stahlbau1u2.pdf
DESCRIPTION
fTRANSCRIPT
Institut für Baustatik und Stahlbau
Stahlbau ISkriptum zur Vorlesung
Jürgen PriebeUwe Starossek
September 2008

I
Inhaltsverzeichnis
1 Übersicht 1-11.1 Entwicklung des Werkstoffes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-11.2 Stahlproduktion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1
1.2.1 Das Sauerstoff-Blasverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-11.2.1.1 Der Hochofenprozeß . . . . . . . . . . . . . . . . . . . . . . . . . . 1-11.2.1.2 Die Stahlproduktion im Sauerstoffkonverter . . . . . . . . . . . . . . 1-3
1.2.2 Das Elektrostahl-Verfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-41.2.2.1 Technologie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-41.2.2.2 Metallurgie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-4
1.2.3 Sekundär- oder Pfannenmetallurgie . . . . . . . . . . . . . . . . . . . . . . . . 1-41.2.3.1 Allgemeine Aspekte . . . . . . . . . . . . . . . . . . . . . . . . . . 1-4
1.2.4 Die Stahlbehandlung in der Gießpfanne: Desoxidation und Veredelung . . . . . 1-51.2.5 Vergießen und Erstarren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-6
1.2.5.1 Allgemeine Aspekte . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-61.2.6 Gußtechnologien . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-7
1.2.6.1 Blockgußverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-71.2.6.2 Stranggußverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-7
1.3 Formgebungstechniken und Wärmebehandlungen . . . . . . . . . . . . . . . . . . . . . 1-81.3.1 Einleitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-81.3.2 Warmwalzen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-8
1.3.2.1 Beschreibung der Walzvorgänge . . . . . . . . . . . . . . . . . . . . 1-81.3.3 Walzen von Halbzeugen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-91.3.4 Walzen von Fertigungsprodukten . . . . . . . . . . . . . . . . . . . . . . . . . 1-111.3.5 Warmwalzverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-12
1.3.5.1 Warmwalzen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-121.3.5.2 Thermomechanische Behandlung (TMB) . . . . . . . . . . . . . . . . 1-121.3.5.3 Normalisierendes Walzen . . . . . . . . . . . . . . . . . . . . . . . . 1-121.3.5.4 Thermomechanisches Walzen . . . . . . . . . . . . . . . . . . . . . 1-131.3.5.5 Beschleunigtes Abkühlen (AC) . . . . . . . . . . . . . . . . . . . . . 1-131.3.5.6 Härten und Selbstanlassen (Vergüten, QST) . . . . . . . . . . . . . . 1-131.3.5.7 Einfluß der Walzverfahren auf die mechanischen Eigenschaften . . . . 1-13
1.4 Lieferformen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-151.5 Einige Vor- und Nachteile des Bauens mit Stahl . . . . . . . . . . . . . . . . . . . . . . 1-201.6 Anwendungsgebiete (Auszug) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-201.7 Baubestimmungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-21
2 Werkstoff Baustahl 2-12.1 Stahlsorten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1
2.1.1 Chemische Zusammensetzung . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-12.1.2 Wärmebehandlungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1
2.1.2.1 Normalglühen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-22.1.2.2 Spannungsarmglühen . . . . . . . . . . . . . . . . . . . . . . . . . . 2-2
2.2 Eisen-Kohlenstoff-Diagramm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-22.3 Mechanische Eigenschaften . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-3
2.3.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-32.3.2 Zugfestigkeit, Streckgrenze, Bruchdehnung . . . . . . . . . . . . . . . . . . . . 2-4

II
2.3.3 Kerbschlagzähigkeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-4
3 Einfache Bauteile 3-13.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-1
3.1.1 Nachweiskonzept . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-13.1.2 Nachweisverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-2
3.2 Zugstab . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-23.2.1 Tragverhalten des zentrisch gezogenen Stabes . . . . . . . . . . . . . . . . . . . 3-3
3.2.1.1 Duktiler Stahl ( Baustahl) . . . . . . . . . . . . . . . . . . . . . . . . 3-33.2.1.2 Spröder Stahl (unerwünscht) . . . . . . . . . . . . . . . . . . . . . . 3-43.2.1.3 Stahl ohne ausgeprägte Streckgrenze . . . . . . . . . . . . . . . . . . 3-4
3.2.2 Bemessung des Zugstabes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-43.2.3 Nachweis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-6
3.3 Biegeträger . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-63.3.1 I-Profile unter einachsiger Biegung: Verfahren Elastisch - Elastisch . . . . . . . 3-63.3.2 Vergleichsspannung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-93.3.3 Instabilitätserscheinungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-11
3.3.3.1 Versagen des Trägers durch Biegedrillknicken (Kippen) . . . . . . . . 3-113.3.3.2 Konstruktive Möglichkeiten: . . . . . . . . . . . . . . . . . . . . . . 3-123.3.3.3 Nachweis des Druckgurtes als Druckstab (DIN 18800, T.2, El. 3.3.3 ) . 3-133.3.3.4 Genauere rechnerische Untersuchungen . . . . . . . . . . . . . . . . 3-143.3.3.5 Versagen durch Ausbeulen . . . . . . . . . . . . . . . . . . . . . . . 3-143.3.3.6 Beanspruchung in z-Richtung . . . . . . . . . . . . . . . . . . . . . . 3-14
3.3.4 I-Profile unter zweiachsiger Biegung, Verfahren Elastisch - Elastisch . . . . . . . 3-153.3.5 Weitere Profile bei Biegebeanspruchung . . . . . . . . . . . . . . . . . . . . . . 3-153.3.6 Biegeträger unter einachsiger Biegung, Verfahren Elastisch - Plastisch . . . . . . 3-16
3.3.6.1 Einige Hinweise zur plastischen Querschnittstragfähigkeit . . . . . . . 3-163.3.6.2 Das vollplastische Moment . . . . . . . . . . . . . . . . . . . . . . . 3-18
3.3.7 Biegeträger bei einachsiger Biegung, Verfahren Plastisch - Plastisch . . . . . . . 3-243.3.7.1 Bedeutung der Verfahrensbezeichnungen . . . . . . . . . . . . . . . . 3-243.3.7.2 Plastische Schnittgrößenermittlung . . . . . . . . . . . . . . . . . . . 3-25
3.4 Druckstab . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-303.4.1 Materialverhalten bei Druck . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-303.4.2 Ideale Knicklasten von Druckstäben . . . . . . . . . . . . . . . . . . . . . . . . 3-30
3.4.2.1 Stäbe mit anderen Randbedingungen . . . . . . . . . . . . . . . . . . 3-323.4.3 Knicklängen und Knicklängenbeiwert . . . . . . . . . . . . . . . . . . . . . . . 3-343.4.4 Knickspannung und Schlankheitsgrad . . . . . . . . . . . . . . . . . . . . . . . 3-353.4.5 Knicken im Bereich unelastischen Materialverhaltens . . . . . . . . . . . . . . . 3-363.4.6 Baupraktisch erreichbare Druckkräfte (Traglasten) . . . . . . . . . . . . . . . . 3-37
3.4.6.1 Nachweis des Druckstabes nach DIN 18800, Teil 2 . . . . . . . . . . 3-383.4.6.2 Nachweis des Druckstabes nach DIN 4114 (veraltet) . . . . . . . . . . 3-413.4.6.3 Knicken in y - oder z - Richtung . . . . . . . . . . . . . . . . . . . . 3-44
3.4.7 Nachweis des Druckstabes nach Theorie II. Ordnung . . . . . . . . . . . . . . . 3-453.4.8 Mehrteilige Druckstäbe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-463.4.9 Versagensmöglichkeiten des zentrisch gedrückten Stabes . . . . . . . . . . . . . 3-603.4.10 Planmäßig einachsige Biegung mit Normalkraft . . . . . . . . . . . . . . . . . . 3-603.4.11 Versagensmöglichkeiten des Druckstabes mit planmäßiger einachsiger Biegung . 3-68

III
4 Verbindungsmittel 4-14.1 Schrauben . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1
4.1.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-14.1.2 Schrauben . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1
4.1.2.1 Rohe Schrauben (schwarze, gepreßte Schrauben) . . . . . . . . . . . . 4-14.1.2.2 Paßschrauben (blanke, gedrehte Schrauben) . . . . . . . . . . . . . . 4-24.1.2.3 Hochfeste Schrauben . . . . . . . . . . . . . . . . . . . . . . . . . . 4-3
4.1.3 Verbindungsarten mit Schrauben - Allgemein . . . . . . . . . . . . . . . . . . . 4-34.1.3.1 Verbindungsmittel senkrecht zur Kraftrichtung . . . . . . . . . . . . . 4-44.1.3.2 Verbindungsmittel in Kraftrichtung . . . . . . . . . . . . . . . . . . . 4-9
4.1.4 Statisch-konstruktive Forderungen bei Schraubverbindungen . . . . . . . . . . . 4-124.1.4.1 Wahl der Schraubendurchmesser . . . . . . . . . . . . . . . . . . . . 4-124.1.4.2 Abstände der Schrauben . . . . . . . . . . . . . . . . . . . . . . . . . 4-134.1.4.3 Anzahl der Schrauben in einer Verbindung . . . . . . . . . . . . . . . 4-14
4.1.5 Schraubverbindungen in Stahlkonstruktionen . . . . . . . . . . . . . . . . . . . 4-154.1.5.1 Verbindungsmittel senkrecht zur Kraftrichtung . . . . . . . . . . . . . 4-154.1.5.2 Verbindungsmittel in Kraftrichtung . . . . . . . . . . . . . . . . . . . 4-19
4.2 Niete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-264.2.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-264.2.2 Nietverbindungen - allgemein . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-26
4.2.2.1 Verbindungsmittel senkrecht zur Kraftrichtung . . . . . . . . . . . . . 4-264.2.3 Statisch-konstruktive Forderungen bei Nietverbindungen . . . . . . . . . . . . . 4-274.2.4 Nietverbindungen in Stahlkonstruktionen . . . . . . . . . . . . . . . . . . . . . 4-27
4.3 Schweißnähte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-284.3.1 Schweißverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-28
4.3.1.1 E-Schweißen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-284.3.1.2 UP-Schweißen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-294.3.1.3 Metall-Schutzgas-Schweißen (MSG) . . . . . . . . . . . . . . . . . . 4-30
4.3.2 Schweißnahtarten (DIN 18800, Teil 1, Tabelle 19) . . . . . . . . . . . . . . . . 4-304.3.3 Schweißverbindungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-33
4.3.3.1 Einachsige Beanspruchung . . . . . . . . . . . . . . . . . . . . . . . 4-344.3.3.2 Mehrachsige Beanspruchung . . . . . . . . . . . . . . . . . . . . . . 4-364.3.3.3 Einige Hinweise . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-38
5 Einfache Tragwerke 5-15.1 Fachwerke . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-1
5.1.1 Systemausbildung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-15.1.2 Stabquerschnitte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-25.1.3 Knotenpunkte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-85.1.4 Stabanschlüsse der Füllstäbe . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-185.1.5 Allgemeines Vorgehen bei der Konstruktion und Berechnung eines Fachwerk-
knotens (Zusammenfassung) . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-205.2 Vollwandträger . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-22
5.2.1 Querschnitts- und Trägerformen . . . . . . . . . . . . . . . . . . . . . . . . . . 5-225.2.2 Geschraubte und genietete Vollwandträger . . . . . . . . . . . . . . . . . . . . . 5-235.2.3 Geschweißte Vollwandträger . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-275.2.4 Konstruktion und Berechnung eines Vollwandträgers (Zusammenfassung) . . . . 5-41
5.3 Rahmentragwerke . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-44

IV
5.3.1 Hinweise zum statischen System . . . . . . . . . . . . . . . . . . . . . . . . . . 5-445.3.2 Kräfteverlauf in der Rahmenecke . . . . . . . . . . . . . . . . . . . . . . . . . 5-445.3.3 Zur Berechnung einstöckiger Rahmen . . . . . . . . . . . . . . . . . . . . . . . 5-47
5.4 Stützen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-515.4.1 Stützen für den Geschossbau . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-51
5.4.1.1 Fußpunkte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-525.4.1.2 Zur Bemessung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-54
5.4.2 Gelenkige Stielfüße von Rahmen . . . . . . . . . . . . . . . . . . . . . . . . . 5-545.4.3 Eingespannte Stützen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-55
5.4.3.1 Ausführungsbeispiele: . . . . . . . . . . . . . . . . . . . . . . . . . . 5-575.4.4 Anschlüsse von Trägern an Stützen . . . . . . . . . . . . . . . . . . . . . . . . 5-59
6 Das Tragwerk einiger Stahlhochbauten 6-16.1 Stahlgeschossbauten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-1
6.1.1 Systeme zur Abtragung der vertikalen Lasten . . . . . . . . . . . . . . . . . . . 6-16.1.1.1 Systeme in der Vertikalebene . . . . . . . . . . . . . . . . . . . . . . 6-16.1.1.2 Grundriss der Lastabtragungssysteme . . . . . . . . . . . . . . . . . . 6-3
6.1.2 Systeme zur Abtragung der horizontalen Lasten . . . . . . . . . . . . . . . . . . 6-56.1.2.1 Systeme In der Horizontalebene . . . . . . . . . . . . . . . . . . . . . 6-56.1.2.2 Systeme in der Vertikalebene . . . . . . . . . . . . . . . . . . . . . . 6-66.1.2.3 Anordnung der vertikalen Aussteifungselemente im Grundriss . . . . . 6-86.1.2.4 Beschränkung der horizontalen Auslenkung . . . . . . . . . . . . . . 6-9
6.1.3 Beispiele ausgeführter Konstruktionen . . . . . . . . . . . . . . . . . . . . . . . 6-96.2 Stahlhallen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-30
6.2.1 Systeme im Querschnitt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-306.2.2 Systeme im Längsschnitt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-356.2.3 Dach- und Wandkonstruktion mit Stabilisierungsverbänden . . . . . . . . . . . . 6-376.2.4 Beispiele ausgeführter Konstruktionen . . . . . . . . . . . . . . . . . . . . . . . 6-41
1-1
1 Übersicht
1.1 Entwicklung des Werkstoffes
• Gußeisen:spröde, nicht schmiedbar, Coalbrookdale-Brücke in England über den Severn, Bogenbrücke miteiner Spannweite von l = 31 m, 1777-1779
• Schweißeisen:Herdfrischen oder Puddeln des Roheisens entfernte teilweise unliebsame Nebenbestandteile wieSilizium, Phosphor, Schwefel und Kohlenstoff. Dadurch Verbesserung der Festigkeit und Zähig-keit. Vor dem Erstarren nur in teigigem Zustand. Britannia-Brücke in England, vollwandige Bal-kenbrücke mit einer Spannweite von max l = 142 m, 1850
• Flußeisen:Im Herdofen - oder Birnenprozeß nach dem Bessemer und später Thomas-Verfahren wird derSchmelzpunkt des gereinigten Eisens überschritten, es wird flüssig. Die Nebenbestandteile werdenauf das gewünschte Maß reduziert. Firth of Forth - Brücke in Schottland, Fachwerkbrücke mit einerSpannweite von max l = 521 m, 1890
• Flußstahl:wurden früher die härteren Sorten des Flußeisens genannt. Da aber eine scharfe Trennung nichtmöglich war, wurde später beschlossen, jedes Eisen, das ohne Nebenbehandlung schmiedbar ist,als Stahl zu bezeichnen.
1.2 Stahlproduktion
1.2.1 Das Sauerstoff-Blasverfahren
Im Hochofen werden gesinterte Eisenerze zu Roheisen reduziert. Im Sauerstoffkonverter wird das Roh-eisen anschließend in Rohstahl umgewandelt. Bei diesem Vorgang wird weiterer Schrott zugegeben, umdie Temperatur kontrollieren zu können.Als Ausgangsmaterial im Hochofen dient Sinter, der im Sinterwerk hergestellt wird. Im Sinterprozeßwird eine Mischung aus Eisenerz, Kalk und Koks (fast reiner Kohlenstoff) auf einem Förderband ineine 45 cm dicke Schicht aufgebracht (Dwight Lloyd Prozeß) und teilweise reduziert, um eine poröseMischung aus Eisenoxiden und Nichtmetallen zu erhalten. Der Koksverbrauch liegt bei ungefähr 50 kg/tSinterprodukt.
1.2.1.1 Der HochofenprozeßDer Gebläsehochofen ist ein schachtartiger Hochofen, der mit der Gegenflußtechnik arbeitet: das herab-sinkende Gemisch aus Sinter und Koks, das von oben in den Ofen eingebracht wird, wird von der ausdem Winderhitzer zur Verbrennung von C zu CO eingeblasenen heißen Luft und den heraufsteigendenVerbrennungsgasen erwärmt und reduziert. Der Luftstrom wird vorher in einem Gebläse komprimiertund durch Verbrennung der gereinigten Hochofengase auf 1100°C erhitzt.Die Eisenoxide (FeO,Fe2O3) werden durch die CO-Gase reduziert und es entsteht Roheisen.Die Hochofenasche enthält ungefähr 40% Fe und wird durch den Sintervorgang recycled.Die hohe Permeabilität des Sinter und die gleichmäßige Verteilung der Charge, helfen die Produktivitätdes Hochofens zu verbessern. Der Koksverbrauch läßt sich somit auf 470 kg/t Flüssigmetall verringern.Der Einsatz von Zusätzen, wie zerstäubtem Benzin (120 kg/t) oder Öl (60 kg/t), senkt den Koksverbrauchim Hochofen und somit ebenfalls die Kosten.

1-2
8 0 0 ° C 8 0 0 ° C
1 6 0 0 ° C
S a u e r s t o f f - B l a s v e r f a h r e n E l e k t r o s t a h l - V e r f a h r e n
E i s e n e r z
K o k s k o h l e K o k e r e i
E r z a u f a r b e i t u n g
H o c h o f e n
T o r p e d o w a g g o n
S a u e r s t o f f
F l ü s s i g e r S t a h l
S a u e r s t o f fK o n v e r t e r
S c h r o t t
A u f b e r e i t u n g
E l e k t r o d e n
F l ü s s i g e r S t a h l
B l o c k g u ß v e r f a h r e nS t r a n g g u ß v e r f a h r e n
G i e ß p f a n n e
K o k i l l e n
E r s t a r r t e r S t a h l
B l ö c k e
E r s t a r r t e r S t a h l
d e r B l ö c k e
B l ö c k e
W a l z w e r k
W a r m w a l z e n ( 8 0 0 ° C b i s 1 2 0 0 ° C ) W a r m w a l z e n ( 8 0 0 ° C b i s 1 2 0 0 ° C )
T r ä g e r
S t ä b e D r a h tS c h i e n e n
A u f g e w i c k e l t e s B a n d s t a h l
o d e r +
R o h e i s e n
E l e k t r o l i c h t -b o g e n o f e n
1 6 0 0 ° C
S e k u n d ä r -m e t a l l u r g i e
( P f a n n e n o f e n )
G i e ß p f a n n e
V e r t e i l e r
K o k i l l e
B r a m m e n
B r a m m e n
Z i e h e n
K n ü p p e l
K n ü p p e l
W a l z e n v o n F l a c h p r o d u k t e n W a l z e n v o n L a n g p r o d u k t e nB r a m m e n K n ü p p e l u n d B l ö c k e
F l a c h s t a h lB a n d
P r o f i l e
1 2 5 0 ° C
S t o ß - o d e r H u b b a l k e n o f e n
Abbildung 1.1: Verfahren der Stahlproduktion

1-3
Unterhalb des Winderhitzers, also dort wo die höchste Temperatur herrscht, sammelt sich die Schmelz-masse auf dem Hochofengestell. Dabei trennt sich das flüssige Eisen (Roheisen) durch Dichteunterschie-de von der Schlacke. Anschließend werden beide durch separate Öffnungen abgestochen. Die abgegos-sene Schlacke wird mittels Wasserstrahlung granuliert und zur Verwendung in anderen Produkten, wieStraßenbaustoffen, Düngern, etc. benutzt. Das flüssige Roheisen wird in Gießpfannen oder in Torpe-dopfannen (mit Kapazitäten von 300 - 400 t) geleitet und dann zu den Stahlwerken zur Umwandlung zuStahl gebracht.
Eine typische Analyse des flüssigen Roheisen bei 1400°C liefert:
4,7% Kohlenstoff (C); 0,5% Mangan (Mn); 0,4% Silizium (Si); 0,1% Phosphor (P); 0,04% Schwefel (S)und der Rest Eisen (Fe).
Die Beseitigung des Schwefels erfordert geringe Sauerstoffaktivitäten. Die Entschwefelung in Roheisenwird durch die Injektion wie Kalziumkarbid zur Bildung von Kalziumsulfiden (CaS), oder Magnesium,zur Bildung von MgS erreicht.
1.2.1.2 Die Stahlproduktion im SauerstoffkonverterDer typische Sauerstoff- oder auch LD-Konverter (nach dem Linz-Donawitz Verfahren von 1956) basiertauf dem Sauerstoffeinblasen mittels einer Lanze auf das Roheisen. Zum Kühlen und zur Beseitigung vonPhosphor, Silizium und Mangan, werden noch Schrott und Kalk zugegeben.
Zuvor wird der Konverter mit Dolomit oder Magnesit ausgemauert, die der Erosion durch Schlackeund Hitze während des Sauerstoffblasens am besten widerstehen. Eine solche Schutzschicht hat eineungefähre Lebensdauer von 800 bis 1400 Schmelzen.
Der Sauerstoff verbrennt den Kohlenstoff in Form von Kohlenmonoxid (CO) und Kohlendioxid (CO2),das gesammelt und von seiner Asche (Fe2O3, Kalkpartikel, etc.) gereinigt wird. Die Elemente Mn, Siund P werden oxidiert und verbinden sich mit Kalk (CaO) und FeO aus der Oxidation von Fe zu einerflüssigen Schlacke.
Da es sich hierbei um äußerst exotherme Oxidationsprozesse handelt, muß der Vorgang gekühlt werden,um die Schmelztemperatur kontrollieren zu können. Dies wird durch Zugabe von Schrott (recyclierterWerkschrott) und Eisenerz während des Blasvorgangs erreicht.
Das Sauerstoffblasen dauert, unabhängig von der Konvertergröße (70 bis 400 t), 15 bis 20 Minuten, dader Sauerstoffzufluß der Lanze an das Gewicht der Schmelze angepaßt wird. Das Zugeben und Entneh-men von Stahl und Schlacke, inklusive Probeabstiche zur Temperatur- und Schmelzanalyse, streckt dieAbstichzeit eines Konverters auf 30 bis 50 Min.
Charakterisiert wird der gesamte Prozeß durch eine hohe Produktivität und durch einen Stahl mit einemsehr hohen Reinheitsgrad.
Das Abstechen des Stahls in eine Gießpfanne geschieht mittels Kippen des Ofens. Während dieses Vor-gangs werden zur Einstellung der Stahlzusammensetzung in die Gießpfanne Eisenlegierungen zugege-ben. Anschließend wird die oxidierte Schlacke mit 12 bis 16% Fe in eine gesonderte Pfanne abgegossenund auf einem Schlackenhof entsorgt.
Ein großer Fortschritt in der Sauerstoff-Blastechnik, das Lance Bubbling Equilibrium (LBE), wurdeMitte der 70er Jahre entwickelt, und ist mittlerweile weit verbreitet. Dazu wird ein neutrales Gas, mei-stens Argon, durch permeable Filterelemente am Boden des Konverters geblasen, und die Schmelze mitder Schlacke vermischt. Hierdurch erhöhen sich die metallurgische Wirkung (geringere Fe-Verluste undP-Gehalte), die Produktivität, und das Wärme- und Massengleichgewicht des Prozesses erheblich (Ko-stenreduzierung).

1-4
1.2.2 Das Elektrostahl-Verfahren
1.2.2.1 TechnologieBeim Elektrostahl-Verfahren wird der feste Einsatz, hauptsächlich Schrott, mit elektrischer Energie durchLichtbögen zwischen Graphitelektroden eingeschmolzen.Zum Beladen mit Schrott, werden die drei Elektroden und der Ofendeckel von der Ofenschüssel angeho-ben und beiseite geschoben. Zwischen den Elektroden brennt der Lichtbogen entsprechend der gewähltenSpannung und Stromstärke, um bei gewünschter Bogenlänge die zum Schmelzen benötigte Energie zuliefern. Da der durch die Lichtbögen erzeugte Lärm während der Einschmelzphase mit bis zu 120 dBAsehr groß ist, wird die Steuerkabine speziell gedämmt, und der Ofen mit einer besonderen Hülle umge-ben.Der Dreiphasen-Wechselstrom kommt von der Niedervoltseite (300 - 700 V) eines Hochspannungs-Transformators. Der nominelle Leistungsgrad, ausgedrückt in kVA/t, erstreckt sich von 300 bis 500 kVA/tbei Hochleistungsöfen, und von 500 kVA/t an aufwärts bei Ultrahochleistungsöfen (UHP). Solche Öfenhaben einen Innendurchmesser von 6 bis 9 Metern, und eine Kapazität von 100 bis 200 Tonnen Stahl.Die Zeit zwischen den Abstichen bei solchen Öfen dauert 90 bis 110 Minuten.Die traditionelle Rolle der Elektrostahlproduktion, ist die Herstellung von Legierungs-, Werkzeug- undKohlenstoffstählen, und hat sich mit den UHP-Öfen auf die Produktion von Massenstahl ausgeweitet.Damit wurde auch das Konzept der Mini-Stahlwerke eingeführt. Mit zunehmender Größe und Produk-tivität der Öfen, wurde die Stranggußtechnik zur Produktion von Knüppeln möglich. Die Vorgaben fürFlachprodukte erfordern jedoch geringe Restverunreinigungsgrade und höhere Produktivitätsraten, dievon UHP-Öfen nur zum Teil nicht erfüllt werden.Der Anteil der Elektroofentechnik an der Stahlproduktion beträgt ungefähr 30%, und stabilisiert sichaufgrund des sinkenden Angebots akzeptabler Schrottqualität auf diesem Niveau. Um bei kritischenStahlgüten die Grenzen schädigender Elemente wie Kupfer, Nickel, Zinn, u.a. kontrollieren zu können,müssen teurere Pellets und Eisenschwamm zugegeben werden.
1.2.2.2 MetallurgieHerkömmliche Hochleistungsöfen liefern mit der Zwei-Schlackentechnik qualitativ hochwertigeKohlenstoff- und Legierungsstähle. Nach Einschmelzen des Schrottes entfernt eine erste oxidierendeSchlacke die Elemente Phosphor und Silizium und senkt den Kohlenstoffgehalt auf das gewünschte Maß.Nach dem Entschlacken bildet sich eine zweite, reduzierende basische Schlacke, um den Schwefel- undSauerstoffgehalt zu senken. Dabei wird die Stahlzusammensetzung durch Zugabe von Eisenlegierungenangepaßt.UHP-Öfen arbeiten nur mit einer auf Kalk basierenden Schlacke. Das Schmelzen des Schrottes wirddurch Brenngase beschleunigt, die so angeordnet werden, daß auch kältere Bereiche in dem großenOfenraum erreicht werden. Frischen mit Sauerstoff und Zugeben von Kohlenstoff geschieht, um eineaufschäumende Schlacke zu erhalten, die eine bessere Energiezufuhr aus den Lichtbögen ermöglicht unddie Entphosphorung verbessert. Nach dieser Phase wird die Schmelze durch eine Öffnung abgegossen.Die Desoxidation und Veredlung bei reduzierender Schlacke geschieht in der Gießpfanne (Sekundärme-tallurgie). Der 100%ige Schrotteinsatz macht den Vorgang anfälliger für schädigende Begleitelemente,wie Kupfer, Nickel und Zinn, die höherwertiger als Eisen sind, und sich durch diesen Prozeß nicht entfer-nen lassen. Folglich ist es zur Kontrolle dieser Begleitelemente wichtig, die Ursprünge des verwendetenSchrottes zu kennen, und die unterschiedlichen Qualitäten zu trennen.
1.2.3 Sekundär- oder Pfannenmetallurgie
1.2.3.1 Allgemeine AspekteUm die gewünschten Eigenschaften eines Stahls zu erzielen, ist häufig eine genaue Kontrolle der

1-5
Kohlenstoff-, Phosphor-, Schwefel-, Stickstoff-, Wasserstoff- und der Sauerstoffgehalte erforderlich. Al-leine oder in Kombination, bestimmen diese Elemente die Materialeigenschaften wie Umformbarkeit,Festigkeit, Zähigkeit, Schweißbarkeit und Korrosionsverhalten.In leistungsfähigen Schmelzvorrichtungen wie Konvertern oder Elektroöfen, sind der metallurgischenBehandlung der Metallschmelze Grenzen gesetzt. Zwar lassen sich im Konverter die Gehalte von Stick-stoff und Phosphor auf geringe Werte reduzieren, niedrige Kohlenstoff-, Schwefel-, Wasserstoff- undSauerstoffgehalte (< 2 ppm) können aber nur durch eine Nachbehandlung in der Gießpfanne erzieltwerden. Um vor dem Gießen die gewünschte Stahlzusammensetzung zu erhalten, werden in den Gieß-pfannen die Legierungserstellung und spezielle Veredelungen durchgeführt.Die Ziele der Stahlbehandlung in der Gießpfanne können wie folgt zusammengefaßt werden:
• Veredeln und Desoxidieren
• Beseitigen von Desoxidationsprodukten (MnO, SiO2, Al2O3)
• Starke Entschwefelung (< 0,008%)
• Homogenisieren der Schmelze
• Einstellen der Gießtemperatur, gegebenenfalls durch Wiedererwärmung (Gießpfannenofen)
• Starkes Herabsenken des Wasserstoffgehaltes durch Vakuumbehandlung.
1.2.4 Die Stahlbehandlung in der Gießpfanne: Desoxidation und Veredelung
Der hohe Sauerstoffgehalt des Stahls im Konverter würde beim Erstarren zur Bildung von Einschlüs-sen führen. Die Beseitigung dieses überschüssigen Sauerstoffs ("Beruhigen") ist vor dem nachfolgendenGießen folglich unerläßlich. Auf diese Weise behandelte Stähle heißen beruhigte Stähle. Bei allen Me-thoden der sekundären Stahlbehandlung ist die Zugabe von Mitteln zur Desoxidation in die Gießpfannemöglich, so daß die Desoxidation im Konverter nicht erforderlich ist.Zur Desoxidation werden in zunehmender Reihenfolge ihrer Affinität, folgende Elemente verwendet:Mangan - Kohlenstoff - Silizium - Titan - Aluminium. Die gängigsten sind Silizium und Aluminium.Nach der Zugabe und vor der Bestimmung des endgültigen Sauerstoffgehaltes mittels EMF-Probe (elek-trochemische Probe für gelöste Sauerstoffgehalte) muß bis zum Eintreten der Reaktion und einer Homo-genisierung eine gewisse Zeit verstreichen.Da die meisten dieser Desoxidationsmittel unlösliche Oxide bilden, die im erstarrten Stahl zu schädlichenEinschlüssen führen, müssen sie in der anschließenden Veredelungsphase durch eines der folgendenVerfahren entfernt werden:
• Argon-Frischen und Injektionen von reagierenden Elementen (CaSi, und/oder auf Kalk basierendeZusätze) bewirken:
– eine homogene Stahlkomposition und Temperatur
– Beseitigung der Desoxidationsprodukte
– Entschwefelung Aluminiumberuhigter Stahlsorten
– Formbeeinflussung der Sulfideinschlüsse.
• Gießpfannenofen: Umrühren der Schmelze mit Argon oder einem induktiven Rührgerät, und Er-hitzen der Schmelze mittels Lichtbogen (geringe Stromstärke, gewöhnlich 200 kVA/t) bewirken:
– lange Verarbeitungszeiten

1-6
– Zugabemöglichkeit
– Beseitigung der Desoxidationsprodukte, aufgrund der langen Behandlung unter optimalenBedingungen
– eine homogene Zusammensetzung und Temperatur
– bei heftigem Rühren durch Argon eine Entschwefelung.
• Vakuum-Behandlung, d.h. RH-Verfahren (Ruhrstahl-Heraeus) oder über die Schlacke Staubentga-sung.Beim RH-Verfahren wird mittels Gasinjektionen der Stahl in eine Kammer des Vakuums gezogen,während der behandelte Stahl durch die andere in die Gießpfanne zurück fließt. Bei der Entgasungwird die Gießpfanne in einem Vakuumtank plaziert und die Stahlschmelze durch Argoninjektionenaus Öffnungen im Pfannenboden heftig gerührt.
Die Vakuumbehandlung bewirkt:
– Reduzierung des Wasserstoffgehaltes auf weniger als 2 ppm
– erhebliche Entkohlung auf weniger als 30 ppm, bei Sauerstoffzugabe mit einer Lanze (RH -OB)
– Legierung im Vakuum
– eine homogene Zusammensetzung, hoher Reinheitsgrad an Desoxidationsprodukten.
Da sich große Temperaturverluste (50 - 100°C) nachteilig auswirken, ist vor dieser Behandlungeine Überhitzung der Schmelze erforderlich.
Bei vielen Methoden der sekundären Metallurgie ist das Rühren des flüssigen Stahls erwünscht odergar erforderlich. Zur Beseitigung von Einschlüssen genügt sachtes Rühren, dabei geraten nichtmetal-lische Einschlüsse in Kontakt mit der Schlacke und werden somit an der Oberfläche gebunden. ZumEntlüften und Entschwefeln ist allerdings heftiges Rühren erforderlich, um die dem Vakuum ausgesetzteStahloberfläche zu erhöhen (H-Beseitigung), oder den Stahl und die Schlacke zu durchmischen, um dieEntschwefelung zu verbessern.
1.2.5 Vergießen und Erstarren
1.2.5.1 Allgemeine AspekteZum Erstarren wird Stahl entweder in gußeiserne Kokillen (Blockgießen) oder im Strang vergossen.Die Hitze des flüssigen Stahles wird durch die kalte Oberfläche der Form abgeleitet, so daß Kristalleentstehen und sich somit eine feste Schale bildet. Die Erstarrung schreitet durch das Beibehalten derKühlung fort.Während der Erstarrung steigt die Dichte und erzeugt Schrumpfvorgänge. Hierdurch wird zwar das Ab-lösen des Gußstückes von der Form begünstigt. Allerdings verursacht diese Kontraktion auch internesSchrumpfen und hat häufig Hohlräume (Lunker) zur Folge. Beim Stranggußverfahren wird dies durchden kontinuierlichen Zufluß von Schmelze verhindert. Beim Blockgußverfahren ist auf der Formobersei-te ein entsprechendes Schmelzbad durch exothermes Material auszubilden (hottop).Ein weiterer Aspekt während der Erstarrung ist die Entmischung (Seigerung), die dadurch hervorgeru-fen wird, daß einige gelöste Elemente im festen Zustand eine wesentlich geringere Löslichkeit besitzenals in der flüssigen Phase. Die Neigung zur Entmischung ist bei Schwefel, Phosphor, Wasserstoff undSauerstoff am ausgeprägtesten. Wie bereits erwähnt, können die Gehalte dieser Substanzen durch me-tallurgische Verfahren befriedigend gering gehalten werden. Des weiteren verbindet sich das Mangandes Stahls mit Schwefel unter der Bildung von Mangan-Sulfid-Einschlüssen, die während des Walzens

1-7
gestreckt werden und sich negativ auf die Stahleigenschaften auswirken, falls senkrecht zur Walzrich-tung erhebliche Spannungen aufgebracht werden. Für diese Zwecke müssen die Form und der Gehalt derSulfid-Einschlüsse während der Stahlerzeugung streng kontrolliert werden.
1.2.6 Gußtechnologien
1.2.6.1 Blockgußverfahren Beim Blockguß handelt es sich um ein diskontinuierliches Verfahren,bei dem die Blockformen einzeln von oben oder zusammen durch eine gemeinsame Öffnung und Zu-läufe in der Bodenplatte gefüllt werden. Letztere uphill-Technik wird durch eine niedrige Aufstiegsge-schwindigkeit des Stahls in der Form charakterisiert, wodurch beim Vergießen kritischer Stahlsorten dieEnstehung von Rissen und Oberflächenfehlern vermindert wird.Das Vergießen geschieht direkt aus der Gießpfanne mittels eines Schubventiles im Boden, das den Zuflußreguliert, und einer Düse, die einen konzentrischen Stahlstrahl liefert.Das Gewicht und der Querschnitt der Blöcke werden durch die Kapazitäten des primären Walzwerkesbestimmt und können zwischen 4 und 30 t liegen, zum Schmieden sogar darüber.Die Blöcke verbleiben bis zur vollständigen Erstarrung in der Kokille. Anschließend werden diese perKran entfernt und zum Auskühlen in das Formlager gebracht. Die Blöcke kommen zum Erhöhen undAngleichen auf die Verarbeitungstemperatur des Walzvorgangs (ca. 1300°C) in Tieföfen.Die Erstarrung der Blöcke beginnt am Fuß, wo sie durch die Bodenplatte und die Form gekühlt werden,und endet am Kopf.Bei besonders beruhigten Stählen (Si + Al) mit niedrigen Gehalten an freiem Sauerstoff, konzentriert sichdas Erstarrungsschrumpfen im obersten Blockbereich. Um die Bildung solcher Hohlräume in diesemBereich zu minimieren, wird der Blockkopf isoliert (hottop), um ein Schmelzreservoir zum Ausfüllendes Hohlraumes zu bilden. Der Kopf wird anschließend abgeschlagen. Dieser Schrott macht ungefähr12% des Blockgewichtes aus.Bei alleiniger Desoxidation durch Silizium kann der Gehalt an freiem Sauerstoff auf ein bestimmtesNiveau festgelegt werden, so daß er zum Erstarrungsende hin mit dem Kohlenstoff der Schmelze CObildet. Durch die Bildung dieser kleinen Gasblasen wird die Schrumpfung des Stahls kompensiert, undder Verlust gesenkt (auf 2%). Die Gasblasen werden während des primären Walzvorgangs eliminiert,und so behandelte Stähle als „halbberuhigte“ Stähle bezeichnet.Das Blockgußverfahren ist in bezug auf die Produktspezifikationen und die Herstellung kleiner Men-gen in relativ kurzer Lieferzeit sehr flexibel. Eingesetzt wird es zur Herstellung schwerer Bleche oderschwerer Schmiedestücke, sowie schwerer Profilquerschnitte.
1.2.6.2 StranggußverfahrenDie Stranggußtechnik hat sich in den Stahlwerken aus nachfolgenden Gründen zum dominierenden Ver-fahren entwickelt:
• Ertragsverbesserung
• Energieeinsparung (direkte Produktion halbfertiger Produkte)
• Einsparung von Arbeitskräften.
Der Stahlanteil des Stranggußverfahrens beträgt mittlerweile in den westlichen Industrieländern 80 - 90%an der gesamten Rohstahlproduktion. Das Aufkommen und schnelle Wachstum der Mini-Stahlwerkehätte ohne die Stranggußtechnik gar nicht stattgefunden.Das wesentliche Merkmal des Stranggußverfahrens ist die oszillierende wassergekühlte Kupferkokille.Hauptfunktion dieser Kokille ist, eine erstarrte Strangschale mit ausreichender Festigkeit zu bilden, umDurchbrüche unterhalb der Kokille zu verhindern. Dies wird durch die hohe Wärmeleitung in der Kokille

1-8
erreicht. Zum Ausgleichen der Strangschrumpfung und zur Beibehaltung eines großen Wärmeflusses,verjüngt sich die Kokille über die Höhe von 700 mm.Die Oszillation erzeugt zwischen Strang und Kokille eine relative Bewegung und verhindert somit auchein Anhaften der Strangschale. Das Ablösen wird durch Verwendung entsprechender Schmiermittel anden Stahlmenisken erleichtert (Gießpulver oder -öl). Diese Mittel dienen ebenfalls zur Erhaltung derhohen Wärmeableitung und zur Vorbeugung von Durchbrüchen.Nach Verlassen der Kokille wird der Strang mit Sprühwasser gekühlt und in Rollen geführt, um Durch-biegungen bis zur kompletten Erstarrung zu verhindern. Strangprofile gibt es für Warmwalzwerke für denBereich der halbfertigen Produkte, wie Bramme, Knüppel oder Blöcke. In Abhängigkeit der zu gießen-den Profile, werden Stranggußanlagen mit zwei (Brammen), vier (Blöcke oder Rundprofile) oder sechsSträngen (für Knüppel unter 180 mm2) ausgelegt.Modernere Anlagen sind gebogen ausgelegt, da sie so sparsamer und einfacher in den Werken unterge-bracht werden können als Vertikalanlagen. Die gebogenen Stränge werden nach vollständiger Erstarrungdurch Walzen begradigt und für die weitere Verarbeitung in den Walzwerken auf die entsprechende Län-ge gebracht.Die Stranggußtechnologie bietet ein ununterbrochenes Verfahren zum Gießen, so daß mehrere Stahl-chargen in einer Folge verarbeitet werden können. Um für einen stetigen Zufluß in die Kokille zu sorgen,wird der Stahl aus der Gießpfanne zunächst in einen Verteiler gegossen, der während des Wechselnsder Gießpfannen als Reservoir dient, und den Stahl in die verschiedenen Knüppel der Anlage füllt. DieBehälter sind mit Stoppern oder Schiebern versehen, um den Zufluß an die Abkühlgeschwindigkeit desStranges anzupassen. Zur Vermeidung der Oxidation durch Umgebungsluft werden die Gießstrahlen ausden Gießpfannen durch feuerfeste Rohre geschützt.
1.3 Formgebungstechniken und Wärmebehandlungen
1.3.1 Einleitung
Um Stahl zu fertigen Produkten zu verarbeiten, stehen verschiedene Methoden zur Auswahl, wie Warm-und Kaltwalzen, Warmschmieden und die Herstellung von nahtlosen oder geschweißten Röhren. Dasam häufigsten verwendete Verfahren ist das Warmwalzen, das für mehr als 90% aller Stahlprodukteverwendet wird.
1.3.2 Warmwalzen
1.3.2.1 Beschreibung der WalzvorgängeDer Vorgang des Warmwalzens beinhaltet die Erwärmung von Blöcken, Brammen und Knüppeln auf1200 -1300°C und das Durchlaufen des Materials zwischen zwei Walzen. Dabei kann der Stahl einWalzenpaar mehrmals vor und zurück durchlaufen und der Walzenabstand dabei progressiv verkleinertwerden.Dieser Arbeitsschritt geschieht im warmen Zustand, da die Streckgrenze von Stahl mit zunehmenderTemperatur abnimmt. Somit lassen sich mit geringen Walzkräften große Verformungen erzielen. Dabeiist es erforderlich, sowohl die Gesamtverformung, als auch die Verformungen bei jedem Durchgangzu kontrollieren, um übermäßige Verformungen, die zur Rißbildung und zum Bruch führen können, zuverhindern.Die Anzahl der Durchgänge hängt vom Ausgangsmaterial und der Größe des Endproduktes ab und kannbis zu 70 betragen, bevor das Material zum weiteren Walzen zu stark abgekühlt ist. Für Flachproduktewie Platten, Streifen und Bleche werden zylindrische Walzen verwendet, für Profile, Schienen, Rund-und Vierkantprofile, Träger, Spundwandprofile u.a. hingegen Profilwalzen.

1-9
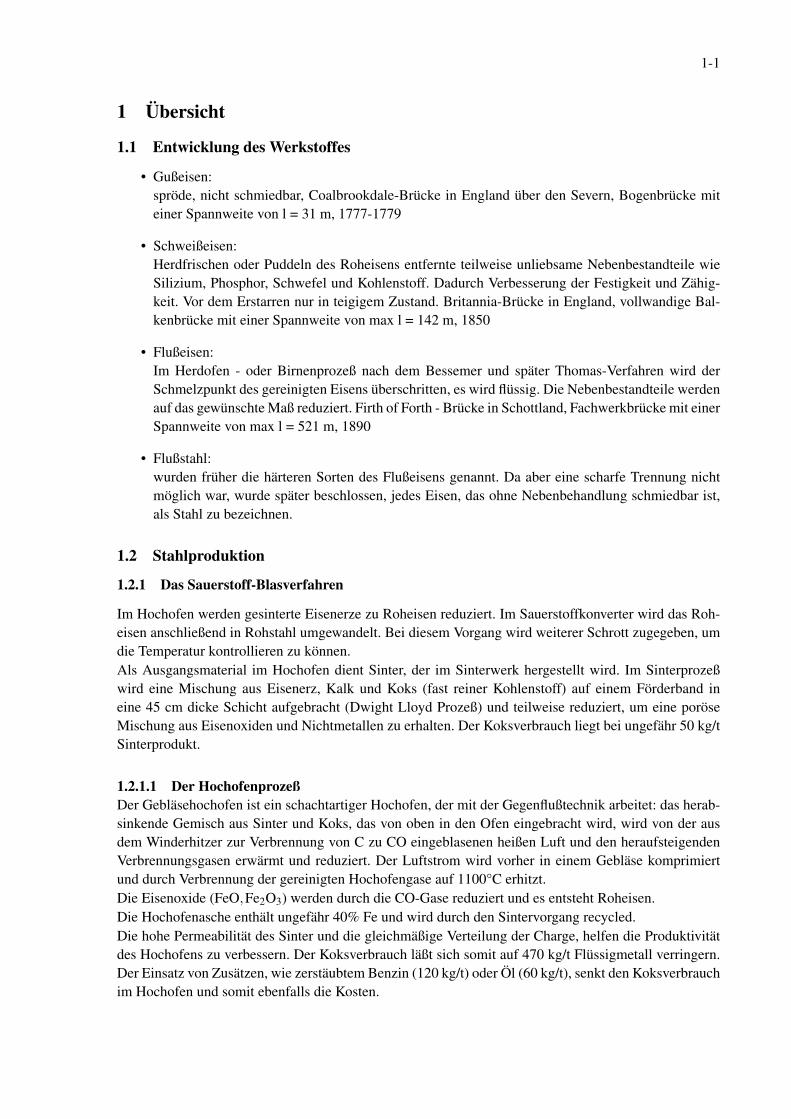
Das Walzgerüst besteht aus den Walzen und dem Ständer. Ein Walzwerk besteht aus einem Gerüst oderaus einer Gruppe von Gerüsten und Hilfseinrichtungen zur Kontrolle und Steuerung, wie Walzmotoren,Walztische zum Ein- und Ausfahren des Stahls, Schneideanlagen, etc. .Die einfachsten Walzwerke bestehen lediglich aus einem Duo-Walzgerüst, bei dem sich die Walzen nor-malerweise in beide Richtungen drehen können. Somit läßt sich der Arbeitsvorgang umkehren, das war-me Werkstück wiederholt durch die Walzen passieren und eine zunehmende Reduzierung der Dickeerzielen.Sind große Verformungen erforderlich, werden Quarto-Walzgerüste eingesetzt, um die nötigen hohenWalzkräfte aufzubringen. Die zylindrischen Arbeitswalzen, zwischen denen das warme Walzgut durch-läuft, haben relativ kleine Durchmesser und werden ober- und unterhalb durch ein Paar Stützwalzenmit größerem Durchmesser abgestützt, die die Kraft auf die Arbeitswalzen aufbringen. Bei Quarto-Walzgerüsten läßt sich die Durchlaufrichtung ebenfalls umkehren.Eine Dickenreduzierung des warmen Materials geht sowohl mit einer Längenzunahme als auch mit ei-ner Seitenausdehnung einher. Letztere hängt hauptsächlich vom Abnahmemaß, der Temperatur und demWalzendurchmesser ab und muß für die gewünschten Abmessungen und Querschnitte kontrolliert wer-den. Große Walzwerke besitzen auf der Einsatzseite der Horizontalwalzen zusätzlich noch Vertikalwal-zen. In Werken zur Profilherstellung geben sie dem Endprodukt eine abschließende Maßgenauigkeit; beiFlachprodukten dienen sie zum Entgraten und verbessern die mechanischen Eigenschaften und Charak-teristik der Oberflächen.Neben der Funktion, den Stahl in die gewünschte Form zu bringen, verbessert Warmwalzen auch diemechanischen Eigenschaften. Es ist eine genaue Kontrolle der chemischen Zusammensetzung der End-walztemperatur und der Stichabnahme erforderlich. Für bestimmte Eigenschaften (z.B. hohe Festigkeitmit guten Zähigkeiten bei niedrigen Temperaturen) setzt man „kontrolliertes Walzen“ oder ein Verfah-ren zum Abschrecken und Selbstanlassen (QST-process) während des Walzens ein. Hierbei wird derWerkstoff vor dem abschließenden Walzen bis zum Erreichen einer niedrigen Temperatur abgekühlt.Die Hauptproduktionswege für Baustahl sind in Abb. 1.2 zusammengefaßt.
1.3.3 Walzen von Halbzeugen
Der erste Warmwalzvorgang dient dazu, Blöcke in die Grundformen Block, Bramme, Knüppel, Stabumzuformen. Dies geschieht meistens auf einem großen Einzelgerüst mit Duo-Umkehrwalzen, und wirdallgemein "Walzen 1. Hitze"bezeichnet. Zwischen Stahl- und Walzenstraße besteht Raum, um die Blöckein Tieföfen zu erwärmen. Diese können bis zu 150 Tonnen an Blöcken aufnehmen und dienen dazu, dieBlöcke vor dem Walzen auf eine einheitliche Temperatur zu bringen und für eventuelle Engpässe alsZwischenlager zu dienen. Die Temperatur dieser Öfen wird für gewöhnlich auf 1300°C gehalten.Die Walzengerüste sind mit Steuerungen zum Positionieren und Kanten der Blöcke ausgestattet, um imWalzprozeß jede Seite gleichmäßig bearbeiten zu können. Zur Herstellung verschiedener Grundformenwerden Walzriffeln angeordnet. Nach Abschluß des Primärwalzens müssen die Enden entfernt werden,da sie eine unregelmäßige Kokille besitzen und sich dort starke Seigerungen, Risse und andere Defekteausbilden. Die Menge an Kopf- und Fußschnitt variiert je nach Stahlart (beruhigt, unberuhigt, etc.), demGußverfahren (direkt, von unten, hot topping, etc.) und vor allem mit der gewünschten Qualität desEndproduktes.Die Brammen oder Knüppel werden anschließend teilweise direkt zum weiteren Walzen, wo sie in Blechoder andere Endprodukte wie Schienen oder Profile weiterverarbeitet werden, weitergeleitet. Häufigerwerden sie jedoch auf bestimmte Längen geschnitten und zur Inspektion gelagert, um anschließend wie-der erwärmt und im Walzwerk zu Endprodukten verarbeitet zu werden.Walzwerke 1. Hitze erreichen Leistungen von 500 000 bis 5 Millionen Tonnen pro Jahr.
1-10
etc
Stahlw
erk
Flüssige
r Stah
l
Stran
gguß
verar
beitu
ngKo
killen
Prim
är Wa
lzwerk
Direk
tesWa
lzen
schw
ere Tr
äger
Unive
rsalwe
rke f.
Schie
nenw
.
Schie
nen
Fisch
träge
rKran
-schie
nen
Wink
elU-
Stähle
Spun
dboh
lenWu
lstträ
ger
Decken
träge
rSp
ezial Pr
ofile
Träge
rStü
tzen
Diese
Walz
vorgä
nge l
asse
n sich
durch
Blöcke
Grun
d-for
men
Rohre
Drah
tKa
bel/L
itzen
Näge
l
Rund
-Vie
rkant-
Hexa
gona
l-qu
ersch
nitte
Rohre
Blech
e
Werk
mehre
re Wa
lzstra
ßen i
n eine
m We
rk ko
mbiniere
n
Tiefof
en
Knüp
pel
profile
Unive
rsal-
Walzw
erk f.
Baus
t.Sta
bstah
l-wa
lzwerk
walzw
erkKa
belstah
l-Na
htlos
es-
Röhre
nwerk
Drah
twalz
-we
rk
Kaltg
ewalz
teBle
che u
nd Bä
nder
walz-
Kalt-
Bänd
er
Bram
men
Warm
band
-wa
lzwerk
Blech
e
Blech
walz-
werk
Band
für
Skelp
werk
balke
nofen
Stoß-
oder
Hub-
balke
nofen
Stoß-
oder
Hub-
balke
nofen
Stoß-
oder
Hub-
Abbildung 1.2: Hauptproduktionswege
1-11
1.3.4 Walzen von Fertigungsprodukten
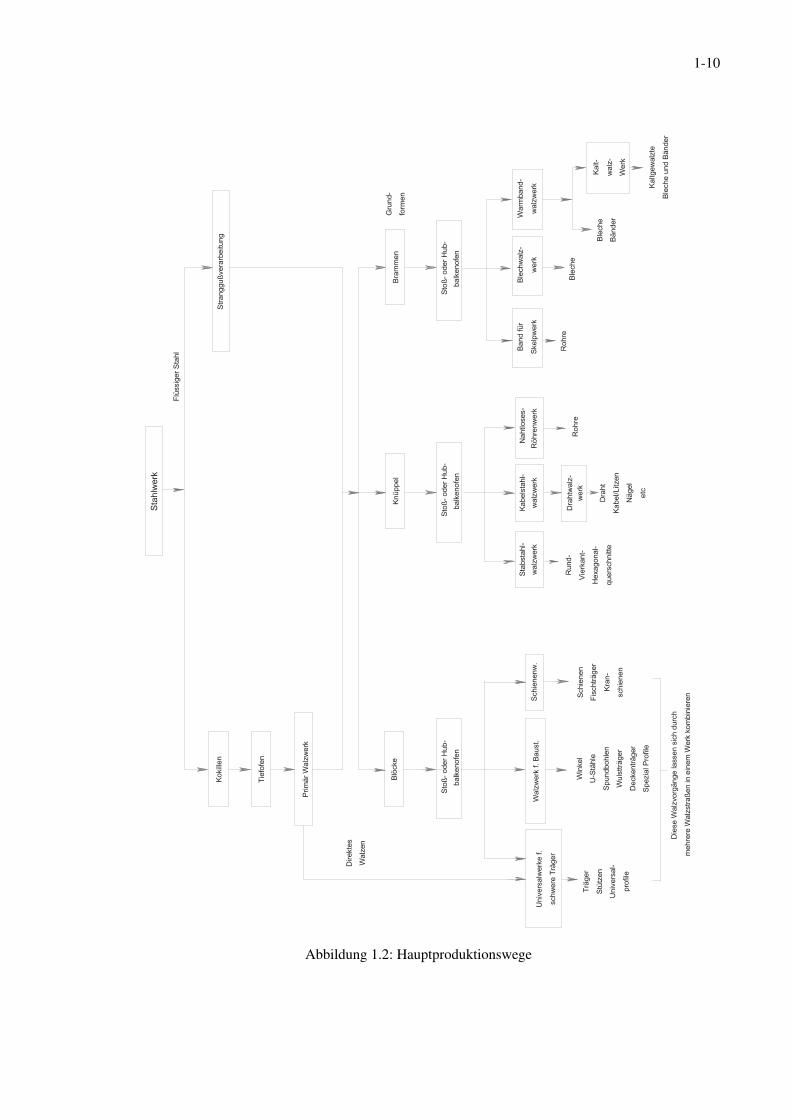
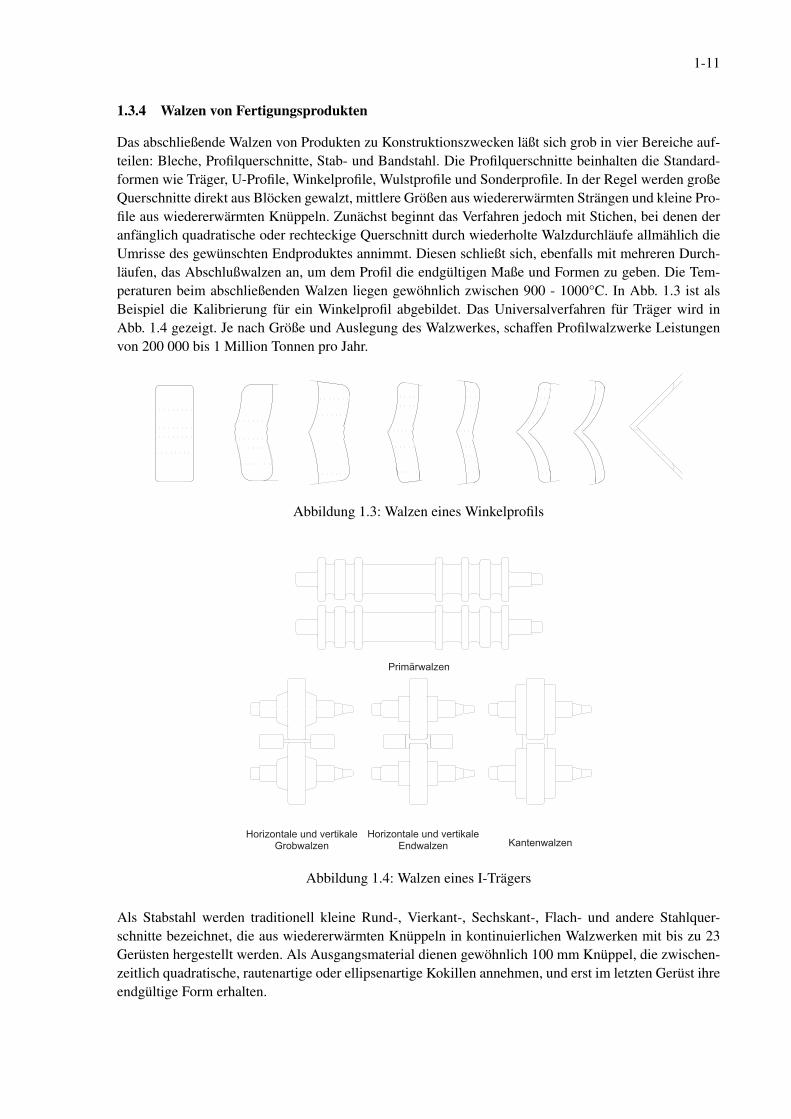
Das abschließende Walzen von Produkten zu Konstruktionszwecken läßt sich grob in vier Bereiche auf-teilen: Bleche, Profilquerschnitte, Stab- und Bandstahl. Die Profilquerschnitte beinhalten die Standard-formen wie Träger, U-Profile, Winkelprofile, Wulstprofile und Sonderprofile. In der Regel werden großeQuerschnitte direkt aus Blöcken gewalzt, mittlere Größen aus wiedererwärmten Strängen und kleine Pro-file aus wiedererwärmten Knüppeln. Zunächst beginnt das Verfahren jedoch mit Stichen, bei denen deranfänglich quadratische oder rechteckige Querschnitt durch wiederholte Walzdurchläufe allmählich dieUmrisse des gewünschten Endproduktes annimmt. Diesen schließt sich, ebenfalls mit mehreren Durch-läufen, das Abschlußwalzen an, um dem Profil die endgültigen Maße und Formen zu geben. Die Tem-peraturen beim abschließenden Walzen liegen gewöhnlich zwischen 900 - 1000°C. In Abb. 1.3 ist alsBeispiel die Kalibrierung für ein Winkelprofil abgebildet. Das Universalverfahren für Träger wird inAbb. 1.4 gezeigt. Je nach Größe und Auslegung des Walzwerkes, schaffen Profilwalzwerke Leistungenvon 200 000 bis 1 Million Tonnen pro Jahr.
Abbildung 1.3: Walzen eines Winkelprofils
P r i m ä r w a l z e n
K a n t e n w a l z e nH o r i z o n t a l e u n d v e r t i k a l e
G r o b w a l z e nH o r i z o n t a l e u n d v e r t i k a l e
E n d w a l z e n
Abbildung 1.4: Walzen eines I-Trägers
Als Stabstahl werden traditionell kleine Rund-, Vierkant-, Sechskant-, Flach- und andere Stahlquer-schnitte bezeichnet, die aus wiedererwärmten Knüppeln in kontinuierlichen Walzwerken mit bis zu 23Gerüsten hergestellt werden. Als Ausgangsmaterial dienen gewöhnlich 100 mm Knüppel, die zwischen-zeitlich quadratische, rautenartige oder ellipsenartige Kokillen annehmen, und erst im letzten Gerüst ihreendgültige Form erhalten.
1-12
Die Herstellung von warmgewalztem Bandstahl ist in vielerlei Hinsicht eine Ausweitung des Blechwal-zens mit Dicken zwischen 2 - 16 mm und Breiten von bis zu 2 m. Moderne Werke sind vollständigautomatisiert und computergesteuert, um eine hohe Maßgenauigkeit und gute Oberflächeneigenschaftenzu erzielen.
1.3.5 Warmwalzverfahren
Diese Verfahren lassen sich in das traditionelle Warmwalzen und das kontrollierte Walzen einteilen.Beim traditionellen Warmwalzen versucht man die gewünschte Form mit einer minimalen Anzahl vonStichen zu erreichen. Beim kontrollierten Walzen versucht man hingegen die Festigkeit und die Zähigkeitdes Stahls durch kontrollierte Steuerung der Temperatur und der Verformung während des Walzens zuerhöhen.
1.3.5.1 WarmwalzenBeim herkömmlichen Warmwalzen werden maximale Temperaturen eingehalten, um die Warmfestigkeitdes Stahls zu senken und pro Stich möglichst große Verformungen zu erzielen. Aufgrund der hohenTemperatur tritt zwischen den Stichen eine Rekristallisierung und Kornvergrößerung ein, weswegen sichkeine Gefügeverfeinerung erzielen läßt. Heutzutage wird dieses Verfahren lediglich zum Vorwalzen undbei Stählen niedrigerer Güte eingesetzt, die keine bestimmten Anforderungen bezüglich der Festigkeitund des Widerstandes gegen Sprödbruch erfüllen müssen.
1.3.5.2 Thermomechanische Behandlung (TMB)In den 60er und 70er Jahren verlangten neue Anwendungsbereiche, wie Atomkraftwerke und Offshore-Plattformen Konstruktionselemente aus Stahl mit verbesserten Eigenschaften und größerer Zuverlässig-keit als bis zu diesem Zeitpunkt üblich. Für Offshore-Konstruktionen in der Nordsee, die unter widrigstenUmständen wie tiefen Gewässern, schweren Stürmen und niedrigen Einsatztemperaturen errichtet wur-den, war nicht nur die Festigkeit, sondern auch der Widerstand gegen Sprödbruch entscheidend. Wertlegte man auch auf Verarbeitungskriterien; die Schweißbarkeit von Stahlkomponenten unter erschwertenBedingungen mußte garantiert sein. Zu diesem Zeitpunkt wurde deutlich, daß diese Anforderungen mitdem herkömmlichen Warmwalzverfahren nicht erreichbar waren, und somit neue Produktionstechnolo-gien wie die thermomechanische Behandlung erforderlich wurden.Mit thermomechanischer Behandlung bezeichnet man allgemein Walzverfahren, bei denen die Tempe-ratur und Verformung während des Walzens gesteuert werden, um gewünschte Materialeigenschaften zuerlangen.TMB beinhaltet:
• Normalisierendes Walzen (N)
• Thermomechanisches Walzen (TM). Dieses Verfahren beinhaltet, z.T. bei erhöhten Abkühlge-schwindigkeiten, und mit oder ohne Anlassen, u.U. folgende Prozesse:
– Beschleunigtes Abkühlen
– Härten und Selbstanlassen (Vergüten)
1.3.5.3 Normalisierendes WalzenBeim Normalisierenden Walzen handelt es sich um ein thermomechanisches Verfahren, bei dem die End-verformungen im Temperaturbereich des Normalglühens (�950°C) durchgeführt werden. Die Austenit-phase rekristallisiert zwar zwischen den Durchläufen, erfährt aber wegen der abgesenkten Temperatur
1-13
keine Kornvergrößerung. Folglich werden durch die Luftkühlung nach dem letzten Durchlauf Materialei-genschaften ähnlich denen nach dem Normalglühen erreicht. Das Kurzzeichen für diesen Lieferzustandist N.Da der abschließende Walzvorgang bei relativ hohen Temperaturen (≥950°C) geschieht und somit keineübermäßigen Kräfte und Belastungen aufgebracht werden müssen, kann Normalisierendes Walzen in fastallen Walzwerken durchgeführt werden.
1.3.5.4 Thermomechanisches WalzenBeim Thermomechanischen Walzen (TM) handelt es sich um ein thermomechanisches Verfahren, beidem die Endverformungen in einem Temperaturbereich durchgeführt werden, bei dem Austenit nichtmehr signifikant rekristallisiert. Beim anschließenden Abkühlen geht die verformte Kornstruktur desAustenit in ein endgültiges Feingefüge aus Ferrit-Perlit über. Gewöhnlich findet die letzte Formgebungbei einer Temperatur knapp oberhalb der Umwandlungstemperatur von Austenit zu Ferrit statt. Ther-momechanisches Walzen führt zu Materialeigenschaften, die sich durch Wärmebehandlung alleine nichterzielen lassen. Der feinkörnige Stahl besitzt bei niedrigen Temperaturen und mittleren Dicken und ho-hen Streckgrenzen gute Zähigkeitseigenschaften.Seit einigen Jahren besteht erhöhter Bedarf an gewalzten Stählen mit Streckgrenzen bis zu 500 N/mm2
und großen Dicken, kombiniert mit verbesserten Verarbeitungseigenschaften. Da das TM sich wegen derGrenzen für die mechanischen Belastungen der Walzwerke nicht noch weiter nutzen läßt, mußten neueProduktionstechnologien gefunden werden.
1.3.5.5 Beschleunigtes Abkühlen (AC)Die beschleunigte Kühlung (mit Wasser) findet nach der letzten Verformung statt, um die mechani-schen Eigenschaften durch Verfeinerung des Gefüges zu verbessern. Dieser Prozeß hat sowohl auf dieFestigkeit als auch auf die Zähigkeit positive Auswirkungen und ermöglicht es, den Legierungsgehalt,verglichen mit TM, noch weiter zu senken. Das Gefüge von beschleunigt abgekühlten Stählen bestehthauptsächlich aus feinkörnigem Ferrit+Perlit und Ferrit+Bainit mit niedrigen duktilspröden Übergang-stemperaturen, d.h. guter Zähigkeit.
1.3.5.6 Härten und Selbstanlassen (Vergüten, QST)Beim Härten und Selbstanlassen (Vergüten) wird nach dem letzten Walzvorgang die Oberfläche mitSprühwasser so stark gekühlt, daß Martensit entsteht. Bevor der Kern durchhärtet, wird die Kühlungunterbrochen, anschließend werden die äußeren Lagen durch den Wärmefluß vom Kern zur Oberflächewährend des Temperaturausgleiches angelassen. Das Vergütungsverfahren hat zu einer neuen Genera-tion von Stahlprodukten mit hohen Streckgrenzen bis zu 500 N/mm2 und hervorragenden Zähigkeits-eigenschaften bei niedrigen Temperaturen geführt, die ohne Vorerwärmung schweißbar sind. BezüglichGewichtseinsparungen und Bearbeitungskosten bieten solche Stähle, verglichen mit der herkömmlichenProduktion, bedeutende Vorteile.
1.3.5.7 Einfluß der Walzverfahren auf die mechanischen EigenschaftenDie dominierenden mechanischen Eigenschaften von Stahl sind Festigkeit, d.h. Streckgrenze und Zug-festigkeit sowie Zähigkeit oder Widerstand gegen Sprödbruch. Beide Eigenschaften können durch dieeingesetzten Walzverfahren, die die letztliche Korngröße und -struktur bestimmen (Ferrit/Perlit oder ge-härteter Martensit/Bainit), beeinflußt werden.Die Hauptparameter, die das Feingefüge und die Eigenschaften beeinflussen, sind:
• Die Endtemperatur, zusammen mit dem Verformungsgrad pro Stich, beeinflußt die Korngrößedes Endproduktes: Temperaturen außerhalb des Rekristallisationsbereiches (TM) führen zu feinem

1-14
Korn, Temperaturen oberhalb dieses Bereiches (Warmwalzen) zu grobem Korn
• Die Abkühlgeschwindigkeit unmittelbar nach dem letzten Stich bestimmt Gefüge und Korngröße.Dabei werden drei verschiedene Kühlungen unterschieden:
• langsame Kühlung (Luft) mit einer Abkühlgeschwindigkeit von weniger als 1°C/s hat auf mecha-nische Eigenschaften wenig Einfluß: Die Korngröße und -struktur werden durch das vorhergehen-de Walzen bestimmt,
• beschleunigte Kühlung (Wasser) mit einer Geschwindigkeit über 1°C/s, aber nicht so hoch, umdas Produkt abzuschrecken und Martensit zu bilden. Dieser Prozeß führt zu einer weiteren Korn-größenverfeinerung des Ferrit/Perlit-Gefüges, bei erheblicher Verbesserung der Zähigkeit und Er-höhung der Festigkeit,
• Härten und Selbstanlassen (Vergüten) führt zu Martensit in den Oberflächenschichten und zu ei-nem feinkörnigen Bainit/Ferrit/Perlit-Gefüge im Kernbereich. Dieser Prozeß erhöht die Zugfe-stigkeit um 120 bis 150 N/mm2 verglichen mit dem unbehandelten Zustand und verbessert dieZähigkeit erheblich.
In Abhängigkeit vom Walzverfahren muß die chemische Zusammensetzung des Stahls zum Herstellender verschiedenen Sorten abgestimmt werden. Durch Kombination des TM-Prozesses mit beschleunig-ter Kühlung läßt sich bei niedrigerem Legierungsgehalt praktisch der gesamte Dickenbereich erzielen.Der niedrigste Legierungsgehalt bei voller Abdeckung des Bereichs moderner Stahlprodukte kann durchKombination von TM und Härten und Selbstanlassen (Vergüten) erreicht werden. Mit diesem Verfah-rensablauf lassen sich hochfeste Stähle nicht nur äußerst wirtschaftlich herstellen, sie besitzen aufgrundihres geringen Legierungsgehaltes auch noch eine hervorragende Schweißbarkeit.Bezüglich der Zähigkeit oder des Widerstandes gegen Sprödbruch besitzen Stähle aus dem traditio-nellen Warmwalzverfahren die schlechtesten Eigenschaften. Sie sind für Anwendungen bei modernenStahlkonstruktionen, besonders bei größeren Dicken und tiefen Temperaturen (TMAC) sowie höherenStreckgrenzen nicht geeignet. Durch die Kombination von TM mit beschleunigter Abkühlung oder mitHärten und Selbstanlassen ist man in der Lage, diese Anforderungen zu erfüllen. Durch Verfahren mitbeschleunigter Abkühlung, und besonders mit TM/Vergüten, lassen sich Stähle mit Fließgrenzen bis zu500 N/mm2 und Übergangstemperaturen bis unter -60°C erzielen. Diese Eigenschaften reichen aus, umden schwierigsten Anforderungen aus modernen Hochtechnologiebereichen wie der Offshore-Industrieoder Brückenbau in Polargebieten zu genügen.
1-15
1.4 Lieferformen
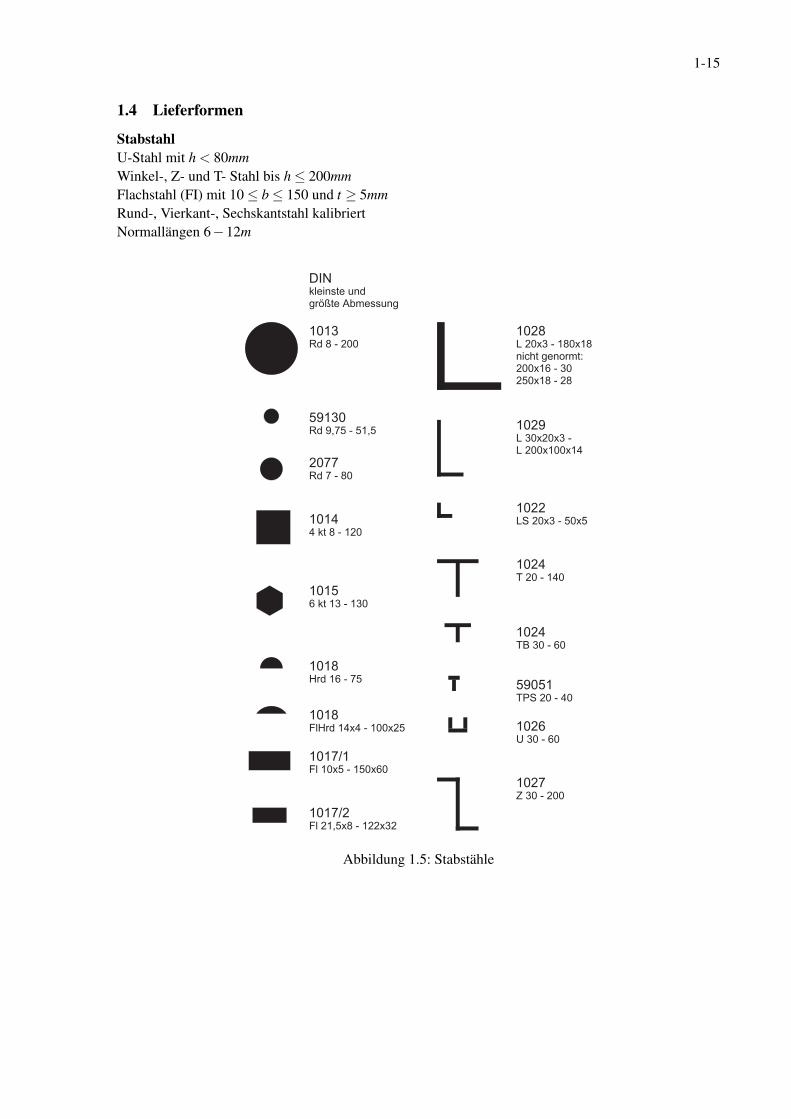
StabstahlU-Stahl mit h < 80mmWinkel-, Z- und T- Stahl bis h≤ 200mmFlachstahl (FI) mit 10≤ b≤ 150 und t ≥ 5mmRund-, Vierkant-, Sechskantstahl kalibriertNormallängen 6−12m
D I Nk l e i n s t e u n d g r ö ß t e A b m e s s u n g
1 0 1 3R d 8 - 2 0 0
5 9 1 3 0R d 9 , 7 5 - 5 1 , 5
2 0 7 7R d 7 - 8 0
1 0 1 44 k t 8 - 1 2 0
1 0 1 56 k t 1 3 - 1 3 0
1 0 1 8H r d 1 6 - 7 5
1 0 1 8F l H r d 1 4 x 4 - 1 0 0 x 2 5
1 0 1 7 / 1F l 1 0 x 5 - 1 5 0 x 6 0
1 0 1 7 / 2F l 2 1 , 5 x 8 - 1 2 2 x 3 2
1 0 2 8L 2 0 x 3 - 1 8 0 x 1 8n i c h t g e n o r m t :2 0 0 x 1 6 - 3 02 5 0 x 1 8 - 2 8
1 0 2 9L 3 0 x 2 0 x 3 - L 2 0 0 x 1 0 0 x 1 4
1 0 2 2L S 2 0 x 3 - 5 0 x 5
1 0 2 4T 2 0 - 1 4 0
1 0 2 4T B 3 0 - 6 0
5 9 0 5 1T P S 2 0 - 4 0
1 0 2 6U 3 0 - 6 0
1 0 2 7Z 3 0 - 2 0 0
Abbildung 1.5: Stabstähle
1-16
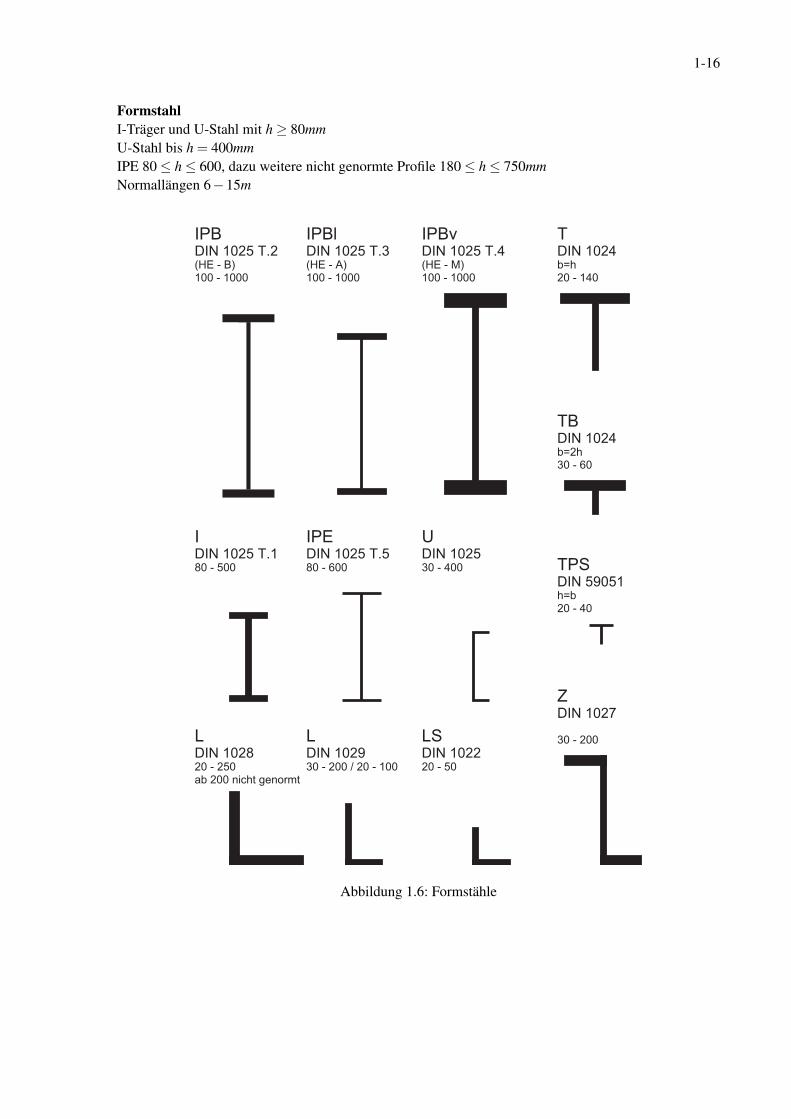
FormstahlI-Träger und U-Stahl mit h≥ 80mmU-Stahl bis h = 400mmIPE 80≤ h≤ 600, dazu weitere nicht genormte Profile 180≤ h≤ 750mmNormallängen 6−15m
I P BD I N 1 0 2 5 T . 2( H E - B )1 0 0 - 1 0 0 0
I P B lD I N 1 0 2 5 T . 3( H E - A )1 0 0 - 1 0 0 0
I P B vD I N 1 0 2 5 T . 4( H E - M )1 0 0 - 1 0 0 0
TD I N 1 0 2 4b = h2 0 - 1 4 0
T BD I N 1 0 2 4b = 2 h3 0 - 6 0
T P SD I N 5 9 0 5 1h = b2 0 - 4 0
ZD I N 1 0 2 73 0 - 2 0 0
ID I N 1 0 2 5 T . 18 0 - 5 0 0
I P ED I N 1 0 2 5 T . 58 0 - 6 0 0
UD I N 1 0 2 53 0 - 4 0 0
L SD I N 1 0 2 22 0 - 5 0
LD I N 1 0 2 93 0 - 2 0 0 / 2 0 - 1 0 0
LD I N 1 0 2 82 0 - 2 5 0a b 2 0 0 n i c h t g e n o r m t
Abbildung 1.6: Formstähle

1-17
S T A B S T A H L
F O R M S T A H L
D I N1 0 2 6
8 %
U 3 0 x 1 5
U 4 0 x 2 0
U 5 0 x 2 5
U 6 0
U 6 5
U 5 0
U 4 0
U 3 0
5 % N e i g u n g
8 % N e i g u n g
U 4 0 0U 8 0
Abbildung 1.7: Warmgewalzter, rundkantiger U-Stahl, DIN 1026
Breitflachstahlin einer Richtung universal gewalztBrFl mit 150≤ b≤ 1250mm und t ≥ 4mmNormallängen 2−12mVerwendung für Gurtplatten, nicht für Knotenbleche
Bleche
in zwei Richtungen gewalzt, auch zweiachsig zu beanspruchen (isotrope Eigenschaften). Verwendungfür Stegbleche und Knotenbleche.Grobbleche t ≥ 4,75mmMittelbleche 4,75≥ t ≥ 3,00mmFeinbleche t ≤ 3,00mm
Weitere Lieferformen
Rundrohre, nahtlos oder geschweißt oder mit Wendelnaht geschweißt sind günstig bei Knickgefährdung.Quadratrohre und RechteckrohreGeschweißte I-Profile in vielen AbmessungenWabenträger

1-18
Abkantprofile
A r b e i t s g ä n g e
P r o f i l A
P r o f i l B
P r o f i l C
S t e m p e l
M a t r i z e
1 + 2 3 + 4 5 6 7 8
1 2 + 3 + 4 5 6 7 8
1 2 3 4 5
Abbildung 1.8: Herstellung von Abkantprofilen

1-19
KaltprofileBlechdicke konstant
K a l t w a l z e nW a r m b a n dK a l t b a n dO b e r f l ä c h e n v e r e d e l t e s B a n dN i c h t r o s t e n d e r S t a h lN E - M e t a l l e
B e i s p i e l d e r F o r m g e b u n g e i n e s k a l t g e w a l z t e n H o h l p r o f i l e s m i t B ö r d e l u n g
T r a p e z b l e c h p r o f i l
S t a n d a r d p r o f i l e S p e z i a l p r o f i l e
S y m m e t r i s c h e P r o f i l e U n s y m m e t r i s c h e P r o f i l e
G e r a d w i n k l i g e P r o f i l e S c h i e f w i n k l i g e P r o f i l e
O f f e n e P r o f i l e G e s c h l o s s e n e P r o f i l e
Abbildung 1.9: Herstellung von Kaltprofilen

1-20
1.5 Einige Vor- und Nachteile des Bauens mit Stahl
Vorteile
• hohe Materialfestigkeit führt zu kleinen Querschnittsabmessungen oder geringer Bauhöhe
• geringe Eigenlast (bei großen Spannweiten besonders wichtig)
• Vorfertigung mit hoher Genauigkeit
• rasche Montage der vorgefertigten Bauteile mit einfachen Verbindungsmitteln
• kleine Montagelasten
• Verstärkung und Veränderung durch Schweißen nachträglich möglich
• einfache Demontage
• Verwertung von Schrott
Nachteile
• hohe Werkstoffkosten
• bei schlanken Bauteilen kann die Materialfestigkeit nicht voll ausgenutzt werden
• vielfach Korrosionsschutz erforderlich, wenn nicht wetterfeste Stähle verwendet werden
• Formgebung beschränkt, da Lieferformen weitgehend vorgegeben
1.6 Anwendungsgebiete (Auszug)
Hoch- und Industriebau
• Stahlgeschoßbauten
• Stahlhallen
• Krane
• Förderanlagen
• Stahltankbauwerke, Behälter, Reaktorbehälter, Rohrleitungen
• Maste, Radioteleskope
• Schornsteine aus Stahl, Wassertürme
• Fliegende Bauten
• Windkraftanlagen
Brücken
• Fußgängerbrücken
• Straßenbrücken
• Eisenbahnbrücken

1-21
• Verbundbrücken
Wasserbau
• Stauwehre
• Schleusentore
• Druckleitungen
• Verschlüsse
Bauten im Meer
• Offshore-Technik
• Plattformen
Schiffbau
1.7 Baubestimmungen
Die Landesbauordnungen stellen allgemeine Anforderungen an die Bauwerke:„Bauliche Anlagen sind so anzuordnen, zu errichten und zu unterhalten, daß Recht oder Ordnung nichtverletzt, insbesondere Leben und Gesundheit nicht bedroht werden und daß sie ihrem Zweck entspre-chend ohne Mißstände benutzbar sind. Sie dürfen nicht verunstaltet wirken und ihre Umgebung nichtverunstalten. Die allgemeinen Regeln der Baukunst sind zu beachten.“Der Ingenieur hat zu garantieren
• Standsicherheit
• Gebrauchsfähigkeit.
Als anerkannte Regel der Baukunst gilt insbesondere die von der obersten Baurechtsbehörde durch öf-fentliche Bekanntmachung
eingeführte bautechnische Bestimmung.
Neue Baustoffe, Bauteile und Bauarten, die noch nicht allgemein gebräuchlich und bewährt sind, dürfennur verwendet werden, wenn ihre Brauchbarkeit nachgewiesen ist durch
• Prüfzeichen
• allgemeine baurechtliche Zulassung
• Zustimmung im Einzelfall (der obersten Behörde)
2-1
2 Werkstoff Baustahl
2.1 Stahlsorten
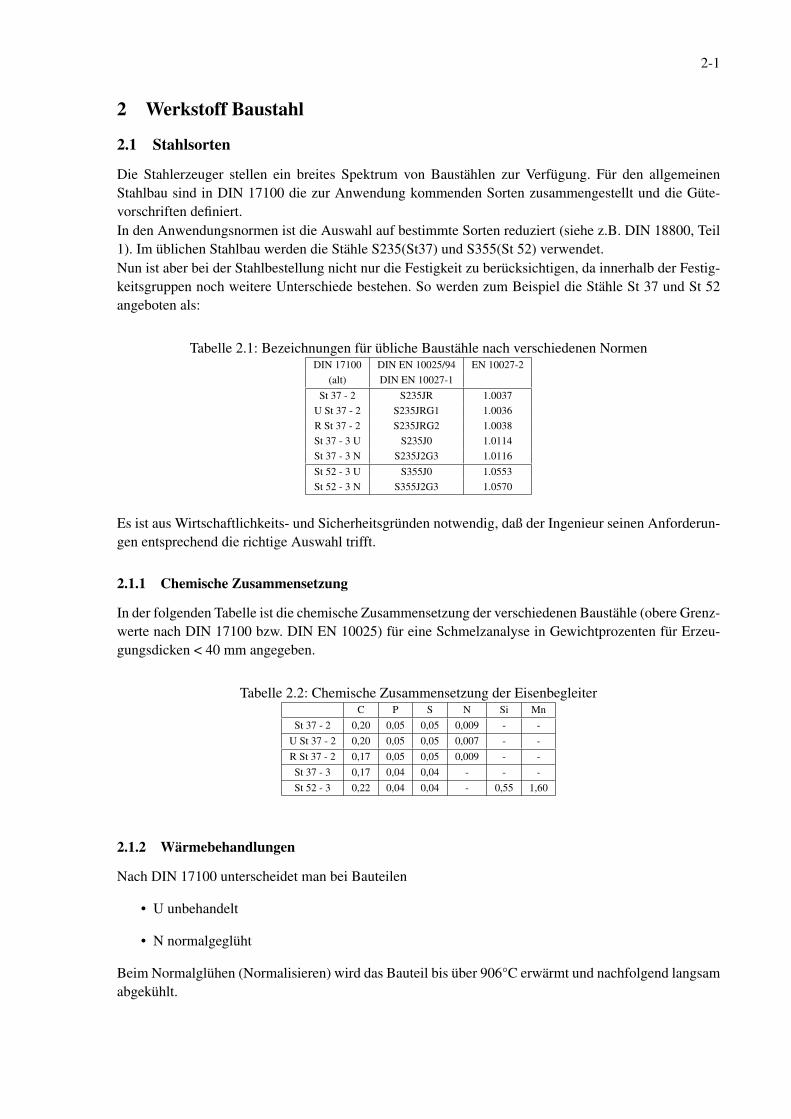
Die Stahlerzeuger stellen ein breites Spektrum von Baustählen zur Verfügung. Für den allgemeinenStahlbau sind in DIN 17100 die zur Anwendung kommenden Sorten zusammengestellt und die Güte-vorschriften definiert.In den Anwendungsnormen ist die Auswahl auf bestimmte Sorten reduziert (siehe z.B. DIN 18800, Teil1). Im üblichen Stahlbau werden die Stähle S235(St37) und S355(St 52) verwendet.Nun ist aber bei der Stahlbestellung nicht nur die Festigkeit zu berücksichtigen, da innerhalb der Festig-keitsgruppen noch weitere Unterschiede bestehen. So werden zum Beispiel die Stähle St 37 und St 52angeboten als:
Tabelle 2.1: Bezeichnungen für übliche Baustähle nach verschiedenen NormenDIN 17100 DIN EN 10025/94 EN 10027-2
(alt) DIN EN 10027-1St 37 - 2 S235JR 1.0037
U St 37 - 2 S235JRG1 1.0036R St 37 - 2 S235JRG2 1.0038St 37 - 3 U S235J0 1.0114St 37 - 3 N S235J2G3 1.0116St 52 - 3 U S355J0 1.0553St 52 - 3 N S355J2G3 1.0570
Es ist aus Wirtschaftlichkeits- und Sicherheitsgründen notwendig, daß der Ingenieur seinen Anforderun-gen entsprechend die richtige Auswahl trifft.
2.1.1 Chemische Zusammensetzung
In der folgenden Tabelle ist die chemische Zusammensetzung der verschiedenen Baustähle (obere Grenz-werte nach DIN 17100 bzw. DIN EN 10025) für eine Schmelzanalyse in Gewichtprozenten für Erzeu-gungsdicken < 40 mm angegeben.
Tabelle 2.2: Chemische Zusammensetzung der EisenbegleiterC P S N Si Mn
St 37 - 2 0,20 0,05 0,05 0,009 - -U St 37 - 2 0,20 0,05 0,05 0,007 - -R St 37 - 2 0,17 0,05 0,05 0,009 - -St 37 - 3 0,17 0,04 0,04 - - -St 52 - 3 0,22 0,04 0,04 - 0,55 1,60
2.1.2 Wärmebehandlungen
Nach DIN 17100 unterscheidet man bei Bauteilen
• U unbehandelt
• N normalgeglüht
Beim Normalglühen (Normalisieren) wird das Bauteil bis über 906°C erwärmt und nachfolgend langsamabgekühlt.

