dovme hidrolik mekanik presler
DESCRIPTION
Dovme isleminde kullanilan piresler hakkinda bilgiTRANSCRIPT
1
IML 451İmalat Makinaları
1.1Dövme Makinaları Eylül 2007
Dövme Makinaları:Hidrolik ve Mekanik Presler
IML 451İmalat Makinaları
1.2Dövme Makinaları Eylül 2007
Bu bilgilerin yararı şunlardır:
Dövme Makinaları Bilgileri
• Mevcut makina parkını daha verimli kullanılmasını sağlar• Mevcut makina parkının kapasitesinin hassas tanımını
sağlar• Makine üreticileri ile daha iyi iletişimi ve onlardan daha
yüksek kapasiteli makina isteklerini sağlar• Şirket içi makina geliştirilmesini sağlar
2
IML 451İmalat Makinaları
1.3Dövme Makinaları Eylül 2007
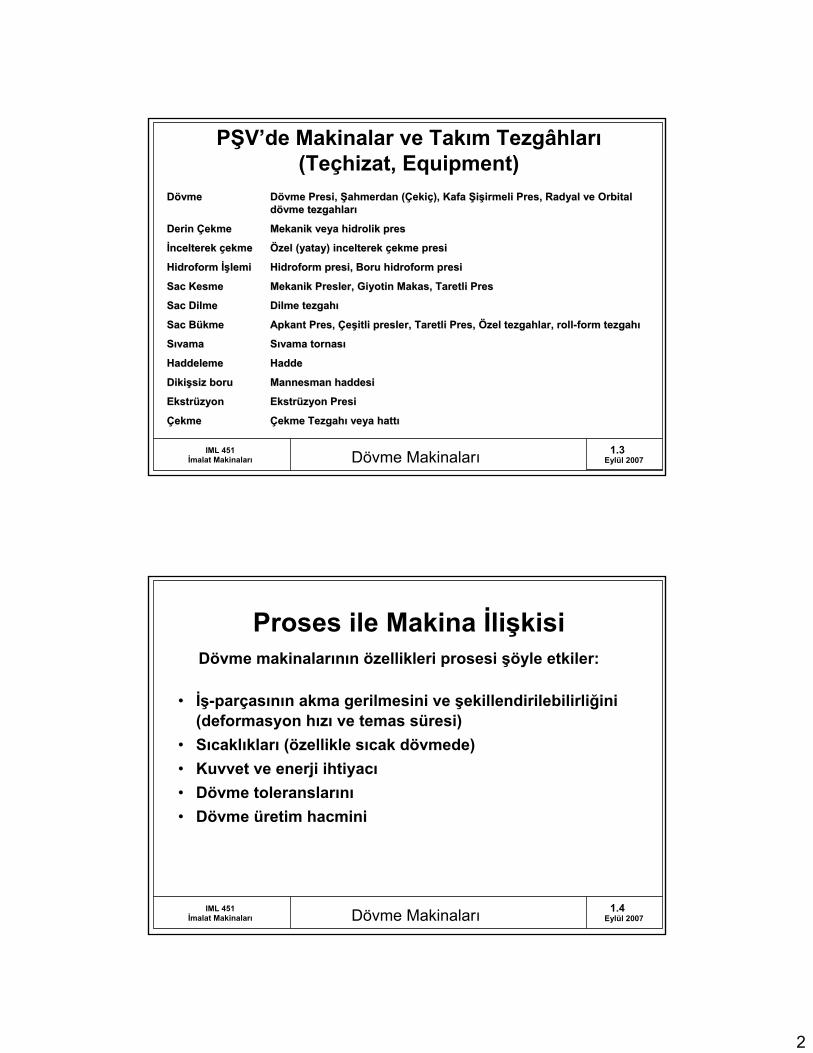
PŞV’de Makinalar ve Takım Tezgâhları(Teçhizat, Equipment)
DDöövmevme DDöövme Presi, vme Presi, ŞŞahmerdan (ahmerdan (ÇÇekiekiçç), Kafa ), Kafa ŞŞiişşirmeli Pres, irmeli Pres, RadyalRadyal ve ve OrbitalOrbitalddöövme tezgahlarvme tezgahlarıı
Derin Derin ÇÇekmeekme Mekanik veya hidrolik presMekanik veya hidrolik pres
İİncelterek ncelterek ççekme ekme ÖÖzel (yatay) incelterek zel (yatay) incelterek ççekme presiekme presi
Hidroform Hidroform İşİşlemilemi Hidroform presi, Boru hidroform presiHidroform presi, Boru hidroform presi
Sac KesmeSac Kesme Mekanik Presler, Giyotin Makas, Taretli PresMekanik Presler, Giyotin Makas, Taretli Pres
Sac DilmeSac Dilme Dilme tezgahDilme tezgahıı
Sac BSac Büükmekme Apkant Pres, Apkant Pres, ÇÇeeşşitli presler, Taretli Pres, itli presler, Taretli Pres, ÖÖzel tezgahlar, zel tezgahlar, rollroll--form tezgahform tezgahıı
SSııvamavama SSııvama tornasvama tornasıı
HaddelemeHaddeleme HaddeHadde
DikiDikişşsiz borusiz boru MannesmanMannesman haddesihaddesi
EkstrEkstrüüzyonzyon EkstrEkstrüüzyon Presizyon Presi
ÇÇekmeekme ÇÇekme Tezgahekme Tezgahıı veya hattveya hattıı
IML 451İmalat Makinaları
1.4Dövme Makinaları Eylül 2007
Dövme makinalarının özellikleri prosesi şöyle etkiler:
Proses ile Makina İlişkisi
• İş-parçasının akma gerilmesini ve şekillendirilebilirliğini (deformasyon hızı ve temas süresi)
• Sıcaklıkları (özellikle sıcak dövmede)• Kuvvet ve enerji ihtiyacı• Dövme toleranslarını• Dövme üretim hacmini
3
IML 451İmalat Makinaları
1.5Dövme Makinaları Eylül 2007
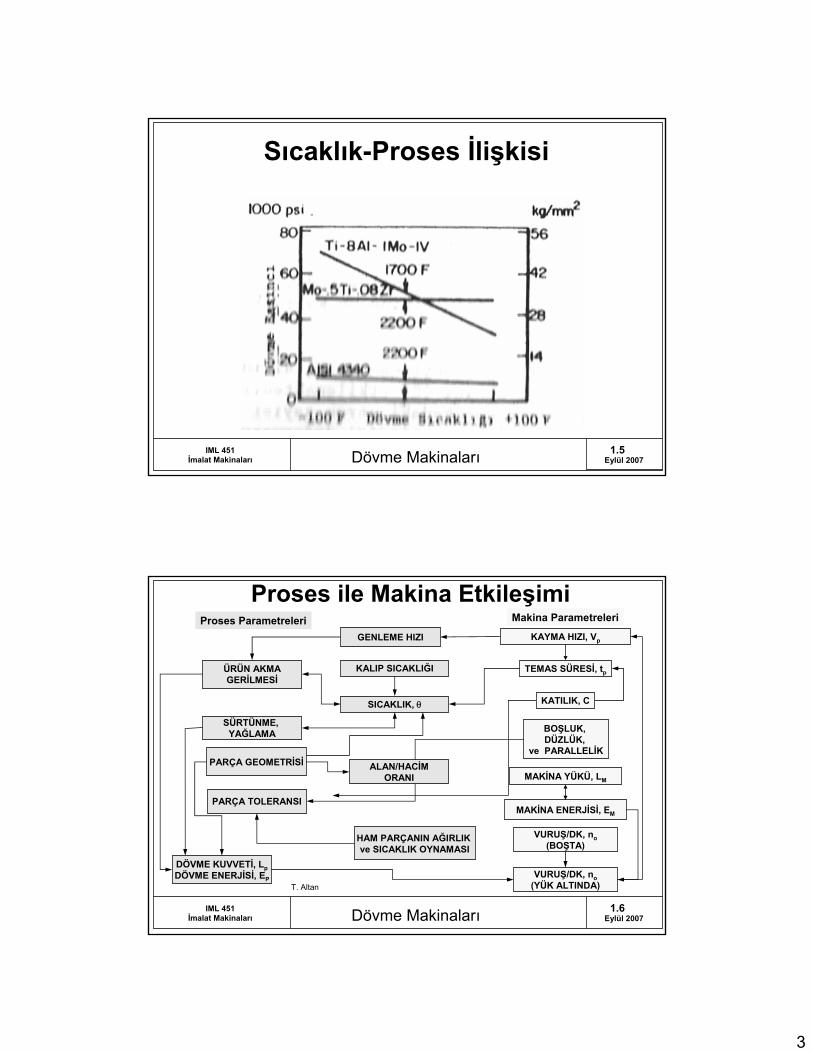
Sıcaklık-Proses İlişkisi
IML 451İmalat Makinaları
1.6Dövme Makinaları Eylül 2007
