
CNC FREZE TEZGAHI İÇİN KESME PARAMETRELERİNİN AKILLI
YÖNTEMLERLE ELEKTRONİK ORTAMDA OPTİMİZASYONU
Oğuz ÇOLAK
DOKTORA TEZİ
MAKİNA MÜH. ANABİLİM DALI
Isparta-2006
T.C
SÜLEYMAN DEMİREL ÜNİVERSİTESİ
FEN BİLİMLERİ ENSTİTÜSÜ
CNC FREZE TEZGAHI İÇİN KESME PARAMETRELERİNİN AKILLI
YÖNTEMLERLE ELEKTRONİK ORTAMDA OPTİMİZASYONU
Oğuz ÇOLAK
DOKTORA TEZİ
MAKİNA MÜHENDİSLİĞİ ANABİLİM DALI
ISPARTA-2006
i
ÖZET
(CNC Freze Tezgahı İçin Kesme Parametrelerinin Akıllı Yöntemlerle Elektronik Ortamda Optimizasyonu)
Bu çalışmada, sert malzemelerin frezelenmesi esnasında oluşan kesici takım
aşınmaları, CNC freze tezgahı üzerine yerleştirilen farklı sensörler ile belirlenerek
frezeleme için en uygun kesme koşulları Bulanık Mantık Modelleme, ve Genetik
Programlama gibi yapay zeka algoritmalarında değerlendirilerek tespit edilmiştir.
Sert malzemelerin frezelenmesi için seçilen uygun kesici takımların aşınma
süreçlerinin incelendiği çalışmada, yüzey frezeleme ve kaba frezelemedeki aşınma
karakteristikleri araştırılmıştır.
Yüzey frezeleme işlemleri için CNC takım tezgahına yerleştirilen akustik emisyon,
ve titreşim sensörlerinden alınan sinyaller özel kaplamalı kesici takımın aşınma
değerleri ile ilişkisinin analizinde Genetik Programlama yöntemi kullanılmıştır.
Kaba frezeleme için kesme kuvvetlerinin artması ile değişen frezeleme dinamiği,
titreşim karakteristiğinin tespit edilebilmesi amacı için, Bulanık Mantık Modelleme
yöntemini kullanarak kesme kuvveti sensör verileri ve ortam ses sinyal verileri
yardımıyla kararlı kesme şartlarını sağlayacak model geliştirmiştir. Geliştirilen
modelin verdiği test sonuçları deneysel olarak ve dinamik modelde doğrulanarak,
tespit edilen optimum kaba frezeleme şartlarında yapılan deneylerde, kaplamalı
parmak frezenin aşınma karakteristikleri analiz edilmiştir.
Çalışmanın sonunda, sert metal frezelemede kesici takım aşınmasını etkileyen
faktörler değerlendirilerek uygun sensör seçimi, optimum kesme şartlarının tespit
edilebilmesi yapay zeka algoritmaları kullanılarak elektronik ortamda
gerçekleştirilmiştir. Bunun yanında tırlama olmadan, kararlı kesme şartlarının tespiti
için geliştirilen Bulanık Mantık Modelinde, işleme anında oluşan ses sinyalleri ve
kesme kuvveti sinyallerinin detaylı analizi yapılarak optimum kesme koşullarına
ulaşmaya çalışılmıştır.

ii
ANAHTAR KELİMELER: Frezeleme Optimizasyonu, Yapay Zeka, Bulanık
Mantık, Takım Aşınması
iii
ABSTRACT (CNC Milling Cutting Parameter Optimization with Using Intelligent Methods
in Electronic Environment ) In this study, cutting tool wears have been analyzed and optimum cutting parameter
was find for hard milling operations with using different sensor signals and different
artificial intelligent modeling techniques such as Fuzzy Logic Modeling, and Genetic
programming.
Characteristics of cutting tool wears have been studied for finish milling and rough
milling operations with using suitable hard milling cutting tools.
Acoustic Emission Signals and Vibration sensor signals were used for description of
non-linear relations between signals and tool wears. Cutting parameters and sensor
signals was used with Genetic Programming for finish milling tool wear detection.
Fuzzy Logic Model was developed for finding to stable cutting conditions. In this
model, cutting force signals and cutting sound signals were analyzed. Cutting forces
and also forced vibrations are directly effected cutting tool wear in rough milling
operation. So, optimum stable cutting parameter must be find before tool wear
experiments. Then, cutting tool wear experiments for rough milling operations were
studied with using optimum stable cutting parameter which were predicted Fuzzy
Logic Model.
Finally, cutting tool performance and wear characteristics for hard milling operations
is discussed. Suitable sensors and artificial intelligence techniques are also discussed
in conclusions.
KEY WORDS: Hard Milling Optimization, Artificial Intelligence, Fuzzy Logic,
Tool Wear
iv
ÖNSÖZ VE TEŞEKKÜR
İmalat sektöründe geniş bir uygulama alanına sahip olan talaşlı imalat yöntemleri,
geçmişte ve günümüzde ülke ekonomilerine en çok katkıda bulunan sektörlerden
biridir. Makine, otomotiv, havacılık, kalıpçılık gibi önemli sektörlerin içinde yer alan
talaşlı imalat, gelecekte de global ekonominin vazgeçilmez unsuru olmaya devam
edecektir. Digital çağın paralelinde görülen, sektörde ki hızlı gelişmeler ve rekabetçi
üretim anlayışı her zaman sektörü en iyiyi, en ucuza üretmesi için zorlamaktadır. Bu
nedenle imalat adımları için kaliteli üretim ve optimum şartların elde edilmesi, hiç
bir zaman önemini yitirmemiştir.
Üretim sistemlerinin elektronik düzenler, sensörler ve gelişmiş yazılımlarla
kontrolünü sağlayan mekatronik biliminin gelişmesi ile makinalardan yüksek
performansta ürünler alabilmek mümkün olmuştur. Karmaşık üretim sistemlerinin
mekatroniğinde, otomasyonunun sağlanmasında ve işlemlerin izlenmesinde artık
yapay zeka algoritmaları da geniş kullanım alanları bulabilmektedir.
Bu çalışmada talaşlı imalatın önemli bir adımı olan, CNC frezeleme işlemleri için en
iyi üretim koşullarına, 20. yüzyılın sonlarında popüler olarak hemen hemen her
sektörde kullanılmaya başlayan yapay zeka yöntemleri ile ulaşılmaya çalışılmıştır.
Bulanık mantık, ve genetik programlama gibi yöntemler özellikle sert parçaların
frezelenmesi esnasında karşılaşılan takım aşınması, tırlama gibi dinamik
problemlerin çözümünde kullanılmıştır. Sensörlerin desteğindeki verilerle,
geliştirilen yapay zeka algoritmaları kullanılarak, takım aşınmalarının izlenmesi ve
optimum kararlı üretim şartlarının belirlemesi için çözümler üretilmiştir. Bu çalışma
CNC frezelemede yeni gelişmekte olan hızlı ve sert frezeleme operasyonları için
yapay zeka tekniklerinin ülkemiz şartlarında da kullanılabileceğini göstermiştir.
Bu çalışma konusunu öneren, destek ve görüşlerini esirgemeyen danışmanım Prof.
Dr. Cahit KURBANOĞLU’na şükranlarımı sunarım. Çalışma süresinde görüş ve
önerileri ile çalışmaya katkıda bulunan, deneysel çalışmalarımda laboratuar
v
imkanlarını kullanmamı sağlayan British Colombia Üniversitesi, Üretim Otomasyon
laboratuarı yöneticisi Sayın Prof. Dr. Yusuf ALTINTAŞ’ a ve aynı laboratuarda
çalışmalarıma katkı sağlayan, Fuat ATABEY, Mehdi Namazi, Ahmet
YARDIMEDEN ile yazılım geliştirmede yardımcı olan Rose’ a teşekkürlerimi
sunarım.
Ayrıca çalışmanın her safhasında anlayış gösteren ve manevi katkıda bulunan eşime,
çocuklarıma ve bugünlerimi borçlu olduğum aileme sonsuz teşekkürlerimi sunarım.
Çalışmada desteklerini esirgemeyen CAD/CAM Merkezindeki ve mühendislik
fakültesindeki mesai arkadaşlarıma şükranlarımı sunarım. Çalışmayı maddi olarak
destekleyen SDÜ Araştırma Projeleri Yönetim Birimi’ne ayrıca teşekkür ederim.
18/04/2006
Oğuz ÇOLAK
vi
İÇİNDEKİLER LİSTESİ ÖZET ......................................................................................................................................... i ABSTRACT.....................................................................................................................................iii ÖNSÖZ VE TEŞEKKÜR ............................................................................................................... iv İÇİNDEKİLER LİSTESİ ................................................................................................................ vi SİMGELER DİZİNİ ........................................................................................................................ ix ŞEKİLLER LİSTESİ ......................................................................................................................xii TABLOLAR LİSTESİ ................................................................................................................xviii 1.GİRİŞ ........................................................................................................................................ 1 2.LİTERATÜR TARAMASI........................................................................................................... 6 3.MATERYAL VE YÖNTEM ...................................................................................................... 22
3.1. MATERYAL .......................................................................................................... 22 3.1.1. Talaşlı İmalat................................................................................................... 22 3.1.2. Dik (Ortogonal) Kesme Teorisi ...................................................................... 22
3.1.2.1.Birincil Deformasyon Bölgesi ................................................................. 27 3.1.2.2.İkincil Kayma Düzlemi ............................................................................ 32
3.1.3. Oblik (Eğik) Kesme Teorisi ve Geometrisi .................................................... 36 3.1.4. Frezeleme İşleminde Talaş Kaldırma.............................................................. 39 3.1.5. Frezelemede Kesme Kuvvetlerinin Modellenmesi ......................................... 42
3.1.5.1 Üstel Kesme Kuvveti Sabiti Modeli ........................................................ 43 3.1.5.2 Doğrusal Kenar Kuvvet Modeli ............................................................... 46
3.1.6. Frezelemede Tezgah Dinamiğinin Modellenmesi .......................................... 50 3.1.7 Frezelemede Tırlamanın Tespiti ...................................................................... 53 3.1.8. Frezelemede Kararlılığın Frekans Boyutunda Tespiti .................................... 55 3.1.9. Kesici Takımlar............................................................................................... 58
3.1.9.1 Kesici Takım Malzeme Cinsi................................................................... 58 3.1.9.2 Karbon Çelikleri ve Takım Çelikleri........................................................ 60 3.1.9.3. Yüksek Hız Çelikleri............................................................................... 61 3.1.9.4. Sert Metaller............................................................................................ 64 3.1.9.5. Seramikler ............................................................................................... 66 3.1.9.6. Elmaslar .................................................................................................. 68 3.1.9.7. Kübik Bor Nitrürler................................................................................. 71
3.1.10. Kesici Takımın Geometrisi ........................................................................... 73 3.1.11. Takım Aşınması ............................................................................................ 75
3.1.11.1. Takım Aşınmasını Etkileyen Faktörler ................................................. 77 3.1.11.2. Aşınma Türleri ...................................................................................... 78 3.1.11.3. Takım Aşınma Tipleri ........................................................................... 81 3.1.11.4. Parmak Frezede Takım Aşınmasının Ölçüm Standardı ....................... 85
3.2. Yapay Zeka Modelleri............................................................................................... 88 3.2.1 Bulanık Mantık Teorisi .................................................................................... 88
3.2.1.1 Bulanık Küme Kavramı ........................................................................... 89 3.2.1.2. Bulanık Teoride Temel İşlemler ............................................................. 91 3.2.1.3 Klasik Bağıntılar ...................................................................................... 94 3.2.1.4 Bulanık Bağıntılar .................................................................................... 96 3.2.1.5 Üyelik Fonksiyonlar ve Kısımları ............................................................ 97 3.2.1.6 Bulanıklaştırma ...................................................................................... 102
vii
3.2.1.7 Üyelik Derecesi Belirlenmesi ................................................................ 103 3.2.1.8 Durulaştırma........................................................................................... 104 3.2.1.9. Durulaştırma İşlemleri .......................................................................... 106
3.2.2. Genetik Programlama (GEP) ........................................................................ 113 3.2.2.1 GEP Kromozomları................................................................................ 116 3.2.2.2 Uygunluk Fonksiyonu ve Seçim ............................................................ 120 3.2.2.3 Yer Değiştirme ile Tekrar Üretim.......................................................... 122 3.2.2.4 Örnek Uygulama .................................................................................... 127
3.3. YÖNTEM................................................................................................................ 136 3.3.1. Deneysel Çalışma Düzeneği ve Özellikleri................................................... 136
3.3.1.1. Kullanılan CNC Tezgahlar ve Özellikleri............................................ 136 3.3.1.2. Sensörler................................................................................................ 138 3.3.1.3. Titreşim Sensörleri ve Çekiçler............................................................. 142 3.3.1.4. Üç Eksenli Dinamometre ...................................................................... 144 3.3.1.5. Akustik Düzen....................................................................................... 146
3.3.2. İşparçası ve Özellikleri.................................................................................. 148 3.3.2.1 AISI 4340M Çeliğinin Ortalama Kesme Kuvveti
Sabitlerinin Belirlenmesi................................................................................. 151 3.3.3. Kesici Takımlar ve Takım Tutucular ............................................................ 155 3.3.4. Sinyal İşleme ve Yazılımları ......................................................................... 157
3.3.4.1.Sinyal İşleme.......................................................................................... 158 3.3.4.2.SSİ kullanımı.......................................................................................... 162 3.3.4.3.Sayısal Sinyal İşlemenin Üstünlükleri ................................................... 163 3.3.4.4. Veri Toplama Kartları ........................................................................... 163 3.3.4.5. Akustik, Titreşim, Ses ve Kuvvet Verilerinin Toplanması
ve Geliştirilen Yazlımlar ................................................................................. 164 3.3.5. Bulanık Mantık Kullanarak Frezeleme İşlemlerinin
Optimizasyonu .................................................................................................. 165 3.3.5.1. Dinamik Analiz ve Hata Tespitinin Tanımlanması............................... 167 3.3.5.2. Bulanık Mantık Modeli ......................................................................... 174 3.3.5.3.Tırlama Kararlılığı Bulanık Mantık Modeli........................................... 185 3.3.5.4. Kesme Sabiti Değişimi Bulanık Mantık Modeli................................... 189 3.3.5.5. Kararlılık Eğrisi Seçme Bulanık Mantık Modeli .................................. 193 3.3.5.6.İş mili Eksen Kaçıklık Modeli ............................................................... 199 3.3.5.7. Zorlanmış Titreşimler Bulanık Mantık Modeli..................................... 200
4. ARAŞTIRMADA ELDE EDİLEN BULGULAR .................................................................. 203 4.1. Takım Aşınmasının Akustik ve Titreşim Sinyallerine Göre Genetik Programlama Modellerinde Değerlendirilmesi........................................................... 203
4.1.1. Verilerin Genetik Programlama Metodu ile Modellenmesi.......................... 206 4.1.2.Akustik Emisyon ve Titreşim Sinyallerinin Toplanması ve
Değerlendirilmesi.............................................................................................. 208 4.1.3 DIN 1.2842 Malzemesinin İşlenemesinde Kesme
Parametrelerinin Takım Aşınmasına Etkisi ...................................................... 222 4.1.4. Genetik Programlama Yöntemi ile Elde Edilen Takım Ömrü Tahmini ........ 228 4.2. AISI 4340M Çeliğinin Frezelenmesi ve Sonuçların Değerlendirilmesi ................. 231
4.2.1. Tırlama Kararlıklık Bulanık Mantık Modeli Test Sonuçları......................... 232
viii
4.2.1.1. Birinci test noktası sonuçları ................................................................. 235 4.2.1.2 İkinci Test Noktası Sonuçları................................................................. 237 4.2.1.3 Üçüncü Test Noktası Sonuçları.............................................................. 240 4.2.1.4 Dördüncü Test Noktası Sonuçları .......................................................... 243 4.2.1.5. Maksimum Produktiviteye Sahip Optimum Kesme
Bölgesi Seçme Modeli Testi ........................................................................... 247 4.2.2. AISI 4340M Çeliğinin Optimum Şartlarda Frezelenmesi ve
Takım Aşınması Testleri ................................................................................... 250 4.2.2.1 AISI 4340M Çeliğinin İşleme şartlarının belirlenmesi.......................... 250 4.2.2.2. AISI 4340M Çeliğinin İşlenmesinde Kesme
Kuvvetlerinin Analizi...................................................................................... 254 4.2.2.3.Takım Performansının Kesme Parametrelerine Göre
Değerlendirilmesi............................................................................................ 265 4.2.2.4.Takım Titreşiminin Simulasyonu ve Analizi ......................................... 266 4.2.2.5. Kesme Parametrelerinin Yüzey Kalitesine Etkisinin
Analizi ............................................................................................................. 269 5. SONUÇ .................................................................................................................................... 273 6. KAYNAKLAR......................................................................................................................... 278 EKLER .................................................................................................................................... 287 ÖZGEÇMİŞ .................................................................................................................................. 291
ix
SİMGELER DİZİNİ Alim :Kritik Kesme Derinliği D :Takım çapı Db Takım kenarı diferansiyel uzunluğu dS Kesme Kenarı diferansiyel uzunluğu fn :İş mili Frekansı Ftj , Frj , Faj :Takımın j dişine etkileyen Teğetsel, Radyal, Eksenel Kesme Kuvvetleri Fx , Fy , Fz :X, Y ve Z yönlerindeki Kesme Kuvvetleri h( φj) : Anlık talaş kalınlığı i Helis açısı j :Takım kesici diş numarası ( j = 0,1,…,N-1 ) Ktc , Krc , Kac :Teğetsel, Radyal, Eksenel yönlerde frezeleme makaslama kesme
kuvveti sabitleri Kte , Kre , Kae :Teğetsel, Radyal, Eksenel yönlerde frezeleme takım kenar, kesme
kuvveti sabitleri As :Talaş kesiti a :Paso kalınlığı g :Yer çekimi ivmesi h :Şekil değiştirmemiş tabakanın kalınlığı h’ :Şekil-değiştirmiş talaş kalınlığı hm :Ortalama talaş kalınlığı hmax :Maksimum talaş kalınlığı m :Kütle n :Dönme kesme hızı r :Takım ucunun yarıçapı R :Takımın yarıçapı Ref :Takımın efektif yarıçapı s :Devir başına ilerleme c :Diş başına.ilerleme T :Takım ömrü (dak); t :Çalışma zamanı (s) f :İlerleme hızı v :Kesme hızı (m/dak) VB :Ortalama aşınma VBmax :Maksimum aşınma X :CNC tezgahlarda x ekseni Y :CNC tezgahlarda y ekseni Z :CNC tezgahlarda z ekseni S :İş mili devri z :Freze Takımının diş (kesme ağzı) sayısı θ :Kesme açısı β :Kama açısı λ. :Talaş açısı, helis açısı, malzemesinin isi iletim katsayısı α :Serbest açı ()
x
χ :Yerleştirme açısına ω :Açısal hız δ :Sıcaklık farkı ρ :Sürtünme açısı γ0 :Efektif talaş açısı η :Talaş Akış açısı γe :Efektif talaş açısı αn :Normal düzlemde serbest açısı βn :Normal düzlemde kama açısı λn :Normal düzlemde talaş açısı λs :Talaş kalınlıkları oranı, eğim açısı A :Klasik küme A :Bulanık küme
*z :Toplam Alanın Merkezi T :İş mili periyodu Tj :Takım geçiş frekansı periyodu φ :Kesme kenarının XY düzleminde toplam açısal dönüşü φn :Kesme bölgesindeki, kesme açısının normali φp,j :j dişi için adım açısı ∆ φp :Değişken adım açısı φst , φex :Takım giriş ve çıkış açısı ∆x , ∆y :X ve Y yönlerinde tekrarlayan birim yer değişimleri [Φ] :Transfer Fonksiyonu Matrisi [A] :Frezeleme dinamik kesme kuvveti sabitleri matrisi [T] :Kesme kuvvetleri dönüşüm matrisi ∆d :Dinamik yer değiştirme vektörü B :Zaman gecikme vektörü F Tekrarlayan dinamik kuvvet vektörü ε :Mevcut ve önceki titreşim dalgaları arasındaki faz farkı ωc :Tırlama frekansı x :Dinamik yük altında x yönündeki yer değiştirme y :Dinamik yük altında x yönündeki yer değiştirme φj :j kesme kenarı dönme açısı κ :Kesme kenarı normali ve Z ekseni arasındaki açı ψ :Kesme kenarının XY düzlemine göre pozisyon açısı Λ :Kararlılık denklimi Öz değer Vektörü
xi
KISALTMALAR AA Açıklama Ağacı A/D Analog dijital dönüştürücü BM Bulanık Mantık GP Genetik Programlama IS Sıralı genlerin yer değiştirmesi EKD Eksenel Kesme Derinliği RD Radyal Dalma FRF :Frekans Tepki Fonksiyonu ÇKE Çok Kristalli Elmas ÇKBN Çok Kristalli Kübik Bor Nitrür KBN Kübik Bor Nitrür GEP Genetik Çıkarımlı Programlama (Gene Expression Programming) GA Genetik Algoritma
xii
ŞEKİLLER LİSTESİ Şekil 3.1 Ortogonal ve eğik kesme İşlemlerinin geometrisi (Altıntaş, 2000)............................... 23 Şekil 3.2. Silindirik malzemelerin işlenmesinde ortogonal ve eğik kesmenin
karşılaştırılması (Taylan, 2006) ................................................................................... 24 Şekil 3.3. Ortogonal kesmede oluşan deformasyon bölgeleri (Taylan, 2006).............................. 24 Şekil 3.4. Ortogonal kesme mekaniği (Altıntaş, 2000).................................................................. 26 Şekil 3.5. Talaş oluşumu (Taylan, 2006) ....................................................................................... 35 Şekil 3. 6. Eğik kesme geometrisi .................................................................................................. 37 Şekil 3. 7. Eğik kesmede kuvvet (a), hız (b) ve kayma (c) diyagramları ..................................... 38 Şekil 3.8. Çevresel frezeleme işleminde talaş kaldırma işlemi (Özkan, 2000)............................. 41 Şekil 3.9. Simetrik aynı ve zıt yönlü frezeleme ............................................................................. 41 Şekil 3.10. Asimetrik aynı ve zıt yönlü frezeleme (Özkan, 2000) ................................................ 42 Şekil 3.11. Kesici takım üzerine gelen kuvvet dağılımı ................................................................ 43 Şekil 3.12 Frezelemede kesme kuvvetlerinin yönü ve koordinat sitemi....................................... 44 Şekil 3.13. Parmak frezeleme işleminin iki dereceli serbestlik diyagramı .................................. 53 Şekil.3.14 Titreşim tipleri ............................................................................................................... 54 Şekil 3.15. YHÇ’de aşınma miktarı üzerine sertliğin etkisi, (Taylan, 2006)................................ 63 Şekil 3.16. YHÇ’leri için tipik çalışma sertliklerinde abrazyon aşınma
dirençlerinin karşılaştırılması, (Şahin, 2000) .............................................................. 64 Şekil 3.17. Kaplamalı ve kaplamasız sinterlenmiş kesici takımlarda zamana
karşı takım yan kenar aşınma miktarları. (1) Kaplamasız çelik esaslı takımlar, (2) Kaplamalı WC-Co alaşımlı takımlar, ve (3) Kaplamalı çelik esaslı takımlar, (Şahin, 2000).............................................................................. 66
Şekil 3.18. α−β SiAlON ve Al2O3 esaslı seramiklerle dökme demir işlendiğinde yan kenar aşınma davranışlarının karşılaştırılması, (Şahin, 2000). ............................ 68
Şekil 3.19. Çok kristalli elmas kalitelerinde ömre karşı kenar aşınma miktarının değişimi. Deneyde; (a) 400 m/dak kesme hızında takviyeli kompozit, (b) 1000 m/dak kesme hızında Al-%18Si alaşımı, (Şahin, 2000). ............................. 70
Şekil 3.20. Elmas tane büyüklüğünün abrazyon aşınma direnci üzerine etkisi, (Şahin,2000). ................................................................................................................ 71
Şekil 3.21. Amborite ve DBC50’nin aşınma dirençlerinin karşılaştırılması. 60 Rc sertliğinde soğuk işlenmiş D3 takım çeliği (a), 60 Rc rulman çeliği (b), 62 Rc M2 YHÇ (c), 50 Rc sıcak işlenmiş kalıp çeliği (d), (Şahin,2000). ................................................................................................................ 73
Şekil 3.22. Uç açıları ,(Çakır, 1999)............................................................................................... 75 Şekil 3.23. Tipik aşınma bölgeleri: (A) mekaniksel, (B) termal, (C) kimyasal,
(D) aşındırıcı, (Şeker, 1997). ....................................................................................... 77 Şekil 3.24. Takım aşınma türleri (Çolak, 2002)............................................................................. 79 Şekil 3.25. Kesici takımlarda görülen hasar ve aşınma tiplerinin
sınıflandırılması, (Yılmaz, 2002)................................................................................. 82 Şekil 3.26. Parmak frezelerdeki aşınma biçimleri ......................................................................... 85 Şekil 3.27. Düzenli yan yüzey aşınması (VB1) ............................................................................. 86 Şekil 3.28. Düzenli olmayan yan yüzey aşınması (VB2) .............................................................. 86 Şekil 3.29. Bölgesel yan yüzey aşınması (VB 3).......................................................................... 87 Şekil 3.30. Krater aşınması (KT 1)................................................................................................. 87
xiii
Şekil 3.31 a) Klasik ve b) Bulanık mantıkta hız grafiği ................................................................ 90 Şekil 3.32 a) Kesişme b) Birleşme özelliği ................................................................................... 92 Şekil 3.33 Bulanık küme................................................................................................................. 98 Şekil 3.34 Bulanık kümeler ............................................................................................................ 99 Şekil 3.35 Bulanık kümeler; (a) dış bükey, (b) iç bükey ............................................................. 100 Şekil 3.36 Dış bükey bulanık kümelerin kesişimi ....................................................................... 101 Şekil 3.37 Gauss bulanık kümesi ................................................................................................. 102 Şekil 3.38 Hassaslık (Prezisyon) .................................................................................................. 102 Şekil 3.39 Sıcaklık bulanık alt kümeleri ...................................................................................... 104 Şekil 3.40 A bulanık kümesi ........................................................................................................ 105 Şekil 3.41 İki bulanık kümenin; (a) Birleşimi (b) Kesişimi ........................................................ 107 Şekil 3.42 Bulanık küme çıktısı.................................................................................................... 107 Şekil 3.43 En büyük üyelik derecesinin durulaştırması............................................................... 108 Şekil 3.44 Sentroid yöntemiyle durulaştırma............................................................................... 109 Şekil 3.45 Ağırlıklı ortalama yöntemi durulaştırması ................................................................. 109 Şekil 3.46 Ortalama en büyük üyelik durulaştırması................................................................... 110 Şekil 3.47 Toplamların merkezi durulaştırması ........................................................................... 111 Şekil 3.48 En büyük alan merkezi ile durulaştırma ..................................................................... 112 Şekil 3.49 İlk ve son en büyük üyelik dereceleri ile durulaştırma .............................................. 112 Şekil 3.50 GEP Akış diyagramı (Dayık, 2005)............................................................................ 115 Şekil 3.51 Matematiksel Açıklama Ağacına (AA) bir örnek ...................................................... 116 Şekil 3.52 GEP geni ve açıklama ağacı........................................................................................ 117 Şekil 3.53 Yeni GEP kromozomu ve açıklama ağaçları ............................................................. 118 Şekil 3.54 Uzun bir kromozomdan elde edilen alt kromozomlar................................................ 119 Şekil 3.55 Alt ifade ağaçlarının elde edildiği uzun kromozom................................................... 120 Şekil 3.56 Mutasyon işlemi ile yeni gen eldesi............................................................................ 123 Şekil 3.57 IS Transfer işlemi ile yeni gen eldesi.......................................................................... 123 Şekil 3.58 RIS transfer işlemi ile yeni gen eldesi ........................................................................ 124 Şekil 3.59 Gen transfer işlemi ile yeni gen eldesi........................................................................ 124 Şekil 3.60 İki kromozom arasında tek noktadan gen transfer işlemi ile yeni gen
eldesi........................................................................................................................... 125 Şekil 3.61 İki kromozom arasında iki noktadan gen transfer işlemi ile yeni gen
eldesi........................................................................................................................... 126 Şekil 3.62 İki kromozom arasında rastgele gen değiştirme işlemi ile yeni gen
eldesi........................................................................................................................... 126 Şekil 3.63 İlk iterasyon sonucu elde edilen en iyi genetik ifadenin fonksiyonu......................... 130 Şekil 3.64 İkinci iterasyon sonucu elde edilen en iyi genetik ifadenin fonksiyonu.................... 132 Şekil 3.65 Dördüncü iterasyon sonucu elde edilen en iyi genetik ifadenin
fonksiyonu.................................................................................................................. 135 Şekil 3.66. Hartford VMC550 CNC dik işleme merkezi ............................................................ 137 Şekil 3.67. Mori Seiki SH403 yüksek hızlı CNC yatay işleme merkezi..................................... 138 Şekil 3.68. Talaşlı imalatta kullanılan bazı sensörlerin sınıflandırılması.................................... 139 Şekil 3.69. Piezoelektrik malzemenin kuvvet etkisi altındaki davranışı..................................... 141 Şekil 3.70 Takım aşınması deneylerinde işparçası üzerine takılan titreşim
sensörü ve sinyal şartlandırıcı ünitesi ........................................................................ 142 Şekil 3.71.Takım-tezgah dinamik karakterinin (FRF) belirlenmesi............................................ 144
xiv
Şekil 3.72 Üç eksen dinamometrenin yapısı, (Kistler, 2004)...................................................... 145 Şekil 3.73 Takım aşınması deneylerinde işparçası üzerine takılan Akustik
Emisyon sensörü ve sinyal şartlandırıcı ünitesi ........................................................ 147 Şekil 3.74. DIN 1.2842 malzemesi temperleme diyagramı......................................................... 149 Şekil 3.75. Kesici takımın eksenel boyunda eksen kaçıklığının ölçüm örneği
(Engin, 1999).............................................................................................................. 153 Şekil 3.76. AISI 4340M çeliğinin ortalama kesme kuvveti sabitlerinin
belirlenmesi ................................................................................................................ 154 Şekil 3.77. Deneylerde kullanılan kesici takım (Taegutec, 2004)............................................... 155 Şekil 3.78. Deneylerde kullanılan kesici uç (Taegutec, 2004). ................................................... 156 Şekil 3.79. AISI 4340M çeliğinin işlenmesinde kullanılan parmak freze ve sıkı
geçme tutucu ünitesi................................................................................................... 156 Şekil 3.80. Sayısal Sinyal İşlemcinin genel yapısı (Çolak, O., 2003)......................................... 162 Şekil 3.81 Kararlı kesme işlemine bir Fourier spektrumu........................................................... 168 Şekil 3.82. Üç Kesici diş kullanılarak 8420 dev/dak da kararsız bir frezeleme
işleminde filtrelenmiş FFT spektrumları. .................................................................. 169 Şekil 3.83. Kesici diş kullanılarak 8420 dev/dak da kararlı bir kesme frezeleme
işleminde kesici takım eksen kaçıklığından oluşmuş sinyallerin FFT spektrumları................................................................................................................ 170
Şekil 3.84. Kesici takımların sıkı geçme yöntemiyle takım tutucuya monte edilmesi....................................................................................................................... 171
Şekil 3.85. Zorlanmış titreşimlere ait sinyallerin FFT verileri .................................................... 172 Şekil 3.86. Eşik değer metodunu ifade eden FFT verileri ........................................................... 173 Şekil 3.87. Tırlama Kararlılığının tespitinde kullanılan klasik ve bulanık üyelik
fonksiyonları............................................................................................................... 174 Şekil 3.88 Takım tezgahı işlem izlemeye ait Mamdani yapısındaki bulanık
mantık modeli............................................................................................................. 175 Şekil 3.89. Tipik bir kararsız kesme işleminin FFT spektrumundaki baskın
piklerin şiddetlerine göre üyelik fonksiyonunda sınıflandırılması ........................... 176 Şekil 3.90. Tipik bir kesici takım FRF ölçüm Sinyallerindeki baskın modun
üyelik fonksiyonun FFT verilerindeki baskın moda göre sınıflandırılması.......................................................................................................... 177
Şekil 3.91. Metal kesme FFT verilerine ait baskın piklerin frekans ve şiddetlerinin yer aldığı üyelik fonksiyonlarında yer alan bulanık değerler. ...................................................................................................................... 178
Şekil 3.92. Bulanık kümelerin “VE” operatörü kullanarak birleştirilmesi ................................. 179 Şekil 3.93. Son bulanık kümeyi oluşturmak için en yüksek değer tekniği
kullanılarak kümlerin birleştirilmesi.......................................................................... 179 Şekil 3.94. Durulaştırma işleminde kullanılan ağırlık merkezi bulma yöntemi ......................... 180 Şekil 3.95. Frezeleme İşlemlerinin izlenmesinde ve optimizasyonunda
kullanılan bulanık mantık tabanlı yapay zeka algoritması........................................ 182 Şekil 3.96. Giriş değişkeni 1 için takım geçiş frekansına ait dominant frekanstaki
genliklerin karşılaştırılması........................................................................................ 185 Şekil 3.97. Mori Seiki tezgahında kullanılan 20 mm çapında 4 kesici dişli bir
parmak freze kesiciye ait frekans tepki fonksiyonu (FRF) ölçümü.......................... 186 Şekil 3.98. Giriş değişkeni 2 için FRF eşleştirmesinde dominant frekans var mı? .................... 187
xv
Şekil 3.99. Giriş değişkeni 3 için Geri plan modları eşleştirmesinde dominant frakans araştırması ..................................................................................................... 187
Şekil 3.100. Çıkış değişkeni 4 için tırlama kararlılık fonksiyonu ............................................... 188 Şekil 3.101 Giriş Değişkeni 5 için kesilmemiş talaş kalınlığının miktarının
araştırılması ................................................................................................................ 190 Şekil 3.102. Giriş Değişkeni 6 için analitik kararlılık eğrisi hesaplarına göre
işlemin ve tahmin edilen kesme derinliklerinin karşılaştırılması ............................. 190 Şekil 3.103 Çıkış Değişkeni 7 için düşük ilerleme karar kümesi................................................ 191 Şekil 3.104. Giriş değişkeni 8 için kesici takımın radyal dalma miktarının
araştırılması ................................................................................................................ 191 Şekil 3.105 Çıkış değişkeni 9 için düşük radyal dalma kararı..................................................... 192 Şekil 3.106 0.5 mm kesme derinliği adımlarına bölünmüş bir kararlılık eğrisi
çizimi .......................................................................................................................... 194 Şekil 3.107 Her kesme derinliği adımı için her bir eğrinin içindeki orta
noktaların bulunması.................................................................................................. 195 Şekil 3.108 Kararlı bölgede optimum kesme koşulunun belirlendiği kararlılık
eğrisi ........................................................................................................................... 196 Şekil 3.109. Eğri seçme giriş değişkeni 1 için mevcut eğri genişliğinin
bulunması ................................................................................................................... 197 Şekil 3.110 Eğri seçme giriş değişkeni 2 için mevcut kesme şartlarında eğirinin
derecesinin bulunması................................................................................................ 197 Şekil 3.111. Eğri seçme giriş değişkeni 3 için verilen kesme şartları verimin
durumu........................................................................................................................ 198 Şekil 3.112. Eğri seçme Çıkış Değişkeni 4 için eğri uygunluğunun kararı ................................ 198 Şekil 3.113. İş mili eksenden kaçıklık modeli giriş değişkeni .................................................... 199 Şekil 3.114. Zorlanış titreşimler giriş değişkeni 2 için takım geçiş frekansındaki
baskın frekansların karşılaştırılması .......................................................................... 201 Şekil 3.115. Zorlanış titreşimler giriş değişkeni 3 için zorlanmış kuvvet tepkileri
ile parça toleransının karşılaştırılması ....................................................................... 201 Şekil 3.116. Zorlanış titreşimler çıkış değişkeni 4 için zorlanmış titreşimler
kabul edilebilirliği ...................................................................................................... 202 Şekil 4.1. İş parçasının tezgaha bağlanma şekli........................................................................... 205 Şekil 4.2.Oluşturulan Genetik Programlama modeli ................................................................... 207 Şekil 4.3. Sensörlerden alınan akustik emisyon ve titreşim sinyallerinin yapısı
(Kesme Hızı v=150 m/dak,İlerleme f=1000 mm/dak,Kesme Derinli a=0.1 mm) .................................................................................................................. 209
Şekil 4.4. Alınan titreşim sinyallerinin işlenmemiş halleri.......................................................... 210 Şekil 4.5. Alınan titreşim sinyallerinin RMS değerleri ............................................................... 211 Şekil 4.6. Alınan akustik sinyallerinin yapısı............................................................................... 211 Şekil 4.7. Akustik emisyon sinyallerinin RMS değerleri ............................................................ 212 Şekil 4.8. Farklı kesme hızlarında yan yüzey aşınmasının işleme zamanına göre
değişimi (f=400 mm/dak, a=0.02 mm)...................................................................... 222 Şekil 4.9. Farklı kesme hızlarında yan yüzey aşınmasının işleme zamanına göre
değişimi (f=1000 mm/dak, a=0.02 mm).................................................................... 223 Şekil 4.10 Farklı kesme hızlarında yan yüzey aşınmasının işleme zamanına göre
değişimi (f=400 mm/dak a=0,06 mm)..................................................................... 223
xvi
Şekil 4.11. Sabit ilerleme, farklı kesme hızı ve kesme derinliğinde yan yüzey aşınmasının zamanına göre değişimi (f=1000 mm/dak)........................................... 224
Şekil 4.12. Yan Yüzey Aşınmasının farklı ilerleme oranlarında kesme derinliğine göre değişimi (V= 150 m/dak, T= 30 s) ................................................. 225
Şekil 4.13. Farklı kesme hızlarına sahip kesici uçlar................................................................... 226 Şekil 4.14. Farklı ilerleme oranlarına sahip kesici uçlar.............................................................. 226 Şekil 4.15. Farklı talaş derinliklerine sahip kesici uçlar .............................................................. 227 Şekil 4.16. Farklı işleme zamanlarına sahip kesici uçlar............................................................. 227 Şekil 4.17. Kurulan Genetik Programlama modeli..................................................................... 228 Şekil 4.18. Deneysel veriler ile Genetik Programlama verilerinin
karşılaştırılması .......................................................................................................... 229 Şekil 4.19. GEP modeli ile elde edilen fonksiyon ile farklı kesme hızlarındaki
aşınmaların simulasyonu............................................................................................ 231 Şekil 4.20 Mori Seiki tezgahında kullanılan 20 mm çapında 4 kesici dişli bir
parmak freze kesiciye ait Transfer Fonksiyonu (FRF) ölçümü................................ 233 Şekil 4.21. Analitik kararlılık eğrisine göre tespit edilmiş model test şartları ............................ 234 Şekil 4.22 Birinci test bölgesi için geri plan ses sinyallerinin iş mili, takım geçiş
frekansları ile harmonikleri filtrelemeden önceki ve sonraki FFT analizi.......................................................................................................................... 235
Şekil 4.23 Birinci test bölgesi için metal kesme ses sinyallerinin iş mili, takım geçiş frekansları ile harmonikleri filtrelemeden önceki ve sonraki FFT analizi ................................................................................................................. 236
Şekil 4.24. Birinci test değerleri için kararlık sonucu.................................................................. 237 Şekil 4.25 İkinci test bölgesi için geri plan ses sinyallerinin iş mili, takım geçiş
frekansları ile harmonikleri filtrelemeden önceki ve sonraki FFT analizi.......................................................................................................................... 238
Şekil 4.26 İkinci test bölgesi için metal kesme ses sinyallerinin iş mili, takım geçiş frekansları ile harmonikleri filtrelemeden önceki ve sonraki FFT analizi ................................................................................................................. 239
Şekil 4.27. İkinci test değerleri için kararlık sonucu.................................................................... 240 Şekil 4.28 Üçüncü test bölgesi için geri plan ses sinyallerinin iş mili, takım geçiş
frekansları ile harmonikleri filtrelemeden önceki ve sonraki FFT analizi.......................................................................................................................... 241
Şekil 4.29 Üçüncü test bölgesi için metal kesme ses sinyallerinin iş mili, takım geçiş frekansları ile harmonikleri filtrelemeden önceki ve sonraki FFT analizi ................................................................................................................. 242
Şekil 4.30. Üçüncü test değerleri için kararlılık sonucu .............................................................. 243 Şekil 4.31 Dördüncü test bölgesi için geri plan ses sinyallerinin iş mili, takım
geçiş frekansları ile harmonikleri filtrelemeden önceki ve sonraki FFT analizi ................................................................................................................. 244
Şekil 4.32 Dördüncü test bölgesi için metal kesme ses sinyallerinin iş mili, takım geçiş frekansları ile harmonikleri filtrelemeden önceki ve sonraki FFT analizi .................................................................................................... 245
Şekil 4.33. Dördüncü test değerleri için kararlılık sonucu .......................................................... 246 Şekil 4.34. 12000rpm, 17000rpm ve 27000 rpm hızlarında produktivitesi en
yüksek optimum kararlı kesme noktaları .................................................................. 249
xvii
Şekil 4.35 1783 rpm için %50 kesici takım dalma koşullarında kararlılık eğrisine göre tespit edilen optimum kesme derinliği. ............................................................. 254
Şekil 4.36. 1528 rpm hızında, 0.2032 mm/diş ilerleme hızında, 6.35 mm Eksenel kesme derinliği ile %30 takım dalmasın şartlarında keskin ve aşınmış kesici takıma gelen kesme kuvvetleri........................................................................ 257
Şekil 4.37 Sabit kesme devri (S_rpm) ile eksenel kesme derinliğinde (EKD_mm), ortalama Fx kesme kuvvetlerinin, farklı ilerleme (c_mm/diş) , % radyal dalma koşullarında değişimi................................................. 258
Şekil 4.38 Sabit kesme devri (S_rpm) ile eksenel kesme derinliğinde (EKD_mm), ortalama Fy kesme kuvvetlerinin, farklı ilerleme (c_mm/diş) , % radyal dalma koşullarında değişimi................................................. 258
Şekil. 4.39 Takım aşınması ölçümlerinde kullanılan mikroskop. ............................................... 259 Şekil 4.40 (a,b,c) de Takım aşınması ile kesme kuvvetlerinin değişimi..................................... 261 Şekil 4.41. Keskin ve aşınmış bir kesici takımın Fx yönündeki kesme
kuvvetine ait metal kesme FFT spektrumu (S=1528 rpm, c=0,254 mm/diş, EKD=6.35 mm, RD=%15).......................................................................... 263
Şekil 4.42. Keskin ve aşınmış bir kesici takımın ses sinyallerine ait metal kesme FFT spektrumu (S=1528 rpm, c=0,254 mm/diş, EKD=6.35 mm, RD=%15) ................................................................................................................... 264
Şekil 4.43 Sabit devirde takım ömrünün ilerleme ve radial dalma oranına göre değişimi ...................................................................................................................... 265
Şekil 4.44 Kararlı kesmede kesici takım titreşimi ....................................................................... 267 Şekil 4.45 Kararsız kesmede kesici takım titreşimi ..................................................................... 268
xviii
TABLOLAR LİSTESİ Tablo 3.1 Hedef fonksiyonu için var olan deney sonuçları ......................................................... 127 Tablo 3.2. GEP algoritmasında kullanılan operatörler ................................................................ 128 Tablo 3.3 İlk iterasyon sonucu elde edilen popülasyon değerleri ............................................... 128 Tablo 3.4 İkinci iterasyon sonucu elde edilen popülasyon değerleri .......................................... 130 Tablo 3.5 Üçüncü iterasyon sonucu elde edilen popülasyon değerleri ....................................... 132 Tablo 3.6 Dördüncü iterasyon sonucu elde edilen popülasyon değerleri ................................... 133 Tablo 3.7. Frezeleme operasyonlarının izlenmesinde kullanılan sensörler ................................ 140 Tablo 3.8. İşparçası Üzerine yerleştirilen titreşim sensörünün teknik özellikleri,
(Kistler, 2004) ............................................................................................................ 143 Tablo 3.9. İşparçası üzerine yerleştirilen akustik emisyon sensörünün teknik
özellikleri (Kistler, 2004)........................................................................................... 147 Tablo 3.10.İş Parçası malzemesinin bileşenleri ve yapısı ........................................................... 148 Tablo 3.11 90MCrV8 çeliğinin mekanik özellikleri.................................................................... 149 Tablo 3.12. AISI 4340M çeliğinin mekanik özellikleri.............................................................. 150 Tablo 3.13. AISI 4340 Çeliğini Ortalama Kesme Sabitlerinin Belirlenmesindeki
Test Koşulları ............................................................................................................. 151 Tablo 3.14. Kesme kuvveti sabiti belirleme deneylerindeki kesici takım eksen
kaçıklık oranları.......................................................................................................... 153 Tablo 3.15. AISI 4340M çeliğinin ortalama kesme kuvveti sabitleri ......................................... 154 Tablo 3.16. AISI 4340M çeliğinin işlenmesinde kullanılan parmak frezenin
teknik özellikleri (Helical, 2004.) .............................................................................. 157 Tablo 3.17. Veri toplama kartlarının özellikleri........................................................................... 163 Tablo 3.18. Frezeleme işlemlerinde yüzey kalitesine ve takım aşınmasını
etkileyen faktörler ...................................................................................................... 166 Tablo 3.19. Tırlama kararlılığı bulanık mantık modeli kural tabanı ........................................... 188 Tablo 3.21 Eğri seçme bulanık mantık modeli kural tabanı........................................................ 199 Tablo 4.1 Deney parametreleri ..................................................................................................... 205 Tablo 4.2. Genetik Programlama modelinde ele alınan parametreler........................................ 208 Tablo 4.3. Elde edilen ortalama sinyaller ve aşınma değerleri.................................................... 213 Tablo 4.4. Bulanık Mantık Modeli Test Parametreleri................................................................ 233 Tablo 4.5. Model test şartları........................................................................................................ 234 Tablo 4.6 Analitik be Bulanım Mantık Modeli karalılık sonuçlarının
karşılaştırılması .......................................................................................................... 246 Tablo 4.7. Maksimum iş mili devrine göre optimum karalı bölge test devirleri ........................ 247 Tablo 4.8. Optimum Kararlı Kesme Noktası Test Sonuçları ...................................................... 249 Tablo 4.9. AISI 4340M çeliği işlenmesinde ve takım aşınmasının tespitindeki
deney parametreleri.................................................................................................... 252 Tablo 4.10 Kesici takım çalışma şartları (32 HRC üzerinde AISI 4340M
çeliğinin işlenebilmesi için) ....................................................................................... 253 Tablo 4.11 Test şartları için yüzey pürüzlülükleri ....................................................................... 270
1
1.GİRİŞ Geçmişte olduğu gibi günümüz dünyasında ve gelecekte önemini yitirmeyecek talaşlı
imalat teknolojileri üretim endüstrisinin en önemli alanlarındandır. Dünyanın ve
ülkelerin ekonomisine yön veren otomotiv, havacılık, makine imalatı gibi sektörlerin en
önemli parçalarından birini oluşturan talaşlı imalat üzerine yapılan araştırma çalışmaları
güncelliğini her zaman canlı tutmuştur. Talaşlı üretimde ekonomik şartlarda en uygun
imalatı gerçekleştirmek, verimli üretim şartlarını belirlemek üzere yapılan çalışmalar
işletmelerin karlılık ve verimliliğini artırmakta, rekabet ortamında sürekliliğini
sağlamaktadır. Günümüzde global ekonominin işletmeleri ağır rekabet şartlarına
zorlaması üretimde optimizasyonun ve en uygun üretim şartlarının tespit edilmesi için
yapılması gereken araştırma geliştirme çalışmalarını zorunlu kılmaktadır.
Talaşlı imalatta yapılan çalışmaların amaçları genelde, kesme tekniklerini geliştirip
verimliliği artırarak maksimum üretim hacmine ulaşabilmek, yüksek hassasiyette uzun
ömürlü kullanışlı parçalar üretebilmek yada mevcut imkanlarını en uygun şekilde
kullanarak farklı ürünlerin imalat oranlarını yükseltebilmektir.
Günümüzdeki bilgisayar teknolojisi her alanda olduğu gibi talaşlı üretimin tasarımdan,
üretimine ve satışına kadar geçen süreçte etkin olarak kullanılmaktadır. Üretim
şartlarının bilgisayar ortamında tasarımı, analizi ve bilgisayar kontrollü tezgahlarda en
hassas biçimde son ürün olarak imal edilmesi gibi aşamaların tümünde optimum üretim
şartlarını elde etmek amacı ile bilgisayarların hesaplamadaki hızlarından
faydalanılmaktadır. Gelişen Yapay Zeka Teknikleri de talaşlı üretimin doğal sürecinde
son on yılda önemli bir yer almış olup, tasarım ve analiz programlarının
geliştirilmesinde, işleme şartlarının optimizasyonunda ve simülasyonunda, işleme anında
gelişen problemlerin izlenmesinde ve önlenmesinde yaygın olarak kullanılmaya
başlanmıştır. Talaşlı imalatta işleme şartlarının çok karmaşık doğrusal olmayan ilişkiler
içinde olması, matematiksel teorilerin gelişim sürecini güçleştirmektedir. Ancak Yapay
2
Zeka tekniklerin daha kısa sürede bu karmaşık ilişkilere optimum çözümler üretebilmesi,
talaşlı imalatta yapılan çalışmalarda yoğun olarak tercih edilmesine sebep olmuştur.
Talaşı imalatta önemli bir alan olan frezeleme işlemleri çok yönlü bir imalat biçimi olup
endüstride oldukça yaygın olarak kullanılmaktadır. Frezeleme işlemleri dönen bir mil
üzerine bağlanmış kesici takımın, işparçası üzerinden talaş kaldırması ile gerçekleştirilir.
Frezelemede kullanılan kesici takımın; dış geometrisi ve kesme ağızlarının geometrisine
bağlı olarak, aynı anda birçok noktadan kesme işlemi gerçekleştiği için, oldukça
karmaşık bir kesme geometrisine sahiptir. Özellikle havacılık sektörü gibi hassas
endüstrilerde kullanılan elemanlar dar tolerans sınırlarına sahip olup; problemsiz bir
şekilde kısa zamanda ve yüksek verimde işlenmesi arzu edilmektedir.
Geleneksek frezelemede malzemeler öncelikle bir kaba yüzey işlemesine, daha sonra
ince yüzey işlemesine tabi tutulmaktadır. Bu malzeme çalışma bölgelerinin konumuna
göre ısıl işlem ile istenilen sertliğe getirilmektedir. Malzemede istenilen toleranslara
taşlanma, parlatma gibi hassas yüzey işlemlerden sonra ulaşılmaktadır. Ancak
günümüzde sürekli gelişme gösteren bilgisayar kontrollü frezelerin ve bunun paralelinde
gelişen kesici takım malzemelerinin kullanılması ile artık parçalar önce ısıl işleme tabi
tutulup, daha sonra frezeleme ile istenilen toleranslarda imal edilebilmektedir. Bu
yöntem taşlama gibi ekstra maliyeti azalttığı için elemanların kısa sürede işlenmesini
sağlamaktadır. Bunun yanında ısıl işlem sonucunda iş parçasında meydana gelen iç
gerilmelerin oluşturduğu çarpıklıklar, mikro çatlaklar, yüzey yanması ve deformasyonu
gibi tolerans bozuklukları, işlemeden mevcut önce olduğu için, sert işleme sonucu iş
parçasında ortaya çıkan boyutsal hatalar daha az görülmektedir.
Gelişen tezgah ve takım teknolojisinin getirdiği bir yenilik de 40 HRC sertliğinin
üzerindeki parçaların frezelenmesi anlamına gelen sert frezeleme işlemidir. Yüksek
dayanıma ve sıcaklık direncine sahip olan titanyum, nikel esaslı özel alaşımların
işlenmesi oldukça zordur. Frezeleme işlemlerinde en önemli problemlerden bazıları;
kesici takımların çabuk aşınması, kaba işlemede tezgah dinamiğinden kaynaklanan
kararlılık sorunları ve bunların yol açtığı işleme kalitesinde azalmalar olarak
3
sayılmaktadır. İleri nano teknoloji ile imal edilen kesici takımların kullanıldığı sert
frezelemede, farklı çalışma şartları için kesici takımlardaki aşınmaların izlenmesi,
optimum kesme şartlarının belirlenmesi ve bunlara bağlı takım ömrünün tayin edilmesi
çözülmesi gerekli başlıca problemdir.
Tez çalışmasında frezeleme işlemleri için optimum kesme değerlerinin belirlenmesinde
yapay zeka tekniklerini kullanarak, bu problemlerin çözümü için öneriler sunulmuştur.
Bu çalışmada aşağıdaki temel parametreler ele alınmaktadır.
• Yüksek hızlı frezelemede kesme kuvvetleri ve kararlı kesme şatları
belirlenmektedir.
• Sert metal yüzey frezelemede kesici takım yan yüzey aşınmalarının akustik ve
titreşim sensörleri ile Genetik Programlama ve Yapay Zeka Teknikleri
kullanarak izlenmekte; sinyaller ile aşınmalar arasındaki non-lineer ilişkiler
modellenmektedir.
• Bulanık Mantık Modelleme Yöntemi geliştirilerek işleme anında ses
sinyallerinin kullanılması ile frezeleme dinamiğinin kararlı işleme bölgeleri
tayin edilerek, işleme ait kararlılık şartları hakkında tahminde bulunulmaktadır.
• Bulanık Mantık Modelinden elde edilen optimum kesme şartları kullanılarak,
sert kaba frezelemede kesici takımda meydana gelen aşınmalar tespit edilmekte
ve kesme kuvvetleri ölçülerek analiz edilmektedir.
Araştırma iki ana bölümden oluşmaktadır. Deneysel çalışmalar farklı iki ortamda
gerçekleştirildiği için; modellemeler farklı şekilde yapılmıştır;
1. Sert metal frezelemede Akustik ve Titreşim sensörleri kullanarak, küresel uçlu
kesici takımların aşınma davranışları Genetik Programlama kullanılarak
modellenmektedir. Bu çalışma Süleyman Demirel Üniversitesi CAD-CAM
Araştırma ve Uygulama Merkezi imkanları ve SDÜ Araştırma Fonu Projesi
kapsamında gerçekleştirilmiştir.
4
2. Sert metal kesmede kesme kuvvetleri ve kesme dinamiğinin incelenebilmesinin
British Colombia Üniversitesinde yapıldığı diğer çalışmada; Üretim ve
Otomasyon laboratuarlarında elde edilen deneysel veriler Yapay Zeka
Teknikleri kullanılarak değerlendirilmektedir. Bu kategorideki çalışmalarda AISI
4340M çeliğinin işlenmesi esnasında oluşan takım aşınmaları, kesme kuvvetleri,
işleme anında oluşan sesler ve kesme parametreleri analiz edilmiştir.
Yüksek hızda sert frezeleme işlemlerine ait daha önce yapılan çalışmalar, yapay zeka
tekniklerinin talaşlı imalatta kullanım biçimleri ve sensör teknolojisi ile işlemesi üzerine
geniş bir literatür araştırması yapılmıştır.
Materyal, metot bölümünde yüksek hızda sert frezeleme işleminin ve kesme
kuvvetlerinin matematiksel modellemesi, takım tezgahı ve kesici takımlarının titreşim
modellemesi, kararlı kesme bölgelerinin tayininde kullanılan analitik modelleme
incelenmiştir. Ayrıca bu bölümde yapay zeka modellemelerinde kullanılan yöntemler
kısaca tanıtılmıştır.
Materyal ve metot bölümünde kullanılan takım tezgahları, kesici takımlar ve iş
parçalarının mekanik ve dinamik özellikleri verilerek, kesme kuvvetleri ölçümünde
kullanılan dinamometre, akustik ve titreşim sensörlerinin genel yapıları hakkında bilgiler
sunulmuştur. Sinyal işleme yöntemleri, filtreleme teknikleri ve kullanılan özel yazılımlar
ve ekipmanlar hakkındaki bilgiler de bu bölümde yer almaktadır. Seçilen malzemeler
yanında modelleri oluşturan verilerin toplanması için yapılan deneyler ve içerikleri de bu
bölümde işlenmektedir.
Sonuç ve değerlendirme bölümünde ise iki ana kısıma ait veriler yapay zeka teknikleri
kullanılarak değerlendirilmektedir. Birinci kısmın değerlendirmesinde; ilk olarak kesici
takımların akustik sinyaller ve titreşim sinyalleri ile aşınmalarının tahmini için
geliştirilen Yapay Zeka Teknikeri yer almaktadır. İkinci kısımın değerlendirmesinde ise
5
sert metal işlemede kesme dinamiği göz önüne alınarak AISI 4340M için kararlı kesme
bölgelerinin Bulanık Mantık Model ile tayin edilmesi ve oluşan takım aşınmasının test
sonuçları incelenmiştir.
Diğer taraftan analiz verilerine bağlı kalınarak yapılması gereken çalışmalar ve
tavsiyeler üzerinde durulmuştur.
6
2. LİTERATÜR TARAMASI Frezeleme işlemlerinin optimizasyonu ve sensör tabanlı izlenmesi kaliteli üretim
açısından oldukça önemlidir. Bu kapsamda yapılan araştırmalar bu bölümde
incelenmiştir. Genel olarak imalatta optimum şartlarda işleme yöntemleri ile işleme
parametrelerinin takım aşınmalarına ve yüzey kalitesine etkileri incelenmektedir. Talaşlı
imalatta takım aşınmalarının ve yüzey kalitesini belirlenmesi ve optimizasyonu için
kullanılan Yapay Zeka, istatistik ve analitik modellerden de bahsedilmiştir.
M.Ertrkin ve arkadaşları (2003) yaptıkları çalışmada CNC freze işlemlerini çoklu sensör
verileri kullanarak, yüzey pürüzlülüğü ve takım aşınmasını değişik çalışma koşullarında
incelemişlerdir. Çalışmalarında, dinamometre, titreşim sensörü ve AE sensörü
kullanışlardır. Üç farklı malzemenin farklı koşullarda işlenmesi ile yüzey
pürüzlülüğünün; işleme zamanına bağlı olarak kesici takımda olan aşınma miktarı ile
nasıl değiştiği izlenmiştir. Sensör verileri ve işleme şartları regresyon analizinde
değerlendirilerek yüzey pürüzlüğüne ve takım aşınmasını en doğru biçimde ulaşacak
fonksiyon elde edilmiştir. AE emisyon sinyalleri ile oluşturulan analiz %99 regresyon
oranında takım aşınmasını tahmin edebilmiştir. Yüzey pürüzlüğü içinse dinamometre ve
AE sinyalleri birlikte en iyi regresyon oranını vermişlerdir.
Frezeleme işlemlerinde kesici takımların kesme açıları ve kesici uç miktarı yüzey
pürüzlüğü üzerindeki etkisini P. Franko vd. (2004) çalışmıştır. Bu çalışma kapsamında
yüzey frezelemede kesici uçların kesiciye bağlantı şekilleri ile eksenel ve radyal bağlantı
hatalarının kesme kalitesi üzerine etkisi olduğu tespit edilmiştir. Ayrıca 4 kesici uçu
bulunan bir kesiciye sırası ile 1,2,3 ve 4 kesici uçlar takılarak deneyler yapılmıştır.
Deneysel çalışmalar, kesme koşulları, kesici takım geometrisi ve takım hatalarını içeren
bir teorik modelle karşılaştırılmıştır. Çalışma şartlarında farklı kesme açıları ve kesici uç
sayıları ile yapılan deneylerin geliştirilen teorik modelle benzer sonuçlar verdiği
bulunmuştur.
7
S.Engin ve Y. Altıntaş 2001 yılında takma uçlu kesiciler için geliştirdikleri model
frezeleme için kullanılan uçların mekanik ve dinamik analizini içermektedir. Kesici uç
kenarların üç boyutlu koordinat sistemine göre kesici takım üzerindeki konumlarını
içeren bir matematiksel matris modeli ile bu uçlar üzerine gelen üç boyutlu kesme
kuvvetlerinin değerlendirilmesiyle elde edilen mekanistik modelin işleme şartları ile
birlikte hesaplanması sonucunda elde edilen ortalama yüzey pürüzlük verileri (Ra) ile
ölçülen gerçek veriler oldukça birbirlerini doğrulamaktadır. Mekanistik model havacılık
endüstrisinde kullanılan özel alüminyum alaşımı (Al7075) ve titanyum alaşımı
(Ti6Al4V) üzeride yapılan deneylerle denenmiş ve modelin takma uçlu kesici
takımlarda kullanılabileceği gösterilmiştir.
P. Wilkinson vd,1999, akustik emisyon (AE) sinyallerinin yüzey frezelemede işlemleri
için takım aşınmalarında ve yüzey pürüzlülüğü arasındaki ilişkiyi yapay sinir ağları
kullanarak araştırmışlardır. Bu çalışmada akustik emisyon sinyalleri ile kesme hızı,
kesme derinliği ve ilerleme değerlerinin model girişi olarak alınıp, deneyler sonucu
ölçülen takım aşınması değerleri ve yüzey pürüzlülüğü verilerine etkisi yapay sinir
ağlarıyla başarıyla modellenebilmiştir. Ağda kullanılan AE sinyallerinin karakteristiği
işleme anında oluşan sinyallerinin RMS ortalamaları ve en yüksek değerleridir.Deneysel
verilerin az olmasından dolayı (24 adet) kurulan model iyi sonuçlar vermiştir.
Ship-Peng Lo, 2003 yılındaki çalışmasında hibrit bir model olan bulanık yapay sinir
ağları modelini yüzey frezelemede yüzey pürüzlüğü tahmininde kullanmıştır. Bu
çalışmada kesme hızı, ilerleme ve kesme derinliklerinden oluşan 48 veri setinin eğitimi
ve 24 veri setinin denenmesi sonucunda üçgensel üyelik fonksiyonu ile kurulan modelle
%96, doğruluk, trepozoid üyelik fonksiyonu ile kurulan modelle de %93.3 lük bir
doğruluk elde edilmiştir. Bu çalışma sonucunda ilerleme değerlerinin yüzey
pürüzlülüğüne kesme hızı ve kesme derinliğinden daha etkin olduğu tespit edilmiştir.
F.Dweiri vd. (2003) çalışmalarında Alumic-79 malzemesinin rampalı frezelenmesinde
yüzey pürüzlüğünün tahmininde bulanık mantık teorisini kullanmışlardır. Kesme

8
kuvveti, ilerleme ve kesme derinliği verileri kullanılarak oluşturulan bulanık mantık ve
anfis modeli en iyi yüzeyin 2000 d/dak. 4 kesici uç kullanılarak, 0.06 mm/diş ilerlemede,
2mm kesme derinliğinde 0.225 mikron olarak tespit etmişlerdir. Bu çalışma anfis
tekniğinin CNC rampalı işleme verilerini efektif bir biçimde optimize edebildiğini
göstermiştir.
P.G. Benardos vd. (2002) geliştirdikleri yapay sinir ağları modelinde, yüzey frezelemede
yüzey pürüzlülüğünü tahmin etmek için deneysel parametreleri optimum deneysel
tasarım için geliştirilen Taguchi deney tasarım yöntemine göre seçmişlerdir. Geliştirilen
modelde üç eksenden alınan ortalama kesme kuvveti verileri ve kesme hızı, ilerleme ve
kesme derinliği modelin giriş katmanını oluşturmuştur. Teguchi deney tasarım
yöntemine göre 27 grup eğitim setinin kurulan yapay sinir ağlarında eğitilmesi
sonucunda %1.86 ortalama hataların karesi (MSE) hassasiyetinde yüzey pürüzlülüğünü
tahmin eden yapay sinir ağları modeli geliştirilmiştir. Bu çalışmada en iyi modele
ulaşmak için 93 farklı yapay sinir ağı modeli geliştirilmiştir.
S.K. Choudhury vd. (2003) tornalama işlemlerinde yüzey pürüzlülüğünü tahmininde
kurdukları yapay sinir ağları modelini Taguchi deney tasarım yöntemi ile elden edilmiş
verilerin regresyon analizi sonucu vermiş olduğu pürüzlülük, takım aşınması ve kesme
sıcaklığı sonuçlarını karşılaştırmışlardır. Kesme hızı, ilerleme ve kesme derinliğini giriş
katmanını oluşturduğu modelde de ölçülen pürüzlülük, takım aşınması ve kesme
sıcaklığı tahmin edilmeye çalışılmıştır. Deneysel veriler ve kurulan model
karşılaştırıldığında yan yüzey takım aşınması %5.66 ortalama hataların karesi (MSE)
hassasiyetinde tahmin edilmiş olup, bu hassasiyet kesme sıcaklığı ve yüzey
pürüzlülüğünde %2 seviyesindedir. Bu çalışmada EN-24 çeliği ve HSS kesici uç
kullanılmıştır. Her çıkış fonksiyonu için ayrı ayrı kurulan yapay sinir ağları modelinde 3
giriş neronu, 7 gizli nöron ve 1 çıkış neronu bulunmakta olup takım aşınması için
oluşturulan model yaklaşık 120 dakika süren iterasyon sonrasında çıkış nöronlarının
toplam kareler hatası 0.01 olduğunda durdurulmuştur.
9
Yu-Hsuan Tsai vd. (1999) yüzey frezelemede işleme anında oluşan yüzey pürüzlülüğünü
tahmin edebilmek amacı ile her devirdeki ortalama titreşim sinyalleri ve kesme
parametrelerinden oluşan dinamik yapıdaki yapay sinir ağları modeli kullanmışlardır.
Kesici takımın işleme anındaki anlık yer değişimlerini ölçmek maksadı ile kesici uça
yakın bir yaklaşım sensör verileri kullanılarak her devirde kesici takımda oluşan
deplasmanlar bilgisayara kaydedilerek bu devir için sensöründen gelen sinyallerin
ortalamaları alınmıştır. Ortalama titreşim sinyalleri ve kesme hızı, ilerleme ve kesme
derinliğinin giriş olarak alındığı yapay sinir ağları modelinde çıkış olarak ölçülen yüzey
pürüzlülük değerleri kullanılmıştır. Toplamda 492 deneysel verinin kullanıldığı model
çoklu regresyon analizi ile karşılaştırılmış olup 4-7-7-1 yapısında kurulan yapay sinir ağı
modeli %99.27 oranında hassasiyetle regresyon analizinden daha iyi sonuçlar vermiştir.
Bu çalışmada ALl 6061 T6 tipi malzeme HSS takımlarla işlenmiştir.
İşleme esnasındaki parça toleransının ve yüzey pürüzlülüğünün izlenmesi amacı ile
tornalama işlemleri için R. Azouzi vd. (1997) yapay sinir ağları ile bir model
geliştirmişlerdir. Bu modelde takım tutucuya bağlanan üç bileşenli bir dinamometreden
alınan kesme kuvveti verileri ile akustik, titreşim sinyal değerleri yapay sinir ağlarının
giriş katmanını işleme parametreleri ile birlikle oluşturmuştur. Kurulan modelin
çıkışında ise parçanın işleme esnasındaki boyutsal değişimi ve yüzey pürüzlülük
ölçümleri yer almıştır. Geri beslemeli yapay sinir ağının en iyi sonuç verdiği çalışmada 2
µm lik bir hata payı ile elde edilen verilerden doğru model kurulmuştur.
1997 yılında Dae Kyun Baek vd. yaptıkları çalışmada yüzey frezeleme işlemleri için
dinamik bir yüzey pürüzlülük modeli geliştirmişlerdir. Bu çalışmada kesici takım
uçlarda oluşan hataların ve aşınmaların pürüzlülüğe etkisi işleme parametreleri ile
değerlendirilerek dinamik bir model geliştirilmiştir. Geliştirilen matematiksel model
kesici uç hatalarının ve aşınmasının yüzey pürüzlülüğünü olumsuz etkilediğini ortaya
çıkarmıştır. Ayrıca bu hatalar iş parçası üzerinde zorlanmış titreşimler oluşturmaktadır.
10
Dae Kyun Baek vd. (2001) tarafından yüzey frezelemede ilerleme değerlerinin
optimizasyonu yapılarak yüzey pürüzlülük modeli geliştirilmiştir. Bu model
araştırmacılar tarafından daha önceden geliştirilen kesici uçların kesici takıma
yerleşiminden doğan hataların ve aşınmalarının pürüzlülüğe etkisini ele alan
matematiksel modelden yola çıkarak ilerleme verilerinin optimize edilmesi esasına
dayanmaktadır. Ayrıca bu çalışmada talaş kaldırma oranının maksimum üretim
koşullarında en yüksek oranda olması için gerekli şartlar optimize edilerek en iyi
ilerleme değerleri elde edilmiştir. Çalışma sonunda işlenen parçaların yüzey
pürüzlülüğünün tahmininde maksimum talaş kaldırma oranında, geliştirilen modelin
daha iyi sonuçlar verdiği ifade edilmiştir.
Miyaguchi vd. (2001) daha uzun takım ömrü, yüksek hızlı frezeleme işleminde (10.000
dev/dak. üzerinde) kullanılan küresel uçlu frezelere ait rijitliğin etkisini araştırmışlardır.
Kesme kuvveti vektörü, farklı takım malzemelerine sahip küresel uçlu freze çakılarının
her iki kesme kenarındaki aşınmanın takım uzunluğu ile kuvvetli bir şekilde ilişkili
olduğunu göstermiştir. Takım ömrünün takım sertliğinin azalmasıyla artabileceği
sonucuna varılmıştır. İncelemeler neticesinde; kesici takım geometrisinin ve rijitliğinin
takım aşınmasında önemli bir faktör olduğu gösterilmiştir. Her iki kesme kenarında,
kesici takım merkezlemesinden kaynaklanan düzensiz, kesme kuvveti özellikle freze
çakısının takım ömründeki azalmıştır.
Poulachon vd (2001) yaptıkları deneysel çalışmalarda takım çeliklerindeki
işlenebilirliğin ve takım ömrünün sülfür ilavesiyle artış sağladığını bulmuşlardır. Bu
artış genellikle tornalama işleminde çok karşılaşılan mangan sülfür (MnS) tabakasının
varlığı nedeniyle muhtemelen kesme hızına bağlıdır. Aynı malzemeler üzerinde yapılan
önceki çalışmalara göstermiştir ki; yüksek kesme hızlarında sülfür etkisi
kaybolmaktadır. En iyi kesme parametrelerinin seçimi takım-işmalzemesi çifti metoduna
göre detaylı olarak sunulmuştur. Sülfür ilavesinin etkisini araştırmak için zamanla artan
takım aşınması ve kesici kenar yüzeyi elektron mikroskobu kullanılarak incelenmiştir.
11
Yeniden sülfürlenmiş çeliğin işlenebilirliği normal çelikten yaklaşık olarak % 40 daha
iyi sonuç vermiştir.
Miklaszewski vd. (2000) çalışmalarında ahşap tabanlı malzemelerin frezelenmesi
işleminde polikristal sementit elmas (PCD) uçların özel formları üzerinde çalışmışlardır.
İncelemeler mikron ve mikron altı ölçü birimlerinde yapılmıştır. Kullanılan ucun kenar
yarıçapı 0.2 µm dur. Ahşap tabanlı malzemelerin frezelenmesi işleminde PCD uç
kenarları incelendiğinde aşındığı görülmüştür.
Richetti vd (2004) minimum maliyetle optimum işlenebilirlik verimliliği elde etmek için
bir veya daha fazla uç takılabilen katerler üzerinde takım ömrünü test etmişlerdir. Pratik
olarak takım ömrü testleri minimum maliyet için yüzey frezeleme katerinde sadece bir
veya birkaç kesme kenarı kullanılarak gerçekleştirilmiştir. Bu çalışmada esas amaç özel
kesme şartları altında; freze kesici takı ünitesinde bulunan kesici kenar sayısının takım
ömrüne etkisinin incelenmesidir. Yanal aşınma eğrileri yüzey frezeleme kesicisinde
1,2,3 ve 6 adet uç kullanarak AISI 1045 ve 8640 çelik malzemelerinde
değerlendirilmiştir. Sonuç olarak her uç için aynı işlem uygulandığında frezeleme
işleminde kullanılan kesicideki uçların sayısının azalmasıyla talaş kaldırma oranında
azalma meydana gelmiş olmasına rağmen takım ömründe artma eğilimi gözlenmiştir.
Jawaid vd (2000) titanyum alaşımlarının (Ti-6Al-4V) yüzey frezelenmesi işleminde
karbür kaplı takımların aşınma mekanizmaları ve performansını incelemişlerdir. Takım
olarak PVD-TiN ve CVD-TiCN + Al2O3 kaplanmış iki adet farklı takım kullanmışlardır.
Takım ömrü, takım hasar modelleri ve aşınma mekanizmaları farklı kesme şartlarında
incelenmiştir. Her iki takımın takım ömrü her uç için 0.1 mm yanal ilerleme ve 55
m/dak. düşük kesme hızında yapılmıştır. PVD ve CVD takımların her ikisinde de en iyi
kesme şartlarında, en yüksek takım ömrü 30 dakika olarak başarılmıştır. Malzemeden
kaldırılan talaş hacmi olarak bakıldığında 55 m/dak. kesme hızında ve 0.15 mm yanal
ilerlemede en yüksek hacim 503 cm3 olarak CVD takımlarda elde edilmiştir. Ti-6Al-4V
malzemesinin yüzey frezelenmesi işleminde genellikle CVD ile kaplanmış takımlar
PVD ile kaplanmış takımlardan daha üstün performans göstermişlerdir. PVD ve CVD ile
12
oluşturulmuş takımların her ikisinde de uniform olmayan yanal aşınma yolları
sergilemiştir. Aşınma mekanizmaları incelendiğinde kesici kenarda plastik deformasyon
bulunmuştur. Yıpranma ve difüzyon aşınması, kaplanmış takımların her ikisinde de
yanal ve kesici kenar yüzeyinde meydana gelmiştir.
Ko ve Cho (1993) frezeleme işleminde son talaş kaldırma esnasında geometrik doğruluk
ve yüzey pürüzlülüğünü etkileyen,kesici takımın kesme köşesinde oluşan yanal aşınma
uzunluğunu incelemişlerdir. Bulanık mantık yöntemiyle kurallar yazılarak çeşitli kesme
koşullarında testler uygulanarak frezelemede yanal aşınma uzunluğunu %12 hata ile
tahmin etmişlerdir.
Chundchoo ve Saini (2002) Bulanık-Sinir ağ modelini kullanarak CNC tornalama
işleminde takım aşınmasının tahminini yapmışlardır. Araştırmalarında ortalama kesme
kuvveti ve Akustik Emisyon sinyallerinin RMS ortalamalarını yapay zeka modelinde
kullanmışlardır. Bunun için takım aşınması sınıflanması bulanık mantık ile yapılarak
girdiler normalize edilmiş, %1.4 lük karesel hata ile yanal ve krater aşınmaları
modellenebilmiştir.
Wong vd. (1999) tarafından yapılan diğer bir çalışmada talaşlı imalat kesme
parametreleri seçimi için bulanık model kurulmuştur. Farklı kesme takımları için bir kaç
bulanık model oluşturularak karşılaştırılmıştır. Sonuçlar göstermiştir ki kabul edilen
model %6 ortalama hata ile oluşturulmuştur.
Du vd. (1992) tornalama işleminde takımın kırılması, aşınması ve talaş oluşumunu
bulanık mantık kullanarak izlemişlerdir. Bir güç sensörü, bir kuvvet sensörü ve titreşim
sensörünü içeren çoklu sensör sistemi kullanılarak yapılan deneyler sonunda uygulanan
metot % 90 doğruluk göstermiştir.
A.Al-Habaibeh ve N.Gindy (2000), geliştirilen bir sistemle frezeleme işlemlerinde takım
durum izleme yöntemi ile takım aşınması üzerine çalışılmıştır. Çalışmada, ses algılama
13
sensörü, kesme kuvvetleri sensörü ve titreşim sensörü olmak üzere 3 tip sensör
kullanılmıştır. Elde edilen sinyallerin genlik değerleri üzerine Bulanık mantık ve Yapay
Sinir Ağlarında model oluşturulmuştur. Deneyler, 7 ayrı takım kullanılarak yapılmış ve
neticede takımların farklı işleme şartlarında aşınma değerlerine göre sınıflandırma
yapılmıştır. Sınıflandırma sonunda, kurulan sistemin doruluğu tespit edilmiştir.
Ichiro Inasaki (1998), ses algılama sensörleri ile işleme şartlarını incelenmiştir. Elde
edilen sinyaller işlenmiş, ortalama sinyal değerleri üzerine yapay sinir ağlarında model
oluşturulmuştur. Kurulan bu model ayrı ayrı frezeleme, tornalama ve zımparalamada
kullanılmış ve elde edilen yüzey pürüzlülük değerleri birbirleriyle kıyaslanmıştır. İşleme
şartlarının optimize edilmesi sonucu oluşan yüzeylerin pürüzlülük değerlerinde fark
olmadığı görülmüştür.
Litao Wang vd. (2002), frezelemede takım aşınmasını tespit için ses ve titreşim
sensörleri yardımıyla elde edilen sinyaller işlenmiş, dalga analizi ile incelenmişlerdir.
Çalışmada Hidden Markov modeli kullanılmıştır. Elde edilen ses ve titreşim
sinyallerinin genlik değerleri, takımın keskinlik ve aşınmışlıkları hakkında bilgi
vermiştir. Keskin takımla işlenen parçadan elde edilen dalgacıkların, aşınmış takımla
işlenen parçadan elde edilen dalgacıklara göre daha sık yapıya sahip oldukları sonucuna
varılmıştır.
Xiaoli Li (1999), çalışmada ses algılama sensörleri ile elde edilen sinyaller, hızlı fourier
transferi (FFT) ve dalgacık paket transferi (WT) şeklinde iki yöntem yardımıyla
işlenmiştir. Bu iki metot arasında kıyaslama yapılmıştır. Sonuç olarak FFT yönteminin
sadece frekans alanında iyi çözümler yaptığı, fakat zaman alanında kötü sonuç verdiği
tespit edilmiştir. WT yönteminin ise her iki alanda da iyi sonuçlar verdiği görülmüştür.
Jeong-Suk Kim vd. (1999), kesici takımlarda ses algılama sistemi kullanılarak on-line
olarak takım ömrü incelenmiştir. Tezgaha bağlanan titreşim ve ses sensörleri yardımıyla
elde edilen sinyaller işlenmiş, sinyallerin RMS değerleriyle kesme zamanı arasında
14
bağıntı kurulmuştur. Bağıntı sonucu kesme zamanı arttıkça RMS değerlerinin de arttığı
gözlenmiştir. Geliştirilen bir programda ses RMS değerleri girilerek muhtemel takım
ömrü tahmin edilmiştir. Programla takımın değiştirme zamanını sinyallerle haber
verilmesi sağlanmıştır.
Portuale G. vd. (2002), karbid kaplı takımların durumunu incelemek için ses sinyalleri
istatiksel olarak analiz edilmiştir ve takım durum inceleme uygulamaları için sinyal
özelliklerinin önemi derinlemesine araştırılmıştır. Deneyler torna tezgahında yapılmış,
sensörler yardımıyla elde edilen sinyaller işlenmiş ve sonunda, takım ömrünün istenilen
değerlerde olmasında, ses sinyallerinin istatiksel analizinin önemli bir yer tuttuğu
görüşüne varılmıştır.
A.K. Ghani ve Choudhury (2002), tornalamada takım aşınması ve titreşimin, yüzey
pürüzlülüğü arasındaki korelasyon ilişkisi incelenmiştir. Deneylerde titreşim sensörleri
kullanılmıştır. Sensörler yardımıyla alınan sinyaller işlenmiş, işlenilen iş parçalarının
yüzey pürüzlülük değerleri ölçülmüş ve aralarında ilişkilendirilmişlerdir. Sonuç olarak
deneylerde modüler dökme demir seramik kesicilerle işlendiği için takım ömrü oldukça
kısa saptanmıştır, (yaklaşık 1.5 dakika gibi).
Beggan C. vd. (2000), yüzey kalitesini tahmin etmek için, ses sensörleri yardımıyla elde
edilen sinyallerin RMS değerleri analiz edilmiş ve yüzey kalitesiyle kıyaslanmıştır.
Calserion J. Filho, ve A.E. Diniz (1998), kesme uzunluğu, kesici diş sayısı ve kesme
kuvvetlerinin takım ömrü ve aşınmasına bağlı olarak yüzey pürüzlüğüne etkisi
araştırılmıştır. Araştırma sonucunda elde edilen sonuçlar grafiksel olarak gösterilmiştir.
R. Azouzi ve M. Guillot (1997), ses algılama sensör teknolojisi yardımı ile tornalama
işlemlerindeki boyutsal değişimler ve yüzey pürüzlüğü çalışılmıştır. Ölçüm sisteminin
performansı sistematik olarak seçilecek sensör çeşidine bağlamıştır. ANN yöntemi
15
kullanarak analiz edilen sensör bilgileri regresyon analizleri ile karşılaştırıldığından çok
daha iyi sonuçlar vermiştir.
Xiaoli, Li vd. (2002), analitik model ve ANN modeli kullanarak işleme karakteristik
özelliklerini hibrit bir şekilde modellemişlerdir. Analitik model (Oxley) verilen kesme
kuvvetleri, kesme bölgesindeki sıcaklık ve talaş geometrisini içerir. Analitik modelden
elde edilen verileri aynı zamanda ANN de takım aşınması, yüzey pürüzlülüğü ve talaş
kırılabilirliğini baz alarak değerlendirmişlerdir.
Tsai vd. (2000), titreşim sensörleri kullanılmış; işleme anında titreşim sensöründen gelen
veriler değerlendirilmiştir. Takım ve iş parçası ilişkisinde doğan titreşimler toplandıktan
sonra dalgacıkların ortalama genlik değerlerini ANN modelinde değerlendirilerek işleme
anında CNC freze işleminde yüzey pürüzlüğü tahmin edilmiştir.
Hashmi vd. (1999), kesici takım türleri ile çeşitli sertlikteki malzemeleri belirli bir talaş
derinliğindeki kesme hızlarını bulanık mantık kullanarak optimize etmiştir.
Optimizasyon sonucunda kesici takım sertliği ile kesme hızlarının takım aşınmasına
etkileri 3 boyutlu grafiklerle sunulmuştur. Bu grafikler kesme şartlarının, kesici takım
sertliğine göre optimum değerlendirilmesini sağlamış ve talaşlı imalat veri
tabanlarındaki değerlerle karşılaştırmıştır.
Robert B. Jerard vd. (2001), çeşitli setliklere sahip malzemelerin belirli talaş
derinliğinde işlenebilmesi için müsaade edilen maksimum ve minimum kesme hızları
Bulanık Mantık ve Sinir Ağları yöntemi ile ele alınmıştır. Sınırlayıcı faktör olarak
kesici takımların özelliklerini kullanan araştırmacı elde ettiği verileri Machining Data
Handbook verileri ile karşılaştırarak hata oranlarını ve sapmaları çizelgeler halinde
sunmuştur.
16
S.V. Wong ve A.M.S. Hamouda (2002), CNC tornalama işlemlerin kesme parametreleri
belirlenirken akıllı sistemler kullanılmıştır. Deneysel sonuçları buldukları sonuçlarla
kıyaslamışlardır. Elde ettikleri değerleri grafiksel olarak vermişlerdir.
Chungchoo ve Saini (2002), araştırmalarda CNC tornalama işlemlerinde belirli bir
zaman aralığında kesme, ilerleme ve radyal kuvvetleri Sinir Ağları yöntemi ile
incelemiştir. Sınırlayıcı kriter olarak takım geometrisini ve giriş açısını kullanan yazar,
bu iki kritere uygun deneysel çalışmaları kullanarak kural tabanı oluşturmuştur. Yapılan
çalışma sonunda elde edilen veriler çalışma içerisinde grafiklerle sunulmuştur.
Dimla vd. (1998), kesme parametrelerinden, kesme hızı, ilerleme ve talaş derinliğine
göre kesici takımın maruz kaldığı eksenel kuvvetleri sinir ağları ile analiz edilmiştir.
Seçilen kesici belirli bir zaman aralığında kesme işlemine tabi tutulduğunda maruz
kaldığı eksenel kuvvetleri elde etmiştir. Bu veriler uygulamalar sonucu elde edilen
değerler ile karşılaştırılarak çizelgeler halinde sunulmuştur.
Das vd. (1997), tornalama işlemlerinde çok sık kullanılan Karpit kaplama kesici takımlar
ile karbon çeliklerini sabit ilerleme,keme hızı ve talaş derinliğinde işleyerek elde edilen
sonuçları işleme zamanı-güç grafikleri kullanarak incelemişlerdir. Daha sonra aynı
verilerden faydalanarak sinir ağları metodu ile bir takım grafikler elde ederek daha
hassas verilere ulaşmışlardır.
Yılmaz (1999), kesme parametrelerini bulanık mantık yöntemiyle irdelemiştir. Belirli
talaş derinliği ve kesici takım malzemeleri için malzeme-kesme hızı grafikleri oluşturan
araştırmacı elde ettiği değerleri üretici firma katalog değerleri ile karşılaştırmıştır.
Çakır vd. (1997), tornalama işlemlerinde kesici takım seçiminin kişisel deneyimlerle
yapılmasından kaynaklanan problemi en aza indirmek için, bilgisayar destekli takım
seçimini öngören bir sistemi önermişlerdir. Takım seçimine etki eden faktörler ise; iş
parçası malzemesi, geometrisi, yüzey pürüzlülüğü, kullanılan takım tezgahı ve işlem tipi
17
olarak belirlemiştir. Bu manada temel talaşlı imalat kaynakları kullanılarak kesici takım
seçiminde bir takım kurallar belirlenmiştir. Bu kurallar çerçevesinde girilen malzeme ve
işlem tipine göre kesici takım seçimi yapılmaktadır.
Yu-Hsuan Tsai vd. (1999), frezeleme işleminde işlenmiş parçaların yüzey pürüzlülüğünü
tahmin etmek için, kesme işlemi esnasında oluşan titreşimleri, titreşim sensörleri
yardımıyla kaydedilerek bir bilgisayarda toplanmış ve bu veriler analiz edilerek sinir
ağları modeli oluşturulmuştur. Elde edilen verilerin bir kısmı sinir ağlarının eğitimi için
bir kısmı da test seti için kullanılarak öğreticili yapay sinir ağı modeli oluşturulmuştur.
Bu yapay sinir ağı ile yüzey pürüzlülüğü %96 doğrulukta tahmini yapılmıştır.
Dilipak (1997), kesici takım üzerine yapılan çalışmalarda alternatif olarak kesici takım
seçimini uzman sistem kullanarak incelemiştir. Burada seçim yapılan yöntemin, işinde
uzman bir insan gibi ama insan psikolojisinden ve yorulmadan etkilenmeyen bir sistem
olduğunda daha hassas verilere ulaşılacağı vurgulanmıştır. Kesme parametreleri üzerine
yapılan araştırmaların bir kısmında elde edilen verilere daha kısa yoldan ulaşmamızı
sağlayan bilgisayar yazılımları yapılmıştır.
Baykasoğlu (1995), tornalama işlemlerinde kesme şartlarını ve toplam talaş derinliğinde
optimum maliyeti bilgisayar destekli olarak incelemiştir.Temel tornalama işlemlerini
etkileyen faktörlerin tamamı kısıtlayıcı faktör olarak kullanılan çalışmada,
kataloglardaki verilerden de yararlanarak bir kural tablosu oluşturulmuştur. Daha sonra
tüm bu verilerden yaralanılarak yapılan bilgisayar programıyla, daha hassas değerlere
daha kısa sürede ulaşılması sağlanmıştır.
Zhu (1982), finiş işlemleri için uygun ilerleme değerleri araştırmıştır. Bu amaçla
yapılmış olan deney sonuçları bulanık mantık teoremiyle irdelenerek pratikte
uygulanabilir en hassas ilerleme değerlerine ulaşmak amaçlanmıştır.
18
Antonio ve Daum (2002), tornalama işlemlerinde ideal kesme işlemi için çeşitli takım
türleri incelenmişlerdir. Kesici takım türleri için uygun ilerleme, kesme hızı ve kesme
zamanı deneysel verilerle ele alınmıştır. Yapılan uygulamalı çalışma sonuçları genetik
algoritma metoduyla bilgisayara transfer edilerek çözüm aranmıştır.
Y.S.Tang vd. (1997), tornalama işlemlerinde güç kontrolü için üyelik fonksiyonları
oluşturulmuştur. Bulanık mantık tabanlı kurallar belirlenerek, bilgisayar destekli güç ve
ilerleme eğrileri elde edilmiştir.
M.A. Mannan vd. (2000), kesici takımların izlenmesinde görüntü ve ses teknikleri
uygulaması kullanılmıştır. Yapılan çalışmada takım aşınması ve yüzey kalitesi
arasındaki bağıntı tartışılmıştır. Ses sensörlerinden elde edilen sinyaller ile iş parçası
yüzey kalitesi kıyaslanmıştır. Çalışmada görüntü analizi için CCD kamera, ses analizi
için de hassas mikrofon kullanılmıştır. İş parçası sırasıyla hiç kullanılmamış takımla
işlenmiş, sonra az aşınmış takımla ve son olarak da tamamen aşınmış takımla
işlenmiştir. Sensörler yardımıyla elde edilen sinyaller Fourier Transfer yöntemi ile analiz
edilmişlerdir. Sonuç olarak aşınmış, az aşınmış ve hiç aşınmamış takımlarla işlemeden
sonra elde edilen yüzeyler ile ses frekansları arasında bir bağıntı kurulmuş ve sonuçlar
grafiksel olarak verilmiştir.
F.A.Farrelly vd. (2004), kesici takımın durumunun görüntülenmesi için ses sinyallerinin
istatiksel olarak incelendiği çalışmada çeşitli takım aşınma kademelerindeki RMS
değerleri değerlendirilmiştir. Çalışma torna tezgahında gerçekleştirilmiştir. Yapılan
uygulamada AISI 303 serleştirilmiş çelik kullanılmış, kesme hızı 0.5 ila 1 m/s arasında,
ilerleme oranı 0.0195 mm/dev. ve talaş derinliği 2 mm olarak belirlenmiştir. Kesici
takım üzerine monte edilen ses sensörleri yardımıyla elde edilen sinyaller bilgisayara
aktarılmıştır. Sinyaller işlendikten sonra elde edilen RMS değerleri ile takımın aşınma
durumu tahmin edilmiştir. Deneysel olarak elde edilen değerler ile literatürdeki değerler
kıyaslanmış ve sonuçlar grafiksel olarak verilmiştir.
19
Frelemede işleminde oluşan kesme kuvvetine ve tezgah dinamiğine bağlı titreşimler
işleme kalitesini ve takım aşınmasını doğrudan etkileyen önemli faktörlerdendir. Kesme
anında titreşimlerden oluşan tırlamalar kesme kuvvetlerini kontrolsüz bir şekilde
artırarak kesici takımın birden aşınmasına yada kırılmasına, parça yüzeyinde kalitesiz
işleme izlenire sebep olmaktadır.
Frezelemede kararlı işleme amacı ile dinamik faktörlerin incelenmesi için Sridhar vd.
(1968a, 1968b) kesici takımlar için genel bir model geliştirmişlerdir. Bu model daha
sona Hohn vd. . (1968) tarafından tek kesicili freze takımları üzerinde uygulanmıştır.
Tlusty (1981) de Frezeleme işlemleri için önceden uygulanan kararlılık kriterlerinin
geliştirerek Frezeleme için analiz etmiştir., Tlusty (1986) sonraki çalışmalarında, kesme
hızının ve tezgah dinamiğinin tırlamaya olan etkisini bulmuştur. Tsai vd. (1990) parmak
Frezeleme işlemleri için titreşimden kaynaklanan tırlamayı tahmin etmek amacı ile bir
kesme simülasyon sistemi üzerinde çalışmıştır. Çalışmada parmak frezenin iki serbestlik
dereceli dinamik titreşim modeli kurularak tırlama titreşimleri nümerik olarak analiz
edilmiştir. Lee ve Liu (1991) ise çalışmalarında kesme işleminde işparçası dinamiğinin
ve kesme derinliğinin tırlama olan tepkisini araştırmışlardır.
Altıntaş ve Budak (1995) kesme kuvveti sabitlerini tespit ederek Fourier serilerine bağlı
dinamik bir Frezeleme modeli geliştirmişlerdir. Bu model pratik olarak analitik bir
yöntemle tırlamanın eksenel kesme derinliği ile iş mili devri arasındaki non-lineer
ilişkiyi çözerek tırlama olmaksızın optimum Frezeleme şartları için kararlılık eğrilerini
önermektedir. Bu model bugüne kadar başarı ile kullanılan bir modeldir.
Tırlama problemini tespit edip elimine etmek amacı ile yapılan çalışmalarda genelde
kesme hızları ve kesme derinliğini kontrol eden modeller geliştirilmiştir.
E. Soliman (1997) vd. Yaptığı çalışmada ilk olarak bulanık mantık kontrol sistemi ile
tırlama tespiti gerçekleştirilmiştir. Bu modelde kesme kuvvetleri frekans boyutunda
incelenerek bulanık mantık kontrolü ile hız modülasyonu sağlanmış ve tırlamanın
etkilerinden kaçınılarak kararlı bir kesme işlemi gerçekleştirilmiştir.
20
C. Su (2000) v.d de çalışmalarında Bulanık-Sinir Ağları modelini yüksek hızlı
Frezeleme şartlarında tırlamayı tespit etmek amacı ile geliştirmişlerdir. Çalışmalarında
farklı derecelerde aşınmış kesici takımların kesme koşulları ile tırlamaya olan
ilişkilerinin tespitinde Bulanık-Sinir ağları modelini kurmuşlardır. Deneysel kesme
kuvveti ölçümlerinin hızlı Fourier dönüşümlerin analizinden elde edilen veriler ile
kesme parametrelerinin birlikte ele alındığı bu yapay zeka modelinde kesici takım
aşınmalarının da tırlamaya etki ettiği tespit edilmiştir.
W.M. Sim, vd. (2002) çalışmalarında yüksek hızlı freze ile kalıp imalatı sırasında oluşan
tırlama problemini çözmek amacı ile uzman bilgi sistemi yaklaşımlı bir yapay zeka
modeli kullanmışlardır. Bu sistemde tezgah bilgileri, kesici takım bilgileri, işleme
parametreleri ve kesici takım yolu stratejileri bir veri tabanından alınarak uzman
görüşleri ile yapılmış bir kural veri tabanında değerlendirildikten sonra tırlama
olmaksızın işleme için optimum şartlar tespit edilmiştir. Tırlamanın oluştuğu frekanslar
ses sinyallerinin hızlı Fourier dönüşümleri kullanılarak analizi ile tespit edilmiştir.
Uzman sistem çalışma anındaki ses sinyalleri ile veri tabanındaki bilgileri
değerlendirerek tırlama olmaması için optimum iş mili hızını ve ilerleme hızını tavsiye
etmiştir.
H. Z. Li v.d (2003) kesme kuvveti sinyallerinin zaman boyutunda analiz ederek
frezelemede oluşan tırlamayı tespit etmişlerdir. Frezeleme dinamiğini zaman boyutunda
analiz eden numerik bir modelin geliştirildiği çalışmada kesme kuvvetlerini tahmin eden
bir teori kullanılmıştır. Kesilmemiş talaş kalınlığını göre modellenen dinamik model
işparçası özelliklerini, takım geometrisini ve kesme parametrelerini de içermiştir. Model,
oluşabilecek dinamik maksimum kesme kuvvetini zaman boyutunda tahmin ederek
tırlamanın olup olmayacağını diğer parametreleri de ele alarak analiz etmiştir. Model
simülasyon verileri ile deneysel çalışmalar karşılaştırılarak modelin turlama tespitindeki
performansı doğrulanmıştır.
21
M. Liang v.d (2004) frezelemede oluşan tırlamayı işleme anında engellemek amacı ile
tezgah titreşim karakteristiklerini analiz eden bir bulanık mantık modeli geliştirmişlerdir.
Modellerinde ortalama titreşim sinyallerini ve en yüksek titreşim sinyalini bulanık giriş
üyelik fonksiyonu olarak ele alıp geliştirilen bir kural tabanında değerlendirdikten sonra
titreşimi engelleyebilecek iş mili hızları ile ilerleme değerlerini makina kontrol ünitesine
iletmektedirler. Deneysel verilerle modellerinin doğruladıktan sonra tırlamadan
kaynaklanan titreşimlerin yalnızca ilerlemeyi yada yalnızca iş mili hızını değiştirerek
kesilemeyeceğini her ikisinin de kontrollü olarak ayarlanması gerektiğini ifade
etmişlerdir.
M.C. Yoon vd. (2005) parmak frezelemede kesme hızlarını izleyerek tırlamayı tespit
eden bir çalışma gerçekleştirmişlerdir. Çalışmalarında kesme kuvvetlerini frekans
boyutunda incelemeyi sağlayan hızlı fourier dönüşümleri ile dağınık dalgacık dönüşüm
modellerini tırlama tespitinde karşılaştırmışlardır. Bu çalışma tırlamanın derecesini
sinyallerin dalgacık dönüşümleriyle detaylı olarak işlenmesi ile başarılı bir şeklide tespit
etmiştir. Ayrıca yüksek frekanslarda hızlı frezelemelerde oluşan tırlamanın analizinide
gerçekleştirmişlerdir.
Osama v.d (2005) tırlamayı önlemek ve kararlı bir kesme yapabilmek için gerekli olan
optimum iş milinin tasarımda yardımcı olacak uzman sistem yaklaşımını
geliştirmişlerdir. Bulanık mantık modeline göre çalışan bu sistemde iş miline gelen
yükler, iş mili dinamik parametreleri ve motor özellikleri bulanıklaştırılarak kararlı
kesme için optimum iş mili tasarım koşulları elde edilmiştir. Model en uygun iş mili
uzunluğunu ile iş milinde yer alan yuvarlanmalı yatakları tip ve yerlerini belirterek
tırlamayı engelleyebilecek bir iş mili tasarımını önermektedir.
22
3. MATERYAL VE YÖNTEM
3.1. MATERYAL
Çalışmanın materyal bölümünde genel olarak talaşlı imalat sistemleri tanımlanarak,
frezeleme işlemleri hakkında bilgiler sunulmuştur. Bunun yanında çalışmada kullanılan
yapay zeka teknikleri de bu bölümde izah edilmiştir.
Yöntem bölümünde ise kullanılan cihazlar, deney parametreleri, ölçüm yöntemleri,
sinyal işleme yöntemleri ve çalışma için geliştirilen yazılımlar incelenmiştir.
3.1.1. Talaşlı İmalat
Birçok mekanik parçanın son olarak şekillendirilmesi talaşlı işlemler kullanılarak
gerçekleştirilmektedir. Sıcak şekillendirme, soğuk şekillendirme ve döküm işlemleri gibi
hacim şekillendirme işlemlerinde arzu edilen; şekil, boyut ve yüzey kalitesi açısından en
iyi elemanlar elde etmek için genellikle metal talaş kaldırma işlemleri uygulanmaktadır.
Talaş kaldırma işlemleri kesme ve taşlama olmak üzere başlıca iki kategoride
sınıflandırılabilir. Kesme işlemleri malzemeden geleneksel talaş kaldırma işlemleridir.
Daha sonraki taşlama işlemleri ise parçanın tam boyutlarına gelmesini ve iyi yüzey
kalitesi elde edilmesini sağlar. En yaygın kesme işlemleri tornalama, frezeleme, delik
delme ve bunları takiben honlama, broşlama, form kesme gibi özel işlemlerdir. Tüm
metal kesme işlemleri mekanik prensipleri aynı olmakla birlikte bunların geometri ve
kinematikleri birbirilerinden farklı olabilir.
3.1.2. Dik (Ortogonal) Kesme Teorisi
Birçok yaygın kesme işlemleri üç boyutlu ve karmaşık geometrilere sahip olmasına
rağmen, iki boyutlu ortogonal kesme metal talaş kaldırma işleminin genel mekaniğini
açıklamak için kullanılır. Ortogonal kesmede malzeme ile takım kesme kenarı arasında
dik açı altında talaş kaldırma işlemi gerçekleşir. Daha karmaşık üç boyutlu eğik kesme
işlemleri; genellikle ortogonal kesme işleminde uygulanmış geometrik ve kinematik
şekil değiştirmelerle değerlendirilir. Şekil 3.1’de de şematik olarak ortogonal ve eğik
kesme işlemlerinin gösterimi yapılmıştır. Ortogonal kesmede, kesme kenarı kesme
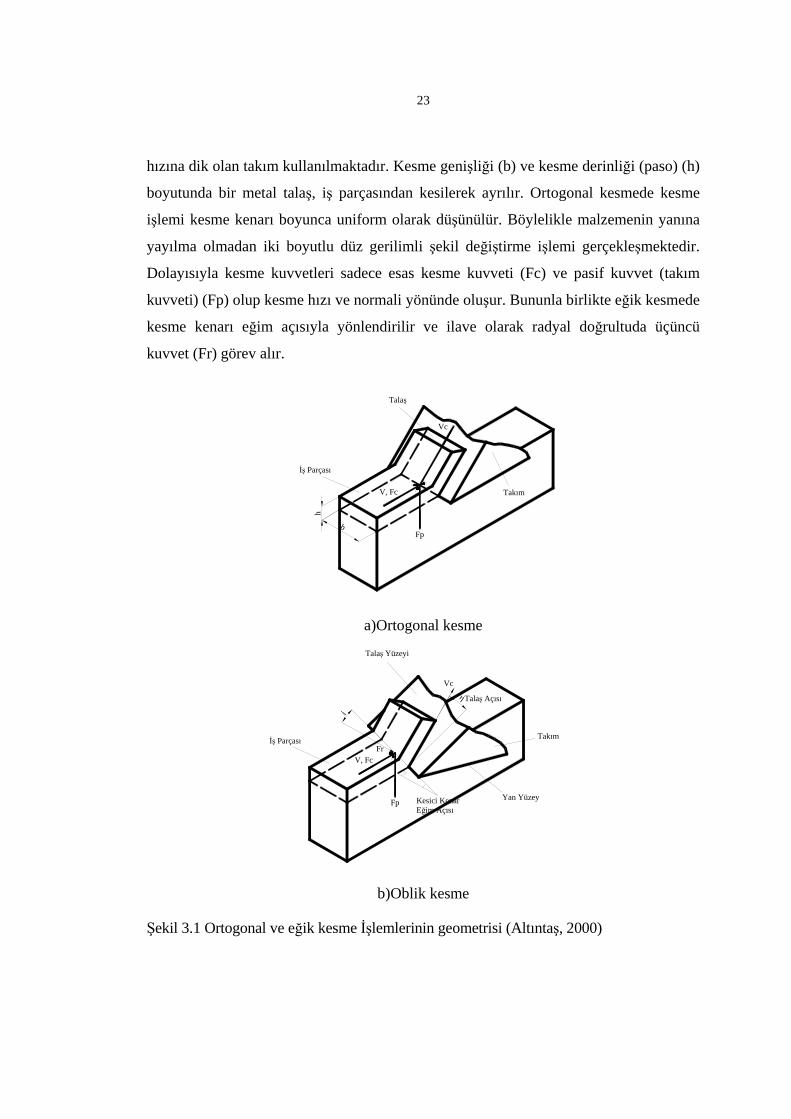
23
hızına dik olan takım kullanılmaktadır. Kesme genişliği (b) ve kesme derinliği (paso) (h)
boyutunda bir metal talaş, iş parçasından kesilerek ayrılır. Ortogonal kesmede kesme
işlemi kesme kenarı boyunca uniform olarak düşünülür. Böylelikle malzemenin yanına
yayılma olmadan iki boyutlu düz gerilimli şekil değiştirme işlemi gerçekleşmektedir.
Dolayısıyla kesme kuvvetleri sadece esas kesme kuvveti (Fc) ve pasif kuvvet (takım
kuvveti) (Fp) olup kesme hızı ve normali yönünde oluşur. Bununla birlikte eğik kesmede
kesme kenarı eğim açısıyla yönlendirilir ve ilave olarak radyal doğrultuda üçüncü
kuvvet (Fr) görev alır.
Takım
İş Parçası
Talaş
Fp
V, Fc
Vc
h
b
a)Ortogonal kesme
İş Parçası
Fp
V, Fc
η
i
Fr
Yan Yüzey
Takım
Vc
Talaş Yüzeyi
Kesici Kenar Eğim Açısı
Talaş Açısı
b)Oblik kesme
Şekil 3.1 Ortogonal ve eğik kesme İşlemlerinin geometrisi (Altıntaş, 2000)
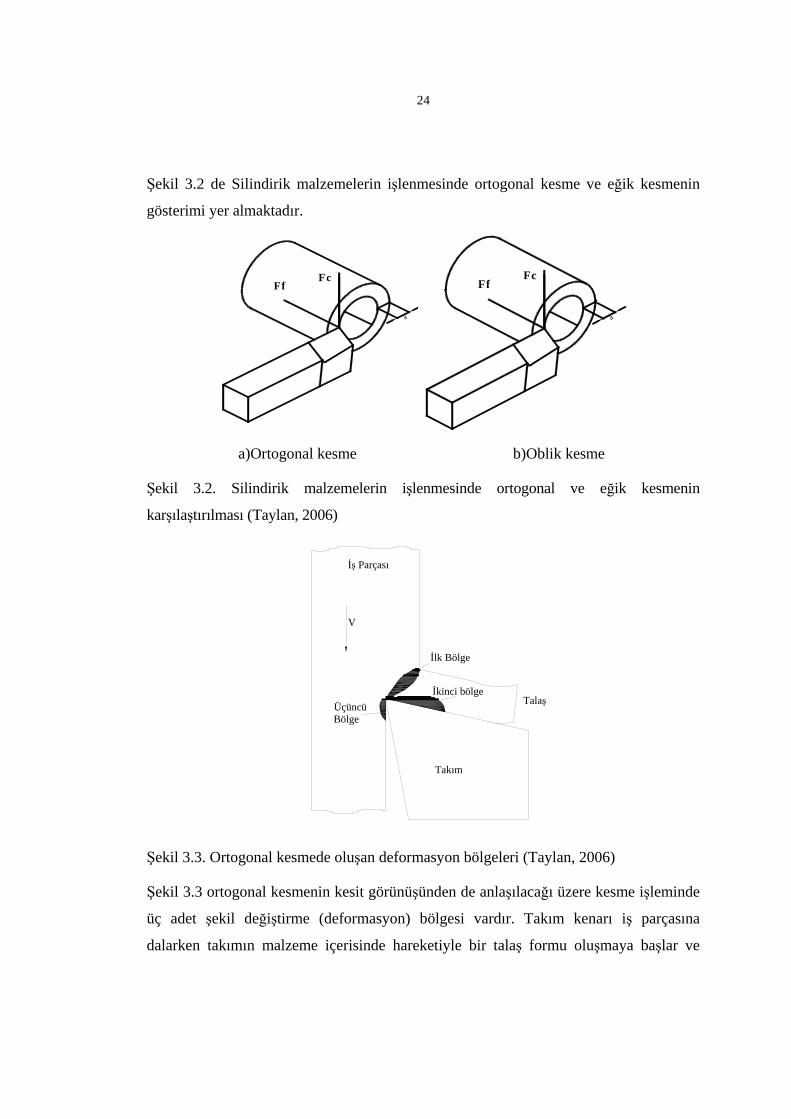
24
Şekil 3.2 de Silindirik malzemelerin işlenmesinde ortogonal kesme ve eğik kesmenin
gösterimi yer almaktadır.
FfFc
a
FfFc
a
a)Ortogonal kesme b)Oblik kesme
Şekil 3.2. Silindirik malzemelerin işlenmesinde ortogonal ve eğik kesmenin
karşılaştırılması (Taylan, 2006)
İş Parçası
Takım
Talaş
İlk Bölge
Üçüncü Bölge
İkinci bölge
V
Şekil 3.3. Ortogonal kesmede oluşan deformasyon bölgeleri (Taylan, 2006)
Şekil 3.3 ortogonal kesmenin kesit görünüşünden de anlaşılacağı üzere kesme işleminde
üç adet şekil değiştirme (deformasyon) bölgesi vardır. Takım kenarı iş parçasına
dalarken takımın malzeme içerisinde hareketiyle bir talaş formu oluşmaya başlar ve

25
birincil kayma bölgesi oluşur. Malzemenin kesilmesiyle talaş kısmen şekil değiştirir ve
takımın talaş yüzeyi boyunca hareketiyle kesilen malzemede (talaşta) ikincil
deformasyon bölgesi oluşur. Takımın yan yüzeyindeki sürtünme bölgesinde ise üçüncül
bölge meydana gelir. Talaş başlangıçta takımın talaş yüzeyine yapışır ve burada yapışma
bölgesi oluşur. Kayma alanındaki (talaşın takım talaş yüzeyinde ilerlediği) sürtünme
gerilmesi yaklaşık olarak malzemenin kayma gerilmesine eşittir. Talaş yapışma olayı
bittikten sonra, sürekli kayma sürtünmesiyle talaş yüzeyinde talaş akması başlar. Talaş
takımdan ayrılır, takımın talaş yüzeyi ile teması kaybolur. Temas uzunluğu kesme hızı,
takım geometrisi ve malzeme özelliklerine bağlıdır. Birincil kesme bölgesinin analizinde
basit olarak iki tip varsayım vardır. Merchant ince tabakalar için kesme bölgesinin
tahmin edilmesinde bir ortogonal kesme modeli geliştirmiştir. Lee, Shaffer, Palmer ve
Oxley plastisite kanunlarıyla uyumlu kayma deformasyon bölgesinde “kayma açısı
tahminin” yapılan kendilerine ait analiz oluşturmuşlardır. Bu çalışmada birincil kayma
deformasyon bölgesi ince alanlar için tahmin edilmiştir. Deformasyon geometrisi ve
kesme kuvvetleri şekil 3.4’te ortogonal kesmenin kesitiyle gösterilmektedir. Kesme
kenarının köşeli olduğu pah veya radyüs bulundurmadığı varsayılarak; ince kayma
bölgesindeki deformasyonlara değinilmiştir. Kayma açısı (φ), kesme hızı (V) ve kayma
düzlemi doğrultuları arasındaki açıdır. Kayma düzlemindeki kayma gerilmesi (τs) ve
normal gerilme (σs) sürekli olarak mevcuttur. Talaş üzerinde oluşan bileşke kuvvet (FR)
kayma bölgesine uygulanmış olup talaş-talaş yüzeyi arasındaki bölgede ortalama daimi
sürtünme olduğu varsayılarak hesaplanır. Burada bileşke kuvvet (FR), kesme kuvveti
(FC) ile takım kuvveti (FP) in bileşkesidir.
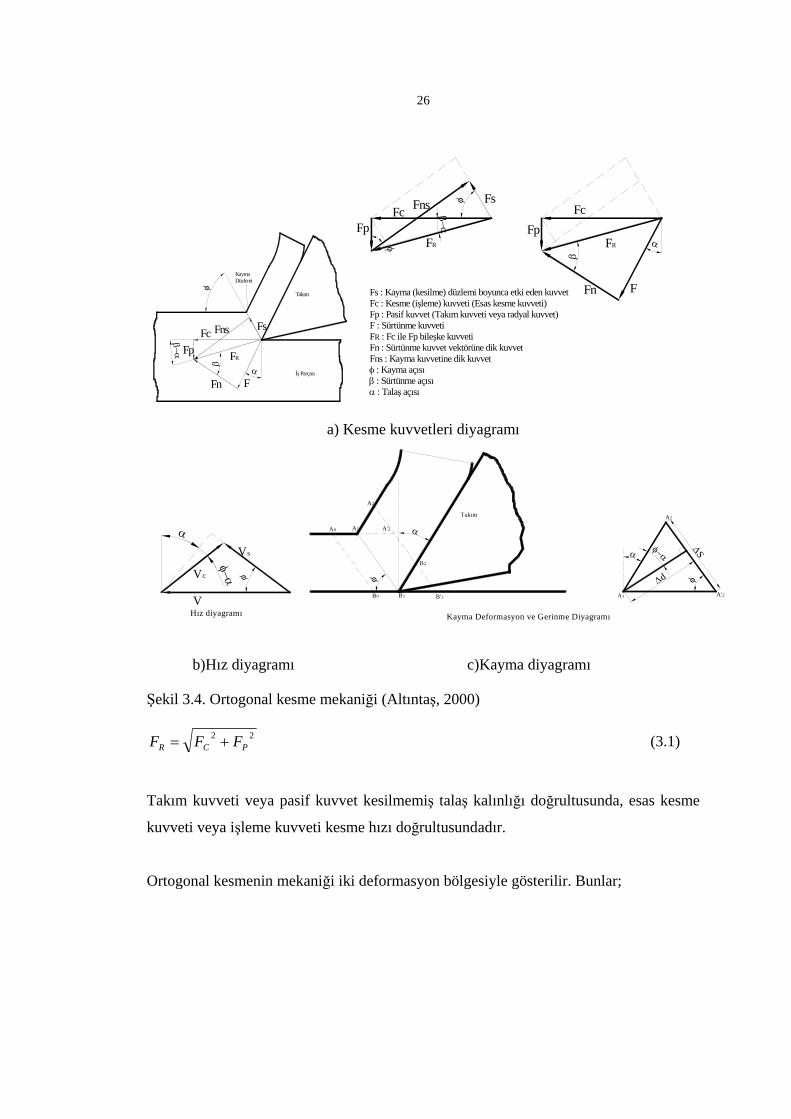
26
φ
α
β
β−α
Takım
İş Parçası
FFn
FR
Fns Fs
FpFc
KaymaDüzlemi
FcFp
FR
Fns Fsφ
β−α
FFn
FR
FcFp
φ
β
α
Fs : Kayma (kesilme) düzlemi boyunca etki eden kuvvetFc : Kesme (işleme) kuvveti (Esas kesme kuvveti)Fp : Pasif kuvvet (Takım kuvveti veya radyal kuvvet)F : Sürtünme kuvvetiFR : Fc ile Fp bileşke kuvvetiFn : Sürtünme kuvvet vektörüne dik kuvvetFns : Kayma kuvvetine dik kuvvetφ : Kayma açısıβ : Sürtünme açısıα : Talaş açısı
a) Kesme kuvvetleri diyagramı
Takım
A0
B0
A1
B1
A2
B'2
B2
A'2
φ
α
A1
A2
A'2
αφ−α
φ
∆S
∆dφ
φ−α
α
V
Vc
Vs
Hız diyagramı Kayma Deformasyon ve Gerinme Diyagramı
b)Hız diyagramı c)Kayma diyagramı
Şekil 3.4. Ortogonal kesme mekaniği (Altıntaş, 2000)
22PCR FFF += (3.1)
Takım kuvveti veya pasif kuvvet kesilmemiş talaş kalınlığı doğrultusunda, esas kesme
kuvveti veya işleme kuvveti kesme hızı doğrultusundadır.
Ortogonal kesmenin mekaniği iki deformasyon bölgesiyle gösterilir. Bunlar;

27
3.1.2.1.Birincil Deformasyon Bölgesi
Kayma düzleminde rol oynayan kayma kuvveti (FS) şekildeki geometriden şöyle
türetilir.
)(. γβφ −+= CosFF RS (3.2)
Burada β açısı sürtünme kuvvetinin normali ile bileşke kuvvet arasında oluşan sürtünme
açısıdır.
Kayma kuvveti aynı zamanda esas kesme kuvveti ve takım kuvveti değerleri
kullanılarak da aşağıdaki formülden hesaplanabilir.
φφ SinFCosFF PCS −= . (3.3)
Benzer şekilde kesme düzlemindeki normal kuvvet;
)(. αβφ −+= SinFF Rns Veya φφ CosFSinFF PCns .. += (3.4)
Formüllerinden bulunabilir.
Kesme (kayma) düzlemindeki uniform gerilim dağılımı
S
SS A
F=τ (3.5)
Burada AS, kayma düzlemi alanıdır.
φSinhbAS .= (3.6)
b kesme genişliği (tornalamada kesme derinliği), h kesilmemiş talaş kalınlığı, φ kayma
açısıdır.

