design and testing of new centrifugal pump design for bitumen froth applications
TRANSCRIPT

The Design and Testingof a
New Centrifugal Pump Designfor
Bitumen Froth Applications
Presentation for the Calgary Pump Symposium, Nov. 13, 2009
© 2009 GIW Industries Inc.R. Visintainer / Nov-2009

Froth and ViscousFroth and ViscousLossesLoss s
© 2009 GIW Industries 2 R. Visintainer

Bitumen Froth Losses – Head (Pressure)
Summary of the primary losses in viscous froth and h f ff i h
Clear water: pump d i & d
the factors affecting them.
design & speed.
Viscosity effect: bitumen properties, temperature.
Density effect: % air.
Airlock: % air viscosityAirlock: % air, viscosity, froth properties, flowrate, system & pump design.
© 2009 GIW Industries 3 R. Visintainer

Bitumen Froth Losses – NPSHR
Summary of the primary losses in viscous froth and h f ff i h
Clear water: pump d i & d
the factors affecting them.
design & speed.
Viscosity effect: bitumen properties, temperature.
Density effect: % air.
Airlock: % air viscosityAirlock: % air, viscosity, froth properties, flowrate, system & pump design.
4 R. Visintainer© 2009 GIW Industries

Strategies for Improving Froth Pump Performance
Improve suction inlet conditions:Increase NPSHA
Improve suction inlet conditions:Increase NPSHAIncrease NPSHADecrease % airIncrease pump inlet diameter
Increase NPSHADecrease % airIncrease pump inlet diameter
Increase pump head without increasing speed:Increase impeller diameterHigh head impeller design
Increase pump head without increasing speed:Increase impeller diameterHigh head impeller design
Control airlock:Adjust froth properties
Control airlock:Adjust froth properties
Focus of this research project.
Prevent (or delay) airlock formationAirlock ventingPrevent (or delay) airlock formationAirlock venting
5 R. Visintainer© 2009 GIW Industries

T t S tTest Setup
© 2009 GIW Industries6 R. Visintainer

Froth Test Rig – GIW Hydraulic Lab
© 2009 GIW Industries7 R. Visintainer

Froth Test Rig – Sparger Design
© 2009 GIW Industries8 R. Visintainer

Froth Test Rig – Clear Suction Spool
© 2009 GIW Industries9 R. Visintainer

Froth Test Rig – Testing Parameters
• Viscosity:
o 1 cSt (water)
o 500 to 10,000 cSt (corn syrup)
• Air: 0% to 30%
• Flow: 1000 – 3000 m3/hrFlow: 1000 3000 m /hr
• Head: 10 to 60 m
• Speed: 300 to 800 rpm
• Suction pressure: 0.0 to 1.0 atm
© 2009 GIW Industries10 R. Visintainer

Ai l kAirlock
© 2009 GIW Industries11 R. Visintainer

Airlock – Low Re Number (laminar)
Airlock forms as elongated bubble in suction piping.
© 2009 GIW Industries12 R. Visintainer

Airlock – High Re Number (turbulent)
Notice density difference between froth in impeller p
passages and casing. Also formation of airlock
bubble in suction.
© 2009 GIW Industries13 R. Visintainer

Airlock – Some Typical Results
airlock
© 2009 GIW Industries14 R. Visintainer

Airlock – Some Typical Results
© 2009 GIW Industries15 R. Visintainer

Airlock – Some Typical Results
© 2009 GIW Industries16 R. Visintainer

Airlock – Some Typical Results
© 2009 GIW Industries17 R. Visintainer

“Excess Air” Concept – Suction Inlet Coalescence
Onset of airlock coincides with appearance of coalesced air in
suction piping.
© 2009 GIW Industries18 R. Visintainer

Strategies for Controlling Airlock
Adjust froth properties:Decrease % air in the process
Adjust froth properties:Decrease % air in the processIncrease suction inlet velocity (works against improved NPSHR)Prevent “excess” air from reaching the suction inlet (i d d i f d l d )
Increase suction inlet velocity (works against improved NPSHR)Prevent “excess” air from reaching the suction inlet (i d d i f d l d )(improved design of sumps and launders)
Prevent (or delay) airlock formation:Airlock disturbance (open shrouded designs)
(improved design of sumps and launders)
Prevent (or delay) airlock formation:Airlock disturbance (open shrouded designs)Airlock disturbance (open shrouded designs)Improved NPSHR performanceHigh head impeller design
Airlock disturbance (open shrouded designs)Improved NPSHR performanceHigh head impeller design
Focus of this research projectAirlock venting:
Suction inlet venting (removes coalesced air) Internal pump venting
Airlock venting:Suction inlet venting (removes coalesced air) Internal pump venting
Focus of this research project.
Internal pump ventingInternal pump venting
© 2009 GIW Industries19 R. Visintainer

