Download - Asamblari filetate
ELEMENTE FILETATE
Prof.Dr.Ing. Ionelia VOICULESCU
FILETUL
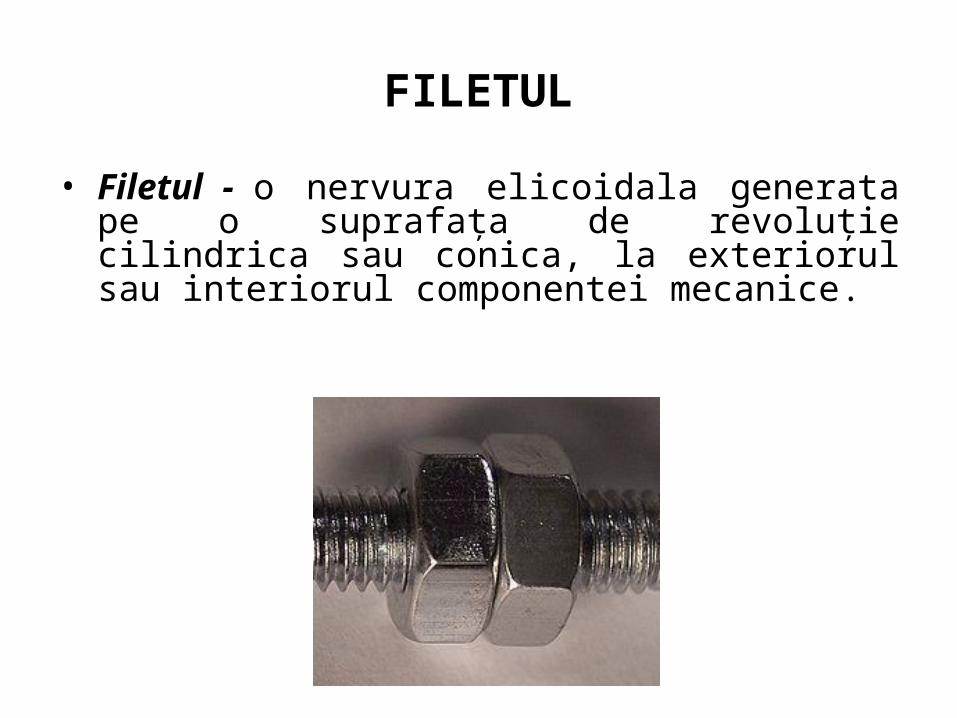
• Filetul - o nervura elicoidala generata pe o suprafaţa de revoluţie cilindrica sau conica, la exteriorul sau interiorul componentei mecanice.
Elementele caracteristice ale filetului • Pasul elicei, ps –distanta de avans de-a lungul axei corespunzatoare unei rotatii
complete pe elicea directoare;• Pasul filetului, p – distanta intre laturile paralele a doua spire consecutive,
masurata parallel cu axa filetului;• Unghiul de inclinare a spirei, β – format de linia elicoidala si un plan
perpendicular pe axa filetului;• Unghiul flancurilor, α – masurat intr-un plan care trece prin axa filetului,intre
flancurile filetului;• Profilul filetului: triunghiular, patrat, trapezoidal, fierastrau, rotund – sectiunea
spirei intr-un plan care trece prin axa filetului;• Diametrul interior al filetului, d1 –diametrul cilindrului circumscris fundurilor
filetului exterior si varfurilor filetului interior;• Diametrul exterior al filetului, d –diametrul cilindrului circumscris varfurilor
filetului exterios si fundurilor filetului interior;• Diametrul mediu al filetului, d2 –diametrul fictiv al cilindrului a carui suprafata
intersecteaza spirele filetului,astfel incat latimea plinurilor sa fie egala cu latimea golurilor;
• Numarul de inceputuri: cu un inceput,cu mai multe inceputuri;• Sensul de infasurare: spre stanga, spre dreapta
Clasificarea filetelor• după numărul de începuturi
– filete cu un început – filete cu două sau cu mai multe începuturi
• după profilul filetului – filete cu profil triunghiular
• filete metrice • filete măsurate în inci (ţoli)
– filete cu profil pătrat – filete cu profil trapezoidal – filete cu profil semirotund (Edison) – filete cu profil ferăstrău
• după sensul de înfăşurare al elicei – filete pe dreapta – filete pe stânga
• după forma piesei filetate – filete cilindrice – filete conice – filete plane
• după mărimea pasului – filete cu pas normal – filete cu pas fin
Tipuri de filete
FILETE DE FIXARE – • Filetul metric (M) are la baza un triunghi echilateral cu latura egala
cu pasul filetului, unghiul flancului este de 60˚ir inaltimea teoretica H =0,866003p. Forma fundului nu este standardizata, astfel incat se poate executa drept sau rotunjit, cu raza r = 0,14434p. Poate si executat in variantele: normal, pentru constructii de masini; fin, pentru mecanica fina, aviatie. Prin micsorarea pasului, la acelasi diametru exterior se mareste diametrul interior (deci si rezistenta componentei filetate) si se micsoreaza unghiul de inclinare a spirei, ceea ce imbunatateste conditia de autofixare. Este tipul de filet cel mai des utilizat, in special pentru organe de asamblare.
– • Filetul whitworth (W) are profilul de baza triunghi isoscel cu baza egala cu pasul filetului, cu unghi la varf de 55˚ iar inaltimea triunghiului t = 0,96049p; diametrul exterior al filetului se masoara in toli (1’ = 25,4 mm) iar pasul se caracterizeaza prin numarul de spire raportat la un tol, p= 25,4/z. Se utilizeaza la piese de schimb, pentru locomotive;
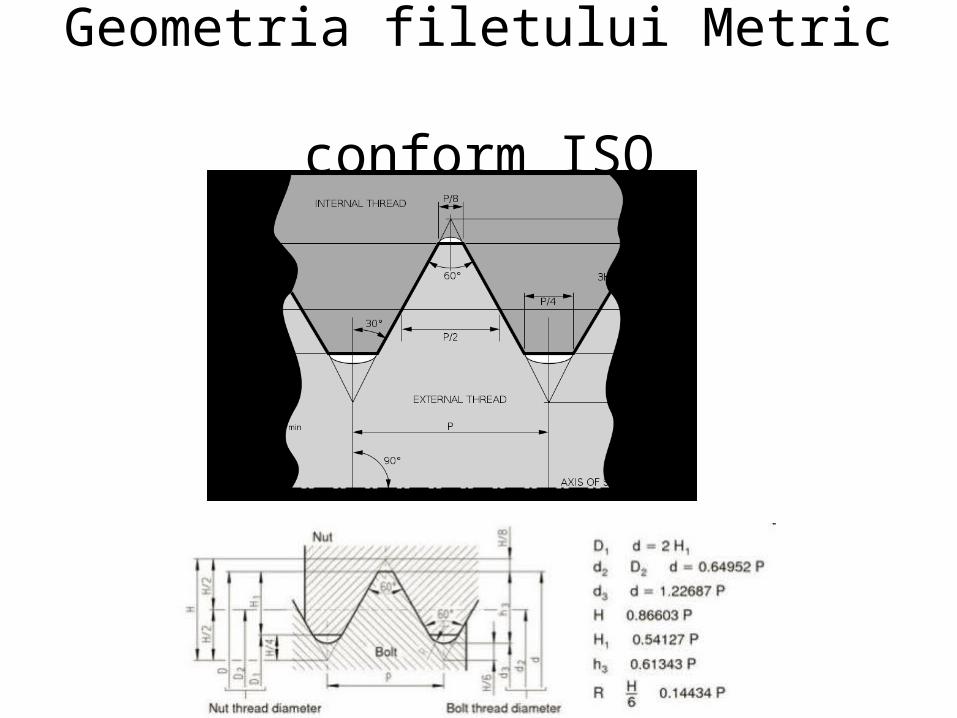
Geometria filetului Metric conform ISO
Tipuri de filete
FILETE PENTRU TEVI: • (G) se utilizeaza la imbinarea tevilor, armaturilor,
conductelor. In mod conventional, diametrul exterior se alege mai mare decat diametrul nominal cu dublul grosimii peretilor, d = d1 + 2s.