2-2
2.1.2.1 NormalglühenErwärmen auf 20 bis 40°C oberhalb der AC3-Linie mit nachfolgender Abkühlung an der Luft. Ergebnis:feines gleichmäßiges Gefüge. Anwendung bei unregelmäßigem Gefüge durch Kaltverformung, Alte-rung, Schweißen. Das Normalglühen bringt geringere Sprödbruchneigung
• durch Beseitigung von Eigenspannungen und einer möglichen Kornverfeinerung
• durch Beseitigung der Folgen von Kaltverfestigung.
2.1.2.2 SpannungsarmglühenErwärmen auf 550 bis 650°C, dadurch große Formänderungsfähigkeit. Langsame Abkühlung. Ergebnis:Eigenspannungen können ohne Gefügeänderung reduziert werden.
2.2 Eisen-Kohlenstoff-Diagramm
Das Gefüge und die Ausbildung von Mischkristallen oder Kristallgemischen ist vom Kohlenstoffgehaltund von der Temperatur abhängig. Kristalle des reinen kohlenstofffreien Eisens nennt man Ferrit. Ze-mentit (Fe3C) ist Eisenkarbid mit 6,7 % C (hart und spröde). Ist es in Ferrit eingelagert, dann nennt mandas Gefüge Perlit. Ist zu wenig C vorhanden, bildet sich ein Gemisch von Perlit und Ferrit. Eutektikumist die Legierung mit dem niedrigsten Schmelzpunkt. Sie geht vom flüssigen direkt in den festen Zustandüber. Als Gefüge heißt das Eutektikum auch Ledeburit.
K o h l e n s t o f f g e h a l t [ M . - % ]
Z e m e n t i t g e h a l t [ M . - % ]
5 0 0
6 0 0
7 0 0
8 0 0
9 0 0
1 0 0 0
1 1 0 0
1 2 0 0
1 3 0 0
1 4 0 0
1 5 0 0
1 6 0 0
7 6 9
9 1 1
1 5 3 6
T e m p e r a t u r [ ° C ]
Z e m e n t i tH o m o g e n e S c h m e l z eG a m m a - M i s c h k r i s t . u . R e s t s c h m e l z e
G a m m a -M i s c h k r i s t a l l e
G a m m a - M i s c h k r .u n d F e r r i t
G a m m a - M i s c h k r . u .Z e m e n t i t
M i s c h k r i s t a l l eu n d L e d e b u r i t
P r i m ä r z e m e n t i tu n d R e s t s c h m e l z eL i q u i d
u s l i n i e
L i q u i d u s l i n i e
S o l i d u s l i n i e 1 1 4 7 ° C
D e l t a g e b i e t
1 4 9 3 ° C
P e r l i t l i n i e 7 2 3 ° C
Z e m e n t i t u n d P e r l i tL e d e b u r i t s t r u k t u r
P e r l i t u n d Z e m e n t i tL e d e b u r i t s t r u k t u r
P e r l i t u n dZ e m e n t i t
Perlit
F e r r i t u .P e r l i t
Lede
burit
L e d e b u r i t u n dP r i m ä r z e m e n t i t
E u t e k t o i d E u t e k t i k u m
0 , 5 1 , 0 2 , 0 3 , 0 4 , 0 5 , 0 6 , 0 6 , 6 7
F e F e 3 C
0
00 7 , 5 1 5 3 0 4 5 6 0 7 5 9 0 1 0 0
4 , 32 , 10 , 8
6 4 , 2
AB
C
D
E F
G
KOM
SP
Q
ab
1 2
Abbildung 2.1: Eisen-Kohlenstoff-Diagramm
2-3
2.3 Mechanische Eigenschaften
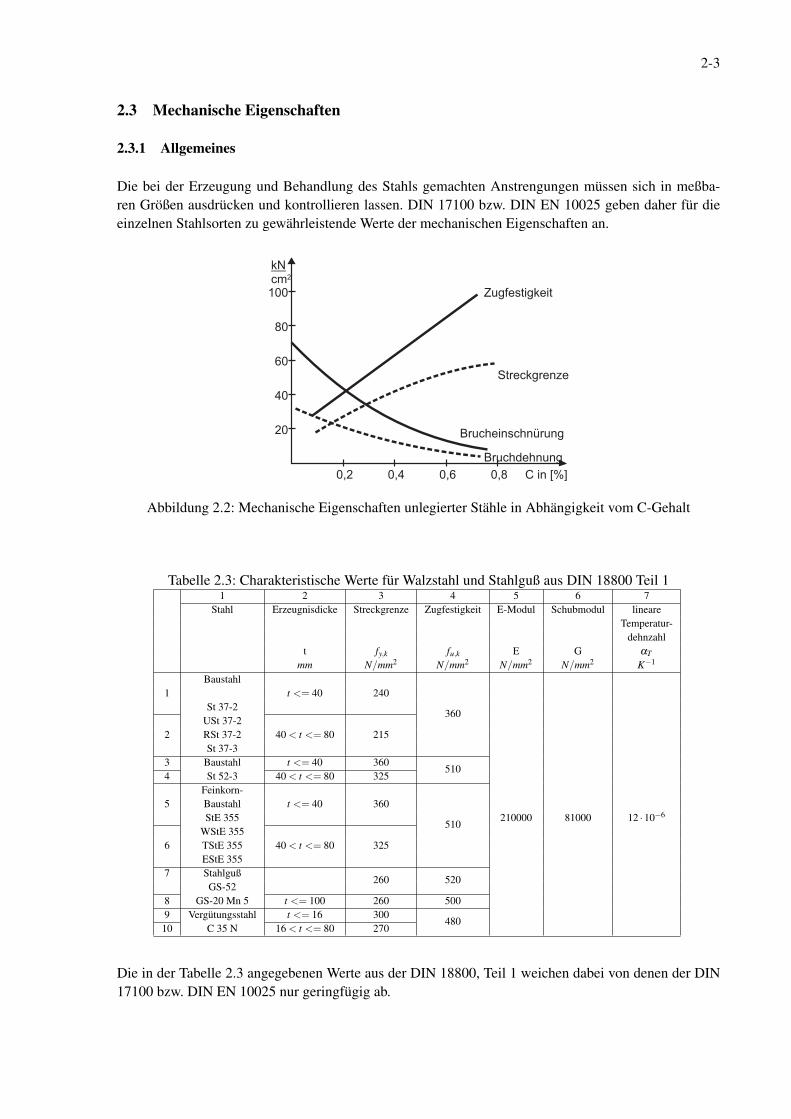
2.3.1 Allgemeines
Die bei der Erzeugung und Behandlung des Stahls gemachten Anstrengungen müssen sich in meßba-ren Größen ausdrücken und kontrollieren lassen. DIN 17100 bzw. DIN EN 10025 geben daher für dieeinzelnen Stahlsorten zu gewährleistende Werte der mechanischen Eigenschaften an.
2 0
4 0
6 0
8 0
1 0 0
0 , 2 0 , 4 0 , 6 0 , 8
k Nc m 2
Z u g f e s t i g k e i t
S t r e c k g r e n z e
B r u c h e i n s c h n ü r u n gB r u c h d e h n u n g
C i n [ % ]
Abbildung 2.2: Mechanische Eigenschaften unlegierter Stähle in Abhängigkeit vom C-Gehalt
Tabelle 2.3: Charakteristische Werte für Walzstahl und Stahlguß aus DIN 18800 Teil 11 2 3 4 5 6 7
Stahl Erzeugnisdicke Streckgrenze Zugfestigkeit E-Modul Schubmodul lineareTemperatur-
dehnzahlt fy,k fu,k E G αT
mm N/mm2 N/mm2 N/mm2 N/mm2 K−1
Baustahl1 t <= 40 240
St 37-2USt 37-2
360
2 RSt 37-2 40 < t <= 80 215St 37-3
3 Baustahl t <= 40 3604 St 52-3 40 < t <= 80 325
510
Feinkorn-5 Baustahl t <= 40 360
StE 355 210000 81000 12 ·10−6
WStE 355510
6 TStE 355 40 < t <= 80 325EStE 355
7 StahlgußGS-52
260 520
8 GS-20 Mn 5 t <= 100 260 5009 Vergütungsstahl t <= 16 300
10 C 35 N 16 < t <= 80 270480
Die in der Tabelle 2.3 angegebenen Werte aus der DIN 18800, Teil 1 weichen dabei von denen der DIN17100 bzw. DIN EN 10025 nur geringfügig ab.
2-4
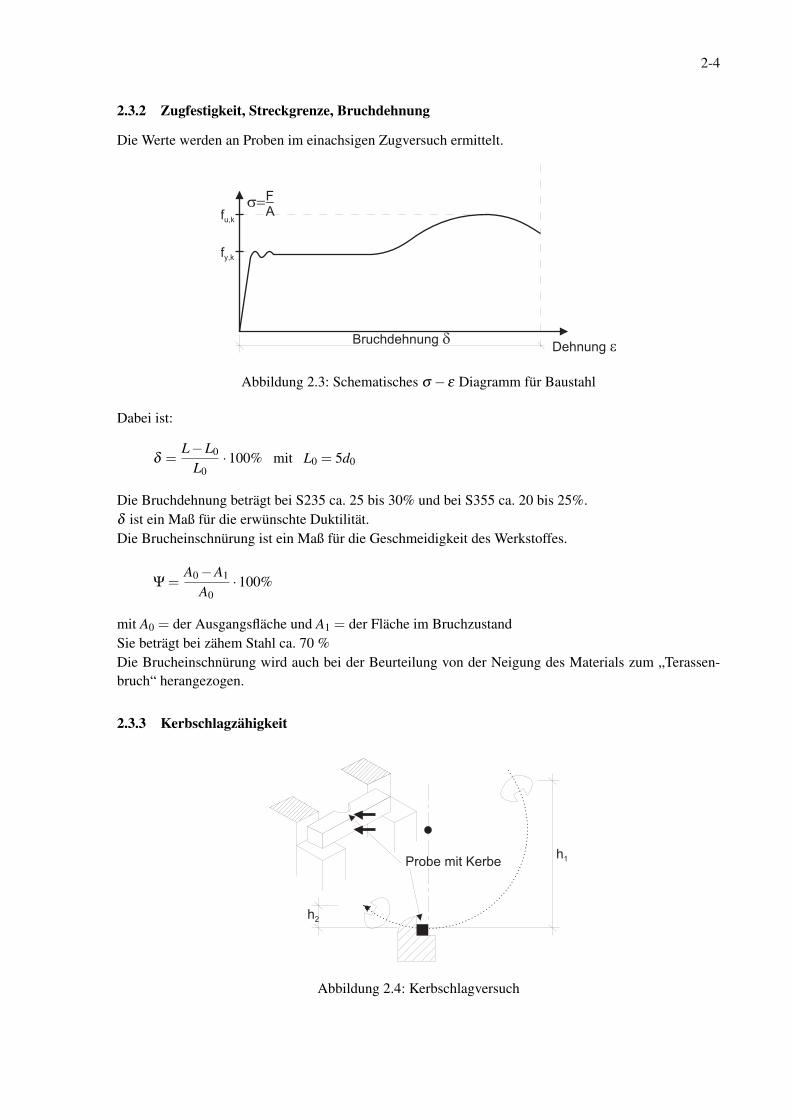
2.3.2 Zugfestigkeit, Streckgrenze, Bruchdehnung
Die Werte werden an Proben im einachsigen Zugversuch ermittelt.
FAs =f u , k
f y , k
D e h n u n g eB r u c h d e h n u n g d
Abbildung 2.3: Schematisches σ − ε Diagramm für Baustahl
Dabei ist:
δ =L−L0
L0·100% mit L0 = 5d0
Die Bruchdehnung beträgt bei S235 ca. 25 bis 30% und bei S355 ca. 20 bis 25%.δ ist ein Maß für die erwünschte Duktilität.Die Brucheinschnürung ist ein Maß für die Geschmeidigkeit des Werkstoffes.
Ψ =A0−A1
A0·100%
mit A0 = der Ausgangsfläche und A1 = der Fläche im BruchzustandSie beträgt bei zähem Stahl ca. 70 %Die Brucheinschnürung wird auch bei der Beurteilung von der Neigung des Materials zum „Terassen-bruch“ herangezogen.
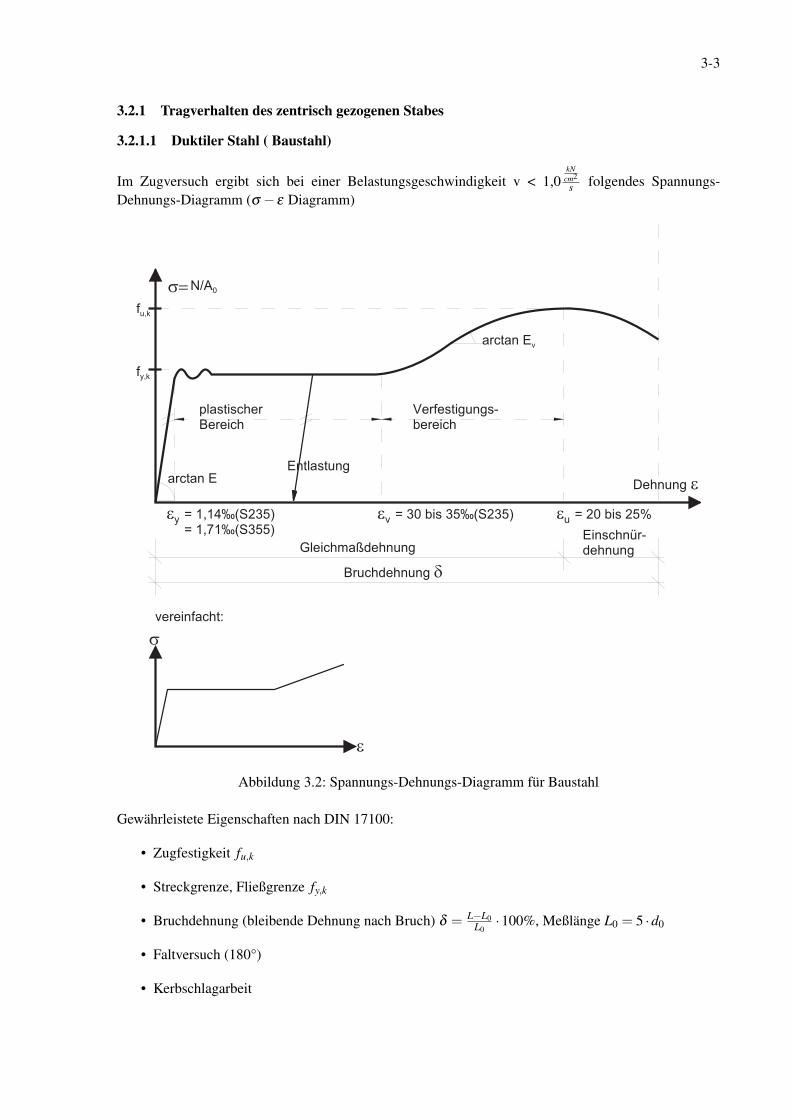
2.3.3 Kerbschlagzähigkeit
P r o b e m i t K e r b e h 1
h 2
Abbildung 2.4: Kerbschlagversuch

2-5
Die Kerbschlagzähigkeit ist ein Maß für die Sprödigkeit des Werkstoffes. In der Probe wird eine Kerbeangebracht. Dadurch ergeben sich bei der Belastung räumliche Spannungszustände, die auch das Verfor-mungsvermögen des Werkstoffes einschränken.Außerdem ist die Beanspruchung schlagartig, wodurch ein langsamer Fließvorgang nicht eintreten kannund somit ein Sprödbruch ebenfalls begünstigt wird.Kerbschlagarbeit
A = G · (h1−h2) [Nm] = [J]
Kerbschlagzähigkeit αK
αK =AF0
[KJ/cm2]
mit F0 =Restfläche aus KerbquerschnittDer Versuch wird bei unterschiedlichen Temperaturen durchgeführt. Bei tiefen Temperaturen neigt dasMaterial zu größerer Versprödung.Die Forderungen der DIN 17100 sind in Tabelle 2.4 für die ISO-Spitzkerbprobe angegeben.
Tabelle 2.4: Geforderte KerbschlagarbeitenStahlsorte Behandlungszustand Neue Bezeichnung Prüftemperatur Kerbschlagarbeit
[°C] A [J] = [Nm]St 37 - 2 U, N S235JR +20 27
U St 37 - 2 U, N S235JRG1 +20 27R St 37 - 2 U, N S235JRG2 +20 27St 37 - 3 U S235J0 0 27
N S235J2G3 -20 27St S2 - 3 U S355J0 0 27
N S355J2G3 -20 27
Ü b e r g a n g s t e m p e r a t u r- 2 0 0 + 2 0 + 4 0 ° C
H o c h l a g e
T i e f l a g e
g e a l t e r t e rS t a h l
Abbildung 2.5: Kerbschlagzähigkeit abhängig von der Temperatur

3-1
3 Einfache Bauteile
3.1 Allgemeines
3.1.1 Nachweiskonzept
Die Beanspruchung Sd darf nicht größer sein als die Beanspruchbarkeit Rd eines Bauteils.
Sd
Rd≤ 1,0
Es wird angesetzt
• für die Beanspruchung der Bemessungswert der Einwirkungen Fd
• für die Beanspruchbarkeit der Bemessungswert der Widerstände Md
Einwirkungen F sind
• ständige Einwirkungen G, z. B. Eigenlast
• veränderliche Einwirkungen Q, z. B. Nutzlasten
Der Bemessungswert der Einwirkungen ergibt sich zu:
Fd = γF ·ψ ·Fk
Widerstandsgrößen sind
aus geometrischen Größen und Werkstoffkennwerten abgeleitete Größen,
z. B. Biegesteifigkeit EI, Festigkeit fy
Der Bemessungswert der Widerstandsgrößen ergibt sich zu
Md =Mk
γM
Der Teilsicherheitsbeiwert für den Widerstand wird beim Nachweis der Tragsicherheit normalerweisemit γM = 1,1 angesetzt.Bei den Einwirkungen sind Einwirkungskombinationen zu berücksichtigen:
1. Ständige Einwirkungen G und alle ungünstig wirkenden veränderlichen Einwirkungen Qi
Fd = Gd +∑Qd,i= γF ·Gk +∑γF ·ψ ·Qk,i= 1,35 ·Gk +∑1,5 ·0,9 ·Qk,i = 1,35 · (Gk +∑Qk,i)
Für mehr als 2 veränderliche Einwirkungen dürfen auch Kombinationsbeiwerte ψ < 0,9 verwendetwerden, wenn diese zuverlässig ermittelt werden.
2. Ständige Einwirkungen G und jeweils eine veränderliche Einwirkung Qi
Fd = Gd +∑Qd,i= γF ·Gk +γF ·Qk,i= 1,35 ·Gk +1,5 ·Qk,i

3-2
3. Kombination bei außergewöhnlichen Einwirkungen F
Fd = Gd +∑Qd,i +FA,d= γF ·Gk +γF ·ψ ·Qk,i +γF ·FA,k= 1,0 ·Gk +1,0 ·0,9 ·Qk,i +1,0 ·FA,k
Wenn ständige Einwirkungen günstig wirken, z. B. bei Windsog, gilt
Gd = γF ·Gk = 1,0 ·Gk
Nachweis der Gebrauchstauglichkeit:Bei diesem Nachweis wird γF = 1,0 gesetzt
3.1.2 Nachweisverfahren
Die Nachweise können nach einem der drei Verfahren geführt werden:
Tabelle 3.1: Nachweisverfahren im StahlbauBerechnung der
Nachweisverfahren Schnittgrößen infolge Beanspruchbarkeitender Einwirkungen
nach1 Elastisch-Elastisch Elastizitätstheorie Elastizitätstheorie2 Elastisch-Plastisch Elastizitätstheorie Plastizitätstheorie3 Plastisch-Plastisch Fließgelenktheorie Plastizitätstheorie
Üblicherweise wird der Nachweis beim Verfahren
• Elastisch - Elastisch mit Spannungen
• Elastisch - Plastisch mit Schnittgrößen
• Plastisch - Plastisch mit Einwirkungen oder Schnittgrößen
geführt. Für die Berechnung der Beanspruchungen genügen in gewissen Fällen die Gleichgewichtsbe-dingungen.
3.2 Zugstab
Zugstäbe kommen z. B. in Fachwerken vor.
Z u g s t a b
L a s t
Abbildung 3.1: Zugstab in einem einfachen Fachwerk
3-3
3.2.1 Tragverhalten des zentrisch gezogenen Stabes
3.2.1.1 Duktiler Stahl ( Baustahl)
Im Zugversuch ergibt sich bei einer Belastungsgeschwindigkeit v < 1,0kN
cm2s folgendes Spannungs-
Dehnungs-Diagramm (σ − ε Diagramm)
N / A 0s =f u , k
f y , k
D e h n u n g e
B r u c h d e h n u n g d
a r c t a n E E n t l a s t u n g
p l a s t i s c h e rB e r e i c h
V e r f e s t i g u n g s -b e r e i c h
a r c t a n E v
G l e i c h m a ß d e h n u n g E i n s c h n ü r -d e h n u n g
e y = 1 , 1 4 � ( S 2 3 5 ) = 1 , 7 1 � ( S 3 5 5 )
e v = 3 0 b i s 3 5 � ( S 2 3 5 ) e u = 2 0 b i s 2 5 %
v e r e i n f a c h t :
e
s
Abbildung 3.2: Spannungs-Dehnungs-Diagramm für Baustahl
Gewährleistete Eigenschaften nach DIN 17100:
• Zugfestigkeit fu,k
• Streckgrenze, Fließgrenze fy,k
• Bruchdehnung (bleibende Dehnung nach Bruch) δ = L−L0L0
·100%, Meßlänge L0 = 5 ·d0
• Faltversuch (180°)
• Kerbschlagarbeit

3-4
3.2.1.2 Spröder Stahl (unerwünscht)
Das Versagen erfolgt plötzlich. Das Fließvermögen, das oft hilfreich eine Umlagerung von Kräften er-möglicht, fehlt.
s
e
B r u c h o h n e A n k ü n d i g u n g
fy,k
fu,k= 1 δ klein (Bruchdehnung)
Abbildung 3.3: Spannungs-Dehnungs-Diagramm für spröde Materialien
3.2.1.3 Stahl ohne ausgeprägte Streckgrenze
s
e
E n t l a s t u n g
f y , k = s 0 , 2
0 , 2 %
fy,k = σ0,2 (Annahme)
Abbildung 3.4: Spannungs-Dehnungs-Diagramm für Stahl ohne ausgeprägte Streckgrenze
3.2.2 Bemessung des Zugstabes
Im Tragsicherheitsnachweis wird die Sicherheit gegenüber der statischen Beanspruchung nachgewiesen.Bei dynamisch beanspruchten Konstruktionen (Belastung nicht vorwiegend ruhend) wie Krahnbahnenund Eisenbahnbrücken ist darüber hinaus noch ein Betriebsfestigkeitsnachweis zu führen. Der Nachweisbei vorwiegend ruhenden Lasten erfolgt gegen die Streckgrenze oder gegen die Zugfestigkeit.Die Sicherheit gegen Materialfließen ist eine Sicherheit gegenüber einem angekündigten Versagen, danach Erreichen der Streckgrenze fy nicht unmittelbar das Versagen eintritt, sondern infolge der großenBruchdehnung beim Material Baustahl starke Verformungen auftreten. Aus diesem Grund konnten auchrelativ geringe Teilsicherheitsbeiwerte gewählt werden. Gegen ein unangekündigtes, plötzliches Versa-gen müssen höhere Sicherheiten angesetzt werden.
3-5
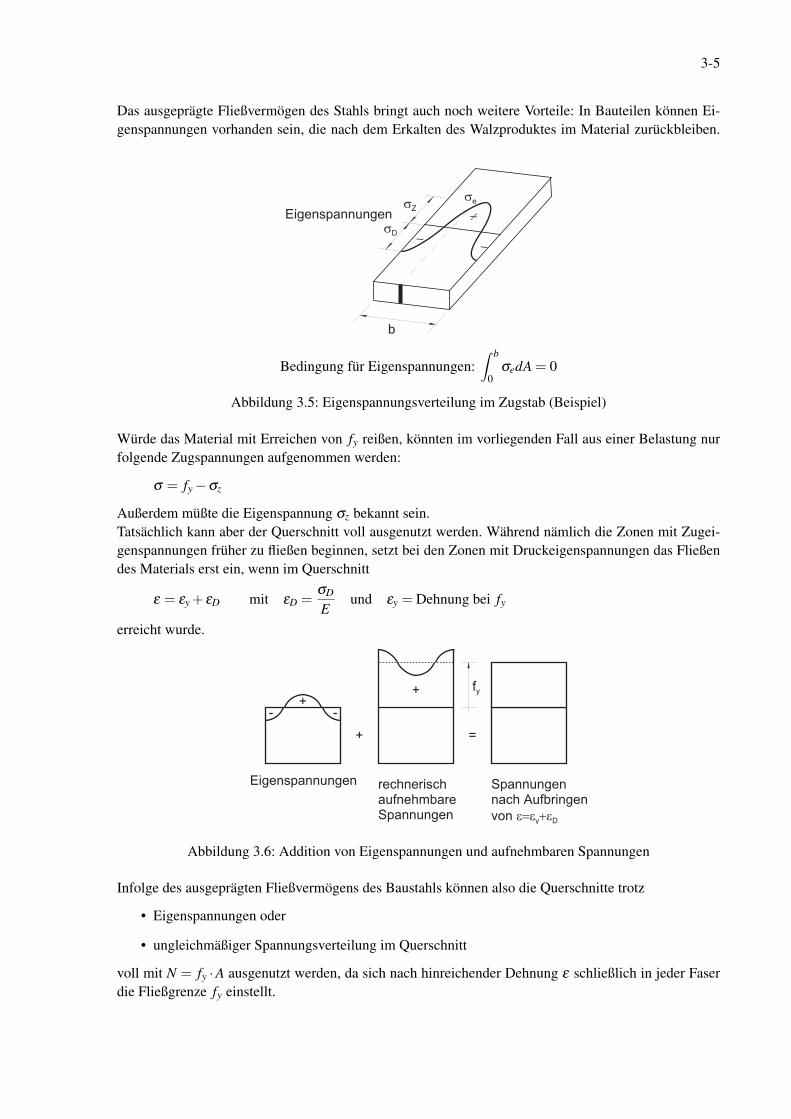
Das ausgeprägte Fließvermögen des Stahls bringt auch noch weitere Vorteile: In Bauteilen können Ei-genspannungen vorhanden sein, die nach dem Erkalten des Walzproduktes im Material zurückbleiben.
s Z
s D
s eE i g e n s p a n n u n g e n
b
Bedingung für Eigenspannungen:∫ b
0σedA = 0
Abbildung 3.5: Eigenspannungsverteilung im Zugstab (Beispiel)
Würde das Material mit Erreichen von fy reißen, könnten im vorliegenden Fall aus einer Belastung nurfolgende Zugspannungen aufgenommen werden:
σ = fy−σz
Außerdem müßte die Eigenspannung σz bekannt sein.Tatsächlich kann aber der Querschnitt voll ausgenutzt werden. Während nämlich die Zonen mit Zugei-genspannungen früher zu fließen beginnen, setzt bei den Zonen mit Druckeigenspannungen das Fließendes Materials erst ein, wenn im Querschnitt
ε = εy + εD mit εD =σD
Eund εy = Dehnung bei fy
erreicht wurde.
+ =
+ --+ f y
E i g e n s p a n n u n g e n r e c h n e r i s c ha u f n e h m b a r eS p a n n u n g e n
S p a n n u n g e nn a c h A u f b r i n g e nv o n e = e y + e D
Abbildung 3.6: Addition von Eigenspannungen und aufnehmbaren Spannungen
Infolge des ausgeprägten Fließvermögens des Baustahls können also die Querschnitte trotz
• Eigenspannungen oder
• ungleichmäßiger Spannungsverteilung im Querschnitt
voll mit N = fy ·A ausgenutzt werden, da sich nach hinreichender Dehnung ε schließlich in jeder Faserdie Fließgrenze fy einstellt.

3-6
3.2.3 Nachweis
Der NachweisSd
Rd≤ 1 für die maßgebenden Einwirkungen lautet nach dem Verfahren Elastisch-Elastisch
mit Spannungen
σd
σR,d=
N/Afy,d
≤ 1
Sofern Querschnittsschwächungen z.B. durch Schraubenlöcher vorhanden sind, ist die Nettoquer-schnittsfläche A = ANetto zu berücksichtigen, wenn
1,2 für S235ABrutto
ANetto>
1,1 für S355
Alternativ darf bei Zugstäben mit gebohrten Löchern der Nachweis unter Zugrundelegung der Zugfe-stigkeit geführt werden.
Nd/ANetto
fu,d/1,25≤ 1
Bei Winkeln mit unsymmetrischem Anschluß durch nur eine Schraube ist der Nachweis für den kleinerenTeil des Nettoquerschnitts mit der halben zu übertragenden Kraft zu führen.
3.3 Biegeträger
Hier sollen nur die einfachsten Biegeträger aus Walzprofilen beschrieben werden.
3.3.1 I-Profile unter einachsiger Biegung: Verfahren Elastisch - Elastisch
m a x M M o m e n t e
Q u e r k r ä f t e
m a x V
Abbildung 3.7: Biegemomente an einem Einfeldträger
Nachweis für Biegebeanspruchung:Allgemeiner Nachweis
Sd
Rd≤ 1
mit der Grenznormalspannung
σR,d = fy,d =fy,k
γM
Nachweis mit Spannungen
σd
σR,d=
maxσd
fy,d≤ 1
und der maximalen Biegespannung
maxσ =maxMd
WNach DIN 18800, T.1, Tab. 1 gilt für St 37 (S235) eine charakteristische Streckgrenze von 24,0 kN/cm2,für St 52 (S355) eine Streckgrenze von 36,0 kN/cm2

3-7
Für den Druckrand gilt:
W1 =Ie1
Für den Zugrand gilt:
W2 =I−∆I
e2
mit ∆I = 2 ·ALoch ·a2Loch
y y
e 1
e 2 a L o c hs
D r u c k r a n d
Z u g r a n d
s R a n d-
+
Abbildung 3.8: Biegespannungen am I-Profil
Dabei ist ∆I das Trägheitsmoment der Schrauben- oder Nietlöcher in der Zugzone bezogen auf denSchwerpunkt des ungeschwächten Querschnitts. Dieser Lochabzug kann unberücksichtigt bleiben, fallsfür die Fläche des zugbeanspruchten Flansches gilt:
1,2 für S235ABrutto
ANetto≤
1,1 für S355
Nachweis für Schubspannung im Steg:
Allgemeiner Nachweis
Sd
Rd≤ 1
mit der Grenzschubspannung
τR,d =σR,d√
3=
fy,d√3
Nachweis mit Spannungen
τd
τR,d=
maxτd
fy,d/√
3≤ 1
und der maximalen Schubspannung
maxτd =maxV ·Syy
Iy · s
≈ maxVASteg
= Durchschnittswert
V / A S t e g
m a x t
t
s y
t
y 11
s
t
11
1
23
4
t t
Abbildung 3.9: Schubspannungen an einem I-Profil
Diese Nachweise sind für sämtliche Einwirkungskombinationen zu führen.

3-8
Im übrigen gilt für eine beliebige Stelle im Querschnitt:
τ11 =V ·S11
Iy · s
Wobei S11 das statische Moment der über Schnitt 1-1 liegenden Fläche ist. Syy ist das maximale statischeMoment. Das Gleichgewicht am abgeschnittenen Teil A2 ergibt:
A 1A 2
d xs 1 s 1 +d s 1d x d x
Ta 1
y 1
Abbildung 3.10: Schubfluß und Biegespannung
T ·dx =∫
A2
dσ1
dx·dx ·dA
=∫
A2
d[
MI· (a1 + y1)
]dx
·dx ·dA
=dMdx
·dx · 1I·∫
A2
(a1 + y1) ·dA
T = V · 1I·∫
A2
(a1 + y1) ·dA
Für den Schnitt zwischen Flansch und Steg gilt dann:
TFS = V · 1I·[∫
A1
(a1 + y1) ·dA]
= V · 1I·
A1 ·a1 +∫
A1
y1 ·dA︸ ︷︷ ︸= 0
TFS =VI·A1 ·a1 =
V ·SI
mit S = statisches Moment des Flansches
Für die Schubspannung gilt dann:
τ =V ·SI · s
mit s = Stegdicke

3-9
3.3.2 Vergleichsspannung
Ein Elementchen 1,2,3,4 des Steges (siehe auch Abb. 3.9, 3.11) wird sowohl durch die Normalspannungσ als auch durch Schubspannungen τ beansprucht. Es besteht nun die Frage, durch welche Intensität dermehrachsigen Spannungen das Material zum Versagen, hier also zum Fließen, gebracht wird.
1
23
4
s z
s z
s x s xt
t
t
t
Abbildung 3.11: Mehrachsige Beanspruchung am Element
Über die Hypothese der konstanten Gestaltänderungsenergie wird eine einachsige Ersatzspannung for-muliert, welche den mehrachsigen Spannungszustand durch eine einachsige Spannung ersetzt.
s v s v
s z
s z
s x s xt
t
t
t
=^
Abbildung 3.12: Mehrachsige Beanspruchung und Vergleichsspannung
Diese Spannung wird Vergleichsspannung genannt. Sie ergibt sich aus der Hypothese zu
σv =√
σ2x +σ2
z −σx ·σz +3 · τ2xz (zweiachsig)
Allgemeiner Nachweis
Sd
Rd≤ 1
Nachweis mit Spannungen
σv,d
σR,d≤ 1
Es wird nun der Nachweis gefordert, daß diese Vergleichsspannung gewisse in den Vorschriften festge-legte Werte nicht überschreitet. DIN 18800, Teil 1 (Stahlbauten) läßt folgende, um 10% höhere Grenz-spannung bei Biegeträgern mit Querkraft und einachsiger Biegung (örtlich begrenzte Plastizierung) zu,so daß der Nachweis lautet:
σv,d
σR,d=
√σ2
d +3 · τ2
1,1 · fy,k/γM≤ 1
Der Vergleichsspannungsnachweis wird jedoch nur verlangt, wenn entweder für die durchschnittlichenSchubspannungen im Steg gilt:
τd
τR,d≥ 0,5
oder für die Normalspannungen
σd
σR,d≥ 0,5

3-10
Für Schub alleine ergibt sich die Vergleichsspannung zu
σv = τ ·√
3
Damit erhält man die Fließschubspannung zu
τR,d =σR,d√
3=
fy,k√3 · γM
=fy,d√
3
Aus Abb. 3.13 ist zu erkennen, warum bei τdτR,d
≤ 0,5 oder σdσR,d
≤ 0,5 ein Nachweis der Vergleichsspan-nung nicht erforderlich ist:
s ds R , d
t dt R , d
1 , 0
1 , 0
0 , 5
0 , 5
Es gilt:√
σdσR,d
+ τdτR,d
= 1
Abbildung 3.13: Interaktion zwischen Biege- und Schubspannungen
In den angegebenen Fällen ist die jeweils zugehörige andere Spannung voll ausnutzbar, ohne daß dieVergleichsspannung wesentlich überschritten wird. Nur im schraffierten Bereich ist der Nachweis derVergleichsspannung erforderlich.Es sind jeweils die ungünstigsten Stellen im Träger zu untersuchen, hier große Querkraft und großesMoment. In der Abb. 3.14 gilt für den Schnitt 1-1 an der gekennzeichneten Stelle:
1
1
Abbildung 3.14: Ungünstigste Stelle für den Nachweis der Vergleichsspannungen
σx = (+)σz = (−)τ
σv =√
σ2x +σ2
z +σx ·σz +3 · τ2xz
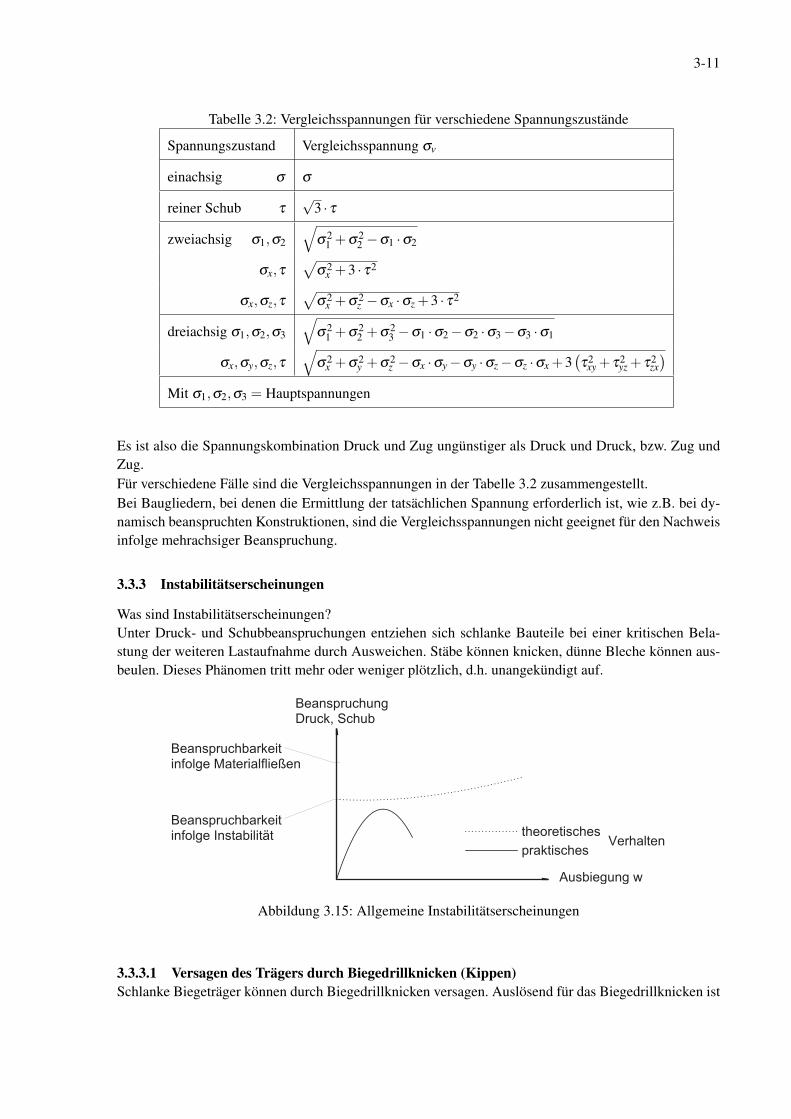
3-11
Tabelle 3.2: Vergleichsspannungen für verschiedene Spannungszustände
Spannungszustand Vergleichsspannung σv
einachsig σ σ
reiner Schub τ√
3 · τ
zweiachsig σ1,σ2
√σ2
1 +σ22 −σ1 ·σ2
σx,τ√
σ2x +3 · τ2
σx,σz,τ√
σ2x +σ2
z −σx ·σz +3 · τ2
dreiachsig σ1,σ2,σ3
√σ2
1 +σ22 +σ2
3 −σ1 ·σ2−σ2 ·σ3−σ3 ·σ1
σx,σy,σz,τ√
σ2x +σ2
y +σ2z −σx ·σy−σy ·σz−σz ·σx +3
(τ2
xy + τ2yz + τ2
zx)
Mit σ1,σ2,σ3 = Hauptspannungen
Es ist also die Spannungskombination Druck und Zug ungünstiger als Druck und Druck, bzw. Zug undZug.Für verschiedene Fälle sind die Vergleichsspannungen in der Tabelle 3.2 zusammengestellt.Bei Baugliedern, bei denen die Ermittlung der tatsächlichen Spannung erforderlich ist, wie z.B. bei dy-namisch beanspruchten Konstruktionen, sind die Vergleichsspannungen nicht geeignet für den Nachweisinfolge mehrachsiger Beanspruchung.
3.3.3 Instabilitätserscheinungen
Was sind Instabilitätserscheinungen?Unter Druck- und Schubbeanspruchungen entziehen sich schlanke Bauteile bei einer kritischen Bela-stung der weiteren Lastaufnahme durch Ausweichen. Stäbe können knicken, dünne Bleche können aus-beulen. Dieses Phänomen tritt mehr oder weniger plötzlich, d.h. unangekündigt auf.
B e a n s p r u c h u n gD r u c k , S c h u b
B e a n s p r u c h b a r k e i ti n f o l g e M a t e r i a l f l i e ß e n
B e a n s p r u c h b a r k e i ti n f o l g e I n s t a b i l i t ä t t h e o r e t i s c h e s
p r a k t i s c h e s V e r h a l t e n
A u s b i e g u n g w
Abbildung 3.15: Allgemeine Instabilitätserscheinungen
3.3.3.1 Versagen des Trägers durch Biegedrillknicken (Kippen)Schlanke Biegeträger können durch Biegedrillknicken versagen. Auslösend für das Biegedrillknicken ist
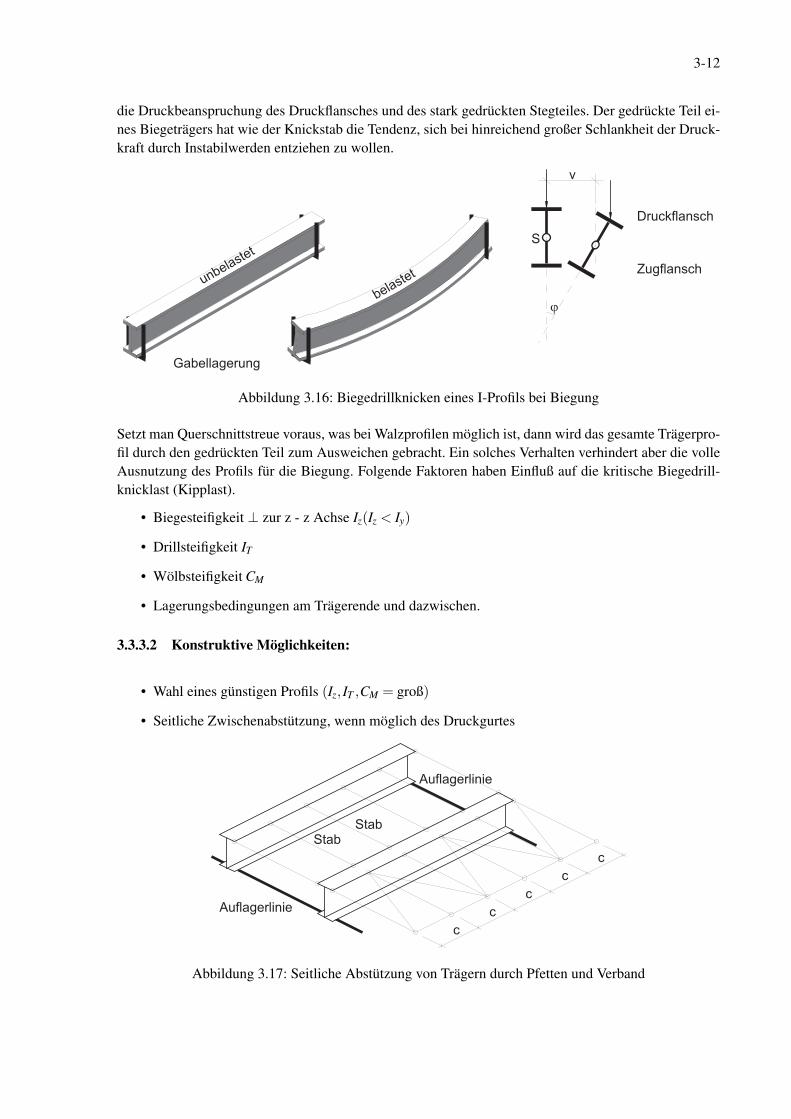
3-12
die Druckbeanspruchung des Druckflansches und des stark gedrückten Stegteiles. Der gedrückte Teil ei-nes Biegeträgers hat wie der Knickstab die Tendenz, sich bei hinreichend großer Schlankheit der Druck-kraft durch Instabilwerden entziehen zu wollen.
G a b e l l a g e r u n g
u n b el a s t e
t
b e l a st e t
S
j
v
D r u c k f l a n s c h
Z u g f l a n s c h
Abbildung 3.16: Biegedrillknicken eines I-Profils bei Biegung
Setzt man Querschnittstreue voraus, was bei Walzprofilen möglich ist, dann wird das gesamte Trägerpro-fil durch den gedrückten Teil zum Ausweichen gebracht. Ein solches Verhalten verhindert aber die volleAusnutzung des Profils für die Biegung. Folgende Faktoren haben Einfluß auf die kritische Biegedrill-knicklast (Kipplast).
• Biegesteifigkeit ⊥ zur z - z Achse Iz(Iz < Iy)
• Drillsteifigkeit IT
• Wölbsteifigkeit CM
• Lagerungsbedingungen am Trägerende und dazwischen.
3.3.3.2 Konstruktive Möglichkeiten:
• Wahl eines günstigen Profils (Iz, IT ,CM = groß)
• Seitliche Zwischenabstützung, wenn möglich des Druckgurtes
cc
cc
c
A u f l a g e r l i n i e
A u f l a g e r l i n i e
S t a bS t a b
Abbildung 3.17: Seitliche Abstützung von Trägern durch Pfetten und Verband
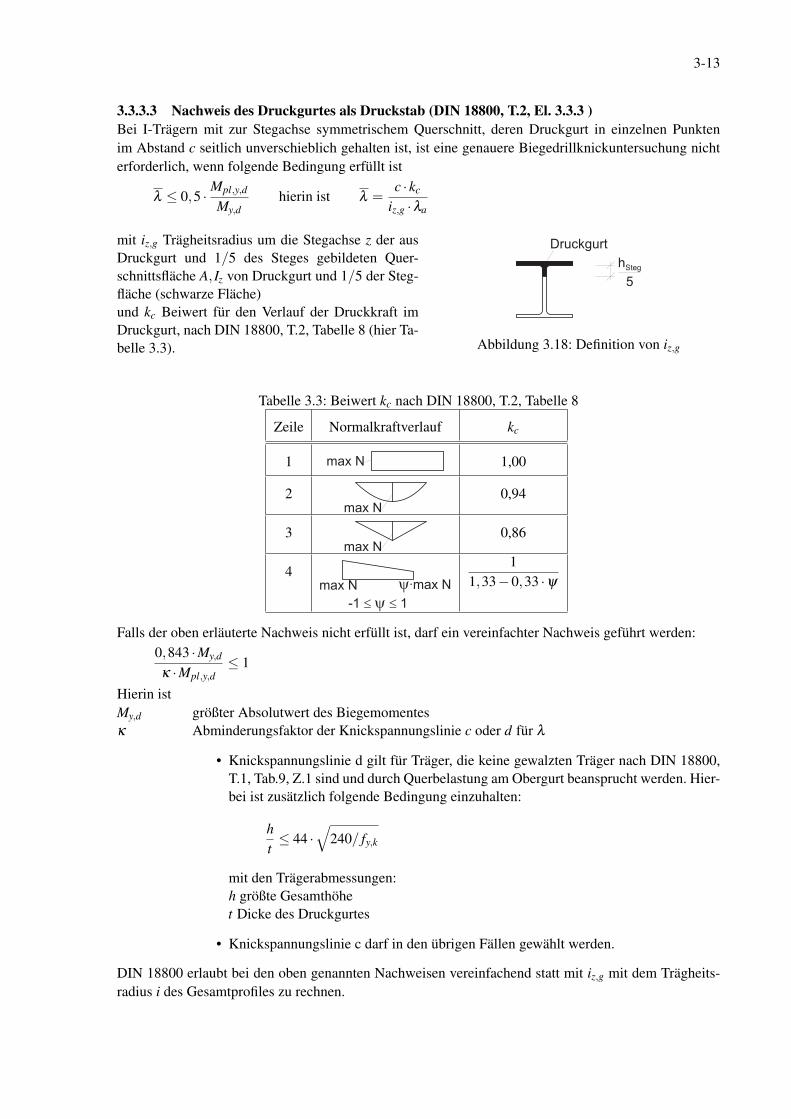
3-13
3.3.3.3 Nachweis des Druckgurtes als Druckstab (DIN 18800, T.2, El. 3.3.3 )Bei I-Trägern mit zur Stegachse symmetrischem Querschnitt, deren Druckgurt in einzelnen Punktenim Abstand c seitlich unverschieblich gehalten ist, ist eine genauere Biegedrillknickuntersuchung nichterforderlich, wenn folgende Bedingung erfüllt ist
λ ≤ 0,5 ·Mpl,y,d
My,dhierin ist λ =
c · kc
iz,g ·λa
mit iz,g Trägheitsradius um die Stegachse z der ausDruckgurt und 1/5 des Steges gebildeten Quer-schnittsfläche A, Iz von Druckgurt und 1/5 der Steg-fläche (schwarze Fläche)und kc Beiwert für den Verlauf der Druckkraft imDruckgurt, nach DIN 18800, T.2, Tabelle 8 (hier Ta-belle 3.3).
D r u c k g u r th S t e g5
Abbildung 3.18: Definition von iz,g
Tabelle 3.3: Beiwert kc nach DIN 18800, T.2, Tabelle 8
Zeile Normalkraftverlauf kc
1 m a x N 1,00
2m a x N
0,94
3m a x N
0,86
4m a x N y · m a x N
- 1 £ y £ 1
11,33−0,33 ·ψ
Falls der oben erläuterte Nachweis nicht erfüllt ist, darf ein vereinfachter Nachweis geführt werden:0,843 ·My,d
κ ·Mpl,y,d≤ 1
Hierin istMy,dκ
größter Absolutwert des BiegemomentesAbminderungsfaktor der Knickspannungslinie c oder d für λ
• Knickspannungslinie d gilt für Träger, die keine gewalzten Träger nach DIN 18800,T.1, Tab.9, Z.1 sind und durch Querbelastung am Obergurt beansprucht werden. Hier-bei ist zusätzlich folgende Bedingung einzuhalten:
ht≤ 44 ·
√240/ fy,k
mit den Trägerabmessungen:h größte Gesamthöhet Dicke des Druckgurtes
• Knickspannungslinie c darf in den übrigen Fällen gewählt werden.
DIN 18800 erlaubt bei den oben genannten Nachweisen vereinfachend statt mit iz,g mit dem Trägheits-radius i des Gesamtprofiles zu rechnen.

3-14
3.3.3.4 Genauere rechnerische UntersuchungenFür den Fall, daß die obigen Nachweise nicht erfüllt sind, können auch genauere Untersuchungen ange-stellt werden, die dann eine wirtschaftliche Dimensionierung erlauben.
1. DIN 18800, Teil 2, Abschnitt 3.3.4
2. mit Hilfe von Literatur [Roik, Carl, Lindner: Biegetorsionsprobleme gerader dünnwandiger Stäbe,Verlag W. Ernst und Sohn, Berlin]
Gefahr für das Biegedrillknicken (früher: Kippen) besteht häufig im Montagezustand. Später werden dieTräger meist seitlich durch vorhandene Bauteile gehalten z.B. durch die Scheibenwirkung der Decken,Dächer und Wände.
3.3.3.5 Versagen durch AusbeulenGedrückte Gurte oder Stege können seitlich ausweichen (Plattenbeulen).
b 1
tD r u c k
Z u g
Abbildung 3.19: Beulen eines dünnwandigen I-Profils
Bei hinreichend schlanken Bauteilen (für Gurte nach Abb. 3.19 bspw. b1/t ≥ 12,9 bei S235) ist einAusbeulen möglich. DIN 18800, Teil 1 gibt in Tabelle 12 und 13 Grenzwerte für b/t an, ab denen einAusbeulen bei Platten beim Nachweisverfahren Elastisch-Elastisch möglich ist. Walzprofile sind davonnicht betroffen.
3.3.3.6 Beanspruchung in z-RichtungDer σ -Spannung des Trägers in z-Richtung muß bei kontinuierlichen Lasten i.d.R. keine besondere Auf-merksamkeit geschenkt werden, da
σz =p
tSteg
meist kleine Werte ergibt. Große Einzellasten oder konzentrierte Auflagerkräfte rufen dagegen örtlichgroße Druckspannungen im Steg hervor. Um sie abzumindern, werden oft Steifen angeordnet, welchedie Kräfte auf die Steghöhe verteilen (siehe Abb. 3.20).Wenn möglich sollte man jedoch auf Steifen verzichten, da hierdurch die Werkstattkosten für die Kon-struktion niedriger gehalten werden können. Traglastuntersuchungen haben gezeigt, daß auch ohne Stei-fen relativ große Kräfte übertragen werden können.1
1Europäische Konvention für Stahlbau (EKS): Steifenlose Stahltragwerke und dünnwandige Vollwandträger, Verlag W.Ernstund Sohn, Berlin, Merkblatt 445, Steifenlose Lasteinleitung in warmgewalzte I-Träger, Düsseldorf 1980
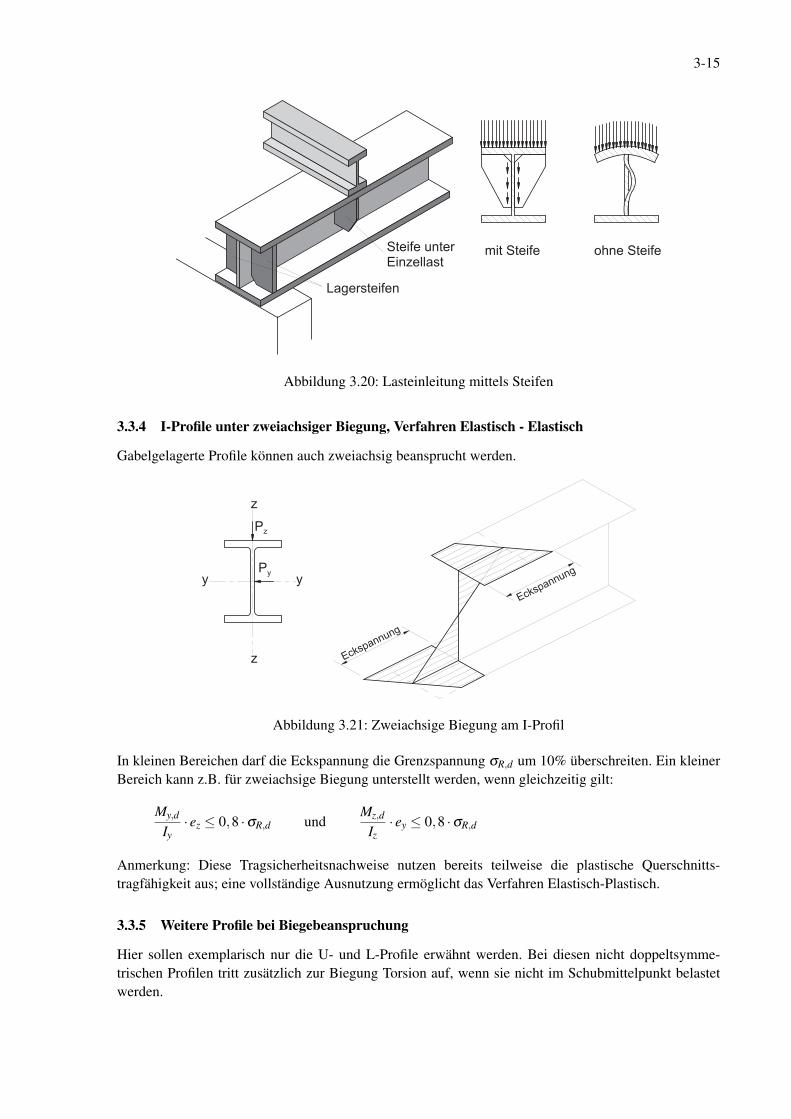
3-15
m i t S t e i f e o h n e S t e i f e
L a g e r s t e i f e n
S t e i f e u n t e rE i n z e l l a s t
Abbildung 3.20: Lasteinleitung mittels Steifen
3.3.4 I-Profile unter zweiachsiger Biegung, Verfahren Elastisch - Elastisch
Gabelgelagerte Profile können auch zweiachsig beansprucht werden.
P z
P yy y
z
z
E c k sp a n n
u n g
E c k sp a n n
u n g
Abbildung 3.21: Zweiachsige Biegung am I-Profil
In kleinen Bereichen darf die Eckspannung die Grenzspannung σR,d um 10% überschreiten. Ein kleinerBereich kann z.B. für zweiachsige Biegung unterstellt werden, wenn gleichzeitig gilt:
My,d
Iy· ez ≤ 0,8 ·σR,d und
Mz,d
Iz· ey ≤ 0,8 ·σR,d
Anmerkung: Diese Tragsicherheitsnachweise nutzen bereits teilweise die plastische Querschnitts-tragfähigkeit aus; eine vollständige Ausnutzung ermöglicht das Verfahren Elastisch-Plastisch.
3.3.5 Weitere Profile bei Biegebeanspruchung
Hier sollen exemplarisch nur die U- und L-Profile erwähnt werden. Bei diesen nicht doppeltsymme-trischen Profilen tritt zusätzlich zur Biegung Torsion auf, wenn sie nicht im Schubmittelpunkt belastetwerden.

3-16
M Sy y
z
z
P z
M Sy y
z
z
P z P y
a
M Sy y
z
z
P z
e
einachsige Biegung(M = Schubmittelpunkt)
einachsige Biegungund Torsion (MT = Pz · e)
zweiachsige Biegungund Torsion (MT = Pz ·a)
Abbildung 3.22: U-Profil mit verschiedenen Laststellungen
h
y y
z h
x
x
M
zP z
P z
P h
P x
x M
Abbildung 3.23: Winkelprofil unter Biegebelastung
Zweiachsige Biegung des Winkels mit Torsion:P ist zu zerlegen in die Komponenten der Hauptachsen
σ1 =M(Pξ )W1ξ
+M(Pη)W1η
+ Torsion
3.3.6 Biegeträger unter einachsiger Biegung, Verfahren Elastisch - Plastisch
3.3.6.1 Einige Hinweise zur plastischen Querschnittstragfähigkeit
a) Bisheriges Versagenskriterium bei Zugstab und Biegeträger (Verfahren Elastisch - Elastisch):Bei Zugstäben und Biegeträgern waren wir bislang beim Standsicherheitsnachweis von der Mo-dellvorstellung ausgegangen, daß die Tragfähigkeit erschöpft ist, wenn rechnerisch unter γ-fachenLasten in der ungünstigsten Faser des Querschnitts an höchst beanspruchter Stelle die Fließgrenzeerreicht wird (elastische Grenzlast). Wir haben dies bisher in folgenden Nachweisen festgelegt:
Beim Zugstab:
σd
σR,d=
γF ·NA
fy,k/γM≤ 1

3-17
Beim Biegeträger:
σd
σR,d=
γF ·MW
fy,k/γM≤ 1
τd
τR,d=
γF ·V ·SI · t
fy,k/(γM ·
√3) ≤ 1
σv,d
σR,d=
√σ2
d +3 · τ2d
1,1 · fy,k/γM≤ 1
Tatsächlich haben wir aber dieses Versagenskriterium nicht streng gehandhabt. So ließen wir beimZugstab zu, daß die vorhandenen Eigenspannungen unberücksichtigt bleiben und daß an einemLochrand höhere Spannungen auftreten, als wir mit der Durchschnittsspannung ermitteln.
Auch beim Biegeträger wurde durch die Einführung einer geringeren Sicherheit bei den Ver-gleichsspannungen unter den γ-fachen Lasten in kleinen, begrenzten Bereichen rechnerisch dieFließgrenze überschritten. Man kann sich also fragen, ob das bisherige Versagenskriterium erwei-tert werden kann.
b) Verbessertes Versagenskriterium beim Verfahren Elastisch-Plastisch:Ein verbessertes Versagenskriterium beachtet demnach nicht nur die örtlich in einer Faser auftre-tende Fließspannung. Die Tragfähigkeit ist vielmehr erst erschöpft, wenn im Querschnitt, der imTragwerk am ungünstigsten beansprucht wird, unter Ausnutzung plastischer Reserven die Quer-schnittstragfähigkeit erreicht wird. Beim Zugstab und Biegeträger sind dies die Grenzschnittgrö-ßen im vollplastischen Zustand.
1. Beispiel: ZugstabKriterium a) und Kriterium b) führen zur gleichen Tragfähigkeit, da im zentrisch belasteten Zug-stab die Fließspannung in sämtlichen Fasern gleichzeitig auftritt.
Nel = Npl = A · fy,k
elastische Querschnittsgröße Nel =plastische Querschnittgröße Npl
N
f y , k
Abbildung 3.24: Zentrisch belasteter Zugstab
Nachweis:
Sd
Rd≤ 1
Nd
Npl,d=
Nd
A ·fy,k
γM
≤ 1
2. Beispiel: BiegeträgerKriterium a) und Kriterium b) führen zu einer unterschiedlichen Tragfähigkeitsbeurteilung.

