cswip 3.1-1 ocak- (turkish)
TRANSCRIPT
CSWIP Welding Inspection
(WIS 5)
Turkish Rev.
Kaynak Kontrolü
İçindekiler
Bölüm Konu
1.0 Kaynak Kontrolcülerinin Tipik Görevleri
2.0 Terimler ve Tanımlar
3.0 Kaynaklama Kusurları ve Malzemelerin Kontrolü
4.0 Tahribatlı Test
5.0 Tahribatsız Test
6.0 WPS/ Kaynakçı Vasıfları
7.0 Malzemelerin Kontrolü
8.0 Kodlar ve Standartlar
9.0 Kaynaklama Sembolleri
10.0 Kaynaklama İşlemlerine Giriş
11.0 MMA Kaynağı
12.0 TIG Kaynağı
13.0 MIG/MAG Kaynağı
14.0 Tozaltı Ark Kaynağı
15.0 Isıl Kesme İşlemleri
16.0 Kaynak Sarf Malzemeleri
17.0 Çeliklerin Kaynaklanabilirliği
18.0 Kaynak Tamirleri
19.0 Artık Gerilme ve Şekil Bozulması
20.0 Isı İşlemi
21.0 Ark Kaynağı Güvenliği
22.0 Kalibrasyon
23.0 Ön Isıtma Uygulaması ve Kontrolü
24.0 Pratik Görsel Kontrol
25.0 Makro ve Mikro Görsel Kontrol
26.0 Ekler
Rev 1 Ocak 2009 İçindekiler
Bölüm 1
Kaynak Kontrolörlerinin Tipik Görevleri
1 Genel
Kaynak kontrolörleri, kaynaklanan elemanların öngörülen koşulları karşılamalarını ve sözkonusu uygulama için uygun olmalarını sağlamak amacıyla gereken kalite kontrol (QC) işlemlerinde yardımcı olmak amacıyla çalıştırılırlar.
İşlerine güvenen işverenler için, Kaynak Kontrolörleri çeşitli KK prosedürlerini anlama/yorumlama becerisine ve ayrıca kaynak teknolojisi konusunda sağlam bilgiye sahip olmalıdırlar.
Görsel kontrol, tahribatsız inceleme (NDE) disiplinlerinden biridir ve bazı uygulamalar için bunun tek yolu olabilir.
Daha titiz hizmet koşulları sözkonusu olduğunda, görsel muayeneyi genellikle bir veya birden fazla başka tahribatsız test (NDT) tekniği izleyecektir (yüzey çatlağı tespiti ve alın kaynaklarının hacimsel kontrolü.
Uygulama Standartları/Kodları genellikle kaynak kontrolüne ilişkin kabul kriterlerini içeren başka standartları öngörürler (veya bunlara atıfta bulunurlar) ve yüzey çatlağı tespiti ve hacimsel kontrol için kullanılacak özel teknikler hakkında oldukça ayrıntılı olabilirler; fakat görsel kontrolle ilgili temel gereklilikler konusunda genellikle herhangi bir yönlendirici bilgi içermezler.
Görsel kontrole ilişkin yönlendirici ve temel koşullar aşağıdaki standartta belirtilmektedir:
BS EN 970 (Ergitme Kaynaklarının Tahribatsız İncelemesi – Görsel İnceleme)
2 Görsel İncelemeye İlişkin Temel Koşullar
(BS EN 970 standardına göre)
BS EN 970 standardı aşağıda belirtilenleri öngörmektedir:
• Kaynak kontrol personeline ilişkin koşullar. • Görsel inceleme için uygun koşullara ilişkin tavsiyeler. • İnceleme için gerekebilecek/yardımcı olabilecek masdarlar/incelemeye
yardımcı araçlar. • Kontrol kayıtlarına dahil edilmesi gerekebilecek bilgilere yönelik rehberlik • Üretim sırasında kontrole ne zaman gerek duyulabileceğine ilişkin rehberlik
Bu konuların her birine ilişkin özet bilgiler aşağıda verilmektedir.
3 Kaynak Kontrol Personeli
Belli bir sözleşmeyle işe başlamadan önce, BS 970 Kaynak Kontrolörlerinin:
• Gerçekleştirilecek olan üretim işiyle ilgili standartlar*, kurallar ve şartnameler konusunda bilgi sahibi olmaları;
• Kullanılacak kaynak prosedürü/prosedürleri konusunda bilgi sahibi olmaları • Görme duygularının iyi olmaları (EN 473’e göre) ve 12 ayda bir göz kontrolü
yaptırmaları gerektiğini öngörmektedir.
(* standartlar Ulusal veya Müşteriye ait olabilir)
BS EN 970, kaynakların görsel kontrolüne ilişkin bir resmi kalifikasyon vermemekte veya herhangi bir tavsiyede bulunmamaktadır. Ne var ki, kontrolörlerin kaynak kontrolü konusunda pratik bilgiye ve ayrıca Kaynak Kontrolü konusunda tanınmış bir kalifikasyona (örn. CSWIP Kalifikasyonu) sahip olmaları genel endüstri uygulaması durumuna gelmiştir
4 Görsel Kontrol Koşulları
Aydınlatma
BS EN 970, minimum aydınlatmanın 350 lx olacağını belirtmekte, fakat minimum 500 lux* önermektedir.
* normal mağaza veya büro aydınlatması
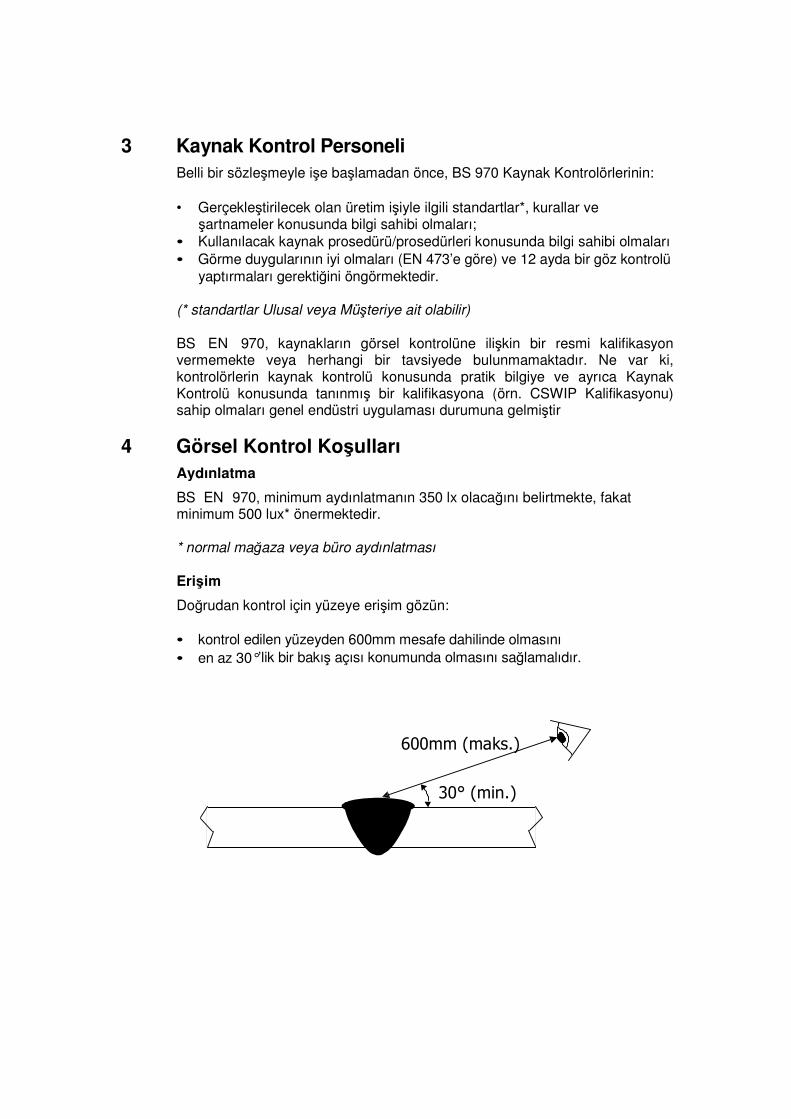
Erişim
Doğrudan kontrol için yüzeye erişim gözün:
• kontrol edilen yüzeyden 600mm mesafe dahilinde olmasını • en az 30°’lik bir bakış açısı konumunda olmasını sağlamalıdır.
600mm (maks.)
30° (min.)
5 Görsel Kontrole Yardımcı Araçlar
Doğrudan görsel kontrol için erişimin kısıtlı olduğu durumda, genellikle sözleşme tarafları arasında mutabakatla bir aynalı boroskop veya fiber optik izleme sistemi seçeneklerinden yararlanılabilir.
Ayrıca, yüzey kusurları ile zemin arasında uygun kontrastı ve rölyef etkisini yaratmak için yardımcı aydınlatma sağlanması da gerekebilir.
Görsel incelemeye kolaylaştırmak için uygun olabilecek diğer aydınlatma elemanları şunlardır:
• Kaynak masdarları (pah açılarının ve kaynak profilinin, dolgu boyutunun,
kontrol edilmesi, dikişaltı derinliğinin ölçülmesi için). • Özel kaynak boşluğu masdarları ve doğrusal hiza bozukluğu (yüksek- alçak) masdarları. • Düz masdarlar ve mezuralar. • Büyüteçler (eğer görsel incelemeye yardımcı olması için bir büyüteç
kullanılacaksa X2 ile X5 arasında olmalıdır).
BS 970 standardı, çeşitli kaynak masdarlarının şemalarını ve ayrıca bunların ne için kullanılabileceğine ve yapılabilecek ölçümlerin hassasiyetine ilişkin ayrıntıları içerir.
6 Kontrol Yapılması Gerekebilecek Aşamalar
BS EN 970 standardı, incelemenin normalde kaynaklandığı haliyle kaynaklar üzerinde gerçekleştirilmesini öngörür. Bu, tamamlanmış kaynağın görsel kontrolünün bir minimum koşul olduğu anlamına gelir.
Ne var ki, BS EN 970 standardı aynı zamanda kontrol derecesinin ve bazı kontrol işlemlerinin gerekli olduğu aşamaların Uygulama Standardı tarafından veya müşteri ile üretici arasında mutabakatla belirlenmesi gerektiğini belirtir.
Basınçlı kaplar ve boru sistemleri veya büyük yapılar gibi yüksek sağlamlığa sahip olması gereken mamul elemanlarda, kontrol faaliyeti genellikle üretim süreci boyunca gerekli olacak; örn:
• Kaynaktan önce • Kaynak sırasında • Kaynaktan sonra
Üretimin bu aşamalarının her birinde kontrol faaliyetleri, Kaynak Kontrolörünün Görevleri olarak görülebilir ve gerekli olabilecek tipik kontroller aşağıda açıklanmaktadır.
7 Bir Kaynak Kontrolörünün Tipik Görevleri
Bir yeni sözleşmenin başında bir Kaynak Kontrolörünün bilmesi gereken ilgili standartlar, kurallar ve şartnameler, kontrolörün belli ayrıntılar konusunda kararlar vermesi için üretim sırasında başvurması gerekecek belgelerdir.
Başvurulması gerekebilecek tipik belgeler şunlardır:
• Uygulama Standardı (veya Kodu)
(görsel kabul kriterleri için– aşağıdaki nota bakınız *) • Kalite planları veya inceleme kontrol listeleri
(kontrolün tipine ve derecesine göre) • Çizimler
(montaj/toplama ayrıntıları ve boyutsal gereklilikler için) • QC prosedürleri
(Belge kontrolü, malzeme taşıma, elektrod muhafazası, WPS’ler vs. gibi şirketin Kalite Kontrol/Kalite Güvence (QC/QA) prosedürleri
*Not: Üretilen elemana ilişkin gerekliliklerin çoğunun Ulusal Standartlarda, Müşteri Standartlarında veya çeşitli QC Prosedürlerinde belirtilmesinin gerekmesine karşın, bazı özelliklerin kesin olarak tanımlanması kolay değildir ve koşul iyi işçilik standardı olarak verilebilir.
Tam olarak tanımlaması zor olan gerekliliklere bazı biçim toleransları, şekilde bozulması, yüzey hasarı veya kaynak sıçrama miktarı örnek olarak verilebilir.
İyi işçilik, bir kalifiye işçinin belli bir çalışma ortamında doğru araçlar kullandığında güçlük çekmeden sağlayabileceği standarttır.
Uygulamada, mamul elemanın uygulaması iyi işçilik konusunda verilecek kararı etkileyen ana faktör olacak veya ilgili müşteri şartnamesi makul işçilik düzeyini saptayacaktır.
Kaynak yüzeyi bitişi ve burun karışımı , kaynak kökü profili ve zımparalamayla veya son işlemle düzeltilmesi gerekecek kaynaklar için gerekli bitiş gibi ayrıntılara yönelik kabul standardıyla ilgili yönlendirici bilgi edinmek amacıyla bazen referans numunelere gerek duyulur.
Bir Kaynak Kontrolörü ayrıca gerek duyulacak kontrol yardımcı araçlarının:
• iyi durumda olmalarını • uygun şekilde/QC prosedürlerinin gerektirdiği biçimde kalibre edilmelerini de sağlamalıdır.
Güvenlik “bilinci” bütün çalışanların görevidir ve bir Kaynak Kontrolörü:
• işyeriyle ilgili bütün güvenlik yönetmelikleri konusunda bilgili olmalı • Gerekli olacak güvenlik cihazlarının mevcut ve iyi durumda olmalarını
sağlamalıdır.
Kaynak işlemi öncesindeki görevler
Kontrol Eylem Malzeme Çizim/WPS’ye göre
Saptandı ve bir test belgesine kadar izlenebiliyor (hasarlı ve pis değil)
WPS’ler onaylandı ve kaynakçılar (ve kontrolörler) için mevcut Kaynak ekipmanı İyi durumda ve uygun şekilde kalibre edilmiş Kaynak hazırlıkları WPS’ye (ve/veya çizimlere) uygun şekilde Kaynakçı vasıfları Kullanılacak her WPS için vasıflara sahip
kaynakçıların belirlenmesi. Bütün kaynakçı kalifikasyon belgeleri geçerli (güncel)
Kaynak sarf malzemeleri
Kullanılacak olanlar WPS’lere göre belirlenmiş ve QC prosedürü tarafından öngörüldüğü şekilde muhafaza/kontrol edilmiş
Ek birleştirmeler WPS’ye/çizimlere uygun olarak, punto kaynakları iyi işçilik standardına ve koda/WPS’ye uygun olacaktır. Kaynak yüzleri Kusur, pislik ve hasar içermiyor. Ön ısıtma (gerekliyse) Minimum sıcaklık WPS’ye uygun.
Kaynak işlemi sırasındaki görevler
Kontrol Eylem Şantiye/saha kaynağı Hava koşullarının müsait/Koda uygun olmasını sağlayın (koşullar kaynak işlemini etkilememelidir) Kaynak işlemi WPS’ye uygun olarak Ön Isıtma (gerekliyse) Minimum sıcaklık, WPS’ye uygun şekilde
muhafaza edilir. Pasolar arası sıcaklık Kaynak sarf malzemeleri
Maksimum sıcaklık, WPS’ye uygun şekilde muhafaza edilir WPS’ye uygun şekilde ve Prosedür olarak kontrol ediliyor
Kaynak parametreleri Akım, volt, gezinim hızı WPS’ye uygun Kök işlemesi Görsel olarak Koda uygun (ek yerini doldurmadan önce)
(tek taraflı kaynaklar için) Oluk açma/ zımparalama Bir onaylanmış yöntemle ve iyi işçilik standardına
göre İşlem arası temizlik İyi işçilik standardına göre Kaynakçı Onay sicilinde yer alıyor ve kullanılan WPS için vasıflı
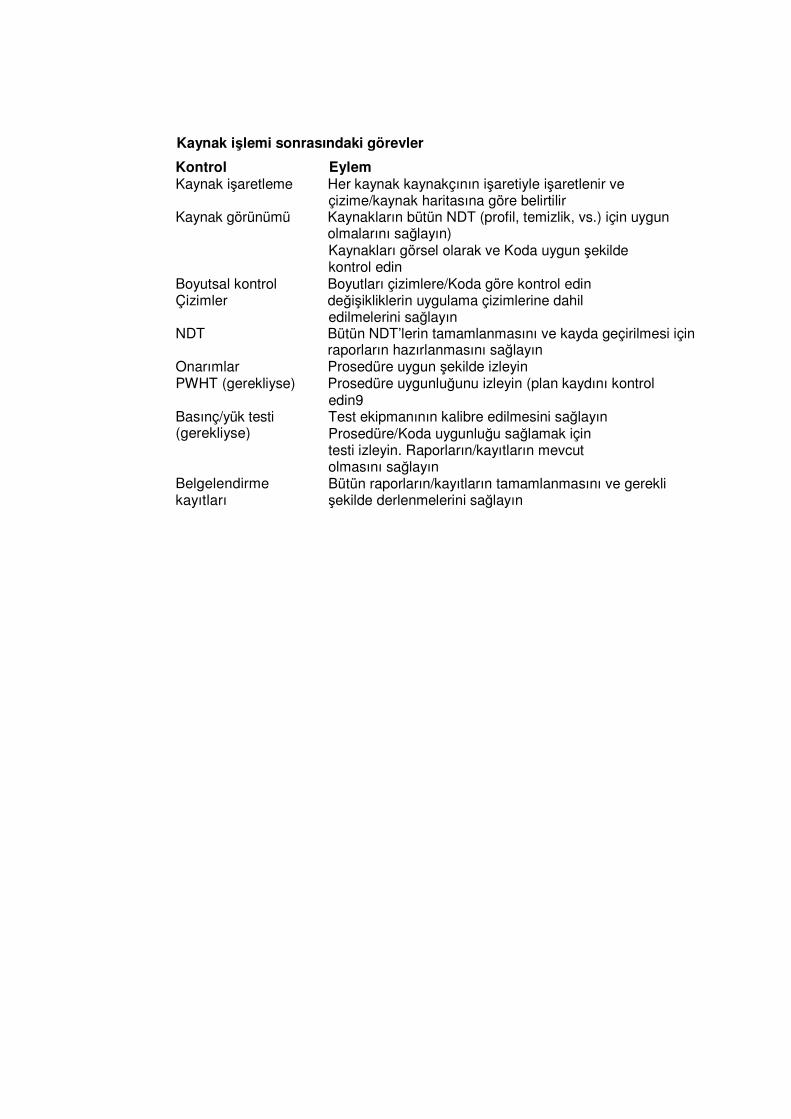
Kaynak işlemi sonrasındaki görevler
Kontrol Eylem Kaynak işaretleme Her kaynak kaynakçının işaretiyle işaretlenir ve
çizime/kaynak haritasına göre belirtilir Kaynak görünümü Kaynakların bütün NDT (profil, temizlik, vs.) için uygun olmalarını sağlayın)
Kaynakları görsel olarak ve Koda uygun şekilde kontrol edin
Boyutsal kontrol Boyutları çizimlere/Koda göre kontrol edin Çizimler değişikliklerin uygulama çizimlerine dahil
edilmelerini sağlayın NDT Bütün NDT’lerin tamamlanmasını ve kayda geçirilmesi için raporların hazırlanmasını sağlayın Onarımlar Prosedüre uygun şekilde izleyin PWHT (gerekliyse) Prosedüre uygunluğunu izleyin (plan kaydını kontrol
edin9 Basınç/yük testi (gerekliyse)
Belgelendirme kayıtları
Test ekipmanının kalibre edilmesini sağlayın Prosedüre/Koda uygunluğu sağlamak için testi izleyin. Raporların/kayıtların mevcut olmasını sağlayın Bütün raporların/kayıtların tamamlanmasını ve gerekli şekilde derlenmelerini sağlayın
8 İnceleme Kayıtları
İnceleme kayıtlarına/kontrol raporlarına ilişkin koşul sözleşmeye ve üretim tipine göre değişecektir ve genellikle bir resmi kayıt koşulu yoktur. Bir kontrol kaydı gerektiğinde, elemanların öngörülen aşamalarda kontrol edildiğini ve kabul kriterlerini karşıladıklarını kanıtlamak gerekebilecektir. Bu kaydın şekli farklılık gösterecektir (bir İnceleme Kontrol Listesi veya bir Kalite Planı üzerinde bir faaliyetin karşısına imza atılarak veya her eleman için ayrı ayrı kontrol kaydı düzenlenmek şekliyle olabilir) Ayrı ayrı kontrol raporları sözkonusu olduğunda, BS EN 970 dahil edilecek tipik ayrıntıları listelemektedir:
• İmalatçının/üreticinin adı • İncelenen elemanın işareti • Malzeme tipi ve kalınlığı • Birleştirme tipi • Kaynak işlemi • Kabul standardı/kriterleri • Kabul edilemez bütün kusurların yerleri ve tipleri
(Öngörülüyorsa, bir doğru çizimin veya fotoğrafın konulması gerekebilir) • İnceleyen kişinin/kontrolörün adı ve inceleme tarihi
Bölüm 2
Terimler ve Tanımlar
Not: Aşağıdaki tanımlar BS 499-1:1991 ‘Kaynak terimleri ve sembolleri – Kaynak, sert lehimleme ve ısıl kesme’ standardından alınmıştır.
Sert Lehimleme
Genellikle metallere uygulanan bir birleştirme işlemi; bu işlemde, ısıtma sırasında veya sonrasında, erimişi dolgu metali kılcal çekim yoluyla birleştirilecek parçaların yakın bitişik yüzeyleri arasındaki yere çekilir veya orada tutulur. Genel olarak, dolgu metalinin erime noktası 450°C’nin üstündedir, fakat her zaman ana malzemenin erime sıcaklığının altındadır.
Sert lehim kaynağı
Ergitme kaynağına benzer bir teknik ve ana metalinkinden daha düşük bir erime sıcaklığına sahip bir dolgu metali kullanılarak metallerin birleştirilmesi; fakat sert lehimlemede olduğu gibi kılcal işlem veya ana metalin bilerek eritilmesi kullanılmaz.
Bağlantı
Uygun şekilde hazırlanmış ve toplanmış ayrı ayrı bileşenlerin kaynaklamayla veya sert lehimleme yoluyla birleştirildiği bir bağlantı.
Kaynak dikişi
Kaynaklama yoluyla yapılan metal parçaların birleşimi.
Kaynaklama
İki veya daha fazla parçanın ısıyla veya basınçla veya her ikisiyle, bu parçalar arasındaki metalin niteliğinde bir süreklilik olacak şekilde birleştirilmesi işlemi..
.
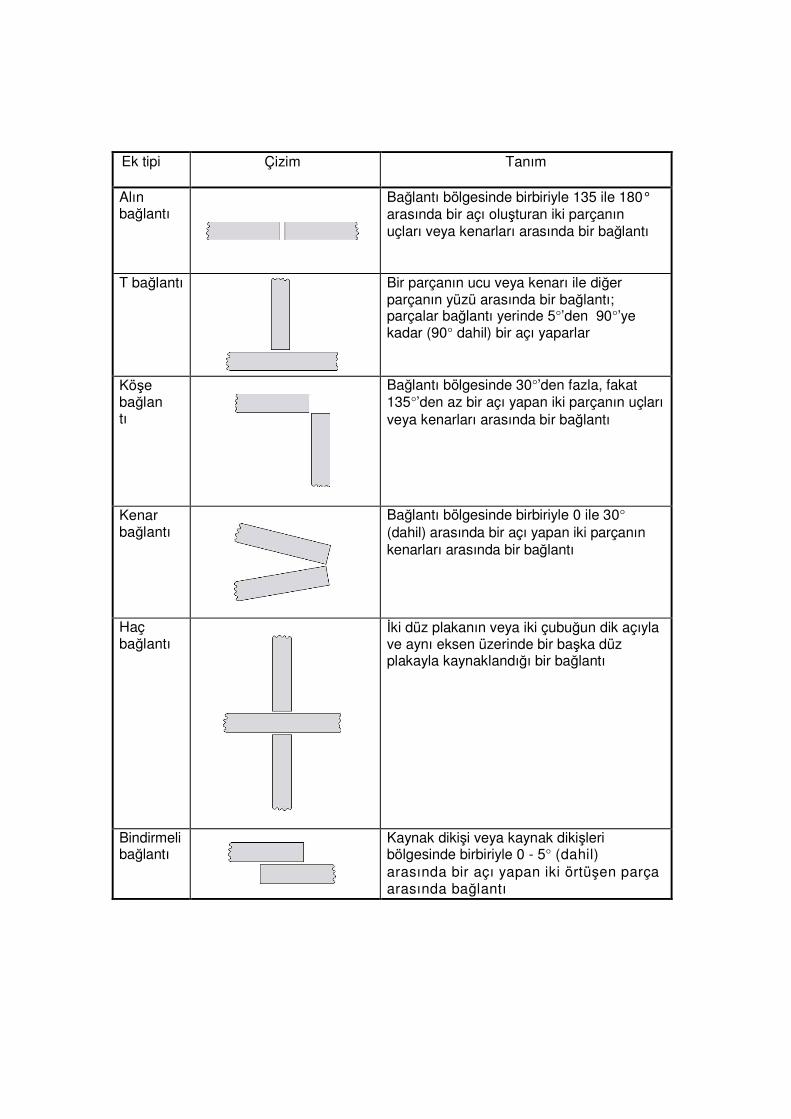
Ek tipi Çizim Tanım
Alın bağlantı
Bağlantı bölgesinde birbiriyle 135 ile 180° arasında bir açı oluşturan iki parçanın uçları veya kenarları arasında bir bağlantı
T bağlantı
Bir parçanın ucu veya kenarı ile diğer parçanın yüzü arasında bir bağlantı; parçalar bağlantı yerinde 5°’den 90°’ye kadar (90° dahil) bir açı yaparlar
Köşe bağlantı
Bağlantı bölgesinde 30°’den fazla, fakat 135°’den az bir açı yapan iki parçanın uçları veya kenarları arasında bir bağlantı
Kenar bağlantı
Bağlantı bölgesinde birbiriyle 0 ile 30°
(dahil) arasında bir açı yapan iki parçanın kenarları arasında bir bağlantı
Haç bağlantı
İki düz plakanın veya iki çubuğun dik açıyla ve aynı eksen üzerinde bir başka düz plakayla kaynaklandığı bir bağlantı
Bindirmeli bağlantı
Kaynak dikişi veya kaynak dikişleri bölgesinde birbiriyle 0 - 5° (dahil) arasında bir açı yapan iki örtüşen parça arasında bağlantı
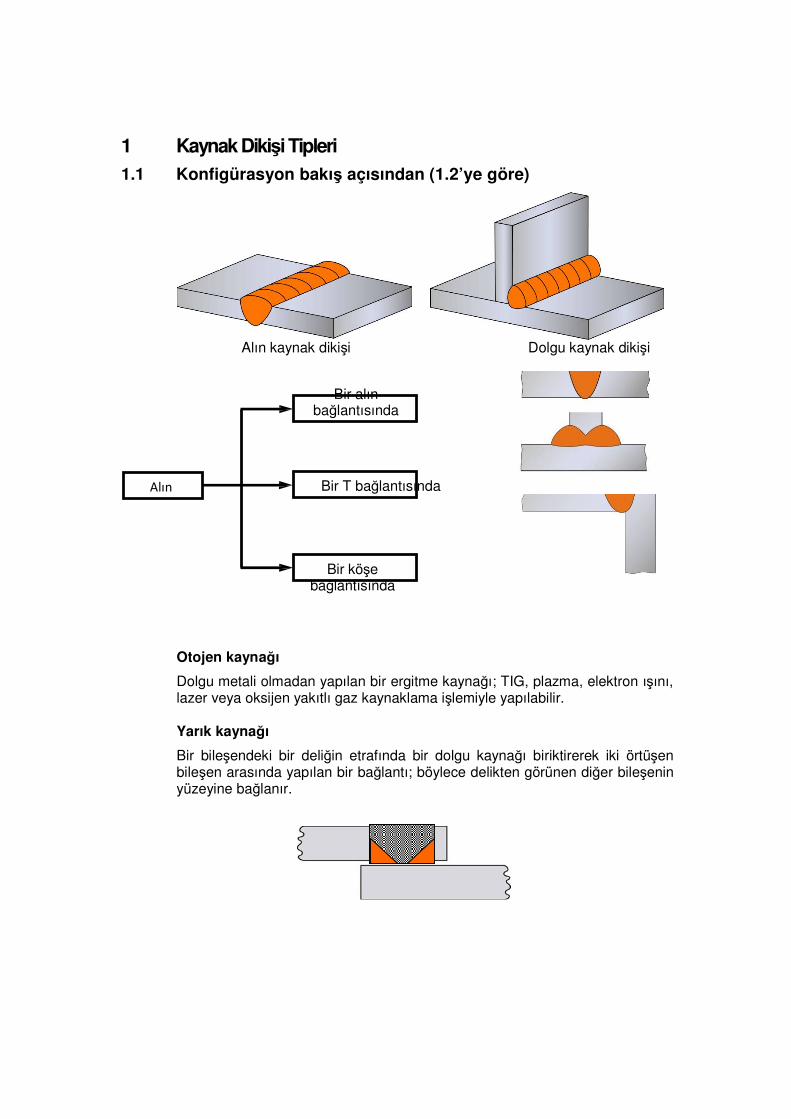
1 Kaynak Dikişi Tipleri
1.1 Konfigürasyon bakış açısından (1.2’ye göre)
Alın kaynak dikişi Dolgu kaynak dikişi
Bir alın bağlantısında
Alın Bir T bağlantısında
Bir köşe bağlantısında
Otojen kaynağı
Dolgu metali olmadan yapılan bir ergitme kaynağı; TIG, plazma, elektron ışını, lazer veya oksijen yakıtlı gaz kaynaklama işlemiyle yapılabilir.
Yarık kaynağı
Bir bileşendeki bir deliğin etrafında bir dolgu kaynağı biriktirerek iki örtüşen bileşen arasında yapılan bir bağlantı; böylece delikten görünen diğer bileşenin yüzeyine bağlanır.
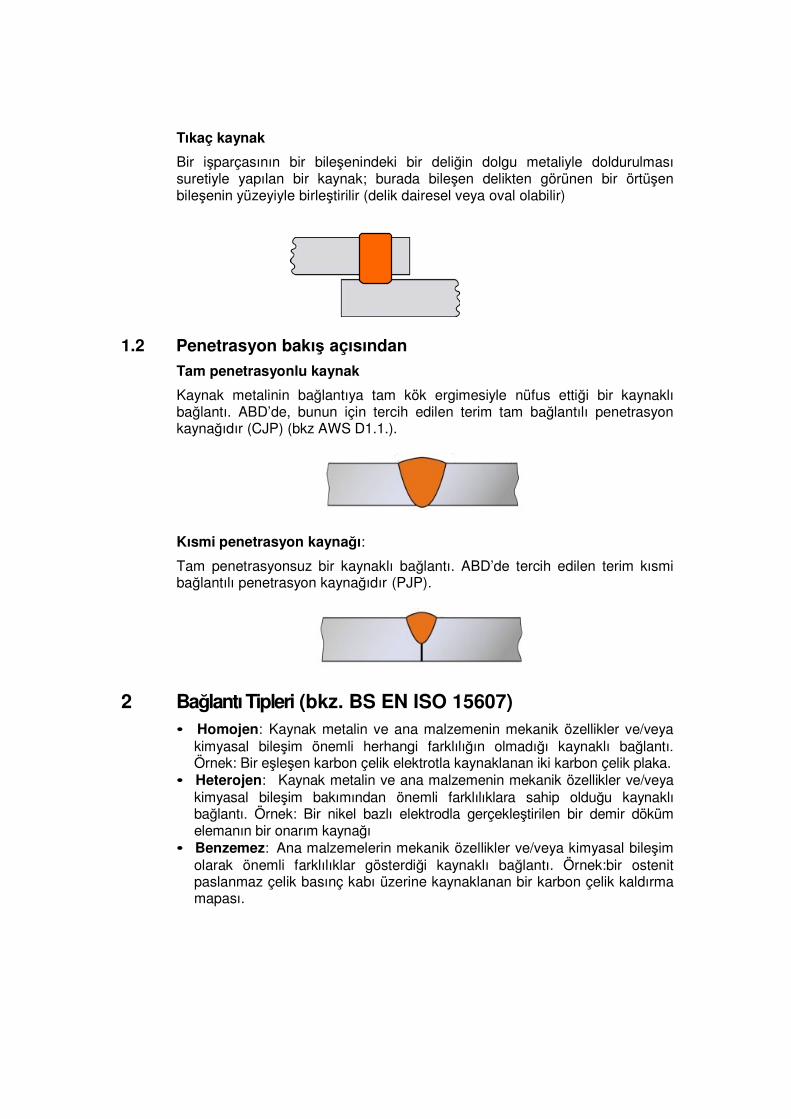
Tıkaç kaynak
Bir işparçasının bir bileşenindeki bir deliğin dolgu metaliyle doldurulması suretiyle yapılan bir kaynak; burada bileşen delikten görünen bir örtüşen bileşenin yüzeyiyle birleştirilir (delik dairesel veya oval olabilir)
1.2 Penetrasyon bakış açısından
Tam penetrasyonlu kaynak
Kaynak metalinin bağlantıya tam kök ergimesiyle nüfus ettiği bir kaynaklı bağlantı. ABD’de, bunun için tercih edilen terim tam bağlantılı penetrasyon kaynağıdır (CJP) (bkz AWS D1.1.).
Kısmi penetrasyon kaynağı:
Tam penetrasyonsuz bir kaynaklı bağlantı. ABD’de tercih edilen terim kısmi bağlantılı penetrasyon kaynağıdır (PJP).
2 Bağlantı Tipleri (bkz. BS EN ISO 15607)
• Homojen: Kaynak metalin ve ana malzemenin mekanik özellikler ve/veya kimyasal bileşim önemli herhangi farklılığın olmadığı kaynaklı bağlantı. Örnek: Bir eşleşen karbon çelik elektrotla kaynaklanan iki karbon çelik plaka.
• Heterojen: Kaynak metalin ve ana malzemenin mekanik özellikler ve/veya kimyasal bileşim bakımından önemli farklılıklara sahip olduğu kaynaklı bağlantı. Örnek: Bir nikel bazlı elektrodla gerçekleştirilen bir demir döküm elemanın bir onarım kaynağı
• Benzemez: Ana malzemelerin mekanik özellikler ve/veya kimyasal bileşim olarak önemli farklılıklar gösterdiği kaynaklı bağlantı. Örnek:bir ostenit paslanmaz çelik basınç kabı üzerine kaynaklanan bir karbon çelik kaldırma mapası.
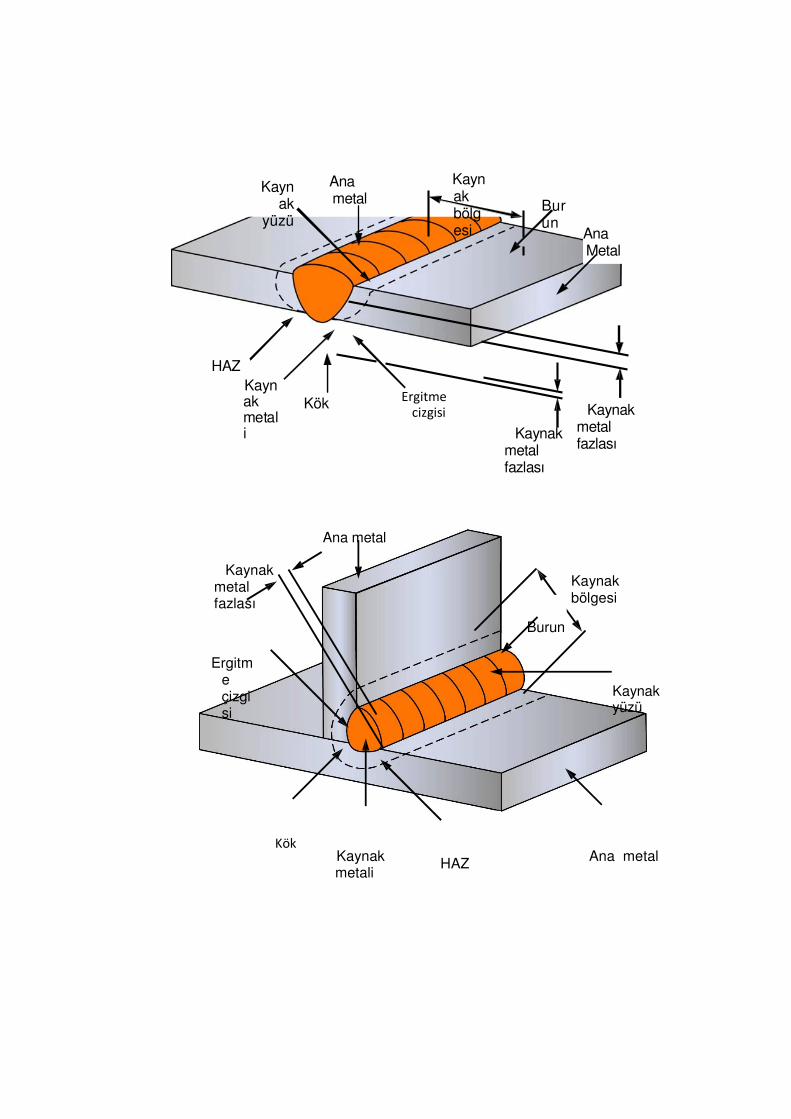
3 Tamamlanmış Kaynağın Özellikleri
• Ana metal: Kaynaklama, sert lehim kaynaklaması veya sert lehimleme yoluyla bağlanacak veya yüzeyi kaplanacak metal.
• Dolgu metali: Kaynaklama, sert lehim kaynaklama, sert lehimleme veya yüzey kaplama sırasında eklenen metal.
• Kaynak metali: Bir kaynağın yapılması sırasında eritilen ve kaynak dikişinde tutulan bütün metal.
• Isıyla etkilenen bölge (HAZ): Ana metalin metalürjik olarak kaynaklama veya ısıl kesme ısısından etkilenen, fakat erimeyen kısmı.
• Ergitme çizgisi: Bir ergitme kaynağında kaynak metali ile HAZ arasındaki sınır. Bu, kaynak bağlantısı için kullanılan standart olmayan bir terimdir.
• Kaynak bölgesi: Kaynak metalini ve HAZ’yi içeren bölge. • Kaynak yüzü: Kaynağın yapıldığı tarafta görünen bir ergitme kaynağının
yüzeyi. • Kök: Kaynak yapanın en uzağındaki birinci işleme tarafındaki bölge. • Burun: Bir kaynak yüzü ile ana metal arasında veya işlemeler arasındaki
sınır. Bu, bir kaynağın çok önemli bir özelliğidir; çünkü burunlar genellikle yüksek stres konsantrasyon noktalarıdır ve çoğunlukla farklı tiplerde kaynakların başlama noktaları niteliğinedirler (örn. yorgunluk çatlakları, soğuk çatlaklar). Stres konsantrasyonunu azaltmak için, burunların ana metal yüzeyiyle pürüzsüz bir şekilde kaynaştırılması gerekir.
• Kaynak metal fazlası: Burunları birleştiren düzlemin dışında kalan kaynak metal.
Bu özelliği ilişkin diğer standart olmayan terimler: Takviye, taşmadır.
Kaynak
yüzü
Ana metal
Kaynak bölgesi
Burun
Ana Metal
HAZ Kaynak metali
Kök
Ergitme
cizgisi
Kaynak metal fazlası
Kaynak metal fazlası
Ana metal
Kaynak metal fazlası
Ergitme çizgisi
Burun
Kaynak bölgesi
Kaynak yüzü
Kök Kaynak metali
HAZ
Ana metal
4 Kaynak Hazırlığı
Uygun şekilde hazırlanmış ve toplanmış ayrı ayrı bileşenlerin kaynaklamayla veya sert lehimlemeyle birleştirildiği bir bağlantı yapılmasına yönelik bir hazırlık.
4.1 Kaynak hazırlığı özellikleri
Pah açısı
Bir bileşenin kenarının bir kaynak yapmak için hazırlandığı açı.
Karbon çeliği plakalar üzerinde bir MMA kaynağı için, açı şöyle olacaktır:
• bir V hazırlığı için 25-30°. • bir U hazırlığı için 8-12o. • bir tekli pah hazırlığı için 40-50o. • bir J hazırlığı için 10-20o.
Dahili açı
Kaynaklanacak parçaların ergitme yüzeylerinin düzlemleri arasındaki açı. Tekli V veya U ve çift V veya U durumunda, bu açı pah açısının iki katıdır. Tek veya çift pah, tek veya çift J pah durumunda, dahil edilen açı pah açısına eşittir.
Kök yüzü
Bir ergitme yüzünün pahlanmayan veya oyulmayan kısmı. Bunun değeri kullanılan kaynaklama işlemine, kaynaklanacak ana malzemeye ve uygulamaya bağlıdır; karbon çelik plakalar üzerine bir tam penetrasyon kaynağı için, 1-2mm arasında bir değere sahiptir (normal kaynaklama işlemleri için).
Boşluk
Birleştirilecek kenarlar, uçlar veya yüzeyler arasındaki herhangi bir kesitteki minimum mesafe. Bunun değeri kullanılan kaynaklama işlemine ve uygulamaya bağlıdır: karbon çelik plakalar üzerinde bir tam penetrasyon kaynağı için 1-4mm bir değere sahiptir.
Kök yarıçapı
Bir tekli J veya U, çift J veya U kaynak için hazırlanan bir bileşende ergitme yüzeyinin kavisli kısmının yarıçapı. Karbon çelik plakalar üzerinde MMA, MIG/MAG ve oksijen yakıtlı gaz kaynaklama durumunda, kök yarıçapı tek ve çift U hazırlıkları için 6mm değere ve tek ve çift J hazırlıkları için 8mm değere sahiptir.
Alan
Bir kök yüz ile bir J veya U hazırlığının kavisli kısmı arasında bir ergitme yüzünün düz kısmı; 0 değerine sahip olabilir. Genellikle alüminyum alaşımların MIG kaynaklaması için kaynak hazırlıklarında bulunur.
4.2 Hazırlık tipleri
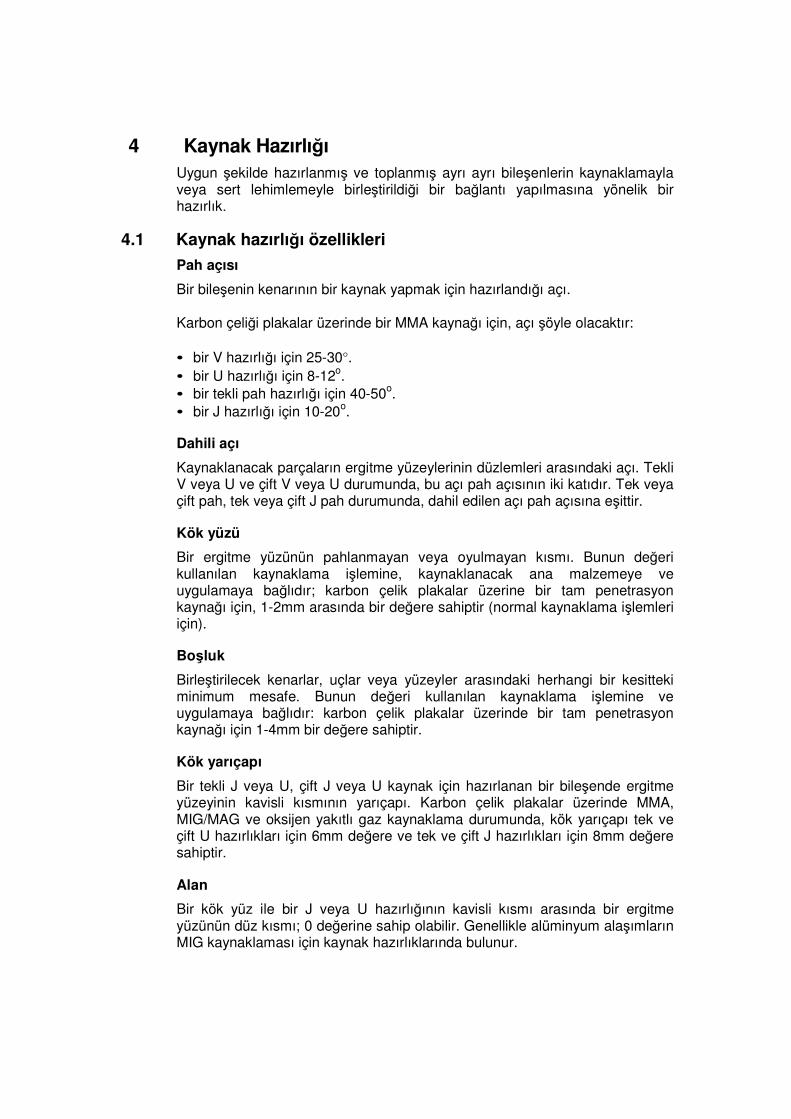
Açık kare alın hazırlığı
Bu hazırlık, ya bir taraftan ya iki taraftan ince bileşenlerin kaynaklanması için kullanılır. Eğer kök boşluğu sıfırsa (yani bileşenler temas halindeyse), bu hazırlık bir kapalı kare alın hazırlığına dönüşür (penetrasyon olmaması sorunu nedeniyle tavsiye edilmez!)
Dahili açı
Pah
açısı
Boşluk Kök yüzü
Tek V hazırlığı
V hazırlığı, kaynaklama işlemlerinde en yaygın kullanılan hazırlıklardan biridir; alevle veya plazma kesme sistemi (ucuz ve hızlı) kullanılarak hazırlanabilir. Daha kalın plakalar sözkonusu olduğunda, bir çift V hazırlığı tercih edilir; çünkü bu, bağlantının tamamlanması için daha az dolgu malzemesi gerektirir ve kalan stresler bağlantının her iki tarafında dengelenerek daha düşük açısal şekil bozukluğu elde edilir.
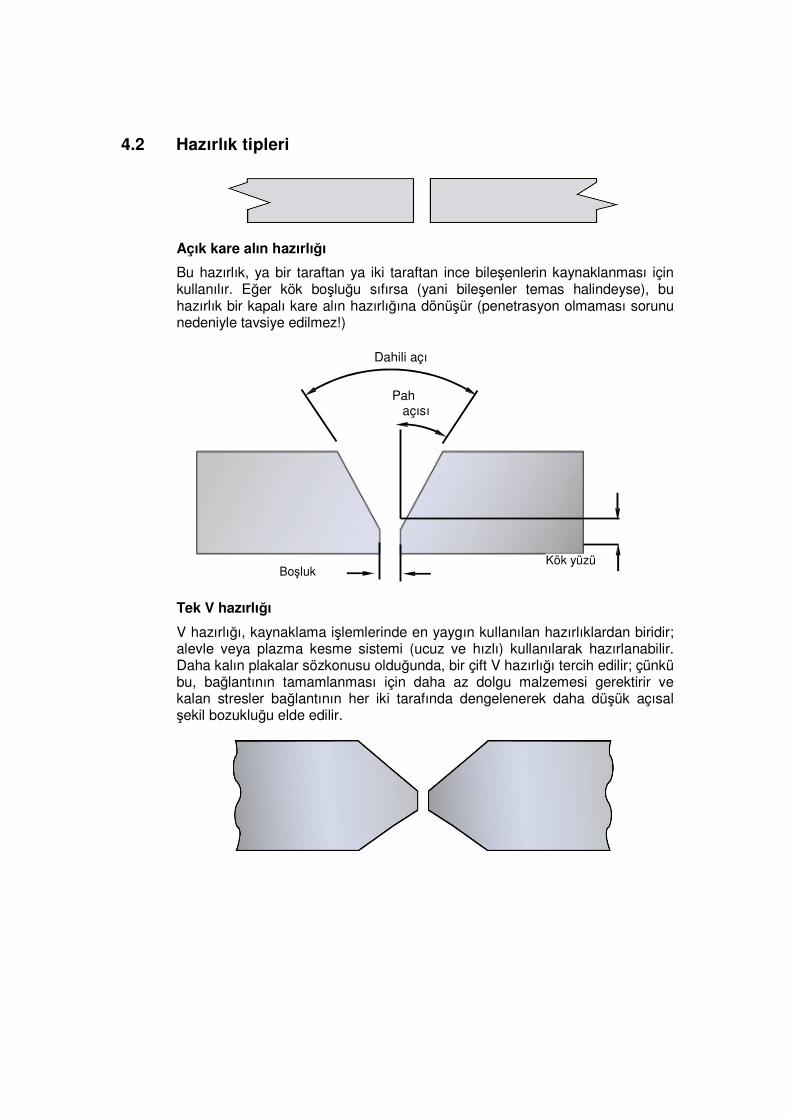
Çift V hazırlığı
Hazırlık derinliği iki tarafta aynı olabilir (simetrik çift V hazırlığı) veya diğer tarafa göre bir tarafta daha derin olabilir (asimetrik çift V hazırlığı). Genellikle, bu durumda, hazırlığın derinliği, plaka kalınlığının 2/3’ü birinci yüzde ve kalan 1/3’ü arka yüzde dağıtılır. Bu asimetrik hazırlık, kökün ardan oyulmasıyla bir dengeli kaynaklama işlemine olanak verir ve bunun sonucunda daha düşük açısal bozukluklar meydana gelir. Tek V hazırlığı bir taraftan kaynaklamaya olanak verirken, çift V hazırlığı iki taraftan erişim gerektirir (aynı şey bütün çift taraflı hazırlıklar için geçerlidir)
Dahili açı
Pal açısı
Kök yarıça
pı
Boşluk Alan
Kök yüzü
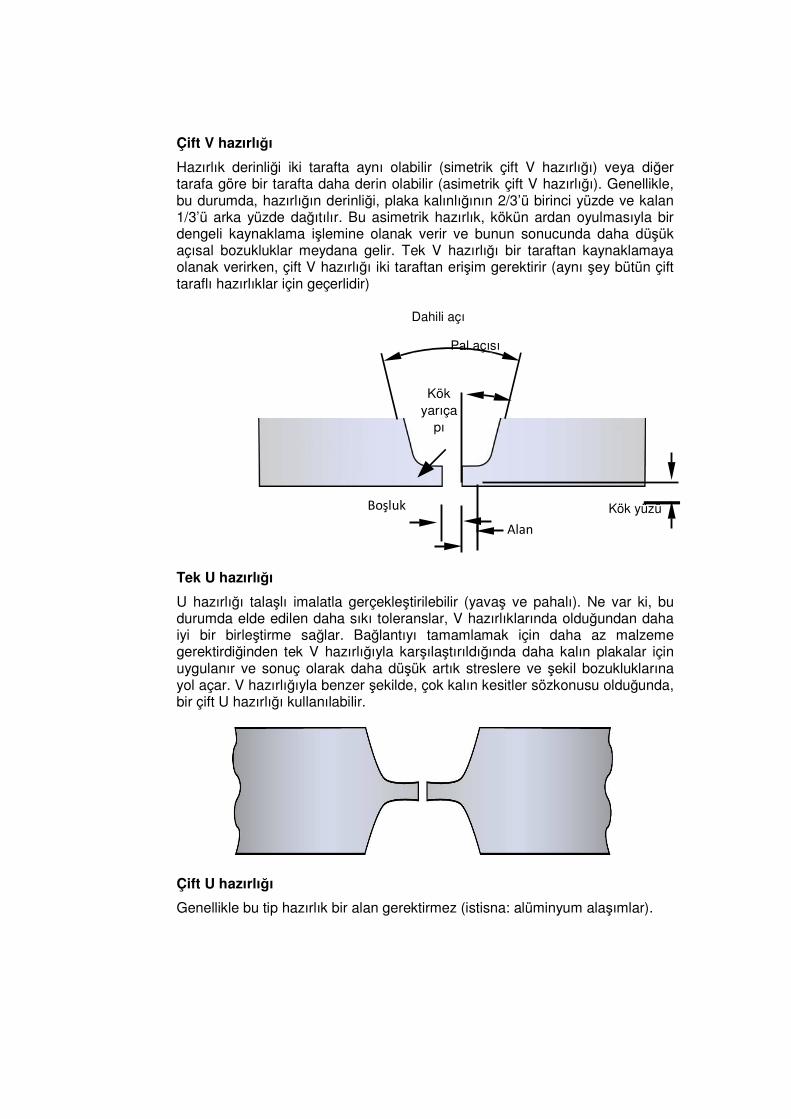
Tek U hazırlığı
U hazırlığı talaşlı imalatla gerçekleştirilebilir (yavaş ve pahalı). Ne var ki, bu durumda elde edilen daha sıkı toleranslar, V hazırlıklarında olduğundan daha iyi bir birleştirme sağlar. Bağlantıyı tamamlamak için daha az malzeme gerektirdiğinden tek V hazırlığıyla karşılaştırıldığında daha kalın plakalar için uygulanır ve sonuç olarak daha düşük artık streslere ve şekil bozukluklarına yol açar. V hazırlığıyla benzer şekilde, çok kalın kesitler sözkonusu olduğunda, bir çift U hazırlığı kullanılabilir.
Çift U hazırlığı
Genellikle bu tip hazırlık bir alan gerektirmez (istisna: alüminyum alaşımlar).
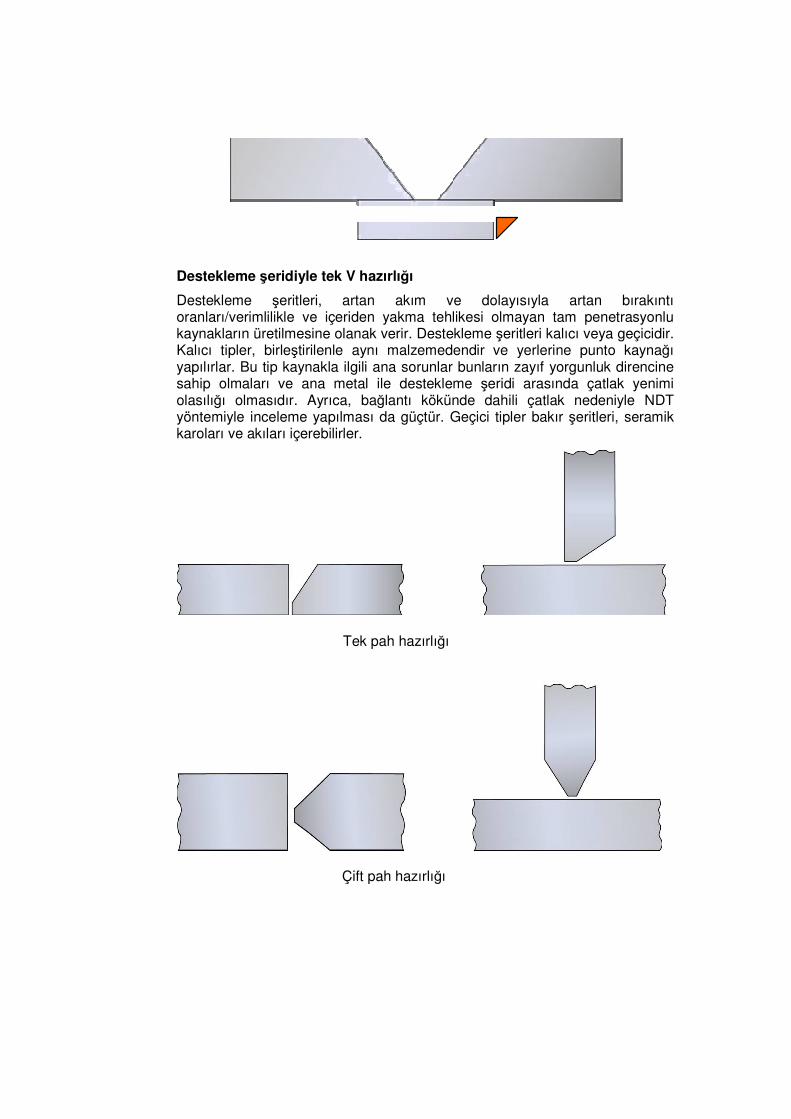
Destekleme şeridiyle tek V hazırlığı
Destekleme şeritleri, artan akım ve dolayısıyla artan bırakıntı oranları/verimlilikle ve içeriden yakma tehlikesi olmayan tam penetrasyonlu kaynakların üretilmesine olanak verir. Destekleme şeritleri kalıcı veya geçicidir. Kalıcı tipler, birleştirilenle aynı malzemedendir ve yerlerine punto kaynağı yapılırlar. Bu tip kaynakla ilgili ana sorunlar bunların zayıf yorgunluk direncine sahip olmaları ve ana metal ile destekleme şeridi arasında çatlak yenimi olasılığı olmasıdır. Ayrıca, bağlantı kökünde dahili çatlak nedeniyle NDT yöntemiyle inceleme yapılması da güçtür. Geçici tipler bakır şeritleri, seramik karoları ve akıları içerebilirler.
Tek pah hazırlığı
Çift pah hazırlığı
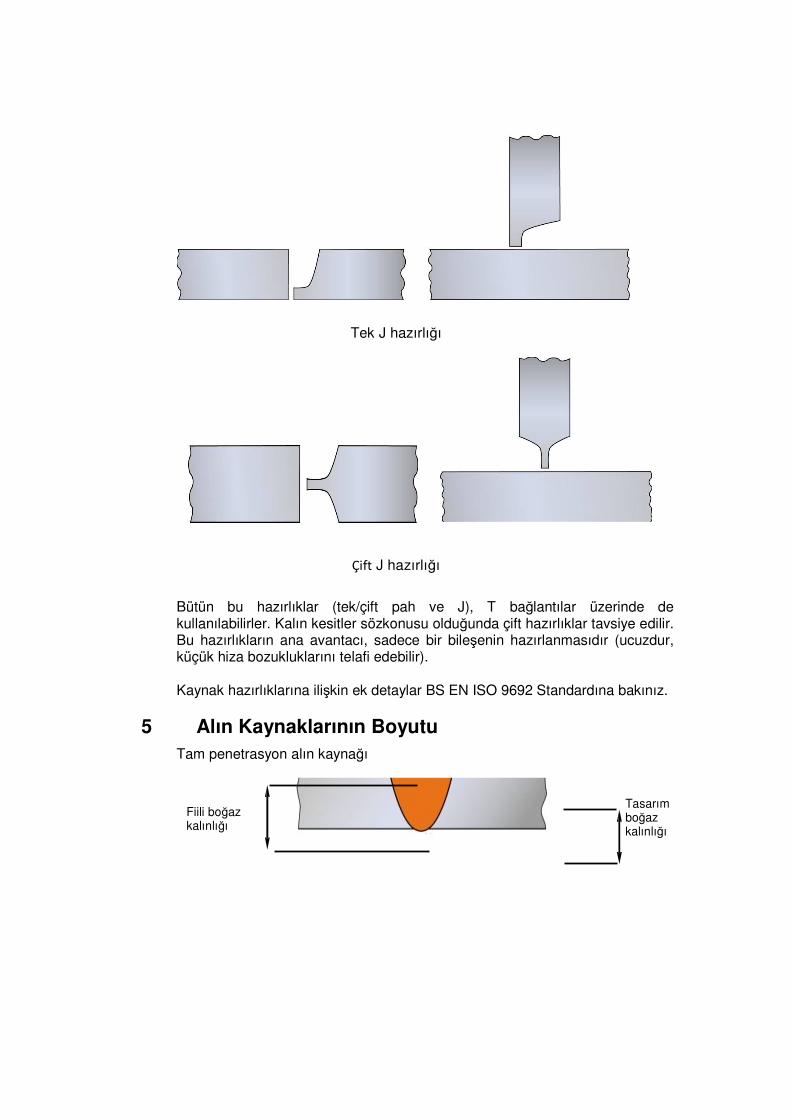
Tek J hazırlığı
Çift J hazırlığı
Bütün bu hazırlıklar (tek/çift pah ve J), T bağlantılar üzerinde de kullanılabilirler. Kalın kesitler sözkonusu olduğunda çift hazırlıklar tavsiye edilir. Bu hazırlıkların ana avantacı, sadece bir bileşenin hazırlanmasıdır (ucuzdur, küçük hiza bozukluklarını telafi edebilir).
Kaynak hazırlıklarına ilişkin ek detaylar BS EN ISO 9692 Standardına bakınız.
5 Alın Kaynaklarının Boyutu
Tam penetrasyon alın kaynağı
Fiili boğaz kalınlığı
Tasarım boğaz kalınlığı
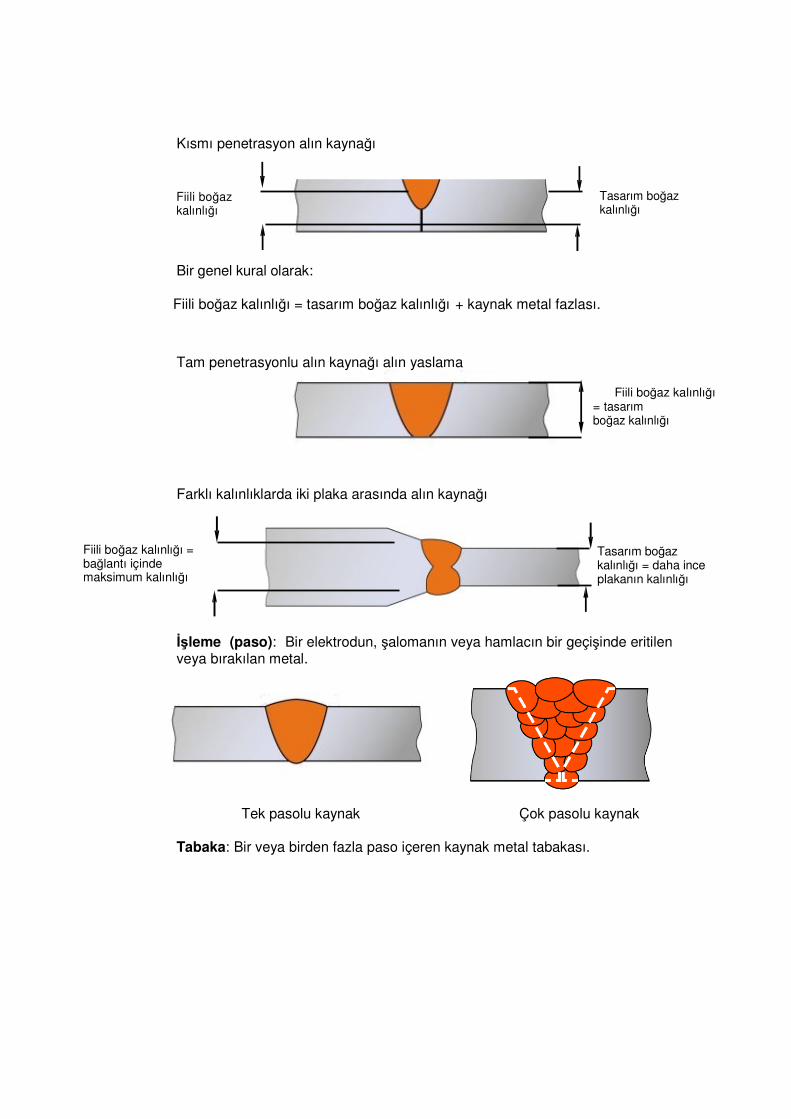
Kısmı penetrasyon alın kaynağı
Fiili boğaz kalınlığı
Tasarım boğaz kalınlığı
Bir genel kural olarak:
Fiili boğaz kalınlığı = tasarım boğaz kalınlığı + kaynak metal fazlası.
Tam penetrasyonlu alın kaynağı alın yaslama
Fiili boğaz kalınlığı = tasarım boğaz kalınlığı
Farklı kalınlıklarda iki plaka arasında alın kaynağı Fiili boğaz kalınlığı = bağlantı içinde maksimum kalınlığı
Tasarım boğaz kalınlığı = daha ince plakanın kalınlığı
İşleme (paso): Bir elektrodun, şalomanın veya hamlacın bir geçişinde eritilen veya bırakılan metal.
Tek pasolu kaynak Çok pasolu kaynak
Tabaka: Bir veya birden fazla paso içeren kaynak metal tabakası.
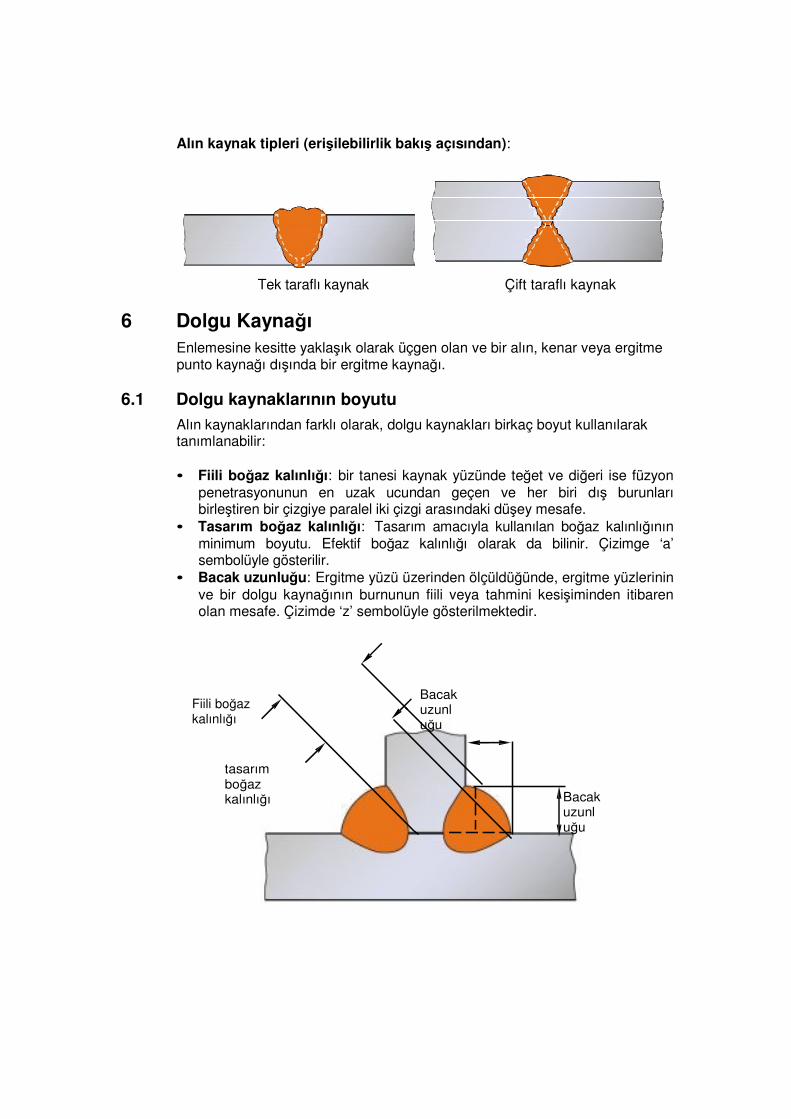
Alın kaynak tipleri (erişilebilirlik bakış açısından):
Tek taraflı kaynak Çift taraflı kaynak 6 Dolgu Kaynağı
Enlemesine kesitte yaklaşık olarak üçgen olan ve bir alın, kenar veya ergitme punto kaynağı dışında bir ergitme kaynağı.
6.1 Dolgu kaynaklarının boyutu
Alın kaynaklarından farklı olarak, dolgu kaynakları birkaç boyut kullanılarak tanımlanabilir:
• Fiili boğaz kalınlığı: bir tanesi kaynak yüzünde teğet ve diğeri ise füzyon
penetrasyonunun en uzak ucundan geçen ve her biri dış burunları birleştiren bir çizgiye paralel iki çizgi arasındaki düşey mesafe.
• Tasarım boğaz kalınlığı: Tasarım amacıyla kullanılan boğaz kalınlığının minimum boyutu. Efektif boğaz kalınlığı olarak da bilinir. Çizimge ‘a’ sembolüyle gösterilir.
• Bacak uzunluğu: Ergitme yüzü üzerinden ölçüldüğünde, ergitme yüzlerinin ve bir dolgu kaynağının burnunun fiili veya tahmini kesişiminden itibaren olan mesafe. Çizimde ‘z’ sembolüyle gösterilmektedir.
Fiili boğaz kalınlığı
tasarım boğaz kalınlığı
Bacak uzunluğu
Bacak uzunluğu
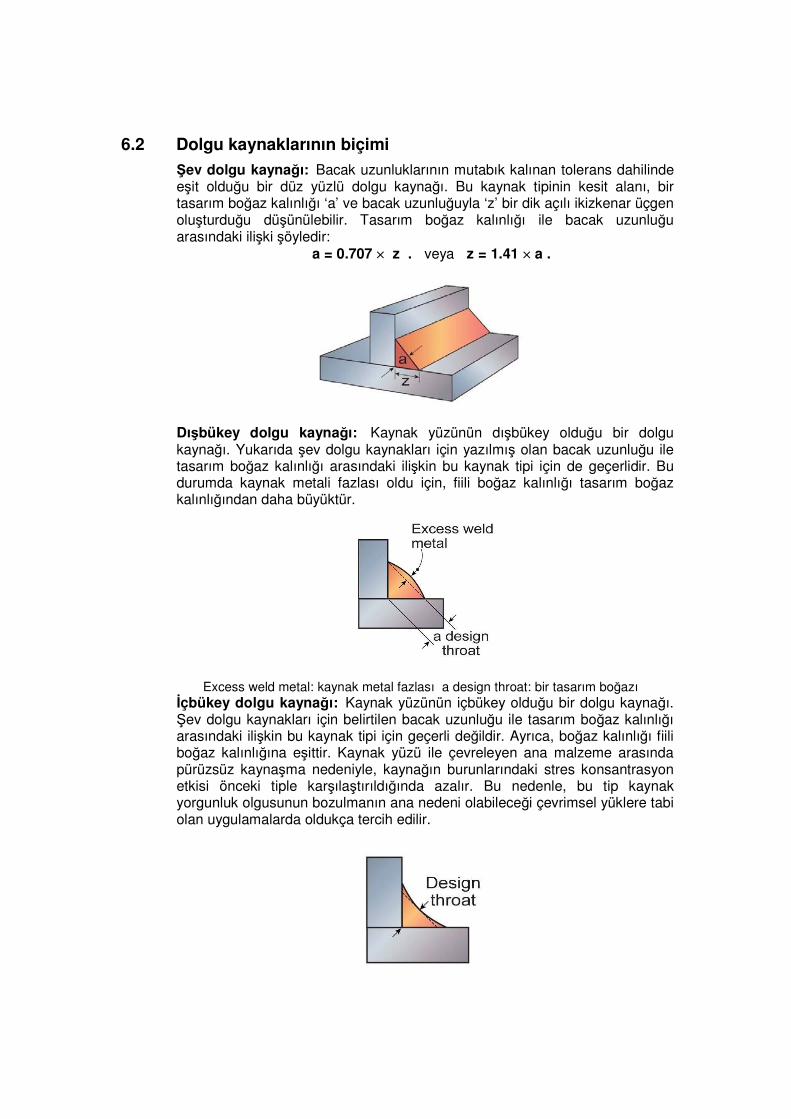
6.2 Dolgu kaynaklarının biçimi
Şev dolgu kaynağı: Bacak uzunluklarının mutabık kalınan tolerans dahilinde eşit olduğu bir düz yüzlü dolgu kaynağı. Bu kaynak tipinin kesit alanı, bir tasarım boğaz kalınlığı ‘a’ ve bacak uzunluğuyla ‘z’ bir dik açılı ikizkenar üçgen oluşturduğu düşünülebilir. Tasarım boğaz kalınlığı ile bacak uzunluğu arasındaki ilişki şöyledir:
a = 0.707 × z . veya z = 1.41 × a .
Dışbükey dolgu kaynağı: Kaynak yüzünün dışbükey olduğu bir dolgu kaynağı. Yukarıda şev dolgu kaynakları için yazılmış olan bacak uzunluğu ile tasarım boğaz kalınlığı arasındaki ilişkin bu kaynak tipi için de geçerlidir. Bu durumda kaynak metali fazlası oldu için, fiili boğaz kalınlığı tasarım boğaz kalınlığından daha büyüktür.
Excess weld metal: kaynak metal fazlası a design throat: bir tasarım boğazı
İçbükey dolgu kaynağı: Kaynak yüzünün içbükey olduğu bir dolgu kaynağı. Şev dolgu kaynakları için belirtilen bacak uzunluğu ile tasarım boğaz kalınlığı arasındaki ilişkin bu kaynak tipi için geçerli değildir. Ayrıca, boğaz kalınlığı fiili boğaz kalınlığına eşittir. Kaynak yüzü ile çevreleyen ana malzeme arasında pürüzsüz kaynaşma nedeniyle, kaynağın burunlarındaki stres konsantrasyon etkisi önceki tiple karşılaştırıldığında azalır. Bu nedenle, bu tip kaynak yorgunluk olgusunun bozulmanın ana nedeni olabileceği çevrimsel yüklere tabi olan uygulamalarda oldukça tercih edilir.
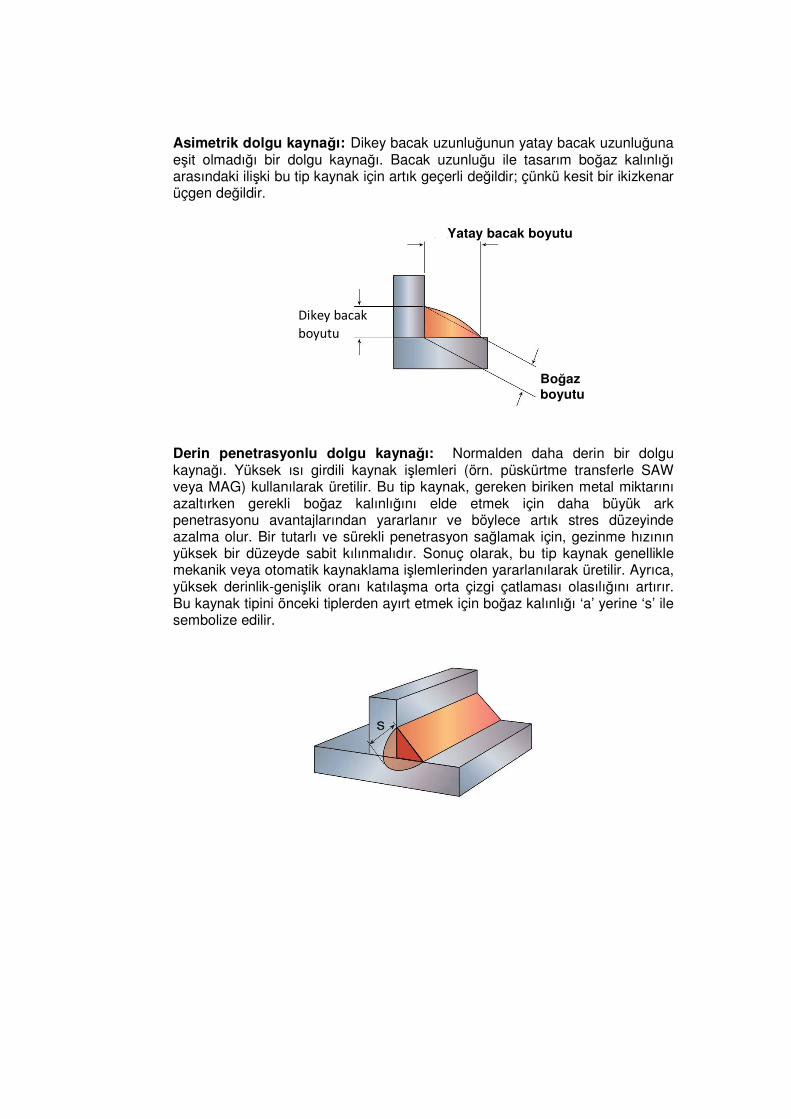
Asimetrik dolgu kaynağı: Dikey bacak uzunluğunun yatay bacak uzunluğuna eşit olmadığı bir dolgu kaynağı. Bacak uzunluğu ile tasarım boğaz kalınlığı arasındaki ilişki bu tip kaynak için artık geçerli değildir; çünkü kesit bir ikizkenar üçgen değildir.
Yatay bacak boyutu
Dikey bacak
boyutu
Boğaz boyutu
Derin penetrasyonlu dolgu kaynağı: Normalden daha derin bir dolgu kaynağı. Yüksek ısı girdili kaynak işlemleri (örn. püskürtme transferle SAW veya MAG) kullanılarak üretilir. Bu tip kaynak, gereken biriken metal miktarını azaltırken gerekli boğaz kalınlığını elde etmek için daha büyük ark penetrasyonu avantajlarından yararlanır ve böylece artık stres düzeyinde azalma olur. Bir tutarlı ve sürekli penetrasyon sağlamak için, gezinme hızının yüksek bir düzeyde sabit kılınmalıdır. Sonuç olarak, bu tip kaynak genellikle mekanik veya otomatik kaynaklama işlemlerinden yararlanılarak üretilir. Ayrıca, yüksek derinlik-genişlik oranı katılaşma orta çizgi çatlaması olasılığını artırır. Bu kaynak tipini önceki tiplerden ayırt etmek için boğaz kalınlığı ‘a’ yerine ‘s’ ile sembolize edilir.
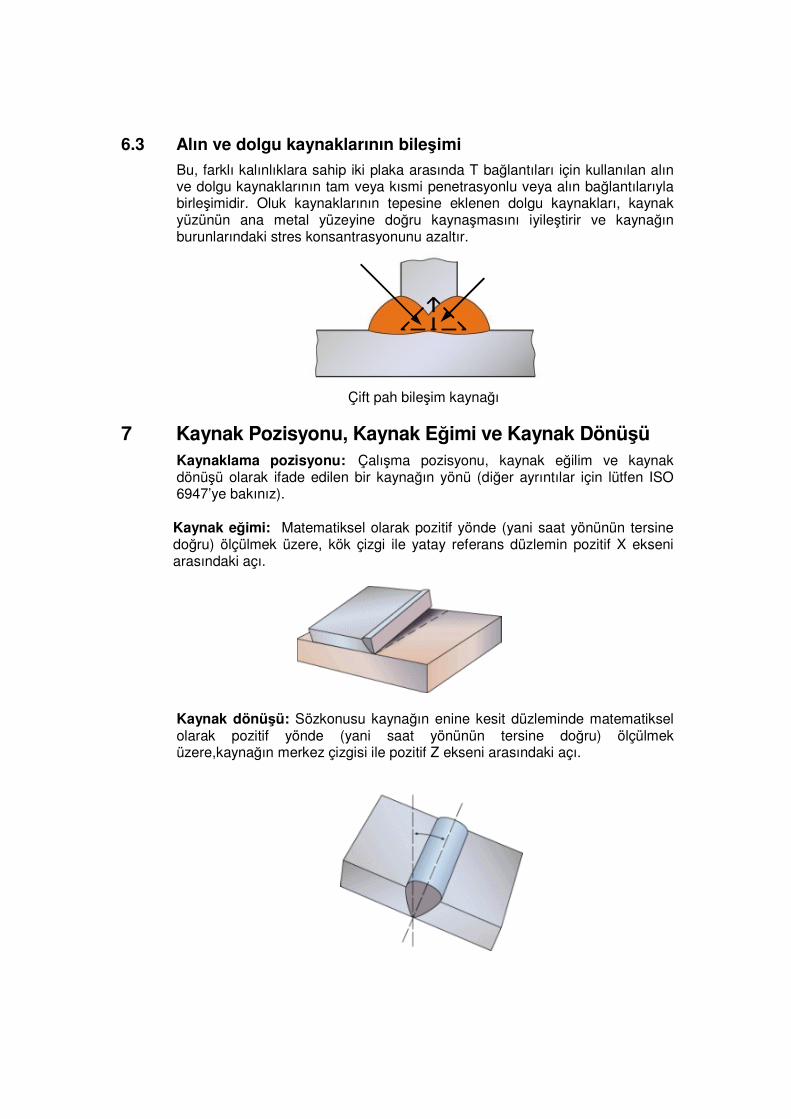
6.3 Alın ve dolgu kaynaklarının bileşimi
Bu, farklı kalınlıklara sahip iki plaka arasında T bağlantıları için kullanılan alın ve dolgu kaynaklarının tam veya kısmi penetrasyonlu veya alın bağlantılarıyla birleşimidir. Oluk kaynaklarının tepesine eklenen dolgu kaynakları, kaynak yüzünün ana metal yüzeyine doğru kaynaşmasını iyileştirir ve kaynağın burunlarındaki stres konsantrasyonunu azaltır.
Çift pah bileşim kaynağı 7 Kaynak Pozisyonu, Kaynak Eğimi ve Kaynak Dönüşü
Kaynaklama pozisyonu: Çalışma pozisyonu, kaynak eğilim ve kaynak dönüşü olarak ifade edilen bir kaynağın yönü (diğer ayrıntılar için lütfen ISO 6947’ye bakınız).
Kaynak eğimi: Matematiksel olarak pozitif yönde (yani saat yönünün tersine doğru) ölçülmek üzere, kök çizgi ile yatay referans düzlemin pozitif X ekseni arasındaki açı.
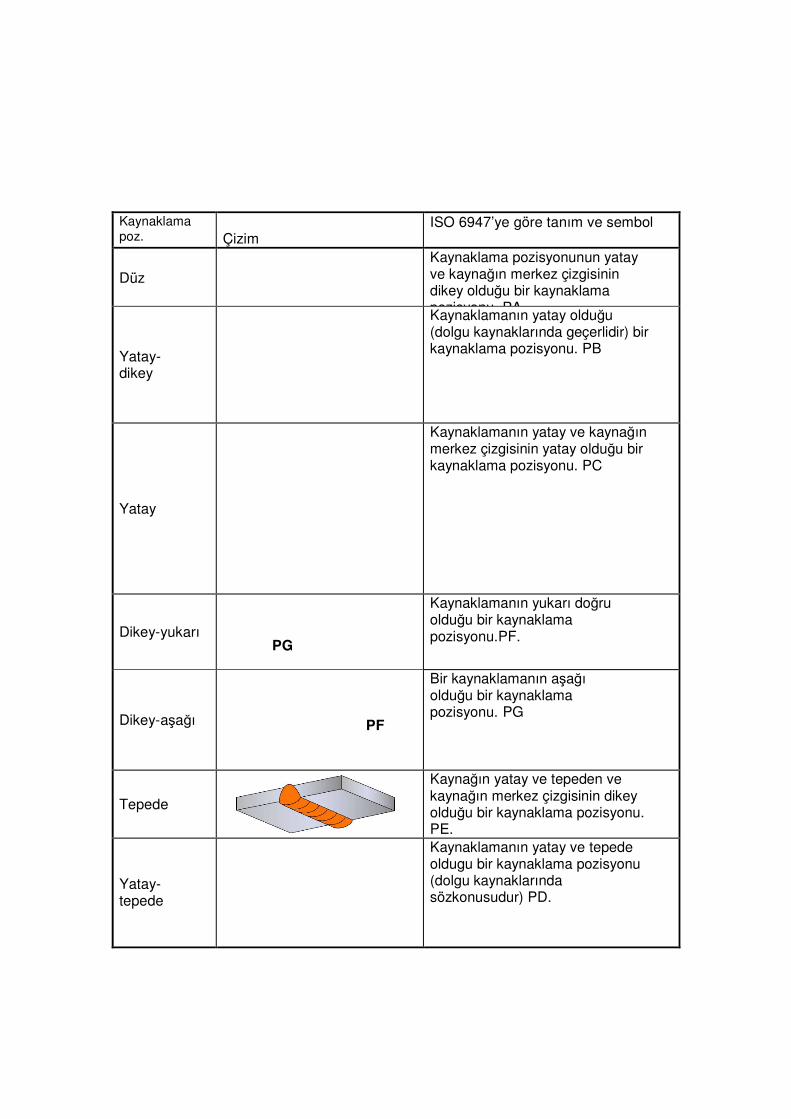
Kaynak dönüşü: Sözkonusu kaynağın enine kesit düzleminde matematiksel olarak pozitif yönde (yani saat yönünün tersine doğru) ölçülmek üzere,kaynağın merkez çizgisi ile pozitif Z ekseni arasındaki açı.
Kaynaklama poz.
Çizim
ISO 6947’ye göre tanım ve sembol
Düz
Kaynaklama pozisyonunun yatay ve kaynağın merkez çizgisinin dikey olduğu bir kaynaklama pozisyonu. PA.
Yatay-dikey
Kaynaklamanın yatay olduğu (dolgu kaynaklarında geçerlidir) bir kaynaklama pozisyonu. PB
Yatay
Kaynaklamanın yatay ve kaynağın merkez çizgisinin yatay olduğu bir kaynaklama pozisyonu. PC
Dikey-yukarı
PG
Kaynaklamanın yukarı doğru olduğu bir kaynaklama pozisyonu.PF.
Dikey-aşağı
PF
Bir kaynaklamanın aşağı olduğu bir kaynaklama pozisyonu. PG
Tepede
Kaynağın yatay ve tepeden ve kaynağın merkez çizgisinin dikey olduğu bir kaynaklama pozisyonu. PE.
Yatay- tepede
Kaynaklamanın yatay ve tepede oldugu bir kaynaklama pozisyonu (dolgu kaynaklarında sözkonusudur) PD.
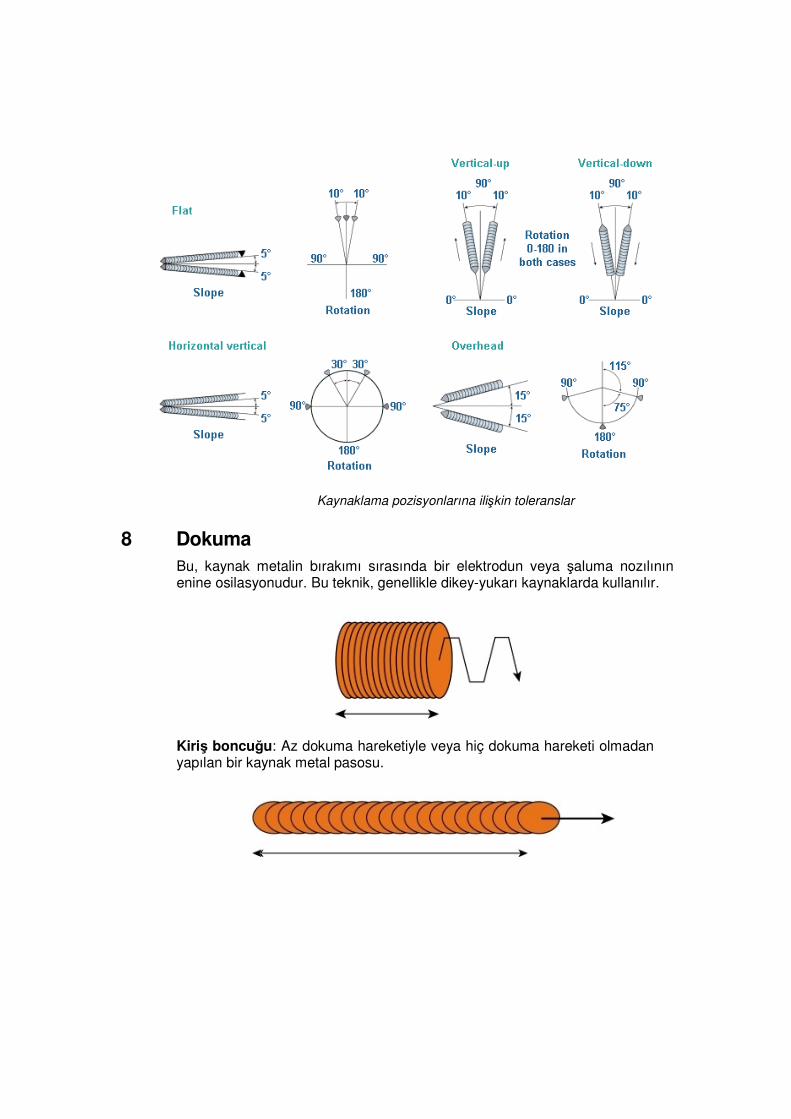
Kaynaklama pozisyonlarına ilişkin toleranslar
8 Dokuma
Bu, kaynak metalin bırakımı sırasında bir elektrodun veya şaluma nozılının enine osilasyonudur. Bu teknik, genellikle dikey-yukarı kaynaklarda kullanılır.
Kiriş boncuğu: Az dokuma hareketiyle veya hiç dokuma hareketi olmadan yapılan bir kaynak metal pasosu.

Bölüm 3
Kaynak Kusurları ve Malzemelerin Kontrolü
1 Tanımlar
Tanımlar: Kusur: Ayıp:
(bkz. BS EN ISO 6520-1) İdeal kaynaktan bir sapma. Bir kabul edilemez kusur.
BS EN ISO 6520-1’ye göre kusurların sınıflandırılması:
Bu standart, ergitme kaynağı durumunda geometrik kusurları sınıflandırır ve bunları altı gruba ayırır:
1 Çatlaklar 2 Oluklar 3 Katı enklüzyonlar 4 Ergitme ve penetrasyon yoksunluğu 5 Kusurlu biçim ve boyutlar 6 Muhtelif kusurlar
Nedenin saptanması ve bir daha meydana gelmesinin önlenmesi için bir kusurun doğru şekilde belirlenmesi önemlidir.
2 Çatlaklar
Tanım: Soğumanın veya streslerin etkisiyle ortaya çıkan, katı haldeki bir lokal kopmanın yarattığı bir kusur. Çatlaklar diğer kusur tiplerinden daha önemlidirler; çünkü bunların geometrisi çatlak ucunda çok büyük stres konsantrasyonu yaratarak bunların kopmaya neden olmaları olasılığını artırır.
Çatlak tipleri:
• Boylamasına. • Enlemesine. • Yayılan (bir ortak noktadan yayılan çatlaklar). • Krater. • Dallanma (ortak bir çatlaktan kaynaklanan bir bağlantılı çatlaklar grubu).
Bu çatlaklar aşağıdakilerde bulunabilir:
• Kaynak metali • HAZ • Ana metal
İstisna: Krater çatlarlar sadece kaynak metalinde bulunurlar. Bu çatlaklar,
niteliklerine bağlı olarak:
• Sıcak (örn. katılaşma çatlakları, sıvılaşma çatlakları) • resipitasyon kaynaklı (örn. yeniden ısıtma çatlakları, sünmeye dirençli çeliklerde mevcuttur)
• Soğuk (örn. hidrojen kaynaklı çatlaklar). • Katmanlı yırtılma.
2.1 Sıcak çatlaklar
Yerlerine ve meydana gelme şekillerine göre, sıcak çatlaklar:
• Katılaşma çatlakları: Katılaşma sürecinin bir sonucu olarak kaynak metalinde (genellikle kaynağı merkez çizgisi boyunca) meydana gelir.
• Sıvılaşma çatlakları: Malzemenin, tane sınırlarında bulunan düşük erime noktasına sahip bileşenlerin sıvılaşmasını sağlayacak kadar yüksek bir sıcaklığa ısıtılması sonucunda füzyon çizgisinin civarında kaba taneli HAZ’de meydana gelir.
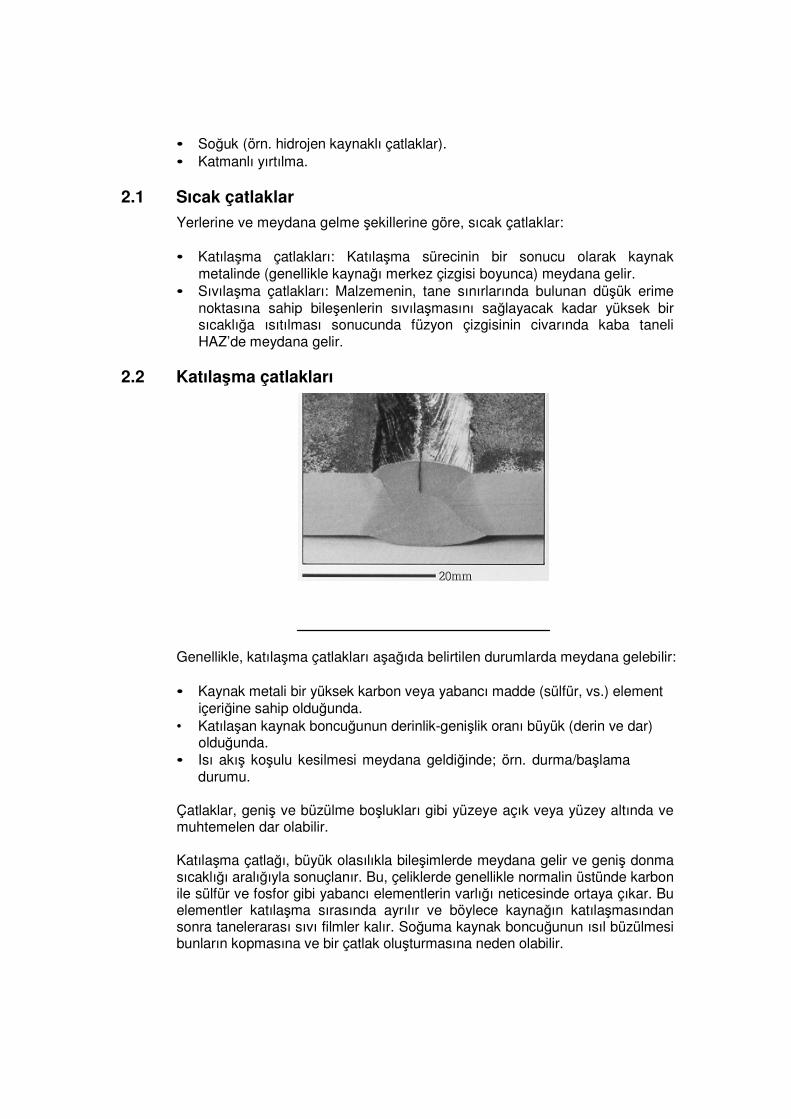
2.2 Katılaşma çatlakları
Genellikle, katılaşma çatlakları aşağıda belirtilen durumlarda meydana gelebilir:
• Kaynak metali bir yüksek karbon veya yabancı madde (sülfür, vs.) element içeriğine sahip olduğunda.
• Katılaşan kaynak boncuğunun derinlik-genişlik oranı büyük (derin ve dar) olduğunda.
• Isı akış koşulu kesilmesi meydana geldiğinde; örn. durma/başlama durumu.
Çatlaklar, geniş ve büzülme boşlukları gibi yüzeye açık veya yüzey altında ve muhtemelen dar olabilir.
Katılaşma çatlağı, büyük olasılıkla bileşimlerde meydana gelir ve geniş donma sıcaklığı aralığıyla sonuçlanır. Bu, çeliklerde genellikle normalin üstünde karbon ile sülfür ve fosfor gibi yabancı elementlerin varlığı neticesinde ortaya çıkar. Bu elementler katılaşma sırasında ayrılır ve böylece kaynağın katılaşmasından sonra tanelerarası sıvı filmler kalır. Soğuma kaynak boncuğunun ısıl büzülmesi bunların kopmasına ve bir çatlak oluşturmasına neden olabilir.
Kaynak yapanın, pulla kaplı olan veya yağ veya gresle pislenmiş metal yüzeyler üzerinde veya yakınında kaynak yapmaması önemlidir. Pul bir yüksek sülfür içeriğine sahip olabilir ve yağ ile gres hem karbon hem sülfür verebilir. Bakır, kalay, kurşun ve çinko gibi düşük erime noktasına sahip metallerle pislenme olmasının da engellenmesi gerekir.
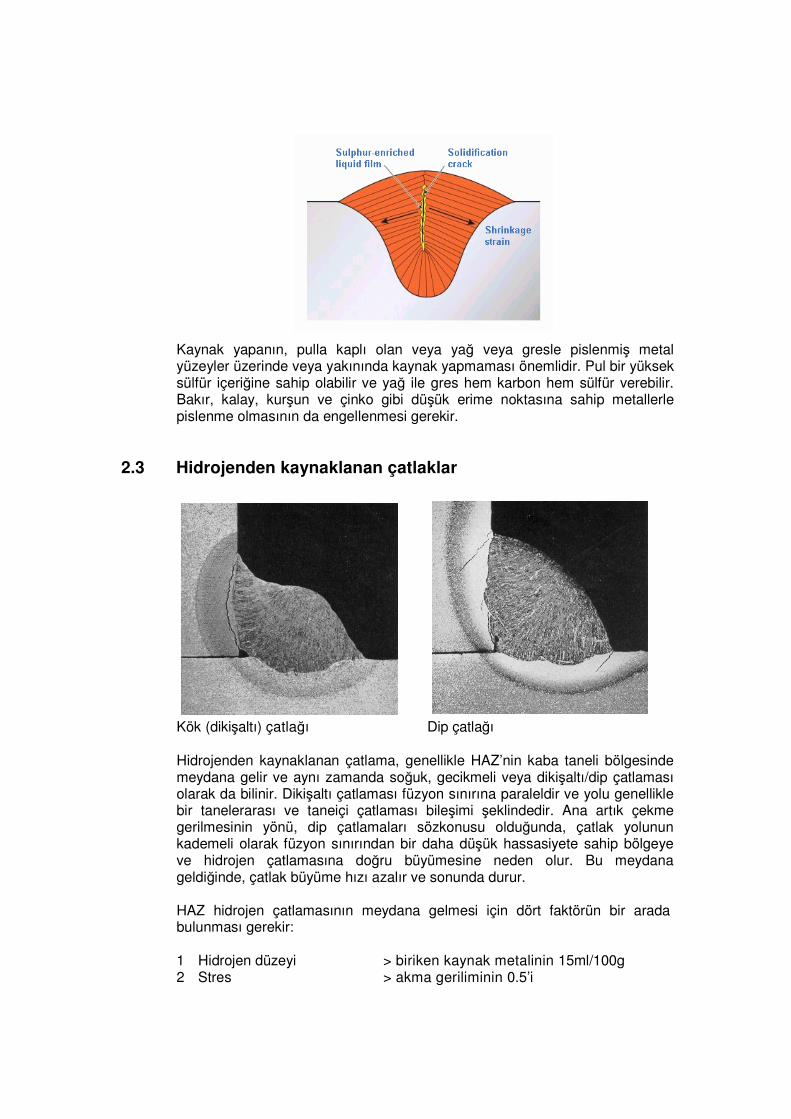
2.3 Hidrojenden kaynaklanan çatlaklar
Kök (dikişaltı) çatlağı Dip çatlağı
Hidrojenden kaynaklanan çatlama, genellikle HAZ’nin kaba taneli bölgesinde meydana gelir ve aynı zamanda soğuk, gecikmeli veya dikişaltı/dip çatlaması olarak da bilinir. Dikişaltı çatlaması füzyon sınırına paraleldir ve yolu genellikle bir tanelerarası ve taneiçi çatlaması bileşimi şeklindedir. Ana artık çekme gerilmesinin yönü, dip çatlamaları sözkonusu olduğunda, çatlak yolunun kademeli olarak füzyon sınırından bir daha düşük hassasiyete sahip bölgeye ve hidrojen çatlamasına doğru büyümesine neden olur. Bu meydana geldiğinde, çatlak büyüme hızı azalır ve sonunda durur.
HAZ hidrojen çatlamasının meydana gelmesi için dört faktörün bir arada bulunması gerekir:
1 Hidrojen düzeyi > biriken kaynak metalinin 15ml/100g 2 Stres > akma geriliminin 0.5’i
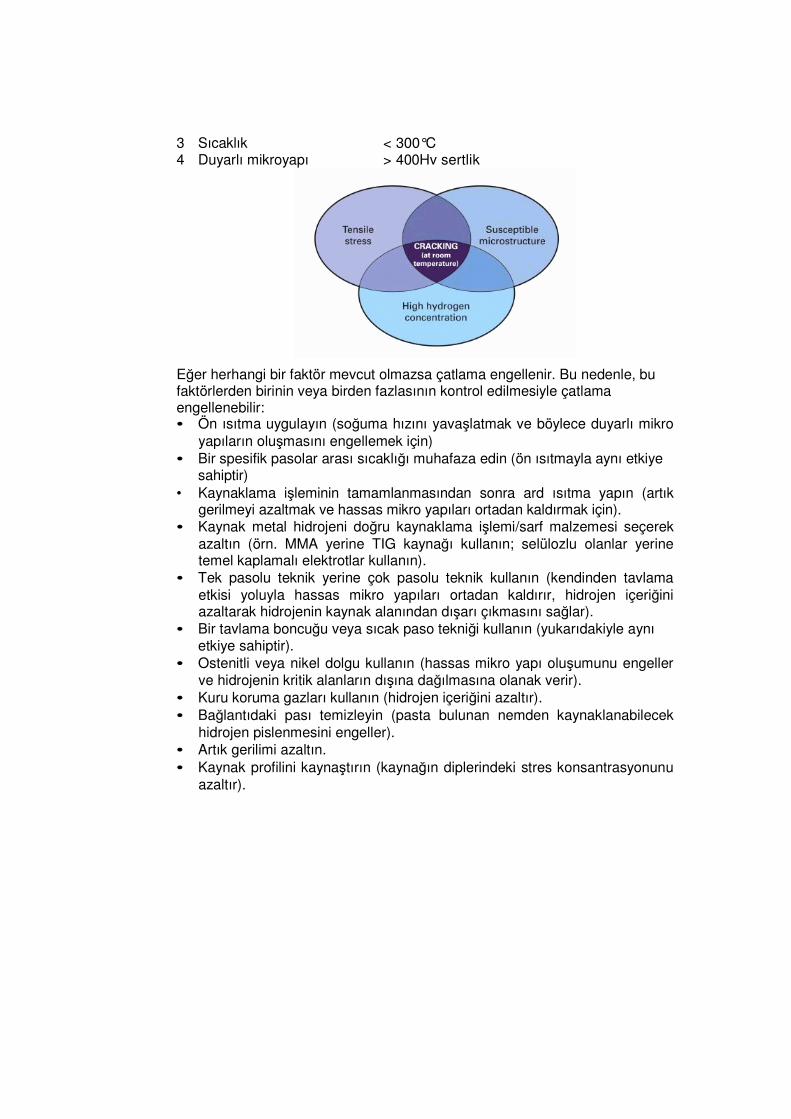
3 Sıcaklık < 300°C 4 Duyarlı mikroyapı > 400Hv sertlik
Eğer herhangi bir faktör mevcut olmazsa çatlama engellenir. Bu nedenle, bu faktörlerden birinin veya birden fazlasının kontrol edilmesiyle çatlama engellenebilir: • Ön ısıtma uygulayın (soğuma hızını yavaşlatmak ve böylece duyarlı mikro
yapıların oluşmasını engellemek için) • Bir spesifik pasolar arası sıcaklığı muhafaza edin (ön ısıtmayla aynı etkiye sahiptir) • Kaynaklama işleminin tamamlanmasından sonra ard ısıtma yapın (artık
gerilmeyi azaltmak ve hassas mikro yapıları ortadan kaldırmak için). • Kaynak metal hidrojeni doğru kaynaklama işlemi/sarf malzemesi seçerek
azaltın (örn. MMA yerine TIG kaynağı kullanın; selülozlu olanlar yerine temel kaplamalı elektrotlar kullanın).
• Tek pasolu teknik yerine çok pasolu teknik kullanın (kendinden tavlama etkisi yoluyla hassas mikro yapıları ortadan kaldırır, hidrojen içeriğini azaltarak hidrojenin kaynak alanından dışarı çıkmasını sağlar).
• Bir tavlama boncuğu veya sıcak paso tekniği kullanın (yukarıdakiyle aynı etkiye sahiptir). • Ostenitli veya nikel dolgu kullanın (hassas mikro yapı oluşumunu engeller
ve hidrojenin kritik alanların dışına dağılmasına olanak verir). • Kuru koruma gazları kullanın (hidrojen içeriğini azaltır). • Bağlantıdaki pası temizleyin (pasta bulunan nemden kaynaklanabilecek
hidrojen pislenmesini engeller). • Artık gerilimi azaltın. • Kaynak profilini kaynaştırın (kaynağın diplerindeki stres konsantrasyonunu
azaltır).
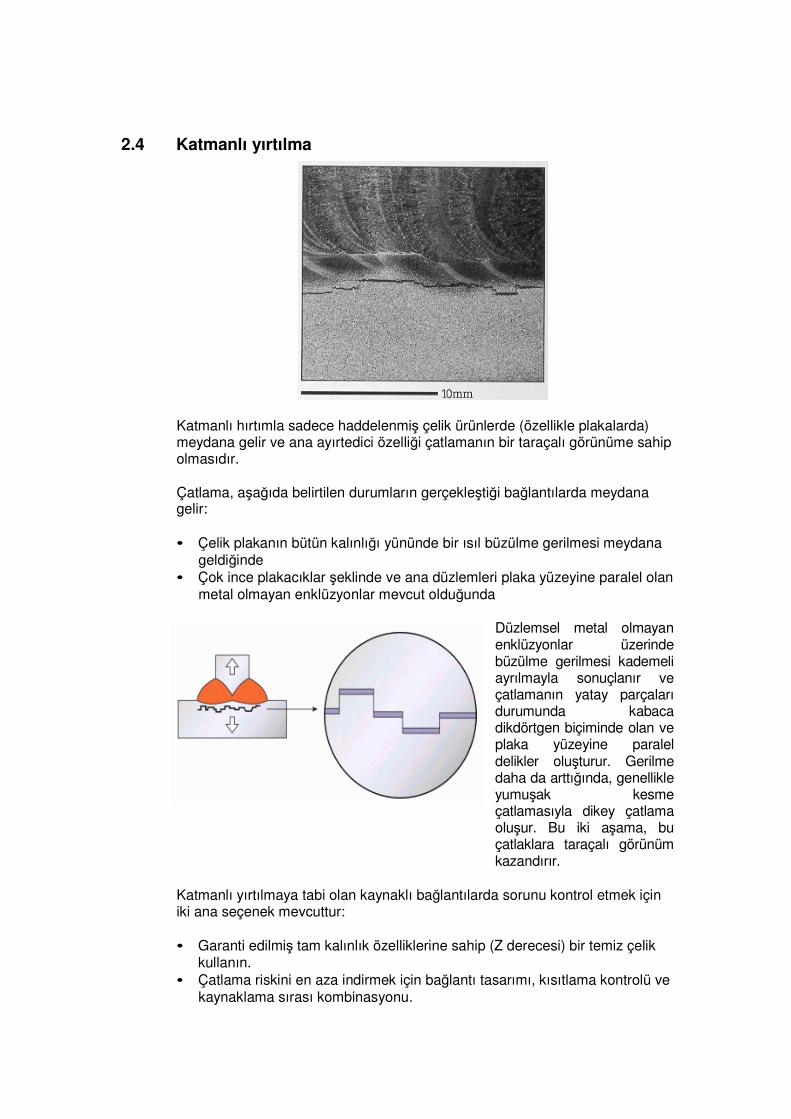
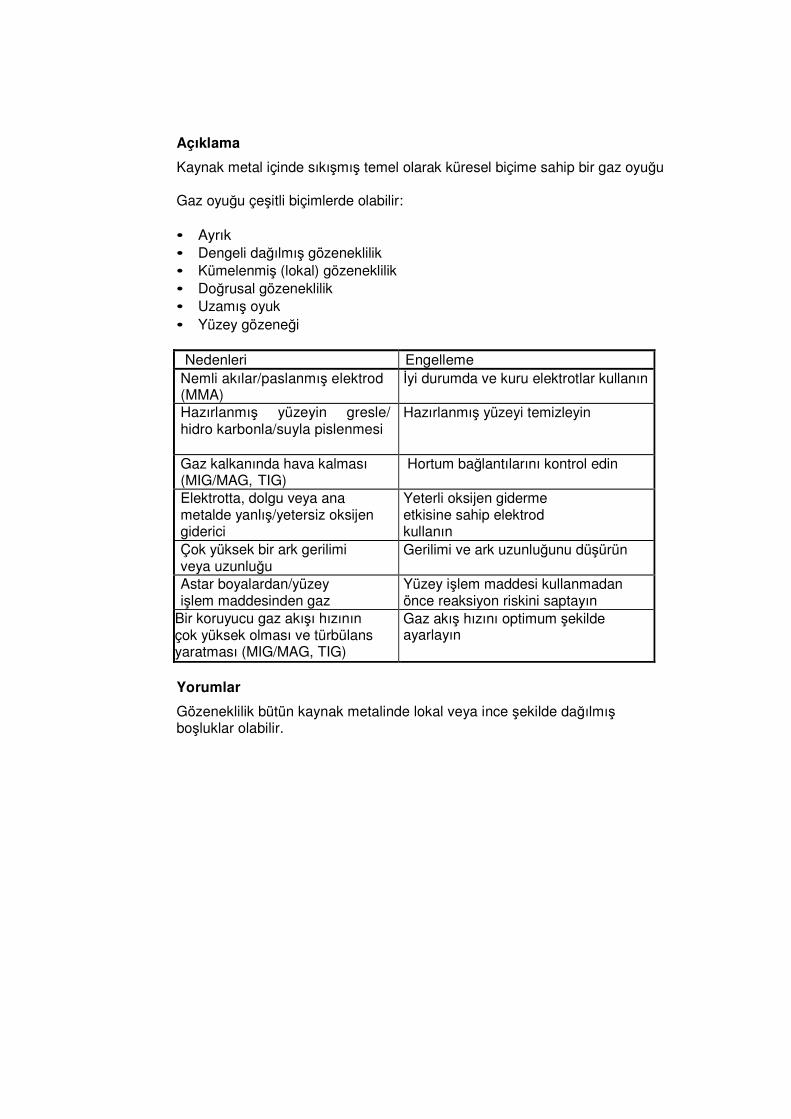
2.4 Katmanlı yırtılma
Katmanlı hırtımla sadece haddelenmiş çelik ürünlerde (özellikle plakalarda) meydana gelir ve ana ayırtedici özelliği çatlamanın bir taraçalı görünüme sahip olmasıdır.
Çatlama, aşağıda belirtilen durumların gerçekleştiği bağlantılarda meydana gelir:
• Çelik plakanın bütün kalınlığı yününde bir ısıl büzülme gerilmesi meydana
geldiğinde • Çok ince plakacıklar şeklinde ve ana düzlemleri plaka yüzeyine paralel olan
metal olmayan enklüzyonlar mevcut olduğunda
Düzlemsel metal olmayan enklüzyonlar üzerinde büzülme gerilmesi kademeli ayrılmayla sonuçlanır ve çatlamanın yatay parçaları durumunda kabaca dikdörtgen biçiminde olan ve plaka yüzeyine paralel delikler oluşturur. Gerilme daha da arttığında, genellikle yumuşak kesme çatlamasıyla dikey çatlama oluşur. Bu iki aşama, bu çatlaklara taraçalı görünüm kazandırır.
Katmanlı yırtılmaya tabi olan kaynaklı bağlantılarda sorunu kontrol etmek için iki ana seçenek mevcuttur:
• Garanti edilmiş tam kalınlık özelliklerine sahip (Z derecesi) bir temiz çelik kullanın. • Çatlama riskini en aza indirmek için bağlantı tasarımı, kısıtlama kontrolü ve
kaynaklama sırası kombinasyonu.
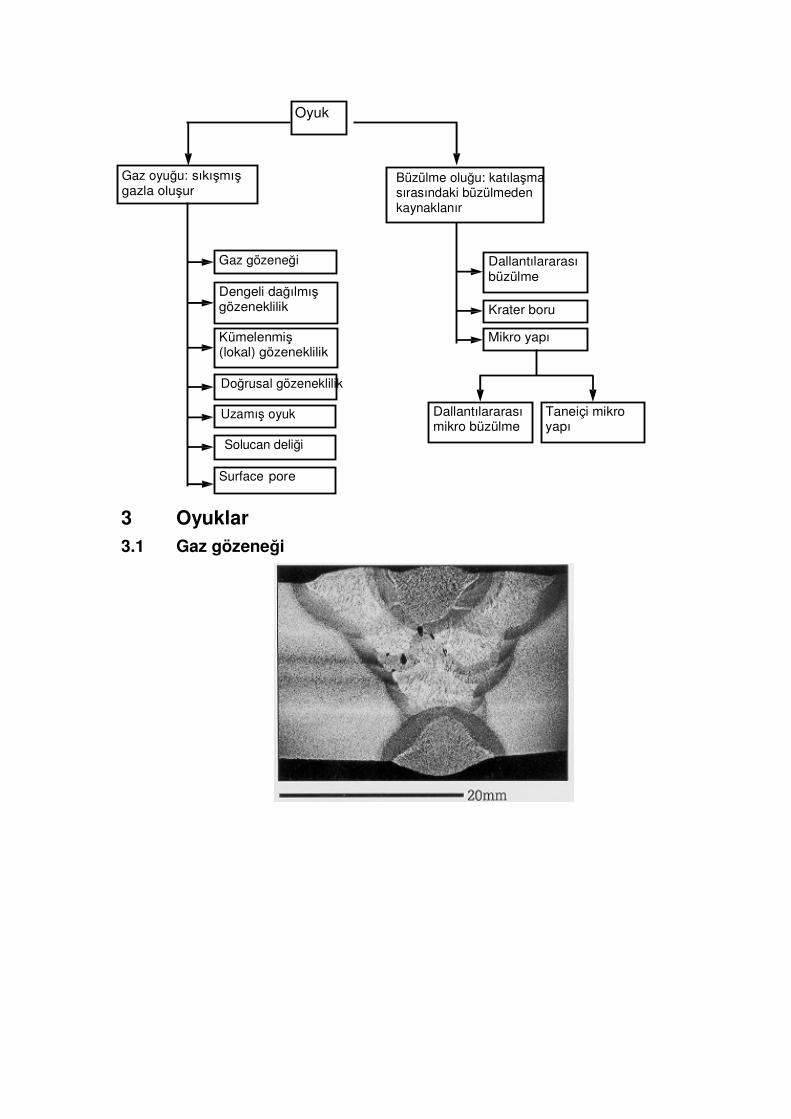
Oyuk
Gaz oyuğu: sıkışmış gazla oluşur
Büzülme oluğu: katılaşma sırasındaki büzülmeden kaynaklanır
Gaz gözeneği
Dengeli dağılmış gözeneklilik
Dallantılararası büzülme Krater boru
Kümelenmiş (lokal) gözeneklilik
Mikro yapı
Doğrusal gözeneklilik
Uzamış oyuk
Solucan deliği
Dallantılararası mikro büzülme
Taneiçi mikro yapı
Surface pore
3 Oyuklar
3.1 Gaz gözeneği
Açıklama
Kaynak metal içinde sıkışmış temel olarak küresel biçime sahip bir gaz oyuğu
Gaz oyuğu çeşitli biçimlerde olabilir:
• Ayrık • Dengeli dağılmış gözeneklilik • Kümelenmiş (lokal) gözeneklilik • Doğrusal gözeneklilik • Uzamış oyuk • Yüzey gözeneği
Nedenleri Engelleme
Nemli akılar/paslanmış elektrod (MMA)
İyi durumda ve kuru elektrotlar kullanın
Hazırlanmış yüzeyin gresle/ hidro karbonla/suyla pislenmesi
Hazırlanmış yüzeyi temizleyin
Gaz kalkanında hava kalması (MIG/MAG, TIG)
Hortum bağlantılarını kontrol edin
Elektrotta, dolgu veya ana metalde yanlış/yetersiz oksijen giderici
Yeterli oksijen giderme etkisine sahip elektrod kullanın
Çok yüksek bir ark gerilimi veya uzunluğu
Gerilimi ve ark uzunluğunu düşürün
Astar boyalardan/yüzey işlem maddesinden gaz
Yüzey işlem maddesi kullanmadan önce reaksiyon riskini saptayın
Bir koruyucu gaz akışı hızının çok yüksek olması ve türbülans yaratması (MIG/MAG, TIG)
Gaz akış hızını optimum şekilde ayarlayın
Yorumlar
Gözeneklilik bütün kaynak metalinde lokal veya ince şekilde dağılmış boşluklar olabilir.
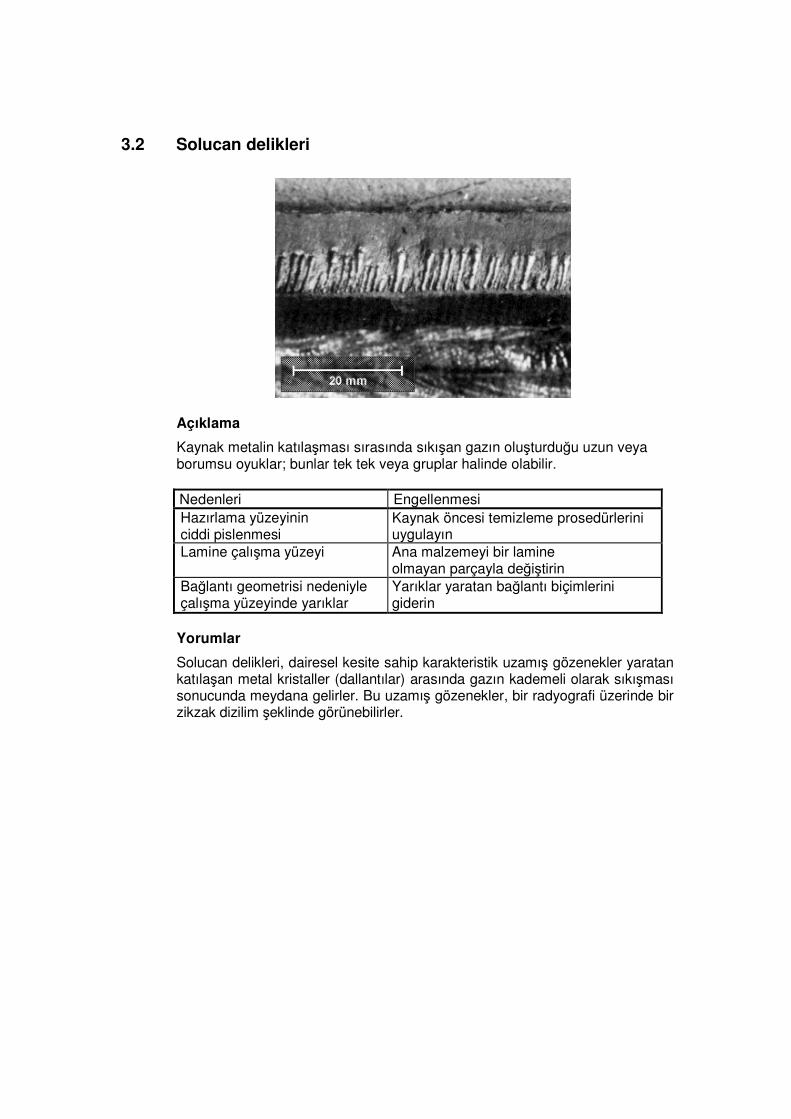
3.2 Solucan delikleri
Açıklama
Kaynak metalin katılaşması sırasında sıkışan gazın oluşturduğu uzun veya borumsu oyuklar; bunlar tek tek veya gruplar halinde olabilir.
Nedenleri Engellenmesi Hazırlama yüzeyinin ciddi pislenmesi
Kaynak öncesi temizleme prosedürlerini uygulayın
Lamine çalışma yüzeyi Ana malzemeyi bir lamine olmayan parçayla değiştirin
Bağlantı geometrisi nedeniyle çalışma yüzeyinde yarıklar
Yarıklar yaratan bağlantı biçimlerini giderin
Yorumlar
Solucan delikleri, dairesel kesite sahip karakteristik uzamış gözenekler yaratan katılaşan metal kristaller (dallantılar) arasında gazın kademeli olarak sıkışması sonucunda meydana gelirler. Bu uzamış gözenekler, bir radyografi üzerinde bir zikzak dizilim şeklinde görünebilirler.
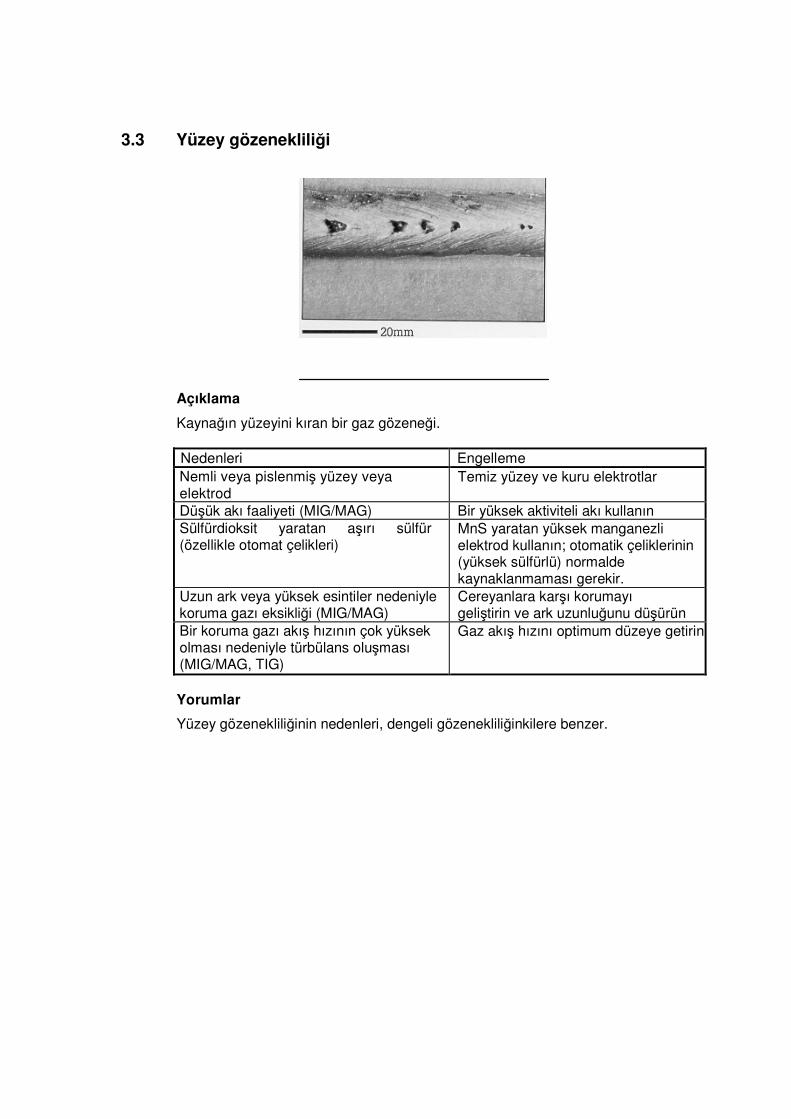
3.3 Yüzey gözenekliliği
Açıklama
Kaynağın yüzeyini kıran bir gaz gözeneği.
Nedenleri Engelleme
Nemli veya pislenmiş yüzey veya elektrod
Temiz yüzey ve kuru elektrotlar
Düşük akı faaliyeti (MIG/MAG) Bir yüksek aktiviteli akı kullanın
Sülfürdioksit yaratan aşırı sülfür (özellikle otomat çelikleri)
MnS yaratan yüksek manganezli elektrod kullanın; otomatik çeliklerinin (yüksek sülfürlü) normalde kaynaklanmaması gerekir.
Uzun ark veya yüksek esintiler nedeniyle koruma gazı eksikliği (MIG/MAG)
Cereyanlara karşı korumayı geliştirin ve ark uzunluğunu düşürün
Bir koruma gazı akış hızının çok yüksek olması nedeniyle türbülans oluşması (MIG/MAG, TIG)
Gaz akış hızını optimum düzeye getirin
Yorumlar
Yüzey gözenekliliğinin nedenleri, dengeli gözenekliliğinkilere benzer.
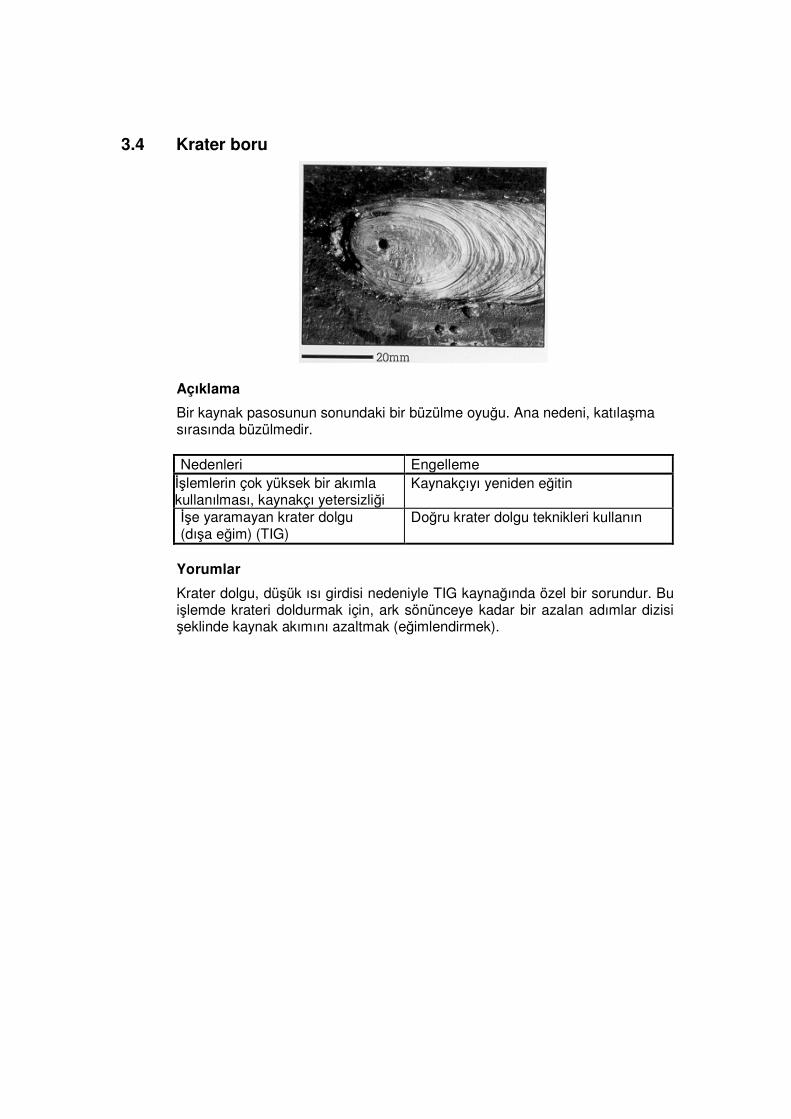
3.4 Krater boru
Açıklama
Bir kaynak pasosunun sonundaki bir büzülme oyuğu. Ana nedeni, katılaşma sırasında büzülmedir.
Nedenleri Engelleme
İşlemlerin çok yüksek bir akımla kullanılması, kaynakçı yetersizliği
Kaynakçıyı yeniden eğitin
İşe yaramayan krater dolgu (dışa eğim) (TIG)
Doğru krater dolgu teknikleri kullanın
Yorumlar
Krater dolgu, düşük ısı girdisi nedeniyle TIG kaynağında özel bir sorundur. Bu işlemde krateri doldurmak için, ark sönünceye kadar bir azalan adımlar dizisi şeklinde kaynak akımını azaltmak (eğimlendirmek).
4 Katı Enklüzyonlar
Tanım
Kaynak metalde sıkışmış katı yabancı maddeler.
Katı enklüzyonlar
Cüruf enklüzyonu
Akı enklüzyonu
Oksit enklüzyonu
Metal enklüzyonu
Tungsten
Bakır
Doğrusal Ayrık Kümeli Diğer metal
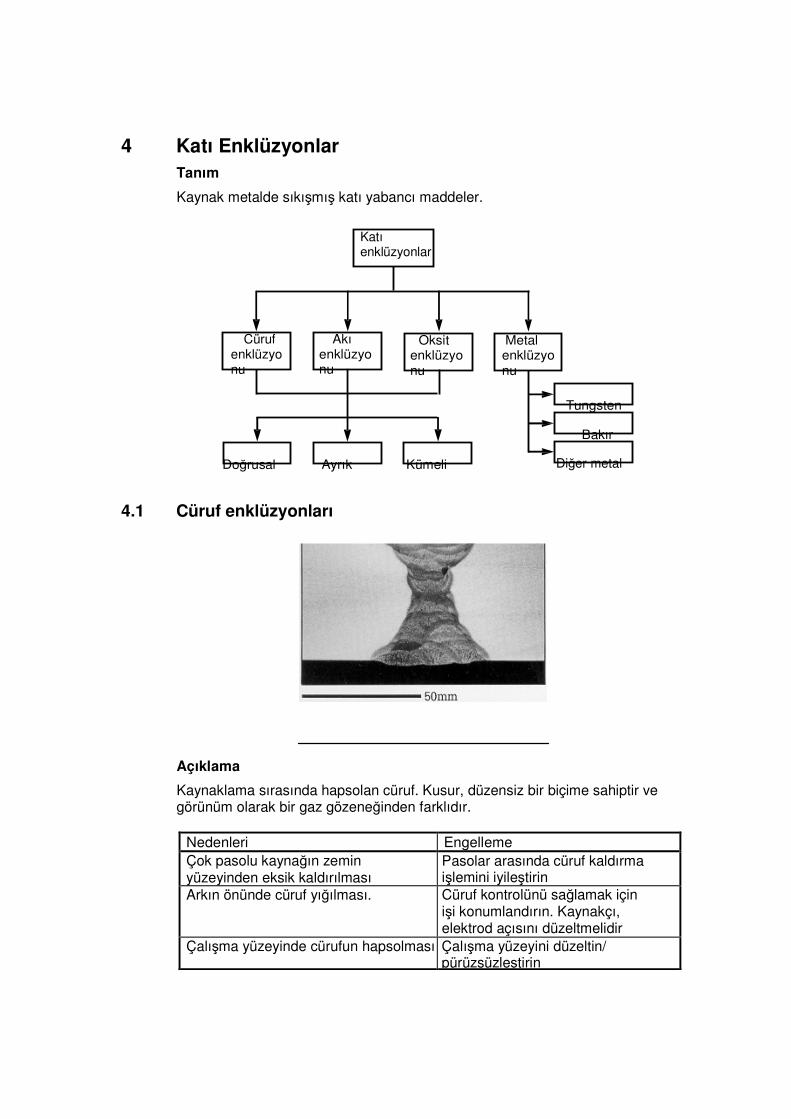
4.1 Cüruf enklüzyonları
Açıklama
Kaynaklama sırasında hapsolan cüruf. Kusur, düzensiz bir biçime sahiptir ve görünüm olarak bir gaz gözeneğinden farklıdır.
