curs 1 proiectarea asistată a maşinilor pentru prelucrarea materialelor polimerice
TRANSCRIPT

7/23/2019 Curs 1 Proiectarea asistată a maşinilor pentru prelucrarea materialelor polimerice
http://slidepdf.com/reader/full/curs-1-proiectarea-asistata-a-masinilor-pentru-prelucrarea-materialelor-polimerice 1/9
CURS 1 „Proiectarea asistată a maşinilor pentruprelucrarea materialelor polimerice”
An universitar 2014-2015, semestrul I/ Master an II TEPITitular curs: Prof. univ.dr.ing. Mariana-Florentina ŞTEFĂNESCU
Cap.1 Sectoarele de producţie la prelucrarea materialelor polimerice
Industria materialelor polimerice este împărţit în trei sectoare majore (Fig.A).Primul sector cuprinde furnizorii de materii prime care produc
polimerii/copolimerii şi amestecurile (compuşii) de formare de la diverşi intermediaricare le pot produce sau deţine. În ceea ce priveşte capitalul investit, de obicei, în acestsector se regăsesc cele mai mari investiţii dintre cele două sectoare.
Al doilea sector este alcătuit din procesatorii care transformă materiile prime în produse vandabile folosind diferite procedee, cum ar fi extrudarea şi formare prininjecţie.
Al treilea sector include producătorii de maşini care furnizează echipamente pentru procesarea compuşilor polimerici. Există şi un sector auxiliar reprezentat de furnizorii de aditivi speciali, necesari
utilizării în industrie. Piaţa globală a maşinilor pentru prelucrarea materialelor polimerice s-a
dezvoltat continuu, excepţie făcând perioada de după 2009 ca urmare a crizeifinanciare globale. Astfel, în cazul maşinilor pentru formarea prin injecţie, rata anualăde dezvoltare, până în 2009, a fost de 3,5%.
Acoperirea sectoarelor de prelucrare a fost diferită de la o regiune la alta.Astfel, formarea prin injecţie în Germania, Japonia şi SUA a acoperit între 50 şi 80%
din procesele de prelucrare a materialelor polimerice, în timp ce în China a fost de40%, egală cu a maşinilor pentru extrudare şi extrudare-suflare [1].În continuare, vom defini prin „reper” produsul din material polimeric pe care
îl realizează maşina pentru procesare.Tehnicile de proiectare urmăresc dimensionarea componentelor unei maşinii şi
verificarea acestora.Producătorii de maşini au echipe special instruite care realizează mai întâi
proiectarea maşinilor ce urmează a fi realizate. Programele de tip CAD, CAM, CAEuşurează şi reduc timpul de proiectare. În domeniul proiectării maşinilor pentru
procesarea compuşilor polimerici sunt dedicate o serie de programe de tip CAE
precum: Moldex3D care permite urmărirea rapidă a formării reperului, C-Mold,ANSYS Mechanical etc. O verificare a proprietăţilor reperului format se realizată printehnica Rapid prototyping.
Paşii pe care un proiectant îi urmează pentru realizarea unui reper din material polimeric urmăresc:
1- stabilirea caracteristicilor funcţionale şi de sfârşit de viaţă pentru reper, 2- proiectarea geometrică prin crearea unor schiţe preliminare, 3- o primă selectare a materialelor polimerice, 4- o nouă selectare a materialelor în corelaţie cu proiectarea constructivă a
reperului,
5- definitivarea alegerii materialului,6- realizarea sau adaptarea configuraţiei maşinii pentru realizarea reperului.

7/23/2019 Curs 1 Proiectarea asistată a maşinilor pentru prelucrarea materialelor polimerice
http://slidepdf.com/reader/full/curs-1-proiectarea-asistata-a-masinilor-pentru-prelucrarea-materialelor-polimerice 2/9
2
Materii prime
(petrol, gaze naturale)
Distilare, cracare
Răşini
intermediare MonomeriReactivi
chimici
Poli-merizare
Poli-
condensare
Poli-
merizare
Răşini (în general
termorigide)
Amestecare cu
materialeauxiliare
Vopsele,
cleiuri
Pulberi pentru
formarea prin
presare
Răşini (în general
termoplastice)
Amestecare cu
materialeauxiliare
Elemente de armare,
plastifianţi, pigmenţietc.
Produse finite: repere formate prin injecţie/compresiune, ţevi, filme,
folii, corpuri cave (bidoane, containere etc.), podele, tapiţerii,
spume, fibre etc.
