cinghie metalliche: guida alla riferimento tecnico · dinamica delle cinghie metalliche. nel caso...
TRANSCRIPT

Cinghie Metalliche:Guida allaprogettazione eriferimento tecnico
Belt Technologies aiuta i propri clienti adottenere prestazioni ottimali dai macchinari,nelle operazioni di trasmissione di potenza,produzione automatizzata, trasporto,imballaggio, sincronia e posizionamento diprecisione.
Da oltre 25 anni rappresentiamo una risorsaglobale per la progettazione di applicazionispecifiche e la fabbricazione di cinghiemetalliche, nastri metallici e pulegge.
Le cinghie metalliche possiedonoproprietà peculiari che danno, comerisultato, superiore precisione, controllo,longevità e convenienza economica. In molticasi sono preferibili ad altri tipi di cinghie (ingomma o vetroresina) e ad altri componentiper la trasmissione di potenza o controllodel movimento (quali attuatori lineari,madreviti o catene) e spesso rappresentanol’ unica scelta possibile per la progettazione.
Per sfruttare appieno i vantaggi degliimpianti a cinghia metallica, BeltTechnologies offre ampi servizi in-house:
• Assistenza Tecnica e di Design
• Consulenza Metallurgica
• Fabbricazione con raggi ad altaenergia
• Design completo e fabbricazionedell’attrezzatura
I nostri impianti a controllo climaticosono equipaggiati per la produzione dicinghie metalliche, nastri di trascinamento epulegge complementari, sia in grandiquantità produttive che in quantità limitatenel caso di prototipi.
Questo documento è stato creato a scopoinformativo e di riferimento. È una guida aldesign e non un manuale. Belt Technologies nonpuò assumersi alcuna responsabilità per eventualidesign realizzati sulla base di questo documento.Per ulteriori informazioni e consigli suapplicazioni particolarmente complesse, viinvitiamo a contattare il nostro personale tecnico.
© 1999 BELT TECHNOLOGIES, INC

INDICE INTRODUZIONE . . . . . . . . . . . . . . 3
PERCHÉ PRENDERE INCONSIDERAZIONE L’UTILIZZO DELLECINGHIE METALLICHE PER LAVOSTRA APPLICAZIONE . . . . . . . . 4
CINGHIE METALLICHE, NASTRI DITRASCINAMENTO E APPLICAZIONI . . . . . . . . . . . . . . . . . . . . . . . . 5 – 7
PULEGGE . . . . . . . . . . . . . . . 8 – 9Design
Materiali
Tolleranze
Tipi di pulegge
TRATTAMENTI DI SUPERFICIE .10 – 11Teflon
Neoprene o uretano
Silicone
Anodizzazione con rivestimento duro
CONSIDERAZIONI DI DESIGN . 12 – 23Istruzioni per la progettazionedell’impianto
Carico
Precisione
Precisione di posizionamento
Ripetibilità
Allineamento della cinghia
Sincronia
Tensionamento
Rigidità della struttura dell’impianto
Curvature inverse
Alberi a cantilever
Permeabilità magnetica
Avvallamento della cinghia
Temperature elevate
Scivolamento della cinghia
Restrizioni imposte dal design
Durata della cinghia
APPENDICE: MATERIALI PER LA REALIZZAZIONE DELLE CINGHIEMETALLICHE . . . . . . . . . . . . 22, 23
LISTA DI CONTROLLO DEL DESIGNDELLE CINGHIE IN ACCIAIO
.....Parte interna del retro copertina
2

Belt Technologies ha creato questaguida alla progettazione con lo scopodi offrire al personale tecnico unapubblicazione di riferimento cheesponga i principi fondamentaliriguardanti la progettazione el’applicazione delle cinghie metalliche.Al suo interno sono riportateinformazioni relative ai seguentiargomenti:
• Perchè prendere inconsiderazione l’utilizzo dellecinghie metalliche per la vostraapplicazione
• Cinghie metalliche, nastri ditrascinamento e applicazioni
• Pulegge
• Trattamenti di superficie
• Considerazioni progettuali
• Durata della cinghia
• Materiali usati per larealizzazione delle cinghiemetalliche (Appendice)
Ci auguriamo che questeinformazioni possano aiutarvi acomprendere i molteplici vantaggiderivanti dall’utilizzo delle cinghiemetalliche e vi diano la conoscenza dicui avete bisogno per sceglierle confiducia.
Dato che ogni cliente ha esigenzediverse, Belt Technologies progettaogni prodotto su specifiche particolari.Quindi è importante ricordare chequesta guida alla progettazione nonpuò comprendere tutte le applicazionipossibili. Potrebbero esserciapplicazioni in cui l’utilizzo dellecinghie metalliche si rivelaparticolarmente adatto, forse proprionel vostro caso.
Vi invitiamo a contattare BeltTechnologies per discutere eventualiidee con il nostro personale tecnico.
Inoltre vi suggeriamo di usare lalista di controllo del design, presente
nella parte interna del retro copertina,in modo da permetterci dicomprendere meglio la natura delvostro progetto. Il successo a lungotermine della nostra azienda è dovutoin gran parte alla nostra capacità difar progredire la tecnologia dellecinghie metalliche e di svilupparesoluzioni innovative.
3
INTRODUZIONE
Gli ingegneri che scelgono le cinghiein metallo, hanno a disposizioneopportunità che non avrebbero nelcaso in cui venissero utilizzati altriprodotti o materiali. Alcunecaratteristiche e vantaggi importantisono elencati di seguito:
• ELEVATO RAPPORTOROBUSTEZZA-PESO: Questo è unvantaggio in praticamente ogniapplicazione in cui sia importanteottenere alta resistenza o pesoleggero, o entrambi.
• DURATA: Le cinghie metallichepossono sopportare l’esposizionecontinua a temperature estreme,ambienti ostili ed al vuoto. Per laloro realizzazione si possonousare diversi tipi di leghe, ognunadelle quali presenta caratteristicheproprie di resistenza a prodottichimici, umidità e corrosione. Gliingegneri generalmente scelgonoil materiale sulla base di proprietàfisiche, disponibilità e costo.
