Al2O3, Ti2O,Na2O, MgO şi CaO.
RezolvareAşa cum s-a arătat în scap. 10.2, numărul de coordinaţie depinde de
raportul A
C
rr
(rC – raza cationului metalic şi rA – raza anionului, în cazul dat O2-);
pentru rezolvarea aplicaţiei se utilizează datele prezentate în tabelul 10.1 cu

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
226
ajutorul cărora se calculează raportul −2O
C
rr (cu 132,02 =−Or nm), se stabileşte
numărul de coordinaţie, şi geometria coordinării. Pe aceaastă cale pentru SiO2,
rezultă: 295,0132,0039,0
2
4==
−
+
O
Si
rr
, valoare care aparţine intervalului [0,225; 0,414) şi
deci numărul de coordinaţie este 4 iar geometria coordinării este tetraedrală(v.tab. 10.1). rezultat cunoscut deja din cele prezentate anterior. Pentru ceilalţioxizi se procedează identic, rezultatele aplicaţiei fiind prezentate în tabelul 10.9.
Tabelul 10.9. Rezultatele obţinute la rezolvarea aplicaţiei A10.1.
Cationul Cr ,nm −2O
C
rr Intervalul
căruia aparţineNumărul decoordinaţie
Geometriacoordinaţiei
Si4+ 0,039 0,295 0,225…0,414 4 tetraedruAl3+ 0,057 0,431 0,414…0,732 6 octaedruTi3+ 0,061 0,462 0,414…0,732 6 octaedruNa+ 0,102 0,772 0,732…1,000 8 cub
Mg2+ 0,078 0,590 0,414…0,732 6 octaedruCa2+ 0,106 0,803 0,732…1,000 8 cub
A.10.2. Să se calculeze energia de activare Ea pentru curgerea vâscoasădeasupra temperaturii de înmuiere a sticlei alumino-silicatice ale căror punctefixe sunt prezentate în tabelul ce însoţeşte figura 10.9.
RezolvareEnergia de activare pentru curgerea vâscoasă este legată de rezistenţa
opusă deplasării atomilor la o temperatură dată, adică de vâscozitatea η amaterialului care depinde de temperatură conform relaţiei (10.2); fie T1 şi T2,temperaturile absolute corespunzătoare temperaturii de înmuiere tm şi temperaturiide curgere tc, pentru sticla alumino-silicatică dată rezultă: T1 = 940 + 273 = 1213 Kşi T2 = 1110+273 = 1383 K. Pe baza definirii punctelor tm şi tc se obţin douăperechi de valori: (η1;T1) = (106,6;1213) şi (η2;T2) = (104;1383) ce aparţin curbeiη = f(T); scriind relaţia (10.2) pentru cele două puncte de pe curbă şi făcând
raportul lor rezultă:2
1
2
1
RTE
RTE
a
a
e
e=ηη =
−
21
12
TTTT
REa
e , în care singura necunoscută este Ea şi
deci 2
1
12
21 lnηη
TTTRTEa −
= = 4911701010ln
1213138313831213314,8
4
6,6
≅−
⋅⋅ J/mol.

Capitolul 10 Structurile şi proprietăţile materialelor ceramice şi sticlelor
227
A.10.3. Pentru o sticlă destinată prelucrării prin fasonare se cunoaşte cătemperatura inferioară de recoacere tir = 515 oC iar temperatura de înmuiere estetm = 700 oC. Să se determine temperatura de curgere tc şi temperatura deprelucrare tp ale acestui tip de sticlă.
RezolvareTemperaturile cerute se pot determina pe baza relaţiei (10.2) din care
rezultă: ( )0lnln ηη −=
RE
T a
Energia de activare Ea pentru curgerea vâscoasă se determină procedând lafel ca la rezolvarea aplicaţiei A10.2; din figura 10.9 rezultă că vâscozitateacorespunzătoare temperaturii tir este η1 = 1013,5 Pa·s iar cea corespunzătoaretemperaturii tm este η2 = 106,6 Pa·s; temperaturile absolute corespunzătoare vor fi;T1 = 515+273 = 788 K şi T2 = 700 + 273 = 973 K.
Rezultă:
2
1
12
21 lnηη
TTTRTEa −
= = 5474001010ln
788973973788314,8
6,6
5,13
≅−
⋅⋅ J/mol.
Cu această valoare se poate determina constanta η0 din relaţia (10.2)
scriind această relaţie pentru T1; rezultă 110
RTEa
e−
=ηη = 788314,8547400
5,1310 ⋅−
e = 1,6·10-23.
Pentru temperatura de curgere tc, ηc = 104 Pa·s iar pentru temperatura deprelucrare tp, ηp = 103 Pa·s (v. fig. 10.9) şi rezultă:
( )234 106,1ln10ln314,8547400
−⋅−=cT = 1067 K; tc = 1067 − 273 = 794 oC
( )233 106,1ln10ln314,8547400
−⋅−=pT = 1109 K; tp = 1109 − 273 = 836 oC
A.10.4. O cărămidă refractară este realizată din şamota densă ale căreicaracteristici sunt prezentate în tabelul 10.5. Să se determine limitele între care seîncadrează cantitatea de mulit din structura acestui material refractar.
RezolvareRefractarele de tip şamotă sunt materiale ce aparţin sistemului SiO2−Al2O3
a cărui diagramă de echilibru este prezentată în figura 10.11 din care rezultă că la%Al2O3m = 5,5 % are loc o transformare eutectică, iar mulitul (3Al2O3·2 SiO2)se formează la concentraţia de %Al2O3m = 72 %. Din tabelul 10.5 rezultă cămaterialul analizat (şamotă densă) are %Al2O3m = 40…45 % . Aplicând pincipilede analiză a diagramelor de echilibru şi a diagramelor structurale prezentate încap.2, rezultă :

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
228
- pentru %Al2O3m = 40%, %mulitmin = %88,511005,5725,540 =
−− ;
- pentru %Al2O3m = 45%, %mulitmax = %40,591005,5725,545 =
−− .
A.10.5. Un bloc refractar de magnezită este montat în căptuşeala unuicuptor astfel încât dilatarea sa liberă este împiedicată. Să se determine diferenţamaximă dintre temperatura blocului şi temperatura căptuşelii în care este încastrat,astfel încât blocul refractar să nu se fisureze.
RezolvareDilatarea liberă a blocului fiind împiedicată, înseamnă că în material se
vor dezvolta tensiuni de compresiune corespunzătoare deformaţiei specifice egalecu dilatarea specifică împiedicată; pe baza observaţiei că materialul se deformeazăelastic până la rupere (este fragil) rezultă că este valabilă legea lui Hooke(v. scap. 3.4), de unde rezultă deformaţia specifică maximă εmax pe care o poate
suporta blocul este E
Rmc=maxε , unde Rmc este rezistenţa la compresiune, iar
E − modulul de elasticitate.Dilatarea specifică (dilatarea unităţii de lungime) la o încălzire a
materialului cu ∆t este α∆t, unde α este coeficientul de dilatare; pe baza celor
arătate trebuie ca α∆tmax ≤ εmax şi de aici, E
Rt mc
α≤∆ max .
În tabelul 10.2, se găsesc următoarele caracteristici ale materialuluianalizat: α = 13,5·10-6 mm/mm oC şi E = 150…170 kN/mm2, iar în tabelul 10.5.sedă rezistenţa la compresiune Rmc = 45...75 N/mm2; pentru calcule se utilizeazăvalorile medii ale intervalelor de variaţie ale acestor mărimi şi rezultă:
2810160105,13
6036max ≅
⋅⋅≤∆ −t oC
Tinând seama că temperaturile de lucru ale cuptoarelor sunt de ordinulsutelor de grade, acest rezultat arată cât de importantă este încălzirea uniformă aîntregii căptuşeli refractare a cuptorului şi construirea acesteia astfel încât să seasigure şi dilatarea liberă a componentelor sale.

Capitolul 11 Structurile şi proprietăţile polimerilor
229
Capitolul 11
STRUCTURILE ŞI PROPRIETĂŢILEPOLIMERILOR
11.1. Introducere
Polimerii sunt compuşi chimici (în marea majoritate a cazurilor organici)cu molecule de dimensiuni mari (macromolecule) obţinute din unirea într-unlanţ molecular (catenă) a unui număr mare de monomeri - unităţi structuralede obicei identice. Aşa cum se cunoaşte, moleculele organice se formează prinlegarea covalentă a atomilor de carbon cu alţi atomi sau unităţi structurale. Dupămodul cum sunt ocupate cele patru valenţe ale carbonului, pot existaurmătoarele situaţii: patru legături simple; două legături simple şi una dublă,două legături duble, o legătură simplă şi una triplă.
În cazul celor patru legături simple, atomul de carbon se află în centrultetraedrului format de ceilalţi atomi, astfel că unghiul dintre două legături estede aprox.109,5o. Prin înlocuirea unui atom din vârful tetraedrului cu o unitatestructurală de acelaşi tip sau diferită, se obţin molecule din ce în ce maicomplexe; de exemplu, pornind de la cea mai simplă hidrocarbură saturată careeste metanul CH4, prin înlocuirea unui atom de hidrogen cu grupul CH3 seobţine etanul C2H5, cei doi tetraedri fiind poziţionaţi astfel încât forţele derespingere dintre ionii H+ să fie minime.
Spre deosebire de acestea, hidrocarburile nesaturate au legături duble sauchiar triple, caz în care moleculele devin planare şi pot reacţiona între ele sau cualţi compuşi dând naştere moleculelor gigant ale polimerilor; de exemplu, încazul etilenei C2H4 legăturile duble se pot desface permiţând unităţilorstructurale să se lege şi să formeze polietilena conform schemei :
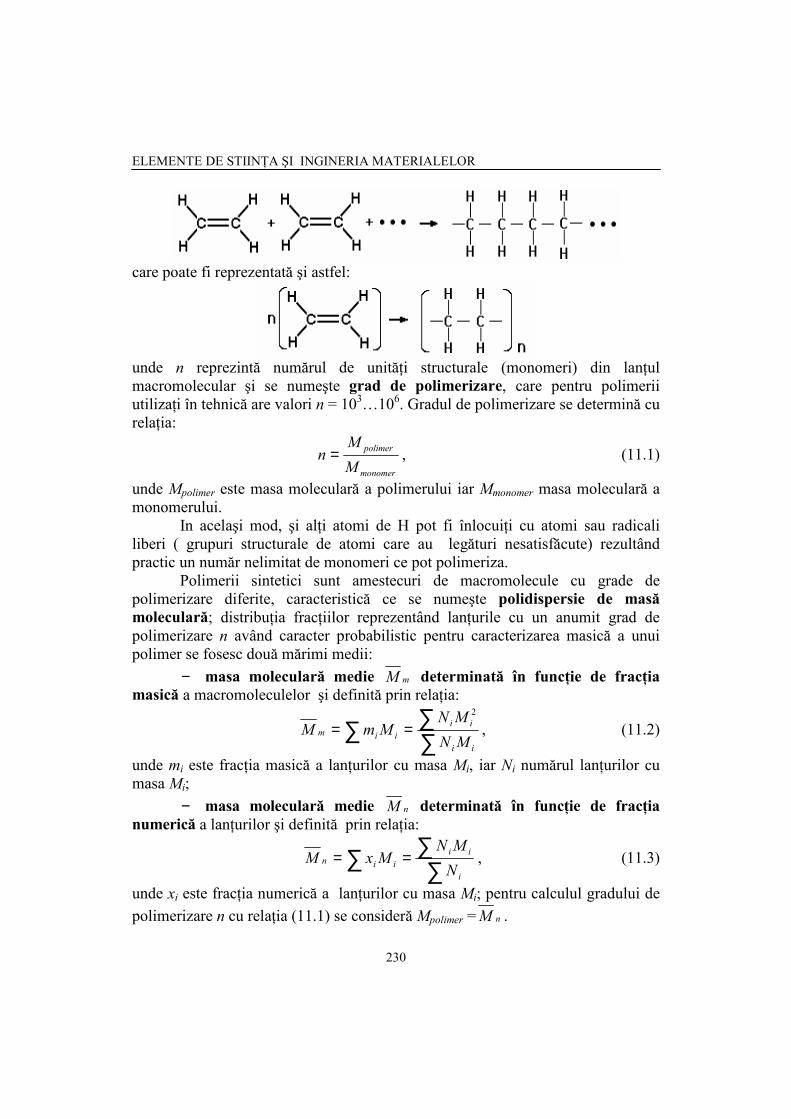
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
230
care poate fi reprezentată şi astfel:
unde n reprezintă numărul de unităţi structurale (monomeri) din lanţulmacromolecular şi se numeşte grad de polimerizare, care pentru polimeriiutilizaţi în tehnică are valori n = 103…106. Gradul de polimerizare se determină curelaţia:
monomer
polimer
MM
n = , (11.1)
unde Mpolimer este masa moleculară a polimerului iar Mmonomer masa moleculară amonomerului.
In acelaşi mod, şi alţi atomi de H pot fi înlocuiţi cu atomi sau radicaliliberi ( grupuri structurale de atomi care au legături nesatisfăcute) rezultândpractic un număr nelimitat de monomeri ce pot polimeriza.
Polimerii sintetici sunt amestecuri de macromolecule cu grade depolimerizare diferite, caracteristică ce se numeşte polidispersie de masămoleculară; distribuţia fracţiilor reprezentând lanţurile cu un anumit grad depolimerizare n având caracter probabilistic pentru caracterizarea masică a unuipolimer se fosesc două mărimi medii:
− masa moleculară medie mM determinată în funcţie de fracţiamasică a macromoleculelor şi definită prin relaţia:
∑∑∑ ==
ii
iiiim
MNMN
MmM2
, (11.2)
unde mi este fracţia masică a lanţurilor cu masa Mi, iar Ni numărul lanţurilor cumasa Mi;
− masa moleculară medie nM determinată în funcţie de fracţianumerică a lanţurilor şi definită prin relaţia:
∑ ∑∑==
i
iiiin
NMN
MxM , (11.3)
unde xi este fracţia numerică a lanţurilor cu masa Mi; pentru calculul gradului depolimerizare n cu relaţia (11.1) se consideră Mpolimer = nM .

Capitolul 11 Structurile şi proprietăţile polimerilor
231
Raportul n
m
MM descrie mărimea intervalului de distribuţie a maselor
moleculare sau polidispersitatea care pentru polimerii uzuali are valori 1,5…3,ajungând în unele cazuri să aibă şi valori peste 10.
Gradul de polimerizare şi masa moleculară medie influenţează în moddeosebit proprietăţile fizice şi mecanice ale unui polimer.
11.2. Reacţiile de sinteză a polimerilor
A. Polimerizarea este o reacţie în lanţ ce decurge în trei etape:• iniţierea în decursul căreia are loc prin procese termice sau fotochimice
scindarea moleculelor unei substanţe introduse special ca iniţiator, şi formareaunor radicali liberi primari care adiţionează la legătura dublă a monomerului şiformează un radical mai mare; acţiunea iniţiatorului se bazează pe captarea unuielectron al legăturii duble CC astfel că unul din atomii de carbon rămâne cu unelectron fără perechea sa de spin şi este capabil să adiţioneze la o altă unitatestructurală pentru a reface perechea, adică a căpătat o legătură liberă; numărul delegături libere ale unui monomer reprezintă funcţionalitatea acestuia, astfel că unmonomer cu două legături este bifuncţional, cu trei legături trifuncţional şi cumai mult de trei legături polifuncţional; această primă etapă este ilustrată pentruun monomer oarecare (X fiind un atom sau o unitate structurală) în figura 11.1a;
• propagarea (creşterea) în decursul căreia radicalii liberi formaţi înetapa anterioară participă la reacţii de transfer în care se extrage un atom dintr-omoleculă legându-se la radical care devine stabil şi se generează un nou radicaldin molecula care a furnizat atomul; procesul continuă astfel cu ataşarea unor noiunităţi structurale lanţului molecular care are la unul din capete radicalul primar,iar celălat capăt este liber şi poate primi noi unităţi; aceeastă etapă este ilustrată înfigura 11.1b;
• întreruperea în decursul căreia radicalii reacţionează în perechipierzându-şi reactivitatea şi creşterea lanţului molecular se opreşte; procesul deîntrerupere este aleator şi se produce prin două mecanisme:
− prin combinare, atunci când capetele libere a două lanţuri molecularese întâlnesc şi se unesc (v. fig. 11.1 c);
− prin disproporţionare, atunci când un atom de hidrogen este transferatde la un lanţ la altul şi se favorizează refacerea unei legături duble CC, aşa cumse poate observa în figura 11.1 d.
Rezultă că pentru realizarea reacţiei de polimerizare este suficientăactivarea energetică pentru iniţiere, în continuare reacţia desfăşurându-se de la

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
232
sine, fapt pentru care este numită reacţie în lanţ. Polimerii astfel obţinuţi aucompoziţia chimică a merilor din care provin, deoarece prin polimerizare nu seelimină produse secundare de reacţie.
Fig. 11.1 Etapele reacţiei de polimerizare:a – iniţierea; b – propagarea; c − intreruperea prin combinare; d − întreruperea prin
disproporţionareB. Policondensarea este procesul prin care două molecule organice
diferite reacţionează pentru formarea unei molecule complexe ce se unesc înlanţul macromolecular; reacţia are loc cu eliminarea unor substanţe cu moleculamică (cel mai frecvent apa), ceea ce înseamnă că polimerii obţinuţi prinpolicondensare au compoziţie chimică diferită de a monomerilor din care provin.Reacţia de policondensare este o reacţie în trepte (sau pas cu pas) deoarececreşterea lanţului macromolecular se realizează prin formarea de noi legături înurma reacţiilor de condensare; obţinerea unor grade de polimerizarecorespunzătoare presupune controlul desfăşurării reacţiilor astfel încât să nu seatingă prematur echilibrul.
C. Poliadiţia este o reacţie în trepte (la fel ca policondensarea) caredecurge fără eliminarea unei substanţe cu molecula mică, astfel că polimerulobţinut are compoziţia chimică a merilor din care provine (la fel ca lapolimerizare); polimerii care se formează prin poliadiţie au de obicei în lanţurileprincipale şi alţi atomi decât carbonul.

Capitolul 11 Structurile şi proprietăţile polimerilor
233
În timpul desfăşurării reacţiilor de sinteză pot avea loc ramificări alelanţului molecular, chiar şi în cazul în care monomerii participanţi sunbifuncţionali (au doar două legături active); dacă lanţul macromolecular nu areramificaţii sau acestea sunt scurte polimerul respectiv este un polimer liniar, iardacă lanţul are ramificaţii lungi este un polimer ramificat sau dendrimer.
Din punct de vedere al tipului monomerilor ce alcătuiesc lanţul, aceştia potfi identici, caz în care rezultatul sintezei este un homopolimer sau pot fi diferiţi şiîn acest caz rezultatul sintezei este un copolimer.
Reacţiile de sinteză a polimerilor au la bază mecanisme complexe a cărorprezentare în detaliu depăşeşte cu mult cadrul acestei lucrări. Din punct de vedereal utilizării materialelor pe bază de polimeri sunt mult mai importante aspecteleprivind structura şi proprietăţile acestora.
11.3. Structura polimerilor
Proprietăţile fizico-mecanice ale polimerilor sunt influenţate de compoziţiachimică şi de structură care se apreciază cu ajutorul a două caracteristici:configuraţia şi conformaţia.
Configuraţia se referă la relaţia de ordine a unităţilor structurale în cadrullanţului macromolecular dată de legăturile chimice, ceea ce înseamnă cămodificarea configuraţiei se poate face numai prin ruperea legăturilor chimice.Considerând dispunerea grupelor laterale ale monomerilor care alcătuiesc catena(lanţul macromolecular) faţă de lanţul principal pot exista trei tipuri dearanjamente distincte, ilustrate în figura 11.2:
− aranjamentul isotactic – acela în care toate unităţile structurale X(atomii sau radicalii care caracterizează monomerul) sunt dispuse de aceeaşi partea lanţului (v. fig. 11.2a);
− aranjamentul sindiotactic – acela în care unităţile structurale X suntdispuse alternant de o parte şi de alta a lanţului (v. fig. 11.2b);
− aranjamentul atactic – acela în care unităţile structurale X sunt dispusealeator faţă de lanţul principal (v. fig. 11.2c).
Polimerii care au aceeaşi compoziţie chimică dar aranjament diferit almonomerilor se numesc steroizomeri.
Conformaţia se referă la poziţia relativă a doi monomeri vecini, realizatăprin rotirea în jurul legăturii simple dintre atomii de carbon; posibilitatea de rotirepermite modificarea poziţiei monomerului vecin fără ruperea legăturii chimice;după un număr anumit de monomeri (implicit şi legături) poziţia monomeruluiurmător este practic independentă de cea a primului monomer, porţiunearespectivă a macromoleculei numindu-se segment de lanţ. În acest mod, deşi
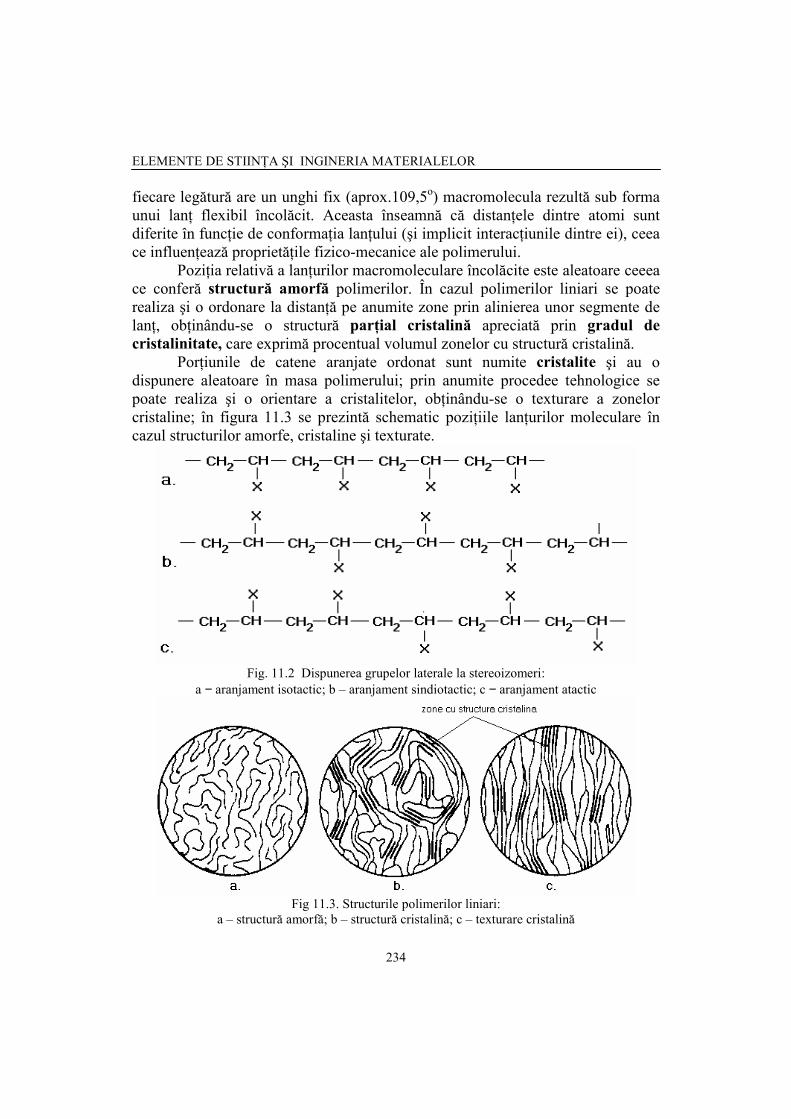
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
234
fiecare legătură are un unghi fix (aprox.109,5o) macromolecula rezultă sub formaunui lanţ flexibil încolăcit. Aceasta înseamnă că distanţele dintre atomi suntdiferite în funcţie de conformaţia lanţului (şi implicit interacţiunile dintre ei), ceeace influenţează proprietăţile fizico-mecanice ale polimerului.
Poziţia relativă a lanţurilor macromoleculare încolăcite este aleatoare ceeeace conferă structură amorfă polimerilor. În cazul polimerilor liniari se poaterealiza şi o ordonare la distanţă pe anumite zone prin alinierea unor segmente delanţ, obţinându-se o structură parţial cristalină apreciată prin gradul decristalinitate, care exprimă procentual volumul zonelor cu structură cristalină.
Porţiunile de catene aranjate ordonat sunt numite cristalite şi au odispunere aleatoare în masa polimerului; prin anumite procedee tehnologice sepoate realiza şi o orientare a cristalitelor, obţinându-se o texturare a zonelorcristaline; în figura 11.3 se prezintă schematic poziţiile lanţurilor moleculare încazul structurilor amorfe, cristaline şi texturate.
Fig. 11.2 Dispunerea grupelor laterale la stereoizomeri:a − aranjament isotactic; b – aranjament sindiotactic; c − aranjament atactic
Fig 11.3. Structurile polimerilor liniari:a – structură amorfă; b – structură cristalină; c – texturare cristalină
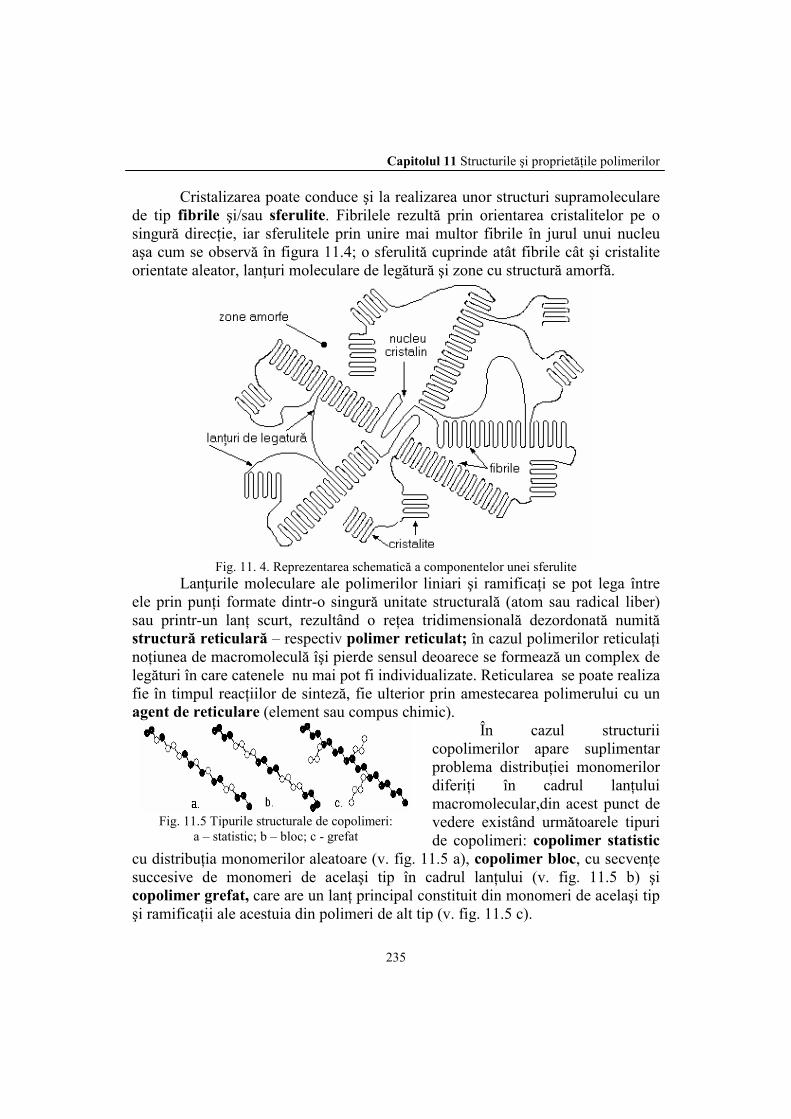
Capitolul 11 Structurile şi proprietăţile polimerilor
235
Cristalizarea poate conduce şi la realizarea unor structuri supramolecularede tip fibrile şi/sau sferulite. Fibrilele rezultă prin orientarea cristalitelor pe osingură direcţie, iar sferulitele prin unire mai multor fibrile în jurul unui nucleuaşa cum se observă în figura 11.4; o sferulită cuprinde atât fibrile cât şi cristaliteorientate aleator, lanţuri moleculare de legătură şi zone cu structură amorfă.
Fig. 11. 4. Reprezentarea schematică a componentelor unei sferuliteLanţurile moleculare ale polimerilor liniari şi ramificaţi se pot lega între
ele prin punţi formate dintr-o singură unitate structurală (atom sau radical liber)sau printr-un lanţ scurt, rezultând o reţea tridimensională dezordonată numităstructură reticulară – respectiv polimer reticulat; în cazul polimerilor reticulaţinoţiunea de macromoleculă îşi pierde sensul deoarece se formează un complex delegături în care catenele nu mai pot fi individualizate. Reticularea se poate realizafie în timpul reacţiilor de sinteză, fie ulterior prin amestecarea polimerului cu unagent de reticulare (element sau compus chimic).
În cazul structuriicopolimerilor apare suplimentarproblema distribuţiei monomerilordiferiţi în cadrul lanţuluimacromolecular,din acest punct devedere existând următoarele tipuride copolimeri: copolimer statistic
cu distribuţia monomerilor aleatoare (v. fig. 11.5 a), copolimer bloc, cu secvenţesuccesive de monomeri de acelaşi tip în cadrul lanţului (v. fig. 11.5 b) şicopolimer grefat, care are un lanţ principal constituit din monomeri de acelaşi tipşi ramificaţii ale acestuia din polimeri de alt tip (v. fig. 11.5 c).
Fig. 11.5 Tipurile structurale de copolimeri:a – statistic; b – bloc; c - grefat
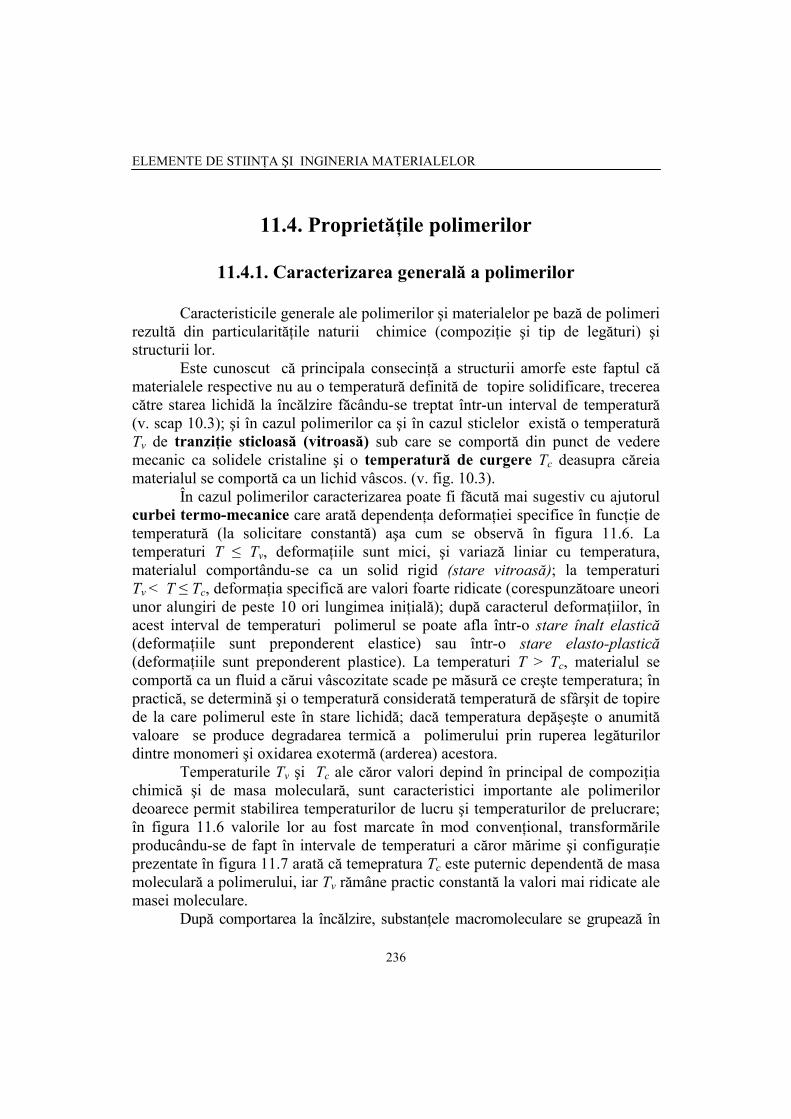
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
236
11.4. Proprietăţile polimerilor
11.4.1. Caracterizarea generală a polimerilor
Caracteristicile generale ale polimerilor şi materialelor pe bază de polimerirezultă din particularităţile naturii chimice (compoziţie şi tip de legături) şistructurii lor.
Este cunoscut că principala consecinţă a structurii amorfe este faptul cămaterialele respective nu au o temperatură definită de topire solidificare, trecereacătre starea lichidă la încălzire făcându-se treptat într-un interval de temperatură(v. scap 10.3); şi în cazul polimerilor ca şi în cazul sticlelor există o temperaturăTv de tranziţie sticloasă (vitroasă) sub care se comportă din punct de vederemecanic ca solidele cristaline şi o temperatură de curgere Tc deasupra căreiamaterialul se comportă ca un lichid vâscos. (v. fig. 10.3).
În cazul polimerilor caracterizarea poate fi făcută mai sugestiv cu ajutorulcurbei termo-mecanice care arată dependenţa deformaţiei specifice în funcţie detemperatură (la solicitare constantă) aşa cum se observă în figura 11.6. Latemperaturi T ≤ Tv, deformaţiile sunt mici, şi variază liniar cu temperatura,materialul comportându-se ca un solid rigid (stare vitroasă); la temperaturiTv < T ≤ Tc, deformaţia specifică are valori foarte ridicate (corespunzătoare uneoriunor alungiri de peste 10 ori lungimea iniţială); după caracterul deformaţiilor, înacest interval de temperaturi polimerul se poate afla într-o stare înalt elastică(deformaţiile sunt preponderent elastice) sau într-o stare elasto-plastică(deformaţiile sunt preponderent plastice). La temperaturi T > Tc, materialul secomportă ca un fluid a cărui vâscozitate scade pe măsură ce creşte temperatura; înpractică, se determină şi o temperatură considerată temperatură de sfârşit de topirede la care polimerul este în stare lichidă; dacă temperatura depăşeşte o anumităvaloare se produce degradarea termică a polimerului prin ruperea legăturilordintre monomeri şi oxidarea exotermă (arderea) acestora.
Temperaturile Tv şi Tc ale căror valori depind în principal de compoziţiachimică şi de masa moleculară, sunt caracteristici importante ale polimerilordeoarece permit stabilirea temperaturilor de lucru şi temperaturilor de prelucrare;în figura 11.6 valorile lor au fost marcate în mod convenţional, transformărileproducându-se de fapt în intervale de temperaturi a căror mărime şi configuraţieprezentate în figura 11.7 arată că temepratura Tc este puternic dependentă de masamoleculară a polimerului, iar Tv rămâne practic constantă la valori mai ridicate alemasei moleculare.
După comportarea la încălzire, substanţele macromoleculare se grupează în
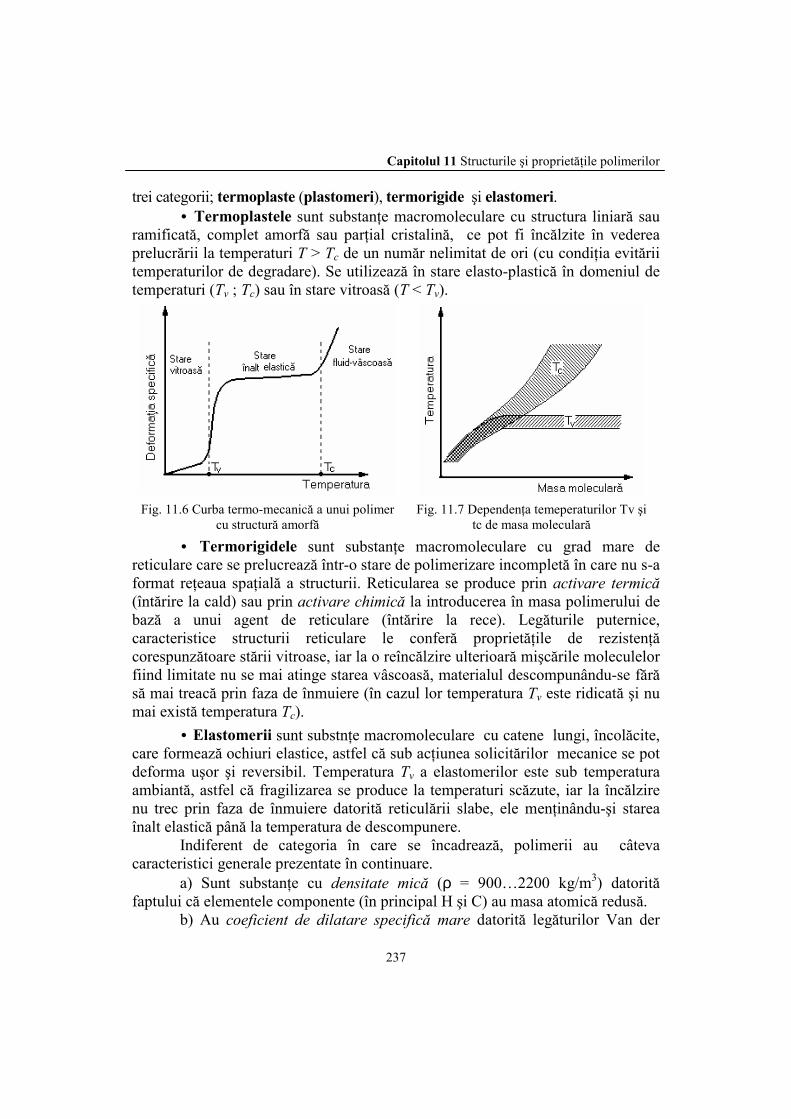
Capitolul 11 Structurile şi proprietăţile polimerilor
237
trei categorii; termoplaste (plastomeri), termorigide şi elastomeri.• Termoplastele sunt substanţe macromoleculare cu structura liniară sau
ramificată, complet amorfă sau parţial cristalină, ce pot fi încălzite în vedereaprelucrării la temperaturi T > Tc de un număr nelimitat de ori (cu condiţia evităriitemperaturilor de degradare). Se utilizează în stare elasto-plastică în domeniul detemperaturi (Tv ; Tc) sau în stare vitroasă (T < Tv).
Fig. 11.6 Curba termo-mecanică a unui polimercu structură amorfă
Fig. 11.7 Dependenţa temeperaturilor Tv şitc de masa moleculară
• Termorigidele sunt substanţe macromoleculare cu grad mare dereticulare care se prelucrează într-o stare de polimerizare incompletă în care nu s-aformat reţeaua spaţială a structurii. Reticularea se produce prin activare termică(întărire la cald) sau prin activare chimică la introducerea în masa polimerului debază a unui agent de reticulare (întărire la rece). Legăturile puternice,caracteristice structurii reticulare le conferă proprietăţile de rezistenţăcorespunzătoare stării vitroase, iar la o reîncălzire ulterioară mişcările moleculelorfiind limitate nu se mai atinge starea vâscoasă, materialul descompunându-se fărăsă mai treacă prin faza de înmuiere (în cazul lor temperatura Tv este ridicată şi numai există temperatura Tc).
• Elastomerii sunt substnţe macromoleculare cu catene lungi, încolăcite,care formează ochiuri elastice, astfel că sub acţiunea solicitărilor mecanice se potdeforma uşor şi reversibil. Temperatura Tv a elastomerilor este sub temperaturaambiantă, astfel că fragilizarea se produce la temperaturi scăzute, iar la încălzirenu trec prin faza de înmuiere datorită reticulării slabe, ele menţinându-şi stareaînalt elastică până la temperatura de descompunere.
Indiferent de categoria în care se încadrează, polimerii au câtevacaracteristici generale prezentate în continuare.
a) Sunt substanţe cu densitate mică (ρ = 900…2200 kg/m3) datorităfaptului că elementele componente (în principal H şi C) au masa atomică redusă.
b) Au coeficient de dilatare specifică mare datorită legăturilor Van der

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
238
Waals (legături slabe) dintre catene şi conformaţiei acestora (v. scap 11.3).c) Sunt inflamabile (în marea majoritate a cazurilor) şi au stabilitate
termică redusă datorită faptului că sunt substanţe organice; din acelaşi motiv potfi degradate de microorganisme (biodegradabilitate).
d) Au conductibilitate termică mică şi rezistivitate electrică foarte maredatorită legăturilor covalente din interiorul lanţului macromolecular.
e) Proprietăţile lor sunt afectate de radiaţiile din spectrul vizibil, deultraviolete şi de radiaţiile ionizante care pot rupe legăturile dintre catene şi/saudintre monomeri modificând astfel structura iniţială prin reducerea gradului depolimerizare.
f) Factorii fizico-chimici (temperatură, radiaţii, prezenţa oxigenului şiozonului, umiditatea etc.) acţionează conjugat, ceea ce are ca efect îmbătrânireamaterialului, ce se manifestă la nivel macroscopic prin apariţia unor fisuri,schimbări de culoare, înrăutăţirea proprietăţilor dielectrice (scad valorilerezistivităţii şi permitivităţii electrice), reducerea proprietăţilor de rezistenţămecanică, de plasticitate şi de elasticitate.
Ca şi în cazul celorlalte tipuri de materiale, în cele ce urmează se vorprezenta mai detaliat aspectele legate de comportarea mecanică a polimerilor.
11.4.2. Proprietăţile mecanice ale polimerilor
Datorită caracteristicilor structurale polimerii prezintă particularităţi şi încomportarea la solicitări mecanice generate în special de mecanismele prin care serealizează deformarea acestora sub acţiunea solicitărilor exterioare. Spre deosebirede solidele cristaline a căror deformare elastică se bazează pe modificareareversibilă a distanţelor interatomice (ce se poate realiza în limite restrânse) iardeformarea plastică presupune alunecarea pe planele atomice, ruperea legăturilorinteratomice şi refacerea lor în alte poziţii (v. cap. 3), în cazul polimerilordeformările se pot realiza prin mai multe mecanisme după cum urmează:
− îndreptarea, desfăşurarea şi decuplarea catenelor aşa cum sugereazăschema din figura 11.8;
− alunecarea relativă a catenelor;− modificarea distanţelor dintre monomeri;− ruperea legăturilor intermoleculare;Primele două mecanisme se pot realiza la valori scăzute ale solicitărilor,
ceea ce explică deformabilitatea ridicată a termoplastelor şi elastomerilor care austructuri liniare şi ramificate; ultimele două mecanisme necesită solicitări mairidicate şi se întâlnesc în cazul duroplastelor cu structură reticulară sau în cazul

Capitolul 11 Structurile şi proprietăţile polimerilor
239
polimerilor liniari cu grade ridicate de cristalinitate la care s-a realizat o orientarepreferenţială a lanţurilor moleculare; aceste particularităţi sunt ilustrate şi decurbele CCCT schematizate în figura 11.9 din care rezultă că domeniuldependenţei liniare dintre tensiuni şi deformaţii (porţiunea liniară a curbelor) esteredus chiar şi în cazul polimerilor cu rezistenţă mecanică mai ridicată.
Mecanismele complexe prin care se produce deformarea polimerilorgenerează comportări particulare ale acestora sub acţiunea solicitărilor.
• Vâscoelasticitatea reprezintă capacitatea polimerilor de a căpătadeformaţii elastice variabile în timp sub acţiunea solicitărilor constante şi estecaracterizată de următoarele aspecte ilustrate schematic în figura 11.10:
− la solicitarea corespunzătoare unei tensiuni σ0, se produce o deformareelastică iniţială la valoarea ε0 în conformitate cu legea lui Hooke (v. cap3);
− menţinând încărcarea constantă materialul continuă să se deformeze cuviteze din ce în ce mai mici până la atingerea unei stări staţionare (similarfluajului primar al materialelor metalice); deformaţia corespunzătoare acesteietape are o componentă elastică εr şi o componentă plastică εp
− imediat după încetarea solicitării dispare deformaţia iniţială ε0, iarulterior deformaţia se reduce treptat în timp până la valoarea εp, care carerămâne permanentă (v. fig. 11.10).
Fig. 11.8. Mecanismul deformării polimerilor liniari prin îndreptarea şi desfăşurarea catenelorCaracteristica esenţială a comportării vâscoelastice este existenţa
deformaţiei elastice reversibile εr, a cărei variaţie cu timpul se determină cu relaţia:
)1(0 rr e
Eττ
σε −= , (11.4)
în care σ0 este tensiunea constantă corespunzătoare solicitării, E − modulul deelasticitate, iar τr − constanta de relaxare se defineşte prin relaţia;
Erητ = , (11.5)
în care η este vâscozitatea; în mod obişnuit, existenţa deformaţieie elasticereversibile a polimerilor se evidenţiază pe cale experimentală.
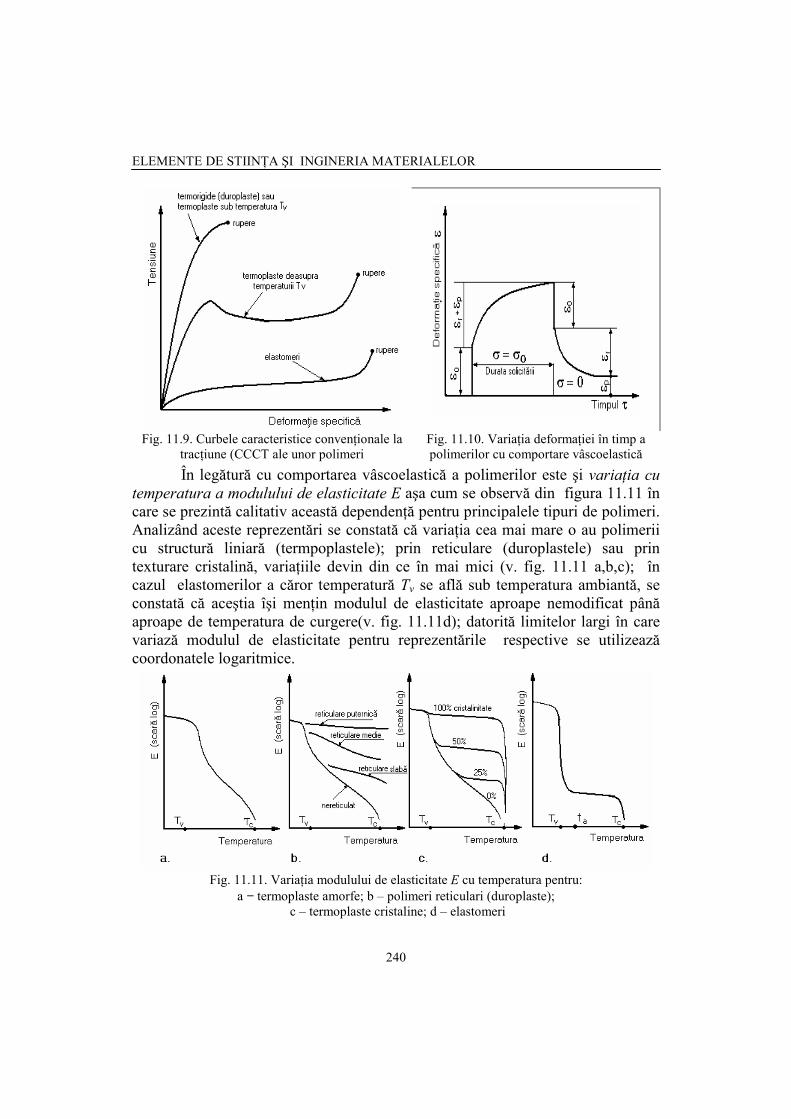
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
240
Fig. 11.9. Curbele caracteristice convenţionale latracţiune (CCCT ale unor polimeri
Fig. 11.10. Variaţia deformaţiei în timp apolimerilor cu comportare vâscoelastică
În legătură cu comportarea vâscoelastică a polimerilor este şi variaţia cutemperatura a modulului de elasticitate E aşa cum se observă din figura 11.11 încare se prezintă calitativ această dependenţă pentru principalele tipuri de polimeri.Analizând aceste reprezentări se constată că variaţia cea mai mare o au polimeriicu structură liniară (termpoplastele); prin reticulare (duroplastele) sau printexturare cristalină, variaţiile devin din ce în mai mici (v. fig. 11.11 a,b,c); încazul elastomerilor a căror temperatură Tv se află sub temperatura ambiantă, seconstată că aceştia îşi menţin modulul de elasticitate aproape nemodificat pânăaproape de temperatura de curgere(v. fig. 11.11d); datorită limitelor largi în carevariază modulul de elasticitate pentru reprezentările respective se utilizeazăcoordonatele logaritmice.
Fig. 11.11. Variaţia modulului de elasticitate E cu temperatura pentru:a − termoplaste amorfe; b – polimeri reticulari (duroplaste);
c – termoplaste cristaline; d – elastomeri

Capitolul 11 Structurile şi proprietăţile polimerilor
241
Deoarece modulul de elasticitate este o caracteristică ce arată rezistenţaopusă de corpuri la deformare, din studiul variaţiei acestuia cu temperaturarezultă informaţii necesare atât la stabilirea condiţiilor în care pot fi exploatatepiesele din polimeri cât şi pentru proiectarea proceselor tehnologice de fabricaţieale acestora.
• Relaxarea tensiunilor este fenomenul de reducere treptată a tensiunilorîn timp, în cazul solicitărilor la care deformaţiile rămân constante. Mecanismulrelaxării tensiunilor în cazul polimerilor este curgerea plastică ce are loc caurmare a modificării poziţiei relative a moleculelor lanţurilor prin alunecărisuccesive în urma cărora componenta elastică a deformaţiei totale (ce rămâneconstantă) se micşorează şi creşte componenta plastică.
Variaţia tensiunilor σ în timp este dată de relaţia:
rte ττ
σσ −= 0 , (11.6)în care σ0 este tensiunea iniţială, iar τrt este constanta de relaxare a tensiunilor,care reprezintă durata necesară atingerii unei anumite tensiuni prin relaxare; înmod uzual, pentru definirea τrt se consideră una din condiţiile:
10
−= eσσ sau 2lnrtττ = , (11.7)caracteristica τrt rezultând pe curba de relaxare σ =f(τ) determinată experimentalpentru un tip de material analizat.
Încercările mecanice şi caracteristicile prin care se apreciază proprietăţilepolimerilor se definesc şi se determină prin metode similare celor aplicate încazul materialelor metalice. Particularităţile structurale şi de comportare mecanică(starea amorfă sau parţial cristalină, gradul de orientare a macromoleculelorgradul de reticulare, tensiunile reziduale, influenţa puternică a “istorieitermomecanice”) fac ca încercările polimerilor să difere totuşi prin geometria şidimensiunile epruvetelor, tipul şi dimensiunile dispozitivelor de fixare şi desolicitare a epruvetelor, mijloacele şi metodele de măsurare utilizate, ceea ce aimpus elaborarea unor standarde specifice dedicate acestor încercări; întabelul 11.1 se prezintă principalele tipuri de încercări mecanice şi termomecaniceşi standardele după care se execută.
La efectuarea încercărilor mecanice ale polimerilor trebuie să se ţinăseama şi de faptul că proprietăţile lor sunt mult mai puternic afectate de factorii demediu, astfel că se reglementează prin norme condiţionarea epruvetelor – adicămenţinerea lor în condiţii standard de temperatură şi umiditate relativă o duratăsuficientă pentru atingerea echilibrului higrometric; de exemplu STAS 5794prevede pentru condiţionare şi încercare două atmosfere standard: atmosferastandard normală 23/50 adică temperatura de 23 oC şi umiditatea relativă de50 % şi atmosfera standard pentru zone tropicale 27/65 (27 oC şi 65 %);