Airlock Venting System
© 2009 GIW Industries20 R. Visintainer

Airlock Venting System
PSUCTION > PVENT
excess air
excess air
Suction pressure must exceed vent pressure (usually atmospheric) by at least 10 kPa
froth
excess air
froth
© 2009 GIW Industries21 R. Visintainer
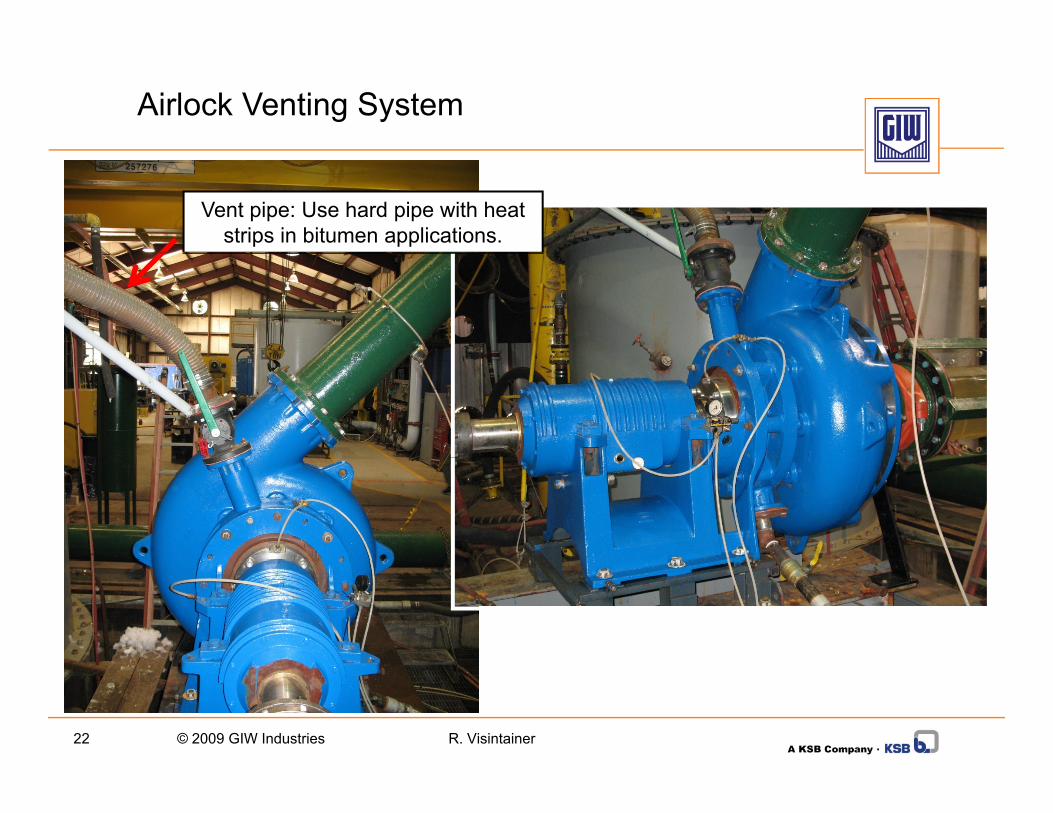
Airlock Venting System
Vent pipe: Use hard pipe with heat strips in bitumen applications.
© 2009 GIW Industries22 R. Visintainer

Airlock Venting System – Some Typical Results
vent closed, typical airlock losses
vent opened,airlock losses controlled
© 2009 GIW Industries23 R. Visintainer

Airlock Venting System – Some Typical Results
© 2009 GIW Industries24 R. Visintainer

Airlock Venting System – Viscous Froth
OPERATION OF AIR VENT - AIR LOCK REMOVAL500-700 rpm, 3000 m3/hr, corn syrup at approx 3,000 cSt, 15% air plus 5% excess air added at sparger
Airlock venting
© 2009 GIW Industries25 R. Visintainer