• NESSUNA NECESSITÀ DILUBRIFICAZIONE:Contrariamente alle maglie diuna catena, la cinghia in metalloè un elemento unico, perciò nongenera attrito tra i componenti enon richiede lubrificazioine.Questo riduce la manutenzionedell’impianto, ne miglioral’affidabilità e lo mantiene pulito.
• NON ALLUNGABILITÀ: Le mollein acciaio con alto modulo dielasticità, rendono le cinghiemetalliche di fatto nonallungabili, se paragonate adaltri tipi di cinghie o catene.Questa caratteristica le rendeideali in applicazioni ad alteprestazioni per unposizionamento di precisione.
• FUZIONAMENTO REGOLARE: Lecinghie metalliche non sonosoggette alle pulsazionidell’azione cordale che si
riscontrano spesso in altri tipi dicinghie e catene. Questo dacome risultato un precisotrasferimento del movimento.
• ACCURATEZZA E RIPETIBILITÀ: Sipossono fabbricare cinghiedentate metalliche con unaprecisione di passo di ±0,013mmda stazione a stazione. Questolivello di precisione èestremamente utile nelprogettare attrezzatura diindicizzazione, posizionamento otrattamento.
• BUONA CONDUTTIVITÀTERMICA ED ELETTRICA: Lecinghie metalliche sono in gradodi trasmettere energia sottoforma di calore ed elettricità.
• ASSENZA DI ACCUMULI STATICI:Le cinghie metalliche scaricanol’elettricità statica, caratteristicad’importanza vitale nellafabbricazione di componentielettronici quali circuiti integratie dispositivi per il montaggio disuperficie.
• PULIZIA: A differenza dellecinghie HTD o delle cinghiepiatte in neoprene, quelle inmetallo non generano polveri esono ideali per essere applicatein processi alimentari efarmaceutici.
• COMPATIBILITÀ CONL’AMBIENTE PULITO: Le cinghiemetalliche non richiedonolubrificazione e non generanopolveri che introdurrebberosostanze estranee in ambientipuliti. Possono inoltre esseresterilizzate in autoclave.
• COSTRUZIONE PRECISA: I bordisono lisci e le dimensioni sonoestremamente precise.
PERCHÈ PRENDEREIN CONSIDERAZIONEL’UTILIZZO DELLECINGHIE METALLICHEPER LA VOSTRAAPPLICAZIONE
4
CAPITOLO 1
CAPITOLO 2
CINGHIEMETALLICHE,NASTRI DITRASCINAMENTOE APPLICAZIONI
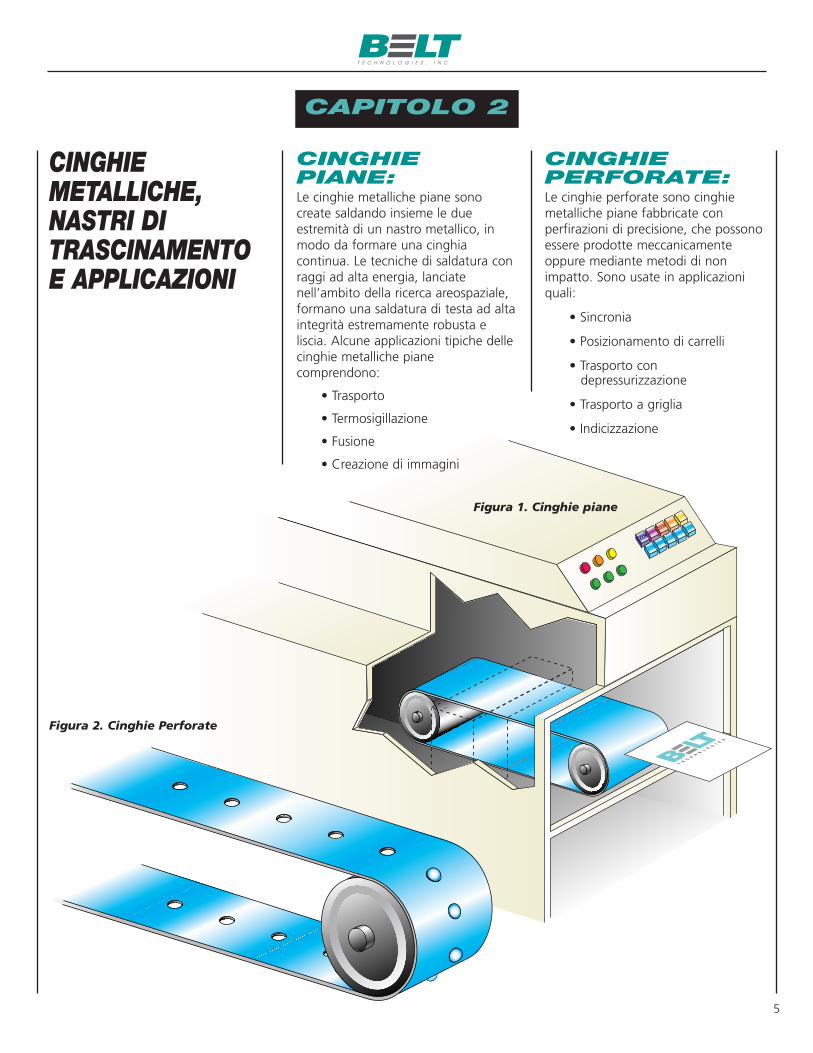
CINGHIEPIANE:Le cinghie metalliche piane sonocreate saldando insieme le dueestremità di un nastro metallico, inmodo da formare una cinghiacontinua. Le tecniche di saldatura conraggi ad alta energia, lanciatenell’ambito della ricerca areospaziale,formano una saldatura di testa ad altaintegrità estremamente robusta eliscia. Alcune applicazioni tipiche dellecinghie metalliche pianecomprendono:
• Trasporto
• Termosigillazione
• Fusione
• Creazione di immagini
CINGHIEPERFORATE:Le cinghie perforate sono cinghiemetalliche piane fabbricate conperfirazioni di precisione, che possonoessere prodotte meccanicamenteoppure mediante metodi di nonimpatto. Sono usate in applicazioniquali:
• Sincronia
• Posizionamento di carrelli
• Trasporto condepressurizzazione
• Trasporto a griglia
• Indicizzazione
Figura 2. Cinghie Perforate
5
Figura 1. Cinghie piane
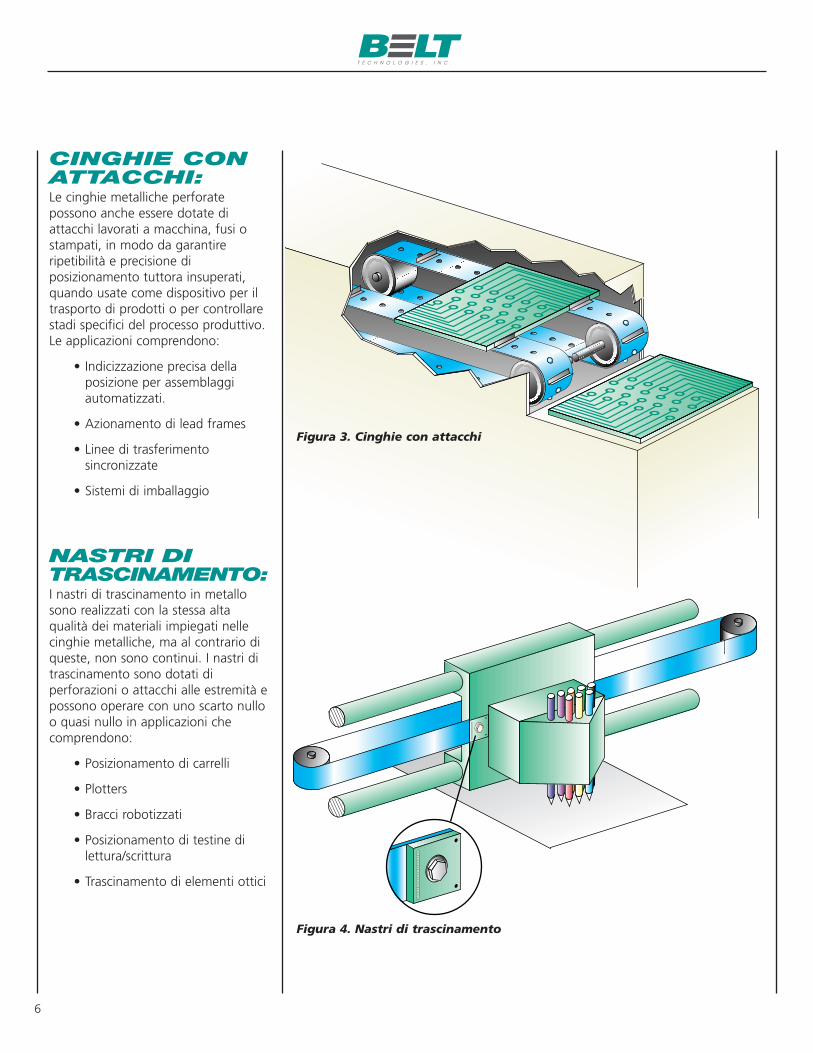
CINGHIE CONATTACCHI:Le cinghie metalliche perforatepossono anche essere dotate diattacchi lavorati a macchina, fusi ostampati, in modo da garantireripetibilità e precisione diposizionamento tuttora insuperati,quando usate come dispositivo per iltrasporto di prodotti o per controllarestadi specifici del processo produttivo.Le applicazioni comprendono:
• Indicizzazione precisa dellaposizione per assemblaggiautomatizzati.
• Azionamento di lead frames
• Linee di trasferimentosincronizzate
• Sistemi di imballaggio
NASTRI DITRASCINAMENTO:I nastri di trascinamento in metallosono realizzati con la stessa altaqualità dei materiali impiegati nellecinghie metalliche, ma al contrario diqueste, non sono continui. I nastri ditrascinamento sono dotati diperforazioni o attacchi alle estremità epossono operare con uno scarto nulloo quasi nullo in applicazioni checomprendono:
• Posizionamento di carrelli
• Plotters
• Bracci robotizzati
• Posizionamento di testine dilettura/scrittura
• Trascinamento di elementi ottici
Figura 4. Nastri di trascinamento
6
Figura 3. Cinghie con attacchi
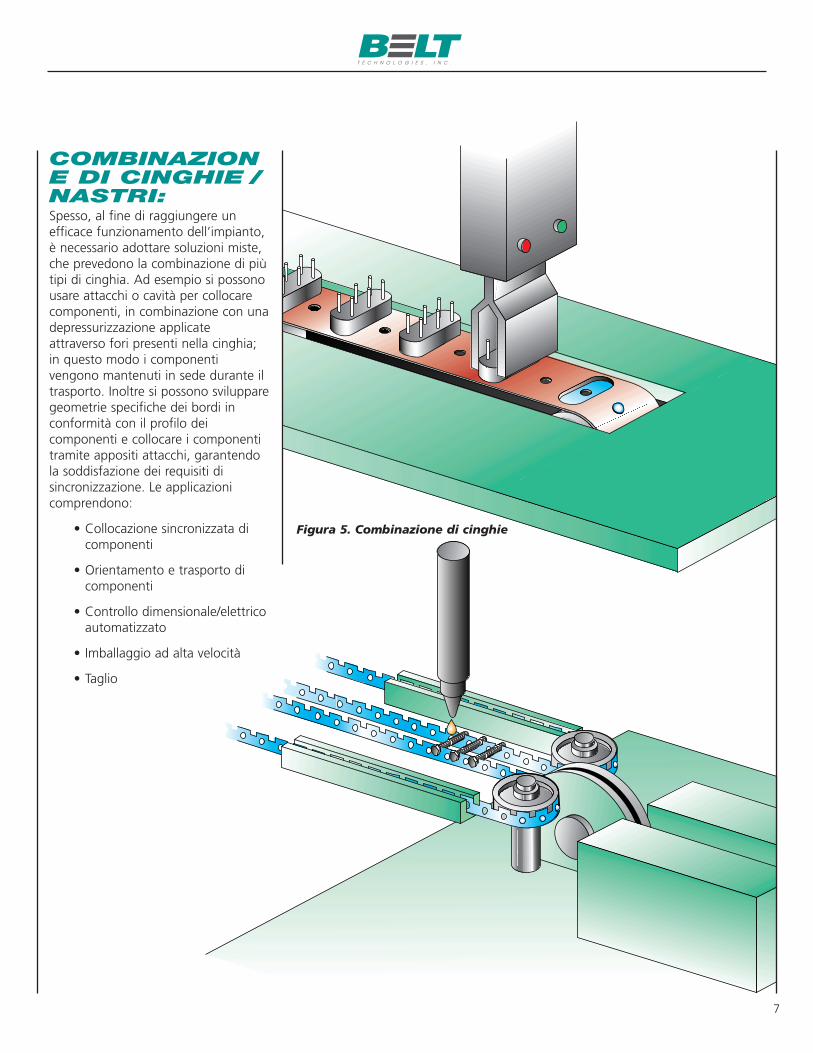
COMBINAZIONE DI CINGHIE /NASTRI:Spesso, al fine di raggiungere unefficace funzionamento dell’impianto,è necessario adottare soluzioni miste,che prevedono la combinazione di piùtipi di cinghia. Ad esempio si possonousare attacchi o cavità per collocarecomponenti, in combinazione con unadepressurizzazione applicateattraverso fori presenti nella cinghia;in questo modo i componentivengono mantenuti in sede durante iltrasporto. Inoltre si possono svilupparegeometrie specifiche dei bordi inconformità con il profilo deicomponenti e collocare i componentitramite appositi attacchi, garantendola soddisfazione dei requisiti disincronizzazione. Le applicazionicomprendono:
• Collocazione sincronizzata dicomponenti
• Orientamento e trasporto dicomponenti
• Controllo dimensionale/elettricoautomatizzato
• Imballaggio ad alta velocità
• Taglio
Figura 5. Combinazione di cinghie
7
Tutte le cinghie e i nastri in metalloscorrono su pulegge. BeltTechnologies progetta e fabbrica,secondo le specifiche del cliente,pulegge che ottimizzano lecaratteristiche peculiari delle cinghiemetalliche.
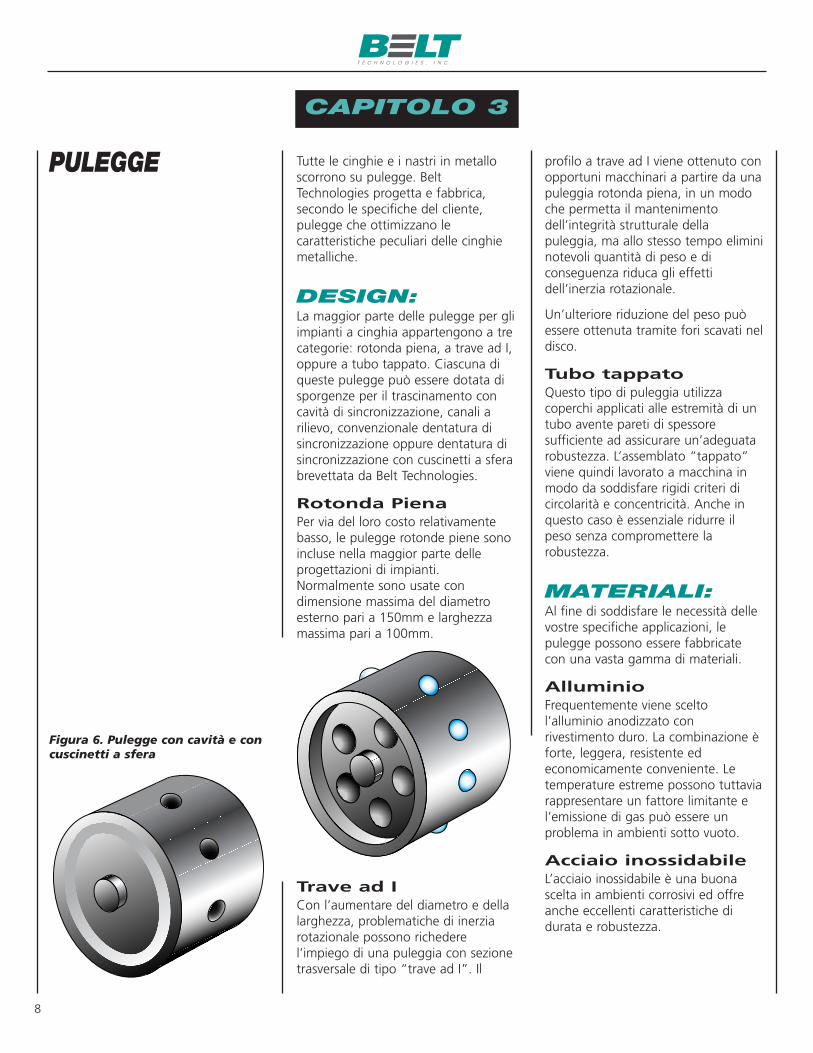
DESIGN:La maggior parte delle pulegge per gliimpianti a cinghia appartengono a trecategorie: rotonda piena, a trave ad I,oppure a tubo tappato. Ciascuna diqueste pulegge può essere dotata disporgenze per il trascinamento concavità di sincronizzazione, canali arilievo, convenzionale dentatura disincronizzazione oppure dentatura disincronizzazione con cuscinetti a sferabrevettata da Belt Technologies.
