cswip welding inspection plate section practical - copy
DESCRIPTION
WeldingTRANSCRIPT
Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
CSWIP 3.1 Welding InspectionCSWIP 3.1 Welding Inspection
TWI Training & Examination TWI Training & Examination ServicesServices
Practical Plate InspectionPractical Plate Inspection
Course Reference WIS 5

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Undercut smooth 1.5 max
236
Gas pore 1.5 Ø
230
Lack of sidewall fusion
87
241
153
Centreline crack
51
Slag inclusion
Cap height : 4mm.Weld width: 12-14mmToe blend: Poor Misalignment: 2mmAngular Distortion 3mm in 50mmSpatter along weld length or scale on the plate surface
C
30
Arc Strike40
22
8
Page 1 of 3 EXAMPLE PLATE REPORT Name: [Block capitals] Mr. I C Plenty Signature: I C Plenty Test piece ident: 001
Code/Specification used: TWI 09-09-03 Welding process: MMA/SMAW Joint type: Single V Butt
Welding position: Flat /PA Length & thickness of plate: 300mm x 10 mm Date 22/08/2003
M E A
S U R
E F R O
M T H
I S D A
T U M
E D G
E
WELD FACE
BA
NOTES:NOTES:

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Lack of rootFusion
247
Root concavity 2
deep 23
128
Incomplete root
penetrationPenetration height : 4mm.Linear Misalignment: 2mmAngular Distortion: 3mm in 50mmAny scale on plate surface
C
20
50
10
Page 2 of 3 EXAMPLE PLATE REPORTEXAMPLE PLATE REPORT
M E A
S U R
E F R O
M T H
I S D A
T U M
E D G
E
WELD ROOT
BA
NOTES:NOTES:

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
I C Plenty001
EXAMPLE WELD INSPECTION REPORT/SENTENCE EXAMPLE WELD INSPECTION REPORT/SENTENCE SHEETSHEET
SPECIMEN NUMBEREXTERNAL DEFECTSEXTERNAL DEFECTS Defects Defects
NotedNotedCode or Specification ReferenceCode or Specification Reference
Defect TypeDefect Type Pipe/Plate Pipe/Plate SectionSection
11
AccumulativeAccumulativeTotalTotal
22
MaximuMaximumm
AllowancAllowancee33
Section/Section/Table NTable Noo
44
Accept/RejectAccept/Reject55
Excess weld metal heightExcess weld metal height 1515
Excess weld metal appearanceExcess weld metal appearance A-CA-C Poor blendPoor blend SmoothSmooth 88 RejectReject
Incomplete fillingIncomplete filling A-CA-C 22mm22mm NoneNone 55 RejectReject
Inadequate weld width (PIPE)Inadequate weld width (PIPE) A-CA-C N/AN/A ------------------------ -------------------- AcceptAccept
Slag InclusionsSlag Inclusions A-CA-C 70mm long70mm long 50mm50mm 99 RejectReject
UndercutUndercut A-CA-C 1.5mm depth1.5mm depth 1mm1mm 66 RejectReject
Surface PorositySurface Porosity A-CA-C 1.5mm 1.5mm 1mm1mm 22 RejectReject
Cracks/Crack-like defectsCracks/Crack-like defects A-CA-C 40mm40mm NONENONE 11 Reject*Reject*
Lack of fusionLack of fusion A-CA-C 22mm22mm NONENONE 33 RejectReject
Arc strikesArc strikes A-CA-C 33 NONENONE 77 Reject***Reject***
Mechanical damageMechanical damage A-CA-C NONENONE ------------------------ ---------------------- AcceptAccept
Laps/LaminationsLaps/Laminations A-CA-C NONENONE ------------------------ ---------------------- AcceptAccept
Misalignment (Linear)Misalignment (Linear) A-CA-C 2mm2mm 2mm2mm 1515 AcceptAccept
Longitudinal seams (PIPE)Longitudinal seams (PIPE) A-CA-C N/AN/A ------------------------ -------------------- AcceptAccept
PRINT FULL NAME
A-C 4mm 2mm Reject

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Signature......................................................... Date.....................................................................................*Delete which is not applicable. Use the other side for any comments.
This *pipe/plate has been examined to the requirements of code/specification .........................................and is accepted/rejected accordingly.
TWI-N/WIS-PI
22nd August 2003I C Plenty
MisalignmentMisalignment A-CA-C 2mm2mm 2mm2mm 99 AcceptAccept
Excessive Root PenetrationExcessive Root Penetration A-CA-C 4mm4mm 2mm2mm 1515 RejectReject
Incomplete Root PenetrationIncomplete Root Penetration A-CA-C 50mm50mm NONENONE 1313 RejectReject
Lack of Root FusionLack of Root Fusion A-CA-C 20mm20mm NONENONE 1111 RejectReject
Root ConcavityRoot Concavity A-CA-C 2mm depth2mm depth 1mm1mm 1010 RejectReject
Root UndercutRoot Undercut A-CA-C NONENONE ------------------------ -------------------- AcceptAccept
Cracks/Crack-like defectsCracks/Crack-like defects A-CA-C NONENONE ------------------------ -------------------- AcceptAccept
Slag inclusionsSlag inclusions A-CA-C NONENONE ------------------------ 99 AcceptAccept
PorosityPorosity A-CA-C NONENONE ------------------------ 22 AcceptAccept
Laps/LaminationsLaps/Laminations A-CA-C NONENONE ------------------------ -------------------- AcceptAccept
Root DefectsRoot Defects
Comments:* Request MPI testing to confirm crack and length.** Large amount of spatter on weld face. Recommend this is removed and re
inspected.*** Recommend arc strikes are ground flush prior to MPI testing for cracks.