• Pentru a nu se micsora rezistenta tevii, filetul pentru tevi este executat in varianta fina, sistemul de masurare fiind in toli.
• Filetul cu profil rotunjit asigura o foarte buna etansare, fiind recomandat la asamblarea tuburilor de mare presiune.
Tipuri de filete - FILETE DE MISCARE
Sunt utilizate pentru transformarea mişcării de rotaţie in mişcare de translaţie (ex.:dispozitive micrometrice, transmisii la maşini-unelte, cricuri etc.).
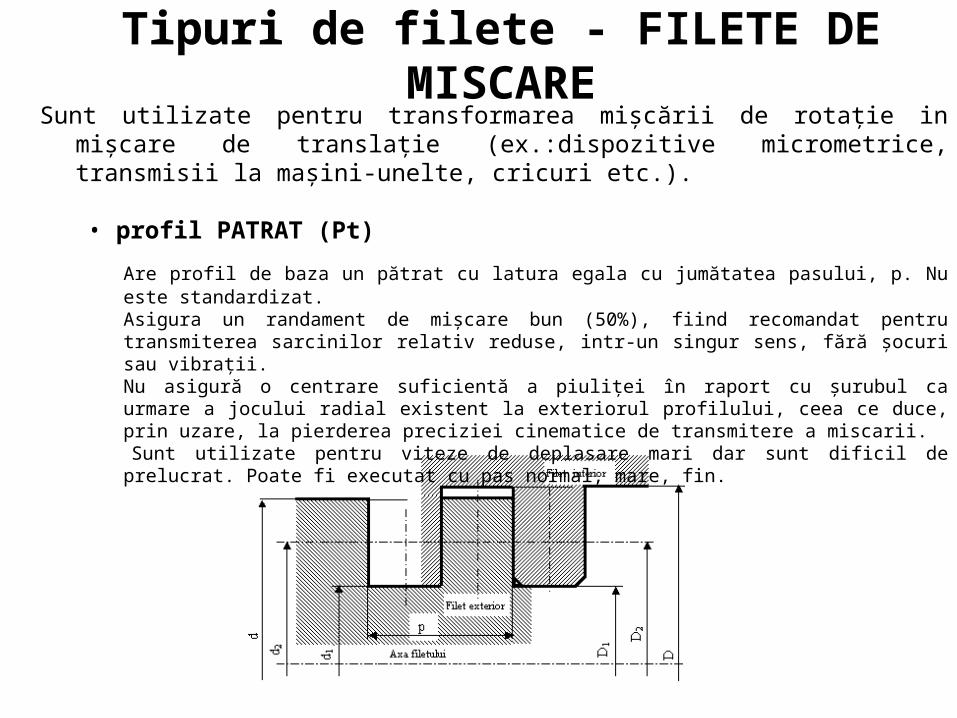
• profil PATRAT (Pt)
Are profil de baza un pătrat cu latura egala cu jumătatea pasului, p. Nu este standardizat.Asigura un randament de mişcare bun (50%), fiind recomandat pentru transmiterea sarcinilor relativ reduse, intr-un singur sens, fără şocuri sau vibraţii. Nu asigură o centrare suficientă a piuliţei în raport cu şurubul ca urmare a jocului radial existent la exteriorul profilului, ceea ce duce, prin uzare, la pierderea preciziei cinematice de transmitere a miscarii.
Sunt utilizate pentru viteze de deplasare mari dar sunt dificil de prelucrat. Poate fi executat cu pas normal, mare, fin.
Tipuri de filete - FILETE DE MISCARE
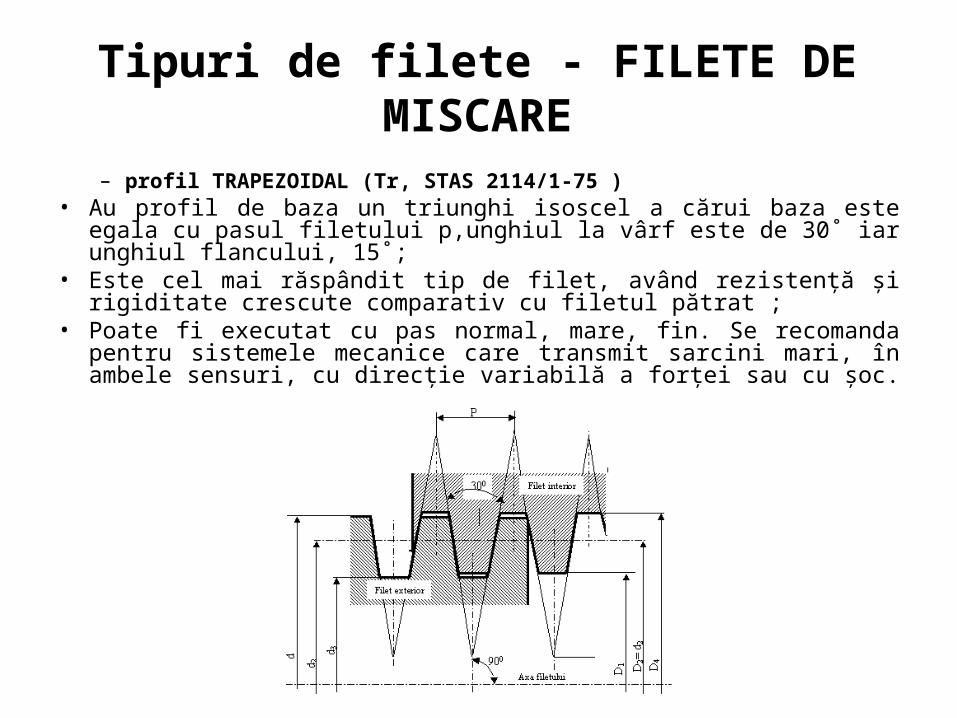
– profil TRAPEZOIDAL (Tr, STAS 2114/1-75 )• Au profil de baza un triunghi isoscel a cărui baza este egala cu
pasul filetului p,unghiul la vârf este de 30˚ iar unghiul flancului, 15˚;• Este cel mai răspândit tip de filet, având rezistenţă şi rigiditate
crescute comparativ cu filetul pătrat ; • Poate fi executat cu pas normal, mare, fin. Se recomanda pentru
sistemele mecanice care transmit sarcini mari, în ambele sensuri, cu direcţie variabilă a forţei sau cu şoc.