Rotonda PienaPer via del loro costo relativamentebasso, le pulegge rotonde piene sonoincluse nella maggior parte delleprogettazioni di impianti.Normalmente sono usate condimensione massima del diametroesterno pari a 150mm e larghezzamassima pari a 100mm.
Trave ad ICon l’aumentare del diametro e dellalarghezza, problematiche di inerziarotazionale possono richederel’impiego di una puleggia con sezionetrasversale di tipo “trave ad I”. Il
profilo a trave ad I viene ottenuto conopportuni macchinari a partire da unapuleggia rotonda piena, in un modoche permetta il mantenimentodell’integrità strutturale dellapuleggia, ma allo stesso tempo elimininotevoli quantità di peso e diconseguenza riduca gli effettidell’inerzia rotazionale.
Un’ulteriore riduzione del peso puòessere ottenuta tramite fori scavati neldisco.
Tubo tappatoQuesto tipo di puleggia utilizzacoperchi applicati alle estremità di untubo avente pareti di spessoresufficiente ad assicurare un’adeguatarobustezza. L’assemblato “tappato”viene quindi lavorato a macchina inmodo da soddisfare rigidi criteri dicircolarità e concentricità. Anche inquesto caso è essenziale ridurre ilpeso senza compromettere larobustezza.
MATERIALI:Al fine di soddisfare le necessità dellevostre specifiche applicazioni, lepulegge possono essere fabbricatecon una vasta gamma di materiali.
AlluminioFrequentemente viene sceltol’alluminio anodizzato conrivestimento duro. La combinazione èforte, leggera, resistente edeconomicamente conveniente. Letemperature estreme possono tuttaviarappresentare un fattore limitante el’emissione di gas può essere unproblema in ambienti sotto vuoto.
Acciaio inossidabileL’acciaio inossidabile è una buonascelta in ambienti corrosivi ed offreanche eccellenti caratteristiche didurata e robustezza.
PULEGGE
Figura 6. Pulegge con cavità e concuscinetti a sfera
8
CAPITOLO 3
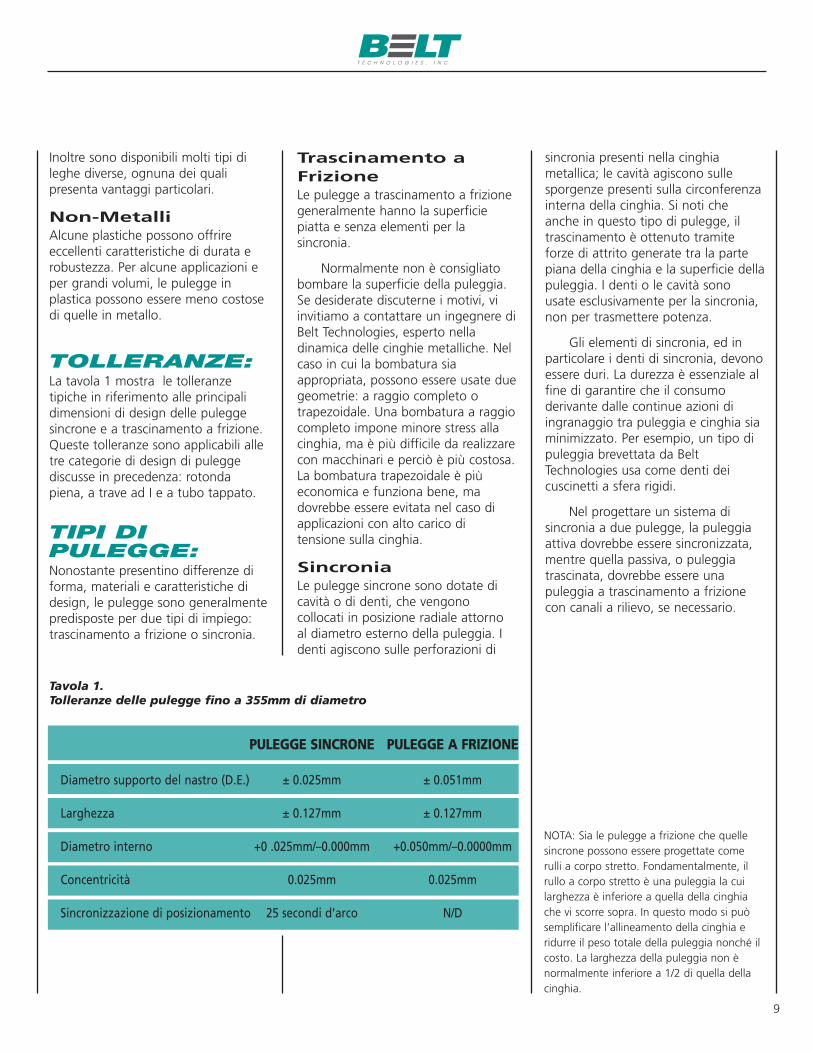
TOLLERANZE:La tavola 1 mostra le tolleranzetipiche in riferimento alle principalidimensioni di design delle puleggesincrone e a trascinamento a frizione.Queste tolleranze sono applicabili alletre categorie di design di puleggediscusse in precedenza: rotondapiena, a trave ad I e a tubo tappato.
TIPI DIPULEGGE:Nonostante presentino differenze diforma, materiali e caratteristiche didesign, le pulegge sono generalmentepredisposte per due tipi di impiego:trascinamento a frizione o sincronia.
Trascinamento aFrizioneLe pulegge a trascinamento a frizionegeneralmente hanno la superficiepiatta e senza elementi per lasincronia.
Normalmente non è consigliatobombare la superficie della puleggia.Se desiderate discuterne i motivi, viinvitiamo a contattare un ingegnere diBelt Technologies, esperto nelladinamica delle cinghie metalliche. Nelcaso in cui la bombatura siaappropriata, possono essere usate duegeometrie: a raggio completo otrapezoidale. Una bombatura a raggiocompleto impone minore stress allacinghia, ma è più difficile da realizzarecon macchinari e perciò è più costosa.La bombatura trapezoidale è piùeconomica e funziona bene, madovrebbe essere evitata nel caso diapplicazioni con alto carico ditensione sulla cinghia.
SincroniaLe pulegge sincrone sono dotate dicavità o di denti, che vengonocollocati in posizione radiale attornoal diametro esterno della puleggia. Identi agiscono sulle perforazioni di
sincronia presenti nella cinghiametallica; le cavità agiscono sullesporgenze presenti sulla circonferenzainterna della cinghia. Si noti cheanche in questo tipo di pulegge, iltrascinamento è ottenuto tramiteforze di attrito generate tra la partepiana della cinghia e la superficie dellapuleggia. I denti o le cavità sonousate esclusivamente per la sincronia,non per trasmettere potenza.
Gli elementi di sincronia, ed inparticolare i denti di sincronia, devonoessere duri. La durezza è essenziale alfine di garantire che il consumoderivante dalle continue azioni diingranaggio tra puleggia e cinghia siaminimizzato. Per esempio, un tipo dipuleggia brevettata da BeltTechnologies usa come denti deicuscinetti a sfera rigidi.
Nel progettare un sistema disincronia a due pulegge, la puleggiaattiva dovrebbe essere sincronizzata,mentre quella passiva, o puleggiatrascinata, dovrebbe essere unapuleggia a trascinamento a frizionecon canali a rilievo, se necessario.
Inoltre sono disponibili molti tipi dileghe diverse, ognuna dei qualipresenta vantaggi particolari.
Non-MetalliAlcune plastiche possono offrireeccellenti caratteristiche di durata erobustezza. Per alcune applicazioni eper grandi volumi, le pulegge inplastica possono essere meno costosedi quelle in metallo.
Tavola 1.Tolleranze delle pulegge fino a 355mm di diametro
PULEGGE SINCRONE PULEGGE A FRIZIONE
Diametro supporto del nastro (D.E.) ± 0.025mm ± 0.051mm
Larghezza ± 0.127mm ± 0.127mm
Diametro interno +0 .025mm/–0.000mm +0.050mm/–0.0000mm
Concentricità 0.025mm 0.025mm
Sincronizzazione di posizionamento 25 secondi d’arco N/D
NOTA: Sia le pulegge a frizione che quellesincrone possono essere progettate comerulli a corpo stretto. Fondamentalmente, ilrullo a corpo stretto è una puleggia la cuilarghezza è inferiore a quella della cinghiache vi scorre sopra. In questo modo si puòsemplificare l’allineamento della cinghia eridurre il peso totale della puleggia nonché ilcosto. La larghezza della puleggia non ènormalmente inferiore a 1/2 di quella dellacinghia.
9

TRATTAMENTI DISUPERFICIE
I trattamenti di superficie offrono alivello di ingegnerizzazionel’opportunità di alterare le proprietànaturali della superficie di una cinghiadi un nastro o di una puleggia inmetallo. Il trattamento può essereapplicato ad entrambi le superfici diquesti componenti. I metodi diapplicazione comprendono ilrivestimento, la placcatura lalaminazione e l’ incollaggio.
A seconda del metodo adottato,lo spessore del trattamento disuperficie può essere ridotto fino adun minimo di 0.025mm. La superficiedella cinghia può essere uniformeoppure, perforata o tagliata apressione, al fine di produrre cavitàche consentano il trasporto di piccolicomponenti. Le cavità possono esserecombinate con fori a
depressurizzazione in modo daottenere un orientamento più precisoe il trattenimento di parti delicatedurante il trasporto.
Per quel che riguarda le principalicaratteristiche meccaniche e fisichedei trattamenti di superficie piùcomuni, si veda la Tavola 2.
TEFLON ®:Teflon è diventato un termine di usocomune ed è noto come rivestimentoanti-aderente per pentole. In realtà ilteflon è disponibile in una varietà diformulazioni, ognuna delle qualipresenta proprietà operative diverse inrelazione alle caratteristiche direpulsione, lubrificazione, resistenzaall’abrasione, gamma di temperaturee colore.
Tavola 2Caratteristiche dei trattamenti disuperficie
MATERIALE DI CARATTERISTICHE TEMPERATURARIVESTIMENTO PRINCIPALI OPERATIVA SPESSORE COLORE
TEFLON® TFE Antiaderenza Fino a 315° C 0,025mm Nero, Verde
TEFLON® FEP Resistenza alla Fino a 220° C da 0,025mm Nero,corrosione Fino a -200° C a 0,076mm VerdeBassa temperatura
TEFLON® Approvato per il Fino a 315° C da 0,025mm Grigio,SILVERSTONE contatto con gli alimenti a 0,15mm Metallizzato
TEFLON®-S Teflon duro per la Fino a 230° C da 0,025mm Nero550 resistenza all’abrasione a 0,038mm
GOMMA Eccellente repulsione Fino a 200° C 0,10mm VariDI SILICONE Alto attrito
POLIURETANO Alto attrito Fino a 70° C da 0,203mm VariStampabile a 3,175mm
GOMMA AL Comprimibilità Cavità Fino a 70° C da 0,40mm NeroNEOPRENE tagliate a pressione a 6,4mm
10
CAPITOLO 4
URETANO ONEOPRENE:Sia l’uretano che il neoprene a cellulaaperta o chiusa modificano ilcoefficiente di attrito della cinghia inmetallo e possono anche fungere daalloggio per componenti delicati.Questi materiali sono incollatisaldamente alla cinghia metallica eprima di essere incollati possonoessere tagliati a pressione nel caso incui sia importante ottenere una
geometria specifica delle cavità dialloggio.
SILICONE:Nel caso in cui l’ambiente non si riveliadatto per l’impiego di altri tipi dirivestimento, il silicone può essere unabuona scelta. Il silicone possiedeproprietà uniche che comprendono:superficie ad alto attrito, proprietàrepellenti, la capacità di sopportaretemperature elevate ed estremaflessibilità. Incollare il silicone allechinghie in metallo può risultaredifficile, ma esistono soluzioni fattibili.