KAYMA HIZI, Vp
TEMAS SÜRESİ, tp
KATILIK, C
BOŞLUK, DÜZLÜK,
ve PARALLELİK
MAKİNA YÜKÜ, LM
MAKİNA ENERJİSİ, EM
VURUŞ/DK, no(BOŞTA)
VURUŞ/DK, no(YÜK ALTINDA)
GENLEME HIZI
KALIP SICAKLIĞI
SICAKLIK, θ
ÜRÜN AKMA GERİLMESİ
SÜRTÜNME, YAĞLAMA
PARÇA GEOMETRİSİ
HAM PARÇANIN AĞIRLIK ve SICAKLIK OYNAMASI
PARÇA TOLERANSI
DÖVME KUVVETİ, LpDÖVME ENERJİSİ, EP
Makina ParametreleriProses Parametreleri
ALAN/HACİM ORANI
Proses ile Makina Etkileşimi
T. Altan
4
IML 451İmalat Makinaları
1.7Dövme Makinaları Eylül 2007
Kuv
vet
Yol
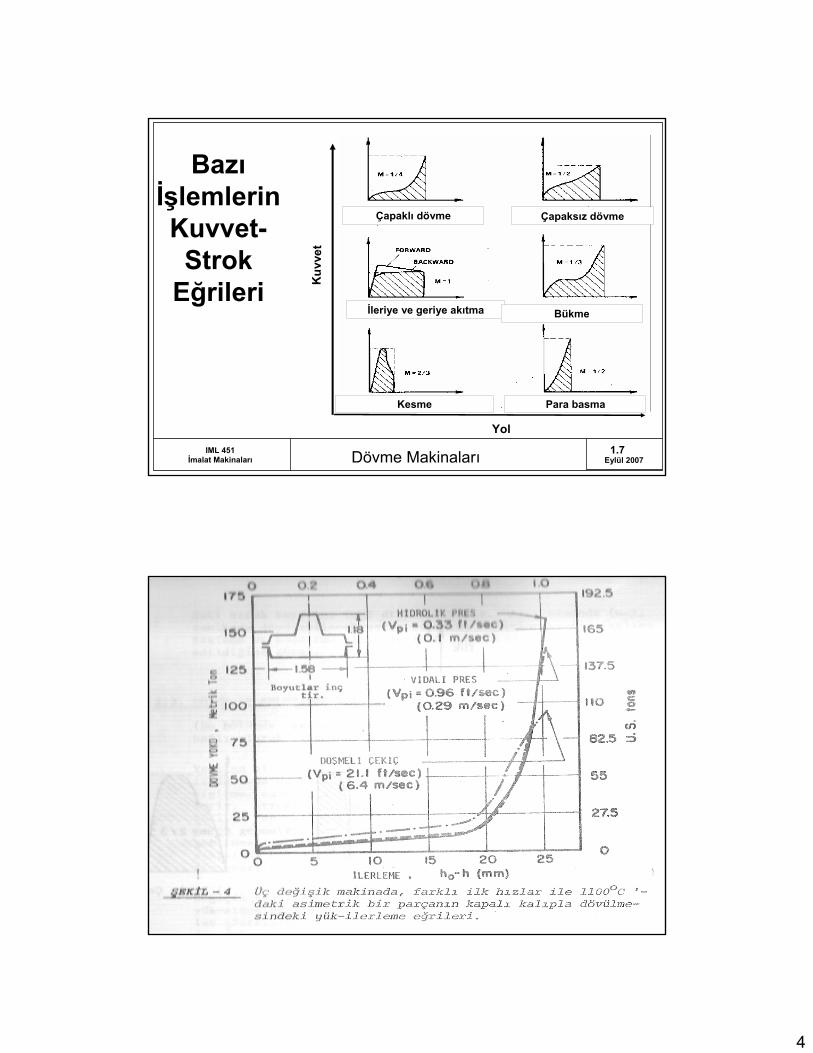
Bazıİşlemlerin Kuvvet-
StrokEğrileri
Çapaklı dövme Çapaksız dövme
İleriye ve geriye akıtma Bükme
Para basmaKesme
IML 451İmalat Makinaları
1.8Dövme Makinaları Eylül 2007
5
IML 451İmalat Makinaları
1.9Dövme Makinaları Eylül 2007
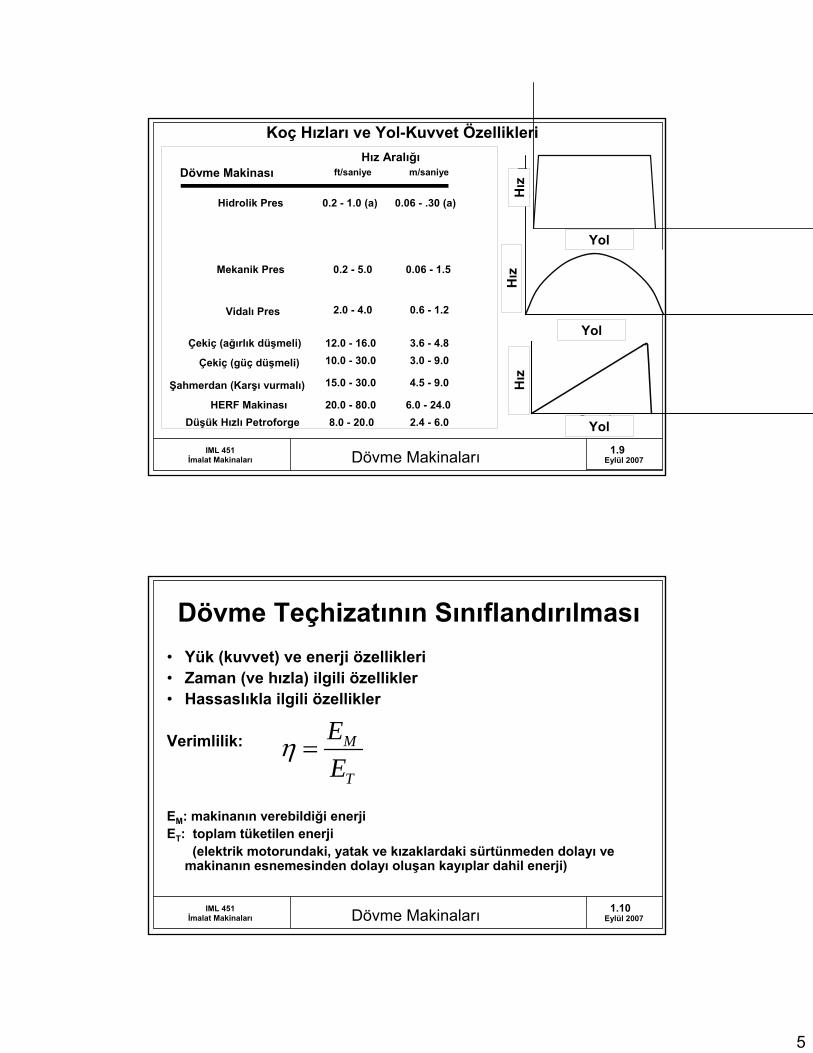
Koç Hızları ve Yol-Kuvvet Özellikleri
Stroke
Stroke
Stroke
Dövme Makinası ft/saniye m/saniye
Hidrolik Pres 0.2 - 1.0 (a) 0.06 - .30 (a)
Mekanik Pres 0.2 - 5.0 0.06 - 1.5
Vidalı Pres 2.0 - 4.0 0.6 - 1.2
Çekiç (ağırlık düşmeli) 12.0 - 16.0 3.6 - 4.8
Çekiç (güç düşmeli) 10.0 - 30.0 3.0 - 9.0
Şahmerdan (Karşı vurmalı) 15.0 - 30.0 4.5 - 9.0
HERF Makinası 20.0 - 80.0 6.0 - 24.0Düşük Hızlı Petroforge 8.0 - 20.0 2.4 - 6.0
Hız Aralığı
Yol
Yol
Yol
Hız
Hız
Hız
IML 451İmalat Makinaları
1.10Dövme Makinaları Eylül 2007
Dövme Teçhizatının Sınıflandırılması• Yük (kuvvet) ve enerji özellikleri• Zaman (ve hızla) ilgili özellikler• Hassaslıkla ilgili özellikler
Verimlilik:
EM: makinanın verebildiği enerjiET: toplam tüketilen enerji
(elektrik motorundaki, yatak ve kızaklardaki sürtünmeden dolayı ve makinanın esnemesinden dolayı oluşan kayıplar dahil enerji)
M
T
EE
η =
6
IML 451İmalat Makinaları
1.11Dövme Makinaları Eylül 2007
FM ≥ Fp koçun hareketi süresinceEM ≥ Ep koçun bir hareketi için(Fp = proses için gerekli kuvvet)(Ep = proses için gerekli enerji)
Kuvvet ve Enerji Özelikleri
• Makinanın mevcut enerjisi: EM• Makinanın mevcut kuvveti: FM (koçun hareketi
sırasında)• Verimlilik katsayısı (elektrik motorlarındaki,
rulmanlardaki, kolonlardaki ve elastik genlemelerden dolayı oluşan kayıplar)
IML 451İmalat Makinaları
1.12Dövme Makinaları Eylül 2007
Yük altındaki makina özellikleri:• Dakikadaki koç hareketi, n• Basınç altındaki temas süresi, tp• Şekillendirme sırasındaki ve basınç altındaki hız, vp