Tipuri de filete - FILETE DE MISCARE
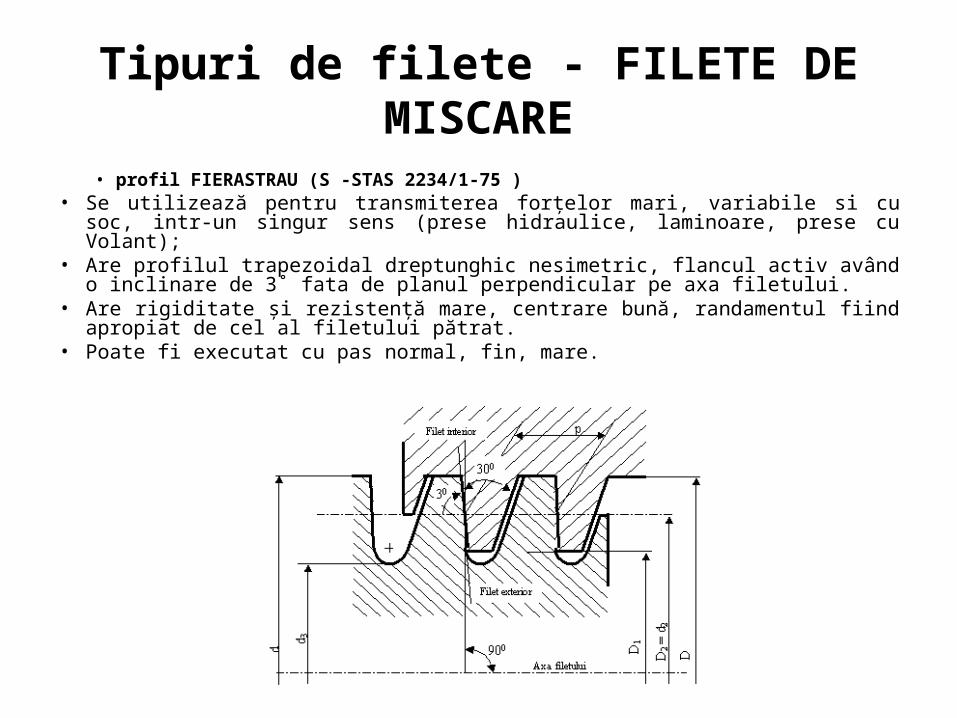
• profil FIERASTRAU (S -STAS 2234/1-75 )• Se utilizează pentru transmiterea forţelor mari, variabile si cu soc, intr-
un singur sens (prese hidraulice, laminoare, prese cu Volant); • Are profilul trapezoidal dreptunghic nesimetric, flancul activ având o
inclinare de 3˚ fata de planul perpendicular pe axa filetului.• Are rigiditate şi rezistenţă mare, centrare bună, randamentul fiind
apropiat de cel al filetului pătrat.• Poate fi executat cu pas normal, fin, mare.
Tipuri de filete cu destinaţie speciala
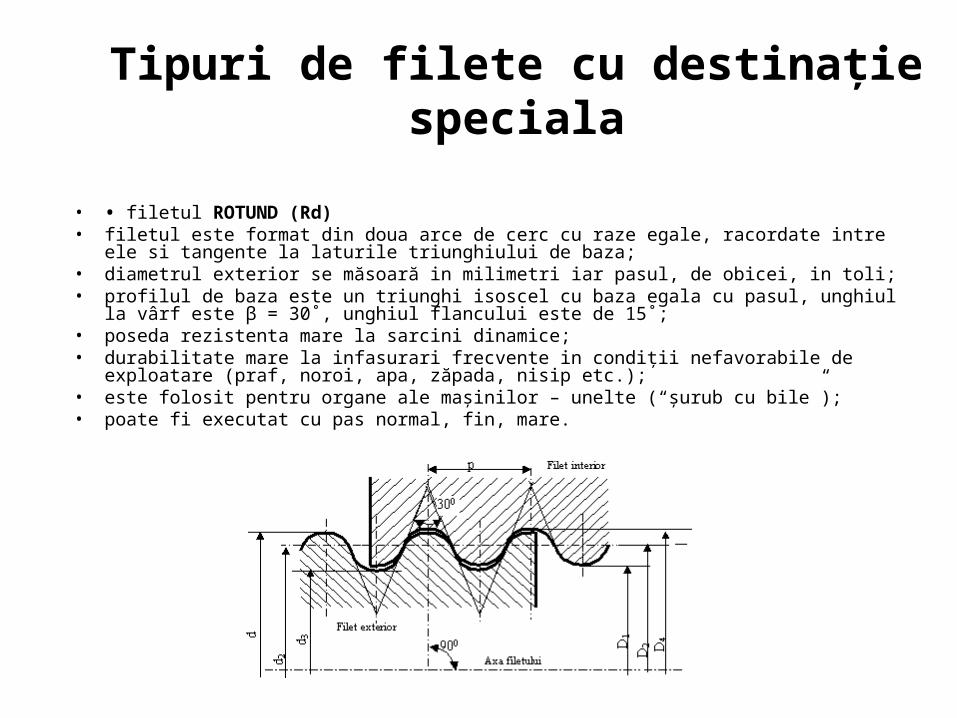
• • filetul ROTUND (Rd)• filetul este format din doua arce de cerc cu raze egale, racordate intre ele si tangente la
laturile triunghiului de baza;• diametrul exterior se măsoară in milimetri iar pasul, de obicei, in toli;• profilul de baza este un triunghi isoscel cu baza egala cu pasul, unghiul la vârf este β = 30˚,
unghiul flancului este de 15˚;• poseda rezistenta mare la sarcini dinamice;• durabilitate mare la infasurari frecvente in condiţii nefavorabile de exploatare (praf, noroi,
apa, zăpada, nisip etc.);• este folosit pentru organe ale maşinilor – unelte (“şurub cu bile”);• poate fi executat cu pas normal, fin, mare.