ANODIZZAZIONE CONRIVESTIMENTO DURO:L’anodizzazione con rivestimento duroè un processo elettrochimico usatoper incrementare la durezza e leproprietà di resistenza al consumo ealla corrosione delle pulegge inalluminio. Il processo forma uno stratodi ossido di alluminio, che diventa unaparte integrante del metallo, siapenetrando che depositandosi sututte le superfici della puleggia. Lospessore del rivestimento è uniforme eriflette la precisione della puleggiastessa.
OPZIONI:La gamma di opzioni riguardanti iltrattamento di superficie è così vastada non poter essere documentata inmaniera esauriente in questa guida.Particolari trattamenti di superficiecomprendono composti alfluorocarburo, placcatura al rame,doratura e incollaggio di polvere didiamante. Specifiche appropriatedipenderanno dal tipo di applicazionee dalla tecnologia.
Il personale tecnico di BeltTechnologies sarà lieto di discutere leproblematiche relative alle vostrespecifiche esigenze.
11
Figura 7. Trattamenti di superficie

12
CONSIDERAZIONIDI DESIGN
DRIVING PULLEY
DRIVEN PULLEY
F1
F2
Figura 8. Stress di carico
CAPITOLO 5
NOTA PER IL PROGETTISTA: Con leinformazioni presenti nelle sezioniprecedenti, potreste aver cominciato apensare al design della cinghia metallicache intendete utilizzare. Questa sezionesi basa sulle precedenti, incorporandoelementi che possono aiutarvi adottimizzare la performance dell’impianto.Dato che ogni progetto ha caratteristicheuniche, non è possibile discutere inquesta sede tutte le considerazioni didesign. Vi invitiamo perciò a discutere levostre idee, numeri e metodi con ilpersonale tecnico di Belt Technologies.
ISTRUZIONI PER LAPROGETTAZIONEDELL’IMPIANTO:Ogni impianto con cinghie metallicheviene normalmente migliorato se siseguono le istruzioni riportate diseguito:
• Usare il minor numero dipulegge possibili.
• Usare pulegge di grandediametro.
• Usare sistemi di pulegge cheevitino flessioni inverse.
• Usare grandi rapporti dilunghezza-su-larghezza.
CARICO:Un valido design di impiantocomprende l’esame dei vari carichitrasmessi alla cinghia in uso. Oltre alfunzionamento in condizioni regolari,è bene considerare eventualicondizioni insolite o intermittenti qualiil potenziale bloccaggio del carico,elevato carico iniziale o indicizzazione.
In generale, la cinghia dovrebbeessere progettata in maniera daassicurare che il sovraccarico, qualoradovesse verificarsi, non superi laresistenza della cinghia.
Per determinare il fattore di stressdi una data cinghia, si segua questoprocedimento di quattro passi:
• Determinare il carico di lavoroapplicato alla cinghia.
• Determinare il carico massimoapplicato alla cinghia.
• Determinare lo stress diflessione esercitato sullacinghia.
• Determinare lo stress totaleesercitato sulla cinghia.
PULEGGIATRASCINANTE
PULEGGIATRASCINATA
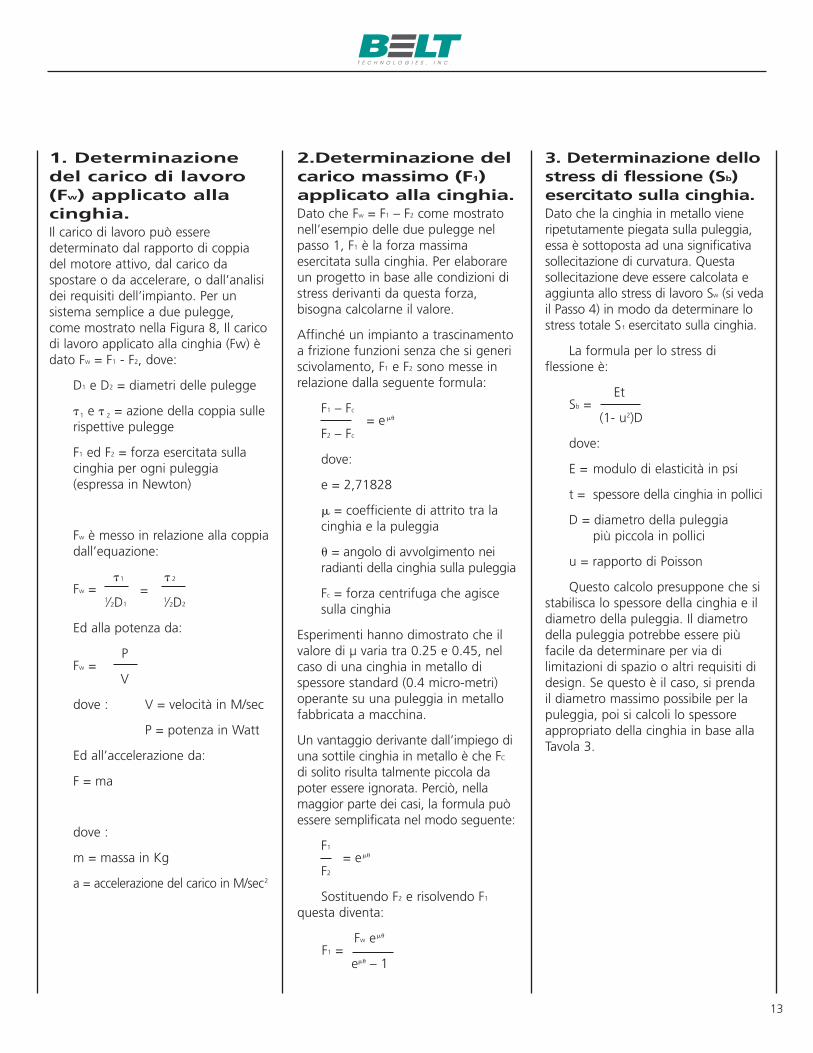
1. Determinazionedel carico di lavoro(Fw) applicato allacinghia.Il carico di lavoro può esseredeterminato dal rapporto di coppiadel motore attivo, dal carico daspostare o da accelerare, o dall’analisidei requisiti dell’impianto. Per unsistema semplice a due pulegge,come mostrato nella Figura 8, Il caricodi lavoro applicato alla cinghia (Fw) èdato Fw = F1 - F2, dove:
D1 e D2 = diametri delle pulegge
t1 e t 2 = azione della coppia sullerispettive pulegge
F1 ed F2 = forza esercitata sullacinghia per ogni puleggia(espressa in Newton)
Fw è messo in relazione alla coppiadall’equazione:
t1
=t 2
Fw =1⁄2D1
1⁄2D2
Ed alla potenza da:
PFw =
V
dove : V = velocità in M/sec
P = potenza in Watt
Ed all’accelerazione da:
F = ma
dove :
m = massa in Kg
a = accelerazione del carico in M/sec2
2.Determinazione delcarico massimo (F1)applicato alla cinghia.Dato che Fw = F1 – F2 come mostratonell’esempio delle due pulegge nelpasso 1, F1 è la forza massimaesercitata sulla cinghia. Per elaborareun progetto in base alle condizioni distress derivanti da questa forza,bisogna calcolarne il valore.
Affinché un impianto a trascinamentoa frizione funzioni senza che si generiscivolamento, F1 e F2 sono messe inrelazione dalla seguente formula:
F1 – Fc
F2 – Fc
= e mu
dove:
e = 2,71828
m = coefficiente di attrito tra lacinghia e la puleggia
u = angolo di avvolgimento neiradianti della cinghia sulla puleggia
Fc = forza centrifuga che agiscesulla cinghia
Esperimenti hanno dimostrato che ilvalore di µ varia tra 0.25 e 0.45, nelcaso di una cinghia in metallo dispessore standard (0.4 micro-metri)operante su una puleggia in metallofabbricata a macchina.
Un vantaggio derivante dall’impiego diuna sottile cinghia in metallo è che FC
di solito risulta talmente piccola dapoter essere ignorata. Perciò, nellamaggior parte dei casi, la formula puòessere semplificata nel modo seguente:
F1
F2
= emu
Sostituendo F2 e risolvendo F1
questa diventa:
Fw emu
F1 =emu – 1
3. Determinazione dellostress di flessione (Sb)esercitato sulla cinghia.Dato che la cinghia in metallo vieneripetutamente piegata sulla puleggia,essa è sottoposta ad una significativasollecitazione di curvatura. Questasollecitazione deve essere calcolata eaggiunta allo stress di lavoro Sw (si vedail Passo 4) in modo da determinare lostress totale S t esercitato sulla cinghia.
La formula per lo stress diflessione è:
EtSb =
(1- u2)D
dove:
E = modulo di elasticità in psi
t = spessore della cinghia in pollici
D = diametro della puleggia più piccola in pollici
u = rapporto di Poisson
Questo calcolo presuppone che sistabilisca lo spessore della cinghia e ildiametro della puleggia. Il diametrodella puleggia potrebbe essere piùfacile da determinare per via dilimitazioni di spazio o altri requisiti didesign. Se questo è il caso, si prendail diametro massimo possibile per lapuleggia, poi si calcoli lo spessoreappropriato della cinghia in base allaTavola 3.
13
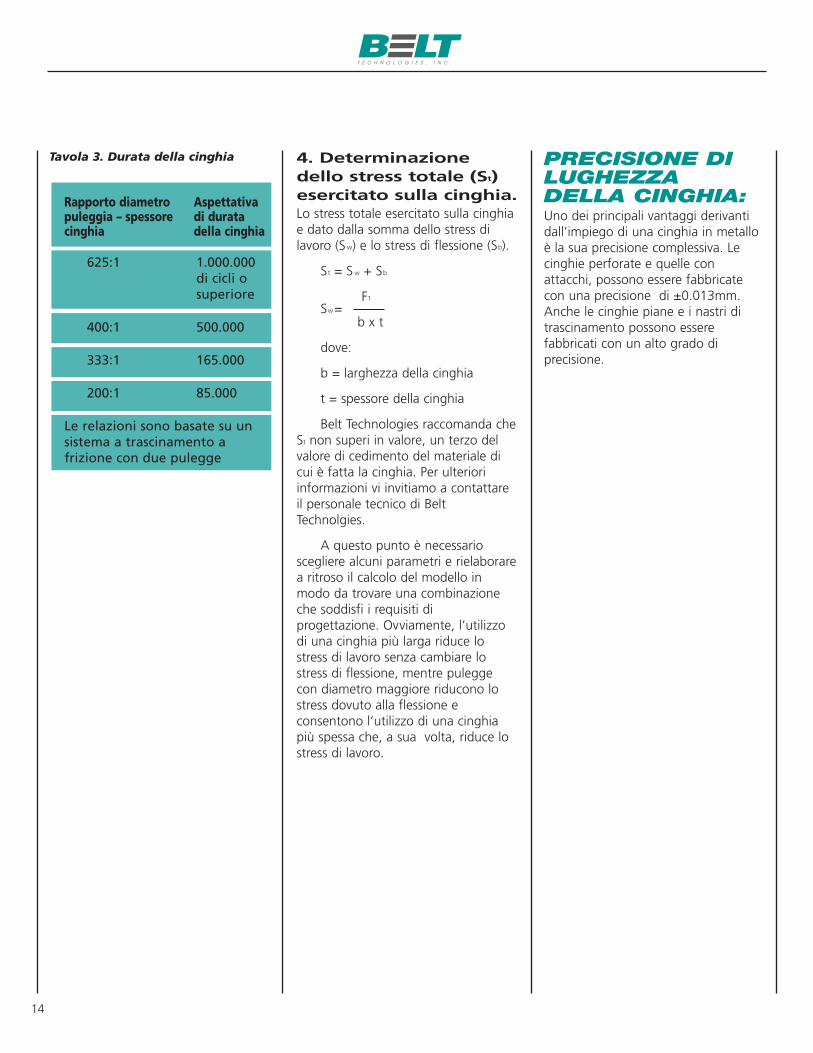
Tavola 3. Durata della cinghia
Rapporto diametro Aspettativapuleggia – spessore di duratacinghia della cinghia
625:1 1.000.000di cicli osuperiore
400:1 500.000
333:1 165.000
200:1 85.000
Le relazioni sono basate su un sistema a trascinamento a frizione con due pulegge
4. Determinazionedello stress totale (St)esercitato sulla cinghia.Lo stress totale esercitato sulla cinghiae dato dalla somma dello stress dilavoro (S w) e lo stress di flessione (Sb).