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
NoNo ImperfectionImperfection CommentsComments AllowanceAllowance11 CracksCracks All types of cracksAll types of cracks Not permittedNot permitted22 Porosity/Gas Porosity/Gas
pores/elongatedpores/elongatedGas cavities (wormholes) Gas cavities (wormholes)
pipespipes
ClusterCluster Max dimension of Max dimension of areaarea
Single poreSingle pore Max dimension Max dimension
L = 13mm MaxL = 13mm MaxL = 1mm MaxL = 1mm Max
33 Solid InclusionsSolid Inclusions Non metallic. Individual sizeNon metallic. Individual size Maximum 1mmMaximum 1mm44 Solid InclusionsSolid Inclusions Metallic. Individual sizeMetallic. Individual size Not permittedNot permitted55 Lack of FusionLack of Fusion Side wall/Root/Inter-runSide wall/Root/Inter-run Not permittedNot permitted66 Incomplete Root Incomplete Root
PenetrationPenetrationNot permittedNot permitted
77 Overlap/Cold lapOverlap/Cold lap Weld face/RootWeld face/Root Not permittedNot permitted88 Incompletely filled grooveIncompletely filled groove Not permittedNot permitted99 Linear MisalignmentLinear Misalignment 0.2t Maximum 4mm0.2t Maximum 4mm1010 Angular MisalignmentAngular Misalignment Maximum 10ºMaximum 10º1111 UndercutUndercut Smoothly blended Smoothly blended 10%t Maximum d 1mm 10%t Maximum d 1mm 1212 Arc StrikesArc Strikes Area to be tested by MPIArea to be tested by MPI Seek adviceSeek advice1313 LaminationsLaminations Not permittedNot permitted1414 Mechanical DamageMechanical Damage Not permittedNot permitted1515 Cap HeightCap Height Shall fall below plate surfaceShall fall below plate surface 0 –3mm h Maximum0 –3mm h Maximum1616 Penetration BeadPenetration Bead 0 –2mm h Maximum0 –2mm h Maximum1717 Toe BlendToe Blend SmoothSmooth1818 SpatterSpatter Clean & Re-inspectClean & Re-inspect Refer to manufacturerRefer to manufacturer1919 Weld AppearanceWeld Appearance All runs shall blend smoothlyAll runs shall blend smoothly RegularRegular2020 Root concavityRoot concavity 10%t Maximum10%t Maximum
Inspection Practice Specification Inspection Practice Specification Number Number TWI 09-09-03 TWI 09-09-03 All dimensions are given in mmAll dimensions are given in mm

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6A CapPlate Sample 6A Cap
Note: spatter and surface slag requires removal, arc strikes require blending and crack detection
Welding Process MMA (SMAW)Welding Process MMA (SMAW)

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6A RootPlate Sample 6A Root
Note: Spatter and surface slag require removal
Welding Process MMA (SMAW)Welding Process MMA (SMAW)

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6B CapPlate Sample 6B Cap
Note: Surface slag requires removal and poor toe blending full weld length
Welding Process MMA (SMAW)Welding Process MMA (SMAW)

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6B RootPlate Sample 6B RootWelding Process MMA (SMAW)Welding Process MMA (SMAW)

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6C CapPlate Sample 6C Cap
Note: Spatter and surface slag requires removal
Welding Process FCAWWelding Process FCAW

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6C RootPlate Sample 6C RootWelding Process FCAWWelding Process FCAW

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6D CapPlate Sample 6D CapWelding Process MMA (SMAW)Welding Process MMA (SMAW)
Note: Excess cap height and poor cap profile throughout.