Nedenleri Engelleme
Çok pasolu kaynağın zemin yüzeyinden eksik kaldırılması
Pasolar arasında cüruf kaldırma işlemini iyileştirin
Arkın önünde cüruf yığılması. Cüruf kontrolünü sağlamak için işi konumlandırın. Kaynakçı, elektrod açısını düzeltmelidir
Çalışma yüzeyinde cürufun hapsolması Çalışma yüzeyini düzeltin/ pürüzsüzleştirin
Yorumlar
Kaynak metal içinde, özellikle MMA işlemi kullanılmışsa ince bir şekilde dağılmış enklüzyonlar olabilir. Bunlar ancak büyük veya keskin kenarlı enklüzyonlar olduğunda bir sorun oluştururlar.
4.2 Akı enklüzyonları
Açıklama
Kaynaklama sırasında hapsolan akı. Kusur, düzensiz bir biçime sahiptir ve bu nedenle görünüm olarak bir gaz gözeneğinden farklıdır. Sadece, akıyla ilgili kaynaklama işlemlerinde (örn. MMA, SAW ve FCAW) görülür.
Nedenleri Engelleme
Bozuk kaplama nedeniyle kaynaşmamış akı
İyi durumda elektrotlar kullanın
Akı erimez ve kaynak içinde hapis kalır (SAW veya FCAW)
Akıyı/teli değiştirin. Tatmin edici kaynak koşulları yaratmak için kaynak parametrelerini ayarlayın, örn. akım, gerilim, vs.
4.3 Oksit enklüzyonları
Açıklama
Kaynaklama sırasında hapsolan oksitler. Kusur bir düzensiz biçime sahiptir ve bu nedenle görünüm olarak bir gaz gözeneğinden farklıdır.
Nedeni Engelleme
Çalışma yüzeyinde ağır demir oksit katmanı/pas
Kaynaklama öncesinde yüzeyi zımparalayın
Yorumlar
Bir özel oksit enklüzyon tipi buruşukluk yapıyor. Bu kusur tipi bilhassa alüminyum alaşımlarda meydana gelir. Atmosferik pislenmeye karşı yetersiz koruma ve kaynak havuzunda türbülans faktörlerinin bileşimiyle ciddi oksit film katlanması.
4.4 Tungsten enklüzyonları
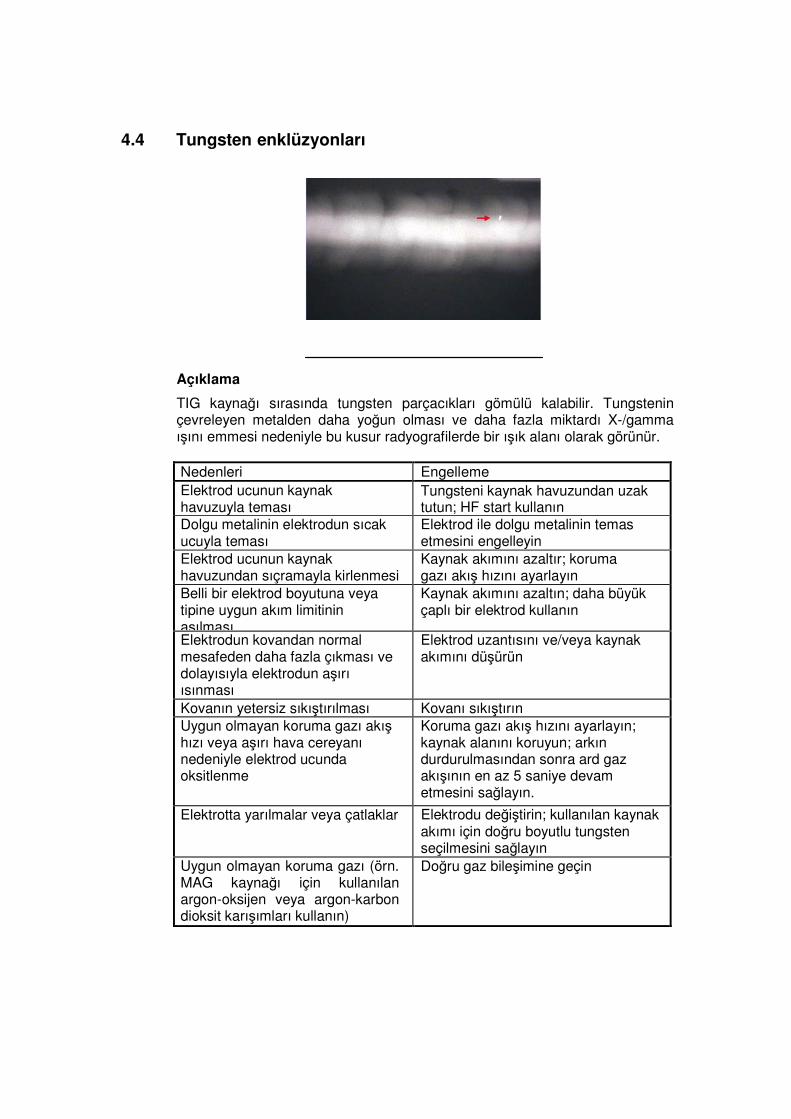
Açıklama
TIG kaynağı sırasında tungsten parçacıkları gömülü kalabilir. Tungstenin çevreleyen metalden daha yoğun olması ve daha fazla miktardı X-/gamma ışını emmesi nedeniyle bu kusur radyografilerde bir ışık alanı olarak görünür.
Nedenleri Engelleme
Elektrod ucunun kaynak havuzuyla teması
Tungsteni kaynak havuzundan uzak tutun; HF start kullanın
Dolgu metalinin elektrodun sıcak ucuyla teması
Elektrod ile dolgu metalinin temas etmesini engelleyin
Elektrod ucunun kaynak havuzundan sıçramayla kirlenmesi
Kaynak akımını azaltır; koruma gazı akış hızını ayarlayın
Belli bir elektrod boyutuna veya tipine uygun akım limitinin aşılması
Kaynak akımını azaltın; daha büyük çaplı bir elektrod kullanın
Elektrodun kovandan normal mesafeden daha fazla çıkması ve dolayısıyla elektrodun aşırı ısınması
Elektrod uzantısını ve/veya kaynak akımını düşürün
Kovanın yetersiz sıkıştırılması Kovanı sıkıştırın
Uygun olmayan koruma gazı akış hızı veya aşırı hava cereyanı nedeniyle elektrod ucunda oksitlenme
Koruma gazı akış hızını ayarlayın; kaynak alanını koruyun; arkın durdurulmasından sonra ard gaz akışının en az 5 saniye devam etmesini sağlayın.
Elektrotta yarılmalar veya çatlaklar Elektrodu değiştirin; kullanılan kaynak akımı için doğru boyutlu tungsten seçilmesini sağlayın
Uygun olmayan koruma gazı (örn. MAG kaynağı için kullanılan argon-oksijen veya argon-karbon dioksit karışımları kullanın)
Doğru gaz bileşimine geçin
5 Ergime ve Penetrasyon Eksikliği
5.1 Ergime eksikliği
Tanım
Kaynak metali ve ana metal arasında veya kaynak metalin ardışık tabakaları arasında birleşme eksikliği.
Ergime eksikliği
Yan duvar ergime eksikliği
Pasolar arası ergime eksikliği
Kök ergime eksikliği
5.1.1 Yanduvar ergime eksikliği
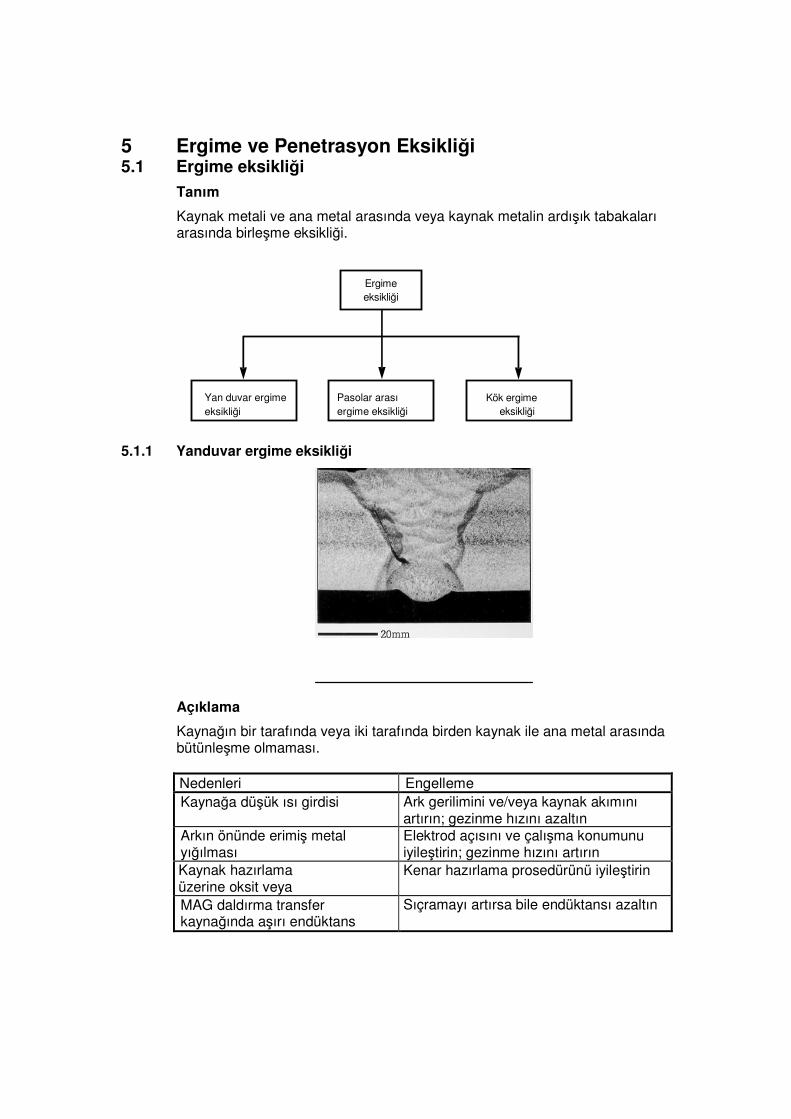
Açıklama
Kaynağın bir tarafında veya iki tarafında birden kaynak ile ana metal arasında bütünleşme olmaması.
Nedenleri Engelleme
Kaynağa düşük ısı girdisi Ark gerilimini ve/veya kaynak akımını artırın; gezinme hızını azaltın
Arkın önünde erimiş metal yığılması
Elektrod açısını ve çalışma konumunu iyileştirin; gezinme hızını artırın
Kaynak hazırlama üzerine oksit veya
Kenar hazırlama prosedürünü iyileştirin
MAG daldırma transfer kaynağında aşırı endüktans
Sıçramayı artırsa bile endüktansı azaltın
Yorumlar
Kaynaklama sırasında, ana metalle ergime yaratmak için kaynak havuzunun kenarında yeterli ısının mevcut olması gerekir.
5.1.2 Pasolararası ergime eksikliği
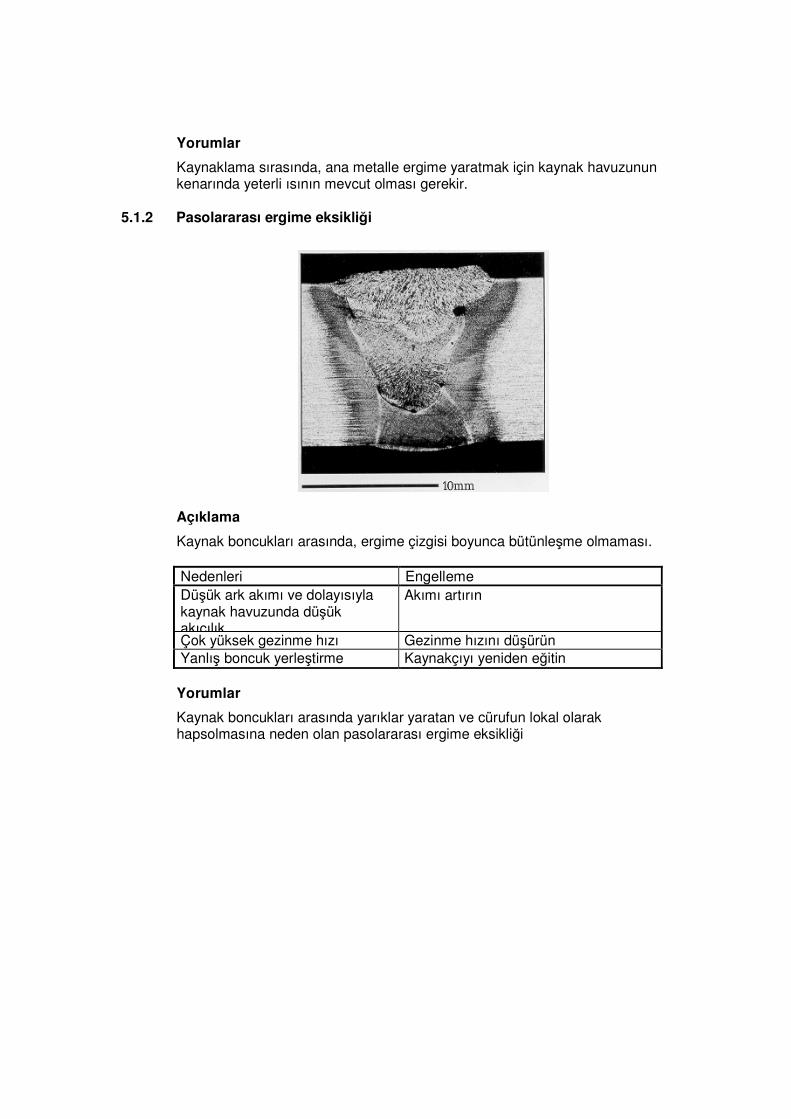
Açıklama
Kaynak boncukları arasında, ergime çizgisi boyunca bütünleşme olmaması.
Nedenleri Engelleme
Düşük ark akımı ve dolayısıyla kaynak havuzunda düşük akıcılık
Akımı artırın
Çok yüksek gezinme hızı Gezinme hızını düşürün
Yanlış boncuk yerleştirme Kaynakçıyı yeniden eğitin
Yorumlar
Kaynak boncukları arasında yarıklar yaratan ve cürufun lokal olarak hapsolmasına neden olan pasolararası ergime eksikliği
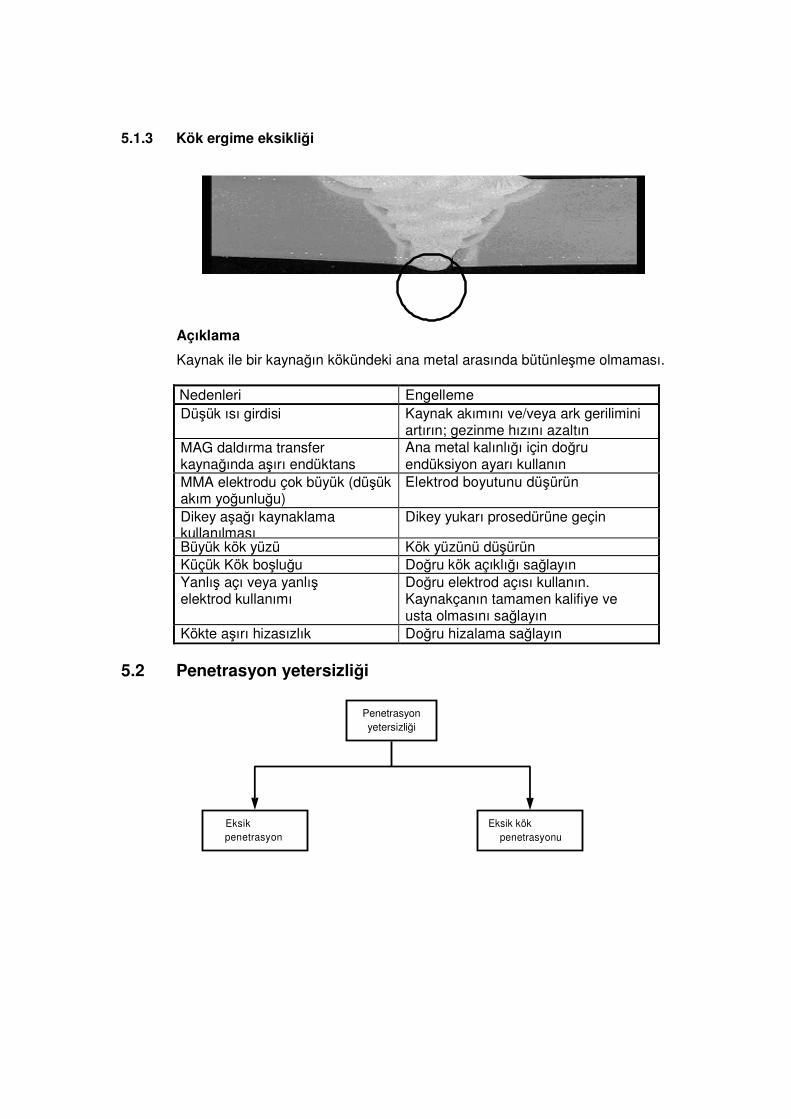
5.1.3 Kök ergime eksikliği
Açıklama
Kaynak ile bir kaynağın kökündeki ana metal arasında bütünleşme olmaması.
Nedenleri Engelleme
Düşük ısı girdisi Kaynak akımını ve/veya ark gerilimini artırın; gezinme hızını azaltın
MAG daldırma transfer kaynağında aşırı endüktans
Ana metal kalınlığı için doğru endüksiyon ayarı kullanın
MMA elektrodu çok büyük (düşük akım yoğunluğu)
Elektrod boyutunu düşürün
Dikey aşağı kaynaklama kullanılması
Dikey yukarı prosedürüne geçin
Büyük kök yüzü Kök yüzünü düşürün
Küçük Kök boşluğu Doğru kök açıklığı sağlayın
Yanlış açı veya yanlış elektrod kullanımı
Doğru elektrod açısı kullanın. Kaynakçanın tamamen kalifiye ve usta olmasını sağlayın
Kökte aşırı hizasızlık Doğru hizalama sağlayın
5.2 Penetrasyon yetersizliği
Penetrasyon yetersizliği
Eksik penetrasyon
Eksik kök penetrasyonu
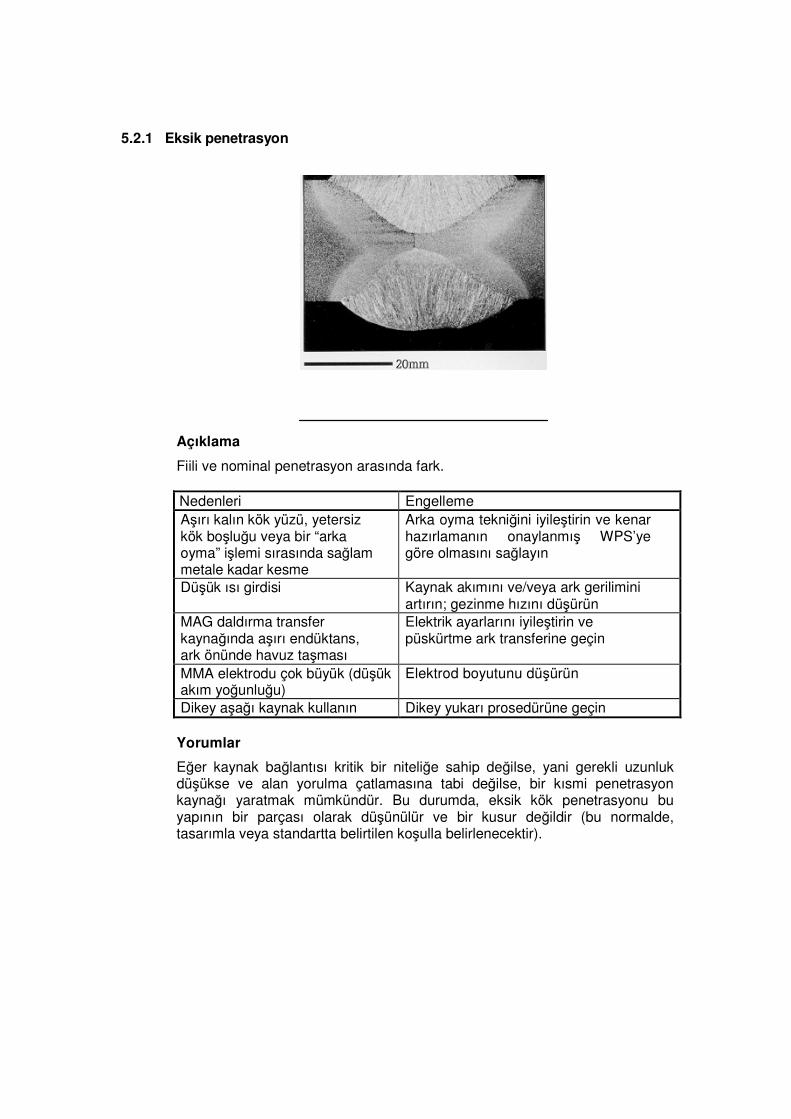
5.2.1 Eksik penetrasyon
Açıklama
Fiili ve nominal penetrasyon arasında fark.
Nedenleri Engelleme
Aşırı kalın kök yüzü, yetersiz kök boşluğu veya bir “arka oyma” işlemi sırasında sağlam metale kadar kesme
Arka oyma tekniğini iyileştirin ve kenar hazırlamanın onaylanmış WPS’ye göre olmasını sağlayın
Düşük ısı girdisi Kaynak akımını ve/veya ark gerilimini artırın; gezinme hızını düşürün
MAG daldırma transfer kaynağında aşırı endüktans, ark önünde havuz taşması
Elektrik ayarlarını iyileştirin ve püskürtme ark transferine geçin
MMA elektrodu çok büyük (düşük akım yoğunluğu)
Elektrod boyutunu düşürün
Dikey aşağı kaynak kullanın Dikey yukarı prosedürüne geçin
Yorumlar
Eğer kaynak bağlantısı kritik bir niteliğe sahip değilse, yani gerekli uzunluk düşükse ve alan yorulma çatlamasına tabi değilse, bir kısmi penetrasyon kaynağı yaratmak mümkündür. Bu durumda, eksik kök penetrasyonu bu yapının bir parçası olarak düşünülür ve bir kusur değildir (bu normalde, tasarımla veya standartta belirtilen koşulla belirlenecektir).
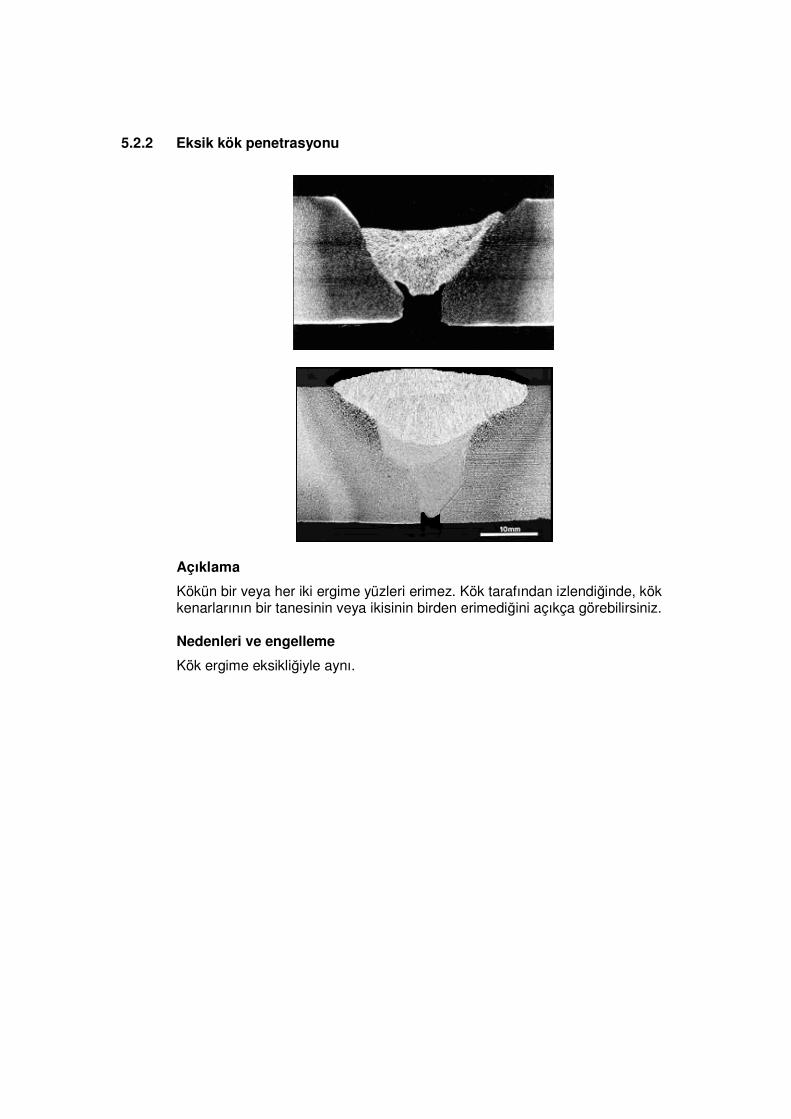
5.2.2 Eksik kök penetrasyonu
Açıklama
Kökün bir veya her iki ergime yüzleri erimez. Kök tarafından izlendiğinde, kök kenarlarının bir tanesinin veya ikisinin birden erimediğini açıkça görebilirsiniz.
Nedenleri ve engelleme
Kök ergime eksikliğiyle aynı.
6 Kusurlu Biçim ve Boyutlar
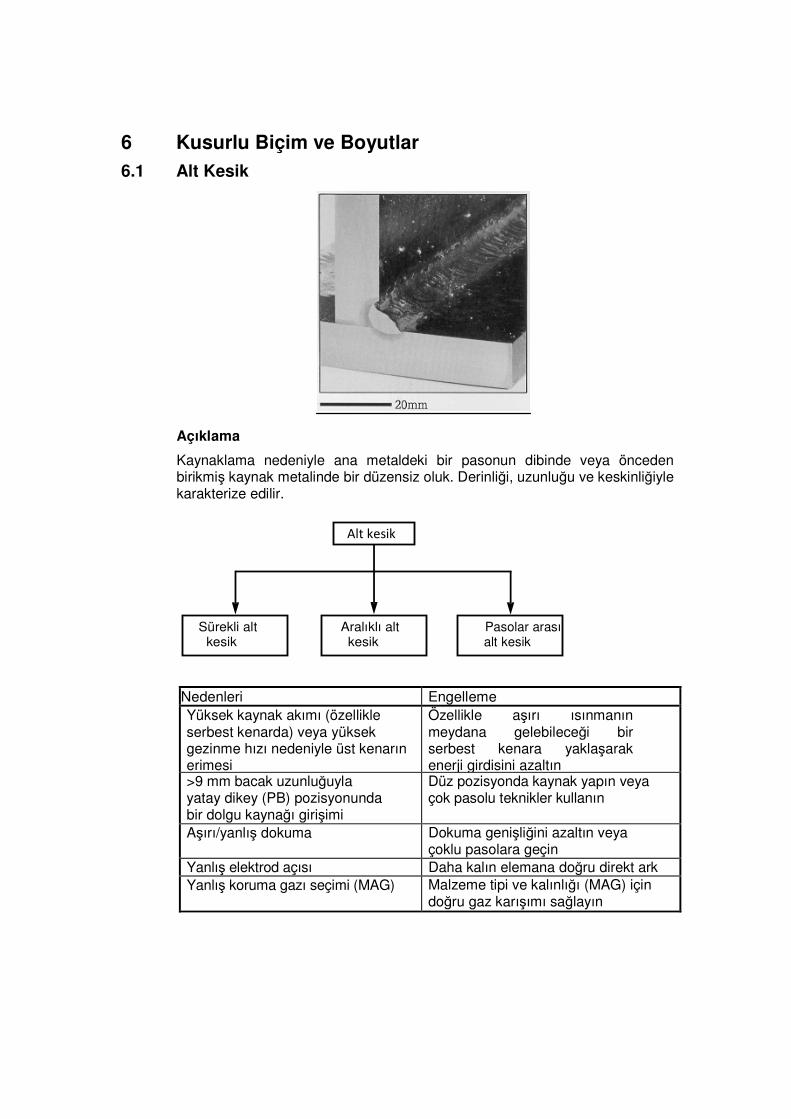
6.1 Alt Kesik
Açıklama
Kaynaklama nedeniyle ana metaldeki bir pasonun dibinde veya önceden birikmiş kaynak metalinde bir düzensiz oluk. Derinliği, uzunluğu ve keskinliğiyle karakterize edilir.
Alt kesik
Sürekli alt kesik
Aralıklı alt kesik
Pasolar arası alt kesik
Nedenleri Engelleme
Yüksek kaynak akımı (özellikle serbest kenarda) veya yüksek gezinme hızı nedeniyle üst kenarın erimesi
Özellikle aşırı ısınmanın meydana gelebileceği bir serbest kenara yaklaşarak enerji girdisini azaltın
>9 mm bacak uzunluğuyla yatay dikey (PB) pozisyonunda bir dolgu kaynağı girişimi
Düz pozisyonda kaynak yapın veya çok pasolu teknikler kullanın
Aşırı/yanlış dokuma Dokuma genişliğini azaltın veya çoklu pasolara geçin
Yanlış elektrod açısı Daha kalın elemana doğru direkt ark
Yanlış koruma gazı seçimi (MAG) Malzeme tipi ve kalınlığı (MAG) için doğru gaz karışımı sağlayın
Yorumlar
Isı girdisini kontrol etmek için alt kesiğin kaynak onarımları sırasında dikkatli olmak gerekir. Eğer bir onarım kaynağının boncuğu çok küçükse, kaynaktan sonraki soğuma hızı aşırı alacak ve ana metalde bir yüksek sertliğe sahip olabilecek ve kaynak hidrojen çatlamasına hassas olabilecektir.
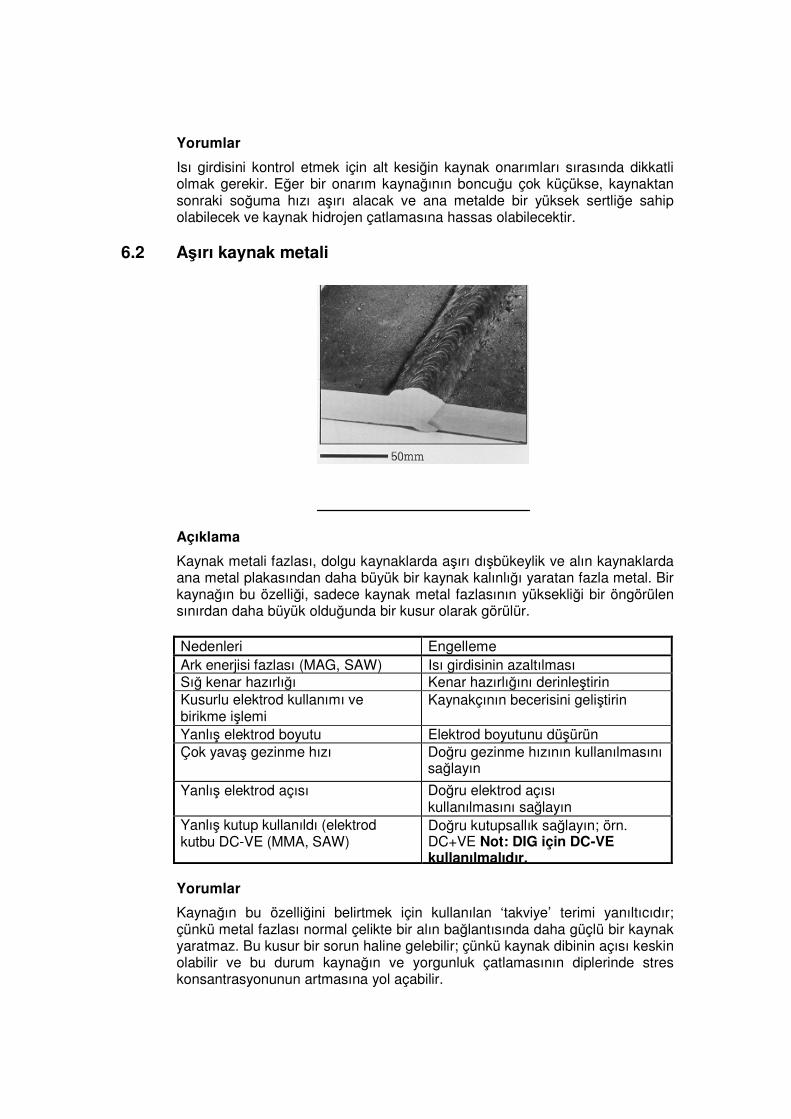
6.2 Aşırı kaynak metali
Açıklama
Kaynak metali fazlası, dolgu kaynaklarda aşırı dışbükeylik ve alın kaynaklarda ana metal plakasından daha büyük bir kaynak kalınlığı yaratan fazla metal. Bir kaynağın bu özelliği, sadece kaynak metal fazlasının yüksekliği bir öngörülen sınırdan daha büyük olduğunda bir kusur olarak görülür.
Nedenleri Engelleme
Ark enerjisi fazlası (MAG, SAW) Isı girdisinin azaltılması Sığ kenar hazırlığı Kenar hazırlığını derinleştirin
Kusurlu elektrod kullanımı ve birikme işlemi
Kaynakçının becerisini geliştirin
Yanlış elektrod boyutu Elektrod boyutunu düşürün
Çok yavaş gezinme hızı Doğru gezinme hızının kullanılmasını sağlayın
Yanlış elektrod açısı Doğru elektrod açısı kullanılmasını sağlayın
Yanlış kutup kullanıldı (elektrod kutbu DC-VE (MMA, SAW)
Doğru kutupsallık sağlayın; örn. DC+VE Not: DIG için DC-VE kullanılmalıdır.
Yorumlar
Kaynağın bu özelliğini belirtmek için kullanılan ‘takviye’ terimi yanıltıcıdır; çünkü metal fazlası normal çelikte bir alın bağlantısında daha güçlü bir kaynak yaratmaz. Bu kusur bir sorun haline gelebilir; çünkü kaynak dibinin açısı keskin olabilir ve bu durum kaynağın ve yorgunluk çatlamasının diplerinde stres konsantrasyonunun artmasına yol açabilir.
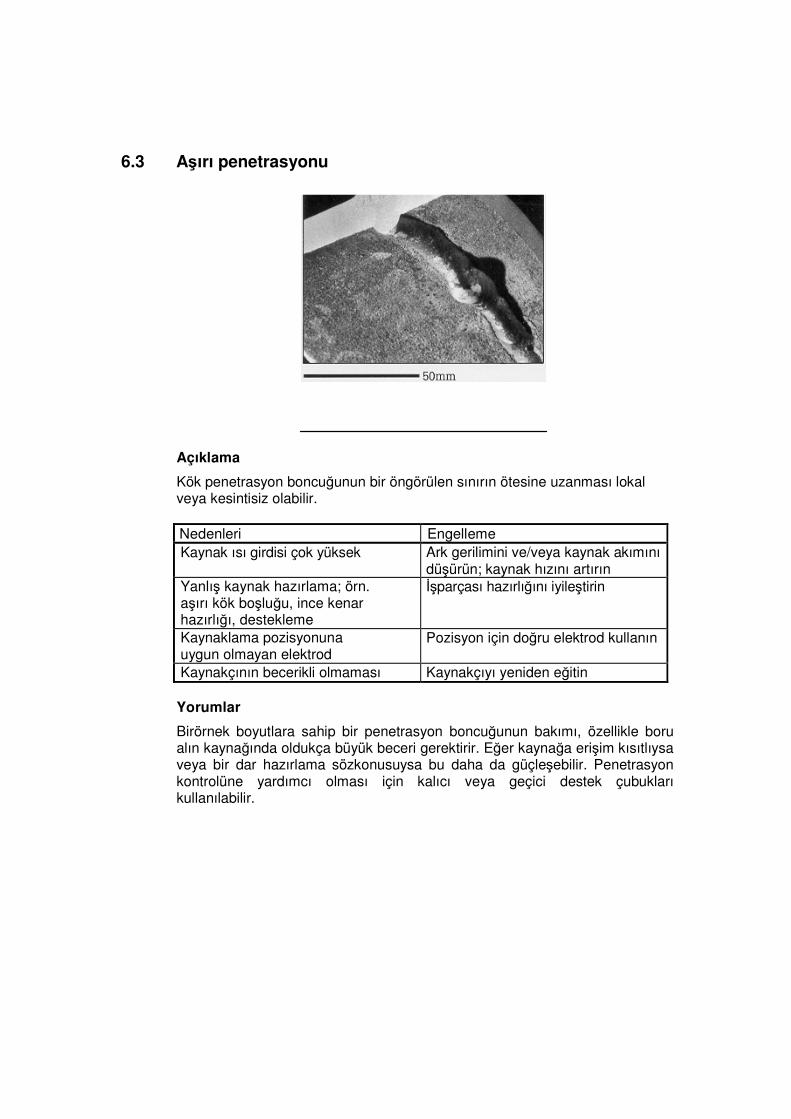
6.3 Aşırı penetrasyonu
Açıklama
Kök penetrasyon boncuğunun bir öngörülen sınırın ötesine uzanması lokal veya kesintisiz olabilir.
Nedenleri Engelleme
Kaynak ısı girdisi çok yüksek Ark gerilimini ve/veya kaynak akımını düşürün; kaynak hızını artırın
Yanlış kaynak hazırlama; örn. aşırı kök boşluğu, ince kenar hazırlığı, destekleme
İşparçası hazırlığını iyileştirin
Kaynaklama pozisyonuna uygun olmayan elektrod
Pozisyon için doğru elektrod kullanın
Kaynakçının becerikli olmaması Kaynakçıyı yeniden eğitin
Yorumlar
Birörnek boyutlara sahip bir penetrasyon boncuğunun bakımı, özellikle boru alın kaynağında oldukça büyük beceri gerektirir. Eğer kaynağa erişim kısıtlıysa veya bir dar hazırlama sözkonusuysa bu daha da güçleşebilir. Penetrasyon kontrolüne yardımcı olması için kalıcı veya geçici destek çubukları kullanılabilir.
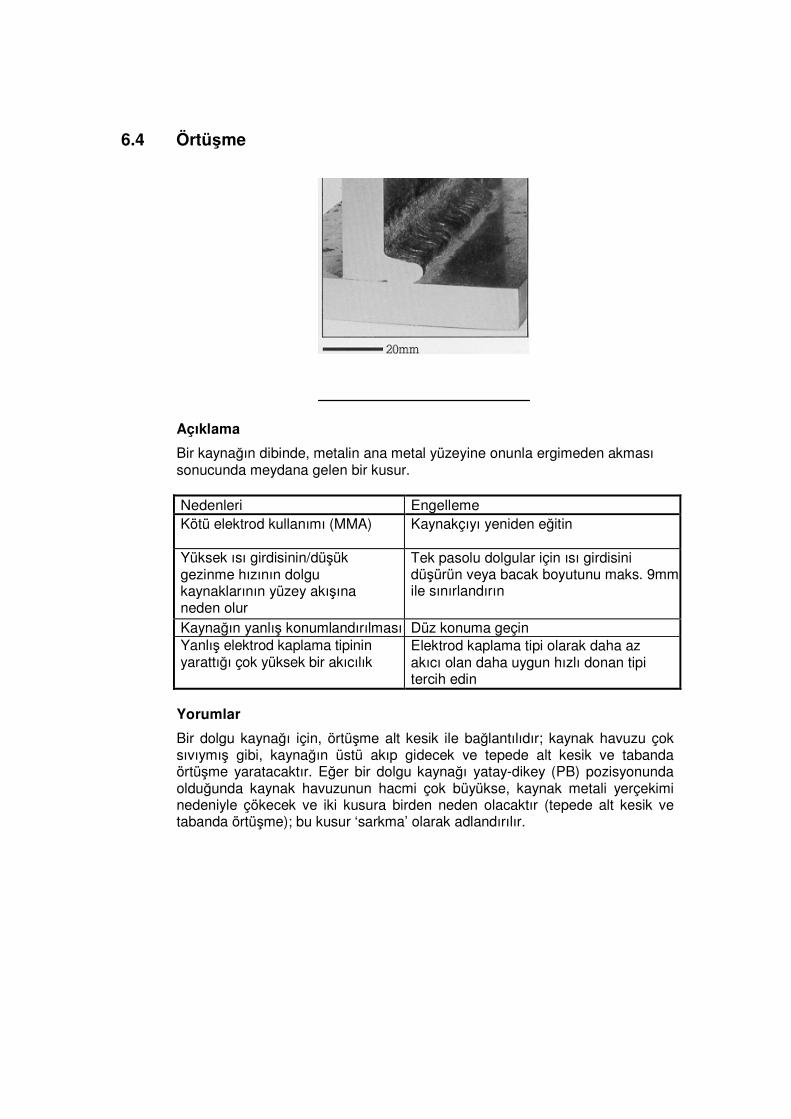
6.4 Örtüşme
Açıklama
Bir kaynağın dibinde, metalin ana metal yüzeyine onunla ergimeden akması sonucunda meydana gelen bir kusur.
Nedenleri Engelleme
Kötü elektrod kullanımı (MMA) Kaynakçıyı yeniden eğitin
Yüksek ısı girdisinin/düşük gezinme hızının dolgu kaynaklarının yüzey akışına neden olur
Tek pasolu dolgular için ısı girdisini düşürün veya bacak boyutunu maks. 9mm ile sınırlandırın
Kaynağın yanlış konumlandırılması Düz konuma geçin
Yanlış elektrod kaplama tipinin yarattığı çok yüksek bir akıcılık
Elektrod kaplama tipi olarak daha az akıcı olan daha uygun hızlı donan tipi tercih edin
Yorumlar
Bir dolgu kaynağı için, örtüşme alt kesik ile bağlantılıdır; kaynak havuzu çok sıvıymış gibi, kaynağın üstü akıp gidecek ve tepede alt kesik ve tabanda örtüşme yaratacaktır. Eğer bir dolgu kaynağı yatay-dikey (PB) pozisyonunda olduğunda kaynak havuzunun hacmi çok büyükse, kaynak metali yerçekimi nedeniyle çökecek ve iki kusura birden neden olacaktır (tepede alt kesik ve tabanda örtüşme); bu kusur ‘sarkma’ olarak adlandırılır.

6.5 Doğrusal hizasızlık
Açıklama
İki kaynaklanmış parça arasında hizasızlık; burada yüzey düzlemleri paralelken, gerekli aynı düzlemde değildirler.
Nedenleri Engelleme
Montaj prosedürlerinde yanlışlıklar veya diğer kaynaklardan çarpıklık
Kaynak öncesinde hizanın uygun şekilde kontrol edilmesi ve kelepçelerin ve kamaların kullanılması
Sıcak haddelenmiş plakalarda veya kesitlerde düzlüğün aşırı sapması
Kaynaklama öncesinde haddelenmiş kısmın doğruluğunu kontrol edin
Yorumlar
Hizasızlık aslında bir kaynak kusuru değil, bir yapısal hazırlama sorunudur. En küçük bir hizasızlık bile bir bağlantıda lokal kesme gerilimini artırarak bükülme gerilimi yaratır.
6.6 Açısal biçim bozulması
Açıklama
İki kaynaklanmış parça arasında hizasızlık; burada parçaların yüzey düzlemleri paralel veya gereken açıda değildir. Nedenleri ve engelleme
Doğrusal hizasızlıkla aynı.
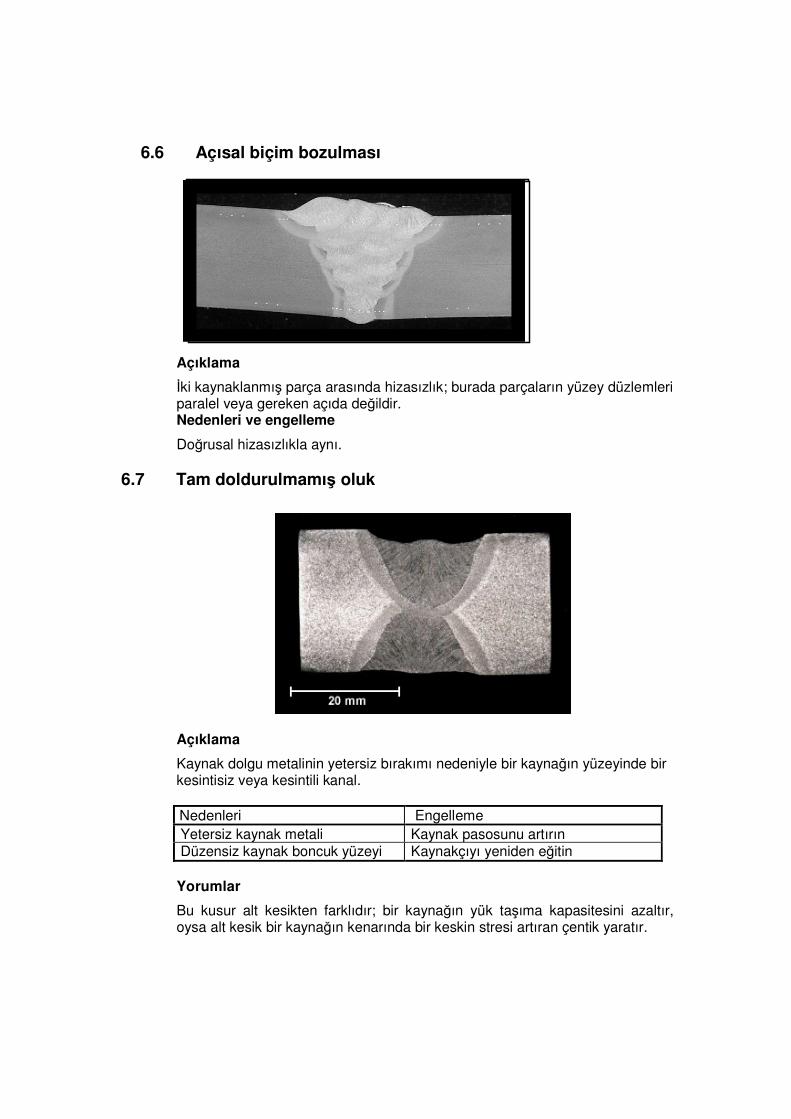
6.7 Tam doldurulmamış oluk
Açıklama
Kaynak dolgu metalinin yetersiz bırakımı nedeniyle bir kaynağın yüzeyinde bir kesintisiz veya kesintili kanal.
Nedenleri Engelleme
Yetersiz kaynak metali Kaynak pasosunu artırın
Düzensiz kaynak boncuk yüzeyi Kaynakçıyı yeniden eğitin
Yorumlar
Bu kusur alt kesikten farklıdır; bir kaynağın yük taşıma kapasitesini azaltır, oysa alt kesik bir kaynağın kenarında bir keskin stresi artıran çentik yaratır.
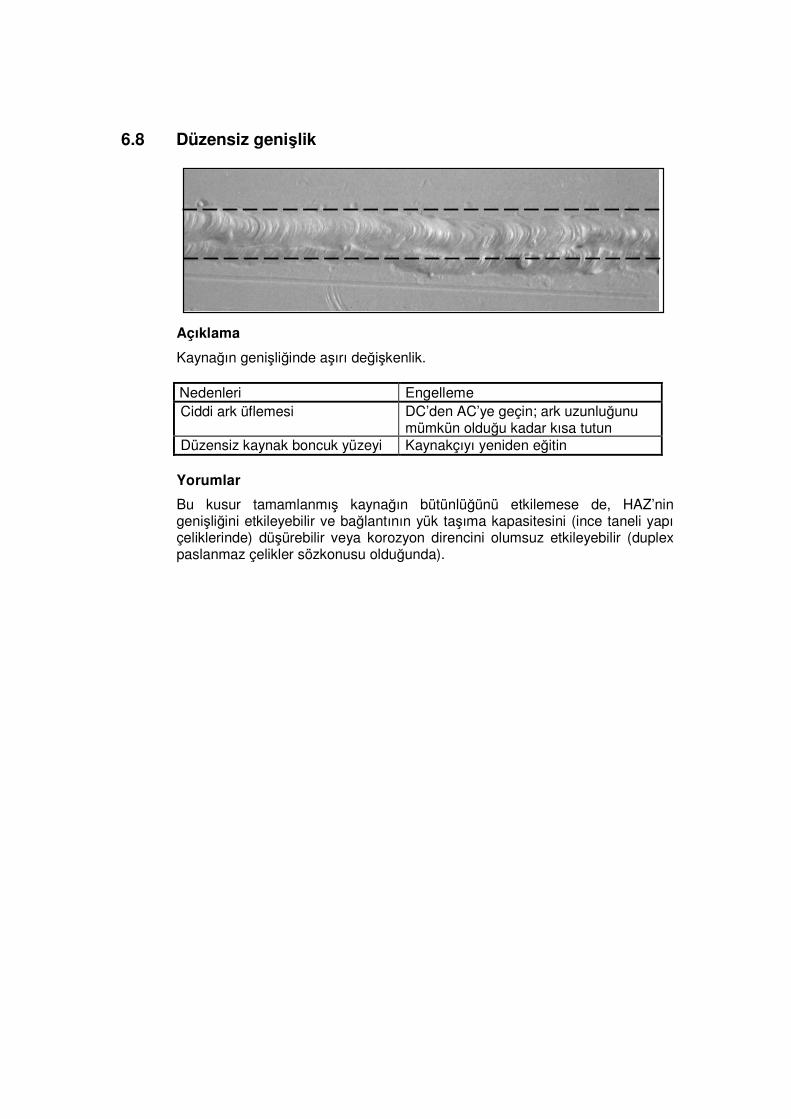
6.8 Düzensiz genişlik
Açıklama
Kaynağın genişliğinde aşırı değişkenlik.
Nedenleri Engelleme
Ciddi ark üflemesi DC’den AC’ye geçin; ark uzunluğunu mümkün olduğu kadar kısa tutun
Düzensiz kaynak boncuk yüzeyi Kaynakçıyı yeniden eğitin
Yorumlar
Bu kusur tamamlanmış kaynağın bütünlüğünü etkilemese de, HAZ’nin genişliğini etkileyebilir ve bağlantının yük taşıma kapasitesini (ince taneli yapı çeliklerinde) düşürebilir veya korozyon direncini olumsuz etkileyebilir (duplex paslanmaz çelikler sözkonusu olduğunda).
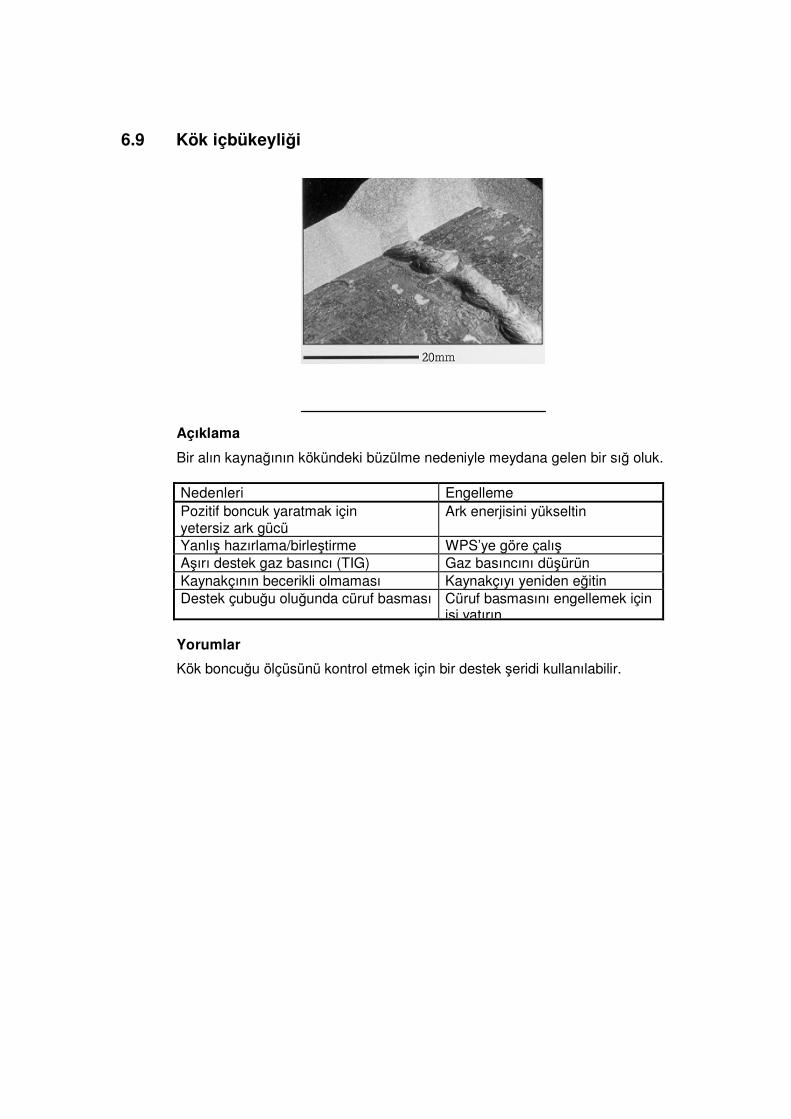
6.9 Kök içbükeyliği
Açıklama
Bir alın kaynağının kökündeki büzülme nedeniyle meydana gelen bir sığ oluk.
Nedenleri Engelleme
Pozitif boncuk yaratmak için yetersiz ark gücü
Ark enerjisini yükseltin
Yanlış hazırlama/birleştirme WPS’ye göre çalış Aşırı destek gaz basıncı (TIG) Gaz basıncını düşürün
Kaynakçının becerikli olmaması Kaynakçıyı yeniden eğitin
Destek çubuğu oluğunda cüruf basması Cüruf basmasını engellemek için işi yatırın
Yorumlar
Kök boncuğu ölçüsünü kontrol etmek için bir destek şeridi kullanılabilir.
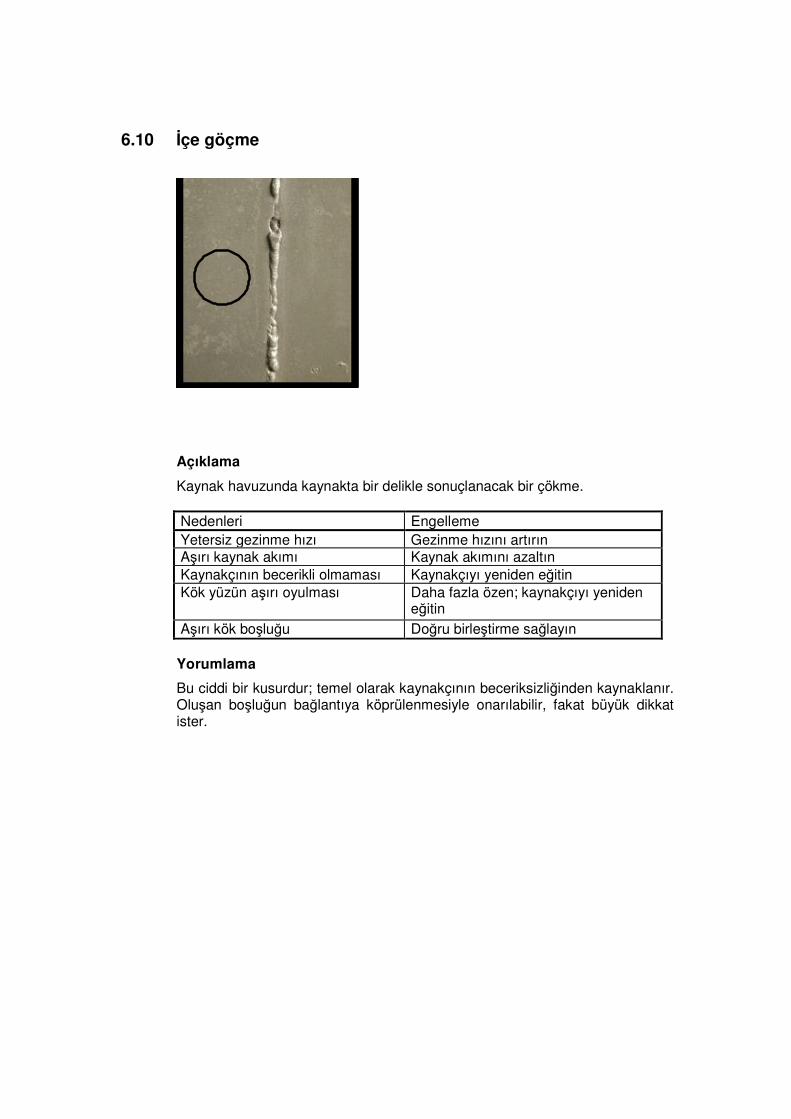
6.10 İçe göçme
Açıklama
Kaynak havuzunda kaynakta bir delikle sonuçlanacak bir çökme.
Nedenleri Engelleme
Yetersiz gezinme hızı Gezinme hızını artırın
Aşırı kaynak akımı Kaynak akımını azaltın
Kaynakçının becerikli olmaması Kaynakçıyı yeniden eğitin
Kök yüzün aşırı oyulması Daha fazla özen; kaynakçıyı yeniden eğitin
Aşırı kök boşluğu Doğru birleştirme sağlayın
Yorumlama
Bu ciddi bir kusurdur; temel olarak kaynakçının beceriksizliğinden kaynaklanır. Oluşan boşluğun bağlantıya köprülenmesiyle onarılabilir, fakat büyük dikkat ister.
7 Muhtelif Kusurlar
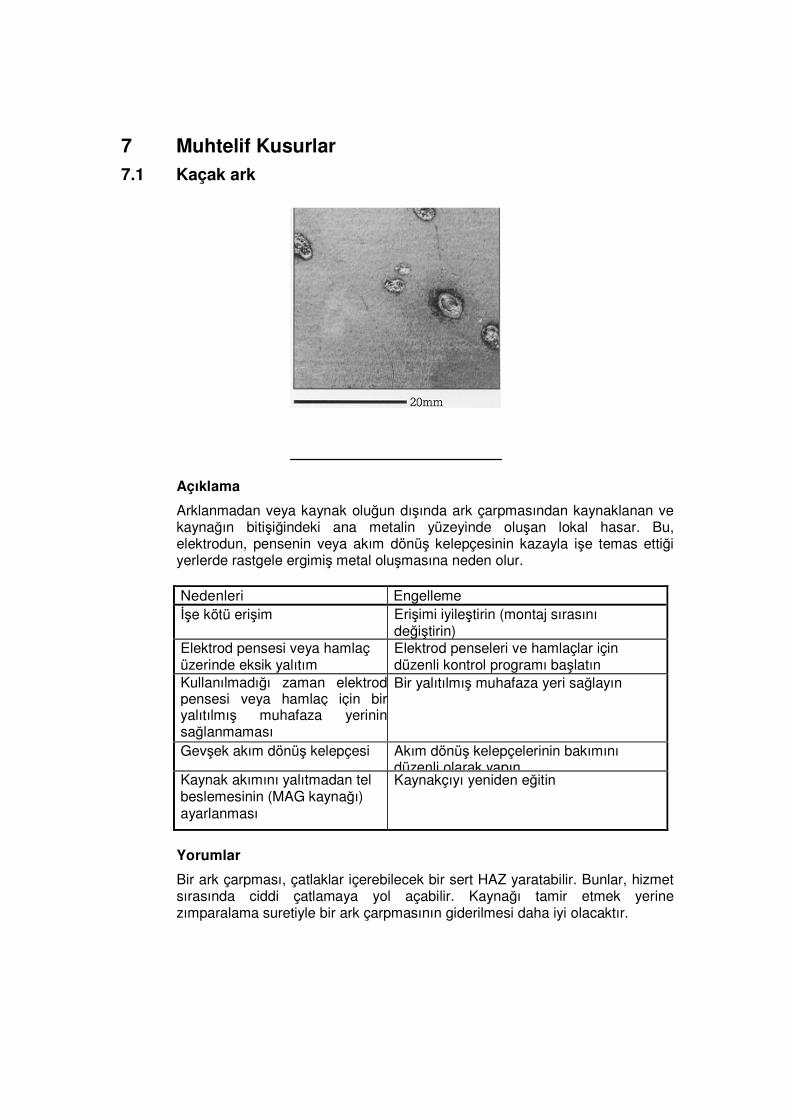
7.1 Kaçak ark
Açıklama
Arklanmadan veya kaynak oluğun dışında ark çarpmasından kaynaklanan ve kaynağın bitişiğindeki ana metalin yüzeyinde oluşan lokal hasar. Bu, elektrodun, pensenin veya akım dönüş kelepçesinin kazayla işe temas ettiği yerlerde rastgele ergimiş metal oluşmasına neden olur.
Nedenleri Engelleme
İşe kötü erişim Erişimi iyileştirin (montaj sırasını değiştirin)
Elektrod pensesi veya hamlaç üzerinde eksik yalıtım
Elektrod penseleri ve hamlaçlar için düzenli kontrol programı başlatın
Kullanılmadığı zaman elektrodpensesi veya hamlaç için bir yalıtılmış muhafaza yerinin sağlanmaması
Bir yalıtılmış muhafaza yeri sağlayın
Gevşek akım dönüş kelepçesi Akım dönüş kelepçelerinin bakımını düzenli olarak yapın
Kaynak akımını yalıtmadan tel beslemesinin (MAG kaynağı) ayarlanması
Kaynakçıyı yeniden eğitin
Yorumlar
Bir ark çarpması, çatlaklar içerebilecek bir sert HAZ yaratabilir. Bunlar, hizmet sırasında ciddi çatlamaya yol açabilir. Kaynağı tamir etmek yerine zımparalama suretiyle bir ark çarpmasının giderilmesi daha iyi olacaktır.
7.2 Sıçrama
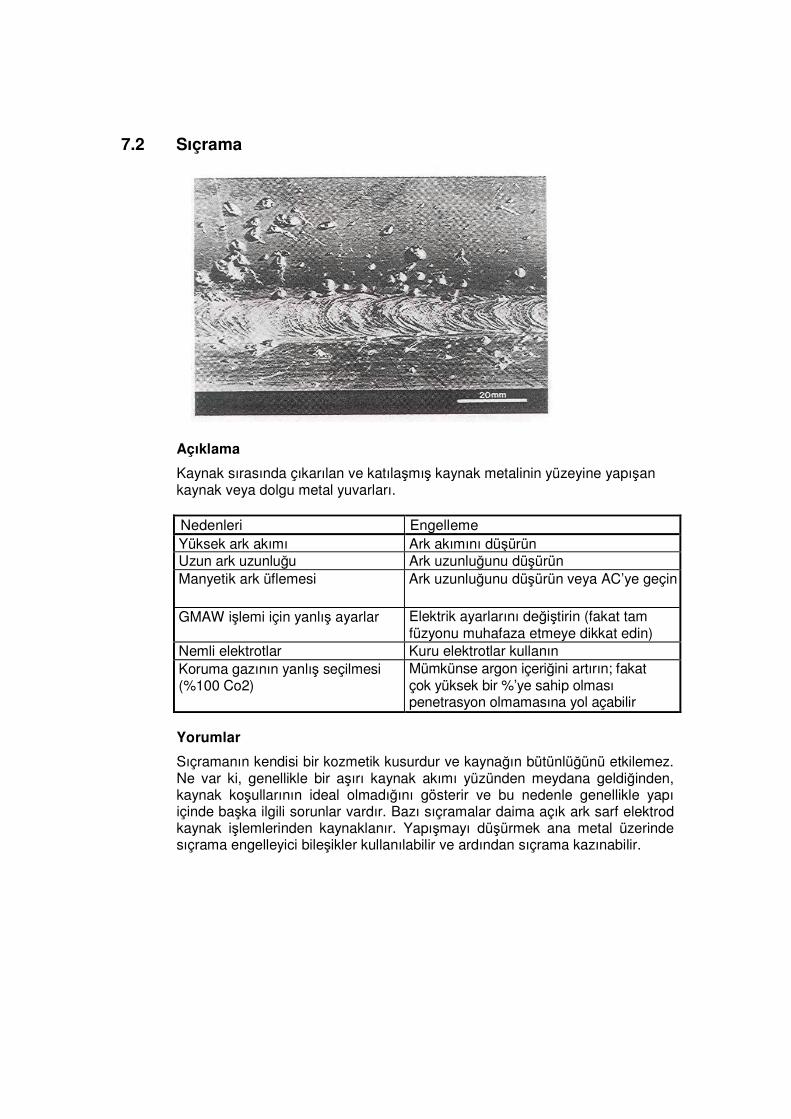
Açıklama
Kaynak sırasında çıkarılan ve katılaşmış kaynak metalinin yüzeyine yapışan kaynak veya dolgu metal yuvarları.
Nedenleri Engelleme
Yüksek ark akımı Ark akımını düşürün
Uzun ark uzunluğu Ark uzunluğunu düşürün
Manyetik ark üflemesi Ark uzunluğunu düşürün veya AC’ye geçin
GMAW işlemi için yanlış ayarlar Elektrik ayarlarını değiştirin (fakat tam füzyonu muhafaza etmeye dikkat edin)
Nemli elektrotlar Kuru elektrotlar kullanın
Koruma gazının yanlış seçilmesi (%100 Co2)
Mümkünse argon içeriğini artırın; fakat çok yüksek bir %’ye sahip olması penetrasyon olmamasına yol açabilir
Yorumlar
Sıçramanın kendisi bir kozmetik kusurdur ve kaynağın bütünlüğünü etkilemez. Ne var ki, genellikle bir aşırı kaynak akımı yüzünden meydana geldiğinden, kaynak koşullarının ideal olmadığını gösterir ve bu nedenle genellikle yapı içinde başka ilgili sorunlar vardır. Bazı sıçramalar daima açık ark sarf elektrod kaynak işlemlerinden kaynaklanır. Yapışmayı düşürmek ana metal üzerinde sıçrama engelleyici bileşikler kullanılabilir ve ardından sıçrama kazınabilir.
7.3 Yırtılmış yüzey
Açıklama
Kırılma sonucunda geçici kaynaklanmış eklerin çıkarılmasından kaynaklanan yüzey hasarı. Bölge zımparalanmalı, ardından bir boya nüfusu veya manyetik parçacık incelemesine tabi tutulmalı ve artından bir kalifiye prosedür kullanılarak kaynaklama yoluyla orijinal biçimine geri döndürülmelidir. NOT: Bazı uygulamalar, ana malzemenin yüzeyinde herhangi bir örtüşme kaynağının varlığına izin vermez.
7.4 Diğer kusurlar
Zımparalama işareti
Açıklama Zımparalamadan kaynaklanan lokal hasar.
Yontulma işareti
Açıklama Keski veya başka aletlerin kullanılmasından kaynaklanan lokal hasar.
İncelme
Açıklama Aşırı taşlama nedeniyle işparçasının kalınlıktan yoksun olması.
Karşıt pasoların hizasızlığı
Açıklama Kaynak bağlantısının karşıt taraflarından yapılan iki pasonun merkez çizgileri arasında farklılık.
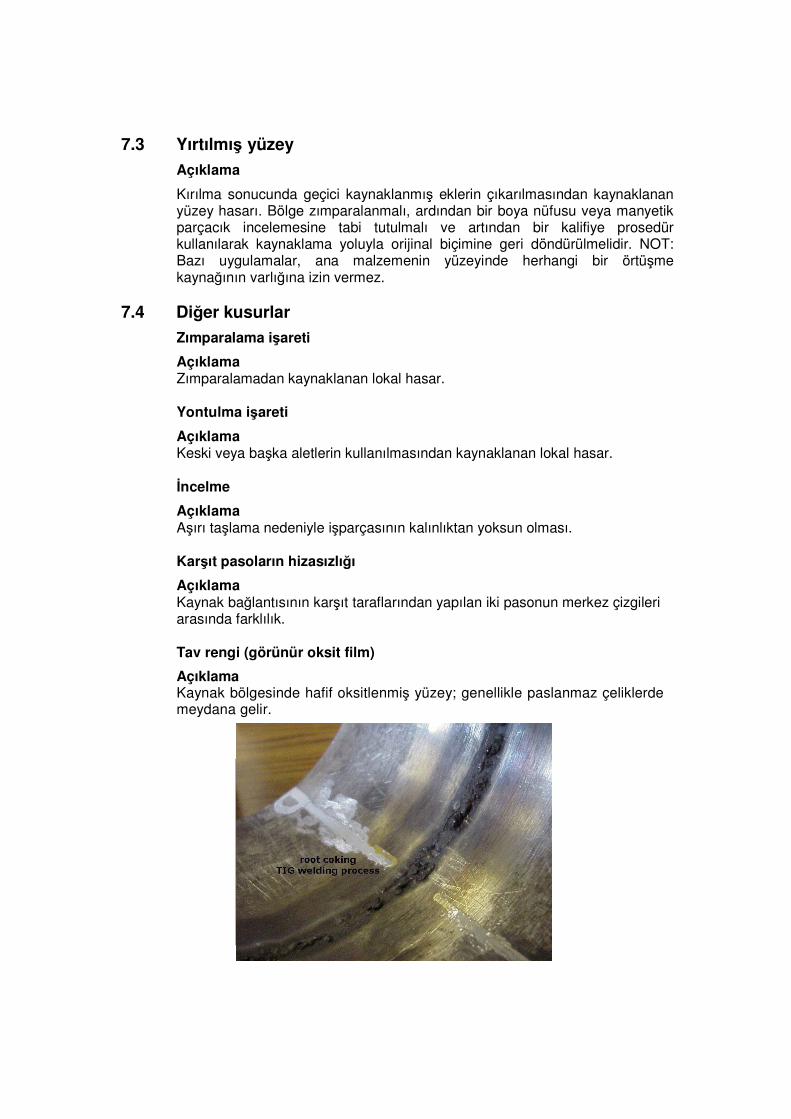
Tav rengi (görünür oksit film)
Açıklama Kaynak bölgesinde hafif oksitlenmiş yüzey; genellikle paslanmaz çeliklerde meydana gelir.
8 Kabul Standartları
Kaynak kusurları, bir kaynaklanmış yapının sağlamlığını ciddi şekilde azaltabilir. Bu nedenle, bir kaynaklı bağlantının kullanılmasından önce, bunların yerlerinin NDE teknikleri kullanılarak bulunması, önemlerinin değerlendirilmesi ve tekrar meydana gelmelerini engellemek için önlem alınması gerekir. Belli bir yapı için belli bir boyutun ve ayıp tipinin kabul edilmesi, ayıp kabul standardı olarak ifade edilir. Buna, genellikle uygulama standartlarında veya şartnamelerinde yer verilir.
Bütün normal kaynak kusur kabul standartları çatlakları tamamen reddeder. Ne var ki, istisnai durumlarda ve bütün tarafların kabulüyle, eğer çatlakların sorun yaratmayacağı şüphe uyandırmayacak şekilde kanıtlanırsa çatlakların kalmasına izin verilebilir. Bunu saptaması güç olabilir ve genellikle kopma mekaniği ölçümleri ve hesaplamaları gerektirir.
Kabul edilebilirlik düzelerinin farklı uygulamalarda değişkenlik gösterdiğini ve çoğu durumda aynı uygulama için farklı standartlar arasında farklılık olduğunu belirtmek yerinde olacaktır. Dolayısıyla, farklı işleri kontrol ederken, sözleşmede belirtilen geçerli standardı veya şartnameyi kullanmak önemlidir.
Kabul edilemez kaynak kusurları saptandığında, bunların giderilmesi gerekir. Eğer kaynak kusuru yüzeydeyse, ilk değerlendirilecek şey bunun normalde yüzeysel düzeltmeyle onarılabilecek kadar sığı olup olmadığıdır. Yüzeysel olması, ayıbın giderilmesinden sonra kalan malzeme kalınlığının ek kaynek metali eklenmesini gerektirmeyecek şekilde yeterli olması anlamına gelir.
Eğer ayıp çok derinse, giderilmesi ve bir minimum tasarım boğaz kalınlığı sağlamak için yeni kaynak metali eklenmesi gerekir. Kaldırılan metalin yerine metal konulması veya kaynak onarımı (bir çukurun doldurulmasında veya bir kaynak bağlantısının yeniden yapılmasında olduğu gibi), bir onaylanmış prosedüre uygun şekilde yapılmalıdır. Bu prosedürün gerçekleştirilme şekli işe ilişkin uygulama standardına dayanacaktır. Bazı durumlarda, ister bir çukur doldurulsun ister bir komple bağlantı yapılsın yeni bağlantıların yapılmasına ilişkin bir prosedürün kullanılması makul olacaktır. Eğer gereken güvence düzeyi daha yüksekse, kalifikasyon kazılan ve sonra bir öngörülen yöntemden yararlanılarak yeniden doldurulan bir kaynaklı bağlantının bir kesin simülasyonundan yararlanılarak yapılmalıdır. İki durumda da, uygulama standardına uygun olarak kalifikasyon kontrolü ve test gerekecektir.
Bölüm 4
Tahribatlı Test
1 Giriş
Avrupa Kaynak Standartları, kaynak prosedürü kalifikasyon teste için yapılan test kuponlarının tahribatsız ve sonra da tahribatlı teste tabi tutulmalarını gerektirmektedir.
Testler, tahribatlı testler olarak adlandırılır; çünkü kaynaklı bağlantı, ondan çeşitli test parçası tiplerinin alınmasından sonra tahrip edilir.
Tahribatlı testler iki gruba ayrılabilir:
• Bir mekanik özelliği ölçmek için kullanılanlar – nicel testler • Bağlantı kalitesini değerlendirmek için kullanılanlar – nitel testler
Mekanik testler niceldir; çünkü bir miktar ölçülür – çekme dayanımı, sertlik veya çarpma tokluğu gibi bir mekanik özellik.
Nitel testler, bağlantıda ayıp olmadığını ve sağlam niteliğe sahip olduklarını doğrulamak için kullanılır; bunlara eğme testlerini, makroskopik inceleme ve kırılma testlerini (dolgu kırılması ve çentik kırma) örnek olarak verebiliriz.
2 Test Tipleri, Test Parçaları ve Test Amaçları
Plakaların, boruların, dövme parçalarının vs. belli kaliteler için öngörülen minimum özellik değerlerine sahip olduklarının doğrulanması için malzeme imalatçıları/tedarikçiler tarafından çeşitli mekanik test tipleri kullanılır.
Tasarı mühendisleri, belli malzeme kaliteleri için listelenen minimum özellik değerlerini tasarım temeli olarak kullanırlar ve maliyet verimli tasarımların çoğu, kaynaklı bağlantıların taban metalinkinden daha kötü olmayan özelliklere sahip olduğu şeklinde bir varsayıma dayanırlar.
Kaynak prosedürü kalifikasyonu için gerçekleştirilen nicel (mekanik) testler, bağlantı özelliklerinin tasarım gerekliliklerini karşıladığını kanıtlamaya yöneliktir.
Aşağıda belirtilen bölümlerde, kaynaklı bağlantılarda yaygın şekilde kullanılan tahribatlı testlere ve test yöntemlerine odaklanılmaktadır.
Paralel uzunluk
2.1 Enine çekme testleri
Test amacı
Kaynak prosedürü kalifikasyon testleri daima bağlantı dayanımının tasarım kriterini karşıladığını göstermek için enine çekme testleri yapılmasını gerektirirler.
Test numuneleri
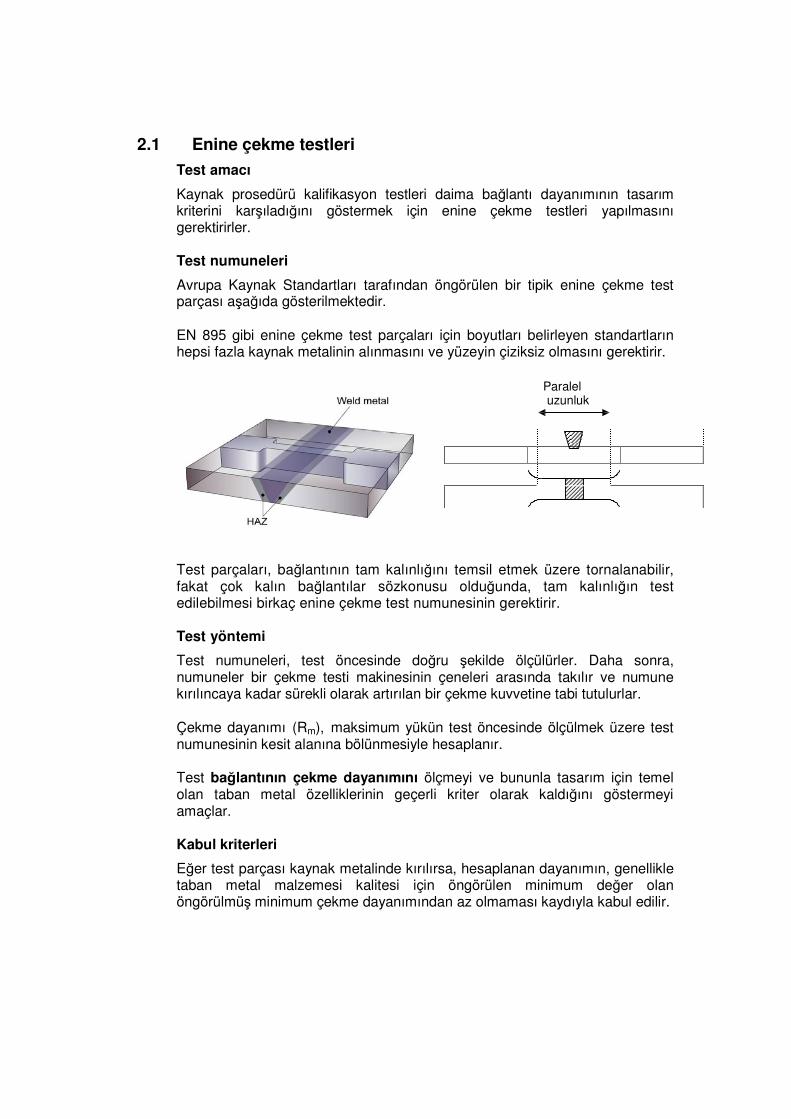
Avrupa Kaynak Standartları tarafından öngörülen bir tipik enine çekme test parçası aşağıda gösterilmektedir.
EN 895 gibi enine çekme test parçaları için boyutları belirleyen standartların hepsi fazla kaynak metalinin alınmasını ve yüzeyin çiziksiz olmasını gerektirir.
Test parçaları, bağlantının tam kalınlığını temsil etmek üzere tornalanabilir, fakat çok kalın bağlantılar sözkonusu olduğunda, tam kalınlığın test edilebilmesi birkaç enine çekme test numunesinin gerektirir.
Test yöntemi
Test numuneleri, test öncesinde doğru şekilde ölçülürler. Daha sonra, numuneler bir çekme testi makinesinin çeneleri arasında takılır ve numune kırılıncaya kadar sürekli olarak artırılan bir çekme kuvvetine tabi tutulurlar.
Çekme dayanımı (Rm), maksimum yükün test öncesinde ölçülmek üzere test numunesinin kesit alanına bölünmesiyle hesaplanır.
Test bağlantının çekme dayanımını ölçmeyi ve bununla tasarım için temel olan taban metal özelliklerinin geçerli kriter olarak kaldığını göstermeyi amaçlar.
Kabul kriterleri
Eğer test parçası kaynak metalinde kırılırsa, hesaplanan dayanımın, genellikle taban metal malzemesi kalitesi için öngörülen minimum değer olan öngörülmüş minimum çekme dayanımından az olmaması kaydıyla kabul edilir.
ASME IX kodunda, eğer test numunesi minimum taban metal dayanımının %95’inin üstünde bir gerilimde kaynak veya ergime bölgesi dışında kırılırsa, test sonucu makuldür.
2.2 Kaynak çekme testleri
Test amacı
Kaynak metal dayanımının kaynak prosedürü kalifikasyonunun bir parçası olarak ölçülmesinin (özellikle yüksek sıcaklık tasarımları için) gerektiği durumlar olabilir.
Test, çekme dayanımını ve ayrıca sünme (veya akma) dayanımını ve çekme sünekliğini ölçmek için gerçekleştirilir.
Kaynak çekme testleri ayrıca elektrotların ve dolgu tellerinin sarf malzemelerinin onaylandığı standart tarafından öngörülen çekme özelliklerini karşıladıklarını doğrulamak amacıyla kaynak sarf malzemesi imalatçıları tarafından da düzenli olarak gerçekleştirilirler.
Test numuneleri
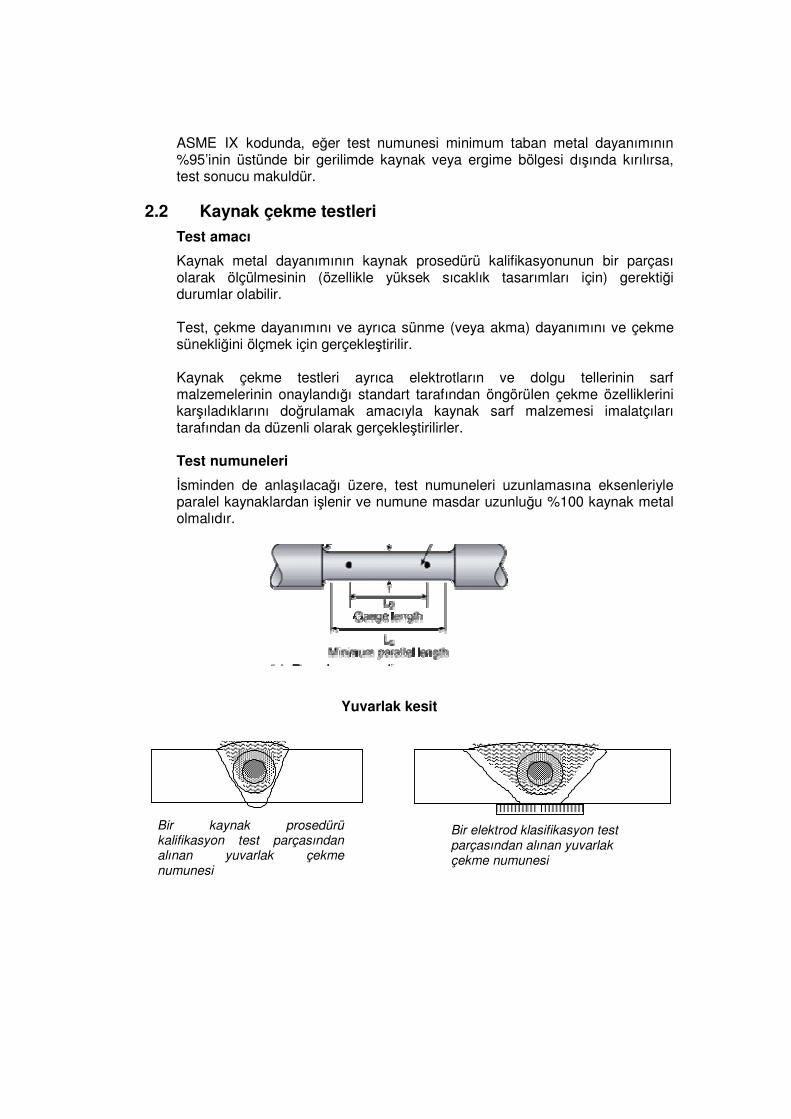
İsminden de anlaşılacağı üzere, test numuneleri uzunlamasına eksenleriyle paralel kaynaklardan işlenir ve numune masdar uzunluğu %100 kaynak metal olmalıdır.
Yuvarlak kesit
Bir kaynak prosedürü kalifikasyon test parçasından alınan yuvarlak çekme numunesi
Bir elektrod klasifikasyon test parçasından alınan yuvarlak çekme numunesi
Test yöntemi
Numuneler, enine çekme numunelerinin testinde olduğu gibi bir sürekli olarak artırılan kuvvete tabi tutulurlar.
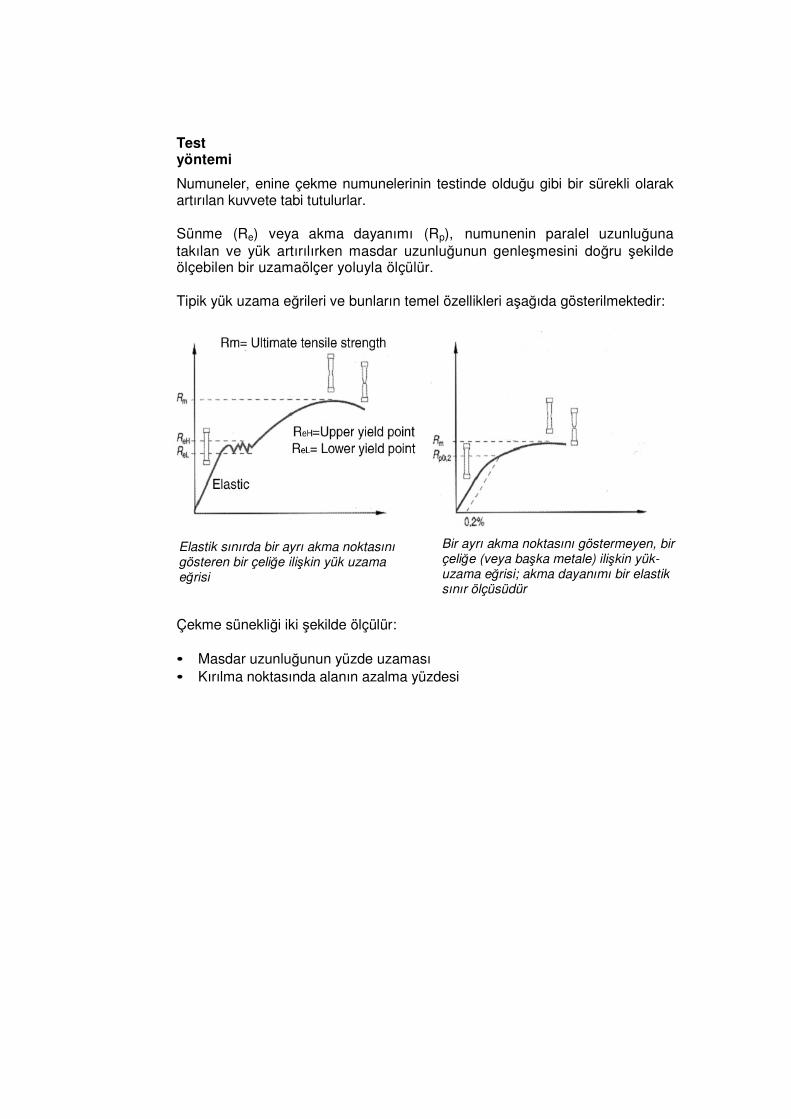
Sünme (Re) veya akma dayanımı (Rp), numunenin paralel uzunluğuna takılan ve yük artırılırken masdar uzunluğunun genleşmesini doğru şekilde ölçebilen bir uzamaölçer yoluyla ölçülür.
Tipik yük uzama eğrileri ve bunların temel özellikleri aşağıda gösterilmektedir:
Elastik sınırda bir ayrı akma noktasını gösteren bir çeliğe ilişkin yük uzama eğrisi
Bir ayrı akma noktasını göstermeyen, bir çeliğe (veya başka metale) ilişkin yük-uzama eğrisi; akma dayanımı bir elastik sınır ölçüsüdür
Çekme sünekliği iki şekilde ölçülür:
• Masdar uzunluğunun yüzde uzaması • Kırılma noktasında alanın azalma yüzdesi
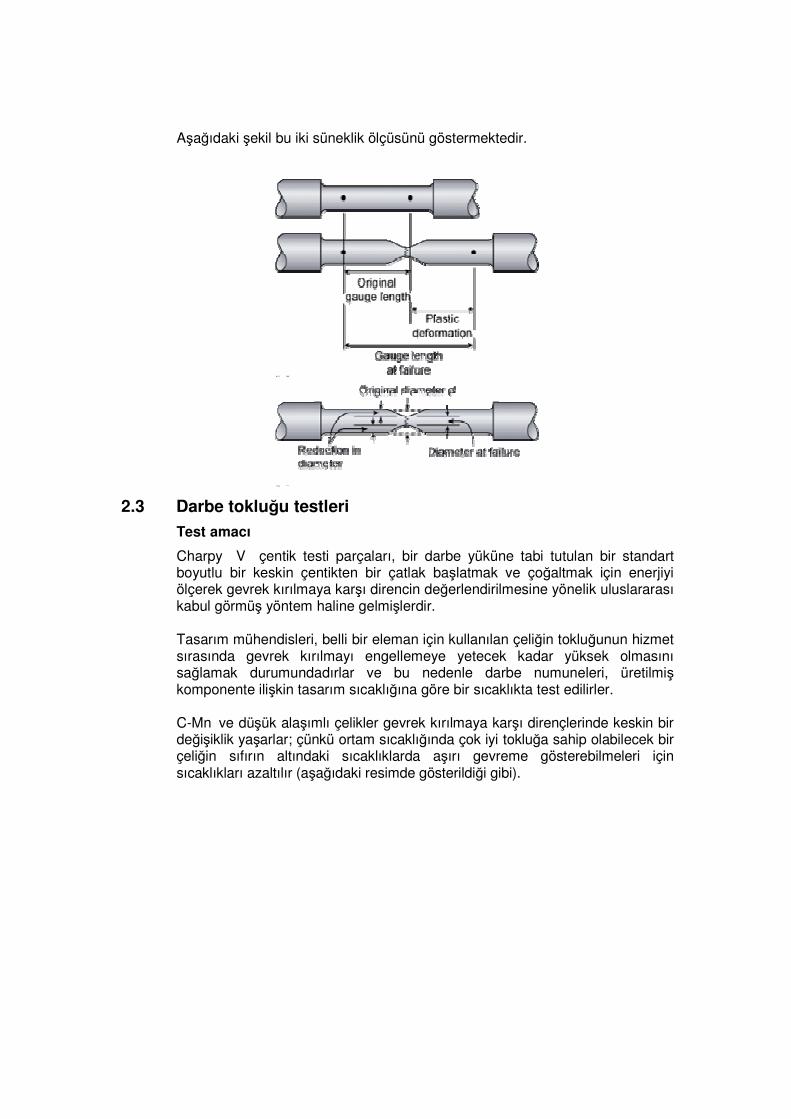
Aşağıdaki şekil bu iki süneklik ölçüsünü göstermektedir.
2.3 Darbe tokluğu testleri
Test amacı
Charpy V çentik testi parçaları, bir darbe yüküne tabi tutulan bir standart boyutlu bir keskin çentikten bir çatlak başlatmak ve çoğaltmak için enerjiyi ölçerek gevrek kırılmaya karşı direncin değerlendirilmesine yönelik uluslararası kabul görmüş yöntem haline gelmişlerdir.
Tasarım mühendisleri, belli bir eleman için kullanılan çeliğin tokluğunun hizmet sırasında gevrek kırılmayı engellemeye yetecek kadar yüksek olmasını sağlamak durumundadırlar ve bu nedenle darbe numuneleri, üretilmiş komponente ilişkin tasarım sıcaklığına göre bir sıcaklıkta test edilirler.
C-Mn ve düşük alaşımlı çelikler gevrek kırılmaya karşı dirençlerinde keskin bir değişiklik yaşarlar; çünkü ortam sıcaklığında çok iyi tokluğa sahip olabilecek bir çeliğin sıfırın altındaki sıcaklıklarda aşırı gevreme gösterebilmeleri için sıcaklıkları azaltılır (aşağıdaki resimde gösterildiği gibi).
SSııccaakkllııkk aarraallıığğıı
SSSüüünnneeekkk kkkııırrrııı lllmmmaaa
444777 JJJuuulll
GGGeeeççç iiişşşaaarrraaa lll ııığğğ ııı SSSüüünnneeekkk///GGGeeevvvrrreeekkk GGeeççiişş nnookkttaassıı
GGeevvrreekk kkıırrııllmmaa
2288 JJuull EEEmmmiiillleeennn eeennneeerrrjjjiii
- 550 --- 444000 -- 330 -- 220 - 111000 00
TTeesstt ssııccaakkllıığğıı – SSSaaannntttiiigggrrraaattt DDDeeerrreeeccceee ÜÜÜççç nnnuuummmuuunnneee nnnooorrrmmmaaalll ooolllaaarrraaakkk hhheeerrr sssıııcccaaakkklllıııkkktttaaa ttteeesssttt eeedddiiillliiirrr
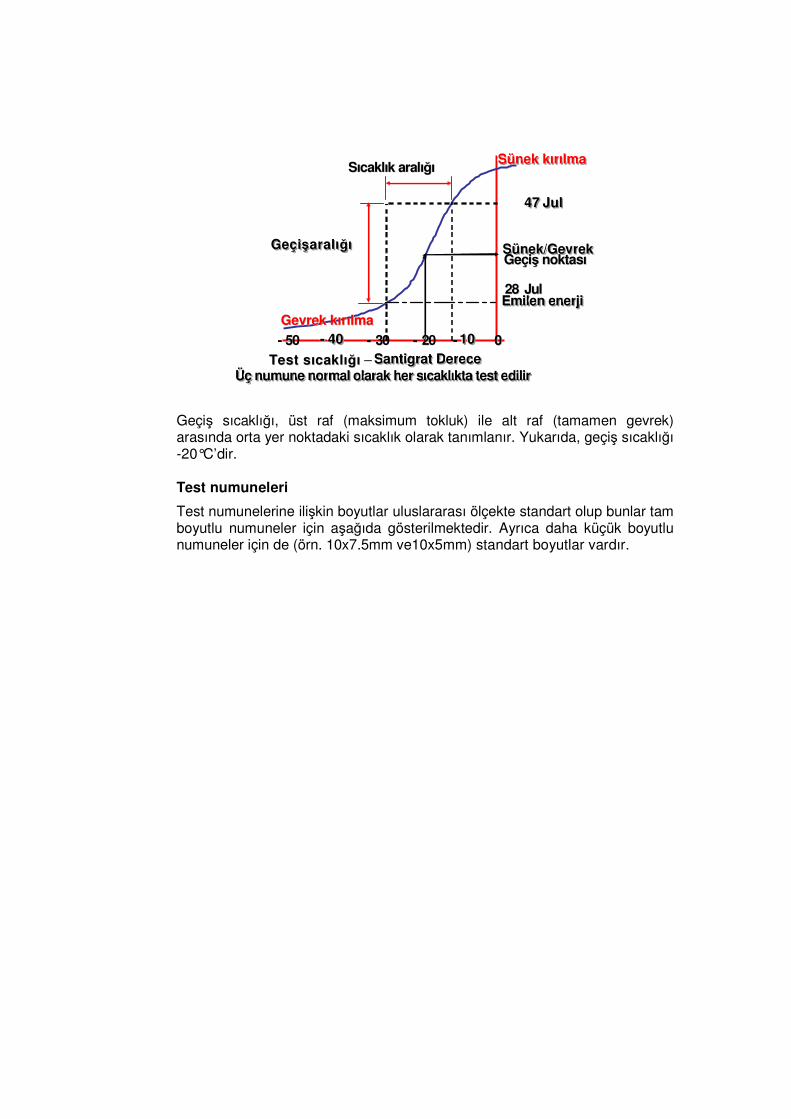
Geçiş sıcaklığı, üst raf (maksimum tokluk) ile alt raf (tamamen gevrek) arasında orta yer noktadaki sıcaklık olarak tanımlanır. Yukarıda, geçiş sıcaklığı -20°C’dir.
Test numuneleri
Test numunelerine ilişkin boyutlar uluslararası ölçekte standart olup bunlar tam boyutlu numuneler için aşağıda gösterilmektedir. Ayrıca daha küçük boyutlu numuneler için de (örn. 10x7.5mm ve10x5mm) standart boyutlar vardır.
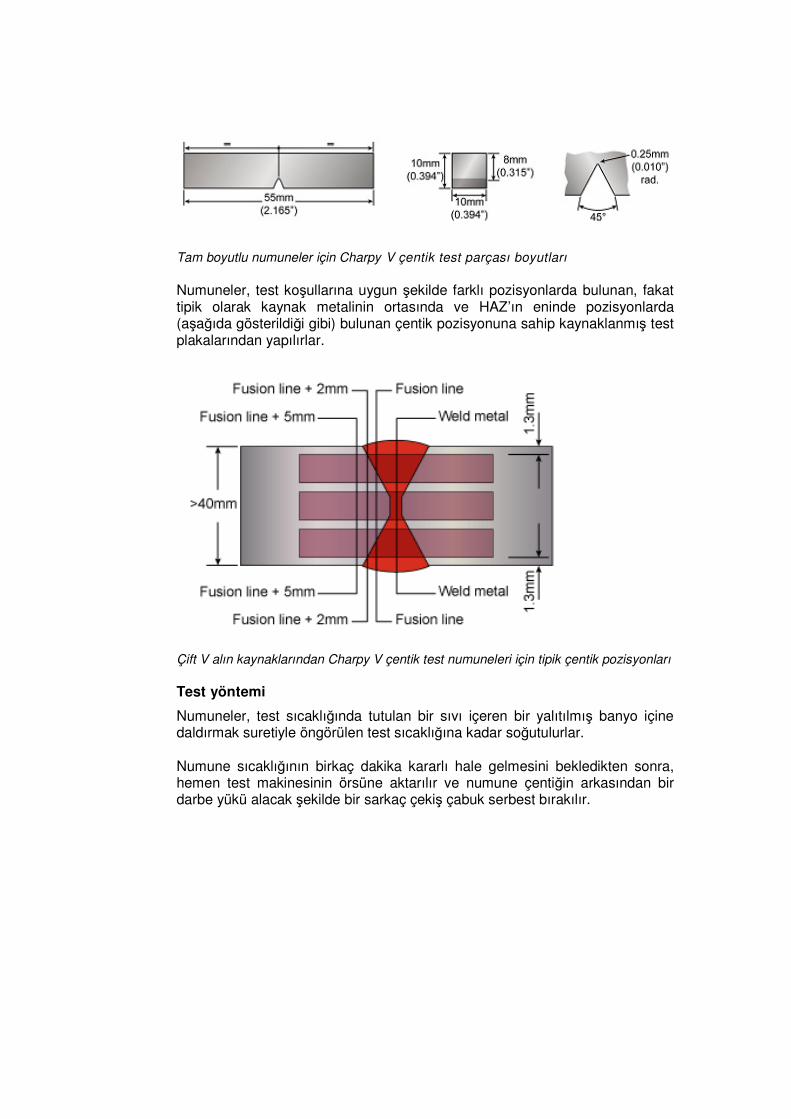
Tam boyutlu numuneler için Charpy V çentik test parçası boyutları
Numuneler, test koşullarına uygun şekilde farklı pozisyonlarda bulunan, fakat tipik olarak kaynak metalinin ortasında ve HAZ’ın eninde pozisyonlarda (aşağıda gösterildiği gibi) bulunan çentik pozisyonuna sahip kaynaklanmış test plakalarından yapılırlar.
Çift V alın kaynaklarından Charpy V çentik test numuneleri için tipik çentik pozisyonları
Test yöntemi
Numuneler, test sıcaklığında tutulan bir sıvı içeren bir yalıtılmış banyo içine daldırmak suretiyle öngörülen test sıcaklığına kadar soğutulurlar.
Numune sıcaklığının birkaç dakika kararlı hale gelmesini bekledikten sonra, hemen test makinesinin örsüne aktarılır ve numune çentiğin arkasından bir darbe yükü alacak şekilde bir sarkaç çekiş çabuk serbest bırakılır.
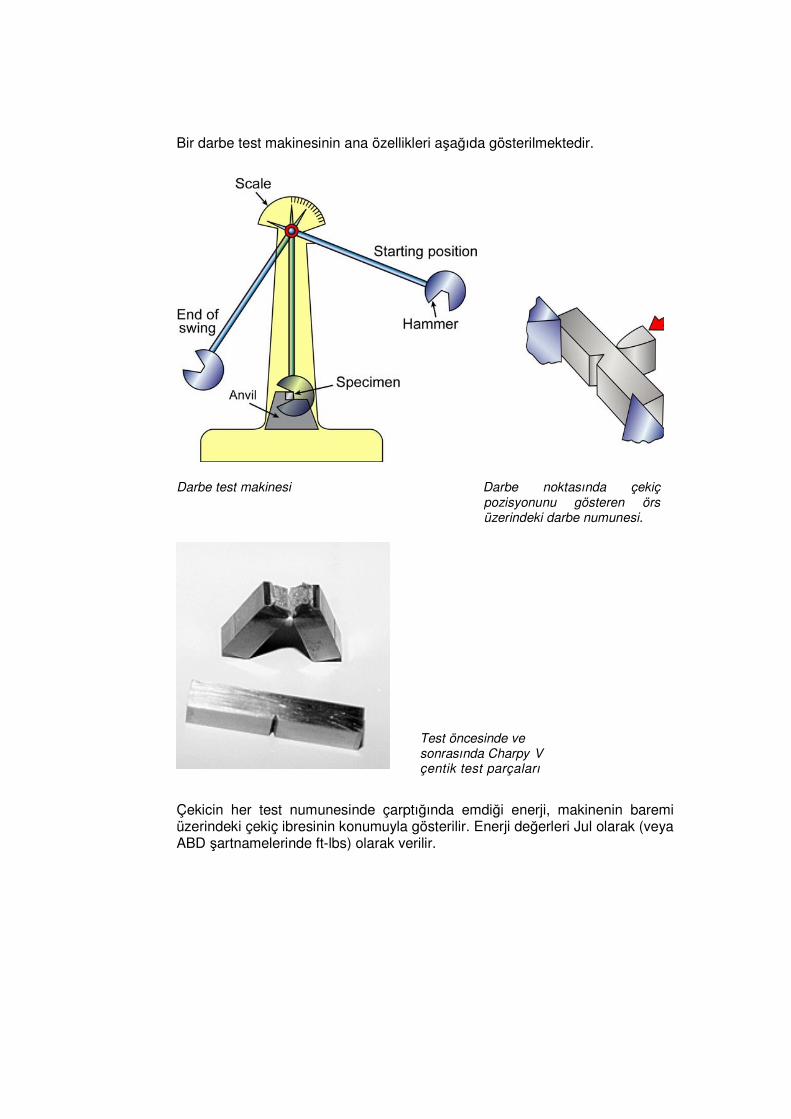
Bir darbe test makinesinin ana özellikleri aşağıda gösterilmektedir.
Darbe test makinesi Darbe noktasında çekiç pozisyonunu gösteren örs üzerindeki darbe numunesi.
Test öncesinde ve sonrasında Charpy V çentik test parçaları
Çekicin her test numunesinde çarptığında emdiği enerji, makinenin baremi üzerindeki çekiç ibresinin konumuyla gösterilir. Enerji değerleri Jul olarak (veya ABD şartnamelerinde ft-lbs) olarak verilir.
Darbe testi numuneleri üç kere alınır (her çentik pozisyonu için üç numune); çünkü sonuçlarda, özellikle kaynaklı parçalar sözkonusu olduğunda bir ölçüde dağılma sözkonusudur.
Kabul kriterleri
Her test sonucu kaydedilir ve her üst testlik set için bir ortalama değer hesaplanır. Bu değerler, uygulama standardı veya müşteri tarafından öngörülenlerle karşılaştırılarak öngörülen koşulların sağlanıp sağlanmadığı belirlenir.
Darbe testinden sonra, test numunelerinin incelenmesi bunların tokluk özellikleri konusunda ek bilgi sağlar ve test raporuna eklenebilir:
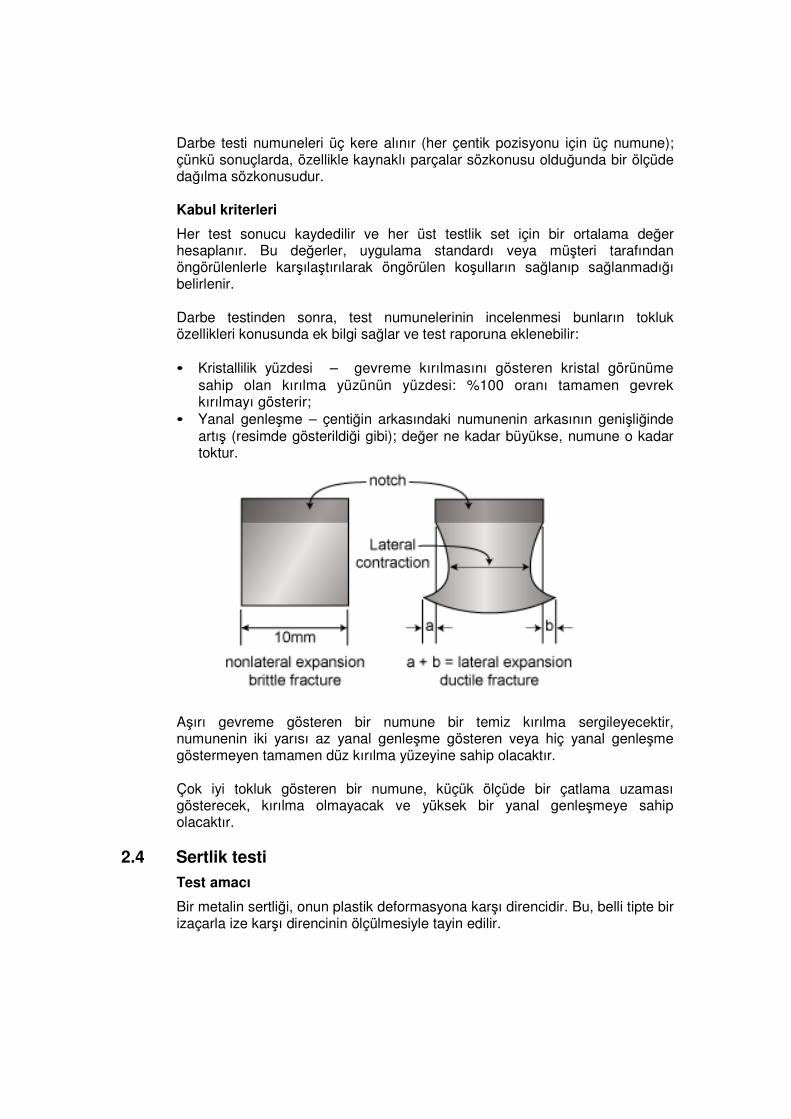
• Kristallilik yüzdesi – gevreme kırılmasını gösteren kristal görünüme
sahip olan kırılma yüzünün yüzdesi: %100 oranı tamamen gevrek kırılmayı gösterir;
• Yanal genleşme – çentiğin arkasındaki numunenin arkasının genişliğinde artış (resimde gösterildiği gibi); değer ne kadar büyükse, numune o kadar toktur.
Aşırı gevreme gösteren bir numune bir temiz kırılma sergileyecektir, numunenin iki yarısı az yanal genleşme gösteren veya hiç yanal genleşme göstermeyen tamamen düz kırılma yüzeyine sahip olacaktır.
Çok iyi tokluk gösteren bir numune, küçük ölçüde bir çatlama uzaması gösterecek, kırılma olmayacak ve yüksek bir yanal genleşmeye sahip olacaktır.
2.4 Sertlik testi
Test amacı
Bir metalin sertliği, onun plastik deformasyona karşı direncidir. Bu, belli tipte bir izaçarla ize karşı direncinin ölçülmesiyle tayin edilir.
Belli bir maksimum değerin üstünde sertliğe sahip bir çelik kaynaklı parça üretim veya kullanım sırasında çatlamaya hassas olabilir; belli çeliklere ve uygulamalara ilişkin kaynak prosedürü kalifikasyon testi, öngörülen maksimum sertliği aşan hiçbir bölge olmamasını sağlamak için test kaynağının sertlik bakımından kontrol edilmesini gerektirir.
Makroskopik inceleme için hazırlanan numuneler, kaynaklı parçanın çeşitli pozisyonlarında sertlik ölçümlerinin alınması için de kullanılabilir; bu bir sertlik incelemesi olarak adlandırılır.
Test yöntemleri
Sertlik testi için yaygın kullanılan üç yöntem vardır:
• Vickers sertlik testi – bir kare tabanlı elmas piramit izaçar kullanılır. • Rockwell sertlik testi – bir çelik konik izaçar veya çelik bilya kullanılır. • Brinell sertlik testi – bir bilya izaçar kullanılır.
Sertlik değeri, bir standart yük altında yaratılan izin boyutudur; iz ne kadar küçükse, metal o kadar sert demektir.
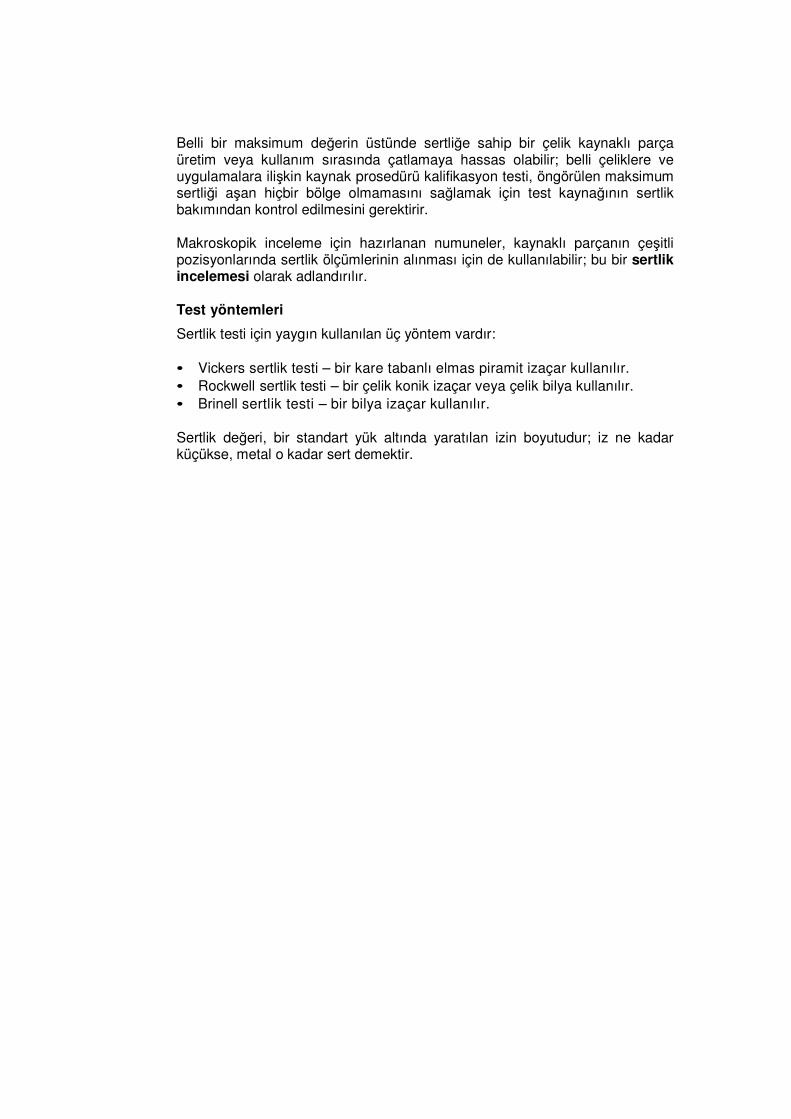
Vickers test yöntemi aşağıda gösterilmektedir.
d =
d1 + d2
2
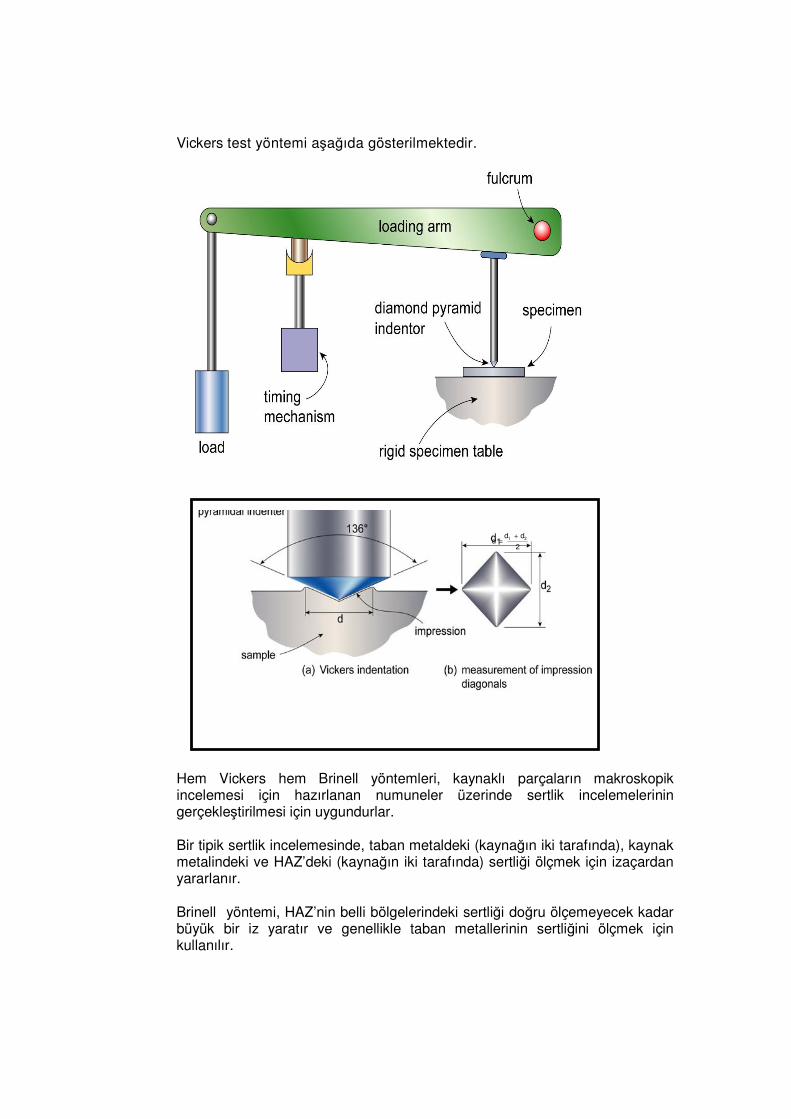
Hem Vickers hem Brinell yöntemleri, kaynaklı parçaların makroskopik incelemesi için hazırlanan numuneler üzerinde sertlik incelemelerinin gerçekleştirilmesi için uygundurlar.
Bir tipik sertlik incelemesinde, taban metaldeki (kaynağın iki tarafında), kaynak metalindeki ve HAZ’deki (kaynağın iki tarafında) sertliği ölçmek için izaçardan yararlanır.
Brinell yöntemi, HAZ’nin belli bölgelerindeki sertliği doğru ölçemeyecek kadar büyük bir iz yaratır ve genellikle taban metallerinin sertliğini ölçmek için kullanılır.
Bir tipik sertlik incelemesi (Vickers sertlik izaçarı kullanılarak) aşağıda gösterilmektedir:
Sertlik değerleri, test raporlarında bir numara ve bunu takiben test yöntemini gösteren harfler olarak gösterilir; örneğin:
240HV10 = sertlik 240, Vickers yöntemi, 10kg izaçar yükü
22HRC = sertlik 22, Rockwell yöntemi, elmas konik izaçar (skala C)
238HBW = sertlik 238, Brinell yöntemi, tungsten bilya izaçar
2.5 Çatlak ucu açılma kayması (CTOD) testi
Test amacı
Charpy V çentik testi, mühendislerin çeliklerde meydana gelen gevreme kırılması riskleri hakkında yargılarda bulunmalarını sağlar, fakat bir CTOD testi bir malzeme özelliğini, kırılma tokluğunu ölçer.
Kırılma tokluğu verileri, mühendislerin aşağıdaki gibi kırılma mekaniği analizleri gerçekleştirmelerini sağlar:
• Belli bir sıcaklıkta ve belli gerilim koşullarında bir gevreme kırılması
başlatacak bir çatlağın boyutunun hesaplanması • Belli bir sıcaklıkta bir gevreme kırılması yaratacak belli boyutta çatlağa
neden olacak gerilim.
Bu veri, kullanılmakta olan bir ekipmanın kontrolü sırasında bir çatlak saptandığında uygun bir karar alınması için temeldir.
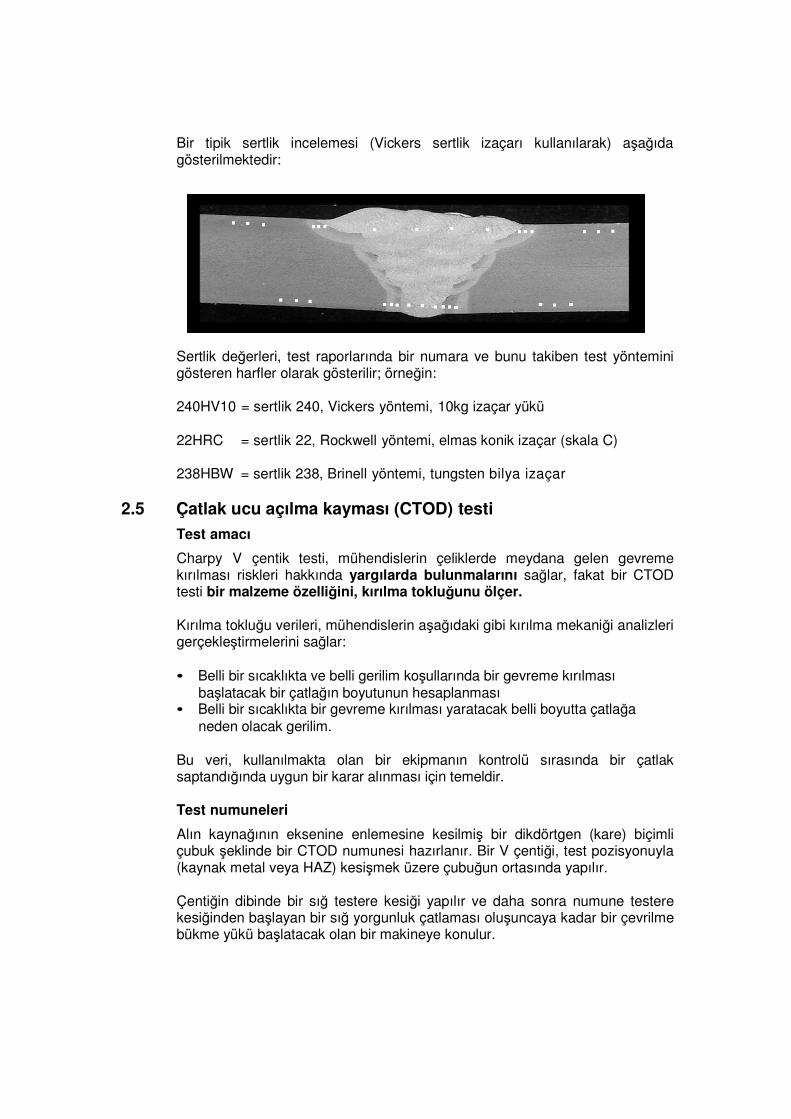
Test numuneleri
Alın kaynağının eksenine enlemesine kesilmiş bir dikdörtgen (kare) biçimli çubuk şeklinde bir CTOD numunesi hazırlanır. Bir V çentiği, test pozisyonuyla (kaynak metal veya HAZ) kesişmek üzere çubuğun ortasında yapılır.
Çentiğin dibinde bir sığ testere kesiği yapılır ve daha sonra numune testere kesiğinden başlayan bir sığ yorgunluk çatlaması oluşuncaya kadar bir çevrilme bükme yükü başlatacak olan bir makineye konulur.
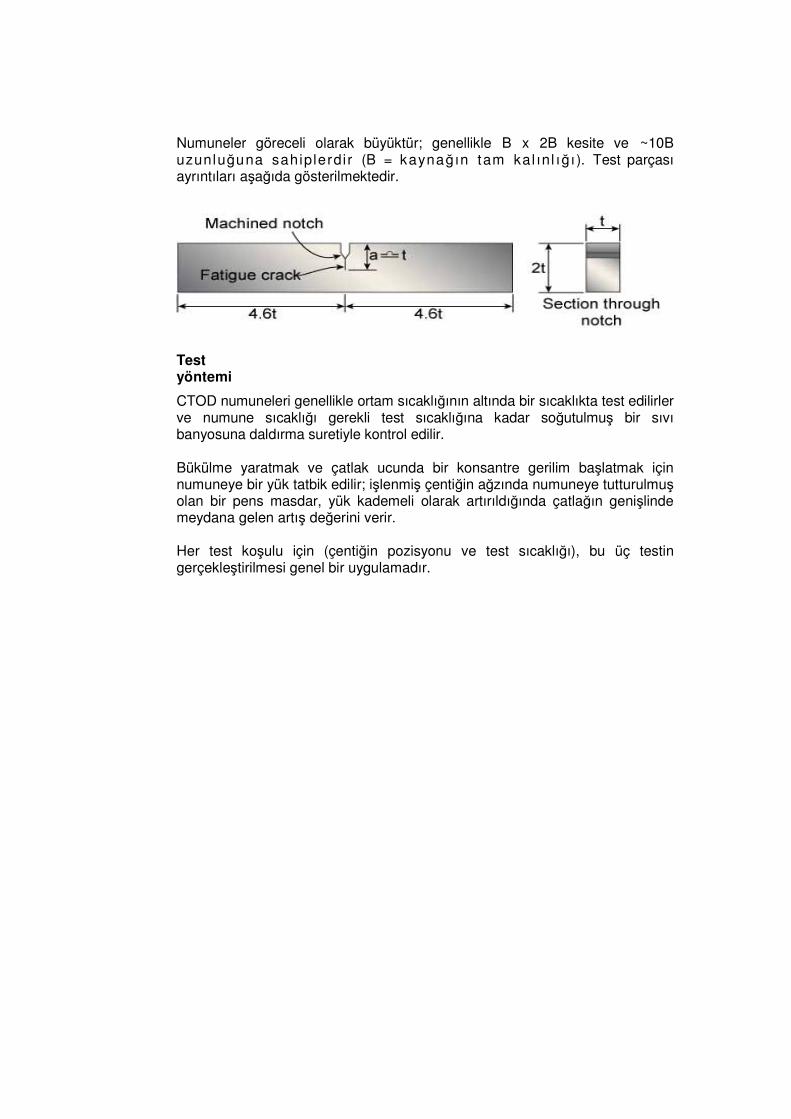
Numuneler göreceli olarak büyüktür; genellikle B x 2B kesite ve ~10B uzunluğuna sahiplerdir (B = kaynağ ın tam kal ınl ığ ı ). Test parçası ayrıntıları aşağıda gösterilmektedir.
Test yöntemi
CTOD numuneleri genellikle ortam sıcaklığının altında bir sıcaklıkta test edilirler ve numune sıcaklığı gerekli test sıcaklığına kadar soğutulmuş bir sıvı banyosuna daldırma suretiyle kontrol edilir.
Bükülme yaratmak ve çatlak ucunda bir konsantre gerilim başlatmak için numuneye bir yük tatbik edilir; işlenmiş çentiğin ağzında numuneye tutturulmuş olan bir pens masdar, yük kademeli olarak artırıldığında çatlağın genişlinde meydana gelen artış değerini verir. Her test koşulu için (çentiğin pozisyonu ve test sıcaklığı), bu üç testin gerçekleştirilmesi genel bir uygulamadır.
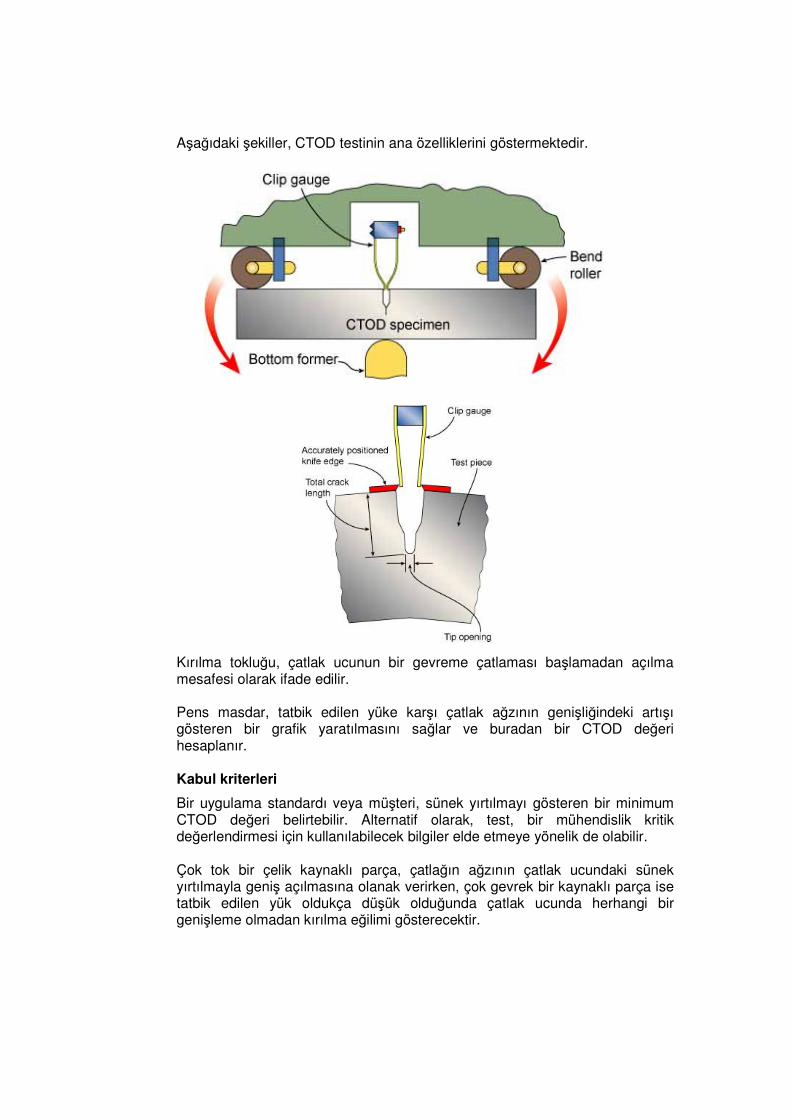
Aşağıdaki şekiller, CTOD testinin ana özelliklerini göstermektedir.
Kırılma tokluğu, çatlak ucunun bir gevreme çatlaması başlamadan açılma mesafesi olarak ifade edilir.
Pens masdar, tatbik edilen yüke karşı çatlak ağzının genişliğindeki artışı gösteren bir grafik yaratılmasını sağlar ve buradan bir CTOD değeri hesaplanır.
Kabul kriterleri
Bir uygulama standardı veya müşteri, sünek yırtılmayı gösteren bir minimum CTOD değeri belirtebilir. Alternatif olarak, test, bir mühendislik kritik değerlendirmesi için kullanılabilecek bilgiler elde etmeye yönelik de olabilir.
Çok tok bir çelik kaynaklı parça, çatlağın ağzının çatlak ucundaki sünek yırtılmayla geniş açılmasına olanak verirken, çok gevrek bir kaynaklı parça ise tatbik edilen yük oldukça düşük olduğunda çatlak ucunda herhangi bir genişleme olmadan kırılma eğilimi gösterecektir.
CTOD değerleri milimetre olarak ifade edilir; tipik değerler <<~0.1mm = gevreme davranışı; >~1mm = çok tok davranış şeklinde olabilir.
2.6 Bükme testi
Test amacı
Bükme testleri, rutin olarak kaynak prosedürü kalifikasyon testi parçalarından ve bazen de kaynakçı kalifikasyon test parçalarından alınır.
Numunelerin bükmeye tabi tutulması, bağlantıda önemli hiçbir kusur olmadığını doğrulamaya yönelik basit bir yöntemdir. Bir ölçüde süneklik de gösterilir.
Süneklik fiili olarak ölçülmez, fakat eğer test numuneleri belli bir uzunluğun ötesinde kırılma veya çatlama göstermeden bükülmeye dayanabiliyorlarsa tatmin edici düzeyde olduğu anlaşılır.
Test numuneleri
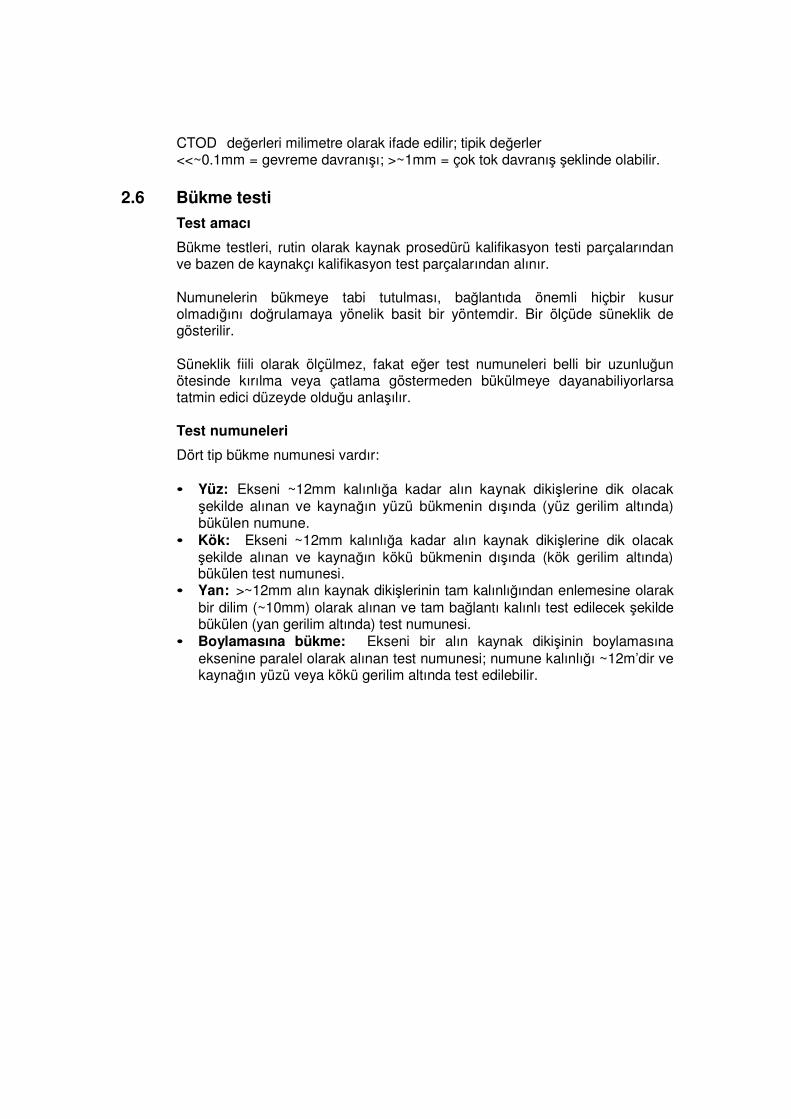
Dört tip bükme numunesi vardır:
• Yüz: Ekseni ~12mm kalınlığa kadar alın kaynak dikişlerine dik olacak şekilde alınan ve kaynağın yüzü bükmenin dışında (yüz gerilim altında) bükülen numune.