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
242
duratele de condiţionare diferă de la o încercare la alta şi sunt cuprinse înmajoritatea cazurilor între 24 şi 96 de ore. În cazul materialelor care atingechilibrul higrometric după durate lungi, se admite condiţionarea accelerată latemperaturi de 50…95 oC şi umiditatea relativă 50 %, cu condiţia ca latemperatura respectivă materialul să nu sufere transformări ireversibile.
Tabelul 11.1 Principalele încercări ale polimerilor
Tipul încercării Denumirea încercării Standardele după care seexecută
Tracţiune SR EN ISO 527, SR EN ISO 8256,STAS 6642
Compresiune SR EN ISO 604, STAS 6765Forfecare STAS 9182Sfâşiere SR EN ISO 8067, STAS 6127
Incovoiere statică. SR ISO 178, STAS 5874,STAS 9775
Incovoiere prin şoc STAS 5801, STAS 6175, STAS 7310
Încercări descurtă durată(instantanee)
Duritate SR EN ISO 2039, SR ISO 868, STAS5871, STAS 8826
Fluaj SR EN ISO 899, SR ISO 6602,STAS 9046
Relaxare ISO 2285*, ISO 12244*Tensofisurare într-un mediu dat SR EN ISO 4599
Încercări delungă durată
Oboseală NF T 51-120*, ASTM D 671Temperatura de încovoiere subsarcină SR ISO 75
Stabilitatea termică STAS 6174Temeperatura de înmuiere SR ISO 306
Încercăritermomecanice
Temperatura de fragilizare ISO 974, ISO 8570, STAS 9594* Nu există standarde echivalente SR sau STAS
De asemenea, obţinerea epruvetelor pentru încercările mecanice alepolimerilor poate fi diferită de cazul materialelor metalice deoarece polimerii selivrează şi sub formă de material granular sau în stare lichidă nu numai sub formăde semifabricate sau piese finite. În aceste situaţii, se reglementează prinstandarde formarea epruvetelor prin injecţie, prin presare sau prin turnare.Epruvetele din semifabricate sau piese se obţin prin prelucrări mecanice ai cărorparametri tehnologici sunt riguros prescrişi şi controlaţi astfel încât să se eviteabaterile dimensionale şi prezenţa concentratorilor de tensiuni care pot apare multmai uşor datorită durităţii scăzute a polimerilor şi au influenţă mult mai mareasupra comportării la rupere a acestora decât în cazul materialelor metalice.
Câteva aspecte privind încercările uzuale şi caracteristicile determinate vorfi prezentate în continuare.
a) Încercarea la tracţiune se realizează conform SR EN ISO 527 pe
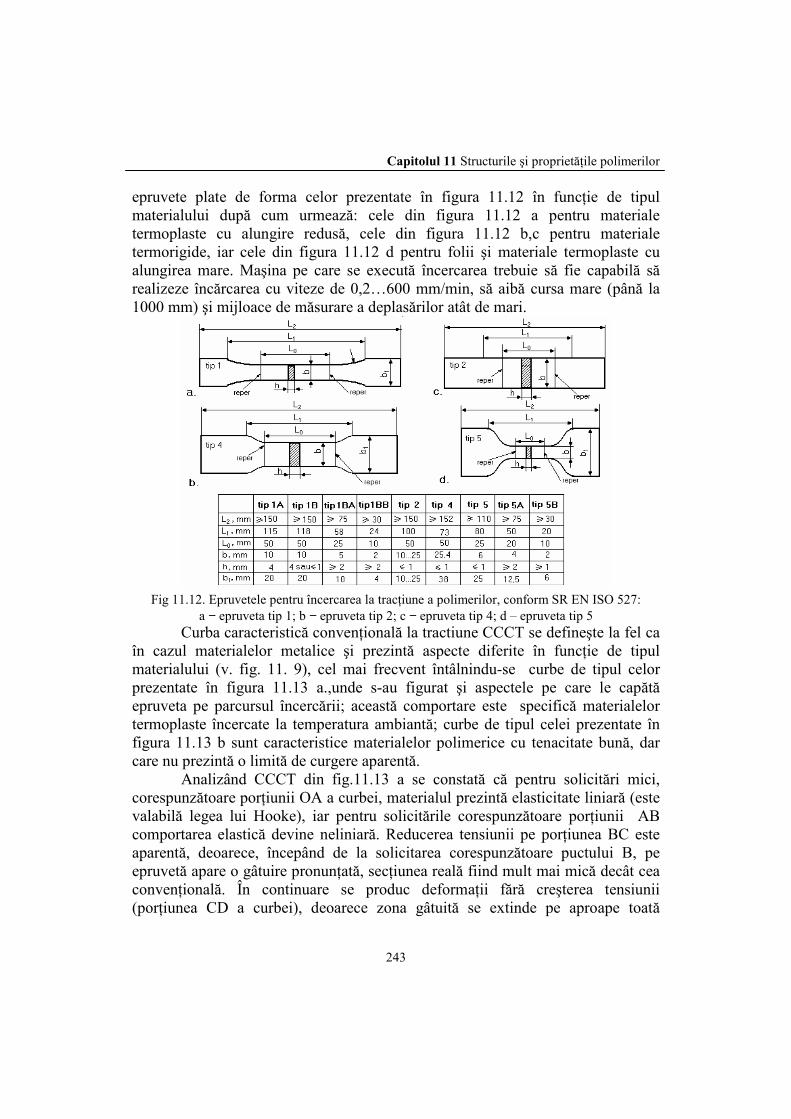
Capitolul 11 Structurile şi proprietăţile polimerilor
243
epruvete plate de forma celor prezentate în figura 11.12 în funcţie de tipulmaterialului după cum urmează: cele din figura 11.12 a pentru materialetermoplaste cu alungire redusă, cele din figura 11.12 b,c pentru materialetermorigide, iar cele din figura 11.12 d pentru folii şi materiale termoplaste cualungirea mare. Maşina pe care se execută încercarea trebuie să fie capabilă sărealizeze încărcarea cu viteze de 0,2…600 mm/min, să aibă cursa mare (până la1000 mm) şi mijloace de măsurare a deplasărilor atât de mari.
Fig 11.12. Epruvetele pentru încercarea la tracţiune a polimerilor, conform SR EN ISO 527:a − epruveta tip 1; b − epruveta tip 2; c − epruveta tip 4; d – epruveta tip 5
Curba caracteristică convenţională la tractiune CCCT se defineşte la fel caîn cazul materialelor metalice şi prezintă aspecte diferite în funcţie de tipulmaterialului (v. fig. 11. 9), cel mai frecvent întâlnindu-se curbe de tipul celorprezentate în figura 11.13 a.,unde s-au figurat şi aspectele pe care le capătăepruveta pe parcursul încercării; această comportare este specifică materialelortermoplaste încercate la temperatura ambiantă; curbe de tipul celei prezentate înfigura 11.13 b sunt caracteristice materialelor polimerice cu tenacitate bună, darcare nu prezintă o limită de curgere aparentă.
Analizând CCCT din fig.11.13 a se constată că pentru solicitări mici,corespunzătoare porţiunii OA a curbei, materialul prezintă elasticitate liniară (estevalabilă legea lui Hooke), iar pentru solicitările corespunzătoare porţiunii ABcomportarea elastică devine neliniară. Reducerea tensiunii pe porţiunea BC esteaparentă, deoarece, începând de la solicitarea corespunzătoare puctului B, peepruvetă apare o gâtuire pronunţată, secţiunea reală fiind mult mai mică decât ceaconvenţională. În continuare se produc deformaţii fără creşterea tensiunii(porţiunea CD a curbei), deoarece zona gâtuită se extinde pe aproape toată
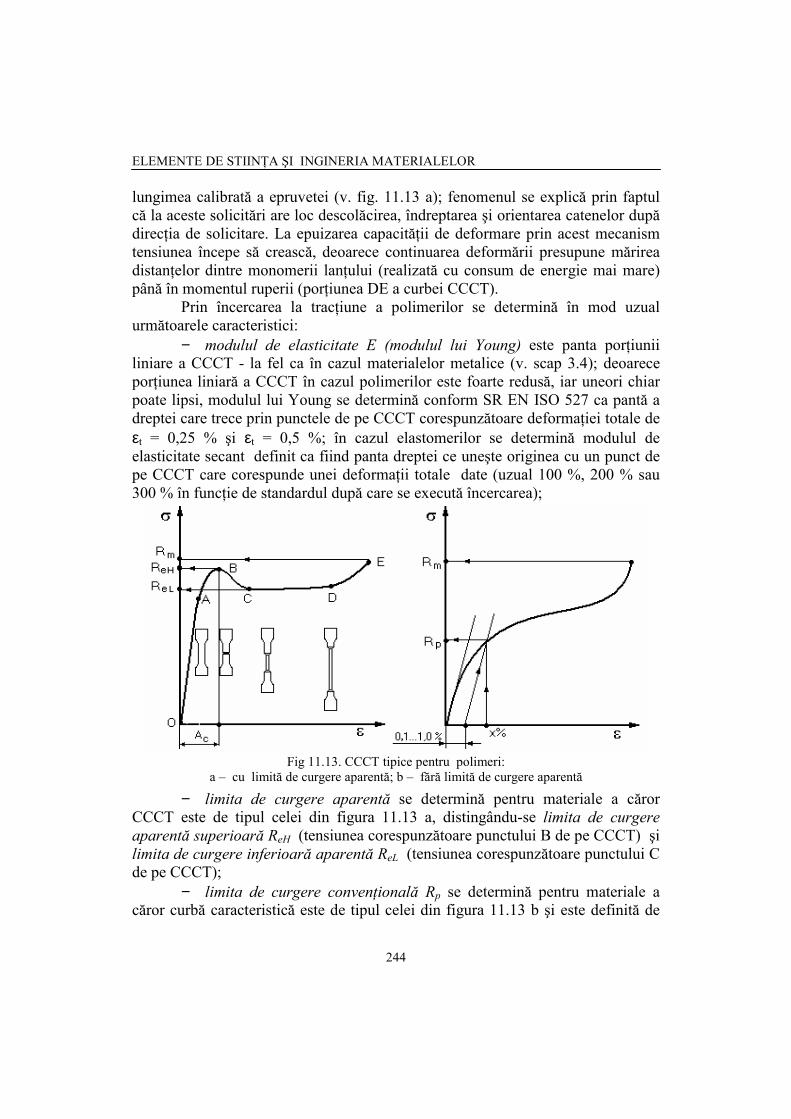
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
244
lungimea calibrată a epruvetei (v. fig. 11.13 a); fenomenul se explică prin faptulcă la aceste solicitări are loc descolăcirea, îndreptarea şi orientarea catenelor dupădirecţia de solicitare. La epuizarea capacităţii de deformare prin acest mecanismtensiunea începe să crească, deoarece continuarea deformării presupune mărireadistanţelor dintre monomerii lanţului (realizată cu consum de energie mai mare)până în momentul ruperii (porţiunea DE a curbei CCCT).
Prin încercarea la tracţiune a polimerilor se determină în mod uzualurmătoarele caracteristici:
− modulul de elasticitate E (modulul lui Young) este panta porţiuniiliniare a CCCT - la fel ca în cazul materialelor metalice (v. scap 3.4); deoareceporţiunea liniară a CCCT în cazul polimerilor este foarte redusă, iar uneori chiarpoate lipsi, modulul lui Young se determină conform SR EN ISO 527 ca pantă adreptei care trece prin punctele de pe CCCT corespunzătoare deformaţiei totale deεt = 0,25 % şi εt = 0,5 %; în cazul elastomerilor se determină modulul deelasticitate secant definit ca fiind panta dreptei ce uneşte originea cu un punct depe CCCT care corespunde unei deformaţii totale date (uzual 100 %, 200 % sau300 % în funcţie de standardul după care se execută încercarea);
Fig 11.13. CCCT tipice pentru polimeri:a – cu limită de curgere aparentă; b – fără limită de curgere aparentă
− limita de curgere aparentă se determină pentru materiale a cărorCCCT este de tipul celei din figura 11.13 a, distingându-se limita de curgereaparentă superioară ReH (tensiunea corespunzătoare punctului B de pe CCCT) şilimita de curgere inferioară aparentă ReL (tensiunea corespunzătoare punctului Cde pe CCCT);
− limita de curgere convenţională Rp se determină pentru materiale acăror curbă caracteristică este de tipul celei din figura 11.13 b şi este definită de
Capitolul 11 Structurile şi proprietăţile polimerilor
245
SR EN ISO 527 ca fiind tensiunea corespunzătoare unei deformaţii totale εt = x %convenţional alese; alte standarde definesc limita de curgere convenţională cafiind tensiunea corespunzătoare unei deformaţii remanente de 0,1…1 %, caz încare se determină ducând o paralelă la porţiunea liniară a CCCT prin punctulcorespunzător deformaţiei remanente date (v. fig. 11.13 b);
− rezistenţa la rupere Rm este tensiunea corespunzătoare punctului E depe CCCT, adică:
0SFR r
m = , (11.8)
unde Fr este forţa de tracţiune în momentul ruperii, iar S0 este secţiunea iniţială aepruvetei; ţinând seama de modul în care este definită Rm în cazul polimerilor şide faptul că până la rupere materialul suferă deformaţii ce pot depăşi 1000 %această caracteristică nu poate fi utilizată la dimensionarea pieselor;
− alungirea procentuală la limita de curgere Ac este deformaţiaspecifică totală corespunzătoare limitei de curgere aparente ReH; aceastăcaracteristică împreună cu limita de curgere sunt importante pentru stabilireacomportării pieselor din materiale polimerice deoarece arată care sunt deformaţiilemaxime pe care le poate suferi materialul fără modificarea secţiunii (peste aceastăsolicitare apare gâtuirea);
− alungirea procentuală după rupere Ar se defineşte şi se determină lafel ca în cazul materialelor metalice.
În cazul materialelor polimerice reticulate sau cristalinizate, care au curbaCCCT de tipul celei prezentat în figura 11.9, prin încercarea la tracţiune se potdetermina numai modulul de elasticitate E, rezistenţa la rupere Rm, şi alungireadupă rupere Ar, fenomenul de curgere plastică fiind practic inexistent.
b) Încercările de duritate ale polimerilor se bazează pe aceleaşi principiica şi în cazul determinării durităţii metalelor, cu particularităţi impuse de valorilemai scăzute ale durităţii şi de comportarea vâscoelastică a polimerilor. Cele maiutilizate metode sunt;
− determinarea durităţii prin penetrare cu bilă – STAS 5871 serealizează folosind ca penetrator o bilă de oţel cu diametrul D = 5 mm, forţa deapăsare Fm = 49 N, 138 N, 358 N, 490 N sau 961 N fiind aplicată o durată τ = 30 s,după care se măsoară adâncimea de pătrundere a penetratorului h; duritatea H (înN/mm2) se defineşte ca şi duritatea Brinell a materialelor metalice, cu deosebireacă aria urmei se calculează pe baza adâncimii de pătrundere a penetratorului:
DhFH m
π= (11.9)
− determinarea durităţii prin metoda Rockwell este la fel ca lamaterialele metalice, cu menţiunea că se folosesc scările Rockwell R, L, M, E sau
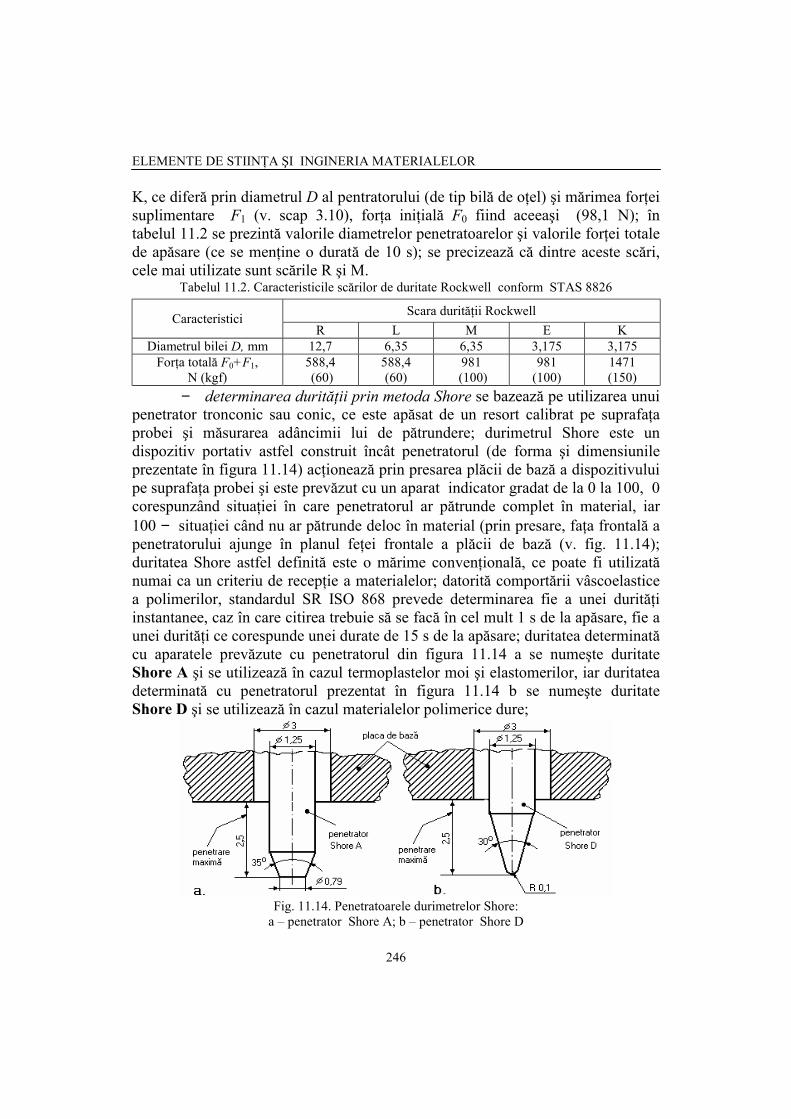
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
246
K, ce diferă prin diametrul D al pentratorului (de tip bilă de oţel) şi mărimea forţeisuplimentare F1 (v. scap 3.10), forţa iniţială F0 fiind aceeaşi (98,1 N); întabelul 11.2 se prezintă valorile diametrelor penetratoarelor şi valorile forţei totalede apăsare (ce se menţine o durată de 10 s); se precizează că dintre aceste scări,cele mai utilizate sunt scările R şi M.
Tabelul 11.2. Caracteristicile scărilor de duritate Rockwell conform STAS 8826
Scara durităţii RockwellCaracteristiciR L M E K
Diametrul bilei D, mm 12,7 6,35 6,35 3,175 3,175Forţa totală F0+F1,
N (kgf)588,4 (60)
588,4(60)
981 (100)
981(100)
1471(150)
− determinarea durităţii prin metoda Shore se bazează pe utilizarea unuipenetrator tronconic sau conic, ce este apăsat de un resort calibrat pe suprafaţaprobei şi măsurarea adâncimii lui de pătrundere; durimetrul Shore este undispozitiv portativ astfel construit încât penetratorul (de forma şi dimensiunileprezentate în figura 11.14) acţionează prin presarea plăcii de bază a dispozitivuluipe suprafaţa probei şi este prevăzut cu un aparat indicator gradat de la 0 la 100, 0corespunzând situaţiei în care penetratorul ar pătrunde complet în material, iar100 − situaţiei când nu ar pătrunde deloc în material (prin presare, faţa frontală apenetratorului ajunge în planul feţei frontale a plăcii de bază (v. fig. 11.14);duritatea Shore astfel definită este o mărime convenţională, ce poate fi utilizatănumai ca un criteriu de recepţie a materialelor; datorită comportării vâscoelasticea polimerilor, standardul SR ISO 868 prevede determinarea fie a unei durităţiinstantanee, caz în care citirea trebuie să se facă în cel mult 1 s de la apăsare, fie aunei durităţi ce corespunde unei durate de 15 s de la apăsare; duritatea determinatăcu aparatele prevăzute cu penetratorul din figura 11.14 a se numeşte duritateShore A şi se utilizează în cazul termoplastelor moi şi elastomerilor, iar duritateadeterminată cu penetratorul prezentat în figura 11.14 b se numeşte duritateShore D şi se utilizează în cazul materialelor polimerice dure;
Fig. 11.14. Penetratoarele durimetrelor Shore:a – penetrator Shore A; b – penetrator Shore D
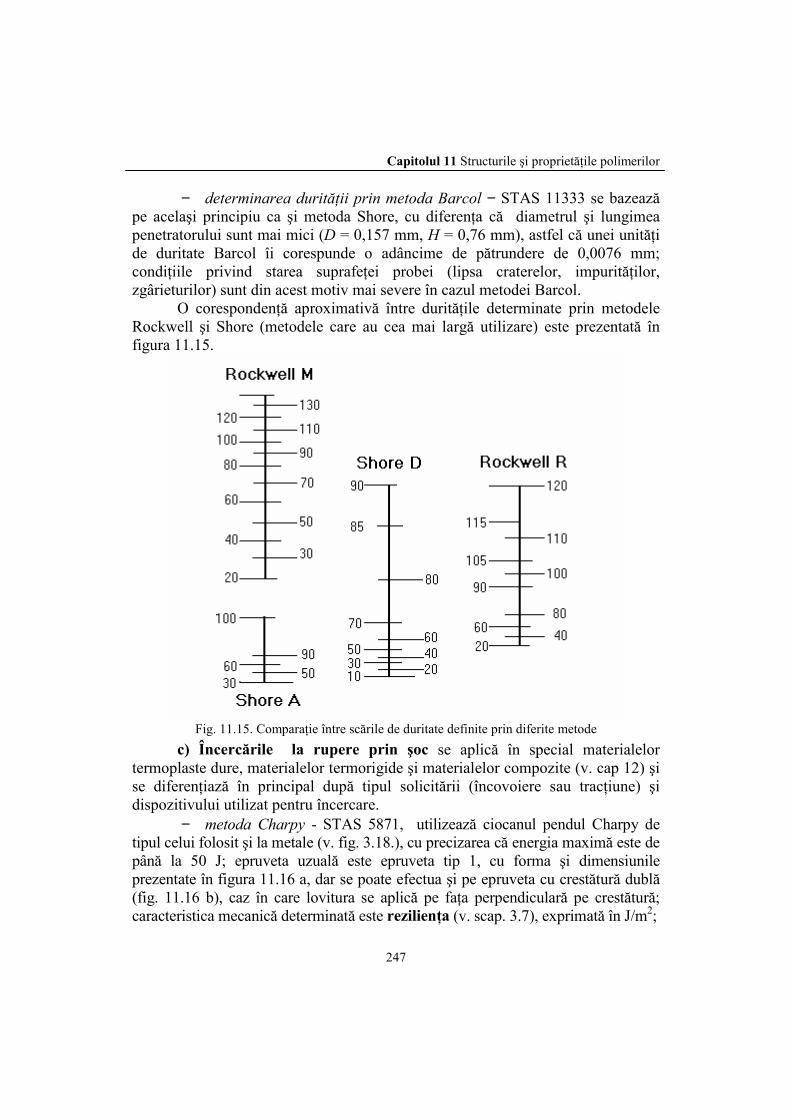
Capitolul 11 Structurile şi proprietăţile polimerilor
247
− determinarea durităţii prin metoda Barcol − STAS 11333 se bazeazăpe acelaşi principiu ca şi metoda Shore, cu diferenţa că diametrul şi lungimeapenetratorului sunt mai mici (D = 0,157 mm, H = 0,76 mm), astfel că unei unităţide duritate Barcol îi corespunde o adâncime de pătrundere de 0,0076 mm;condiţiile privind starea suprafeţei probei (lipsa craterelor, impurităţilor,zgârieturilor) sunt din acest motiv mai severe în cazul metodei Barcol.
O corespondenţă aproximativă între durităţile determinate prin metodeleRockwell şi Shore (metodele care au cea mai largă utilizare) este prezentată înfigura 11.15.
Fig. 11.15. Comparaţie între scările de duritate definite prin diferite metodec) Încercările la rupere prin şoc se aplică în special materialelor
termoplaste dure, materialelor termorigide şi materialelor compozite (v. cap 12) şise diferenţiază în principal după tipul solicitării (încovoiere sau tracţiune) şidispozitivului utilizat pentru încercare.
− metoda Charpy - STAS 5871, utilizează ciocanul pendul Charpy detipul celui folosit şi la metale (v. fig. 3.18.), cu precizarea că energia maximă este depână la 50 J; epruveta uzuală este epruveta tip 1, cu forma şi dimensiunileprezentate în figura 11.16 a, dar se poate efectua şi pe epruveta cu crestătură dublă(fig. 11.16 b), caz în care lovitura se aplică pe faţa perpendiculară pe crestătură;caracteristica mecanică determinată este rezilienţa (v. scap. 3.7), exprimată în J/m2;
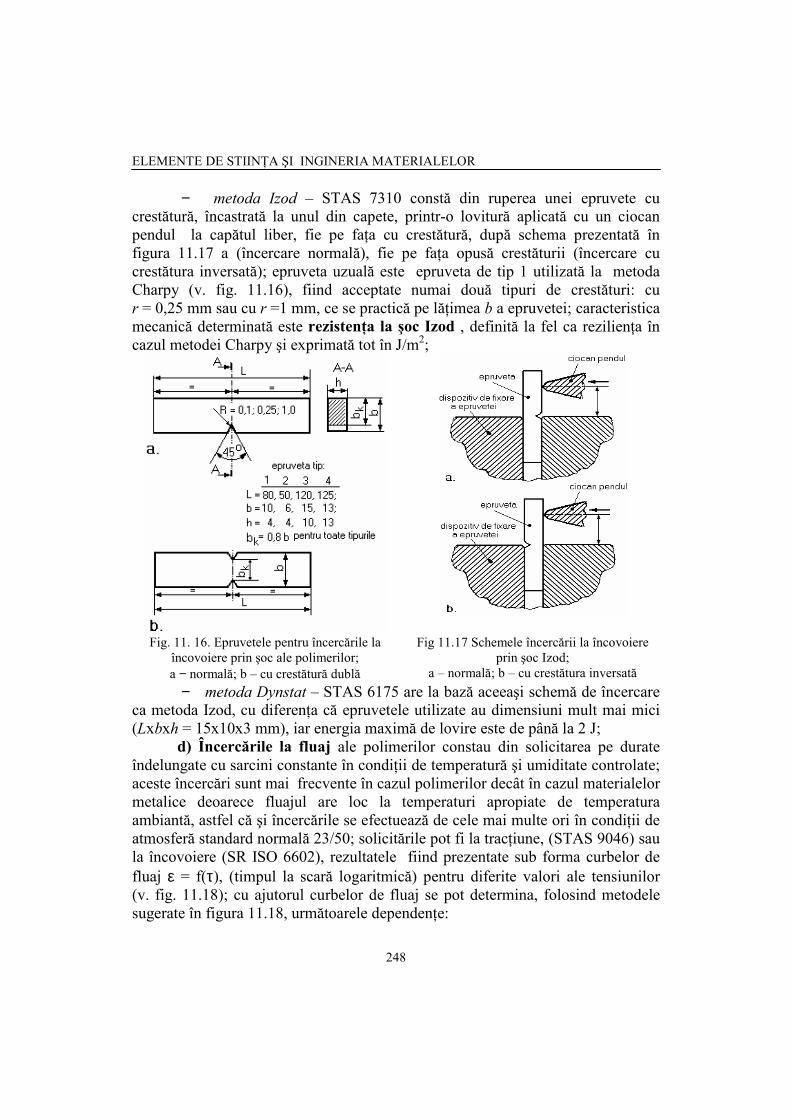
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
248
− metoda Izod – STAS 7310 constă din ruperea unei epruvete cucrestătură, încastrată la unul din capete, printr-o lovitură aplicată cu un ciocanpendul la capătul liber, fie pe faţa cu crestătură, după schema prezentată înfigura 11.17 a (încercare normală), fie pe faţa opusă crestăturii (încercare cucrestătura inversată); epruveta uzuală este epruveta de tip 1 utilizată la metodaCharpy (v. fig. 11.16), fiind acceptate numai două tipuri de crestături: cur = 0,25 mm sau cu r =1 mm, ce se practică pe lăţimea b a epruvetei; caracteristicamecanică determinată este rezistenţa la şoc Izod , definită la fel ca rezilienţa încazul metodei Charpy şi exprimată tot în J/m2;
Fig. 11. 16. Epruvetele pentru încercările laîncovoiere prin şoc ale polimerilor;a − normală; b – cu crestătură dublă
Fig 11.17 Schemele încercării la încovoiereprin şoc Izod;
a – normală; b – cu crestătura inversată− metoda Dynstat – STAS 6175 are la bază aceeaşi schemă de încercare
ca metoda Izod, cu diferenţa că epruvetele utilizate au dimensiuni mult mai mici(Lxbxh = 15x10x3 mm), iar energia maximă de lovire este de până la 2 J;
d) Încercările la fluaj ale polimerilor constau din solicitarea pe durateîndelungate cu sarcini constante în condiţii de temperatură şi umiditate controlate;aceste încercări sunt mai frecvente în cazul polimerilor decât în cazul materialelormetalice deoarece fluajul are loc la temperaturi apropiate de temperaturaambiantă, astfel că şi încercările se efectuează de cele mai multe ori în condiţii deatmosferă standard normală 23/50; solicitările pot fi la tracţiune, (STAS 9046) saula încovoiere (SR ISO 6602), rezultatele fiind prezentate sub forma curbelor defluaj ε = f(τ), (timpul la scară logaritmică) pentru diferite valori ale tensiunilor(v. fig. 11.18); cu ajutorul curbelor de fluaj se pot determina, folosind metodelesugerate în figura 11.18, următoarele dependenţe:
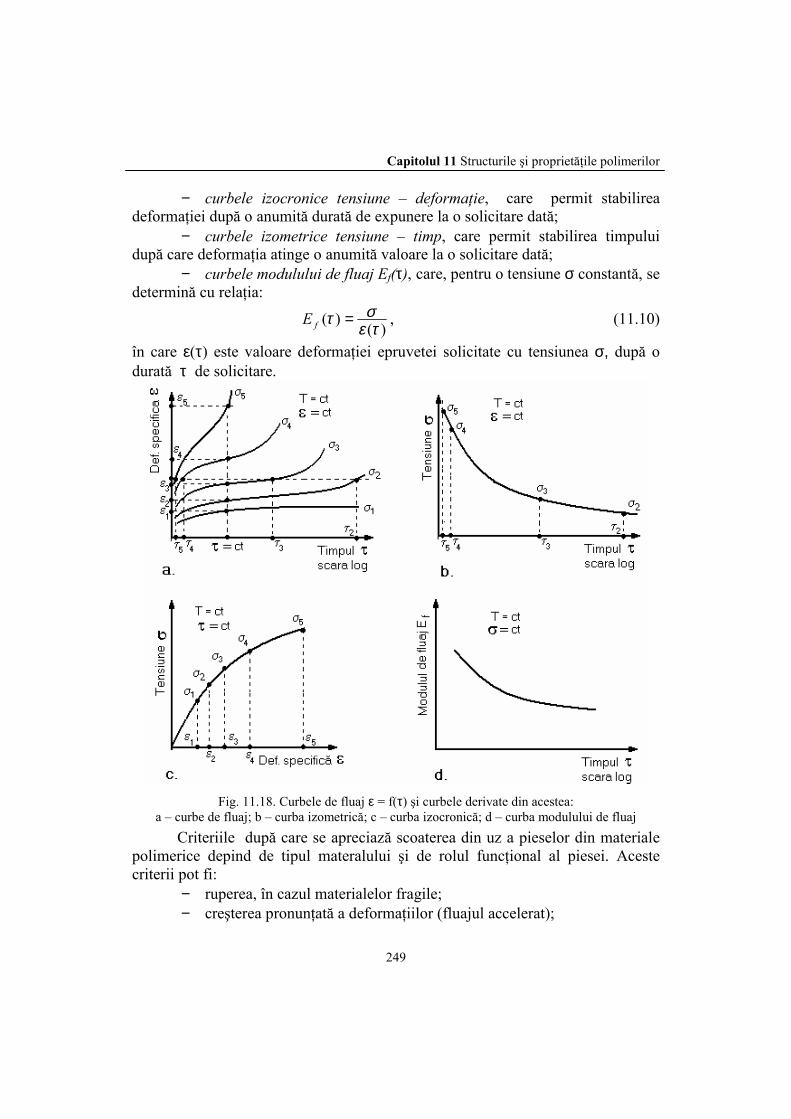
Capitolul 11 Structurile şi proprietăţile polimerilor
249
− curbele izocronice tensiune – deformaţie, care permit stabilireadeformaţiei după o anumită durată de expunere la o solicitare dată;
− curbele izometrice tensiune – timp, care permit stabilirea timpuluidupă care deformaţia atinge o anumită valoare la o solicitare dată;
− curbele modulului de fluaj Ef(τ), care, pentru o tensiune σ constantă, sedetermină cu relaţia:
)(
)(τε
στ =fE , (11.10)
în care ε(τ) este valoare deformaţiei epruvetei solicitate cu tensiunea σ, după odurată τ de solicitare.
Fig. 11.18. Curbele de fluaj ε = f(τ) şi curbele derivate din acestea:a – curbe de fluaj; b – curba izometrică; c – curba izocronică; d – curba modulului de fluaj
Criteriile după care se apreciază scoaterea din uz a pieselor din materialepolimerice depind de tipul materalului şi de rolul funcţional al piesei. Acestecriterii pot fi:
− ruperea, în cazul materialelor fragile;− creşterea pronunţată a deformaţiilor (fluajul accelerat);
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
250
− atingerea unei deformaţii critice (a cărei valoare este uzual sub 1%);− apariţia unor microfisuri sau modifcarea culorii (albirea suprafeţei).Duratele încercărilor de laborator sunt rareori apropiate de cele reale
deoarece duratele de serviciu în unele cazuri depăşesc 50 de ani (de exemplureţelele de conducte). În aceste situaţii se aplică metode speciale de extrapolare arezultatelor obţinute prin încercări la durate mai mici (de obicei 6 luni sau 1 an).
11.5. Principalele tipuri de materiale polimerice
11.5.1. Aditivii materialelor polimerice
În practică se utilizează materiale pe bază de polimeri care conţin şi altesubstanţe introduse în scopul îmbunătăţirii anumitor proprietăţi şi/sau al reduceriicostului; materialele care au la bază polimeri termoplastici sau polimeritermorigizi sunt cunoscute sub denumirea generică de materiale ( mase) plastice.
Principalele tipuri de substanţe introduse în polimerii de bază sunturmătoarele:
− plastifianţii, care micşorează interacţiunea dintre catene, astfel căsegmentele de lanţuri moleculare devin mai mobile şi comportarea vâscoelasticăse îmbunătăţeşte;
− agenţii de reticulare, care crează punţi de legătură între catene şiastfel se îmbunătăţesc proprietăţile de elasticitate şi de rezistenţă; pornind de laacelaşi polimer în funcţie de gradul de reticulare se pot modifica proprietăţile înlimite foarte largi;
− materialele de umplutură, care nu reacţionează de obicei cupolimerul de bază, ci se distribuie uniform prin amestecare mecanică în masa debază şi contribuie astfel la creşterea rezistenţei mecanice; se utilizează în modcurent ca materiale de umplutură talcul, praful de cretă, caolinul, rumeguşul delemn, fibre textile sau celulozice etc.; negrul de fum (particule sferice de carboncu structură hexagonală) utilizat şi el ca material de umplutură are şi rol activînfluenţând gradul de reticulare;
− coloranţii, care introduşi în materialele polimerice le colorează înmasă prin amestecare mecanică.
Pe lângă aceste categorii de substanţe care nu lipsesc din nici un materialplastic, se mai introduc în funcţie de scop şi alte categorii de substanţe cum ar fi:antistaticele, pentru reducerea electrizării prin frecare, ignifuganţii, pentrureducerea inflamabilităţii, lubrifianţii, pentru uşurarea prelucrării, fungicidele,pentru creşterea rezistenţei la atacul ciupercilor, antioxidanţii, pentru creşterea

Capitolul 11 Structurile şi proprietăţile polimerilor
251
rezistenţei la îmbătrânire a materialelor polimerice etc.Pe baza celor arătate se poate explica diversitatea extrem de mare a
maselor plastice utilizate în prezent de societatea omenească. O încercare degrupare a celor mai utilizate tipuri după criteriul costului şi al proprietăţilor esteprezentată în figura 11.19, în care pentru costul relativ s-a luat ca bază (Cr = 1)costul polietilenei, unul dintre cei mai utilizaţi polimeri.
Fig. 11.19. Principalele categorii de mase plastice
11.5.2. Materialele termoplaste
În această categorie sunt incluse materialele plastice la care polimerul debază este un termoplast; principalele termoplaste şi caracteristicile lor maiimportante sunt prezentate în tabelul 11.3.
După structura lanţului molecular, termoplastele pot fi grupate în douăcategorii:
− polimeri la care linia principală a lanţului molecular este formatănumai din atomi de carbon, atomii diferiţi sau radicalii ataşându-se prin legăturilaterale; din această categorie fac parte: poliolefinele (PE, PP), polimerii vinilici(PVC, PS), polimerii acrilici (PAN, PMMA) şi fluoroplastele (PTFE);
− polimeri care au în componenţa liniei principale a lanţului şi alţi atomi(de obicei N, O, Si) sau cicluri benzenice; din această categorie fac partepoliesterii (PET, PBT), poliamidele (PA), policarbonaţii (PC), acetalii (POM) etc.
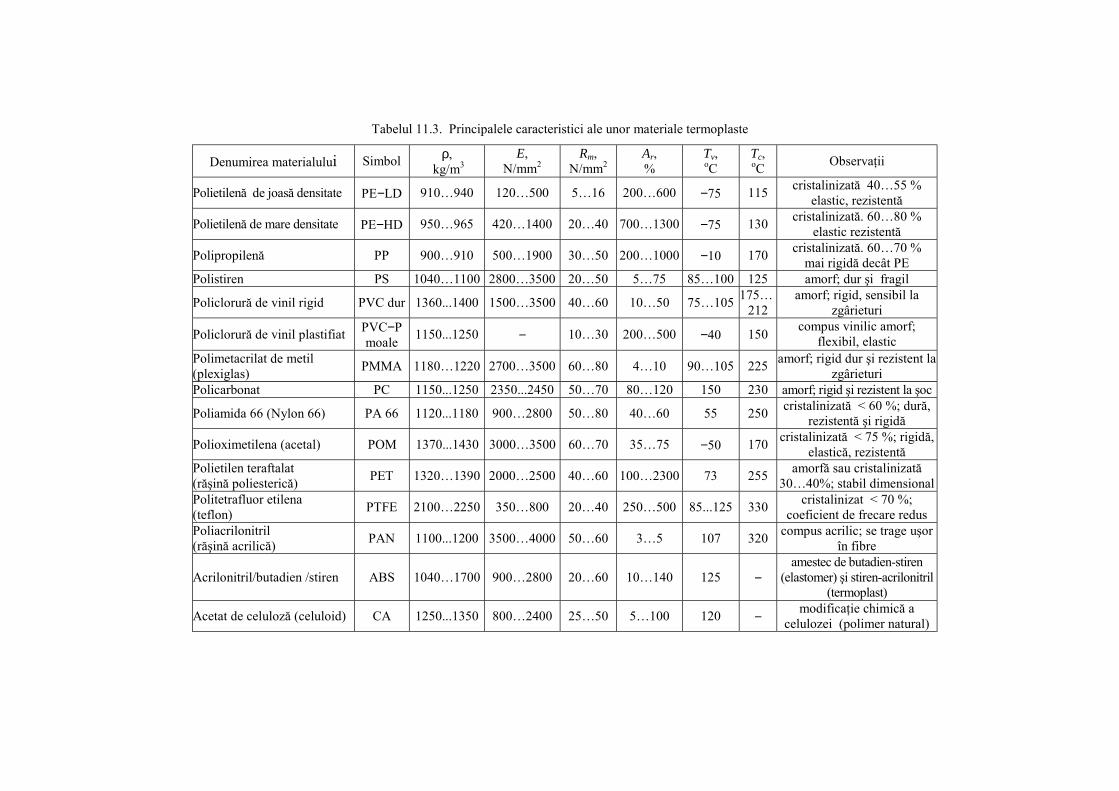
Tabelul 11.3. Principalele caracteristici ale unor materiale termoplaste
Denumirea materialului Simbol ρ, kg/m3
E,N/mm2
Rm,N/mm2
Ar,%
Tv,oC
Tc,oC Observaţii
Polietilenă de joasă densitate PE−LD 910…940 120…500 5…16 200…600 −75 115 cristalinizată 40…55 %elastic, rezistentă
Polietilenă de mare densitate PE−HD 950…965 420…1400 20…40 700…1300 −75 130 cristalinizată. 60…80 %elastic rezistentă
Polipropilenă PP 900…910 500…1900 30…50 200…1000 −10 170 cristalinizată. 60…70 %mai rigidă decât PE
Polistiren PS 1040…1100 2800…3500 20…50 5…75 85…100 125 amorf; dur şi fragil
Policlorură de vinil rigid PVC dur 1360...1400 1500…3500 40…60 10…50 75…105 175…212
amorf; rigid, sensibil lazgârieturi
Policlorură de vinil plastifiat PVC−Pmoale 1150...1250 − 10…30 200…500 −40 150 compus vinilic amorf;
flexibil, elasticPolimetacrilat de metil(plexiglas) PMMA 1180…1220 2700…3500 60…80 4…10 90…105 225 amorf; rigid dur şi rezistent la
zgârieturiPolicarbonat PC 1150...1250 2350...2450 50…70 80…120 150 230 amorf; rigid şi rezistent la şoc
Poliamida 66 (Nylon 66) PA 66 1120...1180 900…2800 50…80 40…60 55 250 cristalinizată < 60 %; dură,rezistentă şi rigidă
Polioximetilena (acetal) POM 1370...1430 3000…3500 60…70 35…75 −50 170 cristalinizată < 75 %; rigidă,elastică, rezistentă
Polietilen teraftalat(răşină poliesterică) PET 1320…1390 2000…2500 40…60 100…2300 73 255 amorfă sau cristalinizată
30…40%; stabil dimensionalPolitetrafluor etilena(teflon) PTFE 2100…2250 350…800 20…40 250…500 85...125 330 cristalinizat < 70 %;
coeficient de frecare redusPoliacrilonitril(răşină acrilică) PAN 1100...1200 3500…4000 50…60 3…5 107 320 compus acrilic; se trage uşor
în fibre
Acrilonitril/butadien /stiren ABS 1040…1700 900…2800 20…60 10…140 125 −amestec de butadien-stiren
(elastomer) şi stiren-acrilonitril(termoplast)
Acetat de celuloză (celuloid) CA 1250...1350 800…2400 25…50 5…100 120 − modificaţie chimică acelulozei (polimer natural)
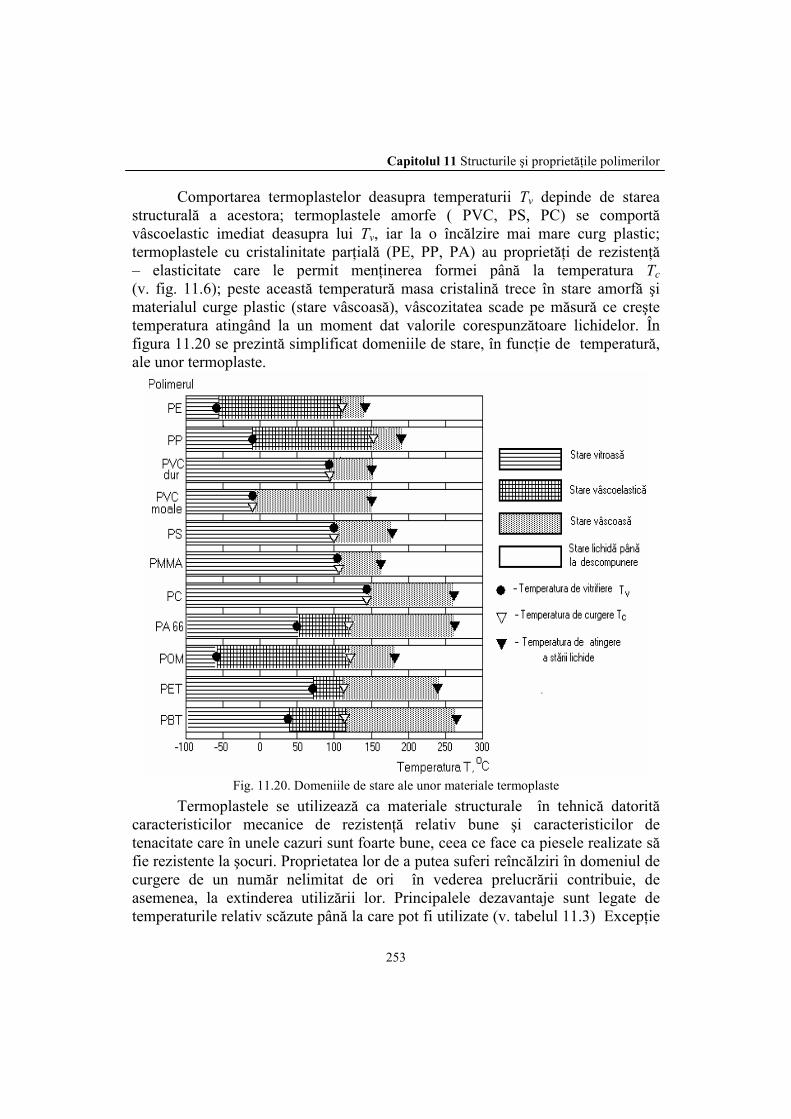
Capitolul 11 Structurile şi proprietăţile polimerilor
253
Comportarea termoplastelor deasupra temperaturii Tv depinde de stareastructurală a acestora; termoplastele amorfe ( PVC, PS, PC) se comportăvâscoelastic imediat deasupra lui Tv, iar la o încălzire mai mare curg plastic;termoplastele cu cristalinitate parţială (PE, PP, PA) au proprietăţi de rezistenţă– elasticitate care le permit menţinerea formei până la temperatura Tc(v. fig. 11.6); peste această temperatură masa cristalină trece în stare amorfă şimaterialul curge plastic (stare vâscoasă), vâscozitatea scade pe măsură ce creştetemperatura atingând la un moment dat valorile corespunzătoare lichidelor. Înfigura 11.20 se prezintă simplificat domeniile de stare, în funcţie de temperatură,ale unor termoplaste.
Fig. 11.20. Domeniile de stare ale unor materiale termoplasteTermoplastele se utilizează ca materiale structurale în tehnică datorită
caracteristicilor mecanice de rezistenţă relativ bune şi caracteristicilor detenacitate care în unele cazuri sunt foarte bune, ceea ce face ca piesele realizate săfie rezistente la şocuri. Proprietatea lor de a putea suferi reîncălziri în domeniul decurgere de un număr nelimitat de ori în vederea prelucrării contribuie, deasemenea, la extinderea utilizării lor. Principalele dezavantaje sunt legate detemperaturile relativ scăzute până la care pot fi utilizate (v. tabelul 11.3) Excepţie
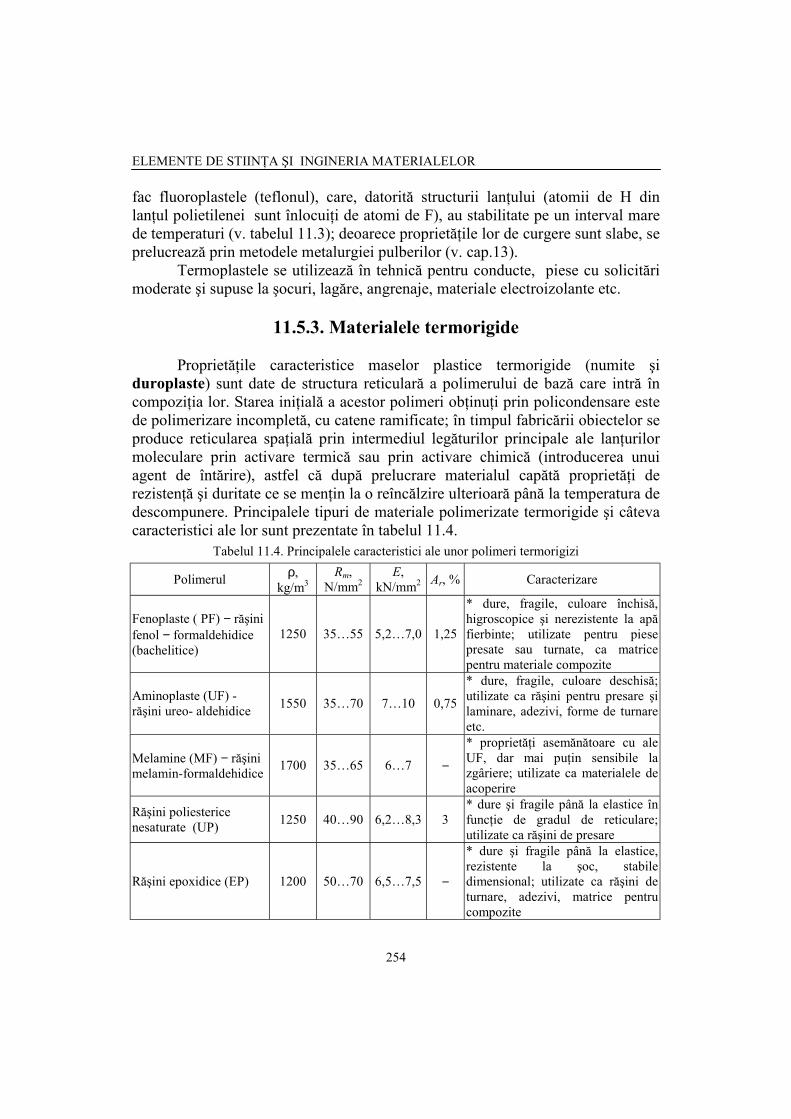
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
254
fac fluoroplastele (teflonul), care, datorită structurii lanţului (atomii de H dinlanţul polietilenei sunt înlocuiţi de atomi de F), au stabilitate pe un interval marede temperaturi (v. tabelul 11.3); deoarece proprietăţile lor de curgere sunt slabe, seprelucrează prin metodele metalurgiei pulberilor (v. cap.13).
Termoplastele se utilizează în tehnică pentru conducte, piese cu solicitărimoderate şi supuse la şocuri, lagăre, angrenaje, materiale electroizolante etc.
11.5.3. Materialele termorigide
Proprietăţile caracteristice maselor plastice termorigide (numite şiduroplaste) sunt date de structura reticulară a polimerului de bază care intră încompoziţia lor. Starea iniţială a acestor polimeri obţinuţi prin policondensare estede polimerizare incompletă, cu catene ramificate; în timpul fabricării obiectelor seproduce reticularea spaţială prin intermediul legăturilor principale ale lanţurilormoleculare prin activare termică sau prin activare chimică (introducerea unuiagent de întărire), astfel că după prelucrare materialul capătă proprietăţi derezistenţă şi duritate ce se menţin la o reîncălzire ulterioară până la temperatura dedescompunere. Principalele tipuri de materiale polimerizate termorigide şi câtevacaracteristici ale lor sunt prezentate în tabelul 11.4.
Tabelul 11.4. Principalele caracteristici ale unor polimeri termorigizi
Polimerul ρ,kg/m3
Rm,N/mm2
E,kN/mm2 Ar, % Caracterizare
Fenoplaste ( PF) − răşinifenol − formaldehidice(bachelitice)
1250 35…55 5,2…7,0 1,25
* dure, fragile, culoare închisă,higroscopice şi nerezistente la apăfierbinte; utilizate pentru piesepresate sau turnate, ca matricepentru materiale compozite
Aminoplaste (UF) -răşini ureo- aldehidice 1550 35…70 7…10 0,75
* dure, fragile, culoare deschisă;utilizate ca răşini pentru presare şilaminare, adezivi, forme de turnareetc.
Melamine (MF) − răşinimelamin-formaldehidice 1700 35…65 6…7 −
* proprietăţi asemănătoare cu aleUF, dar mai puţin sensibile lazgâriere; utilizate ca materialele deacoperire
Răşini poliestericenesaturate (UP) 1250 40…90 6,2…8,3 3
* dure şi fragile până la elastice înfuncţie de gradul de reticulare;utilizate ca răşini de presare
Răşini epoxidice (EP) 1200 50…70 6,5…7,5 −
* dure şi fragile până la elastice,rezistente la şoc, stabiledimensional; utilizate ca răşini deturnare, adezivi, matrice pentrucompozite