Organe de asamblare filetate - Şuruburi
• După forma capului şuruburile se clasifică astfel:• Şuruburi cu cap cilindric
– Şuruburi cu cap cilindric striat – Şuruburi cu cap cilindric şi locaş hexagonal – Şuruburi cu cap cilindric crestat – Şuruburi cu cap cilindric şi locaş cruciform
• Şuruburi cu cap pătrat • Şuruburi cu cap pătrat mic • Şuruburi cu cap pătrat excentric • Şuruburi cu cap hexagonal • Şuruburi cu cap înecat
– Şuruburi cu cap înecat şi locaş hexagonal – Şuruburi cu cap înecat crestat – Şuruburi cu cap înecat şi locaş cruciform – Şuruburi cu cap înecat şi nas
• Şuruburi cu cap semiînecat – Şuruburi cu cap semiînecat şi crestătură – Şuruburi cu cap semiînecat şi locaş cruciform
• Şuruburi cu ochi • Şuruburi cu cap bombat
– Şuruburi cu cap bombat şi nas – Şuruburi cu cap bombat şi locaş cruciform – Şuruburi cu cap bombat şi locaş hexagonal – Şuruburi cu cap bombat şi crestătură
• Şuruburi fără cap (ştifturi filetate) – Şuruburi fără cap cu crestătură – Şuruburi fără cap cu locaş hexagonal – Şuruburi fără cap cu locaş cruciform
• Şuruburi cu două capete filetate stânga - dreapta (tiranţi) • Prezoane • Tije filetate • După rolul funcţional şuruburile se împart în:• Şuruburi pentru realizarea îmbinărilor demontabile • Şuruburi pentru transmiterea forţelor şi a mişcării • Şuruburi pentru reglare • Şuruburi pentru măsurare
Organe de asamblare filetate - piuliţe
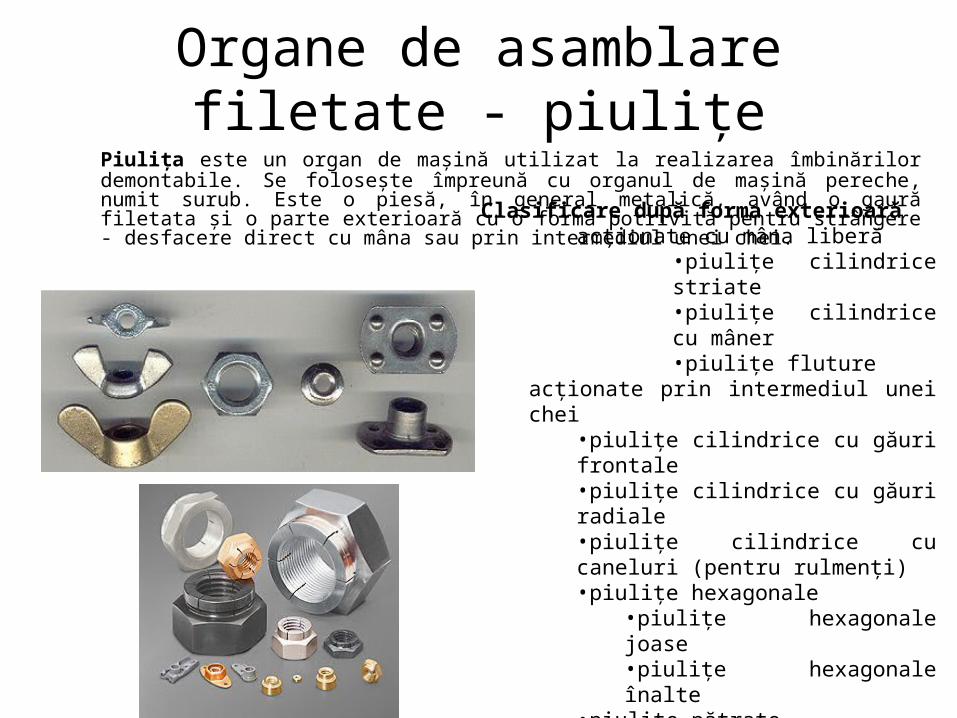
Piuliţa este un organ de maşină utilizat la realizarea îmbinărilor demontabile. Se foloseşte împreună cu organul de maşină pereche, numit surub. Este o piesă, în general metalică, având o gaură filetata şi o parte exterioară cu o formă potrivită pentru strângere - desfacere direct cu mâna sau prin intermediul unei chei.
Clasificare după forma exterioară acţionate cu mâna liberă
•piuliţe cilindrice striate •piuliţe cilindrice cu mâner •piuliţe fluture
acţionate prin intermediul unei chei •piuliţe cilindrice cu găuri frontale •piuliţe cilindrice cu găuri radiale •piuliţe cilindrice cu caneluri (pentru rulmenţi) •piuliţe hexagonale
•piuliţe hexagonale joase •piuliţe hexagonale înalte
•piuliţe pătrate •piuliţe hexagonale crenelate •piulite crenelate
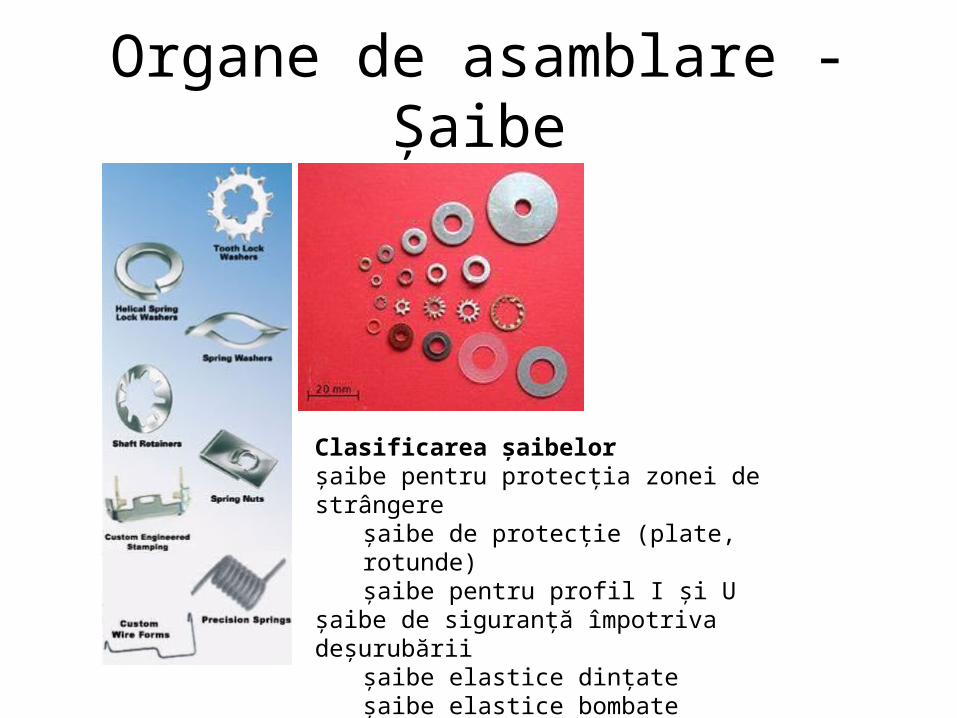
Organe de asamblare - Şaibe
Clasificarea şaibelorşaibe pentru protecţia zonei de strângere
şaibe de protecţie (plate, rotunde) şaibe pentru profil I şi U
şaibe de siguranţă împotriva deşurubării şaibe elastice dinţate şaibe elastice bombate şaibe elastice ondulate şaibe elastice Grower
Factori care influenteaza calitatea
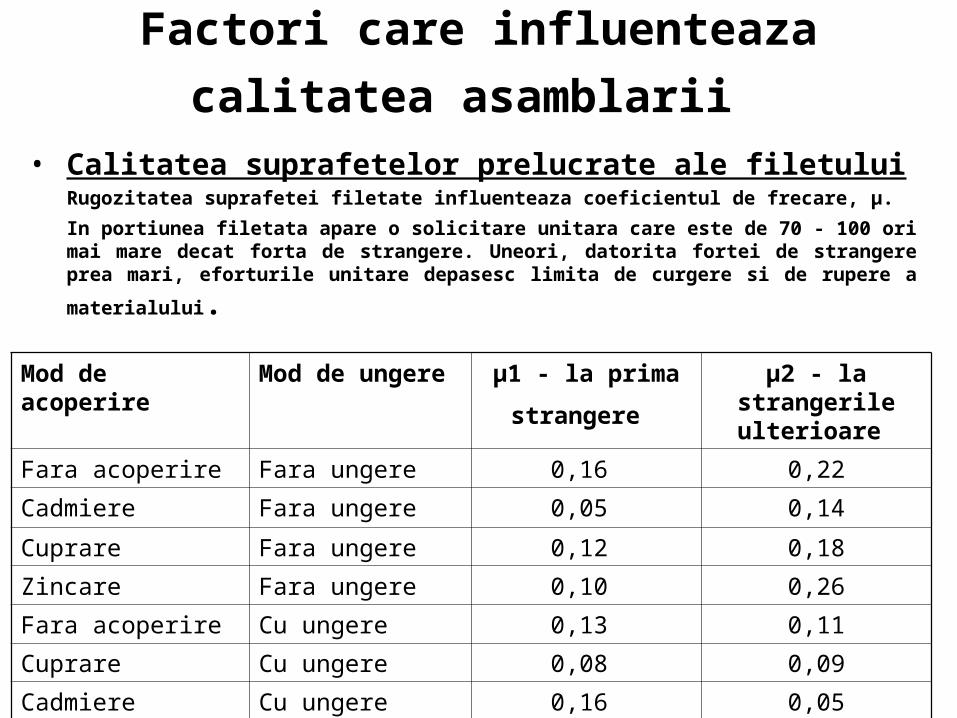
asamblarii • Calitatea suprafetelor prelucrate ale filetului
Rugozitatea suprafetei filetate influenteaza coeficientul de frecare, μ.