Zamana Bağlı Özellikler
7
IML 451İmalat Makinaları
1.13Dövme Makinaları Eylül 2007
• Kızaklardaki boşluklar• Alt ve üst yatakların paralelliği• Alt ve üst yatakların yataylığı• Koçun alt çalışma yüzeylerine göre dik kayma hareketi• Kalıp ve hamillerin merkezden kaçıklığı
Rijitlik:C = Yük (LM) / Sehim (d)
Eğilme Enerjisi:
Hassaslıkla İlgili Özellikler
2
2 2M M
ddL LE
C= =
IML 451İmalat Makinaları
1.14Dövme Makinaları Eylül 2007
• Merkezden kaçık yükler altında koçun yana yatması (koç ve yapı esnemeleri)
• Katılık şunları etkiler:a. Ürün hassasiyetinib. Basınç altındaki temas süresini
Hassasiyet Verisi:Yüklü Durumda
8
IML 451İmalat Makinaları
1.15Dövme Makinaları Eylül 2007
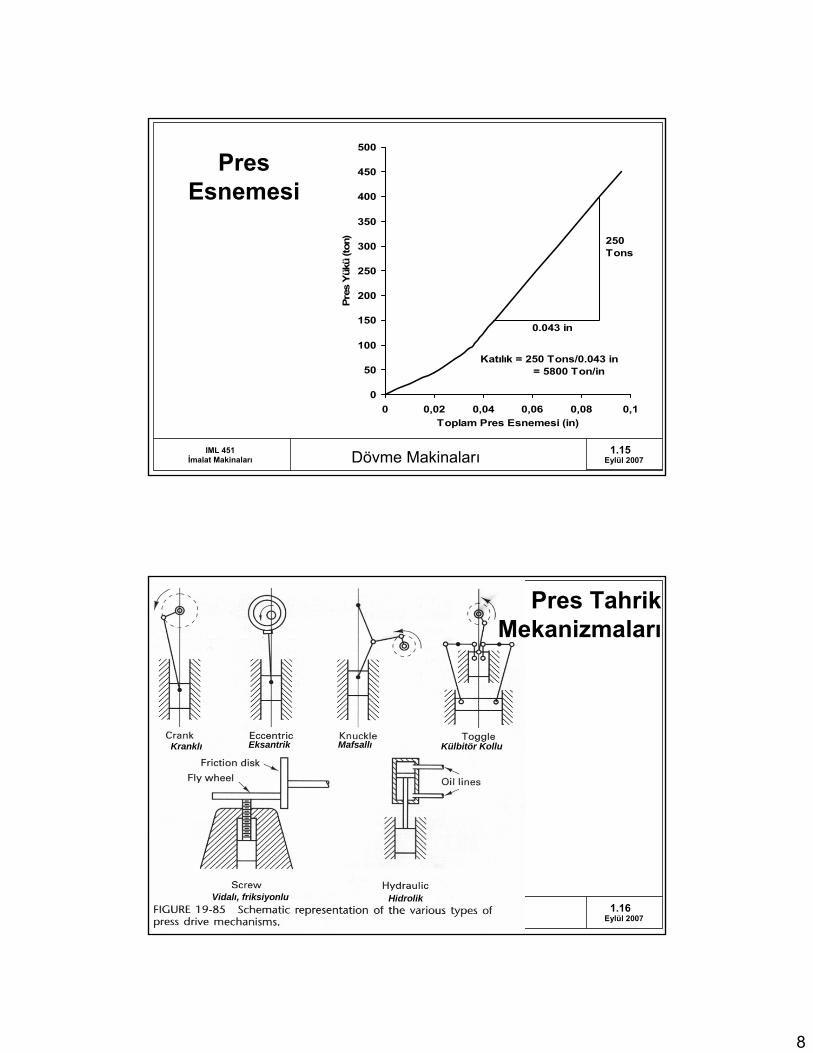
Pres Esnemesi
0
50
100
150
200
250
300
350
400
450
500
0 0,02 0,04 0,06 0,08 0,1Toplam Pres Esnemesi (in)
Pres
Yük
ü (to
n)Katılık = 250 Tons/0.043 in = 5800 Ton/in
250Tons
0.043 in
IML 451İmalat Makinaları
1.16Dövme Makinaları Eylül 2007
Kranklı Eksantrik Mafsallı Külbitör Kollu
Vidalı, friksiyonlu Hidrolik
Pres TahrikMekanizmaları
9
IML 451İmalat Makinaları
1.17Dövme Makinaları Eylül 2007
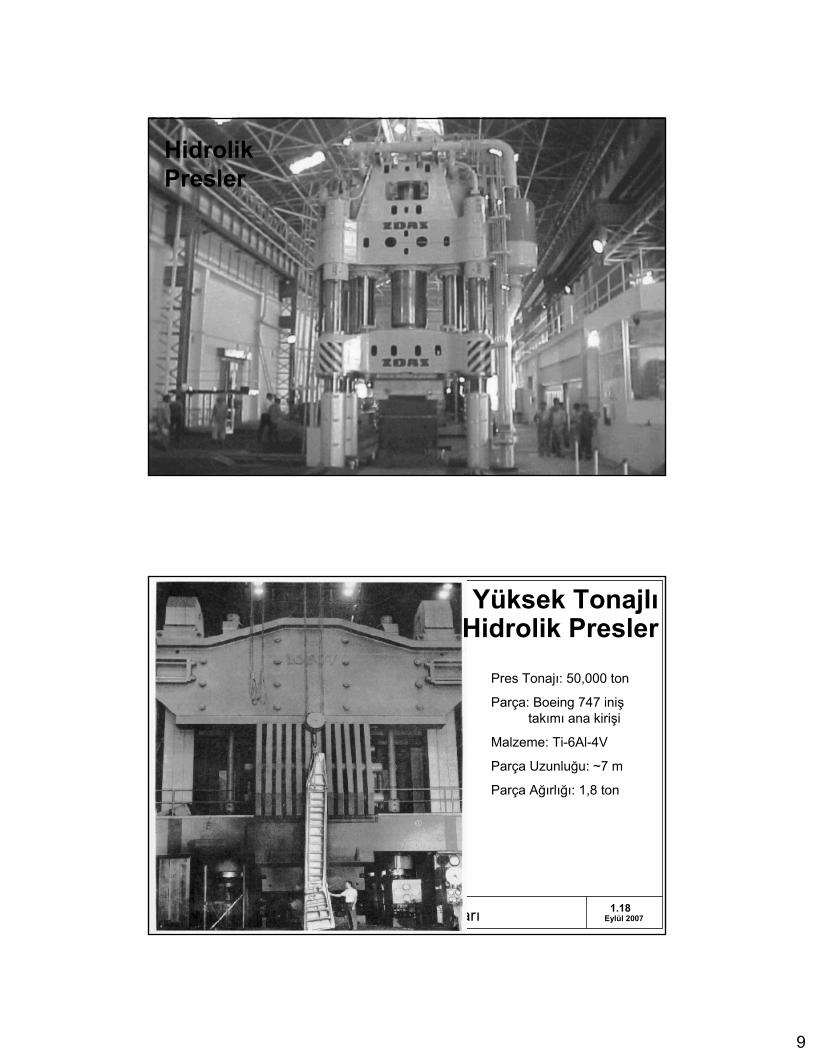
Hidrolik Presler
IML 451İmalat Makinaları
1.18Dövme Makinaları Eylül 2007
Yüksek TonajlıHidrolik Presler
Pres Tonajı: 50,000 ton
Parça: Boeing 747 iniştakımı ana kirişi
Malzeme: Ti-6Al-4V
Parça Uzunluğu: ~7 m
Parça Ağırlığı: 1,8 ton
10
IML 451İmalat Makinaları
1.19Dövme Makinaları Eylül 2007
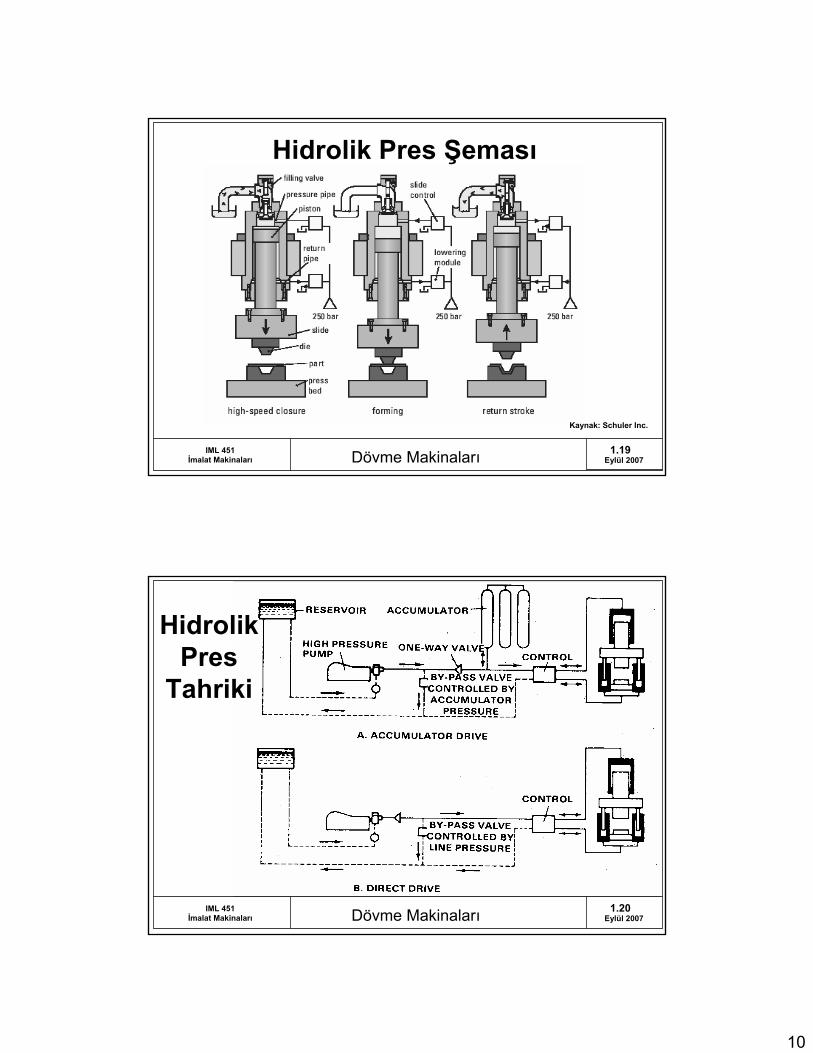
Hidrolik Pres Şeması
Kaynak: Schuler Inc.
IML 451İmalat Makinaları
1.20Dövme Makinaları Eylül 2007
Hidrolik Pres
Tahriki
11
IML 451İmalat Makinaları
1.21Dövme Makinaları Eylül 2007
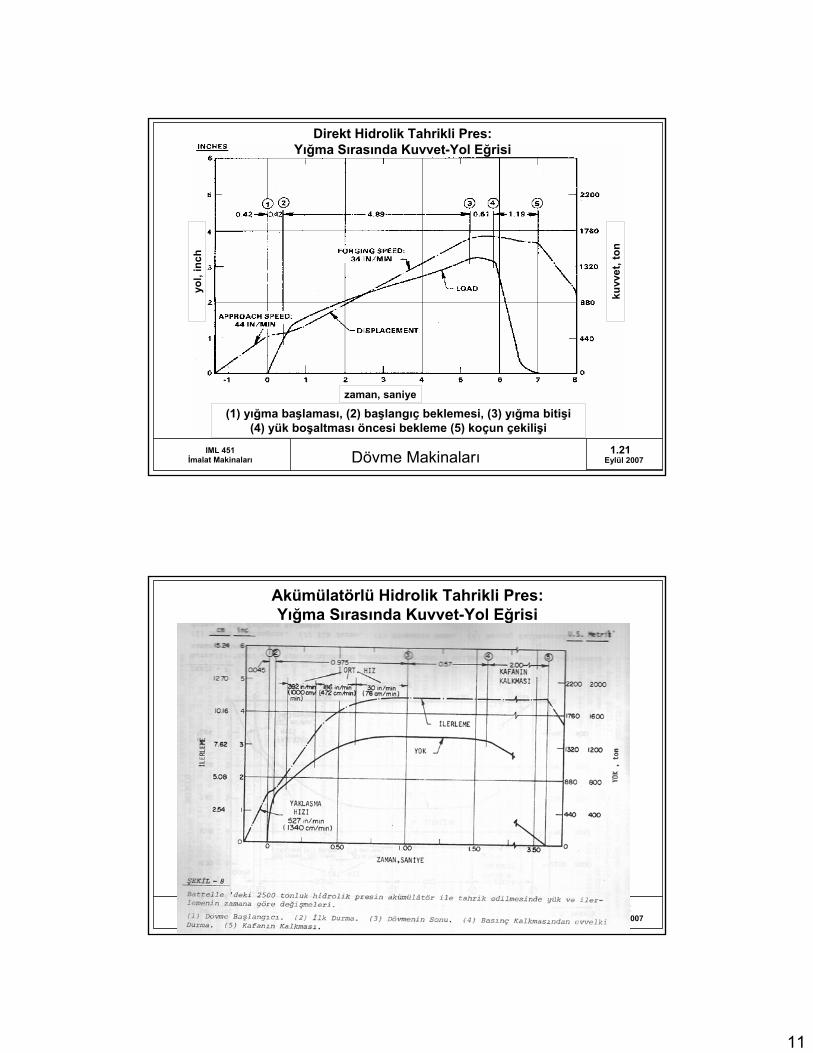
Direkt Hidrolik Tahrikli Pres:Yığma Sırasında Kuvvet-Yol Eğrisi
(1) yığma başlaması, (2) başlangıç beklemesi, (3) yığma bitişi(4) yük boşaltması öncesi bekleme (5) koçun çekilişi
zaman, saniye
yol,
inch
kuvv
et, t
on
IML 451İmalat Makinaları
1.22Dövme Makinaları Eylül 2007
Akümülatörlü Hidrolik Tahrikli Pres:Yığma Sırasında Kuvvet-Yol Eğrisi
12
IML 451İmalat Makinaları
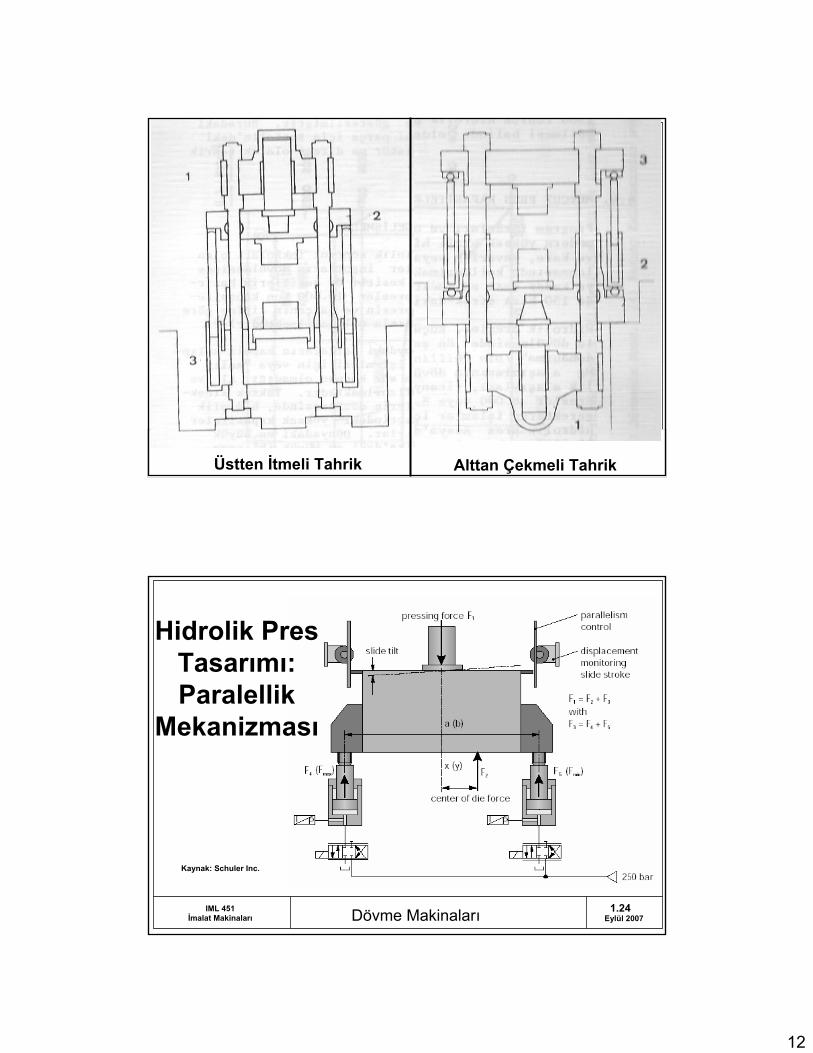
1.23Dövme Makinaları Eylül 2007Üstten İtmeli Tahrik Alttan Çekmeli Tahrik
IML 451İmalat Makinaları
1.24Dövme Makinaları Eylül 2007
Hidrolik Pres Tasarımı:Paralellik
Mekanizması
Kaynak: Schuler Inc.