Capitolul 11 Structurile şi proprietăţile polimerilor
255
În tabelul 11.4 sunt indicate numai câteva utilizări specifice ale unor răşinitermorigide, gama întrebuinţărilor fiind mult mai extinsă, fapt ce se datorează înspecial caracteristicilor de rezistenţă mecanică ale acestor materiale. Proprietateade termorigiditate este esenţială în utilizarea răşinilor din această categorie calianţi pentru amestecurile de formare din care se realizează formele pentruturnarea pieselor din materiale metalice; răşinile destinate acestui scop pot fi cuîntărire la cald (răşini aminoplaste termoreactive) şi răşini cu întărire la rece,caz în care se folosesc răşini fluide (lichid vâscos) obţinute prin policondensareaureei cu formaldehidă şi alcool furfurulic (răşini furanice), a căror întărire serealizează prin adăugarea unui agent de reticulare .
11.5.4. Materialele elastomerice (cauciucurile)
Sunt substanţe macromoleculare a căror capacitate de deformare elastică sebazează pe structura constituită din lanţuri moleculare lungi, încolăcite şi slabreticulate aşa cum a fost arătat anterior (v.scap. 11.4.1 şi fig. 11.8). Elasticitatealor asemănătoare cauciucului natural (poliizopren) a făcut ca denumirea de“cauciuc” să devină generică şi să fie alăturată denumirii elastomerului de bază(de exemplu, cauciuc nitrilic, cauciuc acrilic, cauciuc butilic etc.). În tabelul 11.5se prezintă elastomerii utilizati mai frecvent şi câteva din caracteristicile acestora.
Reticularea slabă a elastomerilor (aşa numita vulcanizare) este un procesactivat termic (ti = 120…150 oC), ce constă din ruperea unor legături duble dinlinia principală a lanţului şi realizarea unor legături între lanţurilemacromoleculare prin punţi constituite din atomi sau grupuri de atomi ai agenţilorde reticulare (în mod uzual sulf, peroxizi sau amine), introduşi în masaelastomerului, împreună cu alţi aditivi, în timpul proceselor tehnologice defabricare a produselor.
În figura 11.21 se prezintă reacţia de vulcanizare cu sulf a cauciucului natural;gradul de reticulare şi implicit caracteristicile de rezistenţă şi elasticitate suntdependente de cantitatea de sulf; pentru cauciucurile uzuale se adaugă 4…5 % sulf,ceea ce provoacă desfacerea a cca 10…30 % din legăturile duble şi legarea lanţurilorprin punţi de sulf, iar dacă se introduce 45 % sulf, reticularea este completă,obţinându-se un material dur şi fragil cunoscut sub numele comercial de ebonită.
Materialele de umplere (negrul de fum, pulberea de silice (SiO2), talcul şipraful de cretă etc.) au rolul de a îmbunătăţi rezistenţa mecanică şi de a ieftiniprodusele. Aditivii cei mai importanţi introduşi împreună cu materialele deumplere în cazul elastomerilor sunt antioxidanţii, deoarece oxigenul şi ozonulacţionează în timp la fel ca agenţi de reticulare, ceea ce are ca efect scădereaelasticităţii şi fragilizarea materialului.
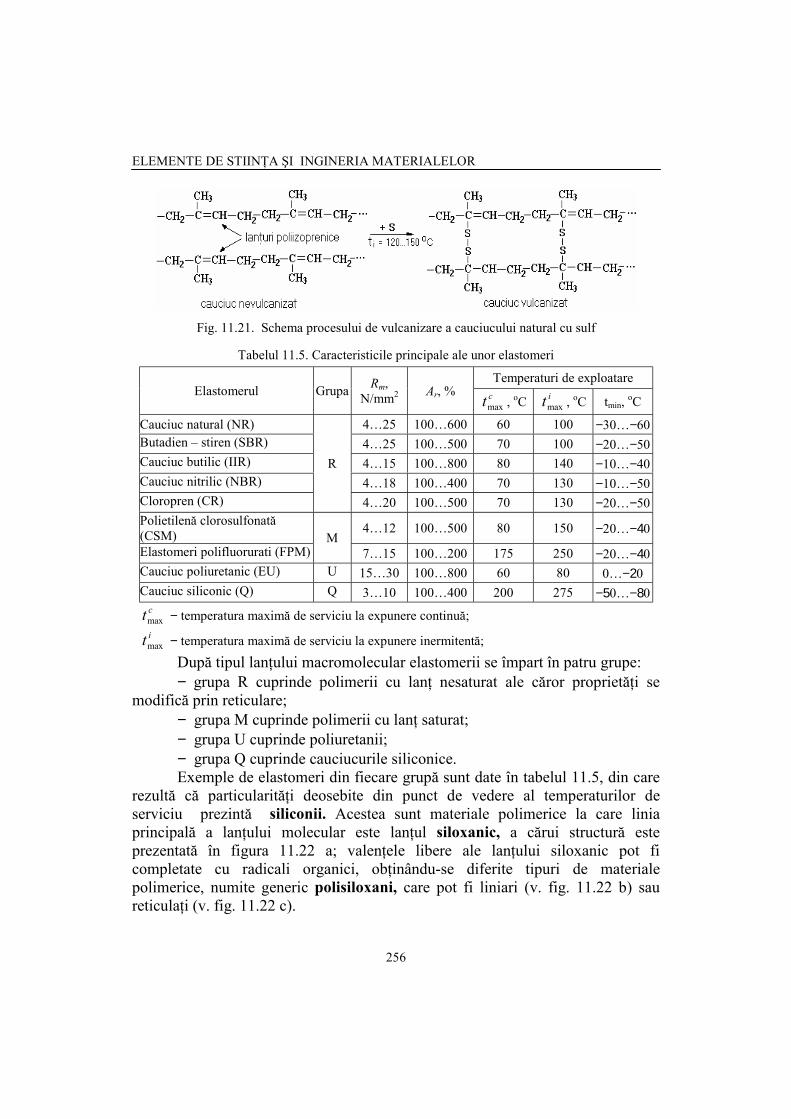
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
256
Fig. 11.21. Schema procesului de vulcanizare a cauciucului natural cu sulf
Tabelul 11.5. Caracteristicile principale ale unor elastomeri
Temperaturi de exploatareElastomerul Grupa Rm,
N/mm2 Ar, % ctmax , oC itmax , oC tmin, oC
Cauciuc natural (NR) 4…25 100…600 60 100 −30…−60Butadien – stiren (SBR) 4…25 100…500 70 100 −20…−50Cauciuc butilic (IIR) 4…15 100…800 80 140 −10…−40Cauciuc nitrilic (NBR) 4…18 100…400 70 130 −10…−50Cloropren (CR)
R
4…20 100…500 70 130 −20…−50Polietilenă clorosulfonată(CSM) 4…12 100…500 80 150 −20…−40
Elastomeri polifluorurati (FPM)M
7…15 100…200 175 250 −20…−40Cauciuc poliuretanic (EU) U 15…30 100…800 60 80 0…−20Cauciuc siliconic (Q) Q 3…10 100…400 200 275 −50…−80
ctmax − temperatura maximă de serviciu la expunere continuă;itmax − temperatura maximă de serviciu la expunere inermitentă;
După tipul lanţului macromolecular elastomerii se împart în patru grupe:− grupa R cuprinde polimerii cu lanţ nesaturat ale căror proprietăţi se
modifică prin reticulare;− grupa M cuprinde polimerii cu lanţ saturat;− grupa U cuprinde poliuretanii;− grupa Q cuprinde cauciucurile siliconice.Exemple de elastomeri din fiecare grupă sunt date în tabelul 11.5, din care
rezultă că particularităţi deosebite din punct de vedere al temperaturilor deserviciu prezintă siliconii. Acestea sunt materiale polimerice la care liniaprincipală a lanţului molecular este lanţul siloxanic, a cărui structură esteprezentată în figura 11.22 a; valenţele libere ale lanţului siloxanic pot ficompletate cu radicali organici, obţinându-se diferite tipuri de materialepolimerice, numite generic polisiloxani, care pot fi liniari (v. fig. 11.22 b) saureticulaţi (v. fig. 11.22 c).
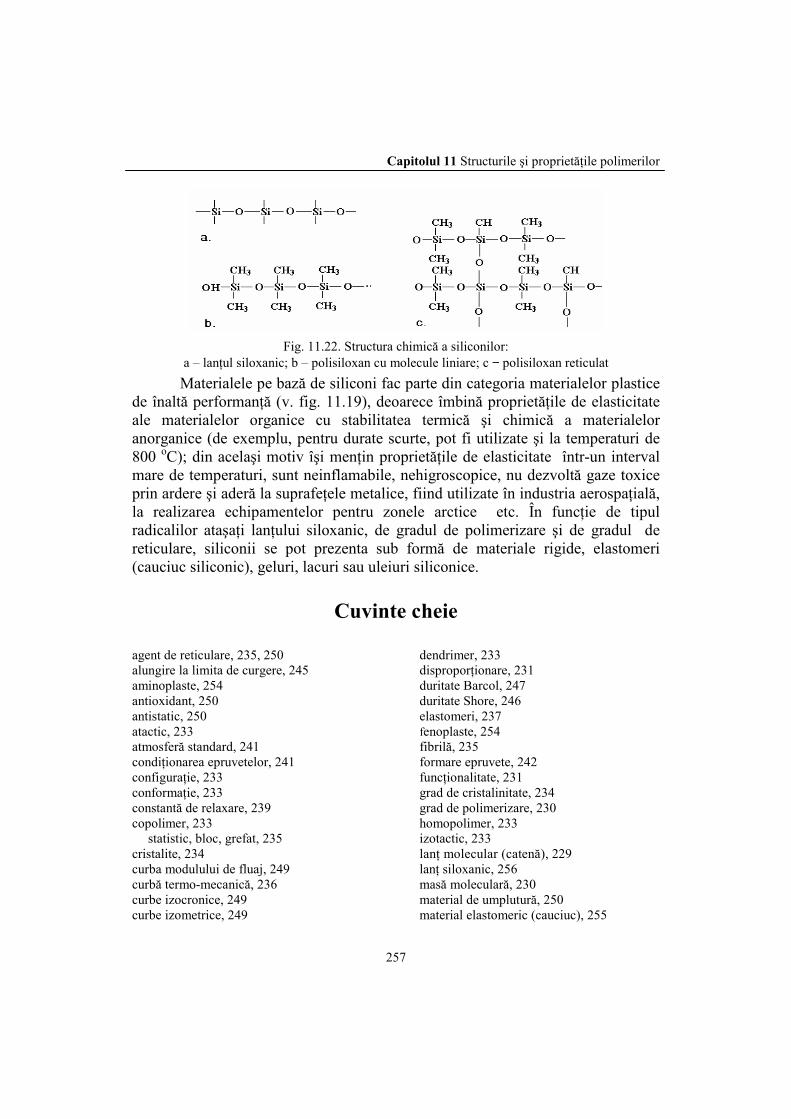
Capitolul 11 Structurile şi proprietăţile polimerilor
257
Fig. 11.22. Structura chimică a siliconilor:a – lanţul siloxanic; b – polisiloxan cu molecule liniare; c − polisiloxan reticulatMaterialele pe bază de siliconi fac parte din categoria materialelor plastice
de înaltă performanţă (v. fig. 11.19), deoarece îmbină proprietăţile de elasticitateale materialelor organice cu stabilitatea termică şi chimică a materialeloranorganice (de exemplu, pentru durate scurte, pot fi utilizate şi la temperaturi de800 oC); din acelaşi motiv îşi menţin proprietăţile de elasticitate într-un intervalmare de temperaturi, sunt neinflamabile, nehigroscopice, nu dezvoltă gaze toxiceprin ardere şi aderă la suprafeţele metalice, fiind utilizate în industria aerospaţială,la realizarea echipamentelor pentru zonele arctice etc. În funcţie de tipulradicalilor ataşaţi lanţului siloxanic, de gradul de polimerizare şi de gradul dereticulare, siliconii se pot prezenta sub formă de materiale rigide, elastomeri(cauciuc siliconic), geluri, lacuri sau uleiuri siliconice.
Cuvinte cheie
agent de reticulare, 235, 250alungire la limita de curgere, 245aminoplaste, 254antioxidant, 250antistatic, 250atactic, 233atmosferă standard, 241condiţionarea epruvetelor, 241configuraţie, 233conformaţie, 233constantă de relaxare, 239copolimer, 233
statistic, bloc, grefat, 235cristalite, 234curba modulului de fluaj, 249curbă termo-mecanică, 236curbe izocronice, 249curbe izometrice, 249
dendrimer, 233disproporţionare, 231duritate Barcol, 247duritate Shore, 246elastomeri, 237fenoplaste, 254fibrilă, 235formare epruvete, 242funcţionalitate, 231grad de cristalinitate, 234grad de polimerizare, 230homopolimer, 233izotactic, 233lanţ molecular (catenă), 229lanţ siloxanic, 256masă moleculară, 230material de umplutură, 250material elastomeric (cauciuc), 255
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
258
melamine, 254monomer, 229plastifiant, 250poliadiţie, 232policondensare, 232polidispersie, 230polidispersitate, 231polietilenă, 229polimer, 229polimer reticulat, 235polimerizare, 231răşini epoxidice, 254răşini poliesterice, 254reacţie în lanţ, 232reacţie în trepte, 232relaxarea tensiunilor, 241
rezilienţa, 247rezistenţă Dynstat la şoc, 248rezistenţă Izod la şoc, 248segment de lanţ molecular, 233sferulită, 235silicon., 256sindiotactic, 233steroizomer, 233structură amorfă, 234temperatură de curgere, 236termoplaste, 237termorigide (duroplaste), 237tranziţie sticloasă (vitroasă), 236vâscoelasticitate, 239vulcanizare, 255
Bibliografie
1. Constantinescu D, Vasilescu D.S. şi Ciocea N. Stiinţa materialelor,Editura Didactică şi Pedagogică, Bucuresti, 1983
2. Krawczak P. Essais mecaniques des plastiques, Techinques de l’Ingenieur,AM 3510, Paris, 1999
3. Mitelea I., Lugsheider E., Tillmann W. Stiinţa materialelor în construcţiade maşini, Editura Sudura, Timişoara 1999
4. Saban R. s.a., Studiul si ingineria materialelor, Editura Didactică şiPedagogică, Bucuresti, 1995
5. Shackelford J., Introduction to Materials Science for Engineers,Macmillan Publishing Company, New York, 1988
6. Smith Ch. O. The Science of Engineering Materials, Printice Hall, Inc.New Jersey, 1986
7. Van Vlack L. H., Elements of Materials Science and Engineering, SixtEdition, Addison-Wesley Reading, Massachusetts, 1989
8. Zecheru Gh. Tehnologia materialelor, partea a doua, IPG Ploiesti, 19859. * * * Hütte, Manualul inginerului. Fundamente, Editura Tehnică,
Bucureşti, 199510. * * * Culegere de standarde române comentate CSCM – Mp4, Materiale
plastice. Terminologie şi metode de analiză şi încercări, OIDCM,Bucureşti, 1998
11. * * * Culegere de standarde române comentate CSCM – Mp5, Materialeplastice. Materiale termoplastice şi materiale termorigide, OIDCM,Bucureşti, 1998
Capitolul 11 Structurile şi proprietăţile polimerilor
259
Teste de autoevaluare
T.11.1. Care dintre următoarele afirmaţii despre polimeri sunt adevărate:a) sunt substanţe organice micromoleculare care conţin mai multe componente;b) sunt compuşi chimici (în marea majoritate a cazurilor organici) cu moleculede dimensiuni mari; c) numărul de monomeri din lanţul macromolecularreprezintă gradul de polidispersie moleculară; d) numărul de unităţi structurale dinlanţul macromolecular reprezintă gradul de polimerizare?
T.11.2. Care dintre afirmaţiile următoare despre reacţia de polimerizaresunt advărate: a) este o reacţie în trepete care necesită activare energetică lafiecare secvenţă; b) este o reacţie în lanţ ce se iniţiază în prezenţa unei substanţeintroduse special în acest scop; c) prin polimerizare se obţin substanţe a cărorcompoziţie chimică diferă de a monomerilor din care provin; d) în timpulprocesului de creştere a catenelor ambele capete ale lanţului sunt libere?
T.11.3. Cum se realizează întreruperea reacţiei de polimerizare: a) prinintroducerea unui radical care reacţionează cu monomerii liberi şi consumăenergia necesară continuării reacţiei de polimerizare; b) prin unirea capetelorlibere a două catene; c) prin răcirea bruscă a amestecului de reacţie; d) printransferul de la un lanţ la altul a unui unui atom de H care reface legătura dublăC = C a monomerului?
T.11.4. Prin ce se caracterizează reacţia de policondensare: a) este procesulprin care două molecule organice diferite reacţionează pentru formarea uneimolecule complexe; b) este procesul prin care două molecule organice identicereacţionează pentru formarea unei molecule complexe; c) polimerii obţinuţi prinpolicondensare au compoziţie chimică diferită de a monomerilor din care provin;d) creşterea lanţului macromolecular se realizează prin formarea de noi legături înurma reacţiilor de condensare (reacţie în trepte)?
T.11.5. Prin ce se caracterizează reacţia de poliadiţie: a) este procesul princare două molecule organice identice reacţionează pentru formarea unei moleculecomplexe; b) este o reacţie în lanţ la fel ca polimerizarea; c) este o reacţie în treptecare decurge fără eliminarea unei substanţe cu molecula mică; d) polimerii care seformează prin poliadiţie au de obicei în lanţurile principale şi alţi atomi decâtcarbonul?
T11.6. Care dintre afirmaţiile următoare despre copolimeri sunt adevărate:a) sunt rezultatul unirii unor monomeri de acelaşi tip; b) sunt rezultatul unirii înlanţul macromolecular a unor monomeri diferiţi; c)după dispunerea monomerilorpot fi copolimeri statistici, copolimeri grefaţi şi copolimeri bloc; d) după
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
260
dispunerea monomerilor pot fi: steroizomeri, copolimeri atactici sau copolimeriisotactici?
T.11.7. La ce se referă noţiunea de configuraţie în cazul structuriipolimerilor: a) la relaţia de ordine a unităţilor structurale în cadrul lanţuluimacromolecular dată de legăturile chimice; b) la forma pe care o capătă lanţurilemacromoleculare; c) la gradul de ramificare a catenelor; d) la numărul şiradicalilor liberi din unitatea structurală?
T.11.8. Care sunt tipurile de polimeri după modul de dispunere a grupelorlaterale faţă de lanţul principal: a) polimeri isotactici, polimeri statistici şi polimerigrefaţi; b) polimeri isotactici, polimeri atactici şi polimeri sindiotactici; c) polimeriliniari, polimeri reticulaţi şi polimeri cristalini?
T.11.9. La ce se referă noţiunea de conformaţie în cazul structuriipolimerilor: a) la relaţia de ordine a unităţilor structurale în cadrul lanţuluimacromolecular; b) la ordonarea pe anumite zone prin alinierea unor segmente delanţ; c) la poziţia relativă a doi monomeri vecini realizată prin rotirea în jurullegăturii simple dintre atomii de carbon; d) la distribuţia monomerilor diferiţi încadrul lanţului macromolecular?
T.11.10. La ce se referă noţiunea de sferulită în cazul structuriipolimerilor: a) la formaţiunile structurale constituite prin încolăcirea unui lanţmolecular; b) la forma moleculelor monomerilor din componenţa catenelor; c) laforma cristalitelor rezultate prin presare; d) la zonele cu structură complexă ce cerezultă prin prin unirea mai multor fibrile în jurul unui nucleu?
T.11.11. Care dintre afirmaţiile următoare despre termoplaste suntadevărate: a) sunt substanţe macromoleculare cu structura liniară sau ramificată,complet amorfă sau parţial cristalină; b) pot fi încălzite în vederea prelucrării osingură dată; c) se utilizează numai în stare vitroasă; d) pot fi încălzite în vedereaprelucrării de un număr nelimitat de ori ?
T.11.12. Care dintre afirmaţiile următoare despre termorigide sunt adevărate:a) sunt substanţe macromoleculare cu structura ramificată; b) sunt substanţemacromoleculare cu grad mare de reticulare; c) se prelucrează într-o stare depolimerizare incompletă; la o reîncălzire ulterioară nu se mai atinge starea vâscoasă?
T.11.13. Cum se comportă elastomerii la încălzire: a) odată cu creştereatemperaturii deformarea elastică se produce la solicitări mai mici; b) are locînmuierea prin reducerea pronunţată a vâscozităţii; c) îşi menţin proprietăţile înaltelastice până aproape de descompunere; d) se durifică pe măsură ce creştetemperatura prin creşterea gradului de reticulare?
T.11.14. Care dintre mecanismele prin care se produce deformareapolimerilor sunt caracteristice termoplastelor şi elastomerilor: a) îndreptarea,catenelor; b) ruperea legăturilor intermoleculare; c)desfăşurarea şi decuplarea
Capitolul 11 Structurile şi proprietăţile polimerilor
261
catenelor; d) alunecarea relativă a catenelor?T.11.15. Care dintre mecanismele prin care se produce deformarea
polimerilor sunt caracteristice termorigidelor: a) alunecarea relativă a catenelor;b) modificarea distanţelor dintre monomeri; c) decuplarea catenelor; d) ruperealegăturilor intermoleculare?
T.11.16. Care dintre afirmaţiile următoare despre vâscoelasticitate suntadevărate: a) este capacitatea polimerilor de a-şi menţine deformaţia elastică lareducerea vâscozităţii; b) reprezintă capacitatea polimerilor de a căpăta deformaţiielastice variabile în timp sub acţiunea solicitărilor constante; c) materialul cucomportare vâscoelastică se deformează la solicitare constantă până la atingereaunei stări staţionare; d) materialul cu comportare vâscoelastică se deformează lasolicitare constantă până la rupere?
T.11.17. În ce domeniu de temperaturi variază puternic modulul deelasticitate E: a) la temperaturi T < Tv; b) la temperaturi T > Tc; c) la temperaturit < ta; d) la temperaturi Tv < T >Tc?
T.11.18. La care tip de polimeri se înregistrează variaţia cea mai mare amodulului de elasticitate E cu temperatura: a) la polimerii cu grad mare decristalinitate; b) la polimerii puternic reticulaţi; c) la polimerii nereticulaţi; d) lapolimerii cu structură complet amorfă?
T.18.19. În ce condiţii are loc relaxarea tensiunilor în cazul polimerilor: a)în cazul solicitărilor la care deformaţiile şi temperatura se menţin constante; b) încazul solicitărilor la temperatură variabilă; c) în cazul menţinerii constante atemperaturii şi a forţelor exterioare; d) în cazul creşterii temperaturii şi menţineriiconstante a forţelor exterioare?
T.11.20. La ce se referă noţiunea de condiţionare a epruvetelor pentruîncercări mecanice: a) la prelucrarea mecanică în condiţii care să asigure oanumită precizie şi rugozitate a suprafeţelor; b) la realizarea epruvetelor prinpresare în condiţii standardizate; c) la menţinerea epruvetelor într-o atmosferăstandard o durată suficientă pentru atingerea echilibrului termic şi higrometric?
T.11.21. Care sunt caracteristicile mecanice determinate prin încercarea latracţiune ce prezintă importanţă pentru proiectarea pieselor din materialepolimerice: a) rezistenţa la tracţiune Rm; b) alungirea procentuală la curgere Ac;c) alungirea procentuală la rupere Ar; d) limita de curgere aparentă Re?
T.11.22. Care dintre afirmaţiile următoare despre metoda Shore dedeterminare a durităţii polimerilor sunt adevărate: a) metoda se bazează peutilizarea unui penetrator tronconic sau conic ce este apăsat de un resort calibratpe suprafaţa probei; b) se măsoară diametrul urmei lăsate de penetrator pesuprafaţa probei şi se calculează duritatea ca raport dintre forţa de apăsare şi ariaurmei; c) se măsoară adâncimea de pătrundere iar scala de duritate Shore are 100
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
262
de unităţi, valoarea 0 corespunâznd pătrunderii totale a penetratorului; d) duritateaShore este o mărime convenţională ce poate fi utilizată numai ca un criteriu derecepţie a materialelor?
T.11.23. Care dintre afirmaţiile următoare despre metoda Izod de încercarela încovoiere prin şoc sunt adevărate; a) se utilizează aceeaşi schemă de solicitareca la încercarea Charpy, epruvetele fiind diferite; b) constă din ruperea uneiepruvete cu crestătură încastrată la unul din capete printr-o lovitură cu un ciocanpendul aplicată la capătul liber fie pe faţa cu crestătură fie pe faţa opusăcrestăturii; c) caracteristica mecanică determinată este rezistenţa Izod la şoc,definită ca fiind energia absorbită prin ruperea epruvetei şi exprimată în J;d) caracteristica mecanică determinată este rezistenţa Izod la şoc, definită la fel carezilienţa în cazul metodei Charpy şi exprimată în J/m2?
T.11.24. Care dintre afirmaţiile următoare despre încercările la fluaj alepolimerilor sunt adevărate: a) încercările sunt mai frecvente în cazul polimerilordecât în cazul materialelor metalice; b) încercările se efectuează numai prinsolicitarea la tracţiune la temperaturi ridicate; c) încercările se efectuează prinsolicitarea la tracţiune sau la încovoiere; d) încercările se efectuează de cele maimulte ori în condiţii de atmosferă standard normală 23/50?
T.11.25. Care dintre următoarele mase plastice aparţin termoplastelor:a) polietilena; b) poliamidele; c) aminoplastele; d) polistirenul?
T.11.26. Care dintre următoarele mase plastice aparţin termoplastelor:a) răşinile acrilice; b)fenoplastele; c)policarbonaţii; d) siliconii?
T.11.27. Care dintre următoarele mase plastice aparţin termorigidelor:a) fenoplastele; b)poliuretanii liniari; c) răşinile alchidice; d) siliconii?
T.11.28. În care dintre enumerările următoare polimerii sunt în ordineacrescătoare a modulului de elasticitate (valoarea medie a intervalului de variaţie):a) PE-LD, PP, PTFE, PET, PAN; b) PP, PAN, PE-LD, PET, PTFE; c) PE-LD,PTFE, PP, PET, PAN; d) PTFE, PAN, PE-LD, PET, PP?
T.11.29. În care dintre enumerările următoare materialele termoplaste suntîn ordinea crescătoare temperaturii de vitrifiere: a) PE−HD, PVC−P, PET, ABS,PC; b) PE−HD, PET, PVC−P, PC, ABS; c) PE−HD, PP, PA66, PMMA, ABS; d)UP, PVC−P, PET, ABS ,EP, MF?
T.11.30. În care dintre enumerările următoare materialele plasticetermorigide sunt în ordinea descrescătoare a rezistenţei la rupere Rm: a) UF, MF,EP, UP, ABS; b) UP, EP, UF, MF, PF; c) POM, UF, MF, UP, ABS; d) UP, PP,PC, UF, MF,?
T.11.31. În care dintre enumerările următoare materialele elastomerice suntîn ordinea crescătoare a temperaturii maxime de serviciu la expunere continuă: a)CR, IIR, NR, FPM; b) NR, CR, IIR, Q; c) EU, NBR, CSM, FPM; d) EU, CR,CSM, Q?

Capitolul 11 Structurile şi proprietăţile polimerilor
263
Aplicaţii
A.11.1. Să se calculeze gradul de polimerizare a unui lot de polietilenă demare densitate PE−HD pentru care s-a determinat experimental o masămoleculară medie de 90000 g/mol
RezolvareGradul de polimerizare n se determină cu relaţia (11.1), calculând mai întâi
masa monomerului etilenă (C2H4) cu datele din tabelul 1.1 (v. cap.1):
42 HCM = 2·12,01 + 4·1,01 = 28,06 g/mol ; aplicând relaţia (10.1), se obţine:
320706,28
90000 ≅=n .
A.11.2. Determinările experimentale de masă moleculară asupra unei probede polimer au condus la datele prezentate în coloanele 1 şi 2 ale tabelului 11.6;utilizând aceste date, să se calculeze masa moleculară medie în funcţie de fracţiamasică ( mM ) şi masa moleculară medie în funcţie de fracţia numerică ( nM ).
Tabelul 11.6. Datele iniţiale şi rezultatele obţinute la rezolvarea aplicaţiei A.11.2
Intervalul maselormoleculare, g/mol
Numărul delanţuri Ni
Masa molecularămedie pe interval
Mi, g/molii MN 2
ii MN
(0 ; 10000] 330 5000 495·104 0,825·1010
(10000 ; 20000] 1600 15000 240·105 36·1010
(20000 ; 30000] 2400 25000 600·105 150·1010
(30000 ; 40000] 700 35000 245·105 85,75·1010
(40000 ; 50000] 150 45000 675·104 30,375·1010
RezolvarePentru calculul celor două mărimi prin care se poate caracteriza masa
moleculară medie a polimerului se utilizează relaţiile (11.2) şi (11.3); secalculează mai întâi masa moleculară medie Mi pentru fiecare interval, produseleNiMi şi 2
ii MN şi se completează coloanele corespunzătoare din tabelul 11.6Cu valorile astfel determinate, rezultă: ∑ = 5180iN ; ∑ ⋅= 41012020ii MN ; ∑ ⋅≅ 102 10303iiMN .Aplicând relaţiile (11.2) şi (11.3) rezultă :
25208101202010303
4
10≅
⋅⋅=mM g/mol şi 23205
51801012020 4
≅⋅=nM g/mol.
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
264
A.11.3. O bandă de cauciuc cu (secţiunea dreptunghiulară) este supusă latracţiune, astfel încât în bandă se generează tensiuni normale de întindereσ0 = 11 N/mm2, după care capetele benzii se fixează. Banda se menţine în aceastăstare la ta o durată τ0 = 2 zile, după acest timp tensiunile din bandă atingândnivelul σ1 = 5,5 N/mm2. Să se determine constanta de relaxare a tensiunilor pentruaceastă bandă şi intensitatea tensiunilor din banda de cauciuc după menţinerea înpoziţia întinsă o durată τ1 = 90 zile.
RezolvareConstanta de relaxare a tensiunilor pentru banda de cauciuc se poate
determina cu ajutorul relaţiei (11.6), prelucrată, ţinând seama de datele din
enunţul aplicaţiei, sub forma:
1
0
0
lnσσ
ττ =rt ; înlocuind datele din enunţ se obţine
6,60
5,511ln
42 ==rtτ zile. După menţinerea benzii în poziţie întinsă o durată τ1 = 90 zile,
tensiunile se relaxează la nivelul 5,211 6,6090
0
1
≅==−−
ee rtττ
σσ N/mm2, acelaşi
rezultat putând fi obţinut şi astfel: 5,25,5 6,604290
1
01
≅==−−
−−
ee rtτττ
σσ N/mm2.A.11.4. Relaţia dintre viteza de relaxare a tensiunilor din materialele
polimerice şi temperatură este de tip Arrhenius:
TkE
rTr B
a
oevv
−= σσ , (11.11 )
în care 0σrv este o valoare de referinţă a vitezei de relaxare, dependentă de tipul
materialului, Ea – energia de activare a procesului de relaxare, kB = 13,81.10−24
J/K, iar T – temperatura materialului (în K). a) Să se determine valorile constanteide relaxare a tensiunilor la t1 = 20 oC, la t2 = 25 oC şi la t3 = 30 oC pentru o bandăde cauciuc, ştiind că în aceasta s-a generat o tensiune de întindere σ0 = 12 N/mm2,care s-a relaxat la nivelul σ1 = 6 N/mm2, după menţinerea barei o duratăτ1 = 60 zile la t1=20 oC sau o durată τ2 = 50 zile la t2 = 25 oC. b) Să se determinenivelul tensiunilor din bară, după menţinerea ei (în stare întinsă) o duratăτ3 = 40 zile la t3 = 30 oC.
Rezolvarea) Aplicând relaţia (11.6), ca la rezolvarea aplicaţiei A.11.3, pentru datele
din enunţ, rezultă:

Capitolul 11 Structurile şi proprietăţile polimerilor
265
6,86
612ln
60
ln1
011 ===
σσ
ττ T
rt zile; 1,72
612ln
50
ln1
022 ===
σσ
ττ Trt zile, 1T
rtτ şi 2Trtτ fiind
constantele de relaxare a tensiunilor la t1 = 20 oC (T1 = 293 K) şi t2 = 25 oC (T2 = 298 K).Viteza de relaxare a tensiunilor este invers proporţională cu durata
menţinerii materialului la o temepratură T şi, ca urmare, se pot scrie
relaţiile:Trt
Tr Cv
τσ
1= , 0
10 τσ CvT
r = , C şi τ0 fiind constante, iar Trtτ constanta de
relaxare la temperatura T. În aceste circumstanţe, relaţia (11.11) devine:
Tk
Ee
B
aTrt 0ττ = . (11.12)
Considerând datele din enunţul aplicaţiei, corespunzătoare relaxăriitensiunilor la temperaturile t1 = 20 oC şi t2 = 25 oC, se obţine sistemul de ecuaţii(cu necunoscutele τ0 şi Ea):
01
1ln
ττ T
rtBa TkE =
02
2ln
ττ T
rtBa TkE = ;
pentru aplicaţia considerată, acest sistem are soluţia:
=−
=2
1ln
11
21
T
TrtB
a
rtTT
kEτ
τ 2024
103,41,722,86ln
2981
2931108,13 −
−⋅=
−
⋅ J, şi
12
21
22 lnln
0TTTT T
rtTrt
e −−
=
ττ
τ = 00156,056,86ln2931,72ln298
=−
e zile
Constanta de relaxare a tensiunilor la t3 = 30 oC (T3 = 303 K) are valoarea:
30
3
TkE
eB
aTrt ττ = = zilee 6,4500156,0 303108,13
103,424
20
=⋅⋅⋅
−
−
b) Tensiunile din banda de cauciuc menţinută o durată τ3 = 40 zile lat3 = 30 oC (T3 = 303 K) vor fi:
4,512 7,4940
0333
≅==−−
eeTrtτ
τ
σσ N/mm2.
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
266
A.11.5. Cristalele moleculare de polietilenă (polietilena cu gradul decristalinitate 100%) au densitatea ρ100 = 1010 kg/m3, polietilena comercială dejoasă densitate PE−LD are densitatea ρPE-LD = 920 kg/m3, polietilena comercialăde înaltă densitate PE−HD are densitatea ρPE-HD = 960 kg/m3, densitateapolietilenei necristalizate este ρ0 = 900 kg/m3. Să se estimeze gradele decristalinitate ale PE-LD şi PE-HD.
RezolvareConsiderând că densitatea polietilenei creşte liniar cu gradul de
cristalinitate X, rezultă:
0100
0100ρρρρ
−−
= XX (11.13)
Aplicând această relaţie se obţine pentru cazurile considerate în enunţulaplicaţiei:
%189001010900920100 =
−−=−LDPEX şi %55
9001010900960100 ≅
−−=−HDPEX
Capitolul 12 Structurile si proprietăţile materialelor compozite
267
Capitolul 12
STRUCTURILE ŞI PROPRIETĂŢILEMATERIALELOR COMPOZITE
12.1. Introducere
Materialele compozite reprezintă o clasă modernă de materiale custructura eterogenă, alcătuită din două sau mai multe materiale componente, caresunt puternic legate între ele şi conlucrează eficient pentru a conferi ansambluluistructural caracteristici superioare celor proprii componentelor solitare. Înfuncţie de caracteristicile structurale, materialele compozite pot fi împărţite în maimulte categorii:
A. Materialele compozite cu granule (agregatele compozite) austructura alcătuită dintr-un material matrice în care sunt înglobate granule(particule) din unul sau mai multe materiale. În această categorie sunt incluse:betonul, materialele dure, având structura alcătuită din particule fine de carburimetalice (WC, TiC, TaC etc.) înglobate, în concentraţii volumice de până la 95 %,într-o matrice metalică (Co, Ni, Te etc.), cermeturile, având structura alcătuitădintr-o fază oxidică − ceramică (Al2O3, ZrO2 etc.) înglobată, în concentraţiivolumice de până la 80 %, într-o matrice metalică (Fe, Cr, Ni, Co, Mo etc.) şimasele plastice aglomerate, având structura alcătuită dintr-un materialmacromolecular de bază − duroplast (răşină fenolică, răşină epoxidică etc.) sautermoplast (polimetacrilat de metil, polipropilenă, poliamidă, politetrafluoroetilenăetc.) – în care sunt înglobate particulele unui material de umplutură (rumeguş delemn, acid salicilic fin dispersat, bile de sticlă, pulberi metalice etc.).
B. Materialele compozite stratificate au structura alcătuită dintr-unmaterial suport dispus în straturi solidarizate cu un material de legătură(liant). În această categorie sunt incluse materialele organice stratificate,având structura alcătuită din starturi multiple de material organic (hârtie,carton, lemn, materiale textile etc.) şi liant (răşină fenolică, răşină

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
268
melaminformaldehidică, răşină ureoaldehidică etc.) şi materialele metaliceemailate (materialele anorganico − metalice), având structura alcătuită din unulsau mai multe straturi de material oxido-silicatic depuse pe un suport metalic (deobicei, din oţel sau fontă).
C. Materialele compozite cu fibre au structura alcătuită dintr-un materialde bază (matrice) în care sunt înglobate fibre individuale (scurte sau lungi,orientate sau neorientate), împletituri de fibre sau straturi de fibre din diferitemateriale. Pentru majoritatea materialelor din această categorie matricea este unmaterial organic macromolecular (de obicei, un material duroplast, de tipulrăşinilor poliesterice nesaturate sau răşinilor epoxidice), anorganic (ceramică pebază de Al2O3, ciment sau beton) sau metalice (diverse metale sau aliaje), iarfibrele sunt polimerice (poliamide de tip Kevlar, Nylon sau Aramid), de sticlă,ceramice (alumină, oxid de Be, carbură de B, carbură de siliciu, nitrură de siliciu),de carbon (grafit) sau metalice (W, Ta, Cr, Cu, Mo, Ni, Fe etc.), în prezent fiindfolosite frecvent fibrele fine (trihite, whiskers) cu structură de monocristaleperfecte din alumină, carbură de siliciu, fier sau grafit.
Fig. 12.1. Structurile unor materiale compozite uzuale:a − beton; b − lemn; c − poliester armat cu fibre de sticlă
Cele mai utilizate materiale din această categorie sunt compozitelepolimerice armate cu fibre de sticlă, betonul armat şi, ca material compozitnatural, lemnul.
Imaginile structurilor câtorva materiale compozite folosite în tehnică suntprezentate în figura 12.1.
12.2. Estimarea caracteristicilor fizico −−−− mecanice ale materialelor compozite
Caracteristicile de utilizare ale materialelor compozite sunt determinateesenţial de natura şi intesitatea legăturilor ce se realizează între materialelecomponente ale structurii acestora, care asigură conlucrarea (cooperarea) acestor

Capitolul 12 Structurile si proprietăţile materialelor compozite
269
componente. Ca urmare, când se analizează structura unui material compozit seiau în considerare atât structurile materialelor componente, caracteristiciledistribuţiei (dispunerii) acestor componente şi raportul concentraţiilor lor (masicesau volumice), cât şi structurile zonelor de legătură (interfaciale) dintrematerialele componente; un material compozit este bine realizat, dacă structurazonelor de legătură asigură conlucrarea perfectă a materialelor componente aleacestuia, fapt care se poate deduce cu uşurinţă comparând imaginilemicrostructurilor prezentate în figura 12.2, care evidenţiază dependenţa dintrecomportarea la rupere a unui material compozit de tip poliester armat cu fibre desticlă şi calitatea legăturilor realizate între matrice şi fibre.
Fig.12.2. Imaginile microscopice ale suprafeţelor de rupere la tracţiune ale unui materialcompozit de tip poliester armat cu fibre de sticlă:
a − cu legături insuficiente între matrice şi fibre; b − cu legături puternice între matrice şi fibrePentru a prezenta modul în care se pot estima caracteristicile
fizico − mecanice ale unui material compozit, în funcţie de caracteristicilematerialelor componente şi de raportul concentraţiilor acestora în structuracompozitului, se consideră, trei cazuri distincte: A. materialul compozit arestructura alcătuită dintr-o matrice în care sunt înglobate fibre dispuse paralel şieste solicitat mecanic la tracţiune axială în lungul fibrelor; B. materialulcompozit are structura alcătuită dintr-o matrice în care sunt înglobate fibredispuse paralel şi este solicitat la tracţiune axială pe o direcţie perpendiculară pedirecţia de dispunere a fibrelor; C. materialul este un agregat compozit solicitatla tracţiune monoaxială.
A. Dacă un material compozit alcătuit dintr-o matrice (M) în care suntînglobate fibre (f) dispuse paralel este solicitat la tracţiune monoaxială în lungulfibrelor de o forţă Fc, care produce deformarea elastică a compozitului şi amaterialelor sale componente, aşa cum se arată în schema prezentă în figura 12.3,comportarea sa poate fi descrisă astfel:
• deformaţiile (alungirile) specificie (de natură elastică) ale matricei εM,

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
270
fibrelor εf şi compozitului εC pe direcţia de aplicare a forţei Fc sunt egale: εM = εf = εC , (12.1)această condiţie (numită condiţia de izodeformaţie) fiind respectată datorităconlucrării componentelor M şi f, determinată de existenţa legăturilor intimedintre ele;
• dacă EM, Ef şi EC sunt modulele de elasticitate longitudinală ale matricei,fibrelor şi compozitului, iar σM, σf şi σC sunt tensiunile normale (pe direcţia deacţiune a forţei Fc) generate de solicitarea mecanică în matrice, în fibre şi încompozit, se poate aplica legea lui Hooke şi rezultă relaţiile:
M
MM E
σ=ε , f
ff E
σ=ε şi
C
CC E
σ=ε ; (12.2)
• forţa Fc se distribuie pe M şi f existente în structura compozitului, oparte FM fiind preluată de matrice şi o parte Ff − de fibre: Fc = FM + Ff; (12.3)
• dacă secţiunea (transversală) portantă a compozitului are aria SC, iarfracţia volumică a fibrelor în aceasta este vf, porţiunea din SC ocupată de fibre arearia Sf = SCvf, iar porţiunea din SC ocupată de matrice are aria SM = SC(1 − vf) şise pot scrie relaţiile: σCSC = σMSM + σfSf ⇒ σC = σM(1 − vf) + σfvf, (12.4) EC = EM(1 − vf) + Efvf. (12.5)
Fig. 12.3. Schema comportării unui materialcompozit cu fibre dispuse paralel la tracţiune
monoaxială în lungul fibrelor
Fig. 12.4. Schema conlucrării componentelorM şi f ale unui material compozit supus la
tracţiune monoaxială în lungul fibrelorRelaţia (12.5) permite estimarea modulului de elasticitate longitudinală al
unui material compozit, cunoscând valorile modulelor de elasticitate longitudinalăale materialele componente M şi f. Această relaţie este valabilă dacă fracţia
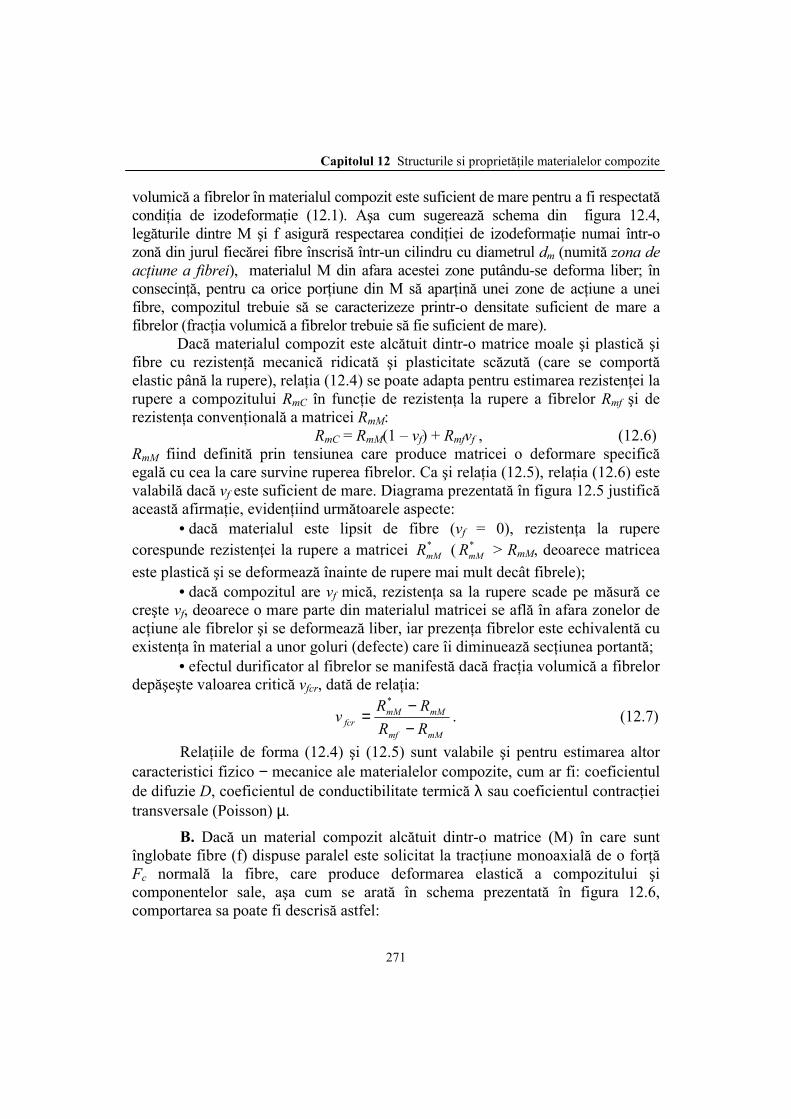
Capitolul 12 Structurile si proprietăţile materialelor compozite
271
volumică a fibrelor în materialul compozit este suficient de mare pentru a fi respectatăcondiţia de izodeformaţie (12.1). Aşa cum sugerează schema din figura 12.4,legăturile dintre M şi f asigură respectarea condiţiei de izodeformaţie numai într-ozonă din jurul fiecărei fibre înscrisă într-un cilindru cu diametrul dm (numită zona deacţiune a fibrei), materialul M din afara acestei zone putându-se deforma liber; înconsecinţă, pentru ca orice porţiune din M să aparţină unei zone de acţiune a uneifibre, compozitul trebuie să se caracterizeze printr-o densitate suficient de mare afibrelor (fracţia volumică a fibrelor trebuie să fie suficient de mare).
Dacă materialul compozit este alcătuit dintr-o matrice moale şi plastică şifibre cu rezistenţă mecanică ridicată şi plasticitate scăzută (care se comportăelastic până la rupere), relaţia (12.4) se poate adapta pentru estimarea rezistenţei larupere a compozitului RmC în funcţie de rezistenţa la rupere a fibrelor Rmf şi derezistenţa convenţională a matricei RmM: RmC = RmM(1 – vf) + Rmfvf , (12.6)RmM fiind definită prin tensiunea care produce matricei o deformare specificăegală cu cea la care survine ruperea fibrelor. Ca şi relaţia (12.5), relaţia (12.6) estevalabilă dacă vf este suficient de mare. Diagrama prezentată în figura 12.5 justificăaceastă afirmaţie, evidenţiind următoarele aspecte:
• dacă materialul este lipsit de fibre (vf = 0), rezistenţa la ruperecorespunde rezistenţei la rupere a matricei *
mMR ( *mMR > RmM, deoarece matricea
este plastică şi se deformează înainte de rupere mai mult decât fibrele);• dacă compozitul are vf mică, rezistenţa sa la rupere scade pe măsură ce
creşte vf, deoarece o mare parte din materialul matricei se află în afara zonelor deacţiune ale fibrelor şi se deformează liber, iar prezenţa fibrelor este echivalentă cuexistenţa în material a unor goluri (defecte) care îi diminuează secţiunea portantă;
• efectul durificator al fibrelor se manifestă dacă fracţia volumică a fibrelordepăşeşte valoarea critică vfcr, dată de relaţia:
mMmf
mMmMfcr RR
RRv
−−
=*
. (12.7)
Relaţiile de forma (12.4) şi (12.5) sunt valabile şi pentru estimarea altorcaracteristici fizico − mecanice ale materialelor compozite, cum ar fi: coeficientulde difuzie D, coeficientul de conductibilitate termică λ sau coeficientul contracţieitransversale (Poisson) µ.
B. Dacă un material compozit alcătuit dintr-o matrice (M) în care suntînglobate fibre (f) dispuse paralel este solicitat la tracţiune monoaxială de o forţăFc normală la fibre, care produce deformarea elastică a compozitului şicomponentelor sale, aşa cum se arată în schema prezentată în figura 12.6,comportarea sa poate fi descrisă astfel:

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
272
• tensiunile normale (pe direcţia de aplicare a forţei Fc) generate desolicitarea mecanică în matrice σM, în fibre σf şi în compozit σC sunt egale: σM = σf = σC, (12.8)această condiţie (numită condiţia de izotensiune) fiind respectată datoritălegăturilor intime existente între matrice şi fibrele compozitului;
Fig. 12.5. Diagrama dependenţei dintre rezistenţa la tracţiune monoaxială în lungul fibrelor aunui compozit şi mărimea fracţiei volumice a fibrelor
• orice element de volum din materialul compozit se deformează elastic pedirecţia tensiunilor σC, alungirea ∆LC produsă pe această direcţie obţinându-seprin sumarea alungirii matricei ∆LM şi alungirii fibrelor ∆Lf: ∆LC = ∆LM + ∆Lf; (12.9)deoarece lungimea iniţială a elementului de volum a fost LC = LM + Lf, porţiuneaocupată de fibre fiind Lf = LCvf, iar porţiunea ocupată de materialul matricei –LM = LC(1 − vf), deformaţia specifică corespunzătoare acestui element este
C
CC L
L∆=ε , iar deformaţiile specifice (pe aceeaşi direcţie) ale celor două materiale
(M şi f) ce compun elementul de volum sunt: )1( fC
M
M
MM VL
LLL
−∆=∆=ε şi
fC
f
f
fM VL
LLL ∆
=∆
=ε şi relaţia (12.9) se transformă într-o relaţie de aceiaşi formă cu
(12.4) şi (12.5): εC = εM(1 − vf) + εfvf; (12.10)
• deoarece deformaţiile produse compozitului de solicitarea mecanică suntde natură elastică, rămân valabile relaţiile (12.2) şi, ţinând seama de îndeplinirea
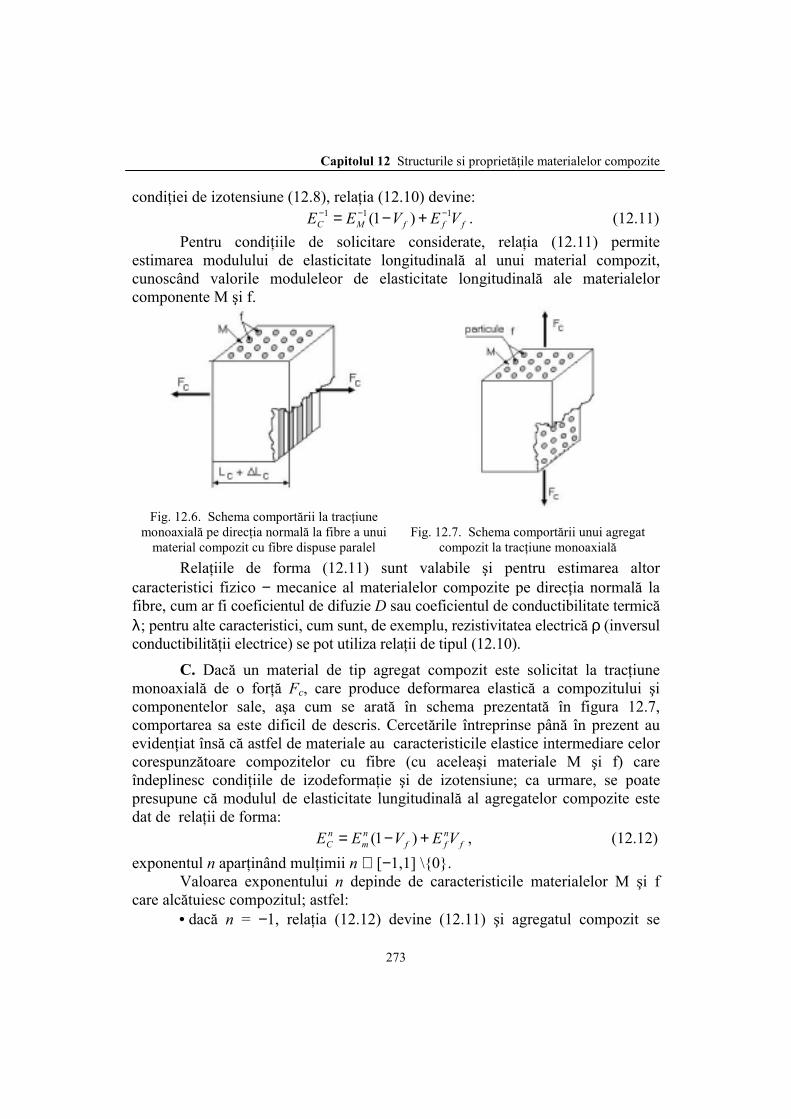
Capitolul 12 Structurile si proprietăţile materialelor compozite
273
condiţiei de izotensiune (12.8), relaţia (12.10) devine: fffMC VEVEE 111 )1( −−− +−= . (12.11)
Pentru condiţiile de solicitare considerate, relaţia (12.11) permiteestimarea modulului de elasticitate longitudinală al unui material compozit,cunoscând valorile moduleleor de elasticitate longitudinală ale materialelorcomponente M şi f.
Fig. 12.6. Schema comportării la tracţiunemonoaxială pe direcţia normală la fibre a unui
material compozit cu fibre dispuse paralelFig. 12.7. Schema comportării unui agregat
compozit la tracţiune monoaxialăRelaţiile de forma (12.11) sunt valabile şi pentru estimarea altor
caracteristici fizico − mecanice al materialelor compozite pe direcţia normală lafibre, cum ar fi coeficientul de difuzie D sau coeficientul de conductibilitate termicăλ; pentru alte caracteristici, cum sunt, de exemplu, rezistivitatea electrică ρ (inversulconductibilităţii electrice) se pot utiliza relaţii de tipul (12.10).
C. Dacă un material de tip agregat compozit este solicitat la tracţiunemonoaxială de o forţă Fc, care produce deformarea elastică a compozitului şicomponentelor sale, aşa cum se arată în schema prezentată în figura 12.7,comportarea sa este dificil de descris. Cercetările întreprinse până în prezent auevidenţiat însă că astfel de materiale au caracteristicile elastice intermediare celorcorespunzătoare compozitelor cu fibre (cu aceleaşi materiale M şi f) careîndeplinesc condiţiile de izodeformaţie şi de izotensiune; ca urmare, se poatepresupune că modulul de elasticitate lungitudinală al agregatelor compozite estedat de relaţii de forma: f
nff
nm
nC VEVEE +−= )1( , (12.12)
exponentul n aparţinând mulţimii n ∈ [−1,1] \0.Valoarea exponentului n depinde de caracteristicile materialelor M şi f
care alcătuiesc compozitul; astfel:• dacă n = −1, relaţia (12.12) devine (12.11) şi agregatul compozit se
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
274
comportă ca un material compozit (cu fibre) care îndeplineşte condiţia deizotensiune; un astfel de agregat compozit poate fi alcătuit dintr-o matrice cu EMfoarte scăzut (de exemplu, din cauciuc) în care sunt înglobate particule sferice cuEf foarte ridicat (de exemplu, din oţel);
• dacă n = 1, relaţia (12.12) devine (12.5) şi agregatul compozit secomportă ca un material compozit (cu fibre) care îndeplineşte condiţiile deizodeformaţie; un astfel de agregat compozit poate fi alcătuit dintr-o matrice cuEM foarte ridicat (de exemplu, din oţel) în care sunt înglobate particule sferice cuEf foarte scăzut (de exemplu, din cauciuc);
• agregatele compozite industriale având EM scăzut şi Ef ridicat aucomportarea elestică descrisă de (12.12) cu n ∈ (−1;0), iar agregatele compozitecu EM ridicat şi Ef scăzut au comportarea elastică descrisă de (12.12) cu n ∈ (0;1).
Ca şi în cazul celorlalte tipuri de materiale compozite, relaţiile de forma(12.12) sunt valabile nu numai pentru estimarea caracteristicilor elastice aleagregatelor compozite, ci şi pentru alte caracteristici fizico-mecanice (coeficientulde difuzie D, coeficientul de conductibilitate termică λ, coeficientul contracţieitransversale µ etc.)
12.3. Lemnul – material compozit natural
Lemnul este unul din materialele compozite naturale cu fibre folosite pescară largă în aplicaţiile tehnice, în multe ţări (de exemplu, SUA sau Rusia)cantitatea de lemn utilizată anual pentru diverse construcţii industriale sau civile şiîn alte aplicaţii (din industria mobilei, industria chimică, agricultură etc.) depăşindsuma cantităţilor de oţel şi beton întrebuinţate în aplicaţiiile tehnice din toateramurile economiei lor naţionale.
Sursa din care se obţine acest material este în mod obişnuit trunchiularborilor; ca urmare, pentru studierea structurii lemnului se procedează lasecţionarea trunchiului arborilor, aşa cum se arată în figura 12.8, aspectulsecţiunilor transversală (secţiunea făcută cu un plan perpendicular pe axalongitudinală a trunchiului), radială (secţiunea făcută cu un plan care conţine axatrunchiului) şi tangenţială (secţiunea făcută cu un plan paralel cu axa trunchiului şinormal unei raze a acestuia) obţinute, sugerând eterogenitatea structurală şianizotropia acestui material.
Secţiunea transversală făcută prin trunchiul unui arbore evidenţiază (lascară macroscopică), aşa cum se poate observa în figura 12.9, următoarele zonestructurale ale acestuia:
• zona exterioară a trunchiului reprezintă scoarţa (coaja), care are o parteexterioară, numită ritidom (partea moartă, cu aspect crăpat, brăzdat sau desprins în
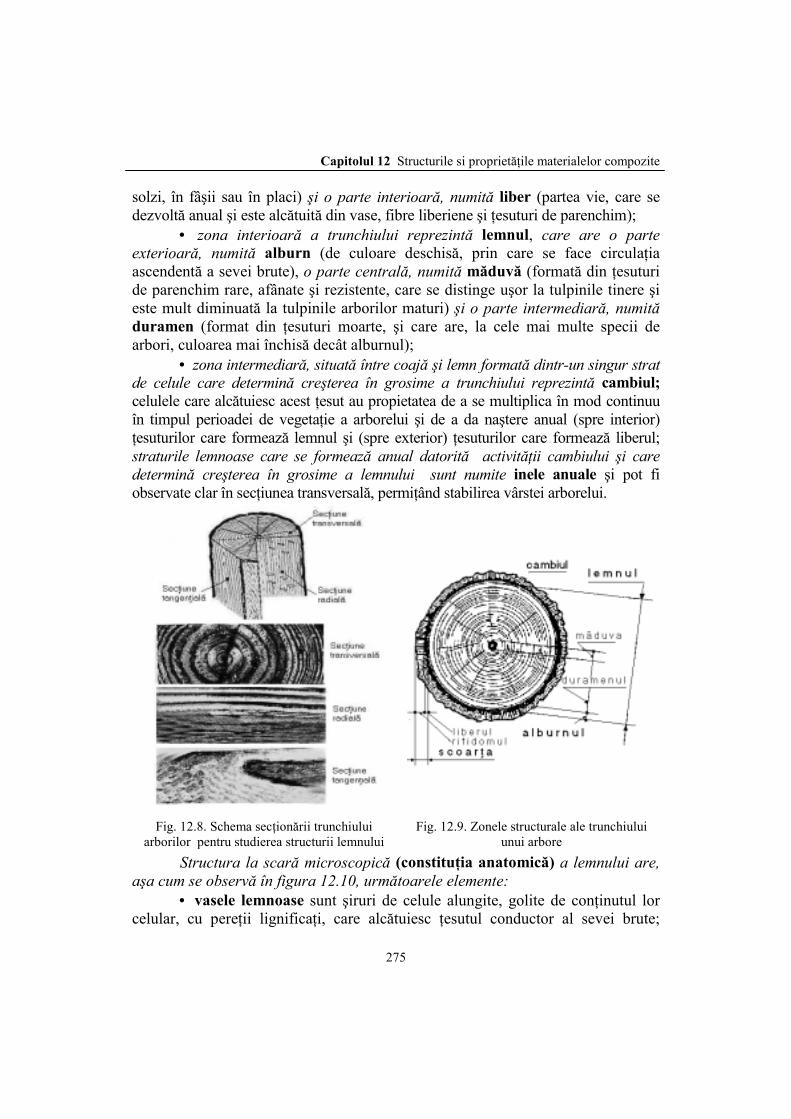
Capitolul 12 Structurile si proprietăţile materialelor compozite
275
solzi, în fâşii sau în placi) şi o parte interioară, numită liber (partea vie, care sedezvoltă anual şi este alcătuită din vase, fibre liberiene şi ţesuturi de parenchim);
• zona interioară a trunchiului reprezintă lemnul, care are o parteexterioară, numită alburn (de culoare deschisă, prin care se face circulaţiaascendentă a sevei brute), o parte centrală, numită măduvă (formată din ţesuturide parenchim rare, afânate şi rezistente, care se distinge uşor la tulpinile tinere şieste mult diminuată la tulpinile arborilor maturi) şi o parte intermediară, numităduramen (format din ţesuturi moarte, şi care are, la cele mai multe specii dearbori, culoarea mai închisă decât alburnul);
• zona intermediară, situată între coajă şi lemn formată dintr-un singur stratde celule care determină creşterea în grosime a trunchiului reprezintă cambiul;celulele care alcătuiesc acest ţesut au propietatea de a se multiplica în mod continuuîn timpul perioadei de vegetaţie a arborelui şi de a da naştere anual (spre interior)ţesuturilor care formează lemnul şi (spre exterior) ţesuturilor care formează liberul;straturile lemnoase care se formează anual datorită activităţii cambiului şi caredetermină creşterea în grosime a lemnului sunt numite inele anuale şi pot fiobservate clar în secţiunea transversală, permiţând stabilirea vârstei arborelui.
Fig. 12.8. Schema secţionării trunchiuluiarborilor pentru studierea structurii lemnului
Fig. 12.9. Zonele structurale ale trunchiuluiunui arbore
Structura la scară microscopică (constituţia anatomică) a lemnului are,aşa cum se observă în figura 12.10, următoarele elemente:
• vasele lemnoase sunt şiruri de celule alungite, golite de conţinutul lorcelular, cu pereţii lignificaţi, care alcătuiesc ţesutul conductor al sevei brute;
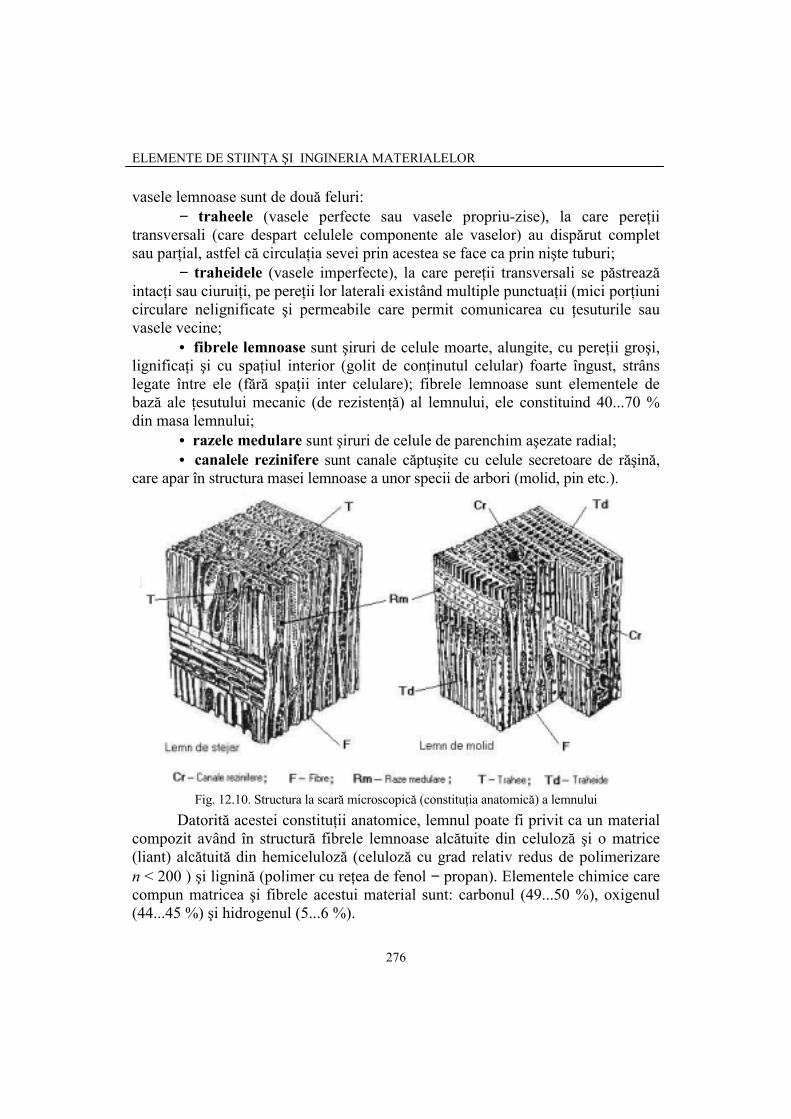
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
276
vasele lemnoase sunt de două feluri:− traheele (vasele perfecte sau vasele propriu-zise), la care pereţii
transversali (care despart celulele componente ale vaselor) au dispărut completsau parţial, astfel că circulaţia sevei prin acestea se face ca prin nişte tuburi;
− traheidele (vasele imperfecte), la care pereţii transversali se păstreazăintacţi sau ciuruiţi, pe pereţii lor laterali existând multiple punctuaţii (mici porţiunicirculare nelignificate şi permeabile care permit comunicarea cu ţesuturile sauvasele vecine;
• fibrele lemnoase sunt şiruri de celule moarte, alungite, cu pereţii groşi,lignificaţi şi cu spaţiul interior (golit de conţinutul celular) foarte îngust, strânslegate între ele (fără spaţii inter celulare); fibrele lemnoase sunt elementele debază ale ţesutului mecanic (de rezistenţă) al lemnului, ele constituind 40...70 %din masa lemnului;
• razele medulare sunt şiruri de celule de parenchim aşezate radial;• canalele rezinifere sunt canale căptuşite cu celule secretoare de răşină,
care apar în structura masei lemnoase a unor specii de arbori (molid, pin etc.).
Fig. 12.10. Structura la scară microscopică (constituţia anatomică) a lemnuluiDatorită acestei constituţii anatomice, lemnul poate fi privit ca un material
compozit având în structură fibrele lemnoase alcătuite din celuloză şi o matrice(liant) alcătuită din hemiceluloză (celuloză cu grad relativ redus de polimerizaren < 200 ) şi lignină (polimer cu reţea de fenol − propan). Elementele chimice carecompun matricea şi fibrele acestui material sunt: carbonul (49...50 %), oxigenul(44...45 %) şi hidrogenul (5...6 %).
Capitolul 12 Structurile si proprietăţile materialelor compozite
277
La stabilirea proprietăţilor de utilizare ale lemnului trebuie avute în vedereurmătoarele aspecte:
• lemnul, având structura unui material compozit cu fibre dispuse paralel,prezintă o mare anizotropie a proprietăţilor fizico-mecanice;
• proprietăţile fizico-mecanice ale lemnului (şi produselor confecţionate dinlemn) sunt influenţate sunstanţial de umiditatea acestuia.Principalele proprietăţi fizico-mecanice ale lemnului şi caracteristicile care
se folosesc pentru exprimarea cantitativă a acestora se definesc în moduri similareşi se determină prin încercări asemănătoare celor utilizate în cazul materialelormetalice (v. cap.3).
A. Densitatea lemnului se defineşte în trei moduri distincte: densitatealemnului verde ρu este masa unităţii de volum de lemn verde (cu umiditateamaximă), densitatea absolută ρ0 este masa unităţii de volum de lemn anhidru(uscat artificial la 105 oC), iar densitatea convenţională ρc este raportul dintremasa de lemn anhidru şi volumul de lemn verde (cu fibrele saturate de umiditate)din care aceasta sa obţinut prin uscarea artificială a lemnului la 105 oC.
B. Elasticitatea, plasticitatea şi rezistenţa la rupere a lemnului sedefinesc la fel ca în cazul materialelor metalice (v. scap. 3.2 şi 3.3). Pentrudeterminarea caracteristicilor care pot exprima cantitativ aceste proprietăţi(modulul de elasticitate E, rezistenţa la rupere Rm, alungirea procentuală dupărupere A etc.) se folosesc (ca încercări de referinţă) încercarea la tracţiune şiîncercarea la compresiune; ţinând seama de anizotropia proprietăţilor lemnului,aceste încercări se efectuează prin solicitarea monoaxială (la întindere sau lacompresiune), în lungul fibrelor sau perpendicular pe direcţia fibrelor, a unorepruvete prelucrate din lemn, standardele care regelmentează modul de efectuare aîncercărilor fiind: STAS 336 şi STAS 6291 (pentru încercarea la tracţiune),STAS 86 şi STAS 1348 (pentru încercarea la compresiune).
În figurile 12.11 şi 12.12 sunt prezentate (pentru exemplificare) curbelecaracteristice convenţionale la tracţiune şi compresiune pe direcţia fibrelor pentrulemnul de fag, iar în figurile 12.13 şi 12.14 sunt redate aspectele specifice ale ruperiilemnului la astfel de solicitări.
Influenţele prezenţei concentratorilor de tensiuni mecanice asupracomportării la rupere a lemnului (la tracţiune pe direcţia fibrelor) sunt sugerate deimaginile prezentate în figura 12.15.
Trebuie precizat că împărţirea tradiţională a diverselor specii de lemn încategoriile: lemn de esenţă moale şi lemn de esenţă tare foloseşte rezistenţamecanică numai ca un criteriu secundar, criteriul principal care stă la baza acesteicalsificări fiind natura sezonieră a arborilor din care provine lemnul, lemnul deesenţă moale (având, în general, rezistenţă mecanică relativ scăzută) proveninddin arborii alor căror frunze rămân verzi tot timpul anului (brad, pin etc.), iar