3-18
f y , kb
f y , k
f y , k
f y , k
f y , k
f y , k
f y , k
f y , k2 - 2
123 4
43 2
F e l F p l
D u r c h b i e g u n g v
h
F p l
F e l
v 1 - 14 - 43 - 3
Es gilt: Fel < Fpl
Abbildung 3.25: Biegeträger mit elastischer und plastischer Grenzlast
Unter der Last Fpl ist der Querschnitt im Schnitt 4-4 gerade voll plastiziert und somit tritt ein Fließgelenkauf (Gelenk mit konstantem inneren Reibungsmoment). Die Drehung im Gelenk kann zunehmen, ohnedaß das Moment an dieser Stelle zunimmt. Es wirkt dort das vom Querschnitt abhängige vollplastischeMoment Mpl .
l / 2 l / 2
F p l
F p l / 2 F p l / 2M p l M p l
Abbildung 3.26: Biegeträger mit elastischer und plastischer Grenzlast
Es kann nun die plastische Grenzlast Fpl durch das vollplastische Moment Mpl ausgedrückt werden. Fürden Balken aus Abb. 3.26 gilt:
Fpl = Mpl ·4l
Nachweis:
Sd
Rd≤ 1
Md
Mpl,d=
MdMpl,k
γM
≤ 1
Beim Verfahren Elastisch - Elastisch war:
Sd
Rd≤ 1
σd
σr,d=
Md
Mel,d=
MdMel,k
γM
≤ 1
3.3.6.2 Das vollplastische Moment
a) Das vollplastische Moment, wenn nur M wirkt:
Mpl,k = D · z′o +Z · z′u = fy,k ·∫
Ao
z ·dA+ fy,k ·∫
Au
z ·dA

3-19
A o
A u
SD z+ z
z
y
z
y
+ z '
Z
DF l ä c h e n h a l b i e r e n d e
S c h w e r a c h s e z ' u
z ' o
f y , k
f y , k
Abbildung 3.27: Vollplastischer Zustand eines T-Profils
Für den doppeltsymmetrischen Querschnitt gilt:
Mpl,k = 2 · fy,k ·∫
Ao
z ·dA mit Ao = Au =A2
Mpl,k = 2 · fy,k ·Syy
dabei ist Syy das statische Moment der Querschnittsfläche ober- oder unterhalb der y-Achse. Führtman ein plastisches Widerstandsmoment ein
Wpl =Mpl
fy,kentsprechend Wel =
Mel
fy,k
dann ergibt sich
Wpl =Mpl
Mel·Wel
und damit
Wpl = αpl ·Wel
oder
Mpl = αpl ·Mel
Für den Rechteckquerschnitt erhält man
b
h
f y , k
f y , k
h / 2PP
Abbildung 3.28: Mpl am Rechteckquerschnitt

3-20
Mpl = 2 · fy,k ·b ·h
2· h
2= fy,k ·b ·
h2
4
oder direkt aus der Abb. 3.28 mit Mpl = P · h2
Mpl = fy,k ·b ·h2· h
2= fy,k ·b ·
h2
4
Das Moment unter der elastischen Grenzlast war
Mel = fy,k ·Wel = fy,k ·b ·h2
6
somit ergibt sich
Mpl = 1,5 ·Mel , also αpl = 1,5
Für I-Profile ergeben sich bei entsprechenden Betrachtungen αpl-Werte von 1,1 bis 1,24.
Sie sind kleiner, da der Steg dünn ist und somit nicht viel Reserve bietet. Die zweckmäßigstenStahlbauprofile haben die geringsten Formbeiwerte αpl .
b) Das vollplastische Moment, wenn M und N wirken
Durch eine Normalkraft (Druck oder Zug) verringert sich das vollplastische Moment.
Beispiel Rechteckquerschnitt (Betrachtung unter γ-facher Last):
e/2N
M p l , N
M p l , N N+
+=h
b
f y , k f y , k
f y , k f y , k
f y , k
Abbildung 3.29: Mpl,N am Rechteckquerschnitt
Es ist
Mpl,N = Mpl−MN = fy,k ·b ·h2
4− fy,k ·
b · e2
4= Mpl ·
(1− e2
h2
)Hierbei ist MN das Moment, welches von dem Teil der Querschnittsfläche aufgenommen werdenkönnte, der durch die Normalkraft ausgenutzt wird.
mit
N = b · e · fy,k
und
Npl = b ·h · fy,k

3-21
Tabelle 3.4: Traglastwerte für I - Profile aus S235 (St 37)Für die Biegeachse Für die Biegeachse Für die Biegeachse
y− y z− z y− y z− z y− y z− z
Profil Npl Wpl Mpl ASteg Vpl Wpl Profil Npl Wpl Mpl ASteg Vpl Wpl Profil Npl Wpl Mpl ASteg Vpl Wpl
kN cm3 kNcm cm2 kN cm3 kN cm3 kNcm cm2 kN cm3 kN cm3 kNcm cm2 kN cm3
I Traglast-Rechenwerte IPBl Traglast-Rechenwerte IPE Traglast-Rechenwerte
für I-Profile HE-A für IPBI(HE-A) für IPE nach
nach DIN 1025 Teil 1 nach DIN 1025 Teil 3 DIN 1025 Teil 5
80 181 22,7 544 2,89 40,0 5,0 100 509 83,0 1992 4,40 60,9 41,2 80 183 23,2 557 2,84 39,3 5,8
100 254 39,7 953 4,19 58,1 8,1 120 608 119 2867 5,30 73,4 58,9 100 247 39,4 945 3,87 53,5 9,21
120 340 63,5 1524 5,73 793 2,4 140 753 153 4163 6,85 94,8 84,7 120 317 60,7 1457 5,00 693 13,6
140 437 95,2 2285 7,49 103 17,9 160 930 245 5883 8,58 118 118 140 394 88,3 2120 6,26 86,6 19,2
160 547 135 3260 9,48 131 24,8 180 1086 324 7796 9,69 134 157 160 482 123 2979 7,63 105 26,1
180 668 186 4479 11,7 162 33,3 200 1291 429 10307 11,7 162 204 180 574 166 3993 9,12 126 34,6
200 802 248 5966 14,1 196 43,6 220 1544 568 13642 13,9 193 271 o180 650 189 4539 10,3 143
220 948 322 7749 16,8 233 55 7 240 1844 744 17870 16,3 226 352 200 683 220 5295 10,7 148 44,7
240 1105 410 9856 19,7 273 70,0 260 1083 919 22074 17,8 246 430 o200 767 249 5986 11,9 165
260 1279 513 12321 23,1 320 85,9 280 2334 1112 26693 20,5 284 518 220 800 285 6849 12,4 172 58,0
280 1464 630 15136 26,7 370 103 300 2700 1383 33198 23,4 325 642 o220 897 321 7707 13,9 193
300 1655 761 18275 30,6 424 122 320 2984 1628 39074 26,5 367 710 240 938 366 8799 14,2 197 74,0
320 1864 912 21901 34,8 482 143 340 3203 1850 44411 29,7 412 756 o240 1049 410 9846 16,1 224
340 2080 1078 25883 39,2 543 166 360 3426 2088 50123 33,2 460 803 270 1102 484 11615 17,1 237 97,0
360 2327 1274 30582 44,2 613 194 400 3815 2561 61483 40,8 565 873 o270 1292 574 13791 19,6 272
380 2567 1480 35524 49,2 682 222 450 4272 3215 77180 48,1 667 966 300 1291 628 15080 20,5 284 125
400 2825 1712 41092 54,4 755 254 500 4740 3948 94772 56,0 776 1060 o300 1507 743 17851 23,3 322
425 3175 2041 48989 61,5 852 550 5082 4621 110923 64,5 893 1110 330 1502 804 19303 23,8 330 154
450 3526 2393 57449 68,9 955 345 600 5434 5350 128409 73,4 1017 1160 o330 1742 942 22626 27,2 377
475 3907 2795 67090 76,8 1064 650 5799 6136 147270 82,8 1148 1200 360 1745 1019 24459 27,7 384 191
500 4304 3235 77642 85,1 1179 456 700 6251 7031 168763 96,1 1332 1260 o360 2019 1196 28466 32,1 445
550 5089 4229 101504 98,8 1369 800 6859 8699 208737 114 1583 1310 400 2027 1307 31371 33,2 460 229
600 6091 5464 131150 122 1698 900 7692 10811 259464 137 1906 1420 o400 2313 1502 36052 37,6 522
1000 8324 12824 307785 158 2192 1470 v400 2568 1681 40350 41,3 573
IPB Traglast-Rechenwerte IPBv Traglast-Rechenwerte 450 2371 1701 40843 40,9 567 275
HE-B für IPB nach HE-M für IPBv(HE-M) o450 2823 2046 49110 48,2 668
DIN 1025 Teil 2 nach DIN 1025 Teil 4 v450 3168 2301 55233 54,6 756
100 624 104 2501 5,40 74,8 51 100 1277 235 5659 12,0 166 116 500 2772 2194 52658 49,3 684 336
120 816 165 3965 7,09 98,1 81 120 1593 350 8414 14,8 206 171 o500 3280 2612 62711 58,4 809
140 1030 245 5890 8,96 124 120 140 1933 493 11851 17,9 248 240 v500 3937 3168 76034 69,7 966
160 1302 353 8495 11,7 162 170 160 2329 674 16189 21,9 304 324 550 3225 2787 66888 59,1 819 401
180 1566 481 11554 14,1 195 231 180 2718 883 21202 25,5 353 424 o550 3745 3263 78321 68,0 942
200 1873 642 15421 16,6 230 306 200 3150 1135 27243 29,2 405 541 v550 4847 4204 100919 92,4 1281
220 2184 827 19849 19,3 268 394 220 3586 1419 34066 33,1 459 677 600 3743 3512 84297 69,7 966 486
240 2543 1053 25275 22,3 309 499 240 4790 2116 50806 42,8 593 1000 o600 4722 4471 107304 87,9 1217
260 2842 1282 30789 24,2 336 603 260 5271 2523 60566 46,3 642 1190 v600 5610 5324 127779 106 1471
290 3152 1534 36826 27,5 381 718 280 5763 2965 71175 51,2 710 1390
300 3577 1868 44849 30,9 428 871 300 7273 4077 97864 63,2 875 1910
320 3872 2149 51581 34,4 477 940 320/305 5401 2926 70240 46,3 645
340 4101 2408 57794 38,2 529 986 320 7489 4435 106440 66,9 928 1940
360 4335 2682 64391 42,1 584 1030 340 7579 4717 113221 70,7 980 1950
400 4746 3231 77561 50,7 703 1100 360 7651 4989 119743 74,5 1033 1940
450 5231 3982 95576 59,3 822 1200 400 7818 5570 133694 82,3 1140 1930
500 5727 4814 115549 68,4 948 1290 450 8050 6331 151944 91,9 1274 1930
530 6097 5590 134174 78,1 1082 1340 500 8263 7094 170262 101 1408 1930
600 6478 6425 154203 88,3 1224 1390 550 8505 7932 190384 111 1548 1930
650 6872 7319 175677 99,0 1372 1440 600 8727 8772 210530 121 1687 1930
700 7353 8327 199851 113 1573 1490 650 8969 9656 231767 131 1827 1930
800 8020 10228 245489 134 1859 1550 700 9192 10538 252935 141 1967 1920
900 8910 12584 302018 160 2217 1660 800 9702 12487 299704 162 2252 1920
1000 9601 14855 356522 183 2573 1710 900 10167 14441 346602 182 2531 1920
1000 10660 16567 397630 203 2816 1930
Für Profile aus S355 (St 52) können die Tabellenwerte für Npl , Mpl , Vpl mit 1,5 multipliziert werden.
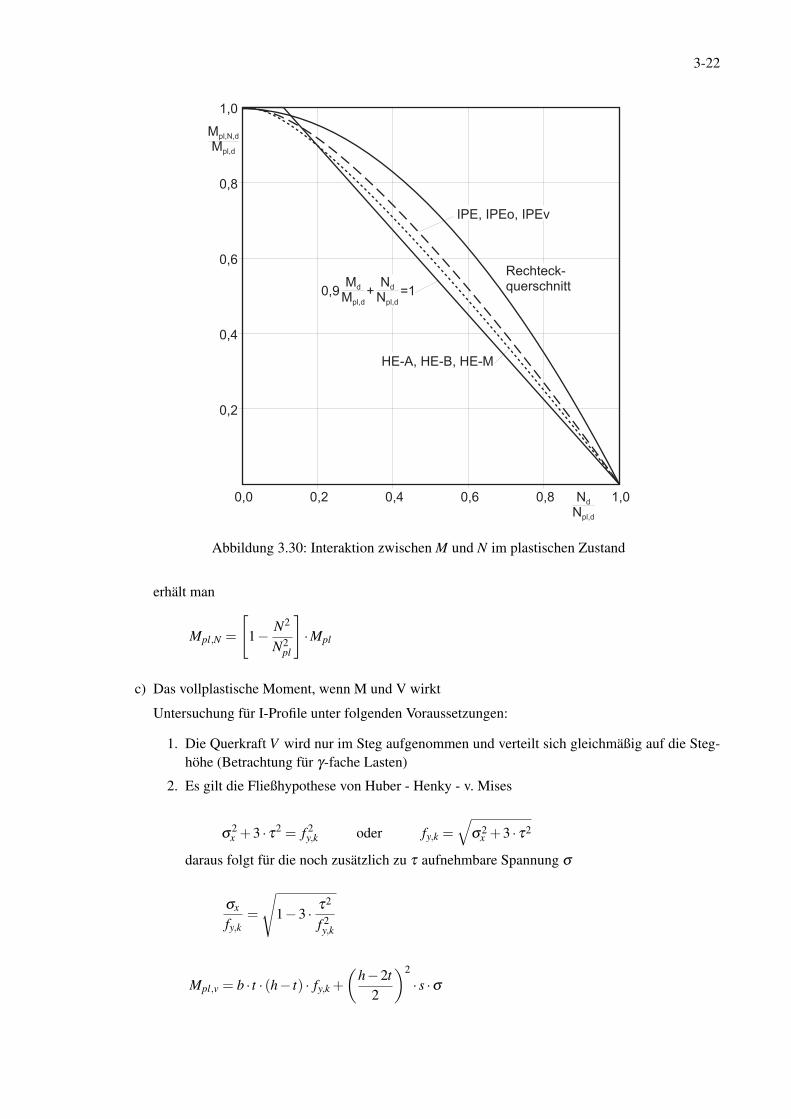
3-22
1 , 0
0 , 8
0 , 6
0 , 4
0 , 2
0 , 20 , 0 0 , 4 0 , 6 0 , 8 1 , 0
R e c h t e c k -q u e r s c h n i t t
I P E , I P E o , I P E v
H E - A , H E - B , H E - M
0 , 9 N p l , dN dM p l , d
M d = 1+
N p l , dN d
M p l , dM p l , N , d
Abbildung 3.30: Interaktion zwischen M und N im plastischen Zustand
erhält man
Mpl,N =
[1− N2
N2pl
]·Mpl
c) Das vollplastische Moment, wenn M und V wirkt
Untersuchung für I-Profile unter folgenden Voraussetzungen:
1. Die Querkraft V wird nur im Steg aufgenommen und verteilt sich gleichmäßig auf die Steg-höhe (Betrachtung für γ-fache Lasten)
2. Es gilt die Fließhypothese von Huber - Henky - v. Mises
σ2x +3 · τ2 = f 2
y,k oder fy,k =√
σ2x +3 · τ2
daraus folgt für die noch zusätzlich zu τ aufnehmbare Spannung σ
σx
fy,k=
√1−3 · τ2
f 2y,k
Mpl,v = b · t · (h− t) · fy,k +(
h−2t2
)2
· s ·σ

3-23
h
b
t
ts
f y , k
f y , k
ss
t
M p l , V V
Abbildung 3.31: Mpl,V am I-Profil
Daraus ergibt sich
Mpl,V = Mpl,Flansche +Mpl,Steg ·√
1−3τ2
f 2y,k
Aus der Abb. 3.31 entnimmt man
V = ASteg · τ
Definiert wird die vollplastische Querkraft
Vpl = ASteg · τR,k = ASteg ·fy,k√
3
Damit wird
τ2
f 2y,k
=V 2
A2Steg
·A2
Steg
V 2pl ·3
=13·(
VVpl
)2
und
Mpl,V = Mpl,Flansche +Mpl,Steg ·
√1−(
VVpl
)2
Der Einfluß von V ist wesentlich geringer als der Einfluß von N (siehe auch Abb. 3.32). Er darf für
V ≤ 13·Vpl
vernachlässigt werden.
Für V >13·Vpl ist die Abminderung näherungsweise nach
Mpl,y =[
1,1−0,3 ·(
VVpl
)]·Mpl
vorzunehmen.
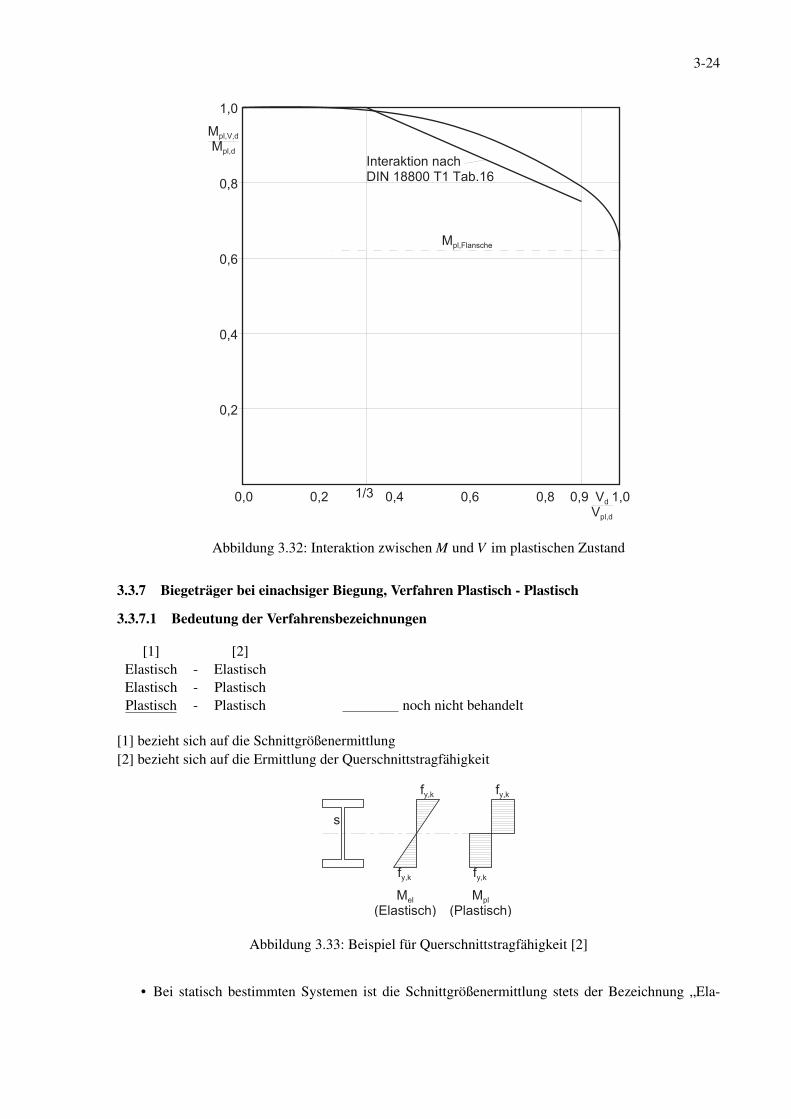
3-24
1 , 0
0 , 8
0 , 6
0 , 4
0 , 2
0 , 20 , 0 0 , 4 0 , 6 0 , 8 1 , 0V p l , dV d
M p l , dM p l , V , d
M p l , F l a n s c h e
1 / 3 0 , 9
I n t e r a k t i o n n a c h D I N 1 8 8 0 0 T 1 T a b . 1 6
Abbildung 3.32: Interaktion zwischen M und V im plastischen Zustand
3.3.7 Biegeträger bei einachsiger Biegung, Verfahren Plastisch - Plastisch
3.3.7.1 Bedeutung der Verfahrensbezeichnungen
[1] [2]Elastisch - ElastischElastisch - PlastischPlastisch - Plastisch noch nicht behandelt
[1] bezieht sich auf die Schnittgrößenermittlung[2] bezieht sich auf die Ermittlung der Querschnittstragfähigkeit
s
f y , k
f y , k
M p l( P l a s t i s c h )
f y , k
f y , k
M e l( E l a s t i s c h )
Abbildung 3.33: Beispiel für Querschnittstragfähigkeit [2]
• Bei statisch bestimmten Systemen ist die Schnittgrößenermittlung stets der Bezeichnung „Ela-

3-25
F F Fl / 2 l / 2 l / 2
l( F × l ) / 4 ( F × l ) / 4
F × l
Abbildung 3.34: Beispiel für Schnittgrößenermittlung [1]
stisch“ zugehörig. Der Schnittgrößenverlauf ist durch die Gleichgewichtsbedingungen festgelegtund nicht veränderbar.
• Bei statisch unbestimmten Systemen kann die Schnittgrößenermittlung sowohl „Elastisch“ alsauch „Plastisch“ erfolgen.
q = c o n s t .
q l 28 = m a x . M = 0 , 1 2 5 q l 2
q l 28
l / 2
M = 0 , 0 7 0 3 q l 2
Abbildung 3.35: Beispiel für „elastische“ Schnittgrößenermittlung
Elastisch - Elastisch: Mel =q · l2
8
daraus: q =8 ·Mel
l2
Elastisch - Plastisch: Mpl =q · l2
8
daraus: q =8 ·Mpl
l2
Die nunmehr folgende plastische Schnittgrößenermittlung stellt eine weitere Zuschärfung des Versagens-kriteriums dar.
3.3.7.2 Plastische SchnittgrößenermittlungBei der Bemessung nach der Elastizitätstheorie (Elastisch) [1] ist der Träger im vorigen Beispiel nurüber der Stütze B ausgenutzt (unwirtschaftlich). In den Feldern sind geringe maximale Momente. EineAusnutzung auch in den Feldern ist erwünscht und könnte erreicht werden durch eine Absenkung derMittelstütze B. Man strebt eine gleichmäßige Ausnutzung des Trägers durch einen Momentenausgleichan.Nach der Plastizitätstheorie (Plastisch) [1] wird mit diesem Momentenausgleich ebenfalls gearbeitet,aber ohne eine kostspielige Montagemaßnahme. Bei zunehmender Last wird schließlich Mst = Mpl undbleibt bei weiterer Belastung auf diesem Wert stehen. Es tritt unter Laststeigerung eine Drehung in demFließgelenk über der Stütze B ein, bis auch in den Feldern MFeld = Mpl wird. Damit ist die plastischeGrenzlast qgr erreicht, unter der der Durchlaufträger zur Fließgelenkkette wird (Zusammenbruchmecha-nismus). Die zugehörige Momentenlinie kann ohne statisch unbestimmte Rechnung direkt angegebenwerden (siehe Abb. 3.36), denn mit der Kenntnis Mst = Mpl und maxMFeld = Mpl ist der Momentenver-lauf eindeutig bestimmt. Wenn nun aber die Momentenlinie bekannt ist, ermittelt nach dem Verfahren
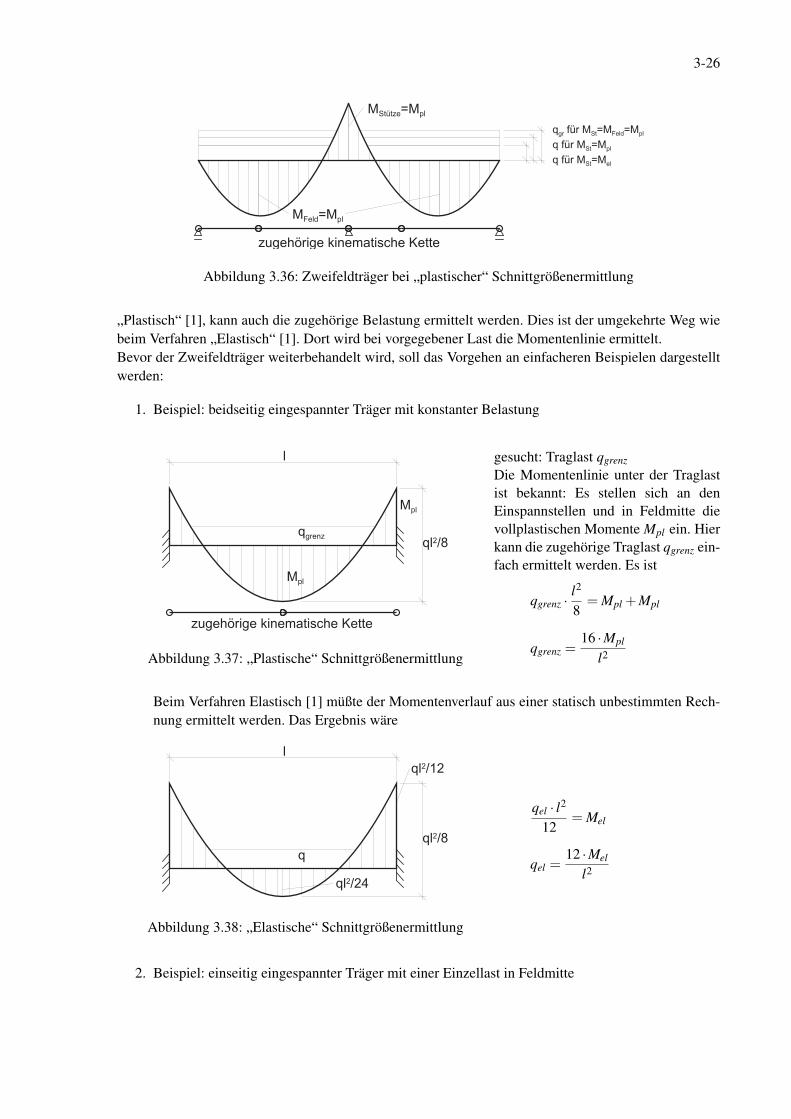
3-26
M F e l d = M p l
M S t ü t z e = M p l
q f ü r M S t = M p l
q g r f ü r M S t = M F e l d = M p l
q f ü r M S t = M e l
z u g e h ö r i g e k i n e m a t i s c h e K e t t e
Abbildung 3.36: Zweifeldträger bei „plastischer“ Schnittgrößenermittlung
„Plastisch“ [1], kann auch die zugehörige Belastung ermittelt werden. Dies ist der umgekehrte Weg wiebeim Verfahren „Elastisch“ [1]. Dort wird bei vorgegebener Last die Momentenlinie ermittelt.Bevor der Zweifeldträger weiterbehandelt wird, soll das Vorgehen an einfacheren Beispielen dargestelltwerden:
1. Beispiel: beidseitig eingespannter Träger mit konstanter Belastung
l
q l 2 / 8
M p l
q g r e n z
z u g e h ö r i g e k i n e m a t i s c h e K e t t e
M p l
Abbildung 3.37: „Plastische“ Schnittgrößenermittlung
gesucht: Traglast qgrenz
Die Momentenlinie unter der Traglastist bekannt: Es stellen sich an denEinspannstellen und in Feldmitte dievollplastischen Momente Mpl ein. Hierkann die zugehörige Traglast qgrenz ein-fach ermittelt werden. Es ist
qgrenz ·l2
8= Mpl +Mpl
qgrenz =16 ·Mpl
l2
Beim Verfahren Elastisch [1] müßte der Momentenverlauf aus einer statisch unbestimmten Rech-nung ermittelt werden. Das Ergebnis wäre
l
q l 2 / 8q
q l 2 / 1 2
q l 2 / 2 4
Abbildung 3.38: „Elastische“ Schnittgrößenermittlung
qel · l2
12= Mel
qel =12 ·Mel
l2
2. Beispiel: einseitig eingespannter Träger mit einer Einzellast in Feldmitte
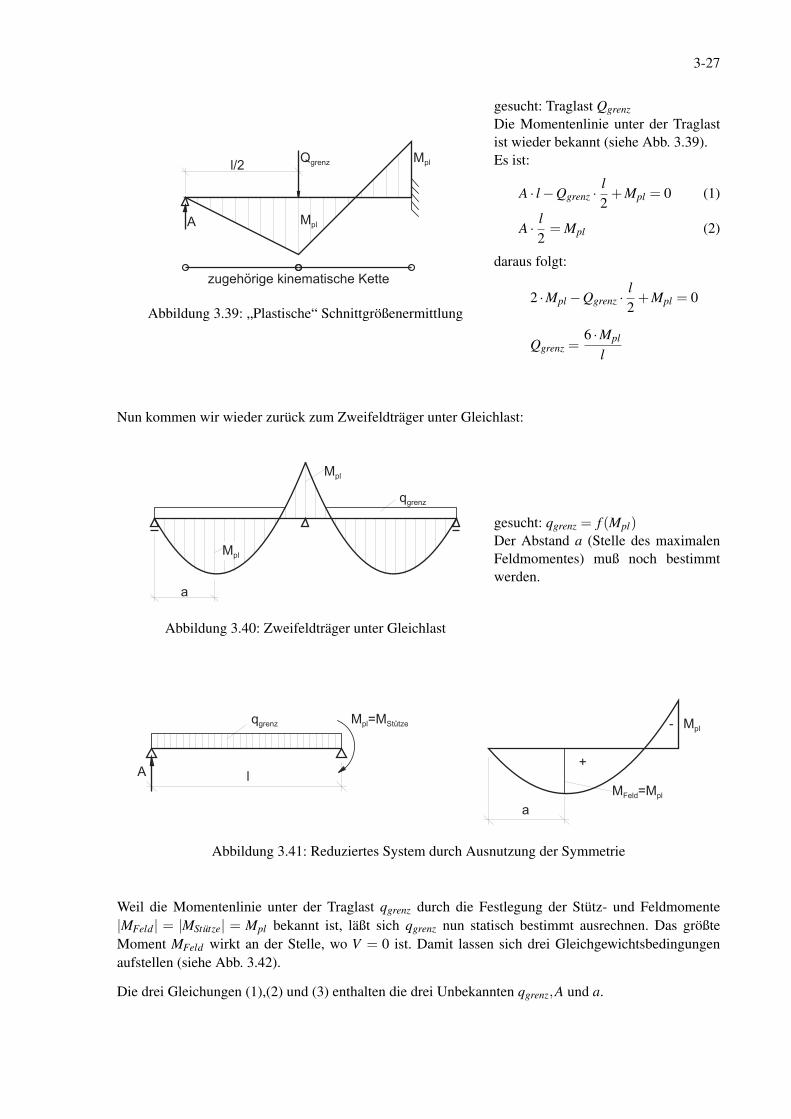
3-27
l / 2 Q g r e n z
A M p l
M p l
z u g e h ö r i g e k i n e m a t i s c h e K e t t e
Abbildung 3.39: „Plastische“ Schnittgrößenermittlung
gesucht: Traglast Qgrenz
Die Momentenlinie unter der Traglastist wieder bekannt (siehe Abb. 3.39).Es ist:
A · l−Qgrenz ·l2
+Mpl = 0 (1)
A · l2
= Mpl (2)
daraus folgt:
2 ·Mpl−Qgrenz ·l2
+Mpl = 0
Qgrenz =6 ·Mpl
l
Nun kommen wir wieder zurück zum Zweifeldträger unter Gleichlast:
M p l
M p l
q g r e n z
a
Abbildung 3.40: Zweifeldträger unter Gleichlast
gesucht: qgrenz = f (Mpl)Der Abstand a (Stelle des maximalenFeldmomentes) muß noch bestimmtwerden.
M p l = M S t ü t z eq g r e n z
lA
a
M p l
M F e l d = M p l
+
-
Abbildung 3.41: Reduziertes System durch Ausnutzung der Symmetrie
Weil die Momentenlinie unter der Traglast qgrenz durch die Festlegung der Stütz- und Feldmomente|MFeld | = |MStutze| = Mpl bekannt ist, läßt sich qgrenz nun statisch bestimmt ausrechnen. Das größteMoment MFeld wirkt an der Stelle, wo V = 0 ist. Damit lassen sich drei Gleichgewichtsbedingungenaufstellen (siehe Abb. 3.42).
Die drei Gleichungen (1),(2) und (3) enthalten die drei Unbekannten qgrenz,A und a.

3-28
a
Q u e r k r a f t l i n i eA
AM p l
q g r e n z
q g r e n z
A M p l
q g r e n z M p l
Abbildung 3.42: Gleichgewichtsbedingungen
a ·qgrenz = A (1)
A ·a−qgrenz ·a2
2= Mpl (2)
A · l +Mpl−qgrenz · l2
2= 0 (3)
Zunächst wird a eliminiert:(1) in (2) eingesetzt, liefert (2a)
dann wird A eliminiert:(3) in (2a) eingesetzt:
Mpl =A2
2 ·qgrenz
Mpl ·2 ·qgrenz =(
qgrenz · l2
−Mpl
l
)2
q2grenz−
12 ·Mpl
l2 ·qgrenz +4 ·M2
pl
l4 = 0
qgrenz =11,67
l2 ·Mpl
Beim Verfahren Elastisch - Elastisch hätte sich ergeben:
qgrenz,el · l2
8= MSt = Mel
qgrenz,el =8l2 ·Mel
q
M s t
M F e l d = q l 2 / 2 4= q l 2 / 1 2
M s t
M F e l d = q l 2 / 1 6= q g r l 2 / 1 6
ll l
M e l - F l ä c h e
M p l - F l ä c h e
Abbildung 3.43: Beispiel: Träger auf unendlich vielen Stützen

3-29
Fließgelenke bilden sich bei Laststeigerung über den Stützen und dann unter der Grenzlast qgrenz inFeldmitte aus. Hier stellt sich nach dem plastischen Momentenausgleich
MFeld = MSt = Mpl = qgrenz ·l2
16
ein. Damit ist wie beim links und rechts eingespannten Einfeldträger
qgrenz =16 ·Mpl
l2
Wie das Beispiel zeigt, ist die Berechnung der plastischen Grenzlast ganz einfach, wenn die Lage derFließgelenke bekannt ist. Hauptaufgabe ist daher, bei komplizierten Systemen (Rahmen), die richtigeLage der Fließgelenke zu ermitteln. Besondere Methoden hierfür wurden entwickelt.Die erhöhte Ausnutzung durch die plastische Schnittgrößenermittlung ist nur bei ruhender Beanspru-chung zugelassen. Bei dynamisch beanspruchten Konstruktionen kommt es auf die tatsächlich vorhan-denen Spannungen an. Sie müssen zulässigen Betriebsspannungen gegenübergestellt werden. Hier seinochmals betont, daß bei dieser Art der Berechnung der Grenzbelastung die Instabilitätserscheinungen(Knicken, Biegedrillknicken und Beulen) vor Erreichen der Grenzlast ausgeschlossen sein müssen.Wenn beim Tragsicherheitsnachweis nach dem Verfahren elastisch-elastisch keine Nachweise nach DIN18880-2 bis DIN 18800-4 (Stabiltitätsnachweise) geführt werden müssen und gleichzeitig kein Gebrauchvon den Elementen 749 und 750 (Erlaubnis örtlicher Plastizierung) gemacht wird, dürfen die Grenzspan-nungen σR,d und τR,d um 10% erhöht werden (siehe auch DIN 18800-1 Anhang B).
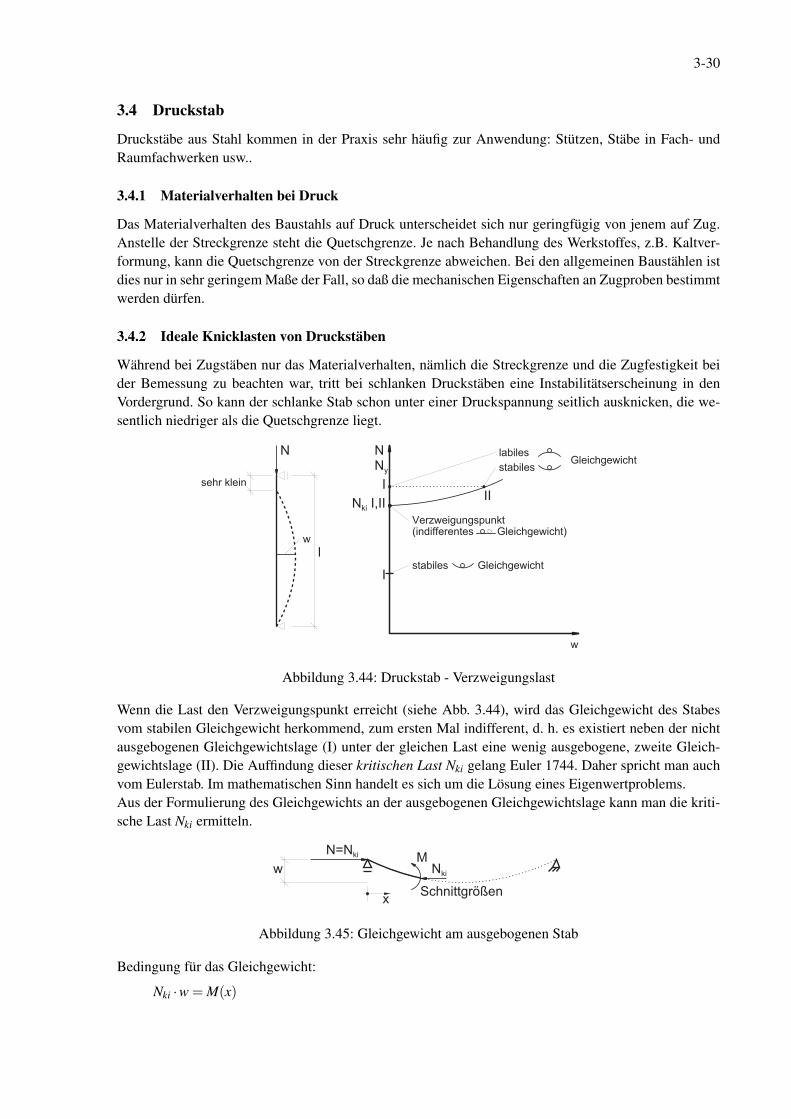
3-30
3.4 Druckstab
Druckstäbe aus Stahl kommen in der Praxis sehr häufig zur Anwendung: Stützen, Stäbe in Fach- undRaumfachwerken usw..
3.4.1 Materialverhalten bei Druck
Das Materialverhalten des Baustahls auf Druck unterscheidet sich nur geringfügig von jenem auf Zug.Anstelle der Streckgrenze steht die Quetschgrenze. Je nach Behandlung des Werkstoffes, z.B. Kaltver-formung, kann die Quetschgrenze von der Streckgrenze abweichen. Bei den allgemeinen Baustählen istdies nur in sehr geringem Maße der Fall, so daß die mechanischen Eigenschaften an Zugproben bestimmtwerden dürfen.
3.4.2 Ideale Knicklasten von Druckstäben
Während bei Zugstäben nur das Materialverhalten, nämlich die Streckgrenze und die Zugfestigkeit beider Bemessung zu beachten war, tritt bei schlanken Druckstäben eine Instabilitätserscheinung in denVordergrund. So kann der schlanke Stab schon unter einer Druckspannung seitlich ausknicken, die we-sentlich niedriger als die Quetschgrenze liegt.
s e h r k l e i n
l
N NN y
N k i I , I II I I
I
l a b i l e s G l e i c h g e w i c h ts t a b i l e s
s t a b i l e s G l e i c h g e w i c h t
( i n d i f f e r e n t e s G l e i c h g e w i c h t )V e r z w e i g u n g s p u n k t
w
w
Abbildung 3.44: Druckstab - Verzweigungslast
Wenn die Last den Verzweigungspunkt erreicht (siehe Abb. 3.44), wird das Gleichgewicht des Stabesvom stabilen Gleichgewicht herkommend, zum ersten Mal indifferent, d. h. es existiert neben der nichtausgebogenen Gleichgewichtslage (I) unter der gleichen Last eine wenig ausgebogene, zweite Gleich-gewichtslage (II). Die Auffindung dieser kritischen Last Nki gelang Euler 1744. Daher spricht man auchvom Eulerstab. Im mathematischen Sinn handelt es sich um die Lösung eines Eigenwertproblems.Aus der Formulierung des Gleichgewichts an der ausgebogenen Gleichgewichtslage kann man die kriti-sche Last Nki ermitteln.
wN = N k i
N k iM
S c h n i t t g r ö ß e nx
Abbildung 3.45: Gleichgewicht am ausgebogenen Stab
Bedingung für das Gleichgewicht:
Nki ·w = M(x)

3-31
Es gilt die elasto - statische Grundgleichung (linearisierte Beziehung)
w′′ =1ρ
=− ME · I
Setzt man M in die Bedingung für das Gleichgewicht der ausgebogenen Lage ein, erhält man die Diffe-rentialgleichung der Biegelinie
Nki ·w+E · I ·w′′ = 0
α2 ·w+w′′ = 0
mit α2 =
Nki
E · I
Lösungsansatz:
w = C1 · sin(αx)+C2 · cos(αx)
Konstantenbestimmung für Randbedingungen
x = 0 : w = 0 → C2 = 0x = l : w = 0 → C1 · sin(αl) = 0
C1 = 0→ Stab wäre ohne Auslenkung
Knickbedingung
sin(αl) = 0
Lösung
sin(αl) = 0 für αl = n ·π mit n = 1,2,3,4, . . .
Setzt man α ein, erhält man√Nki
E · I· l = n ·π
Nki = n2 · π2 ·E · Il2
Der Stab knickt unter der niedrigsten Last (erster Eigenwert), somit ist n = 1 und
Nki =π2 ·E · I
l2
unter den Voraussetzungen
• ideale Geometrie (Stab gerade)• Last zentrisch• unbeschränkt gültiges Hooke´sches Gesetz für den Werkstoff• kleine Deformationen
Es ist damit gelungen die Verzweigungslast Nki zu ermitteln. Die vorliegende Betrachtung liefert jedochnur einen unbestimmten Zusammenhang zwischen der Last und der Ausbiegung w. Es war am Verzwei-gungspunkt
C1 · sin(αl) = 0
und da wegen der gesuchten ausgebogenen Gleichgewichtslage sin(αl) = 0 sein mußte, kann C1 jedenbeliebigen Wert annehmen. Somit liefert
w = C1 · sin(αl) = 0

3-32
N
N k i
w
w s i n - L i n i e m i tu n b e s t i m m t e rA u s l e n k u n g w
E r g e b n i s d e rv o r l i e g e n d e n T h e o r i e
Abbildung 3.46: Ausbiegung bei linearisierter Theorie
zwar eine Ausbiegungsform (sin - Linie), die Amplitude ist aber wegen C1 unbestimmt.Es stellt sich nun die Frage, wie die Last-Verformungskurve nach Überschreiten der Verzweigungslastaussieht. Um diese Kurve zu erhalten, muß eine schärfere Theorie angewandt werden, d. h. es muß dergenauere Ausdruck für die Stabkrümmung eingeführt werden:
1ρ
=w′′
(1+w′2)32
und damit die Gleichgewichtsbedingung
Nki ·w = M
Nki ·w =−E · I · w′′
(1+w′2)32
Ihre Lösung liefert die gesuchte Lastverformungskurve
l / 2
l / 2w m
w m w m
N
N k i
D N
s t a b i l eL a g e
l i n e a r i s i e r t e T h e o r i en i c h t l i n e a r i s i e r t e T h e o r i e
Abbildung 3.47: Vergleich von nicht linearisierter und linearisierter Theorie
Es zeigt sich, daß bei sehr stark wachsenden Verformungen w geringe Laststeigerungen ∆N möglichsind. Baupraktisch ist dies jedoch nicht von Bedeutung, da der Werkstoff nicht unbeschränkt elastischist.
3.4.2.1 Stäbe mit anderen RandbedingungenDie Differentialgleichung lautet
w′′′′+α2 ·w′′ = 0

3-33
Die allgemeine Lösung für beliebig gelagerte Stäbe lautet
w = C1 · sin(α · x)+C2 · cos(α · x)+C3 ·xl+C4
Durch Einführen der Randbedingungen erhält man ein homogenes Gleichungssystem, dessen nichttri-viale Lösung fordert, daß
det[ ] = 0
wird. Daraus erhält man die Knickbedingungen, aus denen die kleinste Knicklast ermittelt werden kann.Aus der Tabelle 3.5 ist zu erkennen, daß sich Randbedingungen auf die Knicklast des Stabes stark aus-wirken können.
Tabelle 3.5: Übersicht über die Eulerfälle I - IV
Eulerfall I II III IV
Randbedingungen
N k i
l
s k=2
l
w′′ = 0w′′′+α2 ·w′
= 0
w = 0w′ = 0
N k i
l
s k=l
w = 0w′′ = 0
w = 0w′′ = 0
N k i
l
s k=0,7
l
w = 0w′′ = 0
w = 0w′ = 0
N k i
l
s k=0,5
l
w = 0w′ = 0
w = 0w′ = 0
0 1 0 1 0 1 0 1 0 1 0 1 0 1 0 1
α 01l
0 0 −α2 0 0 α 01l
0 α 01l
0
Knickdeterminante−α2 ·S −α2 ·C 0 0 S C 1 1 S C 1 1 S C 1 1
0 0α2
l0 −α2 ·S −α2 ·C 0 0 −α2 ·S −α2 ·C 0 0 α ·C −α ·S 1
l0
Knickgleichungα5
l·C = 0 −α4 ·S = 0 T2−αl = 0 S2 · (T2−
αl2
) = 0
Kleinster Eigenwert
von αl = l
√Nki
E · I=
π
2π ≈ 4,493 2π
π2 ·E · I4 · l2
π2 ·E · Il2
4,4932 ·E · Il2
4 ·π2 ·E · Il2
Knickkraft =π2 ·E · I(2 · l)2 ≈ π2 ·E · I
(0,7 · l)2 =π2 ·E · I(
l2
)2
14·NII
ki NIIki 2 ·NII
ki 4 ·NIIki
Knicklänge sk = 2 · l sk = l sk ≈ 0,7 · l sk =l2
Abkürzungen S = sin(αl) C = cos(αl) T = tan(αl) S2 = sin(
αl2
)T2 = tan
(αl2
)

3-34
3.4.3 Knicklängen und Knicklängenbeiwert
Für jeden Knickstab mit beliebigen Randbedingungen kann eine Ersatzstablänge sk so formuliert wer-den, daß die Knicklast des tatsächlichen Stabes mit der Knicklast des Ersatzstabes (Eulerstab II) über-einstimmt.
Nki = NIIki =
π2 ·E · Is2
k
Diese Ersatzstablänge nennt man auch Knicklänge. Es ist der Knicklängenbeiwert:
β =sk
lmit l = Netzlänge des Stabes
Diese Knicklänge ergibt sich nicht nur aus der Berechnung, sondern auch aus dem Vergleich der Knick-biegelinien für die einzelnen Eulerfälle (siehe Abb. in der Tabelle 3.5). Mit Hilfe der zu erwartendenKnickbiegelinie können somit näherungsweise Knicklasten geschätzt werden. In der Stabilitätsnorm
N
l
a > 0
sk / 2
N
l
a > 0
sk / 2
Last ist poltreu und nicht rich-tungstreu, dahersk > 2 · l(gefährliche Konstruktion)
Abbildung 3.48: Druckstab über kurzen Pendelstab belastet
N N
h
s k > 2 h
II
I o
Sonderfall: Io = ∞→ sk = 2 ·h
Abbildung 3.49: Zweigelenkrahmen
DIN 18800, Teil 2 sind für weitere Fälle Angaben über Knicklängen gemacht. Somit erhält man dieKnicklänge sk aus
• Rechnung
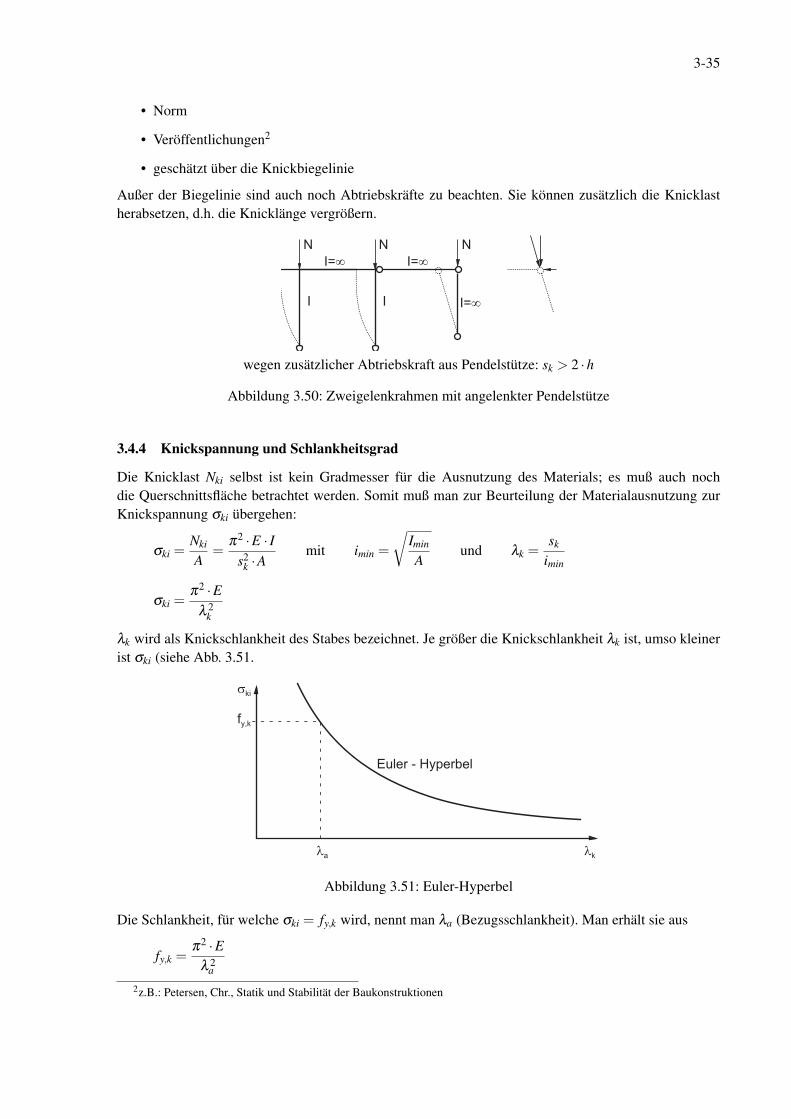
3-35
• Norm
• Veröffentlichungen2
• geschätzt über die Knickbiegelinie
Außer der Biegelinie sind auch noch Abtriebskräfte zu beachten. Sie können zusätzlich die Knicklastherabsetzen, d.h. die Knicklänge vergrößern.
I I
N N NI = ¥I = ¥
I = ¥
wegen zusätzlicher Abtriebskraft aus Pendelstütze: sk > 2 ·h
Abbildung 3.50: Zweigelenkrahmen mit angelenkter Pendelstütze
3.4.4 Knickspannung und Schlankheitsgrad
Die Knicklast Nki selbst ist kein Gradmesser für die Ausnutzung des Materials; es muß auch nochdie Querschnittsfläche betrachtet werden. Somit muß man zur Beurteilung der Materialausnutzung zurKnickspannung σki übergehen:
σki =Nki
A=
π2 ·E · Is2
k ·Amit imin =
√Imin
Aund λk =
sk
imin
σki =π2 ·E
λ 2k
λk wird als Knickschlankheit des Stabes bezeichnet. Je größer die Knickschlankheit λk ist, umso kleinerist σki (siehe Abb. 3.51.
s k i
f y , k
l a l k
E u l e r - H y p e r b e l
Abbildung 3.51: Euler-Hyperbel
Die Schlankheit, für welche σki = fy,k wird, nennt man λa (Bezugsschlankheit). Man erhält sie aus
fy,k =π2 ·E
λ 2a
2z.B.: Petersen, Chr., Statik und Stabilität der Baukonstruktionen
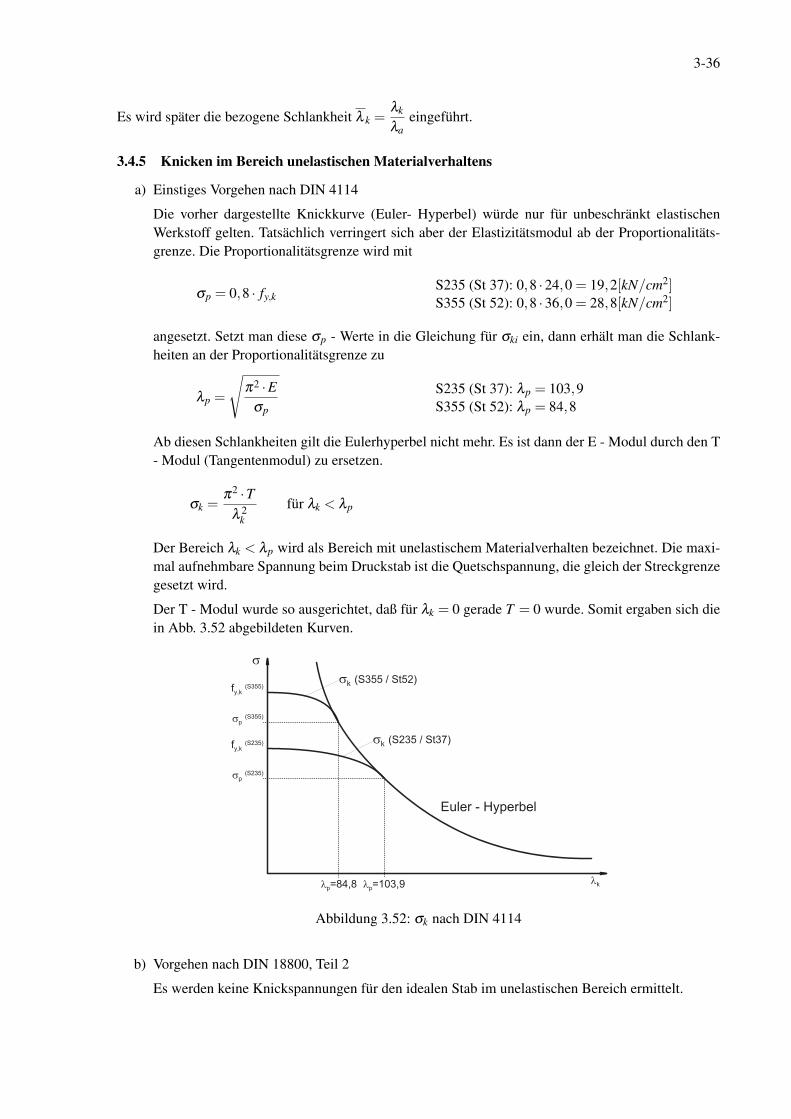
3-36
Es wird später die bezogene Schlankheit λ k =λk
λaeingeführt.
3.4.5 Knicken im Bereich unelastischen Materialverhaltens
a) Einstiges Vorgehen nach DIN 4114
Die vorher dargestellte Knickkurve (Euler- Hyperbel) würde nur für unbeschränkt elastischenWerkstoff gelten. Tatsächlich verringert sich aber der Elastizitätsmodul ab der Proportionalitäts-grenze. Die Proportionalitätsgrenze wird mit
S235 (St 37): 0,8 ·24,0 = 19,2[kN/cm2]σp = 0,8 · fy,k S355 (St 52): 0,8 ·36,0 = 28,8[kN/cm2]
angesetzt. Setzt man diese σp - Werte in die Gleichung für σki ein, dann erhält man die Schlank-heiten an der Proportionalitätsgrenze zu
S235 (St 37): λp = 103,9λp =
√π2 ·E
σp S355 (St 52): λp = 84,8
Ab diesen Schlankheiten gilt die Eulerhyperbel nicht mehr. Es ist dann der E - Modul durch den T- Modul (Tangentenmodul) zu ersetzen.
σk =π2 ·T
λ 2k
für λk < λp
Der Bereich λk < λp wird als Bereich mit unelastischem Materialverhalten bezeichnet. Die maxi-mal aufnehmbare Spannung beim Druckstab ist die Quetschspannung, die gleich der Streckgrenzegesetzt wird.
Der T - Modul wurde so ausgerichtet, daß für λk = 0 gerade T = 0 wurde. Somit ergaben sich diein Abb. 3.52 abgebildeten Kurven.
E u l e r - H y p e r b e l
s k ( S 3 5 5 / S t 5 2 )
s k ( S 2 3 5 / S t 3 7 )s p ( S 3 5 5 )
s p ( S 2 3 5 )
f y , k ( S 3 5 5 )
f y , k ( S 2 3 5 )
l p = 8 4 , 8 l p = 1 0 3 , 9 l k
s
Abbildung 3.52: σk nach DIN 4114
b) Vorgehen nach DIN 18800, Teil 2
Es werden keine Knickspannungen für den idealen Stab im unelastischen Bereich ermittelt.
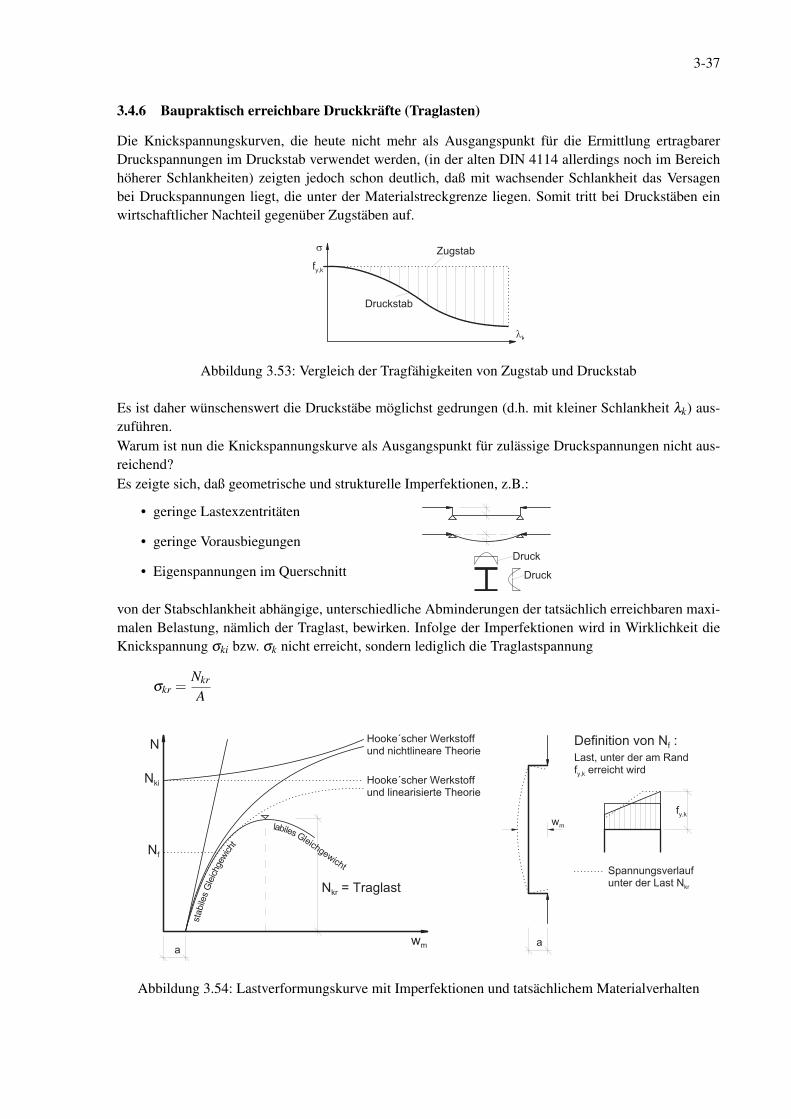
3-37
3.4.6 Baupraktisch erreichbare Druckkräfte (Traglasten)
Die Knickspannungskurven, die heute nicht mehr als Ausgangspunkt für die Ermittlung ertragbarerDruckspannungen im Druckstab verwendet werden, (in der alten DIN 4114 allerdings noch im Bereichhöherer Schlankheiten) zeigten jedoch schon deutlich, daß mit wachsender Schlankheit das Versagenbei Druckspannungen liegt, die unter der Materialstreckgrenze liegen. Somit tritt bei Druckstäben einwirtschaftlicher Nachteil gegenüber Zugstäben auf.
f y , ks
l k
Z u g s t a b
D r u c k s t a b
Abbildung 3.53: Vergleich der Tragfähigkeiten von Zugstab und Druckstab
Es ist daher wünschenswert die Druckstäbe möglichst gedrungen (d.h. mit kleiner Schlankheit λk) aus-zuführen.Warum ist nun die Knickspannungskurve als Ausgangspunkt für zulässige Druckspannungen nicht aus-reichend?Es zeigte sich, daß geometrische und strukturelle Imperfektionen, z.B.:
• geringe Lastexzentritäten
• geringe Vorausbiegungen
• Eigenspannungen im QuerschnittD r u c k
D r u c k
von der Stabschlankheit abhängige, unterschiedliche Abminderungen der tatsächlich erreichbaren maxi-malen Belastung, nämlich der Traglast, bewirken. Infolge der Imperfektionen wird in Wirklichkeit dieKnickspannung σki bzw. σk nicht erreicht, sondern lediglich die Traglastspannung
σkr =Nkr
A
N f
N k i
N
w ma
N k r = T r a g l a s t
H o o k e ´ s c h e r W e r k s t o f fu n d n i c h t l i n e a r e T h e o r i e
H o o k e ´ s c h e r W e r k s t o f fu n d l i n e a r i s i e r t e T h e o r i e
s t ab i l e
s Gl e i c
h g ew i c
h t
l a b i l e s G l e i c h g e w i c h t
w m
a
f y , k
D e f i n i t i o n v o n N f :L a s t , u n t e r d e r a m R a n d f y , k e r r e i c h t w i r d
S p a n n u n g s v e r l a u fu n t e r d e r L a s t N k r
Abbildung 3.54: Lastverformungskurve mit Imperfektionen und tatsächlichem Materialverhalten
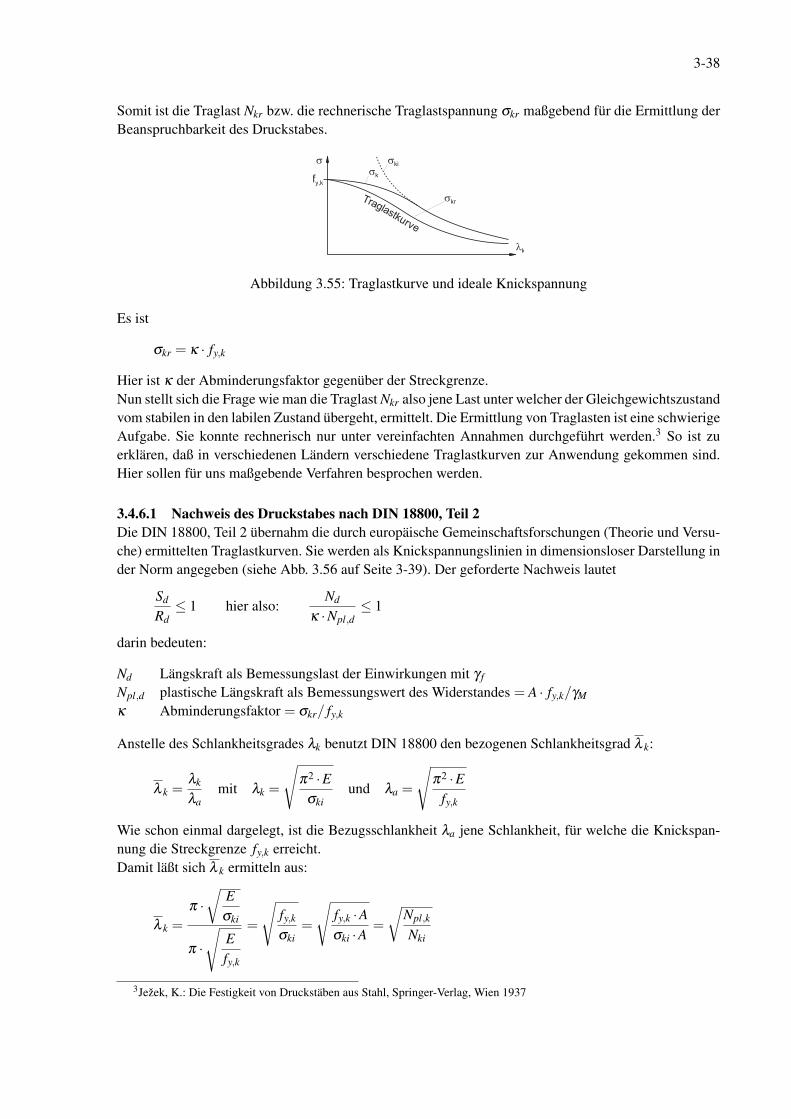
3-38
Somit ist die Traglast Nkr bzw. die rechnerische Traglastspannung σkr maßgebend für die Ermittlung derBeanspruchbarkeit des Druckstabes.
f y , ks
l k
s k is k
T r a g l a s t k u r v e
s k r
Abbildung 3.55: Traglastkurve und ideale Knickspannung
Es ist
σkr = κ · fy,k
Hier ist κ der Abminderungsfaktor gegenüber der Streckgrenze.Nun stellt sich die Frage wie man die Traglast Nkr also jene Last unter welcher der Gleichgewichtszustandvom stabilen in den labilen Zustand übergeht, ermittelt. Die Ermittlung von Traglasten ist eine schwierigeAufgabe. Sie konnte rechnerisch nur unter vereinfachten Annahmen durchgeführt werden.3 So ist zuerklären, daß in verschiedenen Ländern verschiedene Traglastkurven zur Anwendung gekommen sind.Hier sollen für uns maßgebende Verfahren besprochen werden.
3.4.6.1 Nachweis des Druckstabes nach DIN 18800, Teil 2Die DIN 18800, Teil 2 übernahm die durch europäische Gemeinschaftsforschungen (Theorie und Versu-che) ermittelten Traglastkurven. Sie werden als Knickspannungslinien in dimensionsloser Darstellung inder Norm angegeben (siehe Abb. 3.56 auf Seite 3-39). Der geforderte Nachweis lautet
Sd
Rd≤ 1 hier also:
Nd
κ ·Npl,d≤ 1
darin bedeuten:
Nd Längskraft als Bemessungslast der Einwirkungen mit γ f
Npl,d plastische Längskraft als Bemessungswert des Widerstandes = A · fy,k/γM
κ Abminderungsfaktor = σkr/ fy,k
Anstelle des Schlankheitsgrades λk benutzt DIN 18800 den bezogenen Schlankheitsgrad λ k:
λ k =λk
λamit λk =
√π2 ·E
σkiund λa =
√π2 ·E
fy,k
Wie schon einmal dargelegt, ist die Bezugsschlankheit λa jene Schlankheit, für welche die Knickspan-nung die Streckgrenze fy,k erreicht.Damit läßt sich λ k ermitteln aus:
λ k =π ·√
Eσki
π ·√
Efy,k
=
√fy,k
σki=
√fy,k ·Aσki ·A
=√
Npl,k
Nki
3Ježek, K.: Die Festigkeit von Druckstäben aus Stahl, Springer-Verlag, Wien 1937

3-39
Formeln für den Abminderungsfaktor κ:
λ k ≤ 0,2 : κ = 1,0
λ k > 0,2 : κ =1
k +√
k2−λ2k
mit k = 0,5[1+α
(λ k−0,2
)+λ
2k
]mit α nach Tabelle 3.6.
λ k > 3,0 : κ =1
λ k ·(
λ k +α
) (vereinfachend)
Tabelle 3.6: Beiwerte α für die KnickspannungslinienLinie a b c d
α 0,21 0,34 0,49 0,76
0 , 0
0 , 2
0 , 4
0 , 6
0 , 8
1 , 0
0 , 0 0 , 5 1 , 0 1 , 5 2 , 0 2 , 5 3 , 0
k
l k
K n i c k s p a n n u n g s l i n i eabcd
E u l e r - H y p e r b e l
κ für Knickspannungslinieλ k a b c d0 1,0000 1,0000 1,0000 1,0000
0,1 1,0000 1,0000 1,0000 1,00000,2 1,0000 1,0000 1,0000 1,00000,3 0,9775 0,9641 0,9491 0,92350,4 0,9528 0,9261 0,8973 0,85040,5 0,9243 0,8842 0,8430 0,77930,6 0,8900 0,8371 0,7854 0,71000,7 0,8477 0,7837 0,7247 0,64310,8 0,7957 0,7245 0,6622 0,57970,9 0,7339 0,6612 0,5998 0,52081,0 0,6656 0,5970 0,5399 0,46711,1 0,5960 0,5352 0,4842 0,41891,2 0,5300 0,4781 0,4338 0,37621,3 0,4703 0,4269 0,3888 0,33851,4 0,4179 0,3817 0,3492 0,30551,5 0,3724 0,3422 0,3145 0,27661,6 0,3332 0,3079 0,2842 0,25121,7 0,2994 0,2781 0,2577 0,22891,8 0,2702 0,2521 0,2345 0,20931,9 0,2449 0,2294 0,2141 0,19202,0 0,2229 0,2095 0,1962 0,17662,1 0,2036 0,1920 0,1803 0,16302,2 0,1867 0,1765 0,1662 0,15082,3 0,1717 0,1628 0,1537 0,13992,4 0,1585 0,1506 0,1425 0,13022,5 0,1467 0,1397 0,1325 0,12142,6 0,1362 0,1299 0,1234 0,11342,7 0,1267 0,1211 0,1153 0,10622,8 0,1182 0,1132 0,1079 0,09972,9 0,1105 0,1060 0,1012 0,09373,0 0,1036 0,0994 0,0951 0,0882
Abbildung 3.56: Europäische Knickspannungslinien
Wegen unterschiedlicher geometrischer und struktureller Imperfektionen müssen die Querschnitte unter-schiedlichen Knickspannungslinien zugeordnet werden. Die Tabelle 3.7 auf Seite 3-40 gibt diese Zuord-nung wieder.
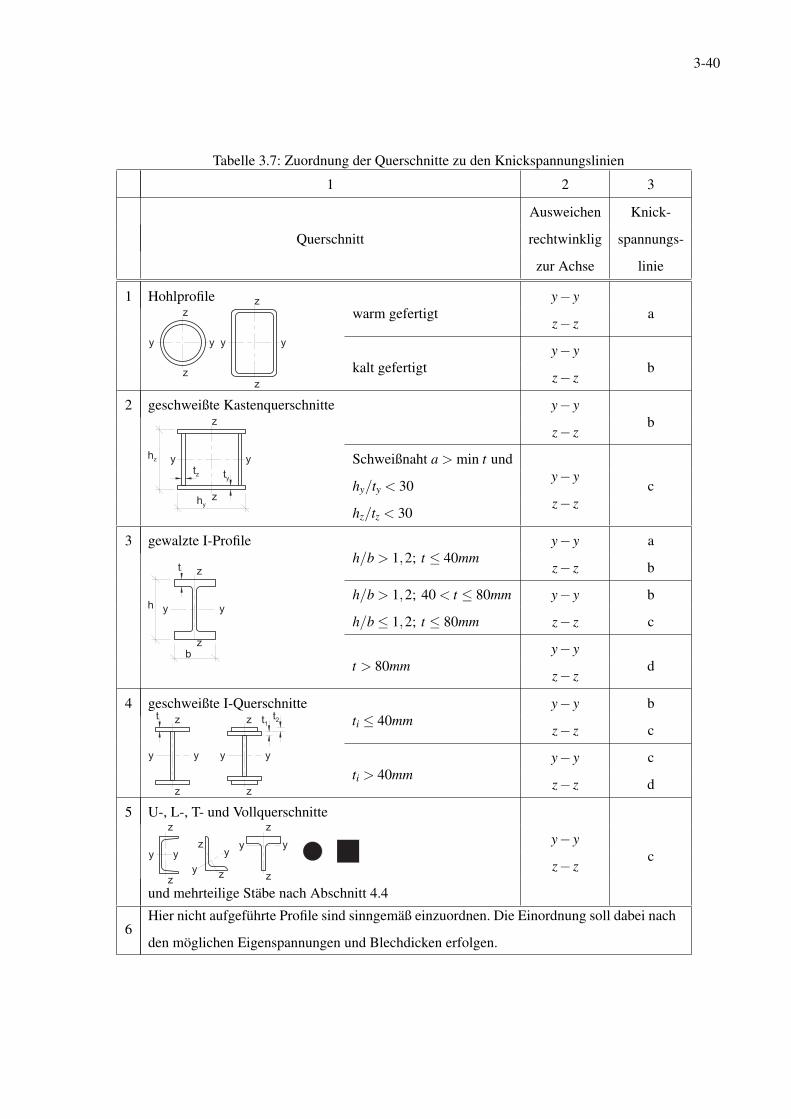
3-40
Tabelle 3.7: Zuordnung der Querschnitte zu den Knickspannungslinien
1 2 3
Ausweichen Knick-
Querschnitt rechtwinklig spannungs-
zur Achse linie
1 Hohlprofile y− yz
zz
z
y y y y
warm gefertigtz− z
a
y− ykalt gefertigt
z− zb
2 geschweißte Kastenquerschnitte y− yz
yy
z
h z
h y
t z t y
z− zb
Schweißnaht a > min t und
hy/ty < 30y− y
c
hz/tz < 30z− z
3 gewalzte I-Profile y− y a
t
y
z
z
yh
b
h/b > 1,2; t ≤ 40mmz− z b
h/b > 1,2; 40 < t ≤ 80mm y− y b
h/b≤ 1,2; t ≤ 80mm z− z c
y− yt > 80mm
z− zd
4 geschweißte I-Querschnitte y− y b
yyyy
z
zt t 1 t 2
z
z ti ≤ 40mmz− z c
y− y cti > 40mm
z− z d
5 U-, L-, T- und Vollquerschnitte
yy
z
z
y yz
z z
zy y y− y
z− zc
und mehrteilige Stäbe nach Abschnitt 4.4
6Hier nicht aufgeführte Profile sind sinngemäß einzuordnen. Die Einordnung soll dabei nach
den möglichen Eigenspannungen und Blechdicken erfolgen.

3-41
3.4.6.2 Nachweis des Druckstabes nach DIN 4114 (veraltet)Die DIN 41144 berücksichtigt zwei Kriterien, nämlich
1.NA≤ σkr
νkr= zul σ
1)d
2.NA≤ σki
νki= zul σ
2)d
s k rs k i
s d z u l2 )
s d z u l1 )
l
s
s d z u l1 ) s d z u l
2 )
m a ß g e b e n d m a ß g e b e n d
Abbildung 3.57: Zulässige Druckspannungen nach DIN 4114
Für die Sicherheit wurde gesetzt:
Lastfall H νHki = 2,50 νH
kr = 1,50
Lastfall HZ νHZki = 2,19 νHZ
kr = 1,33
Maßgebend für den Nachweis ist der kleinste zulässige σd - Wert. Dies ist
zul σ1)d im gedrungenen Bereich
zul σ2)d im schlanken Bereich
Während die Ermittlung von σki und somit zul σ2)d einfach ist, wurde in der DIN 4114 zur Ermittlung
von σkr, also der Tragspannung, folgende Gleichung verwendet (DIN 4114, Blatt 2, Ri. 7.22):
λ2 =
π2 ·Eσkr
[1− m ·σkr
σ f −σkr+0,25
(m ·σkr
σ f −σkr
)2
−0,005(
m ·σkr
σ f −σkr
)3]
mit
m = 2,317(
0,05+λ
500
)Der Nachweis könnte nun für die vorhandene Last N lauten:
NA≤ zul σd
4Die DIN 4114 ist nicht mehr gültig, sie wird nur für Sonderfälle noch verwendet. Sie ist nur in Verbindung mit DIN 18800Teil 1, Ausgabe 3/81 anzuwenden (anderes Sicherheitskonzept).

3-42
wobei unter zul σd der jeweils kleinere Wert zu verstehen ist. Anstelle von zul σd schreibt aber DIN 4114zul σ
ω, somit lautet der Nachweis:
NA≤ zul σ
ωoder ω · N
A≤ zul σ
ω ist dabei die sogenannte Knickzahl.Beim Stabilitätsnachweis wird in zul σ = σ f
νdie Sicherheit ν gesetzt zu:
Lastfall H νH = 1,71
Lastfall HZ νHZ = 1,50
Teilweise ließen Anwendungsnormen (z.B.: DIN 1050, Stahl im Hochbau) im stark gedrungenen Bereichfür Biegedruck νH = 1,50 und νHZ = 1,33 zu, wie bei Zug.zul σ für Druckspannungen beim Stabilitätsnachweis sind demnach
S235 (St37) zul σH =24
1,71= 14,0 [kN/cm2]
zul σHZ =24
1,50= 16,0 [kN/cm2]
S355 (St52) zul σH =36
1,71= 21,0 [kN/cm2]
zul σHZ =36
1,50= 24,0 [kN/cm2]
Anstelle der zul σd - Werte wurden in Abhängigkeit von λ die ω - Werte vertafelt:
ω = f (λ ,σ f ,Querschnittsform)
Bei der Querschnittsform wurde unterschieden zwischen Rundrohren und den restlichen Querschnitten.
Tabelle 3.8: TAFELN DER KNICKZAHLEN nach DIN 4114ω - Werte für Bauteile aus St 37(S235)
λ 0 1 2 3 4 5 6 7 8 9 λ
20 1,04 1,04 1,05 1,05 1,05 1,06 1,06 1,07 1,07 1,08 2030 1,08 1,09 1,09 1,10 1,10 1,11 1,11 1,12 1,13 1,13 3040 1,14 1,14 1,15 1,16 1,16 1,17 1,18 1,19 1,19 1,20 4050 1,21 1,22 1,23 1,23 1,24 1,25 1,26 1,27 1,28 1,29 5060 1,30 1,31 1,32 1,33 1,34 1,35 1,36 1,37 1,39 1,40 6070 1,41 1,42 1,44 1,45 1,46 1,47 1,49 1,50 1,52 1,53 7080 1,55 1,56 1,58 1,59 1,61 1,62 1,64 1,66 1,67 1,69 8090 1,71 1,73 1,74 1,76 1,78 1,80 1,82 1,84 1,86 1,88 90
100 1,90 1,92 1,94 1,96 1,98 2,00 2,02 2,05 2,07 2,09 100110 2,11 2,14 2,16 2,18 2,21 2,23 2,27 2,31 2,35 2,39 110120 2,43 2,47 2,51 2,55 2,60 2,64 2,68 2,72 2,77 2,81 120130 2,85 2,90 2,94 2,99 3,03 3,08 3,12 3,17 3,22 3,26 130140 3,31 3,36 3,41 3,45 3,50 3,55 3,60 3,65 3,70 3,75 140150 3,80 3,85 3,90 3,95 4,00 4,06 4,11 4,16 4,22 4,27 150160 4,32 4,38 4,43 4,49 4,54 4,60 4,65 4,71 4,77 4,82 160170 4,88 4,94 5,00 5,05 5,11 5,17 5,23 5,29 5,35 5,41 170180 5,47 5,53 5,59 5,66 5,72 5,78 5,84 5,91 5,97 6,03 180190 6,10 6,16 6,23 6,29 6,36 6,42 6,49 6,55 6,62 6,69 190200 6,75 6,82 6,89 6,96 7,03 7,10 7,17 7,24 7,31 7,38 200210 7,45 7,52 7,59 7,66 7,73 7,81 7,88 7,95 8,03 8,10 210220 8,17 8,25 8,32 8,40 8,47 8,55 8,63 8,70 8,78 8,86 220230 8,93 9,01 9,09 9,17 9,25 9,33 9,41 9,49 9,57 9,65 230240 9,73 9,81 9,89 9,97 10,05 10,14 10,22 10,30 10,39 10,47 240250 10,55 Zwischenwerte brauchen nicht eingeschaltet zu werden
ω - Werte für Bauteile aus St 52(S355)λ 0 1 2 3 4 5 6 7 8 9 λ
20 1,06 1,06 1,07 1,07 1,08 1,08 1,09 1,09 1,10 1,11 2030 1,11 1,12 1,13 1,13 1,14 1,15 1,15 1,16 1,17 1,18 3040 1,18 1,19 1,20 1,21 1,22 1,23 1,24 1,25 1,26 1,27 4050 1,28 1,29 1,31 1,32 1,33 1,34 1,36 1,37 1,38 1,40 5060 1,41 1,43 1,44 1,46 1,47 1,49 1,51 1,52 1,54 1,56 6070 1,58 1,60 1,62 1,64 1,66 1,68 1,70 1,72 1,74 1,76 7080 1,79 1,81 1,83 1,86 1,88 1,91 1,93 1,96 1,98 2,01 8090 2,05 2,10 2,14 2,19 2,24 2,29 2,33 2,38 2,43 2,48 90
100 2,53 2,58 2,64 2,69 2,74 2,79 2,85 2,90 2,95 3,01 100110 3,06 3,12 3,18 3,23 3,29 3,35 3,41 3,47 3,53 3,59 110120 3,65 3,71 3,77 3,83 3,89 3,96 4,02 4,09 4,15 4,22 120130 4,28 4,35 4,41 4,48 4,55 4,62 4,69 4,75 4,82 4,89 130140 4,96 5,04 5,11 5,18 5,25 5,33 5,40 5,47 5,55 5,62 140150 5,70 5,78 5,85 5,93 6,01 6,09 6,16 6,24 6,32 6,40 150160 6,48 6,57 6,65 6,73 6,81 6,90 6,98 7,06 7,15 7,23 160170 7,32 7,41 7,49 7,58 7,67 7,76 7,85 7,94 8,03 8,12 170180 8,21 8,30 8,39 8,48 8,58 8,67 8,76 8,86 8,95 9,05 180190 9,14 9,24 9,34 9,44 9,53 9,63 9,73 9,83 9,93 10,03 19020010,13 10,23 10,34 10,44 10,54 10,65 10,75 10,85 10,96 11,06 20021011,17 11,28 11,38 11,49 11,60 11,71 11,82 11,93 12,04 12,15 21022012,26 12,37 12,48 12,60 12,71 12,82 12,94 13,05 13,17 13,28 22023013,40 13,52 13,63 13,75 13,87 13,99 14,11 14,23 14,35 14,47 23024014,59 14,71 14,83 14,96 15,08 15,20 15,33 15,45 15,58 15,71 24025015,83 Zwischenwerte brauchen nicht eingeschaltet zu werden
Die Tafeln sind dem alten Stahlbaukalender entnommen.

3-43
Tabelle 3.9: TAFELN DER KNICKZAHLEN nach DIN 4114ω - Werte für einteilige Druckstäbe
aus Rundrohren aus St 37(S235)λ 0 1 2 3 4 5 6 7 8 9 λ
20 1,00 1,00 1,00 1,00 1,01 1,01 1,01 1,02 1,02 1,02 2030 1,03 1,03 1,04 1,04 1,04 1,05 1,05 1,05 1,06 1,06 3040 1,07 1,07 1,08 1,08 1,09 1,09 1,10 1,10 1,11 1,11 4050 1,12 1,13 1,13 1,14 1,15 1,15 1,16 1,17 1,17 1,18 5060 1,19 1,20 1,20 1,21 1,22 1,23 1,24 1,25 1,26 1,27 6070 1,28 1,29 1,30 1,31 1,32 1,33 1,34 1,35 1,36 1,37 7080 1,39 1,40 1,41 1,42 1,44 1,46 1,47 1,48 1,50 1,51 8090 1,53 1,54 1,56 1,58 1,59 1,61 1,63 1,64 1,66 1,68 90
100 1,70 1,73 1,76 1,79 1,83 1,87 1,90 1,94 1,97 2,01 100110 2,05 2,08 2,12 2,16 2,20 2,23
weiter siehe Tafel für bauteile aus St 37
ω - Werte für einteilige Druckstäbeaus Rundrohren aus St 52(S355)
λ 0 1 2 3 4 5 6 7 8 9 λ
201,02 1,02 1,02 1,03 1,03 1,03 1,04 1,04 1,05 1,05 20301,05 1,06 1,06 1,07 1,07 1,08 1,08 1,09 1,10 1,10 30401,11 1,11 1,12 1,13 1,13 1,14 1,15 1,16 1,16 1,17 40501,18 1,19 1,20 1,21 1,22 1,23 1,24 1,25 1,26 1,27 50601,28 1,30 1,31 1,32 1,33 1,35 1,36 1,38 1,39 1,41 60701,42 1,44 1,46 1,47 1,49 1,51 1,53 1,55 1,57 1,59 70801,62 1,66 1,71 1,75 1,79 1,83 1,88 1,92 1,97 2,01 80902,05 weiter siehe Tafel für bauteile aus St 52
Beispiel:Unten eingespannter, oben gelenkig gelagerter Stab unter planmäßig mittigem Druck.
N
l
y y
z
z
gegeben: IPE 200∗, S235 (St 37), mit A = 28,5cm2
vorh. Nk = 150,0kN mit NG,k ≈ 0, NQ,k = 150kNl = 4,0mLastfall H
gesucht: Tragfähigkeits- bzw. Stabilitätsnachweisnach DIN 18800, Teil 2nach DIN 4114
∗Für reinen Druck ist ein HE-B (IPB) Profil günstiger, da iz nicht viel kleiner als iy ist.
Nachweis nach DIN 18800, Teil 2 unter Bemessungslast = γ f - facher Gebrauchslast
Nd = γ f ·NQ,k = 1,5 ·150,0 = 225,0kNsk = 0,7 ·400,0 = 280cmimin = iz = 2,24cmimax = iy = 8,26cm
λk,max = λz =2802,24
= 125
λa = 92,93 aus fy,k =π2 ·E
λ 2a
λ k =125
92,93= 1,35
h/b = 200/100 = 2,0≥ 1,2t = 8,5mm < 40mm=⇒ Knickspannungslinie b: κ = 0,406 aus Tabelle mit λ k = 1,35
Npl,k = 28,5 ·24,0 = 684,0kN; Npl,d =Npl,k
γM=
684,01,1
= 622,0kN
Nachweis:
Sd
Rd≤ 1,0−→ Nd
κ ·Npl,d≤ 1,0
225,00,406 ·622,0
=225,0252,5
= 0,891≤ 1,0

3-44
Nachweis nach DIN 4114:
λk = 125 =⇒ ω = 2,64
σω = 2,64 · 15028,5
= 13,9≤ 14,0kN/cm2 = zul σ
3.4.6.3 Knicken in y - oder z - RichtungEs ist darauf zu achten, daß das Ausknicken in zwei zueinander senkrecht stehenden Ebenen erfolgenkann, und daß hierbei i.A. unterschiedliche Knicklasten auftreten können. Der kleinere Wert ist maßge-bend.
S = Py y
z
z
N
Ny
z
x
x K n i c k e n y - y A c h s e
K n i c k e n z - z A c h s e
s k , y
s k , z
Abbildung 3.58: Knicken eines Stabes in Hauptachsenrichtung
Die Schlankheiten in den Hauptachsenrichtungen ergeben sich zu:
λk,y =sk,y
iy
λk,z =sk,z
iz
Der größere Wert ist maßgebend, da er zur geringeren Knicklast führt.
z
y y
z
i y = i z i y > > i zG r ö ß e n o r d n u n g :
4 : 1
yy
z
z
i y > i zG r ö ß e n o r d n u n g :k l . P r o f i l e 2 : 1g r . P r o f i l e 6 : 1
x
x
h
h
y y
z
z
i x > i hG r ö ß e n o r d n u n g :
2 : 1
Abbildung 3.59: Vergleich von Querschnitten
Ist sky = skz dann gilt:
a) bei großen Schlankheiten λk:Profile mit i1 � i2 sind ungünstig
b) bei kleinen Schlankheiten λk:auch Profile mit i1 � i2 sind wirtschaftlich, da nicht das Knicken sondern die Materialfestigkeitmaßgebend wird.

3-45
3.4.7 Nachweis des Druckstabes nach Theorie II. Ordnung
xv 0 ( x ) v 0 ( x )
M I = N . v 0 ( x )S t a b m i t V o r a u s b i e g u n g v 0 ( x )
N N
Abbildung 3.60: Theorie I. Ordnung: Berechnung von Schnittgrößen am unverformten System
xv 0 ( x ) v 0 ( x )
M I I = N . v ( x )S t a b m i t V o r a u s b i e g u n g v 0 ( x )v ( x )
N N
Abbildung 3.61: Theorie II. Ordnung: Berechnung der Schnittgrößen am verformten System
Die Durchbiegung v(x) ist unbekannt und muß ermittelt werden
N · v−M(x) = 0
N · v+E · I · (v′′− v′′0) = 0 mitN
E · I= α
2
α2 · v+ v′′ = v′′0 mit v0 = v0 · sin(
πxl
)Differentialgleichung:
α2 · v+ v′′ =−v0 ·
(π
l
)2· sin
(πxl
)Lösung:
v = vH + vP
v = C1 · sinαx+C2 · cosαx︸ ︷︷ ︸vH
+K · v0 · sin(
πxl
)︸ ︷︷ ︸
vP
Ermittlung von K durch Einsetzen der partikulären Lösung
α2 ·K · v0 · sin
(πxl
)−K · v0 ·
(π
l
)2· sin
(πxl
)=−v0 ·
(π
l
)2· sin
(πxl
)
K =−
(π
l
)2
α2−(
π
l
)2 =1
1− NEI
l2
π2
=1
1− NNki

3-46
Somit:
v = C1 · sinαx+C2 · cosαx+1
1− NNki
· v0 · sin(
πxl
)Bestimmung der Konstanten mit Hilfe der Randbedingungen:
für x = 0 → v = 0 → C2 = 0
für x = 1 → v = 0 → C1 · sinαl = 0
für N = Nki ist αl = π → sinαl = 0
für 0 < N < Nki ist αl < π → sinαl > 0
somit muß C1 = 0 sein
Somit:
v(x) =1
1− NNki
· v0 · sin(
πxl
)Nachweis des Druckstabes:
Sd
Rd≤ 1,0
Der Spannungsbemessungswert aus den Einwirkungen soll kleiner sein als der Spannungsbemessungs-wert der Widerstandsgrößen.
N d
a iv
s d
N d
a i
Abbildung 3.62: Spannung am ausgebogenen Stab
σdfy,k
γM
≤ 1,0
σd =Nd
A+
MIId
Wi=
Nd
A+
Nd · vWi
mit Wi dem Widerstandsmoment des Querschnittsauf der Biegedruckseite.v0 ist nach DIN 18800, Teil 2, Tab. 3 anzusetzen,wobei beim Verfahren Elastisch-Elastisch nur 2/3der Werte berücksichtigt werden müssen.
Beispiel für Knickspannungslinie „b“ :
v0 =l
250· 2
3=
l375
3.4.8 Mehrteilige Druckstäbe
Wie wir gesehen haben, ist man bei Druckstäben an einem großen Wert für den Trägheitsradius interes-siert, d.h. man wünscht sich bei vorgegebener Fläche A ein möglichst großes Trägheitsmoment I. Dieserreicht man z.B. bei mehrteiligen Stäben (siehe Abb. 3.63).