28
Kayma düzlemindeki normal gerilme σs;
S
nsS A
F=σ (3.7)
Kesme hızı (V) Şekil 3.4’deki diyagramda görüldüğü üzere iki bileşeni vardır. Bunlar
kesilme hızı (VS) ve talaş hızı (VC) dır.
Kesme hızı, kesme kuvvetine (FC) paralel olarak oluşan takımın bağıl hızıdır. Talaş hızı
(VC) takımın talaş yüzeyine paralel olarak talaşın takıma göre bağıl hızıdır. Kesilme hızı
(VS) ise talaş kayma düzlemine paralel olarak oluşan talaşın iş parçasına göre bağıl
hızıdır.
)(.
αφα−
=Cos
CosVVS (3.8)
)(.
αφφ−
=Cos
SinVVC (3.9)
Kesme düzleminde harcanan kesme gücü;
SSS VFP .= dır
(3.10)
Kesme düzlemindeki sıcaklık artışı göze alındığında (TS)
).(. rSSCS TTcmT −= dir (3.11)
mc = kaldırılan metal oranı (kg/sn)
cs = iş parçası malzemesinin ısı katsayısı (Nm/kgoC)
29
Tr = Ortam sıcaklığı
Kaldırılan metal oranı kesme şartlarından bulunur.
ρ.cc Qm = VhbQc ..= (m3/sn) (3.12)
ρ = kg/m3 iş parçası malzemesinin yoğunluğu
Kayma düzlemi sıcaklığı (TS) 3.8 ve 3.12 nolu formüllerden şu şekilde hesaplanabilir.
sc
SrS cm
PTT
.+= (3.13)
Sadece kayma düzleminde tüm plastik deformasyon göz önüne alındığında (3.13)
formülü elde edilir. Burada tüm ısının kayma düzleminde olduğu düşünülür. Bu
varsayım plastik deformasyonun bir kısmının sonlu kalınlığının kayma bölgesi üzerinde
olduğunu ve ısının bir miktarının iş parçası ve talaş arasında dağıldığını düşünen
Boothroyd tarafından önerilen yaklaşık sıcaklık tahmini ince kayma düzleminden uzakta
olduğunu göstermektedir. Oxley sıcaklık tahmininde aşağıdaki formülü kullanmıştır.
ss
SshrS cm
PTT
.)1( λλ −+= (3.14)
Burada λh (0< λh<=1) ince kayma bölgesinin dışında yapılan plastik çalışmayı belirten
bir faktördür. λs iş parçası malzemesinin ısı iletim oranıdır. Karbon çeliği malzemeleri
için λh değeri yaklaşık olarak 0.7 alınabilir. İş parçası ısı iletimi, deneye dayalı olarak
aşağıdaki eşitlikle tahmin edilir.
)tanlog(35.05.0 φλ Ts R−= 10tan04.0 ≤≤ φTR
)tanlog(15.03.0 φλ Ts R−= 10tan ≥φTR (3.15)

30
Burada RT boyutsuz termal sayıyı verir ve
t
hsT c
VcR
..ρ= ile bulunur (3.16)
ct birim olarak iş parçasının termal iletimidir. [W /(moC]
Kayma düzlemi uzunluğu Lc talaş deformasyon geometrisinden bulunur.
)(sin αφφ −==
CoshhL c
c (3.17)
Talaş basınç oranı (rc) kesilmemiş talaş kalınlığının kesilmişe oranıdır.
cc h
hr = dir (3.18)
Kayma açısı talaş baskı oranı ve talaş açısı fonksiyonlarından
αα
φSinr
Cosr
c
c
.1.
tan 1
−= − olarak bulunur (3.19)
Metal kesmede kayma gerilmesi ve gerilme oranları standart gerilme testlerinde önemli
ölçüde daha yüksek bulunur. Kesilmiş talaş geometrisi şekil 3.4’de görülmektedir.
A0B0A1B1 kesilmemiş talaş kesitlerinde, ilerlemenin iş parçası hızı (V) ile yapıldığı
düşünülür.
İş parçası malzemesi B1A1 kayma düzleminde plastik olarak şekil değiştirir ve kesilen
talaş, talaş yüzeyinden VC talaş hızıyla akar.
Kesme zamanından (∆t) sonra kesilmemiş talaş A0B0B1 A1, A1B1B2A2 talaş geometrisi
halini alır. Dolayısıyla talaş kayma açısıyla kayma düzlemindeki kesilmeden ötürü
31
beklenen '2
'2 AB pozisyonundan B2A2 pozisyonuna geçer. Gerilme deformasyon düzlemi
için 2'22
'2 BBAA = dir.
Kayma gerilmesi (γs) deforme olmuş ve deforme olmamış düzlemler (∆d= A1C)
arasındaki nominal mesafe üzerindeki deformasyon oranı ( 2'2 AAs =∆ ) olarak belirlenir.
)tan(cot1
2
1
'2
1
'22 αφφγ −+=+==
∆∆
=CA
CACACA
CAAA
d
ss yeniden düzenlenerek kayma
gerilmesi
)(. αφφαγ
−=
CosSinCos
s olarak yazılabilir (3.20)
Kayma gerilme oranı
t
ss ∆
=γ
γ ' olur. (3.21)
Kayma bölgesi yer değişimi ∆s ve kayma deformasyon bölgesinin kalınlığı ∆d olarak
düşünülürse kayma gerilmesi ve kayma hızı
d
ss ∆
∆=γ ve
t
ssV
∆∆
= olarak belirlenebilir. (3.22)
Kayma gerilme oranı
)(..'
αφαγ−∆
=∆
=Cos
CosVV
dd
s olur. (3.23)

32
Pratikte kayma bölgesinin kalınlığı yaklaşık olarak kayma düzlemi uzunluğunun bölümü
olarak belirlenir.
cd L2.015.0 −≈∆ (3.24)
3.1.2.2.İkincil Kayma Düzlemi
Takımın talaş yüzeyinde şekil 3.4’de görüldüğü üzere kesme kuvvetlerinin iki tane
bileşeni vardır. Bunlar sürtünme kuvveti (F) ve sürtünme kuvvetinin normali Fn dir.
αα
αα
CosFSinFF
SinFCosFF
pc
pcn
+=
−= (3.25)
Ortogonal kesme analizinde talaşın daimi sürtünme katsayısı µa ve bir ortalama değer ile
takım üzerinden aktığı farz edilir. Gerçekte kısa bir periyot için talaş, talaş yüzeyine
yapışır ve daha sonra daimi sürtünme katsayısı ile talaş yüzeyinden akmaya devam eder.
Talaş yüzeyindeki ortalama sürtünme katsayısı;
na F
F== βµ tan olarak belirlenir. (3.26)
Sürtünme açısı β alternatif bir şekilde esas kesme kuvveti ve takım kuvvetinden de
bulunabilir.
c
p
c
p
FF
FF 1tan)tan( −+=⇒=− αβαβ (3.27)
Takımın talaş yüzeyinde deforme olmuş talaş akış hızı
VCos
SinVrV cc )( αφφ−
== dir. (3.28)

33
Takım talaş yüzeyinde sarf edilen kuvvet
cVFP .= dir. (3.29)
Kayma ve sürtünme bölgelerinde harcanan toplam enerji
PPP st += dir. (3.30)
Kesme kuvvetleri ve hız denklemlerinden toplam güç aynı zamanda iş milinden türetilen
motor gücüne eşittir.
VFP ct = (3.31)
Sürtünme gücü takımın ve talaşın sıcaklığı ile artar. 3.29 nolu eşitlikte olduğu gibi hız
artarsa sürtünme gücü ve dolayısıyla takım sıcaklığı artmaktadır. Aşırı ısı takımda
istenmeyen yüksek sıcaklıklara sebep olmaktadır. Bu olay da takım malzemesinin
yumuşamasına yol açarak takımın kırılmasını ve aşınmasını hızlandırmaktadır. Buna
rağmen imalat mühendisliğinde verimliliğin artması için yüksek metal kaldırma oranı
(eşitlik 3.12) elde etmek için kesme hızının artmasını arzu edilir. Talaşlı imalat
araştırmacılarının buluşuyla F azaltılmış ve daha iyi takım geometrisiyle ısı talaşa doğru
hareket ettirilmiş ve takım malzemesinin ısı direnci geliştirilmiştir. Takım talaş ara
yüzeyindeki sıcaklık dağılımının tahmini oldukça karmaşık olmasına rağmen aşağıdaki
denklem analiz metal kesme mühendisliği için hala faydalıdır.
Takım talaş ara yüzündeki sürtünme gücü ısıya dönüştürülecek olursa;
csc TcmP ∆= olur. (3.32)

34
Burada ∆Tc talaştaki ortalama sıcaklık artışıdır.
Boothroyd ve Stephenson takım-talaş ara yüzeyinde sürekli yapışan sürtünme kuvveti ile
sürekli prizmatik plastik bölgenin olduğunu varsaymışlardır. Deneysel sıcaklık ölçümleri
ve varsayılan plastik deformasyon bölgesi eşliğinde aşağıdaki sıcaklık ilişkisi
çıkarılmaktadır.
)log(5.0195.006.0)log(t
cT
t
cT
c
m
lhR
lhR
TT
+−=∆∆
δ (3.33)
Burada;
∆Tm = talaş yüzeyi-talaş ara yüzeyindeki talaşın maksimum sıcaklı artışı
lt = toplam temas uzunluğu
δ = Boyutsuz sayı talaş yüzeyi-talaş ara yüzeyindeki şekil değiştirmiş talaş kalınlığı
hc = üzerindeki plastik katman kalınlığının
oranıdır.
Ortalama sıcaklık artışı (Tint) şu şekilde hesaplanır.
ms TTT ∆+= intint λ (3.34)
Burada Ts ortalama kayma düzlemi sıcaklığı ve λint (≈0.7) talaş-takım temas bölgesi
boyunca farklı sıcaklıklar için doğrultma faktörüdür. Doğru analiz için hem plastik
katman kalınlığı (δhc) hem de lt mikroskopla ölçülmelidir. Yapılmış olan deneylerde
talaş yüzeyindeki plastik katman kalınlığı şekil değiştirmiş talaş kalınlığının (δ/hc≈0.05-
0.1) %5 ve %10 arasında olduğu gözlenmiştir. Temas uzunluğu yaklaşık olarak
hesaplanabilir. Bileşke kuvvet gerilme-serbest talaş sınırına paralel ve temas
uzunluğunun ortasında olduğu farz edilerek Şekil 3.4’deki ortogonal kesme
geometrisinden talaş-talaş yüzeyi arasındaki uzunluk yaklaşık olarak;
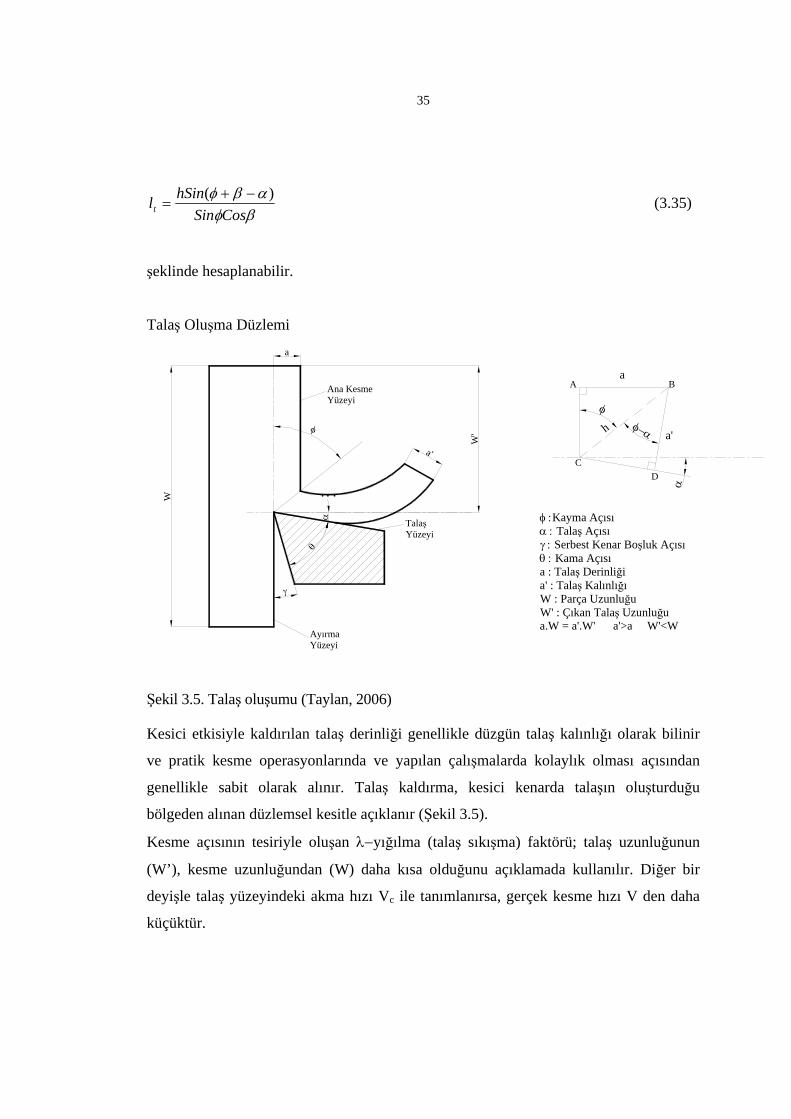
35
βφαβφ
CosSinhSinlt
)( −+= (3.35)
şeklinde hesaplanabilir.
Talaş Oluşma Düzlemi
φ
a'
a
W'
W
Ayırma Yüzeyi
Talaş Yüzeyi
Ana Kesme Yüzeyi
A B
CD
φφ−α
α
φ :Kayma Açısıα : Talaş Açısıγ : Serbest Kenar Boşluk Açısıθ : Kama Açısıa : Talaş Derinliğia' : Talaş KalınlığıW : Parça UzunluğuW' : Çıkan Talaş Uzunluğua.W = a'.W' a'>a W'<W
γ
θ
α
a
a'h
Şekil 3.5. Talaş oluşumu (Taylan, 2006)
Kesici etkisiyle kaldırılan talaş derinliği genellikle düzgün talaş kalınlığı olarak bilinir
ve pratik kesme operasyonlarında ve yapılan çalışmalarda kolaylık olması açısından
genellikle sabit olarak alınır. Talaş kaldırma, kesici kenarda talaşın oluşturduğu
bölgeden alınan düzlemsel kesitle açıklanır (Şekil 3.5).
Kesme açısının tesiriyle oluşan λ−yığılma (talaş sıkışma) faktörü; talaş uzunluğunun
(W’), kesme uzunluğundan (W) daha kısa olduğunu açıklamada kullanılır. Diğer bir
deyişle talaş yüzeyindeki akma hızı Vc ile tanımlanırsa, gerçek kesme hızı V den daha
küçüktür.

36
Şekil 3.5’ten talaş yığılma faktörü;
aa '
=λ olarak tanımlanır.
Şekildeki ABC üçgeninde φφ SinhahaSin .=⇒= ve
BCD üçgeninde )(.)( ''
αφαφ −=⇒=− CoshahaCos dır.
φαφ
φαφλλ
SinCos
SinhCosh
aa )(
.)(.' −
=−
=⇒= olacaktır. (3.36)
Yığılma faktörünün hızlarla olan ilişkisini açıklamak için aşağıdaki ampirik formül
yaygın olarak kullanılır.
λVVC = (3.37)
Kayma yüzeyinin konumunu kayma açısı ile belirleyebileceğimize göre;
αλαφ
SinCos−
=tan eşitliği ile bulunur. (3.38)
Aynı zamanda yığılma faktörü ampirik olarak aşağıdaki şekilde hesaplanmaktadır:
510.173..
gA ρλ = (3.39)
Bu eşitlikte;
A= talaş kesiti alanı, (mm2)
ρ= Talaş gerecinin özgül ağılığı, (gr/mm3)
g= Çıkan talaşın gram cinsinden 1 mm sinin uzunluğu, (gr/mm).
3.1.3. Oblik (Eğik) Kesme Teorisi ve Geometrisi
Eğik kesme geometrisi Şekil 3. 6’de görülmektedir. Kesme hızı (V) ortogonal kesmede
kesme kenarına diktir oysaki eğik kesmede kesme kenarı ile normal düzlemi arasında bir
(i) eğim açısı bulunmaktadır.
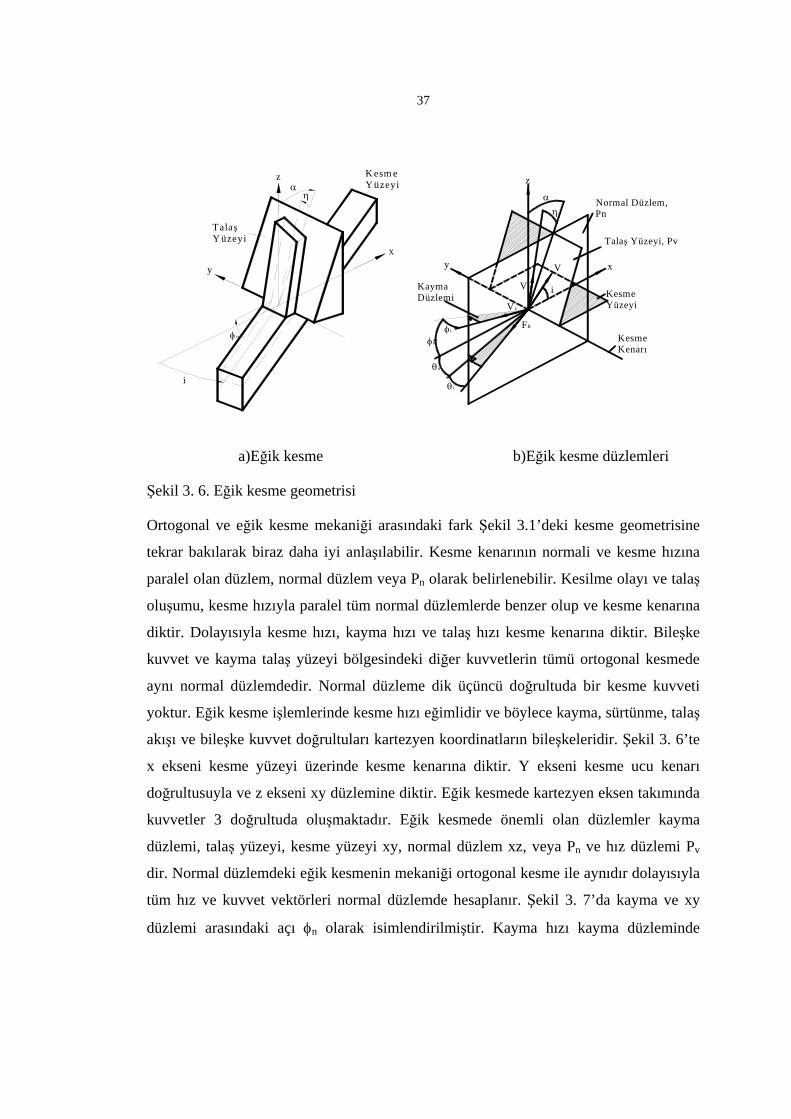
37
Talaş Y üzeyi
K esm e Y üzeyi
z
x
y
αη
φ n
i
z
αη
y x
i
V
Vc
Vs
FR
Normal Düzlem, Pn
Kesme Yüzeyi
Kayma Düzlemi
Talaş Yüzeyi, Pv
Kesme Kenarı
φ i
φn
θn
θ i
a)Eğik kesme b)Eğik kesme düzlemleri
Şekil 3. 6. Eğik kesme geometrisi
Ortogonal ve eğik kesme mekaniği arasındaki fark Şekil 3.1’deki kesme geometrisine
tekrar bakılarak biraz daha iyi anlaşılabilir. Kesme kenarının normali ve kesme hızına
paralel olan düzlem, normal düzlem veya Pn olarak belirlenebilir. Kesilme olayı ve talaş
oluşumu, kesme hızıyla paralel tüm normal düzlemlerde benzer olup ve kesme kenarına
diktir. Dolayısıyla kesme hızı, kayma hızı ve talaş hızı kesme kenarına diktir. Bileşke
kuvvet ve kayma talaş yüzeyi bölgesindeki diğer kuvvetlerin tümü ortogonal kesmede
aynı normal düzlemdedir. Normal düzleme dik üçüncü doğrultuda bir kesme kuvveti
yoktur. Eğik kesme işlemlerinde kesme hızı eğimlidir ve böylece kayma, sürtünme, talaş
akışı ve bileşke kuvvet doğrultuları kartezyen koordinatların bileşkeleridir. Şekil 3. 6’te
x ekseni kesme yüzeyi üzerinde kesme kenarına diktir. Y ekseni kesme ucu kenarı
doğrultusuyla ve z ekseni xy düzlemine diktir. Eğik kesmede kartezyen eksen takımında
kuvvetler 3 doğrultuda oluşmaktadır. Eğik kesmede önemli olan düzlemler kayma
düzlemi, talaş yüzeyi, kesme yüzeyi xy, normal düzlem xz, veya Pn ve hız düzlemi Pv
dir. Normal düzlemdeki eğik kesmenin mekaniği ortogonal kesme ile aynıdır dolayısıyla
tüm hız ve kuvvet vektörleri normal düzlemde hesaplanır. Şekil 3. 7’da kayma ve xy
düzlemi arasındaki açı φn olarak isimlendirilmiştir. Kayma hızı kayma düzleminde
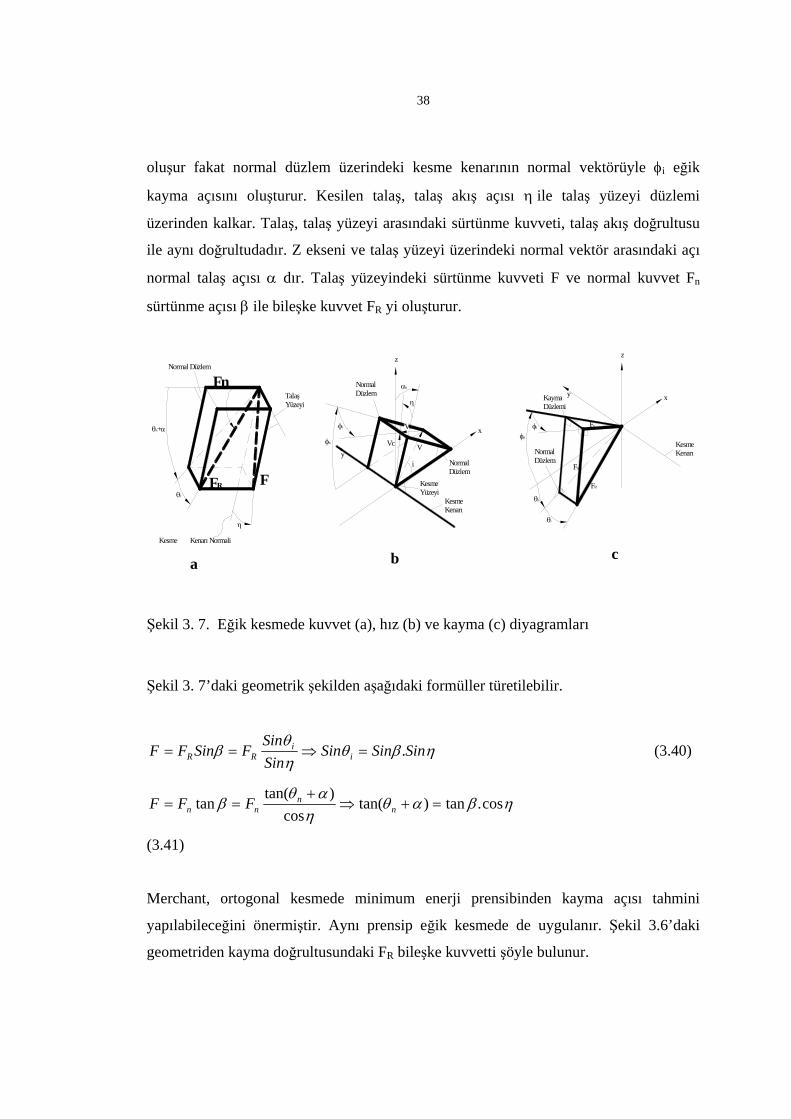
38
oluşur fakat normal düzlem üzerindeki kesme kenarının normal vektörüyle φi eğik
kayma açısını oluşturur. Kesilen talaş, talaş akış açısı η ile talaş yüzeyi düzlemi
üzerinden kalkar. Talaş, talaş yüzeyi arasındaki sürtünme kuvveti, talaş akış doğrultusu
ile aynı doğrultudadır. Z ekseni ve talaş yüzeyi üzerindeki normal vektör arasındaki açı
normal talaş açısı α dır. Talaş yüzeyindeki sürtünme kuvveti F ve normal kuvvet Fn
sürtünme açısı β ile bileşke kuvvet FR yi oluşturur.
φn
φi
αn
η
i
x
z
yNormal Düzlem
Kesme Yüzeyi
Kesme Kenarı
Normal Düzlem
Vc V
Vs
Talaş Yüzeyi
Normal Düzlem
θn+α
θi
η
Kesme Kenarı Normali
FFR
Fnx
z
y
Kesme Kenarı
φi
φn
θn
θi
Kayma Düzlemi
Normal Düzlem
FR
Fns
Fs
a b c
Şekil 3. 7. Eğik kesmede kuvvet (a), hız (b) ve kayma (c) diyagramları
Şekil 3. 7’daki geometrik şekilden aşağıdaki formüller türetilebilir.
ηβθηθ
β SinSinSinSinSin
FSinFF ii
RR .=⇒== (3.40)
ηβαθη
αθβ cos.tan)tan(
cos)tan(
tan =+⇒+
== nn
nn FFF
(3.41)
Merchant, ortogonal kesmede minimum enerji prensibinden kayma açısı tahmini
yapılabileceğini önermiştir. Aynı prensip eğik kesmede de uygulanır. Şekil 3.6’daki
geometriden kayma doğrultusundaki FR bileşke kuvvetti şöyle bulunur.

39
[ ]iiiinns FF φθφθφθ sinsincoscos)cos( ++= veya kayma gerilmesi ve kayma
bölgesindeki alandan
⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎠⎞
⎜⎝⎛==
nsss
hi
bAFφ
ττsincos
Burada As ‘ nın kayma bölgesindeki boyutları b ve h dan
oluşmaktadır. İki kayma kuvveti eşitliğinden bileşke kuvvet türetilebilir.
niiiinn
sR i
bhF
φφθφθφθτ
sin.cos]sinsincoscos)[cos( ++= (3.42)
3.1.4. Frezeleme İşleminde Talaş Kaldırma
Talaş kaldırma işlemi, ucu malzeme üzerinden parça kopartacak şekilde gerekli form ve
açılarda dizayn edilmiş bir kesicinin malzeme üzerinde doğrusal veya açısal hareketi ile
yapılan bir işlemdir. Talaş kaldırma işleminde ya malzeme sabit, kesici hareketli veya
kesici sabit malzeme hareketlidir. Malzeme veya iş parçasının hareketli, kesici ucun
sabit olduğu işleme tornalama işlemi denir. Kesici ucun hareketli, iş parçasının sabit
olduğu işleme ise frezeleme veya planyalama işlemi adı verilir. Frezeleme işleminde
kesici uç dairesel hareket yaparken, planya işleminde kesici uç doğrusal hareket yaparak
kesme işlemini gerçekleştirmektedir.
Frezeleme işleminde, kesici takımın kendi ekseni etrafında dönmesi ve parçanın ilerleme
hareketi yapması sonucu talaş kaldırma işlemi gerçekleşir. Talaş kaldırma işlemi takım
ve iş parçası arasındaki izafi hareketlerin sonucu olarak meydana gelir. Bunlar sırasıyla
kesme hareketi, ilerleme hareketi ve yardımcı hareketlerdir. Frezeleme işleminde kesme
hareketi takımın dönmesiyle meydana gelir. Frezeleme işlemi diğer talaşlı imalat
yöntemlerinden farklı olarak kesici takımda bulunan diş sayısına bağlı olarak
prodüktivitesi oldukça yüksek bir talaşlı imalat yöntemidir. İş parçası yüzeyinin

40
işlenmesine göre frezeleme işlemleri, çevresel ve alın frezeleme olarak iki grupta
incelenir.
Çevresel frezeleme, ekseni yatay durumda bulunan ve silindirik bir frezenin
çevresindeki dişlerle talaş kaldırma biçimidir. Bu yöntemde kesici takımın her bir dişi
bağımsız olarak düşünüldüğünde talaş kaldırma işlemi, tornalamada olduğu gibi
meydana gelir. Ancak burada iş parçası ilerleme hareketi yapar ve dişler belirli bir eksen
etrafında döner. Bu nedenle işlem sırasında talaş kesit alanı devamlı değişir. Bunun için
tornalama işlemine göre daha karmaşık bir yapıya sahiptir. Şekil 3.8’de çevresel
frezeleme şekli gösterilmektedir.
Alın frezeleme, kesici takım ekseni işleme yüzeyine diktir. Kesme işlemi kesici dişlerin
yan kenarları ile gerçekleşir. Alın frezeleme işleminde kesici takımın boyutu önemli bir
faktördür. Eğer işlenen yüzeyin genişliği kesici takımın çapından küçük ise, frezeleme
ya simetrik ya da asimetrik olarak yapılır. Şekil 3.9’de görüldüğü gibi simetrik
frezelemede, kesici takım ekseni ile iş parçası ekseninin çakışması durumunda yapılan
talaş kaldırma olayıdır. Eğer iki eksen çakışmıyorsa asimetrik frezeleme gerçekleşir.
Asimetrik frezeleme şekil 3.10’de görülmektedir. Kesici takımın çapı iş parçasının
işlenen yüzey genişliği (iş parçasının genişliği) ile aynı ise bu işleme tam kavrama, eğer
iş parçası genişliği daha küçük ise bu işleme kısmi kavramalı frezeleme adı
verilmektedir(Özkan, 2000).
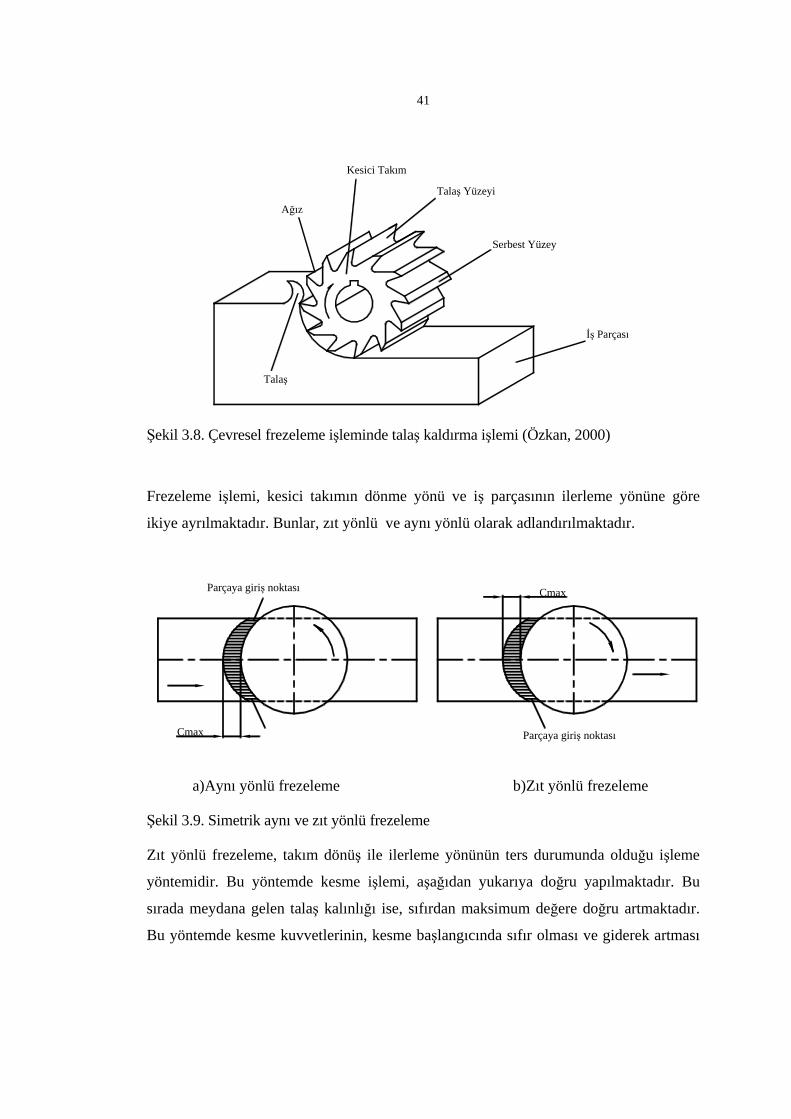
41
Kesici Takım
Talaş
Ağız
İş Parçası
Serbest Yüzey
Talaş Yüzeyi
Şekil 3.8. Çevresel frezeleme işleminde talaş kaldırma işlemi (Özkan, 2000)
Frezeleme işlemi, kesici takımın dönme yönü ve iş parçasının ilerleme yönüne göre
ikiye ayrılmaktadır. Bunlar, zıt yönlü ve aynı yönlü olarak adlandırılmaktadır.
Cmax
Parçaya giriş noktası Cmax
Parçaya giriş noktası
a)Aynı yönlü frezeleme b)Zıt yönlü frezeleme
Şekil 3.9. Simetrik aynı ve zıt yönlü frezeleme
Zıt yönlü frezeleme, takım dönüş ile ilerleme yönünün ters durumunda olduğu işleme
yöntemidir. Bu yöntemde kesme işlemi, aşağıdan yukarıya doğru yapılmaktadır. Bu
sırada meydana gelen talaş kalınlığı ise, sıfırdan maksimum değere doğru artmaktadır.
Bu yöntemde kesme kuvvetlerinin, kesme başlangıcında sıfır olması ve giderek artması
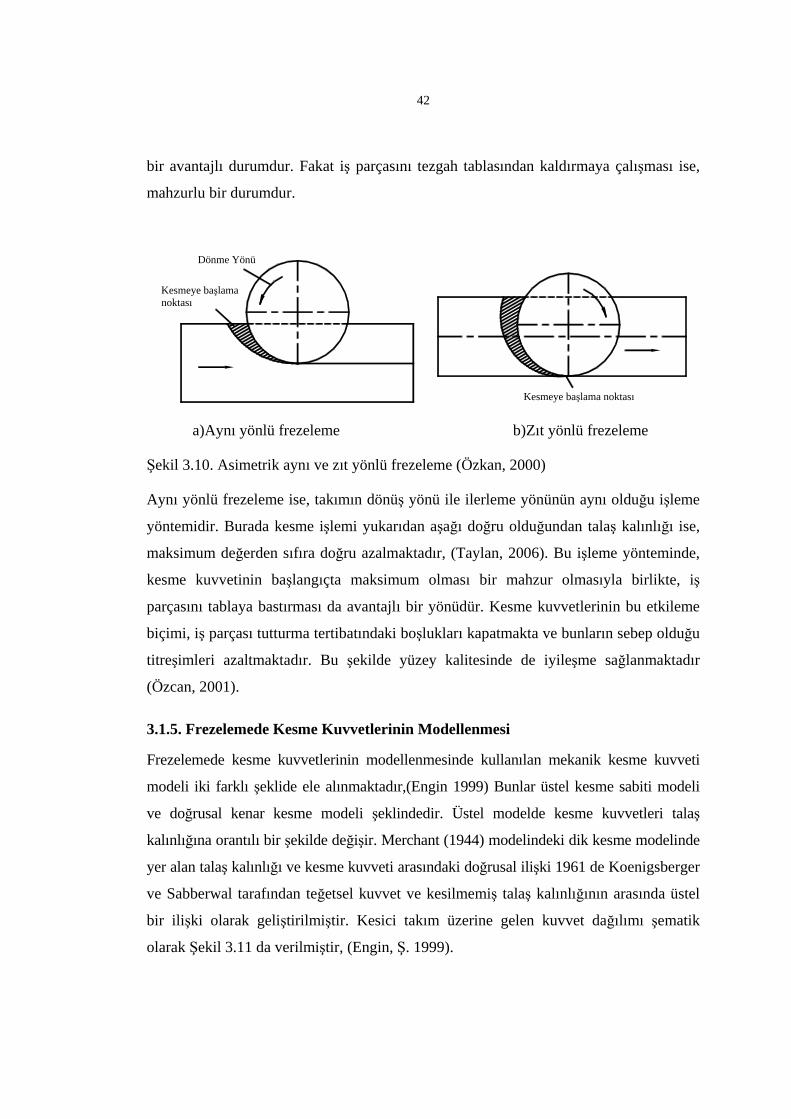
42
bir avantajlı durumdur. Fakat iş parçasını tezgah tablasından kaldırmaya çalışması ise,
mahzurlu bir durumdur.
Kesmeye başlama noktası
Dönme Yönü
Kesmeye başlama noktası
a)Aynı yönlü frezeleme b)Zıt yönlü frezeleme
Şekil 3.10. Asimetrik aynı ve zıt yönlü frezeleme (Özkan, 2000)
Aynı yönlü frezeleme ise, takımın dönüş yönü ile ilerleme yönünün aynı olduğu işleme
yöntemidir. Burada kesme işlemi yukarıdan aşağı doğru olduğundan talaş kalınlığı ise,
maksimum değerden sıfıra doğru azalmaktadır, (Taylan, 2006). Bu işleme yönteminde,
kesme kuvvetinin başlangıçta maksimum olması bir mahzur olmasıyla birlikte, iş
parçasını tablaya bastırması da avantajlı bir yönüdür. Kesme kuvvetlerinin bu etkileme
biçimi, iş parçası tutturma tertibatındaki boşlukları kapatmakta ve bunların sebep olduğu
titreşimleri azaltmaktadır. Bu şekilde yüzey kalitesinde de iyileşme sağlanmaktadır
(Özcan, 2001).
3.1.5. Frezelemede Kesme Kuvvetlerinin Modellenmesi
Frezelemede kesme kuvvetlerinin modellenmesinde kullanılan mekanik kesme kuvveti
modeli iki farklı şeklide ele alınmaktadır,(Engin 1999) Bunlar üstel kesme sabiti modeli
ve doğrusal kenar kesme modeli şeklindedir. Üstel modelde kesme kuvvetleri talaş
kalınlığına orantılı bir şekilde değişir. Merchant (1944) modelindeki dik kesme modelinde
yer alan talaş kalınlığı ve kesme kuvveti arasındaki doğrusal ilişki 1961 de Koenigsberger
ve Sabberwal tarafından teğetsel kuvvet ve kesilmemiş talaş kalınlığının arasında üstel
bir ilişki olarak geliştirilmiştir. Kesici takım üzerine gelen kuvvet dağılımı şematik
olarak Şekil 3.11 da verilmiştir, (Engin, Ş. 1999).
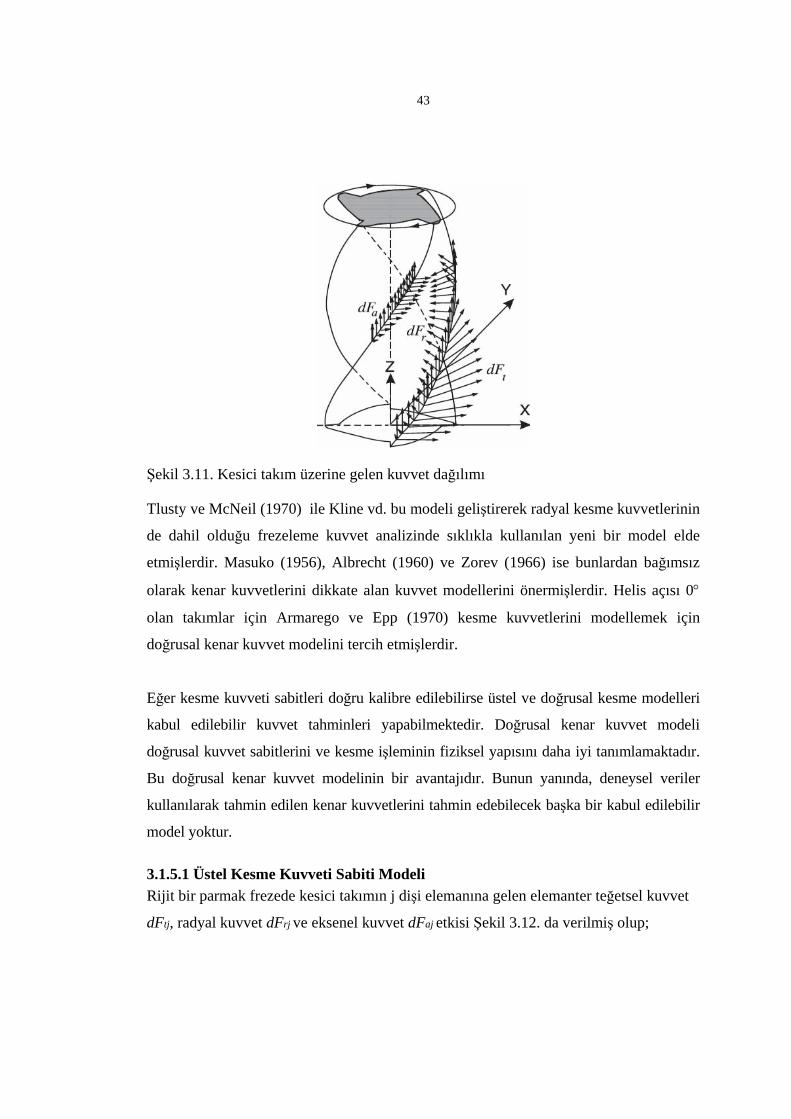
43
Şekil 3.11. Kesici takım üzerine gelen kuvvet dağılımı
Tlusty ve McNeil (1970) ile Kline vd. bu modeli geliştirerek radyal kesme kuvvetlerinin
de dahil olduğu frezeleme kuvvet analizinde sıklıkla kullanılan yeni bir model elde
etmişlerdir. Masuko (1956), Albrecht (1960) ve Zorev (1966) ise bunlardan bağımsız
olarak kenar kuvvetlerini dikkate alan kuvvet modellerini önermişlerdir. Helis açısı 0°
olan takımlar için Armarego ve Epp (1970) kesme kuvvetlerini modellemek için
doğrusal kenar kuvvet modelini tercih etmişlerdir.
Eğer kesme kuvveti sabitleri doğru kalibre edilebilirse üstel ve doğrusal kesme modelleri
kabul edilebilir kuvvet tahminleri yapabilmektedir. Doğrusal kenar kuvvet modeli
doğrusal kuvvet sabitlerini ve kesme işleminin fiziksel yapısını daha iyi tanımlamaktadır.
Bu doğrusal kenar kuvvet modelinin bir avantajıdır. Bunun yanında, deneysel veriler
kullanılarak tahmin edilen kenar kuvvetlerini tahmin edebilecek başka bir kabul edilebilir
model yoktur.
3.1.5.1 Üstel Kesme Kuvveti Sabiti Modeli Rijit bir parmak frezede kesici takımın j dişi elemanına gelen elemanter teğetsel kuvvet
dFtj, radyal kuvvet dFrj ve eksenel kuvvet dFaj etkisi Şekil 3.12. da verilmiş olup;
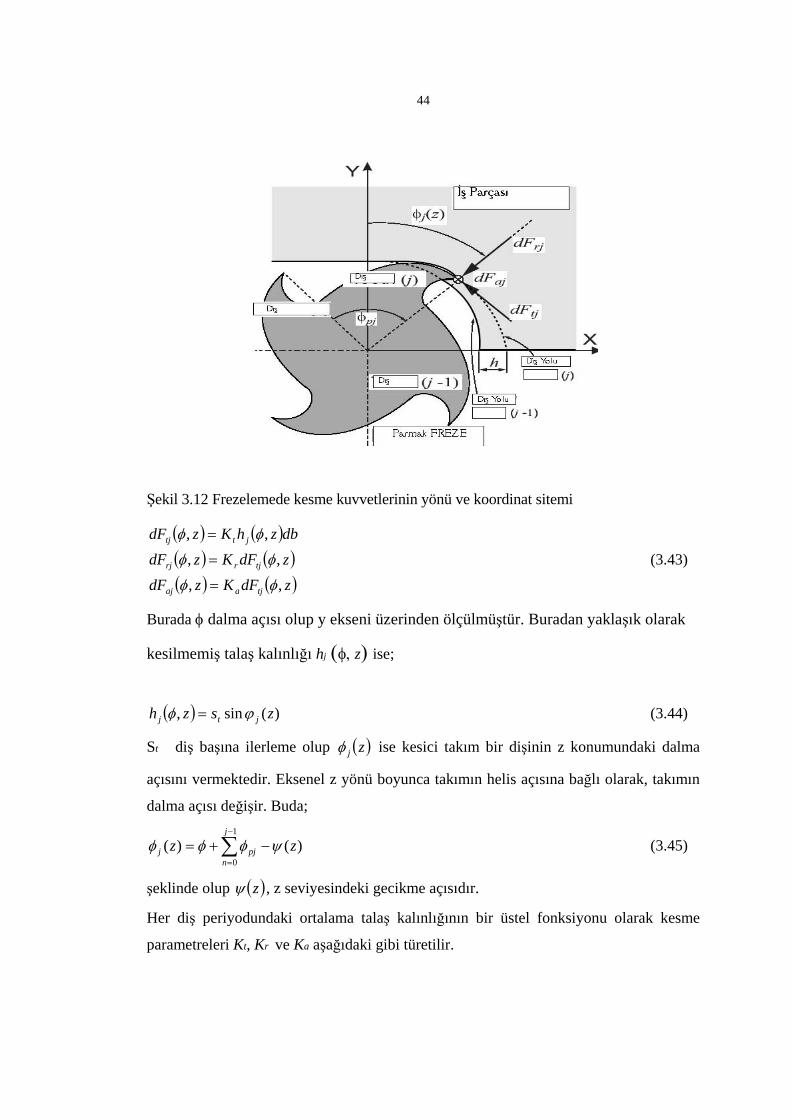
44
Şekil 3.12 Frezelemede kesme kuvvetlerinin yönü ve koordinat sitemi
( ) ( )( ) ( )( ) ( )zdFKzdF
zdFKzdF
dbzhKzdF
tjaaj
tjrrj
jttj
,,
,,
,,
φφ
φφ
φφ
=
=
=
(3.43)
Burada φ dalma açısı olup y ekseni üzerinden ölçülmüştür. Buradan yaklaşık olarak
kesilmemiş talaş kalınlığı hj (φ, z) ise;
( ) )(sin, zszh jtj ϕφ = (3.44)
St diş başına ilerleme olup ( )zjφ ise kesici takım bir dişinin z konumundaki dalma
açısını vermektedir. Eksenel z yönü boyunca takımın helis açısına bağlı olarak, takımın
dalma açısı değişir. Buda;
∑−
=
−+=1
0)()(
j
npjj zz ψφφφ (3.45)
şeklinde olup ( )zψ , z seviyesindeki gecikme açısıdır.
Her diş periyodundaki ortalama talaş kalınlığının bir üstel fonksiyonu olarak kesme
parametreleri Kt, Kr ve Ka aşağıdaki gibi türetilir.

45
saAa
qaRr
paTt
hKK
hKK
hKK
−
−
−
=
=
=
(3.46)
Buradaki sabitler KT, KR, KA, p, q ve s deneysel olarak takım iş parçası malzeme
etkileşiminden tespit edilir. Ortalama talaş kalınlığı da ha olarak ifade edilir;
( )
( )stex
exstta
stex
t
a
ash
a
dsah
ex
st
φφφφ
φφ
φφφ
φ
−−
=
−=
∫
coscos
sin
(3.47)
Burada a eksenel kesme derinliği, φ(ST) ve φ(ex) takımın malzemeye giriş ve çıkış
açılarıdır. X, Y, Z eksenlerinde ilerleme elemanter kesme kuvvetleri ise;
( ) ( ) ( )( ) ( ) ( )( ) ( )zφ,dFzφ,dF
(z)cos φzφ,dF(z)sin φzφ,dFzφ,F
(z)sin φzφ,dF(z)cos φzφ,dFzφ,F
ajzj
jrjjtjyj
jrjjtjxj
=
−=
−−=
(3.48)
(3.43) ve (3.44) denklemleri (3.48) de konularak hesaplandığında, j dişinde oluşan
kesme kuvvetleri hesaplanır.
( ) [ ]( ) [ ]( )
)(sin,
)(sin)(cos)(sin,
)(sin)(sin)(cos,
zsKKdz
zdF
zzKzsKdz
zdF
zzKzsKdz
zdF
jtatzj
jjrjttyj
jjrjttxj
φφ
φφφφ
φφφφ
=
−=
+−=
(3.49)
Kesme esnasında j dişinin z boyunca değişen toplam kesme kuvveti bileşeni ise;

46
( )[ ]
[ ]
[ ] )()(
)()(
)()(
2,
1,
2,
1,
2,
1,
)(cos4
),(
)(2cos)(2sin)(24
),(
)(2sin)(2)(2cos4
),(
φ
φ
φ
φ
φ
φ
φφ
φφφφ
φφφφ
j
j
j
j
j
j
zzj
i
tatzj
zzjrjj
i
ttyj
zzjjrj
i
ttxj
zk
sKKzF
zKzzk
sKzF
zzKzksK
zF
−=
+−−
=
−+−=
(3.50)
Burada ( ) ( )φφ 2,1, , jj zz kesme işlemi boyunca j dişinin iş parçasına giren eksenel
bölgesini en düşük ve en büyük seviyeleridir.
Kesme görevini gören tüm dişlerdeki toplam kesme kuvvetleri toplamı ise;
∑
∑
∑
−
=
−
=
−
=
=
=
=
1
0
1
0
1
0
)()(
)()(
)()(
N
jzjz
N
jyjy
N
jxjx
FF
FF
FF
φφ
φφ
φφ
(3.51)
şeklinde ifade edilir.
3.1.5.2 Doğrusal Kenar Kuvvet Modeli
Parmak frezeleme operasyonunun genel geometrisi ve koordinat sistemi Şekil 3.11 de
verilmiştir. Buradaki elemanter teğetsel dFt, radyal dFz ve eksenel dFa kesme
kuvvetlerinin ideal bir sistemde bir j dişine tekabül eden durumu Şekil 3.11. de
gösterildiği gibi olup;
( )[ ]( )[ ]( )[ ]dzzhKKzdF
dzzhKKzdF
dzzhKKzdF
jacaeaj
jrcrerj
jtctetj
,),(
,),(
,),(
φφ
φφ
φφ
+=
+=
+=
(3.52)

47
şeklinde açıklanabilir. Burada;
( ) )(sin, zszh jtjj φφ = — kesilmemiş talaş kalınlığı
i= dz kesici ekseni boyunca diferansiyel uzunluk
stj = j dişi boyunca değişken ilerleme değerleri
Konvansiyonel parmak frezelerde stj tüm dişler için sabittir. Takım dalma açısı φ j=0
referans dişin Y ekseni boyunca olan saat yönünde ölçülen takım ucu yüksekliğinin z=0
olduğu zamanki açıdır. J dişinin lokal dalma açısının z eksenel koordinatı boyunca
değişimi ise;
)()(1
0, zz
j
nnpj ψφφφ −+= ∑
−
=
(3.53)
olup, burada np,φ iki kesme kenarı arasındaki boşluk açısı ya da adım açısı olarak tarif
edilir. Adım açısının bir fonksiyonu olarak ilerleme oranı türetilirse:
πφ
2pjt
tj
Nss = (3.54)
Buradan;
∑−
=
=1
0
N
J
tjt N
ss
(3.55)
elde edilir. Bu ilerleme değeri kesici takımın bir devrindeki toplam ilerleme miktarıdır.
Eşitlik (3.48) verilen kesme kuvveti formülleri kenar kuvvet modelleri iki elemana
ayrılır. Bunlardan biri kesme kenarına bağlı olarak kenar kuvvet bileşenleri Kte, Kre ve
Kae ve kayma düzlemi üzerindeki kayma bileşeni ile kenar yüzeyde oluşan sürtünme
bileşiminden oluşan kesme kuvveti bileşenleri olan Ktc, Krc ve Kac dir. Kenar ve kesme

48
bileşenleri kesme bölgesinin birimsel bir alanından türetilmiştir. Frezeleme kuvvet
sabitleri Kte, Kre, Kae, ile Ktc, Krc ve Kac dik kesme deneylerinden elde edilen verilerin
eğik kesme transformasyon formüllerinden türetilebildiği gibi, değişik ilerleme
değerlerinde ortalama kesme kuvvetleri kanal frezeleme testleri yaparak elde
edilebilmektedir,(Budak, 1994, 1996).
Kesici ekseni boyunca j dişine gelen kesme kuvvetleri eşitlik (3.52) nın (3.48) ye
konulması ve kesme işlemi yapan bölümü boyunca entegre edilmesi ile;
( )
( )
[ ] )()(
)(
)(
)(
)(
2,
1,
2,
1,
2,
1,
)(cos)(tan
),(
))(2cos)(2sin)(2(4
)(cos)(sintan
),(
))(2cos)(2sin)(2(4
)(cos)(sintan
),(
φ
φ
φ
φ
φ
φ
φφφ
φφφφφφ
φφφφφφ
j
j
j
j
j
j
zzjactjjaezj
z
zjrcjjtc
tjjtejteyj
z
zjtcjjrc
tjjrejtexj
zKszKi
RzF
zKzzKS
zKzKi
RzF
zKzzKS
zKzKi
RzF
−=
⎥⎦
⎤⎢⎣
⎡+−+−−−=
⎥⎦
⎤⎢⎣
⎡−−+−=
(3.56)
Yukarıdaki eşitlikte ( ) ( )φφ 2,1, , jj zz kesme işlemi boyunca j dişinin iş parcasına giren
eksenel bölgesini en düşük ve en büyük seviyeleri olup Kesici üzerindeki toplam kesme
kuvveti kesici takımın ile irtibatlı tüm dişlerin dalma açısına göre entegrasyonundan
bulunmaktadır, (Altıntaş, vd. 1991).
Eşitlik (3.56) da yer alan kesme kuvvetlerinin entegrasyonu ile bir devir için ortalama
kesme kuvvetini veren ifade;

49
( )
( )
( ) TKsKaNF
PKQKs
SKTKF
QKPKs
SKSKF
actstexaez
rctct
retey
rctct
retex
+−−=
+−+−−=
+−−+−=
φφπ2
4
4
(3.57)
elde edilmektedir. Yukarıdaki formülde yer alan P,Q,S, ve T ise;
[ ]
[ ]
[ ]
[ ] ex
st
ex
st
ex
st
ex
st
aNT
aNS
aNQ
aNP
φφ
φφ
φφ
φφ
φπ
φπ
φφπ
φπ
cos2
sin2
2sin22
2cos2
=
=
−=
=
(3.58)
Burada a eksenel kesme derinliği olup EXst φφ , kesici giriş ve çıkış açılarıdır. Eşitlikte
yer alan P, Q, S ve T parametreleri ise her kesme testi için değişik ilerleme
değerlerindeki sabitlerdir. Her ortalama kesme kuvveti ilerlemeye bağlı doğrusal bir
fonksiyondur. Bu yüzden kesme kuvvetleri ve ilerleme oranları arasındaki doğrusal
ilişki, kenar kuvvetleri ayrıştırılarak çıkarılırsa;
zctzez
yctyey
xctxex
FsFF
FsFFFsFF
+=
+=
+=
(3.59)
elde edilmektedir.
Eşitlik (3.57) ve (3.59), kullanarak kesme kuvveti sabitleri;

50
( ) TF
KF
aNK
QFPK
KT
FSKK
QPQFPF
KTS
TFSFK
zcac
stex
zeae
xctcrc
xetere
ycxctc
yexete
=−
−=
−=
+−=
+
+=
+
+−=
2
4
,4 2222
φφπ
(3.60)
şeklinde hesaplanmaktadır.
Bu tezde AISI 4340M çeliği için değişik ilerleme değerlerinde ortalama kesme
kuvvetleri ölçülerek elde edilen doğrusal kesme kuvveti modeli hesaplamalarda
kullanılmıştır.
3.1.6. Frezelemede Tezgah Dinamiğinin Modellenmesi
Frezeleme işleminin X ve Y yönlerindeki iki boyutlu serbest titreşim modeli Şekil 3.13.
de verilmiştir. Kesici takıma ait çıkarılmış bir dinamik model tüm tezgah sistemi
yapısının ve kesici takımın dinamiğini içermektedir. Kesme işlemi esnasında işparçası
ve kesici takım birlikte titreşmektedir. Bu yapının X ve Y yönündeki yer değişimleri şu
şeklidedir;
)()()(2)(
)()()(2)(
22
22
tFk
tytyty
tFk
txtxtx
yy
nynynyy
xx
nxnxnxx
ωωωξ
ωωωξ
=++
=++
&&&
&&&
(3.61)
Burada (ω nx , ω ny ), (ζ x , ζ y ) ve (k x , k y ) doğal frekansları, yapısal sönümleri
oranlarını ve Şekil 3.12. de gösterilen X ilerleme yönündeki ve Y normal yöndeki yay
sabitleridir. Eşitlikte yer alan Fx(t) ve Fy(t) ise zamana bağımlı değişen dinamik
kesme kuvvetleridir. Eşitlik 3.61 de verilen hareket denklemi ∆ t zaman aralıklarına

51
bölünmesi ile sürekli diferansiyel denklemin ayrık eşitlikleri oluşturulur. Eşitlik 3.61
ayrık zaman boyutundaki X ve Y yönlerindeki çözümü;
y
yyyyy
x
xxxxx
CttyBttyAttFttFtF
ty
CttxBttxAttFttFtF
tx
)2()()2()(2)()(
)2()()2()(2)()(
∆−−∆−−∆−+∆−+=
∆−−∆−−∆−+∆−+=
(3.62)
Buradaki ifadelerin açılımı;
( ) ( )
yyy
yxxx
x
yyy
yxxx
x
yy
yxx
x
nyyyynxxxx
ny
yy
nx
xx
kdtc
dtm
Ckdtc
dtm
C
kdtc
dtm
Bkdtc
dtm
B
kdtm
Akdtm
A
mcmc
km
km
++=++=
+−=+−=
+−=+−=
==
==
24 ; 24
24 ; 24
28 ; 28
4 ; 4
2 ;
2
22
22
22
22
ωπξωπξ
πωπω
(3.63)
Eğer dinamik parametreler yerine kalan değerle kullanılırsa
iyryyixrxx iRRRiRRR +=+= : , ayrık zaman boyutu çözümü;
y
yyyyyyyy
x
xxxxxxxx
CttyCttyCttFCttFCtFC
ty
CttxCttxCttFCttFCtFC
tx
0
54321
0
54321
)2()()2()()()(
)2()()2()()()(
∆−−∆−−∆−+∆−+=
∆−−∆−−∆−+∆−+=
(3.64)
şeklini alır. Burada ki ifadeler aşağıdaki eşitliklerle hesaplanır.

52
( ) ( )
( ) ( )
( ) ( ) 2220
2225
2223
2223
22
ry1
rx1
2220
2220
44 ; 44
228 ; 228
4-4 ; 4-4dt
R42-2 ;
dtR
42-2
44 ; 44
nynyynyy
ynxnxxnxx
x
nynyyynxnxxx
nyiynyyryynxixnxxrxx
nyiynyyryynxixnxxrxx
nynyynyy
ynxnxxnxx
x
dtdtC
dtdtC
dtC
dtC
RRCRRC
RRCRRC
dtdtC
dtdtC
ωωξωξ
ωωξωξ
ωωξωωξ
ωωξωωξ
ωωξωωξ
ωωξωξ
ωωξωξ
++−=++−=
++−=++−=
==
+=+=
+++=+++=
(3.65)
Zaman Boyutunda kesme işlemini simule etmenin yöntemi ve faydaları şu şeklide sıralanabilir;
1. Ζ eksenel uzunluğu boyunca kesici takım ve işparçası eşit elemanlara bölünür.
2. Radyal yöndeki işleme yüzeyinin her seviyesi sayısallaştırılarak eşit dönme açısı
kullanılarak eşit numaralara bölünür
3. Kesici kenar üzerindeki her noktanın mevcut frezeleme kinematiği kullanılarak
tüm Rijit takım hareketi hesaplanır. Takımın bir önceki ve bir sonraki
pozisyonları hesaplanarak mevcut talaş kalınlığı hesaplanır. Bu sayede statik ve
dinamik yer değişimlerinden her nokta için talaş kalınlığının yeniden
hesaplanabilmesi sağlanır.
4. Kesme kuvveti modeline göre kesme kuvveti sabitlerinden her lokal bölge için
talaş kalınlığı hesaplanabilir. Kesme kuvveti modelinde doğrusal kenar modeli,
üstel kuvvet modeli ya da dik kesme veritabanın eğik kesme modeline
dönüşümünden elde edilmiş modeller ya da başka diğer modeller kullanılabilir.
5. Radyal yöndeki (Fr), teğetsel yöndeki (Ft) ve eksenel yöndeki (Fa) kesme
kuvvetleri malzeme ile temas eden kesme kenarının her noktasında hesap
edilebilir.
6. Yapıya uygulanan kesme kuvvetlerinden titreşimler tespit edilebilir.
7. Titreşimden kaynaklanan kesme kenarı yer değişiminin her pozisyonu
güncellenir.
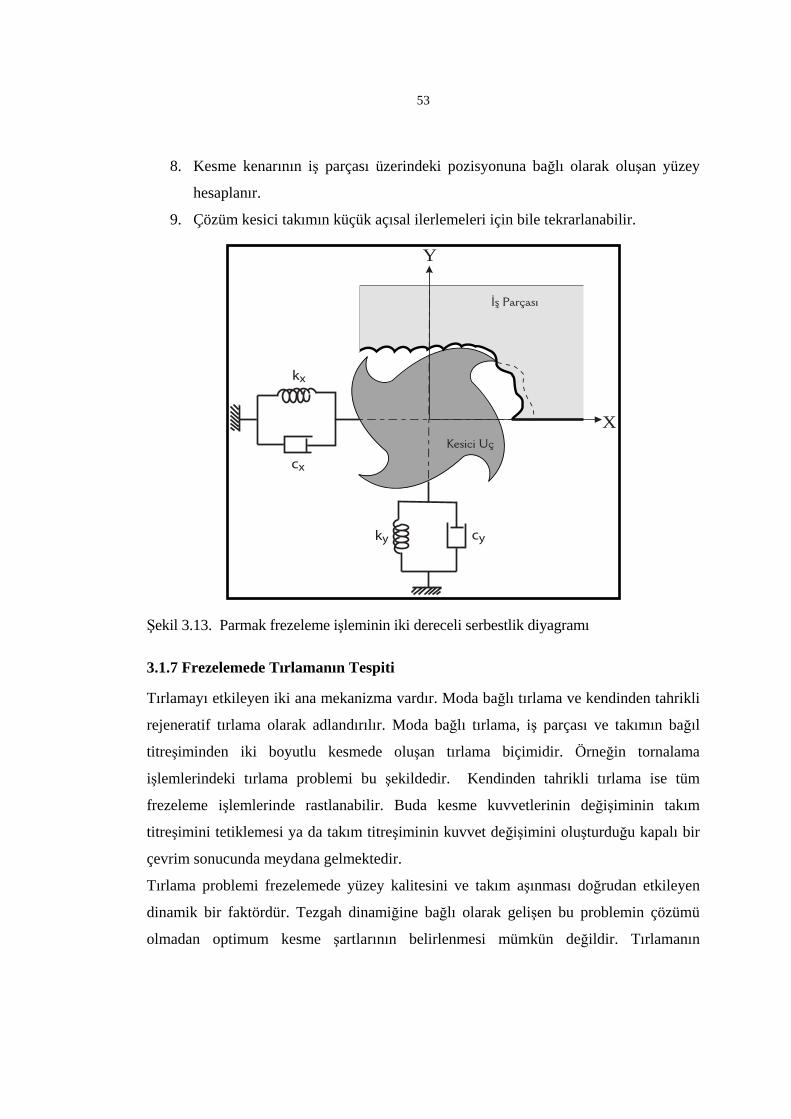
53
8. Kesme kenarının iş parçası üzerindeki pozisyonuna bağlı olarak oluşan yüzey
hesaplanır.
9. Çözüm kesici takımın küçük açısal ilerlemeleri için bile tekrarlanabilir.
Y
X
cyky
cx
kx
Şekil 3.13. Parmak frezeleme işleminin iki dereceli serbestlik diyagramı
3.1.7 Frezelemede Tırlamanın Tespiti
Tırlamayı etkileyen iki ana mekanizma vardır. Moda bağlı tırlama ve kendinden tahrikli
rejeneratif tırlama olarak adlandırılır. Moda bağlı tırlama, iş parçası ve takımın bağıl
titreşiminden iki boyutlu kesmede oluşan tırlama biçimidir. Örneğin tornalama
işlemlerindeki tırlama problemi bu şekildedir. Kendinden tahrikli tırlama ise tüm
frezeleme işlemlerinde rastlanabilir. Buda kesme kuvvetlerinin değişiminin takım
titreşimini tetiklemesi ya da takım titreşiminin kuvvet değişimini oluşturduğu kapalı bir
çevrim sonucunda meydana gelmektedir.
Tırlama problemi frezelemede yüzey kalitesini ve takım aşınması doğrudan etkileyen
dinamik bir faktördür. Tezgah dinamiğine bağlı olarak gelişen bu problemin çözümü
olmadan optimum kesme şartlarının belirlenmesi mümkün değildir. Tırlamanın
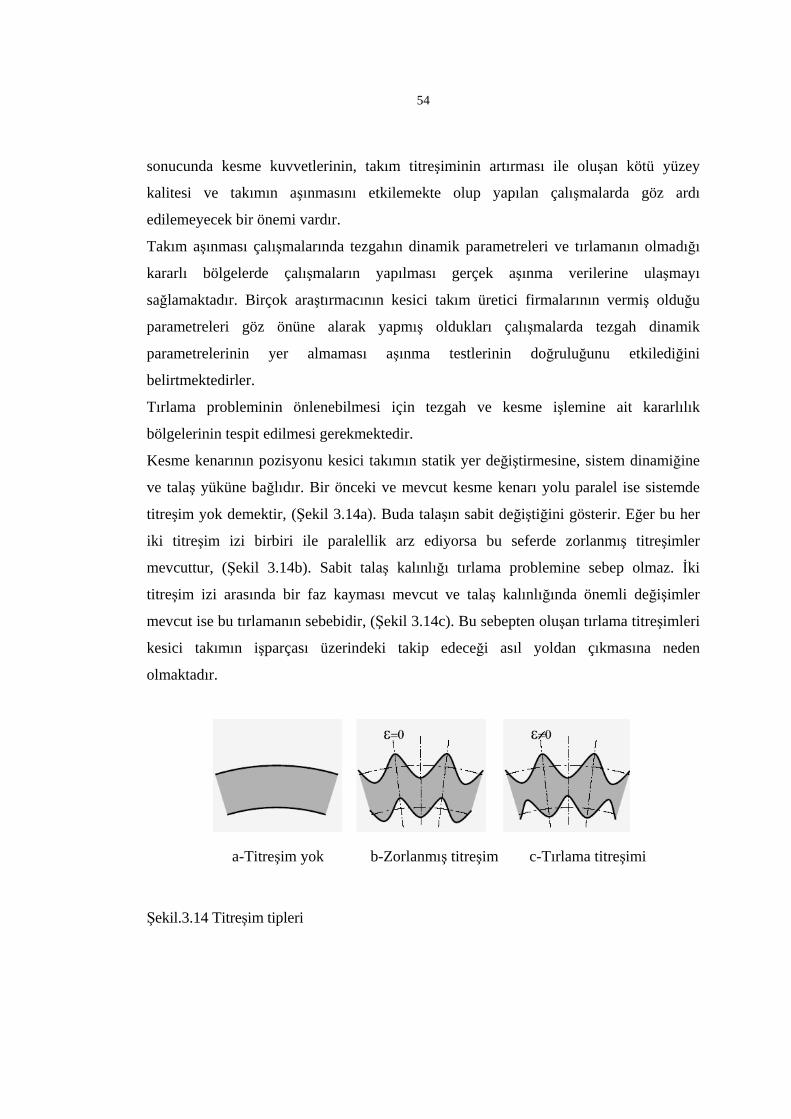
54
sonucunda kesme kuvvetlerinin, takım titreşiminin artırması ile oluşan kötü yüzey
kalitesi ve takımın aşınmasını etkilemekte olup yapılan çalışmalarda göz ardı
edilemeyecek bir önemi vardır.
Takım aşınması çalışmalarında tezgahın dinamik parametreleri ve tırlamanın olmadığı
kararlı bölgelerde çalışmaların yapılması gerçek aşınma verilerine ulaşmayı
sağlamaktadır. Birçok araştırmacının kesici takım üretici firmalarının vermiş olduğu
parametreleri göz önüne alarak yapmış oldukları çalışmalarda tezgah dinamik
parametrelerinin yer almaması aşınma testlerinin doğruluğunu etkilediğini
belirtmektedirler.
Tırlama probleminin önlenebilmesi için tezgah ve kesme işlemine ait kararlılık
bölgelerinin tespit edilmesi gerekmektedir.
Kesme kenarının pozisyonu kesici takımın statik yer değiştirmesine, sistem dinamiğine
ve talaş yüküne bağlıdır. Bir önceki ve mevcut kesme kenarı yolu paralel ise sistemde
titreşim yok demektir, (Şekil 3.14a). Buda talaşın sabit değiştiğini gösterir. Eğer bu her
iki titreşim izi birbiri ile paralellik arz ediyorsa bu seferde zorlanmış titreşimler
mevcuttur, (Şekil 3.14b). Sabit talaş kalınlığı tırlama problemine sebep olmaz. İki
titreşim izi arasında bir faz kayması mevcut ve talaş kalınlığında önemli değişimler
mevcut ise bu tırlamanın sebebidir, (Şekil 3.14c). Bu sebepten oluşan tırlama titreşimleri
kesici takımın işparçası üzerindeki takip edeceği asıl yoldan çıkmasına neden
olmaktadır.
a-Titreşim yok b-Zorlanmış titreşim c-Tırlama titreşimi
Şekil.3.14 Titreşim tipleri
55
İşparçasın da içinde kesme derinliği boyunca kesme işlemi yapan kesme kenarının,
dinamik talaş kalınlığı tırlama kararlığının tahmin edilebilmesinde kullanılmaktadır.
Tırlama anında sistemin tüm titreşimleri kararsız hale gelir. Öyle ki maksimum titreşim
limitine ulaştığında takımın işparçasın da atlamasına yada kırılmasına neden olur.
Zaman boyutunda kararlılık eğrileri çıkarılarak tırlama problemi olmadan optimum
kesme şartlarında çalışmalıdır. Kararlılık eğrilerinin hesaplanmasında en uygun eksenel
kesme derinliğinin iş mili devri boyunca değişimini gösterir. Bu hesaplamada şu adımlar
takip edilir;
1. Kesici takım geometrisi (Diş sayısı, adım açısı dağılımı ve takım boyutları gibi),
ilerleme oranı, takım pozisyonu ve dalma açısı, işparcasına ait kesme sabitleri,
makine-takım-işparçası dinamiği tanımlanmalıdır.
2. Başlangıçta eksenel kesme derinliği ve iş mili hızı adım adım tanımlanmalıdır.
3. Maksimum statik kesilmemiş talaş kalınlığı hsta,max, verilen iş mili hızı için
zaman uzayında simule edilerek kaydedilir.
4. Kararlı konumdaki tırlama şartlarına ulaşana kadar, işparçası ve kesici takımın
dinamiğinden oluşan diğer bir zaman boyutundaki simülasyon çalıştırılmalıdır.
Kesicinin her noktasında oluşan en geniş dinamik talaş kalınlığı hdic,max
simülasyonla kaydedilir.
5. Tırlama Parametresi (ξ ) ise max,
max,
sta
din
hh
=ξ ile hesaplanır.
6. Tırlama sınırlarını belirlemek için simülasyon işlemi, kritik eksenel kesme
derinlikleri amin ve amax erişilene kadar devam ettirilir.
3.1.8. Frezelemede Kararlılığın Frekans Boyutunda Tespiti
Frezelemede tezgah kararlılık eğrileri frekans Boyutunda Altıntaş ve Budak (1994)
tarafından geliştirilmiştir. İlerlemenin tırlama kararlılığına etkisi Campomanes (1998)
tarafından çalışılmış olup, yüksek ilerleme oranlarının düşük kesme hızlarında tırlama
kararlığını etkilediğini göstermiştir. Dinamik frezelimde analitik bir model geliştirerek

56
ilerlemenin faz kaymasına sebebiyetini ve analitik olarak sistem kararlılığını zaman
boyutunda çözmüştür.
Kesme kuvvetleri sistemin X ve Y yönünde dinamik olarak titreşmesini sağlar. Dinamik
yer değişimi dönmekte olan kesici takımın j dişini radyal yönde hareket ettirir ki bu dişin
yer değişimi;
jjj yxv φφ cossin −−= (3.66)
burada φ j I dişin Y ekseninin pozitif bölgesindeki saat yönünde ölçülmüş Şekil 3.11 de
verilen pozisyonudur.
( ) jj tt ψφ +Ω= (3.67)
Burada ψ j I takım gecikme açısı ve Ω (=2 n π/60) radyan/saniye cinsinden iş mili
çevresel hızdır.
Toplam talaş kalınlığı statik ve dinamik talaş kalınlığı olmak üzere iki bölümden
oluşmaktadır. Statik bölümü kesici takımın rijit gövde hareketinden oluşan kısım olup;
( s t sin φ j ). Dinamik talaş kalınlığı ise kesici takımın bir önceki (υj− 1 ) ve mevcut
(υj ) radyal yer değiştirmelerinin farkından hesaplanır. Düzgün adımlı kesicilerde
ilerlemenin (St) etkisi sabittir. Talaş kalınlığı son olarak;
( ) ( ) ( ) ( )( )[ ]tvTtvsgth jjjjtjj −−+= −1sinφφ (3.68)
şeklinde hesaplanır.
Burada g(φj) kesici takımın işparcasına dalma açısı limitlerine bağlı kesme anındaki
birim adım fonksiyonudur. Diş kesmediği anda sıfıra eşit olacaktır. Bu bakımdan
g(φj) fonksiyonu;
( )⎩⎨⎧
⟨⟨⟨
=⟨ exj
exjjg
φφφφφφφ
φ veya ise 0
ise 1
stj
st (3.69)
şekline dönüşür ki burada eğer ( )jg φ =1 ise kesme gerçekleşiyor, değilse
gerçekleşmiyordur.

57
Statik talaş kalınlığı talaş üzerinde dalga oluşumu mekanizmasında rol oynamadığı için
toplam talaş kalınlığı eşitliğinden statik değişken çıkarılabilir. X-Y koordinat düzlemine
göre dinamik talaş kalınlığı yeniden yazılacak olursa,
( ) ( )[ ]jjjjjj yxgth φφφ cossin ∆+∆= (3.70)
Burada ∆ x j ve ∆y j değerleri X ve Y yönündeki diş geçişindeki birim yer
değiştirmeleridir.
1
1
−
−
−=∆
−=∆
jjj
jjj
yyyxxx
(3.71)
J dişine ait teğetsel (Ftj) ve radyal (Frj) yöndeki kesme kuvvetleri eksenel kesme
derinliği (a) ve talaş kalınlığı (h) ile orantılı olup;
( )tjrrj
jttj
FKFahKF
=
= φ (3.72)
Burada Kt teğetsel yöndeki kesme basınç sabiti ve Kr I radyal ve teğetsel kesme sabitleri
arasındaki orandır. Bunların kuvvet bileşenleri X ve Y yönünde;
jrjjtjyj
jrjjtjxj
FFF
FFF
φφ
φφ
cossin
sincos
−=
−= (3.73)
X ve Y yönündeki toplam kesme kuvvetleri, her diş için elemanter kesme kuvveti
etkisinden çıkarılırsa;
∑
∑−
=
−
=
=
=
1
0
1
0
)(
)(
N
jjyjy
N
jjxjX
FF
FF
φ
φ (3.74)
Eşitlik (3.48) de yer alan talaş kalınlığı ve kuvvetler (3.68) eşitlik (3.69) de yerine
konulduğunda matris formunda kesme kuvveti;
⎭⎬⎫
⎩⎨⎧∆∆
⎥⎦
⎤⎢⎣
⎡=
⎭⎬⎫
⎩⎨⎧
yx
aaaa
aKFF
yyyx
xyxxt
y
x
21 (3.75)

58
şeklini alır. Burada, a xx , a xy , a yx ve a yy a parametreleri zamana bağımlı boyutsal
frezeleme kuvvet sabitleridir. Bu sabitler açıldığında;
( ) ( )[ ]
( ) ( )[ ]
( ) ( )[ ]
( ) ( )[ ]∑
∑
∑
∑
−
=
−
=
−
=
−
=
+−=
−−=
++−=
−+−=
1
0
1
0
1
0
1
0
2cos12sin
2sin2cos1
2sin2cos1
2cos12sin
N
jjrjjyy
N
jjrjjyx
N
jjrjjxy
N
jjrjjxx
Kga
Kga
Kga
Kga
φφφ
φφφ
φφφ
φφφ
(3.76)
Eşitlik (3.71) zaman boyutunda matris formunda ifade edilirse;
( ) ( )[ ] ( ) ttAaKtF t ∆=21 (3.77)
olarak yazılır.
Bu ifade Fourier Serisi olarak genişletilebilir. Böylece eksenel kesme derinliğini limiti
frekans boyutunda da hesaplanabilir.
3.1.9. Kesici Takımlar
3.1.9.1 Kesici Takım Malzeme Cinsi
Takımlar bir takım tezgahına tespit edilerek iş malzemesine şekil veren aletler
olduklarından, bu şekil verme işlemi genellikle malzemeden talaş kaldırarak
gerçekleştirilir. Talaş kaldırma işlemlerinde, ya tornalama ve delme işleminde olduğu
gibi tek noktalı takımlarla sürekli kesme işlemi veya frezeleme işleminde olduğu gibi
çok uçlu takımlarla fasılalı kesme yapılır. Sürekli kesme işleminde kesici uçta yüksek
sıcaklık oluşurken süreksiz kesme işleminde ise kesici uçlar darbeli yüklere maruz
59
kaldığından daha büyük kuvvet ve sıcaklık değişimleri meydana gelir. İşlenen
malzemelerin içyapısına ve istenilen yüzey kalitesine göre uygun kesme hızlarında
çalışması gereklidir. Yüksek kesme hızları kesici uç bölgesinde yüksek sıcaklıklar
oluşturmasına rağmen ekonomiklik dikkate alınmalıdır. Bir kesici takımın kesme
esnasında yüksek sıcaklıklarda kesme yeteneğini muhafaza etmesi için yüksek sıcaklık
sertliğine sahip olması gerekir. Uçta meydana gelecek sıcaklık için sıcaklık sertliği
yeterli değilse o zaman takım hızla plastik deformasyona uğrar ve kullanılmaz hale gelir.
Takımın sürekli dönme çevriminden oluşan ısıtma ve soğutma etkisini yenmesi için
yeterli ısıl darbe direncine sahip olması gereklidir. Frezeleme işlemi veya eksantrik
tornalama işlemi bu olaya tipik örneklerdir. Bu ısıl darbe direnci çok düşükse takım ucu
hızlı şekilde aşınır. Düşük şok dirençli uçlar sadece sürekli kesme işlemlerinde
kullanılabilir. Talaş kaldırma esnasında oluşan kuvvetler, basınç, sürtünme, ısı oluşumu
ve aşınma gibi olaylar ve ekonomiklik dikkate alınırsa, genellikle bir kesici takımda
bulunması gereken özellikleri şöyle sıralayabiliriz.
- Yüksek basma ve eğilme mukavemeti,
- Yüksek sertlik ve aşınma direnci,
- Yüksek sıcaklıkta aşınmaya karşı dayanıklılık ve iyi kimyasal kararlılığa sahip
olması,
- Isı birikiminin önlenmesi için yüksek ısı iletim yeteneğine sahip olması,
- Ucuz olması yanında darbe etkisine karşı kafi derecede tok olmalıdır.
Ancak bütün bu özelliklere sahip bir kesici takım malzemesi yoktur. Çünkü bu özellikler
birbiri ile ters düşebilmektedir. Yüksek sıcaklık ve aşınmaya dirençli takım
malzemelerinin eğilme ve darbelere karşı dayanımları düşüktür. Burada önemli olan iş
parçasına göre teknik ve ekonomik koşulları bağdaştıracak şekilde en uygun takım
malzemesinin seçimidir. Bu takım malzemeleri, içyapıları, ömürleri, imalat şekillileri ve
mekanik özelliklerine göre sekiz grupta incelenebilir. Bunlar;
- Karbon çelikleri ve takım çelikleri
60
- Yüksek hız çelikleri
- Stelitler ( Kobalt esaslı döküm alaşımları)
- Sert metaller
- Seramikler
- Elmaslar
- Kübik bor nitrürler dir, (Şahin, 2000).
3.1.9.2 Karbon Çelikleri ve Takım Çelikleri
Endüstri devriminin başlangıcından beri 1861’li yıllara kadar talaş kaldırma işleminde
sadece karbonlu çelikler kullanılmaktaydı. Bu temel olarak yaklaşık % 0.8-2 karbon
içeren demir alaşımından oluşmakta ve çelik yapmayı kolaylaştırmak amacıyla
manganez, silis, sülfür ve fosfor gibi diğer alaşım elementleri katılmaktaydı. Özel kesme
işlemleri için optimum karbon içeriği seçimine uzun endüstri tecrübesi öncülük etmiştir.
Karbonlu takım çeliği 850°C ile 835°C arasında kızıl sıcaklıkta sertleştirilir ve bunu oda
sıcaklığına kadar çok hızlı suda soğutma takip eder. Sertleştirme esnasında iş parçasının
iç ve dış kısımlarında çatlama eğilimi fazladır. Bu nedenle çarpılmaya neden olan iç
gerilmeler meydana gelmesine karşılık şekilli takımlar için elverişli değildir. Diğer
alaşımlı çeliklere göre aşınmaya karşı dayanımları daha düşüktür. Bu işlemler ile yavaş
soğutulan takım çeliğinin sertliği 200 HV’den daha azken suda soğutma neticesinde
sertlik 950 HV’ye çıkabilmektedir. Su verme sıcaklığı kızıl sıcaklık üzerine çıkarsa
sertlikte az olmaktadır. Fakat daha gevrek olup şok altında takım daha kolay
kırılmaktadır. Gevreklikten kaçınılarak tam sertlik elde etmek için sertleştirme
sıcaklığını kontrol etme gereği çelik kullanılarak sıcaklık ölçülmeden önce 1900’lü
yıllarda yapılmıştır. Çok büyük sertlik artışı, atomların yeniden düzenlenmesi ile ortaya
çıkan ve “martenzit” olarak adlandırılan bir yapı neticesinde oluşur.
Takım malzemelerine uygulanan başlıca mekanik test elmas uçla yapılan sertlik testi
olduğundan ilk defa 1920 yılında yapılmış olup, çoğu takım malzemeleri basma testine
tabi tutulmuş fakat takım malzemelerinin basma dayanımı davranışları üzerine çok az
veri yayımlanmıştır. Bu konuda yapılan bir çalışmada hem oda sıcaklığı hem de yüksek
61
sıcaklıklarda % 1 C içerikli sertleştirilmiş çelik basma deneyine tabi tutularak uzama
eğrisi elde edilmiştir. Bu oda sıcaklığında yapılan deneyde, % 0.2 akma gerilmesi
yaklaşık 2300 MPa olduğu, 200°C ve daha yukarı sıcaklıklarda yapılan testlerde
dayanımda oldukça büyük azalma görülmüş ve bu nedenle 400°C’de % 0.2 akma
gerilmesi yaklaşık 860 MPa olarak belirlenmiş, yüzey sertleşmesi mevcut olduğunda da
% 4 uzama miktarında akma gerilmesinin yine 1300 MPa’nın altında olduğu ortaya
çıkmıştır. Çelik kesildiğinde kesici uca yakın yerde gerilim 1100-1600 MPa olarak
hesaplandığı ve bu nedenle de sıcaklık 380°C üzerine çıkılmadığı zaman, karbon çeliği
takımlarının akma gerilmesini arttırdığı ve takım ucunun deformasyona uğradığı kesici
uçta yaklaşık 350°C sıcaklığa ulaştığında plastik deformasyonla bozulduğu görülmüştür.
Ancak karbon takım çelikleriyle 110 m/dak. kesme hızına kadar bakırın işlenmesi
başarılı olarak yapılmaktadır. Fakat demir ve çelik işlenmesi için hızlar makul bir takım
ömrünü elde etmek için yaklaşık 5-8 m/dak. da muhafaza edilmektedir. Geçen yüzyılın
sonunda endüstriyel gelişimle birlikte kesme arttığında böyle çok düşük hızlarla ve
düşük verimle takım tezgahı çalıştığından dolayı çok yüksek maliyet oluşması, yeni
takım malzemelerini geliştirmede başlıca itici faktör olmuştur. Çelik, mühendislikte en
önemli malzeme olmuş, takım malzemesini iyileştirme ana kriter olarak da yüksek
oranda talaş kaldırma yeteneğinden dolayı tercih edilmektedir, (Şahin, 2000).
3.1.9.3. Yüksek Hız Çelikleri
Hız çelikleri, yüksek alaşımlı asal çelikler olup 600°C sıcaklığa kadar sertliklerini
muhafaza ettiklerinden yüksek kesme hızlarında (30-50 m/dak) talaşlı imalatta
kullanılan kesici takımlardır. Kesici takımı iyileştirmek için alaşım elementleri katılarak
takım çeliğinin kendi kendine sert1eşmesi ticari olarak ilk defa Robert Müshet
tarafından yapılmıştır. Bu bileşim yaklaşık % 1.2-2 manganez, % 6-10 tungsten ve daha
sonra %1.2-2.5 karbon ve % 0.5 krom içermektedir. Bunun en önemli özelliği, havada
soğutularak sertleşme özelliğine sahip olmasıdır. Çünkü su ile sertleştirme çoğu zaman
özellikle karmaşık şekilli ye büyük boyutlu parçalarda çatlama problemine yol
açmaktadır. Kendi kendine sertleştirme kalitesi, aslında yüksek oranda manganez ve
krom ihtiva etmesinin sonucu ve her ikisi de soğuma sırasında büyük oranda dönüşümü
62
geciktirmesinden dolayı soğuma hızı düşük olduğundan havada veya yağda
soğutulmaktadırlar. Bu takımlarda ise sertleştirme sıcaklığı 1150-1300°C temperleme
(menevişleme) sıcaklığı ise 550°C civarında gerçekleştirilmektedir.
Esas itibariyle yüksek hız çelikleri T ve M olmak üzere iki gruptan oluşmaktadır. Bunlar
ilk alaşım elementi olarak tungstene (T) sahip ve diğer öncelikli element ise molibden
(M) dir. Bu nedenle yüksek hız çelikleri M1,M2,M41,T1,T2,T15 gibi işaretle gösterilir.
Bunlar kullanıcı takım seçimini kolaylaştırır ve istenilen cinsi ayırt etmeyi sağlar. M ve
T türüne bakılmaksızın yüksek hız çeliklerinde fiziksel olarak fazla benzerliklere
sahiptirler. Bunlar şöyle sıralanabilir:
- Hepsi yüksek alaşım içeriğine sahiptir.
- Genellikle 64 Rc sertliğine müsaade etmesi için yeterli oranda karbon
içermektedir.
- Merkezden yüzeye uniform sertliğe sahiptir.
- Tamamı yüksek sıcaklıkta sertleştirilebilir.
Temel olarak, bir yüksek hız çeliğinin en önemli özelliği kesme yeteneği olup bu özellik
şu dört önemli bileşime bağlıdır. Bunlar; sertlik, yüksek sıcaklık sertliği, aşınma direnci
ve tokluk olarak ifade edilebilir. Bu özellikler her uygulamaya bağlı olarak değişebilir.
Yüksek hızlarda kesme de, hız ve sıcaklık etkisinden dolayı takımın aşınma direncinin
yüksek olması gerekir. Belirli malzemeler kesici takım ucunu aşırı şekilde aşındırır. Bu
nedenle, takım aşınma direnci onun yüksek sıcaklıklara karşı direncinden daha
önemlidir. Yüksek hız çeliklerinin aşınma direnci, matriksin bileşimi ve sertliğiyle ikinci
sertleşmeyi sağlayan M2C ve M1C karbür dağılımına bağlıdır. Pratik olarak verilen
herhangi bir yüksek hız çeliğinin aşınma direnci çeliğin sertliğine bağlı olarak değişir.
Şekil 3.15 de sertliğe bağlı olarak aşınma miktarının değişimi gösterilmektedir.
Maksimum aşınma direnci, karbon içeriği daha büyük karbür oluşumunu sağlamak için
vanadyum içeriğini aynı zamanda artırmıştır. Yüksek hız çeliklerinde aşırı sert
vanadyum karbür meydana getirmiş ve vanadyumun yüksek hız çelikleri üzerinde
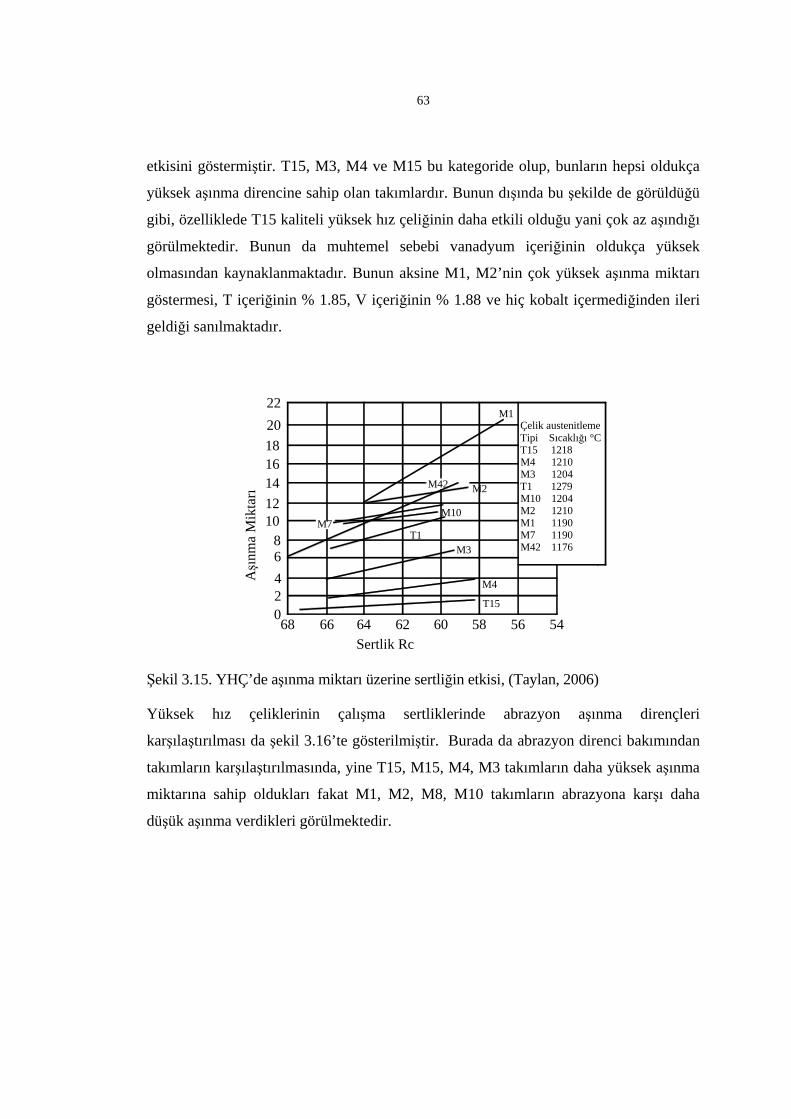
63
etkisini göstermiştir. T15, M3, M4 ve M15 bu kategoride olup, bunların hepsi oldukça
yüksek aşınma direncine sahip olan takımlardır. Bunun dışında bu şekilde de görüldüğü
gibi, özelliklede T15 kaliteli yüksek hız çeliğinin daha etkili olduğu yani çok az aşındığı
görülmektedir. Bunun da muhtemel sebebi vanadyum içeriğinin oldukça yüksek
olmasından kaynaklanmaktadır. Bunun aksine M1, M2’nin çok yüksek aşınma miktarı
göstermesi, T içeriğinin % 1.85, V içeriğinin % 1.88 ve hiç kobalt içermediğinden ileri
geldiği sanılmaktadır.
M4
M2
58
M10
Aşı
nma
Mik
tarı
12
66
2068
64
810 M7
Sertlik Rc6264 60
M3T1
20
1614
18
22
M42
Çelik austenitlemeTipi Sıcaklığı °CT15 1218M4 1210M3 1204T1 1279M10 1204M2 1210M1 1190M7 1190M42 1176
T15
5456
M1
Şekil 3.15. YHÇ’de aşınma miktarı üzerine sertliğin etkisi, (Taylan, 2006)
Yüksek hız çeliklerinin çalışma sertliklerinde abrazyon aşınma dirençleri
karşılaştırılması da şekil 3.16’te gösterilmiştir. Burada da abrazyon direnci bakımından
takımların karşılaştırılmasında, yine T15, M15, M4, M3 takımların daha yüksek aşınma
miktarına sahip oldukları fakat M1, M2, M8, M10 takımların abrazyona karşı daha
düşük aşınma verdikleri görülmektedir.
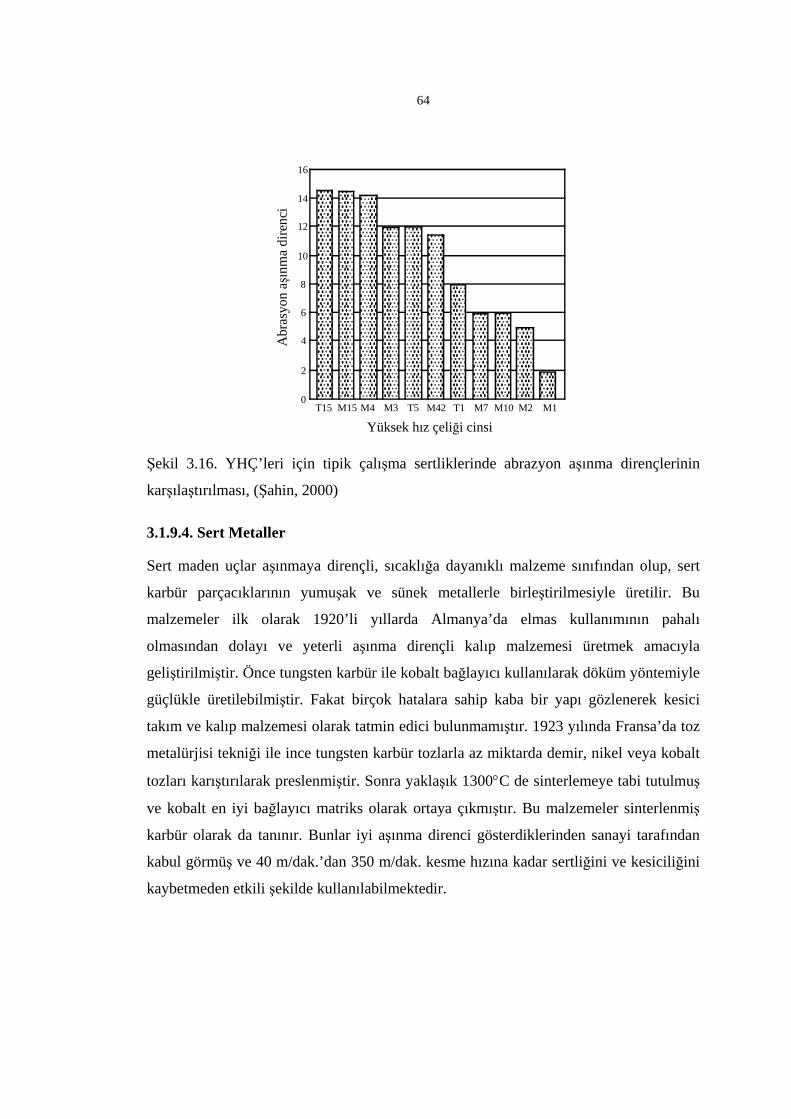
64
Yüksek hız çeliği cinsi
Abr
asyo
n aş
ınm
a di
renc
i
T150
M15 M4
4
2
6
10
8
12
16
14
M10M42T5M3 T1 M7 M1M2
Şekil 3.16. YHÇ’leri için tipik çalışma sertliklerinde abrazyon aşınma dirençlerinin
karşılaştırılması, (Şahin, 2000)
3.1.9.4. Sert Metaller
Sert maden uçlar aşınmaya dirençli, sıcaklığa dayanıklı malzeme sınıfından olup, sert
karbür parçacıklarının yumuşak ve sünek metallerle birleştirilmesiyle üretilir. Bu
malzemeler ilk olarak 1920’li yıllarda Almanya’da elmas kullanımının pahalı
olmasından dolayı ve yeterli aşınma dirençli kalıp malzemesi üretmek amacıyla
geliştirilmiştir. Önce tungsten karbür ile kobalt bağlayıcı kullanılarak döküm yöntemiyle
güçlükle üretilebilmiştir. Fakat birçok hatalara sahip kaba bir yapı gözlenerek kesici
takım ve kalıp malzemesi olarak tatmin edici bulunmamıştır. 1923 yılında Fransa’da toz
metalürjisi tekniği ile ince tungsten karbür tozlarla az miktarda demir, nikel veya kobalt
tozları karıştırılarak preslenmiştir. Sonra yaklaşık 1300°C de sinterlemeye tabi tutulmuş
ve kobalt en iyi bağlayıcı matriks olarak ortaya çıkmıştır. Bu malzemeler sinterlenmiş
karbür olarak da tanınır. Bunlar iyi aşınma direnci gösterdiklerinden sanayi tarafından
kabul görmüş ve 40 m/dak.’dan 350 m/dak. kesme hızına kadar sertliğini ve kesiciliğini
kaybetmeden etkili şekilde kullanılabilmektedir.
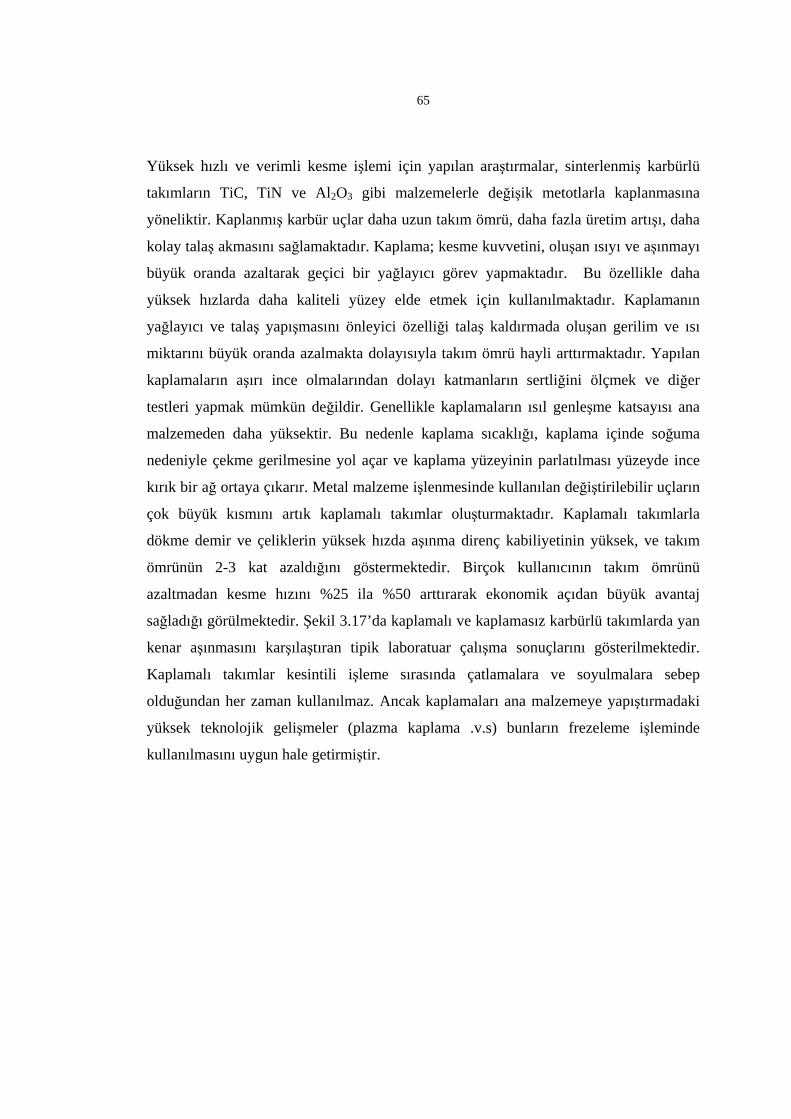
65
Yüksek hızlı ve verimli kesme işlemi için yapılan araştırmalar, sinterlenmiş karbürlü
takımların TiC, TiN ve Al2O3 gibi malzemelerle değişik metotlarla kaplanmasına
yöneliktir. Kaplanmış karbür uçlar daha uzun takım ömrü, daha fazla üretim artışı, daha
kolay talaş akmasını sağlamaktadır. Kaplama; kesme kuvvetini, oluşan ısıyı ve aşınmayı
büyük oranda azaltarak geçici bir yağlayıcı görev yapmaktadır. Bu özellikle daha
yüksek hızlarda daha kaliteli yüzey elde etmek için kullanılmaktadır. Kaplamanın
yağlayıcı ve talaş yapışmasını önleyici özelliği talaş kaldırmada oluşan gerilim ve ısı
miktarını büyük oranda azalmakta dolayısıyla takım ömrü hayli arttırmaktadır. Yapılan
kaplamaların aşırı ince olmalarından dolayı katmanların sertliğini ölçmek ve diğer
testleri yapmak mümkün değildir. Genellikle kaplamaların ısıl genleşme katsayısı ana
malzemeden daha yüksektir. Bu nedenle kaplama sıcaklığı, kaplama içinde soğuma
nedeniyle çekme gerilmesine yol açar ve kaplama yüzeyinin parlatılması yüzeyde ince
kırık bir ağ ortaya çıkarır. Metal malzeme işlenmesinde kullanılan değiştirilebilir uçların
çok büyük kısmını artık kaplamalı takımlar oluşturmaktadır. Kaplamalı takımlarla
dökme demir ve çeliklerin yüksek hızda aşınma direnç kabiliyetinin yüksek, ve takım
ömrünün 2-3 kat azaldığını göstermektedir. Birçok kullanıcının takım ömrünü
azaltmadan kesme hızını %25 ila %50 arttırarak ekonomik açıdan büyük avantaj
sağladığı görülmektedir. Şekil 3.17’da kaplamalı ve kaplamasız karbürlü takımlarda yan
kenar aşınmasını karşılaştıran tipik laboratuar çalışma sonuçlarını gösterilmektedir.
Kaplamalı takımlar kesintili işleme sırasında çatlamalara ve soyulmalara sebep
olduğundan her zaman kullanılmaz. Ancak kaplamaları ana malzemeye yapıştırmadaki
yüksek teknolojik gelişmeler (plazma kaplama .v.s) bunların frezeleme işleminde
kullanılmasını uygun hale getirmiştir.
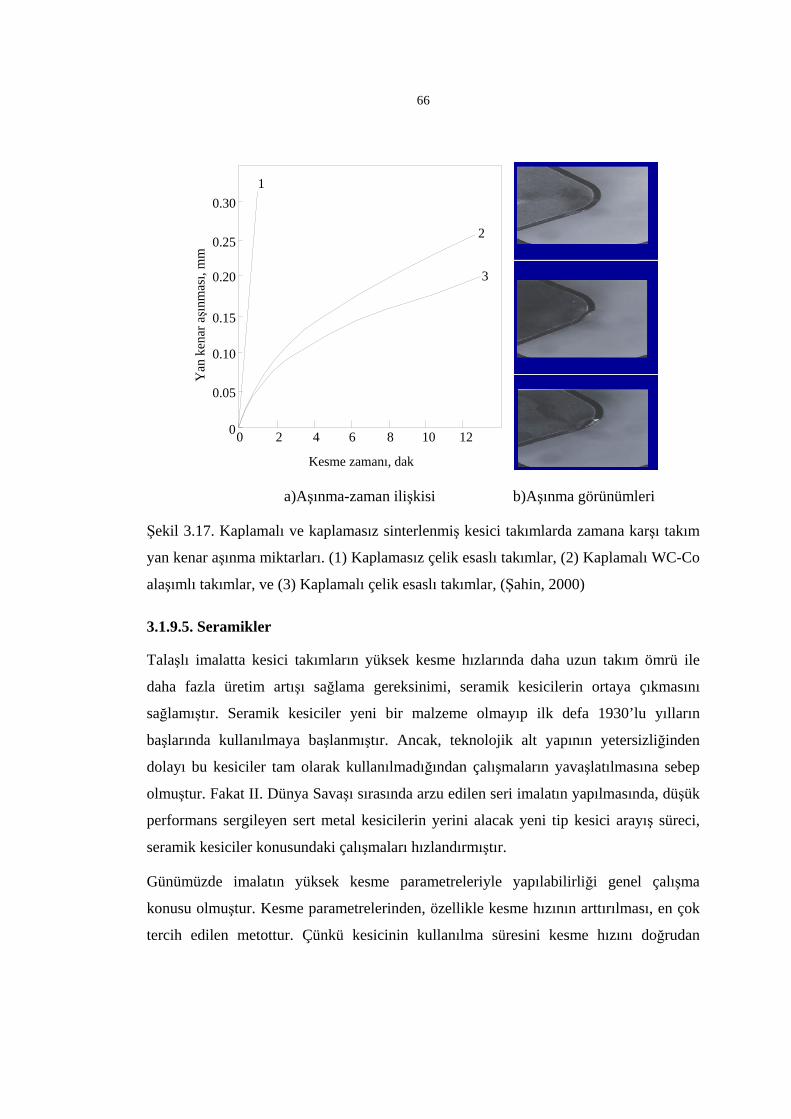
66
Kesme zamanı, dak
Yan
ken
ar aşı
nmas
ı, m
m
0.20
00 2
0.05
0.10
0.15
0.30
0.25
1
3
1264 108
2
a)Aşınma-zaman ilişkisi b)Aşınma görünümleri
Şekil 3.17. Kaplamalı ve kaplamasız sinterlenmiş kesici takımlarda zamana karşı takım
yan kenar aşınma miktarları. (1) Kaplamasız çelik esaslı takımlar, (2) Kaplamalı WC-Co
alaşımlı takımlar, ve (3) Kaplamalı çelik esaslı takımlar, (Şahin, 2000)
3.1.9.5. Seramikler
Talaşlı imalatta kesici takımların yüksek kesme hızlarında daha uzun takım ömrü ile
daha fazla üretim artışı sağlama gereksinimi, seramik kesicilerin ortaya çıkmasını
sağlamıştır. Seramik kesiciler yeni bir malzeme olmayıp ilk defa 1930’lu yılların
başlarında kullanılmaya başlanmıştır. Ancak, teknolojik alt yapının yetersizliğinden
dolayı bu kesiciler tam olarak kullanılmadığından çalışmaların yavaşlatılmasına sebep
olmuştur. Fakat II. Dünya Savaşı sırasında arzu edilen seri imalatın yapılmasında, düşük
performans sergileyen sert metal kesicilerin yerini alacak yeni tip kesici arayış süreci,
seramik kesiciler konusundaki çalışmaları hızlandırmıştır.
Günümüzde imalatın yüksek kesme parametreleriyle yapılabilirliği genel çalışma
konusu olmuştur. Kesme parametrelerinden, özellikle kesme hızının arttırılması, en çok
tercih edilen metottur. Çünkü kesicinin kullanılma süresini kesme hızını doğrudan
67
etkilemektedir. Diğer parametrelerinin değiştirilmesi (ilerleme, talaş derinliği vb.) kesme
kuvvetlerini daha fazla arttırdığından daha rijit ve daha güçlü ekipmanlara ihtiyacı
gerektirir. Bu nedenle bu da pek fazla tercih edilmemektedir. Ancak, yüksek kesme
hızları, kesici ile talaş yüzeyi arasında yüksek sıcaklıklar oluşturur. Bu durum yüksek
sıcaklıklarda kimyasal kararlılığını koruyan ve termal şoklara karşı iyi direnç gösteren
dolayısıyla da iyi mekaniksel özellikleri içeren malzemeleri gerektirmektedir.
Sinterlenmiş tungsten karbür esaslı kesici uçlar 800°C sıcaklıklara kadar yüksek
performans göstermektedir. Fakat daha fazla sıcaklık yükselmelerinde sertlik
düşmektedir. Yüksek sıcaklıklara karşı dayanma direnci dikkate alındığında seramikler,
çok daha iyi performans göstermektedirler. Çünkü bu kesiciler sertliklerini 1200°C’ye
kadar koruyabilmektedir. Fakat bununla birlikte seramik kesiciler, diğer kesicilere oranla
daha sert ve dolayısıyla da daha kırılgan bir yapıya sahiptir. Bu nedenle bu kesiciler,
sürekli bir talaş alma işleminin olduğu yerlerde, sert metallerin son bitirme pasolarında
tercih edilmektedir. Son bitirme pasolarında yüksek kesme hızlarında kullanılabilen
seramik kesicilerle, taşlama kalitesinde yüzeyler elde edilmektedir. Fakat seramik
kesicilerin kullanılabilmesinde daha yüksek devir sayılarına sahip rijit takım
tezgahlarına ve yüksek güçlere ihtiyaç duyulmaktadır.
Seramik kesici takım malzemeleri modern CNC tezgahlarda, daha yüksek hızlarda
dökme demirlerin işlenmesinde başarılı şekilde uygulanmaktadır. Kaba talaş kaldırma
işlemlerinde özellikle fasılalı kesmede veya yarı bitirme işlemleri için SiAlON
seramiklerin seçilmesi gerekmektedir. Esmer dökme demir işlendiği zaman tipik yan
kenar aşınma davranışları Şekil 3.18 de gösterilmiştir. Yüksek aşınma miktarına rağmen
siyalın takımlar kopmaya karşı daha güvenilir ve ani uç kırılması oluşturmamaktadır bu
nedenle takım ömrü oldukça uzun sürmektedir.
68
Yan
Ken
ar Aşı
nmas
ı (m
m)
Takım Ömrü (dak)30
Al2O3 esaslı seramikler
Kenar kırılnası
00 10 20
5
40 50
1.0
SiAlON
Şekil 3.18. α−β SiAlON ve Al2O3 esaslı seramiklerle dökme demir işlendiğinde yan
kenar aşınma davranışlarının karşılaştırılması, (Şahin, 2000).
3.1.9.6. Elmaslar
En sert olarak tanınan takım malzemeleri elmas ve kübik bor nitrür olup bunlar
işlenmesi zor olan diğer malzemelerin etkili olarak işlenmesinde kullanılmaktadır.
Bunlardan elmasın, endüstride kullanılan tabi ve yapay olmak üzere iki çeşidi
bulunmaktadır. Doğal elmaslar, metal olmayan veya demirsiz metallerin işlenmesinde
yaygın olarak kullanılarak mükemmel son bitirme yüzeyi meydana getirirler. Fakat
yapay elmas bunların yerini çoğu yerlerde almaktadır. Bu elmaslar işlenmesi zor olan
malzemeleri kesmek için kullanılarak mükemmel son bitirme yüzeyi meydana getirirler.
Bu tek noktalı elmas uçlu kesicilerin, tornalama, delik büyültme, kanal açma ve özel
profil oluşturan değişik şekilleri mevcuttur. Bu kesicilerin avantajları şöyle sıralanabilir.
- Yüksek kesme hızlarında kesme yapabilmesi ve diğer takımlara göre üretimi 10-
15 kat arttırabilmesi,
- 0.128 µm ve daha az yüzey hassasiyeti kolaylıkla elde edilebilmesi ve çoğu