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
278
lemnul de esenţă tare (având, în general, rezistenţă mecanică ridicată) fiind obţinutdin arborii ale căror frunze se schimbă anual (stejar, fag etc.).
C. Comportarea la rupere a lemnului se poate caracteriza cu ajutorulîncercării la încovoiere statică (reglementată de STAS 337/2) al cărei rezultateste rezistenţa al rupere la încovoiere statică normală pe fibre Rmis sau (ca şi încazul materialelor metalice, v.scap.3.7) cu ajutorul încercării de încovoiere prinşoc cu ciocanul pendul (reglementată de STAS 338), al cărei rezultat este (deobicei) rezilienţa (indicele de rezilienţă) KCV în J/cm2 sau (uneori) rezistenţa larupere la încovoiere dinamică normală pe fibre Rmid, în N/mm2. Aspectelespecifice ale ruperii la încovoiere (statică sau dinamică) a lemnului sunt sugeratede imaginile prezentate în figura 12.16.
Fig. 12.11. Curbe caracteristice convenţionalela tracţiune pe direcţia fibrelor pentru
lemnul de fag
Fig. 12.12. Curbe caracteristice convenţionalela compresiune pe direcţia fibrelor pentru
lemnul de fag
Fig. 12.13. Aspectul ruperilor lemnului latracţiune pe direcţia fibrelor
Fig. 12.14. Aspectul ruperilor lemnului lacompresiune pe direcţia fibrelor

Capitolul 12 Structurile si proprietăţile materialelor compozite
279
Fig. 12.15. Comportarea la rupere a lemnului în prezenţa concentratorilor de tensiuni:a − de tipul crestăturilor laterale; b − de tipul orificiilor
Fig. 12.16. Aspectul ruperilor lemnului la încovoiere normală pe fibre:a − în cazul solicitării la încovoiere statică; b − în cazul solicitării la încovoiere dinamică
D. Duritatea lemnului se determină folosind mai multe metode:• Metoda Brinell (reglementată de STAS 2417/2) utilizează ca penetrator
o sferă (bilă) din oţel; pentru determinarea durităţii prin această metodă se apasăpenetratorul sferic cu diametrul D, un timp τd (τd = 10 ... 25 s), cu o forţă F, pe un
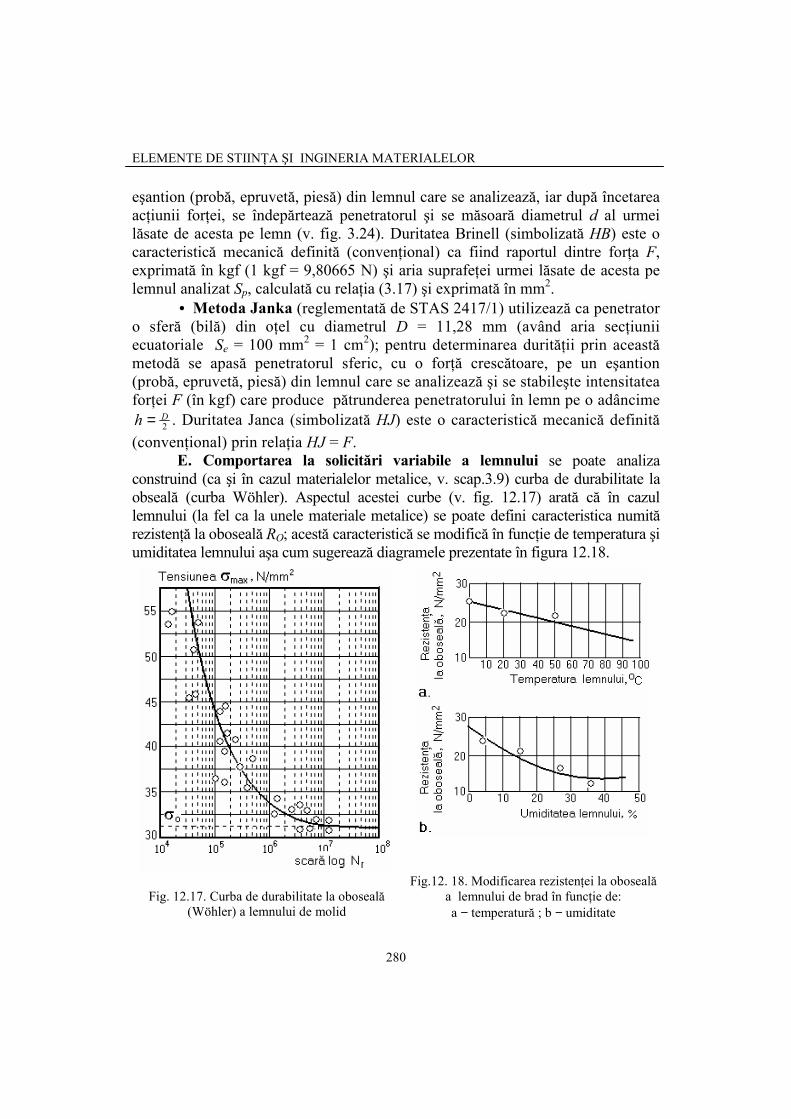
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
280
eşantion (probă, epruvetă, piesă) din lemnul care se analizează, iar după încetareaacţiunii forţei, se îndepărtează penetratorul şi se măsoară diametrul d al urmeilăsate de acesta pe lemn (v. fig. 3.24). Duritatea Brinell (simbolizată HB) este ocaracteristică mecanică definită (convenţional) ca fiind raportul dintre forţa F,exprimată în kgf (1 kgf = 9,80665 N) şi aria suprafeţei urmei lăsate de acesta pelemnul analizat Sp, calculată cu relaţia (3.17) şi exprimată în mm2.
• Metoda Janka (reglementată de STAS 2417/1) utilizează ca penetratoro sferă (bilă) din oţel cu diametrul D = 11,28 mm (având aria secţiuniiecuatoriale Se = 100 mm2 = 1 cm2); pentru determinarea durităţii prin aceastămetodă se apasă penetratorul sferic, cu o forţă crescătoare, pe un eşantion(probă, epruvetă, piesă) din lemnul care se analizează şi se stabileşte intensitateaforţei F (în kgf) care produce pătrunderea penetratorului în lemn pe o adâncime
2Dh = . Duritatea Janca (simbolizată HJ) este o caracteristică mecanică definită
(convenţional) prin relaţia HJ = F.E. Comportarea la solicitări variabile a lemnului se poate analiza
construind (ca şi în cazul materialelor metalice, v. scap.3.9) curba de durabilitate laobseală (curba Wöhler). Aspectul acestei curbe (v. fig. 12.17) arată că în cazullemnului (la fel ca la unele materiale metalice) se poate defini caracteristica numitărezistenţă la oboseală RO; acestă caracteristică se modifică în funcţie de temperatura şiumiditatea lemnului aşa cum sugerează diagramele prezentate în figura 12.18.
Fig. 12.17. Curba de durabilitate la oboseală(Wöhler) a lemnului de molid
Fig.12. 18. Modificarea rezistenţei la obosealăa lemnului de brad în funcţie de:a − temperatură ; b − umiditate
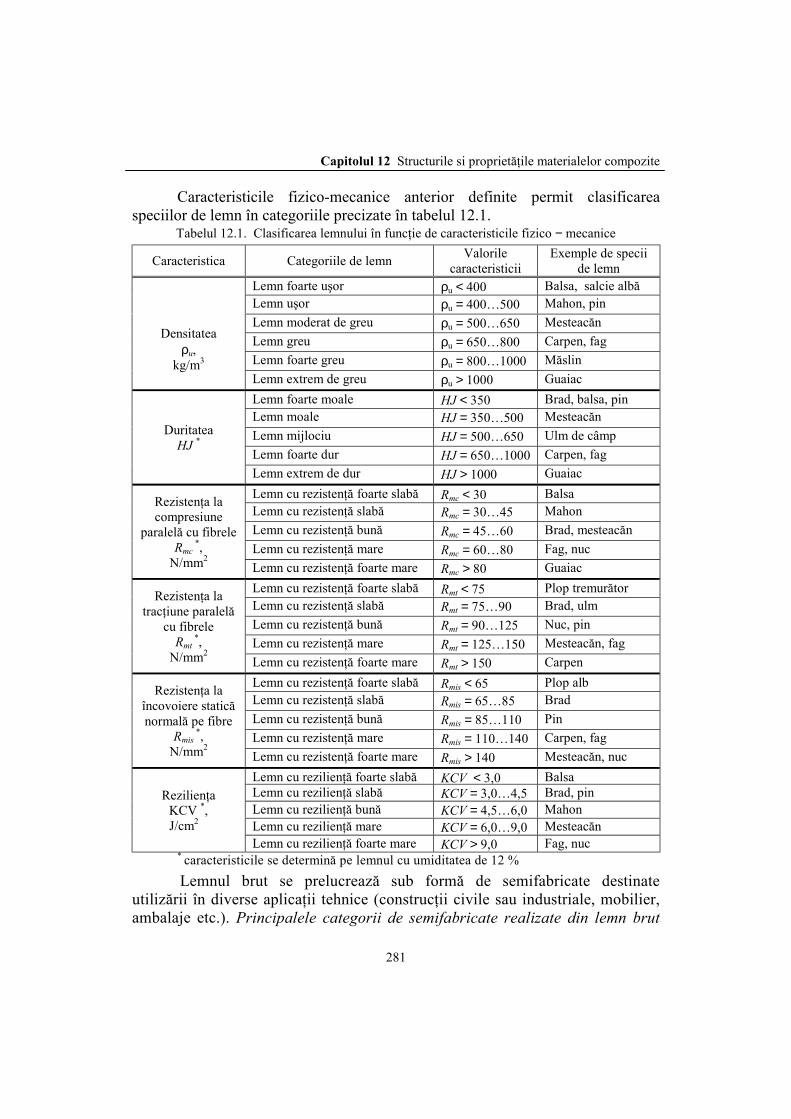
Capitolul 12 Structurile si proprietăţile materialelor compozite
281
Caracteristicile fizico-mecanice anterior definite permit clasificareaspeciilor de lemn în categoriile precizate în tabelul 12.1.
Tabelul 12.1. Clasificarea lemnului în funcţie de caracteristicile fizico − mecanice
Caracteristica Categoriile de lemn Valorilecaracteristicii
Exemple de speciide lemn
Lemn foarte uşor ρu < 400 Balsa, salcie albăLemn uşor ρu = 400…500 Mahon, pinLemn moderat de greu ρu = 500…650 MesteacănLemn greu ρu = 650…800 Carpen, fagLemn foarte greu ρu = 800…1000 Măslin
Densitateaρu,
kg/m3
Lemn extrem de greu ρu > 1000 GuaiacLemn foarte moale HJ < 350 Brad, balsa, pinLemn moale HJ = 350…500 MesteacănLemn mijlociu HJ = 500…650 Ulm de câmpLemn foarte dur HJ = 650…1000 Carpen, fag
DuritateaHJ *
Lemn extrem de dur HJ > 1000 GuaiacLemn cu rezistenţă foarte slabă Rmc < 30 BalsaLemn cu rezistenţă slabă Rmc = 30…45 MahonLemn cu rezistenţă bună Rmc = 45…60 Brad, mesteacănLemn cu rezistenţă mare Rmc = 60…80 Fag, nuc
Rezistenţa lacompresiune
paralelă cu fibreleRmc
*,N/mm2
Lemn cu rezistenţă foarte mare Rmc > 80 GuaiacLemn cu rezistenţă foarte slabă Rmt < 75 Plop tremurătorLemn cu rezistenţă slabă Rmt = 75…90 Brad, ulmLemn cu rezistenţă bună Rmt = 90…125 Nuc, pinLemn cu rezistenţă mare Rmt = 125…150 Mesteacăn, fag
Rezistenţa latracţiune paralelă
cu fibreleRmt
*,N/mm2
Lemn cu rezistenţă foarte mare Rmt > 150 CarpenLemn cu rezistenţă foarte slabă Rmis < 65 Plop albLemn cu rezistenţă slabă Rmis = 65…85 BradLemn cu rezistenţă bună Rmis = 85…110 PinLemn cu rezistenţă mare Rmis = 110…140 Carpen, fag
Rezistenţa laîncovoiere staticănormală pe fibre
Rmis *,
N/mm2Lemn cu rezistenţă foarte mare Rmis > 140 Mesteacăn, nucLemn cu rezilienţă foarte slabă KCV < 3,0 BalsaLemn cu rezilienţă slabă KCV = 3,0…4,5 Brad, pinLemn cu rezilienţă bună KCV = 4,5…6,0 MahonLemn cu rezilienţă mare KCV = 6,0…9,0 Mesteacăn
RezilienţaKCV *,
J/cm2
Lemn cu rezilienţă foarte mare KCV > 9,0 Fag, nuc* caracteristicile se determină pe lemnul cu umiditatea de 12 %Lemnul brut se prelucrează sub formă de semifabricate destinate
utilizării în diverse aplicaţii tehnice (construcţii civile sau industriale, mobilier,ambalaje etc.). Principalele categorii de semifabricate realizate din lemn brut

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
282
sunt buştenii şi cheresteaua de diverese sortimente: grinzi, dulapi, scânduri,şipci, rigle; aceste sortimente se pot supune unor tratamente termice, chimicesau termochimice (de tipul celor prezentate în tabelul 12.2), în scopul obţineriiunor caracteristici de utilizare convenabile.
Din lemn brut, buşteni, cherestea şi/sau aşchii de lemn se realizează şi alte tipuride semifabricate, care, datorită structurii şi proprietăţilor pe care le prezintă, aparţin, deasemenea, clasei materialelor compozite: principalele tipuri de astfel de semifabricatesunt: furnirul (semifabricat plan, cu grosimea de 0,5…3,0 mm, care se obţine prinderulare centrică sau tăiere plană din buşteni sau cherestea), placajul (semifabricatstratificat din furnire tehnice), lemnul stratificat, panelul (semifabricat alcătuit dintr-unmiez de şipci şi feţe din furnir cu fibrele perpendiculare pe direcţia fibrelor miezului),plăcile celulare (semifabricate de tip panou, alcătuite dintr-o ramă de lemn şi un miez dinlamele sau hârtie, acoperite pe ambele feţe cu placaj), plăcile din aşchii de lemn – PAL,realizate în diverse sortimente: plăci de interior presate perpendicular pe feţe (obţinute dinaşchii de lemn încleiate cu răşină ureoformaldehidică şi presate perpendicular pe feţe),plăci de interior presate perpendicular pe feţe – PAL.AI (obţinute din aşchii de lemnîncleiate cu răşină ureoformaldehidică şi care au înglobate substanţe de protecţie contraciupercilor, insectelor xilofage şi focului), plăci de exterior presate perpendicular pe feţe –PAL.CON (obţinute din aşchii de lemn încleiate cu răşină fenolică, încleierea fiindrezistentă la fiereberea în apă, la atacul ciupercilor şi insectelor xilofage), plăcimelaminate din aşchii de lemn – PAL.M (plăci din aşchii de lemn acoperite pe ambelefeţe, prin presare la cald, cu unul sau mai multe pelicule de răşină sintetică, peliculele desuprafaţă fiind din răsină melaminică), plăci emailate din aşchii de lemn PAL.SET (plăcidin aşchii de lemn înobilate pe ambele feţe cu masă de şpaclu, grunduri, imprimări,emailuri şi lacuri, destinate fabricării mobilierului sau utilizării în lucrările interioare deconstrucţii), plăci extrudate din aşchii de lemn – PAL.Ex (obţinute din aşchii de lemnpresate la cald prin extrudare şi placate pe ambele feţe cu furnir tehnic) etc. şi plăcile dinfibre de lemn – PFL, realizate în diverse sortimente: plăci cu densitate medie – PFL.DM(PFL cu densitatea ρ = 500...800 kg/m3, destinate fabricării mobilierului sau utilizării înlucrările interioare de construcţii), plăci dure – PFL.D (obţinute prin împâslirea şipresarea fibrelor de lemn, cu sau fără adaosuri de lianţi, având densitatea ρ > 800 kg/m3),plăci stratificate din PFL.D (plăci cu grosimea s > 12 mm, obţinute prin lipirea maimultor straturi de PFL.D), plăci decorative (plăci din PFL.D având aplicat pe una din feţeun strat subţire de pastă mecanică albă sau colorată în diverse nuanţe), plăci emailate(plăci din PFL.D, finisate prin acoperirea uneia din feţe cu o peliculă de email sau lac pebază de răşini sintetice uscată la cald), plăci melaminate (plăci din PFL.D finisateaplicând, prin presare la cald, pe una sau ambele feţe, folie de hârtie impregnată cu răşinămelaminică), plăci fonoabsorbante (obţinute prin perforarea sau înţeparea suprafeţelorunor PFL moi şi poroase şi destinate utilizării la finisajele interioare şi tratamentelefonoabsorbanete ale construcţiilor) etc.
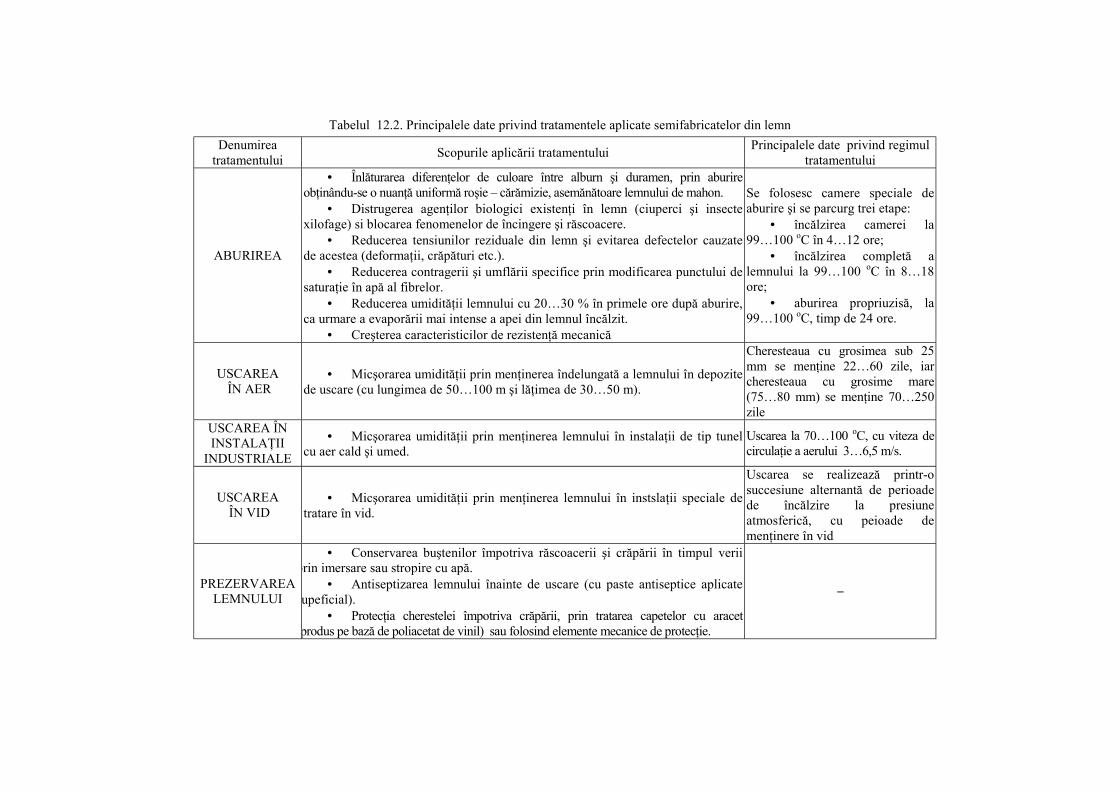
Tabelul 12.2. Principalele date privind tratamentele aplicate semifabricatelor din lemnDenumirea
tratamentului Scopurile aplicării tratamentului Principalele date privind regimultratamentului
ABURIREA
• Înlăturarea diferenţelor de culoare între alburn şi duramen, prin aburireobţinându-se o nuanţă uniformă roşie – cărămizie, asemănătoare lemnului de mahon.
• Distrugerea agenţilor biologici existenţi în lemn (ciuperci şi insectexilofage) si blocarea fenomenelor de încingere şi răscoacere.
• Reducerea tensiunilor reziduale din lemn şi evitarea defectelor cauzatede acestea (deformaţii, crăpături etc.).
• Reducerea contragerii şi umflării specifice prin modificarea punctului desaturaţie în apă al fibrelor.
• Reducerea umidităţii lemnului cu 20…30 % în primele ore după aburire,ca urmare a evaporării mai intense a apei din lemnul încălzit.
• Creşterea caracteristicilor de rezistenţă mecanică
Se folosesc camere speciale deaburire şi se parcurg trei etape:
• încălzirea camerei la99…100 oC în 4…12 ore;
• încălzirea completă alemnului la 99…100 oC în 8…18ore;
• aburirea propriuzisă, la99…100 oC, timp de 24 ore.
USCAREA ÎN AER
• Micşorarea umidităţii prin menţinerea îndelungată a lemnului în depozitede uscare (cu lungimea de 50…100 m şi lăţimea de 30…50 m).
Cheresteaua cu grosimea sub 25mm se menţine 22…60 zile, iarcheresteaua cu grosime mare(75…80 mm) se menţine 70…250zile
USCAREA ÎNINSTALAŢII
INDUSTRIALE
• Micşorarea umidităţii prin menţinerea lemnului în instalaţii de tip tunelcu aer cald şi umed.
Uscarea la 70…100 oC, cu viteza decirculaţie a aerului 3…6,5 m/s.
USCAREA ÎN VID
• Micşorarea umidităţii prin menţinerea lemnului în instslaţii speciale detratare în vid.
Uscarea se realizează printr-osuccesiune alternantă de perioadede încălzire la presiuneatmosferică, cu peioade demenţinere în vid
PREZERVAREALEMNULUI
• Conservarea buştenilor împotriva răscoacerii şi crăpării în timpul veriiprin imersare sau stropire cu apă.
• Antiseptizarea lemnului înainte de uscare (cu paste antiseptice aplicateupeficial).
• Protecţia cherestelei împotriva crăpării, prin tratarea capetelor cu aracetprodus pe bază de poliacetat de vinil) sau folosind elemente mecanice de protecţie.
−

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
284
12.4. Materialele compozite durificate cu fibre
Compozitele durificate cu fibre (având structura alcătuită dintr-o matrice(M) în care sunt înglobate fibre (f) cu rezistenţă mecanică ridicată, orientateunidirecţional) reprezintă clasa de materiale compozite cu cele mai mariperspective de dezvoltare şi de utilizare în aplicaţiile tehnice. Pentru a justificaaceastă afirmaţie este necesar să se cunoască mai în detaliu aspectele principaleale mecanismului durificării cu fibre a materialelor, unele din acestea fiindprezentate în scap. 12.2 – cazul A:
• Comportarea solidară a componentelor la solicitarea mecanică latracţiune în lungul fibrelor a unui astfel de compozit este determinată de legăturileinterfaciale puternice create între M şi f la elaborarea materialului;
• Rezistenţa mecanică ridicată a unui astfel de compozit se obţine dacă fracţiavolumică a fibrelor înglobate în material este suficient de mare, astfel că oriceporţiune din materialul matricei se află integral într-o zonă de acţiune a unei fibre.
Datorită comportării solidare a ansamblului M – f, la solicitarea latracţiune în lungul fibrelor a materialului compozit se generează tensiunimecanice atât în f, cât şi în M; matricea (care, aşa cum arată schema din fig. 12.3,are tendinţa de a se deforma mai mult) induce în fibre tensiuni de întindere σf, iarprin reacţiune se dezvoltă în matrice (pe direcţia paralelă cu fibrele) tensiuni deforfecare τM, care sunt maxime în vecinătatea interfeţei M – f (unde matricea esteconstrânsă să respecte condiţia de izodeformaţie) şi se micşorează în intensitate pemăsură ce creşte distanţa faţă de fibre (datorită diminuării constrângerilor impusematerialului matricei).
Dacă se utilizează schema din figura 12.19 şi se scrie condiţia de echilibrua fibrelor (cu diametrul df şi lungimea Lf), rezultă:
Mfff Ld
dτπσ
π=
4
2
⇒ Mf
f dL τσ 4= ; (12.13)
relaţia finală (12.13) permite următoarele interpretări:• tensiunile σf preluate de fibrele unui material compozit pot fi cu atât mai
mari, cu cât raportul fd
L , numit raport de formă al fibrelor, este mai mare şi cu
cât tensiunile de forfecare τm ce pot fi preluate de matrice au intensităţi mairidicate;
• lungimea minimă a fibrelor compozitului, care permite preluarea de cătreacestea a unor tensiuni cu intensitatea σf, numită lungime critică a fibrelor Lc,
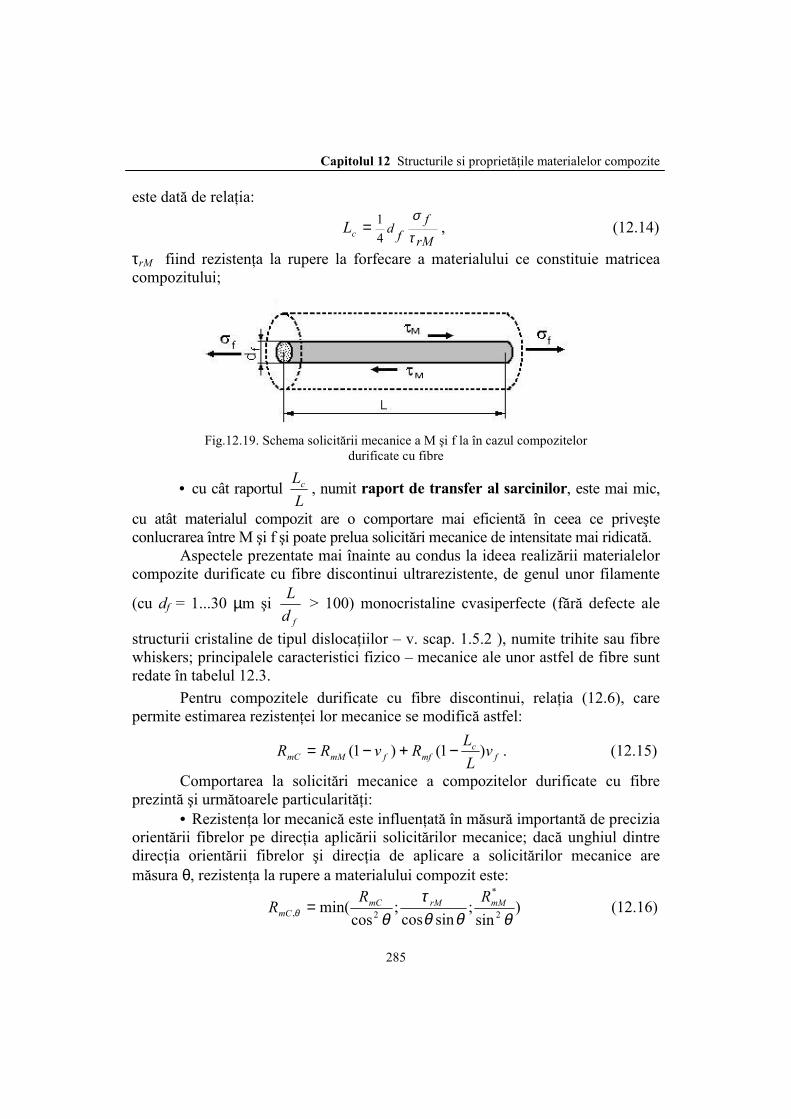
Capitolul 12 Structurile si proprietăţile materialelor compozite
285
este dată de relaţia:
rM
ffdcL
τ
σ
41= , (12.14)
τrM fiind rezistenţa la rupere la forfecare a materialului ce constituie matriceacompozitului;
Fig.12.19. Schema solicitării mecanice a M şi f la în cazul compozitelordurificate cu fibre
• cu cât raportul LLc , numit raport de transfer al sarcinilor, este mai mic,
cu atât materialul compozit are o comportare mai eficientă în ceea ce priveşteconlucrarea între M şi f şi poate prelua solicitări mecanice de intensitate mai ridicată.
Aspectele prezentate mai înainte au condus la ideea realizării materialelorcompozite durificate cu fibre discontinui ultrarezistente, de genul unor filamente
(cu df = 1...30 µm şi fd
L > 100) monocristaline cvasiperfecte (fără defecte ale
structurii cristaline de tipul dislocaţiilor – v. scap. 1.5.2 ), numite trihite sau fibrewhiskers; principalele caracteristici fizico – mecanice ale unor astfel de fibre suntredate în tabelul 12.3.
Pentru compozitele durificate cu fibre discontinui, relaţia (12.6), carepermite estimarea rezistenţei lor mecanice se modifică astfel:
fc
mffmMmC vLLRvRR )1()1( −+−= . (12.15)
Comportarea la solicitări mecanice a compozitelor durificate cu fibreprezintă şi următoarele particularităţi:
• Rezistenţa lor mecanică este influenţată în măsură importantă de preciziaorientării fibrelor pe direcţia aplicării solicitărilor mecanice; dacă unghiul dintredirecţia orientării fibrelor şi direcţia de aplicare a solicitărilor mecanice aremăsura θ, rezistenţa la rupere a materialului compozit este:
)sin
;sincos
;cos
min( 2
*
2, θθθτ
θθmMrMmC
mCRR
R = (12.16)

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
286
şi se poate deduce că, dacă măsura unghiului θ depăşeşte o valoare critică θcr, datăde relaţia:
),(mC
rMcr R
arctgτθ = (12.17)
rezistenţa mecanică a materialului compozit se diminuează considerabil.Realizarea semifabricatelor şi pieselor din materiale compozite durificate cu fibrecu respectarea condiţiei θ < θcr, complică de cele mai multe ori tehnologiile defabricare şi măreşte considerabil costurile unor astfel de produse.
Având în vedere această particularitate, rezultă că estimareacaracteristicilor mecanice ale materialelor compozite durificate cu fibre cuajutorul relaţiilor (12.5), (12.6) sau (12.15) poate fi de multe ori imprecisă,impunând determinarea experimentală a acestor caracteristici prin încercărimecanice pe epruvete prelevate din aceste materiale; de exemplu, pentrumaterialele compozite cu fibre de sticlă şi matrice din materiale plastice serecomandă determinarea caracteristicilor mecanice prin încercarea la tracţiuneefectuată conform SR EN ISO 527 şi STAS 11268 sau prin încercarea laîncovoiere efectuată conform SR EN 63 şi SR EN ISO 14125.
Tabelul 12.3. Caracteristicile fizico−mecanice ale principalelor tipuri de trihiteutilizate la realizarea materialelor compozite
Materialultrihitelor
Temperatura detopire sau deînmuiere tsf,
oC
Densitatea ρf,kg/m3
Modulul deelasticitate
longitudinală Ef,kN/mm2
Rezistenţa latracţiune Rmf,
N/mm2
TRIHITE CERAMICEAl2O3 - alumină 2040 3960 425,61 20600BeO 2570 2850 343,23 13050B4C 2450 2520 480.53 14000SiC 2690 3180 480,53 20500Si3N4 1900 3180 377,56 13700C - grafit 3650 2500 700,19 19500
TRIHITE METALICECr 1857 7190 240,26 8800Cu 1083 8930 123,56 2900Fe 1538 7870 199,07 13050Ni 1453 8910 212,80 3850
• Temperatura la care sunt solicitate compozitele durificate cu fibreafectează în mod diferit caracteristicile mecanice ale componentelor lorstructurale. În mod obişnuit, compozitele destinate realizării pieselor solicitate latemperaturi ridicate au structura alcătuită dintr-o matrice, care, atunci când este
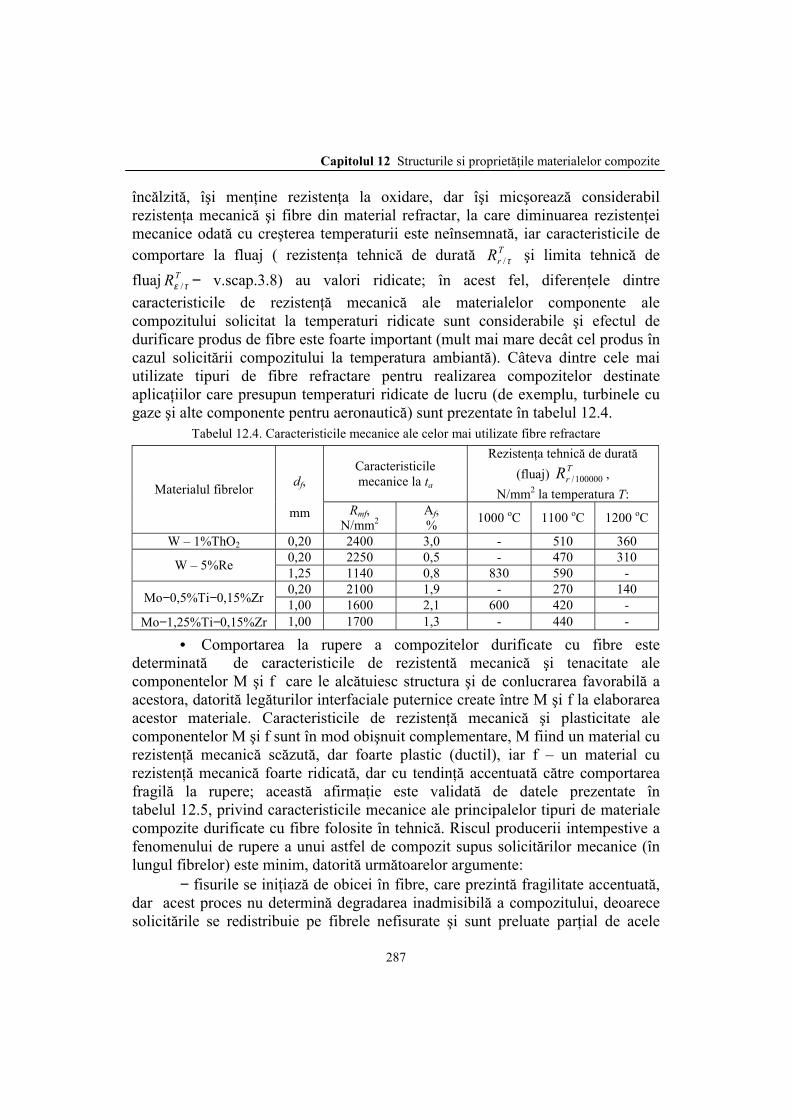
Capitolul 12 Structurile si proprietăţile materialelor compozite
287
încălzită, îşi menţine rezistenţa la oxidare, dar îşi micşorează considerabilrezistenţa mecanică şi fibre din material refractar, la care diminuarea rezistenţeimecanice odată cu creşterea temperaturii este neînsemnată, iar caracteristicile decomportare la fluaj ( rezistenţa tehnică de durată T
rR τ/ şi limita tehnică defluaj TR τε / − v.scap.3.8) au valori ridicate; în acest fel, diferenţele dintrecaracteristicile de rezistenţă mecanică ale materialelor componente alecompozitului solicitat la temperaturi ridicate sunt considerabile şi efectul dedurificare produs de fibre este foarte important (mult mai mare decât cel produs încazul solicitării compozitului la temperatura ambiantă). Câteva dintre cele maiutilizate tipuri de fibre refractare pentru realizarea compozitelor destinateaplicaţiilor care presupun temperaturi ridicate de lucru (de exemplu, turbinele cugaze şi alte componente pentru aeronautică) sunt prezentate în tabelul 12.4.
Tabelul 12.4. Caracteristicile mecanice ale celor mai utilizate fibre refractare
Caracteristicilemecanice la ta
Rezistenţa tehnică de durată(fluaj) T
rR 100000/ ,N/mm2 la temperatura T:Materialul fibrelor df,
mm Rmf,N/mm2
Af,% 1000 oC 1100 oC 1200 oC
W – 1%ThO2 0,20 2400 3,0 - 510 3600,20 2250 0,5 - 470 310W – 5%Re 1,25 1140 0,8 830 590 -0,20 2100 1,9 - 270 140Mo−0,5%Ti−0,15%Zr 1,00 1600 2,1 600 420 -
Mo−1,25%Ti−0,15%Zr 1,00 1700 1,3 - 440 -
• Comportarea la rupere a compozitelor durificate cu fibre estedeterminată de caracteristicile de rezistentă mecanică şi tenacitate alecomponentelor M şi f care le alcătuiesc structura şi de conlucrarea favorabilă aacestora, datorită legăturilor interfaciale puternice create între M şi f la elaborareaacestor materiale. Caracteristicile de rezistenţă mecanică şi plasticitate alecomponentelor M şi f sunt în mod obişnuit complementare, M fiind un material curezistenţă mecanică scăzută, dar foarte plastic (ductil), iar f – un material curezistenţă mecanică foarte ridicată, dar cu tendinţă accentuată către comportareafragilă la rupere; această afirmaţie este validată de datele prezentate întabelul 12.5, privind caracteristicile mecanice ale principalelor tipuri de materialecompozite durificate cu fibre folosite în tehnică. Riscul producerii intempestive afenomenului de rupere a unui astfel de compozit supus solicitărilor mecanice (înlungul fibrelor) este minim, datorită următoarelor argumente:
− fisurile se iniţiază de obicei în fibre, care prezintă fragilitate accentuată,dar acest proces nu determină degradarea inadmisibilă a compozitului, deoarecesolicitările se redistribuie pe fibrele nefisurate şi sunt preluate parţial de acele

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
288
fragmente ale fibrelor fisurate (sparte) care prezintă o lungime superioară lungimiicritice;
− propagarea fisurilor iniţiate în fibre este blocată (frânată) de matriceacompozitului, care, datorită capacităţii substanţiale de deformare plastică înaintede rupere, disipează prin deformare plastică cea mai mare parte a energieidisponibile pentru extinderea fisurilor şi crează la vârful fisurilor enclave plasticece micşorează drastic efectul de concentrare a tensiunilor mecanice produs deprezenţa fisurilor.
Tabelul 12. 5. Date privind caracteristicile principalelor compozite durificate cu fibreComponentele materialului
Matricea Fibrele
Fracţiavolumică afibrelor vf
Rezistenţa latracţiune RmC,
N/mm2
Rezistenţa mecanică
specifică KR =g
RmC
ρ,
kmRăşină epoxidică Sticlă 0,73 1640 77,2Răşină epoxidică Whiskers Al2O3 0,14 780 48,8Răşină epoxidică Carbon 0,67 1200 76,9Răşină epoxidică Kevlar 0,82 1520 112,0Răşină epoxidică Filamente B 0,70 2100 −Aluminiu SiO2 0,47 890 37,5Aluminiu Al2O3 0,35 1110 35,5Aluminiu Oţel 0,25 1190 30,2Aluminiu Filamente B 0,10 300 11,3Aluminiu Whiskers B4C 0,10 200 7,6Nichel Filamente B 0,08 2640 36,7Nichel Filamente W 0,40 1110 8,6Nichel Whiskers Al2O3 0,19 1170 15,0Fier Whiskers Al2O3 0,36 1630 2,6Aliaj Ni-Cr Al2O3 0,09 1750 21,7Aliaj Ni-Cr Filamente W 0,22 500 4,6Argint Oţel 0,44 450 5,0Argint Al2O3 0,24 1590 18,0Titan Filamente W 0,20 660 11,0Cupru Filamente W 0,77 1750 10,0Tantal Filamente Ta2C 0,29 1060 7,0Cobalt Filamente W 0,30 730 6,0Cobalt Filamente Mo 0,17 360 4,0Oţel inoxidabil Filamente W 0,18 400 4,0
Aşa cum a rezultat din cele prezentate anterior, structura şi proprietăţilecompozitelor durificate cu fibre sunt influenţate esenţial de natura şi intensitatealegăturilor interfaciale produse între componentele M şi f ale acestor materiale;deoarece aceste legături se crează la elaborarea compozitelor, particularităţilemetodelor şi procedeelor tehnologice de fabricare sunt factori foarte importanţi deinfluenţă ai calităţii unor astfel de materiale. În mod obişnuit materialele

Capitolul 12 Structurile si proprietăţile materialelor compozite
289
compozite durificate cu fibre se realizează prin metode şi procedee tehnologiceindirecte (fibrele şi matricea se fabrică independent şi se supun apoi agregării subformă de material compozit), cum ar fi:
− simpla lipire; fibrele se aliniază şi se dispun în straturi alternante cumatricea, după care se supun unui proces de agregare prin lipire (realizat în modobişnuit prin încălzirea şi întărirea prin polimerizare a matricei), această metodăfiind utilizată frecvent pentru realizarea compozitelor cu fibre de sticlă sau decarbon şi matricea din răşini sintetice
− infiltrarea; fibrele se aliniază în direcţia de armare dorită, materialulmatricei este adus în stare topită, se infiltrează între fibre (sub vid sau subpresiunea unui gaz inert) şi prin solidificare determină formarea compozitului,această metodă permiţând fabricarea materialelor compozite cu matrice metalicăşi trihite ceramice (de exemplu, compozitele cu trihite de safir în matrice deargint); o variantă a acestei metode o reprezintă depunerea pe fibrele aliniate îndirecţia de armare dorită a materialului matricei, topit sub formă de picături finecu ajutorul unui jet de plasmă;
− depunerea electrolitică a matricei în jurul fibrelor; fibrele se aliniazăîn direcţia de armare dorită, după care se depune electrolitic între ele materialulmatricei,care se poate supune ulterior şi unor operaţii de prelucrare prin deformareplastică la cald pentru mărirea fracţiei volumice a fibrelor în materialul compozit,cu această tehnologie fiind realizate (la temperaturi apropiate de ta), de exemplu,compozitele cu fibre de carbon şi matrice de nichel (la care metoda infiltrării nudă rezultate bune, deoarece nichelul topit atacă şi deteriorează fibrele de carbon) şicompozitele cu fibre de oţel şi matrice de nichel, având structurile prezentate înfigura 12.20;
Fig.12.20. Microstructura compozitelor cu matrice de nichel durificată cu:a − fibre de carbon; b − fibre de oţel
− depunerea chimică a matricei în jurul fibrelor; fibrele se aliniază îndirecţia de armare dorită, iar matricea se depune pe fibre prin cementarea acestoraîn băi de săruri sau în mediu gazos, prin această metodă fiind realizate, de

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
290
exemplu, compozitele cu trihite de oxid de aluminiu şi matrice de titan şicompozitele cu fibre de carbură de siliciu şi matrice de molibden;
− încorporarea fibrelor prin deformarea plastică a matricei; un pachetrealizat din straturi alternante de fibre şi matrice (sub formă de folie), avândstructura celui prezentat în figura 12.21, se supune deformării plastice la cald (prinlaminare, tragere sau extrudare) pentru obţinerea materialului compozit, aceastătehnologie permiţând obţinerea compozitelor cu fibre de bor şi matrice dealuminiu şi a celor cu fibre de wolfram şi matrice de oţel inoxidabil.
Pentru obţinerea unor materiale compozite durificate cu fibre se utilizeazăîn prezent şi metode şi procedee tehnologice directe (fibrele şi matricea serealizează împreună şi sunt supuse unor prelucrări menite să asigure realizareacompozitului cu caracteristicile de utilizare dorite), cum ar fi:
Fig.12.21. Structura semifabricatului utilizatpentru obţinrea prin deformare plastică acompozitului cu fibre de W şi matrice din
oţel inoxidabil
Fig. 12.22. Structura compozitului cu fibrede W şi matrice de soluţie solidă Ni(W)
obţinut prin solidificarea dirijată a aliajuluieutectic Ni − W
− solidificarea unidirecţională a eutecticelor; fazele din structura unoraliaje eutectice reprezintă materialele componente ale compozitului, iar faza careare rolul fibrelor durificatoare capătă dispunerea şi orientarea necesare prinsolidificarea dirijată unidirecţional a aliajelor turnate în forme, această tehnologiefiind utilizată, de exemplu, pentru realizarea compozitelor cu fibre de wolfram şimatrice de soluţie solidă Ni(W), având structura prezentată în figura 12.22, acompozitelor cu fibre de compus Al3Ni şi matrice de aluminiu, a compozitelor cufibre de carbură de tantal şi matrice de soluţie solidă Co(Ta,C) şi a celor cu fibrede compus Nb8Fe7Cr2 şi matrice de soluţie solidă Fe(Cr,Nb); metoda asigurălegături interfaciale foarte puternice între matricea şi fibrele materialuluicompozit, dar prezintă dezavantajul că fracţia volumică a fibrelor nu se poateregla, fiind impusă de raportul cantitativ al fazelor componente ale structuriialiajelor eutectice;

Capitolul 12 Structurile si proprietăţile materialelor compozite
291
− formarea fibrelor prin deformarea plastică a aliajelor bifazice;materialele bifazice, având în structură o fază f cu modul de elasticitate ridicat şirezistenţă mecanică la cald mare şi o fază M cu plasticitate ridicată şi rezistenţămare la oxidare la temperaturi înalte, se supun prelucrării prin deformare plasticăla rece, iar tendinţa naturală de formare a structurii fibroase (de alungire agrăunţilor cristalini în direcţia deformării) determină distribuirea fazei f subformă de fibre în faza M ce capătă rolul de matrice; această tehnologie permiteobţinerea unor materiale compozite cu foarte bune proprietăţi de refractaritate ( deexemplu, prin deformarea plastică la rece, cu un grad de deformare GD ≅ 90 %, aagragatului compozit obţinut prin infiltrarea în pulbere de wolfram a aliajuluilichid Ni−Cr rezultă un compozit cu fibre aliniate care are rezistenţa la rupere, lat = 870 oC, t
mCR = 430...450 N/mm2 (în timp ce matricea din aliaj Ni − Cr aretmCR = 48...50 N/mm2).
Toate aspectele anterior prezentate conduc la concluzia că utilizareamaterialelor compozite durificate cu fibre trebuie extinsă în viitor; singurulargument care (în prezent) limitează folosirea acestor materiale în diverse aplicaţiitehnice îl constituie costul lor de elaborare ridicat.
Cuvinte cheie
agregare prin lipire, 289alburn, 275cambiu, 275canal rezinifer, 276compozit durificat cu fibre, 284densitate lemn
absolută, convenţională, 277depunere chimică, 289depunere electrolitică, 289duramen, 275duritate Janca, 280enclavă plastică, 288fibră lemnoasă, 276fracţie volumică, 270furnir, 282hemiceluloză, 276încorporare, 290inel anual, 275infiltrare, 289izodeformaţie, 270izotensiune, 272
liber, 275lignină, 276lungime critică a fibrelor, 284matrice, 269panel, 282plăci celulare, 282plăci din aşchii de lemn – PAL, 282plăci din fibre de lemn – PFL, 282procedee tehnologice directe, 290procedee tehnologice indirecte, 289raport de formă al fibrelor, 284raport de transfer al sarcinilor, 285rază medulară, 276ritidom, 274solidificare unidirecţională, 290trahee, 276traheidă, 276trihite (fibre whiskers), 285vas lemnos, 275zona de acţiune a fibrei, 271