• Kök: Ekseni ~12mm kalınlığa kadar alın kaynak dikişlerine dik olacak şekilde alınan ve kaynağın kökü bükmenin dışında (kök gerilim altında) bükülen test numunesi. • Yan: >~12mm alın kaynak dikişlerinin tam kalınlığından enlemesine olarak
bir dilim (~10mm) olarak alınan ve tam bağlantı kalınlı test edilecek şekilde bükülen (yan gerilim altında) test numunesi.
• Boylamasına bükme: Ekseni bir alın kaynak dikişinin boylamasına eksenine paralel olarak alınan test numunesi; numune kalınlığı ~12m’dir ve kaynağın yüzü veya kökü gerilim altında test edilebilir.
Test yöntemi
Kaynaklama prosedürü ve kaynakçı kalifikasyonuna yönelik bükme testleri genellikle yönlendirmeli bükme testleridir.
Buradaki yönlendirmeli kelimesi, numune üzerine uygulanan zorlamanın, belli bir çapa sahip bir kalıp etrafında bükülerek birörnek şekilde kontrol edilmesi anlamına gelir.
Belli bir test için kullanılan kalıbın çapı standartta belirtilmiş olup test edilmekte olan malzeme tipine ve kaynaklama ve sonrasında yapılan kaynak ısı işleminin (PWHT) ardından beklenebilecek sünekliğe göre tayin edilir.
Kalıbın çapı genellikle, numune kalınlının (t) bir çarpanı şeklinde ifade edilir; C-Mn çeliği için genellikle 4t’dir; fakat daha düşük gerilme sünekliğine sahip malzemeler için kalıbın yarıçapı 10t’den büyük olabilir.
Test yöntemini belirleyen standart, numunenin yaşaması gereken minimum bükülme açısını belirtir ve bu genellikle 120-1800’dur.
Kabul kriterleri
Bükme testlerinin parçaları, bükülen kısmın dışında çatlamalar ve önemli yarıkçık veya oyuk belirtileri göstermeden tatmin edici sağlamlık göstermelidirler.
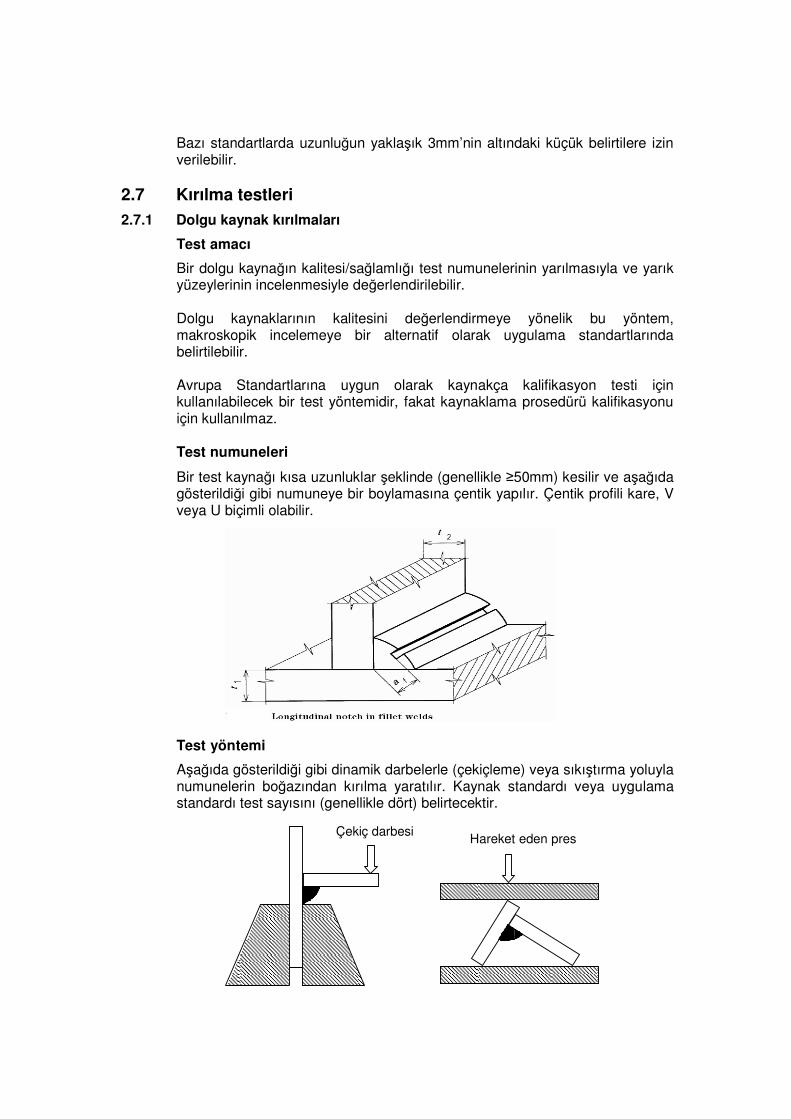
Bazı standartlarda uzunluğun yaklaşık 3mm’nin altındaki küçük belirtilere izin verilebilir.
2.7 Kırılma testleri
2.7.1 Dolgu kaynak kırılmaları
Test amacı
Bir dolgu kaynağın kalitesi/sağlamlığı test numunelerinin yarılmasıyla ve yarık yüzeylerinin incelenmesiyle değerlendirilebilir.
Dolgu kaynaklarının kalitesini değerlendirmeye yönelik bu yöntem, makroskopik incelemeye bir alternatif olarak uygulama standartlarında belirtilebilir.
Avrupa Standartlarına uygun olarak kaynakça kalifikasyon testi için kullanılabilecek bir test yöntemidir, fakat kaynaklama prosedürü kalifikasyonu için kullanılmaz.
Test numuneleri
Bir test kaynağı kısa uzunluklar şeklinde (genellikle ≥50mm) kesilir ve aşağıda gösterildiği gibi numuneye bir boylamasına çentik yapılır. Çentik profili kare, V veya U biçimli olabilir.
Test yöntemi
Aşağıda gösterildiği gibi dinamik darbelerle (çekiçleme) veya sıkıştırma yoluyla numunelerin boğazından kırılma yaratılır. Kaynak standardı veya uygulama standardı test sayısını (genellikle dört) belirtecektir.
Çekiç darbesi
Hareket eden pres
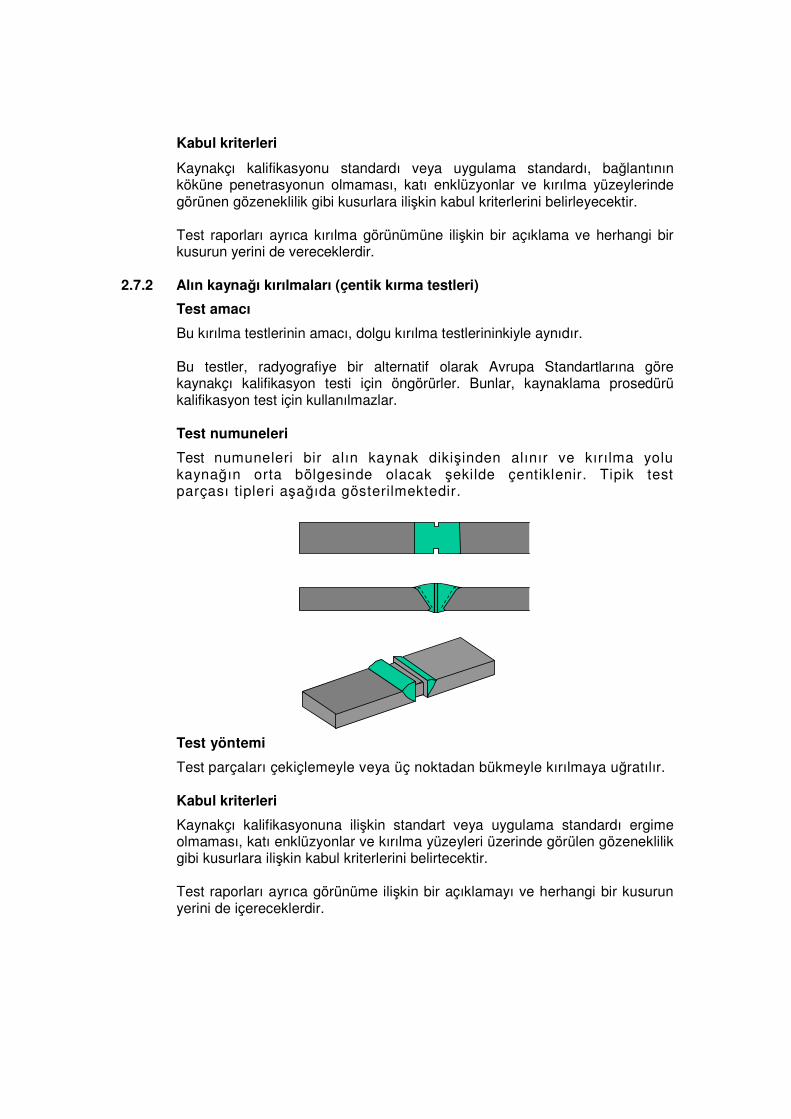
Kabul kriterleri
Kaynakçı kalifikasyonu standardı veya uygulama standardı, bağlantının köküne penetrasyonun olmaması, katı enklüzyonlar ve kırılma yüzeylerinde görünen gözeneklilik gibi kusurlara ilişkin kabul kriterlerini belirleyecektir.
Test raporları ayrıca kırılma görünümüne ilişkin bir açıklama ve herhangi bir kusurun yerini de vereceklerdir.
2.7.2 Alın kaynağı kırılmaları (çentik kırma testleri)
Test amacı
Bu kırılma testlerinin amacı, dolgu kırılma testlerininkiyle aynıdır.
Bu testler, radyografiye bir alternatif olarak Avrupa Standartlarına göre kaynakçı kalifikasyon testi için öngörürler. Bunlar, kaynaklama prosedürü kalifikasyon test için kullanılmazlar.
Test numuneleri
Test numuneleri bir alın kaynak dikişinden alınır ve kırılma yolu kaynağın orta bölgesinde olacak şekilde çentiklenir. Tipik test parçası tipleri aşağıda gösterilmektedir.
Test yöntemi
Test parçaları çekiçlemeyle veya üç noktadan bükmeyle kırılmaya uğratılır.
Kabul kriterleri
Kaynakçı kalifikasyonuna ilişkin standart veya uygulama standardı ergime olmaması, katı enklüzyonlar ve kırılma yüzeyleri üzerinde görülen gözeneklilik gibi kusurlara ilişkin kabul kriterlerini belirtecektir.
Test raporları ayrıca görünüme ilişkin bir açıklamayı ve herhangi bir kusurun yerini de içereceklerdir.
3 Makroskopik İnceleme
Avrupa Standartları, kaynaklama prosedürü kalifikasyon testi için alın ve dolgu kaynaklarından enine kesitler alınmasını gerektirirler ve bunlar kaynakların kalitesini değerlendirmek için bazı kaynakçı kalifikasyon testleri için de gerekebilir.
Bu, bu kurs notlarının ayrı bir kısmında ayrıntılı şekilde ele alınmaktadır.
3.1 Tahribatlı test yöntemlerine ilişkin Avrupa Standartları
Aşağıdaki Standartlar, kaynaklama prosedürü kalifikasyon testi kaynaklarının tahribatlı testi için ve bazı kaynakçı kalifikasyon test kaynakları için Avrupa Kaynak Standartları tarafından öngörülmektedir.
EN 875 Metal malzemelerdeki kaynaklar üzerinde tahribatlı
testler – Darbe testleri – test numunesinin yeri, çentik oryantasyonu ve incelemesi. Destructive tests on welds in metallic materials – Impact EN 895 Metal malzemelerdeki kaynaklar üzerinde tahribatlı testler – enine germe testi.
EN 910 Metal malzemelerdeki kaynaklar üzerinde tahribatlı testler – bükme testleri
EN 1321 Metal malzemelerdeki kaynaklar üzerinde tahribatlı testler – kaynakların makroskopik ve mikroskopik incelemeleri
BS EN 10002 Metal malzemeler – Germe testi. Bölüm 1: ortam sıcaklığında test yöntemi
BS EN 10002 Metal malzemelerin germe testi. Bölüm 5: Yüksek sıcaklıklarda test yöntemi
Bölüm 5
Tahribatsız Test
Giriş
Radyografik, ultrasonik, boya penetran ve manyetik parçacık yöntemleri aşağıda kısaca açıklanmaktadır. Yöntemlerin birbirine göre avantajları ve sınırlılıkları, kaynakların incelenmesine uygulanabilirlik bakımından ele alınmaktadır.
1 Radyografik Yöntemler
Bütün durumlarda, kaynaklara uygulandıkları şekliyle radyografik yöntemler, test objesinden bir nüfus eden ışının geçirilmesini içerir. İletilen ışın bir tür sensör tarafından toplanır; bu sensör, üzerine çarpan nüfus edici ışınların göreceli yoğunluklarını ölçme becerisine sahiptir. Fakat çoğu durumda bu sensör radyografik film olacaktır; fakat, çeşitli elektronik cihazların kullanımında da artış görülmektedir. Bu cihazlar gerçek zamanlı radyografiyi kolaylaştırmaktadır; bunun örneklerini hava alanlarındaki güvenlik kontrol noktalarında görebilirsiniz. Dijital teknoloji, radyografilerin bilgisayarlar kullanılarak saklanmasını sağlamıştır. Buradaki konumuz film radyografisiyle sınırlıdır; çünkü bu hala kaynaklar için uygulanan en yaygın yöntem durumundadır.
1.1 Nüfus eden radyasyon kaynakları
Nüfus eden radyasyon yüksek enerjili elektron ışınlarıyla (bu durumda, bunlar X ışınları olarak adlandırılırlar) veya nükleer disintegrasyonlarla (atomik fizyon) (bu durumda gamma ışınları olarak adlandırılırlar) yaratılabilir. Başka nüfus edici radyasyon formları da mevcuttur, fakat bunlar kaynak radyografisiyle sınırlı bir bağlantıya sahiplerdir.
1.2 X Işınları
Kaynakların endüstriyel radyografisinde kullanılan X ışınları genellikle 30keV’den 20MeV’ye kadar ulaşan bir aralıkta foton enerjilerine sahiplerdir. 400keV’ye kadar bunlar, çıkışa bağlı olarak taşınabilir veya sabit düzenekler için uygun olabilecek konvansiyonel X ışını tüpleri tarafından yaratılırlar. Taşınabilirlik, kilovoltaj ve radyasyon çıktısının artmasıyla hızla düşer. 400keV üstündeki X ışınları, betatronlar ve linear hızlandırıcılar gibi cihazlar kullanılarak üretilirler ve genellikle sabit düzenekler dışında kullanım için uygun değildirler. Bütün X ışını kaynakları bir kesintisiz radyasyon tayfı yaratırlar; bu, elektron ışını içinde elektronların kinetik enerjilerinin dağılımını yansıtır. Düşük enerji radyasyonları daha kolay emilirler ve X ışının içinde düşük enerjili radyasyonların varlığı daha iyi radyografik kontrast ve dolayısıyla aşağıda açıklanan gamma ışınlarıyla olan durumdan daha iyi bir radyografik hassasiyet yaratır. Konvansiyonel röntgen cihazları 600 kalınlığa kadar çelik üzerinde yüksek kaliteli radyografi gerçekleştirme yeteneğine sahiplerdir; betatronlar ve linear hızlandırıcılarda bu değer 300mm’den fazladır.
1.3 Gamma ışınları
Endüstriyel radyografide kullanılan gamma ışınlarının ilk kaynakları genellikle doğal olarak meydana gelen radyomdan oluşuyordu. Bu kaynakların aktivitesi çok yüksek değildi; bu nedenle, orta derecede radyasyon çıkışları için bile modern standartlara göre fiziksel olarak büyüktüler ve bunların yarattıkları radyografiler ise yüksek standarda sahip değildi. Ayrıca radyum kaynakları, fizyon reaksiyonunun bir ürünü olarak radyoaktif radon gazının üretilmesi nedeniyle kullanıcı açısından da son derece tehlikeliydi. Nükleer çağla birlikte, doğal olarak meydana gelenlere göre çok daha yüksek özgül aktiviteye sahip olan ve tehlikeli fizyon ürünleri yaratmayan izotopların yapay olarak üretilmesi mümkün oldu. X ışını kaynaklarından farklı olarak, gamma kaynakları bir kesintisiz kuantum enerjileri dağılımı yaratmaz. Gamma kaynakları, belli bir izotop için benzersiz bir takım özgül kuantum enerjileri yaratırlar. Kaynakların radyografisinde genel olarak dört izotop kullanılmaktadır; bunlar yükselen radyasyon enerjisi sırasına göre şöyledir: Tulyum 90, Yyterbium 169, İridyum 192 ve Kobal 60. Çelik sözkonusu olduğunda, Tulyum 90 7mm kalınlığa kadar faydalıdır; enerjisi 90keV X ışınlarınkine benzer ve yüksek özgül aktivitesi nedeniyle faydalı kaynaklar 0.5mm’den az fiziksel boyutlarla üretilebilir. Ytterbium 169 sadece yakın zamanlarda endüstriyel kullanıma uygun bir izotop olarak mevcut hale gelmiştir; enerjisi 120keV X ışınlarınınkine benzer ve yaklaşık olarak 12mm kalınlığa kadar çeliğin radyografisi için faydalıdır. İridyum 192, muhtemelen kaynakların radyografik incelemesinde kullanılan en yaygın radyasyon izotop kaynağıdır; göreceli olarak yüksek özgül aktiviteye sahiptir; 2-3mm fiziksel boyutlara sahip yüksek çıkış kaynakları yaygın şekilde kullanılmaktadır; enerjisi yaklaşık olarak 500keV X ışınlarınınkine eşittir; bu göreceli yüksek enerjisi nedeniyle, uygun kaynak kapları büyük ve oldukça ağırdır. Kobalt 60 kaynakları, u nedenle, tamamen taşınabilir değildirler. Bunlar, 40-150mm kalınlık aralığındaki çeliğin radyografisi için faydalıdırlar. X ışınlarına göre izotop kaynaklarının kullanılmasının sağladığı belli başlı avantajlar şunlardır:
a) taşınabilirliğin artması b) bir güç kaynağına ihtiyaç duyması; c) daha düşük başlangıç ekipmanı maliyetleri.
Buna karşı, gamma ışını teknikleriyle elde edilen radyografilerin niteliği X ışını teknikleriyle elde edilenlerden düşüktür; personel bakımından tehlike artabilir (eğer cihazın bakımı düzgün yapılmazsa veya kullanan personel yeterli eğitime sahip değilse) ve bunların sınırlı faydalı ömrü nedeniyle, düzenli olarak yeni izotopların satın alınması gerekir (bu nedenle, bir gamma ışını kaynağının işletme masrafları bir X ışını kaynağınınkini aşar).
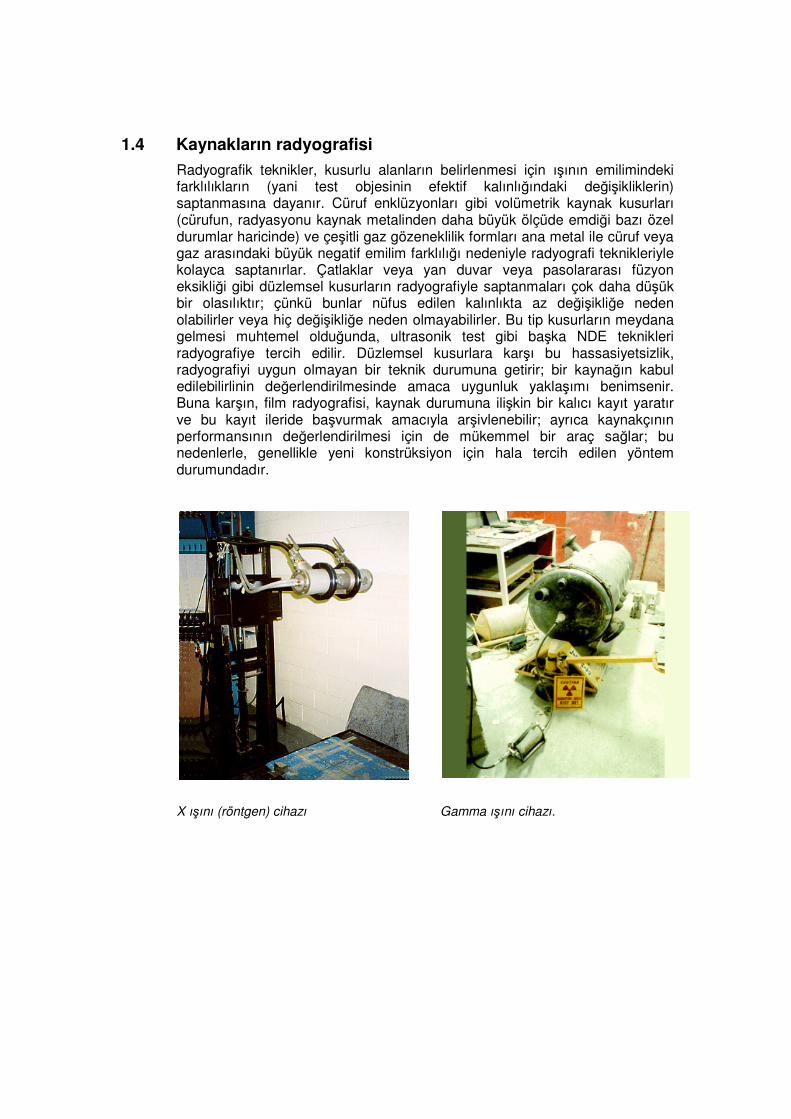
1.4 Kaynakların radyografisi
Radyografik teknikler, kusurlu alanların belirlenmesi için ışının emilimindeki farklılıkların (yani test objesinin efektif kalınlığındaki değişikliklerin) saptanmasına dayanır. Cüruf enklüzyonları gibi volümetrik kaynak kusurları (cürufun, radyasyonu kaynak metalinden daha büyük ölçüde emdiği bazı özel durumlar haricinde) ve çeşitli gaz gözeneklilik formları ana metal ile cüruf veya gaz arasındaki büyük negatif emilim farklılığı nedeniyle radyografi teknikleriyle kolayca saptanırlar. Çatlaklar veya yan duvar veya pasolararası füzyon eksikliği gibi düzlemsel kusurların radyografiyle saptanmaları çok daha düşük bir olasılıktır; çünkü bunlar nüfus edilen kalınlıkta az değişikliğe neden olabilirler veya hiç değişikliğe neden olmayabilirler. Bu tip kusurların meydana gelmesi muhtemel olduğunda, ultrasonik test gibi başka NDE teknikleri radyografiye tercih edilir. Düzlemsel kusurlara karşı bu hassasiyetsizlik, radyografiyi uygun olmayan bir teknik durumuna getirir; bir kaynağın kabul edilebilirlinin değerlendirilmesinde amaca uygunluk yaklaşımı benimsenir. Buna karşın, film radyografisi, kaynak durumuna ilişkin bir kalıcı kayıt yaratır ve bu kayıt ileride başvurmak amacıyla arşivlenebilir; ayrıca kaynakçının performansının değerlendirilmesi için de mükemmel bir araç sağlar; bu nedenlerle, genellikle yeni konstrüksiyon için hala tercih edilen yöntem durumundadır.
X ışını (röntgen) cihazı Gamma ışını cihazı.
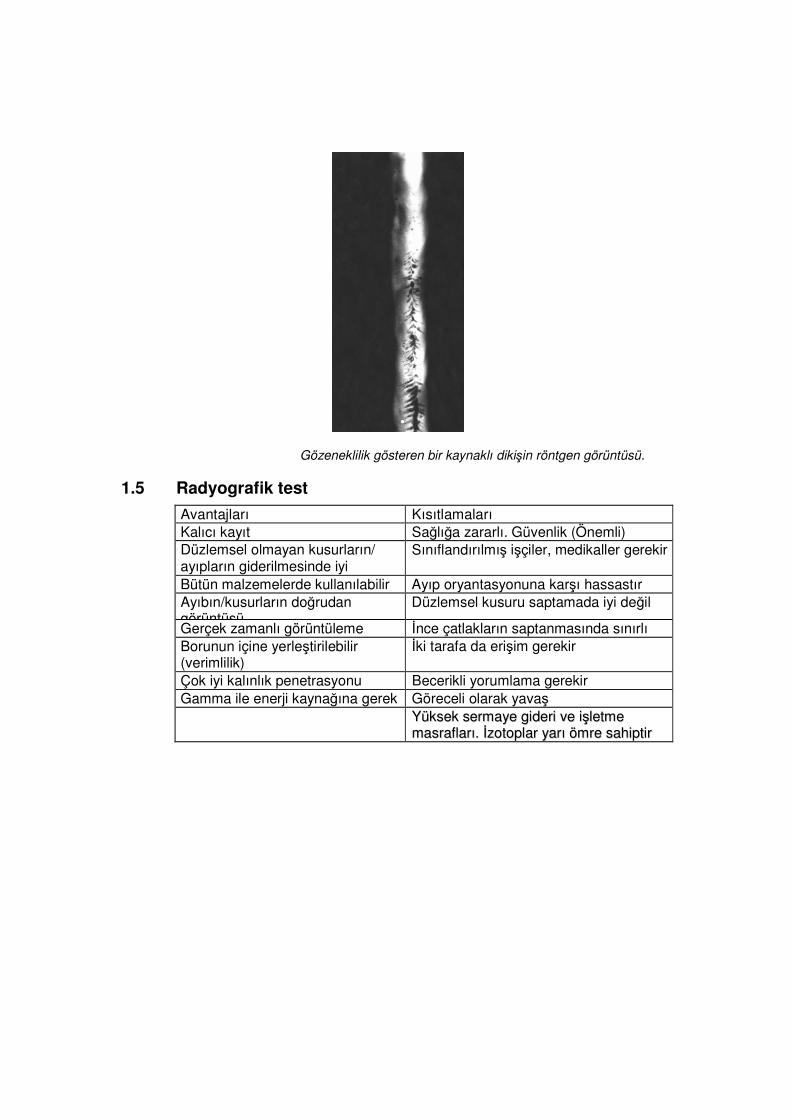
Gözeneklilik gösteren bir kaynaklı dikişin röntgen görüntüsü.
1.5 Radyografik test
Avantajları Kısıtlamaları Kalıcı kayıt Sağlığa zararlı. Güvenlik (Önemli) Düzlemsel olmayan kusurların/ ayıpların giderilmesinde iyi
Sınıflandırılmış işçiler, medikaller gerekir
Bütün malzemelerde kullanılabilir Ayıp oryantasyonuna karşı hassastır Ayıbın/kusurların doğrudan görüntüsü
Düzlemsel kusuru saptamada iyi değil
Gerçek zamanlı görüntüleme İnce çatlakların saptanmasında sınırlı Borunun içine yerleştirilebilir
(verimlilik) İki tarafa da erişim gerekir
Çok iyi kalınlık penetrasyonu Becerikli yorumlama gerekir Gamma ile enerji kaynağına gerek
Göreceli olarak yavaş YYüükksseekk sseerrmmaayyee ggiiddeerrii vvee iişşlleettmmee
mmaassrraaffllaarrıı.. İİzzoottooppllaarr yyaarrıı öömmrree ssaahhiippttiirr
2 Ultrasonik Yöntemler
Belli bir malzemedeki ultrason hızı o malzeme için bir sabittir ve ultrason ışınları homojen malzemelerde düz çizgiler halinde ilerler. Ultrason dalgaları belli bir malzemeden belli bir ses hızıyla farklı hız kırılmasına sahip bir ikinci malzemeye geçtiğinde, iki malzeme arasında bir ses ışını yansıması meydana gelecektir. Işık dalgaları için geçerli olan fizik yasaları aynı şekilde ultrason dalgaları için de geçerlidir. Ultrason dalgaları, farklı akustik özelliklere sahip iki malzeme arasındaki bir sınırda kırılırlar; böylece sesi belli herhangi bir açıda (belli sınırlar dahilinde) bir malzemeye ışınlayabilecek şekilde yapılabilirler. Ses, farklı akustik özelliklere sahip iki malzeme arasındaki bir sınırda yansıtıldığından, ultrason kaynak ayıplarının tespit edilmesinde faydalı bir araçtır. Hız belli bir malzeme için sabit olduğundan ve ses düz bir çizgi halinde hareket ettiğinden (doğru ekipmanda), ultrason belli bir reflektör hakkında doğru konumsal bilgiler vermek için de kullanılabilir. Ultrasonik sonda yukarıda elde edilen konumsal bilgilerle hareket ettirildiğinde belli bir reflektörün yansıma kalıbının ve davranışının dikkatli incelenmesi sonucunda, komponent geçmişine ilişkin elde edilen bilgi deneyimli ultrason operatörünün cüruf, füzyon eksikliği veya bir çatlak gibi reflektörü sınıflandırabilmesini sağlar.
2.1 Ultrason test ekipmanı
Manuel ultrason teste ilişkin ekipman aşağıda belirtilenlerden oluşur:
• Bir kusur dedektörü: - Puls üreteci. - Bir ayarlanabilir gecikme kontrolüne sahip ayarlanabilir zaman esaslı üreteç. - Tamamen rektifiye edilmiş ekranlı katot ışın tüpü. - Bir derecelendirilmiş kazanım kontrolüne veya atenüatöre sahip kalibreli yükseltici
• Bir ultrason sondası: - Elektrik titreşimlerini mekanik titreşimlere çevirebilen veya tersini
yapabilen piezo-elektrik kristal eleman - Sonda pabucu; normalde, kristal’in bir uygun yapıştırıcı kullanılarak sıkıcı
tutturulduğu bir Perspex bloğu - Aşırı çınlamayı engellemeye yönelik elektrik ve/veya mekanik kristal
sönümlendirme araçları
Sözkonusu ekipman hafif ve son derece taşınabilir niteliktedir. Ultrason testine yönelik otomatik veya yarı otomatik sistemler aynı temel ekipmanı kullanırlar; buna karşın, genel olarak bu çok-kanallı ekipman olacağından, daha kaba ve daha az taşınabilir niteliktedir. Otomatik sistemlere ilişkin sondalar diziler halinde ayarlanırlar ve sondalara ilişkin konumsal bilgilerin bilgisayara beslenmesi için bir tür manipülatöre gerek duyulur. Otomatik sistemler çok büyük miktarda veri üretirler ve bilgisayar RAM belleğinin büyük olmasını gerektirirler. Otomatik UT’de yakın tarihlerde kaydedilen ilerlemeler, belli bir kaynak uzunluğu için daha az verinin kaydedilmesine olanak vermiştir. Basitleştirilmiş sonda dizileri, belli bir görevi yerine getirmek için otomatik sistemin ayarlanmasındaki karmaşıklığı büyük ölçüde azaltmıştır. Bugün otomatik UT sistemleri, çok sayıda benzer incelemenin sistem geliştirme birim maliyetinin rekabetçi bir düzeye azaltılmasına olanak verdiği boru hatları gibi konstrüksiyonlarda radyografiye karşı ciddi bir alternatif oluşturmaktadır.
Ultrason cihazı.
Sıkıştırma ve kesme dalgası sondası.
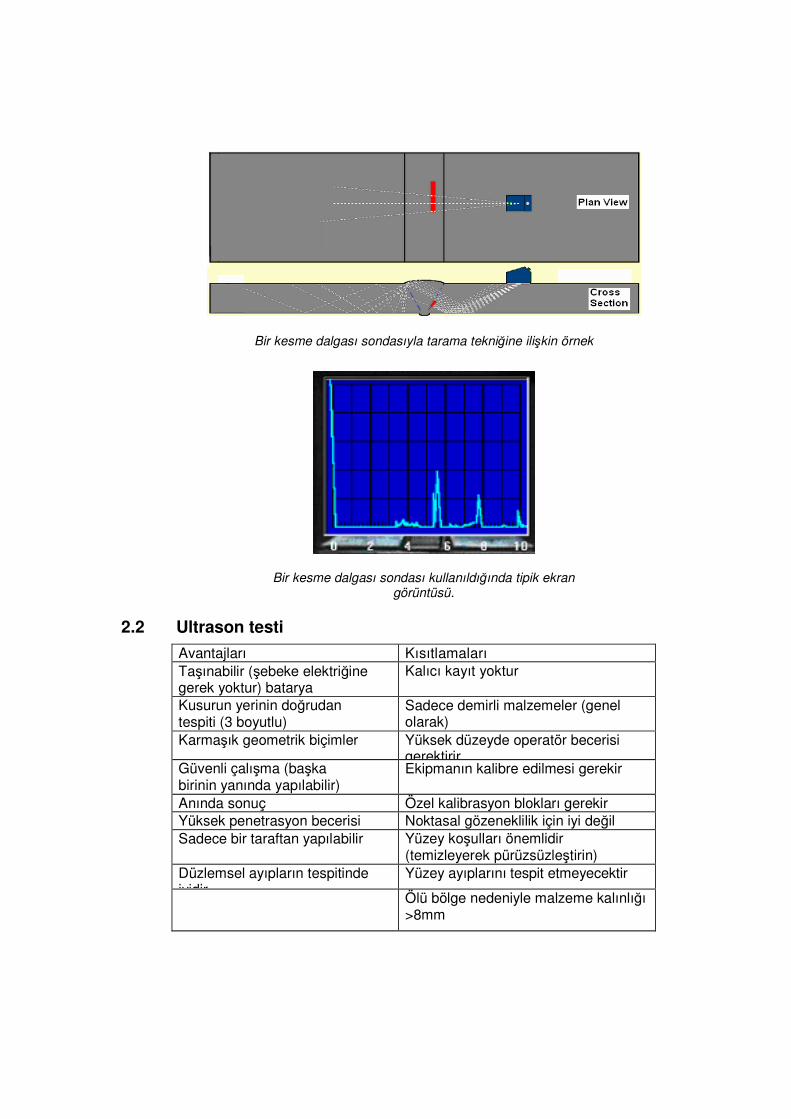
Bir kesme dalgası sondasıyla tarama tekniğine ilişkin örnek
Bir kesme dalgası sondası kullanıldığında tipik ekran görüntüsü.
2.2 Ultrason testi
Avantajları Kısıtlamaları Taşınabilir (şebeke elektriğine gerek yoktur) batarya
Kalıcı kayıt yoktur
Kusurun yerinin doğrudan tespiti (3 boyutlu)
Sadece demirli malzemeler (genel olarak)
Karmaşık geometrik biçimler Yüksek düzeyde operatör becerisi gerektirir
Güvenli çalışma (başka birinin yanında yapılabilir)
Ekipmanın kalibre edilmesi gerekir
Anında sonuç Özel kalibrasyon blokları gerekir Yüksek penetrasyon becerisi Noktasal gözeneklilik için iyi değil Sadece bir taraftan yapılabilir Yüzey koşulları önemlidir
(temizleyerek pürüzsüzleştirin) Düzlemsel ayıpların tespitinde iyidir
Yüzey ayıplarını tespit etmeyecektir
Ölü bölge nedeniyle malzeme kalınlığı >8mm
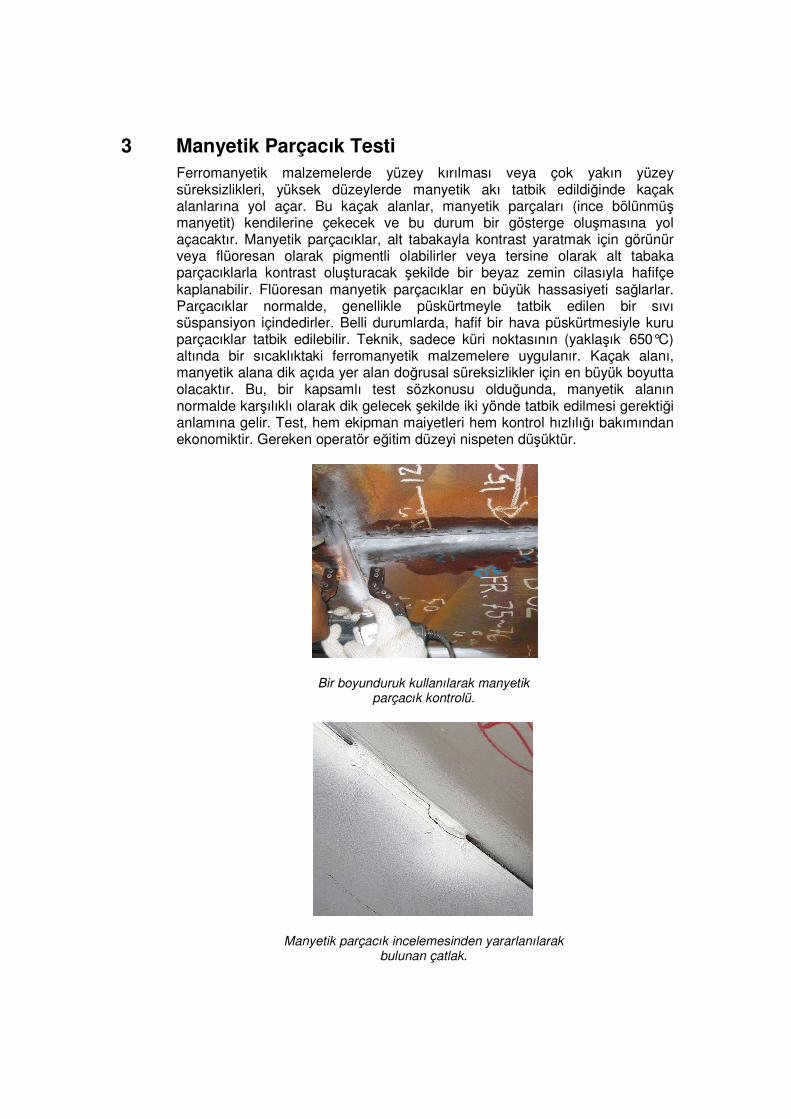
3 Manyetik Parçacık Testi
Ferromanyetik malzemelerde yüzey kırılması veya çok yakın yüzey süreksizlikleri, yüksek düzeylerde manyetik akı tatbik edildiğinde kaçak alanlarına yol açar. Bu kaçak alanlar, manyetik parçaları (ince bölünmüş manyetit) kendilerine çekecek ve bu durum bir gösterge oluşmasına yol açacaktır. Manyetik parçacıklar, alt tabakayla kontrast yaratmak için görünür veya flüoresan olarak pigmentli olabilirler veya tersine olarak alt tabaka parçacıklarla kontrast oluşturacak şekilde bir beyaz zemin cilasıyla hafifçe kaplanabilir. Flüoresan manyetik parçacıklar en büyük hassasiyeti sağlarlar. Parçacıklar normalde, genellikle püskürtmeyle tatbik edilen bir sıvı süspansiyon içindedirler. Belli durumlarda, hafif bir hava püskürtmesiyle kuru parçacıklar tatbik edilebilir. Teknik, sadece küri noktasının (yaklaşık 650°C) altında bir sıcaklıktaki ferromanyetik malzemelere uygulanır. Kaçak alanı, manyetik alana dik açıda yer alan doğrusal süreksizlikler için en büyük boyutta olacaktır. Bu, bir kapsamlı test sözkonusu olduğunda, manyetik alanın normalde karşılıklı olarak dik gelecek şekilde iki yönde tatbik edilmesi gerektiği anlamına gelir. Test, hem ekipman maiyetleri hem kontrol hızlılığı bakımından ekonomiktir. Gereken operatör eğitim düzeyi nispeten düşüktür.
Bir boyunduruk kullanılarak manyetik parçacık kontrolü.
Manyetik parçacık incelemesinden yararlanılarak bulunan çatlak.
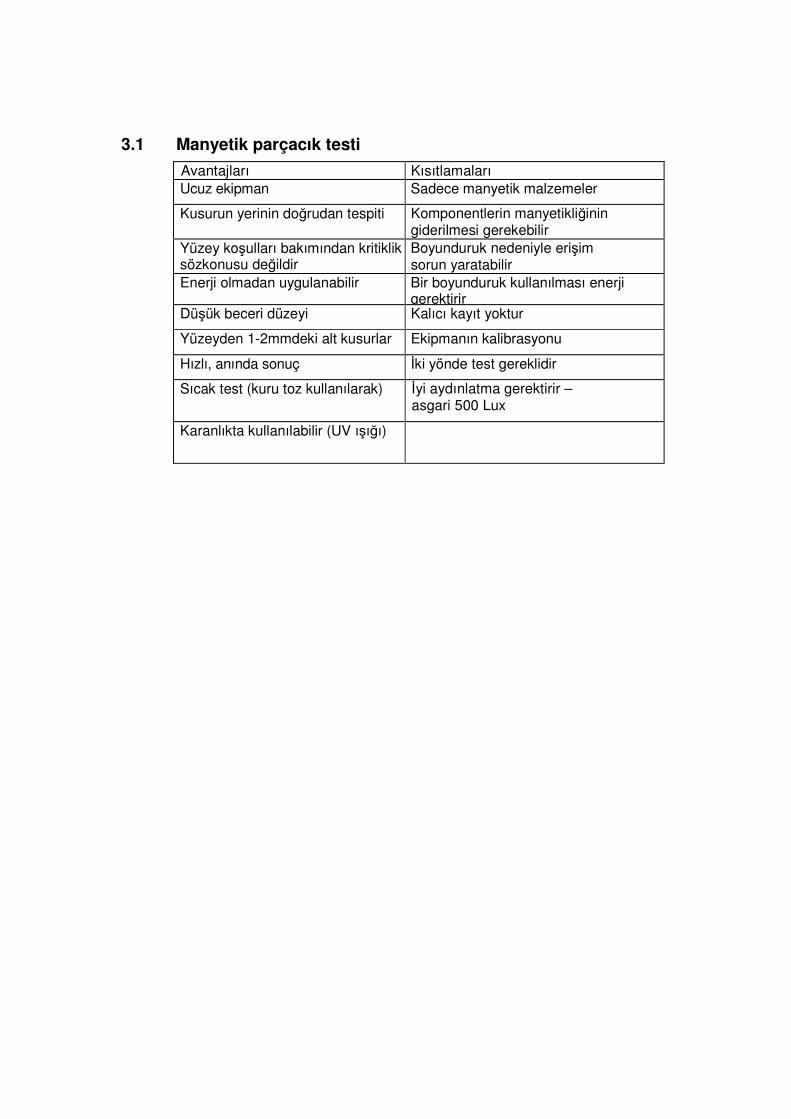
3.1 Manyetik parçacık testi
Avantajları Kısıtlamaları Ucuz ekipman Sadece manyetik malzemeler
Kusurun yerinin doğrudan tespiti Komponentlerin manyetikliğinin giderilmesi gerekebilir
Yüzey koşulları bakımından kritiklik sözkonusu değildir
Boyunduruk nedeniyle erişim sorun yaratabilir
Enerji olmadan uygulanabilir Bir boyunduruk kullanılması enerji gerektirir
Düşük beceri düzeyi Kalıcı kayıt yoktur
Yüzeyden 1-2mmdeki alt kusurlar Ekipmanın kalibrasyonu
Hızlı, anında sonuç İki yönde test gereklidir
Sıcak test (kuru toz kullanılarak) İyi aydınlatma gerektirir – asgari 500 Lux
Karanlıkta kullanılabilir (UV ışığı)

4 Boya Penetran Testi
İyi ıslatma özelliklerine sahip herhangi bir sıvı bir penetran olarak işlev görecektir. Penetranlar, kapiler kuvvetler yoluyla yüzey-kırılması süreksizliklerinin içine çekilirler. Bir dar süreksizliğin içine giren penetran, fazla penetran alınsa bile orada kalacaktır. Bir uygun geliştiricinin uygulanması, sözkonusu süreksizliklerin içindeki penetranı dışarı boşalmaya teşvik edecektir. Eğer penetran ile geliştirici arasında bir uygun kontrast varsa, gözle görülebilecek bir endikasyon oluşacaktır. Bu kontrast ya görünür veya flüoresan boyalar yoluyla sağlanabilir.Flüoresan boyaların kullanılması tekniğin hassasiyetini önemli ölçüde artırır. Teknik uç sıcaklık derecelerinde uygulanamaz; çünkü düşük sıcaklıklarda (5°C’nin altında), penetran aracı (normalde yağ) aşırı viskoze olacak ve penetrasyon süresinde artışa ve dolayısıyla hassasiyette azalmaya yol açacaktır. Yüksek sıcaklıklarda ise 60°C’nin üstünde), penetran kuruyacak ve teknik işe yaramayacaktır.
Boya penetran incelemesi sırasında kırmızı boya uygulama yöntemleri.
Obya penetran incelemesi kullanılarak bulunan çatlak.
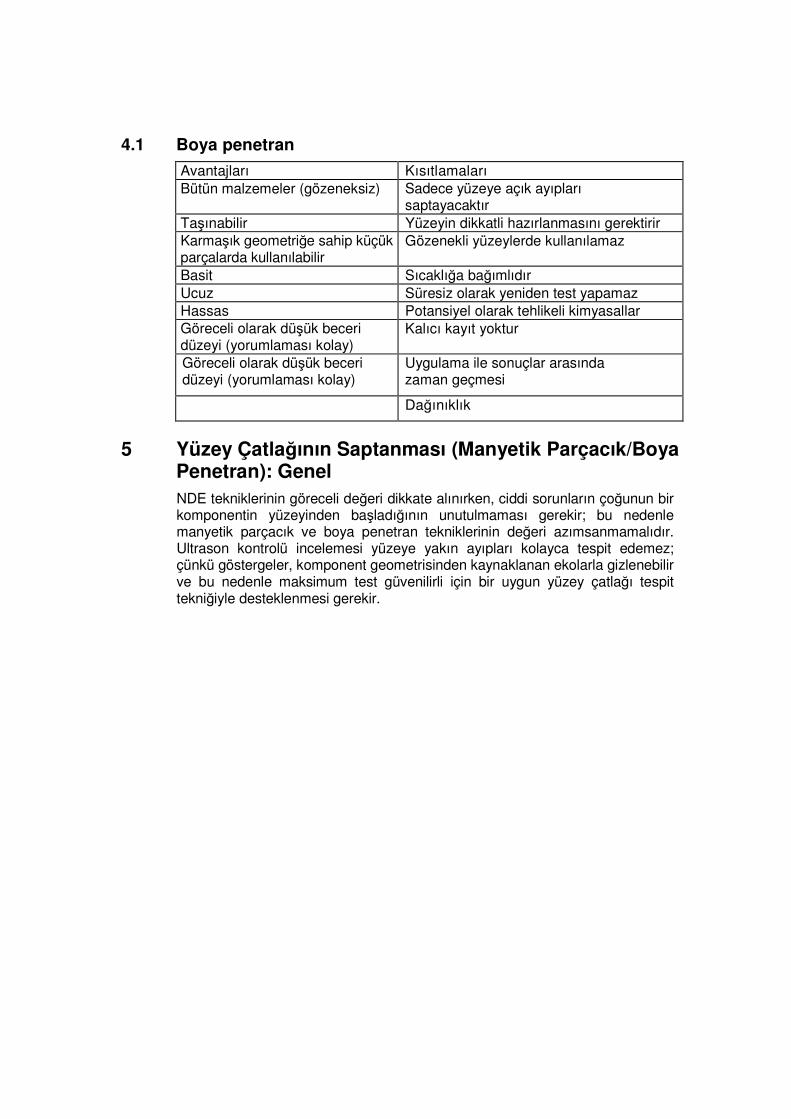
4.1 Boya penetran
Avantajları Kısıtlamaları Bütün malzemeler (gözeneksiz) Sadece yüzeye açık ayıpları
saptayacaktır Taşınabilir Yüzeyin dikkatli hazırlanmasını gerektirir Karmaşık geometriğe sahip küçük parçalarda kullanılabilir
Gözenekli yüzeylerde kullanılamaz
Basit Sıcaklığa bağımlıdır Ucuz Süresiz olarak yeniden test yapamaz
Hassas Potansiyel olarak tehlikeli kimyasallar Göreceli olarak düşük beceri düzeyi (yorumlaması kolay)
Kalıcı kayıt yoktur
Göreceli olarak düşük beceri düzeyi (yorumlaması kolay)
Uygulama ile sonuçlar arasında zaman geçmesi
Dağınıklık
5 Yüzey Çatlağının Saptanması (Manyetik Parçacık/Boya Penetran): Genel
NDE tekniklerinin göreceli değeri dikkate alınırken, ciddi sorunların çoğunun bir komponentin yüzeyinden başladığının unutulmaması gerekir; bu nedenle manyetik parçacık ve boya penetran tekniklerinin değeri azımsanmamalıdır. Ultrason kontrolü incelemesi yüzeye yakın ayıpları kolayca tespit edemez; çünkü göstergeler, komponent geometrisinden kaynaklanan ekolarla gizlenebilir ve bu nedenle maksimum test güvenilirli için bir uygun yüzey çatlağı tespit tekniğiyle desteklenmesi gerekir.
Bölüm 6
WPS/Kaynakçı Kalifikasyonları
Genel
Yapılar ve basınçlı elemanlar kaynaklamayla üretildiğinde, bütün kaynaklı bağlantıların sağlam olmaları ve uygulama için uygun özellikler barındırmaları temeldir.
Kaynak kontrolü, kaynaklı bağlantıların gereken özelliklere sahip olmalarını sağlamak için kullanılması gereken kaynaklama koşulları hakkında ayrıntılı yazılı talimatlar veren Kaynaklama Prosedürü Şartnameleri (WPS’ler) yoluyla gerçekleştirilir.
WPS’lerin kaynakçıların eğitilmesine yönelik atölye belgeleri olmalarına karşın, kontrolörler bunlar hakkında bilgi sahibi olmalıdırlar; çünkü kaynakçıların öngörülen koşullara uygun şekilde çalışıp çalışmadıklarını kontrol ederken WPS’lere başvurmaları gerekecektir.
Kaynakçıların WPS’leri anlamaları ve kusurlu olmayan kaynaklar yapabilme becerilerine sahip olmaları ve bu becerilerini üretim kaynakları yapmadan önce kanıtlamaları gerekir.
1 Kalifiye Kaynaklama Prosedürü Şartnameleri
Çoğu uygulama için kalifipe WPS’lerin kullanılması endüstri uygulaması durumundadır.
Bir kaynaklama prosedürü, genellikle bağlantının özelliklerinin uygulama standardı ve kullanıcı/nihai kullanıcı tarafından öngörülen koşulları sağladığını kanıtlamaya yönelik bir test kaynağının yapılması suretiyle değerlendirilir.
Bağlantının mekanik özelliklerinin kanıtlanması kalifikasyon testlerinin ana amacıdır, fakat bir ayıpsız kaynağın üretilebildiğini göstermek de çok önemlidir.
Bir test kaynağı içinkullanılanlara benzer kaynaklama koşullarına uygun olarak yapılan üretim kaynakları benzer özelliklere sahip olmalı ve dolayısıyla planlanan amaçlarına uygun olmalıdır.
Şekil 1, öngörülmesi gereken bütün kaynak koşullarının ayrıntılarını veren Avrupa Kaynak Standardı formatına uygun olarak yazılmış bir tipik WPS örneğidir.
1.1
Prosedür kalifikasyonuna ilişkin kaynaklama standartları
Aşağıda belirtilenler hakkında kapsamlı ayrıntılar vermek üzere Avrupa ve Amerikan Standartları geliştirilmiştir: uropean and American Standards have been developed
• Bağlantı özelliklerini göstermek için bir kaynaklı test parçasının nasıl yapılması gerektiği. • Test amacının nasıl test edilmesi gerektiği. • Hangi kaynak ayrıntılarının bir WPS’ye dahil edilmesi gerektiği. • Belli bir kalifikasyon test kaynağının olanak verdiği üretim kaynağı aralığı.
Bu gereklilikleri öngörün ana Avrupa Standartları şunlardır:
EN ISO 15614 Metal malzemelere yönelik kaynaklama prosedürleri şartnamesi ve kalifikasyonu – Kaynaklama prosedürü testi
Bölüm 1: Çeliklerin ark ve gaz kaynaklaması ve nikel ve nikel alaşımların ark kaynaklaması Bölüm 2: Alüminyum ve alüminyum alaşımlarının ark kaynaklaması
Prosedür kalifikasyonu için ana Amerikan Standartları şunlardır:
ASME Bölüm IX Basınçlı sistemler (kaplar ve boru sistemleri)
AWS D1.1 Çeliklerin yapısal kaynaklaması
AWS D1.2 Alüminyumun yapısal kaynaklaması
1.2 Kaynaklama prosedürlerine ilişkin kalifikasyon işlemi
Kalifiye WPS’lerin genelde kaynak bağlantı özelliklerini göstermek için yapılmış olan test kaynaklarına dayanmalarına karşın, kaynaklama standartları aynı zamanda kalifiye WPS’lerin başka verilere (bazı uygulamalar için) dayalı olarak yazılmasına da olanak verirler.
Bazı uygulamalar için kalifiye WPS’ler yazılması için kullanılabilen bazı alternatif yollar şunlardır:
• Bir standart kaynaklama prosedürünün benimsenmesi yoluyla
kalifikasyon– başka imalatçılar tarafından önceden kalifiye edilen ve belgelendirilen test kaynakları.
• Önceki kaynaklama tecrübesine dayanan kalifikasyon – tekrar tekrar yapılan ve servis kayıtlarıyla uygun özelliklere sahip oldukları kanıtlanan kaynak bağlantıları.
Bir test kaynağı yoluyla Avrupa Standartlarına uygun prosedür kalifikasyonu (ASME Bölüm IX ve AWS ile aynı şekilde), Tablo 1’de gösterildiği gibi tipleştirilen bir dizi işlemi gerektirir:
Bir başarılı prosedür kalifikasyon testi, bir örneği Şekil 2’de gösterilen bir Kaynaklama Prosedürü Kalifikasyon Kaydının (WPQR) düzenlenmesiyle tamamlanır.
1.3 Bir WPQR ve bir WPS arasındaki ilişki
Bir WPQR’nin düzenlenmesinden sonra, kaynak mühendisi yapılması gereken çeşitli üretim kaynak bağlantıları için kalifiye WPS’ler yazabilir.
Bir kalifiye WPS üzerine yazılmasına izin verilen kaynaklama koşulları kalifikasyon aralığı olarak belirtilir ve bu aralık test parçası için kullanılan kaynaklama koşullarına (işletildiği-şekliyle ayrıntıları) dayanır ve WPQR’nin bir parçasını oluşturur.
Kaynaklama koşulları Avrupa ve Amerikan Kaynaklama Standartları tarafından kaynaklama değişkenleri olarak adlandırılır ve ya temel ya da temel olmayan değişkenler şeklinde sınıflandırılır.
Bu değişkenler aşağıda belirtildiği gibi tanımlanabilir:
• Temel değişken: Kaynaklı parçanın mekanik özellikleri üzerinde bir etkiye
sahip olan bir değişken (standart tarafından öngörülen sınırları aşacak şekilde değişmesi durumu WPS’nin yeniden kalifiye edilmesini gerektirecektir).
• Temel olmayan değişken: Bir WPS üzerinde öngörülmesi gereken, fakat kaynaklı parçanın mekanik özellikleri üzerinde önemli bir etkiye sahip olmayan bir değişken (yeniden kalifikasyona gerek olmadan değiştirilebilir, fakat bir yeni WPS’nin yazılmasını gerektirecektir).
Temel değişkenlerin mekanik özellikler üzerinde önemli bir etkiye sahip olmaları nedeniyle bunlar kalifikasyon aralığını belirleyen ve bir WPS’ye nelerin yazılabileceğini tayin eden kontrol edici değişkenlerdir.
Eğer bir kaynakçı belli bir WPS’de verilen kalifikasyon aralığı dışındaki koşullardan yararlanarak bir üretim kaynağı yaparsa, kaynaklı bağlantının gerekli özelliklere sahip olmaması tehlikesi vardır; bu nedenle iki seçenek mevcuttur:
1 Etkilenen kaynak için kullanılanlara benzeyen kaynak koşulları kullanılarak
başka bir test kaynağının yapılması ve özelliklerin hala öngörülen koşulları karşıladığını kanıtlamak için ilgili WPQR için kullanılanlarla aynı testlere tabi tutulması.
2 Etkilenen kaynağın kaldırılması ve sözkonusu WPS’ye kesinlikle uygun
şekilde bağlantının yeniden kaynaklanması.
Temel olarak sınıflandırılan kaynaklama değişkenlerinin çoğu hem Avrupa hem Amerikan Kaynaklama Standartlarında aynıdır, fakat kalifikasyon aralıkları farklı olabilir.
Bazı uygulama standartları kendi temel değişkenlerini belirtirler ve prosedürler kalifiye edilirken ve WPS’ler yazılırken bunların dikkate alınmasını sağlamak gerekir.
Temel değişkenlere ilişkin örnekler (Avrupa Kaynaklama Standartlarına göre) Tablo 2’de verilmektedir.
2 Kaynakçı Kalifikasyonu
Kalifiye WPS’lerin kullanımı, üretim kaynağının kontrol edilmesine yönelik kabul edilmiş yöntemdir; fakat bu ancak kaynakçıların bunları anlayabilmeleri ve bunlara uygun olarak çalışabilmeleri durumunda başarılı olacaklardır.
Kaynakçılar ayrıca sağlam (ayıpsız) kaynakları sürekli olarak üretebilme becerisine de sahip olmalıdırlar.
Kaynaklama Standartları, kaynakçıların belli malzemelerle belli üretim kaynaklarını yapma becerilerine sahip olduklarını göstermek için hangi test kaynaklarının gerekli olduğuna ilişkin yönlendirici bilgi vermek üzere geliştirilmişlerdir.
2.1 Kaynakçı kalifikasyonuna ilişkin kaynaklama standartları
Koşulları öngören temel Avrupa Standartları şunlardır:
EN 287-1 Kaynakçıların kalifikasyon testi– Ergitme kaynağı Bölüm 1: Çelikler
EN ISO 9606-2 Kaynakçıların kalifikasyon testi – Ergitme kaynağı Bölüm 2: Alüminyum ve alüminyum alaşımları
EN 1418 Kaynak personeli – Ergitme kaynağı için kaynak
operatörlerinin onay testi ve metal malzemelerin tamamen mekanik ve otomatik kaynaklaması için dirençli kaynak belirleyicileri
Kaynakçı kalifikasyonuna ilişkin koşulları belirleyen ana Amerikan Standartları:
ASME Bölüm IX Basınçlı sistemler (kaplar ve boru sistemleri)
AWS D1.1 Çeliklerin yapısal kaynaklaması
AWS D1.2 Alüminyumun yapısal kaynaklaması
2.2 Kaynakçılar için kalifikasyon işlemi
Avrupa Standartlarına göre kaynakçıların kalifikasyon testi, test kaynaklarının yapılmasını ve kaynakçının WPS’yi anladığını ve bir sağlam kaynak üretebildiğini kanıtlamak için öngörülen testlere tabi tutulmalarını gerektirir.
Manuel ve yarı otomatik kaynaklama için, testlerde vurgulanan husus elektrod veya kaynak hamlacını kullanma becerisini kanıtlamak olacaktır.
Mekanik ve otomatik kaynaklama için, vurgulanan husus kaynaklama operatörlerinin belli kaynak ekipmanı tiplerini kontrol etme yeteneğine sahip olduklarının kanıtlanmasıdır.
Amerikan Standartları, kaynakçıların birinci üretim kaynağını NDT’ye tabi tutarak sağlam kaynaklar üretebildiklerini kanıtlamalarına olanak verirler.
Tablo 3’te, Avrupa Standartlarına uygun olarak kaynakçıların kalifikasyonunu belirlemek için gereken adımlar gösterilmektedir.
Şekil 3’te, Avrupa Standartlarına uygun olarak bir tipik Kaynakçı Kalifikasyon Sertifikası gösterilmektedir.
2.3 Kaynakçı kalifikasyonu ve izin verilen üretim kaynağı
Kaynakçının, Kaynakçı Kalifikasyon Sertifikasında gösterilen kalifikasyon aralığı içinde üretim kaynakları yapmasına izin verilir. Kalifikasyon aralığı, aşağıda tanımlandığı gibi kaynakçı kalifikasyonu temel değişkenleri için Kaynak Standardı tarafından öngörülen limitlere dayanır:
Kaynak Standardı tarafından öngörülen sınırları aşacak kadar değiştirildiğinde, test kaynağıyla kanıtlanandan daha büyük beceri gerektirebilecek bir değişken.
Kaynakçı kalifikasyonu için temel olarak sınıflandırılan bazı kaynaklama değişkenleri, kaynak prosedürü kalifikasyonu için temel olarak sınıflandırılanlarla aynı tiplerdedir, fakat kalifikasyon aralığı önemli ölçüde daha geniş olabilir.
Bazı temel değişkenler kaynakçı kalifikasyonu için özeldir.
Kaynakçı kalifikasyonu değişkenlerine ilişkin örnekler Tablo 4’de verilmektedir.
2.4 Bir kaynakçı kalifikasyon sertifikasının geçerlilik süresi
Bir kaynakçının kalifikasyonu, test parçasının kaynaklanma tarihinden itibaren başlar.
Avrupa Standardı, bir kalifikasyon sertifikasının iki yıl süreyle geçerli kalmasına izin verir; yalnız şu şartla ki:
• Kaynak koordinatörü veya başka sorumlu kişi, kaynakçının kalifikasyon başlangıç aralığı dahilinde çalıştığını teyit edebilmelidir. • Başlangıç kalifikasyon aralığı dahiline çalışma altı ayda bir teyit edilir.
2.5 Kaynakçı kalifikasyonunun uzatılması
Bir kaynakçının kalifikasyon sertifikası bir incelemeci/inceleme organı tarafından iki yılda bir uzatılabilir, fakat uzatma öncesinde belli koşulların yerine getirilmesi gerekir:
• Kaynakçıya ve üretim kaynağı için kullanılan WPS’lere ilişkin kayıtların/ kanıtların mevcut olması. • Destekleyici kanıtlar, uzatma tarihinden önceki alt ay içinde yapılmış iki
kaynak üzerinde kaynakçının üretim kaynaklarının (T veya UT) hacimsel incelenmesiyle ilgili olmalıdır.
• Destekleyici kanıt kaynaklar, Avrupa kaynak standardı tarafından öngörülen kusurlara ilişkin kabul düzeylerine uygun olmalı ve orijinal test kaynağıyla aynı koşullar altında yapılmış olmalıdır.
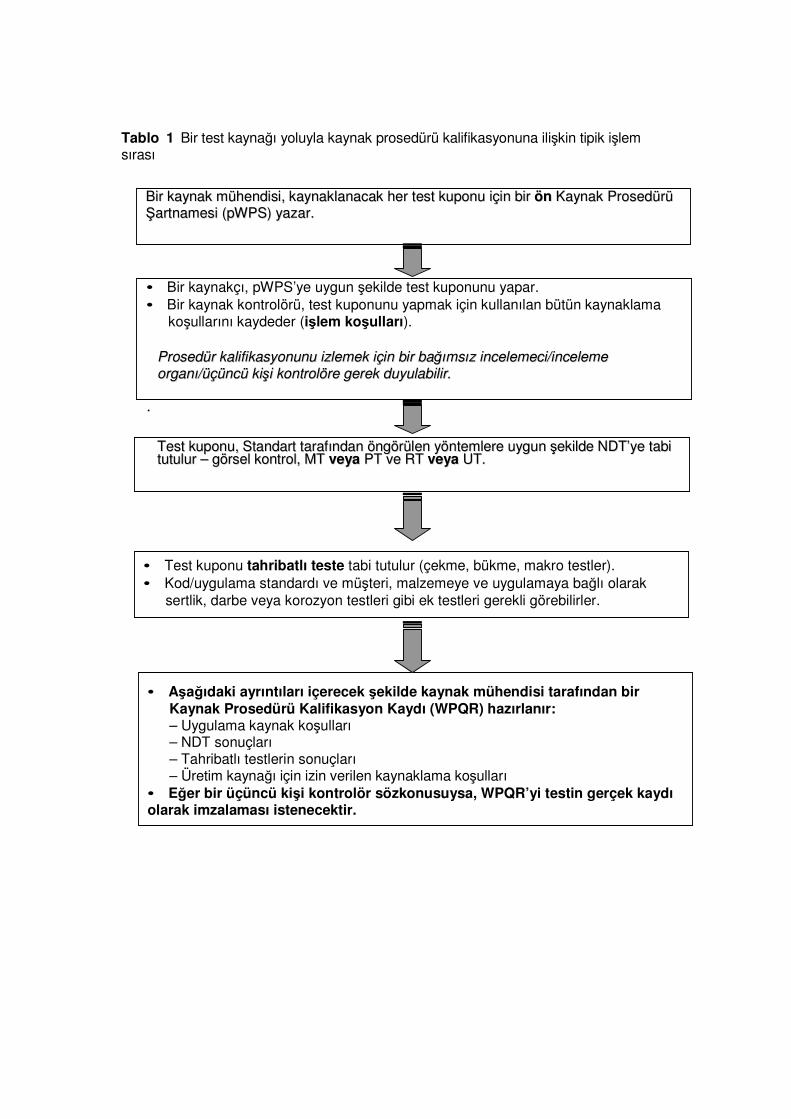
Tablo 1 Bir test kaynağı yoluyla kaynak prosedürü kalifikasyonuna ilişkin tipik işlem sırası
BBiirr kkaayynnaakk mmüühheennddiissii,, kkaayynnaakkllaannaaccaakk hheerr tteesstt kkuuppoonnuu iiççiinn bbiirr öönn KKaayynnaakk PPrroosseeddüürrüü ŞŞaarrttnnaammeessii ((ppWWPPSS)) yyaazzaarr..
• Bir kaynakçı, pWPS’ye uygun şekilde test kuponunu yapar. • Bir kaynak kontrolörü, test kuponunu yapmak için kullanılan bütün kaynaklama
koşullarını kaydeder (işlem koşulları). PPrroosseeddüürr kkaalliiffiikkaassyyoonnuunnuu iizzlleemmeekk iiççiinn bbiirr bbaağğıımmssıızz iinncceelleemmeeccii//iinncceelleemmee oorrggaannıı//üüççüünnccüü kkiişşii kkoonnttrroollöörree ggeerreekk dduuyyuullaabbiilliirr..
..
TTeesstt kkuuppoonnuu,, SSttaannddaarrtt ttaarraaffıınnddaann öönnggöörrüülleenn yyöönntteemmlleerree uuyygguunn şşeekkiillddee NNDDTT’’yyee ttaabbii ttuuttuulluurr –– ggöörrsseell kkoonnttrrooll,, MMTT vveeyyaa PPTT vvee RRTT vveeyyaa UUTT..
• Test kuponu tahribatlı teste tabi tutulur (çekme, bükme, makro testler). • Kod/uygulama standardı ve müşteri, malzemeye ve uygulamaya bağlı olarak
sertlik, darbe veya korozyon testleri gibi ek testleri gerekli görebilirler.
• Aşağıdaki ayrıntıları içerecek şekilde kaynak mühendisi tarafından bir Kaynak Prosedürü Kalifikasyon Kaydı (WPQR) hazırlanır: – Uygulama kaynak koşulları – NDT sonuçları – Tahribatlı testlerin sonuçları – Üretim kaynağı için izin verilen kaynaklama koşulları
• Eğer bir üçüncü kişi kontrolör sözkonusuysa, WPQR’yi testin gerçek kaydı olarak imzalaması istenecektir.
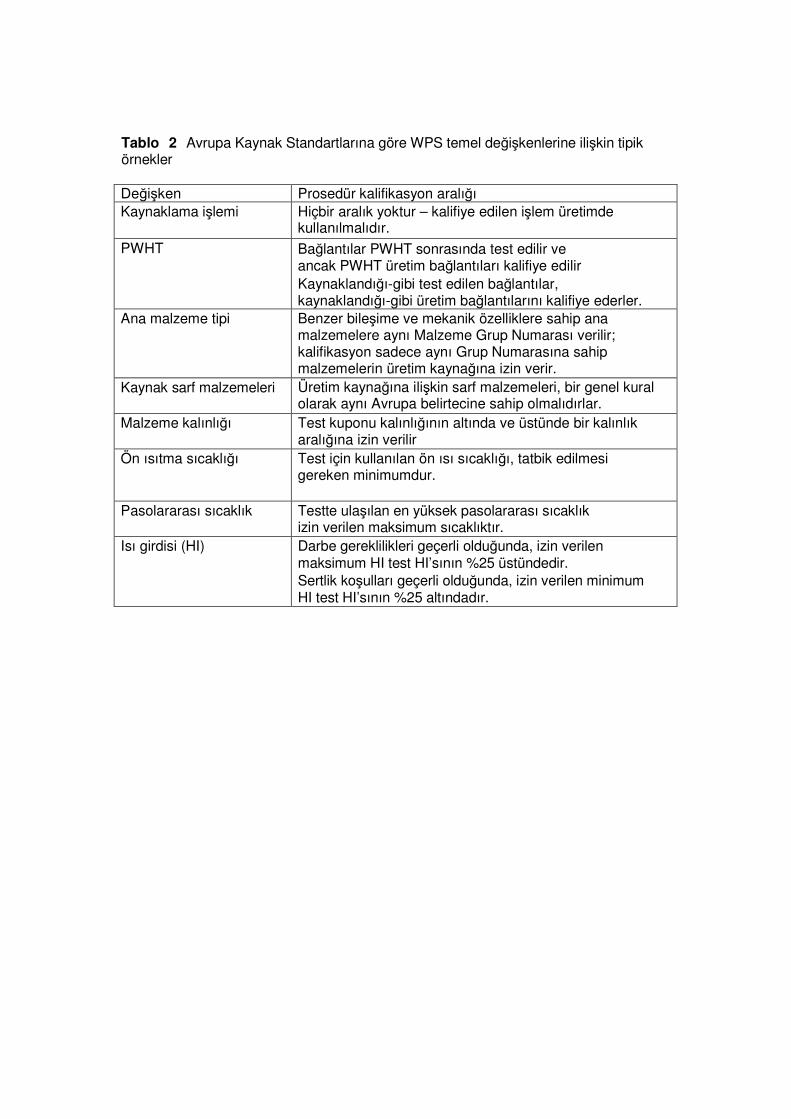
Tablo 2 Avrupa Kaynak Standartlarına göre WPS temel değişkenlerine ilişkin tipik örnekler
Değişken Prosedür kalifikasyon aralığı Kaynaklama işlemi Hiçbir aralık yoktur – kalifiye edilen işlem üretimde
kullanılmalıdır.
PWHT Bağlantılar PWHT sonrasında test edilir ve ancak PWHT üretim bağlantıları kalifiye edilir Kaynaklandığı-gibi test edilen bağlantılar, kaynaklandığı-gibi üretim bağlantılarını kalifiye ederler.
Ana malzeme tipi Benzer bileşime ve mekanik özelliklere sahip ana malzemelere aynı Malzeme Grup Numarası verilir; kalifikasyon sadece aynı Grup Numarasına sahip malzemelerin üretim kaynağına izin verir.
Kaynak sarf malzemeleri Üretim kaynağına ilişkin sarf malzemeleri, bir genel kural olarak aynı Avrupa belirtecine sahip olmalıdırlar.
Malzeme kalınlığı Test kuponu kalınlığının altında ve üstünde bir kalınlık aralığına izin verilir
Ön ısıtma sıcaklığı Test için kullanılan ön ısı sıcaklığı, tatbik edilmesi gereken minimumdur.
Pasolararası sıcaklık Testte ulaşılan en yüksek pasolararası sıcaklık izin verilen maksimum sıcaklıktır.
Isı girdisi (HI) Darbe gereklilikleri geçerli olduğunda, izin verilen maksimum HI test HI’sının %25 üstündedir. Sertlik koşulları geçerli olduğunda, izin verilen minimum HI test HI’sının %25 altındadır.
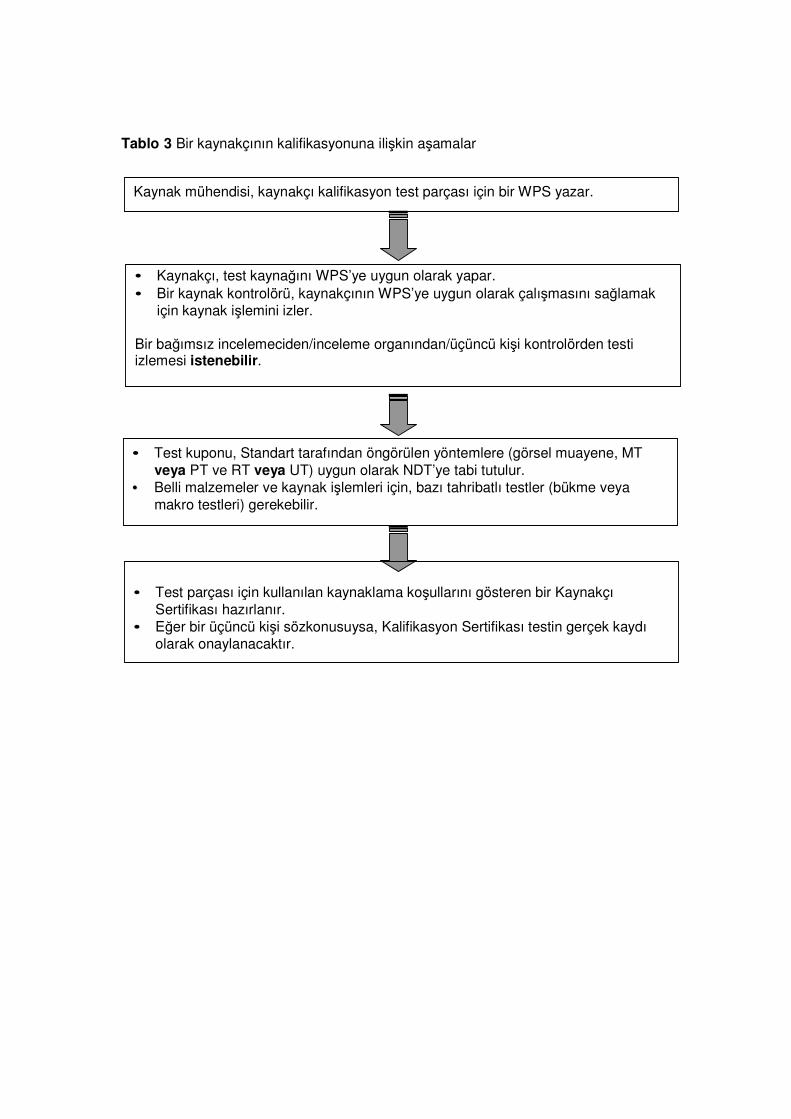
Tablo 3 Bir kaynakçının kalifikasyonuna ilişkin aşamalar
Kaynak mühendisi, kaynakçı kalifikasyon test parçası için bir WPS yazar.
• Kaynakçı, test kaynağını WPS’ye uygun olarak yapar. • Bir kaynak kontrolörü, kaynakçının WPS’ye uygun olarak çalışmasını sağlamak
için kaynak işlemini izler.
Bir bağımsız incelemeciden/inceleme organından/üçüncü kişi kontrolörden testi izlemesi istenebilir.
• Test kuponu, Standart tarafından öngörülen yöntemlere (görsel muayene, MT veya PT ve RT veya UT) uygun olarak NDT’ye tabi tutulur.
•• Belli malzemeler ve kaynak işlemleri için, bazı tahribatlı testler (bükme veya makro testleri) gerekebilir.
• Test parçası için kullanılan kaynaklama koşullarını gösteren bir Kaynakçı Sertifikası hazırlanır.
• Eğer bir üçüncü kişi sözkonusuysa, Kalifikasyon Sertifikası testin gerçek kaydı olarak onaylanacaktır.
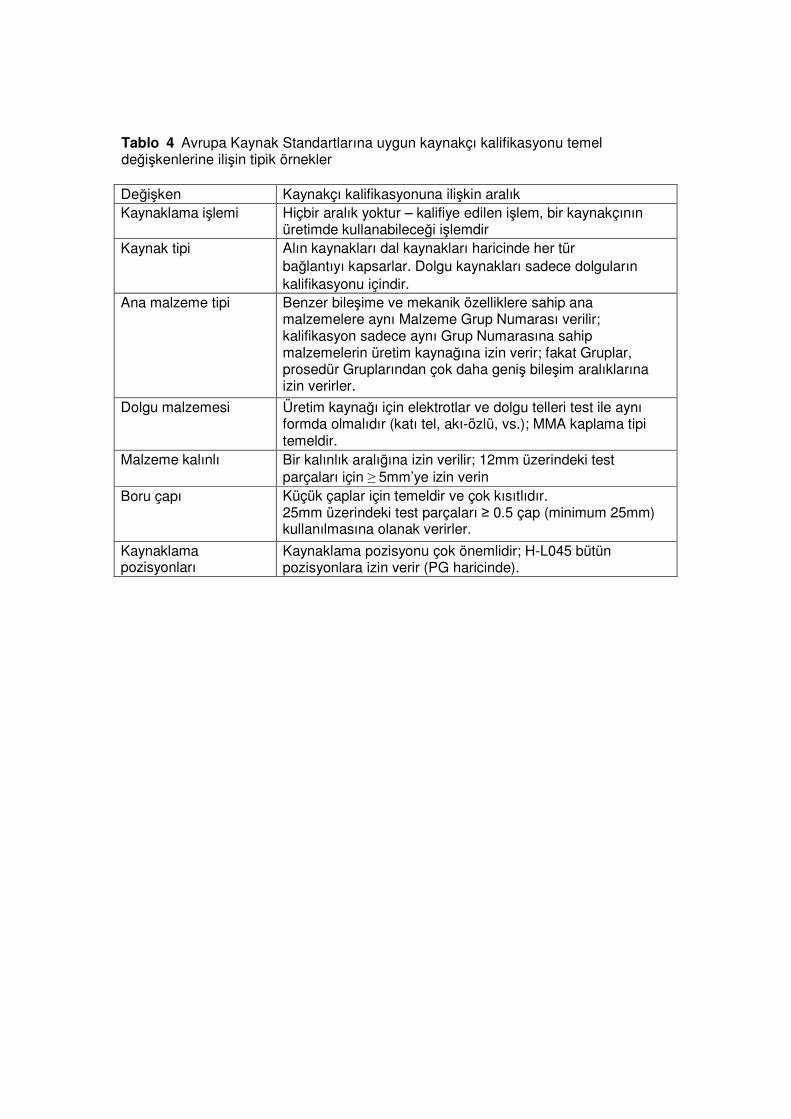
Tablo 4 Avrupa Kaynak Standartlarına uygun kaynakçı kalifikasyonu temel değişkenlerine ilişin tipik örnekler
Değişken Kaynakçı kalifikasyonuna ilişkin aralık Kaynaklama işlemi Hiçbir aralık yoktur – kalifiye edilen işlem, bir kaynakçının
üretimde kullanabileceği işlemdir Kaynak tipi Alın kaynakları dal kaynakları haricinde her tür
bağlantıyı kapsarlar. Dolgu kaynakları sadece dolguların kalifikasyonu içindir.
Ana malzeme tipi Benzer bileşime ve mekanik özelliklere sahip ana malzemelere aynı Malzeme Grup Numarası verilir; kalifikasyon sadece aynı Grup Numarasına sahip malzemelerin üretim kaynağına izin verir; fakat Gruplar, prosedür Gruplarından çok daha geniş bileşim aralıklarına izin verirler.
Dolgu malzemesi Üretim kaynağı için elektrotlar ve dolgu telleri test ile aynı formda olmalıdır (katı tel, akı-özlü, vs.); MMA kaplama tipi temeldir.
Malzeme kalınlı Bir kalınlık aralığına izin verilir; 12mm üzerindeki test parçaları için ≥ 5mm’ye izin verin
Boru çapı Küçük çaplar için temeldir ve çok kısıtlıdır. 25mm üzerindeki test parçaları ≥ 0.5 çap (minimum 25mm) kullanılmasına olanak verirler.
Kaynaklama pozisyonları
Kaynaklama pozisyonu çok önemlidir; H-L045 bütün pozisyonlara izin verir (PG haricinde).

Bölüm 7
Malzemelerin Kontrolü
Rev 1 Ocak 2009 Malzeme Kontrolü Telif © TWI Ltd 2009
1 Genel
Görsel/Kaynak Kontrolörünün görevlerinden biri malzemelerin kontrolünü gerçekleştirmektir; kontrolörün malzemeleri kontrol etmesini gerektiren bir takım durumlar vardır:
• Plaka veya boru fabrikasında. • Malzemenin üretimi veya yapımı sırasında. • Malzemenin montajı sırasında; genellikle bir planlanmış bakım programı,
geçici üretim molası veya üretimin durdurulması sırasında.
Üretimde ve kaynaklamada kullanılabilen çok çeşitli malzemeler mevcuttur. Bunlar aşağıdakileri içermekte, fakat bunlarla sınırlı kalmamaktadır:
• Çelikler • Paslanmaz çelikler • Alüminyum ve alaşımları • Nikel ve alaşımları • Bakır ve alaşımları • Titanyum ve alaşımları • Demir döküm
Bu malzemelerin hepsi, çeşitli uygulamalar ve endüstri sektörlerinin koşullarını karşılamak için üretimde, kaynak ve yapımda yaygın şekilde kullanılmaktadır. Malzemenin kontrolüyle ilgili olarak Kontrolörün dikkate alması gereken üç temel husus vardır:
1 Malzeme tipi ve kaynaklanabilirlik 2 Malzemenin izlenebilirliği 3 Malzeme koşulu ve boyutları.
2 Malzeme Tipleri ve Kaynaklanabilirlik
Bir Kaynak Kontrolörü, ilgili standart belgelerine uygunluğu kontrol etmek için malzeme tipini anlayabilmeli ve yorumlanmalıdır. Örneğin, BS EN, API, ASTM gibi malzeme standartları, kaynak prosedürü şartnamesi (WPS), satınalma siparişi, üretim çizimleri, kalite planı/sözleşme şartnamesi ve müşteri koşulları.
Çelik tipine ilişkin genel olarak kullanılan malzeme standardı BS EN 10025 – Sıcak haddelenmiş alaşımsız yapı çelikleri ürünleri.
Rev 1 Ocak 2009 Malzeme Kontrolü Telif © TWI Ltd 2009
Bu standarda, S355J2G3, ilişkin bir tipik çelik tipi aşağıda belirtildiği gibi sınıflandırılacaktır:
S Yapı çeliği 355 Minimum akma dayanımı: t ≤ 16mm’de N/mm² J2 Boyuna Charpy, 27Joules 6-20°C G3 Normalleştirilmiş veya normalleştirilmiş haddelenmiş
Malzeme tipi ve kaynaklanabilirlik bakımından, genel olarak kullanılan malzemeler ve bu malzemelerin çoğu alaşımı çeşitli kaynak işlemleri kullanılarak geniş bir kalınlık ve duruma göre çap aralığında ergitme yoluyla kaynaklanabilir.
ISO 15608 Kaynaklama – Bir metal malzeme gruplama sistemine ilişkin genel kurallar gibi başka standartlara,çelik üreticisinin ve kaynak sarf malzemesi veri kitaplarına başvurulması, Kontrolöre bir malzemenin veya sarf malzemesi tipinin belli bir uygulama için uygunluğuna ilişkin yönlendirici bilgiler sağlayacaktır.
3 Alaşım Yapan Elementler ve Bunların Etkileri
Demir Fe
Karbon C Dayanım
Manganez Mn Tokluk
Silikon Si < %0.3 oksit giderici Alüminyum Al Tane rafine edici, <0.008% oksit giderici + tokluk
Krom Cr Korozyon direnci Molibdenum Mo Sünme direnci için %1’dir Vanadyum V Dayanım
Nikel Ni Düşük sıcaklık uygulamaları Bakır Cu Hava koşullarına maruz kalan çelikler için kullanılır
(Corten) Sülfür S Artık element (sıcak gevrekliğe neden olabilir) Fosfor P Artık element titanyum Ti Tane rafine edici, bir mikro-alaşım yapıcı element
olarak kullanılır (dayanım ve tokluk)
Niyobyum Nb Tane rafine edici, bir mikro-alaşım yapıcı element olarak kullanılır (dayanım ve tokluk)
Rev 1 Ocak 2009 Malzeme Kontrolü Telif © TWI Ltd 2009
4 Malzeme İzlenebilirliği
İzlenebilirlik, ‘değerlendirilen şeyin geçmişini, uygulamasını ve yerini takim etme yeteneği” olarak tanımlanır. Bir kaynaklı ürün sözkonusu olduğunda, izlenebilirlik kontrolörün aşağıda belirtilenleri değerlendirmesini gerektirebilir:
• Malzemelerin kaynağı – hem ana hem dolgu malzemesi. • İşlem tarihi – örn. PWHT öncesinde veya sonrasında. • Ürünün yeri – bu genellikle belli bir parçaya veya alt tertibatı yöneliktir.
Malzemenin geçmişini izlemek için, kontrol belgelerine başvurulmalıdır. BS EN 10204 Metal ürünler – Kontrol belgelerinin türleri, bu belge tiplerine ilişkin yönlendirici belgeler sağlayan standart. BS EN 10204 standardı çerçevesinde, kontrol belgeleri iki tiptedir:
a) Spesifik olmayan kontrol
Aynı ürün şartnamesi tarafından tanımlanan ve aynı imalat işlemiyle yapılan ürünlerin siparişin koşullarına uygun olup olmadığını değerlendirmek için imalatçı tarafından kendi prosedürlerine göre gerçekleştirilen kontrol. 2.1 tipi belgelerde, imalatçı temin edilen ürünlerin test sonuçları dahil edilmeden siparişin koşullarına uygun olduğunu beyan eder.
2.2 tipi belgelerde, imalatçı temin edilen ürünlerin siparişin koşullarına uygun olduğunu beyan ettiği ve spesifik olmayan kontrole dayalı test sonuçları sunulur.
b) Spesifik kontrol
Temin edilecek ürünler üzerinde veya temin edilen ürünlerin bir parçasını oluşturduğu test üniteleri üzerinde bu ürünlerin siparişin koşullarına uygun olduklarını doğrulamak amacıyla ürün şartnamesine uygun olarak teslimat öncesinde gerçekleştirilen kontrol.
3.1 tipi belgelerde, imalatçı temin edilen ürünlerin siparişin koşullarına uygun olduklarını beyan eder ve test sonuçları sunulur.
3.2 tipi belgeler, imalatçının departmanından bağımsız olarak imalatçının yetkili kontrol temsilcisi tarafından ve alıcının yetkili temsilcisi veya resmi yönetmeliklerle belirlenen kontrolör tarafından hazırlanır ve burada temin edilen ürünlerin siparişin koşullarına uygun olduğunu beyan ederler ve test sonuçları sunulur.

Rev 1 Ocak 2009 Malzeme Kontrolü Telif © TWI Ltd 2009
Belli bir malzemenin uygulaması veya yerinin tespit edilmesi Kaynak Prosedürü Şartnamesinin (WPS) üretim çizimleri, kalite planı yoluyla veya malzemenin kullanım noktasında fiziksel kontrolüyle gerçekleştirilebilir.
Belli durumlarda, kontrolörün döküm numaralarının orijinal plakadan üretimde kullanılacak parçalara transferine tanıklık etmesi gerekebilir.
Boru hattı işlerinde, kontrolörün boru hattındaki her parçaya ilişkin bütün ilgili bilgileri kaydetmesi bir gerekliliktir. Büyük çaplı borularda, bu bilgi genellikle borunun içine şablonlanır. Daha küçük çaplı borularda, bilgi borunun dışına boylamasına şablonlanır.
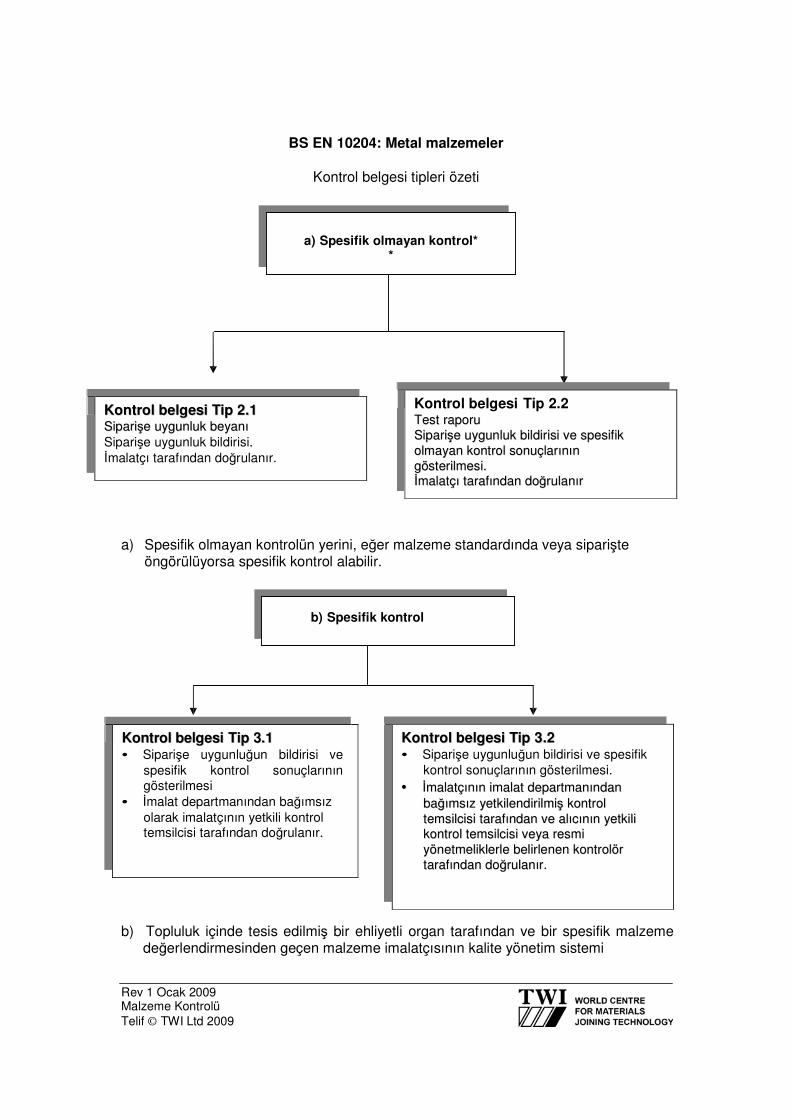
Rev 1 Ocak 2009 Malzeme Kontrolü Telif © TWI Ltd 2009
Kontrol belgesi Tip 2.2
TTeesstt rraappoorruu SSiippaarriişşee uuyygguunnlluukk bbiillddiirriissii vvee ssppeessiiffiikk oollmmaayyaann kkoonnttrrooll ssoonnuuççllaarrıınnıınn ggöösstteerriillmmeessii.. İİmmaallaattççıı ttaarraaffıınnddaann ddooğğrruullaannıırr
KKoonnttrrooll bbeellggeessii TTiipp 33..22
• Siparişe uygunluğun bildirisi ve spesifik kontrol sonuçlarının gösterilmesi.
•• İİmmaallaattççıınnıınn iimmaallaatt ddeeppaarrttmmaannıınnddaann bbaağğıımmssıızz yyeettkkiilleennddiirriillmmiişş kkoonnttrrooll tteemmssiillcciissii ttaarraaffıınnddaann vvee aallııccıınnıınn yyeettkkiillii kkoonnttrrooll tteemmssiillcciissii vveeyyaa rreessmmii yyöönneettmmeelliikklleerrllee bbeelliirrlleenneenn kkoonnttrroollöörr ttaarraaffıınnddaann ddooğğrruullaannıırr..
BS EN 10204: Metal malzemeler
Kontrol belgesi tipleri özeti
a) Spesifik olmayan kontrol* *
a) Spesifik olmayan kontrolün yerini, eğer malzeme standardında veya siparişte öngörülüyorsa spesifik kontrol alabilir.
b) Spesifik kontrol
b) Topluluk içinde tesis edilmiş bir ehliyetli organ tarafından ve bir spesifik malzeme değerlendirmesinden geçen malzeme imalatçısının kalite yönetim sistemi
KKoonnttrrooll bbeellggeessii TTiipp 22..11
SSiippaarriişşee uuyygguunnlluukk bbeeyyaannıı Siparişe uygunluk bildirisi.. İmalatçı tarafından doğrulanır.
KKoonnttrrooll bbeellggeessii TTiipp 33..11
• Siparişe uygunluğun bildirisi ve spesifik kontrol sonuçlarının gösterilmesi
• İmalat departmanından bağımsız olarak imalatçının yetkili kontrol temsilcisi tarafından doğrulanır..
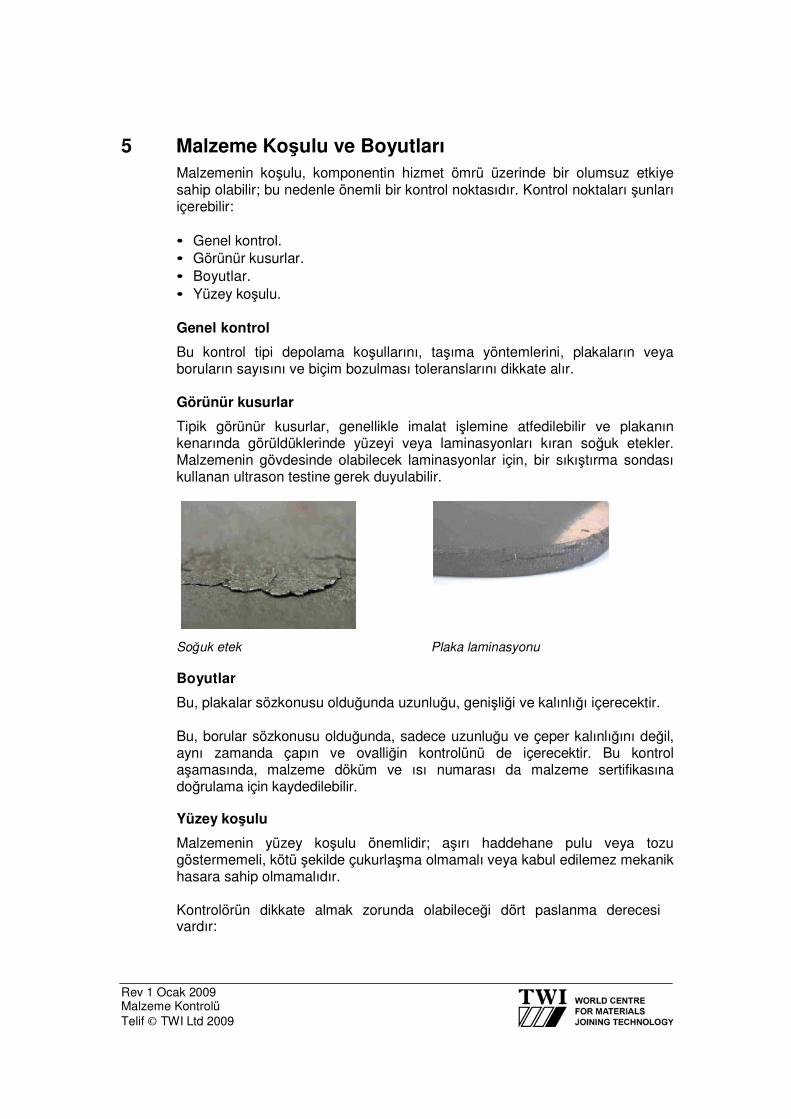
Rev 1 Ocak 2009 Malzeme Kontrolü Telif © TWI Ltd 2009
5 Malzeme Koşulu ve Boyutları
Malzemenin koşulu, komponentin hizmet ömrü üzerinde bir olumsuz etkiye sahip olabilir; bu nedenle önemli bir kontrol noktasıdır. Kontrol noktaları şunları içerebilir:
• Genel kontrol. • Görünür kusurlar. • Boyutlar. • Yüzey koşulu.
Genel kontrol
Bu kontrol tipi depolama koşullarını, taşıma yöntemlerini, plakaların veya boruların sayısını ve biçim bozulması toleranslarını dikkate alır.
Görünür kusurlar
Tipik görünür kusurlar, genellikle imalat işlemine atfedilebilir ve plakanın kenarında görüldüklerinde yüzeyi veya laminasyonları kıran soğuk etekler. Malzemenin gövdesinde olabilecek laminasyonlar için, bir sıkıştırma sondası kullanan ultrason testine gerek duyulabilir.
Soğuk etek Plaka laminasyonu
Boyutlar
Bu, plakalar sözkonusu olduğunda uzunluğu, genişliği ve kalınlığı içerecektir.
Bu, borular sözkonusu olduğunda, sadece uzunluğu ve çeper kalınlığını değil, aynı zamanda çapın ve ovalliğin kontrolünü de içerecektir. Bu kontrol aşamasında, malzeme döküm ve ısı numarası da malzeme sertifikasına doğrulama için kaydedilebilir.
Yüzey koşulu
Malzemenin yüzey koşulu önemlidir; aşırı haddehane pulu veya tozu göstermemeli, kötü şekilde çukurlaşma olmamalı veya kabul edilemez mekanik hasara sahip olmamalıdır.
Kontrolörün dikkate almak zorunda olabileceği dört paslanma derecesi vardır:
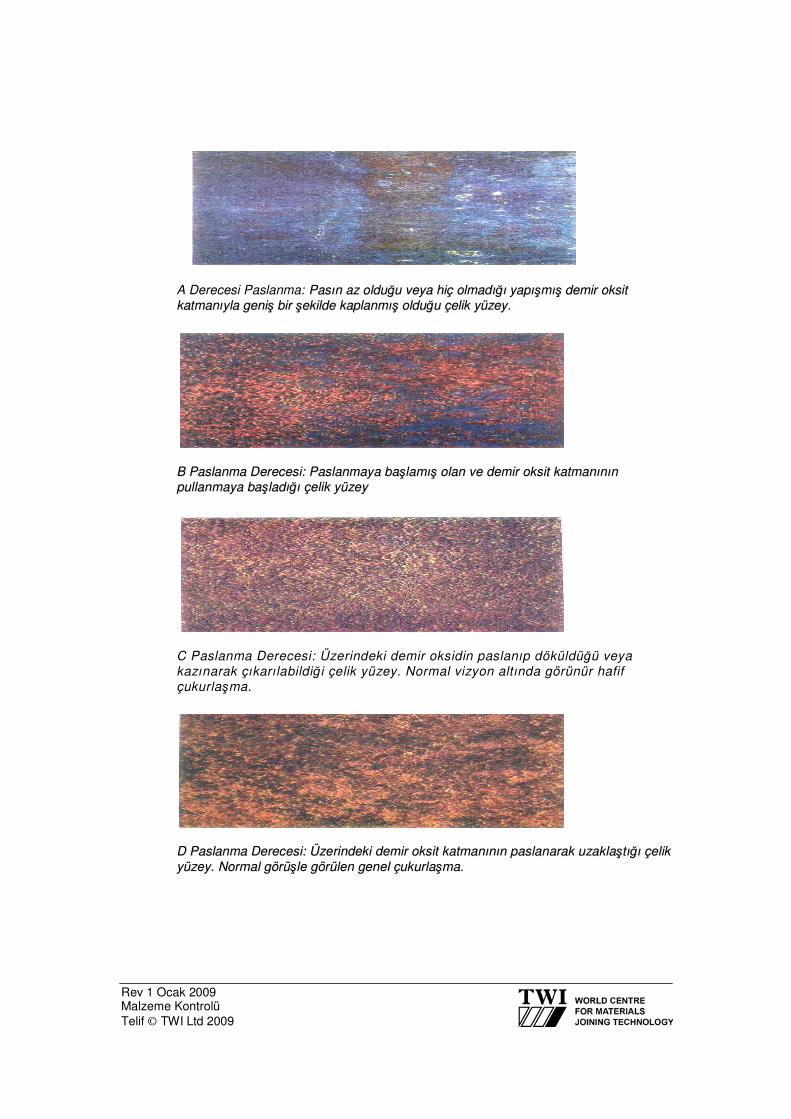
Rev 1 Ocak 2009 Malzeme Kontrolü Telif © TWI Ltd 2009
A Derecesi Paslanma: PPaassıınn aazz oolldduuğğuu vveeyyaa hhiiçç oollmmaaddıığğıı yyaappıışşmmıışş ddeemmiirr ookkssiitt kkaattmmaannııyyllaa ggeenniişş bbiirr şşeekkiillddee kkaappllaannmmıışş oolldduuğğuu ççeelliikk yyüüzzeeyy..
BB PPaassllaannmmaa DDeerreecceessii:: PPaassllaannmmaayyaa bbaaşşllaammıışş oollaann vvee ddeemmiirr ookkssiitt kkaattmmaannıınnıınn ppuullllaannmmaayyaa bbaaşşllaaddıığğıı ççeelliikk yyüüzzeeyy
C Paslanma Derecesi: Üzerindeki demir oksidin paslanıp döküldüğü veya kazınarak çıkarılabildiği çelik yüzey. Normal vizyon altında görünür hafif çukurlaşma.
DD PPaassllaannmmaa DDeerreecceessii:: ÜÜzzeerriinnddeekkii ddeemmiirr ookkssiitt kkaattmmaannıınnıınn ppaassllaannaarraakk uuzzaakkllaaşşttıığğıı ççeelliikk yyüüzzeeyy.. NNoorrmmaall ggöörrüüşşllee ggöörrüülleenn ggeenneell ççuukkuurrllaaşşmmaa..
Rev 1 Ocak 2009 Malzeme Kontrolü Telif © TWI Ltd 2009
6 Özet
Malzeme kontrolü, kontrolörün görevlerinin önemli bir parçasıdır ve sözkonusu belgelerin anlaşılması başarının anahtarıdır. Malzeme doğrulaması ve izlenebilirliğin başarılabilmesi için malzeme kontrolüne mantıksal ve kesin bir şekilde yaklaşılması gerekir. Bu güç olabilir; eğer malzemeye kolay erişilemiyorsa, malzeme kontrolünün gerçekleştirilebilmesi için erişimin sağlanması, güvenlik önlemlerinin gözetilmesi ve izin alınması gerekebilir. Kalite planına başvurularak gerekli kontrol düzeyini ve kontrolün hangi noktada gerçekleştiği belirlenebilmelidir. Bir üretim çizimine bakılması, malzemenin tipine ve yerine ilişkin bilgi sağlamalıdır.
Eğer malzeme tipi mevcut kontrol belgelerine bakılarak saptanamıyorsa veya eğer kontrol belgesi eksikse, malzemenin tespit edilmesine ilişkin başka yöntemlerin de kullanılması gerekebilir.
Bu yöntemler şunları içermekte, fakat bunlarla sınırlı kalmamaktadır: kıvılcım testi, spektroskopik analiz, kimyasal analiz, skleroskop sertlik testi, vs. Bu test tipleri normalde bir onaylanmış test şirketi tarafından, fakat bazen yerinde gerçekleştirilir ve satınalma siparişine veya uygun standarda/standartlara uygunluğu doğrulamak için bu testlere kontrolörün tanıklık etmesi gerekli görülebilir.
* EN ISO 9000 Kalite yönetim sistemleri – Temeller ve sözlük
Bölüm 8
Kodlar ve Standartlar
Rev 1 Ocak 2009 Kodlar ve Standartlar Telif © TWI Ltd 2009
1 Genel
Kontrolör, görevlerini yerine getirirken birçok kodu ve standardı taşımak zorunda değildir. Normalde şartname veya daha kesin belirtmek gerekirse sözleşme şartnamesi gerekli tek belgedir. Ne var ki, sözleşme şartnamesi destekleyici kodlara ve standartlara atıfta bulunabilir ve Kontrolör bu normatif belgeleri nerede bulacağını bilmelidir.
Aşağıda, Kontrolörün kontrol görevlerini yerine getirirken karşılaşabileceği kodlara ve standartlara ilişkin tanımların bir listesi verilmektedir.
2 Tanımlar
Normatif belge: Faaliyetler veya bunların sonuçları ile ilgili kuralları, genel kuralları veya özellikleri içeren bir belgedir. Normatif belge terimi genel bir terimdir ve standartlar, teknik şartnameler, uygulama kodları ve yönetmelikler gibi belgeleri kapsar.*
Standart: Fikir birliğiyle oluşturulan ve bir tanınmış organ tarafından onaylanan bir belgedir. Bir standart, genel ve tekrarlı kullanımlar için, belli bir bağlamda optimum sipariş derecesinin sağlanması amacıyla faaliyetler veya bunların sonuçları ile ilgili genel kuralları, kuralları ve özellikleri içerir.
Uyumlulaştırılmış standartlar: Farklı standartlaştırma organları tarafından onaylanan ve ürünlerin birbirinin yerine kullanılabilirliğini, işlemleri ve hizmetleri saptayan veya bu standartlara uygun olarak sağlanan test sonuçlarının veya bilgilerin karşılıklı olarak anlaşılmasını sağlayan aynı konuya ilişkin standartlardır.
Uygulama kodu: Ekipmanın, yapıların veya ürünlerin tasarımına, imalatına, montajına, bakımına ve kullanımına ilişkin uygulamaları veya prosedürleri tavsiye eden bir belgedir. Bir uygulama kodu bir standart, bir standardın parçası veya bir standarttan bağımsız olabilir.
Yönetmelik: bir otorite tarafından benimsenmiş olan bağlayıcı yasal kuralları içeren bir belgedir.*
Otorite: Yasal yetkilere ve haklara sahip (standartlardan ve yönetmeliklerden sorumlu) bir organ veya özel görevleri ve üyeleri olan bir idari varlıktır.*
Düzenleyici otorite: Yönetmeliklerin hazırlanmasından veya benimsenmesinden sorumlu otorite.*
Uygulama otoritesi: Yönetmeliklerin uygulatılmasından sorumlu otorite.*
Şartname: Gereklilikleri belirten belge. Genel olarak zımni veya zorunlu olarak belirtilen gereklilikleri veya beklentileri belirten anlamlı veriler ve bunları destekleyici araçlar.**
Rev 1 Ocak 2009 Kodlar ve Standartlar Telif © TWI Ltd 2009
Prosedür: Bir faaliyeti veya bir işlemi gerçekleştirmenin öngörülen yolu.* Genellikle, bir teknik bir saptanmış standart, kod veya şartname takip edilerek belli bir uygulamaya tatbik edilirken bağlı kalınacak olan bütün temel parametrelere ve önlemlere ilişkin bir yazılı açıklamadır.
Talimat: Bir oturtulmuş prosedüre, standarda, koda veya şartnameye dayalı olarak izlenecek kesin adımlara ilişkin bir yazılı açıklama.
Kalite planı: Hangi prosedürlerin ve ilgili kaynakların bir spesifik projeye, ürüne, işleme veya sözleşmeye kim tarafından ve ne zaman tatbik edileceğini belirten bir belge.
* ISO IEC Kılavuz 2 – Standartlaştırma ve ilgili faaliyetler – Genel sözlük ** EN ISO 9000 – 2000 – Kalite yönetim sistemleri – Temeller ve sözlük
3 Özet
Uygulama standartları ve uygulama kodları, bir yapının veya komponentin bir kabul edilir kalite düzeyine sahip olmasını ve planlanan amaca uygunluğunu sağlar.
Bir standardın, uygulama kodunun veya şartnamenin gerekliliklerinin uygulanması deneyimsiz kontrolör için bir sorun olabilir. Bu belgelerin birinin veya hepsinin gerekliliklerinin uygulanmasına ancak belli bir süre kullanımdan sonra güven duyulacaktır.
Eğer kontrolör kuşku duyursa, daima herhangi bir karışıklığa ve potansiyel sorunlara yol açmamak için daha üst bir otoriteye başvurmalıdır.
Rev 1 Ocak 2009 Kodlar ve Standartlar Telif © TWI Ltd 2009
BS numarası Başlık
BS 499: Bölüm 1 Kaynak terimleri sözlüğü
BS 709 Tahribatlı test yöntemleri; çelikte ergitme kaynaklı bağlantılar ve kaynak metali.
BS 1113 Su borulu buhar üretme tesisinin tasarımına ve imalatına ilişkin şartname
BS 1453 Gaz kaynağına ilişkin dolgu malzemeleri şartnamesi
BS 1821 Sıvıların taşınmasına yönelik ferrit çelik boruların Sınıf I oksiasetilen kaynaklamasına ilişkin şartname
BS 2493 MMA kaynağı için düşük alaşımlı çelik elektrodlar
BS 2633 Sıvıların taşınması için ferrit çelik boruların Sınıf I ark kaynaklamasına ilişkin şartname
BS 2640 Sıvıların taşınması için karbon çelik boruların Sınıf II oksiasetilen kaynaklamasına ilişkin şartname
BS 2654 Petrol endüstrisi için alın kaynaklı muhafazalara sahip düşey çelik kaynaklı soğutmasız depolama tanklarının imalatına ilişkin şartname
BS 2901: Bölüm 3 Bakır ve bakır alaşımlar için dolgu çubukları ve telleri.
BS 2926 MMA için krom ve krom-nikel çelik elektrodlara ilişkin şartname.
BS 3019 TIG kaynağı.
BS 3604 Basınç amaçları doğrultusunda çelik borular ve tüpler; basınç amaçları doğrultusunda öngörülmüş yüksek sıcaklık özelliklerine sahip ferrit
BS 3605 Dikişsiz tüplere ilişkin şartname.
BS 4515 Karada ve denizde kullanıma yönelik çelik boru hatlarının kaynaklanmasına ilişkin şartname. BS 4570 Çelik dökümlerin ergitme kaynaklamasına ilişkin şartname.
BS 4677 Sıvıların taşınmasına yönelik ostenitik paslanmaz çelik borulara ilişkin şartname.
BS 4872 Bölüm 1: Prosedür onayına gerek olmadığında kaynakçıların onaylama testi. Çeliğin ergitme kaynaklaması.
BS 4872 Bölüm 2: Alüminyum ve alaşımlarının TIG veya MIG kaynaklaması
BS 6323 Otomobil mekanik ve genel mühendislik amaçları doğrultusunda dikişsiz ve kaynaklı çelik tüplere ilişkin şartname.
BS 6693 Kaynak metalinde yayılabilir hidrojenin tayin yöntemi.
BS 6990 İşlem sıvılarını veya bunların kalıntılarını içeren çelik borular üzerinde kaynaklama uygulama kodu.
BS 7191 Sabit deniz yapıları için kaynaklanabilir yapı çeliklerine ilişkin şartname.
BS 7570 Ark kaynak ekipmanının doğrulanmasına ilişkin uygulama kodu.
Rev 1 Ocak 2009 Kodlar ve Standartlar Telif © TWI Ltd 2009
BS EN Numarası Başlık
BS EN 287 Bölüm 1:
Kaynakçıların kalifikasyon testi – Ergitme kaynağı – Çelikler.
BS EN 440 Alaşımsız ve ince taneli çeliklerin koruyucu gaz metal ark kaynağına ilişkin tel elektrodlar ve tortuları
BS EN 499 Alaşımsız ve ince taneli çeliklerin elle metal ark kaynağına ilişkin kaplamalı elektrodlar
BS EN 3834 - Bölümler 1-5
Metal malzemelerin ergitme kaynaklamasına ilişkin kalite gereklilikleri
BS EN 756 Alaşımsız ve ince taneli çeliklerin tozaltı ark kaynaklamasına ilişkin tel elektrodlar ve özlü tel kombinasyonları.
BS EN 760 Tozaltı ark kaynağı için akılar.
BS EN 910 Metal malzemelerdeki kaynaklar üzerinde tahribatlı testler – Bükme testleri. BS EN 970 Ergitme kaynaklarının tahribatsız incelemesi – görsel inceleme.
BS EN 12072 Paslanmaz çelikler için dolgu çubukları ve telleri BS EN ISO 18274
Alüminyum ve alüminyum alaşımlar ve magnezyum alaşımları Nikel ve nikel alaşımları
Not: Kontrolör, kalın harflerle yazılmış olan standartları bilmek zorundadır.
BS EN Numarasıkzzzzz
Başlık
BS EN 1011 Bölüm 1, Bölüm 2,
Metal malzemelerin kaynaklaması için kaynaklama tavsiyeleri Ark kaynağı için genel kurallar Ferriti çeliklerin ark kaynaklaması Paslanmaz çeliklerin ark kaynaklaması. Alüminyum ve alüminyum alaşımlarının ark kaynaklaması.
EN 1320 Metal malzemelerdeki kaynaklar üzerinde tahribatlı testler
EN 1435 Kaynakların tahribatsız incelemesi – kaynaklı bağlantıların radyografik incelemesi.
BS EN 10002 Metal malzemelerin çekme testi. BS EN 10020 Çelik kalitelerinin tanımlanması ve sınıflandırılması BS EN 10027 Çelikler için belirteç sistemleri. BS EN 10045 Metal malzemeler üzerinde Charpy darbe testleri. BS EN 10204 Metal ürünler – Kontrol belgesi tipleri. BS EN 22553 Kaynaklanmış, sert lehimlenmiş ve lehimlenmiş bağlantılar –
Çizimler üzerinde sembolik işaretleme. BS EN 24063 Metalin kaynaklaması, sert lehimlemesi, lehimlemesi ve sert lehim
kaynaklaması. Çizimler üzerinde sembolik gösterime ilişkin işlemlerin ve referans numaralarının nomenklatürü
BS EN 25817 Çelikte ark kaynaklı bağlantılar. Kusurlara ilişkin kalite düzeyleriyle ilgili kılavuz bilgiler.
BS EN 26520 Metal ergitme kaynaklarında kusurların sınıflandırılması ve açıklamaları.
BS EN 26848 Asal gazla korumalı ark kaynaklaması için ve plazmalı kesme ve kaynaklama için tungsten elektrodlarına ilişkin şartname
Rev 1 Ocak 2009 Kodlar ve Standartlar Telif © TWI Ltd 2009
ISO Numarası: Başlık
ISO 857 - 1 Kaynaklama ve ilgili işlemler – Sözlük – Bölüm 1 – Metal kaynaklama işlemleri.
ISO 6947 Kaynaklar – Çalışma pozisyonları – Eğim ve döndürme açılarının tanımları
ISO 9606 - 2 Kaynakçıların kalifikasyon testi – Ergitme kaynaklaması. Bölüm 2 Alüminyum ve alüminyum alaşımları.
ISO 15607 Metal malzemeler için kaynak prosedürlerinin şartnamesi ve kalifikasyonu – Genel kurallar
ISO 15608 Kaynaklama – Bir metal malzeme gruplandırma sistemine ilişkin genel kurallar
ISO 15609 - 1 Metal malzemelere ilişkin kaynaklama prosedürlerinin şartnamesi ve kalifikasyonu – Kaynak prosedürü şartnamesi – Bölüm 1: Ark kaynaklaması.
ISO 15610 Metal malzemeler için kaynaklama prosedürlerine ilişkin şartname ve kalifikasyon. Test edilmiş kaynaklama sarf malzemelerine dayalı kalifikasyon.
ISO 15611 Metal malzemeler için kaynaklama prosedürlerine ilişkin şartname ve kalifikasyon. Önceki kaynaklama deneyimine dayalı kalifikasyon.
ISO 15613 Metal malzemeler için kaynaklama prosedürlerine ilişkin şartname ve kalifikasyon. Üretim öncesi kaynaklama testine dayalı kalifikasyon.
ISO 15614 Metal malzemelere ilişkin kaynaklama prosedürleri şartnamesi ve kalifikasyonu. – Kaynaklama prosedürü testi.
Bölüm 1 Bölüm 2 Bölüm 3 Bölüm 4 Bölüm 5 Bölüm 6 Bölüm 7 Bölüm 8 Bölüm 9 Bölüm 10 Bölüm 11 Bölüm 12 Bölüm 13
Çeliklerin ark ve gaz kaynaklaması ile nikel ve nikel alaşımlarının ark kaynaklaması Alüminyum ve alaşımlarının ark kaynaklaması.* Döküm demirlerin ark kaynaklamasına ilişkin kaynaklama prosedür testleri Alüminyum dökümlerin bitiş kaynaklaması.* Titanyum, zirkonyum ve bunların alaşımlarının ark kaynaklaması. Bakır ve bakır alaşımları.* Kullanılmıyor. Tüplerin tüp plaka bağlantılarına kaynaklaması. Su altı hiperbarik ıslak kaynaklama.* Hiberbarik kuru kaynaklama.* Elektron ve lazer ışın kaynaklaması. Punto, dikiş ve projeksiyon kaynaklaması.* Dirençli alın ve yakma alın kaynaklaması.*
Not: Kontrolör, kalın harflerle yazılmış olan standartları bilmek zorundadır. *Önerilir
Bölüm 9
Kaynak Sembolleri
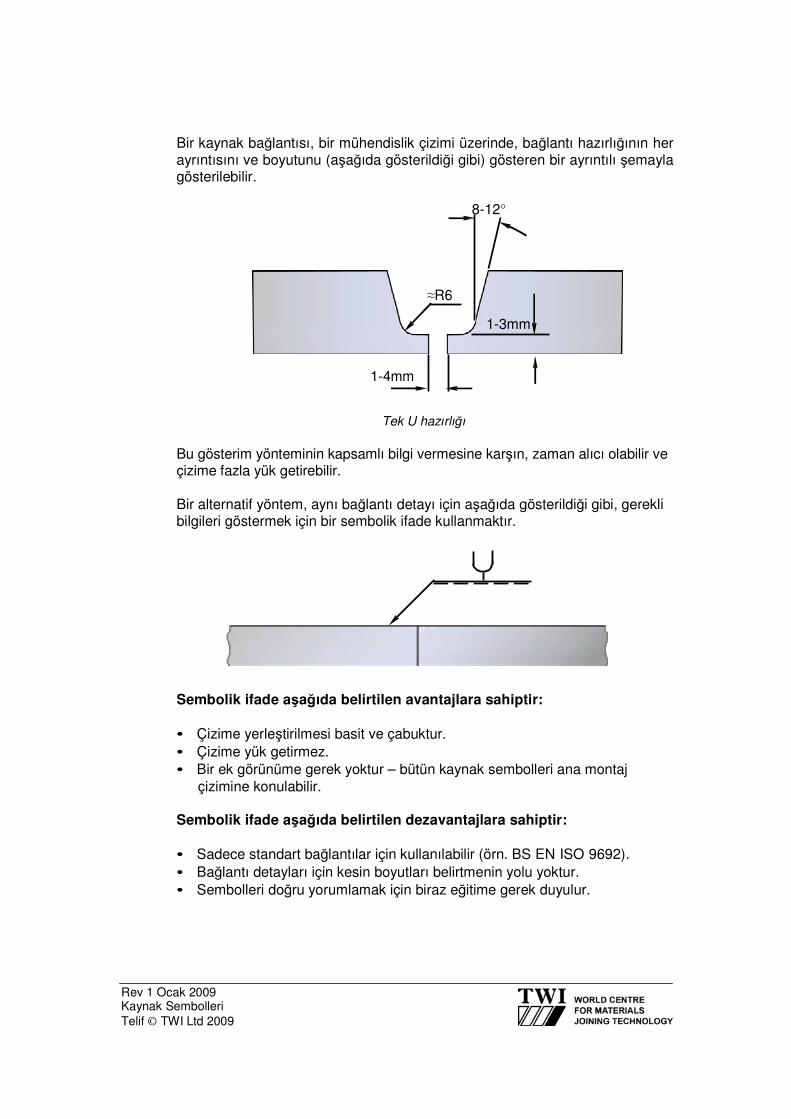
Rev 1 Ocak 2009 Kaynak Sembolleri Telif © TWI Ltd 2009
Bir kaynak bağlantısı, bir mühendislik çizimi üzerinde, bağlantı hazırlığının her ayrıntısını ve boyutunu (aşağıda gösterildiği gibi) gösteren bir ayrıntılı şemayla gösterilebilir.
8-12°
≈R6 1-3mm
1-4mm
Tek U hazırlığı
Bu gösterim yönteminin kapsamlı bilgi vermesine karşın, zaman alıcı olabilir ve çizime fazla yük getirebilir.
Bir alternatif yöntem, aynı bağlantı detayı için aşağıda gösterildiği gibi, gerekli bilgileri göstermek için bir sembolik ifade kullanmaktır.
Sembolik ifade aşağıda belirtilen avantajlara sahiptir:
• Çizime yerleştirilmesi basit ve çabuktur. • Çizime yük getirmez. • Bir ek görünüme gerek yoktur – bütün kaynak sembolleri ana montaj
çizimine konulabilir.
Sembolik ifade aşağıda belirtilen dezavantajlara sahiptir:
• Sadece standart bağlantılar için kullanılabilir (örn. BS EN ISO 9692). • Bağlantı detayları için kesin boyutları belirtmenin yolu yoktur. • Sembolleri doğru yorumlamak için biraz eğitime gerek duyulur.
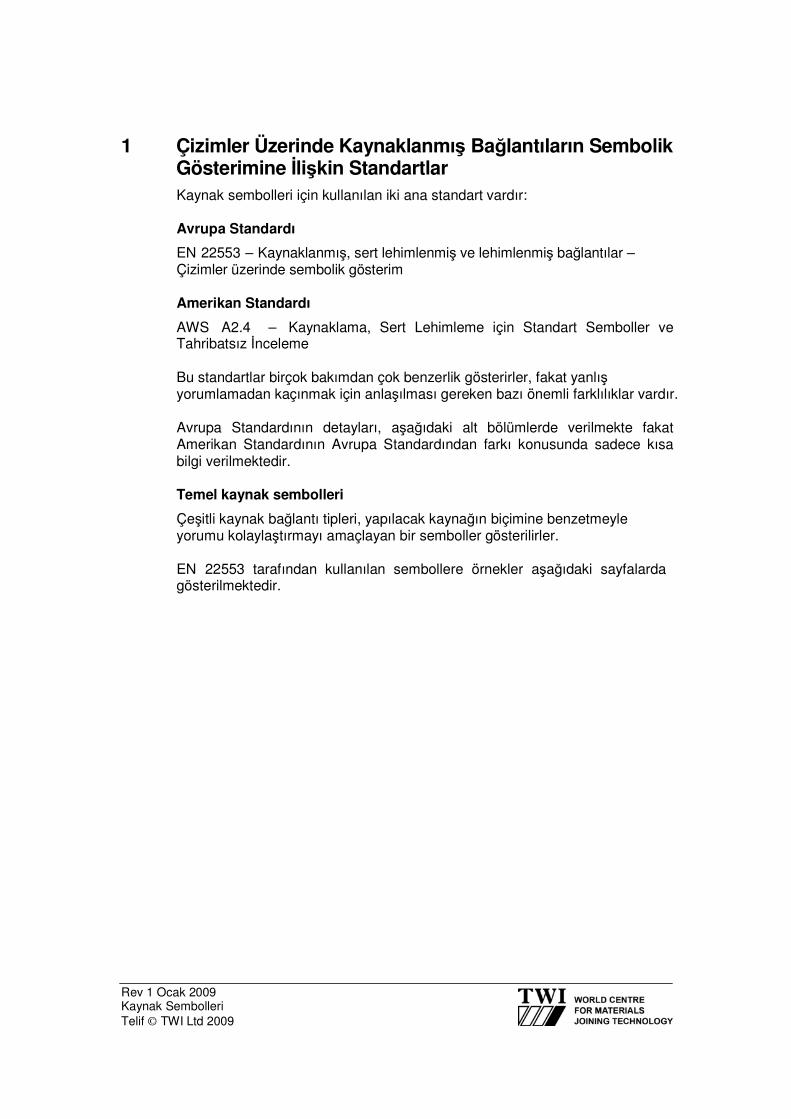
Rev 1 Ocak 2009 Kaynak Sembolleri Telif © TWI Ltd 2009
1 Çizimler Üzerinde Kaynaklanmış Bağlantıların Sembolik Gösterimine İlişkin Standartlar
Kaynak sembolleri için kullanılan iki ana standart vardır:
Avrupa Standardı
EN 22553 – Kaynaklanmış, sert lehimlenmiş ve lehimlenmiş bağlantılar – Çizimler üzerinde sembolik gösterim
Amerikan Standardı
AWS A2.4 – Kaynaklama, Sert Lehimleme için Standart Semboller ve Tahribatsız İnceleme
Bu standartlar birçok bakımdan çok benzerlik gösterirler, fakat yanlış yorumlamadan kaçınmak için anlaşılması gereken bazı önemli farklılıklar vardır.
Avrupa Standardının detayları, aşağıdaki alt bölümlerde verilmekte fakat Amerikan Standardının Avrupa Standardından farkı konusunda sadece kısa bilgi verilmektedir.
Temel kaynak sembolleri
Çeşitli kaynak bağlantı tipleri, yapılacak kaynağın biçimine benzetmeyle yorumu kolaylaştırmayı amaçlayan bir semboller gösterilirler.
EN 22553 tarafından kullanılan sembollere örnekler aşağıdaki sayfalarda gösterilmektedir.
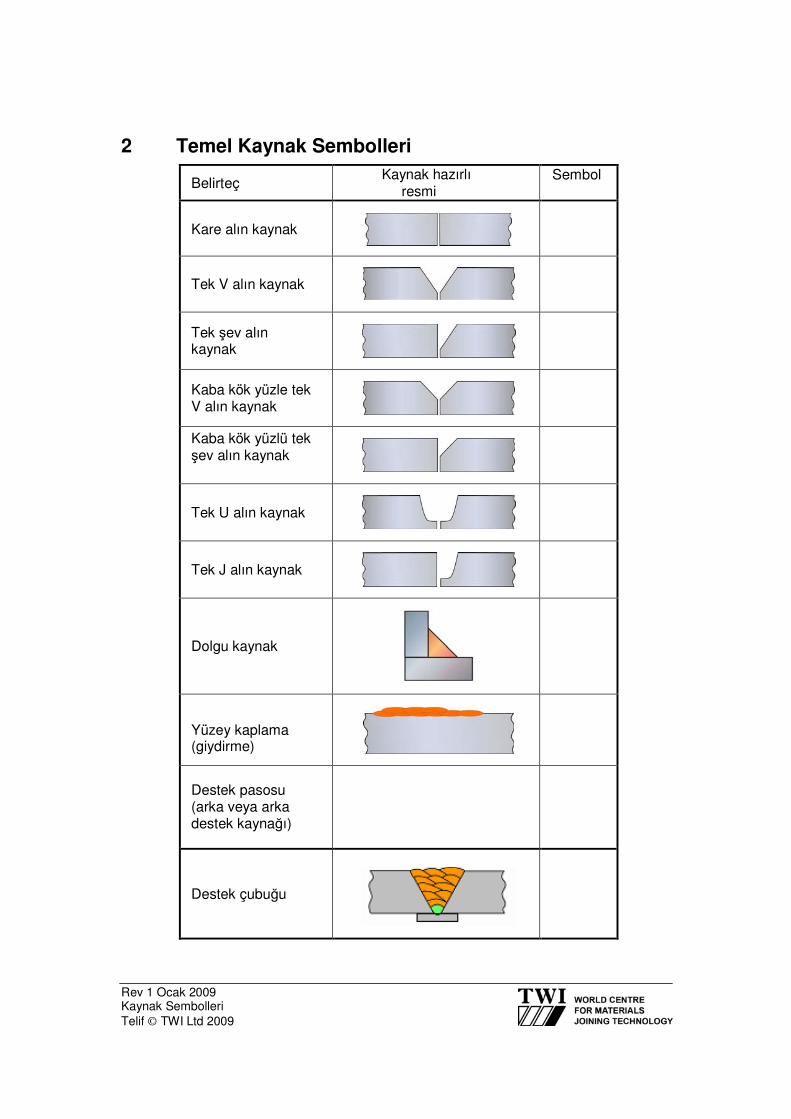
Rev 1 Ocak 2009 Kaynak Sembolleri Telif © TWI Ltd 2009
2 Temel Kaynak Sembolleri
Belirteç Kaynak hazırlı
resmi Sembol
Kare alın kaynak
Tek V alın kaynak
Tek şev alın kaynak
Kaba kök yüzle tek V alın kaynak
Kaba kök yüzlü tek şev alın kaynak
Tek U alın kaynak
Tek J alın kaynak
Dolgu kaynak
Yüzey kaplama (giydirme)
Destek pasosu (arka veya arka destek kaynağı)
Destek çubuğu
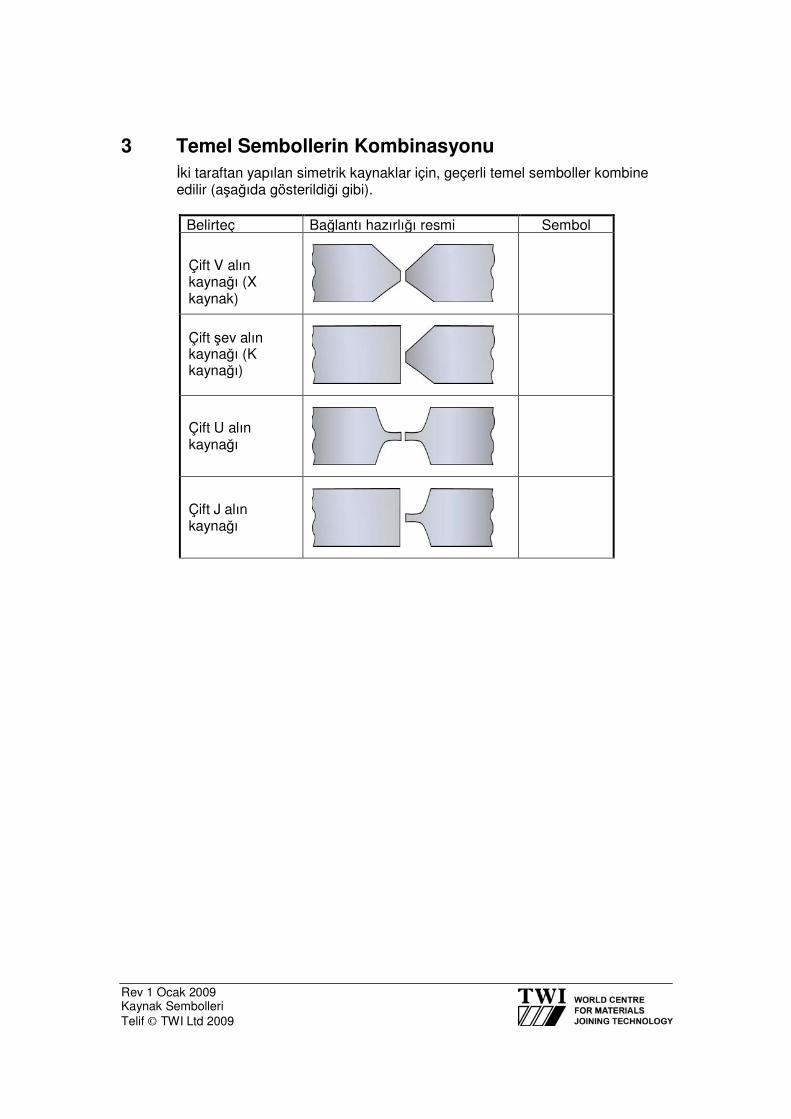
Rev 1 Ocak 2009 Kaynak Sembolleri Telif © TWI Ltd 2009
3 Temel Sembollerin Kombinasyonu
İki taraftan yapılan simetrik kaynaklar için, geçerli temel semboller kombine edilir (aşağıda gösterildiği gibi).