Operaţii de formare prin :- injecţie/compresiune, - suflare, - suflare, - extrudare,
- calandrare, - vacuumare, - acoperire cu pelicule
pe echipamentele corespunzătoare:
- maşini de formare prin injecţie/compresiune, - maşini de
formare prin injecţie-suflare, - extrudere, - calandre,
- dispozitive de vacuumare sau de acoperire cu pelicule
Fig.A Secvenţă de producţie în prelucrarea materialelor polimerice
Sectorul furnizorilor dematerii prime
Sectorul proce- satorilor
Sectorul producători-lor de maşini

7/23/2019 Curs 1 Proiectarea asistată a maşinilor pentru prelucrarea materialelor polimerice
http://slidepdf.com/reader/full/curs-1-proiectarea-asistata-a-masinilor-pentru-prelucrarea-materialelor-polimerice 3/9
3
Cap.2 Formarea prin injecţie
2.1 Prezentarea procesului
Reperele formate prin injecţie reprezintă cel mai mare procent din materialul
polimeric prelucrat, după cum arată studiile Ministerului de Finanţe din Japonia, aleAsociaţiei Producătorilor de Materiale Plastice şi Cauciuc (VDMA), ale AsociaţieiProducătorilor de Materiale Plastice din Europa [7] şi Asociaţiei InginerilorPrelucrători [8]. De aceea şi interesul foarte mare pentru îmbunătăţirea calităţii acesteitehnologii de prelucrare.
Foarte multe dintre obiectele din jur sunt obţinute prin formarea prin injecţiedin materiale polimerice: ochelari, lentile, ecrane (telefoane, PC-uri, televizoare etc.),seringi, rigle, încălţăminte, elemente de birotică, carcase (pentru aparatură electrică,electronică şi electro-casnice), nasturi, ornamente pentru mobilier şi mic mobilier,containere etc.
Este dovedit că formarea prin injecţie este cel mai important proces de prelucrare a materialelor polimerice. Procesul constă în introducerea forţată amaterialului polimeric, sub formă de topitură, într -o cavitate (care are conturul pieseidorite) până se răceşte păstrând astfel, forma cavităţii.
Procesul se utilizează pentru o gamă foarte largă de materiale polimerice şi esteeconomic în cazul pieselor cu forme foarte complexe sau care necesită inserţiimetalice. Materialele cele mai folosite la formarea prin injecţie sunt: PS, ABS, PP,nylon, PMMC, PVC.
Avantajele procesului de formare prin injecţie sunt: - realizarea diferitelor forme, de la cele mai simple la cele mai complicate, fără
să fie nevoie de prelucrări ulterioare cu excepţia , eventual, a îndepărtării reţelei deturnare (materialul întărit în canalele de curgere) sau a bavurilor (prelingeri dematerial printre semiforme);
- formarea simultană a mai multor piese (de ordinul zecilor) identice saudiferite, din acelaşi material sau combinaţii, mono-colore sau multicolore (deexemplu, stopurile autovehiculelor);
- productivitatea foarte ridicată care se înregistrează datorită gradului ridicat demecanizare şi automatizare, precum şi a timpului mic de formare (de la zeci desecunde până la câteva minute);
- costul redus al produselor.
Formarea prin injecţie a este un proces ciclic, continuu şi rapid prin care seobţin un număr mare de repere identice, utilizând componente inginereşti de medie şiînaltă precizie. Popularitatea acestei tehnici este dată de faptul că poate fi folosită atâtîn producţia de serie cât şi în cea de prototipuri.