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
292
Bibliografie
1. Shakelford J. Introduction to Materials Science for Engineers, MacmillanPublishing Commpany, New York, 1988
2. Gâdea S., Petrescu M., Metalurgie fizică şi studiul metalelor, vol. II,Editura Didactică şi Pedagogică, Bucureşti, 1981
3. Van Vlack L., Elements of Materials Science and Engineering, Addison –Wesley Publishing Company, Massachusetts, 1985
4. Pavel A., Surse şi riscuri de avarie în petrol − petrochimie – chimie, vol. I,Universitatea din Ploieşti, Ploieşti, 1993
5. * * * Hütte – Manualul inginerului. Fundamente. Traducere din limbagermană după ediţia a 29 – a, Editura Tehnică, Bucureşti, 1995
6. Broutman L.J., Composite materials. Fracture and fatigue, AcademicPress, New York, 1994
7. Suciu P. Lemnul – structură, proprietăţi, tehnologie, Editura Ceres,Bucureşti, 1985
Teste de autoevaluare
T.12.1. Care din următoarele materiale aparţin categoriei agregatelorcompozite: a) betonul; b) oţelul carbon hipoeutectoid; c) cermetul cu particule deAl2O3 înglobate într-o matrice de fier; d) lemnul?
T.12.2. Care din următoarele materiale aparţin categoriei compozitelorstratificate: a) fonta emailată; b) panelul; c) placajul; d) polistirenul expandat?
T.12.3. Care din următoarele materiale aparţin categoriei compozitelor cufibre: a) cimentul; b) betonul armat; c) fonta albă hipoeutectică; d) compozitul cufilamente de carbură de bor orientate unidirecţional într-o matrice de aluminiu?
T.12.4. Care din următorii factori influenţează proprietăţile materialelorcompozite: a) proprietătile materialelor componente; b) concentraţiile (masice sauvolumice) ale materialelor componente; c) structura şi proprietăţile zonelor delegătură (interfaciale) dintre materialele componente; d) distribuţia materialelorcomponente în structura compozitului?
T.12.5. Care dintre următoarele afirmaţii sunt adevărate în cazul unuicompozit cu fibre orientate unidirecţional, solicitat la tracţiune în lungul fibrelor:a) este respectată condiţia de izodeformaţie; b) este respectată condiţia deizotensiune; c) efectul durificator al fibrelor se manifestă numai dacă fracţia
Capitolul 12 Structurile şi proprietăţile materialeor compozite
293
volumică a fibrelor depăşeşte o valoare critică; d) efectul durificator al fibrelor semanifestă numai dacă fracţia volumică a fibrelor este mai mică decât o valoarecritică?
T.12.6. Care dintre următoarele afirmaţii sunt adevărate în cazul unuicompozit cu fibre orientate unidirecţional, solicitat la tracţiune pe o direcţienormală la fibre: a) este respectată condiţia de izodeformaţie; b) este respectatăcondiţia de izotensiune; c) fracţia volumică a fibrelor nu influenţează comportareala tracţiune a materialului compozit; d) tensiunile generate în fibre, în matrice şi înmaterialul compozit de solicitarea la tracţiune sunt egale?
T.12.7. Care dintre următoarele afirmaţii privind structura la scarămacroscopică a trunchiului unui arbore sunt adevărate: a) zona exterioară atrunchiului este denumită coajă sau scoarţă; b) partea exteriaoră a scoarţei estedenumită alburn; c) partea interioară a scoarţei este denumită liber; d) liberul estepartea interioară a scoarţei, care se dezvoltă anual şi este alcătuită din vase, fibreliberiene şi ţesuturi de parenchim?
T.12.8. Care dintre următoarele afirmaţii privind structura la scarămacroscopică a trunchiului unui arbore sunt adevărate: a) zona interioară atrunchiului este denumită lemn; b) partea exterioară a lemnului este denumităalburn; c) partea centrală a lemnului este denumită duramen; d) duramenul estepartea lemnului situată între alburn şi măduvă?
T.12.9. Care dintre următoarele elemente aparţin constituţiei anatomice(structurii la scară microscopică) a lemnului: a) traheele; b) fibrele lemnoase;c) razele medulare; d) canalele rezinifere?
T.12.10. Care element din constituţia anatomică a lemnului este alcătuitdin şiruri de celule moarte, alungite, cu pereţii lignificaţi şi cu spaţiul interior(golit de conţinutul celular) foarte îngust, strâns legate între ele: a) traheele;b) fibrele lemnoase; c) razele medulare; d) canalele rezinifere?
T.12.11. Care dintre următoarele elemente chimice intră în alcătuireafibrelor lemnoase (celulozice) şi matricei din hemiceluloză şi lignină, caredefinesc structura de material compozit a lemnului: a) magneziul; b) carbonul;c) oxigenul; d) hidrogenul?
T.12.12. Care dintre următoarele definiţii privind densitatea lemnului suntcorecte: a) densitatea lemnului verde reprezintă masa unităţii de volum a lemnuluisaturat în apă; b) densitatea absolută a lemnului reprezintă masa unităţii de voluma lemnului uscat artificial la 105 oC; c) densitatea convenţională este raportuldintre masa de lemn verde şi volumul de lemn anhidru care se obţine din aceasta;d) densitatea convenţională este raportul dintre masa de lemn anhidru şi volumulde lemn verde din care aceasta s-a obţinut?
T.12.13. Care din următoarele afirmaţii privind caracteristicile mecaniceale lemnului sunt adevărate: a) pentru lemn şi produsele din lemn se poate defini
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
294
(ca şi la unele materiale metalice) o caracteristică mecanică numită rezistenţă laoboseală; b) duritatea Brinell a lemnului se defineşte la fel ca în cazul materialelormetalice; c) prezenţa concenratorilor de tensiuni de tipul crestăturilor marginalesau orificiilor nu influenţează comportarea la rupere a lemnului; d) caracteristicilemecanice ale lemnului nu depind de direcţia pe care sunt măsurate, lemnul fiindun material compozit izotrop?
T.12.14. Care dintre următoarele semifabricate realizate din lemn se potconsidera materiale compozite stratificate: a) grinzile; b) panelul; c) plăcilemelaminate din aşchii de lemn; d) plăci extrudate din aşchii de lemn?
T.12.15. Care dintre următorii factori influenţează caracteristicilemecanice ale compozitelor durificate cu fibre: a) lungimea fibrelor; b) raportul deformă al fibrelor; c) măsura unghiului dintre direcţia orientării fibrelor şi direcţiade aplicare a solicitărilor mecanice; d) fracţia volumică a fibrelor?
T.12.16. Care dintre următoarele afirmaţii privind comportarea la solicitărimecanice a compozitelor durificate cu fibre sunt adevărate: a) comportareasolidară a componentelor la solicitarea mecanică la tracţiune în lungul fibrelor aunui astfel de compozit este determinată de legăturile interfaciale puternice createîntre M şi f la elaborarea materialului; b) rezistenţa mecanică a unui astfel decompozit este ridicată, dacă fracţia volumică a fibrelor înglobate în material estesuficient de mare, astfel că orice porţiune din materialul matricei se află integralîntr-o zonă de acţiune a unei fibre; c) cu cât raportul de transfer al sarcinilor estemai mic, cu atât materialul compozit are o comportare mai eficientă în ceea cepriveşte conlucrarea între M şi f şi poate prelua solicitări mecanice de intensitatemai ridicată; d) rezistenţa mecanică a unui astfel de compozit este ridicată, dacăfracţia volumică a fibrelor înglobate în material este suficient de mică şi o partedin materialul matricei se află în afara zonelor de acţiune ale fibrelor?
T.12.17. Care dintre următoarele afirmaţii privind elaborarea materialelorcompozite durificate cu fibre sunt adevărate: a) la elaborarea prin infiltrare, fibrelese aliniază în direcţia de armare dorită, materialul matricei este adus în staretopită, se infiltrează între fibre (sub vid sau sub presiunea unui gaz inert) şi prinsolidificare determină formarea compozitului; b) la elaborarea prin depunereachimică a matricei în jurul fibrelor, fibrele se aliniază în direcţia de armare dorită,iar matricea se depune pe fibre prin cementarea acestora în băi de săruri sau înmediu gazos; c) la elaborarea prin încorporarea fibrelor prin deformarea plastică amatricei, un pachet realizat din straturi alternante de fibre şi matrice (sub formă defolie) se supune deformării plastice la cald prin laminare, tragere sau extrudare;d) la elaborarea prin solidificarea unidirecţională a eutecticelor, fazele dinstructura unui aliaj eutectic reprezintă materialele componente ale compozitului,iar faza care are rolul fibrelor durificatoare capătă dispunerea şi orientareanecesare prin solidificarea dirijată unidirecţional a aliajului turnat?
Capitolul 12 Structurile şi proprietăţile materialeor compozite
295
Aplicaţii
A.12.1. Un material compozit cu fibre de sticlă înglobate într-o matrice derăşină epoxidică are fracţia volumică a fibrelor vf = 0,70. Ştiind că fibrele desticlă au densitatea ρf = 2540 kg/m3, iar matricea din răşină epoxidică aredensitatea ρM = 1210 kg/m3, să se determine concentraţia masică a fibrelor înmaterialul compozit %fm şi densitatea compozitului ρC.
RezolvareConsiderând că materialul compozit are volumul VC, iar volumele fibrelor
şi matricei sunt Vf , VM, se obţin relaţiile: Vf = VCvf , VM = VC(1 – vf) şiVC = Vf + VM . Masele corespunzătoare volumelor Vf , VM şi VC sunt Mf = VCvfρf,MM = VC(1 – vf)ρM şi MC = Mf + MM, iar densitatea compozitului este dată de orelaţie de forma (12.5): ρC = ρM(1 – vf) + ρfvf; pentru datele precizate în enunţulaplicaţiei se obţine: ρC = 1210(1 – 0,70) + 2540⋅0,70 = 2141 kg/m3.
Concentraţia volumică a fibrelor în materialul compozit este %fV = 100vf,iar concentraţia masică a acestora este dată de relaţia (stabilită utilizând
raţionamentul prezentat la rezolvarea aplicaţiei A.2.4): ρ
ρ ffm vf 100% = ; pentru
datele precizate în enunţul aplicaţiei se obţine: 214125407,0100% ⋅=mf ≅ 83 %.
A.12.2. Un material compozit cu fibre continui de sticlă înglobate înmatrice de răşină epoxidică se consideră ca material de referinţă la proiectareaunui nou material compozit (cu aceleaşi componente). Ştiind că matricea areEM = 6900 N/mm2 şi *
mMR = 69 N/mm2, fibrele au Ef = 72500 N/mm2 şiRmf = 3400 N/mm2, iar materialul de referinţă supus încercării la tracţiune înlungul fibrelor are modulul de elasticitate /
CE = 46260 N/mm2 şi rezistenţa larupere /
mCR = 2050 N/mm2, să se stabilească ce valoare trebuie să aibă fracţiavolumica a fibrelor în noul material, pentru ca acesta să prezinte (pe direcţia deorientare a fibrelor) modulul de elasticitate EC ≥ 50000 N/mm2 şi rezistenţa larupere RmC ≥ 2200 N/mm2.
RezolvarePentru compozitul de referinţă se pot scrie relaţiile (12.5) şi (12.6) din care
rezultă valoarea fracţiei volumice a fibrelor în acest material vf şi mărimea
rezistenţei conventionale a matricei RmM: 6,0690072500690046260
// ==
−−
=−−
Mf
MCf EE
EEv ;

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
296
2N/mm256,01
6,0340020501 /
//
==−−
=−
⋅−
f
fmfmCmM v
vR
RR. Deoarece pentru noul compozit
sunt, de asemenea, valabile relaţiile (12.5) şi (12.6), se poate determina valoareafracţiei volumice a fibrelor în acest material vf pentru respectarea condiţiilorimpuse în enunţul aplicaţiei, astfel:. Cu datele precizate în enunţul aplicaţiei seobţine: vf ≥ max(0,66; 0,64) Vf ≥ 0,66. De exemplu, adoptând vf = 0,70, rezultăEC = 52820 N/mm2 > 50000 N/mm2 şi Rmc = 2387,5 N/mm2 > 2200 N/mm2.
ObservaţieAtât pentru materialul compozit de referinţă, cât şi pentru noul material
proiectat, fracţiile volumice ale fibrelor depăşesc valaorea critică dată de relaţia
(12.7): mMmf
mMmMfcr RR
RRv
−−
=*
= 013,0253400
2569 =−
− ; ca urmare, efectul de durificare
datorită înglobării fibrelor în matrice este asigurat la ambele materiale.A.12.3. Un compozit cu fibre continui, este realizat înglobând fibre dintr-un
material cu Ef = 80000 N/mm2 într-un material matrice cu EM = 8000 N/mm2. Să seanalizeze cum se modifică, în funcţie de fracţia volumică a fibrelor vf, valorilemodulului de elasticitate al compozitului EC pe direcţia fibrelor şi pe direcţianormală la fibre.
RezolvareFolosind relaţiile (12.5) şi (12.11) în condiţiile precizate în enunţul
aplicaţiei se pot trasa graficele EC = f(vf) prezentate în figura 12.23. Analizândaceste grafice, rezultă că modulul de elasticitate al compozitului pe direcţia deorientare a fibrelor creşte liniar odată cu vf, în timp ce efectul de creştere odată cuvf a modulului de elasticitate al compozitului pe direcţia normală la fibre semanifestă pregnant numai la valori ridicate ale vf .
Fig. 12.23. Diagramele de variaţie, în funcţie de fracţia volumică a fibelor, amodulului de elasticitate determinat în lungul fibrelor şi pe direcţia normală la fibre
la un compozit cu fibre de sticlă si matrice de răşină epoxidică
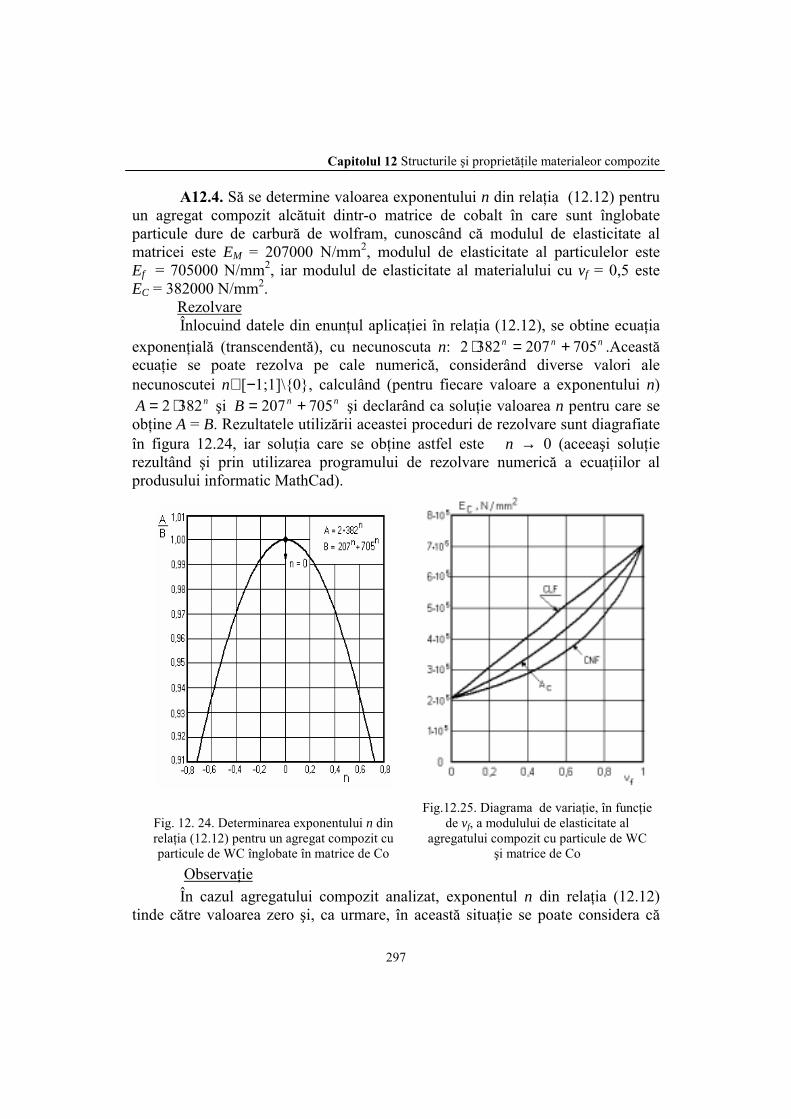
Capitolul 12 Structurile şi proprietăţile materialeor compozite
297
A12.4. Să se determine valoarea exponentului n din relaţia (12.12) pentruun agregat compozit alcătuit dintr-o matrice de cobalt în care sunt înglobateparticule dure de carbură de wolfram, cunoscând că modulul de elasticitate almatricei este EM = 207000 N/mm2, modulul de elasticitate al particulelor esteEf = 705000 N/mm2, iar modulul de elasticitate al materialului cu vf = 0,5 esteEC = 382000 N/mm2.
RezolvareÎnlocuind datele din enunţul aplicaţiei în relaţia (12.12), se obtine ecuaţia
exponenţială (transcendentă), cu necunoscuta n: nnn 7052073822 +=⋅ .Aceastăecuaţie se poate rezolva pe cale numerică, considerând diverse valori alenecunoscutei n∈ [−1;1]\0, calculând (pentru fiecare valoare a exponentului n)
nA 3822 ⋅= şi nnB 705207 += şi declarând ca soluţie valoarea n pentru care seobţine A = B. Rezultatele utilizării aceastei proceduri de rezolvare sunt diagrafiateîn figura 12.24, iar soluţia care se obţine astfel este n → 0 (aceeaşi soluţierezultând şi prin utilizarea programului de rezolvare numerică a ecuaţiilor alprodusului informatic MathCad).
Fig. 12. 24. Determinarea exponentului n dinrelaţia (12.12) pentru un agregat compozit cuparticule de WC înglobate în matrice de Co
Fig.12.25. Diagrama de variaţie, în funcţiede vf, a modulului de elasticitate al
agregatului compozit cu particule de WCşi matrice de Co
ObservaţieÎn cazul agregatului compozit analizat, exponentul n din relaţia (12.12)
tinde către valoarea zero şi, ca urmare, în această situaţie se poate considera că

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
298
modulul de elasticitate al materialului este definit, pe baza relaţiei (12.12), astfel:
ff vf
vM
nf
nff
nM
nC EEvEvEE −
→=+−= 1
1
0])1([lim (12.18)
Datele din enunţul aplicaţie satisfac această egalitate, care se poate considera înlocul relaţiei (12.12) pentru estimarea modulului de elasticitate al agregatelorcompozite la care n → 0.
Aşa cum s-a precizat în scap. 12.2, caracteristicile agregatelor compozitecu structura alcătuită din particulele unui material f distribuite într-o matricedintr-un material M sunt intermediare celor care se pot determina în lungulfibrelor şi pe direcţia normală la fibre la compozitele cu fibre din material fînglobate în matricea M. Respectarea acestei reguli de către agregatul compozitcu particule de carbură de wolfram înglobate într-o matrice de cobalt este ilustratăîn figura 12.25, în care: curba CLF redă variaţia în funcţie de vf a modulului deelasticitate determinat în lungul fibrelor la compozitul cu fibre de carbură dewolfram înglobate într-o matrice de cobalt, expresia analitică a funcţieicorespunzătoare acestei curbe fiind (12.5); curba CNF redă variaţia în funcţie de vfa modulului de elasticitate determinat pe direcţia normală la fibre la compozitul cufibre de carbură de wolfram înglobate într-o matrice de cobalt, expresia analitică afuncţiei corespunzătoare acestei curbe fiind (12.11); curba AC redă variaţia înfuncţie de vf a modulului de elasticitate al agregatului compozit (cvasiizotrop) cuparticule de carbură de wolfram uniform distribuite într-o matrice de cobalt,expresia analitică a funcţiei corespunzătoare acestei curbe fiind (12.18).
A.12.5. Să se determine valoarea modulului de elasticitate EC al unuiagregat compozit alcătuit dintr-o matrice M în care sunt distribuite uniformparticule dintr-un material f, fracţia volumică a particulelor fiind vf = 0,7. Secunoaşte că modulul de elasticitate al materialului M este EM = 70000 N/mm2,modulul de elasticitate al materialului f este Ef = 220000 N/mm2, iar modulul deelasticitate al agregatului compozit (cu aceleaşi componente) având vf = 0,4 esteEC = 100000 N/mm2.
RezolvareProcedând ca la rezolvarea aplicaţiei A.12.4, se determină valoarea
exponentului n din relaţia (12.12), care modelează analitic variaţia modulului deeasticitate al agregatului compozit; ecuaţia exponenţială care trebuie rezolvatăeste: 100n = 0,6⋅70n + 0,4⋅220n, iar soluţia (nebanală) care rezultă prin rezolvareanumerică a acesteia este, aşa cum se observă în figura 12.26, n = − 0,6945.
Folosind relaţia (12.12) (cu n = − 0,6945), se poate determina modulul deelasticitate al agregatului compozit cu vf = 0,7; rezultă
6945,01
6945,06945,0 ]2200007,0700003,0[−
−− ⋅+⋅=CE = 140625 N/mm2, iar variaţia EC,
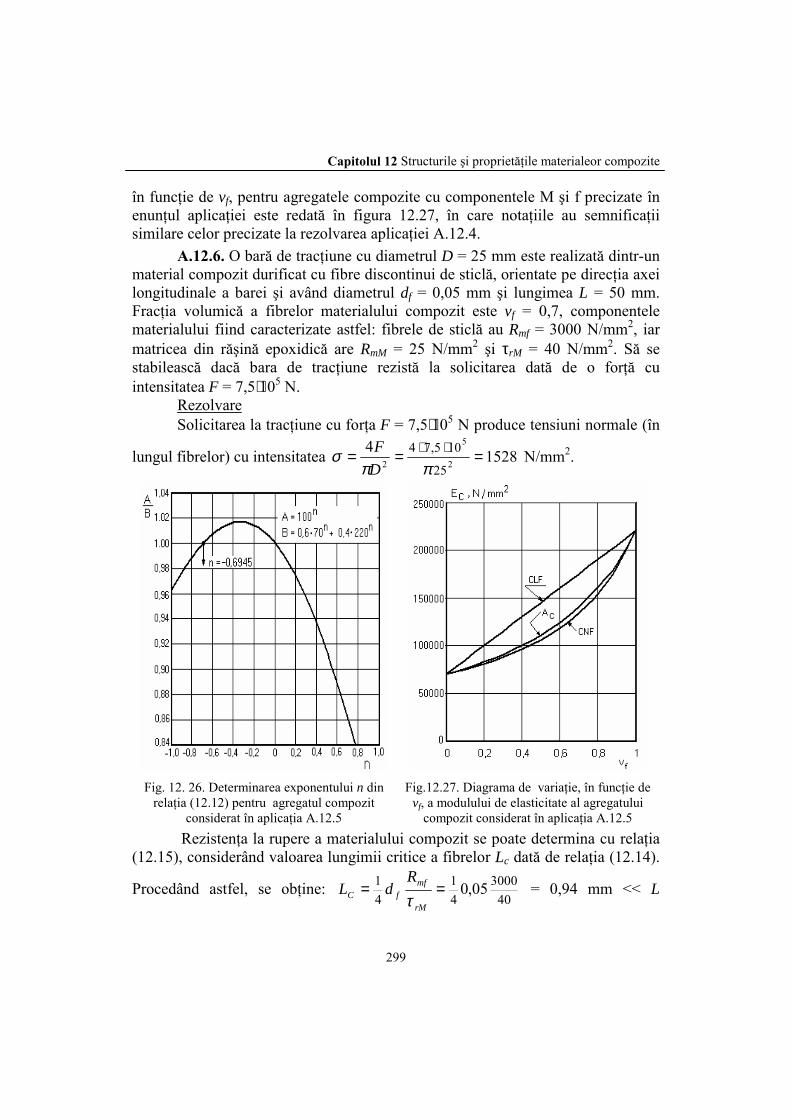
Capitolul 12 Structurile şi proprietăţile materialeor compozite
299
în funcţie de vf, pentru agregatele compozite cu componentele M şi f precizate înenunţul aplicaţiei este redată în figura 12.27, în care notaţiile au semnificaţiisimilare celor precizate la rezolvarea aplicaţiei A.12.4.
A.12.6. O bară de tracţiune cu diametrul D = 25 mm este realizată dintr-unmaterial compozit durificat cu fibre discontinui de sticlă, orientate pe direcţia axeilongitudinale a barei şi având diametrul df = 0,05 mm şi lungimea L = 50 mm.Fracţia volumică a fibrelor materialului compozit este vf = 0,7, componentelematerialului fiind caracterizate astfel: fibrele de sticlă au Rmf = 3000 N/mm2, iarmatricea din răşină epoxidică are RmM = 25 N/mm2 şi τrM = 40 N/mm2. Să sestabilească dacă bara de tracţiune rezistă la solicitarea dată de o forţă cuintensitatea F = 7,5⋅105 N.
RezolvareSolicitarea la tracţiune cu forţa F = 7,5⋅105 N produce tensiuni normale (în
lungul fibrelor) cu intensitatea 152842
5
2 25
105,74 === ⋅⋅
ππσ
DF N/mm2.
Fig. 12. 26. Determinarea exponentului n dinrelaţia (12.12) pentru agregatul compozit
considerat în aplicaţia A.12.5
Fig.12.27. Diagrama de variaţie, în funcţie devf, a modulului de elasticitate al agregatului
compozit considerat în aplicaţia A.12.5 Rezistenţa la rupere a materialului compozit se poate determina cu relaţia
(12.15), considerând valoarea lungimii critice a fibrelor Lc dată de relaţia (12.14).
Procedând astfel, se obţine: 40
300041
41 05,0==
rM
mffC
RdL
τ = 0,94 mm << L
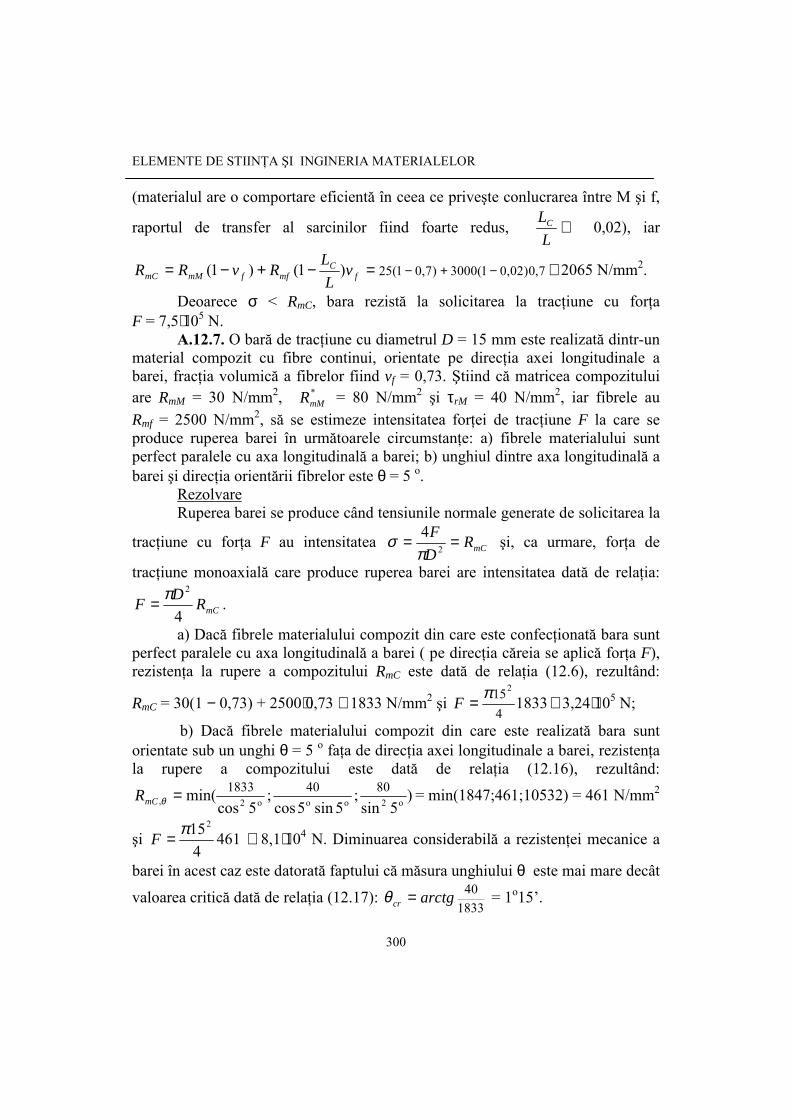
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
300
(materialul are o comportare eficientă în ceea ce priveşte conlucrarea între M şi f,
raportul de transfer al sarcinilor fiind foarte redus, L
LC ≅ 0,02), iar
7,0)02,01(3000)7,01(25)1()1( −+−=−+−= fC
mffmMmC vL
LRvRR ≅ 2065 N/mm2.
Deoarece σ < RmC, bara rezistă la solicitarea la tracţiune cu forţaF = 7,5⋅105 N.
A.12.7. O bară de tracţiune cu diametrul D = 15 mm este realizată dintr-unmaterial compozit cu fibre continui, orientate pe direcţia axei longitudinale abarei, fracţia volumică a fibrelor fiind vf = 0,73. Ştiind că matricea compozituluiare RmM = 30 N/mm2, *
mMR = 80 N/mm2 şi τrM = 40 N/mm2, iar fibrele auRmf = 2500 N/mm2, să se estimeze intensitatea forţei de tracţiune F la care seproduce ruperea barei în următoarele circumstanţe: a) fibrele materialului suntperfect paralele cu axa longitudinală a barei; b) unghiul dintre axa longitudinală abarei şi direcţia orientării fibrelor este θ = 5 o.
RezolvareRuperea barei se produce când tensiunile normale generate de solicitarea la
tracţiune cu forţa F au intensitatea mCRDF == 2
4π
σ şi, ca urmare, forţa de
tracţiune monoaxială care produce ruperea barei are intensitatea dată de relaţia:
mCRDF4
2π= .
a) Dacă fibrele materialului compozit din care este confecţionată bara suntperfect paralele cu axa longitudinală a barei ( pe direcţia căreia se aplică forţa F),rezistenţa la rupere a compozitului RmC este dată de relaţia (12.6), rezultând:
RmC = 30(1 − 0,73) + 2500⋅0,73 ≅ 1833 N/mm2 şi 18334152π=F ≅ 3,24⋅105 N;
b) Dacă fibrele materialului compozit din care este realizată bara suntorientate sub un unghi θ = 5 o faţa de direcţia axei longitudinale a barei, rezistenţala rupere a compozitului este dată de relaţia (12.16), rezultând:
)5sin
;5sin5cos
;5cos
min( o2ooo2,80401833=θmCR = min(1847;461;10532) = 461 N/mm2
şi 4614152π=F ≅ 8,1⋅104 N. Diminuarea considerabilă a rezistenţei mecanice a
barei în acest caz este datorată faptului că măsura unghiului θ este mai mare decât
valoarea critică dată de relaţia (12.17): 1833
40arctgcr =θ = 1o15’.
Capitolul 13 Structurile şi proprietăţile materialelor realizate prin agregare de pulberi
301
Capitolul 13
STRUCTURILE ŞI PROPRIETĂŢILEMATERIALELOR REALIZATE PRIN
AGREGARE DE PULBERI
13.1. Introducere
În tehnica actuală se utilizează, cu perspective mari de extindere în viitor,tehnologiile de realizare a semifabricatelor şi pieselor pentru diverse aplicaţii dinpulberi metalice, uneori amestecate şi cu pulberi nemetalice. Studiul şi aplicareaindustrială a proceselor, metodelor şi procedeelor tehnologice de obţinere apulberilor (preponderent metalice) şi de utilizare a lor pentru realizarea deproduse cu diverse destinaţii fac obiectul unei ramuri a metalurgiei numitămetalurgia pulberilor .
Pulberile (metalice şi, uneori, nemetalice) utilizate în metalurgiapulberilor sunt materiale formate din granule (particule) de metale pure, aliajesau compuşi chimici (intermetalici, oxizi metalici, sulfuri etc.) cu dimensiunilecuprinse între 0,1 µm şi 1 mm. La fabricarea produselor prin metoda agregăriipulberilor, materiile prime sub formă de pulberi (de diverse sortimentecompoziţionale şi/sau granulometrice) sunt amestecate în proporţiile necesareproduselor care trebuie realizate, amestecul de pulberi este adus apoi la formadorită (corespunzătoare produselor), cu sau fără presare, iar comprimatele depulberi astfel obţinute se supun unui tratament termic, numit sinterizare, careconferă produselor compactitatea şi caracteristicile de utilizare dictate deaplicaţia căreia sunt destinate produsele.
Tehnologiile de realizare a produselor prin metoda agregării pulberilorsunt aplicate de obicei în două scopuri:
A. Realizarea de produse din materiale metalice care nu pot fi elaborate şiprelucrate primar prin tehnologiile clasice de topire – turnare:
• piese (filamente, plăcuţe pentru tuburi electronice, duze pentru ejectarea
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
302
gazelor fierbinţi electrozi nefuzibili pentru sudare etc.) din metale greu fuzibile(W, Mo, Ta, Nb etc.), care, având ts ridicate, se obţin greu în stare lichidă şi seimpurifică uşor, reacţionând puternic cu căptuşeala ceramică a agregatelor deelaborare – turnare;
• piese (plăcuţe şi scule pentru prelucrarea prin aşchiere a materialelormetalice) din materiale dure, de tipul unor agregate compozite, având structuraalcătuită din particule de carburi metalice dure (WC, TiC, Mo2C, TaC etc.)înglobate într-o matrice metalică tenace (Co, Ni etc.);
• piese poroase cu diverse destinaţii: cuzineţi poroşi autoungători dinbronzuri cu staniu sau din aliaje Fe – Cu, filtre metalice din bronzuri, oţeluriinoxidabile sau aliaje Monel, electrozi poroşi din nichel sau argint pentruechipamentele utilizate în electrochimie etc.;
• piese (scule aşchietoare, elemente de fricţiune, cuzineţi, contacte electrice,magneţi etc.) din materiale de tipul cermeturilor, având structura alcătuită dintr-ofază oxidică − ceramică (Al2O3, ZrO2 etc.) înglobată într-o matrice metalică (Fe, Cr,Ni, Co, Mo etc.), compozitelor cu metale şi nemetale (Cu – grafit, Fe – maseplastice, diamant – metale etc.) sau pseudoaliajelor (aliajele W – Ag, W – Cu,Mo – Ag, Mo – Cu etc., care, având componentele cu ts foarte diferite şi/sau cusolubilităţi foarte reduse în stare lichidă, se obţin foarte greu în stare topită).
B. Realizarea de produse cu dimensiuni mici şi forme complicate, dinmateriale care pot fi elaborate în stare topită, dar a căror fabricare prin turnare nueste eficientă, deoarece implică consumuri exagerate de materiale şi conduce laobţinerea de semifabricate cu precizia necorespunzătoare a formei şidimensiunilor, ce impune aplicarea unor operaţii tehnologice de finisarelaborioase şi costisitoare; în construcţia de maşini (automobile, echipamenteelectrocasnice, echipamente de calcul automat etc.) se folosesc pe scară largăastfel de piese sinterizate (roţi dinţate, came, tacheţi, garnituri, inele, pârghii,pistoane, segmenţi, magneţi etc.), realizate mai ales din pulberi feroase.
13.2. Obţinerea şi caracterizarea pulberilor
Pentru obţinerea pulberilor se utilizează două categorii de metodetehnologice: metodele mecanice şi metodele fizico – chimice.
Principalele metode mecanice folosite în practica industrială pentruobţinerea pulberilor sunt:
• Metoda măcinării; la aplicarea acestei metode, care este folosită înprezent pentru realizarea pulberilor de Mn, Cr, Fe, Sb, Co, Al, aliaje Fe – Al,Fe – Cr, Ni – Fe etc., cu mărimea particulelor între 20 µm şi 1 mm şi formapredominant lamelară, materia primă sub formă de material metalic turnat, burete de
Capitolul 13 Structurile şi proprietăţile materialelor realizate prin agregare de pulberi
303
minereu, precipitate obţinute prin electoliză, aşchii, sârme etc. este transformată înpulbere prin măcinare în mori cu bile sau în mori cu vârtej.
• Metoda pulverizării din fază lichidă; la folosirea acestei tehnologii,aplicată actual pentru realizarea pulberilor de Fe, Cu, Ni, Al, bronzuri, alame,oţeluri etc., cu mărimea particulelor între 20 µm şi 400 µm şi forma predominantsferoidală, materia primă sub formă de metal sau aliaj topit se scurge dintr-uncreuzet (printr-o duză calibrată), suferă impactul cu mai multe jeturi (de aer,vapori, apă etc.) şi este pulverizată în picături fine, care se transformă în particulede pulbere prin solidificarea într-o baie de răcire.
Principalele metode fizico – chimice de elaborare a puberilor metalice sunt:• Metoda reducerii oxizilor; la aplicarea acestei tehnologii, folosită în
prezent pentru obţinerea pulberilor de Fe, materia primă sub formă de minereuoxidic de fier sau arsură de fier, în stare măcinată este supusă acţiunii unui agentchimic (pulbere de cocs sau gaz metan), care, producând reducerea oxizilor, otransformă în pulbere de fier pur.
• Metoda electrolitică; la folosirea acestei metode, aplicată pentrurealizarea pulberilor de Fe, Co, Ni, Cr, Zn, Cd, Au, Pt, Ta, W, V, aliaje Fe – Ni,Fe – Mo, Fe – Cr, Ni – Mo, Fe – Ni – Mo etc., cu mărimea particulelor între0,1 µm şi 100 µm şi forma aciculară (dendritică), materia primă sub formă desoluţii apoase sau topituri de săruri metalice este descompusă prin electroliză,obţinându-se depozite catodice compacte − fragile, spongioase sau pulverulente,care se pot transforma uşor în pulberi prin măcinare.
• Metoda carbonil; la aplicarea acestei metode, utilizată în prezent pentruobţinerea pulberilor de Ni, Fe, Co, Cr, aliaje Fe – Ni, Ni – Co etc., cu mărimeaparticulelor între 0,1 µm şi 10 µm şi forma sferoidală, materia primă sub formăde aşchii ale metalului (Me) care trebuie adus în formă de pulbere este introdusăîntr-un cuptor tubular, este supusă acţiunii unui curent de oxid de carbon, setransformă (în anumite condiţii de temperatură şi presiune, specifice fiecăruimetal) în carbonil metalic Men(CO)m (condensat sub formă de lichid vâscos), iardescompunerea prin volatilizare a acestuia determină formarea oxidului decarbon (care se reutilizează în proces) şi pulberii metalului Me;
• Metoda precipitării din soluţii apoase; la utilizarea acestei metode,aplicată actual pentru fabricarea pulberilor de Ag, Ni, Cu, Sn, Au, Pt etc., materiaprimă sub formă de soluţie apoasă a sărurilor metalului (Me) care trebuie obţinutsub formă de pulbere este supusă unui agent chimic (pulbere de Zn, Fe, Cu, Aletc.) care produce precipitarea metalului (Me) sub formă de pulbere; metodapermite şi obţinerea pulberilor cu particule bimetalice, de exemplu, folosind camaterie primă soluţia de acetat de cupru, iar ca agent chimic pulberea fină de Pb,rezultă precipitate granulare de plumb acoperite cu cupru.
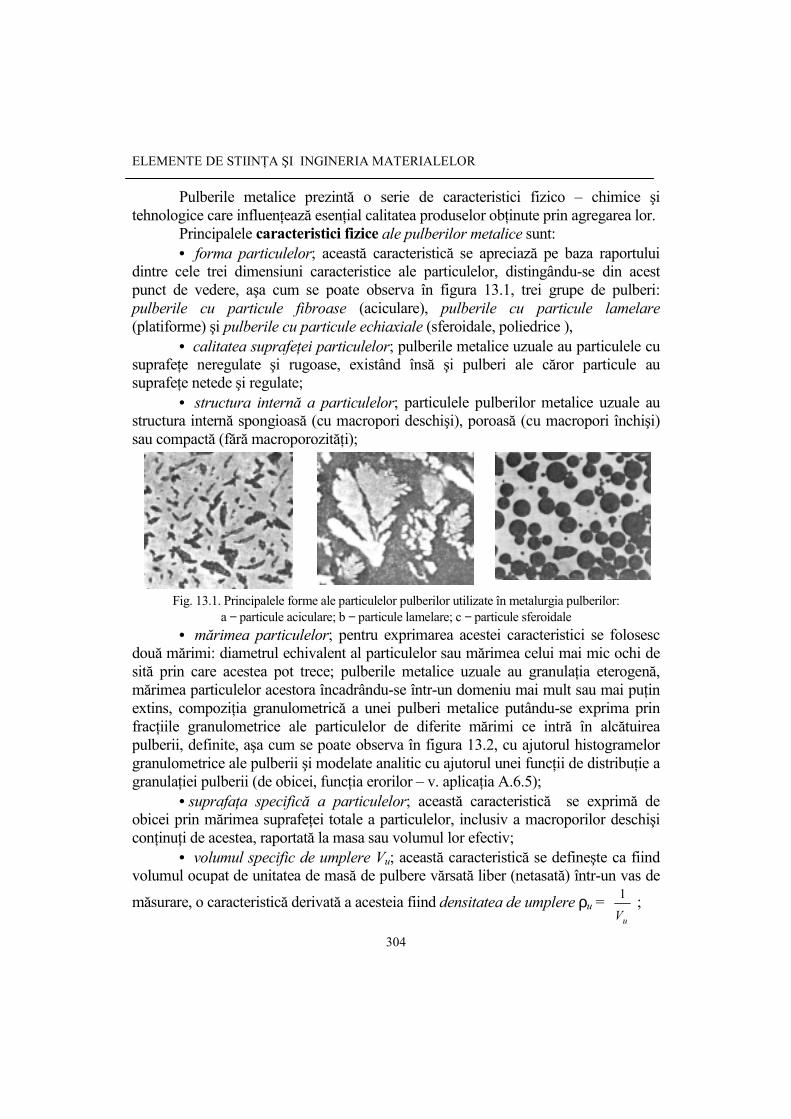
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
304
Pulberile metalice prezintă o serie de caracteristici fizico – chimice şitehnologice care influenţează esenţial calitatea produselor obţinute prin agregarea lor.
Principalele caracteristici fizice ale pulberilor metalice sunt:• forma particulelor; această caracteristică se apreciază pe baza raportului
dintre cele trei dimensiuni caracteristice ale particulelor, distingându-se din acestpunct de vedere, aşa cum se poate observa în figura 13.1, trei grupe de pulberi:pulberile cu particule fibroase (aciculare), pulberile cu particule lamelare(platiforme) şi pulberile cu particule echiaxiale (sferoidale, poliedrice ),
• calitatea suprafeţei particulelor; pulberile metalice uzuale au particulele cusuprafeţe neregulate şi rugoase, existând însă şi pulberi ale căror particule ausuprafeţe netede şi regulate;
• structura internă a particulelor; particulele pulberilor metalice uzuale austructura internă spongioasă (cu macropori deschişi), poroasă (cu macropori închişi)sau compactă (fără macroporozităţi);
Fig. 13.1. Principalele forme ale particulelor pulberilor utilizate în metalurgia pulberilor:a − particule aciculare; b − particule lamelare; c − particule sferoidale
• mărimea particulelor; pentru exprimarea acestei caracteristici se folosescdouă mărimi: diametrul echivalent al particulelor sau mărimea celui mai mic ochi desită prin care acestea pot trece; pulberile metalice uzuale au granulaţia eterogenă,mărimea particulelor acestora încadrându-se într-un domeniu mai mult sau mai puţinextins, compoziţia granulometrică a unei pulberi metalice putându-se exprima prinfracţiile granulometrice ale particulelor de diferite mărimi ce intră în alcătuireapulberii, definite, aşa cum se poate observa în figura 13.2, cu ajutorul histogramelorgranulometrice ale pulberii şi modelate analitic cu ajutorul unei funcţii de distribuţie agranulaţiei pulberii (de obicei, funcţia erorilor – v. aplicaţia A.6.5);
• suprafaţa specifică a particulelor; această caracteristică se exprimă deobicei prin mărimea suprafeţei totale a particulelor, inclusiv a macroporilor deschişiconţinuţi de acestea, raportată la masa sau volumul lor efectiv;
• volumul specific de umplere Vu; această caracteristică se defineşte ca fiindvolumul ocupat de unitatea de masă de pulbere vărsată liber (netasată) într-un vas de
măsurare, o caracteristică derivată a acesteia fiind densitatea de umplere ρu = uV1 ;
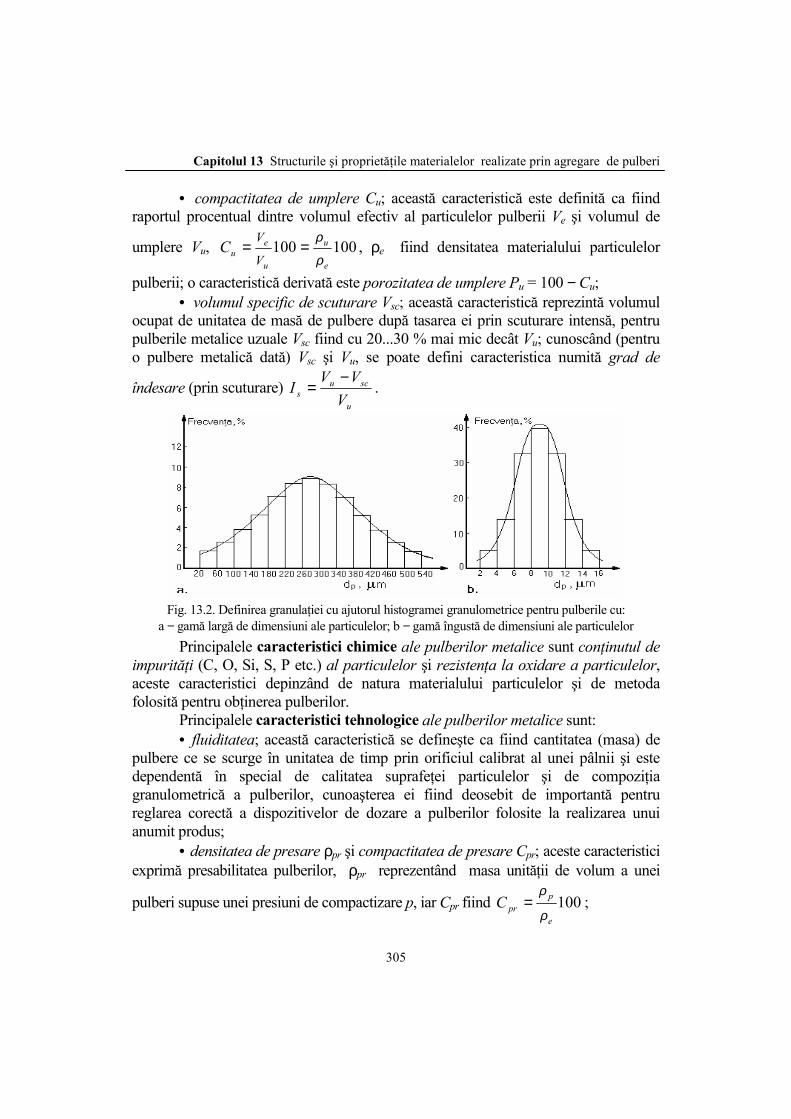
Capitolul 13 Structurile şi proprietăţile materialelor realizate prin agregare de pulberi
305
• compactitatea de umplere Cu; această caracteristică este definită ca fiindraportul procentual dintre volumul efectiv al particulelor pulberii Ve şi volumul de
umplere Vu, 100100e
u
u
eu V
VCρ
ρ== , ρe fiind densitatea materialului particulelor
pulberii; o caracteristică derivată este porozitatea de umplere Pu = 100 − Cu;• volumul specific de scuturare Vsc; această caracteristică reprezintă volumul
ocupat de unitatea de masă de pulbere după tasarea ei prin scuturare intensă, pentrupulberile metalice uzuale Vsc fiind cu 20...30 % mai mic decât Vu; cunoscând (pentruo pulbere metalică dată) Vsc şi Vu, se poate defini caracteristica numită grad de
îndesare (prin scuturare) u
scus V
VVI −
= .
Fig. 13.2. Definirea granulaţiei cu ajutorul histogramei granulometrice pentru pulberile cu:a − gamă largă de dimensiuni ale particulelor; b − gamă îngustă de dimensiuni ale particulelor
Principalele caracteristici chimice ale pulberilor metalice sunt conţinutul deimpurităţi (C, O, Si, S, P etc.) al particulelor şi rezistenţa la oxidare a particulelor,aceste caracteristici depinzând de natura materialului particulelor şi de metodafolosită pentru obţinerea pulberilor.
Principalele caracteristici tehnologice ale pulberilor metalice sunt:• fluiditatea; această caracteristică se defineşte ca fiind cantitatea (masa) de
pulbere ce se scurge în unitatea de timp prin orificiul calibrat al unei pâlnii şi estedependentă în special de calitatea suprafeţei particulelor şi de compoziţiagranulometrică a pulberilor, cunoaşterea ei fiind deosebit de importantă pentrureglarea corectă a dispozitivelor de dozare a pulberilor folosite la realizarea unuianumit produs;
• densitatea de presare ρpr şi compactitatea de presare Cpr; aceste caracteristiciexprimă presabilitatea pulberilor, ρpr reprezentând masa unităţii de volum a unei
pulberi supuse unei presiuni de compactizare p, iar Cpr fiind 100e
pprC
ρ
ρ= ;

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
306
• rezistenţa muchiilor; această caracteristică exprimă capacitatea unei pulberide a da prin presare un semifabricat suficient de rezistent, care să-şi păstreze forma şisă nu sufere pierderi masice în timpul manipulărilor la care este supus în procesul defabricare a produselor, denumirea ei fiind determinată de faptul că rezistenţamecanică a oricărui semifabricat obţinut prin presarea unei pulberi depinde înprincipal de comportarea zonelor sale cu sensibilitate maximă la degradare: muchiileascuţite şi pereţii foarte subţiri.
La obţinerea produselor prin agregare de pulberi trebuie să se ţină seama deurmătoarele particularităţi privind caracteristicile şi comportarea pulberilor:
• terminarea bruscă a structurii cristaline pe suprafeţele libere aleparticulelor pulberilor metalice face ca atomii aflaţi pe aceste suprafeţe, cuorbitalele electronice incomplete, să aibă o mobilitate accentuată şi o marecapacitate de a atrage electroni, iar suprafeţele să prezinte aspect rugos, datoritămultiplelor imperfecţiuni cristaline (de tipul vacanţelor, dislocaţiilor saudefectelor de împachetare) pe care le conţin; caracterul rugos al suprafeţelor libereşi starea de nesaturare electronică a atomilor de pe aceste suprafeţe determină oreactivitate accentuată a acestora, contribuind la intensificarea proceselor deadsorbţie, oxidare, corodare, difuzie etc., care definesc interacţiunea complexădintre particulele pulberilor şi dintre particule şi mediul (gazos sau lichid) cu careacestea vin în contact în cursul operaţiilor de realizare a produselor sinterizate;
• realizarea unei împachetări compacte a particulelor pulberilor (micşorareavalorilor caracteristicilor Vu, Vs şi Pu) depinde esenţial de fluiditatea pulberilor, careeste influenţată nu numai de forma particulelor pulberilor şi, aşa cum sugereazăschemele din figura 13.3, de compoziţia granulometrică a pulberilor, ci şi derugozitatea suprafeţelor particulelor care alcătuiesc pulberile (care poate determinamodificări esenţiale ale mobilităţii reciproce a particulelor pulberilor la vărsarea şi/saupresarea lor în matriţele utilizate la obţinerea produselor sinterizate);
Fig. 13.3. Compactitatea de umplere, în funcţie de compoziţia granulometrică, pentru pulberile:a − cu gamă largă de dimensiuni ale particulelor; b − cu gamă îngustă de dimensiuni ale particulelor
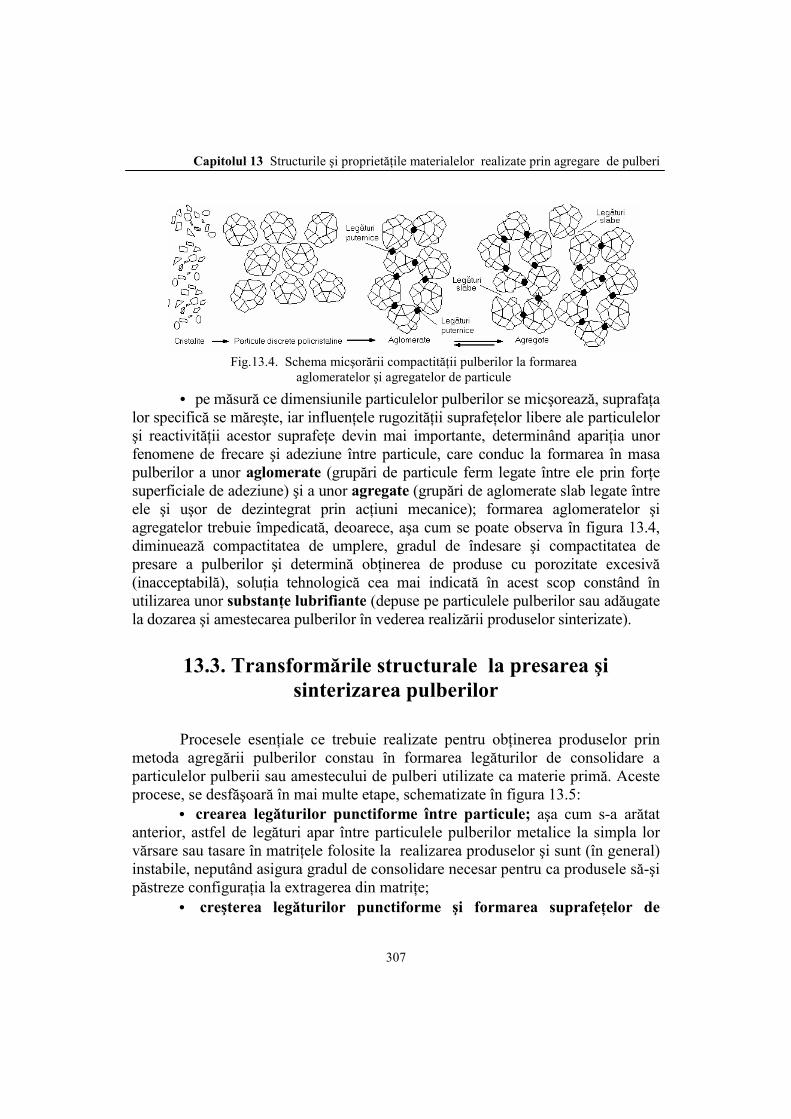
Capitolul 13 Structurile şi proprietăţile materialelor realizate prin agregare de pulberi
307
Fig.13.4. Schema micşorării compactităţii pulberilor la formareaaglomeratelor şi agregatelor de particule
• pe măsură ce dimensiunile particulelor pulberilor se micşorează, suprafaţalor specifică se măreşte, iar influenţele rugozităţii suprafeţelor libere ale particulelorşi reactivităţii acestor suprafeţe devin mai importante, determinând apariţia unorfenomene de frecare şi adeziune între particule, care conduc la formarea în masapulberilor a unor aglomerate (grupări de particule ferm legate între ele prin forţesuperficiale de adeziune) şi a unor agregate (grupări de aglomerate slab legate întreele şi uşor de dezintegrat prin acţiuni mecanice); formarea aglomeratelor şiagregatelor trebuie împedicată, deoarece, aşa cum se poate observa în figura 13.4,diminuează compactitatea de umplere, gradul de îndesare şi compactitatea depresare a pulberilor şi determină obţinerea de produse cu porozitate excesivă(inacceptabilă), soluţia tehnologică cea mai indicată în acest scop constând înutilizarea unor substanţe lubrifiante (depuse pe particulele pulberilor sau adăugatela dozarea şi amestecarea pulberilor în vederea realizării produselor sinterizate).
13.3. Transformările structurale la presarea şisinterizarea pulberilor
Procesele esenţiale ce trebuie realizate pentru obţinerea produselor prinmetoda agregării pulberilor constau în formarea legăturilor de consolidare aparticulelor pulberii sau amestecului de pulberi utilizate ca materie primă. Acesteprocese, se desfăşoară în mai multe etape, schematizate în figura 13.5:
• crearea legăturilor punctiforme între particule; aşa cum s-a arătatanterior, astfel de legături apar între particulele pulberilor metalice la simpla lorvărsare sau tasare în matriţele folosite la realizarea produselor şi sunt (în general)instabile, neputând asigura gradul de consolidare necesar pentru ca produsele să-şipăstreze configuraţia la extragerea din matriţe;
• creşterea legăturilor punctiforme şi formarea suprafeţelor de