13
IML 451İmalat Makinaları
1.25Dövme Makinaları Eylül 2007
Hidrolik Presler: Kalıp Değiştirme Kolu
Kaynak: Schuler Inc.
IML 451İmalat Makinaları
1.26Dövme Makinaları Eylül 2007
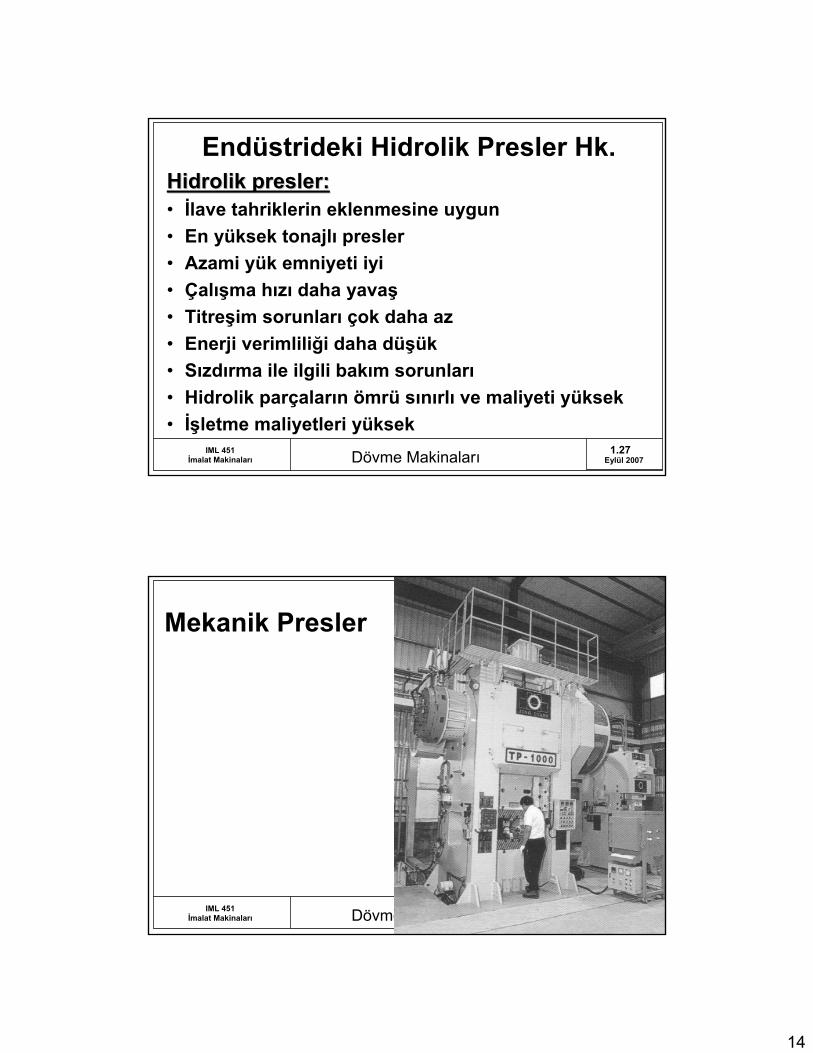
Çok İstasyonlu Hidrolik Pres
(nominal pres kuvveti2.000 ton, dört istasyon, yükleme sistemi, transfer sistemi ve kalıp değiştirme desteği)
Kaynak: Schuler Inc.
Hidrolik Pres: Dik Tasarım
14
IML 451İmalat Makinaları
1.27Dövme Makinaları Eylül 2007
Endüstrideki Hidrolik Presler Hk.Hidrolik presler:Hidrolik presler:• İlave tahriklerin eklenmesine uygun• En yüksek tonajlı presler• Azami yük emniyeti iyi• Çalışma hızı daha yavaş• Titreşim sorunları çok daha az• Enerji verimliliği daha düşük• Sızdırma ile ilgili bakım sorunları• Hidrolik parçaların ömrü sınırlı ve maliyeti yüksek• İşletme maliyetleri yüksek
IML 451İmalat Makinaları
1.28Dövme Makinaları Eylül 2007
Mekanik Presler
15
IML 451İmalat Makinaları
1.29Dövme Makinaları Eylül 2007
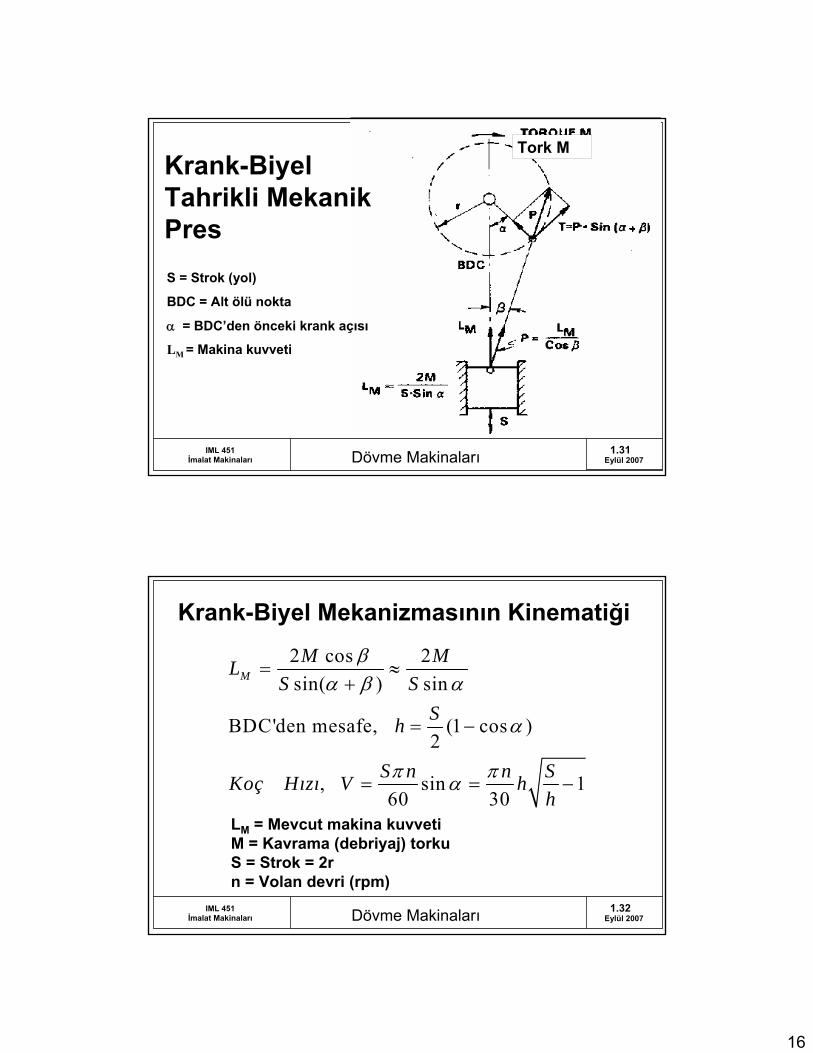
Eksantrik Tahrikli
Mekanik Pres
eksantrik mili
volan
biyel kolu
tabla
koç (kızak)
gövde
IML 451İmalat Makinaları
1.30Dövme Makinaları Eylül 2007
16
IML 451İmalat Makinaları
1.31Dövme Makinaları Eylül 2007
S = Strok (yol)
BDC = Alt ölü nokta
α = BDC’den önceki krank açısı
LM = Makina kuvveti
Krank-Biyel Tahrikli Mekanik Pres
Tork M
IML 451İmalat Makinaları
1.32Dövme Makinaları Eylül 2007
LM = Mevcut makina kuvvetiM = Kavrama (debriyaj) torkuS = Strok = 2rn = Volan devri (rpm)
2 cos 2sin( ) sin
BDC'den mesafe, (1 cos )2
, sin 160 30
MM ML
S SSh
S n n SKoç Hızı V hh
βα β α
α
π πα
= ≈+
= −
= = −
Krank-Biyel Mekanizmasının Kinematiği
17
IML 451İmalat Makinaları
1.33Dövme Makinaları Eylül 2007
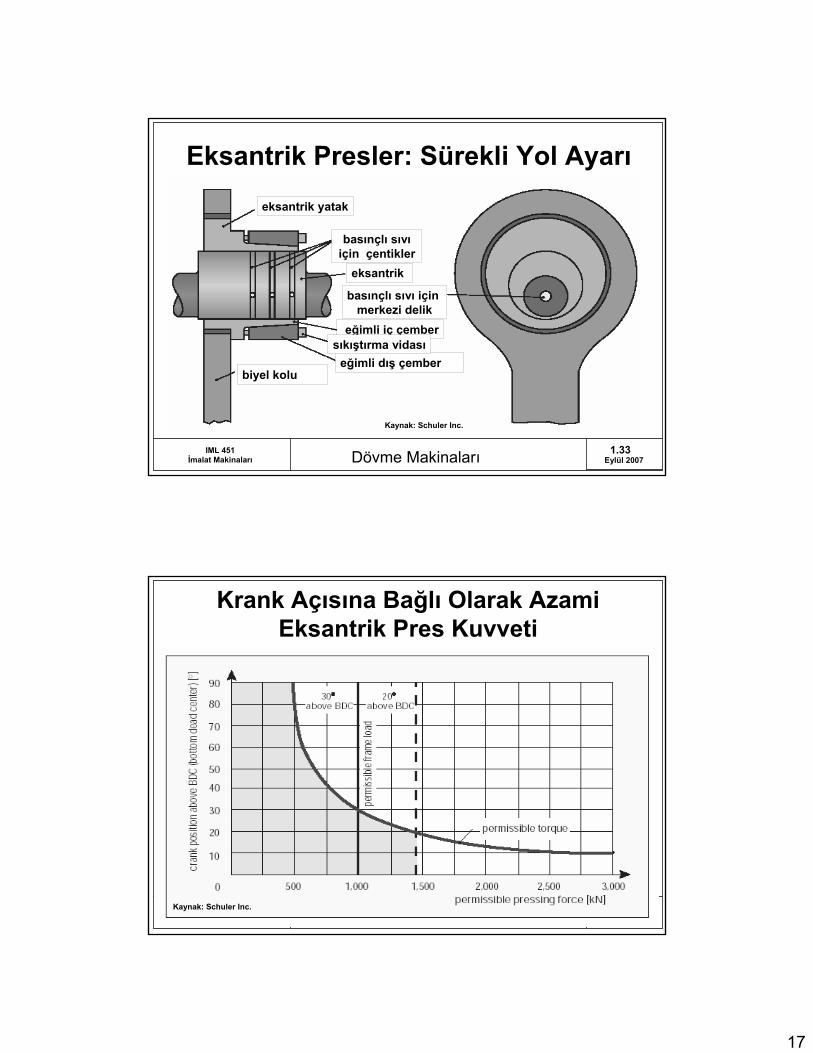
Eksantrik Presler: Sürekli Yol Ayarı
Kaynak: Schuler Inc.