3-47
S Sy y y y
z z
zz
S t o f f a c h s e
s t o f f f r e i e A c h s e
Iz < Iz
Abbildung 3.63: Einteiliger und mehrteiliger Stab
Man rückt das Material vom Schwerpunkt weg nach außen und verbindet die Einzelstäbe mit einemQuerverband zu einem Gesamtstab. Dies können sein:
a) Fachwerkverband
b) Rahmenverband
a a
h y h y
b
y s y s
A G A G
I Z , Gt B
V e r b a n do d e rV e r g i t t e r u n g
B i n d e b l e c h
Z G - A c h s e
A Da
E i n z e l s t a b
G i t t e r s t a b R a h m e n s t a b
Abbildung 3.64: Bezeichnungen an Gitter- und Rahmenstäben nach DIN 18800, T.2, Bild 18
Während das Knicken ⊥ zur Stoffachse wie bei einteiligen Stäben erfolgt, ist beim Knicken ⊥ zur stoff-freien Achse die Nichtkontinuität des gegenseitigen Anschlusses der Einzelstäbe zu berücksichtigen, d.h.es muß die Querkraftverformung berücksichtigt werden.

3-48
V V
d x
d wg
Querkrafteinfluß
Schubverzerrung des Steges, in welchem die Querkraft VSchubspannungen τ hervorruft.
dwdx
= γ =τ
G=
VA′ ·G
=VS∗
A′ = schubbeanspruchte Fläche, z.B. Steg beim I - Profil
S∗ = Schubsteifigkeit
Für Biege- und Schubverformung lautet die Differentialgleichung
d2wdx2 =− M
E · I+
d(
VS∗
)dx
VN
N '
N = N k i
lx
+-
V = N . w '
w
Abbildung 3.65: Zusammenhang zwischen N und V
Mit M = N ·w und V =dMdx
= N · dwdx
erhät man:
w′′ =− NE · I
·w+NS∗·w′′
w′′+N
E · I ·(
1− NS∗
) ·w = 0
setzt man α2 =
N
E · I ·(
1− NS∗
) , dann lautet die DGL: w′′+α2 ·w = 0
man erhält wie vormals aus der Knickbedingung
α · l = π −→ Nki
E · I ·(
1− Nki
S∗
) · l2 = π2
und daraus nach Einsetzen von α2
Nki =π2 ·E · I
l2 · 1
1+π2 ·E · I
l2 ·S∗
=π2 ·E · IE
l2 =1
l2
π2 ·E · I+
1S∗
IE = Ersatzträgheitsmoment unter Einschluß der Schubverformungen bei sin - förmiger M - Fläche.Während bei einteiligen Stäben IE wenig kleiner als I ist, macht sich bei mehrteiligen Stäben beimAusbiegen ⊥ zur stofffreien Achse die Schubweichheit des Querverbandes bemerkbar.

3-49
Vorgehen nach DIN 18800, Teil 2Schnittgrößenermittlung nach Theorie II. Ordnung am Gesamtstab:Über die gesamte Stablänge wirkt die Normalkraft N sowie
in Stabmitte:
Mz(l/2) = N · v0
1− NNki,z,d
mit Nki,z,d =1
l2
π2 ·(EI∗z)
d
+1
S∗z,d
am Stabende:
Vy =dMz(0)
dx=
d(
sinπx(0)
l·Mz
)dx
Vy =π
l· cos
πx(0)l
·Mz =π
l·Mz
s k = l v 0 v
N
N
allgemein:v =
v0
1− NNki
Mit diesen Schnittgrößen werden später die Nachweise geführt. Hier muß jedoch
noch kurz auf die Ermittlung der Größen I∗z und S∗z,d eingegangen werden.Nach DIN 18800, Teil 2 ist:
Iz = ∑(AG · y2
s + Iz,G)
Trägheitsmoment des Gesamtstabes
λk,z =sk,z√
Iz
A
Schlankheit ohne Berücksichtigung der Quer-kraftverformungen
I∗z = ∑(AG · y2
s +η · Iz,G)
Rechenwert für das Trägheitsmoment des Ge-samtstabes bei Rahmenstäben
I∗z = ∑(AG · y2
s)
Rechenwert für das Trägheitsmoment des Ge-samtstabes bei Gitterstäben
W ∗z =
I∗zys
Rechenwert für das Widerstandsmoment desGesamtstabes
S∗z,d Bemessungswert der Schubsteifigkeit des Er-satzstabes
Der Korrekturfaktor η für Rahmenstäbe ist nach Tabelle 3.10 zu ermitteln. Er berücksichtigt den Träg-heitsmomentenverlust infolge von Plastizierungen.Die Schubsteifigkeiten S∗z,d und die Knicklängen sk,1 der Einzelstäbe hängen vom System des Gesamt-stabes ab und können der Tabelle 3.11 oder DIN 18800, Teil 2, Tabelle 13 entnommen werden.Nachweise:Gurte von Gitter- und Rahmenstäben werden als Druckstäbe nachgewiesen.Füllstäbe von Gitterstäben werden als Druckstäbe nachgewiesen.Ihre Stabkraft ergibt sich aus den Querkräften Vy des Gesamtstabes.
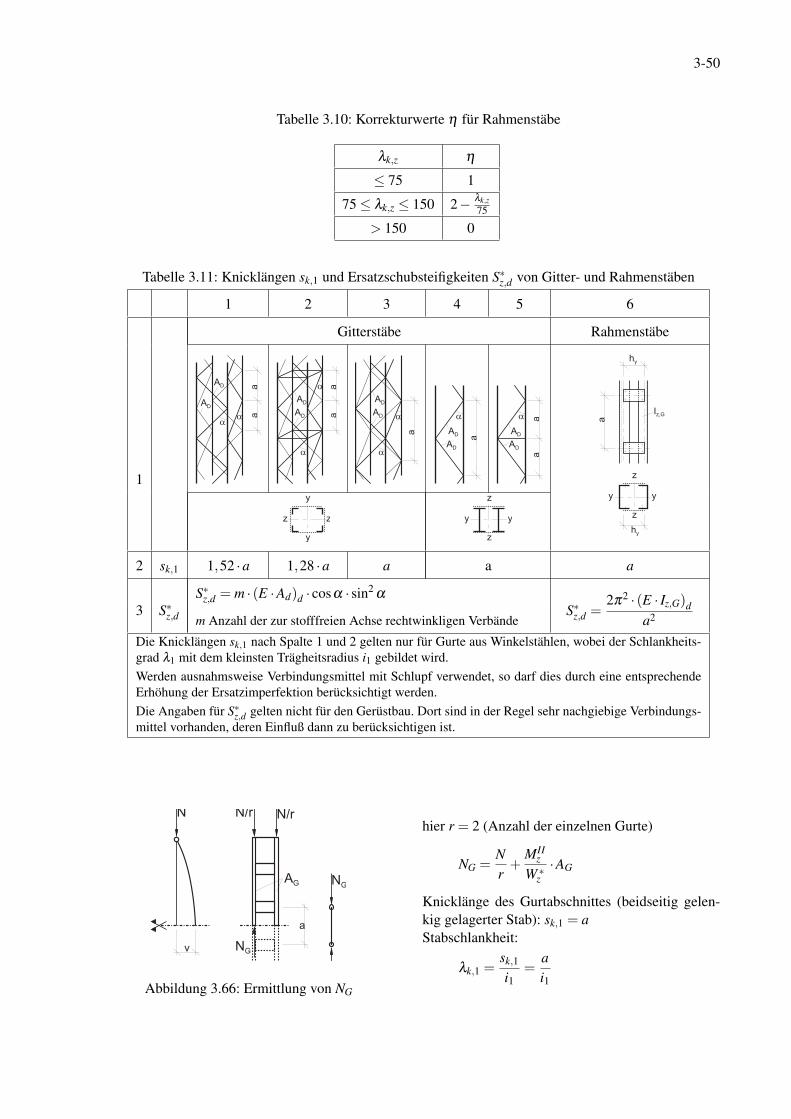
3-50
Tabelle 3.10: Korrekturwerte η für Rahmenstäbe
λk,z η
≤ 75 1
75≤ λk,z ≤ 150 2− λk,z75
> 150 0
Tabelle 3.11: Knicklängen sk,1 und Ersatzschubsteifigkeiten S∗z,d von Gitter- und Rahmenstäben
1 2 3 4 5 6
Gitterstäbe Rahmenstäbe
1
aa
aa
A D
A D
aa
a
a
A D
A Da
a
aA D
A D
a
a
A D
A D
aa
a
A D
A D
a I z , G
y yz
z
h y
h y
z z
y
y
y y
z
z
2 sk,1 1,52 ·a 1,28 ·a a a a
S∗z,d = m · (E ·Ad)d · cosα · sin2α
3 S∗z,d m Anzahl der zur stofffreien Achse rechtwinkligen VerbändeS∗z,d =
2π2 · (E · Iz,G)da2
Die Knicklängen sk,1 nach Spalte 1 und 2 gelten nur für Gurte aus Winkelstählen, wobei der Schlankheits-grad λ1 mit dem kleinsten Trägheitsradius i1 gebildet wird.Werden ausnahmsweise Verbindungsmittel mit Schlupf verwendet, so darf dies durch eine entsprechendeErhöhung der Ersatzimperfektion berücksichtigt werden.Die Angaben für S∗z,d gelten nicht für den Gerüstbau. Dort sind in der Regel sehr nachgiebige Verbindungs-mittel vorhanden, deren Einfluß dann zu berücksichtigen ist.
N / r N / rN
v
a
N G
N G
N G
A G
Abbildung 3.66: Ermittlung von NG
hier r = 2 (Anzahl der einzelnen Gurte)
NG =Nr
+MII
z
W ∗z·AG
Knicklänge des Gurtabschnittes (beidseitig gelen-kig gelagerter Stab): sk,1 = aStabschlankheit:
λk,1 =sk,1
i1=
ai1
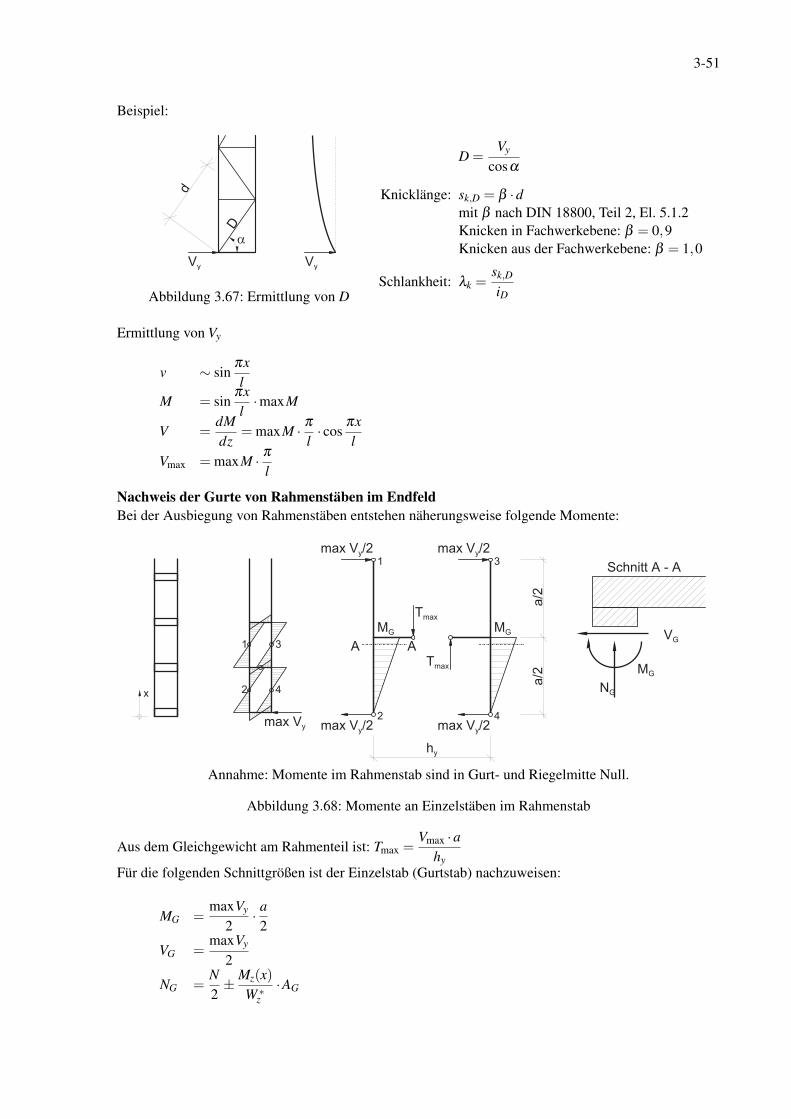
3-51
Beispiel:
d
Da
V y V y
Abbildung 3.67: Ermittlung von D
D =Vy
cosα
Knicklänge: sk,D = β ·dmit β nach DIN 18800, Teil 2, El. 5.1.2Knicken in Fachwerkebene: β = 0,9Knicken aus der Fachwerkebene: β = 1,0
Schlankheit: λk =sk,D
iD
Ermittlung von Vy
v ∼ sinπxl
M = sinπxl·maxM
V =dMdz
= maxM · π
l· cos
πxl
Vmax = maxM · π
l
Nachweis der Gurte von Rahmenstäben im EndfeldBei der Ausbiegung von Rahmenstäben entstehen näherungsweise folgende Momente:
1
2
3
4x
m a x V y
M G
m a x V y / 2 m a x V y / 2
m a x V y / 2 m a x V y / 2
M GT m a x
T m a x
1
2 4
3
A A
h y
a/2a/2
S c h n i t t A - A
M G
V G
N G
Annahme: Momente im Rahmenstab sind in Gurt- und Riegelmitte Null.
Abbildung 3.68: Momente an Einzelstäben im Rahmenstab
Aus dem Gleichgewicht am Rahmenteil ist: Tmax =Vmax ·a
hyFür die folgenden Schnittgrößen ist der Einzelstab (Gurtstab) nachzuweisen:
MG =maxVy
2· a
2
VG =maxVy
2
NG =N2± Mz(x)
W ∗z·AG

3-52
Ausbiegung und Nachweis des QuerverbandesDie Wirksamkeit eines mehrteiligen Druckstabes ist von der Funktionsfähigkeit des Querverbandes ab-hängig. Dieser muß das Zusammenwirken der Einzelstäbe sichern.
h y h y
aa
D ~ 0
~ T m a x
T m a x
v
N V y = N . v ' = M z . p / l
B i n d e b l e c h ei n S t a b m i t t eu n w i r k s a m
K r ä f t e , d i e d i e V e r s c h i e b u n gr ü c k g ä n g i g m a c h e n( b e i m Z u s a m m e n w i r k e n )
k e i n eZ u s a m m e n w i r k u n g
Q u e r k r a f t v e r t e i l u n g , d i e z u m a u s g e b o g e n e nS t a b g e h ö r t( k o n t i n u i e r l i c h e Q u e r v e r b i n d u n g )
Abbildung 3.69: Funktion der Bindebleche im Rahmenstab
Die Bindebleche sind für Tmax zu bemessen
Tmax = Vmax ·ahy
sowie für das Moment MB = Tmax ·hy
2
M B T m a x
h y / 2Aus dem Querkraftverlauf ist ersichtlich, daß insbesondere die Querverbände am Stabende das Zusam-menwirken der Einzelstäbe bewirken, während in der Stabmitte die Querverbindung theoretisch wir-kungslos ist.Praktische Forderungen hieraus:
• Bindebleche so anordnen, daß Felderzahl n≥ 3 und ungerade,
• an den Stabenden Bindebleche anordnen,
• Abstände der Bindebleche möglichst gleich groß,

3-53
•ai1≤ 70.
Die Bindebleche können einwandig oder mehrwandig angeordnet werden. Je nach der Zahl der Binde-
Abbildung 3.70: Ein- und mehrwandige Konstruktion eines mehrteiligen Stabes
bleche kann auch die Schubkraft auf mehrere Wände aufgeteilt werden.
T 1 T 1 T 1T 1
t
s f b
T 1
f b
T 1
d h
T 1
d h
T 1T 1
2
T 1
2h
d f
t s
T 1 . S
I . tt =T 1
. dW n e t t o
s =
b
Abbildung 3.71: Anschlußmöglichkeiten und Beanspruchung der Bindebleche
Beispiel: Stütze im Hochbau (Rahmenstab)
bh y
y y
z
z1
1
e z y s s k = l
Abbildung 3.72: Stütze im Hochbau (Rahmenstab)
gegeben: 2 x U 260, S235
mit: Iz1 = 317cm4, A1 = 48,3cm2 Nk = 1000kN aus veränderlicher Lastiz1 = 2,56cm, iy = 9,99cm Nd = 1,5 ·1000 = 1500kNez = 2,36cm, l = 580cmb = 20cm, a = 116cm Bindebleche im Abstand a = l/5 = 116cm
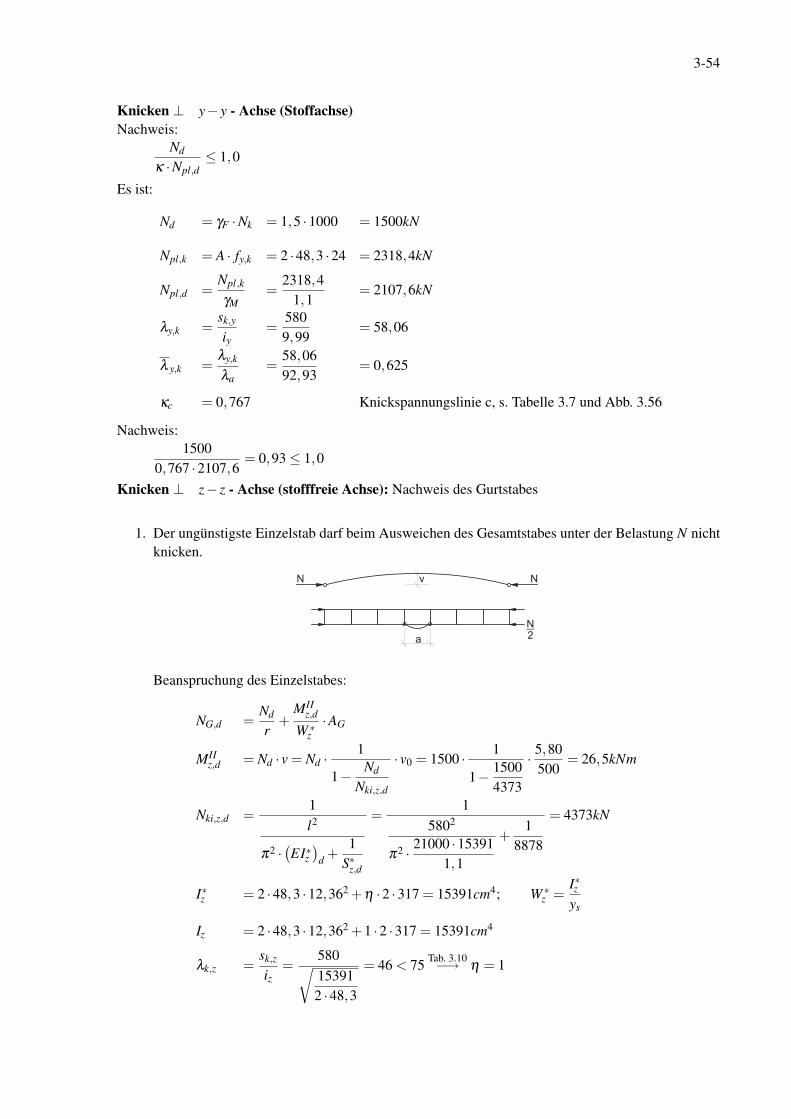
3-54
Knicken ⊥ y− y - Achse (Stoffachse)Nachweis:
Nd
κ ·Npl,d≤ 1,0
Es ist:
Nd = γF ·Nk = 1,5 ·1000 = 1500kN
Npl,k = A · fy,k = 2 ·48,3 ·24 = 2318,4kN
Npl,d =Npl,k
γM=
2318,41,1
= 2107,6kN
λy,k =sk,y
iy=
5809,99
= 58,06
λ y,k =λy,k
λa=
58,0692,93
= 0,625
κc = 0,767 Knickspannungslinie c, s. Tabelle 3.7 und Abb. 3.56
Nachweis:1500
0,767 ·2107,6= 0,93≤ 1,0
Knicken ⊥ z− z - Achse (stofffreie Achse): Nachweis des Gurtstabes
1. Der ungünstigste Einzelstab darf beim Ausweichen des Gesamtstabes unter der Belastung N nichtknicken.
a
N N
N2
v
Beanspruchung des Einzelstabes:
NG,d =Nd
r+
MIIz,d
W ∗z·AG
MIIz,d = Nd · v = Nd ·
1
1− Nd
Nki,z,d
· v0 = 1500 · 1
1− 15004373
· 5,80500
= 26,5kNm
Nki,z,d =1l2
π2 ·(EI∗z)
d +1
S∗z,d
=1
5802
π2 · 21000 ·153911,1
+1
8878
= 4373kN
I∗z = 2 ·48,3 ·12,362 +η ·2 ·317 = 15391cm4; W ∗z =
I∗zys
Iz = 2 ·48,3 ·12,362 +1 ·2 ·317 = 15391cm4
λk,z =sk,z
iz=
580√153912 ·48,3
= 46 < 75 Tab. 3.10−→ η = 1

3-55
S∗z,d =2 ·π2 · (E · Iz,G)d
a2 =2 ·π2 ·21000 ·317
1162 ·1,1= 8878kN
NG =1500
2+
2650 ·12,36 ·48,315391
= 852,7kN
λk,1 =1162,56
= 45,3
λ k,1 =45,3
92,93= 0,487
κc = 0,85
Nachweis des Gurtstabes:NG,d
κ ·Npl,d=
852,7
0,85 · 48,3 ·241,1
= 0,95≤ 1,0
2. Nachweis des Endfeldes mit Hilfe der Schnittgrößen des EinzelstabesSchnittgrößen:
MG,d =maxVy
2· a
2=
2650 ·π ·1162 ·580 ·2
= 416kNcm
VG,d =maxVy
2=
Mz,d ·π2 · l
=2650 ·π580 ·2
= 7,17kN
NG,d =N2
+Mz,d(x)
Wz·AG =
15002
+2650 · sin
π ·116580
1539112,36
·48,3 = 781,7kN
Nachweis der Querschnittstragfähigkeit (elastisch):
Nd
A+
MG,d
Wz=
781,7
48,3 · 241,1
+41,6
47,7 · 241,1
= 0,74+0,40 = 1,14 6≤ 1,0
somit erforderlichNachweis der Querschnittstragfähigkeit (plastisch):
E s d a r f d e r M i t t e l w e r t a n g e s e t z t w e r d e n v o n+ M p l , N G - M p l , N Gu n dN G ~ N G~
In einer getrennten Berechnung werden für NG = 781,7kN die zugehörigen Werte ermittelt.
+Mpl,NG = 1713kNcm−Mpl,NG = 1086kNcm
Nachweis:416(
1713+10862
)· 1
1,1
= 0,327≤ 1,0

3-56
Vorgehen nach alter DIN 4114
σki =Nki
A=
π2 ·E
l2 · AIz·(
1+π2 ·E · Iz
l2 ·S∗
) =π2 ·E
λ 2z +
π2 ·E ·AS∗
oder
σki =π2 ·E
λzi
2
mit
λzi =√
λ 2z +λ 2
1
einer ideellen Vergleichsschlankheit, die die Schubweichheit des Stegs berücksichtigt. Ermittlung sieheDIN 4114, Blatt 1, 8.2.
λ1 = π ·√
E ·AS∗
Ermittlung siehe DIN 4114, Blatt 1, 8.1.Für Rahmenstäbe gilt:
λ1 =s1
i1s1 = größte Feldweite des Einzelstabes (vgl. Maß a in Abb. 3.64)i1 = Trägheitsradius des Einzelstabes bezogen auf die Minimum-Achse 1-1
Für Gitterstäbe gilt:
λ1 = π ·
√A
z ·AD· d3
s1 · e2
s1 = größte Feldweite des Einzelstabes (vgl. Maß a in Abb. 3.64)e = Abstand der Einzel-Stabachsen (vgl. Maß hy in Abb. 3.64)d = Netzlänge einer Diagonalen (vgl. Maß d in Abb. 3.67)z = Anzahl der Querverbändein parallelen EbenenA = Fläche des GesamtstabesAD = Fläche einer Diagonalen
Nach DIN 4114, Blatt 1, 8.2 sind für s1/i1 je nach Anwendungsgebiet gewisse Werte einzuhalten. Imunelastischen Bereich wird wie bei den Einzelstäben gesetzt:
σki =π2 ·T
λzi
Der Nachweis lautet wieder
NA≤ zul σ
ωzioder ωzi ·
NA≤ zul σ
mit
ωzi = f (λzi,σ f )
Ausbiegung und Nachweis des Querverbandes

3-57
Die Wirksamkeit eines mehrteiligen Druckstabes ist von der Funktionsfähigkeit des Querverbandes ab-hängig. Dieser muß das Zusammenwirken der Einzelstäbe sichern (siehe Abb. 3.69).Nach DIN 4114 ist folgende ideelle Querkraft Qi anzusetzen:
Qi =A · zul σ
80im Brücken- und Kranbau
Qi =ωzi ·N
80im Hochbau
Für diese Kräfte sind die Bindebleche und Ausfachungen sowie ihre Anschlüsse zu bemessen. Die Ver-änderlichkeit im Querkraftverlauf wird also nicht berücksichtigt. Man kann aus dem Querkraftverlaufaber ersehen, daß insbesondere die Querkraftverbände am Stabende das Zusammenwirken der Einzel-stäbe bewirken, während in der Stabmitte die Querverbindung theoretisch wirkungslos ist (siehe Abb.3.69).Praktische Forderungen: DIN 4114, Blatt 1, 8.34 und 8.35
• Bindebleche so anordnen, daß Felderzahl n≥ 3 und ungerade,
• Abstände der Bindebleche s1, möglichst gleich groß,
• an den Stabenden sind Bindebleche anzuordnen.
Bei großem Profilabstand e > 20 · i ist Qi beim Rahmenstab um 5 · (e/i1−20) % zu erhöhen.Der Querverband kann einwandig oder mehrwandig sein (vgl. Abb. 3.70). Demnach ist die Querkraftgegebenenfalls aufzuteilen. Sie ruft im Querverband folgende Kräfte hervor:Beim Gitterstab (vgl. Abb. 3.67):
Di =Qi
z · sinα
bei Rahmenstäben (vgl. Abb. 3.68):
T =Qi · s1
e
Beispiel: Stütze im Hochbau (Rahmenstab) (vgl. Abb. 3.72 und Beispiel auf Seite 3-53ff.) gegeben: 2 xU 260, St 37 Stabgruppe 1
mit: Iz1 = 317cm4, A1 = 48,3cm2 vorh.N = 1000kN, Lastfall Hiz1 = 2,56cm, iy = 9,99cmez = 2,36cm, l = 580cmb = 20cm, a = 116cm Bindebleche im Abstand a = l/5 = 116cm
gesucht: Knicknachweis

3-58
Zunächst werden die Stabschlankheiten ermittelt:
λy =sk,y
iy=
5809,99
= 58,06
Iz = 2 · Iz1 +2 ·A1 ·(a
2+ ez
)2
= 2 ·317+2 ·48,3 · (10+2,36)2 = 15391cm4
iz =
√Iz
A=√
153912 ·48,3
= 12,62cm
λz =sk,z
iz=
58012,62
= 45,96
λ1 =s1
i1=
1162,56
= 45,31
λzi =√
λ 2z +
m2·λ 2
1 =
√45,962 +
22·45,312 = 64,54→ maßgebend
Knicknachweis ⊥ z− z - Achse
ωzi ·NA≤ zul σ
1,35 · 10002 ·48,3
= 13,98≤ 14,0kNcm2 = zul σ
Einzelstabnachweis (DIN 4114, Blatt 1, 8.213)
s1
i1≤ 1
2·λy ·
(4−3 · ωzi ·N
A · zul σ
)45,31 < 50 ·
(4−3 · 13,98
14,0
)= 50
Anstelle vonλy
2darf 50 geschrieben werden, wenn
λy
2< 50 ist.
Beanspruchung der Bindebleche
Qi =ωzi ·N
80=
1,35 ·100080
= 16,875kN
Erhöhung von Qi nach DIN 4114, Blatt 1, 8.31, wenn e > 20i1
2 ·12,36 = 24,72 < 51,20 = 20 ·2,56⇒ keine Erhöhung
Schubkraft auf eine Querverbindung (2 Bindebleche):
T =Qi · s1
e=
16,875 ·11624,72
= 79,187kN
Somit erhält man für ein Bindeblech:
T1 =T2
= 39,594kN
Anschluß der Bindebleche beispielsweise gemäß Abb. 3.71 auf Seite 3-53.
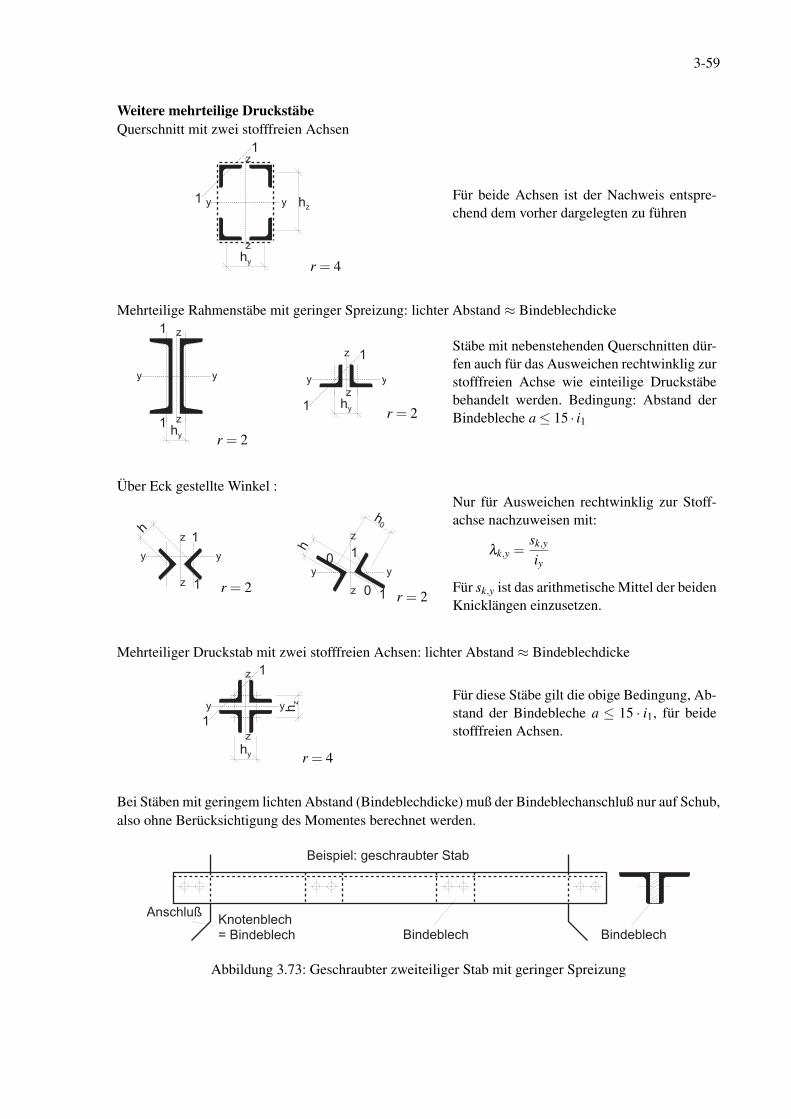
3-59
Weitere mehrteilige DruckstäbeQuerschnitt mit zwei stofffreien Achsen
1
1
z
z
y y
h y
h z
r = 4
Für beide Achsen ist der Nachweis entspre-chend dem vorher dargelegten zu führen
Mehrteilige Rahmenstäbe mit geringer Spreizung: lichter Abstand ≈ Bindeblechdicke1
1 z
z
y y
h y r = 2
1
1z
z
y y
h y r = 2
Stäbe mit nebenstehenden Querschnitten dür-fen auch für das Ausweichen rechtwinklig zurstofffreien Achse wie einteilige Druckstäbebehandelt werden. Bedingung: Abstand derBindebleche a≤ 15 · i1
Über Eck gestellte Winkel :
1
1z
zy y
h
r = 2
1
1z
z
y y
h
0
0
h 0
r = 2
Nur für Ausweichen rechtwinklig zur Stoff-achse nachzuweisen mit:
λk,y =sk,y
iy
Für sk,y ist das arithmetische Mittel der beidenKnicklängen einzusetzen.
Mehrteiliger Druckstab mit zwei stofffreien Achsen: lichter Abstand ≈ Bindeblechdicke1
1z
z
y y
h y
h z
r = 4
Für diese Stäbe gilt die obige Bedingung, Ab-stand der Bindebleche a ≤ 15 · i1, für beidestofffreien Achsen.
Bei Stäben mit geringem lichten Abstand (Bindeblechdicke) muß der Bindeblechanschluß nur auf Schub,also ohne Berücksichtigung des Momentes berechnet werden.
A n s c h l u ß K n o t e n b l e c h= B i n d e b l e c h B i n d e b l e c h B i n d e b l e c h
B e i s p i e l : g e s c h r a u b t e r S t a b
Abbildung 3.73: Geschraubter zweiteiliger Stab mit geringer Spreizung

3-60
3.4.9 Versagensmöglichkeiten des zentrisch gedrückten Stabes
a) Doppeltsymmetrischer Querschnitt (und punktsymmetrischer Querschnitt)
z
z
yyw S , M , P
z
z
yy S , M , P
vqz
zBiegeknicken⊥ y− y - Achse
Nki(w)
Biegeknicken⊥ z− z - Achse
Nki(v)
Drillknicken
Nki(ϑ)
Abbildung 3.74: Versagensmöglichkeiten des zentrisch gedrückten Stabes
b) Einfachsymmetrischer Querschnitt (N in S wirkend)
z
z
yyw S , P
v
q
Mz
z
MS , P
Biegeknicken⊥ y− y - Achse
Nki(w)
Biegedrillknicken
Nki(v,ϑ)
Abbildung 3.75: Versagensmöglichkeiten des zentrisch gedrückten Stabes
Von den beiden angegebenen Versagensmöglichkeiten ist jene maßgebend, die die kleinste kriti-sche Last liefert. Durch geeignete seitliche Halterungen kann das Versagen, das mit einem Aus-weichen aus der Trägerebene verbunden ist, (v,ϑ) verhindert werden.
3.4.10 Planmäßig einachsige Biegung mit Normalkraft
In Abschnitt 3.4.6 auf Seite 3-37 wurde schon über den Druckstab mit ungewollten Exzentritäten gespro-chen und das grundsätzliche Verhalten dargelegt.Entsprechendes gilt für Druck und Biegung (siehe Abb. 3.76).
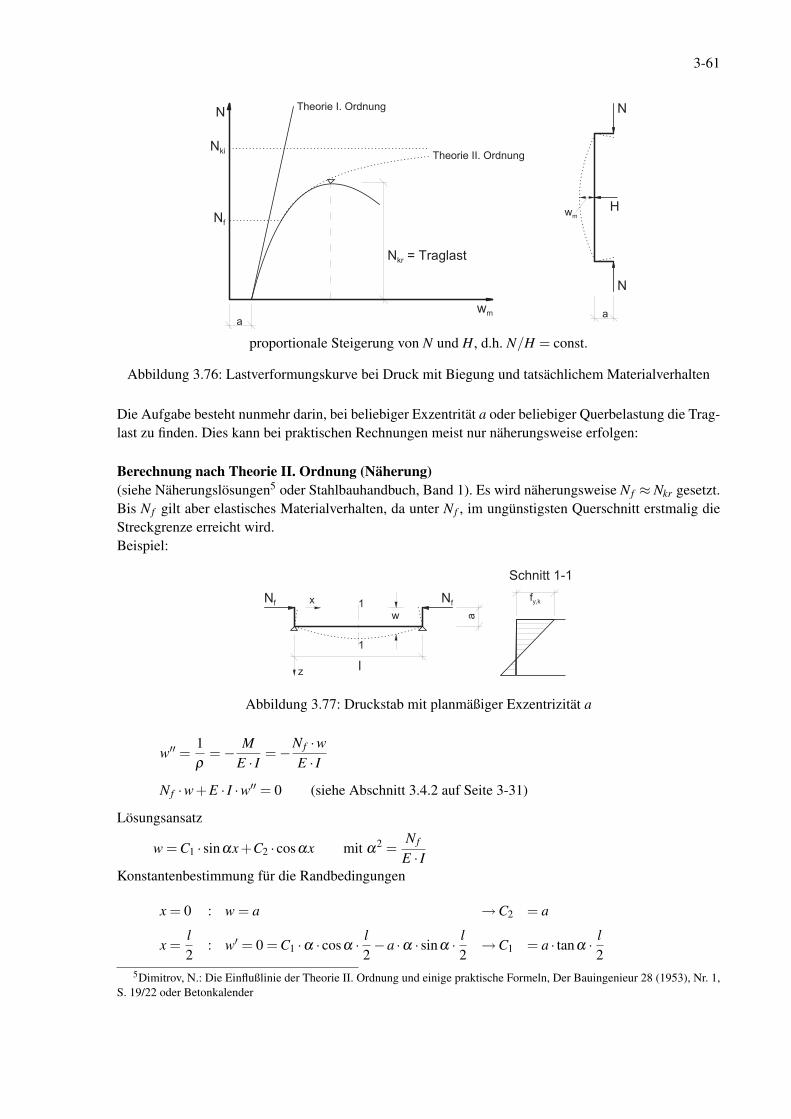
3-61
N f
N k i
N
w ma
N k r = T r a g l a s t
T h e o r i e I I . O r d n u n g
w m
T h e o r i e I . O r d n u n g N
N
H
a
proportionale Steigerung von N und H, d.h. N/H = const.
Abbildung 3.76: Lastverformungskurve bei Druck mit Biegung und tatsächlichem Materialverhalten
Die Aufgabe besteht nunmehr darin, bei beliebiger Exzentrität a oder beliebiger Querbelastung die Trag-last zu finden. Dies kann bei praktischen Rechnungen meist nur näherungsweise erfolgen:
Berechnung nach Theorie II. Ordnung (Näherung)(siehe Näherungslösungen5 oder Stahlbauhandbuch, Band 1). Es wird näherungsweise N f ≈ Nkr gesetzt.Bis N f gilt aber elastisches Materialverhalten, da unter N f , im ungünstigsten Querschnitt erstmalig dieStreckgrenze erreicht wird.Beispiel:
w a
1
1
N fN f x
z l
f y , kS c h n i t t 1 - 1
Abbildung 3.77: Druckstab mit planmäßiger Exzentrizität a
w′′ =1ρ
=− ME · I
=−N f ·wE · I
N f ·w+E · I ·w′′ = 0 (siehe Abschnitt 3.4.2 auf Seite 3-31)
Lösungsansatz
w = C1 · sinαx+C2 · cosαx mit α2 =
N f
E · IKonstantenbestimmung für die Randbedingungen
x = 0 : w = a →C2 = a
x =l2
: w′ = 0 = C1 ·α · cosα · l2−a ·α · sinα · l
2→C1 = a · tanα · l
25Dimitrov, N.: Die Einflußlinie der Theorie II. Ordnung und einige praktische Formeln, Der Bauingenieur 28 (1953), Nr. 1,
S. 19/22 oder Betonkalender

3-62
Biegelinie
w =(
tanα · l2· sinαx+ cosαx
)w(
l2
)= wm =
a
cos
(l2·√
N f
E · I
)
Spannung
σ = fy,k =N f
A+
N f ·wm
W
σ = fy,k =N f
A+
N f ·a
cos
(l2·√
N f
E · I
)·W
mit A = Querschnittsfläche
W =I
eRandWiderstandsmoment
wm = Ausbiegung +a
1. Fall: Last N gesucht, für welche σ =fy,k
γMwird.
N kann durch Iteration gefunden werden, dabei wird N variiert (N1,N2, . . .), bis jenes N erreicht
ist, für welches σ =fy,k
γMwird.
N 1
sf y , k
N 2
N
z u k l e i n z u g r o ßg M
Abbildung 3.78: Bestimmung von N (Fall 1)
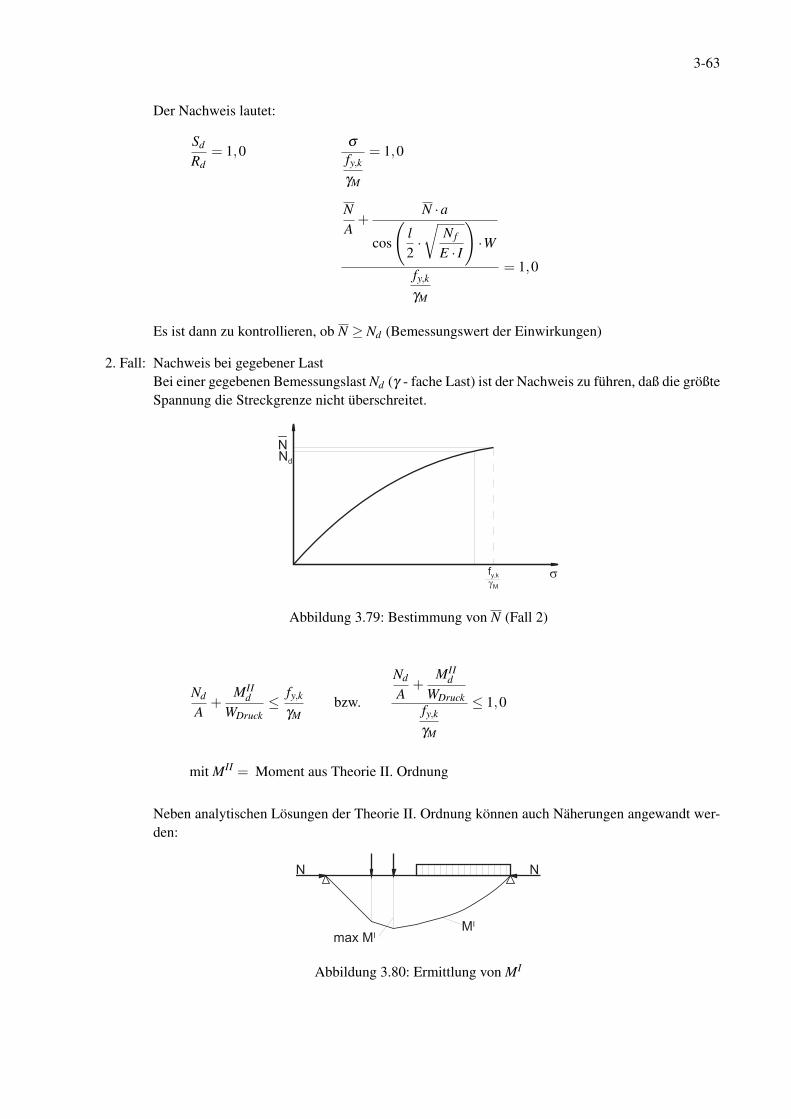
3-63
Der Nachweis lautet:
Sd
Rd= 1,0
σ
fy,k
γM
= 1,0
NA
+N ·a
cos
(l2·√
N f
E · I
)·W
fy,k
γM
= 1,0
Es ist dann zu kontrollieren, ob N ≥ Nd (Bemessungswert der Einwirkungen)
2. Fall: Nachweis bei gegebener LastBei einer gegebenen Bemessungslast Nd (γ - fache Last) ist der Nachweis zu führen, daß die größteSpannung die Streckgrenze nicht überschreitet.
N d
sf y , k
N
g M
Abbildung 3.79: Bestimmung von N (Fall 2)
Nd
A+
MIId
WDruck≤
fy,k
γMbzw.
Nd
A+
MIId
WDruckfy,k
γM
≤ 1,0
mit MII = Moment aus Theorie II. Ordnung
Neben analytischen Lösungen der Theorie II. Ordnung können auch Näherungen angewandt wer-den:
m a x M IM I
N N
Abbildung 3.80: Ermittlung von MI

3-64
N Nw I
D 1 w
Abbildung 3.81: Ermittlung von wI
erste Näherung
σ =Nd
A+
max(MI
d +Nd ·wI)
Wd
Zuschärfung: Ermittlung von ∆1w aus dem Moment Nd ·wI
zweite Näherung
σ =Nd
A+
max(MI
d +Nd ·(wI +∆1w
))Wd
usw.
σ =Nd
A+
max(MI
d +Nd ·(wI +∆1w+∆2w+ . . .
))Wd
meist genügt schon die zweite Näherung. Es ist aber auch möglich, daß sich die ungünstigste Stellewegen des Zusatzmomentes nicht an der Stelle von maxMI
d befindet.
Beispiel:
l / 2l
FN N
gegeben: IPE 300 l = 12,5mA = 53,8cm2 Nk = 70kNIy = 8360cm4 Fk = 22,5kNWy = 557cm2 S235 (St 37)iy = 12,5cm veränderliche Einwirkungen → γF = 1,5
maxMId =
γF ·Fk · l4
=1,5 ·22,5 ·1250
4= 10547kNcm
wI =γF ·Fk · l3
48 · (E · I)d=
1,5 ·22,5 ·12503
48 ·21000 ·83601,1
= 8,60cm
erste Näherung für MII
MIId = maxMI
d + γF ·Nk ·wI = 10547+1,5 ·70 ·8,60 = 11450kNcm

3-65
Nachweis (Elastisch-Elastisch)
σd
σR,d=
Nd
A+
MIId
Wfy,k
γM
≤ 1,0
σd
σR,d=
1,5 ·7053,8
+11450557
24,01,1
= 1,032 6≤ 1,0
zweite Näherung für MII
∆1w =1,5 ·70 ·8,6021000 ·8360
1,1
· 12502
π2 = 0,896cm
Herleitung der Größe ∆1w(
l2
):
∆Md = Nd ·wI · sinπxl
∆1w′′ =∆Md
(E · I)d
∆1w′ =−Nd ·w1
(E · I)d· l
π· cos
πxl
∆1w =Nd ·w1
(E · I)d·(
lπ
)2
· sinπxl
∆1w(
l2
)=
Nd ·w1
(E · I)d· l2
π2
MIId = 10547+1,5 ·70 · (8,60+0,89) = 11545kNcm
Nachweis (Elastisch-Elastisch)
σd
σR,d=
1,5 ·7053,8
+11545557
24,01,1
= 1,04 6≤ 1,0
Nach dem Tragsicherheitsnachweis nach Theorie II. Ordnung würde das Profil also nicht ausreichen. Tat-sächlich sind aber noch Reserven vorhanden, da mit Erreichen von fy,k/γM in der Randfaser die Traglastwegen Nkr > N f noch nicht erreicht ist.
Berechnung nach DIN 18800, Teil 2 mit dem ErsatzstabverfahrenDer Nachweis lautet
Nd
κ ·Npl,d+
βM ·Md
Mpl,d+∆n≤ 1,0
mit:κ Abminderungsfaktor nach DIN 18800, Teil 2, Gleichung 4βM Momentenbeiwert nach DIN 18800, Teil 2, Tabelle 11Md Md,max nach Theorie I. Ordnung∆n ≤ 0,1 Beiwert nach DIN 18800, Teil 2, El. 314
(vereinfachend darf ∆n = 0,1 gesetzt werden)

3-66
Beispiel:(System und Belastung siehe Seite 3-64)
Nd = 1,5 ·70 = 105kN
Md =1,5 ·22,5 ·1250
4= 10547kNcm
Npl,d =A · fy,k
γM=
53,8 ·24,01,1
= 1173,8kN
Mpl,d =Mpl,k
γM=
151001,1
= 13727kNcm
λk =sk
iy=
125012,5
= 100
λ k =100
92,93= 1,076
mit λa = 92,93 für S235
κ =1
k +√
k2−λ2k
k = 0,5 ·[1+α ·
(λ k−0,2
)+λ
2k
]maßgebende Knickspannungslinie: Linie a→ α = 0,21
k = 0,5 ·[1+0,21 · (1,076−0,2)+1,0762
]= 1,171
κ =1
1,171+√
1,1712−1,0762= 0,612
βM = 1,0 nach DIN 18800, Teil 2, Tabelle 11
∆n =Nd
κ ·Npl,d·(
1− Nd
κ ·Npl,d
)·κ2 ·λ 2
k
∆n =105
0,612 ·1173,8·(
1− 1050,612 ·1173,8
)·0,6122 ·1,0762 = 0,054
Nachweis
1050,612 ·1173,8
+1,0 ·10547
13727+0,054 = 0,969≤ 1,0
Berechnung nach alter DIN 4114, Blatt 1, Abschnitt 10 (Näherung)
Zuerst ist der allgemeine Spannungsnachweis
σ =NA
+MWd
≤ zul σ
Lastfall H:St 37 (S235): zul σ = 16,0kN/cm2
St 52 (S355): zul σ = 24,0kN/cm2
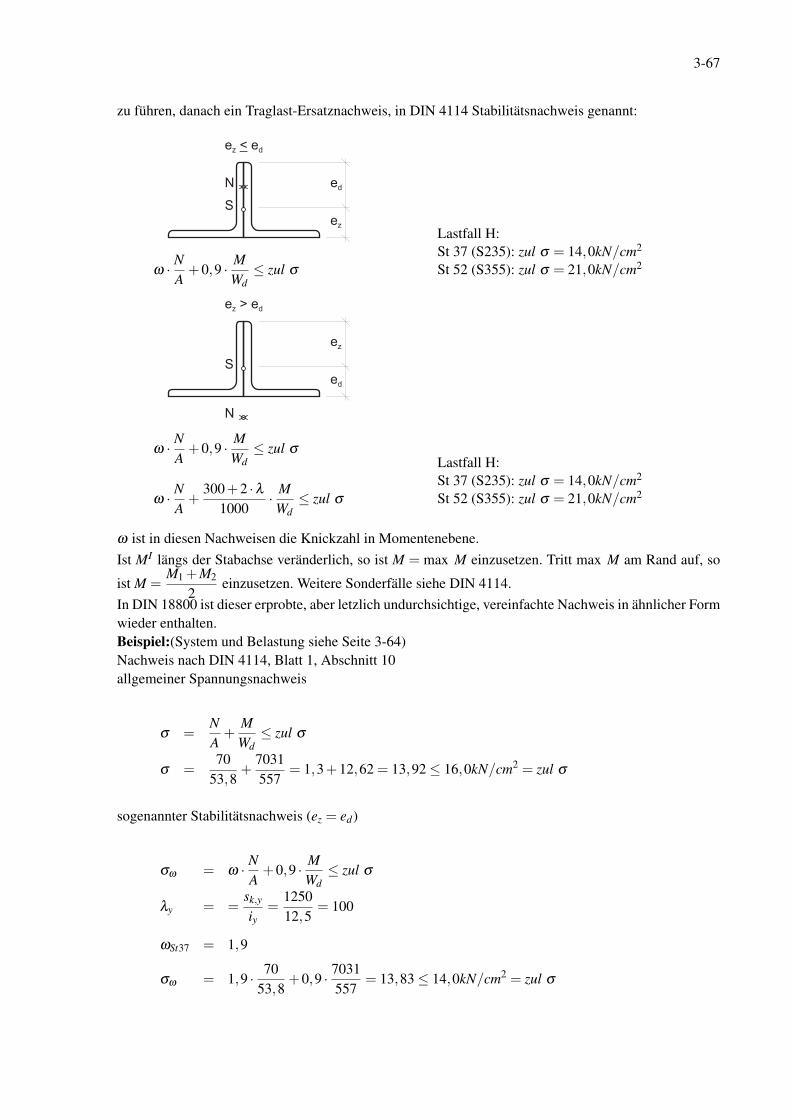
3-67
zu führen, danach ein Traglast-Ersatznachweis, in DIN 4114 Stabilitätsnachweis genannt:
NS
e d
e z
e z < e d
ω · NA
+0,9 · MWd
≤ zul σ
Lastfall H:St 37 (S235): zul σ = 14,0kN/cm2
St 52 (S355): zul σ = 21,0kN/cm2
N
Se z
e d
e z > e d
ω · NA
+0,9 · MWd
≤ zul σ
ω · NA
+300+2 ·λ
1000· MWd
≤ zul σ
Lastfall H:St 37 (S235): zul σ = 14,0kN/cm2
St 52 (S355): zul σ = 21,0kN/cm2
ω ist in diesen Nachweisen die Knickzahl in Momentenebene.Ist MI längs der Stabachse veränderlich, so ist M = max M einzusetzen. Tritt max M am Rand auf, so
ist M =M1 +M2
2einzusetzen. Weitere Sonderfälle siehe DIN 4114.
In DIN 18800 ist dieser erprobte, aber letzlich undurchsichtige, vereinfachte Nachweis in ähnlicher Formwieder enthalten.Beispiel:(System und Belastung siehe Seite 3-64)Nachweis nach DIN 4114, Blatt 1, Abschnitt 10allgemeiner Spannungsnachweis
σ =NA
+MWd
≤ zul σ
σ =70
53,8+
7031557
= 1,3+12,62 = 13,92≤ 16,0kN/cm2 = zul σ
sogenannter Stabilitätsnachweis (ez = ed)
σω = ω · NA
+0,9 · MWd
≤ zul σ
λy = =sk,y
iy=
125012,5
= 100
ωSt37 = 1,9
σω = 1,9 · 7053,8
+0,9 · 7031557
= 13,83≤ 14,0kN/cm2 = zul σ
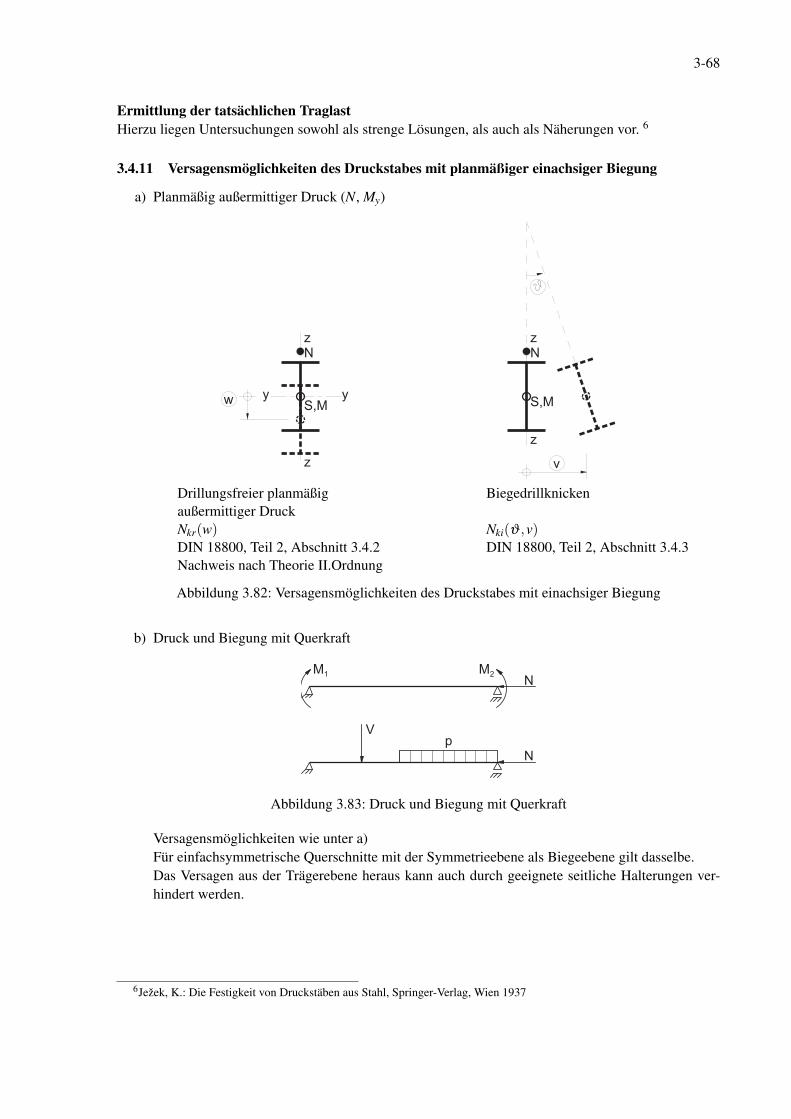
3-68
Ermittlung der tatsächlichen TraglastHierzu liegen Untersuchungen sowohl als strenge Lösungen, als auch als Näherungen vor. 6
3.4.11 Versagensmöglichkeiten des Druckstabes mit planmäßiger einachsiger Biegung
a) Planmäßig außermittiger Druck (N, My)
z
z
yyw S , M
v
q
Nz
z
N
S , M
Drillungsfreier planmäßigaußermittiger DruckNkr(w)DIN 18800, Teil 2, Abschnitt 3.4.2Nachweis nach Theorie II.Ordnung
Biegedrillknicken
Nki(ϑ ,v)DIN 18800, Teil 2, Abschnitt 3.4.3
Abbildung 3.82: Versagensmöglichkeiten des Druckstabes mit einachsiger Biegung
b) Druck und Biegung mit Querkraft
N
NV
M 1 M 2
p
Abbildung 3.83: Druck und Biegung mit Querkraft
Versagensmöglichkeiten wie unter a)Für einfachsymmetrische Querschnitte mit der Symmetrieebene als Biegeebene gilt dasselbe.Das Versagen aus der Trägerebene heraus kann auch durch geeignete seitliche Halterungen ver-hindert werden.
6Ježek, K.: Die Festigkeit von Druckstäben aus Stahl, Springer-Verlag, Wien 1937

4-1
4 Verbindungsmittel
4.1 Schrauben
4.1.1 Allgemeines
Schrauben können zur Kraftübertraung auf zweierlei Weise eingesetzt werden.
Schraubenachse senkrecht zur Kraftrichtung Schraubenachse in Kraftrichtung
Abbildung 4.1: Beanspruchungsmöglichkeiten von Schrauben
Beispiele
K n o t e n b l e c hZ u g
I P E - P r o f i l S t o ß
Anschluß eines Zugstabes Kopfplattenstoß eines Biegeträgers
Abbildung 4.2: Beispiele für unterschiedlich beanspruchte Schrauben
4.1.2 Schrauben
Im normalen Stahlbau unterscheidet man drei Arten von Schrauben:• rohe Schrauben• Paßschrauben• hochfeste Schrauben
4.1.2.1 Rohe Schrauben (schwarze, gepreßte Schrauben)Die rohe Schraube wird bei untergeordneten Bauteilen und für die vorwiegend ruhende Beanspruchungverwendet. Ihr Hauptanwendungsgebiet ist der Hochbau. Die Herstellung ist billig, das Ausgangsmate-rial wird gepreßt.Rohe Schrauben sind nach DIN 7990 mit einer Mutter nach DIN 555 und einer mutterseitig angeordnetenUnterlegscheibe nach DIN 7989 zu verwenden.Das zulässige Lochspiel nach DIN 18800 Teil 1, Tab. 6 ist
0,3mm≤ ∆d ≤ 2mm
Es werden Schrauben der Festigkeitsklassen 4.6 für S235(St 37) und 5.6 für S355 (St 52) nach DIN 267verwendet.Aus der Werkstoffangabe 4.6 ermittelt man die
Zugfestigkeit: fu,b,k = 4 ·100 = 400N/mm2

4-2
Streckgrenze: fy,b,k = 0,6 · fu,b,k = 0,6 ·400 = 240N/mm2
Für die anderen Festigkeitsklassen ergibt sich nach DIN 18800, Teil 1, Tabelle 2:
Tabelle 4.1: Festigkeiten von SchraubenwerkstoffenFestigkeitsklasse 4.6 5.6 8.8 10.9
fy,b,k[N/mm2] 240 300 640 900
fu,b,k[N/mm2] 400 500 800 1000
Beispiel :
8 m m
K l e m m -l ä n g e
U n t e r l e g s c h e i b e ( r o h )
0 , 3 m m £ D d £ 2 m m S p i e l
Abbildung 4.3: Sechskantschraube nach DIN 7990, Festigkeitsklasse 4.6 nach DIN 267
Für rohe Schrauben gilt: (hier M 16)
dScha f t = dGewinde = dNenndurchmesser dScha f t = 16mmdLoch = dScha f t +1mm dLoch = 17mm
Der Einbau erfolgt rasch, wegen des größeren Spiels. Dieses Spiel kann eine Nachgiebigkeit durchSchlupf bewirken. Daher darf auch keine gemeinsame Kraftübertragung mit anderen Verbindungsmit-teln (Paßschrauben, Niete, HV-Schrauben oder Schweißnähte) in Ansatz gebracht werden.
4.1.2.2 Paßschrauben (blanke, gedrehte Schrauben)Sie finden dort Verwendung, wo rohe Schrauben nicht erlaubt sind, also auch bei nicht vorwiegendruhender Beanspruchung (z.B. Kranbahnen).Paßschrauben sind nach DIN 7968 mit einer Mutter nach DIN 555 und einer mutterseitig angeordnetenUnterlegscheibe nach DIN 7989 zu verwenden.Das zulässige Lochspiel nach DIN 18800, Teil 1, Tab. 6 beträgt:
∆d ≤ 0,3mm
Es werden Schrauben der Festigkeitsklassen 4.6, 5.6, 8.8 und 10.9 verwendet vgl.Tabelle 4.1, Abschnitt4.1.2.1Beispiel :
8 m m
K l e m m -l ä n g e
U n t e r l e g s c h e i b e
D d £ 0 , 3 m m
Abbildung 4.4: Sechskantschraube nach DIN 7968, Festigkeitsklasse nach DIN 267
Für Paßschrauben gilt: (hier M 20)
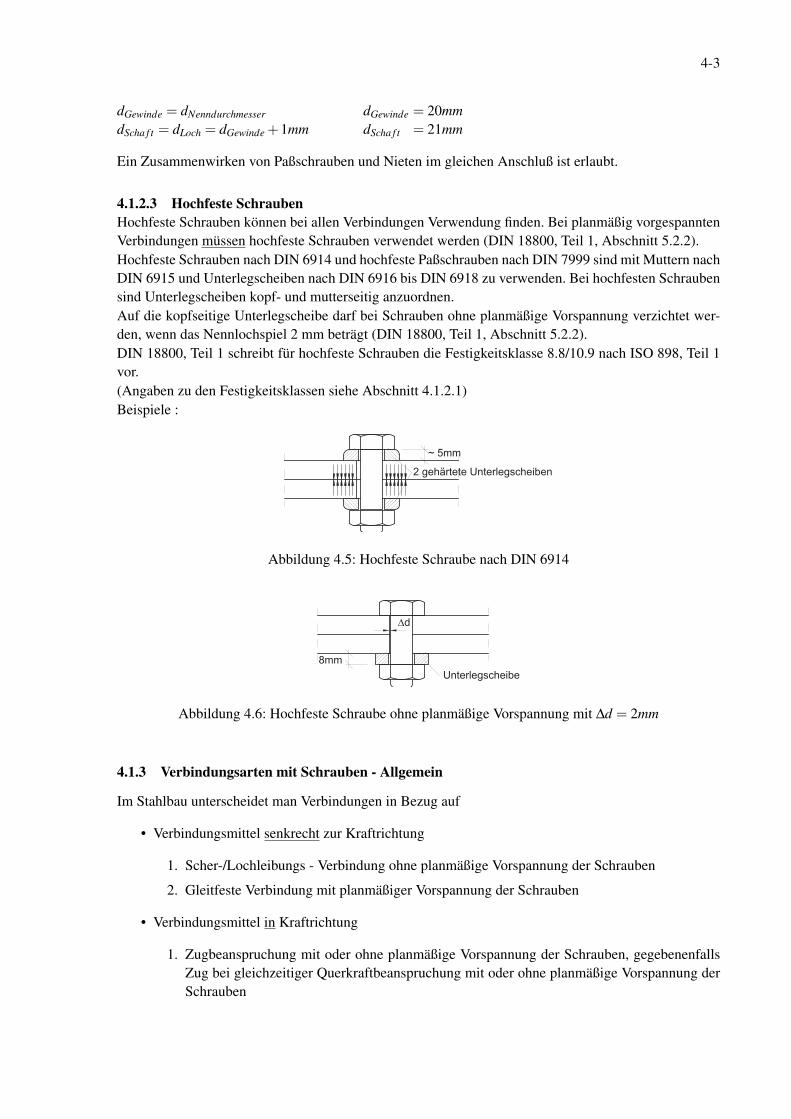
4-3
dGewinde = dNenndurchmesser dGewinde = 20mmdScha f t = dLoch = dGewinde +1mm dScha f t = 21mm
Ein Zusammenwirken von Paßschrauben und Nieten im gleichen Anschluß ist erlaubt.
4.1.2.3 Hochfeste SchraubenHochfeste Schrauben können bei allen Verbindungen Verwendung finden. Bei planmäßig vorgespanntenVerbindungen müssen hochfeste Schrauben verwendet werden (DIN 18800, Teil 1, Abschnitt 5.2.2).Hochfeste Schrauben nach DIN 6914 und hochfeste Paßschrauben nach DIN 7999 sind mit Muttern nachDIN 6915 und Unterlegscheiben nach DIN 6916 bis DIN 6918 zu verwenden. Bei hochfesten Schraubensind Unterlegscheiben kopf- und mutterseitig anzuordnen.Auf die kopfseitige Unterlegscheibe darf bei Schrauben ohne planmäßige Vorspannung verzichtet wer-den, wenn das Nennlochspiel 2 mm beträgt (DIN 18800, Teil 1, Abschnitt 5.2.2).DIN 18800, Teil 1 schreibt für hochfeste Schrauben die Festigkeitsklasse 8.8/10.9 nach ISO 898, Teil 1vor.(Angaben zu den Festigkeitsklassen siehe Abschnitt 4.1.2.1)Beispiele :
2 g e h ä r t e t e U n t e r l e g s c h e i b e n~ 5 m m
Abbildung 4.5: Hochfeste Schraube nach DIN 6914
8 m mU n t e r l e g s c h e i b e
D d
Abbildung 4.6: Hochfeste Schraube ohne planmäßige Vorspannung mit ∆d = 2mm
4.1.3 Verbindungsarten mit Schrauben - Allgemein
Im Stahlbau unterscheidet man Verbindungen in Bezug auf
• Verbindungsmittel senkrecht zur Kraftrichtung
1. Scher-/Lochleibungs - Verbindung ohne planmäßige Vorspannung der Schrauben
2. Gleitfeste Verbindung mit planmäßiger Vorspannung der Schrauben
• Verbindungsmittel in Kraftrichtung
1. Zugbeanspruchung mit oder ohne planmäßige Vorspannung der Schrauben, gegebenenfallsZug bei gleichzeitiger Querkraftbeanspruchung mit oder ohne planmäßige Vorspannung derSchrauben

4-4
4.1.3.1 Verbindungsmittel senkrecht zur Kraftrichtung
Scher-/LochleibungsverbindungDIN 18800, Teil 1 unterscheidet bei Verbindungen ohne Vorspannung:
• SL: Scher-/Lochleibungsverbindung (mit rohen oder hochfesten Schrauben)
• SLP: Scher-/Lochleibungs - Paßverbindung (mit Paßschrauben)
Versagensarten
Scher-/Lochleibungsverbindungen können auf zwei verschiedene Arten versagen:
FF
nn = Anzahl der Schrauben
Abbildung 4.7: Einschnittige SL-Verbindung mit n Schrauben
1. Versagen der Schraube durch Abscheren infolge τa
t a
d S c h a f t
1S c h r a u b e
� ��1 maßgebende Abscherfläche
Abbildung 4.8: Versagen durch Abscheren der Schraube
Die Abscherfläche ergibt sich zu:
(a) ASch =π ·d2
Scha f t
4, wenn der glatte Teil des Schaftes in der Scherfuge liegt.
(b) ASp =π ·d2
4, wenn der Gewindeteil des Schaftes in der Scherfuge liegt.
Der Spannungsquerschnitt ist in der entsprechenden Norm für die Schrauben vertafelt.
2. Versagen der Pressungsfläche des Bauteils durch Lochleibung
d S c h a f t
12P
P
t m i n � ��2 maßgebende Lochleibungsfläche
Abbildung 4.9: Versagen durch Lochleiben des Bauteils

4-5
Die maßgebende Lochleibungsfläche ergibt sich zu:
AL = min t ·dScha f t
Dabei wird über die Breite des Schaftes eine konstante Spannungsverteilung angenommen.
D d
s l
W i r k l i c h k e i tA n n a h m e
Abbildung 4.10: Verteilung der Lochleibungsspannung
Nachweise (nach DIN 18800, Teil 1, Abschnitt 8.2):Die Nachweise gelten für einschnittige Verbindungen.Allgemein:
Sd
Rd≤ 1
Abscheren: (Element 804)
maßgebende Beanspruchung: Va,d =Fd
nn = Anzahl der Schrauben
Grenzabscherkraft: Va,R,d = A · τa,R,d
Va,R,d = A ·αa · fu,b,k/γM bei Schrauben 4.6, 5.6, 8.8
αa = 0,55 bei Schrauben 10.9, sonst αa = 0,60
A = maßgebende Abscherfläche (s.o.)
Nachweis:Va,d
Va,R,d≤ 1
Lochleibung: (Element 805)
maßgebende Beanspruchung: Vl,d =Fd
nn = Anzahl der Schrauben
Grenzlochleibungskraft: Vl,R,d = A ·αl · fy,d
A = maßgebende Lochleibungsfläche (s.o.)
αl = Korrekturfaktor, abhängig von den
Abständen e, e1, e2, e3 mit 1≤ αl ≤ 3
Nachweis:Vl,d
Vl,R,d≤ 1
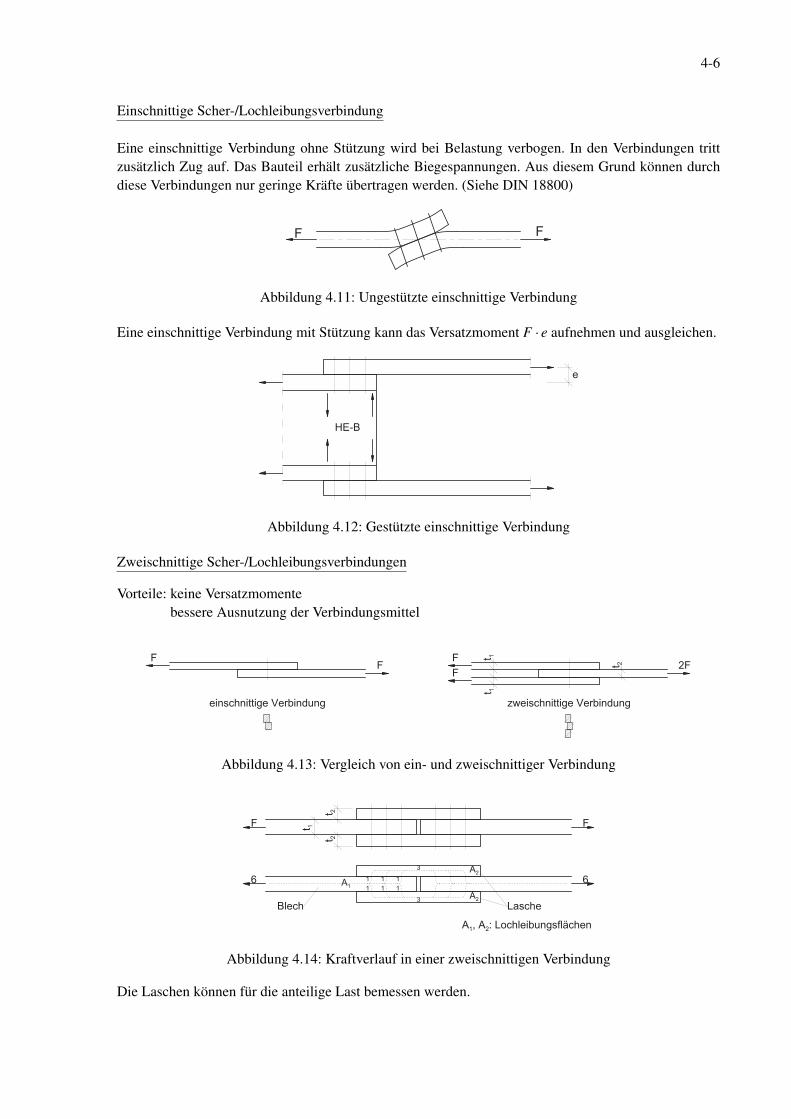
4-6
Einschnittige Scher-/Lochleibungsverbindung
Eine einschnittige Verbindung ohne Stützung wird bei Belastung verbogen. In den Verbindungen trittzusätzlich Zug auf. Das Bauteil erhält zusätzliche Biegespannungen. Aus diesem Grund können durchdiese Verbindungen nur geringe Kräfte übertragen werden. (Siehe DIN 18800)
F F
Abbildung 4.11: Ungestützte einschnittige Verbindung
Eine einschnittige Verbindung mit Stützung kann das Versatzmoment F · e aufnehmen und ausgleichen.
H E - B
e
Abbildung 4.12: Gestützte einschnittige Verbindung
Zweischnittige Scher-/Lochleibungsverbindungen
Vorteile: keine Versatzmomentebessere Ausnutzung der Verbindungsmittel
F F FF 2 Ft 1 t 2
t 1
e i n s c h n i t t i g e V e r b i n d u n g z w e i s c h n i t t i g e V e r b i n d u n g
Abbildung 4.13: Vergleich von ein- und zweischnittiger Verbindung
t 1t 2
t 2
3
31 1 1
1116
F F
6A 1A 2
A 2
L a s c h eB l e c hA 1 , A 2 : L o c h l e i b u n g s f l ä c h e n
Abbildung 4.14: Kraftverlauf in einer zweischnittigen Verbindung
Die Laschen können für die anteilige Last bemessen werden.
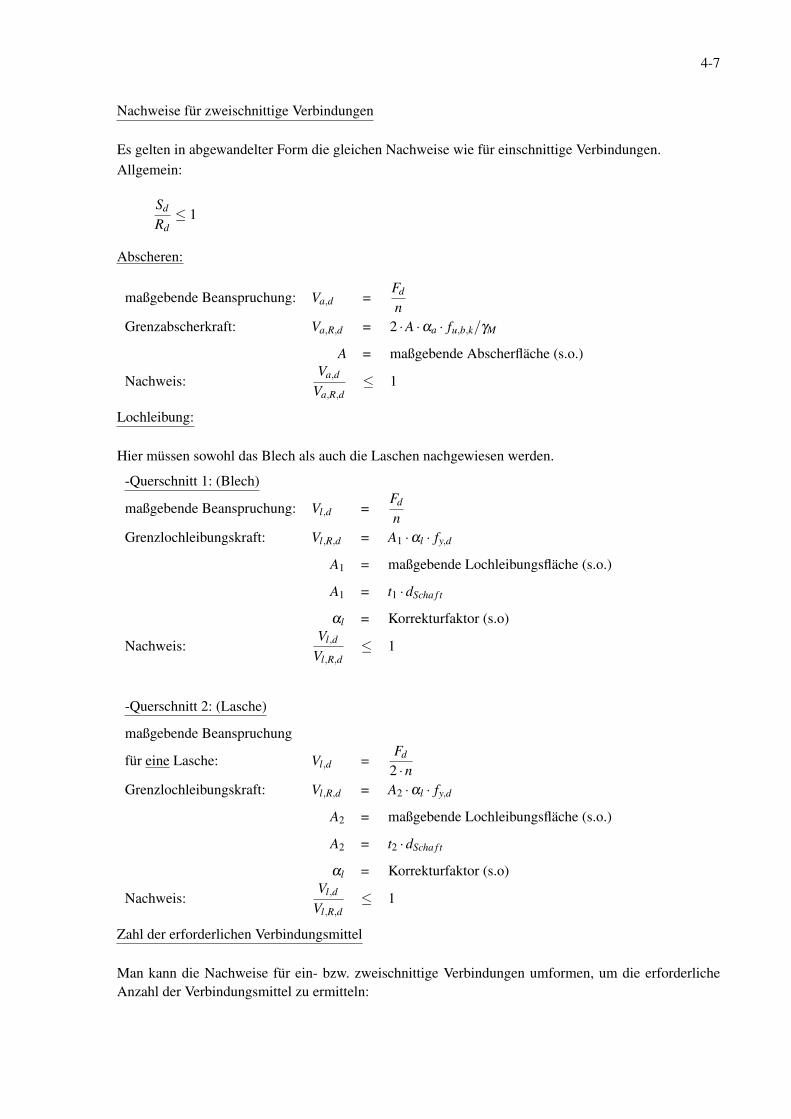
4-7
Nachweise für zweischnittige Verbindungen
Es gelten in abgewandelter Form die gleichen Nachweise wie für einschnittige Verbindungen.Allgemein:
Sd
Rd≤ 1
Abscheren:
maßgebende Beanspruchung: Va,d =Fd
nGrenzabscherkraft: Va,R,d = 2 ·A ·αa · fu,b,k/γM
A = maßgebende Abscherfläche (s.o.)
Nachweis:Va,d
Va,R,d≤ 1
Lochleibung:
Hier müssen sowohl das Blech als auch die Laschen nachgewiesen werden.
-Querschnitt 1: (Blech)
maßgebende Beanspruchung: Vl,d =Fd
nGrenzlochleibungskraft: Vl,R,d = A1 ·αl · fy,d
A1 = maßgebende Lochleibungsfläche (s.o.)
A1 = t1 ·dScha f t
αl = Korrekturfaktor (s.o)
Nachweis:Vl,d
Vl,R,d≤ 1
-Querschnitt 2: (Lasche)
maßgebende Beanspruchung
für eine Lasche: Vl,d =Fd
2 ·nGrenzlochleibungskraft: Vl,R,d = A2 ·αl · fy,d
A2 = maßgebende Lochleibungsfläche (s.o.)
A2 = t2 ·dScha f t
αl = Korrekturfaktor (s.o)
Nachweis:Vl,d
Vl,R,d≤ 1
Zahl der erforderlichen Verbindungsmittel
Man kann die Nachweise für ein- bzw. zweischnittige Verbindungen umformen, um die erforderlicheAnzahl der Verbindungsmittel zu ermitteln:

4-8
Abscheren: ner f ≥Fd
Va,R,d
mit Va,R,d : ein- oder mehrschnittig
Lochleibung:
einschnittig: ner f ≥Fd
Vl,R,d
zweischnittig:
Querschnitt 1: Blech ner f ≥Fd
Vl,R,d
Querschnitt 2: Lasche ner f ≥0,5 ·Fd
Vl,R,d
SL-Verbindungen dürfen wegen des Lochspiels nicht mit anderen Verbindungen zur gemeinsamen Kraft-übertragung herangezogen werden (DIN 18800, Teil 1, 8.5).
Gleitfeste Verbindungen mit planmäßiger Vorspannung der SchraubenDIN 18800, Teil 1 unterscheidet:
• GV: Planmäßig vorgespannte gleitfeste Verbindungen mit hochfesten Schrauben und einem Loch-spiel 0,3mm≤ ∆d ≤ 2mm
• GVP: Planmäßig vorgespannte gleitfeste Paßverbindungen mit hochfesten Schrauben und einemLochspiel ∆d ≤ 0,3mm
Beispiel:
2 g e h ä r t e t e U n t e r l e g s c h e i b e n~ 5 m m
Abbildung 4.15: GV-Verbindung
Durch kontrollierte Vorspannung der hochfesten Schrauben und Vorbehandlung der Berührungsflächendurch Strahlen mit Strahlmitteln oder durch Flammstrahlen (nach DIN 18800, Teil 7) können garantierteKräfte durch Reibung übertragen werden. Je nach Lochspiel kann zusätzlich die Scherfestigkeit derSchraube teilweise aktiviert werden.
Nachweise:
Nach DIN 18800, Teil 1, 8.2 sind für GV- und GVP-Verbindungen die gleichen Nachweise zu führenwie bei SL- und SLP- Verbindungen.Zusätzlich muß für GV- und GVP- Verbindungen der Nachweis der Gebrauchssicherheit (Element 812)geführt werden. Dabei darf die auf eine Schraube in der Scherfuge entfallende Kraft die Grenzgleitkraftnicht überschreiten.
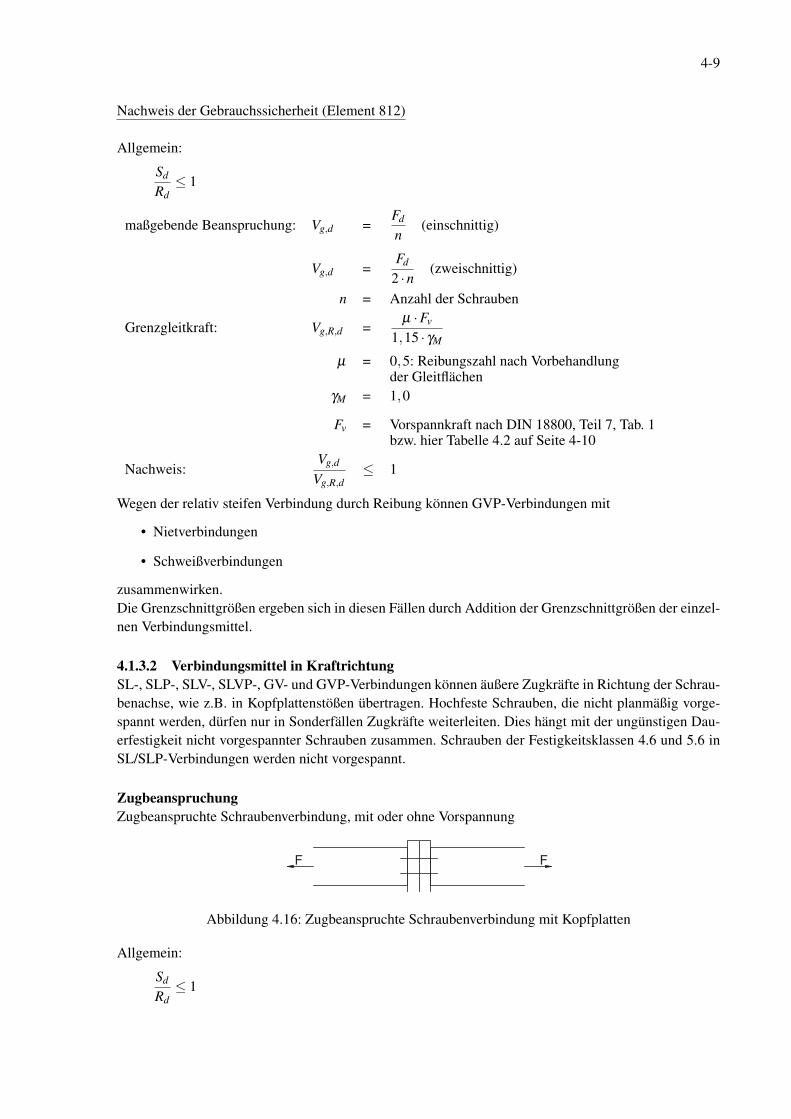
4-9
Nachweis der Gebrauchssicherheit (Element 812)
Allgemein:
Sd
Rd≤ 1
maßgebende Beanspruchung: Vg,d =Fd
n(einschnittig)
Vg,d =Fd
2 ·n(zweischnittig)
n = Anzahl der Schrauben
Grenzgleitkraft: Vg,R,d =µ ·Fv
1,15 · γM
µ = 0,5: Reibungszahl nach Vorbehandlungder Gleitflächen
γM = 1,0
Fv = Vorspannkraft nach DIN 18800, Teil 7, Tab. 1bzw. hier Tabelle 4.2 auf Seite 4-10
Nachweis:Vg,d
Vg,R,d≤ 1
Wegen der relativ steifen Verbindung durch Reibung können GVP-Verbindungen mit
• Nietverbindungen
• Schweißverbindungen
zusammenwirken.Die Grenzschnittgrößen ergeben sich in diesen Fällen durch Addition der Grenzschnittgrößen der einzel-nen Verbindungsmittel.
4.1.3.2 Verbindungsmittel in KraftrichtungSL-, SLP-, SLV-, SLVP-, GV- und GVP-Verbindungen können äußere Zugkräfte in Richtung der Schrau-benachse, wie z.B. in Kopfplattenstößen übertragen. Hochfeste Schrauben, die nicht planmäßig vorge-spannt werden, dürfen nur in Sonderfällen Zugkräfte weiterleiten. Dies hängt mit der ungünstigen Dau-erfestigkeit nicht vorgespannter Schrauben zusammen. Schrauben der Festigkeitsklassen 4.6 und 5.6 inSL/SLP-Verbindungen werden nicht vorgespannt.
ZugbeanspruchungZugbeanspruchte Schraubenverbindung, mit oder ohne Vorspannung
F F
Abbildung 4.16: Zugbeanspruchte Schraubenverbindung mit Kopfplatten
Allgemein:
Sd
Rd≤ 1
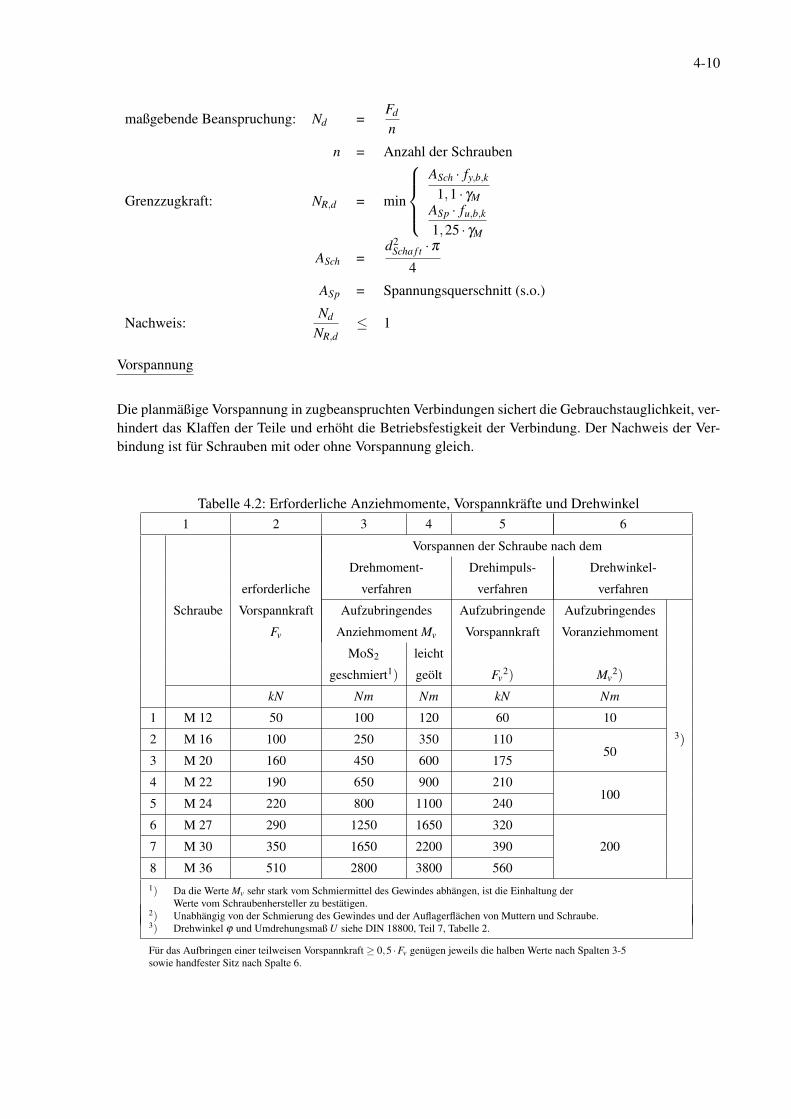
4-10
maßgebende Beanspruchung: Nd =Fd
n
n = Anzahl der Schrauben
Grenzzugkraft: NR,d = min
ASch · fy,b,k
1,1 · γMASp · fu,b,k
1,25 · γM
ASch =d2
Scha f t ·π4
ASp = Spannungsquerschnitt (s.o.)
Nachweis:Nd
NR,d≤ 1
Vorspannung
Die planmäßige Vorspannung in zugbeanspruchten Verbindungen sichert die Gebrauchstauglichkeit, ver-hindert das Klaffen der Teile und erhöht die Betriebsfestigkeit der Verbindung. Der Nachweis der Ver-bindung ist für Schrauben mit oder ohne Vorspannung gleich.
Tabelle 4.2: Erforderliche Anziehmomente, Vorspannkräfte und Drehwinkel1 2 3 4 5 6
Vorspannen der Schraube nach dem
Drehmoment- Drehimpuls- Drehwinkel-
erforderliche verfahren verfahren verfahren
Schraube Vorspannkraft Aufzubringendes Aufzubringende Aufzubringendes
Fv Anziehmoment Mv Vorspannkraft Voranziehmoment
MoS2 leicht
geschmiert1) geölt Fv2) Mv
2)
kN Nm Nm kN Nm
1 M 12 50 100 120 60 10
2 M 16 100 250 350 110 3)
3 M 20 160 450 600 17550
4 M 22 190 650 900 210
5 M 24 220 800 1100 240100
6 M 27 290 1250 1650 320
7 M 30 350 1650 2200 390 200
8 M 36 510 2800 3800 5601) Da die Werte Mv sehr stark vom Schmiermittel des Gewindes abhängen, ist die Einhaltung der
Werte vom Schraubenhersteller zu bestätigen.2) Unabhängig von der Schmierung des Gewindes und der Auflagerflächen von Muttern und Schraube.3) Drehwinkel ϕ und Umdrehungsmaß U siehe DIN 18800, Teil 7, Tabelle 2.
Für das Aufbringen einer teilweisen Vorspannkraft ≥ 0,5 ·Fv genügen jeweils die halben Werte nach Spalten 3-5sowie handfester Sitz nach Spalte 6.
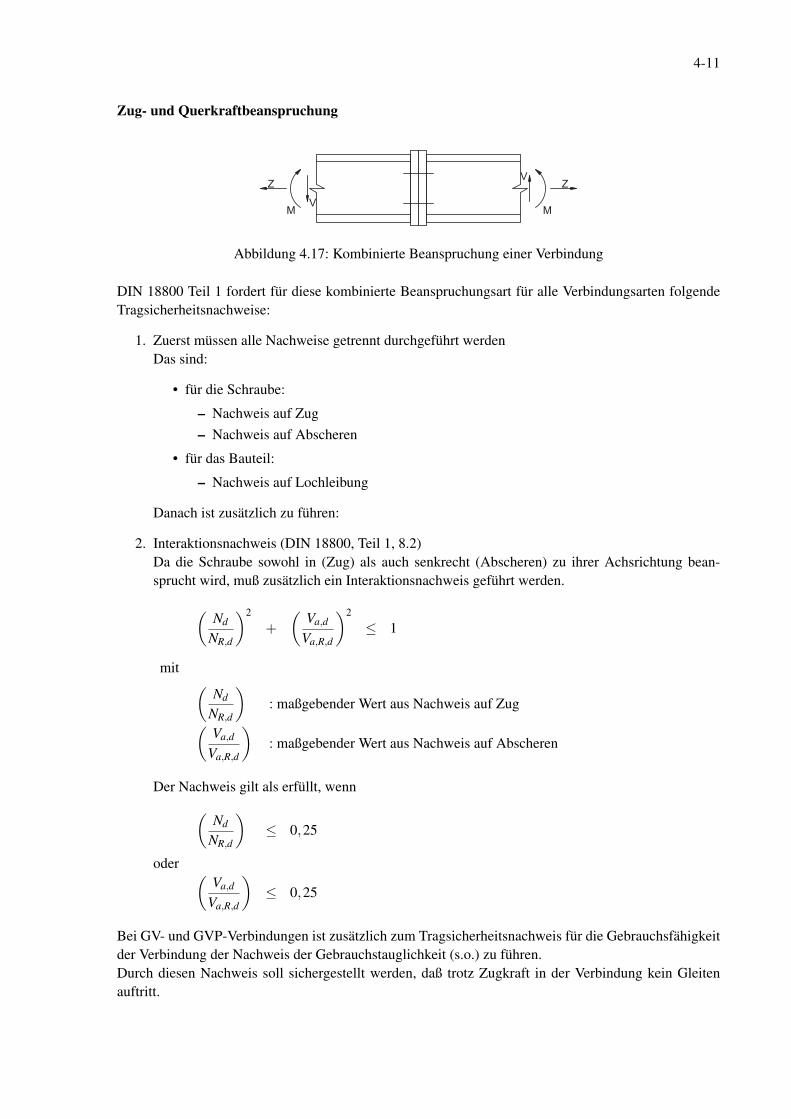
4-11
Zug- und Querkraftbeanspruchung
Z ZV
VM M
Abbildung 4.17: Kombinierte Beanspruchung einer Verbindung
DIN 18800 Teil 1 fordert für diese kombinierte Beanspruchungsart für alle Verbindungsarten folgendeTragsicherheitsnachweise:
1. Zuerst müssen alle Nachweise getrennt durchgeführt werdenDas sind:
• für die Schraube:
– Nachweis auf Zug– Nachweis auf Abscheren
• für das Bauteil:
– Nachweis auf Lochleibung
Danach ist zusätzlich zu führen:
2. Interaktionsnachweis (DIN 18800, Teil 1, 8.2)Da die Schraube sowohl in (Zug) als auch senkrecht (Abscheren) zu ihrer Achsrichtung bean-sprucht wird, muß zusätzlich ein Interaktionsnachweis geführt werden.
(Nd
NR,d
)2
+(
Va,d
Va,R,d
)2
≤ 1
mit (Nd
NR,d
): maßgebender Wert aus Nachweis auf Zug(
Va,d
Va,R,d
): maßgebender Wert aus Nachweis auf Abscheren
Der Nachweis gilt als erfüllt, wenn(Nd
NR,d
)≤ 0,25
oder (Va,d
Va,R,d
)≤ 0,25
Bei GV- und GVP-Verbindungen ist zusätzlich zum Tragsicherheitsnachweis für die Gebrauchsfähigkeitder Verbindung der Nachweis der Gebrauchstauglichkeit (s.o.) zu führen.Durch diesen Nachweis soll sichergestellt werden, daß trotz Zugkraft in der Verbindung kein Gleitenauftritt.
4-12
Nachweis der Gebrauchstauglichkeit bei zugbeanspruchten GV-/GVP-VerbindungenDurch die Zugkräfte in der vorgespannten Verbindung wird die Klemmkraft zwischen den Berührungs-flächen reduziert, so daß die Gleitkräfte ebenfalls reduziert werden.
Nachweis der Gebrauchssicherheit (Element 812)
Allgemein:
Sd
Rd≤ 1
maßgebende Beanspruchung: Vg,d =Fd
n(einschnittig)
Vg,d =Fd
2 ·n(zweischnittig)
n = Anzahl der Schrauben
Grenzgleitkraft: Vg,R,d =µ ·Fv ·
(1− Nd
Fv
)1,15 · γM
µ = 0,5: Reibungszahl nach Vorbehandlungder Gleitflächen
γM = 1,0
Fv = Vorspannkraft nach DIN 18800, Teil 7, Tab. 1bzw. hier Tabelle 4.2 auf Seite 4-10
Nd = die anteilig auf die Schraube entfallende Zugkraft
Nachweis:Vg,d
Vg,R,d≤ 1
4.1.4 Statisch-konstruktive Forderungen bei Schraubverbindungen
4.1.4.1 Wahl der SchraubendurchmesserDie Durchmesser sind in Abhängigkeit von der kleinsten Blechdicke zu wählen.Empfohlen werdenDurchmesser von
d =√
5 ·min t−0,2 [cm]
Zu große Durchmesser bei kleinen Blechstärken würden zu Spannungskonzentrationen führen.
K o n z e n t r a t i o n b e s s e r e K r a f t v e r t e i l u n g
Abbildung 4.18: Spannungskonzentration durch großen Schraubendurchmesser

4-13
4.1.4.2 Abstände der SchraubenSowohl geometrische Überlegungen (der Schraubenschlüssel muß zum Anziehen der Schrauben genü-gend Platz haben, ebenso Döpper und Gegenhalter bei Nieten) als auch statische Überlegungen, wie
1.) Das Material darf nicht abscheren.
A b s t ä n d ez u k l e i n
f a l s c hr i c h t i g
2.) Die Kräftezuordnung soll gleichmäßig sein.
S c h w e r p u n k td e rV e r b i n d u n g s m i t t e l
P
r i c h t i g u n g ü n s t i g n o c h u n g ü n s t i g e r
und konstruktive Überlegungen wie
3.) Bei zu großen Randabständen ist ein Klaffen der Bauteile zu befürchten. Die Klaffung ∆ ist wegenmöglicher Korrosion unerwünscht.
D
führen zu einzuhaltenden Abständen. Sie sind in den Anwendungsnormen festgelegt und durch Versucheuntermauert.Nach DIN 18800 Teil 1, Tab. 7 gilt allgemein:
Tabelle 4.3: Rand- und Lochabstände von Schrauben und Nieten1 2 3 4 5 6
1 Randabstände Lochabstände
2 Kleinster In Kraftrichtung e1 1,2dL Kleinster In Kraftrichtung e 2,2dL
Rand- Rechtwinklig zur Loch- Rechtwinklig zur3
abstand Kraftrichtung e21,2dL abstand Kraftrichtung e3
2,4dL
Zur Sicherung 6dL
4 In und recht-Größter
gegen lokales oderGrößter
winklig zur3dL Loch
Beulen 12tRand-
Kraftrichtungoder abstand
wenn lokale 10dL
5abstand
e1 bzw. e26t
e bzw. e3 Beulgefahr oder
nicht besteht 20t
Bei gestanzten Löchern sind die kleinsten Randabstände 1,5dL, die kleinsten Lochabstände 3,0dLDie Rand- und Lochabstände nach Zeile 5 dürfen vergrößert werden, wenn durch besondere Maß-nahmen ein ausreichender Korrosionsschutz sichergestellt ist.
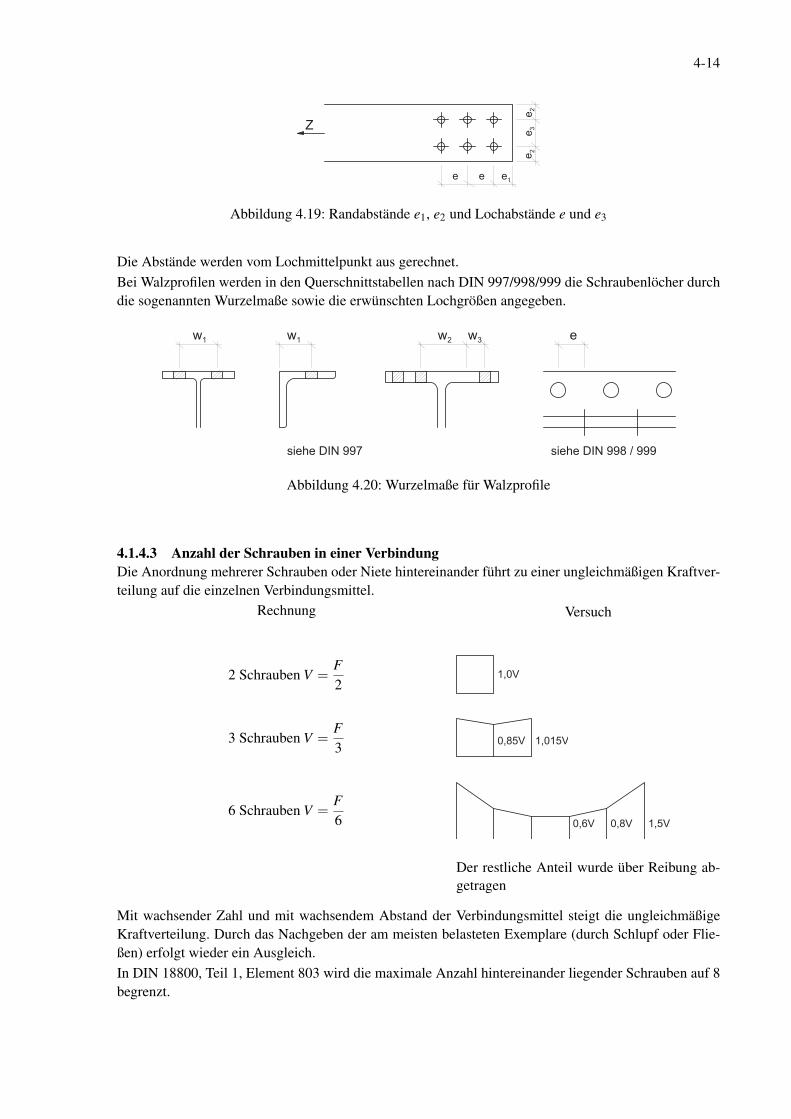
4-14
Z
e e 1e
e 2e 2
e 3
Abbildung 4.19: Randabstände e1, e2 und Lochabstände e und e3
Die Abstände werden vom Lochmittelpunkt aus gerechnet.Bei Walzprofilen werden in den Querschnittstabellen nach DIN 997/998/999 die Schraubenlöcher durchdie sogenannten Wurzelmaße sowie die erwünschten Lochgrößen angegeben.
w 1 w 1 w 2 w 3 e
s i e h e D I N 9 9 7 s i e h e D I N 9 9 8 / 9 9 9
Abbildung 4.20: Wurzelmaße für Walzprofile
4.1.4.3 Anzahl der Schrauben in einer VerbindungDie Anordnung mehrerer Schrauben oder Niete hintereinander führt zu einer ungleichmäßigen Kraftver-teilung auf die einzelnen Verbindungsmittel.
Rechnung Versuch
2 Schrauben V =F2
1 , 0 V
3 Schrauben V =F3 1 , 0 1 5 V0 , 8 5 V
6 Schrauben V =F6 0 , 6 V 0 , 8 V 1 , 5 V
Der restliche Anteil wurde über Reibung ab-getragen
Mit wachsender Zahl und mit wachsendem Abstand der Verbindungsmittel steigt die ungleichmäßigeKraftverteilung. Durch das Nachgeben der am meisten belasteten Exemplare (durch Schlupf oder Flie-ßen) erfolgt wieder ein Ausgleich.In DIN 18800, Teil 1, Element 803 wird die maximale Anzahl hintereinander liegender Schrauben auf 8begrenzt.
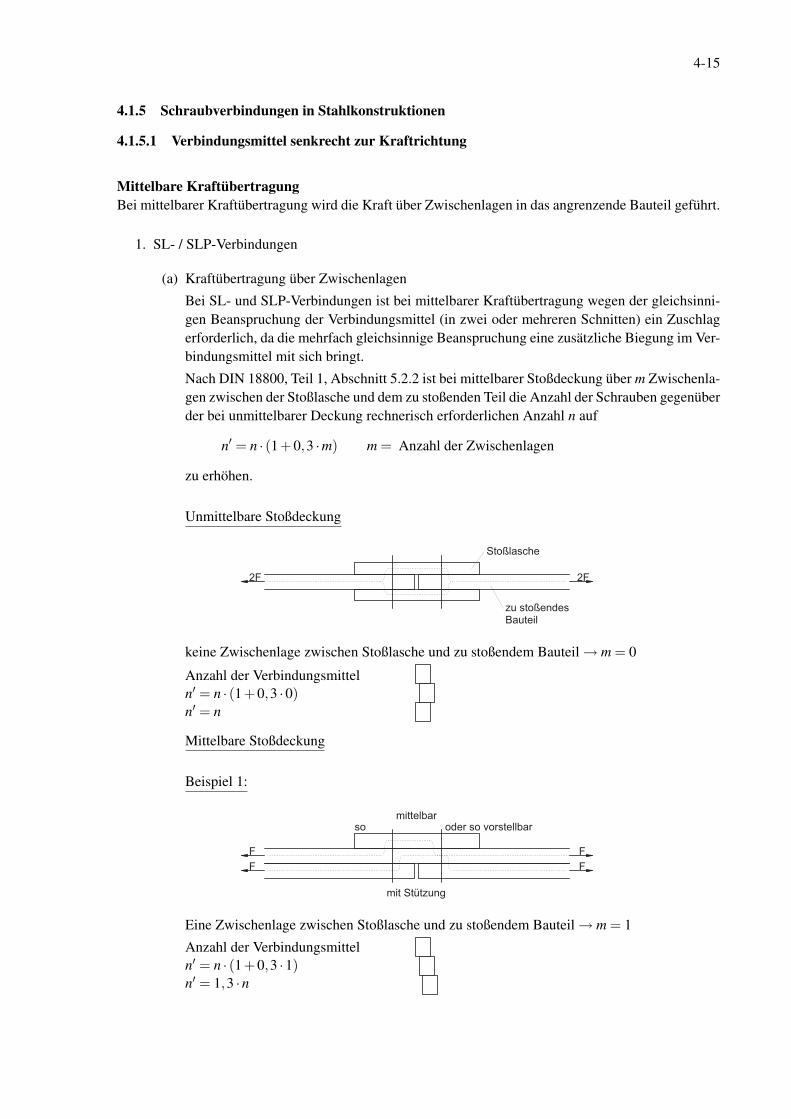
4-15
4.1.5 Schraubverbindungen in Stahlkonstruktionen
4.1.5.1 Verbindungsmittel senkrecht zur Kraftrichtung
Mittelbare KraftübertragungBei mittelbarer Kraftübertragung wird die Kraft über Zwischenlagen in das angrenzende Bauteil geführt.
1. SL- / SLP-Verbindungen
(a) Kraftübertragung über Zwischenlagen
Bei SL- und SLP-Verbindungen ist bei mittelbarer Kraftübertragung wegen der gleichsinni-gen Beanspruchung der Verbindungsmittel (in zwei oder mehreren Schnitten) ein Zuschlagerforderlich, da die mehrfach gleichsinnige Beanspruchung eine zusätzliche Biegung im Ver-bindungsmittel mit sich bringt.
Nach DIN 18800, Teil 1, Abschnitt 5.2.2 ist bei mittelbarer Stoßdeckung über m Zwischenla-gen zwischen der Stoßlasche und dem zu stoßenden Teil die Anzahl der Schrauben gegenüberder bei unmittelbarer Deckung rechnerisch erforderlichen Anzahl n auf
n′ = n · (1+0,3 ·m) m = Anzahl der Zwischenlagen
zu erhöhen.
Unmittelbare Stoßdeckung
2 F 2 F
S t o ß l a s c h e
z u s t o ß e n d e sB a u t e i l
keine Zwischenlage zwischen Stoßlasche und zu stoßendem Bauteil → m = 0
Anzahl der Verbindungsmitteln′ = n · (1+0,3 ·0)n′ = n
Mittelbare Stoßdeckung
Beispiel 1:
F FF F
m i t t e l b a rs o o d e r s o v o r s t e l l b a r
m i t S t ü t z u n g
Eine Zwischenlage zwischen Stoßlasche und zu stoßendem Bauteil → m = 1
Anzahl der Verbindungsmitteln′ = n · (1+0,3 ·1)n′ = 1,3 ·n

4-16
Beispiel 2:
F FF F
FF
B e r e i c h 1 2 3 4
Für den Bereich � ��1 gilt:
Zwei Zwischenlagen zwischen Stoßlasche und zu stoßendem Bauteil → m = 2Anzahl der Verbindungsmitteln′ = n · (1+0,3 ·2)n′ = 1,6 ·n
Es wird also die Zahl der Verbindungsmittel vergrößert und damit die Weichheit dermittelbaren Kraftübertragung kompensiert.
(b) Kraftübertragung über Futter
t < 6 m m
Nach DIN 18800, Teil 1, Abschn. 5.2.2 gilt:
Futterstücke von mehr als 6mm Dicke gelten als Zwischenlage, wenn sie nicht mit minde-stens einer Schraubenreihe oder durch entsprechende Schweißnähte vorgebunden werden.Für GVP-Verbindungen darf auf eine Vorbindung verzichtet werden.
Vorgebunden
t > 6 m me i n e R e i h e v o r g e b u n d e n
Nicht Vorgebunden
t > 6 m m
n ' = n . ( 1 + 0 , 3 )
Nicht vorgebundene Futterstücke mit t > 6mm sind als Zwischenlagen bei mittelbarer Stoß-deckung zu betrachten. Die Anzahl der Verbindungsmittel muß auch hier erhöht werden.

4-17
2. GV- / GVP-VerbindungenWegen der relativ starren Verbindung durch Reibungsschluß müssen hier bei der Anzahl der Ver-bindungen, wenn Zwischenlagen oder Futter vorhanden sind, keine Zuschläge gemacht werden.Sämtliche Flächen, die Reibungskräfte zu übertragen haben, auch jene der Futter, müssen natür-lich die in DIN 18800, Teil 7 geforderten Bedingungen erfüllen, damit die Reibung auch in vollerHöhe wirksam wird.
Verbindungen mit exzentrischem Kraftangriff
eF
F
2 a
V b , h V b , h
V b , h
V b , v
V b , v
K n o t e n b l e c h
V b
V b
Abbildung 4.21: Anschlüsse mit zentrischem und exzentrischem Kraftangriff
Grundsätzlich ist es erwünscht, daß die angreifende Kraft Fd durch den Schwerpunkt der Verbindungs-mittel S des Anschlusses geht. Dann werden alle Verbindungsmittel durch die Kraft Vb,h,d = Fd/n bean-sprucht.Greift die Kraft exzentrisch an, dann muß zusätzlich ein Exzentrizitätsmoment durch die Verbindungs-mittel übertragen werden können. Es treten also zusätzliche Kräfte im Anschluß auf. Sie können bei demeinzelnen Verbindungsmittel unterschiedlich groß sein. Im rechten Beispiel aus Abb. 4.21 gilt beispiels-weise:
Vb,h,d =Fd
3Vb,v,d =
Fd · e2 ·a
Vb,d =√
V 2b,h,d +V 2
b,h,d
Für diese maßgebende Schraubenkraft Vb,d müssen nun die Nachweise auf Abscheren und Lochleibungnach Abschnitt 4.1.3.1 geführt werden.
Beispiel:
hV b , h
V b , v
ee
V Vb,v,d =Vd
2
Vb,h,d =Md
h=
Vd · eh
Abbildung 4.22: Trägeranschluß mit Winkeln

4-18
V
e
V M = V . e= + +=
V b , i
V b , v = V / n V b , i = ?
Abbildung 4.23: Allgemeiner exzentrischer Anschluß
Allgemeiner Fall
Ermittlung der Schraubenkraft Vb,i,d infolge des Momentes Md . Es ist
M = Vb,1,d · r1 +Vb,2,d · r2 + . . . = ∑i
Vb,i,d · ri
Nimmt man bei starrer Lasche an, daß die Schraubenkräfte proportional ihrer Abstände ri vom Schwer-punkt S der Schrauben sind, dann gilt:
Vb,i,d = Vb,1,d ·ri
r1= Vb,a,d ·
ri
ra
und somit
M,d = Vb,1,d · r1 +Vb,1,d ·r2
2r1
+Vb,1,d ·r2
3r1
+ . . .
=Vb,1,d
r1·
n
∑i
r2i =
Vb,a,d
ra·
n
∑i
r2i
und dann daraus Vb,max,d = V1,d
Vb,1,d =Md · r1
∑r2i
=Md · r1
∑(y2 + x2)
Vb,1,h,d =Md · y1
∑r2i
=Md · y1
∑(y2 + x2)
Vb,1,v,d =Md · x1
∑r2i
=Md · x1
∑(y2 + x2)
S
r 5
r 2r 3
V b , i
V b , 2
V b , 3
x
y x 1
y i
h
r 4
V b , 4
y 1
r i
i = 1
i = 3
i = 4
i = 5
i = 2
V b , 1
V b , 5
r 1

4-19
Näherung für schmale hohe Niet- bzw. Schraubenbilder (x = 0 gesetzt)
Vb,1,d = Vb,1,h,d =Md · y1
∑y2i
= Md ·1y1· 1
∑
(yi
y1
)2 = Md ·f
2 · y1= Md ·
fh
dabei ist f =2
∑
(yi
y1
)2 =2
∑
(hi
h1
)2
Die maximale Schraubenkraft erhält man aus
~~V b , v V b , v
V b , 1 V b , 1 , h
V b , fV bVb,d =
√V 2
b,1,d +V 2b,v,d
Vb,d ≈Vb, f ,d =√
V 2b,1,h,d +V 2
b,v,d
Abbildung 4.24: Näherung bei Verwendung der f -Werte
Wirkte gleichzeitig noch eine Normalkraft, dann ergäbe sich:
Vb,d =√
V 2b,v,d +(Vb,1,h,d +Vb,F,d)
2
mit
Vb,F,d =Fd
nDer f -Wert kann für vorgegebene Niet- bzw. Schraubenbilder vorhandenen Tabellen entnommen werden(z.B. Tabelle 4.4 auf Seite 4-20).
4.1.5.2 Verbindungsmittel in Kraftrichtung
KopfplattenanschlüsseAllgemeines:In diesen Anschlüssen können Momente, Normalkräfte und Querkräfte gleichzeitig übertragen werden.Die Schrauben sind vorgespannt.
MV N
Z u g
Z u g
K o p f p l a t t e
T r ä g e rS t ü t z e
Abbildung 4.25: Kopfplattenanschluß mit allgemeiner Belastung
Bei der Bemessung sind sämtliche Elemente des Kopfplattenanschlusses zu beachten
• Schweißnahtanschluß des Trägers
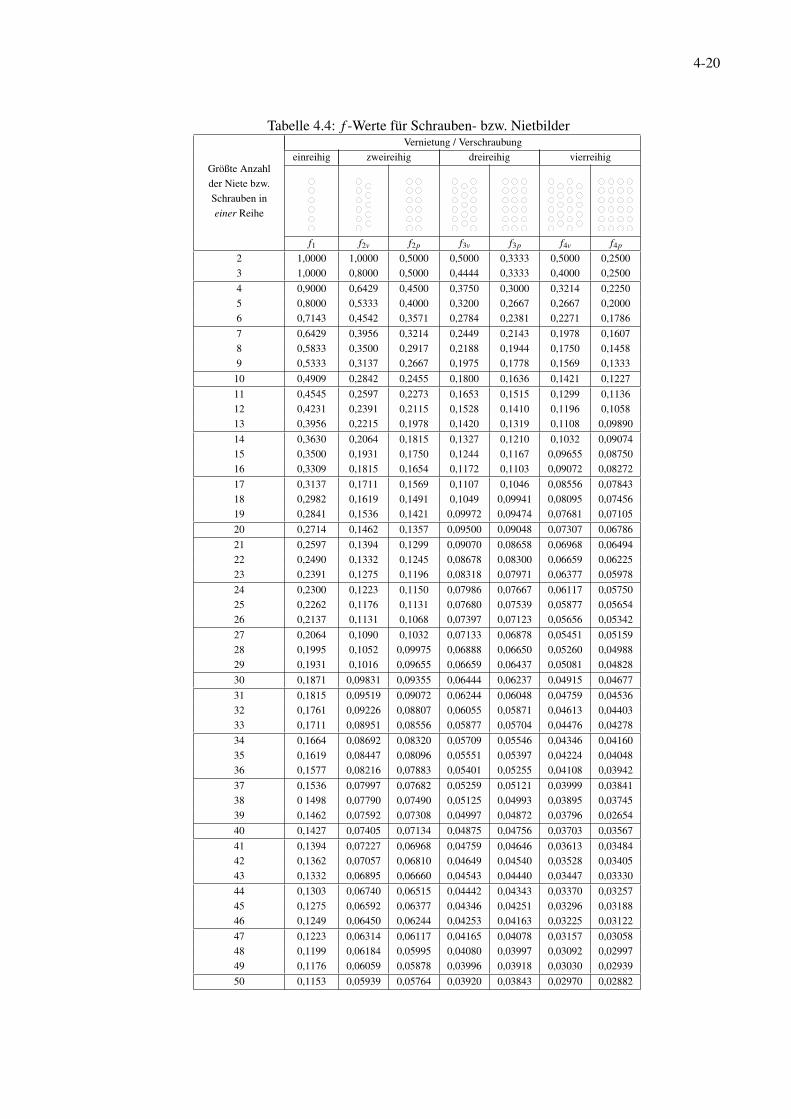
4-20
Tabelle 4.4: f -Werte für Schrauben- bzw. NietbilderVernietung / Verschraubung
einreihig zweireihig dreireihig vierreihigGrößte Anzahlder Niete bzw.Schrauben ineiner Reihe
f1 f2v f2p f3v f3p f4v f4p
2 1,0000 1,0000 0,5000 0,5000 0,3333 0,5000 0,25003 1,0000 0,8000 0,5000 0,4444 0,3333 0,4000 0,25004 0,9000 0,6429 0,4500 0,3750 0,3000 0,3214 0,22505 0,8000 0,5333 0,4000 0,3200 0,2667 0,2667 0,20006 0,7143 0,4542 0,3571 0,2784 0,2381 0,2271 0,17867 0,6429 0,3956 0,3214 0,2449 0,2143 0,1978 0,16078 0,5833 0,3500 0,2917 0,2188 0,1944 0,1750 0,14589 0,5333 0,3137 0,2667 0,1975 0,1778 0,1569 0,1333
10 0,4909 0,2842 0,2455 0,1800 0,1636 0,1421 0,122711 0,4545 0,2597 0,2273 0,1653 0,1515 0,1299 0,113612 0,4231 0,2391 0,2115 0,1528 0,1410 0,1196 0,105813 0,3956 0,2215 0,1978 0,1420 0,1319 0,1108 0,0989014 0,3630 0,2064 0,1815 0,1327 0,1210 0,1032 0,0907415 0,3500 0,1931 0,1750 0,1244 0,1167 0,09655 0,0875016 0,3309 0,1815 0,1654 0,1172 0,1103 0,09072 0,0827217 0,3137 0,1711 0,1569 0,1107 0,1046 0,08556 0,0784318 0,2982 0,1619 0,1491 0,1049 0,09941 0,08095 0,0745619 0,2841 0,1536 0,1421 0,09972 0,09474 0,07681 0,0710520 0,2714 0,1462 0,1357 0,09500 0,09048 0,07307 0,0678621 0,2597 0,1394 0,1299 0,09070 0,08658 0,06968 0,0649422 0,2490 0,1332 0,1245 0,08678 0,08300 0,06659 0,0622523 0,2391 0,1275 0,1196 0,08318 0,07971 0,06377 0,0597824 0,2300 0,1223 0,1150 0,07986 0,07667 0,06117 0,0575025 0,2262 0,1176 0,1131 0,07680 0,07539 0,05877 0,0565426 0,2137 0,1131 0,1068 0,07397 0,07123 0,05656 0,0534227 0,2064 0,1090 0,1032 0,07133 0,06878 0,05451 0,0515928 0,1995 0,1052 0,09975 0,06888 0,06650 0,05260 0,0498829 0,1931 0,1016 0,09655 0,06659 0,06437 0,05081 0,0482830 0,1871 0,09831 0,09355 0,06444 0,06237 0,04915 0,0467731 0,1815 0,09519 0,09072 0,06244 0,06048 0,04759 0,0453632 0,1761 0,09226 0,08807 0,06055 0,05871 0,04613 0,0440333 0,1711 0,08951 0,08556 0,05877 0,05704 0,04476 0,0427834 0,1664 0,08692 0,08320 0,05709 0,05546 0,04346 0,0416035 0,1619 0,08447 0,08096 0,05551 0,05397 0,04224 0,0404836 0,1577 0,08216 0,07883 0,05401 0,05255 0,04108 0,0394237 0,1536 0,07997 0,07682 0,05259 0,05121 0,03999 0,0384138 0 1498 0,07790 0,07490 0,05125 0,04993 0,03895 0,0374539 0,1462 0,07592 0,07308 0,04997 0,04872 0,03796 0,0265440 0,1427 0,07405 0,07134 0,04875 0,04756 0,03703 0,0356741 0,1394 0,07227 0,06968 0,04759 0,04646 0,03613 0,0348442 0,1362 0,07057 0,06810 0,04649 0,04540 0,03528 0,0340543 0,1332 0,06895 0,06660 0,04543 0,04440 0,03447 0,0333044 0,1303 0,06740 0,06515 0,04442 0,04343 0,03370 0,0325745 0,1275 0,06592 0,06377 0,04346 0,04251 0,03296 0,0318846 0,1249 0,06450 0,06244 0,04253 0,04163 0,03225 0,0312247 0,1223 0,06314 0,06117 0,04165 0,04078 0,03157 0,0305848 0,1199 0,06184 0,05995 0,04080 0,03997 0,03092 0,0299749 0,1176 0,06059 0,05878 0,03996 0,03918 0,03030 0,0293950 0,1153 0,05939 0,05764 0,03920 0,03843 0,02970 0,02882

4-21
• Kopfplattendicke (Biegemomente, Beanspruchung in Dickenrichtung)
• Schraubenanordnung und Schraubenkräfte
aber auch die Elemente, in welche die Kräfte weitergeleitet werden
• Stützenflansch (Biegung)
• Schweißnähte der Steifen
• Schubkräfte im Steg der Stütze
Für Walzprofile stehen durch Rechnung und Versuche gestützte „Typisierte Verbindungen im Stahl-hochbau“ (2. Auflage, Stahlbau-Verlags-GmbH, Köln) zur Verfügung. Zur Veranschaulichung derLastabtragung soll hier ein einfaches Rechenmodell vorgestellt werden. Es setzt eine starre Kopfplattevoraus.
Berechnung geschraubter KopfplattenanschlüsseFür die Ermittlung der Schraubenzugkräfte wird vom Bruchzustand ausgegangen. Die Vorspannung istdann überwunden und es tritt eine klaffende Fuge auf. (Hochfeste Schrauben dürfen in der Regel nur mitVorspannung auf Zug beansprucht werden. Die Vorspannung wird verlangt zur Sicherung der Dauerfe-stigkeit.)
A. Biegung mit Normalkraft
(a) Spannungsnullinie im Anschlußquerschnitt
+ e
d/2 h i h 1
= h
max
d
DM
N
s d
s Z 1 = s Z m a x
s Z i
x
+
Abbildung 4.26: Fall A.a: Spannungsnullinie im Anschlußquerschnitt
M und N im gezeichneten Sinne positiv
Lage der Ersatznormalkraft e = +MN
+d2
(Gleichgewicht bezogen auf Druckrand)
Die Lage x der Nullinie erhält man aus ∑H = 0 und ∑M(d) = 0
∑H = 0 −bx2·σd +∑(σZi ·ASch ·m) = N (1)
∑M(d) = 0 −bx2·σd ·
x3
+∑(σZi ·ASch ·m ·hi) = M +N ·d
2(2)

4-22
mit:
ASch Querschnittsfläche einer Schraube (am Schaft)m Anzahl der Schrauben in einer Reihe(∗)
n Anzahl der Schraubenreihen im Zugbereichb Breite der Kopfplatte(∗) Die oberen beiden Schraubenreihen sollen möglichst nah am Zugflansch ange-
ordnet werden. In einer Reihe sollten nicht mehr als zwei Schrauben verwendetwerden.
(2)(1)
−bx2·σd ·
x3
+∑(σZi ·ASch ·m ·hi)
−bx2·σd +∑(σZi ·ASch ·m)
=MN
+d2
= e
−bx2
6·σd +∑(σZi ·ASch ·m ·hi) = e ·
[−bx
2·σd +∑(σZi ·ASch ·m)
]
mitσZi
σd=
hi− xx
ergibt sich:
−bx2
6+∑
(hi− x
x·ASch ·m ·hi
)=−ebx
2+ e ·∑
(hi− x
x·ASch ·m
)
−bx3
6+
ebx2
2+ASch ·m ·
[∑
[(hi− x) ·hi
]− e ·∑(hi− x)
]= 0
x3−3ex2− 6 ·ASch ·mb
(∑h2
i − x ·∑hi− e ·∑hi + e ·∑x)
= 0
mit ∑x = n · x (n = Anzahl der Schraubenreihen im Zugbereich) folgt:
x3−3ex2 +6 ·ASch ·m
b
[x ·(∑hi− e ·n
)−(∑h2
i − e ·∑hi)]
= 0
Die Druckspannung σd ergibt sich dann aus (1) zu
−bx2·σd +∑
(hi− x
x·σd ·ASch ·m
)= N
σd
[−bx
2+∑
(hi− x
x
)·ASch ·m
]= N
σd =−N
bx2−m ·ASch ·∑
hi− xx
Damit werden die Schraubenkräfte
Zi = σd ·ASch ·hi− x
x
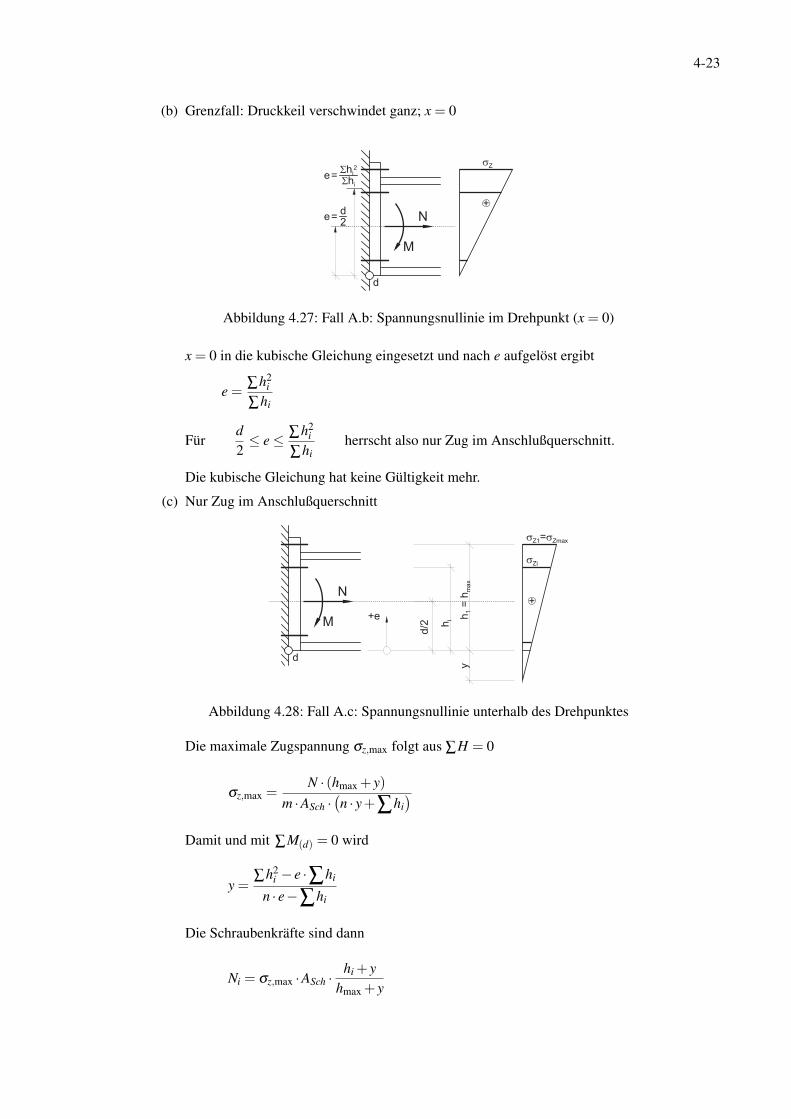
4-23
(b) Grenzfall: Druckkeil verschwindet ganz; x = 0
d
M
N
s Z
+
S h i2
S h ie =
d2e =
Abbildung 4.27: Fall A.b: Spannungsnullinie im Drehpunkt (x = 0)
x = 0 in die kubische Gleichung eingesetzt und nach e aufgelöst ergibt
e = ∑h2i
∑hi
Fürd2≤ e≤ ∑h2
i
∑hiherrscht also nur Zug im Anschlußquerschnitt.
Die kubische Gleichung hat keine Gültigkeit mehr.
(c) Nur Zug im Anschlußquerschnitt
+ e
d/2 h i h 1 = h
max
d
MN
s Z 1 = s Z m a x
s Z i
+
y
Abbildung 4.28: Fall A.c: Spannungsnullinie unterhalb des Drehpunktes
Die maximale Zugspannung σz,max folgt aus ∑H = 0
σz,max =N · (hmax + y)
m ·ASch ·(n · y+∑hi
)Damit und mit ∑M(d) = 0 wird
y =∑h2
i − e ·∑hi
n · e−∑hi
Die Schraubenkräfte sind dann
Ni = σz,max ·ASch ·hi + y
hmax + y

4-24
(d) Grenzfall: Druckkeil reicht über den ganzen Anschlußquerschnitt
d
M
N < 0
s d
h m a x3e =
d2e =
D
s Z = 0
Abbildung 4.29: Fall A.d: Spannungsnullinie oberhalb des Anschlußquerschnitts
x = maxh in die kubische Gleichung eingesetzt (die Glieder mit ASch verschwinden) liefert
e =hmax
3
Fürd2≥ e≥ hmax
3herrscht also nur Druck im Anschlußquerschnitt.
Die kubische Gleichung hat keine Gültigkeit mehr.
B. Reine Biegung
+ e
d/2 h i h 1
= h
max
d
DM
s d
s Z 1 = s Z m a x
s Z ix
+
Abbildung 4.30: Fall B: Reine Biegung
Aus N = 0 folgt e = +∞
Die kubische Gleichung für x wird nach Division durch e auf eine quadratische zurückgeführt:
x2 +2 ·n ·m ·ASch
b· x− 2 ·m ·ASch
b·∑hi = 0
Aus ∑M(d) = 0 wird die Druckspannung σd in diesem Fall
σd =M · x
m ·ASch
(∑h2
i −43· x ·∑hi +n · x2 · 1
3
)und damit
Ni = σd ·ASch ·hi− x
x
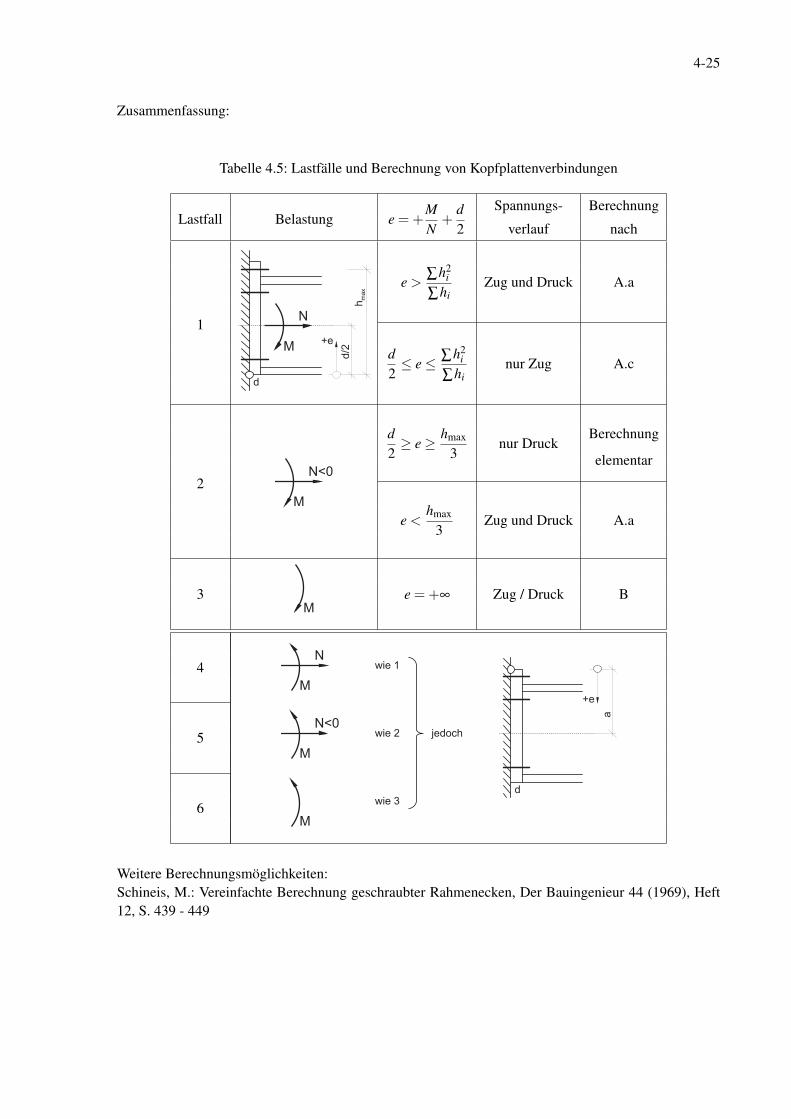
4-25
Zusammenfassung:
Tabelle 4.5: Lastfälle und Berechnung von Kopfplattenverbindungen
Spannungs- BerechnungLastfall Belastung e = +
MN
+d2 verlauf nach
e >∑h2
i
∑hiZug und Druck A.a
1
d2≤ e≤ ∑h2
i
∑hinur Zug A.c
+ ed/2
h max
d
M
N
d2≥ e≥ hmax
3nur Druck
Berechnung
elementar
2M
N < 0
e <hmax
3Zug und Druck A.a
3 e = +∞ Zug / Druck BM
4
5
6
MN < 0
MN
M
+ e
a
d
w i e 1
w i e 2
w i e 3
j e d o c h
Weitere Berechnungsmöglichkeiten:Schineis, M.: Vereinfachte Berechnung geschraubter Rahmenecken, Der Bauingenieur 44 (1969), Heft12, S. 439 - 449
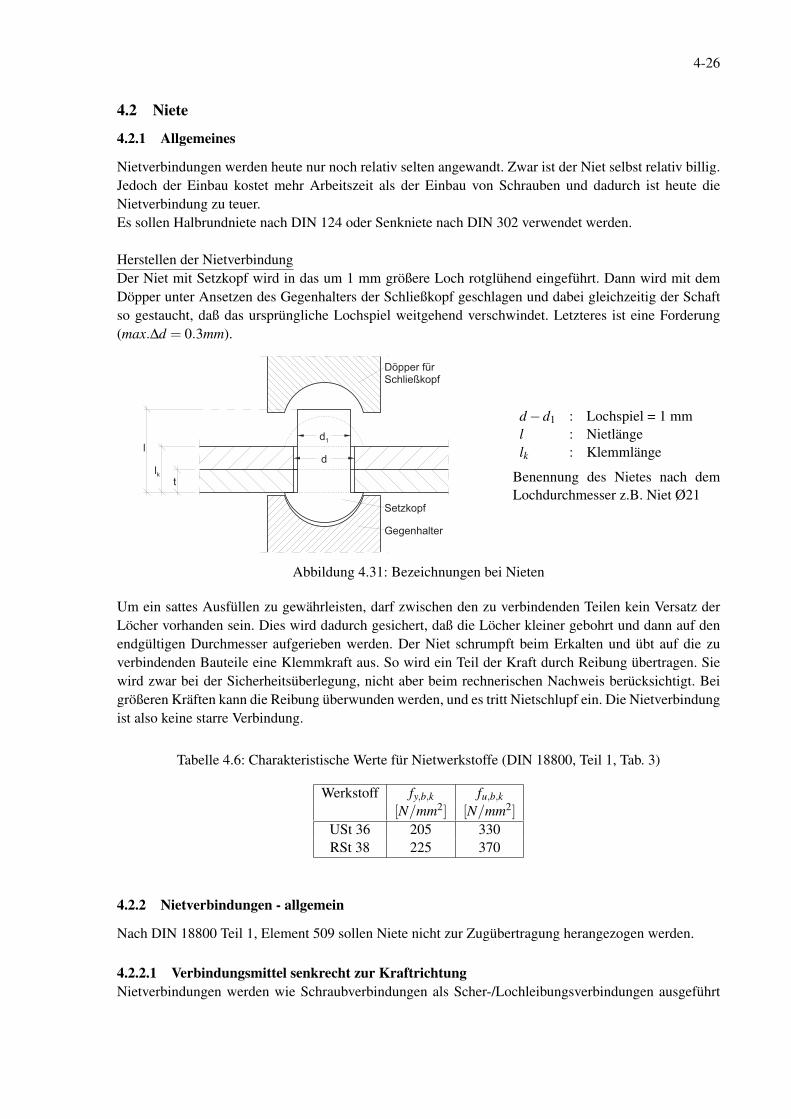
4-26
4.2 Niete
4.2.1 Allgemeines
Nietverbindungen werden heute nur noch relativ selten angewandt. Zwar ist der Niet selbst relativ billig.Jedoch der Einbau kostet mehr Arbeitszeit als der Einbau von Schrauben und dadurch ist heute dieNietverbindung zu teuer.Es sollen Halbrundniete nach DIN 124 oder Senkniete nach DIN 302 verwendet werden.
Herstellen der NietverbindungDer Niet mit Setzkopf wird in das um 1 mm größere Loch rotglühend eingeführt. Dann wird mit demDöpper unter Ansetzen des Gegenhalters der Schließkopf geschlagen und dabei gleichzeitig der Schaftso gestaucht, daß das ursprüngliche Lochspiel weitgehend verschwindet. Letzteres ist eine Forderung(max.∆d = 0.3mm).
d 1
dt
l kl
D ö p p e r f ü rS c h l i e ß k o p f
G e g e n h a l t e rS e t z k o p f
d−d1 : Lochspiel = 1 mml : Nietlängelk : Klemmlänge
Benennung des Nietes nach demLochdurchmesser z.B. Niet Ø21
Abbildung 4.31: Bezeichnungen bei Nieten
Um ein sattes Ausfüllen zu gewährleisten, darf zwischen den zu verbindenden Teilen kein Versatz derLöcher vorhanden sein. Dies wird dadurch gesichert, daß die Löcher kleiner gebohrt und dann auf denendgültigen Durchmesser aufgerieben werden. Der Niet schrumpft beim Erkalten und übt auf die zuverbindenden Bauteile eine Klemmkraft aus. So wird ein Teil der Kraft durch Reibung übertragen. Siewird zwar bei der Sicherheitsüberlegung, nicht aber beim rechnerischen Nachweis berücksichtigt. Beigrößeren Kräften kann die Reibung überwunden werden, und es tritt Nietschlupf ein. Die Nietverbindungist also keine starre Verbindung.
Tabelle 4.6: Charakteristische Werte für Nietwerkstoffe (DIN 18800, Teil 1, Tab. 3)
Werkstoff fy,b,k fu,b,k[N/mm2] [N/mm2]
USt 36 205 330RSt 38 225 370
4.2.2 Nietverbindungen - allgemein
Nach DIN 18800 Teil 1, Element 509 sollen Niete nicht zur Zugübertragung herangezogen werden.
4.2.2.1 Verbindungsmittel senkrecht zur KraftrichtungNietverbindungen werden wie Schraubverbindungen als Scher-/Lochleibungsverbindungen ausgeführt

4-27
(siehe Abschnitt 4.1.3.1 auf Seite 4-4ff.). Die Nachweise für Abscheren und Lochleibung gelten hiersinngemäß.
Zusammenwirken mit anderen VerbindungenNach DIN 18800 Teil 1, Element 836 ist ein Zusammenwirken mit anderen Verbindungsmitteln möglichbei
• Nieten und Paßschrauben
• Nieten und Schweißnähten bei einachsiger Biegung (Bedingungen siehe DIN 18800)
4.2.3 Statisch-konstruktive Forderungen bei Nietverbindungen
vgl. Abschnitt 4.1.4 auf Seite 4-12ff.
4.2.4 Nietverbindungen in Stahlkonstruktionen
Abschnitt 4.1.5.1 auf Seite 4-15ff. (Verbindungsmittel senkrecht zur Kraftrichtung) gilt sinngemäß.Kopfplattenanschlüsse nach Abschnitt 4.1.5.2 auf Seite 4-19ff. sind nicht möglich, da die Überlagerungvon Zugkräften in Nieten vermieden werden soll.
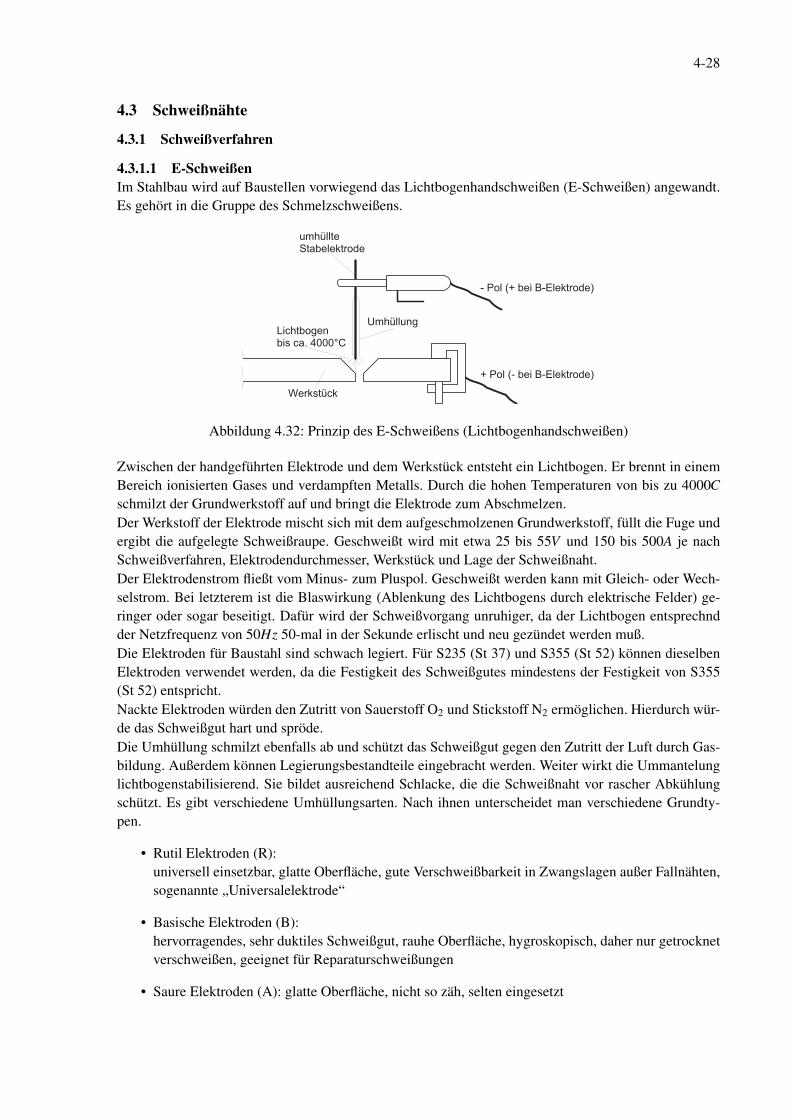
4-28
4.3 Schweißnähte
4.3.1 Schweißverfahren
4.3.1.1 E-SchweißenIm Stahlbau wird auf Baustellen vorwiegend das Lichtbogenhandschweißen (E-Schweißen) angewandt.Es gehört in die Gruppe des Schmelzschweißens.
u m h ü l l t e S t a b e l e k t r o d e
- P o l ( + b e i B - E l e k t r o d e )
+ P o l ( - b e i B - E l e k t r o d e )W e r k s t ü c k
U m h ü l l u n gL i c h t b o g e nb i s c a . 4 0 0 0 ° C
Abbildung 4.32: Prinzip des E-Schweißens (Lichtbogenhandschweißen)
Zwischen der handgeführten Elektrode und dem Werkstück entsteht ein Lichtbogen. Er brennt in einemBereich ionisierten Gases und verdampften Metalls. Durch die hohen Temperaturen von bis zu 4000Cschmilzt der Grundwerkstoff auf und bringt die Elektrode zum Abschmelzen.Der Werkstoff der Elektrode mischt sich mit dem aufgeschmolzenen Grundwerkstoff, füllt die Fuge undergibt die aufgelegte Schweißraupe. Geschweißt wird mit etwa 25 bis 55V und 150 bis 500A je nachSchweißverfahren, Elektrodendurchmesser, Werkstück und Lage der Schweißnaht.Der Elektrodenstrom fließt vom Minus- zum Pluspol. Geschweißt werden kann mit Gleich- oder Wech-selstrom. Bei letzterem ist die Blaswirkung (Ablenkung des Lichtbogens durch elektrische Felder) ge-ringer oder sogar beseitigt. Dafür wird der Schweißvorgang unruhiger, da der Lichtbogen entsprechndder Netzfrequenz von 50Hz 50-mal in der Sekunde erlischt und neu gezündet werden muß.Die Elektroden für Baustahl sind schwach legiert. Für S235 (St 37) und S355 (St 52) können dieselbenElektroden verwendet werden, da die Festigkeit des Schweißgutes mindestens der Festigkeit von S355(St 52) entspricht.Nackte Elektroden würden den Zutritt von Sauerstoff O2 und Stickstoff N2 ermöglichen. Hierdurch wür-de das Schweißgut hart und spröde.Die Umhüllung schmilzt ebenfalls ab und schützt das Schweißgut gegen den Zutritt der Luft durch Gas-bildung. Außerdem können Legierungsbestandteile eingebracht werden. Weiter wirkt die Ummantelunglichtbogenstabilisierend. Sie bildet ausreichend Schlacke, die die Schweißnaht vor rascher Abkühlungschützt. Es gibt verschiedene Umhüllungsarten. Nach ihnen unterscheidet man verschiedene Grundty-pen.
• Rutil Elektroden (R):universell einsetzbar, glatte Oberfläche, gute Verschweißbarkeit in Zwangslagen außer Fallnähten,sogenannte „Universalelektrode“
• Basische Elektroden (B):hervorragendes, sehr duktiles Schweißgut, rauhe Oberfläche, hygroskopisch, daher nur getrocknetverschweißen, geeignet für Reparaturschweißungen
• Saure Elektroden (A): glatte Oberfläche, nicht so zäh, selten eingesetzt

4-29
• Zellulose Elektoren (C): fast ausschließlich im Pipelinebau eingesetzt, einzige Elektrode fürFallnähte, extreme Geruchsbelästigung
Häufig werden Kombinationen der Grundtypen der Umhüllungen eingesetzt. Die genaue Zusammenset-zung der Umhüllung ist häufig ein Betriebsgeheimnis der produzierenden Firma.Die aus der Umhüllung entstehende Schlacke ist vor dem Auflegen einer weiteren Schweißlage völlig zuentfernen, da sie sonst zu unerwünschten Einschlüssen in der Schweißnaht führen kann (siehe Abb. 4.37auf Seite 4-30).
1
23
4
5
6
� ��1 : Grundwerkstoff
� ��2 : aufgeschmolzene Zone
� ��3 : Schlacke
� ��4 : Schmelzbad
� ��5 : Lichtbogen
� ��6 : Elektrode
Abbildung 4.33: Zonen in einer Schweißnaht
Da der Lichtbogen das Schweißgut zum Werkstoff mitreißt, können auch Überkopfnähte gelegt werden.Grundsätzlich ist das Schweißen in Wannenlage günstiger und somit anzustreben.
Abbildung 4.34: Überkopf-Schweißen
4.3.1.2 UP-Schweißen
C u - S c h i e n ea u t o m a t i s c h e r V o r s c h u b
N a h tS c h l a c k e
S c h w e i ß p u l v e r z u f ü h r u n g S c h w e i ß d r a h t
v e r d e c k t e r L i c h t b o g e n
Abbildung 4.35: Unter-Pulver-Schweißen (UP)
Das vorlaufende Pulver schützt den Lichtbogen vor Luftzutritt und bildet dann die schützende Schlacke.Mit diesem Verfahren kann eine sehr hohe Abschmelzleistung erreicht werden, daher sind lange Nähteerwünscht. Es kann sowohl das Werkstück als auch das Schweißgerät automatisch bewegt werden. Mit
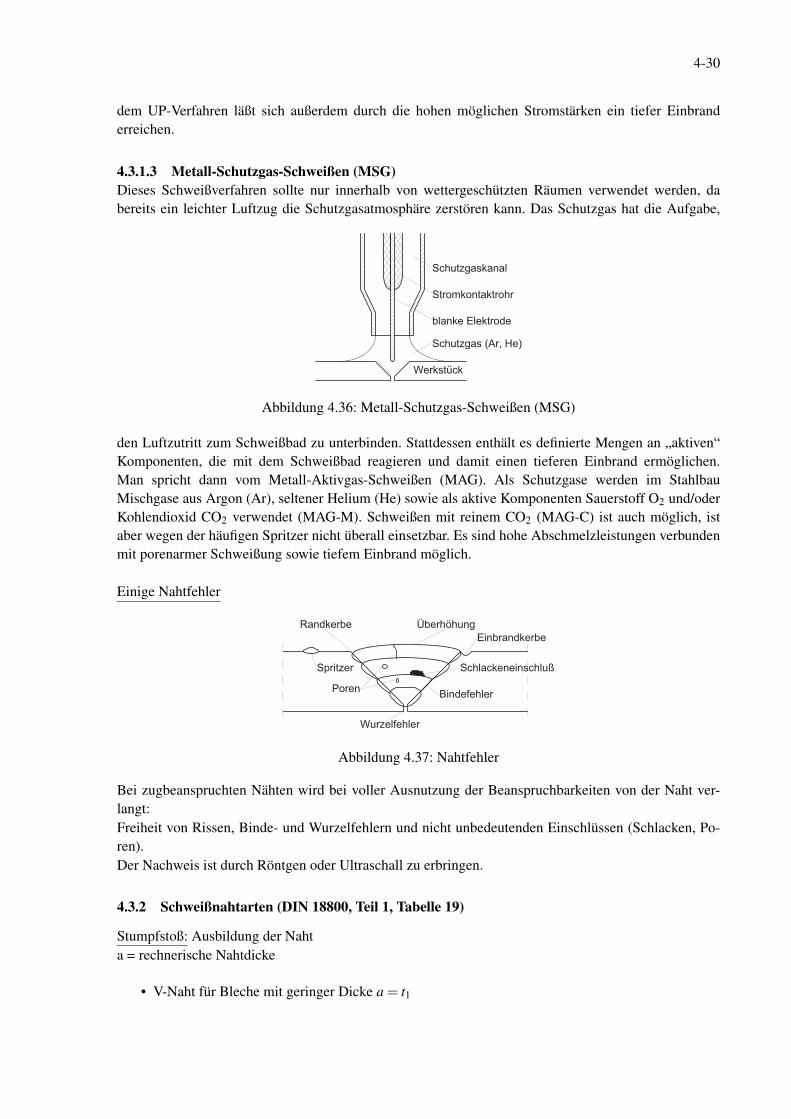
4-30
dem UP-Verfahren läßt sich außerdem durch die hohen möglichen Stromstärken ein tiefer Einbranderreichen.
4.3.1.3 Metall-Schutzgas-Schweißen (MSG)Dieses Schweißverfahren sollte nur innerhalb von wettergeschützten Räumen verwendet werden, dabereits ein leichter Luftzug die Schutzgasatmosphäre zerstören kann. Das Schutzgas hat die Aufgabe,
S t r o m k o n t a k t r o h r
b l a n k e E l e k t r o d e
S c h u t z g a s k a n a l
S c h u t z g a s ( A r , H e )
W e r k s t ü c k
Abbildung 4.36: Metall-Schutzgas-Schweißen (MSG)
den Luftzutritt zum Schweißbad zu unterbinden. Stattdessen enthält es definierte Mengen an „aktiven“Komponenten, die mit dem Schweißbad reagieren und damit einen tieferen Einbrand ermöglichen.Man spricht dann vom Metall-Aktivgas-Schweißen (MAG). Als Schutzgase werden im StahlbauMischgase aus Argon (Ar), seltener Helium (He) sowie als aktive Komponenten Sauerstoff O2 und/oderKohlendioxid CO2 verwendet (MAG-M). Schweißen mit reinem CO2 (MAG-C) ist auch möglich, istaber wegen der häufigen Spritzer nicht überall einsetzbar. Es sind hohe Abschmelzleistungen verbundenmit porenarmer Schweißung sowie tiefem Einbrand möglich.
Einige Nahtfehler
R a n d k e r b e
P o r e n
W u r z e l f e h l e r
Ü b e r h ö h u n gE i n b r a n d k e r b e
S c h l a c k e n e i n s c h l u ßB i n d e f e h l e r
S p r i t z e r
Abbildung 4.37: Nahtfehler
Bei zugbeanspruchten Nähten wird bei voller Ausnutzung der Beanspruchbarkeiten von der Naht ver-langt:Freiheit von Rissen, Binde- und Wurzelfehlern und nicht unbedeutenden Einschlüssen (Schlacken, Po-ren).Der Nachweis ist durch Röntgen oder Ultraschall zu erbringen.
4.3.2 Schweißnahtarten (DIN 18800, Teil 1, Tabelle 19)
Stumpfstoß: Ausbildung der Nahta = rechnerische Nahtdicke
• V-Naht für Bleche mit geringer Dicke a = t1

4-31
2 m mt 1 t 2t 1
Abbildung 4.38: Stumpfstoß mit V-Naht
• X-Naht (Doppel-HV-Naht) mit a = t1
t 1t 2
t 1 2 m m2 m m
K a n t e g e b r o c h e n
Abbildung 4.39: Stumpfstoß mit X-Naht (DHV-Naht)
Anmerkung: Wechselt an Stumpfstößen von Querschnittsteilen die Dicke, so sind bei Dickenun-terschieden von mehr als 10 mm die vorstehenden Kanten im Verhältnis 1 : 1 oder flacher zubrechen.(DIN 18800, Teil 1, Element 515)
• U-Naht und D(oppel) U-Naht mit a = t.
t
2 m m
2 m m
t
Abbildung 4.40: Stumpfstoß mit U-Naht oder DU-Naht
Sie werden bei sehr großen Dicken angewendet wegen des geringeren Nahtvolumens gegenüberder X-Naht. Erhebliche Schweißnahtvorbereitung erforderlich.
Weitere Nahtarten und rechnerische Nahtdicken siehe DIN 18800, Teil 1, Tabelle 19.
Weitere Nahtbezeichnungen
S t i r n f u g e n n a h t
Abbildung 4.41: Stirnfugennähte

4-32
F l a n k e n k e h l n a h tS t i r n k e h l n a h t
H a l s k e h l n a h t
Abbildung 4.42: Kehlnahtbezeichnungen
Abbildung 4.43: Unterbrochene Naht (Strichschweißung)
Nahtaufbau
Nur dünne Nähte können bei der Handschweißung mit einer Lage geschweißt werden. Für größereDicken sind mehrere Lagen erforderlich. Die Zahl und Art der Lagen ist auch vom Verfahren abhän-gig.
a = 4 m mm i t e i n e r L a g e m ö g l i c h
Abbildung 4.44: Nahtaufbau bei dünnen und dicken Nähten
Einige Hinweise
s c h l e c h t z u g ä n g l i c h
a z u k l e i n
m a x t
m i n t
E i n b r a n d
Abbildung 4.45: Hinweise zur Ausführung von Schweißnähten
• Nähte sollen einwandfrei ausgeführt werden können, d.h. bei der Konstruktion ist auf gute Zu-gänglichkeit zu achten.

4-33
• Zu dünne Nähte an dicken Werkstücken werden spröde, da sie rasch abkühlen. DIN 18800, Teil 1,Element 519 und DS 804 (Eisenbahnbrücken) empfehlen bei Kehlnähten:
a
≥ 2mm≥
√max t−0,5mm≥ 3,5mm für t ≤ 30mm (a und t in [mm])
≤ 0,7 ·min t
Bei genügendem Vorwärmen können auch dünnere Nähte verwendet werden. Es gilt: Die besteSchweißkonstruktion ist jene, an welcher am wenigsten geschweißt wird.
• Bei gegenüberliegenden Schweißnähten sollte t > 6mm sein wegen des beidseitigen Einbrandes.
4.3.3 Schweißverbindungen
Hinweise gibt die Anwendungsnorm DIN 18800, Teil 1.Die Nachweise werden mit den charakteristischen Materialkennwerten des Stahls nach DIN 18800, Teil1, Tabelle 1 (Zeile 1, 3 oder 5 ) geführt.
Tabelle 4.7: Charakteristische Materialkennwerte für Schweißnähte
Stahl (t beliebig) fy,k[N/mm2] E[N/mm2]
S 235 (St 37) 240 210.000
S 355 (St 52) 360 210.000
S 355 N (StE 355) 360 210.000
Folgende Nähte brauchen nicht nachgewiesen zu werden nach DIN 18800, Teil 1
a) folgende nur auf Druck beanspruchte Nähte
• Stumpfnähte
• Doppel-HV -Nähte (K -Nähte)
• HV-Nähte
• K-Stegnähte
b) folgende nur auf Zug beanspruchte Nähte (jeweils mit nachgewiesener Nahtgüte), ausgenommenStumpfnähte in Stößen von Form- und Stabstählen
• Stumpfnähte in Gurtplatten- und Stabstößen und Steifen
• Doppel-HV-Nähte (K-Nähte)
• HV-Nähte in Anschlüssen
c) die Schweißnähte bei einem Montagestoß eines I-förmigen Trägers mit Walzträger-ähnlichen Ab-messungen (wenn DIN 18800, Teil 1, Tabelle 21 beachtet wird)
Allgemeiner Nachweis für Stumpf- und Kehlnähte (Element 825)
σw,v
σw,R,d≤ 1
mit σw,v =√
σ2⊥+ τ2
⊥+ τ2||
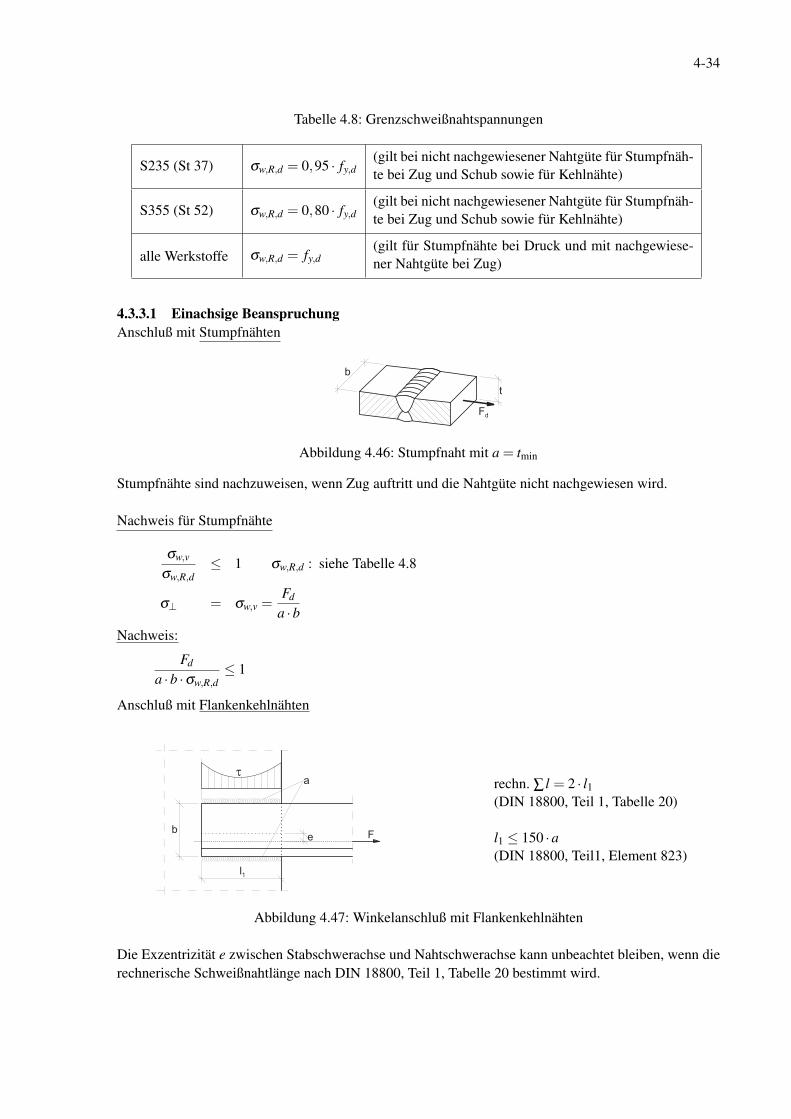
4-34
Tabelle 4.8: Grenzschweißnahtspannungen
S235 (St 37) σw,R,d = 0,95 · fy,d(gilt bei nicht nachgewiesener Nahtgüte für Stumpfnäh-te bei Zug und Schub sowie für Kehlnähte)
S355 (St 52) σw,R,d = 0,80 · fy,d(gilt bei nicht nachgewiesener Nahtgüte für Stumpfnäh-te bei Zug und Schub sowie für Kehlnähte)
alle Werkstoffe σw,R,d = fy,d(gilt für Stumpfnähte bei Druck und mit nachgewiese-ner Nahtgüte bei Zug)
4.3.3.1 Einachsige BeanspruchungAnschluß mit Stumpfnähten
b
F d
t
Abbildung 4.46: Stumpfnaht mit a = tmin
Stumpfnähte sind nachzuweisen, wenn Zug auftritt und die Nahtgüte nicht nachgewiesen wird.
Nachweis für Stumpfnähte
σw,v
σw,R,d≤ 1 σw,R,d : siehe Tabelle 4.8
σ⊥ = σw,v =Fd
a ·bNachweis:
Fd
a ·b ·σw,R,d≤ 1
Anschluß mit Flankenkehlnähten
eb
l 1
t
F
a rechn. ∑ l = 2 · l1(DIN 18800, Teil 1, Tabelle 20)
l1 ≤ 150 ·a(DIN 18800, Teil1, Element 823)
Abbildung 4.47: Winkelanschluß mit Flankenkehlnähten
Die Exzentrizität e zwischen Stabschwerachse und Nahtschwerachse kann unbeachtet bleiben, wenn dierechnerische Schweißnahtlänge nach DIN 18800, Teil 1, Tabelle 20 bestimmt wird.