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
308
contact (punţilor de legătură) între particule; aceste procese sunt declanşateprin presarea pulberilor în matriţe (care determină compactizarea pulberilor prinredistribuirea particulelor, deformarea plastică şi sudarea între ele a particulelor) şisunt finalizate, prin încălzirea pulberilor presate, în cursul tratamentului termic desinterizare, care determină creşterea mobilităţii atomilor particulelor pulberilor,mai ales a celor aflaţi pe suprafeţele libere ale acestora şi desfăşurarea intensă aunor procese de difuzie; în urma desfăşurării acestei etape, între particulelepulberilor supuse prelucrării se formează suprafeţe de contact (punţi de legătură),de tipul unor germeni cristalini, care au tendinţa de a se dezvolta independent subforma unor noi cristale şi de a declanşa astfel un proces general de recristalizare înmasa pulberilor;
• creşterea cristalelor noi, sferoidizarea şi diminuarea dimensiunilorporilor; prin creşterea germenilor formaţi în etapa anterioară, agregatele depulberi capătă o structură cristalină nouă, ale cărei cristale sunt dezvoltate între(peste) particulele pulberilor, asigurând consolidarea acestora şi micşorarea,sferoidizarea şi chiar dispariţia porilor.
Fig.13.5. Principalelor etape de formare a legăturilor de consolidarela realizarea produselor prin agregare de pulberi:
a − formarea legăturilor punctiforme; b − formarea suprafeţelor de contact;c − formarea şi creşterea cristalelor noi; d − diminuarea şi sferoidizarea porilor
Procesele descrise succint mai înainte, prin care amestecurileneconsolidate de pulberi se transformă în produse compacte şi rezistente, sedesfăşoară mai ales în cursul operaţiilor tehnologice de presare a pulberilor înmatriţe şi de sinterizare a comprimatelor obţinute prin presare. De obicei celedouă operaţii se realizează succesiv, dar există şi procedee tehnologice careprevăd executarea lor simultană (presarea la cald sau sinterizarea sub presiune).
La operaţia de presare, amestecul de pulberi este presat în cavitatea uneimatriţe (la presiuni p = 100...2000 MPa) şi se transformă într-un comprimat cuforma produsului ce urmează a fi realizat. Procesele care se desfăşoară în timpuloperaţiei de presare pot fi descrise astfel:
• la începutul presării se produce reorientarea particulelor, alunecarea lorreciprocă şi umplerea golurilor, care asigură amestecului de pulberi împachetarea
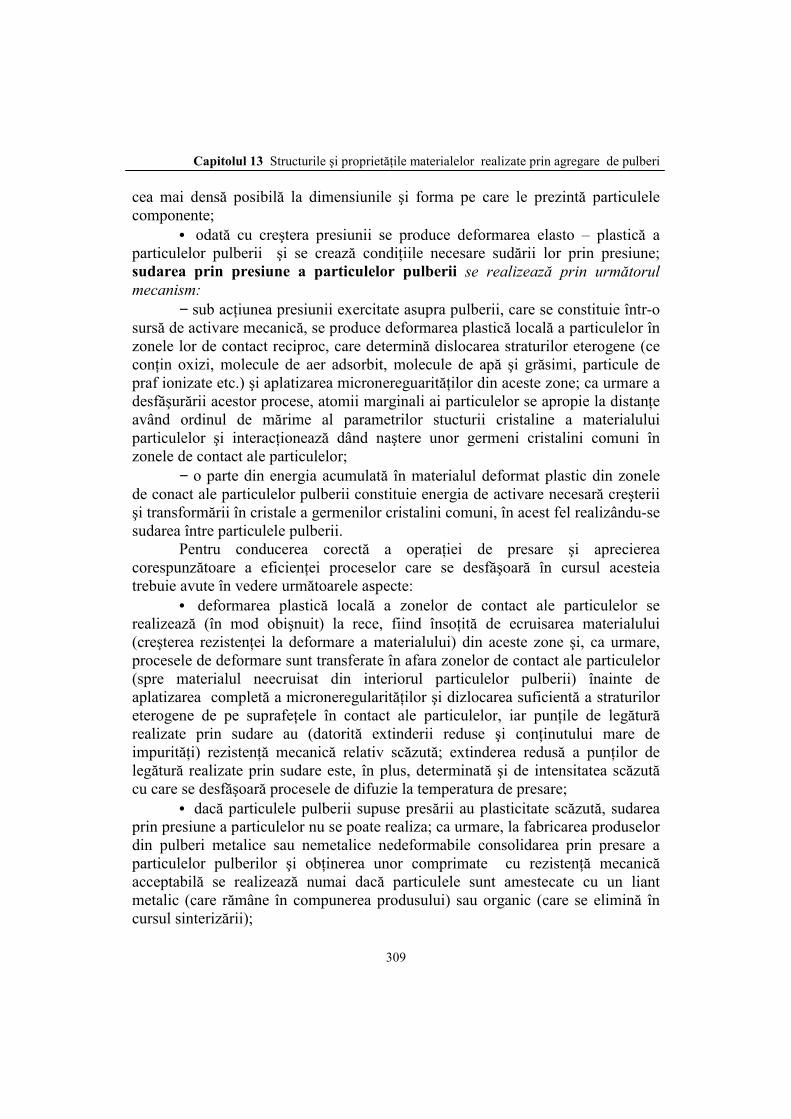
Capitolul 13 Structurile şi proprietăţile materialelor realizate prin agregare de pulberi
309
cea mai densă posibilă la dimensiunile şi forma pe care le prezintă particulelecomponente;
• odată cu creştera presiunii se produce deformarea elasto – plastică aparticulelor pulberii şi se crează condiţiile necesare sudării lor prin presiune;sudarea prin presiune a particulelor pulberii se realizează prin următorulmecanism:
− sub acţiunea presiunii exercitate asupra pulberii, care se constituie într-osursă de activare mecanică, se produce deformarea plastică locală a particulelor înzonele lor de contact reciproc, care determină dislocarea straturilor eterogene (ceconţin oxizi, molecule de aer adsorbit, molecule de apă şi grăsimi, particule depraf ionizate etc.) şi aplatizarea micronereguarităţilor din aceste zone; ca urmare adesfăşurării acestor procese, atomii marginali ai particulelor se apropie la distanţeavând ordinul de mărime al parametrilor stucturii cristaline a materialuluiparticulelor şi interacţionează dând naştere unor germeni cristalini comuni înzonele de contact ale particulelor;
− o parte din energia acumulată în materialul deformat plastic din zonelede conact ale particulelor pulberii constituie energia de activare necesară creşteriişi transformării în cristale a germenilor cristalini comuni, în acest fel realizându-sesudarea între particulele pulberii.
Pentru conducerea corectă a operaţiei de presare şi apreciereacorespunzătoare a eficienţei proceselor care se desfăşoară în cursul acesteiatrebuie avute în vedere următoarele aspecte:
• deformarea plastică locală a zonelor de contact ale particulelor serealizează (în mod obişnuit) la rece, fiind însoţită de ecruisarea materialului(creşterea rezistenţei la deformare a materialului) din aceste zone şi, ca urmare,procesele de deformare sunt transferate în afara zonelor de contact ale particulelor(spre materialul neecruisat din interiorul particulelor pulberii) înainte deaplatizarea completă a microneregularităţilor şi dizlocarea suficientă a straturiloreterogene de pe suprafeţele în contact ale particulelor, iar punţile de legăturărealizate prin sudare au (datorită extinderii reduse şi conţinutului mare deimpurităţi) rezistenţă mecanică relativ scăzută; extinderea redusă a punţilor delegătură realizate prin sudare este, în plus, determinată şi de intensitatea scăzutăcu care se desfăşoară procesele de difuzie la temperatura de presare;
• dacă particulele pulberii supuse presării au plasticitate scăzută, sudareaprin presiune a particulelor nu se poate realiza; ca urmare, la fabricarea produselordin pulberi metalice sau nemetalice nedeformabile consolidarea prin presare aparticulelor pulberilor şi obţinerea unor comprimate cu rezistenţă mecanicăacceptabilă se realizează numai dacă particulele sunt amestecate cu un liantmetalic (care rămâne în compunerea produsului) sau organic (care se elimină încursul sinterizării);

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
310
• la extragerea comprimatelor din matriţele în care s-a realizat presarea seproduce relaxarea elastică a materialului particulelor pulberii şi, ca urmare, semanifestă un fenomen de creştere bruscă a volumului acestor comprimate, numitefect postelastic; dacă plasticitatea particulelor pulberilor este redusă, efectulpostelastic este important (comprimatele îşi măresc volumul cu câteva procente lascoaterea lor din matriţe) şi poate produce distrugerea comprimatelor, evitareaacestui fenomen nedorit fiind asigurată de utilizarea lianţilor.
Sinterizarea este tratamentul termic prin care se realizează activareatermică a comprimatelor de pulberi în vederea desfăşurării proceselor, bazate pedifuzie, care produc consolidarea şi creşterea punţilor de legătură dintreparticule, densificarea (micşorarea porozităţii) şi recristalizarea structuriiproduselor realizate prin agregare de pulberi.
Procesele care se desfăşoară în timpul sinterizării pot fi descrise astfel:• difuzia atomilor, accelerată de ridicarea temperaturii, determină consolidarea
şi creşterea germenilor cristalini formaţi în zonele de contact dintre particule;• difuzia atomilor, accelerată de ridicarea temperaturii, determină
declanşarea unor procese de recristalizare a materialului (ecruisat prin deformareaplastică la rece produsă de presare) din zonele de contact ale particulelor şi dininteriorul acestora, care au ca efecte consolidarea legăturilor dintre particulelepulberii, sferoidizarea şi micşorarea porilor şi finisarea granulaţiei produselor;
• creşterea temperaturii determină desfăşurarea unor procese chimice,care constau în reducerea peliculelor de oxizi de pe suprafeţele particulelor,eliminarea gazelor şi lichidelor adsorbite pe suprafeţele particulelor pulberii,îndepărtarea produselor rezultate din reducerea, descompunerea şi vaporizareasubstanţelor introduse la presare ca lianţi sau lubrifianţi; în plus, în cazulamestecurilor de pulberi (cu particule din materiale diferite) se produce şialierea particulelor cu componentele transportate prin difuzie din particulelevecine.
Desfăşurarea acestor procese şi calitatea produselor obţinute prin agregarede pulberi sunt influenţate esenţial de regimul tehnologic al tratamentului desinterizare, aşa cum sugerează imaginile prezentate în figura 13.6. Pri ncipaliiparametri de regim ai tratamentului de sinterizare se aleg astfel:
• Temperatura de sinterizare Tsi se stabileşte având în vedere căsinterizarea trebuie să asigure formarea de noi cristale între particulelepulberilor din care sunt realizate comprimatele supuse acestui tratament. De
obicei, temperatura de sinterizare se adoptă Tsi = sT)54
32( ⋅⋅⋅ , Ts fiind
temperatura de solidificare – topire (în K) a componentului principal alpulberii sau amestecului de pulberi din care se confecţionează produsele; se
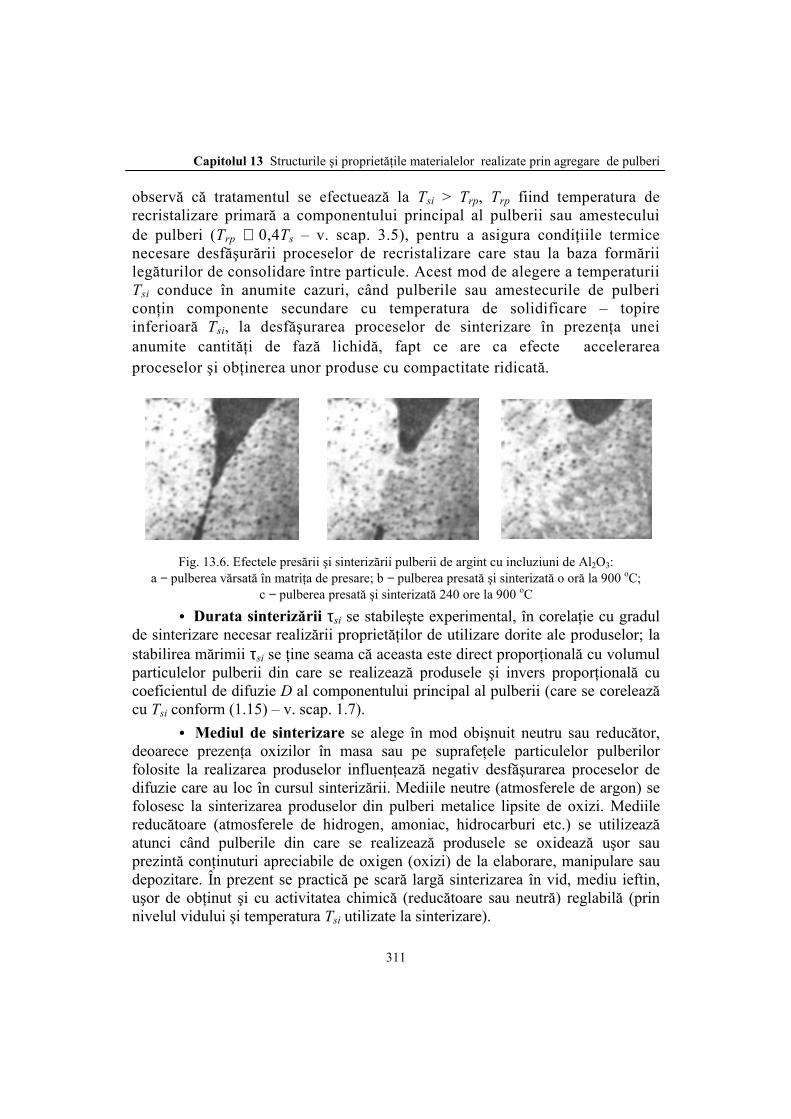
Capitolul 13 Structurile şi proprietăţile materialelor realizate prin agregare de pulberi
311
observă că tratamentul se efectuează la Tsi > Trp, Trp fiind temperatura derecristalizare primară a componentului principal al pulberii sau amesteculuide pulberi (Trp ≅ 0,4Ts – v. scap. 3.5), pentru a asigura condiţiile termicenecesare desfăşurării proceselor de recristalizare care stau la baza formăriilegăturilor de consolidare între particule. Acest mod de alegere a temperaturiiTsi conduce în anumite cazuri, când pulberile sau amestecurile de pulbericonţin componente secundare cu temperatura de solidificare – topireinferioară Tsi, la desfăşurarea proceselor de sinterizare în prezenţa uneianumite cantităţi de fază lichidă, fapt ce are ca efecte accelerareaproceselor şi obţinerea unor produse cu compactitate ridicată.
Fig. 13.6. Efectele presării şi sinterizării pulberii de argint cu incluziuni de Al2O3:a − pulberea vărsată în matriţa de presare; b − pulberea presată şi sinterizată o oră la 900 oC;
c − pulberea presată şi sinterizată 240 ore la 900 oC
• Durata sinterizării τsi se stabileşte experimental, în corelaţie cu gradulde sinterizare necesar realizării proprietăţilor de utilizare dorite ale produselor; lastabilirea mărimii τsi se ţine seama că aceasta este direct proporţională cu volumulparticulelor pulberii din care se realizează produsele şi invers proporţională cucoeficientul de difuzie D al componentului principal al pulberii (care se coreleazăcu Tsi conform (1.15) – v. scap. 1.7).
• Mediul de sinterizare se alege în mod obişnuit neutru sau reducător,deoarece prezenţa oxizilor în masa sau pe suprafeţele particulelor pulberilorfolosite la realizarea produselor influenţează negativ desfăşurarea proceselor dedifuzie care au loc în cursul sinterizării. Mediile neutre (atmosferele de argon) sefolosesc la sinterizarea produselor din pulberi metalice lipsite de oxizi. Mediilereducătoare (atmosferele de hidrogen, amoniac, hidrocarburi etc.) se utilizeazăatunci când pulberile din care se realizează produsele se oxidează uşor sauprezintă conţinuturi apreciabile de oxigen (oxizi) de la elaborare, manipulare saudepozitare. În prezent se practică pe scară largă sinterizarea în vid, mediu ieftin,uşor de obţinut şi cu activitatea chimică (reducătoare sau neutră) reglabilă (prinnivelul vidului şi temperatura Tsi utilizate la sinterizare).
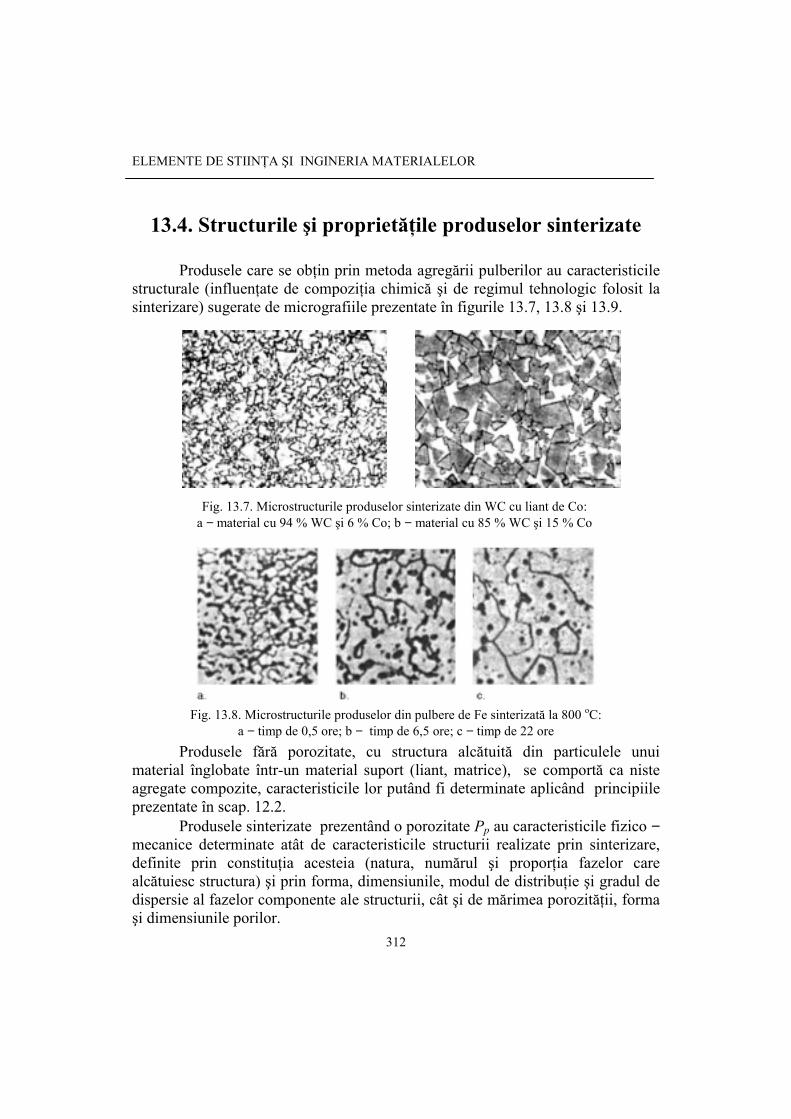
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
312
13.4. Structurile şi proprietăţile produselor sinterizate
Produsele care se obţin prin metoda agregării pulberilor au caracteristicilestructurale (influenţate de compoziţia chimică şi de regimul tehnologic folosit lasinterizare) sugerate de micrografiile prezentate în figurile 13.7, 13.8 şi 13.9.
Fig. 13.7. Microstructurile produselor sinterizate din WC cu liant de Co:a − material cu 94 % WC şi 6 % Co; b − material cu 85 % WC şi 15 % Co
Fig. 13.8. Microstructurile produselor din pulbere de Fe sinterizată la 800 oC:a − timp de 0,5 ore; b − timp de 6,5 ore; c − timp de 22 ore
Produsele fără porozitate, cu structura alcătuită din particulele unuimaterial înglobate într-un material suport (liant, matrice), se comportă ca nisteagregate compozite, caracteristicile lor putând fi determinate aplicând principiileprezentate în scap. 12.2.
Produsele sinterizate prezentând o porozitate Pp au caracteristicile fizico −mecanice determinate atât de caracteristicile structurii realizate prin sinterizare,definite prin constituţia acesteia (natura, numărul şi proporţia fazelor carealcătuiesc structura) şi prin forma, dimensiunile, modul de distribuţie şi gradul dedispersie al fazelor componente ale structurii, cât şi de mărimea porozităţii, formaşi dimensiunile porilor.

Capitolul 13 Structurile şi proprietăţile materialelor realizate prin agregare de pulberi
313
Fig. 13.9. Microstructurile unor produe industriale sinterizate:a − filtru din pulbere de bronz; b − electrod din pulbere de wolfram;
c − piesă din pseudoaliaj W−Ni−Fe obţinută prin sinterizareDeoarece porii prezenţi în produsele sinterizate diminuează secţiunile
portante şi au efectele unor concentratori de tensiuni, caracteristicile mecanice aleacestor produse pot fi influenţate în măsură importantă de mărimea porozităţii Pp(în %), definită prin relaţiile:
100)1(100s
sp V
VVP
ρρ−=
−= , (13.1)
în care V şi ρ reprezintă volumul şi, respectiv, densitatea produsului sinterizat, iarVs şi ρs – volumul şi, respectiv, densitatea masei structurale (lipsită de pori) aprodusului. Cercetările experimentale întreprinse asupra diverselor materialeobţinute prin metoda agregării de pulberi au evidenţiat faptul că dependeţeledintre principalele caracteristici mecanice ale acestor materiale şi porozitatea lorpot fi exprimate analitic prin relaţii de forma:
ps PKseYY −= sau )1( / m
pss PKYY −= (13.2)
în care Y şi Ys reprezintă valorile unei caracteristici mecanice determinate pematerialul sinterizat şi, respectiv, pe materialul (lipsit de pori) care alcătuieştemasa structurală a produsului sinterizat, iar Ks, /
sK şi m sunt constante cu valoriledependente de natura materialului sinterizat şi, evident, de caracteristicamecanică considerată. Prima dintre relaţiile (13.2) este potrivită pentru a estimaduritatea Brinell (Y ≡ HB; Ys ≡ HBs), rezistenţa la tracţiune (Y ≡ Rm; Ys ≡ Rms) şialungirea procentuală după rupere (Y ≡ A; Ys ≡ As) ale materialelor sinterizate, întimp ce a doua relaţie permite modelarea numerică a modulului de elasticitatelongitudinală (Y ≡ E; Ys ≡ Es) şi coeficientului contracţiei transversale (Y ≡ µ;Ys ≡ µs) ale unor astfel de materiale; de exemplu, în cazul produselor realizate dinpulberi de fier sinterizate, prima dintre relaţiile (13.2) permite a se estimaduritatea Brinell HB, dacă se consideră Ys ≡ HBs = 75 HBS şi Ks = 0,049,
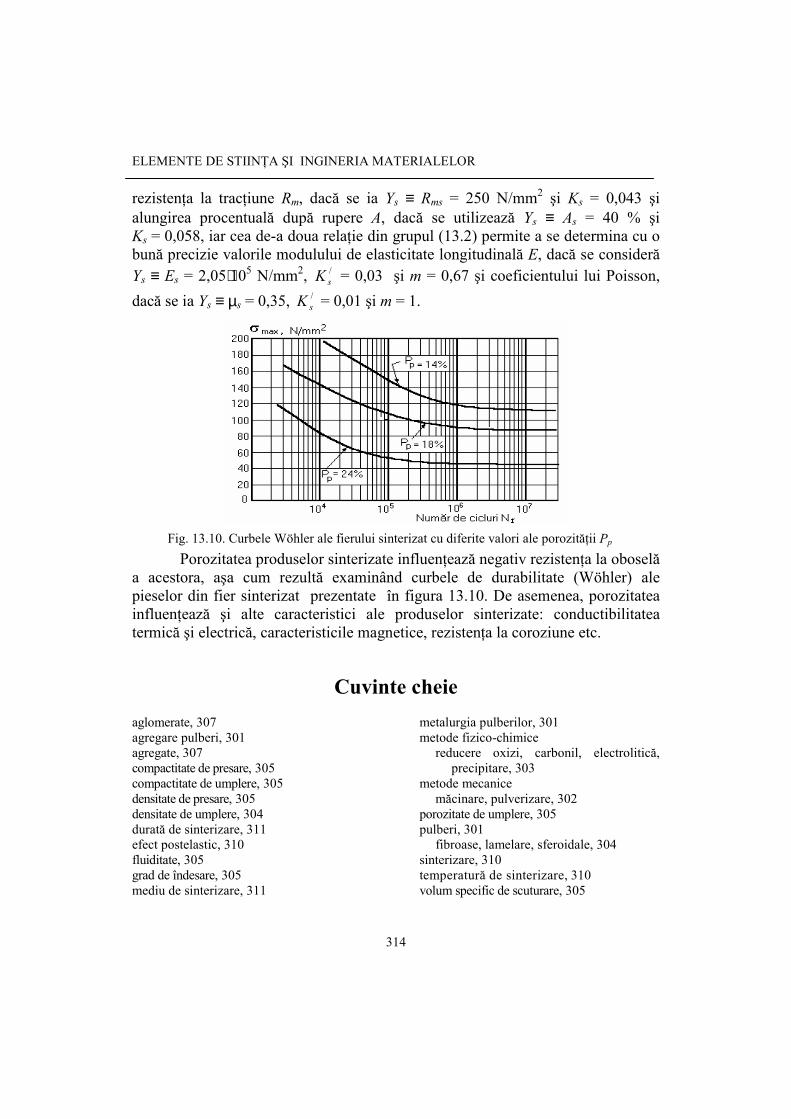
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
314
rezistenţa la tracţiune Rm, dacă se ia Ys ≡ Rms = 250 N/mm2 şi Ks = 0,043 şialungirea procentuală după rupere A, dacă se utilizează Ys ≡ As = 40 % şiKs = 0,058, iar cea de-a doua relaţie din grupul (13.2) permite a se determina cu obună precizie valorile modulului de elasticitate longitudinală E, dacă se considerăYs ≡ Es = 2,05⋅105 N/mm2, /
sK = 0,03 şi m = 0,67 şi coeficientului lui Poisson,dacă se ia Ys ≡ µs = 0,35, /
sK = 0,01 şi m = 1.
Fig. 13.10. Curbele Wöhler ale fierului sinterizat cu diferite valori ale porozităţii Pp
Porozitatea produselor sinterizate influenţează negativ rezistenţa la oboselăa acestora, aşa cum rezultă examinând curbele de durabilitate (Wöhler) alepieselor din fier sinterizat prezentate în figura 13.10. De asemenea, porozitateainfluenţează şi alte caracteristici ale produselor sinterizate: conductibilitateatermică şi electrică, caracteristicile magnetice, rezistenţa la coroziune etc.
Cuvinte cheieaglomerate, 307agregare pulberi, 301agregate, 307compactitate de presare, 305compactitate de umplere, 305densitate de presare, 305densitate de umplere, 304durată de sinterizare, 311efect postelastic, 310fluiditate, 305grad de îndesare, 305mediu de sinterizare, 311
metalurgia pulberilor, 301metode fizico-chimice
reducere oxizi, carbonil, electrolitică,precipitare, 303
metode mecanicemăcinare, pulverizare, 302
porozitate de umplere, 305pulberi, 301
fibroase, lamelare, sferoidale, 304sinterizare, 310temperatură de sinterizare, 310volum specific de scuturare, 305
Capitolul 13 Structurile şi proprietăţile materialelor obţinute prin agregare de pulberi
315
Bibliografie
1. Shakelford J., Introduction to Materials Science for Engineers, MacmillanPublishing Commpany, New York, 1988
2. Gâdea S., Petrescu M., Metalurgie fizică şi studiul metalelor, vol. II,Editura Didactică şi Pedagogică, Bucureşti, 1981
3. Surdeanu T, Perneş M, Piese sinterizate din pulberi metalice, EdituraTehnică, Bucureşti, 1984
4. Zecheru Gh., Tehnologia materialelor. Partea a doua, Universitatea dinPloieşti, Ploieşti, 1985
5. Ciocârdia C., Drăgulănescu E., Drăgulănescu I., Aliaje dure sinterizate dincarburi metalice, Editura Tehnică, Bucureşti, 1985
6. Gâdea S., ş.a., Metalografie, Editura didactică şi Pedagogică, Bucureşti, 19867. * * * Metals Handbook Ninth Edition, vol.9, American Society for Metals,
Ohio, 1986
Teste de autoevaluare
T.13.1. Care dintre următoarele etape se parcurg la fabricarea unui produsprin metoda agregării de pulberi: a) obţinerea pulberilor; b) presarea pulberilor;c) spargerea comprimatelor realizate prin presare; d) sinterizarea comprimatelorobţinute prin presare?
T.13.2. Care dintre următoarele produse se pot obţine prin metodaagregării de pulberi: a) electrozii nefuzibili din wolfram pentru sudare;b) plăcuţele din materiale dure pentru sculele aşchietoare; c) arborii cotiţi aimotoarelor Diesel pentru camioanele de mare tonaj; d) barele de tracţiune dinrăşină poliesterică armată cu fibre de sticlă?
T.13.3. Care dintre următoarele produse se pot obţine prin metodaagregării de pulberi: a) cuzineţii din bronz grafitat; b) plăcuţele dure dincermeturi pentru sculele aşchietoare; c) filtrele din aliaje Monel; d) grinzilemetalice pentru poduri?
T.13.4. Metoda de producere a pulberilor la a cărei aplicare materia primăsub formă de metal sau aliaj topit se scurge dintr-un creuzet (printr-o duzăcalibrată), suferă impactul cu mai multe jeturi (de aer, vapori, apă etc.) şi estepulverizată în picături fine, care se transformă în particule de pulbere prinsolidificarea într-o baie de răcire, este: a) metoda electolitică; b) metoda carbonil;c) metoda pulverizării din fază lichidă; d) metoda precipitării din soluţie apoasă?

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
316
T.13.5. Metoda de producere a pulberilor la a cărei aplicare materia primăsub formă de soluţii apoase sau topituri de săruri metalice este descompusă prinelectroliză, obţinându-se depozite catodice compacte fragile, spongioase saupulverulente, care se pot transforma uşor în pulberi prin măcinare, este: a) metodamăcinării; b) metoda precipitării din soluţie apoasă; c) metoda carbonil; d) metodaelectrolitică?
T.13.6. Care dintre următoarele caracteristici ale pulberilor metalice seîncadrează în categoria caracteristicilor fizice: a) mărimea particulelor;b) suprafaţa specifică a particulelor; c) fluiditatea: d) densitatea de presare?
T.13.7. Care dintre următoarele caracteristici ale pulberilor metalice seîncadrează în categoria caracteristicilor tehnologice: a) densitatea de umplere;b) volumul specific de scuturare; c) densitatea de presare; d) compactitatea de presare?
T.13.8. Mărimea suprafeţei totale a particulelor unei pulberi, inclusiv amacroporilor deschişi conţinuţi de acestea, raportată la masa sau volumul lor efectivdefineşte: a) volumul specific al pulberii; b) suprafaţa specifică a particulelor pulberii;c) mărimea particulelor pulberii; d) porozitatea de umplere a pulberii?
T.13.9. Cantitatea (masa) de pulbere ce se scurge în unitatea de timp prinorificiul calibrat al unei pâlnii defineşte: a) densitatea de presare a pulberii;b) rezistenţa la oxidare a particulelor pulberii; c) compactitatea de umplere a pulberii;d) fluiditatea pulberii?
T.13.10. Capacitatea unei pulberi de a da prin presare un semifabricatsuficient de rezistent, care să-şi păstreze forma şi să nu sufere pierderi masice întimpul manipulărilor la care este supus în procesul de fabricare a produselordefineşte: a) densitatea de umplere a pulberii; b) suprafaţa specifică a particulelorpulberii; c) rezistenţa muchiilor (comprimatelor obţinute prin presarea pulberii);d) fluiditatea pulberii?
T.13.11. Care dintre următorii factori influenţează fluiditatea unei pulberi:a) forma particulelor; b) compoziţia granulometrică a pulberii; c) conţinutul deimpurităţi al particulelor pulberii; d) rugozitatea suprafeţelor particulelor?
T.13.12. Care dintre următoarele procese se produc la formarea legăturilorde consolidare a particulelor pulberii utilizate ca materie primă pentru obţinereaunui produs: a) crearea legăturilor punctiforme între particule; b) dezintegrareaparticulelor; c) creşterea legăturilor punctiforme şi formarea suprafeţelor decontact (punţilor de legătură) între particule; d) creşterea cristalelor noi,sferoidizarea şi diminuarea dimensiunilor porilor?
T.13.13. Procesele prin care amestecurile neconsolidate de pulberi setransformă în produse compacte şi rezistente se desfăşoară mai ales în cursuloperaţiilor tehnologice de: a) dozare a pulberilor; b) presare a pulberilor înmatriţe; c) sinterizare; d) amestecare a pulberilor?
T.13.14. Grupările de particule ferm legate între ele prin forţe superficiale de
Capitolul 13 Structurile şi proprietăţile materialelor obţinute prin agregare de pulberi
317
adeziune sunt denumite: a) agregate de particule; b) aglomerate de particule;d) dislocaţii; d) lipituri?
T.13.15. Relaxarea elastică a materialului particulelor pulberii, însoţită decreşterea bruscă a volumului comprimatelor de pulberi la scoaterea lor dinmatriţele în care au fost realizate prin presare, este denumită: a) sinterizare;b) dilatare termică; c) efect postelastic; d) expansiune?
T.13.16. Tratamentul termic prin care se realizează activarea termică acomprimatelor de pulberi în vederea desfăşurării proceselor, bazate pe difuzie,care produc consolidarea şi creşterea punţilor de legătură dintre particule,densificarea (micşorarea porozităţii) şi recristalizarea structurii produselorrealizate prin agregare de pulberi este denumit: a) recoacere completă;b) normalizare; c) călire martensitică; d) sinterizare?
T.13.17. Care dintre următoarele afirmaţii privind alegerea regimuluitehnologic la sinterizarea comprimatelor de pulberi sunt adevărate: a) temperaturade sinterizare trebuie să fie mai mică decât temperatura de recristalizare primară amaterialului componentului principal al pulberii; b) durata sinterizării este directproporţională cu volumul particulelor pulberii din care se realizează produsele şiinvers proporţională cu coeficientul de difuzie D al componentului principal alpulberii; c) când pulberile din care se realizează produsele se oxidează uşor sauprezintă conţinuturi apreciabile de oxigen (oxizi) de la elaborare, manipulare saudepozitare sinterizarea se face în atmosferă reducătoare (hidrogen, amoniac,hidrocarburi etc.); d) atmosferele de argon se folosesc la sinterizarea produselordin pulberi metalice lipsite de oxizi?
T.13.18. Care dintre următoarele efecte corespund prezenţei porilor înprodusele realizate prin metoda agregării de pulberi: a) diminuează rezistenţa latracţiune; b) măresc duritatea; c) măresc rezistenţa la oboseală; d) micşoreazămodulul de elasticitate?
Aplicaţii
A.13.1. să se stabilească relaţia de determinare a suprafeţei specifice apulberilor alcătuite din particule cubice (cu latura dp) sau sferice (cu diametrul dp)realizate dintr-un material cu densitatea ρe.
RezolvareConform definiţiei date în scap. 13.2, suprafaţa specifică a particulelor
unei pulberi este raportul dintre suprafaţa totală a particulelor şi suprafaţa lorefectivă (numit suprafaţă specifică Sv) sau raportul dintre suprafaţa totală aparticulelor şi masa lor efectivă (numit suprafaţă specifică Sm). Ca urmare,considerând că o masă M de pulbere conţine np particule cu volumul (total) efectiv

ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
318
Ve, fiecare particulă având volumul Vp ( 3pp dV = , dacă particulele au forma cubică
sau 3)2
(34 p
p
dV π= , dacă particulele au forma sferică), suprafaţa Sp ( 26 pp dS = ,
dacă particulele au forma cubică sau 2)2
(4 pp
dS π= , dacă particulele au forma
sferică) şi masa pep VM ρ= , rezultă: p
p
pp
ppv V
SVnSn
S == şi pe
p
pep
ppm V
SVn
SnS
ρρ== ;
înlocuind în aceste relaţii expresiile mărimilor Sp şi Vp, se obţin relaţiile:
p
v dS 6= şi
pem d
Sρ
6= . (13.3)
ObservaţieRelaţiile (13.3) sugerează că suprafaţa specifică a pulberilor cu particule
de formă regulată este independentă de forma particulelor. În cazul pulberilor cuparticule de formă neregulată (cu macropori deschişi, cu aspect dendritic etc.)suprafaţa specifică se stabileşte cu relaţii de forma:
fp
v dS α6= şi f
pem d
S αρ
6= , (13.4)
αf fiind un factor de corecţie supraunitar, care ţine seama de abaterile de la formaregulată (poliedrică sau sferică) ale particulelor pulberii.
A.13.2. Pulberea metalică utilizată ca materie primă pentru realizarea unuiprodus sinterizat are următoarele caracteristici: densitatea materialului particulelorpulberii ρe = 7850 kg/m3, densitatea de umplere ρu = 3500 kg/m3 şi densitatea depresare ρp = 7200 kg/m3. Să se determine pentru această pulbere compactitatea deumplere Cu, porozitatea de umplere Pu şi compactitatea de presare Cpr şi să sestabilească dacă produsul obţinut prin sinterizare poate avea porozitatea Pp ≤ 10 %.
RezolvareUtilizând relaţiile de definire a caracteristicilor pulberilor (date în
scap. 13.2), rezultă pentru pulberea precizată în enunţul aplicaţiei: compactitatea
de umplere a pulberii este ≅== 10078503500100
e
uuC
ρρ
44,6 %, porozitatea de
umplere este Pu = 100 – Cu = 100 – 44,6 ≅ 55,4 % , iar compactitatea de presare
este ≅== 10078507200100
e
pprC
ρρ
91,7 %. Evident, porozitatea pulberii presate este
Ppr = 100 – Cpr = 100 – 91,7 = 8,3 % şi, ţinând seama că tratamentul termic desinterizare reduce porozitatea comprimatelor de pulbere obţinute prin presare, sepoate aprecia că produsele realizate vor avea Pp < 8,3 % < 10 %.

Capitolul 13 Structurile şi proprietăţile materialelor obţinute prin agregare de pulberi
319
A.13.3. Un filtru realizat prin sinterizare din pulbere de aliaj Monel cu%Nim = 70 % are porozitatea Pp = 38 %. Să se determine densitatea aceestui produs.
RezolvareParticulele pulberii din aliaj Monel au (aşa cum s-a precizat în scap. 9.5.2)
concentraţiile masice ale componentelor: %Nim = 70 % şi %Cum = 30 %,densităţile acestor componentelor având valorile (precizate în tabelul 1.2):ρNi = 8910 kg/m3 şi ρCu = 8930 kg/m3. Particularizând relaţia generală stabilită larezolvarea aplicaţiei A.2.4, se poate determina densitatea materialului particulelor
pulberii: ≅+
=+
=
893030
891070100
%%100
Cu
m
Ni
me CuNi
ρρ
ρ 8916 kg/m3.
Densitatea filtrului obţinut prin sinterizare din pulbere de aliaj Monel este:
≅−=−= )100381(8916)
1001( p
ep
Pρρ 5528 kg/m3.
A.13.4. Microstructura unui produs din bronz grafitat realizat prinmetoda agregării de pulberi evidenţiază un conţinut procentual (volumic) debronz %Bzv = 85 % şi un conţinut procentual (volumic) de grafit %Cv = 85 %,restul fiind pori. Să se determine densitatea acestui produs, ştiind că larealizarea lui s-a folosit un amestec alcătuit din pulbere de grafit şi pulbere debronz cu staniu cu %Snm = 10 %.
RezolvareDensitatea grafitului este (v.scap. 4.1) ρC = 2500 kg/m3, iar densitatea
bronzului cu staniu se determină folosind relaţia generală stabilită la rezolvareaaplicaţiei A.2.4, ştiind că (aşa cum se precizează în tabelul 1.2) ρCu = 8930 kg/m3 şi
ρSn = 7290 kg/m3: ≅+
=+
=
729010
893090100
%%100
Sn
m
Cu
mBz SnCu
ρρ
ρ 8734 kg/m3.
Considerând că produsul precizat în enunţul aplicaţiei are masa Mp şivolumul Vp, rezultă Mp = MBz + MC = ρBz VBz + ρC VC şi Vp = VBz + VC + Vpori,MBz şi MC fiind masele bronzului şi grafitului exisistente în structura produsului,iar VBz, VC şi Vpori – volumele ocupate de bronz, grafit şi pori în această structură.
Deoarece pv
Bz VBzV100
%= şi p
vC VCV
100%
= se obţine că densitatea produsului este
=+=100%
100% v
Cv
BzpCBz ρρρ 8734⋅0,85 + 2500⋅0,10 ≅ 7674 kg/m3.
ObservaţieDacă produsul ar avea porozitatea Pu = 0 %, conţinuturile procentuale
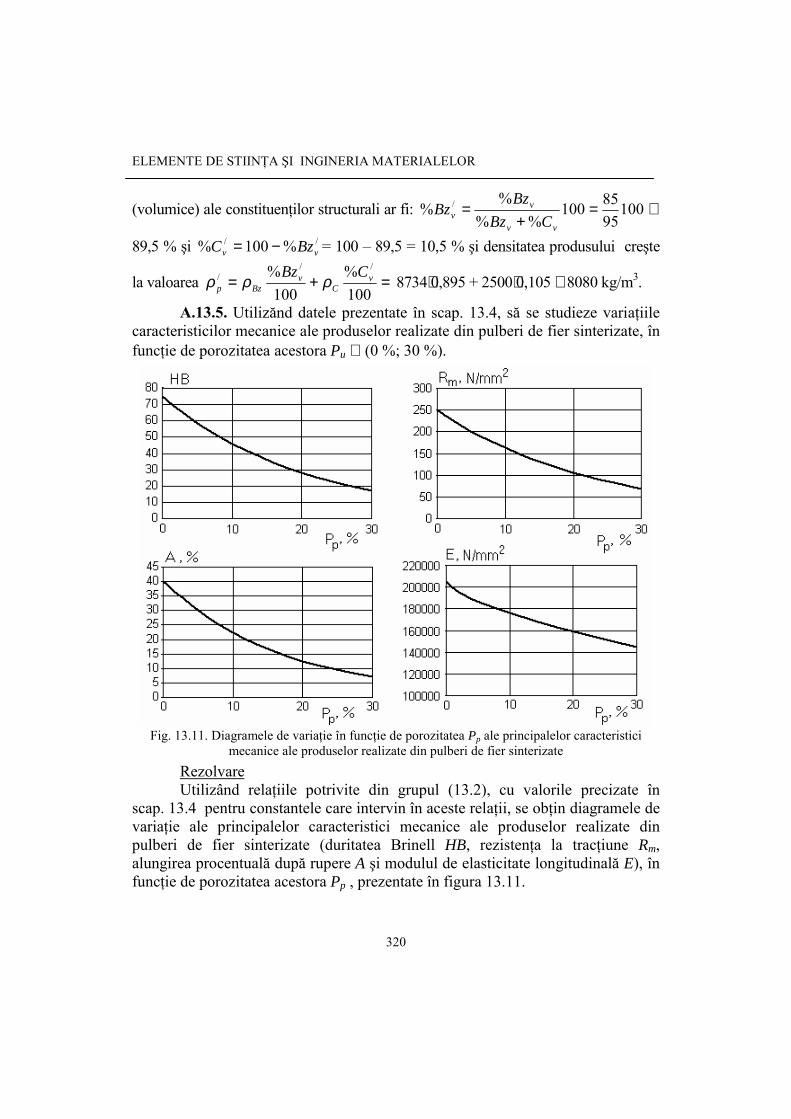
ELEMENTE DE STIINŢA ŞI INGINERIA MATERIALELOR
320
(volumice) ale constituenţilor structurali ar fi: ≅=+
= 1009585100
%%%
% /
vv
vv CBz
BzBz
89,5 % şi // %100% vv BzC −= = 100 – 89,5 = 10,5 % şi densitatea produsului creşte
la valoarea =+=100%
100% //
/ vC
vBzp
CBz ρρρ 8734⋅0,895 + 2500⋅0,105 ≅ 8080 kg/m3.
A.13.5. Utilizănd datele prezentate în scap. 13.4, să se studieze variaţiilecaracteristicilor mecanice ale produselor realizate din pulberi de fier sinterizate, înfuncţie de porozitatea acestora Pu ∈ (0 %; 30 %).
Fig. 13.11. Diagramele de variaţie în funcţie de porozitatea Pp ale principalelor caracteristicimecanice ale produselor realizate din pulberi de fier sinterizate
RezolvareUtilizând relaţiile potrivite din grupul (13.2), cu valorile precizate în
scap. 13.4 pentru constantele care intervin în aceste relaţii, se obţin diagramele devariaţie ale principalelor caracteristici mecanice ale produselor realizate dinpulberi de fier sinterizate (duritatea Brinell HB, rezistenţa la tracţiune Rm,alungirea procentuală după rupere A şi modulul de elasticitate longitudinală E), înfuncţie de porozitatea acestora Pp , prezentate în figura 13.11.
Capitolul 14 Alegerea materialelor pentru aplicaţiile tehnice
321
Capitolul 14
ALEGEREA MATERIALELOR PENTRUAPLICAŢIILE TEHNICE
14.1. Introducere
La alegerea materialelor pentru o aplicaţie tehnică trebuie avute în vederedouă principii:
* materialele selectate trebuie să posede proprietăţile fizico-chimice,mecanice şi tehnologice corespunzătoare cerinţelor impuse de aplicaţia în caresunt utilizate;
* materialele alese trebuie să conducă la soluţii tehnice de rezolvare aaplicaţiei care să fie convenabile economic, adică să poată fi transpuse în practicăcu cheltuieli acceptabile privind elaborarea materialelor, obţinereasemifabricatelor şi realizarea produselor impuse de aplicaţie.
În scopul facilitării alegerii lor pentru diverse aplicaţii tehnice, s-a recursla împărţirea materialelor în două mari clase:
• materialele structurale (materialele de construcţie) sunt cele la carecaracteristicile de rezistenţă mecanică sunt cele mai importante, ele fiinddestinate confecţionării elementelor (pieselor, componentelor) supuse la solicitărimecanice; în lucrarea de faţă, adresată în principal celor care se pregătesc saucare lucrează în domeniul ingineriei mecanice, sunt tratate cu precăderematerialele din această clasă: materialele metalice (oţeluri, fonte şi aliajeneferoase), materialele pe bază de substanţe macromoleculare, materiale ceramiceşi sticlele, lemnul şi materialele compozite;
• materialele funcţionale sunt cele la care caracteristicile cele maiimportante sunt de natură electrică, magnetică, optică, chimică, etc., ele trebuindsă asigure îndeplinirea rolului funcţional al unor elemente (piese, componente)pentru electrotehnică, electronică, automatică şi informatică, tehnica măsurării,

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
322
detecţia şi înregistrarea semnalelor de diverse naturi fizice, etc.; materialele dinaceastă clasă (materialele semiconductoare, materialele magnetice, materialeleceramice cu proprietăţi piezoelectrice, polimerii pentru cristale lichide, ceramiceleelectrooptice, materialele conductoare şi superconducoare, etc.) nu au făcutobiectul acestei lucrări.
Tinând de cele expuse mai înainte, în acest capitol sunt tratate în principalaspectele privind alegerea materialelor structurale pentru aplicaţiile tehnice.
14.2. Criteriile şi metodele de selecţie a materialelor
Prima etapă care trebuie parcursă la alegerea materialelor adecvaterealizării unui produs constă în cunoaşterea tuturor condiţiilor tehnice ce definescfuncţionalitatea lui şi comportarea sa în exploatare:
• condiţiile privind solicitările mecanice la care este supus produsul:complexitatea sistemului de solicitare (solicitări simple, de tip întinderecompresiune, încovoiere simplă sau forfecare pură, sau solicitări compuse),intesitatea solicitărilor, caracterul static sau dinamic al aplicării acestora,caracterul variabil în timp sau constant al solicitărilor (care implică apariţia sau nua fenomenului de degradare prin oboseală), posibilitatea ca solicitările să generezefenomene de pierdere a stabilităţii unor componente ale produsului (a cărorevitare impune asigurarea unor anumite rigidităţi ale componentelor), condiţiiletermice în care se aplică solicitările (solicitări la temperaturi scăzute, solicitări încondiţii de temperatură normală sau solicitări în condiţii termice care determinămanifestarea fenomenului de fluaj), condiţiile de mediu în care se aplicăsolicitările (mediu de lucru neutru, mediu corosiv sau abraziv) etc.;
• condiţiile privind caracteristicile fizice ale materialului produsului,care determină sau influenţează îndeplinirea funcţiilor pentru care acesta esterealizat: densitatea, fuzibilitatea, rezistivitatea electrică, conductibilitatea termică,dilativitatea termică etc.;
• condiţiile privind precizia dimensională a produsului şi calitateasuprafeţelor acestuia;
• condiţiile privind fiabilitatea şi mentenabilitatea produsului,fiabilitatea fiind proprietatea produsului exprimată prin probabilitatea ca acestasă-şi îndeplinească funcţiile în condiţii prescrise, în cursul unei perioade de timpdate, iar mentenabilitatea fiind proprietatea produsului exprimată prinprobabilitatea ca acesta să poată fi supravegheat, întreţinut şi reparat într-oanumită perioadă de timp.
În prezent, în gama condiţiilor tehnice ale produselor industriale se includ

Capitolul 14 Alegerea materialelor pentru aplicaţiile tehnice
323
şi cele privind protecţia oamenilor şi mediului înconjurător (condiţiile ecologice)şi condiţiile privind reciclabilitatea (proprietatea produsului scos din uz de aputea fi transformat în deşeuri reintegrabile în natură sau valorificabile prinprocese tehnologice de realizare a unor noi produse).
După analiza detaliată a condiţiilor tehnice impuse produsului care trebuieobţinut se formulează criteriile de selecţie a materialelor necesare pentrufabricarea acestuia, grupate în categoriile prezentate în continuare:
A. Criteriile privind proprietăţile materialelor sunt principalele criteriifolosite pentru alegerea acestora; în această categorie sunt incluse:
− criteriile privind caracteristicile mecanice care trebuie asigurate (încondiţiile de temperatură şi mediu de lucru corespunzătoare produsului ce trebuierealizat): duritatea, rezistenţa la rupere, limita de curgere, modulul de elasticitate,alungirea procentuală după rupere, energia de rupere, rezistenţa la oboseală,rezistenţa la fluaj, etc.;
− criteriile privind caracteristicile fizice care trebuie asigurate: densitatea,temperatura de topire-solidificare, rezistivitatea electrică, coeficientul de dilataretermică, conductibilitatea termică, etc.;
− criteriile privind caracteristiciele chimice şi structurale impuse:compoziţia chimică, structura, conţinutul de impurităţi, rezistenţa la coroziune (înmediul de lucru şi în condiţiile de solicitare corespunzătoare produsului ce trebuierealizat);
− criteriile privind caracteristicile semifabricatelor necesare pentruobţinerea produsului: forma, dimensiunile şi masa semifabricatelor, calitateasuprafeţelor semifabricatelor.
În mod obişnuit criteriile privind alegerea materialelor în funcţie deproprietăţi se formulează considerând diversele caracteristici care exprimăcantitativ proprietăţile acestora. Astfel, dacă se notează cu CAP nivelul limită(minim sau maxim) acceptabil (din punctul de vedere al aplicaţiei pentru caretrebuie ales materialul) al unei caracteristici de material şi cu CAM nivelul(aceleiaşi caracteristici) asigurat de materialele din gama considerată la selecţie,criteriul se poate exprima analitic în una din următoarele forme: CAM ≥ CAP sau CAM ≤ CAP; (14.1)de exemplu, dacă într-o aplicaţie este necesar să se utilzeze materiale având rezistenţala rupere mai mare decât 300 N/mm2, criteriul de selecţie a materialelor va fiRm > 300 N/mm2, iar dacă aplicaţia impune ca materialele să aibă densitatea mai micădecât 4000 kg/m3, criteriul de selecţie a materialelor se poiate scrie ρ ≤ 4000 kg/m3.
Criteriile din această categorie pot fi ierarhizate în funcţie de importanţă,stabilindu-se pentru fiecare criteriu dacă este principal (de bază) sau secundar(auxiliar) şi dacă este obligatorie sau facultativă respectarea sa. Pentru ierarhizareacriteriilor şi stabilirea ponderii (coeficientului de importanţă) cu care fiecare

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
324
criteriu trebuie considerat la luarea deciziilor privind alegerea materialelor sepoate folosi metoda prezentată în figura 14.1, la aplicarea căreia se parcurgurmătoarele etape:
• se precizează criteriile care se iau în considerare K1,K2, ... ,Ki, Kj, ... , Kn;• echipa de proiectare stabileşte valorile ponderilor parţiale aij, i ≠ j şi
aij +aji = 1 şi întocmeşte un tablou numit matricea preferinţelor; pentru stabilireavalorilor ponderilor aij se consideră pe rând perechile de criterii (Ki, Kj), i ≠ j şi,presupunând că numai criteriile Ki şi Kj intervin în alegerea materialului, seestimează coeficientul de importanţă al fiecărui criteriu (de exemplu, a31 = 0,7 şia13 = 0,3 rezultă considerând perechea de criterii (K1, K3) şi apreciind că, în cazulcând numai aceste două criterii se iau în considerare, respectarea criteriului K1asigură în proporţie de 70% luarea unei decizii bune la alegera materialului);
• se calculează suma ponderilor parţiale corespunzătoare fiecărui criteriu
(suma pondrilor înscrise pe fiecare coloană a matricei preferinţelor) ∑=
=n
iijpj aS
1
şi
suma tuturor ponderilor parţiale înscrise în matrice 2
)1( −= nnS p ;
• se calculează ponderea cu care trebuie considerat fiecare criteriu la
alegerea materialelor p
pjj
S
Sa = , j = 1...n ( ∑ =
=
n
jja
11) şi pe această baza se poate
face ierarhizarea după importanţă a criteriilor.Pentru ca numărul criteriilor utilizate la selecţia materialelor în funcţie de
proprietăţi să fie cât mai mic (în scopul facilitării alegerii) se apelează laformularea unor criterii bazate pe caracteristici sintetice (care înglobează maimulte caracteristici ale materialului). De exemplu, dacă pentru o aplicaţie trebuieales un material care să asigure un nivel ridicat al rezistenţei mecanice a pieselorşi un nivel scăzut al masei acestora, criteriul de selecţie a materialelor seformulează considerând caracteristica (sintetică) denumită rezistenţă mecanicăspecifică KR, definită prin raportul dintre rezistenţa la rupere a materialului Rm şigreutatea specifică γ (γ = ρg, ρ fiind densitatea materialului, iar g acceleraţia
gravitaţională) γ
= mR
RK . De asemenea, dacă pentru o aplicaţia trebuie ales un
material care să asigure un nivel ridicat al rigidităţii pieselor (deformaţii elasticemici ale pieselor în prezenţa solicitărilor mecanice) şi un nivel scăzut al maseiacestora, criteriul de selecţie a materialelor se formulează considerând
caracteristica (sintetică) numită modul de elesticitate specific KE = γE , iar dacă
trebuie ales un material care să asigure în mod eficient o bună comportare a