69
zaman iş parçası üzerinde gerekli diğer yüzey bitirme işlemini elemine
edebilmesi,
- Çok sert ve abrazyona dirençli olduğundan, abrasif malzemelerin işlenmesinde
daha uzun takım ömrü elde edilmesi,
- 0.012 mm’ye kadar düşük talaş derinliğinde hem iç hem de dış yüzey
tornalaması yapılabilmesi,
- Daha yakın toleranslı parçalar üretilmesi ve kesici uç üzerinde metalik parçaların
kaynak olması veya yapışmasının önlenmesidir.
Basit abrasif aşınma durumlarında çok kristalli elmas (ÇKE) takımlar diğer kesicilerden
aşınmaya karşı oldukça dirençlidir. ÇKE takımlar yaklaşık olarak karbürlü takımlardan
100 kez ve çok kristalli bor nitrür (ÇKBN) takımlardan da 10 kez daha fazla dirençlidir.
Parçacık ölçüsü olarak 2 µm, 10 µm ve 25 µm olan Syndite ile epoksi takviyeli
kompozit malzemeler üzerinde testler yapılmış ve zamana karşı yan kenar aşınma
miktarları ölçülerek Şekil 3.19 (a) da gösterilmiştir. İşleme parametreleri ise şöyle
seçilmiştir. Kesme hızı, V = 400 m/dak.,ilerleme miktarı f = 0.10 mm, talaş derinliği, t =
1 mm, takım ucu radyüsü, r = 0.8 mm, silisyum takviyeli epoksi kompozit işlenmiştir.
Şekil 3.19 (b) de ise iş parçası olarak Al-% 18 Si alaşımı; kesme hızı, V = 1000 m/dak,
ilerleme miktarı, f = 0.1 mm/dev, talaş derinliği, t = 0.25 mm, takım radyüsü, r = 0.8
mm olan takımla kesme kuru şartlarda gerçekleştirilmiştir.
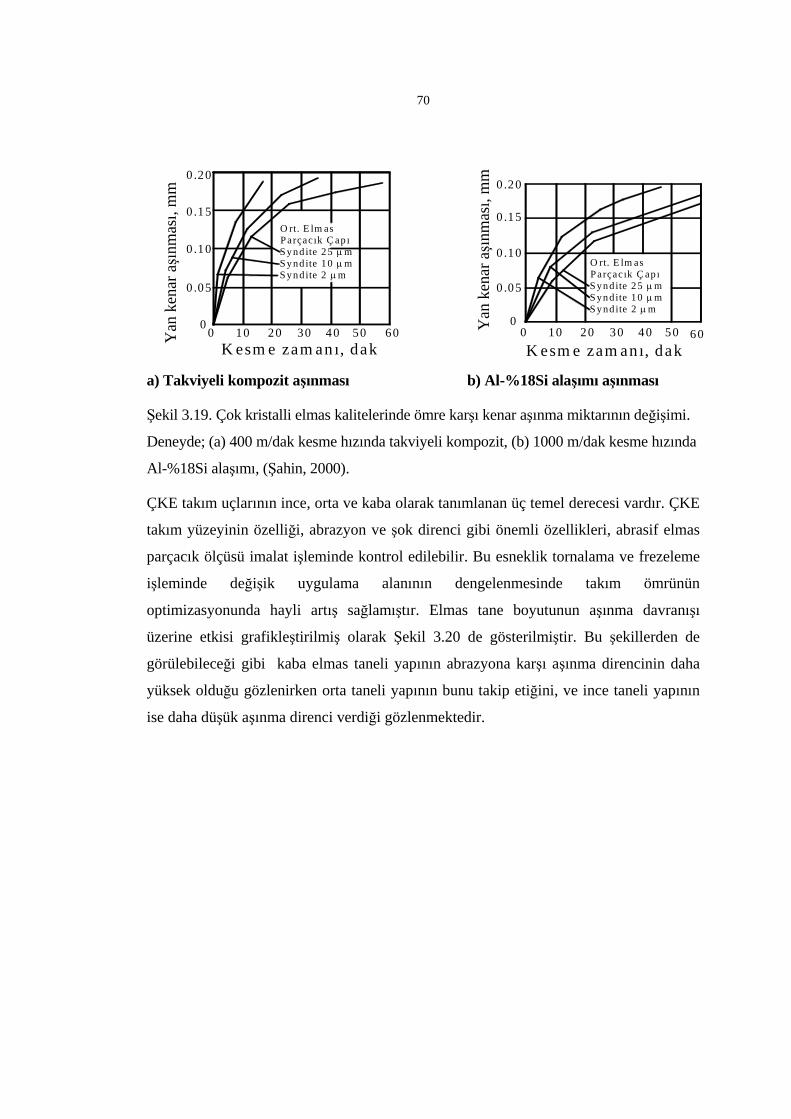
70
60Yan
ken
ar aşı
nmas
ı, m
m
O rt. E lm as P arçac ık Ç ap ıS ynd ite 25 µ mS ynd ite 10 µ mS yndite 2 µ m
0.05
0
K esm e zam an ı, dak100 20 4030 50
0 .20
0 .15
0 .10
Yan
ken
ar aşı
nmas
ı, m
m
O rt. E lm as P arçac ık Ç ap ıS yndite 25 µ mS yndite 10 µ mS ynd ite 2 µ m
20K esm e zam an ı, dak
00 10
0 .05
30 40 50 60
0 .10
0 .15
0 .20
a) Takviyeli kompozit aşınması b) Al-%18Si alaşımı aşınması
Şekil 3.19. Çok kristalli elmas kalitelerinde ömre karşı kenar aşınma miktarının değişimi.
Deneyde; (a) 400 m/dak kesme hızında takviyeli kompozit, (b) 1000 m/dak kesme hızında
Al-%18Si alaşımı, (Şahin, 2000).
ÇKE takım uçlarının ince, orta ve kaba olarak tanımlanan üç temel derecesi vardır. ÇKE
takım yüzeyinin özelliği, abrazyon ve şok direnci gibi önemli özellikleri, abrasif elmas
parçacık ölçüsü imalat işleminde kontrol edilebilir. Bu esneklik tornalama ve frezeleme
işleminde değişik uygulama alanının dengelenmesinde takım ömrünün
optimizasyonunda hayli artış sağlamıştır. Elmas tane boyutunun aşınma davranışı
üzerine etkisi grafikleştirilmiş olarak Şekil 3.20 de gösterilmiştir. Bu şekillerden de
görülebileceği gibi kaba elmas taneli yapının abrazyona karşı aşınma direncinin daha
yüksek olduğu gözlenirken orta taneli yapının bunu takip etiğini, ve ince taneli yapının
ise daha düşük aşınma direnci verdiği gözlenmektedir.
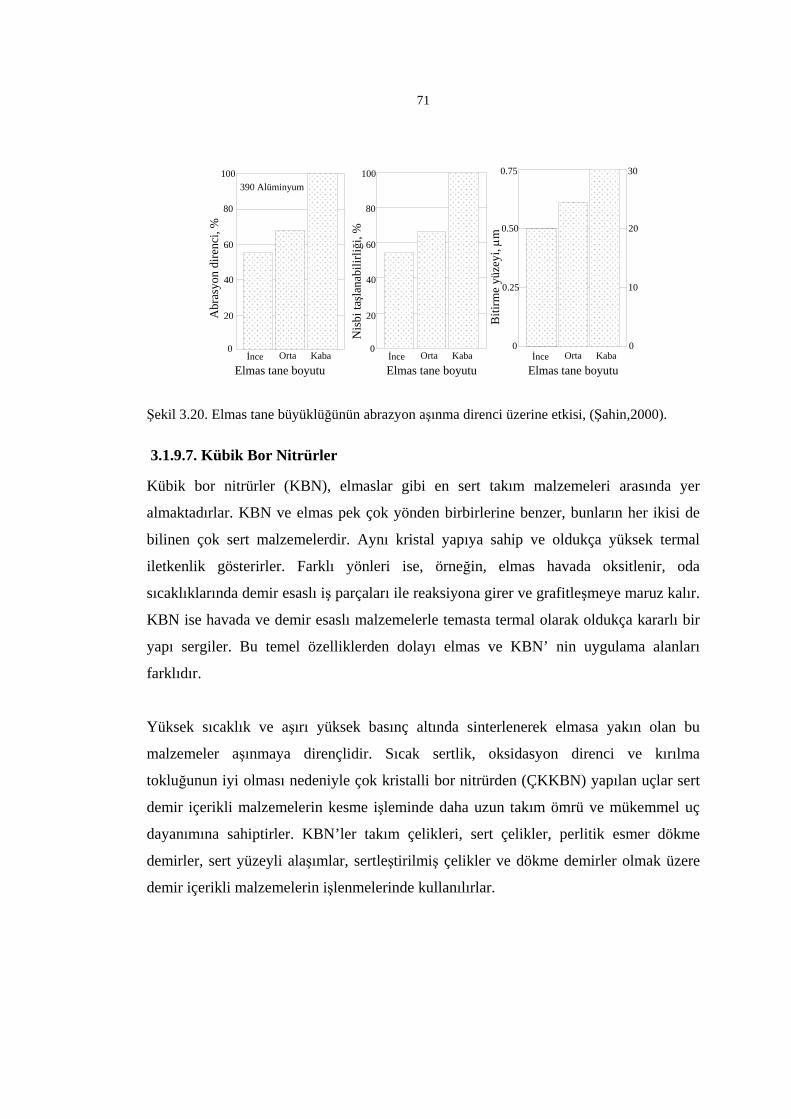
71
Elmas tane boyutuN
isbi
taşl
anab
ilirliği
, %
Abr
asyo
n di
renc
i, %
Elmas tane boyutuİnce
0Orta
20
0
20
Kaba İnce Orta
390 Alüminyum
60
40
80
100
80
60
40
100
100.25
Biti
rme
yüze
yi, µ
m
KabaElmas tane boyutu
Kaba0
İnce Orta0
0.50
0.75
20
30
Şekil 3.20. Elmas tane büyüklüğünün abrazyon aşınma direnci üzerine etkisi, (Şahin,2000).
3.1.9.7. Kübik Bor Nitrürler
Kübik bor nitrürler (KBN), elmaslar gibi en sert takım malzemeleri arasında yer
almaktadırlar. KBN ve elmas pek çok yönden birbirlerine benzer, bunların her ikisi de
bilinen çok sert malzemelerdir. Aynı kristal yapıya sahip ve oldukça yüksek termal
iletkenlik gösterirler. Farklı yönleri ise, örneğin, elmas havada oksitlenir, oda
sıcaklıklarında demir esaslı iş parçaları ile reaksiyona girer ve grafitleşmeye maruz kalır.
KBN ise havada ve demir esaslı malzemelerle temasta termal olarak oldukça kararlı bir
yapı sergiler. Bu temel özelliklerden dolayı elmas ve KBN’ nin uygulama alanları
farklıdır.
Yüksek sıcaklık ve aşırı yüksek basınç altında sinterlenerek elmasa yakın olan bu
malzemeler aşınmaya dirençlidir. Sıcak sertlik, oksidasyon direnci ve kırılma
tokluğunun iyi olması nedeniyle çok kristalli bor nitrürden (ÇKKBN) yapılan uçlar sert
demir içerikli malzemelerin kesme işleminde daha uzun takım ömrü ve mükemmel uç
dayanımına sahiptirler. KBN’ler takım çelikleri, sert çelikler, perlitik esmer dökme
demirler, sert yüzeyli alaşımlar, sertleştirilmiş çelikler ve dökme demirler olmak üzere
demir içerikli malzemelerin işlenmelerinde kullanılırlar.
72
ÇKKBN yönlü olmayan bütün doğrultularda uniform sertlik ve abrasif direnci sağlayan
yapısı, çatlamaya talaş kaldırmaya karşı uygun özelliklere sahiptir. Bu takımların ilk
maliyetleri yüksek olmasına rağmen imalatta daha fazla avantaj sağlamaktadırlar.
Bunlardan daha tok ve sert mikro yapısı nedeniyle daha uzun takım ömrü elde edilir.
Bitirme işlemleri sırasında ÇKKBN takımların aşınma direnci takımda bulunan KBN
içeriğini azaltmakla arttırılabilir. Örnek olarak Şekil 3.20’da kaba dereceli ve bitirme
dereceli ÇKKBN takımın yan kenar aşınma miktarları karşılaştırılmaktadır. Şekil
3.21(a)’da; 60 Rc sertliğinde soğuk iş takım çeliği, (b) de; 60Rc sertliğinde rulman
çeliği, (c) de; 62 Rc sertliğinde yüksek hız çeliği, (d) de; 50 Rc sertliğinde kalıp çeliğinin
aşınma-zaman diyagramı gösterilmektedir. Yapılan bu çalışmada 0.25 mm talaş
derinliği, 0.1 mm/dev ilerleme miktarı ve 120 m/dak kesme hızında ve kuru şartlar
altında kesme işlemi gerçekleştirilmiştir. Düşük içerikli KBN bitirme dereceli DSBC50
takımı, daha yüksek kobalt içerikli kaba dereceli ticari bir marka ismi olan Amborite
takımdan aşınma direnci 3-5 kat daha fazladır. Bazı iş parçaları için kesme hızlarının
artmasıyla takım ömrü artarken diğer malzemeler için, örneğin, sert martenzitik dökme
demirlerde kesme hızının artmasıyla takım ömrü azalmaktadır.
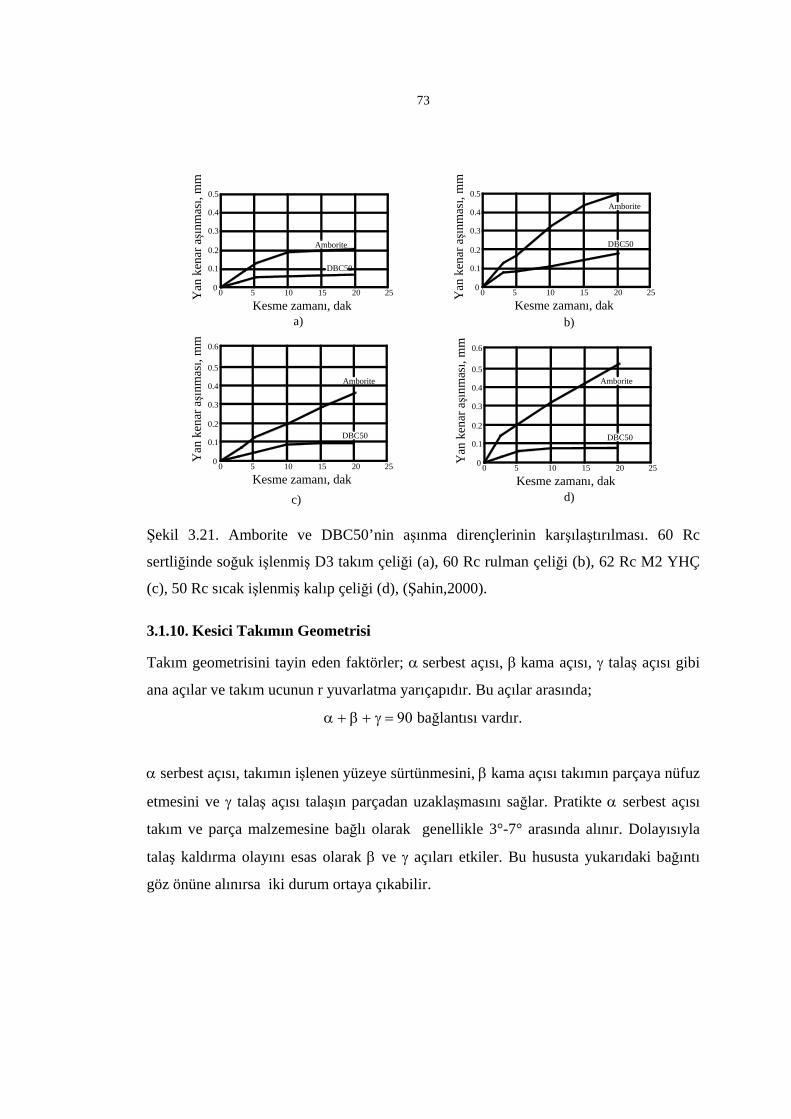
73
Kesme zamanı, dak
Yan
ken
ar aşı
nmas
ı, m
m
0.2
0.1
00 5 10
0.6
0.5
0.4
0.3
0.2
Yan
ken
ar aşı
nmas
ı, m
m
DBC50
15 20 25 00
0.1
Amborite0.5
0.3
0.4
0.6
Kesme zamanı, dak
0.4
Yan
ken
ar aşı
nmas
ı, m
m
0.3
0.2
0.1
500 10
0.5
0.4
Yan
ken
ar aşı
nmas
ı, m
m
DBC50
15 2520
Amborite
0 0
0.1
0.2
0.3
0.5
15
Kesme zamanı, dak5 10
DBC50
20 25
Amborite
Amborite
15
Kesme zamanı, dak5 10 20 25
DBC50
a) b)
c) d)
Şekil 3.21. Amborite ve DBC50’nin aşınma dirençlerinin karşılaştırılması. 60 Rc
sertliğinde soğuk işlenmiş D3 takım çeliği (a), 60 Rc rulman çeliği (b), 62 Rc M2 YHÇ
(c), 50 Rc sıcak işlenmiş kalıp çeliği (d), (Şahin,2000).
3.1.10. Kesici Takımın Geometrisi
Takım geometrisini tayin eden faktörler; α serbest açısı, β kama açısı, γ talaş açısı gibi
ana açılar ve takım ucunun r yuvarlatma yarıçapıdır. Bu açılar arasında;
α + β + γ = 90 bağlantısı vardır.
α serbest açısı, takımın işlenen yüzeye sürtünmesini, β kama açısı takımın parçaya nüfuz
etmesini ve γ talaş açısı talaşın parçadan uzaklaşmasını sağlar. Pratikte α serbest açısı
takım ve parça malzemesine bağlı olarak genellikle 3°-7° arasında alınır. Dolayısıyla
talaş kaldırma olayını esas olarak β ve γ açıları etkiler. Bu hususta yukarıdaki bağıntı
göz önüne alınırsa iki durum ortaya çıkabilir.
74
Bunlarda birincisi γ açısı küçük, β açısı büyük ise takımın ucu küt olduğundan
malzemeye nüfuz etmesi zorlaşır, kesme kuvvetleri büyür, ısı oluşumu artar ve takımın
ucu kısa zamanda bozulur.
İkincisi ise γ açısı büyük, β açısı küçük ise, takım ucu ince olduğundan malzemeye daha
kolay nüfuz eder, daha küçük kesme kuvvetleriyle talaş kaldırır, talaş kolaylıkla akar ve
takım daha yüksek kesme hızlarında kullanılabilir. Ancak uç ince olduğundan takımın
mukavemeti azalır ve kırılma olasılığı artar.
Bu açıklamalar ışığı altında kırılgan malzemeler için γ açısı küçük β açısı büyük; sünek
malzemeler için γ açısı büyük β açısı küçük seçilmelidir, (Dinler, 1993).
İki kesici kenarın birleştiği köşe noktası keskin ancak zayıf bir noktadır. Talaş kaldırma
işleminin küçük bir kesit alanıyla gerçekleşmesinden dolayı köşe noktası kesici kenarın
en zayıf noktasıdır. Talaş kaldırma esnasında iş parçasına önce bu kısım temas etmekte,
dolayısıyla malzeme deformasyonundan dolayı ortaya çıkan gerilmeleri önce bu kısım
karşılamak zorunda kalmaktadır. Kesici uca ait uç açısı ucun mukavemetini belirler.
Genellikle bu açı 35-90° arasında değişir, anacak yuvarlak kesici uçlarda kesici kenar
çok daha büyük bir kesit alanına sahiptir (Şekil 3.22). Dolayısıyla yuvarlak kesici
uçlarda kesici kenar çok güçlüdür. Ayrıca daha fazla talaş kaldırma esnasında daha
büyük kuvvetlere mukavemet gösterir. Daha büyük bir köşe yuvarlanma yarıçapı
(radyüsü) kesmeyi daha uzun bir kenar boyunca dağıtır ve böylelikle daha iyi bir takım
ömrü sağlar. Büyük köşe radyüsü ile ısının sistemden uzaklaştırılması çok daha kolay,
böylelikle ısıl gerilmelerden ortaya çıkan tahribat çok daha azdır. Ancak köşe radyüsüne
göre radyal ve eksenel yöndeki kuvvet dağılımları da farklılık gösterir. Büyük köşe
radyüsü büyük radyal kuvvetlerin oluşumuna neden olur. Bu da ince cidarlı iş
parçalarının işlenmesinde ve delik işleme işlemlerinde talaş kaldırma işleminin rijitliğine
olumsuz etkide bulunur. Radyal kuvvet iş parçası ve takımda sehime yol açar. Köşe
radyüsünün artması titreşim eğilimini de arttırır. Daha büyük bir kesme uzunluğu daha
yüksek bir rijitliğe gereksinim gösterir. Yuvarlak kesici uçların kesici kenarları son
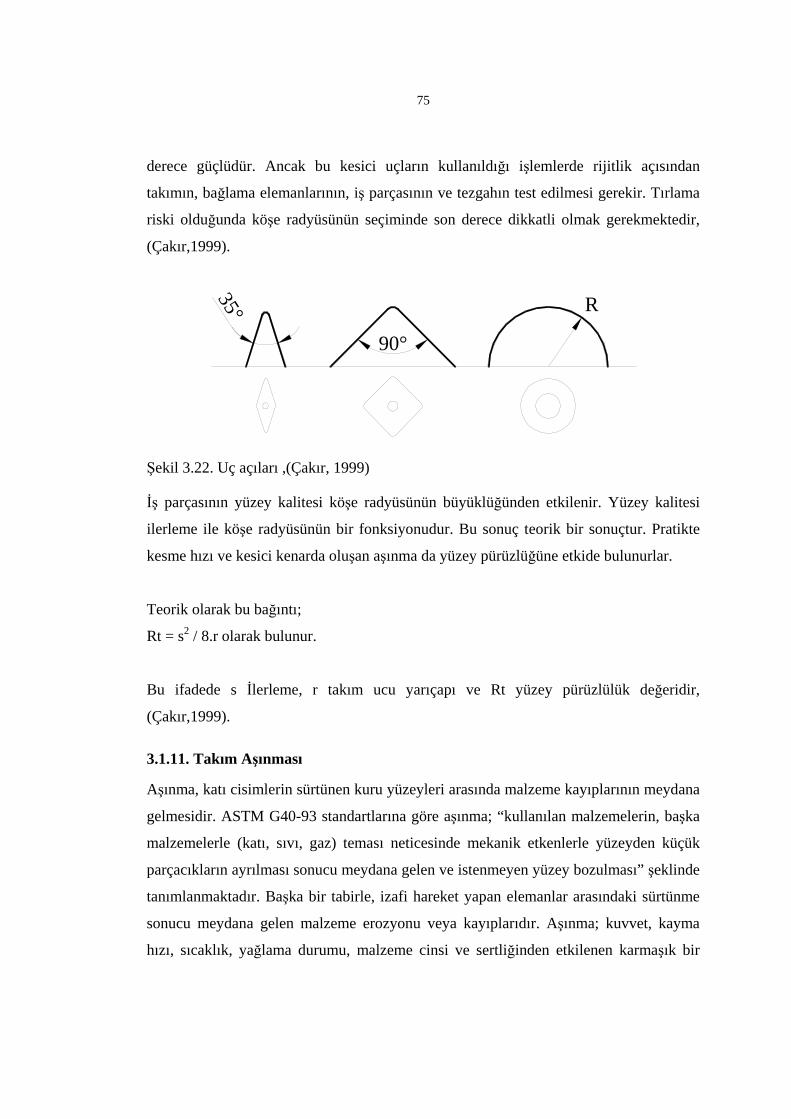
75
derece güçlüdür. Ancak bu kesici uçların kullanıldığı işlemlerde rijitlik açısından
takımın, bağlama elemanlarının, iş parçasının ve tezgahın test edilmesi gerekir. Tırlama
riski olduğunda köşe radyüsünün seçiminde son derece dikkatli olmak gerekmektedir,
(Çakır,1999).
35°
90°
R
Şekil 3.22. Uç açıları ,(Çakır, 1999)
İş parçasının yüzey kalitesi köşe radyüsünün büyüklüğünden etkilenir. Yüzey kalitesi
ilerleme ile köşe radyüsünün bir fonksiyonudur. Bu sonuç teorik bir sonuçtur. Pratikte
kesme hızı ve kesici kenarda oluşan aşınma da yüzey pürüzlüğüne etkide bulunurlar.
Teorik olarak bu bağıntı;
Rt = s2 / 8.r olarak bulunur.
Bu ifadede s İlerleme, r takım ucu yarıçapı ve Rt yüzey pürüzlülük değeridir,
(Çakır,1999).
3.1.11. Takım Aşınması
Aşınma, katı cisimlerin sürtünen kuru yüzeyleri arasında malzeme kayıplarının meydana
gelmesidir. ASTM G40-93 standartlarına göre aşınma; “kullanılan malzemelerin, başka
malzemelerle (katı, sıvı, gaz) teması neticesinde mekanik etkenlerle yüzeyden küçük
parçacıkların ayrılması sonucu meydana gelen ve istenmeyen yüzey bozulması” şeklinde
tanımlanmaktadır. Başka bir tabirle, izafi hareket yapan elemanlar arasındaki sürtünme
sonucu meydana gelen malzeme erozyonu veya kayıplarıdır. Aşınma; kuvvet, kayma
hızı, sıcaklık, yağlama durumu, malzeme cinsi ve sertliğinden etkilenen karmaşık bir
76
olaydır. Bu etkilerin bazılarının baskın olması farklı aşınma mekanizmalarını ortaya
çıkarmaktadır. Bazı durumlarda, birkaç aşınma mekanizması birlikte etkili olmaktadır.
Dolayısıyla bu durum, aşınma olayını ve simülasyonunu karmaşık bir hale
getirmektedir, (Özcan, 2001).
Bütün kesici takımlar talaş kaldırma işlemleri sırasında aşınır ve bu aşınma, kesici takım
ömrünü tamamlayıncaya kadar devam eder. Kesici kenar ömrü dakika olarak ifade edilir
ve günümüzde takım ömrü eskiden olduğundan daha azdır ve çoğunlukla 15 dakikalık
süre üzerine oturtulmakla beraber genellikle bir miktar daha fazla olur. Kesici takımın
ömrü; takımın iş parçalarını kabul edilebilir parametrelerin sınırları dahilinde işlemesi
sırasında gerçekleşecek üretim zamanı olarak kabul edilir. İlk zamanlarda takım ömrü
parametresi sadece takımın daha fazla kesme yapmaması gibi basitçe ifade edilirdi.
Günümüzde yüzey dokusu, hassasiyet, takım aşınma biçimi, talaş oluşumu önceden
kestirilebilir güvenli takım ömrü gibi yaygın parametreler söz konusudur.
Doğru kesici takımın seçimi işleme sırasında maksimum verimliliğin elde edilmesi için
kritik bir faktördür. Özellikle kesici malzeme seçimi ve kesme geometrisi önemlidir.
Ancak bununla beraber işleme şartları ve özellikle işleme parametreleri genel kararlılık-
rijitlik standart değilse doğru takımla bile optimum takım ömrü elde edilemeyecektir.
Titreşimler sonucu takım tutucunun ve bağlamanın rijitliğinde meydana gelecek bir
eksiklik pek çok kesici kenarın vaktinden evvel ömrünü doldurmasına sebep olacaktır.
Takım aşınması kaçınılmazdır ve esasında olumsuz bir süreç değildir. Takım
aşınmasının olup olmaması değil olduğunda ne kadar ve hangi tipte meydana geldiğini
tespit edebilmek ve aşınmayı izlemek takım ömrünün tespitinde en önemli faktördür.
Takım aşınması kesici kenar üzerindeki yük faktörleri kombinasyonunun bir ürünüdür.
Kesici kenar ömrü takım geometrisini değiştirmeye çalışan çeşitli yüklerle belirlenir.
Aşınma takım-iş parçası-işleme şartları arasındaki karşılıklı etkileşimin bir sonucudur,
(Şeker, 1997).
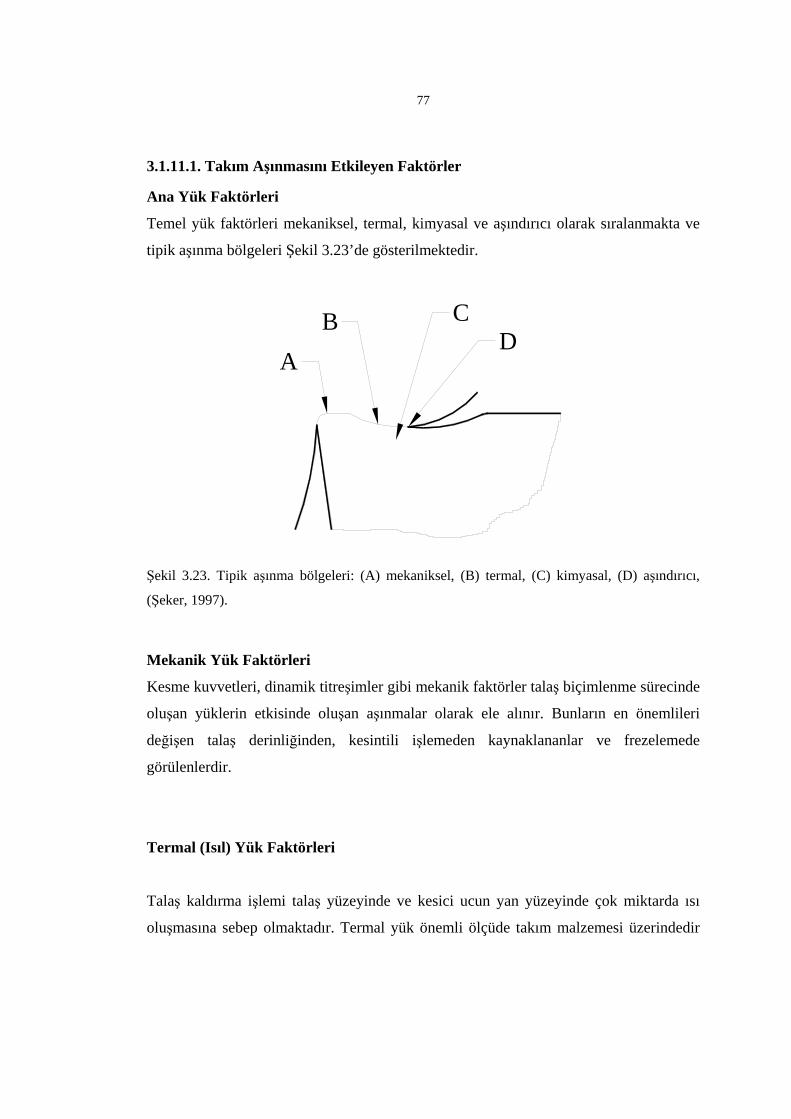
77
3.1.11.1. Takım Aşınmasını Etkileyen Faktörler
Ana Yük Faktörleri
Temel yük faktörleri mekaniksel, termal, kimyasal ve aşındırıcı olarak sıralanmakta ve
tipik aşınma bölgeleri Şekil 3.23’de gösterilmektedir.
DCB
A
Şekil 3.23. Tipik aşınma bölgeleri: (A) mekaniksel, (B) termal, (C) kimyasal, (D) aşındırıcı,
(Şeker, 1997).
Mekanik Yük Faktörleri
Kesme kuvvetleri, dinamik titreşimler gibi mekanik faktörler talaş biçimlenme sürecinde
oluşan yüklerin etkisinde oluşan aşınmalar olarak ele alınır. Bunların en önemlileri
değişen talaş derinliğinden, kesintili işlemeden kaynaklananlar ve frezelemede
görülenlerdir.
Termal (Isıl) Yük Faktörleri
Talaş kaldırma işlemi talaş yüzeyinde ve kesici ucun yan yüzeyinde çok miktarda ısı
oluşmasına sebep olmaktadır. Termal yük önemli ölçüde takım malzemesi üzerindedir
78
ve frezelemede olduğu gibi bazı işlemlerde kesici kenarlar iş parçasından ayrılırken ve
tekrar girerken ortaya çıkan dinamik bir faktörlerin sonucunda ortaya çıkmaktadır.
Kimyasal Yük Faktörleri
Talaş oluşumu-biçimlenmesi süreci devamlı olarak yeni bir metal ara yüzeyi
oluşturulması anlamı taşımaktadır. Talaş biçimlenmesi sırasında takım malzemesi
boyunca hayli yüksek sıcaklık ve basınçta zorlama vardır. Oluşan kesici takım-talaş ara
yüzleri metallerin kimyasal reaksiyonları ve difüzyon için oldukça uygun bir ortam
hazırlamaktadır.
Aşındırıcı Yük Faktörleri
Pek çok iş parçası malzemesi; işlenmesi sırasında sertlikleri takım malzemesi ile
karşılaştırılabilecek kadar yüksek çeşitte oldukça sert partiküller görülmektedir. Bu
partiküller malzeme miktarının çok büyük kısmını oluşturmasalar bile işleme sırasında
tüm işlenecek malzemenin kesici kenardan geçmesiyle hemen hemen daima değişen
miktarlarda aşındırma etkisi sağlamaktadırlar.
3.1.11.2. Aşınma Türleri
Talaş kaldırma sırasında kesici kenar üzerinde etkili olan yük faktörlerinin bir sonucu
olarak bazı temel aşınma mekanizmaları metalden talaş kaldırma işlemine etki eder.
Bunlar;
1. Abrasif (aşındırıcılarla) aşınma
2. Difüzyon (atomik yer değiştirme ile) aşınma
3. Oksidasyon aşınma
4. Yorulma ile aşınma
5. Adheziv (yapışma ile) aşınma şeklinde özetlenebilir (Şekil 3.24).
79
1)Abrasif 2)Difüzyon 3)Oksidasyon 4)Yorulma 5)Adheziv (yapışma)
Şekil 3.24. Takım aşınma türleri (Çolak, 2002)
Abrasif Aşınma
Abrasif aşınma çoğunlukla iş parçası malzemesinin sert taneciklerinin sebep olduğu
aşınma şeklidir. Sert tanecikler yumuşak malzemenin yüzeyinden parçalar koparması
şeklinde ortaya çıkmaktadır. Kopan partiküller malzemelerin ara yüzünden
uzaklaştırıldığı, yapışmanın olmadığı ve böylelikle yüzeyde malzeme kaybının fazla
olduğu bir davranış olayıdır, (Özcan, 2001).
Kesici kenarın abrasif aşınmaya karşı direnç kabiliyeti önemli ölçüde sertliğine bağlıdır.
Sert parçacıkların yoğun bir şekilde sıkıştırılması ile oluşan takım malzemesi abrasif
aşınmaya karşı koyabilecektir. Fakat işleme sırasında oluşan diğer yük faktörleri ile başa
çıkacak şekilde donatılmış olmayabilir. Abrasif aşınma takım talaş yüzeyinde ise krater
oluşmasına sebep olur, (Şeker, 1997).
80
Difüzyon Aşınması
Difüzyon aşınmasında talaş kaldırma işlemi sırasında oluşan kimyasal yükler daha
etkilidir. Takım malzemesinin kimyasal özellikleri ve takım malzemesinin iş parçası
malzemesine olan birleşme eğilimi; difüzyon aşınma mekanizmasının oluşumunu
belirlemektedir. Bu süreçte takım malzemesinin sertliği çok fazla etkili değildir.
Malzemeler arasındaki metalürjik ilişki aşınma mekanizmasının büyüklüğünü tayin eder.
Bazı takım malzemeleri bazı iş parçası malzemelerine karşı yüksek birleşme eğilimine
sahipken, bazılarında iş parçası malzemelerinin çoğuna karşı birleşme eğilimi yoktur.
Tungsten karbür ve çelik birbirine karşı difüzyon aşınma oluşmasına sebep olan
birleşme eğilimine sahiptirler. Bunun sonucu olarak takımın kesme yüzeyinde bir çukur
oluşması söz konusudur. Bu tür aşınma daha çok yüksek sıcaklıklarda gerçekleştiğinden
dolayı yüksek kesme hızlarında daha büyüktür. Atomik değişim ferrit ve karbonun iki
yollu transferi ile oluşur. Ferit çelikten takıma transfer olurken daha küçük boyuttaki
takımdaki karbon atomu da talaşa nüfuz etmektedir.
Oksidasyon Aşınma
Pek çok malzeme için oksitlenme oldukça farklı olmakla beraber metal malzemelerin
çoğu için yüksek sıcaklıkta ve oksijen ortamında gerçekleşmektedir. Takım
malzemelerindeki tungsten ve kobalt talaş tarafından daha kolay kaldırılıp
uzaklaştırılabilindiğinden gözenekli oksit filmi oluşturmaktadırlar. Bununla beraber
“alüminyum oksit” gibi bazı oksitler daha güçlü ve daha serttir. Bazı kesici takım
malzemeleri oksidasyon sebebiyle aşınmaya diğerlerinden daha meyillidir. Özellikle
kesici takımın kesme işleminde ayrılması esnasında, hava talaş takım arasına
girebilmektedir. Oksidasyon bu bölgede, kesici kenarda tipik çentiklerin oluşmasına
sebep olur. Ancak bu tür aşınma günümüzün işleme şartlarında yaygın olmayan bir
durumdur.

81
Yorulma ile Aşınma
Yorulma aşınması, genellikle termo-mekanik bir kombinasyondur. Sıcaklık
dalgalanmaları ve kesme kuvvetlerinin yüklenmesi ve kaldırılması kesici kenarda
çatlaklara ve kırılmalara sebep olur. Yorulma aşınması özellikle sert frezelemede yüksek
ilerleme koşullarında veya takım malzemesinin yeterince sert olmadığı durumlarda
görülmektedir.
Adhesiv Aşınma
Bu aşınma aynı zamanda “yıpranma aşınması” diye de bilinir. Takımın talaş yüzeyinde
daha çok düşük işleme sıcaklıklarında oluşur. Uzun talaş (akma talaş) ve kısa (kopuk)
talaş veren iş parçası malzemelerinin hepsinde (çelik – alüminyum ve dökme demir gibi)
söz konusu olabilir. Bu mekanizma genellikle kesici kenar ile talaş arasında kenarda
yığılmış talaş oluşmasına sebep olur. Dinamik bir yapısı vardır. Talaştan birbirini takip
eden katmanlar talaş yüzeyine kaynaklanarak sertleşir ve kesici kenarın bir parçası halini
alır. Kenarda yığılmış talaş tabakası yırtılıp uzaklaşır ve tekrar birikmeye başlayabilir
veya kesici kenardan küçük parçaların kırılıp uzaklaşmasına, kırılmaya sebep olabilir.
3.1.11.3. Takım Aşınma Tipleri
Takım aşınma tiplerinin sınıflandırılması, işleme tipi ve malzeme için doğru işleme
şartlarının ve takım sınıfının elde edilmesiyle verimliliği optimize etmek ve işleme
operasyonunu değerlendirmek için en önemli unsur olarak karşımıza çıkmaktadır. Temel
işleme kriterleri, talaş kaldırma miktarı, ekonomik hassasiyet, yüzey dokusu ve talaş
kontrolü takım aşınmasının oluşup gelişmesine bağlıdır. Kesici kenarın büyültülerek
incelenmesi ve aşınma biçiminin verdiği ipuçları doğrultusunda hareket etmek suretiyle
kesici kenar için uygun bir takım ömrü kontrol edilebilir, arttırılabilir ve emniyetli hale
getirilebilir. Herhangi bir işlem için daima en ideal bir aşınma tipi mevcuttur. Doğru
takım, kesme parametreleri için uygun başlangıç değerleri uzman desteği, kişisel
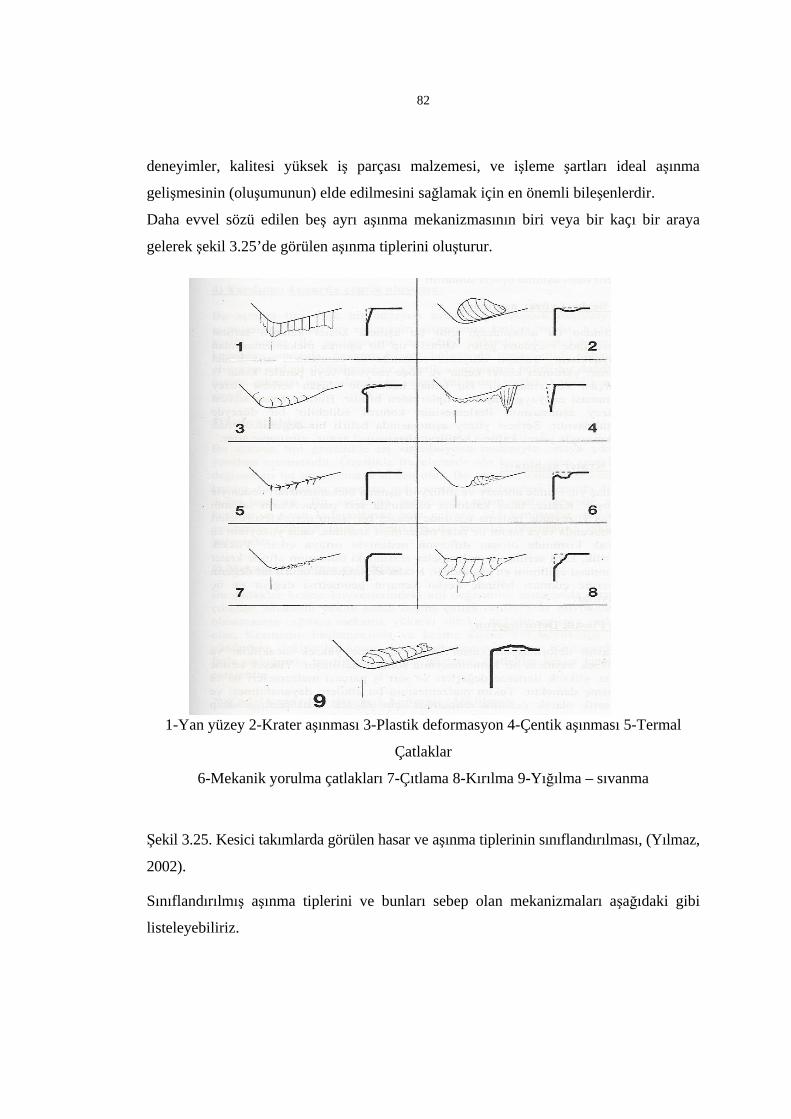
82
deneyimler, kalitesi yüksek iş parçası malzemesi, ve işleme şartları ideal aşınma
gelişmesinin (oluşumunun) elde edilmesini sağlamak için en önemli bileşenlerdir.
Daha evvel sözü edilen beş ayrı aşınma mekanizmasının biri veya bir kaçı bir araya
gelerek şekil 3.25’de görülen aşınma tiplerini oluşturur.
1-Yan yüzey 2-Krater aşınması 3-Plastik deformasyon 4-Çentik aşınması 5-Termal
Çatlaklar
6-Mekanik yorulma çatlakları 7-Çıtlama 8-Kırılma 9-Yığılma – sıvanma
Şekil 3.25. Kesici takımlarda görülen hasar ve aşınma tiplerinin sınıflandırılması, (Yılmaz,
2002).
Sınıflandırılmış aşınma tiplerini ve bunları sebep olan mekanizmaları aşağıdaki gibi
listeleyebiliriz.
83
Yan Yüzey (Yanak) Aşınması
İsminden de anlaşılacağı gibi kesici kenarın yan yüzeylerinde (yanaklarında) genellikle
abrazif aşınma mekanizmasından kaynaklanan bir aşınma tipidir.
Krater Aşınması
Krater aşınması veya çukur aşınma olarak bilinen aşınma tipi, talaş yüzeyinde abrazif ve
difüzyon aşınma mekanizmaları sebebiyle oluşur.
Plastik Deformasyon
Plastik deformasyon, kesici kenar üzerindeki yüksek basınç ve yüksek sıcaklık
kombinasyonunun bir sonucu olarak ortaya çıkar. Kenar yuvarlatmanın (uç radyüsü)
boyutu ve takım geometrisi (kesme geometrisi) bu tip aşınmanın engellenmesinde
önemli rol oynar.
Çentik Aşınması
Yardımcı kesici kenarda çentik aşınması tipik bir adhezif (yapışma) aşınması olmakla
beraber oksidasyon aşınma mekanizması ile büyüyebilir. Çentik, kesici kenar ile parça
malzemesinin birleştiği yerde oluşur. Kesici kenarda çentik oluşması mekanik yüklerin
bir sonucudur ve genellikle daha sert malzemelerin işlenmesi sırasında oluşur. Aşırı
çentik aşınması, bitirme talaşında yüzey dokusunu (yüzey pürüzlülüğü) etkiler ve
özellikle kesici kenarın dayanımını zayıflatır.
84
Termal (ısıl) Çatlaklar
Termal çatlaklar, çoğunlukla termal çevrimlerden (ısıl değişikliklerden) kaynaklanan
yorulma aşınmasıdır. Özellikle, frezelemede oluşan sıcaklık değişimleri bu tip aşınmanın
oluşmasına sebep olur. Termal çatlaklar kesici kenara dik olarak ortaya çıkar ve bu
çatlaklar arasındaki takım malzemesi kesici kenardan koparak ayrılabilir.
Mekanik Yorulma Çatlakları
Mekanik yorulma çatlakları, kesme kuvveti darbeleri aşırı olduğunda oluşur. Kuvvet
kendi kendine kırılmaya sebep olmayacak büyüklükte olmakla beraber, yükteki sürekli
değişim sonucu oluşan kırılmalardır. Bu tip çatlaklar, termal çatlaklardan farklı olarak,
genellikle kesici kenara paraleldir.
Çıtlama (çentiklenme)
Kesici kenarda meydana gelen çentiklerin sebeb olduğu, kesici kenar hattındaki küçük
boyutlu kırılmalardır. Yükleme ve yükün kaldırılmasından kaynaklanan bu yorulma;
kesici takım malzemesinden küçük parçacıkların takım yüzeyinden ayrılmasına sebep
olmaktadır. Çoğunlukla, kesikli (darbeli) çalışma bu tip aşınmaya sebep olur. Kenardaki
aşınmanın, çentiklenmeye mi yoksa yanak aşınmasını mı gösterdiği çok dikkatli
incelenmelidir. Çentiklenme veya parçacık kopmaları (parçalanma) bu tip kenar
kırılmalarının çeşitlerindendir.
Kırılma
Kırılma, kesici kenarın görevinin tamamen sona ermesidir. Geometrinin değişmesi,
kesici kenarın dayanımının zayıflaması, sıcaklık ve kuvvet yükselmeleri pek çok kesici
kenar hatalarına zemin hazırlayacaktır.
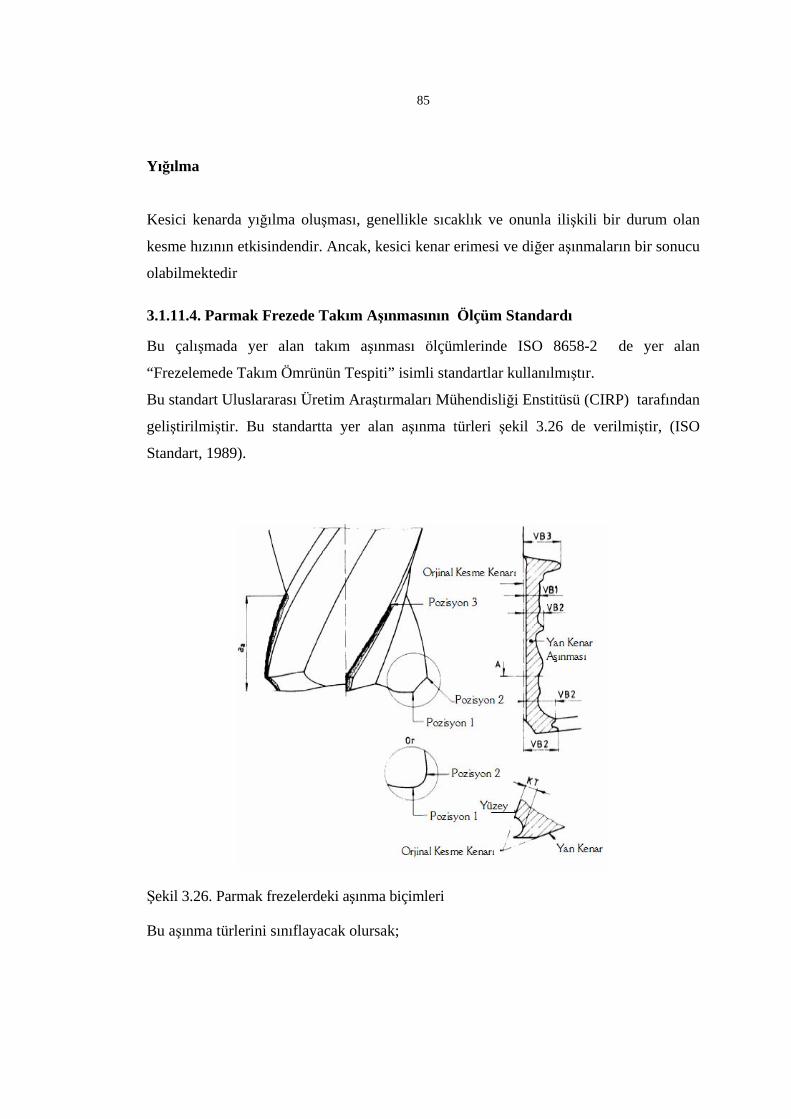
85
Yığılma
Kesici kenarda yığılma oluşması, genellikle sıcaklık ve onunla ilişkili bir durum olan
kesme hızının etkisindendir. Ancak, kesici kenar erimesi ve diğer aşınmaların bir sonucu
olabilmektedir
3.1.11.4. Parmak Frezede Takım Aşınmasının Ölçüm Standardı
Bu çalışmada yer alan takım aşınması ölçümlerinde ISO 8658-2 de yer alan
“Frezelemede Takım Ömrünün Tespiti” isimli standartlar kullanılmıştır.
Bu standart Uluslararası Üretim Araştırmaları Mühendisliği Enstitüsü (CIRP) tarafından
geliştirilmiştir. Bu standartta yer alan aşınma türleri şekil 3.26 de verilmiştir, (ISO
Standart, 1989).
Şekil 3.26. Parmak frezelerdeki aşınma biçimleri
Bu aşınma türlerini sınıflayacak olursak;
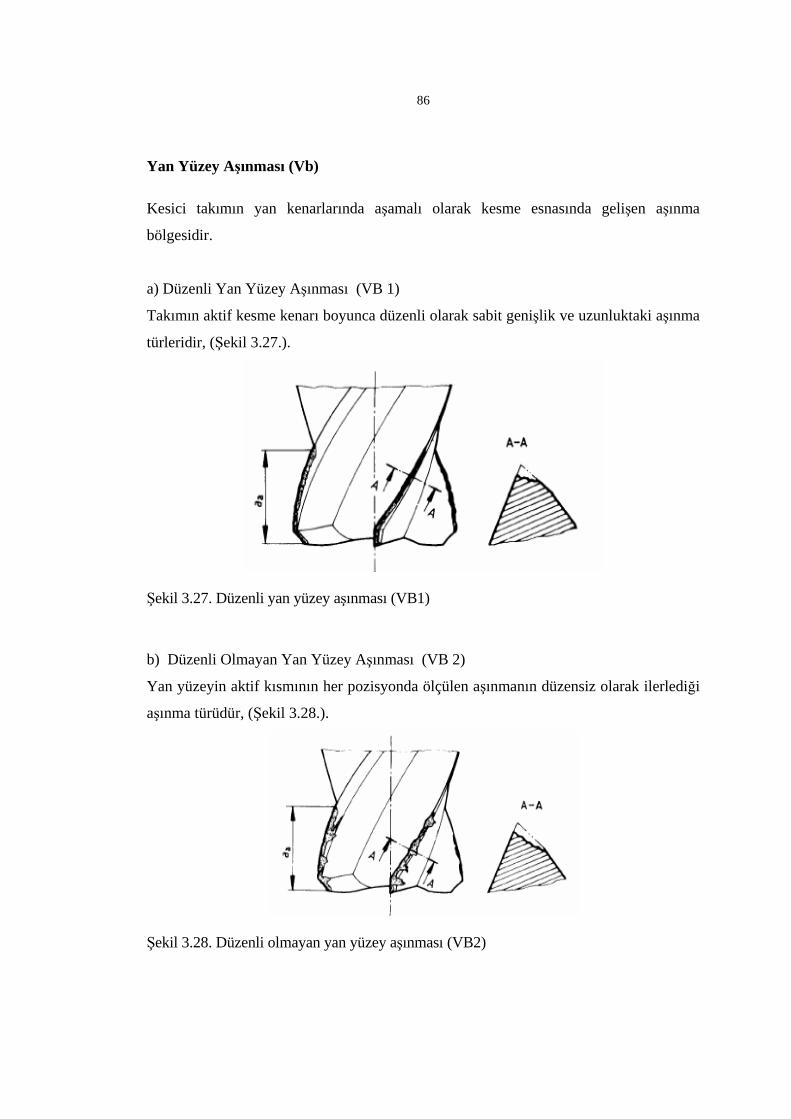
86
Yan Yüzey Aşınması (Vb)
Kesici takımın yan kenarlarında aşamalı olarak kesme esnasında gelişen aşınma
bölgesidir.
a) Düzenli Yan Yüzey Aşınması (VB 1)
Takımın aktif kesme kenarı boyunca düzenli olarak sabit genişlik ve uzunluktaki aşınma
türleridir, (Şekil 3.27.).
Şekil 3.27. Düzenli yan yüzey aşınması (VB1)
b) Düzenli Olmayan Yan Yüzey Aşınması (VB 2)
Yan yüzeyin aktif kısmının her pozisyonda ölçülen aşınmanın düzensiz olarak ilerlediği
aşınma türüdür, (Şekil 3.28.).
Şekil 3.28. Düzenli olmayan yan yüzey aşınması (VB2)
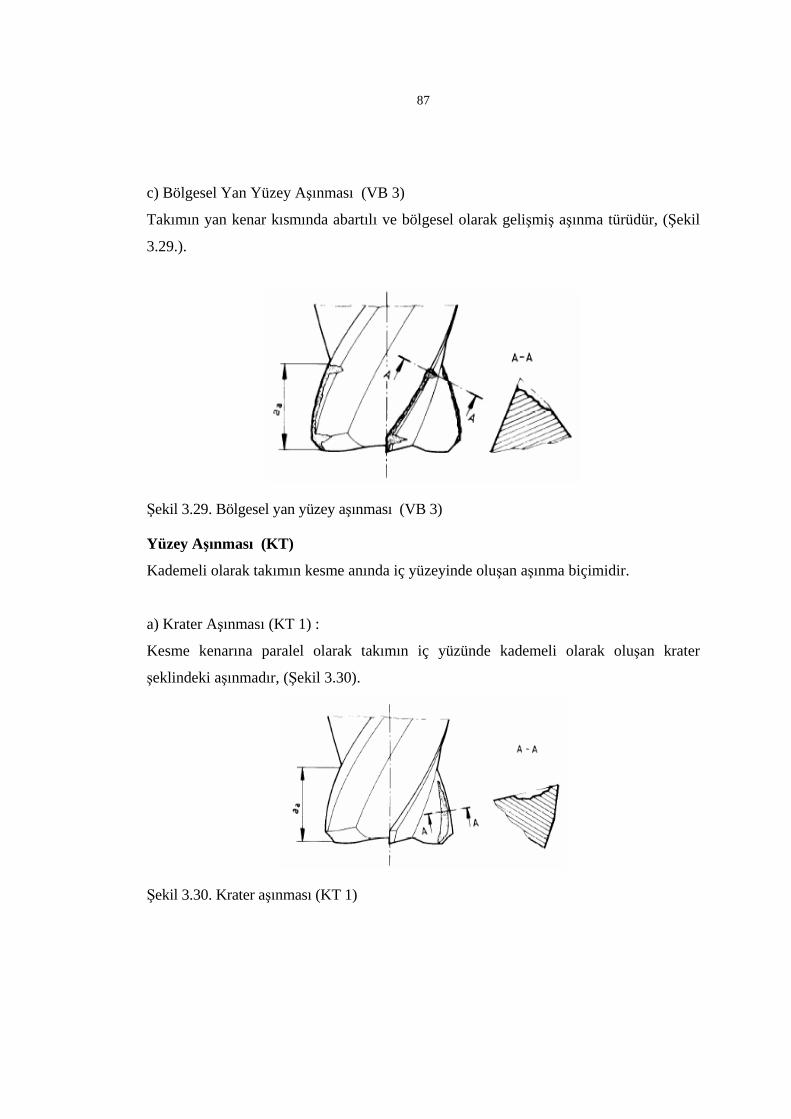
87
c) Bölgesel Yan Yüzey Aşınması (VB 3)
Takımın yan kenar kısmında abartılı ve bölgesel olarak gelişmiş aşınma türüdür, (Şekil
3.29.).
Şekil 3.29. Bölgesel yan yüzey aşınması (VB 3)
Yüzey Aşınması (KT)
Kademeli olarak takımın kesme anında iç yüzeyinde oluşan aşınma biçimidir.
a) Krater Aşınması (KT 1) :
Kesme kenarına paralel olarak takımın iç yüzünde kademeli olarak oluşan krater
şeklindeki aşınmadır, (Şekil 3.30).
Şekil 3.30. Krater aşınması (KT 1)
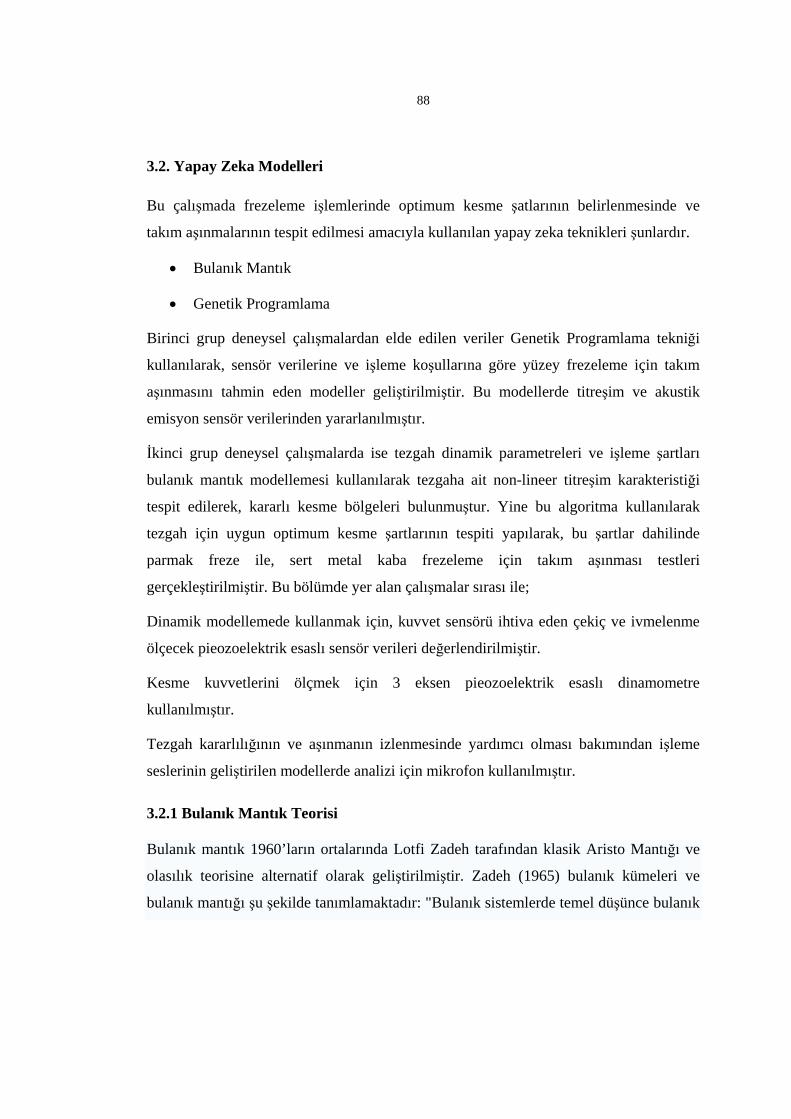
88
3.2. Yapay Zeka Modelleri Bu çalışmada frezeleme işlemlerinde optimum kesme şatlarının belirlenmesinde ve
takım aşınmalarının tespit edilmesi amacıyla kullanılan yapay zeka teknikleri şunlardır.
• Bulanık Mantık
• Genetik Programlama
Birinci grup deneysel çalışmalardan elde edilen veriler Genetik Programlama tekniği
kullanılarak, sensör verilerine ve işleme koşullarına göre yüzey frezeleme için takım
aşınmasını tahmin eden modeller geliştirilmiştir. Bu modellerde titreşim ve akustik
emisyon sensör verilerinden yararlanılmıştır.
İkinci grup deneysel çalışmalarda ise tezgah dinamik parametreleri ve işleme şartları
bulanık mantık modellemesi kullanılarak tezgaha ait non-lineer titreşim karakteristiği
tespit edilerek, kararlı kesme bölgeleri bulunmuştur. Yine bu algoritma kullanılarak
tezgah için uygun optimum kesme şartlarının tespiti yapılarak, bu şartlar dahilinde
parmak freze ile, sert metal kaba frezeleme için takım aşınması testleri
gerçekleştirilmiştir. Bu bölümde yer alan çalışmalar sırası ile;
Dinamik modellemede kullanmak için, kuvvet sensörü ihtiva eden çekiç ve ivmelenme
ölçecek pieozoelektrik esaslı sensör verileri değerlendirilmiştir.
Kesme kuvvetlerini ölçmek için 3 eksen pieozoelektrik esaslı dinamometre
kullanılmıştır.
Tezgah kararlılığının ve aşınmanın izlenmesinde yardımcı olması bakımından işleme
seslerinin geliştirilen modellerde analizi için mikrofon kullanılmıştır.
3.2.1 Bulanık Mantık Teorisi
Bulanık mantık 1960’ların ortalarında Lotfi Zadeh tarafından klasik Aristo Mantığı ve
olasılık teorisine alternatif olarak geliştirilmiştir. Zadeh (1965) bulanık kümeleri ve
bulanık mantığı şu şekilde tanımlamaktadır: "Bulanık sistemlerde temel düşünce bulanık

89
mantıkta doğruluk değerleri (veya bulanık kümelerde üyelik değerleri) 0 ile 1 arasında
değişen değerlerdir ki burada 0 mutlak yanlış, 1 de mutlak doğru olmaktadır."
Doğal dilde kullandığımız birçok cümlede “az”, “çok”, “orta” gibi sınıflayıcı ifadeler
kullanıyoruz. Bu tür cümleleri bulanık mantığın gösterimi ile ifadelendirmek daha kolay
olmaktadır. Bulanık mantıkta “Ahmet yaşlıdır” ve “Bugün hava sıcaktır” cümlelerindeki
“yaşlı” ve “sıcak” ifadelerine iki değerli mantıktaki gibi “doğru” veya” yanlış” yerine 0
ile 1 arasında değer verilebilmektedir.
3.2.1.1 Bulanık Küme Kavramı
Bilindiği gibi klasik mantıkta bir olayın olabilirlik derecesi doğru (1) ve yanlış (0) olmak
üzere iki çeşittir. Dolayısıyla klasik mantıkta olayın olabilirlik derecesi 1 ile 0 arasında
herhangi bir değer olamaz. Problem olarak hız düşünülecek olursa; 40 km/saat ve 70
km/saat arası orta hız olarak kabul edilirse bu durumda şekil 3.31.a’da gösterildiği gibi
klasik mantıkta 40 km/saat ve 70 km/saat dahil olmak üzere bu iki değer arasında her hız
değeri orta hız olarak kabul edilir. 40 km/saat ve 70 km/saat değerleri arasında
olabilirliği her zaman 1 olur. 40 km/saat hızla giden bir araçta orta hızla gitmektedir 70
km/saat hızla giden araçta. Sınır hız değeri arasında yorum yapmak mümkün değildir.
Bu durumu daha olumlu hale getirmek için Bulanık Mantık kullanılır, (Zadeh, 1965).
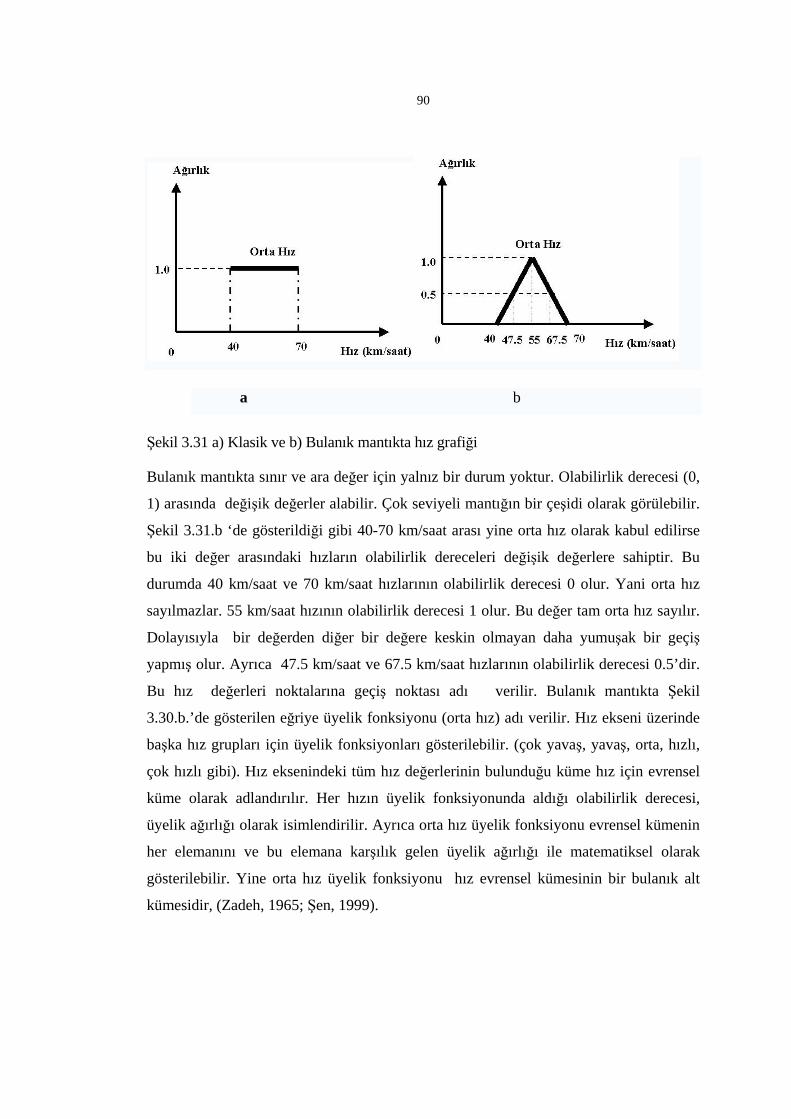
90
a b
Şekil 3.31 a) Klasik ve b) Bulanık mantıkta hız grafiği
Bulanık mantıkta sınır ve ara değer için yalnız bir durum yoktur. Olabilirlik derecesi (0,
1) arasında değişik değerler alabilir. Çok seviyeli mantığın bir çeşidi olarak görülebilir.
Şekil 3.31.b ‘de gösterildiği gibi 40-70 km/saat arası yine orta hız olarak kabul edilirse
bu iki değer arasındaki hızların olabilirlik dereceleri değişik değerlere sahiptir. Bu
durumda 40 km/saat ve 70 km/saat hızlarının olabilirlik derecesi 0 olur. Yani orta hız
sayılmazlar. 55 km/saat hızının olabilirlik derecesi 1 olur. Bu değer tam orta hız sayılır.
Dolayısıyla bir değerden diğer bir değere keskin olmayan daha yumuşak bir geçiş
yapmış olur. Ayrıca 47.5 km/saat ve 67.5 km/saat hızlarının olabilirlik derecesi 0.5’dir.
Bu hız değerleri noktalarına geçiş noktası adı verilir. Bulanık mantıkta Şekil
3.30.b.’de gösterilen eğriye üyelik fonksiyonu (orta hız) adı verilir. Hız ekseni üzerinde
başka hız grupları için üyelik fonksiyonları gösterilebilir. (çok yavaş, yavaş, orta, hızlı,
çok hızlı gibi). Hız eksenindeki tüm hız değerlerinin bulunduğu küme hız için evrensel
küme olarak adlandırılır. Her hızın üyelik fonksiyonunda aldığı olabilirlik derecesi,
üyelik ağırlığı olarak isimlendirilir. Ayrıca orta hız üyelik fonksiyonu evrensel kümenin
her elemanını ve bu elemana karşılık gelen üyelik ağırlığı ile matematiksel olarak
gösterilebilir. Yine orta hız üyelik fonksiyonu hız evrensel kümesinin bir bulanık alt
kümesidir, (Zadeh, 1965; Şen, 1999).
91
3.2.1.2. Bulanık Teoride Temel İşlemler Bulanık kümelerin teorik işlemleri çok fazladır. Fakat bu çalışmada işlemlerin
temellerini teşkil eden teorik işlemler anlatılacaktır.
Bulanık Kümenin Matematiksel Gösterimi
Bir X evrensel kümesindeki A bulanık kümesi [0,1] aralığında değer alan Aµ üyelik
fonksiyonu tarafından ifade edilir. X evrensel kümesinin A bulanık kümesindeki bir x
değeri ve x’ değerinin üyelik fonksiyonu tarafından belirlenen ağırlığı ile tarif edilir.
Yani;
( )( ) XIxxxA A ∈= µ, Olur. (3.78)
Birleşme ve Kesişme Özelliği
İki veya daha fazla alt kümenin bir temel küme içinde ortak noktalarının bulunması
durumunda kümelerin birbiri ile “veya” mantığı ile bağlanması sonucunda temel
kümenin en az biri tarafından işgal edilen yerleri anlaşılır. Bulanık mantıkta Birleşme
özelliği Bulanık Karar Verme sürecinde girilen değişkenin bulanık kümeyi kestiğinde
elde edilen iki değerden büyük olanın alınması anlamına gelmektedir. Birleşimin sözel
işlem veya kelimesinin klasik kümeler için gösterimi U işareti, bulanık kümeler için ise
V işareti ile gösterilir.
A U B birleşiminin üyelik fonksiyonu BA∨µ (X) üyelik fonksiyonu, X’in her değeri
için;
)()()( XXX BA µµ ∨= (3.79)

92
A ve B gibi iki bulanık kümenin birleşme de iki kümeye ait olan üyelik dereceleri
birleşim kümesindeki üyelik derecelerini oluşturur. İki bulanık alt kümenin birleşme
özelliği şekil 3.32 a’daki gibi grafiksel olarak gösterilebilir.
BA ∩ kesişiminin üyelik fonksiyonu BA∩µ (X) üyelik fonksiyonu, X’in her değeri
için;
)()()( XXX BA µµ ∧= veya ; )(),(min)( XXX BA µµ= (3.80)
şeklinde gösterilebilir. A ve B gibi iki bulanık kümenin kesişimin de iki kümeye ait olan
öğelerin en küçüklenmesi (minimizasyonu) işlemi ile, o öğenin kesişim kümesindeki
üyelik derecesi bulunur. Bulanık mantıkta kesişme özelliği Bulanık Karar Verme
sürecinde girilen değişkenin bulanık kümeyi kestiğinde elde edilen iki değerden küçük
olanın alınması anlamına gelmektedir. Buna göre iki bulanık alt kümenin kesişme
özelliği şekil 3.32b’deki gibi grafiksel olarak gösterilebilir.
a b
Şekil 3.32 a) Kesişme b) Birleşme özelliği
Değilleme Özelliği
Bir evrensel kümenin A alt kümesinin tamamlayıcı (değilleme) kümesi A’ nın öğeleri
dışında bulunan temel kümenin tüm öğelerini içerir(_
A ). Genel olarak bulanık bir A
kümesinin değilini bulmak için A kümesi öğelerinin üyelik dereceleri 1’ den çıkarılır.
93
Böylece Xx ∈ ’in her değeri için )(xAµ üyelik fonksiyonu türünden aşağıdaki gibi
gösterilir. Bulanık mantıkta Değilleme özelliği Bulanık Karar Verme sürecinde girilen
değişkenin bulanık kümeyi kestiğinde elde edilen iki değerden her ikisinin alınması
anlamına gelmektedir.
)(1)( XX AA µµ −=− (Şen,1999) (3.81)
Üs Alma Özelliği
Bulanık A kümesinin Xx ∈ ’in her değeri için α . Dereceden üssü pozitif α sayısı ile
çarpımıdır;
[ ]∑=⋅i
aiA
xx
A)(µ
α (Şen,1999) (3.82)
Bulanık Kümeler Arasındaki Mesafe
İki bulanık küme arasındaki mesafe iki bulanık kümenin eşit veya farklı olup olmadığını
belirten bir işlemdir.
A ve B kümeleri arasında normalize edilmiş lineer mesafe;
∑=
−⎟⎠⎞
⎜⎝⎛=
n
iii xx
1A I)()(I
n1B)(A,*d µ (Şen,1999) (3.83)
A ve B kümeleri arasında normalize edilmiş ikinci dereceden mesafe;
5.0
1A ]I)()(I[
n1B)(A,*d ∑
=
−⎟⎠⎞
⎜⎝⎛=
n
iii xxµ
(Şen,1999)
(3.84)
94
3.2.1.3 Klasik Bağıntılar
Kartezyen Çarpım
X ve Y belirli elemana sahip iki evrensel küme ise bunların kartezyen çarpımı;
YyX,Ix),( ∈∈=× yxYX
(3.85)
şeklindedir. Kartezyen çarpım X kümesindeki her elemana karşılık Y kümesindeki her
eleman ile oluşturulan ikilileri kapsar. Göz önüne alınan her hangi bir eleman X*Y
kartezyen çarpımındaki kümeye ait ise ağırlığı 1, aksi takdirde ağırlığı 0 olarak
gösterilir, (Şen,1999).
Yani;
YyXIxyxyxX yx ∈∈= ,),(),(,
(3.86)
şeklinde ifade edilir. XxY kartezyen çarpımı küme bağıntı matrisi olarak.
cb,a,Y ve1,2,3X ==
(3.87)
gösterilebilir.
cb,a,Y ve1,2,3X ==
(3.88)
şeklinde kümeler ise XxY kartezyen çarpımında oluşan bağıntı kümesi ve bağıntı matrisi
aşağıdaki gibi olur.
),3(),,3(),,3(),,2(),,2(),,2(),,1(),,1(),,1( cbacbacbaXxY =
(3.89)
95
a b c
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡=
111111111
321
R
Klasik Kümelerde Kompozisyon
XxY kartezyen çarpımın bir alt kümesi R bağıntısı ve YxZ kartezyen çarpımın bir alt
kümesi S bağıntısı olsun. R bağıntısında S bağıntısından farklı olarak X evrensel
kümesi ve S bağıntısında R bağıntısından farklı olarak Z evrensel kümesi vardır. Eğer
bu bağıntılardan faydalanarak XxZ kartezyen çarpımındaki T bağıntısının yapılması
istenirse komposizyon işlemi kullanılır.
Burada o kompozisyon işlemini gösterir. Kompozisyon işlemi sonucunda oluşan T
bağıntısının ağırlıkları aşağıdaki ifadeler ile hesaplanır.
Max-min kompozisyonu;
),(),(),( zyxyxxzxX sRYyT ∧∨=∈
(3.90)
veya
),(),(max),( zyxyxxzxX sRYyT Λ=∈
(3.91)
Max – Çarpım Kompozisyonu;
),(),(),( zyxyxxzxX sRYyT •∨=∈
(3.88)
veya
),(),(max),( zyxyxxzxX sRYyT •=∈
(3.92)
96
3.2.1.4 Bulanık Bağıntılar
Bu bağıntılar ve işlemler klasik bağıntılara benzerdir. Bağıntılarda ağırlıklar [0,1]
arasında değişir ve ),( yxRµ üyelik fonksiyonu ile ifade edilir, (Şen,1999).
Kartezyen Çarpım
A bulanık kümesi ve X evrensel kümesinin, B bulanık kümesi Y evrensel kümesinin
alt kümeleri ise AxB ile gösterilen A ile B’ nin kartezyen çarpımı R bağıntısı olarak
ifade edilir.
XxYRAxB ⊂=
Bulanık bağıntısının üyelik fonksiyonu;
)(),( min)yx,()yx,( AR yx BAxB µµµµ == (3.94)
şeklinde gösterilir. Bulanık bağıntılar arasındaki bağıntılar klasik bağıntılardaki gibidir.
Bulanık Bağıntılarda Kompozisyon
R, XxY kartezyen çarpımın bir bulanık bağıntısı ve S, YxZ kartezyen çarpımın bir
bulanık bağıntısı ise XxZ kartezyen çarpımın bulanık bağıntısı klasik bağıntılarda
olduğu gibi gösterilebilir.
Bulanık Çıkarım Kompozisyonu
R, X’den Y’ye Bulanık bağıntı, x, X evrensel kümesinin bulanık alt kümesi ve y, Y
evrensel kümesinin bulanık alt kümesi ise; Rxο kümesi çıkarım kompozisyonunu
gösterir. Burada xoR, x ve R’nin çıkarım kompozisyonudur.
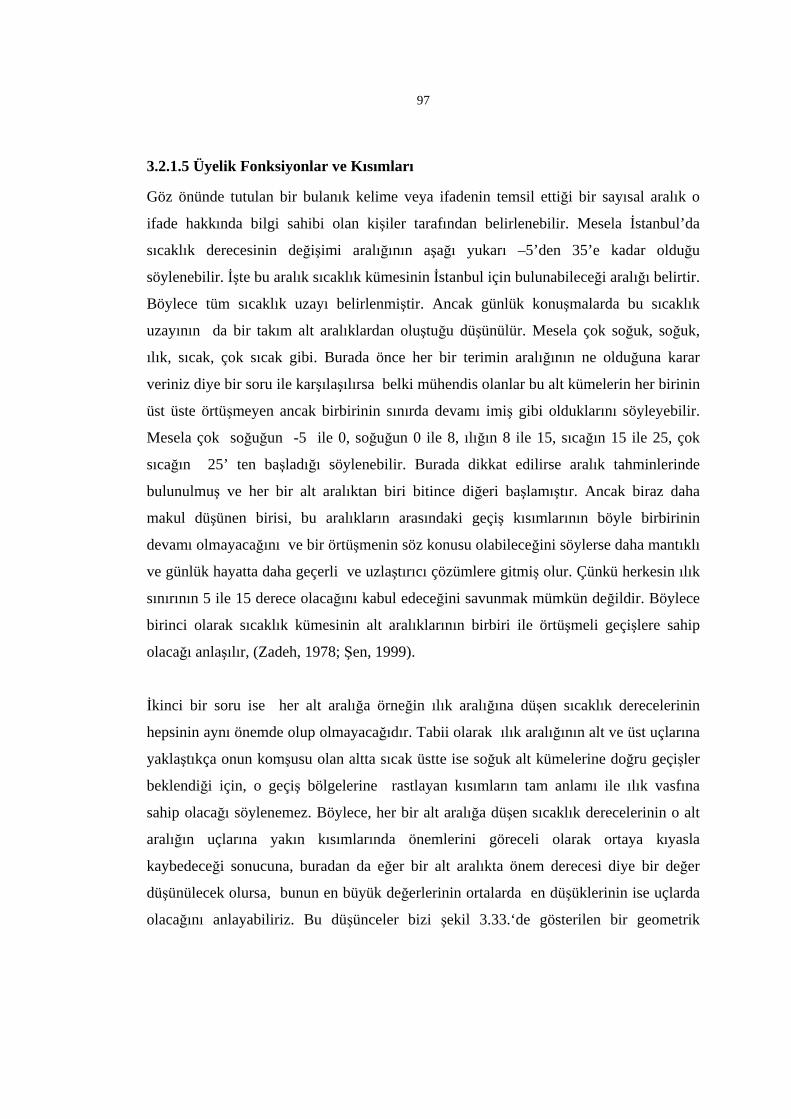
97
3.2.1.5 Üyelik Fonksiyonlar ve Kısımları
Göz önünde tutulan bir bulanık kelime veya ifadenin temsil ettiği bir sayısal aralık o
ifade hakkında bilgi sahibi olan kişiler tarafından belirlenebilir. Mesela İstanbul’da
sıcaklık derecesinin değişimi aralığının aşağı yukarı –5’den 35’e kadar olduğu
söylenebilir. İşte bu aralık sıcaklık kümesinin İstanbul için bulunabileceği aralığı belirtir.
Böylece tüm sıcaklık uzayı belirlenmiştir. Ancak günlük konuşmalarda bu sıcaklık
uzayının da bir takım alt aralıklardan oluştuğu düşünülür. Mesela çok soğuk, soğuk,
ılık, sıcak, çok sıcak gibi. Burada önce her bir terimin aralığının ne olduğuna karar
veriniz diye bir soru ile karşılaşılırsa belki mühendis olanlar bu alt kümelerin her birinin
üst üste örtüşmeyen ancak birbirinin sınırda devamı imiş gibi olduklarını söyleyebilir.
Mesela çok soğuğun -5 ile 0, soğuğun 0 ile 8, ılığın 8 ile 15, sıcağın 15 ile 25, çok
sıcağın 25’ ten başladığı söylenebilir. Burada dikkat edilirse aralık tahminlerinde
bulunulmuş ve her bir alt aralıktan biri bitince diğeri başlamıştır. Ancak biraz daha
makul düşünen birisi, bu aralıkların arasındaki geçiş kısımlarının böyle birbirinin
devamı olmayacağını ve bir örtüşmenin söz konusu olabileceğini söylerse daha mantıklı
ve günlük hayatta daha geçerli ve uzlaştırıcı çözümlere gitmiş olur. Çünkü herkesin ılık
sınırının 5 ile 15 derece olacağını kabul edeceğini savunmak mümkün değildir. Böylece
birinci olarak sıcaklık kümesinin alt aralıklarının birbiri ile örtüşmeli geçişlere sahip
olacağı anlaşılır, (Zadeh, 1978; Şen, 1999).
İkinci bir soru ise her alt aralığa örneğin ılık aralığına düşen sıcaklık derecelerinin
hepsinin aynı önemde olup olmayacağıdır. Tabii olarak ılık aralığının alt ve üst uçlarına
yaklaştıkça onun komşusu olan altta sıcak üstte ise soğuk alt kümelerine doğru geçişler
beklendiği için, o geçiş bölgelerine rastlayan kısımların tam anlamı ile ılık vasfına
sahip olacağı söylenemez. Böylece, her bir alt aralığa düşen sıcaklık derecelerinin o alt
aralığın uçlarına yakın kısımlarında önemlerini göreceli olarak ortaya kıyasla
kaybedeceği sonucuna, buradan da eğer bir alt aralıkta önem derecesi diye bir değer
düşünülecek olursa, bunun en büyük değerlerinin ortalarda en düşüklerinin ise uçlarda
olacağını anlayabiliriz. Bu düşünceler bizi şekil 3.33.‘de gösterilen bir geometrik
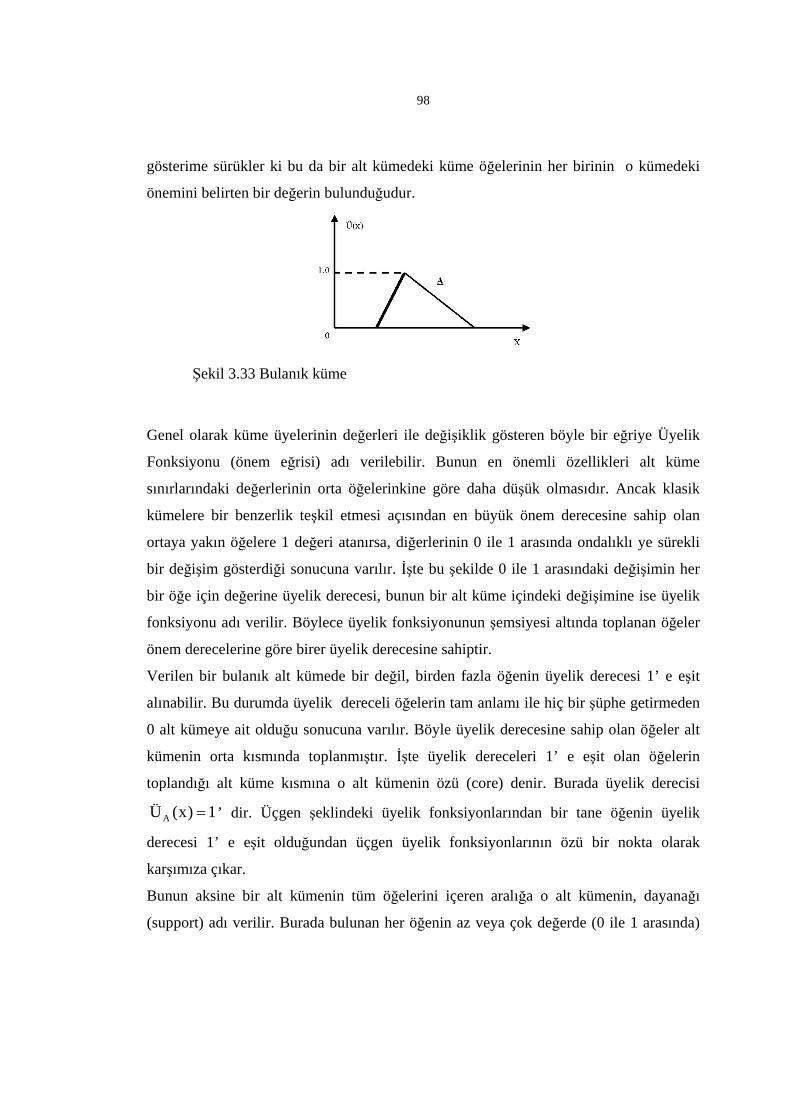
98
gösterime sürükler ki bu da bir alt kümedeki küme öğelerinin her birinin o kümedeki
önemini belirten bir değerin bulunduğudur.
Şekil 3.33 Bulanık küme
Genel olarak küme üyelerinin değerleri ile değişiklik gösteren böyle bir eğriye Üyelik
Fonksiyonu (önem eğrisi) adı verilebilir. Bunun en önemli özellikleri alt küme
sınırlarındaki değerlerinin orta öğelerinkine göre daha düşük olmasıdır. Ancak klasik
kümelere bir benzerlik teşkil etmesi açısından en büyük önem derecesine sahip olan
ortaya yakın öğelere 1 değeri atanırsa, diğerlerinin 0 ile 1 arasında ondalıklı ye sürekli
bir değişim gösterdiği sonucuna varılır. İşte bu şekilde 0 ile 1 arasındaki değişimin her
bir öğe için değerine üyelik derecesi, bunun bir alt küme içindeki değişimine ise üyelik
fonksiyonu adı verilir. Böylece üyelik fonksiyonunun şemsiyesi altında toplanan öğeler
önem derecelerine göre birer üyelik derecesine sahiptir.
Verilen bir bulanık alt kümede bir değil, birden fazla öğenin üyelik derecesi 1’ e eşit
alınabilir. Bu durumda üyelik dereceli öğelerin tam anlamı ile hiç bir şüphe getirmeden
0 alt kümeye ait olduğu sonucuna varılır. Böyle üyelik derecesine sahip olan öğeler alt
kümenin orta kısmında toplanmıştır. İşte üyelik dereceleri 1’ e eşit olan öğelerin
toplandığı alt küme kısmına o alt kümenin özü (core) denir. Burada üyelik derecisi
1)x(ÜA = ’ dir. Üçgen şeklindeki üyelik fonksiyonlarından bir tane öğenin üyelik
derecesi 1’ e eşit olduğundan üçgen üyelik fonksiyonlarının özü bir nokta olarak
karşımıza çıkar.
Bunun aksine bir alt kümenin tüm öğelerini içeren aralığa o alt kümenin, dayanağı
(support) adı verilir. Burada bulunan her öğenin az veya çok değerde (0 ile 1 arasında)
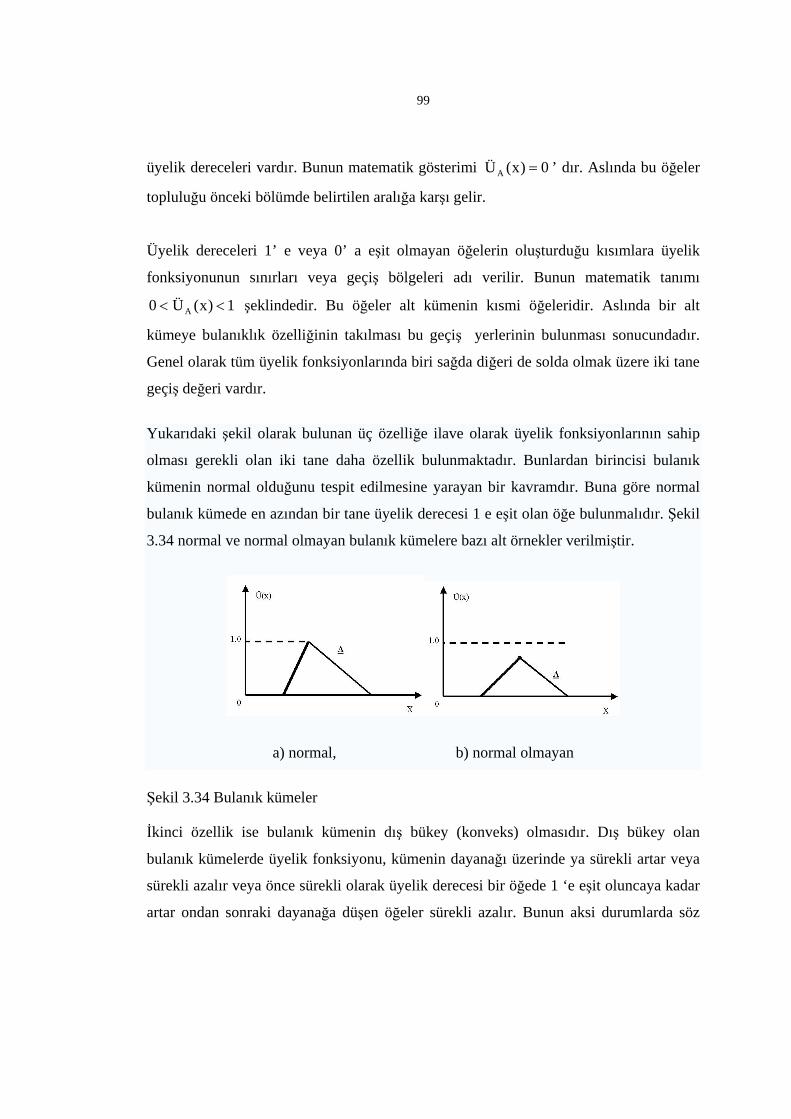
99
üyelik dereceleri vardır. Bunun matematik gösterimi 0)x(ÜA = ’ dır. Aslında bu öğeler
topluluğu önceki bölümde belirtilen aralığa karşı gelir.
Üyelik dereceleri 1’ e veya 0’ a eşit olmayan öğelerin oluşturduğu kısımlara üyelik
fonksiyonunun sınırları veya geçiş bölgeleri adı verilir. Bunun matematik tanımı
1)x(Ü0 A << şeklindedir. Bu öğeler alt kümenin kısmi öğeleridir. Aslında bir alt
kümeye bulanıklık özelliğinin takılması bu geçiş yerlerinin bulunması sonucundadır.
Genel olarak tüm üyelik fonksiyonlarında biri sağda diğeri de solda olmak üzere iki tane
geçiş değeri vardır.
Yukarıdaki şekil olarak bulunan üç özelliğe ilave olarak üyelik fonksiyonlarının sahip
olması gerekli olan iki tane daha özellik bulunmaktadır. Bunlardan birincisi bulanık
kümenin normal olduğunu tespit edilmesine yarayan bir kavramdır. Buna göre normal
bulanık kümede en azından bir tane üyelik derecesi 1 e eşit olan öğe bulunmalıdır. Şekil
3.34 normal ve normal olmayan bulanık kümelere bazı alt örnekler verilmiştir.
a) normal, b) normal olmayan
Şekil 3.34 Bulanık kümeler
İkinci özellik ise bulanık kümenin dış bükey (konveks) olmasıdır. Dış bükey olan
bulanık kümelerde üyelik fonksiyonu, kümenin dayanağı üzerinde ya sürekli artar veya
sürekli azalır veya önce sürekli olarak üyelik derecesi bir öğede 1 ‘e eşit oluncaya kadar
artar ondan sonraki dayanağa düşen öğeler sürekli azalır. Bunun aksi durumlarda söz
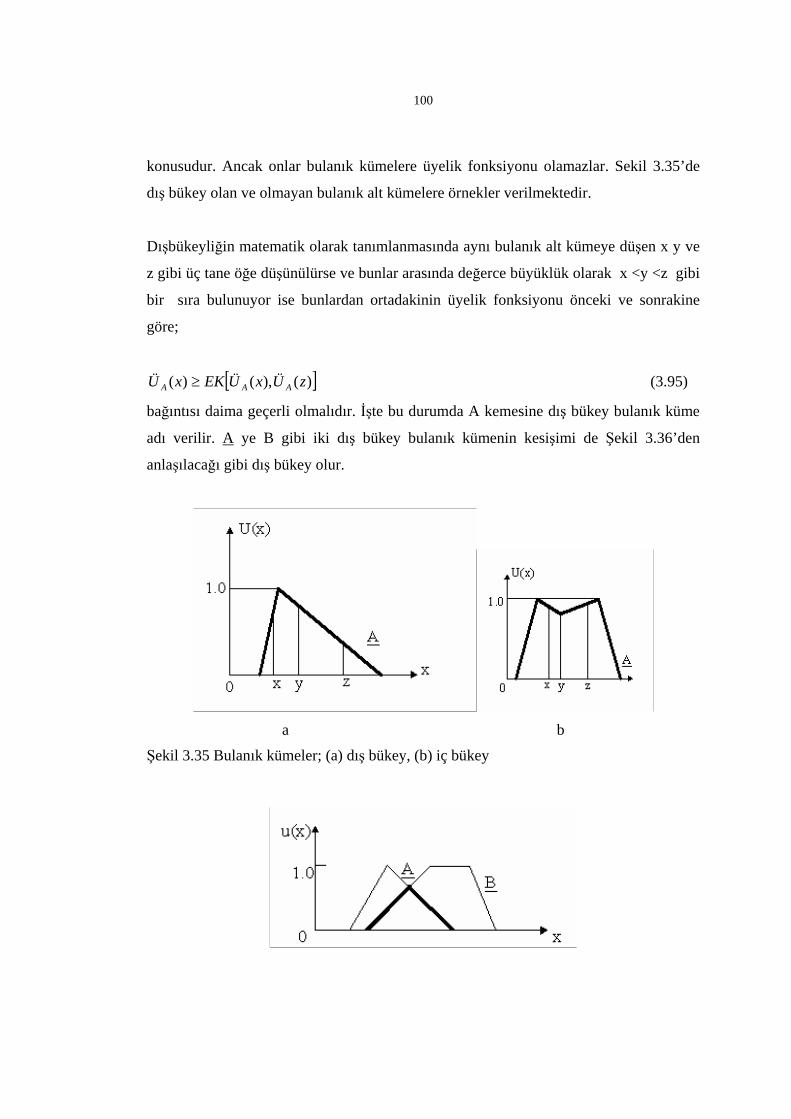
100
konusudur. Ancak onlar bulanık kümelere üyelik fonksiyonu olamazlar. Sekil 3.35’de
dış bükey olan ve olmayan bulanık alt kümelere örnekler verilmektedir.
Dışbükeyliğin matematik olarak tanımlanmasında aynı bulanık alt kümeye düşen x y ve
z gibi üç tane öğe düşünülürse ve bunlar arasında değerce büyüklük olarak x <y <z gibi
bir sıra bulunuyor ise bunlardan ortadakinin üyelik fonksiyonu önceki ve sonrakine
göre;
[ ])(),()( zÜxÜEKxÜ AAA ≥ (3.95)
bağıntısı daima geçerli olmalıdır. İşte bu durumda A kemesine dış bükey bulanık küme
adı verilir. A ye B gibi iki dış bükey bulanık kümenin kesişimi de Şekil 3.36’den
anlaşılacağı gibi dış bükey olur.
a b
Şekil 3.35 Bulanık kümeler; (a) dış bükey, (b) iç bükey
101
Şekil 3.36 Dış bükey bulanık kümelerin kesişimi
Ayrıca bulanık kümenin ‘yüksekliği’ denilen bir büyüklük ise Üyelik derecesinin en
büyük olduğu öğelere karşı gelir. Yukarıda söylenenlerden sonra normal bulanık
kümelerde yüksekliğin 1’ e eşit olması gerekliliği anlaşılır. Diğer bir ifade ile yüksekliği
1’ e eşit olmayan bulanık kümeler normal olmadıklarından burada veya herhangi bir
bulanık küme, mantık ve sistem çalışmasında kullanılamaz. Normal olmayan bulanık
kümeleri normal hale dönüştürmek için o kümenin her üyelik derecesinin en büyük
üyelik derecesine bölünmesi gereklidir. Böylece normal olmayan bulanık kümelerin dış
bükey olmaları şartı ile nasıl normal bulanık kümeler haline dönüştürüleceği anlaşılmış
olur, (Şen,1999).
Temel bulanık kümeler normal ve dış bükey olmasına karşılık birçok küme işleminin
yapılması sonucunda elde edilen kümeler bulanık normal küme çıkmayabilir. Daha
sonra görüleceği gibi iki normal ve dış bükey bulanık alt kümenin birleşimi normal ve
dış bükey olmayan bulanık küme verebilir.
Üyelik fonksiyonları simetrik olmak zorunda değildir. Genel olarak bir boyutlu uzayda
tanımlanan bulanık kümelerin iki veya daha fazla boyutta az da olsa tanımlanması
mümkündür. Şimdiye kadar gösterilen tüm üyelik fonksiyonları bir boyutta
tanımlanmıştır. Bir boyutlu uzayda çizgi şeklinde olan üyelik fonksiyonları iki boyutta
yüzey şeklinde görülürler.
Yukarıda ifade edilenler ihtimaller teorisi veya istatistikteki dağılım fonksiyonları
hakkında uzman olan kişiler, üyelik fonksiyonunun dağılım fonksiyonlarına benzediği
sonucunu çıkarabilir. Dağılım fonksiyonlarında tepe noktasının 1 ‘e eşit olması söz
konusu değildir. Ancak histogram olarak dağılım fonksiyonunun altındaki alanın 1’ e
eşit olması gereklidir. Şekil 3.37’ de Gauss eğrisi şeklinde dağılım ve üyelik
fonksiyonları ayrı ayrı gösterilmiştir. Bunlardan üyelik fonksiyonunun tepe noktası 1’ e
eşittir.
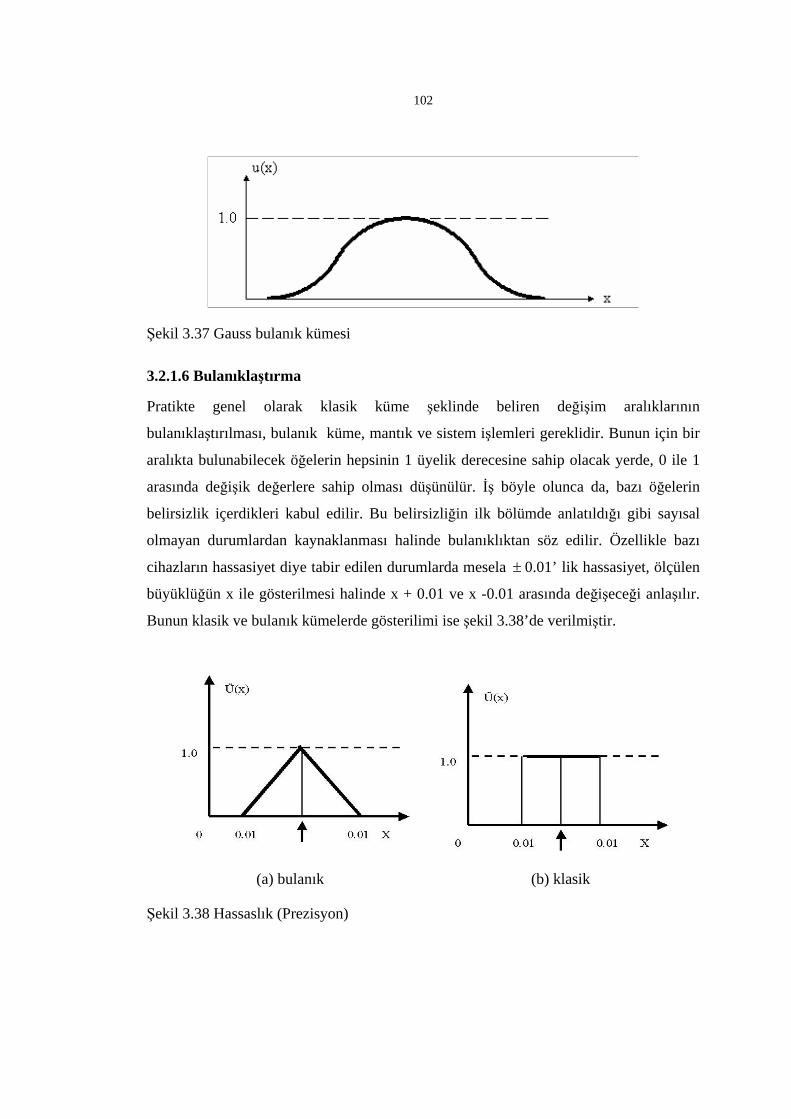
102
Şekil 3.37 Gauss bulanık kümesi
3.2.1.6 Bulanıklaştırma
Pratikte genel olarak klasik küme şeklinde beliren değişim aralıklarının
bulanıklaştırılması, bulanık küme, mantık ve sistem işlemleri gereklidir. Bunun için bir
aralıkta bulunabilecek öğelerin hepsinin 1 üyelik derecesine sahip olacak yerde, 0 ile 1
arasında değişik değerlere sahip olması düşünülür. İş böyle olunca da, bazı öğelerin
belirsizlik içerdikleri kabul edilir. Bu belirsizliğin ilk bölümde anlatıldığı gibi sayısal
olmayan durumlardan kaynaklanması halinde bulanıklıktan söz edilir. Özellikle bazı
cihazların hassasiyet diye tabir edilen durumlarda mesela ± 0.01’ lik hassasiyet, ölçülen
büyüklüğün x ile gösterilmesi halinde x + 0.01 ve x -0.01 arasında değişeceği anlaşılır.
Bunun klasik ve bulanık kümelerde gösterilimi ise şekil 3.38’de verilmiştir.
(a) bulanık (b) klasik
Şekil 3.38 Hassaslık (Prezisyon)

103
Buradan bulanık presizyonun pratikte mantıki olarak daha sağlıklı bir tanım olduğu
ortaya çıkar. Böylece prezisyon kelimesinden ve değerinden bulanık üyelik fonksiyonu
üçgen şeklinde ortaya çıkar.
3.2.1.7 Üyelik Derecesi Belirlenmesi
İhtimaller hesabında olduğu gibi herhangi bir değişkene değişik ihtimal fonksiyonları
uydurulabilir. Bulanık kümelere de çok fazla üyelik fonksiyonu uydurmak mümkündür.
Bulanık kümelerin gerek üyelik derecelerinin gerekse bunların tümünü temsil edebilecek
üyelik fonksiyonlarının belirlenmesinde ilk başlayanlar tarafından kişisel sezgi, mantık
ve tecrübelerin kullanılmasına sıkça rastlanır. Zaten pratikte birçok sorunun üstesinden
gelmek için bu yaklaşımlar çoğu zaman yeterlidir. Üyelik fonksiyonlarının
belirlenmesinde kullanılan diğer yöntemlerin tümü burada gösterilmeyecek kadar
fazladır ve başlıcaları a)sezgi, b)çıkarım c)mertebeleme, d)açılı bulanık kümeler,
e)yapay sinir ağları, f)genetik algoritmalar, g)çıkarımcı muhakeme gibi değişik
yaklaşımlardır, (Şen,1999).
Üyelik fonksiyonlarının belirlenme yöntemlerinden sezgi en fazlaca teknik bilgi
gerektiren yöntemdir. Burada her kişinin kendi anlayış, görüş ve olaya bakışları önemli
rol oynar. Buna en basit örnek insanın hemen her gün karşı karşıya kalarak görüş
belirttiği sıcaklık kelimesinin belirttiği belirsiz alt kümeleri düşünebiliriz. En azından
soğuk, serin, ılık ve sıcak gibi dört tane alt küme belirlenebilir. Bu alt kümelerin her biri
belirli bir geometrik şekil ile Şekil 3.39’ de görüldüğü gibi temsil edilebilir.
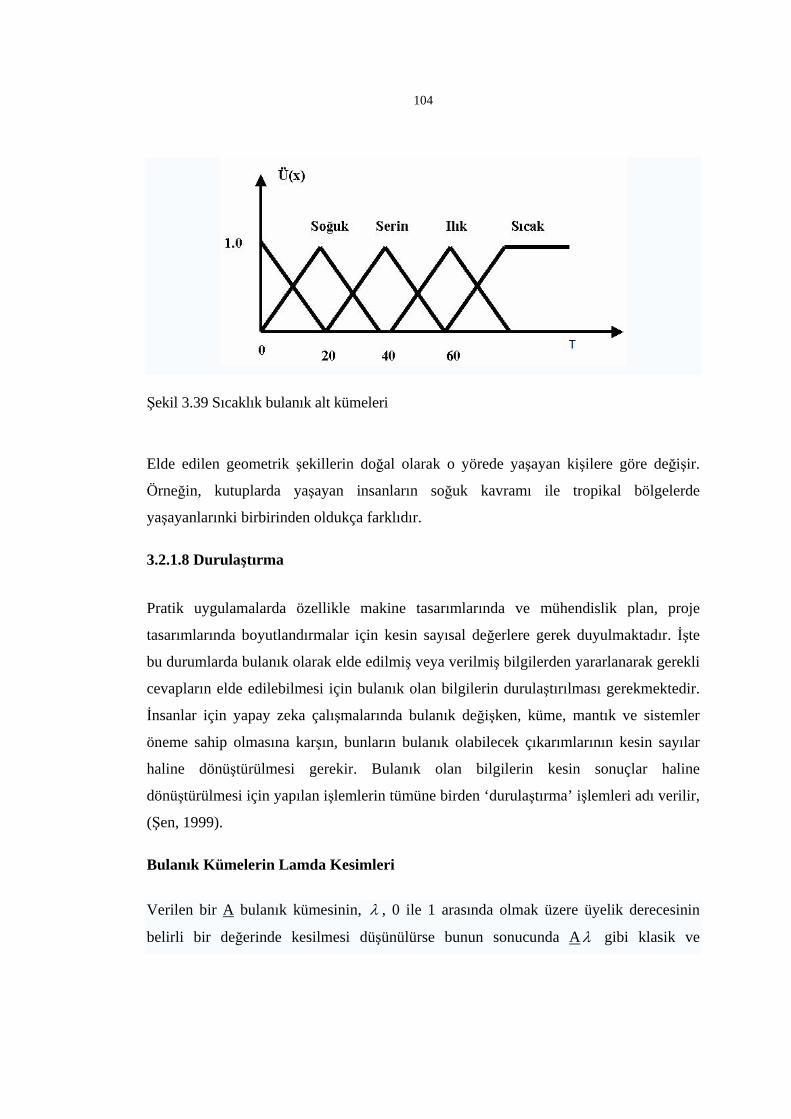
104
Şekil 3.39 Sıcaklık bulanık alt kümeleri
Elde edilen geometrik şekillerin doğal olarak o yörede yaşayan kişilere göre değişir.
Örneğin, kutuplarda yaşayan insanların soğuk kavramı ile tropikal bölgelerde
yaşayanlarınki birbirinden oldukça farklıdır.
3.2.1.8 Durulaştırma
Pratik uygulamalarda özellikle makine tasarımlarında ve mühendislik plan, proje
tasarımlarında boyutlandırmalar için kesin sayısal değerlere gerek duyulmaktadır. İşte
bu durumlarda bulanık olarak elde edilmiş veya verilmiş bilgilerden yararlanarak gerekli
cevapların elde edilebilmesi için bulanık olan bilgilerin durulaştırılması gerekmektedir.
İnsanlar için yapay zeka çalışmalarında bulanık değişken, küme, mantık ve sistemler
öneme sahip olmasına karşın, bunların bulanık olabilecek çıkarımlarının kesin sayılar
haline dönüştürülmesi gerekir. Bulanık olan bilgilerin kesin sonuçlar haline
dönüştürülmesi için yapılan işlemlerin tümüne birden ‘durulaştırma’ işlemleri adı verilir,
(Şen, 1999).
Bulanık Kümelerin Lamda Kesimleri
Verilen bir A bulanık kümesinin, λ , 0 ile 1 arasında olmak üzere üyelik derecesinin
belirli bir değerinde kesilmesi düşünülürse bunun sonucunda A λ gibi klasik ve
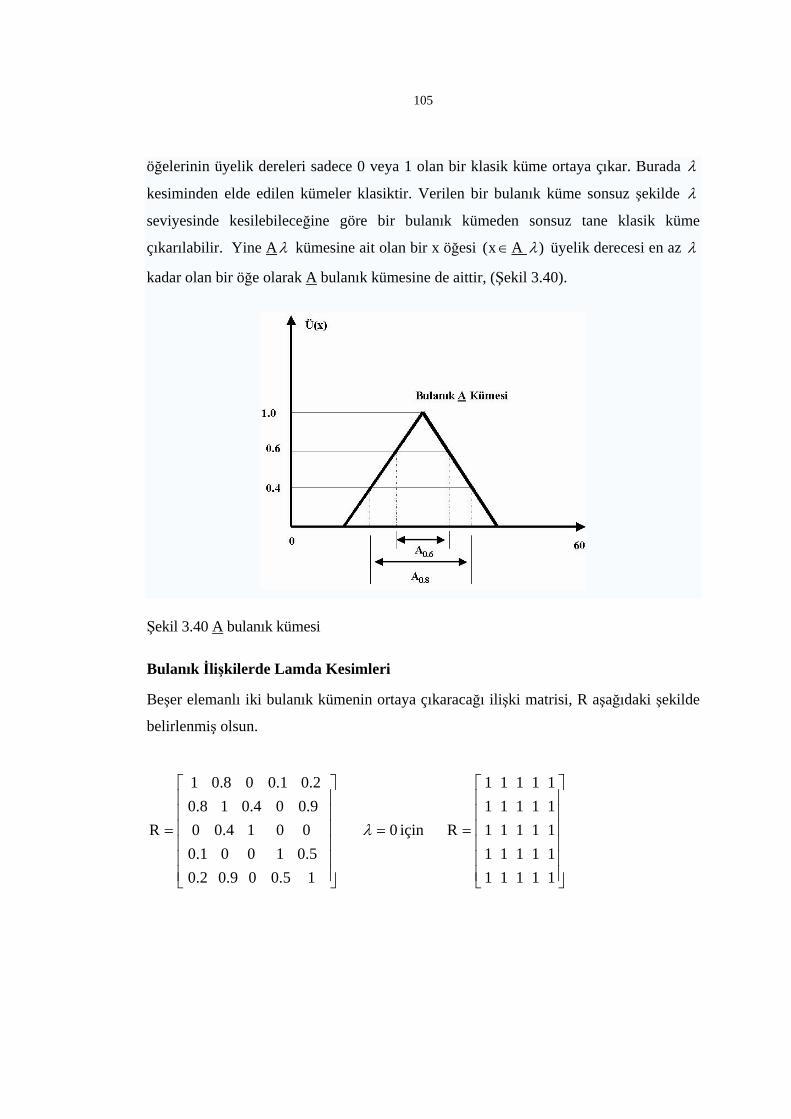
105
öğelerinin üyelik dereleri sadece 0 veya 1 olan bir klasik küme ortaya çıkar. Burada λ
kesiminden elde edilen kümeler klasiktir. Verilen bir bulanık küme sonsuz şekilde λ
seviyesinde kesilebileceğine göre bir bulanık kümeden sonsuz tane klasik küme
çıkarılabilir. Yine A λ kümesine ait olan bir x öğesi ∈x( A )λ üyelik derecesi en az λ
kadar olan bir öğe olarak A bulanık kümesine de aittir, (Şekil 3.40).
Şekil 3.40 A bulanık kümesi
Bulanık İlişkilerde Lamda Kesimleri
Beşer elemanlı iki bulanık kümenin ortaya çıkaracağı ilişki matrisi, R aşağıdaki şekilde
belirlenmiş olsun.
⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢
⎣
⎡
==
⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢
⎣
⎡
=
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Riçin 0
1 0.5 0 0.9 0.2 0.5 1 0 0 0.1 0 0 1 0.4 0
0.9 0 0.4 1 0.8 0.2 0.1 0 0.8 1
R λ