St = S w + Sb
F1
Sw=b x t
dove:
b = larghezza della cinghia
t = spessore della cinghia
Belt Technologies raccomanda cheSt non superi in valore, un terzo delvalore di cedimento del materiale dicui è fatta la cinghia. Per ulterioriinformazioni vi invitiamo a contattareil personale tecnico di BeltTechnolgies.
A questo punto è necessarioscegliere alcuni parametri e rielaborarea ritroso il calcolo del modello inmodo da trovare una combinazioneche soddisfi i requisiti diprogettazione. Ovviamente, l’utilizzodi una cinghia più larga riduce lostress di lavoro senza cambiare lostress di flessione, mentre puleggecon diametro maggiore riducono lostress dovuto alla flessione econsentono l’utilizzo di una cinghiapiù spessa che, a sua volta, riduce lostress di lavoro.
PRECISIONE DILUGHEZZADELLA CINGHIA:Uno dei principali vantaggi derivantidall’impiego di una cinghia in metalloè la sua precisione complessiva. Lecinghie perforate e quelle conattacchi, possono essere fabbricatecon una precisione di ±0.013mm.Anche le cinghie piane e i nastri ditrascinamento possono esserefabbricati con un alto grado diprecisione.
14
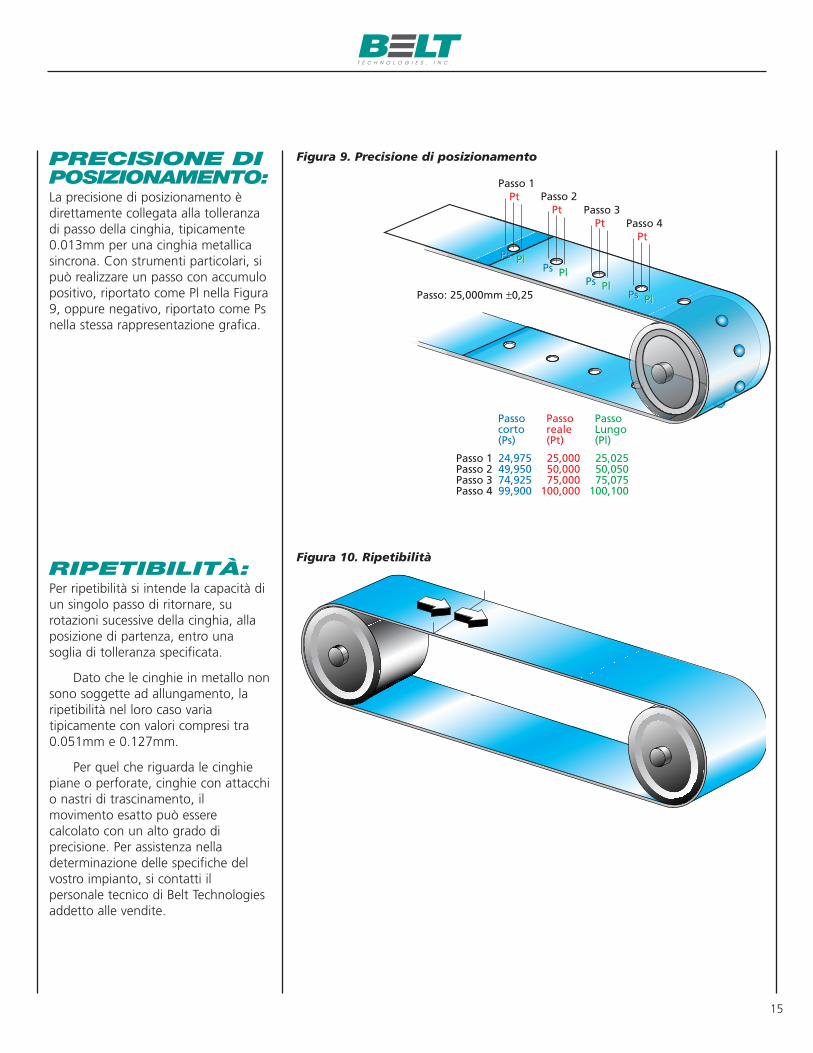
PRECISIONE DIPOSIZIONAMENTO:La precisione di posizionamento èdirettamente collegata alla tolleranzadi passo della cinghia, tipicamente0.013mm per una cinghia metallicasincrona. Con strumenti particolari, sipuò realizzare un passo con accumulopositivo, riportato come Pl nella Figura9, oppure negativo, riportato come Psnella stessa rappresentazione grafica.
RIPETIBILITÀ:Per ripetibilità si intende la capacità diun singolo passo di ritornare, surotazioni sucessive della cinghia, allaposizione di partenza, entro unasoglia di tolleranza specificata.
Dato che le cinghie in metallo nonsono soggette ad allungamento, laripetibilità nel loro caso variatipicamente con valori compresi tra0.051mm e 0.127mm.
Per quel che riguarda le cinghiepiane o perforate, cinghie con attacchio nastri di trascinamento, ilmovimento esatto può esserecalcolato con un alto grado diprecisione. Per assistenza nelladeterminazione delle specifiche delvostro impianto, si contatti ilpersonale tecnico di Belt Technologiesaddetto alle vendite.
Passo 1 24,975 25,000 25,025Passo 2 49,950 50,000 50,050Passo 3 74,925 75,000 75,075Passo 4 99,900 100,000 100,100
Passo: 25,000mm ±0,25
Passo Passo Passocorto reale Lungo(Ps) (Pt) (Pl)
PtPt
PtPt
Passo 1Passo 2
Passo 3Passo 4
Ps PlPs Pl
Ps PlPs Pl
Ps PlPs Pl
Ps PlPs Pl
Figura 9. Precisione di posizionamento
Figura 10. Ripetibilità
15
16
ALLINEAMENTODELLA CINGHIA:Dato che una cinghia in metallo,benché sottoposta a tensione, non siallunga in maniera significativa, il suoallineamento può essere più difficilerispetto a cinghie di tipo diverso. Lacinghia metallica non si distenderà percompensare:
• La mancanza di allineamento oortogonalità dell’impianto
• L’incontrollata deflessionedell’albero della puleggia
• Il carico differenziale
• La curvatura della cinghia
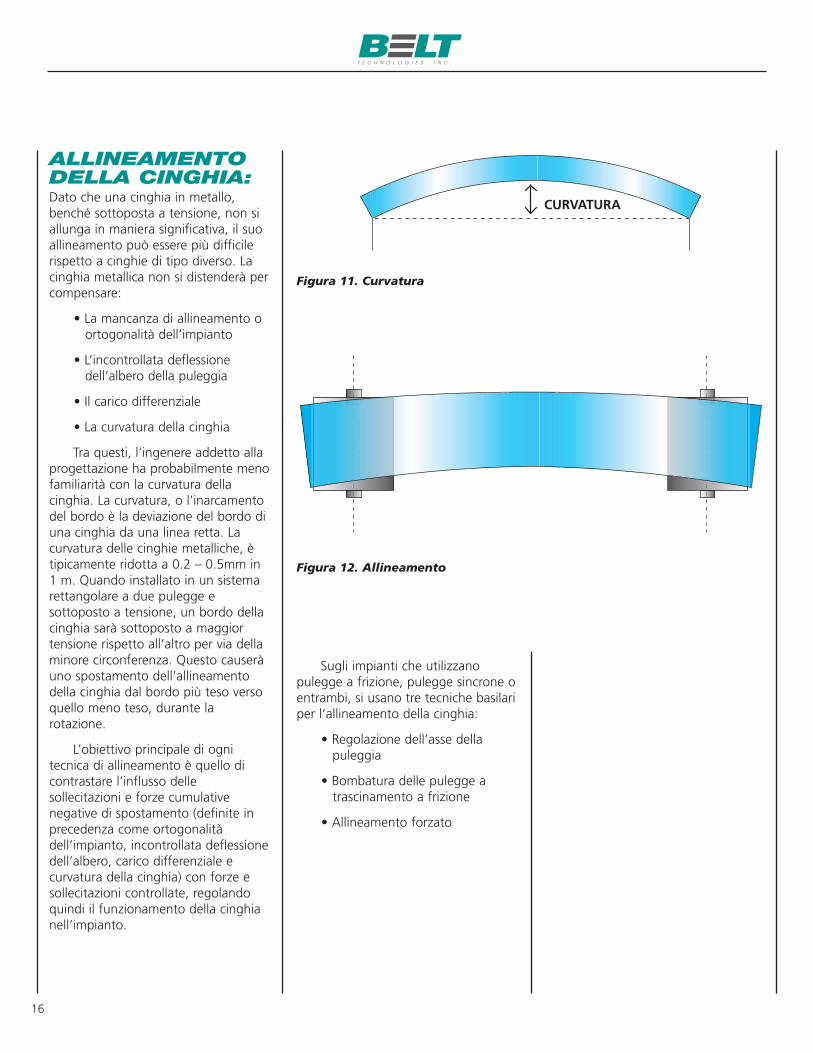
Tra questi, l’ingenere addetto allaprogettazione ha probabilmente menofamiliarità con la curvatura dellacinghia. La curvatura, o l’inarcamentodel bordo è la deviazione del bordo diuna cinghia da una linea retta. Lacurvatura delle cinghie metalliche, ètipicamente ridotta a 0.2 – 0.5mm in1 m. Quando installato in un sistemarettangolare a due pulegge esottoposto a tensione, un bordo dellacinghia sarà sottoposto a maggiortensione rispetto all’altro per via dellaminore circonferenza. Questo causeràuno spostamento dell’allineamentodella cinghia dal bordo più teso versoquello meno teso, durante larotazione.
L’obiettivo principale di ognitecnica di allineamento è quello dicontrastare l’influsso dellesollecitazioni e forze cumulativenegative di spostamento (definite inprecedenza come ortogonalitàdell’impianto, incontrollata deflessionedell’albero, carico differenziale ecurvatura della cinghia) con forze esollecitazioni controllate, regolandoquindi il funzionamento della cinghianell’impianto.