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6D RootPlate Sample 6D RootWelding Process MMA (SMAW)Welding Process MMA (SMAW)

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6E CapPlate Sample 6E CapWelding Process MMA (SMAW)Welding Process MMA (SMAW)

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6E RootPlate Sample 6E RootWelding Process MMA (SMAW)Welding Process MMA (SMAW)

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6F CapPlate Sample 6F Cap
Note: Arc strikes require blending and crack detection
Welding Process MMA (SMAW)Welding Process MMA (SMAW)

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6F RootPlate Sample 6F Root
Note: Arc strikes require blending and crack detection
Welding Process MMA (SMAW)Welding Process MMA (SMAW)

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6G CapPlate Sample 6G Cap
Note: Arc strikes require blending and crack detection, Seek advise on parent material damage
Welding Process MMA (SMAW)Welding Process MMA (SMAW)

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6G RootPlate Sample 6G RootWelding Process MMA (SMAW)Welding Process MMA (SMAW)
Note: Surface slag requires removal, plate corrosion requires wire brushing

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6H CapPlate Sample 6H CapWelding Process MMA (SMAW)Welding Process MMA (SMAW)
Note: Parent plate damage throughout, seek advice. Arc strikes require blending and crack detection.

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6H RootPlate Sample 6H RootWelding Process MMA (SMAW)Welding Process MMA (SMAW)
Note: Arc strikes require blending and crack detection, Seek advise on parent material damage

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6I CapPlate Sample 6I CapWelding Process MMA (SMAW)Welding Process MMA (SMAW)
Note: Arc strikes require blending and crack detection. Spatter requires removal.

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6I RootPlate Sample 6I RootWelding Process MMA (SMAW)Welding Process MMA (SMAW)
Note: Arc strikes require blending and crack detection, Seek advise on parent material damage

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample 6J CapPlate Sample 6J CapWelding Process MMA (SMAW)Welding Process MMA (SMAW)
Note: Material damage throughout, seek advice. Arc strikes require blending and crack detection.
Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
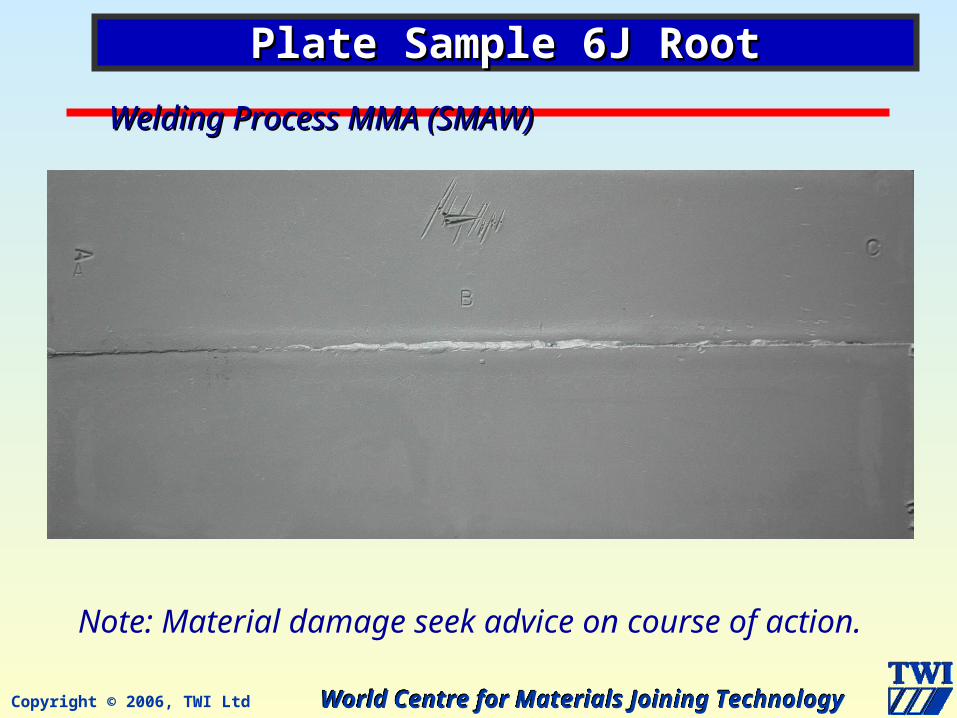
Plate Sample 6J RootPlate Sample 6J RootWelding Process MMA (SMAW)Welding Process MMA (SMAW)
Note: Material damage seek advice on course of action.

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample T4 CapPlate Sample T4 CapWelding Process MMA (SMAW)Welding Process MMA (SMAW)
Note: Grinding marks throughout seek advice on course of action.
Excess cap height and poor cap profile throughout.

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample T4 RootPlate Sample T4 RootWelding Process MMA (SMAW)Welding Process MMA (SMAW)

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample H8 CapPlate Sample H8 Cap
Welding Process MMA (SMAW)Welding Process MMA (SMAW)
Note: Mechanical damage seek advice on course of action.Excess cap height and poor cap profile throughout. Arc
strikes require blending and crack detection.

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Plate Sample H8 RootPlate Sample H8 RootWelding Process MMA (SMAW)Welding Process MMA (SMAW)
Note: Arc strikes require blending and crack detection. Spatter requires removal

Copyright © 2006, TWI Ltd World Centre for Materials Joining Technology
Any QuestionsAny Questions
??