Procesului de formare prin injecţie se caracterizează prin: - presiuni de lucru cuprinse între 20 şi 200MPa, - temperaturi de lucru cuprinse între 40 şi 300oC,- forme de injecţie reci sau calde, - contracţii ale reperelor între 0,2 şi 2,6 %.Orice agregat de formare prin injecţie are (Fig.2.3) trei componente majore:

7/23/2019 Curs 1 Proiectarea asistată a maşinilor pentru prelucrarea materialelor polimerice
http://slidepdf.com/reader/full/curs-1-proiectarea-asistata-a-masinilor-pentru-prelucrarea-materialelor-polimerice 4/9
4
Fig.2.3 Secţiune axială prin maşina de formare prin injecţie cu melc-piston [9]

7/23/2019 Curs 1 Proiectarea asistată a maşinilor pentru prelucrarea materialelor polimerice
http://slidepdf.com/reader/full/curs-1-proiectarea-asistata-a-masinilor-pentru-prelucrarea-materialelor-polimerice 5/9
5
- unitatea de injecţie, compusă din: cilindru hidraulic, sistem de plastifiere şialimentare (cilindru-melc- piston şi sistemele lor de alimentare şi antrenare),
- forma de injecţie (FI), montată pe platouri (fix şi mobil), - sistemul de închidere a formei, compus din coloane de ghidare şi sistemul
hidraulic sau hidro-mecanic.Procesul de formare prin injecţie constă în (Fig.2.4):
- introducerea forţată a materialului polimeric, aflat la temperatura de curgere sau detopire, într-un gol numit cuib (care are conturul piesei dorite); această etapă estecunoscută ca faza de umplere;
- menţinerea în această cavitate un anumit interval de timp, până se formează reperul(păstrând astfel, forma cuibului); această cuprinde fazele de compactare şi derăcire, pentru termoplaste, şi de încălzire şi întărire, pentru termorigide;
- evacuarea din cuib, ca ultimă fază.Planul în care se deschide forma de injecţie se numeşte plan de separare. În
funcţie de complexitatea reperului, se construiesc forme de injecţie cu unul sau maimulte planuri de separare.
În continuare vor fi prezentate fazele procesului de formare pentru termoplaste(Fig.2.4).
Fig. 2.4 Fazele ciclului de formare prin injecţie I- închiderea, cu viteza „v”, a FI şi alimentarea ei cu topitură;
II- compactizarea, învingerea forţei de deschidere a formei prin forţa de strângere aformei (F) şi a de împingere a melcului (F); III- răcirea materialului şi formarea
reperului, deplasarea spre înapoi a melcului şi începerea rotirii lui pentru a prelua altăcantitate de MP pentru a fi topită; IV- deschiderea FI şi evacuarea reperului;
1- cavitate (cuib), 2- platou mobil, 3- valvă pentru evitarea întoarcerii materialului dinFI, 4- topitura din MP, 5- pregătirea unei noi cantităţi de MP topit, 6- răcirea şi
întărirea reperului, 7- reper format.

7/23/2019 Curs 1 Proiectarea asistată a maşinilor pentru prelucrarea materialelor polimerice
http://slidepdf.com/reader/full/curs-1-proiectarea-asistata-a-masinilor-pentru-prelucrarea-materialelor-polimerice 6/9
6
Pentru prelucrarea prin injecţie a elastomerilor şi a compozitelor organiceagregate de formare prin injecţie prezintă unele particularităţi.
Există două tipuri de sisteme utilizate la formarea prin injecţie: cu melc-piston(melcul execută două tipuri de mişcare-rotire şi avans liniar) şi prin tamponare (melculşi cilindrul se deplasează împreună spre formă pentru a injecta topitura).
Poziţia ocupată de melcul-piston în cilindrul de plastifiere, în timpul unui ciclu,este prezentată în figura 2.5. Cantitatea maximă de topitură pregătită pentru injecţie(din vârful melcului) are lungimea egală cu patru diametre de melc (4D). O valoaremai mare conduce la variaţii de forfecare, neomogenitate termică şi de vâscozitate întopitură.
Fig. 2.5 Poziţia ocupată de melcul-piston de-a lungul ciclului de formare prininjecţie
Rapor tul dintre lungimea melcului (L) şi diametrul lui (D) este cuprins între12:1 şi 20:1. Rapoartele mici arată că amestecarea este mai puţin eficientă ca laextrudare, de exemplu. Cuplul activ cilindru-melc este caracterizat de trei zone: dealimentarea – unde are loc avansul MP, de compresiune – unde are loc topirea MP şide pompare – unde are loc omogenizarea răşinii şi pomparea ei în formă.
Raportul de compresiune (r C), care reflectă diferenţa dintre adâncimea spireimelcului în zona de alimentare şi în cea de pompare, are valori cuprinse între 2:1 şi5:1, rapoartele scăzute indicând o acţiune mecanică scăzută de-a lungul procesului detopire. Acest raport este diferit în funcţie de compresibilitatea topiturii.
Faza de umplere se desfăşoară în trei etape (Fig.2.6). Astfel:- polimerul topit curge mai întâi prin spaţiul îngust al porţii în cavitate şi se împrăştie
aproximativ radial,

7/23/2019 Curs 1 Proiectarea asistată a maşinilor pentru prelucrarea materialelor polimerice
http://slidepdf.com/reader/full/curs-1-proiectarea-asistata-a-masinilor-pentru-prelucrarea-materialelor-polimerice 7/9
7
- după ce colţurile au fost umplute există o zonă de tranziţie în care frontul de undă îşischimbă forma, din radială, în aproape plată, - frontul plat continuă să se deplaseze până când forma a fost complet ocupată cutopitură.