Figura 11. Curvatura
Figura 12. Allineamento
Sugli impianti che utilizzanopulegge a frizione, pulegge sincrone oentrambi, si usano tre tecniche basilariper l’allineamento della cinghia:
• Regolazione dell’asse dellapuleggia
• Bombatura delle pulegge atrascinamento a frizione
• Allineamento forzato
CURVATURA
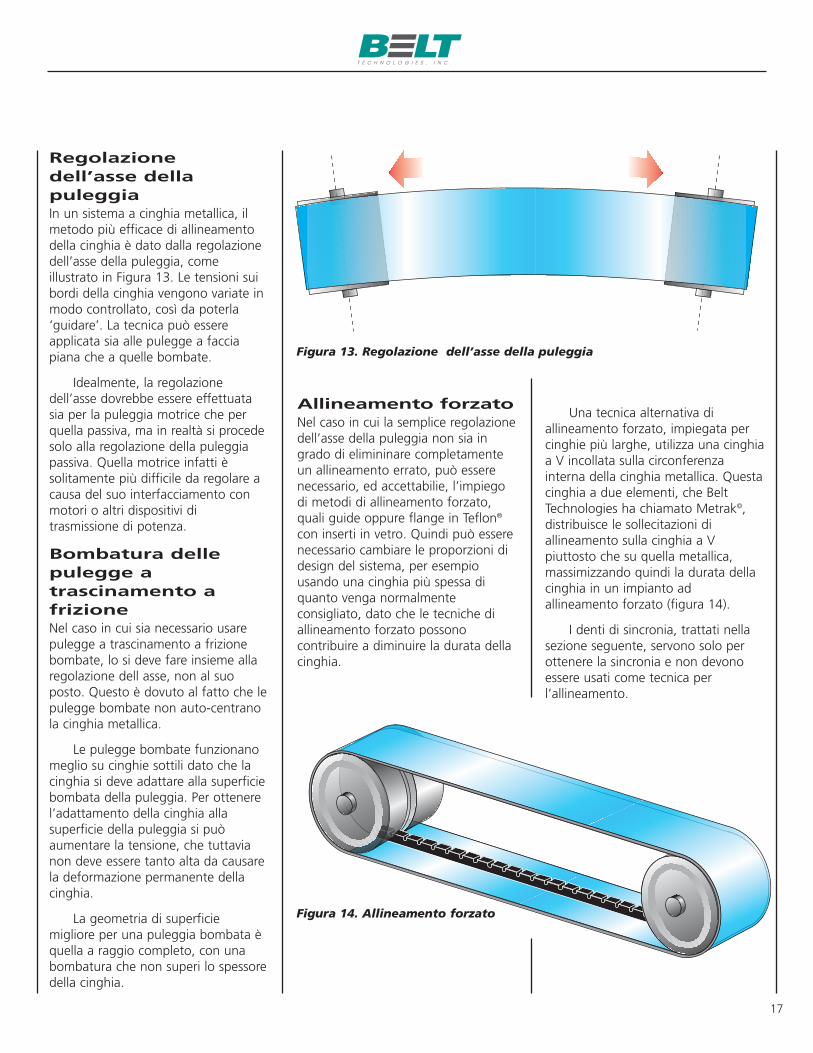
Regolazionedell’asse dellapuleggiaIn un sistema a cinghia metallica, ilmetodo più efficace di allineamentodella cinghia è dato dalla regolazionedell’asse della puleggia, comeillustrato in Figura 13. Le tensioni suibordi della cinghia vengono variate inmodo controllato, così da poterla‘guidare’. La tecnica può essereapplicata sia alle pulegge a facciapiana che a quelle bombate.
Idealmente, la regolazionedell’asse dovrebbe essere effettuatasia per la puleggia motrice che perquella passiva, ma in realtà si procedesolo alla regolazione della puleggiapassiva. Quella motrice infatti èsolitamente più difficile da regolare acausa del suo interfacciamento conmotori o altri dispositivi ditrasmissione di potenza.
Bombatura dellepulegge atrascinamento afrizioneNel caso in cui sia necessario usarepulegge a trascinamento a frizionebombate, lo si deve fare insieme allaregolazione dell asse, non al suoposto. Questo è dovuto al fatto che lepulegge bombate non auto-centranola cinghia metallica.
Le pulegge bombate funzionanomeglio su cinghie sottili dato che lacinghia si deve adattare alla superficiebombata della puleggia. Per ottenerel’adattamento della cinghia allasuperficie della puleggia si puòaumentare la tensione, che tuttavianon deve essere tanto alta da causarela deformazione permanente dellacinghia.
La geometria di superficiemigliore per una puleggia bombata èquella a raggio completo, con unabombatura che non superi lo spessoredella cinghia.
Allineamento forzatoNel caso in cui la semplice regolazionedell’asse della puleggia non sia ingrado di elimininare completamenteun allineamento errato, può esserenecessario, ed accettabilie, l’impiegodi metodi di allineamento forzato,quali guide oppure flange in Teflon®
con inserti in vetro. Quindi può esserenecessario cambiare le proporzioni didesign del sistema, per esempiousando una cinghia più spessa diquanto venga normalmenteconsigliato, dato che le tecniche diallineamento forzato possonocontribuire a diminuire la durata dellacinghia.
Una tecnica alternativa diallineamento forzato, impiegata percinghie più larghe, utilizza una cinghiaa V incollata sulla circonferenzainterna della cinghia metallica. Questacinghia a due elementi, che BeltTechnologies ha chiamato Metrak©,distribuisce le sollecitazioni diallineamento sulla cinghia a Vpiuttosto che su quella metallica,massimizzando quindi la durata dellacinghia in un impianto adallineamento forzato (figura 14).
I denti di sincronia, trattati nellasezione seguente, servono solo perottenere la sincronia e non devonoessere usati come tecnica perl’allineamento.
Figura 14. Allineamento forzato
Figura 13. Regolazione dell’asse della puleggia
17
18
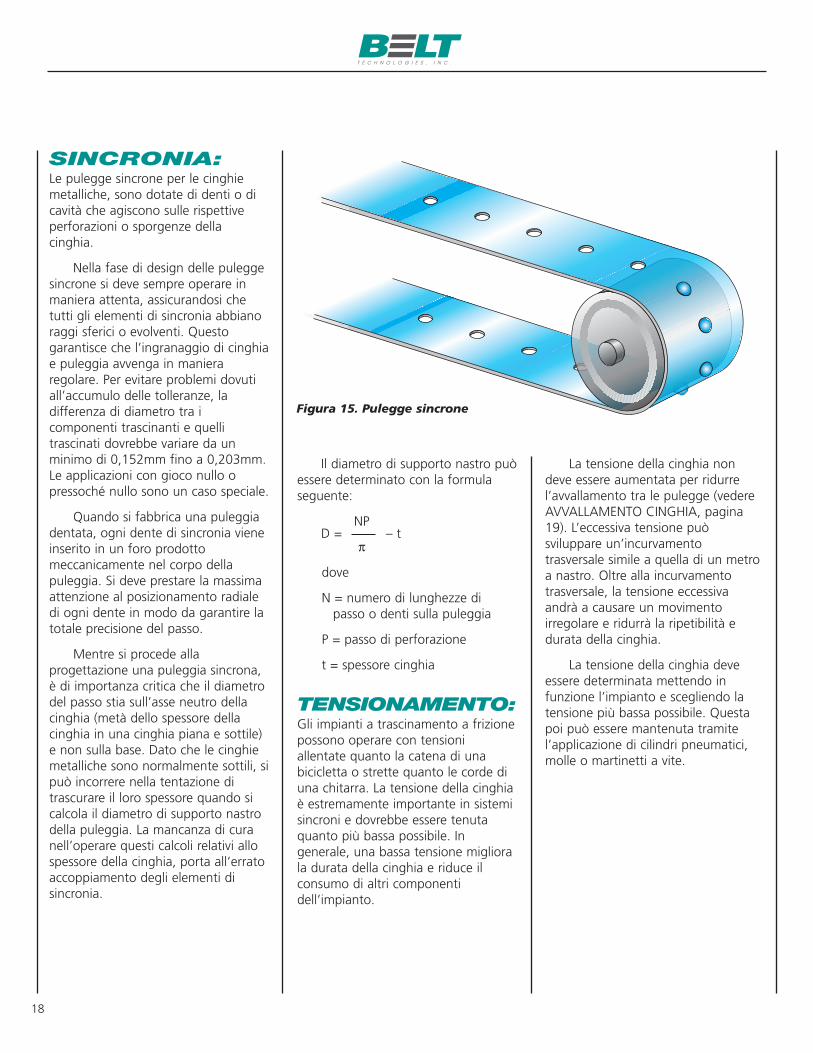
SINCRONIA:Le pulegge sincrone per le cinghiemetalliche, sono dotate di denti o dicavità che agiscono sulle rispettiveperforazioni o sporgenze dellacinghia.
Nella fase di design delle puleggesincrone si deve sempre operare inmaniera attenta, assicurandosi chetutti gli elementi di sincronia abbianoraggi sferici o evolventi. Questogarantisce che l’ingranaggio di cinghiae puleggia avvenga in manieraregolare. Per evitare problemi dovutiall’accumulo delle tolleranze, ladifferenza di diametro tra icomponenti trascinanti e quellitrascinati dovrebbe variare da unminimo di 0,152mm fino a 0,203mm.Le applicazioni con gioco nullo opressoché nullo sono un caso speciale.
Quando si fabbrica una puleggiadentata, ogni dente di sincronia vieneinserito in un foro prodottomeccanicamente nel corpo dellapuleggia. Si deve prestare la massimaattenzione al posizionamento radialedi ogni dente in modo da garantire latotale precisione del passo.
Mentre si procede allaprogettazione una puleggia sincrona,è di importanza critica che il diametrodel passo stia sull’asse neutro dellacinghia (metà dello spessore dellacinghia in una cinghia piana e sottile)e non sulla base. Dato che le cinghiemetalliche sono normalmente sottili, sipuò incorrere nella tentazione ditrascurare il loro spessore quando sicalcola il diametro di supporto nastrodella puleggia. La mancanza di curanell’operare questi calcoli relativi allospessore della cinghia, porta all’erratoaccoppiamento degli elementi disincronia.
Il diametro di supporto nastro puòessere determinato con la formulaseguente:
NPD =
π– t
dove
N = numero di lunghezze dipasso o denti sulla puleggia
P = passo di perforazione
t = spessore cinghia
TENSIONAMENTO:Gli impianti a trascinamento a frizionepossono operare con tensioniallentate quanto la catena di unabicicletta o strette quanto le corde diuna chitarra. La tensione della cinghiaè estremamente importante in sistemisincroni e dovrebbe essere tenutaquanto più bassa possibile. Ingenerale, una bassa tensione migliorala durata della cinghia e riduce ilconsumo di altri componentidell’impianto.
La tensione della cinghia nondeve essere aumentata per ridurrel’avvallamento tra le pulegge (vedereAVVALLAMENTO CINGHIA, pagina19). L’eccessiva tensione puòsviluppare un’incurvamentotrasversale simile a quella di un metroa nastro. Oltre alla incurvamentotrasversale, la tensione eccessivaandrà a causare un movimentoirregolare e ridurrà la ripetibilità edurata della cinghia.
La tensione della cinghia deveessere determinata mettendo infunzione l’impianto e scegliendo latensione più bassa possibile. Questapoi può essere mantenuta tramitel’applicazione di cilindri pneumatici,molle o martinetti a vite.
Figura 15. Pulegge sincrone
RIGIDITÀ DELLASTRUTTURADELL’IMPIANTO:Per consentire le regolazioni disincronia e l’allineamento della cinghiaè necessario che la strutturadell’impianto sia solida. Se la strutturadell’impianto presenta flessioniincontrollate, questo si piegheràquando la cinghia verrà sottoposta atensione. La compensazione di unaforza (flessione impianto) con un’altra(regolazione dell’asse) noncontribuisce ad ottenere un impiantocontrollato e può dare problemi diallineamento. Per essere certi che leregolazioni dell’asse siano controllabiliè importante progettare un impiantosufficientemente rigido.
CURVATUREINVERSE: La migliore progettazione di unimpianto utilizza due pulegge.L’aggiunta di curvature inverseaumenta lo stress dovuto allaflessione, compromettendo la duratadella cinghia; dato che ogni puleggiapuò influenzare la curvatura, nepotrebbero derivare problemi diallineamento.