Capitolul 14 Alegerea materialelor pentru aplicaţiile tehnice
325
pieselor la solicitări variabile, criteriul de selecţie a materialelor se formuleazăconsiderând caracteristica (sintetică) numită rezistenţă relativă la oboseală
KO = m
O
RR
, RO fiind rezistenţa la oboseală a materialului (v. scap. 3.9).
Valorile unor astfel de caracteristici sintetice asigurate de diverselemateriale comerciale sunt prezentate în tabelul 14.1.
DEFINIREA CRITERIILOR K1, ... Ki, ... Kj, ... Kn
CRITERIUL K1 ... Ki ... Kj ... Kn
K1 ... a1i ... a1j ... a1n... ... ... ... ... ... ... ...Ki ai1 ... ... aij ... ain... ... ... ... ... ... ... ...Kj aj1 ... aji ... ... ajn... ... ... ... ... ... ... ...
Kn an1 ... ani ... anj ...
ÎNTOCMIREA MATRICEIPREFERINŢELOR
DETERMINAREA SUMEIPONDERILOR PARTIALE
ALE CRITERIILOR∑
=
=n
iijpj aS
1
Sp1 ... Spi ... Spj ... Spn
DETERMINAREA SUMEITOTALE A PONDERILOR ∑=
=
n
jpjp SS
1
DETERMINAREACOEFICIENTILOR DE
IMPORTANTA AICRITERIILOR p
pj
j S
Sa = a1 ... ai ... aj ... an
Fig. 14.1. Etapele metodei de stabilire a coeficienţilor de importanţă ai criteriilor privind alegereamaterialelor în funcţie de proprietăţi
După stabilirea şi ierarhizarea în funcţie de importanţă a criteriilor dealegere a materialelor pe baza proprietăţilor pe care trebuie să le asigure înaplicaţia considerată, se poate face o primă selecţie a materialelor. În acestscop se folosesc datele existente în standarde, normative, cataloage, manualeetc.,privind caracteristicile diverselor materiale comerciale, documentele celemai utilizate fiind standardele, deoarece, aşa cum s-a putut constata încapitolele anterioare, acestea grupează materialele după destinaţie (deexemplu, în cazul materialelor metalice există standarde pentru oţelurile,fontele şi aliajele neferoase recomandate pentru diferite utilizări), cuprind dateconcrete privind caracteristicile asigurate de fiecare marcă de material şiindicaţii precise privind prelucrările tehnologice ce conduc la stările structuralecorespunzătoare obţinerii acestor caracteristici şi facilitează astfel alegerea lorpentru o anumită aplicaţie.
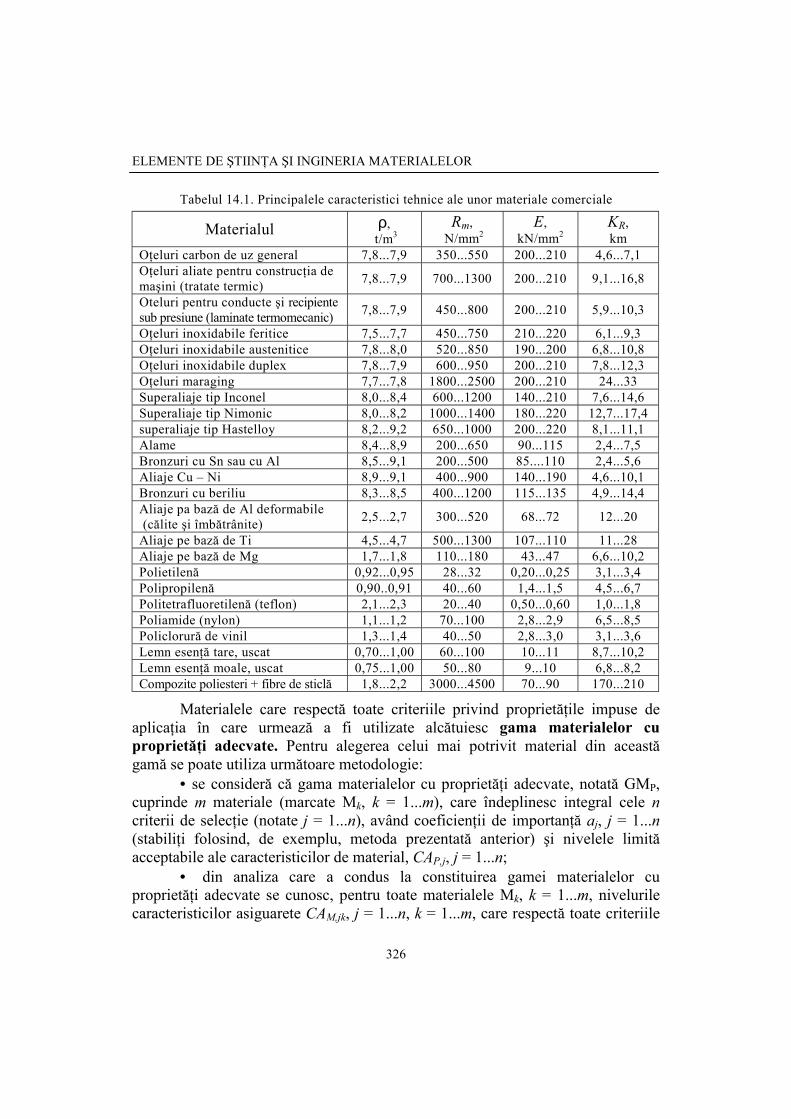
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
326
Tabelul 14.1. Principalele caracteristici tehnice ale unor materiale comerciale
Materialul ρ, t/m3
Rm, N/mm2
E,kN/mm2
KR,km
Oţeluri carbon de uz general 7,8...7,9 350...550 200...210 4,6...7,1Oţeluri aliate pentru construcţia demaşini (tratate termic) 7,8...7,9 700...1300 200...210 9,1...16,8
Oteluri pentru conducte şi recipientesub presiune (laminate termomecanic) 7,8...7,9 450...800 200...210 5,9...10,3
Oţeluri inoxidabile feritice 7,5...7,7 450...750 210...220 6,1...9,3Oţeluri inoxidabile austenitice 7,8...8,0 520...850 190...200 6,8...10,8Oţeluri inoxidabile duplex 7,8...7,9 600...950 200...210 7,8...12,3Oţeluri maraging 7,7...7,8 1800...2500 200...210 24...33Superaliaje tip Inconel 8,0...8,4 600...1200 140...210 7,6...14,6Superaliaje tip Nimonic 8,0...8,2 1000...1400 180...220 12,7...17,4superaliaje tip Hastelloy 8,2...9,2 650...1000 200...220 8,1...11,1Alame 8,4...8,9 200...650 90...115 2,4...7,5Bronzuri cu Sn sau cu Al 8,5...9,1 200...500 85....110 2,4...5,6Aliaje Cu – Ni 8,9...9,1 400...900 140...190 4,6...10,1Bronzuri cu beriliu 8,3...8,5 400...1200 115...135 4,9...14,4Aliaje pa bază de Al deformabile (călite şi îmbătrânite) 2,5...2,7 300...520 68...72 12...20
Aliaje pe bază de Ti 4,5...4,7 500...1300 107...110 11...28Aliaje pe bază de Mg 1,7...1,8 110...180 43...47 6,6...10,2Polietilenă 0,92...0,95 28...32 0,20...0,25 3,1...3,4Polipropilenă 0,90..0,91 40...60 1,4...1,5 4,5...6,7Politetrafluoretilenă (teflon) 2,1...2,3 20...40 0,50...0,60 1,0...1,8Poliamide (nylon) 1,1...1,2 70...100 2,8...2,9 6,5...8,5Policlorură de vinil 1,3...1,4 40...50 2,8...3,0 3,1...3,6Lemn esenţă tare, uscat 0,70...1,00 60...100 10...11 8,7...10,2Lemn esenţă moale, uscat 0,75...1,00 50...80 9...10 6,8...8,2Compozite poliesteri + fibre de sticlă 1,8...2,2 3000...4500 70...90 170...210
Materialele care respectă toate criteriile privind proprietăţile impuse deaplicaţia în care urmează a fi utilizate alcătuiesc gama materialelor cuproprietăţi adecvate. Pentru alegerea celui mai potrivit material din aceastăgamă se poate utiliza următoare metodologie:
• se consideră că gama materialelor cu proprietăţi adecvate, notată GMP,cuprinde m materiale (marcate Mk, k = 1...m), care îndeplinesc integral cele ncriterii de selecţie (notate j = 1...n), având coeficienţii de importanţă aj, j = 1...n(stabiliţi folosind, de exemplu, metoda prezentată anterior) şi nivelele limităacceptabile ale caracteristicilor de material, CAP,j, j = 1...n;
• din analiza care a condus la constituirea gamei materialelor cuproprietăţi adecvate se cunosc, pentru toate materialele Mk, k = 1...m, nivelurilecaracteristicilor asiguarete CAM,jk, j = 1...n, k = 1...m, care respectă toate criteriile
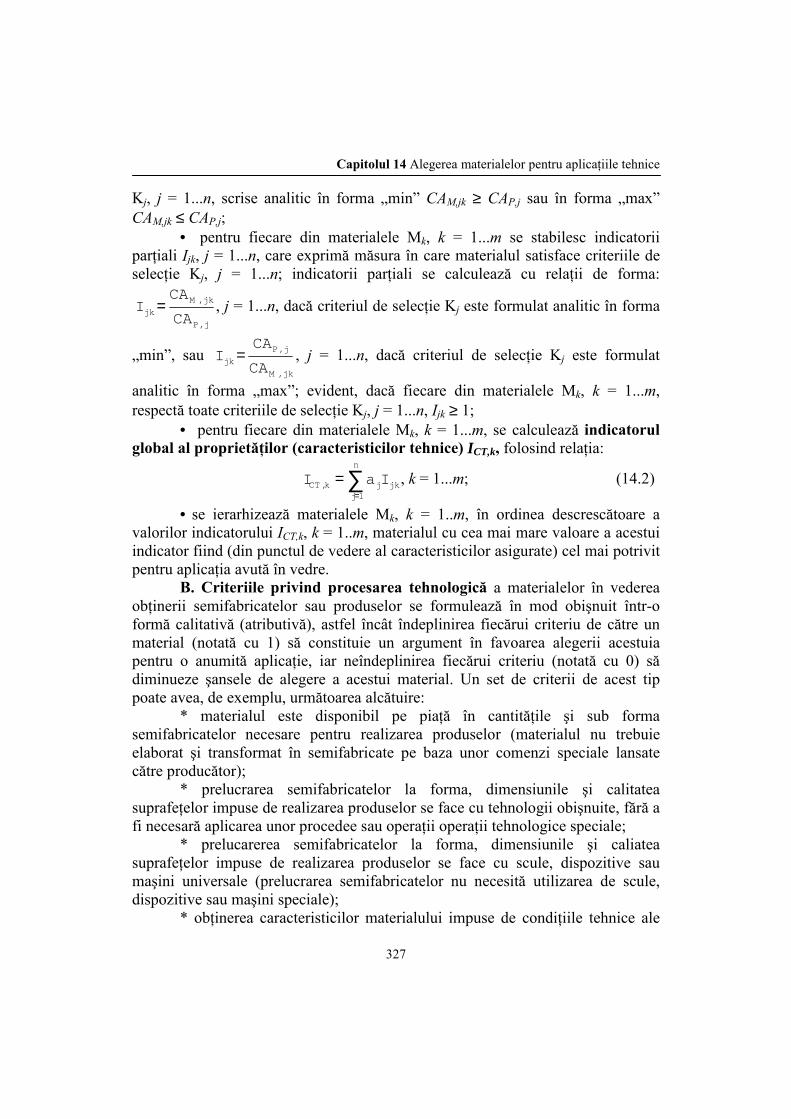
Capitolul 14 Alegerea materialelor pentru aplicaţiile tehnice
327
Kj, j = 1...n, scrise analitic în forma „min” CAM,jk ≥ CAP,j sau în forma „max”CAM,jk ≤ CAP,j;
• pentru fiecare din materialele Mk, k = 1...m se stabilesc indicatoriiparţiali Ijk, j = 1...n, care exprimă măsura în care materialul satisface criteriile deselecţie Kj, j = 1...n; indicatorii parţiali se calculează cu relaţii de forma:
jP
jkM
jk CA
CAI
,
,= , j = 1...n, dacă criteriul de selecţie Kj este formulat analitic în forma
„min”, sau jkM
jP
jk CA
CAI
,
,= , j = 1...n, dacă criteriul de selecţie Kj este formulat
analitic în forma „max”; evident, dacă fiecare din materialele Mk, k = 1...m,respectă toate criteriile de selecţie Kj, j = 1...n, Ijk ≥ 1;
• pentru fiecare din materialele Mk, k = 1...m, se calculează indicatorulglobal al proprietăţilor (caracteristicilor tehnice) ICT,k, folosind relaţia:
∑=
=n
jjkjkCT IaI
1, , k = 1...m; (14.2)
• se ierarhizează materialele Mk, k = 1..m, în ordinea descrescătoare avalorilor indicatorului ICT,k, k = 1..m, materialul cu cea mai mare valoare a acestuiindicator fiind (din punctul de vedere al caracteristicilor asigurate) cel mai potrivitpentru aplicaţia avută în vedre.
B. Criteriile privind procesarea tehnologică a materialelor în vedereaobţinerii semifabricatelor sau produselor se formulează în mod obişnuit într-oformă calitativă (atributivă), astfel încât îndeplinirea fiecărui criteriu de către unmaterial (notată cu 1) să constituie un argument în favoarea alegerii acestuiapentru o anumită aplicaţie, iar neîndeplinirea fiecărui criteriu (notată cu 0) sădiminueze şansele de alegere a acestui material. Un set de criterii de acest tippoate avea, de exemplu, următoarea alcătuire:
* materialul este disponibil pe piaţă în cantităţile şi sub formasemifabricatelor necesare pentru realizarea produselor (materialul nu trebuieelaborat şi transformat în semifabricate pe baza unor comenzi speciale lansatecătre producător);
* prelucrarea semifabricatelor la forma, dimensiunile şi calitateasuprafeţelor impuse de realizarea produselor se face cu tehnologii obişnuite, fără afi necesară aplicarea unor procedee sau operaţii operaţii tehnologice speciale;
* prelucarerea semifabricatelor la forma, dimensiunile şi caliateasuprafeţelor impuse de realizarea produselor se face cu scule, dispozitive saumaşini universale (prelucrarea semifabricatelor nu necesită utilizarea de scule,dispozitive sau maşini speciale);
* obţinerea caracteristicilor materialului impuse de condiţiile tehnice ale

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
328
produsului care se realizează nu necesită aplicarea unor tratamente termice,chimice sau termochimice;
* posibilităţile apariţiei defectelor de material sau de rebutare a produselorîn timpul prelucrărilor tehnologice sunt minime.
Criteriile privind procesarea materialelor se pot ierarhiza în funcţie deimportanţă, aplicând aceiaşi metodă ca şi în cazul criteriilor privind proprietăţile,adică pentru fiecare din criteriile qK,...,K,K 21 ′′′ incluse în setul de criterii privindprocesarea materialelor, se stabilesc coeficienţii de importanţă qj aaaa ′′′′ ,...,,...,, 21 ,
( 11
/ =∑=
q
jja ) şi se face apoi ierarhizarea criteriilor după valoarea coeficienţilor
ja′ , j = 1…q.
După stabilirea şi ierarhizarea în funcţie de importanţă a criteriilor privindprocesarea tehnologică, se trece la analiza măsurii în care materialele din gamaGMP ≡ M1, M2, …, Mk, …, Mm respectă aceste criterii, întocmind un tablou,numit matricea performanţelor tehnologice (de forma celui prezentat în fig. 14.2),în care elementele matricei, numite indicatorii parţiali ai performanţelortehnologice jkI ′ , exprimă măsura în care fiecare din materialele Mk, k = 1…m, dinGMP îndeplinesc criteriile jK ′ , k = 1…q :
′
′=′
jk
jkjk KM
KMI
criteriul respectanu materialul daca 0, criteriul respecta materialul daca 1,
(14.3)
Pentru fiecare din materialele Mk, k = 1…m, se calculează indicatorulglobal al performanţelor tehnologice IPT,k, folosind relaţia:
∑=
′′=n
jjkjkPT IaI
1, , k = 1…m (14.4)
şi se poate face ierarhizarea materialelor din GMP în ordinea descrescătoare avalorilor indicatorului IPT,k, k = 1…m, materialul cu cea mai mare valoare aacestui indicator fiind cel mai avantajos din punctul de vedere al comodităţiiachiziţionării şi comportării la prelucrarile tehnologice necesare transformării saleîn produse.
C. Criteriile privind costurile (cheltuielile) aferente elaborăriimaterialelor, transformării lor în semifabricate şi prelucrării acestora pentruobţinerea produselor sunt deosebit de importante, respectarea acestoradeterminând alegerea materialelor şi tehnologiilor de fabricaţie care asigurărealizarea în condiţii economice (cu cheltuieli cât mai mici) a produselor necesareîntr-o aplicaţie tehnică.
În mod obişnuit, aceste criterii se formulează în funcţie de costul total al
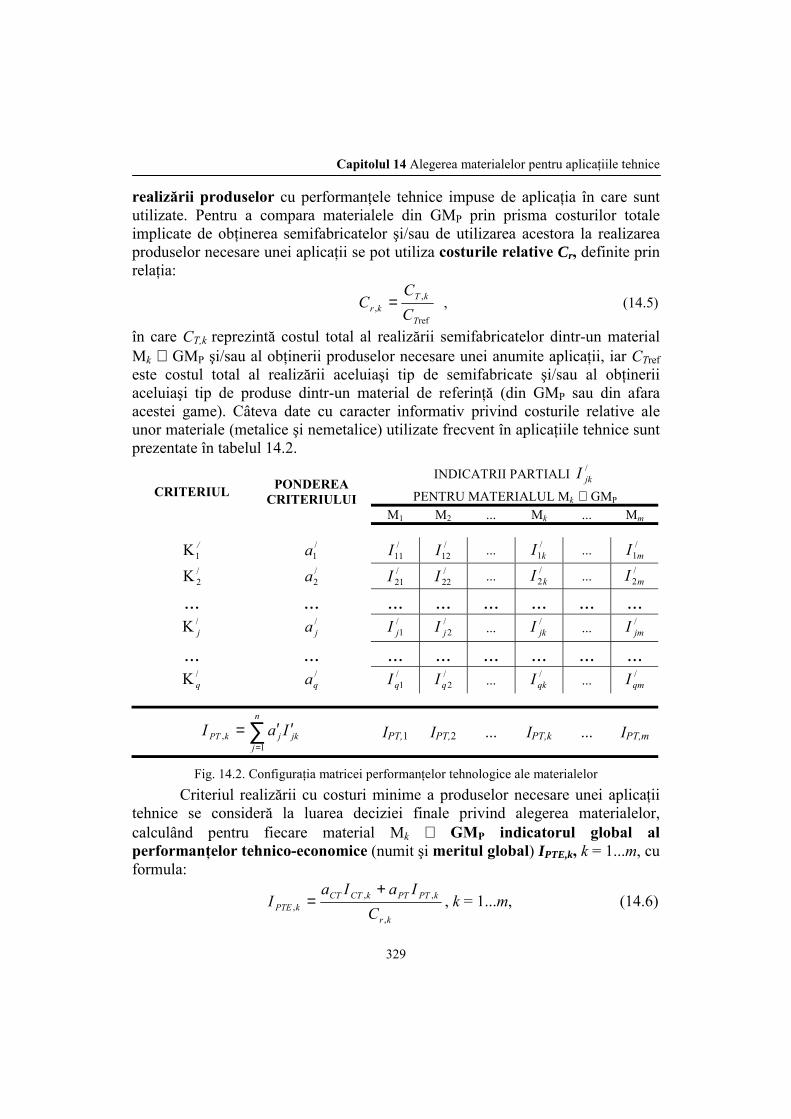
Capitolul 14 Alegerea materialelor pentru aplicaţiile tehnice
329
realizării produselor cu performanţele tehnice impuse de aplicaţia în care suntutilizate. Pentru a compara materialele din GMP prin prisma costurilor totaleimplicate de obţinerea semifabricatelor şi/sau de utilizarea acestora la realizareaproduselor necesare unei aplicaţii se pot utiliza costurile relative Cr, definite prinrelaţia:
ref
,,
T
kTkr C
CC = , (14.5)
în care CT,k reprezintă costul total al realizării semifabricatelor dintr-un materialMk ∈ GMP şi/sau al obţinerii produselor necesare unei anumite aplicaţii, iar CTrefeste costul total al realizării aceluiaşi tip de semifabricate şi/sau al obţineriiaceluiaşi tip de produse dintr-un material de referinţă (din GMP sau din afaraacestei game). Câteva date cu caracter informativ privind costurile relative aleunor materiale (metalice şi nemetalice) utilizate frecvent în aplicaţiile tehnice suntprezentate în tabelul 14.2.
INDICATRII PARTIALI /jkI
PENTRU MATERIALUL Mk ⊂ GMPCRITERIUL PONDEREA
CRITERIULUIM1 M2 ... Mk ... Mm
/1K /
1a /11I /
12I ... /1kI ... /
1mI/2K /
2a /21I /
22I ... /2kI ... /
2mI
... ... ... ... ... ... ... .../K j
/ja /
1jI /2jI ... /
jkI ... /jmI
... ... ... ... ... ... ... .../K q
/qa /
1qI /2qI ... /
qkI ... /qmI
∑=
′′=n
jjkjkPT IaI
1, IPT,1 IPT,2 ... IPT,k ... IPT,m
Fig. 14.2. Configuraţia matricei performanţelor tehnologice ale materialelorCriteriul realizării cu costuri minime a produselor necesare unei aplicaţii
tehnice se consideră la luarea deciziei finale privind alegerea materialelor,calculând pentru fiecare material Mk ∈ GMP indicatorul global alperformanţelor tehnico-economice (numit şi meritul global) IPTE,k, k = 1...m, cuformula:
kr
kPTPTkCTCTkPTE C
IaIaI
,
,,,
+= , k = 1...m, (14.6)

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
330
în care aCT este coeficientul de importanţă global al criteriilor privindcaracteristicile tehnice ale materialelor, iar aPT – coeficientul de importanţă globalal criteriilor privind performanţele tehnologice ale materialelor (aCT + aPT = 1);evident, materialele Mk ∈ GMP care au meritul global cel mai ridicat trebuie să fiecele preferate pentru aplicaţia tehnică considerată.
Tabelul 14.2. Valorile informative ale costurilor relative ale unor materiale utilizate în tehnică
MATERIALULrefT
Tr
C
CC = * MATERIALULrefT
Tr C
CC = *
Oteluri de uz general (barelaminate) 1,0 Cupru, Bronzuri, Alame
(produse obţinute prin DP) 5,1...13Oteluri de uz general (table,benzi, profile) 1,4...1,9 Cupru, Bronzuri, Alame
(produse obţinute prin turnare) 6,5...18Oţeluri carbon pentru construcţiade maşini (produse laminate) 1,7...2,8 Aliaje Cu – Ni (produse
laminate sau turnate) 19...21Oţeluri aliate pentru construcţiade maşini (produse laminate) 2,5...4,5 Superaliaje de tip Nimonic,
Incoloy, Inconel, Udimet 100...120Oteluri carbon şi slab aliatepentru scule 2,5...3,9 Titan şi aliaje de Ti (produse
obţinute prin DP + TT) 25...40Oţeluri inoxidabile şi refractare(produse laminate) 6,1...9,6 Polietilenă, Polipropilenă,
Polistyren 3,0...4,0Fonte albe şi cenuşii (produseobţinute prin turnare) 2,4...2,8 Policlorură de vinil, ABS,
Răşini acrilice şi fenolice 10...14Fonte modificate (produseobţinute prin turnare) 2,9...3,5 Politetrafluoretilenă (Teflon),
Poliamide (Nylon) 36...45Aluminiu şi aliaje de Al(produse oţinute prin DP + TT) 7,1...8,5 Fibre de sticlă 5,2...8,5Aluminiu şi aliaje de Al(produse obţinute prin turnare) 8,1...9,8 Compozite polimerice cu fibre
de sticlă sau de carbon 270...400
* Costurile CT şi CTref sunt calculate în lei/kg de semifabricatDacă valorile indicatorului IPT,k şi costurile aferente prelucrării tehnologice
pentru materialele din GMP sunt apropiate, indicatorul global al performanţelortehnico – economice IPTE,k, k = 1...m, se poate stabili cu formula:
....1,,
,, mk
CI
Ikr
kCTkPTE == (14.7)
O metodă modernă ce poate fi utilizată la luarea deciziei finale privindselecţia materialelor pentru o aplicaţie tehnică este analiza valorii (analizatehnico−−−−economică a utilităţii), care are la bază următoarele principii:
• orice produs este purtătorul material al unor funcţii capabile săsatisfacă anumite necesităţi ale utilizatorilor (un produs nu trebuie privit ca unansamblu de părţi materiale, ci ca un ansamblu de utilităţi); ţinând seama de acestprincipiu, analiza oricărui produs trebuie realizată pornind de la sistemul de

Capitolul 14 Alegerea materialelor pentru aplicaţiile tehnice
331
funcţii al acestuia, în cadrul căruia funcţiile sunt împărţite în categorii deimportanţă: funcţii de bază (principale), care corespund unor necesităţi reale(efective, directe) ale celor care utilizează produsul şi funcţii auxiliare(secundare), care contribuie la îndeplinirea normală a funcţiilor de bază sau carefac produsul mai uşor de vândut şi cresc reputaţia pe piaţă a acestuia;
• pentru orice produs trebuie să existe o corelaţie optimă între funcţiileasigurate şi resursele alocate pentru realizarea acestora, acest principiu fiinddenumit principiul raportului maxim între utilitate sau valoare de întrebuinţare şicost; ţinând seama de acest principiu, la analiza oricărui produs trebuie calculatăponderea costurilor implicate de realizarea fiecărei funcţii şi trebuie examinatăcorelaţia ce există între aceasta şi ponderea funcţiei (coeficientul de importanţă alfuncţiei) în asigurarea utilităţii (calităţii) globale a produsului.
Considerând că produsul analizat are f funcţii şi că la fiecare funcţie
corespunde un coeficient importanţa αi, i = 1...f ( ∑ ==
f
ii
11α ) şi o pondere a costului
de realizare ci, i = 1...f, T
ii C
Cc = , Ci fiind costul aferent realizării funcţiei, iar
CT – costul total al produsului ( ∑ ==
f
iic
11), se poate construi un grafic de corelare
utilitate – cost de tipul celui prezentat în figura 14.3. Din analiza unor astfel degrafice rezultă care sunt funcţiile produsului pentru care costurile suntdisproporţionate în raport cu contribuţiile lor la utilitate şi se pot găsi modalităţilede eliminare a neconcordanţelor cu efecte negative asupra costurilor (eliminareafuncţiilor inutile sau operarea unor modificări tehnologice privind realizareafuncţiilor care implică costuri ridicate), pentru ca produsul obţinut să secaracterizeze printr-un raport maxim utilitate/cost).
Aspectele anterior prezentate evidenţiază cu claritate complexitateaproblemelor privind alegerea materialelor pentru aplicaţiile tehnice. Încercarea dea recomanda unele metode cantitative, care să constituie suportul luării deciziilorpertinente privind rezolvarea unor astfel de probleme, nu trebuie să conducă laideea că aceste metode simplifică problemele, diminuează responsabilitateamembrilor echipei de proiectare şi micşorează cerinţele privind competenţaacestora. Aplicarea acestor metode este utilă şi conduce la rezultate bune, dacăproblema alegerii materialelor pentru o aplicaţie tehnică se tratează etapizat, decătre o echipă de proiectare bine structurată (care cuprinde ingineri cunoscători aiaplicaţiei ce se analizează, ingineri specializaţi în domeniul materialelor, inginerispecializaţi în domeniul tehnologiilor de fabricaţie, economişti specailizaţi îndomeniul costurilor etc.), ţinând seama de următoarele recomandări:
• în prima etapă de rezolvare a problemei se analizează cu atenţie

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
332
condiţiile tehnice ce caracterizează produsul care trebuie realizat, se stabilescprincipalele proprietăţi (caracteristici) pe care trebuie să le posede materialul dincare acesta urmează să fie confecţionat şi, pe această bază, se poate încercaselectarea clasei (familiei) de materiale potrivite pentru fabricarea produsului; deexemplu, dacă produsul care trebuie realizat este un recipient sub presiune careurmează a fi amplasat pe o aeronavă, materialul din care acesta urmează să fieconfecţionat trebuie să se caracterizeze prin rezistenţă mecanică ridicată,tenacitate mare şi densitate cât mai mică, ceea ce conduce, aşa cum se arată înschema din figura 14.4, la soluţia alegerii unui material din familia compozitelordurificate cu fibre;
Fig. 14.3. Configuraţia unui grafic de corelare utilitate – cost obţinutprin aplicarea analizei valorii la un produs industrial
• dacă în prima etapă de rezolvare a problemei criteriile privindproprietăţile nu sunt suficiente pentru selectarea familiei de materiale adecvateaplicatiei avute în vedere, se pot adăuga acestora şi criterii din celelalte categorii(criterii privind procesarea tehnologică sau criterii privind costurile); de exemplu,dacă produsul care trebuie realizat este un recipient de stocare a unui gazcombustibil (pentru utilizare casnică) sub presiune, materialul din care acestaurmează să fie confecţionat trebuie să prezinte caracteristici ridicate de rezistenţămecanică şi tenacitate, condiţii care, aşa cum se arată în schema din figura 14.5,pot fi îndeplinite atât de materialele metalice, cât şi de materialele compozitedurificate cu fibre, decizia utilizării unui material metalic fiind justificată decompararea celor două familii de materiale prin prisma costurilor;
• după selectarea familiei din care trebuie să facă parte materialul ce va fiutilizat la confecţionarea produsului, menţinând în prim plan cerinţele privindproprietăţile şi adăugând eventual acestora şi criterii privind caracteristiciletehnologice sau costurile, se stabilesc categoriile, tipurile sau mărcile de materialeadecvate din această familie; de exemplu, pentru cele două aplicaţii descriseanterior alegerea tipurilor de materiale se realizează aşa cum sugerează schemeleprezentate în figurile 14.6 şi 14.7;
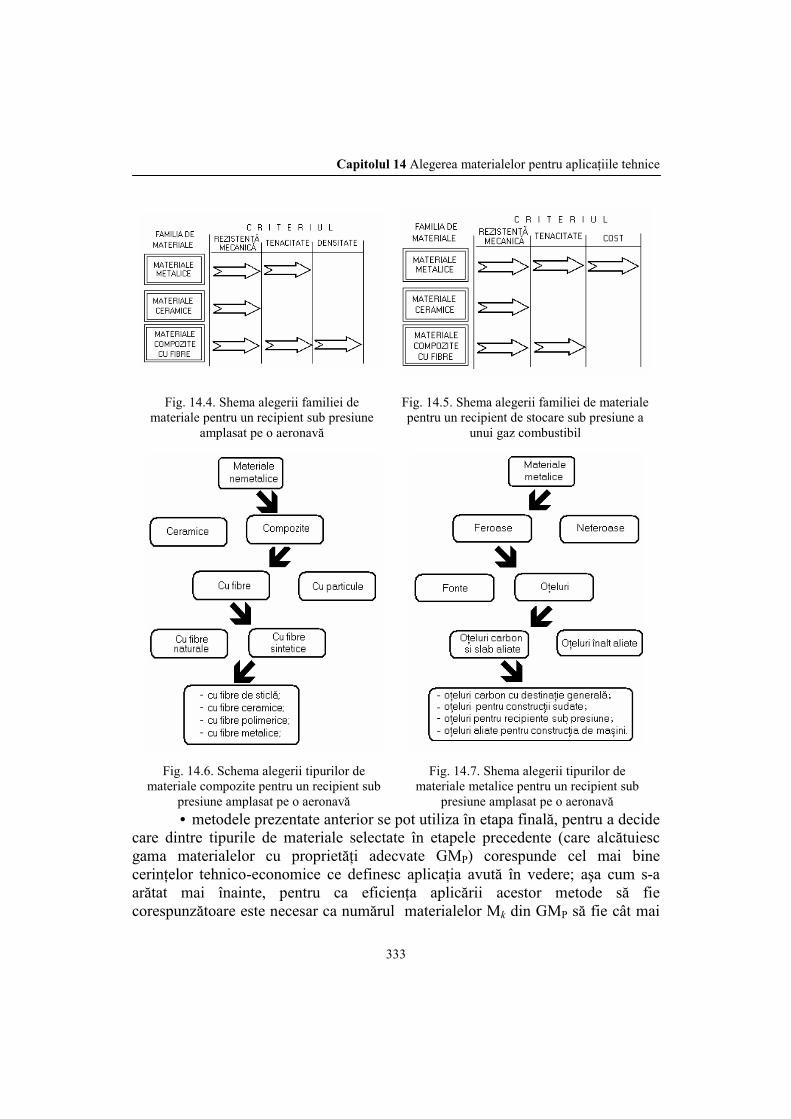
Capitolul 14 Alegerea materialelor pentru aplicaţiile tehnice
333
Fig. 14.4. Shema alegerii familiei demateriale pentru un recipient sub presiune
amplasat pe o aeronavă
Fig. 14.5. Shema alegerii familiei de materialepentru un recipient de stocare sub presiune a
unui gaz combustibil
Fig. 14.6. Schema alegerii tipurilor demateriale compozite pentru un recipient sub
presiune amplasat pe o aeronavă
Fig. 14.7. Shema alegerii tipurilor demateriale metalice pentru un recipient sub
presiune amplasat pe o aeronavă• metodele prezentate anterior se pot utiliza în etapa finală, pentru a decide
care dintre tipurile de materiale selectate în etapele precedente (care alcătuiescgama materialelor cu proprietăţi adecvate GMP) corespunde cel mai binecerinţelor tehnico-economice ce definesc aplicaţia avută în vedere; aşa cum s-aarătat mai înainte, pentru ca eficienţa aplicării acestor metode să fiecorespunzătoare este necesar ca numărul materialelor Mk din GMP să fie cât mai

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
334
mic, această cerinţă putând fi uşor respectată dacă se face o selecţie a tipurilor demeteriale pe baza informaţiilor cuprinse în standarde, cataloage, normative sauprescripţii tehnice; de exemplu, pentru aplicaţia constând în realizarearecipientului de stocare a gazului gombustibil (anterior discutată), mărcile de oţeladecvate (care alcătuiesc GMP pentru această aplicaţie) se pot alege folosindprescripţiile din standardul SR EN 10028.
14.3. Un studiu de caz privind alegerea materialelor
Pentru a evidenţia complexitatea problemei alegerii materialelor pentruaplicaţiile tehnice se prezintă un studiu de caz privind materialele selectate şiutilizate de diverşi producători pentru realizarea prăjinilor de pompare a petroluluidin zăcăminte.
În ţara noastră şi în multe alte ţări de pe glob, pompajul de adâncime cuprăjini se utilizează ca metodă de extracţie a petrolului (ţiţeiului) la 65...85% dinsondele aflate în producţie. La aplicarea acestei metode tehnologice de exploatare asondelor, garnitura de prăjini (alcătuită din prăjini de pompare asamblate cap la cap)este una din componentele principale ale echipamentului de lucru, având rolul de atransmite mişcarea rectilinie alternativă de la instalaţia de suprafaţă la pistonul(cilindrul) pompei de adâncime cu care se realizează extracţia ţiţeiului din zăcământ.
Configuraţia constructivă a prajinilor de pompare este dictată de rolul lorfuncţional şi de tipul materialului utilizat la confecţionarea acestora şi esteprezentată în figura 14.8. În timpul utilizării într-o sondă aflată în exploatare,prajinile de pompare sunt supuse unor solicitări axiale variabile, ciclurile desolicitare având perioada aproximativ egală cu durata unui ciclu de lucru alpompei de adâncime. Acest fapt este ilustrat în figura 14.9, care prezintă omodalitate de estimare a caracteristicilor ciclurilor de solicitare ale prăjinilor depompare din diferite zone ale garniturii de prăjini ce echipează o sondă, pe bazainterpretării dinamogramelor înregistrate la sonda respectivă.
Ciclurile de solicitare ale prăjinilor din compunerea garniturii de prăjini dela o sondă sunt (în mod obişnuit) ondulant-pozitive (cu coefcientul de asimetrie
7,0...3,0max
min ==σσ
R ) sau (mai rar, în condiţii de funcţionare defectuoasă a
instalaţiei de pompare) alternante (cu –0,4 < R < 0) şi au ca tensiuni caracteristice:tensiunea maximă, σmax > 0; tensiunea minimă σmin = Rσmax; tensiunea medie
0)1(
22maxminmax >
+=
+=
Rm
σσσσ şi
22)1(maxminmax R
v−
=−
=σσσ
σ σv. Ca
urmare, se poate aprecia că durabilitatea unei prăjini de pompare este în directădependenţă cu mărimea coeficientului de siguranţă c, dată de relaţia:
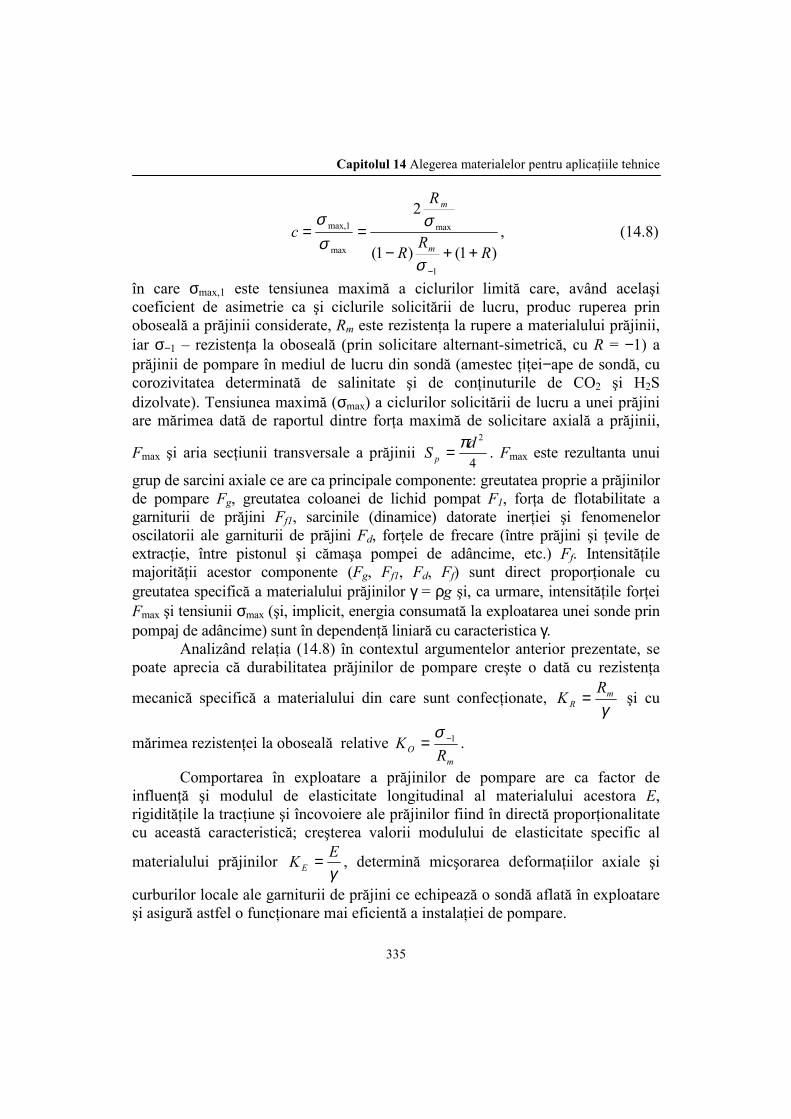
Capitolul 14 Alegerea materialelor pentru aplicaţiile tehnice
335
)1()1(
2
1
max
max
1max,
RRR
R
cm
m
++−==
−σ
σσσ
, (14.8)
în care σmax,1 este tensiunea maximă a ciclurilor limită care, având acelaşicoeficient de asimetrie ca şi ciclurile solicitării de lucru, produc ruperea prinoboseală a prăjinii considerate, Rm este rezistenţa la rupere a materialului prăjinii,iar σ−1 – rezistenţa la oboseală (prin solicitare alternant-simetrică, cu R = −1) aprăjinii de pompare în mediul de lucru din sondă (amestec ţiţei−ape de sondă, cucorozivitatea determinată de salinitate şi de conţinuturile de CO2 şi H2Sdizolvate). Tensiunea maximă (σmax) a ciclurilor solicitării de lucru a unei prăjiniare mărimea dată de raportul dintre forţa maximă de solicitare axială a prăjinii,
Fmax şi aria secţiunii transversale a prăjinii 4
2dS pπ= . Fmax este rezultanta unui
grup de sarcini axiale ce are ca principale componente: greutatea proprie a prăjinilorde pompare Fg, greutatea coloanei de lichid pompat F1, forţa de flotabilitate agarniturii de prăjini Ff1, sarcinile (dinamice) datorate inerţiei şi fenomeneloroscilatorii ale garniturii de prăjini Fd, forţele de frecare (între prăjini şi ţevile deextracţie, între pistonul şi cămaşa pompei de adâncime, etc.) Ff. Intensităţilemajorităţii acestor componente (Fg, Ff1, Fd, Ff) sunt direct proporţionale cugreutatea specifică a materialului prăjinilor γ = ρg şi, ca urmare, intensităţile forţeiFmax şi tensiunii σmax (şi, implicit, energia consumată la exploatarea unei sonde prinpompaj de adâncime) sunt în dependenţă liniară cu caracteristica γ.
Analizând relaţia (14.8) în contextul argumentelor anterior prezentate, sepoate aprecia că durabilitatea prăjinilor de pompare creşte o dată cu rezistenţa
mecanică specifică a materialului din care sunt confecţionate, γ
mR
RK = şi cu
mărimea rezistenţei la oboseală relative m
O RK 1−=
σ.
Comportarea în exploatare a prăjinilor de pompare are ca factor deinfluenţă şi modulul de elasticitate longitudinal al materialului acestora E,rigidităţile la tracţiune şi încovoiere ale prăjinilor fiind în directă proporţionalitatecu această caracteristică; creşterea valorii modulului de elasticitate specific al
materialului prăjinilor γEK E = , determină micşorarea deformaţiilor axiale şi
curburilor locale ale garniturii de prăjini ce echipează o sondă aflată în exploatareşi asigură astfel o funcţionare mai eficientă a instalaţiei de pompare.

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
336
Fig. 14.8. Configuraţia constructivă şi dimensiunile produsului prăjină de pompare
Fig.14.9. Determinarea caracteristicilor ciclurilor de solicitare ale prăjinilor de pompare
Caracteristicile precizate anterior (KR, KO, KE) pot servi la efectuarea uneianalize comparative a diverselor materiale utilizate sau cu perspective de utilizarela confecţionarea prăjinilor de pompare.
A. Oţelurile sunt materialele tradiţionale pentru prăjinile de pompare.Standardele şi normele existente clasifică oţelurile pentru prăjini de pompare înurmătoarele clase de rezistenţă:
a) oţeluri grad C, recomandate pentru prăjinile supuse în exploatare lasarcini mici sau mijlocii, în medii de lucru slab corozive; caracteristicile derezistenţă mecanică prescrise (Rm = 630...790 N/mm2) sunt realizate de oţelurile
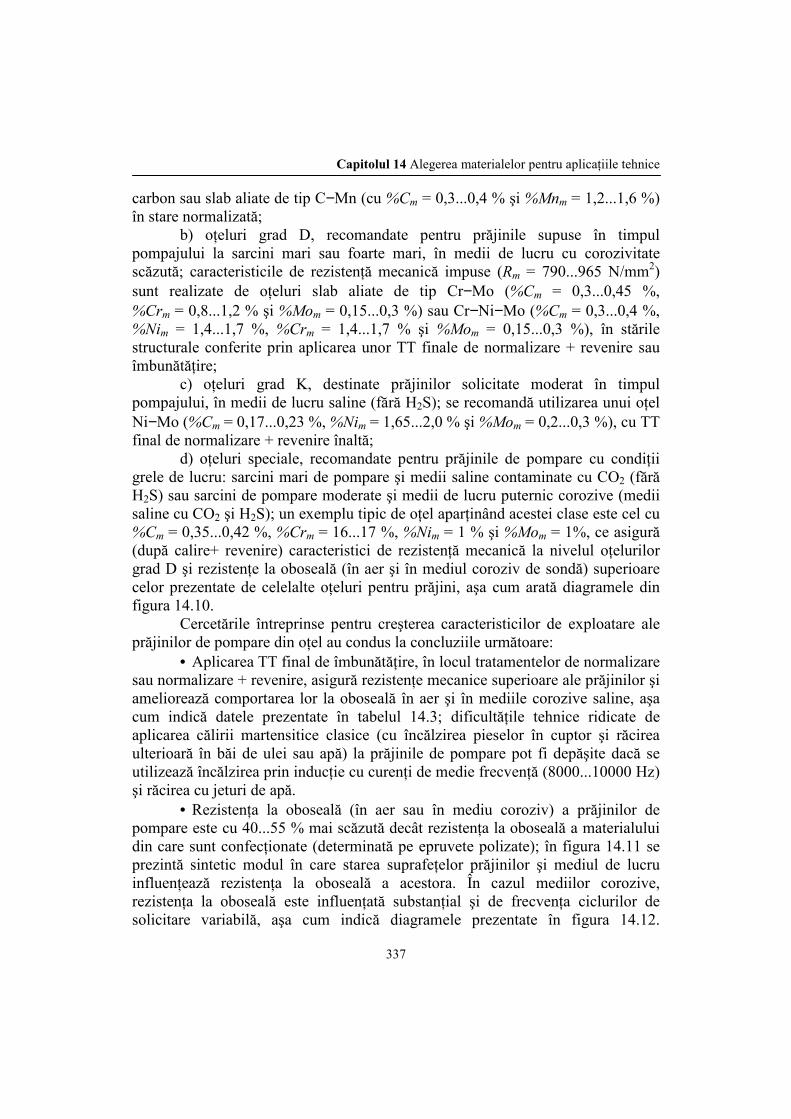
Capitolul 14 Alegerea materialelor pentru aplicaţiile tehnice
337
carbon sau slab aliate de tip C−Mn (cu %Cm = 0,3...0,4 % şi %Mnm = 1,2...1,6 %)în stare normalizată;
b) oţeluri grad D, recomandate pentru prăjinile supuse în timpulpompajului la sarcini mari sau foarte mari, în medii de lucru cu corozivitatescăzută; caracteristicile de rezistenţă mecanică impuse (Rm = 790...965 N/mm2)sunt realizate de oţeluri slab aliate de tip Cr−Mo (%Cm = 0,3...0,45 %,%Crm = 0,8...1,2 % şi %Mom = 0,15...0,3 %) sau Cr−Ni−Mo (%Cm = 0,3...0,4 %,%Nim = 1,4...1,7 %, %Crm = 1,4...1,7 % şi %Mom = 0,15...0,3 %), în stărilestructurale conferite prin aplicarea unor TT finale de normalizare + revenire sauîmbunătăţire;
c) oţeluri grad K, destinate prăjinilor solicitate moderat în timpulpompajului, în medii de lucru saline (fără H2S); se recomandă utilizarea unui oţelNi−Mo (%Cm = 0,17...0,23 %, %Nim = 1,65...2,0 % şi %Mom = 0,2...0,3 %), cu TTfinal de normalizare + revenire înaltă;
d) oţeluri speciale, recomandate pentru prăjinile de pompare cu condiţiigrele de lucru: sarcini mari de pompare şi medii saline contaminate cu CO2 (fărăH2S) sau sarcini de pompare moderate şi medii de lucru puternic corozive (mediisaline cu CO2 şi H2S); un exemplu tipic de oţel aparţinând acestei clase este cel cu%Cm = 0,35...0,42 %, %Crm = 16...17 %, %Nim = 1 % şi %Mom = 1%, ce asigură(după calire+ revenire) caracteristici de rezistenţă mecanică la nivelul oţelurilorgrad D şi rezistenţe la oboseală (în aer şi în mediul coroziv de sondă) superioarecelor prezentate de celelalte oţeluri pentru prăjini, aşa cum arată diagramele dinfigura 14.10.
Cercetările întreprinse pentru creşterea caracteristicilor de exploatare aleprăjinilor de pompare din oţel au condus la concluziile următoare:
• Aplicarea TT final de îmbunătăţire, în locul tratamentelor de normalizaresau normalizare + revenire, asigură rezistenţe mecanice superioare ale prăjinilor şiameliorează comportarea lor la oboseală în aer şi în mediile corozive saline, aşacum indică datele prezentate în tabelul 14.3; dificultăţile tehnice ridicate deaplicarea călirii martensitice clasice (cu încălzirea pieselor în cuptor şi răcireaulterioară în băi de ulei sau apă) la prăjinile de pompare pot fi depăşite dacă seutilizează încălzirea prin inducţie cu curenţi de medie frecvenţă (8000...10000 Hz)şi răcirea cu jeturi de apă.
• Rezistenţa la oboseală (în aer sau în mediu coroziv) a prăjinilor depompare este cu 40...55 % mai scăzută decât rezistenţa la oboseală a materialuluidin care sunt confecţionate (determinată pe epruvete polizate); în figura 14.11 seprezintă sintetic modul în care starea suprafeţelor prăjinilor şi mediul de lucruinfluenţează rezistenţa la oboseală a acestora. În cazul mediilor corozive,rezistenţa la oboseală este influenţată substanţial şi de frecvenţa ciclurilor desolicitare variabilă, aşa cum indică diagramele prezentate în figura 14.12.

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
338
Fig. 14.10. Rezistenţa la oboseală în aer aoţelurilor pentru prăjinile de pompare
Fig.14.11. Influenţele stării suprafeţeişi mediului de lucru asupra rezistenţei laoboseală a prăjinilor de pompare din oţel
• Creşterea rezistenţei la oboseală a prăjinilor de pompare din oţel se poaterealiza dacă se aplică acestora operaţii finale de durificare superficială (ecruisareprin rulare sau prin sablare cu jet de alice, călire superficială, etc.), care inductensiuni reziduale de compresiune în stratul superficial al pieselor. S-a constatat cărezistenţa la oboseală a prăjinilor σ−1 este în dependenţă liniară cu rezistenţa larupere a oţelului din care sunt realizate Rm, cu rugozitatea suprafeţelor acestora Rz,şi cu mărimea tensiunilor reziduale de compresiune din stratul superficial alprăjinilor (introduse în cursul procesului tehnologic de fabricare sau prinoperaţiile de durificare superficială practicate) σr.
B. Aliajele pe bază de aluminiu reprezintăo altă categorie de materiale acărei utilizare la confecţionarea prăjinilor de pompare a fost cercetată. Cercetărileau arătat că aliajele pe bază de Al potrivite pentru această aplicaţie sunt aliajeledeformabile şi durificabile structural prin TT, din clasa 7000 (de exemplu, aliajul7075, cu %Znm = 5,1...6,1 %, %Mgm = 2,1...2,9 %, %Cum = 1,2...2,0 % şi adaosuride Mn, Cr, Ti, Zr); prin aplicarea unor TT de tipul T7, aceste aliaje capătăstructuri alcătuite dintr-o matrice de soluţie solidă a componentelor şi fazedurificatoare (semicoerente sau necoerente cu matricea) uniform distribuite înmatrice, de tip MgZn2 (faze M’ sau M); Al2Mg3Zn3 (faze T’ sau T); Al2CuMg(faze S’ sau S) etc. La utilizarea acestor aliaje pentru confecţionarea prăjinilor depompare trebuie avute în vedere următoarele aspecte:
• Aliajele asigură prăjinilor rezistenţa la tracţiune Rm = 475...600 N/mm2 şicaracteristici KE = 2,6⋅106 m (puţin mai mică decât a oţelurilor) şiKR = (1,75...2,20) ⋅104 m (mai mari ca la oţeluri, v. tabelul14.3).