Belirteç Bağlantı hazırlığı resmi Sembol
Çift V alın kaynağı (X kaynak)
Çift şev alın kaynağı (K kaynağı)
Çift U alın kaynağı
Çift J alın kaynağı
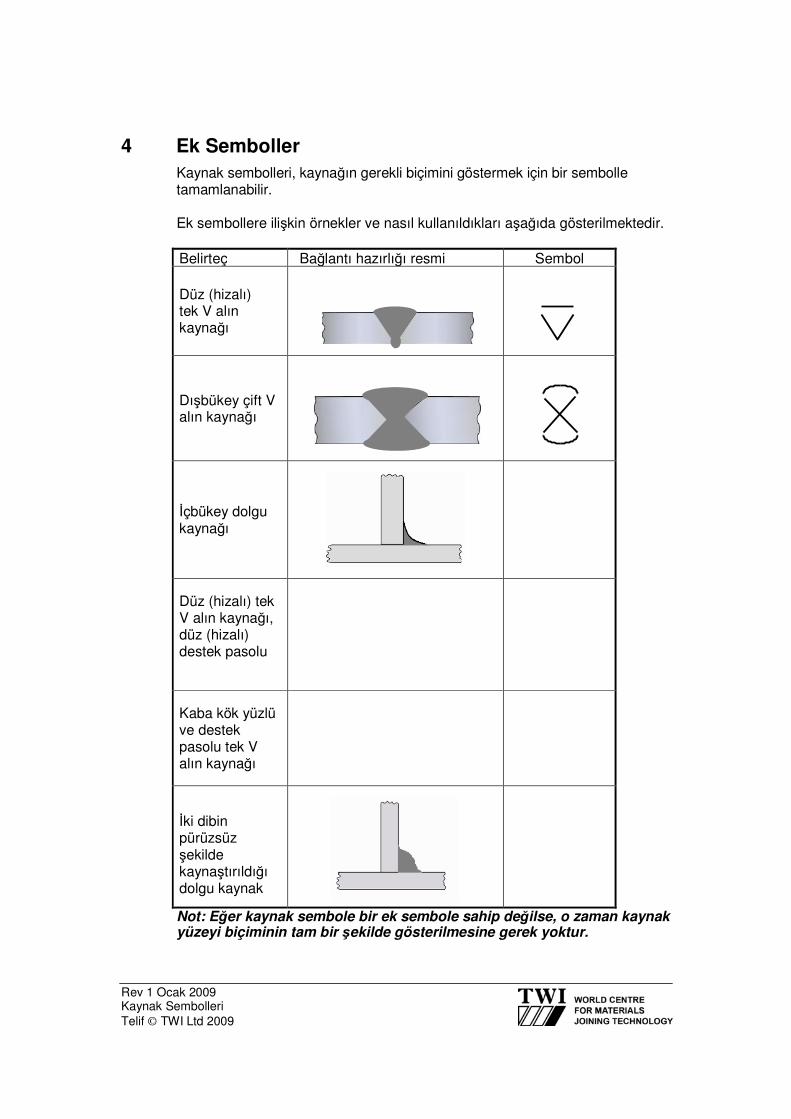
Rev 1 Ocak 2009 Kaynak Sembolleri Telif © TWI Ltd 2009
4 Ek Semboller
Kaynak sembolleri, kaynağın gerekli biçimini göstermek için bir sembolle tamamlanabilir.
Ek sembollere ilişkin örnekler ve nasıl kullanıldıkları aşağıda gösterilmektedir.
Belirteç Bağlantı hazırlığı resmi Sembol
Düz (hizalı) tek V alın kaynağı
Dışbükey çift V alın kaynağı
İçbükey dolgu kaynağı
Düz (hizalı) tek V alın kaynağı, düz (hizalı) destek pasolu
Kaba kök yüzlü ve destek pasolu tek V alın kaynağı
İki dibin pürüzsüz şekilde kaynaştırıldığı dolgu kaynak
Not: Eğer kaynak sembole bir ek sembole sahip değilse, o zaman kaynak yüzeyi biçiminin tam bir şekilde gösterilmesine gerek yoktur.
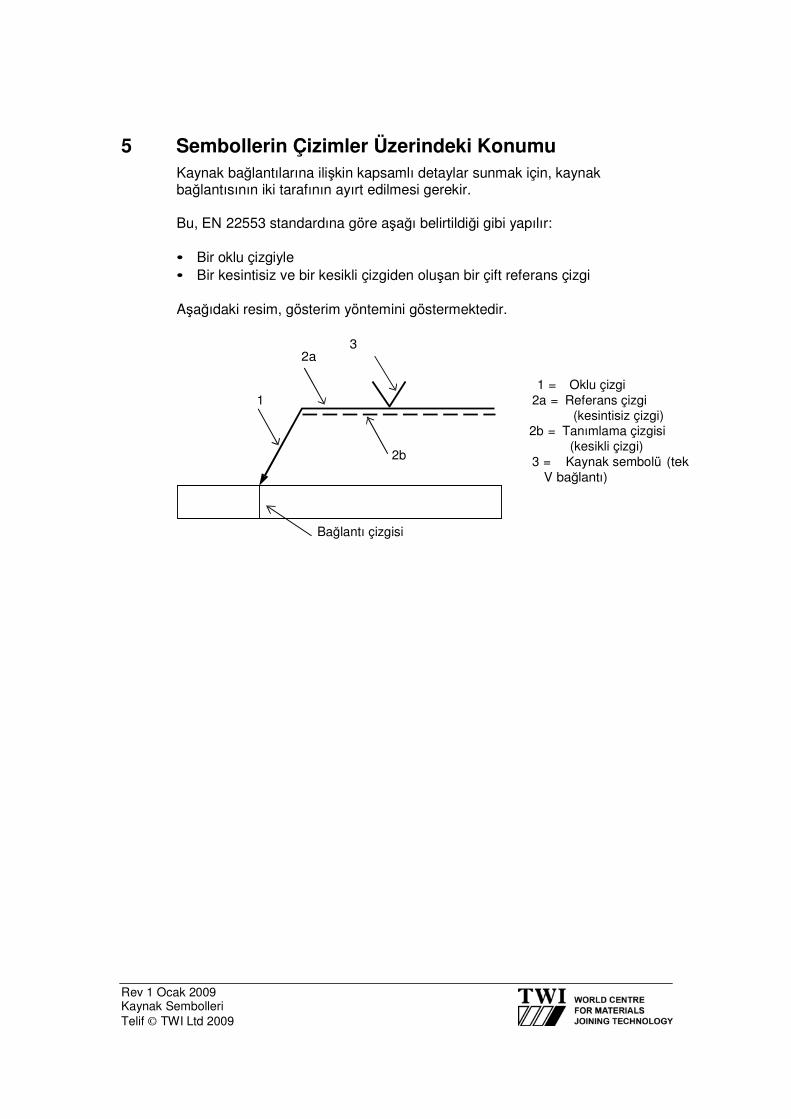
Rev 1 Ocak 2009 Kaynak Sembolleri Telif © TWI Ltd 2009
5 Sembollerin Çizimler Üzerindeki Konumu
Kaynak bağlantılarına ilişkin kapsamlı detaylar sunmak için, kaynak bağlantısının iki tarafının ayırt edilmesi gerekir.
Bu, EN 22553 standardına göre aşağı belirtildiği gibi yapılır:
• Bir oklu çizgiyle • Bir kesintisiz ve bir kesikli çizgiden oluşan bir çift referans çizgi
Aşağıdaki resim, gösterim yöntemini göstermektedir.
3
2a
1 = Oklu çizgi 1 2a = Referans çizgi
(kesintisiz çizgi) 2b = Tanımlama çizgisi
(kesikli çizgi) 2b 3 = Kaynak sembolü (tek
V bağlantı)
Bağlantı çizgisi
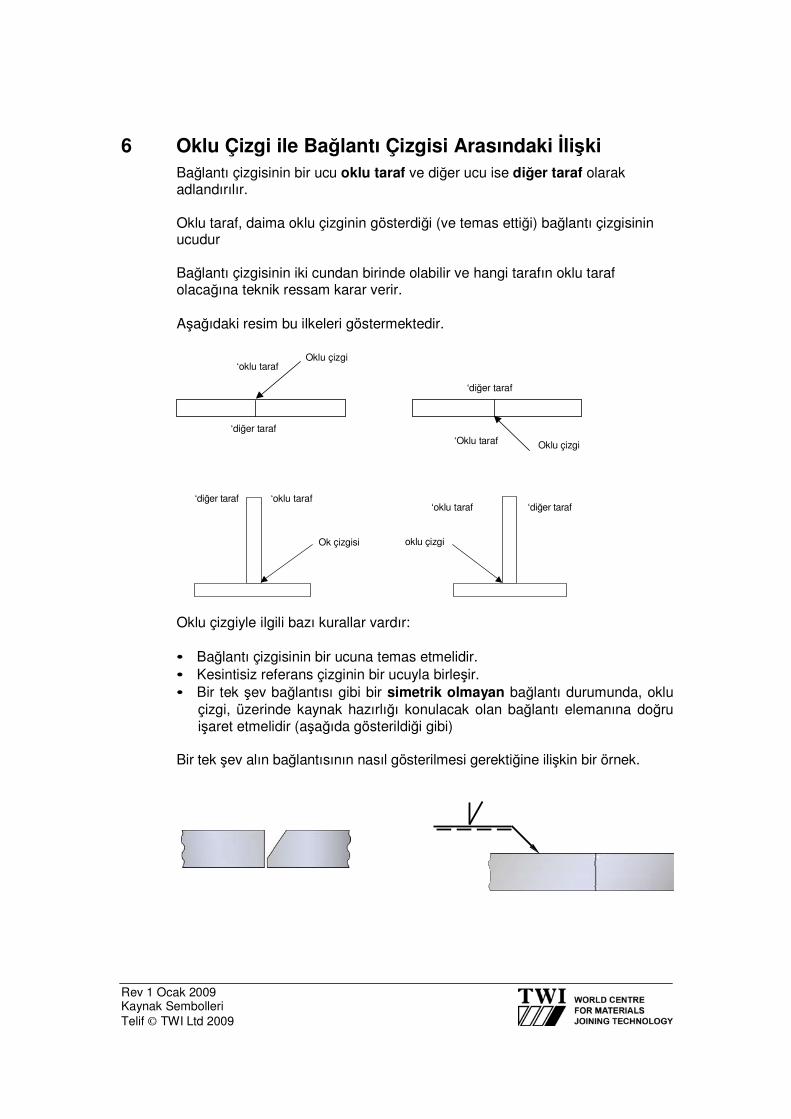
Rev 1 Ocak 2009 Kaynak Sembolleri Telif © TWI Ltd 2009
6 Oklu Çizgi ile Bağlantı Çizgisi Arasındaki İlişki
Bağlantı çizgisinin bir ucu oklu taraf ve diğer ucu ise diğer taraf olarak adlandırılır.
Oklu taraf, daima oklu çizginin gösterdiği (ve temas ettiği) bağlantı çizgisinin ucudur
Bağlantı çizgisinin iki cundan birinde olabilir ve hangi tarafın oklu taraf olacağına teknik ressam karar verir.
Aşağıdaki resim bu ilkeleri göstermektedir.
‘oklu taraf Oklu çizgi
‘diğer taraf
‘diğer taraf ‘Oklu taraf
Oklu çizgi
‘diğer taraf ‘oklu taraf ‘oklu taraf
‘diğer taraf
Ok çizgisi oklu çizgi
Oklu çizgiyle ilgili bazı kurallar vardır:
• Bağlantı çizgisinin bir ucuna temas etmelidir. • Kesintisiz referans çizginin bir ucuyla birleşir. • Bir tek şev bağlantısı gibi bir simetrik olmayan bağlantı durumunda, oklu
çizgi, üzerinde kaynak hazırlığı konulacak olan bağlantı elemanına doğru işaret etmelidir (aşağıda gösterildiği gibi)
Bir tek şev alın bağlantısının nasıl gösterilmesi gerektiğine ilişkin bir örnek.
Rev 1 Ocak 2009 Kaynak Sembolleri Telif © TWI Ltd 2009
7 Referans Çizgisinin ve Kaynak Sembolünün Konumu
Referans çizgisi, mümkün olan her durumda çizimin alt kenarına (veya ona dik olarak) çizilmelidir.
Bir simetrik olmayan kaynak için, kaynağın oklu tarafı ile diğer tarafının birbirinden ayırt edilmesi temeldir. Bunu yapmanın yolu şöyledir:
• oklu tarafta gerekli olan kaynak ayrıntılarına ilişkin semboller kesintisiz çizgi
üzerinde yerleştirilmelidir. • Diğer taraftaki kaynak ayrıntılarına ilişkin semboller kesikli çizgi üzerine
yerleştirilmelidir.
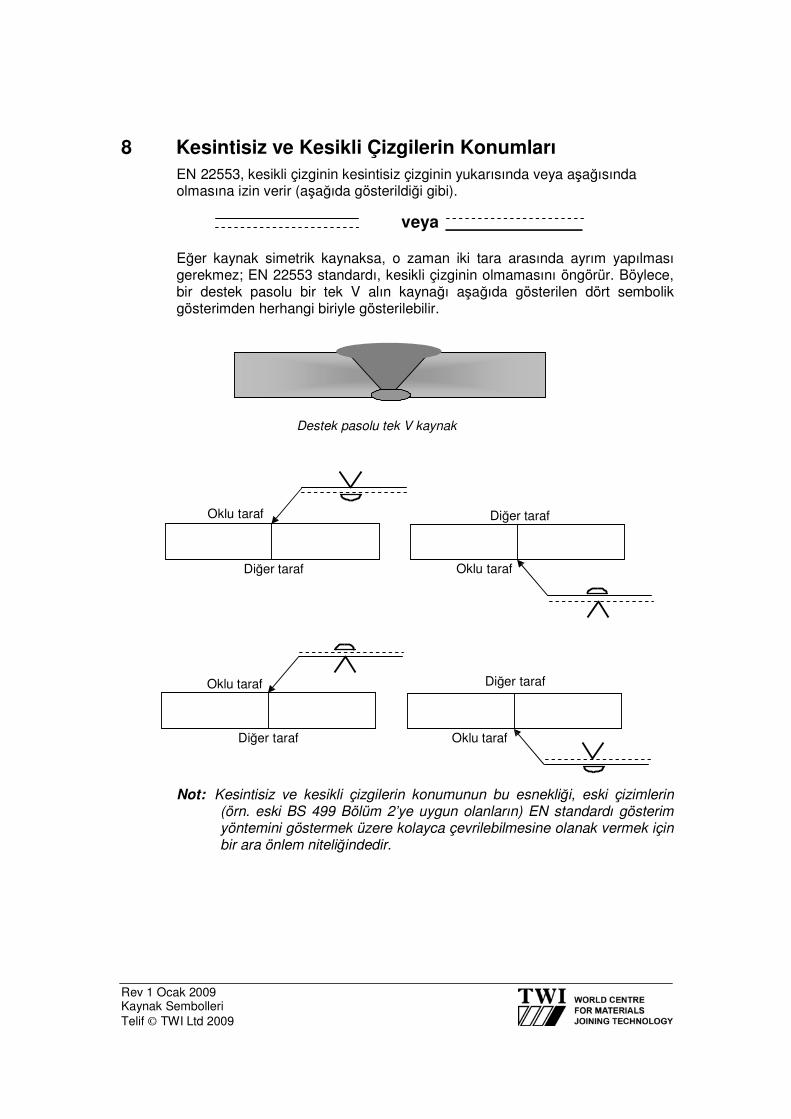
Rev 1 Ocak 2009 Kaynak Sembolleri Telif © TWI Ltd 2009
8 Kesintisiz ve Kesikli Çizgilerin Konumları
EN 22553, kesikli çizginin kesintisiz çizginin yukarısında veya aşağısında olmasına izin verir (aşağıda gösterildiği gibi).
veya
Eğer kaynak simetrik kaynaksa, o zaman iki tara arasında ayrım yapılması gerekmez; EN 22553 standardı, kesikli çizginin olmamasını öngörür. Böylece, bir destek pasolu bir tek V alın kaynağı aşağıda gösterilen dört sembolik gösterimden herhangi biriyle gösterilebilir.
Destek pasolu tek V kaynak
Oklu taraf
Diğer taraf
Diğer taraf Oklu taraf
Oklu taraf Diğer taraf
Diğer taraf Oklu taraf
Not: Kesintisiz ve kesikli çizgilerin konumunun bu esnekliği, eski çizimlerin (örn. eski BS 499 Bölüm 2’ye uygun olanların) EN standardı gösterim yöntemini göstermek üzere kolayca çevrilebilmesine olanak vermek için bir ara önlem niteliğindedir.
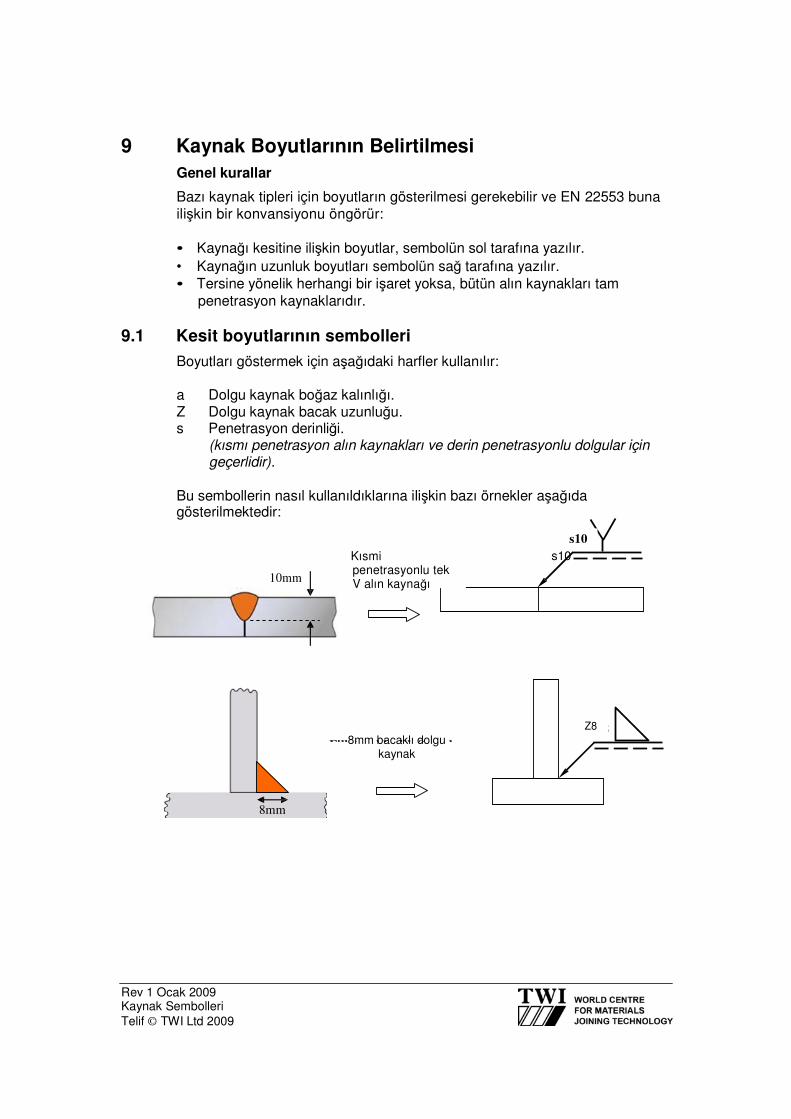
Rev 1 Ocak 2009 Kaynak Sembolleri Telif © TWI Ltd 2009
s10
Partial penetration
single-V butt weld
Z8
Fillet weld with 8mm leg
9 Kaynak Boyutlarının Belirtilmesi
Genel kurallar
Bazı kaynak tipleri için boyutların gösterilmesi gerekebilir ve EN 22553 buna ilişkin bir konvansiyonu öngörür:
• Kaynağı kesitine ilişkin boyutlar, sembolün sol tarafına yazılır. • Kaynağın uzunluk boyutları sembolün sağ tarafına yazılır. • Tersine yönelik herhangi bir işaret yoksa, bütün alın kaynakları tam
penetrasyon kaynaklarıdır.
9.1 Kesit boyutlarının sembolleri
Boyutları göstermek için aşağıdaki harfler kullanılır:
a Dolgu kaynak boğaz kalınlığı. Z Dolgu kaynak bacak uzunluğu. s Penetrasyon derinliği.
(kısmı penetrasyon alın kaynakları ve derin penetrasyonlu dolgular için geçerlidir).
Bu sembollerin nasıl kullanıldıklarına ilişkin bazı örnekler aşağıda gösterilmektedir:
10mm
Kısmi penetrasyonlu tek V alın kaynağı
s10
Z8 8mm bacaklı dolgu
kaynak
8mm
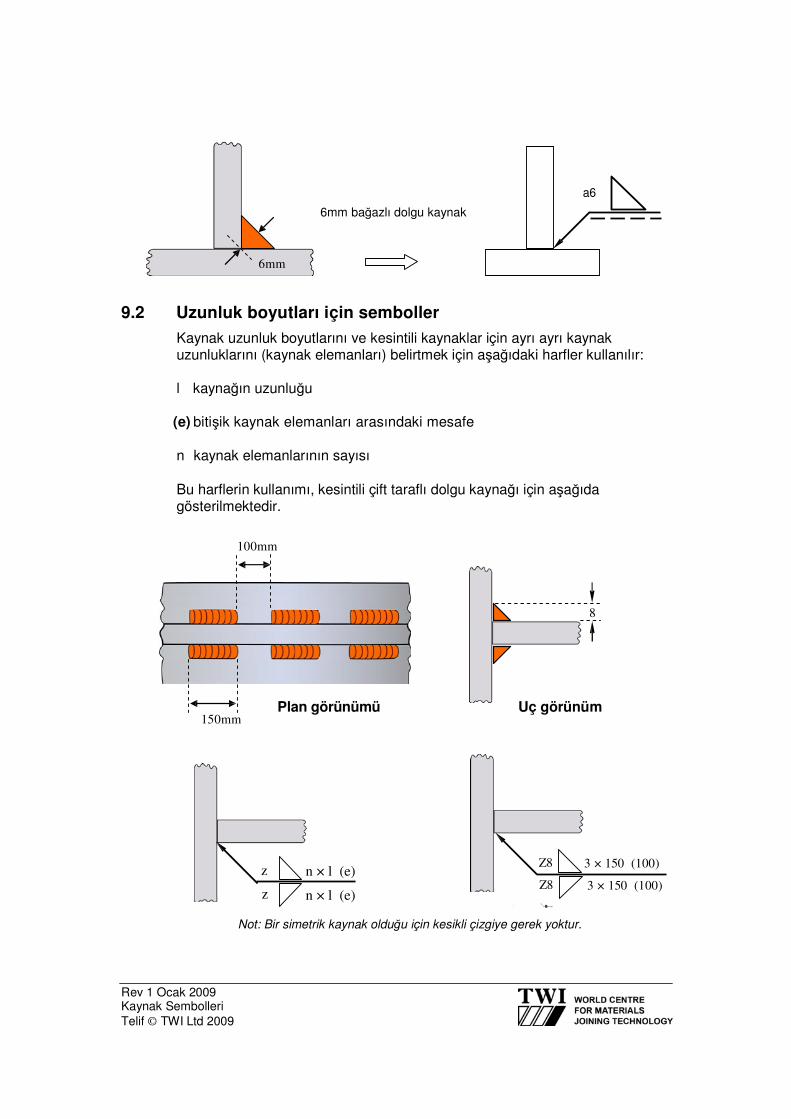
Rev 1 Ocak 2009 Kaynak Sembolleri Telif © TWI Ltd 2009
a6
Fillet weld with 6mm throat
END VIEW
PLAN VIEW
z n × l (e)
z n × l (e)
Note: dashed line not required because it is a symmetrical weld
a6
6mm bağazlı dolgu kaynak
6mm
9.2 Uzunluk boyutları için semboller
Kaynak uzunluk boyutlarını ve kesintili kaynaklar için ayrı ayrı kaynak uzunluklarını (kaynak elemanları) belirtmek için aşağıdaki harfler kullanılır:
l kaynağın uzunluğu
(e) bitişik kaynak elemanları arasındaki mesafe
n kaynak elemanlarının sayısı
Bu harflerin kullanımı, kesintili çift taraflı dolgu kaynağı için aşağıda gösterilmektedir.
100mm
8
150mm
Plan görünümü Uç görünüm
z n × l (e) Z8 3 × 150 (100)
z n × l (e) Z8 3 × 150 (100)
z n × l ( e )
z n × l ( e )
Not: Bir simetrik kaynak olduğu için kesikli çizgiye gerek yoktur.
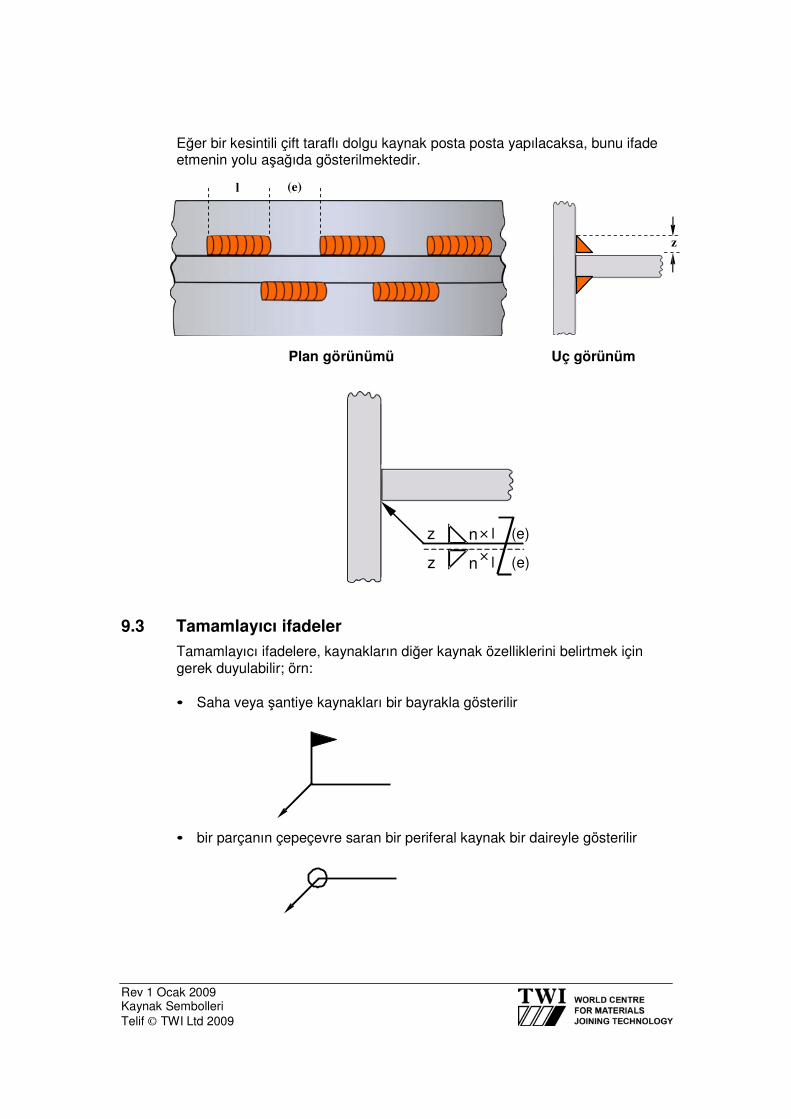
Rev 1 Ocak 2009 Kaynak Sembolleri Telif © TWI Ltd 2009
PLAN VIEW
END VIEW
Eğer bir kesintili çift taraflı dolgu kaynak posta posta yapılacaksa, bunu ifade etmenin yolu aşağıda gösterilmektedir.
l (e)
z
Plan görünümü Uç görünüm
z n × l (e)
z n × l (e)
9.3 Tamamlayıcı ifadeler
Tamamlayıcı ifadelere, kaynakların diğer kaynak özelliklerini belirtmek için gerek duyulabilir; örn:
• Saha veya şantiye kaynakları bir bayrakla gösterilir
• bir parçanın çepeçevre saran bir periferal kaynak bir daireyle gösterilir
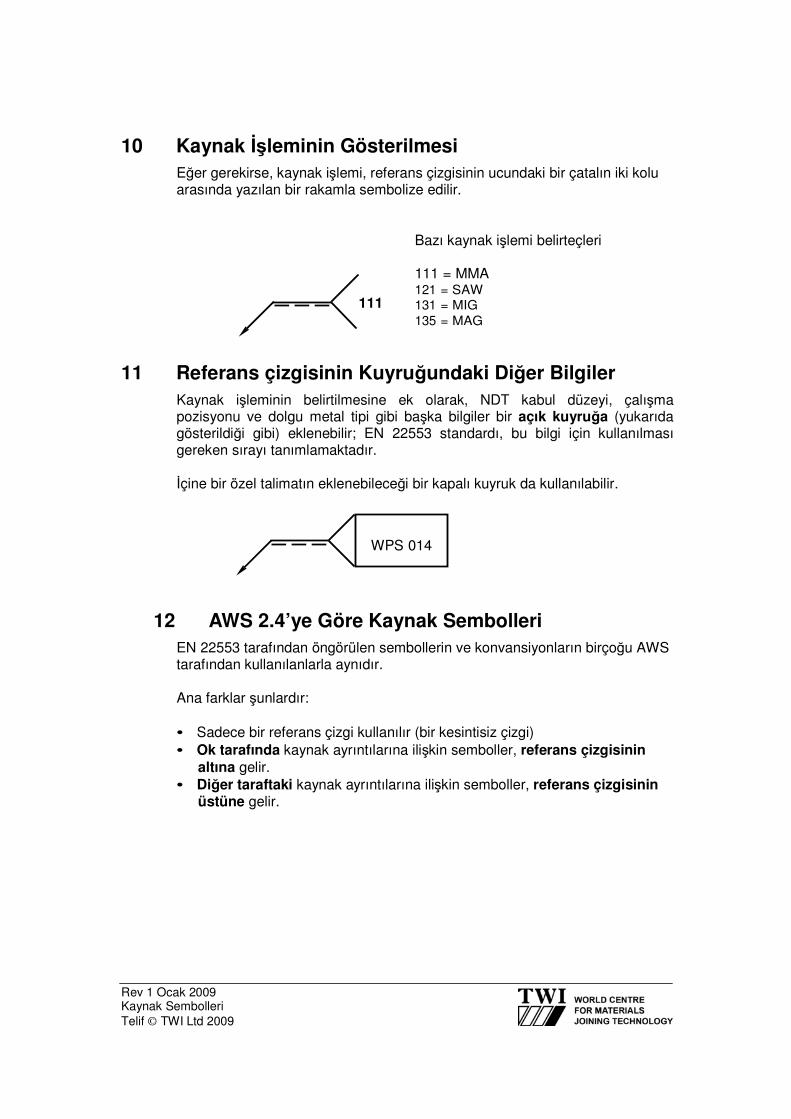
Rev 1 Ocak 2009 Kaynak Sembolleri Telif © TWI Ltd 2009
10 Kaynak İşleminin Gösterilmesi
Eğer gerekirse, kaynak işlemi, referans çizgisinin ucundaki bir çatalın iki kolu arasında yazılan bir rakamla sembolize edilir.
Bazı kaynak işlemi belirteçleri
111
111 = MMA 121 = SAW 131 = MIG 135 = MAG
11 Referans çizgisinin Kuyruğundaki Diğer Bilgiler
Kaynak işleminin belirtilmesine ek olarak, NDT kabul düzeyi, çalışma pozisyonu ve dolgu metal tipi gibi başka bilgiler bir açık kuyruğa (yukarıda gösterildiği gibi) eklenebilir; EN 22553 standardı, bu bilgi için kullanılması gereken sırayı tanımlamaktadır.
İçine bir özel talimatın eklenebileceği bir kapalı kuyruk da kullanılabilir.
WPS 014
12 AWS 2.4’ye Göre Kaynak Sembolleri
EN 22553 tarafından öngörülen sembollerin ve konvansiyonların birçoğu AWS tarafından kullanılanlarla aynıdır.
Ana farklar şunlardır:
• Sadece bir referans çizgi kullanılır (bir kesintisiz çizgi) • Ok tarafında kaynak ayrıntılarına ilişkin semboller, referans çizgisinin
altına gelir. • Diğer taraftaki kaynak ayrıntılarına ilişkin semboller, referans çizgisinin
üstüne gelir.
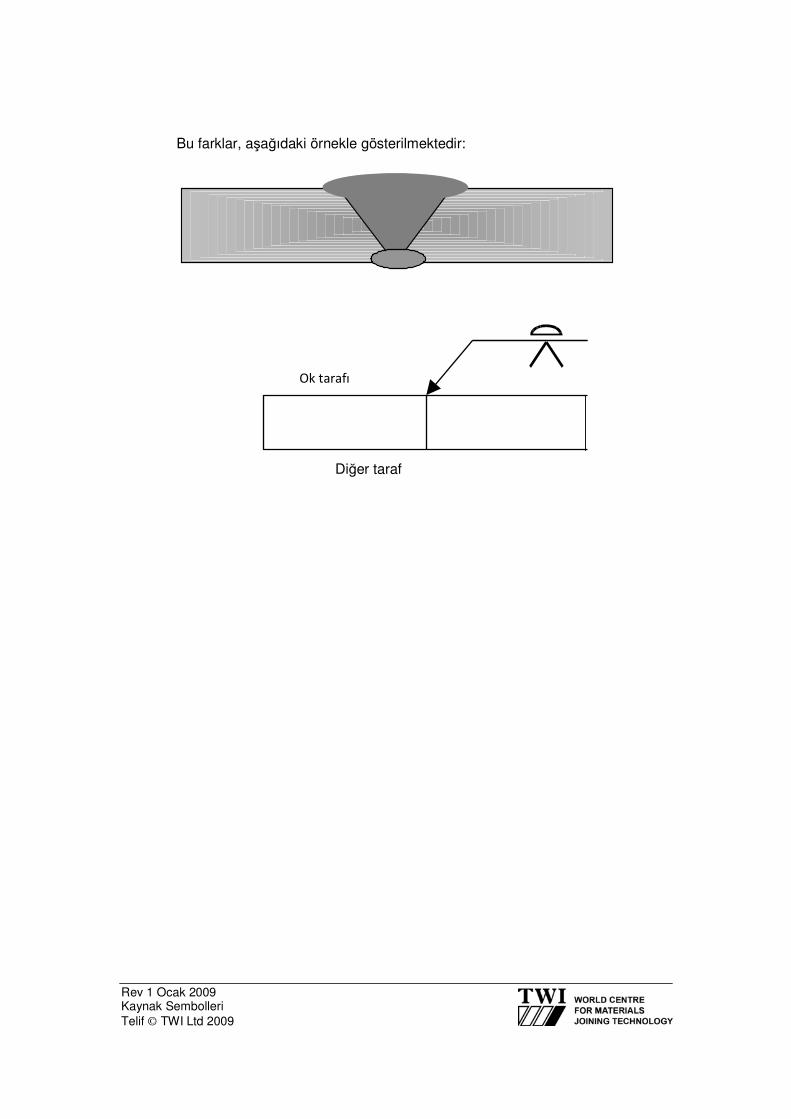
Rev 1 Ocak 2009 Kaynak Sembolleri Telif © TWI Ltd 2009
Bu farklar, aşağıdaki örnekle gösterilmektedir:
Ok tarafı
Diğer taraf
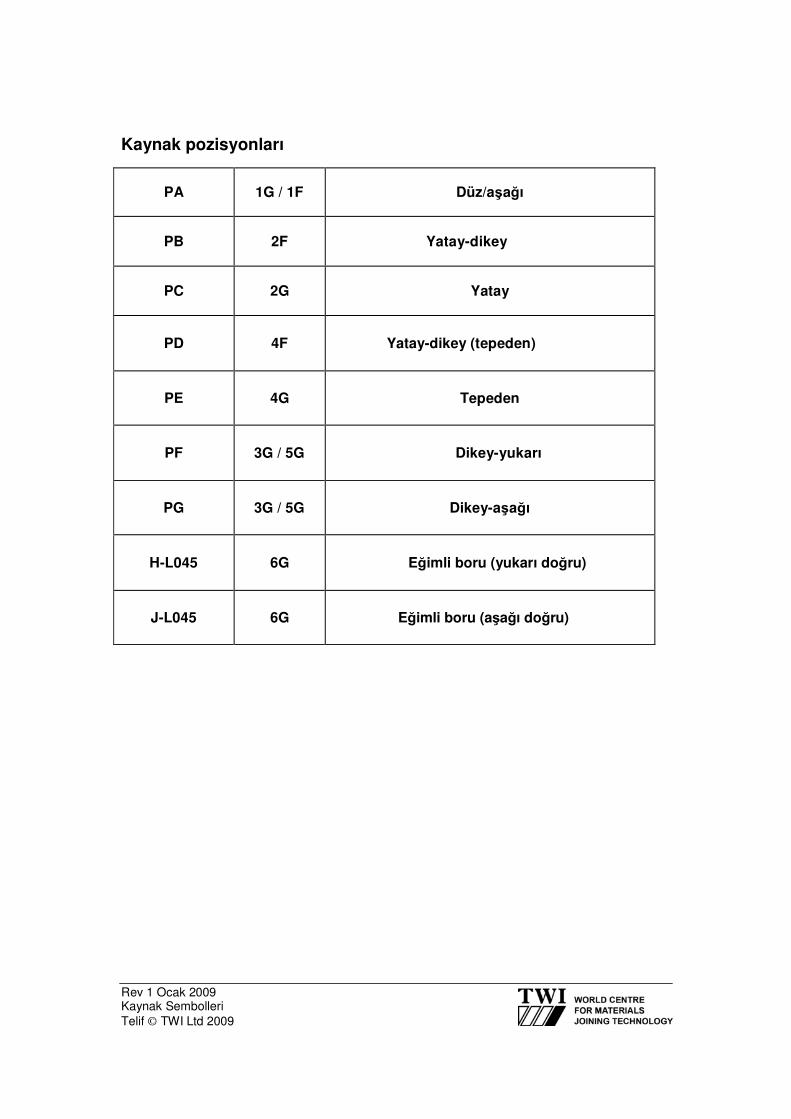
Rev 1 Ocak 2009 Kaynak Sembolleri Telif © TWI Ltd 2009
Kaynak pozisyonları
PA
1G / 1F
Düz/aşağı
PB
2F
Yatay-dikey
PC
2G
Yatay
PD
4F
Yatay-dikey (tepeden)
PE
4G
Tepeden
PF
3G / 5G
Dikey-yukarı
PG
3G / 5G
Dikey-aşağı
H-L045
6G
Eğimli boru (yukarı doğru)
J-L045
6G
Eğimli boru (aşağı doğru)
Bölüm 10
Kaynaklama İşlemlerine Giriş
Rev 1 Ocak 2009 Kaynaklama İşlemlerine Giriş Telif © TWI Ltd 2009
1 Genel
Dört ana ark kaynaklama işleminin (MMA, TIG, MIG/MAG ve SAW) ortak özellikleri şunlardır:
• Bir elektrod ile ana metal arasındaki boşlukta bir elektrik boşalması
meydana geldiğinde bir ark yaratılır.
• Boşalma, bir kıvılcım oluşmasına ve dolayısıyla çevreleyen gazın iyonize olmasına neden olur.
• İyonize olan gaz, elektrod ile taban metali arasında bir akımın akmasını
sağlar ve böylece bir ark yaratır.
• Ark, taban metalinin ergimesi için ısı yaratır.
• TIG kaynaklaması hariç, arkın yarattığı ısı aynı zamanda elektrod yüzeyinin erimesine neden olur ve erimiş damlacıklar kaynak havuzuna transfer olarak bir kaynak boncuğu veya paso yaratır.
• Ergitme bölgesine ısı girdisi gerilime, ark akımına ve kaynak/gezinme
hızına bağlıdır. 2 Verimlilik
Kaynaklama işlemlerinin çoğunda, PA (düz veya 1G) pozisyonunda kaynaklama en büyük kaynak metal bırakım hızıyla ve dolayısıyla en yüksek verimlilikle sonuçlanacaktır.
Tüketilen elektrod kaynaklama işlemleri sözkonusu olduğunda, erimiş metalin kaynak havuzuna transfer hızı doğrudan doğruya kaynak akımı yoğunluyla bağıntılıdır (akımın elektrod çapına oranı).
TIG kaynağı sözkonusu olduğunda, akım ne kadar yüksekse ergitme için o kadar fazla enerji vardır; böylece dolgu telinin kaynak havuzuna eklenme hızı da daha yüksek olur.
Rev 1 Ocak 2009 Kaynaklama İşlemlerine Giriş Telif © TWI Ltd 2009
3 Isı Girdisi
Ark enerjisi, kaynağın birim uzunluğu başına kaynak arkında yaratılan ısı miktarıdır ve genellikle kaynağın milimetre uzunluğu başına kilojul olarak ifade edilir. Ark kaynaklaması için ısı girdisi (HI) aşağıdaki formülle hesaplanır:
Ark enerji (kJ/mm) = Volt × Amp
Gezinim hızı (mm / san.) × 1000
Isı girdisi, kaynak arkı tarafından işparçasına sağlanan enerjidir ve ark enerjisi x ısıl verimlilik faktörü olarak ifade edilir.
Isıl verimlilik faktörü, kaynak arkına beslenen ısı enerjisinin ark tarafından tüketilen elektrik enerjisine oranıdır.
Çeşitli işlemler için kaynağa beslenen ısı girdi değerleri, aşağıdaki ısıl verimlilik faktörleriyle çarpılarak ark enerjisinden hesaplanabilir:
SAW (tel elektrod) 1.0
MMA (kaplama elektrod) 0.8
MIG/MAG 0.8
FCAW (gaz korumalı veya korumasız)
0.8
TIG 0.6
Plazma
Örnek
0.6
MAG kaynaklama işlemi kullanılarak bir kaynak yapılır ve aşağıdaki kaynaklama koşulları kaydedildi:
Volt: 24 Amp: 240 Gezinme hızı: 300mm/dakika
Ark enerjisi (kJ/mm) =
Volt × Amp
Gezinme hızı (mm / san) ×1000
= 24 × 240 × 60 300 × 1000
= 345,600 300,000
Ark enerjisi = 1.152 veya 1.2kJ/mm
Rev 1 Ocak 2009 Kaynaklama İşlemlerine Giriş Telif © TWI Ltd 2009
HI (kJ/mm) =
=
=
Volt × Amp × 60 × k
Gezinme hızı (mm / san.) ×1000
24 × 240 × 60 × 0.8
300 × 1000 276,480
300,000
= 9.9216kJ/mm
Formülün birimleri: Gezinme hızı, mm/saniye Isı girdisi kJ/mm olarak verilir.
Isı girdisi genel olarak gezinme hızından etkilenir.
Kaynaklama pozisyonu ve işlemi, kullanılabilecek gezinme hızı üzerinde önemli bir etkiye sahiptir.
Manuel ve yarı otomatik kaynaklama için aşağıdaki genel ilkeler geçerlidir:
• Dikey-yukarı ilerleme en yüksek ısı girdisini verme eğilimi gösterir; çünkü
uygun profili elde etmek için bir örgüye gerek vardır ve ileri gezinme hızı nispeten yavaştır.
• Kullanılabilecek hızlı gezinme hızı nedeniyle dikey-aşağı kaynaklama, en düşük ısı girdisini verme eğilimi gösterir.
• Yatay-dikey kaynaklama göreceli olarak düşük ısı girdili kaynaklama pozisyonudur; çünkü kaynakçı bu konumda örgü yapamaz.
• Düşük akım ve göreceli olarak hızlı gezinme hızı kullanmak gerektiğinden tepeden kaynaklama düşük ısı girdisi verme eğilimi gösterir.
• Düz pozisyonda (aşağı) kaynaklama bir düşük veya yüksek ısı girdisi pozisyonu olabilir; çünkü kaynakçı kullanılabilecek gezinme hızı konusunda daha fazla esnekliğe sahiptir.
• Ark kaynaklama işlemleri arasında, SAW en yüksek ısı girdisini ve en yüksek bırakım oranlarını verme potansiyeline sahiptir; TIG ve MIG/MAG çok düşük ısı girdisi verebilir.
• Kontrollü ısı girdisi kaynaklaması için tipik ısı girdisi değerleri ~1.0 ile ~3.5kJ/mm aralığında olma eğilimi gösterecektir.
4 Kaynaklama Parametreleri
Ark gerilimi
Ark gerilimi ark uzunluğuyla bağıntılıdır. Ark geriliminin güç kaynağı tarafından kontrol edildiği (SAW, MIG/MAG v e FCAW) ve akımdan bağımsız olarak değiştirilebildiği işlemlerde, gerilim ayarı kaynağın profilini etkileyecektir.
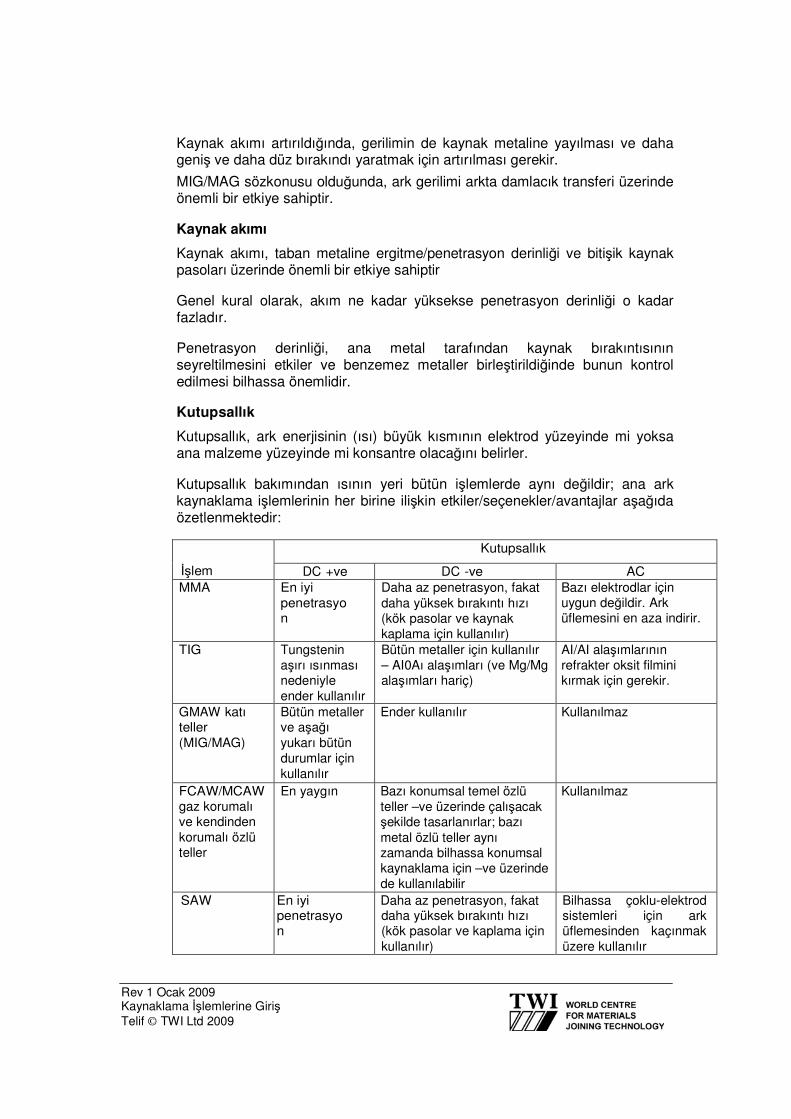
Rev 1 Ocak 2009 Kaynaklama İşlemlerine Giriş Telif © TWI Ltd 2009
Kaynak akımı artırıldığında, gerilimin de kaynak metaline yayılması ve daha geniş ve daha düz bırakındı yaratmak için artırılması gerekir.
MIG/MAG sözkonusu olduğunda, ark gerilimi arkta damlacık transferi üzerinde önemli bir etkiye sahiptir.
Kaynak akımı
Kaynak akımı, taban metaline ergitme/penetrasyon derinliği ve bitişik kaynak pasoları üzerinde önemli bir etkiye sahiptir
Genel kural olarak, akım ne kadar yüksekse penetrasyon derinliği o kadar fazladır.
Penetrasyon derinliği, ana metal tarafından kaynak bırakıntısının seyreltilmesini etkiler ve benzemez metaller birleştirildiğinde bunun kontrol edilmesi bilhassa önemlidir.
Kutupsallık
Kutupsallık, ark enerjisinin (ısı) büyük kısmının elektrod yüzeyinde mi yoksa ana malzeme yüzeyinde mi konsantre olacağını belirler.
Kutupsallık bakımından ısının yeri bütün işlemlerde aynı değildir; ana ark kaynaklama işlemlerinin her birine ilişkin etkiler/seçenekler/avantajlar aşağıda özetlenmektedir:
Kutupsallık
İşlem DC +ve DC -ve AC
MMA En iyi penetrasyon
Daha az penetrasyon, fakat daha yüksek bırakıntı hızı (kök pasolar ve kaynak kaplama için kullanılır)
Bazı elektrodlar için uygun değildir. Ark üflemesini en aza indirir.
TIG Tungstenin aşırı ısınması nedeniyle ender kullanılır
Bütün metaller için kullanılır – AI0Aı alaşımları (ve Mg/Mg alaşımları hariç)
AI/AI alaşımlarının refrakter oksit filmini kırmak için gerekir.
GMAW katı teller (MIG/MAG)
Bütün metaller ve aşağı yukarı bütün durumlar için kullanılır
Ender kullanılır Kullanılmaz
FCAW/MCAW gaz korumalı ve kendinden korumalı özlü teller
En yaygın Bazı konumsal temel özlü teller –ve üzerinde çalışacak şekilde tasarlanırlar; bazı metal özlü teller aynı zamanda bilhassa konumsal kaynaklama için –ve üzerinde de kullanılabilir
Kullanılmaz
SAW En iyi penetrasyon
Daha az penetrasyon, fakat daha yüksek bırakıntı hızı (kök pasolar ve kaplama için kullanılır)
Bilhassa çoklu-elektrod sistemleri için ark üflemesinden kaçınmak üzere kullanılır
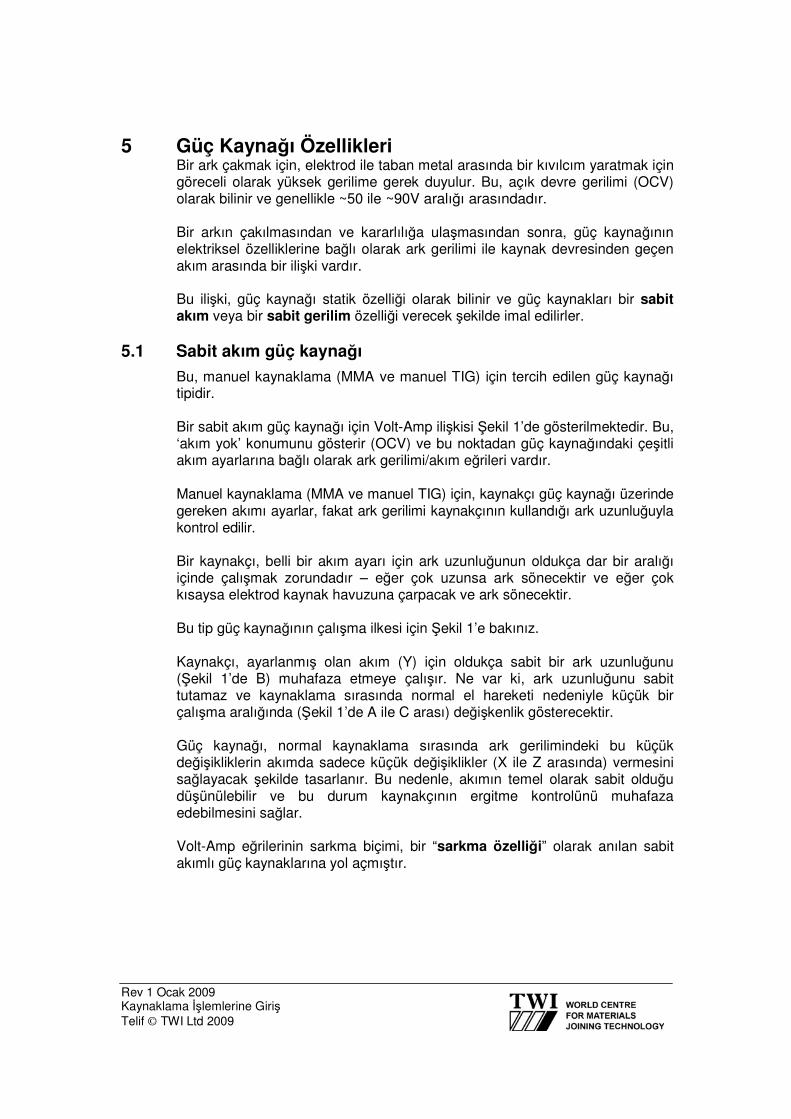
Rev 1 Ocak 2009 Kaynaklama İşlemlerine Giriş Telif © TWI Ltd 2009
5 Güç Kaynağı Özellikleri
Bir ark çakmak için, elektrod ile taban metal arasında bir kıvılcım yaratmak için göreceli olarak yüksek gerilime gerek duyulur. Bu, açık devre gerilimi (OCV) olarak bilinir ve genellikle ~50 ile ~90V aralığı arasındadır.
Bir arkın çakılmasından ve kararlılığa ulaşmasından sonra, güç kaynağının elektriksel özelliklerine bağlı olarak ark gerilimi ile kaynak devresinden geçen akım arasında bir ilişki vardır.
Bu ilişki, güç kaynağı statik özelliği olarak bilinir ve güç kaynakları bir sabit akım veya bir sabit gerilim özelliği verecek şekilde imal edilirler.
5.1 Sabit akım güç kaynağı
Bu, manuel kaynaklama (MMA ve manuel TIG) için tercih edilen güç kaynağı tipidir.
Bir sabit akım güç kaynağı için Volt-Amp ilişkisi Şekil 1’de gösterilmektedir. Bu, ‘akım yok’ konumunu gösterir (OCV) ve bu noktadan güç kaynağındaki çeşitli akım ayarlarına bağlı olarak ark gerilimi/akım eğrileri vardır.
Manuel kaynaklama (MMA ve manuel TIG) için, kaynakçı güç kaynağı üzerinde gereken akımı ayarlar, fakat ark gerilimi kaynakçının kullandığı ark uzunluğuyla kontrol edilir.
Bir kaynakçı, belli bir akım ayarı için ark uzunluğunun oldukça dar bir aralığı içinde çalışmak zorundadır – eğer çok uzunsa ark sönecektir ve eğer çok kısaysa elektrod kaynak havuzuna çarpacak ve ark sönecektir.
Bu tip güç kaynağının çalışma ilkesi için Şekil 1’e bakınız.
Kaynakçı, ayarlanmış olan akım (Y) için oldukça sabit bir ark uzunluğunu (Şekil 1’de B) muhafaza etmeye çalışır. Ne var ki, ark uzunluğunu sabit tutamaz ve kaynaklama sırasında normal el hareketi nedeniyle küçük bir çalışma aralığında (Şekil 1’de A ile C arası) değişkenlik gösterecektir.
Güç kaynağı, normal kaynaklama sırasında ark gerilimindeki bu küçük değişikliklerin akımda sadece küçük değişiklikler (X ile Z arasında) vermesini sağlayacak şekilde tasarlanır. Bu nedenle, akımın temel olarak sabit olduğu düşünülebilir ve bu durum kaynakçının ergitme kontrolünü muhafaza edebilmesini sağlar.
Volt-Amp eğrilerinin sarkma biçimi, bir “sarkma özelliği” olarak anılan sabit akımlı güç kaynaklarına yol açmıştır.
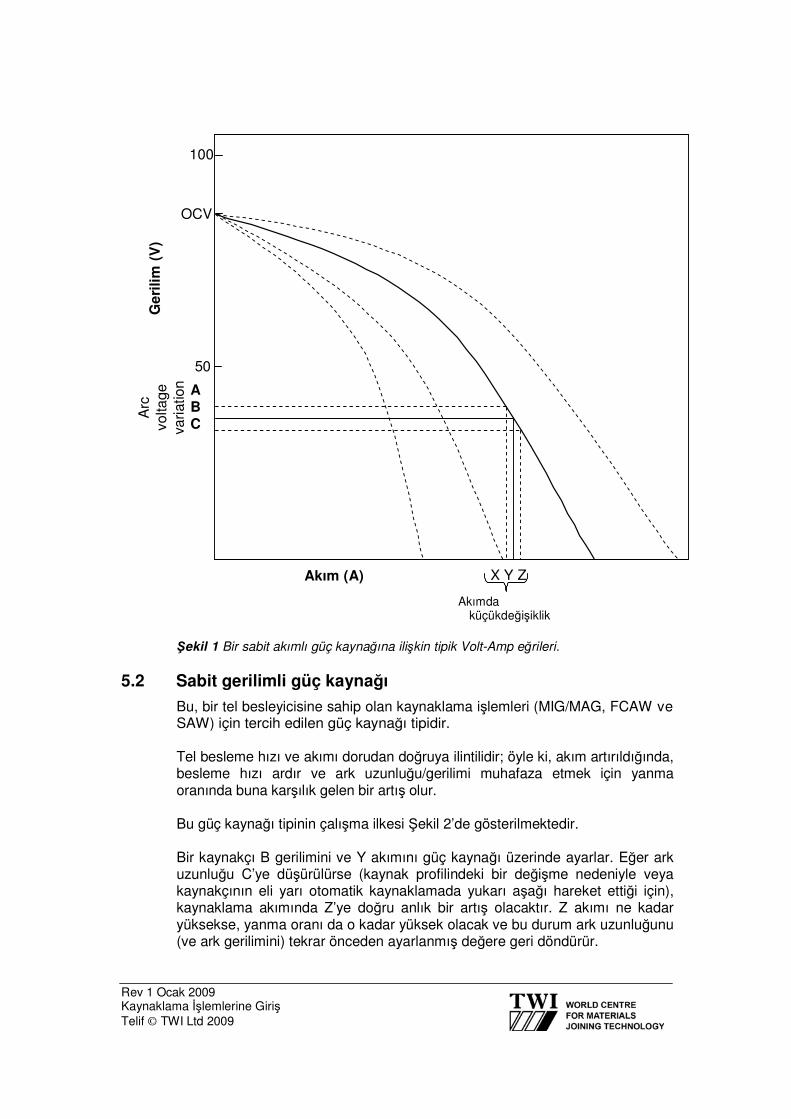
Rev 1 Ocak 2009 Kaynaklama İşlemlerine Giriş Telif © TWI Ltd 2009
Ger
ilim
(V
) A
rc
volta
ge
varia
tion
100
OCV
50
A B C
Akım (A) X Y Z
Akımda küçükdeğişiklik
Şekil 1 Bir sabit akımlı güç kaynağına ilişkin tipik Volt-Amp eğrileri.
5.2 Sabit gerilimli güç kaynağı
Bu, bir tel besleyicisine sahip olan kaynaklama işlemleri (MIG/MAG, FCAW ve SAW) için tercih edilen güç kaynağı tipidir.
Tel besleme hızı ve akımı dorudan doğruya ilintilidir; öyle ki, akım artırıldığında, besleme hızı ardır ve ark uzunluğu/gerilimi muhafaza etmek için yanma oranında buna karşılık gelen bir artış olur.
Bu güç kaynağı tipinin çalışma ilkesi Şekil 2’de gösterilmektedir.
Bir kaynakçı B gerilimini ve Y akımını güç kaynağı üzerinde ayarlar. Eğer ark uzunluğu C’ye düşürülürse (kaynak profilindeki bir değişme nedeniyle veya kaynakçının eli yarı otomatik kaynaklamada yukarı aşağı hareket ettiği için), kaynaklama akımında Z’ye doğru anlık bir artış olacaktır. Z akımı ne kadar yüksekse, yanma oranı da o kadar yüksek olacak ve bu durum ark uzunluğunu (ve ark gerilimini) tekrar önceden ayarlanmış değere geri döndürür.
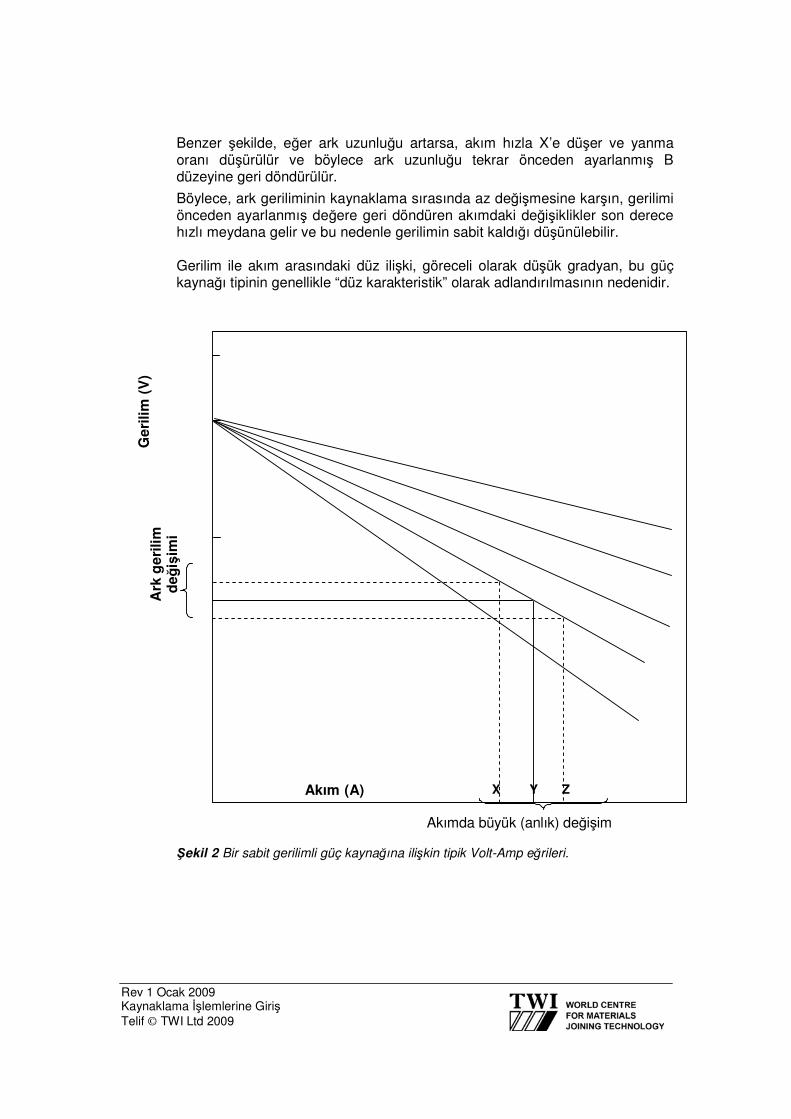
Rev 1 Ocak 2009 Kaynaklama İşlemlerine Giriş Telif © TWI Ltd 2009
Ger
ilim
(V
) A
rk g
erili
m
değ
işim
i vo
ltag
e
Benzer şekilde, eğer ark uzunluğu artarsa, akım hızla X’e düşer ve yanma oranı düşürülür ve böylece ark uzunluğu tekrar önceden ayarlanmış B düzeyine geri döndürülür.
Böylece, ark geriliminin kaynaklama sırasında az değişmesine karşın, gerilimi önceden ayarlanmış değere geri döndüren akımdaki değişiklikler son derece hızlı meydana gelir ve bu nedenle gerilimin sabit kaldığı düşünülebilir.
Gerilim ile akım arasındaki düz ilişki, göreceli olarak düşük gradyan, bu güç kaynağı tipinin genellikle “düz karakteristik” olarak adlandırılmasının nedenidir.
Akım (A) X Y Z
Akımda büyük (anlık) değişim
Şekil 2 Bir sabit gerilimli güç kaynağına ilişkin tipik Volt-Amp eğrileri.
Bölüm 11
MMA Kaynağı
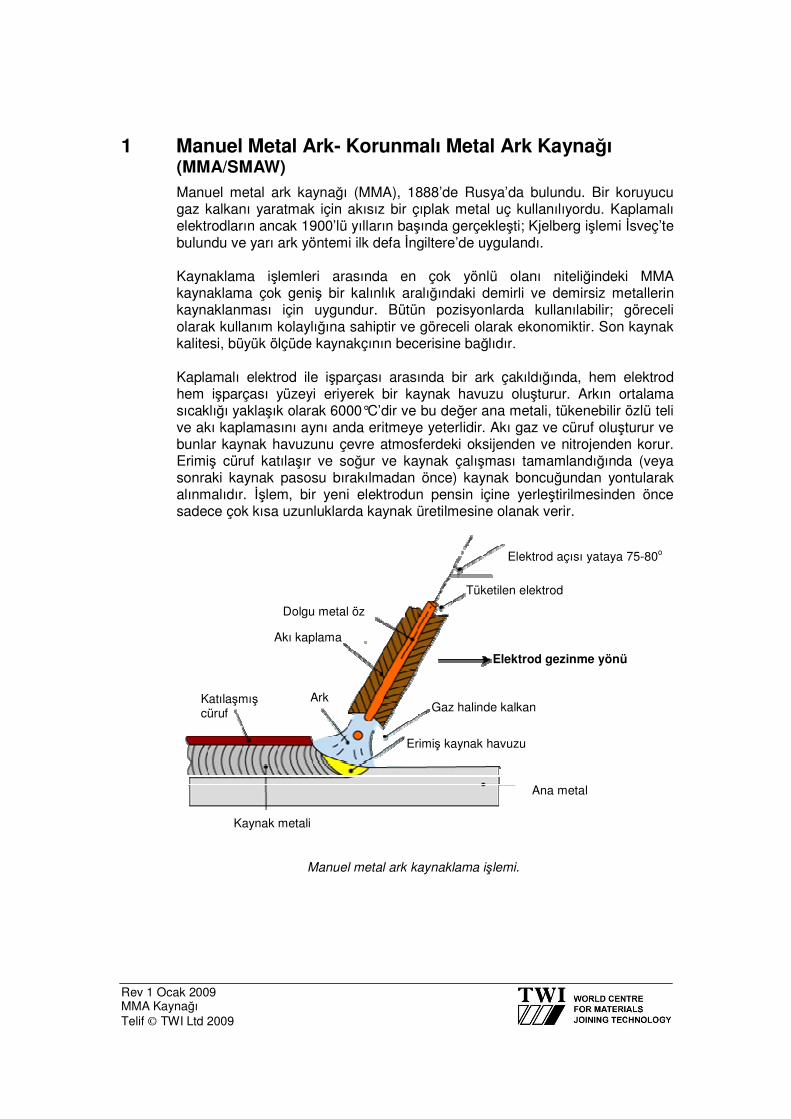
Rev 1 Ocak 2009 MMA Kaynağı Telif © TWI Ltd 2009
1 Manuel Metal Ark- Korunmalı Metal Ark Kaynağı (MMA/SMAW)
Manuel metal ark kaynağı (MMA), 1888’de Rusya’da bulundu. Bir koruyucu gaz kalkanı yaratmak için akısız bir çıplak metal uç kullanılıyordu. Kaplamalı elektrodların ancak 1900’lü yılların başında gerçekleşti; Kjelberg işlemi İsveç’te bulundu ve yarı ark yöntemi ilk defa İngiltere’de uygulandı.
Kaynaklama işlemleri arasında en çok yönlü olanı niteliğindeki MMA kaynaklama çok geniş bir kalınlık aralığındaki demirli ve demirsiz metallerin kaynaklanması için uygundur. Bütün pozisyonlarda kullanılabilir; göreceli olarak kullanım kolaylığına sahiptir ve göreceli olarak ekonomiktir. Son kaynak kalitesi, büyük ölçüde kaynakçının becerisine bağlıdır.
Kaplamalı elektrod ile işparçası arasında bir ark çakıldığında, hem elektrod hem işparçası yüzeyi eriyerek bir kaynak havuzu oluşturur. Arkın ortalama sıcaklığı yaklaşık olarak 6000°C’dir ve bu değer ana metali, tükenebilir özlü teli ve akı kaplamasını aynı anda eritmeye yeterlidir. Akı gaz ve cüruf oluşturur ve bunlar kaynak havuzunu çevre atmosferdeki oksijenden ve nitrojenden korur. Erimiş cüruf katılaşır ve soğur ve kaynak çalışması tamamlandığında (veya sonraki kaynak pasosu bırakılmadan önce) kaynak boncuğundan yontularak alınmalıdır. İşlem, bir yeni elektrodun pensin içine yerleştirilmesinden önce sadece çok kısa uzunluklarda kaynak üretilmesine olanak verir.
Elektrod açısı yataya 75-80o
Dolgu metal öz
Akı kaplama
Tüketilen elektrod
Elektrod gezinme yönü
Katılaşmış cüruf
Ark Gaz halinde kalkan
Erimiş kaynak havuzu
Ana metal
Kaynak metali
Manuel metal ark kaynaklama işlemi.
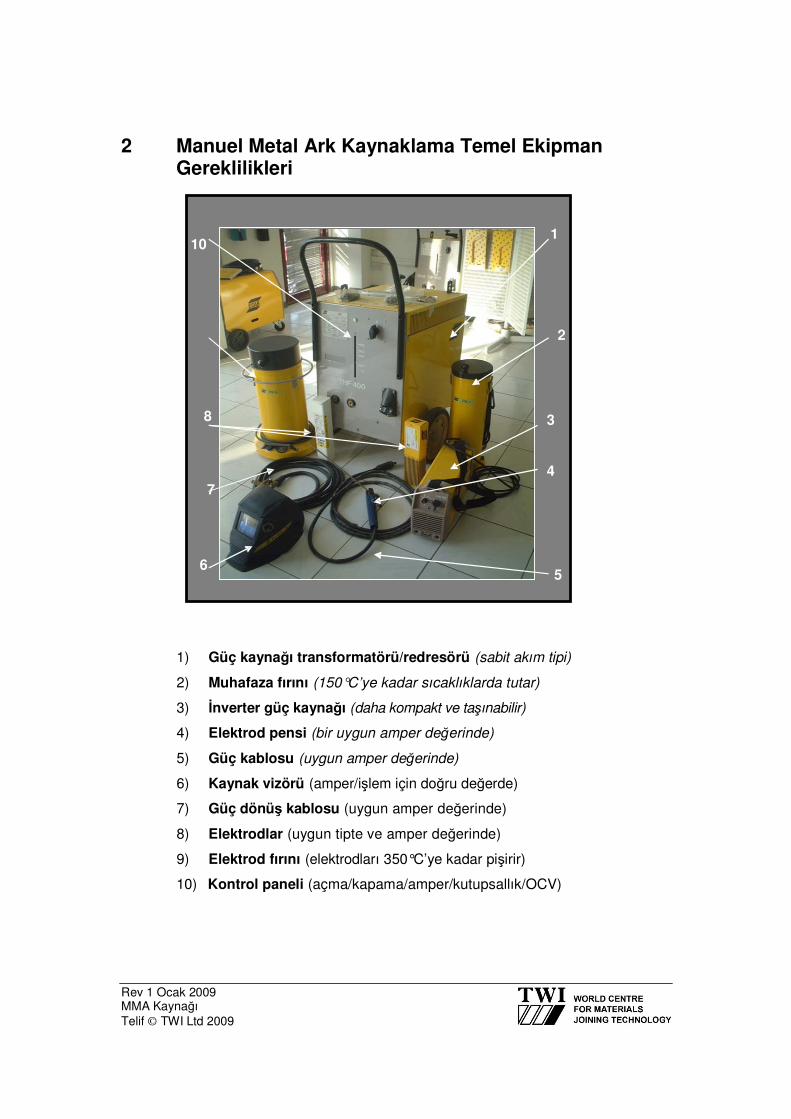
Rev 1 Ocak 2009 MMA Kaynağı Telif © TWI Ltd 2009
2 Manuel Metal Ark Kaynaklama Temel Ekipman Gereklilikleri
1 10
2
8 3
4 7
6 5
1) Güç kaynağı transformatörü/redresörü (sabit akım tipi)
2) Muhafaza fırını (150°C’ye kadar sıcaklıklarda tutar)
3) İnverter güç kaynağı (daha kompakt ve taşınabilir)
4) Elektrod pensi (bir uygun amper değerinde)
5) Güç kablosu (uygun amper değerinde)
6) Kaynak vizörü (amper/işlem için doğru değerde)
7) Güç dönüş kablosu (uygun amper değerinde)
8) Elektrodlar (uygun tipte ve amper değerinde)
9) Elektrod fırını (elektrodları 350°C’ye kadar pişirir)
10) Kontrol paneli (açma/kapama/amper/kutupsallık/OCV)
Rev 1 Ocak 2009 MMA Kaynağı Telif © TWI Ltd 2009
3 Güç Gereklilikleri
Manuel metal ark kaynaklaması, ya doğru (DC) ya da alternatif (AC) akım kullanılarak gerçekleştirilebilir. DC kaynak akımında, ya pozitif (+ve) ya da negatif (-ve) kutupsallık kullanılabilir; böylece akım bir yönde akar. AC akım kaynağı negatiften pozitife doğru akar ve iki yönlüdür.
MMA kaynaklaması için güç kaynakları ya transformatörler (şebeke AC akımını kaynaklamaya uygun AC akımına dönüştürür), transformatörler-redresörler (AC’yi DC’ye çevirir), dizel veya benzinli jeneratörler (şantiye çalışması için tercih edilirler) ya da inverterlerdir (kaynaklama güç kaynakları arasına yakın tarihlerde katılmıştır). MMA kaynaklaması için, bir sabit akımlı (sarkan) çıktısına sahip bir güç kaynağı kullanılmalıdır.
Güç kaynağı aşağıdakiler sağlamalıdır:
• 50 ve 90v arasında ark başlatmak için bir açık devre gerilimi (OCV). • Kaynaklama sırasında arkı 20 ile 30v arasında tutmak için kaynaklama gerilimi • Genellikle 30-350 amp arasında uygun akım aralığı • Bir kararlı ark-hızlı ark kazanımı veya ani akım olmadan arkın yeniden ateşlenmesi • Bir sabit kaynaklama akımı. Ark uzunluğu, kaynaklama sırasında değişebilir,
fakat kaynaklama sırasında tutarlı elektrod yanma oranının ve kaynak penetrasyon özelliklerinin muhafaza edilmesi gerekir.
4 Kaynaklama Değişkenleri
MMA kaynağının nihai kalitesini etkileyen diğer faktörler veya kaynaklama değişkenleri şunlardır:
Akım (amper) Gerilim Isı girdisini etkiler Gezinme hızı Kutupsallık Elektrod tipi
MMA kaynaklama işlemine örnekler
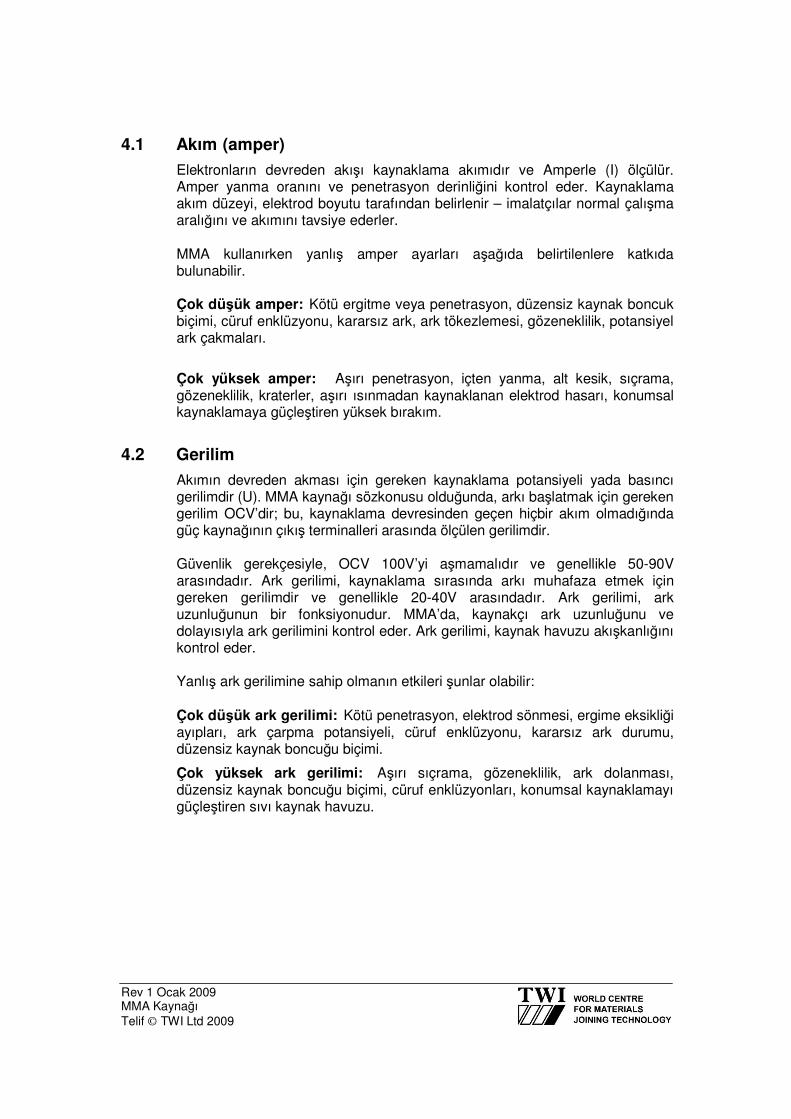
Rev 1 Ocak 2009 MMA Kaynağı Telif © TWI Ltd 2009
4.1 Akım (amper)
Elektronların devreden akışı kaynaklama akımıdır ve Amperle (I) ölçülür. Amper yanma oranını ve penetrasyon derinliğini kontrol eder. Kaynaklama akım düzeyi, elektrod boyutu tarafından belirlenir – imalatçılar normal çalışma aralığını ve akımını tavsiye ederler.
MMA kullanırken yanlış amper ayarları aşağıda belirtilenlere katkıda bulunabilir. Çok düşük amper: Kötü ergitme veya penetrasyon, düzensiz kaynak boncuk biçimi, cüruf enklüzyonu, kararsız ark, ark tökezlemesi, gözeneklilik, potansiyel ark çakmaları.
Çok yüksek amper: Aşırı penetrasyon, içten yanma, alt kesik, sıçrama, gözeneklilik, kraterler, aşırı ısınmadan kaynaklanan elektrod hasarı, konumsal kaynaklamaya güçleştiren yüksek bırakım.
4.2 Gerilim
Akımın devreden akması için gereken kaynaklama potansiyeli yada basıncı gerilimdir (U). MMA kaynağı sözkonusu olduğunda, arkı başlatmak için gereken gerilim OCV’dir; bu, kaynaklama devresinden geçen hiçbir akım olmadığında güç kaynağının çıkış terminalleri arasında ölçülen gerilimdir.
Güvenlik gerekçesiyle, OCV 100V’yi aşmamalıdır ve genellikle 50-90V arasındadır. Ark gerilimi, kaynaklama sırasında arkı muhafaza etmek için gereken gerilimdir ve genellikle 20-40V arasındadır. Ark gerilimi, ark uzunluğunun bir fonksiyonudur. MMA’da, kaynakçı ark uzunluğunu ve dolayısıyla ark gerilimini kontrol eder. Ark gerilimi, kaynak havuzu akışkanlığını kontrol eder. Yanlış ark gerilimine sahip olmanın etkileri şunlar olabilir:
Çok düşük ark gerilimi: Kötü penetrasyon, elektrod sönmesi, ergime eksikliği ayıpları, ark çarpma potansiyeli, cüruf enklüzyonu, kararsız ark durumu, düzensiz kaynak boncuğu biçimi.
Çok yüksek ark gerilimi: Aşırı sıçrama, gözeneklilik, ark dolanması, düzensiz kaynak boncuğu biçimi, cüruf enklüzyonları, konumsal kaynaklamayı güçleştiren sıvı kaynak havuzu.
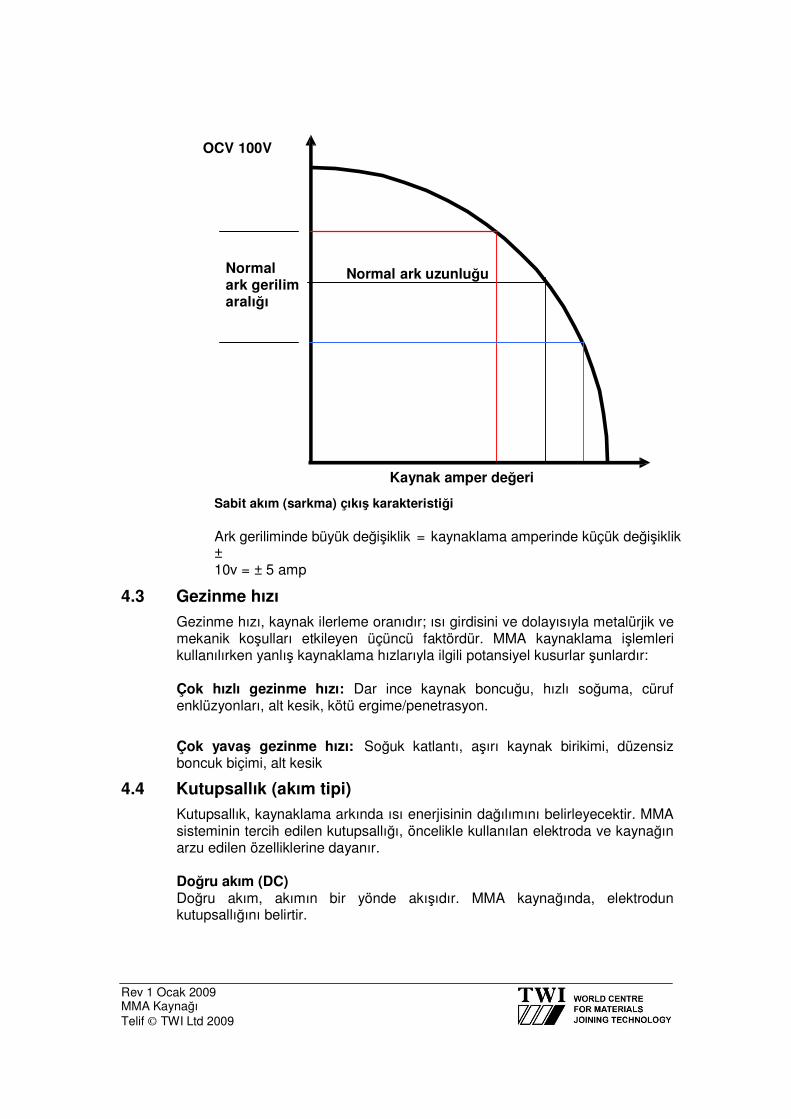
Rev 1 Ocak 2009 MMA Kaynağı Telif © TWI Ltd 2009
OCV 100V
Normal ark gerilim aralığı
Normal ark uzunluğu
Kaynak amper değeri
Sabit akım (sarkma) çıkış karakteristiği
Ark geriliminde büyük değişiklik = kaynaklama amperinde küçük değişiklik ± 10v = ± 5 amp
4.3 Gezinme hızı
Gezinme hızı, kaynak ilerleme oranıdır; ısı girdisini ve dolayısıyla metalürjik ve mekanik koşulları etkileyen üçüncü faktördür. MMA kaynaklama işlemleri kullanılırken yanlış kaynaklama hızlarıyla ilgili potansiyel kusurlar şunlardır:
Çok hızlı gezinme hızı: Dar ince kaynak boncuğu, hızlı soğuma, cüruf enklüzyonları, alt kesik, kötü ergime/penetrasyon.
Çok yavaş gezinme hızı: Soğuk katlantı, aşırı kaynak birikimi, düzensiz boncuk biçimi, alt kesik
4.4 Kutupsallık (akım tipi)
Kutupsallık, kaynaklama arkında ısı enerjisinin dağılımını belirleyecektir. MMA sisteminin tercih edilen kutupsallığı, öncelikle kullanılan elektroda ve kaynağın arzu edilen özelliklerine dayanır.
Doğru akım (DC) Doğru akım, akımın bir yönde akışıdır. MMA kaynağında, elektrodun kutupsallığını belirtir.
Rev 1 Ocak 2009 MMA Kaynağı Telif © TWI Ltd 2009
Doğru akım /elektrod pozitif (DCEP/DC+).
Elektrod kaynaklama devresinin pozitif kutbunda olduğunda, dolayısıyla işparçası negatif kutup olur. Elektron akış yönü, işparçasından elektroda doğrudur.
Elektrod pozitif olarak şarj edildiğinde (DCEP) ve işparçası negatif olarak şarj edildiğinde, bu elektrodun ucunda mevcut ısı enerjisinin üçte ikisini yaratma etkisine sahiptir ve üçte biri ana malzemede yaratılır; bu, kaynak penetrasyonunun derinliğinde bir artışla sonuçlanacaktır.
Doğrudan akım/elektrod negatif (DCEN/DC-)
Elektrod kaynaklama devresinin negatif kutbu üzerinde olduğunda, işparçası pozitif kutup haline gelir. Elektron akış yönü elektrodtan işparçasına doğrudur. Şimdi, enerji dağılımı ters çevrilebilir. Mevcut ısı enerjisinin üçte biri elektrodun ucunda yaratılır, geri kalan üçte iki ana malzemede yaratılır. Bir negatif olarak şarj edilen elektrodla (DCEN) doğru akım elektroda ısı birikmesine neden olur ve elektrodun erime hızını artırır ve kaynak penetrasyonunun derinliğini azaltır.
Doğru akım kullanılırken kaynaklama arkı ark üflemesinden etkilenebilir. Manyetik güçler nedeniyle normal yolundan arkın sapması.
Alternatif akım (AC)
Kaynaklama devresindeki akım dönüşümlüdür; önce bir yönde sonra diğer yönde akar. Alternatif akımda, akım yönü saniyede 100-120 defa, saniyede 50-60 çevrim (cps) değişir. Alternatif akım, akımın iki yönde akmasıdır.
Bu nedenle, arkta ısı enerjinin dağılımı eşittir; elektrodta %50, işparçası %50’de.
Rev 1 Ocak 2009 MMA Kaynağı Telif © TWI Ltd 2009
4.5 Tüketilen elektrod tipi
MMA kaynağı için, aşağıdakiler dahil olmak üzere üç genel tip vardır:
Rutil elektrodları, kaplamada yüksek oranda titanyum oksit (rutil) içerirler. Titanyum oksit kolay ark tutuşmasını, pürüzsüz ark çalışmasını ve düşük sıçramayı teşvik eder. Bu elektrodlar, iyi kaynaklama özelliklerine sahip genel amaçlı elektrodlardır. Bunlar, AC ve DC güç kaynaklarıyla ve bütün pozisyonlarda kullanılabilir. Elektrodlar, bilhassa yatay/dikey (HV) konumda kaynaklama dolgu bağlantıları için uygundurlar.
Özellikleri:
• Orta kaynak metali mekanik özellikleri • Viskoze cüruf yoluyla üretilen iyi boncuk profili • Bir sıvı cürufla (florür içerir) ile konumsal kaynaklama mümkündür • Kolayca alınabilen cüruf
Temel elektrodlar kaplamada yüksek oranda kalsiyum karbonat (kireçtaşı) ve kalsiyum (fluorspat) içerir. Bu, cüruf kaplamasını rutil kaplamalardan daha sıvı hale getirir – bu aynı zamanda hızlı donar ve dikey ve tepe konumda kaynaklamaya yardım eder. Daha yüksek kaynak kalitesinin, iyi mekanik özeliklerin ve çatlamaya karşı direncin (yüksek kısıtlama nedeniyle) gerekli olduğu durumda bu elektrodlar kaynaklama aracı ve ağır kesit üretimleri için kullanılırlar.
Özellikleri:
• Düşük hidrojen kaynak metali • Yüksek kaynaklama akımları/hızları gerektirir • Kötü boncuk profili (dışbükey ve kaba yüzey profili) • Cüruf kaldırmanın güçlüğü
Selülozik elektrodlar kaplamada yüksek bir oranda selüloz içerir ve bir derin nüfus eden arkla ve yüksek kaynaklama hızları veren bir hızlı yanma oranıyla karakterize edilir. Kaynak bırakımı kaba alabilir ve sıvı cüruf nedeniyle cürufun giderilmesi güç alabilir. Bu elektronların herhangi bir pozisyonda kullanımı kolaydır ve soba borusu kaynaklama tekniğinde kullanımlarıyla dikkati çekerler.
Özellikler:
• Bütün pozisyonlarda derin penetrasyon • Dikey-aşağı kaynaklama için uygundur • Makul şekilde iyi mekanik özelliklere sahiptir • Yüksek düzeyde hidrojen üretilir – ısıyla etkilenen bölgede (HAZ) çatlama
riski
Bu üç genel grup içinde, geniş yelpazede elektrod seçimi sağlayan kaplama elektrod alt grupları olduğunu belirtmek gerekir.
Rev 1 Ocak 2009 MMA Kaynağı Telif © TWI Ltd 2009
MMA elektrodları, alternatif akım (AC) ve doğru akım (DC) güç kaynaklarıyla kullanılacak şekilde tasarlanırlar. AC elektrodlarının DC üzerinde kullanılabilmesine karşın, DC elektrodlarının hepsi AC güç kaynaklarıyla kullanılamayabilir.
*Çalışma faktörü: (O/F) Veril bir zaman diliminde zamanında arkın yüzdesi (%).
Yarı otomatik kaynaklama işlemleriyle karşılaştırıldığında MMA yaklaşık olarak %30’luk bir düşük O/F’ye sahiptir. Manuel yarı otomatik MIG/MAG O/F, %90’lık O/F bölgesinde tamamen otomatik olarak yaklaşık %60’dır. Bir kaynak işlemi OF, doğrudan doğruya verimlilikle ilintilendirilebilir.
Çalışma faktörü, bir iletkenin bir akımı taşıyabileceği zamanın yüzdesi (%) olarak verilen bir güvenlik değeri olan görev çevrimi ifadesiyle karıştırılmamalıdır; 10 dakikanın %60’ı ve %100’ünde bir spesifik akım olarak verilir; örn. 350A %60 ve 300A %100.
5 MMA/SMAW’nın Özeti
Ekipman gereklilikleri
• Bir transformatör/redresör, jeneratör, inverter (sabit amper tipi) • Bir güç ve güç dönüş kablosu (uygun amper değerinde) • Elektrod pensi (bir uygun amper değerinde) • Elektrodlar (bir uygun tipti ve amper değerinde) • Doğru vizör/cam, güvenlik giysileri ve doğru ekstraksiyon
Parametreler ve kontrol noktaları
• Amper • Açık devre gerilim (OCV) • AC/DC ve kutupsallık • Gezinme hızı • Elektrod tipi ve çapı • Görev çevrimleri • Elektrod koşulu • Bağlantılar • Yalıtım/ekstraksiyon • Özel herhangi bir elektrod işlemi
Tipik kaynaklama kusurları
• Cüruf enklüzyonları, kötü kaynaklama tekniğinden veya yetersiz çalışma arası temizlikten kaynaklanır.
• Gözeneklilik; nemli veya hasarlı elektrodlar kullanıldığında veya pislenmiş veya temiz olmayan malzeme kaynaklandığında meydana gelir.
• Kök ergimesinin veya penetrasyonun olmaması, yanlış amp, kök boşlu veya yüz genişliği ayarlarından kaynaklanır.
Bölüm 12
TIG Kaynağı
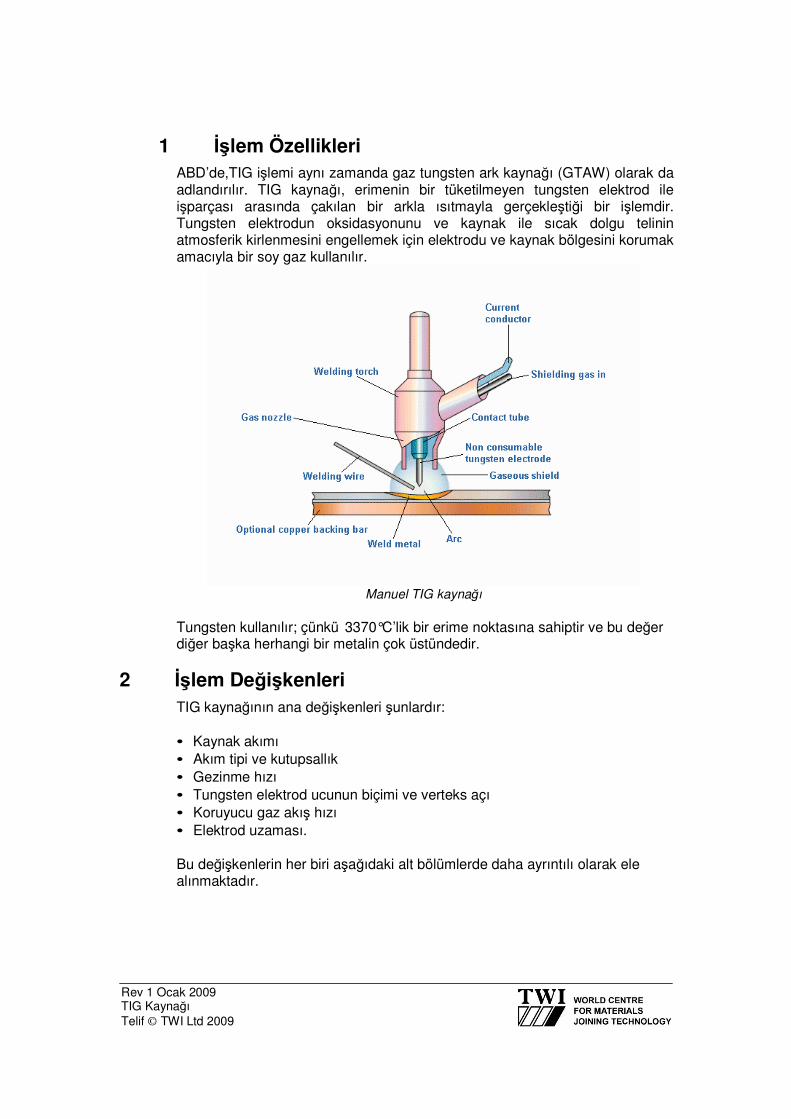
Rev 1 Ocak 2009 TIG Kaynağı Telif © TWI Ltd 2009
1 İşlem Özellikleri
ABD’de,TIG işlemi aynı zamanda gaz tungsten ark kaynağı (GTAW) olarak da adlandırılır. TIG kaynağı, erimenin bir tüketilmeyen tungsten elektrod ile işparçası arasında çakılan bir arkla ısıtmayla gerçekleştiği bir işlemdir. Tungsten elektrodun oksidasyonunu ve kaynak ile sıcak dolgu telinin atmosferik kirlenmesini engellemek için elektrodu ve kaynak bölgesini korumak amacıyla bir soy gaz kullanılır.
Manuel TIG kaynağı
Tungsten kullanılır; çünkü 3370°C’lik bir erime noktasına sahiptir ve bu değer diğer başka herhangi bir metalin çok üstündedir.
2 İşlem Değişkenleri
TIG kaynağının ana değişkenleri şunlardır:
• Kaynak akımı • Akım tipi ve kutupsallık • Gezinme hızı • Tungsten elektrod ucunun biçimi ve verteks açı • Koruyucu gaz akış hızı • Elektrod uzaması.
Bu değişkenlerin her biri aşağıdaki alt bölümlerde daha ayrıntılı olarak ele alınmaktadır.
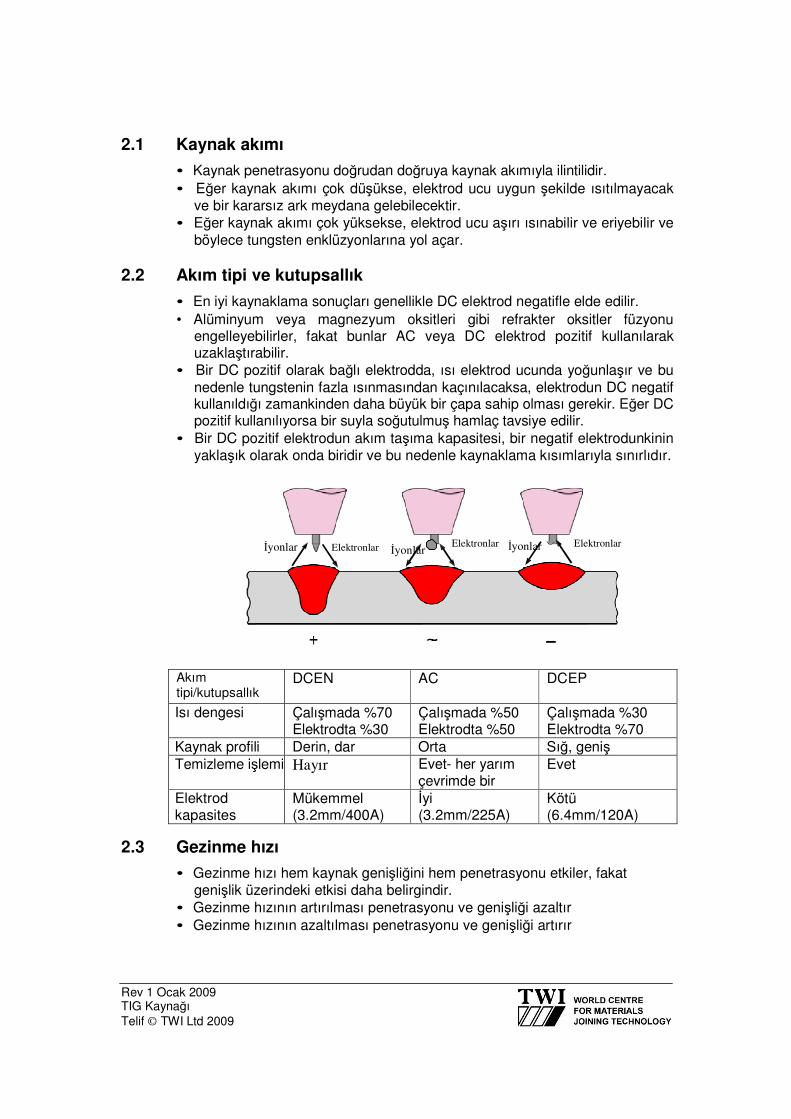
Rev 1 Ocak 2009 TIG Kaynağı Telif © TWI Ltd 2009
2.1 Kaynak akımı
• Kaynak penetrasyonu doğrudan doğruya kaynak akımıyla ilintilidir. • Eğer kaynak akımı çok düşükse, elektrod ucu uygun şekilde ısıtılmayacak
ve bir kararsız ark meydana gelebilecektir. • Eğer kaynak akımı çok yüksekse, elektrod ucu aşırı ısınabilir ve eriyebilir ve
böylece tungsten enklüzyonlarına yol açar.
2.2 Akım tipi ve kutupsallık
• En iyi kaynaklama sonuçları genellikle DC elektrod negatifle elde edilir. • Alüminyum veya magnezyum oksitleri gibi refrakter oksitler füzyonu
engelleyebilirler, fakat bunlar AC veya DC elektrod pozitif kullanılarak uzaklaştırabilir.
• Bir DC pozitif olarak bağlı elektrodda, ısı elektrod ucunda yoğunlaşır ve bu nedenle tungstenin fazla ısınmasından kaçınılacaksa, elektrodun DC negatif kullanıldığı zamankinden daha büyük bir çapa sahip olması gerekir. Eğer DC pozitif kullanılıyorsa bir suyla soğutulmuş hamlaç tavsiye edilir.
• Bir DC pozitif elektrodun akım taşıma kapasitesi, bir negatif elektrodunkinin yaklaşık olarak onda biridir ve bu nedenle kaynaklama kısımlarıyla sınırlıdır.
İyonlar
Elektronlar İyonlar Elektronlar İyonlar Elektronlar
Akım tipi/kutupsallık
DCEN AC DCEP
Isı dengesi Çalışmada %70 Elektrodta %30
Çalışmada %50 Elektrodta %50
Çalışmada %30 Elektrodta %70
Kaynak profili Derin, dar Orta Sığ, geniş Temizleme işlemi Hayır Evet- her yarım
çevrimde bir Evet
Elektrod kapasites
Mükemmel (3.2mm/400A)
İyi (3.2mm/225A)
Kötü (6.4mm/120A)
2.3 Gezinme hızı
• Gezinme hızı hem kaynak genişliğini hem penetrasyonu etkiler, fakat genişlik üzerindeki etkisi daha belirgindir.
• Gezinme hızının artırılması penetrasyonu ve genişliği azaltır • Gezinme hızının azaltılması penetrasyonu ve genişliği artırır
Rev 1 Ocak 2009 TIG Kaynağı Telif © TWI Ltd 2009
2.4 Tungsten elektrod tipleri
Farklı uygulamalar için farklı tiplerde tungsten elektrodlar kullanılabilir:
• Saf tungsten elektrodlar, bir temiz bilyalı ucu muhafaza etmek yeteneği nedeniyle AC ile hafif metallerin kaynaklanmasında kullanılırlar. Ne var ki, bunlar, diğer tiplerle karşılaştırıldığında AC modunda kötü ark başlatma ve ark kararlılığına sahiptir.
• Toryumlu elektrodlar, ark başlatmasını iyileştirmek için toryum oksitle (torya) ile alaşımlanırlar. Bunlar, sağ tungsten elektrodlardan daha yüksek akım taşıma kapasitesine sahiplerdir ve bir keskin ucu daha uzun süre muhafaza ederler. Ne yazık ki, torya hafif radyoaktifter (emme ve ışıma) ve uç zımparalama sırasında ortaya çıkan tozun yutulmaması gerekir. Toryumlu tungsten zımparalama için kullanılan elektrod zımparalama makinelerine bir toz ekstraksiyon sisteminin takılması gerekir.
• Seryum dioksitli ve lantanitli elektrodlar toryumlu elektrodlarla aynı nedenler yüzünden seryum ve lantan oksitlerile alaşımlanırlar. Bunlar DC veya AC ile başarılı şekilde çalışırlar, fakat seryum ve lantanum radyoaktif olmadıkları için, bu tipler toryumlu elektrodların yerine kullanılmaktadırlar.
• Zirkonyalı elektrodlar, zirkonyum oksitle alaşımlanırlar. Bu elektrodların çalışma özellikleri, toryumlu tipler ile saf tungsten arasındadır. Ne var ki, bunlar kaynaklama sırasında bir bilyalı ucu muhafaza edebildikleri için, AC kaynaklama için tavsiye edilirler. Ayrıca pislenmeye karşı yüksek dirence sahip olduklarından tungsten enklüzyonlarından kaçınılmasının gerektiği durumlarda yüksek bütünlüklü kaynaklar için kullanılırlar.
2.5 Tungsten elektrod ucunun biçimi
• DC elektrod negatifle, toryumlu, seryalı veya lantanlı tungsten elektrodlar ucu belli bir açıya zımparalanmış şekilde kullanılırlar (elektrod ucu veya verteks açı – aşağıda gösterilmektedir).
• Genel kural olarak, elektrodun ucunun zımparalanmış kısmının uzunluğu, elektrod çapının yaklaşık olarak 2 ile 2.5 katına denk bir uzunluğa sahip olmalıdır.
• Elektrodun ucu, ark başlatıldığında veya kaynaklama sırasında kırılma riskini en aza indirmek için düz zımparalanır (aşağıda gösterilmektedir).
• Eğer verteks açı düşürülürse, boncuk genişliği artar; AC kaynağı için saf veya zirkonyalı tungsten elektrodlar kullanılır. • Bunlar, bir hemisferik (bilyalı) uçla kullanılırlar (aşağıda gösterilmektedir). • Bir ‘bilyalı’ uç yaratmak için elektrod zımparalanır; bir ark başlatılır ve
elektrodun ucunu eritinceye kadar akım artırılır.
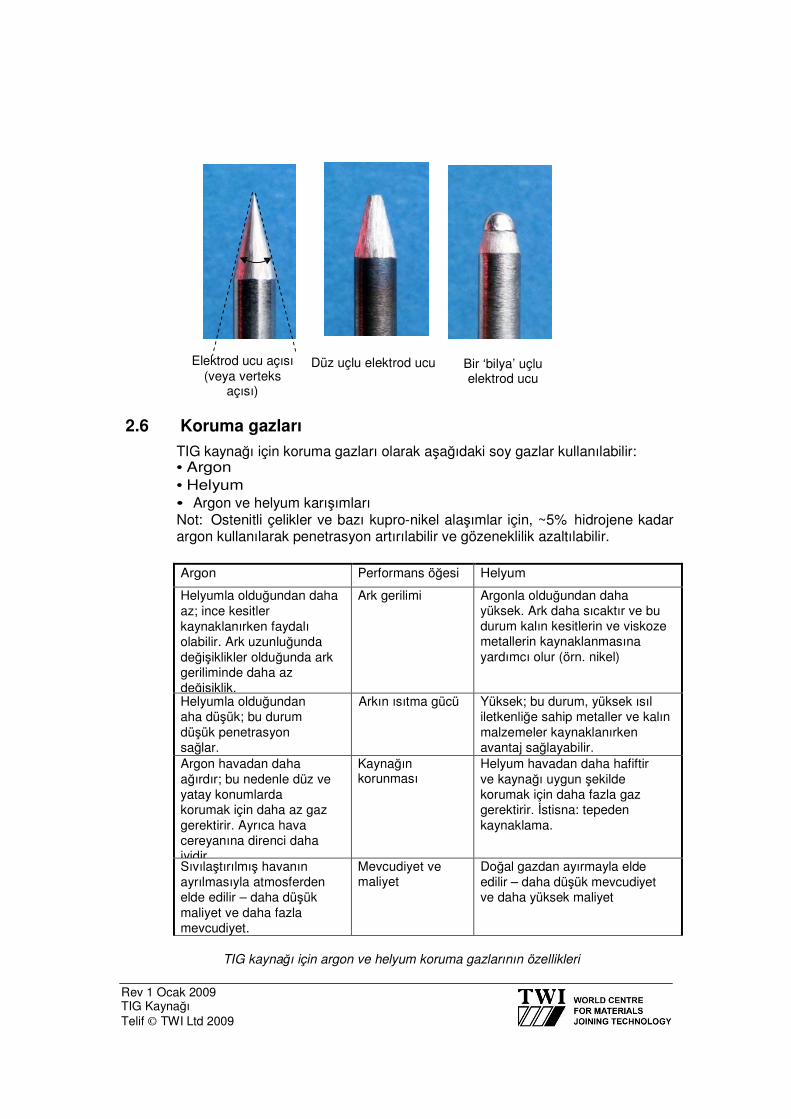
Rev 1 Ocak 2009 TIG Kaynağı Telif © TWI Ltd 2009
Elektrod ucu açısı (veya verteks
açısı)
Düz uçlu elektrod ucu Bir ‘bilya’ uçlu elektrod ucu
2.6 Koruma gazları
TIG kaynağı için koruma gazları olarak aşağıdaki soy gazlar kullanılabilir: • Argon • Helyum • Argon ve helyum karışımları Not: Ostenitli çelikler ve bazı kupro-nikel alaşımlar için, ~5% hidrojene kadar argon kullanılarak penetrasyon artırılabilir ve gözeneklilik azaltılabilir. Argon Performans öğesi Helyum
Helyumla olduğundan daha az; ince kesitler kaynaklanırken faydalı olabilir. Ark uzunluğunda değişiklikler olduğunda ark geriliminde daha az değişiklik.
Ark gerilimi Argonla olduğundan daha yüksek. Ark daha sıcaktır ve bu durum kalın kesitlerin ve viskoze metallerin kaynaklanmasına yardımcı olur (örn. nikel)
Helyumla olduğundan aha düşük; bu durum düşük penetrasyon sağlar.
Arkın ısıtma gücü Yüksek; bu durum, yüksek ısıl iletkenliğe sahip metaller ve kalın malzemeler kaynaklanırken avantaj sağlayabilir.
Argon havadan daha ağırdır; bu nedenle düz ve yatay konumlarda korumak için daha az gaz gerektirir. Ayrıca hava cereyanına direnci daha iyidir.
Kaynağın korunması
Helyum havadan daha hafiftir ve kaynağı uygun şekilde korumak için daha fazla gaz gerektirir. İstisna: tepeden kaynaklama.
Sıvılaştırılmış havanın ayrılmasıyla atmosferden elde edilir – daha düşük maliyet ve daha fazla mevcudiyet.
Mevcudiyet ve maliyet
Doğal gazdan ayırmayla elde edilir – daha düşük mevcudiyet ve daha yüksek maliyet
TIG kaynağı için argon ve helyum koruma gazlarının özellikleri
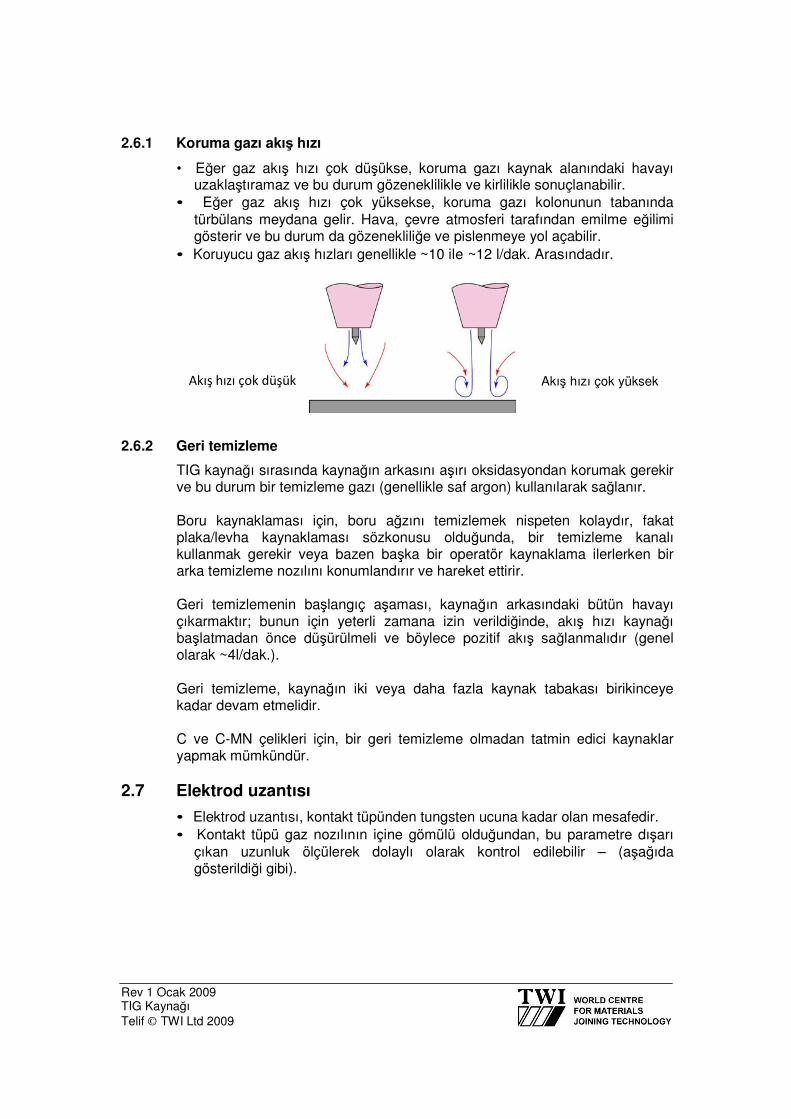
Rev 1 Ocak 2009 TIG Kaynağı Telif © TWI Ltd 2009
rate too low
2.6.1 Koruma gazı akış hızı
• Eğer gaz akış hızı çok düşükse, koruma gazı kaynak alanındaki havayı uzaklaştıramaz ve bu durum gözeneklilikle ve kirlilikle sonuçlanabilir.
• Eğer gaz akış hızı çok yüksekse, koruma gazı kolonunun tabanında türbülans meydana gelir. Hava, çevre atmosferi tarafından emilme eğilimi gösterir ve bu durum da gözenekliliğe ve pislenmeye yol açabilir.
• Koruyucu gaz akış hızları genellikle ~10 ile ~12 l/dak. Arasındadır.
Akış hızı çok düşük Akış hızı çok yüksek
2.6.2 Geri temizleme
TIG kaynağı sırasında kaynağın arkasını aşırı oksidasyondan korumak gerekir ve bu durum bir temizleme gazı (genellikle saf argon) kullanılarak sağlanır.
Boru kaynaklaması için, boru ağzını temizlemek nispeten kolaydır, fakat plaka/levha kaynaklaması sözkonusu olduğunda, bir temizleme kanalı kullanmak gerekir veya bazen başka bir operatör kaynaklama ilerlerken bir arka temizleme nozılını konumlandırır ve hareket ettirir.
Geri temizlemenin başlangıç aşaması, kaynağın arkasındaki bütün havayı çıkarmaktır; bunun için yeterli zamana izin verildiğinde, akış hızı kaynağı başlatmadan önce düşürülmeli ve böylece pozitif akış sağlanmalıdır (genel olarak ~4l/dak.).
Geri temizleme, kaynağın iki veya daha fazla kaynak tabakası birikinceye kadar devam etmelidir.
C ve C-MN çelikleri için, bir geri temizleme olmadan tatmin edici kaynaklar yapmak mümkündür.
2.7 Elektrod uzantısı
• Elektrod uzantısı, kontakt tüpünden tungsten ucuna kadar olan mesafedir. • Kontakt tüpü gaz nozılının içine gömülü olduğundan, bu parametre dışarı
çıkan uzunluk ölçülerek dolaylı olarak kontrol edilebilir – (aşağıda gösterildiği gibi).
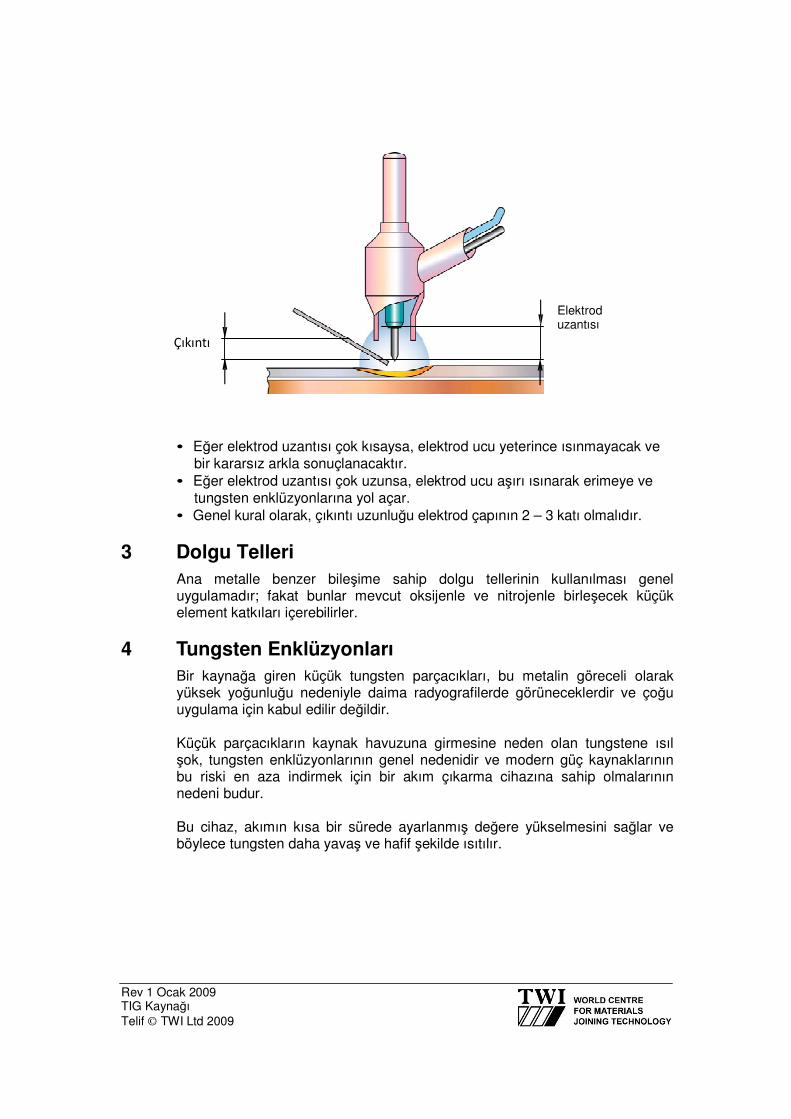
Rev 1 Ocak 2009 TIG Kaynağı Telif © TWI Ltd 2009
Çıkıntı
Elektrod uzantısı
• Eğer elektrod uzantısı çok kısaysa, elektrod ucu yeterince ısınmayacak ve bir kararsız arkla sonuçlanacaktır.
• Eğer elektrod uzantısı çok uzunsa, elektrod ucu aşırı ısınarak erimeye ve tungsten enklüzyonlarına yol açar.
• Genel kural olarak, çıkıntı uzunluğu elektrod çapının 2 – 3 katı olmalıdır. 3 Dolgu Telleri
Ana metalle benzer bileşime sahip dolgu tellerinin kullanılması genel uygulamadır; fakat bunlar mevcut oksijenle ve nitrojenle birleşecek küçük element katkıları içerebilirler.
4 Tungsten Enklüzyonları
Bir kaynağa giren küçük tungsten parçacıkları, bu metalin göreceli olarak yüksek yoğunluğu nedeniyle daima radyografilerde görüneceklerdir ve çoğu uygulama için kabul edilir değildir.
Küçük parçacıkların kaynak havuzuna girmesine neden olan tungstene ısıl şok, tungsten enklüzyonlarının genel nedenidir ve modern güç kaynaklarının bu riski en aza indirmek için bir akım çıkarma cihazına sahip olmalarının nedeni budur.
Bu cihaz, akımın kısa bir sürede ayarlanmış değere yükselmesini sağlar ve böylece tungsten daha yavaş ve hafif şekilde ısıtılır.
Rev 1 Ocak 2009 TIG Kaynağı Telif © TWI Ltd 2009
5 Krater Çatlaması
Krater çatlaması, katılaşma çatlamasının bir şeklidir ve bazı dolgu metalleri buna hassas olabilir.
Modern güç kaynakları bir akım çıkarma cihazına sahiplerdir; böylece bir kaynağın sonunda kaynakçı akımı kapadığında kademeli olarak düşer ve kaynak havuzu giderek küçülür ve sığlaşır.
Bu, kaynak havuzu katılaştığında daha olumlu bir biçime sahip olması ve krater çatlamasından kaçınılabilmesi anlamına gelir.
6 TIG İşleminin Genel Uygulamaları
Bunlar ince çeperli borularda ve tüplerde, paslanmaz çelikte ve diğer alaşımlarda, sürekli biçimlendirme haddehanelerinde uzunlamasına dikişlerin otojenöz kaynaklamasını içerirler.
Dolgu telleri kullanılarak, kimya, petrol ve enerji üretim endüstrilerinde, TIG daha ağır geyçli boruda ve tüp sistemlerinde yüksek kaliteli bağlantılar yapılması için kullanılır.
Ayrıca uçak gövdeleri ve roket motoru kasaları gibi öğeler için uzay endüstrisinde de kullanılır.
7 TIG işleminin avantajları
• Çok düşük düzeylerde dağılabilir hidrojenle üstün kalitede kaynaklar üretir; bu nedenle soğuk çatlama tehlikesi daha azdır.
• Kaynak sıçraması veya cüruf enklüzyonları vermez ve bu nedenle yüksek derecede temizlilik gerektiren uygulamalar için bilhassa uygundur (örn. gıda ve içecek endüstrisi için boru sistemleri, yarı iletkenlerin imalatı, vs.).
• Dolgu metaliyle ve dolgusuz olarak ince kesitler üzerinde kullanılabilir; göreceli olarak yüksek hızda kaynaklar üretebilir.
• Kaynak değişkenlerinin doğru şekilde kontrol edilmelerini sağlar ve bilhassa bütün kaynaklama konumlarında kaynak kökü penetrasyonunun kontrol edilmesinde iyidir.
• Benzemez bağlantılar dahil olmak üzere hemen hemen bütün kaynaklanabilir metalleri kaynaklayabilir, fakat genellikle kurşun ve kalay gibi düşük erime noktasına sahip metaller için kullanılmaz. Yöntem özellikle alüminyum, magnezyum, titanyum ve zirkonyum gibi çok kararlı oksitlere sahip reaktif metallerin kaynaklanmasında faydalıdır.
• Isı kaynağı ve dolgu metal eklemeleri bağımsız olarak kontrol edilir ve bu nedenle ince taban metallerinin birleştirilmesinde çok iyidir.
Rev 1 Ocak 2009 TIG Kaynağı Telif © TWI Ltd 2009
8 TIG işleminin dezavantajları
• Başka ark kaynaklama işlemleriyle karşılaştırıldığında düşük bırakım oranları verir. • MIG/MAG veya MMA kaynağıyla karşılaştırıldığında daha yüksek beceri ve kaynakçı koordinasyonu gerektirir. • ~10mm’den kalın kesitler için MMA veya MIG/MAG’den daha az ekonomiktir. • Hava cereyanının olduğu koşullarda kaynak bölgesini tamamen korumak
güçtür ve bu nedenle şantiyede/sahada kaynaklama için uygun olmayabilir. • Eğer elektrodun kaynak havuzuyla temas etmesine izin verilirse tungsten
enklüzyonları meydana gelebilir. • İşlem herhangi bir temizleme aksiyonuna sahip değildir ve bu nedenle dolgu
ve taban metalleri üzerindeki pisleticiler için düşük toleransa sahiptir.

Bölüm 13
MIG/MAG Kaynağı
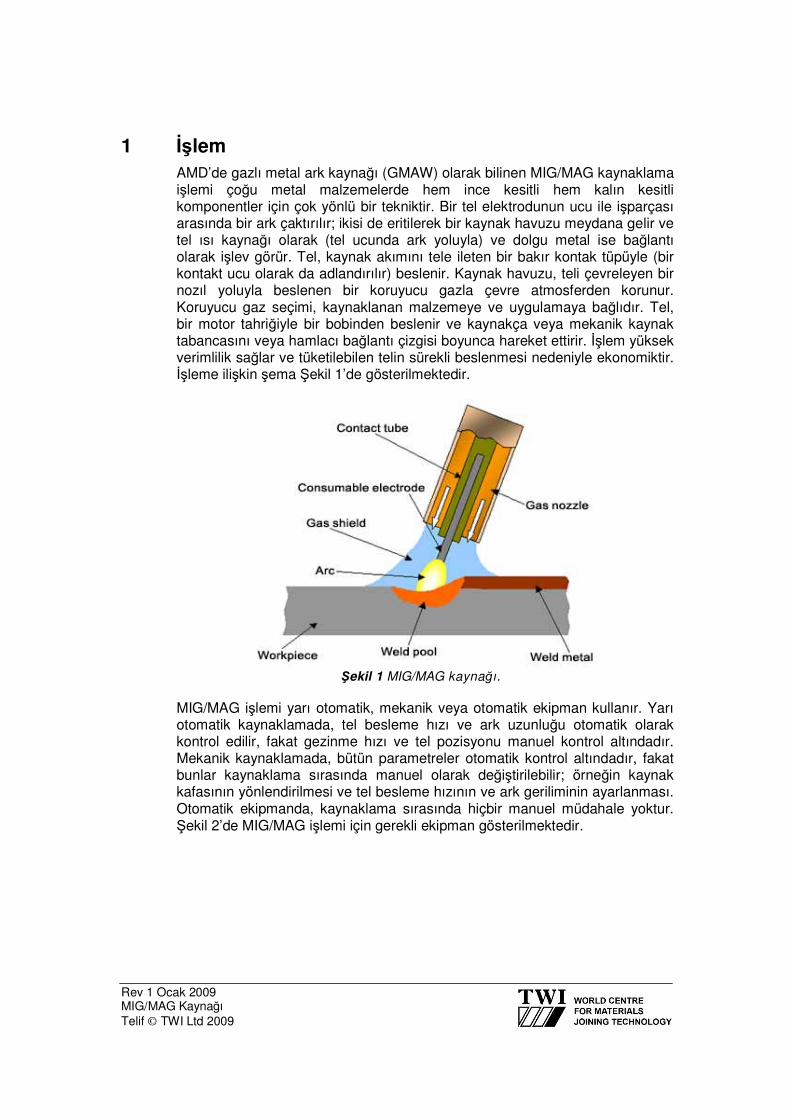
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
1 İşlem
AMD’de gazlı metal ark kaynağı (GMAW) olarak bilinen MIG/MAG kaynaklama işlemi çoğu metal malzemelerde hem ince kesitli hem kalın kesitli komponentler için çok yönlü bir tekniktir. Bir tel elektrodunun ucu ile işparçası arasında bir ark çaktırılır; ikisi de eritilerek bir kaynak havuzu meydana gelir ve tel ısı kaynağı olarak (tel ucunda ark yoluyla) ve dolgu metal ise bağlantı olarak işlev görür. Tel, kaynak akımını tele ileten bir bakır kontak tüpüyle (bir kontakt ucu olarak da adlandırılır) beslenir. Kaynak havuzu, teli çevreleyen bir nozıl yoluyla beslenen bir koruyucu gazla çevre atmosferden korunur. Koruyucu gaz seçimi, kaynaklanan malzemeye ve uygulamaya bağlıdır. Tel, bir motor tahriğiyle bir bobinden beslenir ve kaynakça veya mekanik kaynak tabancasını veya hamlacı bağlantı çizgisi boyunca hareket ettirir. İşlem yüksek verimlilik sağlar ve tüketilebilen telin sürekli beslenmesi nedeniyle ekonomiktir. İşleme ilişkin şema Şekil 1’de gösterilmektedir.
Şekil 1 MIG/MAG kaynağı.
MIG/MAG işlemi yarı otomatik, mekanik veya otomatik ekipman kullanır. Yarı otomatik kaynaklamada, tel besleme hızı ve ark uzunluğu otomatik olarak kontrol edilir, fakat gezinme hızı ve tel pozisyonu manuel kontrol altındadır. Mekanik kaynaklamada, bütün parametreler otomatik kontrol altındadır, fakat bunlar kaynaklama sırasında manuel olarak değiştirilebilir; örneğin kaynak kafasının yönlendirilmesi ve tel besleme hızının ve ark geriliminin ayarlanması. Otomatik ekipmanda, kaynaklama sırasında hiçbir manuel müdahale yoktur. Şekil 2’de MIG/MAG işlemi için gerekli ekipman gösterilmektedir.