eksantrik yatak
biyel kolu
basınçlı sıvıiçin çentikler
basınçlı sıvı için merkezi delik
eksantrik
eğimli dış çember
eğimli iç çembersıkıştırma vidası
IML 451İmalat Makinaları
1.34Dövme Makinaları Eylül 2007
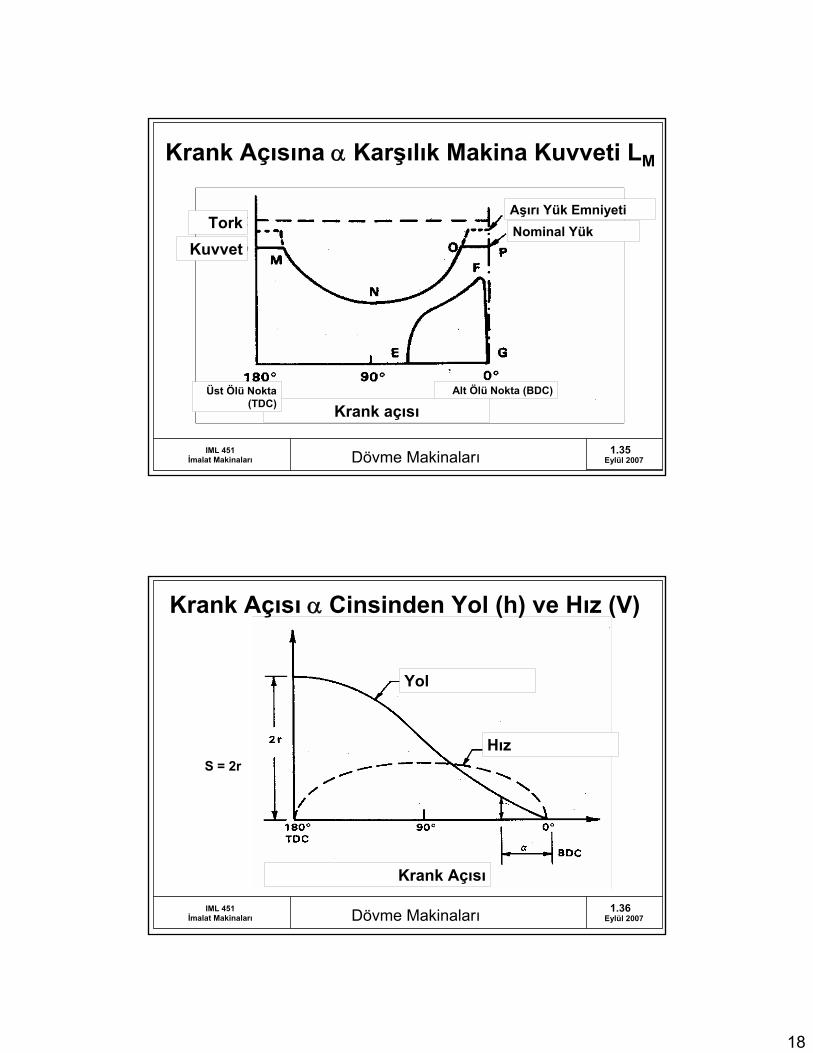
Krank Açısına Bağlı Olarak Azami Eksantrik Pres Kuvveti
Kaynak: Schuler Inc.
18
IML 451İmalat Makinaları
1.35Dövme Makinaları Eylül 2007
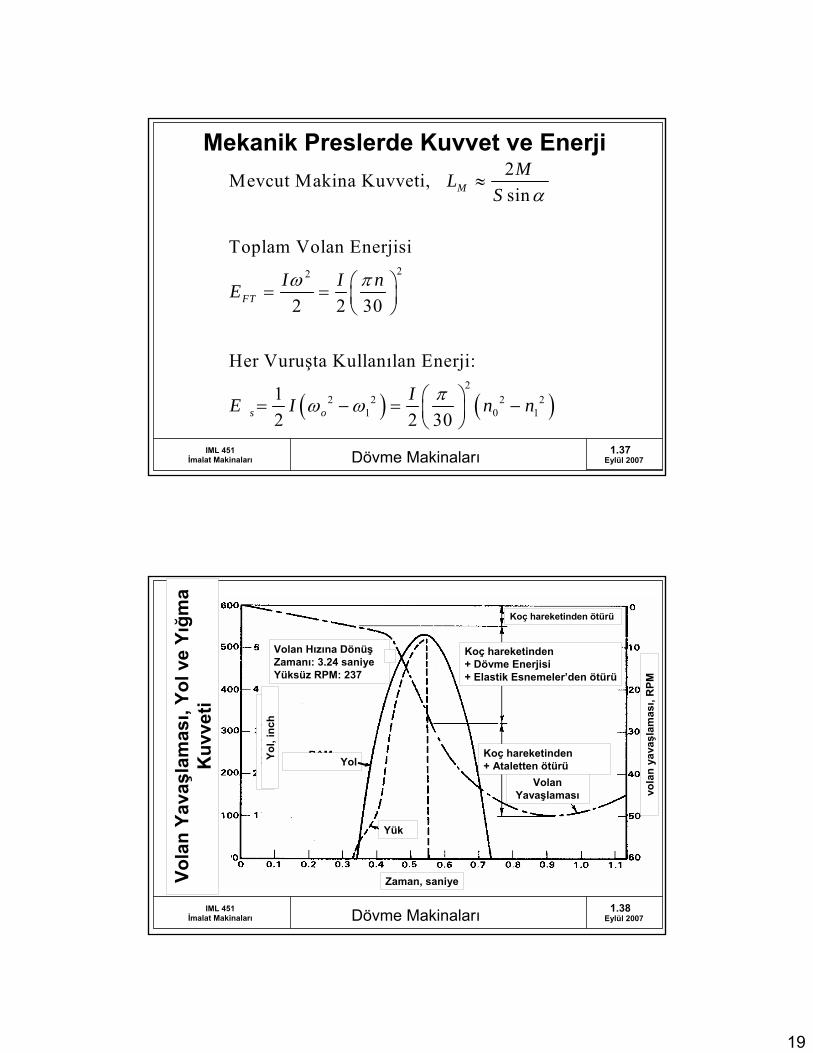
Krank Açısına α Karşılık Makina Kuvveti LM
TorkKuvvet
Krank açısıÜst Ölü Nokta
(TDC)Alt Ölü Nokta (BDC)
Aşırı Yük EmniyetiNominal Yük
IML 451İmalat Makinaları
1.36Dövme Makinaları Eylül 2007
S = 2r
Krank Açısı α Cinsinden Yol (h) ve Hız (V)
Krank Açısı
Yol
Hız
19
IML 451İmalat Makinaları
1.37Dövme Makinaları Eylül 2007
( ) ( )
22
22 2 2 2
1 0 1
2Mevcut Makina Kuvveti,sin
Toplam Volan Enerjisi
2 2 30
Her Vuruşta Kullanılan Enerji:
12 2 30
M
FT
s o
MLS
I I nE
IE I n n
α
ω π
πω ω
≈
⎛ ⎞= = ⎜ ⎟⎝ ⎠
⎛ ⎞= − = −⎜ ⎟⎝ ⎠
Mekanik Preslerde Kuvvet ve Enerji
IML 451İmalat Makinaları
1.38Dövme Makinaları Eylül 2007
Zaman, saniye
Yük
Yol
vola
n ya
vaşl
aması,
RPM
Yük,
ton
Yol,
inch
Yol,
inch
Koç hareketinden ötürü
Volan Yavaşlaması
Volan Hızına DönüşZamanı: 3.24 saniyeYüksüz RPM: 237
Koç hareketinden+ Dövme Enerjisi+ Elastik Esnemeler’den ötürü
Koç hareketinden+ Ataletten ötürü
Vola
n Ya
vaşl
aması,
Yol v
e Yığm
a K
uvve
ti
20
IML 451İmalat Makinaları
1.39Dövme Makinaları Eylül 2007
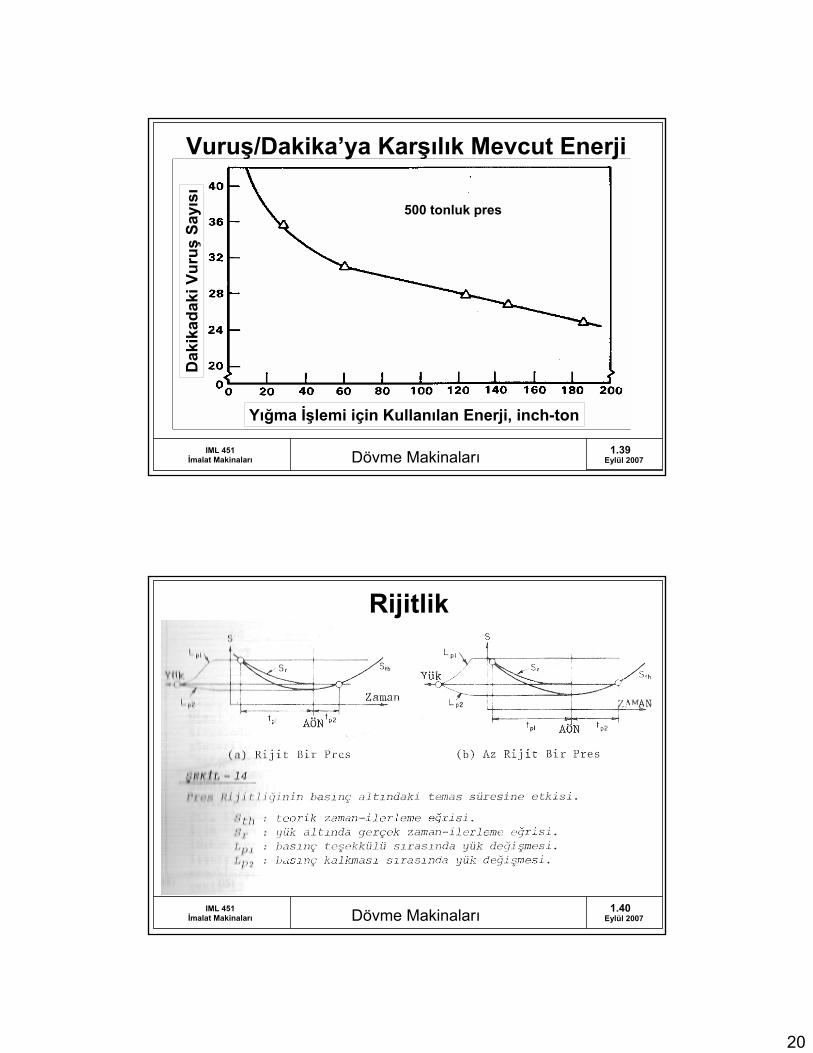
500 tonluk pres
Vuruş/Dakika’ya Karşılık Mevcut Enerji
Yığma İşlemi için Kullanılan Enerji, inch-ton
Dak
ikad
aki V
uruş
Sayı
sı
IML 451İmalat Makinaları
1.40Dövme Makinaları Eylül 2007
Rijitlik
21
IML 451İmalat Makinaları