106
Burada da kümeler için olduğu gibi λ kesimlerin ile işlemler yapılabilir. Bu matris
ilişkisinin 1.0,0.9=λ ve 0 kesimlerindeki matrisleri
⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢
⎣
⎡
==
⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢
⎣
⎡
==
1 0 0 0 0 0 1 0 0 0 0 0 1 0 0 1 0 0 1 0
0 0 0 0 1
Riçin 0.9 ,
1 0 0 0 0 0 1 0 0 0 0 0 1 0 0 0 0 0 1 0
0 0 0 0 1
Riçin 1 λλ
bulunur. Bulanık kümeler üzerinde yapılan λ kesimleri bazı kurallara uyar. Bunlar
şunlardır.
1. λλλ USRRUS =)( , 2. λλλ USRSR =∩ )( , 3. Herhangi bir λ, değeri için
,αλ ≤ ,10 ≤ ise αα RR ⊆ elde edilir.
3.2.1.9. Durulaştırma İşlemleri
Daha öncede belirtildiği gibi bir bulanık küme işlemi sonucundaki bulanık değerlerin tek
sayı haline dönüştürülmesi gerekir. Bu, bulanıklaştırma işleminin aksi olan durulaştırma
işlemi ile yapılır. Yapılan işlemler sonrasında bulanık sonuçlardan bir tanesi Şekil
3.41.a’ daki gibi yamuk, diğerinin ise Şekil 3.41.b’ deki gibi üçgen şeklinde olduğunu
kabul edilir. Bunların ikisinin birleşimi ise yapılan son işlem sonrası bulanık çıkarım
olur. Elde edilen dış bükey olmayan bulanık kümeden tek sayılı bir tasarım
büyüklüğünün çıkartılması için durulaştırma işleminin yapılması gerekir.
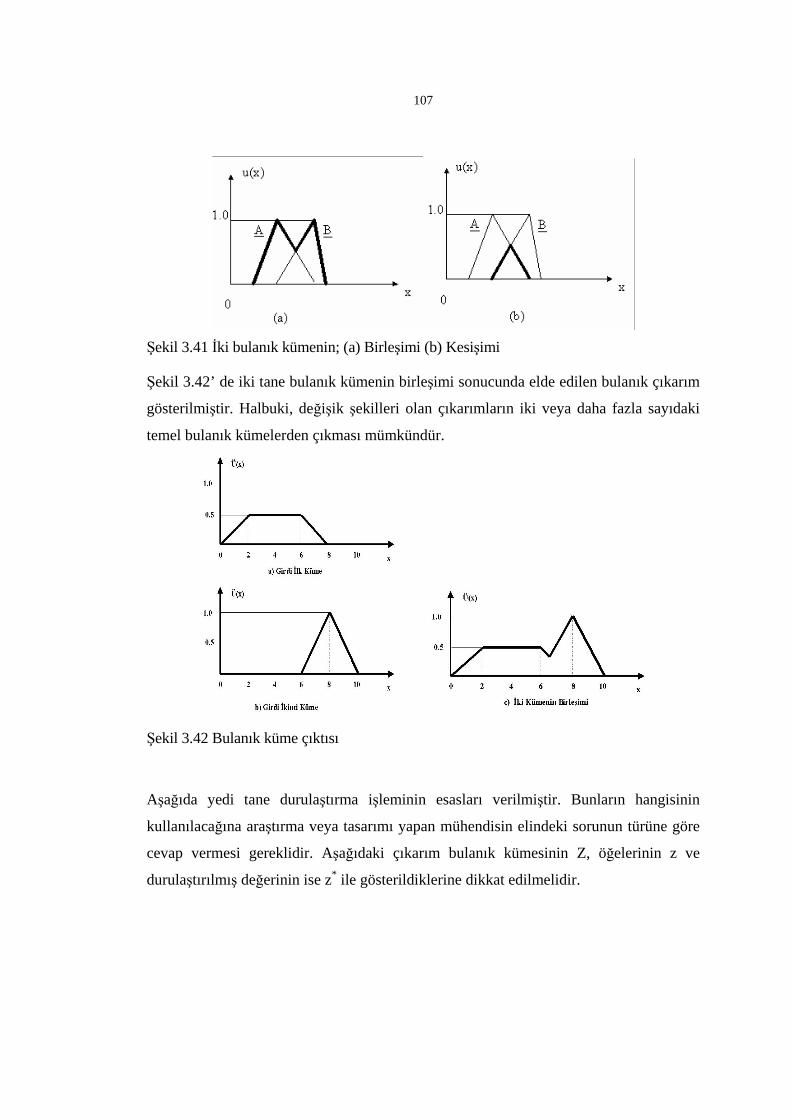
107
Şekil 3.41 İki bulanık kümenin; (a) Birleşimi (b) Kesişimi
Şekil 3.42’ de iki tane bulanık kümenin birleşimi sonucunda elde edilen bulanık çıkarım
gösterilmiştir. Halbuki, değişik şekilleri olan çıkarımların iki veya daha fazla sayıdaki
temel bulanık kümelerden çıkması mümkündür.
Şekil 3.42 Bulanık küme çıktısı
Aşağıda yedi tane durulaştırma işleminin esasları verilmiştir. Bunların hangisinin
kullanılacağına araştırma veya tasarımı yapan mühendisin elindeki sorunun türüne göre
cevap vermesi gereklidir. Aşağıdaki çıkarım bulanık kümesinin Z, öğelerinin z ve
durulaştırılmış değerinin ise z* ile gösterildiklerine dikkat edilmelidir.
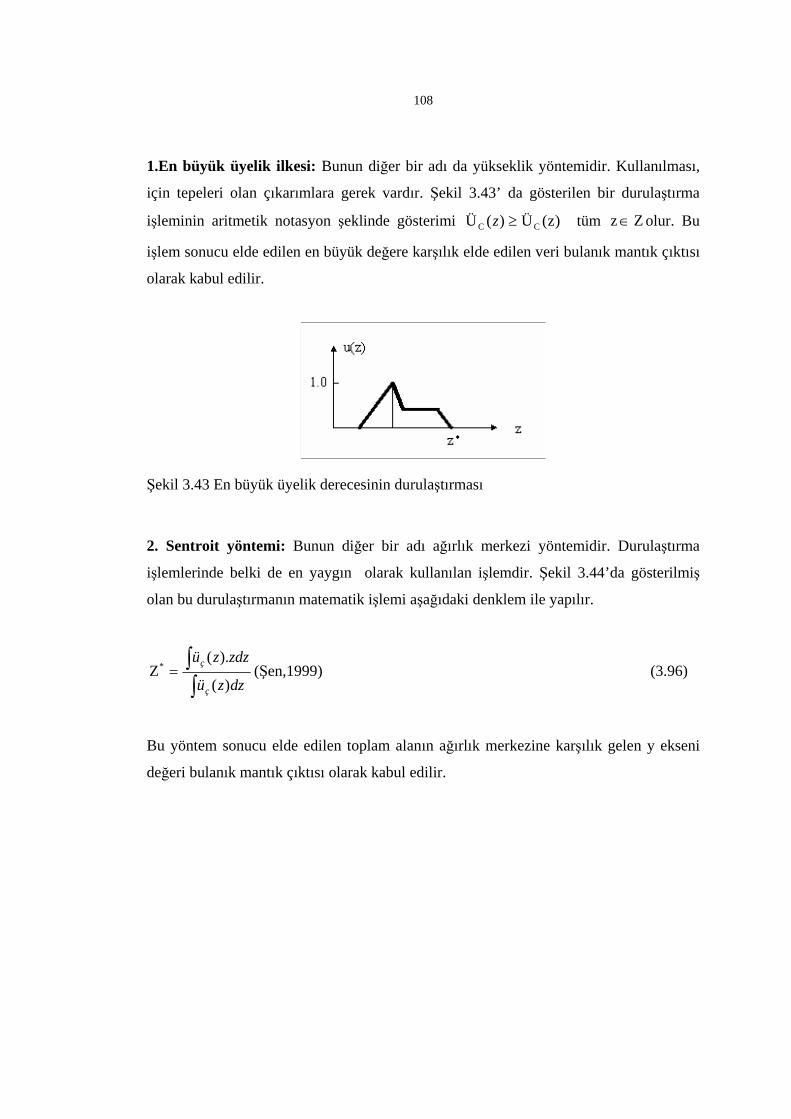
108
1.En büyük üyelik ilkesi: Bunun diğer bir adı da yükseklik yöntemidir. Kullanılması,
için tepeleri olan çıkarımlara gerek vardır. Şekil 3.43’ da gösterilen bir durulaştırma
işleminin aritmetik notasyon şeklinde gösterimi )z(Ü)(Ü CC ≥z tüm Zz ∈ olur. Bu
işlem sonucu elde edilen en büyük değere karşılık elde edilen veri bulanık mantık çıktısı
olarak kabul edilir.
Şekil 3.43 En büyük üyelik derecesinin durulaştırması
2. Sentroit yöntemi: Bunun diğer bir adı ağırlık merkezi yöntemidir. Durulaştırma
işlemlerinde belki de en yaygın olarak kullanılan işlemdir. Şekil 3.44’da gösterilmiş
olan bu durulaştırmanın matematik işlemi aşağıdaki denklem ile yapılır.
∫∫=
dzzü
zdzzü
ç
ç
)(
).(Z* (Şen,1999) (3.96)
Bu yöntem sonucu elde edilen toplam alanın ağırlık merkezine karşılık gelen y ekseni
değeri bulanık mantık çıktısı olarak kabul edilir.
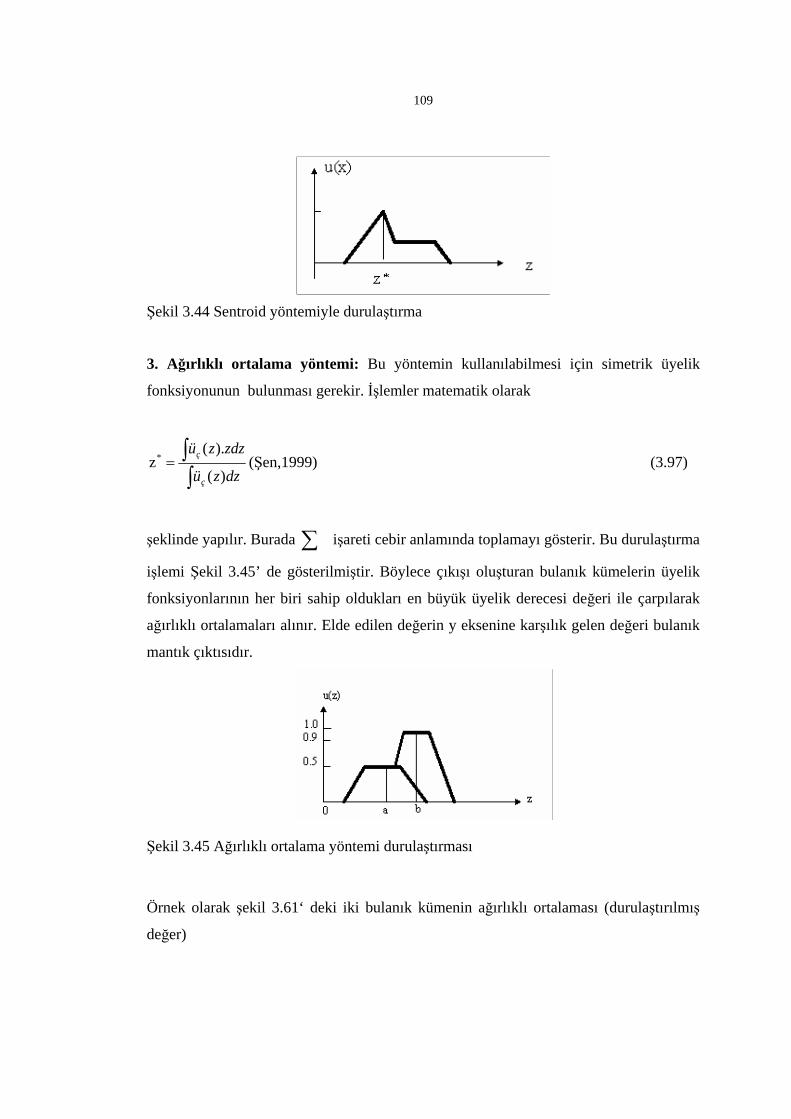
109
Şekil 3.44 Sentroid yöntemiyle durulaştırma
3. Ağırlıklı ortalama yöntemi: Bu yöntemin kullanılabilmesi için simetrik üyelik
fonksiyonunun bulunması gerekir. İşlemler matematik olarak
∫∫=
dzzü
zdzzü
ç
ç
)(
).(z* (Şen,1999) (3.97)
şeklinde yapılır. Burada ∑ işareti cebir anlamında toplamayı gösterir. Bu durulaştırma
işlemi Şekil 3.45’ de gösterilmiştir. Böylece çıkışı oluşturan bulanık kümelerin üyelik
fonksiyonlarının her biri sahip oldukları en büyük üyelik derecesi değeri ile çarpılarak
ağırlıklı ortalamaları alınır. Elde edilen değerin y eksenine karşılık gelen değeri bulanık
mantık çıktısıdır.
Şekil 3.45 Ağırlıklı ortalama yöntemi durulaştırması
Örnek olarak şekil 3.61‘ deki iki bulanık kümenin ağırlıklı ortalaması (durulaştırılmış
değer)
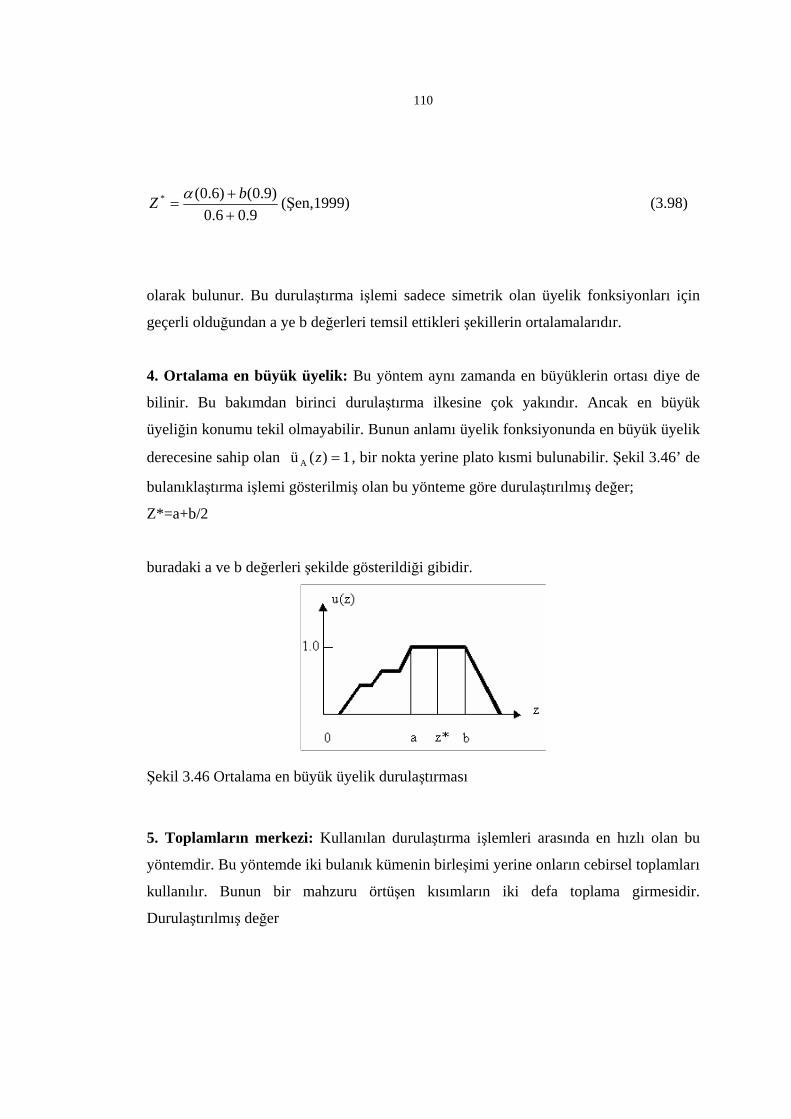
110
9.06.0)9.0()6.0(*
++
=bZ α (Şen,1999) (3.98)
olarak bulunur. Bu durulaştırma işlemi sadece simetrik olan üyelik fonksiyonları için
geçerli olduğundan a ye b değerleri temsil ettikleri şekillerin ortalamalarıdır.
4. Ortalama en büyük üyelik: Bu yöntem aynı zamanda en büyüklerin ortası diye de
bilinir. Bu bakımdan birinci durulaştırma ilkesine çok yakındır. Ancak en büyük
üyeliğin konumu tekil olmayabilir. Bunun anlamı üyelik fonksiyonunda en büyük üyelik
derecesine sahip olan 1)(ü A =z , bir nokta yerine plato kısmi bulunabilir. Şekil 3.46’ de
bulanıklaştırma işlemi gösterilmiş olan bu yönteme göre durulaştırılmış değer;
Z*=a+b/2
buradaki a ve b değerleri şekilde gösterildiği gibidir.
Şekil 3.46 Ortalama en büyük üyelik durulaştırması
5. Toplamların merkezi: Kullanılan durulaştırma işlemleri arasında en hızlı olan bu
yöntemdir. Bu yöntemde iki bulanık kümenin birleşimi yerine onların cebirsel toplamları
kullanılır. Bunun bir mahzuru örtüşen kısımların iki defa toplama girmesidir.
Durulaştırılmış değer
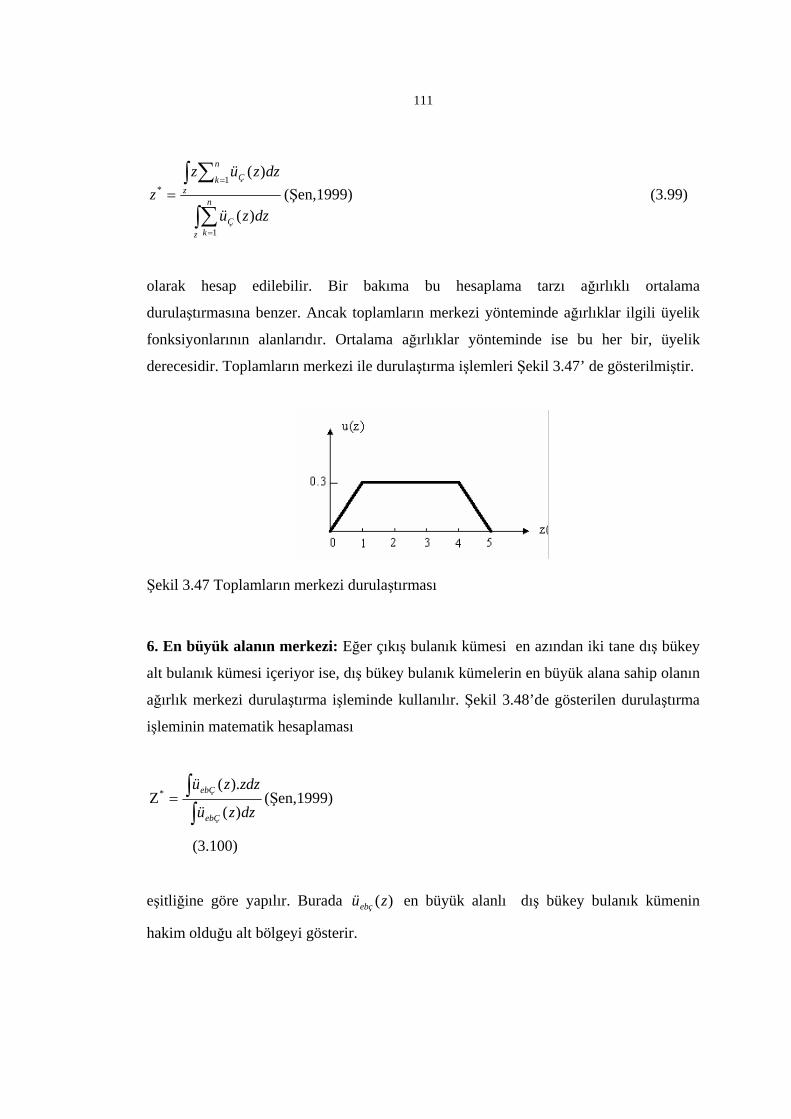
111
∫∑
∑∫
=
=
=
z
n
kÇ
n
k Çz
dzzü
dzzüzz
1
1*
)(
)( (Şen,1999) (3.99)
olarak hesap edilebilir. Bir bakıma bu hesaplama tarzı ağırlıklı ortalama
durulaştırmasına benzer. Ancak toplamların merkezi yönteminde ağırlıklar ilgili üyelik
fonksiyonlarının alanlarıdır. Ortalama ağırlıklar yönteminde ise bu her bir, üyelik
derecesidir. Toplamların merkezi ile durulaştırma işlemleri Şekil 3.47’ de gösterilmiştir.
Şekil 3.47 Toplamların merkezi durulaştırması
6. En büyük alanın merkezi: Eğer çıkış bulanık kümesi en azından iki tane dış bükey
alt bulanık kümesi içeriyor ise, dış bükey bulanık kümelerin en büyük alana sahip olanın
ağırlık merkezi durulaştırma işleminde kullanılır. Şekil 3.48’de gösterilen durulaştırma
işleminin matematik hesaplaması
∫∫=
dzzü
zdzzü
ebÇ
ebÇ
)(
).(Z* (Şen,1999)
(3.100)
eşitliğine göre yapılır. Burada )(züebç en büyük alanlı dış bükey bulanık kümenin
hakim olduğu alt bölgeyi gösterir.
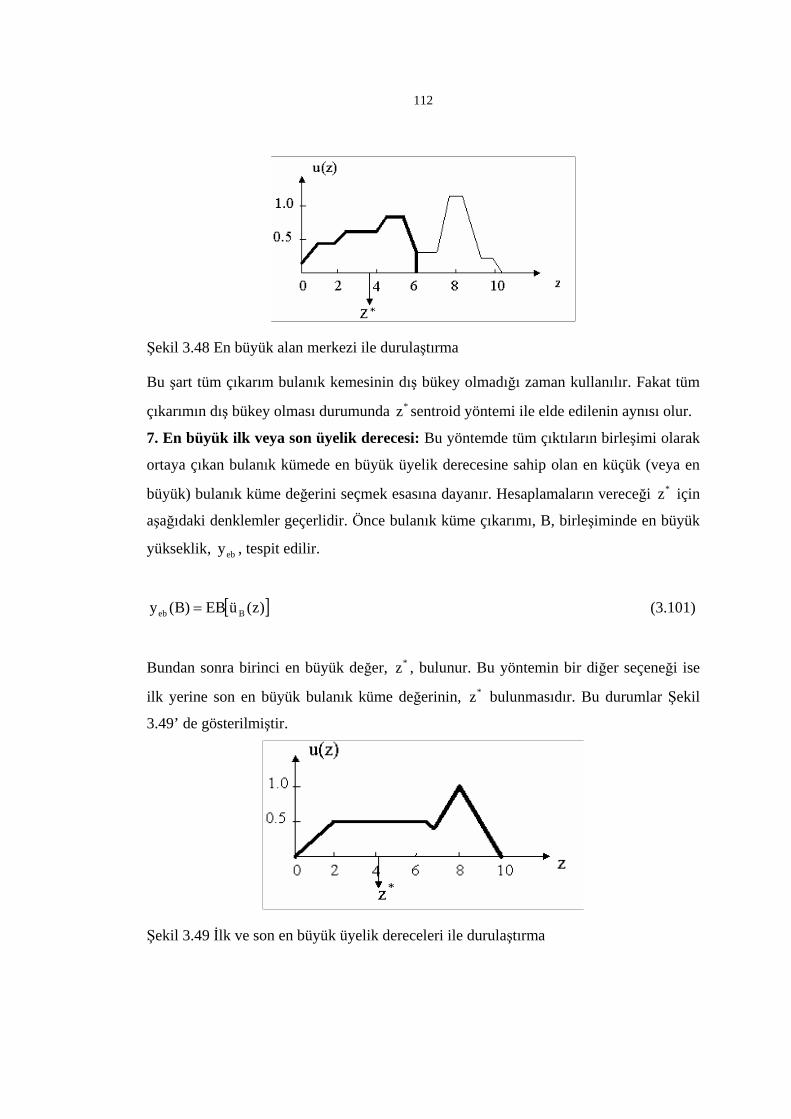
112
Şekil 3.48 En büyük alan merkezi ile durulaştırma
Bu şart tüm çıkarım bulanık kemesinin dış bükey olmadığı zaman kullanılır. Fakat tüm
çıkarımın dış bükey olması durumunda *z sentroid yöntemi ile elde edilenin aynısı olur.
7. En büyük ilk veya son üyelik derecesi: Bu yöntemde tüm çıktıların birleşimi olarak
ortaya çıkan bulanık kümede en büyük üyelik derecesine sahip olan en küçük (veya en
büyük) bulanık küme değerini seçmek esasına dayanır. Hesaplamaların vereceği *z için
aşağıdaki denklemler geçerlidir. Önce bulanık küme çıkarımı, B, birleşiminde en büyük
yükseklik, eby , tespit edilir.
[ ])z(üEB)B(y Beb = (3.101)
Bundan sonra birinci en büyük değer, *z , bulunur. Bu yöntemin bir diğer seçeneği ise
ilk yerine son en büyük bulanık küme değerinin, *z bulunmasıdır. Bu durumlar Şekil
3.49’ de gösterilmiştir.
Şekil 3.49 İlk ve son en büyük üyelik dereceleri ile durulaştırma
113
Bu bölümde bulanık kümelerden nasıl tek değer veren durulaştırma işlemlerinin
kullanıldığı hakkındaki yöntemlerle ilgili bilgiler verilmiştir. Pratik ve endüstri
uygulamalarında bir makinenin ihtiyacı olan akımın artırılması bulanık olarak
düşünülebilir ancak ne miktarda arttırılacağı kesin sayılarla olur. Bu nedenle,
durulaştırma doğal ve gerekli bir işlemdir. Burada sunulan durulaştırma yöntemlerinden
hangisinin en iyi olduğu sorusu vardır. Burada karar verilebilmesi için kullanıcının
ilgilendiği sorunla ilişkili olarak bazı durumlar önceden bilmesi gereklidir. Bu bilgilerin
başında incelenen olayın sürekli olup olmadığı gelmektedir. Sürekli durumun söz
konusu olması durumunda bulanık sistemde küçük bir değişiklik, çıktılarda büyük
değişikliklere sebep olmaz. İkinci olarak göz önünde tutulması gerekli olan husus ise
durulaştırmadan sonra varılan sonucun, ikilemli veya çok cevaplı olmamasıdır.
Aranılması gerekli üçüncü kriter ise sonuçların makul ye mantıklı olmasıdır. Örneğin,
makul ve mantıklı bir durulaştırmada varılan tek değer bulanık kümenin dayanağının
ortalarına doğru ve üyelik derecesinin oldukça büyük olması beklenir. Aranılan bir diğer
özellik ise yapılacak hesaplamaların basit olmasıdır. Son olarak ta, bulanık çıktı
kümesinin ağırlıklarını hesaba katan ağırlıklı yöntemin öncelikle tercih edilmesidir.
Böylece sentroid, ağırlıklı ortalama ve toplamların merkezi yöntemleri arasında farkın
belirlenmesine yarar, (Şen, 1999).
3.2.2. Genetik Programlama (GEP)
Genetik Programlama (GEP) algoritması bilgisayar programı tarafından yeniden
oluşturulabilen sabit sayıda ve uzunlukta lineer kromozomlardan oluşur. Oluşturulan
kromozomlar “Açıklama Ağaçları” (AA) şeklinde GEP’ in operatör ve işlemcileri
sayesinde farklı şekil ve boyutlarda ifade edilebilmektedirler. GEP algoritması, Genetik
Algoritma (Genetic Algorithm GA) ve mevcut Genetik Programlama (Genetic
Programming GP) algoritmaları gibi bir veya daha çok genetik operatör kullanarak
rasgele elde edilen yeni kromozomlardan, hedef fonksiyon ve değerlere (Fitnes) ulaşır.
Elde edilen yeni popülasyonlar hedef değerlere en uygun fonksiyonu veren algoritmadır,
(Dayık, 2005).
114
GEP Algoritması, Genetik Algoritma (GA) ve mevcut Genetik Programlama (GP)
algoritmalarının bir bileşkesi olarak geniş bir fonksiyon taraması yapar. GEP her iki
algoritmanın avantajlarını bünyesine birleştirmiştir. Yapısal olarak bu üç algoritmanın
arasındaki farklılıklar ve benzerlikler şu şekilde sıralanabilir:
• Genetik Algoritmalarının karakteristiği, sabit uzunluktaki kromozomlardan
oluşan lineer dizidir. Bu lineer diziler basit lineer problemler için genetik
operatörlerle kolayca çözüm üretmesine rağmen karmaşık, non-lineer
problemlerde fonksiyonel değildirler. Genetik Algoritma genellikle
fonksiyonların genel optimizasyonlarında kullanılır. Genetik algoritma aynı
zamanda genetik programlama ve genetik tabanlı makine eğitiminde de
kullanılabilir.
• Genetik Programlama Algoritmaları (GEP), Genetik Algoritmalardan farklı
olarak değişik boyut ve şekillerdeki non-liner değişkenler arasındaki ilişkileri
ifade etmek için oluşturdukları “ayrıştırma ağaçları” (parse tree) ile uygun
çözüme ulaşmaya çalışırlar. GP karmaşık ve non-lineer problemlerde istenen
sonuçların elde edilmesinde yetersiz kalmaktadır.
• GEP Algoritmasında ise GA ve GP Algoritmalarının avantajları birleştirilmiştir.
Karakteristik olarak sabit sayı ve uzunluktaki çok sayıda non-liner değişken
genetik operatörler ve işlemciler kullanılarak farklı boyut ve şekilde lineer
dizinlere dönüştürülerek uygun fonksiyon türetilir. GEP Algoritması makine
öğrenme gibi kompleks yapıda non-lineer ifadelerin ilişkilerin kurulması ve ifade
edilmesinde de kullanılabilir, (Candida, F., 2002).
GEP Algoritması çalışma prosedürü Şekil 3.50’ da görüldüğü gibidir.
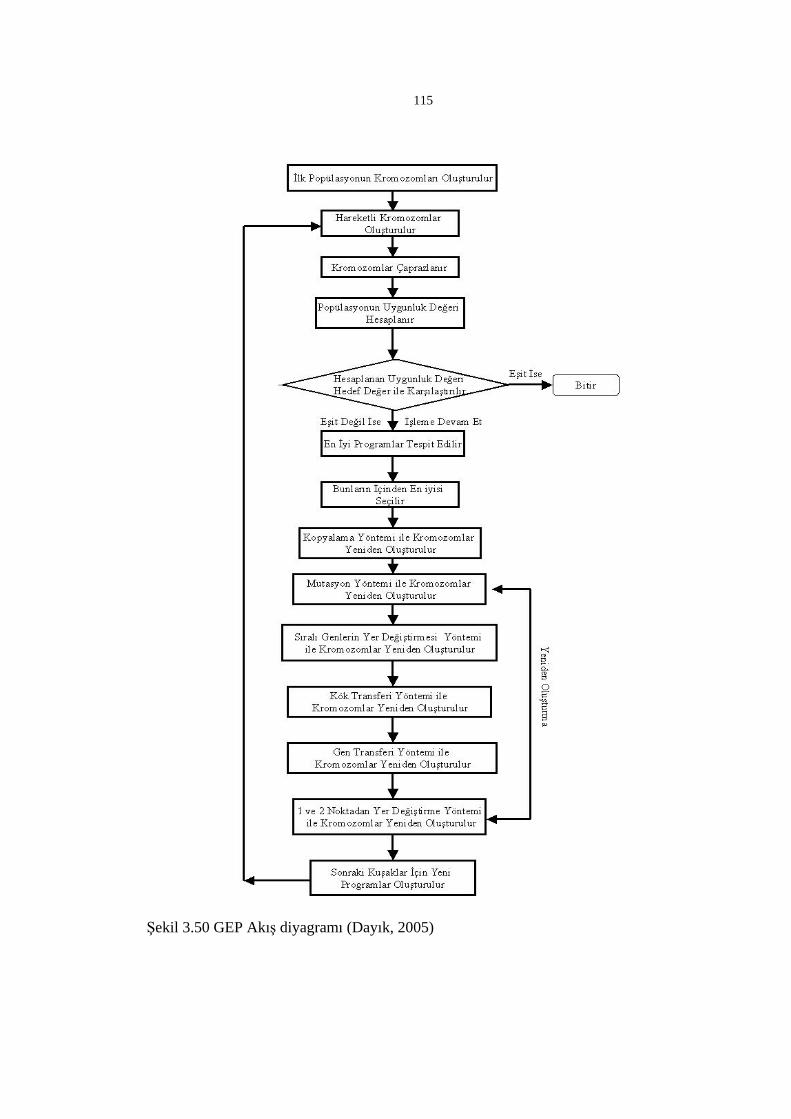
115
Şekil 3.50 GEP Akış diyagramı (Dayık, 2005)
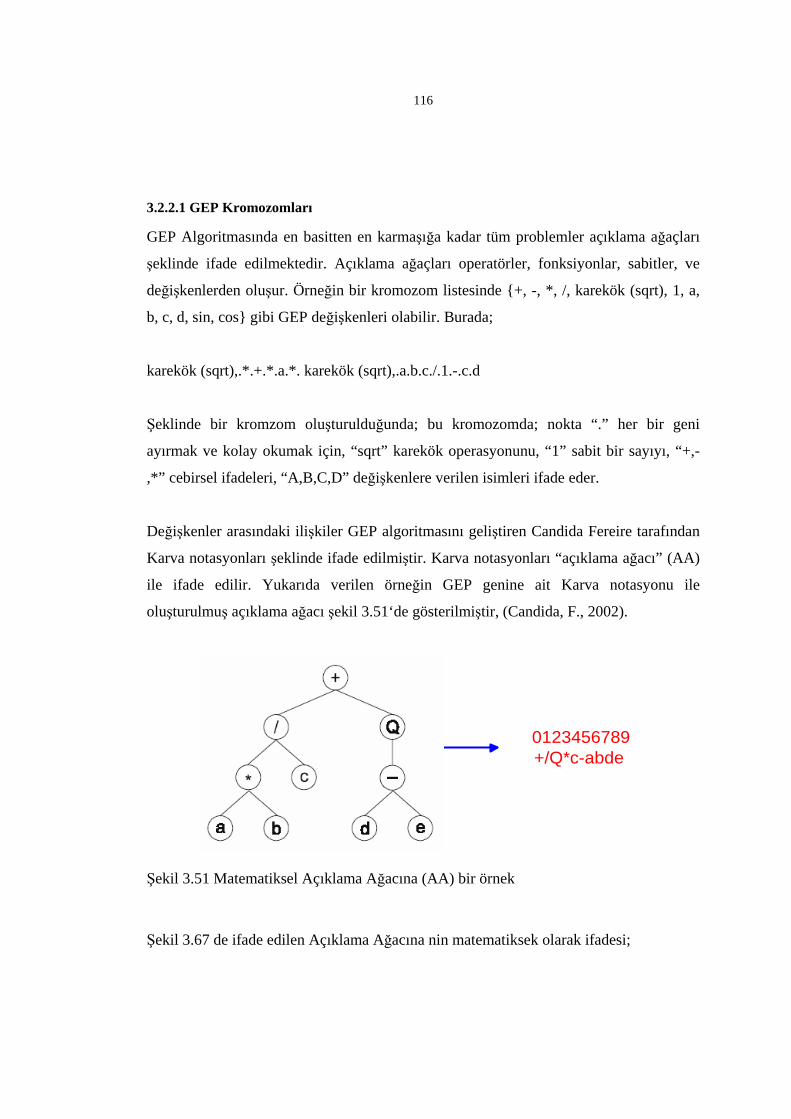
116
3.2.2.1 GEP Kromozomları
GEP Algoritmasında en basitten en karmaşığa kadar tüm problemler açıklama ağaçları
şeklinde ifade edilmektedir. Açıklama ağaçları operatörler, fonksiyonlar, sabitler, ve
değişkenlerden oluşur. Örneğin bir kromozom listesinde +, -, *, /, karekök (sqrt), 1, a,
b, c, d, sin, cos gibi GEP değişkenleri olabilir. Burada;
karekök (sqrt),.*.+.*.a.*. karekök (sqrt),.a.b.c./.1.-.c.d
Şeklinde bir kromzom oluşturulduğunda; bu kromozomda; nokta “.” her bir geni
ayırmak ve kolay okumak için, “sqrt” karekök operasyonunu, “1” sabit bir sayıyı, “+,-
,*” cebirsel ifadeleri, “A,B,C,D” değişkenlere verilen isimleri ifade eder.
Değişkenler arasındaki ilişkiler GEP algoritmasını geliştiren Candida Fereire tarafından
Karva notasyonları şeklinde ifade edilmiştir. Karva notasyonları “açıklama ağacı” (AA)
ile ifade edilir. Yukarıda verilen örneğin GEP genine ait Karva notasyonu ile
oluşturulmuş açıklama ağacı şekil 3.51‘de gösterilmiştir, (Candida, F., 2002).
0123456789+/Q*c-abde
Şekil 3.51 Matematiksel Açıklama Ağacına (AA) bir örnek
Şekil 3.67 de ifade edilen Açıklama Ağacına nin matematiksek olarak ifadesi;
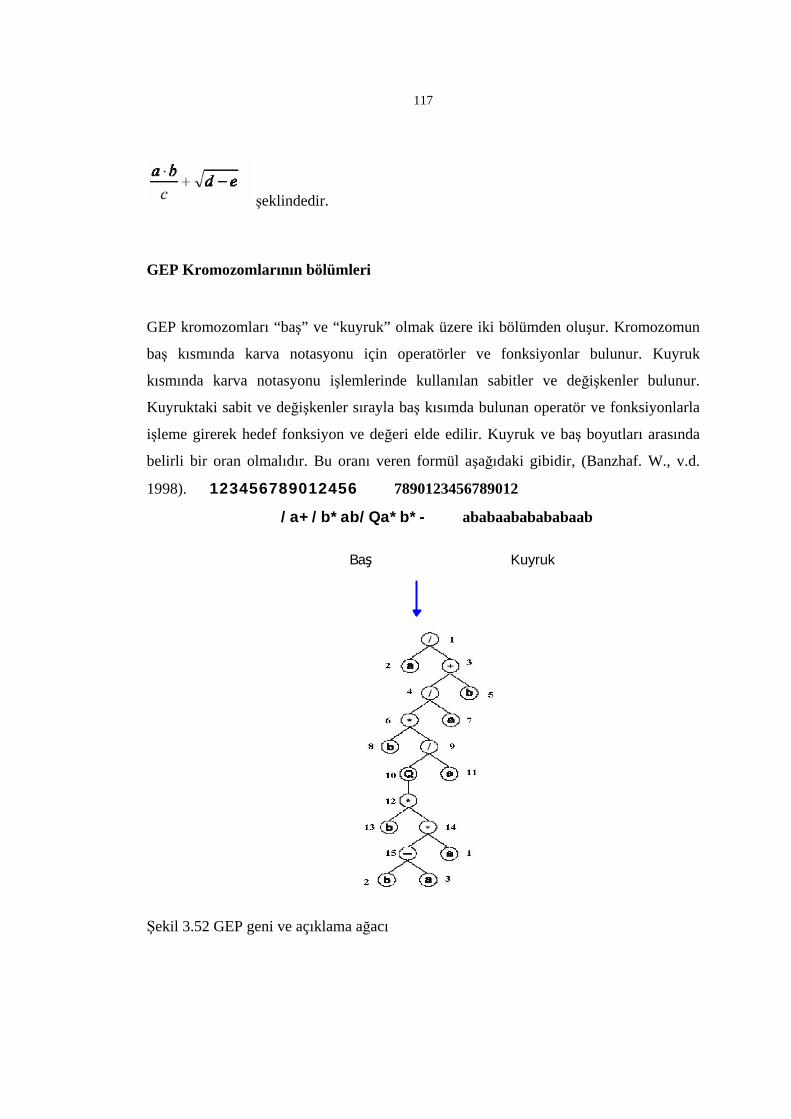
117
şeklindedir.
GEP Kromozomlarının bölümleri
GEP kromozomları “baş” ve “kuyruk” olmak üzere iki bölümden oluşur. Kromozomun
baş kısmında karva notasyonu için operatörler ve fonksiyonlar bulunur. Kuyruk
kısmında karva notasyonu işlemlerinde kullanılan sabitler ve değişkenler bulunur.
Kuyruktaki sabit ve değişkenler sırayla baş kısımda bulunan operatör ve fonksiyonlarla
işleme girerek hedef fonksiyon ve değeri elde edilir. Kuyruk ve baş boyutları arasında
belirli bir oran olmalıdır. Bu oranı veren formül aşağıdaki gibidir, (Banzhaf. W., v.d.
1998). 123456789012456 7890123456789012
/a+/b*ab/Qa*b*- ababaababababaab
Baş Kuyruk
Şekil 3.52 GEP geni ve açıklama ağacı
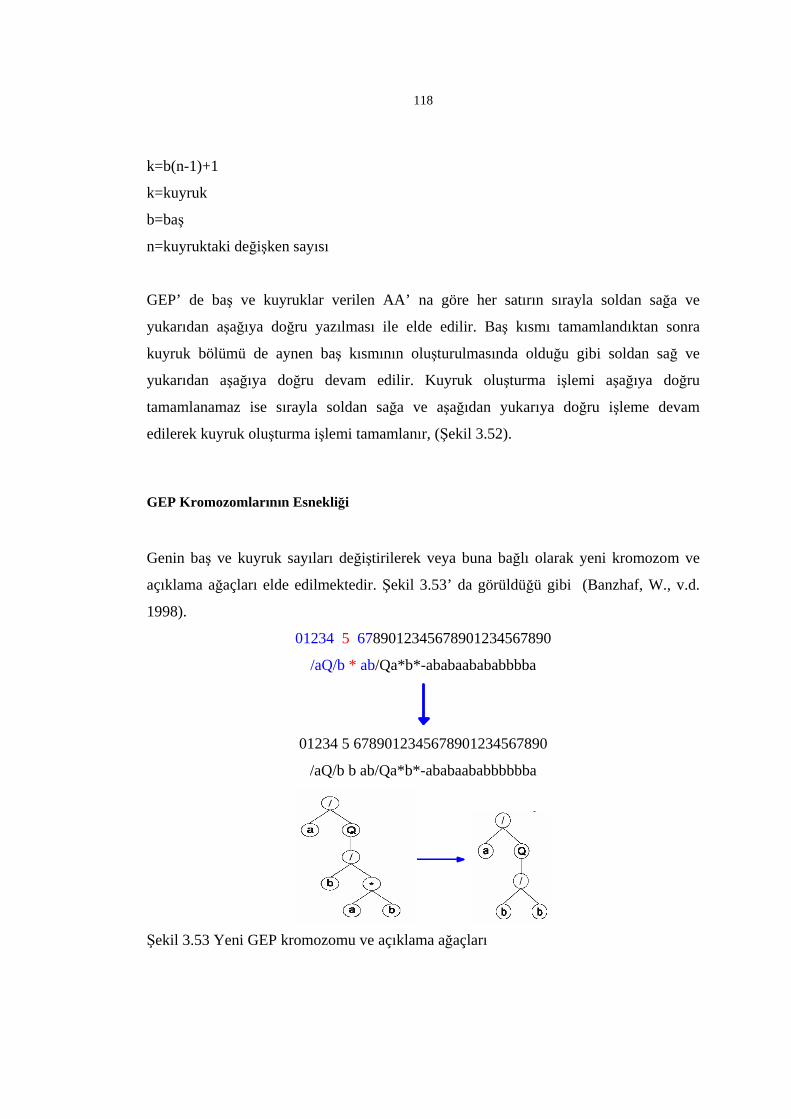
118
k=b(n-1)+1
k=kuyruk
b=baş
n=kuyruktaki değişken sayısı
GEP’ de baş ve kuyruklar verilen AA’ na göre her satırın sırayla soldan sağa ve
yukarıdan aşağıya doğru yazılması ile elde edilir. Baş kısmı tamamlandıktan sonra
kuyruk bölümü de aynen baş kısmının oluşturulmasında olduğu gibi soldan sağ ve
yukarıdan aşağıya doğru devam edilir. Kuyruk oluşturma işlemi aşağıya doğru
tamamlanamaz ise sırayla soldan sağa ve aşağıdan yukarıya doğru işleme devam
edilerek kuyruk oluşturma işlemi tamamlanır, (Şekil 3.52).
GEP Kromozomlarının Esnekliği
Genin baş ve kuyruk sayıları değiştirilerek veya buna bağlı olarak yeni kromozom ve
açıklama ağaçları elde edilmektedir. Şekil 3.53’ da görüldüğü gibi (Banzhaf, W., v.d.
1998).
01234 5 6789012345678901234567890
/aQ/b * ab/Qa*b*-ababaabababbbba
01234 5 6789012345678901234567890
/aQ/b b ab/Qa*b*-ababaababbbbbba
Şekil 3.53 Yeni GEP kromozomu ve açıklama ağaçları
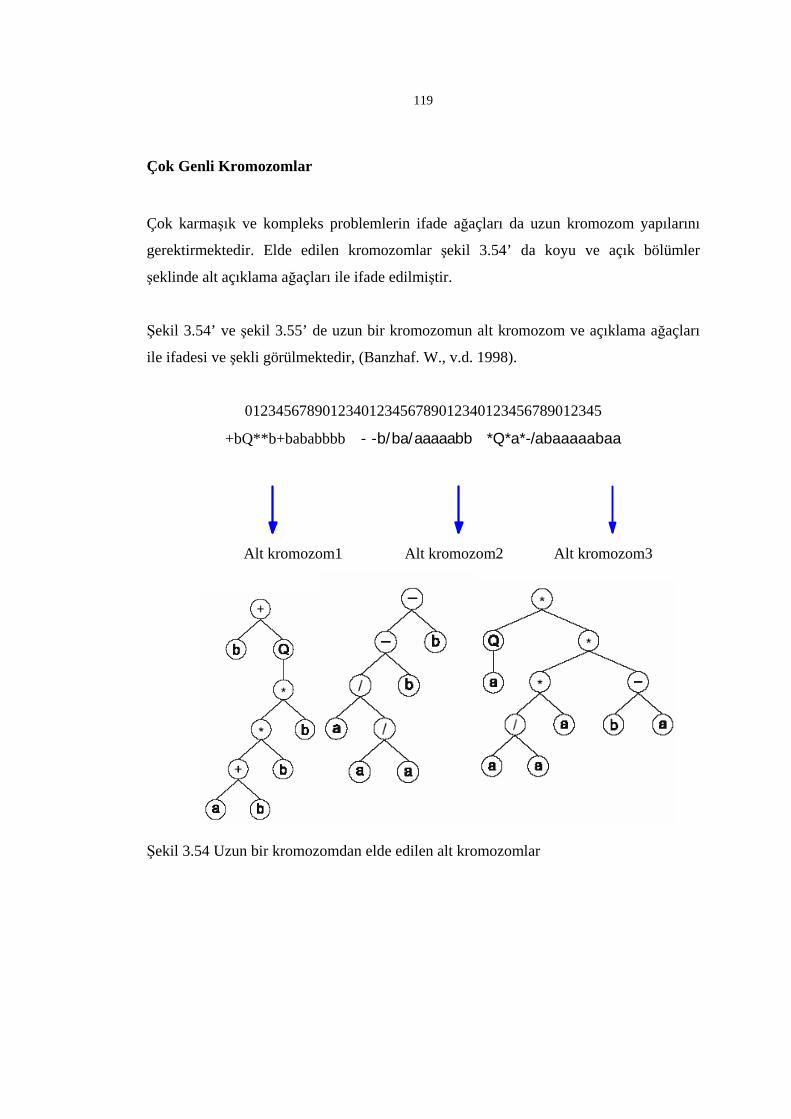
119
Çok Genli Kromozomlar
Çok karmaşık ve kompleks problemlerin ifade ağaçları da uzun kromozom yapılarını
gerektirmektedir. Elde edilen kromozomlar şekil 3.54’ da koyu ve açık bölümler
şeklinde alt açıklama ağaçları ile ifade edilmiştir.
Şekil 3.54’ ve şekil 3.55’ de uzun bir kromozomun alt kromozom ve açıklama ağaçları
ile ifadesi ve şekli görülmektedir, (Banzhaf. W., v.d. 1998).
0123456789012340123456789012340123456789012345
+bQ**b+bababbbb - -b/ba/aaaaabb *Q*a*-/abaaaaabaa
Alt kromozom1 Alt kromozom2 Alt kromozom3
Şekil 3.54 Uzun bir kromozomdan elde edilen alt kromozomlar
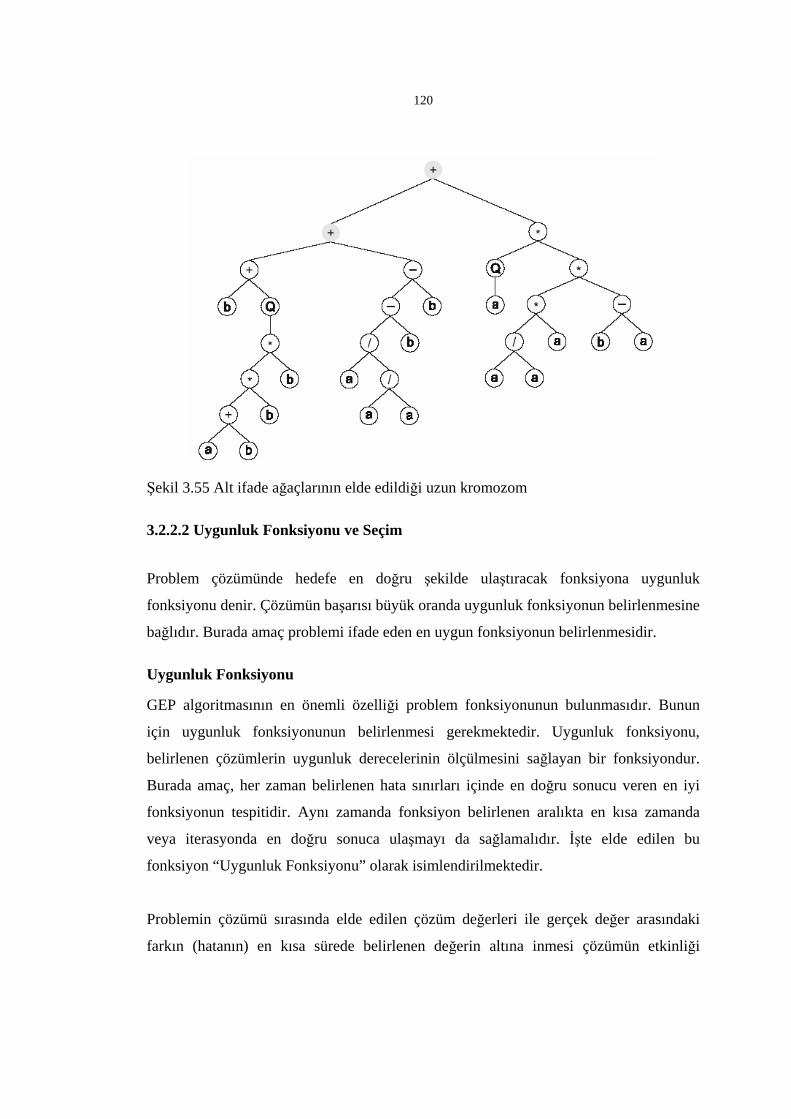
120
Şekil 3.55 Alt ifade ağaçlarının elde edildiği uzun kromozom
3.2.2.2 Uygunluk Fonksiyonu ve Seçim
Problem çözümünde hedefe en doğru şekilde ulaştıracak fonksiyona uygunluk
fonksiyonu denir. Çözümün başarısı büyük oranda uygunluk fonksiyonun belirlenmesine
bağlıdır. Burada amaç problemi ifade eden en uygun fonksiyonun belirlenmesidir.
Uygunluk Fonksiyonu
GEP algoritmasının en önemli özelliği problem fonksiyonunun bulunmasıdır. Bunun
için uygunluk fonksiyonunun belirlenmesi gerekmektedir. Uygunluk fonksiyonu,
belirlenen çözümlerin uygunluk derecelerinin ölçülmesini sağlayan bir fonksiyondur.
Burada amaç, her zaman belirlenen hata sınırları içinde en doğru sonucu veren en iyi
fonksiyonun tespitidir. Aynı zamanda fonksiyon belirlenen aralıkta en kısa zamanda
veya iterasyonda en doğru sonuca ulaşmayı da sağlamalıdır. İşte elde edilen bu
fonksiyon “Uygunluk Fonksiyonu” olarak isimlendirilmektedir.
Problemin çözümü sırasında elde edilen çözüm değerleri ile gerçek değer arasındaki
farkın (hatanın) en kısa sürede belirlenen değerin altına inmesi çözümün etkinliği

121
açısından çok önemlidir. Burada seçilen hatanın tipine göre iki türlü uygunluk
fonksiyonu kullanılmaktadır. Hatanın mutlak olması istendiğinde;
∑=
−−=ic
jjjii TcMf
1),( )( Fonksiyonu kullanılır.
Eğer relatif hata istenirse bu durumda;
∑=
−−=
ic
j j
jiji T
TCMf
1)100*( Fonksiyonu kullanılır.
Burada M her problem için değişen ve problemin hassaslığına bağlı olarak belirlenen
sabittir. Cij her bir kromozomun (i) çözüm değerine karşılık gelen (j) gerçek değerdir
(Ct). Tj ise herbir kromozomun çözüm değeri için hedef değeri ifade etmektedir.
Buradan fmak;
Cij = Tj ve fi = fmak. = Ct*M Elde edilir.
GEP hedef fonksiyon yöntemi ile optimum çözüme kendi kendine ulaşır, (Dayık, 2005).
Seçim
GEP algoritmasında da tüm genetik tabanlı algoritmalarda olduğu gibi uygunluk
değerleri rulet çarkı olarak adlandırılan “basit seçkinlik” yöntemi ile yapılır. Fakat diğer
seçim yöntemleri de kullanılabilir. Bu konuda zorlama yoktur. Diğer yöntemler,
seçkinlik olmadan yapılan rulet çarkı seçim yöntemi, seçkinlik olarak ve seçkinlik
olmadan turnuva seçim yöntemi, seçkinlik olarak ve seçkinlik olmadan deterministic
seçim yöntemleri olarak sıralanabilir.
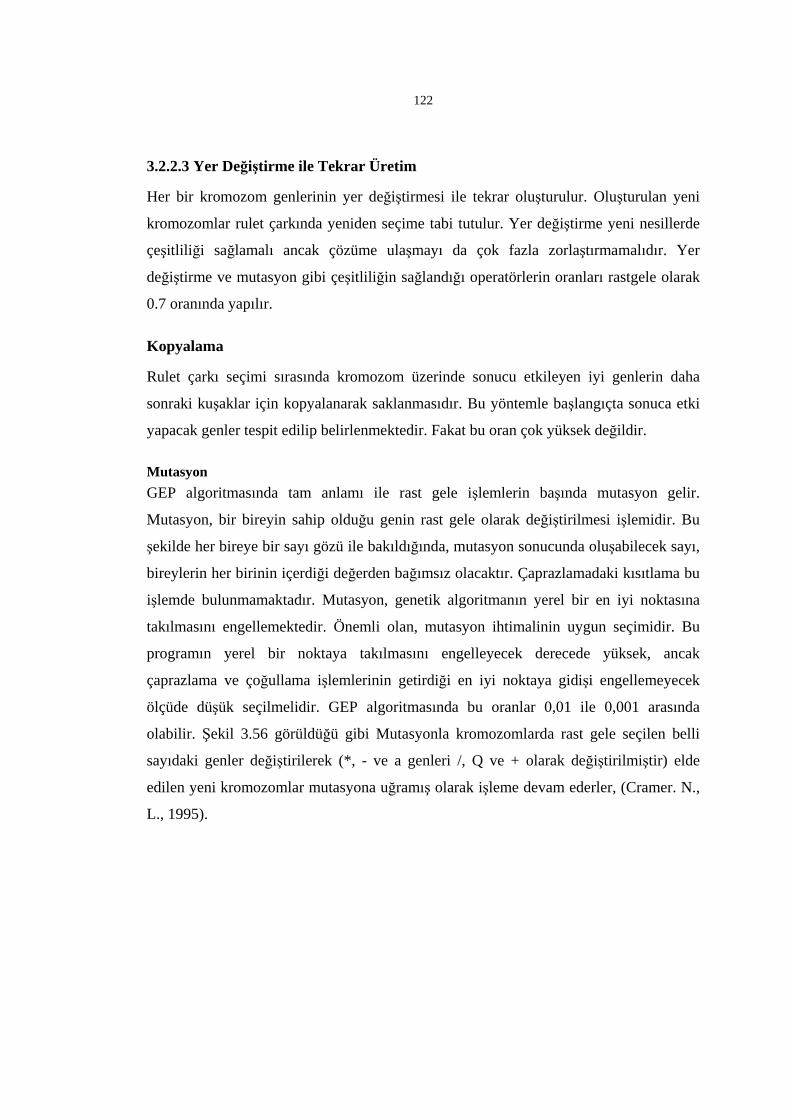
122
3.2.2.3 Yer Değiştirme ile Tekrar Üretim
Her bir kromozom genlerinin yer değiştirmesi ile tekrar oluşturulur. Oluşturulan yeni
kromozomlar rulet çarkında yeniden seçime tabi tutulur. Yer değiştirme yeni nesillerde
çeşitliliği sağlamalı ancak çözüme ulaşmayı da çok fazla zorlaştırmamalıdır. Yer
değiştirme ve mutasyon gibi çeşitliliğin sağlandığı operatörlerin oranları rastgele olarak
0.7 oranında yapılır.
Kopyalama
Rulet çarkı seçimi sırasında kromozom üzerinde sonucu etkileyen iyi genlerin daha
sonraki kuşaklar için kopyalanarak saklanmasıdır. Bu yöntemle başlangıçta sonuca etki
yapacak genler tespit edilip belirlenmektedir. Fakat bu oran çok yüksek değildir.
Mutasyon GEP algoritmasında tam anlamı ile rast gele işlemlerin başında mutasyon gelir.
Mutasyon, bir bireyin sahip olduğu genin rast gele olarak değiştirilmesi işlemidir. Bu
şekilde her bireye bir sayı gözü ile bakıldığında, mutasyon sonucunda oluşabilecek sayı,
bireylerin her birinin içerdiği değerden bağımsız olacaktır. Çaprazlamadaki kısıtlama bu
işlemde bulunmamaktadır. Mutasyon, genetik algoritmanın yerel bir en iyi noktasına
takılmasını engellemektedir. Önemli olan, mutasyon ihtimalinin uygun seçimidir. Bu
programın yerel bir noktaya takılmasını engelleyecek derecede yüksek, ancak
çaprazlama ve çoğullama işlemlerinin getirdiği en iyi noktaya gidişi engellemeyecek
ölçüde düşük seçilmelidir. GEP algoritmasında bu oranlar 0,01 ile 0,001 arasında
olabilir. Şekil 3.56 görüldüğü gibi Mutasyonla kromozomlarda rast gele seçilen belli
sayıdaki genler değiştirilerek (*, - ve a genleri /, Q ve + olarak değiştirilmiştir) elde
edilen yeni kromozomlar mutasyona uğramış olarak işleme devam ederler, (Cramer. N.,
L., 1995).
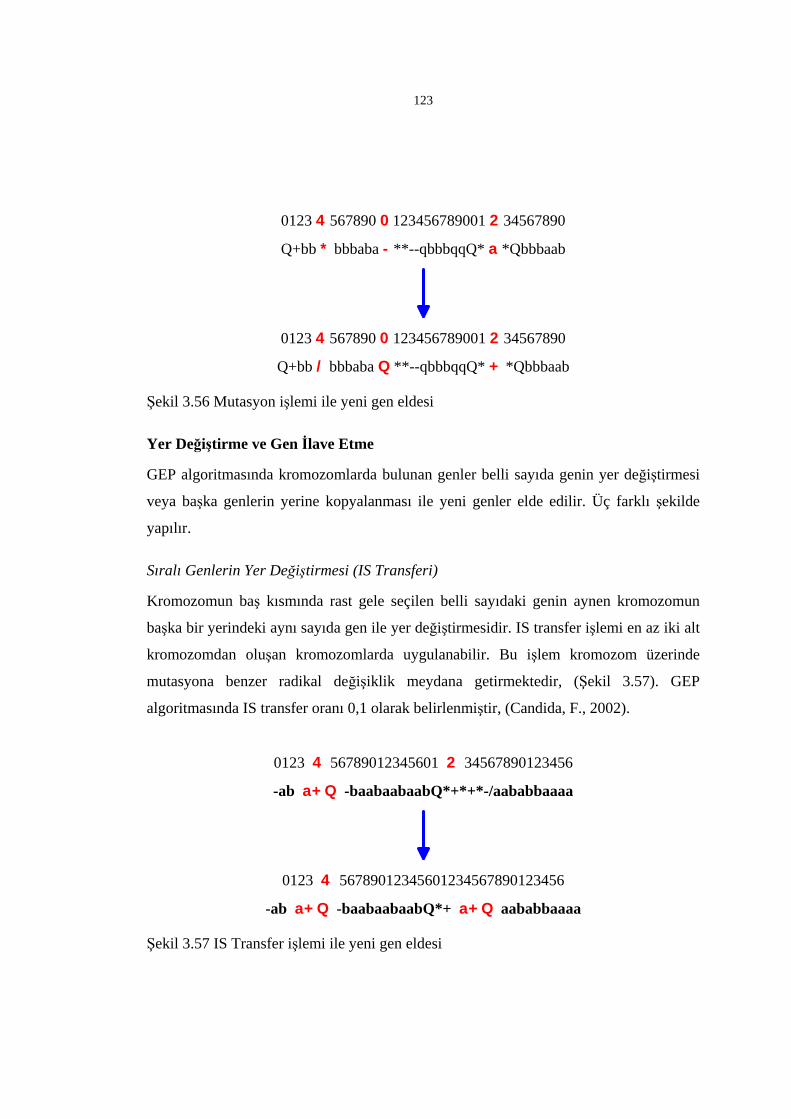
123
0123 4 567890 0 123456789001 2 34567890
Q+bb * bbbaba - **--qbbbqqQ* a *Qbbbaab
0123 4 567890 0 123456789001 2 34567890
Q+bb / bbbaba Q **--qbbbqqQ* + *Qbbbaab
Şekil 3.56 Mutasyon işlemi ile yeni gen eldesi
Yer Değiştirme ve Gen İlave Etme
GEP algoritmasında kromozomlarda bulunan genler belli sayıda genin yer değiştirmesi
veya başka genlerin yerine kopyalanması ile yeni genler elde edilir. Üç farklı şekilde
yapılır.
Sıralı Genlerin Yer Değiştirmesi (IS Transferi)
Kromozomun baş kısmında rast gele seçilen belli sayıdaki genin aynen kromozomun
başka bir yerindeki aynı sayıda gen ile yer değiştirmesidir. IS transfer işlemi en az iki alt
kromozomdan oluşan kromozomlarda uygulanabilir. Bu işlem kromozom üzerinde
mutasyona benzer radikal değişiklik meydana getirmektedir, (Şekil 3.57). GEP
algoritmasında IS transfer oranı 0,1 olarak belirlenmiştir, (Candida, F., 2002).
0123 4 56789012345601 2 34567890123456
-ab a+Q -baabaabaabQ*+*+*-/aababbaaaa
0123 4 56789012345601234567890123456
-ab a+Q -baabaabaabQ*+ a+Q aababbaaaa
Şekil 3.57 IS Transfer işlemi ile yeni gen eldesi

124
Kök Transferi (RIS Transferi)
Kromozomun baş kısmında rast gele seçilen belli sayıdaki genin yine baş kısımda farklı
yerlere yerleştirilmesi ile elde edilir. RIS transfer işlemi en az iki alt kromozomdan
oluşan kromozomlarda uygulanabilir. RIS işlemi Mutasyon ve IS transfer işlemi gibi baş
kısımda yapılan kromozom üzerinde çok radikal değişikliklere yol açabilen bir
değişikliktir, (Şekil 3.58). GEP algoritmasında RIS transfer oranı 0,1 olarak
belirlenmiştir.
012345678901234560123456789012456
*-b Q/+ +/babbabbba//Q*baa+bbbabbbbb
012345678901234560123456789012456
Q/+ *-b Q/ babbabbba//Q*baa+bbbabbbbb
Şekil 3.58 RIS transfer işlemi ile yeni gen eldesi
Gen Transferi
Kromozom üzerinde bir grup genin kopyalanarak kromozom üzerinde yer değiştirmesi
ile elde edilir, (Şekil 3.59). Gen transferi ile kromozom üzerinde yapılan değişiklikler
yeni nesiller üzerinde evrim mahiyetinde değişimlere neden olarak problemlerin
çözümüne olumlu yönde etkili olacaktır, (Lutton, E., v.d. 2002).
012345678901201234567890120123456789012
/+Qa*bbaaabaa*a*/Qbbbbbabb /Q-aabbaaabbb
012345678901201234567890120123456789012
/Q-aabbaaabbb /+Qa*bbaaabaa*a*/Qbbbbbabb
Şekil 3.59 Gen transfer işlemi ile yeni gen eldesi
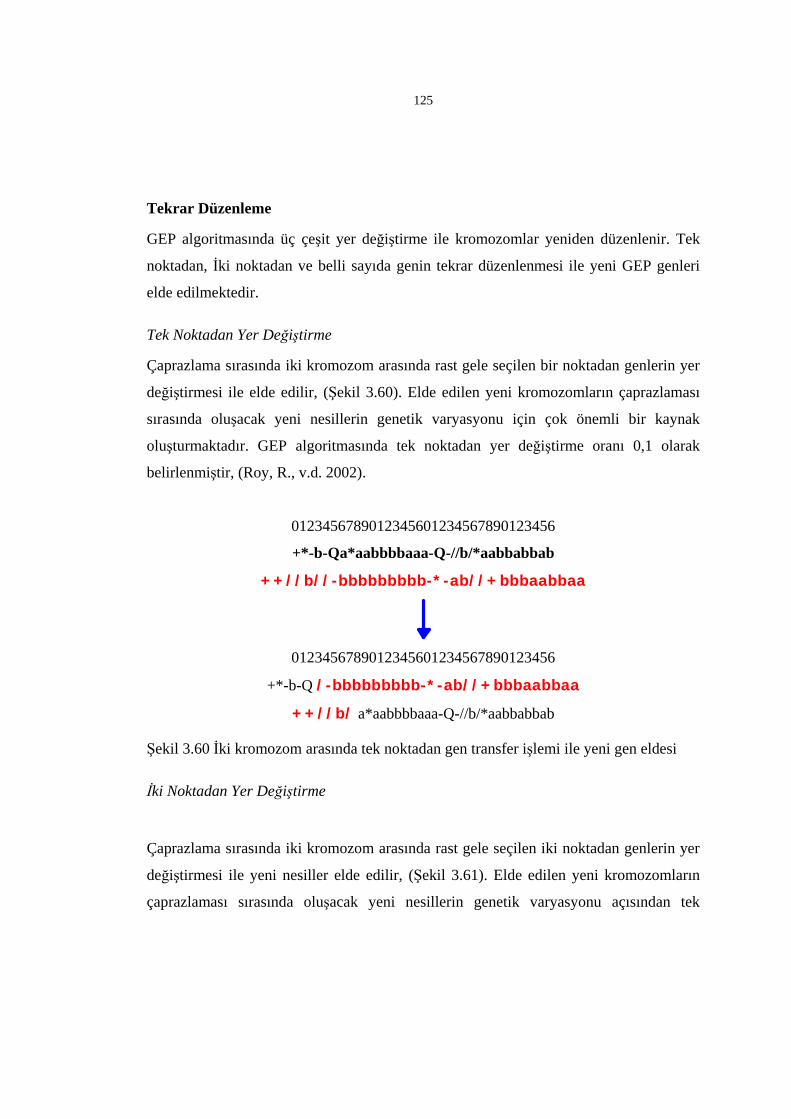
125
Tekrar Düzenleme
GEP algoritmasında üç çeşit yer değiştirme ile kromozomlar yeniden düzenlenir. Tek
noktadan, İki noktadan ve belli sayıda genin tekrar düzenlenmesi ile yeni GEP genleri
elde edilmektedir.
Tek Noktadan Yer Değiştirme
Çaprazlama sırasında iki kromozom arasında rast gele seçilen bir noktadan genlerin yer
değiştirmesi ile elde edilir, (Şekil 3.60). Elde edilen yeni kromozomların çaprazlaması
sırasında oluşacak yeni nesillerin genetik varyasyonu için çok önemli bir kaynak
oluşturmaktadır. GEP algoritmasında tek noktadan yer değiştirme oranı 0,1 olarak
belirlenmiştir, (Roy, R., v.d. 2002).
0123456789012345601234567890123456
+*-b-Qa*aabbbbaaa-Q-//b/*aabbabbab
++//b//-bbbbbbbbb-*-ab//+bbbaabbaa
0123456789012345601234567890123456
+*-b-Q /-bbbbbbbbb-*-ab//+bbbaabbaa
++//b/ a*aabbbbaaa-Q-//b/*aabbabbab
Şekil 3.60 İki kromozom arasında tek noktadan gen transfer işlemi ile yeni gen eldesi
İki Noktadan Yer Değiştirme
Çaprazlama sırasında iki kromozom arasında rast gele seçilen iki noktadan genlerin yer
değiştirmesi ile yeni nesiller elde edilir, (Şekil 3.61). Elde edilen yeni kromozomların
çaprazlaması sırasında oluşacak yeni nesillerin genetik varyasyonu açısından tek
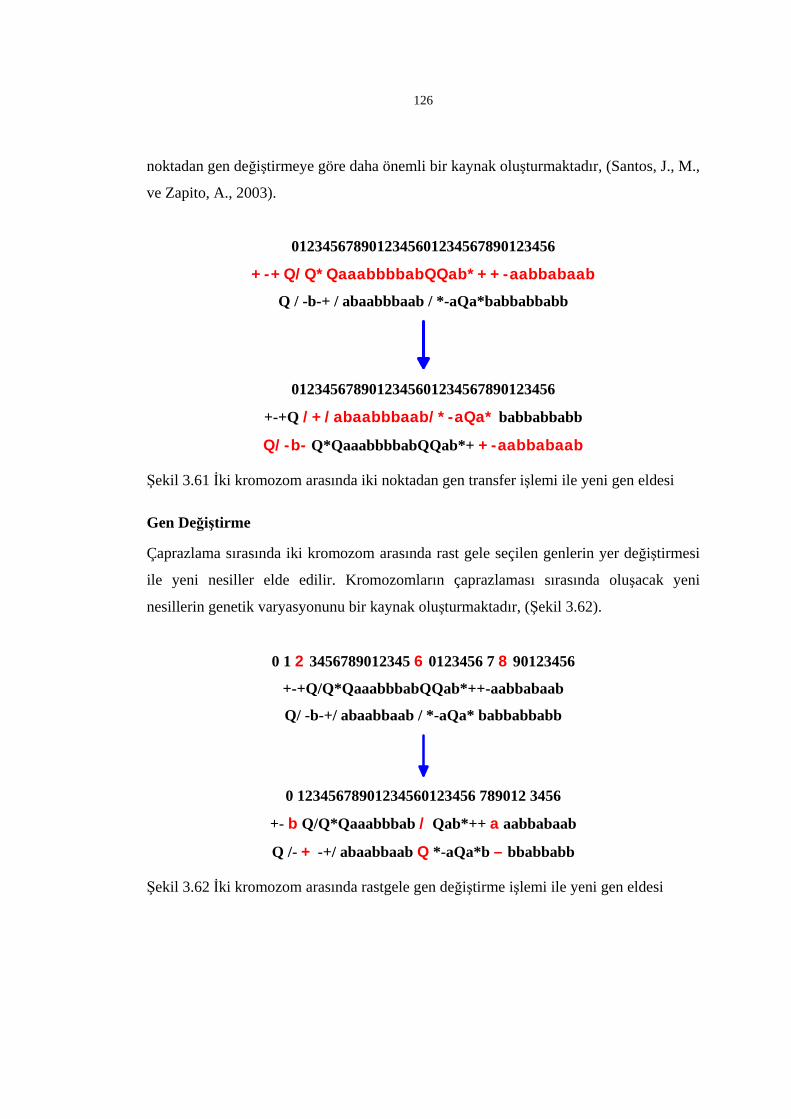
126
noktadan gen değiştirmeye göre daha önemli bir kaynak oluşturmaktadır, (Santos, J., M.,
ve Zapito, A., 2003).
0123456789012345601234567890123456
+-+Q/Q*QaaabbbbabQQab*++-aabbabaab
Q / -b-+ / abaabbbaab / *-aQa*babbabbabb
0123456789012345601234567890123456
+-+Q /+/abaabbbaab/*-aQa* babbabbabb
Q/-b- Q*QaaabbbbabQQab*+ +-aabbabaab
Şekil 3.61 İki kromozom arasında iki noktadan gen transfer işlemi ile yeni gen eldesi
Gen Değiştirme
Çaprazlama sırasında iki kromozom arasında rast gele seçilen genlerin yer değiştirmesi
ile yeni nesiller elde edilir. Kromozomların çaprazlaması sırasında oluşacak yeni
nesillerin genetik varyasyonunu bir kaynak oluşturmaktadır, (Şekil 3.62).
0 1 2 3456789012345 6 0123456 7 8 90123456
+-+Q/Q*QaaabbbabQQab*++-aabbabaab
Q/ -b-+/ abaabbaab / *-aQa* babbabbabb
0 12345678901234560123456 789012 3456
+- b Q/Q*Qaaabbbab / Qab*++ a aabbabaab
Q /- + -+/ abaabbaab Q *-aQa*b – bbabbabb
Şekil 3.62 İki kromozom arasında rastgele gen değiştirme işlemi ile yeni gen eldesi
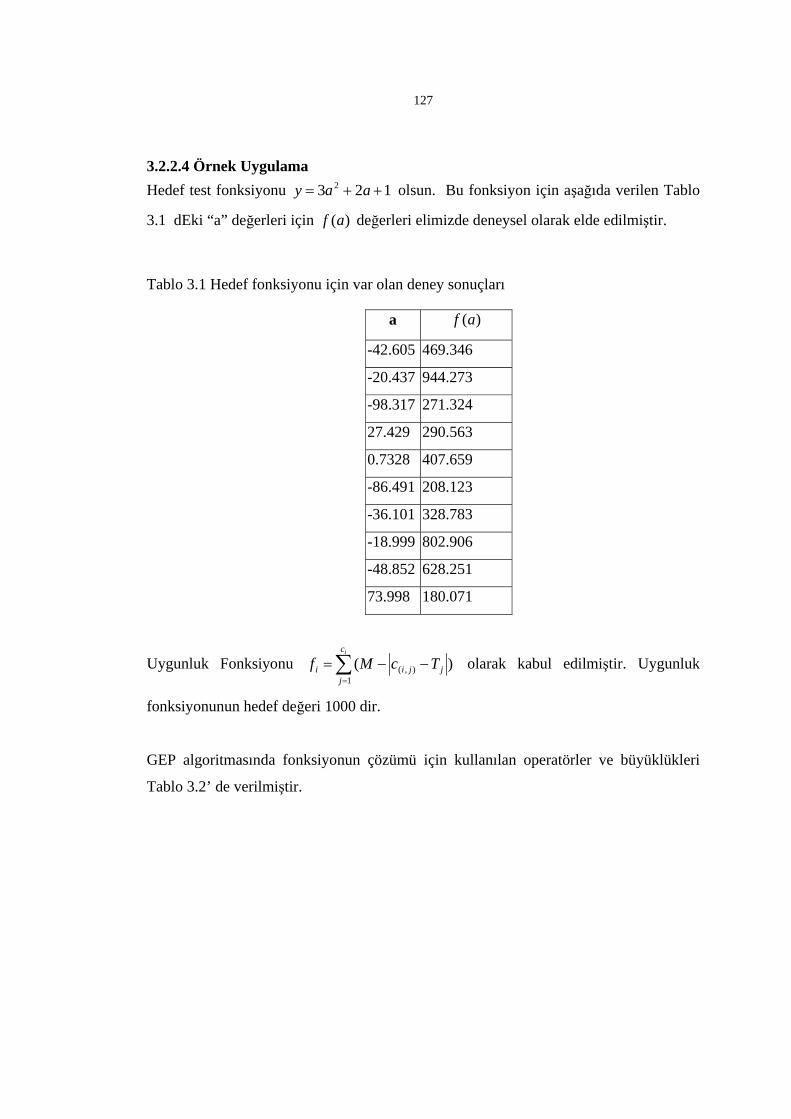
127
3.2.2.4 Örnek Uygulama Hedef test fonksiyonu 123 2 ++= aay olsun. Bu fonksiyon için aşağıda verilen Tablo
3.1 dEki “a” değerleri için )(af değerleri elimizde deneysel olarak elde edilmiştir.
Tablo 3.1 Hedef fonksiyonu için var olan deney sonuçları
a )(af
-42.605 469.346
-20.437 944.273
-98.317 271.324
27.429 290.563
0.7328 407.659
-86.491 208.123
-36.101 328.783
-18.999 802.906
-48.852 628.251
73.998 180.071
Uygunluk Fonksiyonu ∑=
−−=ic
jjjii TcMf
1),( )( olarak kabul edilmiştir. Uygunluk
fonksiyonunun hedef değeri 1000 dir.
GEP algoritmasında fonksiyonun çözümü için kullanılan operatörler ve büyüklükleri
Tablo 3.2’ de verilmiştir.
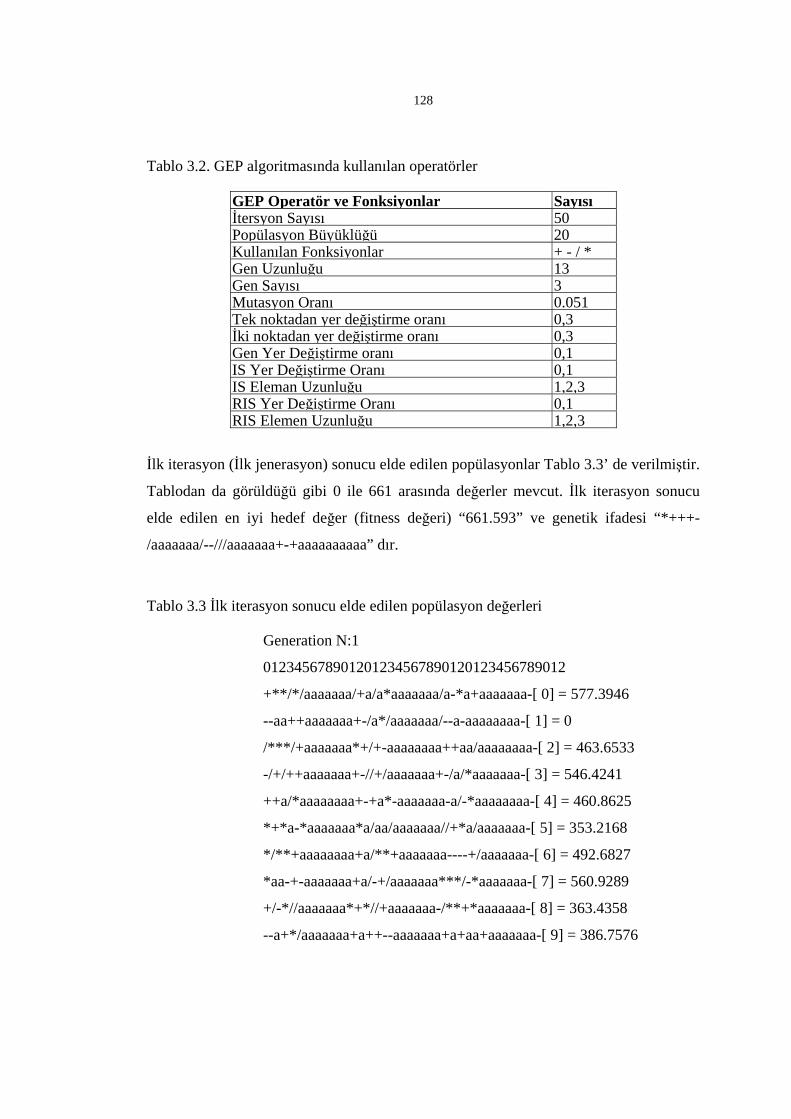
128
Tablo 3.2. GEP algoritmasında kullanılan operatörler
GEP Operatör ve Fonksiyonlar Sayısı İtersyon Sayısı 50 Popülasyon Büyüklüğü 20 Kullanılan Fonksiyonlar + - / * Gen Uzunluğu 13 Gen Sayısı 3 Mutasyon Oranı 0.051 Tek noktadan yer değiştirme oranı 0,3 İki noktadan yer değiştirme oranı 0,3 Gen Yer Değiştirme oranı 0,1 IS Yer Değiştirme Oranı 0,1 IS Eleman Uzunluğu 1,2,3 RIS Yer Değiştirme Oranı 0,1 RIS Elemen Uzunluğu 1,2,3
İlk iterasyon (İlk jenerasyon) sonucu elde edilen popülasyonlar Tablo 3.3’ de verilmiştir.
Tablodan da görüldüğü gibi 0 ile 661 arasında değerler mevcut. İlk iterasyon sonucu
elde edilen en iyi hedef değer (fitness değeri) “661.593” ve genetik ifadesi “*+++-
/aaaaaaa/--///aaaaaaa+-+aaaaaaaaaa” dır.
Tablo 3.3 İlk iterasyon sonucu elde edilen popülasyon değerleri
Generation N:1
012345678901201234567890120123456789012
+**/*/aaaaaaa/+a/a*aaaaaaa/a-*a+aaaaaaa-[ 0] = 577.3946
--aa++aaaaaaa+-/a*/aaaaaaa/--a-aaaaaaaa-[ 1] = 0
/***/+aaaaaaa*+/+-aaaaaaaa++aa/aaaaaaaa-[ 2] = 463.6533
-/+/++aaaaaaa+-//+/aaaaaaa+-/a/*aaaaaaa-[ 3] = 546.4241
++a/*aaaaaaaa+-+a*-aaaaaaa-a/-*aaaaaaaa-[ 4] = 460.8625
*+*a-*aaaaaaa*a/aa/aaaaaaa//+*a/aaaaaaa-[ 5] = 353.2168
*/**+aaaaaaaa+a/**+aaaaaaa----+/aaaaaaa-[ 6] = 492.6827
*aa-+-aaaaaaa+a/-+/aaaaaaa***/-*aaaaaaa-[ 7] = 560.9289
+/-*//aaaaaaa*+*//+aaaaaaa-/**+*aaaaaaa-[ 8] = 363.4358
--a+*/aaaaaaa+a++--aaaaaaa+a+aa+aaaaaaa-[ 9] = 386.7576
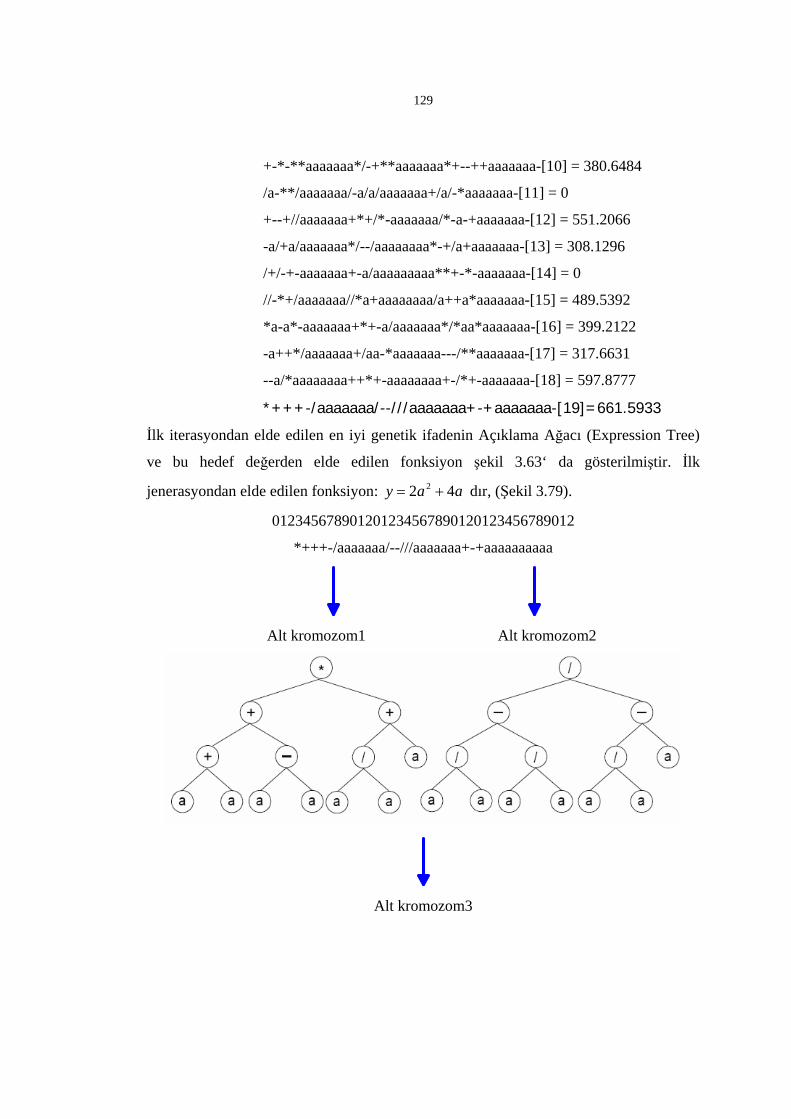
129
+-*-**aaaaaaa*/-+**aaaaaaa*+--++aaaaaaa-[10] = 380.6484
/a-**/aaaaaaa/-a/a/aaaaaaa+/a/-*aaaaaaa-[11] = 0
+--+//aaaaaaa+*+/*-aaaaaaa/*-a-+aaaaaaa-[12] = 551.2066
-a/+a/aaaaaaa*/--/aaaaaaaa*-+/a+aaaaaaa-[13] = 308.1296
/+/-+-aaaaaaa+-a/aaaaaaaaa**+-*-aaaaaaa-[14] = 0
//-*+/aaaaaaa//*a+aaaaaaaa/a++a*aaaaaaa-[15] = 489.5392
*a-a*-aaaaaaa+*+-a/aaaaaaa*/*aa*aaaaaaa-[16] = 399.2122
-a++*/aaaaaaa+/aa-*aaaaaaa---/**aaaaaaa-[17] = 317.6631
--a/*aaaaaaaa++*+-aaaaaaaa+-/*+-aaaaaaa-[18] = 597.8777
*+++-/aaaaaaa/--///aaaaaaa+-+aaaaaaa-[19]=661.5933
İlk iterasyondan elde edilen en iyi genetik ifadenin Açıklama Ağacı (Expression Tree)
ve bu hedef değerden elde edilen fonksiyon şekil 3.63‘ da gösterilmiştir. İlk
jenerasyondan elde edilen fonksiyon: aay 42 2 += dır, (Şekil 3.79).
012345678901201234567890120123456789012
*+++-/aaaaaaa/--///aaaaaaa+-+aaaaaaaaaa
Alt kromozom1 Alt kromozom2
Alt kromozom3
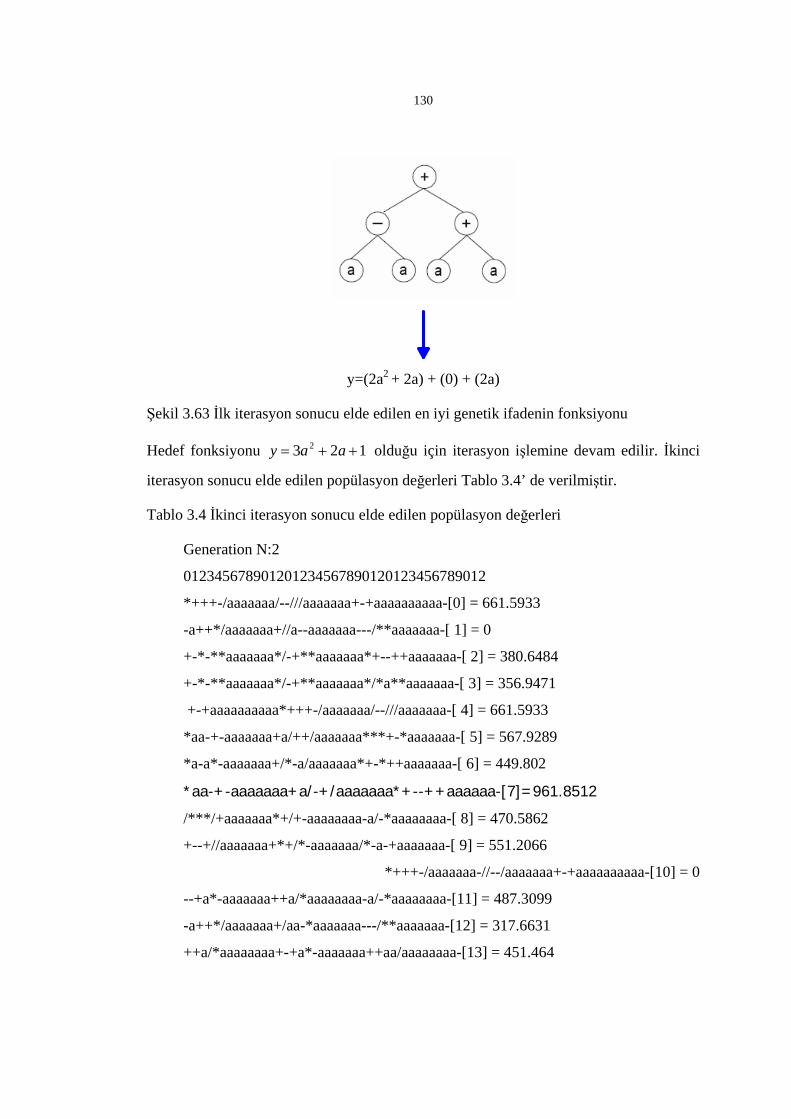
130
y=(2a2 + 2a) + (0) + (2a)
Şekil 3.63 İlk iterasyon sonucu elde edilen en iyi genetik ifadenin fonksiyonu
Hedef fonksiyonu 123 2 ++= aay olduğu için iterasyon işlemine devam edilir. İkinci
iterasyon sonucu elde edilen popülasyon değerleri Tablo 3.4’ de verilmiştir.
Tablo 3.4 İkinci iterasyon sonucu elde edilen popülasyon değerleri
Generation N:2
012345678901201234567890120123456789012
*+++-/aaaaaaa/--///aaaaaaa+-+aaaaaaaaaa-[0] = 661.5933
-a++*/aaaaaaa+//a--aaaaaaa---/**aaaaaaa-[ 1] = 0
+-*-**aaaaaaa*/-+**aaaaaaa*+--++aaaaaaa-[ 2] = 380.6484
+-*-**aaaaaaa*/-+**aaaaaaa*/*a**aaaaaaa-[ 3] = 356.9471
+-+aaaaaaaaaa*+++-/aaaaaaa/--///aaaaaaa-[ 4] = 661.5933
*aa-+-aaaaaaa+a/++/aaaaaaa***+-*aaaaaaa-[ 5] = 567.9289
*a-a*-aaaaaaa+/*-a/aaaaaaa*+-*++aaaaaaa-[ 6] = 449.802
*aa-+-aaaaaaa+a/-+/aaaaaaa*+--++aaaaaa-[7]=961.8512
/***/+aaaaaaa*+/+-aaaaaaaa-a/-*aaaaaaaa-[ 8] = 470.5862
+--+//aaaaaaa+*+/*-aaaaaaa/*-a-+aaaaaaa-[ 9] = 551.2066
*+++-/aaaaaaa-//--/aaaaaaa+-+aaaaaaaaaa-[10] = 0
--+a*-aaaaaaa++a/*aaaaaaaa-a/-*aaaaaaaa-[11] = 487.3099
-a++*/aaaaaaa+/aa-*aaaaaaa---/**aaaaaaa-[12] = 317.6631
++a/*aaaaaaaa+-+a*-aaaaaaa++aa/aaaaaaaa-[13] = 451.464
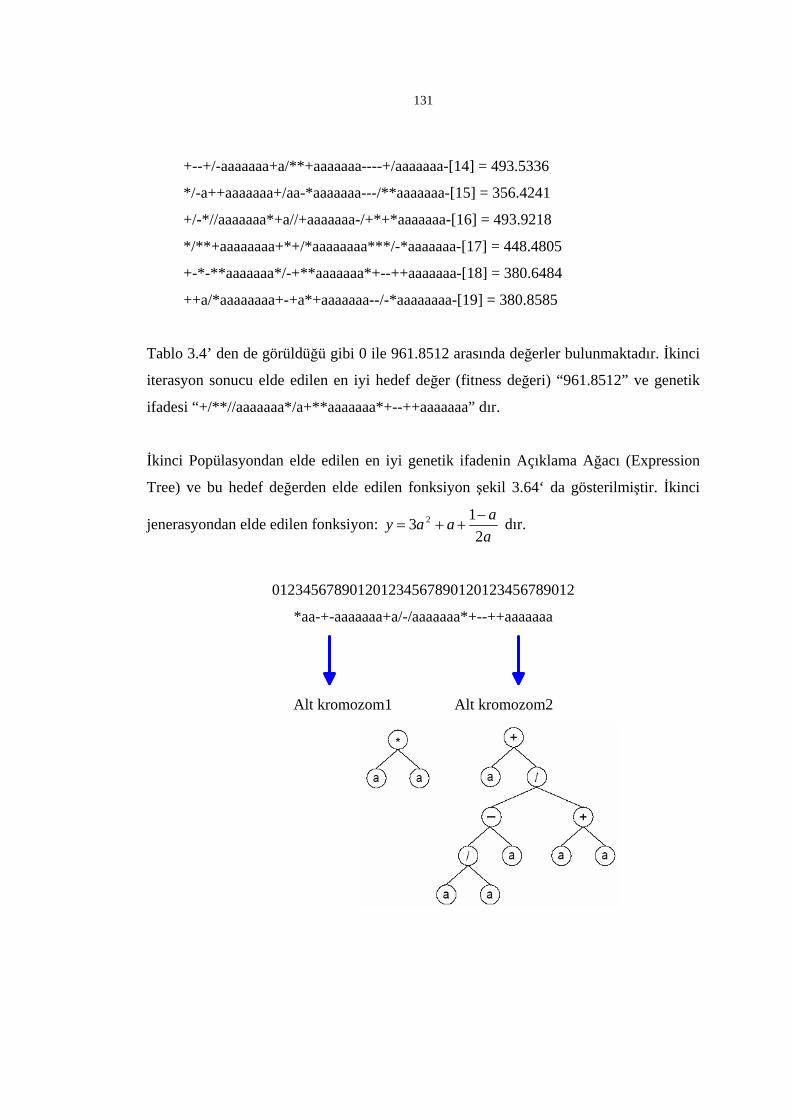
131
+--+/-aaaaaaa+a/**+aaaaaaa----+/aaaaaaa-[14] = 493.5336
*/-a++aaaaaaa+/aa-*aaaaaaa---/**aaaaaaa-[15] = 356.4241
+/-*//aaaaaaa*+a//+aaaaaaa-/+*+*aaaaaaa-[16] = 493.9218
*/**+aaaaaaaa+*+/*aaaaaaaa***/-*aaaaaaa-[17] = 448.4805
+-*-**aaaaaaa*/-+**aaaaaaa*+--++aaaaaaa-[18] = 380.6484
++a/*aaaaaaaa+-+a*+aaaaaaa--/-*aaaaaaaa-[19] = 380.8585
Tablo 3.4’ den de görüldüğü gibi 0 ile 961.8512 arasında değerler bulunmaktadır. İkinci
iterasyon sonucu elde edilen en iyi hedef değer (fitness değeri) “961.8512” ve genetik
ifadesi “+/**//aaaaaaa*/a+**aaaaaaa*+--++aaaaaaa” dır.
İkinci Popülasyondan elde edilen en iyi genetik ifadenin Açıklama Ağacı (Expression
Tree) ve bu hedef değerden elde edilen fonksiyon şekil 3.64‘ da gösterilmiştir. İkinci
jenerasyondan elde edilen fonksiyon: aaaay
213 2 −
++= dır.
012345678901201234567890120123456789012
*aa-+-aaaaaaa+a/-/aaaaaaa*+--++aaaaaaa
Alt kromozom1 Alt kromozom2
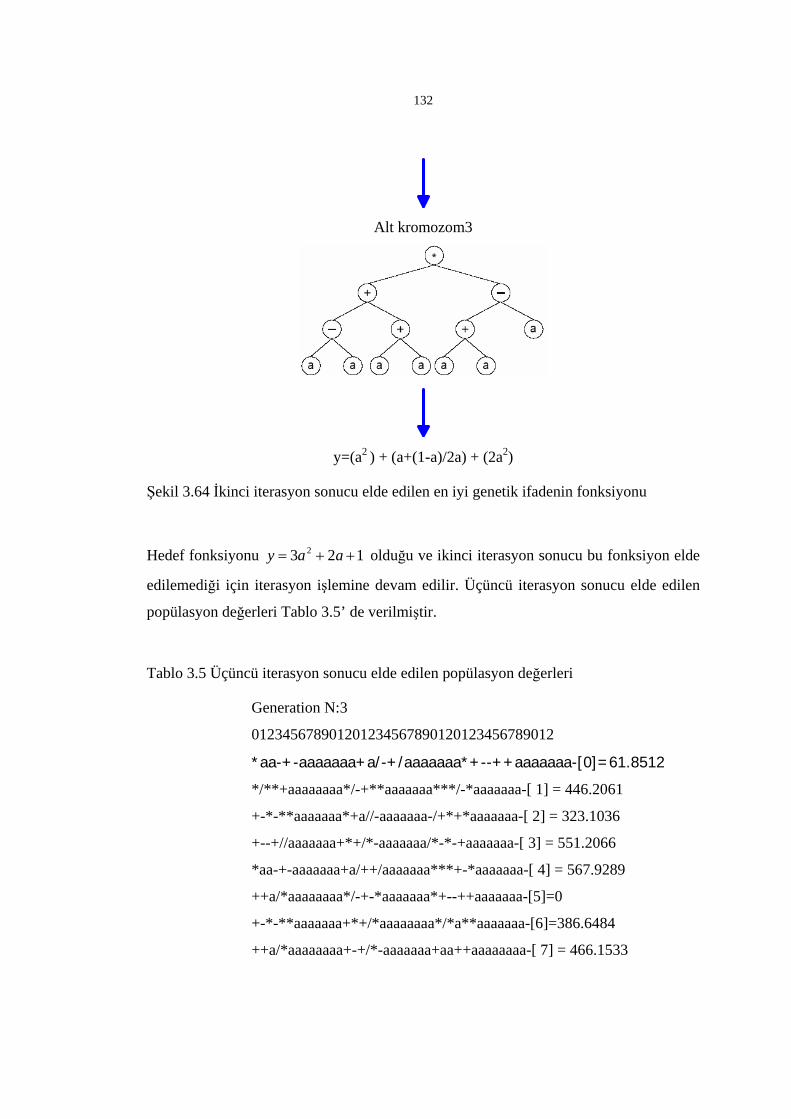
132
Alt kromozom3
y=(a2 ) + (a+(1-a)/2a) + (2a2)
Şekil 3.64 İkinci iterasyon sonucu elde edilen en iyi genetik ifadenin fonksiyonu
Hedef fonksiyonu 123 2 ++= aay olduğu ve ikinci iterasyon sonucu bu fonksiyon elde
edilemediği için iterasyon işlemine devam edilir. Üçüncü iterasyon sonucu elde edilen
popülasyon değerleri Tablo 3.5’ de verilmiştir.
Tablo 3.5 Üçüncü iterasyon sonucu elde edilen popülasyon değerleri
Generation N:3
012345678901201234567890120123456789012
*aa-+-aaaaaaa+a/-+/aaaaaaa*+--++aaaaaaa-[0]=61.8512
*/**+aaaaaaaa*/-+**aaaaaaa***/-*aaaaaaa-[ 1] = 446.2061
+-*-**aaaaaaa*+a//-aaaaaaa-/+*+*aaaaaaa-[ 2] = 323.1036
+--+//aaaaaaa+*+/*-aaaaaaa/*-*-+aaaaaaa-[ 3] = 551.2066
*aa-+-aaaaaaa+a/++/aaaaaaa***+-*aaaaaaa-[ 4] = 567.9289
++a/*aaaaaaaa*/-+-*aaaaaaa*+--++aaaaaaa-[5]=0
+-*-**aaaaaaa+*+/*aaaaaaaa*/*a**aaaaaaa-[6]=386.6484
++a/*aaaaaaaa+-+/*-aaaaaaa+aa++aaaaaaaa-[ 7] = 466.1533
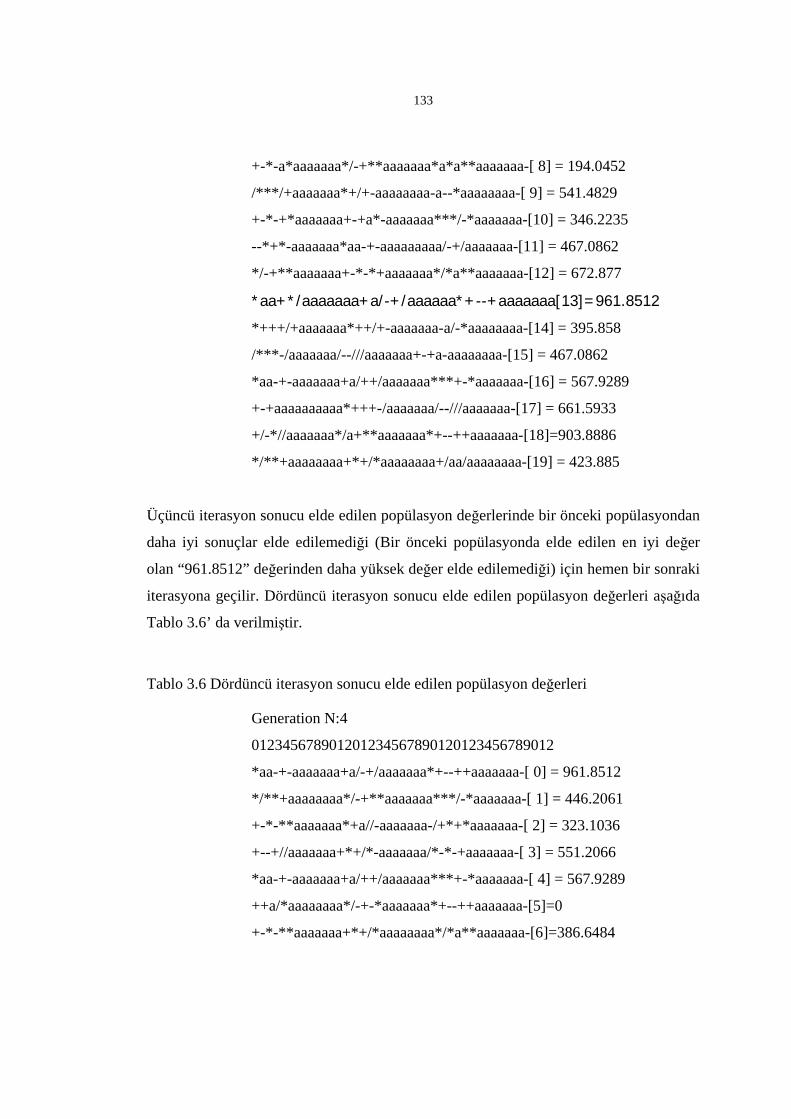
133
+-*-a*aaaaaaa*/-+**aaaaaaa*a*a**aaaaaaa-[ 8] = 194.0452
/***/+aaaaaaa*+/+-aaaaaaaa-a--*aaaaaaaa-[ 9] = 541.4829
+-*-+*aaaaaaa+-+a*-aaaaaaa***/-*aaaaaaa-[10] = 346.2235
--*+*-aaaaaaa*aa-+-aaaaaaaaa/-+/aaaaaaa-[11] = 467.0862
*/-+**aaaaaaa+-*-*+aaaaaaa*/*a**aaaaaaa-[12] = 672.877
*aa+*/aaaaaaa+a/-+/aaaaaa*+--+aaaaaaa[13]=961.8512
*+++/+aaaaaaa*++/+-aaaaaaa-a/-*aaaaaaaa-[14] = 395.858
/***-/aaaaaaa/--///aaaaaaa+-+a-aaaaaaaa-[15] = 467.0862
*aa-+-aaaaaaa+a/++/aaaaaaa***+-*aaaaaaa-[16] = 567.9289
+-+aaaaaaaaaa*+++-/aaaaaaa/--///aaaaaaa-[17] = 661.5933
+/-*//aaaaaaa*/a+**aaaaaaa*+--++aaaaaaa-[18]=903.8886
*/**+aaaaaaaa+*+/*aaaaaaaa+/aa/aaaaaaaa-[19] = 423.885
Üçüncü iterasyon sonucu elde edilen popülasyon değerlerinde bir önceki popülasyondan
daha iyi sonuçlar elde edilemediği (Bir önceki popülasyonda elde edilen en iyi değer
olan “961.8512” değerinden daha yüksek değer elde edilemediği) için hemen bir sonraki
iterasyona geçilir. Dördüncü iterasyon sonucu elde edilen popülasyon değerleri aşağıda
Tablo 3.6’ da verilmiştir.
Tablo 3.6 Dördüncü iterasyon sonucu elde edilen popülasyon değerleri
Generation N:4
012345678901201234567890120123456789012
*aa-+-aaaaaaa+a/-+/aaaaaaa*+--++aaaaaaa-[ 0] = 961.8512
*/**+aaaaaaaa*/-+**aaaaaaa***/-*aaaaaaa-[ 1] = 446.2061
+-*-**aaaaaaa*+a//-aaaaaaa-/+*+*aaaaaaa-[ 2] = 323.1036
+--+//aaaaaaa+*+/*-aaaaaaa/*-*-+aaaaaaa-[ 3] = 551.2066
*aa-+-aaaaaaa+a/++/aaaaaaa***+-*aaaaaaa-[ 4] = 567.9289
++a/*aaaaaaaa*/-+-*aaaaaaa*+--++aaaaaaa-[5]=0
+-*-**aaaaaaa+*+/*aaaaaaaa*/*a**aaaaaaa-[6]=386.6484
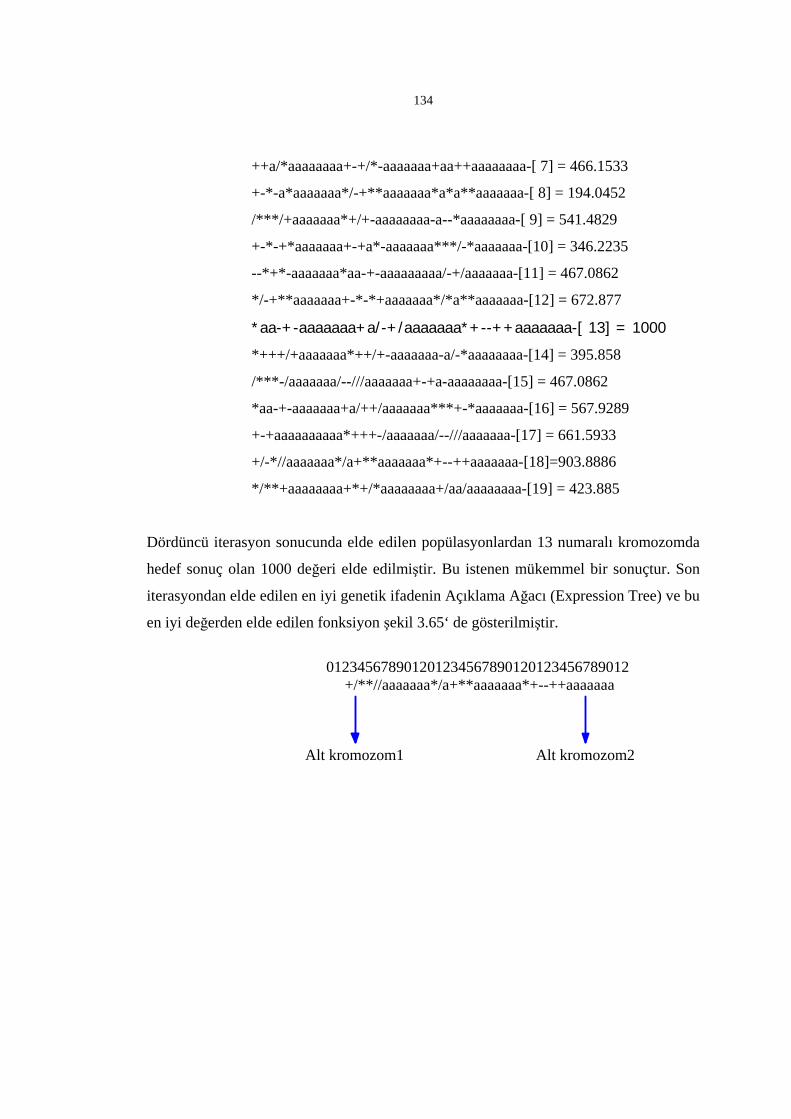
134
++a/*aaaaaaaa+-+/*-aaaaaaa+aa++aaaaaaaa-[ 7] = 466.1533
+-*-a*aaaaaaa*/-+**aaaaaaa*a*a**aaaaaaa-[ 8] = 194.0452
/***/+aaaaaaa*+/+-aaaaaaaa-a--*aaaaaaaa-[ 9] = 541.4829
+-*-+*aaaaaaa+-+a*-aaaaaaa***/-*aaaaaaa-[10] = 346.2235
--*+*-aaaaaaa*aa-+-aaaaaaaaa/-+/aaaaaaa-[11] = 467.0862
*/-+**aaaaaaa+-*-*+aaaaaaa*/*a**aaaaaaa-[12] = 672.877
*aa-+-aaaaaaa+a/-+/aaaaaaa*+--++aaaaaaa-[ 13] = 1000
*+++/+aaaaaaa*++/+-aaaaaaa-a/-*aaaaaaaa-[14] = 395.858
/***-/aaaaaaa/--///aaaaaaa+-+a-aaaaaaaa-[15] = 467.0862
*aa-+-aaaaaaa+a/++/aaaaaaa***+-*aaaaaaa-[16] = 567.9289
+-+aaaaaaaaaa*+++-/aaaaaaa/--///aaaaaaa-[17] = 661.5933
+/-*//aaaaaaa*/a+**aaaaaaa*+--++aaaaaaa-[18]=903.8886
*/**+aaaaaaaa+*+/*aaaaaaaa+/aa/aaaaaaaa-[19] = 423.885
Dördüncü iterasyon sonucunda elde edilen popülasyonlardan 13 numaralı kromozomda
hedef sonuç olan 1000 değeri elde edilmiştir. Bu istenen mükemmel bir sonuçtur. Son
iterasyondan elde edilen en iyi genetik ifadenin Açıklama Ağacı (Expression Tree) ve bu
en iyi değerden elde edilen fonksiyon şekil 3.65‘ de gösterilmiştir.
012345678901201234567890120123456789012
+/**//aaaaaaa*/a+**aaaaaaa*+--++aaaaaaa
Alt kromozom1 Alt kromozom2
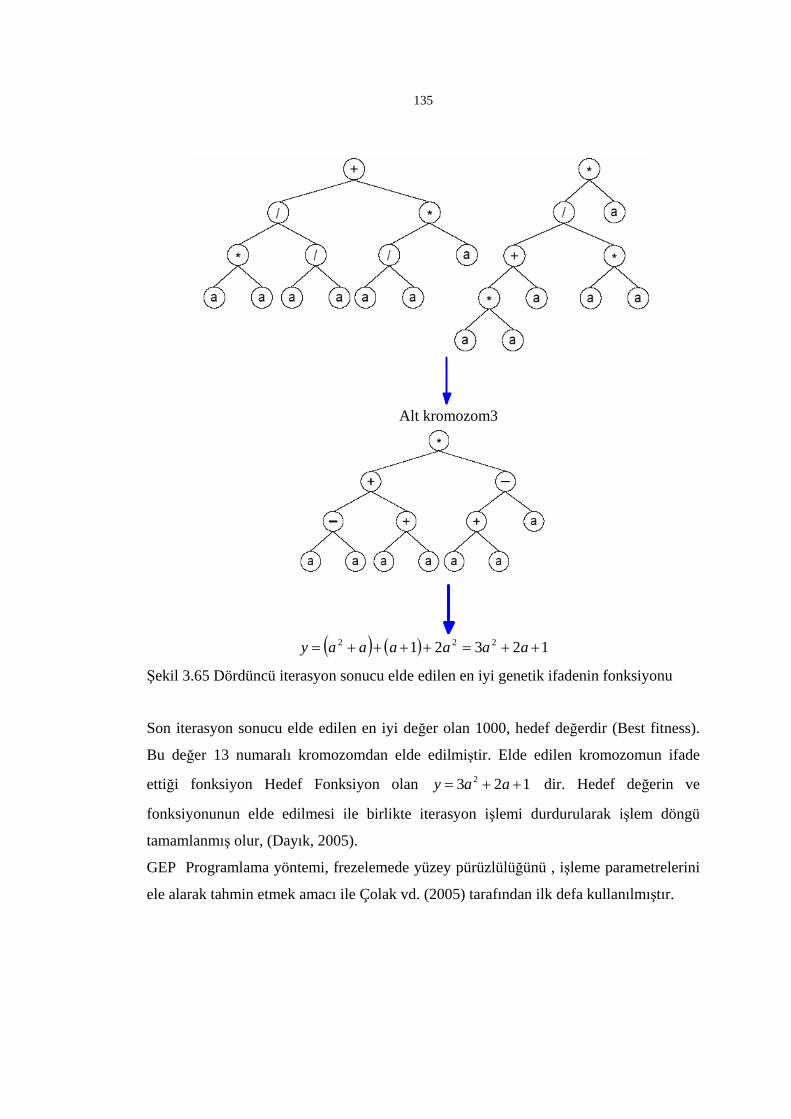
135
Alt kromozom3
( ) ( ) 12321 222 ++=++++= aaaaaay
Şekil 3.65 Dördüncü iterasyon sonucu elde edilen en iyi genetik ifadenin fonksiyonu
Son iterasyon sonucu elde edilen en iyi değer olan 1000, hedef değerdir (Best fitness).
Bu değer 13 numaralı kromozomdan elde edilmiştir. Elde edilen kromozomun ifade
ettiği fonksiyon Hedef Fonksiyon olan 123 2 ++= aay dir. Hedef değerin ve
fonksiyonunun elde edilmesi ile birlikte iterasyon işlemi durdurularak işlem döngü
tamamlanmış olur, (Dayık, 2005).
GEP Programlama yöntemi, frezelemede yüzey pürüzlülüğünü , işleme parametrelerini
ele alarak tahmin etmek amacı ile Çolak vd. (2005) tarafından ilk defa kullanılmıştır.
136
3.3. YÖNTEM
3.3.1. Deneysel Çalışma Düzeneği ve Özellikleri
Bu çalışmada iki grup deneysel çalışmalar yapılmıştır.
Birinci grupta yer alan deneyler de tezgah dinamik parametreleri gözetilmeden yapılan
sert yüzey frezeleme için kesici takımlarda oluşan aşınmaların akustik ve titreşim
sensörleri yardımı ile tespit edilmesi ve yapay zeka teknikleri kullanılarak aşınma
modellerinin geliştirilmesinden oluşmaktadır. Bu gruptaki çalışmalar SDÜ CAD/CAM
Araştırma Merkezinde yapılmıştır.
İkinci gruptaki çalışmalarda ise aşınma deneylerinde kullanılan tezgah ve cihazların
dinamik parametreleri göz önüne alınarak gerçekleştirilmiştir. Bu gruptaki çalışmalar
British Colombia Üniversitesinde yaralan Manufacturing Automation
Laboratuvarlarında, BOEING uçak firması için yapılan bir proje kapsamında yapılmıştır.
Çalışmalarda tezgah dinamik parametreleri titreşim testleri ile belirlenerek, optimum
kesme şartlarında sert kaba frezeleme için takım aşınması deneyleri gerçekleştirilmiştir.
Deneylerde dinamometre yardımı ile kesme kuvvetleri ile ortam akustik verileri
mikrofon ile ölçülmüştür. Tezgahın dinamik parametrelerine göre tezgah kararlılığının
tespit edilmesi ve optimum kesme şartlarının belirlenmesinde Bulanık Mantık Modeli
geliştirilmiştir.
3.3.1.1. Kullanılan CNC Tezgahlar ve Özellikleri
Birinci grupta yaralan çalışmalar Süleyman Demirel Üniversitesi CAD/CAM Araştırma
ve Uygulama Merkezinde Hartford VMC550 CNC Freze tezgahında yapılmıştır, (Şekil
3.66).
CNC Freze Tezgahı 4 eksenlidir. Tezgah tablası x ve y ekseninde yani yatayda hareket
ederken, iş mili Z ekseninde dikey olarak hareket etmektedir. Tezgah tablası boyutları X
137
ekseninde 1020mm, Y ekseninde 500mm’dir. Tezgah magazin kapasitesi 20 adet takım
bağlamayla sınırlıdır. İş milinin en büyük dönme hızı 6000 dev/dak’dır.
Şekil 3.66. Hartford VMC550 CNC dik işleme merkezi
İkinci grupta yaralan çalışmalar ise MoriSEİKİ 5 Eksen yüksek hızlı freze tezgahında
gerçekleştirilmiştir. Bu tezgah havacılık sektöründe kullanılan özel malzemelerin
işlenmesi için geliştirilmiş bir tezgah olup iş mili 20000 dev/dak hızlarına
çıkabilmektedir,(Şekil 3.67). Takım tutucu sistemi hidrolik kavramalı HSK tipinde olup
tezgah yatay iş miline sahiptir. Diğer CNC frezelerden farklı olarak iş parçası sabit olup
iş mili X, Y, Z Koordinatları boyunca hareket etmektedir. Tezgahın eksen hareket
boyutları X ekseninde 560mm, Y ekseninde 510mm’ve Z ekseninde 510 mm. dir 40
kesici takım kapasitesine sahip olan bu tezgahta 500 kg. a kadar ağırlıkta iş parçaları
işlenebilmektedir.

138
Şekil 3.67. Mori Seiki SH403 yüksek hızlı CNC yatay işleme merkezi
(British Colombia Üniversitesi)
3.3.1.2. Sensörler
Sensörler, fiziksel bir etki altında (Sıcaklık, kuvvet, yer değiştirme, gibi) orantılı
sinyaller üreten (elektrik, manyetik, mekanik v.b) cihazlardır.
Talaşlı imalatta daha kaliteli bir ürün elde etmek ve tezgah performansından maksimum
faydalanmak için işleme anında tezgah üzerine yerleştirilen sensörler vasıtası ile anında
işleme durumunun ve performansının izlenmesi sağlanabilmektedir. Çeşitli amaçlar için
farklı özelliklere sahip sensörler tercih edilmektedir. Sensör tabanlı işleme ve izleme
günümüzde artık imalat sektörünün hemen hemen her kademesinde görülmektedir.
Dijital teknolojinin gelişimi ile birlikte gelişen sensörler, sinyal üreticiler ve veri
toplama sistemleri güçlü bilgisayarlar vasıta ile geliştirilen algoritmalarla sinyallerin
değerlendirilmesini kolaylaştırmıştır. Bu sayede aynı sistem için üretim hızı ve kalitesi
her geçen gün artmaktadır.
Özellikle yüksek performanslı kesme olarak tanımlanan sert metal işleme ve hızlı talaş
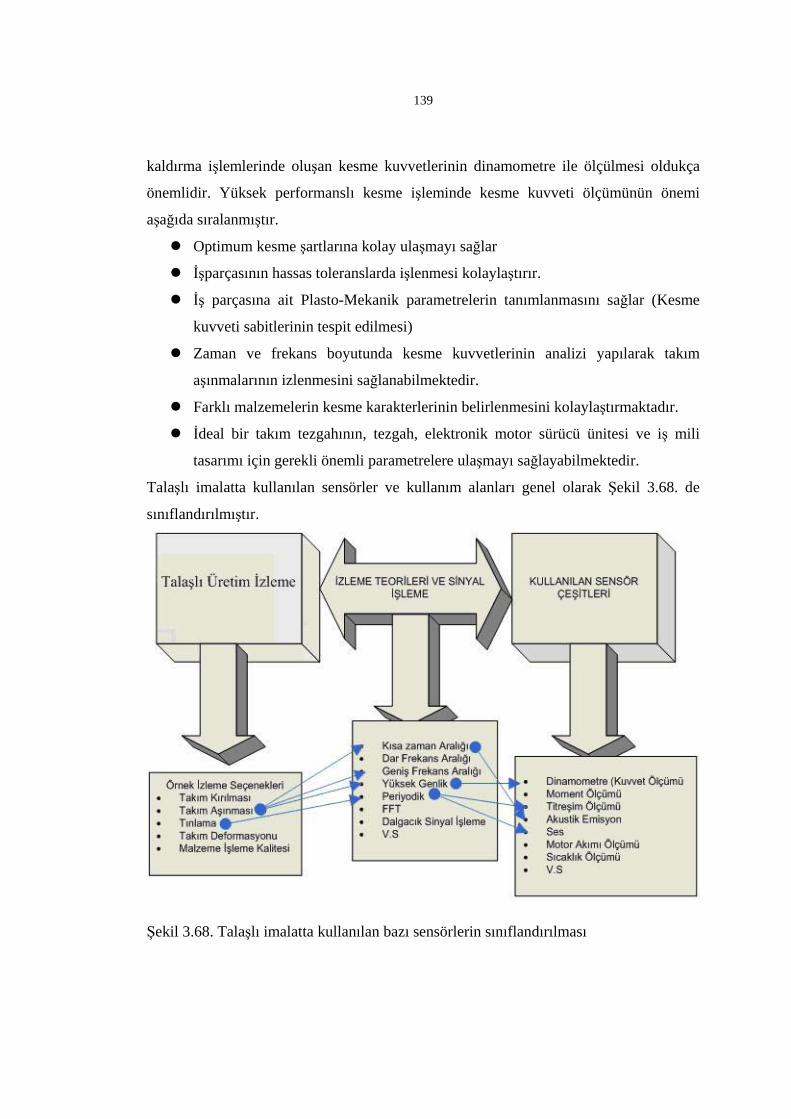
139
kaldırma işlemlerinde oluşan kesme kuvvetlerinin dinamometre ile ölçülmesi oldukça
önemlidir. Yüksek performanslı kesme işleminde kesme kuvveti ölçümünün önemi
aşağıda sıralanmıştır.
Optimum kesme şartlarına kolay ulaşmayı sağlar
İşparçasının hassas toleranslarda işlenmesi kolaylaştırır.
İş parçasına ait Plasto-Mekanik parametrelerin tanımlanmasını sağlar (Kesme
kuvveti sabitlerinin tespit edilmesi)
Zaman ve frekans boyutunda kesme kuvvetlerinin analizi yapılarak takım
aşınmalarının izlenmesini sağlanabilmektedir.
Farklı malzemelerin kesme karakterlerinin belirlenmesini kolaylaştırmaktadır.
İdeal bir takım tezgahının, tezgah, elektronik motor sürücü ünitesi ve iş mili
tasarımı için gerekli önemli parametrelere ulaşmayı sağlayabilmektedir.
Talaşlı imalatta kullanılan sensörler ve kullanım alanları genel olarak Şekil 3.68. de
sınıflandırılmıştır.
Şekil 3.68. Talaşlı imalatta kullanılan bazı sensörlerin sınıflandırılması
140
Bu çalışmada kullanılan başlıca sensörler ve kullanıldıkları alanlar tablo 3.7 de
verilmiştir.
Tablo 3.7. Frezeleme operasyonlarının izlenmesinde kullanılan sensörler
Sensörün Adı Özelliği ve Malzemesi
Kullanıldığı yer
Akustik Emisyon Piezoelektrik Titreşim Sensörü Piezoelektrik
DIN 1.2842 sert çeliğinin işlenmesinde titanyum alüminyum nitrür (TiAlN) kaplamalı karbür takımın aşınması izlemek amacı ile iş parçası üzerine monte edilmiştir.
Birinci Grup Deneylerde Kullanılan Sensörler
Tezgah Titreşim Analizi Sensör Grubu
• Çekiçler • İvmelenme
Sensörleri
Piezoelektrik MoriSeiki Takım Tezgahının ve bu tezgahta kullanılan kesici takımların Frekans Tepki Fonksiyonunu Tespit etmek için kesici takım üzerine yerleştirilen sensörler
Mikrofon (Ses Sensörü)
Konvensiyonel mono mikrofon
MoriSeiki Takım Tezgahının bulanık mantık hata tespiti modeli ve takım aşınması deneylerinde kullanılmış olup tezgahın içine monte edilmiştir.
Dinamometre (Kuvvet Sensörü)
Piezoelektrik, Fx, Fy, Fz şeklinde 3 eksende kesme kuvveti ölçer
MoriSeiki Takım Tezgahının hata tespiti bulanık mantık modeli ve AISI 4340M Çeliğinin işlenmesi esnasındaki takım aşınmalarının tespiti deneylerinde kullanılmış olup işparçasının altına monte edilmiştir.
İkinci Grup Deneylerde Kullanılan Sensörler
Tablo 3.7. de de verildiği gibi kullanılan sensörlerin çoğunluğu Piezoelektrik esaslı
sensörlerden oluşmaktadır.
Talaşlı imalatın izlenmesinde sensor seçimi izlemenin hassasiyeti bakımından oldukça
önemli olup dikkat edilmesi gereken çok önemli noktaları vardır. Bunlar kısaca
şunlardır.Çalışma şartlarının frekans aralığı iyi tespit edilmelidir. Örneğin maksimum
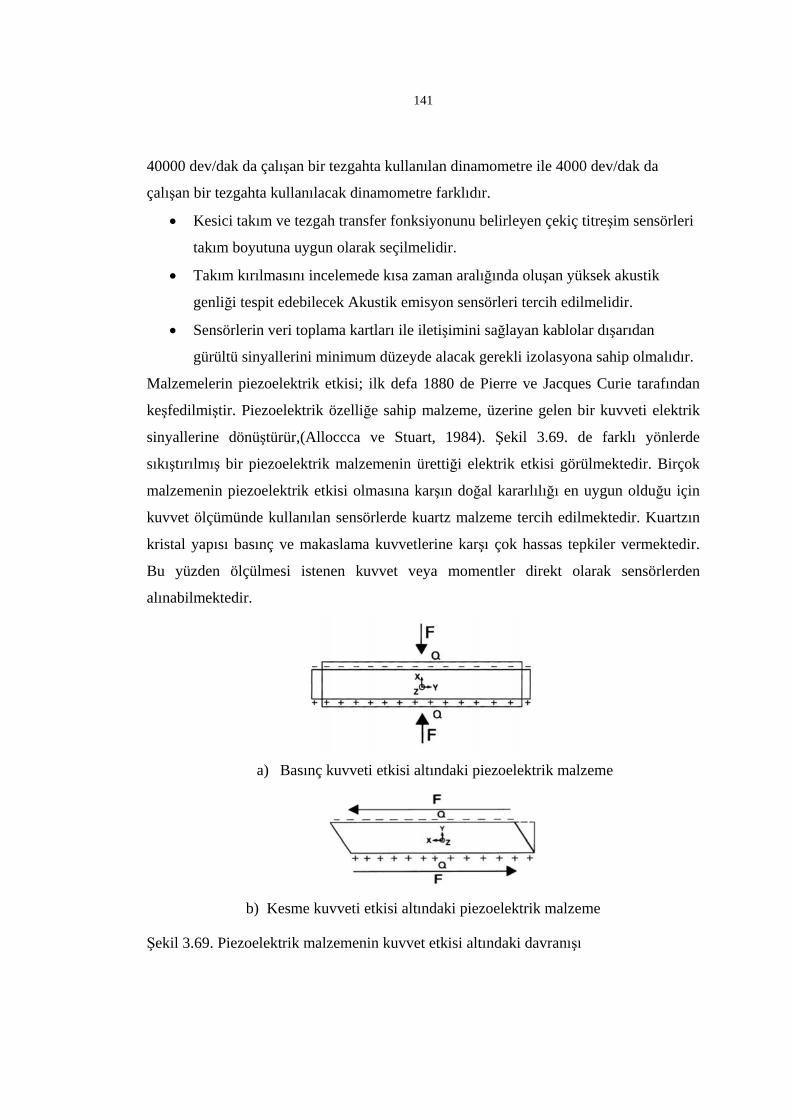
141
40000 dev/dak da çalışan bir tezgahta kullanılan dinamometre ile 4000 dev/dak da
çalışan bir tezgahta kullanılacak dinamometre farklıdır.
• Kesici takım ve tezgah transfer fonksiyonunu belirleyen çekiç titreşim sensörleri
takım boyutuna uygun olarak seçilmelidir.
• Takım kırılmasını incelemede kısa zaman aralığında oluşan yüksek akustik
genliği tespit edebilecek Akustik emisyon sensörleri tercih edilmelidir.
• Sensörlerin veri toplama kartları ile iletişimini sağlayan kablolar dışarıdan
gürültü sinyallerini minimum düzeyde alacak gerekli izolasyona sahip olmalıdır.
Malzemelerin piezoelektrik etkisi; ilk defa 1880 de Pierre ve Jacques Curie tarafından
keşfedilmiştir. Piezoelektrik özelliğe sahip malzeme, üzerine gelen bir kuvveti elektrik
sinyallerine dönüştürür,(Alloccca ve Stuart, 1984). Şekil 3.69. de farklı yönlerde
sıkıştırılmış bir piezoelektrik malzemenin ürettiği elektrik etkisi görülmektedir. Birçok
malzemenin piezoelektrik etkisi olmasına karşın doğal kararlılığı en uygun olduğu için
kuvvet ölçümünde kullanılan sensörlerde kuartz malzeme tercih edilmektedir. Kuartzın
kristal yapısı basınç ve makaslama kuvvetlerine karşı çok hassas tepkiler vermektedir.
Bu yüzden ölçülmesi istenen kuvvet veya momentler direkt olarak sensörlerden
alınabilmektedir.
a) Basınç kuvveti etkisi altındaki piezoelektrik malzeme
b) Kesme kuvveti etkisi altındaki piezoelektrik malzeme
Şekil 3.69. Piezoelektrik malzemenin kuvvet etkisi altındaki davranışı

142
3.3.1.3. Titreşim Sensörleri ve Çekiçler
Titreşim sensörleri makina yapısının veya işparçasının mekanik titreşimlerini ölçerler.
Kesme işlemlerinde kullanılan titreşim sensörlerinin uygunluğu sensör konumuna ve
normal titreşim sinyallerindeki hata sinyalinin bağıl büyüklüğüne bağlı olarak değişir.
Titreşim sensörleri genellikle periyodik sinyalleri ölçmek için uygundur. 15 Hz gibi
yüksek frekans oranlarında bile uygun sensörler bulunabilir.
T.I. El-Waerdany ve arkadaşları (1996) da delme işlemi için takım aşınması ve
kırılmasını titreşim sinyal analizi ile izlemişlerdir. İzleme analizi için zaman ve frekans
boyutunda sinyaller değerlendirilmiştir. Tornalama işlemleri için titreşim sinyalleri
kullanılarak takım aşınması ve tırlama problemi izlenebilmiştir, (G.H. Lim, 1995 ve
X.Q. Li vd. 1997). Bu çalışmada takım yan yüzey aşınması ve titreşim genlikleri
arasında kuvvetli bir ilişki bulunmuştur.
Bu çalışmada iki farklı titreşim sensörü kullanılmıştır.
Birinci grupta yer alan çalışmada işparçası üzerine yerleştirilen titreşim sensör sinyal
verilerinin karekök ortalamaları RMSORT verileri kullanılarak kurulan yapay zeka
modellerleri ile takım aşınmasının izlenmesi sağlanmıştır, (Şekil 3.70). Bu sensöre ait
teknik veriler tablo 3.8 de verilmiştir.
a) Titreşim Sensörü b)Sinyal Şartlandırıcı
Şekil 3.70 Takım aşınması deneylerinde işparçası üzerine takılan titreşim sensörü ve
sinyal şartlandırıcı ünitesi
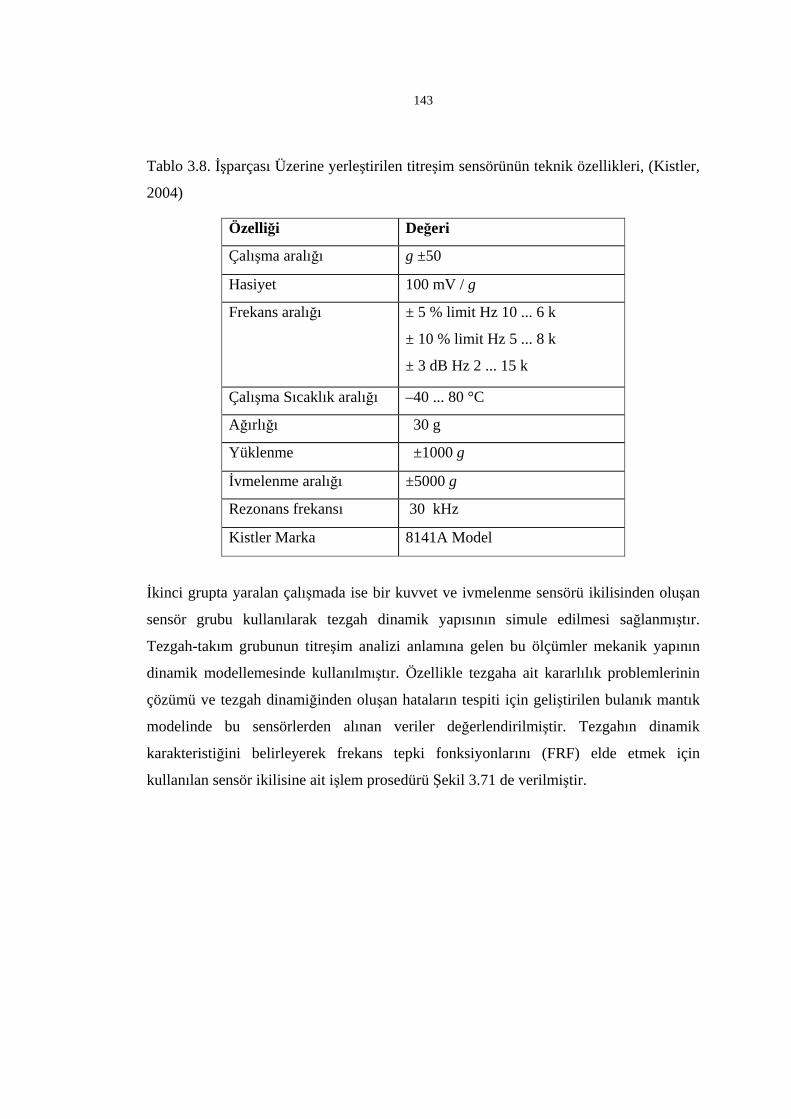
143
Tablo 3.8. İşparçası Üzerine yerleştirilen titreşim sensörünün teknik özellikleri, (Kistler,
2004)
Özelliği Değeri
Çalışma aralığı g ±50
Hasiyet 100 mV / g
Frekans aralığı ± 5 % limit Hz 10 ... 6 k
± 10 % limit Hz 5 ... 8 k
± 3 dB Hz 2 ... 15 k
Çalışma Sıcaklık aralığı –40 ... 80 °C
Ağırlığı 30 g
Yüklenme ±1000 g
İvmelenme aralığı ±5000 g
Rezonans frekansı 30 kHz
Kistler Marka 8141A Model
İkinci grupta yaralan çalışmada ise bir kuvvet ve ivmelenme sensörü ikilisinden oluşan
sensör grubu kullanılarak tezgah dinamik yapısının simule edilmesi sağlanmıştır.
Tezgah-takım grubunun titreşim analizi anlamına gelen bu ölçümler mekanik yapının
dinamik modellemesinde kullanılmıştır. Özellikle tezgaha ait kararlılık problemlerinin
çözümü ve tezgah dinamiğinden oluşan hataların tespiti için geliştirilen bulanık mantık
modelinde bu sensörlerden alınan veriler değerlendirilmiştir. Tezgahın dinamik
karakteristiğini belirleyerek frekans tepki fonksiyonlarını (FRF) elde etmek için
kullanılan sensör ikilisine ait işlem prosedürü Şekil 3.71 de verilmiştir.
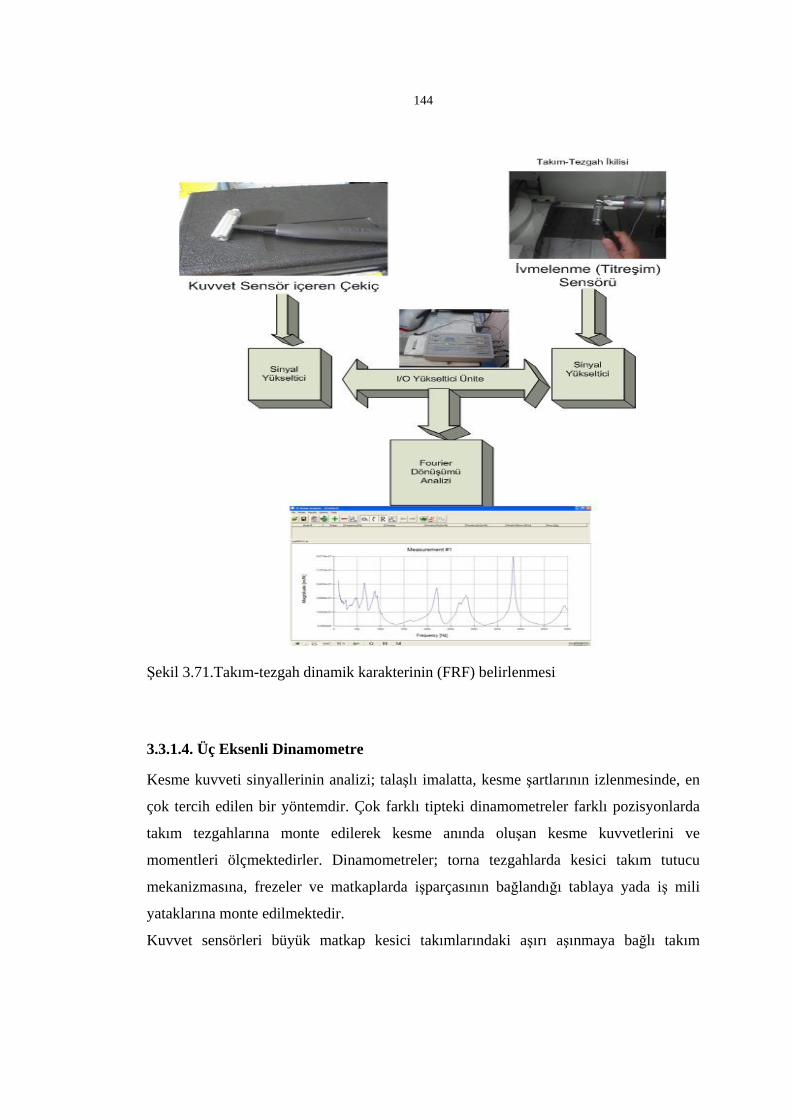
144
Şekil 3.71.Takım-tezgah dinamik karakterinin (FRF) belirlenmesi
3.3.1.4. Üç Eksenli Dinamometre
Kesme kuvveti sinyallerinin analizi; talaşlı imalatta, kesme şartlarının izlenmesinde, en
çok tercih edilen bir yöntemdir. Çok farklı tipteki dinamometreler farklı pozisyonlarda
takım tezgahlarına monte edilerek kesme anında oluşan kesme kuvvetlerini ve
momentleri ölçmektedirler. Dinamometreler; torna tezgahlarda kesici takım tutucu
mekanizmasına, frezeler ve matkaplarda işparçasının bağlandığı tablaya yada iş mili
yataklarına monte edilmektedir.
Kuvvet sensörleri büyük matkap kesici takımlarındaki aşırı aşınmaya bağlı takım
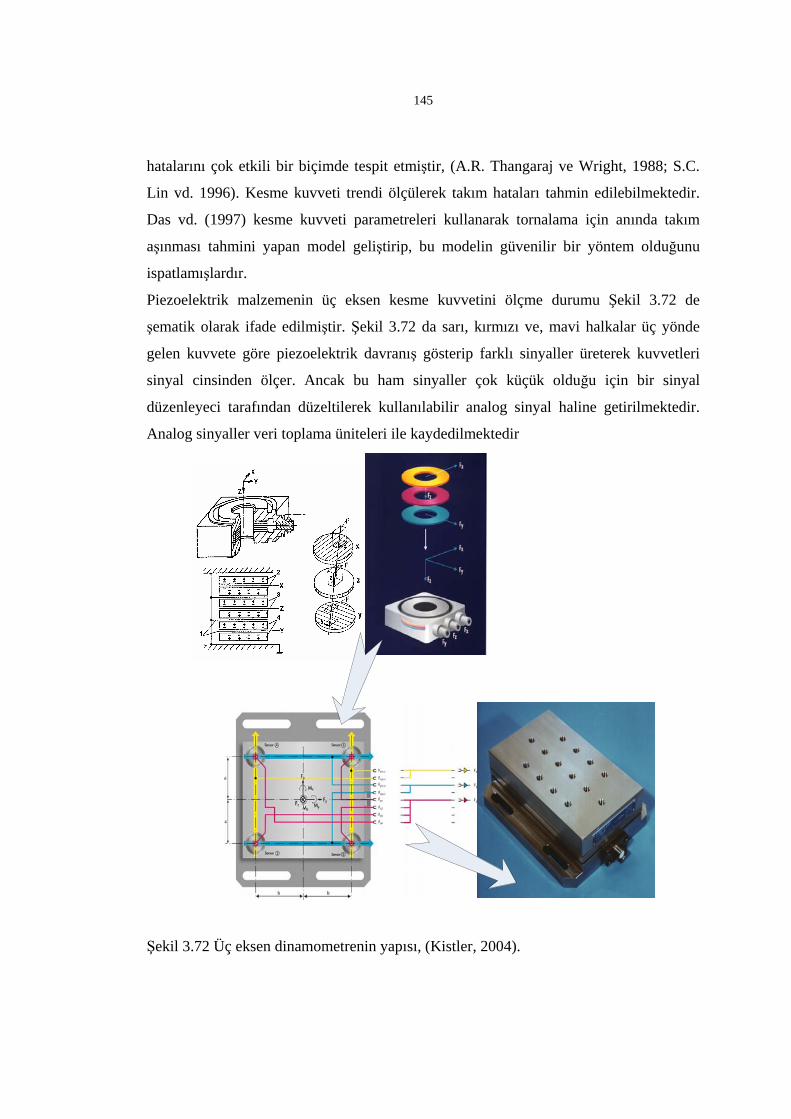
145
hatalarını çok etkili bir biçimde tespit etmiştir, (A.R. Thangaraj ve Wright, 1988; S.C.
Lin vd. 1996). Kesme kuvveti trendi ölçülerek takım hataları tahmin edilebilmektedir.
Das vd. (1997) kesme kuvveti parametreleri kullanarak tornalama için anında takım
aşınması tahmini yapan model geliştirip, bu modelin güvenilir bir yöntem olduğunu
ispatlamışlardır.
Piezoelektrik malzemenin üç eksen kesme kuvvetini ölçme durumu Şekil 3.72 de
şematik olarak ifade edilmiştir. Şekil 3.72 da sarı, kırmızı ve, mavi halkalar üç yönde
gelen kuvvete göre piezoelektrik davranış gösterip farklı sinyaller üreterek kuvvetleri
sinyal cinsinden ölçer. Ancak bu ham sinyaller çok küçük olduğu için bir sinyal
düzenleyeci tarafından düzeltilerek kullanılabilir analog sinyal haline getirilmektedir.
Analog sinyaller veri toplama üniteleri ile kaydedilmektedir
Şekil 3.72 Üç eksen dinamometrenin yapısı, (Kistler, 2004).