După intrarea prin poartă, pentru materialul aflat sub presiune, secţiunea decurgere nu mai este a conturul formei, ci este micşorată, dată de stratul marginal întărit
pe pereţii formei. Stratul marginal, ca efect al temperaturii pereţilor formei, are vitezade forfecare mai mică decât stratul interior de topitură. Astfel, între interior şi exteriorapar viteze de deformare diferite, care determină un front de curgere asemănător uneifântâni. Procesul este denumit efectul Fountain (Fig.2.6).
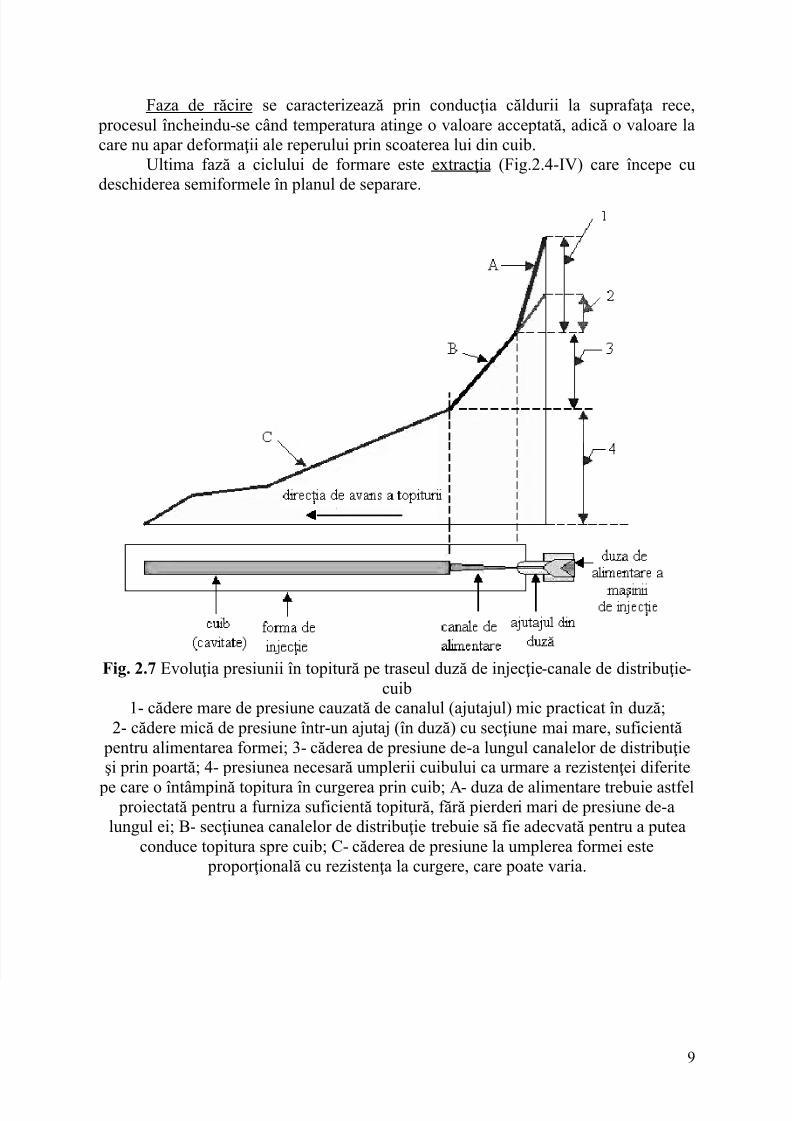
Evoluţia presiunii topiturii în faza de umplere a formei este prezentată în figura2.7. Pe porţiunile traseului de curgere, căderile de presiune sunt diferite ca urma re ageometriei traseului (secţiuni şi lungimi diferite ale ajutajelor şi cuibului).
În faza de umplere, în funcţie de materialul polimeric, presiunea de injecţie atopiturii este cuprinsă între 100 şi 200MPa. În cuib, presiunea scade atingând valoricuprinse între 20 şi 60MPa. Timpii de umplere sunt de ordinul secundelor, dar, încazul reperelor voluminoase, se ating şi 15 secunde.
Faza de compactare (compactizare) are loc la presiune constantă. Dupăumplerea FI, topitura se răceşte şi se contractă, deoarece materialele termoplastice aula temperatura de prelucrare un volum specific sensibil mai scăzut decât latemperatura mediului ambiant.