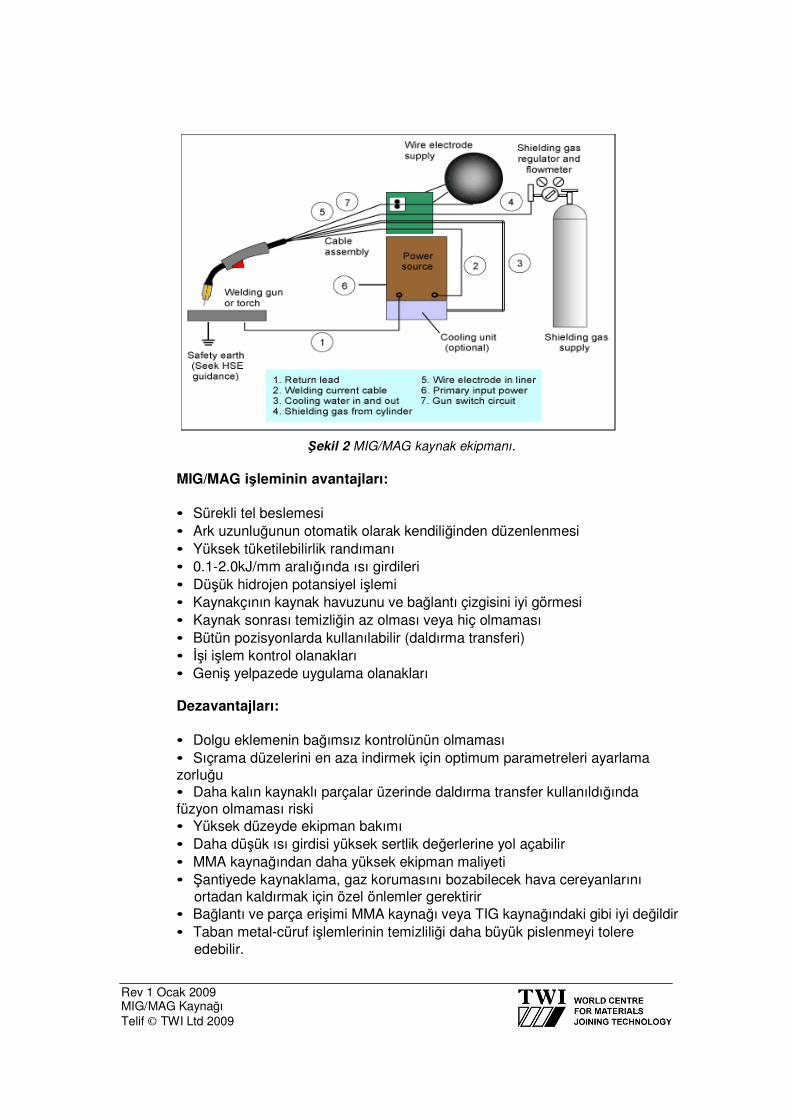
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
Şekil 2 MIG/MAG kaynak ekipmanı.
MIG/MAG işleminin avantajları:
• Sürekli tel beslemesi • Ark uzunluğunun otomatik olarak kendiliğinden düzenlenmesi • Yüksek tüketilebilirlik randımanı • 0.1-2.0kJ/mm aralığında ısı girdileri • Düşük hidrojen potansiyel işlemi • Kaynakçının kaynak havuzunu ve bağlantı çizgisini iyi görmesi • Kaynak sonrası temizliğin az olması veya hiç olmaması • Bütün pozisyonlarda kullanılabilir (daldırma transferi) • İşi işlem kontrol olanakları • Geniş yelpazede uygulama olanakları
Dezavantajları:
• Dolgu eklemenin bağımsız kontrolünün olmaması • Sıçrama düzelerini en aza indirmek için optimum parametreleri ayarlama zorluğu • Daha kalın kaynaklı parçalar üzerinde daldırma transfer kullanıldığında füzyon olmaması riski • Yüksek düzeyde ekipman bakımı • Daha düşük ısı girdisi yüksek sertlik değerlerine yol açabilir • MMA kaynağından daha yüksek ekipman maliyeti • Şantiyede kaynaklama, gaz korumasını bozabilecek hava cereyanlarını
ortadan kaldırmak için özel önlemler gerektirir • Bağlantı ve parça erişimi MMA kaynağı veya TIG kaynağındaki gibi iyi değildir • Taban metal-cüruf işlemlerinin temizliliği daha büyük pislenmeyi tolere
edebilir.
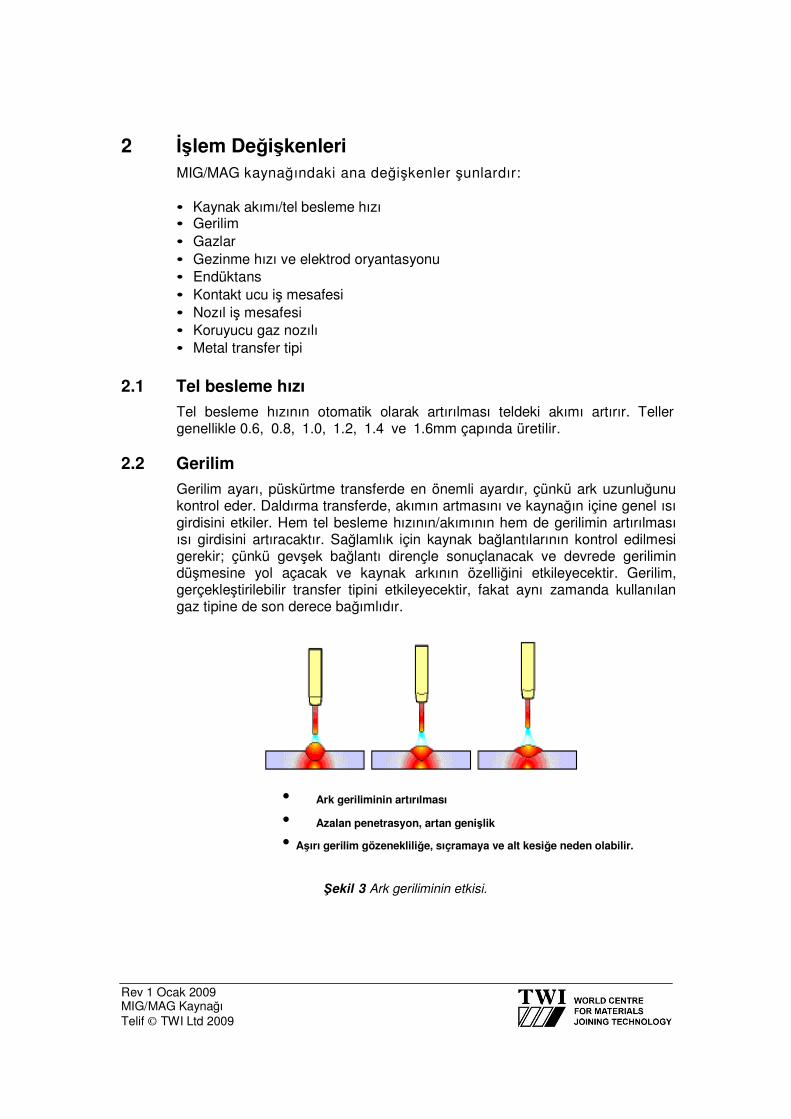
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
2 İşlem Değişkenleri
MIG/MAG kaynağındaki ana değişkenler şunlardır:
• Kaynak akımı/tel besleme hızı • Gerilim • Gazlar • Gezinme hızı ve elektrod oryantasyonu • Endüktans • Kontakt ucu iş mesafesi • Nozıl iş mesafesi • Koruyucu gaz nozılı • Metal transfer tipi
2.1 Tel besleme hızı
Tel besleme hızının otomatik olarak artırılması teldeki akımı artırır. Teller genellikle 0.6, 0.8, 1.0, 1.2, 1.4 ve 1.6mm çapında üretilir.
2.2 Gerilim
Gerilim ayarı, püskürtme transferde en önemli ayardır, çünkü ark uzunluğunu kontrol eder. Daldırma transferde, akımın artmasını ve kaynağın içine genel ısı girdisini etkiler. Hem tel besleme hızının/akımının hem de gerilimin artırılması ısı girdisini artıracaktır. Sağlamlık için kaynak bağlantılarının kontrol edilmesi gerekir; çünkü gevşek bağlantı dirençle sonuçlanacak ve devrede gerilimin düşmesine yol açacak ve kaynak arkının özelliğini etkileyecektir. Gerilim, gerçekleştirilebilir transfer tipini etkileyecektir, fakat aynı zamanda kullanılan gaz tipine de son derece bağımlıdır.
• Ark geriliminin artırılması
• Azalan penetrasyon, artan genişlik
• Aşırı gerilim gözenekliliğe, sıçramaya ve alt kesiğe neden olabilir.
Şekil 3 Ark geriliminin etkisi.
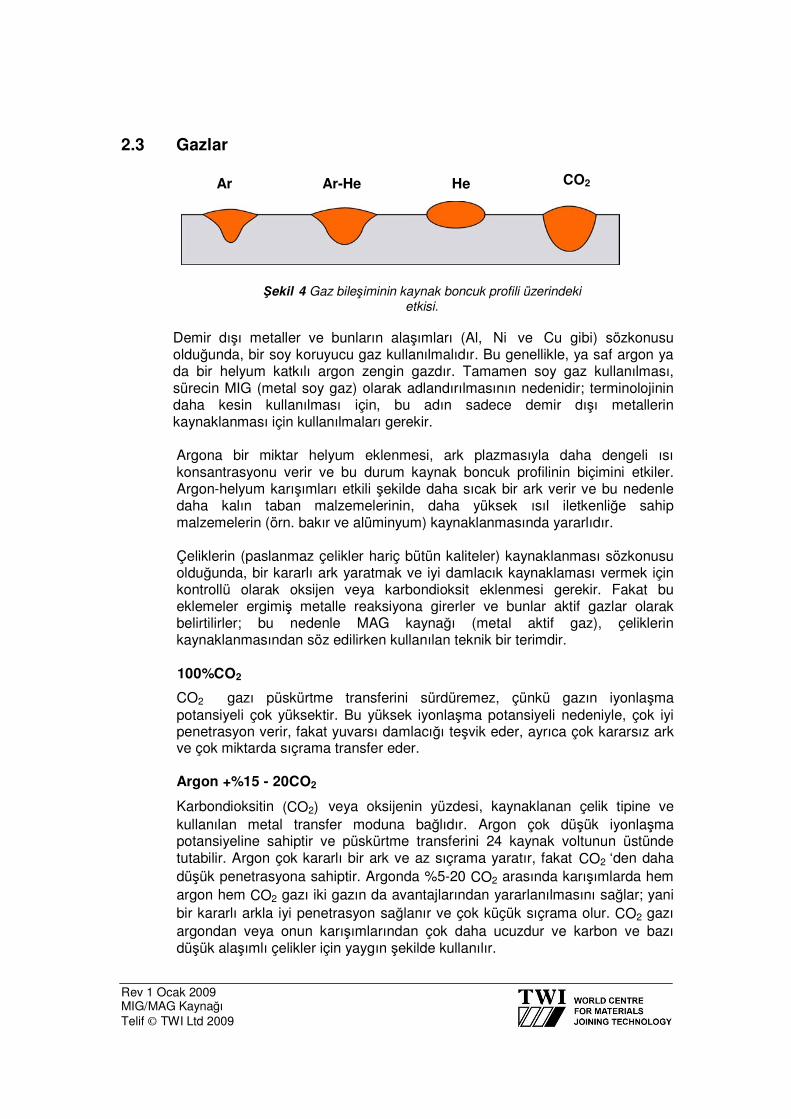
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
2.3 Gazlar
Ar Ar-He He CO2
Şekil 4 Gaz bileşiminin kaynak boncuk profili üzerindeki etkisi.
Demir dışı metaller ve bunların alaşımları (Al, Ni ve Cu gibi) sözkonusu olduğunda, bir soy koruyucu gaz kullanılmalıdır. Bu genellikle, ya saf argon ya da bir helyum katkılı argon zengin gazdır. Tamamen soy gaz kullanılması, sürecin MIG (metal soy gaz) olarak adlandırılmasının nedenidir; terminolojinin daha kesin kullanılması için, bu adın sadece demir dışı metallerin kaynaklanması için kullanılmaları gerekir.
Argona bir miktar helyum eklenmesi, ark plazmasıyla daha dengeli ısı konsantrasyonu verir ve bu durum kaynak boncuk profilinin biçimini etkiler. Argon-helyum karışımları etkili şekilde daha sıcak bir ark verir ve bu nedenle daha kalın taban malzemelerinin, daha yüksek ısıl iletkenliğe sahip malzemelerin (örn. bakır ve alüminyum) kaynaklanmasında yararlıdır.
Çeliklerin (paslanmaz çelikler hariç bütün kaliteler) kaynaklanması sözkonusu olduğunda, bir kararlı ark yaratmak ve iyi damlacık kaynaklaması vermek için kontrollü olarak oksijen veya karbondioksit eklenmesi gerekir. Fakat bu eklemeler ergimiş metalle reaksiyona girerler ve bunlar aktif gazlar olarak belirtilirler; bu nedenle MAG kaynağı (metal aktif gaz), çeliklerin kaynaklanmasından söz edilirken kullanılan teknik bir terimdir.
100%CO2
CO2 gazı püskürtme transferini sürdüremez, çünkü gazın iyonlaşma potansiyeli çok yüksektir. Bu yüksek iyonlaşma potansiyeli nedeniyle, çok iyi penetrasyon verir, fakat yuvarsı damlacığı teşvik eder, ayrıca çok kararsız ark ve çok miktarda sıçrama transfer eder.
Argon +%15 - 20CO2
Karbondioksitin (CO2) veya oksijenin yüzdesi, kaynaklanan çelik tipine ve kullanılan metal transfer moduna bağlıdır. Argon çok düşük iyonlaşma potansiyeline sahiptir ve püskürtme transferini 24 kaynak voltunun üstünde tutabilir. Argon çok kararlı bir ark ve az sıçrama yaratır, fakat CO2 ‘den daha düşük penetrasyona sahiptir. Argonda %5-20 CO2 arasında karışımlarda hem argon hem CO2 gazı iki gazın da avantajlarından yararlanılmasını sağlar; yani bir kararlı arkla iyi penetrasyon sağlanır ve çok küçük sıçrama olur. CO2 gazı argondan veya onun karışımlarından çok daha ucuzdur ve karbon ve bazı düşük alaşımlı çelikler için yaygın şekilde kullanılır.
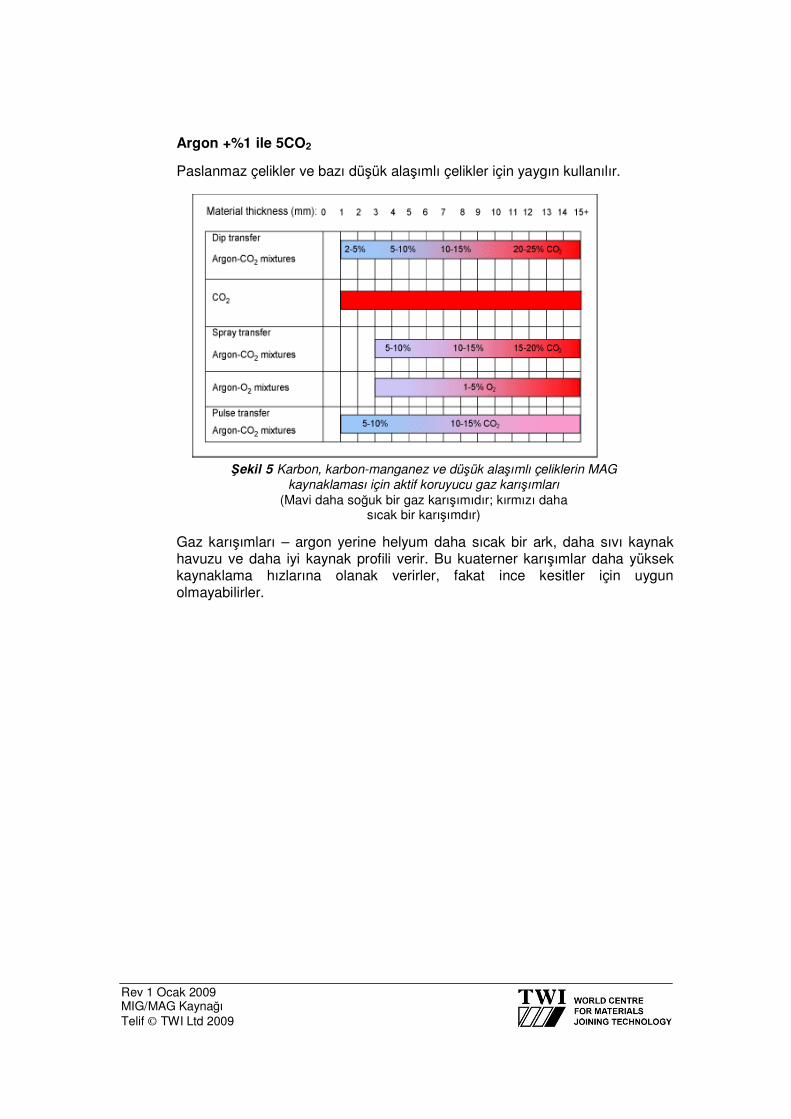
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
Argon +%1 ile 5CO2
Paslanmaz çelikler ve bazı düşük alaşımlı çelikler için yaygın kullanılır.
Şekil 5 Karbon, karbon-manganez ve düşük alaşımlı çeliklerin MAG kaynaklaması için aktif koruyucu gaz karışımları
(Mavi daha soğuk bir gaz karışımıdır; kırmızı daha sıcak bir karışımdır)
Gaz karışımları – argon yerine helyum daha sıcak bir ark, daha sıvı kaynak havuzu ve daha iyi kaynak profili verir. Bu kuaterner karışımlar daha yüksek kaynaklama hızlarına olanak verirler, fakat ince kesitler için uygun olmayabilirler.
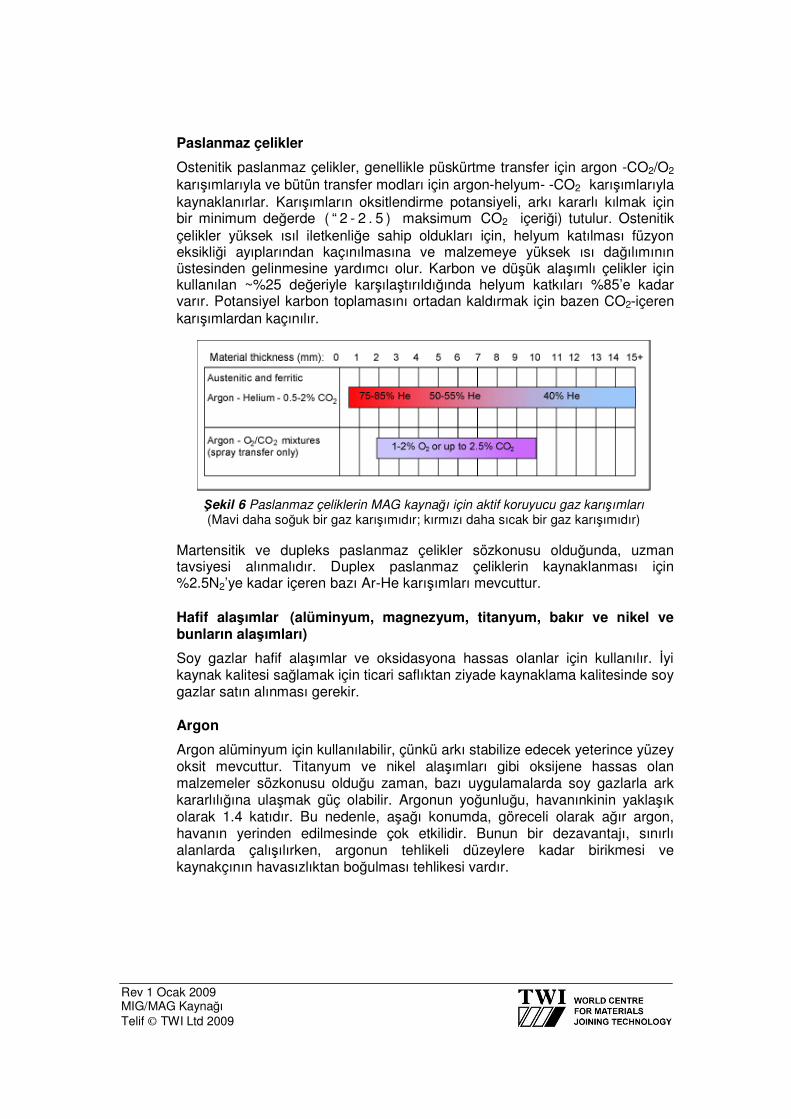
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
Paslanmaz çelikler
Ostenitik paslanmaz çelikler, genellikle püskürtme transfer için argon -CO2/O2
karışımlarıyla ve bütün transfer modları için argon-helyum- -CO2 karışımlarıyla kaynaklanırlar. Karışımların oksitlendirme potansiyeli, arkı kararlı kılmak için bir minimum değerde ( “ 2 - 2 . 5 ) maksimum CO2 içeriği) tutulur. Ostenitik çelikler yüksek ısıl iletkenliğe sahip oldukları için, helyum katılması füzyon eksikliği ayıplarından kaçınılmasına ve malzemeye yüksek ısı dağılımının üstesinden gelinmesine yardımcı olur. Karbon ve düşük alaşımlı çelikler için kullanılan ~%25 değeriyle karşılaştırıldığında helyum katkıları %85’e kadar varır. Potansiyel karbon toplamasını ortadan kaldırmak için bazen CO2-içeren karışımlardan kaçınılır.
Şekil 6 Paslanmaz çeliklerin MAG kaynağı için aktif koruyucu gaz karışımları (Mavi daha soğuk bir gaz karışımıdır; kırmızı daha sıcak bir gaz karışımıdır)
Martensitik ve dupleks paslanmaz çelikler sözkonusu olduğunda, uzman tavsiyesi alınmalıdır. Duplex paslanmaz çeliklerin kaynaklanması için %2.5N2’ye kadar içeren bazı Ar-He karışımları mevcuttur.
Hafif alaşımlar (alüminyum, magnezyum, titanyum, bakır ve nikel ve bunların alaşımları)
Soy gazlar hafif alaşımlar ve oksidasyona hassas olanlar için kullanılır. İyi kaynak kalitesi sağlamak için ticari saflıktan ziyade kaynaklama kalitesinde soy gazlar satın alınması gerekir.
Argon
Argon alüminyum için kullanılabilir, çünkü arkı stabilize edecek yeterince yüzey oksit mevcuttur. Titanyum ve nikel alaşımları gibi oksijene hassas olan malzemeler sözkonusu olduğu zaman, bazı uygulamalarda soy gazlarla ark kararlılığına ulaşmak güç olabilir. Argonun yoğunluğu, havanınkinin yaklaşık olarak 1.4 katıdır. Bu nedenle, aşağı konumda, göreceli olarak ağır argon, havanın yerinden edilmesinde çok etkilidir. Bunun bir dezavantajı, sınırlı alanlarda çalışılırken, argonun tehlikeli düzeylere kadar birikmesi ve kaynakçının havasızlıktan boğulması tehlikesi vardır.
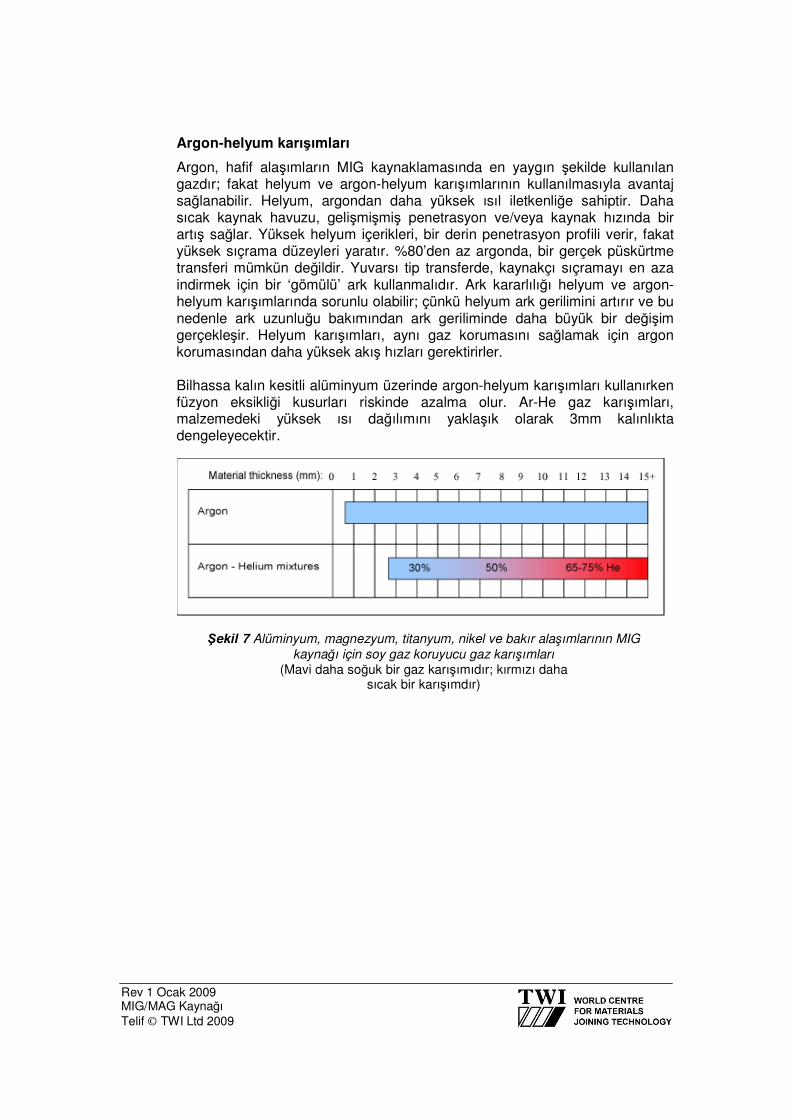
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
Argon-helyum karışımları
Argon, hafif alaşımların MIG kaynaklamasında en yaygın şekilde kullanılan gazdır; fakat helyum ve argon-helyum karışımlarının kullanılmasıyla avantaj sağlanabilir. Helyum, argondan daha yüksek ısıl iletkenliğe sahiptir. Daha sıcak kaynak havuzu, gelişmişmiş penetrasyon ve/veya kaynak hızında bir artış sağlar. Yüksek helyum içerikleri, bir derin penetrasyon profili verir, fakat yüksek sıçrama düzeyleri yaratır. %80’den az argonda, bir gerçek püskürtme transferi mümkün değildir. Yuvarsı tip transferde, kaynakçı sıçramayı en aza indirmek için bir ‘gömülü’ ark kullanmalıdır. Ark kararlılığı helyum ve argon-helyum karışımlarında sorunlu olabilir; çünkü helyum ark gerilimini artırır ve bu nedenle ark uzunluğu bakımından ark geriliminde daha büyük bir değişim gerçekleşir. Helyum karışımları, aynı gaz korumasını sağlamak için argon korumasından daha yüksek akış hızları gerektirirler.
Bilhassa kalın kesitli alüminyum üzerinde argon-helyum karışımları kullanırken füzyon eksikliği kusurları riskinde azalma olur. Ar-He gaz karışımları, malzemedeki yüksek ısı dağılımını yaklaşık olarak 3mm kalınlıkta dengeleyecektir.
Şekil 7 Alüminyum, magnezyum, titanyum, nikel ve bakır alaşımlarının MIG kaynağı için soy gaz koruyucu gaz karışımları
(Mavi daha soğuk bir gaz karışımıdır; kırmızı daha sıcak bir karışımdır)
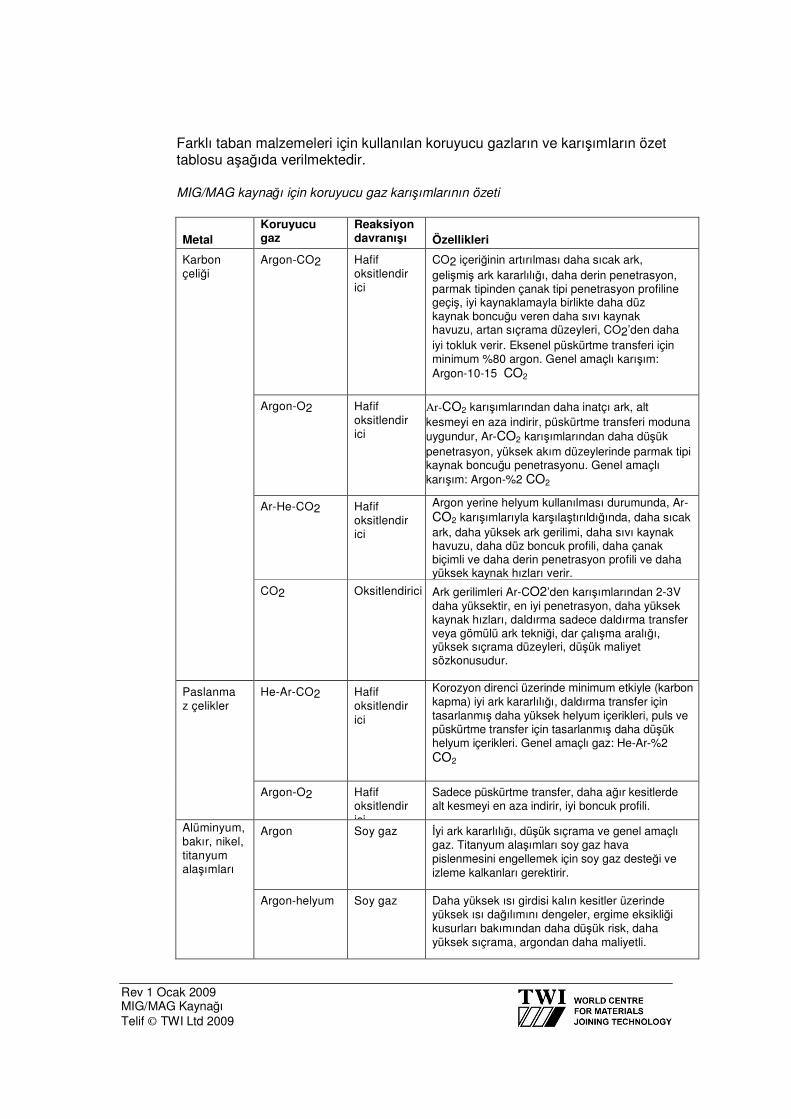
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
Farklı taban malzemeleri için kullanılan koruyucu gazların ve karışımların özet tablosu aşağıda verilmektedir.
MIG/MAG kaynağı için koruyucu gaz karışımlarının özeti
Metal Koruyucu gaz
Reaksiyon davranışı
Özellikleri
Argon-CO2 Hafif oksitlendirici
CO2 içeriğinin artırılması daha sıcak ark, gelişmiş ark kararlılığı, daha derin penetrasyon, parmak tipinden çanak tipi penetrasyon profiline geçiş, iyi kaynaklamayla birlikte daha düz kaynak boncuğu veren daha sıvı kaynak havuzu, artan sıçrama düzeyleri, CO2’den daha iyi tokluk verir. Eksenel püskürtme transferi için minimum %80 argon. Genel amaçlı karışım: Argon-10-15 CO2
Argon-O2 Hafif oksitlendirici
Ar-CO2 karışımlarından daha inatçı ark, alt kesmeyi en aza indirir, püskürtme transferi moduna uygundur, Ar-CO2 karışımlarından daha düşük penetrasyon, yüksek akım düzeylerinde parmak tipi kaynak boncuğu penetrasyonu. Genel amaçlı karışım: Argon-%2 CO2
Ar-He-CO2 Hafif oksitlendirici
Argon yerine helyum kullanılması durumunda, Ar-CO2 karışımlarıyla karşılaştırıldığında, daha sıcak ark, daha yüksek ark gerilimi, daha sıvı kaynak havuzu, daha düz boncuk profili, daha çanak biçimli ve daha derin penetrasyon profili ve daha yüksek kaynak hızları verir.
Karbon çeliği
CO2 Oksitlendirici Ark gerilimleri Ar-CO2’den karışımlarından 2-3V daha yüksektir, en iyi penetrasyon, daha yüksek kaynak hızları, daldırma sadece daldırma transfer veya gömülü ark tekniği, dar çalışma aralığı, yüksek sıçrama düzeyleri, düşük maliyet sözkonusudur.
He-Ar-CO2 Hafif oksitlendirici
Korozyon direnci üzerinde minimum etkiyle (karbon kapma) iyi ark kararlılığı, daldırma transfer için tasarlanmış daha yüksek helyum içerikleri, puls ve püskürtme transfer için tasarlanmış daha düşük helyum içerikleri. Genel amaçlı gaz: He-Ar-%2 CO2
Paslanmaz çelikler
Argon-O2 Hafif oksitlendirici
Sadece püskürtme transfer, daha ağır kesitlerde alt kesmeyi en aza indirir, iyi boncuk profili.
Argon Soy gaz İyi ark kararlılığı, düşük sıçrama ve genel amaçlı gaz. Titanyum alaşımları soy gaz hava pislenmesini engellemek için soy gaz desteği ve izleme kalkanları gerektirir.
Alüminyum, bakır, nikel, titanyum alaşımları
Argon-helyum Soy gaz Daha yüksek ısı girdisi kalın kesitler üzerinde yüksek ısı dağılımını dengeler, ergime eksikliği kusurları bakımından daha düşük risk, daha yüksek sıçrama, argondan daha maliyetli.
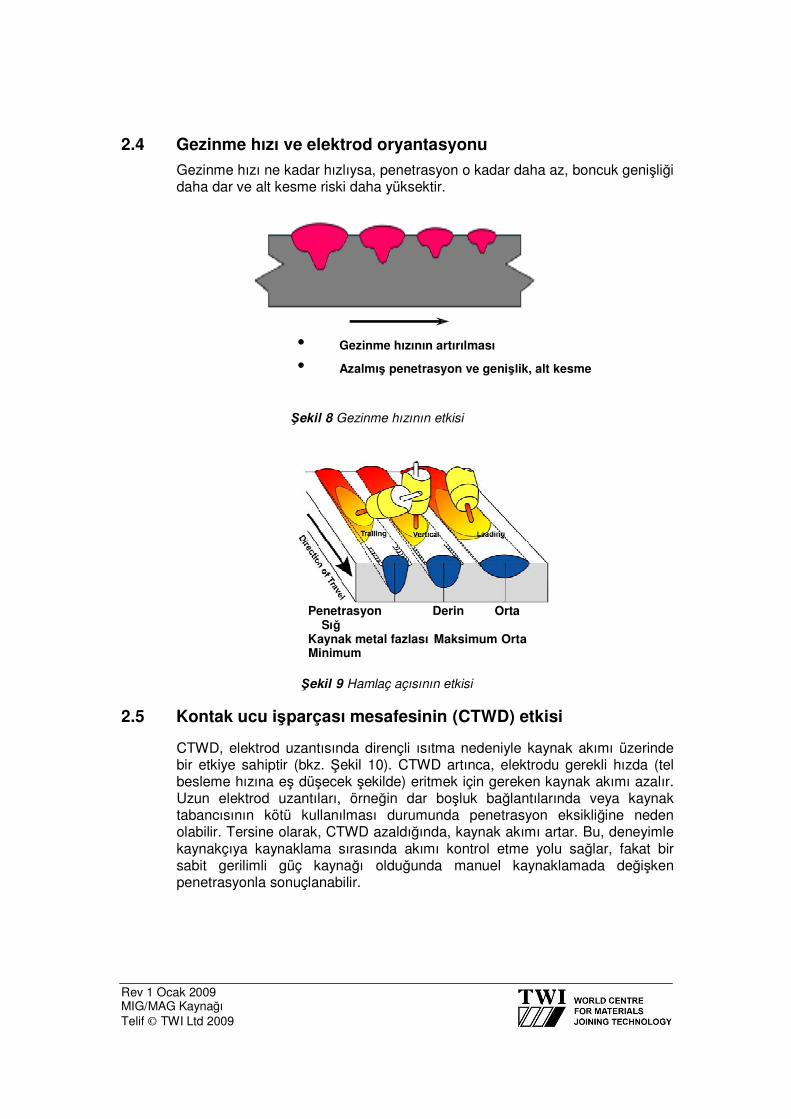
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
2.4 Gezinme hızı ve elektrod oryantasyonu
Gezinme hızı ne kadar hızlıysa, penetrasyon o kadar daha az, boncuk genişliği daha dar ve alt kesme riski daha yüksektir.
• Gezinme hızının artırılması
• Azalmış penetrasyon ve genişlik, alt kesme
Şekil 8 Gezinme hızının etkisi
Penetrasyon Derin Orta Sığ
Kaynak metal fazlası Maksimum Orta Minimum
Şekil 9 Hamlaç açısının etkisi
2.5 Kontak ucu işparçası mesafesinin (CTWD) etkisi
CTWD, elektrod uzantısında dirençli ısıtma nedeniyle kaynak akımı üzerinde bir etkiye sahiptir (bkz. Şekil 10). CTWD artınca, elektrodu gerekli hızda (tel besleme hızına eş düşecek şekilde) eritmek için gereken kaynak akımı azalır. Uzun elektrod uzantıları, örneğin dar boşluk bağlantılarında veya kaynak tabancısının kötü kullanılması durumunda penetrasyon eksikliğine neden olabilir. Tersine olarak, CTWD azaldığında, kaynak akımı artar. Bu, deneyimle kaynakçıya kaynaklama sırasında akımı kontrol etme yolu sağlar, fakat bir sabit gerilimli güç kaynağı olduğunda manuel kaynaklamada değişken penetrasyonla sonuçlanabilir.
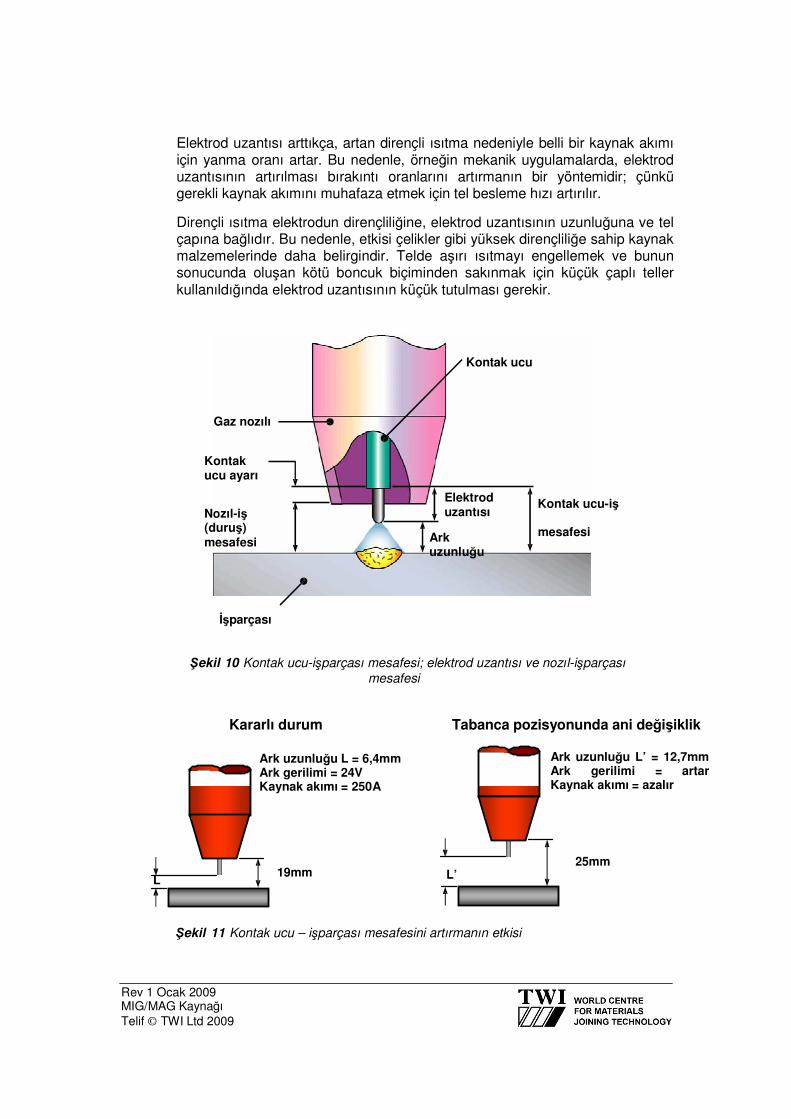
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
Elektrod uzantısı arttıkça, artan dirençli ısıtma nedeniyle belli bir kaynak akımı için yanma oranı artar. Bu nedenle, örneğin mekanik uygulamalarda, elektrod uzantısının artırılması bırakıntı oranlarını artırmanın bir yöntemidir; çünkü gerekli kaynak akımını muhafaza etmek için tel besleme hızı artırılır.
Dirençli ısıtma elektrodun dirençliliğine, elektrod uzantısının uzunluğuna ve tel çapına bağlıdır. Bu nedenle, etkisi çelikler gibi yüksek dirençliliğe sahip kaynak malzemelerinde daha belirgindir. Telde aşırı ısıtmayı engellemek ve bunun sonucunda oluşan kötü boncuk biçiminden sakınmak için küçük çaplı teller kullanıldığında elektrod uzantısının küçük tutulması gerekir.
Kontak ucu
Gaz nozılı
Kontak ucu ayarı
Nozıl-iş
Elektrod uzantısı
Kontak ucu-iş
(duruş) mesafesi
Ark uzunluğu
mesafesi
İşparçası
Şekil 10 Kontak ucu-işparçası mesafesi; elektrod uzantısı ve nozıl-işparçası mesafesi
Kararlı durum
Ark uzunluğu L = 6,4mm Ark gerilimi = 24V Kaynak akımı = 250A
Tabanca pozisyonunda ani değişiklik
Ark uzunluğu L’ = 12,7mm Ark gerilimi = artar Kaynak akımı = azalır
L 19mm
25mm L’
Şekil 11 Kontak ucu – işparçası mesafesini artırmanın etkisi
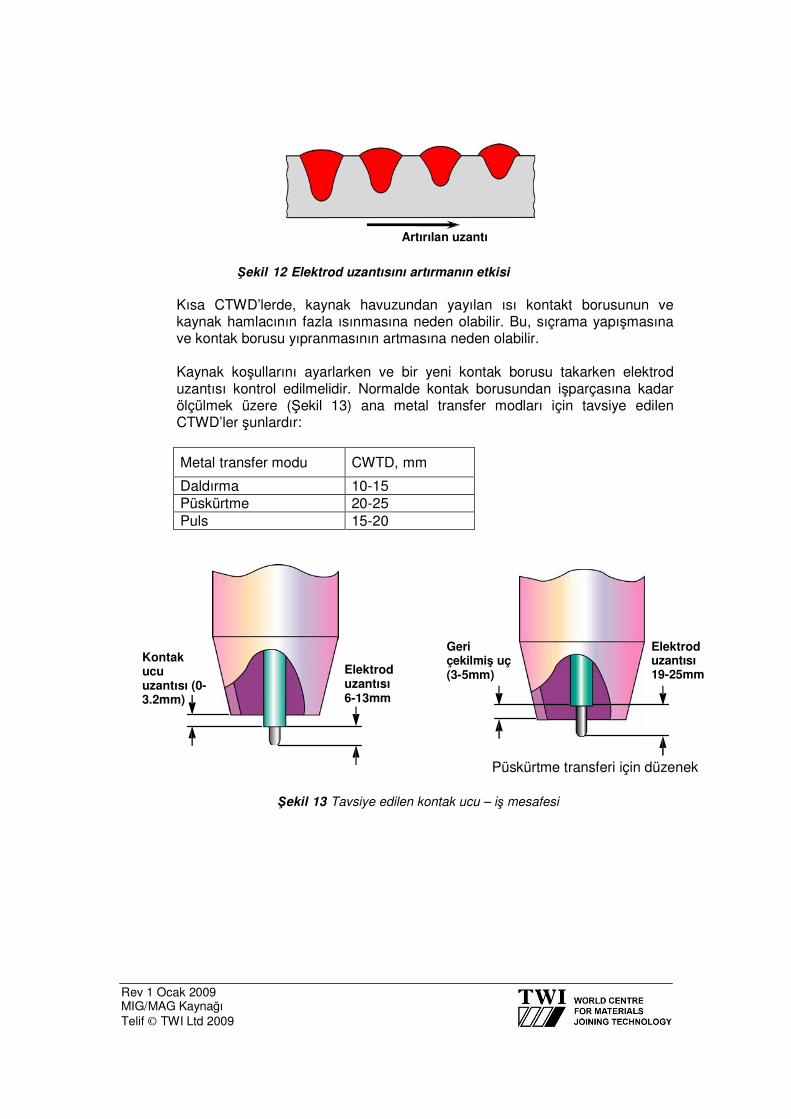
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
Set up for Dip transfer
Püskürtme transferi için düzenek
Artırılan uzantı
Şekil 12 Elektrod uzantısını artırmanın etkisi
Kısa CTWD’lerde, kaynak havuzundan yayılan ısı kontakt borusunun ve kaynak hamlacının fazla ısınmasına neden olabilir. Bu, sıçrama yapışmasına ve kontak borusu yıpranmasının artmasına neden olabilir.
Kaynak koşullarını ayarlarken ve bir yeni kontak borusu takarken elektrod uzantısı kontrol edilmelidir. Normalde kontak borusundan işparçasına kadar ölçülmek üzere (Şekil 13) ana metal transfer modları için tavsiye edilen CTWD’ler şunlardır:
Metal transfer modu CWTD, mm
Daldırma 10-15
Püskürtme 20-25
Puls 15-20
Kontak ucu uzantısı (0-3.2mm)
Elektrod uzantısı 6-13mm
Geri çekilmiş uç (3-5mm)
Elektrod uzantısı 19-25mm
Şekil 13 Tavsiye edilen kontak ucu – iş mesafesi
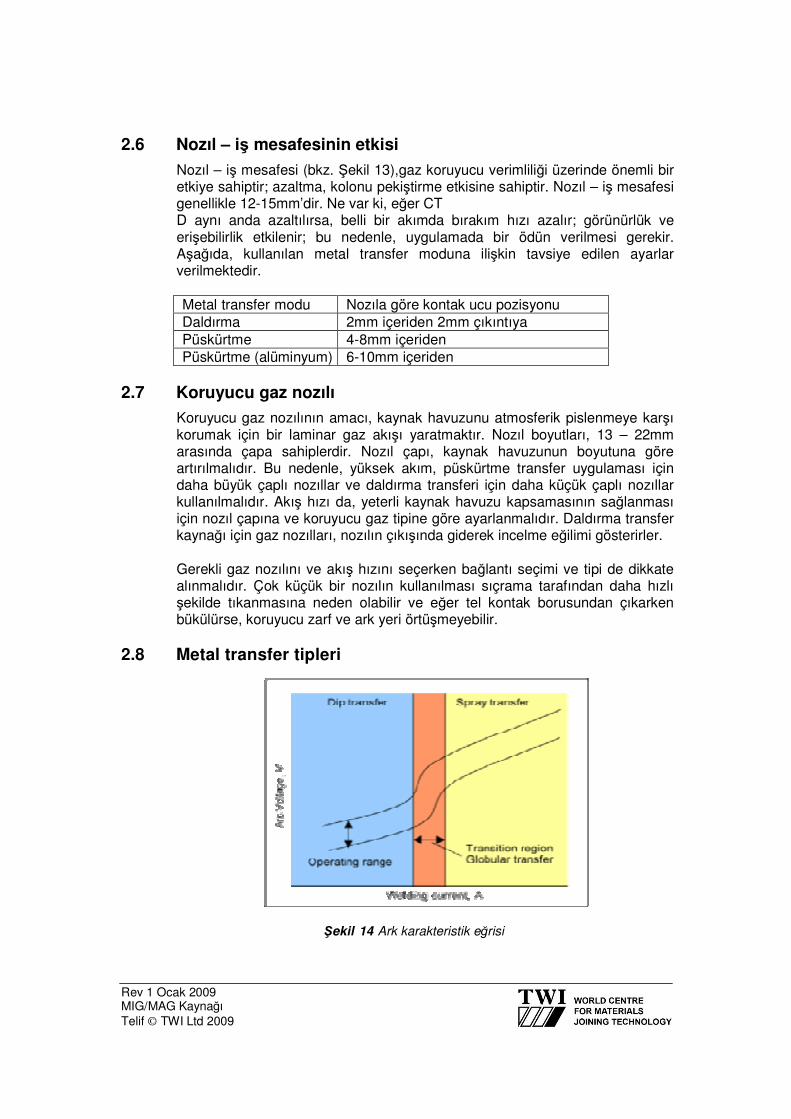
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
2.6 Nozıl – iş mesafesinin etkisi
Nozıl – iş mesafesi (bkz. Şekil 13),gaz koruyucu verimliliği üzerinde önemli bir etkiye sahiptir; azaltma, kolonu pekiştirme etkisine sahiptir. Nozıl – iş mesafesi genellikle 12-15mm’dir. Ne var ki, eğer CT D aynı anda azaltılırsa, belli bir akımda bırakım hızı azalır; görünürlük ve erişebilirlik etkilenir; bu nedenle, uygulamada bir ödün verilmesi gerekir. Aşağıda, kullanılan metal transfer moduna ilişkin tavsiye edilen ayarlar verilmektedir.
Metal transfer modu Nozıla göre kontak ucu pozisyonu
Daldırma 2mm içeriden 2mm çıkıntıya
Püskürtme 4-8mm içeriden
Püskürtme (alüminyum) 6-10mm içeriden
2.7 Koruyucu gaz nozılı
Koruyucu gaz nozılının amacı, kaynak havuzunu atmosferik pislenmeye karşı korumak için bir laminar gaz akışı yaratmaktır. Nozıl boyutları, 13 – 22mm arasında çapa sahiplerdir. Nozıl çapı, kaynak havuzunun boyutuna göre artırılmalıdır. Bu nedenle, yüksek akım, püskürtme transfer uygulaması için daha büyük çaplı nozıllar ve daldırma transferi için daha küçük çaplı nozıllar kullanılmalıdır. Akış hızı da, yeterli kaynak havuzu kapsamasının sağlanması için nozıl çapına ve koruyucu gaz tipine göre ayarlanmalıdır. Daldırma transfer kaynağı için gaz nozılları, nozılın çıkışında giderek incelme eğilimi gösterirler.
Gerekli gaz nozılını ve akış hızını seçerken bağlantı seçimi ve tipi de dikkate alınmalıdır. Çok küçük bir nozılın kullanılması sıçrama tarafından daha hızlı şekilde tıkanmasına neden olabilir ve eğer tel kontak borusundan çıkarken bükülürse, koruyucu zarf ve ark yeri örtüşmeyebilir.
2.8 Metal transfer tipleri
Şekil 14 Ark karakteristik eğrisi
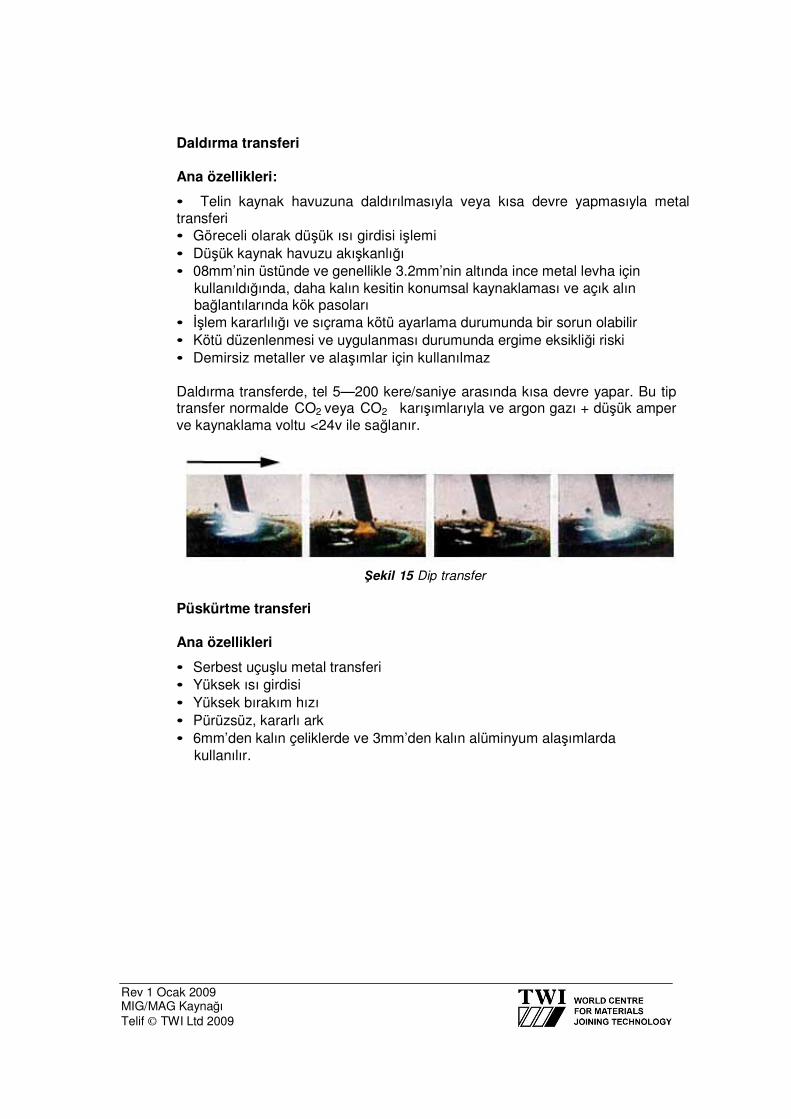
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
Daldırma transferi
Ana özellikleri:
• Telin kaynak havuzuna daldırılmasıyla veya kısa devre yapmasıyla metal transferi • Göreceli olarak düşük ısı girdisi işlemi • Düşük kaynak havuzu akışkanlığı • 08mm’nin üstünde ve genellikle 3.2mm’nin altında ince metal levha için
kullanıldığında, daha kalın kesitin konumsal kaynaklaması ve açık alın bağlantılarında kök pasoları
• İşlem kararlılığı ve sıçrama kötü ayarlama durumunda bir sorun olabilir • Kötü düzenlenmesi ve uygulanması durumunda ergime eksikliği riski • Demirsiz metaller ve alaşımlar için kullanılmaz
Daldırma transferde, tel 5—200 kere/saniye arasında kısa devre yapar. Bu tip transfer normalde CO2 veya CO2 karışımlarıyla ve argon gazı + düşük amper ve kaynaklama voltu <24v ile sağlanır.
Şekil 15 Dip transfer
Püskürtme transferi
Ana özellikleri
• Serbest uçuşlu metal transferi • Yüksek ısı girdisi • Yüksek bırakım hızı • Pürüzsüz, kararlı ark • 6mm’den kalın çeliklerde ve 3mm’den kalın alüminyum alaşımlarda
kullanılır.
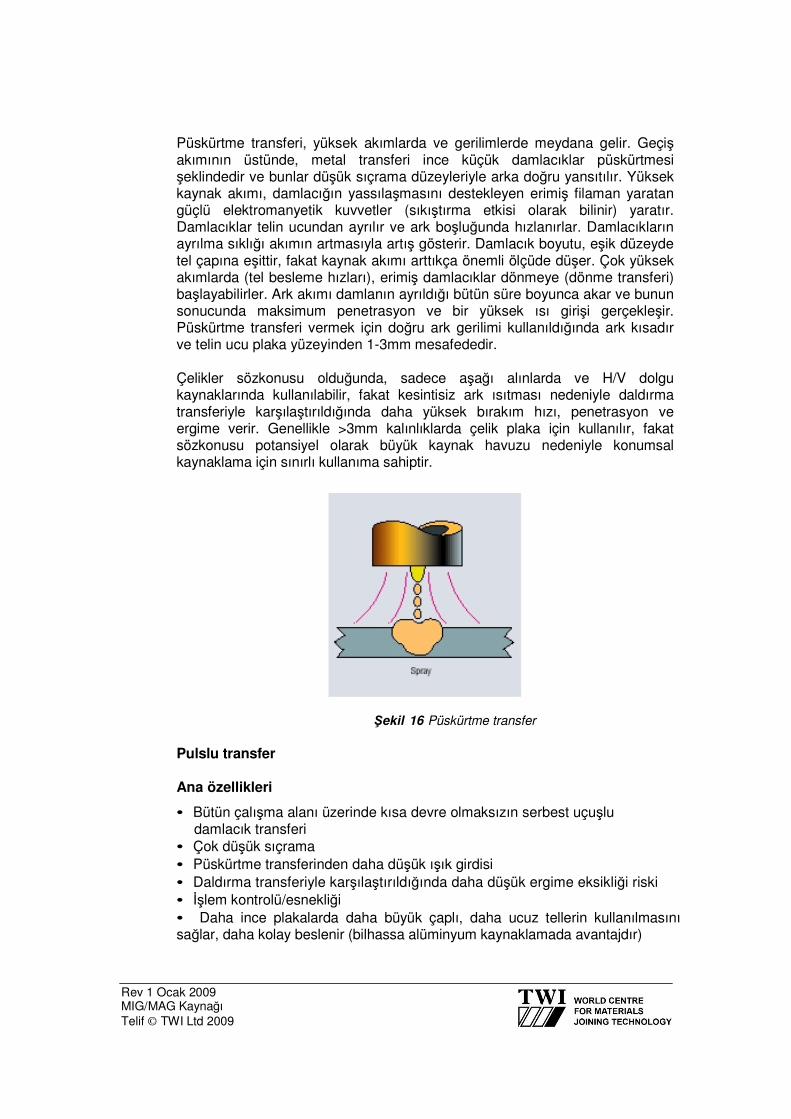
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
Püskürtme transferi, yüksek akımlarda ve gerilimlerde meydana gelir. Geçiş akımının üstünde, metal transferi ince küçük damlacıklar püskürtmesi şeklindedir ve bunlar düşük sıçrama düzeyleriyle arka doğru yansıtılır. Yüksek kaynak akımı, damlacığın yassılaşmasını destekleyen erimiş filaman yaratan güçlü elektromanyetik kuvvetler (sıkıştırma etkisi olarak bilinir) yaratır. Damlacıklar telin ucundan ayrılır ve ark boşluğunda hızlanırlar. Damlacıkların ayrılma sıklığı akımın artmasıyla artış gösterir. Damlacık boyutu, eşik düzeyde tel çapına eşittir, fakat kaynak akımı arttıkça önemli ölçüde düşer. Çok yüksek akımlarda (tel besleme hızları), erimiş damlacıklar dönmeye (dönme transferi) başlayabilirler. Ark akımı damlanın ayrıldığı bütün süre boyunca akar ve bunun sonucunda maksimum penetrasyon ve bir yüksek ısı girişi gerçekleşir. Püskürtme transferi vermek için doğru ark gerilimi kullanıldığında ark kısadır ve telin ucu plaka yüzeyinden 1-3mm mesafededir.
Çelikler sözkonusu olduğunda, sadece aşağı alınlarda ve H/V dolgu kaynaklarında kullanılabilir, fakat kesintisiz ark ısıtması nedeniyle daldırma transferiyle karşılaştırıldığında daha yüksek bırakım hızı, penetrasyon ve ergime verir. Genellikle >3mm kalınlıklarda çelik plaka için kullanılır, fakat sözkonusu potansiyel olarak büyük kaynak havuzu nedeniyle konumsal kaynaklama için sınırlı kullanıma sahiptir.
Şekil 16 Püskürtme transfer
Pulslu transfer
Ana özellikleri
• Bütün çalışma alanı üzerinde kısa devre olmaksızın serbest uçuşlu damlacık transferi
• Çok düşük sıçrama • Püskürtme transferinden daha düşük ışık girdisi • Daldırma transferiyle karşılaştırıldığında daha düşük ergime eksikliği riski • İşlem kontrolü/esnekliği • Daha ince plakalarda daha büyük çaplı, daha ucuz tellerin kullanılmasını sağlar, daha kolay beslenir (bilhassa alüminyum kaynaklamada avantajdır)
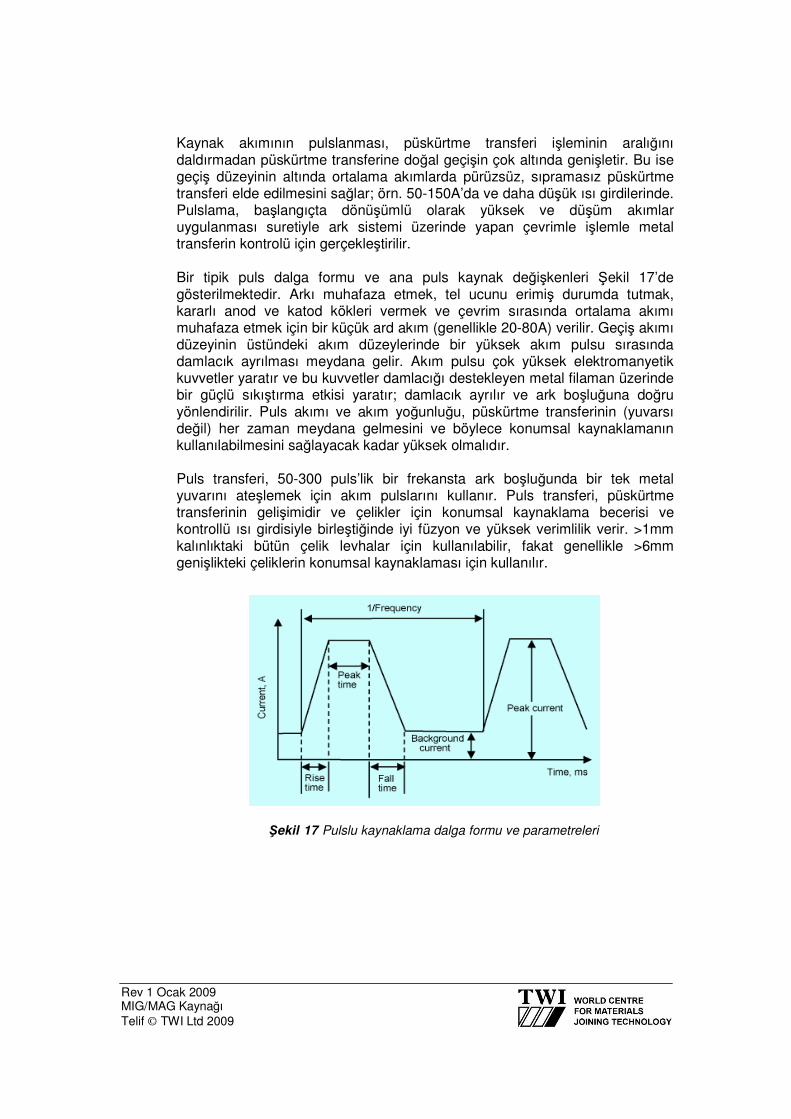
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
Kaynak akımının pulslanması, püskürtme transferi işleminin aralığını daldırmadan püskürtme transferine doğal geçişin çok altında genişletir. Bu ise geçiş düzeyinin altında ortalama akımlarda pürüzsüz, sıpramasız püskürtme transferi elde edilmesini sağlar; örn. 50-150A’da ve daha düşük ısı girdilerinde. Pulslama, başlangıçta dönüşümlü olarak yüksek ve düşüm akımlar uygulanması suretiyle ark sistemi üzerinde yapan çevrimle işlemle metal transferin kontrolü için gerçekleştirilir.
Bir tipik puls dalga formu ve ana puls kaynak değişkenleri Şekil 17’de gösterilmektedir. Arkı muhafaza etmek, tel ucunu erimiş durumda tutmak, kararlı anod ve katod kökleri vermek ve çevrim sırasında ortalama akımı muhafaza etmek için bir küçük ard akım (genellikle 20-80A) verilir. Geçiş akımı düzeyinin üstündeki akım düzeylerinde bir yüksek akım pulsu sırasında damlacık ayrılması meydana gelir. Akım pulsu çok yüksek elektromanyetik kuvvetler yaratır ve bu kuvvetler damlacığı destekleyen metal filaman üzerinde bir güçlü sıkıştırma etkisi yaratır; damlacık ayrılır ve ark boşluğuna doğru yönlendirilir. Puls akımı ve akım yoğunluğu, püskürtme transferinin (yuvarsı değil) her zaman meydana gelmesini ve böylece konumsal kaynaklamanın kullanılabilmesini sağlayacak kadar yüksek olmalıdır.
Puls transferi, 50-300 puls’lik bir frekansta ark boşluğunda bir tek metal yuvarını ateşlemek için akım pulslarını kullanır. Puls transferi, püskürtme transferinin gelişimidir ve çelikler için konumsal kaynaklama becerisi ve kontrollü ısı girdisiyle birleştiğinde iyi füzyon ve yüksek verimlilik verir. >1mm kalınlıktaki bütün çelik levhalar için kullanılabilir, fakat genellikle >6mm genişlikteki çeliklerin konumsal kaynaklaması için kullanılır.
Şekil 17 Pulslu kaynaklama dalga formu ve parametreleri
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
Yuvarsı transfer
Ana özellikleri
• Düzensiz metal transferi • Orta ısı girdisi • Orta bırakım hızı • Sıçrama riski • İngiltere’de yaygın şekilde kullanılmaz; düz (PA) konumda orta kalınlıkta
çeliklerin (genellikle 3-6mm) mekanik kaynaklaması için kullanılabilir.
Yuvarsı transfer, serbest uçuş ve tamamen kısa devre yapan transfer arasında ark gerilimi geçiş aralını işgal eder. Düzensiz damlacık transferi ve ark kararsızlığı, özellikle geçiş eşiğinin yakınında çalışırken içkin bir özelliktir. Yuvarsı transferde, elektrod çapının birkaç katındaki bir erimiş damlacık tel ucunda oluşur. Yerçekimi, yüzey gerilme kuvvetlerini bastırdığında yuvarı ayırır ve transfer genellikle aşrı sıçramayla meydana gelir. Transfer meydana gelmeden önce, ark gezinir ve konisi bir geniş alanı kaplayarak enerji yayar. Damlacık erimiş havuzla temas ettiğinde, bir kısa süreli kısa devre vardır; fakat damlacık transferine neden olmaktan ziyade, bunun bir sonucu olarak meydana gelir. Kısa devrenin çok kısa süreli olmasına karşın, sıçramayı düşürmek için biraz endüktansa gerek duyulur; buna karşın operatör kısa devreleri fark etmez ve ark bir serbest uçuş tipi görünümüne sahiptir.
Sıçrama düzeylerin daha da azaltmak için, genellikle çok kısa bir ark uzunluğuyla çalışılır ve bazı durumlarda bir gömülü ark tekniği benimsenir. Yuvar transferi sadece düz konumda kullanılabilir ve düzensiz transfer ve ark dolaşması eğilimi nedeniyle genellikle penetrasyon eksikliğiyle, füzyon kusurlarıyla ve dengesiz kaynak boncuklarıyla özdeşleştirilir.
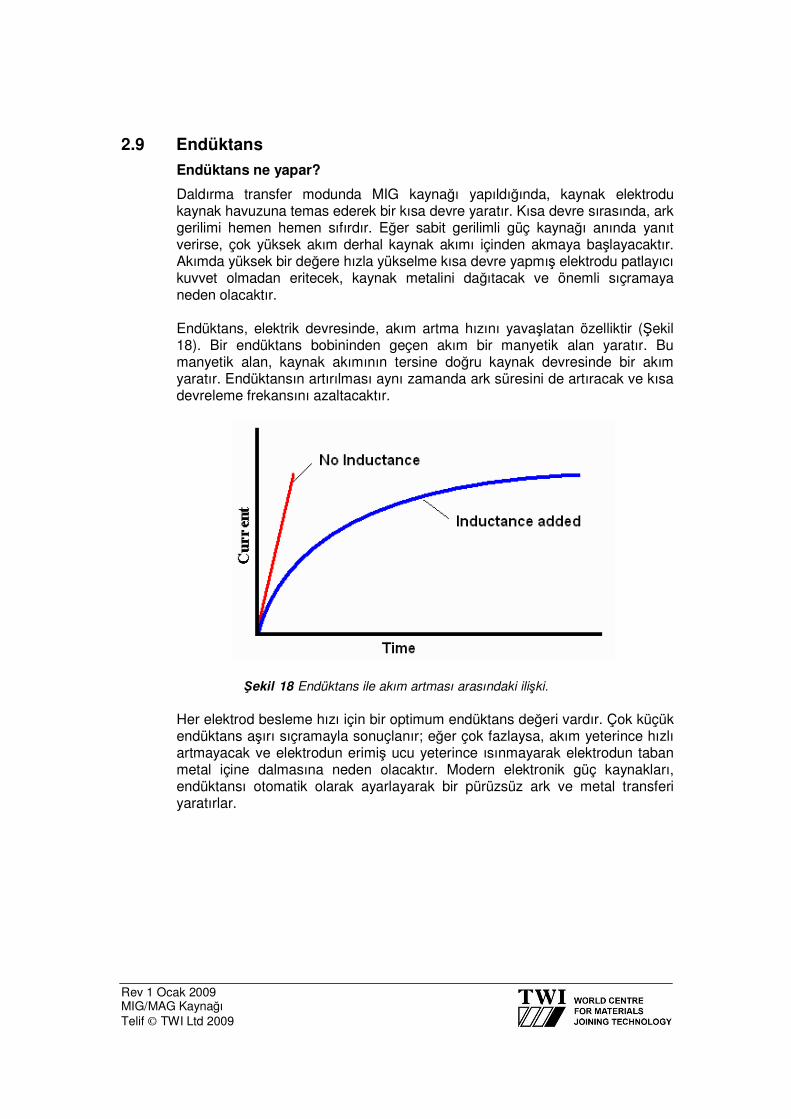
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
2.9 Endüktans
Endüktans ne yapar?
Daldırma transfer modunda MIG kaynağı yapıldığında, kaynak elektrodu kaynak havuzuna temas ederek bir kısa devre yaratır. Kısa devre sırasında, ark gerilimi hemen hemen sıfırdır. Eğer sabit gerilimli güç kaynağı anında yanıt verirse, çok yüksek akım derhal kaynak akımı içinden akmaya başlayacaktır. Akımda yüksek bir değere hızla yükselme kısa devre yapmış elektrodu patlayıcı kuvvet olmadan eritecek, kaynak metalini dağıtacak ve önemli sıçramaya neden olacaktır.
Endüktans, elektrik devresinde, akım artma hızını yavaşlatan özelliktir (Şekil 18). Bir endüktans bobininden geçen akım bir manyetik alan yaratır. Bu manyetik alan, kaynak akımının tersine doğru kaynak devresinde bir akım yaratır. Endüktansın artırılması aynı zamanda ark süresini de artıracak ve kısa devreleme frekansını azaltacaktır.
Şekil 18 Endüktans ile akım artması arasındaki ilişki.
Her elektrod besleme hızı için bir optimum endüktans değeri vardır. Çok küçük endüktans aşırı sıçramayla sonuçlanır; eğer çok fazlaysa, akım yeterince hızlı artmayacak ve elektrodun erimiş ucu yeterince ısınmayarak elektrodun taban metal içine dalmasına neden olacaktır. Modern elektronik güç kaynakları, endüktansı otomatik olarak ayarlayarak bir pürüzsüz ark ve metal transferi yaratırlar.
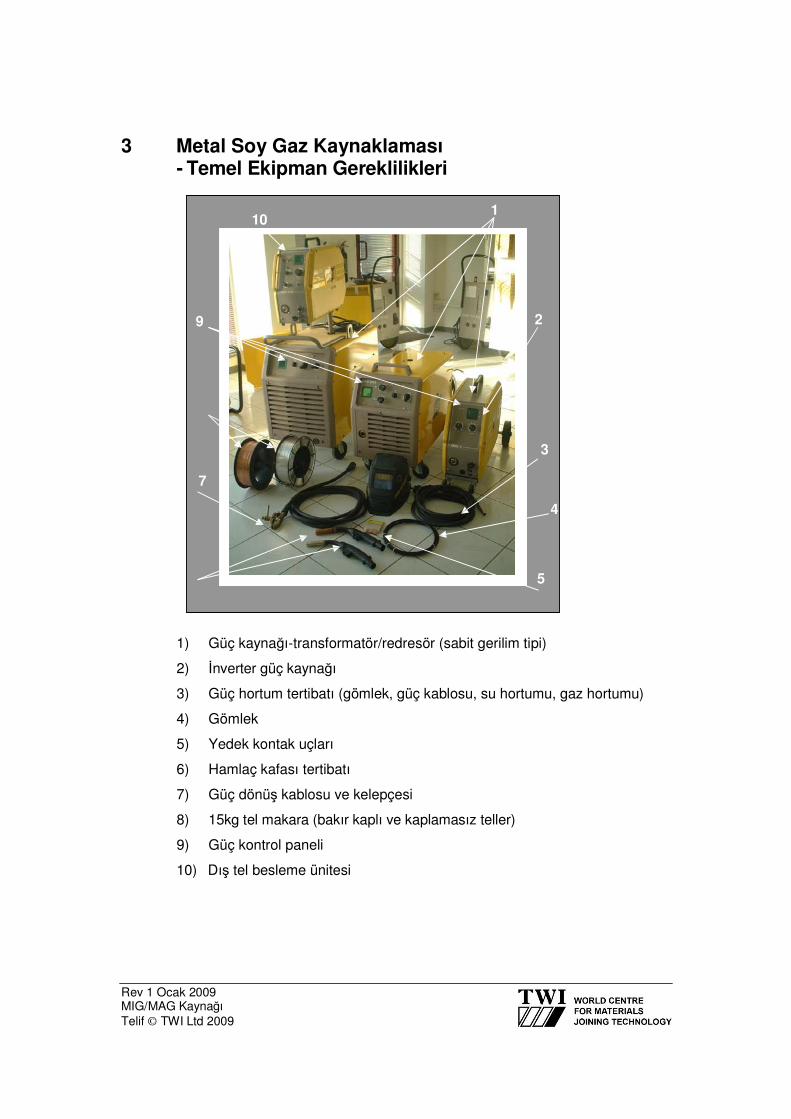
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
3 Metal Soy Gaz Kaynaklaması - Temel Ekipman Gereklilikleri
10 1
9 2
3
7
4
5
1) Güç kaynağı-transformatör/redresör (sabit gerilim tipi)
2) İnverter güç kaynağı
3) Güç hortum tertibatı (gömlek, güç kablosu, su hortumu, gaz hortumu)
4) Gömlek
5) Yedek kontak uçları
6) Hamlaç kafası tertibatı
7) Güç dönüş kablosu ve kelepçesi
8) 15kg tel makara (bakır kaplı ve kaplamasız teller)
9) Güç kontrol paneli
10) Dış tel besleme ünitesi
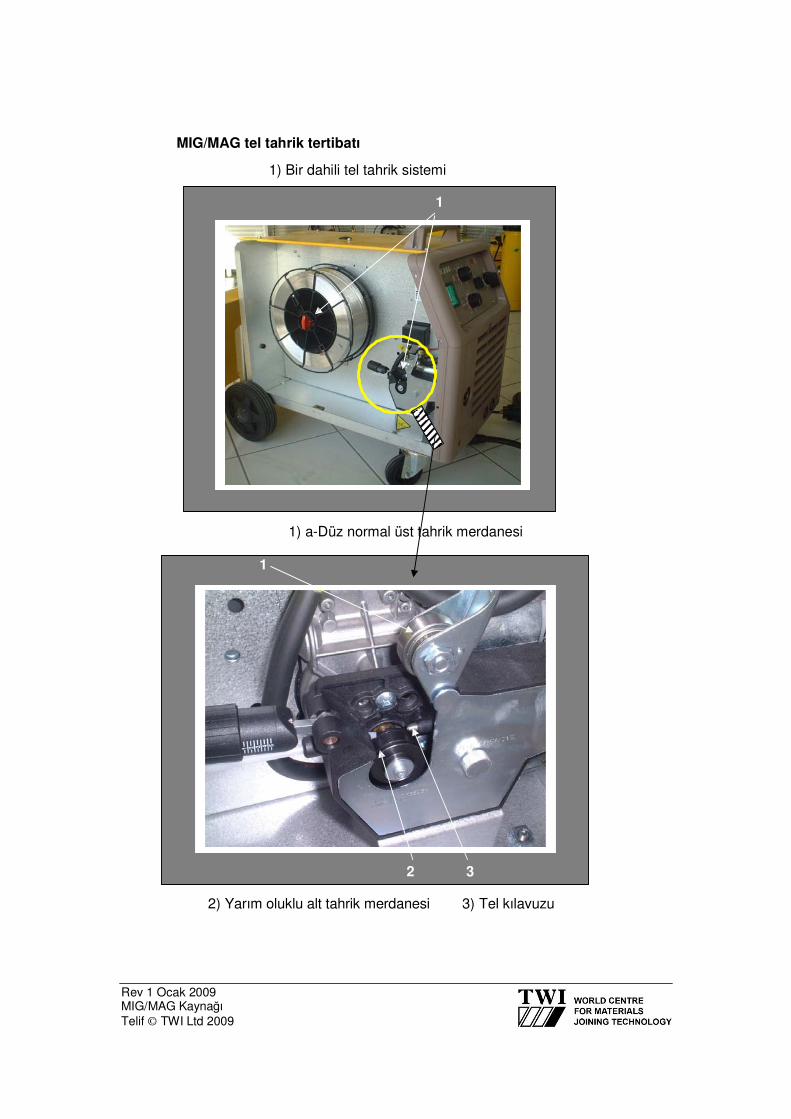
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
MIG/MAG tel tahrik tertibatı
1) Bir dahili tel tahrik sistemi
1
1) a-Düz normal üst tahrik merdanesi
1
2 3
2) Yarım oluklu alt tahrik merdanesi 3) Tel kılavuzu
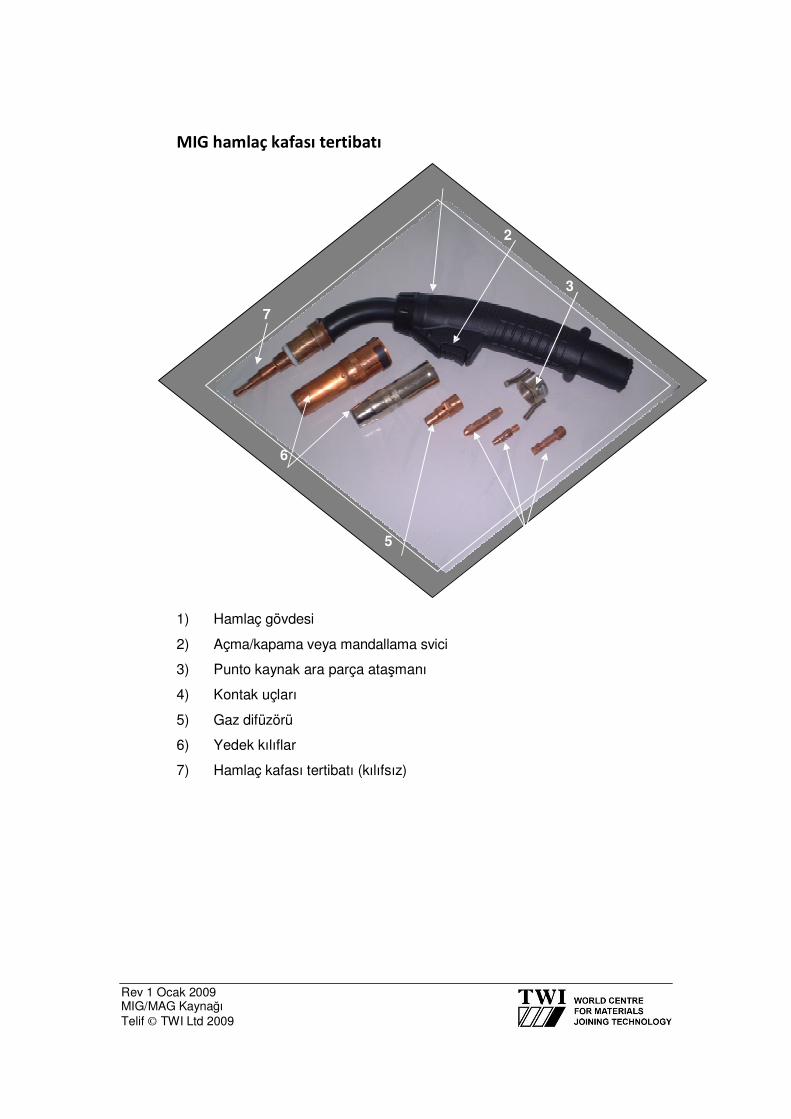
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
MIG hamlaç kafası tertibatı
2
3
7
6
5
1) Hamlaç gövdesi
2) Açma/kapama veya mandallama svici
3) Punto kaynak ara parça ataşmanı
4) Kontak uçları
5) Gaz difüzörü
6) Yedek kılıflar
7) Hamlaç kafası tertibatı (kılıfsız)
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
4 MIG/MAG Kaynaklamasında Önemli Kontrol Noktaları/Kontroller
4.1 Kaynak ekipmanı
Kaynak ekipmanının iyi durumda olmasını sağlamak için bir görsel kontrol yapılması gerekir.
4.2 Elektrod teli
Telin çapı, spesifikasyonu ve kalitesi ana kontrol başlıklarıdır. Telin deoksidasyonu tek, çift ve üçlü deoksitlenmiş teller mevcut olduğunda önemli bir faktördür.
Teldeki deoksidanların düzeyi ne kadar yüksekse, kaynakta gözeneklilik meydana gelmesi olasılığı o kadar düşüktük. Tel sargısının, bakır kaplamanın ve tavlamanın kalitesi de tel besleme sorunlarının en aza indirilmesinde önemli faktörlerdir.
Tel sargıların kalitesi ve artan maliyetler
(a) Rastgele sarımlı. (b) Tabaka sarımlı. (c) Hassas tabaka sarımlı
4.3 Tahrik valsleri ve layner
Tahrik valslerinin tel için uygun boyutta olduklarından ve basıncın sadece elle sıkıştırılmış veya teli tahrik etmeye yetecek kadar olduğundan emin olun. Aşırı basınç teli deforme ederek yumurta şekli almasına neden olarak telin gömlekten tahrik edilmesini çok güçleştirecek ve bunun sonucunda kontak ucunda arklanma ve kontak ucu ile layner arasında arklanma olacaktır.
Laynerin, tel için doru tipte ve boyutta olduğundan emin olun. Bir layner boyutu genellikle 2 tel boyutuna uyar; yani 0.6 ve 0.8, 1.0 ve 1.2, 1.4 ve 1.6mm çap. Çelik teller için çelik laynerler ve alüminyum teller için Teflon laynerler kullanılmalıdır.
4.4 Kontak ucu
Kontak ucunun tahrik edilen tel için doğru boyutta olduğundan emin olun ve yıpranma miktarını sık sık kontrol edin. Tel ile kontak ucu arasında herhangi bir kontak kaybı akım kapma verimliliğini azaltacaktır. Çelik tellerin çoğu, kontak ucundaki iki bakır yüzey arasındaki temasla akım transferini en üst düzeye çıkarmak için bakırla kaplanırlar, fakat bu durum aynı zamanda korozyonu engeller. Kontak ucu düzenli olarak değiştirilmelidir.
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
4.5 Bağlantılar
MIG/MAG kaynağında elektrik arkının uzunluğu, ekipman içindeki bir sabit gerilim volt/amp özelliği kullanılarak gerilim ayarlarıyla kontrol edilir. Kaynak devresindeki kötü bir bağlantı elektrik arkanın niteliğini ve kararlılığını etkileyecektir ve bu nedenle önemli bir kontrol noktasıdır.
4.6 Gaz ve gaz akış hızı
Kullanılan gaz tipi, MIG/MAG kaynaklaması için son derece önemlidir, ayrıca silindirden gelen akış hızı da önemlidir ve oksidasyonu ve gözenekliliği engellemek için katılaşan ve erimiş metal üzerinde iyi bir kaplama yaratmaya yeterli olmalıdır.
4.7 Diğer değişken kaynak parametreleri
Doğru tel besleme hızı, gerilim, gezinme hızı ve onaylanmış kaynak prosedüründe verilen işlemin bütün diğer temel değişkenleri kontrol edilmelidir.
4.8 Güvenlik kontrolleri
Ekipmanın akım taşıma kapasitesine veya görev çevrimine ve elektrik yalıtımına ilişkin kontroller yapılmalıdır. Ozona ve dumanlara maruziyeti engellemek için doğru ekstraksiyon sistemleri kullanılmalıdır.
Kaynakçının kullanılmakta olan prosedüre göre kaynak yapmak üzere kalifiye edilmesini sağlamak üzere daima bir kontrol gerçekleştirilmesi gerekir.
Tipik kaynaklama kusurları:
• Silika enklüzyonları (sadece ferrit çelikler üzerinde) kötü pasolararası
temizlemeden kaynaklanın • Yan duvar ergime eksikliği kalın kesiti dikey olarak aşağı kaynaklamada
daldırma transferi sırasında • Gözeneklilik gaz kalkanı olmamasından ve kirleticilere karşı düşük toleranstan kaynaklanır • İçten yanma metal levha üzerinde yanlış metal transfer modunun
kullanılmasından kaynaklanır. 5 Özlü Ark Kaynağı
1980’li yılların ortasında, kendinden ve gaz korumalı FCAW’nin geliştirilmesi yerinde yarı-otomatik kaynaklamanın başarılı şekilde uygulanmasında önemli bir adımdı ve çok daha geniş yelpazede malzemelerin kaynaklanabilmesine olanak sağladı.
Özlü tel, bir tanecikli akı içeren bir metal kılıf içerir. Bu akı, normal olarak MMA elektrodlarında kullanılacak olan elementleri içerebilir; bu nedenle oldukça yaygın bir uygulama kapsamına sahiptir.
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
Ayrıca, akıya gaz üreten elementler ve bileşikler eklenebilir ve böylece işlem birçok saha uygulamasında geleneksel MIG/MAG kaynağının uygulanmasını kısıtlayan bir ayrı gaz kalkanından bağımsız olabilir.
Tellerin çoğu, çeşitli bağlantı formlarıyla mekanik ve hermetik olarak yalıtılabilir. Telin bağlantı verimliliği, özlü telin bir kontrol noktasını oluşturur çünkü nem bir hasarlı veya zayıf dikişten içeri kolayca girebilir.
Genel olarak kullanılan tel tipleri şunlardır:
• Rutil, iyi konumsal beceriler sağlar. • Bazik aynı zamanda konumsaldır, fakat ‘kirli’ malzeme üzerinde iyidir • Özlü metal daha yüksek verimliliğe sahiptir, bazıları mükemmel kök paso
becerilerine sahiptir. • Kendinden korumalı hiçbir harici gaza ihtiyaç duyulmaz.
Özlü tellerin fırınlaması etkisizdir ve bir tel içindeki pislenmiş bir akının durumunun eski haline getirilmesine hiçbir katkıda bulunmayacaktır.
MMA elektrodlarından farklı olarak, rutil tellerle yapılan kaynakların potansiyel hidrojen düzeyleri ve mekanik özellikleri bazik tiplerinkiyle aynı olabilir.
6 Katı Tel MIG/MAG GMAW Özeti
Ekipman gereklilikleri
• Transformatör/redresör (sabit gerilim tipi) • Güç ve güç dönüş kablosu • Soy gaz, aktif veya karma koruyucu gaz (argon veya CO2). • Gaz hortumu, akışölçer ve gaz regülatörü. • MIG hamlacı; hortum, layner, difüzör, kontak ucu ve nozılla birlikte. • Doğru tahrik valsleriyle tel besleme ünitesi • Doğru spesifikasyona ve çapa uygun elektrod teli • Doğru vizör/pencere, bütün güvenlik giysileri ve iyi havalandırma
Parametreler ve kontrol noktaları
• Tel besleme hızı/amper • Açık devre ve kaynak gerilimi. • Tel tipi ve çapı. • Gaz tipi ve akış hızı. • Kontak ucu boyutu ve durumu. • Makara tipi, boyutu ve basıncı. • Layner boyutu. • Endüktans ayarları. • Yalıtım/ekstraksiyon
Rev 1 Ocak 2009 MIG/MAG Kaynağı Telif © TWI Ltd 2009
• Bağlantılar (gerilim düşmeleri) • Gezinme hızı, yönü ve açıları
Tipik kaynaklama kusurları
Silika enklüzyonları. Ergime eksikliği (daldırma transferi) Yüzey gözenekliliği
Avantajlar ve dezavantajlar
Avantajları Dezavantajları Yüksek verimlilik Ergime eksikliği (daldırma transferi) Kolayca otomatikleştirilir Az sarf malzemeleri
Tamamen konumsal (daldırma, puls ve FCAW)
Şantiyede çalışma için koruma
Malzeme kalınlık aralığı Kompleks ekipman
Kesintisiz elektrod Yüksek ozon düzeyleri

Bölüm 14
Tozaltı Ark Kaynağı
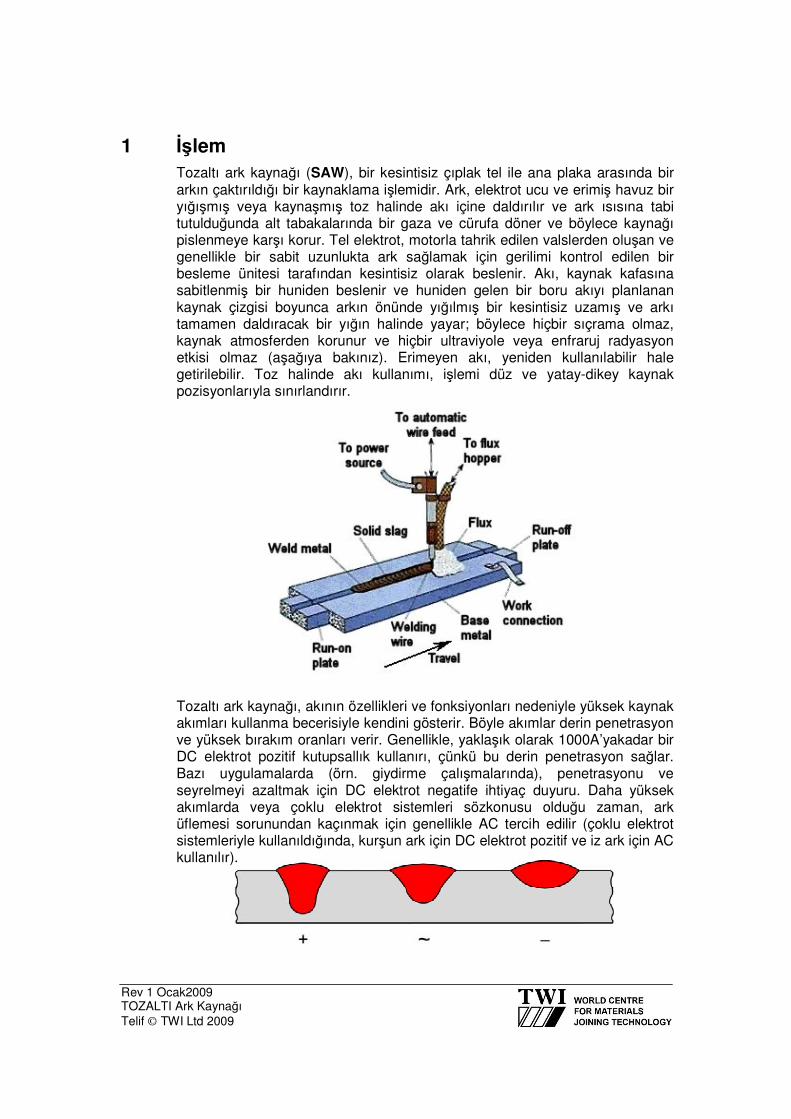
Rev 1 Ocak2009 TOZALTI Ark Kaynağı Telif © TWI Ltd 2009
1 İşlem
Tozaltı ark kaynağı (SAW), bir kesintisiz çıplak tel ile ana plaka arasında bir arkın çaktırıldığı bir kaynaklama işlemidir. Ark, elektrot ucu ve erimiş havuz bir yığışmış veya kaynaşmış toz halinde akı içine daldırılır ve ark ısısına tabi tutulduğunda alt tabakalarında bir gaza ve cürufa döner ve böylece kaynağı pislenmeye karşı korur. Tel elektrot, motorla tahrik edilen valslerden oluşan ve genellikle bir sabit uzunlukta ark sağlamak için gerilimi kontrol edilen bir besleme ünitesi tarafından kesintisiz olarak beslenir. Akı, kaynak kafasına sabitlenmiş bir huniden beslenir ve huniden gelen bir boru akıyı planlanan kaynak çizgisi boyunca arkın önünde yığılmış bir kesintisiz uzamış ve arkı tamamen daldıracak bir yığın halinde yayar; böylece hiçbir sıçrama olmaz, kaynak atmosferden korunur ve hiçbir ultraviyole veya enfraruj radyasyon etkisi olmaz (aşağıya bakınız). Erimeyen akı, yeniden kullanılabilir hale getirilebilir. Toz halinde akı kullanımı, işlemi düz ve yatay-dikey kaynak pozisyonlarıyla sınırlandırır.
Tozaltı ark kaynağı, akının özellikleri ve fonksiyonları nedeniyle yüksek kaynak akımları kullanma becerisiyle kendini gösterir. Böyle akımlar derin penetrasyon ve yüksek bırakım oranları verir. Genellikle, yaklaşık olarak 1000A’yakadar bir DC elektrot pozitif kutupsallık kullanırı, çünkü bu derin penetrasyon sağlar. Bazı uygulamalarda (örn. giydirme çalışmalarında), penetrasyonu ve seyrelmeyi azaltmak için DC elektrot negatife ihtiyaç duyuru. Daha yüksek akımlarda veya çoklu elektrot sistemleri sözkonusu olduğu zaman, ark üflemesi sorunundan kaçınmak için genellikle AC tercih edilir (çoklu elektrot sistemleriyle kullanıldığında, kurşun ark için DC elektrot pozitif ve iz ark için AC kullanılır).
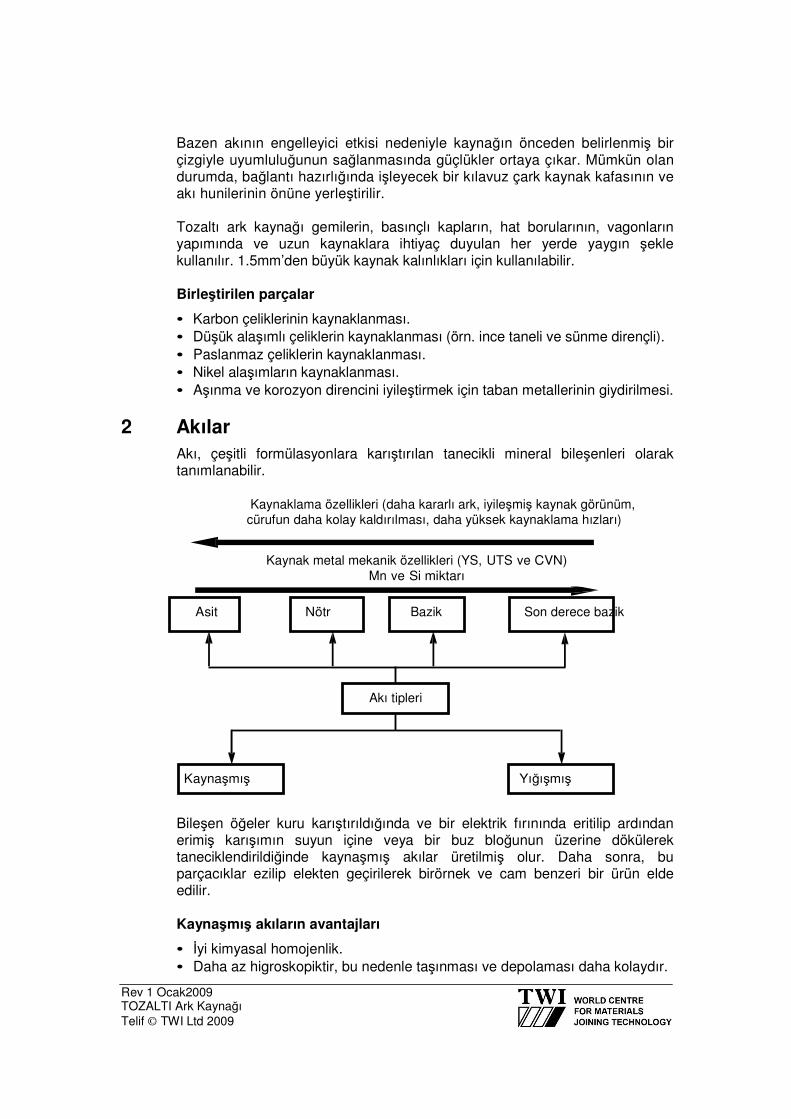
Rev 1 Ocak2009 TOZALTI Ark Kaynağı Telif © TWI Ltd 2009
Bazen akının engelleyici etkisi nedeniyle kaynağın önceden belirlenmiş bir çizgiyle uyumluluğunun sağlanmasında güçlükler ortaya çıkar. Mümkün olan durumda, bağlantı hazırlığında işleyecek bir kılavuz çark kaynak kafasının ve akı hunilerinin önüne yerleştirilir.
Tozaltı ark kaynağı gemilerin, basınçlı kapların, hat borularının, vagonların yapımında ve uzun kaynaklara ihtiyaç duyulan her yerde yaygın şekle kullanılır. 1.5mm’den büyük kaynak kalınlıkları için kullanılabilir.
Birleştirilen parçalar
• Karbon çeliklerinin kaynaklanması. • Düşük alaşımlı çeliklerin kaynaklanması (örn. ince taneli ve sünme dirençli). • Paslanmaz çeliklerin kaynaklanması. • Nikel alaşımların kaynaklanması. • Aşınma ve korozyon direncini iyileştirmek için taban metallerinin giydirilmesi.
2 Akılar
Akı, çeşitli formülasyonlara karıştırılan tanecikli mineral bileşenleri olarak tanımlanabilir.
Kaynaklama özellikleri (daha kararlı ark, iyileşmiş kaynak görünüm,
cürufun daha kolay kaldırılması, daha yüksek kaynaklama hızları)
Kaynak metal mekanik özellikleri (YS, UTS ve CVN) Mn ve Si miktarı
Asit Nötr Bazik Son derece bazik
Akı tipleri
Kaynaşmış Yığışmış
Bileşen öğeler kuru karıştırıldığında ve bir elektrik fırınında eritilip ardından erimiş karışımın suyun içine veya bir buz bloğunun üzerine dökülerek taneciklendirildiğinde kaynaşmış akılar üretilmiş olur. Daha sonra, bu parçacıklar ezilip elekten geçirilerek birörnek ve cam benzeri bir ürün elde edilir.
Kaynaşmış akıların avantajları
• İyi kimyasal homojenlik. • Daha az higroskopiktir, bu nedenle taşınması ve depolaması daha kolaydır.
Rev 1 Ocak2009 TOZALTI Ark Kaynağı Telif © TWI Ltd 2009
• Bileşimde herhangi bir değişiklik olmadan ince unsurların (ince tozlar) uzaklaştırılmasına olanak verir. • Bunlar, parçacık boyutunda veya bileşimde önemli değişiklik olmaksızın
sistem yoluyla kolayca geri dönüştürülebilir.
Kaynaşmış akıların dezavantajları
• Bazik karbonatlar gibi bazı bileşenler erime işlemine dayanamayacakları için bileşimde kısıtlamalar.
• Oksit gidericilerin ve demir alaşımların eklenmesi güçtür (segregasyon veya son derece yüksek kayıp nedeniyle).
Yığışmış akılar sözkonusu olduğunda, bileşenler kuru bileşenlerin potasyumla veya sodyum silikatla karıştırılması suretiyle bağlanabilirler. Daha sonra bu ıslak karışım topaklaştırılır, kurutulur, ezilir ve boyuta göre elekten geçirilir.
Yığışmış akıların avantajları
• Oksijen gidericiler ve alaşım yapıcı elementler, kaynak metal bileşimini ayarlamak için akıya kolayca eklenebilirler
• Kaynaklama yaparken daha kalın bir akı tabakası elde edilebilir. • Renk kodlamasıyla işaretlenebilir.
Yığışmış akıların dezavantajları
• Genellikle daha higroskopiktir (yeniden fırınlama uygulamada zordur) • Eritilirken cüruftan gaz oluşarak gözenekliliğe yol açabilir. • Tanecikli akının mekanik olarak elleçlenmesinin yarattığı ince parçacıkların
segregasyonundan kaynak metal kimyasal bileşimde değişiklikler olabilir.
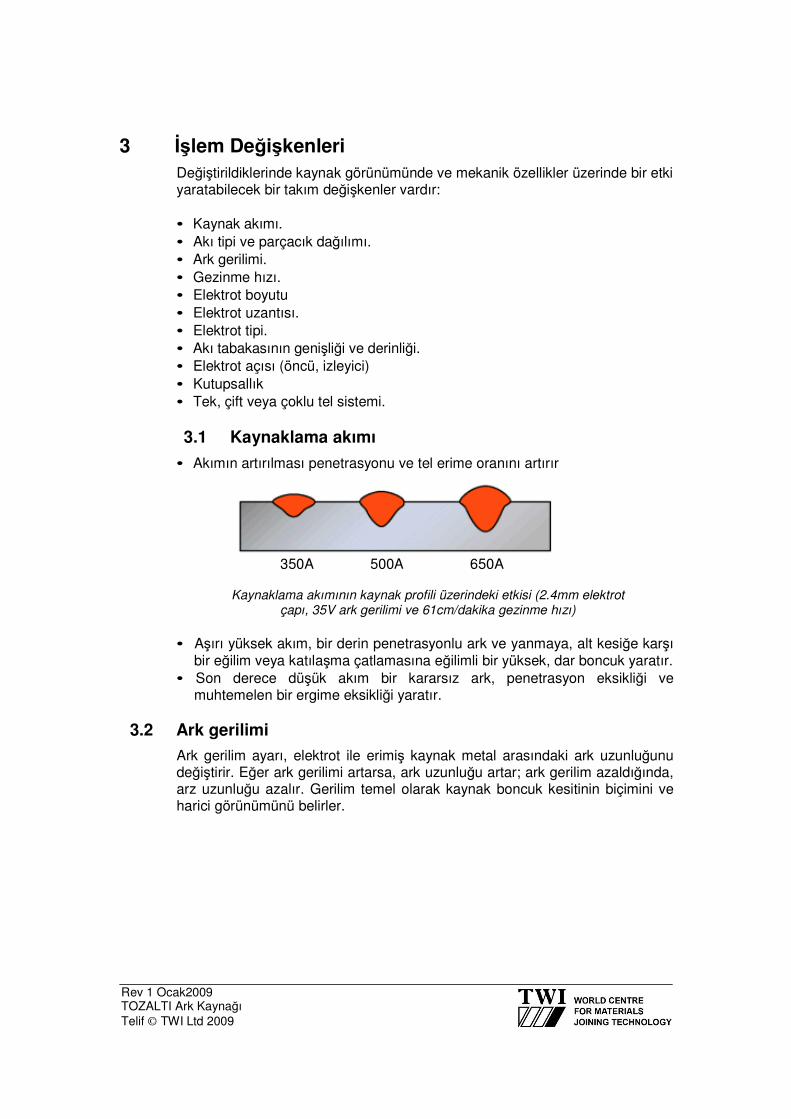
Rev 1 Ocak2009 TOZALTI Ark Kaynağı Telif © TWI Ltd 2009
3 İşlem Değişkenleri
Değiştirildiklerinde kaynak görünümünde ve mekanik özellikler üzerinde bir etki yaratabilecek bir takım değişkenler vardır:
• Kaynak akımı. • Akı tipi ve parçacık dağılımı. • Ark gerilimi. • Gezinme hızı. • Elektrot boyutu • Elektrot uzantısı. • Elektrot tipi. • Akı tabakasının genişliği ve derinliği. • Elektrot açısı (öncü, izleyici) • Kutupsallık • Tek, çift veya çoklu tel sistemi.
3.1 Kaynaklama akımı
• Akımın artırılması penetrasyonu ve tel erime oranını artırır
350A 500A 650A
Kaynaklama akımının kaynak profili üzerindeki etkisi (2.4mm elektrot çapı, 35V ark gerilimi ve 61cm/dakika gezinme hızı)
• Aşırı yüksek akım, bir derin penetrasyonlu ark ve yanmaya, alt kesiğe karşı
bir eğilim veya katılaşma çatlamasına eğilimli bir yüksek, dar boncuk yaratır. • Son derece düşük akım bir kararsız ark, penetrasyon eksikliği ve
muhtemelen bir ergime eksikliği yaratır.
3.2 Ark gerilimi
Ark gerilim ayarı, elektrot ile erimiş kaynak metal arasındaki ark uzunluğunu değiştirir. Eğer ark gerilimi artarsa, ark uzunluğu artar; ark gerilim azaldığında, arz uzunluğu azalır. Gerilim temel olarak kaynak boncuk kesitinin biçimini ve harici görünümünü belirler.
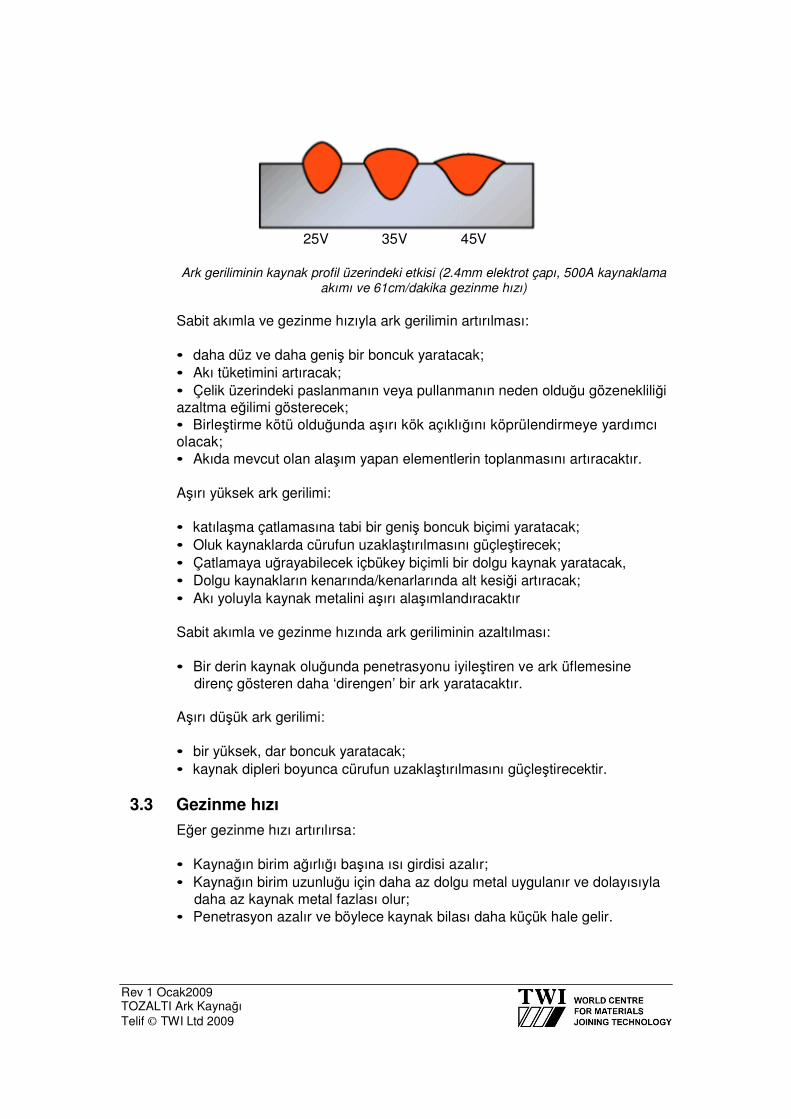
Rev 1 Ocak2009 TOZALTI Ark Kaynağı Telif © TWI Ltd 2009
25V 35V 45V
Ark geriliminin kaynak profil üzerindeki etkisi (2.4mm elektrot çapı, 500A kaynaklama akımı ve 61cm/dakika gezinme hızı)
Sabit akımla ve gezinme hızıyla ark gerilimin artırılması:
• daha düz ve daha geniş bir boncuk yaratacak; • Akı tüketimini artıracak; • Çelik üzerindeki paslanmanın veya pullanmanın neden olduğu gözenekliliği azaltma eğilimi gösterecek; • Birleştirme kötü olduğunda aşırı kök açıklığını köprülendirmeye yardımcı olacak; • Akıda mevcut olan alaşım yapan elementlerin toplanmasını artıracaktır.
Aşırı yüksek ark gerilimi:
• katılaşma çatlamasına tabi bir geniş boncuk biçimi yaratacak; • Oluk kaynaklarda cürufun uzaklaştırılmasını güçleştirecek; • Çatlamaya uğrayabilecek içbükey biçimli bir dolgu kaynak yaratacak, • Dolgu kaynakların kenarında/kenarlarında alt kesiği artıracak; • Akı yoluyla kaynak metalini aşırı alaşımlandıracaktır
Sabit akımla ve gezinme hızında ark geriliminin azaltılması:
• Bir derin kaynak oluğunda penetrasyonu iyileştiren ve ark üflemesine
direnç gösteren daha ‘direngen’ bir ark yaratacaktır.
Aşırı düşük ark gerilimi:
• bir yüksek, dar boncuk yaratacak; • kaynak dipleri boyunca cürufun uzaklaştırılmasını güçleştirecektir.
3.3 Gezinme hızı
Eğer gezinme hızı artırılırsa:
• Kaynağın birim ağırlığı başına ısı girdisi azalır; • Kaynağın birim uzunluğu için daha az dolgu metal uygulanır ve dolayısıyla
daha az kaynak metal fazlası olur; • Penetrasyon azalır ve böylece kaynak bilası daha küçük hale gelir.
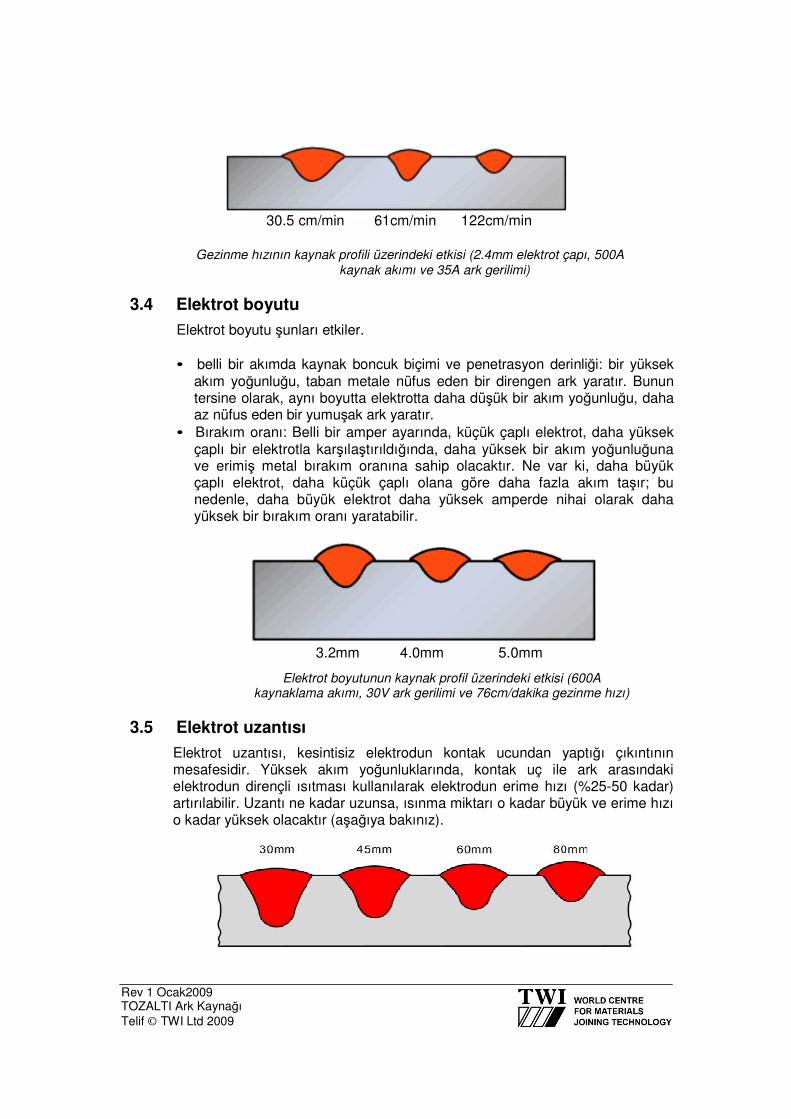
Rev 1 Ocak2009 TOZALTI Ark Kaynağı Telif © TWI Ltd 2009
30.5 cm/min 61cm/min 122cm/min
Gezinme hızının kaynak profili üzerindeki etkisi (2.4mm elektrot çapı, 500A kaynak akımı ve 35A ark gerilimi)
3.4 Elektrot boyutu
Elektrot boyutu şunları etkiler.
• belli bir akımda kaynak boncuk biçimi ve penetrasyon derinliği: bir yüksek akım yoğunluğu, taban metale nüfus eden bir direngen ark yaratır. Bunun tersine olarak, aynı boyutta elektrotta daha düşük bir akım yoğunluğu, daha az nüfus eden bir yumuşak ark yaratır.
• Bırakım oranı: Belli bir amper ayarında, küçük çaplı elektrot, daha yüksek çaplı bir elektrotla karşılaştırıldığında, daha yüksek bir akım yoğunluğuna ve erimiş metal bırakım oranına sahip olacaktır. Ne var ki, daha büyük çaplı elektrot, daha küçük çaplı olana göre daha fazla akım taşır; bu nedenle, daha büyük elektrot daha yüksek amperde nihai olarak daha yüksek bir bırakım oranı yaratabilir.
3.2mm 4.0mm 5.0mm
Elektrot boyutunun kaynak profil üzerindeki etkisi (600A kaynaklama akımı, 30V ark gerilimi ve 76cm/dakika gezinme hızı)
3.5 Elektrot uzantısı
Elektrot uzantısı, kesintisiz elektrodun kontak ucundan yaptığı çıkıntının mesafesidir. Yüksek akım yoğunluklarında, kontak uç ile ark arasındaki elektrodun dirençli ısıtması kullanılarak elektrodun erime hızı (%25-50 kadar) artırılabilir. Uzantı ne kadar uzunsa, ısınma miktarı o kadar büyük ve erime hızı o kadar yüksek olacaktır (aşağıya bakınız).
Rev 1 Ocak2009 TOZALTI Ark Kaynağı Telif © TWI Ltd 2009
3.6 Elektrot tipi
Paslanmaz çelik gibi bir düşük elektrik iletkenliğine sahip bir elektrot, bir normal elektrod uzantısında, daha büyük dirençli ısıtma yaşayabilir. Bu nedenle, aynı boyutta elektrot ve akım için, bir paslanmaz çelik elektrodun erime hızı bir karbon çelik elektrodunkinden daha yüksek olacaktır.
3.7 Akının genişliği ve derinliği
Tanecikli akı tabakasının genişliği ve derinliği, tamamlanmış kaynağın görünümünü ve sağlamlığını ve ayrıca kaynaklama işlemini etkiler. Eğer tanecikli tabaka çok derinse, ark çok kısıtlı olacak ve muhtemelen bir halat benzeri görünüme sahip kaba bir kaynak oluşacak ve ayrıca yüzey üzerinde genellikle gaz düzlükleri olarak adlandırılan lokal düz alanlar da yaratabilecektir. Kaynaklama sırasında yaratılan gazlar kolayca kaçamazlar ve erimiş kaynak metalin yüzeyi düzensiz şekilde deforme olur. Eğer tanecikli tabaka çok sığ ise, ark akının içine tamamen daldırılmayacaktır. Parlama ve sıçrama meydana gelecektir. Kaynak kötü bir görünüme sahip olacak ve gözeneklilik gösterebilecektir.
4 Sarf Malzemelerinin Depolanması ve Bakımı
SAW için temin edilen akılara dikkat edilmesi gerekir; bunlar, ambalajlandıklarında kuru olsalar bile depolama sırasında yüksek neme maruz kalabilirler. Böyle durumlarda, bunların kullanılmadan önce imalatçının tavsiyelerine uygun şekilde kurutulmaları gerekir; aksi taktirde, gözeneklilik veya çatlama meydana gelebilir.
Kesintisiz besleme elektrotları olarak temin edilen ferro tel bobinleri genellikle bakır kaplıdır. Bu bir korozyon direnci verir, iyi elektrik kontakları sağlar ve pürüzsüz beslemeye yardımcı olur. Böyle ürünlerde pastan ve mekanik hasardan sakınılması gerekir; çünkü bunlar elektrodun pürüzsüz beslenmesini kesintiye uğratabilirler. Pas genel olarak kaynak kalitesi için zararlıdır; çünkü bir higroskopik malzemedir (nem içerebilir veya emebilir) ve bu nedenle hidrojenden kaynaklanan çatlamaya yol açabilir.
Yağ, gres, boya ve çekme yağlayıcıları gibi karbon içeren malzemelerle pislenme genellikle demirle metaller için zararlıdır. Kaynak metalde karbon artması özelliklerde bir belirgin ve genellikle arzu edilmeyen değişiklik yaratabilir. Böyle kirleticiler, kaynak havuzunda hidrojenin emilmesiyle de sonuçlanabilir.
Kaynakçılar, sarf malzemelerinin depolanmasına ve taşınmasına ilişkin olarak daima imalatçının tavsiyelerine uygun hareket etmelidir.
Bölüm 15
Isıl Kesme İşlemleri
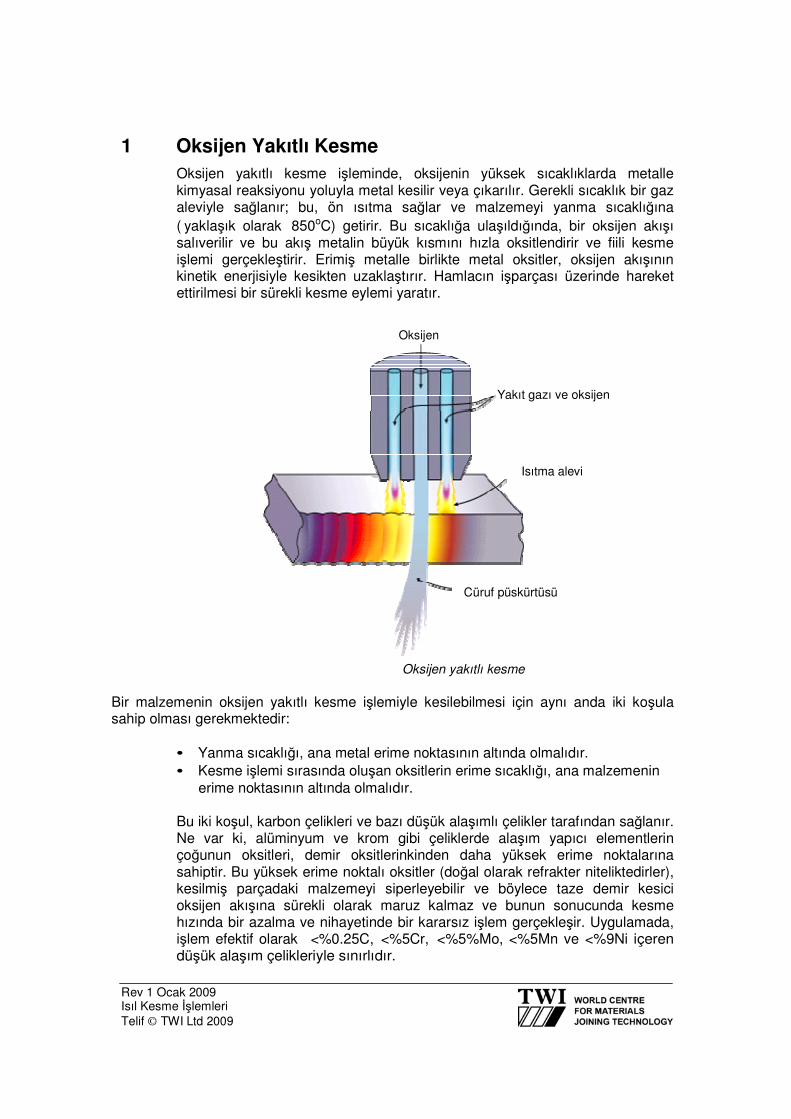
Rev 1 Ocak 2009 Isıl Kesme İşlemleri Telif © TWI Ltd 2009
1 Oksijen Yakıtlı Kesme
Oksijen yakıtlı kesme işleminde, oksijenin yüksek sıcaklıklarda metalle kimyasal reaksiyonu yoluyla metal kesilir veya çıkarılır. Gerekli sıcaklık bir gaz aleviyle sağlanır; bu, ön ısıtma sağlar ve malzemeyi yanma sıcaklığına ( yaklaşık olarak 850oC) getirir. Bu sıcaklığa ulaşıldığında, bir oksijen akışı salıverilir ve bu akış metalin büyük kısmını hızla oksitlendirir ve fiili kesme işlemi gerçekleştirir. Erimiş metalle birlikte metal oksitler, oksijen akışının kinetik enerjisiyle kesikten uzaklaştırır. Hamlacın işparçası üzerinde hareket ettirilmesi bir sürekli kesme eylemi yaratır.
Oksijen
Yakıt gazı ve oksijen
Isıtma alevi
Cüruf püskürtüsü
Oksijen yakıtlı kesme Bir malzemenin oksijen yakıtlı kesme işlemiyle kesilebilmesi için aynı anda iki koşula sahip olması gerekmektedir:
• Yanma sıcaklığı, ana metal erime noktasının altında olmalıdır. • Kesme işlemi sırasında oluşan oksitlerin erime sıcaklığı, ana malzemenin
erime noktasının altında olmalıdır.
Bu iki koşul, karbon çelikleri ve bazı düşük alaşımlı çelikler tarafından sağlanır. Ne var ki, alüminyum ve krom gibi çeliklerde alaşım yapıcı elementlerin çoğunun oksitleri, demir oksitlerinkinden daha yüksek erime noktalarına sahiptir. Bu yüksek erime noktalı oksitler (doğal olarak refrakter niteliktedirler), kesilmiş parçadaki malzemeyi siperleyebilir ve böylece taze demir kesici oksijen akışına sürekli olarak maruz kalmaz ve bunun sonucunda kesme hızında bir azalma ve nihayetinde bir kararsız işlem gerçekleşir. Uygulamada, işlem efektif olarak <%0.25C, <%5Cr, <%5%Mo, <%5Mn ve <%9Ni içeren düşük alaşım çelikleriyle sınırlıdır.
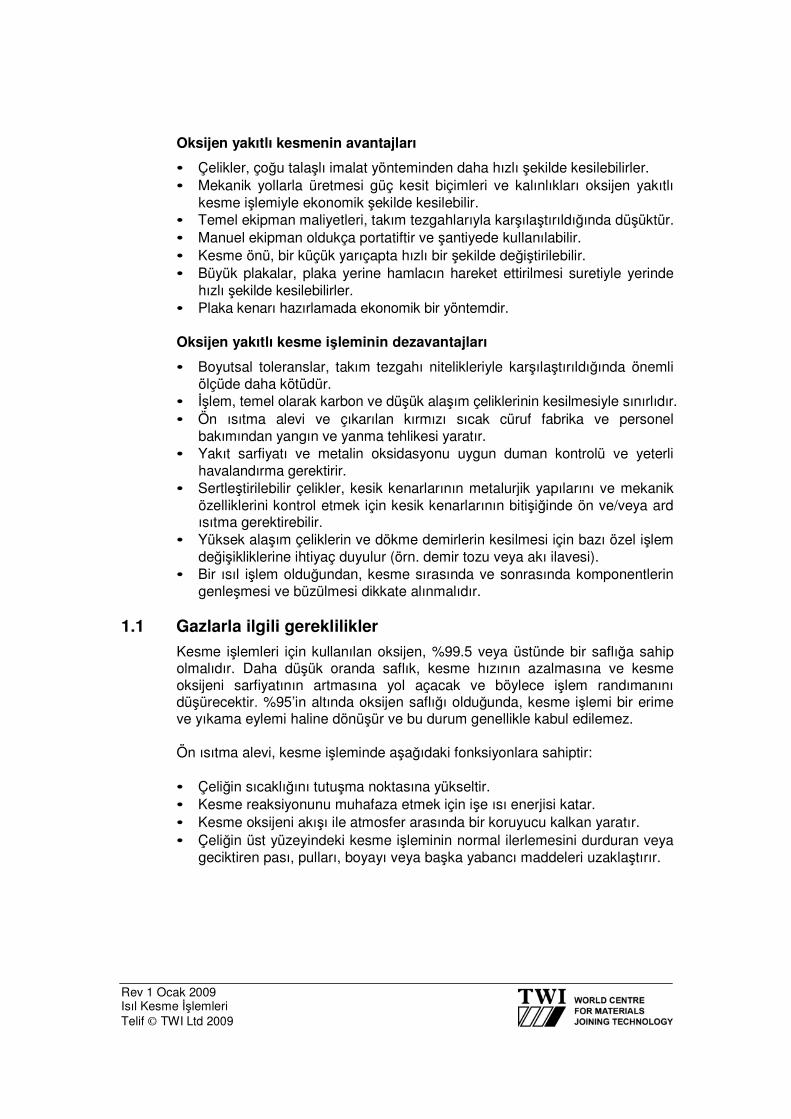
Rev 1 Ocak 2009 Isıl Kesme İşlemleri Telif © TWI Ltd 2009
Oksijen yakıtlı kesmenin avantajları
• Çelikler, çoğu talaşlı imalat yönteminden daha hızlı şekilde kesilebilirler. • Mekanik yollarla üretmesi güç kesit biçimleri ve kalınlıkları oksijen yakıtlı
kesme işlemiyle ekonomik şekilde kesilebilir. • Temel ekipman maliyetleri, takım tezgahlarıyla karşılaştırıldığında düşüktür. • Manuel ekipman oldukça portatiftir ve şantiyede kullanılabilir. • Kesme önü, bir küçük yarıçapta hızlı bir şekilde değiştirilebilir. • Büyük plakalar, plaka yerine hamlacın hareket ettirilmesi suretiyle yerinde
hızlı şekilde kesilebilirler. • Plaka kenarı hazırlamada ekonomik bir yöntemdir.
Oksijen yakıtlı kesme işleminin dezavantajları
• Boyutsal toleranslar, takım tezgahı nitelikleriyle karşılaştırıldığında önemli ölçüde daha kötüdür.
• İşlem, temel olarak karbon ve düşük alaşım çeliklerinin kesilmesiyle sınırlıdır. • Ön ısıtma alevi ve çıkarılan kırmızı sıcak cüruf fabrika ve personel
bakımından yangın ve yanma tehlikesi yaratır. • Yakıt sarfiyatı ve metalin oksidasyonu uygun duman kontrolü ve yeterli
havalandırma gerektirir. • Sertleştirilebilir çelikler, kesik kenarlarının metalurjik yapılarını ve mekanik
özelliklerini kontrol etmek için kesik kenarlarının bitişiğinde ön ve/veya ard ısıtma gerektirebilir.
• Yüksek alaşım çeliklerin ve dökme demirlerin kesilmesi için bazı özel işlem değişikliklerine ihtiyaç duyulur (örn. demir tozu veya akı ilavesi).
• Bir ısıl işlem olduğundan, kesme sırasında ve sonrasında komponentlerin genleşmesi ve büzülmesi dikkate alınmalıdır.
1.1 Gazlarla ilgili gereklilikler
Kesme işlemleri için kullanılan oksijen, %99.5 veya üstünde bir saflığa sahip olmalıdır. Daha düşük oranda saflık, kesme hızının azalmasına ve kesme oksijeni sarfiyatının artmasına yol açacak ve böylece işlem randımanını düşürecektir. %95’in altında oksijen saflığı olduğunda, kesme işlemi bir erime ve yıkama eylemi haline dönüşür ve bu durum genellikle kabul edilemez.
Ön ısıtma alevi, kesme işleminde aşağıdaki fonksiyonlara sahiptir:
• Çeliğin sıcaklığını tutuşma noktasına yükseltir. • Kesme reaksiyonunu muhafaza etmek için işe ısı enerjisi katar. • Kesme oksijeni akışı ile atmosfer arasında bir koruyucu kalkan yaratır. • Çeliğin üst yüzeyindeki kesme işleminin normal ilerlemesini durduran veya
geciktiren pası, pulları, boyayı veya başka yabancı maddeleri uzaklaştırır.
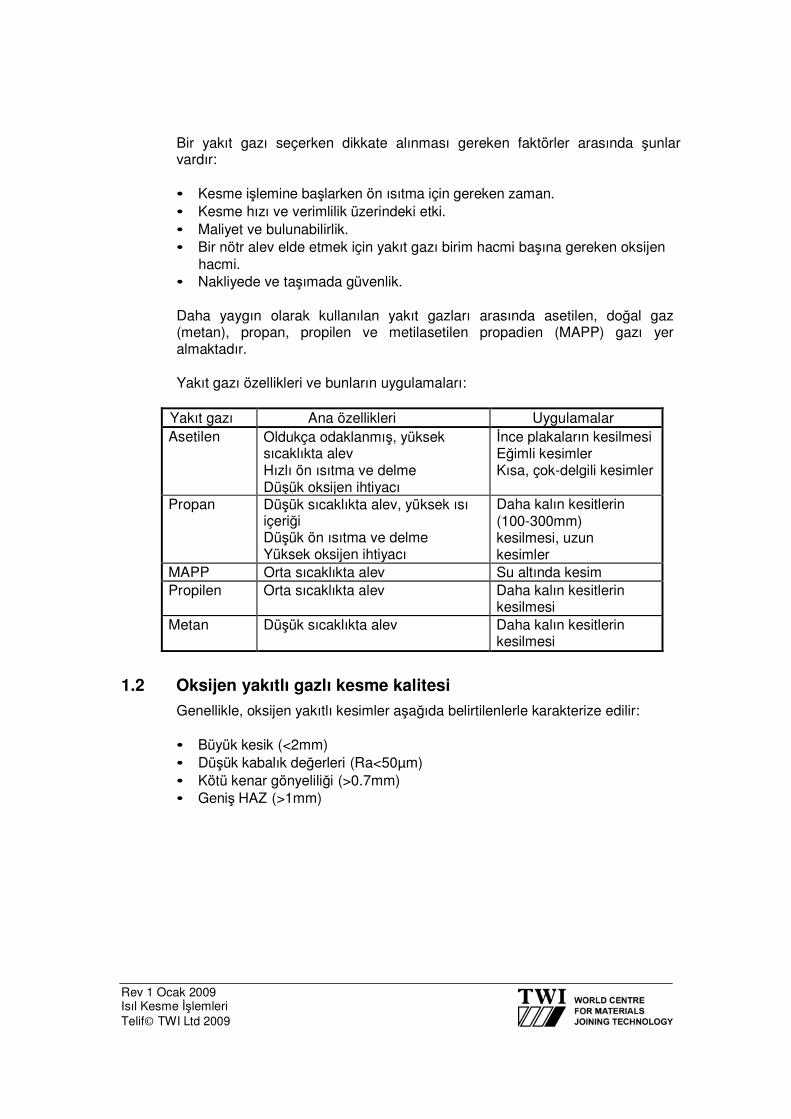
Rev 1 Ocak 2009 Isıl Kesme İşlemleri Telif© TWI Ltd 2009
Bir yakıt gazı seçerken dikkate alınması gereken faktörler arasında şunlar vardır:
• Kesme işlemine başlarken ön ısıtma için gereken zaman. • Kesme hızı ve verimlilik üzerindeki etki. • Maliyet ve bulunabilirlik. • Bir nötr alev elde etmek için yakıt gazı birim hacmi başına gereken oksijen
hacmi. • Nakliyede ve taşımada güvenlik.