4-35
Nachweis für Flankenkehlnähte
σw,v
σw,R,d≤ 1 σw,R,d : siehe Tabelle 4.8
τ|| = σw,v =Fd
2 · l1 ·a
Nachweis:
Fd
2 · l1 ·a ·σw,R,d≤ 1
Anschluß mit Flanken- und Stirnkehlnähten
eb
l 1
F
aE n d k r a t e ru n z u l ä s s i g rechn. ∑ l = 2 · l1 +b
(DIN 18800, Teil 1, Tabelle 20)
l1 ≤ 150 ·a(DIN 18800, Teil1, Element 823)
Abbildung 4.48: Winkelanschluß mit Flanken- und Stirnkehlnähten
Hier darf das Zusammenwirken von Stirn- und Flankenkehlnähten berücksichtigt werden.
Nachweis für Flanken- und Stirnkehlnähte
σw,v
σw,R,d≤ 1 σw,R,d : siehe Tabelle 4.8
τ = σw,v =Fd
(2 · l1 +b) ·a
Nachweis:
Fd
(2 · l1 +b) ·a ·σw,R,d≤ 1
Anschluß mit ringsumlaufender Kehlnaht
b
l 2
Fa
( v e r d e c k t )
l 1rechn. ∑ l = l1 + l2 + 2 · b, wenn die Schwerachsenäher zur längeren Naht liegt
rechn. ∑ l = 2 · l1 + 2 · b, wenn die Schwerachsenäher zur kürzeren Naht liegt(DIN 18800, Teil 1, Tabelle 20)
li ≤ 150 ·a(DIN 18800, Teil1, Element 823)
Abbildung 4.49: Winkelanschluß mit ringsumlaufender Kehlnaht

4-36
Schräg zur Kraftrichtung verlaufende Nähte dürfen nur mit ihrer Projektionslänge berücksichtigt werden.
Nachweis für ringsumlaufende Kehlnaht
σw,v
σw,R,d≤ 1 σw,R,d : siehe Tabelle 4.8
τ|| = σw,v =Fd
∑ l ·aNachweis:
Fd
∑ l ·a ·σw,R,d≤ 1
Querkraftanschluß
VlVl
G u r t
S t e g
Abbildung 4.50: Träger-Stütze-Anschluß
Nachweis für Querkraftanschluß
σw,v
σw,R,d≤ 1 σw,R,d : siehe Tabelle 4.8
τ|| = σw,v =Vd
l ·∑a
Nachweis:
Vd
l ·∑a ·σw,R,d≤ 1
Es dürfen nur die Nähte in Ansatz gebracht werden, die aufgrund der Steifigkeitsverhältnisse die Kräftetatsächlich übertragen:hier nur die Stegnähte (DIN 18800, Teil 1, Element 821).
4.3.3.2 Mehrachsige BeanspruchungGrundsätzlich ist bei zusammengesetzter Beanspruchung der Vergleichswert maßgebend. Er ist zu er-mitteln aus:
σw,v =√
σ2⊥+ τ2
⊥+ τ2||
Die Vergleichsspannung im Material lautete:
σv =√
σ2⊥+σ2
|| −σ⊥ ·σ||+3 ·(
τ2⊥+ τ2
||
)
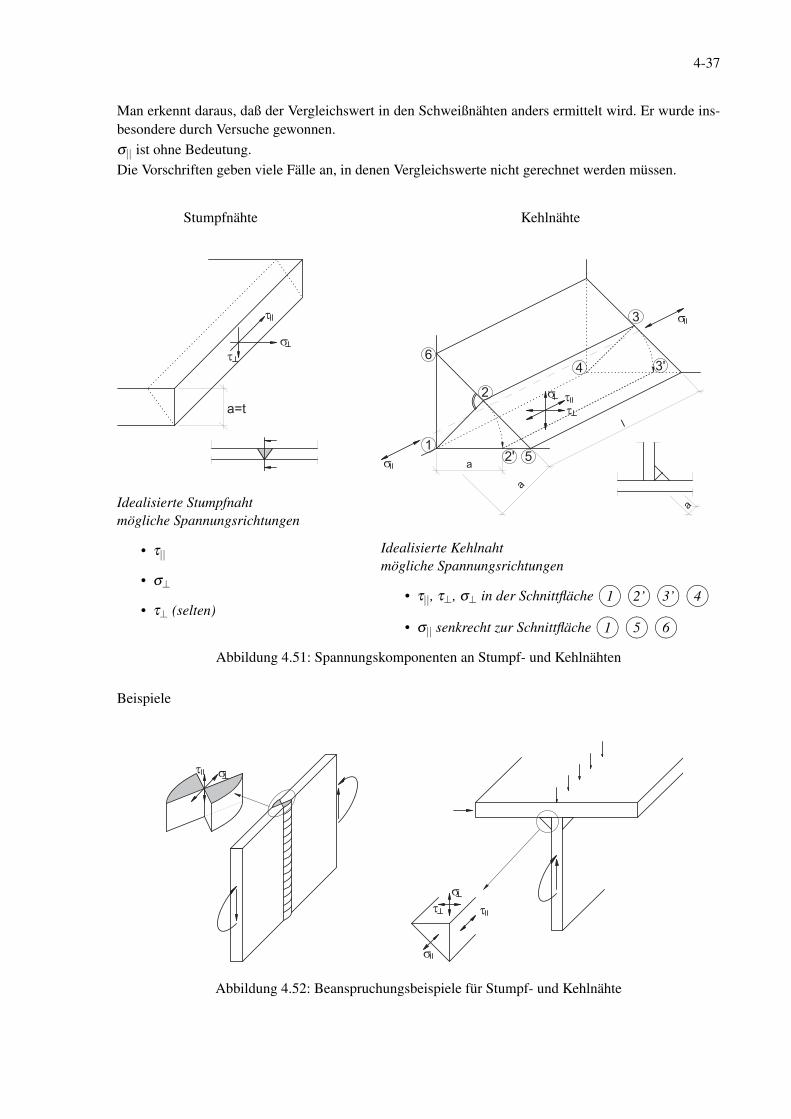
4-37
Man erkennt daraus, daß der Vergleichswert in den Schweißnähten anders ermittelt wird. Er wurde ins-besondere durch Versuche gewonnen.σ|| ist ohne Bedeutung.Die Vorschriften geben viele Fälle an, in denen Vergleichswerte nicht gerechnet werden müssen.
Stumpfnähte
s
t
a = t
t
Idealisierte Stumpfnahtmögliche Spannungsrichtungen
• τ||
• σ⊥
• τ⊥ (selten)
Kehlnähte
a
s tt
s
s a
a
l
1
2
3
4
5
63 '
2 '
Idealisierte Kehlnahtmögliche Spannungsrichtungen
• τ||, τ⊥, σ⊥ in der Schnittfläche � ��1 � ��
2’ � ��3’ � ��
4
• σ|| senkrecht zur Schnittfläche � ��1 � ��
5 � ��6
Abbildung 4.51: Spannungskomponenten an Stumpf- und Kehlnähten
Beispiele
st
s
tt
s
Abbildung 4.52: Beanspruchungsbeispiele für Stumpf- und Kehlnähte

4-38
Beispiel: Biegesteifer Trägeranschluß
hy
s t
Abbildung 4.53: Schweißnahtspannungen beim biegesteifen Trägerstoß
Nachweis der Nähte
σw,v
σw,R,d≤ 1
σw,R,d : siehe Tabelle 4.8
τ|| = =Vd
2 ·h ·a
σ⊥ =Md
Iw· y mit Iw = Trägheitsmoment der Schweißnahtflächen
σw,v =√
σ2⊥+ τ2
||
Nachweis:
z.B. bei S235 (St37) :σw,v
0,95 · fy,d≤ 1
In Hohlkehlen von unberuhigten Stählen soll nicht geschweißt werden.
4.3.3.3 Einige HinweiseStumpfstöße in Form- und Stabstählen können bei unberuhigt vergossenenen Stählen wegen der Seige-rungszonen nicht einwandfrei ausgeführt werden (Gefahr von Aufhärtungen, Rissen).
Abbildung 4.54: IPE mit Seigerungszonen
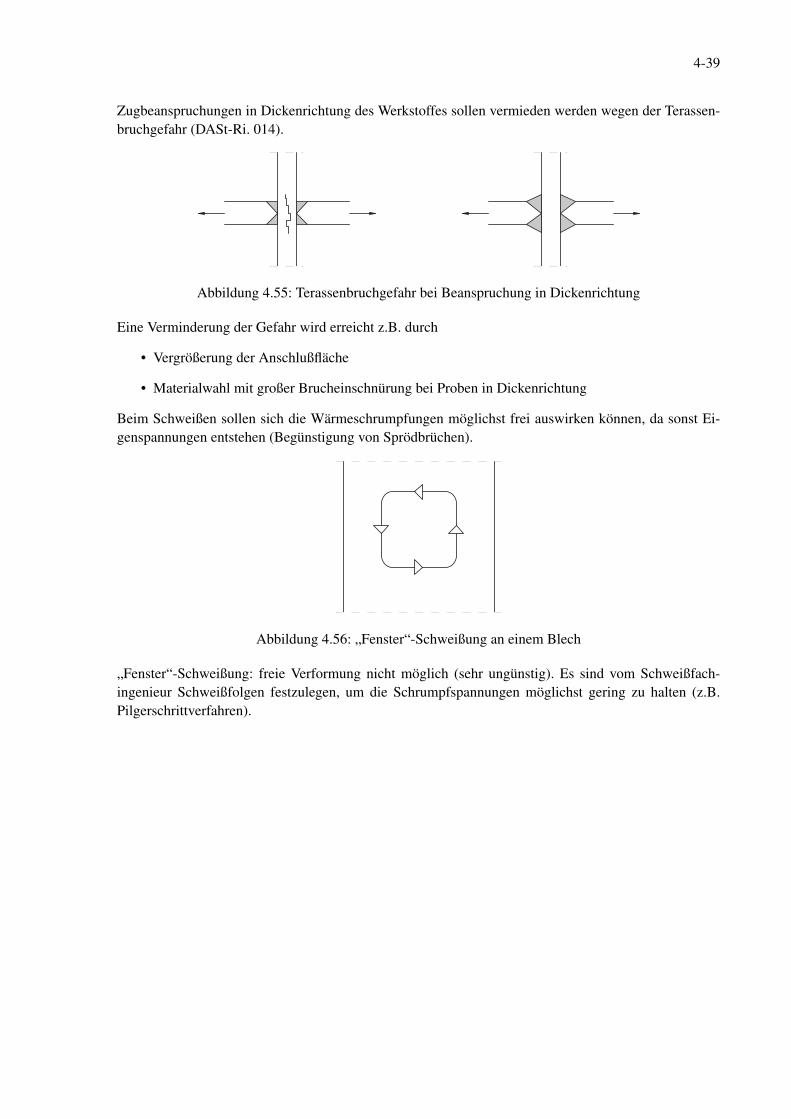
4-39
Zugbeanspruchungen in Dickenrichtung des Werkstoffes sollen vermieden werden wegen der Terassen-bruchgefahr (DASt-Ri. 014).
Abbildung 4.55: Terassenbruchgefahr bei Beanspruchung in Dickenrichtung
Eine Verminderung der Gefahr wird erreicht z.B. durch
• Vergrößerung der Anschlußfläche
• Materialwahl mit großer Brucheinschnürung bei Proben in Dickenrichtung
Beim Schweißen sollen sich die Wärmeschrumpfungen möglichst frei auswirken können, da sonst Ei-genspannungen entstehen (Begünstigung von Sprödbrüchen).
Abbildung 4.56: „Fenster“-Schweißung an einem Blech
„Fenster“-Schweißung: freie Verformung nicht möglich (sehr ungünstig). Es sind vom Schweißfach-ingenieur Schweißfolgen festzulegen, um die Schrumpfspannungen möglichst gering zu halten (z.B.Pilgerschrittverfahren).

5-1
5 Einfache Tragwerke
5.1 Fachwerke
5.1.1 Systemausbildung
Fachwerke werden aus Zug- und Druckstäben gebildet. die Lasteinleitung soll in den Knoten erfolgen,sonst tritt Zwischenbiegung auf.
Die Stabachsen sollen auf den Netzlinien liegen, damit die Stäbe zentrisch beansprucht werden. DerAnschluß kann exzentrisch liegen. Es wird dann bei der Anschlußbemessung das Zusatzmoment F · eberücksichtigt.
Druckstäbe sollen wegen der Knicklänge kurz sein (Knicklängen siehe DIN 18 800 Teil 2). Die seitlicheStützung der Knotenpunkte ist beim Ausknicken aus der Fachwerkebene heraus zu beachten.
Zur Verkürzung der Knicklänge in der Fachwerkebene können Stützstäbe angeordnet werden.Um die Zwischenbiegung auszuschalten, können auch Stäbe angeordnet werden.
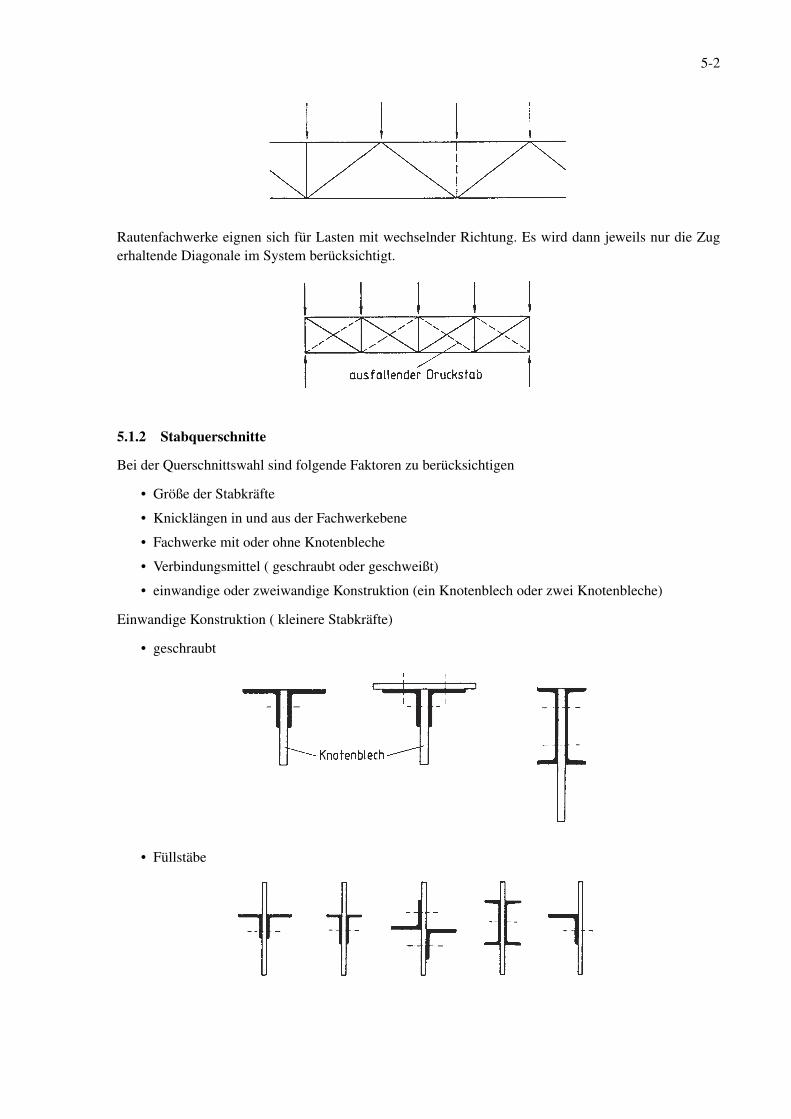
5-2
Rautenfachwerke eignen sich für Lasten mit wechselnder Richtung. Es wird dann jeweils nur die Zugerhaltende Diagonale im System berücksichtigt.
5.1.2 Stabquerschnitte
Bei der Querschnittswahl sind folgende Faktoren zu berücksichtigen
• Größe der Stabkräfte
• Knicklängen in und aus der Fachwerkebene
• Fachwerke mit oder ohne Knotenbleche
• Verbindungsmittel ( geschraubt oder geschweißt)
• einwandige oder zweiwandige Konstruktion (ein Knotenblech oder zwei Knotenbleche)
Einwandige Konstruktion ( kleinere Stabkräfte)
• geschraubt
• Füllstäbe

5-3
"historische"Querschnitte ( genietete Brücken )
• Gurte
• Füllstäbe
geschweißt mit Knotenblechen
• Gurte
Füllstäbe können geschraubt oder geschweißt sein.
geschraubt: wie vorherige Seite
• geschweißt
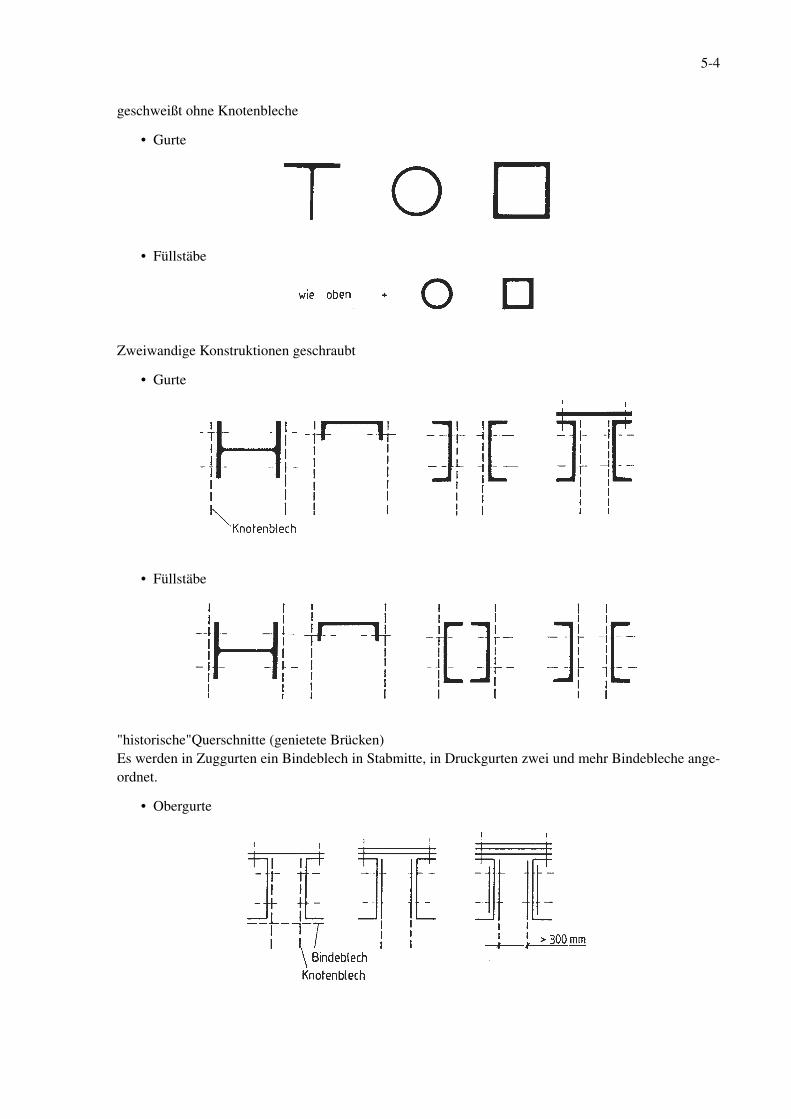
5-4
geschweißt ohne Knotenbleche
• Gurte
• Füllstäbe
Zweiwandige Konstruktionen geschraubt
• Gurte
• Füllstäbe
"historische"Querschnitte (genietete Brücken)Es werden in Zuggurten ein Bindeblech in Stabmitte, in Druckgurten zwei und mehr Bindebleche ange-ordnet.
• Obergurte
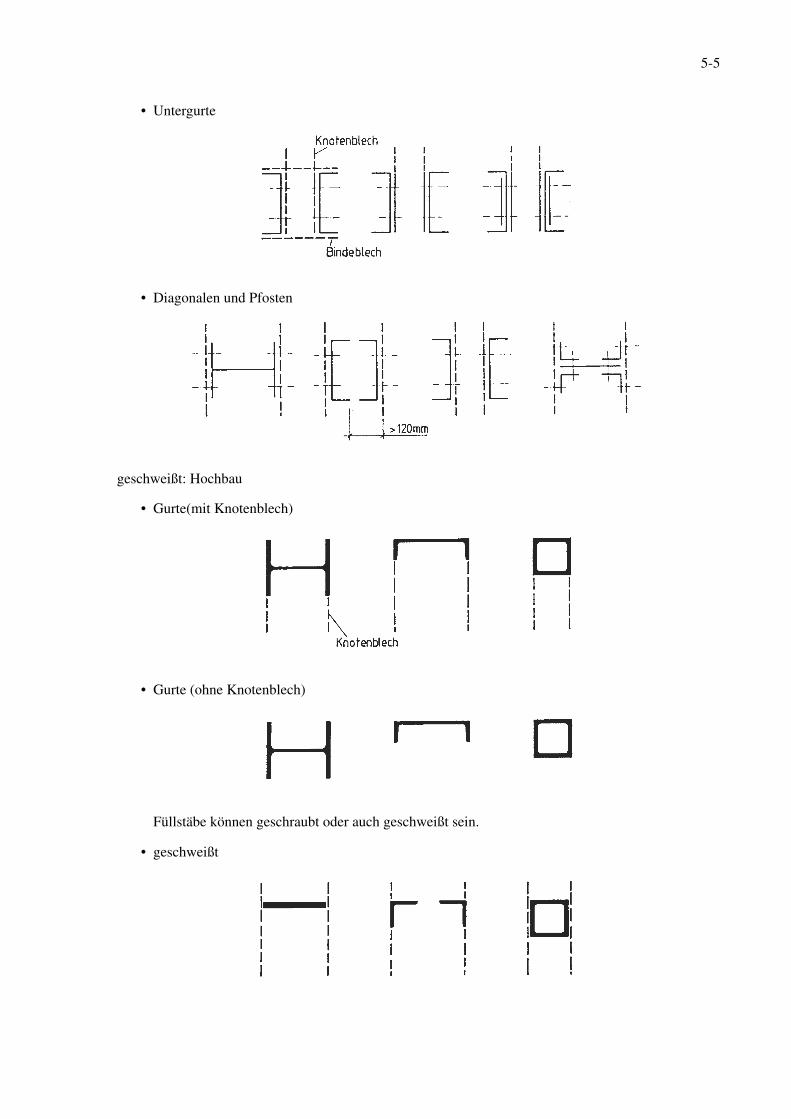
5-5
• Untergurte
• Diagonalen und Pfosten
geschweißt: Hochbau
• Gurte(mit Knotenblech)
• Gurte (ohne Knotenblech)
Füllstäbe können geschraubt oder auch geschweißt sein.
• geschweißt

5-6
geschweißt: Brückenbau
• Gurte
• Füllstäbe
Einige konstruktive Forderungen an die StäbeWegen Korrosionsgefahr und Zugänglichkeit beim Streichen gilt
• a = 15 mm für h = 100 mm (DIN 55928, Teil 2)
und linear ansteigend
• von a = 15 mm für h = 100 mm bis a = 400 mm für h = 1000 mm (DIN 55928,Teil 2)
Hohlquerschnitte sollen luftdicht verschlossen werden, sonst ist auch innen Korrosionsschutz erforder-lich.
Auch zweiteilige Zugstäbe erhalten in Stabmitte ein Bindeblech zur Versteifung (Transport, Montage,gleichmäßiger Abstand)

5-7
Wegen der Eigengewichtsdurchbiegung werden auch Zugdiagonalen oft als L und nicht aus Flachstahlausgebildet.
Bei leichten Bindern werden die Profile von Gurtstäben nicht oder nur in größeren Abschnitten vari-iert. Sie laufen daher meist über mehrere Knoten durch ( Lieferlängen beachten). Die Füllstäbe könnenvariiert werden.
Bei Querschnittssprüngen in den Gurten ist darauf zu achten, daß die Netzlinie in die gemittelte Schwer-achse gelegt wird, damit kein Stab zu große Momente erhält. Bei der Querschnittswahl sollte der Schwer-achsensprung mit beachtet werden.
Die Verbindungsmittel von zusammengesetzten Querschnitten ( Schraube, Schweißnaht,....) haben keinestatische Funktion beim Zugstab. Es können daher die Mindestabmessungen gewählt werden.
Im Anschlußbereich am Knoten kann es allerdings möglich sein, daß sie Aufgaben der Kraftableitungübernehmen, wenn z.B. einzelne Bauteile nicht direkt an das Knotenblech angeschlossen werden können.

5-8
5.1.3 Knotenpunkte
Knotenpunkte mit angeschraubten KnotenblechenDie Anschlüsse der Stäbe am Knotenblech sind kurz zu halten, damit kleine Knotenbleche entstehen.
Knotenbleche sollen eine einfache Form erhalten. Sie sollen jedoch keine freistehenden Ecken haben(unschön, wegen möglicher Verbiegungen).
Es muß die Kraft V vom Pfosten auf die Diagonale geleitet werden und die Kraft DH von der Diagonalenin den Stab U2. Der Stab U2 soll im Knotenpunkt S schon voll angeschlossen sein, so daß die Kraft∆U schon davor, also im Bereich K einzuleiten ist. Außerdem soll das Knotenblech die Stabkräfte derendenden Stäbe im ungünstigsten Schnitt (Rißlinie) aufnehmen können.
Berechnung des KnotenblechesStreng genommen handelt es sich um ein Scheibenproblem. Solange es nicht um die genaue Ermittlungder tatsächlich auftetenden Spannungen geht, können Näherungen benutzt werden. Dabei handelt es sichum gegriffene Traglastmodelle mit deren Hilfe nachgewiesen wird, daß die Kräfte grundsätzlich nachdem angenommenen Modell übergeleitet werden können. Bei dynamisch beanspruchten Konstruktionensollten die tatsächlich auftretenden Spannungen bekannt sein.
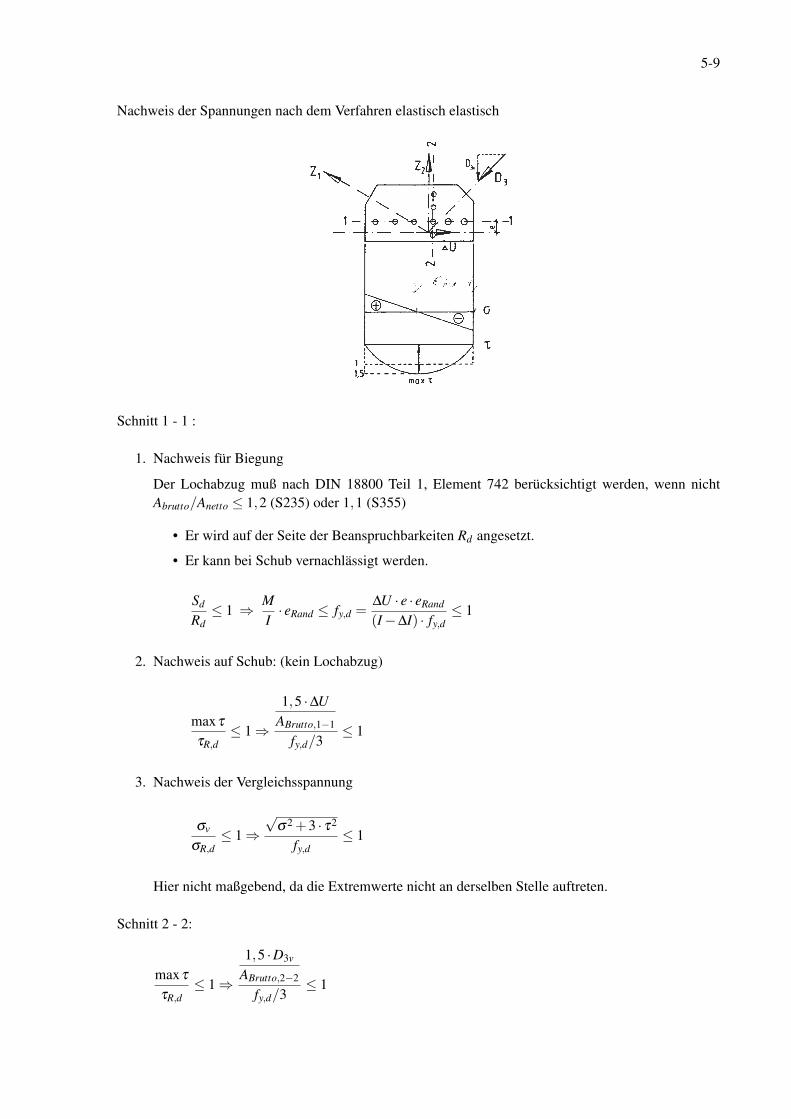
5-9
Nachweis der Spannungen nach dem Verfahren elastisch elastisch
Schnitt 1 - 1 :
1. Nachweis für Biegung
Der Lochabzug muß nach DIN 18800 Teil 1, Element 742 berücksichtigt werden, wenn nichtAbrutto/Anetto ≤ 1,2 (S235) oder 1,1 (S355)
• Er wird auf der Seite der Beanspruchbarkeiten Rd angesetzt.
• Er kann bei Schub vernachlässigt werden.
Sd
Rd≤ 1 ⇒ M
I· eRand ≤ fy,d =
∆U · e · eRand
(I−∆I) · fy,d≤ 1
2. Nachweis auf Schub: (kein Lochabzug)
maxτ
τR,d≤ 1⇒
1,5 ·∆UABrutto,1−1
fy,d/3≤ 1
3. Nachweis der Vergleichsspannung
σv
σR,d≤ 1⇒
√σ2 +3 · τ2
fy,d≤ 1
Hier nicht maßgebend, da die Extremwerte nicht an derselben Stelle auftreten.
Schnitt 2 - 2:
maxτ
τR,d≤ 1⇒
1,5 ·D3v
ABrutto,2−2
fy,d/3≤ 1

5-10
Nachweis der Spannungen in der ungünstigsten „Reißfläche“ (el.-el.)
Reißfläche AI−I: AI−I = 2 · (l1−n ·d) ·τR,d
σR,d· t︸ ︷︷ ︸
Schub
+(w−d) · t︸ ︷︷ ︸Zug︸ ︷︷ ︸
Lochschwächung berücksichtigt
⇒ ZI−IR,d = AI−I · fy,d
Reißfläche AII−II: AII−II = (l2−0,5d) ·0,8 · t +(l3−0,5d) ·0,8 · t︸ ︷︷ ︸teils Schub, teils Zug
+(w−d) · t︸ ︷︷ ︸Zug
→ Lochschwächung auf der sicheren Seite liegend berücksichtigt
→ Faktor 0,8:(
12
τR,d
σR,d+
12
σR,d
σR,d
)=
12· 1√
3+
12·1≈ 0,8
⇒ ZII−IIR,d = AII−II · fy,d
Nachweise: allgemein:Z
ZR,d≤ 1,0
Schnitt I-I:Z
AI−I · fy,d≤ 1,0
Schnitt II-II:Z
AII−II · fy,d≤ 1,0
Es ist zu beachten, dass z.B. bei Wanderlasten die ungünstigste Beanspruchung des Knotenbleches nichtbei der gleichen Laststellung auftritt, bei welcher die Stabkräfte die maximalen Werte annehmen.Beispiel:

5-11
Kräfteplan für den Knoten � ��2 :
∆U = U3−U2 für eine bestimmte Laststellung
Bei Wanderlasten sind verschiedene Laststellungen maßgebend für die Größtwerte der einzelnen Stab-kräfte und auch von ∆U . Für die Stabanschlüsse sind die Größtwerte der Stabkräfte zu berücksichtigen.In der Verbindung zwischen Knotenblech und Untergurt muss max∆U übertragen werden. Diese kannman einfach mittels Einflusslinien berechnen.
Einflusslinien für die Stabkräfte D2, D3, U2, U3 und ∆U
Im Vertikalschnitt ist maxD2v zu übertragen.

5-12
An Knotenpunkten werden oft die Gurtstäbe gestoßen.
Wird keine volle oder überhaupt keine Stoßdeckung vorgesehen, dann muß die teilweise recht ungünstigeZusatzbelastung bei der Bemesssung des Knotenbleches Berücksichtigung finden.
Im Beispiel wird U1/2 über das Knotenblech geleitet und erzeugt in ihm zusätzliche Spannungen. Wenndie Lasche entfällt, ergibt sich eine noch ungünstigere Beanspruchung. Solche Konstruktionen sind zuvermeiden.

5-13
Knotenpunkte mit angeschweißten Knotenblechen
Knotenblechanschluss geschweißt mit den Schnittkräften N,M = N · e und V
Die unten dargestellte Lösung ist günstiger. Die Exzentrizität e ist unbedenklich. Es wirken nurSchubkräfte in den Schweißnähten. Es treten keine Beanspruchungen in Dickenrichtung bei derKraftweiterleitung auf.
Beanspruchungen in Dickenrichtung sind unter Beachtung der DASt.Ri. 014 auszuführen.

5-14
Knoten mit Teilknotenblechen (geschweißt)
Teilweise genügt eine Ergänzung zum Gurtprofil für die Knotenausbildung. Hier übernimmt dasGurtprofil einen Anteil der Knotenblechfunktion und kann daher nicht immer voll ausgenutzt werden.
Eingeschweißte Knotenbleche bei Fachwerkbrücken
Da hier die Knotenbleche sowohl Stab- als auch Knotenblechfunktion übernehmen, sind sie dicker aus-zuführen. Der Querschnitt von U2 ist vor dem Systempunkt voll wirksam anzuschliessen.

5-15
Knotenpunkte ohne Knotenblech (geschweißt)
Bei Konstruktionen im Hochbau werden auch Fachwerke ohne Knotenblech ausgeführt.
Man liegt auf der sicheren Seite, wenn man im Schnitt 1-1 den Untergurt mit σ aus U2 und τ aus Dv
nachweist (σ , τ , σv). Außerdem können auch die Ausreißflächen maßgebend werden. Der Anschlussder Diagonalen sollte also nicht zu kurz gehalten werden.
Hohlprofile werden auch oft ohne Knotenbleche angeschlossen.

5-16
Knotenpunkte von Fachwerken aus Hohlprofilen
Zwar treffen sich hier die Netzlinien in einem Punkt, jedoch muss der Ausgleich der Dvertikal-Komponenteüber das dünne Gurtrohrblech teilweise auf Biegung erfolgen. Ein negativer Fehlhebel verbessert dieKrftübertragung von Diagonale zu Diagonale. Nach DIN 18808 wird dieser Einfluss durch eine Abmin-derung (0,7≤ k≤ 1) auf der Seite der Beanspruchbarkeiten für das aufgesetzte Hohlprofil berücksichtigt.
Der Anschluss lässt nicht immer eine volle Ausnutzung der anzuschließenden Stäbe zu.
Die übertragbaren Kräfte im Rohrknoten können nicht ganz allgemein nur durch eine Berechnung nach-gewiesen werden. Sie stützen sich auf Versuche ab.In der Zwischenzeit wurden solche Knotenpunkte ausreichend in Versuchen getestet, so dass nunmehrBerechnungsmöglichkeiten in DIN 18808 „Tragwerke aus Hohlprofilen unter vorwiegend ruhender Be-lastung“ vorliegen.Bei der Bemessung sind
a) die Stabtragfähigkeit und
b) die Knotentragfähigkeit
nachzuweisen.
Der Fehlhebel e gibt die Exzentritzität an und kann positiv oder negativ sein.

5-17
Die erforderlichen Tragsicherheitsnachweise müssen für alle Stäbe
- Zuggurt- Druckgurt
}für |e| ≥ 0,25 ·h ist der Einfluss der Exzentrizität bei den
Stabnachweisen zu berücksichtigen- Füllstab Zug- Füllstab Druck
gemäß DIN 18800 Teil 1 und 2 geführt werden.
Die Knotentragfähigkeit ist durch die im Verformungszustand gemessenen und beobachteten Einfluss-größen bestimmt.
Indizes:
a = aufgesetzt
u = untergesetzt
o = durchlaufendes Profil
Die maßgeblichen geometrischen Parameter für die Knotentragfähigkeit sind die Steifigkeit des Gurt-flansches, das Wanddickenverhältnis Gurt/Füllstab, das Breitenverhältnis Füllstab/Gurt, die Spaltweitebzw. Überlappungslänge und der Systemwinkel.
Erforderliche Wanddickenverhältnisse erf(tu/ta) nach DIN 18808 Tabelle 4

5-18
Einige Konstruktionshinweise
Im folgenden Beispiel wird ein Fehlhebel vorgesehen, damit die Diagonalen direkt miteinander ver-bunden werden können. Gleiche Diagonalbreiten sind günstig. Wenn möglich: Diagonalbreite ungefährGurtbreite, damit die Diagonalkräfte ohne Zwischenbiegung in den Gurtsteg eingeleitet werden können.
Wenn die Diagonalen nicht so breit ausgeführt werden können wie der Gurt, oder die Diagonalbreitewechselt, dann kann ein Querblech aussteifend wirken.
Natürlich können auch Rohrkonstruktionen mit Knotenblechen ausgeführt werden.
5.1.4 Stabanschlüsse der Füllstäbe
Der Steg ist unmittelbar an das Knotenblech angeschlossen. Die Schweißnähte zwischen Steg und Gurt
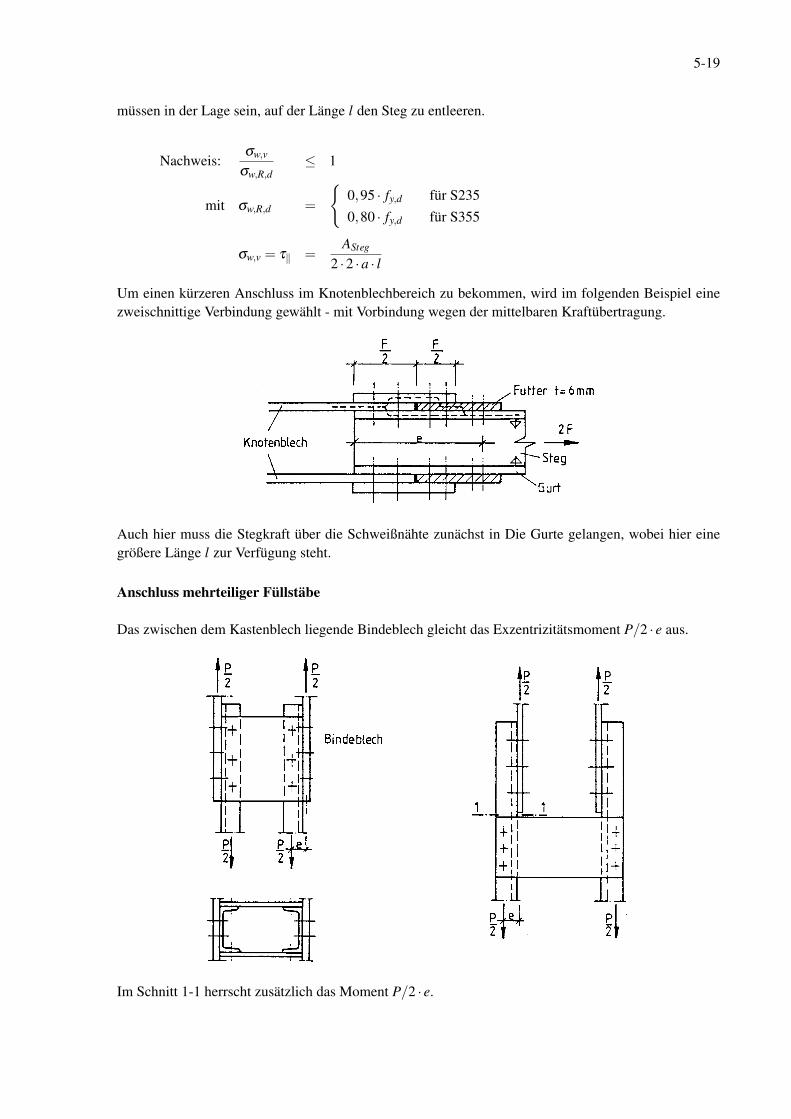
5-19
müssen in der Lage sein, auf der Länge l den Steg zu entleeren.
Nachweis:σw,v
σw,R,d≤ 1
mit σw,R,d =
{0,95 · fy,d für S2350,80 · fy,d für S355
σw,v = τ‖ =ASteg
2 ·2 ·a · l
Um einen kürzeren Anschluss im Knotenblechbereich zu bekommen, wird im folgenden Beispiel einezweischnittige Verbindung gewählt - mit Vorbindung wegen der mittelbaren Kraftübertragung.
Auch hier muss die Stegkraft über die Schweißnähte zunächst in Die Gurte gelangen, wobei hier einegrößere Länge l zur Verfügung steht.
Anschluss mehrteiliger Füllstäbe
Das zwischen dem Kastenblech liegende Bindeblech gleicht das Exzentrizitätsmoment P/2 · e aus.
Im Schnitt 1-1 herrscht zusätzlich das Moment P/2 · e.
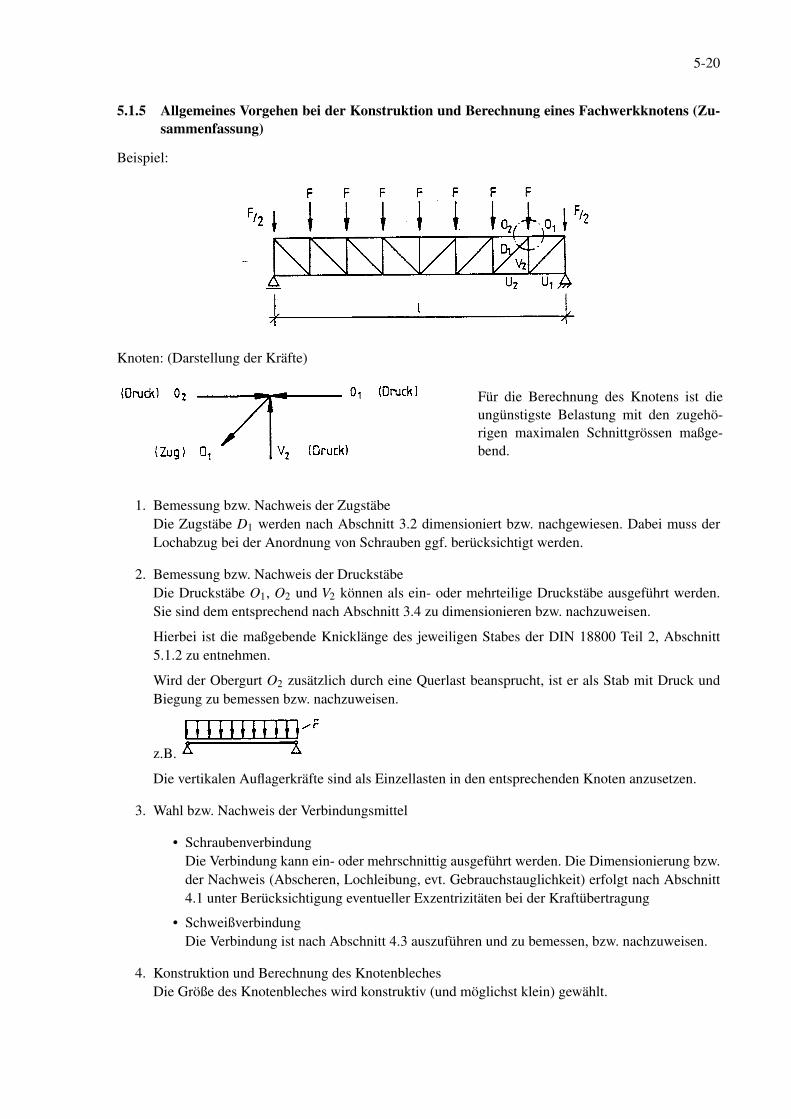
5-20
5.1.5 Allgemeines Vorgehen bei der Konstruktion und Berechnung eines Fachwerkknotens (Zu-sammenfassung)
Beispiel:
Knoten: (Darstellung der Kräfte)
Für die Berechnung des Knotens ist dieungünstigste Belastung mit den zugehö-rigen maximalen Schnittgrössen maßge-bend.
1. Bemessung bzw. Nachweis der ZugstäbeDie Zugstäbe D1 werden nach Abschnitt 3.2 dimensioniert bzw. nachgewiesen. Dabei muss derLochabzug bei der Anordnung von Schrauben ggf. berücksichtigt werden.
2. Bemessung bzw. Nachweis der DruckstäbeDie Druckstäbe O1, O2 und V2 können als ein- oder mehrteilige Druckstäbe ausgeführt werden.Sie sind dem entsprechend nach Abschnitt 3.4 zu dimensionieren bzw. nachzuweisen.
Hierbei ist die maßgebende Knicklänge des jeweiligen Stabes der DIN 18800 Teil 2, Abschnitt5.1.2 zu entnehmen.
Wird der Obergurt O2 zusätzlich durch eine Querlast beansprucht, ist er als Stab mit Druck undBiegung zu bemessen bzw. nachzuweisen.
z.B.
Die vertikalen Auflagerkräfte sind als Einzellasten in den entsprechenden Knoten anzusetzen.
3. Wahl bzw. Nachweis der Verbindungsmittel
• SchraubenverbindungDie Verbindung kann ein- oder mehrschnittig ausgeführt werden. Die Dimensionierung bzw.der Nachweis (Abscheren, Lochleibung, evt. Gebrauchstauglichkeit) erfolgt nach Abschnitt4.1 unter Berücksichtigung eventueller Exzentrizitäten bei der Kraftübertragung
• SchweißverbindungDie Verbindung ist nach Abschnitt 4.3 auszuführen und zu bemessen, bzw. nachzuweisen.
4. Konstruktion und Berechnung des KnotenblechesDie Größe des Knotenbleches wird konstruktiv (und möglichst klein) gewählt.
5-21
Schneiden sich die Systemachsen der angeschlossenen Fachwerkstäbe in einem Punkt, ist dasKnotenblech nach Abschnitt 5.1.3 nachzuweisen. Bei einem exzentrischen Stabanschluss sind dieZusatzmomente bei der Bemessung der Profile und Verbindungsmittel zu berücksichtigen.
Im Allgemeinen sollte das Knotenblech keine Stoßlaschenfunktion übernehmen.
5. Weitere NachweiseIst das seitliche Ausweichen der Druckstäbe aus der Ebene (Biegeknicken) nicht ausgeschlossen,muss der entsprechende Nachweis geführt werden. Die Stäbe dürfen dabei an den Knotenpunktenals seitlich unverschieblich angesehen werden.

5-22
5.2 Vollwandträger
5.2.1 Querschnitts- und Trägerformen
genietete oder geschraubte Träger
geschweißte Träger
Brückenquerschnitte
Kranbahnträger
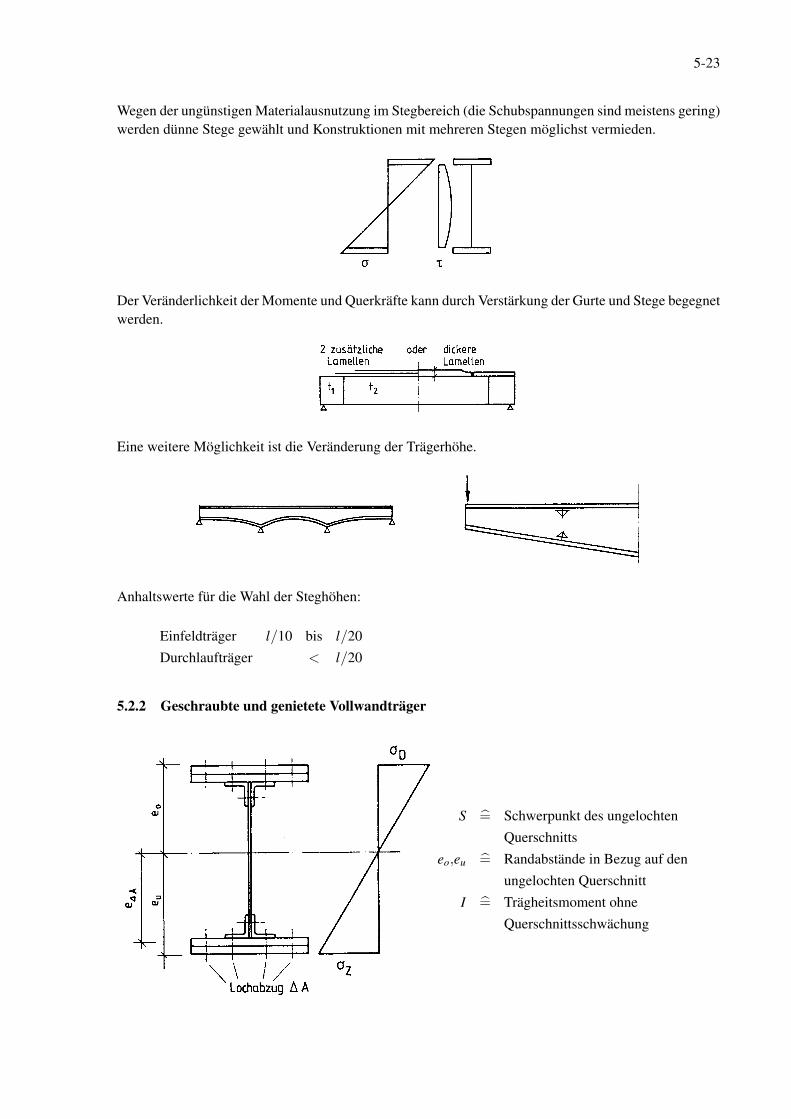
5-23
Wegen der ungünstigen Materialausnutzung im Stegbereich (die Schubspannungen sind meistens gering)werden dünne Stege gewählt und Konstruktionen mit mehreren Stegen möglichst vermieden.
Der Veränderlichkeit der Momente und Querkräfte kann durch Verstärkung der Gurte und Stege begegnetwerden.
Eine weitere Möglichkeit ist die Veränderung der Trägerhöhe.
Anhaltswerte für die Wahl der Steghöhen:
Einfeldträger l/10 bis l/20Durchlaufträger < l/20
5.2.2 Geschraubte und genietete Vollwandträger
S = Schwerpunkt des ungelochtenQuerschnitts
eo,eu = Randabstände in Bezug auf denungelochten Querschnitt
I = Trägheitsmoment ohneQuerschnittsschwächung
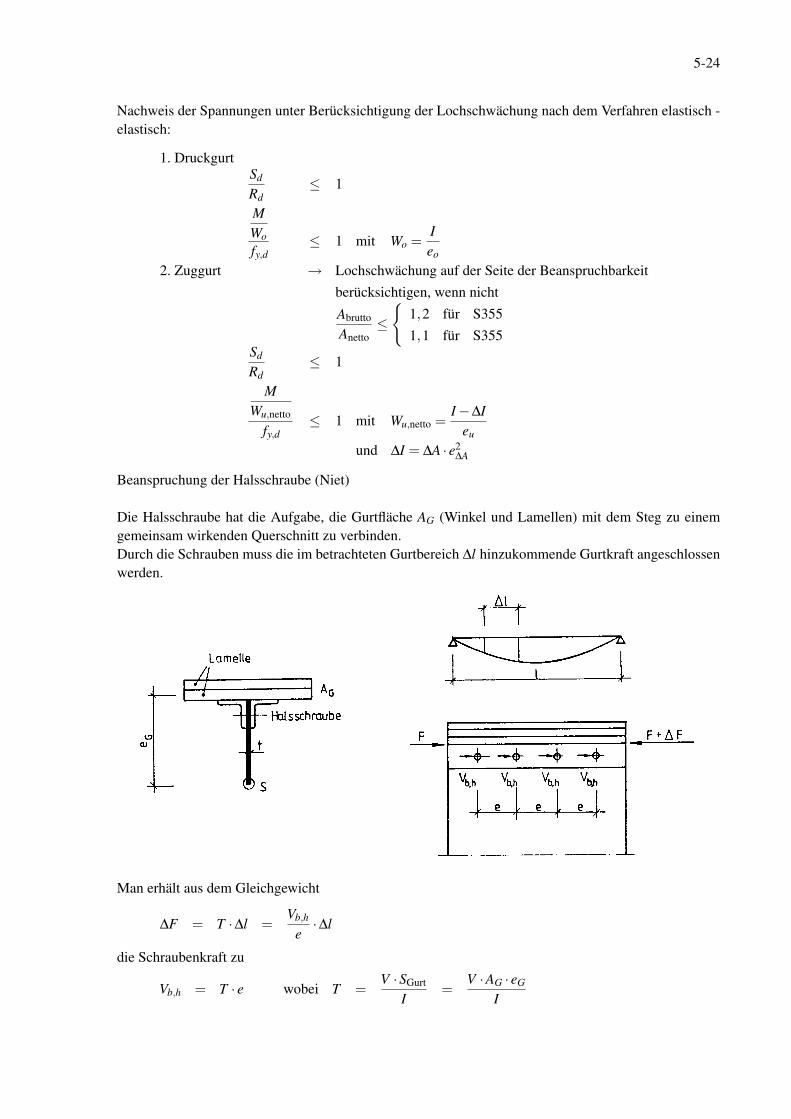
5-24
Nachweis der Spannungen unter Berücksichtigung der Lochschwächung nach dem Verfahren elastisch -elastisch:
1. DruckgurtSd
Rd≤ 1
MWofy,d
≤ 1 mit Wo =Ieo
2. Zuggurt → Lochschwächung auf der Seite der Beanspruchbarkeitberücksichtigen, wenn nicht
Abrutto
Anetto≤
{1,2 für S3551,1 für S355
Sd
Rd≤ 1
MWu,netto
fy,d≤ 1 mit Wu,netto =
I−∆Ieu
und ∆I = ∆A · e2∆A
Beanspruchung der Halsschraube (Niet)
Die Halsschraube hat die Aufgabe, die Gurtfläche AG (Winkel und Lamellen) mit dem Steg zu einemgemeinsam wirkenden Querschnitt zu verbinden.Durch die Schrauben muss die im betrachteten Gurtbereich ∆l hinzukommende Gurtkraft angeschlossenwerden.
Man erhält aus dem Gleichgewicht
∆F = T ·∆l =Vb,h
e·∆l
die Schraubenkraft zu
Vb,h = T · e wobei T =V ·SGurt
I=
V ·AG · eG
I

5-25
Die Beanspruchbarkeit der Schraube ergibt sich wie folgt: (siehe 4.1.3.1)
Abscheren Va,R,d = 2 ·A ·0,6 · fu,b,k/γM
Lochleibung Vl,R,d = t ·dSch ·αl · fy,d
NachweiseVb,h
Va,R,d≤ 1
Vb,h
Vl,R,d≤ 1
Bei gegebenen Schrauben- oder Nietdurchmessern errechnet sich der Abstand der Verbindungsmittel aus
e ≤min(Va,R,d ;Vl,R,d)
TZusätzliche direkte Auflasten F können noch Kräfte Vb,v hervorrufen (Querverteilung beachten).Es ist dann
Vb =√
V 2b,h + v2
b,v
Beanspruchung der Kopfschraube (Niet)
Die Kopfschrauben haben die Aufgabe, die im betrachteten Gurtbereich ∆l hinzukommende Lamellen-kraft ∆GL anzuschließen.
∆G = TL ·∆l
TL =V ·SL
I=
V ·AL · eL
I[Kraft/Länge]
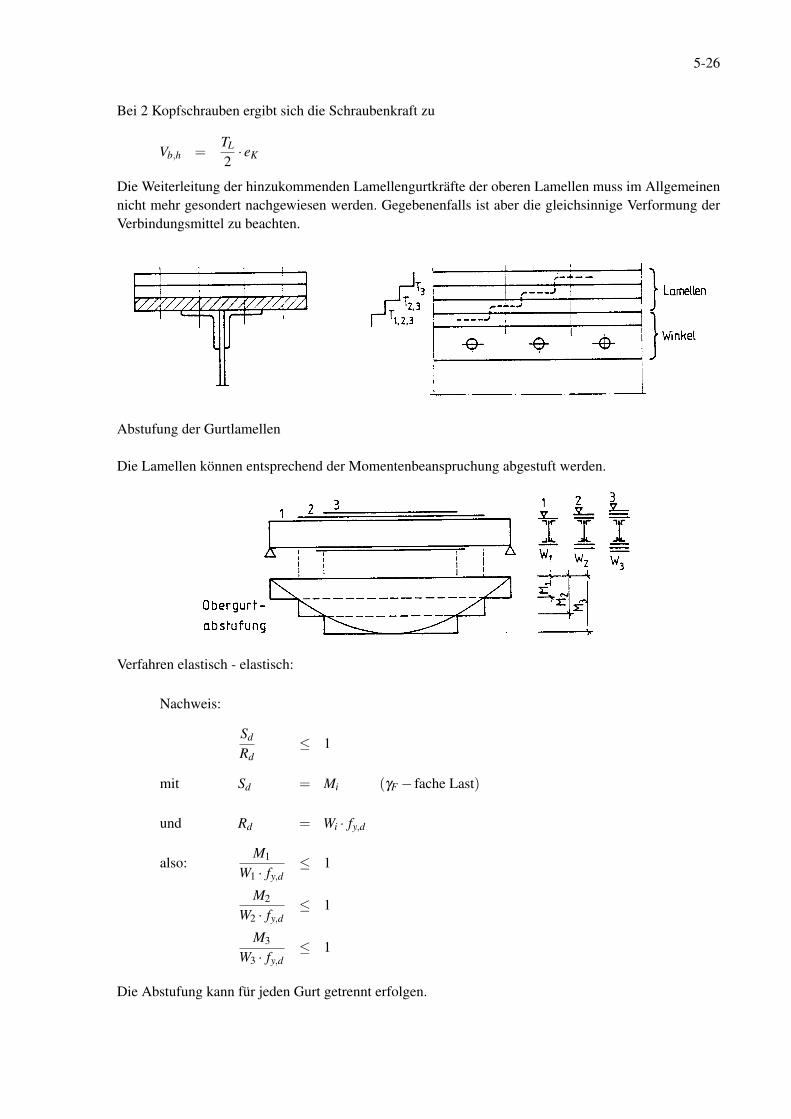
5-26
Bei 2 Kopfschrauben ergibt sich die Schraubenkraft zu
Vb,h =TL
2· eK
Die Weiterleitung der hinzukommenden Lamellengurtkräfte der oberen Lamellen muss im Allgemeinennicht mehr gesondert nachgewiesen werden. Gegebenenfalls ist aber die gleichsinnige Verformung derVerbindungsmittel zu beachten.
Abstufung der Gurtlamellen
Die Lamellen können entsprechend der Momentenbeanspruchung abgestuft werden.
Verfahren elastisch - elastisch:
Nachweis:
Sd
Rd≤ 1
mit Sd = Mi (γF − fache Last)
und Rd = Wi · fy,d
also:M1
W1 · fy,d≤ 1
M2
W2 · fy,d≤ 1
M3
W3 · fy,d≤ 1
Die Abstufung kann für jeden Gurt getrennt erfolgen.
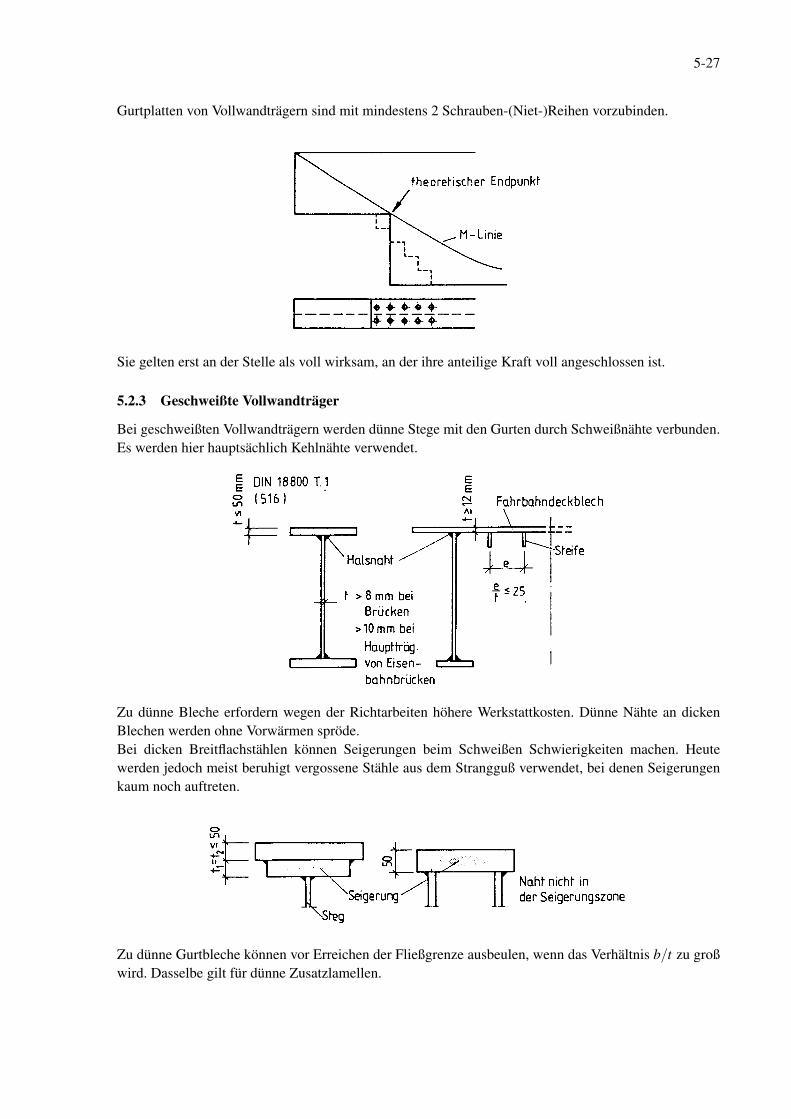
5-27
Gurtplatten von Vollwandträgern sind mit mindestens 2 Schrauben-(Niet-)Reihen vorzubinden.
Sie gelten erst an der Stelle als voll wirksam, an der ihre anteilige Kraft voll angeschlossen ist.
5.2.3 Geschweißte Vollwandträger
Bei geschweißten Vollwandträgern werden dünne Stege mit den Gurten durch Schweißnähte verbunden.Es werden hier hauptsächlich Kehlnähte verwendet.
Zu dünne Bleche erfordern wegen der Richtarbeiten höhere Werkstattkosten. Dünne Nähte an dickenBlechen werden ohne Vorwärmen spröde.Bei dicken Breitflachstählen können Seigerungen beim Schweißen Schwierigkeiten machen. Heutewerden jedoch meist beruhigt vergossene Stähle aus dem Strangguß verwendet, bei denen Seigerungenkaum noch auftreten.
Zu dünne Gurtbleche können vor Erreichen der Fließgrenze ausbeulen, wenn das Verhältnis b/t zu großwird. Dasselbe gilt für dünne Zusatzlamellen.
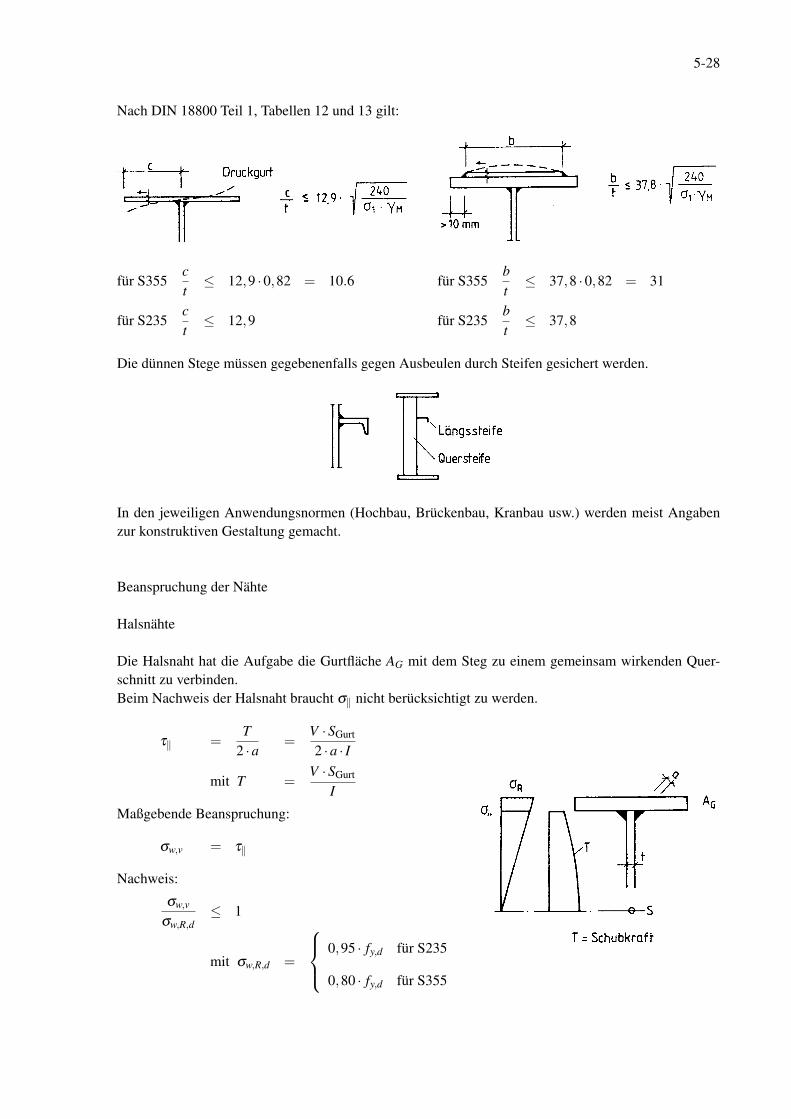
5-28
Nach DIN 18800 Teil 1, Tabellen 12 und 13 gilt:
für S355ct≤ 12,9 ·0,82 = 10.6
für S235ct≤ 12,9
für S355bt
≤ 37,8 ·0,82 = 31
für S235bt
≤ 37,8
Die dünnen Stege müssen gegebenenfalls gegen Ausbeulen durch Steifen gesichert werden.
In den jeweiligen Anwendungsnormen (Hochbau, Brückenbau, Kranbau usw.) werden meist Angabenzur konstruktiven Gestaltung gemacht.
Beanspruchung der Nähte
Halsnähte
Die Halsnaht hat die Aufgabe die Gurtfläche AG mit dem Steg zu einem gemeinsam wirkenden Quer-schnitt zu verbinden.Beim Nachweis der Halsnaht braucht σ‖ nicht berücksichtigt zu werden.
τ‖ =T
2 ·a=
V ·SGurt
2 ·a · I
mit T =V ·SGurt
I
Maßgebende Beanspruchung:
σw,v = τ‖
Nachweis:
σw,v
σw,R,d≤ 1
mit σw,R,d =
0,95 · fy,d für S235
0,80 · fy,d für S355

5-29
Zusätzliche direkte Auflasten oder Horizontalkräft können noch Spannungen σ und τ hervorrufen. Es istdann der Nachweis mit dem Vergleichswert
σw,v =√
σ2⊥+ τ2
⊥+ τ2‖
zu führen.
Flankenkehlnähte
Durch die Flankenkehlnähte wird die Lamelle angeschlossen.
τ‖ =TL
2 ·a=
V ·SLamelle
2 ·a · IMaßgebende Beanspruchung:
σw,v = τ‖
Nachweis:σw,v
σw,R,d≤ 1
Abstufung der Gurtlamellen
Wie schon einmal erläutert, können auch bei geschweißten Vollwandträgern entweder zusätzlicheGurtlamellen aufgeschweißt, oder aber dickere Gurte durch Stumpfstöße eingesetzt werden. Letztere
∆ im Hochbau = halbe Gurtplattenbreite
Möglichkeit wird bei geschweißten Profilen bevorzugt, da keine Flankenkehlnähte erforderlich sind.
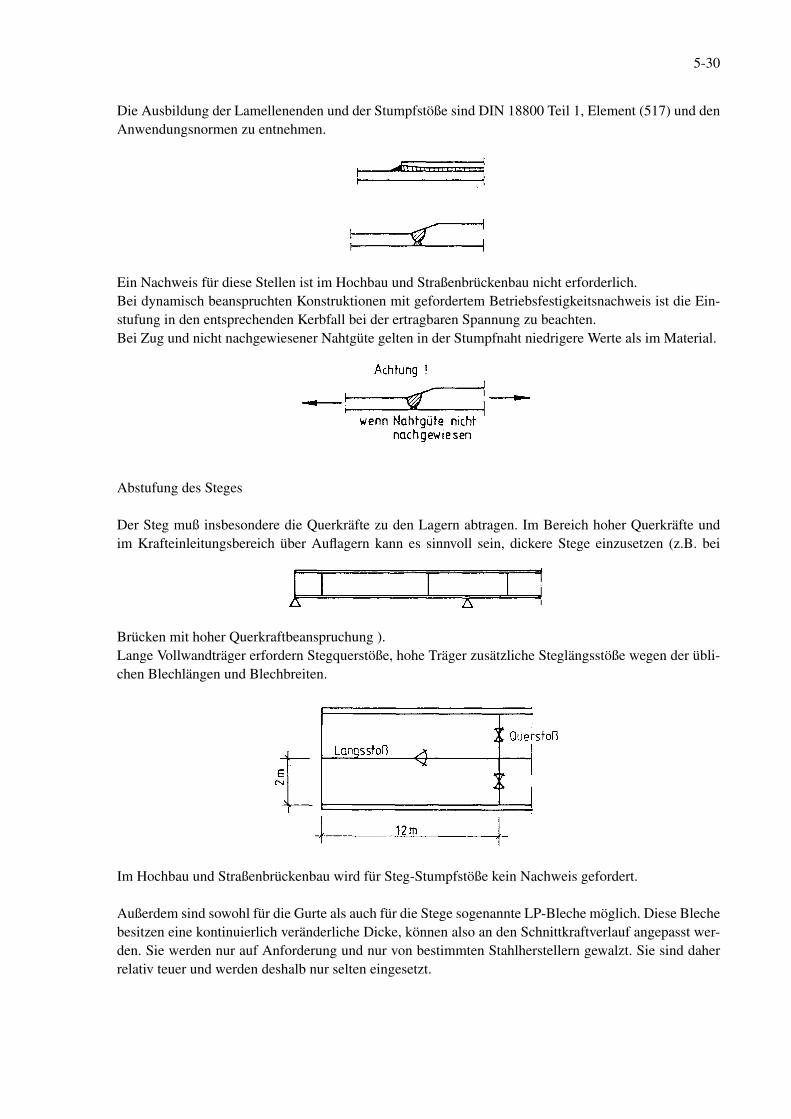
5-30
Die Ausbildung der Lamellenenden und der Stumpfstöße sind DIN 18800 Teil 1, Element (517) und denAnwendungsnormen zu entnehmen.
Ein Nachweis für diese Stellen ist im Hochbau und Straßenbrückenbau nicht erforderlich.Bei dynamisch beanspruchten Konstruktionen mit gefordertem Betriebsfestigkeitsnachweis ist die Ein-stufung in den entsprechenden Kerbfall bei der ertragbaren Spannung zu beachten.Bei Zug und nicht nachgewiesener Nahtgüte gelten in der Stumpfnaht niedrigere Werte als im Material.
Abstufung des Steges
Der Steg muß insbesondere die Querkräfte zu den Lagern abtragen. Im Bereich hoher Querkräfte undim Krafteinleitungsbereich über Auflagern kann es sinnvoll sein, dickere Stege einzusetzen (z.B. bei
Brücken mit hoher Querkraftbeanspruchung ).Lange Vollwandträger erfordern Stegquerstöße, hohe Träger zusätzliche Steglängsstöße wegen der übli-chen Blechlängen und Blechbreiten.
Im Hochbau und Straßenbrückenbau wird für Steg-Stumpfstöße kein Nachweis gefordert.
Außerdem sind sowohl für die Gurte als auch für die Stege sogenannte LP-Bleche möglich. Diese Blechebesitzen eine kontinuierlich veränderliche Dicke, können also an den Schnittkraftverlauf angepasst wer-den. Sie werden nur auf Anforderung und nur von bestimmten Stahlherstellern gewalzt. Sie sind daherrelativ teuer und werden deshalb nur selten eingesetzt.

5-31
Ermittlung von Querschnittswerten
Grundquerschnitt
Querschnitt A η A ·η I0 A ·η2
b x t [cm2] [cm] [cm3] [cm4] [cm4]
300 x 20 60 +51,00 +3060 0 156060
1000 x 10 100 0,00 0 83333 0
300 x 15 45 -50,75 -2284 0 115900
∑ 205 + 3,79 + 776 355293 ∑η = ∆zs = ∑A ·η∑A
∆I =−(3,792 ·205) = -2945 ∆I =−(∆z2s ·∑A)
I = 352348 cm4
W1 =352348
52,0−3,79= 7309 cm3 W1 =
Izso−∆zs
W2 =352348
51,5+3,79= 6373 cm3 W2 =
Izsu +∆zs
Grundquerschnitt + Zusatzlamelle
205 352348
250 x 10 25 -55,79 -1395 0 77813
∑ 230 - 6,07 -1395 430161 ∑η = ∆zs = ∑A ·η∑A
∆I =−(−6,072 ·230) = -8474 ∆I =−(∆z2s ·∑A)
I = 421687 cm4
W 1 =421687
52,0−3,79+6,07= 7769 cm3 W 1 =
Izso−∆zs−∆zs
W 3 =421687
51,5+3,79+1,0−6,07= 8397 cm3 W 3 =
Izsu +∆zs +∆zs

5-32
Gurtplattenanschluss (Auszug aus Vorschriften)
Hochbau (DIN 18800 Teil 1, Element 517
Die Enden zusätzlicher Gurtplatten sind rechtwinklig abzuschneiden und durch Schweißnähte entspre-chend oben anzuschließen. Zusatzgurtplatten mit Dicken über 20 mm dürfen nach b) an den Endenabgeschrägt werden, um zu große Stirnkehlnähte zu vermeiden.Gurtplattenstöße müssen rechtwinklig zur Kraftrichtung liegen.
Straßenbrückenbau (DIN 18809)
Ausbildung wie im Hochbau, jedoch ist die Neigung der Stirnkehlnaht 1 : 2 oder flacher, die Abschrägungder Zusatzgurtplatten 1 : 4 oder flacher auszuführen.
Eisenbahnbrückenbau (DS 804, 349)
Die Enden zusätzlicher Gurtplatten sind rechtwinklig abzuschneiden und an ihren Stirnseiten mit un-gleichschenkligen Kehlnähten anzuschließen. Die Ecken an den Enden sind abzurunden oder schrägabzuschneiden, damit der Schweißdraht ohne abzusetzen herumgeführt werden kann.Gurtplattenstöße müssen rechtwinklig zur Kraftrichtung liegen.
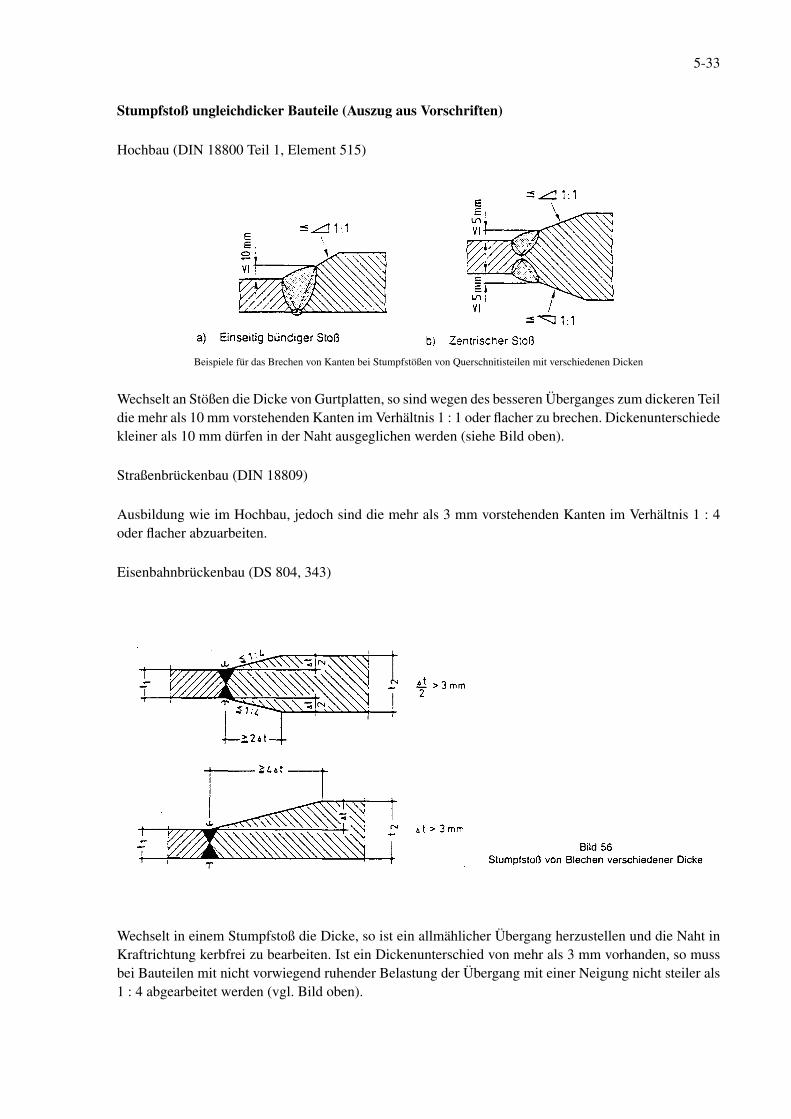
5-33
Stumpfstoß ungleichdicker Bauteile (Auszug aus Vorschriften)
Hochbau (DIN 18800 Teil 1, Element 515)
Beispiele für das Brechen von Kanten bei Stumpfstößen von Querschnitisteilen mit verschiedenen Dicken
Wechselt an Stößen die Dicke von Gurtplatten, so sind wegen des besseren Überganges zum dickeren Teildie mehr als 10 mm vorstehenden Kanten im Verhältnis 1 : 1 oder flacher zu brechen. Dickenunterschiedekleiner als 10 mm dürfen in der Naht ausgeglichen werden (siehe Bild oben).
Straßenbrückenbau (DIN 18809)
Ausbildung wie im Hochbau, jedoch sind die mehr als 3 mm vorstehenden Kanten im Verhältnis 1 : 4oder flacher abzuarbeiten.
Eisenbahnbrückenbau (DS 804, 343)
Wechselt in einem Stumpfstoß die Dicke, so ist ein allmählicher Übergang herzustellen und die Naht inKraftrichtung kerbfrei zu bearbeiten. Ist ein Dickenunterschied von mehr als 3 mm vorhanden, so mussbei Bauteilen mit nicht vorwiegend ruhender Belastung der Übergang mit einer Neigung nicht steiler als1 : 4 abgearbeitet werden (vgl. Bild oben).

5-34
Gurtplattenstöße (Auszug aus Vorschriften)
Hochbau (DIN 18800 Teil 1, Element 518)
Müssen aufeinander liegende Gurtplatten an der gleichen Stelle gemeinsam gestoßen werden, dann sinddie Gurtplatten vor dem Schweißen des Stumpfstoßes an der Stirnseite durch Nähte so zu verbinden,dass diese Nähte beim Schweißen des Stoßes erhalten bleiben (siehe Bild oben).
Straßenbrückenbau (DIN 18809)
Ausbildung wie im Hochbau.
Eisenbahnbrückenbau (DS 804, 344)
Aufeinander liegende Gurtplatten sind nicht an der gleichen Stelle zu stoßen. Müssen auf der Baustellederartige Stöße angeordnet werden, so sind sie nach Bild 57 auszuführen. Sie sind nur bis 100 mmGesamtdicke zulässig. Beim Herstellen der Stumpfnaht müssen die Stirnfugennähte erhalten bleiben.