146
3.3.1.5. Akustik Düzen
Akustik emisyon yüksek frekanslı bir salınım olup, malzeme aşınması sırasındaki
çatlakların oluşumu esnasındaki faz değişiminde kendiliğinden ortaya çıkan gerilme
dalgası olarak ifade edilir. Malzeme mikro yapısındaki gerilme enerjisinin aşınma ile
boşalması, yüzeye yerleştirilen piezoelektrik esaslı bir algılayıcı ile tespit edilir. Akustik
sensörler, takım yada makina içerisinde yüksek frekanslarda oluşan küçük hataları tespit
etmek amacı ile tasarlanır. Geniş bir frekans aralığına sahip olup 50 kHz ile 2Mhz
arasında çalışırlar.
Takım aşınmalarını, ufalanmaları ve takım kırılmalarını tespit etmek amacı ile değişik
metotlar geliştirilmiştir. Bu metotlar genellikle sinyal yapısını tanımlayarak analiz etmek
amacını taşır. E. Emel ve Kannatey Asibu 1988 doğrusal distirimant Fonksiyonlarını,
Dornfeld 1992 de yapay sinir ağları modelini, kesici takım aşınmalarını tespit etmek ve
akustik sinyalleri analiz etmek amacı ile geliştirmişlerdir. Saini ve Park 1996 deki
çalışmasında Akustik emisyon sinyallerinin RMS voltajları ve kesme hızı, kesme
kuvveti, kesme açıları, takımın kenar açısı gibi parametreleri kullanarak dik kesme
operasyonları ile bir ilişki elde etmişlerdir.
Bu çalışmada birinci grup deneylerde kullanılan Akustik Emisyon sensörleri deney
esnasında işparçası üzerine monte edilerek kesme anında sinyaller toplanmış ve
sinyallerin karekök voltajları (RMS) ortalamaları yapay zeka yazılımları ile, takım
aşınması tahmin modellerinde değerlendirilmiştir, (Şekil 73). Deneysel çalışmada
kullanılan akustik emisyon sensörüne ait teknik bilgiler tablo 3.9 de verilmiştir.
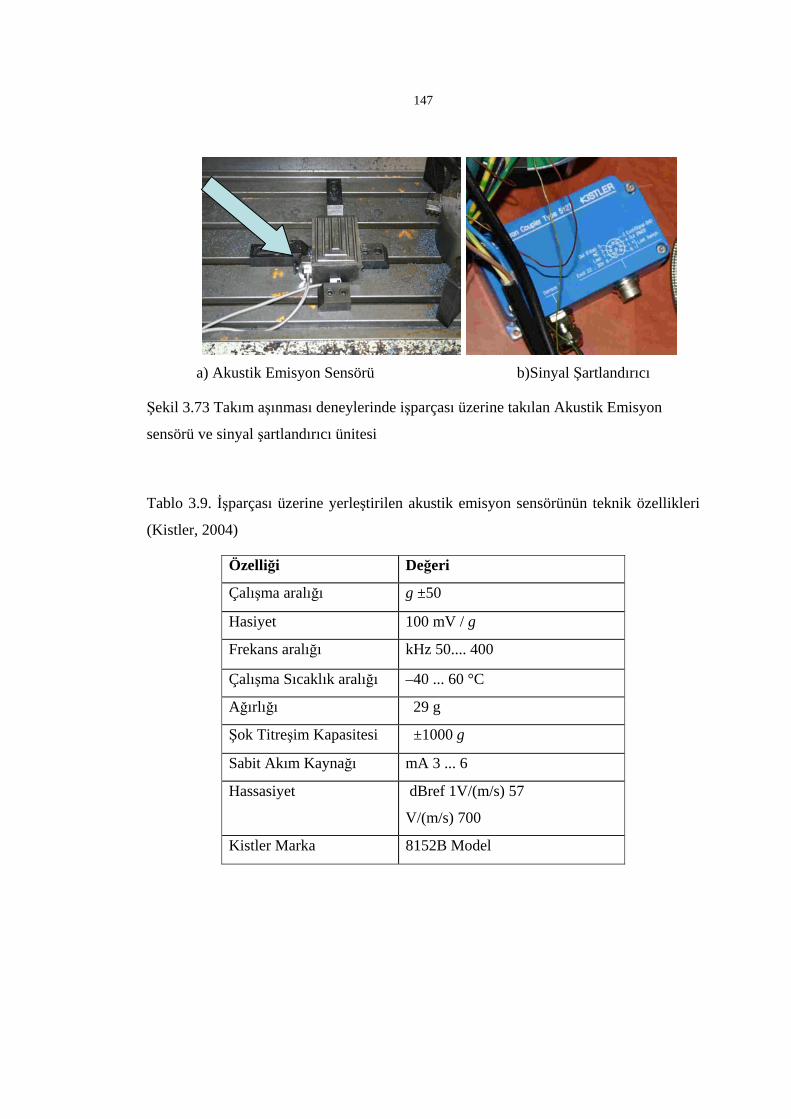
147
a) Akustik Emisyon Sensörü b)Sinyal Şartlandırıcı
Şekil 3.73 Takım aşınması deneylerinde işparçası üzerine takılan Akustik Emisyon
sensörü ve sinyal şartlandırıcı ünitesi
Tablo 3.9. İşparçası üzerine yerleştirilen akustik emisyon sensörünün teknik özellikleri
(Kistler, 2004)
Özelliği Değeri
Çalışma aralığı g ±50
Hasiyet 100 mV / g
Frekans aralığı kHz 50.... 400
Çalışma Sıcaklık aralığı –40 ... 60 °C
Ağırlığı 29 g
Şok Titreşim Kapasitesi ±1000 g
Sabit Akım Kaynağı mA 3 ... 6
Hassasiyet dBref 1V/(m/s) 57
V/(m/s) 700
Kistler Marka 8152B Model
148
Ses sensörü
İşleme anında oluşan seslerin analizi yapılarak takım hatalarının izlenmesi mümkündür.
Bu konuda mikrofon en iyi sensör olup hem ucuz hemde pratik bir çözümdür. Özellikle
periyodik bir sinyal üreten tırlama teşhisinde Delio vd. (1992) mikrofonu başarı ile
kullanılmışlardır.
Kuvvet sensörü ve titreşim sensörü ile karşılaştırıldığında sensörün sistemdeki yeri
problem değildir. Ses sensörleri ile 100 Hz ile 13000 Hz aralığındaki frekans tepkilerini
ölçmek mümkündür. Fakat çalışma şartlarında oluşan gürültülü ortam çok iyi bir
filtreleme ve hassas bir izoleli kablolamayı gerektirir.
İkinci grup çalışmalarda ses sinyallerinden faydalanılarak tezgah kararlılık problemleri,
tırlama problemi gibi dinamik problemlerin analizleri, bulanık mantık modelleri
kullanılarak analiz edilmiştir. Burada kullanılan mikrofon kesme anında ve tezgah boşta
çalışırken tek kanaldan (mono) sinyallerin toplanmasına yardımcı olmuştur.
3.3.2. İşparçası ve Özellikleri
Deneysel çalışmalarda 2 farklı malzeme kullanılmıştır.
Birinci grup çalışmada sertleştirilmiş DIN 1.2842 çeliği, ikinci grup çalışmada ise
BOEING firması projesi için uçakların iniş takımları ve sürgü mekanizmalarında
kullanılan yüksek mukavemetli özel ısıl işlem geçirmiş AISI 4340M çeliği
kullanılmıştır. İkinci grupta yer alan malzeme ticari bir malzeme olduğu için yapısı ve
özellikle ısıl işlemi hakkında detaylı bilgi verilmemiştir.
Birinci grup deneylerde işlenecek iş parçası olarak 1 adet 100x130x50 mm boyutunda
DIN 1.2842 Böhler Soğuk İş Takım Çeliği seçilmiştir. Bu malzeme 58 HRC (hardness
rockwell C) sertlik değerinde olacak şekilde sertleştirilmiştir. İş parçasının kimyasal
bileşenleri ve yapısal özellikleri aşağıda verilmiştir, (Tablo 3.10).
Tablo 3.10.İş Parçası malzemesinin bileşenleri ve yapısı
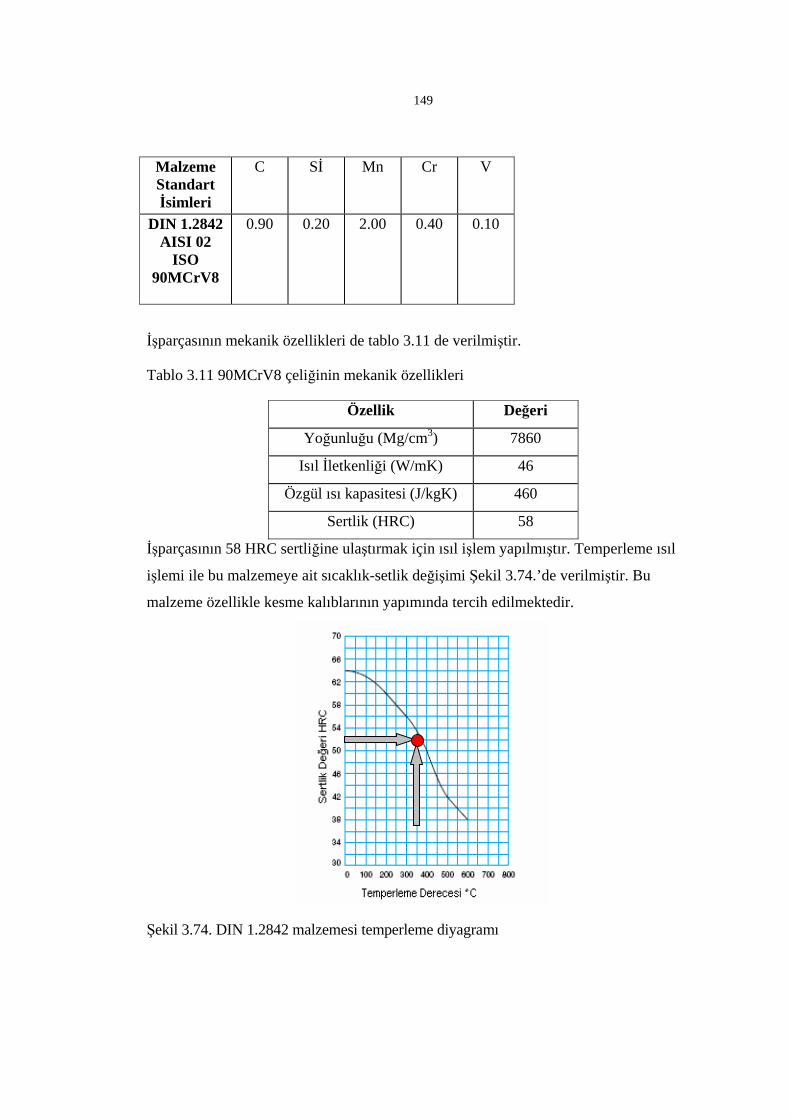
149
Malzeme Standart İsimleri
C Sİ Mn Cr V
DIN 1.2842 AISI 02
ISO 90MCrV8
0.90 0.20 2.00 0.40 0.10
İşparçasının mekanik özellikleri de tablo 3.11 de verilmiştir.
Tablo 3.11 90MCrV8 çeliğinin mekanik özellikleri
Özellik Değeri
Yoğunluğu (Mg/cm3) 7860
Isıl İletkenliği (W/mK) 46
Özgül ısı kapasitesi (J/kgK) 460
Sertlik (HRC) 58
İşparçasının 58 HRC sertliğine ulaştırmak için ısıl işlem yapılmıştır. Temperleme ısıl
işlemi ile bu malzemeye ait sıcaklık-setlik değişimi Şekil 3.74.’de verilmiştir. Bu
malzeme özellikle kesme kalıblarının yapımında tercih edilmektedir.
Şekil 3.74. DIN 1.2842 malzemesi temperleme diyagramı
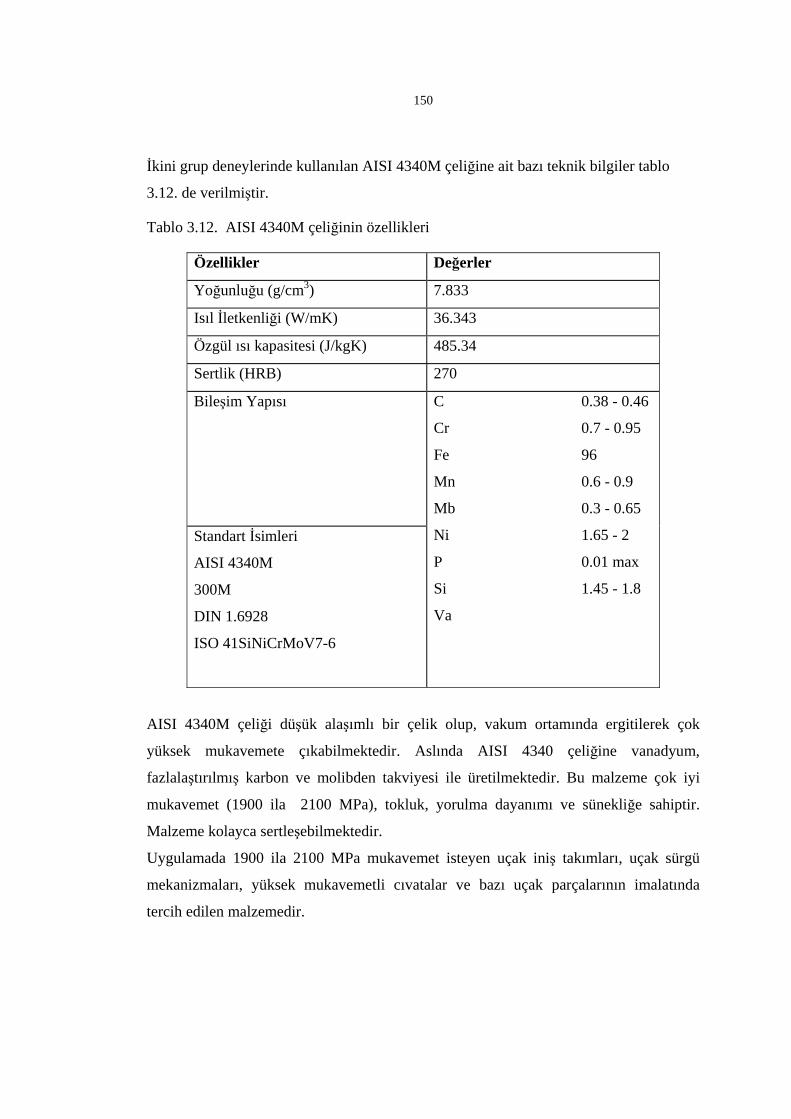
150
İkini grup deneylerinde kullanılan AISI 4340M çeliğine ait bazı teknik bilgiler tablo
3.12. de verilmiştir.
Tablo 3.12. AISI 4340M çeliğinin özellikleri
Özellikler Değerler
Yoğunluğu (g/cm3) 7.833
Isıl İletkenliği (W/mK) 36.343
Özgül ısı kapasitesi (J/kgK) 485.34
Sertlik (HRB) 270
Bileşim Yapısı
Standart İsimleri
AISI 4340M
300M
DIN 1.6928
ISO 41SiNiCrMoV7-6
C 0.38 - 0.46
Cr 0.7 - 0.95
Fe 96
Mn 0.6 - 0.9
Mb 0.3 - 0.65
Ni 1.65 - 2
P 0.01 max
Si 1.45 - 1.8
Va
AISI 4340M çeliği düşük alaşımlı bir çelik olup, vakum ortamında ergitilerek çok
yüksek mukavemete çıkabilmektedir. Aslında AISI 4340 çeliğine vanadyum,
fazlalaştırılmış karbon ve molibden takviyesi ile üretilmektedir. Bu malzeme çok iyi
mukavemet (1900 ila 2100 MPa), tokluk, yorulma dayanımı ve sünekliğe sahiptir.
Malzeme kolayca sertleşebilmektedir.
Uygulamada 1900 ila 2100 MPa mukavemet isteyen uçak iniş takımları, uçak sürgü
mekanizmaları, yüksek mukavemetli cıvatalar ve bazı uçak parçalarının imalatında
tercih edilen malzemedir.
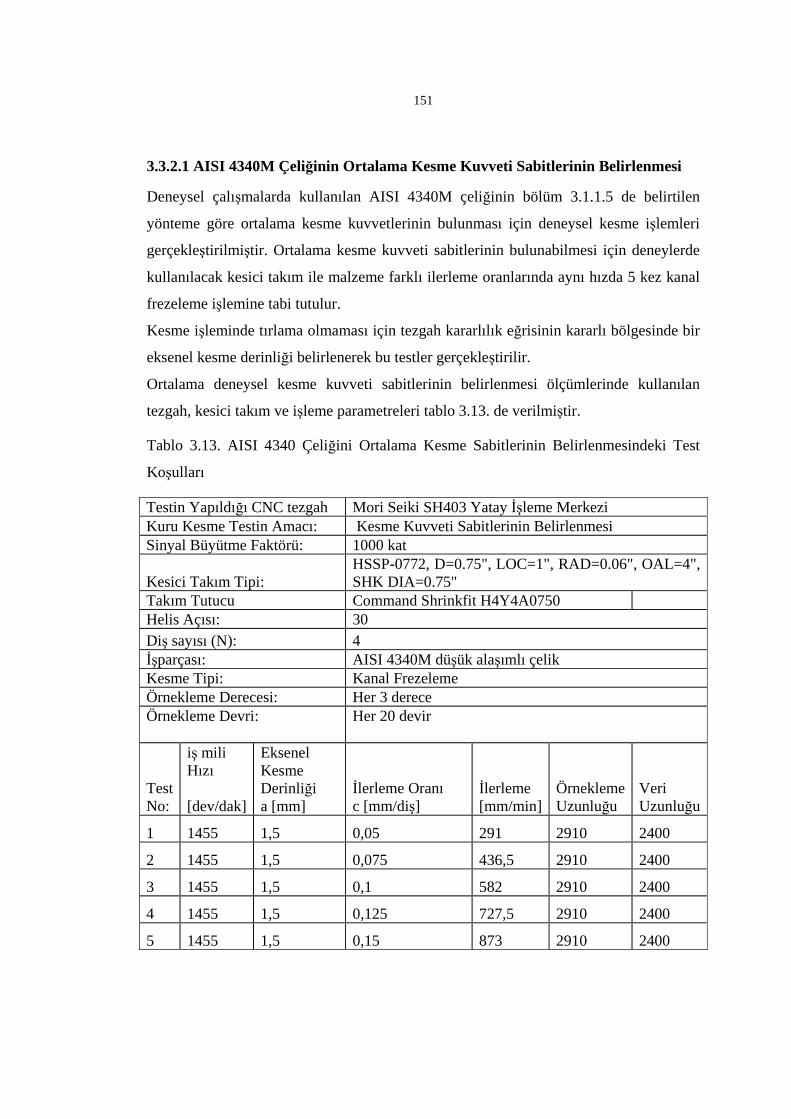
151
3.3.2.1 AISI 4340M Çeliğinin Ortalama Kesme Kuvveti Sabitlerinin Belirlenmesi
Deneysel çalışmalarda kullanılan AISI 4340M çeliğinin bölüm 3.1.1.5 de belirtilen
yönteme göre ortalama kesme kuvvetlerinin bulunması için deneysel kesme işlemleri
gerçekleştirilmiştir. Ortalama kesme kuvveti sabitlerinin bulunabilmesi için deneylerde
kullanılacak kesici takım ile malzeme farklı ilerleme oranlarında aynı hızda 5 kez kanal
frezeleme işlemine tabi tutulur.
Kesme işleminde tırlama olmaması için tezgah kararlılık eğrisinin kararlı bölgesinde bir
eksenel kesme derinliği belirlenerek bu testler gerçekleştirilir.
Ortalama deneysel kesme kuvveti sabitlerinin belirlenmesi ölçümlerinde kullanılan
tezgah, kesici takım ve işleme parametreleri tablo 3.13. de verilmiştir.
Tablo 3.13. AISI 4340 Çeliğini Ortalama Kesme Sabitlerinin Belirlenmesindeki Test
Koşulları
Testin Yapıldığı CNC tezgah Mori Seiki SH403 Yatay İşleme Merkezi Kuru Kesme Testin Amacı: Kesme Kuvveti Sabitlerinin Belirlenmesi Sinyal Büyütme Faktörü: 1000 kat
Kesici Takım Tipi: HSSP-0772, D=0.75", LOC=1", RAD=0.06", OAL=4", SHK DIA=0.75"
Takım Tutucu Command Shrinkfit H4Y4A0750 Helis Açısı: 30 Diş sayısı (N): 4 İşparçası: AISI 4340M düşük alaşımlı çelik Kesme Tipi: Kanal Frezeleme Örnekleme Derecesi: Her 3 derece Örnekleme Devri:
Her 20 devir
Test No:
iş mili Hızı [dev/dak]
Eksenel Kesme Derinliği a [mm]
İlerleme Oranı c [mm/diş]
İlerleme [mm/min]
Örnekleme Uzunluğu
Veri Uzunluğu
1 1455 1,5 0,05 291 2910 2400
2 1455 1,5 0,075 436,5 2910 2400
3 1455 1,5 0,1 582 2910 2400
4 1455 1,5 0,125 727,5 2910 2400
5 1455 1,5 0,15 873 2910 2400
152
Tablo 3.13 de verilen iş mili devri ve eksenel kesme derinlikleri sabit olup kesme
sabitleri ilerlemenin bir fonksiyonu olarak elde edilmiştir. Bu deneylerde kesici takımın
her 3 derecelik dönüşünde dinamometreden sinyal alacak şekilde ayarlanmıştır. Alınan
sinyaller her 20 devirde veri toplama yazılımı tarafından kaydedilmiştir.
Örnekleme uzunluğu,iş mili devrinin 1 saniyedeki topladığı sinyal olup 360 derecelik
turda her 3 derecede örnekleme istenildiğinden;
Örneklen Uzunluğu=(iş mili Devri/60)x(360/3) =2910 olarak hesaplanmıştır.
Bu örnekleme uzunluğundaki veri boyutu ise her örnekleme devri için 3 derecede bir
veri toplayacağından;
Veri uzunluğu=(Örnekleme Devri)x(360/3) =2400 olarak hesaplanmıştır.
Veri toplama yazılımının hassas veri tolamasını sağlamak amacı ile bu ayarların
yapılması gerekir.
Kesme kuvvet sabitlerinin hassas tespit edilmesi için kesici takımın iş miline tam olarak
oturması sağlanmalıdır. Takımın iş mili ekseninden kaçık olması her dişe gelen kesme
kuvvetlerinin çok farklı değerlerde oluşmasına neden olduğundan istenilen bir durum
değildir. Komperatör kullanılarak tespit edilen kesici takım eksen kaçıklık ölçümlerinde
minimum değer her diş için 20 mikron altındaki bir kaçıklık kabul edilebilir bir ölçü
olarak standartlarda verilmiştir. Bu ölçüm yapılmadan yapılan kesme kuvveti testleri
doğru değerleri vermediği gibi eksen kaçıklığının büyük değerlerde olması kesici
takımın bazı dişlerinin daha çabuk aşınmasına yada dişin bazen kesmemesi gibi
problemlere sebebiyet verir. Kesici takımın eksenel boyundaki 5 kademedeki farklı
seviyelerinde tipik eksen kaçıklığını gösteren örnek bir model Şekil 3.75. da verilmiştir,
(Engin, 1999).. Bu çalışmada eksen kaçıklık ölçümleri, her kesici diş için yalnızca takım
uç noktasından tek seviyede komperatör ile yapılmıştır.
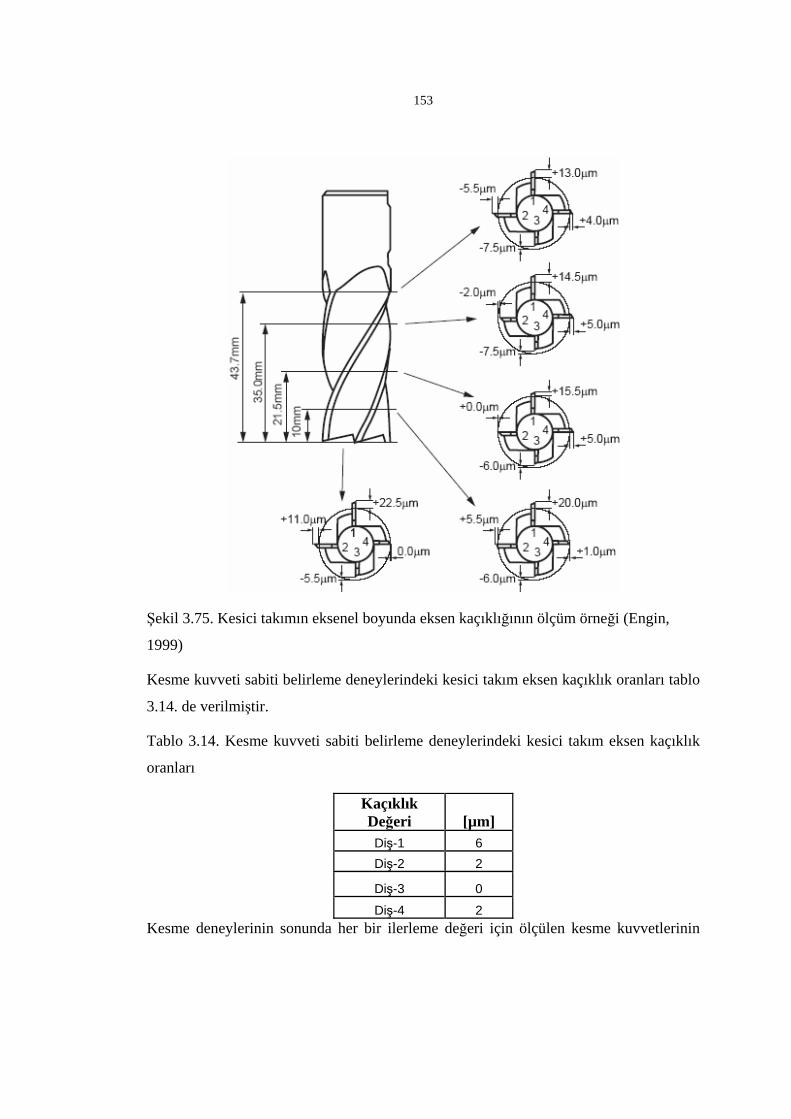
153
Şekil 3.75. Kesici takımın eksenel boyunda eksen kaçıklığının ölçüm örneği (Engin,
1999)
Kesme kuvveti sabiti belirleme deneylerindeki kesici takım eksen kaçıklık oranları tablo
3.14. de verilmiştir.
Tablo 3.14. Kesme kuvveti sabiti belirleme deneylerindeki kesici takım eksen kaçıklık
oranları
Kaçıklık Değeri [µm] Diş-1 6 Diş-2 2
Diş-3 0
Diş-4 2 Kesme deneylerinin sonunda her bir ilerleme değeri için ölçülen kesme kuvvetlerinin
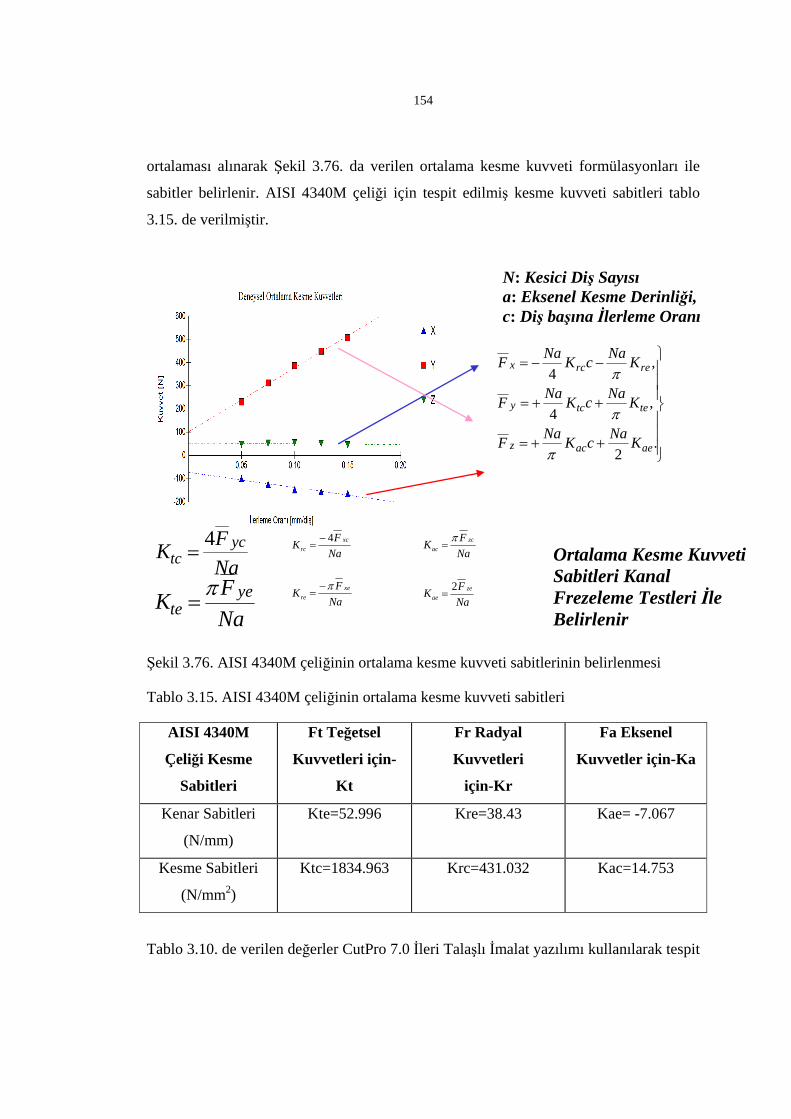
154
ortalaması alınarak Şekil 3.76. da verilen ortalama kesme kuvveti formülasyonları ile
sabitler belirlenir. AISI 4340M çeliği için tespit edilmiş kesme kuvveti sabitleri tablo
3.15. de verilmiştir.
Şekil 3.76. AISI 4340M çeliğinin ortalama kesme kuvveti sabitlerinin belirlenmesi
Tablo 3.15. AISI 4340M çeliğinin ortalama kesme kuvveti sabitleri
AISI 4340M
Çeliği Kesme
Sabitleri
Ft Teğetsel
Kuvvetleri için-
Kt
Fr Radyal
Kuvvetleri
için-Kr
Fa Eksenel
Kuvvetler için-Ka
Kenar Sabitleri
(N/mm)
Kte=52.996 Kre=38.43 Kae= -7.067
Kesme Sabitleri
(N/mm2)
Ktc=1834.963 Krc=431.032 Kac=14.753
Tablo 3.10. de verilen değerler CutPro 7.0 İleri Talaşlı İmalat yazılımı kullanılarak tespit
N: Kesici Diş Sayısı a: Eksenel Kesme Derinliği, c: Diş başına İlerleme Oranı
NaFK ye
teπ
=NaFK yc
tc4
= NaFK xc
rc4−
=
NaFK xe
reπ−
=
NaFK zc
acπ
=
NaFK ze
ae2
=
Ortalama Kesme Kuvveti Sabitleri Kanal Frezeleme Testleri İle Belirlenir
⎪⎪⎪
⎭
⎪⎪⎪
⎬
⎫
++=
++=
−−=
.2
,4
,4
aeacz
tetcy
rercx
KNacKNaF
KNacKNaF
KNacKNaF
π
π
π
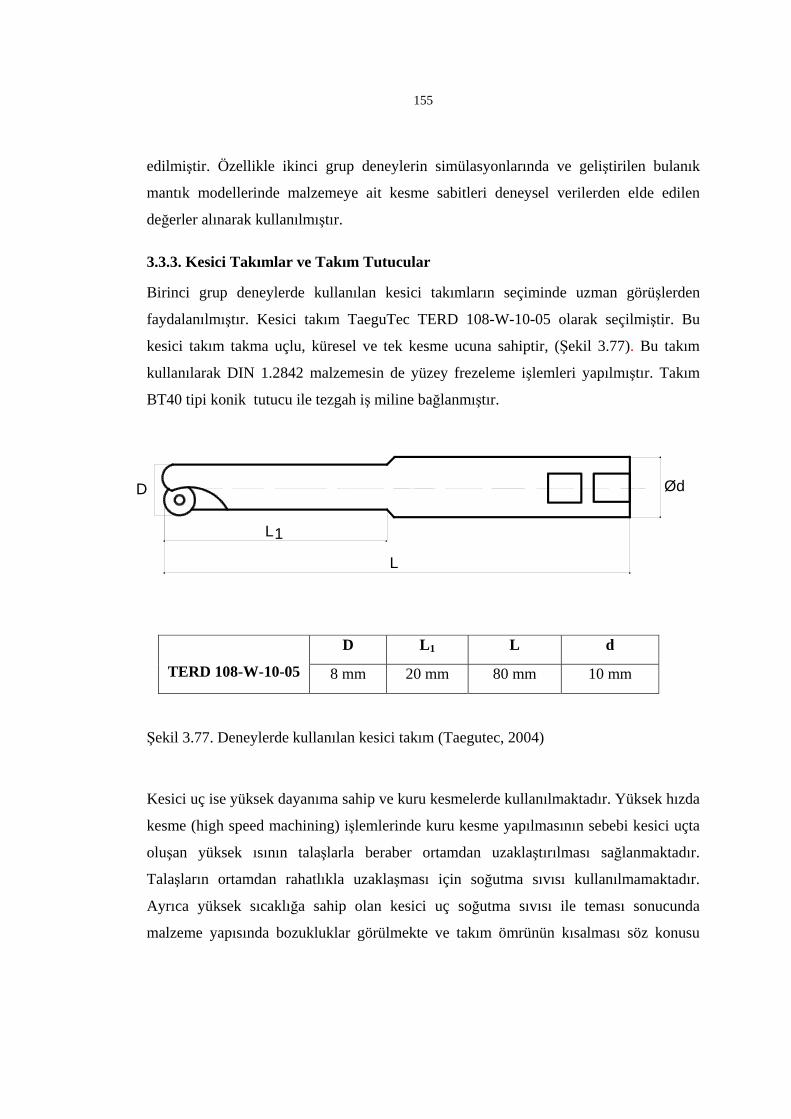
155
edilmiştir. Özellikle ikinci grup deneylerin simülasyonlarında ve geliştirilen bulanık
mantık modellerinde malzemeye ait kesme sabitleri deneysel verilerden elde edilen
değerler alınarak kullanılmıştır.
3.3.3. Kesici Takımlar ve Takım Tutucular
Birinci grup deneylerde kullanılan kesici takımların seçiminde uzman görüşlerden
faydalanılmıştır. Kesici takım TaeguTec TERD 108-W-10-05 olarak seçilmiştir. Bu
kesici takım takma uçlu, küresel ve tek kesme ucuna sahiptir, (Şekil 3.77). Bu takım
kullanılarak DIN 1.2842 malzemesin de yüzey frezeleme işlemleri yapılmıştır. Takım
BT40 tipi konik tutucu ile tezgah iş miline bağlanmıştır.
D L1 L d
TERD 108-W-10-05 8 mm 20 mm 80 mm 10 mm
Şekil 3.77. Deneylerde kullanılan kesici takım (Taegutec, 2004)
Kesici uç ise yüksek dayanıma sahip ve kuru kesmelerde kullanılmaktadır. Yüksek hızda
kesme (high speed machining) işlemlerinde kuru kesme yapılmasının sebebi kesici uçta
oluşan yüksek ısının talaşlarla beraber ortamdan uzaklaştırılması sağlanmaktadır.
Talaşların ortamdan rahatlıkla uzaklaşması için soğutma sıvısı kullanılmamaktadır.
Ayrıca yüksek sıcaklığa sahip olan kesici uç soğutma sıvısı ile teması sonucunda
malzeme yapısında bozukluklar görülmekte ve takım ömrünün kısalması söz konusu
L
L1
D Ød

156
olmaktadır. Kesici uç PVD TiAlN kaplamalıdır. Bu tip kesici uçlar genellikle alaşımlı
çelik, kalıp çelikleri ve sert demir malzemelerin işlenmesinde kullanılmaktadır (Şekil
3.78).
D: 5mm, t: 1,5mm, ap: 2,5mm
Şekil 3.78. Deneylerde kullanılan kesici uç (Taegutec, 2004).
AISI 4340M çeliğinin işlenmesinde kullanılan ikinci gruptaki deneylerde ise kaba ve
yüzey işlemeye uygun birçok frezeleme operasyonuna uygun 4 kesici dişten oluşan
karbür kaplamalı parmak freze kullanılmıştır. Kesici takıma ait teknik bilgiler tablo 3.16.
de verilmiştir. Kesici takımlar takım tutucu ile arasındaki titreşimlerin minimum olması
için sıkı geçme ile tutucuya bağlanmıştır. Şekil 3.79. de kesici olarak kullanılan kesici
takım ve tutucu ikilisi verilmiştir.
Şekil 3.79. AISI 4340M çeliğinin işlenmesinde kullanılan parmak freze ve sıkı geçme
tutucu ünitesi
ap
t
15o
D
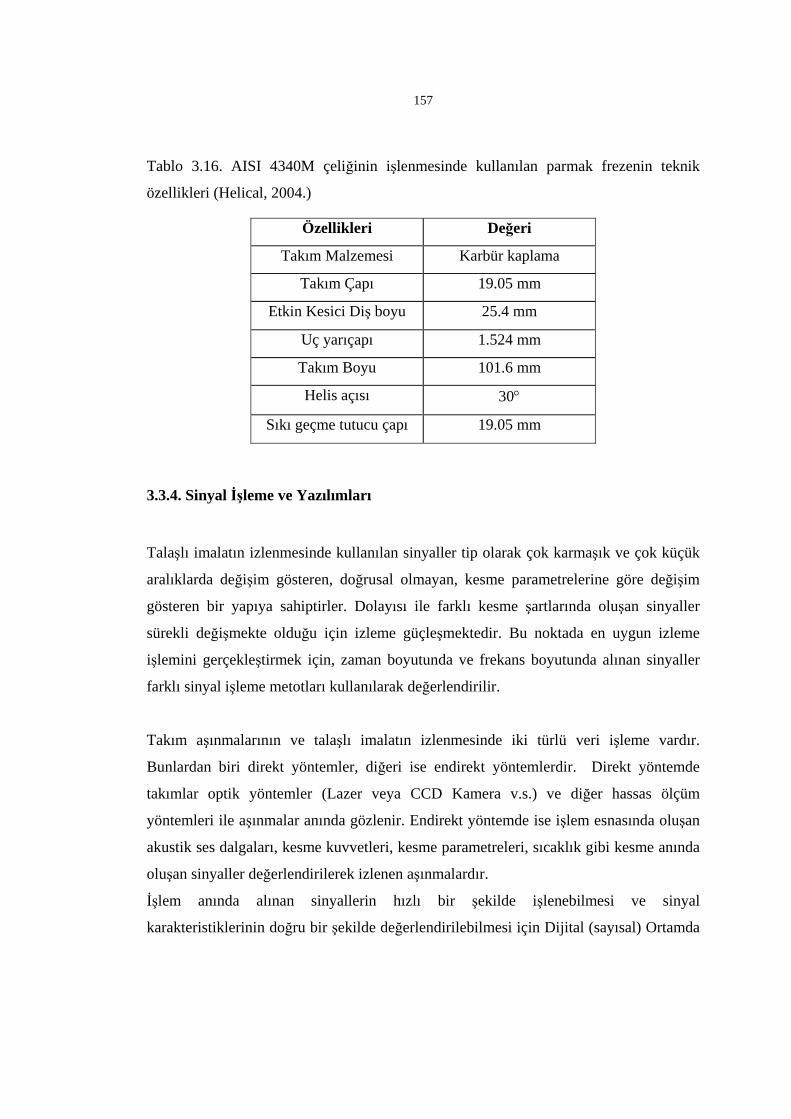
157
Tablo 3.16. AISI 4340M çeliğinin işlenmesinde kullanılan parmak frezenin teknik
özellikleri (Helical, 2004.)
Özellikleri Değeri
Takım Malzemesi Karbür kaplama
Takım Çapı 19.05 mm
Etkin Kesici Diş boyu 25.4 mm
Uç yarıçapı 1.524 mm
Takım Boyu 101.6 mm
Helis açısı 30°
Sıkı geçme tutucu çapı 19.05 mm
3.3.4. Sinyal İşleme ve Yazılımları
Talaşlı imalatın izlenmesinde kullanılan sinyaller tip olarak çok karmaşık ve çok küçük
aralıklarda değişim gösteren, doğrusal olmayan, kesme parametrelerine göre değişim
gösteren bir yapıya sahiptirler. Dolayısı ile farklı kesme şartlarında oluşan sinyaller
sürekli değişmekte olduğu için izleme güçleşmektedir. Bu noktada en uygun izleme
işlemini gerçekleştirmek için, zaman boyutunda ve frekans boyutunda alınan sinyaller
farklı sinyal işleme metotları kullanılarak değerlendirilir.
Takım aşınmalarının ve talaşlı imalatın izlenmesinde iki türlü veri işleme vardır.
Bunlardan biri direkt yöntemler, diğeri ise endirekt yöntemlerdir. Direkt yöntemde
takımlar optik yöntemler (Lazer veya CCD Kamera v.s.) ve diğer hassas ölçüm
yöntemleri ile aşınmalar anında gözlenir. Endirekt yöntemde ise işlem esnasında oluşan
akustik ses dalgaları, kesme kuvvetleri, kesme parametreleri, sıcaklık gibi kesme anında
oluşan sinyaller değerlendirilerek izlenen aşınmalardır.
İşlem anında alınan sinyallerin hızlı bir şekilde işlenebilmesi ve sinyal
karakteristiklerinin doğru bir şekilde değerlendirilebilmesi için Dijital (sayısal) Ortamda
158
Sinyal işleme en uygun sinyal işleme yöntemlerindendir. Kesme anında oluşan
sinyallerin karmaşık yapıda olmasından dolayı sayısal sinyal işlemede değişik
algoritmalar kullanılmaktadır. Talaşlı imalatta takımın durumunun izlemesinde elde
edilen sinyaller, genelde zaman boyutunda ortalama Rms izlemesi yada frekans
boyutunda Hızlı Fourier Dönüşümleri (FFT-Fast Fourier Transform) ile Dalgacık
(Wavelet) algoritmaları kullanılarak analiz edilmektedirler.
3.3.4.1.Sinyal İşleme
Sinyal fiziksel bir durum hakkında bilgi taşıyan, bir veya birden fazla değişkene bağlı
fonksiyon olarak tarif edilir
Sayısal sinyal işleme, adı üstünde sinyallerin sayısal yöntemlerle işlenmesi anlamına
gelmektedir. Mobil telefonlardan uçak elektroniğine kadar çok yaygın teknoloji alanında
sayısal sinyal işlem kullanımı mevcuttur , (Çolak, O., 2003)..
Sayısal Sinyal İşleyiciler
Sayısal sinyal işleme, Hızlı Fourier Dönüşümü gibi yüksek miktarda işlem gerektiren
uygulamalar 1960’lı yıllarda bilgisayarlar ile değerlendirilmeye başlanmıştır. 1970’li
yılların sonu ve 1980’li yılların başında mikro işlemcilerin doğuşu ile birlikte SSİ
yöntemleri daha yaygın uygulama alanları bulmaya başlamıştır. Genel amaçlı mikro
işlemcilerin yüksek miktarda hesap gücü gerektiren SSİ işleme ihtiyaçlarına cevap
verememesi nedeniyle, 1980’li yıllardan itibaren Texas Instruments™, Analog
Devices™ ve Motorola™ gibi büyük üreticiler özel yaplı sayısal sinyal işleme
uygulamalarının ihtiyaç duyduğu işlemleri yerine getirecek Sayısal sinyal işleyiciler (
SSİ) geliştirmişlerdir.
SSİ’lerin de kendine has direktif kodları mevcuttur. SSİ’ler istenen işlevi yerine
getirmek üzere programlanabilmektedir. Sayısal sinyal işleyiciler, matematiksel
işlemleri çok hızlı bir biçimde gerçekleştirmek üzere üretilmiştir.
159
Sinyal İşleme Yöntemleri
Sayısal sinyal işleme ile uğraşacak araştırmacı için üç farklı yol mevcuttur :
1. Sembolik SSİ analizi,
2. Gerçek-zamanlı SSİ: özel donanım (ASIC) veya programlanabilir
donanım (SSİ entegreleri),
3. Gerçek-zamanlı olmayan SSİ
Sembolik SSİ
Sembolik SSİ analizi kağıt ve kalem ile denklemlerin kurulup sinyallerin tanımlanıp bir
sistemin çalışmasının kağıt üstünde incelenmesi veya bir sistemin kağıt üstünde
tasarlanmasıdır.
Avantajları:
1. Sadece kağıt ve kaleme ihtiyaç duyulmaktadır.
2. Hesaplamalar sonucu sistemin daha etkin olarak kavranması sağlanır.
3. Kağıt üstündeki sinyallerin genlik, zaman ve frekans sınırlaması yoktur.
Dezavantajları:
Sadece matematiksel olarak ifade edilebilen sinyallerin kullanımı mümkündür. Ses,
müzik, veri gibi rasgele değişen sinyaller tam olarak ifade edilemez.
Tecrübesiz kişilerin işlemlerin sonuçlarını takip etmesi zor olabilir. Örneğin bir süzgecin
ne tür bir değişime neden olduğu tam olarak anlaşılmayabilir, (Çolak, O., 2003).
Kağıt üstünde kolay olan işlemler ile pratikte gerçekleştirilecek işlemlerin zorluğu aynı
olmayabilir. Kağıt üstünde kolay olan bir işlemin pratikte gerçeklenmesi zor olabilir.
160
Gerçek-zamanlı SSİ
Gerçek-zamanlı SSİ için özel amaçlı uygulamaya özgü entegre devreler, ASIC (Özel
Uygulama Entegre Devreleri) veya programlanabilir SSİ entegreleri kullanmak
mümkündür.
Bu entegreler istenen işlemleri donanımsal olarak yerine getirmek üzere
tasarlanmaktadır.
Programlanabilir SSİ
Bilgisayar ortamının sağladığı esnek programlama sayesinde programlanabilir SSİ lar
kulanım kolaylığı sağlarlar. Ancak SSI lerin avantaj ve dezavantajları mevcuttur.
Programlanabilir SSİ Avantajları:
Uygulamaya özel donanıma göre daha esnek bir çalışma ortamı sağlar. SSİ entegresi
istenen işlevi yerine getirmek üzere programlandığı için istendiği taktirde entegrenin
programının değiştirilmesi ile modifikasyon yapılabilir.
Geliştirme süresi daha kısadır. Sadece SSİ entegresinin programının değiştirilmesi ile
belirli bir donanım, farklı uygulamalar için kullanılabilmektedir.
Tipik olarak program bir bilgisayarda yazılıp SSİ entegresinin hafızasına yüklendiği
için, bilgisayar programın derlenmesinde ve kontrolünde kullanılabilmekte ve bu sayede
testler zahmetsiz olarak yapılabilmektedir.
Programlanabilir SSİ Dezavantajları:
SSİ entegrelerinin C ve Matris Kütüphanesi (Matlab-Matrix Library) gibi yüksek
seviyeli bir programlama dili ile programlanması mümkün olmakla beraber en optimum
performans programlama için SSİ entegrelerinin kendi program dili kullanıldığı taktirde
161
elde edilmektedir. SSİ entegrelerinin program ile programlanması ise zahmetli, ve
öğrenim süresi uzun süren bir uğraştır, ( Çolak, O., 2003).
Gerçek-zamanlı olmayan SSİ
Gerçek-zamanlı olmayan sayısal sinyal işlemede sayısal veriler bilgisayara veya diskete
kaydedilmekte ve bir bilgisayar programı ile veriler okunarak işlendikten sonra tekrar
aynı ortama geri saklanmaktadır. SSİ programı genel amaçlı bir programlama dili ile
yazılabileceği gibi MATLAB gibi özel amaçlı programların da kullanılması
mümkündür.
Gerçek-zamanlı olmayan SSİ Avantajları:
SSİ algoritmalarının geliştirilmesi için en esnek yöntemdir. Programlar istenen işlevi
yerine getirecek şekilde yazılarak, değişiklikler kolayca yapılabilir.
Derlenmesi ve çalıştırılması çok kolaydır.
Kaydedilmiş veriler kullanıldığı için tamamen aynı veriler farklı SSİ algoritmalarından
geçirilerek sonuçlarının karşılaştırması sağlanabilir.
Gerçek-zamanlı olmayan SSİ en kısa geliştirme süresine sahiptir.
Gerçek-zamanlı olmayan SSİ Dezavantajları:
Gerçek-zamanlı işleme gerektiren uygulamalar için kullanılamaz.
İşlem süresi SSİ entegrelerine göre oldukça fazladır. SSİ entegrelerinin matematiksel
işlemleri hızlı bir biçimde yerine getirmek üzere tasarlanmış özel yapılarından
faydalanılmadığı için işlem süresi gerçek-zamanlı işlemeye göre daha uzundur.
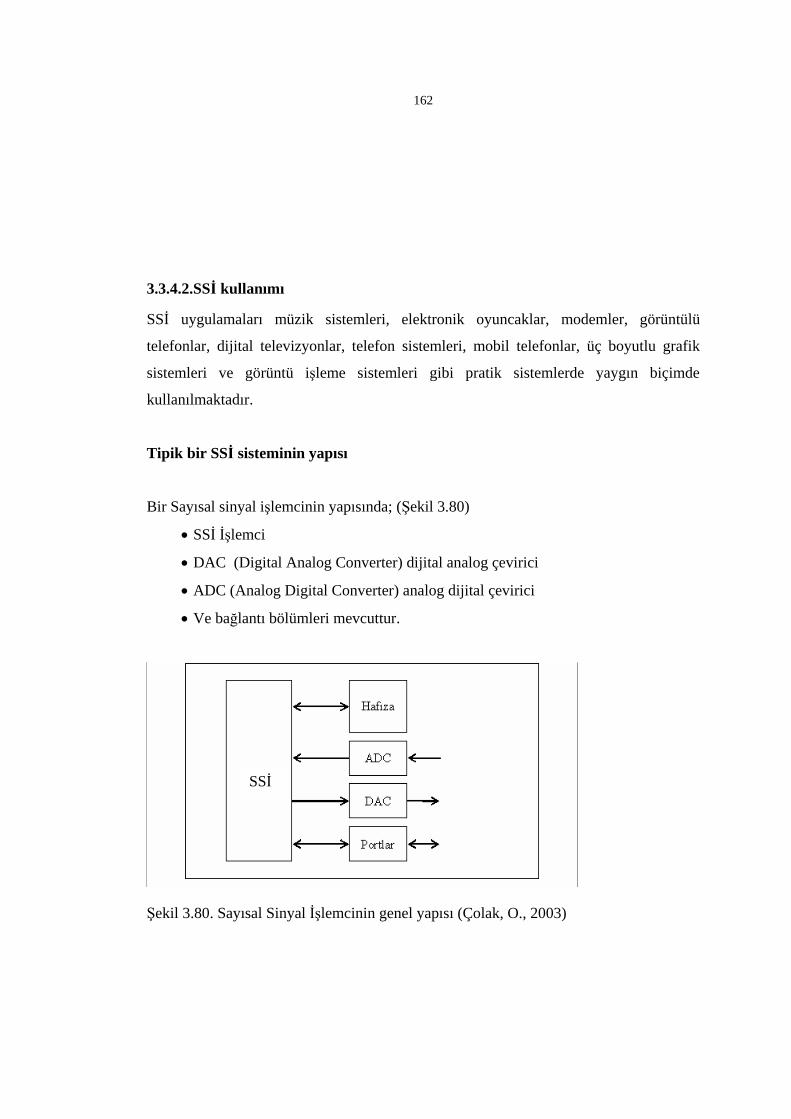
162
3.3.4.2.SSİ kullanımı
SSİ uygulamaları müzik sistemleri, elektronik oyuncaklar, modemler, görüntülü
telefonlar, dijital televizyonlar, telefon sistemleri, mobil telefonlar, üç boyutlu grafik
sistemleri ve görüntü işleme sistemleri gibi pratik sistemlerde yaygın biçimde
kullanılmaktadır.
Tipik bir SSİ sisteminin yapısı
Bir Sayısal sinyal işlemcinin yapısında; (Şekil 3.80)
• SSİ İşlemci
• DAC (Digital Analog Converter) dijital analog çevirici
• ADC (Analog Digital Converter) analog dijital çevirici
• Ve bağlantı bölümleri mevcuttur.
Şekil 3.80. Sayısal Sinyal İşlemcinin genel yapısı (Çolak, O., 2003)
SSİ
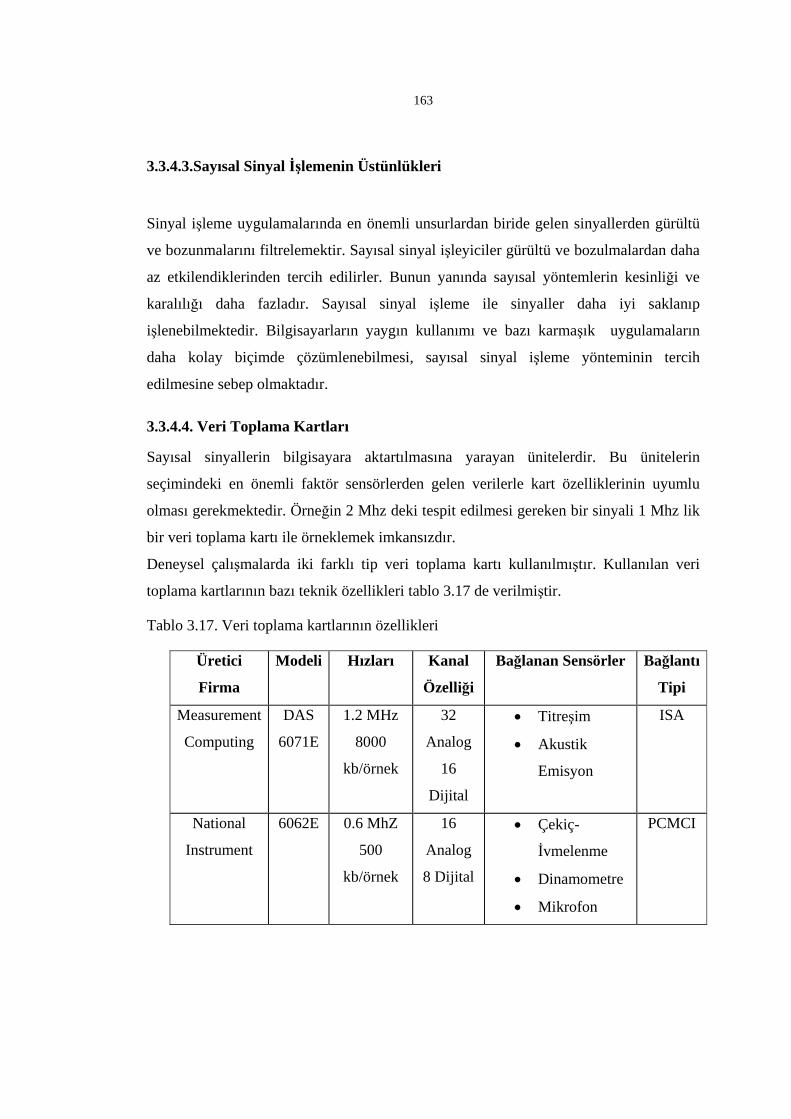
163
3.3.4.3.Sayısal Sinyal İşlemenin Üstünlükleri
Sinyal işleme uygulamalarında en önemli unsurlardan biride gelen sinyallerden gürültü
ve bozunmalarını filtrelemektir. Sayısal sinyal işleyiciler gürültü ve bozulmalardan daha
az etkilendiklerinden tercih edilirler. Bunun yanında sayısal yöntemlerin kesinliği ve
karalılığı daha fazladır. Sayısal sinyal işleme ile sinyaller daha iyi saklanıp
işlenebilmektedir. Bilgisayarların yaygın kullanımı ve bazı karmaşık uygulamaların
daha kolay biçimde çözümlenebilmesi, sayısal sinyal işleme yönteminin tercih
edilmesine sebep olmaktadır.
3.3.4.4. Veri Toplama Kartları
Sayısal sinyallerin bilgisayara aktartılmasına yarayan ünitelerdir. Bu ünitelerin
seçimindeki en önemli faktör sensörlerden gelen verilerle kart özelliklerinin uyumlu
olması gerekmektedir. Örneğin 2 Mhz deki tespit edilmesi gereken bir sinyali 1 Mhz lik
bir veri toplama kartı ile örneklemek imkansızdır.
Deneysel çalışmalarda iki farklı tip veri toplama kartı kullanılmıştır. Kullanılan veri
toplama kartlarının bazı teknik özellikleri tablo 3.17 de verilmiştir.
Tablo 3.17. Veri toplama kartlarının özellikleri
Üretici
Firma
Modeli Hızları Kanal
Özelliği
Bağlanan Sensörler Bağlantı
Tipi
Measurement
Computing
DAS
6071E
1.2 MHz
8000
kb/örnek
32
Analog
16
Dijital
• Titreşim
• Akustik
Emisyon
ISA
National
Instrument
6062E 0.6 MhZ
500
kb/örnek
16
Analog
8 Dijital
• Çekiç-
İvmelenme
• Dinamometre
• Mikrofon
PCMCI
164
3.3.4.5. Akustik, Titreşim, Ses ve Kuvvet Verilerinin Toplanması ve Geliştirilen
Yazlımlar
Sinyal verilerinin veri toplama kartları ile toplanması aşamasındaki algoritmalar
MATLAB 7.0TM programlama dili kullanılarak geliştirilmiştir. Bu program içinde
yaralan sayısal sinyal işleme modülü, veri toplama kartlarının potlarına doğrudan
ulaşabildiği için, ister analog ister dijital sinyal olsun veri toplamada kolaylık
sağlamıştır.
Birinci grup deneyler için kullanılan akustik emisyon ve titreşim sensörlerinden alınan
ham ve RMS sinyaller matlab da geliştirilen sinyal toplama yazılımı ile, her deney için
ayrı ayrı bilgisayara kaydedilmiştir. Bu gruptaki deneylerde sinyaller bir zaman
boyutunda incelenmiştir. Zaman boyutunda toplanan ham sinyaller alçak geçirgen
filtrelendirildikten sonra aritmetik ortalamaları ve RMS ortalamaları analiz edilmiştir.
Bu veriler ve işleme parametreleri ile kurulan Genetik Programlama modelinde takım
aşınması izlenmiştir. Akustik ve titreşim sinyallerinin toplanmasını sağlayan yazılım
EK-1 de verilmiştir.
İkinci grup deneylerde iki farklı kategoride sinyaller toplanmıştır;
Birinci kategoride, tezgah dinamik şartlarının belirlenmesini ve kararlı kesme şartlarının
tespitinde kullanılacak ses ve kesme kuvvetleri sinyalleri için geliştirilen bulanık mantık
tabanlı algoritmada MATLAB 7.0TM programlama dili kullanılmıştır. Aynı algoritmadan
yaralanılarak C# programlama dilinde ticari paket program şekline dönüştürülmüştür.
British Colombia Üniversitesi Üretim Otomasyon laboratuarlarında geliştirilen
MALExpert adı altında piyasaya sunulan program, frezeleme işlemlerinin
simülasyonunda yapay zeka tekniği kullandığı için kullanıcı ara yüzü kolay, uzman
görüş gerektirmeyen frezelemede rastlanılan problemlere basit ve verimli çözümler
üretebilen bir yazılımdır. Algoritmaya ait kaynak kodları geliştirilen programın ticari
olmasından dolayı bu çalışmada yer almamıştır. MALExpert programının ara yüz
görünümü EK-2 de verilmiştir. Geliştirilen program işleme anında tezgah üzerinden ses
165
ve kesme kuvveti gibi sinyalleri toplayarak işleme öncesinde programa girilen işleme
parametreleri, tezgah dinamik parametreleri oluşan verileri bulanık mantık algoritması
altında değerlendirerek, tırlama olmaksızın optimum kesme şartlarını, zorlanmış
titreşimleri tespit edebilmektedir.
İkinci kategoride ise ilk kategorideki algoritma ile tespit edilen optimum kesme
şartlarına göre yapılan AISI 4340M çeliğinin işlenmesindeki takım aşınması
deneylerinde oluşan kesme kuvveti ve ses sinyalleri, CutPRO 7.0 İleri Talaşlı İmalat
Simülasyon yazılımının bir parçası olan MalDAQ veri toplama paket programı
kullanılarak toplanmış ve değerlendirilmiştir. Her iki kategoride yer alan sinyal toplama
yazılımları veri toplama kartları ile uyumlu olup, gerekli dijital filtreleme kabiliyetine
sahiptirler.
3.3.5. Bulanık Mantık Kullanarak Frezeleme İşlemlerinin Optimizasyonu
Bu bölümde frezeleme dinamiği bulanık mantık modelleri kullanılarak analiz edilmiştir.
Frezeleme dinamiği; tezgah dinamiği, kesici takım dinamiği ve kesme dinamiğinin
içerdiğinden oldukça kompleks bir problem olup, kesici takım aşınmalarına, işlenen
parçanı nihayi yüzey kalitesine doğrudan etkin olan ve çözümü analitik çözümlerle
oldukça güç olan bir problemdir.
Analiz algoritması işleme esnasında kayedilen akustik, kesme kuvveti sinyalleri ve
tezgah transfer fonksiyonunu tanımlayan çekiç testi ölçümü ile elde edilen titreşim
sinyallerinin frekans tepki fonksiyonu (FRF) verilerinin bulanık mantık motorlarında
hesaplanma aşamalarından oluşmaktadır.
Alınan sinyallerin bulanık mantık analizinde yer alan modellerde değerlendirilmesi ile
frezeleme işlemlerinde;
• Kararlı kesme bölgelerinin tespiti
• Tırlama probleminin tespiti
• Kesme koşullarının tezgah dinamiğine etkisi
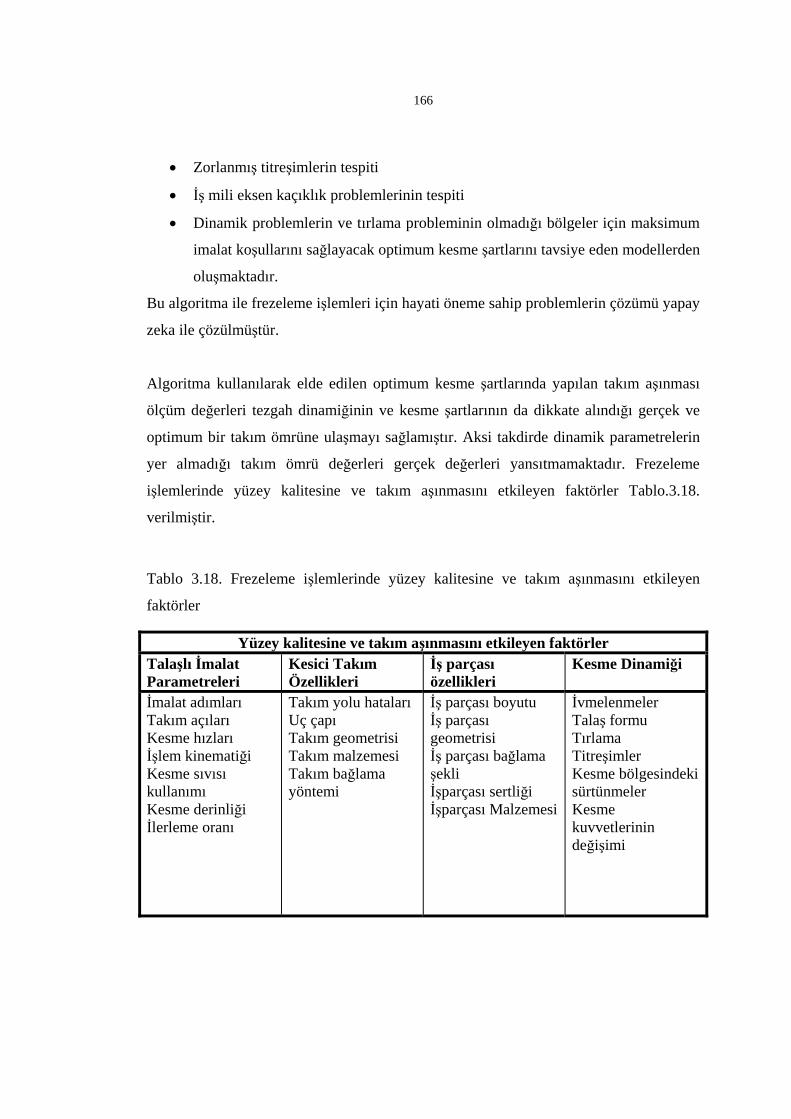
166
• Zorlanmış titreşimlerin tespiti
• İş mili eksen kaçıklık problemlerinin tespiti
• Dinamik problemlerin ve tırlama probleminin olmadığı bölgeler için maksimum
imalat koşullarını sağlayacak optimum kesme şartlarını tavsiye eden modellerden
oluşmaktadır.
Bu algoritma ile frezeleme işlemleri için hayati öneme sahip problemlerin çözümü yapay
zeka ile çözülmüştür.
Algoritma kullanılarak elde edilen optimum kesme şartlarında yapılan takım aşınması
ölçüm değerleri tezgah dinamiğinin ve kesme şartlarının da dikkate alındığı gerçek ve
optimum bir takım ömrüne ulaşmayı sağlamıştır. Aksi takdirde dinamik parametrelerin
yer almadığı takım ömrü değerleri gerçek değerleri yansıtmamaktadır. Frezeleme
işlemlerinde yüzey kalitesine ve takım aşınmasını etkileyen faktörler Tablo.3.18.
verilmiştir.
Tablo 3.18. Frezeleme işlemlerinde yüzey kalitesine ve takım aşınmasını etkileyen
faktörler
Yüzey kalitesine ve takım aşınmasını etkileyen faktörler Talaşlı İmalat Parametreleri
Kesici Takım Özellikleri
İş parçası özellikleri
Kesme Dinamiği
İmalat adımları Takım açıları Kesme hızları İşlem kinematiği Kesme sıvısı kullanımı Kesme derinliği İlerleme oranı
Takım yolu hataları Uç çapı Takım geometrisi Takım malzemesi Takım bağlama yöntemi
İş parçası boyutu İş parçası geometrisi İş parçası bağlama şekli İşparçası sertliği İşparçası Malzemesi
İvmelenmeler Talaş formu Tırlama Titreşimler Kesme bölgesindeki sürtünmeler Kesme kuvvetlerinin değişimi
167
Geliştirilen bulanık mantık modelinde Tablo 3.18. de yer alan parametrelerin hemen
hemen tamamını ele almış olup aşınma testleri için gerekli olan optimum kesme
şartlarının tespitinde etkin olarak kullanılmıştır.
3.3.5.1. Dinamik Analiz ve Hata Tespitinin Tanımlanması
Dinamik analizlerde ve hata tespitlerinde sinyaller iki türlü değerlendirilmiştir. Zamana
bağımlı sinyaller zaman uzayında, diğerleri ise frekans uzayında incelenmiştir. Frekans
uzayında sinyalleri değerlendirmek için zaman uzayında alınan sinyaller Fourier
Dönüşümlerine tabi tutulmuştur.
Fourier serileri, periyodik bir fonksiyona sinus ve kosinus serileri kullanarak yaklaşım
yapan bir metot olarak tarif edilir. Bu çalışmada sinyallerin Forurier dönüşümlerinden
FFT olarak bahsedilmiştir. (Hızlı Fourier Dönüşümü yada Fast Fourier Transform-FFT)
Geniş bir uygulama alan bulan ayrık Fourier dönüşümleri aşağıdaki denklemde
verilmiştir;
( ) ( )∑−
=⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛−⎟
⎠⎞
⎜⎝⎛=
1
0
2sin2cos1 N
nsr n
Nkjn
NknTX
NkwX ππ (3.98)
Burada zamanın bir fonksiyonu olan frekansın içeriğinde N örnekleme uzunluğundaki
bir sinyal X olarak ifade edilmiştir. Ts saniyedeki örnekleme süresinde geçerli olan
Nyquist frekans örnekleme frekansının yarısıdır. Formülde yer alan frekans bileşeni wr,
radyan/saniye cinsinden olup içeriği n tane örnekten ve k frekans sayacından oluşur.
Frezelemede işlemin kararlılığının tespit edilmesinde, zorlanmış titreşimlerin
bulunmasında ve iş mili hatalarının tespit edilmesinde titreşim sensörleri, akustik
sensörler ve dinamometrelerden alınan ölçümlerin sinyalleri ve frekans analizleri
araştırmacılar tarafından kullanılmaktadır. Aynı zaman da araştırmacılar Fourier
dönüşümlerini sistemin dinamik transfer fonksiyonunun çıkarılmasında ve bu
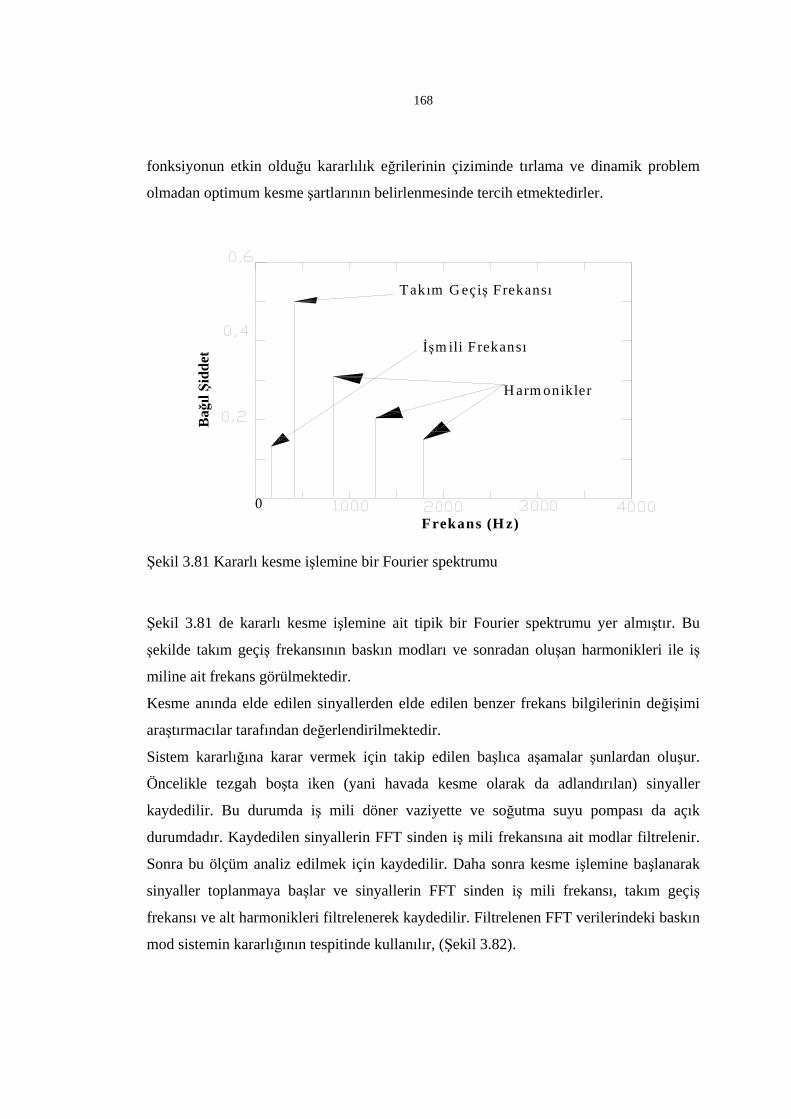
168
fonksiyonun etkin olduğu kararlılık eğrilerinin çiziminde tırlama ve dinamik problem
olmadan optimum kesme şartlarının belirlenmesinde tercih etmektedirler.
0Frekans (H z)
Bağ
ıl Şi
ddet
Tak ım G eçiş Frekansı
İşm ili Frekansı
H arm onikler
Şekil 3.81 Kararlı kesme işlemine bir Fourier spektrumu
Şekil 3.81 de kararlı kesme işlemine ait tipik bir Fourier spektrumu yer almıştır. Bu
şekilde takım geçiş frekansının baskın modları ve sonradan oluşan harmonikleri ile iş
miline ait frekans görülmektedir.
Kesme anında elde edilen sinyallerden elde edilen benzer frekans bilgilerinin değişimi
araştırmacılar tarafından değerlendirilmektedir.
Sistem kararlığına karar vermek için takip edilen başlıca aşamalar şunlardan oluşur.
Öncelikle tezgah boşta iken (yani havada kesme olarak da adlandırılan) sinyaller
kaydedilir. Bu durumda iş mili döner vaziyette ve soğutma suyu pompası da açık
durumdadır. Kaydedilen sinyallerin FFT sinden iş mili frekansına ait modlar filtrelenir.
Sonra bu ölçüm analiz edilmek için kaydedilir. Daha sonra kesme işlemine başlanarak
sinyaller toplanmaya başlar ve sinyallerin FFT sinden iş mili frekansı, takım geçiş
frekansı ve alt harmonikleri filtrelenerek kaydedilir. Filtrelenen FFT verilerindeki baskın
mod sistemin kararlığının tespitinde kullanılır, (Şekil 3.82).
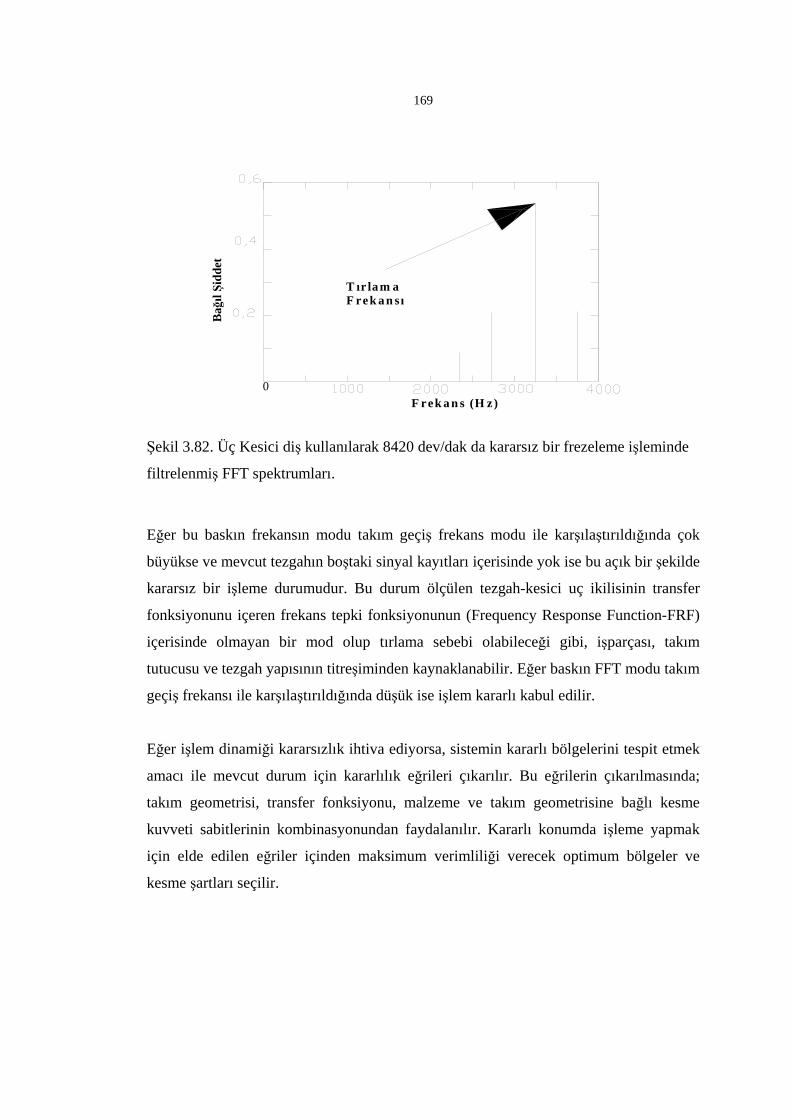
169
0F rek a n s (H z)
Bağ
ıl Şi
ddet
T ır la m a F rek a n s ı
Şekil 3.82. Üç Kesici diş kullanılarak 8420 dev/dak da kararsız bir frezeleme işleminde
filtrelenmiş FFT spektrumları.
Eğer bu baskın frekansın modu takım geçiş frekans modu ile karşılaştırıldığında çok
büyükse ve mevcut tezgahın boştaki sinyal kayıtları içerisinde yok ise bu açık bir şekilde
kararsız bir işleme durumudur. Bu durum ölçülen tezgah-kesici uç ikilisinin transfer
fonksiyonunu içeren frekans tepki fonksiyonunun (Frequency Response Function-FRF)
içerisinde olmayan bir mod olup tırlama sebebi olabileceği gibi, işparçası, takım
tutucusu ve tezgah yapısının titreşiminden kaynaklanabilir. Eğer baskın FFT modu takım
geçiş frekansı ile karşılaştırıldığında düşük ise işlem kararlı kabul edilir.
Eğer işlem dinamiği kararsızlık ihtiva ediyorsa, sistemin kararlı bölgelerini tespit etmek
amacı ile mevcut durum için kararlılık eğrileri çıkarılır. Bu eğrilerin çıkarılmasında;
takım geometrisi, transfer fonksiyonu, malzeme ve takım geometrisine bağlı kesme
kuvveti sabitlerinin kombinasyonundan faydalanılır. Kararlı konumda işleme yapmak
için elde edilen eğriler içinden maksimum verimliliği verecek optimum bölgeler ve
kesme şartları seçilir.
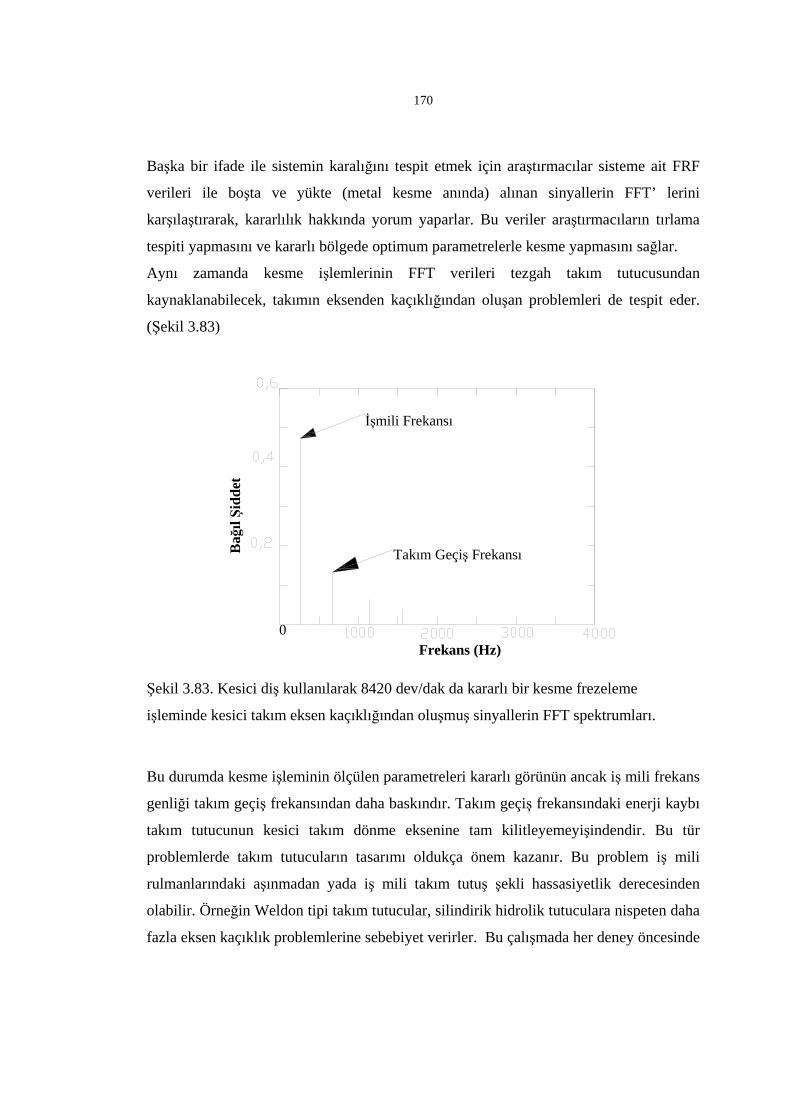
170
Başka bir ifade ile sistemin karalığını tespit etmek için araştırmacılar sisteme ait FRF
verileri ile boşta ve yükte (metal kesme anında) alınan sinyallerin FFT’ lerini
karşılaştırarak, kararlılık hakkında yorum yaparlar. Bu veriler araştırmacıların tırlama
tespiti yapmasını ve kararlı bölgede optimum parametrelerle kesme yapmasını sağlar.
Aynı zamanda kesme işlemlerinin FFT verileri tezgah takım tutucusundan
kaynaklanabilecek, takımın eksenden kaçıklığından oluşan problemleri de tespit eder.
(Şekil 3.83)
0Frekans (Hz)
Bağ
ıl Şi
ddet
İşmili Frekansı
Takım Geçiş Frekansı
Şekil 3.83. Kesici diş kullanılarak 8420 dev/dak da kararlı bir kesme frezeleme
işleminde kesici takım eksen kaçıklığından oluşmuş sinyallerin FFT spektrumları.
Bu durumda kesme işleminin ölçülen parametreleri kararlı görünün ancak iş mili frekans
genliği takım geçiş frekansından daha baskındır. Takım geçiş frekansındaki enerji kaybı
takım tutucunun kesici takım dönme eksenine tam kilitleyemeyişindendir. Bu tür
problemlerde takım tutucuların tasarımı oldukça önem kazanır. Bu problem iş mili
rulmanlarındaki aşınmadan yada iş mili takım tutuş şekli hassasiyetlik derecesinden
olabilir. Örneğin Weldon tipi takım tutucular, silindirik hidrolik tutuculara nispeten daha
fazla eksen kaçıklık problemlerine sebebiyet verirler. Bu çalışmada her deney öncesinde
171
takım kesme işlemine başlamadan önce komperatör kullanarak her dişin eksenden
kaçıklığı tespit edilmiş ve kabul edilebilir sınır olarak 20 mikrometrenin altında olması
sağlanmıştır. Deneylerin hassasiyeti açısında bu ölçümlerin önemi büyük olup, özellikle
takım aşınması ölçümlerinde göz ardı edilmemesi gereken bir faktördür. Aksi halde
takımın bir dişi diğerine göre fazla yada az keseceğinde diş üzerine gelen kuvvetlerde
değişken olacaktır. Böylelikle kimi dişler çabuk aşınacak kimisi de daha az aşınacaktır.
Bu problemi çözmek için deneylerde kullanılan takımlar iki farklı tutucuda denenmiştir.
Kullanılan her iki tutucuda termal yöntemle kesici takımı optimum biçimde kavramıştır.
Ancak uzun olan takım tutucu da eksenden kaçıklık ölçümleri istenilen düzeylerde
olduğu tespit edilmiştir. Kesici takımların termal yöntemle (Sıkı Geçme) ile takım
tutucuya monte edilmesine ait bir resim Şekil 3.84. de verilmiştir.
Şekil 3.84. Kesici takımların sıkı geçme yöntemiyle takım tutucuya monte edilmesi
Frezelemede titreşimlerin üstel olarak artması ile karasızlığın olmasının yanında
titreşimler zorlanmış olarak sabit bir genlikte çok yüksek değerlerde kararlı kesme
içerisinde gerçekleşebilir. Zorlanmış titreşimler kesme kuvvetlerinin artması, takımın
aşınması ve malzemedeki süreksizliklerden kaynaklanabilir. Bu durumda kararlı bir
kesme olsa bile kötü bir yüzey pürüzlülüğü veya kötü tolerans kalitesinde üretim olur.
Zorlanmış titreşimlere ait sinyallerin FFT verileri şekil 3.85. de verilmiştir.
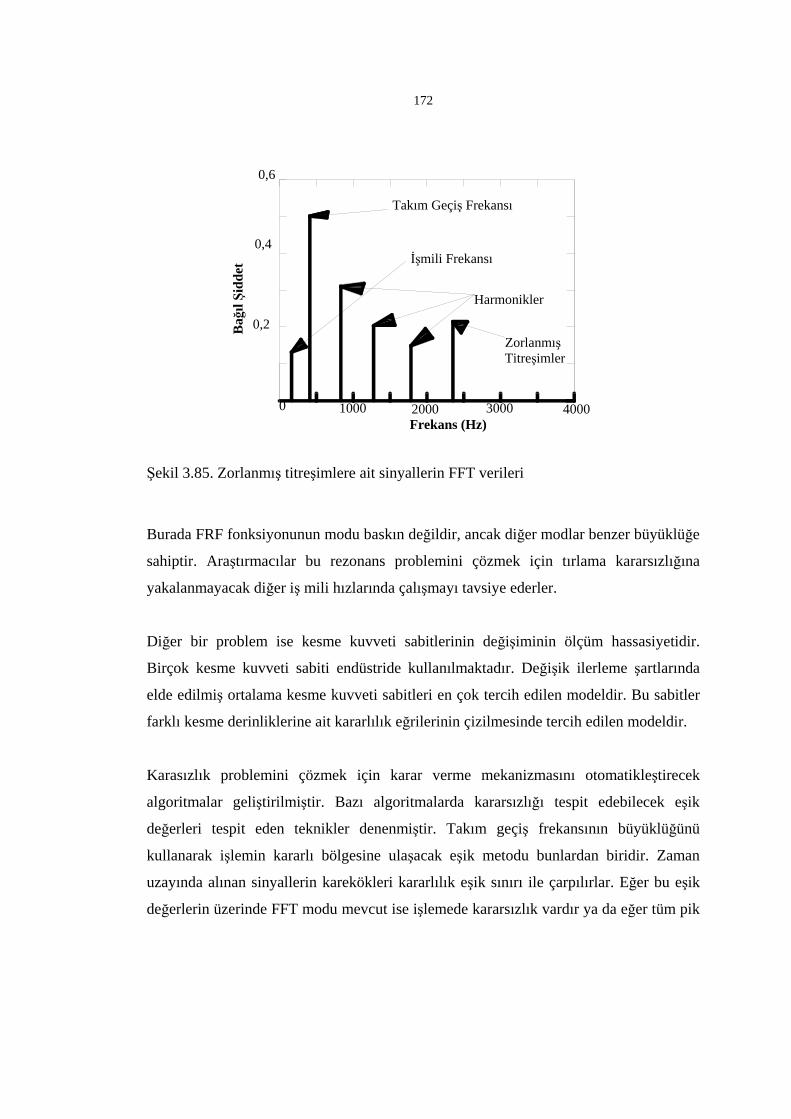
172
0 1000 2000 3000 4000
0,2
0,4
0,6
Frekans (Hz)
Bağ
ıl Şi
ddet
Takım Geçiş Frekansı
İşmili Frekansı
Harmonikler
Zorlanmış Titreşimler
Şekil 3.85. Zorlanmış titreşimlere ait sinyallerin FFT verileri
Burada FRF fonksiyonunun modu baskın değildir, ancak diğer modlar benzer büyüklüğe
sahiptir. Araştırmacılar bu rezonans problemini çözmek için tırlama kararsızlığına
yakalanmayacak diğer iş mili hızlarında çalışmayı tavsiye ederler.
Diğer bir problem ise kesme kuvveti sabitlerinin değişiminin ölçüm hassasiyetidir.
Birçok kesme kuvveti sabiti endüstride kullanılmaktadır. Değişik ilerleme şartlarında
elde edilmiş ortalama kesme kuvveti sabitleri en çok tercih edilen modeldir. Bu sabitler
farklı kesme derinliklerine ait kararlılık eğrilerinin çizilmesinde tercih edilen modeldir.
Karasızlık problemini çözmek için karar verme mekanizmasını otomatikleştirecek
algoritmalar geliştirilmiştir. Bazı algoritmalarda kararsızlığı tespit edebilecek eşik
değerleri tespit eden teknikler denenmiştir. Takım geçiş frekansının büyüklüğünü
kullanarak işlemin kararlı bölgesine ulaşacak eşik metodu bunlardan biridir. Zaman
uzayında alınan sinyallerin karekökleri kararlılık eşik sınırı ile çarpılırlar. Eğer bu eşik
değerlerin üzerinde FFT modu mevcut ise işlemede kararsızlık vardır ya da eğer tüm pik
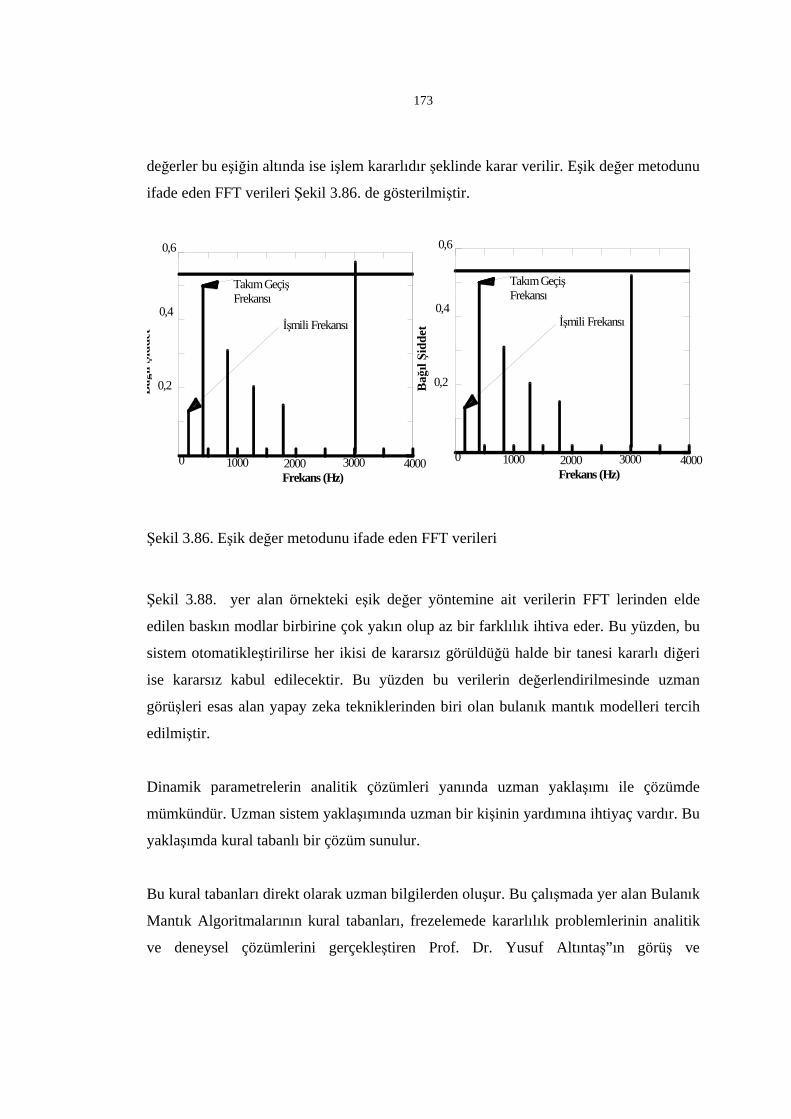
173
değerler bu eşiğin altında ise işlem kararlıdır şeklinde karar verilir. Eşik değer metodunu
ifade eden FFT verileri Şekil 3.86. de gösterilmiştir.
0 1000 2000 3000 4000
0,2
0,4
0,6
Frekans (Hz)
Bağ
ıl Şi
ddet
Takım Geçiş Frekansı
İşmili Frekansı
0 1000 2000 3000 4000
0,2
0,4
0,6
Frekans (Hz)
Bağ
ıl Şi
ddet
Takım Geçiş Frekansı
İşmili Frekansı
Şekil 3.86. Eşik değer metodunu ifade eden FFT verileri
Şekil 3.88. yer alan örnekteki eşik değer yöntemine ait verilerin FFT lerinden elde
edilen baskın modlar birbirine çok yakın olup az bir farklılık ihtiva eder. Bu yüzden, bu
sistem otomatikleştirilirse her ikisi de kararsız görüldüğü halde bir tanesi kararlı diğeri
ise kararsız kabul edilecektir. Bu yüzden bu verilerin değerlendirilmesinde uzman
görüşleri esas alan yapay zeka tekniklerinden biri olan bulanık mantık modelleri tercih
edilmiştir.
Dinamik parametrelerin analitik çözümleri yanında uzman yaklaşımı ile çözümde
mümkündür. Uzman sistem yaklaşımında uzman bir kişinin yardımına ihtiyaç vardır. Bu
yaklaşımda kural tabanlı bir çözüm sunulur.
Bu kural tabanları direkt olarak uzman bilgilerden oluşur. Bu çalışmada yer alan Bulanık
Mantık Algoritmalarının kural tabanları, frezelemede kararlılık problemlerinin analitik
ve deneysel çözümlerini gerçekleştiren Prof. Dr. Yusuf Altıntaş”ın görüş ve
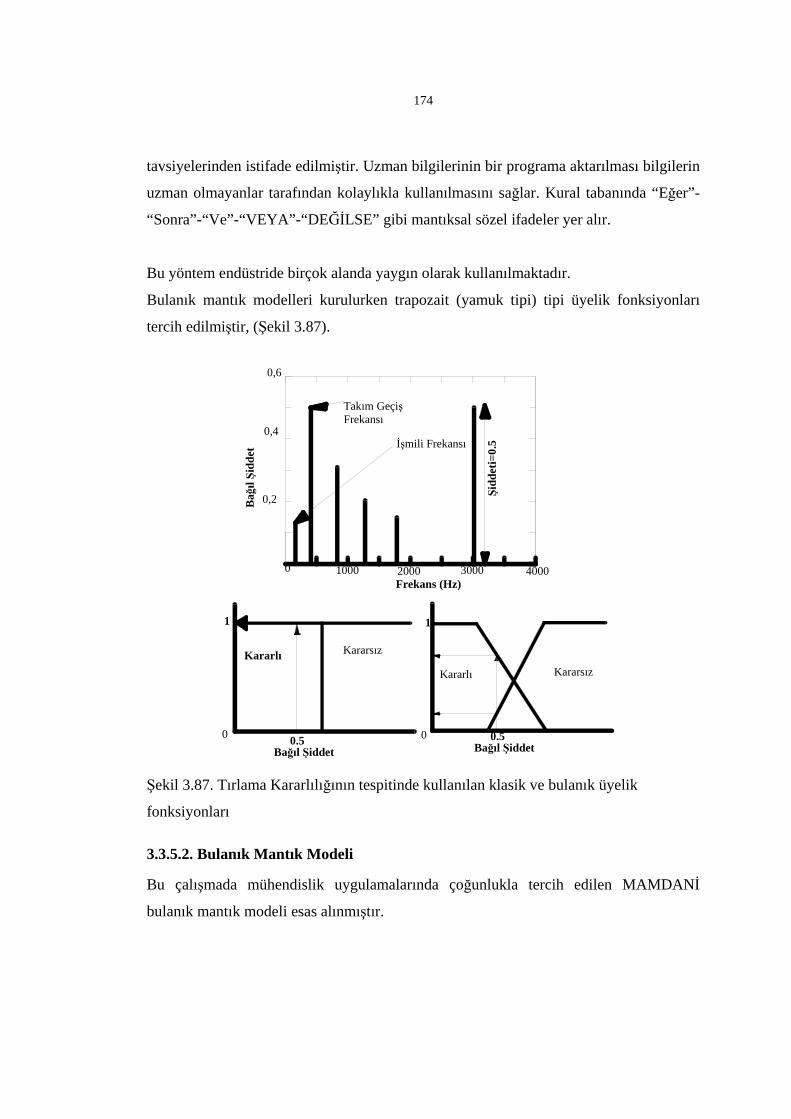
174
tavsiyelerinden istifade edilmiştir. Uzman bilgilerinin bir programa aktarılması bilgilerin
uzman olmayanlar tarafından kolaylıkla kullanılmasını sağlar. Kural tabanında “Eğer”-
“Sonra”-“Ve”-“VEYA”-“DEĞİLSE” gibi mantıksal sözel ifadeler yer alır.
Bu yöntem endüstride birçok alanda yaygın olarak kullanılmaktadır.
Bulanık mantık modelleri kurulurken trapozait (yamuk tipi) tipi üyelik fonksiyonları
tercih edilmiştir, (Şekil 3.87).
0 1000 2000 3000 4000
0,2
0,4
0,6
Frekans (Hz)
Bağ
ıl Şi
ddet
Takım Geçiş Frekansı
İşmili Frekansı
Şidd
eti=
0.5
1 1
0 0Bağıl Şiddet
KararlıKararlı
Kararsız
Kararsız
0.5 Bağıl Şiddet0.5
Şekil 3.87. Tırlama Kararlılığının tespitinde kullanılan klasik ve bulanık üyelik
fonksiyonları
3.3.5.2. Bulanık Mantık Modeli
Bu çalışmada mühendislik uygulamalarında çoğunlukla tercih edilen MAMDANİ
bulanık mantık modeli esas alınmıştır.
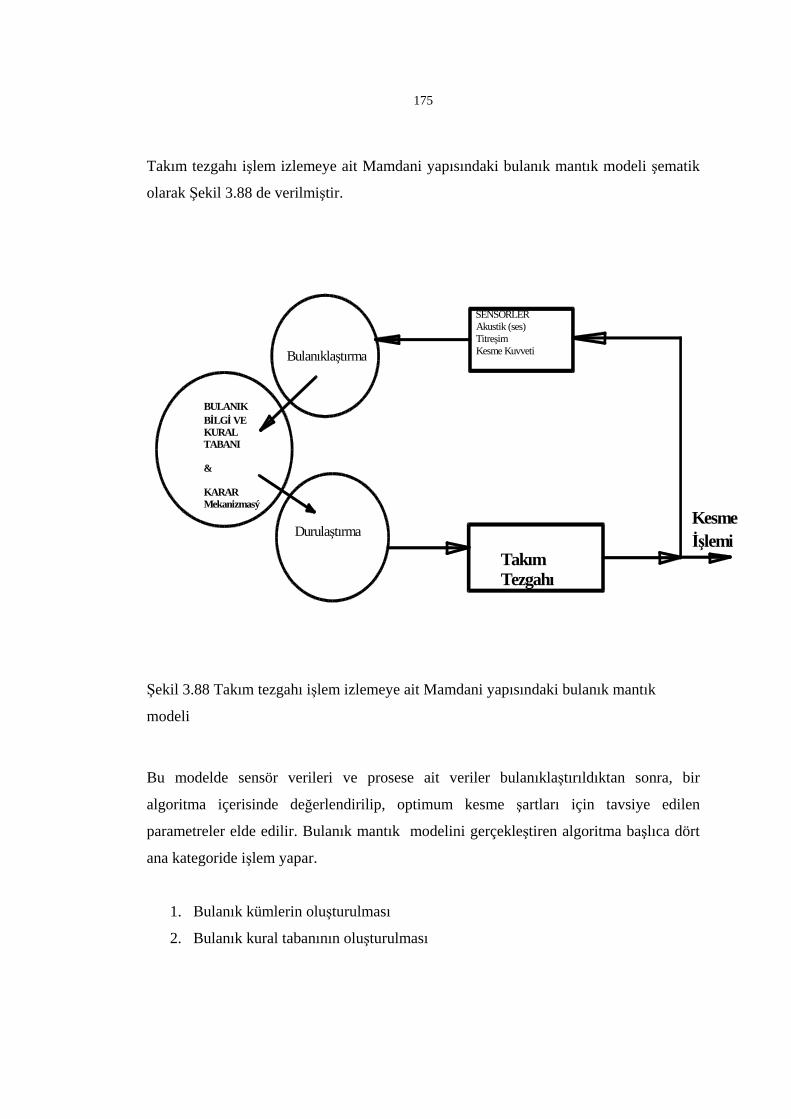
175
Takım tezgahı işlem izlemeye ait Mamdani yapısındaki bulanık mantık modeli şematik
olarak Şekil 3.88 de verilmiştir.
Bulanıklaştırma
Durulaştırma
BULANIKBİLGİ VE KURAL TABANI
&
KARARMekanizmasý
SENSÖRLERAkustik (ses)TitreşimKesme Kuvveti
Takım Tezgahı
Kesme İşlemi
Şekil 3.88 Takım tezgahı işlem izlemeye ait Mamdani yapısındaki bulanık mantık
modeli
Bu modelde sensör verileri ve prosese ait veriler bulanıklaştırıldıktan sonra, bir
algoritma içerisinde değerlendirilip, optimum kesme şartları için tavsiye edilen
parametreler elde edilir. Bulanık mantık modelini gerçekleştiren algoritma başlıca dört
ana kategoride işlem yapar.
1. Bulanık kümlerin oluşturulması
2. Bulanık kural tabanının oluşturulması
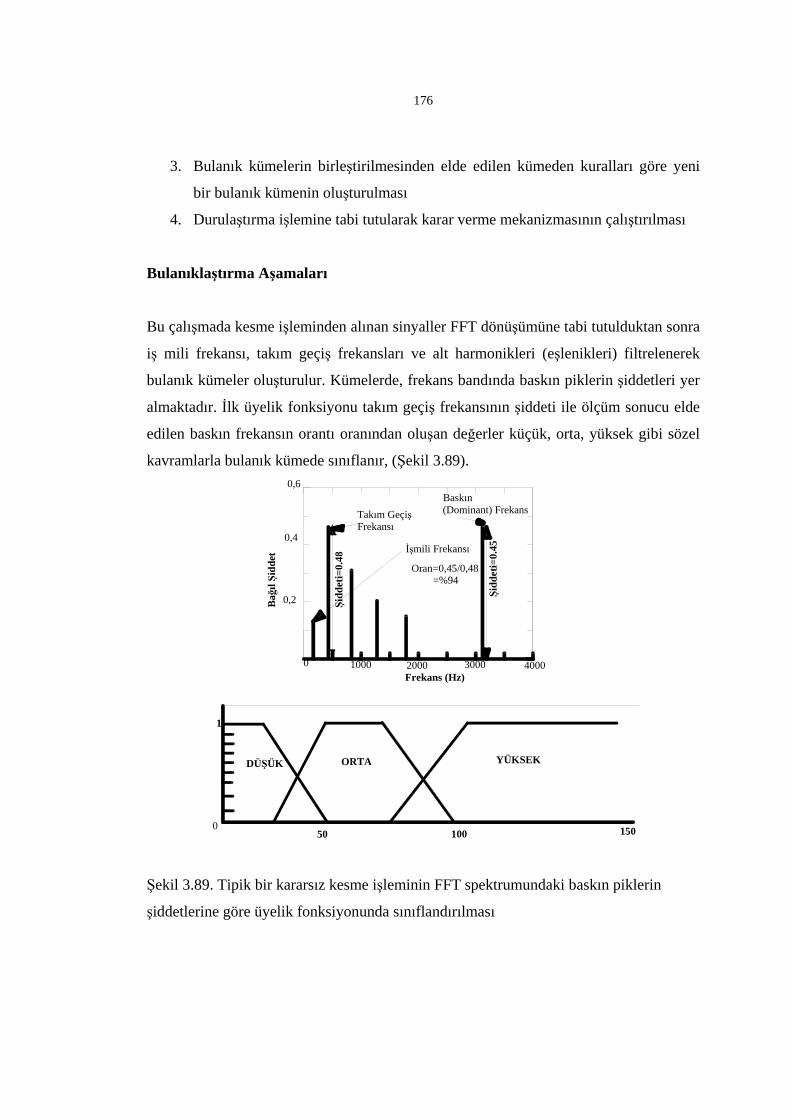
176
3. Bulanık kümelerin birleştirilmesinden elde edilen kümeden kuralları göre yeni
bir bulanık kümenin oluşturulması
4. Durulaştırma işlemine tabi tutularak karar verme mekanizmasının çalıştırılması
Bulanıklaştırma Aşamaları
Bu çalışmada kesme işleminden alınan sinyaller FFT dönüşümüne tabi tutulduktan sonra
iş mili frekansı, takım geçiş frekansları ve alt harmonikleri (eşlenikleri) filtrelenerek
bulanık kümeler oluşturulur. Kümelerde, frekans bandında baskın piklerin şiddetleri yer
almaktadır. İlk üyelik fonksiyonu takım geçiş frekansının şiddeti ile ölçüm sonucu elde
edilen baskın frekansın orantı oranından oluşan değerler küçük, orta, yüksek gibi sözel
kavramlarla bulanık kümede sınıflanır, (Şekil 3.89).
0 1000 2000 3000 4000
0,2
0,4
0,6
Frekans (Hz)
Bağ
ıl Şi
ddet
Takım Geçiş Frekansı
İşmili Frekansı
Şidd
eti=
0.45
1
0
Şidd
eti=
0.48
Baskın(Dominant) Frekans
Oran=0,45/0,48 =%94
50 100 150
DÜŞÜK ORTA YÜKSEK
Şekil 3.89. Tipik bir kararsız kesme işleminin FFT spektrumundaki baskın piklerin
şiddetlerine göre üyelik fonksiyonunda sınıflandırılması
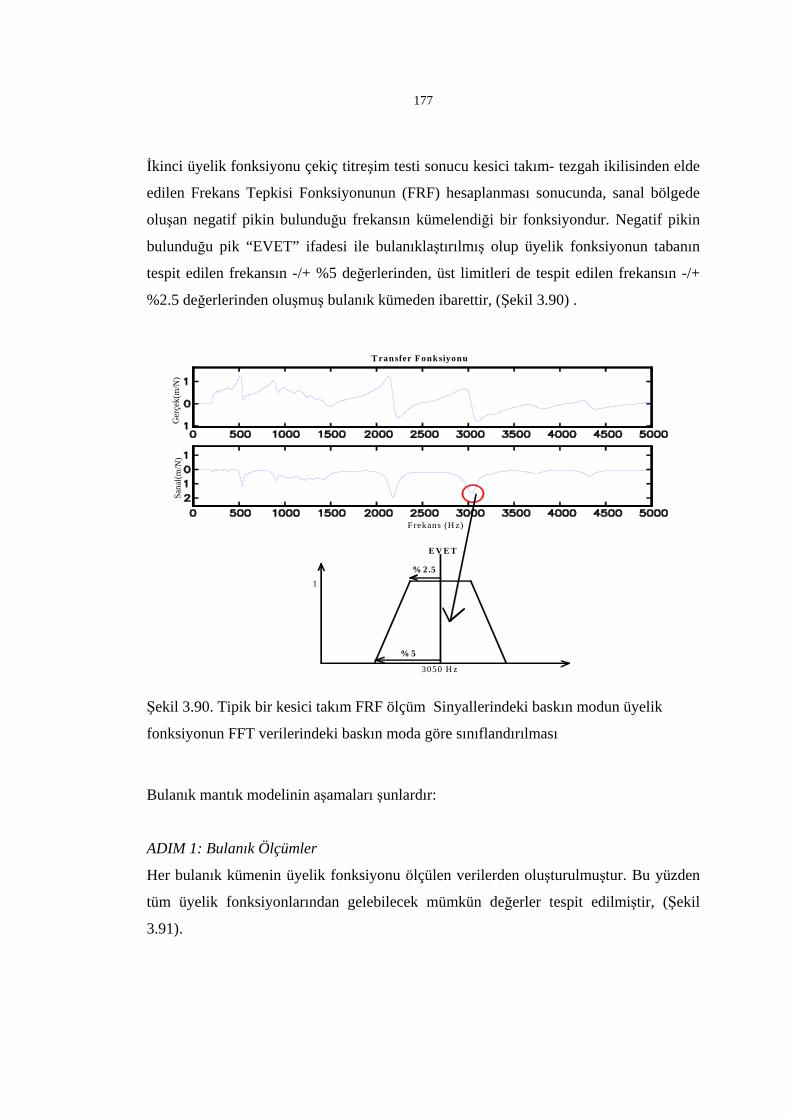
177
İkinci üyelik fonksiyonu çekiç titreşim testi sonucu kesici takım- tezgah ikilisinden elde
edilen Frekans Tepkisi Fonksiyonunun (FRF) hesaplanması sonucunda, sanal bölgede
oluşan negatif pikin bulunduğu frekansın kümelendiği bir fonksiyondur. Negatif pikin
bulunduğu pik “EVET” ifadesi ile bulanıklaştırılmış olup üyelik fonksiyonun tabanın
tespit edilen frekansın -/+ %5 değerlerinden, üst limitleri de tespit edilen frekansın -/+
%2.5 değerlerinden oluşmuş bulanık kümeden ibarettir, (Şekil 3.90) .
T ransfer F onksiyonu
F rekans (H z)
Ger
çek(
m/ N
)Sa
nal( m
/ N)
% 2.5
% 5
E V E T
1
3050 H z
Şekil 3.90. Tipik bir kesici takım FRF ölçüm Sinyallerindeki baskın modun üyelik
fonksiyonun FFT verilerindeki baskın moda göre sınıflandırılması
Bulanık mantık modelinin aşamaları şunlardır:
ADIM 1: Bulanık Ölçümler
Her bulanık kümenin üyelik fonksiyonu ölçülen verilerden oluşturulmuştur. Bu yüzden
tüm üyelik fonksiyonlarından gelebilecek mümkün değerler tespit edilmiştir, (Şekil
3.91).
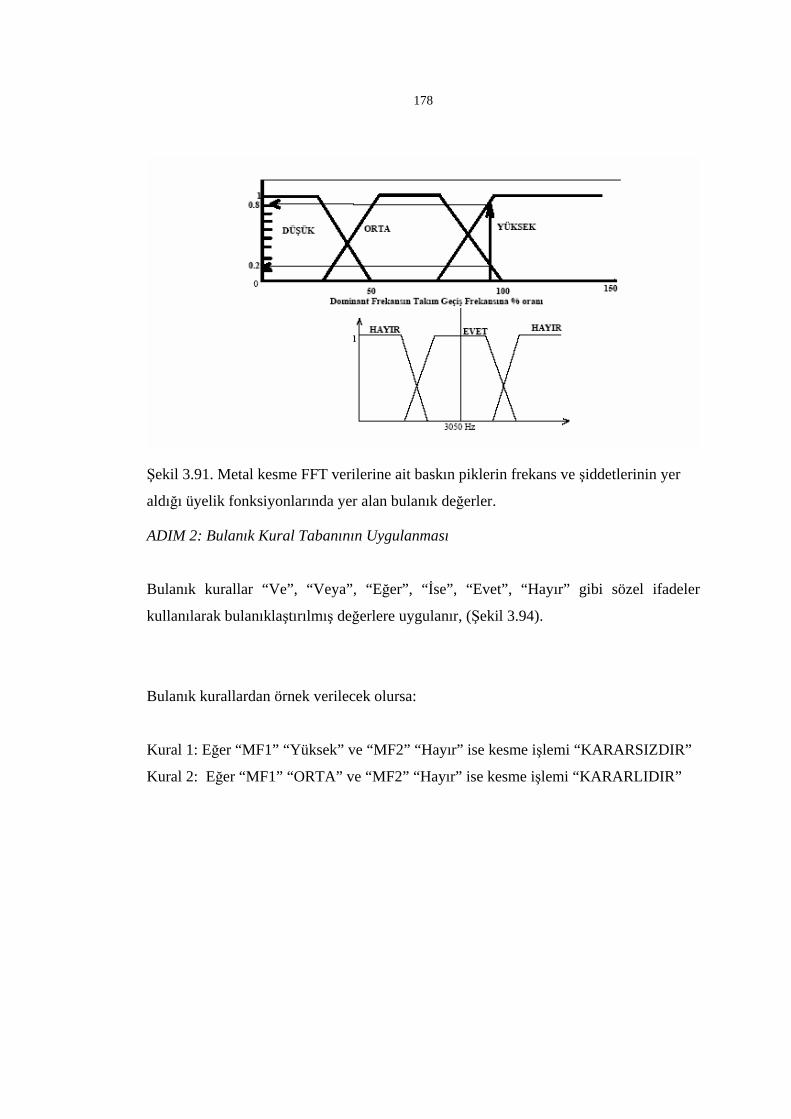
178
Şekil 3.91. Metal kesme FFT verilerine ait baskın piklerin frekans ve şiddetlerinin yer
aldığı üyelik fonksiyonlarında yer alan bulanık değerler.
ADIM 2: Bulanık Kural Tabanının Uygulanması
Bulanık kurallar “Ve”, “Veya”, “Eğer”, “İse”, “Evet”, “Hayır” gibi sözel ifadeler
kullanılarak bulanıklaştırılmış değerlere uygulanır, (Şekil 3.94).
Bulanık kurallardan örnek verilecek olursa:
Kural 1: Eğer “MF1” “Yüksek” ve “MF2” “Hayır” ise kesme işlemi “KARARSIZDIR”
Kural 2: Eğer “MF1” “ORTA” ve “MF2” “Hayır” ise kesme işlemi “KARARLIDIR”
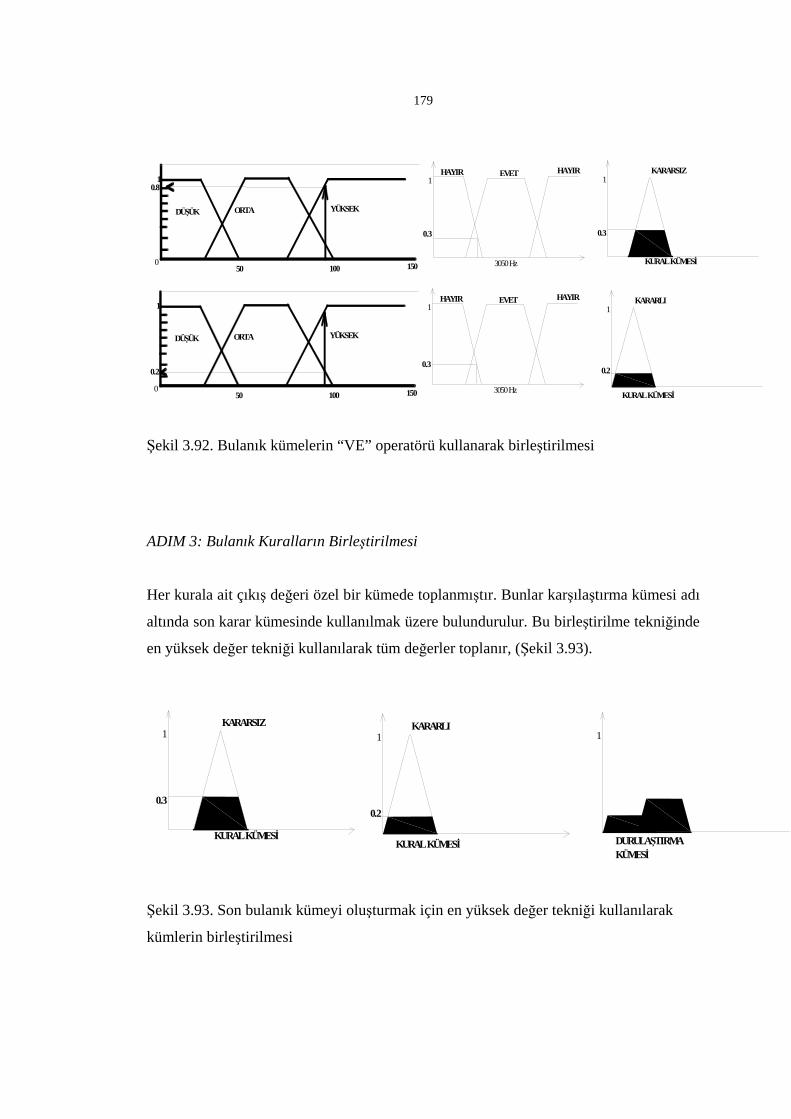
179
1
050 100 150
DÜŞÜK ORTA YÜKSEK
0.8
EVET1
3050 Hz
HAYIR HAYIR
1
050 100 150
DÜŞÜK ORTA YÜKSEK
0.2
EVET1
3050 Hz
HAYIR HAYIR
0.3
0.3
1
0.3
1
0.2
KURAL KÜMESİ
KURAL KÜMESİ
KARARSIZ
KARARLI
Şekil 3.92. Bulanık kümelerin “VE” operatörü kullanarak birleştirilmesi
ADIM 3: Bulanık Kuralların Birleştirilmesi
Her kurala ait çıkış değeri özel bir kümede toplanmıştır. Bunlar karşılaştırma kümesi adı
altında son karar kümesinde kullanılmak üzere bulundurulur. Bu birleştirilme tekniğinde
en yüksek değer tekniği kullanılarak tüm değerler toplanır, (Şekil 3.93).
1
0.3
1
0.2
KURAL KÜMESİKURAL KÜMESİ
KARARSIZ KARARLI1
DURULAŞTIRMA KÜMESİ
Şekil 3.93. Son bulanık kümeyi oluşturmak için en yüksek değer tekniği kullanılarak
kümlerin birleştirilmesi
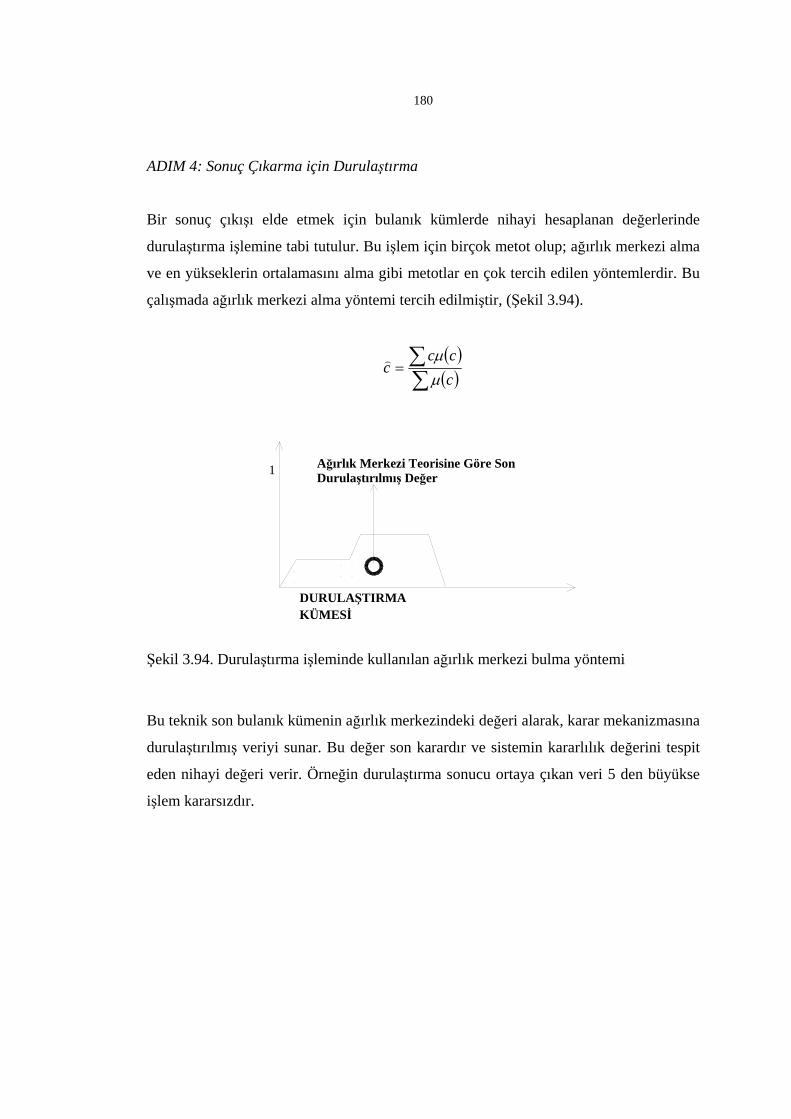
180
ADIM 4: Sonuç Çıkarma için Durulaştırma
Bir sonuç çıkışı elde etmek için bulanık kümlerde nihayi hesaplanan değerlerinde
durulaştırma işlemine tabi tutulur. Bu işlem için birçok metot olup; ağırlık merkezi alma
ve en yükseklerin ortalamasını alma gibi metotlar en çok tercih edilen yöntemlerdir. Bu
çalışmada ağırlık merkezi alma yöntemi tercih edilmiştir, (Şekil 3.94).
( )( )∑
∑=ccc
cµµ)
1
DURULAŞTIRMA KÜMESİ
Ağırlık Merkezi Teorisine Göre Son Durulaştırılmış Değer
Şekil 3.94. Durulaştırma işleminde kullanılan ağırlık merkezi bulma yöntemi
Bu teknik son bulanık kümenin ağırlık merkezindeki değeri alarak, karar mekanizmasına
durulaştırılmış veriyi sunar. Bu değer son karardır ve sistemin kararlılık değerini tespit
eden nihayi değeri verir. Örneğin durulaştırma sonucu ortaya çıkan veri 5 den büyükse
işlem kararsızdır.
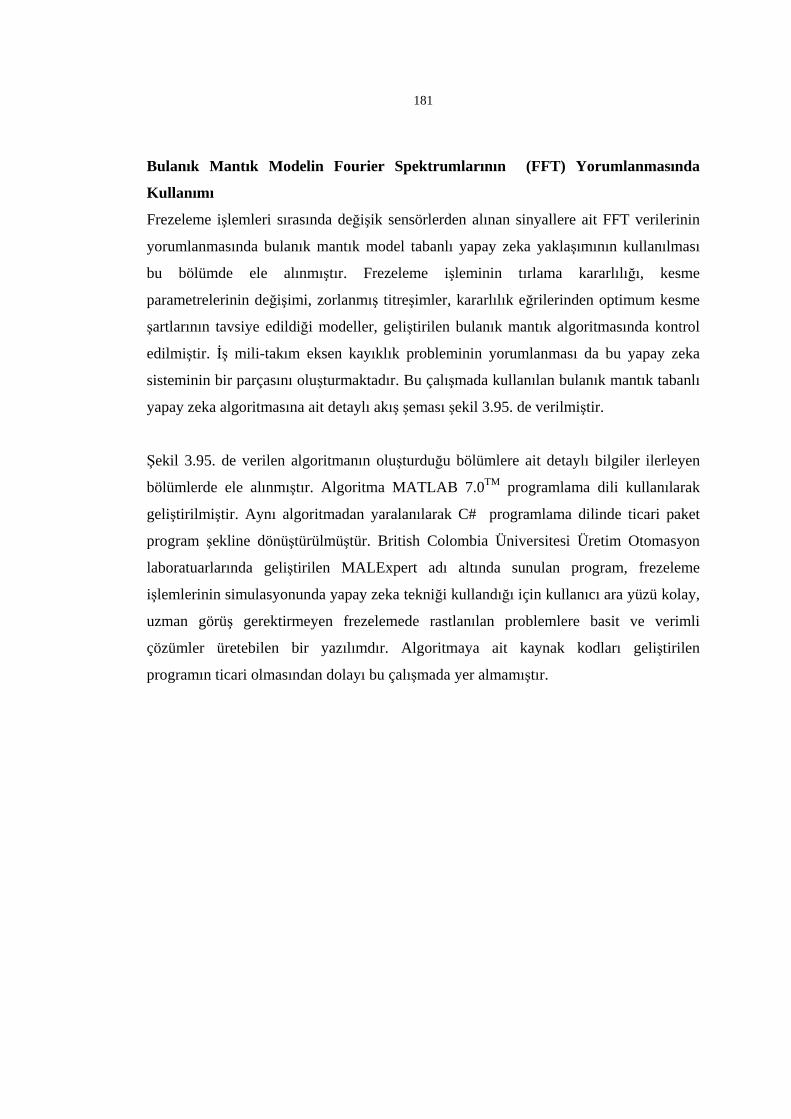
181
Bulanık Mantık Modelin Fourier Spektrumlarının (FFT) Yorumlanmasında
Kullanımı
Frezeleme işlemleri sırasında değişik sensörlerden alınan sinyallere ait FFT verilerinin
yorumlanmasında bulanık mantık model tabanlı yapay zeka yaklaşımının kullanılması
bu bölümde ele alınmıştır. Frezeleme işleminin tırlama kararlılığı, kesme
parametrelerinin değişimi, zorlanmış titreşimler, kararlılık eğrilerinden optimum kesme
şartlarının tavsiye edildiği modeller, geliştirilen bulanık mantık algoritmasında kontrol
edilmiştir. İş mili-takım eksen kayıklık probleminin yorumlanması da bu yapay zeka
sisteminin bir parçasını oluşturmaktadır. Bu çalışmada kullanılan bulanık mantık tabanlı
yapay zeka algoritmasına ait detaylı akış şeması şekil 3.95. de verilmiştir.
Şekil 3.95. de verilen algoritmanın oluşturduğu bölümlere ait detaylı bilgiler ilerleyen
bölümlerde ele alınmıştır. Algoritma MATLAB 7.0TM programlama dili kullanılarak
geliştirilmiştir. Aynı algoritmadan yaralanılarak C# programlama dilinde ticari paket
program şekline dönüştürülmüştür. British Colombia Üniversitesi Üretim Otomasyon
laboratuarlarında geliştirilen MALExpert adı altında sunulan program, frezeleme
işlemlerinin simulasyonunda yapay zeka tekniği kullandığı için kullanıcı ara yüzü kolay,
uzman görüş gerektirmeyen frezelemede rastlanılan problemlere basit ve verimli
çözümler üretebilen bir yazılımdır. Algoritmaya ait kaynak kodları geliştirilen
programın ticari olmasından dolayı bu çalışmada yer almamıştır.
182
Şekil 3.95. Frezeleme İşlemlerinin izlenmesinde ve optimizasyonunda kullanılan bulanık mantık tabanlı yapay zeka algoritması
183
Yapay zeka esaslı bir karar verme esasına dayanan programın çözüme başlayabilmesi
için kesme koşullarına ait bazı bilgilerin kullanıcı tarafından önceden girilmesi
gerekmektedir. Aynı zamanda kesme işlemini gerçekleştirecek kesici takımın ve
kesilecek parçaya ait teknik bilgilerinde işleme başlamadan önce kullanıcı tarafından
programa girilmelidir. Programın girişte kullandığı parametreler şunlardır:
• İş mili devri (dev/dak)
• İlerleme oranı (mm/diş)
• Kesici Takım Geometrisi ve Yapısı
Çapı (mm)
Diş sayısı (z)
Helis açısı (Parmak frezeler için (derece))
• Radyal ve eksenel kesme derinlikleri (mm)
• Frezeleme biçimi (Aynı Yönlü-Zıt Yönlü)
• Malzeme için tespit edilmiş Ortalama Kesme Kuvveti Sabitleri (Ka, Kr, Kt)
• Parça toleransı
• Tezgahın maksimum iş mili hızı
Bu algoritma aynı zamanda kesici takım tezgah ikilisinin X ve Y yönlerindeki transfer
fonksiyonu ölçümlerini içeren Frekans Tepki Fonksiyon bilgilerini (FRF)
kullanmaktadır. Bunların yanında algoritma boşta yani havada kesmede alınan sinyaller
ile yükte yani metal kesme anında alınan sinyalleri alçak geçirgen sayısal sinyal işleme
aşamalarından geçirerek, algoritma içerisinde gürültü içermemiş duru sinyallerin
değerlendirmesine olanak sağlar.
Bu veriler algoritma içinde yer alan değişik bulanık mantık motorları olarak tarif
edebileceğimiz bölümlerde daha sonra kullanılmıştır.
Bir örnek içerisinde algoritmanın çalışmasını ve sistemin çözümünü anlatmak komplike
olduğu için çalışmaya ait tüm bulanık mantık motorları ayrı ayrı açıklanmıştır. Tüm
184
işlemler için kullanılan parametreler endüstriyel standartlara uygun olup uzman görüşler
alınarak değerlendirilmiştir.
Boşta (Havada) Kesmede Alınan Sinyaller
Boşta kesme yada havada kesme tezgahın talaş kaldırmadan boşta çalışmasıdır. Bu
çalışma şartlarında toplanan akustik (ses) sinyaller, tezgahın gürültülü ortamdaki
dominant ses frekans modunu tespit etmek amacı ile kullanılır. Bu örnekleme
frekansında elde edilen mod bulanık mantık sistemi içerisinde kullanılmaktadır. Bu
modlar kompresör gürültüsü, soğutma suyu ya da diğer tezgahlardan gelen değişik
kaynaklardan oluşabilir. Bu modlar örneğin pompa hızının değişmesi, dış ortamdaki
gürültünün değişmesiyle frekans bazında kayabilir. Bu durumda geleneksel filtreleme
teknikleri problem oluşturmaktadır. Bu aşamada filtreleme dikkatlice yapılmaktadır.
Bu çalışmada boşta kesme sinyallerinin FFT verilerinden, iş mili frekansı ile aynı
noktada bulunanları taranarak, silinip, 50 Hz de Yüksek geçirgen filtrelenmiştir. Zaman
boyutundaki sinyallerin karekökleri alınarak, eşik değer faktörünün belirlenmesinde
çarpan olarak kullanılmıştır. Filtrelenen boşta kesme sinyallerinin FFT spektrumu
sonradan üyelik fonksiyonlarında kullanılacak biçimde kaydedilmiştir.
Metal (Yükte) Kesmede Alınan Sinyaller
Metal kesmede zaman boyutunda akustik (ses) ve kesme kuvveti sinyalleri alınarak
sonuçlar FFT spektrumu biçiminde kaydedilmiştir. Sinyaller içinden iş mili frekansı ve
takım geçiş frekansları taranarak filtrelenmiş ve son olarak 50 Hz lik . yüksek geçirgen
filtreleme işleminden geçirilmiştir. Filtrelenen metal kesme sinyallerinin FFT spektrumu
sonradan üyelik fonksiyonlarında kullanılacak biçimde kaydedilmiştir.
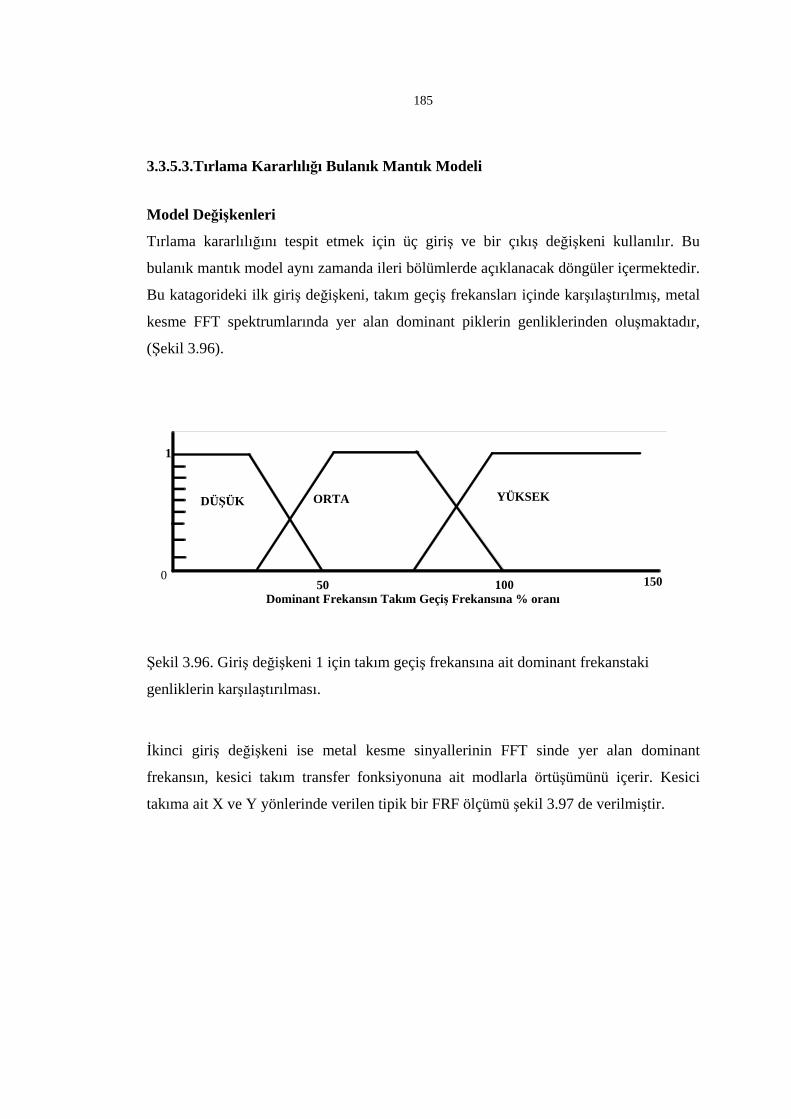
185
3.3.5.3.Tırlama Kararlılığı Bulanık Mantık Modeli
Model Değişkenleri
Tırlama kararlılığını tespit etmek için üç giriş ve bir çıkış değişkeni kullanılır. Bu
bulanık mantık model aynı zamanda ileri bölümlerde açıklanacak döngüler içermektedir.
Bu katagorideki ilk giriş değişkeni, takım geçiş frekansları içinde karşılaştırılmış, metal
kesme FFT spektrumlarında yer alan dominant piklerin genliklerinden oluşmaktadır,
(Şekil 3.96).
1
050 100 150
DÜŞÜK ORTA YÜKSEK
Dominant Frekansın Takım Geçiş Frekansına % oranı
Şekil 3.96. Giriş değişkeni 1 için takım geçiş frekansına ait dominant frekanstaki
genliklerin karşılaştırılması.
İkinci giriş değişkeni ise metal kesme sinyallerinin FFT sinde yer alan dominant
frekansın, kesici takım transfer fonksiyonuna ait modlarla örtüşümünü içerir. Kesici
takıma ait X ve Y yönlerinde verilen tipik bir FRF ölçümü şekil 3.97 de verilmiştir.
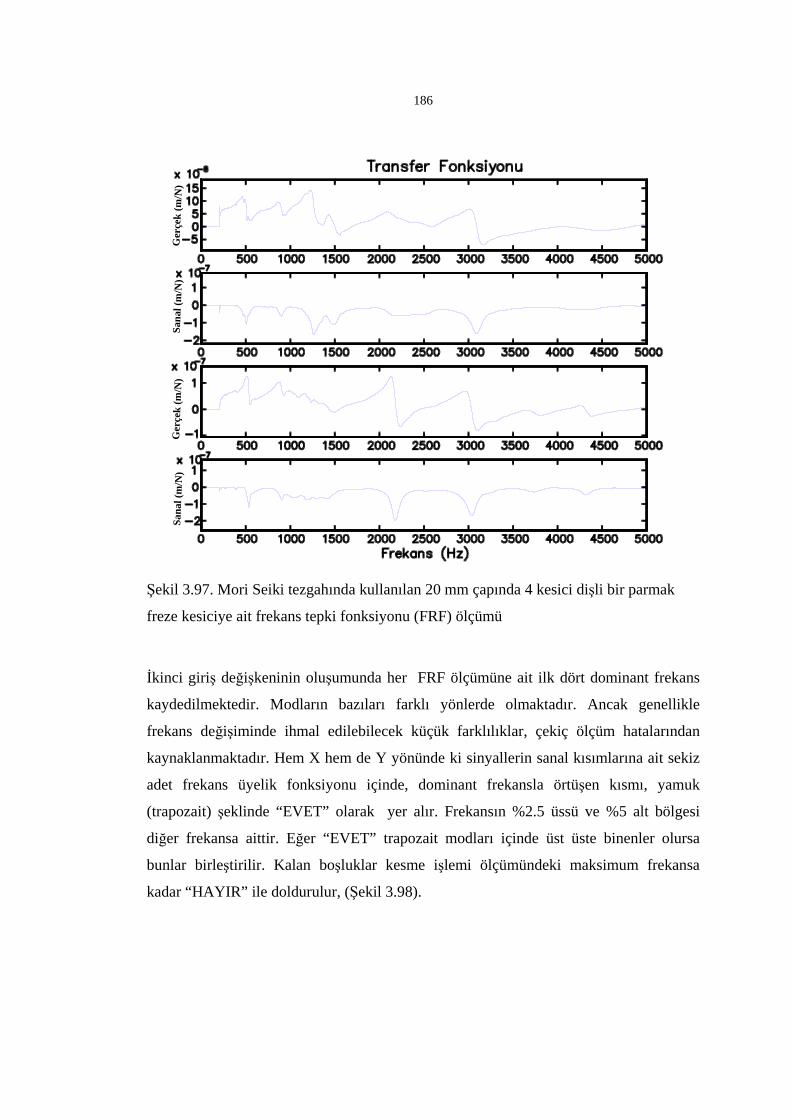
186
Ger
çek
(m/N
)Sa
nal (
m/N
)Sa
nal (
m/N
)G
erçe
k (m
/N)
Şekil 3.97. Mori Seiki tezgahında kullanılan 20 mm çapında 4 kesici dişli bir parmak
freze kesiciye ait frekans tepki fonksiyonu (FRF) ölçümü
İkinci giriş değişkeninin oluşumunda her FRF ölçümüne ait ilk dört dominant frekans
kaydedilmektedir. Modların bazıları farklı yönlerde olmaktadır. Ancak genellikle
frekans değişiminde ihmal edilebilecek küçük farklılıklar, çekiç ölçüm hatalarından
kaynaklanmaktadır. Hem X hem de Y yönünde ki sinyallerin sanal kısımlarına ait sekiz
adet frekans üyelik fonksiyonu içinde, dominant frekansla örtüşen kısmı, yamuk
(trapozait) şeklinde “EVET” olarak yer alır. Frekansın %2.5 üssü ve %5 alt bölgesi
diğer frekansa aittir. Eğer “EVET” trapozait modları içinde üst üste binenler olursa
bunlar birleştirilir. Kalan boşluklar kesme işlemi ölçümündeki maksimum frekansa
kadar “HAYIR” ile doldurulur, (Şekil 3.98).
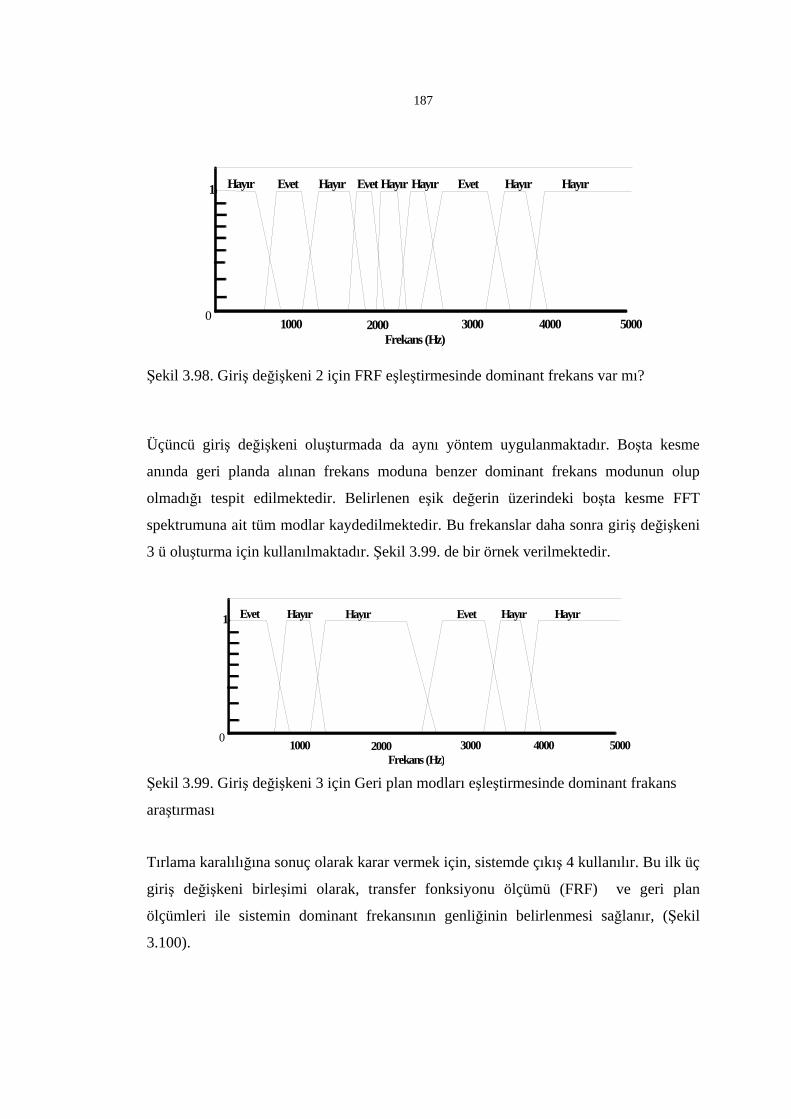
187
1
0 1000Frekans (Hz)
2000 3000 4000 5000
Hayır Hayır Hayır HayırEvet Evet EvetHayır Hayır
Şekil 3.98. Giriş değişkeni 2 için FRF eşleştirmesinde dominant frekans var mı?
Üçüncü giriş değişkeni oluşturmada da aynı yöntem uygulanmaktadır. Boşta kesme
anında geri planda alınan frekans moduna benzer dominant frekans modunun olup
olmadığı tespit edilmektedir. Belirlenen eşik değerin üzerindeki boşta kesme FFT
spektrumuna ait tüm modlar kaydedilmektedir. Bu frekanslar daha sonra giriş değişkeni
3 ü oluşturma için kullanılmaktadır. Şekil 3.99. de bir örnek verilmektedir.
1
0 1000Frekans (Hz)
2000 3000 4000 5000
Evet Hayır HayırHayır Evet Hayır
Şekil 3.99. Giriş değişkeni 3 için Geri plan modları eşleştirmesinde dominant frakans
araştırması
Tırlama karalılığına sonuç olarak karar vermek için, sistemde çıkış 4 kullanılır. Bu ilk üç
giriş değişkeni birleşimi olarak, transfer fonksiyonu ölçümü (FRF) ve geri plan
ölçümleri ile sistemin dominant frekansının genliğinin belirlenmesi sağlanır, (Şekil
3.100).