Daha yaygın olarak kullanılan yakıt gazları arasında asetilen, doğal gaz (metan), propan, propilen ve metilasetilen propadien (MAPP) gazı yer almaktadır.
Yakıt gazı özellikleri ve bunların uygulamaları:
Yakıt gazı Ana özellikleri Uygulamalar Asetilen Oldukça odaklanmış, yüksek
sıcaklıkta alev Hızlı ön ısıtma ve delme Düşük oksijen ihtiyacı
İnce plakaların kesilmesi Eğimli kesimler Kısa, çok-delgili kesimler
Propan Düşük sıcaklıkta alev, yüksek ısı içeriği Düşük ön ısıtma ve delme Yüksek oksijen ihtiyacı
Daha kalın kesitlerin (100-300mm) kesilmesi, uzun kesimler
MAPP Orta sıcaklıkta alev Su altında kesim
Propilen Orta sıcaklıkta alev Daha kalın kesitlerin kesilmesi
Metan Düşük sıcaklıkta alev Daha kalın kesitlerin kesilmesi
1.2 Oksijen yakıtlı gazlı kesme kalitesi
Genellikle, oksijen yakıtlı kesimler aşağıda belirtilenlerle karakterize edilir:
• Büyük kesik (<2mm) • Düşük kabalık değerleri (Ra<50µm) • Kötü kenar gönyeliliği (>0.7mm) • Geniş HAZ (>1mm)
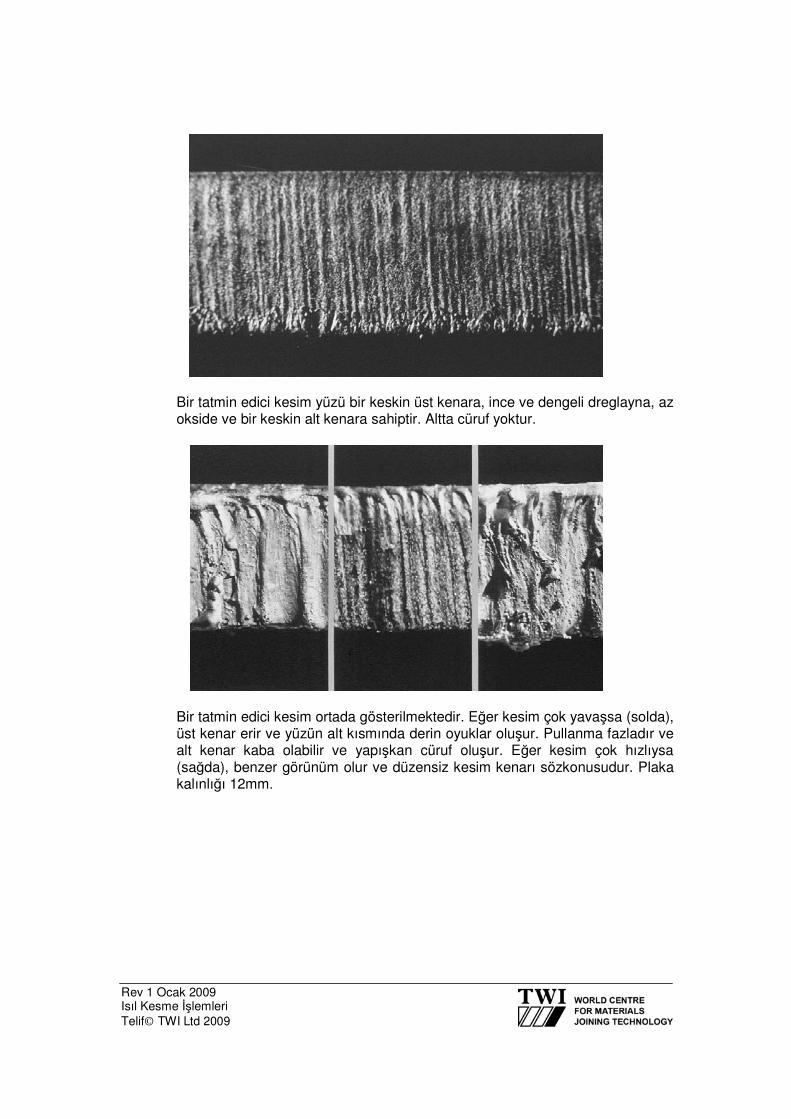
Rev 1 Ocak 2009 Isıl Kesme İşlemleri Telif© TWI Ltd 2009
Bir tatmin edici kesim yüzü bir keskin üst kenara, ince ve dengeli dreglayna, az okside ve bir keskin alt kenara sahiptir. Altta cüruf yoktur.
Bir tatmin edici kesim ortada gösterilmektedir. Eğer kesim çok yavaşsa (solda), üst kenar erir ve yüzün alt kısmında derin oyuklar oluşur. Pullanma fazladır ve alt kenar kaba olabilir ve yapışkan cüruf oluşur. Eğer kesim çok hızlıysa (sağda), benzer görünüm olur ve düzensiz kesim kenarı sözkonusudur. Plaka kalınlığı 12mm.

Rev 1 Ocak 2009 Isıl Kesme İşlemleri Telif© TWI Ltd 2009
Çok hızlı bir gezinme hızında, dreglaynlar kabadır ve yüzeye açı oluşturur; dolayısıyla kesimin dibine yetersiz oksijen ulaştığı oksijen jet izlemesi nedeniyle plakanın alt kenarına yapışan cüruf miktarı fazladır ve yüzeye açılıdır.
Yine tatmin edici kesim ortada gösteriliyor. Eğer ön ısıtma alevi çok düşükse (solda), kesim kenarı üzerindeki en belirgi etkin, kesim yüzeyinin alt kısmındaki derin oluklardır. Eğer ön ısıtma alevi çok yüksekse (sağda), üst kısım erir, kesim düzensizdir ve bir aşırı yapışkan cüruf vardır. Plaka kalınlığı 12mm.
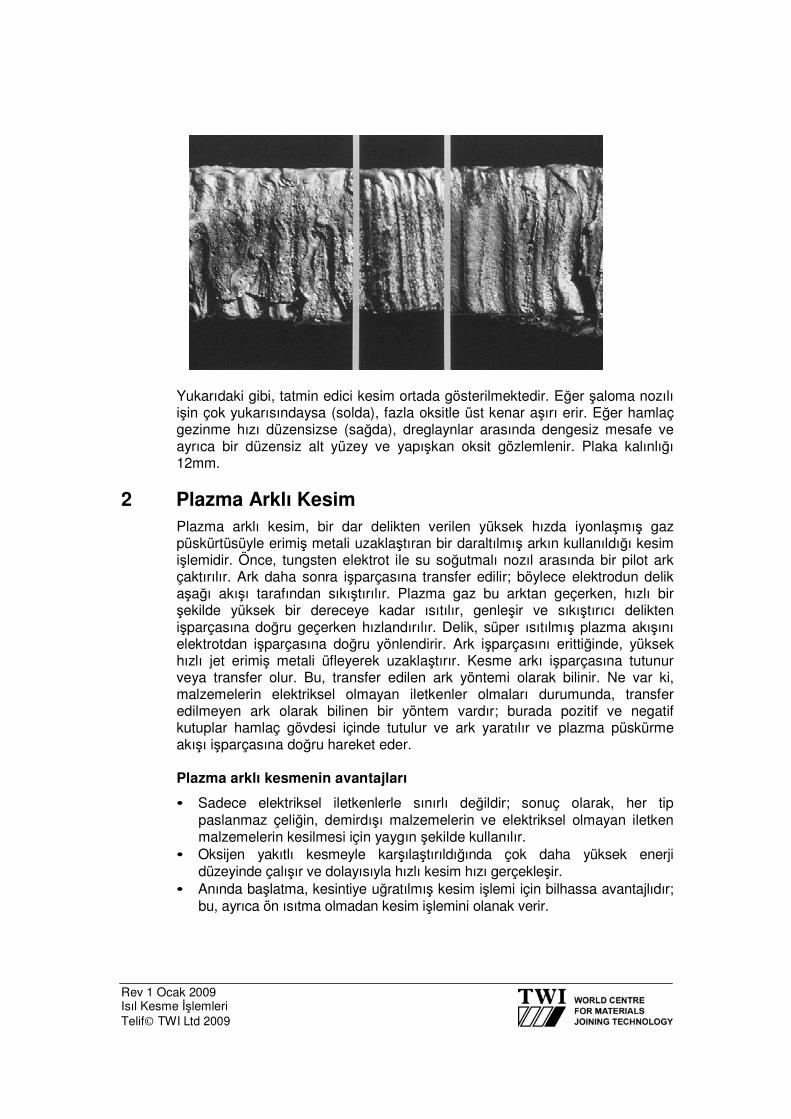
Rev 1 Ocak 2009 Isıl Kesme İşlemleri Telif© TWI Ltd 2009
Yukarıdaki gibi, tatmin edici kesim ortada gösterilmektedir. Eğer şaloma nozılı işin çok yukarısındaysa (solda), fazla oksitle üst kenar aşırı erir. Eğer hamlaç gezinme hızı düzensizse (sağda), dreglaynlar arasında dengesiz mesafe ve ayrıca bir düzensiz alt yüzey ve yapışkan oksit gözlemlenir. Plaka kalınlığı 12mm.
2 Plazma Arklı Kesim
Plazma arklı kesim, bir dar delikten verilen yüksek hızda iyonlaşmış gaz püskürtüsüyle erimiş metali uzaklaştıran bir daraltılmış arkın kullanıldığı kesim işlemidir. Önce, tungsten elektrot ile su soğutmalı nozıl arasında bir pilot ark çaktırılır. Ark daha sonra işparçasına transfer edilir; böylece elektrodun delik aşağı akışı tarafından sıkıştırılır. Plazma gaz bu arktan geçerken, hızlı bir şekilde yüksek bir dereceye kadar ısıtılır, genleşir ve sıkıştırıcı delikten işparçasına doğru geçerken hızlandırılır. Delik, süper ısıtılmış plazma akışını elektrotdan işparçasına doğru yönlendirir. Ark işparçasını erittiğinde, yüksek hızlı jet erimiş metali üfleyerek uzaklaştırır. Kesme arkı işparçasına tutunur veya transfer olur. Bu, transfer edilen ark yöntemi olarak bilinir. Ne var ki, malzemelerin elektriksel olmayan iletkenler olmaları durumunda, transfer edilmeyen ark olarak bilinen bir yöntem vardır; burada pozitif ve negatif kutuplar hamlaç gövdesi içinde tutulur ve ark yaratılır ve plazma püskürme akışı işparçasına doğru hareket eder.
Plazma arklı kesmenin avantajları
• Sadece elektriksel iletkenlerle sınırlı değildir; sonuç olarak, her tip paslanmaz çeliğin, demirdışı malzemelerin ve elektriksel olmayan iletken malzemelerin kesilmesi için yaygın şekilde kullanılır.
• Oksijen yakıtlı kesmeyle karşılaştırıldığında çok daha yüksek enerji düzeyinde çalışır ve dolayısıyla hızlı kesim hızı gerçekleşir.
• Anında başlatma, kesintiye uğratılmış kesim işlemi için bilhassa avantajlıdır; bu, ayrıca ön ısıtma olmadan kesim işlemini olanak verir.
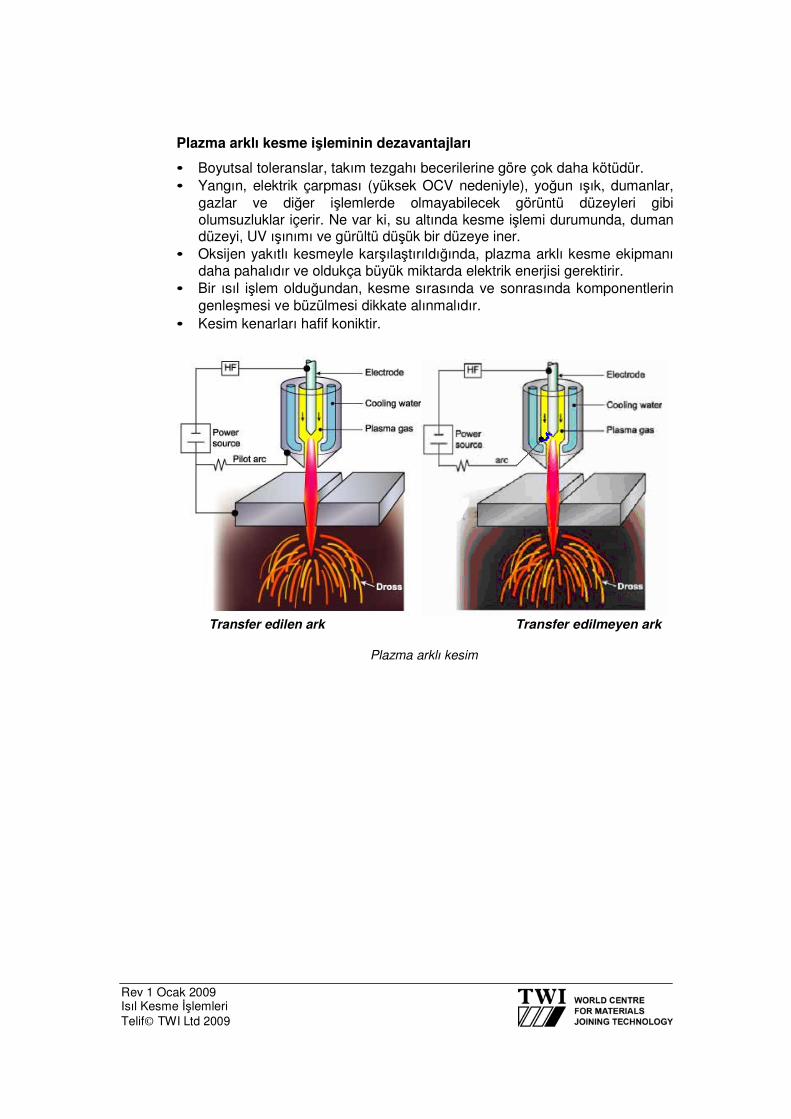
Rev 1 Ocak 2009 Isıl Kesme İşlemleri Telif© TWI Ltd 2009
Plazma arklı kesme işleminin dezavantajları
• Boyutsal toleranslar, takım tezgahı becerilerine göre çok daha kötüdür. • Yangın, elektrik çarpması (yüksek OCV nedeniyle), yoğun ışık, dumanlar,
gazlar ve diğer işlemlerde olmayabilecek görüntü düzeyleri gibi olumsuzluklar içerir. Ne var ki, su altında kesme işlemi durumunda, duman düzeyi, UV ışınımı ve gürültü düşük bir düzeye iner.
• Oksijen yakıtlı kesmeyle karşılaştırıldığında, plazma arklı kesme ekipmanı daha pahalıdır ve oldukça büyük miktarda elektrik enerjisi gerektirir.
• Bir ısıl işlem olduğundan, kesme sırasında ve sonrasında komponentlerin genleşmesi ve büzülmesi dikkate alınmalıdır.
• Kesim kenarları hafif koniktir.
Transfer edilen ark Transfer edilmeyen ark
Plazma arklı kesim
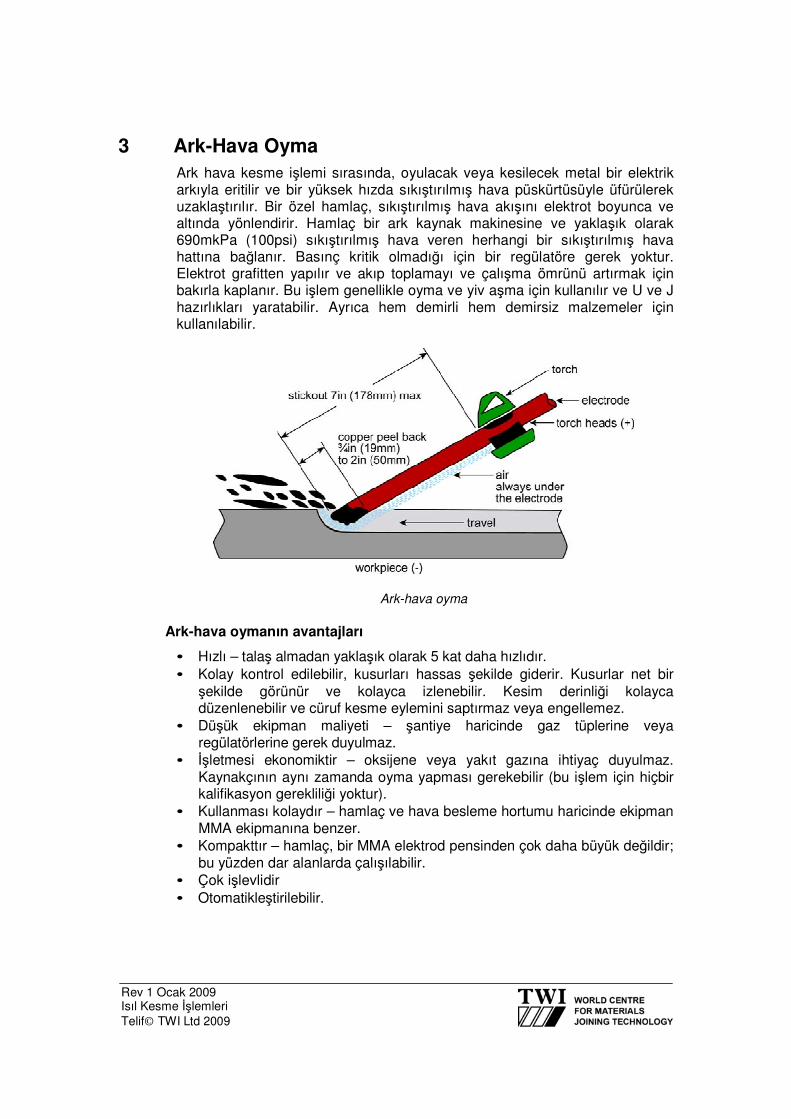
Rev 1 Ocak 2009 Isıl Kesme İşlemleri Telif© TWI Ltd 2009
3 Ark-Hava Oyma
Ark hava kesme işlemi sırasında, oyulacak veya kesilecek metal bir elektrik arkıyla eritilir ve bir yüksek hızda sıkıştırılmış hava püskürtüsüyle üfürülerek uzaklaştırılır. Bir özel hamlaç, sıkıştırılmış hava akışını elektrot boyunca ve altında yönlendirir. Hamlaç bir ark kaynak makinesine ve yaklaşık olarak 690mkPa (100psi) sıkıştırılmış hava veren herhangi bir sıkıştırılmış hava hattına bağlanır. Basınç kritik olmadığı için bir regülatöre gerek yoktur. Elektrot grafitten yapılır ve akıp toplamayı ve çalışma ömrünü artırmak için bakırla kaplanır. Bu işlem genellikle oyma ve yiv aşma için kullanılır ve U ve J hazırlıkları yaratabilir. Ayrıca hem demirli hem demirsiz malzemeler için kullanılabilir.
Ark-hava oyma
Ark-hava oymanın avantajları
• Hızlı – talaş almadan yaklaşık olarak 5 kat daha hızlıdır. • Kolay kontrol edilebilir, kusurları hassas şekilde giderir. Kusurlar net bir
şekilde görünür ve kolayca izlenebilir. Kesim derinliği kolayca düzenlenebilir ve cüruf kesme eylemini saptırmaz veya engellemez.
• Düşük ekipman maliyeti – şantiye haricinde gaz tüplerine veya regülatörlerine gerek duyulmaz.
• İşletmesi ekonomiktir – oksijene veya yakıt gazına ihtiyaç duyulmaz. Kaynakçının aynı zamanda oyma yapması gerekebilir (bu işlem için hiçbir kalifikasyon gerekliliği yoktur).
• Kullanması kolaydır – hamlaç ve hava besleme hortumu haricinde ekipman MMA ekipmanına benzer.
• Kompakttır – hamlaç, bir MMA elektrod pensinden çok daha büyük değildir; bu yüzden dar alanlarda çalışılabilir.
• Çok işlevlidir • Otomatikleştirilebilir.
Rev 1 Ocak 2009 Isıl Kesme İşlemleri Telif© TWI Ltd 2009
Ark-hava oymanın dezavantajları
• Diğer kesme işlemleri genellikle daha iyi ve daha çabuk kesme sağlarlar. • Büyük miktarda sıkıştırılmış hava gerektirir. • Karbon içeriğini artırır ve böylece dökme demir ve sertleştirilebilir metaller
durumunda sertliği artırır. Paslanmaz çeliklerde, karbür çökeltisine ve hassaslaşmasına yol açabilir. Bu nedenle, genellikle ark-hava oymanın ardından karbonla birleşme tabakasının taşlanması yapılır.
• Yangın (kıvılcımların ve erimiş metalin tahliyesi nedeniyle), dumanlar gürültü ve yoğun ışık gibi tehlikeler yaratır.
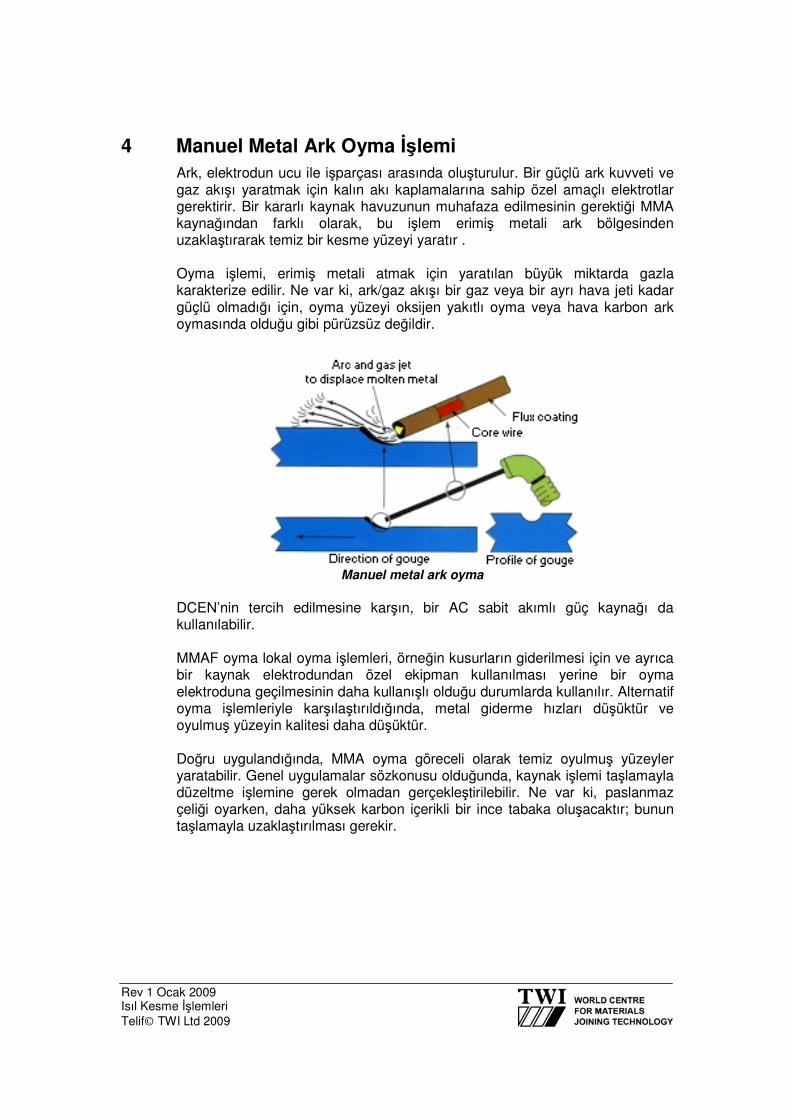
Rev 1 Ocak 2009 Isıl Kesme İşlemleri Telif© TWI Ltd 2009
4 Manuel Metal Ark Oyma İşlemi
Ark, elektrodun ucu ile işparçası arasında oluşturulur. Bir güçlü ark kuvveti ve gaz akışı yaratmak için kalın akı kaplamalarına sahip özel amaçlı elektrotlar gerektirir. Bir kararlı kaynak havuzunun muhafaza edilmesinin gerektiği MMA kaynağından farklı olarak, bu işlem erimiş metali ark bölgesinden uzaklaştırarak temiz bir kesme yüzeyi yaratır .
Oyma işlemi, erimiş metali atmak için yaratılan büyük miktarda gazla karakterize edilir. Ne var ki, ark/gaz akışı bir gaz veya bir ayrı hava jeti kadar güçlü olmadığı için, oyma yüzeyi oksijen yakıtlı oyma veya hava karbon ark oymasında olduğu gibi pürüzsüz değildir.
Manuel metal ark oyma
DCEN’nin tercih edilmesine karşın, bir AC sabit akımlı güç kaynağı da kullanılabilir.
MMAF oyma lokal oyma işlemleri, örneğin kusurların giderilmesi için ve ayrıca bir kaynak elektrodundan özel ekipman kullanılması yerine bir oyma elektroduna geçilmesinin daha kullanışlı olduğu durumlarda kullanılır. Alternatif oyma işlemleriyle karşılaştırıldığında, metal giderme hızları düşüktür ve oyulmuş yüzeyin kalitesi daha düşüktür.
Doğru uygulandığında, MMA oyma göreceli olarak temiz oyulmuş yüzeyler yaratabilir. Genel uygulamalar sözkonusu olduğunda, kaynak işlemi taşlamayla düzeltme işlemine gerek olmadan gerçekleştirilebilir. Ne var ki, paslanmaz çeliği oyarken, daha yüksek karbon içerikli bir ince tabaka oluşacaktır; bunun taşlamayla uzaklaştırılması gerekir.
Bölüm 16
Kaynak Sarf Malzemeleri
Rev 1 Ocak 2009 Kaynak Sarf Malzemeleri Telif © TWI Ltd 2009
E
Kaynak sarf malzemeleri, bir kaynağı üretimi sırasında kullanılan her şey şeklinde tanımlanmaktadır.
Bu liste, bir kaynağın üretiminde kullanılan her şeyi içerebilir; ne var ki, biz kaynak sarf malzemelerini belli bir kaynaklama işleminde kullanılan kalemler olarak veriyoruz.
Elektrotlar Teller Akılar Gazlar
SAW
ERGİMİŞ akı
Şantiyeye ulaşan kaynak sarf malzemeleri kontrol edilirken, bunların aşağıda belirtildiği şekilde kontrol edilmeleri önemlidir:
• Boyut. • Tip veya özellik. • Koşul. • Depolama.
Bütün sarf malzemeleri için uygun depolama koşullarının kaynak kontrolörünün görevlerinin kritik bir parçasıdır.
Rev 1 Ocak 2009 Kaynak Sarf Malzemeleri Telif © TWI Ltd 2009
1 MMA Kaynağının Sarf Malzemeleri
MMA için kaynak sarf malzemeleri, genellikle 350 ile 450mm arası uzunlukta ve 2.5-6mm çapta bir özlü telden oluşur. Diğer uzunluklar ve çaplar mevcuttur. Tel, bir ekstrüde akı kaplamasıyla kaplanır. Özlü tel genellikle düşük kalite rimming çeliktir; çünkü kaynak bir döküm olarak değerlendirilebilir ve bu nedenle kaynak akı kaplamasının içine temizleme veya rafine etme maddelerinin ilave edilmesiyle rafine edilebilir. Akı kaplaması, kaynaklama sırasında çok çeşitli işlevlere sahip olacak birçok element ve bileşik içerir. Oksijen giderici madde olarak genellikle silikon (ferro-silikat şeklinde) eklenir; bu, oksit silika oluşturarak oksijeni kaynak metalden uzaklaştırır. %1.6’ya kadar manganez ilaveleri çeliğin dayanımını ve tokluğunu artıracaktır. Birçok fonksiyona sahip başka metal veya metal olmayan bileşikler eklenir; bu işlevlerden bazıları şunlardır:
• Ark ateşlemesine yardımcı olur. • Ark stabilizasyonunu iyileştirir. • Ark kolonunu korumak için bir koruyucu gaz üretir. • Katılaşan kaynak metali rafine eder ve temizler. • Katılaşan kaynak metali koruyan bir cüruf oluşturur. • Alaşım yapıcı elementler katar. • Kaynak metalin hidrojen içeriğini kontrol eder. • Elektrodun ucunda, arkı yönlendiren bir koni oluşturur.
MMA/SMAW için elektrodlar, akı kaplamasındaki ana elemanlara dayalı olarak gruplandırılır; bu, dolayısıyla, kaynak özellikleri ve kullanım kolaylığı üzerinde önemli bir etkiye sahiptir. Genel gruplar şöyledir:
Grup Eleman Koruyucu gaz Kullanımı AWS A 5.1
Rutil Titanya Genellikle CO2 Genel amaçlı
E 6013
Bazik Kalsiyum bileşikleri
Genellikle CO2 Yüksek kalite E 7018
Selülozik Selüloz Hidrojen + CO2 Boru kök pasoları
E 6010
Bazı bazik elektrotlarda, ark ateşlemesini kolaylaştıran bir karbon bileşikli uç bulunabilir.
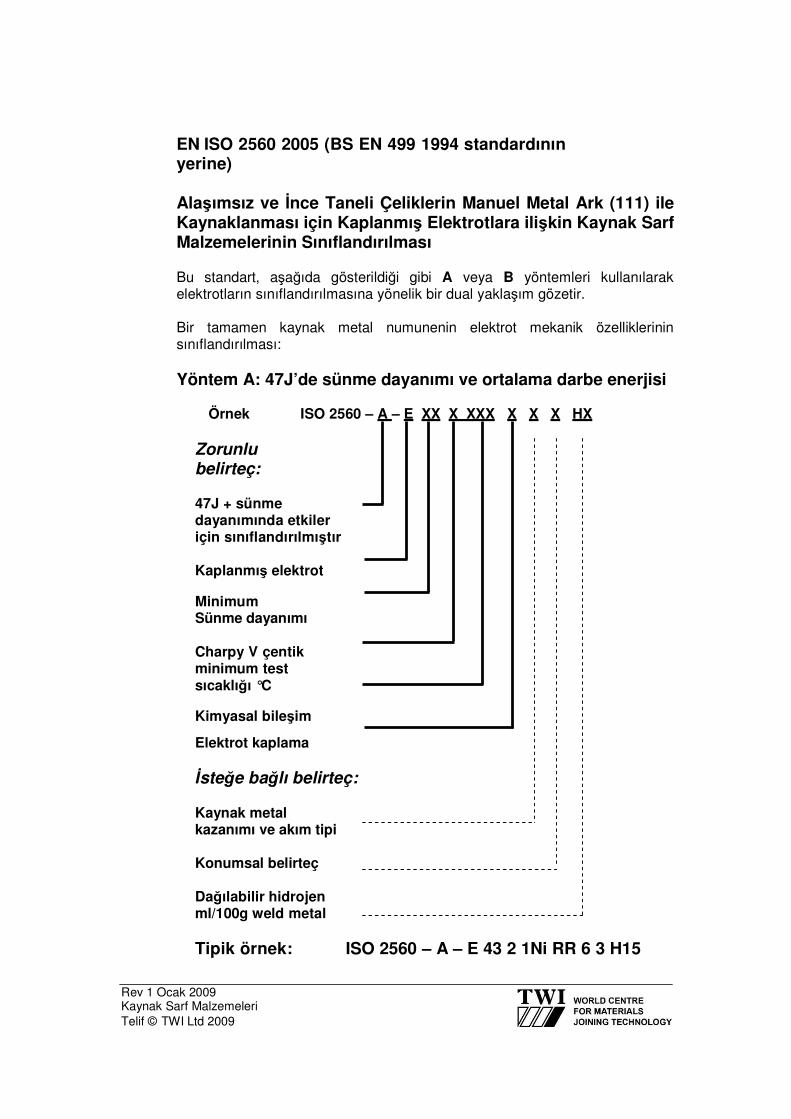
Rev 1 Ocak 2009 Kaynak Sarf Malzemeleri Telif © TWI Ltd 2009
EN ISO 2560 2005 (BS EN 499 1994 standardının yerine)
Alaşımsız ve İnce Taneli Çeliklerin Manuel Metal Ark (111) ile Kaynaklanması için Kaplanmış Elektrotlara ilişkin Kaynak Sarf Malzemelerinin Sınıflandırılması
Bu standart, aşağıda gösterildiği gibi A veya B yöntemleri kullanılarak elektrotların sınıflandırılmasına yönelik bir dual yaklaşım gözetir.
Bir tamamen kaynak metal numunenin elektrot mekanik özelliklerinin sınıflandırılması:
Yöntem A: 47J’de sünme dayanımı ve ortalama darbe enerjisi
Örnek ISO 2560 – A – E XX X XXX X X X HX
Zorunlu belirteç:
47J + sünme dayanımında etkiler için sınıflandırılmıştır
Kaplanmış elektrot
Minimum Sünme dayanımı
Charpy V çentik minimum test sıcaklığı °C
Kimyasal bileşim
Elektrot kaplama
İsteğe bağlı belirteç:
Kaynak metal kazanımı ve akım tipi
Konumsal belirteç
Dağılabilir hidrojen ml/100g weld metal
Tipik örnek: ISO 2560 – A – E 43 2 1Ni RR 6 3 H15
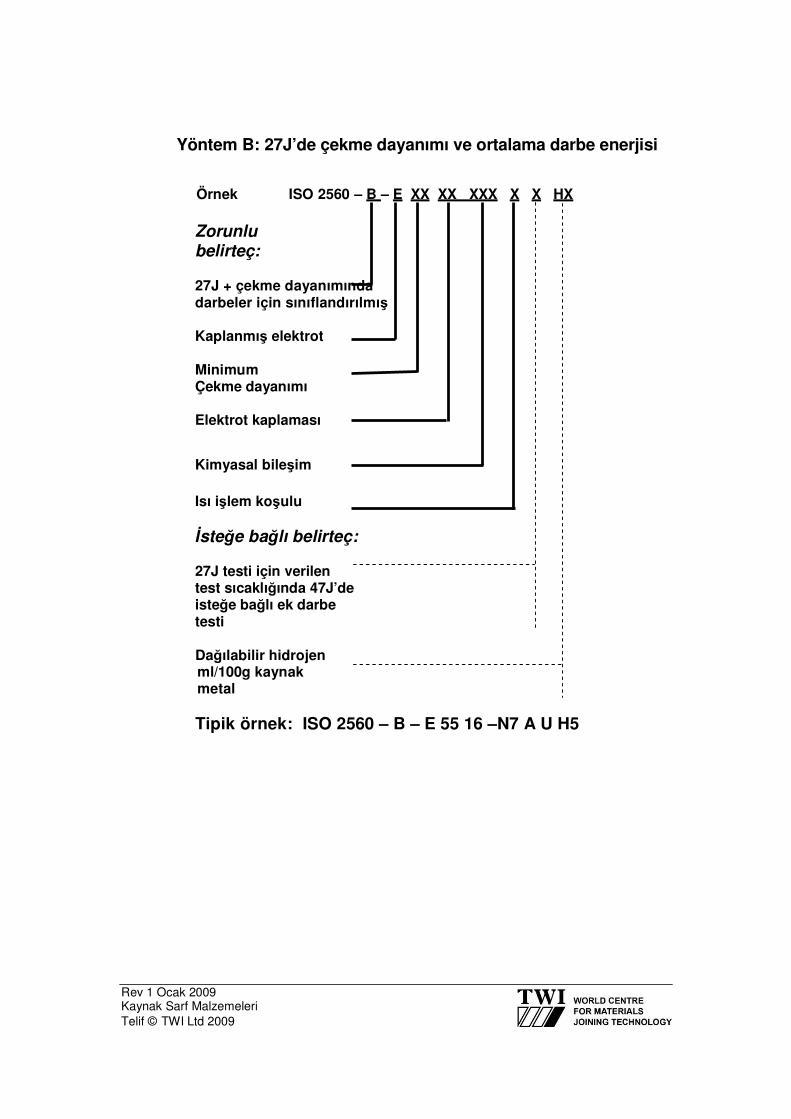
Rev 1 Ocak 2009 Kaynak Sarf Malzemeleri Telif © TWI Ltd 2009
Yöntem B: 27J’de çekme dayanımı ve ortalama darbe enerjisi
Örnek ISO 2560 – B – E XX XX XXX X X HX
Zorunlu belirteç:
27J + çekme dayanımında darbeler için sınıflandırılmış
Kaplanmış elektrot
Minimum Çekme dayanımı
Elektrot kaplaması
Kimyasal bileşim
Isı işlem koşulu
İsteğe bağlı belirteç:
27J testi için verilen test sıcaklığında 47J’de isteğe bağlı ek darbe testi
Dağılabilir hidrojen ml/100g kaynak metal
Tipik örnek: ISO 2560 – B – E 55 16 –N7 A U H5
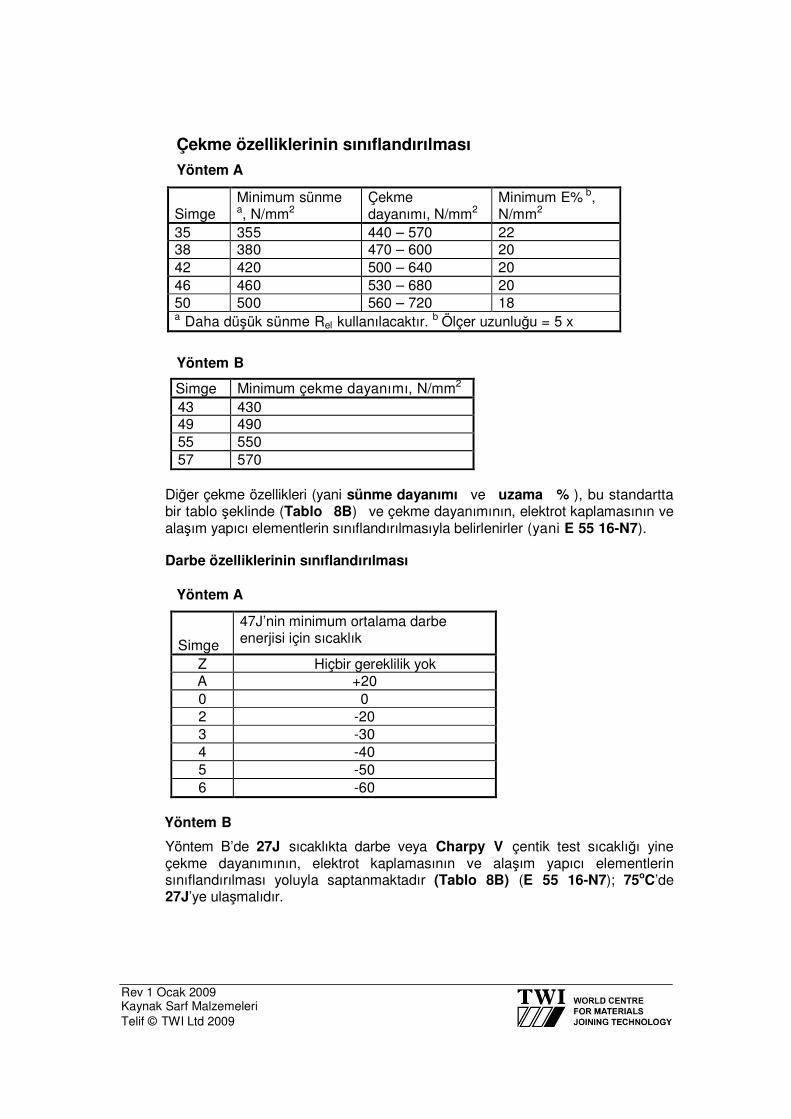
Rev 1 Ocak 2009 Kaynak Sarf Malzemeleri Telif © TWI Ltd 2009
Çekme özelliklerinin sınıflandırılması
Yöntem A
Simge
Minimum sünme a, N/mm2
Çekme dayanımı, N/mm2
Minimum E% b, N/mm2
35 355 440 – 570 22
38 380 470 – 600 20
42 420 500 – 640 20
46 460 530 – 680 20
50 500 560 – 720 18 a Daha düşük sünme Rel kullanılacaktır. b Ölçer uzunluğu = 5 x ∅
Yöntem B
Simge Minimum çekme dayanımı, N/mm2
43 430
49 490
55 550
57 570
Diğer çekme özellikleri (yani sünme dayanımı ve uzama % ), bu standartta bir tablo şeklinde (Tablo 8B) ve çekme dayanımının, elektrot kaplamasının ve alaşım yapıcı elementlerin sınıflandırılmasıyla belirlenirler (yani E 55 16-N7).
Darbe özelliklerinin sınıflandırılması
Yöntem A
Simge
47J’nin minimum ortalama darbe enerjisi için sıcaklık
Z Hiçbir gereklilik yok
A +20
0 0
2 -20
3 -30
4 -40
5 -50
6 -60
Yöntem B
Yöntem B’de 27J sıcaklıkta darbe veya Charpy V çentik test sıcaklığı yine çekme dayanımının, elektrot kaplamasının ve alaşım yapıcı elementlerin sınıflandırılması yoluyla saptanmaktadır (Tablo 8B) (E 55 16-N7); 75oC’de 27J’ye ulaşmalıdır.
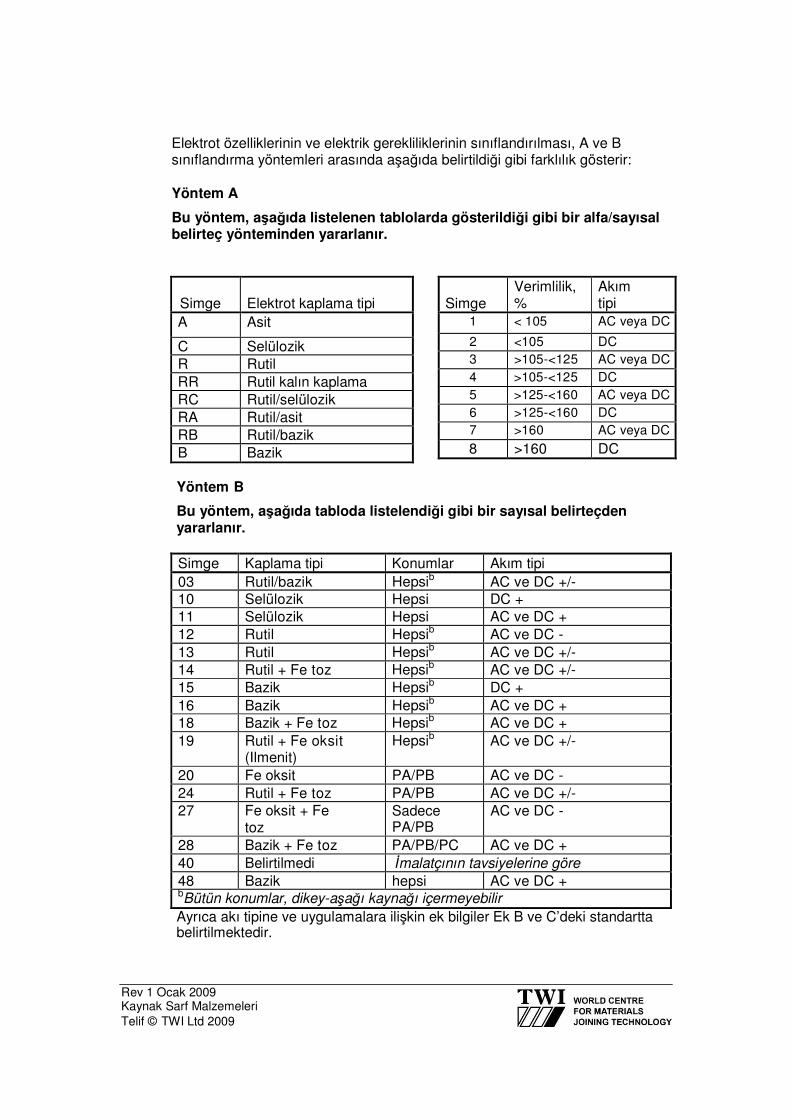
Rev 1 Ocak 2009 Kaynak Sarf Malzemeleri Telif © TWI Ltd 2009
Simge
Verimlilik, %
Akım tipi
1 < 105 AC veya DC
2 <105 DC
3 >105-<125 AC veya DC
4 >105-<125 DC
5 >125-<160 AC veya DC
6 >125-<160 DC
7 >160 AC veya DC
8 >160 DC
Elektrot özelliklerinin ve elektrik gerekliliklerinin sınıflandırılması, A ve B sınıflandırma yöntemleri arasında aşağıda belirtildiği gibi farklılık gösterir:
Yöntem A
Bu yöntem, aşağıda listelenen tablolarda gösterildiği gibi bir alfa/sayısal belirteç yönteminden yararlanır.
Yöntem B
Bu yöntem, aşağıda tabloda listelendiği gibi bir sayısal belirteçden yararlanır.
Simge Kaplama tipi Konumlar Akım tipi 03 Rutil/bazik Hepsib AC ve DC +/- 10 Selülozik Hepsi DC +
11 Selülozik Hepsi AC ve DC +
12 Rutil Hepsib AC ve DC - 13 Rutil Hepsib AC ve DC +/- 14 Rutil + Fe toz Hepsib AC ve DC +/- 15 Bazik Hepsib DC +
16 Bazik Hepsib AC ve DC +
18 Bazik + Fe toz Hepsib AC ve DC +
19 Rutil + Fe oksit (Ilmenit)
Hepsib AC ve DC +/-
20 Fe oksit PA/PB AC ve DC - 24 Rutil + Fe toz PA/PB AC ve DC +/- 27 Fe oksit + Fe
toz
Sadece PA/PB
AC ve DC -
28 Bazik + Fe toz PA/PB/PC AC ve DC +
40 Belirtilmedi İmalatçının tavsiyelerine göre
48 Bazik hepsi AC ve DC + bBütün konumlar, dikey-aşağı kaynağı içermeyebilir Ayrıca akı tipine ve uygulamalara ilişkin ek bilgiler Ek B ve C’deki standartta belirtilmektedir.
Simge
Elektrot kaplama tipi A Asit
C Selülozik
R Rutil RR Rutil kalın kaplama
RC Rutil/selülozik
RA Rutil/asit RB Rutil/bazik
B Bazik
Rev 1 Ocak 2009 Kaynak Sarf Malzemeleri Telif © TWI Ltd 2009
Hidrojen ölçüleri
Dağılabilir hidrojen iki yöntemde de aynı şekilde gösterilir; burada, hidrojen miktarının pişirilmesinden sonra ml/100g kaynak metal olarak verilir Örn. H 5 = 5ml/100g kaynak metali.
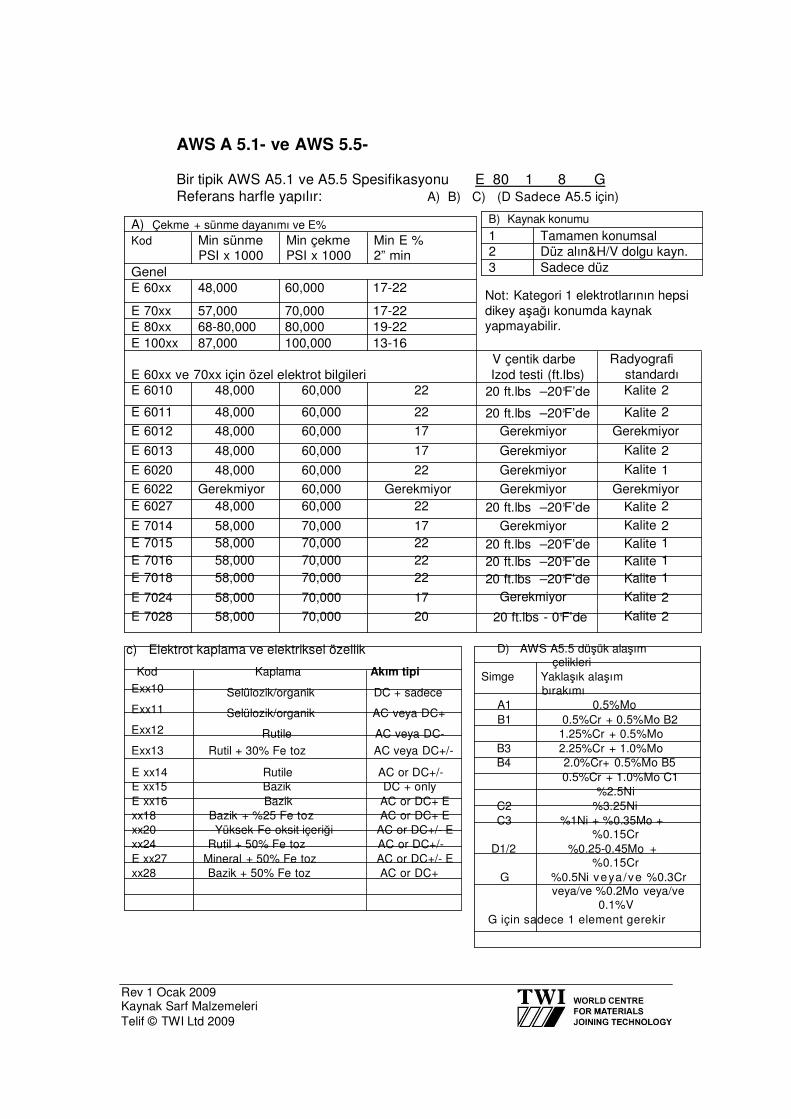
Rev 1 Ocak 2009 Kaynak Sarf Malzemeleri Telif © TWI Ltd 2009
AWS A 5.1- ve AWS 5.5-
Bir tipik AWS A5.1 ve A5.5 Spesifikasyonu E 80 1 8 G Referans harfle yapılır: A) B) C) (D Sadece A5.5 için)
A) Çekme + sünme dayanımı ve E%
B) Kaynak konumu
Kod Min sünme PSI x 1000
Genel
Min çekme PSI x 1000
Min E % 2” min
1 Tamamen konumsal 2 Düz alın&H/V dolgu kayn. 3 Sadece düz
E 60xx 48,000 60,000 17-22
E 70xx 57,000 70,000 17-22 E 80xx 68-80,000 80,000 19-22 E 100xx 87,000 100,000 13-16
Not: Kategori 1 elektrotlarının hepsi dikey aşağı konumda kaynak yapmayabilir.
E 60xx ve 70xx için özel elektrot bilgileri
V çentik darbe Izod testi (ft.lbs)
Radyografi standardı
E 6010 48,000 60,000 22 20 ft.lbs –20°F’de Kalite 2
E 6011 48,000 60,000 22 20 ft.lbs –20°F’de Kalite 2 E 6012 48,000 60,000 17 Gerekmiyor Gerekmiyor
E 6013 48,000 60,000 17 Gerekmiyor Kalite 2
E 6020 48,000 60,000 22 Gerekmiyor Kalite 1
E 6022 Gerekmiyor 60,000 Gerekmiyor Gerekmiyor Gerekmiyor E 6027 48,000 60,000 22 20 ft.lbs –20°F’de Kalite 2
E 7014 58,000 70,000 17 Gerekmiyor Kalite 2 E 7015 58,000 70,000 22 20 ft.lbs –20°F’de Kalite 1 E 7016 58,000 70,000 22 20 ft.lbs –20°F’de Kalite 1 E 7018 58,000 70,000 22 20 ft.lbs –20°F’de Kalite 1
E 7024 58,000 70,000 17 Gerekmiyor Kalite 2
E 7028 58,000 70,000 20 20 ft.lbs - 0°F’de Kalite 2
c) Elektrot kaplama ve elektriksel özellik
Kod Kaplama Akım tipi
Exx10 Selülozik/organik DC + sadece
Exx11 Selülozik/organik AC veya DC+
Exx12 Rutile AC veya DC-
Exx13 Rutil + 30% Fe toz AC veya DC+/-
E xx14 Rutile AC or DC+/- E xx15 Bazik DC + only E xx16 Bazik AC or DC+ E xx18 Bazik + %25 Fe toz AC or DC+ E xx20 Yüksek Fe oksit içeriği AC or DC+/- E xx24 Rutil + 50% Fe toz AC or DC+/- E xx27 Mineral + 50% Fe toz AC or DC+/- E xx28 Bazik + 50% Fe toz AC or DC+
D) AWS A5.5 düşük alaşım çelikleri
Simge Yaklaşık alaşım bırakımı
A1 0.5%Mo B1 0.5%Cr + 0.5%Mo B2 1.25%Cr + 0.5%Mo B3 2.25%Cr + 1.0%Mo B4 2.0%Cr+ 0.5%Mo B5 0.5%Cr + 1.0%Mo C1 %2.5Ni C2 %3.25Ni C3 %1Ni + %0.35Mo +
%0.15Cr D1/2 %0.25-0.45Mo +
%0.15Cr G %0.5Ni veya /ve %0.3Cr
veya/ve %0.2Mo veya/ve 0.1%V
G için sadece 1 element gerekir
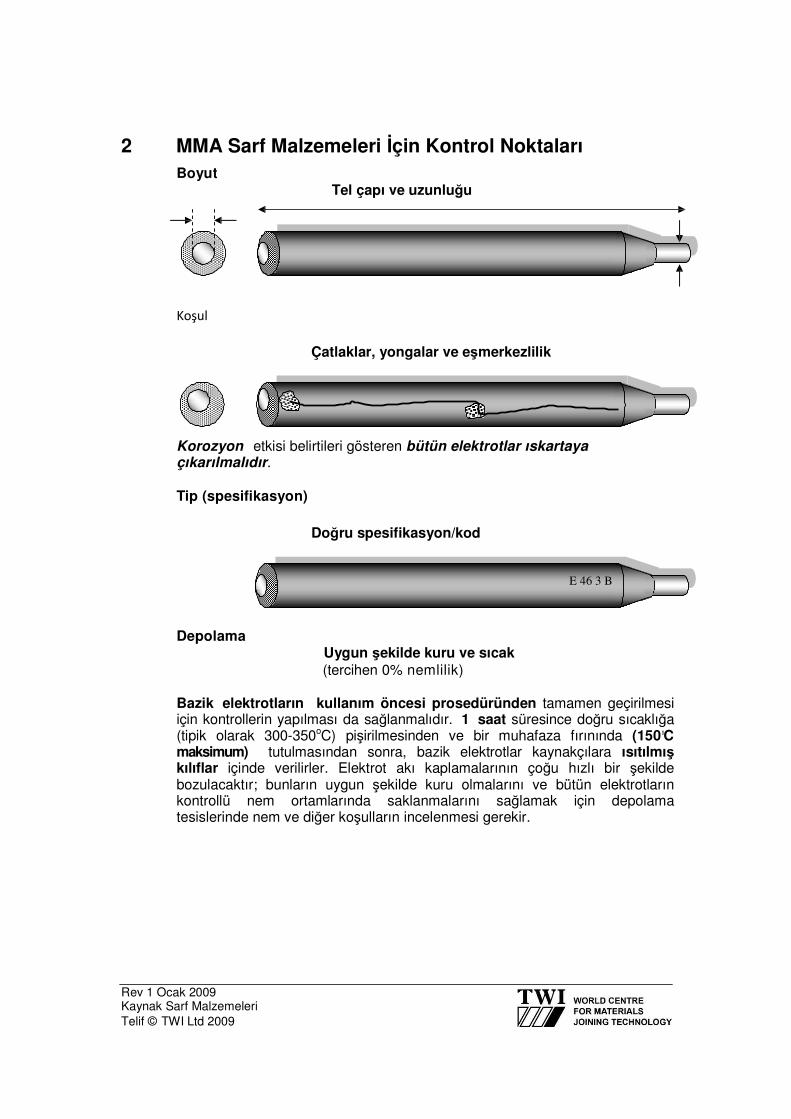
Rev 1 Ocak 2009 Kaynak Sarf Malzemeleri Telif © TWI Ltd 2009
2 MMA Sarf Malzemeleri İçin Kontrol Noktaları
Boyut Tel çapı ve uzunluğu
Koşul
Çatlaklar, yongalar ve eşmerkezlilik
Korozyon etkisi belirtileri gösteren bütün elektrotlar ıskartaya çıkarılmalıdır.
Tip (spesifikasyon)
Doğru spesifikasyon/kod
E 46 3 B
Depolama Uygun şekilde kuru ve sıcak (tercihen 0% nemlilik)
Bazik elektrotların kullanım öncesi prosedüründen tamamen geçirilmesi için kontrollerin yapılması da sağlanmalıdır. 1 saat süresince doğru sıcaklığa (tipik olarak 300-350oC) pişirilmesinden ve bir muhafaza fırınında (150°C maksimum) tutulmasından sonra, bazik elektrotlar kaynakçılara ısıtılmış kılıflar içinde verilirler. Elektrot akı kaplamalarının çoğu hızlı bir şekilde bozulacaktır; bunların uygun şekilde kuru olmalarını ve bütün elektrotların kontrollü nem ortamlarında saklanmalarını sağlamak için depolama tesislerinde nem ve diğer koşulların incelenmesi gerekir.
Rev 1 Ocak 2009 Kaynak Sarf Malzemeleri Telif © TWI Ltd 2009
Vakum ambalajlı elektrotlar, eğer vakum muhafaza edilmişse doğrudan doğruya ambalajdan alınarak kullanılabilir. Hidrojen kontrolüne ilişkin talimatlar daima ambalaj üzerinde yazılıdır ve bunlara kesinlikle uyulması gerekir: her elektrodun maliyeti, herhangi bir tamirat maliyetiyle karşılaştırıldığında önemsizdir; bu yüzden günlük vardiyadan sonra ısıtılmış kılıf içinde bırakılan bazik elektrotlar potansiyel olarak yeniden pişirilebilir, fakat H2 kaynaklı sorunlar riskinden kaçınmak için normal olarak ıskartaya çıkarılacaktır.
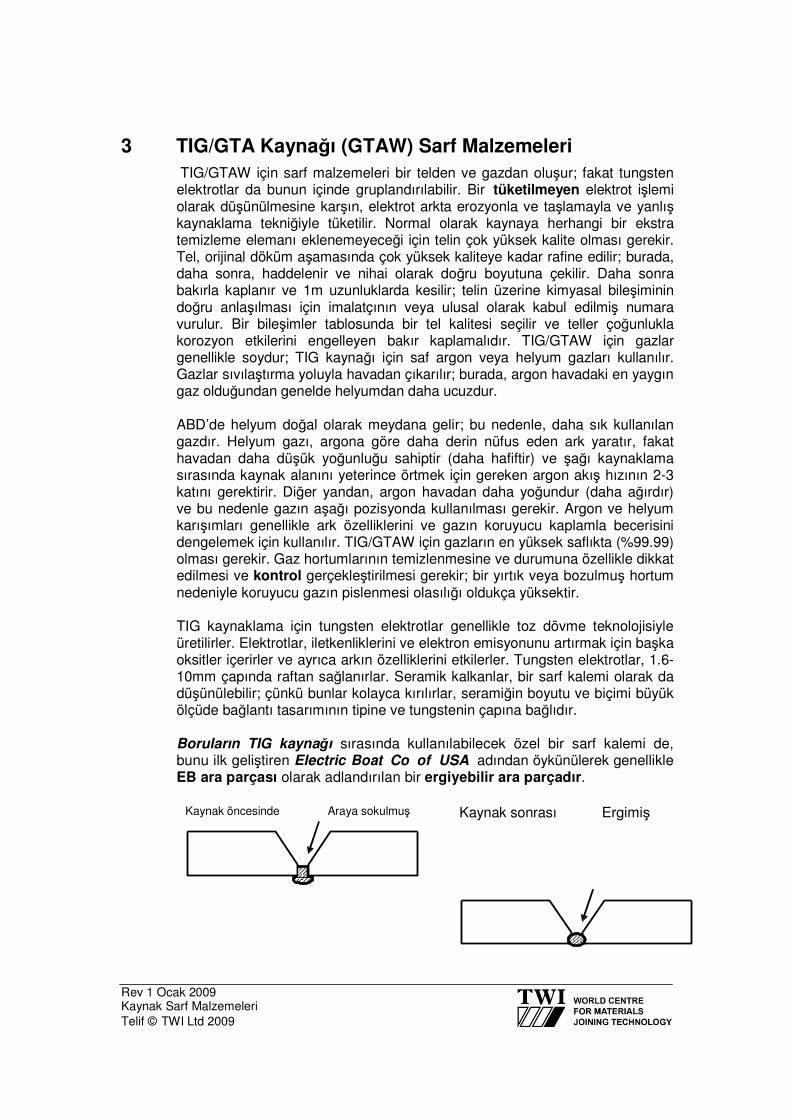
Rev 1 Ocak 2009 Kaynak Sarf Malzemeleri Telif © TWI Ltd 2009
3 TIG/GTA Kaynağı (GTAW) Sarf Malzemeleri
TIG/GTAW için sarf malzemeleri bir telden ve gazdan oluşur; fakat tungsten elektrotlar da bunun içinde gruplandırılabilir. Bir tüketilmeyen elektrot işlemi olarak düşünülmesine karşın, elektrot arkta erozyonla ve taşlamayla ve yanlış kaynaklama tekniğiyle tüketilir. Normal olarak kaynaya herhangi bir ekstra temizleme elemanı eklenemeyeceği için telin çok yüksek kalite olması gerekir. Tel, orijinal döküm aşamasında çok yüksek kaliteye kadar rafine edilir; burada, daha sonra, haddelenir ve nihai olarak doğru boyutuna çekilir. Daha sonra bakırla kaplanır ve 1m uzunluklarda kesilir; telin üzerine kimyasal bileşiminin doğru anlaşılması için imalatçının veya ulusal olarak kabul edilmiş numara vurulur. Bir bileşimler tablosunda bir tel kalitesi seçilir ve teller çoğunlukla korozyon etkilerini engelleyen bakır kaplamalıdır. TIG/GTAW için gazlar genellikle soydur; TIG kaynağı için saf argon veya helyum gazları kullanılır. Gazlar sıvılaştırma yoluyla havadan çıkarılır; burada, argon havadaki en yaygın gaz olduğundan genelde helyumdan daha ucuzdur.
ABD’de helyum doğal olarak meydana gelir; bu nedenle, daha sık kullanılan gazdır. Helyum gazı, argona göre daha derin nüfus eden ark yaratır, fakat havadan daha düşük yoğunluğu sahiptir (daha hafiftir) ve şağı kaynaklama sırasında kaynak alanını yeterince örtmek için gereken argon akış hızının 2-3 katını gerektirir. Diğer yandan, argon havadan daha yoğundur (daha ağırdır) ve bu nedenle gazın aşağı pozisyonda kullanılması gerekir. Argon ve helyum karışımları genellikle ark özelliklerini ve gazın koruyucu kaplamla becerisini dengelemek için kullanılır. TIG/GTAW için gazların en yüksek saflıkta (%99.99) olması gerekir. Gaz hortumlarının temizlenmesine ve durumuna özellikle dikkat edilmesi ve kontrol gerçekleştirilmesi gerekir; bir yırtık veya bozulmuş hortum nedeniyle koruyucu gazın pislenmesi olasılığı oldukça yüksektir.
TIG kaynaklama için tungsten elektrotlar genellikle toz dövme teknolojisiyle üretilirler. Elektrotlar, iletkenliklerini ve elektron emisyonunu artırmak için başka oksitler içerirler ve ayrıca arkın özelliklerini etkilerler. Tungsten elektrotlar, 1.6-10mm çapında raftan sağlanırlar. Seramik kalkanlar, bir sarf kalemi olarak da düşünülebilir; çünkü bunlar kolayca kırılırlar, seramiğin boyutu ve biçimi büyük ölçüde bağlantı tasarımının tipine ve tungstenin çapına bağlıdır.
Boruların TIG kaynağı sırasında kullanılabilecek özel bir sarf kalemi de, bunu ilk geliştiren Electric Boat Co of USA adından öykünülerek genellikle EB ara parçası olarak adlandırılan bir ergiyebilir ara parçadır.
Kaynak öncesinde Araya sokulmuş Kaynak sonrası Ergimiş
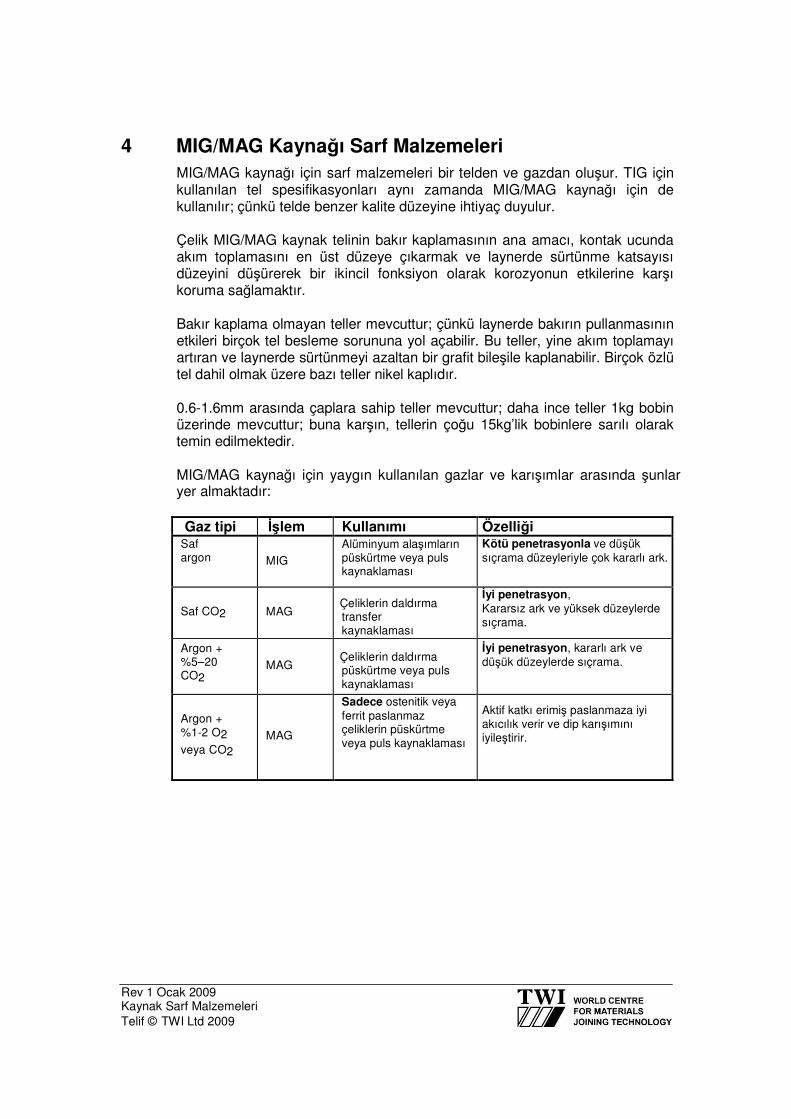
Rev 1 Ocak 2009 Kaynak Sarf Malzemeleri Telif © TWI Ltd 2009
4 MIG/MAG Kaynağı Sarf Malzemeleri
MIG/MAG kaynağı için sarf malzemeleri bir telden ve gazdan oluşur. TIG için kullanılan tel spesifikasyonları aynı zamanda MIG/MAG kaynağı için de kullanılır; çünkü telde benzer kalite düzeyine ihtiyaç duyulur.
Çelik MIG/MAG kaynak telinin bakır kaplamasının ana amacı, kontak ucunda akım toplamasını en üst düzeye çıkarmak ve laynerde sürtünme katsayısı düzeyini düşürerek bir ikincil fonksiyon olarak korozyonun etkilerine karşı koruma sağlamaktır.
Bakır kaplama olmayan teller mevcuttur; çünkü laynerde bakırın pullanmasının etkileri birçok tel besleme sorununa yol açabilir. Bu teller, yine akım toplamayı artıran ve laynerde sürtünmeyi azaltan bir grafit bileşile kaplanabilir. Birçok özlü tel dahil olmak üzere bazı teller nikel kaplıdır.
0.6-1.6mm arasında çaplara sahip teller mevcuttur; daha ince teller 1kg bobin üzerinde mevcuttur; buna karşın, tellerin çoğu 15kg’lik bobinlere sarılı olarak temin edilmektedir.
MIG/MAG kaynağı için yaygın kullanılan gazlar ve karışımlar arasında şunlar yer almaktadır:
Gaz tipi İşlem Kullanımı Özelliği
Saf argon
MIG
Alüminyum alaşımların püskürtme veya puls kaynaklaması
Kötü penetrasyonla ve düşük sıçrama düzeyleriyle çok kararlı ark.
Saf CO2
MAG
Çeliklerin daldırma transfer kaynaklaması
İyi penetrasyon, Kararsız ark ve yüksek düzeylerde sıçrama.
Argon + %5–20 CO2
MAG
Çeliklerin daldırma püskürtme veya puls kaynaklaması
İyi penetrasyon, kararlı ark ve düşük düzeylerde sıçrama.
Argon + %1-2 O2
veya CO2
MAG
Sadece ostenitik veya ferrit paslanmaz çeliklerin püskürtme veya puls kaynaklaması
Aktif katkı erimiş paslanmaza iyi akıcılık verir ve dip karışımını iyileştirir.
Rev 1 Ocak 2009 Kaynak Sarf Malzemeleri Telif © TWI Ltd 2009
5 SAW Kaynağı İçin Sarf Malzemeleri
SAW için sarf malzemeleri bir elektrot telinden ve akıdan oluşur. Elektrot telleri normalde yüksek kalitelidir ve C-Mn çeliklerinin kaynaklanması için genellikle deoksidasyonun karbon ve manganez içerik düzeyini artırmalarına göre derecelendirilirler.
Diğer alaşım çeliklerinin kaynaklanmasına yönelik elektrot telleri genellikle, MIG ve TIG elektrot telleriyle benzer şekilde bir tabloda kimyasal bileşime göre derecelendirilirler. SAW için akılar, bunların imalatına ve bileşimine göre derecelendirilir. Kaynaşmış ve yığışmış olarak adlandırılmak üzere iki normal imalat yöntemi vardır.
Kaynaşmış akılar
Kaynamış akılar birbirleriyle karıştırılır ve çok yüksek bir sıcaklıkta (>1,000ºC); burada, bütün komponentler birbiriyle kaynaştırılır. Soğutulduğunda, ortaya çıkan kütle bir renkli cam tabakaya benzer ve daha sonra pulvarize edilerek küçük parçacıklara dönüştürülür. Bu parçacıklar sert, reflektif, düzensiz biçimlidirler ve elle ezilemezler. Ferro-manganez gibi belli alaşım yapan bileşiklerin akı içine katılması mümkün değildir; çünkü bunlar imalat işleminin yüksek derecelerinde tahrip olurlar. Kaynaşmış akılar, asidik tipte olma eğilimi gösterirler ve kötü yüzey koşulları konusunda oldukça toleranslıdırlar; fakat çekme dayanımı ve tokluk mekanik özellikleri bakımından karşılaştırıldığında düşük kalitede kaynak metal yaratırlar. Bunları kullanması kolaydır ve kolayca ayrılabilir cürufla iyi bir kaynak konturu verirler.
Rev 1 Ocak 2009 Kaynak Sarf Malzemeleri Telif © TWI Ltd 2009
Yığışmış akılar
Yığışmış akılar, çok daha düşük bir sıcaklık derecesinde pişirilen bir bileşikler karışımıdır ve temel olarak bağlama maddeleriyle küçük parçacıklar şeklinde birlikte bağlanırlar. Bu akı tiplerini tanıması kolaydır; bunlar mattırlar, genel olarak ufalanabilen (kolayca ezilebilen) yuvarlak tanecikler şeklindedirler ve ayrıca renkli de olabilirler. Kaynaşmış akılardan farklı olarak imalat sırasında birçok madde ve bileşik eklenebilir. Yığışmış akılar bazik tipte olma eğilimi gösterirler ve dayanım ile tokluk bakımından iyi kalitede kaynak metali verirler; fakat bu kullanılabilirlik açısından zayıflama görülür, çünkü bu akılar kötü yüzey koşullarına çok daha az toleranslıdırlar ve genellikle ayrılması ve uzaklaştırılması çok daha güç bir cüruf verirler.
Tel/akı kombinasyonu ve kaynaklama sırası.
Görüleceği üzere kaynak metal özellikler, özel bir akıyla, özel bir tel kullanılarak özel bir kaynak işlemi kullanılmasıyla elde edilir ve bu nedenle SAW sarf maddelerinin derecelendirilmesi bir tel/akı kombinasyonunun ve kaynaklama işleminin bir fonksiyonu olarak belirtilir.
• Çekme dayanımı. • Uzama, %. • Tokluk, Jul. • Tokluk test sıcaklığı.
SAW için bütün sarf malzemeleri (teller ve akılar) kuru ve nemsiz bir ortamda depolanmalıdır. Herhangi bir nem kapmasını en aza indirmek için akı imalatçısının taşıma/depolama talimatlarına/koşullarını çok sıkı bir şekilde uygun hareket edilmesi gerekir. Akıların yeniden kullanılması, tamamen geçerli standartta belirtilen maddelere bağlıdır.
Hiçbir durumda farklı tiplerde akıların birbiriyle karıştırılmamalıdır.
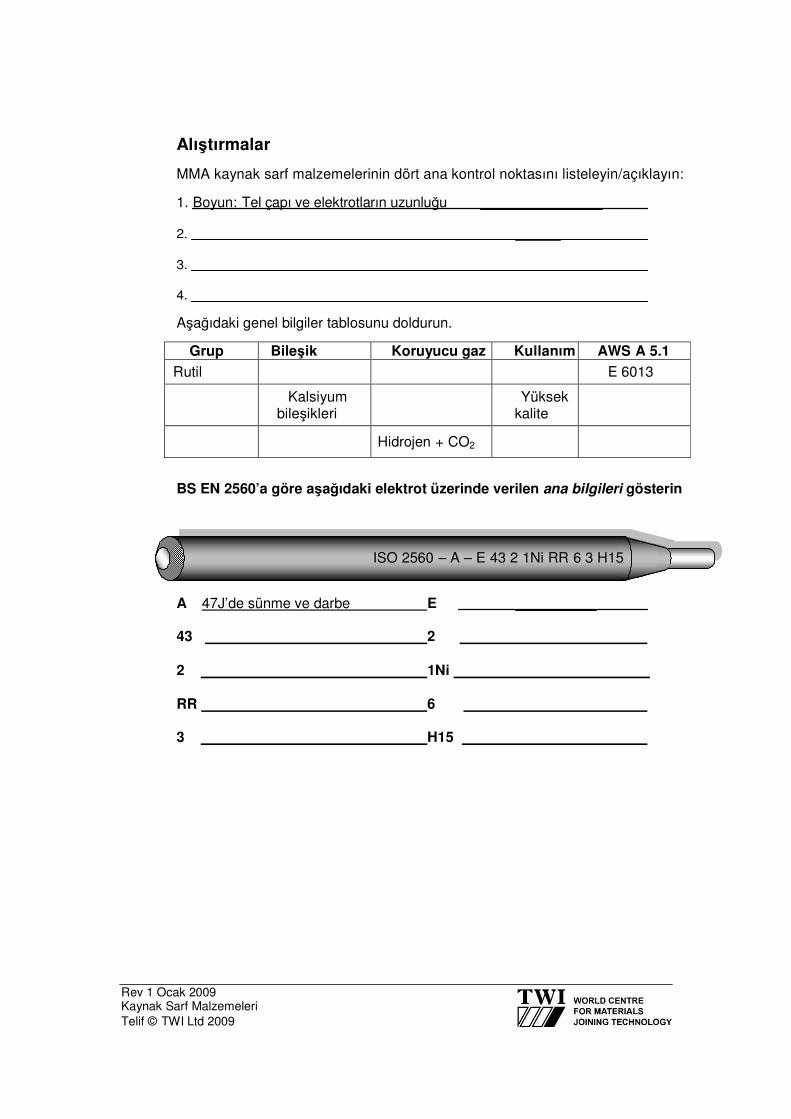
Rev 1 Ocak 2009 Kaynak Sarf Malzemeleri Telif © TWI Ltd 2009
Alıştırmalar
MMA kaynak sarf malzemelerinin dört ana kontrol noktasını listeleyin/açıklayın:
1. Boyun: Tel çapı ve elektrotların uzunluğu
2.
3.
4.
Aşağıdaki genel bilgiler tablosunu doldurun.
Grup Bileşik Koruyucu gaz Kullanım AWS A 5.1
Rutil E 6013
Kalsiyum bileşikleri
Yüksek kalite
Hidrojen + CO2
BS EN 2560’a göre aşağıdaki elektrot üzerinde verilen ana bilgileri gösterin
ISO 2560 – A – E 43 2 1Ni RR 6 3 H15
A 47J’de sünme ve darbe E
43 2
2 1Ni
RR 6
3 H15
Rev 1 Ocak 2009 Kaynak Sarf Malzemeleri Telif © TWI Ltd 2009
Bir kaynaşmış/yığışmış SAW akısının olumlu bilinen noktasını belirtin?
Kaynaşmış: Yığışmış:
1. 1.
C
Aşağıdaki bilgi tablosunu MIG/MAG kaynak gazları için doldurun
Argon + 5-20% CO2
Çeliklerin daldırma püskürtme veya
puls kaynaklaması
MAG
Erimiş paslanmaza akışkanlık vererek
kaynak dip karışımını iyileştirir
Bölüm 17
Çeliklerin Kaynaklanabilirliği
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
1 Giriş
Kaynaklanabilirlik terimi basit olarak kaynaklanabilme yeteneği anlamına gelir; birçok uygulama için kaynaklanabilen çok çeşitli tiplerde çelik geliştirilmiştir.
Ne var ki, çeliklerin iyi veya kötü kaynaklanabilir olarak değerlendirilmesini belirleyen şey uygun özelliklere sahip ve kusurlar içermeyen bir kaynak yapmanın kolay veya zor olmasıdır. Eğer belli tipte bir kusurdan kaçınmak için özel önlemler alınması gerekiyorsa sözkonusu çeliğin kötü kaynaklanabilirliğe sahip olduğu söylenir. Kötü kaynaklanabilirliğin bir başka nedeni de, bağlantı için gereken özellikleri sağlamak çok dar parametreler dahilinde kaynaklama yapma ihtiyacıdır.
2 Kaynaklanabilirliği Etkileyen Faktörler
Bir çeliğin iyi veya kötü kaynaklanabilirliğe sahip olup olmadığını belirlemenin bir takım birbiriyle ilintili faktörü vardır. Bunlar:
• Fiili kimyasal bileşim. • Kaynak bağlantı konfigürasyonu. • Kullanılacak kaynaklama işlemi. • Kaynaklı parçadan istenen özellikler.
Kötü kaynaklanabilirliğe sahip çelikler sözkonusu olduğunda, bilhassa aşağıda belirtilenlerin sağlanması gerekir:
• WPS’ler çatlamaya yol açmayan kaynak koşulları yaratacaklar, fakat
öngörülen özellikleri sağlayacaklardır. • Kaynakçılar, öngörülen kaynak koşullarına sıkı sıkıya bağlı kalarak çalışmalıdırlar. • Kaynak kontrolörleri kaynakçıları düzenli olarak izleyerek WPS’lere
kesinlikle uygun şekilde çalışmalarını sağlarlar.
Çelik kaynaklı parçalardaki kusurların özelliklerinin, nedenlerinin ve bunlardan kaçınma yollarının iyi anlaşılması, kaynak kontrolörlerinin kötü kaynaklanabilirliğe sahip çelikler kullanıldığında en etkili kaynak parametreleri üzerinde yoğunlaşmalarını sağlayacaktır.
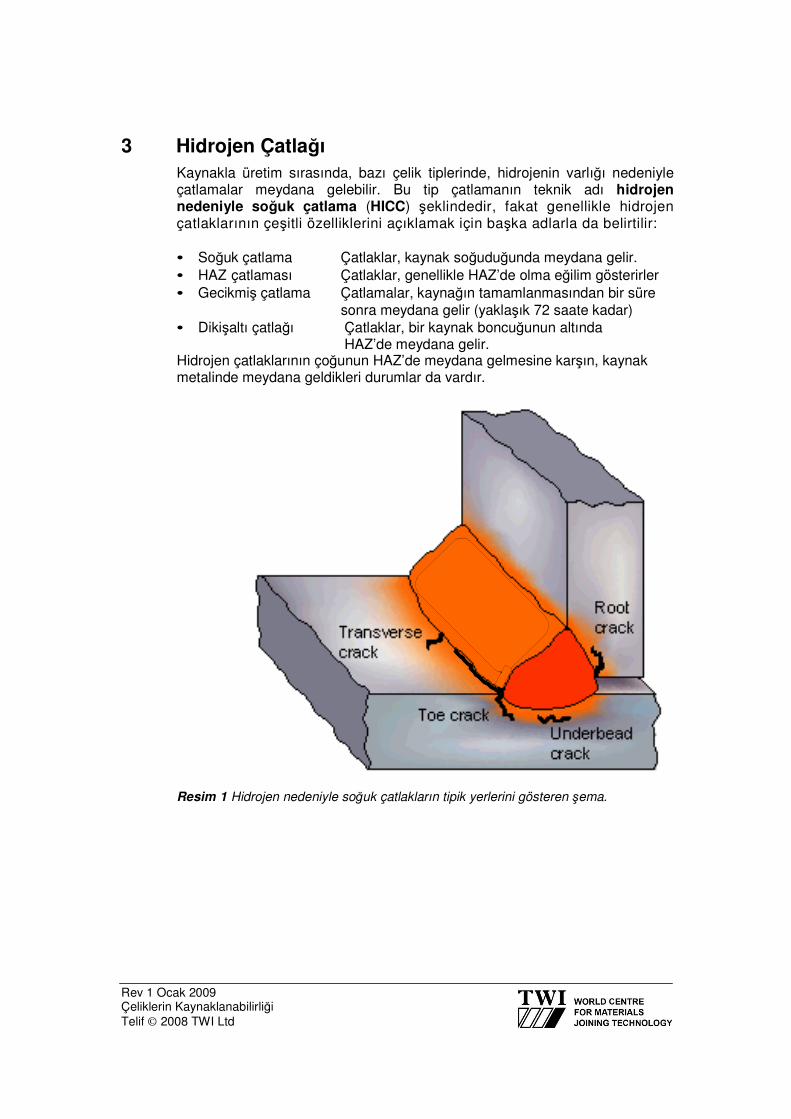
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
3 Hidrojen Çatlağı
Kaynakla üretim sırasında, bazı çelik tiplerinde, hidrojenin varlığı nedeniyle çatlamalar meydana gelebilir. Bu tip çatlamanın teknik adı hidrojen nedeniyle soğuk çatlama (HICC) şeklindedir, fakat genellikle hidrojen çatlaklarının çeşitli özelliklerini açıklamak için başka adlarla da belirtilir:
• Soğuk çatlama Çatlaklar, kaynak soğuduğunda meydana gelir. • HAZ çatlaması Çatlaklar, genellikle HAZ’de olma eğilim gösterirler • Gecikmiş çatlama Çatlamalar, kaynağın tamamlanmasından bir süre
sonra meydana gelir (yaklaşık 72 saate kadar) • Dikişaltı çatlağı Çatlaklar, bir kaynak boncuğunun altında HAZ’de meydana gelir. Hidrojen çatlaklarının çoğunun HAZ’de meydana gelmesine karşın, kaynak metalinde meydana geldikleri durumlar da vardır.
Resim 1 Hidrojen nedeniyle soğuk çatlakların tipik yerlerini gösteren şema.
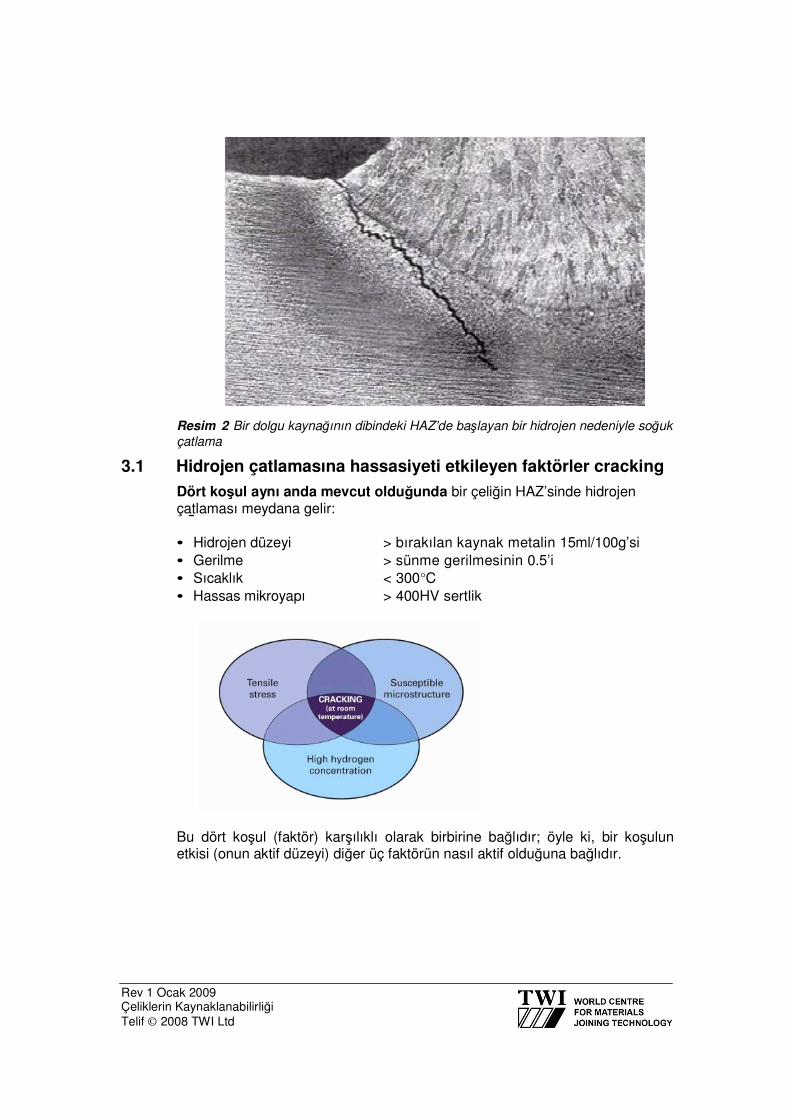
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
Resim 2 Bir dolgu kaynağının dibindeki HAZ’de başlayan bir hidrojen nedeniyle soğuk çatlama
3.1 Hidrojen çatlamasına hassasiyeti etkileyen faktörler cracking
Dört koşul aynı anda mevcut olduğunda bir çeliğin HAZ’sinde hidrojen çatlaması meydana gelir:
• Hidrojen düzeyi > bırakılan kaynak metalin 15ml/100g’si • Gerilme > sünme gerilmesinin 0.5’i • Sıcaklık < 300°C • Hassas mikroyapı > 400HV sertlik
Bu dört koşul (faktör) karşılıklı olarak birbirine bağlıdır; öyle ki, bir koşulun etkisi (onun aktif düzeyi) diğer üç faktörün nasıl aktif olduğuna bağlıdır.
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
3.2 Çatlama mekanizması
Hidrojen içeren moleküller kaynak arkında H atomlarına ayrıldıklarında hidrojen (H) ergimiş kaynak metaline girebilir.
H atomları çok küçük olduğundan, bunlar katı çelik içinde hareket edebilirler (dağılabilirler) ve kaynak metal sıcakken, kaynak yüzeyine dağılabilir ve atmosfere kaçabilirler.
Ne var ki, daha düşük sıcaklıklarda, H bu kadar kolay dağılamaz ve eğer kaynaklı parça hızlı bir şekilde soğuyarak ortam sıcaklığına düşerse, H, genellikle HAZ’de hapsolacaktır.
Eğer HAZ hassas bir mikroyapıya sahipse (bu durum göreceli olarak sert ve gevrek olmasıyla kendisini gösterir) ve kaynaklı parçada göreceli olarak yüksek çekme gerilmeleri varsa, o zaman H çatlaması meydana gelebilir.
Çatlakların oluşmasına neden olan hassas mekanizma karmaşıktır, fakat H’nin HAZ bölgelerinde gevremeye neden olduğuna ve böylece yüksek lokalize olmuş gerilmelerin plastik deformasyondan ziyade çatlamaya neden olduğuna inanılır.
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
3.3 HAZ hidrojen çatlamasından kaçınma
Çatlamaya neden olan faktörlerin birbirine bağımlı olması ve her birinin aynı anda aktif bir düzeyde olmasının gerekmesi nedeniyle, dört faktörden en az bir tanesinin kaynak sırasında aktif olmaması sağlanarak çatlamadan kaçınılabilir.
Dört faktörün her birinin etkisini en aza indirmek için kullanılabilecek yöntemler aşağıdaki alt bölümlerde ele alınmaktadır.
Hidrojen
Hidrojenin ana kaynağı nemdir (H2O) ve nemin ana kaynağı ise kaynak akısıdır. Bazı akılar selüloz içerirler ve bu hidrojenin oldukça aktif bir kaynağı olabilir.
Akı gerektirmeyen kaynak işlemleri düşük hidrojen işlemleri olarak görülebilir.
Diğer hidrojen kaynakları pas veya demir oksitde, yağlarda ve greslerde (hidrokarbonlar) mevcuttur.
Hidrojenin etkisini aşağıda belirtilen şekillerde azaltmak mümkündür:
• Kaynaklama başlatıldığında akıların (kaplanmış elektrotlar, özlü teller ve SAW akıları) H olarak düşük olmaları sağlanarak. • Düşük H elektrotları ya fırınlanmalı ve sonra bir sıcak muhafaza fırınında
saklanmalı ya da vakumlu kapatılmış ambalajlarda temin edilmelidir. • Bazik yıışmış SAW akıları, temin edildikleri halleriyle, düşük nemde ve iyi
durumda kalmalarını muhafaza etmek için kullanılmadan önce bir ısıtılmış siloda tutulmalıdırlar.
• Kaynak metalin dağılabilir hidrojen içeriği kontrol edilmelidir (bu bazen test belgesinde öngörülür).
• Akıların atmosferden nem kapmalarını engellemek için kaynaklama boyunca bir düşük H koşulunun muhafaza edilmesi sağlanır.
• Düşük hidrojen elektrotları küçük miktarlarda sunulmalı ve maruz kalma süresi kısıtlı tutulmalıdır; ısıtılmış kılıflar bu kontrolü kolaylaştırır.
• Dikişsiz olmayan özlü tel makaraları kullanılmadıkları zaman örtülmeli veya bir uygun depolama koşuluna geri döndürülmelidir.
• Bazik yığışmış SAWakıları, kaynaklama işlemi sürekli olmadığında ısıtılmış siloya geri konulmalıdır.
• koruyucu gazda mevcut olan nemin miktarı çiğlenme noktasının kontrol edilmesiyle belirlenmelidir (-60°C’nin altında olmalıdır).
• Kaynak bölgesinin kuru olması ve pas/demir oksit katmanı ve yağ/gres içermemesi sağlanmalıdır.
Çekme gerilmesi
Her zaman kaynaklama nedeniyle artık gerilmeler mevcut olduğundan daima bir kaynak üzerinde etkiyen çekme gerilmeleri vardır.
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
Çekme gerilmelerinin büyüklüğü genel olarak bağlantıdaki çeliğin kalınlığında, ısı girdisine, bağlantı tipine ve kaynaklanan komponentlerin boyutuna ve ağırlığına bağlıdır.
Oldukça bastırılmış bağlantılardaki çekme gerilmeleri çeliğin sünme dayanımı kadar yüksek olabilir ve bu durum genellikle kalın bağlantılara sahip büyük komponentlerde sözkonusu olur ve kolayca kontrol edilebilen bir faktör değildir.
Artık gerilmelerin etkisini azaltmanın yegane yolları:
• Kötü birleşmeden kaynaklanan gerilme konsantrasyonlarından kaçınılması, • Kötü kaynak profilinden (keskin kaynak dipleri) kaçınılması, • Kaynaklama sonrasında bir gerilme giderici ısı işleminin gerçekleştirilmesi, • Isı girdisini azaltmak için gezinme hızının uygulamada mümkün olduğu
kadar artırılması, • Kaynak metal hacminin mümkün olduğu kadar düşük bir düzeyde tutulması.
Bu önlemler, hidrojen çatlamasına bilhassa hassas olan bazı düşük alaşımlı çeliklerin kaynaklanmasında özellikle önemlidir.
Hassas HAZ mikroyapısı
Bir hassas HAZ mikroyapısı, göreceli olarak yüksek oranda çelik sert gevreme fazları (özellikle martensit) içerir.
HAZ sertliği, hassasiyetin iyi bir göstergesidir; belli bir değeri aştağında, sözkonusu çeliğin hassas olduğu düşünülür. C ve C-Mn çelikleri sözkonusu olduğunda bu sertlek değeri ~350HV’dir ve sertlik bu değerin üstüne çıktığında H çatlamasına karşı hassasiyet artar.
Bir HAZ’nin maksimum sertliği aşağıda belirtilen durumlardan etkilenir:
• Çeliğin kimyasal bileşimi. • Her kaynak pasosunun yapılmasından sonra HAZ’nin soğuma oranı.
C ve C-Mn çelikleri için, kimyasal bileşimin önemli HAZ sertleşmesine eğilimi nasıl etkileyeceğine ilişkin bir formül geliştirilmiştir – karbon denklik değeri (CEV) formülü.
En yaygın kullanılan (ve IIW tarafından benimsenen) CEV formülü şöyledir:
CEViiw = %C + %Mn + %Cr + %CR+%Mo+%V + %Ni+%Cu 6 5 15
Bir çeliğin CEV’si, kimyasal bileşim için gösterilen malzeme test belgesi değerlerinin formüle katılmasıyla hesaplanır. CEV değeri ne kadar yüksekse, onun HAZ sertleşmesine hassasiyeti ve dolayısıyla H çatlamasına hassasiyeti o kadar büyüktür.
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
HZ sertliği üzerinde en fazla etkiye sahip olan element karbondur. Her kaynak pasosundan sonra HAZ soğuma oranı ne kadar hızlıysa, sertleşme eğilimi o kadar fazladır.
Soğutma oranı:
• Isı girdisi azaldıkça (daha düşük enerji girdisi); • Bağlantı kalınlığı arttıkça (daha büyük ısı giderici) artma eğilimi gösterir.
Bir hassas HAZ mikroyapısından (C ve C-MN çelikleri için) kaçınmak şunları gerektirir:
• Çeliğe, çelik kalitesine ait aralığın alt ucunda bir CEV’nin sağlanması
(sınırlı verimlilik kapsamı). • Kaynağın çabuk soğumaması (ve HAZ sertleşme vermemesi) için orta
kaynak ısı girdisi kullanılması. • HAZ’nin daha yavaş soğuması(ve önemli HAZ sertleşmesi göstermemesi)
için ön ısıtma uygulanması; çok-pasolu kaynaklarda, bir spesifik pasolar arası sıcaklığı muhafaza edin.
Düşük alaşım çeliklerinde, Cr, Mo ve V gibi elementlerinin ilave edilmesi durumlarında CEV formülü geçerli değildir ve bu nedenle sertleşmeye hassasiyet konusunda karar vermek için kullanılmamalıdır. Bu çeliklerin HAZ’si, ısı girdisi ve ön ısıtma ne olursa olsun göreceli olarak sert olma eğilimi göstereceklerdir; bu nedenle, bu, H çatlaması riskini azaltmak için etkili şekilde kontrol edilemeyen bir faktördür. Bu nedenle, bazı düşük alaşım çelikleri, HAZ sertliğinin kontrol edilmesine olanak veren kaynaklanabilir C ve C-Mn çeliklerine göre hidrojen çatlamasına daha büyük eğilim gösterirler.
Düşük sıcaklıkta kaynaklı parça
Kaynaklı parça sıcaklığı, genel olarak H’nin kaynak ve HAZ içinde hareket edebileceği (dağılabileceği) oranın etkilenmesi suretiyle çatlamaya karşı hassasiyet üzerinde önemli bir etkiye sahiptir. Bir kaynak göreceli olarak sıcak olduğunda (>~300oC); H hapsolmak ve gevremeye yol açmaktan ziyade oldukça çabuk dağılacak ve atmosfere kaçacaktır.
Düşük kaynaklı parça sıcaklığının etkisinin (ve H’nin kaynaklı parçada hapsolma riskinin) azaltılması aşağıda belirtildiği şekilde gerçekleştirilebilir:
• Bir uygun ön ısıtma sıcaklığının uygulanması (genel olarak 50 - ~250°C arasında). • Kaynaklama sırasında ön ısıtmanın ve spesifik pasalorarası sıcaklığın
muhafaza edilmesi suretiyle kaynağın her pasodan sonra çabuk soğumasının engellenmesi.
• Kaynaklama işlemi sona erdiğinde ön ısı sıcaklığının muhafaza edilmesi (veya ~250°C’ye çıkarılması) ve H’nin kaçmasını kolaylaştırmak için bağlantının birkaç saat (en az iki saat) bu sıcaklıkta tutulması (ard ısı olarak adlandırılır)
• Ard ısı. ≥~600°C’lik bir sıcaklık derecesinde PWHT ile karıştırılmamalıdır.
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
3.4 Kaynak metalinde hidrojen çatlaması
Hidrojen çatlamaları belli koşullar altında çelik kaynak metalinde oluşabilir. Çatlama mekanizması ve bütün etkileyen faktörlerin belirlenmesi HAZ çatlaması kadar net anlaşılabilir değildir; fakat kaynaklama koşulları H’nin HAZ’den ziyade kaynak metali içinde hapsolmasına neden olduğu durumlarda meydana gelebilir. Ne var ki, daha yüksek dayanımlı malzemelerde, daha kalın kesitlerde kaynaklar ve büyük boncukların kullanılması bu sorunların ortaya çıktığı en yaygın durumlardır.
Kaynak metalindeki hidrojen çatlakları genellikle kaynak metalindeki ana çekme gerilmesi yönüne 45o açıdadır ve bu genellikle kaynağın uzunlamasına eksenidir (Şekil 3). Bazı durumlarda, çatlaklar bir V şeklindedir; bu nedenle alternatif olarak zik-zak çatlama olarak adlandırılır.
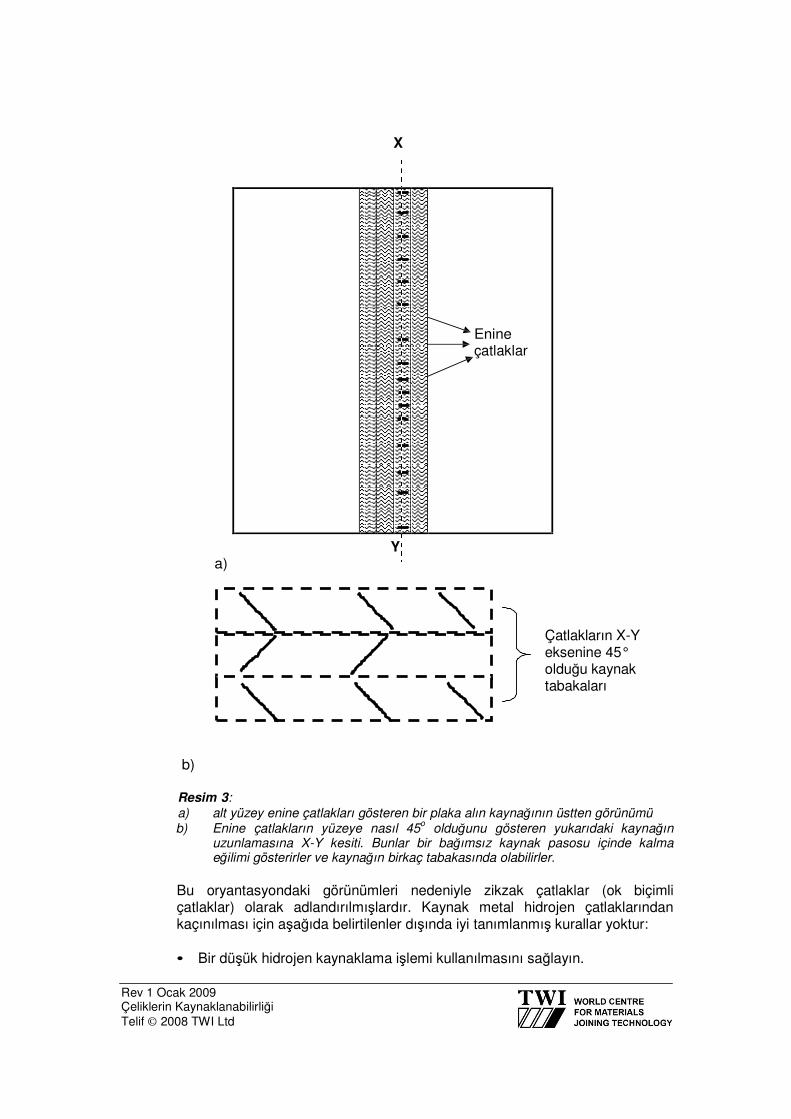
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
Enine çatlaklar
Y
X
a)
Çatlakların X-Y eksenine 45° olduğu kaynak tabakaları
b)
Resim 3: a) alt yüzey enine çatlakları gösteren bir plaka alın kaynağının üstten görünümü b) Enine çatlakların yüzeye nasıl 45o olduğunu gösteren yukarıdaki kaynağın
uzunlamasına X-Y kesiti. Bunlar bir bağımsız kaynak pasosu içinde kalma eğilimi gösterirler ve kaynağın birkaç tabakasında olabilirler.
Bu oryantasyondaki görünümleri nedeniyle zikzak çatlaklar (ok biçimli çatlaklar) olarak adlandırılmışlardır. Kaynak metal hidrojen çatlaklarından kaçınılması için aşağıda belirtilenler dışında iyi tanımlanmış kurallar yoktur:
• Bir düşük hidrojen kaynaklama işlemi kullanılmasını sağlayın.

Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
• Ön ısıtma uygulayın ve bir spesifik pasolar arası sıcaklığı muhafaza edin.
BS EN 1011-2 ‘Kaynaklama – Metal malzemelerin kaynaklanmasına ilişkin tavsiyeler – Bölüm 2: Ferit çeliklerin ark kaynaklaması’ standardının Ek C’sinde H çatlağından nasıl kaçınılacağına ilişkin genel bilgiler vardır. Uygulamadaki kontroller genel olarak ön ısı uygulamasına ve kaynaklama işlemiyle ilgili potansiyel H’nin kontrol edilmesine dayanır.
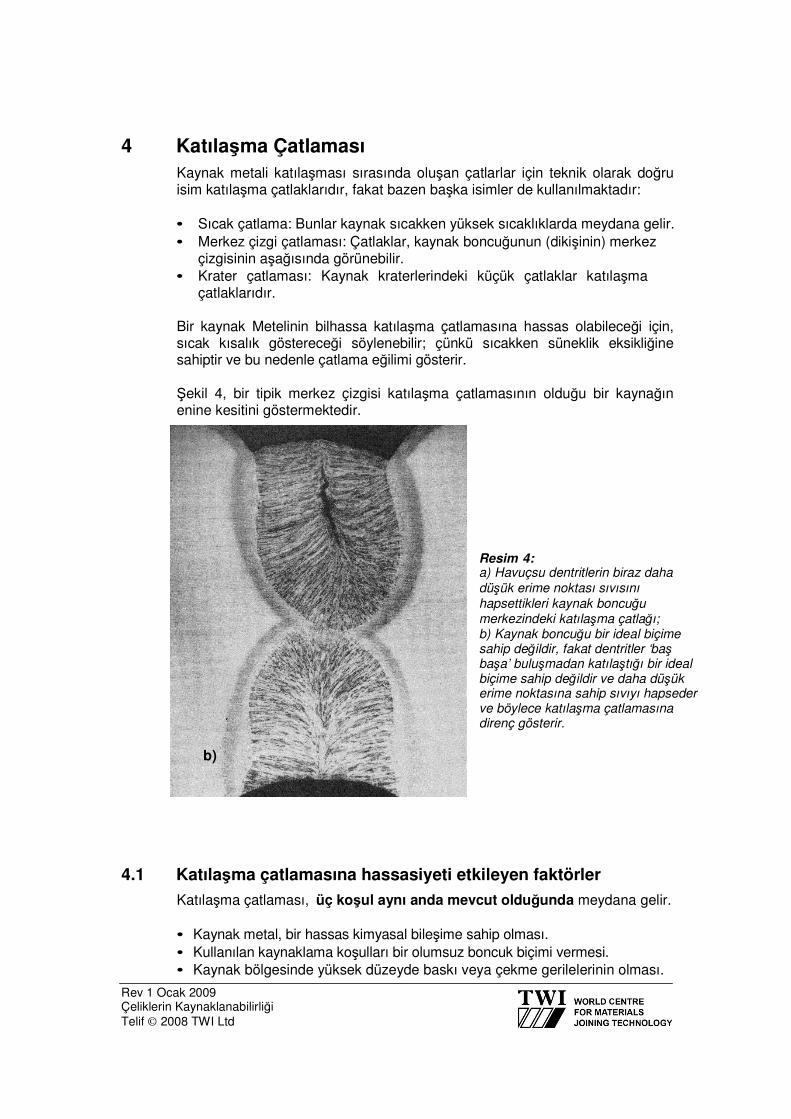
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
4 Katılaşma Çatlaması
Kaynak metali katılaşması sırasında oluşan çatlarlar için teknik olarak doğru isim katılaşma çatlaklarıdır, fakat bazen başka isimler de kullanılmaktadır:
• Sıcak çatlama: Bunlar kaynak sıcakken yüksek sıcaklıklarda meydana gelir. • Merkez çizgi çatlaması: Çatlaklar, kaynak boncuğunun (dikişinin) merkez
çizgisinin aşağısında görünebilir. • Krater çatlaması: Kaynak kraterlerindeki küçük çatlaklar katılaşma çatlaklarıdır.
Bir kaynak Metelinin bilhassa katılaşma çatlamasına hassas olabileceği için, sıcak kısalık göstereceği söylenebilir; çünkü sıcakken süneklik eksikliğine sahiptir ve bu nedenle çatlama eğilimi gösterir.
Şekil 4, bir tipik merkez çizgisi katılaşma çatlamasının olduğu bir kaynağın enine kesitini göstermektedir.
Resim 4: a) Havuçsu dentritlerin biraz daha düşük erime noktası sıvısını hapsettikleri kaynak boncuğu merkezindeki katılaşma çatlağı; b) Kaynak boncuğu bir ideal biçime sahip değildir, fakat dentritler ‘baş başa’ buluşmadan katılaştığı bir ideal biçime sahip değildir ve daha düşük erime noktasına sahip sıvıyı hapseder ve böylece katılaşma çatlamasına direnç gösterir.
b)
4.1 Katılaşma çatlamasına hassasiyeti etkileyen faktörler
Katılaşma çatlaması, üç koşul aynı anda mevcut olduğunda meydana gelir.
• Kaynak metal, bir hassas kimyasal bileşime sahip olması. • Kullanılan kaynaklama koşulları bir olumsuz boncuk biçimi vermesi. • Kaynak bölgesinde yüksek düzeyde baskı veya çekme gerilelerinin olması.
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
4.2 Çatlama mekanizması
Bütün kaynak metaller bir sıcaklık aralığı içinde katılaşırlar ve katılaşmanın kaynak havuzunun merkez çizgisine doğru ergime çizgisinde başlaması nedeniyle, kaynak boncuğu katılaşmasının son aşamaları sırasında, boncuğun merkezinde bir kaynak bölgesi oluşturmaya yeterli sıvı olabilir. Bu sıvı tabaka, katılaşma cephesinin önüne itilmekte olan düşük erime noktasına sahip bileşenlerden kaynaklanır.
Katılaşma sırasında, kaynak boncuğunun katı parçalarının büzülmesi nedeniyle çekme gerilmeleri oluşmaya başlayabilir; kaynak boncuğunun kopmasına neden olabilecek şey bu gerilmelerdir. Bu koşullar, boncuk bırakılır bırakılmaz oluşabilecek bir merkez çizgi çatlağı gösteren bir kaynak boncuğuyla sonuçlanır.
Merkez çizgi katılaşma çatlakları, uzunlukları boyunca bir noktada yüzeyi kırma eğilimi gösterirler ve göreceli olarak geniş çatlaklar olma eğiliminde olduklarından görsel kontrol sırasında kolayca görülebilirler.
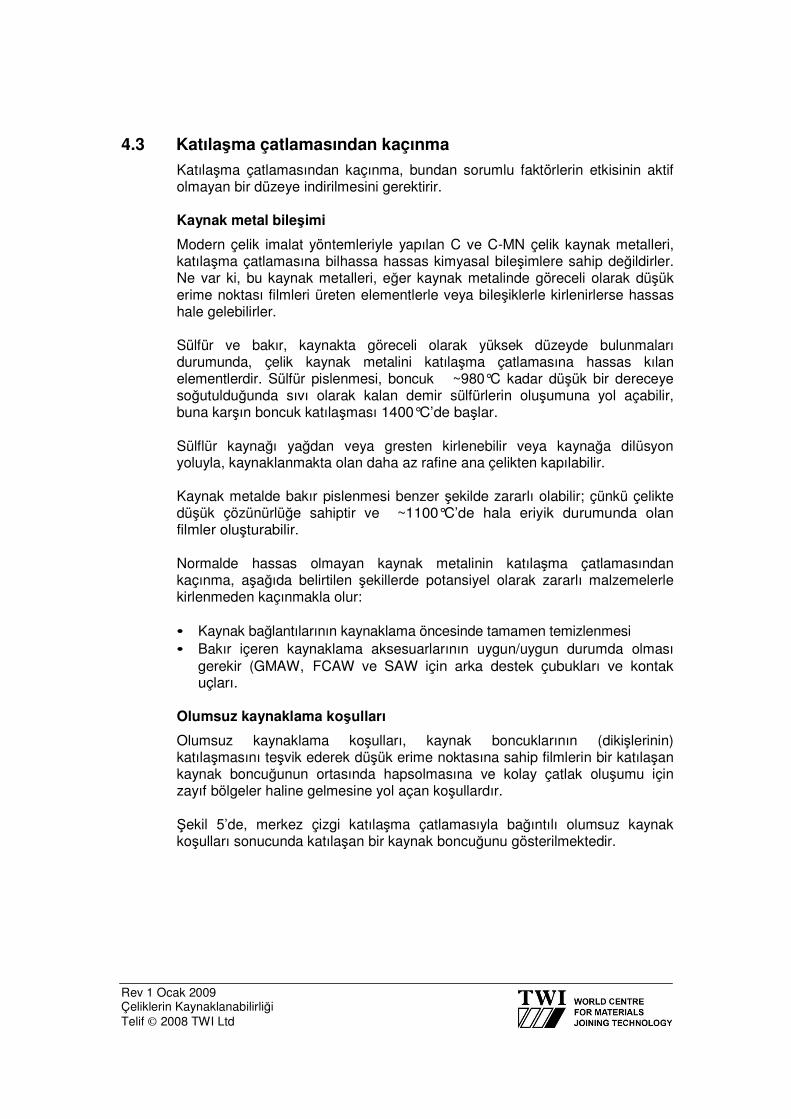
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
4.3 Katılaşma çatlamasından kaçınma
Katılaşma çatlamasından kaçınma, bundan sorumlu faktörlerin etkisinin aktif olmayan bir düzeye indirilmesini gerektirir.
Kaynak metal bileşimi
Modern çelik imalat yöntemleriyle yapılan C ve C-MN çelik kaynak metalleri, katılaşma çatlamasına bilhassa hassas kimyasal bileşimlere sahip değildirler. Ne var ki, bu kaynak metalleri, eğer kaynak metalinde göreceli olarak düşük erime noktası filmleri üreten elementlerle veya bileşiklerle kirlenirlerse hassas hale gelebilirler.
Sülfür ve bakır, kaynakta göreceli olarak yüksek düzeyde bulunmaları durumunda, çelik kaynak metalini katılaşma çatlamasına hassas kılan elementlerdir. Sülfür pislenmesi, boncuk ~980°C kadar düşük bir dereceye soğutulduğunda sıvı olarak kalan demir sülfürlerin oluşumuna yol açabilir, buna karşın boncuk katılaşması 1400°C’de başlar.
Sülflür kaynağı yağdan veya gresten kirlenebilir veya kaynağa dilüsyon yoluyla, kaynaklanmakta olan daha az rafine ana çelikten kapılabilir.
Kaynak metalde bakır pislenmesi benzer şekilde zararlı olabilir; çünkü çelikte düşük çözünürlüğe sahiptir ve ~1100°C’de hala eriyik durumunda olan filmler oluşturabilir.
Normalde hassas olmayan kaynak metalinin katılaşma çatlamasından kaçınma, aşağıda belirtilen şekillerde potansiyel olarak zararlı malzemelerle kirlenmeden kaçınmakla olur:
• Kaynak bağlantılarının kaynaklama öncesinde tamamen temizlenmesi • Bakır içeren kaynaklama aksesuarlarının uygun/uygun durumda olması
gerekir (GMAW, FCAW ve SAW için arka destek çubukları ve kontak uçları.
Olumsuz kaynaklama koşulları
Olumsuz kaynaklama koşulları, kaynak boncuklarının (dikişlerinin) katılaşmasını teşvik ederek düşük erime noktasına sahip filmlerin bir katılaşan kaynak boncuğunun ortasında hapsolmasına ve kolay çatlak oluşumu için zayıf bölgeler haline gelmesine yol açan koşullardır.
Şekil 5’de, merkez çizgi katılaşma çatlamasıyla bağıntılı olumsuz kaynak koşulları sonucunda katılaşan bir kaynak boncuğunu gösterilmektedir.
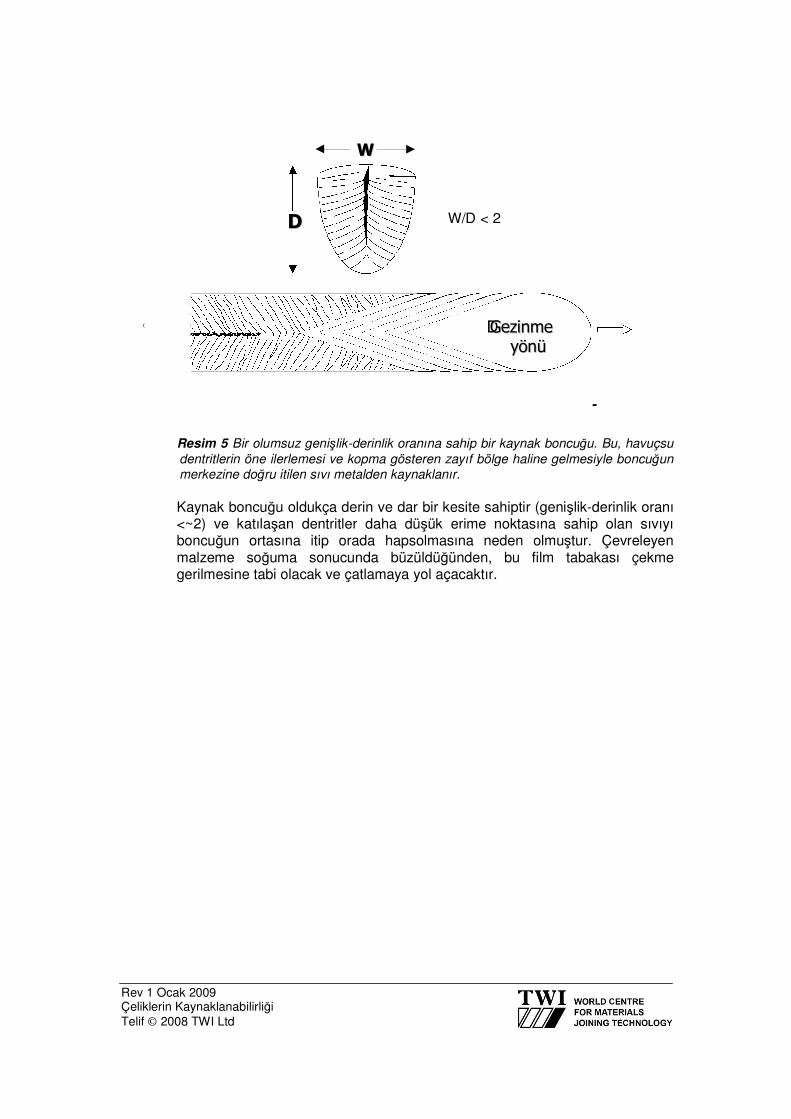
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
WW
DD W/D < 2
( DGGeezziinnmmee
yyöönnüü
-
Resim 5 Bir olumsuz genişlik-derinlik oranına sahip bir kaynak boncuğu. Bu, havuçsu dentritlerin öne ilerlemesi ve kopma gösteren zayıf bölge haline gelmesiyle boncuğun merkezine doğru itilen sıvı metalden kaynaklanır.
Kaynak boncuğu oldukça derin ve dar bir kesite sahiptir (genişlik-derinlik oranı <~2) ve katılaşan dentritler daha düşük erime noktasına sahip olan sıvıyı boncuğun ortasına itip orada hapsolmasına neden olmuştur. Çevreleyen malzeme soğuma sonucunda büzüldüğünden, bu film tabakası çekme gerilmesine tabi olacak ve çatlamaya yol açacaktır.
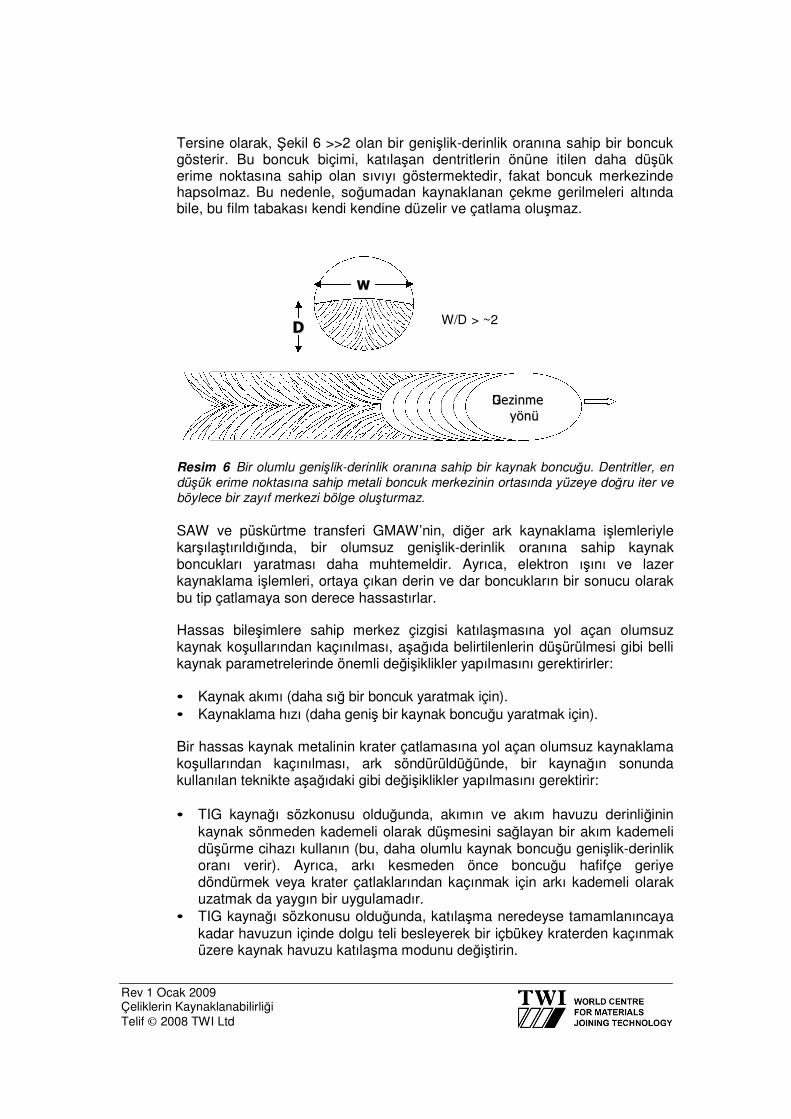
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
Tersine olarak, Şekil 6 >>2 olan bir genişlik-derinlik oranına sahip bir boncuk gösterir. Bu boncuk biçimi, katılaşan dentritlerin önüne itilen daha düşük erime noktasına sahip olan sıvıyı göstermektedir, fakat boncuk merkezinde hapsolmaz. Bu nedenle, soğumadan kaynaklanan çekme gerilmeleri altında bile, bu film tabakası kendi kendine düzelir ve çatlama oluşmaz.
WW
DD W/D > ~2
DGGeezziinnmmee
yyöönnüü
Resim 6 Bir olumlu genişlik-derinlik oranına sahip bir kaynak boncuğu. Dentritler, en düşük erime noktasına sahip metali boncuk merkezinin ortasında yüzeye doğru iter ve böylece bir zayıf merkezi bölge oluşturmaz.
SAW ve püskürtme transferi GMAW’nin, diğer ark kaynaklama işlemleriyle karşılaştırıldığında, bir olumsuz genişlik-derinlik oranına sahip kaynak boncukları yaratması daha muhtemeldir. Ayrıca, elektron ışını ve lazer kaynaklama işlemleri, ortaya çıkan derin ve dar boncukların bir sonucu olarak bu tip çatlamaya son derece hassastırlar.
Hassas bileşimlere sahip merkez çizgisi katılaşmasına yol açan olumsuz kaynak koşullarından kaçınılması, aşağıda belirtilenlerin düşürülmesi gibi belli kaynak parametrelerinde önemli değişiklikler yapılmasını gerektirirler:
• Kaynak akımı (daha sığ bir boncuk yaratmak için). • Kaynaklama hızı (daha geniş bir kaynak boncuğu yaratmak için).
Bir hassas kaynak metalinin krater çatlamasına yol açan olumsuz kaynaklama koşullarından kaçınılması, ark söndürüldüğünde, bir kaynağın sonunda kullanılan teknikte aşağıdaki gibi değişiklikler yapılmasını gerektirir:
• TIG kaynağı sözkonusu olduğunda, akımın ve akım havuzu derinliğinin
kaynak sönmeden kademeli olarak düşmesini sağlayan bir akım kademeli düşürme cihazı kullanın (bu, daha olumlu kaynak boncuğu genişlik-derinlik oranı verir). Ayrıca, arkı kesmeden önce boncuğu hafifçe geriye döndürmek veya krater çatlaklarından kaçınmak için arkı kademeli olarak uzatmak da yaygın bir uygulamadır.
• TIG kaynağı sözkonusu olduğunda, katılaşma neredeyse tamamlanıncaya kadar havuzun içinde dolgu teli besleyerek bir içbükey kraterden kaçınmak üzere kaynak havuzu katılaşma modunu değiştirin.
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
• MMA kaynağı sözkonusu olduğunda, kraterin dolması için kaynak pasosunun sonunda gezinme yönünü tersine çevirerek kaynak havuzu katılaşma modunu değiştirin.
5 Yapraksı Yırtılma
Yapraksı yırtılma, sadece bir kaynağın altındaki çelik plakada veya başka haddelenmiş ürünlerde meydana gelen bir çatlak tipidir.
Yapraksı yırtılmanın özellikleri şunlardır:
• Çatlamalar sadece haddelenmiş ürünlerde meydana gelir; örn. plaka ve kesitler. • En yaygın şekilde C-Mn çeliklerinde meydana gelir. • Çatlaklar genellikle HAZ’ye yakın veya hemen dışında oluşur. • Çatlaklar malzemenin (ve kaynağın ergime sınırının) yüzeyine paralel olma
eğilimi gösterirler ve bir basamaklı görünüme sahiplerdir.
Ergime sınırı
HAZ
a)
Enklüzyon ipliklerinin ayrılması
Ayrılma enklüzyon iplikleri arasındaki bağların yırtılmasıyla çatlak yayılması
Kaynaklamanın yarattığı tam kalınlık
artık gerilmeleri
Enklüzyon iplik
b)
Resim 7: a) Görünür HAZ’nin hemen dışındaki tipik yapraksı yırtık b) Bir yapraksı yırtığın özelliği olan basamak benzeri çatlak
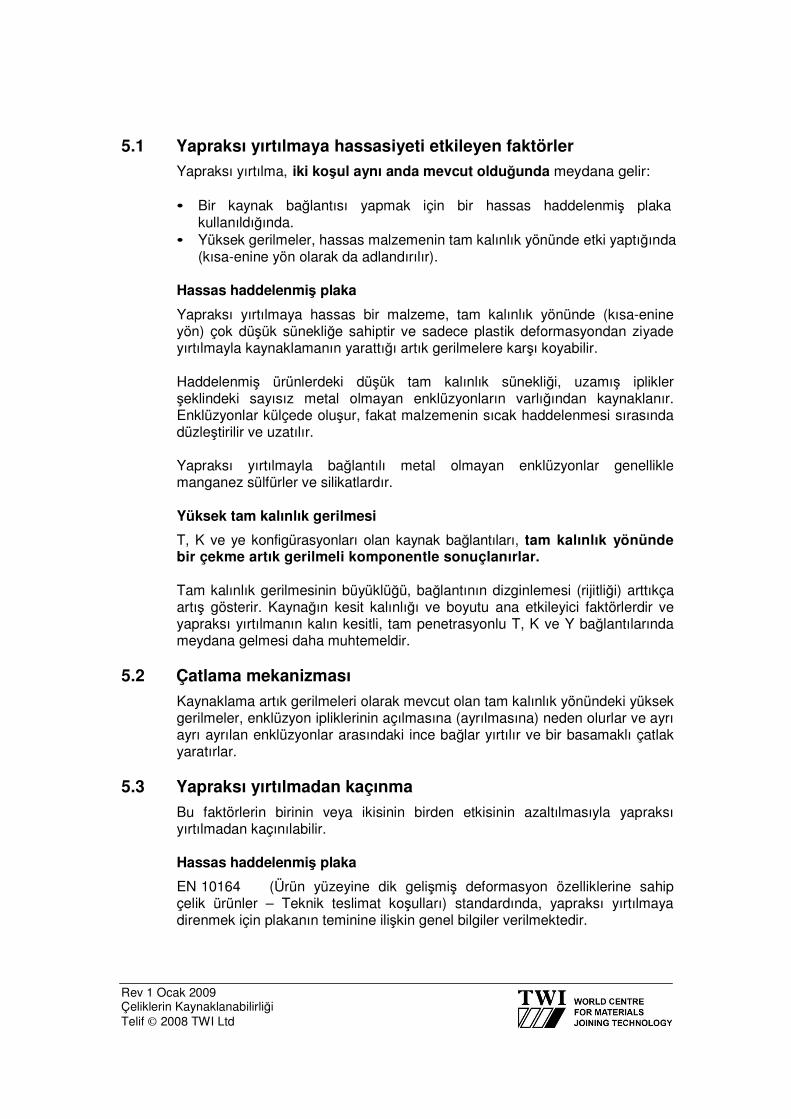
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
5.1 Yapraksı yırtılmaya hassasiyeti etkileyen faktörler
Yapraksı yırtılma, iki koşul aynı anda mevcut olduğunda meydana gelir:
• Bir kaynak bağlantısı yapmak için bir hassas haddelenmiş plaka kullanıldığında. • Yüksek gerilmeler, hassas malzemenin tam kalınlık yönünde etki yaptığında
(kısa-enine yön olarak da adlandırılır).
Hassas haddelenmiş plaka
Yapraksı yırtılmaya hassas bir malzeme, tam kalınlık yönünde (kısa-enine yön) çok düşük sünekliğe sahiptir ve sadece plastik deformasyondan ziyade yırtılmayla kaynaklamanın yarattığı artık gerilmelere karşı koyabilir.
Haddelenmiş ürünlerdeki düşük tam kalınlık sünekliği, uzamış iplikler şeklindeki sayısız metal olmayan enklüzyonların varlığından kaynaklanır. Enklüzyonlar külçede oluşur, fakat malzemenin sıcak haddelenmesi sırasında düzleştirilir ve uzatılır.
Yapraksı yırtılmayla bağlantılı metal olmayan enklüzyonlar genellikle manganez sülfürler ve silikatlardır.
Yüksek tam kalınlık gerilmesi
T, K ve ye konfigürasyonları olan kaynak bağlantıları, tam kalınlık yönünde bir çekme artık gerilmeli komponentle sonuçlanırlar.
Tam kalınlık gerilmesinin büyüklüğü, bağlantının dizginlemesi (rijitliği) arttıkça artış gösterir. Kaynağın kesit kalınlığı ve boyutu ana etkileyici faktörlerdir ve yapraksı yırtılmanın kalın kesitli, tam penetrasyonlu T, K ve Y bağlantılarında meydana gelmesi daha muhtemeldir.
5.2 Çatlama mekanizması
Kaynaklama artık gerilmeleri olarak mevcut olan tam kalınlık yönündeki yüksek gerilmeler, enklüzyon ipliklerinin açılmasına (ayrılmasına) neden olurlar ve ayrı ayrı ayrılan enklüzyonlar arasındaki ince bağlar yırtılır ve bir basamaklı çatlak yaratırlar.
5.3 Yapraksı yırtılmadan kaçınma
Bu faktörlerin birinin veya ikisinin birden etkisinin azaltılmasıyla yapraksı yırtılmadan kaçınılabilir.