5-35
Montagestöße
geschweißter MontagestoßDer Stegstoß ist versetzt angeordnet.
Die Halsnähte sind teilweise noch offen und werden erst zum Schluß geschlossen. Damit können diedünnen Stege gut aufeinander ausgerichtet werden. Wegen Schrumpfungen wird in der Reihenfolge 1, 2,3 geschweißt.Der Stegstoß ist nicht versetzt angeordnet.
Um eine Anhäufung von Schweißnähten zu vermeiden, (Schweißspannungen, Kerben) wird im Stegeine Ausnehmung vorgesehen. Sie kann verbleiben oder durch ein Paßstück, das eingeschweißt wird,geschlossen werden.Montagestoß mit geschweißten Gurten und geschraubtem Steg
Der geschraubte Stegstoß erlaubt eine rasche Fixierung der Trägerteile und möglicherweise Abzug desHebezeuges. Die Fixierung erfolgt mit Dornen. Erst nach Abschluß des Schweißens werden die Schrau-ben voll vorgespannt.
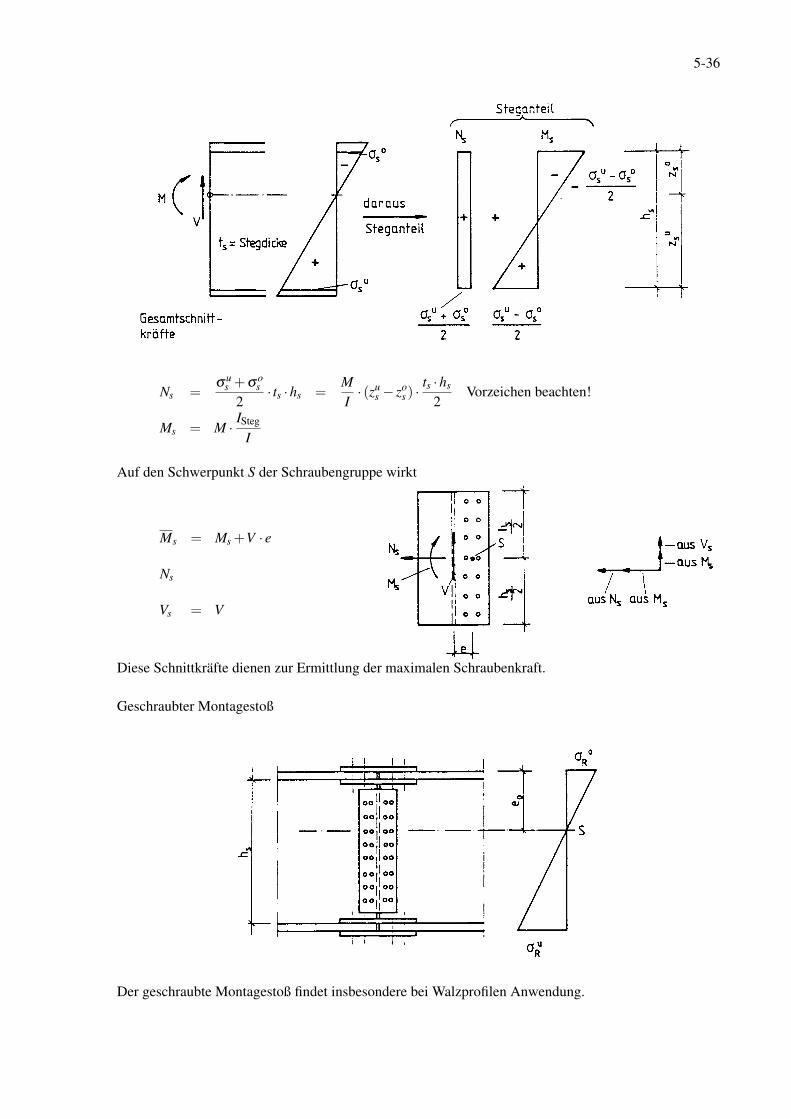
5-36
Ns =σu
s +σos
2· ts ·hs =
MI· (zu
s − zos ) ·
ts ·hs
2Vorzeichen beachten!
Ms = M ·ISteg
I
Auf den Schwerpunkt S der Schraubengruppe wirkt
Ms = Ms +V · e
Ns
Vs = V
Diese Schnittkräfte dienen zur Ermittlung der maximalen Schraubenkraft.
Geschraubter Montagestoß
Der geschraubte Montagestoß findet insbesondere bei Walzprofilen Anwendung.

5-37
Die Gurtstöße sind mit den Gurtkräften nachzuweisen.
NoG = σo
M ·AoG
NuG = σu
M ·AuG
Darin ist AG die Gurtlamellenfläche und σ =MI· e
Der Stegstoß wird wie auf der vorhergehenden Seite behandelt.
Auflagersteifen
Zur Einleitung der Auflagerkräfte in den Vollwandträgersteg sind oft Lagersteifen erforderlich, damit derSteg nicht überbeansprucht wird. Die Lagerverteilungsplatte verteilt die Linienlast von der Kippleistezusätzlich auf einen Steganteil.
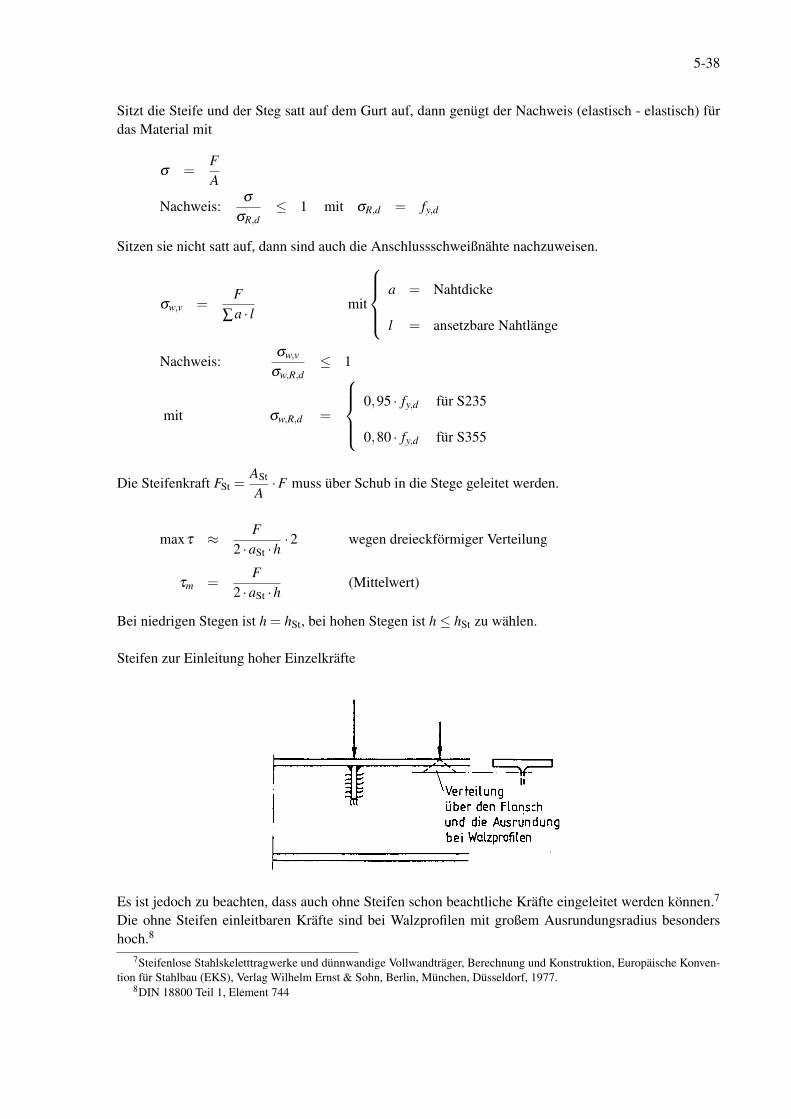
5-38
Sitzt die Steife und der Steg satt auf dem Gurt auf, dann genügt der Nachweis (elastisch - elastisch) fürdas Material mit
σ =FA
Nachweis:σ
σR,d≤ 1 mit σR,d = fy,d
Sitzen sie nicht satt auf, dann sind auch die Anschlussschweißnähte nachzuweisen.
σw,v =F
∑a · lmit
a = Nahtdicke
l = ansetzbare Nahtlänge
Nachweis:σw,v
σw,R,d≤ 1
mit σw,R,d =
0,95 · fy,d für S235
0,80 · fy,d für S355
Die Steifenkraft FSt =ASt
A·F muss über Schub in die Stege geleitet werden.
maxτ ≈ F2 ·aSt ·h
·2 wegen dreieckförmiger Verteilung
τm =F
2 ·aSt ·h(Mittelwert)
Bei niedrigen Stegen ist h = hSt, bei hohen Stegen ist h≤ hSt zu wählen.
Steifen zur Einleitung hoher Einzelkräfte
Es ist jedoch zu beachten, dass auch ohne Steifen schon beachtliche Kräfte eingeleitet werden können.7
Die ohne Steifen einleitbaren Kräfte sind bei Walzprofilen mit großem Ausrundungsradius besondershoch.8
7Steifenlose Stahlskeletttragwerke und dünnwandige Vollwandträger, Berechnung und Konstruktion, Europäische Konven-tion für Stahlbau (EKS), Verlag Wilhelm Ernst & Sohn, Berlin, München, Düsseldorf, 1977.
8DIN 18800 Teil 1, Element 744

5-39
Beulsteifen
Beulstelfen sollen den dünnen Steg bei Druck und Schubbeanspruchungen gegen Ausbeulen sichern.Sie sind dort anzuordnen, wo sie besonders wirkungsvoll sind. Längssteifen sind meist günstiger alsQuersteifen. In den Skizzen wären sie in den strichpunktierten Horizontallinien anzuordnen.
Die Anordnung kann einseitig erfolgen. Zu dünne Steifen können bei Druckbeanspruchung selbst instabilwerden.
Bei Hohlsteifen können relativ dünne Bleche verwendet werden, da die Kanten gehalten sind.

5-40
Steifen zur Wahrung der Querschnittsform
Damit zum Beispiel gedrückte Gurte nicht seitlich ausweichen, werden Quersteifen angeordnet.
Um das Schweißen in Seigerungszonen zu vermeiden und Anpassungen zu vermeiden, werden die Stei-fen ausgeschnitten.

5-41
5.2.4 Konstruktion und Berechnung eines Vollwandträgers (Zusammenfassung)
Beispiel: Einfacher Vollwandträger
Belastung: z.B. Gleichlasten
→ Stelle 1-1: maximales Moment, maximale Biegespannung
→ Stelle 2-2: maximale Querkraft, maximale Schubspannung
Maßgebend sind die maximalen Schnittgrößen unter der ungünstigsten Belastung
1. Bemessung bzw. Nachweis des Vollwandträgers
Der Vollwandträger wird als Biegeträger an der Stelle der ungünstigsten Beanspruchung nach Ab-schnitt 3.3 dimensioniert bzw. nachgewiesen.
1-1: Biegespannung;
2-2: Schubspannung;
falls erforderlich : Vergleichsspannung
Hierbei muss im Bereich der Zugspannung der Lochabzug bei der Anordnung von Schraubenberücksichtigt werden.
Gegebenenfalls kann eine Lamellenabstufung entsprechend der Momentenbeanspruchung vorge-nommen werden.
2. Wahl bzw. Nachweis der Verbindungsmittel
Die Wahl bzw. der Nachweis der Verbindungsmittel sind von der Art der Verbindung und derVerbindungsmittel abhängig.
(a) Geschraubter Vollwandträger
Durch die Halsschraube wird die Gurtfläche mit demSteg zu einem gemeinsam wirkenden Querschnittverbunden.Sie wird an der Stelle der größten Querkraft (2 -2) maximal beansprucht und ist dort nach Abschnitt5.2.2 zu dimensionieren bzw. nachzuweisen.Die Kopfschrauben schließen die im Gurtbereichhinzukommenden Lamellenkräfte an.Auch sie werden an der Stelle der größten Querkraft(2 - 2) maximal beansprucht und sind dort nach Ab-schnitt 5.2.2 zu dimensionieren bzw. nachzuweisen.
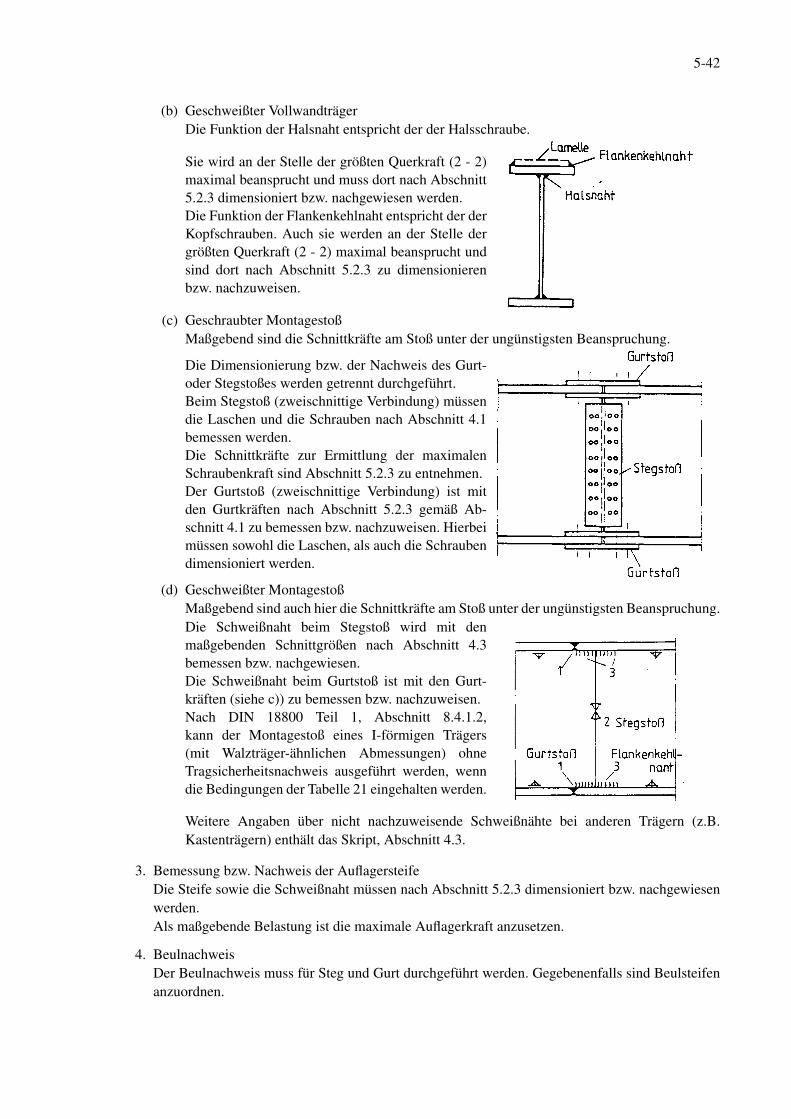
5-42
(b) Geschweißter VollwandträgerDie Funktion der Halsnaht entspricht der der Halsschraube.
Sie wird an der Stelle der größten Querkraft (2 - 2)maximal beansprucht und muss dort nach Abschnitt5.2.3 dimensioniert bzw. nachgewiesen werden.Die Funktion der Flankenkehlnaht entspricht der derKopfschrauben. Auch sie werden an der Stelle dergrößten Querkraft (2 - 2) maximal beansprucht undsind dort nach Abschnitt 5.2.3 zu dimensionierenbzw. nachzuweisen.
(c) Geschraubter MontagestoßMaßgebend sind die Schnittkräfte am Stoß unter der ungünstigsten Beanspruchung.
Die Dimensionierung bzw. der Nachweis des Gurt-oder Stegstoßes werden getrennt durchgeführt.Beim Stegstoß (zweischnittige Verbindung) müssendie Laschen und die Schrauben nach Abschnitt 4.1bemessen werden.Die Schnittkräfte zur Ermittlung der maximalenSchraubenkraft sind Abschnitt 5.2.3 zu entnehmen.Der Gurtstoß (zweischnittige Verbindung) ist mitden Gurtkräften nach Abschnitt 5.2.3 gemäß Ab-schnitt 4.1 zu bemessen bzw. nachzuweisen. Hierbeimüssen sowohl die Laschen, als auch die Schraubendimensioniert werden.
(d) Geschweißter MontagestoßMaßgebend sind auch hier die Schnittkräfte am Stoß unter der ungünstigsten Beanspruchung.Die Schweißnaht beim Stegstoß wird mit denmaßgebenden Schnittgrößen nach Abschnitt 4.3bemessen bzw. nachgewiesen.Die Schweißnaht beim Gurtstoß ist mit den Gurt-kräften (siehe c)) zu bemessen bzw. nachzuweisen.Nach DIN 18800 Teil 1, Abschnitt 8.4.1.2,kann der Montagestoß eines I-förmigen Trägers(mit Walzträger-ähnlichen Abmessungen) ohneTragsicherheitsnachweis ausgeführt werden, wenndie Bedingungen der Tabelle 21 eingehalten werden.
Weitere Angaben über nicht nachzuweisende Schweißnähte bei anderen Trägern (z.B.Kastenträgern) enthält das Skript, Abschnitt 4.3.
3. Bemessung bzw. Nachweis der AuflagersteifeDie Steife sowie die Schweißnaht müssen nach Abschnitt 5.2.3 dimensioniert bzw. nachgewiesenwerden.Als maßgebende Belastung ist die maximale Auflagerkraft anzusetzen.
4. BeulnachweisDer Beulnachweis muss für Steg und Gurt durchgeführt werden. Gegebenenfalls sind Beulsteifenanzuordnen.
5-43
Der Beulnachweis ist nach Abschnitt 6 zu führen.
5. BiegedrillknicknachwelsIst das seitliche Ausweichen des Druckgurtes aus der Ebene nicht ausgeschlossen, muss ein ent-sprechender Nachweis geführt werden.
6. GebrauchsfähigkeitsnachweisHierbei ist die Einhaltung der zulässigen Durchbiegung zu überprüfen.
7. Weitere NachweiseFalls örtlich große Einzellasten in den Träger eingeleitet werden, ist zu prüfen, ob zusätzlicheSteifen angeordnet werden müssen.

5-44
5.3 Rahmentragwerke
5.3.1 Hinweise zum statischen System
Man spricht von einer Rahmenkonstruktion, wenn biegesteife Rahmenecken im statischen System vor-kommen. Hier sollen nicht die Vor- und Nachteile der Rahmensysteme besprochen werden, vielmehr sollauf einige Besonderheiten bei der konstruktiven Ausbildung und Berechnung hingewiesen werden.
5.3.2 Kräfteverlauf in der Rahmenecke
Die Überleitung des Momentes vom Riegel auf den Stiel bringt zusätzliche hohe Schubbeanspruchungenin den Steg der Rahmenecke.
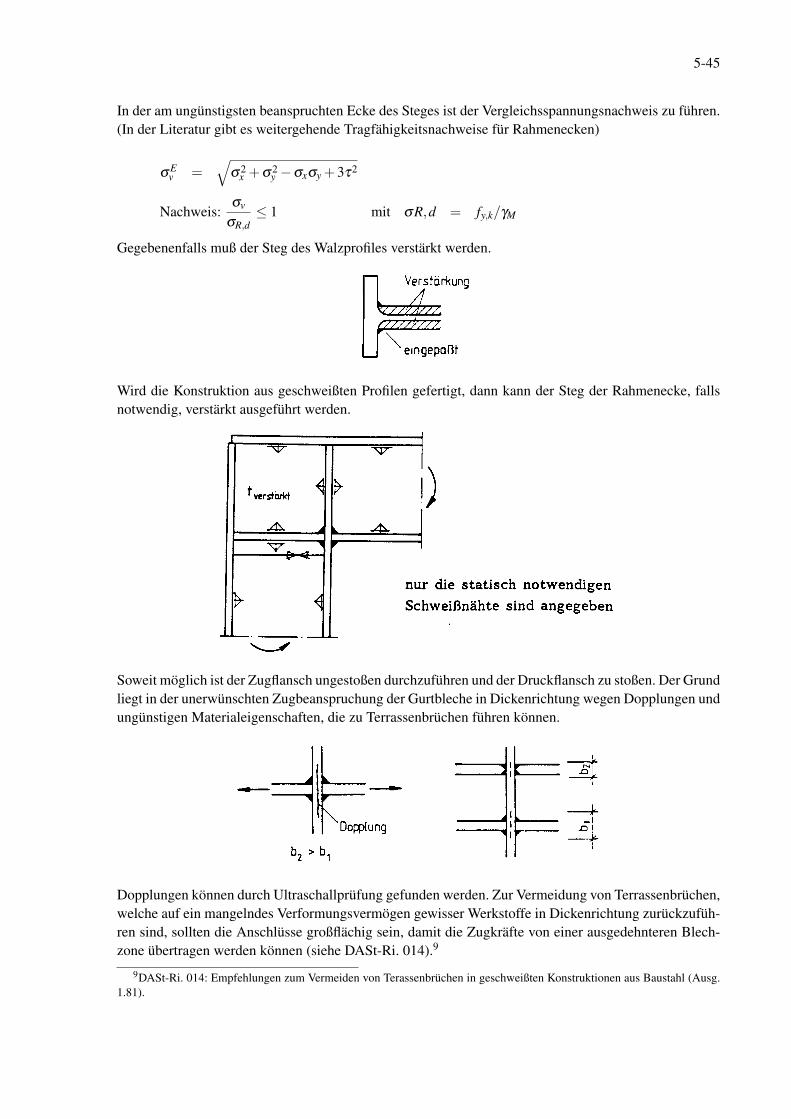
5-45
In der am ungünstigsten beanspruchten Ecke des Steges ist der Vergleichsspannungsnachweis zu führen.(In der Literatur gibt es weitergehende Tragfähigkeitsnachweise für Rahmenecken)
σEv =
√σ2
x +σ2y −σxσy +3τ2
Nachweis:σv
σR,d≤ 1 mit σR,d = fy,k/γM
Gegebenenfalls muß der Steg des Walzprofiles verstärkt werden.
Wird die Konstruktion aus geschweißten Profilen gefertigt, dann kann der Steg der Rahmenecke, fallsnotwendig, verstärkt ausgeführt werden.
Soweit möglich ist der Zugflansch ungestoßen durchzuführen und der Druckflansch zu stoßen. Der Grundliegt in der unerwünschten Zugbeanspruchung der Gurtbleche in Dickenrichtung wegen Dopplungen undungünstigen Materialeigenschaften, die zu Terrassenbrüchen führen können.
Dopplungen können durch Ultraschallprüfung gefunden werden. Zur Vermeidung von Terrassenbrüchen,welche auf ein mangelndes Verformungsvermögen gewisser Werkstoffe in Dickenrichtung zurückzufüh-ren sind, sollten die Anschlüsse großflächig sein, damit die Zugkräfte von einer ausgedehnteren Blech-zone übertragen werden können (siehe DASt-Ri. 014).9
9DASt-Ri. 014: Empfehlungen zum Vermeiden von Terassenbrüchen in geschweißten Konstruktionen aus Baustahl (Ausg.1.81).

5-46
Auch beim Anschluss von Konsolen an die Stützen treten aus dem Anschluss des Biegemomentes teil-weise große Querkräfte und somit Schubspannungen im Steg der Stütze auf.
Werden in Rahmenecken die Flansche geknickt, dann treten Abtriebskräfte auf. Diese Abtriebskräftewürden in den Flanschen Biegung erzeugen. Sie müssen durch Steifen abgefangen werden.
Bei einer Kreisform gilt:
und somit:
p =Dr
(auch als Kesselformel bekannt)

5-47
Biegesteife Rahmen können auch geschraubt ausgeführt werden. Hierfür werden heute meist Kopfplat-tenverbindungen mit hochfesten Schrauben eingesetzt. Da hier die Schrauben in Richtung der Schrauben-achse Zug erhalten, sind sie möglichst voll vorzuspannen, um die Bedingung (25) der DIN 18800, Teil 1bezüglich der Betriebsfestigkeit einhalten zu können.
Für solche Verbindungen können die Tragfähigkeitstabellen „Typisierte Verbindungen im Stahlhochbau“herangezogen werden.Dort ist auch angegeben, welchen Bedingungen der Stützenflansch genügen muss, wenn Steifen oderkeine Steifen vorhanden sind. Der Stützenflansch muss zusätzlich die Stützenkräfte abtragen.Erforderlichenfalls sind zusätzliche Futter anzuordnen, welche die örtliche Biegung abbauen. WeitereHinweise zu steifenlosen Verbindungen.10
5.3.3 Zur Berechnung einstöckiger Rahmen
Infolge der Drucknormalkräfte ergibt sich ein nichtlinearer Zusammenhang zwischen Belastung undBeanspruchung.
Je mehr sich zum Beispiel bei obigem Rahmen das Verhältniss P/H vergrößert, um so größer ist dieAbweichung vom linearen Verhalten. Aber auch das System hat darauf Einfluss. So unterscheidet manverschiebliche und unverschiebliche Rahmen.Bei verschieblichen Rahmen ist der Einfluss der Verformungen auf die Schnittgrößen i.d.R. größer.
10Steifenlose Skeletttragwerke und dünnwandige Vollwandträger, Berechnung und Konstruktion, Verlag W. Ernst &. Sohn,1977
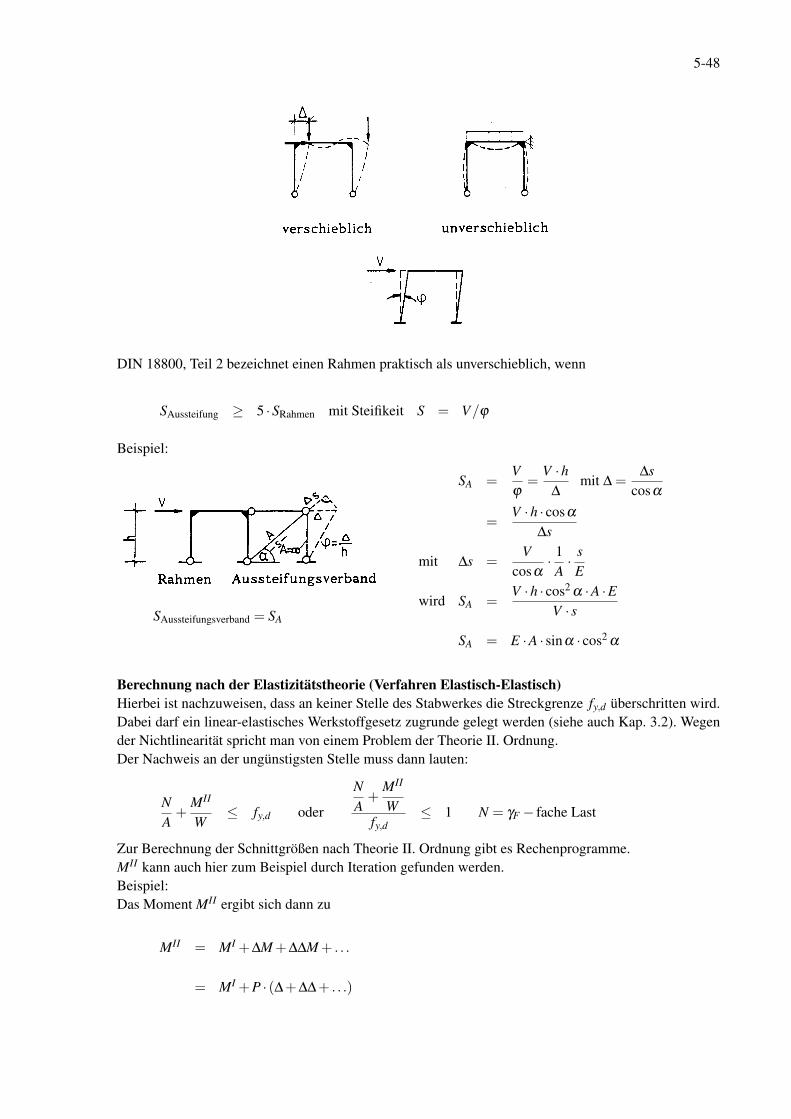
5-48
DIN 18800, Teil 2 bezeichnet einen Rahmen praktisch als unverschieblich, wenn
SAussteifung ≥ 5 ·SRahmen mit Steifikeit S = V/ϕ
Beispiel:
SAussteifungsverband = SA
SA =Vϕ
=V ·h
∆mit ∆ =
∆scosα
=V ·h · cosα
∆s
mit ∆s =V
cosα· 1
A· s
E
wird SA =V ·h · cos2 α ·A ·E
V · s
SA = E ·A · sinα · cos2 α
Berechnung nach der Elastizitätstheorie (Verfahren Elastisch-Elastisch)Hierbei ist nachzuweisen, dass an keiner Stelle des Stabwerkes die Streckgrenze fy,d überschritten wird.Dabei darf ein linear-elastisches Werkstoffgesetz zugrunde gelegt werden (siehe auch Kap. 3.2). Wegender Nichtlinearität spricht man von einem Problem der Theorie II. Ordnung.Der Nachweis an der ungünstigsten Stelle muss dann lauten:
NA
+MII
W≤ fy,d oder
NA
+MII
Wfy,d
≤ 1 N = γF − fache Last
Zur Berechnung der Schnittgrößen nach Theorie II. Ordnung gibt es Rechenprogramme.MII kann auch hier zum Beispiel durch Iteration gefunden werden.Beispiel:Das Moment MII ergibt sich dann zu
MII = MI +∆M +∆∆M + . . .
= MI +P · (∆+∆∆+ . . .)
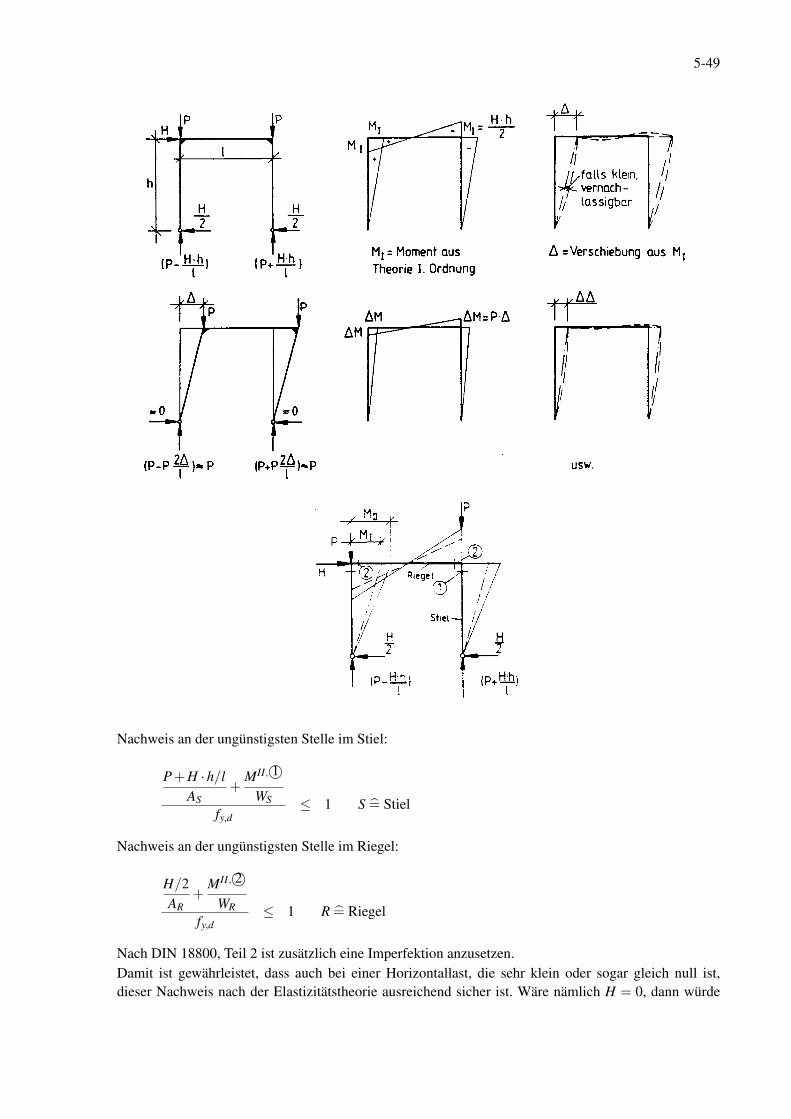
5-49
Nachweis an der ungünstigsten Stelle im Stiel:
P+H ·h/lAS
+MII, 1©
WSfy,d
≤ 1 S = Stiel
Nachweis an der ungünstigsten Stelle im Riegel:
H/2AR
+MII, 2©
WRfy,d
≤ 1 R = Riegel
Nach DIN 18800, Teil 2 ist zusätzlich eine Imperfektion anzusetzen.Damit ist gewährleistet, dass auch bei einer Horizontallast, die sehr klein oder sogar gleich null ist,dieser Nachweis nach der Elastizitätstheorie ausreichend sicher ist. Wäre nämlich H = 0, dann würde

5-50
der Nachweis lauten:
PASfy,d
≤ 1
Damit wäre das Knickproblem ausgespart.Ist der Einfluss der Theorie II. Ordnung gering, dann kann nach Theorie I. Ordnung gerechnet werden.DIN 18800, Teil 2 macht hierzu Angaben, wann diese Fälle gegeben sind.
Berechnung nach DIN 18800, Teil 2 (3.4.2.2)(Ersatzstabverfahren)
Es gilt:
Nκ ·Npl,d
+βm ·MMpl,d
+∆n ≤ 1
mit N,M : Schnittkräfte nach Th. I. Ordnung unter γF−facher Belastung
κ : Abminderungsfaktor nach DIN 18800, Teil2, Gleichung (2)
βm : Momentenbeiwert nach DIN 18800, Teil2, Tabelle 11
∆n≤ 0,1 : Der genaue Wert lautet:
∆n =N
κ ·Npl,d·(
1− Nκ ·Npl,d
)·κ2 ·λ 2
k ≤ 0,1
Versagen durch Ausweichen aus der Rahmenebene
Außer dem Nachweis des Rahmens in der Rahmenebene ist auch ausreichende Sicherheit gegen Aus-weichen aus der Rahmenebene infolge von Instabilitätserscheinungen nachzuweisen.
Außenflansch durch Pfetten und Wandriegelin den x-Punkten seitlich gehalten
Maßgebender Lastfall für die rechteRahmenseite

5-51
Hierbei sind jene Lastfälle zu beachten, bei denen die seitlich nicht gehaltenen Gurte (im Beispiel derInnengurt) Druck erhalten.Infolge dieser Beanspruchung kann ein Biegedrillknicken eintreten.Im untenstehenden Bild ist die möglich Bewegung des rechten Rahmenstieles angegeben.
Der Biegedrillknicknachweis ist in DIN 18800, Teil 2, Abschnitt 3 geregelt. DIN 18800, Teil 2 gibt denNachweis für Stäbe mit Druck und konstantem Biegemoment (exzentrisch gedrückter Stab), den Nach-weis für Biegung alleine und auch den Nachweis für Druck und ein über die Stabachse veränderlichesMoment an.
5.4 Stützen
5.4.1 Stützen für den Geschossbau
Das gebräuchlichste Stützenprofil ist das I-Profil.
Es hat zwar den Nachteil, daß Iz � Iy ist (Knicknachweis), jedoch ist es einfach zu stoßen und bietetgute Anschlußmöglichkeiten für Träger.
Beispiel:
für Stockwerkshöhe h = 3,5m (S235)
Iy:Iz λk,z λk,z KSL κ
HE 240 A (IPBl 240) 2,8:1 58 0,624 c 0,771
HE 240 B (IPB 240) 2,9:1 58 0,624 c 0,771
HE 240 M (IPBv 240) 3,0:1 55 0,592 c 0,792
IPE 240 13,7:1 130 1,399 b 0,382
IPE-Profile sollten nur angewandt werden, wenn sie in der schwachen Richtung eine kürzere Knicklängehaben.Es ist wirtschaftlicher, Stützen über mehrere (2 bis 4) Stockwerke durchgehen zu lassen, als sie wegendes Materialverbrauchs in jedem Stockwerk zu stoßen. Dabei sind die Lieferlängen zu beachten. KleineProfilsprünge ermöglichen schon große Varianten.
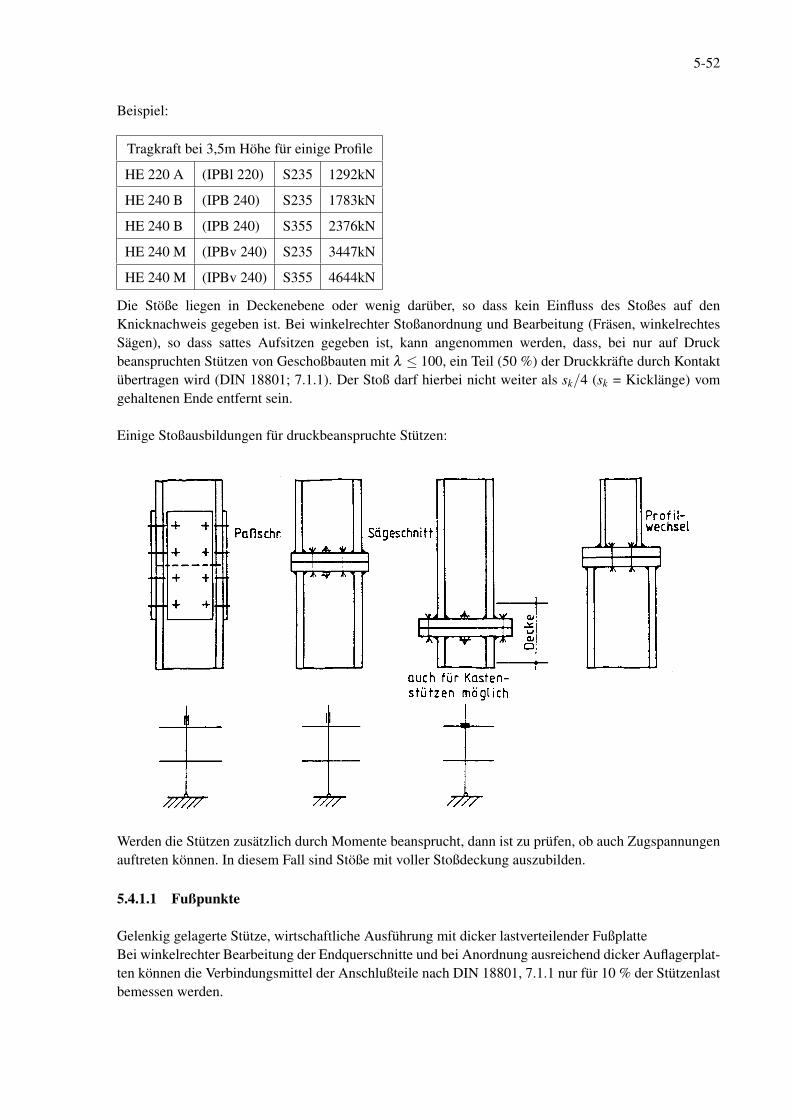
5-52
Beispiel:
Tragkraft bei 3,5m Höhe für einige Profile
HE 220 A (IPBl 220) S235 1292kN
HE 240 B (IPB 240) S235 1783kN
HE 240 B (IPB 240) S355 2376kN
HE 240 M (IPBv 240) S235 3447kN
HE 240 M (IPBv 240) S355 4644kN
Die Stöße liegen in Deckenebene oder wenig darüber, so dass kein Einfluss des Stoßes auf denKnicknachweis gegeben ist. Bei winkelrechter Stoßanordnung und Bearbeitung (Fräsen, winkelrechtesSägen), so dass sattes Aufsitzen gegeben ist, kann angenommen werden, dass, bei nur auf Druckbeanspruchten Stützen von Geschoßbauten mit λ ≤ 100, ein Teil (50 %) der Druckkräfte durch Kontaktübertragen wird (DIN 18801; 7.1.1). Der Stoß darf hierbei nicht weiter als sk/4 (sk = Kicklänge) vomgehaltenen Ende entfernt sein.
Einige Stoßausbildungen für druckbeanspruchte Stützen:
Werden die Stützen zusätzlich durch Momente beansprucht, dann ist zu prüfen, ob auch Zugspannungenauftreten können. In diesem Fall sind Stöße mit voller Stoßdeckung auszubilden.
5.4.1.1 Fußpunkte
Gelenkig gelagerte Stütze, wirtschaftliche Ausführung mit dicker lastverteilender FußplatteBei winkelrechter Bearbeitung der Endquerschnitte und bei Anordnung ausreichend dicker Auflagerplat-ten können die Verbindungsmittel der Anschlußteile nach DIN 18801, 7.1.1 nur für 10 % der Stützenlastbemessen werden.

5-53
Die erforderliche Fläche der Fußplatte richtet sich nach der zulässigen Betonpressung nach DIN 1045.
σ1 =βR
2,1·√
AA1
≤ 1,4 ·βR
Damit die Platte eine etwa gleichmäßige Pressung erzeugt, ist sie nicht nur auf die Einhaltung der zuläs-sigen Biegespannungen nachzuweisen. Es ist auch die Durchbiegung gering zu halten.
Werden die Pressungen zu groß, können weitere Verteilungsplatten, Aussteifungen oder auch Vertei-lungsträger angeordnet werden.Treten außer den Druckkräften auch Querkräfte auf, dann sind Knaggen an der Fußplatte anzuschweißen,welche die Kräfte übertragen.

5-54
5.4.1.2 Zur BemessungDie Knicklänge der Stützen richtet sich nach der seitlichen Stützung. Anstelle einer durchlaufendenStütze mit veränderlicher Normalkraft darf vereinfachend gewählt werden:
Liegt der Gelenkpunkt von Trägeranschlüssen nicht im Schwerpunkt der Stütze, dann muss das Exzen-trizitätsmoment berücksichtigt werden. Dieses wirkt sich je nach System der Stütze durch ein örtlichesMoment aus.
5.4.2 Gelenkige Stielfüße von Rahmen
Für kleine Rahmen mit geringen Kräften und Verdrehungen kann wieder eine einfache Auflagerplattemit Knagge für die Querkraft ausreichen.

5-55
Für größere Rahmen ist ein drehbares Gelenk auszuführen, zum Beispiel durch Anwendung einer Kipp-Platte mit Knaggen. Bei der Berechnung sind die jeweiligen Kräfte und Exzentrizitäten zu berücksichti-gen. Auch hier sind bei hohen Kräften anstelle einer Fußplatte Verteilungsträger einzusetzen.
5.4.3 Eingespannte Stützen
Das Einspannen von Stützen ist nur günstig, wenn gute Bodenverhältnisse und entsprechend hohe Nor-malkräfte vorhanden sind, sonst muß das Fundament unwirtschaftlich groß ausgeführt werden.Für ständige Last darf keine klaffende Fuge auftreten (DIN 1054, 4). Es muss also b wenigstens 6 · esein. Für die Gesamtlast darf die klaffende Fuge höchstens den Schwerpunkt erreichen. Zusammen mit
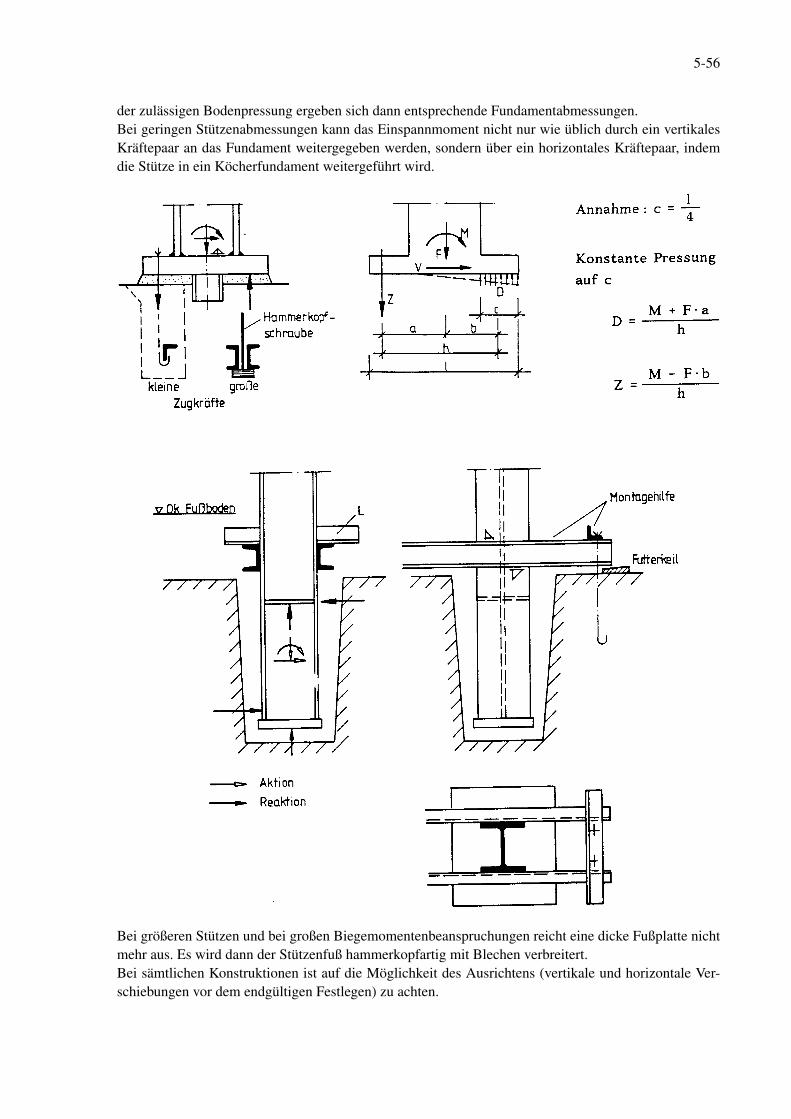
5-56
der zulässigen Bodenpressung ergeben sich dann entsprechende Fundamentabmessungen.Bei geringen Stützenabmessungen kann das Einspannmoment nicht nur wie üblich durch ein vertikalesKräftepaar an das Fundament weitergegeben werden, sondern über ein horizontales Kräftepaar, indemdie Stütze in ein Köcherfundament weitergeführt wird.
Bei größeren Stützen und bei großen Biegemomentenbeanspruchungen reicht eine dicke Fußplatte nichtmehr aus. Es wird dann der Stützenfuß hammerkopfartig mit Blechen verbreitert.Bei sämtlichen Konstruktionen ist auf die Möglichkeit des Ausrichtens (vertikale und horizontale Ver-schiebungen vor dem endgültigen Festlegen) zu achten.

5-57
5.4.3.1 Ausführungsbeispiele:
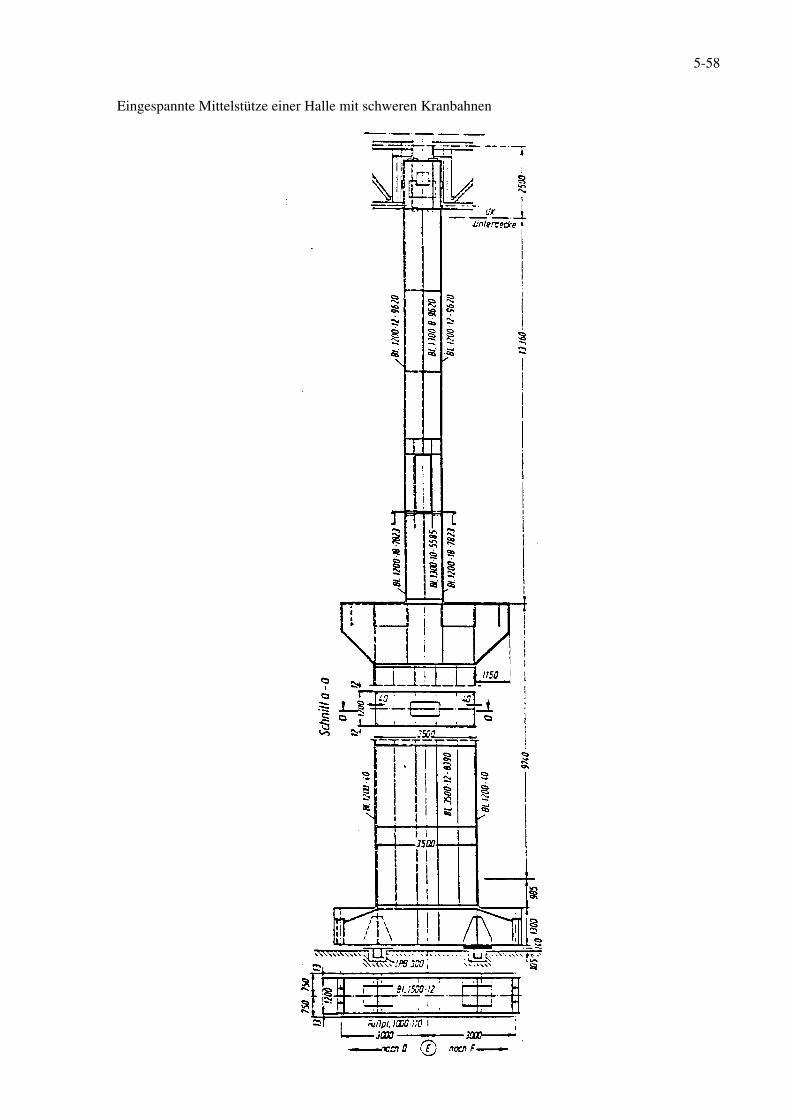
5-58
Eingespannte Mittelstütze einer Halle mit schweren Kranbahnen

5-59
5.4.4 Anschlüsse von Trägern an Stützen
a) Gelenkige AnschlüsseEinige Beispiele
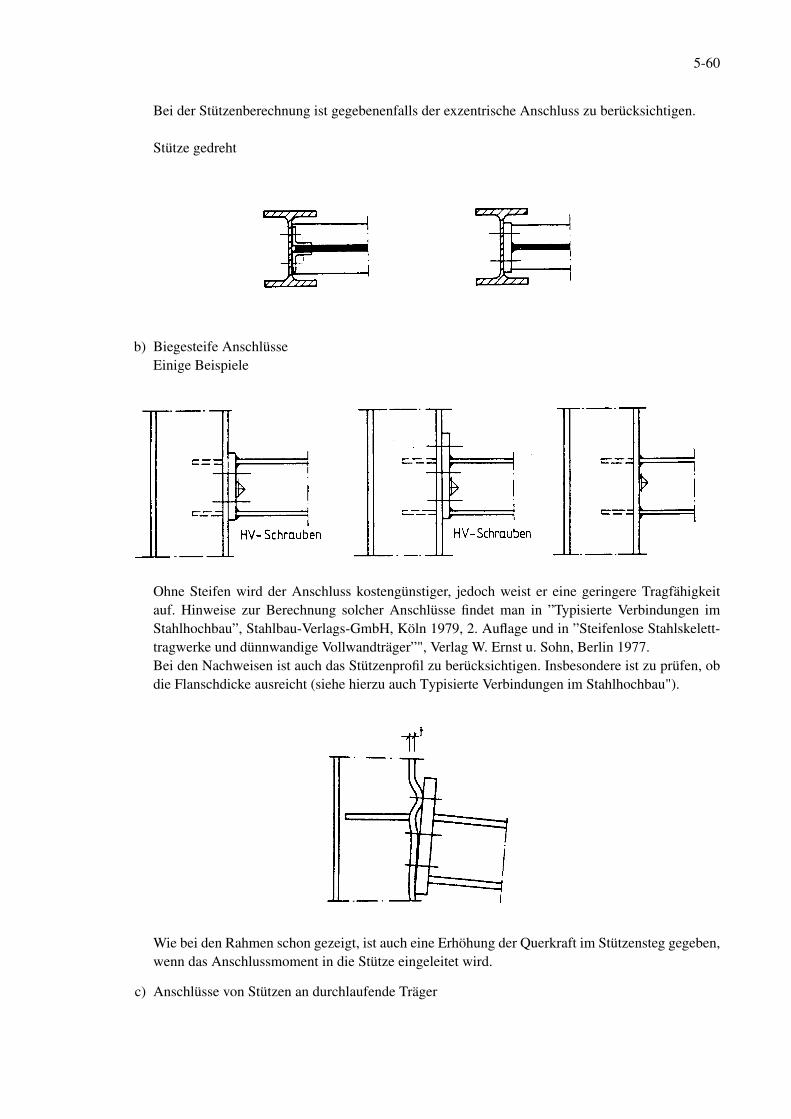
5-60
Bei der Stützenberechnung ist gegebenenfalls der exzentrische Anschluss zu berücksichtigen.
Stütze gedreht
b) Biegesteife AnschlüsseEinige Beispiele
Ohne Steifen wird der Anschluss kostengünstiger, jedoch weist er eine geringere Tragfähigkeitauf. Hinweise zur Berechnung solcher Anschlüsse findet man in ”Typisierte Verbindungen imStahlhochbau”, Stahlbau-Verlags-GmbH, Köln 1979, 2. Auflage und in ”Steifenlose Stahlskelett-tragwerke und dünnwandige Vollwandträger”", Verlag W. Ernst u. Sohn, Berlin 1977.Bei den Nachweisen ist auch das Stützenprofil zu berücksichtigen. Insbesondere ist zu prüfen, obdie Flanschdicke ausreicht (siehe hierzu auch Typisierte Verbindungen im Stahlhochbau").
Wie bei den Rahmen schon gezeigt, ist auch eine Erhöhung der Querkraft im Stützensteg gegeben,wenn das Anschlussmoment in die Stütze eingeleitet wird.
c) Anschlüsse von Stützen an durchlaufende Träger
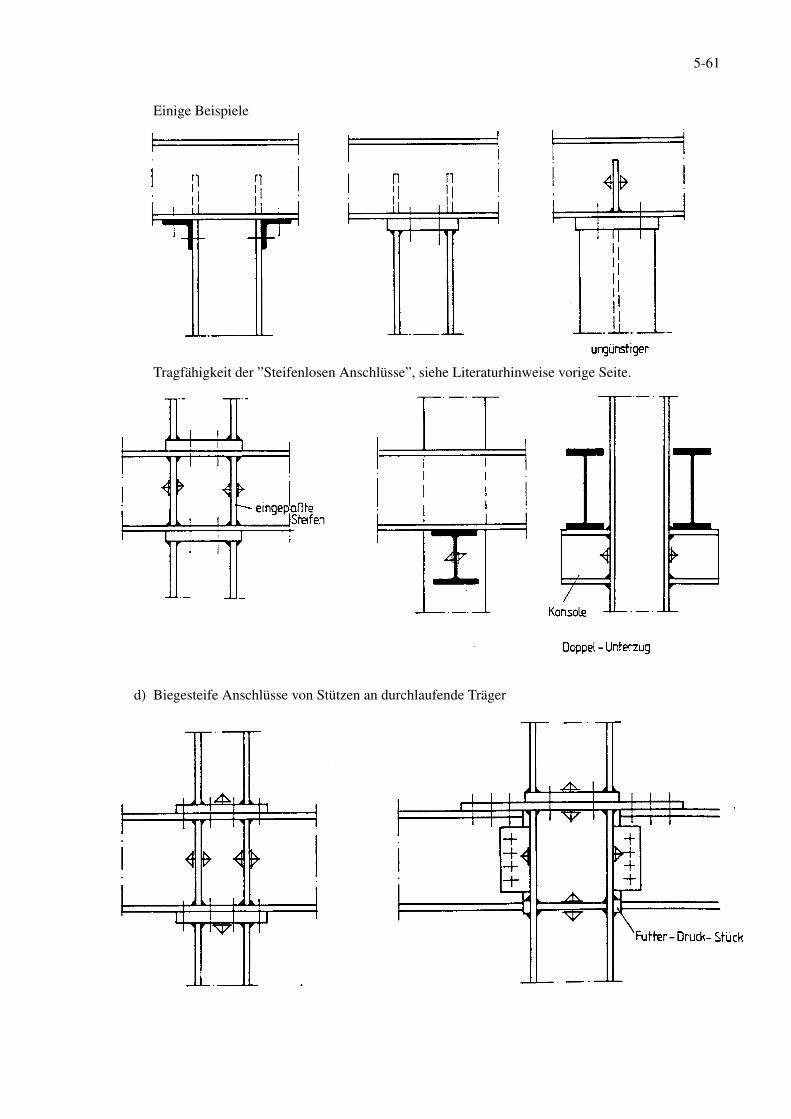
5-61
Einige Beispiele
Tragfähigkeit der ”Steifenlosen Anschlüsse”, siehe Literaturhinweise vorige Seite.
d) Biegesteife Anschlüsse von Stützen an durchlaufende Träger

6-1
6 Das Tragwerk einiger Stahlhochbauten
6.1 Stahlgeschossbauten
Unter Stahlgeschossbauten oder auch Stahlskelettbauten werden Bauten verstanden, die mehrere Ge-schosse aufweisen und bei denen wenigstens die Stützen (oder Hänger), die Träger und gegebenenfallsdie Unterzüge aus Stahl bestehen. Darüber hinaus können auch die Decken und Tragwerksaussteifungenaus Stahl sein. Zu den Geschossbauten gehören insbesondere
• Bürogebäude
• Krankenhäuser
• Parkhäuser
• Schulen und Universitätsbauten
6.1.1 Systeme zur Abtragung der vertikalen Lasten
6.1.1.1 Systeme in der Vertikalebene
• Lastabtragung durch DruckDie Deckenlasten werden von den Stützen zum Fundament abgetragen. Es ist auch möglich, dassStützen hauptsächlich im unteren Bereich durch Träger abgefangen werden müssen.
• HängekonstruktionenEin großer Teil der Deckenlasten wird nicht an Stützen sondern an Hänger abgegeben. Diese La-sten werden dann von Zwischenkonstruktionen gesammelt und konzentriert von wenigen Druck-gliedern abgetragen.
Hängekonstruktionen sind insbesondere dort statisch günstig, wo im unteren Bereich weitgehendeStützenfreiheit gefordert wird. Der Abfangträger kann oben meistens besser untergebracht werdenals unten und außerdem ist die Zugbeanspruchung der Vertikalglieder vorteilhafter.

6-2
• Gemischte KonstruktionenIn den Vertikalgliedern werden bereichsweise Druck- oder Zugkräfte abgetragen. Auch hier sindZwischenkonstruktionen erforderlich.
• Lastabtragung durch BiegungDie Deckenlasten werden über Biegeträger zu wenigen Stützpunkten geleitet und dort zum Fun-dament weitergegeben. Die Möglichkeit von freien Geschossen muss hier allerdings teuer erkauftwerden, da die Biegung einen hohen Materialaufwand erfordert.

6-3
6.1.1.2 Grundriss der Lastabtragungssysteme
• GrundrissformenFür Lastabtragungssysteme gibt es im Grundriss Variationsmöglichkeiten
Mit den angegebenen Grundrißelementen lassen sich nahezu beliebige Gebäudegrundrisse ver-wirklichen.
• Anordnung der Lastabtragungselemente im GrundrissDie Anordnung der Lastabtragungselemente im Grundrss ist nicht immer nur von der Nutzungabhängig. Es gibt bei vorgegebenen Bedingungen meist mehrere Möglichkeiten. Statische undkonstruktive Gesichtspunkte sind dabei ebenfalls zu beachten. Hier einige Größenordnungen vonStützenabständen, Träger- und Deckenstützweiten:
Innenstützen 8mAußenstützen (weit) 8m
(eng) 2mUnterzüge wie Stützenabstände (6-12m)Deckenträger 6-20mDecken 3m
Diese Werte sind lediglich Anhaltspunkte.
Systeme mit Stützen und Deckenpiatten (Beton)z.B. Liftslab-Verfahren

6-4
Systeme mit Stützen, Deckenträgern und Decken
Dieses System bedingt enge Stützenstellungen. Die Stützenabmessungen sind klein, der konstruk-tive Aufwand ist größer.(Stützweiten bis 30m mit entsprechend hoher Gesamtdeckenhöhe)
Systeme mit Stützen, Deckenträgern, Unterzügen und Decken
Enggestellte Außenstützen mit kleinen Abmessungen können oft gut in die Fassade integriert wer-den. Die Deckenträger mit ihren geringeren Lasten können weiter gespannt werden als die Unter-züge (ca. 1.5 bis 2-fach).
Variante: Unterzug in GebäudequerrichtungVorteil: keine Stützen im Bereich der FassadeNachteil: Stützen im Innenraumbereich

6-5
Stützen können teilweise auch durch Auflager auf Betonkernen ersetzt werden.
6.1.2 Systeme zur Abtragung der horizontalen Lasten
Zur Abtragung horizontaler Lasten wie z.B. Windlasten und Erdbebenkräfte, zur Stabilisierung von ge-drückten Stäben (Stützen) sowie zur Verformungsbeschränkung müssen Tragwerke in den Horizontal-ebenen und Vertikalebenen des Geschossbaus zur Lastabtragung ausgebildet werden.
6.1.2.1 Systeme In der HorizontalebeneHorizontalebenen sind die Geschossdecken und Dächer. Sie müssen häufig zur Abtragung horizontalerLasten herangezogen und entsprechend ausgebildet werden.Häufig werden die Decken selbst zur horizontalen Lastabtragung benutzt wie Betondecken, Stahldecken,Stahlverbunddecken und Stahlbetonfertigteildecken. Es ist jeweils zu prüfen (Zulassung), ob die Deckenzur Scheibenwirkung zugelassen sind.
Die Deckenscheibe trägtdie Horizontalkräfte zuden Vertikalscheiben 1, 2und 3 ab.
Können die Decken selbst nicht verwendet werden, dann sind entsprechende Verbände auszubilden ausDeckenträgern, Randträgern, Unterzügen und zusätzlichen Diagonalen.
1 Unterzug2 Deckenträger3 Randträger4 Diagonale
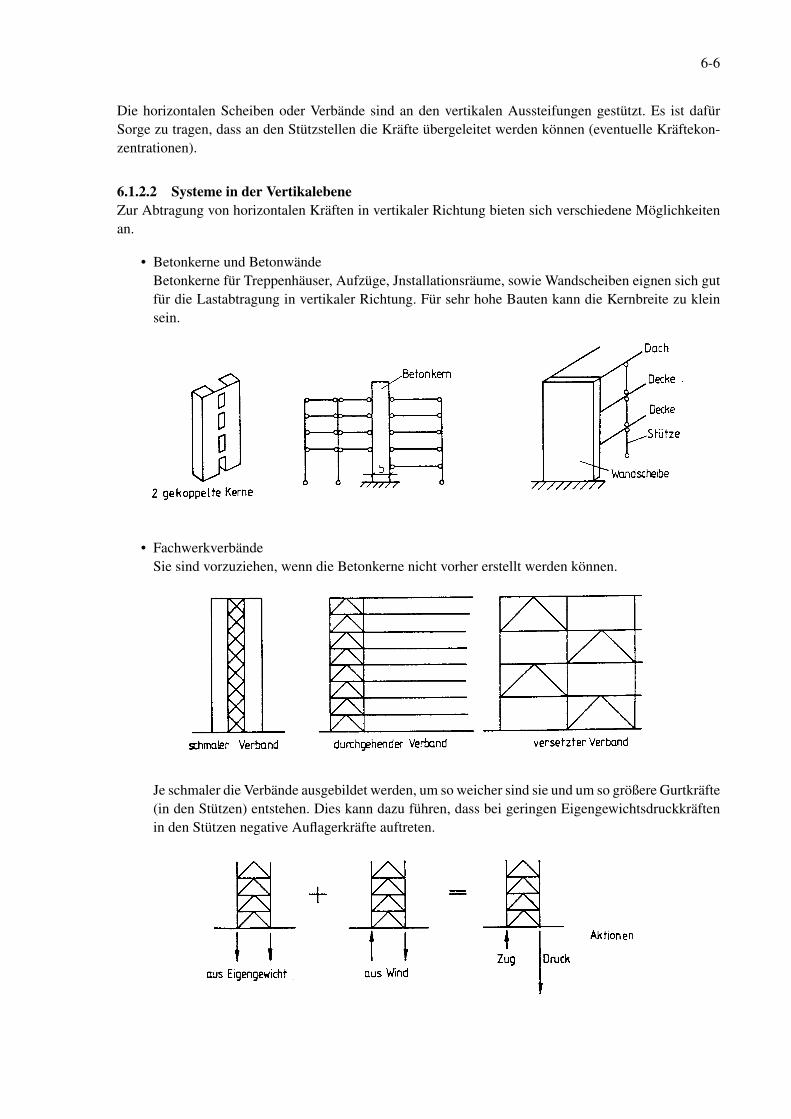
6-6
Die horizontalen Scheiben oder Verbände sind an den vertikalen Aussteifungen gestützt. Es ist dafürSorge zu tragen, dass an den Stützstellen die Kräfte übergeleitet werden können (eventuelle Kräftekon-zentrationen).
6.1.2.2 Systeme in der VertikalebeneZur Abtragung von horizontalen Kräften in vertikaler Richtung bieten sich verschiedene Möglichkeitenan.
• Betonkerne und BetonwändeBetonkerne für Treppenhäuser, Aufzüge, Jnstallationsräume, sowie Wandscheiben eignen sich gutfür die Lastabtragung in vertikaler Richtung. Für sehr hohe Bauten kann die Kernbreite zu kleinsein.
• FachwerkverbändeSie sind vorzuziehen, wenn die Betonkerne nicht vorher erstellt werden können.
Je schmaler die Verbände ausgebildet werden, um so weicher sind sie und um so größere Gurtkräfte(in den Stützen) entstehen. Dies kann dazu führen, dass bei geringen Eigengewichtsdruckkräftenin den Stützen negative Auflagerkräfte auftreten.

6-7
Ist eine durchgehende Verbreiterung eines Verbandes nicht möglich, können Kopf- oder/und Zwi-schenriegel angebracht werden, wodurch weitere Stützenreihen in einer abspannungsartigen Weiseaktiviert werden.
Kräfte in den Außenstützen: P =∆Mb
• RahmenkonstruktionenRahmenkonstruktionen haben bezüglich der Gestaltung den Vorteil, dass die Flächen frei bleiben.
Sie haben jedoch einen höheren Aufwand, da die Lasten nicht durch Normalkräfte, sondern überBiegung abgetragen werden. Nutzt man die ganze Gebäudebreite zur Ausbildung des Rahmensaus, können recht steife Bauten entstehen.
• Fachwerkscheiben
Sie haben gegenüber den Einzelfachwerkverbänden eine höhere Steifigkeit. Wenn sie zur Anwen-dung kommen, dann werden sie gerne in sämtlichen vier Außenflächen angeordnet. Hierdurch

6-8
entsteht ein Fachwerkkasten.
Schnitt durch den Fachwerkkasten
Bei Horizontalkräften in y-Richtung wirken sämtliche Stützen, die in den Ebenen der Scheiben S3
und S4 stehen, als Gurte mit.
• KombinationenZum Beispiel mit Fachwerkstäben ausgefachte Rahmen
Zum Beispiel Betonkern und Fachwerkverband in der Außenwand.
Je höher ein Gebäude ist, um so mehr ist die Abtragung von Horizontallasten auch für die Kostenbedeutsam, da sie überproportional mit der Höhe zunehmen, während dies für die Vertikallastennicht gilt.
6.1.2.3 Anordnung der vertikalen Aussteifungselemente im GrundrissZahl und Anordnung der vertikalen Aussteifungselemente muss so gewählt werden, dass ein stabilesSystem entsteht.Erfolgt die Aussteifung durch Scheiben, so sind mindestens drei Scheiben erforderlich. Sie sind so an-zuordnen, dass exzentrisch angreifende Kräfte abgetragen werden können, d.h. die drei Scheiben dürfensich nicht in einem Punkt schneiden.
richtig
M = P · e wird durch dieScheiben 1 und 3 abgetragen.
falsch
M = P · e kann nicht abge-tragen werden.
Die Anordnung der Scheiben ist umso günstiger, je kleiner das Moment wird und je kleiner, bei vorge-gebenem Moment, die sich daraus ergebenden Kräfte des Kräftepaares werden.

6-9
M = P · eH1 = −H3 =
Ma
Für Kerne gilt ähnliches wie für die Scheiben:
6.1.2.4 Beschränkung der horizontalen AuslenkungBei der Abtragung der horizontalen Lasten entstehen Ausbiegungen. Grundsätzliche Beschränkungender Ausbiegungen liegen nicht vor. Sie dürfen jedoch die Gebrauchsfähigkeit nicht beeinträchtigen. Imallgemeinen können Bauwerke als steif bezeichnet werden, wenn die Auslenkung
v <h
400
ist. Es ist insbesondere darauf zu achten, dass Wände, die an der Lastabtragung nicht beteiligt sind, durchdie auftretenden Verformungen auch nicht ungewollt Kräfte erhalten und dann gegebenenfalls reißen.
6.1.3 Beispiele ausgeführter Konstruktionen

6-10
Abbildung 6.1: Verwaltungsgebäude, Lausanne

6-11
Abbildung 6.2: Verwaltungsgebäude, Lausanne

6-12
Abbildung 6.3: Kreissparkasse, Altenkirchen
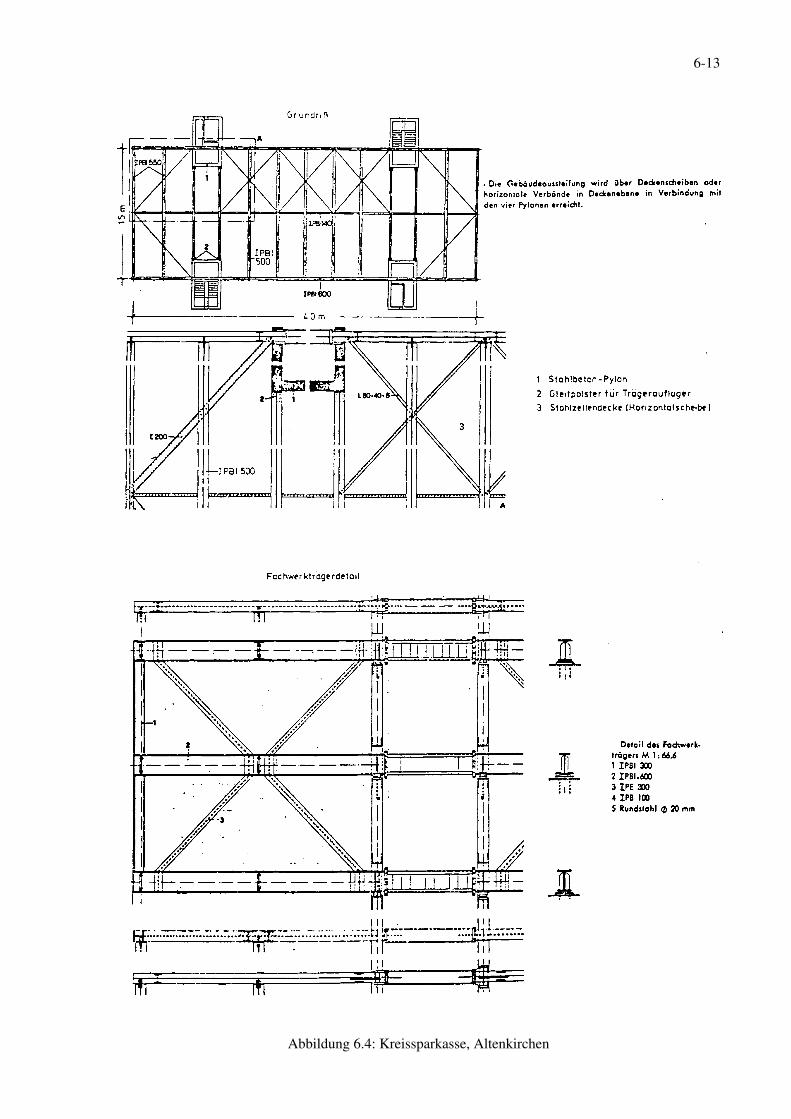
6-13
Abbildung 6.4: Kreissparkasse, Altenkirchen
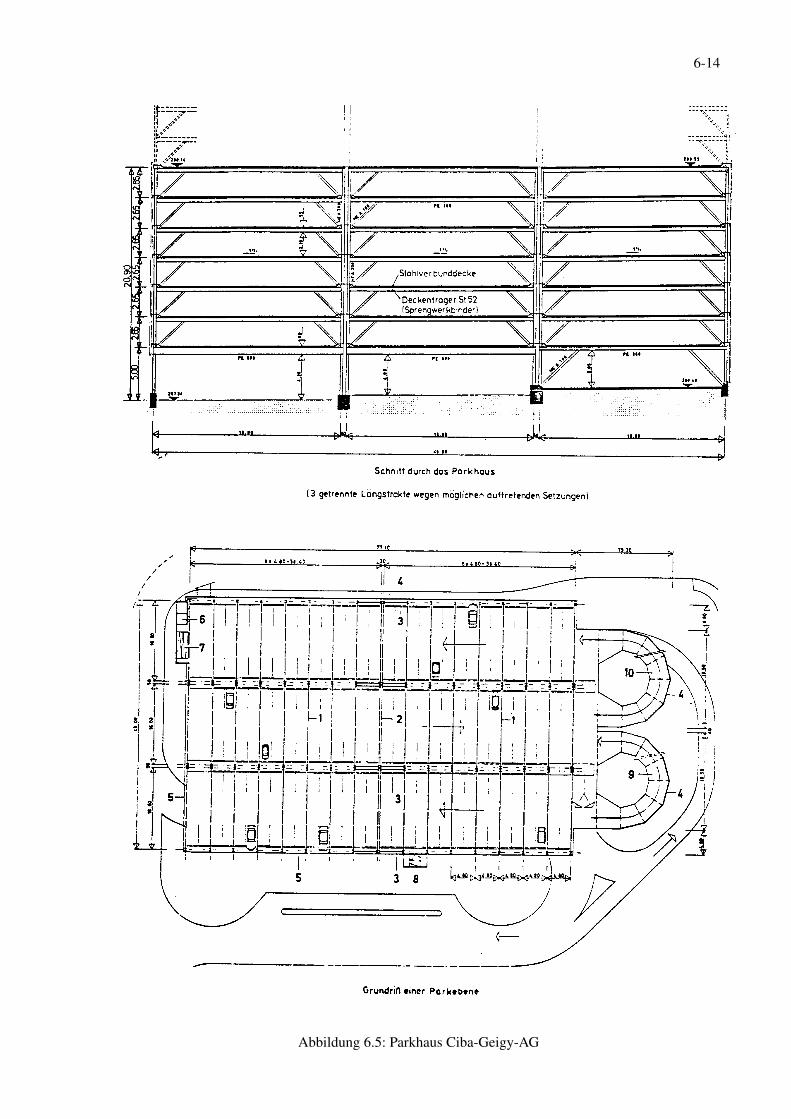
6-14
Abbildung 6.5: Parkhaus Ciba-Geigy-AG

6-15
Abbildung 6.6: Parkhaus Ciba-Geigy-AG
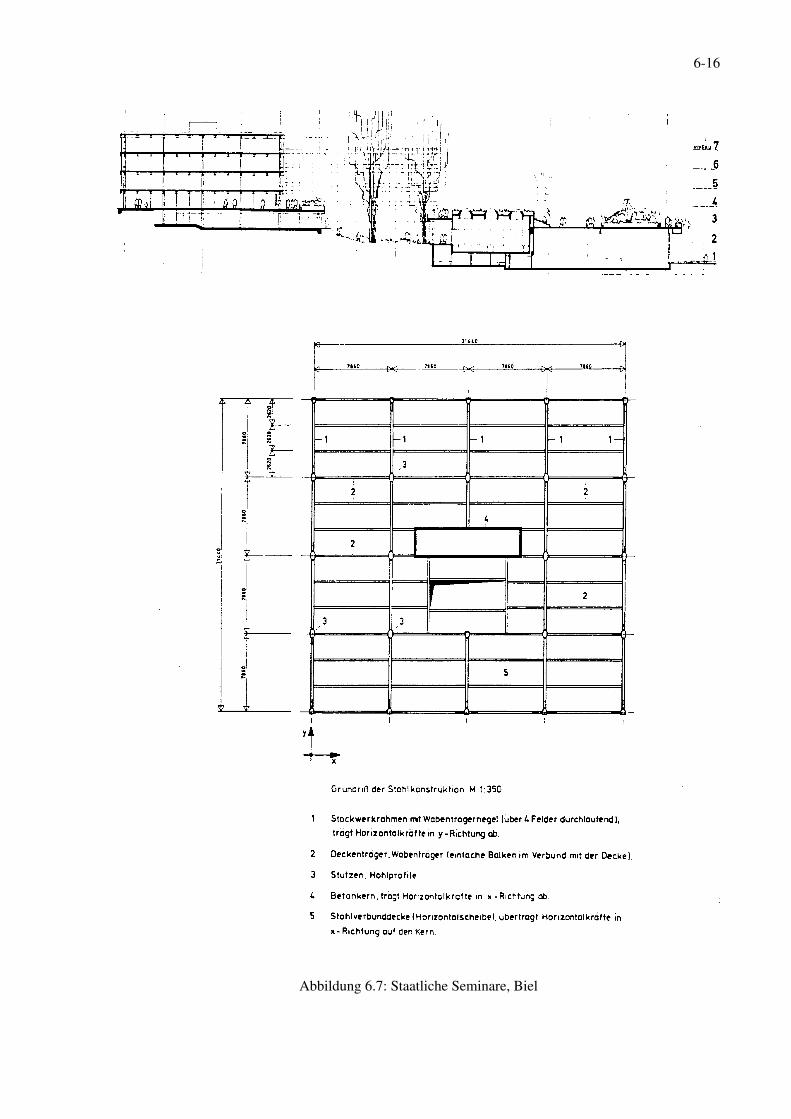
6-16
Abbildung 6.7: Staatliche Seminare, Biel

6-17
Abbildung 6.8: Staatliche Seminare, Biel

6-18
Abbildung 6.9: Bahnhofsgebäude mit Büro- und Wohnhochhaus, Worblaufen

6-19
Abbildung 6.10: Ausbildungszentrum, Onex

6-20
Abbildung 6.11: Ausbildungszentrum, Onex
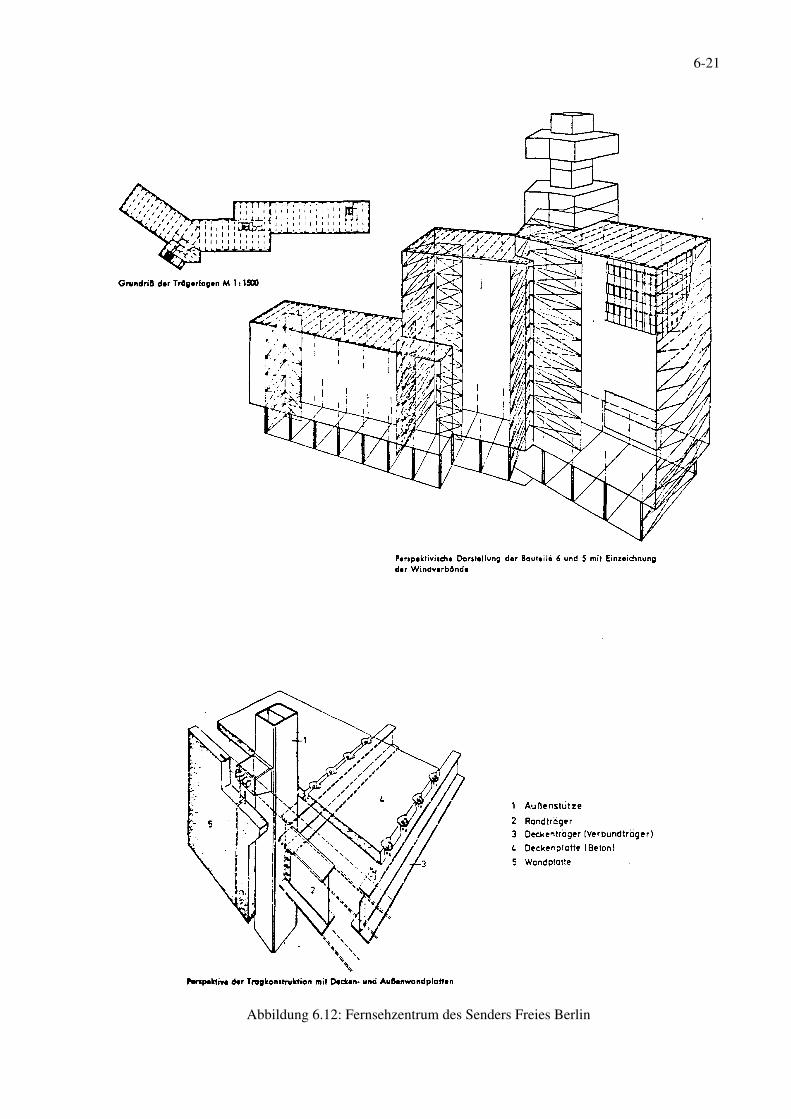
6-21
Abbildung 6.12: Fernsehzentrum des Senders Freies Berlin
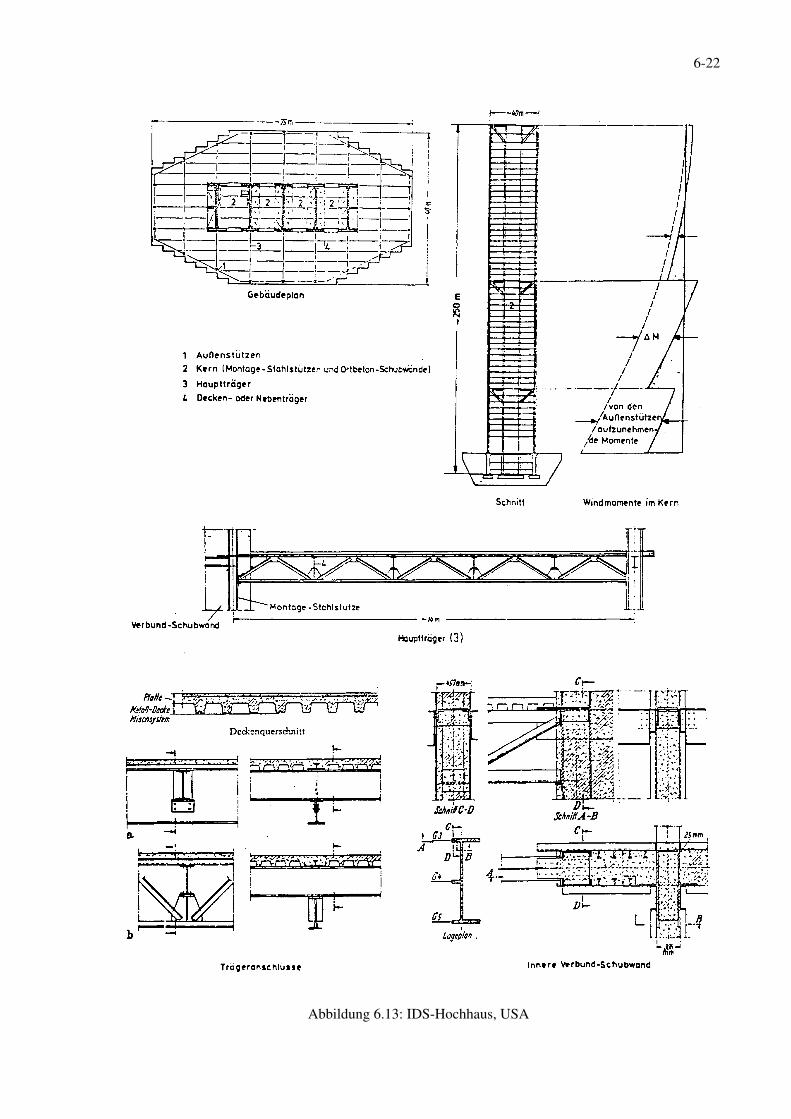
6-22
Abbildung 6.13: IDS-Hochhaus, USA