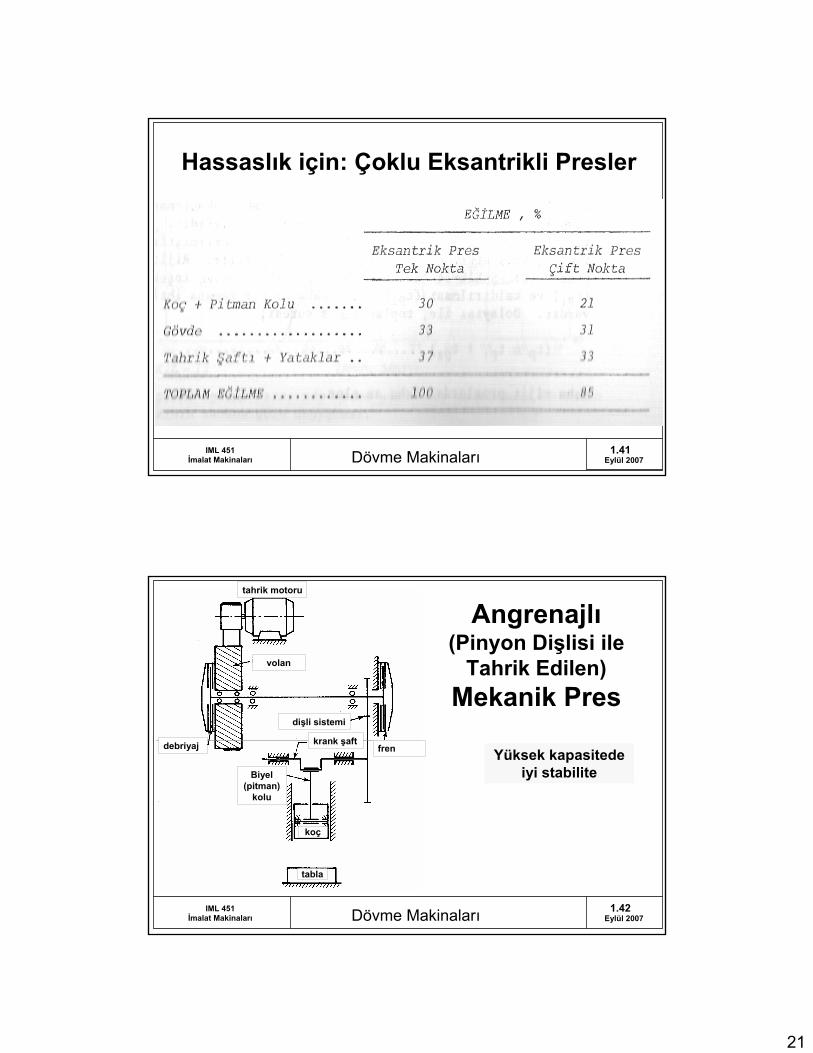
1.41Dövme Makinaları Eylül 2007
Hassaslık için: Çoklu Eksantrikli Presler
IML 451İmalat Makinaları
1.42Dövme Makinaları Eylül 2007
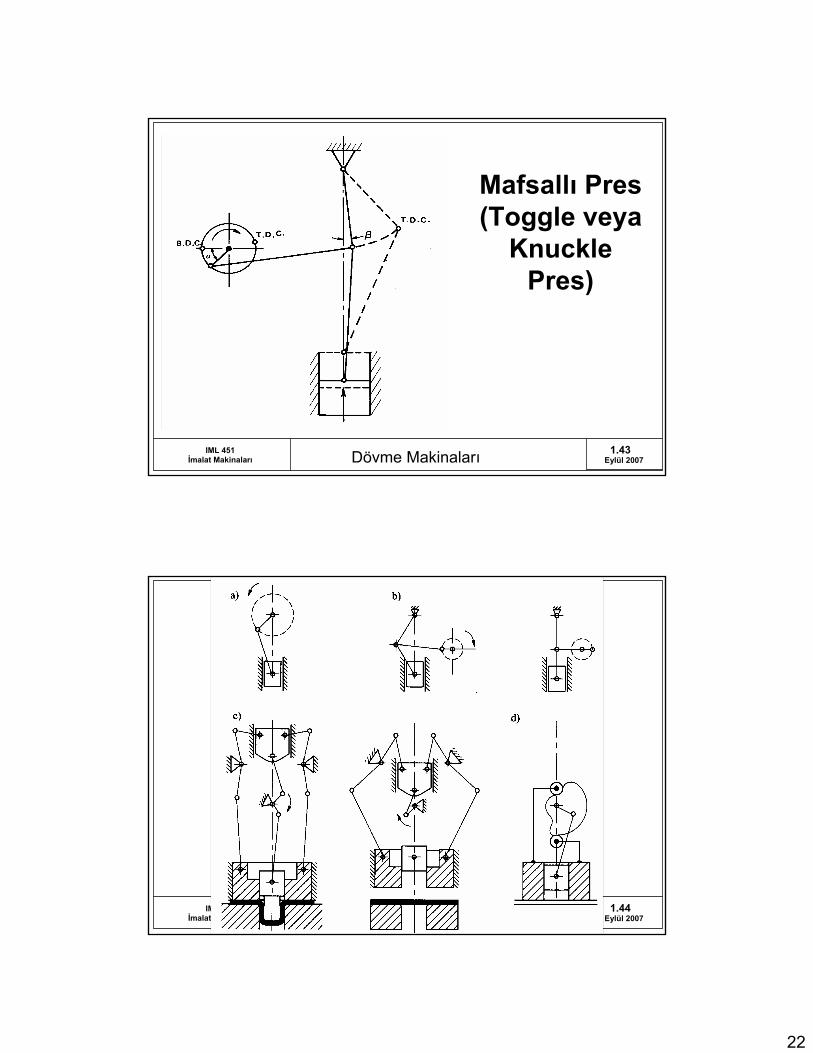
Yüksek kapasitede iyi stabilite
Angrenajlı(Pinyon Dişlisi ile
Tahrik Edilen)Mekanik Pres
tahrik motoru
volan
frendebriyaj
Biyel (pitman)
kolu
dişli sistemi
krank şaft
koç
tabla
22
IML 451İmalat Makinaları
1.43Dövme Makinaları Eylül 2007
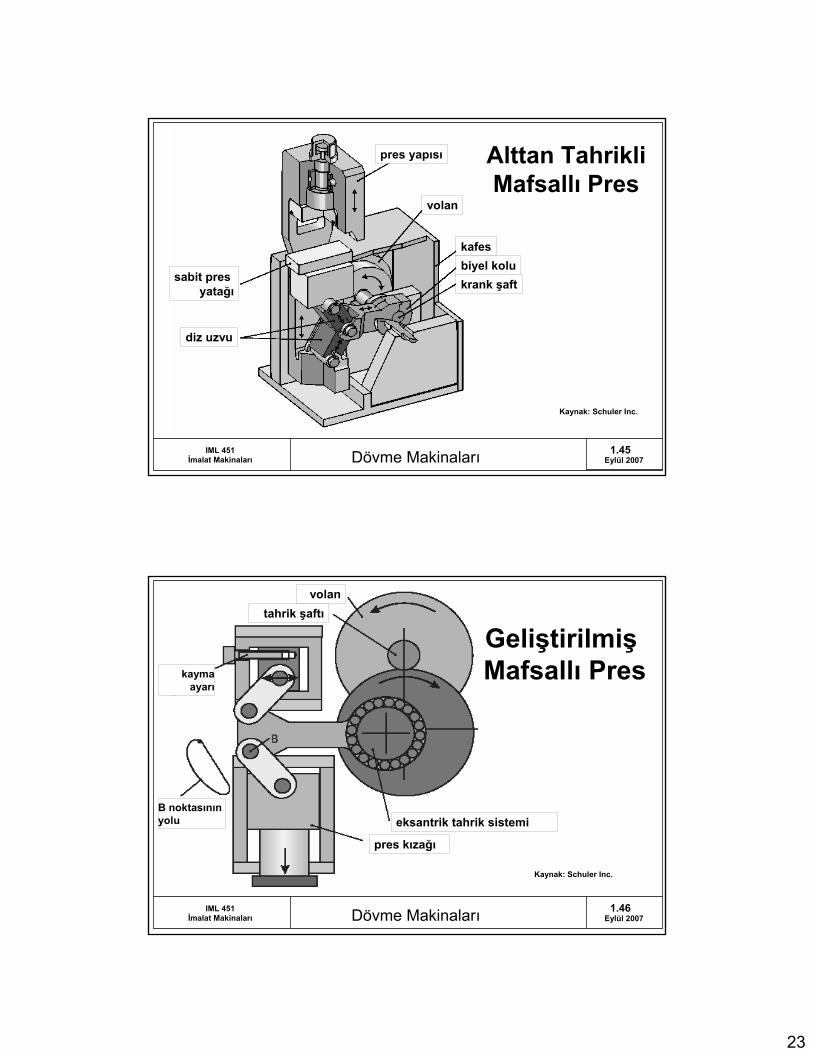
Mafsallı Pres(Toggle veya
KnucklePres)
IML 451İmalat Makinaları
1.44Dövme Makinaları Eylül 2007
23
IML 451İmalat Makinaları
1.45Dövme Makinaları Eylül 2007
Alttan Tahrikli Mafsallı Pres
Kaynak: Schuler Inc.
pres yapısı
kafes
krank şaftbiyel kolu
volan
diz uzvu
sabit pres yatağı
IML 451İmalat Makinaları
1.46Dövme Makinaları Eylül 2007
GeliştirilmişMafsallı Pres
Kaynak: Schuler Inc.
tahrik şaftıvolan
eksantrik tahrik sistemi
pres kızağı
B noktasınınyolu
kaymaayarı
24
IML 451İmalat Makinaları
1.47Dövme Makinaları Eylül 2007
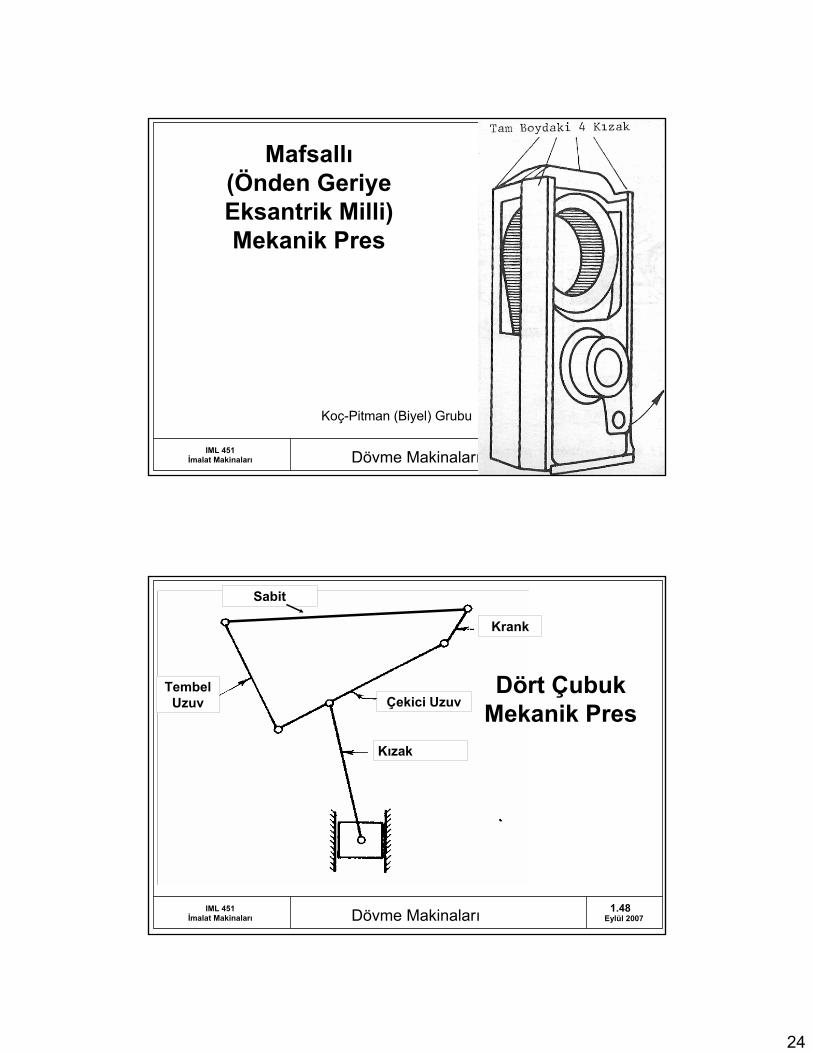
Mafsallı(Önden Geriye Eksantrik Milli) Mekanik Pres
Koç-Pitman (Biyel) Grubu
IML 451İmalat Makinaları
1.48Dövme Makinaları Eylül 2007
Sabit
Dört Çubuk Mekanik Pres
TembelUzuv
Krank
Çekici Uzuv
Kızak
25
IML 451İmalat Makinaları
1.49Dövme Makinaları Eylül 2007
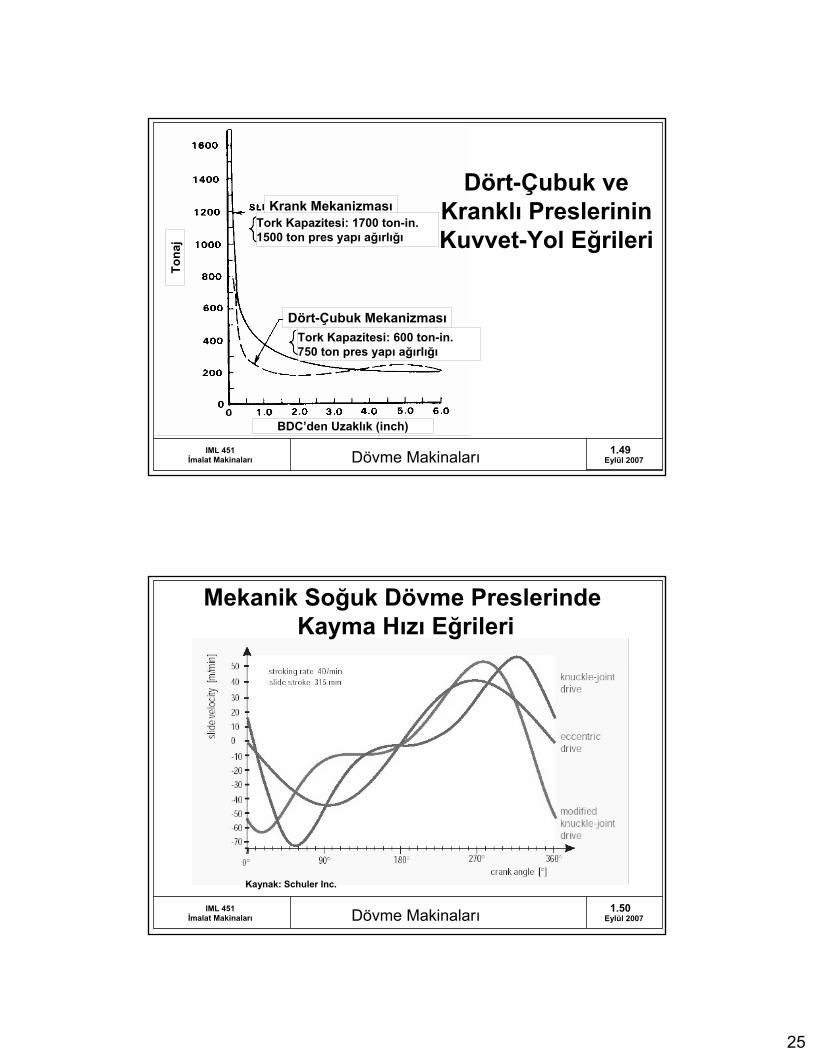
Dört-Çubuk ve Kranklı Preslerinin Kuvvet-Yol Eğrileri
Tona
j
Krank MekanizmasıTork Kapazitesi: 1700 ton-in.1500 ton pres yapı ağırlığı
Tork Kapazitesi: 600 ton-in.750 ton pres yapı ağırlığı
Dört-Çubuk Mekanizması
BDC’den Uzaklık (inch)
IML 451İmalat Makinaları
1.50Dövme Makinaları Eylül 2007
Kaynak: Schuler Inc.