In portiunea filetata apare o solicitare unitara care este de 70 - 100 ori mai mare decat forta de strangere. Uneori, datorita fortei de strangere prea mari, eforturile unitare depasesc limita de curgere si de rupere a
materialului.Mod de acoperire Mod de ungere μ1 - la prima
strangere μ2 - la strangerile
ulterioare
Fara acoperire Fara ungere 0,16 0,22
Cadmiere Fara ungere 0,05 0,14
Cuprare Fara ungere 0,12 0,18
Zincare Fara ungere 0,10 0,26
Fara acoperire Cu ungere 0,13 0,11
Cuprare Cu ungere 0,08 0,09
Cadmiere Cu ungere 0,16 0,05
Factori care influenteaza calitatea asamblarii
• Calitatea materialuluiMaterialele cu limita de curgere mare sunt preferate in cazul solicitarilor de oboseala iar cele cu rezistenta de rupere mare la solicitari cu prestrangere ridicata. Materialele cu modul de elasticitate redus prezinta o distributie mai uniforma a sarcinilor. Efectul de concentrator de tensiune face ca, local, sa fie amplificat nivelul tensiunilor mecanice de pana la 100 de ori valoarea din solicitarea efectiva.
• • Suruburi: OL37 – pentru solicitari moderate,OL 42, OL60, -pentru solicitari mecanice ridicate, OLC 25, OLC 35 – pentru piese tratate termic mediu solicitate, oteluri slab aliate cu Mn, Cr sau Mo -40Mn10, 17MnCr10, 14MoCr10 (in industria chimica si petrochimica), 40BCr10 (pentru piese de autoturisme).
• • Piulite: OL32, OL37 si oteluri slab aliate cu Mn, Cr, Mo pentru aplicatii speciale, bronzuri grafitate, alame, fonte.
Factori care influenteaza calitatea asamblarii
Mediul de lucru • Efectul mediului de lucru se manifesta prin nivelul si
caracterul solicitarilor din exploatare. • Rezistenta necesara la coroziune in mediul de lucru
se poate obtine prin protejarea suprafetelor (acoperiri metalice, utilizarea unor lubrifianti sau pulberi, utilizarea unor fluide de protectie sau gaze inerte).
• Capacitatea de dispersare a tensiunilor depinde de numarul total de spire active (care preiau 80% din solicitare) corespunzator sarcinilor aplicate.
Factori care influenteaza calitatea asamblarii
Calitatea si precizia de executie a filetului
Prelucrarea defectuoasa a filetelor duce la aparitia griparilor (blocarilor elementelor filetate), crapaturilor, ciupiturilor, deformarilor spirelor. Precizia prelucrarii si asamblarii suprafetelor filetate determina distributia uniforma a fortei axiale pe spirele filetului.Prin precizia de prelucrare se influenteaza mai ales geometria filetului iar prin utilizarea razelor de racordare se micsoreaza efectul concentratorilor de tensiune.Filetele fierastrau si patrat prezinta o distributie nefavorabila a sarcinii pe spira.
Factori care influenteaza calitatea asamblarii
• Modul de asigurare contra desfacerii • Pentru asigurarea impotriva desfacerii in timpul exploatarii se
recomanda utilizarea unor elemente suplimentare de tip saibe (simple, plate, cu guler, elastice, etc.), contrapiulite (piulita suplimentara), piulite crenate cu saibe elastice, sarme etc.
• De asemenea, pot fi utilizate metode de fixare semipermanenta prin aplicarea unor puncte de sudura, utilizarea unor materiale adezive sau deformarea prin poansonare a capului surubului.
Factori care influenteaza calitatea asamblarii
Modul de solicitare Organele de asamblare filetate pot fi supuse in exploatare
la diferite solicitari care dezvolta tensiuni sau uzura:• intindere (pe axa elementului);• compresiune sau strivire (pe spira profilului elicoidal);
• incovoiere, datorata absentei coaxialitatii sau a neparalelismului suprafetelor asamblate;• torsiune, datorata fortelor de strangere prea mari;• forfecarea filetului in sectiunea minima (la filetele de
miscare) atunci cand fortele de prestrangere sunt foarte mari;
• uzura spirei si oboseala mai ales la suruburile de miscare.
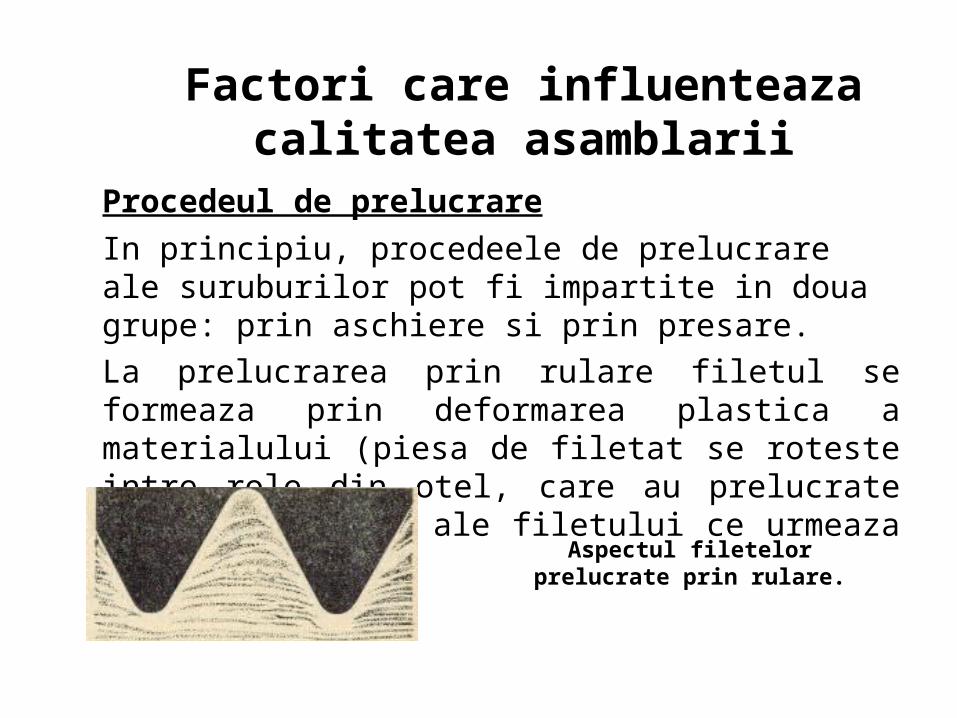
Aspectul filetelor prelucrate prin rulare.
Procedeul de prelucrare
In principiu, procedeele de prelucrare ale suruburilor pot fi impartite in doua grupe: prin aschiere si prin presare.
La prelucrarea prin rulare filetul se formeaza prin deformarea plastica a materialului (piesa de filetat se roteste intre role din otel, care au prelucrate formele negative ale filetului ce urmeaza a fi realizat);
Factori care influenteaza calitatea asamblarii

Prelucrarea cu masini automate a filetelor

Prelucrarea prin aschiere a filetelor
Factori care influenteaza calitatea asamblarii
Tratamentul termic• Efectele tratamentelor termice aplicate componentelor
filetate sunt date de aparitia urmatoarelor fenomene:• Formarea straturilor superficiale de material fragil
(saturate cu carbon si azot la decarburare) sau calire incomplete (adancimea de calire incomplete sau temperature de mentinere aleasa gresit);
• Oxidarea limitelor de graunti:• Deshidrogenarea incompleta dupa galvanizarea si
decaparea chimica.• Imbogatirea cu H2 (zincare, nichelare) care produce
fragilizarea / ruperea prematura a componentelor.