Odată cu solidificarea, volumul materialului scade şi densitatea creşte. Variaţiade volum specific este deosebit de mare la termoplasticele cristaline. Pentru acompensa variaţia de volum şi deci, pentru ca reperul să ocupe tot spaţiul cuibului, seintroduce o cantitate suplimentară de topitură.
Procesul de compactare este uşurat de faptul că toate termoplasticele au ocompresibilitate ridicată în comparaţie cu alte materiale (de exemplu, cu celemetalice).
Faza de compactare se realizează, în general, cu presiuni de 60MPa şi ia sfârşit prin întărirea (răcirea) topiturii în poartă, fenomen care poartă numele de „sigilarea porţii”. Pentru a se realiza procesul de compactare, cursa melc- pistonului se regleazăastfel încât nu tot materialul, pregătit, să fie împins în formă în faza de injecţie, ci sărămână un rest numit „pernă de material”. Acest material este utilizat în faza decompactare. Dacă nu există această rezervă de topitură, vârful melcului ajunge în
poziţia finală a cursei şi nu mai poate introduce material topit pentru compensareacontracţiei. Durata compactării ia sfârşit efectiv în momentul în care topitura este
împiedicată să mai pătrundă în cavitate ca urmare a răcirii şi solidificării (sigilării)materialului existent în spaţiul porţii. În tot acest timp melcul, prin rotire, preiamaterial solid şi-l plastifiază pregătind astfel o nouă şarjă de injecţie pentru următorulciclu. Pe măsură ce este topit, materialul este comprimat prin rotirea melcului şi adusla capătul cilindrului unde, neputând trece în formă pentru că pragul este sigilat,împinge melcul. Acesta, supus unei presiuni din ce în ce mai mari (până la atingerea
presiunii de injecţie) se retrage în interiorul cilindrului până în poziţia limită inferioară
corespunzătoare volumului de topitură, acumulat la vârful melcului, necesar unei şarje(injecţii).

7/23/2019 Curs 1 Proiectarea asistată a maşinilor pentru prelucrarea materialelor polimerice
http://slidepdf.com/reader/full/curs-1-proiectarea-asistata-a-masinilor-pentru-prelucrarea-materialelor-polimerice 8/9
8
Timpii practici de sigilare se întind de la o secundă, pentru repere cu pereţisubţiri injectaţi punctiform, până la 30 secunde, pentru pereţi groşi injectaţi cu poartă
peliculară. Timpul de sigilare creşte odată cu temperatura materialului plastic şi cutemperatura formei.
X
1
2
1
1
1
1
3
3
Fig. 2.6 Umplerea cavităţii formei – secţiune transversală pe grosime;x - intrarea materialului topit;
1- strat solidificat; 2- avansul frontului de topitură (curgere tip Fountain);3- material sub formă de topitură
1
7/23/2019 Curs 1 Proiectarea asistată a maşinilor pentru prelucrarea materialelor polimerice
http://slidepdf.com/reader/full/curs-1-proiectarea-asistata-a-masinilor-pentru-prelucrarea-materialelor-polimerice 9/9
9
Faza de răcire se caracterizează prin conducţia căldurii la suprafaţa rece, procesul încheindu-se când temperatura atinge o valoare acceptată, adică o valoare lacare nu apar deformaţii ale reperului prin scoaterea lui din cuib.
Ultima fază a ciclului de formare este extracţia (Fig.2.4-IV) care începe cudeschiderea semiformele în planul de separare.
Fig. 2.7 Evoluţia presiunii în topitură pe traseul duză de injecţie-canale de distribuţie-cuib
1- cădere mare de presiune cauzată de canalul (ajutajul) mic practicat în duză;2- cădere mică de presiune într -un ajutaj (în duză) cu secţiune mai mare, suficientă
pentru alimentarea formei; 3- căderea de presiune de-a lungul canalelor de distribuţieşi prin poartă; 4- presiunea necesară umplerii cuibului ca urmare a rezistenţei diferite
pe care o întâmpină topitura în curgerea prin cuib; A- duza de alimentare trebuie astfel proiectată pentru a furniza suficientă topitură, fără pierder i mari de presiune de-a
lungul ei; B- secţiunea canalelor de distribuţie trebuie să fie adecvată pentru a puteaconduce topitura spre cuib; C- căderea de presiune la umplerea formei este
proporţională cu rezistenţa la curgere, care poate varia.