Mekanik Soğuk Dövme PreslerindeKayma Hızı Eğrileri
26
IML 451İmalat Makinaları
1.51Dövme Makinaları Eylül 2007
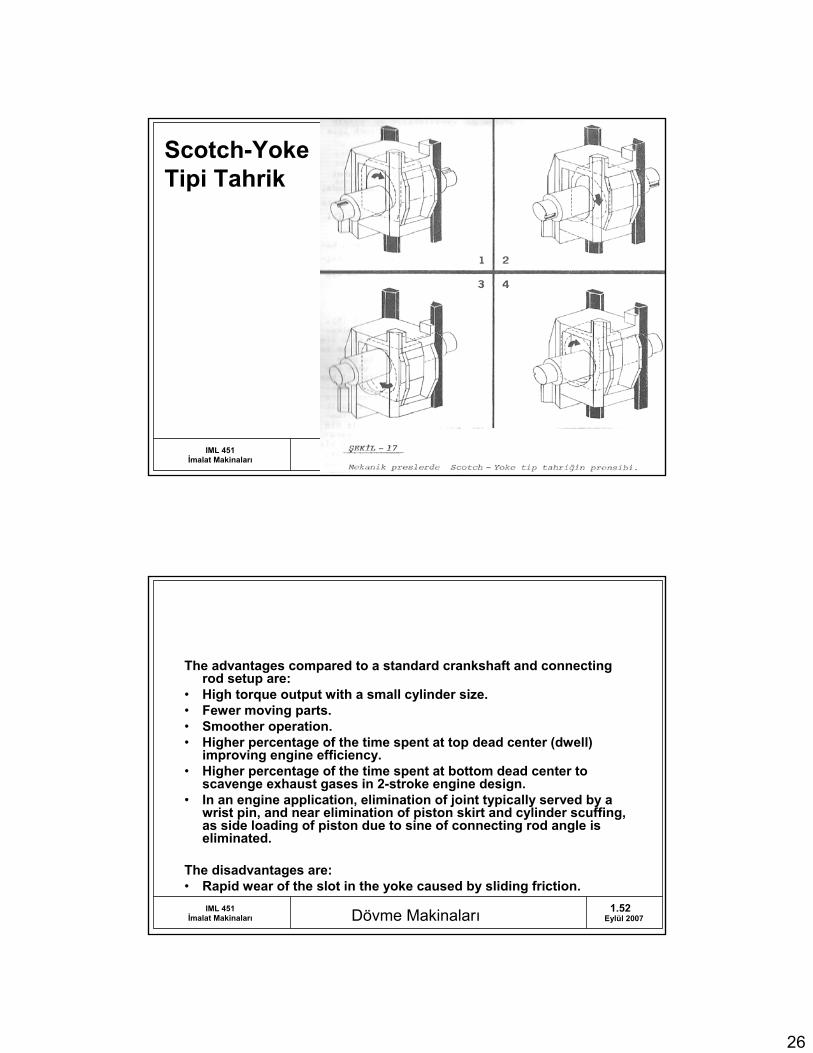
Scotch-YokeTipi Tahrik
IML 451İmalat Makinaları
1.52Dövme Makinaları Eylül 2007
The advantages compared to a standard crankshaft and connecting rod setup are:
• High torque output with a small cylinder size.• Fewer moving parts.• Smoother operation.• Higher percentage of the time spent at top dead center (dwell)
improving engine efficiency.• Higher percentage of the time spent at bottom dead center to
scavenge exhaust gases in 2-stroke engine design.• In an engine application, elimination of joint typically served by a
wrist pin, and near elimination of piston skirt and cylinder scuffing, as side loading of piston due to sine of connecting rod angle iseliminated.
The disadvantages are:• Rapid wear of the slot in the yoke caused by sliding friction.
27
IML 451İmalat Makinaları
1.53Dövme Makinaları Eylül 2007
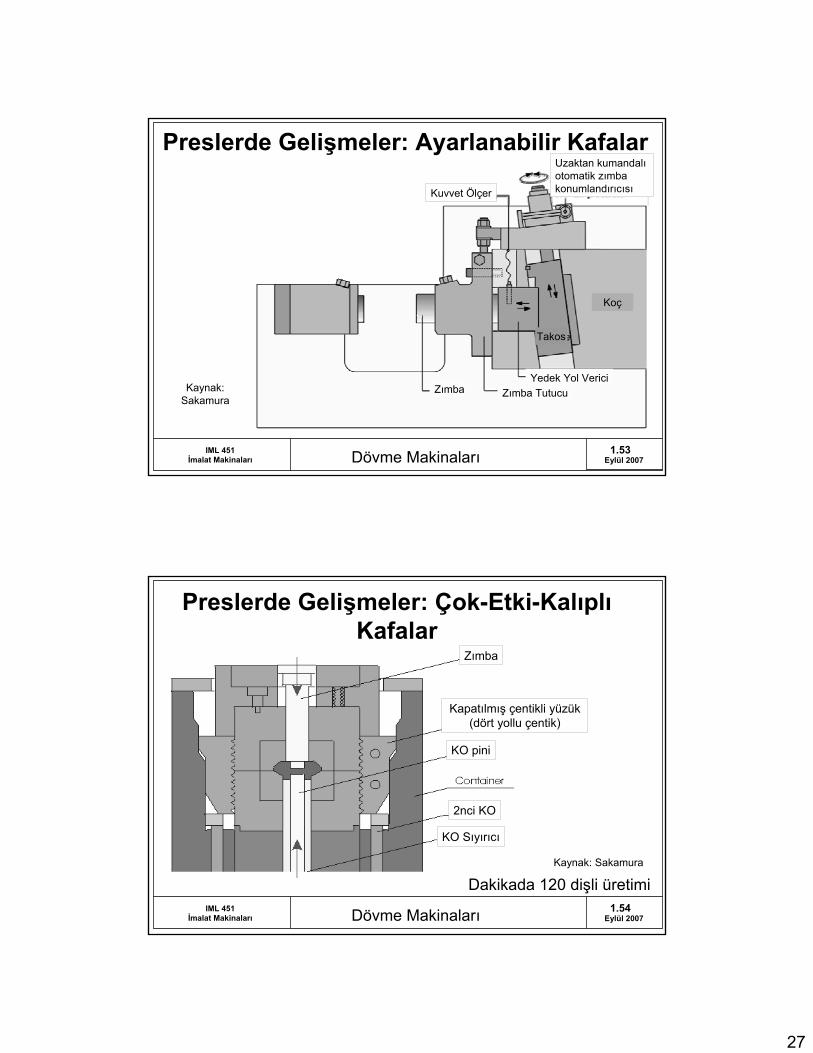
Preslerde Gelişmeler: Ayarlanabilir Kafalar
Kaynak: Sakamura
Zımba
Takos
Zımba Tutucu
Koç
Yedek Yol Verici
Kuvvet Ölçer
Uzaktan kumandalıotomatik zımba konumlandırıcısı
IML 451İmalat Makinaları
1.54Dövme Makinaları Eylül 2007
Preslerde Gelişmeler: Çok-Etki-KalıplıKafalar
Kaynak: Sakamura
Dakikada 120 dişli üretimi
Zımba
KO Sıyırıcı
2nci KO
KO pini
Kapatılmış çentikli yüzük (dört yollu çentik)
28
IML 451İmalat Makinaları
1.55Dövme Makinaları Eylül 2007
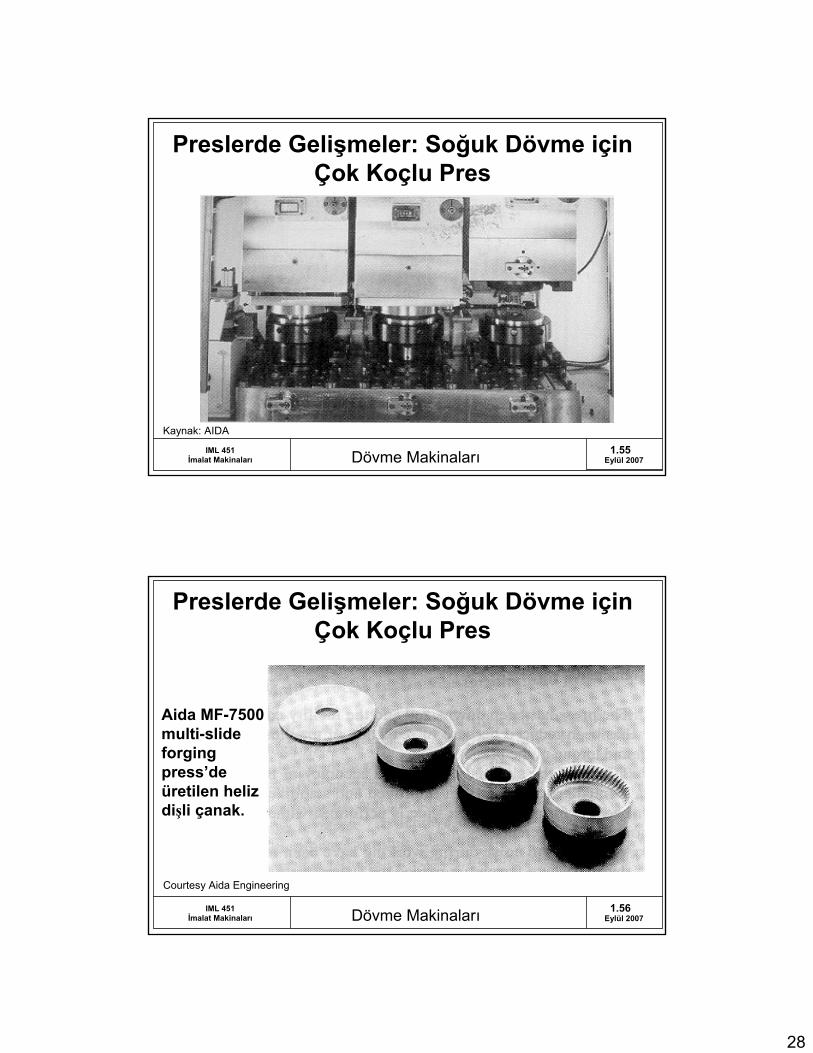
Preslerde Gelişmeler: Soğuk Dövme için Çok Koçlu Pres
Kaynak: AIDA
IML 451İmalat Makinaları
1.56Dövme Makinaları Eylül 2007
Aida MF-7500 multi-slide forging press’de üretilen helizdişli çanak.