High HeadHigh HeadImpeller Designp g
© 2009 GIW Industries26 R. Visintainer

High Head vs. Conventional Designs
Summary of the primary losses in viscous froth and h f ff i h
Clear water: pump d i & d
the factors affecting them.
design & speed.
Viscosity effect: bitumen properties, temperature.
Density effect: % air.
Airlock: % air viscosityConventional design(without venting) Airlock: % air, viscosity,
froth properties, flowrate, system & pump design.
( g)
© 2009 GIW Industries27 R. Visintainer

High Head vs. Conventional Designs
Advantage of High Head design operating at same
d d NPSHR
Clear water: pump d i & d
speed and NPSHR.
design & speed.
Viscosity effect: bitumen properties,
Hi h H d d i
High Head design(with venting)
temperature.
Density effect: % air.
Airlock: % air viscosity
High Head design(without venting)
Airlock: % air, viscosity, froth properties, flowrate, system & pump design.
© 2009 GIW Industries28 R. Visintainer

High Head Impeller Design – CFD Analysis
CFD analysis used to optimize NPSHR
fperformance.
HIGH SUCTION SIDE VELOCITY@ DESIGN FLOWRATESHOCKLESS ENTRY
NEGATIVE NPSHR IMPACT
© 2009 GIW Industries29 R. Visintainer

High Head Impeller Design – CFD Analysis
Turbulence helps to disturb airlock formation
Conventional Closed Shroud Design Expanded, Open Shrouded Design
© 2009 GIW Industries30 R. Visintainer

High Head Impeller Design – CFD Analysis
Higher head = more gas compression
Expanded, Open Shrouded DesignConventional Closed Shroud Design
© 2009 GIW Industries31 R. Visintainer

High Head vs. Conventional Designs
Some sacrifice in Efficiency
Increased Head
Improved NPSHR at higher flows
© 2009 GIW Industries32 R. Visintainer

High Head vs. Conventional Designs
© 2009 GIW Industries33 R. Visintainer

High Head Impeller NPSHR Performance
V i bl d NPSHR t tiVariable speed NPSHR testingWater froth - 0.03% soap
100% BEPQ600 - 810 rpm
© 2009 GIW Industries34 R. Visintainer

Viscous Viscous Effects
© 2009 GIW Industries35 R. Visintainer

Viscous Froth Simulation
Corn syrup at 3,000 cSt
© 2009 GIW Industries36 R. Visintainer

Viscous Froth Simulation
Corn syrup froth at 15% air and 3,000 cSt
© 2009 GIW Industries37 R. Visintainer

Viscous Testing and Analysis – Typical Results
Viscosity Correlations
HEAD
1 000 to 10 000 cSt1,000 to 10,000 cSt10-15% air
0% excess air0.05 to 0.1 atm Psscaled to 700 rpm
© 2009 GIW Industries38 R. Visintainer

Viscous Testing and Analysis – Typical Results
Viscosity Correlations
FLOW
1 000 to 10 000 cSt1,000 to 10,000 cSt10-15% air
0% excess air0.05 to 0.1 atm Psscaled to 700 rpm
© 2009 GIW Industries39 R. Visintainer

Viscous Testing and Analysis – Typical Results
Viscosity CorrelationsEFFICIENCY
1 000 to 10 000 cSt1,000 to 10,000 cSt10-15% air
0% excess air0.05 to 0.1 atm Psscaled to 700 rpm
© 2009 GIW Industries40 R. Visintainer

Viscous Testing and Analysis – Typical Results
Viscosity Correlations
POWER
1 000 to 10 000 cSt1,000 to 10,000 cSt10-15% air
0% excess air0.05 to 0.1 atm Psscaled to 700 rpm
© 2009 GIW Industries41 R. Visintainer

KeyKeyLearningsg
© 2009 GIW Industries42 R. Visintainer

Key Learnings
• Given enough air, the pump will airlock.
• The “Excess Air” concept:• The Excess Air concept:
Airlock occurs when the liquid is carrying more air than it can hold.
For conventional designs in clear water: 3% to 5%.
Depending on composition of froth, can increase to 40% or more.
• Airlock can be delayed by…
… airlock venting systems (requires suction pressure > atmospheric).
… high head impeller designs adjusted for good NPSHR performance.
Hi h h d i ll d i i f th f b• High head impeller design can improve froth pump performance by…
… reducing operating speed thus improving NPSHR performance.
… more airlock disturbance.
… better air compression within the impeller.
© 2009 GIW Industries43 R. Visintainer

Questions&
DiscussionDiscussion
© 2009 GIW Industries44 R. Visintainer