Hassas haddelenmiş plaka
EN 10164 (Ürün yüzeyine dik gelişmiş deformasyon özelliklerine sahip çelik ürünler – Teknik teslimat koşulları) standardında, yapraksı yırtılmaya direnmek için plakanın teminine ilişkin genel bilgiler verilmektedir.
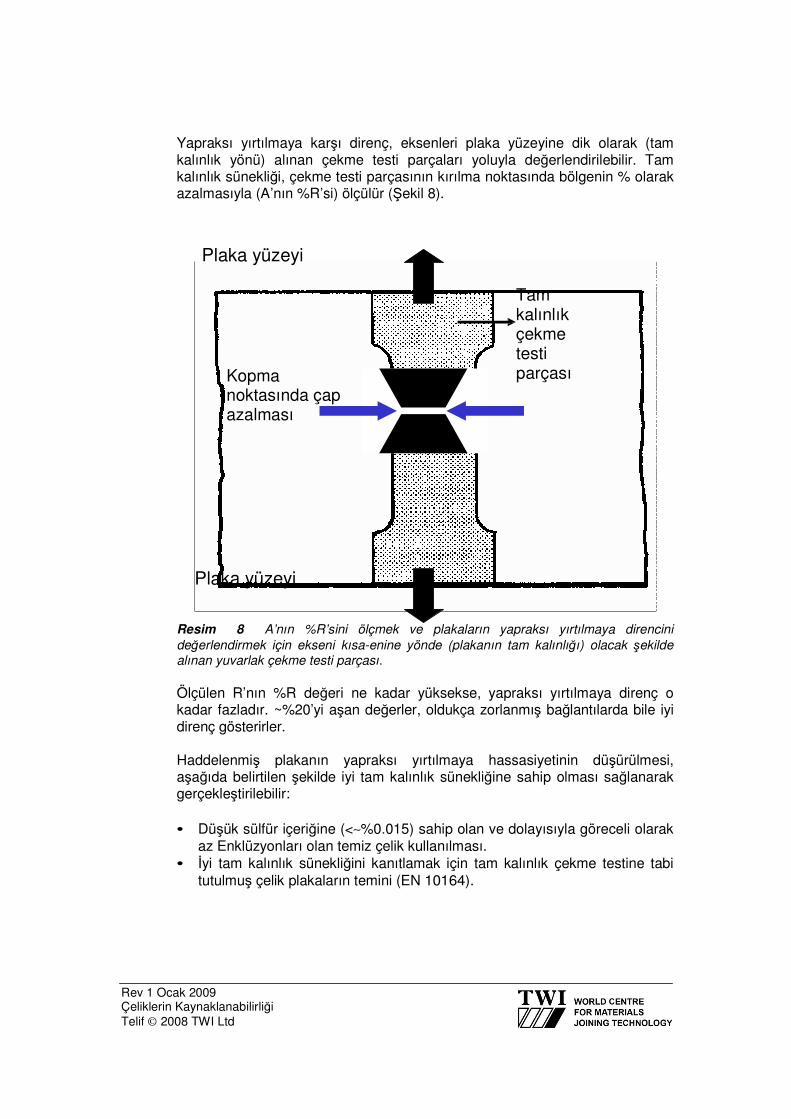
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
Yapraksı yırtılmaya karşı direnç, eksenleri plaka yüzeyine dik olarak (tam kalınlık yönü) alınan çekme testi parçaları yoluyla değerlendirilebilir. Tam kalınlık sünekliği, çekme testi parçasının kırılma noktasında bölgenin % olarak azalmasıyla (A’nın %R’si) ölçülür (Şekil 8).
Plaka yüzeyi
Kopma noktasında çap azalması
Tam kalınlık çekme testi parçası
Plaka yüzeyi
Resim 8 A’nın %R’sini ölçmek ve plakaların yapraksı yırtılmaya direncini değerlendirmek için ekseni kısa-enine yönde (plakanın tam kalınlığı) olacak şekilde alınan yuvarlak çekme testi parçası.
Ölçülen R’nın %R değeri ne kadar yüksekse, yapraksı yırtılmaya direnç o kadar fazladır. ~%20’yi aşan değerler, oldukça zorlanmış bağlantılarda bile iyi direnç gösterirler.
Haddelenmiş plakanın yapraksı yırtılmaya hassasiyetinin düşürülmesi, aşağıda belirtilen şekilde iyi tam kalınlık sünekliğine sahip olması sağlanarak gerçekleştirilebilir:
• Düşük sülfür içeriğine (<∼%0.015) sahip olan ve dolayısıyla göreceli olarak
az Enklüzyonları olan temiz çelik kullanılması. • İyi tam kalınlık sünekliğini kanıtlamak için tam kalınlık çekme testine tabi
tutulmuş çelik plakaların temini (EN 10164).
Rev 1 Ocak 2009 Çeliklerin Kaynaklanabilirliği Telif © 2008 TWI Ltd
Tam kalınlık gerilmesi
T, K ve Y bağlantılarında tam kalınlık gerilmesi genel olarak kaynaklamanın yarattığı artık gerilmedir, buna karşı başka servis gerilmelerinin de bir ölçüde etkisi olabilir.
Belli bir kaynak bağlantısı için tam kalınlık gerilmelerinin büyüklüğünün düşürülmesi, bağlantıda bir şekilde değişiklik yapılmasını gerektirir ve tasarım gerekliliklerinin yerine getirilmesi gerektiğinden bu nedenle her zaman pratik olmayabilir: ne var ki, düşünülecek yöntemler arasında şunları sayabiliriz: • Tam penetrasyonlu yerine bir kısmı penetrasyonlu alın kaynağı kullanılması • Bir tam veya kısmı penetrasyonlu alın kaynağı yerine dolgu kaynaklarının
kullanılması (Şekil 9)
Hassas plaka Hassas plaka
Resim 9 Bir kaynağın efektif boyutunun azaltılması, hassas plaka üzerindeki tam kalınlık gerilmesini azaltacak ve yapraksı yırtılma riskini azaltmaya yeterli olabilecektir.
• Bir hassas plaka yüzeyine bir kaynak metali yağlama tabakasının
uygulayarak; böylece en yüksek tam kalınlık zorlaması hassas plakada değil kaynak metalde olur (şekil 10).
hassas plaka
ekstrüzyon profil
Resim 10 Bağlantı tasarımı değiştirilerek yapraksı yırtılmadan kaçınılabilir.
Bölüm 18
Kaynak Tamirleri
Rev 1 Ocak 2009 Kaynak Tamirleri Telif© TWI Ltd 2009
Kaynak tamirleri iki bölüme ayrılabilir:
1 Üretim 2 Hizmet içi
Bir tamirin yapılmasının gerekçeleri çok ve çeşitli olabilir; bunlar imalat sırasında meydana gelen kaynak kusurlarının giderilmesinden üretim tesisinin bir elemanında hızlı ve geçici şekilde çalışır durumda tamire kadar uzanır. Bu bakımdan, kaynaklama tamirleri konusu oldukça geniş ve çeşitlidir ve genellikle çalışmanın programlanabildiği bakım ve elden geçirme işlemleriyle karıştırılır.
Planlanmış bakım ve elden geçirme işlemlerinde, üretim baskısı olmadan görevlerin tamamlanabilmesine yetecek süre vardır. Bunun aksine, tamirler genellikle planlanmazlar ve üretim programının devam etmesini sağlamak için bazı kestirme işlemlerin yapılmasını gerektirirler. Dolayısıyla, imalatçının tamirlere ilişkin bir politika tesis etmesi ve yerinde tamir yöntemlerine ve prosedürlerine sahip olması tavsiye edilir.
Bilhassa bir lokal onarımda veya yerinde gerçekleştirilecek bir onarım durumunda manuel olarak kontrol edilen kaynaklama işlemleri en kolay uygulama olacaktır. Bu işlemlerin muhtemelen en sık kullanılanı MMA’dır; çünkü çok yönlü, portatiftir ve hazır alınabilen sarf malzemelerinin geniş ölçüde olması nedeniyle birçok alaşım için kolayca uygulanabilir. Tamirler, ilk defa yapılan kaynaklarla karşılaştırıldığında, hemen hemen her zaman daha yüksek artık gerilmelerle ve şekil bozukluğunun artmasıyla sonuçlanır. C-Mn ve düşük-orta alaşım çelikleri olduğunda, ön ısıtma ve kaynak ardı ısıtma işlemlerinin uygulanması gerekebilir.
Herhangi bir onarım gerçekleştimenin önce dikkate alınması gereken bir takım ana faktörler vardır. Bunların en önemlisi, sözkonusu işlemin maliyet bakımından uygun olup olmayacağıdır. Bu kararı vermeden önce, imalatçı aşağıdaki soruları yanıtlamak durumundadır:
• Eğer parça tamir edilirse yapısal sağlamlık elde edilebilir mi? • Kaynaklamaya karşı herhangi bir alternatif var mı? • Kusura neden olan şey nedir ve bir daha meydana gelme ihtimali var mı? • Kusur nasıl giderilecek ve hangi kaynaklama işlemi kullanılacak? • Kusurun tamamen ortadan kaldırılmasını sağlamak için hangi NDT yöntemi
gerekiyor? • Kaynaklama işlemleri onay/yeniden onay gerektirecek mi? • Kaynaklama deformasyonunun ve artık gerilmenin etkisi ne olacaktır? • Isı işlemine gerek duyulacak mı? • Hangi NDT’ye gerek duyuluyor ve onarımın kabul edilebilirliği nasıl
kanıtlanacak? • Onarımın onaylanmasına gerek olacak mı – olacaksa nasıl ve kim tarafından onaylanacak?
Rev 1 Ocak 2009 Kaynak Tamirleri Telif© TWI Ltd 2009
Bir kaynak tamirinin göreceli olarak doğrudan bir faaliyet olmasına karşın, çoğu durumda oldukça karmaşık olabilir ve bir başarılı sonuç almak için işin içine çeşitli mühendislik disiplinleri girebilir.
Kusur tiplerinin meydana gelme nedenlerini (malzeme/işlem veya beceriyle ilgili) saptamak amacıyla Kalite Kontrol departmanının bunlarla ilgili olarak sürekli analiz gerçekleştirmesi tavsiye edilir.
Genel olarak, bir kaynaklama tamiri şunları içerir:
• Kusurun boyutunu saptamaya yönelik bir ayrıntılı değerlendirme. Bu, bir
yüzey veya yüzey altı NDT yönteminin kullanılmasını gerektirebilir. • Tamir alanının temizlenmesi (boyanın, gresin vs. uzaklaştırılması) • Saptandıktan sonra, kazı alanı belirgin şekilde belirtilmeli ve
işaretlenmelidir. • Bir kazı prosedürüne gerek duyulabilir (kullanılan yöntem, örn. taşlama,
ark/hava oyma, ön ısıtma gereklilikleri vs.) • Kusurun yerini saptamak ve giderildiğini teyit etmek için NDT. • Uygun* kaynaklama işlemi, sarf malzemesi, teknik, kontrolü ısı girdisi ve
pasolararası sıcaklık dereceleri vs. ile birlikte bir kaynak tamir prosedürünün/yönteminin onaylanması gerekecektir.
• Onaylanmış kaynakçıların kullanılması. • Kaynağın düzeltilmesi ve nihai görsel kontrol. • Kusurun başarılı şekilde giderilmesini ve tamir edilmesini sağlamak için
hazırlanan ve gerçekleştirilen NDT prosedürü/tekniği. • Tamir sonrası ısı işlemi gereklilikleri. • Hazırlanan ve ısı işlemi gerekliliklerinden sonra gerçekleştirilen nihai NDT
prosedürü/tekniği. • Koruyucu işlemlerin uygulanması (gerektiği şekilde boyama vs.)
*’Uygun’ terimi, tamir edilen alaşımlar için uygun anlamına gelir ve belli durumlarda uygulanmayabilir.
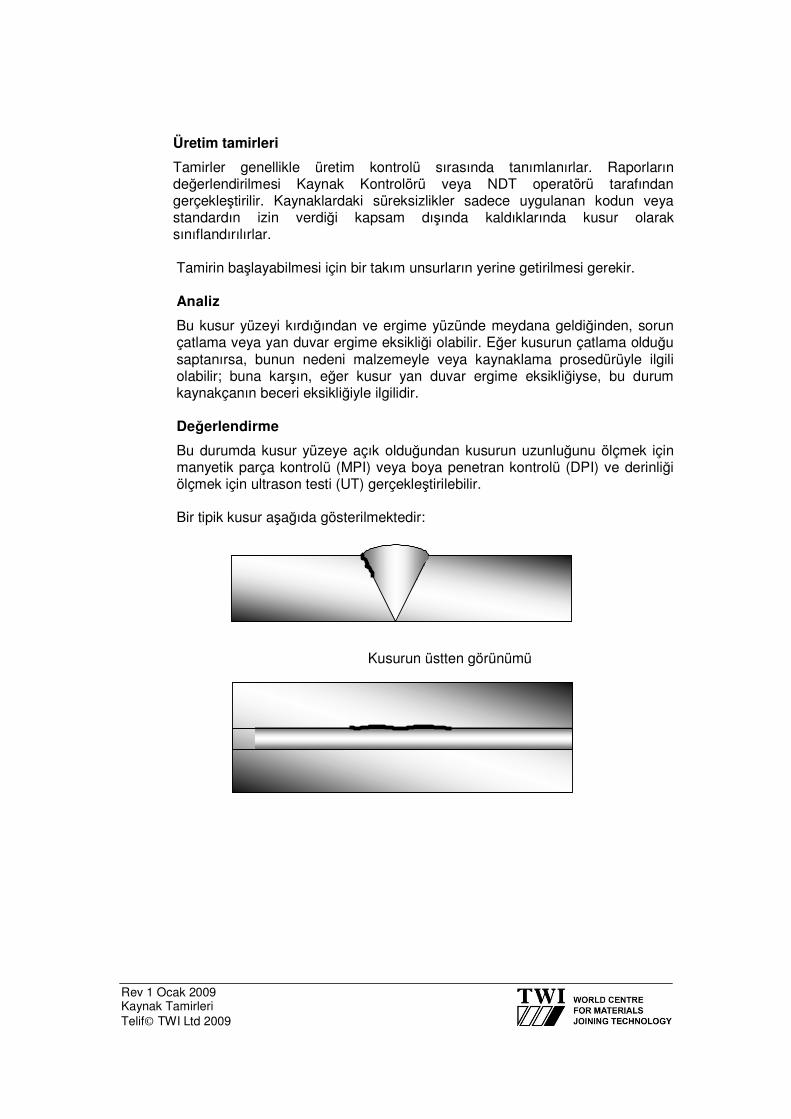
Rev 1 Ocak 2009 Kaynak Tamirleri Telif© TWI Ltd 2009
Üretim tamirleri
Tamirler genellikle üretim kontrolü sırasında tanımlanırlar. Raporların değerlendirilmesi Kaynak Kontrolörü veya NDT operatörü tarafından gerçekleştirilir. Kaynaklardaki süreksizlikler sadece uygulanan kodun veya standardın izin verdiği kapsam dışında kaldıklarında kusur olarak sınıflandırılırlar.
Tamirin başlayabilmesi için bir takım unsurların yerine getirilmesi gerekir.
Analiz
Bu kusur yüzeyi kırdığından ve ergime yüzünde meydana geldiğinden, sorun çatlama veya yan duvar ergime eksikliği olabilir. Eğer kusurun çatlama olduğu saptanırsa, bunun nedeni malzemeyle veya kaynaklama prosedürüyle ilgili olabilir; buna karşın, eğer kusur yan duvar ergime eksikliğiyse, bu durum kaynakçanın beceri eksikliğiyle ilgilidir.
Değerlendirme
Bu durumda kusur yüzeye açık olduğundan kusurun uzunluğunu ölçmek için manyetik parça kontrolü (MPI) veya boya penetran kontrolü (DPI) ve derinliği ölçmek için ultrason testi (UT) gerçekleştirilebilir.
Bir tipik kusur aşağıda gösterilmektedir:
Kusurun üstten görünümü
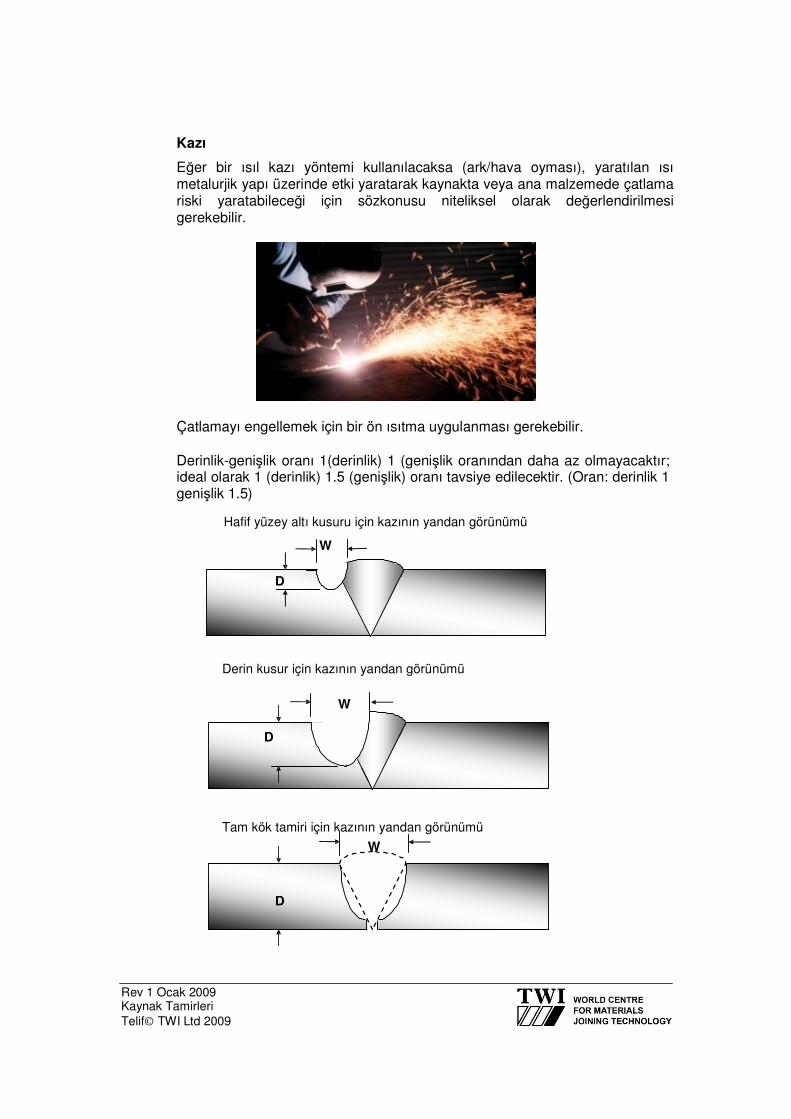
Rev 1 Ocak 2009 Kaynak Tamirleri Telif© TWI Ltd 2009
Kazı
Eğer bir ısıl kazı yöntemi kullanılacaksa (ark/hava oyması), yaratılan ısı metalurjik yapı üzerinde etki yaratarak kaynakta veya ana malzemede çatlama riski yaratabileceği için sözkonusu niteliksel olarak değerlendirilmesi gerekebilir.
Çatlamayı engellemek için bir ön ısıtma uygulanması gerekebilir.
Derinlik-genişlik oranı 1(derinlik) 1 (genişlik oranından daha az olmayacaktır; ideal olarak 1 (derinlik) 1.5 (genişlik) oranı tavsiye edilecektir. (Oran: derinlik 1 genişlik 1.5)
Hafif yüzey altı kusuru için kazının yandan görünümü
W
D
Derin kusur için kazının yandan görünümü
W
D
Tam kök tamiri için kazının yandan görünümü
W
D

Rev 1 Ocak 2009 Kaynak Tamirleri Telif© TWI Ltd 2009
Kazının temizlenmesi
Bu aşamada, karbonun kaynak metalin/ana malzemenin içine emprenye olması riski nedeniyle tamir bölgesinin taşlanması önemlidir.
Genel olarak parlak metale 3-4mm’ye kadar geri taşlama yapılmalıdır.
Kazının teyit edilmesi
Bu aşamada, kusurun bölgeden tamamen kazıldığını teyit etmek için NDT kullanılmalıdır.
Rev 1 Ocak 2009 Kaynak Tamirleri Telif© TWI Ltd 2009
Kazının yeniden kaynaklanması
Kazının yeniden kaynaklanmasından önce, bir ayrıntılı tamir kaynak prosedürü/yöntem bildirisi onaylanacaktır.
Kaynak tamirinin tipik yandan görünümü
Başarılı tamirin NDT yöntemiyle onaylanması
Kazının doldurulmasından sonra, kaynaklı parça başlangıçta tamirin saptamak kullanılmış olanla aynı NDT teknikleri kullanılarak tamamen tekrar test edilmelidir. Bu işlem, tamir kaynak işleminin yaratabileceği başka kusurların sözkonusu olmamasını sağlamak için gerçekleştirilir. Herhangi bir ek kaynak sonrası ısı işleminin gerçekleştirilmesinden sonra da NDT’ye gerek duyulabilir.
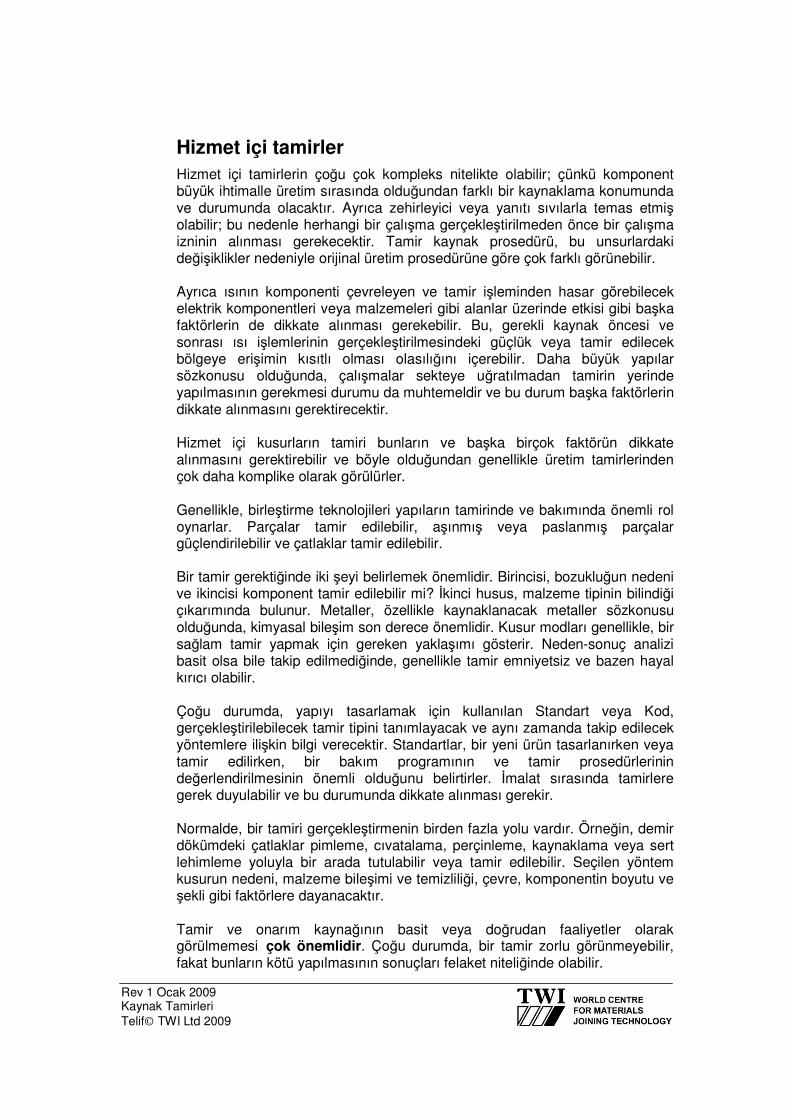
Rev 1 Ocak 2009 Kaynak Tamirleri Telif© TWI Ltd 2009
Hizmet içi tamirler
Hizmet içi tamirlerin çoğu çok kompleks nitelikte olabilir; çünkü komponent büyük ihtimalle üretim sırasında olduğundan farklı bir kaynaklama konumunda ve durumunda olacaktır. Ayrıca zehirleyici veya yanıtı sıvılarla temas etmiş olabilir; bu nedenle herhangi bir çalışma gerçekleştirilmeden önce bir çalışma izninin alınması gerekecektir. Tamir kaynak prosedürü, bu unsurlardaki değişiklikler nedeniyle orijinal üretim prosedürüne göre çok farklı görünebilir.
Ayrıca ısının komponenti çevreleyen ve tamir işleminden hasar görebilecek elektrik komponentleri veya malzemeleri gibi alanlar üzerinde etkisi gibi başka faktörlerin de dikkate alınması gerekebilir. Bu, gerekli kaynak öncesi ve sonrası ısı işlemlerinin gerçekleştirilmesindeki güçlük veya tamir edilecek bölgeye erişimin kısıtlı olması olasılığını içerebilir. Daha büyük yapılar sözkonusu olduğunda, çalışmalar sekteye uğratılmadan tamirin yerinde yapılmasının gerekmesi durumu da muhtemeldir ve bu durum başka faktörlerin dikkate alınmasını gerektirecektir.
Hizmet içi kusurların tamiri bunların ve başka birçok faktörün dikkate alınmasını gerektirebilir ve böyle olduğundan genellikle üretim tamirlerinden çok daha komplike olarak görülürler.
Genellikle, birleştirme teknolojileri yapıların tamirinde ve bakımında önemli rol oynarlar. Parçalar tamir edilebilir, aşınmış veya paslanmış parçalar güçlendirilebilir ve çatlaklar tamir edilebilir. Bir tamir gerektiğinde iki şeyi belirlemek önemlidir. Birincisi, bozukluğun nedeni ve ikincisi komponent tamir edilebilir mi? İkinci husus, malzeme tipinin bilindiği çıkarımında bulunur. Metaller, özellikle kaynaklanacak metaller sözkonusu olduğunda, kimyasal bileşim son derece önemlidir. Kusur modları genellikle, bir sağlam tamir yapmak için gereken yaklaşımı gösterir. Neden-sonuç analizi basit olsa bile takip edilmediğinde, genellikle tamir emniyetsiz ve bazen hayal kırıcı olabilir.
Çoğu durumda, yapıyı tasarlamak için kullanılan Standart veya Kod, gerçekleştirilebilecek tamir tipini tanımlayacak ve aynı zamanda takip edilecek yöntemlere ilişkin bilgi verecektir. Standartlar, bir yeni ürün tasarlanırken veya tamir edilirken, bir bakım programının ve tamir prosedürlerinin değerlendirilmesinin önemli olduğunu belirtirler. İmalat sırasında tamirlere gerek duyulabilir ve bu durumunda dikkate alınması gerekir.
Normalde, bir tamiri gerçekleştirmenin birden fazla yolu vardır. Örneğin, demir dökümdeki çatlaklar pimleme, cıvatalama, perçinleme, kaynaklama veya sert lehimleme yoluyla bir arada tutulabilir veya tamir edilebilir. Seçilen yöntem kusurun nedeni, malzeme bileşimi ve temizliliği, çevre, komponentin boyutu ve şekli gibi faktörlere dayanacaktır.
Tamir ve onarım kaynağının basit veya doğrudan faaliyetler olarak görülmemesi çok önemlidir. Çoğu durumda, bir tamir zorlu görünmeyebilir, fakat bunların kötü yapılmasının sonuçları felaket niteliğinde olabilir.
Rev 1 Ocak 2009 Kaynak Tamirleri Telif© TWI Ltd 2009
Kaynaklama en iyi tamir yöntemi mi?
Bir komponentin bir lokal düzensizliğe veya bir sığ ayıba sahip olması nedeniyle tamir gerekli görülürse, ayıpların taşlanarak giderilmesi ve bir pürüzsüz kontur sağlayacak şekilde kaynaştırılması da kabul edilebilir. Eğer çelik kötü kaynaklanabilirliğe sahipse veya yorgunluk yükü ciddi düzeydeyse bu kesinlikle tercih edilecektir. Genellikle, bir gevrek malzemede ayıpların, gerilme konsantrasyonlarının ve artık gerilmelerin olmasına göre güvenlik faktörünün biraz düşürülmesi daha iyi olacaktır.
Aslında gevrek malzemeler (bunlar bazı çelikleri (özellikle kalın profilleri) ve demir dökümleri içerebilirler), ağır kaynak tamirlerinin yaratacağı artık gerilmelere, özellikle ayıpların tamamen giderilmemesi ve çatlak başlatacak düzeyde gerilme konsantrasyonları bırakmaları halinde dayanamayabilirler
Tamir önceki tamirlere benziyor mu?
Bir tür tamir işlemleri senelerdir yapılıyor olabilir; fakat yine de sonraki tamirin ince bir fark gösterip göstermediğini kontrol etmek önemlidir. Örneğin, kesit kalınlığı daha büyük olabilir; tamir edilecek çelik farklı ve daha az kaynaklanabilir veya zorlama daha yüksek olabilir. Kuşku duyulması halinde, aşağıdaki soruları yanıtlayın.
Taban metalin bileşimi ve kaynaklanabilirliği nedir?
Orijinal çizimler genellikle sözkonusu çelik hakkında bir fikir verecektir; buna karşın spesifikasyon limitleri o zaman daha az sıkı olabilir ve spesifikasyon yardımcı olabilecek yeterlilikte bileşimli ilgili ayrıntılar belirtmeyebilir. Eğer sülfür taşıyan kolay işlenir çelikler sözkonusuysa, kaynaklama sırasında sıcak çatlama sorunları ortaya çıkabilir.
Eğer bileşim konusunda kuşku duyuluyarsa, bir kimyasal analiz gerçekleştirilmelidir. Kaynaklanabilirliği etkileyebilecek bütün elementlerin (Ni, Cr, Mo, Cu, V, Nb ve B) ve ayrıca genellikle öngörülenlerin (C, S, P, Si ve Mn) analiz edilmesi önemlidir.
Analize harcanacak küçük bir meblağ, değerli bir komponentin yanlış tamir sonucunda zarar görmesini engelleyebilir veya eğer bileşim beklenenden daha inceyse ön ısıtmayı azaltarak veya ortadan kaldırarak tasarruf sağlayabilir. Bileşim bilindiğinde, bir kaynaklama işlemine karar verilebilir.
Tamirden nasıl bir dayanım beklenir?
Tamir kaynak metilinin sünme dayanımı ne kadar yüksekse, kaynağın tamamlanmasından sonraki artık gerilme düzeyi, çatlama riski ve deformasyondan kaçınmak için mengeneleme gereği o kadar yüksek ve kaynaklama prosedürünün formülasyonu o kadar güç olacaktır. Her halükarda, konvansiyonel çelik kaynak metallerinin sünme dayanımı yaklaşık olarak 1000N/mm2’dir.
Rev 1 Ocak 2009 Kaynak Tamirleri Telif© TWI Ltd 2009
Ön ısıtma tolere edilebilir mi?
Yüksek düzeyde ön ısıtma sadece kaynakçı için koşulları güçleştirmekle kalmaz; eğer ana çelik düşük sıcaklıkta tavlandıysa zarar görebilir. Diğer durumlarda ise, tamir edilmekte olan çelik aşırı ısınmadan zarar görebilecek öğeler içerebilir. Ön ısıtma düzeyleri, son derece düşük hidrojen içeriğine sahip sarf malzemeleri veya ferrit olmayan kaynak metaller kullanılarak azaltılabilir. Bunlar arasında, ostenitik elektrotlar biraz ön ısı gerektirebilirler, fakat daha pahalı nikel alaşımlar genellikle ön ısı gerektirmezler. Ne var ki, nikel alaşımlar, kaynak metali katılmaları durumunda ana çelikteki yüksek sülfür ve fosfor içeriklerine hassas olabilirler.
HAZ’nin yumuşaması veya sertleşmesi tolere edilebilir mi?
HAZ’nin yumuşaması muhtemelen çok yüksek dayanımlı çeliklerde ve bilhassa eğer düşük sıcaklık derecelerinde tavlanmışlarsa meydana gelir. Sözkonusu yumuşamadan kaçınılamaz, fakat bunun boyutu en aza indirilebilir. Sert HAZ’ler bilhassa hizmet koşullarının gerilme korozyonuna yol açtığı durumlarda daha naziktirler. H2S (hidrojen sülfür) içeren solüsyonlar (248HV (22HRC) altında sertlik gerektirebilirler, buna karşın taze havalandırılmış deniz suyunun yaklaşık 450HV’ye kadar otele edebildiği görülmektedir. Bu nedenle, aşırı sert HAZ’ler PWHT’nin bunları yumuşatmasını gerektirebilirler, fakat çatlamadan kaçınılması gerekir.
PWHT pratik mi?
Arzu edilir olmasına karşın, ön ısıtmada olanla aynı nedenler yüzünden PWHT mümkün olmayabilir. Büyük yapılar sözkonusu olduğunda, lokal PWHT mümkün olabilir, fakat ilgili kodlara bağlı kalmaya özen gösterilmesi gerekir; çünkü yanlış yürütülen PWHT sonucunda yeni artık gerilmelerin sözkonusu olması çok kolaydır.
PWHT gerekiyor mu?
PWHT’ye bazı nedenlerle ihtiyaç duyulabilir; kaçınılıp kaçınılamayacağını değerlendirmeden önce nedenin bilinmesi gerekir.
Tamirin yorgunluk direnci yeterli olacak mı?
Eğer tamir, yorgunluk nedeniyle yüksek gerilme altında olan bir bölgedeyse ve bilhassa eğer kalkışılan tamir bir yorgunluk çatlağı ise, tamir yüzeyi taşlanıp pürüzsüz hale getirilmedikçe ve yüzeydeki bütün kusurlar giderilmedikçe daha düşük düzeyde yorgunluk ömrü beklenebilir. Kökün taşlanarak pürüzsüzleştirilemediği dolgu kaynakları, yüksek yorgunluk gerilmesi alanlarında tolere edilemezler.
Tamir ortama dayanacak mı?
Korozyonun yanısıra, gerilme korozyonu, korozyon yorgunluğu, ısıl yorgunluk ve hizmet içi oksidasyon olasılıklarının da dikkate alınması önemlidir. Korozyon ve oksidasyon direnci genellikle dolgu metal bileşiminin en azından ana metal kadar soylu veya oksidasyona dirençli olmasını gerektirir. Korozyon yorgunluğu direnci için, tamir kaynak profilinin pürüzsüzleştirilmesi gerekir.
Rev 1 Ocak 2009 Kaynak Tamirleri Telif© TWI Ltd 2009
Gerilme korozyonuna karşı koymak için, doğru mikroyapıyı tekrar tesis etmek, sertliği ve tamir sonucunda kalan artık gerilmeyi azaltmak için PWHT’ye gerek duyulabilir.
Tamir kontrol ve test edilebilir mi?
Ağır hizmet durumlarında, genellikle radyografi ve/veya ultrason inceleme arzu edilir, fakat eğer paslanmaz çelik veya nikel alaşım dolgu kullanılıyorsa sorunlar çıkması muhtemeldir; ayrıca, sözkonusu tamirler MPI tarafından değerlendirilemez. Böyle durumlarda, çatlama riskinin ve kaynakçının neden olabileceği kusurlar riskinin olmaması için tamirlere ilişkin prosedür testlerinin çok dikkatli gerçekleştirilmesi bilhassa önemlidir.
Aslında, bütün tamir kaynaklarında, kaynakçıların uygun şekilde motive edilmelerinin ve dikkatlice denetlenmelerinin sağlanması önemlidir.
Kaynaklı tamirler
Hiç kuşkusuz, PWHT’siz tamir, orijinal kaynağın ısı işlemi görmediğin durumlarda normaldir; fakat bazı alaşım çelikleri ve birçok kalın kesitli komponent makul düzeyde tokluğu, korozyon direncini vs. muhafaza etmek için PWHT gerektirir. Ne var ki, hizmet içinde komponentlerin PWHT’si her zaman kolay ve hatta mümkün olmayabilir ve yerel PWHT basit yapılar haricinde çözüm getirmekten ziyade probleme neden olabilir.
Bölüm 19
Artık Gerilme ve Şekil Bozulması
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
1 Şekil Bozulmasının Nedenleri Nelerdir?
Kaynaklama malzemenin ergitilmesi için bağlantı kenarlarının son derece lokal ısıtılmasını gerektirdiği için, ısıtılan malzemenin genleşmesinden ve büzülmesinden dolayı komponentte birörnek olmayan gerilmeler oluşur.
Başlangıçta, kaynak havuzuna bitişik sıcak metalin (HAZ) ısıl genleşmesi nedeniyle kaynak havuzu oluştuğunda çevreleyen soğuk ana metalde basma gerilmeleri oluşur. Fakat kaynak metalin büzülmesine ve doğrudan HAZ’ye soğuk ana metal hacmi tarafından direnç gösterildiğinde soğumada çekme gerilmeleri meydana gelir.
Malzemenin içine işleyen ısıl gerilmelerin büyüklüğü, katılaşmada ve daha sonra oda sıcaklığına soğuma durumunda kaynak alanda hacimsel değişiklikle görülebilir. Örneğin, C-MN çeliğini kaynaklarken, erimiş kaynak metal hacmi katılaşma durumunda yaklaşık olarak %3 azalacak ve katılaşmış kaynak metal/HAZ’nin hacmi ise sıcaklığı çeliğin erime sıcaklığından oda sıcaklığına düştüğünde ayrıca %7 azalacaktır.
Eğer ısıl genleşmeden/büzülmeden kaynaklanan gerilmeler ana metalin sünme dayanımını aşarsa, metalde lokal plastik deformasyon meydana gelir. Plastik deformasyon, komponent boyutlarında kalıcı azalma yaratır ve yapıyı bozar.
2 Ana Şekil Bozulması Tipleri Nelerdir?
Şekil bozulması birkaç şekilde meydana gelir: • Boylamasına çekme. • Enlemesine çekme. • Açısal şekil bozulması. • Eğilme ve çanaklaşma. • Buruşma.
Soğuma durumunda kaynak alanının büzülmesi hem enine hem boylamasına olarak çekmeyle sonuçlanır. Birörnek olmayan büzülme (kalınlıkta), açısal şekil bozulması ve aynı zamanda boylamasına ve enine çekme yaratır. Örneğin, bir tek V alın kaynağında, birinci kaynak pasosu boylamasına ve enlemesine çekme ve dönme yaratır. İkinci paso, plakaların birinci kaynak bırakımını bir dayanak olarak kullanarak dönmelerine neden olur. Bu nedenle, bir çift taraflı V alın kaynağı bağlantısında dengelenmiş kaynaklama kullanılarak birörnek büzülme yaratılabilir ve açısal şekil bozulması engellenebilir.
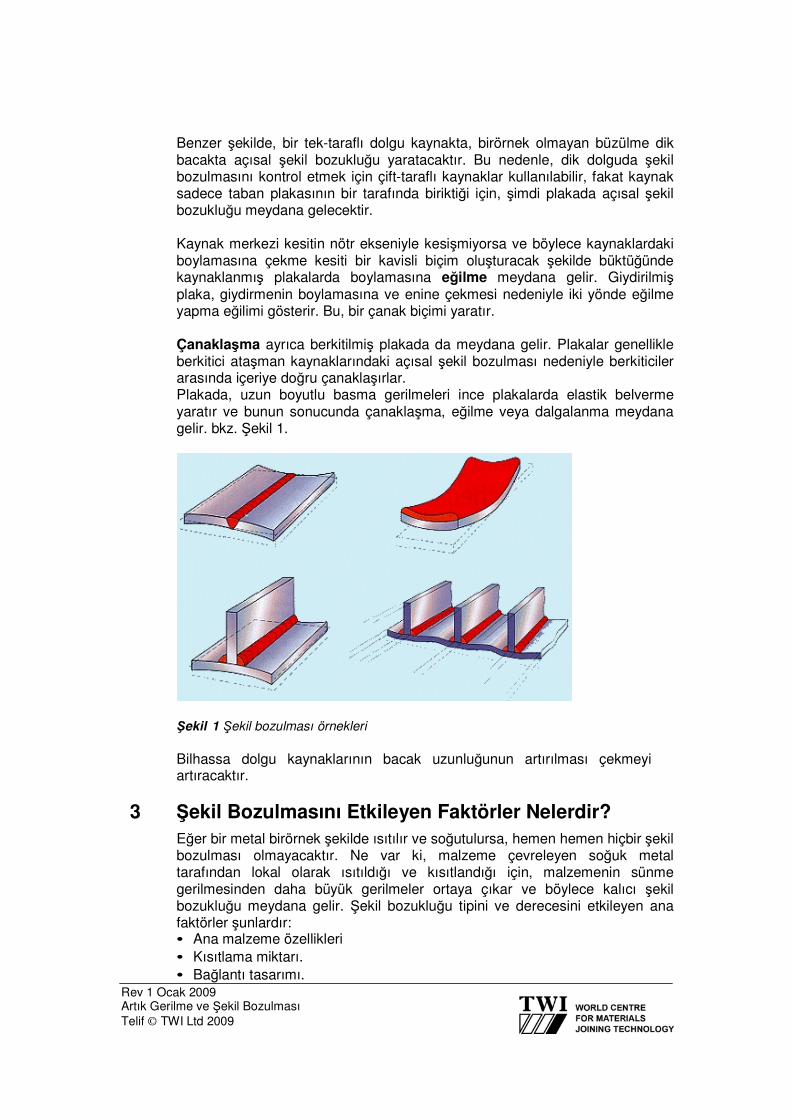
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
Benzer şekilde, bir tek-taraflı dolgu kaynakta, birörnek olmayan büzülme dik bacakta açısal şekil bozukluğu yaratacaktır. Bu nedenle, dik dolguda şekil bozulmasını kontrol etmek için çift-taraflı kaynaklar kullanılabilir, fakat kaynak sadece taban plakasının bir tarafında biriktiği için, şimdi plakada açısal şekil bozukluğu meydana gelecektir.
Kaynak merkezi kesitin nötr ekseniyle kesişmiyorsa ve böylece kaynaklardaki boylamasına çekme kesiti bir kavisli biçim oluşturacak şekilde büktüğünde kaynaklanmış plakalarda boylamasına eğilme meydana gelir. Giydirilmiş plaka, giydirmenin boylamasına ve enine çekmesi nedeniyle iki yönde eğilme yapma eğilimi gösterir. Bu, bir çanak biçimi yaratır.
Çanaklaşma ayrıca berkitilmiş plakada da meydana gelir. Plakalar genellikle berkitici ataşman kaynaklarındaki açısal şekil bozulması nedeniyle berkiticiler arasında içeriye doğru çanaklaşırlar. Plakada, uzun boyutlu basma gerilmeleri ince plakalarda elastik belverme yaratır ve bunun sonucunda çanaklaşma, eğilme veya dalgalanma meydana gelir. bkz. Şekil 1.
Şekil 1 Şekil bozulması örnekleri
Bilhassa dolgu kaynaklarının bacak uzunluğunun artırılması çekmeyi artıracaktır.
3 Şekil Bozulmasını Etkileyen Faktörler Nelerdir?
Eğer bir metal birörnek şekilde ısıtılır ve soğutulursa, hemen hemen hiçbir şekil bozulması olmayacaktır. Ne var ki, malzeme çevreleyen soğuk metal tarafından lokal olarak ısıtıldığı ve kısıtlandığı için, malzemenin sünme gerilmesinden daha büyük gerilmeler ortaya çıkar ve böylece kalıcı şekil bozukluğu meydana gelir. Şekil bozukluğu tipini ve derecesini etkileyen ana faktörler şunlardır: • Ana malzeme özellikleri • Kısıtlama miktarı. • Bağlantı tasarımı.
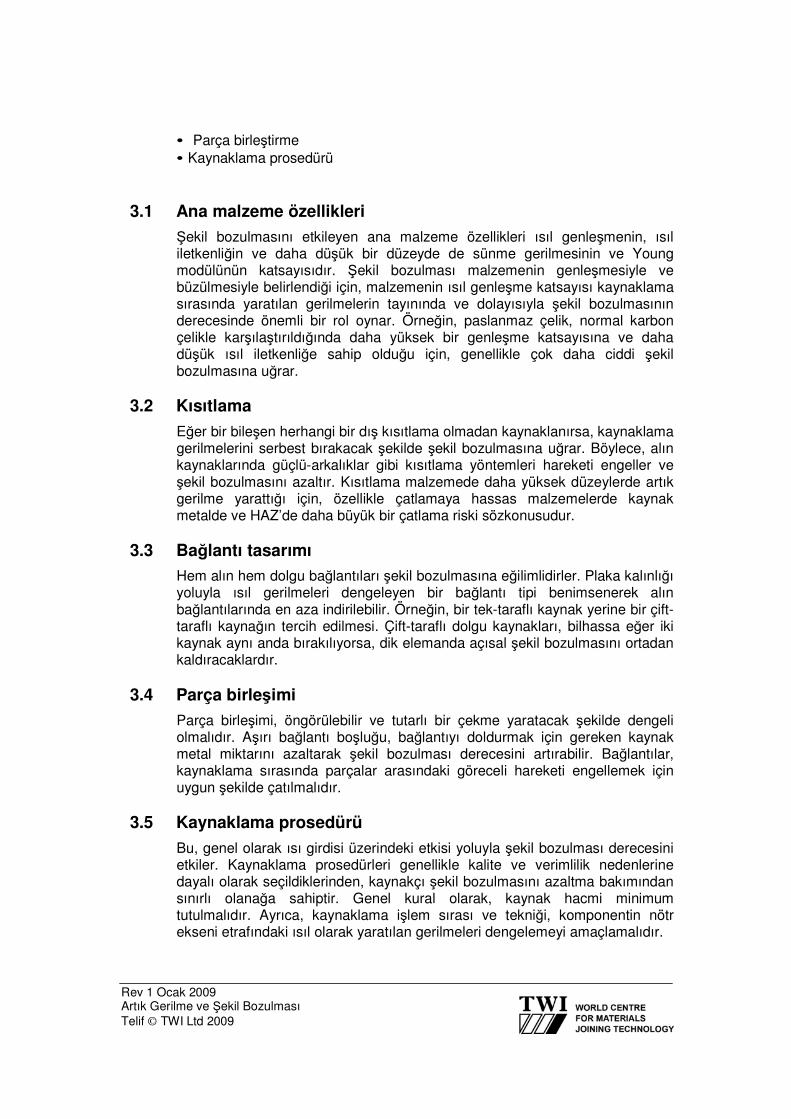
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
• Parça birleştirme • Kaynaklama prosedürü
3.1 Ana malzeme özellikleri
Şekil bozulmasını etkileyen ana malzeme özellikleri ısıl genleşmenin, ısıl iletkenliğin ve daha düşük bir düzeyde de sünme gerilmesinin ve Young modülünün katsayısıdır. Şekil bozulması malzemenin genleşmesiyle ve büzülmesiyle belirlendiği için, malzemenin ısıl genleşme katsayısı kaynaklama sırasında yaratılan gerilmelerin tayınında ve dolayısıyla şekil bozulmasının derecesinde önemli bir rol oynar. Örneğin, paslanmaz çelik, normal karbon çelikle karşılaştırıldığında daha yüksek bir genleşme katsayısına ve daha düşük ısıl iletkenliğe sahip olduğu için, genellikle çok daha ciddi şekil bozulmasına uğrar.
3.2 Kısıtlama
Eğer bir bileşen herhangi bir dış kısıtlama olmadan kaynaklanırsa, kaynaklama gerilmelerini serbest bırakacak şekilde şekil bozulmasına uğrar. Böylece, alın kaynaklarında güçlü-arkalıklar gibi kısıtlama yöntemleri hareketi engeller ve şekil bozulmasını azaltır. Kısıtlama malzemede daha yüksek düzeylerde artık gerilme yarattığı için, özellikle çatlamaya hassas malzemelerde kaynak metalde ve HAZ’de daha büyük bir çatlama riski sözkonusudur.
3.3 Bağlantı tasarımı
Hem alın hem dolgu bağlantıları şekil bozulmasına eğilimlidirler. Plaka kalınlığı yoluyla ısıl gerilmeleri dengeleyen bir bağlantı tipi benimsenerek alın bağlantılarında en aza indirilebilir. Örneğin, bir tek-taraflı kaynak yerine bir çift-taraflı kaynağın tercih edilmesi. Çift-taraflı dolgu kaynakları, bilhassa eğer iki kaynak aynı anda bırakılıyorsa, dik elemanda açısal şekil bozulmasını ortadan kaldıracaklardır.
3.4 Parça birleşimi
Parça birleşimi, öngörülebilir ve tutarlı bir çekme yaratacak şekilde dengeli olmalıdır. Aşırı bağlantı boşluğu, bağlantıyı doldurmak için gereken kaynak metal miktarını azaltarak şekil bozulması derecesini artırabilir. Bağlantılar, kaynaklama sırasında parçalar arasındaki göreceli hareketi engellemek için uygun şekilde çatılmalıdır.
3.5 Kaynaklama prosedürü
Bu, genel olarak ısı girdisi üzerindeki etkisi yoluyla şekil bozulması derecesini etkiler. Kaynaklama prosedürleri genellikle kalite ve verimlilik nedenlerine dayalı olarak seçildiklerinden, kaynakçı şekil bozulmasını azaltma bakımından sınırlı olanağa sahiptir. Genel kural olarak, kaynak hacmi minimum tutulmalıdır. Ayrıca, kaynaklama işlem sırası ve tekniği, komponentin nötr ekseni etrafındaki ısıl olarak yaratılan gerilmeleri dengelemeyi amaçlamalıdır.
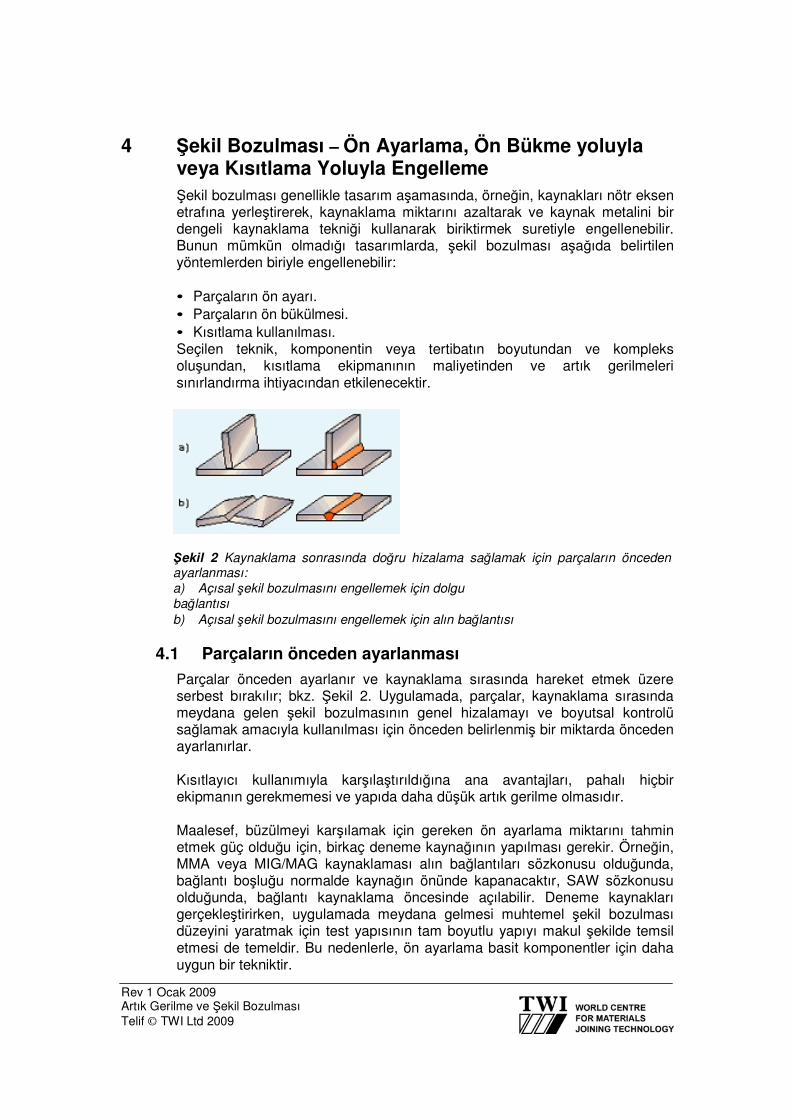
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
4 Şekil Bozulması – Ön Ayarlama, Ön Bükme yoluyla veya Kısıtlama Yoluyla Engelleme
Şekil bozulması genellikle tasarım aşamasında, örneğin, kaynakları nötr eksen etrafına yerleştirerek, kaynaklama miktarını azaltarak ve kaynak metalini bir dengeli kaynaklama tekniği kullanarak biriktirmek suretiyle engellenebilir. Bunun mümkün olmadığı tasarımlarda, şekil bozulması aşağıda belirtilen yöntemlerden biriyle engellenebilir:
• Parçaların ön ayarı. • Parçaların ön bükülmesi. • Kısıtlama kullanılması. Seçilen teknik, komponentin veya tertibatın boyutundan ve kompleks oluşundan, kısıtlama ekipmanının maliyetinden ve artık gerilmeleri sınırlandırma ihtiyacından etkilenecektir.
Şekil 2 Kaynaklama sonrasında doğru hizalama sağlamak için parçaların önceden ayarlanması: a) Açısal şekil bozulmasını engellemek için dolgu bağlantısı b) Açısal şekil bozulmasını engellemek için alın bağlantısı
4.1 Parçaların önceden ayarlanması
Parçalar önceden ayarlanır ve kaynaklama sırasında hareket etmek üzere serbest bırakılır; bkz. Şekil 2. Uygulamada, parçalar, kaynaklama sırasında meydana gelen şekil bozulmasının genel hizalamayı ve boyutsal kontrolü sağlamak amacıyla kullanılması için önceden belirlenmiş bir miktarda önceden ayarlanırlar.
Kısıtlayıcı kullanımıyla karşılaştırıldığına ana avantajları, pahalı hiçbir ekipmanın gerekmemesi ve yapıda daha düşük artık gerilme olmasıdır.
Maalesef, büzülmeyi karşılamak için gereken ön ayarlama miktarını tahmin etmek güç olduğu için, birkaç deneme kaynağının yapılması gerekir. Örneğin, MMA veya MIG/MAG kaynaklaması alın bağlantıları sözkonusu olduğunda, bağlantı boşluğu normalde kaynağın önünde kapanacaktır, SAW sözkonusu olduğunda, bağlantı kaynaklama öncesinde açılabilir. Deneme kaynakları gerçekleştirirken, uygulamada meydana gelmesi muhtemel şekil bozulması düzeyini yaratmak için test yapısının tam boyutlu yapıyı makul şekilde temsil etmesi de temeldir. Bu nedenlerle, ön ayarlama basit komponentler için daha uygun bir tekniktir.
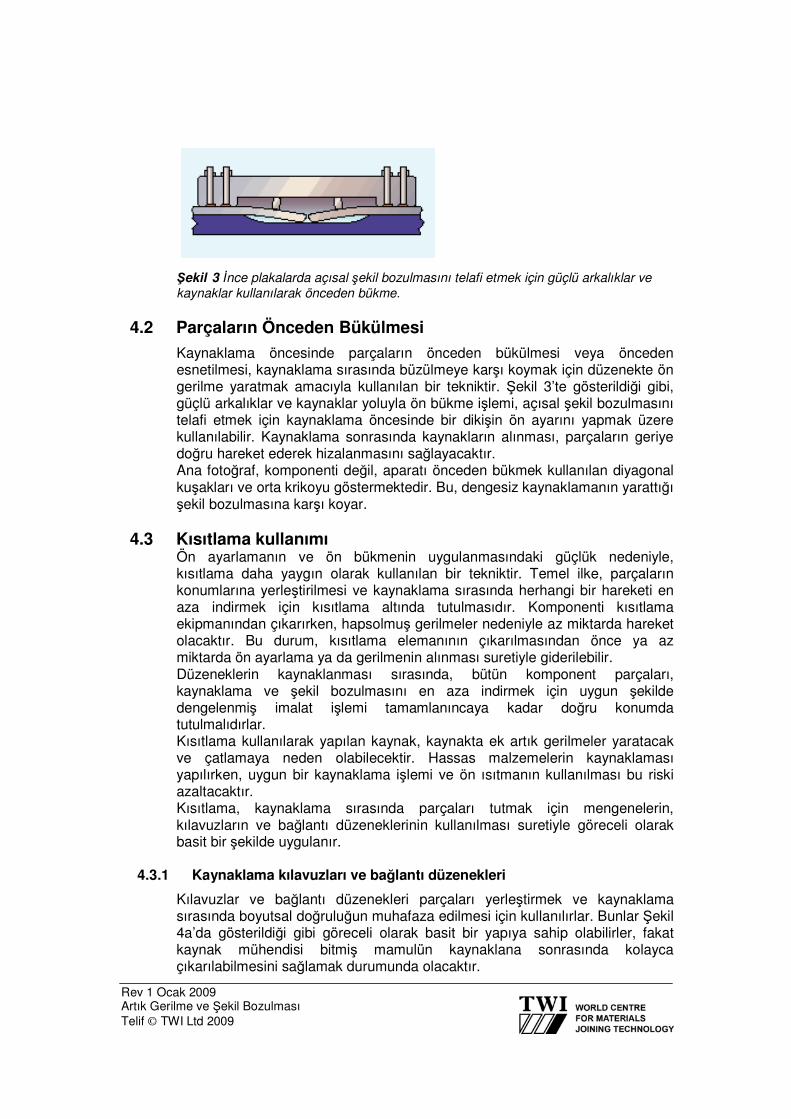
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
Şekil 3 İnce plakalarda açısal şekil bozulmasını telafi etmek için güçlü arkalıklar ve kaynaklar kullanılarak önceden bükme.
4.2 Parçaların Önceden Bükülmesi
Kaynaklama öncesinde parçaların önceden bükülmesi veya önceden esnetilmesi, kaynaklama sırasında büzülmeye karşı koymak için düzenekte ön gerilme yaratmak amacıyla kullanılan bir tekniktir. Şekil 3’te gösterildiği gibi, güçlü arkalıklar ve kaynaklar yoluyla ön bükme işlemi, açısal şekil bozulmasını telafi etmek için kaynaklama öncesinde bir dikişin ön ayarını yapmak üzere kullanılabilir. Kaynaklama sonrasında kaynakların alınması, parçaların geriye doğru hareket ederek hizalanmasını sağlayacaktır. Ana fotoğraf, komponenti değil, aparatı önceden bükmek kullanılan diyagonal kuşakları ve orta krikoyu göstermektedir. Bu, dengesiz kaynaklamanın yarattığı şekil bozulmasına karşı koyar.
4.3 Kısıtlama kullanımı
Ön ayarlamanın ve ön bükmenin uygulanmasındaki güçlük nedeniyle, kısıtlama daha yaygın olarak kullanılan bir tekniktir. Temel ilke, parçaların konumlarına yerleştirilmesi ve kaynaklama sırasında herhangi bir hareketi en aza indirmek için kısıtlama altında tutulmasıdır. Komponenti kısıtlama ekipmanından çıkarırken, hapsolmuş gerilmeler nedeniyle az miktarda hareket olacaktır. Bu durum, kısıtlama elemanının çıkarılmasından önce ya az miktarda ön ayarlama ya da gerilmenin alınması suretiyle giderilebilir. Düzeneklerin kaynaklanması sırasında, bütün komponent parçaları, kaynaklama ve şekil bozulmasını en aza indirmek için uygun şekilde dengelenmiş imalat işlemi tamamlanıncaya kadar doğru konumda tutulmalıdırlar. Kısıtlama kullanılarak yapılan kaynak, kaynakta ek artık gerilmeler yaratacak ve çatlamaya neden olabilecektir. Hassas malzemelerin kaynaklaması yapılırken, uygun bir kaynaklama işlemi ve ön ısıtmanın kullanılması bu riski azaltacaktır. Kısıtlama, kaynaklama sırasında parçaları tutmak için mengenelerin, kılavuzların ve bağlantı düzeneklerinin kullanılması suretiyle göreceli olarak basit bir şekilde uygulanır.
4.3.1 Kaynaklama kılavuzları ve bağlantı düzenekleri
Kılavuzlar ve bağlantı düzenekleri parçaları yerleştirmek ve kaynaklama sırasında boyutsal doğruluğun muhafaza edilmesi için kullanılırlar. Bunlar Şekil 4a’da gösterildiği gibi göreceli olarak basit bir yapıya sahip olabilirler, fakat kaynak mühendisi bitmiş mamulün kaynaklana sonrasında kolayca çıkarılabilmesini sağlamak durumunda olacaktır.
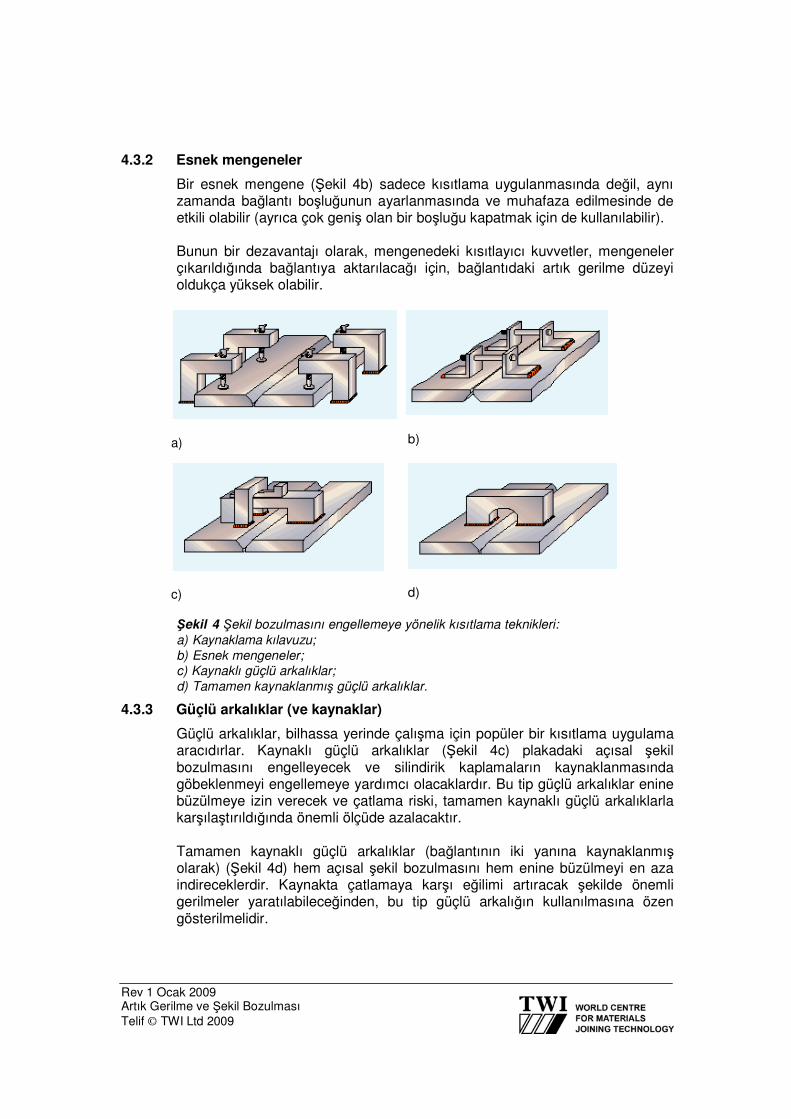
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
4.3.2 Esnek mengeneler
Bir esnek mengene (Şekil 4b) sadece kısıtlama uygulanmasında değil, aynı zamanda bağlantı boşluğunun ayarlanmasında ve muhafaza edilmesinde de etkili olabilir (ayrıca çok geniş olan bir boşluğu kapatmak için de kullanılabilir).
Bunun bir dezavantajı olarak, mengenedeki kısıtlayıcı kuvvetler, mengeneler çıkarıldığında bağlantıya aktarılacağı için, bağlantıdaki artık gerilme düzeyi oldukça yüksek olabilir.
a) b)
c) d)
Şekil 4 Şekil bozulmasını engellemeye yönelik kısıtlama teknikleri: a) Kaynaklama kılavuzu; b) Esnek mengeneler; c) Kaynaklı güçlü arkalıklar; d) Tamamen kaynaklanmış güçlü arkalıklar.
4.3.3 Güçlü arkalıklar (ve kaynaklar)
Güçlü arkalıklar, bilhassa yerinde çalışma için popüler bir kısıtlama uygulama aracıdırlar. Kaynaklı güçlü arkalıklar (Şekil 4c) plakadaki açısal şekil bozulmasını engelleyecek ve silindirik kaplamaların kaynaklanmasında göbeklenmeyi engellemeye yardımcı olacaklardır. Bu tip güçlü arkalıklar enine büzülmeye izin verecek ve çatlama riski, tamamen kaynaklı güçlü arkalıklarla karşılaştırıldığında önemli ölçüde azalacaktır.
Tamamen kaynaklı güçlü arkalıklar (bağlantının iki yanına kaynaklanmış olarak) (Şekil 4d) hem açısal şekil bozulmasını hem enine büzülmeyi en aza indireceklerdir. Kaynakta çatlamaya karşı eğilimi artıracak şekilde önemli gerilmeler yaratılabileceğinden, bu tip güçlü arkalığın kullanılmasına özen gösterilmelidir.
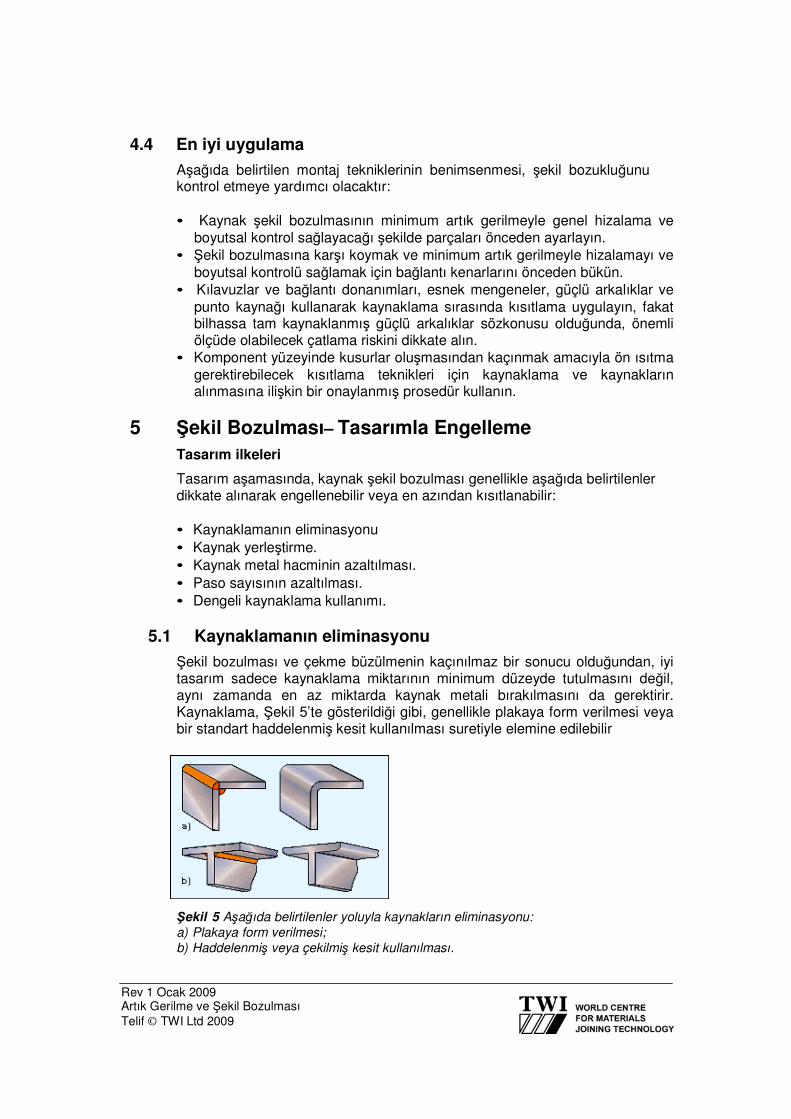
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
4.4 En iyi uygulama
Aşağıda belirtilen montaj tekniklerinin benimsenmesi, şekil bozukluğunu kontrol etmeye yardımcı olacaktır:
• Kaynak şekil bozulmasının minimum artık gerilmeyle genel hizalama ve
boyutsal kontrol sağlayacağı şekilde parçaları önceden ayarlayın. • Şekil bozulmasına karşı koymak ve minimum artık gerilmeyle hizalamayı ve
boyutsal kontrolü sağlamak için bağlantı kenarlarını önceden bükün. • Kılavuzlar ve bağlantı donanımları, esnek mengeneler, güçlü arkalıklar ve
punto kaynağı kullanarak kaynaklama sırasında kısıtlama uygulayın, fakat bilhassa tam kaynaklanmış güçlü arkalıklar sözkonusu olduğunda, önemli ölçüde olabilecek çatlama riskini dikkate alın.
• Komponent yüzeyinde kusurlar oluşmasından kaçınmak amacıyla ön ısıtma gerektirebilecek kısıtlama teknikleri için kaynaklama ve kaynakların alınmasına ilişkin bir onaylanmış prosedür kullanın.
5 Şekil Bozulması– Tasarımla Engelleme
Tasarım ilkeleri
Tasarım aşamasında, kaynak şekil bozulması genellikle aşağıda belirtilenler dikkate alınarak engellenebilir veya en azından kısıtlanabilir:
• Kaynaklamanın eliminasyonu • Kaynak yerleştirme. • Kaynak metal hacminin azaltılması. • Paso sayısının azaltılması. • Dengeli kaynaklama kullanımı.
5.1 Kaynaklamanın eliminasyonu
Şekil bozulması ve çekme büzülmenin kaçınılmaz bir sonucu olduğundan, iyi tasarım sadece kaynaklama miktarının minimum düzeyde tutulmasını değil, aynı zamanda en az miktarda kaynak metali bırakılmasını da gerektirir. Kaynaklama, Şekil 5’te gösterildiği gibi, genellikle plakaya form verilmesi veya bir standart haddelenmiş kesit kullanılması suretiyle elemine edilebilir
Şekil 5 Aşağıda belirtilenler yoluyla kaynakların eliminasyonu: a) Plakaya form verilmesi; b) Haddelenmiş veya çekilmiş kesit kullanılması.
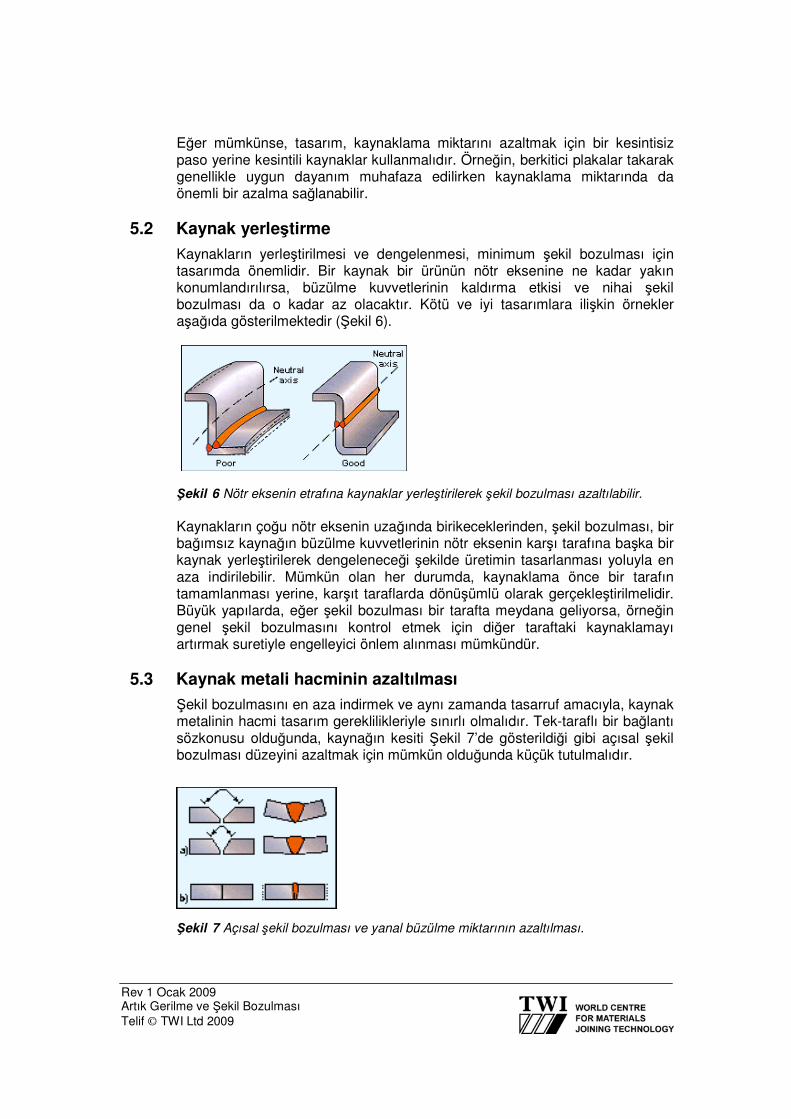
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
Eğer mümkünse, tasarım, kaynaklama miktarını azaltmak için bir kesintisiz paso yerine kesintili kaynaklar kullanmalıdır. Örneğin, berkitici plakalar takarak genellikle uygun dayanım muhafaza edilirken kaynaklama miktarında da önemli bir azalma sağlanabilir.
5.2 Kaynak yerleştirme
Kaynakların yerleştirilmesi ve dengelenmesi, minimum şekil bozulması için tasarımda önemlidir. Bir kaynak bir ürünün nötr eksenine ne kadar yakın konumlandırılırsa, büzülme kuvvetlerinin kaldırma etkisi ve nihai şekil bozulması da o kadar az olacaktır. Kötü ve iyi tasarımlara ilişkin örnekler aşağıda gösterilmektedir (Şekil 6).
Şekil 6 Nötr eksenin etrafına kaynaklar yerleştirilerek şekil bozulması azaltılabilir.
Kaynakların çoğu nötr eksenin uzağında birikeceklerinden, şekil bozulması, bir bağımsız kaynağın büzülme kuvvetlerinin nötr eksenin karşı tarafına başka bir kaynak yerleştirilerek dengeleneceği şekilde üretimin tasarlanması yoluyla en aza indirilebilir. Mümkün olan her durumda, kaynaklama önce bir tarafın tamamlanması yerine, karşıt taraflarda dönüşümlü olarak gerçekleştirilmelidir. Büyük yapılarda, eğer şekil bozulması bir tarafta meydana geliyorsa, örneğin genel şekil bozulmasını kontrol etmek için diğer taraftaki kaynaklamayı artırmak suretiyle engelleyici önlem alınması mümkündür.
5.3 Kaynak metali hacminin azaltılması
Şekil bozulmasını en aza indirmek ve aynı zamanda tasarruf amacıyla, kaynak metalinin hacmi tasarım gereklilikleriyle sınırlı olmalıdır. Tek-taraflı bir bağlantı sözkonusu olduğunda, kaynağın kesiti Şekil 7’de gösterildiği gibi açısal şekil bozulması düzeyini azaltmak için mümkün olduğunda küçük tutulmalıdır.
Şekil 7 Açısal şekil bozulması ve yanal büzülme miktarının azaltılması.
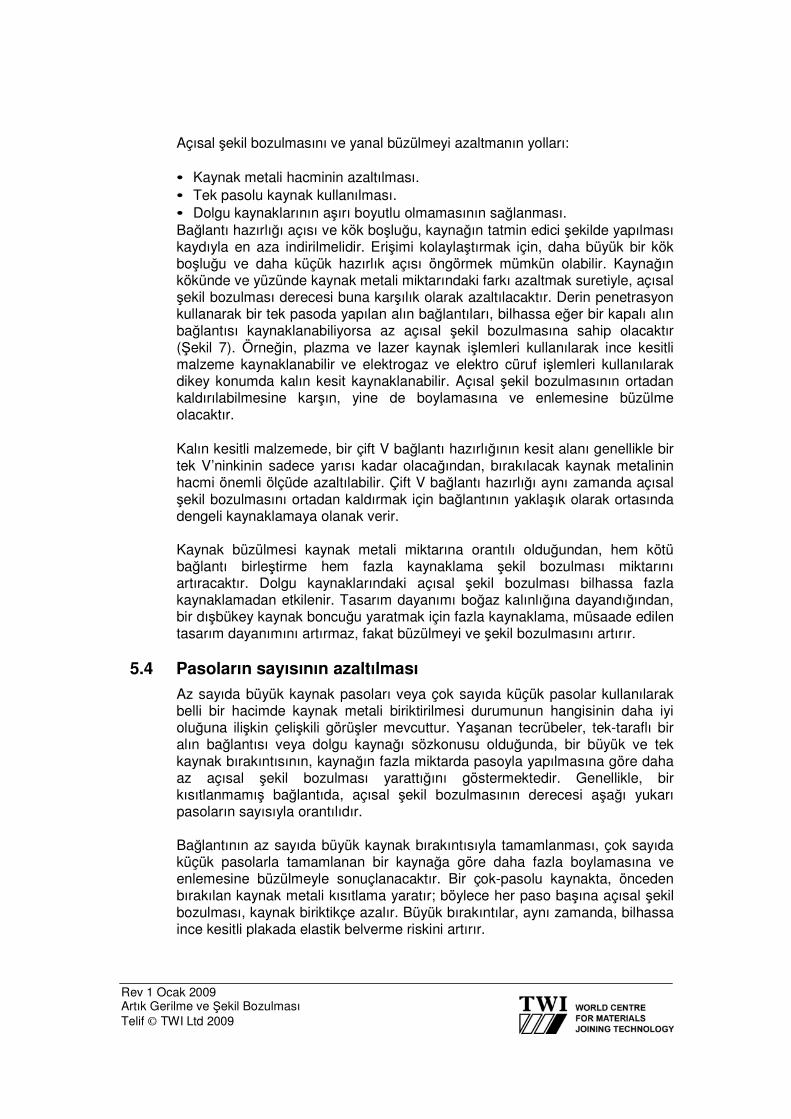
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
Açısal şekil bozulmasını ve yanal büzülmeyi azaltmanın yolları:
• Kaynak metali hacminin azaltılması. • Tek pasolu kaynak kullanılması. • Dolgu kaynaklarının aşırı boyutlu olmamasının sağlanması. Bağlantı hazırlığı açısı ve kök boşluğu, kaynağın tatmin edici şekilde yapılması kaydıyla en aza indirilmelidir. Erişimi kolaylaştırmak için, daha büyük bir kök boşluğu ve daha küçük hazırlık açısı öngörmek mümkün olabilir. Kaynağın kökünde ve yüzünde kaynak metali miktarındaki farkı azaltmak suretiyle, açısal şekil bozulması derecesi buna karşılık olarak azaltılacaktır. Derin penetrasyon kullanarak bir tek pasoda yapılan alın bağlantıları, bilhassa eğer bir kapalı alın bağlantısı kaynaklanabiliyorsa az açısal şekil bozulmasına sahip olacaktır (Şekil 7). Örneğin, plazma ve lazer kaynak işlemleri kullanılarak ince kesitli malzeme kaynaklanabilir ve elektrogaz ve elektro cüruf işlemleri kullanılarak dikey konumda kalın kesit kaynaklanabilir. Açısal şekil bozulmasının ortadan kaldırılabilmesine karşın, yine de boylamasına ve enlemesine büzülme olacaktır. Kalın kesitli malzemede, bir çift V bağlantı hazırlığının kesit alanı genellikle bir tek V’ninkinin sadece yarısı kadar olacağından, bırakılacak kaynak metalinin hacmi önemli ölçüde azaltılabilir. Çift V bağlantı hazırlığı aynı zamanda açısal şekil bozulmasını ortadan kaldırmak için bağlantının yaklaşık olarak ortasında dengeli kaynaklamaya olanak verir.
Kaynak büzülmesi kaynak metali miktarına orantılı olduğundan, hem kötü bağlantı birleştirme hem fazla kaynaklama şekil bozulması miktarını artıracaktır. Dolgu kaynaklarındaki açısal şekil bozulması bilhassa fazla kaynaklamadan etkilenir. Tasarım dayanımı boğaz kalınlığına dayandığından, bir dışbükey kaynak boncuğu yaratmak için fazla kaynaklama, müsaade edilen tasarım dayanımını artırmaz, fakat büzülmeyi ve şekil bozulmasını artırır.
5.4 Pasoların sayısının azaltılması
Az sayıda büyük kaynak pasoları veya çok sayıda küçük pasolar kullanılarak belli bir hacimde kaynak metali biriktirilmesi durumunun hangisinin daha iyi oluğuna ilişkin çelişkili görüşler mevcuttur. Yaşanan tecrübeler, tek-taraflı bir alın bağlantısı veya dolgu kaynağı sözkonusu olduğunda, bir büyük ve tek kaynak bırakıntısının, kaynağın fazla miktarda pasoyla yapılmasına göre daha az açısal şekil bozulması yarattığını göstermektedir. Genellikle, bir kısıtlanmamış bağlantıda, açısal şekil bozulmasının derecesi aşağı yukarı pasoların sayısıyla orantılıdır.
Bağlantının az sayıda büyük kaynak bırakıntısıyla tamamlanması, çok sayıda küçük pasolarla tamamlanan bir kaynağa göre daha fazla boylamasına ve enlemesine büzülmeyle sonuçlanacaktır. Bir çok-pasolu kaynakta, önceden bırakılan kaynak metali kısıtlama yaratır; böylece her paso başına açısal şekil bozulması, kaynak biriktikçe azalır. Büyük bırakıntılar, aynı zamanda, bilhassa ince kesitli plakada elastik belverme riskini artırır.
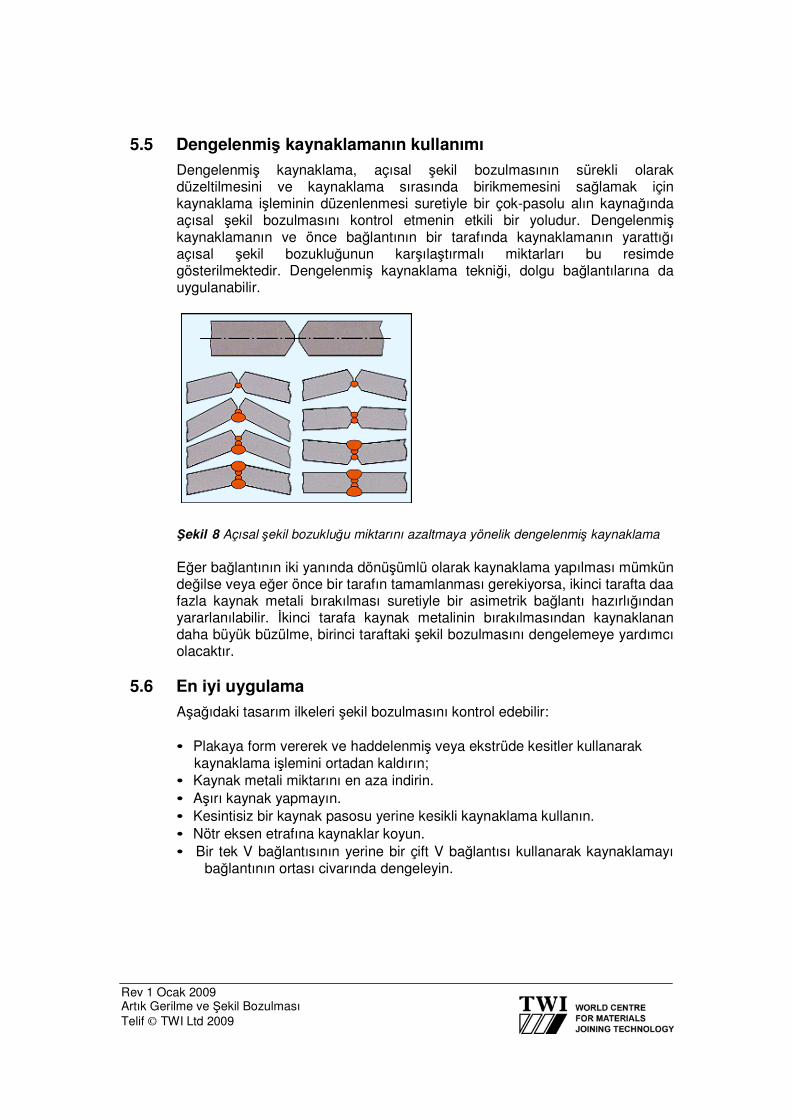
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
5.5 Dengelenmiş kaynaklamanın kullanımı
Dengelenmiş kaynaklama, açısal şekil bozulmasının sürekli olarak düzeltilmesini ve kaynaklama sırasında birikmemesini sağlamak için kaynaklama işleminin düzenlenmesi suretiyle bir çok-pasolu alın kaynağında açısal şekil bozulmasını kontrol etmenin etkili bir yoludur. Dengelenmiş kaynaklamanın ve önce bağlantının bir tarafında kaynaklamanın yarattığı açısal şekil bozukluğunun karşılaştırmalı miktarları bu resimde gösterilmektedir. Dengelenmiş kaynaklama tekniği, dolgu bağlantılarına da uygulanabilir.
Şekil 8 Açısal şekil bozukluğu miktarını azaltmaya yönelik dengelenmiş kaynaklama
Eğer bağlantının iki yanında dönüşümlü olarak kaynaklama yapılması mümkün değilse veya eğer önce bir tarafın tamamlanması gerekiyorsa, ikinci tarafta daa fazla kaynak metali bırakılması suretiyle bir asimetrik bağlantı hazırlığından yararlanılabilir. İkinci tarafa kaynak metalinin bırakılmasından kaynaklanan daha büyük büzülme, birinci taraftaki şekil bozulmasını dengelemeye yardımcı olacaktır.
5.6 En iyi uygulama
Aşağıdaki tasarım ilkeleri şekil bozulmasını kontrol edebilir:
• Plakaya form vererek ve haddelenmiş veya ekstrüde kesitler kullanarak kaynaklama işlemini ortadan kaldırın;
• Kaynak metali miktarını en aza indirin. • Aşırı kaynak yapmayın. • Kesintisiz bir kaynak pasosu yerine kesikli kaynaklama kullanın. • Nötr eksen etrafına kaynaklar koyun. • Bir tek V bağlantısının yerine bir çift V bağlantısı kullanarak kaynaklamayı bağlantının ortası civarında dengeleyin.

Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
En iyi uygulamaların benimsenmesi şaşırtıcı maliyet avantajları sağlayabilir. Örneğin, 6mm’lik bir tasarım dolgu bacağı uzunluğu için, bir 8mm bacak uzunluğunun bırakılması %57’lik bir ek kaynak metalinin bırakılmasıyla sonuçlanacaktır. Kaynak metalinin bırakılmasının getirdiği ekstra maliyetin ve şekil bozulması riskinin artmasının yanısıra, bu ekstra kaynak metalinin daha sonra uzaklaştırılması da maliyetlidir. Ne var ki, şekil bozulması kontrolünün tasarlanması ek üretim maliyetleri yaratabilir. Örneğin, bir çift V bağlantı hazırlığının kullanılması kaynak hacmini azaltmanın ve şekil bozulmasını kontrol etmenin mükemmel bir yoludur, fakat kaynakçının ters tarafa erişmesi için iş parçasının kullanılması üretimde ekstra maliyetler yaratabilir.
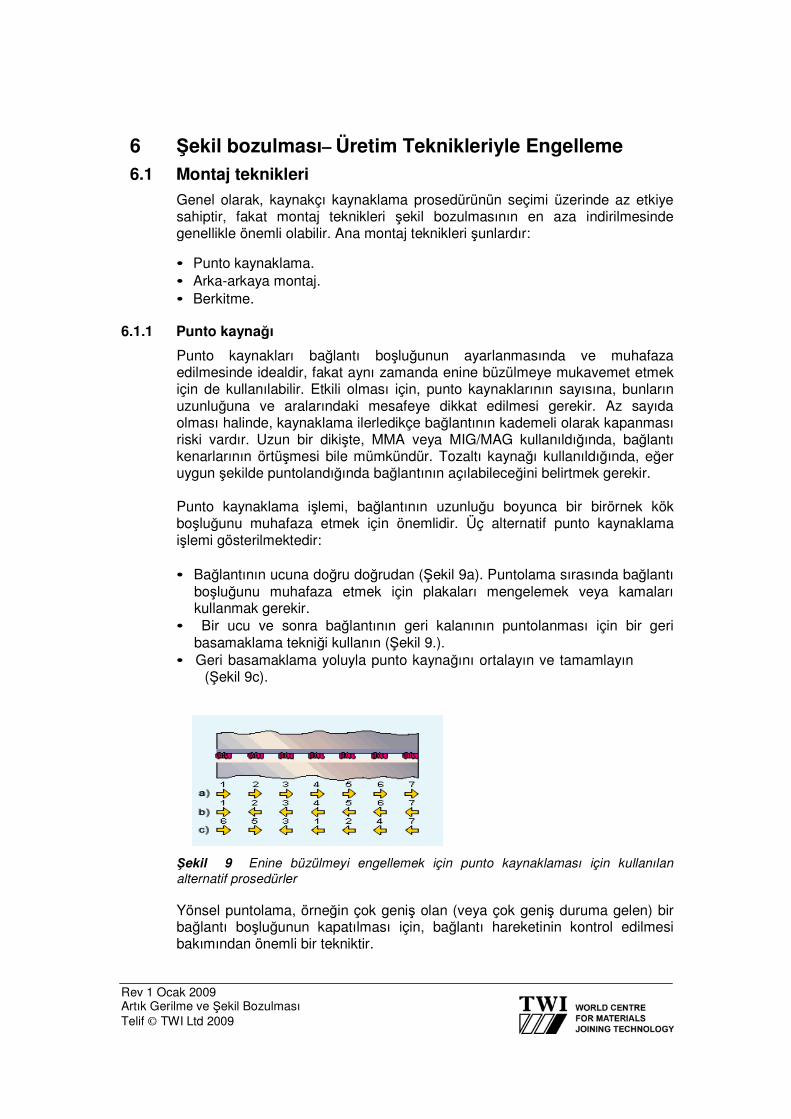
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
6 Şekil bozulması– Üretim Teknikleriyle Engelleme
6.1 Montaj teknikleri
Genel olarak, kaynakçı kaynaklama prosedürünün seçimi üzerinde az etkiye sahiptir, fakat montaj teknikleri şekil bozulmasının en aza indirilmesinde genellikle önemli olabilir. Ana montaj teknikleri şunlardır:
• Punto kaynaklama. • Arka-arkaya montaj. • Berkitme.
6.1.1 Punto kaynağı
Punto kaynakları bağlantı boşluğunun ayarlanmasında ve muhafaza edilmesinde idealdir, fakat aynı zamanda enine büzülmeye mukavemet etmek için de kullanılabilir. Etkili olması için, punto kaynaklarının sayısına, bunların uzunluğuna ve aralarındaki mesafeye dikkat edilmesi gerekir. Az sayıda olması halinde, kaynaklama ilerledikçe bağlantının kademeli olarak kapanması riski vardır. Uzun bir dikişte, MMA veya MIG/MAG kullanıldığında, bağlantı kenarlarının örtüşmesi bile mümkündür. Tozaltı kaynağı kullanıldığında, eğer uygun şekilde puntolandığında bağlantının açılabileceğini belirtmek gerekir.
Punto kaynaklama işlemi, bağlantının uzunluğu boyunca bir birörnek kök boşluğunu muhafaza etmek için önemlidir. Üç alternatif punto kaynaklama işlemi gösterilmektedir:
• Bağlantının ucuna doğru doğrudan (Şekil 9a). Puntolama sırasında bağlantı
boşluğunu muhafaza etmek için plakaları mengelemek veya kamaları kullanmak gerekir.
• Bir ucu ve sonra bağlantının geri kalanının puntolanması için bir geri basamaklama tekniği kullanın (Şekil 9.).
• Geri basamaklama yoluyla punto kaynağını ortalayın ve tamamlayın (Şekil 9c).
Şekil 9 Enine büzülmeyi engellemek için punto kaynaklaması için kullanılan alternatif prosedürler
Yönsel puntolama, örneğin çok geniş olan (veya çok geniş duruma gelen) bir bağlantı boşluğunun kapatılması için, bağlantı hareketinin kontrol edilmesi bakımından önemli bir tekniktir.
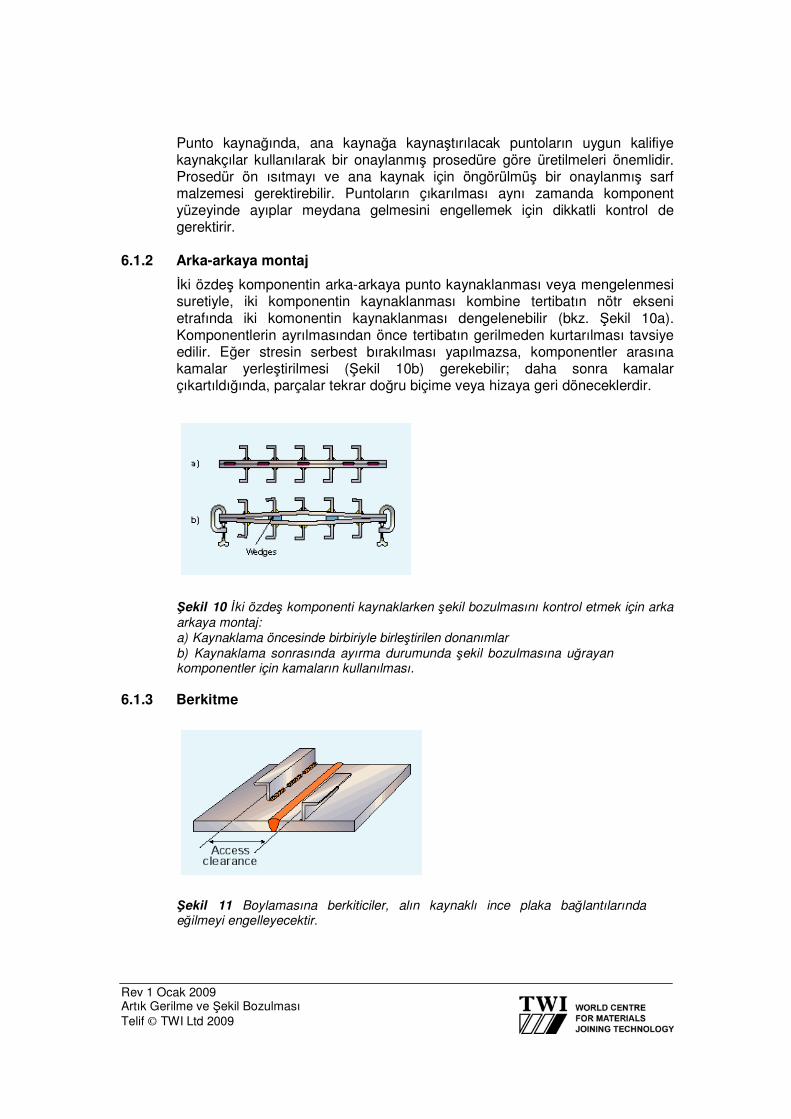
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
Punto kaynağında, ana kaynağa kaynaştırılacak puntoların uygun kalifiye kaynakçılar kullanılarak bir onaylanmış prosedüre göre üretilmeleri önemlidir. Prosedür ön ısıtmayı ve ana kaynak için öngörülmüş bir onaylanmış sarf malzemesi gerektirebilir. Puntoların çıkarılması aynı zamanda komponent yüzeyinde ayıplar meydana gelmesini engellemek için dikkatli kontrol de gerektirir.
6.1.2 Arka-arkaya montaj
İki özdeş komponentin arka-arkaya punto kaynaklanması veya mengelenmesi suretiyle, iki komponentin kaynaklanması kombine tertibatın nötr ekseni etrafında iki komonentin kaynaklanması dengelenebilir (bkz. Şekil 10a). Komponentlerin ayrılmasından önce tertibatın gerilmeden kurtarılması tavsiye edilir. Eğer stresin serbest bırakılması yapılmazsa, komponentler arasına kamalar yerleştirilmesi (Şekil 10b) gerekebilir; daha sonra kamalar çıkartıldığında, parçalar tekrar doğru biçime veya hizaya geri döneceklerdir.
Şekil 10 İki özdeş komponenti kaynaklarken şekil bozulmasını kontrol etmek için arka arkaya montaj: a) Kaynaklama öncesinde birbiriyle birleştirilen donanımlar b) Kaynaklama sonrasında ayırma durumunda şekil bozulmasına uğrayan komponentler için kamaların kullanılması.
6.1.3 Berkitme
Şekil 11 Boylamasına berkiticiler, alın kaynaklı ince plaka bağlantılarında eğilmeyi engelleyecektir.
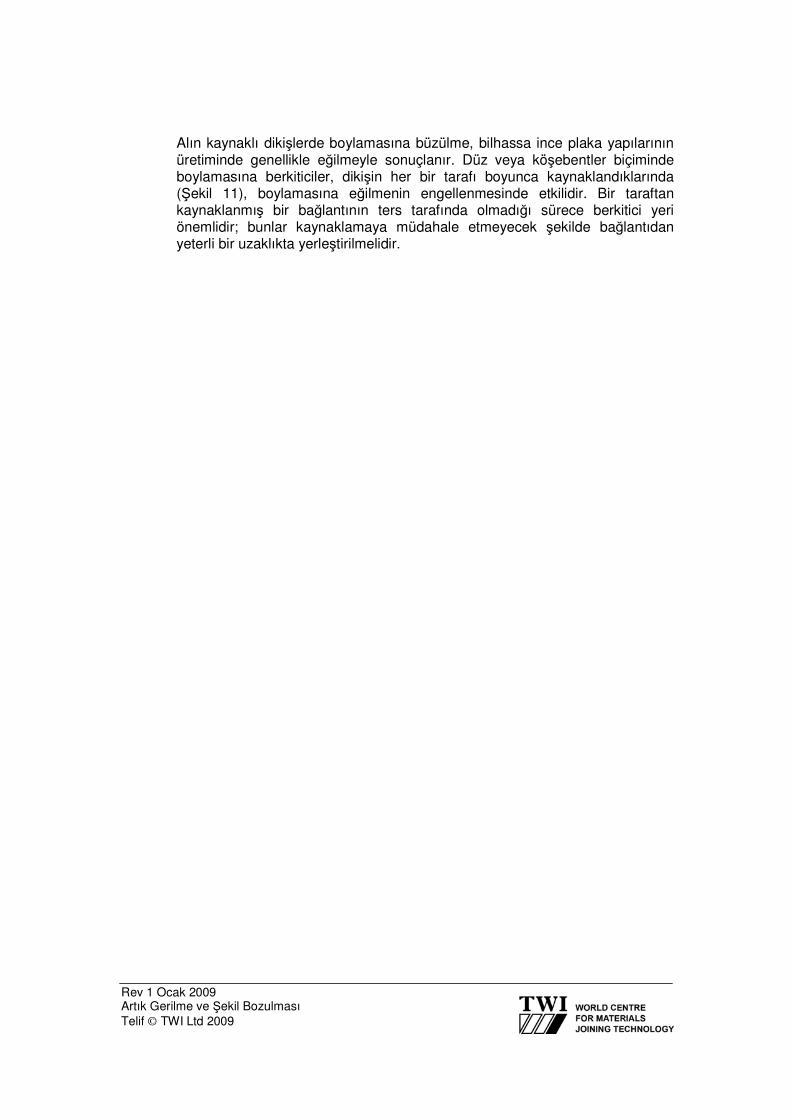
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
Alın kaynaklı dikişlerde boylamasına büzülme, bilhassa ince plaka yapılarının üretiminde genellikle eğilmeyle sonuçlanır. Düz veya köşebentler biçiminde boylamasına berkiticiler, dikişin her bir tarafı boyunca kaynaklandıklarında (Şekil 11), boylamasına eğilmenin engellenmesinde etkilidir. Bir taraftan kaynaklanmış bir bağlantının ters tarafında olmadığı sürece berkitici yeri önemlidir; bunlar kaynaklamaya müdahale etmeyecek şekilde bağlantıdan yeterli bir uzaklıkta yerleştirilmelidir.
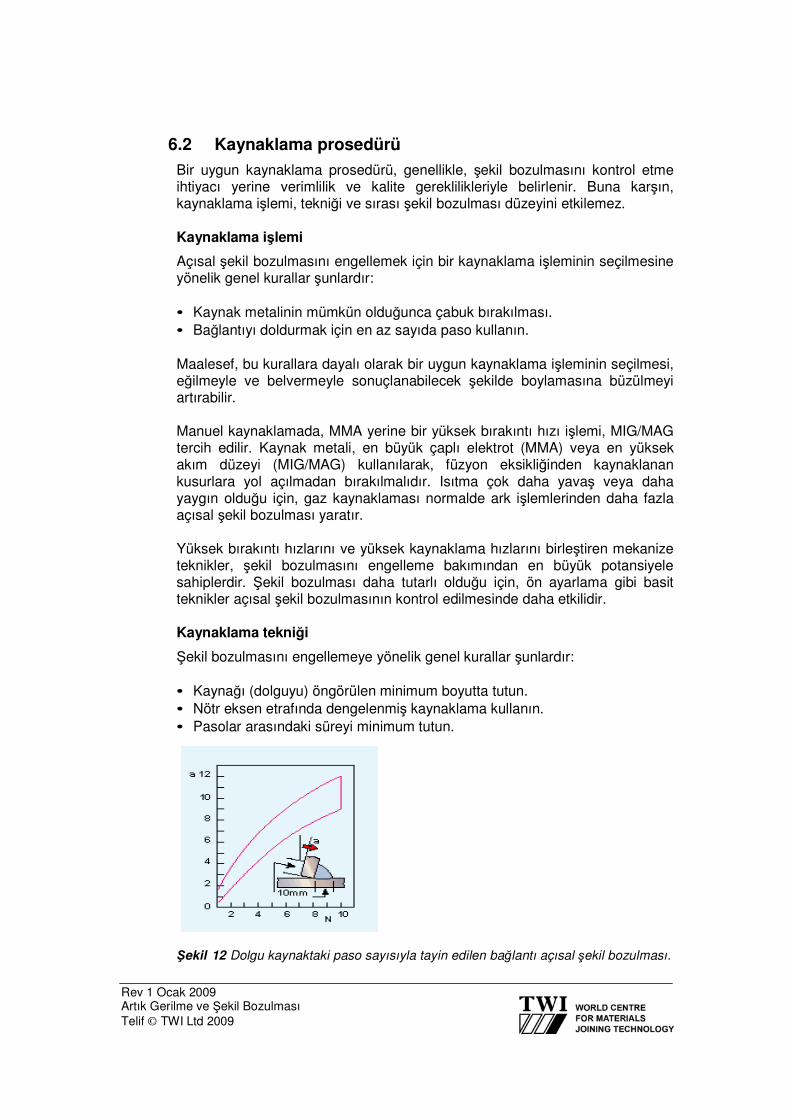
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
6.2 Kaynaklama prosedürü
Bir uygun kaynaklama prosedürü, genellikle, şekil bozulmasını kontrol etme ihtiyacı yerine verimlilik ve kalite gereklilikleriyle belirlenir. Buna karşın, kaynaklama işlemi, tekniği ve sırası şekil bozulması düzeyini etkilemez.
Kaynaklama işlemi
Açısal şekil bozulmasını engellemek için bir kaynaklama işleminin seçilmesine yönelik genel kurallar şunlardır:
• Kaynak metalinin mümkün olduğunca çabuk bırakılması. • Bağlantıyı doldurmak için en az sayıda paso kullanın.
Maalesef, bu kurallara dayalı olarak bir uygun kaynaklama işleminin seçilmesi, eğilmeyle ve belvermeyle sonuçlanabilecek şekilde boylamasına büzülmeyi artırabilir.
Manuel kaynaklamada, MMA yerine bir yüksek bırakıntı hızı işlemi, MIG/MAG tercih edilir. Kaynak metali, en büyük çaplı elektrot (MMA) veya en yüksek akım düzeyi (MIG/MAG) kullanılarak, füzyon eksikliğinden kaynaklanan kusurlara yol açılmadan bırakılmalıdır. Isıtma çok daha yavaş veya daha yaygın olduğu için, gaz kaynaklaması normalde ark işlemlerinden daha fazla açısal şekil bozulması yaratır.
Yüksek bırakıntı hızlarını ve yüksek kaynaklama hızlarını birleştiren mekanize teknikler, şekil bozulmasını engelleme bakımından en büyük potansiyele sahiplerdir. Şekil bozulması daha tutarlı olduğu için, ön ayarlama gibi basit teknikler açısal şekil bozulmasının kontrol edilmesinde daha etkilidir.
Kaynaklama tekniği
Şekil bozulmasını engellemeye yönelik genel kurallar şunlardır:
• Kaynağı (dolguyu) öngörülen minimum boyutta tutun. • Nötr eksen etrafında dengelenmiş kaynaklama kullanın. • Pasolar arasındaki süreyi minimum tutun.
Şekil 12 Dolgu kaynaktaki paso sayısıyla tayin edilen bağlantı açısal şekil bozulması.
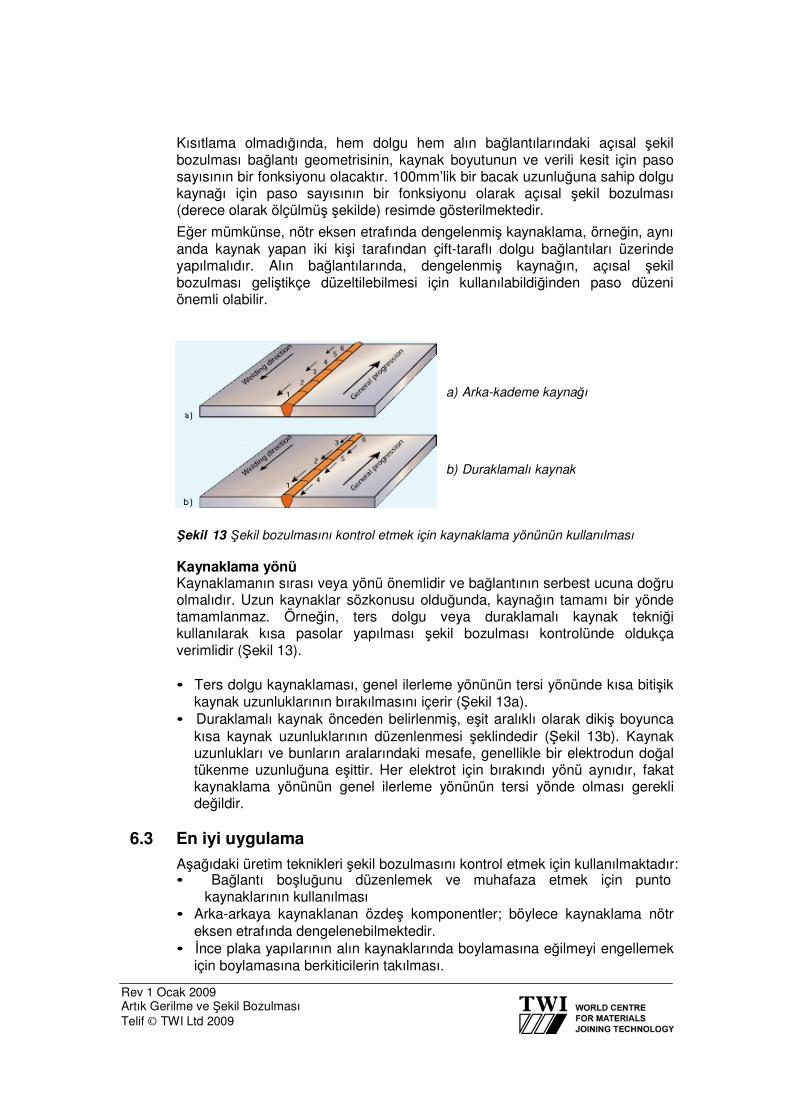
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
Kısıtlama olmadığında, hem dolgu hem alın bağlantılarındaki açısal şekil bozulması bağlantı geometrisinin, kaynak boyutunun ve verili kesit için paso sayısının bir fonksiyonu olacaktır. 100mm’lik bir bacak uzunluğuna sahip dolgu kaynağı için paso sayısının bir fonksiyonu olarak açısal şekil bozulması (derece olarak ölçülmüş şekilde) resimde gösterilmektedir.
Eğer mümkünse, nötr eksen etrafında dengelenmiş kaynaklama, örneğin, aynı anda kaynak yapan iki kişi tarafından çift-taraflı dolgu bağlantıları üzerinde yapılmalıdır. Alın bağlantılarında, dengelenmiş kaynağın, açısal şekil bozulması geliştikçe düzeltilebilmesi için kullanılabildiğinden paso düzeni önemli olabilir.
a) Arka-kademe kaynağı
b) Duraklamalı kaynak
Şekil 13 Şekil bozulmasını kontrol etmek için kaynaklama yönünün kullanılması
Kaynaklama yönü
Kaynaklamanın sırası veya yönü önemlidir ve bağlantının serbest ucuna doğru olmalıdır. Uzun kaynaklar sözkonusu olduğunda, kaynağın tamamı bir yönde tamamlanmaz. Örneğin, ters dolgu veya duraklamalı kaynak tekniği kullanılarak kısa pasolar yapılması şekil bozulması kontrolünde oldukça verimlidir (Şekil 13).
• Ters dolgu kaynaklaması, genel ilerleme yönünün tersi yönünde kısa bitişik
kaynak uzunluklarının bırakılmasını içerir (Şekil 13a). • Duraklamalı kaynak önceden belirlenmiş, eşit aralıklı olarak dikiş boyunca
kısa kaynak uzunluklarının düzenlenmesi şeklindedir (Şekil 13b). Kaynak uzunlukları ve bunların aralarındaki mesafe, genellikle bir elektrodun doğal tükenme uzunluğuna eşittir. Her elektrot için bırakındı yönü aynıdır, fakat kaynaklama yönünün genel ilerleme yönünün tersi yönde olması gerekli değildir.
6.3 En iyi uygulama
Aşağıdaki üretim teknikleri şekil bozulmasını kontrol etmek için kullanılmaktadır: • Bağlantı boşluğunu düzenlemek ve muhafaza etmek için punto kaynaklarının kullanılması • Arka-arkaya kaynaklanan özdeş komponentler; böylece kaynaklama nötr
eksen etrafında dengelenebilmektedir. • İnce plaka yapılarının alın kaynaklarında boylamasına eğilmeyi engellemek
için boylamasına berkiticilerin takılması.
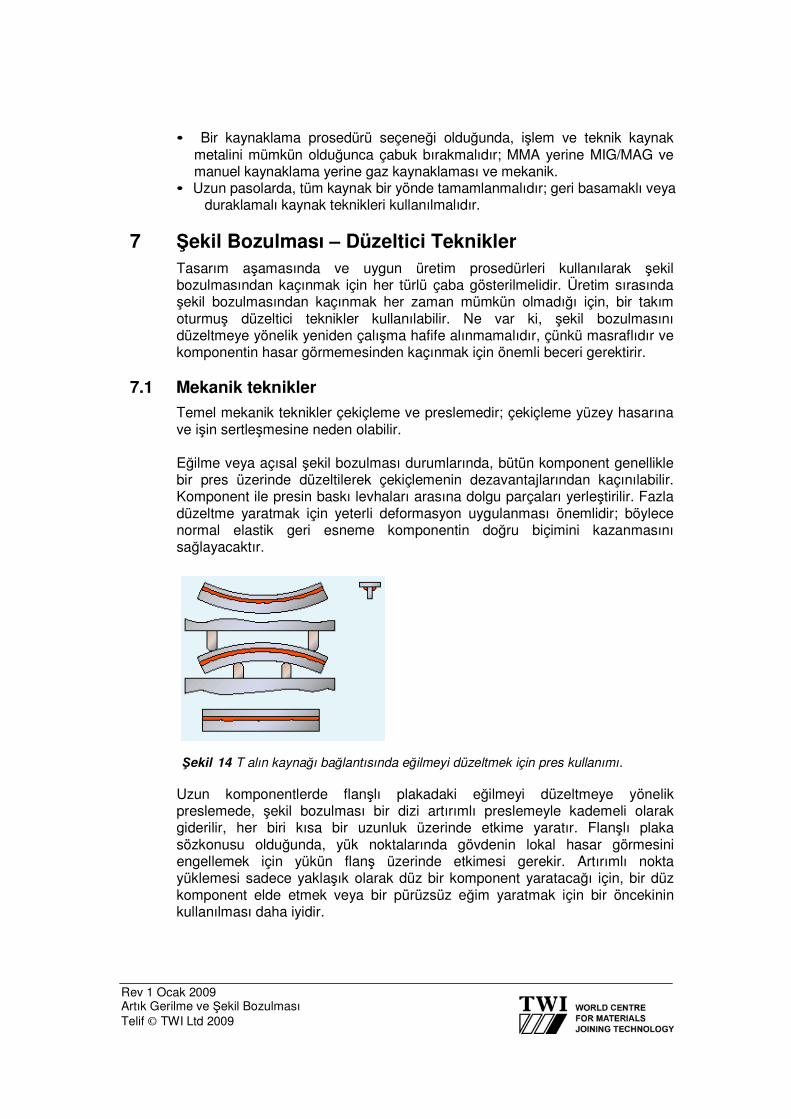
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
• Bir kaynaklama prosedürü seçeneği olduğunda, işlem ve teknik kaynak metalini mümkün olduğunca çabuk bırakmalıdır; MMA yerine MIG/MAG ve manuel kaynaklama yerine gaz kaynaklaması ve mekanik.
• Uzun pasolarda, tüm kaynak bir yönde tamamlanmalıdır; geri basamaklı veya duraklamalı kaynak teknikleri kullanılmalıdır.
7 Şekil Bozulması – Düzeltici Teknikler
Tasarım aşamasında ve uygun üretim prosedürleri kullanılarak şekil bozulmasından kaçınmak için her türlü çaba gösterilmelidir. Üretim sırasında şekil bozulmasından kaçınmak her zaman mümkün olmadığı için, bir takım oturmuş düzeltici teknikler kullanılabilir. Ne var ki, şekil bozulmasını düzeltmeye yönelik yeniden çalışma hafife alınmamalıdır, çünkü masraflıdır ve komponentin hasar görmemesinden kaçınmak için önemli beceri gerektirir.
7.1 Mekanik teknikler
Temel mekanik teknikler çekiçleme ve preslemedir; çekiçleme yüzey hasarına ve işin sertleşmesine neden olabilir.
Eğilme veya açısal şekil bozulması durumlarında, bütün komponent genellikle bir pres üzerinde düzeltilerek çekiçlemenin dezavantajlarından kaçınılabilir. Komponent ile presin baskı levhaları arasına dolgu parçaları yerleştirilir. Fazla düzeltme yaratmak için yeterli deformasyon uygulanması önemlidir; böylece normal elastik geri esneme komponentin doğru biçimini kazanmasını sağlayacaktır.
Şekil 14 T alın kaynağı bağlantısında eğilmeyi düzeltmek için pres kullanımı.
Uzun komponentlerde flanşlı plakadaki eğilmeyi düzeltmeye yönelik preslemede, şekil bozulması bir dizi artırımlı preslemeyle kademeli olarak giderilir, her biri kısa bir uzunluk üzerinde etkime yaratır. Flanşlı plaka sözkonusu olduğunda, yük noktalarında gövdenin lokal hasar görmesini engellemek için yükün flanş üzerinde etkimesi gerekir. Artırımlı nokta yüklemesi sadece yaklaşık olarak düz bir komponent yaratacağı için, bir düz komponent elde etmek veya bir pürüzsüz eğim yaratmak için bir öncekinin kullanılması daha iyidir.
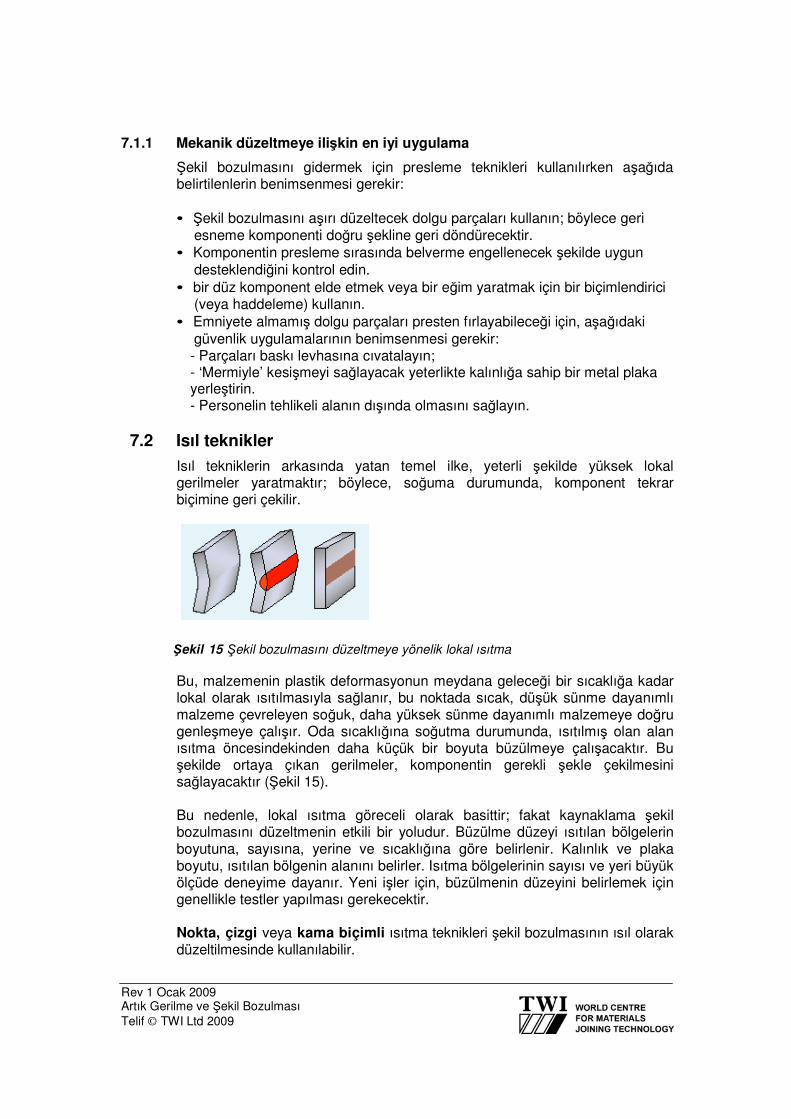
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
7.1.1 Mekanik düzeltmeye ilişkin en iyi uygulama
Şekil bozulmasını gidermek için presleme teknikleri kullanılırken aşağıda belirtilenlerin benimsenmesi gerekir:
• Şekil bozulmasını aşırı düzeltecek dolgu parçaları kullanın; böylece geri
esneme komponenti doğru şekline geri döndürecektir. • Komponentin presleme sırasında belverme engellenecek şekilde uygun
desteklendiğini kontrol edin. • bir düz komponent elde etmek veya bir eğim yaratmak için bir biçimlendirici
(veya haddeleme) kullanın. • Emniyete almamış dolgu parçaları presten fırlayabileceği için, aşağıdaki
güvenlik uygulamalarının benimsenmesi gerekir: - Parçaları baskı levhasına cıvatalayın; - ‘Mermiyle’ kesişmeyi sağlayacak yeterlikte kalınlığa sahip bir metal plaka yerleştirin. - Personelin tehlikeli alanın dışında olmasını sağlayın.
7.2 Isıl teknikler
Isıl tekniklerin arkasında yatan temel ilke, yeterli şekilde yüksek lokal gerilmeler yaratmaktır; böylece, soğuma durumunda, komponent tekrar biçimine geri çekilir.
Şekil 15 Şekil bozulmasını düzeltmeye yönelik lokal ısıtma
Bu, malzemenin plastik deformasyonun meydana geleceği bir sıcaklığa kadar lokal olarak ısıtılmasıyla sağlanır, bu noktada sıcak, düşük sünme dayanımlı malzeme çevreleyen soğuk, daha yüksek sünme dayanımlı malzemeye doğru genleşmeye çalışır. Oda sıcaklığına soğutma durumunda, ısıtılmış olan alan ısıtma öncesindekinden daha küçük bir boyuta büzülmeye çalışacaktır. Bu şekilde ortaya çıkan gerilmeler, komponentin gerekli şekle çekilmesini sağlayacaktır (Şekil 15).
Bu nedenle, lokal ısıtma göreceli olarak basittir; fakat kaynaklama şekil bozulmasını düzeltmenin etkili bir yoludur. Büzülme düzeyi ısıtılan bölgelerin boyutuna, sayısına, yerine ve sıcaklığına göre belirlenir. Kalınlık ve plaka boyutu, ısıtılan bölgenin alanını belirler. Isıtma bölgelerinin sayısı ve yeri büyük ölçüde deneyime dayanır. Yeni işler için, büzülmenin düzeyini belirlemek için genellikle testler yapılması gerekecektir.
Nokta, çizgi veya kama biçimli ısıtma teknikleri şekil bozulmasının ısıl olarak düzeltilmesinde kullanılabilir.
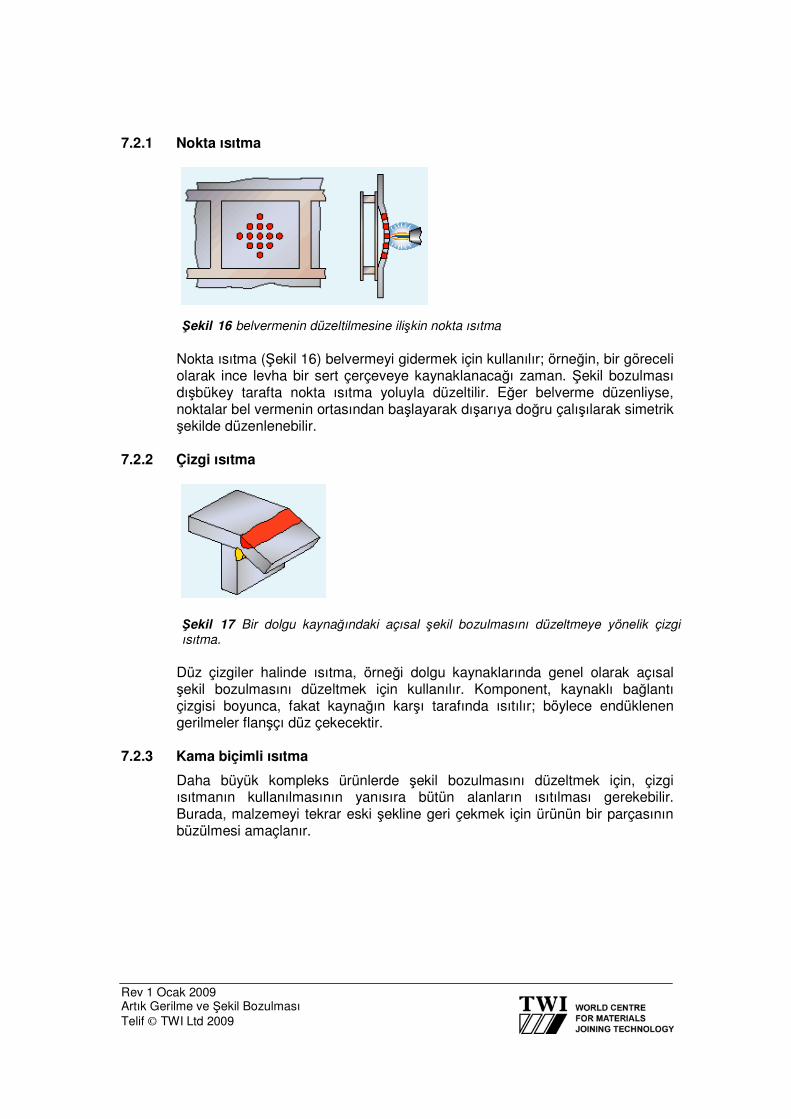
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
7.2.1 Nokta ısıtma
Şekil 16 belvermenin düzeltilmesine ilişkin nokta ısıtma
Nokta ısıtma (Şekil 16) belvermeyi gidermek için kullanılır; örneğin, bir göreceli olarak ince levha bir sert çerçeveye kaynaklanacağı zaman. Şekil bozulması dışbükey tarafta nokta ısıtma yoluyla düzeltilir. Eğer belverme düzenliyse, noktalar bel vermenin ortasından başlayarak dışarıya doğru çalışılarak simetrik şekilde düzenlenebilir.
7.2.2 Çizgi ısıtma
Şekil 17 Bir dolgu kaynağındaki açısal şekil bozulmasını düzeltmeye yönelik çizgi ısıtma.
Düz çizgiler halinde ısıtma, örneği dolgu kaynaklarında genel olarak açısal şekil bozulmasını düzeltmek için kullanılır. Komponent, kaynaklı bağlantı çizgisi boyunca, fakat kaynağın karşı tarafında ısıtılır; böylece endüklenen gerilmeler flanşçı düz çekecektir.
7.2.3 Kama biçimli ısıtma
Daha büyük kompleks ürünlerde şekil bozulmasını düzeltmek için, çizgi ısıtmanın kullanılmasının yanısıra bütün alanların ısıtılması gerekebilir. Burada, malzemeyi tekrar eski şekline geri çekmek için ürünün bir parçasının büzülmesi amaçlanır.
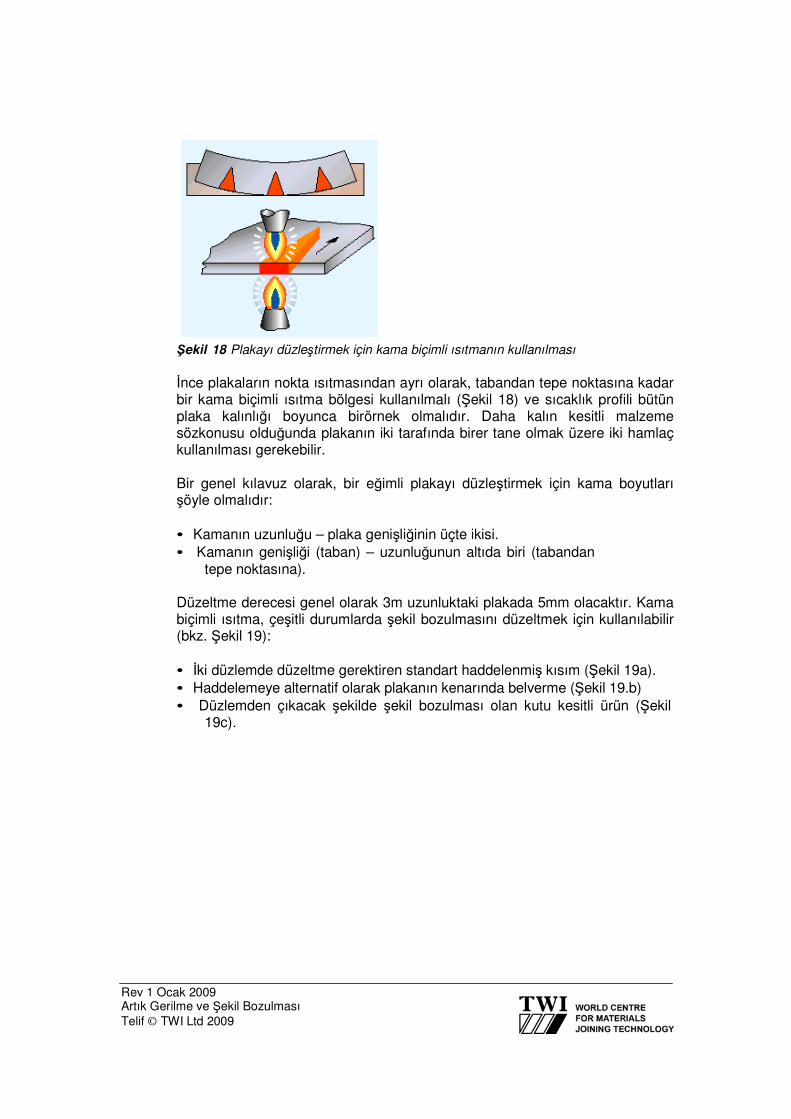
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
Şekil 18 Plakayı düzleştirmek için kama biçimli ısıtmanın kullanılması
İnce plakaların nokta ısıtmasından ayrı olarak, tabandan tepe noktasına kadar bir kama biçimli ısıtma bölgesi kullanılmalı (Şekil 18) ve sıcaklık profili bütün plaka kalınlığı boyunca birörnek olmalıdır. Daha kalın kesitli malzeme sözkonusu olduğunda plakanın iki tarafında birer tane olmak üzere iki hamlaç kullanılması gerekebilir.
Bir genel kılavuz olarak, bir eğimli plakayı düzleştirmek için kama boyutları şöyle olmalıdır:
• Kamanın uzunluğu – plaka genişliğinin üçte ikisi. • Kamanın genişliği (taban) – uzunluğunun altıda biri (tabandan tepe noktasına).
Düzeltme derecesi genel olarak 3m uzunluktaki plakada 5mm olacaktır. Kama biçimli ısıtma, çeşitli durumlarda şekil bozulmasını düzeltmek için kullanılabilir (bkz. Şekil 19):
• İki düzlemde düzeltme gerektiren standart haddelenmiş kısım (Şekil 19a). • Haddelemeye alternatif olarak plakanın kenarında belverme (Şekil 19.b) • Düzlemden çıkacak şekilde şekil bozulması olan kutu kesitli ürün (Şekil 19c).