188
1
0
1
105
KARARLI KARARSIZ
KARAR KÜMESİ
Şekil 3.100. Çıkış değişkeni 4 için tırlama kararlılık fonksiyonu
Kural Tabanı
Üç giriş ve bir çıkıştan oluşan dört değişkenin kombinasyonundan aşağıdaki kural tabanı
oluşturulmuştur. “VE” operatörünün minimum metodu kullanılmış ve son bulanık
kümenin elde edilmesinde maksimum metodu kullanılmıştır.
Ağırlık merkezi metodu kullanılarak da sonuçta durulaştırılmış tek bir değer elde
edilmiştir. Bu değer son kural tabanında değerlendirilerek karar verilmiştir. Bu karara
göre eğer bu değer 5 ‘den büyükse işlem karasız kabul edilir veya 5’ e eşit yada küçükse
kararlı kabul edilir. Bu bulanık motora ait tüm kurallar tablo 3.19. da verilmiştir.
Tablo 3.19. Tırlama kararlılığı bulanık mantık modeli kural tabanı
KURAL NO
Giriş 1: Domf Takım Geçiş
Frekansı
Giriş 2: FRF
frekans TARAMA
Giriş 3: BG
frekans TARAMA İSE
Çıkış 4: Tırlama Kararı
1 EĞER YÜKSEK VE EVET VE HAYIR SONRA KARARSIZ 2 YÜKSEK HAYIR HAYIR KARARSIZ 3 YÜKSEK EVET EVET KARARSIZ 4 YÜKSEK HAYIR EVET KARARLI 5 EĞER ORTA EVET HAYIR SONRA KARARSIZ 6 ORTA HAYIR HAYIR KARARLI 7 ORTA EVET EVET KARARSIZ 8 ORTA HAYIR EVET KARARLI
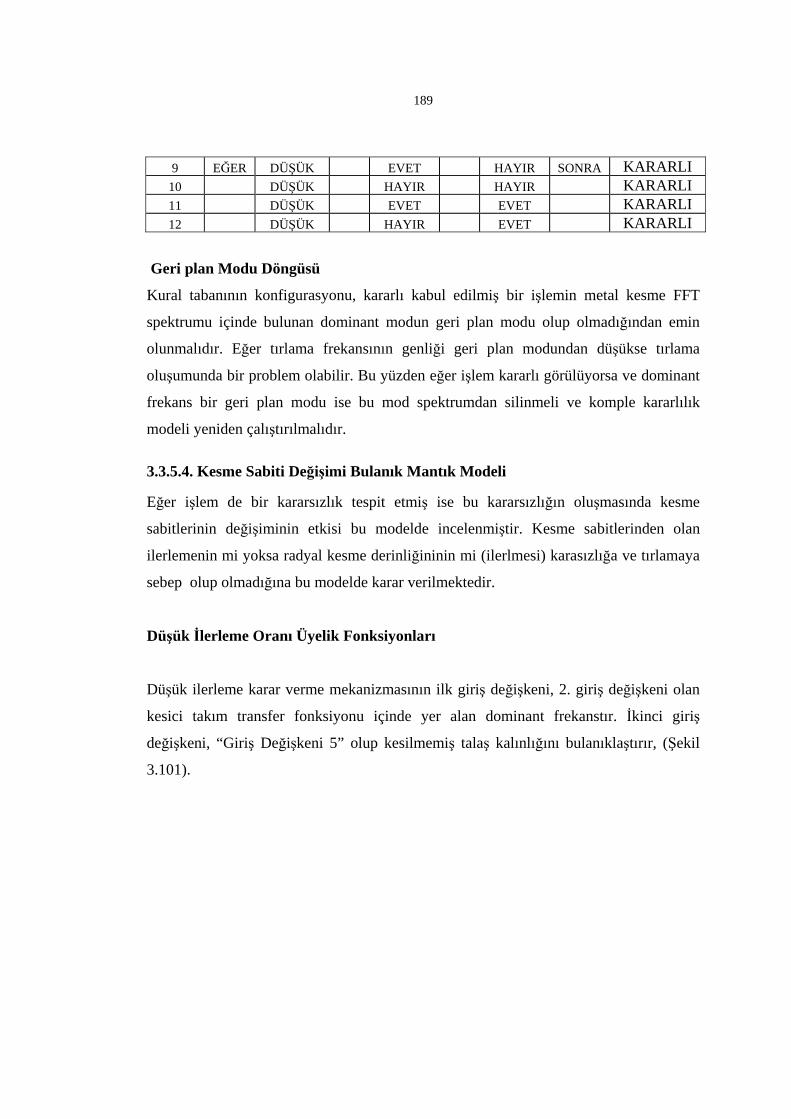
189
9 EĞER DÜŞÜK EVET HAYIR SONRA KARARLI 10 DÜŞÜK HAYIR HAYIR KARARLI 11 DÜŞÜK EVET EVET KARARLI 12 DÜŞÜK HAYIR EVET KARARLI
Geri plan Modu Döngüsü
Kural tabanının konfigurasyonu, kararlı kabul edilmiş bir işlemin metal kesme FFT
spektrumu içinde bulunan dominant modun geri plan modu olup olmadığından emin
olunmalıdır. Eğer tırlama frekansının genliği geri plan modundan düşükse tırlama
oluşumunda bir problem olabilir. Bu yüzden eğer işlem kararlı görülüyorsa ve dominant
frekans bir geri plan modu ise bu mod spektrumdan silinmeli ve komple kararlılık
modeli yeniden çalıştırılmalıdır.
3.3.5.4. Kesme Sabiti Değişimi Bulanık Mantık Modeli
Eğer işlem de bir kararsızlık tespit etmiş ise bu kararsızlığın oluşmasında kesme
sabitlerinin değişiminin etkisi bu modelde incelenmiştir. Kesme sabitlerinden olan
ilerlemenin mi yoksa radyal kesme derinliğininin mi (ilerlmesi) karasızlığa ve tırlamaya
sebep olup olmadığına bu modelde karar verilmektedir.
Düşük İlerleme Oranı Üyelik Fonksiyonları
Düşük ilerleme karar verme mekanizmasının ilk giriş değişkeni, 2. giriş değişkeni olan
kesici takım transfer fonksiyonu içinde yer alan dominant frekanstır. İkinci giriş
değişkeni, “Giriş Değişkeni 5” olup kesilmemiş talaş kalınlığını bulanıklaştırır, (Şekil
3.101).
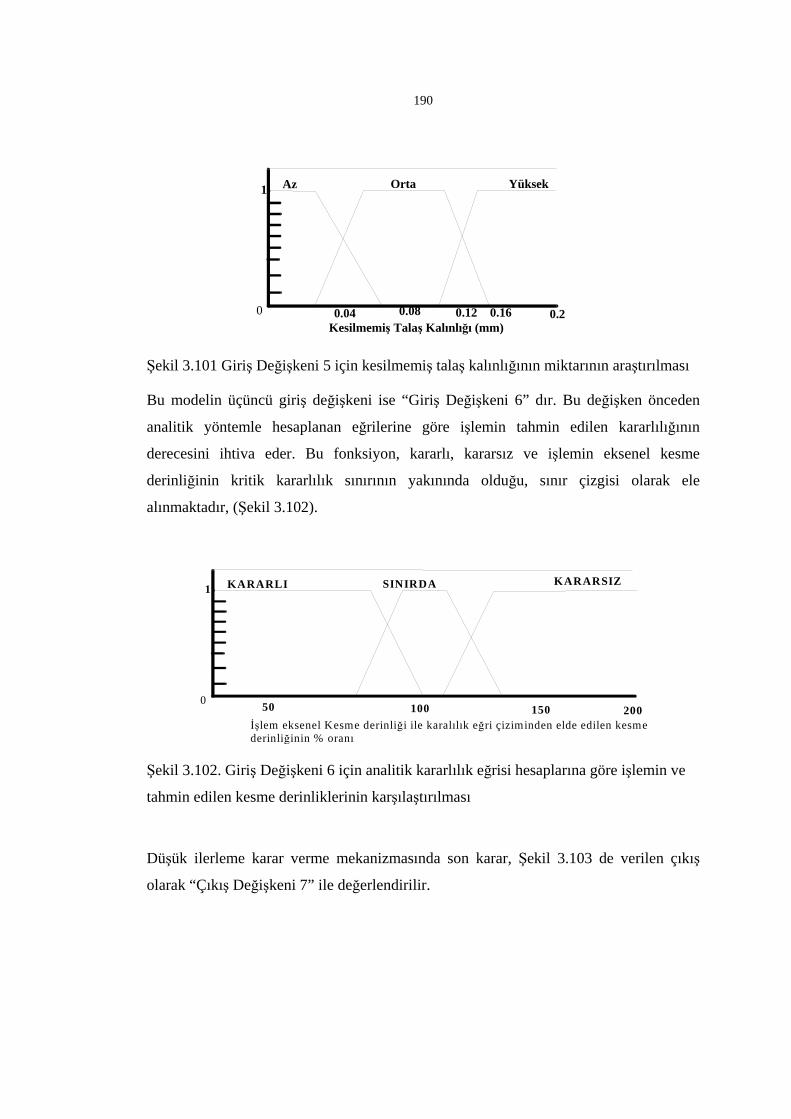
190
1
0Kesilmemiş Talaş Kalınlığı (mm)
Az Orta Yüksek
0.04 0.08 0.12 0.16 0.2
Şekil 3.101 Giriş Değişkeni 5 için kesilmemiş talaş kalınlığının miktarının araştırılması
Bu modelin üçüncü giriş değişkeni ise “Giriş Değişkeni 6” dır. Bu değişken önceden
analitik yöntemle hesaplanan eğrilerine göre işlemin tahmin edilen kararlılığının
derecesini ihtiva eder. Bu fonksiyon, kararlı, kararsız ve işlemin eksenel kesme
derinliğinin kritik kararlılık sınırının yakınında olduğu, sınır çizgisi olarak ele
alınmaktadır, (Şekil 3.102).
1
0
KARARLI SINIRDA KARARSIZ
50 100 150 200İşlem eksenel Kesme derinliği ile karalılık eğri çiziminden elde edilen kesme derinliğinin % oranı
Şekil 3.102. Giriş Değişkeni 6 için analitik kararlılık eğrisi hesaplarına göre işlemin ve
tahmin edilen kesme derinliklerinin karşılaştırılması
Düşük ilerleme karar verme mekanizmasında son karar, Şekil 3.103 de verilen çıkış
olarak “Çıkış Değişkeni 7” ile değerlendirilir.
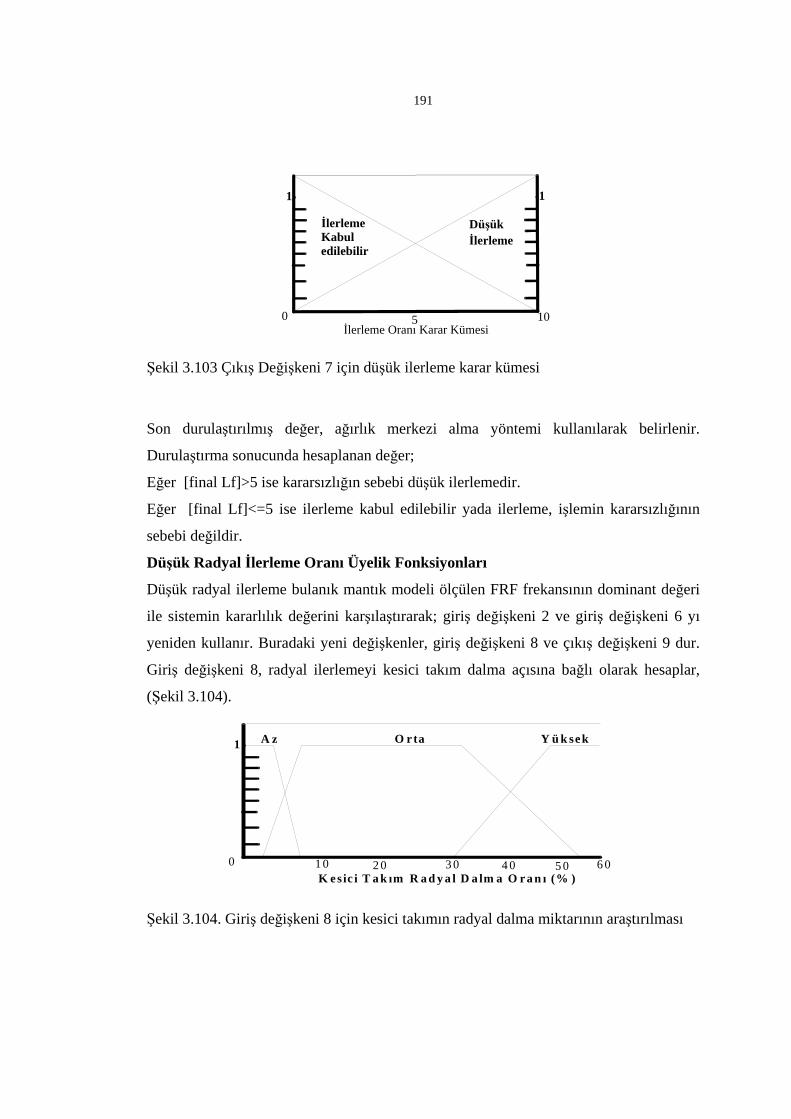
191
1
0
1
105
İlerleme Kabul edilebilir
Düşük İlerleme
İlerleme Oranı Karar Kümesi
Şekil 3.103 Çıkış Değişkeni 7 için düşük ilerleme karar kümesi
Son durulaştırılmış değer, ağırlık merkezi alma yöntemi kullanılarak belirlenir.
Durulaştırma sonucunda hesaplanan değer;
Eğer [final Lf]>5 ise kararsızlığın sebebi düşük ilerlemedir.
Eğer [final Lf]<=5 ise ilerleme kabul edilebilir yada ilerleme, işlemin kararsızlığının
sebebi değildir.
Düşük Radyal İlerleme Oranı Üyelik Fonksiyonları
Düşük radyal ilerleme bulanık mantık modeli ölçülen FRF frekansının dominant değeri
ile sistemin kararlılık değerini karşılaştırarak; giriş değişkeni 2 ve giriş değişkeni 6 yı
yeniden kullanır. Buradaki yeni değişkenler, giriş değişkeni 8 ve çıkış değişkeni 9 dur.
Giriş değişkeni 8, radyal ilerlemeyi kesici takım dalma açısına bağlı olarak hesaplar,
(Şekil 3.104).
1
0K e sic i T a k ım R a d y a l D a lm a O r a n ı (% )
A z O r ta Y ü k sek
1 0 2 0 3 0 4 0 5 0 6 0
Şekil 3.104. Giriş değişkeni 8 için kesici takımın radyal dalma miktarının araştırılması
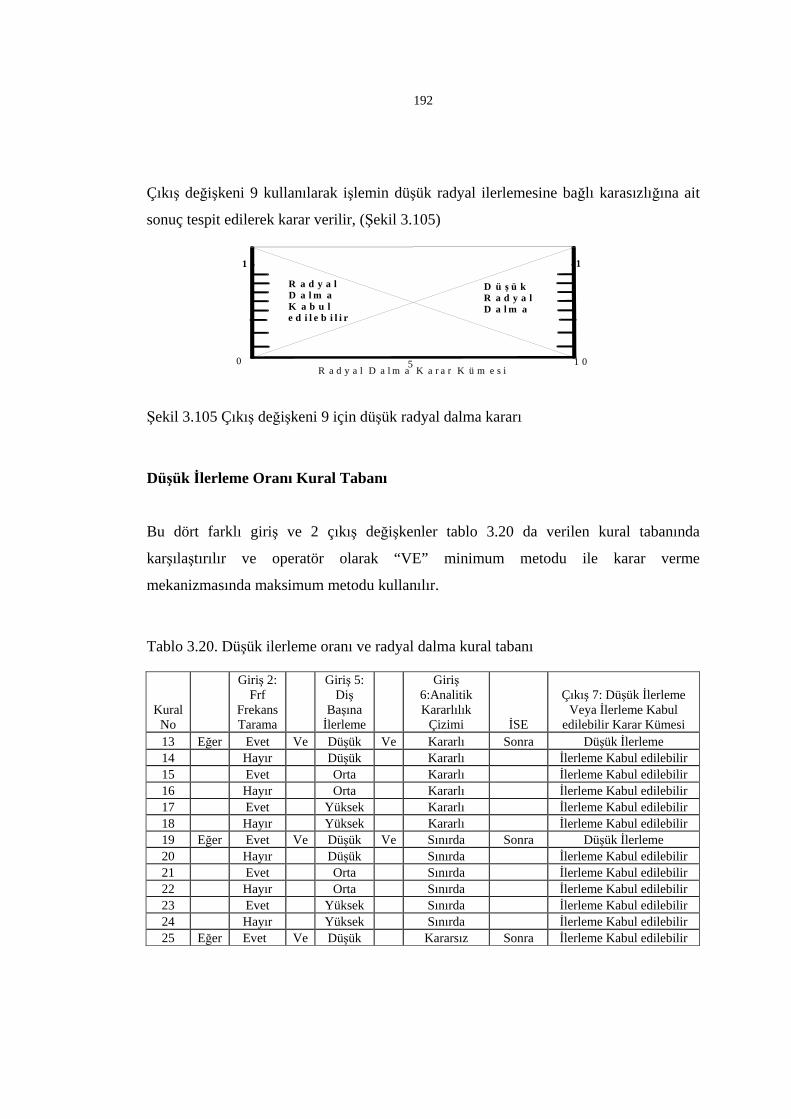
192
Çıkış değişkeni 9 kullanılarak işlemin düşük radyal ilerlemesine bağlı karasızlığına ait
sonuç tespit edilerek karar verilir, (Şekil 3.105)
1
0
1
1 05
R a d y a l D a l m a K a b u l e d i l e b i l i r
D ü ş ü k R a d y a l D a l m a
R a d y a l D a l m a K a r a r K ü m e s i
Şekil 3.105 Çıkış değişkeni 9 için düşük radyal dalma kararı
Düşük İlerleme Oranı Kural Tabanı
Bu dört farklı giriş ve 2 çıkış değişkenler tablo 3.20 da verilen kural tabanında
karşılaştırılır ve operatör olarak “VE” minimum metodu ile karar verme
mekanizmasında maksimum metodu kullanılır.
Tablo 3.20. Düşük ilerleme oranı ve radyal dalma kural tabanı
Kural No
Giriş 2: Frf
Frekans Tarama
Giriş 5: Diş
Başına İlerleme
Giriş 6:Analitik Kararlılık
Çizimi İSE
Çıkış 7: Düşük İlerleme Veya İlerleme Kabul
edilebilir Karar Kümesi 13 Eğer Evet Ve Düşük Ve Kararlı Sonra Düşük İlerleme 14 Hayır Düşük Kararlı İlerleme Kabul edilebilir 15 Evet Orta Kararlı İlerleme Kabul edilebilir 16 Hayır Orta Kararlı İlerleme Kabul edilebilir 17 Evet Yüksek Kararlı İlerleme Kabul edilebilir 18 Hayır Yüksek Kararlı İlerleme Kabul edilebilir 19 Eğer Evet Ve Düşük Ve Sınırda Sonra Düşük İlerleme 20 Hayır Düşük Sınırda İlerleme Kabul edilebilir 21 Evet Orta Sınırda İlerleme Kabul edilebilir 22 Hayır Orta Sınırda İlerleme Kabul edilebilir 23 Evet Yüksek Sınırda İlerleme Kabul edilebilir 24 Hayır Yüksek Sınırda İlerleme Kabul edilebilir 25 Eğer Evet Ve Düşük Kararsız Sonra İlerleme Kabul edilebilir
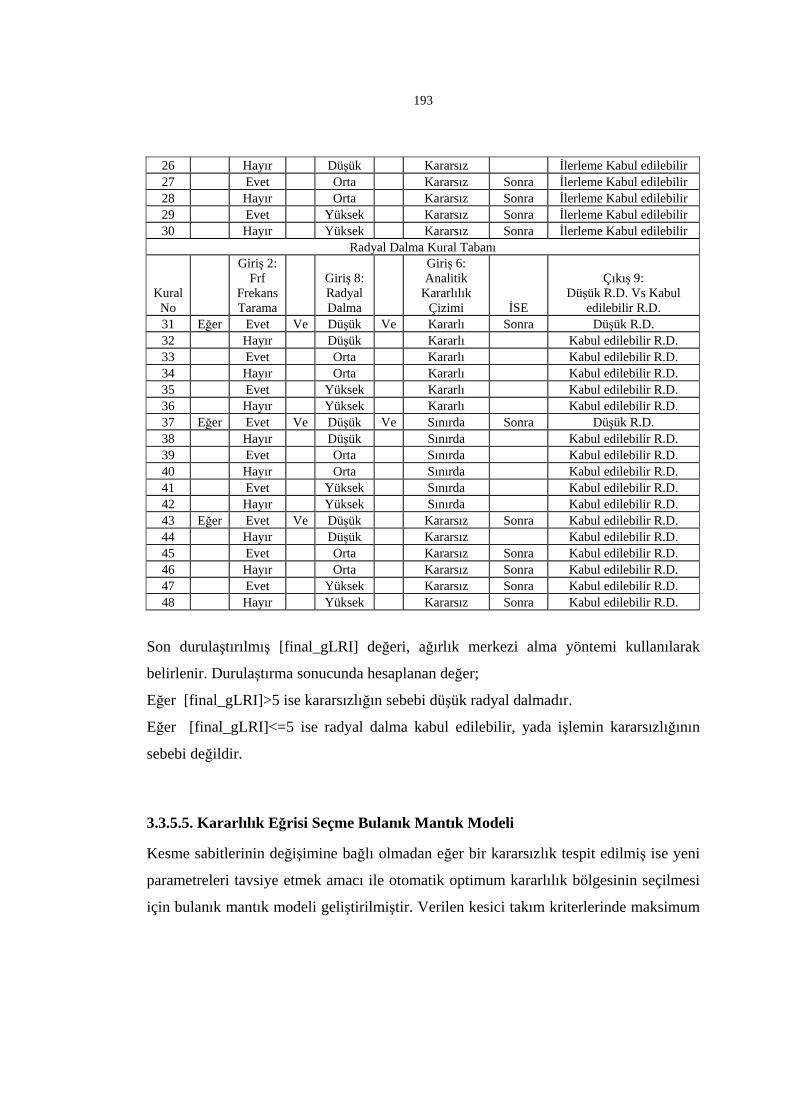
193
26 Hayır Düşük Kararsız İlerleme Kabul edilebilir 27 Evet Orta Kararsız Sonra İlerleme Kabul edilebilir 28 Hayır Orta Kararsız Sonra İlerleme Kabul edilebilir 29 Evet Yüksek Kararsız Sonra İlerleme Kabul edilebilir 30 Hayır Yüksek Kararsız Sonra İlerleme Kabul edilebilir
Radyal Dalma Kural Tabanı
Kural No
Giriş 2: Frf
Frekans Tarama
Giriş 8: Radyal Dalma
Giriş 6: Analitik
Kararlılık Çizimi İSE
Çıkış 9: Düşük R.D. Vs Kabul
edilebilir R.D. 31 Eğer Evet Ve Düşük Ve Kararlı Sonra Düşük R.D. 32 Hayır Düşük Kararlı Kabul edilebilir R.D. 33 Evet Orta Kararlı Kabul edilebilir R.D. 34 Hayır Orta Kararlı Kabul edilebilir R.D. 35 Evet Yüksek Kararlı Kabul edilebilir R.D. 36 Hayır Yüksek Kararlı Kabul edilebilir R.D. 37 Eğer Evet Ve Düşük Ve Sınırda Sonra Düşük R.D. 38 Hayır Düşük Sınırda Kabul edilebilir R.D. 39 Evet Orta Sınırda Kabul edilebilir R.D. 40 Hayır Orta Sınırda Kabul edilebilir R.D. 41 Evet Yüksek Sınırda Kabul edilebilir R.D. 42 Hayır Yüksek Sınırda Kabul edilebilir R.D. 43 Eğer Evet Ve Düşük Kararsız Sonra Kabul edilebilir R.D. 44 Hayır Düşük Kararsız Kabul edilebilir R.D. 45 Evet Orta Kararsız Sonra Kabul edilebilir R.D. 46 Hayır Orta Kararsız Sonra Kabul edilebilir R.D. 47 Evet Yüksek Kararsız Sonra Kabul edilebilir R.D. 48 Hayır Yüksek Kararsız Sonra Kabul edilebilir R.D.
Son durulaştırılmış [final_gLRI] değeri, ağırlık merkezi alma yöntemi kullanılarak
belirlenir. Durulaştırma sonucunda hesaplanan değer;
Eğer [final_gLRI]>5 ise kararsızlığın sebebi düşük radyal dalmadır.
Eğer [final_gLRI]<=5 ise radyal dalma kabul edilebilir, yada işlemin kararsızlığının
sebebi değildir.
3.3.5.5. Kararlılık Eğrisi Seçme Bulanık Mantık Modeli
Kesme sabitlerinin değişimine bağlı olmadan eğer bir kararsızlık tespit edilmiş ise yeni
parametreleri tavsiye etmek amacı ile otomatik optimum kararlılık bölgesinin seçilmesi
için bulanık mantık modeli geliştirilmiştir. Verilen kesici takım kriterlerinde maksimum
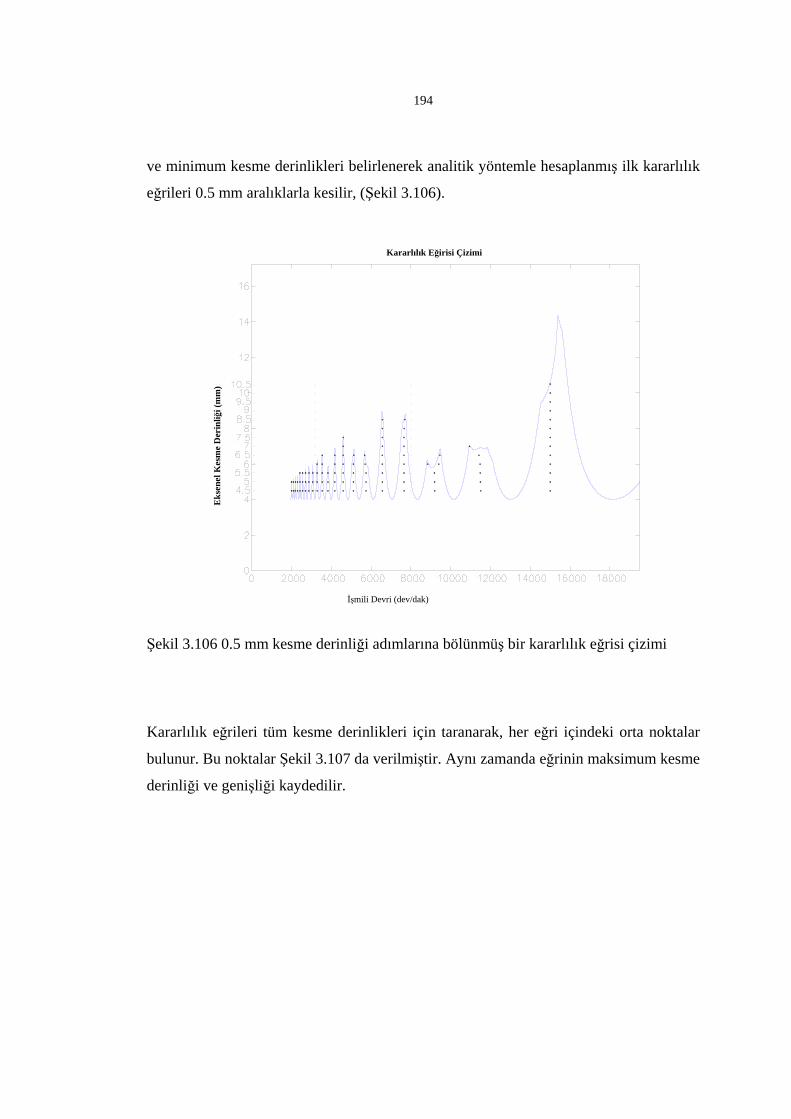
194
ve minimum kesme derinlikleri belirlenerek analitik yöntemle hesaplanmış ilk kararlılık
eğrileri 0.5 mm aralıklarla kesilir, (Şekil 3.106).
Kararlılık Eğirisi Çizimi
Eks
enel
Kes
me
Der
inliğ
i (m
m)
İşmili Devri (dev/dak)
Şekil 3.106 0.5 mm kesme derinliği adımlarına bölünmüş bir kararlılık eğrisi çizimi
Kararlılık eğrileri tüm kesme derinlikleri için taranarak, her eğri içindeki orta noktalar
bulunur. Bu noktalar Şekil 3.107 da verilmiştir. Aynı zamanda eğrinin maksimum kesme
derinliği ve genişliği kaydedilir.
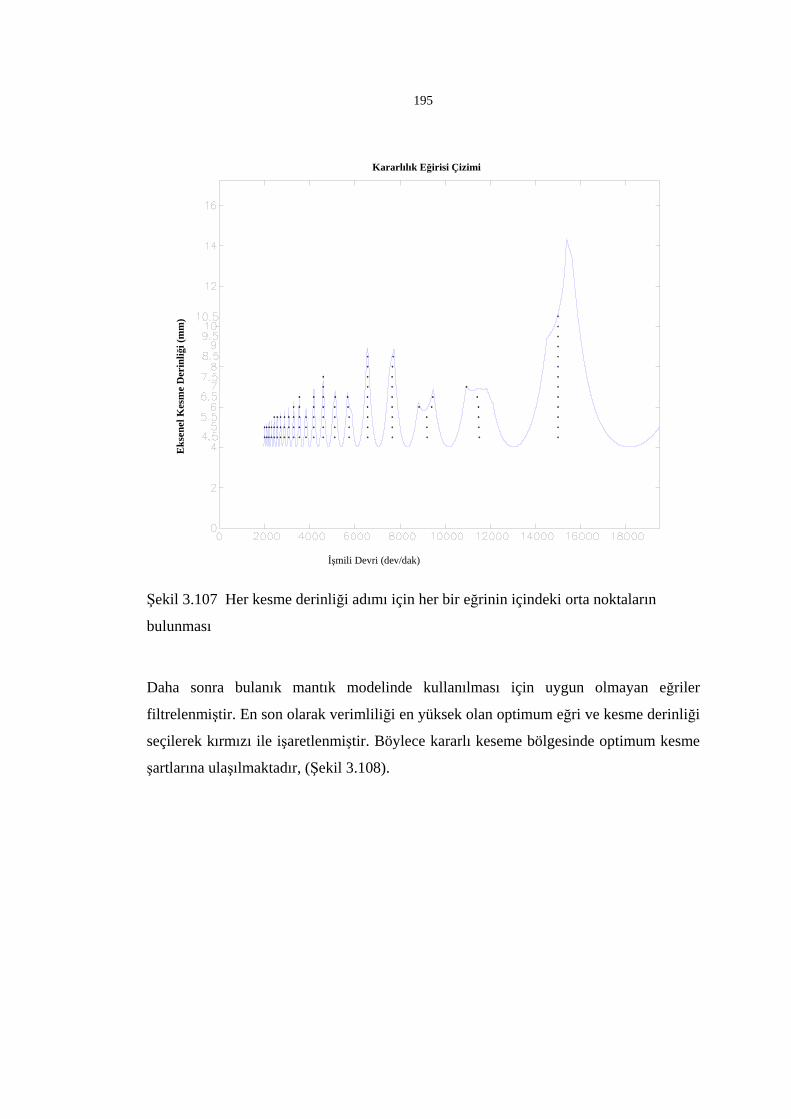
195
Kararlılık Eğirisi ÇizimiE
ksen
el K
esm
e D
erin
liği (
mm
)
İşmili Devri (dev/dak)
Şekil 3.107 Her kesme derinliği adımı için her bir eğrinin içindeki orta noktaların
bulunması
Daha sonra bulanık mantık modelinde kullanılması için uygun olmayan eğriler
filtrelenmiştir. En son olarak verimliliği en yüksek olan optimum eğri ve kesme derinliği
seçilerek kırmızı ile işaretlenmiştir. Böylece kararlı keseme bölgesinde optimum kesme
şartlarına ulaşılmaktadır, (Şekil 3.108).
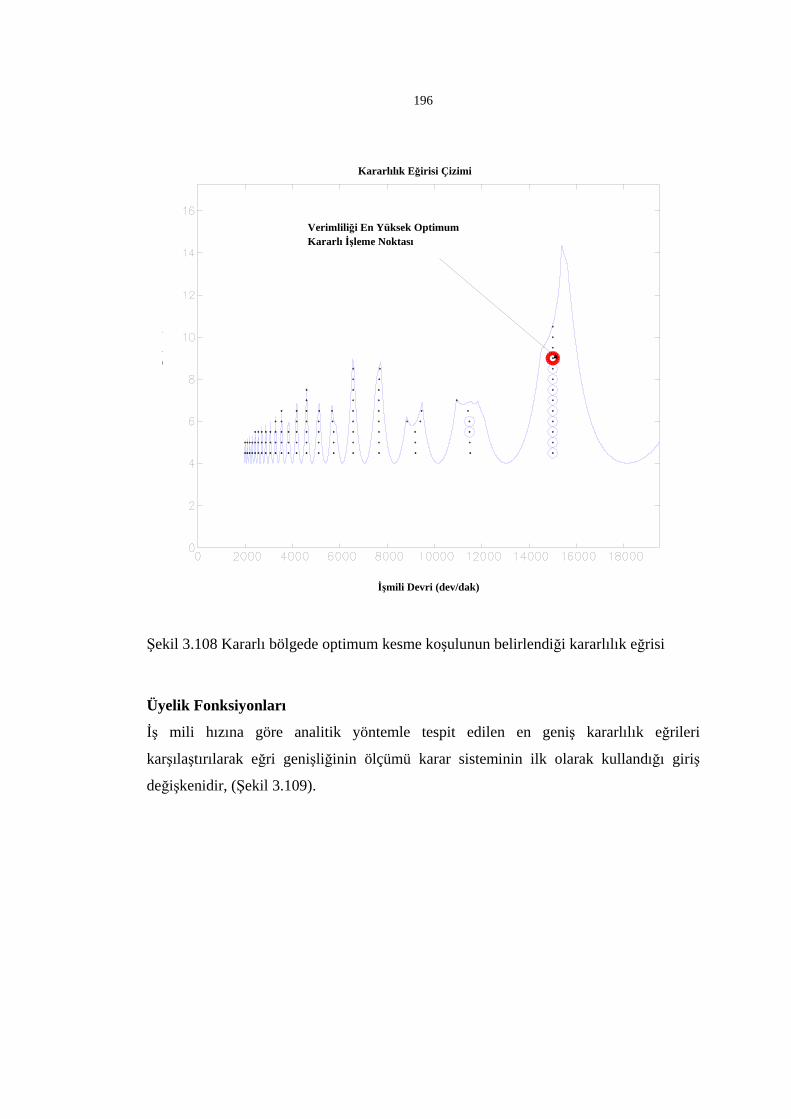
196
Kararlılık Eğirisi Çizimiğ
()
İşmili Devri (dev/dak)
Verimliliği En Yüksek Optimum Kararlı İşleme Noktası
Şekil 3.108 Kararlı bölgede optimum kesme koşulunun belirlendiği kararlılık eğrisi
Üyelik Fonksiyonları
İş mili hızına göre analitik yöntemle tespit edilen en geniş kararlılık eğrileri
karşılaştırılarak eğri genişliğinin ölçümü karar sisteminin ilk olarak kullandığı giriş
değişkenidir, (Şekil 3.109).
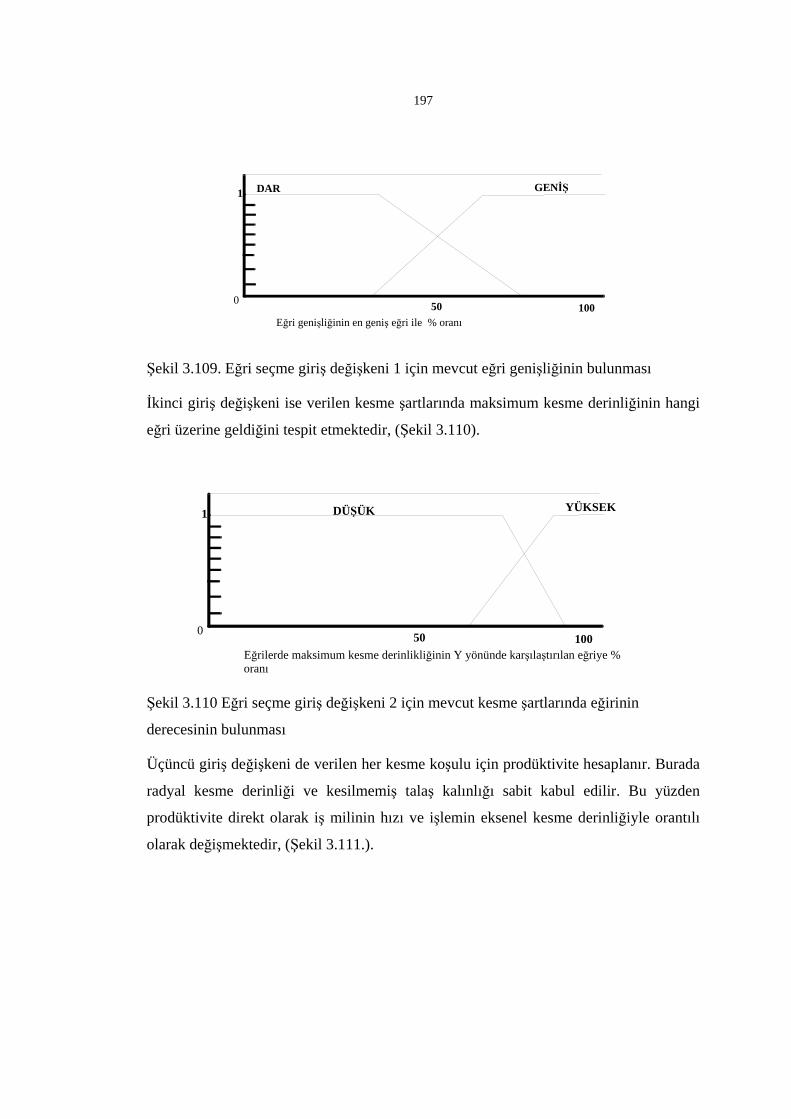
197
1
0
DAR GENİŞ
50 100Eğri genişliğinin en geniş eğri ile % oranı
Şekil 3.109. Eğri seçme giriş değişkeni 1 için mevcut eğri genişliğinin bulunması
İkinci giriş değişkeni ise verilen kesme şartlarında maksimum kesme derinliğinin hangi
eğri üzerine geldiğini tespit etmektedir, (Şekil 3.110).
1
0
DÜŞÜK YÜKSEK
50 100Eğrilerde maksimum kesme derinlikliğinin Y yönünde karşılaştırılan eğriye % oranı
Şekil 3.110 Eğri seçme giriş değişkeni 2 için mevcut kesme şartlarında eğirinin
derecesinin bulunması
Üçüncü giriş değişkeni de verilen her kesme koşulu için prodüktivite hesaplanır. Burada
radyal kesme derinliği ve kesilmemiş talaş kalınlığı sabit kabul edilir. Bu yüzden
prodüktivite direkt olarak iş milinin hızı ve işlemin eksenel kesme derinliğiyle orantılı
olarak değişmektedir, (Şekil 3.111.).
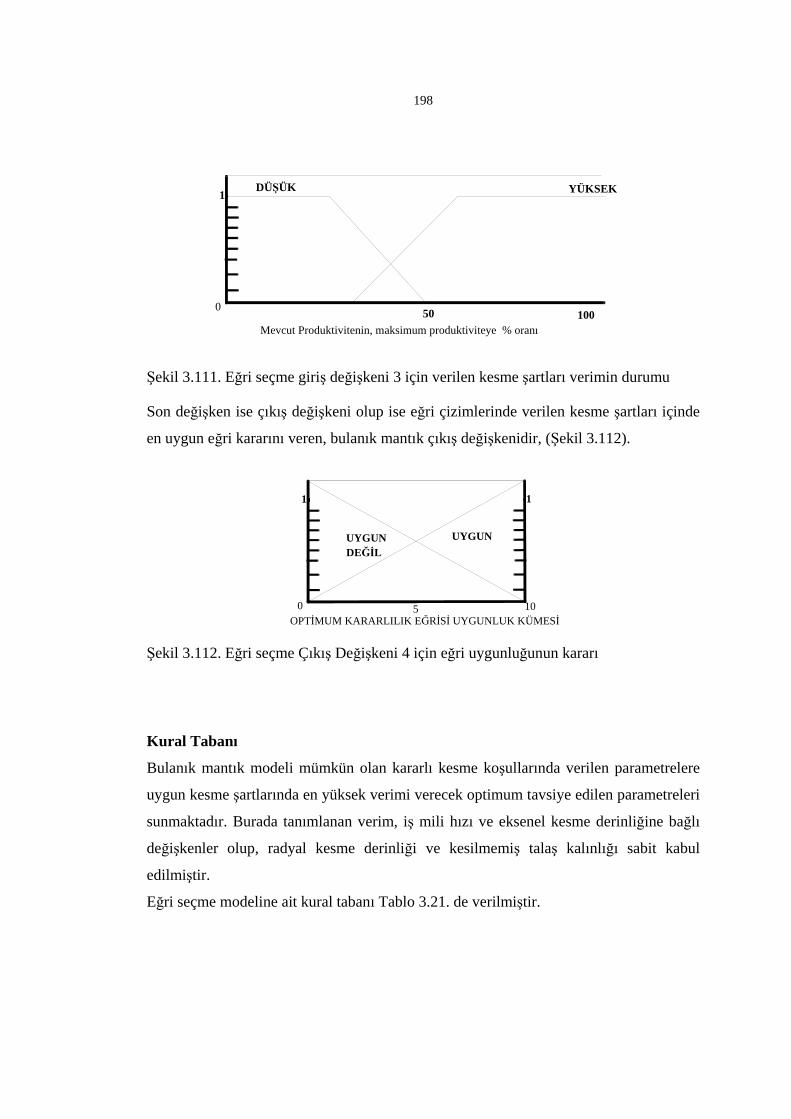
198
1
0
DÜŞÜK YÜKSEK
50 100Mevcut Produktivitenin, maksimum produktiviteye % oranı
Şekil 3.111. Eğri seçme giriş değişkeni 3 için verilen kesme şartları verimin durumu
Son değişken ise çıkış değişkeni olup ise eğri çizimlerinde verilen kesme şartları içinde
en uygun eğri kararını veren, bulanık mantık çıkış değişkenidir, (Şekil 3.112).
1
0
1
105
UYGUN DEĞİL
UYGUN
OPTİMUM KARARLILIK EĞRİSİ UYGUNLUK KÜMESİ
Şekil 3.112. Eğri seçme Çıkış Değişkeni 4 için eğri uygunluğunun kararı
Kural Tabanı
Bulanık mantık modeli mümkün olan kararlı kesme koşullarında verilen parametrelere
uygun kesme şartlarında en yüksek verimi verecek optimum tavsiye edilen parametreleri
sunmaktadır. Burada tanımlanan verim, iş mili hızı ve eksenel kesme derinliğine bağlı
değişkenler olup, radyal kesme derinliği ve kesilmemiş talaş kalınlığı sabit kabul
edilmiştir.
Eğri seçme modeline ait kural tabanı Tablo 3.21. de verilmiştir.
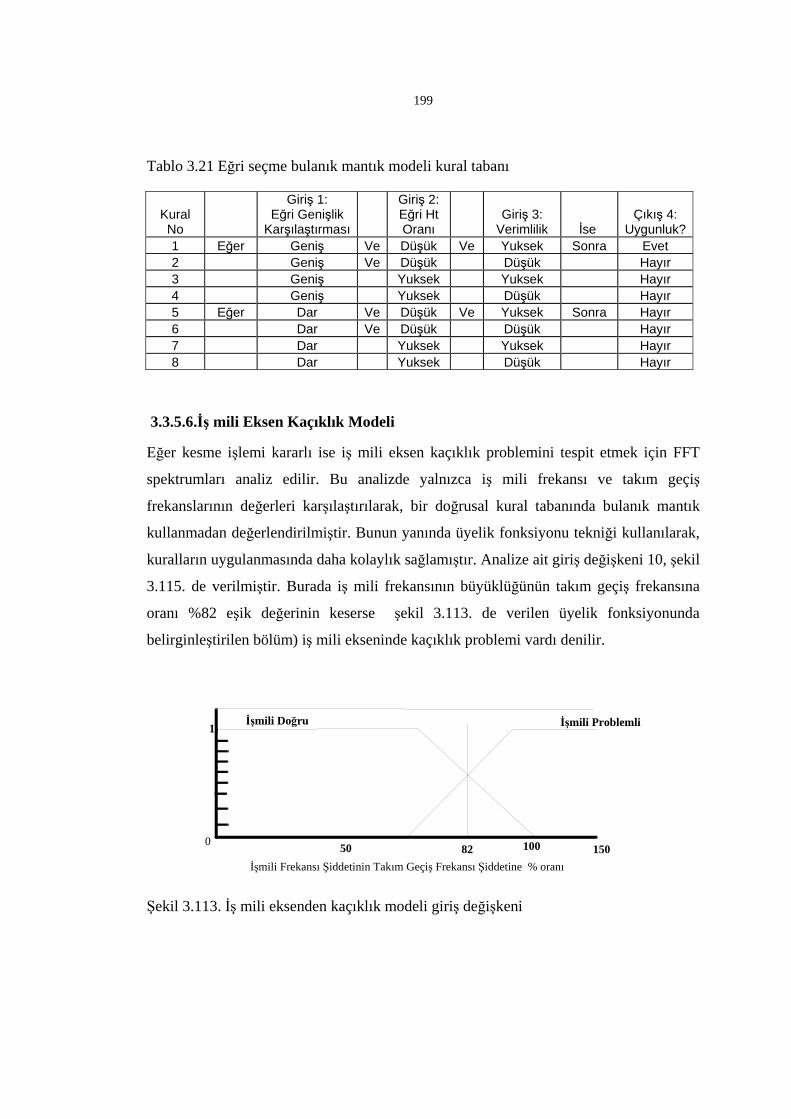
199
Tablo 3.21 Eğri seçme bulanık mantık modeli kural tabanı
Kural No
Giriş 1: Eğri Genişlik
Karşılaştırması
Giriş 2: Eğri Ht Oranı
Giriş 3: Verimlilik İse
Çıkış 4: Uygunluk?
1 Eğer Geniş Ve Düşük Ve Yuksek Sonra Evet 2 Geniş Ve Düşük Düşük Hayır 3 Geniş Yuksek Yuksek Hayır 4 Geniş Yuksek Düşük Hayır 5 Eğer Dar Ve Düşük Ve Yuksek Sonra Hayır 6 Dar Ve Düşük Düşük Hayır 7 Dar Yuksek Yuksek Hayır 8 Dar Yuksek Düşük Hayır
3.3.5.6.İş mili Eksen Kaçıklık Modeli
Eğer kesme işlemi kararlı ise iş mili eksen kaçıklık problemini tespit etmek için FFT
spektrumları analiz edilir. Bu analizde yalnızca iş mili frekansı ve takım geçiş
frekanslarının değerleri karşılaştırılarak, bir doğrusal kural tabanında bulanık mantık
kullanmadan değerlendirilmiştir. Bunun yanında üyelik fonksiyonu tekniği kullanılarak,
kuralların uygulanmasında daha kolaylık sağlamıştır. Analize ait giriş değişkeni 10, şekil
3.115. de verilmiştir. Burada iş mili frekansının büyüklüğünün takım geçiş frekansına
oranı %82 eşik değerinin keserse şekil 3.113. de verilen üyelik fonksiyonunda
belirginleştirilen bölüm) iş mili ekseninde kaçıklık problemi vardı denilir.
1
0
İşmili Doğru İşmili Problemli
50 100
İşmili Frekansı Şiddetinin Takım Geçiş Frekansı Şiddetine % oranı15082
Şekil 3.113. İş mili eksenden kaçıklık modeli giriş değişkeni
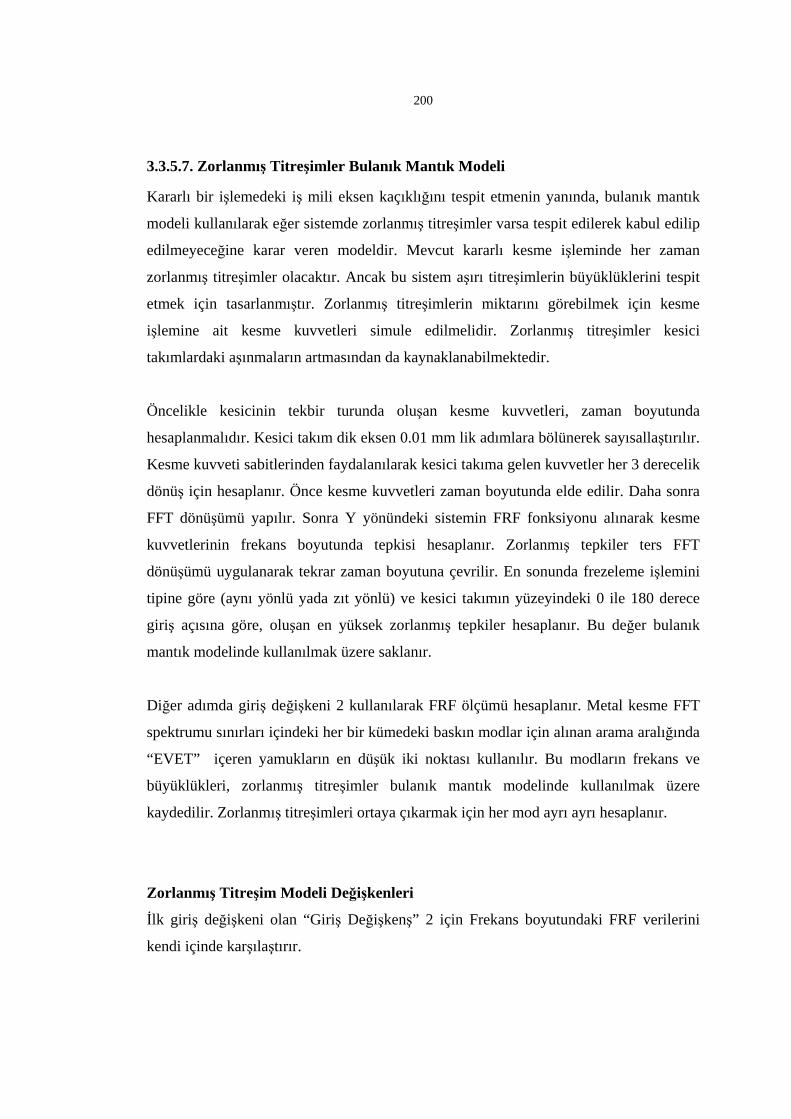
200
3.3.5.7. Zorlanmış Titreşimler Bulanık Mantık Modeli
Kararlı bir işlemedeki iş mili eksen kaçıklığını tespit etmenin yanında, bulanık mantık
modeli kullanılarak eğer sistemde zorlanmış titreşimler varsa tespit edilerek kabul edilip
edilmeyeceğine karar veren modeldir. Mevcut kararlı kesme işleminde her zaman
zorlanmış titreşimler olacaktır. Ancak bu sistem aşırı titreşimlerin büyüklüklerini tespit
etmek için tasarlanmıştır. Zorlanmış titreşimlerin miktarını görebilmek için kesme
işlemine ait kesme kuvvetleri simule edilmelidir. Zorlanmış titreşimler kesici
takımlardaki aşınmaların artmasından da kaynaklanabilmektedir.
Öncelikle kesicinin tekbir turunda oluşan kesme kuvvetleri, zaman boyutunda
hesaplanmalıdır. Kesici takım dik eksen 0.01 mm lik adımlara bölünerek sayısallaştırılır.
Kesme kuvveti sabitlerinden faydalanılarak kesici takıma gelen kuvvetler her 3 derecelik
dönüş için hesaplanır. Önce kesme kuvvetleri zaman boyutunda elde edilir. Daha sonra
FFT dönüşümü yapılır. Sonra Y yönündeki sistemin FRF fonksiyonu alınarak kesme
kuvvetlerinin frekans boyutunda tepkisi hesaplanır. Zorlanmış tepkiler ters FFT
dönüşümü uygulanarak tekrar zaman boyutuna çevrilir. En sonunda frezeleme işlemini
tipine göre (aynı yönlü yada zıt yönlü) ve kesici takımın yüzeyindeki 0 ile 180 derece
giriş açısına göre, oluşan en yüksek zorlanmış tepkiler hesaplanır. Bu değer bulanık
mantık modelinde kullanılmak üzere saklanır.
Diğer adımda giriş değişkeni 2 kullanılarak FRF ölçümü hesaplanır. Metal kesme FFT
spektrumu sınırları içindeki her bir kümedeki baskın modlar için alınan arama aralığında
“EVET” içeren yamukların en düşük iki noktası kullanılır. Bu modların frekans ve
büyüklükleri, zorlanmış titreşimler bulanık mantık modelinde kullanılmak üzere
kaydedilir. Zorlanmış titreşimleri ortaya çıkarmak için her mod ayrı ayrı hesaplanır.
Zorlanmış Titreşim Modeli Değişkenleri
İlk giriş değişkeni olan “Giriş Değişkenş” 2 için Frekans boyutundaki FRF verilerini
kendi içinde karşılaştırır.
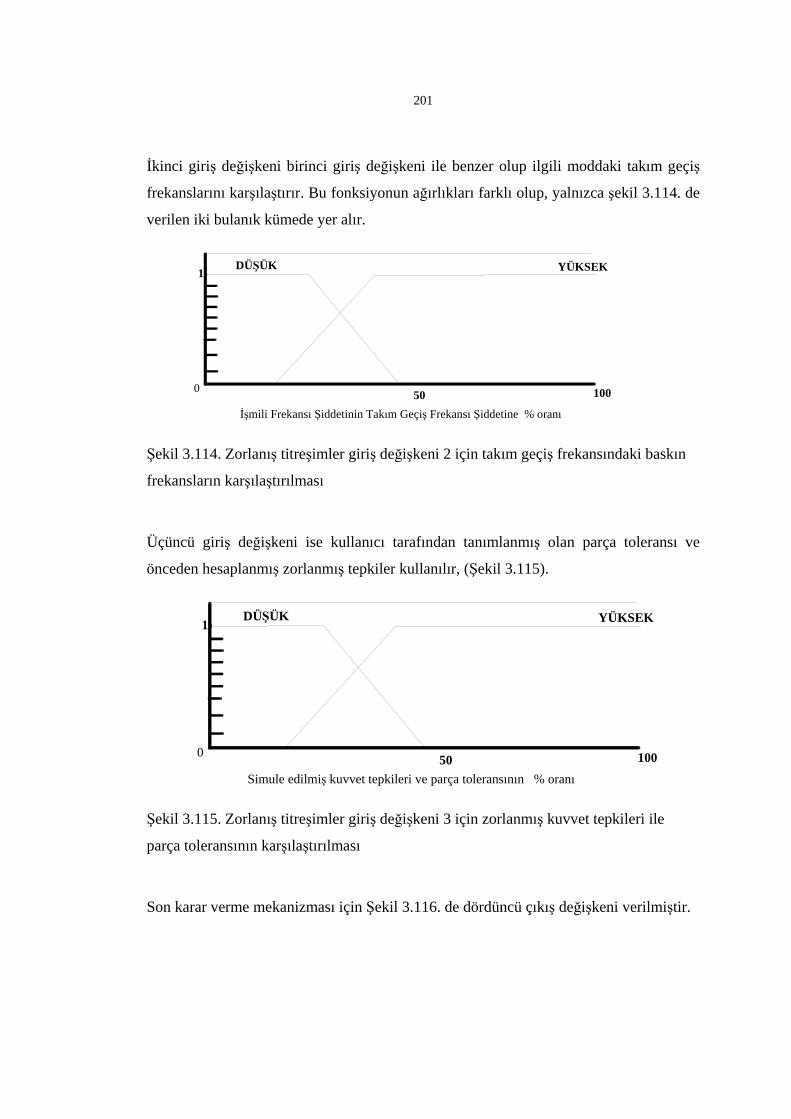
201
İkinci giriş değişkeni birinci giriş değişkeni ile benzer olup ilgili moddaki takım geçiş
frekanslarını karşılaştırır. Bu fonksiyonun ağırlıkları farklı olup, yalnızca şekil 3.114. de
verilen iki bulanık kümede yer alır.
1
0
DÜŞÜK YÜKSEK
50 100
İşmili Frekansı Şiddetinin Takım Geçiş Frekansı Şiddetine % oranı
Şekil 3.114. Zorlanış titreşimler giriş değişkeni 2 için takım geçiş frekansındaki baskın
frekansların karşılaştırılması
Üçüncü giriş değişkeni ise kullanıcı tarafından tanımlanmış olan parça toleransı ve
önceden hesaplanmış zorlanmış tepkiler kullanılır, (Şekil 3.115).
1
0
DÜŞÜK YÜKSEK
50 100Simule edilmiş kuvvet tepkileri ve parça toleransının % oranı
Şekil 3.115. Zorlanış titreşimler giriş değişkeni 3 için zorlanmış kuvvet tepkileri ile
parça toleransının karşılaştırılması
Son karar verme mekanizması için Şekil 3.116. de dördüncü çıkış değişkeni verilmiştir.
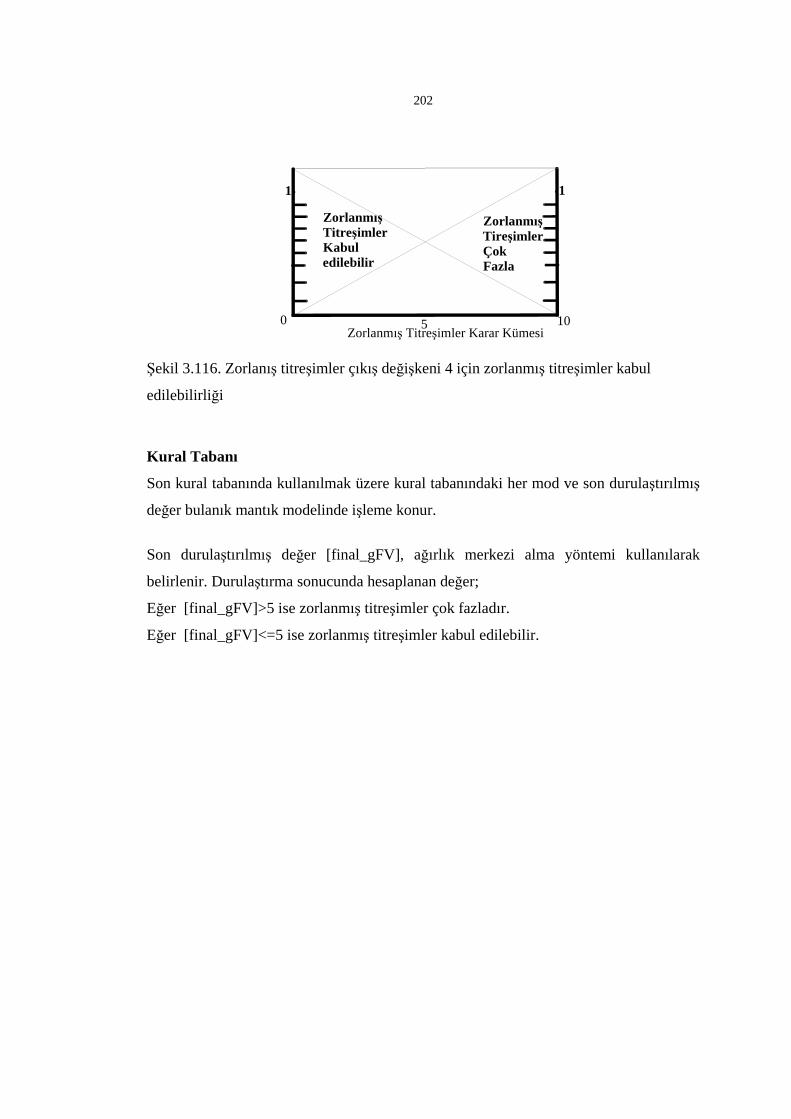
202
1
0
1
105
Zorlanmış Titreşimler Kabul edilebilir
Zorlanmış Tireşimler Çok Fazla
Zorlanmış Titreşimler Karar Kümesi
Şekil 3.116. Zorlanış titreşimler çıkış değişkeni 4 için zorlanmış titreşimler kabul
edilebilirliği
Kural Tabanı
Son kural tabanında kullanılmak üzere kural tabanındaki her mod ve son durulaştırılmış
değer bulanık mantık modelinde işleme konur.
Son durulaştırılmış değer [final_gFV], ağırlık merkezi alma yöntemi kullanılarak
belirlenir. Durulaştırma sonucunda hesaplanan değer;
Eğer [final_gFV]>5 ise zorlanmış titreşimler çok fazladır.
Eğer [final_gFV]<=5 ise zorlanmış titreşimler kabul edilebilir.
203
4. ARAŞTIRMADA ELDE EDİLEN BULGULAR
İki farklı malzemenin iki farklı kesici takım ile işlenmesi aşamalarından oluşan bu
çalışmadaki bulgular iki grupta incelenecektir.
Birinci grupta 58 HrC sertliğindeki malzemenin yüzey frezelenmesi esnasındaki takım
aşınmalarının akustik ve titreşim sinyalleri ile değerlendirilmesi sonucunda elde edilen
bulgulardır. Bu grupta yer alan deneyler de çok küçük kesme derinliklerinde yüzey
frezelemeye yönelik yapıldığı için kesme hızı ile kesme derinliğinin artmasına bağlı olan
tırlama problemi ve dolayısı ile tezgah dinamiği ile ilgili kararsızlık problemleri analiz
edilmemiştir. Sinyal verileri ile aşınma arasındaki karmaşık ilişki Genetik Programlama
ile modellenmiştir.
İkinci grup çalışmada ise tezgah dinamik problemleri, kurulan bulanık mantık modelinde
değerlendirilip optimum kesme şartlarını tespit eden model geliştirilmiştir. Bu model
kullanılarak elde edilen yeni kesme parametreleri ile AISI 4340M çeliğinin karbür
kaplamalı parmak freze ile kaba işlenmesi esnasında oluşan takım aşınmaları
değerlendirilmiştir. Aşınmalar kesme kuvvetlerinin, kesme parametrelerinin değişimine
göre irdelenmiştir. Bu gruptaki çalışma şartları çalışmanın BOEING projesi kapsamında
yürütülmesinden dolayı firma tarafından belirlenen deneysel şartlar göz önünde
bulundurularak değerlendirilmiştir. Ancak firma tarafından belirtilen deneysel şartlar
deneylerde kullanılan tezgahın dinamik şartlarına uyarlanarak güncellenmiş ve optimum
kesme şartlarına göre aşınma deneyleri gerçekleştirilmiştir.
4.1. Takım Aşınmasının Akustik ve Titreşim Sinyallerine Göre Genetik Programlama Modellerinde Değerlendirilmesi Birinci grupta yer alan bu çalışmada DIN 1.2842 malzemesinin yüzey frezelemesi için
kesici takım, iş parçası ve işlenecek malzemeye göre seçilen kesici uçlar arasındaki
bağıntıya uygun olarak işleme parametreleri uzman görüş ve üretici firma

204
kataloglarından belirlenmiştir. Takım ömrüne etki eden parametrelerin çokluğu deneysel
işlemlerde maliyeti artırdığı için bazı parametreler çalışmamızda sabit tutulmuştur.
Çalışmada takım ömrüne etki eden parametrelerden v-kesme hızı (m/dak), s-ilerleme
oranı (mm/dak), a-eksenel kesme derinliği (mm) ve işleme zamanı göz önüne alınmıştır.
Deneylerde kesme hızı iki kademeli olarak incelenmiştir. Birinci kademede deneyler
6000 dev/dak değerine karşılık gelen 150 m/dak olarak tespit edilmiştir. İkinci aşamada
ise 4000 dev/dak değerine karşılık 100 m/dak değerinde alınmıştır. Bilindiği üzere
kesme hızının hesaplanmasında, kullanılan kesici takımın çapı ve kesici takımın dönme
hızı etkilidir.
(4.1)
Bu formülde,
v: kesme hızı (m/dak)
d: kesici takım çapı (mm)
n: iş mili devri (dev/dak)’dır.
İlerleme oranları üretici firma kataloglarına uygun olarak 400mm/dak, 700mm/dak ve
1000mm/dak olarak seçilmiştir.
Talaş derinliği ise uzman görüşlerine ve üretici firma kataloglarına göre 0,02mm,
0,06mm ve 0,1mm olarak belirlenmiştir.
İşleme zamanı olarak üç değer ele alınmıştır. CAM programında yapılan takım yoluna
göre birinci aşamada kısa işleme zamanı 10sn., ikinci aşamada orta işleme zamanı 20sn
ve son aşamada uzun işleme zamanı 30sn. olarak üç aşamada gerçekleştirilmiştir (Tablo
4.1.).
1000ndV ××
=π
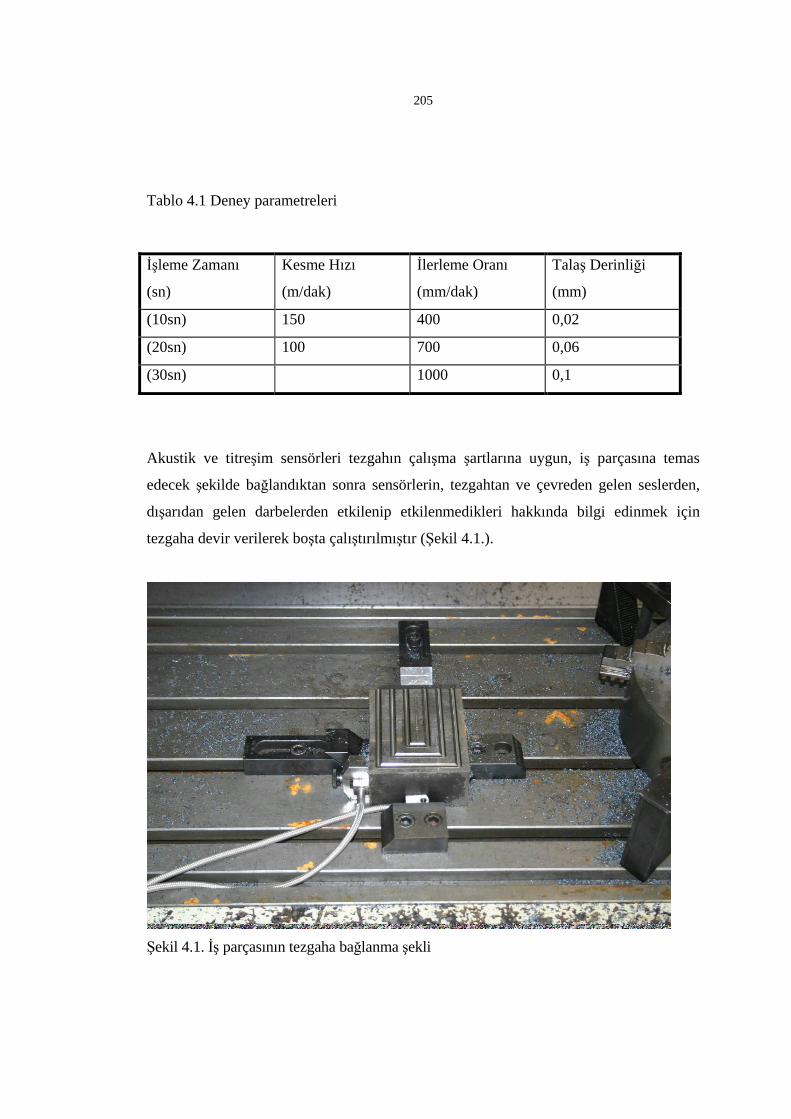
205
Tablo 4.1 Deney parametreleri
İşleme Zamanı
(sn)
Kesme Hızı
(m/dak)
İlerleme Oranı
(mm/dak)
Talaş Derinliği
(mm)
(10sn) 150 400 0,02
(20sn) 100 700 0,06
(30sn) 1000 0,1
Akustik ve titreşim sensörleri tezgahın çalışma şartlarına uygun, iş parçasına temas
edecek şekilde bağlandıktan sonra sensörlerin, tezgahtan ve çevreden gelen seslerden,
dışarıdan gelen darbelerden etkilenip etkilenmedikleri hakkında bilgi edinmek için
tezgaha devir verilerek boşta çalıştırılmıştır (Şekil 4.1.).
Şekil 4.1. İş parçasının tezgaha bağlanma şekli
206
İşleme zamanları ve kesme parametrelerine uygun şekilde kesme işlemleri yapılmış ve
sensörlerden elde edilen veriler veri toplama kartında toplanmıştır.
Deneyler sonucunda kesici uçlardaki aşınma değerleri mikroskopta belirlenerek yapay
zeka uygulamalarında kullanılmaktadır. Kesici uçlardaki aşınmalar 10x, 20x, 40x
büyütmeli sayısal stereo mikroskobunda incelenmiş ve yan yüzey (Vb) aşınma değerleri
µm seviyesinde ölçülmüştür. Ölçülen değerler aşınma verileri olarak değerlendirilmiştir.
4.1.1. Verilerin Genetik Programlama Metodu ile Modellenmesi Elde edilen deneysel veriler Öğrenme ve Test olmak üzere iki gruba ayrılmıştır.
Deneysel verilerden elde edilen değerler ağın öğrenme ve test setleri GEP programında
sistemin eğitilmesinde kullanılmıştır. Bu verilerin %80’ni öğrenme seti ve %20’si de test
seti olarak ayrılmıştır, (Şekil 4.2.).