ALBERI ACANTILEVER:È preferibile che l’albero dellapuleggia abbia punti terminali solidi suentrambi le estremità. Gli alberi acantilever possono creare un perno.Quando si introduce la tensione,l’albero può deviare e, diconseguenza, causare problemi diallineamento. Se gli alberi a cantiliversono indispensabili, bisognagarantirne la rigidità tramite laprogettazione della struttura.
PERMEABILITÀMAGNETICA:La permeabilità magnetica ènormalmente definita come la misuradella capacità di una sostanza ditrasmettere magnetismo a paragonecon l’aria, la cui permeabilità è 1.
Gli acciai inossidabili della serietrecento sono considerati non-magnetici ma la lavorazione a freddousata per ottenere la loro elasticità edalta resistenza di trazione, produce inrealtà un aumento di permeabilitàmagnetica. Un 301 totalmente duroha maggiore permeabilità magneticadi un 301 di media durezza. Ingenerale l’inossidabile 316 ha la minorpermeabilità magnetica ma è difficileda ottenere in condizioni di completadurezza.
Si faccia riferimento all’Appendiceper le proprietà di permeabilitàmagnetica nominale delle leghecomuni usate nella realizzazione dellecinghie metalliche.
AVVALLAMENTODELLA CINGHIA:Quando la distanza tra le pulegge ènotevole, la cinghia può avvallarsi.L’avvallamento può essere presenteanche sul lato più teso. Per garantireuna tensione corretta ed evitarel’avvallamento, si può trascinare lasuperficie di lavoro della cinghia su unpiano di supporto realizzato conmateriali dal peso molecolare ultra-alto (UHMW). Si eviti l’utilizzo di unasuperficie di supporto rotante chepotrebbe causare uno spostamentoassiale e problemi di allineamento. Loscivolamento o il trascinamento dellacinghia su una superficie fissa ha uneffetto trascurabile sull’allineamento odurata della cinghia.
19
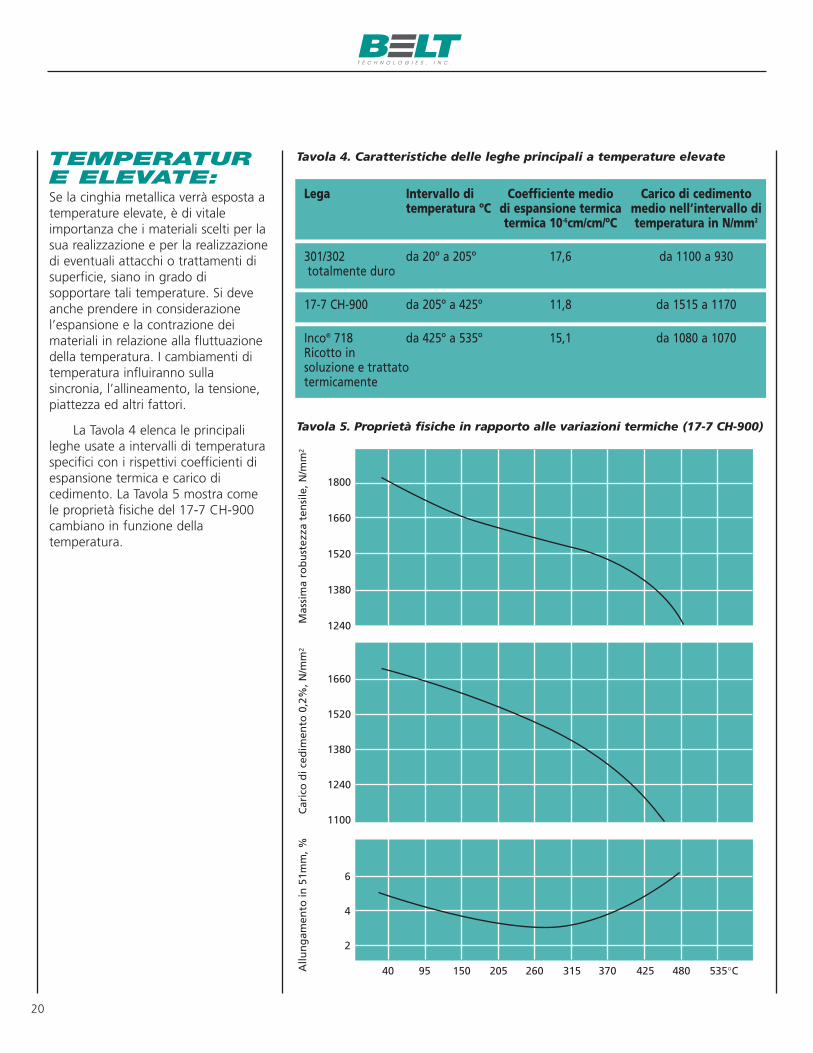
TEMPERATURE ELEVATE:Se la cinghia metallica verrà esposta atemperature elevate, è di vitaleimportanza che i materiali scelti per lasua realizzazione e per la realizzazionedi eventuali attacchi o trattamenti disuperficie, siano in grado disopportare tali temperature. Si deveanche prendere in considerazionel’espansione e la contrazione deimateriali in relazione alla fluttuazionedella temperatura. I cambiamenti ditemperatura influiranno sullasincronia, l’allineamento, la tensione,piattezza ed altri fattori.
La Tavola 4 elenca le principalileghe usate a intervalli di temperaturaspecifici con i rispettivi coefficienti diespansione termica e carico dicedimento. La Tavola 5 mostra comele proprietà fisiche del 17-7 CH-900cambiano in funzione dellatemperatura.
Tavola 4. Caratteristiche delle leghe principali a temperature elevate
20
Lega Intervallo di Coefficiente medio Carico di cedimentotemperatura ºC di espansione termica medio nell’intervallo di
termica 10-6cm/cm/ºC temperatura in N/mm2
301/302 da 20º a 205º 17,6 da 1100 a 930totalmente duro
17-7 CH-900 da 205º a 425º 11,8 da 1515 a 1170
Inco® 718 da 425º a 535º 15,1 da 1080 a 1070Ricotto in soluzione e trattato termicamente
40 95 150 205 260 315 370 425 480 535°C
6
4
2
1660
1520
1380
1240
1100
1800
1660
1520
1380
1240Mas
sim
aro
bu
stez
zate
nsi
le,N
/mm
2C
aric
od
iced
imen
to0,
2%,N
/mm
2A
llun
gam
ento
in51
mm
,%
Tavola 5. Proprietà fisiche in rapporto alle variazioni termiche (17-7 CH-900)
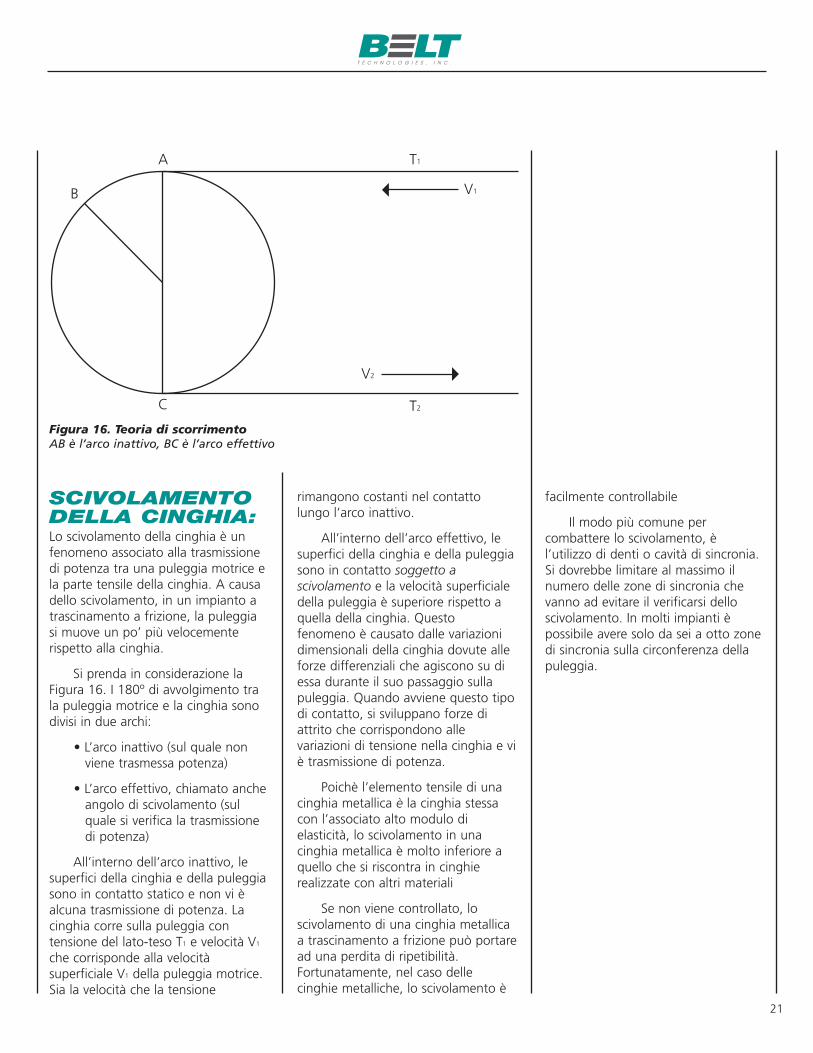
Figura 16. Teoria di scorrimentoAB è l’arco inattivo, BC è l’arco effettivo
SCIVOLAMENTODELLA CINGHIA:Lo scivolamento della cinghia è unfenomeno associato alla trasmissionedi potenza tra una puleggia motrice ela parte tensile della cinghia. A causadello scivolamento, in un impianto atrascinamento a frizione, la puleggiasi muove un po’ più velocementerispetto alla cinghia.
Si prenda in considerazione laFigura 16. I 180º di avvolgimento trala puleggia motrice e la cinghia sonodivisi in due archi:
• L’arco inattivo (sul quale nonviene trasmessa potenza)
• L’arco effettivo, chiamato ancheangolo di scivolamento (sulquale si verifica la trasmissionedi potenza)
All’interno dell’arco inattivo, lesuperfici della cinghia e della puleggiasono in contatto statico e non vi èalcuna trasmissione di potenza. Lacinghia corre sulla puleggia contensione del lato-teso T1 e velocità V1
che corrisponde alla velocitàsuperficiale V1 della puleggia motrice.Sia la velocità che la tensione
rimangono costanti nel contattolungo l’arco inattivo.
All’interno dell’arco effettivo, lesuperfici della cinghia e della puleggiasono in contatto soggetto ascivolamento e la velocità superficialedella puleggia è superiore rispetto aquella della cinghia. Questofenomeno è causato dalle variazionidimensionali della cinghia dovute alleforze differenziali che agiscono su diessa durante il suo passaggio sullapuleggia. Quando avviene questo tipodi contatto, si sviluppano forze diattrito che corrispondono allevariazioni di tensione nella cinghia e viè trasmissione di potenza.
Poichè l’elemento tensile di unacinghia metallica è la cinghia stessacon l’associato alto modulo dielasticità, lo scivolamento in unacinghia metallica è molto inferiore aquello che si riscontra in cinghierealizzate con altri materiali
Se non viene controllato, loscivolamento di una cinghia metallicaa trascinamento a frizione può portaread una perdita di ripetibilità.Fortunatamente, nel caso dellecinghie metalliche, lo scivolamento è
facilmente controllabile
Il modo più comune percombattere lo scivolamento, èl’utilizzo di denti o cavità di sincronia.Si dovrebbe limitare al massimo ilnumero delle zone di sincronia chevanno ad evitare il verificarsi delloscivolamento. In molti impianti èpossibile avere solo da sei a otto zonedi sincronia sulla circonferenza dellapuleggia.