Capitolul 14 Alegerea materialelor pentru aplicaţiile tehnice
339
• Caracteristicile de rezistenţă mecanică se degradează în timp, dacă pieseledin astfel de aliaje sunt menţinute la temperaturi mai mari ca 150...200 oC (deexemplu, menţineri de 1000 ore la 200 oC pot determina diminuarea cu 50...60 % aRm, v. scap. 9.6.1); existenţa acestui fenomen (datorat trecerii în stare stabilă astructuriilor metastabile realizate prin TT aplicate) impune limitarea adâncimilorla care pot fi utilizate prăjinile din aliaje de Al şi verificarea periodică acaracteristicilor lor mecanice (însoţită, eventual, de refacerea structurii printr-unnou TT de călire de punere în soluţie + îmbătrânire).
Fig.14.12. Influenţele mediului de lucru şifrecvenţei ciclurilor de solicitare asupra
rezistenţei la oboseală a prăjinilor de pomparedin oţel grad D
Fig.14.13. Influenţele asimetriei ciclurilor desolicitare şi prezenţei concentratorilor asuprarezistenţei la oboseală a prăjinilor de pompare
din aliaje pe bază de aluminiu
• Rezistenţa la oboseală (în aer) a aliajelor pe bază de aluminiu esteinfluenţată în măsură importantă de asimetria ciclurilor de solicitare şi de prezenţaconcntratorilor de tensiuni, aşa cum sugerează diagramele din figura 14.13.
• Prezenţa mediilor corozive de lucru afectează rezistenţa la oboseală aaliajelor pe bază de aluminiu în măsură mult mai mică decât în cazul oţelurilor;aliajele au o bună rezistenţă la oboseală în mediile saline, chiar şi în cazulcontaminării acestora cu H2S şi CO2, caracteristica KO înregistrând valori0,31...0,33, la nivelul celor tipice oţelurilor înalt aliate cu Cr.
C. Compozitele cu fibre de sticlă reprezintă o altă categorie de materialeaplicabile la confecţionarea prăjinilor de pompare; pentru viitor (când costurile defabricare vor înregistra scăderi datorită progresului tehnic şi tehnologic) seîntrevede şi utilizarea compozitelor cu fibre de C, B sau whiskers (trihite)metalice sau ceramice. Compozitele cu fibre de sticlă folosite pentru realizareaprăjinilor de pompare (conform soluţiei constructive sugerate de fig.14.8) au
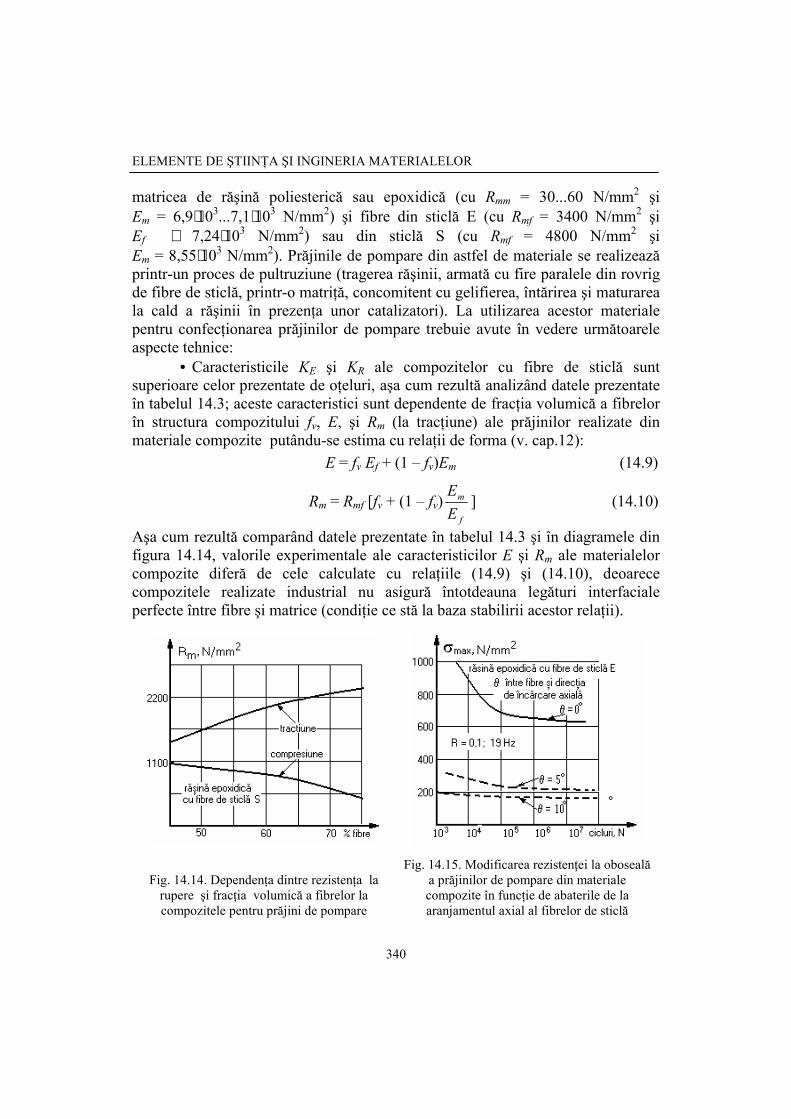
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
340
matricea de răşină poliesterică sau epoxidică (cu Rmm = 30...60 N/mm2 şiEm = 6,9⋅103...7,1⋅103 N/mm2) şi fibre din sticlă E (cu Rmf = 3400 N/mm2 şiEf ≅ 7,24⋅103 N/mm2) sau din sticlă S (cu Rmf = 4800 N/mm2 şiEm = 8,55⋅103 N/mm2). Prăjinile de pompare din astfel de materiale se realizeazăprintr-un proces de pultruziune (tragerea răşinii, armată cu fire paralele din rovrigde fibre de sticlă, printr-o matriţă, concomitent cu gelifierea, întărirea şi maturareala cald a răşinii în prezenţa unor catalizatori). La utilizarea acestor materialepentru confecţionarea prăjinilor de pompare trebuie avute în vedere următoareleaspecte tehnice:
• Caracteristicile KE şi KR ale compozitelor cu fibre de sticlă suntsuperioare celor prezentate de oţeluri, aşa cum rezultă analizând datele prezentateîn tabelul 14.3; aceste caracteristici sunt dependente de fracţia volumică a fibrelorîn structura compozitului fv, E, şi Rm (la tracţiune) ale prăjinilor realizate dinmateriale compozite putându-se estima cu relaţii de forma (v. cap.12): E = fv Ef + (1 – fv)Em (14.9)
Rm = Rmf [fv + (1 – fv)f
m
EE
] (14.10)
Aşa cum rezultă comparând datele prezentate în tabelul 14.3 şi în diagramele dinfigura 14.14, valorile experimentale ale caracteristicilor E şi Rm ale materialelorcompozite diferă de cele calculate cu relaţiile (14.9) şi (14.10), deoarececompozitele realizate industrial nu asigură întotdeauna legături interfacialeperfecte între fibre şi matrice (condiţie ce stă la baza stabilirii acestor relaţii).
Fig. 14.14. Dependenţa dintre rezistenţa larupere şi fracţia volumică a fibrelor lacompozitele pentru prăjini de pompare
Fig. 14.15. Modificarea rezistenţei la obosealăa prăjinilor de pompare din materialecompozite în funcţie de abaterile de laaranjamentul axial al fibrelor de sticlă

Tabelul 14.3. Principalele caracteristici tehnico-economice ale materialelor folosite la realizarea prăjinilor de pompare
Materialul Cr* E,
N/mm2 Starea Rm,N/mm2
KE,**
MmKR,**
kmKO ***
în aerKO
***
în apă salină
N 630...870 2,7 0,82...1,13 0,47...0,50(0,22...0,27)
0,22...0,24(0,07)Oţel
Grad C 1,0 2,05⋅105
C + r 810...850 2,7 1,06...1,11 0,50...0,56 0,32
N + r 790...965 2,7 1,03...1,26 0,48...0,51(0,33...0,35)
0,24...0,27(0,05)Oţel
Grad E C + r 860...1030 2,7 1,12...1,34 0,49...0,50 0,20...0,27
N 690...710 2,7 0,90...0,93 0,52(0,31) 0,26
N + r 620...640 2,7 0,81...0,83 0,49...0,52 0,26(0,11)
OţelGrad K
1,6 2,10⋅105
C + R 750...790 2,7 0,98...1,03 0,51...0,53 0,22...0,26Oţel Special(aliat cu Cr) 5,9 2,15⋅105 C + r 790...930 2,8 1,04...1,22 0,52 (0,35)
Aliaj de Altip 7075 4,8 7,03⋅104 T7 470...580 2,6 1,73...2,14 0,35 0,31
Compozit cufibre
de sticlă E5,2 5,60⋅104 80 %
fibre 1600...1700 3,2 9,06...9,62 (0,25) (0,24)
* Costurile relative Cr calculate cu relaţia (14.5), considerând factorii CT şi CTref exprimaţi în lei/(m de prăjină);** KR şi KE, calculate cu următoarele densităţi ρ, în kg/m3: 7820 pentru oţelurile slab aliate (Grad C, Grad E şi Grad K); 7750 pentruoţelurile speciale înalt aliate cu Cr; 2760 pentru aliajul de Al tip 7075 (AlZn6Mg2,5Cu1,5); 1800 pentru compozitul cu fibre de sticlă;*** KO calculate cu σ-1 determinat pe epruvete polizate; în paranteze sunt valorile lui KO obţinute cu σ-1 determinat pe baza rezultatelorunor încercări efectuate pe prăjini reale.

Capitolul 14 Alegerea materialelor pentru aplicaţiile tehnice
341
• Rezistenţa la oboseală în aer a prăjinilor de pompare din compozite cufibre de sticlă este caracterizată prin valori KO = 0,25...0,30; rezistenţa la obosealăeste mai ridicată dacă solicitările variabile se caracterizează numai prin eforturi deîntindere (de exemplu, KO calculat cu σ0,1 în loc de σ−1 are valoriKO = 0,37...0,42), compozitele cu fibre unidirecţionale având tendinţa dedegradare rapidă când sunt solicitate la compresiune. Rezistenţa la oboseală nueste practic afectată de prezenţa mediilor corozive, compozitele cu fibre de sticlăavând o foarte bună comportare în mediile apoase saline, în soluţiile de acizi saubaze şi în prezenţa solvenţilor organici.
• Aşa cum arată diagramele din figura 14.15, rezistenţa la oboseală acompozitelor cu fibre de sticlă pentru prăjinile de pompare este substanţialinfluenţată de abaterile de la aranjamentul axial al armăturii (unidirecţionale) dinfibre şi (la fel ca E şi Rm) de caracteristicile legăturilor realizate în procesul defabricare la interfeţele dintre fibre şi matrice.
• Caracteristicile mecanice ale materialelor compozite sunt influenţatenegativ de creşterea temperaturii (ce produce degradarea matricei şi legăturilorinterfaciale dintre fibre şi matrice);ca urmare prăjinile de pompare realizate dinmateriale compozite cu fibre de sticlă nu pot fi utilizate la temperaturi mai mari de200 oC. Studiul de caz prezentat evidenţiază un aspect important privind alegereamaterialelor pentru aplicaţiile tehnice: produsele destinate utilizării în diversecondiţii (privind solicitările mecanice, temperaturile şi mediile de lucru) se potrealiza în mai multe variante, pentru fiecare variantă selectându-se materialuladecvat funcţionării în deplină siguranţă a produsului şi care asigură raportulmaxim utilitate/cost.
Cuvinte cheieanaliza valorii, 330cicluri de solicitare, 334coefcient de asimetrie, 334coeficient de importanţă, 323coeficient de siguranţă, 334costuri relative, 329criterii de cost, 328criterii privind proprietăţile, 323criterii tehnologice, 327fiabilitate, 322grafic de corelare utilitate-cost, 331indicator global, 327, 328, 329
indicator parţial, 327materiale funcţionale, 321materiale structurale, 321matricea preferinţelor, 324mentenabilitate, 322modul de elasticitate specific, 324prajini de pompare, 334proprietăţi adecvate, 326pultruziune, 340reciclabilitate, 323rezistenţă mecanică specifică, 324rezistenţă relativă la oboseală, 325

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
342
Bibliografie
1. Shackelford J.M., Introduction to materials science for engineers,MacMillan Publishing Company, New York, 1992
2. Broutman L.J., Composite materials. Fracture and fatigue, AcademicPress, New York – London, 1974
3. * * * Metals Handbook. Desk Edition, A.S.M., Metals Park, Ohio, 19854. * * * Hütte − Manualul inginerului. Traducere din limba germană după
ediţia a 29-a, Editura Tehnică, Bucureşti, 19955. Zecheru Gh., Ulmanu V., Drăghici Gh., Analiza comparativă a
caracteristicilor de exploatare ale materialelor pentru prăjinile de pompare,în vol. „Noutăţi în domeniul tehnologiilor şi utilajelor pentru prelucrare lacald”, Braşov, 1992
6. Moţoiu R., Ingineria calităţii, Editura Chiminform Data, Bucureşti, 19947. Ciurea S., Drăgulănescu N., Managementul calităţii totale, Editura
Economică, Bucureşti, 1995
Teste de autoevaluare
T.14.1. Pentru care dintre următoarele aplicaţii trebuie ales un material dingama materialelor structurale: a) realizarea arborelui cotit al unui motor deautoturism; b) fabricarea catalizatorului pentru un reactor dintr-o instalaţiepetrochimică; c) realizarea ţevilor pentru tubulatura unei conducte care transportăgaze naturale sub presiune; d) fabricarea corpului unui rezervor sferic dedepozitare a gazelor lichefiate?
T.14.2. Care dintre următoarele aplicaţii tehnice impun alegerea unuimaterial din gama materialelor funcţionale: a) realizarea conductorilor electrici;b) fabricarea unui magnet permanent; c) fabricarea unui tranzistor; d) fabricareaelementului activ al unui aprinzător piezolelectric?
T.14.3. Care dintre următoarele materiale pot fi încadrate în gamamaterialelor reciclabile: a) oţelurile; b) fontele; c) polietilena; d) sticla?
T.14.4. Care este rezistenţa mecanică specifică a unui material metalic cuRm = 800 N/mm2 şi ρ = 4000 kg/m3: a) KR ≅ 20,4 km; b) KR ≅ 20,4 m;c) KR ≅ 10,4 km; d) KR ≅ 40,2 km?
T.14.5. Care dintre următoarele materiale asigură un modul de elasticitatespecific KE ≅ 2,7⋅106 m: a) oţelul cu E = 2,1⋅105 N/mm2 şi ρ = 7850 kg/m3;
Capitolul 14 Alegerea materialelor pentru aplicaţiile tehnice
343
b) aliajul de aluminiu cu E = 7,1⋅104 N/mm2 şi ρ = 2750 kg/m3; c) aliajul pe bazăde titan cu E = 1,1⋅105 N/mm2 şi ρ = 4150 kg/m3; d) alama cu E = 1,1⋅105 N/mm2
şi ρ = 8550 kg/m3?T.14.6. Care dintre următoarele condiţii pot fi incluse în gama condiţiilor
tehnice care definesc funcţionalitatea şi comportarea în exploatare ale unuiprodus: a) condiţiile privind solicitările mecanice; b) condiţiile privind fiabilitatea;c) condiţiile privind reciclabilitatea; d) condiţiile privind preţul de desfacere?
T.14.7. Materialul din care se confecţionează un produs trebuie săsatisfacă criteriul Rm ≥ 600 N/mm2. Care este rezistenţa la tracţiune a unuimaterial al cărui indicator parţial privind respectarea acestui criteriu este I = 1,4:a) Rm = 900 N/mm2; b) Rm = 600 N/mm2; c) Rm = 500 N/mm2;d) Rm = 840 N/mm2?
T.14.8. Materialul din care se confecţionează un produs trebuie săsatisfacă criteriul ρ ≤ 4000 kg/m3. Care este densitatea unui material al căruiindicator parţial privind respectarea acestui criteriu este I = 1,4: a) ρ = 900 kg/m3;b) ρ = 7600 kg/m3; c) ρ = 2860 kg/m3; d) ρ = 5600 kg/m3?
T.14.9. La alegerea materialului pentru un produs sunt impuse cincicriterii (calitative) privind procesarea sa tehnologică, toate criteriile având acelaşicoeficient de importanţă. Care este indicatorul global al performanţelortehnologice pentru un material care respectă numai trei din criteriile impuse:a) IPT = 1,0; b) IPT = 0,8; c) IPT = 0,6; d) IPT = 0,4?
T.14.10. La alegerea materialului pentru un produs sunt impuse patrucriterii (calitative) privind procesarea sa tehnologică, coeficienţii de importanţă aicriteriilor fiind /
4/3
/2
/1 ,,, aaaa . Care dintre criterii nu a fost îndeplinit de un
material, dacă indicatorul global al performanţelor sale tehnologice are valoarea/4
/3
/1 aaaI PT ++= : a) primul criteriu; b) al doilea criteriu; c) al treilea criteriu;
d) al patrulea criteriu?T.14.11. Care dintre următoarele principii se aplică la utilizarea analizei
valorii la un produs industrial: a) orice produs este purtătorul material al unorfuncţii capabile să satisfacă necesităţile exprimate sau implicite ale utilizatorilor;b) orice produs trebuie privit ca un ansamblu de utilităţi; c) orice produs trebuie săasigure un raport maxim între utilitate sau valoare de întrebuinţare şi cost; d) oriceprodus trebuie privit ca un ansamblu de părţi materiale şi nu ca un ansamblu deutilităţi?
T.14.12. Un material Mk din gama materialelor cu proprietăti adecvateunei anumite aplicaţii are ICT,k = 1,2; IPT,k = 0,8 şi Cr,k = 3. Stiind că act = 0,8, să seprecizeze care este valoarea indicatorului global al performanţelor tehnico-economice pentru acest material: a) IPTE,k = 0,733; b) IPTE,k = 0,373;c) IPTE,k = 0,455; d) IPTE,k = 1,222?

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
344
Aplicaţii
A.14.1. Pentru realizarea unei maşini trebuie confecţionată o bară detracţiune cu lungimea L = 0,5 m şi diametrul d ≅ 15 mm. Forţa axială maximă caresolicită bara în timpul funcţionării maşinii este F = 25000 N. Să se stabilească cecriterii privind proprietăţile trebuie impuse la alegerea materialului pentru aceastăbară, dacă funcţionarea în siguranţă a maşinii impune respectarea următoarelorcondiţii tehnice: a) tensiunile din bară trebuie să respecte condiţia σ ≤ 0,8Rp0,2,Rp0,2 fiind limita de curgere a materialului barei; b) masa barei trebuie să fiem ≤ m0 = 0,5 kg; c) deformaţia axială a barei nu trebuie să depăşească valoarea∆L0 = 1,5 mm.
Rezolvare
Tensiunile de întindere din bară au intensitatea maximă 2
4dF
πσ = şi
trebuie să corespundă criteriului σ ≤ 0,8Rp0,2; se obţine astfel condiţia
22,0 8,04
dFRp π
≥ .
Masa barei este ρπ Ldm4
2
= , ρ fiind densitatea materialului barei şi
trebuie să îndeplinească criteriul m ≤ m0; se obţine astfel condiţia:Ld
m2
04π
ρ ≤ .
Deformaţia specifică axială a barei este 0
2
4Ld
FE ∆
==π
σε , E fiind modulul
de elasticitate longitudinal al materialului barei şi trebuie să respecte criteriul
LL0∆
≤ε ; se obţine astfel condiţia 0
2
4Ld
FLE∆
≥π
.
Înlocuind datele din enunţul aplicaţiei rezultă următoarele criterii dealegere a materialului barei de tracţiune: Rp0,2 ≥ 177 N/mm2; ρ ≤ 5660 kg/m3 şiE ≥ 47160 N/mm2.
A.14.2. Pentru realizarea unei bare de tracţiune cilindrice din compunereaunei maşini s-a selectat o GMP cu cinci oţeluri, având caracteristicile precizate întabelul 14.4. Pentru funcţionarea în siguranţă a maşinii trebuie respectateurmătoarele condiţii tehnice: a) tensiunile generate în bară de aplicarea forţei deîntindere F trebuie să respecte condiţia σ ≤ 0,8Rp0,2; b) bara trebuie să prezinte obună tenacitate, asigurată dacă materialul acesteia îndeplineşte simultan criteriile:

Capitolul 14 Alegerea materialelor pentru aplicaţiile tehnice
345
K1: ;9,02,0 ≤m
p
RR
K2: A ≥ 15 % şi K3: KV ≥ 27 J la – 20 oC, având coeficienţii de
importanţă a1 = 0,3; a2 = 0,2 şi a3 = 0,5. Să se decidă care dintre materialele dinGMP corespunde cel mai bine aplicaţiei.
RezolvarePrima dinte condiţiile tehnice impuse de aplicaţie se utilizează pentru
dimensionarea barei de tracţiune (determinarea diametrului barei); notând dkdiametrul barei în cazul realizării ei din materialul Mk ∈ GMP, k = 1...5, rezultă:
2,02 8,04p
k
RdF ≤=
πσ şi bara trebuie să aibă diametrul (minim)
kpk R
Fd,2,08,0
4π
= .
Dacă se consideră d1 (corespunzător barei realizate din materialul M1) ca diametru
de referinţă, se obţine 1,2,0
,2,01
p
kpk R
Rdd = , k = 1...5.
Tabelul 14.4. Caracteristicile oţelurilor ce alcătuiesc GMP pentru aplicaţia A.14.2Caracteristicile mecanice minime
k Marcaoţelului * Rp0,2,k,
N/mm2Rm,k,
N/mm2Ak,%
KVk la –20 oC, J km
kp
RR
,
,2,0 /,krC **
1 S235J2 235 510 24 27 0,461 1,02 S275J2 175 430 20 27 0,640 1,23 S355K2 355 620 16 40 0,573 1,44 P460NL1 460 620 17 47 0,742 1,85 12Ni14 355 640 22 55 0,554 2,7
* toate oţelurile au ρ = 7850 kg/m3;** costurile relative calculate cu CT şi CTref în lei/(kg de semifabricat)
Masa barei de tracţiune cu lungimea L este ρπLdm k
kT 4
2
, = , iar masa unei
unităţi de lungime din bară (de exemplu, L = 1 m) are valoarea (în kg/m) dată de
formula ρπ4
2k
kd
m = , k = 1...5. Dacă se consideră m1 (corespunzătoare barei
realizate din materialul M1) ca masă de referinţă, se obţine: 1,2,0
,2,01
p
kpk R
Rmm = ,
k = 1...5. Evident, deoarece barele realizate din diversele materiale incluse în GMPau diametre dk diferite şi aceeaşi lungime, compararea acestor materiale prinprisma costurilor trebuie făcută cu ajutorul costurilor relative Cr,k calculate curelaţia (14.5), considerând CT,k şi CTref exprimate în lei/(m de semifabricat); pentru

ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
346
a determina costurile relative Cr,k se folosesc datele din tabelul 14.4 şi relaţia
1,2,0
,2,0/,
1
/,,
p
kpkr
kkrkr R
RC
mm
CC == .
Pentru fiecare dintre materialele Mk ∈ GMP se determină indicatorii parţialiIjk, corespunzători celor trei criterii (j = 1...3) privind asigurarea tenacităţii barei:
• criteriul K1: 9,02,0 ≤m
p
RR
are forma „max” şi CAP,1 = 0,9 şi, ca
urmare:km
kpk R
RI
,
,2,01 9,0= , k =1...5;
• criteriile K2: A ≥ 15 % şi K3: KV ≥ 27 J la – 20 oC sunt formulate analitic
în forma „min” şi au CAP,2 = 15 % şi CAP,3 = 27 J şi, ca urmare:152
kk
AI = şi
273k
kKVI = , k = 1...5.
Utilizând valorile coeficienţilor aj, j = 1...3, date în enunţul aplicaţiei şifolosind relaţia (14.2) se obţin valorile indicatorilor globali ai proprietăţilor ICT,k,k = 1...5, iar cu ajutorul relaţiei (14.7) se pot determina valorile indicatorilorglobali ai performanţelor tehnico−economice IPTE,k, k = 1...5.
Tabelul 14.5. Rezultatele obţinute la rezolvarea aplicaţiei A.14.2
k dk,mm
mk, kg/m Cr * I1k I2k I3k ICT,k IPTE,k
1 d1 m1 1,000 1,952 1,60 1,00 1,406 1,4062 0,924d1 0,855m1 1,026 1,406 1,33 1,00 1,188 1,1583 0,814d1 0,662m1 0,927 1,571 1,07 1,48 1,425 1,5374 0,715d1 0,511m1 0,920 1,213 1,13 1,74 1,460 1,5875 0,814d1 0,662m1 1,787 1,625 1,47 2,04 1,802 1,008
* Cr calculate considerând CT şi CTref în lei/(m de semifabricat)Rezultatele care se obţin parcurgând toate etapele de lucru descrise
anterior sunt redate în tabelul 14.5. Se observă că, dacă se consideră pentru luareadeciziei valorile indicatorului ICT,k, materialul recomandat pentru confecţionareabarei este oţelul 12Ni14, iar dacă se utilizează indicatorul IPTE,k (care ţine seama şide costurile implicate de realizarea barei de tracţiune) materialul ce trebuie alespentru realizarea barei este oţelul P460NL1.
A.14.3. Pentru un produs industrial s-a aplicat analiza valorii şi s-aconstatat că acesta are trei funcţii de bază (notate F1, F2, F3) şi două funcţiiauxiliare (notate F4, F5), coeficienţii de importanţă αi, i = 1...5, atribuiţi fiecărei

Capitolul 14 Alegerea materialelor pentru aplicaţiile tehnice
347
funcţii şi ponderile ci, i = 1...5, corespunzătoare costurilor de realizare a fiecăreifuncţii având valorile prezentate în tabelul 14.6.
Tabelul 14.6. Coeficienţii de importanţă si ponderile costurilor de realizareale funcţiilor ce definesc utilitatea produsului considerat în aplicaţia A.14.3
Funcţia F1 F2 F3 F4 F5
αi 0,40 0,30 0,15 0,10 0,05ci 0,30 0,35 0,20 0,05 0,10
a) Să se construiască graficul de corelare utilitate – cost şi să se precizezefuncţiile pentru care costurile sunt mai mari decât contribuţiile pe care le aducaceste funcţii la realizarea utilităţii globale a produsului.
b) Ştiind că s-au parcurs trei etape succesive de modernizare a produsului,în fiecare etapă modificându-se materialele şi tehnologiile folosite la fabricareaacestuia, astfel încăt costurile implicate de realizarea funcţiilor pentru care ci > αisă se diminueze cu ri = 20 % , să se determine cum s-au modificat ponderile ci,i = 1...5, după fiecare etapă de modernizare şi să se construiască graficul decorelare utilitate – cost la finele programului de modernizare a produsului.
Rezolvarea) Considerând că valorile coeficienţilor de importanţă ai funcţiilor sunt în
directă proporţionalitate cu contribuţiile acestora la realizarea utilităţii globale aprodusului, rezultă că graficul de corelare utilitate – cost are aspectul prezentat înfigura 14.16. Examinând acest grafic şi/sau datele prezentate în tabelul 14.6, seobservă că funcţiile care se realizează cu cheltuieli prea mari în raport cu contribuţiilepe care le aduc la realizarea utilităţii produsului (sau calităţii produsului, dacă se areîn vedere că standardele ISO din seria 9000, definesc calitatea unui produs ca fiindansamblul caracteristicilor care conferă acestuia aptitudinea de a satisface nevoileexprimate sau implicite ale utilizatorilor) sunt F2, F3 şi F5.
b) Conform datelor din enunţul aplicaţiei, în prima etapă de modernizare aprodusului, prin modificări privind alegerea materialelor şi tehnologiilor folositela fabricarea lui s-au diminuat cheltuielile de realizare a funcţiilor F2, F3 şi F5 cu
r2 = r3 = r5 = 20 %. Deoarece ponderile ci sunt definite de relaţia T
ii C
Cc = ,
i = 1...5, în care Ci reprezintă costul aferent realizării funcţiei Fi, iar ∑==
5
1iiT CC ,
după prima etapă de modernizare (M1) cheltuielile aferente realizării fiecărei
funcţii au atins nivelurile ii
Tii
i cr
CCr
C )1()1(100100
/ −=−= , i = 1...5, cheltuielile
totale pentru obţinerea produsului au valoarea ∑ ∑ −=== =
5
1
5
1
// )1(100i i
ii
TiT crCCC , iar
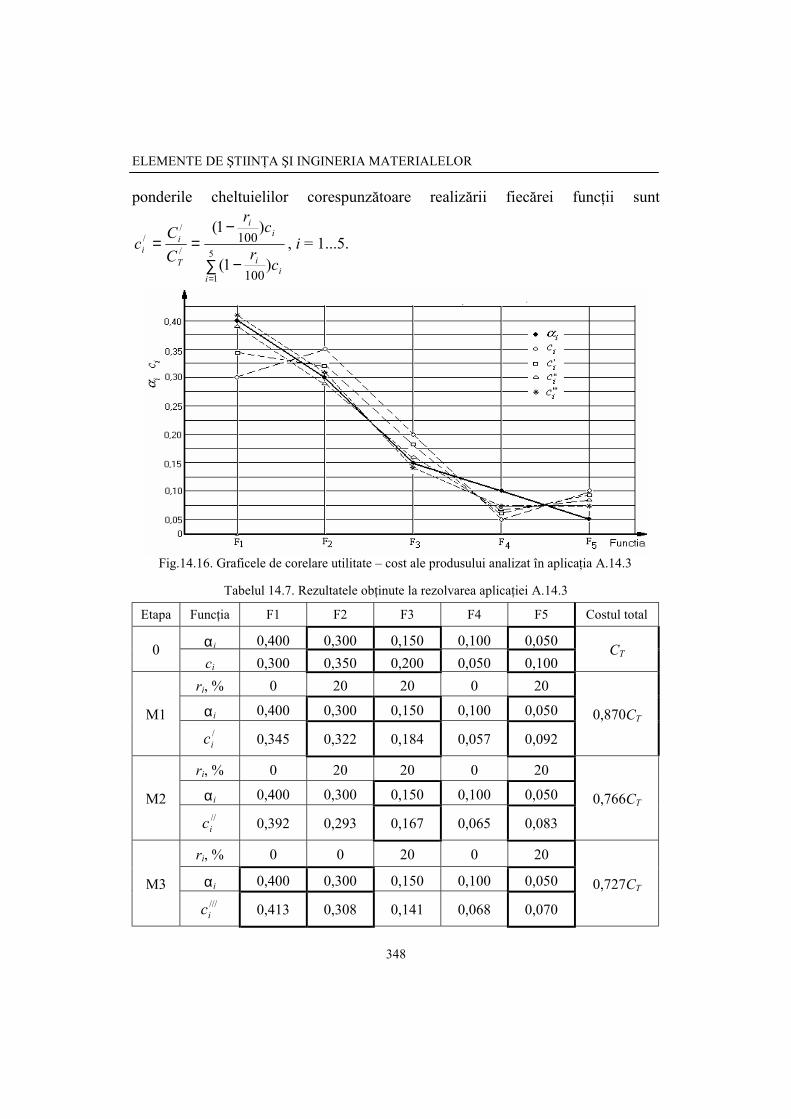
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
348
ponderile cheltuielilor corespunzătoare realizării fiecărei funcţii sunt
∑ −
−==
=
5
1
/
//
)1(
)1(
100
100
ii
i
ii
T
ii
cr
cr
CC
c , i = 1...5.
Fig.14.16. Graficele de corelare utilitate – cost ale produsului analizat în aplicaţia A.14.3
Tabelul 14.7. Rezultatele obţinute la rezolvarea aplicaţiei A.14.3
Etapa Funcţia F1 F2 F3 F4 F5 Costul total
αi 0,400 0,300 0,150 0,100 0,0500ci 0,300 0,350 0,200 0,050 0,100
CT
ri, % 0 20 20 0 20
αi 0,400 0,300 0,150 0,100 0,050M1/ic 0,345 0,322 0,184 0,057 0,092
0,870CT
ri, % 0 20 20 0 20
αi 0,400 0,300 0,150 0,100 0,050M2//ic 0,392 0,293 0,167 0,065 0,083
0,766CT
ri, % 0 0 20 0 20
αi 0,400 0,300 0,150 0,100 0,050M3///ic 0,413 0,308 0,141 0,068 0,070
0,727CT

Capitolul 14 Alegerea materialelor pentru aplicaţiile tehnice
349
În mod similar se pot determina modificările aduse ponderilor ci deurmătoarele etape de modernizare a produsului (M2 şi M3), rezultatele care seobţin considerând datele din enunţul aplicaţiei fiind cele prezentate în tabelul 14.7şi în graficele din figura 14.16; se poate observa că modernizările aduseprodusului au condus la reducerea cu aproximativ 27 % a costului total de
realizare a acestuia şi la obţinerea unor rapoarte i
i
cα
apropiate de unitate pentru
toate funcţiile care-i definesc utilitatea.A.14.4. Pentru realizarea cuvei de stocare a materiei prime a unei maşini
destinate prelucrării maselor plastice s-a selectat o GMP alcătuită din patrumateriale Mk, k = 1...4 şi, ţinând seama de caracteristicile fizico − mecanice alefiecărui material, s-a elaborat câte un proiect constructiv – tehnologic de obţinerea cuvei, rezultănd astfel patru variante ale produsului, notate Vk, k = 1...4. Pentruselectarea celei mai bune variante de produs s-au stabilit patru criterii Kj, j = 1...4,
formulate astfel: K1: volumul util al produsului 85100 ≥=gc
icu V
VV %, Vic fiind
volumul interior al cuvei, iar Vgc – volumul de gabarit al cuvei, K2: masa relativă a
produsului 75100 ≤=ac
cr Q
MM %, Mr fiind masa cuvei, iar Qac – capacitatea de
încărcare a cuvei, K3: consumul specific de material 140100 ≤=c
scs M
MK %, Msc
fiind masa semifabricatului necesar pentru confecţionarea cuvei şi K4: costul util
al produsului 100≤=ac
Tu Q
CC mii lei/kg, CT fiind costul total al realizării cuvei;
considerând că realizarea cuvei cu valori minime ale consumului specific dematerial şi costului util sunt obiective principale, obţinerea cuvei cu o masărelativă cât mai mare este un obiectiv secundar, iar asigurarea unui volum utilmaxim al cuvei este un obiectiv minor, s-au stabilit următoarele valori alecoeficienţilor de importanţă ai criteriilor: a1 = 0,1; a2 = 0,2; a3 = a4 = 0,35.
Ştiind că valorile Vu,k, Mr,k, Ks,k şi Cu,k, k = 1...4, corespunzătoare celorpatru variante ale produsului, sunt cele redate în tabelul 14.8, să se stabileascăvarianta care trebuie adoptată pentru realizarea acestuia.
RezolvareVarianta de produs care trebuie adoptată este cea caracterizată prin
valoarea maximă a indicatorului global ICT,k, k = 1...4, calculat cu relaţia (14.2),considerănd valorile coeficienţilor de iportanţă ai criteriilor aj, j = 1...4, precizateîn enunţul aplicaţiei şi valorile indicatorilor parţiali Ijk determinate, folosind datele
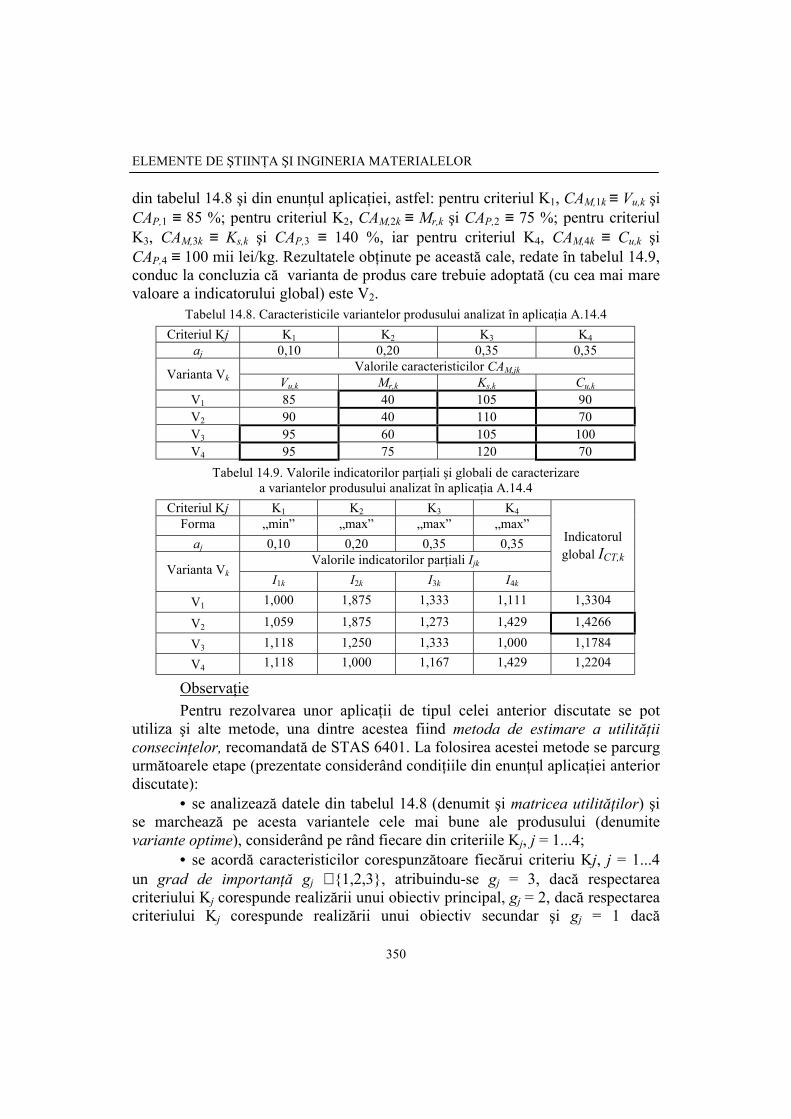
ELEMENTE DE ŞTIINŢA ŞI INGINERIA MATERIALELOR
350
din tabelul 14.8 şi din enunţul aplicaţiei, astfel: pentru criteriul K1, CAM,1k ≡ Vu,k şiCAP,1 ≡ 85 %; pentru criteriul K2, CAM,2k ≡ Mr,k şi CAP,2 ≡ 75 %; pentru criteriulK3, CAM,3k ≡ Ks,k şi CAP,3 ≡ 140 %, iar pentru criteriul K4, CAM,4k ≡ Cu,k şiCAP,4 ≡ 100 mii lei/kg. Rezultatele obţinute pe această cale, redate în tabelul 14.9,conduc la concluzia că varianta de produs care trebuie adoptată (cu cea mai marevaloare a indicatorului global) este V2.
Tabelul 14.8. Caracteristicile variantelor produsului analizat în aplicaţia A.14.4Criteriul Kj K1 K2 K3 K4
aj 0,10 0,20 0,35 0,35Valorile caracteristicilor CAM,jkVarianta Vk Vu,k Mr,k Ks,k Cu,k
V1 85 40 105 90V2 90 40 110 70V3 95 60 105 100V4 95 75 120 70
Tabelul 14.9. Valorile indicatorilor parţiali şi globali de caracterizarea variantelor produsului analizat în aplicaţia A.14.4
Criteriul Kj K1 K2 K3 K4Forma „min” „max” „max” „max”
aj 0,10 0,20 0,35 0,35Valorile indicatorilor parţiali IjkVarianta Vk I1k I2k I3k I4k
Indicatorulglobal ICT,k
V1 1,000 1,875 1,333 1,111 1,3304
V2 1,059 1,875 1,273 1,429 1,4266
V3 1,118 1,250 1,333 1,000 1,1784V4 1,118 1,000 1,167 1,429 1,2204
ObservaţiePentru rezolvarea unor aplicaţii de tipul celei anterior discutate se pot
utiliza şi alte metode, una dintre acestea fiind metoda de estimare a utilităţiiconsecinţelor, recomandată de STAS 6401. La folosirea acestei metode se parcurgurmătoarele etape (prezentate considerând condiţiile din enunţul aplicaţiei anteriordiscutate):
• se analizează datele din tabelul 14.8 (denumit şi matricea utilităţilor) şise marchează pe acesta variantele cele mai bune ale produsului (denumitevariante optime), considerând pe rând fiecare din criteriile Kj, j = 1...4;
• se acordă caracteristicilor corespunzătoare fiecărui criteriu Kj, j = 1...4un grad de importanţă gj ∈ 1,2,3, atribuindu-se gj = 3, dacă respectareacriteriului Kj corespunde realizării unui obiectiv principal, gj = 2, dacă respectareacriteriului Kj corespunde realizării unui obiectiv secundar şi gj = 1 dacă

Capitolul 14 Alegerea materialelor pentru aplicaţiile tehnice
351
respectarea criteriului Kj corespunde realizării unui obiectiv minor; în cazulaplicaţiei analizate, considerând datele precizate în enunţ, rezultă: g1 = 1, g2 = 2 şig3 = g4 = 3;
• se întocmeşte un tablou (numit matricea modificată a utilităţilor),înlocuind valorile caracteristicilor din matricea utilităţilor cu gjIjk, Ijk fiind nişteindicatori parţiali, calculaţi considerând că aceste valori reprezintă CAM,jk aleprodusului analizat, iar nivelurile limită acceptabile CAP,j sunt valorile (aceloraşicaracteristici) corespunzătoare variantelor optime; rezultatele parcurgerii acesteietape în cazul aplicaţiei analizate sunt prezentate în tabelul 14.10;
Tabelul 14.10. Matricea modificată a utilităţilor pentru produsul analizat în aplicaţia A.14.4Criteriul Kj K1 K2 K3 K4
Forma „min” „max” „max” „max”gj g1 = 1 g2 = 2 g3 = 3 g4 = 3
Matricea modificată a utilităţilorVarianta Vk
g1I1k g2I2k g3I2k g4I4k
Usk
V1 895,01 9585 = 2 3 333,23 90
70 = 8,228
V2 947,01 9590 = 2 864,23 110105 = 3 8,811
V3 1 333,12 6040 = 3 100,23 100
70 = 7,433
V4 1 067,12 7540 = 625,23 120
105 = 3 7,692
• se calculează suma valorilor înscrise pe fiecare linie a matriceimodificate a utilităţilor Usk, k = 1...4, numită utilitatea sinteză a variantei Vk,varianta de produs care are cea mai mare valoare a Usk (numită varianta optimăde produs) fiind cea care trebuie adoptată; analizănd rezultatele redate în tabelul14.10, se observă că, în cazul aplicaţiei analizate, varianta de produs care trebuieadoptată este V2, aşa cum a rezultat şi prin metoda indicatorului global.

352
Grila de verificare a testelor de autoevaluareCapitolul 7
T.7.1. a,b,dT.7.2. b,c,dT.7.3. b,c,dT.7.4. aT.7.5. a,bT.7.6. a,bT.7.7. a,b,c,dT.7.8. cT.7.9. a,b,dT.7.10. c,dT.7.11. c,dT.7.12. b,dT.7.13. a,b,c,dT.7.14. a,b,dT.7.15. dT.7.16. cT.7.17. a,b,cT.7.18. a,c,dT.7.19. a,b,c,dT.7.20. a,dT.7.21. a,b,c,dT.7.22. bT.7.23. b,dT.7.24. cT.7.25. a,b,cT.7.26. bT.7.27. aT.7.28. aT.7.29. aT.7.30. a,d
Capitolul 8
T.8.1. cT.8.2. aT.8.3. a,b,cT.8.4. a,c,dT.8.5. a,b,cT.8.6. b,cT.8.7. a,b,dT.8.8. a,cT.8.9. b,dT.8.10. a,b,c
T.8.11. a,cT.8.12. c,dT.8.13. a,b,dT.8.14. aT.8.15. cT.8.16. b,c,dT.8.17. b,dT.8.18. cT.8.19. bT.8.20. b,c,dT.8.21. a,c,dT.8.22. c,dT.8.23. dT.8.24. a,cT.8.25. a,c,dT.8.26. a,b,dT.8.27. a,b,cT.8.28. aT.8.29. c,dT.8.30. a,cT.8.31. c,dT.8.32. cT.8.33. dT.8.34. b,dT.8.35. a,b,c,dT.8.36. a,b,dT.8.37. bT.8.38. b,dT.8.39. bT.8.40. a
Capitolul 9
T.9.1. a,c,dT.9.2. bT.9.3. dT.9.4. aT.9.5. cT.9.6. dT.9.7. dT.9.8. bT.9.9. c,dT.9.10. d
T.9.11. a,c,dT.9.12. a,b,dT.9.13. a,bT.9.14. a,b,c,dT.9.15. dT.9.16. cT.9.17. c,dT.9.18. bT.9.19. a,b,c,dT.9.20. b,c,dT.9.21. aT.9.22. dT.9.23. bT.9.24. a,cT.9.25. a,cT.9.26. a,cT.9.27. a,bT.9.28. dT.9.29. bT.9.30. a,cT.9.31. a,cT.9.32. b,dT.9.33. a,b,dT.9.34. a,bT.9.35. a,bT.9.36. a,b,dT.9.37. bT.9.38. b,cT.9.39. cT.9.40. b,cT.9.41. a,b,dT.9.42. bT.9.43. b,d
Capitolul 10
T.10.1. bT.10.2. bT.10.3. aT.10.4. a, cT.10.5. dT.10.6. a, cT.10.7. c, d
T.10.8. cT.10.9. cT.10.10. a, cT.10.11. aT.10.12. dT.10.13. b, aT.10.14. dT.10.15. dT.10.16. b, cT.10.17. a, dT.10.18. cT.10.19. c,dT.10.20. cT.10.21. a, bT.10.22. b, cT.10.23. b, aT.10.24. a, cT.10.25. a, cT.10.26. b, dT.10.27. c, dT.10.28. a, c, d
Capitolul 11
T.11.1. b, dT.11.2. bT.11.3. b, dT.11.4. a, cT.11.5. c, dT.11.6. b, cT.11.7. aT.11.8. bT.11.9. cT.11.10. dT.11.11. a, dT.11.12. b, c, dT.11.13. cT.11.14. b, c, dT.11.15. b, dT.11.16. b, cT.11.17. dT.11.18. c, dT.11.19. a
T.11.20. cT.11.21. b, dT.11.22. a, c, dT.11.23. b,dT.11.24. a, c, dT.11.25. a, b, dT.11.26. a, cT.11.27. a, c, dT.11.28. c, d
Capitolul 12
T.12.1. a,cT.12.2. a,b,cT.12.3. b,dT.12.4. a,b,c,dT.12.5. a,cT.12.6. b,dT.12.7. a,c,dT.12.8. a,b,dT.12. 9. a,b,c,dT.12.10. bT.12.11. b,c,dT.12.12. a,b,dT.12.13. a,bT.12.14. b,c,dT.12.15. a,b,cT.12.16. a,b,cT.12.17. a,b,c,d
Capitolul 13
T.13.1. a,b,dT.13.2. a,bT.13,3. a,b,cT.13.4. cT.13.5. dT.13.6. a,bT.13.7. c,dT.13.8. bT.13.9. dT.13.10. cT.13.11. b,d
T.13.12. a,c,dT.13.13. b,cT.13.14. bT.13.15. cT.13.16. dT.13.17. b,c,dT.13.18. a,d
Capitolul 14
T.14.1. a,c,dT.14.2. a,b,c,dT.14.3. a,b,dT.14.4. aT.14.5. a,cT.14.6. a,b,cT.14.7. dT.14.8. cT.14. 9. cT.14.10. bT.14.11. a,b,cT.14.12. b

353
INDEX
Aacomodare, 183agent de reticulare, 235, 250aglomerate, 307agregare prin lipire, 289agregare pulberi, 301alame, 148alburn, 275aliaje Al − Zn, 170aliaje Al − Mg, 168aliaje Al − Cu, 163aliaje antifricţiune, 177aliaje Cu – Ni, 152aliaje cu memoria formei (Marmem), 184aliaje pentru lipire, 181aliajele titanului, 175Alpaca (Neusilber, Argentan), 153alumina, 210alumino−silicaţi, 201aminoplaste, 254analiza valorii, 330antioxidant, 250argile, 207atmosferă standard, 241
Bbandă de călibilitate, normală, îngustă, 67bronz, 154
Ccambiu, 275câmp termic de sudare, 70canal rezinifer, 276carbon echivalent, 75carbură de siliciu, 214carbură de bor, 215călire de punere în solutie, 139ceramice neoxidice, 214
ceramice oxidice, 210ceramice silicatice, 207ceramice, 197ciment, 219clasă structurală, 25clase de calitate, 56coefcient de asimetrie, 334coeficient de importanţă, 323coeficient de siguranţă, 334compactitate de presare, 305compactitate de umplere, 305comportare metalurgică la sudare,, 74compozit durificat cu fibre, 284compoziţii, 179condiţionarea epruvetelor, 241configuraţie, 233conformaţie, 233constantan, 153constantă de relaxare, 239construcţie sudată, 69copolimer, 233corindon, 208coroziune intercristalină, 92costuri relative, 329cristalite, 234cristobalit, 208criterii de cost, 328criterii privind proprietăţile, 323criterii tehnologice, 327cromit, 213cupru tehnic, 147curbă termo−mecanică, 236curbe de îmbătrânire, 141curbe izocronice, 249curbe izometrice, 249cusătură sudată (CUS), 69
Ddendrimer, 233densitate de presare, 305densitate de umplere, 304depunere chimică, 289
354
depunere electrolitică, 289devitrifiere, 201diagramă structurală A. Schaeffler, 32disproporţionare, 231duraluminiu, 165duramen, 275durată de sinterizare, 311durificare secundară, 21duritate Barcol, 247duritate Janca, 280duritate Knoop, 215duritate Shore, 246
Eefect postelastic, 310elastomeri, 237element carburigen, 14element de aliere alfagen (feritizant), 7element de aliere gamagen (austenitizant), 10element de aliere, 5element grafitizant, 14element betagen, 173elinvar, 112emailuri, 218enclavă plastică, 288
Ffaianţă, 207fâşii ZIT, 73fază sigma, 6feldspat, 207fenoplaste, 254fiabilitate, 322fibră lemnoasă, 276fibrilă, 235fisurare la cald a CUS, 93fisurare sub tensiune, 204fluiditate, 305fondant, 216fontă aliată, 6fontă aliată martensitică, 20fontă comercială, 113formare epruvete, 242fracţie volumică, 270
fragilitate de revenire, 22fragilizare prin faza σ, 94funcţionalitate, 231furnir, 282
Gglazură, 209grad de cristalinitate, 234grad de îndesare, 305grad de polimerizare, 230grafic de corelare utilitate-cost, 331gresie ceramică, 207
Hhardenită, 104hemiceluloză, 276homopolimer, 233
Iindicator global, 327, 328, 329indicator parţial, 327inel anual, 275infiltrare, 289intermediari, 216invar, 112izodeformaţie, 270izotactic, 233izotensiune, 272
Îîmbătrânire artificială, 140îmbătrânire naturală, 140încorporare, 290încovoiere statică, 202
KKunial, 153

355
Llaminare normalizantă, 75laminare termomecanică (controlată), 76lanţ molecular (catenă), 229lanţ siloxanic, 256liber, 275lignină, 276lipire, 180lungime critică a fibrelor, 284
Mmagnaliu (alumag), 168magnezită, 210martensită termoelastică, 184masă moleculară, 230material elastomeric (cauciuc), 255materiale funcţionale, 321materiale structurale, 321materiale vitroceramice, 219matrice, 269matrice a preferinţelor, 324mediu de sinterizare, 311melamine, 254Melchior (Maillechort), 153mentenabilitate, 322metalurgia pulberilor, 301modificare, 136modificatori de reţea, 216Monel, 153monomer, 229mulit, 208
NNitinol, 185nitrură de bor, 214nitrură de siliciu, 214
Ooţel pentru construcţii sudate, 75oţel pentru scule, 100oţel aliat, 5
oţel bifazic (dual-phase), 84oţel carbon de calitate, 65oţel criogenic, 80oţel cu granulatie fină, 76oţel duplex, 94oţel durificabil prin precipitare (PH), 89oţel Hadfield, 109oţel HSLA, 80oţel inoxidabil stabilizat, 93oţel maraging, 110oţel pentru carburare, 66oţel pentru îmbunătăţire, 66oţel pentru rulmenţi, 108oţel rapid, 103oţel refractar (termorezistent), 96oţel turnat, 105oţel inoxidabil,cu crom, cu crom şi nichel, 86oţel patinabil, 98oţel pentru recipiente, 78oţel termorezistente, 78oxid de zirconiu, 210
Ppanel, 282plastifiant, 250platinit, 112plăci celulare, 282plăci din aşchii de lemn – PAL, 282plăci din fibre de lemn – PFL, 282poliadiţie, 232policondensare, 232polidispersie, 230polietilenă, 229polimer reticulat, 235polimer, 229polimerizare, 231porozitate de umplere, 305porţelan, 207prajini de pompare, 334precipitate θ, 140proprietăţi adecvate, 326pulberi, 304pultruziune, 340punct caracteristic nominal, 31punct fix de vâscozitate, 205
356
Rraport de formă al fibrelor, 284raport de transfer al sarcinilor, 285rază medulară, 276răşini epoxidice, 254răşini poliesterice, 254reacţie în lanţ, 232reacţie în trepte, 232reciclabilitate, 323refractare corindonice, 212refractare silica, 212refractare silimanitice, 212relaxarea tensiunilor, 241rezilienţă, 247rezistenţă la înmuiere sub sarcină, 211rezistenţă piroscopică (refractaritate), 211rezistenţă Dynstat la şoc, 248rezistenţă la şoc Izod, 248rezistenţă mecanică specifică, 324rezistenţă relativă la oboseală, 325ritidom, 274rost de sudare, 69rupere prin cavitaţie, 184
Ssegment de lanţ molecular, 233sferulită, 235sialon, 214silice, 200silicon., 256silumin, 170simbolizare 59sindiotactic, 233sinterizare, 310solidificare unidirecţională, 290spinel, 210stabilitate la revenire, 21stabilizator, 216standard, 53starea amorfă (vitroasă), 197stereoizomer, 233sticlă “securit”, 206sticle, 197structură feritică aciculară, 83
structură amorfă, 234sudabilitate, 74superaliaj, 97superplasticitate, 182
Şşamotă, 212şoc termic., 203
Ttemperatură de referinţă, 77temperatură de sinterizare, 310temperatură de vitrifiere, 200teracotă,, 207termoplaste, 237termorigide (duroplaste), 237titan, 172titanaţi, 211titlu fictiv, 150tombac, 149trahee, 276traheidă, 276tranziţie sticloasă (vitroasă), 236trihite (fibre whiskers), 285
Vvas lemnos, 275vâscoelasticitate, 239vâscozitate, 204vitrifiant, 197, 215volum specific de scuturare, 305vulcanizare, 255
Zzonă de acţiune a fibrei, 271zonă influenţată termic (ZIT), 70zone Guinier- Preston (GP), 140
357
ELEMENTS OF MATERIALS SCIENCEAND ENGINEERING
The book Elements of Materials Science and Engineering presents thestructure and properties of materials used for technical applications, it points outthe correlation between their chemical composition, structure and properties andemphasises the structural and property changes due to various processingtechnologies. Its main purpose is to understand the principles, rules andmechanisms for obtaining materials compliant with the structural specifications ofeach particular application.
This book is meant to provide the students that read Oil-Field Equipment,Petrochemical and Refinery Equipment and Equipment for Gas and PetroleumTransportation and Storage at the Faculty of Mechanical and ElectricalEngineering of the Petroleum-Gas University of Ploiesti with a useful andeffective tool for individual study. However, this book can prove useful for otherstudents, as well as technicians and engineers who wish to enhance or update theirmaterial science knowledge.
Since the main applications analysed belong to the field of oil equipment,the metallic materials (metals and alloys) are and will be used more frequently,therefore the discussion of these materials is more comprehensive. However, thepaper also deals with other types of materials for technical applications: glassesand ceramic materials, polymeric materials (plastomers and elastomers), sinteringmaterials and fibre-reinforced composites.
The work consists of two volumes. The first volume includes thefollowing chapters: Metals – general concepts; Alloys – general concepts;Mechanical properties of metallic materials; Iron-carbon alloys; Phasetransformations of solid steels and cast irons; Heat treatment of steels and castirons. The second volume includes the chapters: Alloyed steels and cast irons;Types of commercial steels and cast irons; Structure and properties of non-ferrous alloys, Structure and properties of glasses and ceramic materials,Structure and properties of polymeric materials, Structure and properties ofsintering materials, Structure and properties of composites, Choosing theappropriate material for an application.
To enhance the utility of the book, each chapter includes exercises andself-assessment tests, in order to allow the reader to estimate the knowledgeacquired and their level of competence (the ability to use knowledgeindependently and correctly to solve practical problems).

“Elemente de stiinţa şi ingineria materialelor”este realizată în cadrul grant-ului C.N.F.I.S. 39691,
“Model de software integrat de tip multimedia pentru învăţare interactivă generat la Universitatea Petrol – Gaze din Ploiesti”
Lucrarea este elaborată de prof. dr.ing. Gheorghe Zecheru şi conf.dr.ing. Gheorghe Drăghicide la catedra Tehnologia Construcţiei Utilajului Petrolier a
Universităţii PETROL – GAZE din Ploiesti.
Lucrarea este structurată în două volume şi cuprinde informaţiile esenţiale privind structura şiproprietăţile principalelor categorii de materiale folosite în tehnică,inclusiv materialele descoperiteşi utilizate recent: compozitele durificate cu fibre, materialele inteligente, ceramicele ultrarezistente,
materialele superplastice etc. şi poate constitui un ghid valoros pentru alegerea raţională amaterialelor necesare diferitelor aplicaţii industriale.
Fiecare capitol este prevăzut cu teste de autoevaluare şi aplicaţii, care permit utilizatorilor să-şiautoaprecieze nivelul de pregătire şi nivelul de competenţă în folosirea independentă şi corectă a
cunoştinţelor dobândite la soluţionarea unor probleme concrete.
“Elemente de stiinţa şi ingineria materialelor”se află pe site-ul cu adresa:
www.upg-ploiesti.ro/curs_esim.htm
“Elemente de stiinţa şi ingineria materialelor”este disponibilă pe CD-ROM
ISBN 973-99015-8-1 ISBN 973-85511-8-3