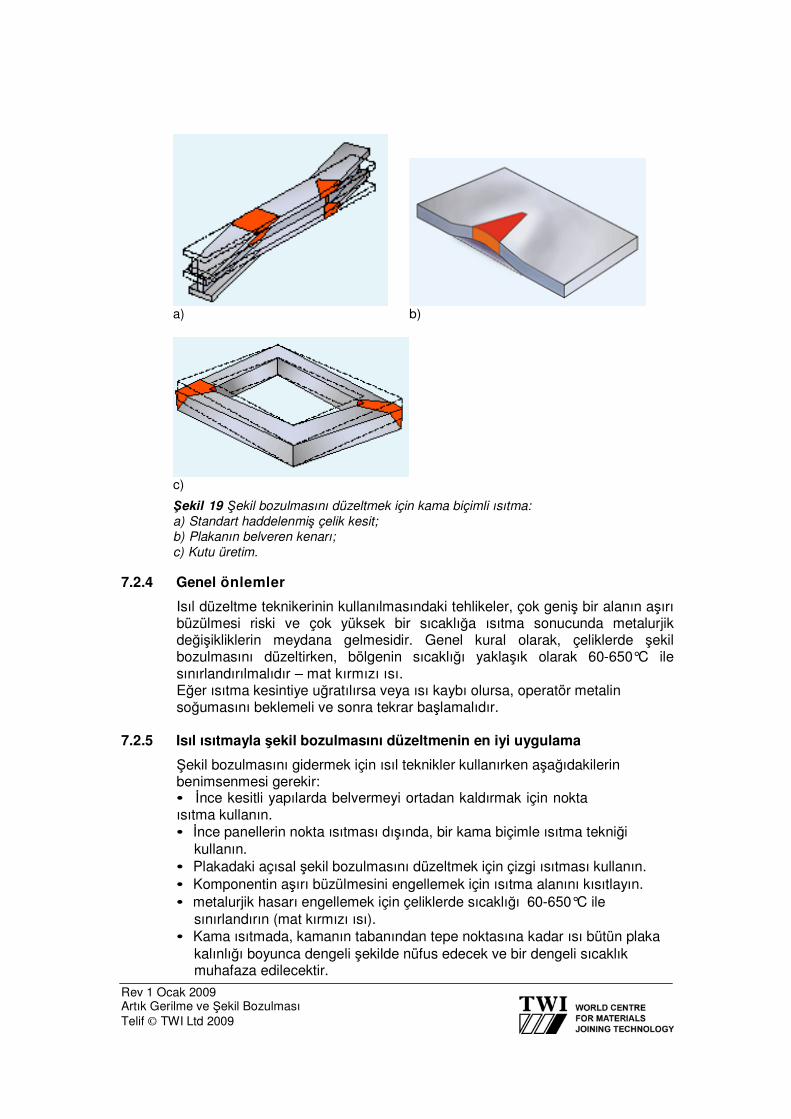
Rev 1 Ocak 2009 Artık Gerilme ve Şekil Bozulması Telif © TWI Ltd 2009
a) b)
c)
Şekil 19 Şekil bozulmasını düzeltmek için kama biçimli ısıtma: a) Standart haddelenmiş çelik kesit; b) Plakanın belveren kenarı; c) Kutu üretim.
7.2.4 Genel önlemler
Isıl düzeltme teknikerinin kullanılmasındaki tehlikeler, çok geniş bir alanın aşırı büzülmesi riski ve çok yüksek bir sıcaklığa ısıtma sonucunda metalurjik değişikliklerin meydana gelmesidir. Genel kural olarak, çeliklerde şekil bozulmasını düzeltirken, bölgenin sıcaklığı yaklaşık olarak 60-650°C ile sınırlandırılmalıdır – mat kırmızı ısı. Eğer ısıtma kesintiye uğratılırsa veya ısı kaybı olursa, operatör metalin soğumasını beklemeli ve sonra tekrar başlamalıdır.
7.2.5 Isıl ısıtmayla şekil bozulmasını düzeltmenin en iyi uygulama
Şekil bozulmasını gidermek için ısıl teknikler kullanırken aşağıdakilerin benimsenmesi gerekir: • İnce kesitli yapılarda belvermeyi ortadan kaldırmak için nokta ısıtma kullanın. • İnce panellerin nokta ısıtması dışında, bir kama biçimle ısıtma tekniği
kullanın. • Plakadaki açısal şekil bozulmasını düzeltmek için çizgi ısıtması kullanın. • Komponentin aşırı büzülmesini engellemek için ısıtma alanını kısıtlayın. • metalurjik hasarı engellemek için çeliklerde sıcaklığı 60-650°C ile
sınırlandırın (mat kırmızı ısı). • Kama ısıtmada, kamanın tabanından tepe noktasına kadar ısı bütün plaka
kalınlığı boyunca dengeli şekilde nüfus edecek ve bir dengeli sıcaklık muhafaza edilecektir.
Bölüm 20
Isı İşlemi
Rev 1 Ocak 2009 Isı İşlemi Telif© TWI Ltd 2009
1 Giriş
Çelik imalatçısı/tedarikçisi tarafından belli bir çelik kalitesinde gerçekleştirilen ısı işlemi, malzeme test sertifikasında gösterilmeli ve tedarik koşulu olarak belirtilmelidir.
Kaynak kontrolörleri malzeme test sertifikalarına bakmalıdırlar; kullanılan terminolojiyle tanışık olmaları ve bazı en yaygın kullanılan ısı işlemlerinin ilkeleri konusunda bilgi sahibi olmaları uygun olacaktır.
Kaynaklı bağlantıların kaynaklama (PWHT) sonrasında ısı işlemine tabi tutulmaları gerekebilir ve ısıl çevrimi izleme ve ısı işlem kayıtlarının kontrol edilmesi görevleri genellikle kaynak kontrolörlerine havale edilir.
2 Çeliğin Isı İşlemi
Kaynaklanabilir çeliklerin ana temin koşulları şunlardır:
Haddelenmiş olarak, sıcak rulo ve sıcak haddelenmiş Plaka mamul boyutuna sıcak haddelenir ve havayla soğuması beklenir; haddelenen mamullerin plakadan plakaya değişebildiği ve böylece dayanım ve tokluk özelliklerinin değiştiği sıcaklık değişkenlik gösterir ve optimize edilmez.
Uygulama ürünleri Nispeten ince, daha düşük dayanımlı C-çelik
Isıl-mekanik kontrollü işleme (TMCP, kontrol haddeli, ısıl-mekanik haddeli) Dikkatli şekilde kontrol edilen sıcaklık aralıkları dahilinde sıcak haddeleme sırasında hassas şekilde kontrol edilen kalınlık azaltmaları verilen çelik plaka; nihai haddeleme sıcaklığının da dikkatli şekilde kontrol edilmesi gerekir.
Uygulama ürünleri Nispeten ince, yüksek dayanımlı düşük alaşımlı HSLA çelikleri ve düşük sıcaklıklarda iyi tokluğa sahip bazı çelikler; örn. sıfıraltı çelikleri
Normalleştirilmiş Çeliği boyutuna getirmek için çalıştıktan (haddeleme veya dövme) sonra, yaklaşık olarak 900oC’ye ısıtılır ve sonra havayla ortam sıcaklığına kadar soğuması beklenir; bu işlem dayanımı ve tokluğa optimize eder ve belli bir çelik kalitesi için öğeler arasında birörnek özellikler kazandırır (Şekil 1).
Uygulama ürünleri C-MN çelikleri ve bazı düşük alaşımlı çelikler.
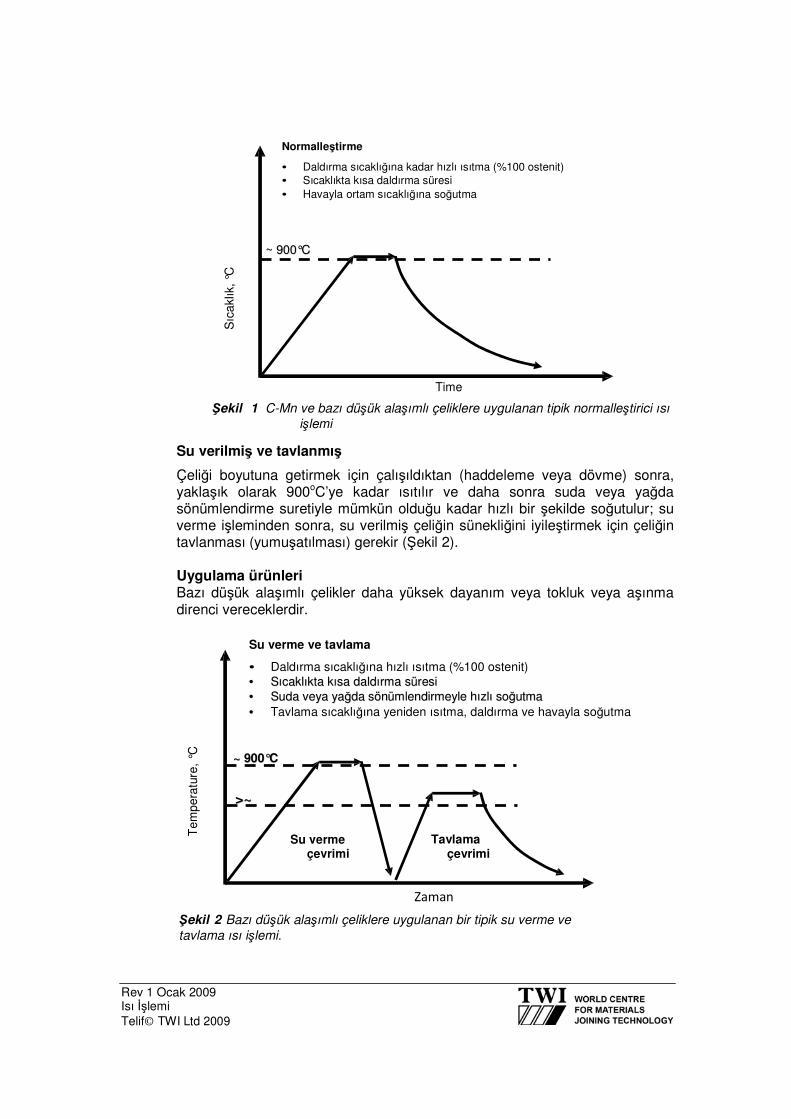
Rev 1 Ocak 2009 Isı İşlemi Telif© TWI Ltd 2009
Sıc
aklık
, °C
Tem
pera
ture
, °C
Normalleştirme
• Daldırma sıcaklığına kadar hızlı ısıtma (%100 ostenit) • Sıcaklıkta kısa daldırma süresi • Havayla ortam sıcaklığına soğutma
~~ 990000°°CC
Time
Şekil 1 C-Mn ve bazı düşük alaşımlı çeliklere uygulanan tipik normalleştirici ısı işlemi
Su verilmiş ve tavlanmış
Çeliği boyutuna getirmek için çalışıldıktan (haddeleme veya dövme) sonra, yaklaşık olarak 900oC’ye kadar ısıtılır ve daha sonra suda veya yağda sönümlendirme suretiyle mümkün olduğu kadar hızlı bir şekilde soğutulur; su verme işleminden sonra, su verilmiş çeliğin sünekliğini iyileştirmek için çeliğin tavlanması (yumuşatılması) gerekir (Şekil 2).
Uygulama ürünleri Bazı düşük alaşımlı çelikler daha yüksek dayanım veya tokluk veya aşınma direnci vereceklerdir.
Su verme ve tavlama
• Daldırma sıcaklığına hızlı ısıtma (%100 ostenit) •• SSııccaakkllııkkttaa kkııssaa ddaallddıırrmmaa ssüürreessii •• SSuuddaa vveeyyaa yyaağğddaa ssöönnüümmlleennddiirrmmeeyyllee hhıızzllıı ssooğğuuttmmaa •• Tavlama sıcaklığına yeniden ısıtma, daldırma ve havayla soğutma
~~ 990000°°CC
>>~~
Su verme çevrimi
Tavlama çevrimi
Zaman
Şekil 2 Bazı düşük alaşımlı çeliklere uygulanan bir tipik su verme ve tavlama ısı işlemi.
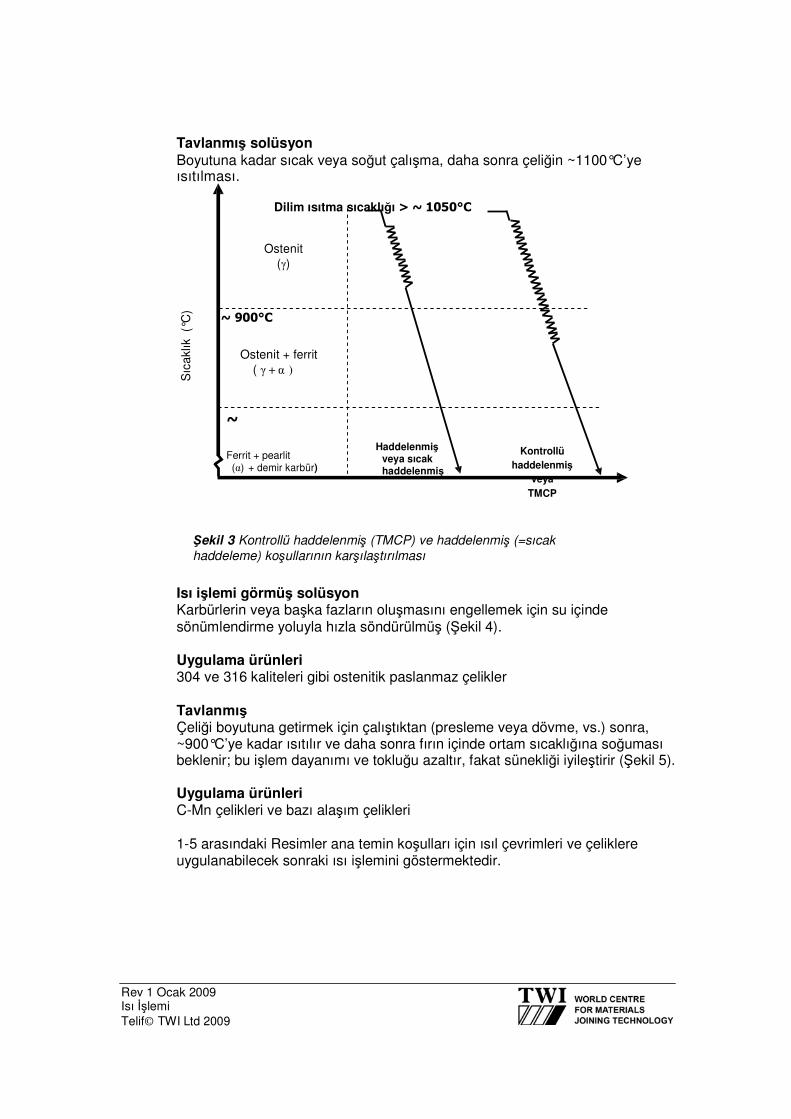
Rev 1 Ocak 2009 Isı İşlemi Telif© TWI Ltd 2009
Sıc
aklık
(°C
)
Tavlanmış solüsyon Boyutuna kadar sıcak veya soğut çalışma, daha sonra çeliğin ~1100°C’ye ısıtılması.
Dilim ısıtma sıcaklığı > ~ 1050°C
Ostenit (γ)
~ 900°C
Ostenit + ferrit ( γ + α )
~
Ferrit + pearlit (α) + demir karbür)
Haddelenmiş veya sıcak haddelenmiş
Kontrollü haddelenmiş
veya TMCP
Şekil 3 Kontrollü haddelenmiş (TMCP) ve haddelenmiş (=sıcak haddeleme) koşullarının karşılaştırılması
Isı işlemi görmüş solüsyon Karbürlerin veya başka fazların oluşmasını engellemek için su içinde sönümlendirme yoluyla hızla söndürülmüş (Şekil 4).
Uygulama ürünleri 304 ve 316 kaliteleri gibi ostenitik paslanmaz çelikler
Tavlanmış Çeliği boyutuna getirmek için çalıştıktan (presleme veya dövme, vs.) sonra, ~900°C’ye kadar ısıtılır ve daha sonra fırın içinde ortam sıcaklığına soğuması beklenir; bu işlem dayanımı ve tokluğu azaltır, fakat sünekliği iyileştirir (Şekil 5).
Uygulama ürünleri C-Mn çelikleri ve bazı alaşım çelikleri
1-5 arasındaki Resimler ana temin koşulları için ısıl çevrimleri ve çeliklere uygulanabilecek sonraki ısı işlemini göstermektedir.
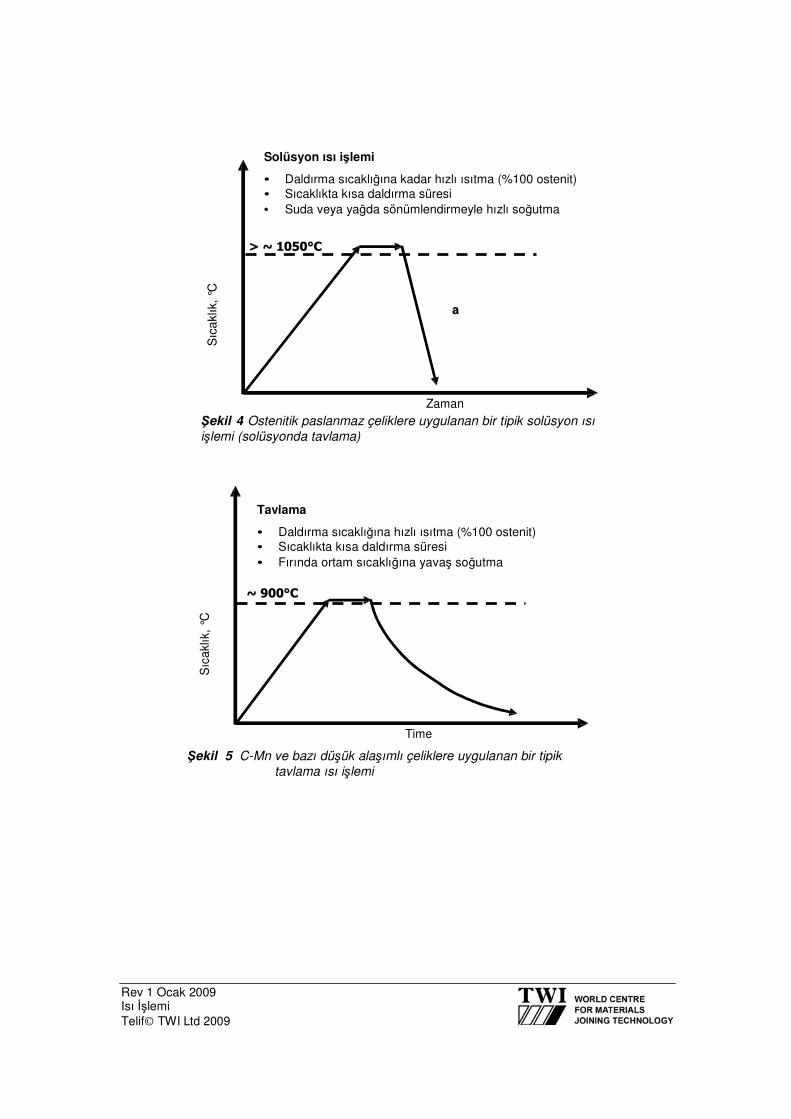
Rev 1 Ocak 2009 Isı İşlemi Telif© TWI Ltd 2009
Sıc
akl
ık, °
C
Sıc
aklık
, °C
Solüsyon ısı işlemi
• Daldırma sıcaklığına kadar hızlı ısıtma (%100 ostenit) • Sıcaklıkta kısa daldırma süresi •• Suda veya yağda sönümlendirmeyle hızlı soğutma
>> ~~ 11005500°°CC
aa
Zaman
Şekil 4 Ostenitik paslanmaz çeliklere uygulanan bir tipik solüsyon ısı işlemi (solüsyonda tavlama)
Tavlama
• Daldırma sıcaklığına hızlı ısıtma (%100 ostenit) • Sıcaklıkta kısa daldırma süresi • Fırında ortam sıcaklığına yavaş soğutma
~~ 990000°°CC
Time
Şekil 5 C-Mn ve bazı düşük alaşımlı çeliklere uygulanan bir tipik tavlama ısı işlemi
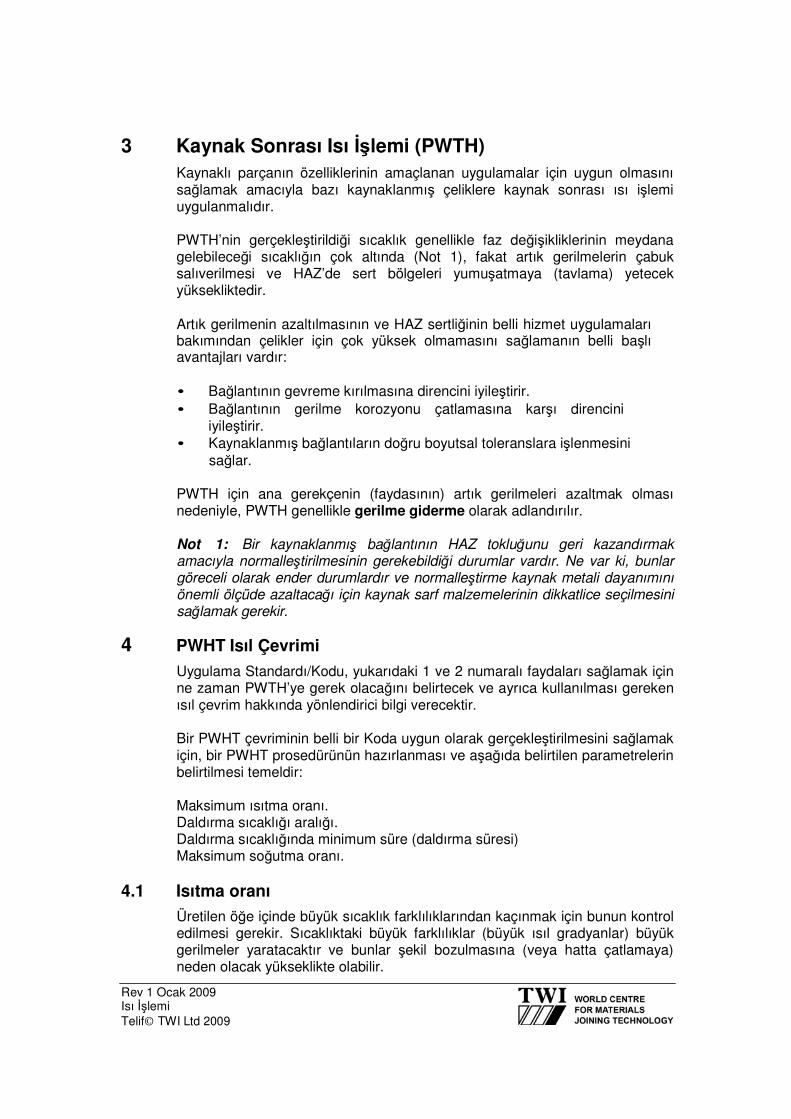
Rev 1 Ocak 2009 Isı İşlemi Telif© TWI Ltd 2009
3 Kaynak Sonrası Isı İşlemi (PWTH)
Kaynaklı parçanın özelliklerinin amaçlanan uygulamalar için uygun olmasını sağlamak amacıyla bazı kaynaklanmış çeliklere kaynak sonrası ısı işlemi uygulanmalıdır.
PWTH’nin gerçekleştirildiği sıcaklık genellikle faz değişikliklerinin meydana gelebileceği sıcaklığın çok altında (Not 1), fakat artık gerilmelerin çabuk salıverilmesi ve HAZ’de sert bölgeleri yumuşatmaya (tavlama) yetecek yüksekliktedir.
Artık gerilmenin azaltılmasının ve HAZ sertliğinin belli hizmet uygulamaları bakımından çelikler için çok yüksek olmamasını sağlamanın belli başlı avantajları vardır:
• Bağlantının gevreme kırılmasına direncini iyileştirir. • Bağlantının gerilme korozyonu çatlamasına karşı direncini iyileştirir. • Kaynaklanmış bağlantıların doğru boyutsal toleranslara işlenmesini
sağlar.
PWTH için ana gerekçenin (faydasının) artık gerilmeleri azaltmak olması nedeniyle, PWTH genellikle gerilme giderme olarak adlandırılır.
Not 1: Bir kaynaklanmış bağlantının HAZ tokluğunu geri kazandırmak amacıyla normalleştirilmesinin gerekebildiği durumlar vardır. Ne var ki, bunlar göreceli olarak ender durumlardır ve normalleştirme kaynak metali dayanımını önemli ölçüde azaltacağı için kaynak sarf malzemelerinin dikkatlice seçilmesini sağlamak gerekir.
4 PWHT Isıl Çevrimi
Uygulama Standardı/Kodu, yukarıdaki 1 ve 2 numaralı faydaları sağlamak için ne zaman PWTH’ye gerek olacağını belirtecek ve ayrıca kullanılması gereken ısıl çevrim hakkında yönlendirici bilgi verecektir.
Bir PWHT çevriminin belli bir Koda uygun olarak gerçekleştirilmesini sağlamak için, bir PWHT prosedürünün hazırlanması ve aşağıda belirtilen parametrelerin belirtilmesi temeldir:
Maksimum ısıtma oranı. Daldırma sıcaklığı aralığı. Daldırma sıcaklığında minimum süre (daldırma süresi) Maksimum soğutma oranı.
4.1 Isıtma oranı
Üretilen öğe içinde büyük sıcaklık farklılıklarından kaçınmak için bunun kontrol edilmesi gerekir. Sıcaklıktaki büyük farklılıklar (büyük ısıl gradyanlar) büyük gerilmeler yaratacaktır ve bunlar şekil bozulmasına (veya hatta çatlamaya) neden olacak yükseklikte olabilir.
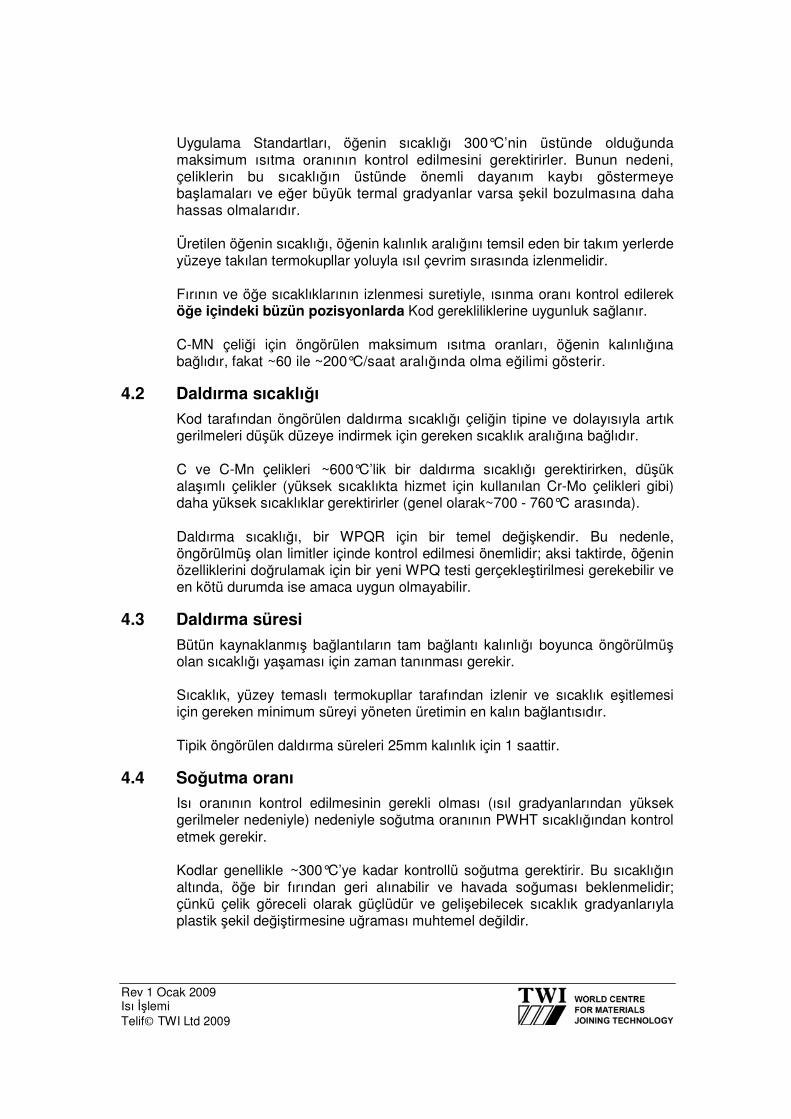
Rev 1 Ocak 2009 Isı İşlemi Telif© TWI Ltd 2009
Uygulama Standartları, öğenin sıcaklığı 300°C’nin üstünde olduğunda maksimum ısıtma oranının kontrol edilmesini gerektirirler. Bunun nedeni, çeliklerin bu sıcaklığın üstünde önemli dayanım kaybı göstermeye başlamaları ve eğer büyük termal gradyanlar varsa şekil bozulmasına daha hassas olmalarıdır.
Üretilen öğenin sıcaklığı, öğenin kalınlık aralığını temsil eden bir takım yerlerde yüzeye takılan termokupllar yoluyla ısıl çevrim sırasında izlenmelidir.
Fırının ve öğe sıcaklıklarının izlenmesi suretiyle, ısınma oranı kontrol edilerek öğe içindeki büzün pozisyonlarda Kod gerekliliklerine uygunluk sağlanır.
C-MN çeliği için öngörülen maksimum ısıtma oranları, öğenin kalınlığına bağlıdır, fakat ~60 ile ~200°C/saat aralığında olma eğilimi gösterir.
4.2 Daldırma sıcaklığı
Kod tarafından öngörülen daldırma sıcaklığı çeliğin tipine ve dolayısıyla artık gerilmeleri düşük düzeye indirmek için gereken sıcaklık aralığına bağlıdır.
C ve C-Mn çelikleri ~600°C’lik bir daldırma sıcaklığı gerektirirken, düşük alaşımlı çelikler (yüksek sıcaklıkta hizmet için kullanılan Cr-Mo çelikleri gibi) daha yüksek sıcaklıklar gerektirirler (genel olarak~700 - 760°C arasında).
Daldırma sıcaklığı, bir WPQR için bir temel değişkendir. Bu nedenle, öngörülmüş olan limitler içinde kontrol edilmesi önemlidir; aksi taktirde, öğenin özelliklerini doğrulamak için bir yeni WPQ testi gerçekleştirilmesi gerekebilir ve en kötü durumda ise amaca uygun olmayabilir.
4.3 Daldırma süresi
Bütün kaynaklanmış bağlantıların tam bağlantı kalınlığı boyunca öngörülmüş olan sıcaklığı yaşaması için zaman tanınması gerekir.
Sıcaklık, yüzey temaslı termokupllar tarafından izlenir ve sıcaklık eşitlemesi için gereken minimum süreyi yöneten üretimin en kalın bağlantısıdır.
Tipik öngörülen daldırma süreleri 25mm kalınlık için 1 saattir.
4.4 Soğutma oranı
Isı oranının kontrol edilmesinin gerekli olması (ısıl gradyanlarından yüksek gerilmeler nedeniyle) nedeniyle soğutma oranının PWHT sıcaklığından kontrol etmek gerekir.
Kodlar genellikle ~300°C’ye kadar kontrollü soğutma gerektirir. Bu sıcaklığın altında, öğe bir fırından geri alınabilir ve havada soğuması beklenmelidir; çünkü çelik göreceli olarak güçlüdür ve gelişebilecek sıcaklık gradyanlarıyla plastik şekil değiştirmesine uğraması muhtemel değildir.
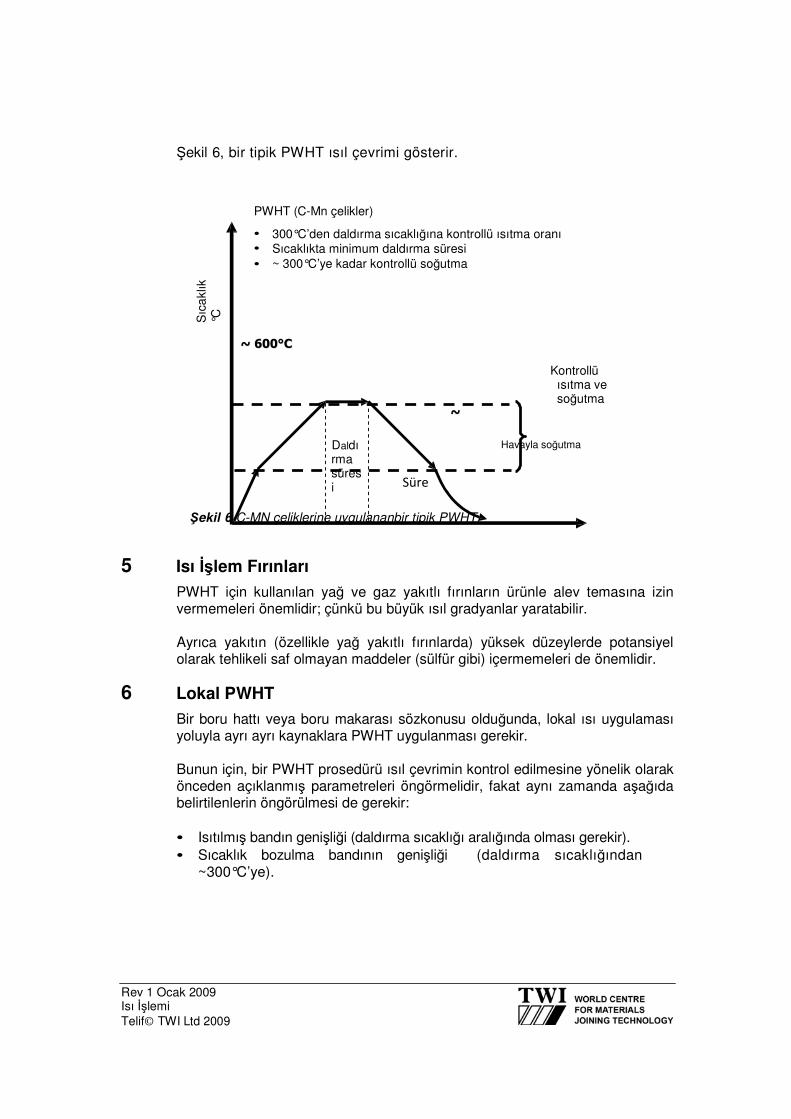
Rev 1 Ocak 2009 Isı İşlemi Telif© TWI Ltd 2009
Sıc
akl
ık
°C
Şekil 6, bir tipik PWHT ısıl çevrimi gösterir.
PWHT (C-Mn çelikler)
• 300°C’den daldırma sıcaklığına kontrollü ısıtma oranı • Sıcaklıkta minimum daldırma süresi • ~ 300°C’ye kadar kontrollü soğutma
~~ 660000°°CC
Kontrollü ısıtma ve soğutma
~~
Daldırma süresi
Süre
Havayla soğutma
Şekil 6 C-MN çeliklerine uygulananbir tipik PWHT.
5 Isı İşlem Fırınları
PWHT için kullanılan yağ ve gaz yakıtlı fırınların ürünle alev temasına izin vermemeleri önemlidir; çünkü bu büyük ısıl gradyanlar yaratabilir.
Ayrıca yakıtın (özellikle yağ yakıtlı fırınlarda) yüksek düzeylerde potansiyel olarak tehlikeli saf olmayan maddeler (sülfür gibi) içermemeleri de önemlidir.
6 Lokal PWHT
Bir boru hattı veya boru makarası sözkonusu olduğunda, lokal ısı uygulaması yoluyla ayrı ayrı kaynaklara PWHT uygulanması gerekir.
Bunun için, bir PWHT prosedürü ısıl çevrimin kontrol edilmesine yönelik olarak önceden açıklanmış parametreleri öngörmelidir, fakat aynı zamanda aşağıda belirtilenlerin öngörülmesi de gerekir:
• Isıtılmış bandın genişliği (daldırma sıcaklığı aralığında olması gerekir). • Sıcaklık bozulma bandının genişliği (daldırma sıcaklığından ~300°C’ye).
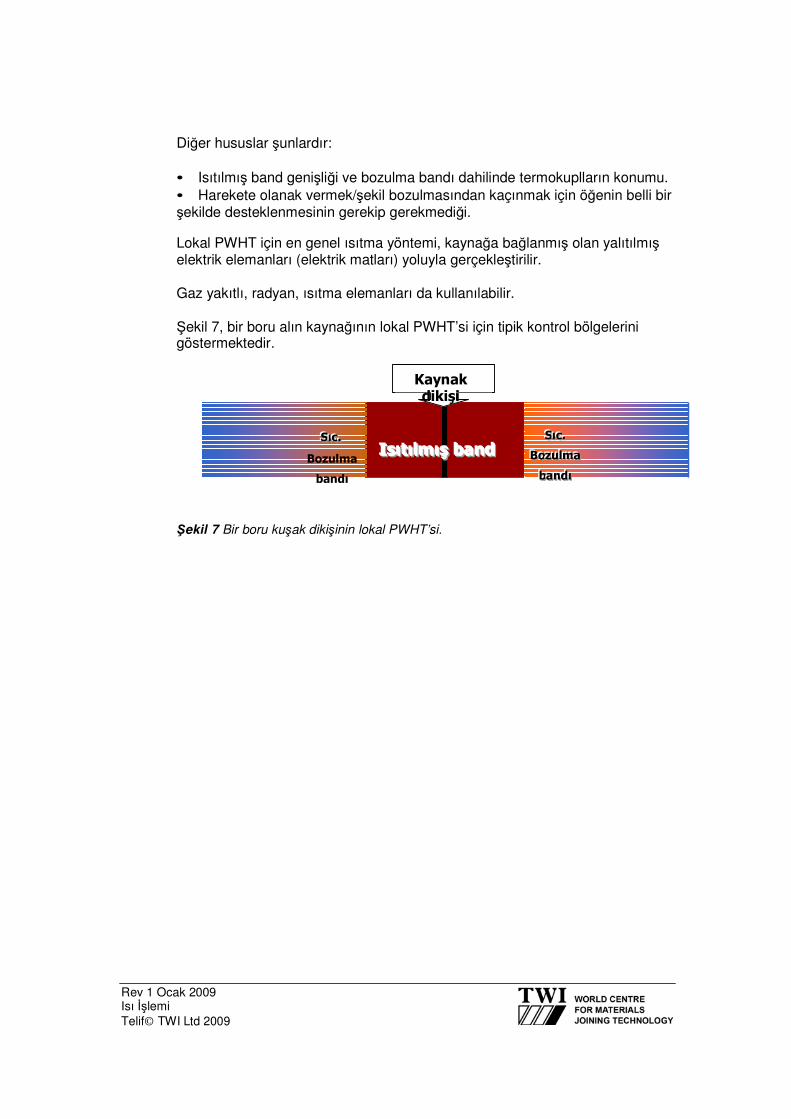
Rev 1 Ocak 2009 Isı İşlemi Telif© TWI Ltd 2009
Diğer hususlar şunlardır:
• Isıtılmış band genişliği ve bozulma bandı dahilinde termokuplların konumu. • Harekete olanak vermek/şekil bozulmasından kaçınmak için öğenin belli bir şekilde desteklenmesinin gerekip gerekmediği.
Lokal PWHT için en genel ısıtma yöntemi, kaynağa bağlanmış olan yalıtılmış elektrik elemanları (elektrik matları) yoluyla gerçekleştirilir.
Gaz yakıtlı, radyan, ısıtma elemanları da kullanılabilir.
Şekil 7, bir boru alın kaynağının lokal PWHT’si için tipik kontrol bölgelerini göstermektedir.
Kaynak dikişi
SSSıııccc...
Bozulma
bandı
IIIsssıııtttııılllmmmııışşş bbbaaannnddd SSSıııccc...
BBBooozzzuuulllmmmaaa
bbbaaannndddııı
Şekil 7 Bir boru kuşak dikişinin lokal PWHT’si.
Bölüm 21
Ark Kaynağı Güvenliği
Rev 1 Ocak 2009 ArK Kaynağı Güvenliği Telif © TWI Ltd 2009
1 Genel
Atölyede veya şantiyede, güvenli şekilde çalışma herhangi bir kaynak işleminde önemli bir husustur. Sadece kendi güvenlikleri için değil, başka insanların güvenliği için de sorumluluk kişilere dayanmaktadır. Görsel/Kaynak Kontrolörü, güvenli çalışma yönetmeliklerinin mevcut olmasında ve güvenli çalışma uygulamalarının gerçekleştirilmesinin sağlanmasında önemli bir işleve sahiptir. Kontrolörün kaynaklama öncesinde kaynak cihazlarının çalışma koşullarına uygun olarak risk değerlendirmesini/yetkilendirmesini yapması ve kaynaklama sırasında belli bir görev için güvenli çalışma işlemlerinin izlemesi gerekebilir.
Kontrolörün rehber olması için başvurabileceği bir takım belgeler vardır:
• Resmi mevzuat – İşyerinde Sağlık ve Güvenlik Yasası. • Sağlık ve Güvenlik Yönetimi – COSHH Yönetmelikleri, Yasal Enstrümanlar • Çalışma veya işyeri talimatları – çalışma izinleri, risk değerlendirme
belgeleri, vs. • Yerel Yönetimin koşulları.
Görsel/Kaynak Kontrolörünün dikkate alması gereken dört ark kaynak güvenliği hususu vardır:
• Elektrik çarpması • Isı ve ışık. • Dumanlar ve gazlar. • Gürültü
2 Elektrik Çarpması
Elektrik çarpması tehlikesi , kaynak işleminde personelin karşı karşıya kaldığı en ciddi ve dolaysız risklerden biridir.
Elektriksel olarak sıcak metal parçalarla temas, çarpmanın vücut üzerindeki etkisi nedeniyle veya ayrıca elektriğe çarpılma reaksiyonuyla düşme nedeniyle yaralanmaya veya ölüme neden olabilir.
Ark kaynağıyla ilgili elektrik çarpması tehlikesini iki kategoriye ayırabiliriz:
• Primer gerilim çarpması – 230 veya 460V • Sekonder gerilim çarpması – 60 - 100V
Primer gerilim çarpması çok tehlikelidir; çünkü kaynak ekipmanının sekonder geriliminden çok daha yüksektir. Primer (giriş) geriliminden kaynaklanan elektrik çarpması, kaynakçının cihaz açıkken vücudunu veya elini kaynak cihazının kılıfına veya başka topraklanmış metali temas ettirmesi sırasında kaynak ekipmanının içindeki bir kabloya temas edilmesi sonucunda meydana gelebilir. Yeterli kapasiteye sahip devre kesicilere bağlanmış olan artık devre cihazları (RCD’ler), kaynakçıyı ve diğer personeli primer elektrik çarpması tehlikesinden korumaya yardımcı olacaktır.
Rev 1 Ocak 2009 ArK Kaynağı Güvenliği Telif © TWI Ltd 2009
Sekonder gerilim çarpması, elektrot devresinin bir parçasına dokunulduğunda meydana gelir; bu parça muhtemelen elektrot kablosu üzerindeki hasarlı bir bölge olabilir ve vücudun bir bölümü aynı zamanda kaynak devresinin (elektrot ve iş veya kaynak toprağı) iki yanına temas ettiğinde meydana gelir.
Kaynaklama ekipmanlarının çoğunun 100V’lik OCV’leri aşmaları muhtemel değildir. Bu düzeyde elektrik çarpması bile ciddi olabilir; bu nedenle kaynaklama devresine potansiyel sekonder elektrik çarpmasını en aza indirmek için düşük gerilim koruyucu cihazları takılmalıdır.
Kablo bağlantısı doğru yapılmış bir kaynak devre üç tel içerir:
• Kaynaklama teli, güç kaynağının bir terminalinden elektrot pensine veya
kaynak hamlacına gider. • Kaynak dönüş teli devreyi tamamlamak için işten güç kaynağının diğer
terminaline gider. • Toprak teli, işten bir toprak noktasına gider. Güç kaynağının da
topraklanması gerekir.
Bu üç telin hepsi gerekli en yüksek kaynaklama akımını taşıma yeteneğine sahip olmalıdır.
Herhangi bir akım taşıma ekipman parçasının işi yapmaya uygun olup olmadığını tespit etmek için, Görsel/Kaynak Kontrolörü ekipmanın görev çevrimine bakabilir.
Bütün akım taşıyan kaynaklama ekipmanları aşağıdaki gibi belirtilir:
Görev çevrimi
Bütün akım taşıyan iletkenler, bunlardan kaynak akımı geçtiğinde ısınırlar. Görev çevrimi, temel olarak, kaynaklama süresinin toplam süreye oranı olarak kaynaklama ekipmanının yetkinliğinin bir ölçüsüdür; aşağıdaki gibi ifade edilebilir:
Görev çevrim Kaynak süresi
×100 Toplam süre
Bu orana uyulduğunda, akım taşıyan iletkenler anma sıcaklıklarının üstünde ısıtılmayacaklardır. Görev çevrimleri, toplam 10 dakikalık bir süreye dayanırlar.
Örneğin: Bir güç kaynağı %60 görev çevriminde 350A’lık bir anma çıkışına sahiptir. Bu, bu güç kaynağının aşırı ısınmadan her on dakikada altı dakika süresince 350A (nominal çıkış) vereceği anlamına gelir.
Rev 1 Ocak 2009 ArK Kaynağı Güvenliği Telif © TWI Ltd 2009
Bir ekipmanın görev çevrimine dikkatlice uyulmaması parçada aşırı gerilme yaratabilir ve kaynak ekipmanı sözkonusu olduğunda aşırı ısınmaya yol açarak kararsızlık ve elektrik çarpması olasılığı yaratır.
3 Isı ve Işık
3.1 Isı
Ark kaynağında, elektrik enerjisi ısı ve ışık enerjilerine çevrilir; bunların ikisi de ciddi sağlık tehlikeleri yaratabilirler.
Kaynak arkı kıvılcımlar yaratır bunlar, kaynaklama alanının yakınındaki yanıcı malzemeleri tutuşturma ve yangın çıkarma potansiyeline sahiptirler. Kaynaklama alanında yanıcı hiçbir malzeme bulunmaması gerekir ve Kontrolörün en yakın yangın söndürücülerinin nerede bulunduğunu ve bir yangın çıkması halinde doğru yangın söndürücü tipinin ne olduğunu bilmesi iyi bir uygulama olacaktır.
Kaynak kıvılcımları ciddi yanıklara neden olabilirler; bu nedenle kaynak eldiveni, aleve dayanıklı tulum ve lastik elemanlar gibi koruyucu giysilerin herhangi bir kaynak çalışması sırasında giyilerek ısıya ve kıvılcımlara karşı korunma sağlanması gerekir.
3.2 Işık
Işık yayılımı, üç ana aralık içinde kaynak arkı tarafından yaratılır:
Tip
Dalga uzunluğu, nanometre
Enfraruj (ısı) >700
Görünür ışık 400-700
Ultraviyole ışınım <400
3.2.1 Ultraviyole ışınım (UV)
Bütün ark işlemleri UV yaratır ve buna aşırı şekilde maruz kalınması cilt yangısına ve hatta muhtemelen cilt kanserine veya kalıcı göz bozukluğuna yol açar. Ne var ki, kaynakçıların ve kontrolörlerin karşılaştığı ana risk genel olarak ark gözü veya flaş olarak adlandırılan korneanın ve konjonktivin iltihaplanmasıdır.
Ark gözü, UV radyasyonundan kaynaklanır ve korneada hücrelerin en dış koruyucu tabakasına zarar verir. Zarar gören hücreler kademeli olarak ölür ve korneadan düşerek altta yatan korenadaki son derece hassas sinirlerin gözkapağının göreceli olarak kaba iç kısmına maruz kalmasına neden olur. Bu, genellikle gözde kum varmış hissi verecek şekilde yoğun acı yaratır. Eğer göz parlak ışığa maruz kalırsa acı daha da akut hale gelir.
Ark gözü birkaç saat maruz kalma sonrasında gelişir ve bazen fark edilmeyebilir. Gözde kum semptomu ve ağrı genellikle 12-24 saat sürer, fakat daha ciddi vakalarda daha uzun da sürebilir. Neyse ki, ark gözü neredeyse her
Rev 1 Ocak 2009 ArK Kaynağı Güvenliği Telif © TWI Ltd 2009
zaman geçici bir durumdur. Uzun ve sık sık tekrarlanan maruz kalma durumlarında, pek muhtemel olması da kalıcı bozukluk meydana gelebilir.
Ark gözünün tedavisi basittir: bir karanlık odada dinlenmek. Bir kalifiye kişi veya hastane kaza departmanı, neredeyse ağrıyı hemen dindirebilecek çeşitli anestetik göz damlası uygulayabilir. Önleme tedaviden daha iyidir; yan siperleri olan güvenlik gözlükleri bu riski önemli ölçüde azaltacaktır.
3.2.2 Cilt üzerindeki ultraviyole etkileri
Ark işlemlerinden kaynaklanan UV, güneş yanmasının esmerleştirici etkisini yaratmaz; fakat yüzeydeki küçük damarlardaki değişiklikler nedeniyle kırmızılaşma ve tahrişle sonuçlanır. Ciddi durumlarda, ciltte ciddi yanıklar olabilir ve kabarcıklar oluşabilir. Kırmızılaşan ölebilir ve bir-iki gün içinde dökülebilir. Yoğun olarak uzun süre veya sık maruz kalma durumunda, cilt kanserleri oluşabilir.
3.2.3 Görünür ışık
Özellikle UV veya mavi ışık dalga uzunluklarına yaklaşan yoğun görünür ışık, kornea tabakasından ve mercekten geçer ve kamaşma yaratabilir ve aşırı durumlarda, retina üzerindeki optik olarak hassas sinir ağlarına zarar verir. Enfraruja yaklaşan görünür ışık dalga uzunlukları hafif farklı etkilere sahiptirler, fakat benzeri semptomlar yaratabilirler. Etkileri maruz kalma süresine ve yoğunluğuna ve bir ölçüde de kişinin ışıktan kaçınmak için gözünü kapatmaya yönelik doğal refleksine bağlıdır. Normalde bu kamaşma uzun süreli bir etki yaratmaz.
3.2.4 Enfraruj ışın
Enfraruj ışın görünür ışık frekanslarından daha uzun dalga uzunluğuna sahiptir ve ısı olarak algılanır. Gözlerle ilgili ana tehlike, uzun süre maruz kalma (senelerce) durumu göz merceğinde kademeli, fakat geri dönüşü olmayan opaklaşmadır. Neyse ki, normal kaynak arklarının yarattığı enfraruj ışın sadece arktan nispeten kısa bir mesafe dahilinde hasar yaratır. Ark ısısına maruz kalınma durumunda gözleri çevreleyen ciltte anında bir yanma duygusu yaratır. Doğal insan reaksiyonu hareket etmek veya cilt ısınmasını engellemek için örtmek şeklindedir; bu durum gözün maruz kalmasını azaltacaktır.
BS EN169 standardı, farklı akımlarda farklı işlemler tarafından yayılan radyasyona maruz kalmayı sınırlandırmak için optik yoğunluğu kademeli olarak artırmaya yönelik bir takım kalıcı filtre tonlarının kullanılmasını gerektirmektedir. Ayrıca, standartta belirtilen ton numaraları ve buna karşılık gelen akım aralıkları da sadece yönlendirme amaçlıdır.
Rev 1 Ocak 2009 ArK Kaynağı Güvenliği Telif © TWI Ltd 2009
4 Dumanlar ve Gazlar
4.1 Dumanlar
Ark kaynağından ve ilgili işlemlerden (kaynak işlemi ve elektrot, taban metal, taban metal üzerindeki kaplamalar ve havadaki diğer olası kirleticiler) kaynaklanan duman oluşumunda var olan değişkenler nedeniyle, kaynak dumanının tehlikeleri genel bir şekilde değerlendirilebilir. Sağlıkla ilgili hususların dumanın bileşim tipine ve kişisel reaksiyonlara göre değişkenlik göstermelerine karşın, aşağıda belirtilenler çoğu kaynak dumanı için geçerlidir.
Duman dağılımı sarf malzemelerinden, taban metalden ve taban metal kaplamasından kaynaklanan katı parçacıklar içerir. Bu dumanlara maruz kalma uzunluğuna bağlı olarak, çoğu akut etki geçicidir ve gözlerin ve cildin yanması, baş dönmesi, mide bulantısı ve ateş gibi semptomlar içerir.
Örneğin, çinko dumanları metal duman ateşine, gribe benzer bir geçici rahatsızlığa neden olabilir. Kaynak dumanlarına kronik ve uzun süre maruz kalınması sideroza (ciğerlerde demir kalıntıları) neden olabilir ve solunum fonksiyonunu etkileyebilir.
Ne var ki, kadmiyum başka niteliktedir. Bu zehirli metal, bir kaplama olarak çelikte veya gümüş lehimde bulunabilir. Kadmiyum dumanları, kısa süre maruz kalındığında bile ölümcül tehlike içerirler; semptomların çoğu metal dumanı ateşine benzer. Bunların birbiriyle karıştırılmaması gerekir. Kadmiyumun varlığında yirmi dakika kaynak yapılması ölümcül vakalara yol açılması için yeterli olabilir; semptomları bir saat içinde görünür ve beş gün sonra ölüme yol açabilir.
4.2 Gazlar
Ark kaynağından kaynaklanan gazlar aynı zamanda bir potansiyel tehlike de yaratırlar. Koruyucu gazların çoğu (argon, helyum ve karbondioksit) salıverildiklerinde zehirleyici değildirler; ne var ki, bu gazlar solunan havada oksijenin uzaklaştırır ve baş dönmesi, bilinç kaybı ve beyne uzun süre oksijen gitmemesi durumunda ölüm gerçekleşir.
Trikloretilen ve perkloretilen gibi bazı yağ giderici bileşikler, ısı ve ultraviyole ışınım nedeniyle ayrışarak zehirli gazlar yaratabilirler. UV ışınım havaya çarptığında ozon ve nitrojen oksitler ortaya çıkar ve bunun sonucunda başağrısı, göğüs ağrısı, gözlerde tahriş ve burunda ve boğazda kaşıntı oluşur.
Tehlikeli dumanların ve gazların riskini azaltmak için, kafanızı duman kolonunun dışında tutun. Bundan da anlaşılacağı gibi, dumanların ve gazların konsantrasyonu duman kolonunun içinde en yoğun düzeydedir.
Ayrıca, duman kolonunun yüzünüzden uzağa yönlendirilmesi için mekanik havalandırma veya lokal tahliye uygulamaları gerçekleştirin. Eğer bu yeterli olmazsa, genel bölgedeki duman kolonunu çekmek için bir sabit veya seyyar tahliye davlumbazları kullanın. Son olarak, eğer yeterli havalandırma sağlanamazsa, bir onaylanmış solunum cihazının kullanılması gerekebilir.
Rev 1 Ocak 2009 ArK Kaynağı Güvenliği Telif © TWI Ltd 2009
Pratik kural olarak, eğer hava görünür şekilde netse ve kaynakçı kendini rahat hissediyorsa, havalandırma muhtemelen yeterlidir.
Tehlikeli maddeleri saptamak için, öncelikle ürünün kullanımı neticesinde makul şekilde hangi dumanların oluşmasının beklendiğini anlamak için sarf malzemesine ait malzeme güvenlik bilgi formunu okuyun.
Sağlıklı bir yetişkinin herhangi bir maddeye maruz kalabileceği maksimum konsantrasyonları veren COSHH’deki Mesleki Maruz Kalma Sınırına (OEL) bakın. İkincisi, taban metalini öğrenin ve bir boyanın veya kaplamanın zehirleyici dumanlar veya gazlar yaratıp yaratmayacağını saptayın. Bilhassa, kapalı ve dar alanlarda kaynaklama yaparken boğulma tehlikesine dikkat edilmesi gerekir. Risk değerlendirmesi, çalışma izinleri ve gaz testi bütün personelin güvenliğini sağlamak için gereken önlemlerden bazılarıdır.
Gürültü
Yüksek gürültüye maruz kalınması işime kaybı yaratabilir, strese yol açabilir ve tansiyonu çıkarabilir. Uzun süre gürültülü bir ortamda çalışılması yorgunluk, sinirlilik ve asabiyet durumlarını artırabilir. 8 saat süresince ortalama olarak 85 desibelin üzerinde bir gürültüye baruz kalınması halinde, kulak koruyucu kullanılması ve yılda bir defa işitme testi yaptırılması gerekir.
Normal kaynak çalışmaları, iki istisna haricinde gürültü düzeyi sorunları yaratmazlar: Plazma ark kaynağı ve hava karbon ark kesme işlemi. Eğer bu iki çalışmadan biri gerçekleştirilecekse, bu durumda kulak koruyucular kullanılması gerekir. Kaynakla ilgili gürültü genellikle yontma, zımparalama ve çekiçleme gibi yan işlemlerden kaynaklanır. Bu işlemleri gerçekleştirirken veya bunların yakınında çalışılırken işitme koruyucularının kullanılması gerekir.
5 Özet
Kaynaklamayla ilgili yönetmenin en iyi yolu, risk yönetim programlarının uygulanmasıdır. Risk yönetimi tehlikelerin saptanmasını, risklerin değerlendirilmesini ve riski makul bir düzeye indirmek için uygun kontrollerin uygulanmasını gerektirir.
Bir risk yönetim programını değerlendirmek ve gözden geçirmek temeldir. Değerlendirme, kontrol önlemlerinin riskleri ortadan kaldırmasının ve azaltmasının ve sürecin tehlikeleri etkili şekilde belirlemeye ve riskleri yönetmeye yaradığını kontrol etmek amacıyla gözden geçirme işlemlerinin gerçekleştirilmesini sağlamalıdır.
Görsel/Kaynak Kontrolörünün görevlerinin bir parçası olarak kaynaklamayla ilgili riskleri yönetme göreviyle uğraşması da oldukça muhtemeldir.
Bölüm 22
Kalibrasyon
Rev 1 Ocak 2009 Kalibrasyon Telif © TWI Ltd 2009
1 Giriş
BS 7570 – Ark kaynağı cihazının doğrulanmasına ilişkin uygulama standardı – aşağıda belirtilen kişilere yönlendirici bilgi sağlayan bir standarttır:
• Kaynak akımını, gerilimini vs. göstermek için kaynak ekipmanına takılan
çıkış sayaçlarıyla ilgili doğruluk konusunda imalatçılar; • çıkış sayaçlarının doğru değerler vermesini sağlaması gereken nihai
kullanıcılar.
Standart, iki ekipman kalitesiyle ilgilidir – standart ve hassas kalite.
Standart kalite ekipman manuel ve yarı otomatik kaynaklama süreçleri için uygundur.
Hassas kalite ekipman ise mekanik veya otomatik kaynaklamaya yöneliktir; çünkü genellikle bütün kaynak değişkenleri konusunda daha fazla hassasiyete gerek duyulur ve ayrıca ekipmanın daha yüksek görev çevrimi kaynaklaması için kullanılması beklenir.
2 Terminoloji
BS 7570 standardı, metinde kullanılan terimleri tanımlar:
Kalibrasyon Bir ölçüm cihazının hatalarının büyüklüğünü saptama amacına yönelik işlemler.
Doğrulama Bir kaynak ekipmanı elemanının veya bir kaynaklama sisteminin sözkonusu ekipmana veya sisteme ilişkin işletme şartnamesine uygunluğunu kanıtlamaya yönelik işlemler.
Doğruluk Bir gözlemlenmiş miktarın tanımlanmış veya gerçek değere yakınlığı.
Bu nedenle, kaynak ekipmanı sözkonusu olduğunda, kaynak parametreleri (akım, gerilim, gezinme hızı, vs.) için çıkış sayaçlarına sahip olanlar, sayacın daha hassas bir ölçüm cihazıyla kontrol edilmesi ve değerlerin uygun şekilde ayarlanması suretiyle kalibre edilebilir.
Çıkış sayaçları olmayan ekipman (MMA, MIG/MAG için bazı güç kaynakları) kalibre edilemezler, fakat doğrulanabilirler; bir başka deyişle, kontrollerin uygun şekilde işlev gördüklerini anlamak için kontrol edilebilirler.
3 Kalibrasyon Sıklığı
BS 7570 standardı aşağıda belirtilen sıklıklarda yeniden kalibrasyon/doğrulama yapılmasını tavsiye eder:
• Standart kalite ekipman için yılda bir defa (üç ayda bir yapılan bir ön
tutarlılık testinin ardından). • Hassas kalite ekipman için altı ayda bir.
Rev 1 Ocak 2009 Kalibrasyon Telif © TWI Ltd 2009
Ne var ki, Standart ayrıca yeniden kalibrasyonun/doğrulamanın daha sık gerekebileceği yönünde de tavsiyede bulunmaktadır. Dikkate alınması gereken faktörler şunlardır:
• Ekipman imalatçısının tavsiyeleri. • Kullanıcının gereklilikleri. • Eğer ekipman tamir edilmişse, yeniden kalibrasyon işlemi daima
gerçekleştirilmelidir. • Ekipmanın performansının kötüleştiğinin düşünülmesine yol açan bir
gerekçe olduğunda. 4 Kalibrasyon cihazları
Kalibrasyon için kullanılan cihazlar:
• bir kalifiye kalibratör tarafından, bir ulusal standart dikkate alınarak standartlara uygun şekilde gerçekleştirilmelidir;
• ekipman kalitesine ilişkin doğruluk düzeyine göre en az iki ve tercihen beş kat daha doğru olmalıdır;
• Hassas kalite ekipman sözkonusu olduğunda, çıkış sayaçlarının kontrol edilmesi için çok daha fazla hassasiyete sahip cihazların kullanılması gerekecektir.
5 Kalibrasyon Yöntemleri
Standart güç kaynağı tiplerinin özelliklerine, her parametre için kaç değerin alınması gerektiğine ve gerekebilecek önlemlere ilişkin yönlendirici bilgilerle ilgili ayrıntıları içerir.
Ana kaynaklama parametreleriyle ilgili olarak Standartta verilen tavsiyeler şöyledir:
Akım
Cihaz gerekliliklerine ve darbeli akımın nasıl ölçüleceğine ilişkin ayrıntılar belirtilir, fakat devre akımının neresinde ölçümlerin yapılması gerektiğine ilişkin koşullar belirtilir, öngörülür veya tavsiyelerde bulunulur.
Akımın devrede herhangi bir konumda ölçülebileceği (değer aynı olmalıdır) belirtilir.
Gerilim
Standart, gerilimin önceden ayarlandığı (sabit gerilimli güç kaynaklarında) işlemlerde, güç kaynağında yer alan gerilim ölçer için kullanılan bağlantı noktalarının önemli parametre olan ark geriliminde farklı olabileceği vurgulanır.
Ark gerilimine ilişkin doğru bir ölçüm gerçekleştirmek için, gerilim ölçerin uygulamada mümkün olduğunca arka yakın konumlandırılması gerekir.
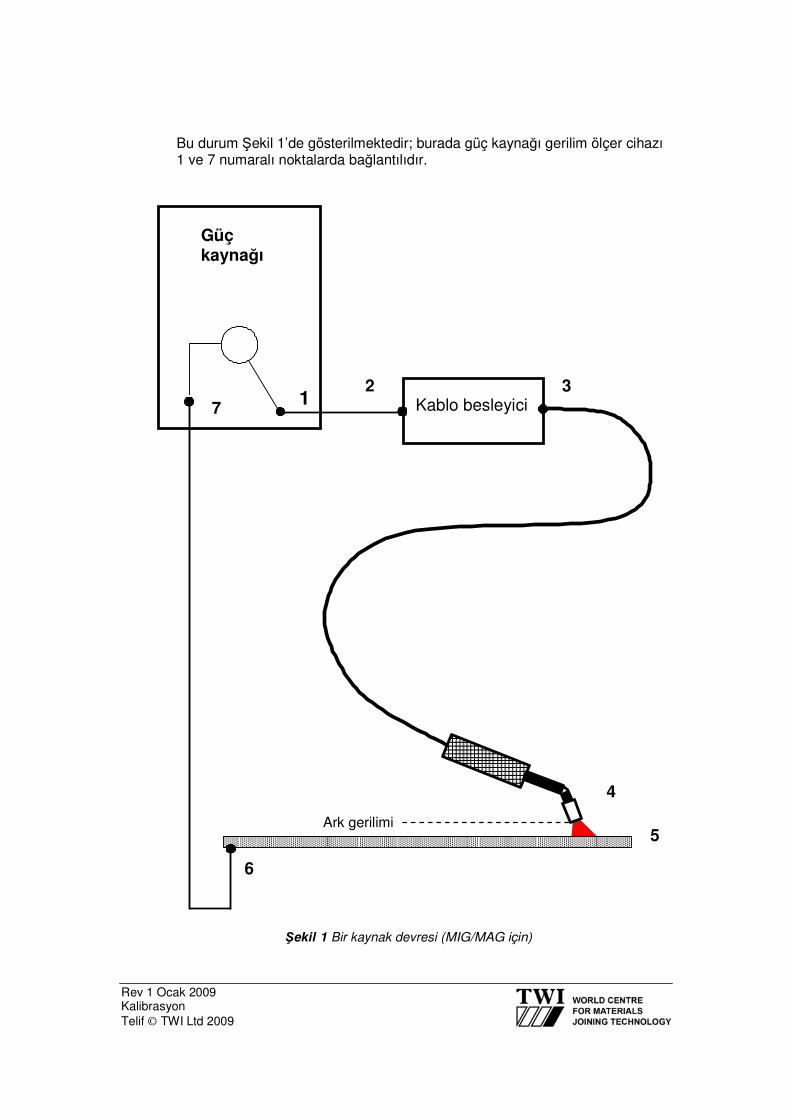
Rev 1 Ocak 2009 Kalibrasyon Telif © TWI Ltd 2009
Bu durum Şekil 1’de gösterilmektedir; burada güç kaynağı gerilim ölçer cihazı 1 ve 7 numaralı noktalarda bağlantılıdır.
Güç kaynağı
2 3
7 1 Kablo besleyici
4
Ark gerilimi 5
6
Şekil 1 Bir kaynak devresi (MIG/MAG için)
Rev 1 Ocak 2009 Kalibrasyon Telif © TWI Ltd 2009
Ne var ki, 1-2, 3-4 ve 6-7 kısımlarında devreye ekstra direnç getiren bağlantı noktaları nedeniyle bir gerilim düşmesi olacağından, güç kaynağı üzerindeki gerilim ölçer değeri gerçek ark geriliminden daha yüksek bir değer verme eğilimi gösterecektir.
Güç kaynağı gerilimölçeri 3 ve 7 noktalarında bağlansa bile (ki olabilir), ölçülen değer dönüş kablosundaki önemli gerilim üşmelerini hesaba katmayacaktır – Kısım 6-7.
Kaynak devresindeki herhangi bir gerilim düşmesinin büyüklüğü kablo çapına, uzunluğuna ve sıcaklığa bağlı olacaktır; Standart aşağıdakileri vurguluyor:
• Gerçek ark geriliminin 4-5 noktaları arasında ölçülmesi arzu edilir; fakat bazı
kaynaklama işlemlerinde, ark kaynağına çok yakın ark gerilimini ölçmek pratik değildir.
• MMA sözkonusu olduğunda, arktan ~2m kadar yakın bir mesafeden kablo kılıfı içinden voltmetrenin bir terminalinin bağlanması suretiyle arka göreceli olarak yakın bir mesafeden bir gerilim değeri almak ve diğer terminali işparçasına (veya toprağa) bağlamak mümkündür.
• MIG/MAG sözkonusu olduğunda, pratikte en yakın bağlantı noktaları 3-5 olmalıdır, fakat bir hava soğutmalıdan su soğutmalı hamlaca geçildiğinde veya tersi olduğunda ölçülen gerilim üzerinde önemli bir etki sözkonusu olabilir.
• Eğer 6 noktasında dönüş kablosunun bağlantısı iyiyse, 5-6 noktaları arasındaki gerilim düşmeleri önemli olmayacaktır.
Standart, aşağıda belirtilenlerin sağlanması suretiyle hat gerilimindeki herhangi bir düşüşün en aza indirilmesi konusunda yönlendirici bilgi vermektedir:
• Akım dönüş kablosu mümkün oluğunda kısa, ağır, düşük dirençli bir kablo
olmalıdır; • Akım/dönüş konektörü uygun değere sahip olmalı ve yüksek direnç
nedeniyle aşırı ısınmayacak şekilde sıkıca tutturulmalıdır.
Standart akıma, kablo kesitine ve uzunluğuna (hem bakır hem alüminyum kablolar için) göre hat gerilim düşmelerine (DC gerilimi) ilişkin veriler içerir.
Tel besleme hızı
MIG/MAG gibi sabit gerilimli (kendinden ayarlanır ark) işlemleri sözkonusu olduğunda, standart, tel besleyicinin kalibrasyonuna genellikle ihtiyaç olmadığını, çünkü akıma bağlı olduğunu belirtir.
Eğer kalibrasyon gerekirse, teslim edilecek yaklaşık 1 metrelik kablo için zamanın (saniye olarak) bir kronometreyle veya bir elektronik taymırla ölçülmesi tavsiye edilmektedir.
Rev 1 Ocak 2009 Kalibrasyon Telif © TWI Ltd 2009
Daha sonra (bir çelik cetvelle) 1 mm hassasiyette olmak üzere telin uzunluğunun ölçülmesi ve besleme hızının hesaplanması gerekir.
Gezinme hızı
Rotatörler ve robot manipülatörler gibi kaynaklama manipülatörleri ve ayrıca daha konvansiyonel doğrusal gezinim taşıyıcıları bir kaynağın ısı girişini ve diğer özelliklerini etkilerler ve aralıklı olarak kontrol edilmeleri gerekir.
Standart cihazların çoğu bir kronometre ve cetvel kullanılarak kontrol edilebilir; fakat bir tako-jeneratör gibi daha incelikle cihazlar da uygun olacaktır.
Bölüm 23
Ön Isıtma Uygulaması ve Kontrolü
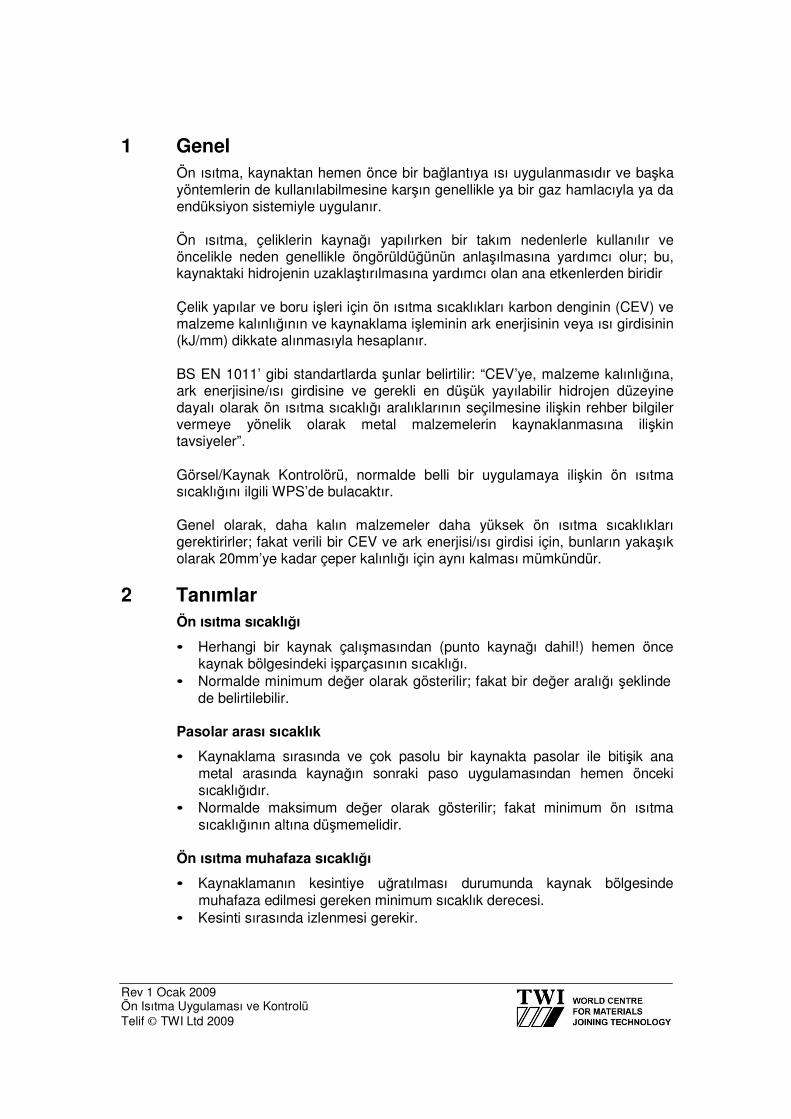
Rev 1 Ocak 2009 Ön Isıtma Uygulaması ve Kontrolü Telif © TWI Ltd 2009
1 Genel
Ön ısıtma, kaynaktan hemen önce bir bağlantıya ısı uygulanmasıdır ve başka yöntemlerin de kullanılabilmesine karşın genellikle ya bir gaz hamlacıyla ya da endüksiyon sistemiyle uygulanır.
Ön ısıtma, çeliklerin kaynağı yapılırken bir takım nedenlerle kullanılır ve öncelikle neden genellikle öngörüldüğünün anlaşılmasına yardımcı olur; bu, kaynaktaki hidrojenin uzaklaştırılmasına yardımcı olan ana etkenlerden biridir
Çelik yapılar ve boru işleri için ön ısıtma sıcaklıkları karbon denginin (CEV) ve malzeme kalınlığının ve kaynaklama işleminin ark enerjisinin veya ısı girdisinin (kJ/mm) dikkate alınmasıyla hesaplanır.
BS EN 1011’ gibi standartlarda şunlar belirtilir: “CEV’ye, malzeme kalınlığına, ark enerjisine/ısı girdisine ve gerekli en düşük yayılabilir hidrojen düzeyine dayalı olarak ön ısıtma sıcaklığı aralıklarının seçilmesine ilişkin rehber bilgiler vermeye yönelik olarak metal malzemelerin kaynaklanmasına ilişkin tavsiyeler”.
Görsel/Kaynak Kontrolörü, normalde belli bir uygulamaya ilişkin ön ısıtma sıcaklığını ilgili WPS’de bulacaktır.
Genel olarak, daha kalın malzemeler daha yüksek ön ısıtma sıcaklıkları gerektirirler; fakat verili bir CEV ve ark enerjisi/ısı girdisi için, bunların yakaşık olarak 20mm’ye kadar çeper kalınlığı için aynı kalması mümkündür.
2 Tanımlar
Ön ısıtma sıcaklığı
• Herhangi bir kaynak çalışmasından (punto kaynağı dahil!) hemen önce kaynak bölgesindeki işparçasının sıcaklığı.
• Normalde minimum değer olarak gösterilir; fakat bir değer aralığı şeklinde de belirtilebilir.
Pasolar arası sıcaklık
• Kaynaklama sırasında ve çok pasolu bir kaynakta pasolar ile bitişik ana metal arasında kaynağın sonraki paso uygulamasından hemen önceki sıcaklığıdır.
• Normalde maksimum değer olarak gösterilir; fakat minimum ön ısıtma sıcaklığının altına düşmemelidir.
Ön ısıtma muhafaza sıcaklığı
• Kaynaklamanın kesintiye uğratılması durumunda kaynak bölgesinde muhafaza edilmesi gereken minimum sıcaklık derecesi.
• Kesinti sırasında izlenmesi gerekir.
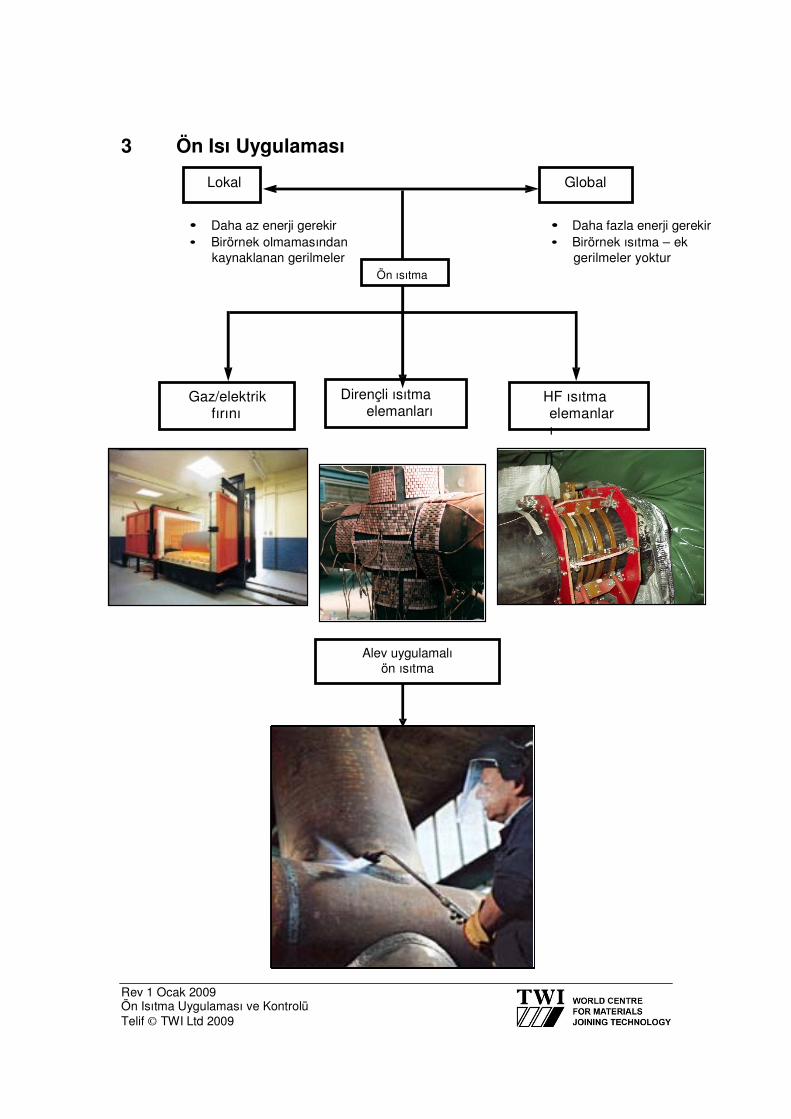
Rev 1 Ocak 2009 Ön Isıtma Uygulaması ve Kontrolü Telif © TWI Ltd 2009
3 Ön Isı Uygulaması
Lokal Global
• Daha az enerji gerekir • Birörnek olmamasından
kaynaklanan gerilmeler
Ön ısıtma
• Daha fazla enerji gerekir • Birörnek ısıtma – ek
gerilmeler yoktur
Gaz/elektrik fırını
Dirençli ısıtma elemanları
HF ısıtma elemanları
Alev uygulamalı ön ısıtma
Rev 1 Ocak 2009 Ön Isıtma Uygulaması ve Kontrolü Telif © TWI Ltd 2009
Gaz/elektrik fırınları
Genellikle PWHT için kullanılır; fakat bir kontrollü ve birörnek ön ısıtma vermek için malzemenin büyük bölümleri için kullanılabilir.
Dirençli ısıtma elemanları
Direnç bobinlerinden akan elektrik akımı kullanılarak ısıtma.
Yüksek frekans ısıtma elemanları
Isıtma etkisi elektrostatik olarak sağlanır; malzeme kütlesinin tamamında birörnek ısıtma elde edilir. Isıtma, malzemedeki moleküllerin bir yüksek frekans alanına tabi tutulduğunda ajitasyonu suretiyle elde edilir.
Alev uygulamalı ön ısıtma
Hamlaçlar veya brülörler kullanılarak ön ısıtma gerçekleştirmenin belki de en yaygın yöntemidir. Oksijen, ön ısıtma alevinin en temel parçasıdır, çünkü yanmayı destekler; fakat yakıt gazları asetilen, propan veya metan (doğal gaz) olabilir.
Alev uygulamalı ön ısıtmada, sıcaklığın kaynaklanacak komponentlerin bütün kalınlığında dengeli olması için yeterli süre beklemek gerekir; aksi taktirde, sadece yüzey sıcaklığı ölçülecektir. Geçen süre, şartname gerekliliklerine bağlı olarak farklılık gösterecektir.
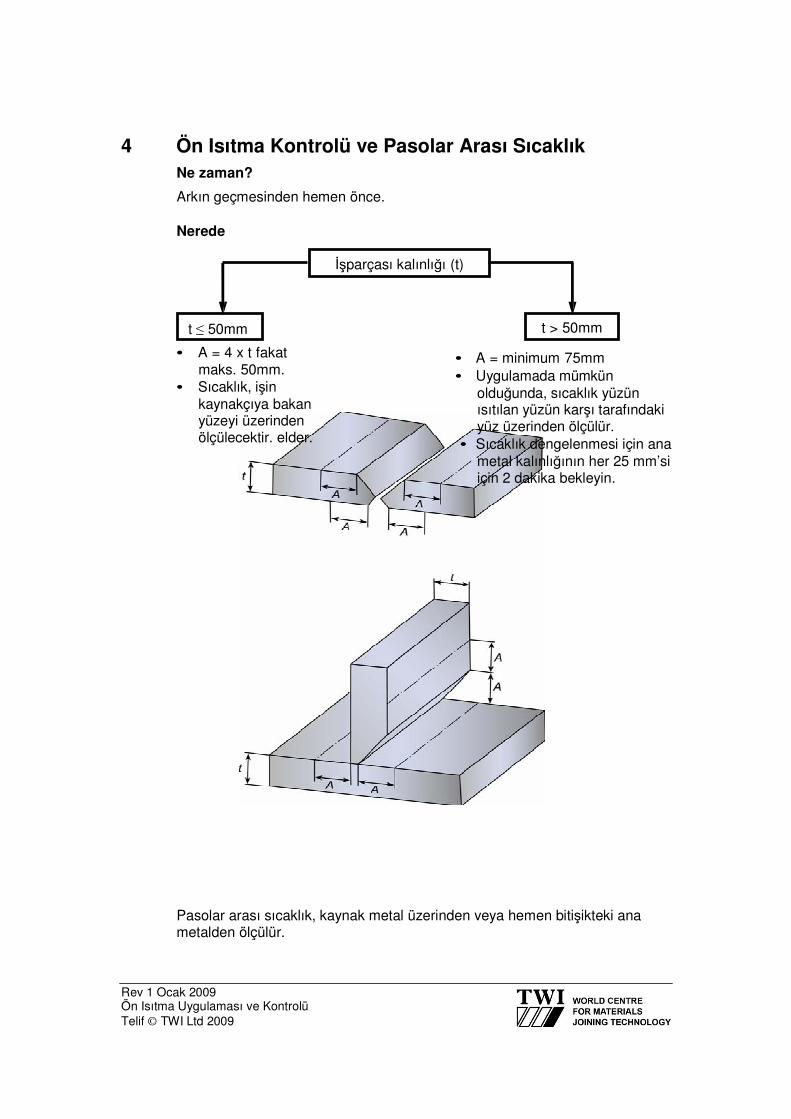
Rev 1 Ocak 2009 Ön Isıtma Uygulaması ve Kontrolü Telif © TWI Ltd 2009
4 Ön Isıtma Kontrolü ve Pasolar Arası Sıcaklık
Ne zaman?
Arkın geçmesinden hemen önce.
Nerede
İşparçası kalınlığı (t)
t ≤ 50mm t > 50mm
• A = 4 x t fakat maks. 50mm.
• Sıcaklık, işin kaynakçıya bakan yüzeyi üzerinden ölçülecektir. elder.
• A = minimum 75mm • Uygulamada mümkün
olduğunda, sıcaklık yüzün ısıtılan yüzün karşı tarafındaki yüz üzerinden ölçülür.
• Sıcaklık dengelenmesi için ana metal kalınlığının her 25 mm’si için 2 dakika bekleyin.
Pasolar arası sıcaklık, kaynak metal üzerinden veya hemen bitişikteki ana metalden ölçülür.
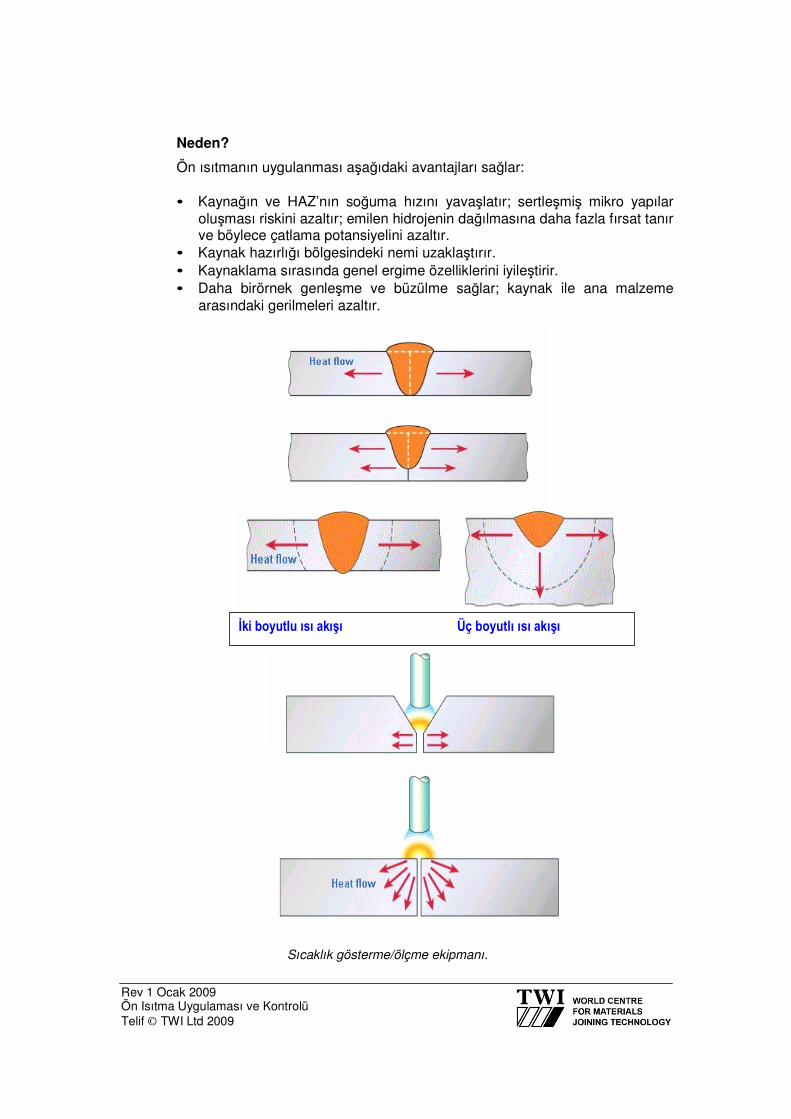
Rev 1 Ocak 2009 Ön Isıtma Uygulaması ve Kontrolü Telif © TWI Ltd 2009
Neden?
Ön ısıtmanın uygulanması aşağıdaki avantajları sağlar:
• Kaynağın ve HAZ’nın soğuma hızını yavaşlatır; sertleşmiş mikro yapılar oluşması riskini azaltır; emilen hidrojenin dağılmasına daha fazla fırsat tanır ve böylece çatlama potansiyelini azaltır.
• Kaynak hazırlığı bölgesindeki nemi uzaklaştırır. • Kaynaklama sırasında genel ergime özelliklerini iyileştirir. • Daha birörnek genleşme ve büzülme sağlar; kaynak ile ana malzeme
arasındaki gerilmeleri azaltır.
İki boyutlu ısı akışı Üç boyutlı ısı akışı
Sıcaklık gösterme/ölçme ekipmanı.
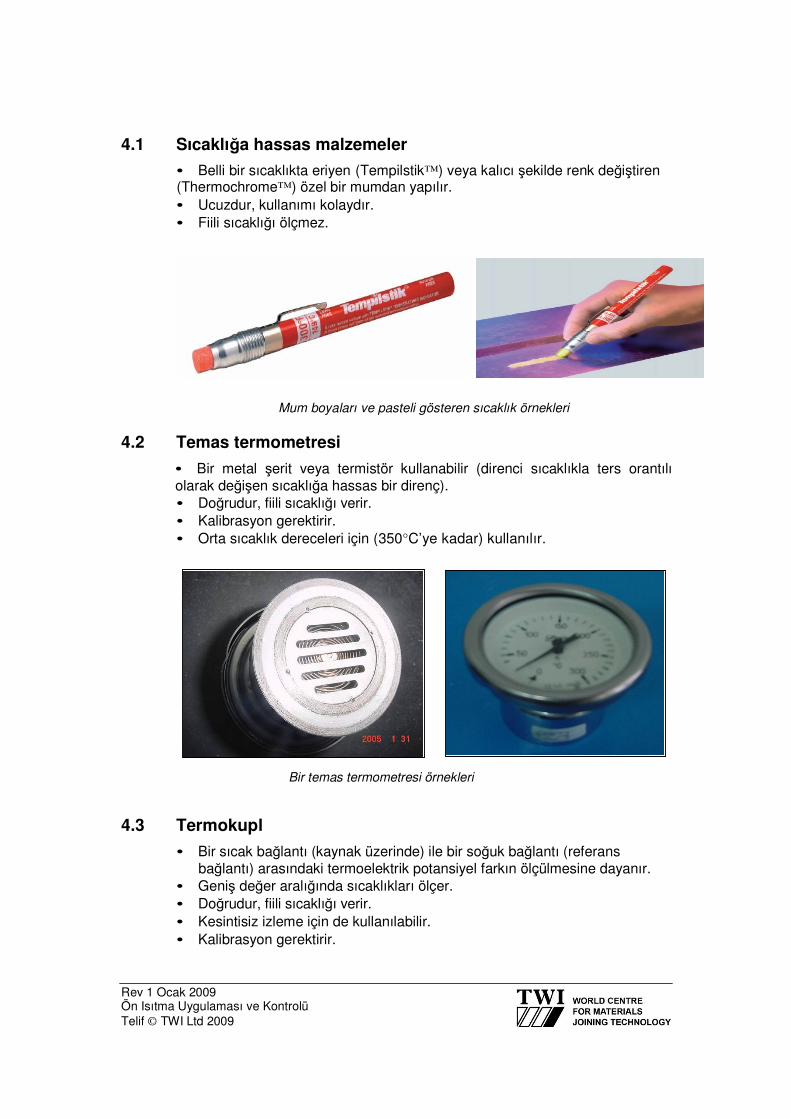
Rev 1 Ocak 2009 Ön Isıtma Uygulaması ve Kontrolü Telif © TWI Ltd 2009
4.1 Sıcaklığa hassas malzemeler
• Belli bir sıcaklıkta eriyen (Tempilstik™) veya kalıcı şekilde renk değiştiren (Thermochrome™) özel bir mumdan yapılır. • Ucuzdur, kullanımı kolaydır. • Fiili sıcaklığı ölçmez.
Mum boyaları ve pasteli gösteren sıcaklık örnekleri
4.2 Temas termometresi
• Bir metal şerit veya termistör kullanabilir (direnci sıcaklıkla ters orantılı olarak değişen sıcaklığa hassas bir direnç). • Doğrudur, fiili sıcaklığı verir. • Kalibrasyon gerektirir. • Orta sıcaklık dereceleri için (350°C’ye kadar) kullanılır.
Bir temas termometresi örnekleri
4.3 Termokupl
• Bir sıcak bağlantı (kaynak üzerinde) ile bir soğuk bağlantı (referans bağlantı) arasındaki termoelektrik potansiyel farkın ölçülmesine dayanır.
• Geniş değer aralığında sıcaklıkları ölçer. • Doğrudur, fiili sıcaklığı verir. • Kesintisiz izleme için de kullanılabilir. • Kalibrasyon gerektirir.
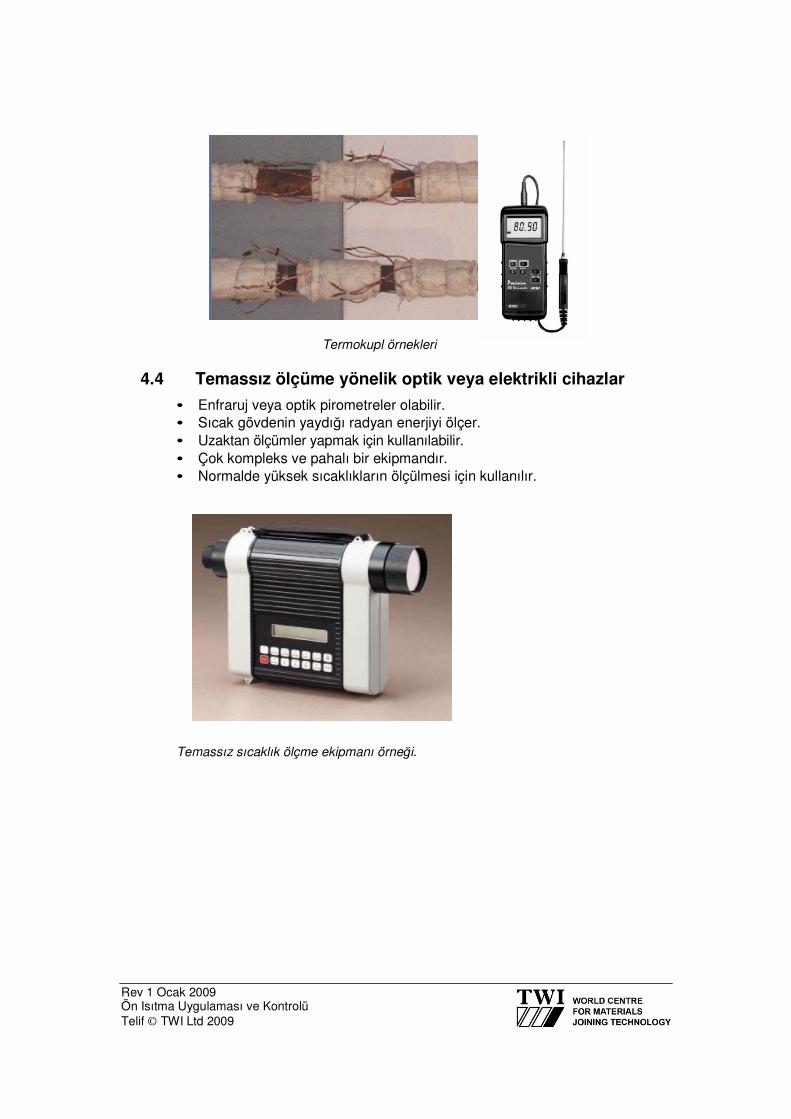
Rev 1 Ocak 2009 Ön Isıtma Uygulaması ve Kontrolü Telif © TWI Ltd 2009
Termokupl örnekleri
4.4 Temassız ölçüme yönelik optik veya elektrikli cihazlar
• Enfraruj veya optik pirometreler olabilir. • Sıcak gövdenin yaydığı radyan enerjiyi ölçer. • Uzaktan ölçümler yapmak için kullanılabilir. • Çok kompleks ve pahalı bir ekipmandır. • Normalde yüksek sıcaklıkların ölçülmesi için kullanılır.
Temassız sıcaklık ölçme ekipmanı örneği.
Rev 1 Ocak 2009 Ön Isıtma Uygulaması ve Kontrolü Telif © TWI Ltd 2009
5 Özet
Görsel/Kaynak Kontrolörü, hem ön ısıtma hem pasolar arası sıcaklık gereklilikleri için WPS’ye bakmalıdır. Sıcaklık ölçümlerinin nerede alınması konusunda bir kuşku duyulduğunda, Kıdemli Kaynak Kontrolörüne ve Kaynak Mühendisine danışılması gerekir.
Gevrek mikro yapıların (örn. martensit) oluşmasından kaçınmak ve böylece soğuk çatlamayı engellemek için kaynaklama sırasında soğuma hızını yavaşlamak amacıyla hem ön ısıtma hem pasolar arası sıcaklık dereceleri uygulanır.
Çeşitli standartlarda (örn. BS EN 1011-2, AWS D1.1, vs.) açıklanan farklı yöntemler kullanılarak ön ısıtma sıcaklık dereceleri hesaplanabilir ve kaynaklama prosedürünün kalifikasyonu sırasında doğrulanır.
BS EN ISO 15614 ve ASME IX’a uygun olarak, hem ön ısıtma hem pasolar arası sıcaklık dereceleri temel değişkenler olarak görülür; bu nedenle kalifikasyon aralığı dışındaki herhangi bir değişiklik bir yeni prosedür kalifikasyonu gerektirir.
Bölüm 24
Pratik Görsel Kontrol
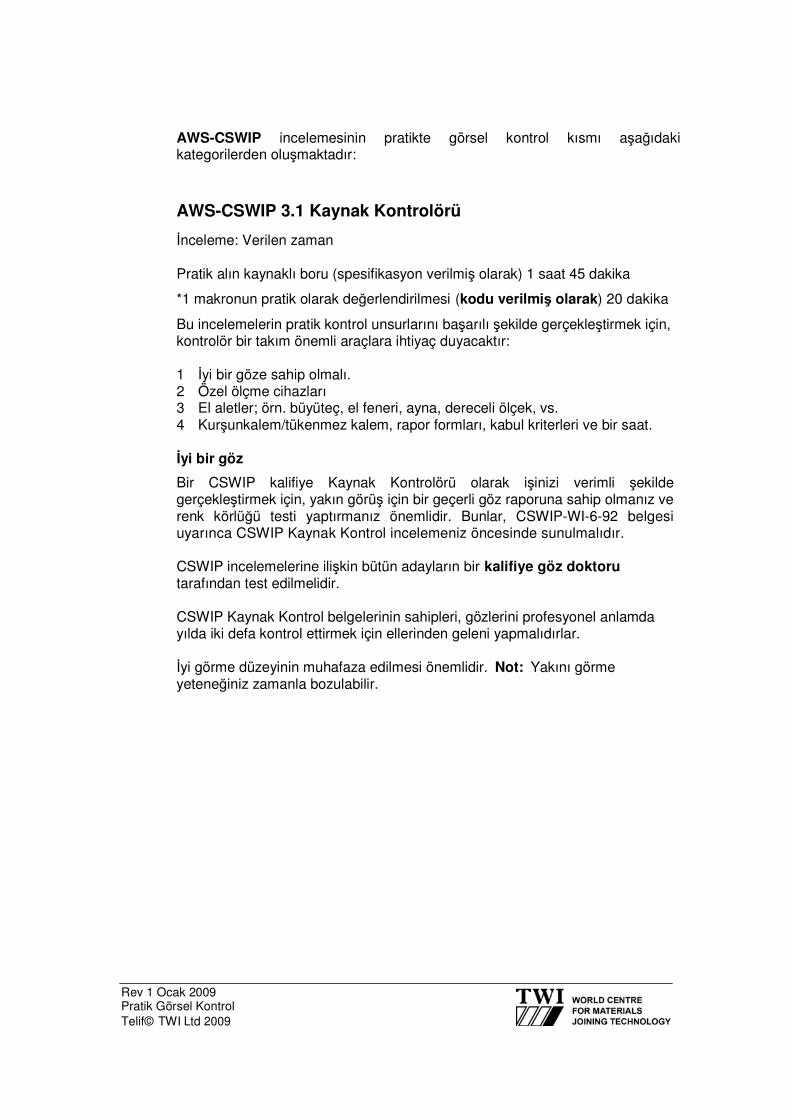
Rev 1 Ocak 2009 Pratik Görsel Kontrol Telif© TWI Ltd 2009
AWS-CSWIP incelemesinin pratikte görsel kontrol kısmı aşağıdaki kategorilerden oluşmaktadır:
AWS-CSWIP 3.1 Kaynak Kontrolörü
İnceleme: Verilen zaman
Pratik alın kaynaklı boru (spesifikasyon verilmiş olarak) 1 saat 45 dakika
*1 makronun pratik olarak değerlendirilmesi (kodu verilmiş olarak) 20 dakika
Bu incelemelerin pratik kontrol unsurlarını başarılı şekilde gerçekleştirmek için, kontrolör bir takım önemli araçlara ihtiyaç duyacaktır:
1 İyi bir göze sahip olmalı. 2 Özel ölçme cihazları 3 El aletler; örn. büyüteç, el feneri, ayna, dereceli ölçek, vs. 4 Kurşunkalem/tükenmez kalem, rapor formları, kabul kriterleri ve bir saat.
İyi bir göz
Bir CSWIP kalifiye Kaynak Kontrolörü olarak işinizi verimli şekilde gerçekleştirmek için, yakın görüş için bir geçerli göz raporuna sahip olmanız ve renk körlüğü testi yaptırmanız önemlidir. Bunlar, CSWIP-WI-6-92 belgesi uyarınca CSWIP Kaynak Kontrol incelemeniz öncesinde sunulmalıdır.
CSWIP incelemelerine ilişkin bütün adayların bir kalifiye göz doktoru tarafından test edilmelidir.
CSWIP Kaynak Kontrol belgelerinin sahipleri, gözlerini profesyonel anlamda yılda iki defa kontrol ettirmek için ellerinden geleni yapmalıdırlar.
İyi görme düzeyinin muhafaza edilmesi önemlidir. Not: Yakını görme yeteneğiniz zamanla bozulabilir.
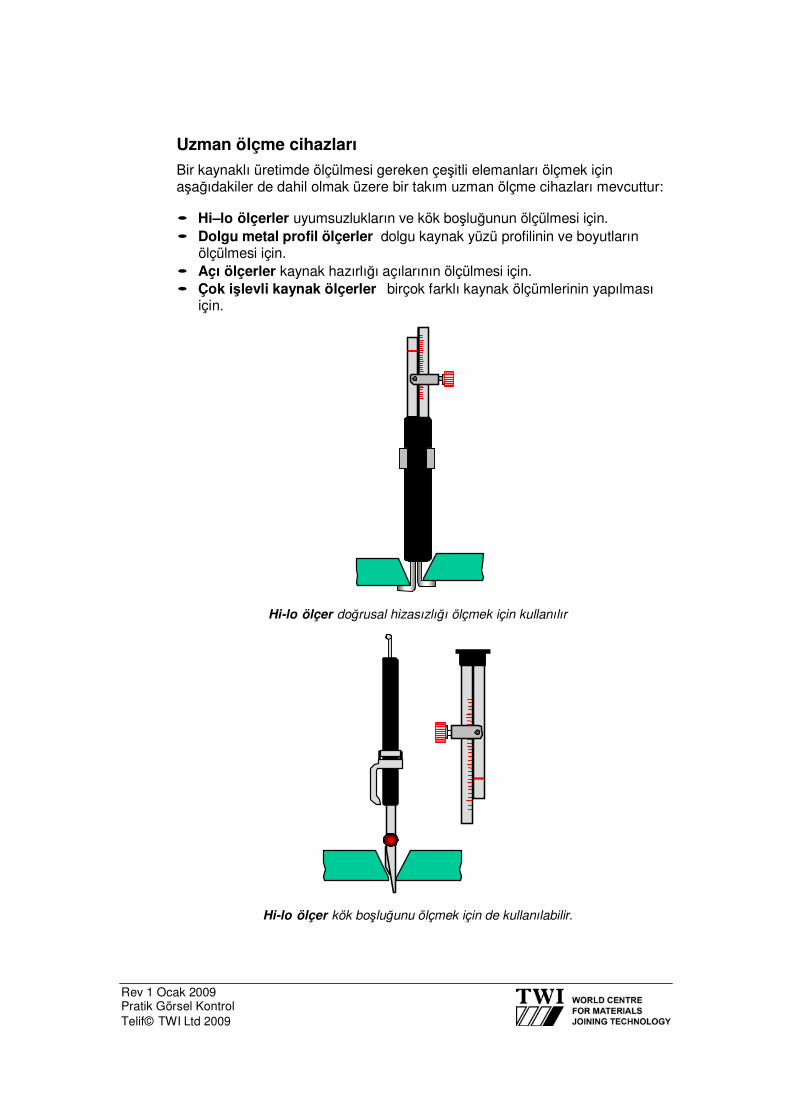
Rev 1 Ocak 2009 Pratik Görsel Kontrol Telif© TWI Ltd 2009
Uzman ölçme cihazları
Bir kaynaklı üretimde ölçülmesi gereken çeşitli elemanları ölçmek için aşağıdakiler de dahil olmak üzere bir takım uzman ölçme cihazları mevcuttur:
• Hi–lo ölçerler uyumsuzlukların ve kök boşluğunun ölçülmesi için. • Dolgu metal profil ölçerler dolgu kaynak yüzü profilinin ve boyutların
ölçülmesi için. • Açı ölçerler kaynak hazırlığı açılarının ölçülmesi için. • Çok işlevli kaynak ölçerler birçok farklı kaynak ölçümlerinin yapılması
için.
Hi-lo ölçer doğrusal hizasızlığı ölçmek için kullanılır
Hi-lo ölçer kök boşluğunu ölçmek için de kullanılabilir.
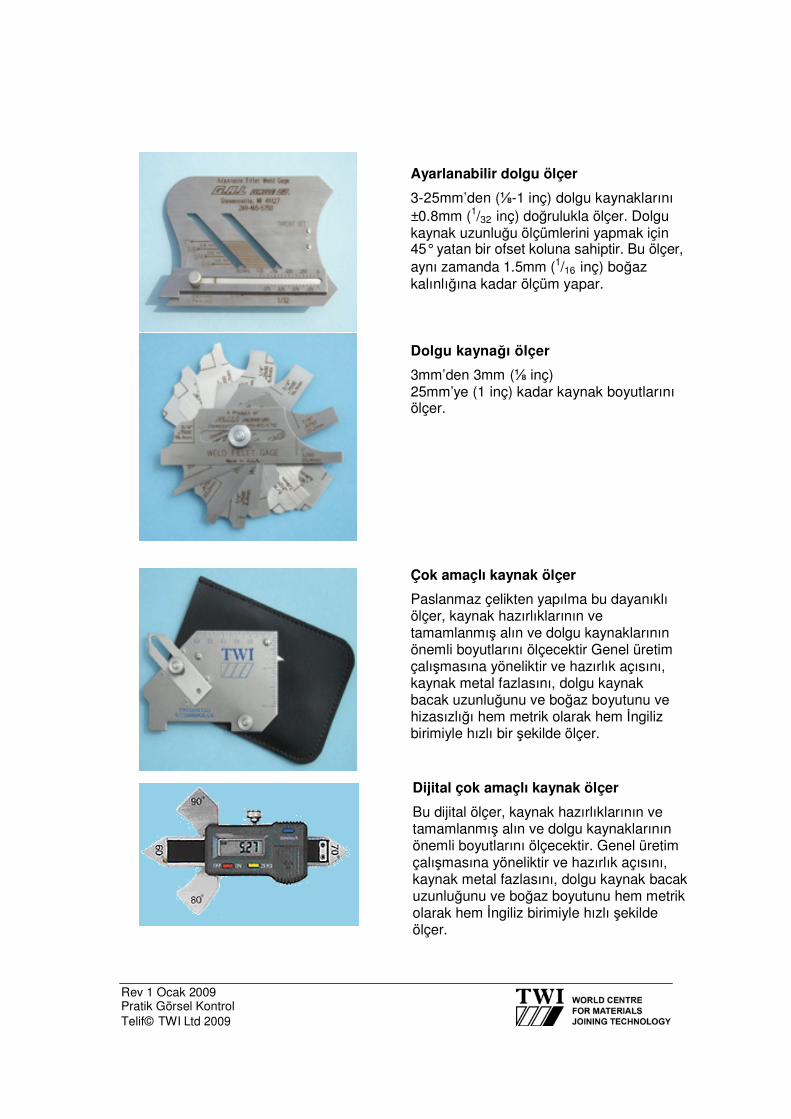
Rev 1 Ocak 2009 Pratik Görsel Kontrol Telif© TWI Ltd 2009
Ayarlanabilir dolgu ölçer
3-25mm’den (⅛-1 inç) dolgu kaynaklarını ±0.8mm (1/32 inç) doğrulukla ölçer. Dolgu kaynak uzunluğu ölçümlerini yapmak için 45° yatan bir ofset koluna sahiptir. Bu ölçer, aynı zamanda 1.5mm (1/16 inç) boğaz kalınlığına kadar ölçüm yapar.
Dolgu kaynağı ölçer
3mm’den 3mm (⅛ inç) 25mm’ye (1 inç) kadar kaynak boyutlarını ölçer.
Çok amaçlı kaynak ölçer
Paslanmaz çelikten yapılma bu dayanıklı ölçer, kaynak hazırlıklarının ve tamamlanmış alın ve dolgu kaynaklarının önemli boyutlarını ölçecektir Genel üretim çalışmasına yöneliktir ve hazırlık açısını, kaynak metal fazlasını, dolgu kaynak bacak uzunluğunu ve boğaz boyutunu ve hizasızlığı hem metrik olarak hem İngiliz birimiyle hızlı bir şekilde ölçer.
Dijital çok amaçlı kaynak ölçer
Bu dijital ölçer, kaynak hazırlıklarının ve tamamlanmış alın ve dolgu kaynaklarının önemli boyutlarını ölçecektir. Genel üretim çalışmasına yöneliktir ve hazırlık açısını, kaynak metal fazlasını, dolgu kaynak bacak uzunluğunu ve boğaz boyutunu hem metrik olarak hem İngiliz birimiyle hızlı şekilde ölçer.
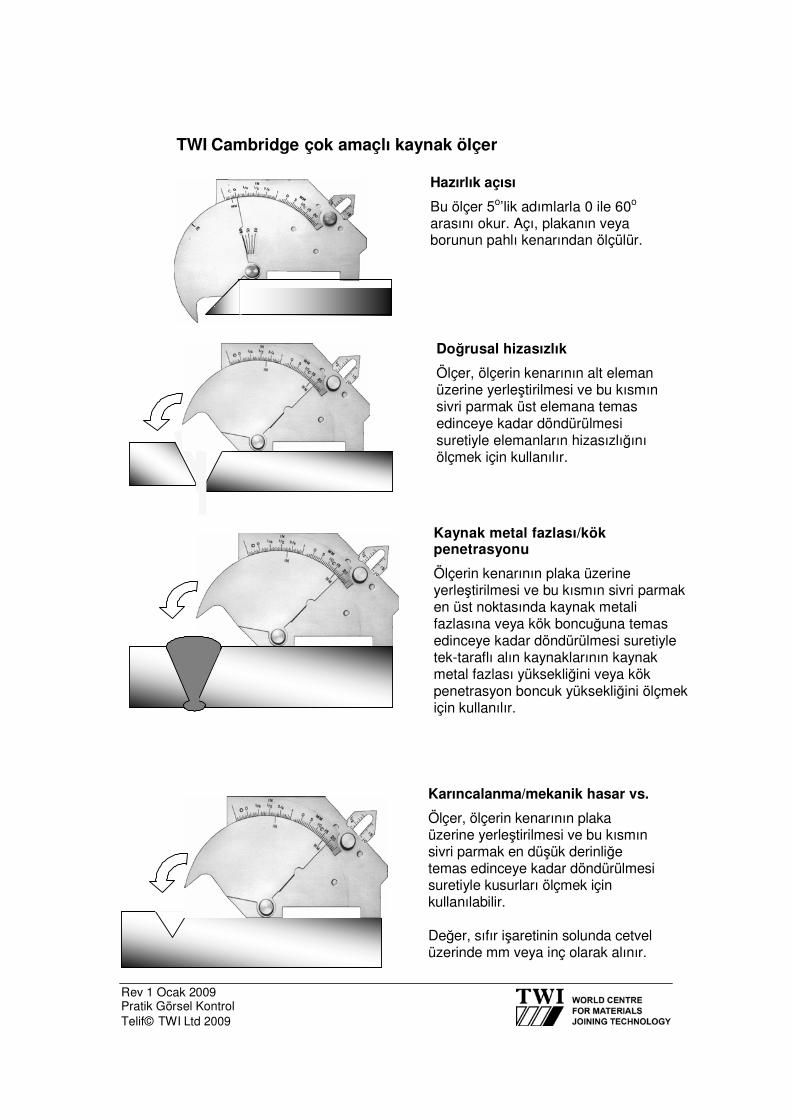
Rev 1 Ocak 2009 Pratik Görsel Kontrol Telif© TWI Ltd 2009
TWI Cambridge çok amaçlı kaynak ölçer
Hazırlık açısı
Bu ölçer 5o’lik adımlarla 0 ile 60o
arasını okur. Açı, plakanın veya borunun pahlı kenarından ölçülür.
Doğrusal hizasızlık
Ölçer, ölçerin kenarının alt eleman üzerine yerleştirilmesi ve bu kısmın sivri parmak üst elemana temas edinceye kadar döndürülmesi suretiyle elemanların hizasızlığını ölçmek için kullanılır.
Kaynak metal fazlası/kök penetrasyonu
Ölçerin kenarının plaka üzerine yerleştirilmesi ve bu kısmın sivri parmak en üst noktasında kaynak metali fazlasına veya kök boncuğuna temas edinceye kadar döndürülmesi suretiyle tek-taraflı alın kaynaklarının kaynak metal fazlası yüksekliğini veya kök penetrasyon boncuk yüksekliğini ölçmek için kullanılır.
Karıncalanma/mekanik hasar vs.
Ölçer, ölçerin kenarının plaka üzerine yerleştirilmesi ve bu kısmın sivri parmak en düşük derinliğe temas edinceye kadar döndürülmesi suretiyle kusurları ölçmek için kullanılabilir.
Değer, sıfır işaretinin solunda cetvel üzerinde mm veya inç olarak alınır.
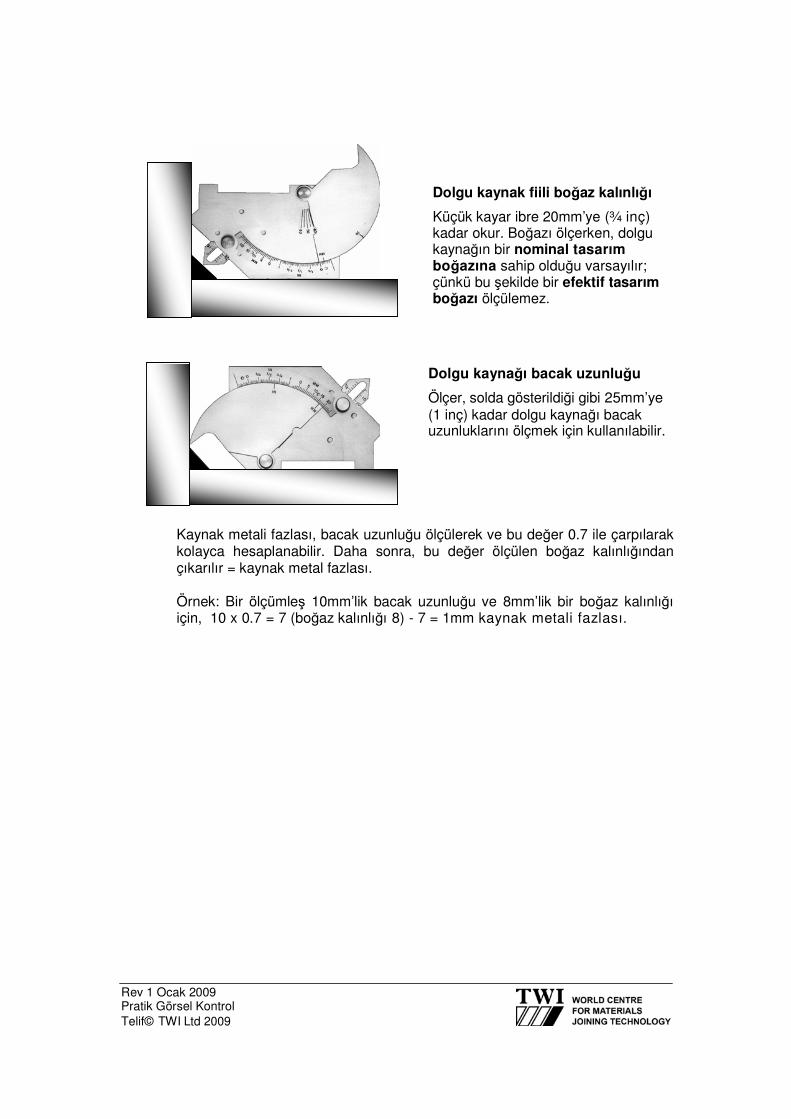
Rev 1 Ocak 2009 Pratik Görsel Kontrol Telif© TWI Ltd 2009
Dolgu kaynak fiili boğaz kalınlığı
Küçük kayar ibre 20mm’ye (¾ inç) kadar okur. Boğazı ölçerken, dolgu kaynağın bir nominal tasarım boğazına sahip olduğu varsayılır; çünkü bu şekilde bir efektif tasarım boğazı ölçülemez.
Dolgu kaynağı bacak uzunluğu
Ölçer, solda gösterildiği gibi 25mm’ye (1 inç) kadar dolgu kaynağı bacak uzunluklarını ölçmek için kullanılabilir.
Kaynak metali fazlası, bacak uzunluğu ölçülerek ve bu değer 0.7 ile çarpılarak kolayca hesaplanabilir. Daha sonra, bu değer ölçülen boğaz kalınlığından çıkarılır = kaynak metal fazlası.
Örnek: Bir ölçümleş 10mm’lik bacak uzunluğu ve 8mm’lik bir boğaz kalınlığı için, 10 x 0.7 = 7 (boğaz kalınlığı 8) - 7 = 1mm kaynak metali fazlası.
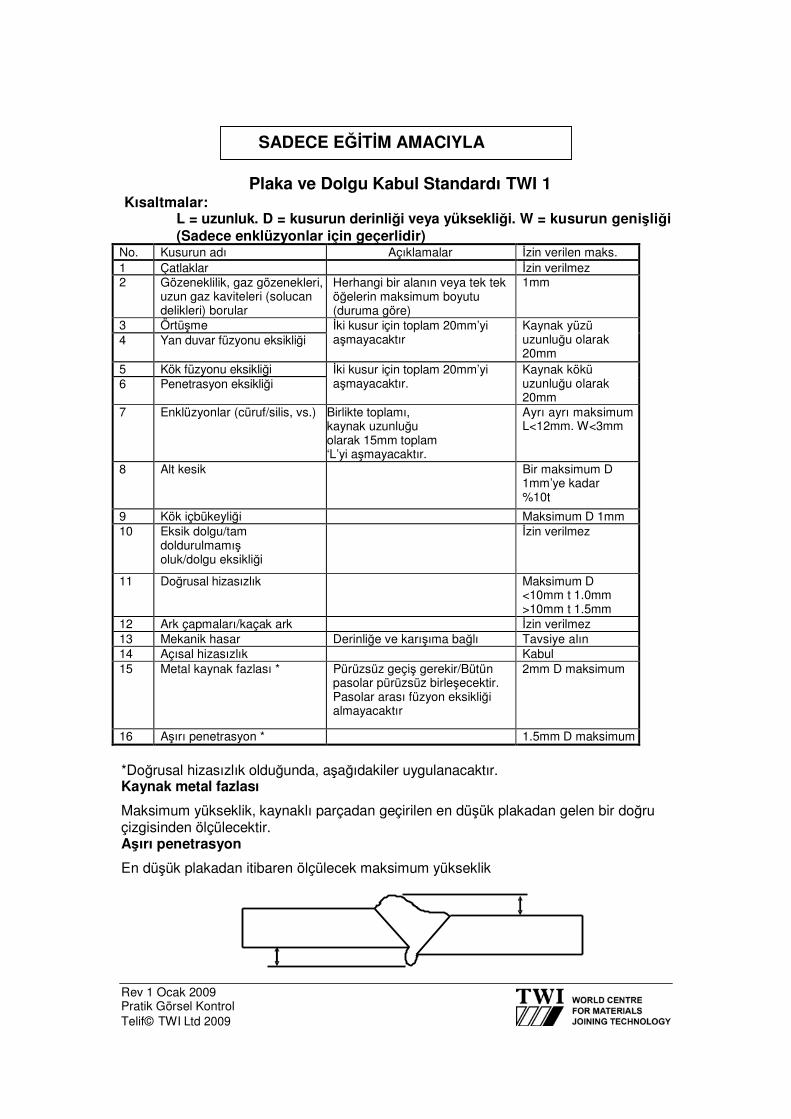
Rev 1 Ocak 2009 Pratik Görsel Kontrol Telif© TWI Ltd 2009
SADECE EĞİTİM AMACIYLA
Kısaltmalar:
Plaka ve Dolgu Kabul Standardı TWI 1
L = uzunluk. D = kusurun derinliği veya yüksekliği. W = kusurun genişliği (Sadece enklüzyonlar için geçerlidir)
No. Kusurun adı Açıklamalar İzin verilen maks. 1 Çatlaklar İzin verilmez
2 Gözeneklilik, gaz gözenekleri, uzun gaz kaviteleri (solucan delikleri) borular
Herhangi bir alanın veya tek tek öğelerin maksimum boyutu (duruma göre)
1mm
3 Örtüşme
4 Yan duvar füzyonu eksikliği İki kusur için toplam 20mm’yi aşmayacaktır
Kaynak yüzü uzunluğu olarak 20mm
5 Kök füzyonu eksikliği 6 Penetrasyon eksikliği
İki kusur için toplam 20mm’yi aşmayacaktır.
Kaynak kökü uzunluğu olarak 20mm
7 Enklüzyonlar (cüruf/silis, vs.) Birlikte toplamı, kaynak uzunluğu olarak 15mm toplam ‘L’yi aşmayacaktır.
Ayrı ayrı maksimum L<12mm. W<3mm
8 Alt kesik Bir maksimum D 1mm’ye kadar %10t
9 Kök içbükeyliği Maksimum D 1mm
10 Eksik dolgu/tam doldurulmamış oluk/dolgu eksikliği
İzin verilmez
11 Doğrusal hizasızlık Maksimum D <10mm t 1.0mm >10mm t 1.5mm
12 Ark çapmaları/kaçak ark İzin verilmez
13 Mekanik hasar Derinliğe ve karışıma bağlı Tavsiye alın
14 Açısal hizasızlık Kabul 15 Metal kaynak fazlası * Pürüzsüz geçiş gerekir/Bütün
pasolar pürüzsüz birleşecektir. Pasolar arası füzyon eksikliği almayacaktır
2mm D maksimum
16 Aşırı penetrasyon * 1.5mm D maksimum
*Doğrusal hizasızlık olduğunda, aşağıdakiler uygulanacaktır. Kaynak metal fazlası
Maksimum yükseklik, kaynaklı parçadan geçirilen en düşük plakadan gelen bir doğru çizgisinden ölçülecektir. Aşırı penetrasyon
En düşük plakadan itibaren ölçülecek maksimum yükseklik
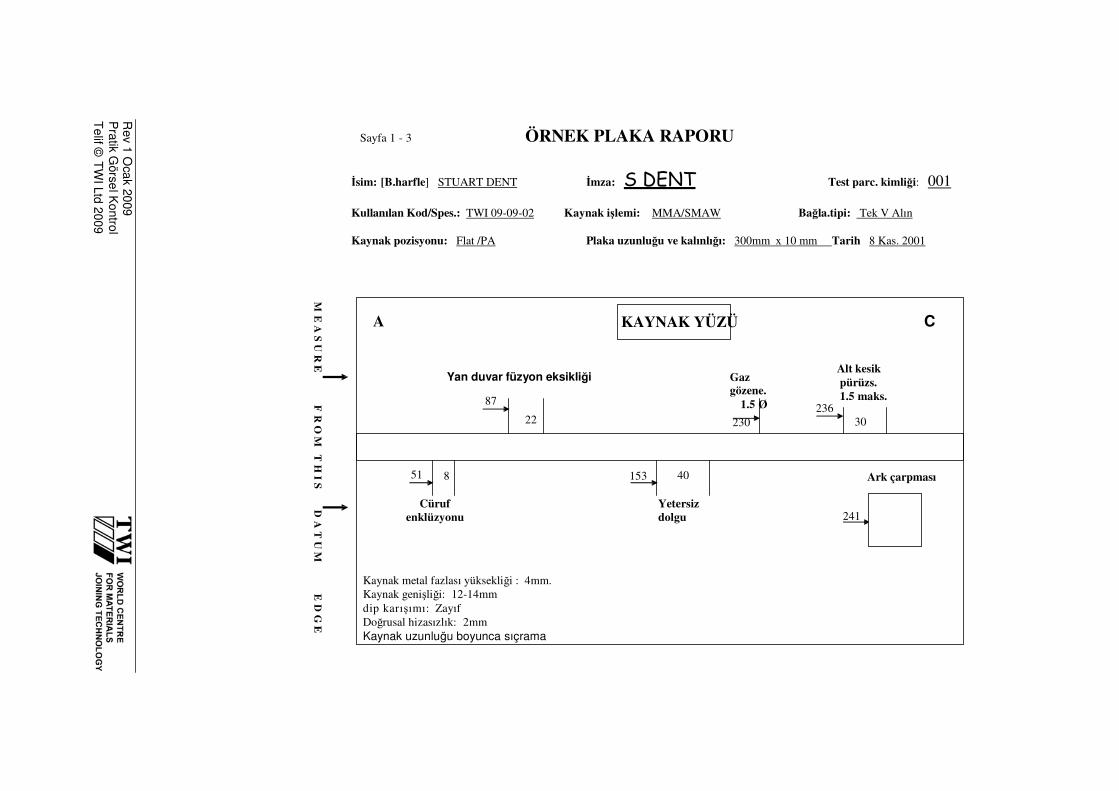
M E
A S
U R
E
Rev 1 O
cak 2009
Pratik G
örsel K
ontrol T
elif © T
WI Ltd 2009
T H
I S
D A
T U
M
E D
G E
F
R O
M
Sayfa 1 - 3 ÖRNEK PLAKA RAPORU
İsim: [B.harfle] STUART DENT İmza: S DENT Test parc. kimliği: 001
Kullanılan Kod/Spes.: TWI 09-09-02 Kaynak işlemi: MMA/SMAW Bağla.tipi: Tek V Alın
Kaynak pozisyonu: Flat /PA Plaka uzunluğu ve kalınlığı: 300mm x 10 mm Tarih 8 Kas. 2001
A KAYNAK YÜZÜ C
Yan duvar füzyon eksikliği
87
22
Gaz
gözene.
1.5 Ø
230
236
Alt kesik
pürüzs.
1.5 maks.
30
51 8
Cüruf
enklüzyonu
Kaynak metal fazlası yüksekliği : 4mm.
Kaynak genişliği: 12-14mm
dip karışımı: Zayıf
Doğrusal hizasızlık: 2mm
Kaynak uzunluğu boyunca sıçrama
153 40
Yetersiz
dolgu
Ark çarpması
241
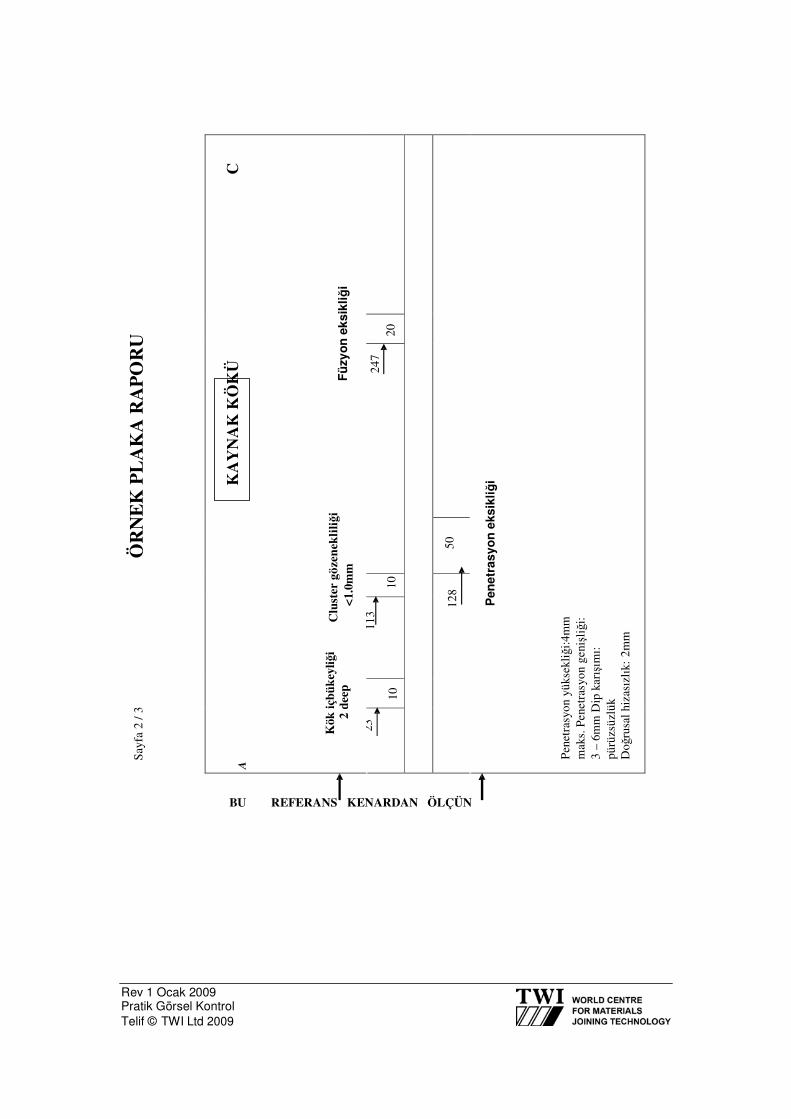
Rev 1 Ocak 2009 Pratik Görsel Kontrol Telif © TWI Ltd 2009
ÖR
NE
K P
LA
KA
RA
PO
RU
S
ayfa 2
/ 3
A
Fü
zyo
n e
ksik
liğ
i 2 d
eep
<
1.0
mm
∅
20
24
7
50
10
11
3
10
KA
YN
AK
KÖ
KÜ
C
Kök
içb
ük
eyliği
C
lust
er g
özen
ek
liliği
23
12
8
Pen
etra
syo
n e
ksik
liğ
i
Penetr
asyo
n y
üksekliği:
4m
m
maks.
Penetr
asyo
n g
eniş
liği:
3 –
6m
m D
ip k
arış
ımı:
pü
rü
zsü
zlü
k
Doğrusal
hiz
asız
lık:
2m
m
BU REFERANS KENARDAN ÖLÇÜN