Factori care influenteaza calitatea asamblarii
Calitatea montajului Coaxialitatea componentelor la montaj– Încovoierea elementului filetat;– Strivirea profilului;– Blocarea componentelor;– Imposibilitatea montării complete;– Ruperea componentelor asamblate.
Evitarea deteriorării suprafeţelor profilate – Ungerea flancurilor;– Acoperirea cu straturi metalice;– Acoperirea cu straturi nemetalice;– Durificarea flancurilor prin tratament termic.

Controlul calitatii
Ruperi ale componentelor filetate
• In 370 de cazuri de rupere ale şuruburilor de mare rezistenta, 53% au fost ruperi lente, 44% ruperi la montaj, 3% ruperi in exploatare. Dintre acestea: 60,5% ruperi au apărut pe filet, 28,5% ruperi in zona de racordare iar restul in alte zone ale componentelor.
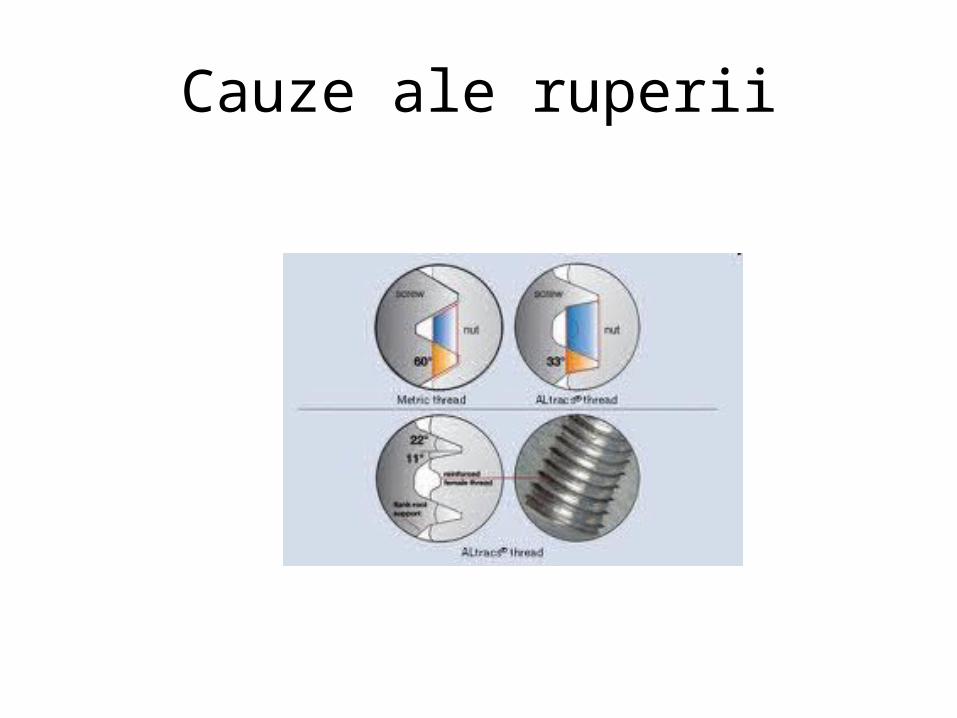
Cauze ale ruperii
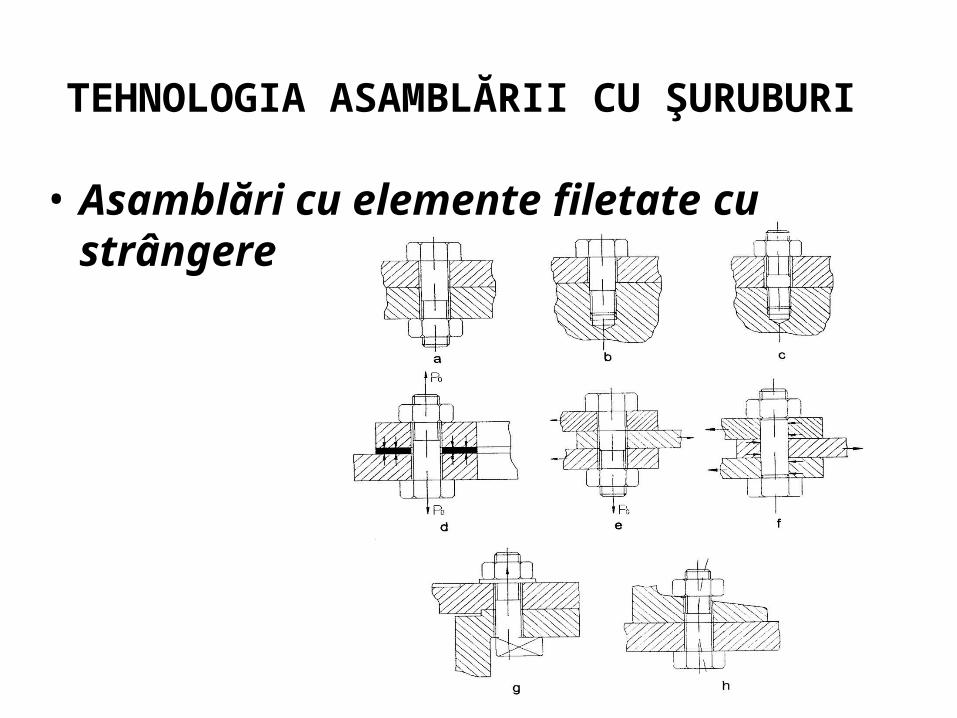
TEHNOLOGIA ASAMBLĂRII CU ŞURUBURI
• Asamblări cu elemente filetate cu strângere
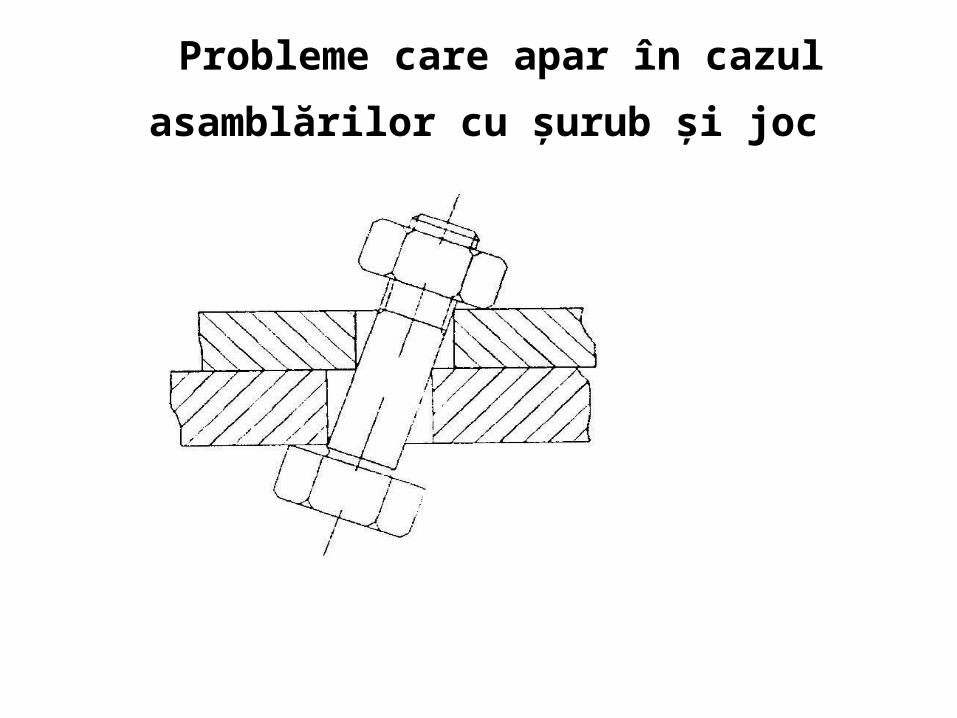
Probleme care apar în cazul asamblărilor cu
şurub şi joc
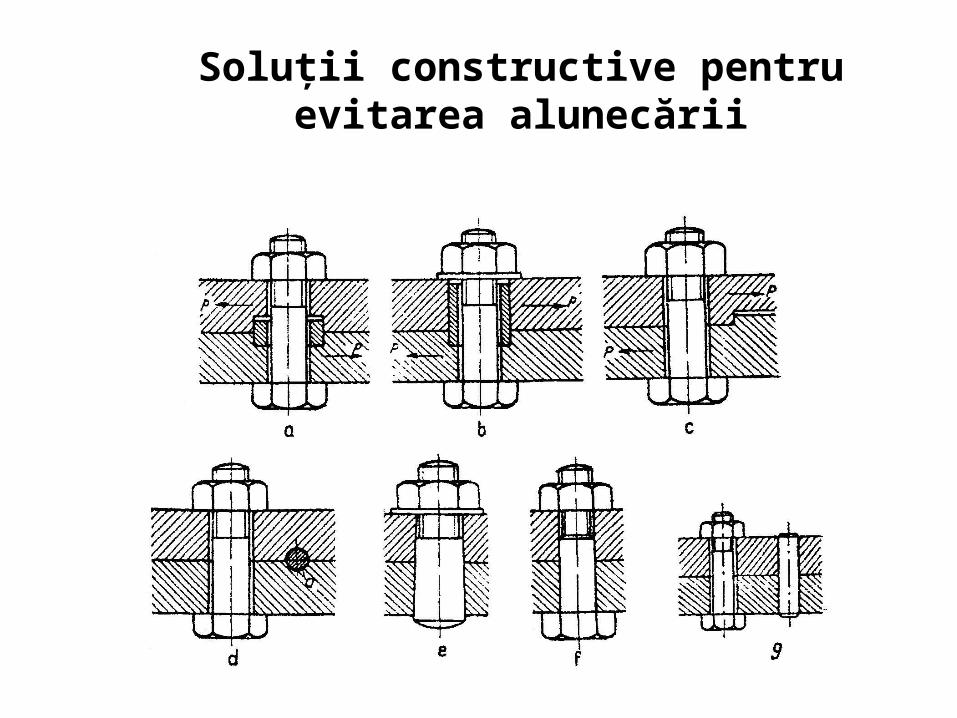
Soluţii constructive pentru evitarea alunecării
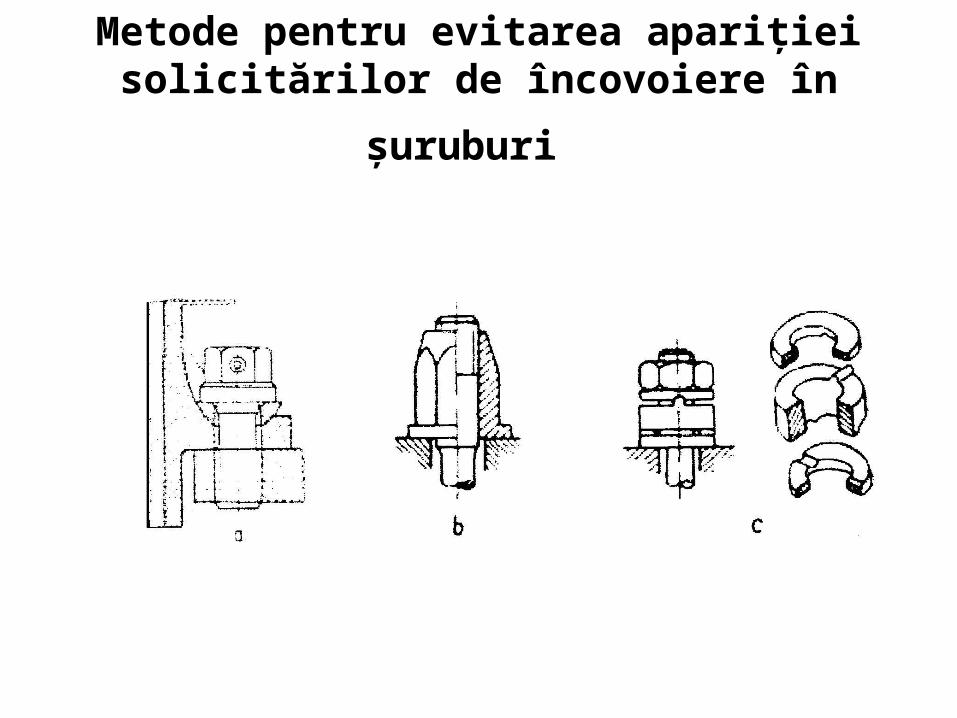
Metode pentru evitarea apariţiei solicitărilor