6-23
Abbildung 6.14: Realschule, Allschwil
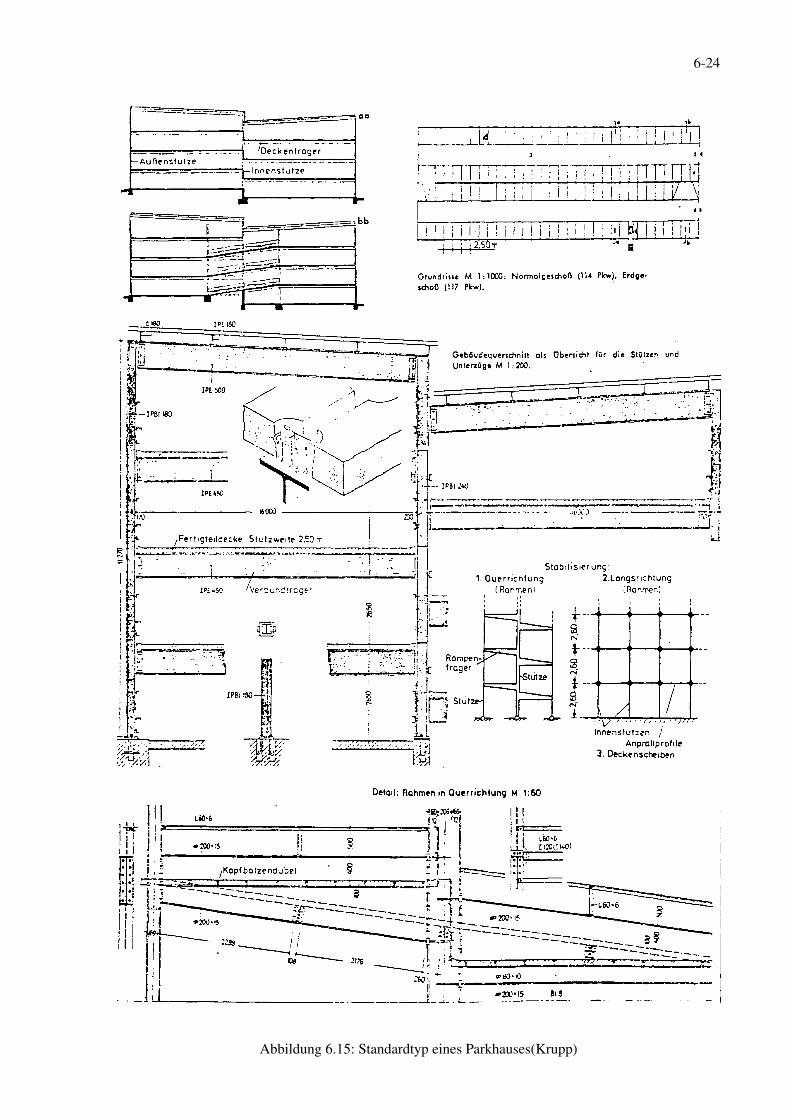
6-24
Abbildung 6.15: Standardtyp eines Parkhauses(Krupp)
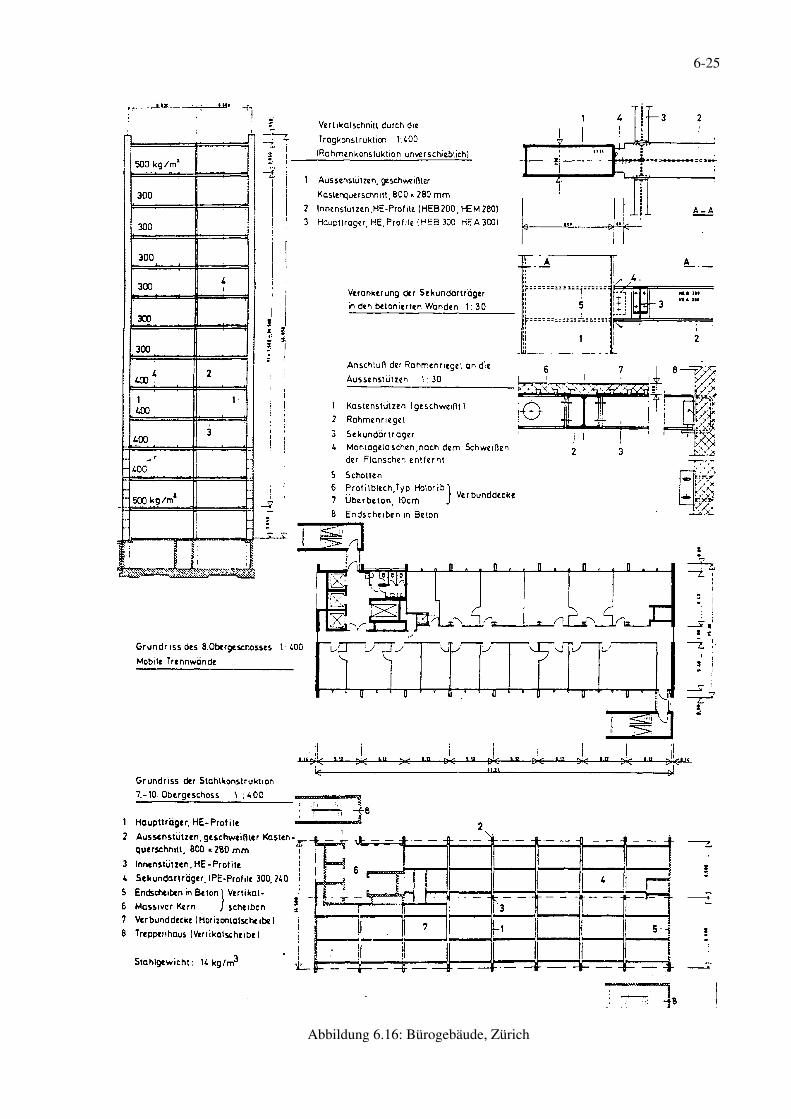
6-25
Abbildung 6.16: Bürogebäude, Zürich

6-26
Abbildung 6.17: Forschungszentrum, New York
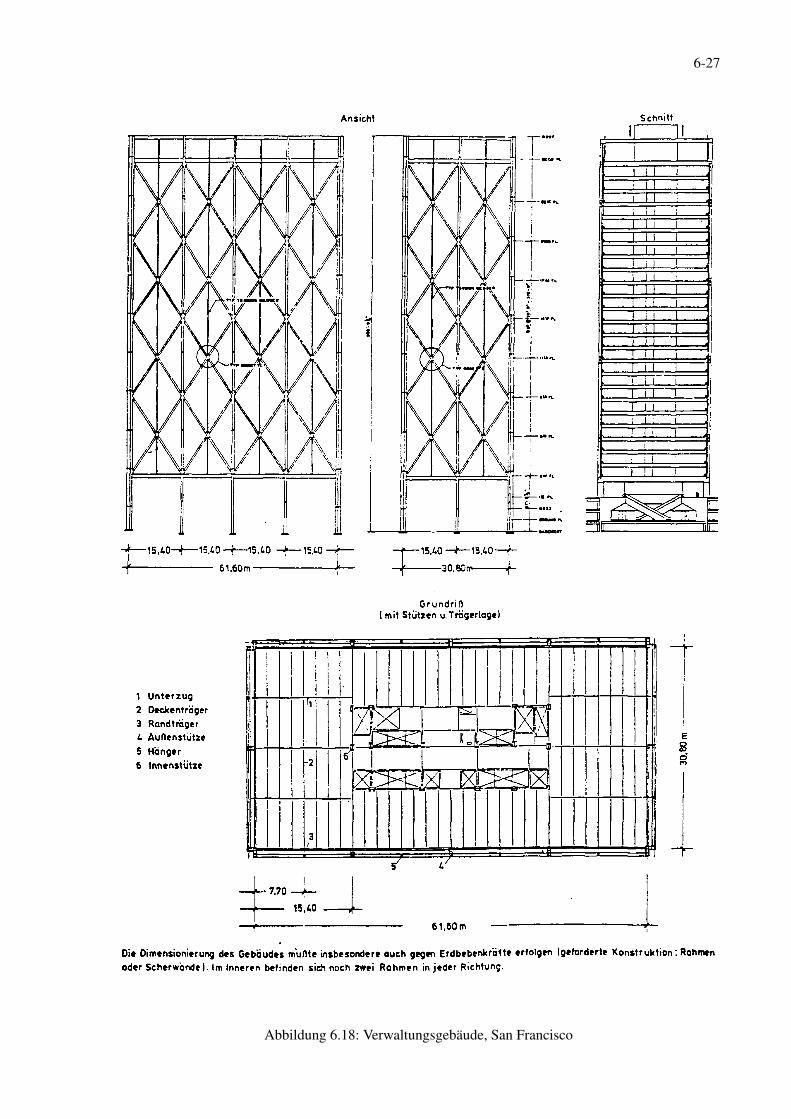
6-27
Abbildung 6.18: Verwaltungsgebäude, San Francisco

6-28
Abbildung 6.19: Verwaltungsgebäude, San Francisco
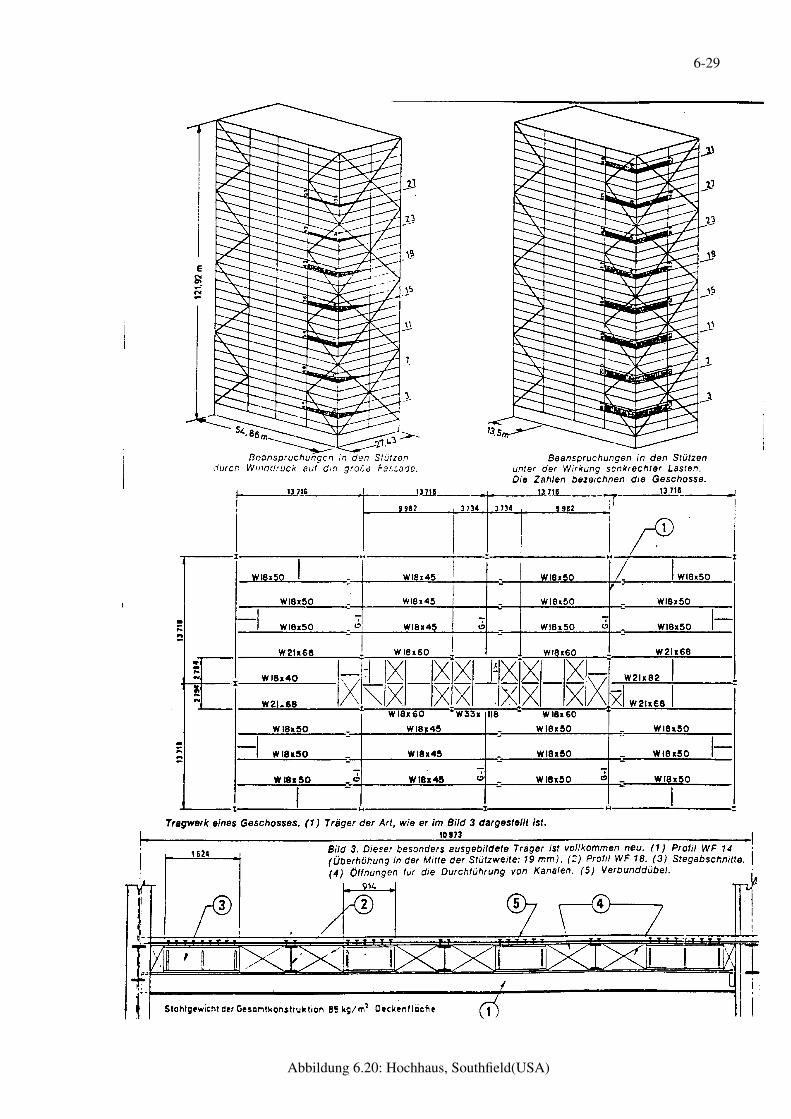
6-29
Abbildung 6.20: Hochhaus, Southfield(USA)

6-30
6.2 Stahlhallen
6.2.1 Systeme im Querschnitt
Binder auf zwei eingespannten Stützen
Bei eingespannten Stützen ist wegen der meist höheren Fundamentbeanspruchung durch das zusätzlicheEinspannmoment ein guter Baugrund erwünscht. Das System ist unempfindlich gegen Stützensenkun-gen. Bei geringen Stützenlasten wird wegen der Abtragung der Einspannmomente ein relativ ausladendesFundament notwendig. Bei gleichgroßen Stützenlasten P und gleichem Stützenträgheitsmoment ist dieKnicklänge der Stützen sk = 2 · h. Bei großen Stützenquerschnitten kann es sich trotzdem noch um ge-drungene Stäbe mit kleiner Schlankheit handeln (λ = sk
i ). Last- und Querschnittssprünge sind in derKnicklänge zu berücksichtigen.
Schwere Hallenstützen für Hallen mit Kranbahnen können auch aufgelöst werden in Fachwerk- oderRahmenstützen.Vergleich zweier statischer Systeme für eine Horizontalbelastung
hl
= 2
I1
I2= 20
F1
F2=
600250
I1 = 2.000.000 cm4
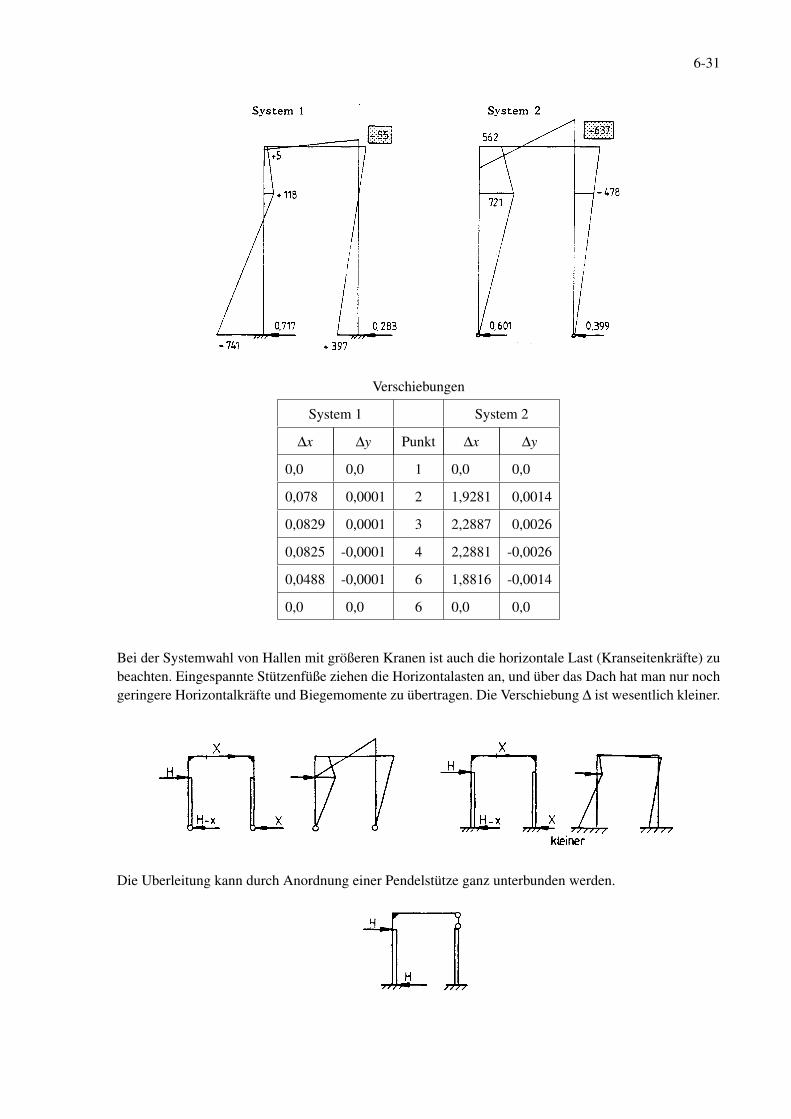
6-31
Verschiebungen
System 1 System 2
∆x ∆y Punkt ∆x ∆y
0,0 0,0 1 0,0 0,0
0,078 0,0001 2 1,9281 0,0014
0,0829 0,0001 3 2,2887 0,0026
0,0825 -0,0001 4 2,2881 -0,0026
0,0488 -0,0001 6 1,8816 -0,0014
0,0 0,0 6 0,0 0,0
Bei der Systemwahl von Hallen mit größeren Kranen ist auch die horizontale Last (Kranseitenkräfte) zubeachten. Eingespannte Stützenfüße ziehen die Horizontalasten an, und über das Dach hat man nur nochgeringere Horizontalkräfte und Biegemomente zu übertragen. Die Verschiebung ∆ ist wesentlich kleiner.
Die Uberleitung kann durch Anordnung einer Pendelstütze ganz unterbunden werden.

6-32
Wird eine der eingespannten Stützen durch eine Pendelstütze ersetzt, dann ist bei der Ermittlung derKnicklänge der eingespannten Stütze die Abtriebskraft A der Pendelstütze zu beachten. Es kann dannsk � 2h werden.
Rahmen
Der Rahmen hat den Vorteil, dass er, wenn er mit gelenkigen Stielfüßen ausgeführt wird, die Fundamentenicht mit einem Einspannmoment beaufschlagt. Die seitliche Verformung kann bei niedrigen Hallen inGrenzen gehalten werden. Der Riegel hat ausgeglichenere Momente als der Einfeldbinder.Vergleich zweier statischer Systeme für eine konstante Vertikalbelastung
Ist ein Einspannmoment nicht unerwünscht, wie z.B. bei guten Bodenverhältnissen und größeren Aufla-sten, dann sind die Schnittkräfte günstiger verteilt.

6-33
Knicklängen für Rahmen können DIN 18800, Teil 2, Abschnitt 5.3.2, Bild 29 entnommen werden.Dreigelenkrahmen werden wegen der aufwändigen Gelenkausbildung kaum ausgeführt.
Bei der obenstehenden Form werden die Riegelmomente in Feldmitte wesentlich reduziert. Bei ge-schweißten Profilen ist eine Anpassung an die Momentenlinie denkbar.Wichtig ist, dass nachgeprüft wird, ob die horizontalen Auflagerkräfte auch nicht zu Lagerverschiebun-gen führen.Der Riegel kann auch als Fachwerkriegel ausgeführt werden. In Sonderfällen auch die Stützen.Die längeren Diagonalen werden als Zugdiagonalen ausgebildet, die kürzeren Pfosten als Druckstäbe.Bei Stützensenkungen ändern sich im Rahmen die Schnittkräfte.
Binder mit Pendelstützen oder Stützen mit geringer Steifigkeit

6-34
Die Stabilisierung der Halle erfolgt durch Verbände. Die Stützen können relativ schlank ausgeführt wer-den. Auf Stabilität während der Montage ist zu achten.Gegen Stützensenkungen ist dieses System unempfindlich, da es statisch bestimmt ist, d.h. die Schnitt-kräfte sind unabhängig von den Verformungen.
Mehrschiffige Hallen
Es können wieder dieselben Systeme wie bei den einschiffigen Hallen durch Addition angewandt werden,wobei hier entsprechende Aussagen gelten.
Es sind aber auch Kombinationen günstig. So können an ein einschiffiges stabiles System z.B. weite-re Binder mit Pendelstützen angehängt werden. Der Vorteil liegt darin, dass die Horizontalkräfte vonwenigen steiferen Baugliedern und Fundamenten abgetragen werden, was zu wirtschaftlicheren Kon-struktionen führen kann.Im untenstehenden Beispiel wird die H-Kraft nur in der mittleren Halle wirksam.
Hier ist die Stütze mit der maximalen Vertikalkraft eingespannt und übernimmt auch die Horizontalkraft.Selbstverständlich sind neben den statisch-konstruktiven Gesichtspunkten auch viele andere Einflüssemaßgebend. So kann z.B. der Wunsch bestehen, dass der Raumbedarf für die mittlere Stütze möglichstgering wird.
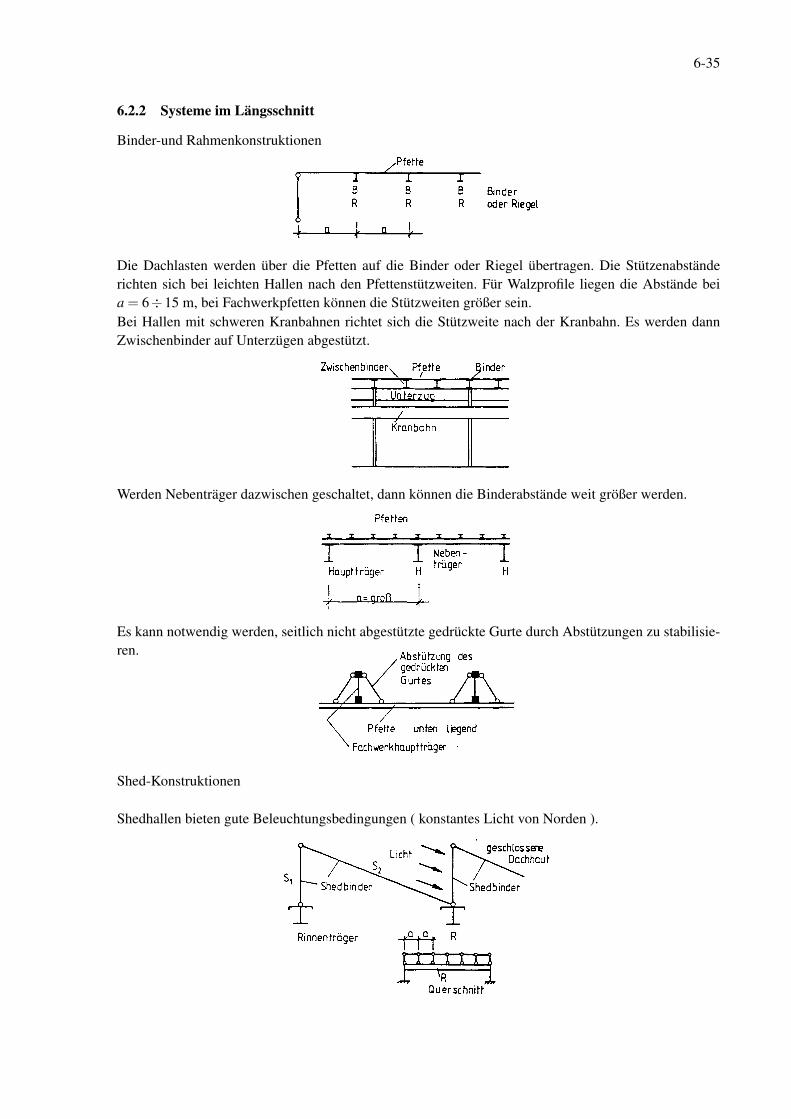
6-35
6.2.2 Systeme im Längsschnitt
Binder-und Rahmenkonstruktionen
Die Dachlasten werden über die Pfetten auf die Binder oder Riegel übertragen. Die Stützenabständerichten sich bei leichten Hallen nach den Pfettenstützweiten. Für Walzprofile liegen die Abstände beia = 6÷15 m, bei Fachwerkpfetten können die Stützweiten größer sein.Bei Hallen mit schweren Kranbahnen richtet sich die Stützweite nach der Kranbahn. Es werden dannZwischenbinder auf Unterzügen abgestützt.
Werden Nebenträger dazwischen geschaltet, dann können die Binderabstände weit größer werden.
Es kann notwendig werden, seitlich nicht abgestützte gedrückte Gurte durch Abstützungen zu stabilisie-ren.
Shed-Konstruktionen
Shedhallen bieten gute Beleuchtungsbedingungen ( konstantes Licht von Norden ).
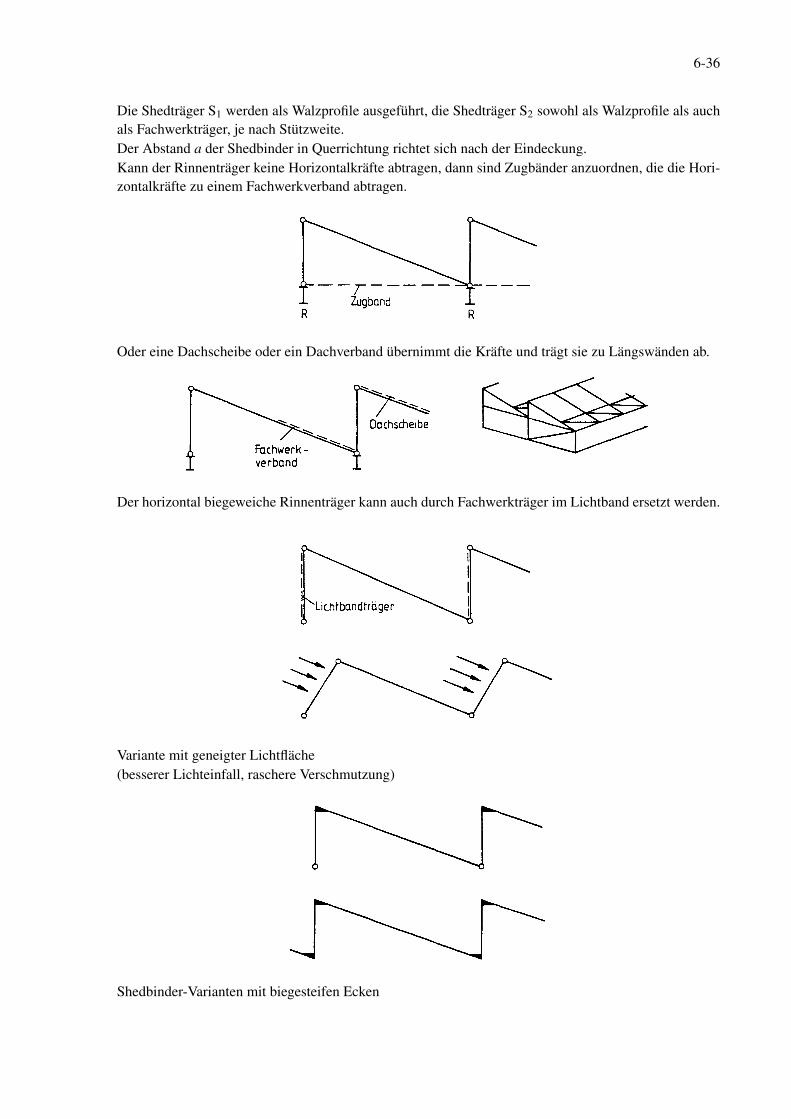
6-36
Die Shedträger S1 werden als Walzprofile ausgeführt, die Shedträger S2 sowohl als Walzprofile als auchals Fachwerkträger, je nach Stützweite.Der Abstand a der Shedbinder in Querrichtung richtet sich nach der Eindeckung.Kann der Rinnenträger keine Horizontalkräfte abtragen, dann sind Zugbänder anzuordnen, die die Hori-zontalkräfte zu einem Fachwerkverband abtragen.
Oder eine Dachscheibe oder ein Dachverband übernimmt die Kräfte und trägt sie zu Längswänden ab.
Der horizontal biegeweiche Rinnenträger kann auch durch Fachwerkträger im Lichtband ersetzt werden.
Variante mit geneigter Lichtfläche(besserer Lichteinfall, raschere Verschmutzung)
Shedbinder-Varianten mit biegesteifen Ecken

6-37
Als Rinnenträger werden auch spezielle offene und torsionssteife geschlossenen Querschnitte eingesetzt.
Die Stützweite der Shedbinder liegt bei 6 - 15 m, in Sonderfällen darüber.
Besitzt die Shedhalle Innenstützen, dann kann mit Hilfe eines Unterzuges auch der doppelte Stützenab-stand erreicht werden.
Anstelle eines Unterzuges kann auch ein Doppelshed zu einem Fachwerkträger ergänzt werden.
6.2.3 Dach- und Wandkonstruktion mit Stabilisierungsverbänden
Pfetten
Die Pfetten tragen die Dachlast zu den Bindern ab, sie können Einfeldträger sein, werden aber wirtschaft-licher als Durchlaufträger ausgeführt.

6-38
Die Pfetten können außerdem zur Stabilisierung einen Beitrag leisten, indem sie gedrückte Bindergurtestützen. Sie müssen dazu an die Dachverbände angeschlossen sein. In den Windverbandsfeldern über-nehmen sie zusätzlich Funktionen des Windverbandes (Pfosten des Verbandes).
Bei stark geneigten Dächern kann es unwirtschaftlich werden 1-Profile senkrecht zu beiden Hauptachsenzu beanspruchen. Der Dachschub kann dann auch durch andere Tragglieder übernommen werden.
1. Hier wird der Dachschub von den Betonplatten über Kontakt an die Traufpfetten weitergegeben,welche auch in Dachebene steif ausgebildet wurden.
2. Hier werden die Pfetten in der Dachebene zusätzlich abgestützt durch Rundstahlzugstangen. Dieseführen die Kraft zum Binder (z.B. bei Wellzementplatten).
3. Die Dachhaut wird als Dachscheibe ausgebildet und übernimmt dann die Abtragung des Dach-schubes (z.B. bei Leichtbetonplatten oder Trapezprofilblechen).
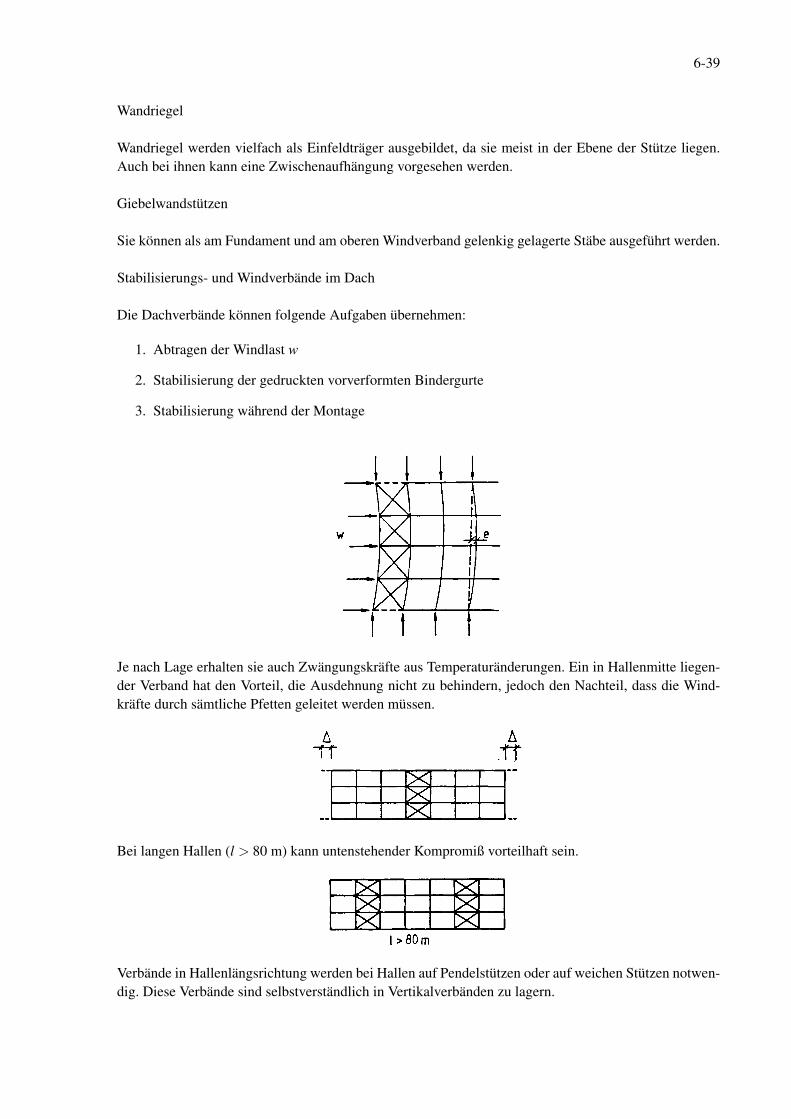
6-39
Wandriegel
Wandriegel werden vielfach als Einfeldträger ausgebildet, da sie meist in der Ebene der Stütze liegen.Auch bei ihnen kann eine Zwischenaufhängung vorgesehen werden.
Giebelwandstützen
Sie können als am Fundament und am oberen Windverband gelenkig gelagerte Stäbe ausgeführt werden.
Stabilisierungs- und Windverbände im Dach
Die Dachverbände können folgende Aufgaben übernehmen:
1. Abtragen der Windlast w
2. Stabilisierung der gedruckten vorverformten Bindergurte
3. Stabilisierung während der Montage
Je nach Lage erhalten sie auch Zwängungskräfte aus Temperaturänderungen. Ein in Hallenmitte liegen-der Verband hat den Vorteil, die Ausdehnung nicht zu behindern, jedoch den Nachteil, dass die Wind-kräfte durch sämtliche Pfetten geleitet werden müssen.
Bei langen Hallen (l > 80 m) kann untenstehender Kompromiß vorteilhaft sein.
Verbände in Hallenlängsrichtung werden bei Hallen auf Pendelstützen oder auf weichen Stützen notwen-dig. Diese Verbände sind selbstverständlich in Vertikalverbänden zu lagern.

6-40
Auch wenn örtlich große Horizontallasten angreifen, können Längsverbände zur Lastverteilung heran-gezogen werden.
Stabilisierungs- und Windverbände in den Wänden
Die Vertikalverbände dienen als Lager für die Dachverbände. Sie leiten die Horizontalkräfte in den Bo-den. Gleichzeitig können sie die Knicklänge der Stützen und Wandstiele in der Wandebene verkürzen.
Statt Verbänden können auch Portalrahmen angeordnet werden, wenn die Halle relativ niedrig ist.
Stabilisierungsverbände in Hallen mit Kranbahn
Um die Seitenkräfte aufnehmen und abtragen zu können, muss der Kranbahnträger entweder seitensteif

6-41
ausgebildet werden oder aber mit einem Horizontalverband in Höhe des Obergurtes versehen werden,der die Kräfte zu den Stützen abträgt. Auch zur Ableitung von Brems- und Pufferkräften können beiweichen Stützen Verbände angeordnet werden.
6.2.4 Beispiele ausgeführter Konstruktionen
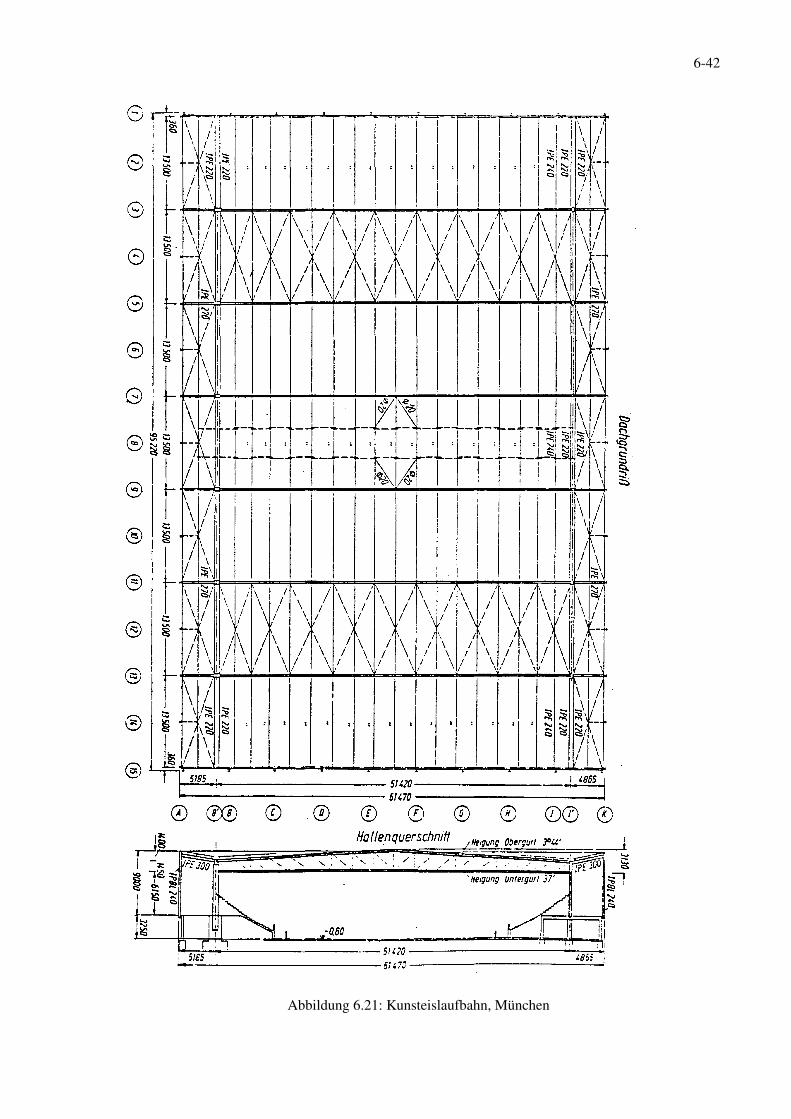
6-42
Abbildung 6.21: Kunsteislaufbahn, München

6-43
Abbildung 6.22: Montagehalle für Turbogeneratoren
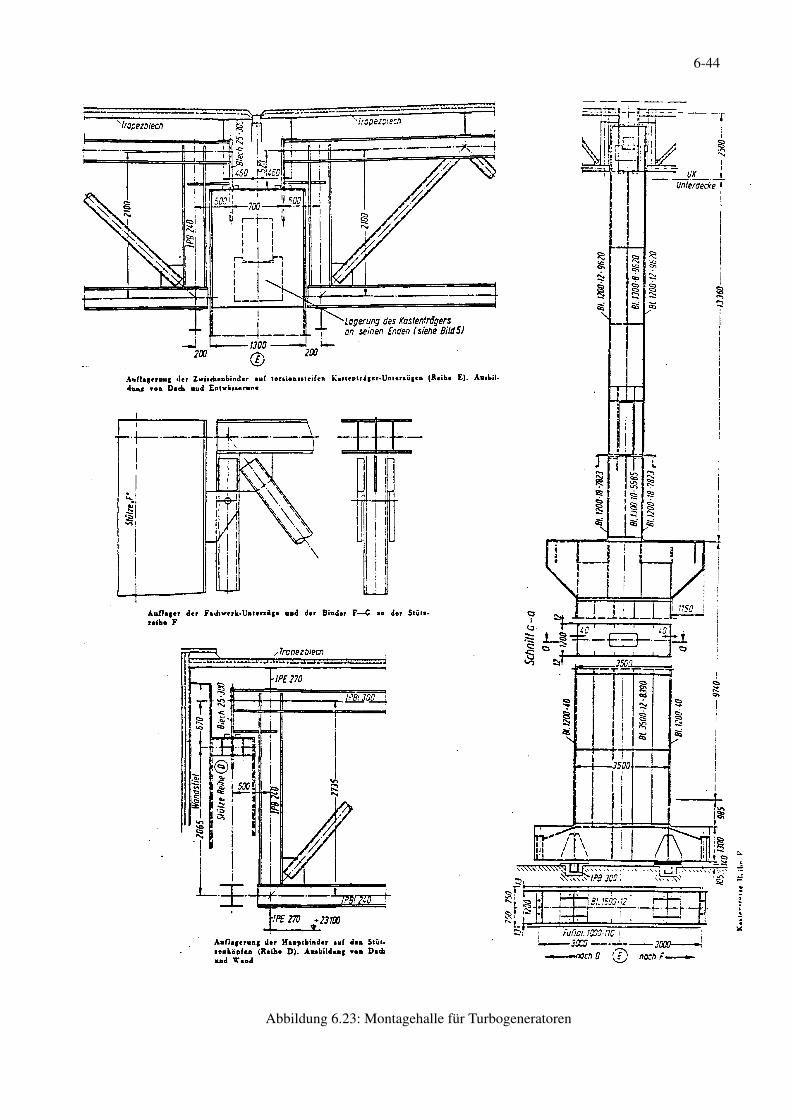
6-44
Abbildung 6.23: Montagehalle für Turbogeneratoren
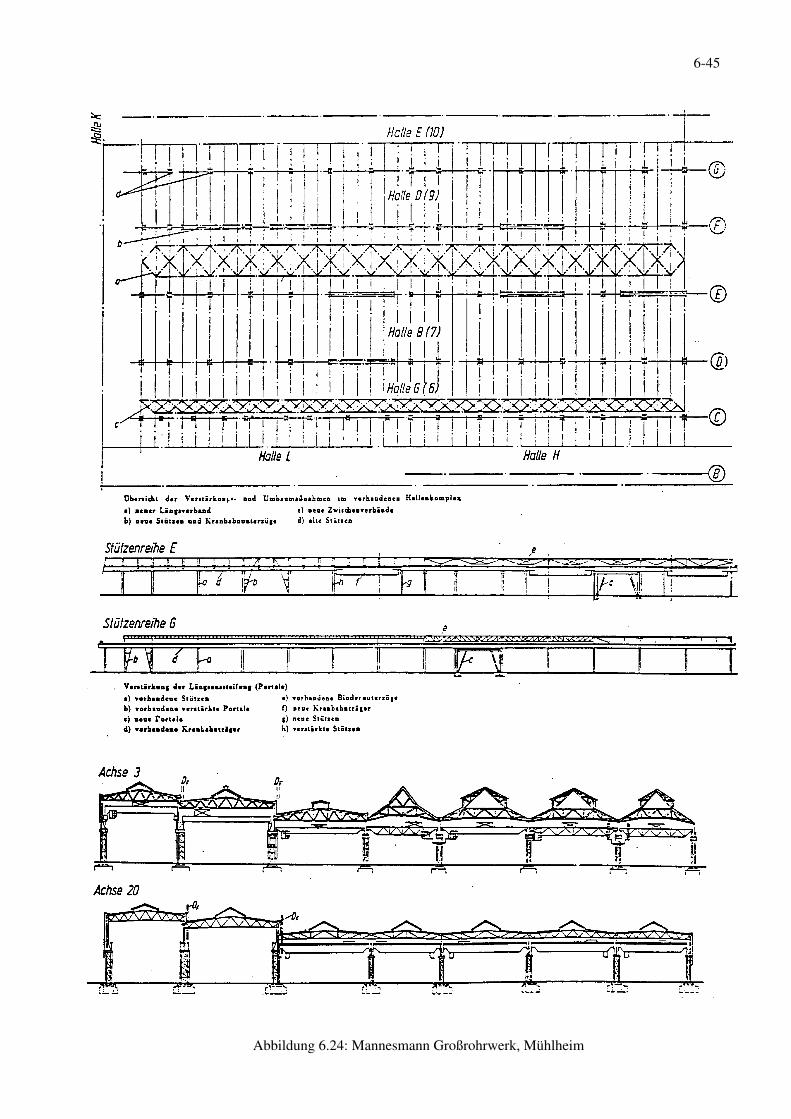
6-45
Abbildung 6.24: Mannesmann Großrohrwerk, Mühlheim
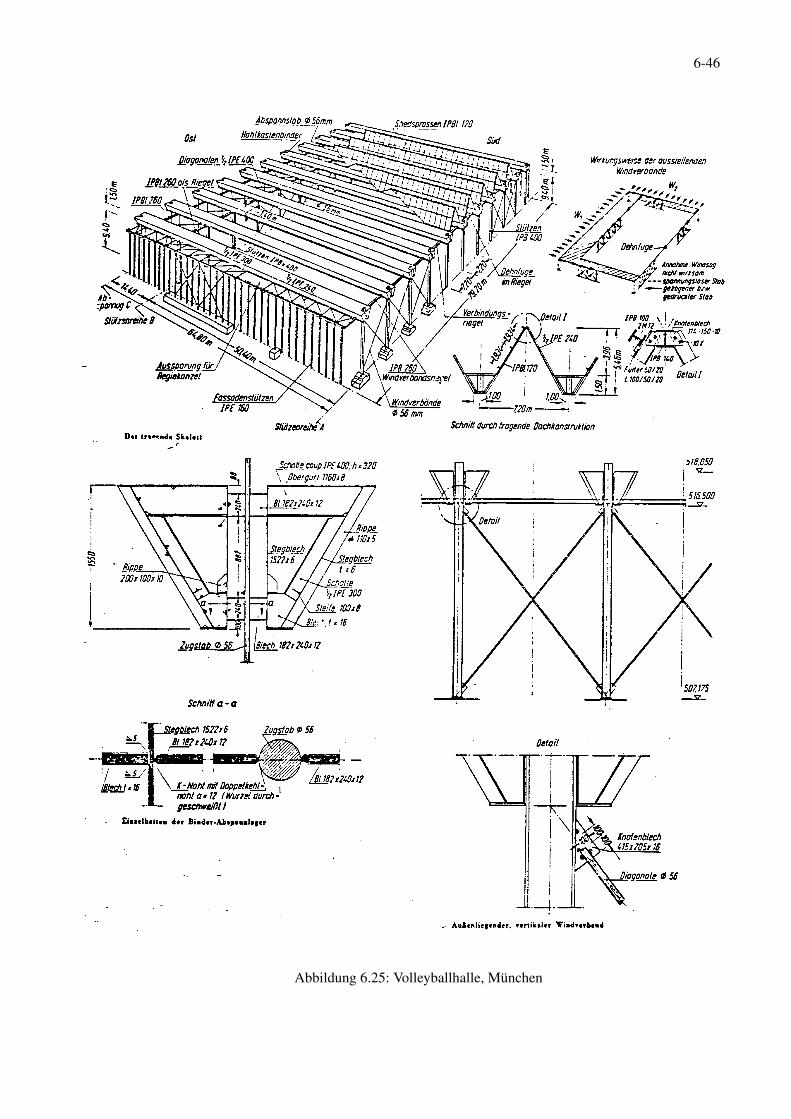
6-46
Abbildung 6.25: Volleyballhalle, München
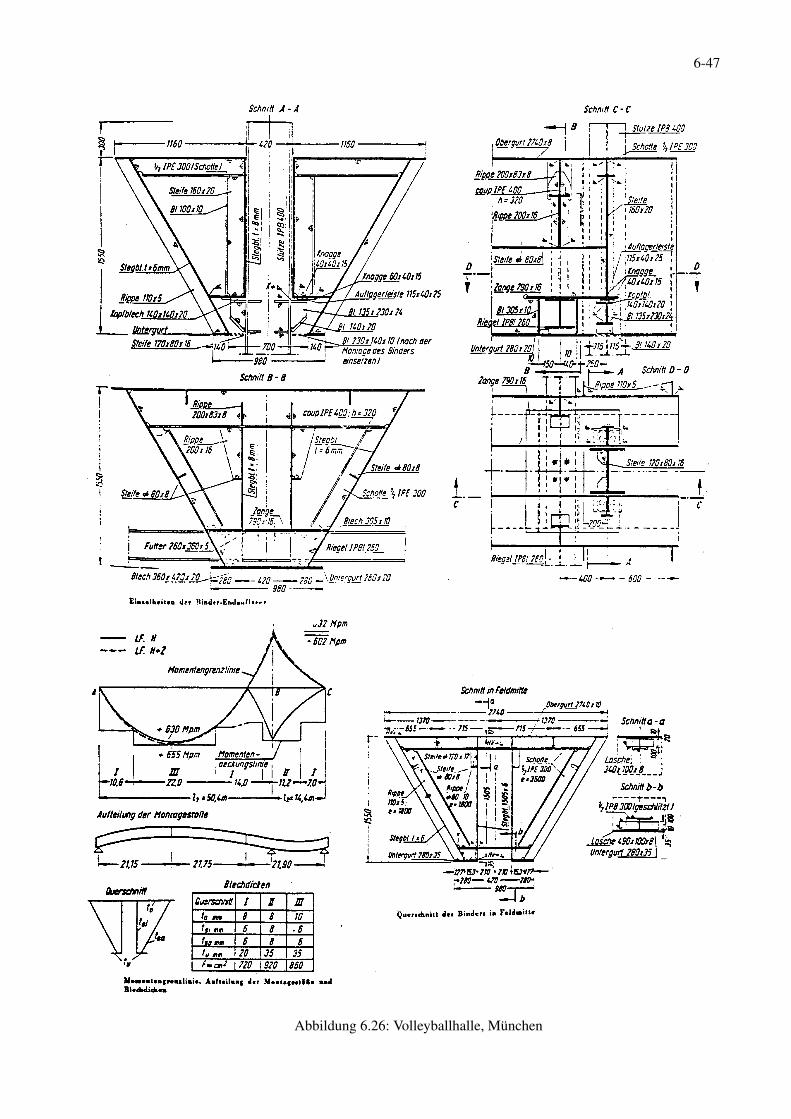
6-47
Abbildung 6.26: Volleyballhalle, München
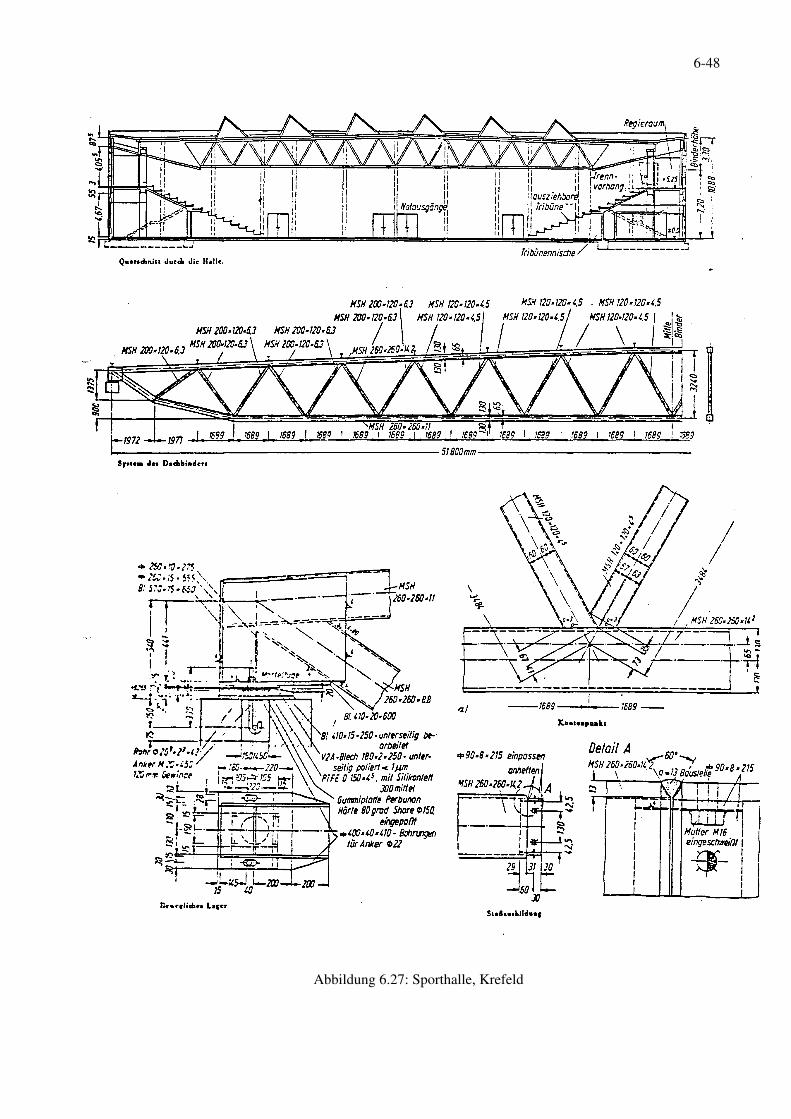
6-48
Abbildung 6.27: Sporthalle, Krefeld

6-49
Abbildung 6.28: KFZ-Prüfhalle, Frankfurt
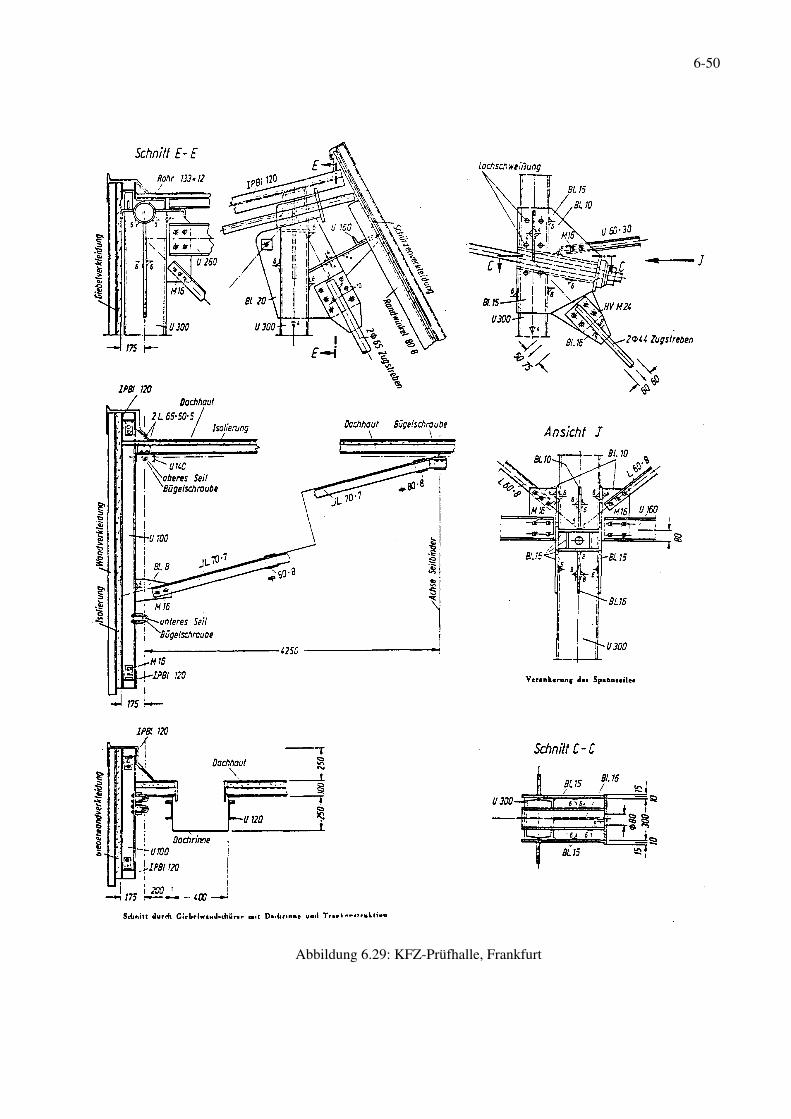
6-50
Abbildung 6.29: KFZ-Prüfhalle, Frankfurt
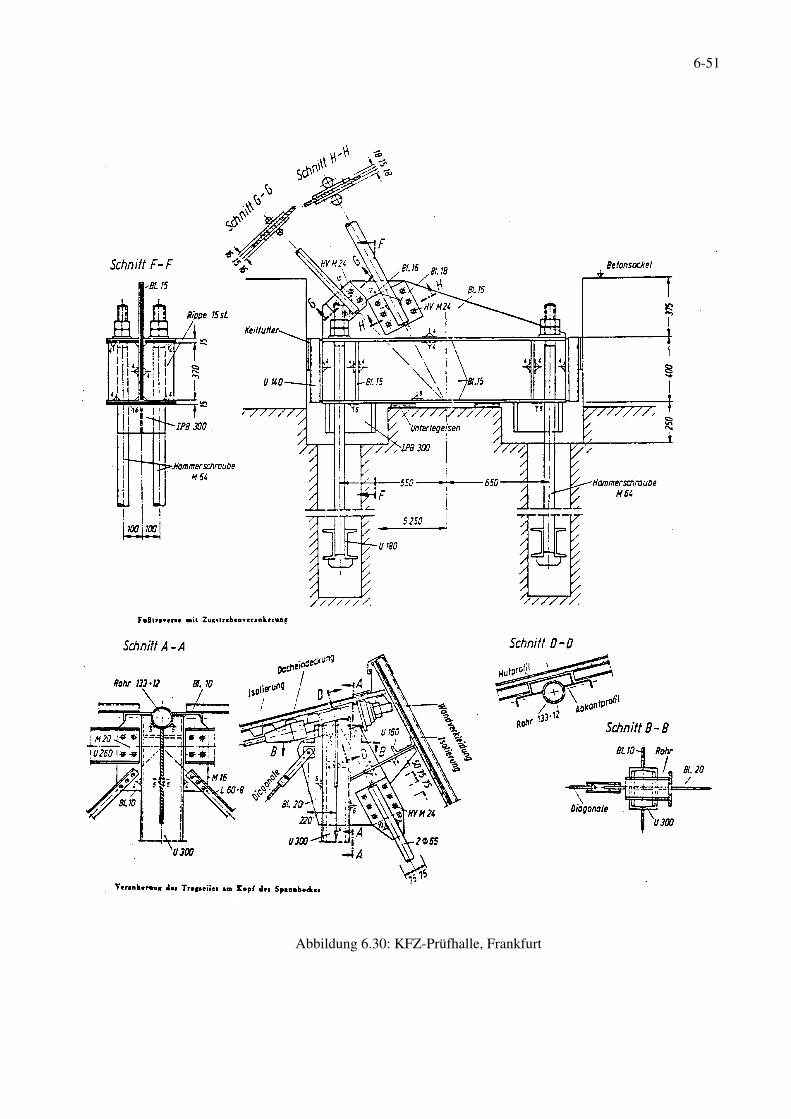
6-51
Abbildung 6.30: KFZ-Prüfhalle, Frankfurt

6-52
Abbildung 6.31: Automobilwerk
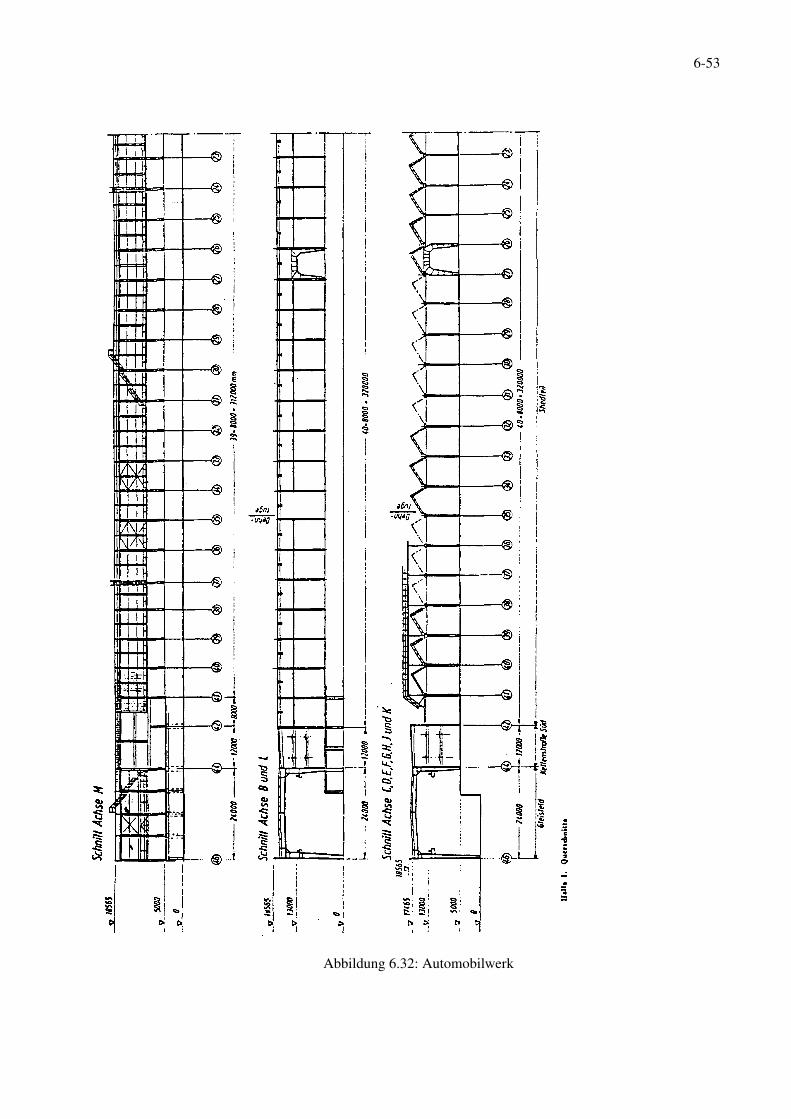
6-53
Abbildung 6.32: Automobilwerk
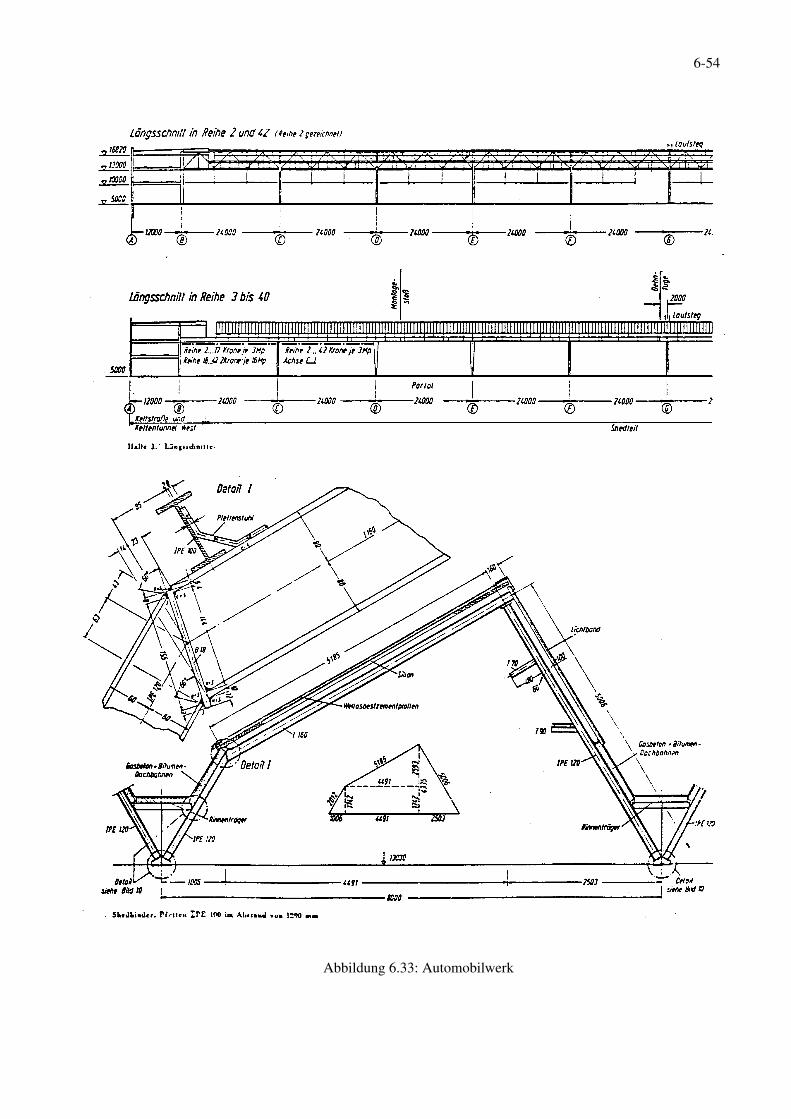
6-54
Abbildung 6.33: Automobilwerk

6-55
Abbildung 6.34: Automobilwerk
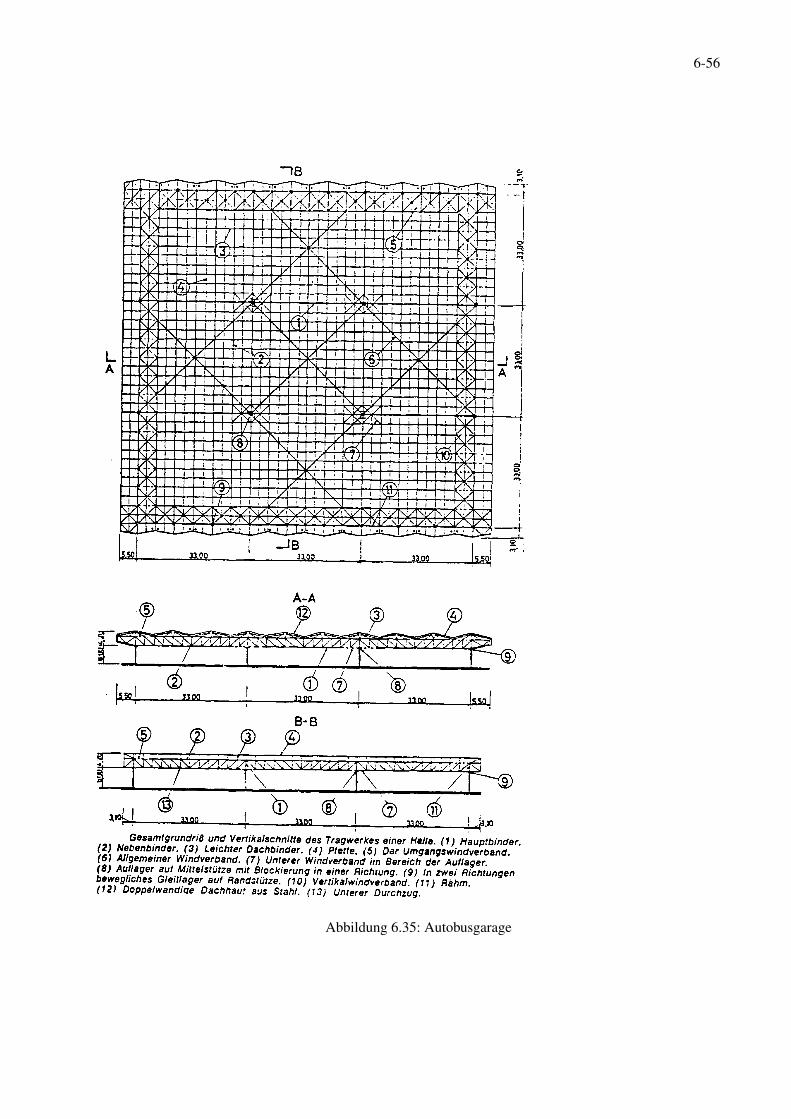
6-56
Abbildung 6.35: Autobusgarage
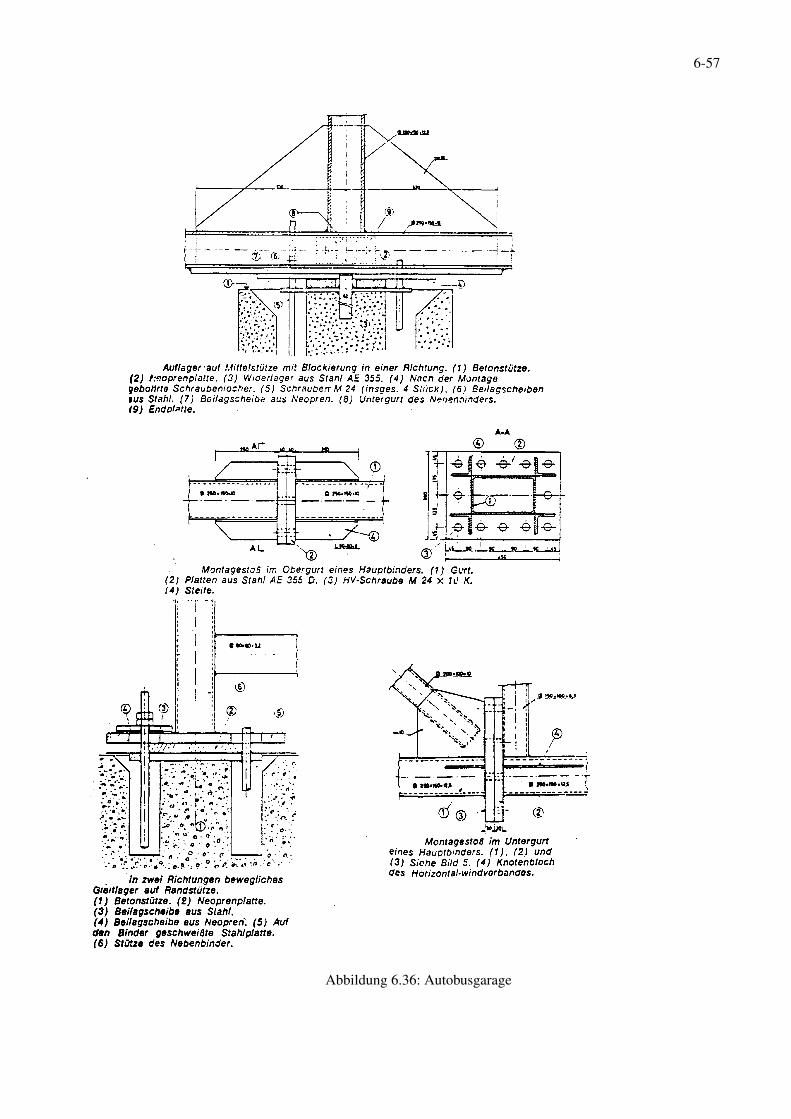
6-57
Abbildung 6.36: Autobusgarage

6-58
Abbildung 6.37: Flugzeughalle, Düsseldorf
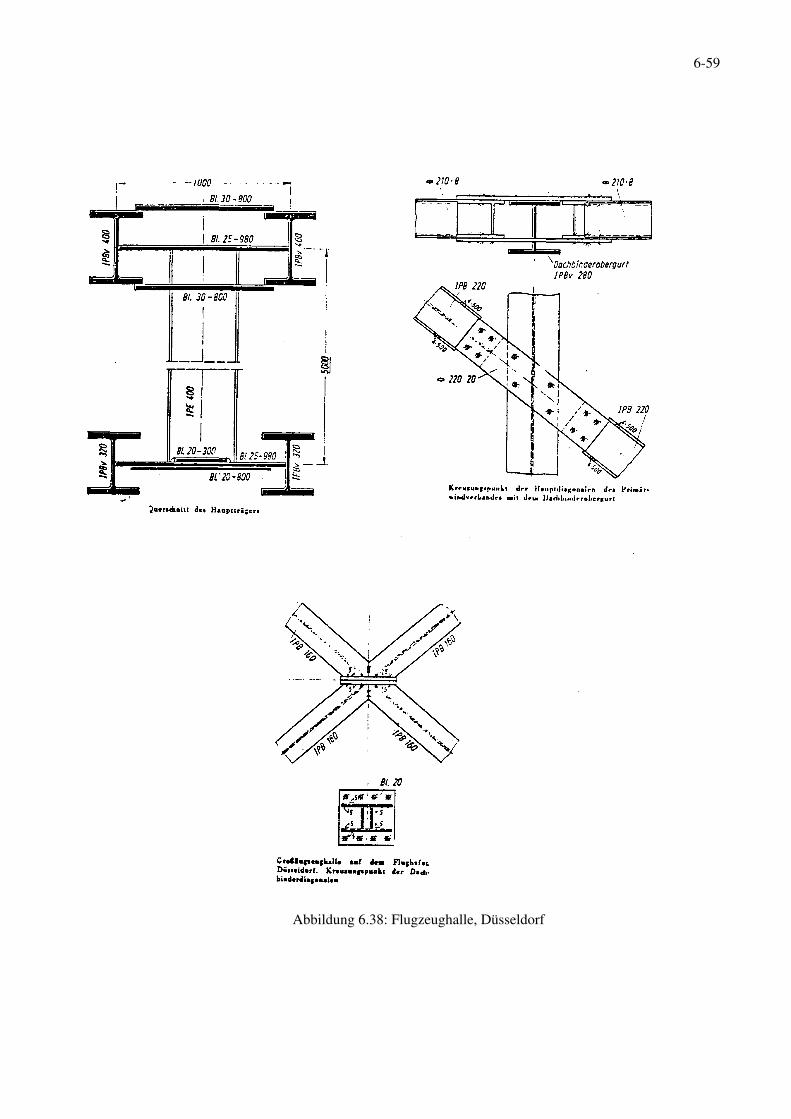
6-59
Abbildung 6.38: Flugzeughalle, Düsseldorf

6-60
Abbildung 6.39: Warmwalzwerk, Luzern
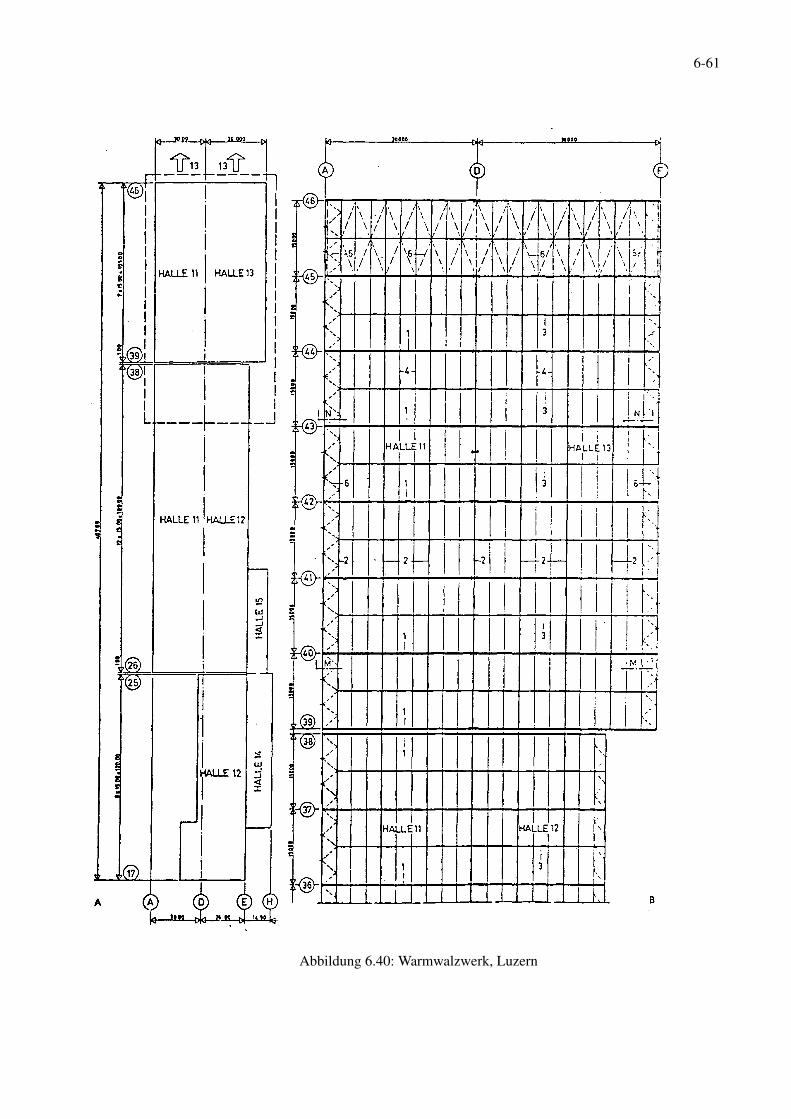
6-61
Abbildung 6.40: Warmwalzwerk, Luzern

A-I
Literatur
[1] Stahlbau-Verlag: Stahlbau-Handbuch Bd. 1, 2. Aufl. Köln 1982, Stahlbau-Handbuch Bd. 1A, 3.Aufl. Köln 1993, Stahlbau-Handbuch Bd. 1B, 3. Aufl. Köln 1996, Stahlbau-Handbuch Bd. 2, 2.Aufl. Köln 1985
[2] Petersen, C.: Stahlbau, 3. Aufl., korrigierter Nachdruck 1994, Vieweg-Verlag Braunschweig
[3] Petersen, C.: Statik und Stabilität der Baukonstruktionen, 2. Aufl., Vieweg-Verlag Braunschweig
[4] Roik, K.-H.: Vorlesungen über Stahlbau, Ernst & Sohn, Berlin 1983
[5] Kahlmeyer, E.: Stahlbau nach DIN 18800 (11/90),3.Aufl., Düsseldorf 1998, Werner-Verlag
[6] Hünersen, G., Fritzsche E.: Stahlbau in Beispielen, 4. Aufl., Düsseldorf 1998, Werner-Verlag
[7] Thiele, A., Lohse, W.: Stahlhochbau Bd. 1, 23. Aufl., Stuttgart 1997; Stahlhochbau Bd. 2, 18.Aufl. Stuttgart 1997, Teubner-Verlag
[8] Stahl im Hochbau: Bd. I, T.1: Profil-, Kipp-, Knicktafeln, typisierte Verbindungen, Bd. I, T.2:Statik, Festigkeitslehre, Mathematik, Bd. II: Verbundkonstruktionen, Stahleisen Verlag Düsseldorf1986
[9] Stüssi, Dubas: Grundlagen des Stahlbaus, Springer-Verlag, Berlin 1971
[10] Hart, Henn, Sonntag: Stahlbauatlas: Geschoßbauten, 2. Auflage, München 1982
[11] Schneider: Bautabellen, 10. Aufl. Düsseldorf 1992, Bautabellen für Ingenieure, 11. Aufl., Düssel-dorf 1994
[12] Kuhlmann, U. (Hrsg.): Stahlbau-Kalender (jährliche Neuerscheinung)
[13] Stahlbau-Verlag: DASt-DStV-Ringbuch: Typisierte Verbindungen im Stahlhochbau, 2. Auflage1984, Stahlbau-Verlag Köln
[14] DIN 18800, Teil 1-4: Stahlbauten, Ausgabe November 1990
[15] Lindner, Scheer, Schmidt (Hrsg.): Beuth-Kommentare: Erläuterungen zu DIN 18800, Teil 1 bis 4,2. Aufl., Berlin 1994
[16] Reinitzhuber, F.: Steifenlose Stahlskeletttragwerke und dünnwandige Vollwandträger, Ernst &Sohn, Berlin 1977
[17] Werner, Schneider, Prondzynzki: Stahlbaunachweise im Normenvergleich, Bauverlag GmbH
[18] Schmiedel: Bauen und gestalten mit Stahl, 2. Aufl. 1993, Kontakt + Studium Band 130, Expert-Verlag
[19] Stahl-Informationszentrum, Postfach 105127, 40042 Düsseldorf, Merkblätter, Stahl u. Form, Ar-chitektur, Sonderdrucke, www.stahl-info.de
[20] Bauen mit Stahl e.V., Düsseldorf, www.bauen-mit-stahl.de