207
5
Şekil 4.2.Oluşturulan Genetik Programlama modeli
Kurulan Genetik Programlama Modelinde ele alınan parametreler tablo 4.2 de
verilmiştir. Bu model APS 2.0 hazır Genetik Programlama paket programı yardımı ile
Verileri %80’i Eğitimde kullanılmıştır
Verilerin %20’si test için kullanılmıştır
Giriş Verileri Kesme Hızı İlerleme Oranı Talaş Derinliği İşleme Zamanı Akustik emisyon Ham Sinyal Değerleri Akustik emisyon RMS Değerleri Titreşim Ham Sinyal Değerleri Titreşim RMS Değerleri
43 deney verisi eğitimde
11 deney verisi test
Genetik Programlama
Yöntemi
208
gerçekleştirilmiştir. Parametreler incelendiğinde, deneysel veriler 100 kromozoma
bölünerek 0,04 mutasyon işlemine tabi tutulmuştur.
Tablo 4.2. Genetik Programlama modelinde ele alınan parametreler
Deneysel Veriler: Sayısal Değeri
Giriş Katmanı Değer Sayısı: 8
Toplam Öğrenme Veri Sayısı: 43
Toplam test verisi sayısı: 11
Ayarlar
Kromozom Sayısı: 100
Gen sayısı: 3
Fonksiyon değişken Sayısı: 8
Mutasyon Oranı: 0,044
Tek nokta birleştirme oranı: 0,3
Çift nokta birleştirme oranı 0,3
Gen Birleştirme Oranı: 0,1
Gen dönüştürme oranı: 0,1
İstenen Uygunluk Fonksiyonu R2: 1
4.1.2.Akustik Emisyon ve Titreşim Sinyallerinin Toplanması ve Değerlendirilmesi
İşleme sırasında sensörlerden gelen sinyaller 4 kanal tarafından kaydedilmiş ve yapıları
incelenmiştir. Kanallardan gelen sinyallerin tümü şekil 4.3’de gösterilmektedir.
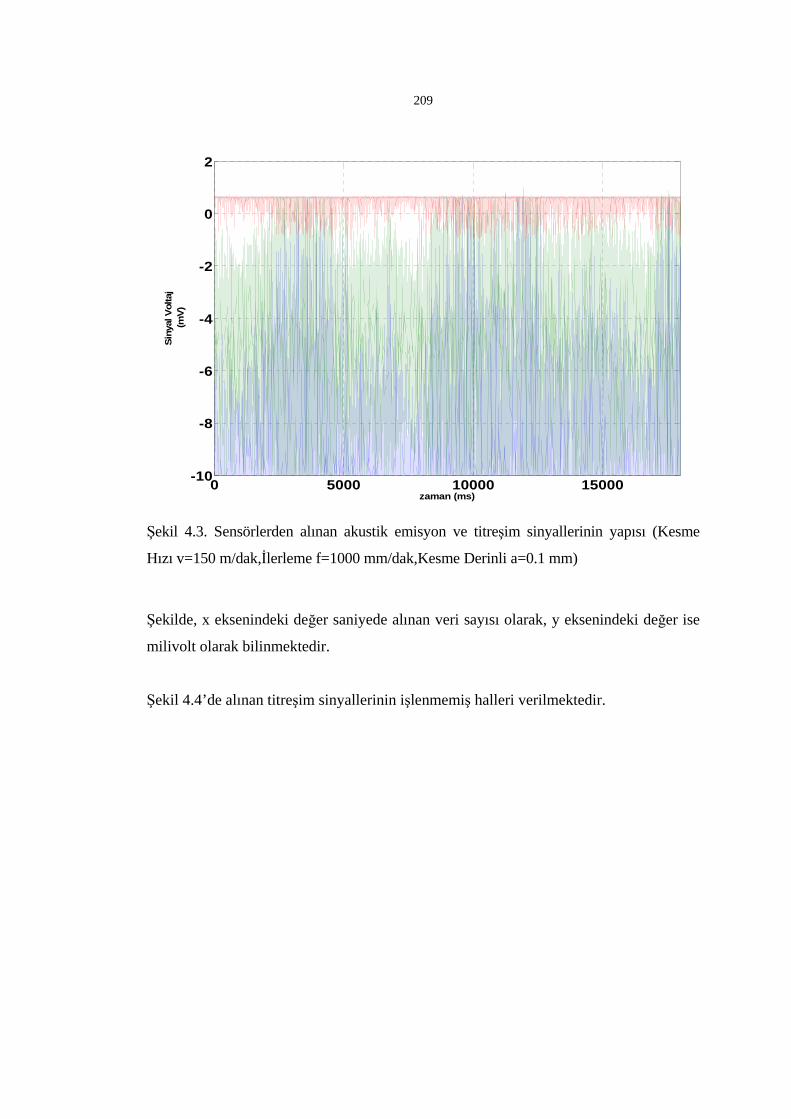
209
0 5000 10000 15000-10
-8
-6
-4
-2
0
2
zaman (ms)
Siny
al V
olta
j (m
V)
Şekil 4.3. Sensörlerden alınan akustik emisyon ve titreşim sinyallerinin yapısı (Kesme
Hızı v=150 m/dak,İlerleme f=1000 mm/dak,Kesme Derinli a=0.1 mm)
Şekilde, x eksenindeki değer saniyede alınan veri sayısı olarak, y eksenindeki değer ise
milivolt olarak bilinmektedir.
Şekil 4.4’de alınan titreşim sinyallerinin işlenmemiş halleri verilmektedir.
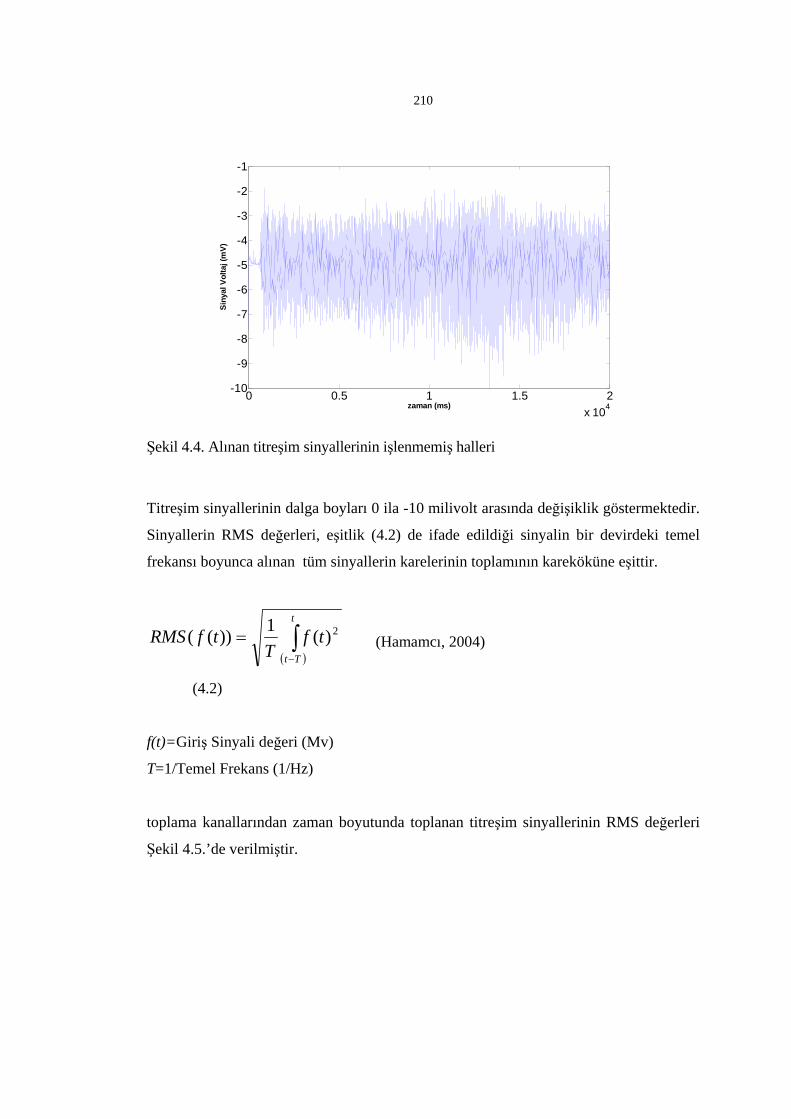
210
0 0.5 1 1.5 2x 104
-10
-9
-8
-7
-6
-5
-4
-3
-2
-1
zaman (ms)
Siny
al V
olta
j (m
V)
Şekil 4.4. Alınan titreşim sinyallerinin işlenmemiş halleri
Titreşim sinyallerinin dalga boyları 0 ila -10 milivolt arasında değişiklik göstermektedir.
Sinyallerin RMS değerleri, eşitlik (4.2) de ifade edildiği sinyalin bir devirdeki temel
frekansı boyunca alınan tüm sinyallerin karelerinin toplamının kareköküne eşittir.
( )∫−
=t
Tt
tfT
tfRMS 2)(1))(( (Hamamcı, 2004)
(4.2)
f(t)=Giriş Sinyali değeri (Mv)
T=1/Temel Frekans (1/Hz)
toplama kanallarından zaman boyutunda toplanan titreşim sinyallerinin RMS değerleri
Şekil 4.5.’de verilmiştir.
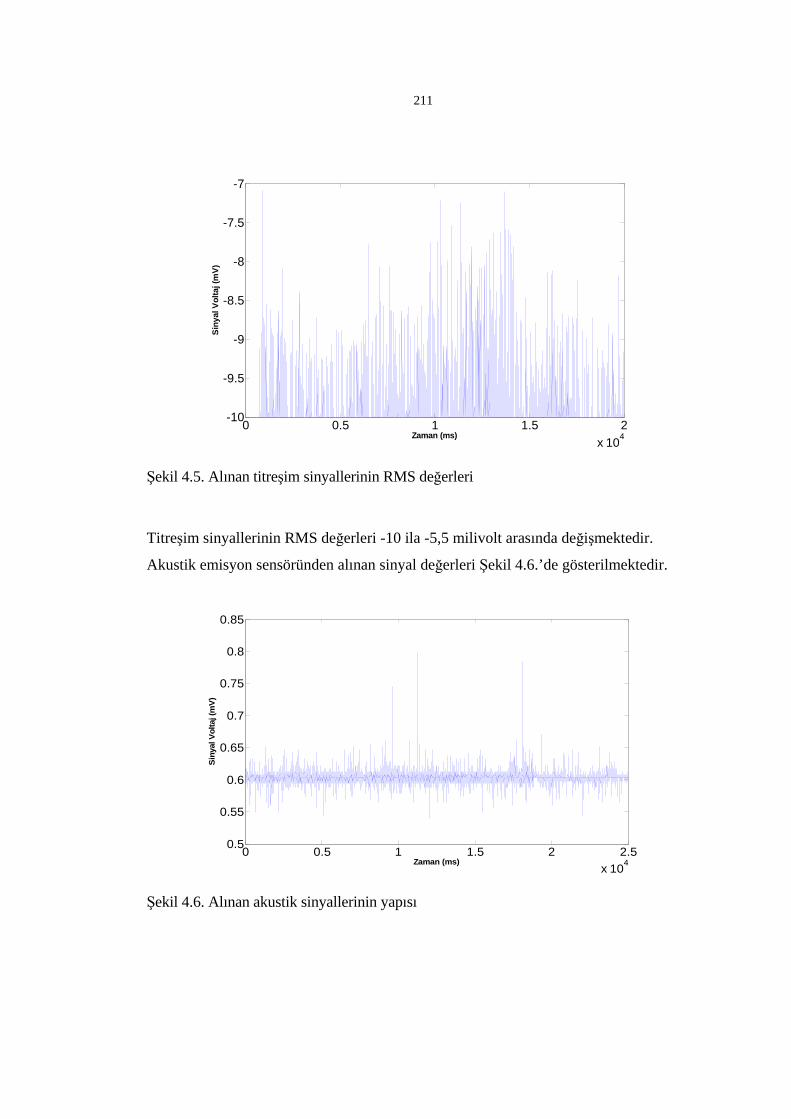
211
0 0.5 1 1.5 2x 104
-10
-9.5
-9
-8.5
-8
-7.5
-7
Zaman (ms)
Siny
al V
olta
j (m
V)
Şekil 4.5. Alınan titreşim sinyallerinin RMS değerleri
Titreşim sinyallerinin RMS değerleri -10 ila -5,5 milivolt arasında değişmektedir.
Akustik emisyon sensöründen alınan sinyal değerleri Şekil 4.6.’de gösterilmektedir.
0 0.5 1 1.5 2 2.5x 104
0.5
0.55
0.6
0.65
0.7
0.75
0.8
0.85
Zaman (ms)
Siny
al V
olta
j (m
V)
Şekil 4.6. Alınan akustik sinyallerinin yapısı
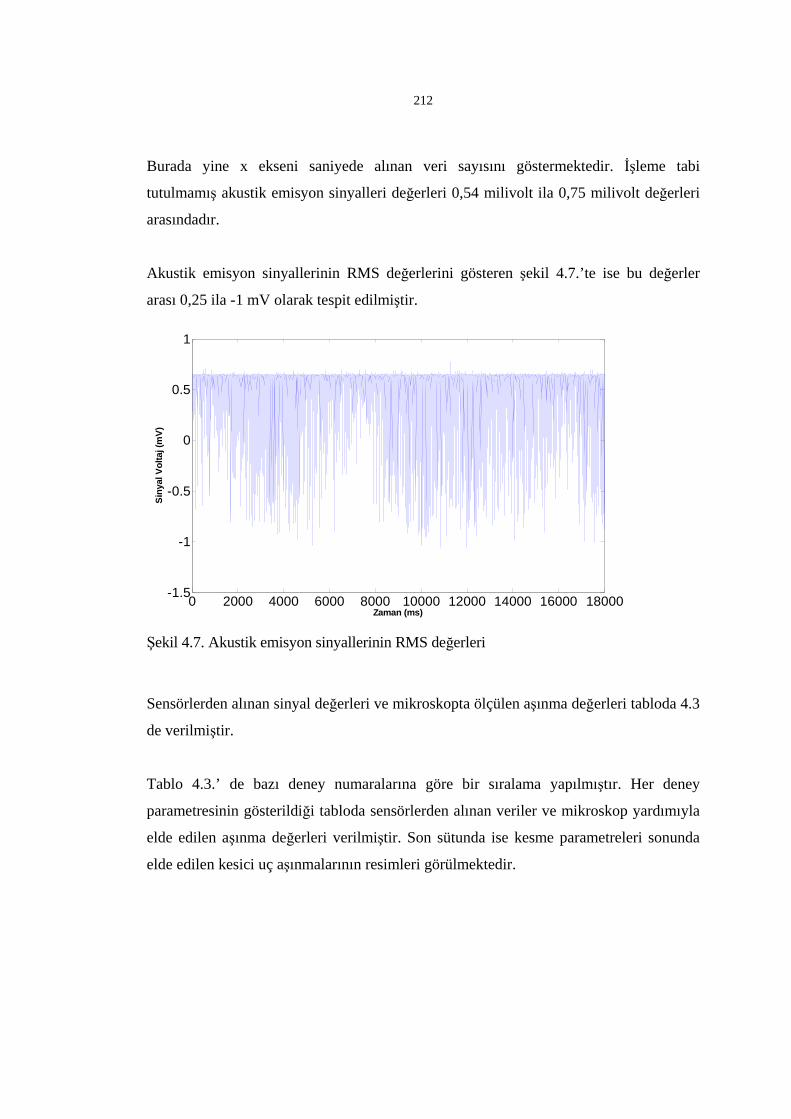
212
Burada yine x ekseni saniyede alınan veri sayısını göstermektedir. İşleme tabi
tutulmamış akustik emisyon sinyalleri değerleri 0,54 milivolt ila 0,75 milivolt değerleri
arasındadır.
Akustik emisyon sinyallerinin RMS değerlerini gösteren şekil 4.7.’te ise bu değerler
arası 0,25 ila -1 mV olarak tespit edilmiştir.
0 2000 4000 6000 8000 10000 12000 14000 16000 18000-1.5
-1
-0.5
0
0.5
1
Zaman (ms)
Siny
al V
olta
j (m
V)
Şekil 4.7. Akustik emisyon sinyallerinin RMS değerleri
Sensörlerden alınan sinyal değerleri ve mikroskopta ölçülen aşınma değerleri tabloda 4.3
de verilmiştir.
Tablo 4.3.’ de bazı deney numaralarına göre bir sıralama yapılmıştır. Her deney
parametresinin gösterildiği tabloda sensörlerden alınan veriler ve mikroskop yardımıyla
elde edilen aşınma değerleri verilmiştir. Son sütunda ise kesme parametreleri sonunda
elde edilen kesici uç aşınmalarının resimleri görülmektedir.
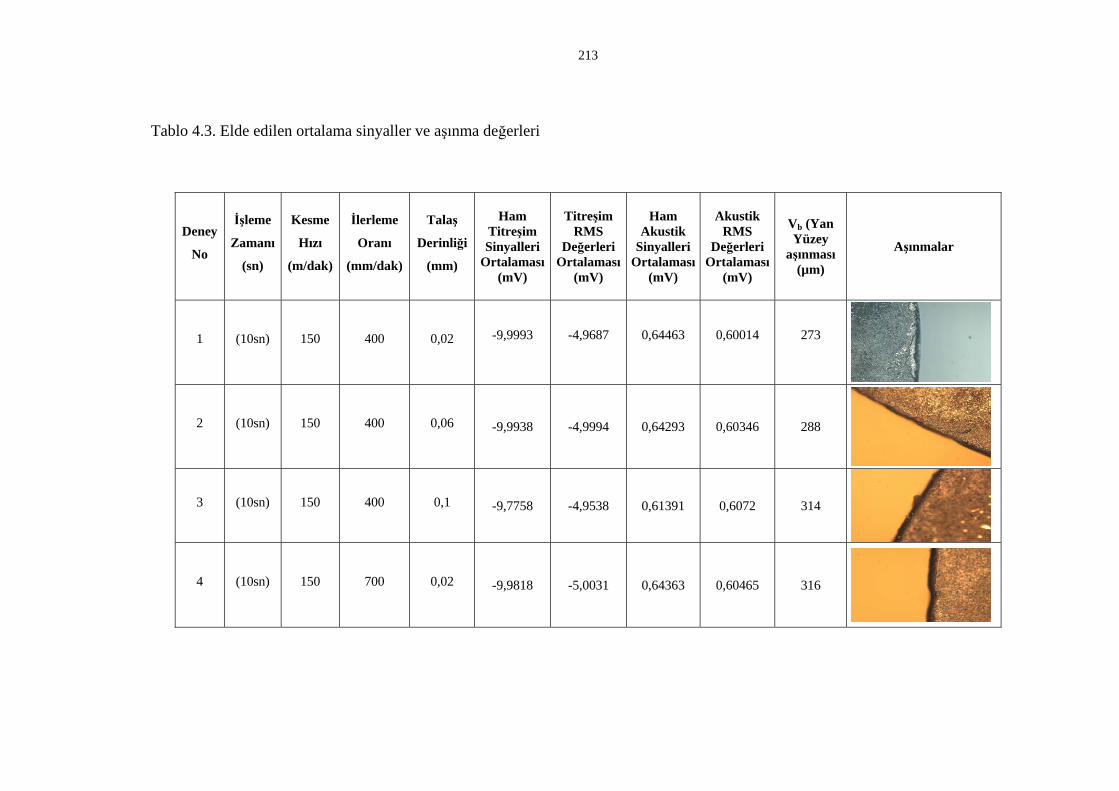
213
Tablo 4.3. Elde edilen ortalama sinyaller ve aşınma değerleri
Deney
No
İşleme
Zamanı
(sn)
Kesme
Hızı
(m/dak)
İlerleme
Oranı
(mm/dak)
Talaş
Derinliği
(mm)
Ham Titreşim Sinyalleri
Ortalaması(mV)
Titreşim RMS
Değerleri Ortalaması
(mV)
Ham Akustik
Sinyalleri Ortalaması
(mV)
Akustik RMS
Değerleri Ortalaması
(mV)
Vb (Yan Yüzey
aşınması (µm)
Aşınmalar
1 (10sn) 150 400 0,02 -9,9993
-4,9687
0,64463
0,60014
273
2 (10sn) 150 400 0,06 -9,9938 -4,9994 0,64293 0,60346 288
3 (10sn) 150 400 0,1 -9,7758 -4,9538 0,61391 0,6072 314
4 (10sn) 150 700 0,02 -9,9818 -5,0031 0,64363 0,60465 316
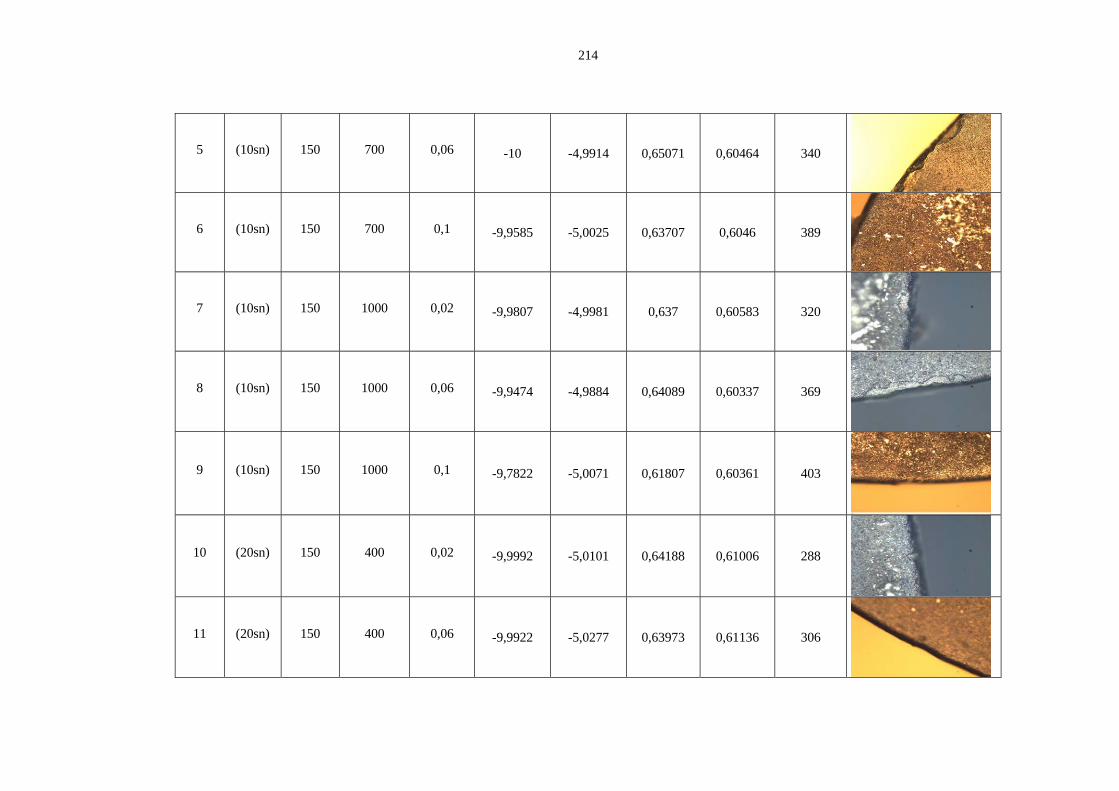
214
5 (10sn) 150 700 0,06 -10 -4,9914 0,65071 0,60464 340
6 (10sn) 150 700 0,1 -9,9585 -5,0025 0,63707 0,6046 389
7 (10sn) 150 1000 0,02 -9,9807 -4,9981 0,637 0,60583 320
8 (10sn) 150 1000 0,06 -9,9474 -4,9884 0,64089 0,60337 369
9 (10sn) 150 1000 0,1 -9,7822 -5,0071 0,61807 0,60361 403
10 (20sn) 150 400 0,02 -9,9992 -5,0101 0,64188 0,61006 288
11 (20sn) 150 400 0,06 -9,9922 -5,0277 0,63973 0,61136 306
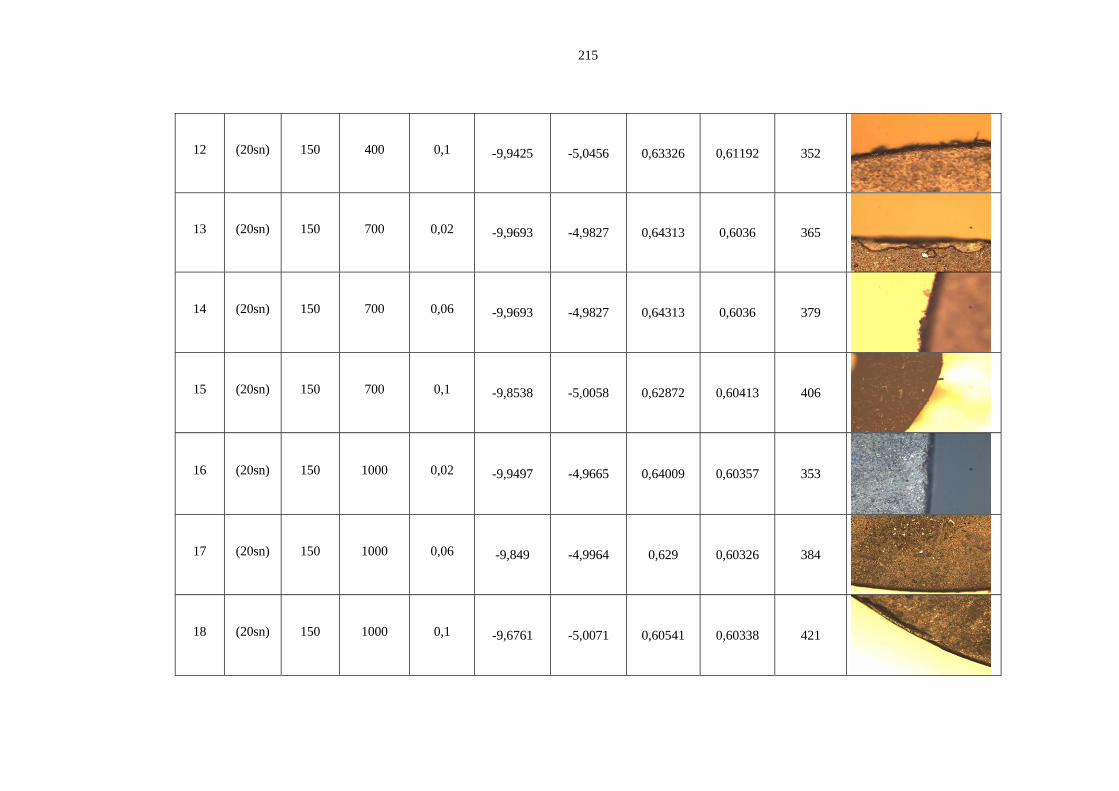
215
12 (20sn) 150 400 0,1 -9,9425 -5,0456 0,63326 0,61192 352
13 (20sn) 150 700 0,02 -9,9693 -4,9827 0,64313 0,6036 365
14 (20sn) 150 700 0,06 -9,9693 -4,9827 0,64313 0,6036 379
15 (20sn) 150 700 0,1 -9,8538 -5,0058 0,62872 0,60413 406
16 (20sn) 150 1000 0,02 -9,9497 -4,9665 0,64009 0,60357 353
17 (20sn) 150 1000 0,06 -9,849 -4,9964 0,629 0,60326 384
18 (20sn) 150 1000 0,1 -9,6761 -5,0071 0,60541 0,60338 421
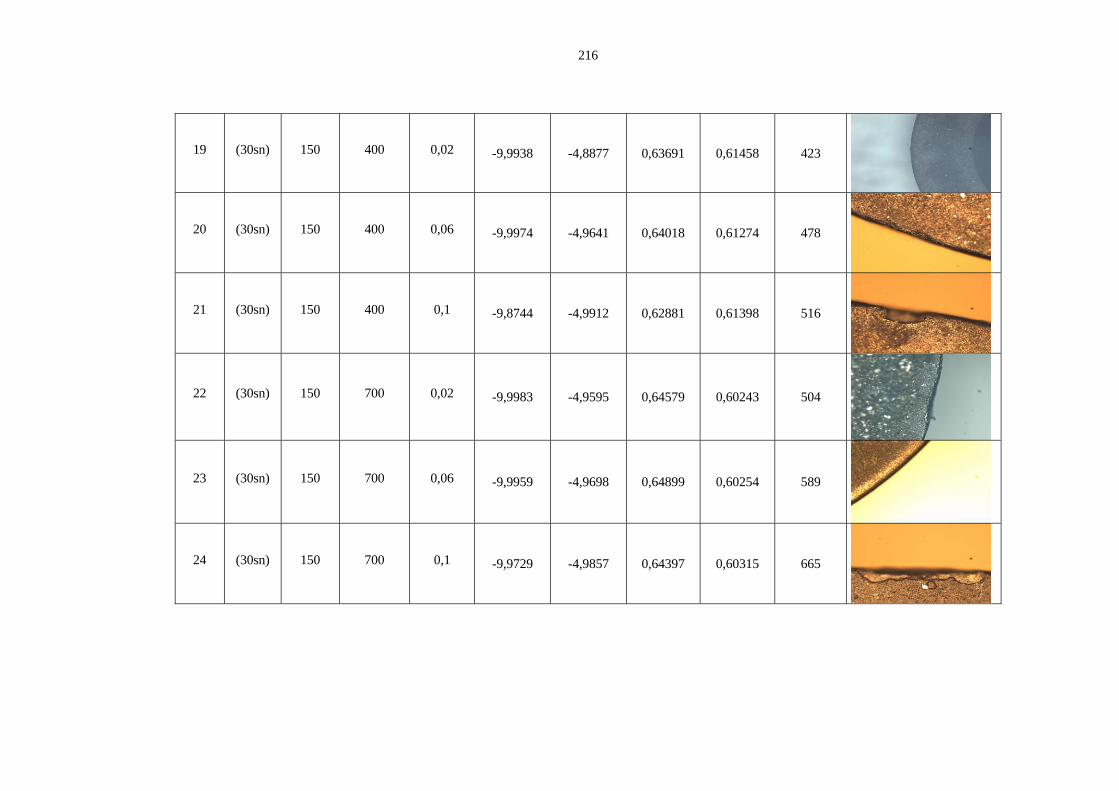
216
19 (30sn) 150 400 0,02 -9,9938 -4,8877 0,63691 0,61458 423
20 (30sn) 150 400 0,06 -9,9974 -4,9641 0,64018 0,61274 478
21 (30sn) 150 400 0,1 -9,8744 -4,9912 0,62881 0,61398 516
22 (30sn) 150 700 0,02 -9,9983 -4,9595 0,64579 0,60243 504
23 (30sn) 150 700 0,06 -9,9959 -4,9698 0,64899 0,60254 589
24 (30sn) 150 700 0,1 -9,9729 -4,9857 0,64397 0,60315 665
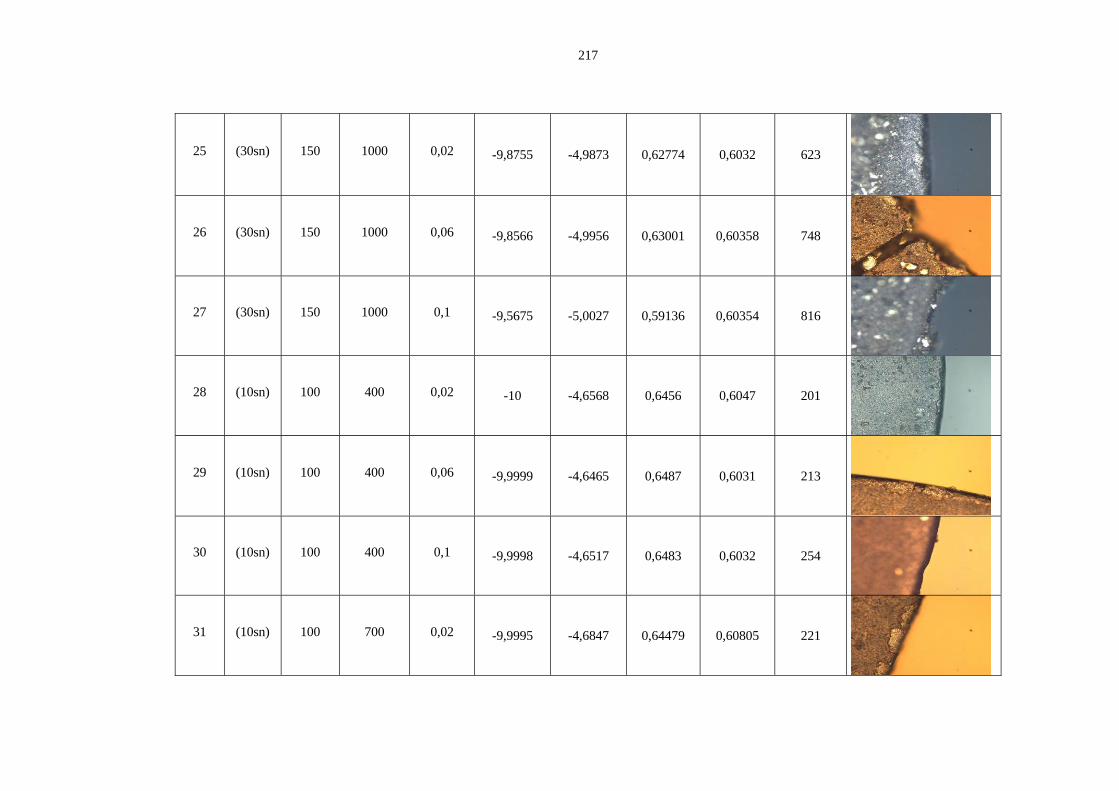
217
25 (30sn) 150 1000 0,02 -9,8755 -4,9873 0,62774 0,6032 623
26 (30sn) 150 1000 0,06 -9,8566 -4,9956 0,63001 0,60358 748
27 (30sn) 150 1000 0,1 -9,5675 -5,0027 0,59136 0,60354 816
28 (10sn) 100 400 0,02 -10 -4,6568 0,6456 0,6047 201
29 (10sn) 100 400 0,06 -9,9999 -4,6465 0,6487 0,6031 213
30 (10sn) 100 400 0,1 -9,9998 -4,6517 0,6483 0,6032 254
31 (10sn) 100 700 0,02 -9,9995 -4,6847 0,64479 0,60805 221
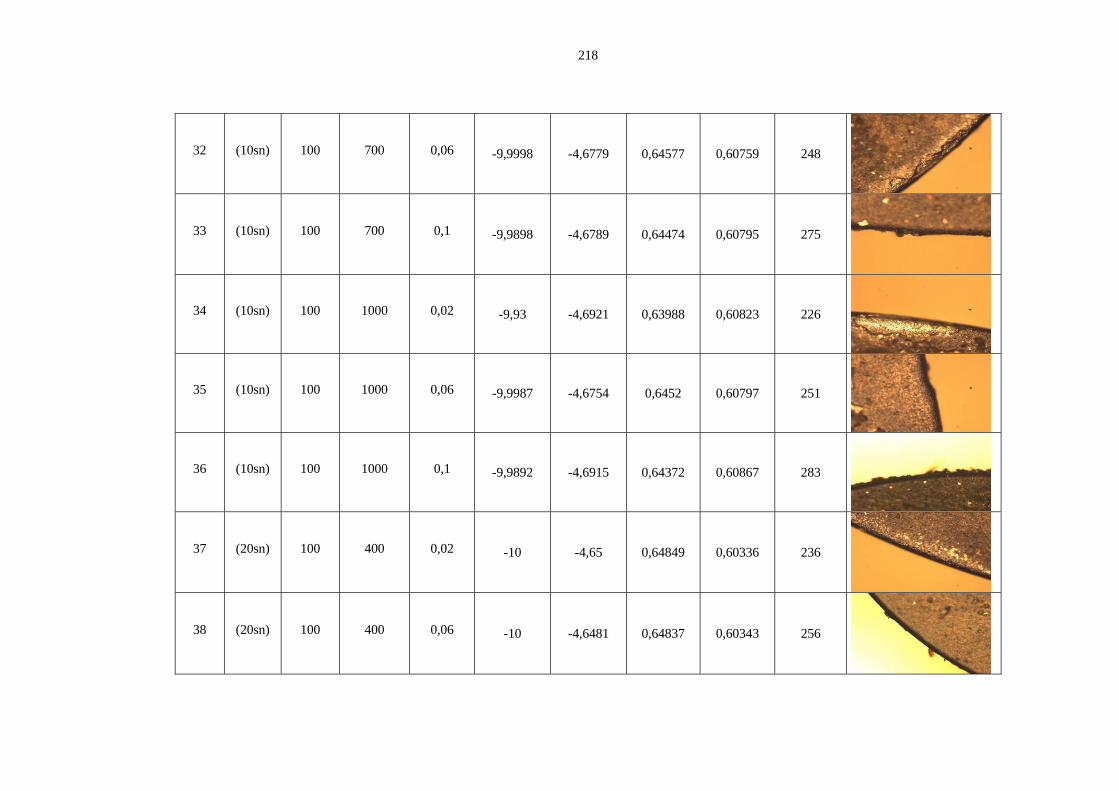
218
32 (10sn) 100 700 0,06 -9,9998 -4,6779 0,64577 0,60759 248
33 (10sn) 100 700 0,1 -9,9898 -4,6789 0,64474 0,60795 275
34 (10sn) 100 1000 0,02 -9,93 -4,6921 0,63988 0,60823 226
35 (10sn) 100 1000 0,06 -9,9987 -4,6754 0,6452 0,60797 251
36 (10sn) 100 1000 0,1 -9,9892 -4,6915 0,64372 0,60867 283
37 (20sn) 100 400 0,02 -10 -4,65 0,64849 0,60336 236
38 (20sn) 100 400 0,06 -10 -4,6481 0,64837 0,60343 256
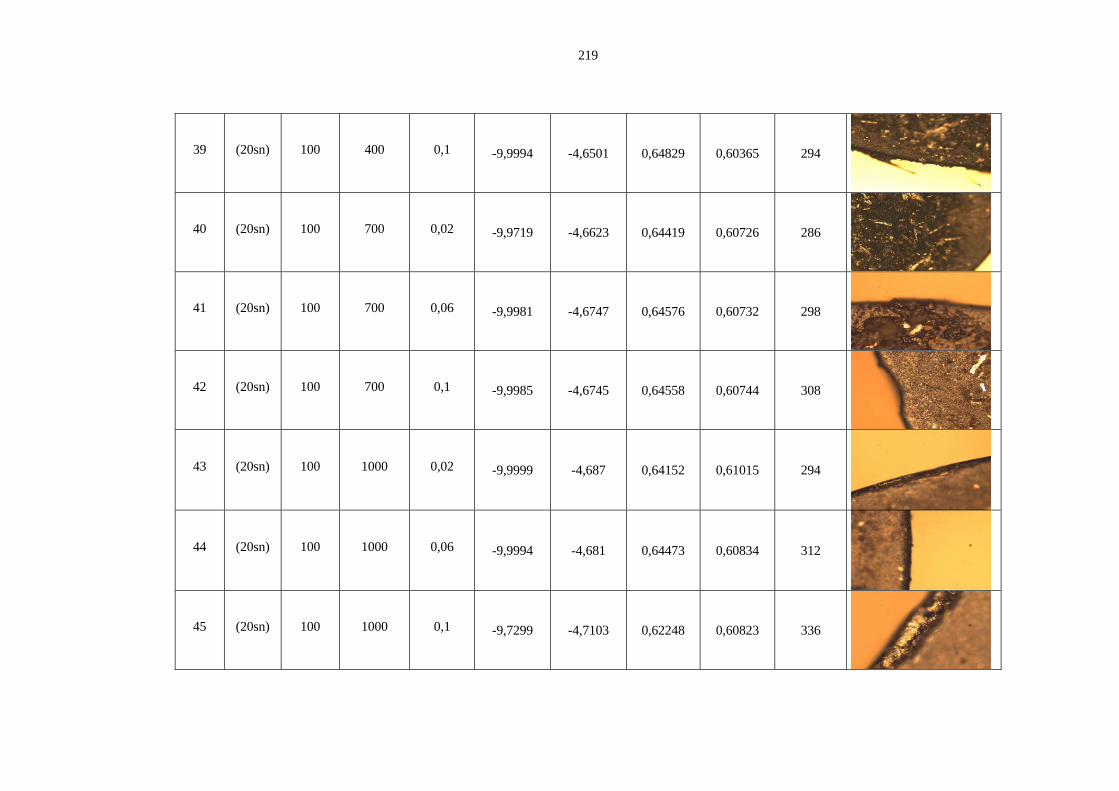
219
39 (20sn) 100 400 0,1 -9,9994 -4,6501 0,64829 0,60365 294
40 (20sn) 100 700 0,02 -9,9719 -4,6623 0,64419 0,60726 286
41 (20sn) 100 700 0,06 -9,9981 -4,6747 0,64576 0,60732 298
42 (20sn) 100 700 0,1 -9,9985 -4,6745 0,64558 0,60744 308
43 (20sn) 100 1000 0,02 -9,9999 -4,687 0,64152 0,61015 294
44 (20sn) 100 1000 0,06 -9,9994 -4,681 0,64473 0,60834 312
45 (20sn) 100 1000 0,1 -9,7299 -4,7103 0,62248 0,60823 336
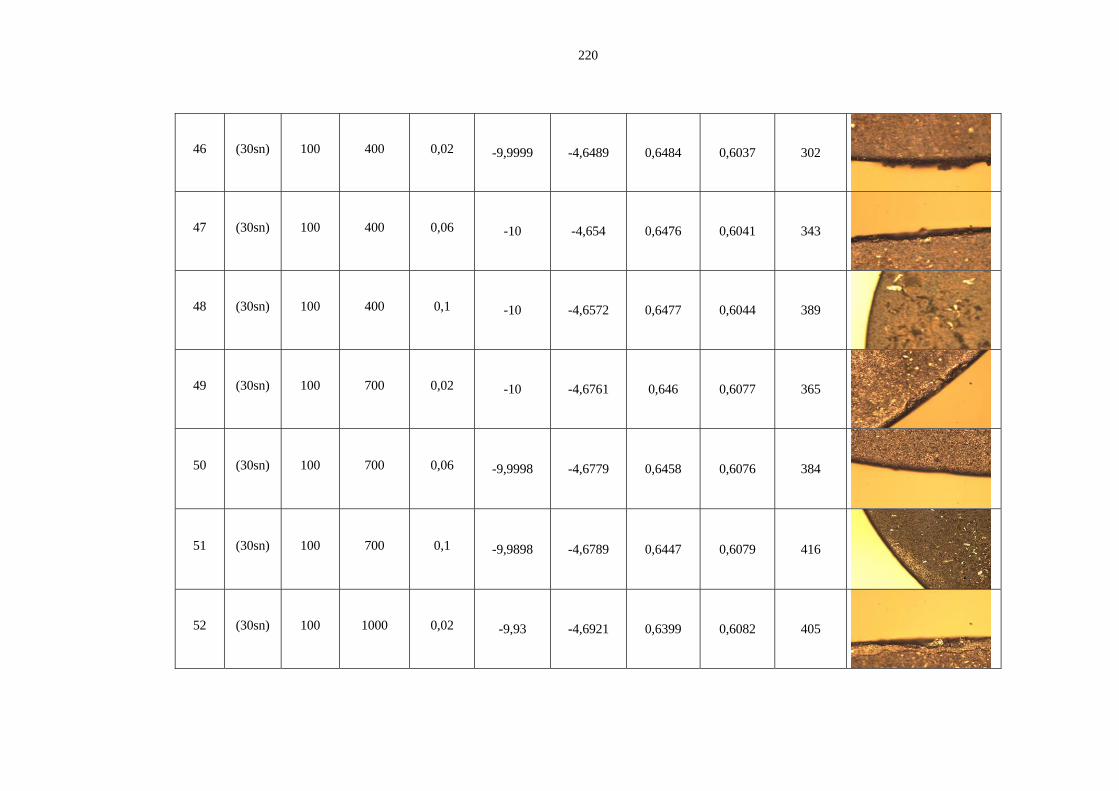
220
46 (30sn) 100 400 0,02 -9,9999 -4,6489 0,6484 0,6037 302
47 (30sn) 100 400 0,06 -10 -4,654 0,6476 0,6041 343
48 (30sn) 100 400 0,1 -10 -4,6572 0,6477 0,6044 389
49 (30sn) 100 700 0,02 -10 -4,6761 0,646 0,6077 365
50 (30sn) 100 700 0,06 -9,9998 -4,6779 0,6458 0,6076 384
51 (30sn) 100 700 0,1 -9,9898 -4,6789 0,6447 0,6079 416
52 (30sn) 100 1000 0,02 -9,93 -4,6921 0,6399 0,6082 405
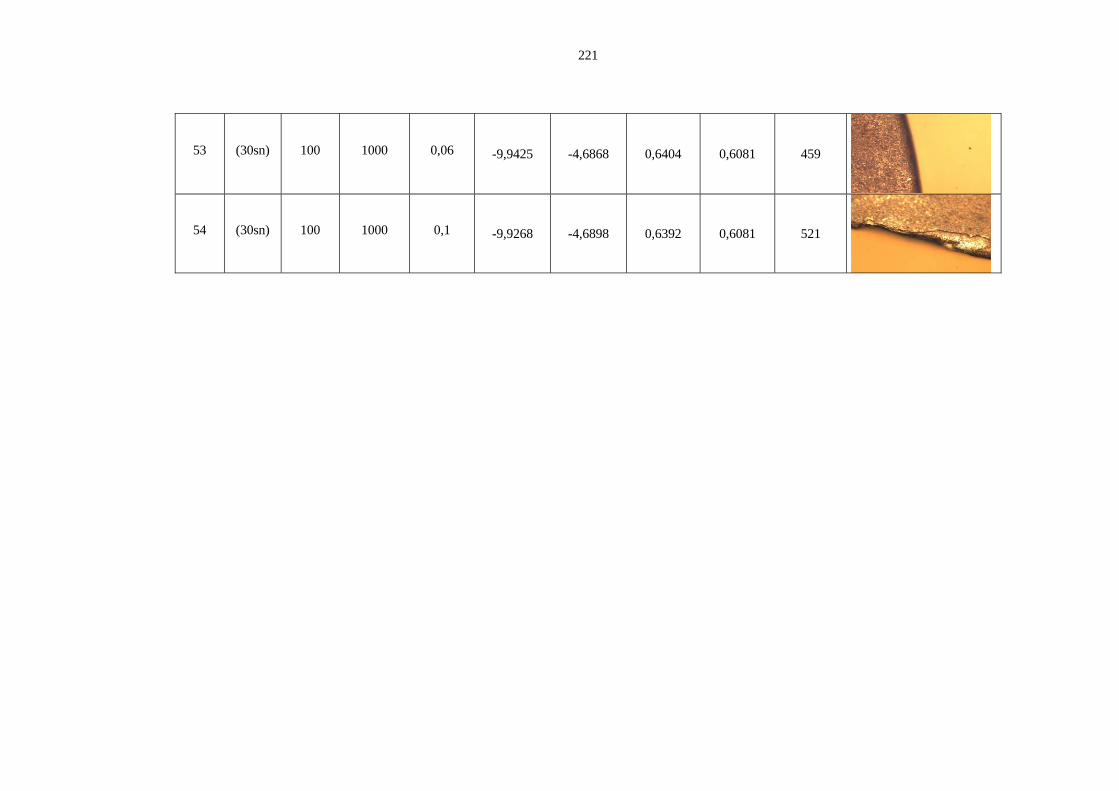
221
53 (30sn) 100 1000 0,06 -9,9425 -4,6868 0,6404 0,6081 459
54 (30sn) 100 1000 0,1 -9,9268 -4,6898 0,6392 0,6081 521
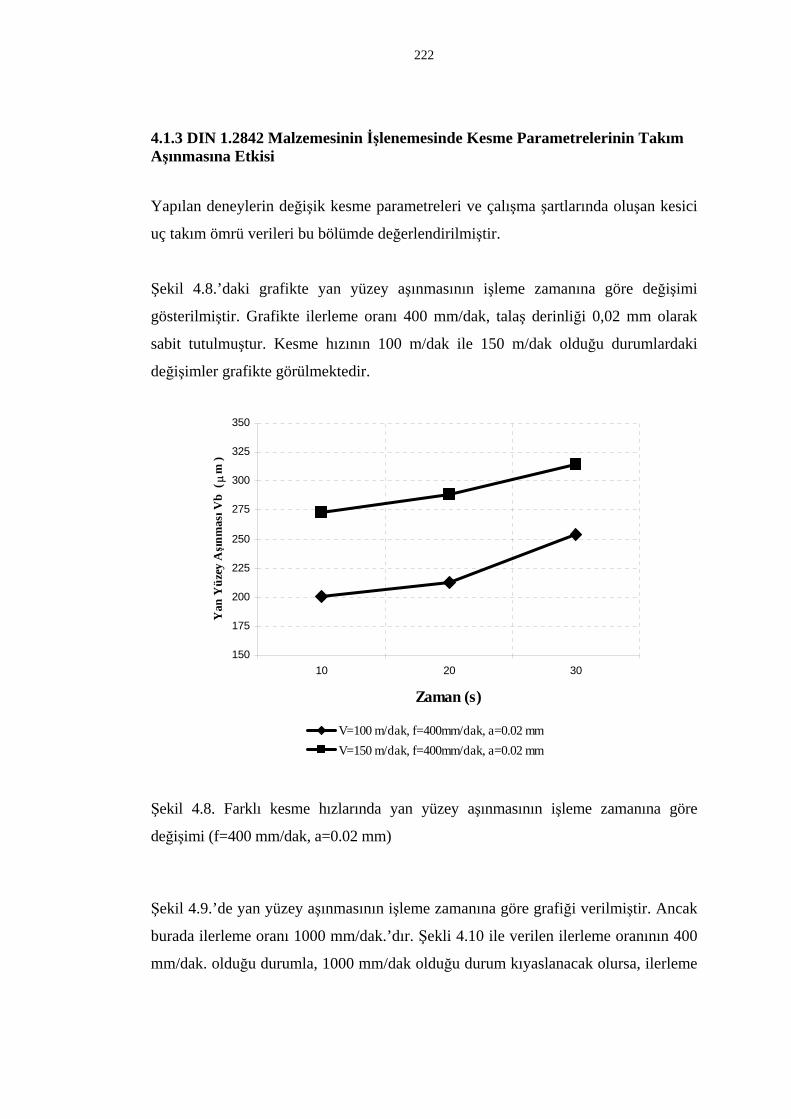
222
4.1.3 DIN 1.2842 Malzemesinin İşlenemesinde Kesme Parametrelerinin Takım Aşınmasına Etkisi
Yapılan deneylerin değişik kesme parametreleri ve çalışma şartlarında oluşan kesici
uç takım ömrü verileri bu bölümde değerlendirilmiştir.
Şekil 4.8.’daki grafikte yan yüzey aşınmasının işleme zamanına göre değişimi
gösterilmiştir. Grafikte ilerleme oranı 400 mm/dak, talaş derinliği 0,02 mm olarak
sabit tutulmuştur. Kesme hızının 100 m/dak ile 150 m/dak olduğu durumlardaki
değişimler grafikte görülmektedir.
150
175
200
225
250
275
300
325
350
10 20 30
Zaman (s)
Yan
Yüz
ey Aşı
nmas
ı Vb
( µ
m )
V=100 m/dak, f=400mm/dak, a=0.02 mmV=150 m/dak, f=400mm/dak, a=0.02 mm
Şekil 4.8. Farklı kesme hızlarında yan yüzey aşınmasının işleme zamanına göre
değişimi (f=400 mm/dak, a=0.02 mm)
Şekil 4.9.’de yan yüzey aşınmasının işleme zamanına göre grafiği verilmiştir. Ancak
burada ilerleme oranı 1000 mm/dak.’dır. Şekli 4.10 ile verilen ilerleme oranının 400
mm/dak. olduğu durumla, 1000 mm/dak olduğu durum kıyaslanacak olursa, ilerleme
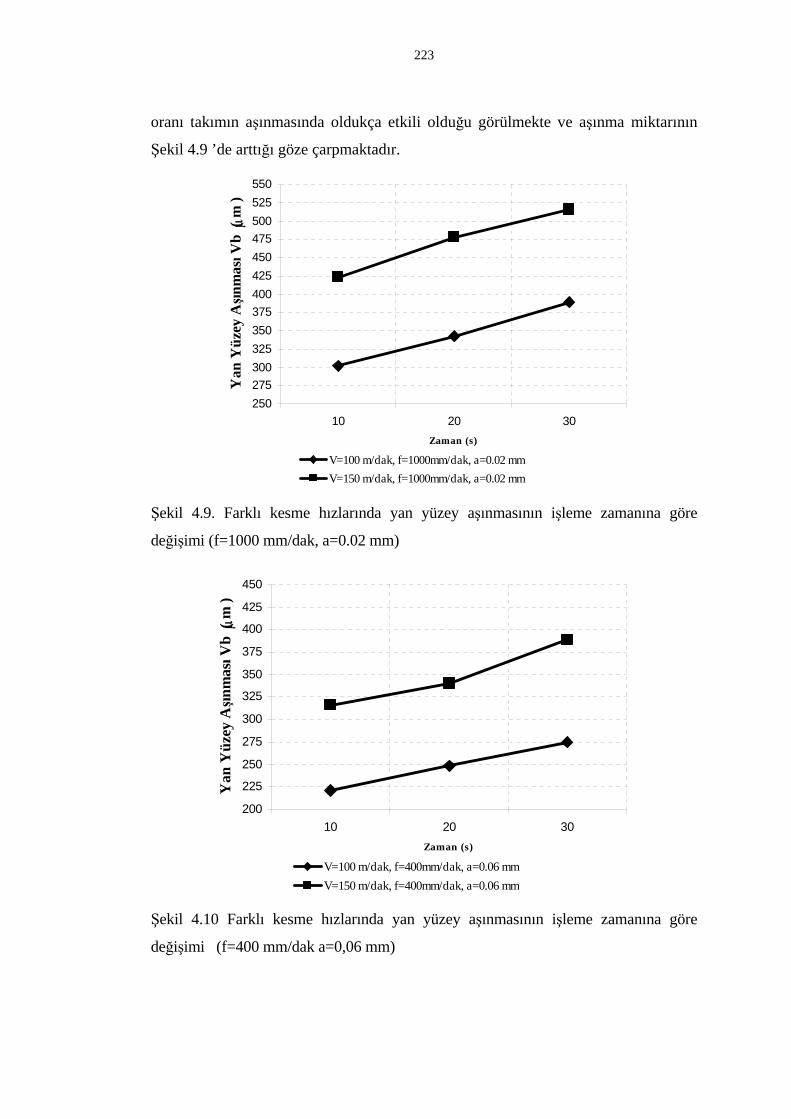
223
oranı takımın aşınmasında oldukça etkili olduğu görülmekte ve aşınma miktarının
Şekil 4.9 ’de arttığı göze çarpmaktadır.
250275300325350375400425450475500525550
10 20 30Zaman (s)
Yan
Yüz
ey Aşın
mas
ı Vb
( µm
)
V=100 m/dak, f=1000mm/dak, a=0.02 mmV=150 m/dak, f=1000mm/dak, a=0.02 mm
Şekil 4.9. Farklı kesme hızlarında yan yüzey aşınmasının işleme zamanına göre
değişimi (f=1000 mm/dak, a=0.02 mm)
200
225
250
275
300
325
350
375
400
425
450
10 20 30Zaman (s)
Yan
Yüz
ey Aşın
mas
ı Vb
( µm
)
V=100 m/dak, f=400mm/dak, a=0.06 mmV=150 m/dak, f=400mm/dak, a=0.06 mm
Şekil 4.10 Farklı kesme hızlarında yan yüzey aşınmasının işleme zamanına göre
değişimi (f=400 mm/dak a=0,06 mm)
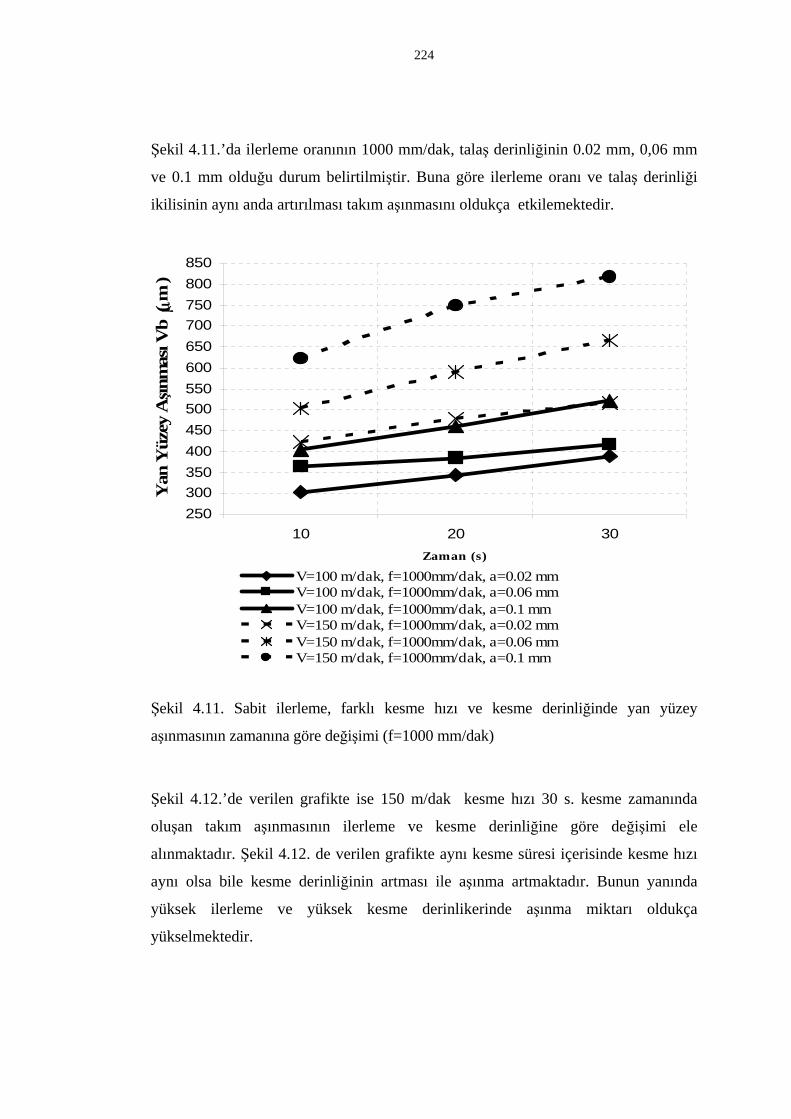
224
Şekil 4.11.’da ilerleme oranının 1000 mm/dak, talaş derinliğinin 0.02 mm, 0,06 mm
ve 0.1 mm olduğu durum belirtilmiştir. Buna göre ilerleme oranı ve talaş derinliği
ikilisinin aynı anda artırılması takım aşınmasını oldukça etkilemektedir.
250300350400450500550600650700750800850
10 20 30Zaman (s)
Yan
Yüz
ey Aşın
mas
ı Vb
( µm
)
V=100 m/dak, f=1000mm/dak, a=0.02 mmV=100 m/dak, f=1000mm/dak, a=0.06 mmV=100 m/dak, f=1000mm/dak, a=0.1 mmV=150 m/dak, f=1000mm/dak, a=0.02 mmV=150 m/dak, f=1000mm/dak, a=0.06 mmV=150 m/dak, f=1000mm/dak, a=0.1 mm
Şekil 4.11. Sabit ilerleme, farklı kesme hızı ve kesme derinliğinde yan yüzey
aşınmasının zamanına göre değişimi (f=1000 mm/dak)
Şekil 4.12.’de verilen grafikte ise 150 m/dak kesme hızı 30 s. kesme zamanında
oluşan takım aşınmasının ilerleme ve kesme derinliğine göre değişimi ele
alınmaktadır. Şekil 4.12. de verilen grafikte aynı kesme süresi içerisinde kesme hızı
aynı olsa bile kesme derinliğinin artması ile aşınma artmaktadır. Bunun yanında
yüksek ilerleme ve yüksek kesme derinlikerinde aşınma miktarı oldukça
yükselmektedir.
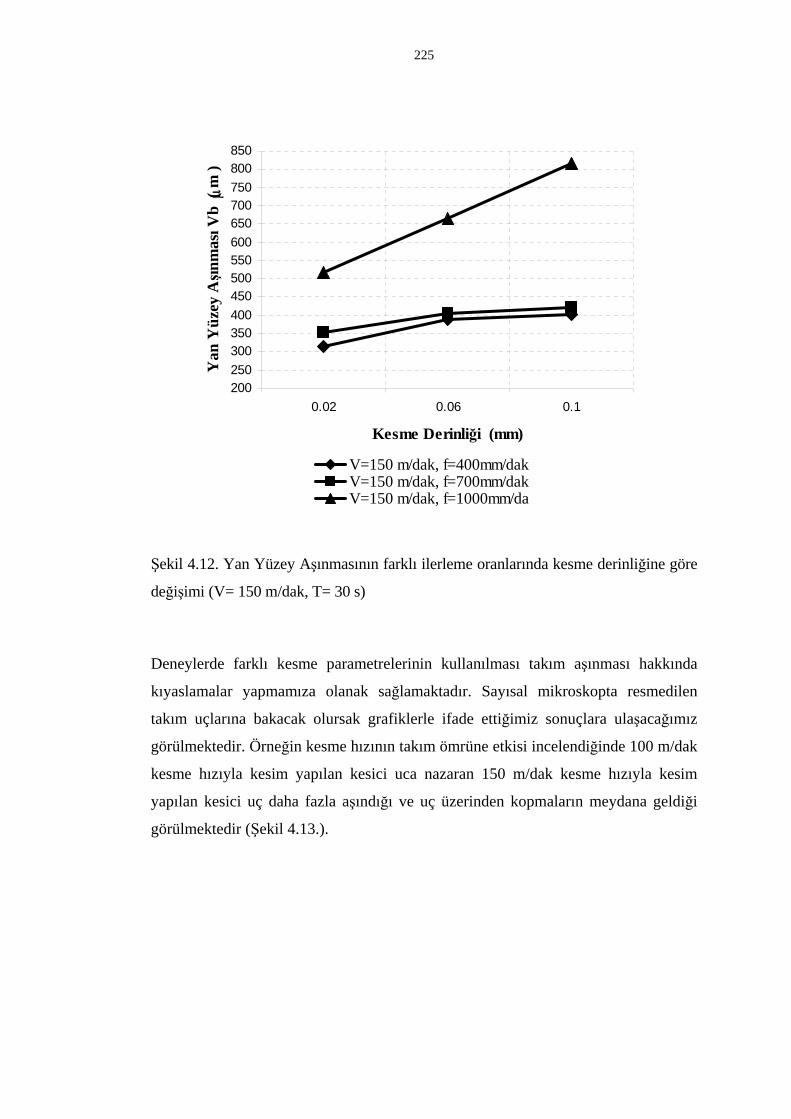
225
200250300350400450500550600650700750800850
0.02 0.06 0.1
Kesme Derinliği (mm)
Yan
Yüz
ey Aşın
mas
ı Vb
( µm
)
V=150 m/dak, f=400mm/dakV=150 m/dak, f=700mm/dakV=150 m/dak, f=1000mm/da
Şekil 4.12. Yan Yüzey Aşınmasının farklı ilerleme oranlarında kesme derinliğine göre
değişimi (V= 150 m/dak, T= 30 s)
Deneylerde farklı kesme parametrelerinin kullanılması takım aşınması hakkında
kıyaslamalar yapmamıza olanak sağlamaktadır. Sayısal mikroskopta resmedilen
takım uçlarına bakacak olursak grafiklerle ifade ettiğimiz sonuçlara ulaşacağımız
görülmektedir. Örneğin kesme hızının takım ömrüne etkisi incelendiğinde 100 m/dak
kesme hızıyla kesim yapılan kesici uca nazaran 150 m/dak kesme hızıyla kesim
yapılan kesici uç daha fazla aşındığı ve uç üzerinden kopmaların meydana geldiği
görülmektedir (Şekil 4.13.).
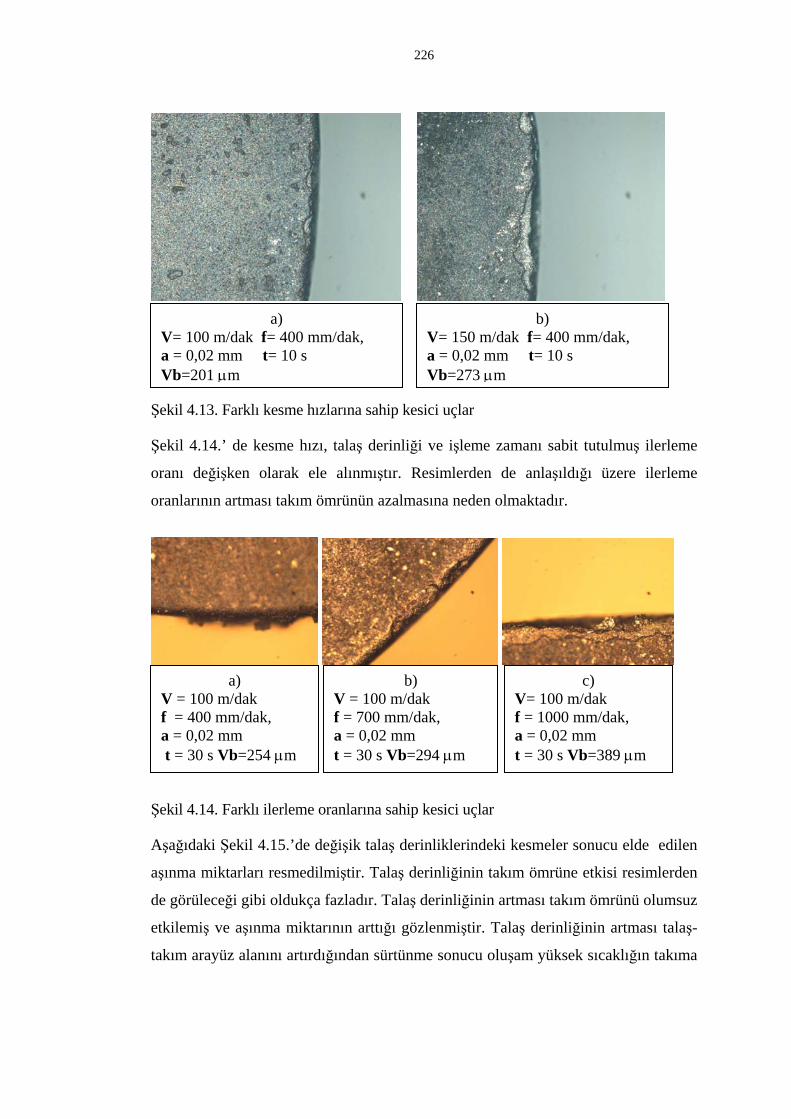
226
Şekil 4.13. Farklı kesme hızlarına sahip kesici uçlar
Şekil 4.14.’ de kesme hızı, talaş derinliği ve işleme zamanı sabit tutulmuş ilerleme
oranı değişken olarak ele alınmıştır. Resimlerden de anlaşıldığı üzere ilerleme
oranlarının artması takım ömrünün azalmasına neden olmaktadır.
Şekil 4.14. Farklı ilerleme oranlarına sahip kesici uçlar
Aşağıdaki Şekil 4.15.’de değişik talaş derinliklerindeki kesmeler sonucu elde edilen
aşınma miktarları resmedilmiştir. Talaş derinliğinin takım ömrüne etkisi resimlerden
de görüleceği gibi oldukça fazladır. Talaş derinliğinin artması takım ömrünü olumsuz
etkilemiş ve aşınma miktarının arttığı gözlenmiştir. Talaş derinliğinin artması talaş-
takım arayüz alanını artırdığından sürtünme sonucu oluşam yüksek sıcaklığın takıma
a) V= 100 m/dak f= 400 mm/dak, a = 0,02 mm t= 10 s Vb=201 µm
b) V= 150 m/dak f= 400 mm/dak, a = 0,02 mm t= 10 s Vb=273 µm
a) V = 100 m/dak f = 400 mm/dak, a = 0,02 mm t = 30 s Vb=254 µm
b) V = 100 m/dak f = 700 mm/dak, a = 0,02 mm t = 30 s Vb=294 µm
c) V= 100 m/dak f = 1000 mm/dak, a = 0,02 mm t = 30 s Vb=389 µm
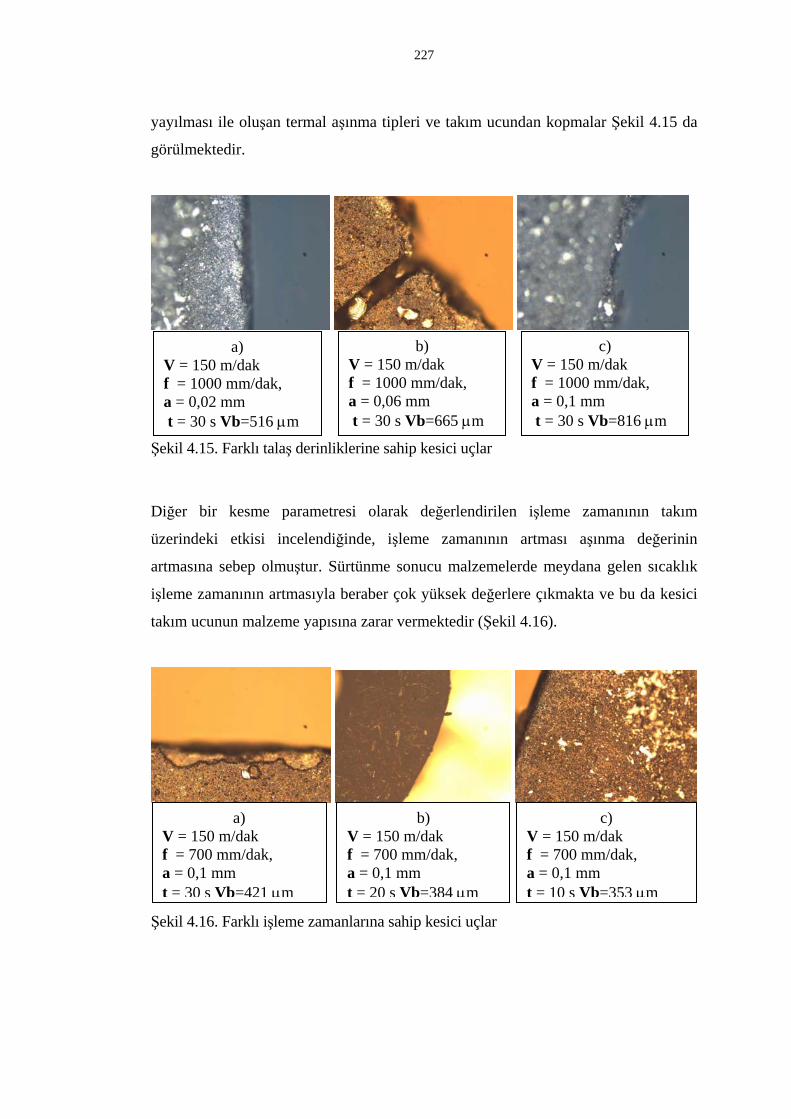
227
yayılması ile oluşan termal aşınma tipleri ve takım ucundan kopmalar Şekil 4.15 da
görülmektedir.
Şekil 4.15. Farklı talaş derinliklerine sahip kesici uçlar
Diğer bir kesme parametresi olarak değerlendirilen işleme zamanının takım
üzerindeki etkisi incelendiğinde, işleme zamanının artması aşınma değerinin
artmasına sebep olmuştur. Sürtünme sonucu malzemelerde meydana gelen sıcaklık
işleme zamanının artmasıyla beraber çok yüksek değerlere çıkmakta ve bu da kesici
takım ucunun malzeme yapısına zarar vermektedir (Şekil 4.16).
Şekil 4.16. Farklı işleme zamanlarına sahip kesici uçlar
a) V = 150 m/dak f = 1000 mm/dak, a = 0,02 mm t = 30 s Vb=516 µm
b) V = 150 m/dak f = 1000 mm/dak, a = 0,06 mm t = 30 s Vb=665 µm
c) V = 150 m/dak f = 1000 mm/dak, a = 0,1 mm t = 30 s Vb=816 µm
a) V = 150 m/dak f = 700 mm/dak, a = 0,1 mm t = 30 s Vb=421 µm
b) V = 150 m/dak f = 700 mm/dak, a = 0,1 mm t = 20 s Vb=384 µm
c) V = 150 m/dak f = 700 mm/dak, a = 0,1 mm t = 10 s Vb=353 µm
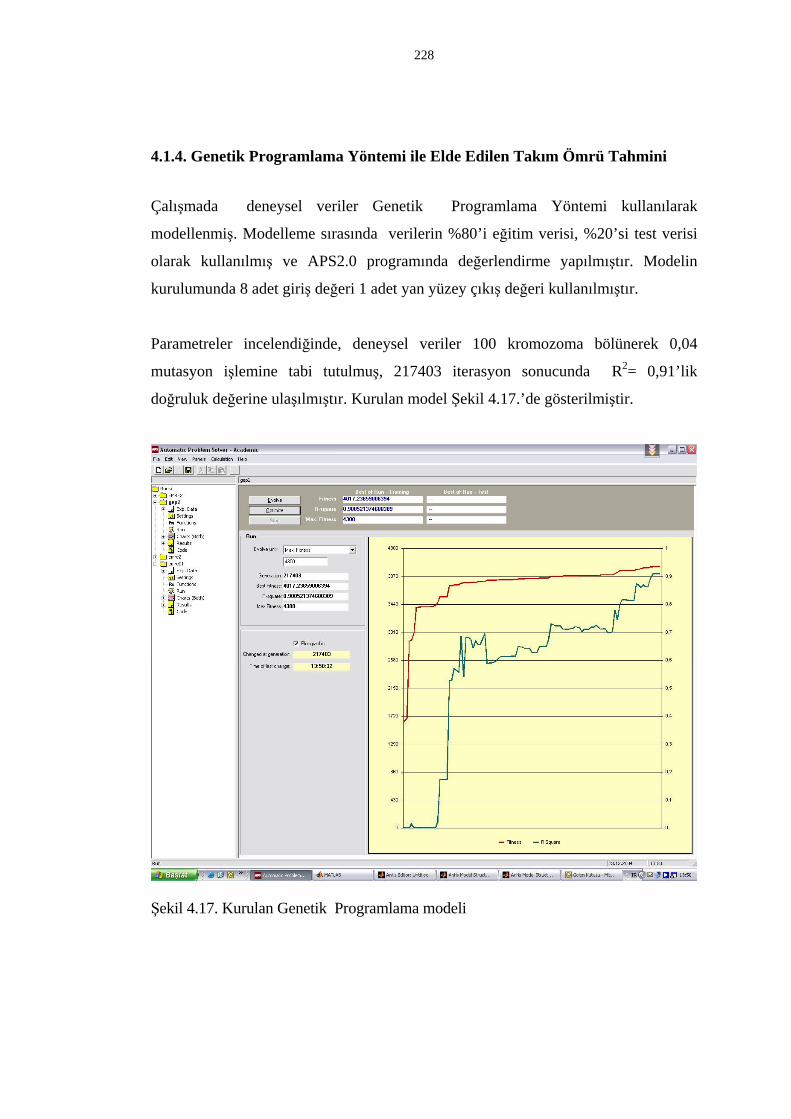
228
4.1.4. Genetik Programlama Yöntemi ile Elde Edilen Takım Ömrü Tahmini
Çalışmada deneysel veriler Genetik Programlama Yöntemi kullanılarak
modellenmiş. Modelleme sırasında verilerin %80’i eğitim verisi, %20’si test verisi
olarak kullanılmış ve APS2.0 programında değerlendirme yapılmıştır. Modelin
kurulumunda 8 adet giriş değeri 1 adet yan yüzey çıkış değeri kullanılmıştır.
Parametreler incelendiğinde, deneysel veriler 100 kromozoma bölünerek 0,04
mutasyon işlemine tabi tutulmuş, 217403 iterasyon sonucunda R2= 0,91’lik
doğruluk değerine ulaşılmıştır. Kurulan model Şekil 4.17.’de gösterilmiştir.
Şekil 4.17. Kurulan Genetik Programlama modeli
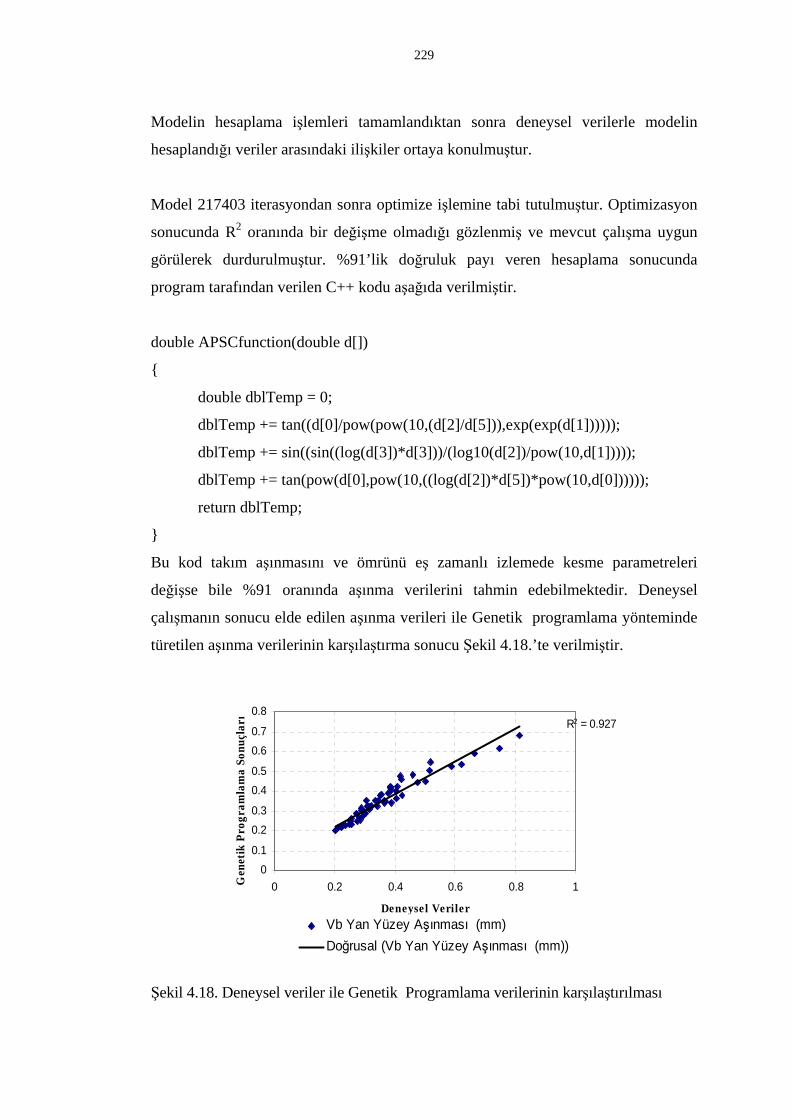
229
Modelin hesaplama işlemleri tamamlandıktan sonra deneysel verilerle modelin
hesaplandığı veriler arasındaki ilişkiler ortaya konulmuştur.
Model 217403 iterasyondan sonra optimize işlemine tabi tutulmuştur. Optimizasyon
sonucunda R2 oranında bir değişme olmadığı gözlenmiş ve mevcut çalışma uygun
görülerek durdurulmuştur. %91’lik doğruluk payı veren hesaplama sonucunda
program tarafından verilen C++ kodu aşağıda verilmiştir.
double APSCfunction(double d[])
double dblTemp = 0;
dblTemp += tan((d[0]/pow(pow(10,(d[2]/d[5])),exp(exp(d[1])))));
dblTemp += sin((sin((log(d[3])*d[3]))/(log10(d[2])/pow(10,d[1]))));
dblTemp += tan(pow(d[0],pow(10,((log(d[2])*d[5])*pow(10,d[0])))));
return dblTemp;
Bu kod takım aşınmasını ve ömrünü eş zamanlı izlemede kesme parametreleri
değişse bile %91 oranında aşınma verilerini tahmin edebilmektedir. Deneysel
çalışmanın sonucu elde edilen aşınma verileri ile Genetik programlama yönteminde
türetilen aşınma verilerinin karşılaştırma sonucu Şekil 4.18.’te verilmiştir.
Şekil 4.18. Deneysel veriler ile Genetik Programlama verilerinin karşılaştırılması
R2 = 0.927
00.1
0.20.3
0.40.5
0.60.7
0.8
0 0.2 0.4 0.6 0.8 1
Deneysel Veriler
Gen
etik
Pro
gram
lam
a So
nuçl
arı
Vb Yan Yüzey Aşınması (mm)Doğrusal (Vb Yan Yüzey Aşınması (mm))
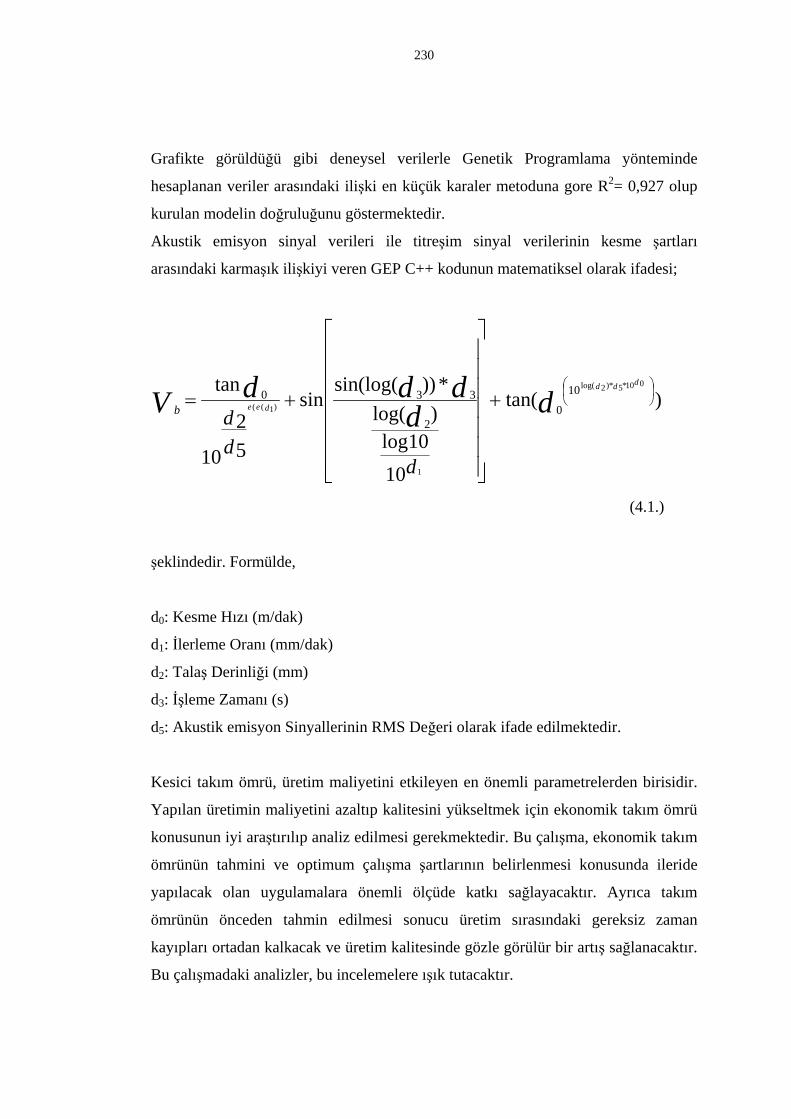
230
Grafikte görüldüğü gibi deneysel verilerle Genetik Programlama yönteminde
hesaplanan veriler arasındaki ilişki en küçük karaler metoduna gore R2= 0,927 olup
kurulan modelin doğruluğunu göstermektedir.
Akustik emisyon sinyal verileri ile titreşim sinyal verilerinin kesme şartları
arasındaki karmaşık ilişkiyi veren GEP C++ kodunun matematiksel olarak ifadesi;
)tan(
1010log
)log(*))sin(log(
sin
52
10
tan 010*5*)2log(
1
)1((
10
02
330 ⎟⎠⎞
⎜⎝⎛
+
⎥⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢⎢
⎣
⎡
+=ddd
dee dddddV
dddb
(4.1.)
şeklindedir. Formülde,
d0: Kesme Hızı (m/dak)
d1: İlerleme Oranı (mm/dak)
d2: Talaş Derinliği (mm)
d3: İşleme Zamanı (s)
d5: Akustik emisyon Sinyallerinin RMS Değeri olarak ifade edilmektedir.
Kesici takım ömrü, üretim maliyetini etkileyen en önemli parametrelerden birisidir.
Yapılan üretimin maliyetini azaltıp kalitesini yükseltmek için ekonomik takım ömrü
konusunun iyi araştırılıp analiz edilmesi gerekmektedir. Bu çalışma, ekonomik takım
ömrünün tahmini ve optimum çalışma şartlarının belirlenmesi konusunda ileride
yapılacak olan uygulamalara önemli ölçüde katkı sağlayacaktır. Ayrıca takım
ömrünün önceden tahmin edilmesi sonucu üretim sırasındaki gereksiz zaman
kayıpları ortadan kalkacak ve üretim kalitesinde gözle görülür bir artış sağlanacaktır.
Bu çalışmadaki analizler, bu incelemelere ışık tutacaktır.
231
Ayrıca elde edilen matematiksel ifade ışığında deneylerde yer almayan parametreler
simule edildiğinde, GEP modelinin gerçeğe yakın sonuçlar verdiği görülmektedir.
GEP modeli kullanılarak elde edilen simulasyon sonuçları Şekil 4.19 de verilmiştir.
0
100
200
300
400
500
600
700
800
900
0 5 10 15 20 25 30
Deney Sayısı
Aşı
nma
Mik
tarı V=100m/dak
V=110m/dakV=120m/dakV=130m/dakV=140m/dakV=150m/dak
Şekil 4.19. GEP modeli ile elde edilen fonksiyon ile farklı kesme hızlarındaki
aşınmaların simulasyonu
Şekil 4.19 de deneysel çalışmalarda yer almayan 110 m/dak, 120 m/dak, 130 m/dak,
140 m/dak hızlarındaki aşınma değerleri GEP modelinden elde edilen fonksiyonun
hesaplamaları sonucunda elde edilmiş simulasyon verilerinin gerçek deneysel verileri
ile ne kadar uyumlu olduğu gözlenmektedir.
4.2. AISI 4340M Çeliğinin Frezelenmesi ve Sonuçların Değerlendirilmesi Bu bölümde ikinci grup çalışmada yer alan tezgah dinamik problemleri için kurulan
bulanık mantık modelinden elde edilen optimum kesme parametreleri ile AISI
4340M çeliğinin karbür kaplamalı parmak freze ile kaba işlenmesi esnasında oluşan
232
takım aşınmaları değerlendirilmiştir. Aşınmalar kesme kuvvetlerinin, kesme
parametrelerinin değişimine göre irdelenmiştir. Bu gruptaki çalışma şartları,
çalışmanın BOEING projesi kapsamında yürütülmesinden dolayı firma tarafından
belirlenen deneysel şartlar göz önünde bulundurularak değerlendirilmiştir. Ancak
firma tarafından belirtilen deneysel şartlar deneylerde kullanılan tezgahın dinamik
şartlarına uyarlanarak güncellenmiş ve optimum kesme şartlarına göre aşınma
deneyleri gerçekleştirilmiştir.
Tezgah dinamiği dikkate alınarak optimum kesme şartlarının tespit edilmesi için
geliştirilen bulanık mantık modelinin test aşamaları ve elde edilen sonuçlar bu
bölümde yer almıştır.
4.2.1. Tırlama Kararlıklık Bulanık Mantık Modeli Test Sonuçları Geliştirilen model aşınma testlerinde kullanılmadan önce Al7075 malzemesi
kullanılarak Mori Seiki işleme merkezinde yüksek hızlarda yapılan deneylerle test
edilmiştir. Test işlemine ait proses parametreleri tablo 4.4 verilmiştir. Karbür kablı
kesici takım ve tezgaha ait frekans tepki fonksiyonu ölçümleri X ve Y yönlerinde
değerlendirilmiştir, (Şekil 4.20). Bu grafiği elde etmek için çekiç testleri yapılarak,
kesici takıma X ve Y yönlerine uygulanan kuvvetler ve tepkiler, kuvvet uygulama
bölgesinin karşısında yeralan titreşim sensörü sayesinde frekans boyutunda
kaydedilmiştir. Kesici takım ve tezgah titreşimlerinin her iki yön için eşitlik (3.61) de
ifade edildiği gibi 2. dereceden diferansiyel denklem olmasından dolayı bu eşitliğinin
çözümünde iki kök mevcut olup birisi gerçek diğeri ise sanaldır. Deneysel ölçümle
bu titreşimler dinamik yapının frekans tepki fonksiyonu olarak tepsit edilmiştir. Ve
bu iki kökten oluşan iki yöndeki titreşimlerin Transfer Fonksiyonları (FRF) Şekil
4.20 de gösterilmiştir. Analitik olarak CutPro 7.0 yazılımı ile hesaplanan tezgah
dinamiğine bağlı kararlılık eğrisine göre test işleme koşulları tespit edilmiştir. Şekil
4.21 da test parametrelerinin analitik kararlık eğrisi üzerinden tespit edilmesi
gösterilmiştir.
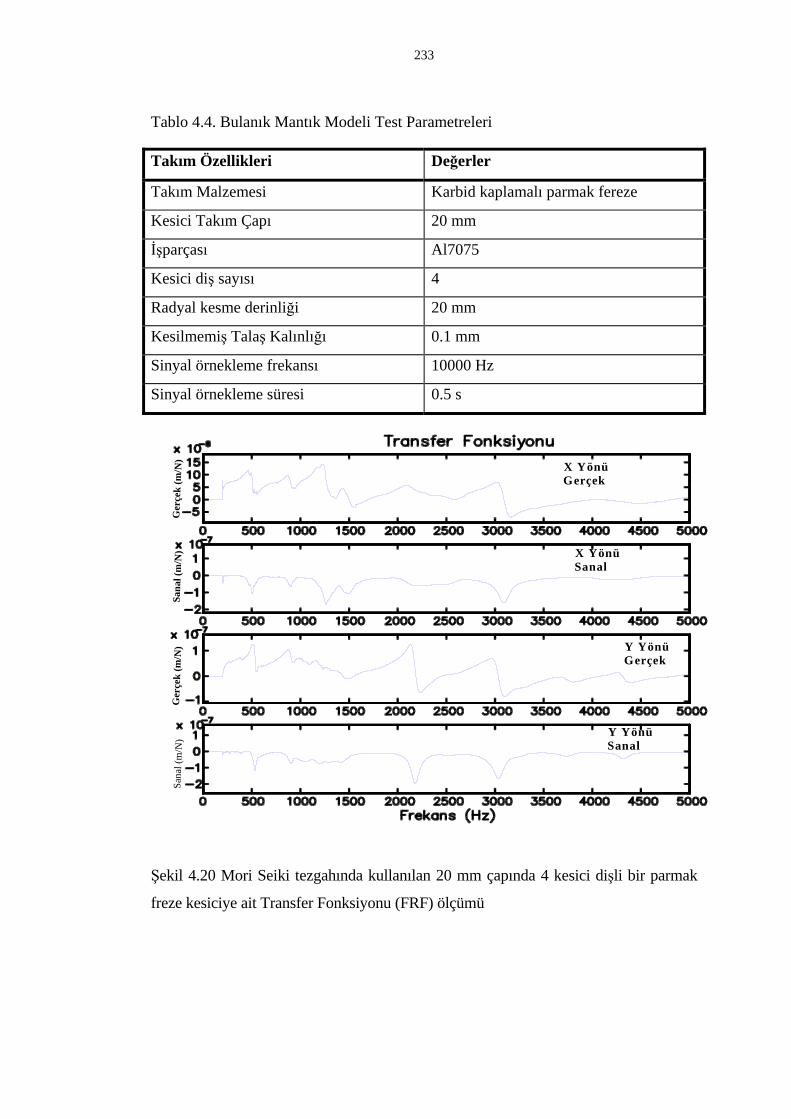
233
Tablo 4.4. Bulanık Mantık Modeli Test Parametreleri
Takım Özellikleri Değerler
Takım Malzemesi Karbid kaplamalı parmak fereze
Kesici Takım Çapı 20 mm
İşparçası Al7075
Kesici diş sayısı 4
Radyal kesme derinliği 20 mm
Kesilmemiş Talaş Kalınlığı 0.1 mm
Sinyal örnekleme frekansı 10000 Hz
Sinyal örnekleme süresi 0.5 s
Ger
çek
(m/N
)Sa
nal (
m/N
)Sa
nal (
m/N
)G
erçe
k (m
/N)
X Yönü Gerçek
X Yönü Sanal
Y Yönü Gerçek
Y Yönü Sanal
Şekil 4.20 Mori Seiki tezgahında kullanılan 20 mm çapında 4 kesici dişli bir parmak
freze kesiciye ait Transfer Fonksiyonu (FRF) ölçümü
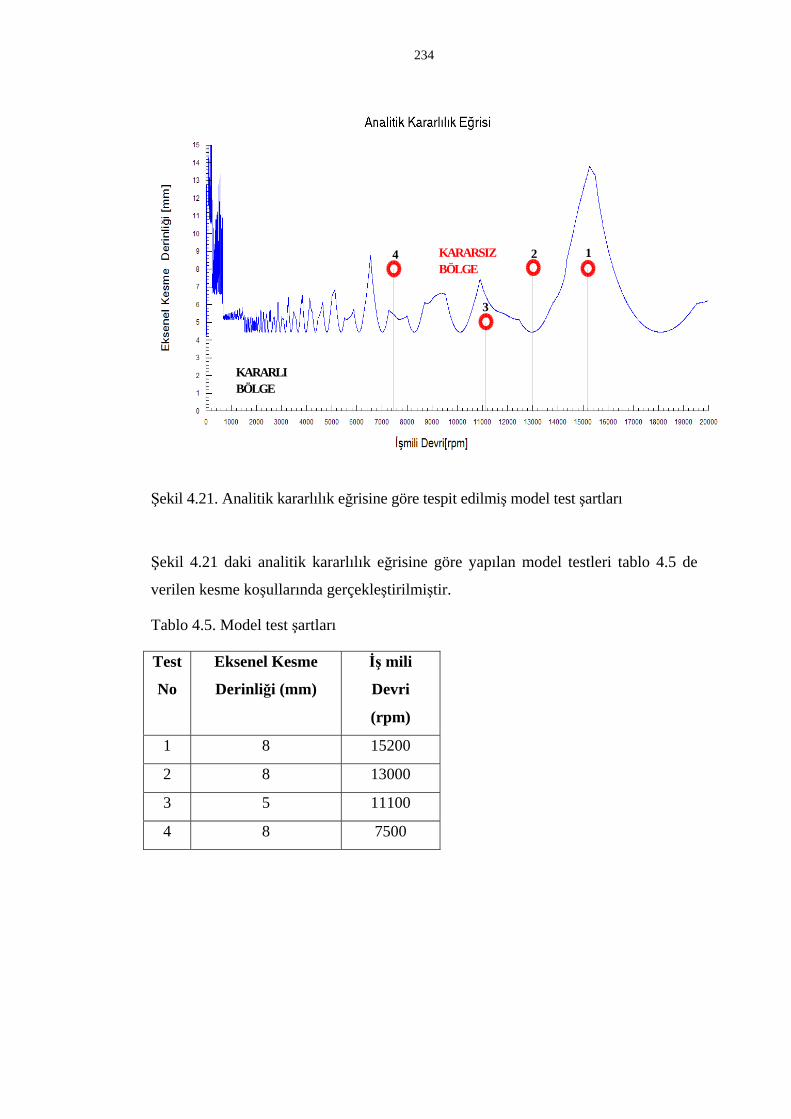
234
12
3
4
KARARLI BÖLGE
KARARSIZ BÖLGE
Şekil 4.21. Analitik kararlılık eğrisine göre tespit edilmiş model test şartları
Şekil 4.21 daki analitik kararlılık eğrisine göre yapılan model testleri tablo 4.5 de
verilen kesme koşullarında gerçekleştirilmiştir.
Tablo 4.5. Model test şartları
Test
No
Eksenel Kesme
Derinliği (mm)
İş mili
Devri
(rpm)
1 8 15200
2 8 13000
3 5 11100
4 8 7500
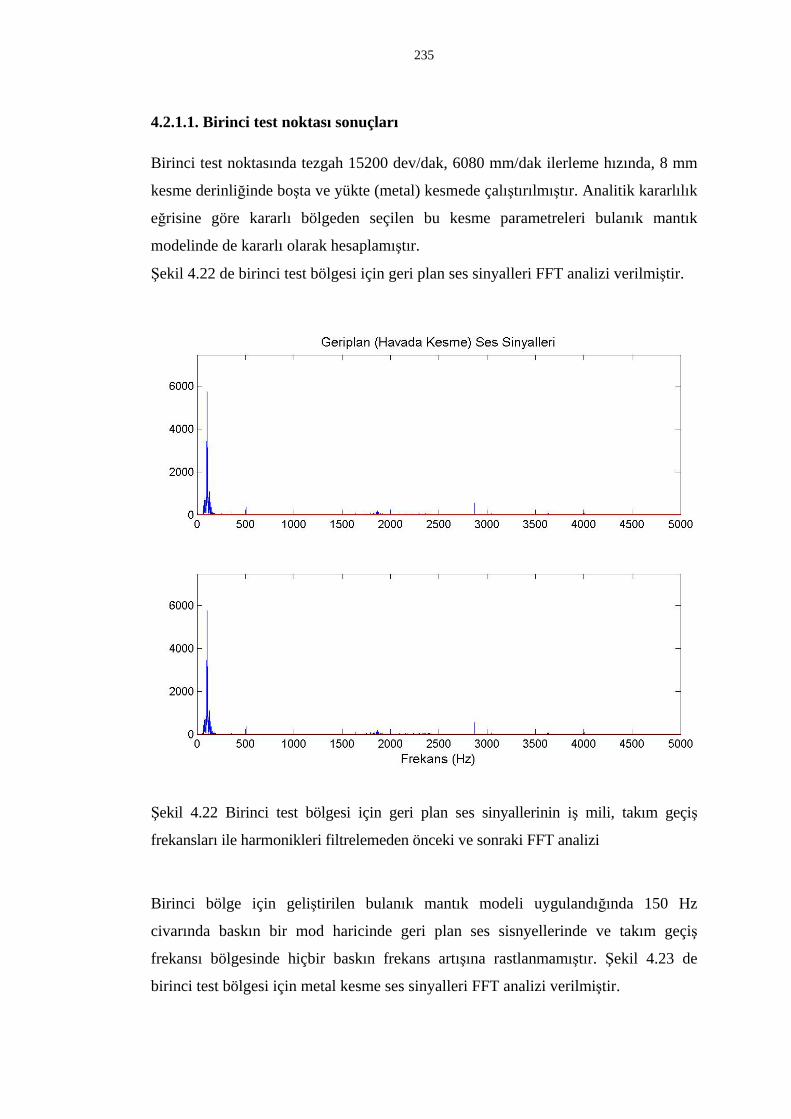
235
4.2.1.1. Birinci test noktası sonuçları Birinci test noktasında tezgah 15200 dev/dak, 6080 mm/dak ilerleme hızında, 8 mm
kesme derinliğinde boşta ve yükte (metal) kesmede çalıştırılmıştır. Analitik kararlılık
eğrisine göre kararlı bölgeden seçilen bu kesme parametreleri bulanık mantık
modelinde de kararlı olarak hesaplamıştır.
Şekil 4.22 de birinci test bölgesi için geri plan ses sinyalleri FFT analizi verilmiştir.
Şekil 4.22 Birinci test bölgesi için geri plan ses sinyallerinin iş mili, takım geçiş
frekansları ile harmonikleri filtrelemeden önceki ve sonraki FFT analizi
Birinci bölge için geliştirilen bulanık mantık modeli uygulandığında 150 Hz
civarında baskın bir mod haricinde geri plan ses sisnyellerinde ve takım geçiş
frekansı bölgesinde hiçbir baskın frekans artışına rastlanmamıştır. Şekil 4.23 de
birinci test bölgesi için metal kesme ses sinyalleri FFT analizi verilmiştir.
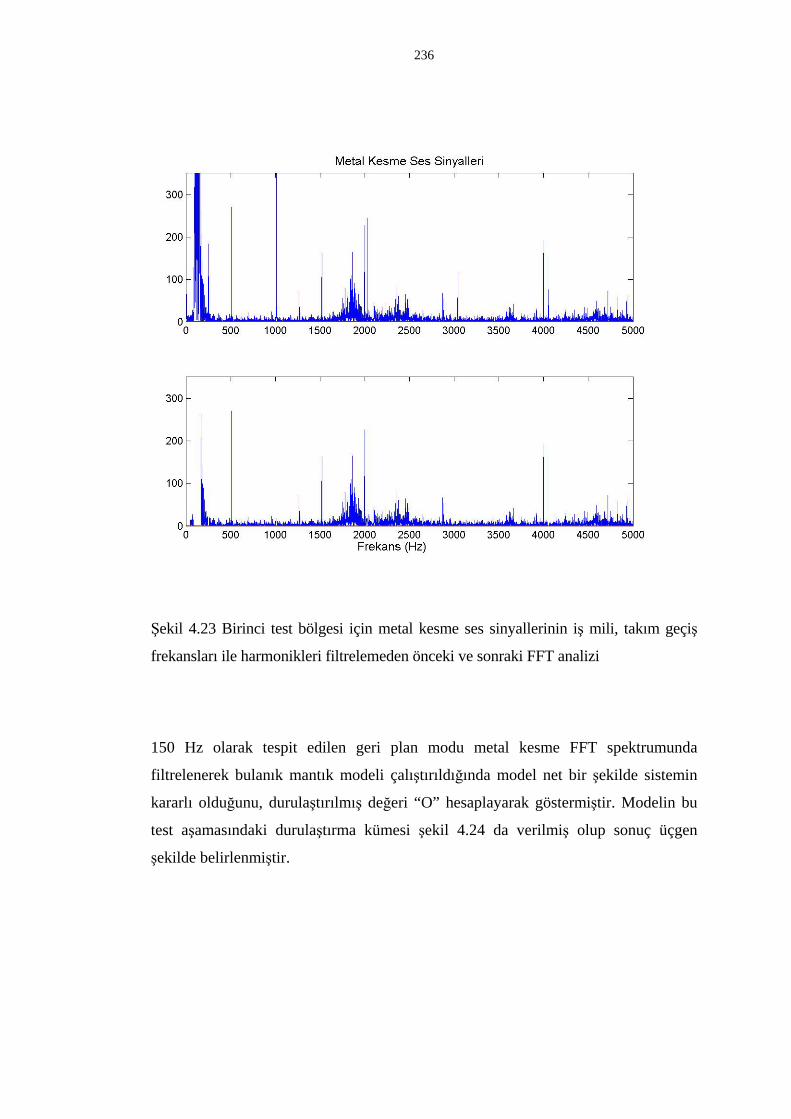
236
Şekil 4.23 Birinci test bölgesi için metal kesme ses sinyallerinin iş mili, takım geçiş
frekansları ile harmonikleri filtrelemeden önceki ve sonraki FFT analizi
150 Hz olarak tespit edilen geri plan modu metal kesme FFT spektrumunda
filtrelenerek bulanık mantık modeli çalıştırıldığında model net bir şekilde sistemin
kararlı olduğunu, durulaştırılmış değeri “O” hesaplayarak göstermiştir. Modelin bu
test aşamasındaki durulaştırma kümesi şekil 4.24 da verilmiş olup sonuç üçgen
şekilde belirlenmiştir.
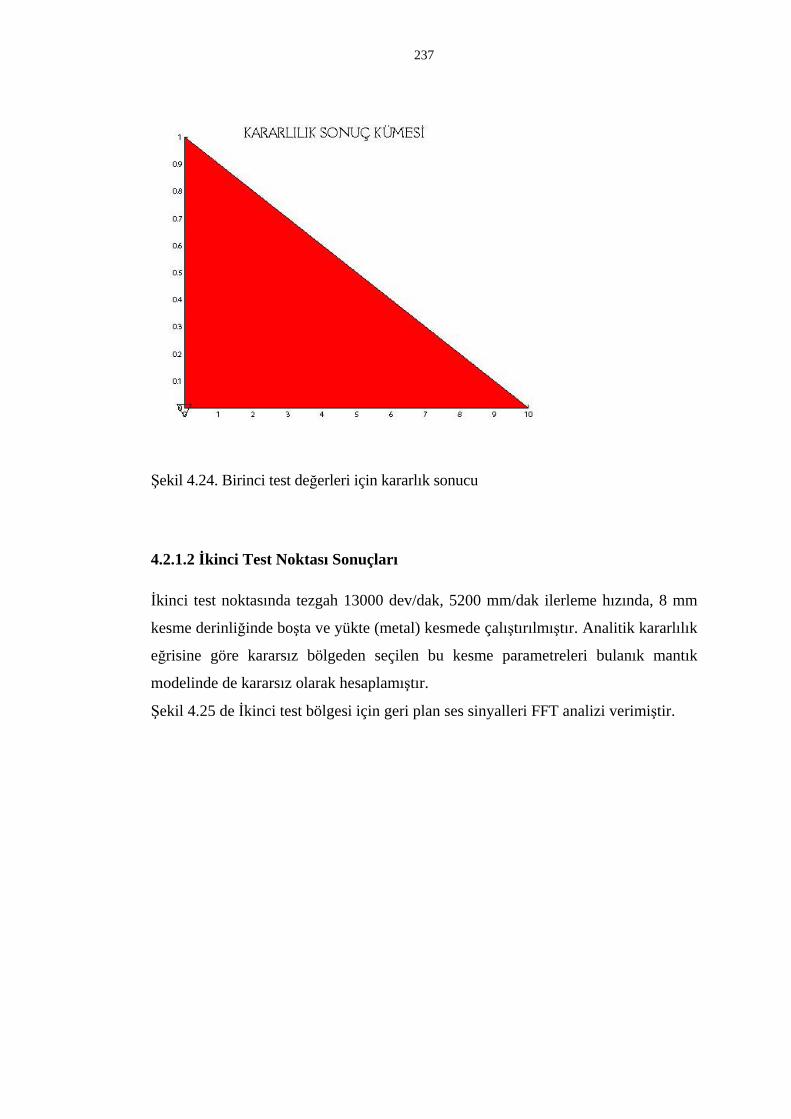
237
Şekil 4.24. Birinci test değerleri için kararlık sonucu
4.2.1.2 İkinci Test Noktası Sonuçları İkinci test noktasında tezgah 13000 dev/dak, 5200 mm/dak ilerleme hızında, 8 mm
kesme derinliğinde boşta ve yükte (metal) kesmede çalıştırılmıştır. Analitik kararlılık
eğrisine göre kararsız bölgeden seçilen bu kesme parametreleri bulanık mantık
modelinde de kararsız olarak hesaplamıştır.
Şekil 4.25 de İkinci test bölgesi için geri plan ses sinyalleri FFT analizi verimiştir.
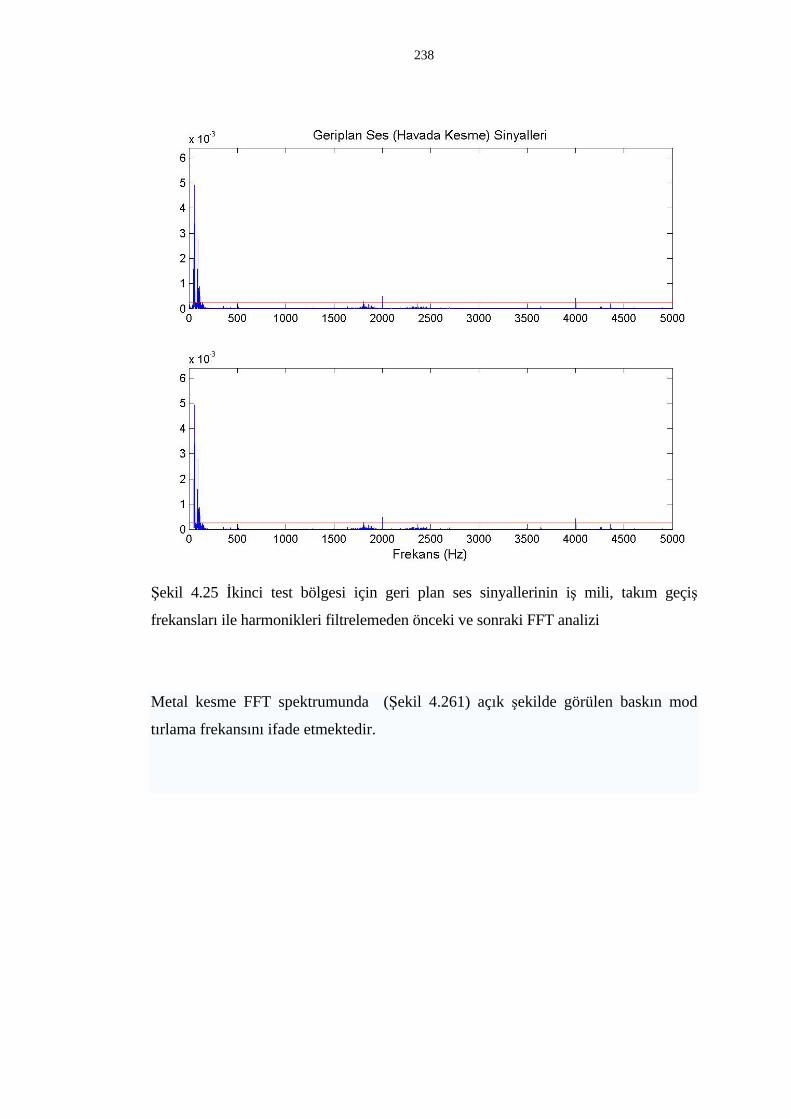
238
Şekil 4.25 İkinci test bölgesi için geri plan ses sinyallerinin iş mili, takım geçiş
frekansları ile harmonikleri filtrelemeden önceki ve sonraki FFT analizi
Metal kesme FFT spektrumunda (Şekil 4.261) açık şekilde görülen baskın mod
tırlama frekansını ifade etmektedir.
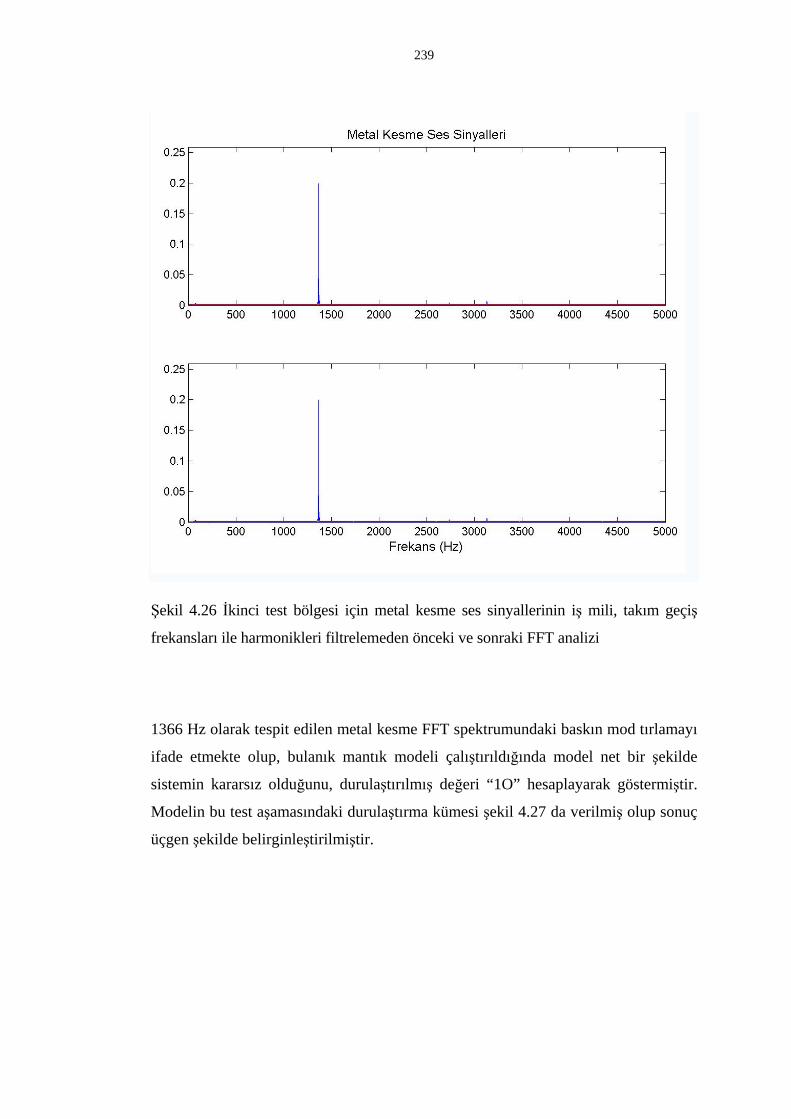
239
Şekil 4.26 İkinci test bölgesi için metal kesme ses sinyallerinin iş mili, takım geçiş
frekansları ile harmonikleri filtrelemeden önceki ve sonraki FFT analizi
1366 Hz olarak tespit edilen metal kesme FFT spektrumundaki baskın mod tırlamayı
ifade etmekte olup, bulanık mantık modeli çalıştırıldığında model net bir şekilde
sistemin kararsız olduğunu, durulaştırılmış değeri “1O” hesaplayarak göstermiştir.
Modelin bu test aşamasındaki durulaştırma kümesi şekil 4.27 da verilmiş olup sonuç
üçgen şekilde belirginleştirilmiştir.
240
Şekil 4.27. İkinci test değerleri için kararlık sonucu
4.2.1.3 Üçüncü Test Noktası Sonuçları Üçüncü test noktasında tezgah 11000 dev/dak, 5200 mm/dak ilerleme hızında, 5 mm
kesme derinliğinde boşta ve yükte (metal) kesmede çalıştırılmıştır. Analitik kararlılık
eğrisine göre kararlı bölgeden seçilen bu kesme parametreleri bulanık mantık
modelinde de kararlı olarak hesaplamıştır.
Şekil 4.28 de Üçüncü test bölgesi için geri plan ses sinyalleri FFT analizi verimiştir.
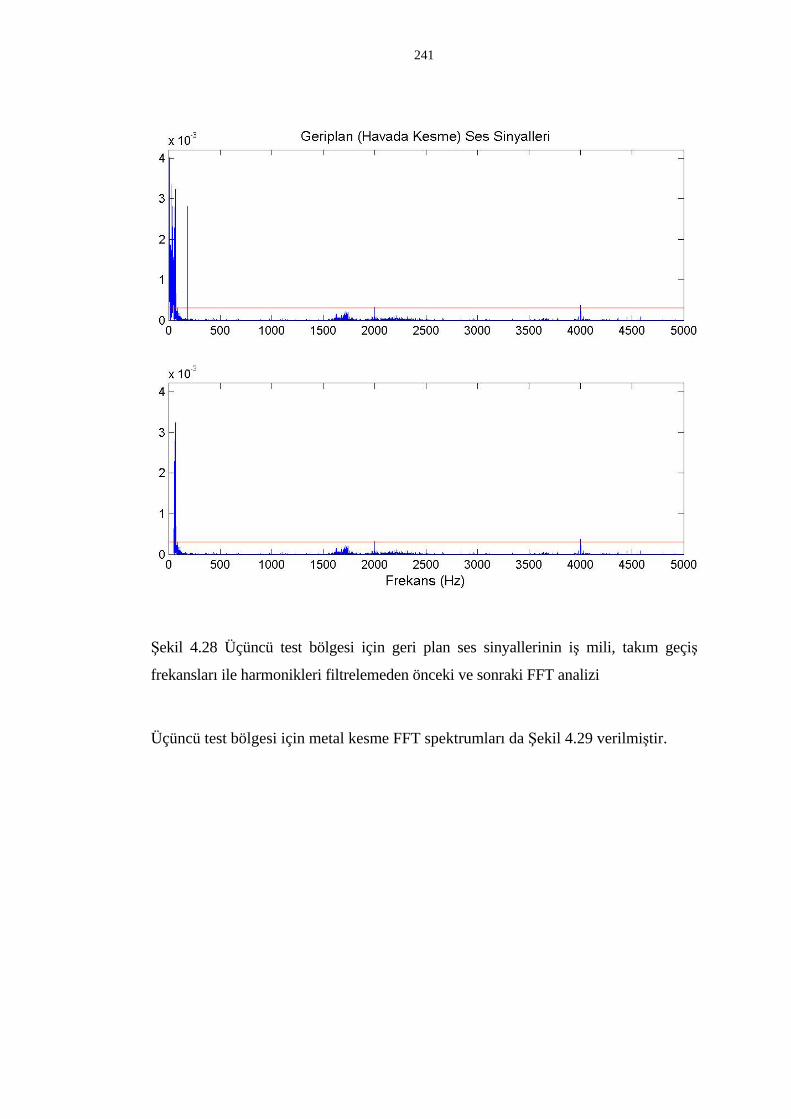
241
Şekil 4.28 Üçüncü test bölgesi için geri plan ses sinyallerinin iş mili, takım geçiş
frekansları ile harmonikleri filtrelemeden önceki ve sonraki FFT analizi
Üçüncü test bölgesi için metal kesme FFT spektrumları da Şekil 4.29 verilmiştir.
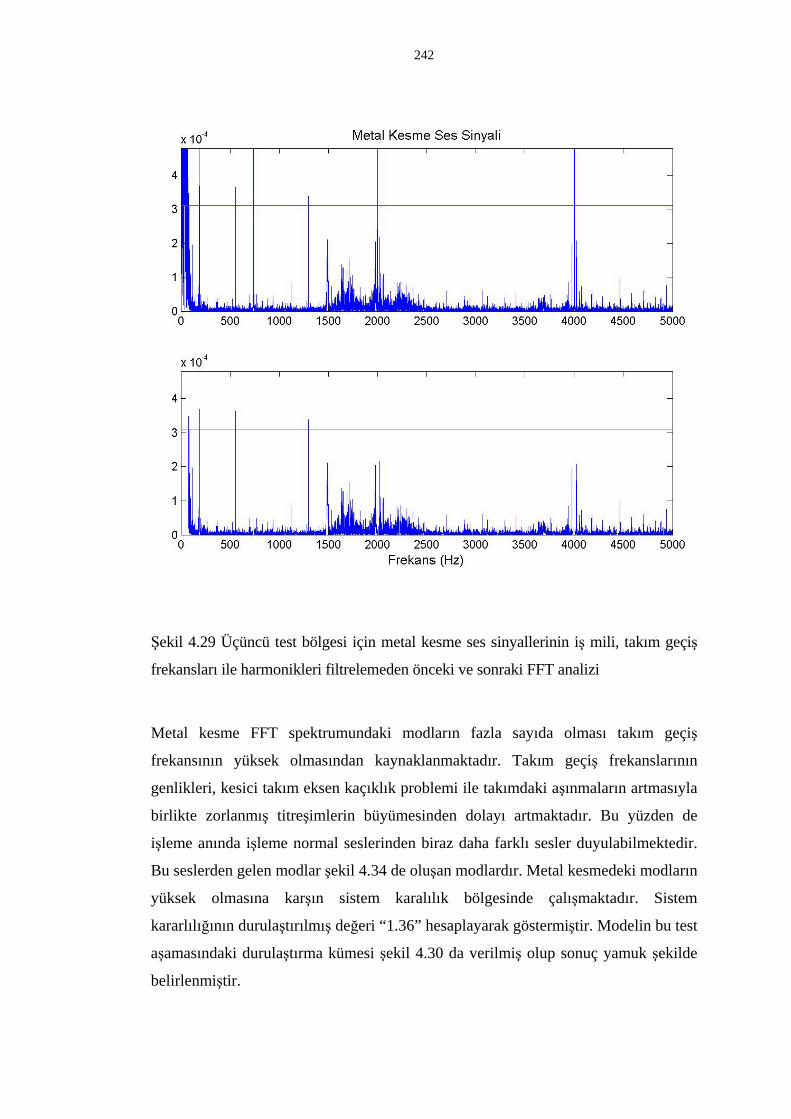
242
Şekil 4.29 Üçüncü test bölgesi için metal kesme ses sinyallerinin iş mili, takım geçiş
frekansları ile harmonikleri filtrelemeden önceki ve sonraki FFT analizi
Metal kesme FFT spektrumundaki modların fazla sayıda olması takım geçiş
frekansının yüksek olmasından kaynaklanmaktadır. Takım geçiş frekanslarının
genlikleri, kesici takım eksen kaçıklık problemi ile takımdaki aşınmaların artmasıyla
birlikte zorlanmış titreşimlerin büyümesinden dolayı artmaktadır. Bu yüzden de
işleme anında işleme normal seslerinden biraz daha farklı sesler duyulabilmektedir.
Bu seslerden gelen modlar şekil 4.34 de oluşan modlardır. Metal kesmedeki modların
yüksek olmasına karşın sistem karalılık bölgesinde çalışmaktadır. Sistem
kararlılığının durulaştırılmış değeri “1.36” hesaplayarak göstermiştir. Modelin bu test
aşamasındaki durulaştırma kümesi şekil 4.30 da verilmiş olup sonuç yamuk şekilde
belirlenmiştir.
243
Şekil 4.30. Üçüncü test değerleri için kararlılık sonucu
4.2.1.4 Dördüncü Test Noktası Sonuçları Dördüncü test noktasında tezgah 75000 dev/dak, 3000 mm/dak ilerleme hızında, 8
mm kesme derinliğinde boşta ve yükte (metal) kesmede çalıştırılmıştır. Analitik
kararlılık eğrisine göre kararsız bölgeden seçilen bu kesme parametreleri bulanık
mantık modelinde de kararsız olarak hesaplamıştır.
Şekil 4.31 de Dördüncü test bölgesi için geri plan ses sinyalleri FFT analizi
verimiştir.
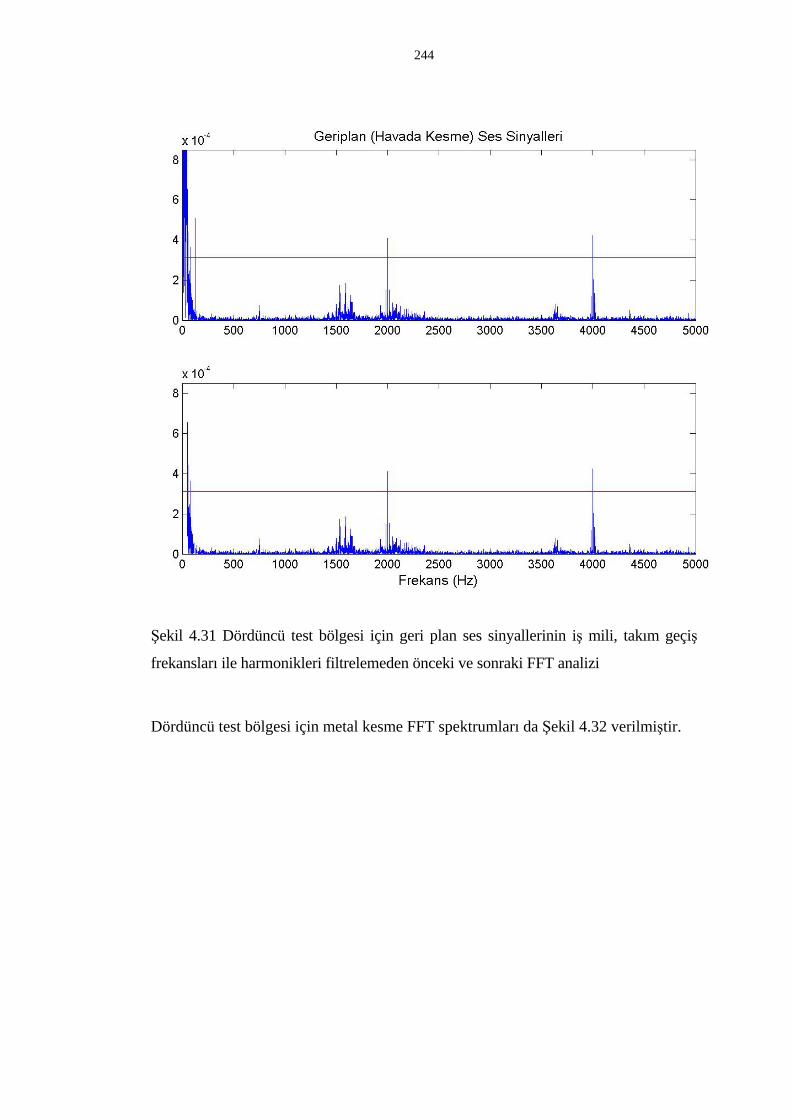
244
Şekil 4.31 Dördüncü test bölgesi için geri plan ses sinyallerinin iş mili, takım geçiş
frekansları ile harmonikleri filtrelemeden önceki ve sonraki FFT analizi
Dördüncü test bölgesi için metal kesme FFT spektrumları da Şekil 4.32 verilmiştir.
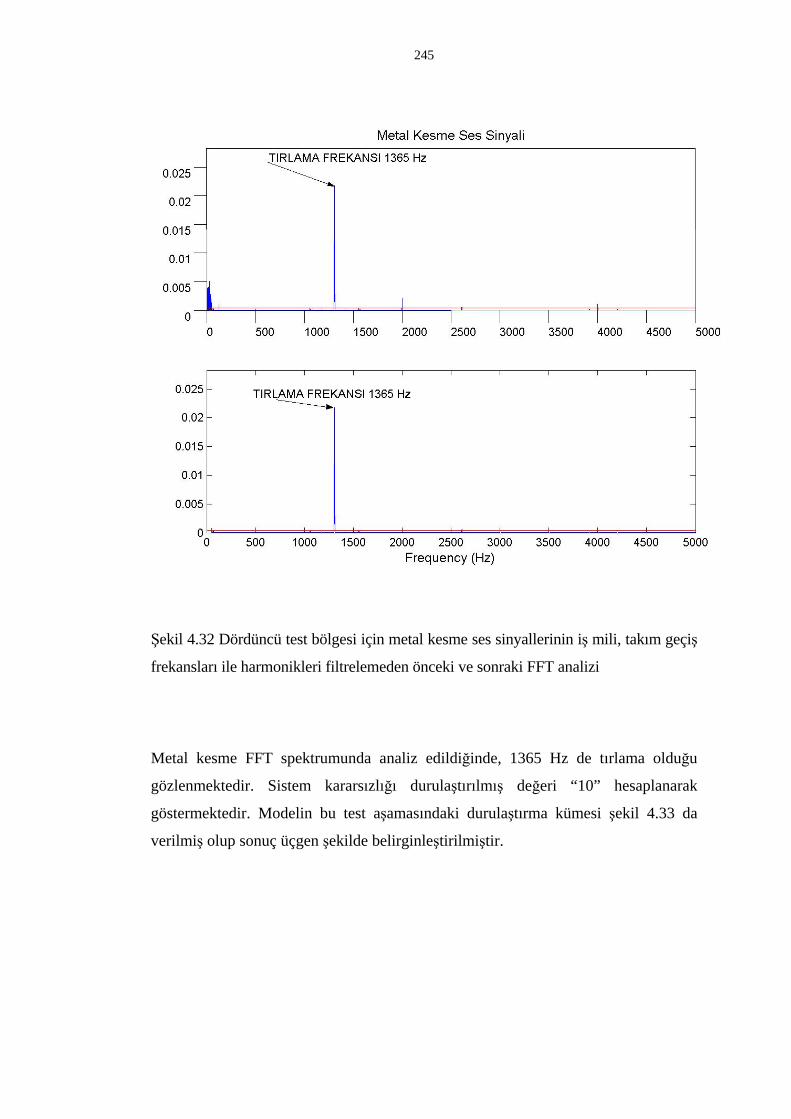
245
Şekil 4.32 Dördüncü test bölgesi için metal kesme ses sinyallerinin iş mili, takım geçiş
frekansları ile harmonikleri filtrelemeden önceki ve sonraki FFT analizi
Metal kesme FFT spektrumunda analiz edildiğinde, 1365 Hz de tırlama olduğu
gözlenmektedir. Sistem kararsızlığı durulaştırılmış değeri “10” hesaplanarak
göstermektedir. Modelin bu test aşamasındaki durulaştırma kümesi şekil 4.33 da
verilmiş olup sonuç üçgen şekilde belirginleştirilmiştir.
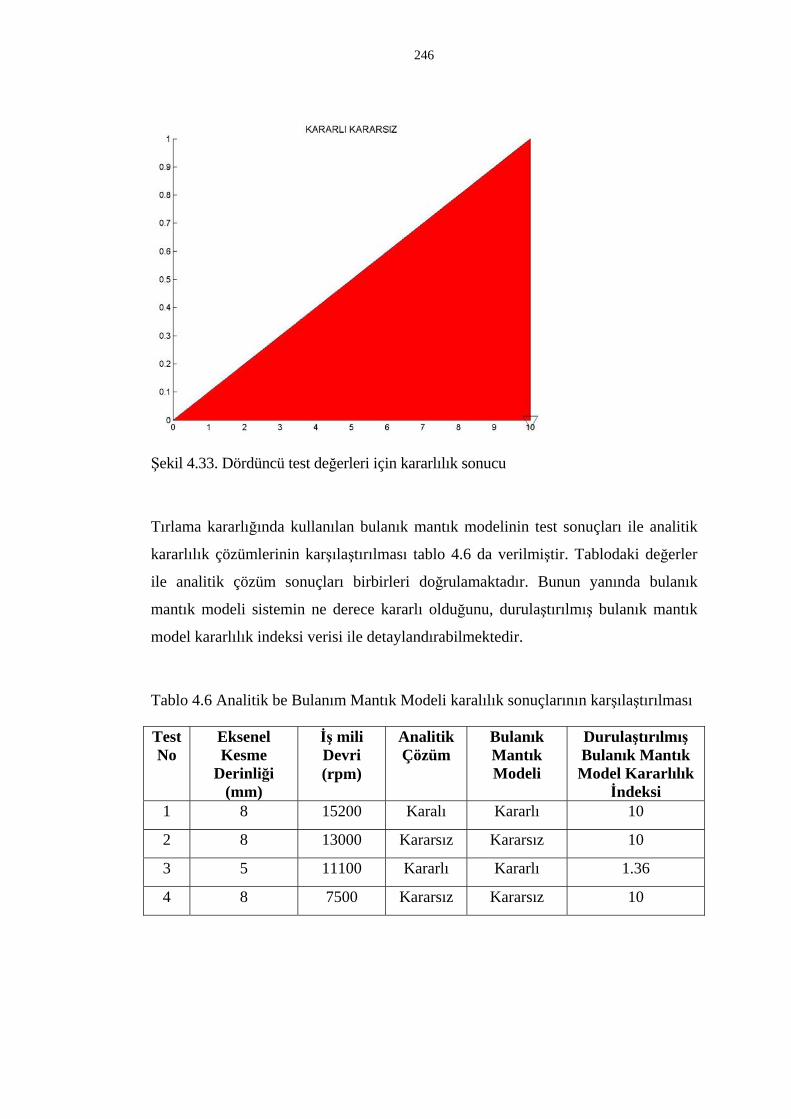
246
Şekil 4.33. Dördüncü test değerleri için kararlılık sonucu
Tırlama kararlığında kullanılan bulanık mantık modelinin test sonuçları ile analitik
kararlılık çözümlerinin karşılaştırılması tablo 4.6 da verilmiştir. Tablodaki değerler
ile analitik çözüm sonuçları birbirleri doğrulamaktadır. Bunun yanında bulanık
mantık modeli sistemin ne derece kararlı olduğunu, durulaştırılmış bulanık mantık
model kararlılık indeksi verisi ile detaylandırabilmektedir.
Tablo 4.6 Analitik be Bulanım Mantık Modeli karalılık sonuçlarının karşılaştırılması
Test No
Eksenel Kesme
Derinliği (mm)
İş mili Devri (rpm)
Analitik Çözüm
Bulanık Mantık Modeli
Durulaştırılmış Bulanık Mantık Model Kararlılık
İndeksi 1 8 15200 Karalı Kararlı 10
2 8 13000 Kararsız Kararsız 10
3 5 11100 Kararlı Kararlı 1.36
4 8 7500 Kararsız Kararsız 10
247
4.2.1.5. Maksimum Produktiviteye Sahip Optimum Kesme Bölgesi Seçme Modeli Testi Frezeleme dinamik problemleri dikkate alınarak en yüksek iş mili devrinde
maksimum produktiviteyi verecek kesme derinliği ve iş mili devrinin tayini için
geliştirilen model üç farklı maksimum iş mili verisine göre test edilmiştir. Test
verilerinde kullanılan iş mili devirleri tablo 4.7 da verilmiştir.
Tablo 4.7. Maksimum iş mili devrine göre optimum karalı bölge test devirleri
MODEL
No:
Test Devri (rpm)
I. Model 12000
II. Model 17000
III. Model 27000
Tablo 4.7 da yer alan verilen modelde test edildiğinden çıkan sonuçlar şekil 4.34 da
verilmiştir.
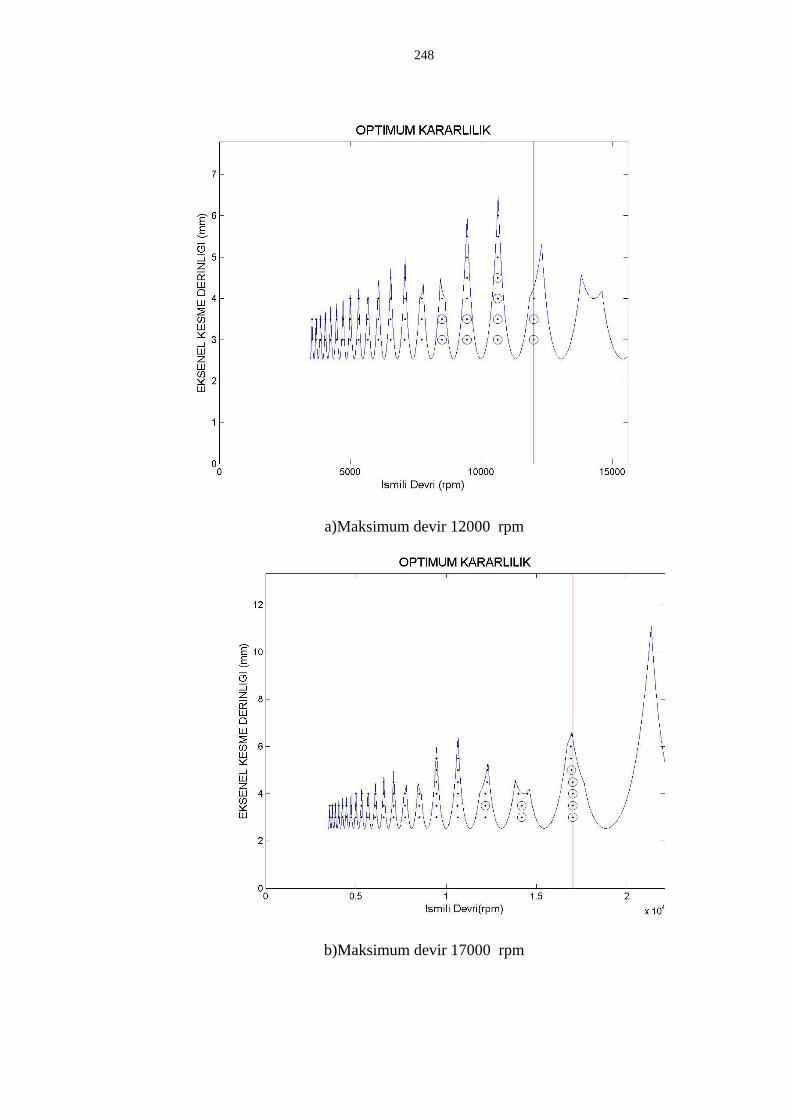
248
a)Maksimum devir 12000 rpm
b)Maksimum devir 17000 rpm
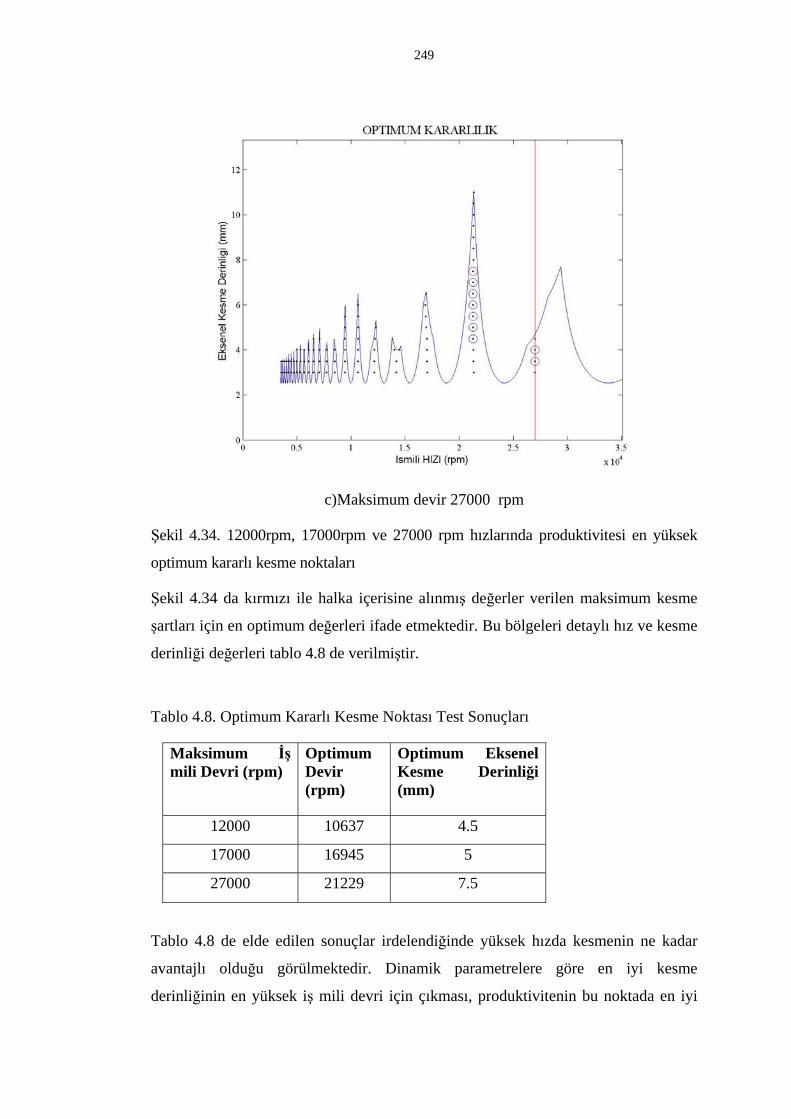
249
c)Maksimum devir 27000 rpm
Şekil 4.34. 12000rpm, 17000rpm ve 27000 rpm hızlarında produktivitesi en yüksek
optimum kararlı kesme noktaları
Şekil 4.34 da kırmızı ile halka içerisine alınmış değerler verilen maksimum kesme
şartları için en optimum değerleri ifade etmektedir. Bu bölgeleri detaylı hız ve kesme
derinliği değerleri tablo 4.8 de verilmiştir.
Tablo 4.8. Optimum Kararlı Kesme Noktası Test Sonuçları
Maksimum İş mili Devri (rpm)
Optimum Devir (rpm)
Optimum Eksenel Kesme Derinliği (mm)
12000 10637 4.5
17000 16945 5
27000 21229 7.5
Tablo 4.8 de elde edilen sonuçlar irdelendiğinde yüksek hızda kesmenin ne kadar
avantajlı olduğu görülmektedir. Dinamik parametrelere göre en iyi kesme
derinliğinin en yüksek iş mili devri için çıkması, produktivitenin bu noktada en iyi
250
olduğunu göstermektedir. Ancak bu sınırlar çalışmada kullanılacak tezgahın
özellikleri ve işleme stratejisi ile değişiklik arz edebilir. Bu model işletme şartlarında
dinamik parametrelere göre optimum kesme bölgesini tayin etmede pratik olarak
kullanılabimesi sağlayabilmektedir.
4.2.2. AISI 4340M Çeliğinin Optimum Şartlarda Frezelenmesi ve Takım Aşınması Testleri
İkinci grup deneysel çalışma içerisinde yer alan AISI 4340M çeliğinin
frezelenmesindeki takım aşınması testleri ve sonuçları bu bölümde
değerlendirilecektir.
Takım aşınması deneylerinde kesme parametreleri genellikle takım üreticisi
tarafından tavsiye edilen kesme hızları, ilerleme ve kesme derinliği bilgileri ışığında
gerçekleştirilmektedir. Ancak çalışmanın daha önceki bölümlerinde de söz konusu
olduğu gibi tezgah dinamik faktörleri ve titreşim karakteristiği takımdaki aşınmaya
doğrudan etkileyen önemli bir faktörler olduğundan, göz ardı edilememelidir. Eğer
katalog verilerine göre belirlenen kesme şartları optimum değerler içermiyorsa,
testler kimi zaman kararsız bölgelerde yapılacağından doğru sonuçlar vermeyebilir.
Bu da deneylerin uzamasını ve daha fazla maliyete yol açmaktadır.
BOEİNG firması projesi kapsamında yapılan takım aşınma testlerinde firma
tarafından istenen işleme parametreleri, testlerin yapılacağı tezgahın dinamik
faktörlerine göre yeniden belirlenerek, deneyler istenen değerlere yakın optimum
kararlılık bölgelerinde gerçekleştirilmiştir.
4.2.2.1 AISI 4340M Çeliğinin İşleme şartlarının belirlenmesi
Kesme derinliklerinin bulanık mantık modeli ile tespit edildiği deney parametlerinde
iş mili devri ve ilerlemenin aşınmaya olan etkilerini incelmek amacı ile kesme
deneyleri iki farklı katagoride gerçekleştirilmiştir Birincisi; sabit iş mili hızında,
ilerleme ve radyal kesme derinliğini değiştirerek yapılan deneylerdir. İkincisi ise;
sabit ilerleme hızında, iş mili ile radyal kesme derinliğini değiştirerek yapılan
deneylerdir. Her iki katagoride optimum kesme derinlikleri, bulanık mantık kararlılık
251
tespit modeli kullanılarak tespit edilmiştir. Firma tarafından önceden yapılması
istenilen kesme parametreleri ile model yardımı ile belirlenen kararlı bölgedeki
optimum kesme parametreleri tablo 4.9 de verilmiştir.
İkinci grup deneysel çalışma içerisinde yer alan AISI 4340M çeliğinin
frezelenmesindeki takım aşınması testleri ve sonuçları bu bölümde
değerlendirilecektir.
Takım aşınması deneylerinde kesme parametreleri genellikle takım üreticisinin
tarafından verilen bilgiler ışığında gerçekleştirilir. Ancak çalışmanın daha önceki
bölümlerinde de söz konusu olduğu gibi tezgah dinamik hataları aşınmaya doğrudan
etkileyen önemli bir faktör olduğundan göz ardı edilemez. Eğer katalog verilerine
göre belirlenen kesme şartları optimum değerler içermiyorsa testler kimi zaman
kararsız bölgelerde yapılacağından doğru sonuçlar vermeyebilir. Buda deneylerin
uzamasını ve daha fazla maliyet yükü getirir.
BOEİNG firması projesi kapsamında yapılan takım aşınma testleri firma tarafından
istenen işleme parametreleri, testlerin yapılacağı tezgahın dinamik faktörlerine göre
yeniden belirlenerek istenen değerlere yakın optimum kararlılık bölgelerinde
gerçekleştirilmiştir.
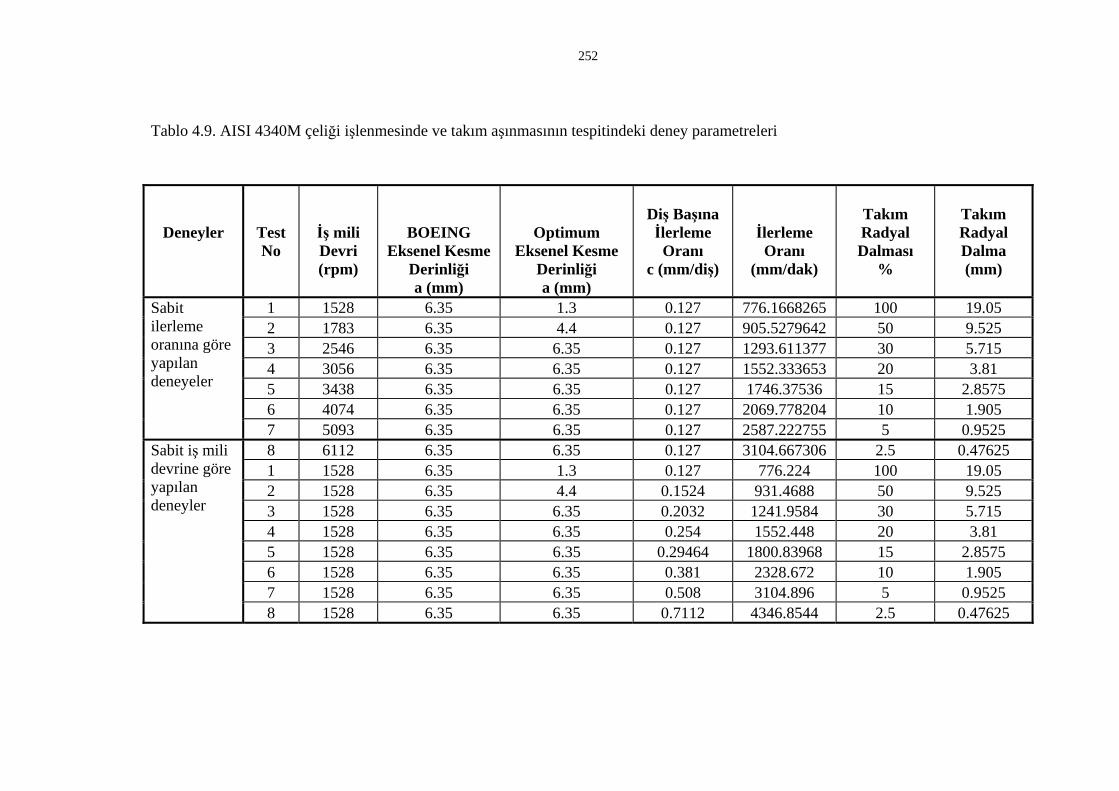
252
Tablo 4.9. AISI 4340M çeliği işlenmesinde ve takım aşınmasının tespitindeki deney parametreleri
Deneyler
Test No
İş mili Devri (rpm)
BOEING Eksenel Kesme
Derinliği a (mm)
Optimum Eksenel Kesme
Derinliği a (mm)
Diş Başına İlerleme Oranı
c (mm/diş)
İlerleme Oranı
(mm/dak)
Takım Radyal Dalması
%
Takım Radyal Dalma (mm)
1 1528 6.35 1.3 0.127 776.1668265 100 19.05 2 1783 6.35 4.4 0.127 905.5279642 50 9.525 3 2546 6.35 6.35 0.127 1293.611377 30 5.715 4 3056 6.35 6.35 0.127 1552.333653 20 3.81 5 3438 6.35 6.35 0.127 1746.37536 15 2.8575 6 4074 6.35 6.35 0.127 2069.778204 10 1.905
Sabit ilerleme oranına göre yapılan deneyeler
7 5093 6.35 6.35 0.127 2587.222755 5 0.9525 8 6112 6.35 6.35 0.127 3104.667306 2.5 0.47625 1 1528 6.35 1.3 0.127 776.224 100 19.05 2 1528 6.35 4.4 0.1524 931.4688 50 9.525 3 1528 6.35 6.35 0.2032 1241.9584 30 5.715 4 1528 6.35 6.35 0.254 1552.448 20 3.81 5 1528 6.35 6.35 0.29464 1800.83968 15 2.8575 6 1528 6.35 6.35 0.381 2328.672 10 1.905 7 1528 6.35 6.35 0.508 3104.896 5 0.9525
Sabit iş mili devrine göre yapılan deneyler
8 1528 6.35 6.35 0.7112 4346.8544 2.5 0.47625
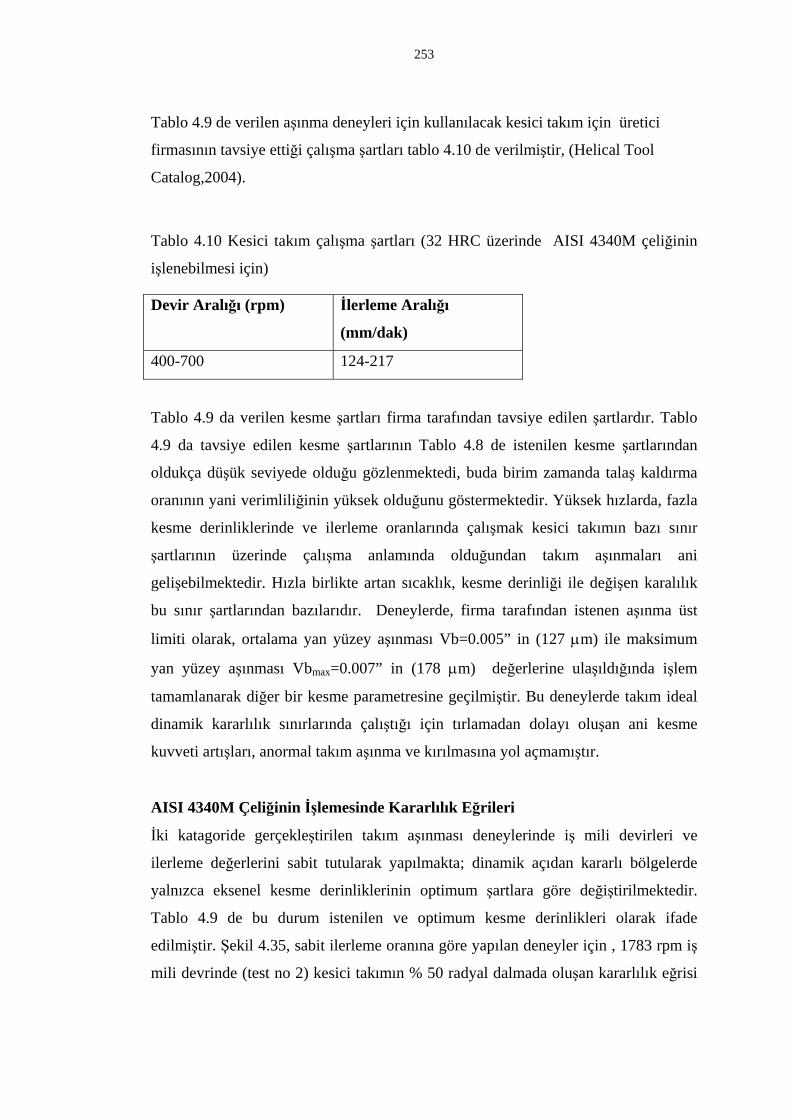
253
Tablo 4.9 de verilen aşınma deneyleri için kullanılacak kesici takım için üretici
firmasının tavsiye ettiği çalışma şartları tablo 4.10 de verilmiştir, (Helical Tool
Catalog,2004).
Tablo 4.10 Kesici takım çalışma şartları (32 HRC üzerinde AISI 4340M çeliğinin
işlenebilmesi için)
Devir Aralığı (rpm) İlerleme Aralığı
(mm/dak)
400-700 124-217
Tablo 4.9 da verilen kesme şartları firma tarafından tavsiye edilen şartlardır. Tablo
4.9 da tavsiye edilen kesme şartlarının Tablo 4.8 de istenilen kesme şartlarından
oldukça düşük seviyede olduğu gözlenmektedi, buda birim zamanda talaş kaldırma
oranının yani verimliliğinin yüksek olduğunu göstermektedir. Yüksek hızlarda, fazla
kesme derinliklerinde ve ilerleme oranlarında çalışmak kesici takımın bazı sınır
şartlarının üzerinde çalışma anlamında olduğundan takım aşınmaları ani
gelişebilmektedir. Hızla birlikte artan sıcaklık, kesme derinliği ile değişen karalılık
bu sınır şartlarından bazılarıdır. Deneylerde, firma tarafından istenen aşınma üst
limiti olarak, ortalama yan yüzey aşınması Vb=0.005” in (127 µm) ile maksimum
yan yüzey aşınması Vbmax=0.007” in (178 µm) değerlerine ulaşıldığında işlem
tamamlanarak diğer bir kesme parametresine geçilmiştir. Bu deneylerde takım ideal
dinamik kararlılık sınırlarında çalıştığı için tırlamadan dolayı oluşan ani kesme
kuvveti artışları, anormal takım aşınma ve kırılmasına yol açmamıştır.
AISI 4340M Çeliğinin İşlemesinde Kararlılık Eğrileri
İki katagoride gerçekleştirilen takım aşınması deneylerinde iş mili devirleri ve
ilerleme değerlerini sabit tutularak yapılmakta; dinamik açıdan kararlı bölgelerde
yalnızca eksenel kesme derinliklerinin optimum şartlara göre değiştirilmektedir.
Tablo 4.9 de bu durum istenilen ve optimum kesme derinlikleri olarak ifade
edilmiştir. Şekil 4.35, sabit ilerleme oranına göre yapılan deneyler için , 1783 rpm iş
mili devrinde (test no 2) kesici takımın % 50 radyal dalmada oluşan kararlılık eğrisi
254
verilmektedir.
Şekil 4.35 1783 rpm için %50 kesici takım dalma koşullarında kararlılık eğrisine göre
tespit edilen optimum kesme derinliği.
Tablo 4.9 de verilen değerler ile Şekil 4.35 da elde edilen kesme derinlikleri
karşılaştırıldığında firma tarafından istenilen kesme derinlikleri, tırlamaya sebeb olan
karasız bölgeden olup 6.35 mm dir. Bunun yanında aynı işmli devri için bulanık
mantık modeli ile tespit edilen optimum kesme derinliği 4.4mm olarak tespit
edilmektedir. Deneyler 1783 rpm devir, 0.127 mm/diş, %50 kesici takım dalma
koşulları için karalılık eğirsi verilene göre karasız bir noktada olan 6.35 mm kesme
derinliğinde değil de 4.4 mm kesme derinliğinde yapılarak kararlı kesme bölgesi
tercih edilmiştir. Bu işlem diğer 16 test aşaması için tespit edilmiş ve deneylerin
kararlılığı sağlanmıştır.
4.2.2.2. AISI 4340M Çeliğinin İşlenmesinde Kesme Kuvvetlerinin Analizi
Üç eksenli, Kistler Marka, 9257B model, dinamometre yardımı ile her test aşamasında
kaydedilen kesme kuvvetlerinin analizi zaman boyutunda ve frekans boyutunda
255
incelenmiştir.
Kesici takımdaki aşınmaların artması ile uç geometrisinin değişmesi kesme
kuvvetlerinin artmasına sebeb olmaktadır. Bu testlerde kesici takımın ilerleme yönü X
ekseni boyunca olduğu için kesme kuvvetleri en yüksek ilerleme yönünde oluşmuştur.
Normal yöndeki kesme kuvvetleri de zamana bağlı olarak X ekseninde olduğu gibi
artış göstermiştir. Kesme işleminin iki boyutta olması ve kesici takımın Z yönünde
hareket etmemesinden dolayı; eksenel Z yönünde oluşan kesme kuvvetlerinde önemli
bir değişiklik gözlenmemiştir.
Takım Aşınmasındaki Kesme Kuvvetlerinin Zaman Boyutunda Analizi
Her test aşaması için kesme kuvvetleri ve ses sinyalleri toplam kesme süresince
tamamen bilgisayara kaydedilmiştir. Kesici takımların eksen kaçıklık ölçümleri her
testen önce ölçülüp kritik değer olan 20 µm altında olup olmadıkları kontrol edilerek,
yapılan kesme kuvveti ölçümlerinde hataların oluşmamasına dikkat edilmiştir. Bu
durum 100 ms süre için kesici takımın keskin iken ve kesici takımında Vb=130 µm
ortalama yan yüzey aşınması oluşmuş iken ölçülen kesme kuvvetlerindeki değişim
Şekil 4.41’de gösterilmektedir. Burada her bir kesici dişe gelen kuvvetin fazla sapma
yapmadığı anlaşılmaktadır. Eğer kesici dişler bir eksenden belirgin olarak kaçmış
olsaydı kesme kuvvetleri farklılık gösterecekti. Ancak Şekil 4.36’de verilen kesme
kuvveti değerlerinde özellikle zamana bağlı olarak, ortalama kesme kuvvetinin Fx
ilerleme yönünde ve Fy normal yönde arttığı gözlenmektedir. Yine aynı grafikte
eksenel yönde oluşan ortalama Fz kuvvetinde önemli bir değişiklik görülmemektedir.
Test içerisinde yer alan bazı şartlara ait ortalama Fx kesme kuvvetlerinin zamana
göre değişimi şekil 4.37 de verilmiştir. Şekil 4.37 de kesme hızı ve eksenel kesme
derinliği sabit tutularak; ilerleme ile kesme kuvvetlerinin % radyal dalmaya göre
zamanla değişimi incelenmiştir. Şekil 4.37 de ortalama kesme kuvvetlerinin, takımın
radyal dalmasının düşmesi ile düştüğü, ancak takım aşınmasının artması ile zamana
göre arttığı açık bir şekilde görülmektedir. Fy normal yönünde oluşan kesme
kuvvetlerinin zamana bağlı değişimi de Şekil 4.38 de verilmiştir. Bu grafikte Fy
kesme kuvvetleri dinamometrenin kesme yönüne ters işleme yapıldığı için
piezoelektrik sensörler negatif yönde sinyal ürettiklerinden ölçülen değerlerde
256
negatif olarak kaydedilmiştir. Ancak yinede Fy normal yönündeki kesme kuvvetleri
arttıkça kesici takımın aşınmasının da arttığı gözlenmektedir.
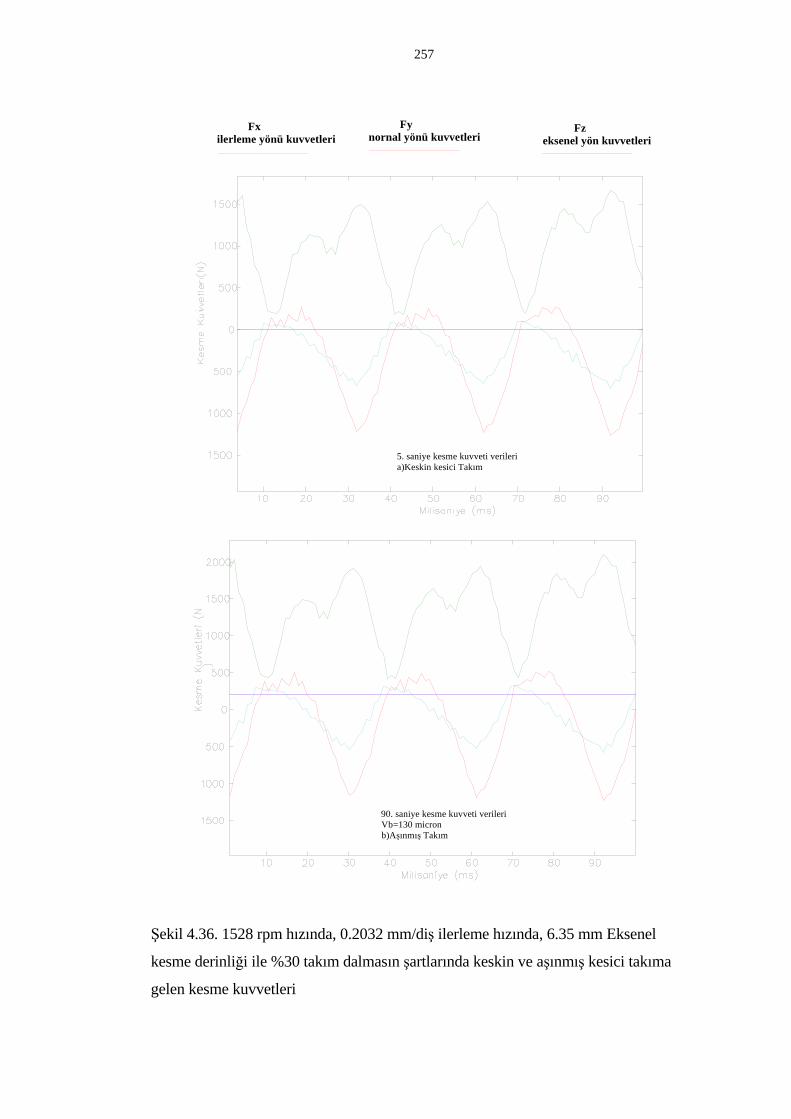
257
90. saniye kesme kuvveti verileriVb=130 micron b)Aşınmış Takım
5. saniye kesme kuvveti verileria)Keskin kesici Takım
Fx ilerleme yönü kuvvetleri
Fy nornal yönü kuvvetleri
Fz eksenel yön kuvvetleri
Şekil 4.36. 1528 rpm hızında, 0.2032 mm/diş ilerleme hızında, 6.35 mm Eksenel
kesme derinliği ile %30 takım dalmasın şartlarında keskin ve aşınmış kesici takıma
gelen kesme kuvvetleri
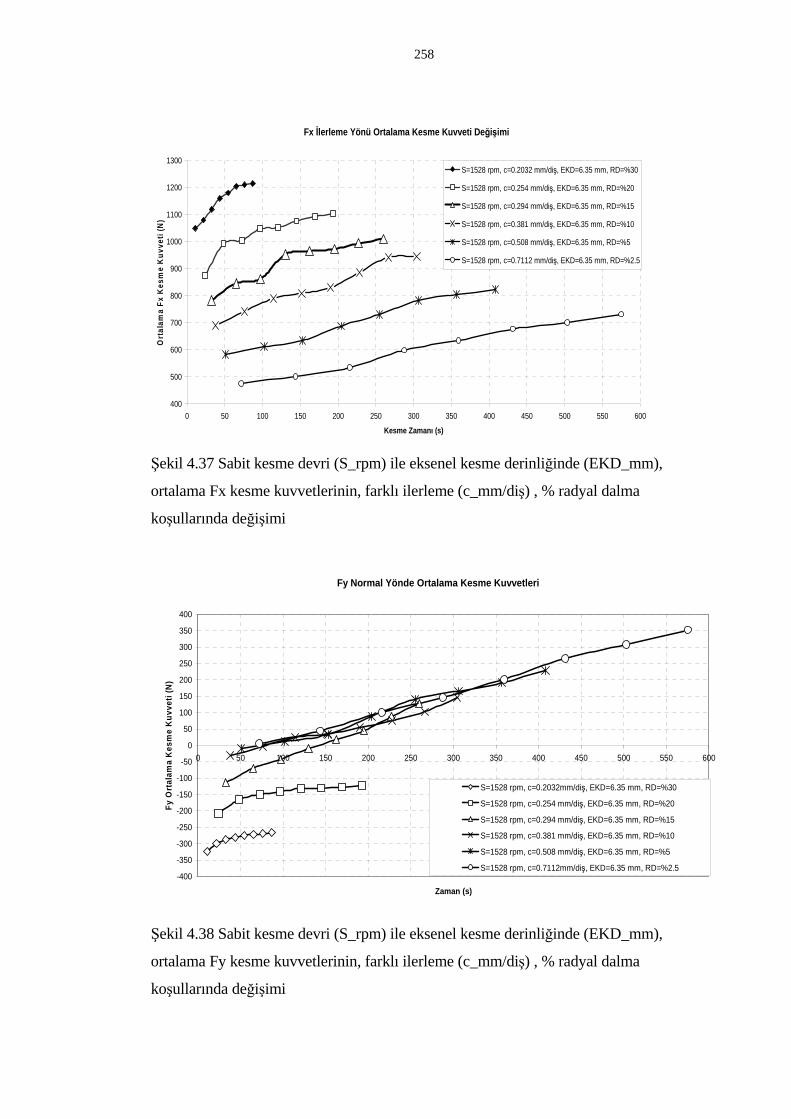
258
Fx İlerleme Yönü Ortalama Kesme Kuvveti Değişimi
400
500
600
700
800
900
1000
1100
1200
1300
0 50 100 150 200 250 300 350 400 450 500 550 600
Kesme Zamanı (s)
Ort
alam
a Fx
Kes
me
Kuv
veti
(N)
S=1528 rpm, c=0.2032 mm/diş, EKD=6.35 mm, RD=%30
S=1528 rpm, c=0.254 mm/diş, EKD=6.35 mm, RD=%20
S=1528 rpm, c=0.294 mm/diş, EKD=6.35 mm, RD=%15
S=1528 rpm, c=0.381 mm/diş, EKD=6.35 mm, RD=%10
S=1528 rpm, c=0.508 mm/diş, EKD=6.35 mm, RD=%5
S=1528 rpm, c=0.7112 mm/diş, EKD=6.35 mm, RD=%2.5
Şekil 4.37 Sabit kesme devri (S_rpm) ile eksenel kesme derinliğinde (EKD_mm),
ortalama Fx kesme kuvvetlerinin, farklı ilerleme (c_mm/diş) , % radyal dalma
koşullarında değişimi
Fy Normal Yönde Ortalama Kesme Kuvvetleri
-400
-350
-300
-250
-200
-150
-100
-50
0
50
100
150
200
250
300
350
400
0 50 100 150 200 250 300 350 400 450 500 550 600
Zaman (s)
Fy O
rtal
ama
Kes
me
Kuv
veti
(N)
S=1528 rpm, c=0.2032mm/diş, EKD=6.35 mm, RD=%30
S=1528 rpm, c=0.254 mm/diş, EKD=6.35 mm, RD=%20
S=1528 rpm, c=0.294 mm/diş, EKD=6.35 mm, RD=%15
S=1528 rpm, c=0.381 mm/diş, EKD=6.35 mm, RD=%10
S=1528 rpm, c=0.508 mm/diş, EKD=6.35 mm, RD=%5
S=1528 rpm, c=0.7112mm/diş, EKD=6.35 mm, RD=%2.5
Şekil 4.38 Sabit kesme devri (S_rpm) ile eksenel kesme derinliğinde (EKD_mm),
ortalama Fy kesme kuvvetlerinin, farklı ilerleme (c_mm/diş) , % radyal dalma
koşullarında değişimi
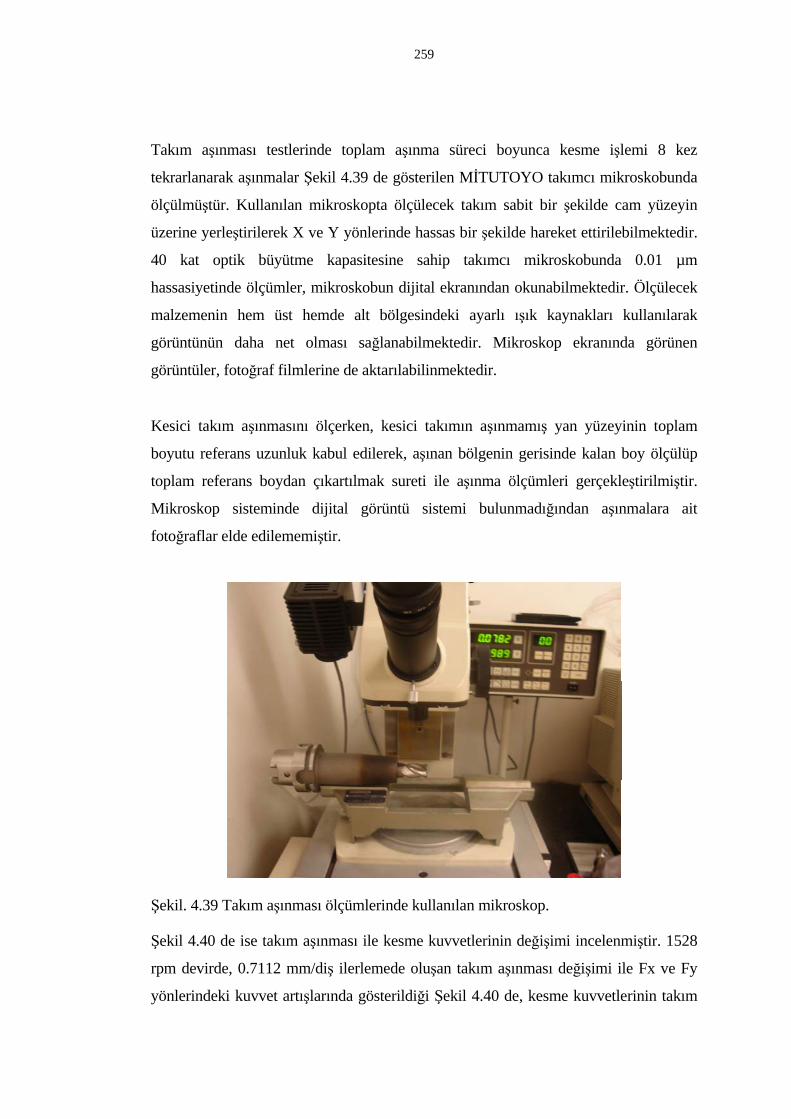
259
Takım aşınması testlerinde toplam aşınma süreci boyunca kesme işlemi 8 kez
tekrarlanarak aşınmalar Şekil 4.39 de gösterilen MİTUTOYO takımcı mikroskobunda
ölçülmüştür. Kullanılan mikroskopta ölçülecek takım sabit bir şekilde cam yüzeyin
üzerine yerleştirilerek X ve Y yönlerinde hassas bir şekilde hareket ettirilebilmektedir.
40 kat optik büyütme kapasitesine sahip takımcı mikroskobunda 0.01 µm
hassasiyetinde ölçümler, mikroskobun dijital ekranından okunabilmektedir. Ölçülecek
malzemenin hem üst hemde alt bölgesindeki ayarlı ışık kaynakları kullanılarak
görüntünün daha net olması sağlanabilmektedir. Mikroskop ekranında görünen
görüntüler, fotoğraf filmlerine de aktarılabilinmektedir.
Kesici takım aşınmasını ölçerken, kesici takımın aşınmamış yan yüzeyinin toplam
boyutu referans uzunluk kabul edilerek, aşınan bölgenin gerisinde kalan boy ölçülüp
toplam referans boydan çıkartılmak sureti ile aşınma ölçümleri gerçekleştirilmiştir.
Mikroskop sisteminde dijital görüntü sistemi bulunmadığından aşınmalara ait
fotoğraflar elde edilememiştir.
Şekil. 4.39 Takım aşınması ölçümlerinde kullanılan mikroskop.
Şekil 4.40 de ise takım aşınması ile kesme kuvvetlerinin değişimi incelenmiştir. 1528
rpm devirde, 0.7112 mm/diş ilerlemede oluşan takım aşınması değişimi ile Fx ve Fy
yönlerindeki kuvvet artışlarında gösterildiği Şekil 4.40 de, kesme kuvvetlerinin takım
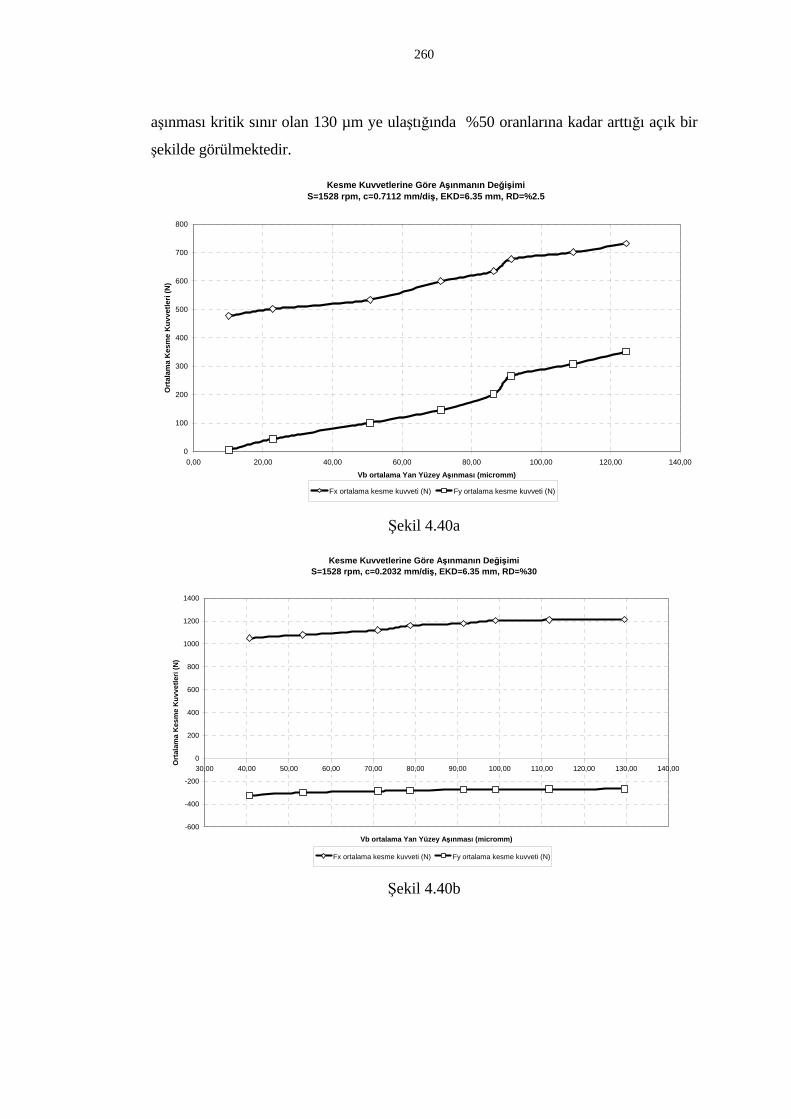
260
aşınması kritik sınır olan 130 µm ye ulaştığında %50 oranlarına kadar arttığı açık bir
şekilde görülmektedir.
Kesme Kuvvetlerine Göre Aşınmanın DeğişimiS=1528 rpm, c=0.7112 mm/diş, EKD=6.35 mm, RD=%2.5
0
100
200
300
400
500
600
700
800
0,00 20,00 40,00 60,00 80,00 100,00 120,00 140,00
Vb ortalama Yan Yüzey Aşınması (micromm)
Ort
alam
a K
esm
e K
uvve
tleri
(N)
Fx ortalama kesme kuvveti (N) Fy ortalama kesme kuvveti (N)
Şekil 4.40a
Kesme Kuvvetlerine Göre Aşınmanın DeğişimiS=1528 rpm, c=0.2032 mm/diş, EKD=6.35 mm, RD=%30
-600
-400
-200
0
200
400
600
800
1000
1200
1400
30,00 40,00 50,00 60,00 70,00 80,00 90,00 100,00 110,00 120,00 130,00 140,00
Vb ortalama Yan Yüzey Aşınması (micromm)
Ort
alam
a K
esm
e K
uvve
tleri
(N)
Fx ortalama kesme kuvveti (N) Fy ortalama kesme kuvveti (N) Şekil 4.40b
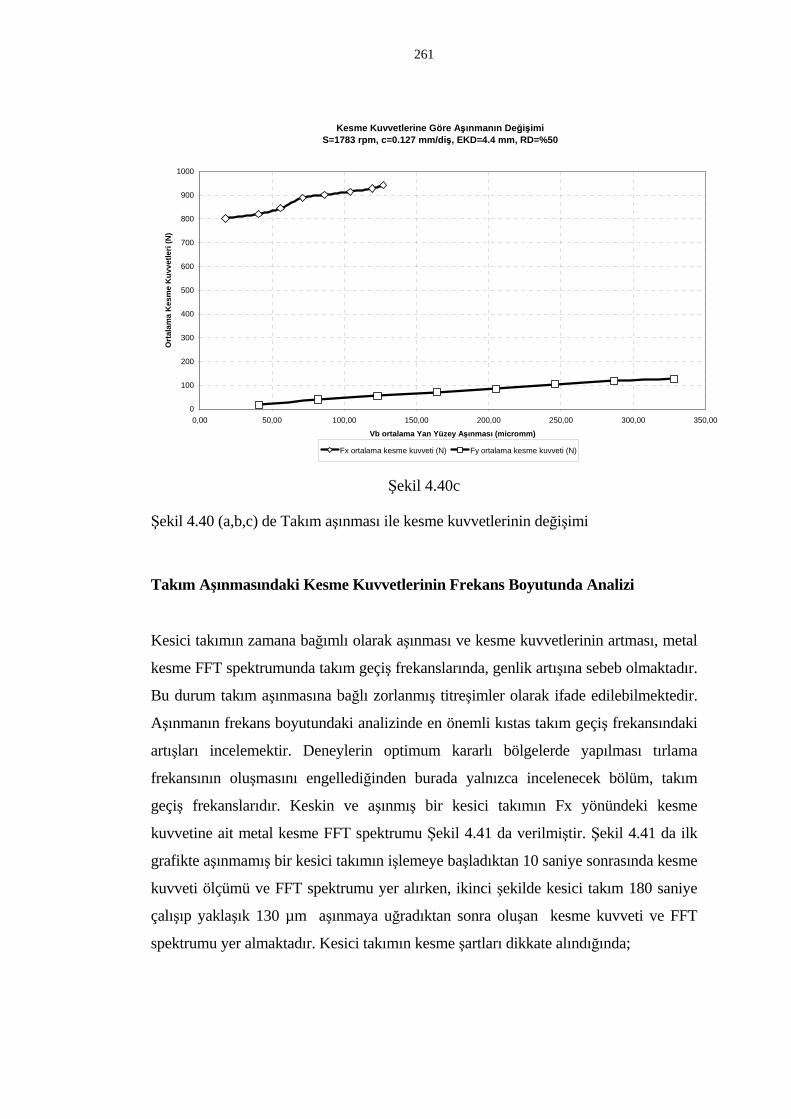
261
Kesme Kuvvetlerine Göre Aşınmanın DeğişimiS=1783 rpm, c=0.127 mm/diş, EKD=4.4 mm, RD=%50
0
100
200
300
400
500
600
700
800
900
1000
0,00 50,00 100,00 150,00 200,00 250,00 300,00 350,00
Vb ortalama Yan Yüzey Aşınması (micromm)
Ort
alam
a K
esm
e K
uvve
tleri
(N)
Fx ortalama kesme kuvveti (N) Fy ortalama kesme kuvveti (N)
Şekil 4.40c
Şekil 4.40 (a,b,c) de Takım aşınması ile kesme kuvvetlerinin değişimi
Takım Aşınmasındaki Kesme Kuvvetlerinin Frekans Boyutunda Analizi
Kesici takımın zamana bağımlı olarak aşınması ve kesme kuvvetlerinin artması, metal
kesme FFT spektrumunda takım geçiş frekanslarında, genlik artışına sebeb olmaktadır.
Bu durum takım aşınmasına bağlı zorlanmış titreşimler olarak ifade edilebilmektedir.
Aşınmanın frekans boyutundaki analizinde en önemli kıstas takım geçiş frekansındaki
artışları incelemektir. Deneylerin optimum kararlı bölgelerde yapılması tırlama
frekansının oluşmasını engellediğinden burada yalnızca incelenecek bölüm, takım
geçiş frekanslarıdır. Keskin ve aşınmış bir kesici takımın Fx yönündeki kesme
kuvvetine ait metal kesme FFT spektrumu Şekil 4.41 da verilmiştir. Şekil 4.41 da ilk
grafikte aşınmamış bir kesici takımın işlemeye başladıktan 10 saniye sonrasında kesme
kuvveti ölçümü ve FFT spektrumu yer alırken, ikinci şekilde kesici takım 180 saniye
çalışıp yaklaşık 130 µm aşınmaya uğradıktan sonra oluşan kesme kuvveti ve FFT
spektrumu yer almaktadır. Kesici takımın kesme şartları dikkate alındığında;
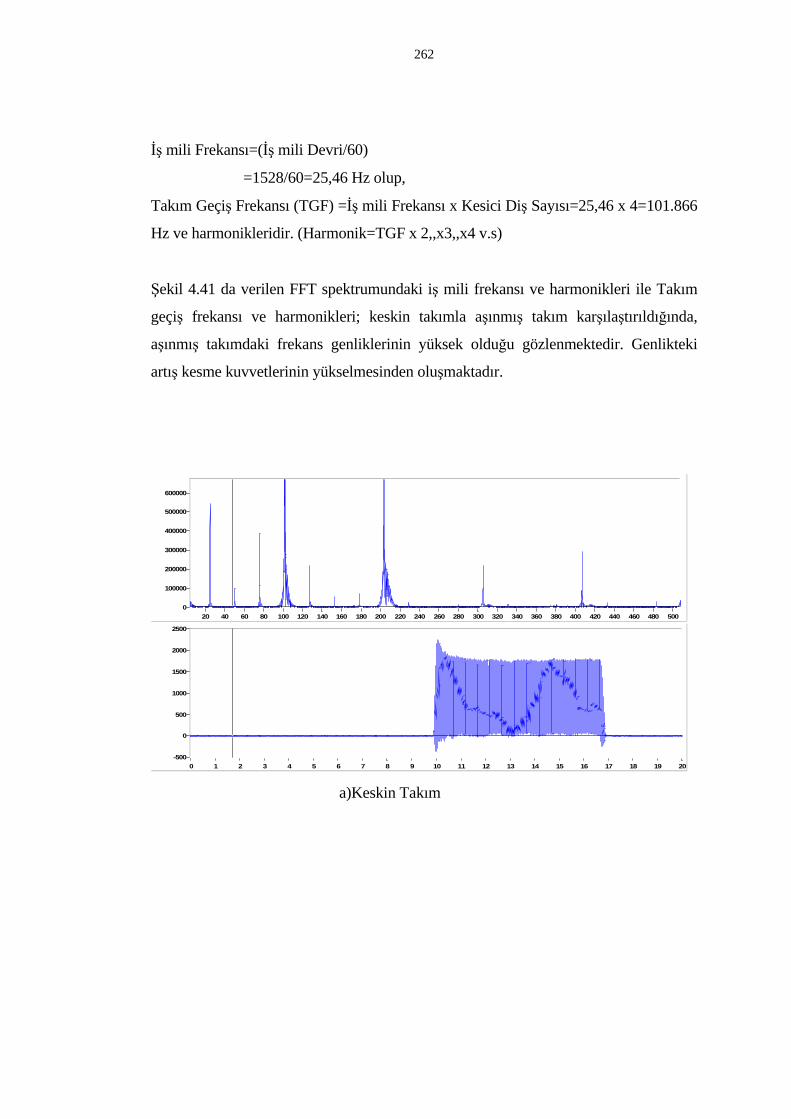
262
İş mili Frekansı=(İş mili Devri/60)
=1528/60=25,46 Hz olup,
Takım Geçiş Frekansı (TGF) =İş mili Frekansı x Kesici Diş Sayısı=25,46 x 4=101.866
Hz ve harmonikleridir. (Harmonik=TGF x 2,,x3,,x4 v.s)
Şekil 4.41 da verilen FFT spektrumundaki iş mili frekansı ve harmonikleri ile Takım
geçiş frekansı ve harmonikleri; keskin takımla aşınmış takım karşılaştırıldığında,
aşınmış takımdaki frekans genliklerinin yüksek olduğu gözlenmektedir. Genlikteki
artış kesme kuvvetlerinin yükselmesinden oluşmaktadır.
20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340 360 380 400 420 440 460 480 5000
100000
200000
300000
400000
500000
600000
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20-500
0
500
1000
1500
2000
2500
a)Keskin Takım
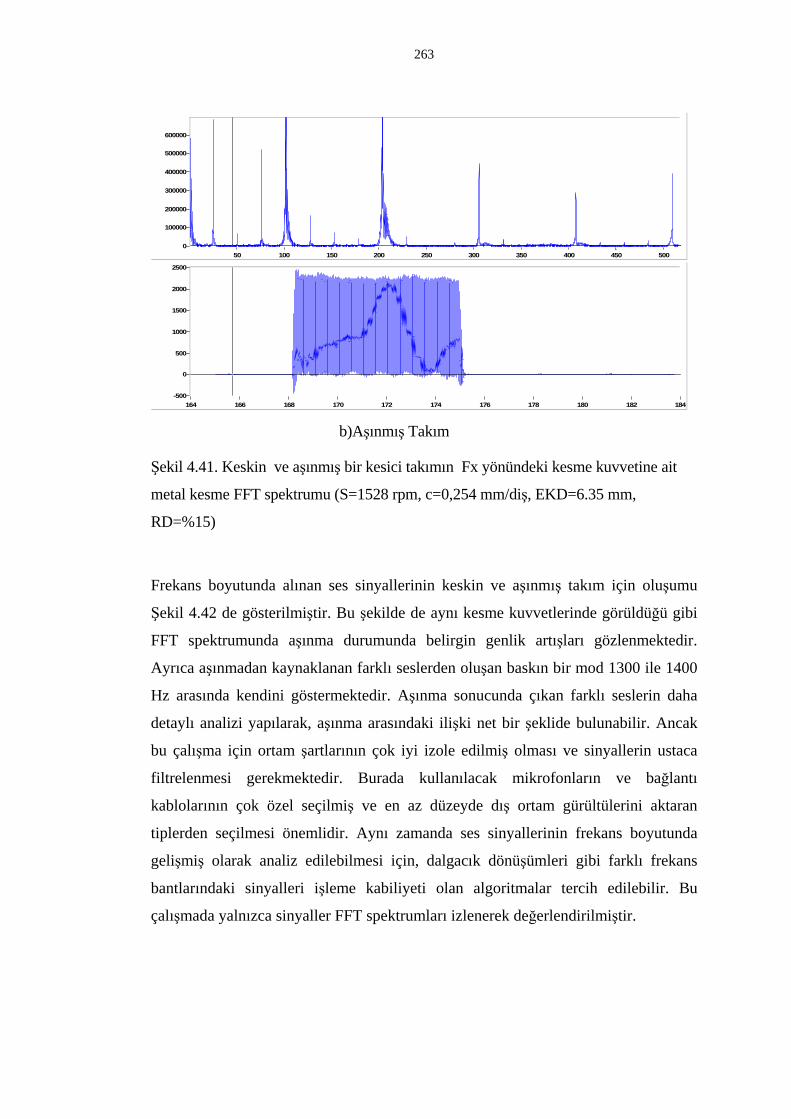
263
50 100 150 200 250 300 350 400 450 5000
100000
200000
300000
400000
500000
600000
164 166 168 170 172 174 176 178 180 182 184-500
0
500
1000
1500
2000
2500
b)Aşınmış Takım
Şekil 4.41. Keskin ve aşınmış bir kesici takımın Fx yönündeki kesme kuvvetine ait
metal kesme FFT spektrumu (S=1528 rpm, c=0,254 mm/diş, EKD=6.35 mm,
RD=%15)
Frekans boyutunda alınan ses sinyallerinin keskin ve aşınmış takım için oluşumu
Şekil 4.42 de gösterilmiştir. Bu şekilde de aynı kesme kuvvetlerinde görüldüğü gibi
FFT spektrumunda aşınma durumunda belirgin genlik artışları gözlenmektedir.
Ayrıca aşınmadan kaynaklanan farklı seslerden oluşan baskın bir mod 1300 ile 1400
Hz arasında kendini göstermektedir. Aşınma sonucunda çıkan farklı seslerin daha
detaylı analizi yapılarak, aşınma arasındaki ilişki net bir şeklide bulunabilir. Ancak
bu çalışma için ortam şartlarının çok iyi izole edilmiş olması ve sinyallerin ustaca
filtrelenmesi gerekmektedir. Burada kullanılacak mikrofonların ve bağlantı
kablolarının çok özel seçilmiş ve en az düzeyde dış ortam gürültülerini aktaran
tiplerden seçilmesi önemlidir. Aynı zamanda ses sinyallerinin frekans boyutunda
gelişmiş olarak analiz edilebilmesi için, dalgacık dönüşümleri gibi farklı frekans
bantlarındaki sinyalleri işleme kabiliyeti olan algoritmalar tercih edilebilir. Bu
çalışmada yalnızca sinyaller FFT spektrumları izlenerek değerlendirilmiştir.
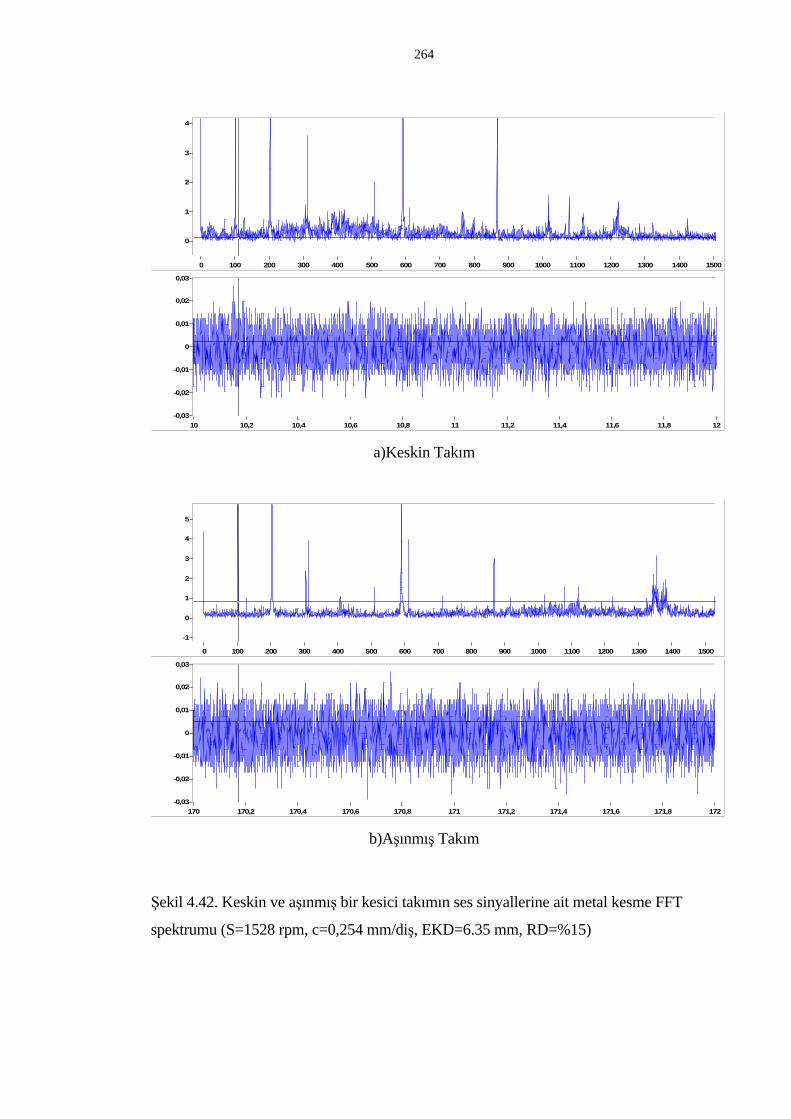
264
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500
0
1
2
3
4
10 10,2 10,4 10,6 10,8 11 11,2 11,4 11,6 11,8 12-0,03
-0,02
-0,01
0
0,01
0,02
0,03
a)Keskin Takım
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500
-1
0
1
2
3
4
5
170 170,2 170,4 170,6 170,8 171 171,2 171,4 171,6 171,8 172-0,03
-0,02
-0,01
0
0,01
0,02
0,03
b)Aşınmış Takım
Şekil 4.42. Keskin ve aşınmış bir kesici takımın ses sinyallerine ait metal kesme FFT
spektrumu (S=1528 rpm, c=0,254 mm/diş, EKD=6.35 mm, RD=%15)
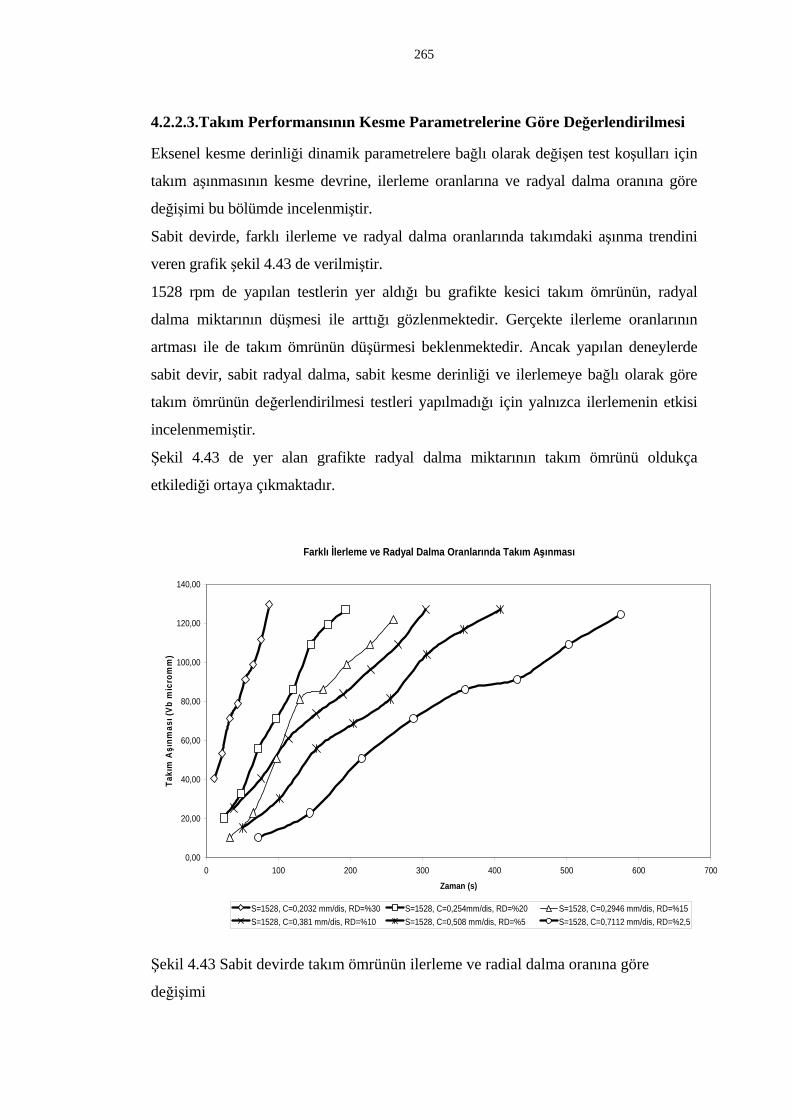
265
4.2.2.3.Takım Performansının Kesme Parametrelerine Göre Değerlendirilmesi
Eksenel kesme derinliği dinamik parametrelere bağlı olarak değişen test koşulları için
takım aşınmasının kesme devrine, ilerleme oranlarına ve radyal dalma oranına göre
değişimi bu bölümde incelenmiştir.
Sabit devirde, farklı ilerleme ve radyal dalma oranlarında takımdaki aşınma trendini
veren grafik şekil 4.43 de verilmiştir.
1528 rpm de yapılan testlerin yer aldığı bu grafikte kesici takım ömrünün, radyal
dalma miktarının düşmesi ile arttığı gözlenmektedir. Gerçekte ilerleme oranlarının
artması ile de takım ömrünün düşürmesi beklenmektedir. Ancak yapılan deneylerde
sabit devir, sabit radyal dalma, sabit kesme derinliği ve ilerlemeye bağlı olarak göre
takım ömrünün değerlendirilmesi testleri yapılmadığı için yalnızca ilerlemenin etkisi
incelenmemiştir.
Şekil 4.43 de yer alan grafikte radyal dalma miktarının takım ömrünü oldukça
etkilediği ortaya çıkmaktadır.
Farklı İlerleme ve Radyal Dalma Oranlarında Takım Aşınması
0,00
20,00
40,00
60,00
80,00
100,00
120,00
140,00
0 100 200 300 400 500 600 700
Zaman (s)
Takı
m Aşı
nmas
ı (Vb
mic
rom
m)
S=1528, C=0,2032 mm/dis, RD=%30 S=1528, C=0,254mm/dis, RD=%20 S=1528, C=0,2946 mm/dis, RD=%15S=1528, C=0,381 mm/dis, RD=%10 S=1528, C=0,508 mm/dis, RD=%5 S=1528, C=0,7112 mm/dis, RD=%2,5
Şekil 4.43 Sabit devirde takım ömrünün ilerleme ve radial dalma oranına göre
değişimi
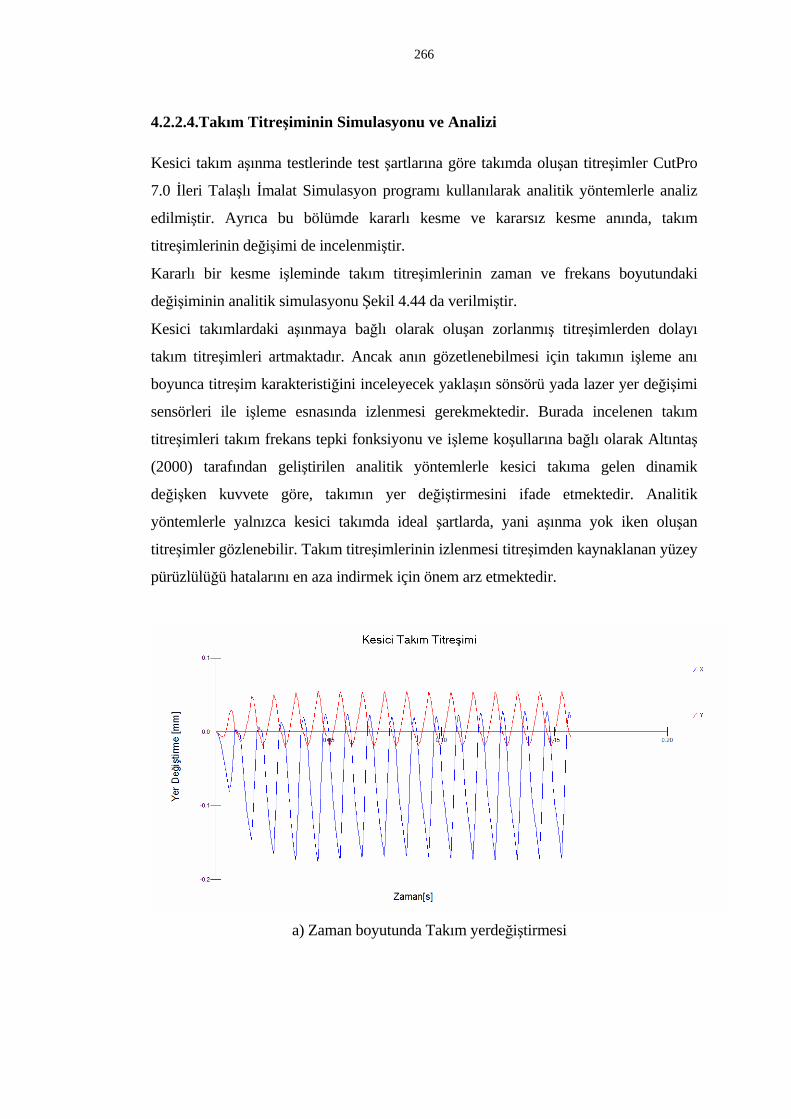
266
4.2.2.4.Takım Titreşiminin Simulasyonu ve Analizi Kesici takım aşınma testlerinde test şartlarına göre takımda oluşan titreşimler CutPro
7.0 İleri Talaşlı İmalat Simulasyon programı kullanılarak analitik yöntemlerle analiz
edilmiştir. Ayrıca bu bölümde kararlı kesme ve kararsız kesme anında, takım
titreşimlerinin değişimi de incelenmiştir.
Kararlı bir kesme işleminde takım titreşimlerinin zaman ve frekans boyutundaki
değişiminin analitik simulasyonu Şekil 4.44 da verilmiştir.
Kesici takımlardaki aşınmaya bağlı olarak oluşan zorlanmış titreşimlerden dolayı
takım titreşimleri artmaktadır. Ancak anın gözetlenebilmesi için takımın işleme anı
boyunca titreşim karakteristiğini inceleyecek yaklaşın sönsörü yada lazer yer değişimi
sensörleri ile işleme esnasında izlenmesi gerekmektedir. Burada incelenen takım
titreşimleri takım frekans tepki fonksiyonu ve işleme koşullarına bağlı olarak Altıntaş
(2000) tarafından geliştirilen analitik yöntemlerle kesici takıma gelen dinamik
değişken kuvvete göre, takımın yer değiştirmesini ifade etmektedir. Analitik
yöntemlerle yalnızca kesici takımda ideal şartlarda, yani aşınma yok iken oluşan
titreşimler gözlenebilir. Takım titreşimlerinin izlenmesi titreşimden kaynaklanan yüzey
pürüzlülüğü hatalarını en aza indirmek için önem arz etmektedir.
a) Zaman boyutunda Takım yerdeğiştirmesi
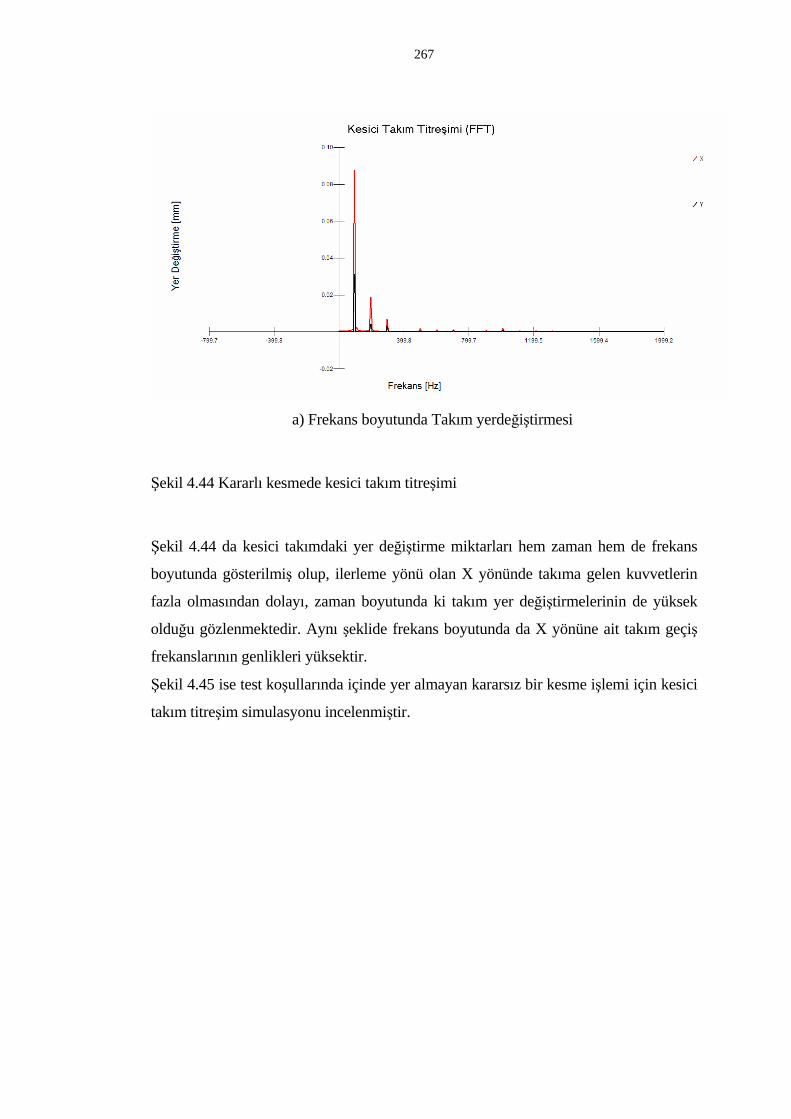
267
a) Frekans boyutunda Takım yerdeğiştirmesi
Şekil 4.44 Kararlı kesmede kesici takım titreşimi
Şekil 4.44 da kesici takımdaki yer değiştirme miktarları hem zaman hem de frekans
boyutunda gösterilmiş olup, ilerleme yönü olan X yönünde takıma gelen kuvvetlerin
fazla olmasından dolayı, zaman boyutunda ki takım yer değiştirmelerinin de yüksek
olduğu gözlenmektedir. Aynı şeklide frekans boyutunda da X yönüne ait takım geçiş
frekanslarının genlikleri yüksektir.
Şekil 4.45 ise test koşullarında içinde yer almayan kararsız bir kesme işlemi için kesici
takım titreşim simulasyonu incelenmiştir.
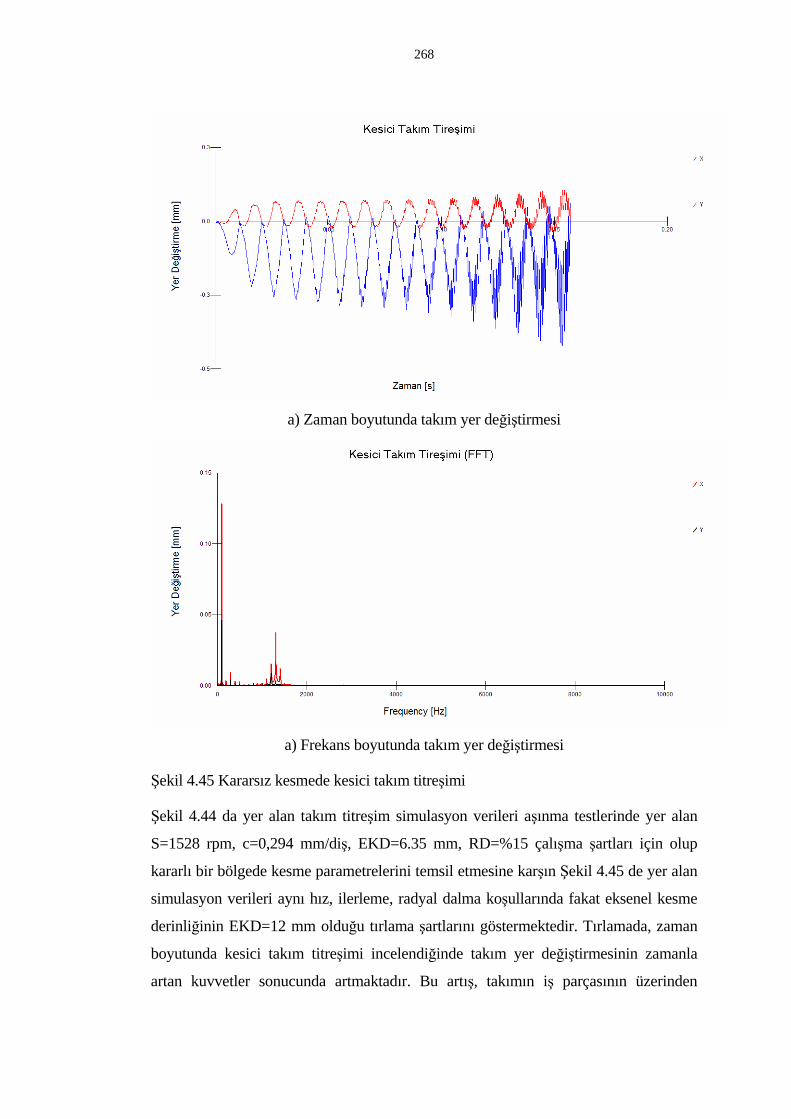
268
a) Zaman boyutunda takım yer değiştirmesi
a) Frekans boyutunda takım yer değiştirmesi
Şekil 4.45 Kararsız kesmede kesici takım titreşimi
Şekil 4.44 da yer alan takım titreşim simulasyon verileri aşınma testlerinde yer alan
S=1528 rpm, c=0,294 mm/diş, EKD=6.35 mm, RD=%15 çalışma şartları için olup
kararlı bir bölgede kesme parametrelerini temsil etmesine karşın Şekil 4.45 de yer alan
simulasyon verileri aynı hız, ilerleme, radyal dalma koşullarında fakat eksenel kesme
derinliğinin EKD=12 mm olduğu tırlama şartlarını göstermektedir. Tırlamada, zaman
boyutunda kesici takım titreşimi incelendiğinde takım yer değiştirmesinin zamanla
artan kuvvetler sonucunda artmaktadır. Bu artış, takımın iş parçasının üzerinden
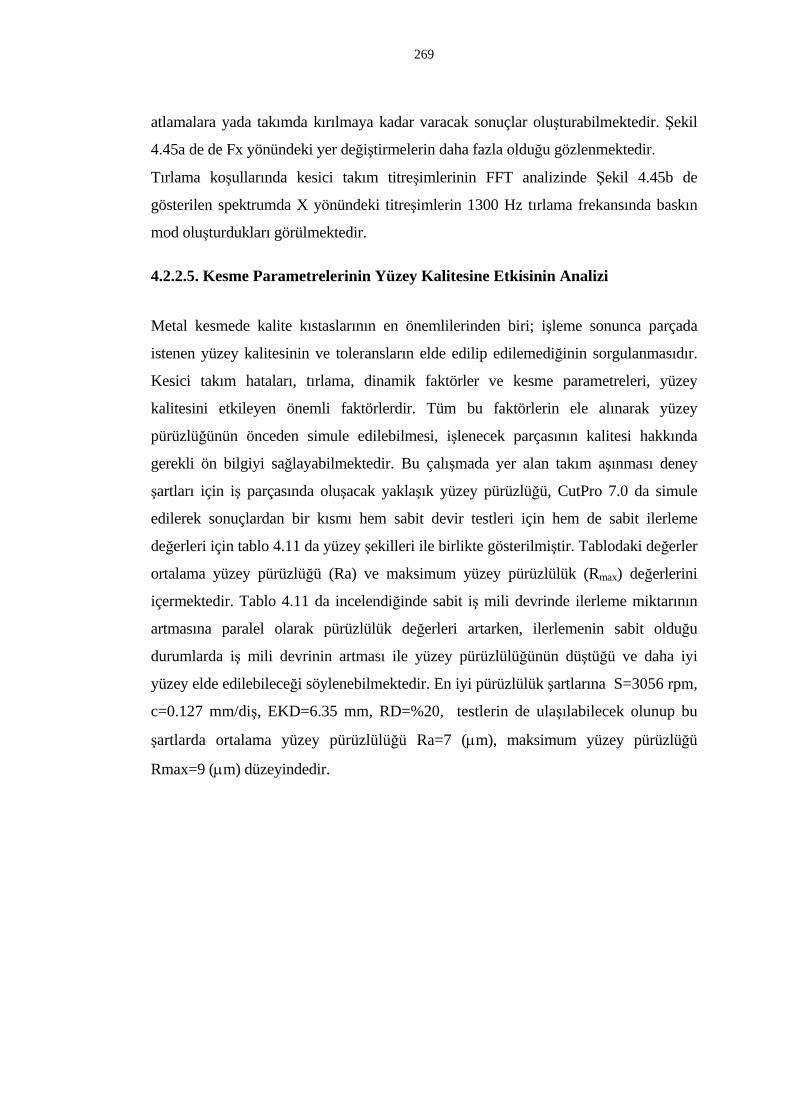
269
atlamalara yada takımda kırılmaya kadar varacak sonuçlar oluşturabilmektedir. Şekil
4.45a de de Fx yönündeki yer değiştirmelerin daha fazla olduğu gözlenmektedir.
Tırlama koşullarında kesici takım titreşimlerinin FFT analizinde Şekil 4.45b de
gösterilen spektrumda X yönündeki titreşimlerin 1300 Hz tırlama frekansında baskın
mod oluşturdukları görülmektedir.
4.2.2.5. Kesme Parametrelerinin Yüzey Kalitesine Etkisinin Analizi
Metal kesmede kalite kıstaslarının en önemlilerinden biri; işleme sonunca parçada
istenen yüzey kalitesinin ve toleransların elde edilip edilemediğinin sorgulanmasıdır.
Kesici takım hataları, tırlama, dinamik faktörler ve kesme parametreleri, yüzey
kalitesini etkileyen önemli faktörlerdir. Tüm bu faktörlerin ele alınarak yüzey
pürüzlüğünün önceden simule edilebilmesi, işlenecek parçasının kalitesi hakkında
gerekli ön bilgiyi sağlayabilmektedir. Bu çalışmada yer alan takım aşınması deney
şartları için iş parçasında oluşacak yaklaşık yüzey pürüzlüğü, CutPro 7.0 da simule
edilerek sonuçlardan bir kısmı hem sabit devir testleri için hem de sabit ilerleme
değerleri için tablo 4.11 da yüzey şekilleri ile birlikte gösterilmiştir. Tablodaki değerler
ortalama yüzey pürüzlüğü (Ra) ve maksimum yüzey pürüzlülük (Rmax) değerlerini
içermektedir. Tablo 4.11 da incelendiğinde sabit iş mili devrinde ilerleme miktarının
artmasına paralel olarak pürüzlülük değerleri artarken, ilerlemenin sabit olduğu
durumlarda iş mili devrinin artması ile yüzey pürüzlülüğünün düştüğü ve daha iyi
yüzey elde edilebileceği söylenebilmektedir. En iyi pürüzlülük şartlarına S=3056 rpm,
c=0.127 mm/diş, EKD=6.35 mm, RD=%20, testlerin de ulaşılabilecek olunup bu
şartlarda ortalama yüzey pürüzlülüğü Ra=7 (µm), maksimum yüzey pürüzlüğü
Rmax=9 (µm) düzeyindedir.
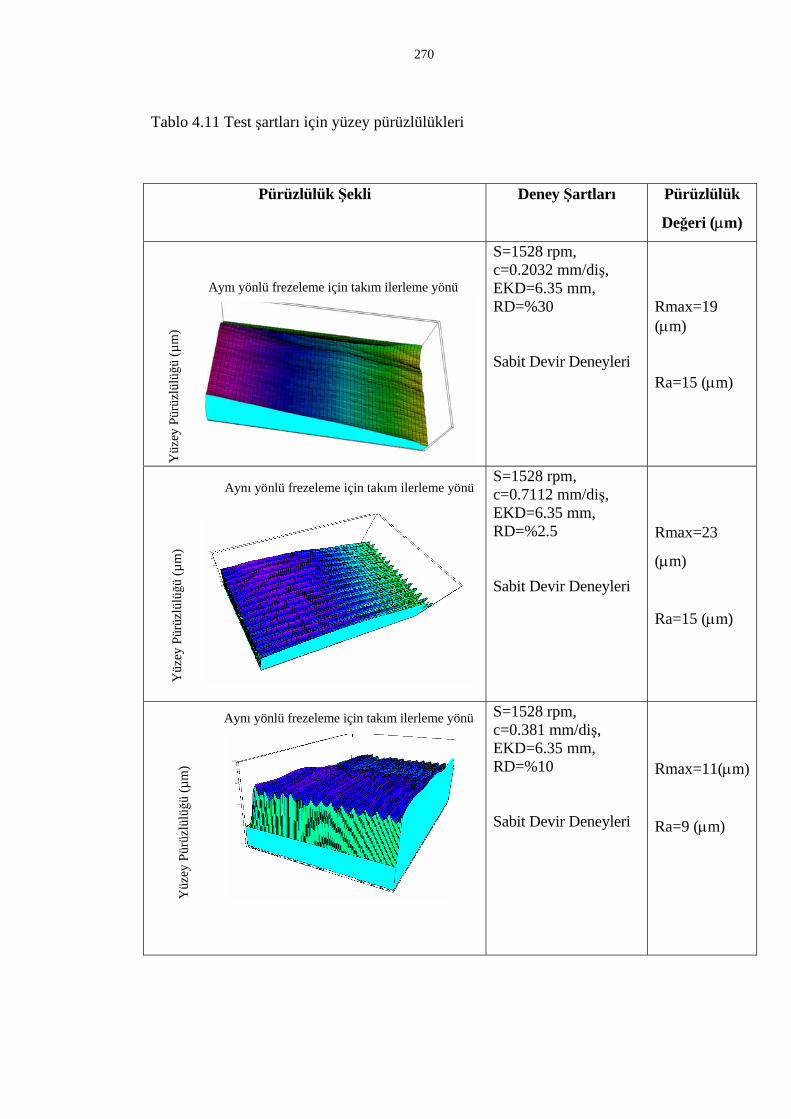
270
Tablo 4.11 Test şartları için yüzey pürüzlülükleri
Pürüzlülük Şekli Deney Şartları Pürüzlülük
Değeri (µm)
S=1528 rpm, c=0.2032 mm/diş, EKD=6.35 mm, RD=%30 Sabit Devir Deneyleri
Rmax=19 (µm) Ra=15 (µm)
S=1528 rpm, c=0.7112 mm/diş, EKD=6.35 mm, RD=%2.5 Sabit Devir Deneyleri
Rmax=23
(µm)
Ra=15 (µm)
S=1528 rpm, c=0.381 mm/diş, EKD=6.35 mm, RD=%10 Sabit Devir Deneyleri
Rmax=11(µm)
Ra=9 (µm)
Yüz
ey P
ürüz
lülüğü
(µm
) Y
üzey
Pür
üzlü
lüğü
(µm
)
Aynı yönlü frezeleme için takım ilerleme yönü
Aynı yönlü frezeleme için takım ilerleme yönü
Aynı yönlü frezeleme için takım ilerleme yönü
Yüz
ey P
ürüz
lülüğü
(µm
)
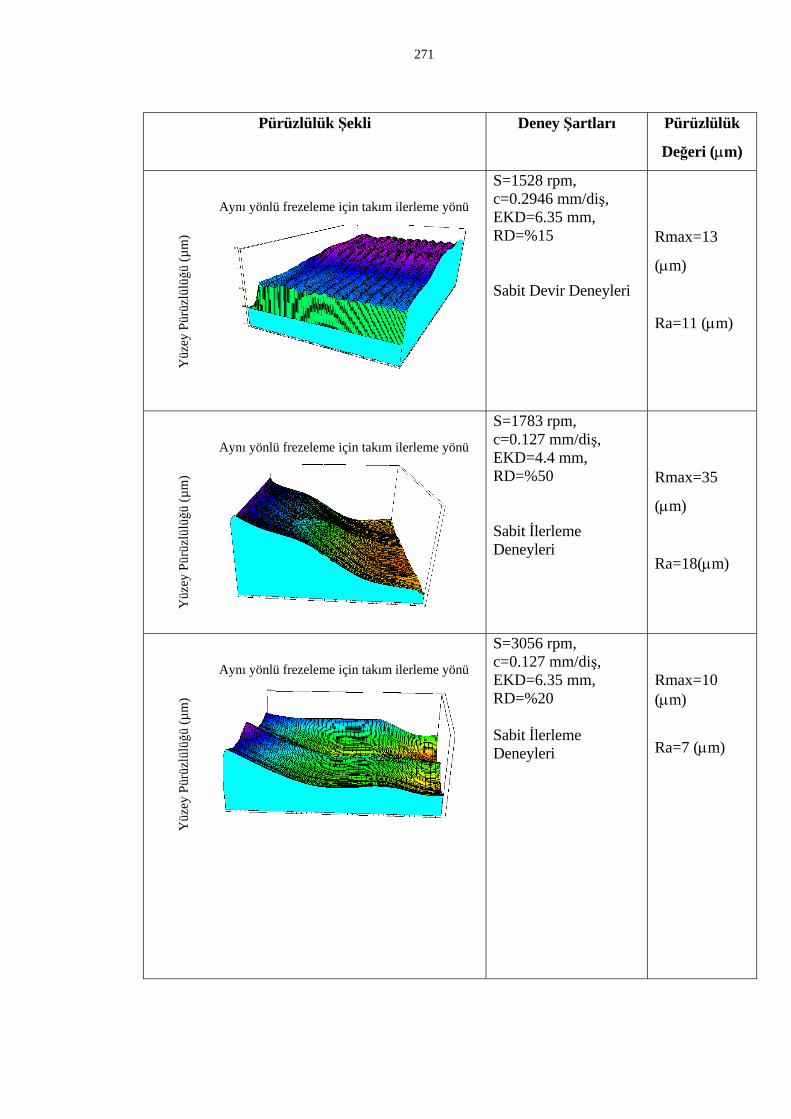
271
Pürüzlülük Şekli Deney Şartları Pürüzlülük
Değeri (µm)
S=1528 rpm, c=0.2946 mm/diş, EKD=6.35 mm, RD=%15 Sabit Devir Deneyleri
Rmax=13
(µm)
Ra=11 (µm)
S=1783 rpm, c=0.127 mm/diş, EKD=4.4 mm, RD=%50 Sabit İlerleme Deneyleri
Rmax=35
(µm)
Ra=18(µm)
S=3056 rpm, c=0.127 mm/diş, EKD=6.35 mm, RD=%20 Sabit İlerleme Deneyleri
Rmax=10 (µm)
Ra=7 (µm)
Aynı yönlü frezeleme için takım ilerleme yönü
Yüz
ey P
ürüz
lülüğü
(µm
)
Aynı yönlü frezeleme için takım ilerleme yönü
Yüz
ey P
ürüz
lülüğü
(µm
)
Aynı yönlü frezeleme için takım ilerleme yönü
Yüz
ey P
ürüz
lülüğü
(µm
)
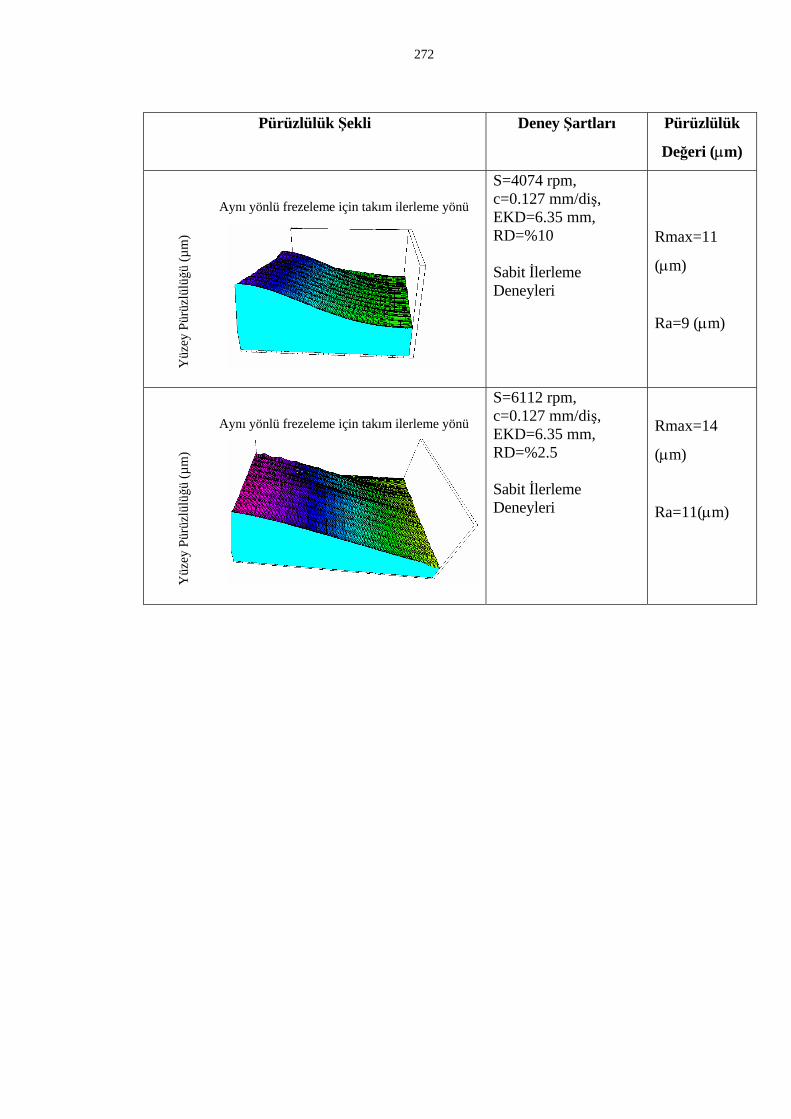
272
Pürüzlülük Şekli Deney Şartları Pürüzlülük
Değeri (µm)
S=4074 rpm, c=0.127 mm/diş, EKD=6.35 mm, RD=%10 Sabit İlerleme Deneyleri
Rmax=11
(µm)
Ra=9 (µm)
S=6112 rpm, c=0.127 mm/diş, EKD=6.35 mm, RD=%2.5 Sabit İlerleme Deneyleri
Rmax=14
(µm)
Ra=11(µm)
Aynı yönlü frezeleme için takım ilerleme yönü
Yüz
ey P
ürüz
lülüğü
(µm
)
Aynı yönlü frezeleme için takım ilerleme yönü
Yüz
ey P
ürüz
lülüğü
(µm
)
273
5. SONUÇ Bu çalışmada, CNC sert frezeleme işlemlerinde, yapay zeka teknikleri kullanarak,
takım aşınmalarının izlenmesi, optimum kesme şartlarının tespit edilmesi
amaçlanmıştır. Ses sinyallerinin kullanımı ve titreşim ölçümlerinden faydalanılarak,
bulanık mantık modeli geliştirilmiştir. Geliştirilen model, frezeleme dinamiğine
dikkate alarak, tırlamada olmadan optimum şartlarda takım aşınması deneyleri
yapılmasını sağlamıştır.
Takım aşınmalarının izlenmesinde ve freze dinamiğinin karakterize edilmesinde
kullanılan çoklu sensör destekli testler ile sonuçları bulanık mantık, genetik çıkarımlı
programlama gibi yapay zeka teknikleri kullanılarak analiz edilmiştir.
Deneylerde çalışılan ana kategoriler ele alınarak, çalışmadan çıkan sonuçlar
aşağıdaki şekilde özetlenmektedir.
Birinci ana kategorideki deney sonuçlarının incelenmesi:
• İlk katagorideki deneyler yüzey frezeleme olup, düşük kesme derinliklerinde
gerçekleştirilmiştir. Bu durumda tezgah dinamiği, kesici takım tırlamasına
yol açmadığı için, dinamik problemlerden oluşacak ekstra titreşimlerin
irdelenmesine gerek duyulmamaktadır. Bu çalışmadaki ilk kategoride;
işparçası üzerine bağlanan akustik emisyon ve titreşim sensörleri verileri
ışığında, kesici takımda oluşan aşınmalar analiz edilmiştir. Bu iki sensörden
gelen veriler ile kesme parametrelerinden oluşan giriş değerlerinden
faydalanılarak yapay zeka modelleri kurulmuştur. Yapay zeka modellerinde
kullanılan örnekleme anında, zaman boyutundaki titreşim ve akustik
sinyallerinin ortalama değerleri takımdaki aşınmalara paralel olarak yükselme
göstermiştir. Özellikler akustik emisyon sensörünün ortalama RMS
sinyallerinde bu durum daha belirgin olarak izlenmiştir. Maksimum
aşınmanın görüldüğü durumlarda, keskin takımın çıkardığı ortalama akustik
RMS sinyalin 2 katının üzerine çıkmıştır.
• Yüzey frezelemedeki takım aşınmalarının incelenmesi sonucunda aşınmaları
274
kesme derinliği 0.1 mm iken takım ömrünün çok düşük olduğu tespit
edilmiştir. Özellikle kesme hızının ve ilerlemenin yükseltilmesi ile TiAlN
kaplamalı takıda 30 saniye sonunda 800 µm yan yüzey aşınması görülmüştür.
Aşınma karakteristikleri incelendiğinde kesme derinliğinin artması
sonucunda oluşan sıcaklık artışının kesici takımlar üzerinde krater
aşınmalarına sebebiyet vermiştir.
• 54 adet deneysel çalışma sonucunda alınan aşınma ve sinyale verilerinden
kurulan yapay zeka modellerinde, verilerin %80 ninden faydalanılarak,
modellerin eğitimi sağlanmış geri kalan %20 veri ile modeller test edilmiştir.
• Genetik Programlama modelinden elde edilen matematiksel formül, kesme
şartları, aşınma ve sinyal verileri arasındaki non-lineer ilişkiyi R2 %92
oranında kurmuştur. Bu aşınma durumunu başarı ile simule edebilmiştir.
• Hızlı talaş kaldırma ile yapılan sert metal frezeleme çalışmaları literatürde
incelendiğinde, takım aşınması deneylerinin düşük kesme derinliklerinde
yapıldığı gözlenmektedir. Bu çalışmada hem düşük kesme derinliklerindeki
yüzey frezelemede, hem de yüksek kesme derinliklerindeki kaba frezelemede
oluşan kesici takım aşınmaları, titreşim ve kesme kuvveti; akustik emisyon ve
ses sinyalleri kullanılarak analiz edilebilmiştir.
• Genetik Programla tekniğinin diğer sensör verilerine de uygulanabilecek
kapasitede olduğu alınan sinyal verilerinin ortalamalarından kurulan
modellerle tespit edilebilmesinden anlaşılmaktadır. Ancak bu çalışmada
deneysel sinyal verileri ile aşınma arasındaki ilişkiyi kuran algoritma, uzun
süreçli bir hesaplama işlemi gerektirmektedir. Bunun için bu çalışmada
hesaplama kabiliyeti çok güçlü olan bilgisayar kullanılarak hesaplar
çözülmüştür..
İkinci ana kategorideki deney sonuçlarının incelenmesi:
275
• Bu kategoride kaba frezelemede karşılaşılan artan titreşimleri ve tırlamayı
tespit etmek ve tırlama olmaksızın optimum şartlarda kararlı kesme
yapabilmek için bulanık mantık modeli geliştirilmiştir. Sözel ifadelere dayalı
kural tabanlarını kullanarak, dinamik kararlılık sınırları belirlenmiştir. Kesme
esnasında oluşan ses sinyalleri ve tezgah titreşim karakteristiğini analiz
ederek, optimum kararlı kesme parametrelerine ulaşılmıştır. Bu yöntem
işletme içerisinde tırlama tespiti için pratik ve hesaplı bir avantaj sağlamıştır.
Ses sinyallerinin filtreleme aşamasından sonra, frekans boyutunda takım
geçiş frekansına oranları ile karşılaştırılması ile hem tırlama hemde zorlanmış
titreşimler analiz edilebilmiştir. Bu karşılaştırma sonucu takım geçiş frekansı
ve harmonikleri arasında yer almayan baskın ses frekansları tırlamayı tespit
etmek için kullanılmıştır. Bunun yanında takım geçiş frekansının
harmoniklerinin de yüksek frekanlarda (600 hz nin üzerinde) yüksek genlik
göstermesi işleme esnasında zorlamış titreşimlerin olduğu ifade etmektedir.
Takım aşınması sonucunda farklı bir 1200-1300 hz dolayında farklı bir sinyal
genliği tespit edilmiştir.
• Kesici takım eksen kaçıklık probleminin ideal bir takıma göre aşınmaya
sebep olduğu bilinmektedir. Eksen kaçıklık problemi olan kesici takımların
her bir dişine gelen kuvvetlerin farklılık arz ettirdiğinden dolayı ile aşınmalar
da farklı seviyelerde olmaktadır. Bunun sonucu olarak frezeleme de takım
aşınması testleri yapılacaksa öncelikle bu ölçüm yapılarak deneylere
başlanmalı, eğer standartların dışında bir eksen kaçıklığı mevcutsa takım
tutucu tipi yada takım tipi değiştirilmelidir.
• Tırlamanın sebep olduğu ekstra takım titreşimleri simule edilerek, takımlarda
işleme anında oluşan yer değiştirmeler, zaman ve frekans boyutlarında analiz
edilmiştir.
• Takım aşınmaları arttıkça kesici takıma gelen Fx ilerleme yönündeki
kuvvetler 2 kata varan oranlarda arttığı tespit edilmiştir. Bu artma kaba
frezelemede ilerlemenin artması ile daha belirgin olarak izlenmiştir.
Sert frezeleme, takım aşınması, tırlama, optimizasyon, sensör destekli işleme ve
yapay zeka yöntemlerinin ele alınması ile gerçekleştirilen bu çalışmadan çıkan
sonuçlar ışığında ileride yapılabilecek bazı çalışma önerileri şu şekilde
276
sunulmuştur;
• Bu çalışmada titreşim ve kuvvet ölçümleri ilerleme ve normal yönlerde (X ve
Y eksenleri) analiz edilmiştir. Fakat dinamik faktörlerin üç eksende değiştiği,
(Z ekseni gibi) karmaşık yüzeylerin işlenmesinde, dalma frezeleme ve delme
işlemlerinde modeller tekrar yeniden ele anılarak kesme kuvvetlerinin
yanında, kesiciye etki eden yüksek momentler de analiz edilmelidir.
• Çalışmada kurulan yapay zeka modelleri veriler alındıktan sonra
değerlendirilmiştir. Ancak bu yöntemleri, tüm verilerin işleme anında
değerlendirilmesinde ve sinyaller ile kesme şartları arasındaki ilişkilerin
tespit edebilmesinde kullanmak mümkündür. Eğer bu şekilde bir çalışma
yapılırsa, takım yolu programı olan CAM kodlarının anında güncellenmesi ile
daha hassas işleme gerçekleştirilebilinir.
• Kurulan yapay zeka modelleri, hibrit yöntemlerle geliştirilebilinir ve verilerin
değerlendirilmesinde ve işleme şartlarının simulasyonun da etkin olarak
kullanılabilir.
• Günümüzde CNC tezgahların hassasiyetini kontrol etmek ve bakım
zamanlarını kestirmek amacı ile yapılan çalışmalarda, tezgah üzerine
yerleştirilen sensörlerin verilerinden yaralanılarak kurulan yapay zeka
algoritmaları kullanılabilmektedir. Bu çalışmalarda yeni bir yöntem olan,
Genetik Programlama tekniği, sensör destekli tezgah bakım tahminive
izlenmesi gibi güncel talaşlı imalat problemlerin uygun bir şeklide
kullanılabilir.
• Takım aşınmalarının izlenmesinde; sensörlere ait özellikle FFT spektrumları
detaylı bir şekilde dalgacık dönüşümü gibi farklı algoritmalarda analiz
edilerek, aşınma ile bu spektrumlar arasında yapay zeka tabanlı ilişkiler
kurulabileceği saptanmıştır.
• Genetik Programlama ile elde edilen matematiksel denklemin olumlu
sonuçları göstermiştir ki; bundan sonra yapılacak çalışmalarda sinyallerle
işleme parametreleri arasındaki non-lineer ilişkiler, gelişen bilgisayar
teknolojisi ve hızları sayesinde işlem anında kurulabilecektir. Bundan dolayı,
Genetik Programlama Algoritmalarının üretim izleme operasyonlarında
kullanılmaları sürdürülmelidir.