de încovoiere în şuruburi
Şuruburi de mişcare
• - constructie şi execuţie relativ simpla• - posibilitatea transmiterii unor forte mari• - raport de transmitere mare • - deplasări precise şi uniforme (cu precizii de miimi
de milimetru)• - posibilitatea de asigurare prin autofrânare simplă• - modul de functionare lin şi fără zgomot• - simplitatea transformării mişcării de rotaţie în
mişcare de translaţie
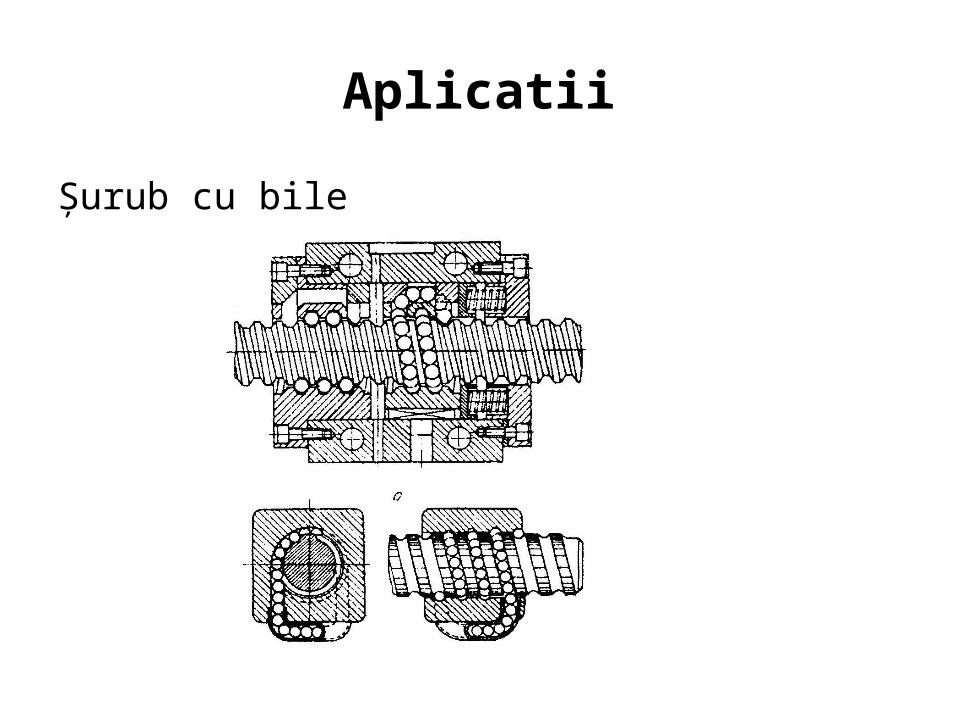
Aplicatii
Şurub cu bile
Măsuri pentru îmbunătăţirea
comportării la auto-desfacere • utilizarea unor contrapiuliţe;• pastile de Cu sau Pb care se deformează;• piuliţa crestată, deformată suplimentar cu şurub secundar;• inele de presiune din material plastic mandrinate;• şaibe Grower; şaibe elastice;• cuie spintecate;• şaibe speciale (cu nas );• şaibe cu margine răsfrântă;• plăci crestate care îmbracă piuliţa total sau parţial;• puncte de sudură;• deformarea plastică,• nituirea sau lipirea cu adezivi
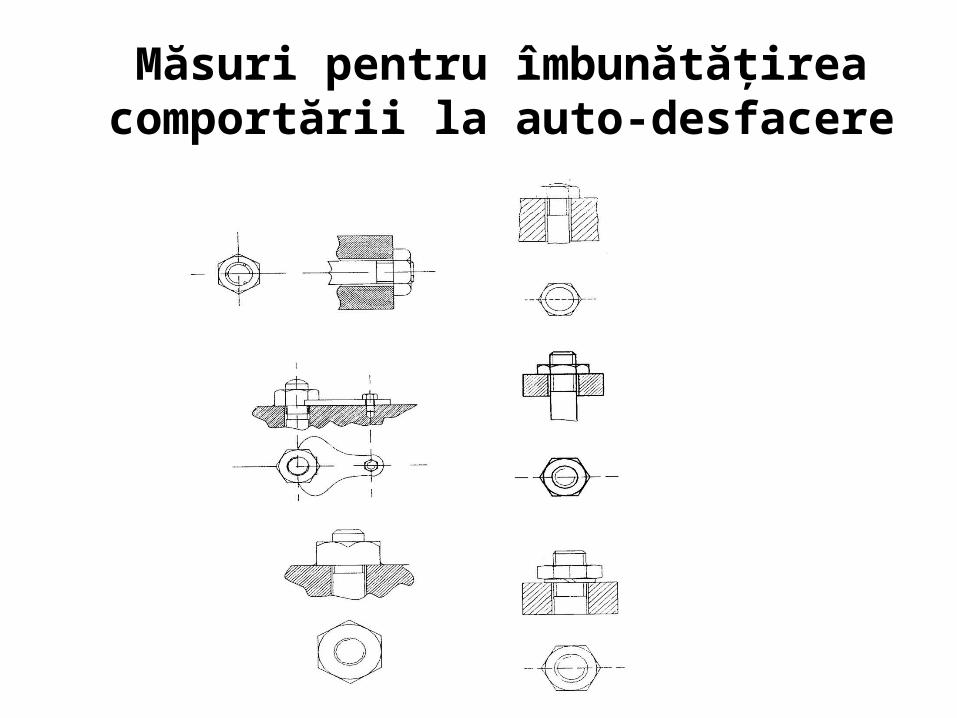
Măsuri pentru îmbunătăţirea comportării la auto-desfacere
Alegerea forţei de pre-strângere iniţială (Po)
• Po condiţionează rezistenţa la oboseală şi etanşeitatea, asigurarea contra desfacerii şi ruperea la montaj.
• Po depinde de:– Calitatea montajului (≈ 70%);