21
B
A
C
T1
V1
T2
V2
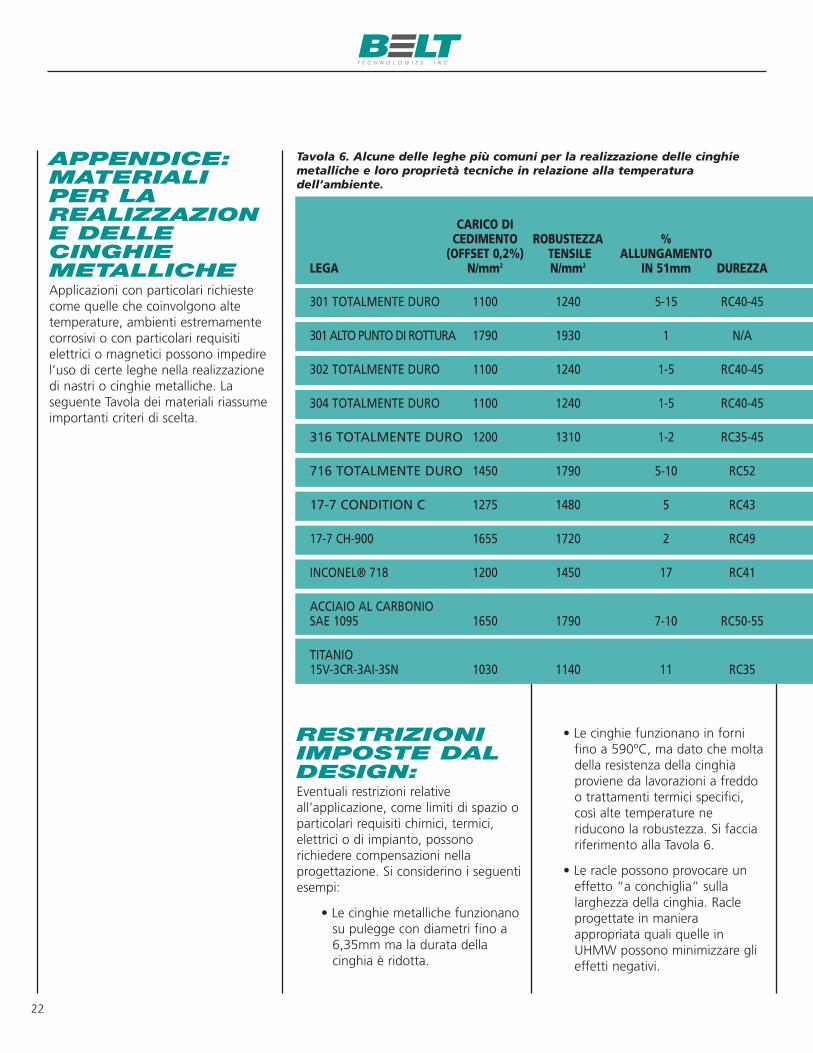
APPENDICE:MATERIALIPER LAREALIZZAZIONE DELLECINGHIEMETALLICHEApplicazioni con particolari richiestecome quelle che coinvolgono altetemperature, ambienti estremamentecorrosivi o con particolari requisitielettrici o magnetici possono impedirel’uso di certe leghe nella realizzazionedi nastri o cinghie metalliche. Laseguente Tavola dei materiali riassumeimportanti criteri di scelta.
22
Tavola 6. Alcune delle leghe più comuni per la realizzazione delle cinghiemetalliche e loro proprietà tecniche in relazione alla temperaturadell’ambiente.
RESTRIZIONIIMPOSTE DALDESIGN:Eventuali restrizioni relativeall’applicazione, come limiti di spazio oparticolari requisiti chimici, termici,elettrici o di impianto, possonorichiedere compensazioni nellaprogettazione. Si considerino i seguentiesempi:
• Le cinghie metalliche funzionanosu pulegge con diametri fino a6,35mm ma la durata dellacinghia è ridotta.
• Le cinghie funzionano in fornifino a 590ºC, ma dato che moltadella resistenza della cinghiaproviene da lavorazioni a freddoo trattamenti termici specifici,così alte temperature neriducono la robustezza. Si facciariferimento alla Tavola 6.
• Le racle possono provocare uneffetto “a conchiglia” sullalarghezza della cinghia. Racleprogettate in manieraappropriata quali quelle inUHMW possono minimizzare glieffetti negativi.
CARICO DI TENSILE CONDUTTIVITÀ DI ESPANSIONCEDIMENTO ROBUSTEZZA % DI TERMICA E TERMICA
(OFFSET 0,2%) TENSILE ALLUNGAMENTO ELASTICITÀ RAPPORTO DENSITÀ (DA 0º A 100ºC) (DA 0º A 100ºC) PERMEABILITÀ RESISTENZ A ALLALEGA N/mm2 N/mm2 IN 51mm DUREZZA IN 10
301 TOTALMENTE DURO 1100 1240 5-15 RC40-45 1,93 ,285 7,9 0,039 16,9 B-M M
301 ALTO PUNTO DI ROTTURA 1790 1930 1 N/A 1,79 ,285 7,9 0,039 16,9 M-A M
302 TOTALMENTE DURO 1100 1240 1-5 RC40-45 1,93 ,285 7,9 0,039 17,3 B-M M-A
304 TOTALMENTE DURO 1100 1240 1-5 RC40-45 1,93 ,285 7,9 0,039 17,3 B-M M-A
316 TOTALMENTE DURO 1200 1310 1-2 RC35-45 1,93 ,285 7,9 0,036 16,0 B A
716 TOTALMENTE DURO 1450 1790 5-10 RC52 2,20 ,285 7,9 0,059 10,6 A B-M
17-7 CONDITION C 1275 1480 5 RC43 1,93 ,305 7,8 0,037 15,3 M-A M-A
17-7 CH-900 1655 1720 2 RC49 2,00 ,305 7,8 0,037 10,9 M-A M-A
INCONEL® 718 1200 1450 17 RC41 2,00 ,284 7,9 0,030 11,9 B A
ACCIAIO AL CARBONIOSAE 1095 1650 1790 7-10 RC50-55 2
TITANIO15V-3CR-3AI-3SN 1030 1140 11 RC35 1,03 ,300 4.7 0.019 9,7 B A

MODULO COEFFICIENTETENSILE CONDUTTIVITÀ DI ESPANSION
DI TERMICA E TERMICAELASTICITÀ RAPPORTO DENSITÀ (DA 0º A 100ºC) (DA 0º A 100ºC) PERMEABILITÀ RESISTENZ A ALLAIN 105 N/mm DI POISSON g/cm2 Cal/cm2/sec/ºC/cm cm/cm/ºC x 10-6 MAGNETICA CORROSION E
1,93 ,285 7,9 0,039 16,9 B-M M
1,79 ,285 7,9 0,039 16,9 M-A M
1,93 ,285 7,9 0,039 17,3 B-M M-A
1,93 ,285 7,9 0,039 17,3 B-M M-A
1,93 ,285 7,9 0,036 16,0 B A
2,20 ,285 7,9 0,059 10,6 A B-M
1,93 ,305 7,8 0,037 15,3 M-A M-A
2,00 ,305 7,8 0,037 10,9 M-A M-A
2,00 ,284 7,9 0,030 11,9 B A
2,07 ,287 7.9 0.124 10,5 A B
1,03 ,300 4.7 0.019 9,7 B A
A - ALTA IN RELAZIONE AGLIM - MEDIA ALTRI MATERIALI IN QUESTAB - BASSA TAVOLA
DURATA DELLACINGHIA:Il concetto di durata della cinghia haun significato diverso per personediverse e processi diversi. Una duratadi 10.000 giri può rivelarsi eccellenteper un tipo di applicazione, mentre unaltro tipo di applicazione potrebbeprevedere l’impiego di una cinghiache effettua 10.000 giri all’ora.
Detto questo, che durata poteteaspettarvi per la vostra cinghia? Nonsi sta cercando di evitare unadomanda lecita, ma la rispostamigliore è: dipende.
Dipende da fattori quali il designdell’impianto, la resistenza deimateriali, l’ambiente, le sollecitazioni,la tensione, i trattamenti di superficie,gli attacchi, ecc.
Gli stessi fattori che hanno uneffetto sulla progettazionedell’impianto e delle cinghie,determinano anche la durata dellacinghia.
Ricordando quanto visto inprecedenza, è ragionevole sostenereche le cinghie metalliche possonodurare molto più a lungo rispetto adaltri tipi di cinghie e catene. Inoltre,
sono potenzialmente più precise eripetibili, leggere, veloci edeconomicamente convenienti.
Una conversazione con unmembro del nostro personaleIngegneristico, può aiutarvi a valutarele aspettative di durata della cinghianel caso della vostra particolareapplicazione.
23

Ci auguriamo che questa introduzionealla tecnologia delle cinghie metallichevi abbia permesso di comprendereimportanti considerazioni legatedesign e vi abbia aiutato a definire lavostra applicazione. La nostra e unicatecnologia delle cinghie metalliche hacontribuito a produrre una vastagamma di soluzioni per una lunga ecrescente lista di clienti soddisfatti.Possiamo fornire su richiesta la lista diqueste aziende.
Qualora fosse richiesta ulterioreassistenza e revisione dellaprogettazione, vi invitiamo acontattare il personale tecnico di BeltTechnologies per via telefonica o fax.
Telefono: 0044-191-415-3010
Fax: 0044-191-415-0333
Vi preghiamo di inviare via fax lalista di controllo del design, riportatanella pagina a fianco, con leinformazioni relative alla vostraapplicazione.
Ringraziamo per l’interessedimostrato verso Belt Technologies.
24

LISTA DI CONTROLLO DEL DESIGN DELLE CINGHIE IN ACCIAIO
Se necessario, usare un altro foglio per ulteriori informazioniCopiare questo modulo secondo necessità e inviarlo a noi per ricevere
aiuto nella progettazione del vostro impianto.
Nel Regno Unito e in Europa:
Belt Technologies Europe4th Floor, Pennine HouseWashingtonTyne and Wear NE37 1LYUnited KingdomTelefono: +44 (0)191-415-3010FAX: +44 (0)191-415-0333E-Mail: [email protected]
Nelle Americhe e nel Pacifico:
Belt Technologies, Inc.11 Bowles RoadAgawam, MA 01001-2925USATelefono: (1) 413 786-9922FAX: (1) 413 789-2786E-Mail: [email protected]
Mittente: (Nome
(Società)
(Indirizzo)
(Tel./Fax)
1. Uso: TrasmissioneTrasporto Indicizzazione Sincronia Posizionamento di potenza
o o o o o
2. Dimensioni:
Larghezza cinghia Diametro della puleggia
Numero di pulegge Centri delle pulegge
3. Carico:
Velocità cinghia Coppia massima
Accelerazione Carico statico
4. Caratteristiche desiderate:Resistenza Conduttanza
Robustezza Precisione Pulizia alla corrosione termica
o o o o o
Alta temperatura o °C o °F
5. Quantità:N. di cinghie per cui N. di pulegge per cuifare il preventivo fare il preventivo
6.. Preghiamo di allegare un diagramma dell’impianto
Nel Regno Unito e in Europa:Belt Technologies Europe • 4th Floor • Pennine House
Washington, Tyne and Wear NE37 1LY, InghilterraTelefono: +44 (0) 191 415 3010 • FAX: +44 (0) 191 415 0333
E-Mail: [email protected] • www.belttechnologies.co.uk
Nelle Americhe e nel Pacifico:Belt Technologies, Inc. • 11 Bowles Road, P.O. Box 468 • Agawam, MA 01001, Stati Uniti
Telefono: (413) 786-9922 • FAX: (413) 789-2786E-Mail: [email protected] • www.belttechnologies.com