277
• Sert frezelemede çalışmaların da sıcaklık faktörünün mutlaka bir şekilde
analiz edilmesi gerekmektedir. Çünkü bazı çalışma şartlarında takım kaplama
direncinin üzerindeki bir sıcaklığın oluşması, takımın aniden aşınmasına
sebebiyet vermektedir. Bu yüzden takım aşınması deneysel olarak
başlamadan önce işleme şartları sonlu elemanlar gibi yöntemlerle analiz
edilerek oluşabilecek sıcaklıklar tahmin edilmelidir.
278
6. KAYNAKLAR
Albrecht, P., 1960, New Developments In The Theory of The Metal Cutting Process:Part I - The Ploughing Process In Metal Cutting, Transactions of The Asme Journal of Engineering For Industry, Pp. 348-358,
Al-Habaibeh, A., Gindy, N.,2000. A New Approach For Systematic Design of Condition Monitoring Systems For Milling Processes. Journal of Materials Processing Technology, 107, 243-251.
Altintas Y., 2000, Manufacturing Automation-Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design, Cambridge University Press, Cambridge
Altintas Y., Philip K Chart, 1992, In-Process Detection and Suppression of Chatter In Milling, Int. Journal of Machine Tools and Manufacture, 32, No. 3, Pp. 329-347
Altintas,Y.,Budak, E., 1995, Analytical Prediction of Stability Lobes In Milling. Annals of The Cirp, 44, 357± 362.
Antonio, A, C., Daum, J, P., 2002. Optimal Cutting Conditions In Turning of Particulate Metal Matrix Composites Based on Experiment and A Genetic Search Model. Composites Applied Science and Manufacturing 33, 213-219, Portugal
A. Thangaraj, P. K. Wright, 1988, Drill Wear Sensing and Failure Prediction For Untended Machining, Robotics and Computer-Integrated Manufacturing, Volume 4, Issues 3-4, Pages 429-435
Armarego, E.J.A. Epp, C.J., An Investigation of Zero Helix Peripheralup-Milling, International Journal of Machine Tool Design and Research,Vol. 10, Pp. 273-291, 1970
Banzhaf, W., P. Nordin, R. E. Keller, F. D. Francone, 1998. Genetic Programming: An Introduction: on The Automatic Evolution of Computer Programs and Its Applications. Morgan Kaufmann.
Baykasoğlu, A., 1995. Computer Aided Optimisation of Cutting Conditions In Multicut Turning Operations. Gazi Üniversitesi Makina Mühendisliği, Yüksek Lisans Tezi, Gaziantep.
Beggan, C., Woulfe, M., Young, P., Byrne, G., 1999. Using Acoustic Emission To Predict Surface Quality. International Journal of Advantage Manufacture Technology, N.15, Pp.737-742.
Budak, E ., Altıntaş Y., Armarego, E.J.A., 1996, Prediction of Milling Force Coefficients From Orthogonal Cutting Data, Transactions of Asme, Vol. 118, Pp. 216-224,
279
Budak, E., 1994, Mechanics and Dynamics of Milling Thin Walled Structure, Phd's Thesis, University of British Columbia,
Campomanes, M. L., 1998, Dynamics of Milling Flexible Structures, Master's Thesis, University of British Columbia,
Candida, F., 2002. Analyzing The Founder Effect In Simulated Evolutionary Processes Using Gene Expression Programming. Soft Computing Systems: Design, Management and Applications, Pp. 153-162, IOS Press, Netherlands
Candida, F., 2002. Mutation, Transposition, and Recombination: An Analysis of The Evolutionary Dynamics 4th International Workshop on Frontiers In Evolutionary Algorithms, Pages 614-617, Research Triangle Park, North Carolina, USA.
Candida, F., 2002. Function Finding and The Creation of Numerical Constants In Gene Expression Programming. 7th Online World Conference on Soft Computing In Industrial Applications, September 23 - October 4.
C. Su, J. Hıno, T. Yoshımura, 2000, Prediction of Chatter İn High-Speed Milling by Means of Fuzzy Neural Networks, International Journal of Systems Science, Volume 31, Number 10, Pages 1323 ± 1330
Chungchoo, C., Saini, D., 2002. On-Line Tool Wear Estimitation In CNC Turning Operation Using Fuzzy Neural Network Model. İnternational Jurnal of Machine Tools and Manufacture 42, 29-40, Australia.
Cramer, N. L., 1985. A Representation For The Adaptive Generation of Simple Sequential Programs. In J. J. Grefenstette, Ed., Proceedings of The First International Conference on Genetic Algorithms and Their Applications, Erlbaum.
Caldeıranı Fılho, J. ; Diniz, A. E. . 2002, Influence of Cutting Conditions on Tool Life, Tool Wear and Surface Finish İn The Face Milling Process. Journal of The Brazilian Society Of Mechanical Sciences, Revista RBCM, V. XXIV, N. 01, P. 10-14,
Çakır, M.C., 1997. Talaşlı İmalat Ders Notları. 47-52, 125-144, İstanbul.
Çakır, M.C., 2000. Modern Talaşlı İmalat Yöntemleri. Vipaş A.Ş., Bursa.
Çakır, M.C., 1999. Modern Talaşlı İmalatın Esasları. Vipaş Yayın No: 16, Ceylan Matbaacılık, 324 S. Bursa.
Çolak Oğuz, Cahit Kurbanoğlu, M. Cengiz Kayacan, 2005, Milling Surface Roughness Prediction Using Evolutionary Programming Methods , Materials & Design, Xxx (2005) Xxx–Xxx,Baskıda
280
Çolak, O., 2003. Dijital Sinyal İşlemede Yapay Sinir Ağlarının Kullanımı. Süleyman Demirel Üniversitesi Fen Bilimleri Enstitüsü, Seminer-Iv Doktora, 1-7, Isparta.
Çolak, O., 2002. Yüksek Hızda Talaşlı İmalatta Kullanılan Tezgahların Genel Özellikleri, Süleyman Demirel Üniversitesi Fen Bilimleri Enstitüsü, Doktora Semineri, 62 S. Isparta.
Dayık, M., 2005, Dokumada Çözgü Gerginliği Değişiminin Optimizasyonu, Fen Bilimleri Enstitüsü, S.D.Ü, Isparta
Dae Kyun Baek, Tae Jo Ko, Hee Sool Kim., 1997.,A Dynamic Surface Roughness Model For Face Milling, Precision Engineering, Vol. 20, Pp.171-178
Dae Kyun Baek, Tae Jo Ko, Hee Sool Kim., 2001.,Optimization Of Feedrate in A Face Milling Operation Using A Surface Roughness Model., Int. J. of Machine Tool and Manufacturing.,Vol. 41.Pp.451-462
Das, S., Bandyopadhyay, P, P., Chattopadhyay, A, B., 1997. Neural-Network-Based Tool Wear Monitoring in Turning Medium Carbon Steel Using A Coated Carbide Tool. Journal of Materials Processing Tecnology 63, 187-192, India.
Delio, T., Tlusty, J., Smith, S.,1992, Use of Audio Signals For Chatter Detection and Control, Journal of Engineering For Industry, Trans. of ASME, Vol. 114, Pp. 146-157.
Dimla, E., Lister, P,M., Leighton, N, J., 1998, Automatic Tool State Identification in A Metal Turning Operation Using Neural Networks and Multivariate Process Parameters. International Jurnal of Machine Tools and Manufacture Vol 38, 343-352.
Dilipak, H., Gülesin, M., 1997. Torna Opsiyonları İçin Uzman Sistem Tekniklerine Dayalı Kesici Takım Seçimi. Mamkon’97, 349-357, İstanbul.
Dinler, S., 1993. Talaş Kaldırmada Takım Aşınması Ve Takım Ömrü, Marmara Üniversitesi Fen Bilimleri Enstitüsü, Yüksek Lisans Tezi, 88 S. İstanbul.
D. P. Saini, Y. J. Park, 1996, A Quantitative Model of Acoustic Emissions İn Orthogonal Cutting Operations, Journal of Materials Processing Technology, Volume 58, Issue 4, 15, Pages 343-350
D. Dornfeld, 1992, Application of Acoustic Emission Techniques İn Manufacturing, Ndt & E International, Volume 25, Issue 6, Pages 259-269
Erdal Emel, Elijah Kannatey-Asibu, Jr, 1989, Acoustic Emission and Force Sensor Fusion For Monitoring The Cutting Process, International Journal of Mechanical Sciences, Volume 31, Issues 11-12, Pages 795-809

281
Engin, Ş.,1999,Mechanics and Dynamics of Milling With Generalized Geometry, İTU, Fenbilimleri Enstitüsü, 233 S. İstanbul
E. Soliman, F. Ismail,1997, Chatter Suppression by Adaptive Speed Modulation, International Journal of Machine Tools and Manufacture, Volume 37, Issue 3, March 1997, Pages 355-369
Du, R. X., Elbestawi, M. A., Li, S., 1992. Tool Condition Monitoring in Turning Using Fuzzy Set Theory. International Journal of Machine Tools & Manufacture 32/6, 781.
F. A. Farrelly, A. Petri, L. Pitolli, G. Pontuale, 2004, A. Tagliani, P. L. Novi Inverardi, Statistical Properties of Acoustic Emission Signals From Metal Cutting Processes, The Journal of The Acoustical Society of America, Volume 116, Issue 2, Pp. 981-986
F.Dweiri., M.Al-Jarrah, H.Al-Wedyan., 2003, Fuzzy Surface Roghness Modelling of CNC Down Milling of Alumic-79., Journal of Material Processing Technology., 133., 266-275.
G. H. Lim,1995, Tool-Wear Monitoring İn Machine Turning, Journal of Materials Processing Technology, Volume 51, Issues 1-4, Pages 25-36
H. Z. Li, X. P. Li, X. Q. Chen, 2003, A Novel Chatter Stability Criterion For The Modelling and Simulation of The Dynamic Milling Process İn The Time Domain, Int J Adv Manuf Technol 22: 619–625
Hashmi, K., Baradie, M, A., Ryan, M., 1999. Fuzzy-Logic Based Intelligent Selection of Machining Parameters. Journal of Materials Processing Technology 94, 94-111, Ireland.
Helical, 2004. Helical Corporation, Www.1helical.Com
Hamamcı, E., 2004, Frezeleme işlemlerinde takım ömrünün akustik emisyon sinyalleri ile akıllı yöntemler kullanılarak belirlenmesi Fen Bilimleri Enstitüsü, S.D.Ü, Isparta
Hohn,R. E., Sridhar,R., Long,G.W., 1968, A Stability Algorithm For A Special Case of The Milling Process. Trans. Asme, Ser. B, 90, 325± 329.
ISO 8688-2, 1989, Tool Life Testing İn Milling Part 2 :End Milling, International Standart Catologue, IS0 8588-Z : 1989 (E)
Inasaki, I., 1998. Application of Acoustic Emission Sensor For Monitoring Machining Processes. Ultrasonics 36, 273-281.
Jawaid, A., Sharif, S., Koksal, S., 2000. Evaluation of Wear Mechanisms of Coated Carbide Tools When Face Milling Titanium Alloy. Journal of Materials Processing Technology, 99, 266-274.
282
Kistler, 2004. Firma Kataloğu, Www.Kistler.Com
Kim, J.S., 1999. Development of An On-Line Monitoring System Using Acoustic Emission Signal in Gear Shaping. International Journal of Machine Tools and Manufacture 39, 1761-1777 P.
Ko, T. J., Cho, D. W., 1993. Estimation of Tool Wear Length in Finish Milling Using A Fuzzy Inference Algorithm. Wear, 169, 97.
Litao Wang, Mostafa G. Mehrabi, Elijah Kannatey-Asibu, Jr., 2002, Hidden Markov Model-Based Tool Wear Monitoring İn Turning, Journal of Manufacturing Science and Engineering, Volume 124, Issue 3, Pp. 651-658
Lee, A. C., Liu, C. S., 1991, Analysis of Chatter Vibration in The End Milling Process. Int. J. Mach. Tools Manufact., 31, 471± 479.
Lutton, E. Foster, Miller, J.A. Ryan, J. C, A. G. B., 2002. Discovery of The Boolean Functions To The Best Density-Classification Rules Using Gene Expression Programming. Tettamanzi, Eds., Proceedings of The 4th European Conference on Genetic Programming, Eurogp 2002, Volume 2278 of Lecture Notes in Computer Science, Pages 51-60, Springer-Verlag, Berlin, Germany.
Mannan, M.A., Kassim, A.A., Jing, M., 2000. Application of İmage and Sound Analysis Techniques To Monitor The Condition of Cutting Tools. Pattern Recognition Letters 21, 969-979.
Masuko, M., Fundamental Researches on The Metal Cutting 12nd Report-Force Acting on A Cutting Edge and Its Experimental Discussion, Trans.Japanese Society of Mechanical Engineers, Vol. 22, Pp. 371-377, 1956
M C Yoon, D H Chin, 2005, Cutting Force Monitoring İn The End Milling Operation For Chatter Detection, Proc. Imeche Vol. 219 Part B: J. Engineering Manufacture, 455-465
M Liang, T Yeap, A Hermansyah, 2004, A Fuzzy System For Chatter Suppression İn End Milling, Proc. Instn Mech. Engrs Vol. 218 Part B: J. Engineering Manufacture,403-417
Miklaszewski, S., Zurek, M., Beer, P., Sokolowska, A., 2000. Micromechanism of Polycrystalline Cemented Diamond Tool Wear During Milling of Wood-Based Materials. Diamond and Related Materials, 9, 1125-1128.
Miyaguchi, T., Masuda, M., Takeoka, E., Iwabe, H., 2001. Effect of Tool Stiffness Upon Tool Wear in High Spindle Speed Milling Using Small Ball End Mill. Journal of The International Societies For Precision Engineering and Nanotechnology, 25, 145-154.
Osamu Maeda, Yuzhong Cao, Yusuf Altintas,2005, Expert Spindle Design System,
283
International Journal of Machine Tools & Manufacture 45 (2005) 537–548
Özcan, E., 2001. CNC Tezgahlarda Kullanılan Kesici Takımlarda Takım Aşınmasının Kesme Performansına Dinamik Etkileri, Marmara Üniversitesi Fen Bilimleri Enstitüsü, Doktora Tezi, 168 S. İstanbul.
Özkan, S. S., 2000. CNC Tezgahlarında Kesme Şartları Ve İşleme Kalitesi Arasındaki İlişkinin Analizi, Marmara Üniversitesi Fen Bilimleri Enstitüsü, Doktora Tezi, 228 S. İstanbul.
P.Franco, M.Estrems, F.Faura., 2004., Influence of Radial and Axial Runouts on Surface Roughness in Face Milling With Roun Insert Cutting Tools International Journal of Machine Tools and Manufacture, Volume 44, Issue 15, Pages 1555-1565
P.G. Benardosö, G .C Vosniakas, 2002, Prediction of Surface Roughness in CNC Face Milling Using Neural Networks and Taguchi’s Design of Experiments., Robotics and Computer Integrated Manufacturing., 18., 343-354.
P. Wılkınson, R. L. Reuben, J. D. C. Jones, J. S. Barton, D. P. Hand, T. A. Carolan, S. R. Kıdd,1999, Tool Wear Predıctıon From Acoustıc Emıssıon and Surface Characterıstıcs Vıa An Artıfıcıal Neural Network , Mechanical Systems and Signal Processing, Volume 13, Issue 6, , Pages 955-966
Pontuale, G., Farrelly, F.A., Petri, A., Pitolli, L., 2002. A Statistical Analysis of Acoustic Emission Signals For Tool Condition Monitoring. 2003 Acoustical Society of America, America.
Poulachon, G., Dessoly, M., Calvez, L., Lebrun, J. L., Prunet, V., Jawair, I. S., 2001. An Investigation of The Influence of Sulphide Inclusions on Tool-Wear in High Speed Milling of Tool Steels. Wear, 250, 334-343.
Roy, R. Köppen, M. Ovaska, Furuhashi, S., T., Hoffmann, F., 2002. Gene Expression Programming in Problem Solving. Soft Computing and Industry – Recent Applications, Pages 635-654.
R.Azouzi, M. Guillot.,1997,On-Line Prediction of Surface Finish and Dimensional Deviation in Turning Using Neurol Network Based Sensor Fusion, Int. J. of Machine Tool and Manufacturing.,Vol. 37. No:9, Pp.1201-1217
Richetti, A., Machado, A. R., Da Silva, M. B., Ezugwu, E. O., Bonney, J., 2004. Influence of The Number of Inserts For Tool Life Evaluation in Face Milling of Steels. International Journal of Machine Tools & Manufacture, 44, 695-700.
Robert, B.J., Barry, K.F., Ercan, M.T., 2001. On-Line Optimization of Cutting Conditions For Nc Machining. Manufacturing and Industrial Innovation Research Conference, Florida.
284
Santos, J. M. Zapico, A., 2003. Combinatorial Optimization by Gene Expression Programming: Inversion Revisited Proceedings of The Argentine Symposium on Artificial Intelligence, Pages 160-174, Santa Fe, Argentina.
S. C. Lin, R. J. Lin, 1996, Tool Wear Monitoring İn Face Milling Using Force Signals, Wear, Volume 198, Issues 1-2, Pages 136-142
S.Engin, Y.Altıntaş., 2001., Mechanics and Dynamics of General Milling Cutter, Part 2.,İnserted Cutter., Int. J. of Machine Tool and Manufacturing., 41., 2213-2231
S.K.Choudhury, G.Bartarya, 2003, Role of Temperature and Surface Finish in Predicting Tool Wear Using Neural Network and Design of Experiments., Int. J. of Machine Tool and Manufacturing., 43., 747-753
Ship-Peng Lo, 2003, An Adaptive-Network Based Fuzzy Interface System For Prediction of Workspiece Surface Roughness in End Milling., Journal of Material Processing Technology., 142., 665-675
Sridhar, R., Hohn, R. E., Long, G.W., 1968a, A General Formulation of The Milling Process Equation. Trans. ASME, Ser. B, 90, 317± 324.
S. V. Wong, A. M. S. Hamouda, 2002,A Fuzzy Logic Based Expert System For Machinability Data-On-Demand on The Internet, Journal of Materials Processing Technology, Volume 124, Issues 1-2, , Pages 57-66
Sridhar,R.,Hohn,R.E., Long,G.W.,1968b, A Stability Algorithm For The General Milling Process. Trans. ASME, Ser. B, 90, 330± 334.
Şahin, Y., 2000. Talaş Kaldırma Prensipleri 1. Nobel Yayın Dağıtım Ltd.Şti., 562 S. Ankara
Şahin, Y., 2001. Talaş Kaldırma Prensipleri 2. Nobel Yayın Dağıtım Ltd.Şti., 490 S. Ankara
Şeker, U., 1997. Takım Tasarımı Ders Notları. 130 S. Ankara.
Şeker, U., 1997. Tal 408 Takım Tasarımı Ders Notları, Gazi Üniversitesi Teknik Eğitim Fakültesi, Ankara.
Şen, Z., 1999. Mühendislikte Bulanık Modelleme İlkeleri. İtü Uçak Ve Uzay Bilimleri Fakültesi, İstanbul.
Taylan, F.,2006, Alın Frezelemede Deney Şartlrı VE Takım Aşınması Ölçüm Metodları, Süleyman Demirel Üniversitesi Fen Bilimleri Enstitüsü, Doktora Semineri, 96 S. Isparta.
Tlusty, J. Mcneil, P., 1970, Dynamics of Cutting Forces İn End Milling, Annals of The CIRP, Vol. 24, Pp. 21-25,
285
Tlusty, J., Ismail, F., 1981, Basic Non-Linearity in Machining Chatter. Annals of The Cirp, 30, 299± 304.
Tlusty, J., 1986, Dynamics of High-Speed Milling. Trans. Asme, J. Engineering Industry., 108, 59± 67.
Tsai,M. D., Takata, S., Inui,M., Kimura, F., Sata, T., 1990, Prediction of Chatter Vibration by Means of A Model-Based Cutting Simulation System. Annals of The Cirp, 39, 447± 450.
T. I. El-Wardany, E. Mohammed, M. A. Elbestawi, 1996, Cutting Temperature of Ceramic Tools İn High Speed Machining of Difficult-To-Cut Materials, International Journal of Machine Tools and Manufacture, Volume 36, Issue 5, , Pages 611-634
Taegutec. 2004. Taegutec Corporation. Http://Www.Taegutec.Com.
W M Sim, R C Dewes, D K Aspinwall,2002, An İntegrated Approach To The High-Speed Machining of Moulds and Dies İnvolving Both A Knowledge-Based System and A Chatter Detection and Control System, Proc Instn Mech Engrs Vol 216 Part B: J Engineering Manufacture, SPECIAL ISSUE PAPER 1635-1646
Wong, S. V., Hamouda, A. M. S., El Baredie, M. A., 1999. Generalized Fuzzy Model For Metal Cutting Data Selection. Journal of Materials Processing Technology, 89-90, 310-317.
X. Q. Li, Y. S. Wong, A. Y. C. Nee, 1997, Tool Wear and Chatter Detection Using The Coherence Function of Two Crossed Accelerations, International Journal of Machine Tools and Manufacture, Volume 37, Issue 4, Pages 425-435
Xiaoli, L., 2002. A Brief Review: Acoustic Emission Method For Tool Wear Monitoring During Turning. International Journal of Machine Tools and Manufacture 42, 157-165.
Xiaoli Li, Shen Dong, Zhejun Yuan, 1999, Discrete Wavelet Transform For Tool Breakage Monitoring, International Journal of Machine Tools and Manufacture, Volume 39, Issue 12, , Pages 1935-1944
Yalçın M. Ertekin, Yongjin Kwon, Tzu-Liang Tseng., 2003., Identification of Common Sensory Features For The Control of CNC Milling Operation Under Varying Cutting Conditions., Int. J. of Machine Tool and Manufacturing., 43., 897-904
Yılmaz, N., 2002. Seramik Kesici Takımlarda Aşınma Ve Isınma Kaynaklı Hasarlar, Süleyman Demirel Üniversitesi Fen Bilimleri Enstitüsü, Doktora Semineri, 39 S. Isparta.
286
Y. S. Tarng, C. Y. Nian, J. Y. Kao, 1997,Automatic Synthesis of Membership Functions For The Force Control of Turning Operations, Journal of Materials Processing Technology, Volume 65, Issues 1-3, Pages 80-87
Yu-Hsuan Tsai., Chen, J.C., Lou, S., 1999. An In-Process Surface Recognizion System Based on Neural Networks in End Milling Cutting Operations. Internatıonal Journal of Machine Tools and Manufacture, N.39, Pp.583-605.
Yılmaz, O., 1999. Computer Aided Selection of Cutting Parameters by Using Fuzzy Logic. G. Ü. Makine Mühendisliği, Y. Lisans Tezi 110s. Gaziantep.
Zadeh, L,A., 1965, Fuzzy Sets, Information and Control 8, 338-353 P.
Zadeh, L,A., 1978, Fuzzy Sets As A Basis For A Theory of Possibility, 3-10 P.
Zhu, J,Y., 1982. Control of Machine Tools Using To Fuzzy Control Technique. Annals of The Cirp 31, 347-352.
Zorev, N.N., Metal Cutting Mechanics, Pergamon Press, 1966
287
EKLER EK-1 Akustik ve Titreşim Sinyallerinin DAQ kart ile toplayan ve değerlendiren Matlab Programı %Bu program Measuremetn Computing DAS 6071E DAQ veri toplama kartı %kullanarak Akustik ve titreşim sensörlerinden gelen, Filtrelenmiş ham ve RMS sinyalleri toplamak %için yazılmıştır. %------------------Programı Yazan: Oğuz ÇOLAK------------------------------ function sinyal_kayıt() clear ai = analoginput('mcc', 1); chan = addchannel(ai, [1 2 8 9]); %set(ai,'TimerFcn','plot(peekdata(ai,1000))');%@kaydetme her plot için 1000 sample %sampleRate = get(ai, 'SampleRate'); set(ai,... 'InputType', 'Differential',... 'SamplesPerTrigger', 25000,... 'TriggerRepeat', 1); %'TriggerType', 'Manual'); %'Stopfcn', 'daqscope', 'stopaction', gcbf); %'TimerPeriod', 0.1,... %'Timerfcn', @localTimerAction,... start(ai) %for i=1:2 %trigger(ai) [DATA, TIME, ABSTIME, EVENTS] = GETDATA(ai, get(ai, 'SamplesPerTrigger')); %trigger(ai) %[DATA, TIME, ABSTIME, EVENTS] = GETDATA(ai, get(ai, 'SamplesPerTrigger')) % %end save('analog4.mat','DATA'); stop(ai) a=DATA(:,1); b=DATA(:,2); c=DATA(:,3); d=DATA(:,4);
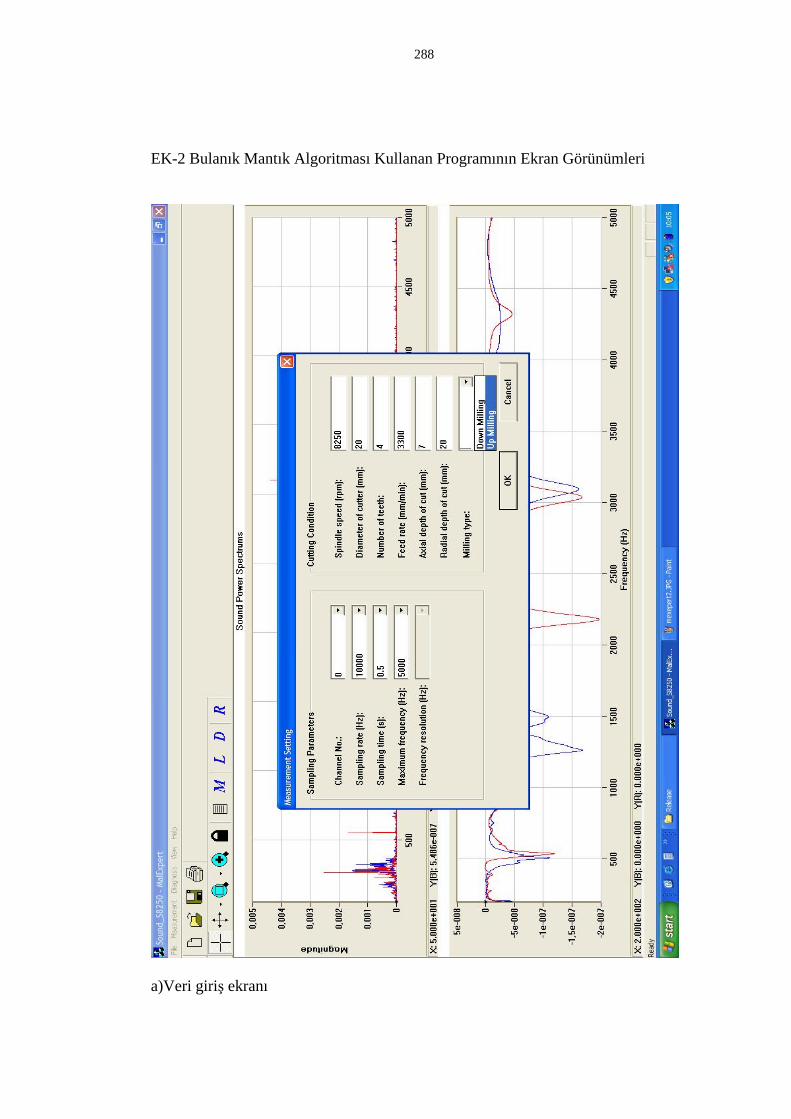
288
EK-2 Bulanık Mantık Algoritması Kullanan Programının Ekran Görünümleri
a)Veri giriş ekranı
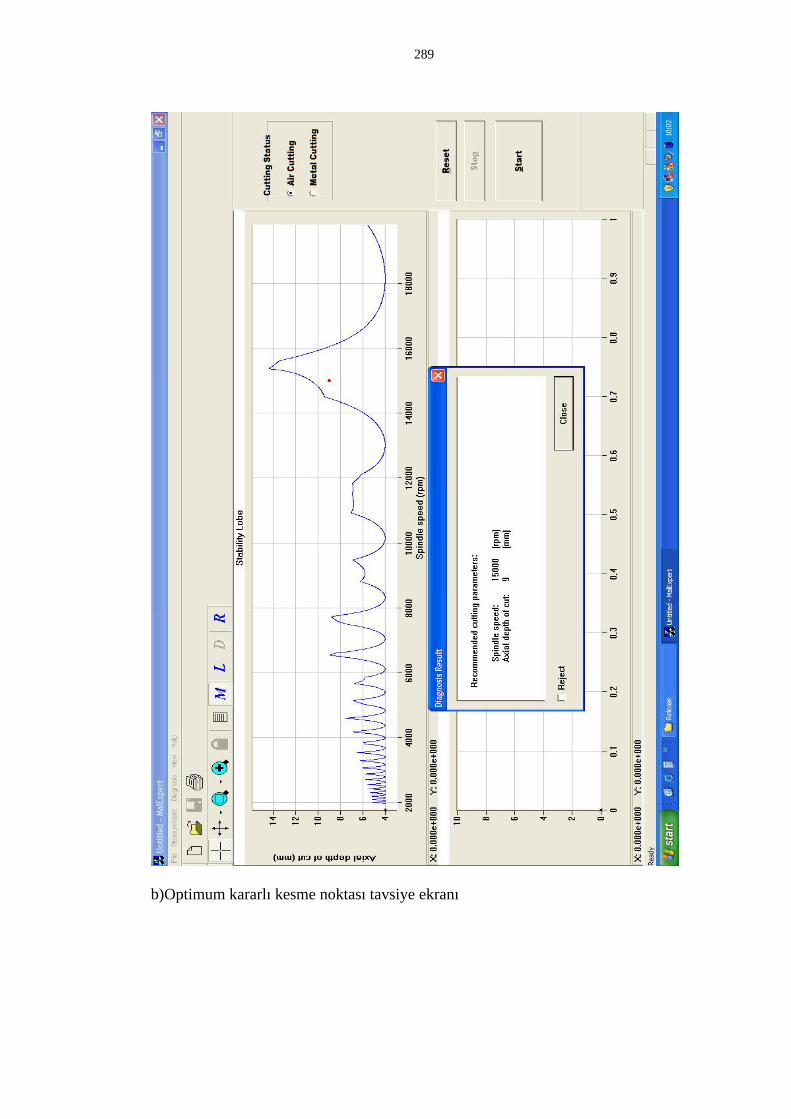
289
b)Optimum kararlı kesme noktası tavsiye ekranı
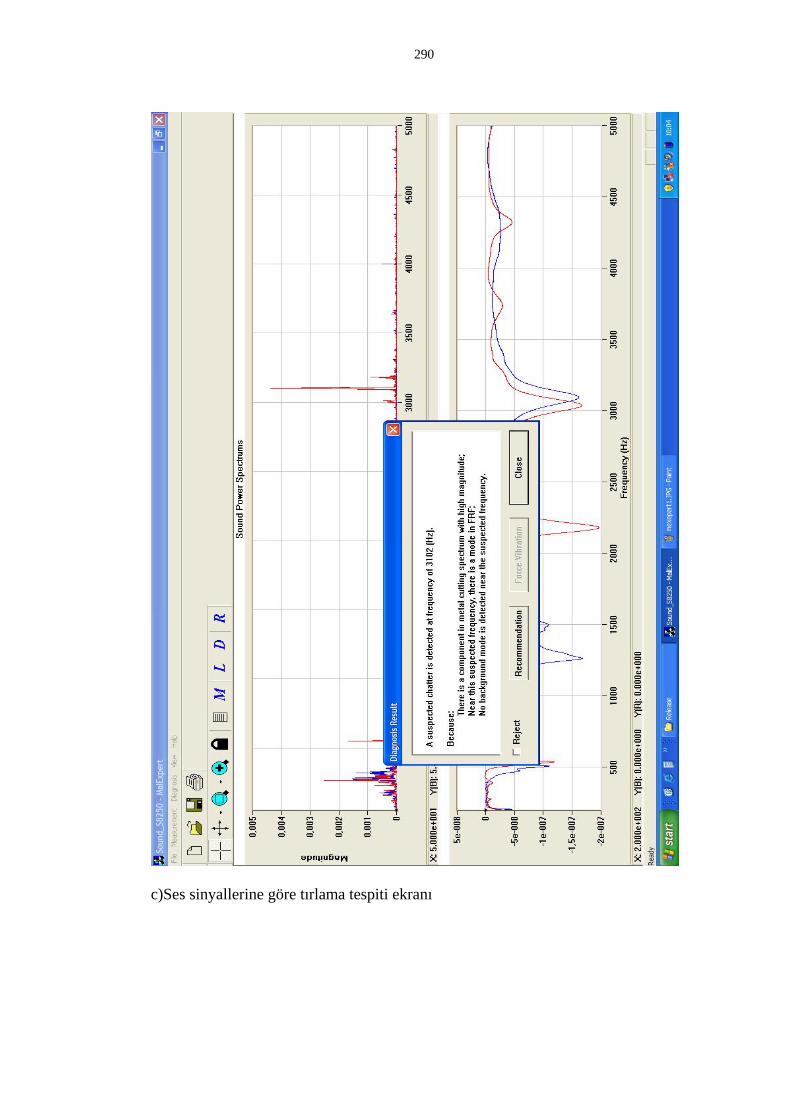
290
c)Ses sinyallerine göre tırlama tespiti ekranı
291
ÖZGEÇMİŞ
Adı Soyadı : Oğuz ÇOLAK
Doğum Yeri : ISPARTA
Doğum Yılı : 12.05.1971
Medeni Hali : Evli
Eğitim ve Akademik Durumu
Lise :1986-1990 Anadolu Meteoroloji Meslek Lisesi / ANKARA
Lisans :1991-1993 Yıldız Teknik Üniversitei Kocaeli Mühendislik Fakültesi
Makina Mühendisliği Bölümü / İZMİT
1993-1996 Süleyman Demirel Üniversitesi Mühendislik Fakültesi
Makina Mühendisliği Bölümü / ISPARTA (Yatay Geçiş)
Yüksek Lisans:1997-2000 Süleyman Demirel Üniversitesi Fen Bilimleri Enstitüsü
Makina Mühendisliği Anabilim Dalı / ISPARTA
Yabancı Dil :İngilizce
İş Deneyimi
1990-1999 :Meteoroloji Genel Müdürlüğü, Teknisyen, Mühendis
1999- 2002 :Uzman, Süleyman Demirel Üniversitesi Mühendislik-Mimarlık
Fakültesi Tekstil Mühendisliği Bölümü / ISPARTA
2002- :Uzman, Süleyman Demirel Üniversitesi, CAD/CAM Araştırma ve
Uygulama Merkezi (13-b) ISPARTA