– Metoda de prelucrare mecanică (10% );
– Configuraţia construcţiei (10% );
– Materialul şurubului (10%).
Recomandări privind executarea
montajului • Piuliţa trebuie manevrată (poziţionată) cu mâna, în
prima etapă, până se asigură înşurubarea liberă (datorită impreciziei diametrului, a profilului, a erorilor privind pasul sau înclinarea profilului);
• Suprafeţele laterale ale piuliţei trebuie să fie curate;• Între filete nu trebuie să existe şpan sau corpuri solide;
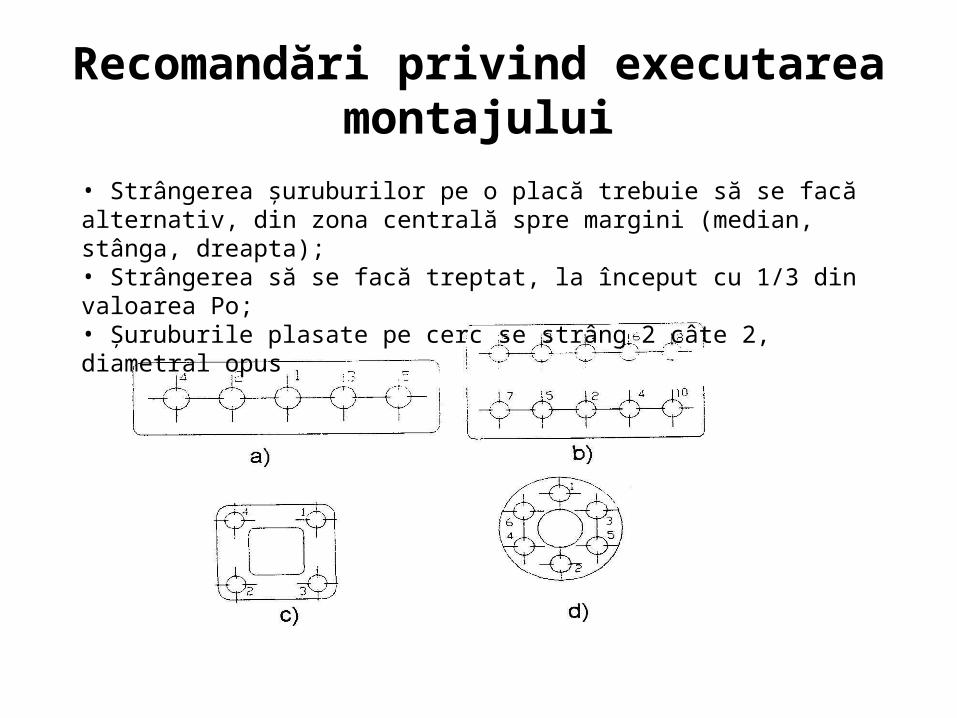
Recomandări privind executarea montajului
• Strângerea şuruburilor pe o placă trebuie să se facă alternativ, din zona centrală spre margini (median, stânga, dreapta);• Strângerea să se facă treptat, la început cu 1/3 din valoarea Po;• Şuruburile plasate pe cerc se strâng 2 câte 2, diametral opus

APLICAŢII SPECIALE ALE ASAMBLĂRILOR
CU FILET • Inserţii filetate de tip HELICOIL

APLICAŢII SPECIALE ALE ASAMBLĂRILOR CU FILET – Inserţii HELICOIL

APLICAŢII SPECIALE ALE ASAMBLĂRILOR CU FILET
Piese cu filet inserate
Manşon filetat pentru materiale de construcţie

APLICAŢII SPECIALE ALE ASAMBLĂRILOR CU FILET
• Piuliţe cu nituri oarbe

Scule pentru manevrare
• Cheie Surubelnita
Va urma!