Courtesy Aida Engineering
Preslerde Gelişmeler: Soğuk Dövme için Çok Koçlu Pres
29
IML 451İmalat Makinaları
1.57Dövme Makinaları Eylül 2007
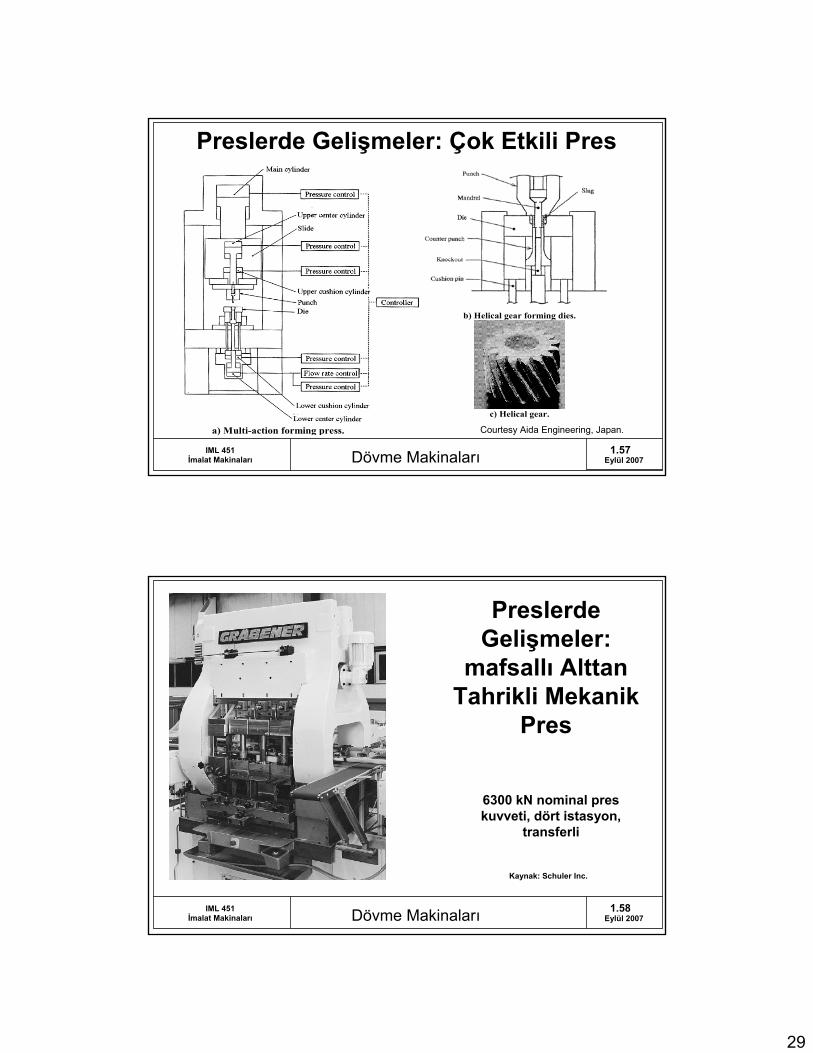
b) Helical gear forming dies.
c) Helical gear.
a) Multi-action forming press. Courtesy Aida Engineering, Japan.
Preslerde Gelişmeler: Çok Etkili Pres
IML 451İmalat Makinaları
1.58Dövme Makinaları Eylül 2007
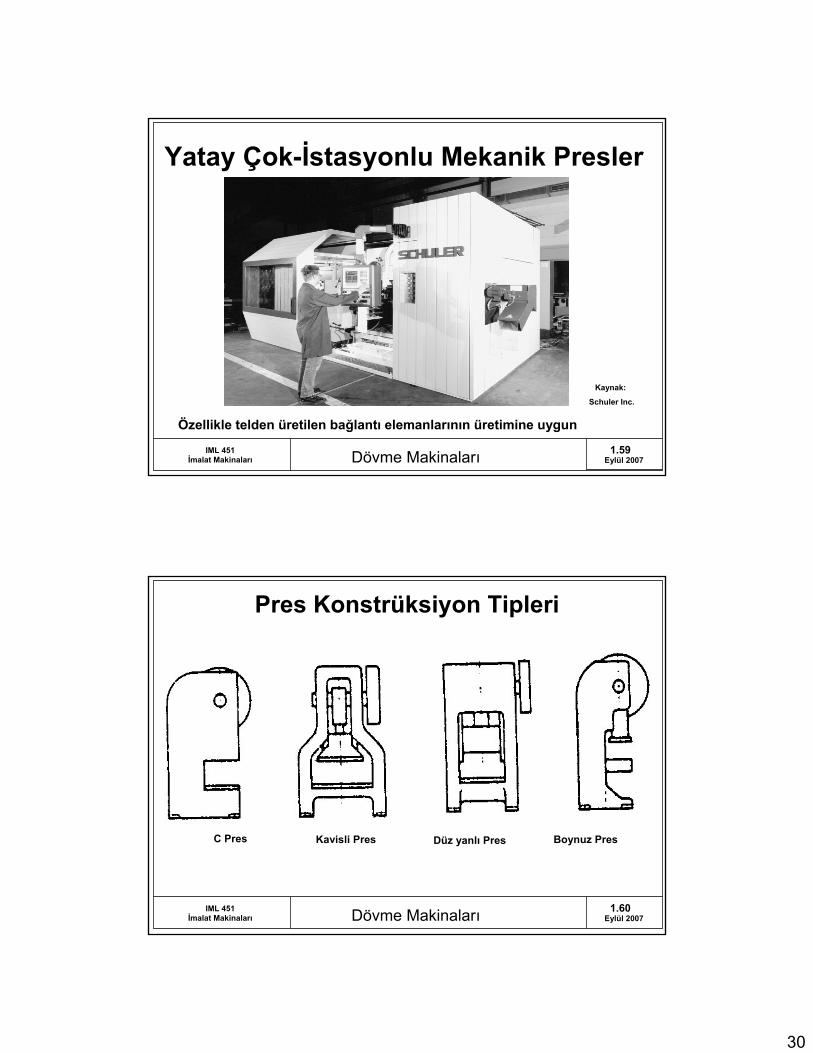
6300 kN nominal pres kuvveti, dört istasyon,
transferli
Preslerde Gelişmeler:
mafsallı Alttan Tahrikli Mekanik
Pres
Kaynak: Schuler Inc.
30
IML 451İmalat Makinaları
1.59Dövme Makinaları Eylül 2007
Özellikle telden üretilen bağlantı elemanlarının üretimine uygun
Yatay Çok-İstasyonlu Mekanik Presler
Kaynak:
Schuler Inc.
IML 451İmalat Makinaları
1.60Dövme Makinaları Eylül 2007
Pres Konstrüksiyon Tipleri
C Pres Düz yanlı Pres Boynuz PresKavisli Pres
31
IML 451İmalat Makinaları
1.61Dövme Makinaları Eylül 2007
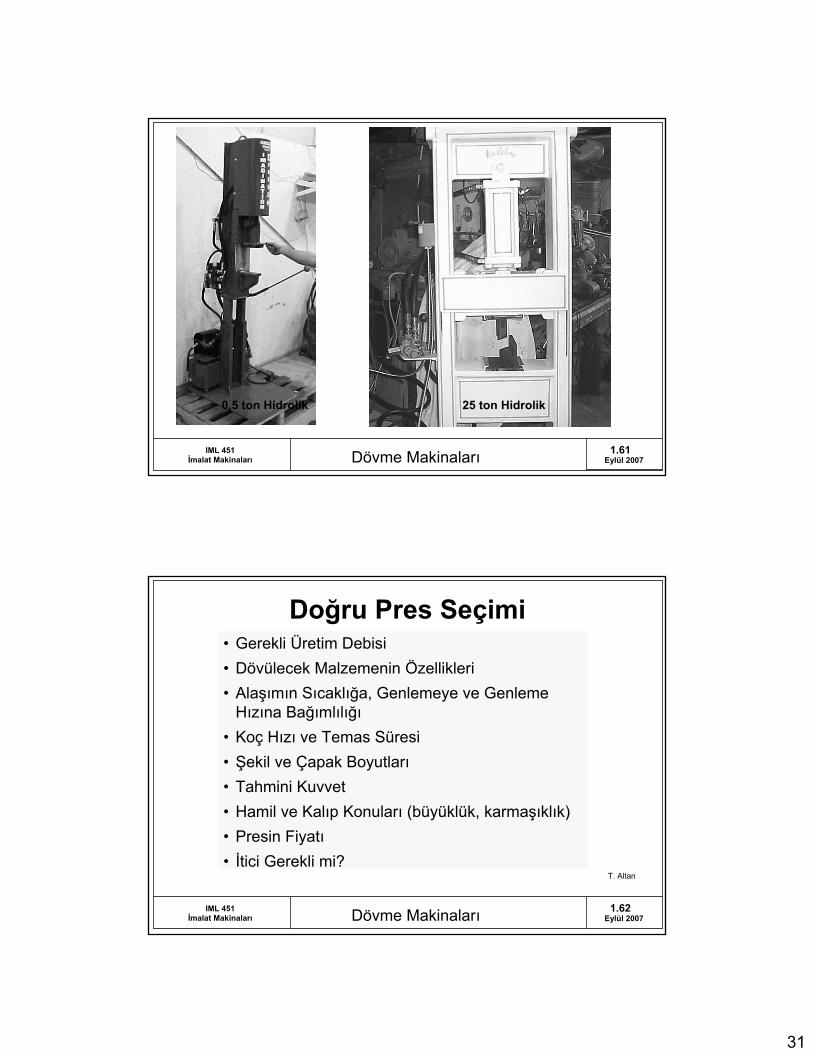
25 ton Hidrolik0,5 ton Hidrolik
IML 451İmalat Makinaları
1.62Dövme Makinaları Eylül 2007
Doğru Pres Seçimi• Gerekli Üretim Debisi• Dövülecek Malzemenin Özellikleri• Alaşımın Sıcaklığa, Genlemeye ve Genleme
Hızına Bağımlılığı• Koç Hızı ve Temas Süresi• Şekil ve Çapak Boyutları• Tahmini Kuvvet• Hamil ve Kalıp Konuları (büyüklük, karmaşıklık)• Presin Fiyatı• İtici Gerekli mi?
T. Altan